/



































































































































































































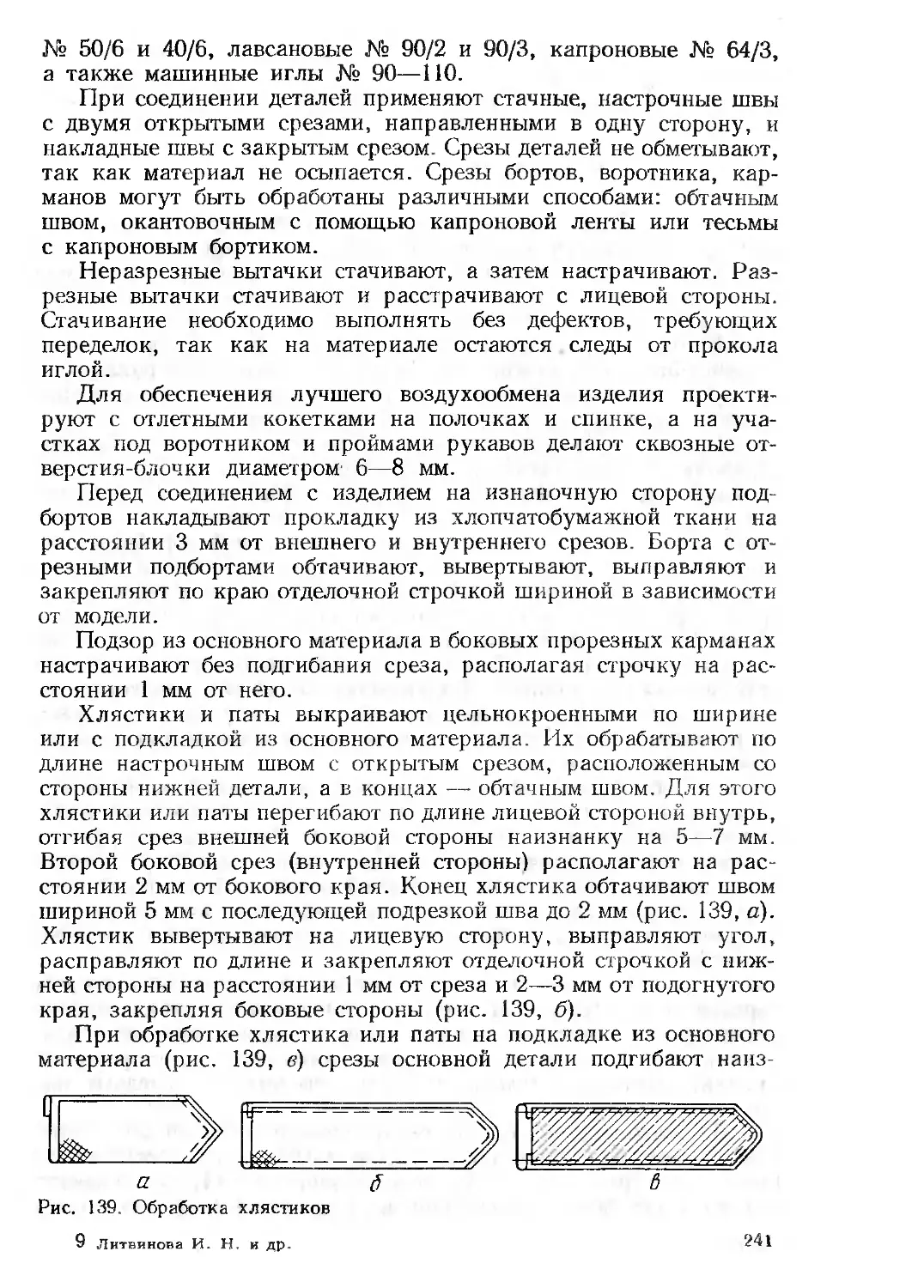




















































Author: Литвинова И.Н. Шахова Я.А.
Tags: одежда швейное производство женская одежда верхняя одежда изготовление женской одежды
ISBN: 5—7088—0290—1
Year: 1991
Similar



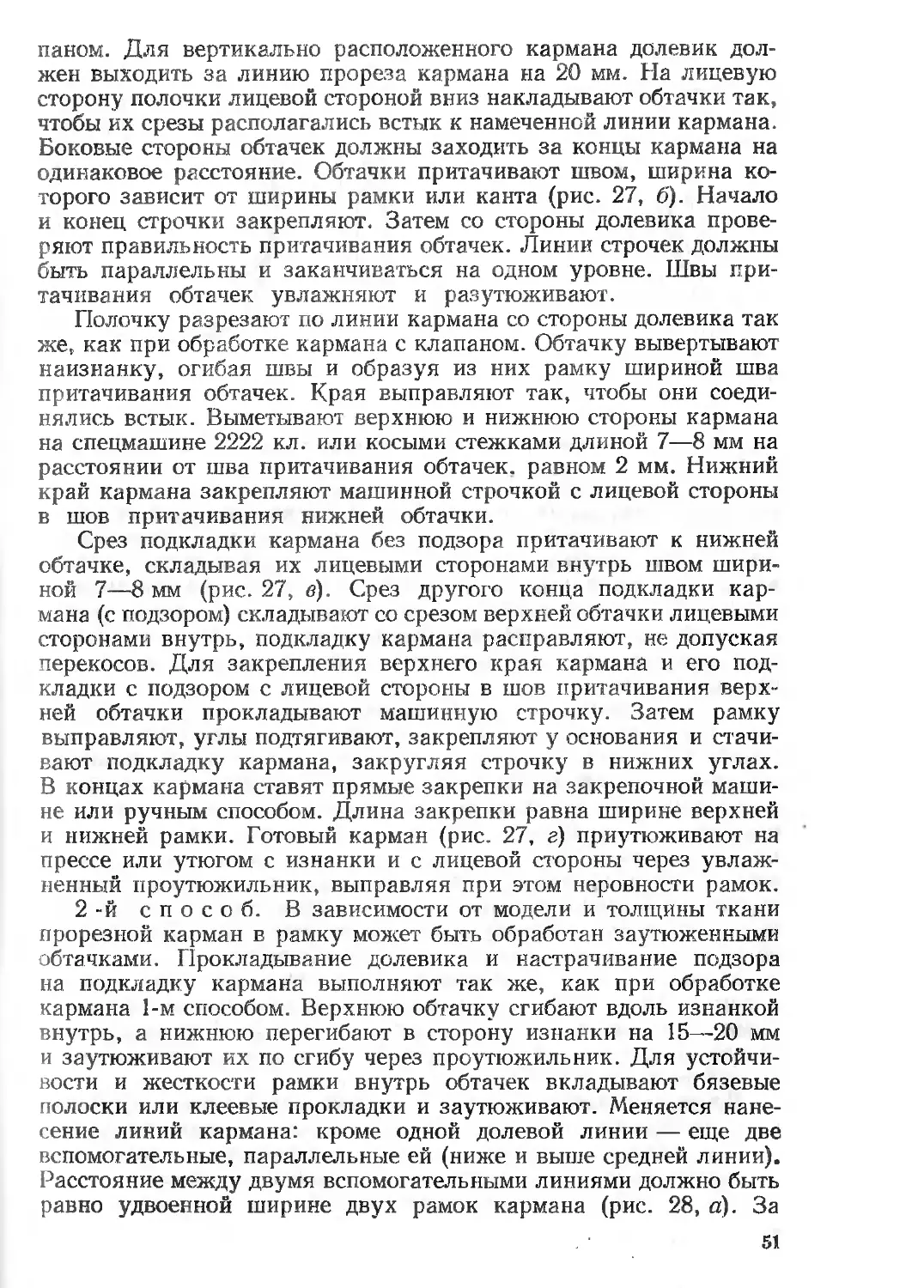
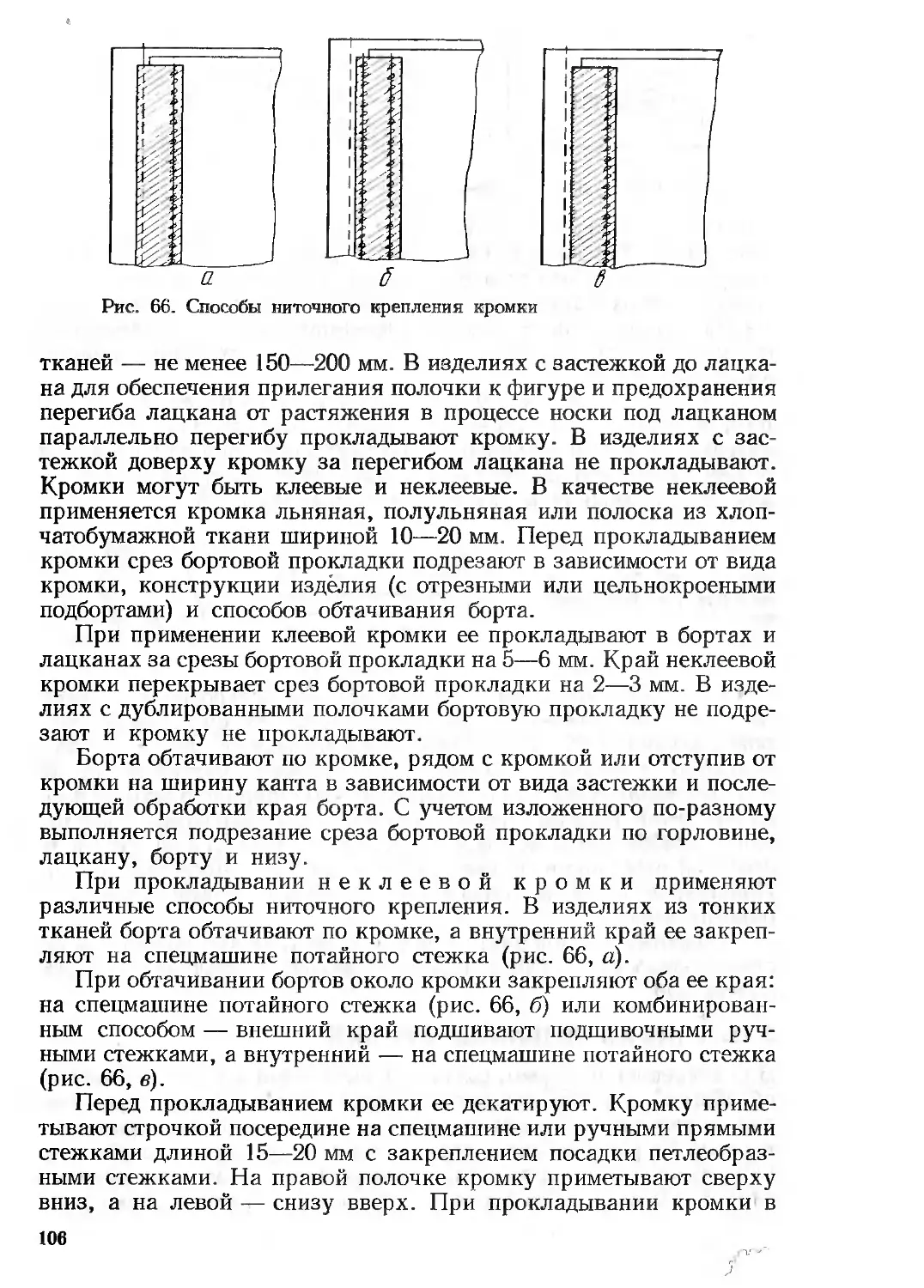
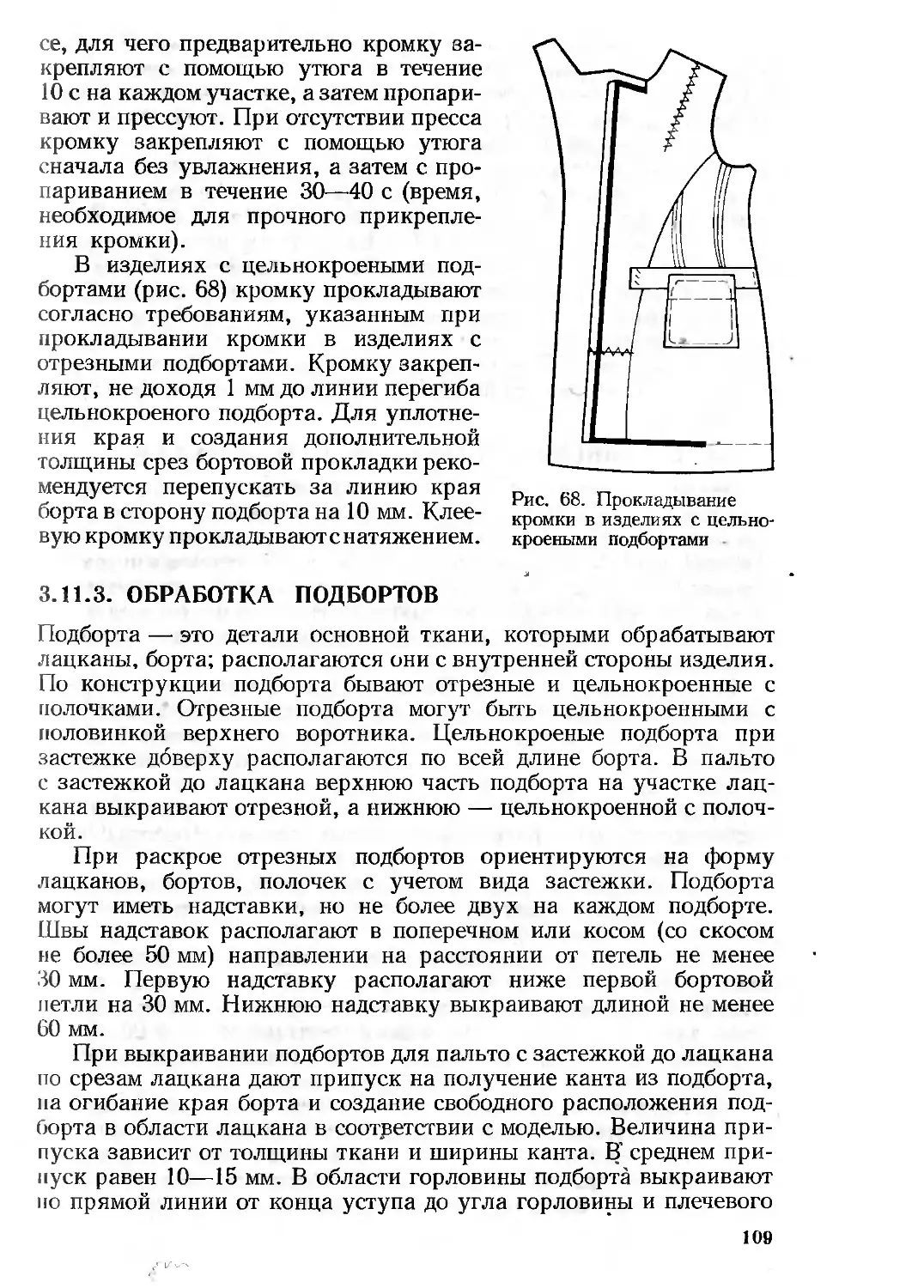
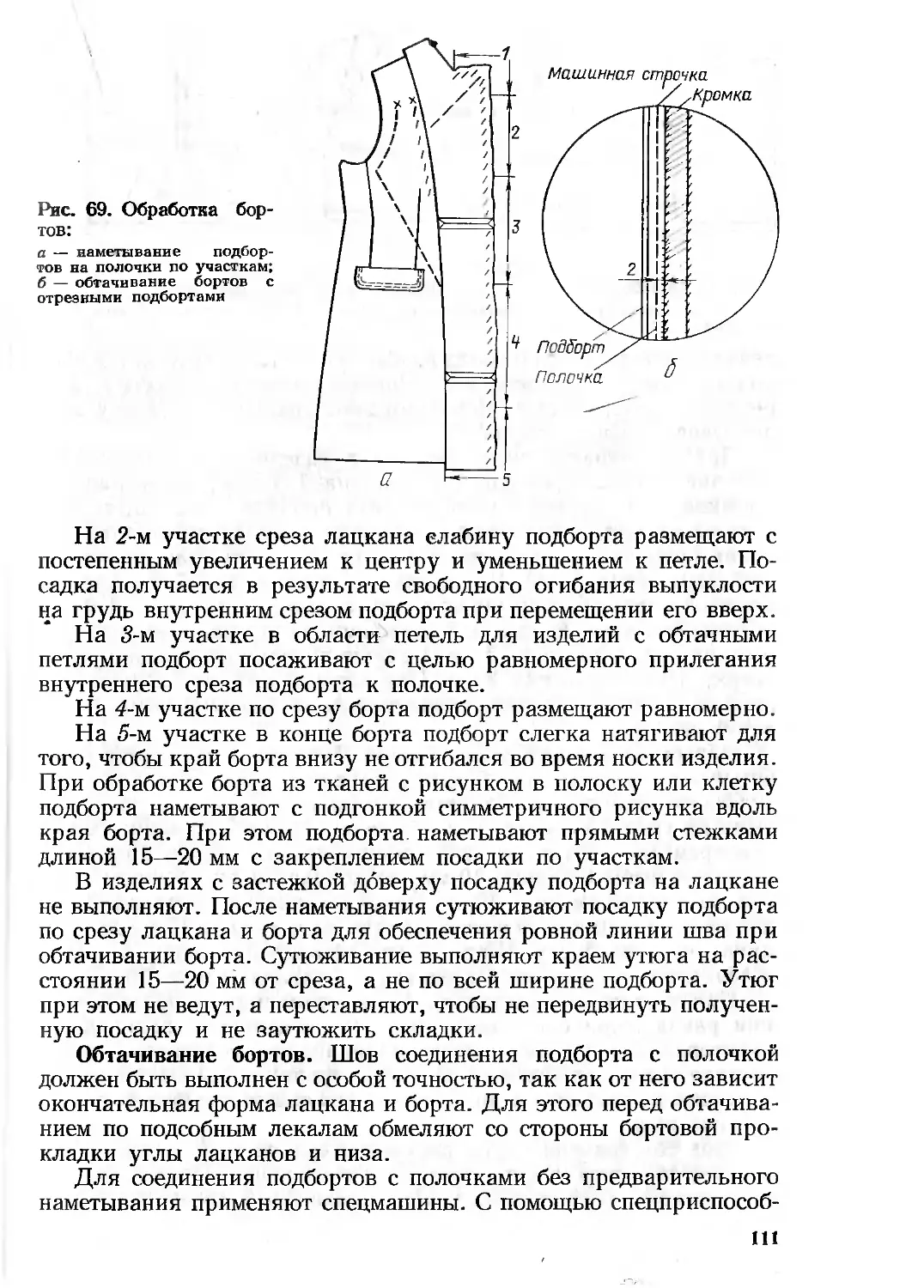
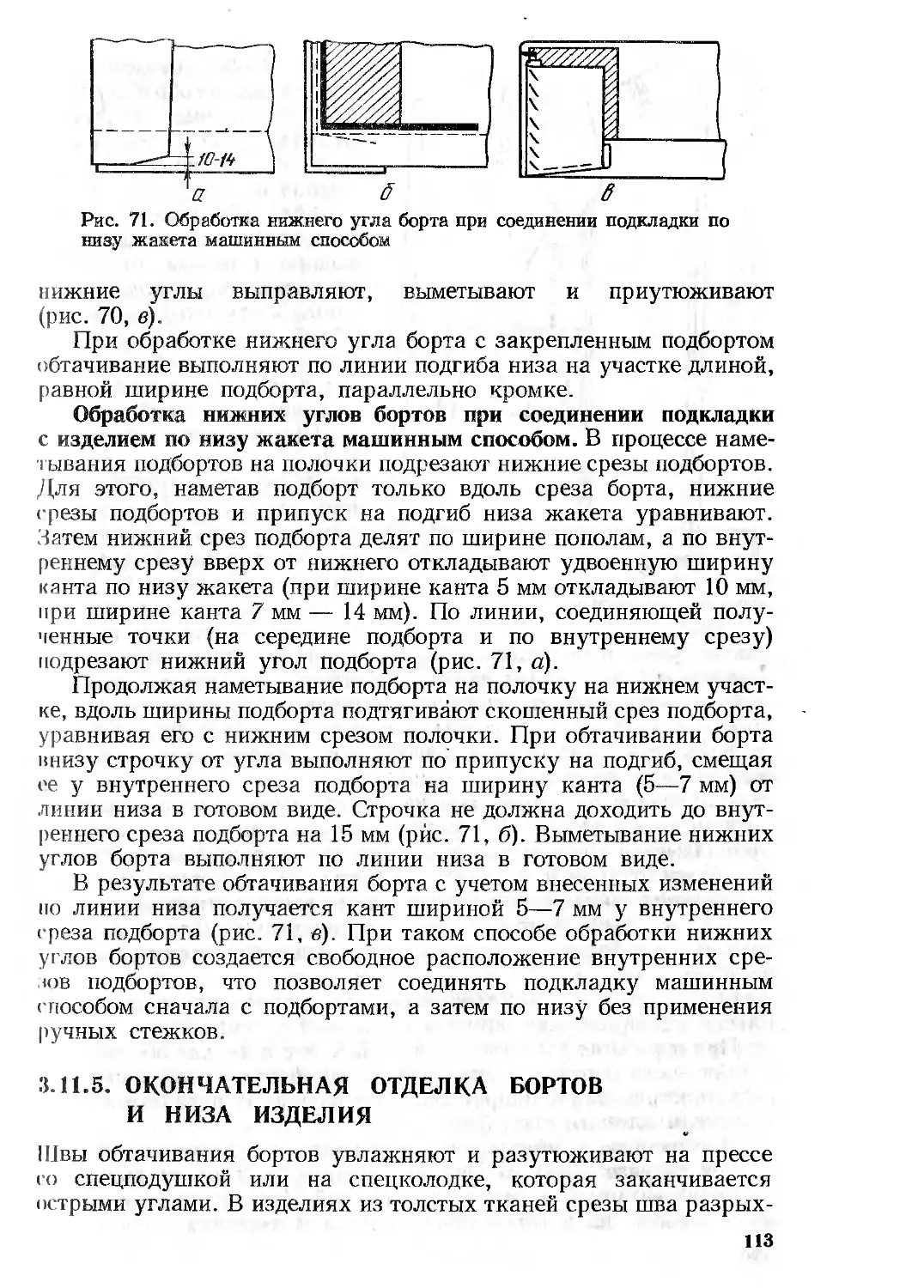
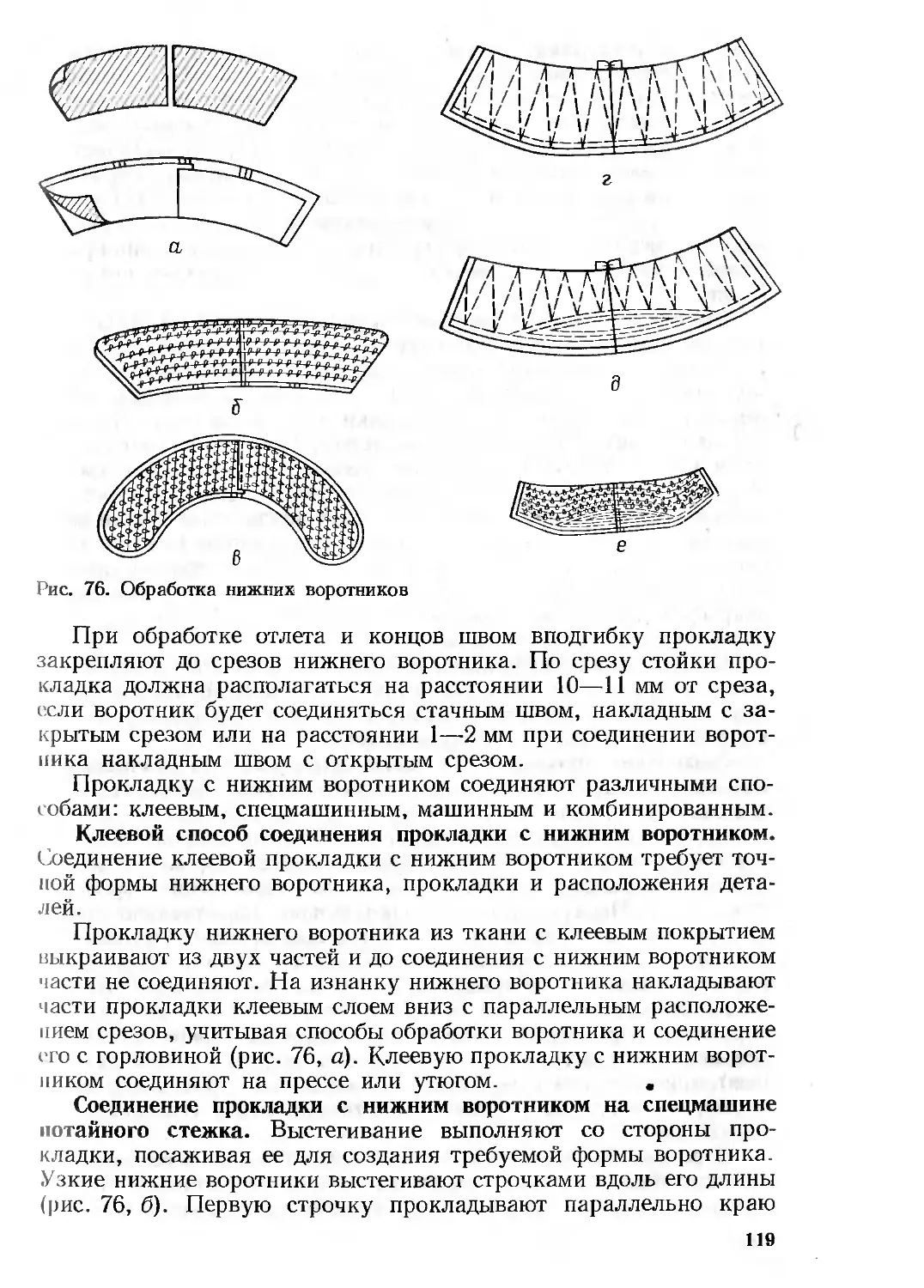
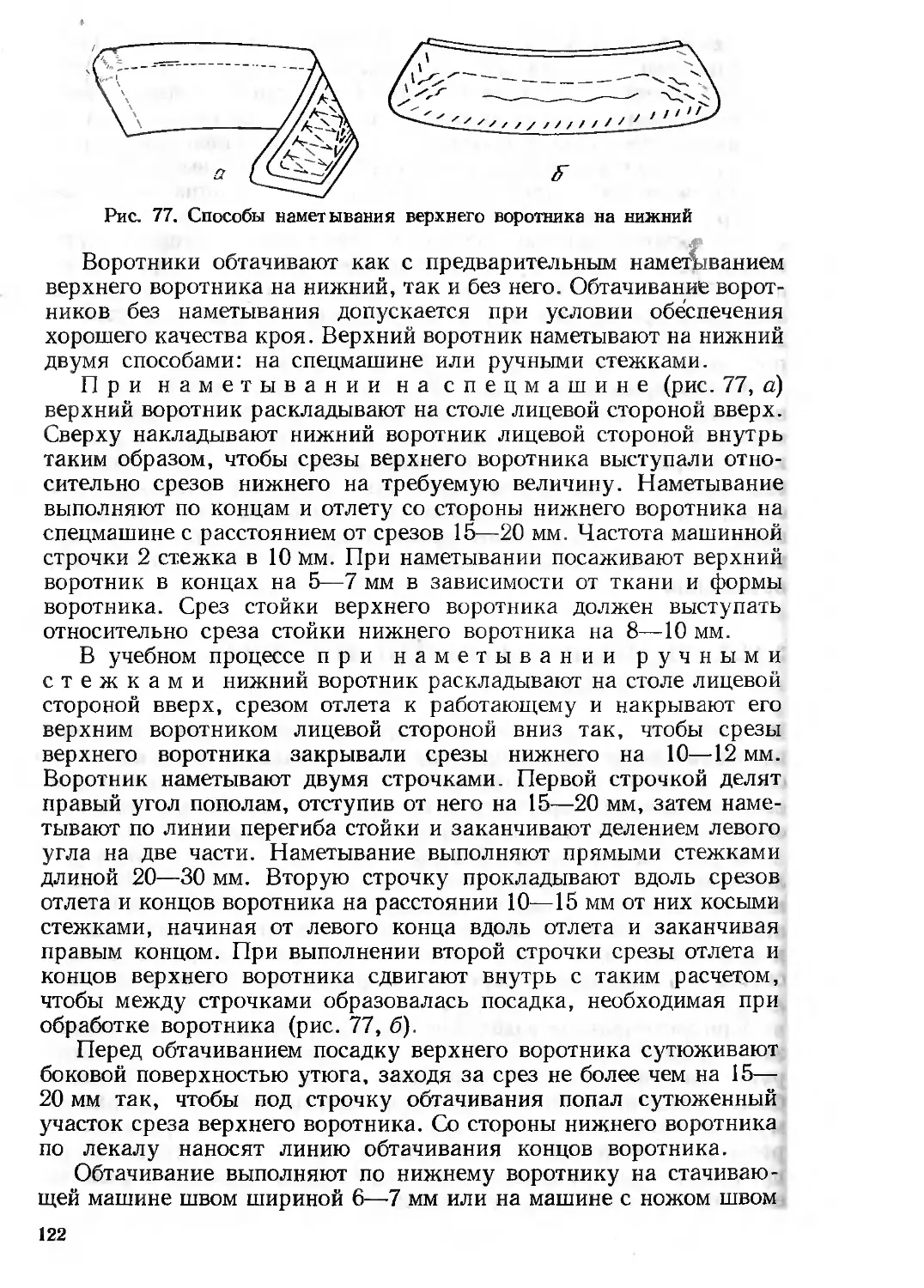
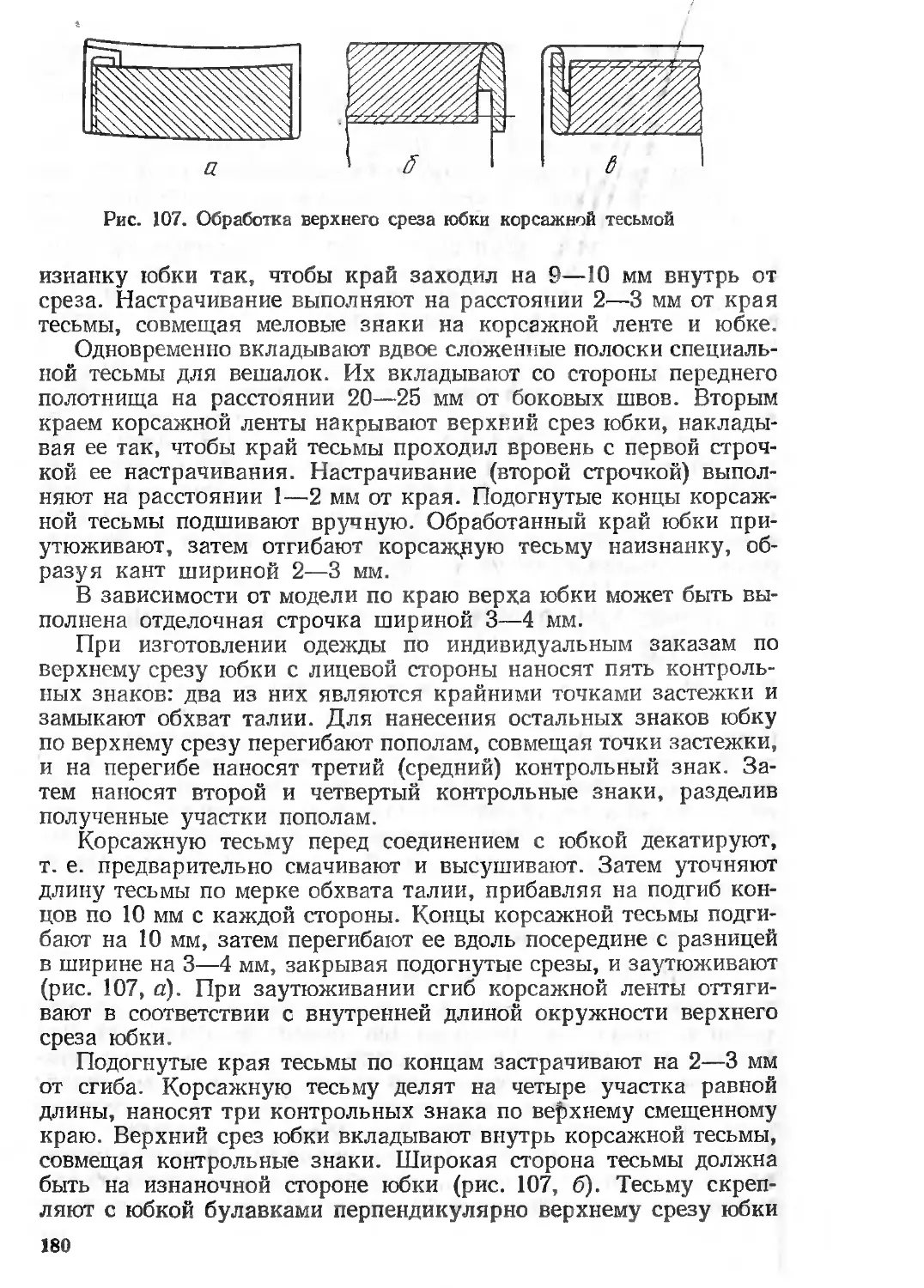
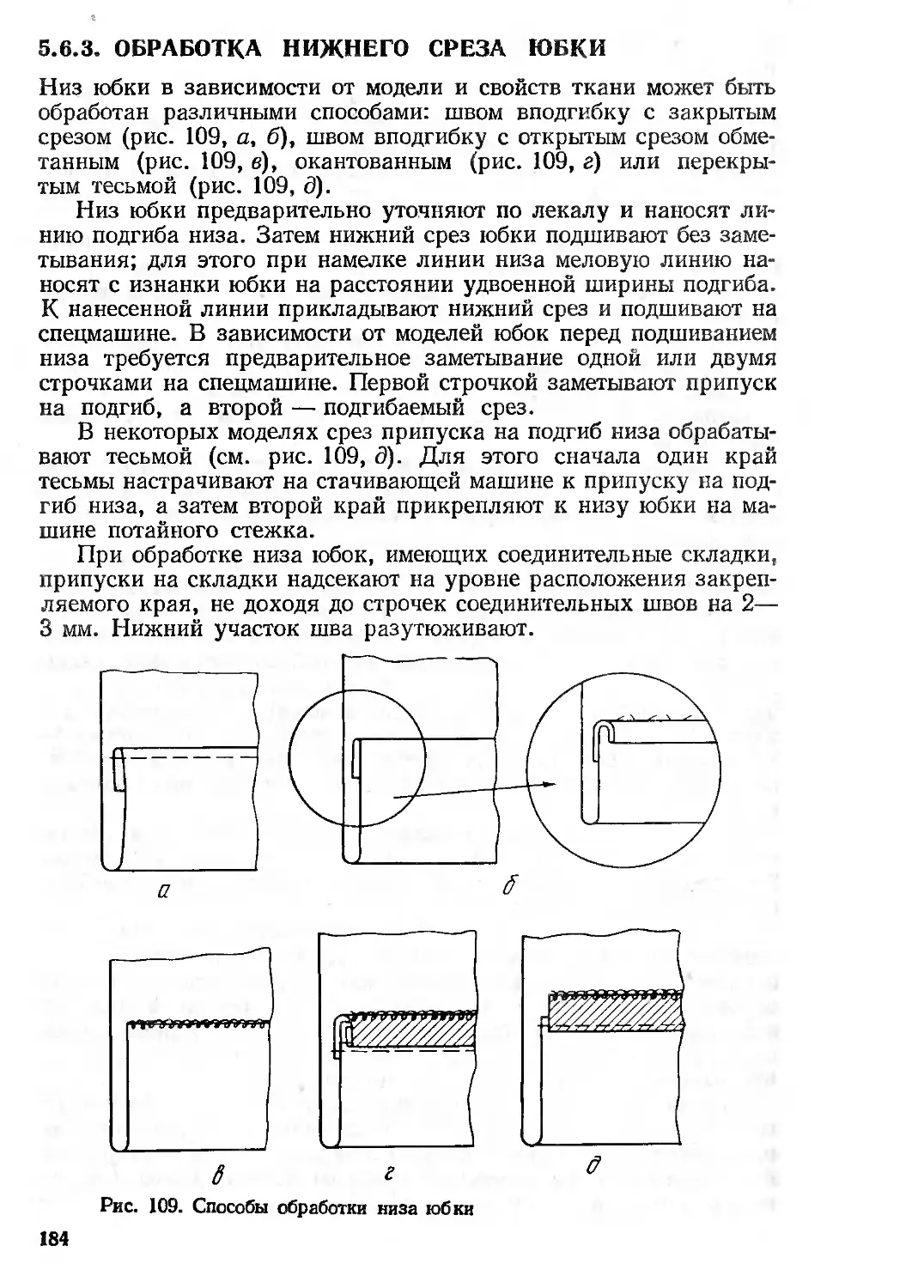
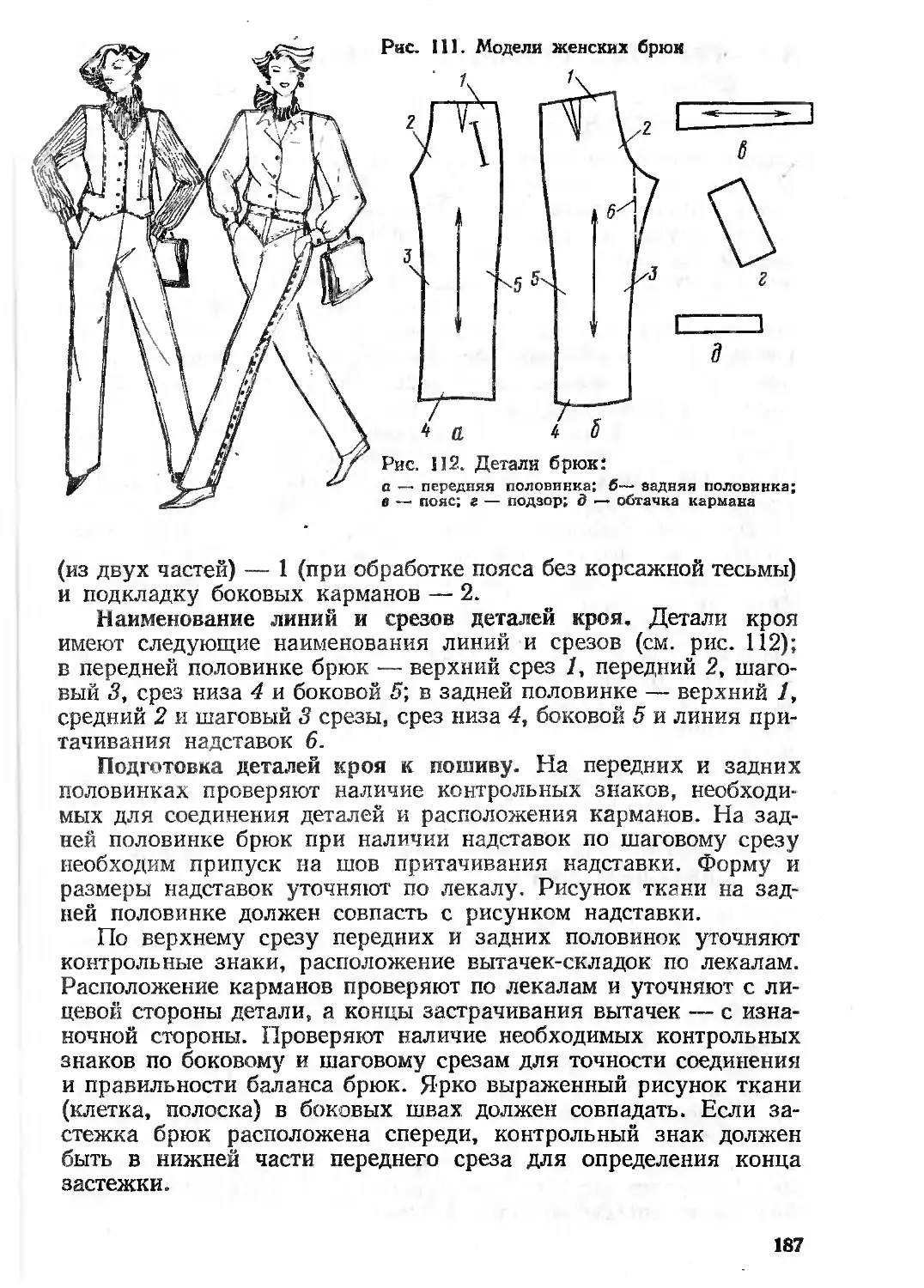
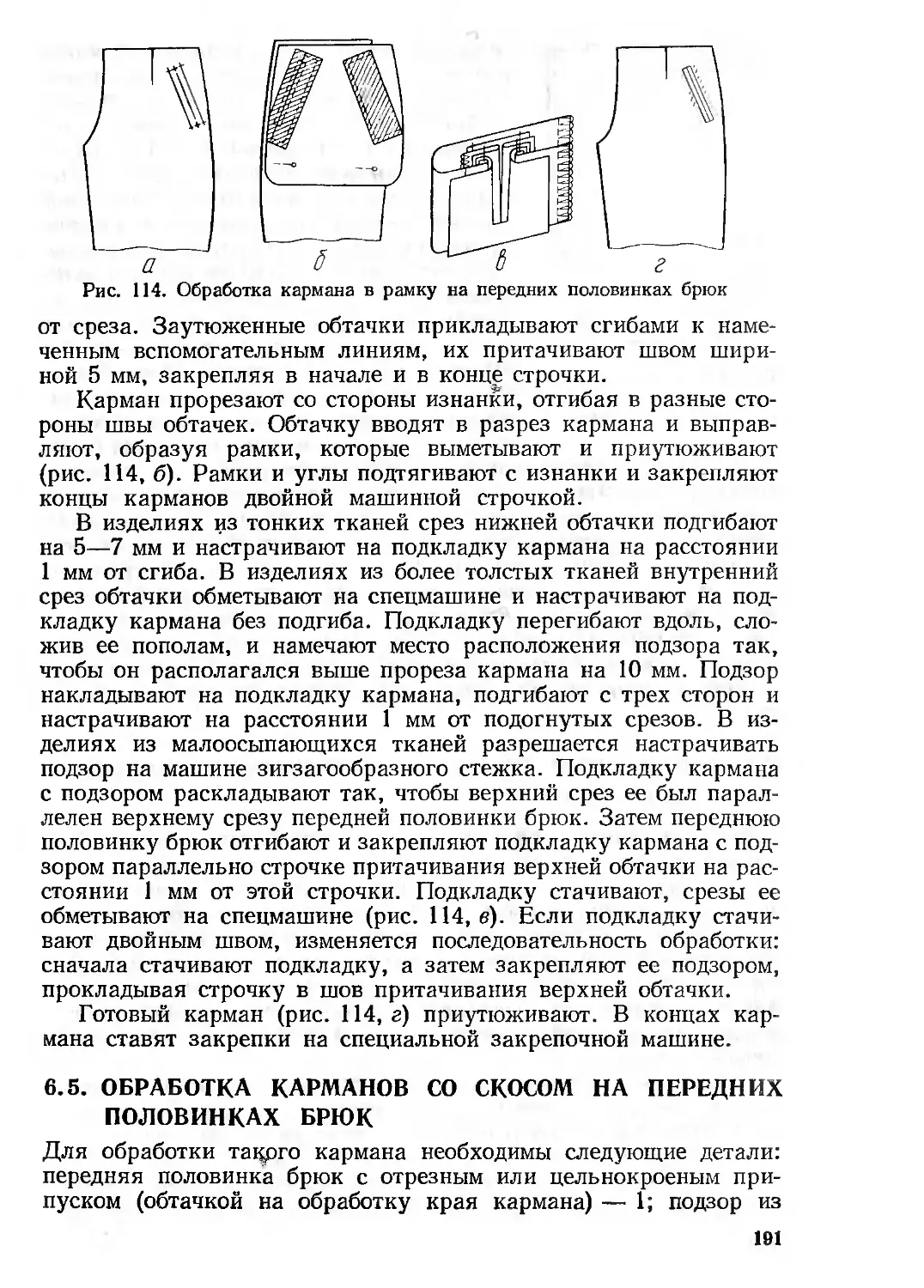
Text
УЧЕБНИКИ
ДЛЯ СРЕДНИХ
ПРОФЕССИОНАЛЬНО-
ТЕХНИЧЕСКИХ
УЧИЛИЩ
И Н ЛИТВИНОВА
ДА ШАХОВА
ИЗГОТОВЛЕНИЕ
ЖЕНСКОЙ
ВЕРХНЕЙ
ОДЕЖДЫ
Издание третье, переработанное
и дополненное
Допущено Государственным комитетом
СССР по народному образованию в
качестве учебника для
профессионально-технических училищ
Библиотека легкой промышленности
http://t-stile.info
■
МОСКВА
ЛЕГПРОМБЫТИЗДАТ
1991
ББК 37.24
Л64
УДК 687.172.2.02
Рецензент аасл. учитель РСФСР А. Т. Труханова
t'4 V
Литвинова И. Н., Шахова Я- А.
Л64 Изготовление женской верхней одежды: Учебник для
сред. ПТУ.—3-е изд., перераб. и доп. —М.: Легпром-
бытиздат, 1991. —- 304 с: ил. — ISBN 5—7088—0290—1.
Изложены основы промышленной технологии женской верхней одежды
для массового производства и для изготовления по индивидуальным
заказам с применением передовых способов обработки, использованием
современного оборудования и учетом механизации и автоматизации
производственных процессов.
Рассмотрены вопросы стандартизации, качества швейных изделий,
организации и безопасных условий труда на производстве.
Для учащихся ПТУ. Может быть использован при профессиональном
обучении рабочих на производстве.
л.■■—»60_9,
© Издательство «Легкая и пищевая
промышленность», 1981
© Издательство «Легкая промышленность
и бытовое обслуживание», 1987, с
изменениями
© Литвинова И. Н., Шахова Я. А.,
ISBN 5—7088—0290—1 1991, с изменениями
ВВЕДЕНИЕ
Перед швейной промышленностью в настоящее время
поставлены задачи по расширению ассортимента и
улучшению качества изделий, повышению их технического
и эстетического уровня, увеличению объема
выпускаемой продукции и др. Решение этих задач должно
обеспечиваться в следующих направлениях:
разработка и внедрение, принципиально новых
технологий изготовления швейных изделий;
разработка гибких производств блочного
построения для оперативного выпуска модной одежды;
совершенствование традиционных технологических
процессов, регламентированных типовой технической
и технологической документацией на основе их
интенсификации. /
Швейная промышленность в настоящее время
представляет собой индустриальную отрасль народного
хозяйства, в которой используются передовые средства
автоматизации и механизации,
электронно-вычислительная техника, а также достижения ряда других
отраслей промышленности. Все это требует от
специалистов-швейников большого запаса знаний, умений
и профессиональных навыков.
Решение поставленных задач невозможно без
постоянного притока квалифицированных кадров,
подготовляемых в вузах, техникумах и в системе
профессионально-технического образования.
Задачи социально-экономического развития страны
предъявляют новые, более высокие требования к
профессионально-техническому образованию молодежи,
качеству подготовки квалифицированных рабочих для
3
народного хозяйства. Перед системой
профтехобразования поставлена задача: повысить качество обучения,
идейно-политического, трудового, нравственного и
эстетического воспитания подрастающего поколения
и его подготовки к общественно полезному труду в
соответствии с требованиями научно-технического
прогресса.
Учебник написан в соответствии с программой
обучения профессии швеи-мотористки (швейное
производство) с учетом особенностей подготовки портных
женской верхней одежды (производство изделий по
индивидуальным заказам) для учащихся средних
профессионально-технических училищ.
Авторы приносят благодарность рецензенту
заслуженному учителю РСФСР А. Т. Трухановой за ценные
советы и указания, данные при рецензировании
рукописи.
1. ОБЩИЕ СВЕДЕНИЯ
•
1.1. СВЕДЕНИЯ О ВЕРХНЕЙ ОДЕЖДЕ
Одежда является предметом первой необходимости для человека.
Она покрывает более 80% его тела и защищает от неблагоприятных
условий внешней среды, поддерживает нормальное здоровое
состояние организма и выполняет эстетические функции.
К верхней одежде относят пальто, полупальто, плащи, жакеты,
юбки, брюки, жилеты, платья, халаты, блузки и т. д.
В зависимости от сезонного назначения одежду разделяют на
зимнюю, демисезонную (весенне-осеннюю), летнюю и всесезон-
ную.
Большинство швейных изделий являются многослойными,
пакеты их включают основной материал (для верха), подкладку,
прокладочные материалы, а для зимних пальто и утепляющую
прокладку. Используя двухстороннее оформление основных
материалов, изготовляют однослойные пальто с возможностью
эксплуатации их с лицевой и изнаночной стороны.
Требования, предъявляемые к одежде, очень разнообразны.
Их подразделяют на гигиенические, эстетические,
эксплуатационные, технические и экономические.
Гигиенические требования обеспечивают теплозащитные
свойства одежды, воздухообмен в пододежном слое, способствуют
отведению влаги от тела, защищают от неблагоприятного
воздействия внешней среды.
Эксплуатационные требования предусматривают удобство
пользования одеждой и надежность ее в эксплуатации. Удобная
одежда обеспечивает свободу движений и дыхания человека,
легкое надевание и снимание; надежность в эксплуатации означает
безотказную службу одежды в течение всего периода носки до
момента ее морального или физического износа.
Эстетические требования включают художественное
оформление изделия, подбор материалов и фурнитуры по цвету и фактуре
в соответствии с требованиями моды.
Технические требования должны выполняться в процессе
производства одежды в полном соответствии с требованиями
государственных стандартов и технических условий.
Экономические требования предусматривают снижение
себестоимости изготовления изделий, минимальный расход материа-
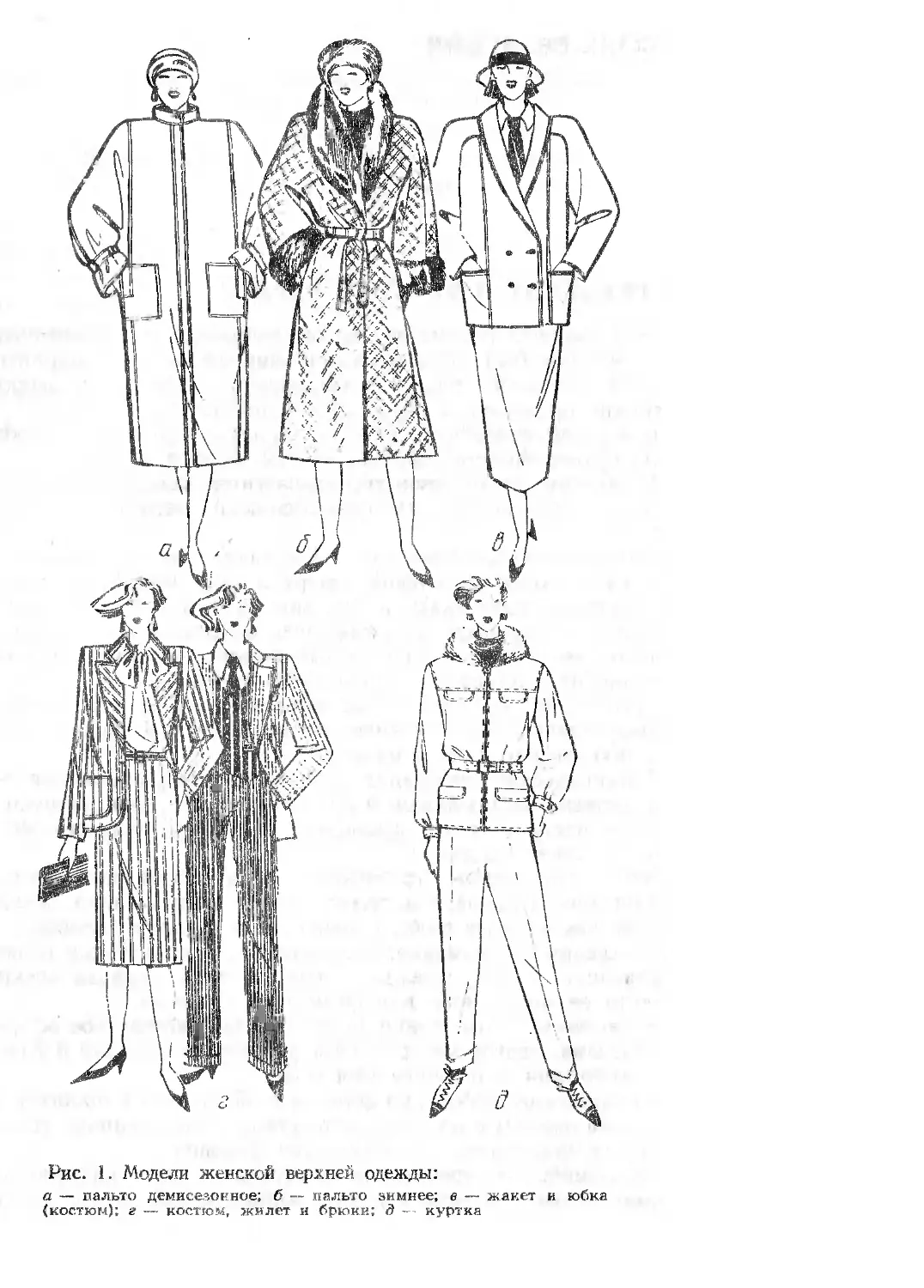
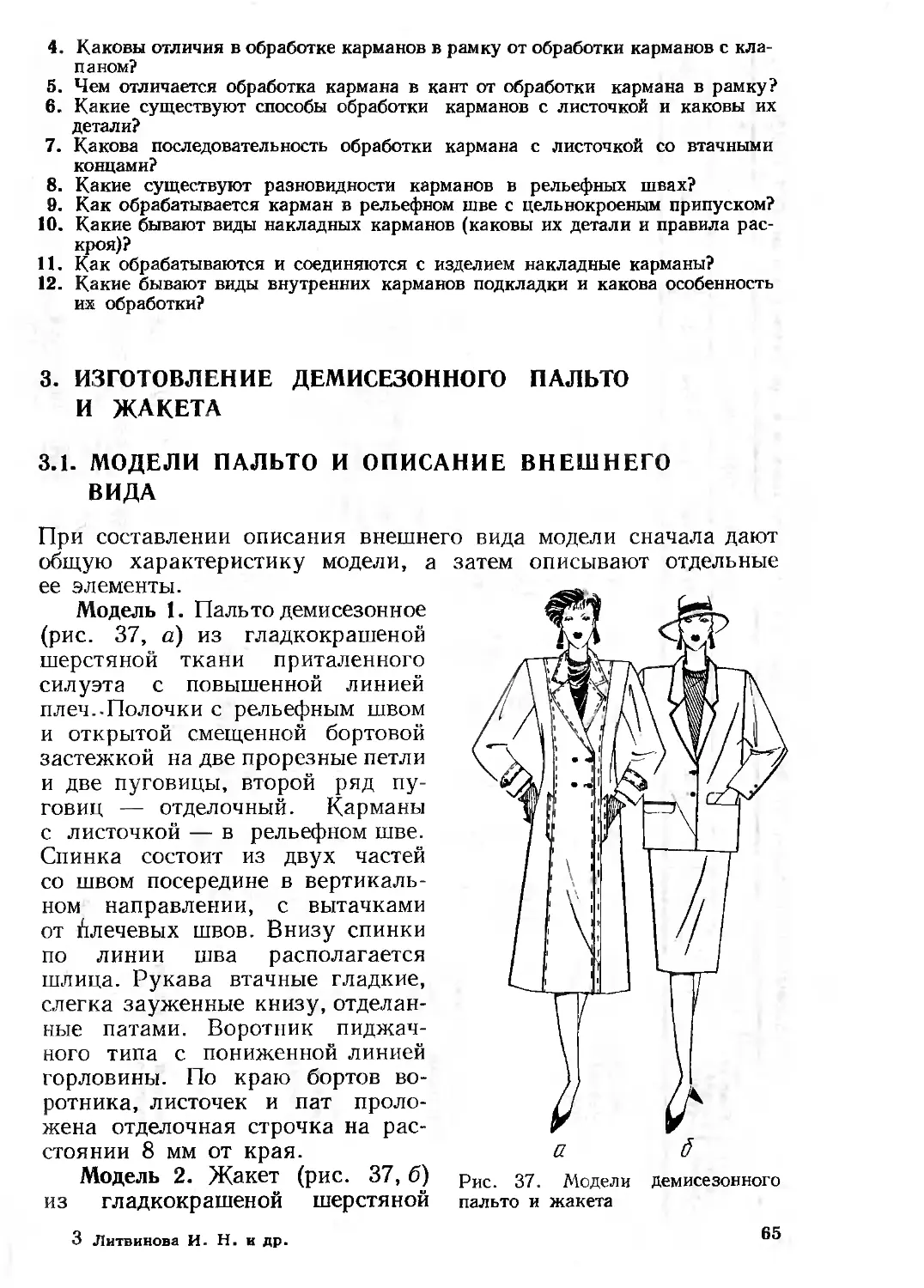
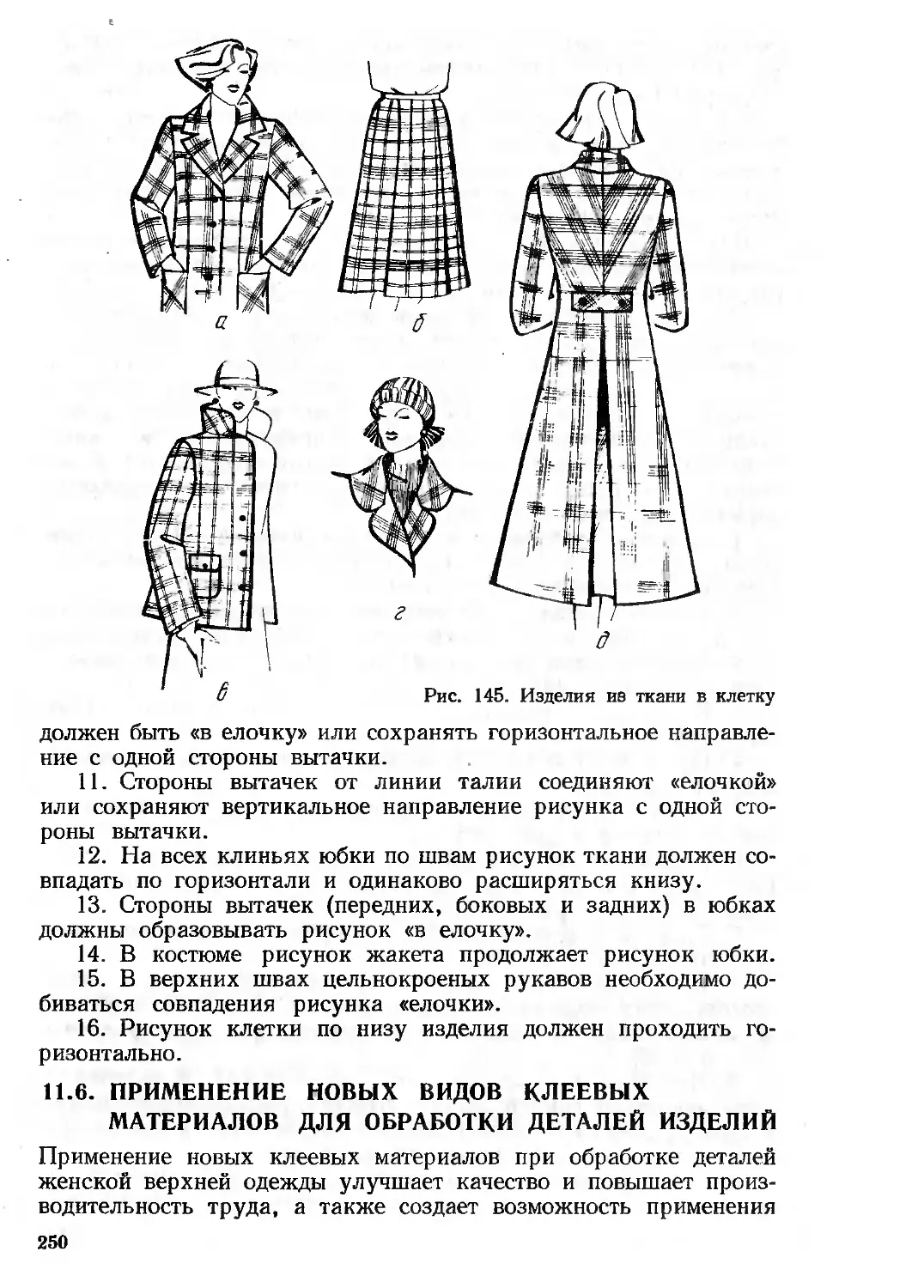
Рис. 1. Модели женской верхней одежды:
а — пальто демисезонное; б — нальто зимнее; в — жакет и юбка
(костюм); ё --- костюм, жилет и брюки; д -- куртка
лов, уменьшение времени на изготовление изделий, типизацию,
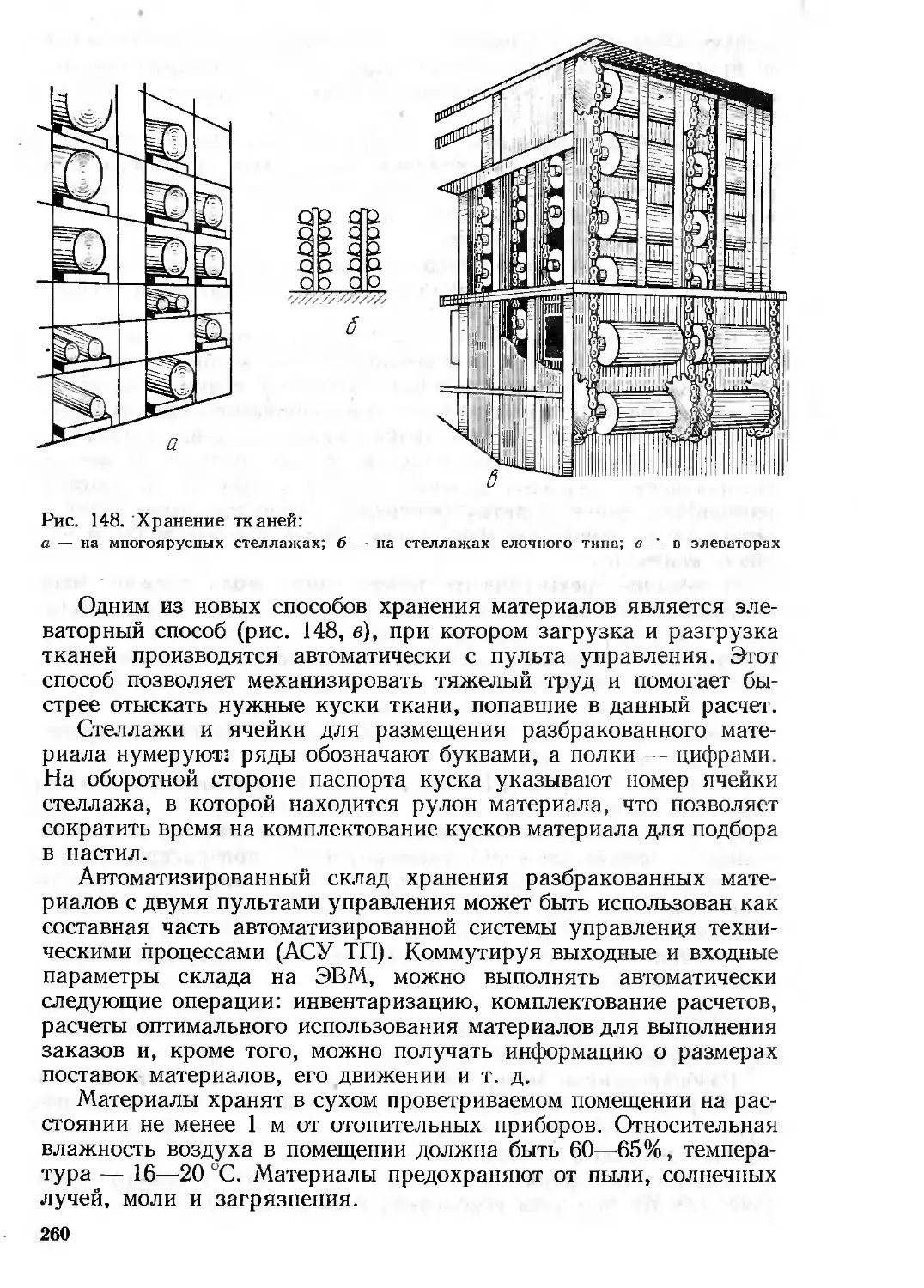
унификацию узлов и деталей и др.
Ассортимент верхней одежды очень разнообразен (рис. 1)
и постоянно обновляется вследствие роста потребностей, изменения
вкусов покупателей, повышения материального благосостояния и
культурного уровня населения. По способу эксплуатации
изделия верхней одежды разделяют на плечевые и поясные. В
зависимости от моды изделия могут быть разнообразных силуэтов,
различной формы, отличаться конструкцией основных деталей и
отделочных элементов. По силуэтам изделия разделяют на
прямые, полуприлегающие, прилегающие и трапециевидные. Изделия
могут быть жесткой или мягкой формы. Борта застегиваются на
пуговицы и петли, кнопки, застежки-молнии и др.
По конструкции изделия бывают с центральной и со смещенной
бортовой застежкой. В изделиях с центральной бортовой
застежкой предусматривается малый заход борта одной полочки на
борт другой (4—6 см от линии полузаноса) и один ряд
застегивающихся пуговиц, расположенных по центру переда. Изделие со
смещенной бортовой застежкой характеризуется увеличенным
припуском от линии полузаноса (10—12 см) и двумя рядами пуговиц,
из которых один ряд застегивается.
Полочки и спинки могут быть цельными, со складками или
разрезными в вертикальном или горизонтальном направлении.
В зависимости от модели украшением изделий могут быть
кокетки (различных размеров и формы), планки, хлястики, паты и
т. д. На полочках располагают различные виды карманов
(прорезные, непрорезные и накладные). В среднем шве спинки может
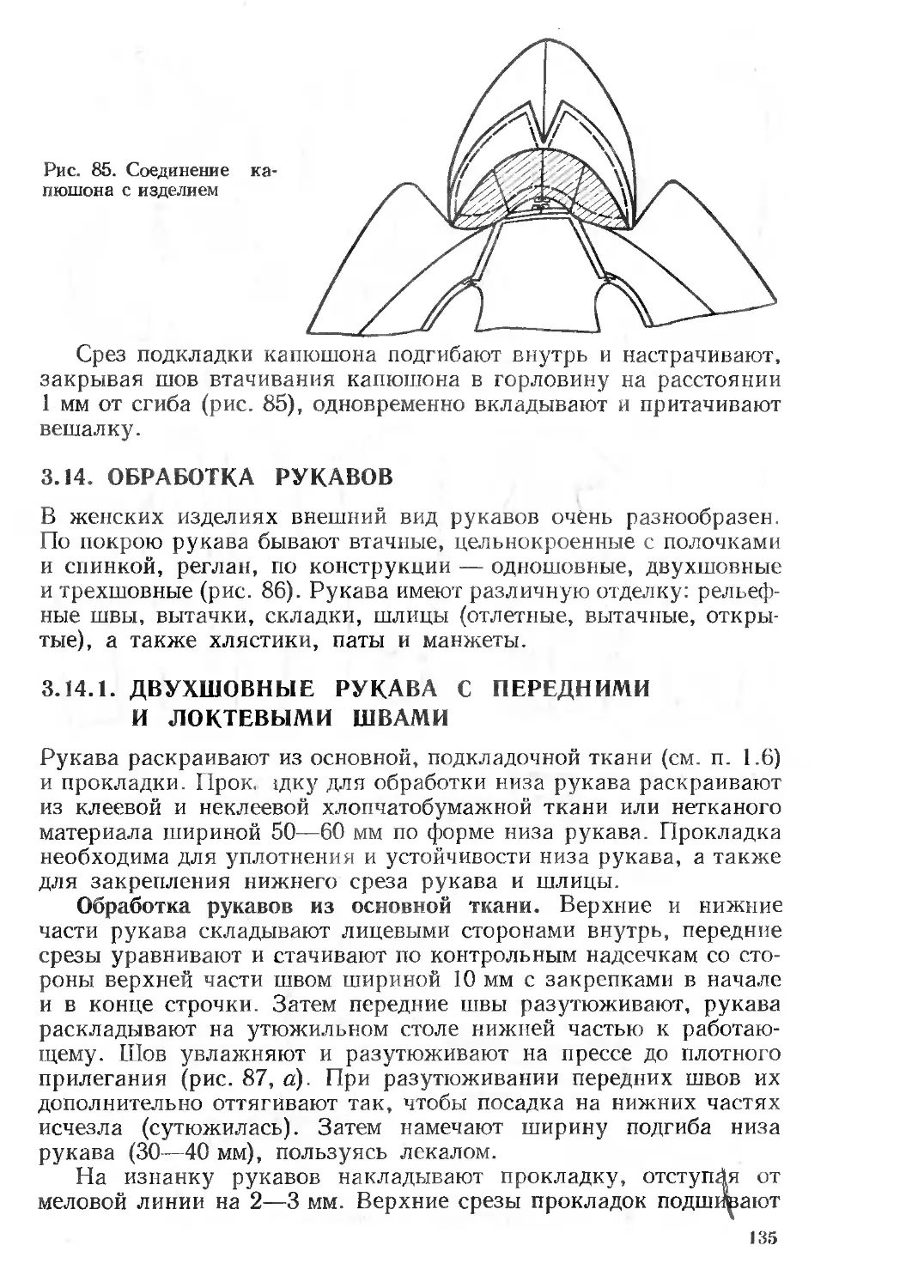
быть обработана шлица.
Изделия могут быть с различными воротниками (отложной, с
капюшоном и в виде стойки), а также без воротников. По крою
различают изделия с вичными рукавами, рукавами реглан,
комбинированными и цельнокроенными с полочкой и спинкой. Рукава
могут иметь различные виды отделок (хлястики, паты, шлицы,
манжеты и т. д.).
Фурнитура, применяемая для женских изделий, имеет не
только функциональное, но и декоративное назначение: пуговицы
разных размеров и форм, кнопки, пряжки, крючки и петли,
отделочные элементы из металла, кожи, замши и пластмассы.
Для изготовления верхней женской одежды используется
широкий ассортимент материалов, отличающихся различным
сырьевым составом, способом производства, структурой и свойствами.
В качестве покровных материалов (материалов верха, или
основных) применяют ткани, трикотажные и нетканые полотна,
искусственную и натуральную кожу, замшу и мех,
многослойные дублированные и стеганые материалы. Внешний вид одежды
зависит от качества внутренних прокладок, подкладки, швейных
ниток. В ассортименте этих видов материалов широко применяются
синтетические волокна.
Процесс изготовления одежды включает три основных этапа:
1) создание модели, конструкции и лекал;
2) подготовка материала к раскрою и раскрой (т. е. работы на
подготовительно-раскройном участке);
3) пошив изделия.
Разработкой моделей и конструированием изделий при
изготовлении одежды в массовом производстве занимаются Дома
моделей, а при изготовлении по индивидуальным заказам — Дома
мод, ЦОТШЛ и экспериментальные цехи Домов мод и
объединений.
Перспективы развития ассортимента и повышения качества
швейных изделий предусматривают следующие мероприятия:
разработку и внедрение комплексно-механизированных
потоков и линий, в том числе с учетом необходимости повышенной
сменяемости моделей и выпуска швейных изделий малыми
сериями;
использование специализированного технологического
оборудования, средств автоматизации и механизации, типизацию
технологических процессов, выбор оптимальной технологии и
технических средств, рациональных приемов неделимых операций,
робототехники и микропроцессорных средств;
применение физико-химической технологии путем склеивания,
сварки, формоустойчивой обработки деталей швейных изделий
химическими материалами и композициями.
1.2. РУЧНЫЕ РАБОТЫ
•
1.2.1. РАБОЧЕЕ МЕСТО ДЛЯ ВЫПОЛНЕНИЯ РУЧНЫХ
РАБОТ
Ручные работы бывают различными и выполняются в положении
сидя или стоя, на столах соответствующих размеров (рис. 2).
Рабочее место для выполнения ручных работ сидя должно быть
оборудовано столом, стулом и подставкой для ног. Для
обеспечения оптимальной рабочей позы требуется строгое соответствие
высоты стола и стула антропометрическим данным работающего,
а также соблюдение необходимого расстояния между рабочей
поверхностью стола и сиденья, между передним краем стола
и сиденья.
Все места для ручных работ должны быть обеспечены инструк-
ционно-технологическими картами, в состав которых входят:
карта инженерного обеспечения рабочего места;
перечень требований к качеству выполнения операции;
сведения о рациональной организации рабочего места с
применением организационно-технологической оснастки и необходимых
предметов труда;
описание рациональных приемов выполнения операции с
учетом передового опыта.
8
Поверхность рабочего стола
для ручных работ должна
быть гладкой (отполированной)
с рациональным размещением
на ней оснастки и предметов
труда. Наиболее
целесообразным является размещение всей
оснастки справа по краю,
вдоль ширины стола, чтобы
не загромождать рабочей зоны
поверхности стола.На крышке
стола обычно закрепляют бо-
бинодержатель, инструкционно-
технологическую карту,
магнит для ножниц.
В целях соблюдения
чистоты в производственных
помещениях каждое рабочее
место обеспечивается съемным
мусоросборником.
Рис. 2. Рабочий стол для выполнения
ручных работ
1 2.2. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
ДЛЯ РУЧНЫХ РАБОТ
При выполнении ручных работ применяются различные
инструменты и приспособления (рис. 3). Все они должны содержаться
в надлежащем порядке, так как от их состояния зависят качество
обрабатываемых операций и производительность труда рабочего.
Ручные иглы являются основным инструментом для
выполнения ручных пошивочных работ. Они изготовляются из
лучших сортов легированной стали и должны быть гладкими,
хорошо отполированными, без заусенцев, с ясно выраженным ушком
(рис. 3, а). Иглы подразделяются по номерам (табл. 1).
Наперсток надевается на средний палец правой руки и
служит для предохранения пальца от укола иглой при
проталкивании ее в ткань. Наперстки бывают с донышком и без дна
(рис. 3,6). Первые применяются при пошиве изделий из легких
тканей, где не требуется большого напряжения пальца, так как
рабочей поверхностью наперстка является донышко.
Наперстки без дна используются при изготовлении верхней
одежды. Рабочей поверхностью таких наперстков служит их
боковая часть на уровне ногтя пальца, так как в этом месте
подталкивающая сила мышцы сильнее, чем у кончика пальца.
Материал наперстка должен быть очень прочным, не допускающим
проколов иглой. Поверхность наперстка имеет своеобразный рисунок:
углубленные точки в верхней части и полоски в нижней.
Заканчиваются наперстки овальным краем. Наперстки в
промышленности выпускаются различных номеров (табл. 2).
е
ж
Рис. 3. Инструменты и приспособления для ручных работ:
а — игла; б — наперстки; в — ножницы; г — сантиметровая лента; д —
колышек; е — прессованный мел; ж — резец; s — кольцо с ножом; и — портновские
булавки; к — манекен; л — линейка
1. Размеры и назначение ручных игл
Номер
Диаметр,
мм
Длина,
мм
Назначение
0,6
35
2
3
4
5
6
7
8
9
10
11
12
0,7
0,7
0,8
0,8
0,9
0,9
1
1
1,2
1,6
1,8
30
40
30
40
35
45
40
50
50
75
80
Пошив изделий из легких хлопчатобумажных,
шелковых и шерстяных тканей
То же из легких хлопчатобумажных, шелковых
и шерстяных тканей, а также из тканей средней
толщины (трико, легкие камвольные и т. п.)
То же из тканей средней толщины (трико,
легкие камвольные и т. п.)
Пошив изделий из толстых тканей (бобрик,
сукно и т. п.)
Изготовление мешков, погон и т. п.
К)
2. Основные размеры наперстков по номерам
Номер
2
3
4
5
8
10
12
Диа
У ' - if
яетр большой»
мм
15
16
17
18
17
18
19
Диаметр малый,
мм
11
12
13
14
14
15
16
Высота, мм
15—19
15—20
15—20
15—21
15—21
15
15
Ножницы применяются для раскроя, подрезки деталей и
обрезки концов ниток. Промышленность выпускает восемь
номеров ножниц, которые отличаются между собой размером и
формой (рис. 3, в). Лезвия ножниц должны быть гладкими, хорошо
отполированными, без заусенцев и закрываться до конца.
Подбор ножниц по номерам осуществляют в зависимости от
вида выполняемых работ и толщины ткани.
Номер
ножниц Назначение
1 Раскрой и подрезка пальтовых тканей в индивидуальном
производстве
2 Раскрой и подрезка костюмных шерстяных и суконных
тканей и обрезка крупных деталей верхней одежды
3 Подрезка деталей из тканей средней толщины
4 Раскрой шерстяных платьевых тканей
5 Подрезка деталей из легких шерстяных, шелковых и
хлопчатобумажных тканей
6, 7 Подрезка швов, неровностей деталей и т. п.
8 Обрезка концов ниток в готовом изделии
Сантиметровая лента — это мягкая
прорезиненная лента длиной 150 см с нанесенными делениями в сантиметрах
по всей длине, на первых 10 см деления указывают миллиметры
(рис. 3, г). Сантиметровые ленты применяют для снятия мерок
с фигуры человека, измерения ткани и деталей в процессе раскроя,
а также для контроля за пошивом изделия и проверки размеров
готового изделия. Сантиметровая лента является инструментом,
подвергающимся постоянной проверке работниками
метрологической службы.
Колышек представляет собой заостренный стержень из
твердого дерева, пластмассы, металла или кости (рис. 3, д).
Его применяют для выправления углов лацканов, бортов,
клапанов и других деталей, а также для удаления временно нанесенных
ниток.
Прессованный мел (мелки) выпускается в виде
небольших спрессованных плиток прямоугольной, закругленной
или треугольной формы размером до 70 мм (рис. 3, е). Для полу-
и
чения тонких линий на ткани края мела затачивают. Мелки
выпускают различных цветов в зависимости от цветовой гаммы
тканей.
Резец (зубчатое колесо, закрепленное в металлической,
пластмассовой или деревянной ручке, рис. 3, ж) применяют для
переноеа линий с чертежа на бумагу при получении выкроек.
Кольцо с ножом заменяет ножницы при обрезке
концов ниток после выполненной работы (рис. 3, з), его надевают
на указательный палец левой руки.
Портновские булавки находят широкое
применение при пошиве изделий (рис. 3, и). Их используют при
переводе конструктивных линий с одной детали на другую, в
помощь выполнения машинных работ без сметывания и при
проведении примерок. Булавки должны быть тонкими, хорошо
отполированными, острыми. Один конец булавки должен быть
закруглен.
Манекен — это муляж фигуры человека, изготовленный из-
папье-маше и обтянутый тканью (рис. 3, к). Манекены используют
для проверки пошиваемых изделий, как в процессе работы, так
и в готовом виде. Для удобства пользования манекеном его
укрепляют на подставке, регулируя высоту упорным винтом.
Манекены бывают мужские, женские и детские.
1.2.3. ОСНОВНЫЕ ПРИЕМЫ ВЫПОЛНЕНИЯ РУЧНЫХ
РАБОТ
Для овладения основными приемами ручных работ необходимо
научиться быстро и правильно вдевать нитку в иглу, завязывать
узел на конце нитки и усвоить приемы работы с иглой и
наперстком.
При вдевании нитки в иглу длину нитки определяют на глаз:
она условно равна двум расстояниям от кисти руки до локтя, что
составляет около 80 см. Оторванную от бобины нитку располагают
в левой руке, держа конец между большим и указательным
пальцами и выпустив его на 8—10 мм. В правой руке находится игла
ушком вверх. Нитку вводят в ушко иглы на 10 мм, захватывают
введенный конец указательным и большим пальцами левой руки
и протягивают ее влево на 150—200 мм. Указательным пальцем
правой руки придерживают нитку у ушка иглы, а левой рукой
завязывают узел. Для этого конец нитки обводят вокруг
указательного пальца левой руки, образуя петельку, которую
прижимают и немного скручивают большим пальцем вниз, а
указательным вверх, после чего петлю снимают с пальца и, протягивая ее
между большим и средним пальцами, затягивают узел.
При сшивании детали располагают на указательном и среднем
пальцах левой руки и прижимают сверху большим пальцем.
Левая рука при этом до середины предплечья лежит на столе.
Указательным и большим пальцами правой руки берут иглу ближе
12
к острию, выпуская ориентировочно lU часть ее длины. Ушко
иглы располагают перпендикулярно наперстку, согнутые суставы
среднего пальца должны образовать прямоугольник.
Боковой частью наперстка иглу проталкивают в ткань и выводят
из ткани на поверхность около большого пальца левой руки.
Мизинец правой руки при проколе прижимает деталь к столу.
Затем большим и указательным пальцами правой руки
протягивают иглу с ниткой, затягивая стежок. Процесс образования
стежка повторяется. Вводить иглу в ткань можно под разным углом,
в связи с этим получаются различные стежки.
1.2.4. РУЧНЫЕ СТЕЖКИ И СТРОЧКИ
При пошиве изделий в процессе обработки ряд строчек выполняют
ручными стежками. В связи с повышением производительности
труда и улучшением качества изделий в швейной промышленности
принято направление на уменьшение ручных операций, заменяя
их машинной и клеевой обработкой. Строчки ручных стежков
применяют при изготовлении одежды по индивидуальным
заказам, для обработки сложных контуров соединений и при
увеличенных припусках к деталям в местах соединений.
При подготовке высококвалифицированных портных на
первоначальном этапе необходимо пройти все процессы пошива
изделия, включая выполнение ручных стежков и строчек.
Ниточное соединение применяют при соединении деталей
одежды, обработке срезов. Элементами ниточного соединения
являются стежок, строчка, шов.
Стежок — это законченное переплетение ниток, полученное
между двумя проколами материала иглой. Ряд повторяющихся
стежков образует строчку.
Ручные стежки образуются двумя способами в зависимости от
прокола материала иглой. При первом способе прокол материала
и вывод иглы из него выполняют с одной стороны, при втором
способе —■ с разных сторон (лицевой и изнаночной).
При изготовлении одежды используют следующие основные
виды ручных стежков: прямые, косые, крестообразные,
петлеобразные. Кроме перечисленных выше применяются специальные
стежки, которыми выполняют закрепки прямые и фигурные,
обметывают петли, пришивают пуговицы, крючки, петли и кнопки
(рис. 4).
Прямые стежки (рис. 4, а) образуют следующие строчки:
сметочную, наметочную, заметочную, выметочную,
копировальную и сборкообразующую.
Сметочные строчки применяются для временного соединения
деталей изделия при подготовке его к машинным работам и к
примерке.
Для выполнения сметочной строчки детали складывают
лицевыми сторонами внутрь, уравнивая срезы или намеченные линии,
13
■
и
Рис. 4. Ручные стежки:
а — прямые; б — косые; в — крестообразные; г — петлеобразные;
д — закрепки; е — петельные; ж, з, и — прикрепляющие
и соединяют строго параллельно срезам или по намеченным
линиям. Длина прямого стежка при сметывании деталей без посадки
15—25 мм, с посадкой — 7—15 мм.
Наметочными строчками скрепляют две детали, накладывая
их одну на другую и выравнивая по поверхности (например,
наметывание полочек на бортовую прокладку). Длина стежка 30—
50 мм.
Заметочными строчками закрепляют подгибаемые края
деталей (например, заметывание низа изделия, низа рукавов и т. д.).
Длина стежка 10—30 мм.
Выметочные строчки применяют для временного закрепления
обтачанных краев деталей изделия (например, выметывание
клапанов, бортов, воротника и др.). Длина стежка 7—10 мм.
Копировальные строчки применяют при изготовлении одежды
по индивидуальным заказам, перенося линии и контрольные знаки
с одной детали на другую (симметричную ей) деталь. Длина
стежка 10—15 мм, высота незатянутых петель 2—3 мм. Затем: детали
раздвигают, натягивая незатянутые стежки и разрезают нитки
стежка между деталями.
14
Сборкообразующие строчки прокладывают прямыми стежками
длиной 3—7 мм одной или двумя параллельными строчками.
Косые стежки (рис. 4, б) образуют более прочные и
эластичные скрепления материала, чем прямые. Косыми
стежками выполняют строчки временного скрепления (наметочные и
выметочные) и постоянного соединения (обметочные, стегальные,
подшивочные).
Наметочные строчки косого стежка выполняют при
расположении их на небольшом расстоянии (10—-30 мм) от среза детали,
на участках, где требуется закрепление верхней детали на
нижней с посадкой (например, наметывание подбортов на полочку,
верхнего воротника на нижний и т. д.). Длина стежка 7—20 мм.
Выметочные строчки применяют для временного скрепления
краевых участков изделия после выполнения обтачивания
(например, выметывание краев бортов, клапанов, воротника и т. д.).
Выметывание выполняется со стороны образуемого канта. Длина
стежка 7—10 мм.
Обметочные строчки выполняют по срезам деталей с целью
закрепления их от осыпания нитей. Строчки применяют на
участках сложных конструктивных линий, где нельзя применить
обметывание срезов на спецмашине. Длина стежка 5—10 мм,
ширина 3—4 мм.
Стегальные строчки применяют для скрепления деталей по
поверхности в целях повышения упругости участка изделия
(выстегивание нижнего воротника и др.). Длина стежка 5—7 мм,
ширина 3—5 мм, расстояние между строчками 5—7 мм.
Подшивочные строчки применяют для закрепления краев
открытыми или потайными стежками. Их применение можно разбить
условно на две группы: 1) закрепление краев, расположенных
внутри изделия (например, подшивание краев кромки,
внутреннего среза подборта, низа рукавов и т. д.); ширина строчки 3—
4 мм, длина стежка 7—10 мм; 2) закрепление подогнутых краев
деталей с открытым срезом из неосыпающихся тканей
(подшивание низа пальто, брюк, юбки); длина стежка 3—5 мм, ширина
строчки 2—3 мм; закрепление краев деталей с закрытым срезом
из тонких осыпающихся тканей; длина стежка 3—5 мм, ширина
строчки 1 мм.
Штуковочные строчки используют для соединения встык
деталей из толстых тканей при ремонте одежды. Частота стежков
5—7 мм на 10 мм строчки. Работу выполняют со стороны изнанки.
Распошивочные строчки применяют для незаметного
скрепления деталей при ремонте одежды из тонких тканей с
предварительным стачиванием деталей. Частота стежков 6—10 на 10 мм строчки.
Строчку выполняют с лицевой стороны шва стачивания деталей.
Крестообразные стежки (рис. 4, в) относятся
к группе подшивочных стежков и применяются для подшивания
подогнутых краев деталей изделий из толстых осыпающихся
тканей. Крестообразные стежки образуются путем перекрещивания
15
ниток, они прочно закрепляют срезы, предохраняя их от
осыпания. Например, при подшивании низа строчку выполняют слева
направо, прокалывая ткань в обратном направлении параллельно
срезу подгиба. Проколы ткани иглой чередуют, выполняя их
по подгибу и основной детали. При этом подогнутый край детали
прокалывают насквозь, а основную деталь — на половину ее
толщины. Длина стежка 5—7 мм, ширина 5—7 мм.
Строчки петлеобразного стежка (рис. 4, г)
создают наиболее прочные эластичные соединения деталей. Ими
выполняют подшивочные, вспушные и разметочные работы, а
также закрепляют концы строчек.
Подшивочные строчки применяются для потайного
подшивания подогнутых краев деталей (подкладки, накладных карманов
и др.). Частота стежков 3—4 на 10 мм строчки.
Разметочные строчки используются для создания прочного
эластичного скрепления нескольких слоев материалов
(прикрепление подкладки по пройме рукавов, пришивание плечевых
накладок и др.). Длина стежка 15—20 мм. Строчка разметочных
стежков выполняется прямыми петлеобразными стежками. При
выполнении игла возвращается назад на половину расстояния
между проколом и выходом иглы из ткани.
Вспушные строчки применяются для незаметного скрепления
и отделки краев деталей (борта, воротника и др.). С изнаночной
стороны длина стежка 15—20 мм, а с лицевой стороны видны
точки.
Закрепки (рис. 4, д) выполняют прямые и фигурные. Прямые
закрепки применяют для закрепления концов карманов,
разрезов и петель, фигурные (треугольной формы) — для закрепления
и украшения концов складок и рельефных швов.
При изготовлении прямых закрепок сначала прокладывают
2—3 скрепляющих стежка, затем обвивают их косыми стежками,
располагая нитки вплотную друг к другу. Длина скрепляющих
стежков 3—15 мм. Частота обвивки 7—10 стежков на 10 мм
строчки. Периодически при обвивке скрепляющих стежков закрепку
перехватывают сквозными стежками через толщину всех деталей.
Фигурные закрепки бывают двух видов по заполнению
площадки нитками. Их изготовление отличается приемами в работе.
В первом случае игла выполняет стежки в одном направлении
у вершины и основания треугольника. Во втором случае игла
выполняет рисунок от углов к центру.
Петли (рис. 4, е) обрабатывают на специальных петельных
машинах, но при их отсутствии обметывают петельными стежками.
Петли бывают трех видов: с глазком, прямые и отделочные, или
каркасные. Отделочные петли обычно не прорезают, а остальные
перед обметыванием прорезают (просечкой или ножницами).
При обметывании петель на изделиях верхней одежды
прокладывают укрепляющую нитку для прочности петли и рельефности
16
узора. Во избежание осыпания срезов петли их предварительно
обметывают.
Для образования петельного стежка иглу вводят в ткань снизу
на расстоянии 1—3 мм от прореза петли, конец иглы обвивают
ниткой и стежок затягивают. Стежки располагают на одинаковом
расстоянии от срезов и друг от друга. Нитки затягивают с
одинаковым усилием. Концы петель закрепляют прямыми
закрепками перпендикулярно линии прореза по всей ширине узора.
При обметывании петель шелковыми нитками № 7—9 на 10 мм
длины петли должно быть 6—10 стежков; при обметывании
хлопчатобумажными нитками № 10 на 10 мм строчки — 8—12 стежков.
Пуговицы (рис. 4, ж) пришивают к изделию на специальной
машине, но они могут быть пришиты и ручными стежками.
Пришивание пуговиц бывает двух видов: для застегивания и для
отделки.
Пуговицы для застегивания пришивают на ножке высотой
2—8 мм в зависимости от толщины борта. Пуговицы для отделки
пришивают вплотную. Нитки (№ 10 и 20) должны быть сложены
вдвое. При пришивании пуговиц с двумя отверстиями или с
ушком пуговицу прикрепляют 5—6 стежками, число обвивающих
стежков 4—-5. При пришивании пуговиц с четырьмя отверстиями
их прикрепляют параллельными стежками по 3—4 стежка в
каждую пару отверстий.
Металлические кнопки (рис. 4, з) пришивают
прикрепляющими стежками по 3—5 в каждое отверстие и закрепляют 3—4
стежками.
Металлические крючки и петли (рис. 4, и) пришивают
прикрепляющими стежками по 4—5 в каждое отверстие и закрепл яют
3—4 стежками в поперечном направлении крючка и петли.
1.2.5. ТЕРМИНОЛОГИЯ РУЧНЫХ РАБОТ
Для выполнения различных ручных операций необходимо
изучить терминологию, принятую в швейной промышленности.
Термин Определение
Сметывание Временное ниточное соединение двух или более
деталей, примерно равных по величине
Приметывание Временное ниточное соединение мелких деталей
с крупными
Наметывание Временное ниточное соединение двух деталей,
наложенных одна на другую
Выметывание Временное закрепление обтачанного и вывернутого
края детали
Заметывание Временное закрепление подгибаемых краев деталей,
складок, вытачек и т. д.
Обметывание Закрепление срезов деталей стежками, нитки
которых предохраняют срезы тканей от осыпания нитей
Т Ё J Л
Вметывание Временное ниточное соединение деталей по
замкнутому или незамкнутому овальному контуру
Разметывание Временное ниточное закрепление разложенных на
две стороны припусков швов или складок.
Прикрепление разметочными стежками подкладки
изделия к швам втачивания рукавов
Подшивание Прикрепление подогнутого или неподогнутого среза
детали стежками постоянного назначения
Пришивание Прикрепление фурнитуры и отделочных элементов
стежками постоянного назначения
Вспушивание Закрепление и отделка выметанного края детали
потайными стежками постоянного назначения
1.2.6. ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ РУЧНЫХ
РАБОТ
При выполнении ручных работ в процессе изготовления верхней
одежды необходимо соблюдать следующие технические условия:
1) при выполнении строчек временного назначения применяют
хлопчатобумажную крученую пряжу или нитки белого цвета
соответствующих номеров;
2) для прикрепления пуговиц, металлических крючков и пе-
^гель наряду с хлопчатобумажными нитками могут быть
использованы армированные нитки №т 44ЛХ;
3) номера ручных игл подбирают в соответствии с табл. 1;
4) все сметочные работы выполняют на расстоянии 1 мм от
намеченной меловой линии в сторону среза детали так, чтобы
сметочные строчки не попадали под машинную строчку;
5) концы внутренних строчек закрепляют обратными
проколами иглы: постоянных 2—3 стежками, а временных 1—2
стежками;
6) при удалении ниток временного назначения их подрезают
ножницами через 100—150 мм, затем удаляют;
7) для ускорения сметывания и улучшения качества работы
детали предварительно скалывают булавками;
8) длина стежков должна соответствовать размерам,
указанным в ОСТ 17-835—80 «Изделия швейные. Технические
требования к стежкам, строчкам, швам».
1.3. МАШИННЫЕ РАБОТЫ
1.3.1. РАБОЧЕЕ МЕСТО ДЛЯ ВЫПОЛНЕНИЯ МАШИННЫХ
РАБОТ
Для выполнения машинных работ требуется оборудованное
рабочее место (рис. 5).
Рабочее место для машинных работ состоит из промышленного
стола с индивидуальным электроприводом, вмонтированной го-
18
ловкой швейной машины
и винтового стула со
спинкой. На поверхности стола
закрепляются лампа
местного освещения и
организационно- технологи-
ческая оснастка,
состоящая из бобинодержателя,
магнита для ножниц и
инструкционно- технологи -
ческой карты.
1.3.2. МАШИННЫЕ
СТЕЖКИ И СТРОЧКИ
В зависимости от
переплетения ниток машинные
стежки и строчки
разделяются на челночные и
цепные.
Челночные стежки образуются из двух ниток: игольной и
челночной, переплетение которых должно располагаться внутри соеди-
Рис. 5. Рабочее место для машинных работ
Ж 3
Рис. 6. Машинные стежки и строчки
I»
няемых материалов. Переплетение ниток в цепных стежках
располагается на поверхности ткани.
Строчки челночного стежка бывают линейные (рис. 6, а)
и зигзагообразные (рис. 6, б).
Строчки цепного стежка бывают: линейные однониточного
(рис. 6, б) и двухниточного (рис. 6, г) переплетения; обметочные
двухниточного (рис. 6, д) и трехниточного переплетения;
подшивочные однониточного переплетения (рис. 6, е);
зигзагообразные двухниточного переплетения (рис. 6, ж).
Для повышения производительности труда и улучшения
качества выполняемых операций применяют машины, одновременно
выполняющие строчки челночного и цепного переплетения №а-
пример, линейная строчка двухниточного челночного
переплетения и обметочная трехниточного цепного переплетения (рис. 6, з);
линейная строчка двухниточного челночного переплетения и
обметочная трехниточного цепного переплетения (рис. 6, и)].
3.3. ВИДЫ МАШИННЫХ ШВОВ
При изготовлении одежды детали скрепляют друг с другом
различными швами. Машинный шов представляет собой соединение
деталей одежды одной или несколькими ниточными строчками.
-- Основным параметром, характеризующим конструкцию шва,
является припуск ткани на шов — расстояние от строчки до
срезов соединяемых деталей. Припуск зависит от степени
осыпаемости нитей из срезов тканей, способов закрепления срезов и
конструкции шва.
В зависимости от назначения и конструкции машинные швы
подразделяют на соединительные, краевые и отделочные.
Соединительные швы применяют для скрепления деталей одежды,
краевые —■ для оформления краев и предохранения срезов ткани от
осыпания нитей, с помощью отделочных швов выполняют складки,
рельефы.
К соединительным швам относятся: стачной, настрочной,
накладной, шов встык и группа бельевых швов — запошивочный,
шов взамок и двойной.
Стачной шов наиболее распространенный и применяется
для соединения двух или нескольких слбев ткани (рис. 7, а).
Стачные швы в дальнейшем могут быть обработаны вразутюжку
(рис. 7, б) и взаутюжку (рис. 7, в). Швы вразутюжку применяются
для стачивания деталей верха, а взаутюжку — для соединения
деталей подкладки и деталей верха с подкладкой.
Разновидностью стачного шва вразутюжку является расстроч-
ной шов (рис. 7, г). Применяется он в тех случаях, когда шов не
разутюживают, а закрепляют машинной строчкой с двух сторон
от линии шва.
Настрочной шов может быть с открытыми срезами
(рис. 7, д) или с одним закрытым срезом (рис. 7, ж). Настрочные
20
Ж 3
и
Рис. 7. Виды соединительных машинных швов:
а — стачной; б — стачной вразутюжку; в — стачной взаутюжку; г — расстрочной;
д — настрочной с открытыми срезами; е — шов встык; ж — настрочной с одним
закрытым срезом; з — накладной с открытыми срезами; и — накладной с закрытым
срезом; к — запошивочный; л — взамок; м — двойной
a ^ 8 г й е
Рис. 8. Виды краевых машинных швов:
а — окантовочный с открытым срезом; б — окантовочный с закрытыми срезами;
в — вподгибку с открытым срезом; г — вподгибку с закрытым срезом; д **а
вподгибку с притачной подкладкой; е — обтачной шов
швы с открытыми срезами применяют для соединения основных
деталей верхней одежды из хлопчатобумажных и плащевых
материалов, а настрочные швы с одним закрытым срезом — при
изготовлении изделий из кожи, замши и др.
Накладной шов может быть с открытыми срезами и
с одним закрытым срезом. Шов с открытыми срезами применяется
для соединения деталей внутри изделия (стачивание частей
бортовых прокладок и прокладок нижнего воротника, рис. 7, з).
Для притачивания кокеток, планок, накладных карманов и т. п.
применяют накладной шов с закрытым срезом (рис. 7, и).
Шов встык применяется при обработке бортовой прокладки
(рис. 7, в). Этот шов выполняют с помощью дополнительной
полоски ткани шириной 20—25 мм, которую подкладывают под
соединенные встык срезы и закрепляют прямолинейными
строчками вдоль срезов и зигзагообразной строчкой посередине.
В запошивочном шве срезы расположены внутри припуска на
шов и закреплены за два приема машинной строчкой (рис. 7, к).
Шов применяется при изготовлении костюмов без подкладки.
Шов взамок (рис. 7, л) применяется вместо запошивочного
шва как более прочный, так как выполняется на двухигольной
машине.
Двойной шов выполняется за два приема. Сначала
соединяют срезы с лицевой стороны, а затем со стороны изнанки
(рис. 7, м). Шов применяют для стачивания подкладки карманов,
соединения деталей в изделиях без подкладки.
Краевые швы применяются для отделки изделий и
предохранения срезов деталей от осыпания нитей. К ним относятся оканто-
вочные швы, швы вподгибку и обтачные.
Окантовочные швы бывают с открытым срезом и
закрытым срезами. Шов с открытым срезом (рис. 8, а) применяют
для оформления срезов деталей верхней одежды. Окантовочный
шов с закрытым срезом (рис. 8, б) используют для
окантовывания пройм, горловины и т. д. в изделиях без подкладки.
Шов вподгибку может быть с открытым, закрытым срезом и
с притачной подкладкой.
Шов вподгибку с открытым срезом (рис. 8, в)
применяют в изделиях из плотных материалов с неосьшающимися
срезами. Закрепление среза выполняют на стачивающей машине
челночного стежка или на машине цепного потайного
подшивочного стежка (например, застрачивание низа юбок, брюк, женского
пальто из толстых тканей, а также обработка низа рукавов
изделий из плащевых материалов и кожи).
Шов вподгибку с закрытым срезом (рис. 8, г) используют при
обработке изделий из тонких тканей с осыпающимися срезами,
/при этом выполняется двойное подгибание среза.
Шов вподгибку с притачной подкладкой
(рис. 8, д) применяется при обработке низа изделия и рукавов
верхней одежды с подкладкой.
Обтачной шов (рис. 8, ё) применяется при обработке
края борта, клапанов, воротников и других деталей одежды. При
дальнейшей обработке припуск на шов вывертывают внутрь.
Обтачной шов имеет разновидности: он может быть в кант, в
рамку и в рамку с разложенными припусками на шов.
1.3.4. ПРИМЕНЕНИЕ ШВЕЙНЫХ МАШИН
Для выполнения всех строчек и швов при пошиве изделий
применяют различные швейные машины как общего (универсальные,
или стачивающие), так и специального действия.
Стачивающие машины выполняют соединительные и
отделочные строчки постоянного назначения. К ним относятся машины:
1022-М кл. ПО «Промшвеймаш» для изготовления изделий из
костюмных и пальтовых материалов; 97-А кл. ПО «Промшвеймаш»
для изготовления изделий из костюмных и подкладочных тканей;
597-М кл. ПО «Промшвейман» для пошива подкладочных тканей;
65 кл. ПО «Подольскшвеймаш» для разметывания пройм одежды;
1276-6 кл. ПО «Промшвеймаш» для изготовления изделий из фор-
моустойчивых трикотажных полотен и др.
На специальных машинах выполняют строчки
временного и постоянного назначения, заменяющие ручные строчки.
22
Для временного соединения деталей одежды применяют следующие
машины: 2222 кл. ПО «Промшвеймаш» для выметочных работ на
изделиях пальтово-костюмного ассортимента; 1622 кл. ПО
«Промшвеймаш» для прокладывания копировальных строчек на деталях
кроя; 63 кл. ПО «Подольскшвеймаш» для наметывания полочек на
бортовую прокладку; 822 кл. ПО «Промшвеймаш» для
сметывания деталей изделий костюмной группы и др.
Для выполнения строчек постоянного назначения применяют
машины: Cs-761 кл. фирмы «Паннония» (Венгрия) для выполнения
стегальных и подшивочных строчек; 51-А кл. ПО
«Подольскшвеймаш» для обметывания срезов; 335-121 кл. фирмы «Минерва»
(ЧСФР) для выполнения зигзагообразных строчек и др.
При работе на машинах специального
полуавтоматического действия работающий только
закладывает в машину изделие или его детали, включает машину и
вынимает изделие после выполнения строчки.
Машины-полуавтоматы применяют для замены таких
трудоемких ручных операций, как обметывание петель — 73401-РЗ и
62761-РЗ кл. фирмы «Минерва»; пришивание пуговиц — 1095 кл.
ПО «Подольскшвеймаш»; обвивка стойки пуговиц — 59-А кл.
ПО «Подольскшвеймаш»; выполнение закрепок — 220-М кл. ПО
«Промшвеймаш». Кроме перечисленных выше полуавтоматов
применяются полуавтоматы для выполнения прямолинейных строчек
при стачивании деталей, для обтачивания клапанов карманов,
стачивания средних срезов спинки со шлицей, выполнения
коротких строчек заданной длины и др.
1.3.5. СРЕДСТВА МАЛОЙ МЕХАНИЗАЦИИ
Применение средств малой механизации способствует повышению
производительности труда, культуры производства и улучшению
качества пошиваемых изделий.
К средствам малой механизации относятся линейки
-ограничители, лапки различных конструкций, а также приспособления,
которые устанавливают на платформе машин в зависимости от
выполняемых операций (рис. 9). В настоящее время все
приспособления малой механизации выпускаются в основном Московским
опытно-механическим заводом (МОМЗ) ЦНИИШП.
По классификации ЦНИИШП все приспособления малой
механизации разделены на шесть групп:
I группа — направляющие приспособления
(линейки-ограничители, лапки для соединения деталей);
II группа — приспособления для подгибания краев деталей без
соединения с другой деталью;
III группа — приспособления для соединения двух или более
деталей без подгибания, с подгибанием края одной из них или
нескольких деталей;
IV группа — приспособления для окантовывания открытых
срезов;
23
Рис. 9. Средства малой механизации:
а — направляющая линейка; б — откидная двухрожковая линейка; в — линейка-окан-
товыватель; г — лапка-рубильник; д — лапка-запошиватель; е — лапка с направителем
для выполнения настрачивающих строчек; ж — лапка с направляющим роликом
V группа — приспособления к машинам-полуавтоматам для
прикрепления фурнитуры;
VI группа — приспособления и устройства, улучшающие
условия труда работающих.
1.3.6. ТЕРМИНОЛОГИЯ МАШИННЫХ РАБОТ
В швейной промышленности принята следующая терминология
машинных работ.
Термин Определение
Стачивание Ниточное соединение двух или более деталей около
их срезов
Притачивание Ниточное соединение мелких деталей с крупными
24
Обтачивание Ниточное соединение деталей с последующим их
вывертыванием
Втачивание Ниточное соединение деталей по замкнутому или
незамкнутому овальному контуру
Настрачивание Прокладывание строчки по наложенным друг на
друга деталям, закрепление припуска шва или
складки, направленных в одну сторону
Расстрачива- Прокладывание строчек на деталях для
закрепление ния припусков шва, складки, сгибы которых
направлены в противоположные стороны
Застрачивание Прокладывание строчки для закрепления
подогнутого края детали или изделия, складок, вытачек,
защипов
Окантовывание Обработка срезов деталей полоской материала или
тесьмой с целью отделки среза или предохранения
его от осыпания
Выстегивание Соединение потайными или сквозными стежками
двух или более деталей, наложенных одна на другую,
на отдельных участках или по всей поверхности
детали
1.3.7. ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ
МАШИННЫХ РАБОТ
При выполнении машинных работ в процессе изготовления
верхней одежды необходимо соблюдать следующие технические
условия.
1. Машинные строчки должны быть ровными, без пропусков,
с равномерно затянутыми стежками.
2. Цвет ниток всех внутренних строчек должен
соответствовать цвету ткани.
3. Номер ниток, машинных игл и частота стежков строчек для
машинных работ должны соответствовать данным табл. 3.
4. Максимальная частота стежков рекомендуется при
выполнении наиболее ответственных соединительных строчек,
подверженных растяжению в процессе носки (швы втачивания рукавов,
плечевые, боковые, средний шов спинки и т. д.).
5. Отделочные строчки, а также строчки, видимые со стороны
основной ткани и подкладки, выполняют шелковыми или
синтетическими нитками.
6. Для прикрепления на спецмашинах пуговиц и изготовления
петель, а также для выполнения подшивочных и обметочных
строчек наряду с хлопчатобумажными нитками могут быть
использованы армированные нитки № 44 ЛХ; нитки из натурального шелка
№ 33, 65 используются только в некоторых случаях для
выполнения подшивочных строчек.
7. Стачивание срезов сметанных деталей выполняют рядом со
строчкой сметывания с противоположной стороны от припусков на
швы.
8. Концы внутренних строчек закрепляют обратной строчкой
длиной 7—10 мм.
25
3. Характеристика машинных строчек, применяемых при изготовлении изделий
Г нави
Млгпины
Количество
стежков
в 1 см
строчки
Шерстяные камвольные и
тонкосуконные
I
'
Шерстяные типа драпа,
бобрика, грубосуконные
полушерстяные с добавлением лавсановых
и нитроновых волокон
Стачивающие
Обметочные
Стегальные
Зигзагообразной строчки
Подшивочные
Петельные
для фигурных петель
» прямых »
Пуговичные
Закрепочные
Разметочные
Стачивающие
Обметочные
Стегальные
Зигзагообразной строчки
для фигурных петель
» прямых »
Пуговичные
Закрепочные
Разметочные
4—5
2,5—3
1,3—2
4—10
2—3
10—12
18—20
0,8—1
3,5—5
2—3
1,3—2
4—10
10—12
18—20
—
—
0,8—1
9. Концы отделочных строчек закрепляют обратной машинной
строчкой длиной 5—10 мм.
10. Концы замкнутых строчек должны заходить один на другой
не менее чем на 15—20 мм (при втачивании рукавов, подшивании
низа юбки).
11. При выполнении работ на стачивающей машине
необходимо придерживаться следующих правил: соединяя детали с
одинаковым направлением нитей по срезам и одинаковых размеров
стачивание можно выполнять со стороны любой детали, но при
этом необходимо правой рукой подтягивать нижнюю деталь во
избежание ее посадки на зубчатой рейке, а левой рукой
направлять верхнюю деталь под лапку.
12. Если срез одной из деталей по линии стачивания короче
среза другой детали, то первую деталь необходимо положить
сверху.
13. При соединении деталей с различным направлением нитей
по срезам деталь с более косым срезом помещают вниз.
14. При соединении деталей с незначительной посадкой одной
из них эту деталь помещают также вниз.
26
яз различных тканей
Номер ниток
хлопчатобумажных
(ГОСТ 6309 — 87)
шелковых
(ГОСТ 22665-83)
из химических волокон
лавсановых
капроновых
Номер игл
(ГОСТ 22249 — 82)
40—60
40—80
50—80
50; 60
50; 60
40; 50
40; 50
30—50
40; 50
10—30
30—60
40—60
40—80
40—60
40; 50
40; 50
30-50
30—50
10—30
33
33
18; 33
18; 33
—
33
18; 33
18
18; 33
18; 33
18; 33
—
90/3; 90/4
90/3; 90/4
—
90/3; 90/4
90/3; 90/4
90/3; 90/4
90/3; 90/4
90/4
90/4
—
90/4
90/4
90/4
—
64/3
ч
.
--
64/3
64/3
64/3
64/3
,
-_
—
64/3
64/3
64/3
—
90—130
90—110
85—130
90—120
90—120
100—130
90—120
100—130
90—120
150—170
100—150
100-120
90—130
100-130
100—130
90—120
100—150
100—130
170—210
15. При соединении деталей со значительной посадкой одной
из них эту деталь для контроля располагают сверху.
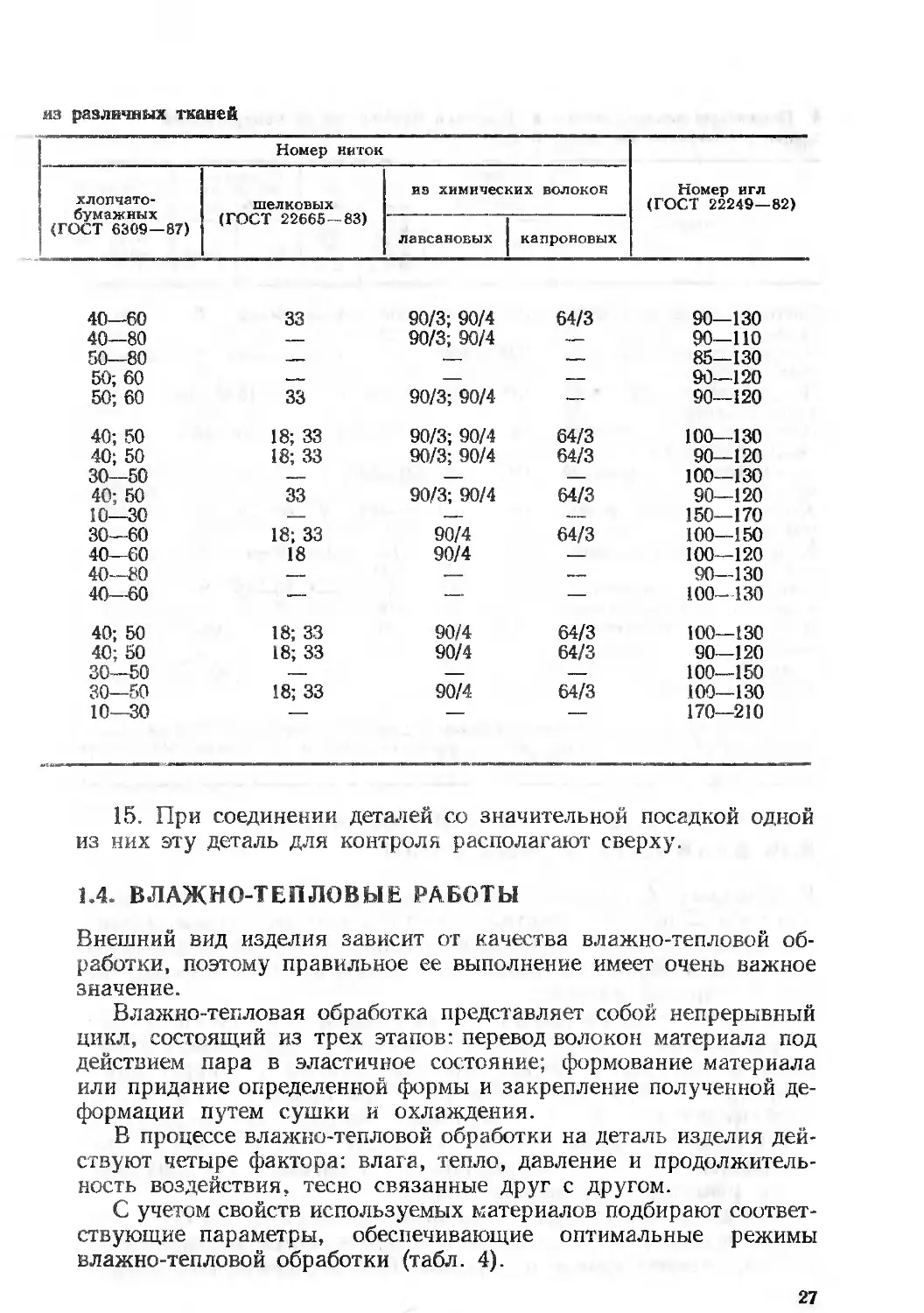
1.4. ВЛАЖНО-ТЕПЛОВЫЕ РАБОТЫ
Внешний вид изделия зависит от качества влажно-тепловой
обработки, поэтому правильное ее выполнение имеет очень важное
значение.
Влажно-тепловая обработка представляет собой непрерывный
цикл, состоящий из трех этапов: перевод волокон материала под
действием пара в эластичное состояние; формование материала
или придание определенной формы и закрепление полученной
деформации путем сушки И охлаждения.
В процессе влажно-тепловой обработки на деталь изделия
действуют четыре фактора: влага, тепло, давление и
продолжительность воздействия, тесно связанные друг с другом.
С учетом свойств используемых материалов подбирают
соответствующие параметры, обеспечивающие оптимальные режимы
влажно-тепловой обработки (табл. 4).
27
4. Параметры влажно-тепловой обработки материалов на оборудовании
с электрообогревом (по данным ЦНИИШП)
Материал
Температура
воздействия, °С
прес-
утюга
о
Продолжительность
обработки, с
Пресс
Утюг
Увлажнение, %
к массе
материала
Чистошерстяная костюмная
ткань
Полушерстяная костюмная
ткань с лавсаном
Полушерстяная костюмная
ткань с нитроном
Полушерстяная костюмная
ткань с лавсаном и вискозой
Полушерстяной нетканый
материал
Хлопчатобумажный
нетканый материал
Хлопчатобумажная и
льняная ткани
Подкладочная
хлопчатобумажная и вискозная ткани
Подкладочная ацетатно-вис-
козная ткань
Подкладочная вискозно-
капроновая ткань
180
150
150
140
140
140
140—
160
140—
160
140
180
160
160
150
160
160
190—
200
160—
180
140
30—
120
30
30—50
30
20—30
10—20
15—
100
15—
100
50
4—6
4—6
4—6
4—6
4
4
6
4—6
4—6
5—12
10—25
30
30
Ю—15 40—60
15—30
15—20
10—12
10—45
10—45
5 1
40
25
25
30
30
0—20
30
20—30
20
20—30
Незначи
тельное
Значительное
20—30
20—30
15—20
150— — 4—6 — 20—35 —
160
Примечание. В таблице указана предельная температура прессования
изделий без проутюжильника. При работе с проутюжильником температура прессования
может быть увеличена на 5 —10 °С.
1.4.1. ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ВЛАЖНО-ТЕПЛОВЫХ РАБОТ
К основному оборудованию и приспособлениям для
влажно-тепловых работ относятся: утюжильный стол с утюгом, прессы,
различные колодки и паровоздушные манекены. Оборудование для
влажно-тепловой обработки может иметь электрический,
электропаровой и паровой нагрев.
Влажно-тепловые работы с утюгом выполняют на специально
оборудованном столе (рис. 10), рабочей поверхностью которого
является настольная доска, обтянутая сукном или парусиной и
покрытая холстом. Для освещения стола применяют светильник
с гибким шлангом. Утюг устанавливают на подставке,
расположенной с правой стороны утюжильной доски. С правой же стороны
у переднего края стола закрепляют опрыскиватель. На полу возле
стола размещают резиновый коврик.
Утюги могут быть различными по массе, мощности и
размерам подошвы. В промышленности применяются утюги
электрические, электропаровые и паровые. Для электрического нагрева
28
употребляются спиральные или
трубчатые
электронагревательные элементы. Электропаровые
утюги имеют помимо
электронагревательного элемента
камеру для пара, поступающего
от парогенератора по
резиновому шлангу. В паровых
утюгах обогрев подошвы и
увлажнение ткани производятся
с помощью пара.
Электропаровые и паровые
утюги целесообразно
использовать в комплекте с
утюжильными столами, в которых
имеющийся вентилятор
обеспечивает отсос влаги. Для
автоматического регулирования
температуры нагрева подошвы
утюга электрические и
электропаровые утюги оснащены
терморегуляторами. Прессы имеют наибольшее применение для
влажно-тепловой обработки изделий, они значительно повышают
производительность труда, улучшают качество обработки
изделий и облегчают труд исполнителей (рис. 11).
Рабочими органами прессов являются верхние и нижние
прессующие подушки различной формы и размеров (для разных
операций). Подушки прессов могут быть с паровым или электрическим
нагревом.
Рис. 10. Рабочее место для
утюжильных работ
а
Рис. 11. Виды прессов:
о — пресс ПЛУ с пневмоприводом; б — пресс с электроприводом фирмы сПаннония>
29
Г
При паровом нагреве
подушек пресса используют пар для
увлажнения материала.
Эффективность применения таких
прессов повышается при отсосе
пара, тогда время обработки
сокращается примерно в два
раза.
В прессах с электрическим
нагревом подушек должны быть
установлены терморегуляторы
для автоматического
регулирования температуры нагрева
подушек.
Гладильные прессы
оснащены средствами автоматики,
позволяющими осуществлять
контроль за
продолжительностью пропаривания,
прессования и вакуум-отсоса.
Паровоздушный ма-
Н е к е н (рис. 12) применяют
для приутюживания и отпаривания готовых плечевых швейных
изделий. Манекен имеет жесткий каркас и замкнутый чехол из
капроновой воздухонепроницаемой ткани. Изделие, надетое на
паровоздушный манекен, подвергается последовательному
воздействию пара и горячего воздуха, в результате чего все неровности
ткани расправляются и изделие просушивается. Не
рекомендуется на паровоздушных манекенах обрабатывать изделия с
утепляющими прокладками и отделками из натурального меха.
Для повышения производительности труда, улучшения
качества обрабатываемых изделий, а также для облегчения
выполнения влажно-тепловых работ применяют следующие
приспособления: различные колодки, опрыскиватели и проутюжильники.
Рис. 12. Паровоздушный манекен
Рис. 13. Колодки для
утюжильных работ:
а — бортовая
универсальная; б --- для
разутюживания плечевого шва, сутюжи-
вания посадки и
разутюживания шва оката рукава; в —
для приутюживания
выпуклых поверхностей деталей
одежды; г — для разутюжи«
вания шва обтачивания
борта и других участков; д ***
рукавная доска
Колодки изготовляют из дерева твердых пород, различных
форм (рис. 13) в зависимости от выполняемых операций.
Для увлажнения материалов применяют опрыскиватели
разных конструкций.
Проутюжильник — это кусок прямоугольной или
квадратной формы тонкой льняной или полотняной
хлопчатобумажной ткани. Проутюжильник предохраняет обрабатываемые
детали от лас и опалов.
1.4.2. ТЕРМИНОЛОГИЯ ВЛАЖНО-ТЕПЛОВЫХ РАБОТ
Для выполнения различных влажно-тепловых работ необходимо
изучить следующую терминологию, принятую в швейной
промышленности.
Термин
Влажно-тепловая обработка
Пропаривание
Прессование
Приутюжива-
ние
Разутюживание
Заутюживание
Сутюживание
Оттягивание
Отпаривание
Декатирование
Определение
Обработка детали или изделия с помощью
специального оборудования с использованием влаги, тепла
и давления
Влажно-тепловая обработка, обеспечивающая
насыщение паром детали или швейного изделия
Влажно-тепловая обработка деталей изделия при
помощи пресса с целью уменьшения толщины шва
или края изделия
Уменьшение толщины шва или подогнутого края
детали с помощью утюга или пресса
Раскладывание припусков швов или складок в
разные стороны и закрепление их в таком положении
с помощью утюга или пресса
Укладывание припусков швов, складок или
подогнутого края детали в одну сторону и закрепление
их в этом положении с помощью утюга или пресса
Уменьшение линейных размеров деталей на
отдельных участках для придания им желаемой
формы посредством влажно-тепловой обработки
Увеличение линейных размеров деталей на
отдельных участках для получения желаемой формы
посредством влажно-тепловой обработки
Обработка швейного изделия паром для удаления
лас, возникших в результате влажно-тепловой
обработки
Влажно-тепловая обработка материала паром и
просушивание для предотвращения последующей
усадки
Разутюживание выполняют на столе или колодке. Припуск
шва предварительно увлажняют или пропаривают, а затем
раскладывают на обе стороны и закрепляют в таком положении
утюгом или на прессе до полного просушивания.
Заутюживание отличается от разутюживания тем, что оба
припуска шва (или подгибаемый срез) направляют в одну сторону,
пропаривают и просушивают утюгом или на прессе.
Для выполнения приутюживания необходимо предварительное
пропаривание через проутюжильник, а затем уплотнение утюгом
или прессом с целью уменьшения толщины шва или краев деталей.
При сутюживании среза детали площадь сутюживания
увлажняют, срез слегка собирают между пальцами левой руки, создавая
волнистость. Просушивание выполняют дугообразными
движениями, постепенно приближая утюг к срезу детали. Пальцами левой
руки регулируют и направляют ткань детали под утюг. Деталь
обрабатывают до полной усадки, исчезновения слабины ткани по
срезу и получения необходимой выпуклой формы.
При оттягивании срез детали увлажняют1 и удлиняют при
помощи утюга на необходимую величину для получения на
плоскости вогнутой формы. Для сохранения полученной формы срез
должен быть хорошо просушен.
Прессование включает операции, выполняемые для утонения
материала, обработки краев деталей, складок и швов. При
выполнении утонения вначале необходимый прессуемый участок нужно
пропарить, выправить конструктивные линии, а затем утюгом
или на прессе уплотнить и просушить.
После выполнения операции приутюживания и прессования на
поверхности деталей изделия остаются ласы (блеск). Их удаляют
отпариванием; для этого быстрым движением проводят сильно
нагретым утюгом по увлажненному проутюжильнику. В
промышленности ласы удаляют на отпарочном аппарате ОАБ-3 или на
паровоздушном манекене.
1.4.3. ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ
ВЛАЖНО-ТЕПЛОВЫХ РАБОТ
При выполнении влажно-тепловых работ необходимо
придерживаться следующих правил.
1. Детали предварительно увлажняют или пропаривают, а
затем просушивают до полного удаления влаги.
2. Перед разутюживанием шов необходимо сначала
приутюжить с двух сторон, сутюживая посадку. Затем шов разутюживают,
добиваясь плотного прилегания припусков к деталям.
3. Влажно-тепловую обработку с изнаночной стороны
выполняют без проутюжильника, а с лицевой стороны через
проутюжильник.
4. Влажно-тепловую обработку изделий утюгом выполняют
в основном с изнаночной стороны, а на прессах — с лицевой.
5. Влажно-тепловую обработку краевых участков деталей
(бортов, воротника, низа и т. п.) из тканей, на которых остаются
следы выметочных строчек после приутюживания, рекомендуется
выполнять в два приема: сначала приутюживают с незначительным
32
увлажнением или без него, а затем (после удаления ниток
временного крепления) повторяют утюжильную обработку с
необходимым увлажнением деталей.
6. Ласы, образующиеся в результате влажно-тепловых работ
с лицевой стороны деталей изделия, удаляют при помощи
отпаривания.
7. При влажно-тепловой обработке изделий из светлых
материалов столы для утюжильных работ или подушки прессов покрывают
светлой тканью.
8. После окончательной влажно-тепловой обработки готовые
изделия должны быть просушены на паровоздушном манекене или
охлаждены в подвешенном состоянии до полного закрепления
приданной изделию формы.
1.4.4. СУЩНОСТЬ КЛЕЕВОГО СПОСОБА СОЕДИНЕНИЯ
И СВАРИВАНИЯ ДЕТАЛЕЙ ОДЕЖДЫ
Клеевой способ соединения основан на применении клеевых ве- ■
ществ, образующих прочную связь со склеиваемыми материалами.
В основном применяются полиамидные клеи {в виде порошков,
клеевых нитей и паутинки) и полиэтиленовые в виде пленки,
порошка и клеевых нитей). Все эти клеи являются
термопластическими, так как при нагревании переходят в жидковязкое
состояние, а при последующем остывании затвердевают.
В швейном производстве применяют две группы клеевых
материалов: прокладочные и материалы для соединения и
закрепления краев изделий.
Прокладочные клеевые материалы представляют собой
различные текстильные основы (ткани, нетканые и трикотажные полотна),
на одну из сторон которых нанесено клеевое покрытие в виде
паутинки, сплошного или точечного рисунка.
К материалам для соединения и закрепления краев изделий
относятся клеевые нити, паутинки, кромки, пленки и т. п.
Благодаря применению клеевых материалов деталям и
участкам деталей придается устойчивая форма, красивый внешний вид,
улучшается качество обработки изделий, повышается
производительность труда и создается большой экономический эффект.
Наиболее подробная характеристика клеевых материалов дана
в п. 10.
Сварка является прогрессивным методом безниточного
соединения деталей одежды. Она представляет собой процесс
соединения двух или нескольких деталей из термопластических
материалов под действием тепла и давления.
Методом сварки изготовляют изделия из пленочных
материалов, материалов с покрытием и материалов с полиамидными и
другими химическими волокнами.
2 Литвинова И, Н, и др. 33
1.6. ДЕТАЛИ КРОЯ
1.5.1. НАИМЕНОВАНИЕ ДЕТАЛЕЙ КРОЯ
Количество деталей кроя женского пальто и жакета не является
постоянным, оно может меняться в зависимости от модели.
Детали кроя пальто и жакета делятся на три основные группы:
детали верха, подкладки и прокладки.
г—г—. J
Рис. 14. Детали кроя верха женского демисезонного
пальто:
а — полочка; б — спинка; в — подборт; г — верхняя часть
рукава; д — нижняя часть рукава; е — верхний воротник; ж —
нижний воротник; э — клапан кармана; и — обтачка кармана;
к — обтачка петли
34
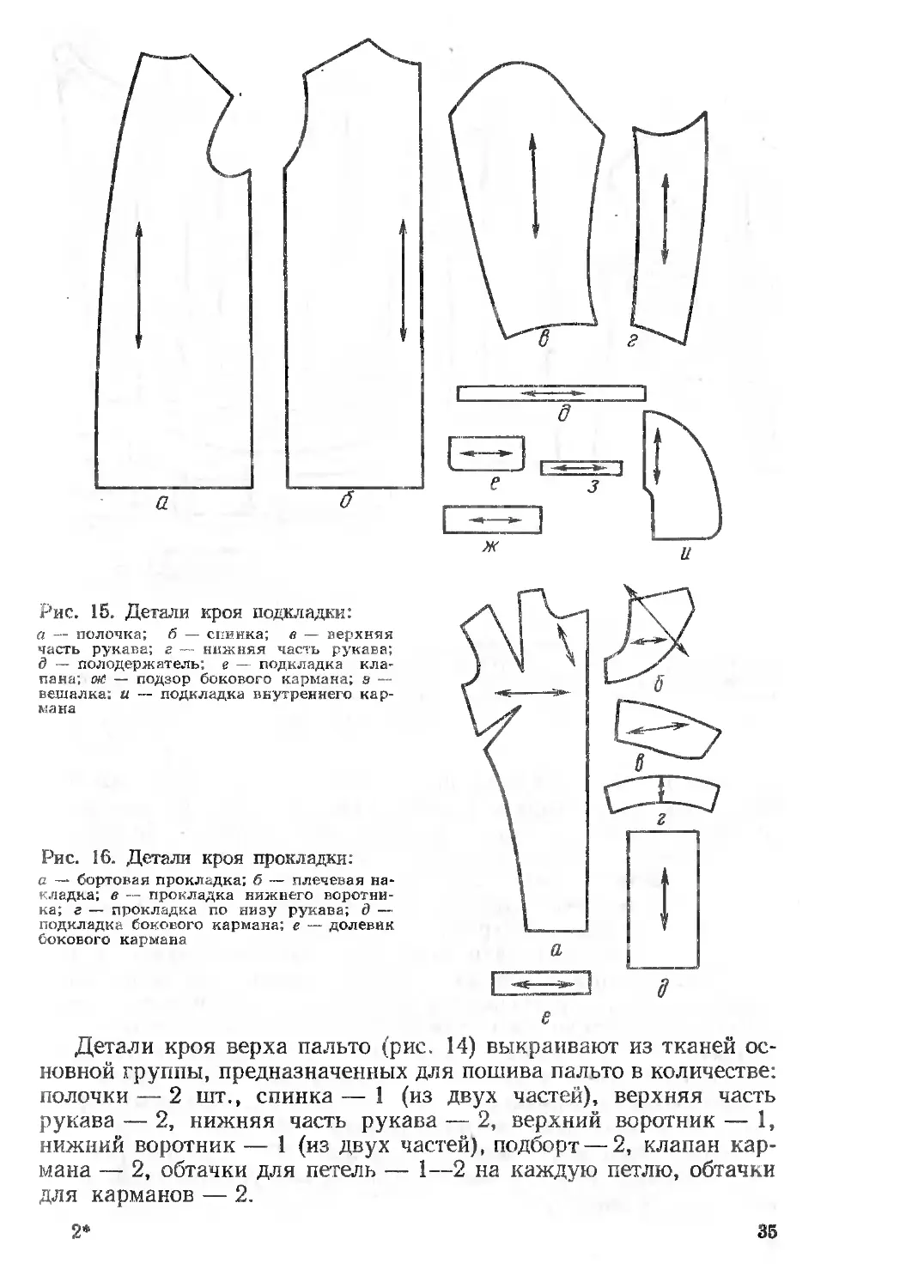
Рис. 15. Детали кроя подкладки:
а — полочка; б — спинка; в — верхняя
часть рукава; г — нижняя часть рукава;
д — яолодержатель; е — подкладка
клапана; м — подзор бокового кармана; в —
вешалка; и — подкладка внутреннего
кармана
Рис. 16. Детали кроя прокладки:
а — бортовая прокладка; б — плечевая
накладка; « — прокладка нижнего
воротника; г — прокладка по низу рукава; д —
подкладка бокового кармана; е — долевик
бокового кармана
Детали кроя верха пальто (рис. 14) выкраивают из тканей
основной группы, предназначенных для пошива пальто в количестве:
полочки — 2 шт., спинка — 1 (из двух частей), верхняя часть
рукава — 2, нижняя часть рукава — 2, верхний воротник — 1,
нижний воротник — 1 (из двух частей), подборт — 2, клапан
кармана — 2, обтачки для петель — 1—2 на каждую петлю, обтачки
для карманов — 2.
Рис. 17. Детали кроя верха жакета:
а — полочка; б — спинка; в — верхняя часть рукава; г — нижняя часть рукава; д —
подборт; е — верхний воротник; ж — нижний воротник; з — клапан; и — обтачка
кармана; к — листочка; л — подзор для кармана с листочкой
Детали кроя подкладки пальто (рис. 15) выкраивают из
подкладочной ткани (саржи, сатина-дубль, сатина и др.) по форме
деталей верха. Они имеют аналогичные названия: полочки —
2 шт., спинка —■ 1 (из двух частей), верхняя часть рукава — 2,
нижняя часть рукава — 2, подкладка клапанов карманов — 2,
подзор для боковых карманов — 2, полодержатель — 1,
вешалка— 1, подкладка внутреннего кармана — 2.
Детали кроя прокладки пальто (рис. 16) выкраивают из
прокладочных тканей (льняных, хлопчатобумажных, с волосяными
волокнами и др.), нетканых материалов и т. д.; они имеют
следующие наименования: бортовая прокладка — 2 шт., плечевая
накладка — 2, прокладка в воротник — 1 (из двух частей). Из
хлопчатобумажных прокладочных тканей выкраивают также
подкладку боковых карманов — 2 шт., долевики для боковых
карманов — 2 и прокладки по низу рукава — 2.
Детали кроя верха жакета, подкладки и прокладки (рис. 17,
18 и 19) имеют те же названия срезов и контурных линий, что и
детали кроя пальто.
36
J
Рис. 18. Детали кроя подкладки жакета.
а — полочка; б — спинка; в — верхняя часть рукава; г — нижняя часть
рукава; д — подкладка клапана; е — подзор бокового кармана; ж —
подкладка листочки; а — вешалка
л
\
Рис. 19. Детали кроя прокладки жакета:
а — бортовая прокладка; б — плечевая накладка; в — прокладка
нижнего воротника; г — прокладка по низу рукава; д — прокладка
листочки; е — волосяная накладка; ж — волосяной столбик; з — сводка
волоса; и — подкладка бокового кармана; к — подкладка листочки; л —
долевик
1.5.2. НАИМЕНОВАНИЕ ЛИНИЙ И СРЕЗОВ ДЕТАЛЕЙ
КРОЯ
При пошиве изделия необходимо пользоваться едиными
названиями срезов и линий деталей кроя.
Полочка пальто имеет следующие названия срезов и
конструктивных линий (см. рис. 14, а): срез борта — 1—2, лацкана —
2—3, уступа лацкана — 3—4, горловины — 4—5, плечевой срез—
5—б, срез проймы — 6—7, боковой срез — 7—8, срез низа —
8—./, боковая вытачка — 9, передняя вытачка — 10, верхняя
(нагрудная) вытачка — //, линия прореза бокового кармана — 12,
линия полузаноса — 13, перегиба лацкана — 14, талии — /5,
бедер — 16, петли — 17, контрольные знаки — 18.
Спинка пальто имеет следующие названия срезов и
конструктивных линий (см. рис.. 14, б); средняя линия спинки /—2, срез
горловины 2—3, плечевой срез 3—4, срез проймы 4—5, боковой
срез 5—6, срез низа 6—./, вытачка на линии талии 7, вытачка от
плечевого среза 8, линия талии 9, бедер 10, контрольные знаки 11.
Подборт пальто имеет следующие названия срезов и
конструктивных линий (см. рис. 14, в): внешний срез подборта 1—2, срез уступа
лацкана (или верхний срез лацкана) 2—3, срез раскепа 3—4,
плечевой срез 4—5, внутренний срез 5—6, срез низа 6—1, линии
надставок 7.
Верхняя часть рукава пальто имеет следующие названия
срезов и конструктивных линий (см. рис. 14, г): локтевой срез 1—2,
срез оката 2—3, передний срез 3—4, срез низа 4—/, линия
переднего переката 5, линия локтевого переката 6, контрольные знаки 7.
Нижняя часть рукава пальто имеет следующие названия
срезов и конструктивных линий (см. рис. 14, д): локтевой срез 1—2,
срез оката 2—3, передний срез 3—4, срез низа 4—1, контрольные
знаки 5.
Верхний воротник пальто имеет следующие названия срезов
и конструктивных линий (см. рис. 14, е): линия середины /,
срез отлета 2, конца 3, раскепа 4, стойки 5, линия перегиба
стойки 6.
Нижний воротник пальто имеет следующие названия срезов и
конструктивных линий (см. рис. 14, ж): срез середины 1, отлета 2,
конца 3, стойки 4, линия перегиба стойки 5, линия надставок 6.
Детали подкладки и прокладки имеют те же названия срезов
и конструктивных линий, что и детали верха.
1.6. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РАСКРОЙ
Детали верха, подкладки и прокладки пальто и жакета
выкраивают в соответствии с техническими условиями на раскрой.
Детали основной ткани. В полочках (см. рис. 14 и 17) нить
основы проходит параллельно линии полузаноса (на рис. 34 и
последующих рисунках направление нити основы показано стрел-
38
ками). Допускаемое отклонение от основного направления нити
в гладкокрашеных тканях составляет 1%, в тканях с рисунком
отклонения не допускаются. Величина отклонения от основной
нити определяется длиной детали. Например, при длине-полочки
120 см отклонение внизу полочки составит 120-0,01 =1,2 см
в одну или другую сторону от нити основы.
В полочках необходимо проверить наличие и точность
следующих линий: полузаноса, талии, вытачек (нагрудных и от
линии талии), прореза кармана и контрольные надсечки. Длину
вытачек и линию прореза кармана ограничивают поперечными
линиями. Наличие контрольных надсечек обеспечивает точность
соединения основных деталей. На полочках контрольные надсечки
располагают по пройме для совмещения с линией переднего
переката рукава и на боковых срезах по линиям талии, бедер, а также
на 7—8 см ниже проймы.
В спинке нить основы должна проходить параллельно линии
ее середины. Допускаемое отклонение от направления нити
основы для гладкокрашеных тканей составляет 2%, для тканей с
рисунком, в полоску или клетку — 0,5% . Проверяют наличие линии
талии, контрольных надсечек по пройме и боковому срезу,
плечевых вытачек, а также (в зависимости от силуэта) вытачек от линии
талии, которые должны быть по длине ограничены линиями.
В подбортах нить основы проходит параллельно внешнему
срезу от верхней петли до низа. При раскрое деталей из
гладкокрашеных тканей допускаются отклонения от направления нитей
основы в верхней части до 5% , в надставках — до 10% . В тканях
с рисунком, в полоску или клетку отклонения в верхней части
подбортов не допускаются, в надставках отклонения могут
составлять 2% .
В целях экономного расходования материала подборта могут
быть стачными: в пальто — из трех частей, в жакете — из двух
с расположением швов в поперечном или косом направлении (со
скосом не более 5 см). Швы располагают ниже первой бортовой
петли (не считая петель на участке лацкана), а внизу — на
расстоянии не менее 6 см от линии низа. Швы на подборте должны
находиться на расстоянии не менее 2,5—3 см от петель.
Допускается совпадение шва подборта с прорезью обтачной петли.
В верхней части рукава нить основы проходит параллельно
линии, соединяющей концы переднего среза. Допускается
отклонение от нити основы для гладкокрашеных тканей до 4%,
для тканей с рисунком, в полоску или клетку — до 1%. В
верхней части рукава проверяют наличие контрольных надсечек:
одна в центре оката и по две по локтевому и переднему срезам на
расстоянии от среза оката 10—12 см и от линии низа — 6—8 см.
На верхней части рукава должна быть нанесена линия переднего
переката параллельно переднему срезу на расстоянии 3—4 см
от нее.
39
Нижняя часть рукава выкраивается так, чтобы нить основы
проходила параллельно линии, проведенной через концы
переднего среза. Допускаемое отклонение для гладкокрашеных тканей—
6%, для тканей с рисунком — до 3%. Контрольные надсечки на
нижней части располагаются по две на расстоянии от среза оката
10—12 см и от линии низа б—8 см по переднему и локтевому
срезам.
В верхнем воротнике нить основы проходит параллельно
линии середины воротника. Отклонения от нити основы
допускаются только для гладкокрашеных тканей до 5%. Выкраивание
верхнего воротника из двух частей со швом посередине
допускается только в изделиях с воротником, цельнокроенным с подбор-
тами. .
Нижний воротник выкраивают в зависимости от модели. В
воротнике для изделия с застежкой доверху нить основы
проходит под углом 30—60° к срезу отлета, при открытой застежке
нить основы проходит параллельно линии раскепа. Отклонение
на 20% допускается только в нижних воротниках для пальто
с застежкой доверху из гладкокрашеных тканей и тканей с
рисунком.
Нижний воротник допускается выкраивать составным из
двух—четырех частей с поперечным или косым расположением
швов. Во всех частях нижнего воротника должно быть сохранено
одно направление основной нити, принятое в нем. Швы нижнего
воротника должны быть расположены на расстоянии не менее 2 см
от плечевых швов и 1,5—2 см от линии перегиба лацкана в
сторону внутреннего среза подборта.
Клапаны, листочки, манжеты, накладные карманы должны
быть выкроены так, чтобы их нити основы совпадали с нитями
основы полочек, рукавов при наложении на изделие верхних
срезов данных деталей. Отклонение на 8% от нити основы
допускается только для гладкокрашеных тканей.
Обтачки карманов, листочки, обтачки петель выкраивают так,
чтобы нити основы проходили параллельно линии, проведенной
посередине вдоль детали. Отклонение на 2% допускается для
гладкокрашеных тканей и для тканей с рисунком.
Хлястики, пояс, шлевки выкраивают так, чтобы нить основы
была параллельна линии, проведенной посередине и поперек
детали. Отклонение для гладкокрашеных тканей допускается 5%,
для тканей с рисунком — 0,5% .
Детали подкладки. Подкладку (см. рис. 15 и 18) для полочек
выкраивают уже основной детали на ширину подбортов, давая
припуск 2—2,5 см на шов притачивания подборта. Подкладка
пальто должна быть длиннее основной детали на уровне линии
подгиба низа на 3—4 см, а в жакете на 2 см.
В полочках нить основы проходит параллельно срезу борта
на участке ниже начала линии перегиба лацкана.
40
Спинка может быть цельной или из двух частей. Подкладка
спинки должна быть шире основной детали на 1—2 см и длиннее
ее, т. е. перекрывать линию подгиба низа основной детали в пальто
на 3—4 см и в жакете на 2 см. В цельной спинке нить основы
проходит параллельно линии, проведенной посередине вдоль детали,
а в спинке, состоящей из двух частей, — параллельно среднему
срезу ниже линии талии.
Верхние и нижние части рукавов выкраивают с расположением
нити основы параллельно прямой линии, соединяющей верхние
и нижние углы передних срезов.
Подзоры, подкладку клапанов, манжет, накладных карманов,
хлястиков, вешалку, полодержатель выкраивают с расположением
нити основы параллельно линии, проведенной посередине вдоль
детали. В деталях подкладки отклонения от направления нитей
основы в тканях с рисунком не допускаются.
Детали прокладки. В деталях бортовой прокладки (см. рис. 16
и 19) нить основы проходит перпендикулярно бортовому срезу или
параллельно линии перегиба лацкана. Для меньшего расхода
ткани бортовая прокладка может быть выкроена с надставкой ниже
линии бедер. Бортовую прокладку по форме выкраивают в
соответствии с формой верха полочки, но шире с учетом обработки и
усадки по лацкану на 1,2—1,5 см, по пройме, горловине и
плечевому срезу — на 0,8—1 см; в нижней части бортовая прокладка
должна быть шире подборта на 1—2 см.
Прокладку для нижнего воротника выкраивают из двух частей;
нить основы должна проходить так же, как в нижнем воротнике.
Прокладка должна быть по размеру больше нижнего воротника на
величину обработки и усадки со всех сторон (на 0,7—1 см).
Плечевую накладку выкраивают по форме верхней части
бортовой прокладки с расположением нити основы под углом к
плечевому срезу.
Прокладку для рукава выкраивают по форме низа рукава
из хлопчатобумажной прокладочной ткани (бязь, коленкор и
материалы с клеевой пропиткой). Длина прокладки равна ширине
низа рукава, а ширина ее равна 5—6 см. Нить основы проходит
по ширине прокладки.
Подкладку кармана выкраивают из хлопчатобумажной ткани.
Форма ее зависит от расположения линии входа в карман, ширина
равна длине обтачки и подзора, а длина — 40—42 см. Нить основы
проходит по длине кармана, но положение ее может меняться в
зависимости от вида кармана.
■
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Каковы виды верхней женской одежды и требования к ней?
2. Как организовано рабочее место для ручных работ?
3. Какие инструменты применяются для выполнения ручных работ?
4. Как выполняются основные приемы работы с иглой и наперстком?
б. Что вы знаете о стежках временного и постоянного назначения?
41
6. Какие термины встречаются при выполнении ручных работ?
7. Какие требования предъявляются к выполнению ручных работ?
8. Что вы знаете об организации рабочего места для выполнения машинных
работ?
9. Какими могут быть машинные стежки и строчки в зависимости от
переплетения ниток?
10. Какие швы относятся к соединительным?
11. Какими могут быть краевые швы?
12. Какое значение имеют средства малой механизации при изготовлении
швейных изделий?
13. Какие термины встречаются при выполнении машинных работ?
14. Какие требования предъявляются к выполнению машинных работ?
16. Какие факторы влияют на режимы влажно-тепловой обработки изделий?
16. Какое оборудование и какие приспособления применяются для влажно-
тепловьш работ?
17. Каковы операции влажно-тепловой обработки и их характеристика?
18. Каковы термины влажно-тепловых работ?
19. Какие требования предъявляются к выполнению влажно-тепловых работ?
20. Какие детали выкраивают из основного материала, подкладки и приклада?
21. Каковы наименования конструктивных линий и срезов в деталях пальто
(жакета)?
22. Как располагаются нити основы в деталях верха, подкладки, прокладки
в пальто (жакете)?
2. ОБРАБОТКА ОТДЕЛЬНЫХ ДЕТАЛЕЙ ВЕРХНЕЙ
ОДЕЖДЫ
2.1. ОБРАБОТКА МЕЛКИХ ДЕТАЛЕЙ
Клапаны. Клапан — это деталь кармана, которая закрывает
вход в карман и служит украшением изделия (существуют
декоративные клапаны без кармана). В женских изделиях клапан
может быть различной формы.
Клапан выкраивают из ткани верха. Длина его равна длине
прореза кармана плюс 7 мм на обработку с трех сторон и 15 мм
по верхнему срезу на припуск шва притачивания клапана к
изделию. Если ткань с рисунком, необходим еще припуск для
подгонки рисунка. Форму клапана из гладкокрашеных тканей
уточняют по подсобному лекалу.
Для изделий из тканей с рисунком выкроенную деталь клапана
накладывают изнанкой на лицевую сторону полочки по
размеченной форме клапана. Рисунок ткани на полочке должен совпасть
с рисунком ткани на клапане. Форму клапана, намеченную
меловой линией на полочке, переводят с полочки на изнанку клапана
легким нажатием на него или постукиванием. Затем линию клапана
уточняют и излишки ткани подрезают, учитывая припуск с трех
сторон на ширину обтачивания.
Подклапан выкраивают из подкладочной ткани, располагая
нить основы вдоль детали, что сохранит клапан от растяжения.
Подклапан выкраивают уже клапана с трех сторон на 2—3 мм.
Для придания клапанам более жесткой формы их
обрабатывают с клеевой или неклеевой прокладкой из хлопчатобумажной
42
Рис. 20. Обработка клапанов
ткани. Прокладку накладывают на основную ткань клапана.
Если прокладкой является ткань с односторонним клеевым
покрытием, ее закрепляют прессованием.
Клапан складывают с подклапаном лицевыми сторонами внутрь,
срезы уравнивают и сметывают (в учебных целях) со стороны
основной ткани прямыми стежками длиной 8—10 мм с посадкой в
углах, где длину стежка уменьшают до б мм для сохранения
посадки.
Клапан обтачивают со стороны подкладки швом шириной 5 мм
(рис. 20, а); при наличии прокладки края ее должны попасть
в шов обтачивания или закрепляться отделочной строчкой. Нитки
сметывания удаляют, углы высекают, оставляя 2—3 мм, чтобы
в углах клапана не было утолщений. Затем клапан вывертывают
на лицевую сторону, выправляют углы и стороны. Клапан
выметывают со стороны подклапана ручными косыми стежками
длиной 6—8 мм, отступая от края на 5—7 мм, или на спецмашине,
образуя кант из основной ткани шириной 2 мм (рис. 20, б).
Клапан приутюживают со стороны подклапана через влажный про-
утюжильник, выправляя при этом углы и все неровности. При-
утюживание может быть выполнено со стороны подклапана на
прессе. Края клапана можно закреплять вспушными строчками,
отделочной строчкой, ширина которой зависит от модели, или
с помощью клеевой пленки, которую прокладывают по срезам
клапана при его обтачивании.
Выметывание клапана можно заменить приутюживанием краев
с помощью специального шаблона.
При обработке клапанов на полуавтоматах детали
укладывают в специальные кассеты (зажимы) и обтачивают швом
шириной 5 мм, одновременно обрезая припуски на швы. При проверке
качества обработанного клапана обращают внимание на форму
детали, ровноту и ширину канта, закрепление края и качество
влажно-тепловой обработки.
Хлястики и пояса. В женских верхних изделиях хлястики
применяют как отделку на полочках, спинках, рукавах и
карманах. В зависимости от модели они могут иметь различные форму
и размеры. Пояса применяют в пальто прямого, прилегающего
и полуприлегающего силуэтов, придавая изделию определенный
стиль. Застегивают пояса с помощью пряжек-, крючков, пуговиц.
Ширина поясов зависит от модели.
43
7*? /j
Рис. 21. Обработка хлястиков и поясов
Хлястик выкраивают из основной ткани, подкладка к нему
должна быть уже самого хлястика на 4—-5 мм. В учебном процессе
хлястик из основной ткани складывают с подкладкой лицевыми
сторонами внутрь, срезы уравнивают и сметывают со стороны
основной ткани с посадкой в углах ручными стежками длиной 10—
15 мм, отступая от срезов на 5—6 мм. Обтачивают по подкладке
швом шириной 5—6 мм. Нитки сметывания удаляют, припуск на
шов в углах подрезают, оставляя 2—3 мм. Хлястик вывертывают на
лицевую сторону, выправляют углы и выметывают, отступая от
края на 7 мм, ручными стежками длиной 10—15 мм со стороны
подкладки или на спецмашине 2222 кл., выпуская кант шириной
2—3 мм. Выметанные хлястики приутюживают со стороны
подкладки утюгом или на прессе, закрепляют отделочной строчкой
(рис. 21, а) с помощью направляющей линейки. Ширина строчки
зависит от модели. Нитки выметывания удаляют, хлястик вторично
приутюживают со стороны подкладки.
В массовом производстве хлястики обрабатывают без
предварительного сметывания. В изделиях из тонких тканей хлястик
может быть двойным и без подкладки. Детали хлястика складывают
лицевыми сторонами внутрь, срезы уравнивают и стачивают швом
шириной 5—6 мм. Шов располагают посередине и разутюживают.
Затем конец хлястика обмеляют в зависимости от модели и по
намеченной линии обтачивают швом шириной 5 мм. Припуск
на шов обтачивания подрезают, оставляя 2—3 мм, хлястик вы-
44
вертывают на лицевую сторону, выправляя все углы и края.
Выметывание, приутюживание и выполнение отделочной строчки
производят так, как описано выше.
Пояса в зависимости от толщины ткани обрабатывают
подкладкой или выкраивают двойными из основной ткани. Обработка их
аналогична обработке хлястиков. В изделиях из толстых
пальтовых тканей пояс с отделочной строчкой по краям можно стачивать
по длине накладным швом, располагая его с внутренней стороны
на расстоянии 7—10 мм от нижнего края. В этом случае нижний
долевой срез пояса обметывают на обметочной машине швом
шириной 3—5 мм с количеством стежков не менее 5 в 10 мм строчки
нитками в цвет ткани. Дополнительными операциями являются
закрепление пряжек и обработка обоих концов пояса при
завязывании его узлом.
При соединении пряжки с поясом (рис. 21, б) необработанным
концом пояса огибают среднюю часть пряжки и отгибают в сторону
пояса этот конец длиной 4—5 см. Срез пояса из тонких
осыпающихся тканей подгибают на 5—7 мм и застрачивают на
стачивающей машине. В изделиях из толстых тканей срез пояса не
подгибают, а конец скрепляют около средней части пряжки с каждой
стороны четырьмя — пятью петлеобразными стежками,
незаметными с лицевой стороны.
2.2. ОБРАБОТКА И СБОРКА КАРМАНОВ
Карманы в женской одежде имеют утилитарное и декоративное
значение. Все карманы подразделяются на внешние и внутренние.
Внешние карманы делятся на прорезные, непрорезные и
накладные. Прорезные карманы могут быть с клапаном, листочкой, в
рамку и в кант. Непрорезные находятся в рельефных швах и
складках. Накладные карманы бывают различной формы, отделывают
их складками, вытачками, клапанами и планками. Внутренние
Рис. 22. Виды карманов:
а — прорезной с клапаном; б — прорезной в рамку;
фигурной листочкой
- накладной; г— прорезной с
45
карманы располагают в шве соединения подкладки с подбортом
и на подборте. Карманы разнообразны в зависимости от вида
(рис. 22) и способа обработки.
2.2.1 ПРОРЕЗНОЙ КАРМАН С КЛАПАНОМ
Для обработки прорезного кармана с. клапаном требуются
следующие детали (по 1 шт. каждая): клапан, подклапан, обтачка, подзор,
подкладка кармана и долевик. О подкрое клапана (рис. 23, а) и
ггодклапана (рис. 23, б) сказано в п. 2.1.
Обтачку (рис. 23, в) выкраивают из основной ткани, нить
основы проходит вдоль детали. Ширина обтачки 5—6 см, длина
обтачки больше длины прореза кармана на 3—4 см. Обтачка
необходима для обработки нижнего среза кармана.
Подзор (рис. 23, г) выкраивают из подкладочной ткани в цвет
основной ткани, нить основы проходит вдоль детали. Ширина
подзора 6—7 см, длина его равна длине обтачки. Подзор
предназначается для того, чтобы закрыть верхнюю часть подкладки над
отверстием кармана. Если подкладку кармана выкраивают из
подкладочной ткани, подзор не нужен.
Подкладку кармана (рис. 23, 'д) выкраивают из коленкора или
подкладочной ткани. Основная нить проходит вдоль детали.
Ширина ее соответствует длине обтачки и подзора, длина равна
удвоенной ширине. Подкладка кармана может состоять из двух частей.
Долевик (рис. 23, е) выкраивают из коленкора, бязи или из
хлопчатобумажной ткани с клеевой пропиткой. Обработка клапана
указана в п. 2.1.
Для соединения клапана с изделием со стороны подклапана
намечают линию притачивания от обработанного края вверх на
ширину клапана в готовом виде.
Обработка подкладки кармана. На подкладку кармана
накладывают подзор лицевой стороной вверх, срезы подзора с трех
сторон должны совпадать со срезами подкладки. Внутренний срез
подзора подгибают на 5—7 мм и настрачивают его на подкладку
кармана, отступая от сгиба на 1 мм. Обтачку накладывают на
второй конец подкладки кармана лицевой стороной внутрь, срезы
уравнивают и, отступая от них на 5 мм, притачивают. Шов
притачивания заутюживают в сторону подкладки кармана.
Сборка кармана. На полочках уточняют место расположения
кармана. Положение кармана можно определить по табелю
технических измерений. Для этого от высшей точки угла горловины
и плечевого среза вниз откладывают расстояние до уровня
кармана. Вторым измерением от края борта находят расположение
переднего конца кармана. Затем параллельно линии низа проводят
линию входа в карман и ограничивают ее концы в соответствии
с измерением длины кармана. С изнаночной стороны полочки
прокладывают долевик так, чтобы его середина совпала с
намеченной линией кармана. В процессе обучения долевик прикалы-
46
Рис. 23. Детали
прорезного кармана с клапаном
вают булавками. Если долевик имеет клеевое покрытие, его
соединяют с помощью утюга или на прессе; концы долевика должны
заходить за прорез кармана на 20—30 мм. Концы неклеевых
долевиков должны доходить до боковых срезов полочек и заходить
на 20—30 мм за внутренний срез бортовой прокладки.
Клапан накладывают лицевой стороной на лицевую сторону
полочки обработанным краем вверх, совмещая намеченные линии
на клапане и полочке. Край клапана со стороны борта должен
быть параллелен срезу борта, а со стороны бокового среза —
параллелен боковому срезу. В наклонно расположенных карманах
концы клапана должны быть параллельными срезу борта и
боковому срезу. Если ткань с рисунком, на участке между вытачками
рисунок на полочке и клапане должен совпадать.
Притачивают клапан по меловой линии с закрепками в начале
и в конце строчки. Затем шов притачивания клапана отгибают на
клапан и встык ко шву накладывают на лицевую сторону полочки
обтачку с подкладкой кармана лицевой стороной вниз с таким
расчетом, чтобы концы обтачки выходили за концы клапана на
15—20 мм. Обтачку притачивают к полочке швом шириной 5—
6 мм (ширина шва зависит от ширины рамки) с закрепками в
начале и в конце строчки (рис. 24, а). Со стороны долевика
проверяют качество выполнения строчек притачивания клапана и
обтачки.
Швы притачивания обтачки и клапана разутюживают.
Полочку разрезают по линии кармана со стороны долевика между
двумя строчками от середины, не доходя до концов строчек на
8—10 мм. Далее ткань разрезают в обе стороны углом к концам
строчек, не доходя до них на 1 мм (рис. 24, б).
Притачивание обтачек можно выполнить на машине с ножом,
одновременно прорезая полочку между строчками. Концы строчек
притачивания обтачек должны располагаться на уровне боковых
сторон кармана, а прорезы не должны доходить до краев строчек
на 10 мм. Через прорез кармана вывертывают на изнаночную
сторону обтачку с подкладкой кармана. Для образования рамки
обтачку выправляют, огибая ею шов притачивания обтачки, и
выметывают нижний край кармана на спецмашине 2222 кл. или
47
Рис. 24. Сборка прорезного кармана с клапаном
ручными стежками длиной 7 мм на расстоянии 2 мм ниже строчки
притачивания обтачки. Выметанный край закрепляют машинной
строчкой в шов притачивания обтачки.
При обработке карманов в изделиях из осыпающихся тканей
обтачкой огибают шов и закрепляют его до разреза кармана.
Подкладку кармана с подзором отгибают вверх, уравнивают
со Швом притачивания клапана и притачивают со стороны
долевика в шов притачивания клапана. В изделиях из толстой ткани
строчку прокладывают с лицевой стороны в шов притачивания
клапана. Рамку кармана подтягивают, углы разреза кармана
выправляют и закрепляют у их основания двойной машинной строчкой.
Одновременно стачивают подкладку кармана с трех сторон. При
стачивании строчка должна отклониться от закрепок кармана на
5—10 мм в каждую сторону, увеличивая этим вместимость самого
кармана и создавая возможность при желании убрать клапан в
карман. Строчку в нижних углах подкладки кармана закругляют
(рис 24, в).
Если подкладка кармана выкроена из шелковой подкладочной
ткани, ее стачивают с последующим обметыванием. Шов
притачивания подкладки кармана и клапана расправляют и выметывают
с лицевой стороны полочки на расстоянии 7—8 мм от шва
притачивания клапана и приутюживают. В конце кармана ставят за-
крВДки шелковыми нитками в цвет основной ткани на закрепочной
машине или ручными стежками. Готовый карман (рис. 24, г)
приутюживают с изнанки, а затем с лицевой стороны через
увлажненный проутюжильник, выправляя неровности клапана и рамки.
Для повышения производительности труда боковой прорезной
карман с клапаном может быть обработан с унифицированными
деталями: подкладку кармана выкраивают из двух частей, обтачку
двойной, одновременно с притачиванием вдвое сложенной обтачки
48
Рис. 25. Прорезной карман с
клапаном из универсальных деталей
Рис. 26. Соединение отделочного
клапана с полочкой
а
к полочке присоединяют верхнюю часть подкладки кармана
(рис. 25).
Соединение отделочных клапанов с изделием. Клапан может
служить отделкой, в этом случае карман не обрабатывают. На
полочку по намеченной линии кармана накладывают клапан под-
клапаном вниз и настрачивают его на полочку со стороны под-
клапана строчкой / (рис. 26, а), отступая от среза на 4—5 мм
(подклапан должен быть выкроен шире клапана на 4—5 мм).
Клапан перегибают по строчке, располагая его подклапаном вверх,
и прокладывают строчку 2 так, чтобы она захватила основную
ткань клапана, а шов притачивания подклапана не был виден.
Затем клапан отгибают и приутюживают.
В зависимости от модели и толщины ткани клапаны могут
быть притачаны к полочкам вместе с подкладкой (рис. 26, б).
В этом случае клапан складывают с полочкой лицевыми
сторонами внутрь, совмещая линию кармана с намеченной линией
подклапана, и притачивают со стороны подклапана, закрепляя
строчку в начале и в конце кармана. Затем клапан отгибают и
настрачивают его на полочку с лицевой стороны отделочной строчкой
шириной в зависимости от модели, но обязательно так, чтобы шов
притачивания клапана не был виден. Если по модели отделочная
строчка отсутствует, вместо нее используют вспушную строчку.
Клапан может быть притачан к полочке одной строчкой, но
в этом случае срез клапана должен быть обметан на спецмашине.
Клапан при этом притачивают к полочке со стороны подклапана
швом шириной 5—6 мм. Затем его отгибают подклапаном внутрь,
а боковые стороны прикрепляют к полочке в концах шва
притачивания на спецмашине зигзагообразной строчкой или на
специальной закрепочной машине фигурной закрепкой. Длина
закрепки 5—7 мм. Готовый карман приутюживают.
2.2.2. ПРОРЕЗНОЙ КАРМАН В РАМКУ
Прорезные карманы в рамку бывают с прямыми и фигурными
линиями прореза. В зависимости от модели эти карманы могут иметь
различное направление: горизонтальное, наклонное и вертикаль-
40
Рис. 27. Обработка прорезного кармана в рамку в изделиях из толстых тканей
ное. Для обработки прорезного кармана в рамку требуются
следующие детали: две обтачки, один подзор, подкладка кармана из
одной или двух частей и долевик.
Обтачки выкраивают из основной ткани, нить основы
проходит вдоль детали. Подзор выкраивают из основной ткани;
направление нити основы зависит от положения кармана.
Подкладку кармана выкраивают из коленкора, бязи или из
подкладочной ткани, нить основы проходит вдоль детали.
Долевик выкраивают из клеевой или неклеевой
хлопчатобумажной ткани, нить основы проходит вдоль детали.
Детали кармана подготовляют по-разному в зависимости от
способа обработки. Обтачки могут быть притачаны к полочке по
линии кармана в развернутом виде или заутюженными. В
изделиях из тонких тканей подзор накладывают на подкладку
кармана лицевой стороной вверх, уравнивают верхние и боковые
срезы, внутренний срез подзора подгибают на 7—10 мм и
настрачивают его на подкладку кармана на расстоянии 1—2 мм от
подогнутого края. В изделиях из толстых тканей подзор притачивают,
накладывая его на подкладку кармана лицевой стороной вниз,
срезы уравнивают и притачивают его к подкладке кармана швом
шириной 5—7 мм. В изделиях из осыпающихся тканей внутренний
срез подзора огибают подкладкой кармана и выполняют строчку
швом шириной 5 мм.
Прорезной карман с прямой рамкой. Такой карман
обрабатывают двумя способами.
1-й с п о с о б. На полочках намечают расположение кармана
с помощью подсобного лекала тремя линиями: одной долевой и
двумя поперечными (рис. 27, а). С изнаночной стороны полочки
прокладывают долевик так же, как при обработке кармана с кла-
50
паном. Для вертикально расположенного кармана долевик
должен выходить за линию прореза кармана на 20 мм. На лицевую
сторону полочки лицевой стороной вниз накладывают обтачки так,
чтобы их срезы располагались встык к намеченной линии кармана.
Боковые стороны обтачек должны заходить за концы кармана на
одинаковое расстояние. Обтачки притачивают швом, ширина
которого зависит от ширины рамки или канта (рис. 27, б). Начало
и конец строчки закрепляют. Затем со стороны долевика
проверяют правильность притачивания обтачек. Линии строчек должны
быть параллельны и заканчиваться на одном уровне. Швы
притачивания обтачек увлажняют и разутюживают.
Полочку разрезают по линии кармана со стороны долевика так
же, как при обработке, кармана с клапаном. Обтачку вывертывают
наизнанку, огибая швы и образуя из них рамку шириной шва
притачивания обтачек. Края выправляют так, чтобы они
соединялись встык. Выметывают верхнюю и нижнюю стороны кармана
на спецмашине 2222 кл. или косыми стежками длиной 7—8 мм на
расстоянии от шва притачивания обтачек, равном 2 мм. Нижний
край кармана закрепляют машинной строчкой с лицевой стороны
в шов притачивания нижней обтачки.
Срез подкладки кармана без подзора притачивают к нижней
обтачке, складывая их лицевыми сторонами внутрь швом
шириной 7—8 мм (рис. 27, в). Срез другого конца подкладки
кармана (с подзором) складывают со срезом верхней обтачки лицевыми
сторонами внутрь, подкладку кармана расправляют, не допуская
перекосов. Для закрепления верхнего края кармана и его
подкладки с подзором с лицевой стороны в шов притачивания
верхней обтачки прокладывают машинную строчку. Затем рамку
выправляют, углы подтягивают, закрепляют у основания и
стачивают подкладку кармана, закругляя строчку в нижних углах.
В концах кармана ставят прямые закрепки на закрепочной
машине или ручным способом. Длина закрепки равна ширине верхней
и нижней рамки. Готовый карман (рис. 27, г) приутюживают на
прессе или утюгом с изнанки и с лицевой стороны через
увлажненный проутюжильник, выправляя при этом неровности рамок.
2-й способ. В зависимости от модели и толщины ткани
прорезной карман в рамку может быть обработан заутюженными
обтачками. Прокладывание долевика и настрачивание подзора
на подкладку кармана выполняют так же, как при обработке
кармана 1-м способом. Верхнюю обтачку сгибают вдоль изнанкой
внутрь, а нижнюю перегибают в сторону изнанки на 15—20 мм
и заутюживают их по сгибу через проутюжильник. Для
устойчивости и жесткости рамки внутрь обтачек вкладывают бязевые
полоски или клеевые прокладки и заутюживают. Меняется
нанесение линий кармана: кроме одной долевой линии — еще две
вспомогательные, параллельные ей (ниже и выше средней линии).
Расстояние между двумя вспомогательными линиями должно быть
равно удвоенной ширине двух рамок кармана (рис. 28, а). За
51
Рис. 28. Обработка прорезного кармана в рамку в изделиях из тонких тканей
рамку принимают обработанный край кармана с одной стороны.
Заутюженные обтачки накладывают на полочку по намеченным
линиям так, чтобы их срезы были направлены к линии прореза
кармана, а их сгибы — к вспомогательным намеченным линиям,
и притачивают швом шириной в зависимости от ширины рамки
от начала до конца кармана с закрепками (рис. 28, б).
Дальнейшая обработка кармана (рис. 28, в, г) проводится так же, как
описано выше.
С целью повышения производительности труда и улучшения
качества обработки карманов применяют полуавтоматы. При
обработке кармана в рамку на полуавтомате полочку располагают
лицевой стороной вверх, уравнивая по специальным направите-
лям линии разметки кармана. Со стороны изнанки полочки в
соответствии с разметкой кармана укладывают долевик и
подкладку кармана. Обтачку закрепляют в специальные
направляющие и притачивают, одновременно разрезают полочку, обтачку,
подкладку кармана и долевик между строчками и в концах
кармана, после чего обтачку вывертывают наизнанку. Дальнейшая
обработка кармана такая же, как описано выше.
Карманы в кант обрабатывают аналогично обработке кармана
в рамку. При обработке 1-м способом припуски шва
притачанными обтачками не огибают, а кант шириной 2—3 мм получается
за счет выпускания обтачек. При обработке 2-м способом обтачки
притачивают на ширину канта.
Прорезной карман с фигурной рамкой. Такой карман
обрабатывают без долевиков: под намеченную линию кармана подклады-
вают подкладку кармана. Обтачки выкраивают подкройными
(по форме прореза кармана) или по косой нити. В изделиях из
тонких тканей внутренний срез нижней обтачки настрачивают
52
Рис. 29. Обработка
фигурного прорезного
кармана в рамку
Рис. 30. Обработка подкладки
вертикального прорезного
кармана в рамку
на подкладку кармана, подгибая срез внутрь на 7—8 мм и
отступая от сгиба на 1—2 мм; в изделиях из толстых тканей
внутренние срезы обтачек обметывают и настрачивают на подкладку
кармана, отступая на 3 мм от срезов (рис. 29).
Прорезной карман в рамку, расположенный в долевом
направлении, изготовляют так же, как и предыдущий, меняется
только форма подкладки кармана и ее обработка. Обтачки и
подзоры притачивают к вырезанным частям подкладки кармана,
складывая детали лицевой стороной внутрь. Строчку
прокладывают по подкладке кармана швом шириной 7 мм, в рассеченных
углах строчка проходит на расстоянии 1—2 мм от срезов (рис. 30).
Подкладка карманов может быть притачана к обтачкам после
обработки прореза кармана.
Прорезной карман с клапаном и в рамку. К деталям такого
кармана в отличие от прорезного кармана с клапаном
прибавляется еще одна обтачка из основной ткани. Клапан и подкладку
этого кармана обрабатывают так же, как при обработке
прорезного кармана с клапаном. На клапане намечают с лицевой стороны
линию его притачивания к полочке, отмечая ширину готового
клапана. Верхнюю обтачку складывают вдоль изнанкой внутрь
и заутюживают по сгибу. На подкладку кармана с настроченным
подзором накладывают клапан, совмещая подклапан с подзором
и уравнивая срезы подкладки кармана и клапана. На клапан
накладывают заутюженную обтачку сгибом к меловой линии
на клапане и притачивают ее к клапану и подкладке кармана
с подзором на расстоянии, равном ширине рамки (рис. 31, а).
Нижнюю обтачку, притачанную к подкладке кармана,
перегибают в сторону изнанки на 15—20 мм и заутюживают по сгибу
через проутюжильник. На полочке намечают расположение
карманов по вспомогательному лекалу четырьмя линиями: двумя
продольными и двумя поперечными в концах кармана.
53
. Рис. 31. Обработка прорезного кармана с клапаном и в рамку
Долевик прокладывают так же, как описано выше. На полочку
накладывают обтачку, притачанную к клапану, и подкладку
кармана с подзором. Сгиб обтачки уравнивают с верхней
намеченной линией, а передний край клапана — с поперечной линией
намелки кармана и прикалывают булавками. Притачивают детали
к полочке по подкладке кармана, прокладывая строчку в шов
соединения деталей от начала до конца клапана с закрепками
(рис. 31, б).
Сгиб нижней обтачки уравнивают с нижней намеченной линией
кармана и притачивают ее к полочке швом шириной, равной
ширине рамки (5—6 мм) от начала до конца поперечных линий,
закрепляя строчку в концах кармана. Со стороны изнанки
проверяют ровноту притачивания обтачек: строчки должны быть
параллельными, а концы их должны располагаться на одном
уровне.
Разрезание полочки по линии кармана, выправление рамок
и их закрепление в концах, а также стачивание подкладки
кармана и влажно-тепловую обработку выполняют так же (рис. 31, в),
как при обработке кармана в рамку. Закрепки в концах кармана
с лицевой стороны не делают.
2.2.3. ПРОРЕЗНОЙ КАРМАН С ЛИСТОЧКОЙ
Прорезные карманы с листочкой располагаются на полочке
в различных направлениях: горизонтальном, наклонном и
вертикальном (параллельно борту). По форме листочки бывают
прямоугольными и фигурными. Листочки выкраивают двойными
из основной ткани или обрабатывают на подкладке. При
соединении с полочкой боковые концы листочки могут быть закреплены
по-разному.
Карман с листочкой с настрочными концами. Для обработки
кармана требуются следующие детали: листочка одинарная или
двойная — 1; подкладка для одинарной листочки — 1;
прокладка — 1; подкладка кармана из двух частей, долевик — 1;
подзор — 1 и кромка.
54 '
Листочку выкраивают из основной ткани, направление нитей
основы ткани зависит от расположения карманов. Подкладку для
одинарной листочки выкраивают из подкладочной ткани, нить
основы проходит вдоль детали. Прокладку выкраивают из
неклеевой и клеевой хлопчатобумажной ткани или нетканого
материала (флизелин, дублерин, прокламилин). Подкладку кармана
выкраивают из бязи, коленкора или подкладочной ткани,
долевик — из неклеевой и клеевой хлопчатобумажной ткани,
подзор — из основной ткани, направление нити основы зависит
от расположения кармана. Кромку клеевую или льняную
применяют для предохранения края листочки от растяжения.
Обработку прорезного кармана с листочкой начинают с
обработки листочки. Если листочку выкраивают с подкладкой (чаще
это встречается в фигурной листочке), ее обрабатывают так же,
как и клапан. Обработку двойной листочки из основной ткани
начинают с нанесения линии со стороны изнанки вдоль ее длины,
которая делит листочку пополам (на наружную и внутреннюю
части). По внутренней части на расстоянии 2 мм от линии
прокладывают кромку, которая не должна доходить до концов
листочки на 5—6 мм. Кромку притачивают на стачивающей машине
на расстоянии 3 мм от сгиба листочки. Клеевую кромку
прокладывают с помощью утюга.
В изделиях из тонких тканей листочку обрабатывают с
прокладкой. Прокладка придает листочке более устойчивую и
жесткую форму. При обработке листочки с неклеевыми прокладками
прокладку соединяют с внутренней частью листочки одновременно
с притачиванием льняной кромки или с прокладыванием клеевой
кромки, располагая их параллельно намеченной линии. Клеевая
нленка должна выступать на 5 мм за внешний срез прокладки
и не должна доходить до меловой линии на 1—2 мм (рис. 32, а).
Пользуясь прокладкой с клеевым покрытием, кромку не
прокладывают.
Листочку перегибают по намеченной долевой линии лицевой
стороной внутрь, боковые срезы уравнивают и обтачивают швом
шириной 5—6 мм (рис. 32, б). При этом прокладка должна
попасть под строчку. Швы в углах подрезают, оставляя припуск
—3 мм. Листочку вывертывают на лицевую сторону, боковые
стороны и углы выправляют, затем листочку выметывают на
спецмашине или ручными косыми стежками на расстоянии 6—
7 мм от края стежками длиной 7—8 мм. Приутюживают листочку
с внутренней стороны через увлажненный проутюжильник,
выправляя и выравнивая все края. По краю листочки с лицевой
стороны прокладывают отделочную строчку (ширина ее зависит
от модели). На листочке с внутренней стороны намечают линию,
определяющую ширину листочки в готовом виде. Оставив
припуск на ширину шва 15 мм, излишки ткани подрезают (рис. 32, в).
На полочках с лицевой стороны уточняют линии кармана.
) изнаночной стороны полочки вдоль линии прореза кармана
55
Рис. 32. Обработка прорезного кармана с листочкой
прокладывают долевик с таким расчетом, чтобы одна треть его
ширины располагалась в сторону борта, а остальные две трети —
в сторону бокового среза. Это нужно для того, чтобы при
прикреплении боковых сторон листочки к полочке долевик попал
под строчки. Долевик прокладывают, как описано выше.
Затем листочку накладывают лицевой стороной на лицевую
сторону полочки обработанным краем в сторону борта, совмещая
намеченные линии на полочке и листочке. На листочку
накладывают одну часть подкладки кармана лицевой стороной внутрь
таким образом, чтобы верхний конец подкладки кармана заходил
за листочку на 15 мм. Срезы уравнивают и листочку с подкладкой
кармана притачивают. Концы строчек притачивания закрепляют
и шов разутюживают. Возможен другой вариант обработки:
сначала притачивают листочку, а затем подкладку кармана в шов
притачивания листочки со стороны долевика.
Вторую сторону подкладки кармана накладывают на полочку
лицевой стороной вниз, срезом встык ко шву притачивания
листочки с подкладкой кармана так, чтобы верхний срез последней
заходил за верхний край листочки на 15 мм. При притачивании
листочки строчка должна заходить за линию, определяющую
56
Рис. 33. Обработка прорез-
ного кармана с листочкой с
втачными концами
длину кармана со стороны острого
угла листочки, на 2—4 мм и не
доходить до нее на 5 мм со стороны
тупого угла листочки (рис. 32, г).
После притачивания деталей
проверяют правильность строчек и со
стороны изнанки прорезают вход в
карман. Обе части подкладки кармана
вывертывают через прорез кармана на
изнаночную сторону. Листочку
отвертывают на полочку в сторону
бокового среза, выправляют ее и
выметывают шов притачивания листочки к
полочке. Затем листочку приметывают
к полочке одной строчкой посередине.
Внутренние углы в концах кармана
расправляют, подтягивают, закрепля-
ют машинной строчкой с одновременным
стачиванием подкладки кармана, закругляя строчку в углах
(рис. 32, д). Боковые стороны листочки закрепляют одной или
двумя машинными строчками с лицевой стороны (ширина
отделочной строчки зависит от модели).
Для прочности карманов под концы листочек с изнанки под-
кладывают кусочки бортовой ткани (при отсутствии долевика).
Готовый карман приутюживают утюгом или на прессе с
изнаночной, а затем с лицевой стороны через увлажненный проутюжиль-
ник, одновременно выправляя неровности краев листочки.
Карман с листочкой с втачными концами. Особенностью обра-
ботки такого кармана (рис. 33) является закрепление необ або-
ганных концов листочки стачным швом.
На полочке намечают место расположения кармана четырьмя
меловыми линиями: двумя продольными и двумя поперечными.
Расстояние между двумя продольными меловыми линиями равно
ширине листочки в готовом виде. Внутрь листочки вкладывают
клеевую прокладку и заутюживают листочку вдоль посередине.
I la внутренней стороне намечают линии, определяющие длину
|| ширину листочки в готовом виде. Долевик прикрепляют с
изнаночной стороны полочки, как описано выше.
Листочку накладывают на полочку внутренней стороной вверх
и обработанным краем в сторону борта, совмещая намеченные
линии на полочке и листочке. На листочку накладывают
подкладку кармана так, чтобы верхний срез ее заходил за верхний
конец листочки на 15 мм, при этом подкладка кармана должна
перекрывать шов притачивания листочки на 10 мм. В концах
строчек ставят закрепки.
Подзор накладывают на лицевую сторону полочки лицевой
i тороной вниз так, чтобы концы его выходили на одинаковое
расстояние за концы листочки. Притачивают подзор по второй
57
намеченной лцИнии с закрепками в концах строчек. Полоску
разрезают со сто^,рОНы долевика между строчками от середины в обе
стороны, не ДЦоходя по 10 мм до концов кармана. Затем полочки
разрезают подщ углом к строчкам, не доходя до строчек на 1 мм.
Подкладку ка армана и подзор вывертывают через прорез кармана
на изнаночнуц*ю сторону, шов притачивания подзора
разутюживают. Листочк^у расправляют; сгиб листочки должен плотно
подходить ко шв^у притачивания подзора. Затем углы кармана
подтягивают и за;1Крепляют двойной машинной строчкой вместе с
боковыми концацми листочки. К подзору притачивают вторую часть
подкладки карсэМана швом шириной 5—8 мм, срезы ее уравнивают
и стачивают, закругляя строчку в нижних углах. Готовый карман
приутюживают^- со стороны изнанки, а затем с лицевой стороны
через увлажненный проутюжильник.
2.2.4. КАРМА 4НЫ в РЕЛЬЕФНЫХ ШВАХ
Карманы, выпо|ОЛненнь1е в рельефных швах, могут располагаться
вертикально, горизонтально и наклонно в зависимости от
направления шва. Карманы могут быть украшены листочками,
клапанами, хлястиками, отделочными строчками. При обработке таких
карманов необходимо выполнять следующие требования: верхний
край кармана должен быть плотным, устойчивым, в процессе
носки он не ДОолжен вытягиваться и перемещаться; нижний край
кармана со сто^роны изнанки укрепляют долевиком для
устойчивости и прочности концов кармана.
Обработка к^арМана в вертикальном рельефном шве. Для
обработки такого кзсармана без отделочной строчки (рис. 34), с
припуском на обработку входа в карман необходимы следующие
детали: кромку для верхнего края кармана — 1, долевик под
карман — 1* пОодкладка кармана из двух частей.
По припуск^у к верхнему краю кармана на передней части
полочки со стороны изнанки прокладывают кромку для
предохранения кра^я кармана от растяжения во время носки. Кромка
может быть с клЛеевым покрытием и без него. Располагают кромку
на расстоянии 1Щ—2 мм от линии сгиба кармана, выпускают срезы
за контрольные . знаки входа в карман с каждой стороны по 10 мм.
Кромку без клиеевого покрытия закрепляют с небольшим
натяжением на стачлИВающей машине на расстоянии 3—5 мм от сгиба
кармана (в изделиях из недорогих тканей) или на спецмашине
потайного стеж^ка. Кромку с клеевым покрытием закрепляют
с помощью утю;,га.
Долевик при вкладывают к изнанке боковой части полочки так,
чтобы перекрыт^, линию входа в карман. Во избежание смещения
долевик прикал^ывают булавками. Долевик с клеевым покрытием
закрепляют с Щюмощью утюга. Части подкладки кармана
прикладывают к пропускам на карман, совмещая лицевые стороны
и уравнивая срое3ы. Притачивание подкладки кармана к при-
58
Рис. 34. Боковой
шве
карман в рельефном
пускам на обработку
кармана выполняют со стороны
его подкладки швом
шириной 7—10 мм с закрепками
в начале и в конце шва. Шов
заутюживают в сторону
подкладки кармана.
Срезы полочки стачивают
со стороны изнанки
передней части по всей длине по
контрольным знакам: пра-
ную полочку сверху вниз,
а левую снизу вверх с
одновременным стачиванием
срезов подкладки кармана.
Концы входа в карман
закрепляют двойной
машинной строчкой. Срезы подкладки кармана обметывают на об-
меточной машине. В тканях с осыпающимися срезами
одновременно обметывают нижнюю часть рельефного шва, начиная от
уровня кармана.
Рельефный шов с лицевой стороны расправляют и заметывают
на спецмашине, направляя припуски на шов в сторону передней
части полочки. Одновременно с заметыванием шва заметывают
припуск на обработку верхнего края кармана. Во избежание
перемещения края кармана в поперечном направлении
закрепляют ниточной строчкой на машине потайного стежка со стороны
изнанки или клеевой пленкой (клеевую пленку прокладывают
до заметывания края кармана), или вспушной строчкой ручных
стежков. Приутюживание шва и подкладки кармана
выполняют со стороны изнанки с помощью утюга или на
прессе.
Особенность обработки кармана в рельефном шве с отрезными
деталями кармана. При раскрое пальто в зависимости от ширины
ткани, размера изделия, формы кармана, расположения деталей
пальто припуски на обработку входа в карман выкраивают
отдельно, как обтачку и подзор. Обтачку притачивают к верхней
пасти полочки, а подзор к боковой; полученные швы должны
располагаться на одной линии с рельефным швом. Швы соединения
частей полочки с обтачкой и подзор разутюживают. В остальном
обработка кармана такая же, как описано выше.
Особенности обработки кармана в рельефном шве с отделочной
строчкой. Если по модели рельефный шов отделан строчкой,
последовательность в обработке кармана меняется. Срезы частей
полочки стачивают, оставляя нестачанными срезы подкладки
кармана. После заметывания и приутюживания шва по верхнему
краю входа в карман прокладывают отделочную строчку, затем
стачивают, обметывают срезы подкладки кармана и выполняют
S9
отделочную строчку по рельефному шву, которая должна быть
продолжением отделочной строчки по краю кармана.
Особенности обработки кармана в рельефном шве с листочкой.
При выкраивании частей полочки дополнительного припуска на
обработку входа в карман не дают. Эту листочку обрабатывают
так же, как листочку для прорезного кармана с листочкой.
Листочку притачивают к передней части полочки со стороны
листочки, совмещая линии рельефного шва и листочки. Верхнюю
часть подкладки кармана притачивают в шов притачивания
листочки или к срезам листочки швом шириной 7—10 мм, выпуская
срезы подкладки кармана относительно концов листочки на
ширину шва притачивания.
На боковую часть полочки с изнаночной стороны накладывают
и закрепляют долевик, смещая его к боковому срезу так, чтобы
при закреплении концов листочки строчка проходила по
долевику. К срезу боковой части полочки на уровне входа в карман
притачивают вторую часть подкладки кармана швом шириной
7—10 мм, прикладывая ее лицевой стороной к лицевой стороне
полочки и уравнивая срезы. Шов направляют в сторону
подкладки кармана. Дальнейшую обработку выполняют так же,
как обработку кармана с отделочной строчкой по рельефному
шву. Концы листочки закрепляют отделочной строчкой по модели.
2.2.5. НАКЛАДНЫЕ КАРМАНЫ
Накладные карманы — наиболее распространенный вид
отделочных элементов женской одежды (рис. 35).
Процесс обработки накладного кармана состоит из двух
этапов: сборка деталей кармана и соединение их с полочкой. Для
обработки накладного кармана необходимо иметь следующие
детали кроя: основная деталь из основной ткани — 1, подкладка
кармана ■— 1, долевик — 1 и прокладка в верхний край
кармана — 1.
Детали накладного кармана соединяют с полочкой накладным
или стачным швом.
Обработка и соединение кармана с полочкой накладным швом.
Существует два способа обработки такого кармана.
1-й способ. К основной детали 1 (рис. 36, а) кармана
дают следующие припуски на его обработку: по верхнему срезу
30—35 мм, по боковым и нижнему — по 5—6 мм. Подкладку 2
Рис. 35. Вида накладных карманов
60
2 1
Рис. 36. Обработка и соединение накладных карманов с полочкой
пырезают уже основной детали кармана по трем сторонам на
3 мм для образования канта и короче на ширину припуска
по верхнему срезу.
Для предохранения верхнего края кармана от растяжения
его укрепляют клеевой или неклеевой кромкой (или
прокладкой) 3, располагая ее по верхнему срезу на расстоянии 1 мм от
перегиба. Кромку или прокладку закрепляют на стачивающей
машине или клеевым способом с помощью утюга.
После заутюживания верхнего края кармана к нижнему срезу
припуска притачивают подкладку швом шириной 7—10 мм, совме-
щая срезы и лицевые стороны деталей. При притачивании
оставляют в середине припуск в строчке длиной 50—60 мм для
вывертывания кармана на лицевую сторону после обтачивания сре-
зов. Шов заутюживают в сторону подкладки. Карман перегибают
по линии верхнего края лицевой стороной внутрь и обтачивают
со стороны подкладки швом шириной 5—6 мм с закрепками у
верхнего края,
После вывертывания на лицевую сторону через оставленное
отверстие карман выправляют, края выметывают со стороны
61
подкладки на спецмашине, не захватывая шва. Пропуск в шве
соединения подкладки с основной деталью кармана по нижнему
краю припуска подшивают подшивочной строчкой с частотой
4—5 петлеобразных стежков в 10 мм. Затем карман приутюживают
со стороны подкладки с предварительным пропариванием.
Накладной карман соединяют с полочкой отделочной строчкой
в зависимости от модели, предварительно проложив долевик со
стороны изнанки под Верхние концы карманов.
2-й способ. На основную деталь / (рис. 36, б) накладного
кармана по намеченной линии с изнаночной стороны накладывают
клеевую выкроенную по форме готового кармана) или неклеевую
прокладку 2, которую перепускают за линию перегиба на 10 мм,
и на расстоянии 2 мм от него закрепляют верх прокладки
машинной строчкой. Срезы накладного кармана заметывают в сторону
прокладки с трех сторон с закруглением в углах на спецмашине
или ручными стежками длиной 15—20 мм.
Верхний срез кармана уравнивают со срезом подкладки 3
и, совмещая лицевые стороны, стачивают швом шириной 10 мм.
Шов заутюживают в сторону подкладки. С изнаночной стороны
на основную деталь по верхнему краю кармана накладывают
долевик 4 или полоски из хлопчатобумажной ткани. По
намеченной линии кармана на полочку лицевой стороной вниз
накладывают подкладку, срезы ее подгибают на изнаночную сторону на
ширину 5—7 мм. Настрачивают деталь с трех сторон на
расстоянии 1—2 мм от перегиба, причем строчку начинают (и
заканчивают) вдоль верхнего перегиба на 5 мм внутрь кармана. Затем
основную деталь кармана перегибают по верхнему краю,
располагая его по намеченной линии и совмещая изнанку накладного
кармана с изнанкой подкладки. Карман настрачивают на. полочку
с трех сторон по модели с помощью лапки-направителя. Готовый
карман приутюживают.
Обработка и соединение кармана с полочкой стачным швом,
По припуску на обработку верхнего кармана 1 (рис. 36, в) вдоль
линии перегиба на расстоянии 1 ммр от него прокладывают
клеевую или неклеевую кромку 2 с небольшим натяжением.
Неклеевую кромку закрепляют на стачивающей машине или на
спецмашине, клеевую кромку затем закрепляют утюгом.
Одновременно с приутюживанием кромки заутюживают верхний срез
кармана в сторону изнанки, перегибая его по линии верхнего
края. Заутюженный край заметывают на спецмашине или ручными
стежками.
На лицевой стороне полочки 3 тонко отточенным мелом или
сухим мылом намечают форму кармана в готовом виде. Внутрь
на расстоянии 5 мм от намеченной линии кармана и параллельно
этой линии проводят дополнительную линию, одновременно
нанося контрольные знаки. Для этого карман накладывают на
полочку изнанкой вверх, перекрывая дополнительную линию
с трех сторон (кроме верхней) на одинаковом расстоянии от нее.
62
Контрольные знаки наносят с каждой стороны угла у начала
закругления на кармане и соответственно на полочке. Со стороны
изнанки полочки под верхние углы кармана подкладывают
долевик. Верхний срез подкладки кармана заутюживают в сторону
изнанки, подогнув его на 7—10 мм.
Подкладку 4 кармана накладывают на полочку лицевой
стороной вниз, совмещая боковые и нижний срезы с линиями
кармана в готовом виде. Срезы подкладки кармана подгибают в
сторону изнанки по дополнительно нанесенной линии и настрачивают
на полочку с трех сторон на расстоянии 1 мм от перегиба.
Карман накладывают на полочку лицевой стороной вниз,
боковым срезом встык к перегибу настроченной подкладки.
Верхний край кармана должен быть на уровне намеченной линии.
Карман соединяют с полочкой швом шириной 5 мм, совмещая
контрольные знаки и срез с нанесенной линией. Соединение
начинают и заканчивают закрепкой. При правильном соединении
кармана с полочкой со стороны изнанки полочки должны
проходить две параллельные строчки с расстоянием между ними 6 мм.
Подкладку кармана по верхнему краю подшивают к основной
детали подшивочной строчкой с частотой 3—4 стежка в 10 мм.
Верхние углы карманов закрепляют вручную вдоль подгиба на
расстоянии 7—8 мм от боковых сторон строчкой длиной 20—
25 мм, захватывая прокладку и скрывая срезы притачивания
кармана. Карман может быть закреплен отделочной строчкой,
тогда концы входа в карман не закрепляют.
Унификация деталей создает условия для механизации и
автоматизации производства. Так, в ЦНИИШП на основе
унификации деталей накладных карманов детского пальто
сконструирован фальцовочный пресс для фиксации (заутюживания) срезов
накладных карманов. Он изготовлен на базе настольного пресса
НП-2 с ручным приводом (рис. 36, г); для его работы можно как
базу использовать электрический пресс с кнопочным
управлением. Особенностью данного пресса является то, что на нем можно
фальцевать несколько видов (согласно модели) карманов с
помощью сменного комплекта пластин, по форме соответствующих
контуру различных накладных карманов.
2.2.6. ВНУТРЕННИЕ КАРМАНЫ В ПОДКЛАДКЕ
Внутренний карман обрабатывают следующим образом: детали
подкладки кармана складывают лицевыми сторонами внутрь,
уравнивая срезы, и стачивают швом шириной 10—15 мм в
зависимости от степени осыпаемости ткани.
При стачивании строчку начинают и заканчивают, не доходя
до срезов входа в карман на 10 мм и закрепляя ее в начале и
в конце шва. Срезы подкладки кармана обметывают на
спецмашине, отступая от срезов входа в карман на 10 мм (на такое же
расстояние, как при стачивании). Обработку подкладки кармана
63
заканчивают приутюживанием. Затем внутреннюю часть
подкладки кармана притачивают к бортовому срезу подкладки
полочки (между надсечками на подкладке) швом шириной 10 мм,
приложив подкладку кармана лицевой стороной к лицевой
стороне подкладки полочки и уравнивая их срезы. Строчку
начинают и заканчивают закрепками. Затем подкладку кармана
перегибают в сторону изнанки полочки, выправляют край с
образованием канта из подкладки полочки шириной 1—2 мм и
закрепляют его зигзагообразной или фигурной строчкой на расстоянии
2—3 мм от края.
В дальнейшей обработке при соединении подкладки с под-
бортом на участке входа в карман вместо среза подкладки к под-
борту притачивают срез подкладки кармана по надсечкам.
Рассмотрим особенности обработки внутреннего кармана с
рюшем. Для обработки рюша в складку выкраивают полоску ткани
шириной 30—40 мм. Полоску перегибают вдоль длины посередине
изнанкой внутрь и приутюживают. Затем по размеченным
линиям закладывают односторонние складки глубиной 10—15 мм
и закрепляют их машинной строчкой на расстоянии 10 мм от
срезов.
Рюш приутюживают, затем прикладывают его к лицевой
стороне полочки, уравнивая срезы, и притачивают в строчку
закрепления складок со стороны рюша.
Притачивание внутреннего кармана к бортовому срезу иод-
кладки выполняют со стороны изнанки полочки в строчку
притачивания рюша. Край после в правления для устойчивости
закрепляют отделочной строчкой по подкладке на расстоянии
1—2 мм от линии соединения рюша с подкладкой или припуск
на шов соединения подкладки кармана с подкладкой полочки
настрачивают на подкладку кармана на расстоянии 1—3 мм от
шва с лицевой стороны последней.
При обработке рюша с зигзагообразным краем полоску ткани
шириной 40 мм разрезают на квадратные части. Каждую часть
перегибают по диагонали изнанкой внутрь два раза, образуя
треугольники, у которых все срезы располагаются с одной
стороны, и приутюживают. Приготовленные таким образом
треугольники вкладывают один в другой и скрепляют машинной строчкой
на расстоянии 10 мм от срезов. Дальнейшая обработка
внутреннего кармана с зигзагообразным краем производится так же,
как описано выше.
Качество обработки и отделка карманов влияют на сортность
изделия, поэтому при изготовлении карманов необходимо точное
исполнение технических условий.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какова последовательность обработки мелких деталей?
2. Какие детали нужны для обработки кармана с клапаном?
3. Какова последовательность обработки кармана с клапаном?
64
4. Каковы отличия в обработке карманов в рамку от обработки карманов с
клапаном?
5. Чем отличается обработка кармана в кант от обработки кармана в рамку?
6. Какие существуют способы обработки карманов с листочкой и каковы их
детали?
7. Какова последовательность обработки кармана с листочкой со втачными
концами?
8. Какие существуют разновидности карманов в рельефных швах?
9. Как обрабатывается карман в рельефном шве с цельнокроеным припуском?
10. Какие бывают виды накладных карманов (каковы их детали и правила
раскроя)?
11. Как обрабатываются и соединяются с изделием накладные карманы?
12. Какие бывают виды внутренних карманов подкладки и какова особенность
их обработки?
3. ИЗГОТОВЛЕНИЕ ДЕМИСЕЗОННОГО ПАЛЬТО
И ЖАКЕТА
3.1. МОДЕЛИ ПАЛЬТО И ОПИСАНИЕ ВНЕШНЕГО
ВИДА
При составлении описания внешнего вида модели сначала дают
общую характеристику модели, а затем описывают отдельные
ее элементы.
Модель 1. Пальто демисезонное
(рис. 37, а) из гладкокрашеной
шерстяной ткани приталенного
силуэта с повышенной линией
плеч.-Полочки с рельефным швом
и открытой смещенной бортовой
застежкой на две прорезные петли
и две пуговицы, второй ряд
пуговиц — отделочный. Карманы
с листочкой — в рельефном шве.
Спинка состоит из двух частей
со швом посередине в
вертикальном направлении, с вытачками
от Плечевых швов. Внизу спинки
по линии шва располагается
шлица. Рукава втачные гладкие,
слегка зауженные книзу,
отделанные патами. Воротник
пиджачного типа с пониженной линией
горловины. По краю бортов
воротника, листочек и пат
проложена отделочная строчка на
расстоянии 8 мм от края.
Модель 2. Жакет (рис. 37, б)
из гладкокрашеной шерстяной
3 Литвинова И. Н. и др.
а
Рис. 37. Модели
пальто и жакета
демисезонного
5- Классификация типовых фигур женщин по обхватам груди, ростам, полнотным и возрастным группам (ОСТ 17-326—81)
Полнот-
ная
группа
Возрастная
группа
Размерный
признак,
см
Обхват груди, см
84
88
92
96
100
104
108
112
116
120
124
128
132
136
1-Я
2-я
Младшая,
средняя,
старшая
Средняя,
старшая
Младшая,
средняя,
старшая
88
Средняя,
старшая
Обхват
бедер
Рост —
Обхват
бедер
Рост
Обхват
бедер
Рост
Обхват
бедер
Рост
92
152
158
164
— 170
96 100 104 108
92
146
152
158
164
152
158
164
170
146
152
\Щ
164
170
152
158
164
170
152
158
164
170
96 100 104 108 112
112 116 120 124
Ц152Ц -
158 158
164 164
_158_
11641
15.
164
146
152
158
164
!70
146
152
158
164
170
-
146
152
|158|
164
170
176
—
152
158
164
170
176
—
152
158
164
170
176
116
152
158
164
170
120
]|152
158
1164]
170
-
124
152
158
164
170
128
152
158
164
17П
3-я
4-я
Средняя,
старшая
Обхват
бедер
Рост
Младшая, Обхват
средняя, бедер
96 100 104 108 112 116
старшая
Средняя,
старшая
Рост
Обхват
бедер
Рост
щ
158
!|l64j
-
146
152
158
164
152
158
164
-
i52
|i53|
164
152
.Л 58
4 164
152
158
164
Младшая, Обхват
средняя бедер
Рост
Средняя, Обхват
старшая бедер
Рост
100 104 108 112 116 120
152
158
164
152
158
164
152
1158|
164
—
158
164
—,
158
164
158
164
158
164
.о_
. -у.:
Ц152 152 152 152Ц
158
164
158
U64I
158
164
158
164
120 124 128
158
164
132
j|152 152 152 152Ц
158
164
124
152
158
164
128
152
158
164
132
152
158
164
1361
152
158
164
Примечания:
1- Рамкой обведены размеры типовых фигур, на которые должны разрабатываться модель и конструкция одежды б установленных
группах. Для женщин младшего возраста допускается разрабатывать модель и конструкцию одежды: 1 -й полнотной группы на типовую
фигуру с обхватом груди 92 см и ростом 164 см, 2-й полнотной группы на типовую фигуру с обхватом груди 96 см и ростом 164 см.
2. Двойной рамкой обведены размеры типовых фигур женщин для проектирования одежды в тех районах и республиках СССР, где
они установлены шкалой процентного распределения.
3. На типовые фигуры, не включенные в отраслевой стандарт, выпуск одежды должен осуществляться по заказам торгующих
организаций при условии, что эти типовые фигуры установлены ГОСТ 17522 — 72.
ткани прямого силуэта с повышенной линией плеч. Полочки
с нагрудными вытачками с центральной бортовой застежкой на
две прорезные петли и две пуговицы. Карманы боковые прорезные
с клапаном. Спинка из двух частей со швом посередине в
вертикальном направлении, с вытачками от плечевых швов. Рукава
втачные гладкие, локтевой шов заканчивается отлетной шлицей.
Шлицы на рукавах скреплены двумя пуговицами. Воротник
отложной пиджачного типа с пониженной линией горловины.
3.2. КЛАССИФИКАЦИЯ РАЗМЕРОВ И РОСТОВ
ИЗДЕЛИЙ
Изделия, объединенные в самостоятельные группы по
определенным признакам, составляют ассортимент одежды. Признаками
для объединения изделий могут быть материалы, назначение
и т. д.
Вся одежда в соответствии, с ГОСТ 1703—83 делится на
следующие группы: верхняя одежда, нательное белье, корсетные
изделия, пляжная одежда, головные уборы, летняя, зимняя,
демисезонная и всесезонная одежда, одежда для новорожденных,
для детей ясельного возраста, для дошкольной и младшей
школьной групп, а также для старшей школьной и подростковой групп.
Все эти группы одежды делятся на мужскую и женскую. Кроме
того, одежда подразделяется: на бытовую, повседневную,
торжественную, домашнюю, спортивную, национальную,
производственную, специальную, санитарную и форменную.
Одежда изготовляется массовым производством и по
индивидуальным заказам.
Одежда массового производства выпускается на типовые
фигуры. Стандарт устанавливает для производства одежды 137
типовых фигур, из них 30 типовых фигур для производства одежды
в районах, где эти типовые фигуры установлены шкалами
процентного распределения. Все типовые фигуры сгруппированы
в четыре группы по полноте фигур. Каждая группа
подразделяется на подгруппы по обхватам груди. Для установленных
полнотных групп определены преобладающие возрасты: младшая
возрастная группа — от 18 до 29 лет, средняя — от 30 до 44 лет
и старшая — от 45 и старше (табл. 5).
Типовая женская фигура характеризуется следующими
основными размерными признаками: ростом, обхватом груди третьим
и обхватом бедер.
Рост Р определяют расстоянием по вертикали от пола до
верхушечной точки.
Обхват груди третий Ог111 измеряют горизонтально вокруг
туловища через выступающие точки грудных желез.
Обхват бедер Об определяют с учетом выступания живота,
линия измерения проходит горизонтально вокруг туловища на
уровне ягодичных складок.
68
Фигуры отличаются друг от друга интервалами размерного
признака (промежуток). Для типовых фигур интервал составляет:
но росту 6 см; по обхвату груди ±4 см, по обхвату бедер ±4 см.
Размеры женской одежды должны обозначаться полными
значениями размерных признаков, определяющих типовые
фигуры в следующем порядке: рост, обхват груди и обхват бедер,
i [ример обозначения размеров женской одежды, изготовленной
на типовую фигуру с ростом 158 см, обхватом груди 96 см и
обхватом бедер 104: 158—96—104. Установленная
последовательность является обязательной для всех видов женской одежды.
3.3. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ВЕРХНЕЙ
ОДЕЖДЫ
Способы и режимы обработки изделий выбирают в соответствии
с отраслевыми стандартами, а также пользуясь «Типовой
технической документацией по конструированию, технологии
изготовления, организации производства и труда, основным и
прикладным материалам, применяемым при изготовлении женских
пальто», разработанной ЦНИИШПом и Общесоюзным Домом
моделей одежды (1983 г.).
На каждое изделие швейной промышленности составляются
технические условия (ТУ), в которых указываются требования
к раскрою деталей и пошиву (способы обработки, ширина швов,
размеры стежков, частота строчек и др.), табель измерения
деталей, правила приемки изделий, хранения и транспортировки.
Без соблюдения технических условий невозможно изготовление
одежды.
3.4. ПОДГОТОВКА ДЕТАЛЕЙ КРОЯ К ПОШИВУ
3.4.1. ПРОВЕРКА ДЕТАЛЕЙ КРОЯ
Перед проверкой деталей кроя необходимо ознакомиться с
нормативной технической документацией на изготовление пальто.
Проверку начинают с определения наличия деталей кроя основной
ткани: полочек, спинки, верхних и нижних частей рукавов,
подбортов, воротников, клапанов, обтачек и т. д. Согласно модели
уточняют конструктивные линии, рисунок ткани, проверяют
направление ворса, правильность раскроя деталей по
направлениям основных и уточных нитей и наличие текстильного брака
в деталях кроя. Детали кроя подкладки проверяют по количеству
и качеству в той же последовательности, что и детали верха.
Точность размеров деталей проверяют путем наложения лекал
на верхнюю и нижнюю детали пачки кроя. При необходимости
каждую деталь кроя уточняют, обводя их по лекалам тонко
отточенным мелом. Толщина линии обводки не должна превышать
1 мм. Внутренняя сторона линии обводки должна точно совпадать
с контуром лекал. Излишки ткани обрезают и вновь ставят над-
сечки (контрольные знаки) на глубину, не превышающую 5 мм.
Проверяют наличие и правильность всех контрольных знаков.
При проверке деталей по лекалам отклонения от заданной формы
по срезам не должны быть выше допускаемых:
Отклонение,
Участки деталей _^ мм
Плечевые срезы, срезы пройм, воротника, горловины, 1
окатов рукавов
Боковые срезы, средние срезы спинки, локтевые и 2
передние срезы рукавов, срезы накладных карманов
и т. п.
Срезы низа рукавов, полочек, спинки, срезы деталей 3
подкладки и прокладок
Несовмещение надсечек 2
Если детали основной ткани (верха), подкладки или бортовой
прокладки заужены или перекошены (т. е. допускаемые
отклонения превышены), крой в производство не допускается.
На каждой детали кроя верха по вспомогательным лекалам
намечают места расположения вытачек, карманов, складок,
рельефных швов и др.
Неразрезные вытачки намечают с изнанки полочки двумя
вертикальными (средней и конструктивной) и двумя
горизонтальными линиями, ограничивающими концы вытачек.
Разрезные боковые карманы намечают с лицевой стороны
в зависимости от вида и способа обработки одной, двумя или
тремя линиями, определяющими направление входа в карман,
и двумя поперечными, ограничивающими длину линии входа
в карман.
Клапаны и листочки подгоняют по рисунку и направлению
ворса в соответствии с линией расположения карманов и
подрезают, предусматривая припуски срезов на обработку.
При изготовлении одежды по индивидуальным заказам
закройщик раскраивает каждое изделие по модели, выбранной
заказчиком в соответствии с мерками его фигуры. Крой должен отвечать
тем же требованиям, что и при массовом производстве одежды.
3.4.2. НУМЕРАЦИЯ ДЕТАЛЕЙ КРОЯ
В условиях массового производства пальто на швейных
предприятиях из одного настила выкраивают большое количество
изделий. Чтобы не перепутать детали в процессе обработки и
сборки, их нумеруют. Детали кроя основной ткани нумеруют,
прикрепляя на спецмашине 68-1 кл. талон с номером на лицевой
стороне.
На деталях кроя подкладки номер наносят цветным
карандашом или мелом по изнаночной стороне. Порядковые номера
должны быть хорошо видны и не мешать обработке изделия
(табл. 6).
70
6. Места расположения номерных знаков на деталях кроя
(пальто, полупальто, костюм, жакет, жилет)
Ткань
Деталь
Место расположения знака
Основная Полочка
Спинка (цельная или
разрезная)
Верхняя часть
рукава
Нижняя часть
рукава
Подборт
Верхний воротник
Нижний воротник
Клапан, листочки,
накладной карман,
манжета, обтачки и
подзоры
Пояс
Подкладочная Полочка
Спинка
и нижние
Верхние
части рукавов
Подзор, подкладка
кармана, манжета,
полодержатель,
надставки к деталям
Вешалка
На расстоянии 10—15 см от низа и
среза борта
На расстоянии 10—15 см от низа и
бокового среза
Посередине ширины рукава на
расстоянии 15 см от среза оката
Посередине длины и ширины детали
Посередине ширины детали на
расстоянии 20—25 см от верхнего среза
Посередине ширины детали на
расстоянии 10 см от любого конца
В левом конце отлета
Посеоедине детали
Посередине ширины на расстоянии
10—15 см от конца
На расстоянии 10—15 см от низа и
среднего среза
На расстоянии 10—15 см от низа и
бокового среза
На расстоянии 10—15 см от нижнего
среза
Посередине детали
На линии горловины
На всех деталях кроя одного изделия должны быть
одинаковые номера. Детали приклада и ватина не нумеруют. Детали
подкладки и приклада должны соответствовать деталям из
основной ткани по модели, размеру, виду и цвету.
Пачки деталей кроя связывают и скрепляют специальными
ремнями, укладывают в контейнеры и транспортируют в склад
кроя.
При комплектовании пачек из настила, выполненного «лицом
к лицу», предварительно раскладывают непарные детали на две
пачки по каждому размерному показателю. Пачки кроя от рабочих
мест комплектовщиц в зону нумерации кроя передают по
ленточному конвейеру или с помощью типовых ручных тележек. Крой
доставляют в зону хранения с помощью подъемно-транспортных
средств.
На детали кроя рекомендуется навешивать талоны цветовой
гаммы (3—5 цветов). Все детали одной пачки снабжают талонами
одного цвета и одного номера. Введение цветовой гаммы обеспечи-
71
вает последовательный запуск пачек кроя в группы потока и
сопряженность прохождения пачек при параллельной обработке
деталей в потоках средней и большой мощности.
При серийном изготовлении одежды в условиях ателье
выдаются вместе с кроем тканевые печатные ярлыки, которые
впоследствии в готовом изделии заменяются на маркировочные
ярлыки. В тканевом ярлыке указывают наименование и номер
изделия, артикул основной ткани, подкладки, размер, рост, пол-
нотную группу и дату раскроя.
В условиях ателье при изготовлении изделий по
индивидуальным заказам на правую полочку пальто пришивают талон
(паспорт заказа) с указанием номера квитанции заказа, фамилии
заказчика, наименования изделия, описания модели, мерок,
снятых с заказчика, срока примерки и готовности изделия.
3.4.3. ПЕРЕНОС ЛИНИЙ С ОДНОЙ ДЕТАЛИ
НА ДРУГУЮ
При индивидуальном раскрое каждого изделия возникает
необходимость переноса линий с правой детали на левую. В
зависимости от организации труда и структуры ткани существуют
следующие способы перенесения линий: при помощи спецмашины
2222 кл., портновских булавок и путем отбивания коротких
меловых линий.
Перенос линий с использованием спецмашины 2222 кл.
заключается в прокладывании ниточных строчек цепного стежка по
линиям правой детали. На левую деталь, ориентируясь на
ниточные строчки, наносят меловые линии, после чего строчку удаляют.
При переводе линий с помощью булавок последние вкалывают
со стороны правых деталей вдоль или поперек намеченных линий
с интервалом на прямых линиях 15—20 мм, на изогнутых
линиях — 3—5 см. Затем сколотые детали перевертывают левой
деталью вверх и по линиям булавок с помощью лекал проводят
меловые линии. Булавки удаляют, в случае необходимости по
меловым линиям прокладывают ниточные строчки на спецмашине
2222 кл. или ручными прямыми стежками (при изготовлении по
индивидуальным заказам изделий из тонких тканей).
3.5. ДУБЛИРОВАНИЕ ДЕТАЛЕЙ
Дублирование — это соединение деталей одежды с
термоклеевыми прокладочными материалами по всей поверхности
(фронтальное дублирование) или ее части в целях придания этим деталям
формоустойчивости.
Детали и узлы при дублировании обрабатываются в
следующем порядке: вначале укладываются на поверхности основные
детали, затем на них накладываются детали из прокладок, далее
производится склеивание, охлаждение и съем обработанных
деталей.
72
I
. ■.•■••■'■
'.■■■.
Рис, 38. Дублирование деталей изделия:
а — по всей поверхности; б — по отдельным участкам изделия
Прокладочные материалы и способы дублирования применяют
согласно техническому описанию на модель. В качестве клеевых
прокладочных материалов применяют хлопчатобумажную,
вискозную и другие ткани, а также нетканые материалы, покрытые
клеевым порошком. Клеевой материал на прокладки может быть
нанесен в виде полос, сплошного или точечного покрытия.
В изделиях из облегченных тканей и тканей рыхлых и
подвижных структур дублируют детали полочек, кокетки, клапаны,
листочки, накладные карманы, манжеты, хлястики, пояса и др.
Дублирование детали может быть проведено по всей ее
поверхности (рис. 38, а) или частично на отдельных участках детали
(рис. 38, б). Прокладки внизу полочек, спинки и рукавов
закрепляют по припуску на подгиб с расположением края прокладки
73
по линии перегиба. На боковых частях полочек прокладку
располагают участками у проймы, на месте расположения прореза
бокового кармана и внизу. На дублированных полочках боковые
прорезные карманы обрабатывают без долевиков.
В цельнокроеных деталях (листочках, клапанах и др.) клеевую
прокладку располагают со стороны подкладки. Клеевые
прокладки выкраивают по форме основных деталей. Срезы основных
прокладок должны входить в швы соединения деталей не менее
чем на 1—2 мм (или закрепляться при прокладывании отделочных
строчек).
Конструктивные линии и срезы деталей предохраняют от
растяжения полосками клеевого материала шириной 10 мм,
выкроенными по форме срезов (с расположением долевой нити под
углом 45° к нити основы), на расстоянии 3—5 мм от них.
Прокладки, покрытые полиэтиленовым порошком, приклеивают без
увлажнения, а прокладки, покрытые полиамидным порошком,—
с увлажнением. Стачивание вытачек, обработку карманов,
соединение кокеток, верхнего воротника с нижним, подбортов с
изделием и т. д. выполняют после дублирования.
Фронтальное дублирование может осуществляться
статическими методами и с применением виброформования.
При фронтальном дублировании статическими методами
применяются прессы фирм «Паннония» (Венгрия) и «Майер» (ФРГ).
На нижнюю подушку (или на выдвижную раму) укладывают
детали из основной ткани изнаночной стороной вверх. Прокладку
укладывают клеевой стороной вниз на изнаночную сторону
деталей. Срезы деталей прокладок должны входить в швы соединения
деталей не менее чем на 1—2 мм. Сдублированные детали не
перегибают и не связывают в пачки до полного охлаждения. При
отсутствии прессов дублирование деталей выполняют с помощью
утюгов. Температура гладильной поверхности должна быть 150—
160 °С, продолжительность прессования 15—30 с (в зависимости
от вида клеевого материала, давления и температуры прессующей
поверхности).
При методе виброформования к обрабатываемой детали
прикладывается нагрузка многократного действия в виде вибраций
на жесткой оболочке вибропресса. Экспериментально установлено,
что формоустойчивость деталей, сдублированных с применением
виброформования, лучше, чем деталей, сдублированных
статическими методами.
Фронтальному дублированию не подлежат швейные изделия
из тканей редкого полотняного переплетения, имеющих ярко
выраженную рельефную лицевую поверхность и сильную под-
ворсовку с изнаночной стороны, так как при дублировании клей
не проникает в переплетение тканей верха, а отслаивается, что
отрицательно влияет на внешний вид изделия.
Для создания устойчивой формы (в соответствии с моделью)
отдельные участки полочек усиливают дополнительными про-
74
кладками в области груди и плечевого пояса. Дополнительные
прокладки, или усилители, располагают в соответствии с
разметками и надсечками на деталях.
При фронтальном дублировании полочек используют также
термоклеевые прокладочные многозональные материалы, имеющие
ярко выраженные зоны (как правило, три), объединенные в
раппорт и расположенные в направлениях основы или утка в такой
последовательности: жесткая, переходная (полужесткая) и мягкая.
Участок фронтального дублирования деталей изделий
размещают в отдельном помещении. Рекомендуется применять
оборудование с использованием технологического пара и отсоса влаги.
В изделиях из облегченных тканей рыхлых структур в качестве
прокладки наряду с ткаными и неткаными прокладками
используют специальную неориентированную плоскостабилизированную
полиэтиленовую сетку; используется также полотно с ячейками
диаметром 5—7 мм.
Полиэтиленовую сетку применяют в мелких деталях (кокетках,
воротниках, листочках, клапанах, накладных карманах,
манжетах, хлястиках, патах и др.) для закрепления низа рукавов и низа
изделия, в местах расположения карманов, в швах стачивания.
Полиэтиленовую сетку располагают вдоль детали. Края сетки
должны входить в швы соединения деталей на 3—4 мм или
закрепляться при прокладывании отделочных строчек. Такую сетку
располагают со стороны подкладки деталей (подкладки листочек,
клапанов и др.). Сетку укладывают без натяжения ячеек.
Полиэтиленовую сетку с изделием соединяют на прессе через
фторопласт. Температура прессующей поверхности 150 °С. При
дублировании кокеток полочек полиэтиленовой сеткой
одновременно закрепляют срезы пройм полоской нетканого материала,
выкроенной по форме этих срезов. Полиэтиленовую сетку можно
использовать взамен обметывания швов стачивания и подшивания
низа изделия. В низ изделия полиэтиленовую сетку вкладывают
при заметывании припуска на подгиб или прикрепляют
булавками. Прокладка должна быть шире припуска на подгиб низа
на 15—20 мм. По низу рукавов полиэтиленовую сетку
прокладывают в качестве прокладки.
3.6. ОБРАБОТКА БОРТОВОЙ ПРОКЛАДКИ
3.6.1. ХАРАКТЕРИСТИКА И НАЗНАЧЕНИЕ БОРТОВОЙ
ПРОКЛАДКИ
Бортовую прокладку применяют для сохранения формы полочек,
полученной при их обработке в области груди, лацканов, бортов,
для устойчивости формы прорезных петель и прочности
пришивания пуговиц. Бортовую прокладку располагают между деталями
полочек из основной ткани и подкладки.
75
Бортовую прокладку изготовляют из клеевых и неклеевых,
тканых и нетканых прокладочных материалов (льняных,
полульняных, волосяных, вискозных тканей, флизелина, проклами-
лина и др.). В изделиях с отлетной по низу подкладкой внутренний
срез бортовой прокладки по всей длине должен быть обметан на
обметочной машине.
В зависимости от формы, силуэта, конструктивных линий
изделия бортовую прокладку выкраивают по-разному.
3.6.2. СПОСОБЫ ОБРАБОТКИ БОРТОВОЙ
ПРОКЛАДКИ
Бортовая прокладка может быть мягкой формы и состоять из
одного слоя, может быть уплотнена в области плеча плечевыми
накладками, а в области груди — дополнительными накладками.
При этом сборку бортовой прокладки можно производить как
ниточным, так и клеевым способом.
Бортовая прокладка для изделия мягкой формы. Вытачки
в бортовой прокладке стачивают, а надставки притачивают
накладным швом шириной 5—7 мм с двумя открытыми срезами,
направленными в разные стороны на стачивающей машине
(рис. 39, а, б), или швом встык с подкладыванием полоски из
хлопчатобумажной ткани шириной 20—25 мм и закреплением
строчками от стыка деталей на 5—7 мм с каждой стороны или
на машине зигзагообразного стежка. Выбор шва зависит от
толщины основной ткани. Обработка вытачек зависит от способа
выкраивания детали (при вырезании вытачки применяют шов
встык, при разрезании ее по центру — накладной шов). Стачивать
Рис. 39. Конструктивные особенности бортовой прокладки (а, б) и
способы ее выстегивания (в, г)
76
Рис. 40.
Обработка бортовой
прокладки способом
клеевого
крепления
вытачки начинают от срезов бортовой
прокладки, постепенно сводя шов на нет, и
заканчивают на 10—15 мм ниже концов разреза
вытачки.
Бортовая прокладка с плечевой накладкой.
Для уплотнения плечевой части изделия
бортовую прокладку обрабатывают с плечевой
накладкой. Плечевую накладку соединяют с
верхней частью бортовой прокладки, уравнивая ее
срезы со срезами основного слоя или отступая
от них на 20—30 мм, и настрачивают на
стачивающей машине долевыми или
поперечными зигзагообразными строчками.
При долевом расположении строчек (рис.
39, в) первые строчки прокладывают
параллельно выпуклому внутреннему срезу
накладки на расстоянии 10 мм от него,
последующие строчки располагают зигзагообразно
вдоль накладки с расстоянием между углами
20 мм, не доходя до плечевых срезов 40—
50 мм.
При поперечном расположении строчек
первые строчки прокладывают параллельно
плечевым срезам на расстоянии 40—50 мм от них,
последующие — зигзагообразно поперек
плечевой накладки с расстоянием между углами 20 мм.
Бортовая прокладка с дополнительными накладками в области
груди. Для получения определенной формы изделия в области
груди, а также с целью устранения дефекта фигуры на бортовую
прокладку могут быть настрочены дополнительные накладки из
прокладочной ткани. На бортовую прокладку с обработанными
вытачками накладывают дополнительную накладку, совмещая
центр груди у бортовой прокладки и накладки. Сверху плечевую
часть бортовой прокладки перекрывают плечевой накладкой,
как описано выше.
Сначала детали скрепляют по центральной линии во избежание
смещения их машинной строчкой, а затем выстегивают долевыми
строчками сверху вниз от центра груди в одну, а потом в другую
сторону. Выстегивание производят на стачивающей или
специальной машине зигзагообразного стежка с расстоянием между
строчками 10—20 мм (рис. 39, г).
Если в изделиях с дублированными полочками создается
необходимость применения бортовой прокладки, ее выстегивают
с расстоянием между строчками 30—40 мм.
Обработка бортовой прокладки способом клеевого крепления.
11ри обработке бортовой прокладки применяют различные
прокладочные ткани с клеевой пропиткой всей поверхности в виде
полос или точек. Из этих тканей выкраивают необходимые детали
77
для формоустойчивости бортовой прокладки: плечевые,
дополнительные накладки, лацканы (рис. 40).
Сборку и формование бортовой прокладки выполняют на прессе
со специальными подушками: с нижней вогнутой и верхней
выпуклой или нижней выпуклой, а верхней вогнутой. На нижнюю
подушку укладывают бортовую прокладку для одной полочки.
На бортовую прокладку согласно разметке помещают
дополнительную накладку клеевым слоем к прокладке. Затем укладывают
две плечевые накладки, сложенные клеевым слоем наружу. После
этого укладывают вторую дополнительную накладку клеевым
слоем вверх и бортовую прокладку для второй полочки. Путем
прессования соединяют дегали и формуют прокладки
одновременно для двух полочек изделия.
3.6.3. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА БОРТОВОЙ
ПРОКЛАДКИ
Для уплотнения и формования бортовой прокладки ее
обрабатывают на прессе с подушками соответствующей формы, сложив обе
прокладки вместе и располагая их бортовыми срезами к
работающему. При отсутствии пресса сутюживание выполняют на
специальной колодке утюгом с предварительным увлажнением,
пользуясь следующими приемами.
Сутюживание в области лацкана и приутюживание борта
(рис. 41, а, б). Бортовую прокладку увлажняют и раскладывают
на утюжильной колодке лацканом к работающему, центр
выпуклости на грудь должен совпадать с центром выпуклости колодки
с таким расчетом, чтобы на колодке располагалась 1/3 плечевого
среза (от горловины). Слабину по срезу лацкана сутюживают,
при этом утюг держат в правой руке, а пальцами левой руки
придерживают и распределяют слабину ткани. Затем бортовую
прокладку перемещают и приутюживают остальную бортовую
часть до низа.
Сутюживание в области горловины (рис. 41, б). Бортовую
прокладку располагают горловиной и плечевой частью к работающему.
Образовавшуюся слабину по горловине сутюживают, а плечевую
часть приутюживают, ведя утюг от плечевого среза в сторону
выпуклости на грудь.
Сутюживание со стороны проймы (рис. 41, г). Бортовую
прокладку располагают на колодке проймой к работающему так,
чтобы центр выпуклости на грудь совпадал с центром выпуклости
колодки, а плечевая часть располагалась на колодке.
Образовавшуюся слабину по пройме сутюживают.
Оформление выпуклости на грудь (рис. 41, д, ё). Бортовую
прокладку снимают с колодки и раскладывают на утюжильном
столе вдоль его края бортовым срезом к работающему, боковую
часть левой рукой приподнимают, перегибая по центру
выпуклости на грудь, и в таком положении приутюживают созданную
78
Рис. 41. Приемы
влажно-тепловой обработки
бортовой прокладки
выпуклость. Затем приподнимают бортовую часть, перегибая ее
вдоль центра выпуклости на грудь, и приутюживают со стороны
проймы и боковой части. После каждого приема необходимо
добиваться полного удаления влаги.
3.6.4. ОСОБЕННОСТИ ОБРАБОТКИ БОРТОВОЙ
ПРОКЛАДКИ С КЛЕЕВОЙ КРОМКОЙ
ПО КРАЮ БОРТА
После влажно-тепловой обработки бортовой прокладки
приступают к уточнению ее формы. Для этого бортовую прокладку
обмеляют по лекалу, скрепляют специальными зажимами и
обрезают по намеченным линиям. По бортовому срезу бортовой
прокладки прокладывают клеевую кромку, притачивая ее с
небольшим натяжением на стачивающей машине, выпуская за срез
бортовой прокладки 5 мм в изделиях с отрезными подбортами
и уравнивая со срезом в изделиях с цельнокроеными подбортами.
Закрепление кромки выполняют на расстоянии 2 мм от
внутреннего края кромки (в изделиях с отрезными подбортами) и
посередине кромки (в изделиях с цельнокроеными подбортами), клеевой
слой кромки направляют в сторону полочки (рис. 42, а).
Клеевая кромка может быть заменена полоской нетканого
материала или хлопчатобумажной ткани с клеевым покрытием
шириной 25—35 мм. Для обработки полоску складывают вдвое
по длине клеевой стороной наружу так, чтобы ширина полоски
с одной стороны от линии сгиба была равна 10—15 мм, а с
другой — на 5—7 мм шире. Более широкая сторона должна быть
направлена к полочке.
;
•
,
Рис. 42. Обработка бортовой прокладки с клеевой кромкой
Бортовой срез бортовой прокладки огибают сложенной клеевой
полоской и соединяют одной строчкой на стачивающей или
специальной машине на расстоянии 2—3 мм от среза узкой стороны
полоски (рис. 42, б). В изделиях с подбортами, цельнокроенными
с полочками, полоской огибают бортовой срез бортовой прокладки
плотно, а в изделиях с обтачными бортами сгиб полочки
располагают на расстоянии 1—2 мм от среза бортовой прокладки.
3.7. ОБРАБОТКА ПОЛОЧЕК
3.7.1. НАЗНАЧЕНИЕ ВЫТАЧЕК
Для получения необходимой формы полочек проектируют
вытачки. Они бывают нагрудные и от линии талии. Нагрудные
вытачки предназначены для получения облегания в области груди,
их располагают от любого среза в зависимости от модели и всегда
направляют к центру грудных желез. По конструкции эти
вытачки бывают неразрезные и разрезные. Разрезные вытачки
применяют при обработке изделий из толстых недорогих тканей.
Вытачки от линии талии создают прилегание полочек к фигуре
по линии талии. Расположение, количество и форма вытачек
зависят от модели, выбранного силуэта и фигуры. По линии талии
располагают одну или две вытачки (переднюю и боковую).
Передняя вытачка обычно бывает неразрезной, так как она находится
80
внутри полочки, боковая (выходящая из проймы) может быть
разрезной. В пальто свободного покроя вытачки на линии талии
не проектируются. В зависимости от модели для создания мягкой
формы применяют вытачки-складки, вытачки-защипы.
3.7.2. ОБРАБОТКА НАГРУДНЫХ ВЫТАЧЕК
Неразрезные вытачки (рис. 43, а, б) намечают с изнанки
полочки тремя линиями: средней, конструктивной и линией,
ограничивающей конец вытачки. Вытачку перегибают по средней
линии и стачивают ее по конструктивной. Одну вытачку стачивают
от среза к концу, а вторую — от конца к срезу. Сторону вытачки,
имеющую наиболее косое направление, располагают со стороны
платформы машины. При стачивании подкладывают полоски
шерстяных, льняных, хлопчатобумажных тканей или нетканых
материалов (флизелин, прокламилин и др.) по всей длине или
только в конце, переходя за линию, ограничивающую длину
вытачки, на 15—-20 мм.^В конце вытачки, на уровне нижнего
угла, один слой полоски ткани рассекают, не доходя до строчки
на 1 мм, и раскладывают.
Стачанные с полоской ткани вытачки разутюживают от среза
по направлению к концу. Слабину ткани, образовавшуюся в конце,
сутюживают круговыми движениями. Для правильного
выполнения операции рекомендуется сначала вытачки приутюжить со
стороны припуска с одной, а затем с другой стороны и только после
этого разутюжить. Основным условием хорошего закрепления
и сохранения формы является просушивание, т. е. полное удаление
из материала влаги. При заутюживании припуск на вытачку
направляют в сторону, предусмотренную моделью.
В учебном процессе при необходимости вытачки сметывают
ручными прямыми стежками длиной 10—20 мм, уменьшая длину
стежков к концам вытачек. Начало и конец вытачек закрепляют.
Сторону вытачки, имеющую наиболее косое направление,
располагают сверху. Одну вытачку сметывают от среза к концу, а
вторую — от конца к срезу. В мягких неустойчивых по структуре
тканях перед сметыванием вытачку перегибают на столе по
средней линии, скалывают булавками в направлении,
перпендикулярном конструктивным
линиям, и только после этого
сметывают. Стачивание
таких вытачек выполняют
параллельно сметочной
строчке на расстоянии 1 мм
от нее.
Разрезные
вытачки (рис. 43, е) стачивают
швом шириной 7—10 мм,
сводя его постепенно на нет
Рис. 43. Обработка нагрудньга вытачек:
а, б — неразрезные; в — разрезная
8 Г
и заканчивая строчку ниже концов разреза на 10—15 мм. Влажно-
тепловую обработку этих вытачек проводят так же, как и
неразрезных вытачек.
Вытачки, переходящие в складки, отличаются от описанных
выше тем, что они заканчиваются мягкой складкой. Стачивают
такие вытачки так же, как и неразрезные, без дополнительных
полосок ткани. Складку закрепляют строчкой, перпендикулярной
сгибу со стороны изнанки на уровне конца стачиваемой части
вытачки. Разутюживают и заутюживают вытачки-складки только
на участках стачивания в направлении сверху вниз.
3.7.3. ОБРАБОТКА ВЫТАЧЕК ОТ ЛИНИИ ТАЛИИ
Неразрезные вытачки (рис. 44) обрабатывают так же, как
и нагрудные, — с полоской ткани по всей длине, располагая ее
со стороны бокового среза. Перед разутюживанием припуск на
вытачку и полоску ткани на уровне талии раскладывают и
оттягивают для лучшего прилегания вытачки.
Обработка разрезных вытачек от линии талии
аналогична обработке разрезных нагрудных вытачек. Вытачки,
переходящие в складки, стачивают до размеченной линии в
зависимости от модели. При стачивании вытачки на участке,
переходящем в складку, строчку заканчивают под прямым или тупым углом
к сгибу. Заутюживание вытачек выполняют одновременно с
заутюживанием складок.
Вытачки-защипы создают мягкие фалды на изделии
вверху и внизу от линии талии путем застрачивания их с лицевой
или изнаночной стороны от линии талии длиной в зависимости
от модели. Заутюживание выполняют
только на стачанном участке.
3.7.4. ОБРАБОТКА ПОЛОЧЕК
С ОТРЕЗНЫМИ БОКОВЫМИ
ЧАСТЯМИ
Для получения более плотного
прилегания изделия в области талии и для
облегчения выполнения влажно-тепловой
обработки в изделиях из шерстяных
тканей, содержащих шерстяные волокна в
смеси с синтетическими волокнами,
полочки конструируют с отрезными
боковыми частями.
Начинают обработку полочек с
обработки передних вытачек, после чего сое-
Рис. 44. Обработка вытачек диняют стороны разреза кармана встык
по линии талии косыми стежками длиной 10—12 мм или
82
с помощью клеевой кромки. Затем основную и боковую части
полочки складывают лицевыми сторонами внутрь, уравнивая срезы,
и притачивают по боковой части швом ширинрй 10 мм. Шов
увлажняют и разутюживают (рис. 45).
3,7.5. ОБРАБОТКА РЕЛЬЕФНЫХ ШВОВ
Рельефные швы, имеющие как конструктивное, так и декоративное
назначение, могут быть различных видов: стачные, застрочные,
накладные с закрытым срезом, настрочные, со шнуром, с кантом
и т. д. Рельефные швы выполняют при помощи лапок с
направляющей линейкой.
Стачные рельефные швы имеют ширину не менее 10 мм.
Стачивание выполняют с уравниванием срезов и контрольных
знаков со стороны наиболее прямого среза с закрепками в начале
и в конце строчки. Срезы одного шва стачивают сверху вниз,
а другого — снизу вверх. Влажно-тепловую обработку швов
выполняют в соответствии с требованиями технических условий —
разутюживают или заутюживают. Заутюживание швов выполняют
по модели. В вертикальных рельефных швах припуски на швы
чаще заутюживают в сторону середины детали. Перед стачиванием
в учебных целях срезы рекомендуется сметывать швом шириной
9 мм на спецмашине или прямыми ручными стежками, уравнивая
их с совмещением контрольных знаков. При сметывании изделие
располагают на столе (при обработке изделий прямого и
расширенного силуэта) или приподняв его над столом (при обработке
изделий прилегающего силуэта). Один шов выполняют сверху
вниз, а другой — снизу вверх, наиболее косой срез детали должен
быть сверху. При стачивании строчку располагают рядом со
строчкой сметывания и выполняют ее по
наиболее прямому срезу.
Застрочные рельефные швы
бывают двух видов: застрочные с
лицевой (рис. 46, а) и изнаночной (рис. 46, б)
стороны. В зависимости от модели
застрочные рельефные швы могут быть
расположены на деталях пальто в один или
несколько параллельных рядов. Перед
стачиванием рельефного шва с
изнаночной стороны намечают мелом его
направление, затем деталь перегибают по
намеченной линии лицевой стороной внутрь
п застрачивают параллельно сгибу,
отступая от него на 2—4 мм.
Следующие рельефные швы
выполняют параллельно первому при помощи „ .с п, , ,
v *. J f „ г, Рис. 45. Обработка дубли-
лапки с направляющей линейкой. Рель- рованной полочки с отрез-
сфные швы с лицевой стороны выполняют ной боковой частью
83
а
Рис. 46. Обработка застроч-
ных рельефных швов:
а — застрачивание по лицевой
стороне; б — то же с
изнаночной стороны
так же, как описано выше, но строчки
прокладывают по лицевой стороне
детали. Фигурные рельефные швы
застрачивают, прерывая строчку на углах.
Накладные рельефные швы с
закрытым срезом обрабатывают на
деталях, состоящих из двух частей, или на
цельных деталях. В первом случае
сначала обрабатывают один из срезов швом
вподгибку с открытым срезом. Ширина
припуска зависит от ширины
отделочной строчки. Срез верхней детали подгибают и заметывают
со стороны припуска на спецмашине на расстоянии 10—15 мм
от сгиба. Затем шов приутюживают со стороны подогнутого
среза. Обработанный край накладывают на нижнюю часть
детали, уравнивая его со срезом, по контрольным знакам
наметывают одну часть на другую и настрачивают отделочной строчкой.
Для выполнения рельефного шва на цельной детали необходим
припуск, равный удвоенной ширине отделочной строчки и
припуску на шов. По размеченной линии со стороны припуска деталь
перегибают и заметывают на расстоянии 10—15 мм на спецмашине
После приутюживания верхнюю часть рельефного шва
накладывают на нижнюю, совмещая их по намеченным линиям,
наметывают одну часть на другую, а затем настрачивают.
Настрочи ые рельефные швы могут быть обработаны на
деталях, состоящих из одной или двух частей. При выполнении
шва на детали из двух частей сначала части соединяют стачным
швом шириной в зависимости от отделочной строчки и вида на-
строчного шва (с открытым или закрытым срезом). После
выметывания на спецмашине шов приутюживают с изнаночной стороны.
Отделочную строчку прокладывают по лицевой стороне вдоль
шва. Настрочные рельефные швы на цельной детали выполняют
с дополнительной полоской ткани следующими способами.
1-й способ. На полочку с изнаночной стороны наносят линию
рельефного шва и переносят ее на лицевую сторону. На
изнаночную сторону по линии рельефного шва накладывают полоску
тонкой шерстяной, хлопчатобумажной или льняной ткани
шириной, равной удвоенной ширине отделочной строчки плюс 20—■
30 мм и выкроенной в длину по уточной нити. Середина полоски
должна совпадать с линией рельефного шва (рис. 47, а). Полоску
фиксируют булавками во избежание сдвига и закрепляют
машинной строчкой, прокладывая ее по намеченной линии с лицевой
стороны полочки. Затем по строчке полочку отгибают в одну
сторону, а полоску — в другую и застрачивают рельеф по
основной детали со стороны изнанки на расстоянии 3—5 мм от сгиба
(рис. 47, б). Полоску отгибают в сторону, шов выметывают,
приутюживают с изнаночной стороны, располагая полочку вдоль
стола. Затем выполняют отделочную строчку (рис. 47, в).
84
Рис. 47. Обработка настрочных неразрезных рельефных швов
2-й способ. Полочку перегибают лицевой стороной внутрь по
намеченной линии рельефного шва и застрачивают на расстоянии
3—5 мм от сгиба, одновременно подкладывая под полочку
дополнительную полоску ткани с таким расчетом, чтобы ширина ее
справа была равна ширине отделочной строчки плюс 10 мм
(рис. 47, г). Рельефный шов выметывают, приутюживают, затем
выполняют отделочную строчку (рис. 47, д).
3-й способ. После застрачивания рельефа полочки на
расстоянии 3—5 мм к сгибу прикладывают одинарную или двойную
полоску ткани, закрепляя ее на спецмашине строчкой
зигзагообразного стежка (рис. 47, е). Вметывание, приутюживание и
выполнение отделочной строчки (рис. 47, ж) выполняют так же,
как при обработке 1-м способом.
Рельефные швы со шнуром обрабатывают следующим
способом. Под основную ткань подкладывают полоску
прокладочной ткани и прокладывают первую строчку по намеченной линии
с лицевой стороны. Между тканями вкладывают шнур и
прокладывают вторую строчку, плотно огибая его верхней деталью.
Швы обрабатывают при помощи однорожковой лапки. Количество
рядов втачиваемого шнура зависит от модели.
Рельефные швы с кантом можно выполнять как на цельной
детали, так и на разрезной. Процесс обработки состоит из двух
этапов: притачивание вдвое сложенной полоски отделочной ткани
на расстоянии ширины канта к одной детали и закрепление второй
детали в строчку притачивания канта.
i
■
3.7.6. ОБРАБОТКА СКЛАДОК
Складки по внешнему виду (рис. 48) делятся на стачные, настроч-
ные, односторонние и двусторонние. Они могут быть выполнены
иа одной детали или соединять две-три детали. Расположение
85
Рис. 48. Виды складок и кокеток
и направление складок зависит от моделей. При обработке
одностороннюю складку перегибают по намеченной линии,
сметывают на спецмашине или скрепляют булавками и стачивают
по меловой линии. В конце складку закрепляют, прокладывая
строчку стачивания по припуску на складку, постепенно округляя
ее в углу во избежание разрыва ткани при нбске изделия. После
стачивания припуска складки заутюживают на сторону по модели.
Двустороннюю складку в отличие от односторонней
стачивают прямой строчкой без закругления. После стачивания
складки припуски раскладывают на две равные части, закрепляя
временной строчкой в линию шва на спецмашине или ручными
стежками. Концы двусторонней складки закрепляют
закругленными строчками со стороны изнанки по припускам складки.
Затем складку приутюживают со стороны изнанки. В зависимости
от модели складки настрачивают с лицевой стороны при помощи
откидной линейки с направителем.
3.7.7. ОБРАБОТКА КОКЕТОК И СОЕДИНЕНИЕ
ИХ С ПОЛОЧКАМИ
Кокетки полочек по своей конфигурации могут быть прямыми,
овальными, фигурными (см. рис. 48), они могут быть отрезными
и цельнокроенными с основной деталью. Кокетки соединяют
с основными деталями (полочкой, спинкой) стачным, настрочным,
накладным или рельефным швом (рис. 49). До соединения с
кокеткой на основной детали обрабатывают согласно модели складки,
рельефные швы, вытачки или образовывают сборки. В изделиях
из легкорастяжимых материалов срезы овальных кокеток
предварительно закрепляют клеевой или неклеевой кромкой, которую
прокладывают на стачивающей машине.
86
а 5
Рис. 49. Способы соединения полочек с кокетками
г
Цельнокроеные кокетки выкраивают вместе с полочкой,
учитывая припуск на имитацию шва соединения кокетки с
деталью. Шов соединения кокетки с полочкой выполняют как
рельефный на цельной детали.
Обработка притачных кокеток с прямыми и овальными
нижними краями. При соединении полочки с кокеткой стачным (см.
рис. 49, а, б) или настрочным (см. рис. 49, в, г) швом кокетку
складывают с верхом полочки лицевыми сторонами внутрь,
уравнивая срезы. Притачивание выполняют со стороны кокетки швом
шириной 10 мм. Шов разутюживают или заутюживают, направляя
его в сторону кокетки. При соединении кокетки со сборкой на
основной детали (см. рис. 49, б) ее предварительно приметывают
на спецмашине и притачивают со стороны основной детали,
контролируя расположение сборок. В этом случае шов заутюживают
только в сторону кокетки.
При соединении отрезных кокеток с полочками настрочным
швом после притачивания и заутюживания выполняют отделочную
строчку шириной в зависимости от модели (см. рис. 49, в, г).
Ширина припуска на шов при соединении кокеток настрочным
швом зависит от вида настрочного шва (с открытым или закрытым
срезом) и от ширины отделочной строчки (плюс 10 мм).
Особенности соединения кокеток с кантом. В соответствии
с моделью нижний край кокеток может быть отделан кантом из
шерстяной, трикотажной ткани, а также из замши, кожи,
вельвета, бархата и др. Ширина канта может быть равна 3—5 мм.
При наличии канта сначала его подготовляют к соединению.
Для этого полоску складывают в длину пополам, изнанкой внутрь,
уравнивают срезы и приутюживают, затем прикладывают к
нижнему краю кокетки, уравнивая срезы канта и кокетки.
Притачивание выполняют по полоске на расстоянии от сгиба, равном
ширине канта в готовом виде. Ширина припуска на шов со стороны
кокетки должна быть не менее 10 мм.
Обработка накладных кокеток с прямыми нижними краями.
На кокетке со стороны изнанки по подсобному лекалу намечают
линию подгиба нижнего края, а на основной детали — линию
края кокетки. Нижний срез кокетки заутюживают на фальц-
прессе или утюгом с помощью шаблона. Ширина припуска на шов
должна быть равна ширине отделочной строчки плюс 10 мм.
87
При изготовлении одежды по индивидуальным заказам нижний
край кокетки предварительно заметывают на спецмашине или
ручными стежками. Кокетку кладут лицевой стороной вверх,
нижним краем на лицевую сторону основной детали, совмещая
подогнутый край кокетки с намеченной линией на основной
детали, и настрачивают на расстоянии от края, предусмотренном
моделью.
Обработка накладных кокеток с овальными нижними краями.
Нижний овальный край кокетки можно закреплять отделочной
строчкой различной ширины в зависимости от модели. При
соединении кокетки с основной деталью строчкой шириной до 5 мм
обработку нижнего края и соединение выполняют так же, как
и при обработке кокеток с прямыми нижними краями. Если
соединительная отделочная строчка по модели превышает 5 мм,
нижний край кокетки обрабатывают подкройной (по форме
нижнего края) обтачкой из основной или подкладочной ткани. Нить
основы в обтачке должна совпадать с нитью основы кокетки.
Ширина обтачки зависит от ширины отделочной строчки плюс
10—15 мм. Обтачку прикладывают к нижнему срезу, совмещая
лицевые стороны и уравнивая срезы.
Обтачивание выполняют по обтачке швом шириной 5—7 мм.
Затем обтачку отгибают в сторону изнанки кокетки, выправляют
край с образованием канта из кокетки шириной 2—3 мм,
выметывают на спецмашине и приутюживают со стороны обтачки на
прессе или утюгом. Соединение такой кокетки с изделием
выполняют так же, как и кокетки с прямым краем.
Обработка накладных кокеток с выступающими углами по
нижнему краю. На кокетке с лицевой стороны по подсобному лекалу
намечают линию нижнего края и одновременно срезают лишнюю
ткань из углов. Кокетки в углах стачивают швом шириной 5—
7 мм с изнаночной стороны, уравнивая срезы и лицевые стороны.
Стачанный шов разутюживают, углы вывертывают на лицевую
сторону. Нижний край кокетки заметывают на спецмашине,
перегибая его по меловой линии в сторону изнанки. Кокетку
приутюживают на прессе или утюгом. Кокетку с основной деталью
соединяют, как описано выше.
1 ■■■■ ■■
3.8. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ПОЛОЧЕК
И СОЕДИНЕНИЕ ИХ С БОРТОВОЙ
ПРОКЛАДКОЙ
3,8.1. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ПОЛОЧЕК
Для придания полочкам выпуклой формы в области груди,
а также для их приутюживания производят влажно-тепловую
обработку на прессе со специальными подушками, имеющими
выпуклую верхнюю и вогнутую нижнюю поверхности, или
наоборот. Влажно-тепловую обработку правой и левой полочек
88
Рис. 50. Влажно-тепловая
обработка полочек
выполняют одновременно, складывая их лицевыми сторонами
II укладывая на нижнюю подушку краем борта параллельно
переднему краю подушки пресса с совмещением центров
выпуклостей груди полочек и подушки пресса. Распределив слабину
полочек в области борта, лацканов, горловины и пройм, после
пропаривания выполняют прессование.
При отсутствии прессов со специальными подушками полочки
сутюживают утюгом на бортовой колодке сложенными вместе
лицевыми сторонами внутрь с уравниванием всех срезов или
каждую полочку отдельно (в зависимости от толщины ткани). При
выполнении влажно-тепловой обработки используют следующие
приемы.
Сутюживание в области лацкана и борта. Полочки
раскладывают на утюжильной колодке лацканом к работающему, центр
выпуклости груди должен совпадать с центром выпуклости
колодки. Линия сгиба лацкана должна проходить параллельно
прямому краю колодки, на котором располагают г/3 длины плечевого
(реза от горловины. Слабину по срезу лацкана сутюживают.
При этом утюг держат в правой руке, а пальцами левой руки,
придерживая полочку, распределяют слабину ткани (рис. 50, а).
Продолжением приема является сутюживание по срезу борта.
Для этого полочки раскладывают бортовым срезом параллельно
краю колодки и сутюживают их, выравнивая линию борта
(рис. 50, б).
Сутюживание в области горловины. Полочки раскладывают
горловиной и плечевой частью к работающему, образовавшуюся
Рис. 51.
Прокладывание
хлопчатобумажных прокладок на
полочке жакета
слабину по горловине сутюживают, а
плечевую часть приутюживают, ведя утюг от
плечевого среза в сторону выпуклости груди
(рис. 50, в).
Сутншивание в области проймы. Полочки
раскладывают на колодке проймой к
работающему так, чтобы центр выпуклости груди
совпал с центром выпуклости колодки, а
плечевая часть располагалась на колодке.
Образовавшуюся слабину по пройме сутюживают
(рис. 50, г). Затем все приемы повторяют с
левой полочкой.
Оформление выпуклости в области груди
и приутюживание полочек. Полочки снимают
с колодки и раскладывают на утюжильном
столе вдоль его края бортовым срезом к
работающему, боковую часть полочки левой рукой
приподнимают, перегибая по центру
выпуклости груди. В таком положении
приутюживают созданную выпуклость и нижнюю часть
полочки. Затем, не перемещая полочки,
приподнимают ее бортовую часть, перегибая вдоль центра выпуклости
груди, и приутюживают со стороны боковой части проймы, боковой
части и низа полочки (рис. 50, д). Влажно-тепловую обработку
продолжают, перевернув полочки.
После каждого приема необходимо добиваться полного
удаления влаги из материала.
По мере приобретения знаний, умения и навыков влажно-
тепловую обработку полочек можно выполнять теми же приемами
на утюжильном столе без колодки. Для проверки правильности
сутюживания полочки раскладывают на столе бортом к
работающему и перегибают по линии полузаноса. При правильном
сутюживании срез борта должен лежать параллельно линии
полузаноса и срезы по низу должны совпадать.
После влажно-тепловой обработки для предохранения срезов
от растяжения и для сохранения формы прокладывают клеевую
или неклеевую (по срезам пройм) кромку или прокладку из
хлопчатобумажной ткани шириной 20—25 мм (по срезам горловины,
плечевым и проймам).
Кромку прокладывают в проймы полочек с натяжением,
располагая от среза проймы на расстоянии 5—6 мм. Клеевую кромку
соединяют с помощью утюга, а неклеевую притачивают на
стачивающей машине.
Прокладку располагают с уравниванием срезов (рис. 51),
приметывая ее параллельными строчками прямых стежков на
расстоянии 7—8 мм от срезов.
90
3.8.2. СОЕДИНЕНИЕ ПОЛОЧЕК С БОРТОВОЙ
ПРОКЛАДКОЙ
Полочки соединяют с бортовой прокладкой клеевым или
ниточным креплением.
При клеевом креплении бортовую прокладку соединяют с
полочкой на прессе со специальными подушками, выполняя при
этом формование полочек с бортовой прокладкой (рис. 52). В
изделиях с многослойными бортовыми прокладками выполняют
одновременно и сборку клеевых частей прокладки. Существует
два ниточных способа крепления — машинный и ручной.
Соединение полочек с бортовой прокладкой на стачивающей
машине с ножом. Машинные строчки прокладывают по лицевой
стороне: по линии сгиба лацкана (на участке длиной 2/3 его длины
от верхнего среза), параллельно срезу горловины, плечевому
срезу, срезу проймы и срезу борта (от места расположения верхней
петли до низа полочек) на расстоянии 5 мм от этих срезов
(рис. 53, а). При прокладывании строчки по линии перегиба
лацкана нож машины отключают. Данный способ применяют при
массовом производстве одежды, если бортовая прокладка входит
в шов при стачивании плечевых срезов и при втачивании рукава
Рис. 52. Соединение
полочек с бортовой
прокладкой клеевым способом
Рис. 53. Соединение
полочек с бортовой
прокладкой на стачивающей (а) и
специальной (б) машинах,
закрепление вытачки (в)
в пройму. В изделиях с цельнокроеными подбортами сначала
соединяют бортовую прокладку по срезу борта одной строчкой
на расстоянии 10—20 мм от линии сгиба лацкана на спецмашине
со стороны бортовой прокладки. Затем бортовую прокладку
соединяют на стачивающей машине, как описано выше.
Ручной способ соединения. В учебном процессе обработанную
бортовую прокладку кладут на специальную колодку или на стол
срезом борта к работающему. На бортовую прокладку
накладывают полочку лицевой стороной вверх так, чтобы совпали центры
выпуклости груди, уравнивают срезы полочки и бортовой
прокладки. По срезу проймы, плечевому срезу и горловине бортовая
прокладка должна выступать относительно срезов полочки на
5, а по лацкану на 15 мм. Полочку наметывают тремя строчками
прямыми стежками длиной 20—30 мм, а в нижней части стежками
длиной 30—40 мм. Наметывание начинают с правой полочки
сверху вниз (рис. 53, б). Первая строчка 1 проходит на
расстоянии 50—60 мм от плечевого среза, затем рядом со швом вытачки
на расстоянии 1 мм от нее в сторону проймы и через центр
выпуклости груди до уровня бокового кармана. Далее полочку
отгибают и шов нагрудной вытачки прикрепляют к бортовой
прокладке прямыми стежками длиной 7—10 мм на расстоянии
1 мм от шва стачивания вытачки (рис. 53, в); можно закрепить
.вытачку на стачивающей машине.
Вторую строчку 2 (см. рис. 53, б) прокладывают, отступая от
плечевого среза и от среза горловины на 50—60 мм, далее
параллельно перегибу лацкана, отступая на 10—15 мм в сторону
проймы, затем параллельно срезу борта, отступая от него на
30—40 мм и не доходя до низа (до уровня низа пальто в готовом
виде — на 40—50 мм).
Третью строчку 3 прокладывают, начиная от плечевого среза
и отступая от него на 50—60 мм, далее параллельно срезу проймы,
отступая от него на 30—40 мм, и параллельно внутреннему срезу
бортовой прокладки на расстоянии 30—40 мм внутрь полочки
и заканчивая на уровне конца первой строчки. Левую полочку
наметывают снизу вверх, прокладывая строчки в том же
направлении, что и на правой полочке, во избежание перекоса между
строчками. При наметывании необходимо добиться плотного
прилегания полочки к бортовой прокладке в области груди, для
этого перед прокладыванием второй и третьей строчек проверяют
степень прилегания, смещая лишнюю ткань от центра к срезам.
Соединение полочек с бортовой прокладкой на спецмашинах.
На спецмашине 63 кл. челночного стежка полочки на бортовую
прокладку наметывают по лицевой стороне тремя строчками так
же, как и ручным способом. На спецмашине цепного стежка
полочки на бортовую прокладку наметывают со стороны бортовой
прокладки тремя строчками так же, как указано выше.
Соединение полочки с бортовой прокладкой, имеющей клеевую
кромку. В изделиях с бортовой прокладкой, изготовленной по
92
бортовому срезу с клеевой кромкой или двойной полоской
нетканого клеевого материала или хлопчатобумажной ткани с
клеевым покрытием, полочки накладывают на бортовую прокладку
клеевой стороной кромки или широкой стороной клеевой полоски
к полочке, уравнивая срезы горловины, плечевые и пройм.
В изделиях с полочками, цельнокроенными с подбортами,
внешний край кромки или полоски располагают по линии сгиба
бортов; в изделиях с обтачными бортами внешний край двойной
полоски располагают от срезов полочек на расстоянии, равном:
в уступах 3—4 мм, в лацканах и бортах 3—7 мм, внизу край
кромки располагают на расстоянии 4—5 мм от линии подгиба
низа.
Полочки наметывают на бортовую прокладку со стороны
бортовой прокладки на спецмашине цепного стежка одной
строчкой на расстоянии 30—35 мм от бортового среза, а затем
соединение продолжают на стачивающей машине со стороны полочек по
горловине, плечевому срезу и проймам так же, как при соединении
машинным способом.
При соединении полочек с бортовой прокладкой не допускается
перекосов, посадки и растяжения срезов деталей.
3.8.3. ВЫСТЕГИВАНИЕ ЛАЦКАНОВ
В изделиях с застежкой до лацканов для придания им большей
упругости и устойчивости, а также для лучшего прилегания
к полочкам в готовых изделиях лацканы выстегивают со стороны
бортовой прокладки. Уплотнение лацканов- выполняют двумя
способами: на спецмашинах потайного стежка и клеевым
способом. В изделиях с застежкой доверху лацканы не выстегивают
пли закрепляют одной-двумя строчками. Линию перегиба лацкана
намечают со стороны бортовой прокладки. При выстегивании
лацкана на спецмашине (рис. 54, а) первые две строчки
прокладывают параллельно линии перегиба лацкана на расстоянии
15—20 мм от нее в сторону проймы без посадки бортовой про-
1'ис. 54. Обработка
лацканов:
" - на спецмашине
потайного стежка; б — клеевым
пособом; е —
дополнительная обработка лацкана в из-
м'лиях из тонких тканей
кладки. При выполнении последующих строчек лацкан отгибают
в сторону полочки для создания посадки бортовой прокладки
и правильного расположения лацкана в готовом изделии. На
правой полочке лацкан выстегивают сверху вниз, а на левой —
снизу вверх. Строчки не должны доходить до срезов лацкана
и уступов на 15 мм.
При клеевом способе уплотнения лацкан выкраивают отдельно
от бортовой прокладки из ткани с клеевым покрытием. В этом
случае прокладку лацкана накладывают на полочку клеевым
покрытием вниз и соединяют с полочкой на прессе или
утюгом (рис. 54, б).
Чтобы в изделиях из тонкой ткани строчки не были заметны
с лицевой стороны, в лацканы полочек прокладывают
дополнительную клеевую или неклеевую прокладку из хлопчатобумажной
ткани или нетканого материала (флизелина или прокламилина).
Клеевую прокладку соединяют с лацканом с помощью утюга,
неклеевую — на машине потайного стежка одной строчкой на
расстоянии 10—20 мм от внутреннего среза прокладки (рис. 54, в).
После соединения полочек с бортовой прокладкой и
выстегивания лацканов машинным способом необходимо произвести
влажно-тепловую обработку теми же приемами, что и влажно-
тепловую обработку полочек до соединения с бортовой
прокладкой.
3.9. ОБРАБОТКА СПИНОК
Спинки женских пальто и жакетов по конструкции в зависимости
от модели очень разнообразны. Они могут быть со швами
посередине (рис. 55, а), цельные с вытачками по линии талии
(рис.. 55, б), с разрезом-шлицей (рис. 55, в), отрезные по линии
талии (рис. 55, г), с фалдами (рис. 55, д), со встречной складкой
из-под кокетки (рис. 55, е) и т. д.
3.9.1. СПИНКА СО ШВОМ ПОСЕРЕДИНЕ
Вытачки от плечевых срезов спинки обрабатывают по намеченным
линиям так же, как нагрудные вытачки на полочках (см. п. 3.7).
Затем части спинки складывают лицевыми сторонами внутрь,
уравнивая срезы, и стачивают сверху вниз со стороны правой
половинки спинки с закрепками в начале и конце строчки швом
шириной 10 мм.
Плечевые вытачки и средний шов разутюживают утюгом, а
затем уплотняют на прессе. Спинки в изделиях прилегающих и
полуприлегающих силуэтов из шерстяных и полушерстяных
тканей формуют на прессе со специальной подушкой в
соответствии с конструктивными требованиями, указанными в
техническом описании модели.
При отсутствии пресса влажно-тепловую обработку спинки
начинают со среднего шва. Средний шов может быть разутюжен
94
г 3 е
Рис. 0;j. IJa3.m4iii,re вариант!.! спинок
или заутюжен в сторону левой половинки спинки. Во избежание
прилегания шва рекомендуется подкладывать под шов полоску
плотной бумаги или встык
к срезам располагать
сложенный в соответствии с
толщиной проутюжиль-
иик. Затем приступают к
заутюживанию или
разутюживанию вытачек от
плечевых срезов и сутюжива-
п ию срезов пройм для обе-
<■ печения более плотного
прилегания деталей по
фигуре, а также для создания
дополнительной выпукло-
I 'не. 56. Приемы влажно-тепло-
ной обработки спинок
сти на лопатки. Для этого половинки спинки, сложенные лицевой
стороной внутрь, располагают на столе срезами пройм к
работающему (рис. 56, а). При сутюживании захватывают область проймы
и начало бокового среза на 80—100 мм.
Сутюжив спинку с одной стороны, детали перевертывают
и такими же приемами сутюживают с другой стороны до полного
удаления влаги. Для сохранения формы и предохранения срезов
от растяжения параллельно срезам пройм и горловины
прокладывают клеевые или неклеевые хлопчатобумажные прокладки
шириной 25—30 мм.
3.9.2. ЦЕЛЬНАЯ СПИНКА С ВЫТАЧКАМИ
ПО ЛИНИИ ТАЛИИ
Вытачки на спинке от плечевых срезов и по линии талии
обрабатывают так же, как на полочках (см. п. 3.7). Влажно-тепловую
обработку данной спинки в области пройм выполняют так же,
как и спинки со швом посередине. В пальто прилегающего и
полуприлегающего силуэтов для лучшего прилегания в области талии
спинку сутюживают по средней линии на уровне линии талии
до получения необходимого прогиба в зависимости от модели
и степени прилегания к фигуре. Для этого спинку складывают,
перегибая по средней линии лицевой стороной внутрь, уравнивая
все срезы (рис. 56, б). Спинку располагают на столе сгибом к
работающему и сутюживают до получения необходимой формы с обеих
сторон. Для прилегания боковых срезов к фигуре спинку в
области талии оттягивают, перемещая спинку боковыми срезами
к работающему (рис. 56, в). Для более плотного прилегания
изделия по линии талии выполняют дополнительное оттягивание
спинки в области талии по ширине. При этом выправляют
изогнутую линию бокового среза в зависимости от прилегания.
3.9.3. СПИНКА С РАЗРЕЗОМ-ШЛИЦЕЙ
Шлицами (рис. 57, а) называют разрезы, которые обрабатыва:
в среднем шве спинки или в боковых швах. На обработку шлицы;
в крое предусмотрены припуски. Шлицы предназначаются ка
для отделки изделия, так и для удобства при его эксплуатации
Длина шлицы зависит от длины изделия и модели. Для устойчи
вости краев шлицы с ее изнанки прокладывают долевики и
нетканого материала (прокламилина, флизелина) или из хлопчато
бумажной ткани (бязи, коленкора). Под левую половинку спинк
долевик прокладывают так, чтобы его срез располагался на рас
стоянии 2 мм от средней линии спинки. Со стороны правой поло
винки спинки долевик прокладывают, отступая от среза на 15-?yf
20 мм (рис. 57, б).
Внутренние срезы долевиков прикрепляют к спинке на спец
машине. Затем для предохранения краев шлицы от растяжени
Рис. 57. Обработка спинки со шлицей
прокладывают кромку, располагая ее так, чтобы она вплотную
подходила к намеченной линии сгиба шлицы и закрывала срез
долевика на 1 мм. Кромку приметывают с посадкой в верхней
части шлицы на расстоянии 100—120 мм, а остальную часть
кромки приметывают с равномерным натяжением. По низу изделия
кромку прокладывают на расстоянии 150—200 мм, располагая
край кромки по линии подгиба низа. Льняную кромку подшивают
с двух сторон на спецмашине.
Для ускорения процесса обработки шлицы изменяют ее
последовательность. Для этого на наружный срез долевика сначала
настрачивают кромку, а затем долевик соединяют со спинкой.
После прокладывания кромки сутюживают посадку и
приутюживают шлицы, затем приступают к обработке нижних углов.
На правой и левой половинках спинки со стороны изнанки
уточняют линию перегиба низа. На левой половинке спинки
дополнительно намеляют линию стачивания нижнего угла и высекают
лишнюю ткань, оставляя припуск на шов шириной 5—7 мм.
Нижний срез правой половинки спинки подгибают на лицевую
сторону по намеченной линии низа, уравнивая срезы шлицы.
Обтачивание выполняют вдоль среза шлицы на расстоянии 1—2 мм
от кромки. После разутюживания шва угол шлицы вывертывают
на лицевую сторону и одновременно подгибают срез шлицы вдоль
кромки. Подогнутый край заметывают на спецмашине,
одновременно выметывая нижний угол. Правую часть шлицы закрепляют
отделочной строчкой на расстоянии 3 мм от края (рис. 58, а).
Нижний угол левой части шлицы стачивают по намеченной
линии, уравнивая срезы, швом шириной 5—7 мм. После
разутюживания шва угол вывертывают на лицевую сторону (рис. 58, б).
Дальнейшую обработку шлицы выполняют после обработки
среднего шва спинки.
4 Литвинова И. Н. в др.
97
a S
Рис. 58. Различные способы обрабртки углов шлиц
Средние срезы спинки стачивают по правой половинке от
горловины вниз, продолжая машинную строчку на 10 мм за верхний
срез припуска на шлицу. В спинке без отделочной строчки левый
край шлицы скрепляют вспушной строчкой. Для этого шлицу
левой половинки спинки заметывают на расстоянии 10—15 мм
от края, производят внутреннее закрепление и прикрепляют срез
шлицы к прокладке на спецмашине или ручными косыми стежками
длиной 7—10 мм.
Шов спинки разутюживают от горловины вниз с одновременным
приутюживанием сгибов левой и правой частей шлицы. Перед
разутюживанием необходимо надсечь припуск на шов правой
половинки спинки у конца строчки стачивания. Верхнюю часть
шлицы скрепляют двойной машинной строчкой, направленной под
углом 45° вниз от линии среднего шва спинки. Длина закрепочной
строчки 30—40 мм. При закреплении под строчку должны попасть
припуски правой и левой частей шлицы.
Если по модели средний шов спинки предусмотрен с отделочной
строчкой, строчку выполняют с лицевой стороны по левой
половинке спинки вдоль шва, начиная от горловины до низа, отгибая
правую часть шлицы. Для выполнения этого необходимо вынуть
изделие из-под лапки машины на 150—200 мм, оборвав нижнюю
нитку и отведя в сторону правую часть шлицы. Затем спинку под-
кладывают под лапку, наматывая ослабленную верхнюю нитку
на катушку, и продолжают строчку. Шлицу закрепляют так же,
как в спинке без отделочной строчки. Обработанную шлицу
приутюживают через увлажненный проутюжильник со стороны
изнанки. При изготовлении одежды по индивидуальным заказам
припуск на подгиб шлицы по низу спинки сохраняют на случай
удлинения пальто, поэтому нижний угол левой половинки спинки
закрепляют подшивочными стежками (рис. 58, в).
Более прогрессивным методом при обработке шлиц является
применение клеевого крепления прокладочных деталей (рис. 59).
Клеевую прокладку закрепляют утюгом, внешний край шлицы
машинной строчкой не закрепляют. При использовании клеевых
прокладок или прокладки из флизелина кромку по краям шлиц
не прокладывают. Нижние срезы прокладки и кромки должны
заканчиваться на линии перегиба низа, а верхние — на уровне
98
Jli
срезов припуска шлиц. Край шлнцы в
изделиях без отделочной строчки
закрепляют с помощью кромки» расположен-
аой клеевым покрытием вверх.
При неправильной обработке шлицы
нарушается местный баланс изделия.
Причины нарушения могут быть
следующие; неправильно выполнена посадка
яа кромку (много посадки — нижние
концы шлицы заходят больше, чем надо;
мало посадки — нижние концы шлицы
расходятся; неправильное расположение
посадки — искривляется линия шлицы
л нижние концы заходят больше, чем
надо); дефекты от неправильного закреп-
п&щя шлицы вверху (закрепление выполнено без учета
правильного расположения шлицы — нижние концы шлицы заходят
больше, чем надо, или расходятся),
Рас. 59. Клеевой
обработки шлиеы
способ
3-§Ж СПИНКА С ФАЛДАМИ
Особенностью обработки такой спинки является закрепление
фалд в соответствия с модель*:. Под верхнюю часть сдкнки
подкраивают прожладку из хлопчатобумажной ткани ио форме
кокетки. Подкрои выполняют на сяинке с заложенными ■■фалдами. При
■злажно-тесловой обработке спинку в верхней части фалд, по пле-
icBbffl* срезам и горловине оттягивают для лучшем расположения
фалд, Сначала ирокл ад г/ гаяредляют х :'г-:;ояыязнанки по срезам
зрей*, плечевым я як Я шшш& аа стачивающей машине иди ручными
ггежками на расстоя!
■';} Ш
:резов. Затем спинку
■Лд-
ают на столе про: адкоД вннз, лицевой стороной вверх, боковым
срезом к работающему для размещения и закрепления к прокладке
фалд в соответствии с моделью. Перед закреплением фалд спинку
между фалдами прометывают прямыми ручными стежками длиной
[5—20 мм на ширину прокладки, р-У стороны изнанки спинки
зрокладку прикрепляют к сгибам фалд на спецмашине потайного
стежка,
3.10. СОЕДИНЕНИЕ ПОЛОЧЕК Ш СПИНКОЙ
3.10.1. СТАЧИВАНИЕ БОКОВЫХ СРЕЗОВ
Перед стачиванием боковых срезов пальто с отлетной но низу
подкладкой срезы полочек и спинки обметывают на спецмашине
51-А кл. на расстоянии 400—500 мм вверх от низа изделия швом
шириной 5—6 мм. Боковые срезы уравнивают, совмещая надсечки»
и стачивают по спинке, досаживая ее в области лопаток, а
полочку — на уровне боковых карманов (а изделиях прилегающих и
4* 39
Рис. 60. Соединение
боковых срезов
полуприлегающих силуэтов). Ширина шва
10 мм, частота строчки 4—5 стежков в 10 мм.
Стачивание выполняют с
одновременным обметыванием срезов на стачивающе-
обметочной машине. Стачивать боковые
срезы можно на стачивающей машине,
снабженной дополнительным механизмом
для разутюживания шва, что значительно
повышает производительность труда
(рис. 60).
Особенностью изготовления одежды.по
индивидуальным заказам является
необходимость сметывания боковых срезов перед
стачиванием. Их сметывают по спинке на
спецмашине 2222 кл. или ручными
стежками длиной 15—20 мм, совмещая боковые
линии и поперечные контрольные надсечки.
Срезы правого шва сметывают сверху
вниз, а левого — снизу вверх. При
сметывании делают посадку спинки в верхней
части на расстоянии 80—100 мм от среза
проймы (до первой надсечки), создавая
выпуклости лопаток. Величина посадки
заказчицы и от конструкции изделия.
слабину ткани для
зависит от фигуры
Затем совмещают контрольные надсечки на уровне линии талии и
бедер, делая посадку полочек для облегания изделия по бедрам,
одновременно подкладывают под строчку концы долевиков
карманов. Чтобы посадка не переместилась и точно были совмещены
контрольные надсечки, при сметывании их закрепляют
петлеобразными стежками. Посадку по шву сутюживают. В изделиях
прямого силуэта посадку полочек на уровне бедер не делают. Боковые
срезы изделий сметывают и стачивают рядом со строчкой
сметывания.
Приемы разутюживания бокового шва зависят от степени
прилегания изделия. В изделиях прямого силуэта боковые швы
увлажняют и разутюживают за один прием. В изделиях прилегающего
и полу прилегающего силуэтов боковые швы разутюживают в два
приема: от проймы до линии талии и от низа до линии талии,
предварительно оттянув шов на уровне линии талии. При
разутюживании следят, чтобы шов не искривился и не был растянут.
В зависимости от модели боковые швы могут быть отделаны
строчкой, тогда после разутюживания их заутюживают.
Выполняют настрочной шов по спинке с лицевой стороны с помощью
лапки с направляющей линейкой. Ширина шва зависит от модели.
3.10.2. ПОДРЕЗКА БОРТОВЫХ СРЕЗОВ И НИЗА ИЗДЕЛИЯ
С помощью подрезки лацканам, бортам и низу изделия придают
необходимую форму, предусмотренную моделью. Бортовую про-
100
Рис. 61. Обмелка изделия:
а — при массовом изготовлении одежды; б — при индивидуальном
изготовлении одежды
кладку подрезают на уровне срезов полочки верха по пройме,
плечевому срезу, горловине, лацкану, борту и низу. Каждую
полочку подрезают отдельно. При точном крое подрезку не
производят .
Для выполнения обмелки и подрезки полочки верха
складывают бортовыми прокладками внутрь, перегибая спинку по
среднему шву, уравнивая срезы, вытачки, карманы, боковые и
рельефные швы. Правая половина изделия находится сверху срезами
борта к работающему.
Перед обмелкой изделия проверяют соответствие отдельных
измерений табелю мер: проверяют и намечают длину полочек от
высшей точки горловины до низа (измерения производят через
центр груди параллельно краю борта); расстояние от высшей точки
горловины до переднего угла входа в боковой карман; расстояние
от высшей точки горловины до линии глубины проймы в полочке;
ширину под проймой от середины спинки до края борта.
Во время обмелки пользуются подсобными лекалами для
нанесения линий горловины, лацкана, низа изделия и петель. Лекала
накладывают в соответствии с требованиями технических условий
(рис. 61, а).
По низу изделия наносят две линии — подгиба и среза. Обмелку
выполняют тонко отточенным мелом вплотную к краю лекала.
Подрезку производят по внутреннему краю меловой линии с
101
помощью ножниц № 2 и 3 или осноровочной машины ОМ-3. В
тканях с рисунком в полоску и клетку обмелку и подрезку
выполняют отдельно каждой полочки.
После подрезки (в изделиях с открытой застежкой), отогнув
лацкан правой полочки, накладывают поочередно лекало лацкана
в готовом виде на нравую и левую части полочек для нанесения
линии сгиба лацкана со стороны бортовой прокладки. Затем
изделие переворачивают, располагая нижним срезом к работающему,
и намеляют линию подгиба низа полочки по подсобному лекалу.
Изделие расправляют лицевой стороной вверх, нижним срезом
к работающем''/ и подмеляют линию подгиба низа спинки.
Для прокладывания нижнего конца кромки по борту намечают
вспомогательную линию подгиба низа полочек со стороны изнанки.
Если измерения изделия полностью совпадают с табелем мер,
обмелку и подрезку выполняют только по уступу лацкана и низу
изделия,
При изготовлении одежды по индивидуальным заказам
нанесение меловых линий на правой полочке выполняет закройщик с
учетом их уточнения во время примерки. Обмелив лацкан по лекалу
или по линиям, полученным при примерке, приступают к
нанесению линии среза борта по линейке вдоль нити основы. Затем
уточняют линию низа с учетом'длины изделия (рис. 61,. б). Петли
размечают в соответствии с расположением пуговиц.
3.11. ОБРАБОТКА БОРТОВ И ЯША ИЗДЕ.1
. ...I
:альное и эстетическое назначение.
3.11.1. ОБРАБОТКА. ПЕТЕЛЬ
Петли в пальто имеют фуикг
В зависимости от модели обрабатывают навесные или прорезные
петли. Навесные петлн изготовляют из основной ткани или из
шнура. Прорезные петли могут быть обтачными или обметанными.
Обметанные петли обрабатывают в конце обработки изделия.
Бее остальные виды петель выполняют в процессе обработки..
Навесные петли шл аытачного шнура {ряс. 62). Для навесных
петель выкраивают обтачку под углом 45° к нити основы ткана
длиной на одну или
несколько петель, Ширина
•обтачки зависит от ширины
петли и берется равной
20—25 мм. Обтачку
перегибают пополам лицевой
стороной внутрь и стачивают
вдоль сгиба на ширину
петли в готовом виде (3—
7 мм) в зависимости от
толщины ткани. Строчку-
начинают прокладывать .от
срезов, постепенно пере-
Рис. 62. Застежка с
навесными петлями:
а — вывертывание зытач-
б — закрепла-
102
ходя к необходимой ширине петли в готовом виде, образуя
расширение для облегчения вывертывания.
При вывертывании петли пользуются толстой иглой и ниткой
N° 10 или 20. Закрепив за сгиб обтачки конец иглой с вдвое
сложенной ниткой, тупым концом проводят иглу, а за ней и нитку
внутрь петли. По мере протягивания иглы происходит
вывертывание петли (см. рис. 62, а). Для вывертывания петель пользуются
также приспособлениями малой механизации. Петли должны быть
плотными, жесткими и по возможности тонкими. Петли
подготовляют к соединению, нарезая их определенной длины в зависимости
от диаметра пуговицы.
При соединении с изделием петли укладывают на срез борта.
(в соответствии с моделью пальто) швом наружу или внутрь петли
(см. рис. 62, б). Срезы петель уравнивают со срезом борта и
закрепляют машинной строчкой на расстоянии 3—4 мм от срезов с таким
расчетом, чтобы строчка располагалась внутри припуска на шов
обтачивания борта.
Обтачные петли. Место расположения петель размечают во
время обмелки бортов и низа полочек. Петли относительно края
борта могут быть расположены горизонтально, вертикально и
наклонно. 'Длину петли намечают больше диаметра пуговицы на
3—5 мм. Обтачные петли обрабатывают обтачками из основной
ткани с получением кантов на лицевой стороне шириной 15—
20 мм с каждой стороны вдоль петли.
Существуют следующие способы обработки обтачных петель:
обработка петли в кант (с одной или двумя обтачками); обработка
петли в кант «с глазком» и обработка петли в рамку (с одной или
двумя обтачками). Выбор способа обработки петли зависит от ,
плотности ткани, ее толщины, рельефного рисунка, наличия ворса
и т. п. Обработка обтачных петель состоит из двух этапов: сначала
обрабатывают петлю на основной детали, а затем (после соединения
с подбортом) прорезают и подшивают петлю со стороны подборта.
Петли в кант с одной обтачкой. Для обработки
петли в кант необходима одна обтачка, выкроенная в длину по
нити, основы ткани, шириной 50—60 мм и длиной больше длины
петли на 15—20 мм с каждой стороны. На бортовой прокладке
уточняют начало и конец петли, наносят дополнительные линии
с каждой стороны петли на расстоянии от нее, равном ширине
канта. Расстояние между крайними продольными линиями равно
ширине двух кантов (рис. 63, а). На лицевую сторону изделия
лицевой стороной накладывают обтачку, совмещая линию середины
обтачки с линией петли и перекрывая обтачкой концы петли на
15—20 мм с каждой стороны.
Петлю обтачивают по намеченным линиям со стороны бортовой
прокладки с закрепками в начале и в конце. Строчки должны быть
параллельны и заканчиваться на одном уровне (на наклонных пет-
лях допускаются разные уровни концов строчек). После
обтачивания петли разрезают обтачку сначала посередине между строч-
103
Рис. 63. Обработка петли в кант
ками, а затем со стороны бортовой прокладки. Разрез выполняют
от середины в одну, а затем в другую сторону, заканчивая его на
5—6 мм от концов петли и делая надрезы в сторону строчек, не
доходя до них 1 мм (рис. 63, б). Обтачки вывертывают через
отверстие петли в сторону бортовой прокладки, огибают срез и
выметывают канты по полочке на расстоянии 1 мм от строчки
притачивания обтачки к полочке. Канты петли соединяют встык с лицевой
стороны косыми стежками и закрепляют концы петли двойной
машинной строчкой с изнаночной стороны по основанию уголков
(рис. 63, в). Петли приутюживают со стороны изнанки полочки.
Обтачки подрезают вокруг, оставляя по 15—20 мм с каждой
стороны, и подшивают их к бортовой прокладке косыми ручными
стежками с частотой два стежка на 10 мм (рис. 63, г) или на
специальной машине потайного стежка.
Продолжают обработку петли после соединения подборта с
изделием. Перед прорезанием отверстия на подборте последний
прометывают вокруг петли на расстоянии 20—25 мм от нее ручными
косыми стежками. Концы петель с полочки на подборт переводят
с помощью булавок. Со стороны подборта, ориентируясь на концы
булавок, мелом наносят линию прореза петли и ее концы. Петлю
на подборте прорезают так же, как на полочке. Срезы петли
подгибают внутрь по четырем сторонам и подшивают подшивочными
стежками с частотой 8—10 стежков на 10 мм без заметывания (рис. 63,
д). Обработанные петли приутюживают со стороны подборта.
Такие петли можно выполнять с двумя обтачками, притачивая
их с лицевой стороны изделия.
Петли в кант с «глазко м». Обработку такой петли
(рис. 64, а) выполняют аналогично обработке петли в кант,
описанной выше. Особенностью ее является следующее: при нанесении
линии петли со стороны бортовой прокладки обмеляют «глазок».
Петлю разрезают от середины в направлении «глазка», захватывая
одновременно все ткани (бортовую прокладку, полочку и обтачку),
104
5
Рис. 64. Петли с «глазком»
«глазок» рассекают в 5—6 точках, не доходя до строчки 1 мм
(рис. 64, б). Остальную часть петли разрезают за два приема:
вначале обтачку посередине до конца, а затем петлю со стороны
бортовой прокладки, как было описано выше. При вметывании
«глазка» ширина канта не должна превышать 1 мм. В современных
моделях одежды «глазок» получают за счет изменения ширины
канта (рис. 64, в).
Петли в рамку с одной обтачкой. Места
расположения петель намечают во время обмелки полочек.
Дополнительно от линии петли в одну и в другую сторону на расстоянии
от нее, равном ширине двух рамок, наносят вспомогательные линии
для прикладывания к ним сгибов обтачек (рис. 65, а).
Рис. 65. Обработка
петли в рамку с одной
обтачкой
а б
Для обработки петли требуется обтачка, выкроенная в длину
по нити основы ткани длиннее петли на 15—20 мм с каждой
стороны, шириной 60—70 мм. Один из продольных срезов обтачки
подгибают в сторону изнанки на 25—30 мм и настрачивают на
полочку вдоль сгиба на расстоянии, равном ширине рамки по всей
длине петли. Вторую сторону обтачки также подгибают,
укладывая ее сгибом вдоль меловой линии. Обтачку настрачивают вдоль
сгиба на расстоянии от него, равном ширине рамки (рис. 65, б).
Прорезание петель и дальнейшую их обработку выполняют, как
описано выше.
Обработку петли в рамку с двумя обтачками выполняют
аналогично обработке петли с одной обтачкой, притачивая обтачки
поочередно.
3.11.2. ПРОКЛАДЫВАНИЕ КРОМКИ
Для закрепления формы, созданной вытачками и влажно-тепловой
обработкой, а также для предохранения краев борта и низа
изделия от растяжени'я, возникающего во время носки, прокладывают
кромку. Ее располагают в верхней части от уровня перегиба
лацкана вдоль среза_ горловины, лацкана, борта и по низу изделия
длиной 300 мм от угла борта, а в изделиях из хлопчатобумажных
105
I 1
I ■
V- ■•
\ ■
Щ
i
i—]
i
i
■
щ
'■•'■;
.
--УА
■
а
б
Рис. 66. Способы ниточного крепления кромки
тканей — не менее 150—200 мм. В изделиях с застежкой до
лацкана для обеспечения прилегания полочки к фигуре и предохранения
перегиба лацкана от растяжения в процессе носки под лацканом
параллельно перегибу прокладывают кромку. В изделиях с
застежкой доверху кромку за перегибом лацкана не прокладывают.
Кромки могут быть клеевые и неклеевые. В качестве неклеевой
применяется кромка льняная, полульняная или полоска из
хлопчатобумажной ткани шириной 10—20 мм. Перед прокладыванием
кромки срез бортовой прокладки подрезают в зависимости от вида
кромки, конструкции изделия (с отрезными или цельнокроеными
подбортами) и способов обтачивания борта.
При применении клеевой кромки ее прокладывают в бортах и
лацканах за срезы бортовой прокладки на 5—6 мм. Край неклеевой
кромки перекрывает срез бортовой прокладки на 2—3 мм. В
изделиях с дублированными полочками бортовую прокладку не
подрезают и кромку не прокладывают.
Борта обтачивают по кромке, рядом с кромкой или отступив от
кромки на ширину канта в зависимости от вида застежки и
последующей обработки края борта. С учетом изложенного по-разному
выполняется подрезание среза бортовой прокладки по горловине,
лацкану, борту и низу.
При прокладывании неклеевой кромки применяют
различные способы ниточного крепления. В изделиях из тонких
тканей борта обтачивают по кромке, а внутренний край ее
закрепляют на спецмашине потайного стежка (рис. 66, а).
При обтачивании бортов около кромки закрепляют оба ее края:
на спецмашине потайного стежка (рис. 66, б) или
комбинированным способом — внешний край подшивают подшивочными
ручными стежками, а внутренний — на спецмашине потайного стежка
(рис. 66, в).
Перед прокладыванием кромки ее декатируют. Кромку
приметывают строчкой посередине на спецмашине или ручными прямыми
стежками длиной 15—20 мм с закреплением посадки
петлеобразными стежками. На правой полочке кромку приметывают сверху
вниз, а на левой — снизу вверх. При прокладывании кромки в
106
Р'ис. 67. Прокладываете кромки но борту:
а — б И5;делйях с застежкой до ляцкана; б — в изделиях е застежкой доверху; в — про*
верка правильности прокладывания кромки
язделиях с застежкой до лацкана край борта условно делят на
семь участков, а в изделиях с застежкой доверху — на шесть
(рис. 67, а, б).
На 1-й участке (по срезу горловины от перегиба лацкана до
начала уступа) кромку прокладывают с натяжением для
предохранения линии горловины от растяжения,
На 2-й участке. ■ (по срезу уступа лацкана с одной и другой
:тэроны на равном расстоянии от угла лацкана) кромку
располагают с одинаковым натяжением для. сохранения формы лацкана,
полученной во время подрезки с посадкой i мм на 100 мм длины.
На 5-м участке (со срезу лацкана) на кромку досаживают
основную ткань, причем к середине участка посадку увеличивают,
а к концу сводят на нет. Величина посадки зависит от формы
ьыпуклости груди, от формы лацкана е вида ткана.. Определяют
величину посадки, перегибая края борта но линем волузаноса.
На 4-ш участке (от конца 3-го длиной 30—40 мм над первой
петлей по краю борта) кромку прокладывают без натяжения, чтобы
обеспечить свободный перегвб лацкана.
На 5-м участке (между петлями) кромку приметывают с
посадкой основвой ткани .между ка»щой парой петель.
На 5-м участке (по срезу борта) кромку прокладывают, посажи-
вая полочку на .2—3 мм.
107
На 7-м участке (по низу изделия) кромку прокладывают, поса-
живая полочку на 2—3 мм. Все эти приемы необходимо усвоить
учащимся. В дальнейшем при получении ими навыков в работе и
после проведения правильной влажно-тепловой обработки полочек
кромка может быть проложена с равномерным натяжением или
с посадкой на участках, зависящих от конструкции.
Затем проверяют правильность приметывания кромки. Для
этого полочку располагают на столе бортом к работающему
(рис. 67, в). Край борта перегибают в сторону полочки по линии
полузаноса. От нижнего конца линии перегиба лацкана до низа
полочки срез борта должен быть параллелен линии полузаноса,
а части среза низа на уровне его перегиба должны совпадать.
Затем проверяют посадку на кромку в верхней части борта
(область груди). Для этого под выпуклость груди подводят ладонь
левой руки, срез лацкана должен равномерно огибать выпуклость
груди. По степени огибания и по расположению среза лацкана
судят о правильности расположения кромки на соответствующих
участках.
Кромку прокладывают, отступив от линии перегиба лацкана в
сторону полочки на 5—10 мм. Верхний конец кромки выпускают
на 20—30 мм за линию горловины и оставляют свободным до
окончательной обработки горловины. Нижний конец кромки не должен
доходить до первой петли на 30—40 мм. Кромку приметывают с
посадкой полочки на 4—5 мм, увеличивая ее к центру и постепенно
сводя на нет к концам участка. На левой полочке кромку за neper
гибом лацкана прокладывают по тем же правилам, но снизу вверх.
Кромку за перегибом лацкана можно прокладывать без
приметывания одной строчкой посередине на спецмашине потайного стежка.
Перед подшиванием кромки необходимо проверить борта по
длине. Для этого правую и левую полочки складывают бортовой
прокладкой внутрь. Проверку выполняют на весу, придерживая
полочки у концов линии полузаноса. Правая полочка должна быть
длиннее левой на 5—7 мм. Края кромки закрепляют, как описано
выше. Затем кромку по борту приутюживают. Изделие
располагают на столе бортом к работающему, бортовой прокладкой вверх.
Вначале через влажный проутюжильник пропаривают срез борта,
затем выправляют в распаренном состоянии лацканы, борта и низ
изделия. Приутюживание выполняют до полного просушивания и
закрепления требуемой формы.
Перед прокладыванием клеевой кромки срез бортовой
прокладки подрезают: по горловине на 12—15 мм, лацкану —■ 10—11 мм,
борту — 12—-13 мм, низу изделия — на 5 мм выше линии подгиба
низа.
Клеевую кромку прокладывают в соответствии с
требованиями, относящимися к прокладыванию неклеевой кромки.
При прокладывании кромки с односторонним клеевым покрытием
ее располагают, совмещая середину со срезом бортовой прокладки.
Целесообразнее выполнять соединение кромки с изделием на прес-
108
Рис. 68. Прокладывание
кромки в изделиях с
цельнокроеными подбортами -
се, для чего предварительно кромку
закрепляют с помощью утюга в течение
10 с на каждом участке, а затем
пропаривают и прессуют. При отсутствии пресса
кромку закрепляют с помощью утюга
сначала без увлажнения, а затем с про-
париванием в течение 30—40 с (время,
необходимое для прочного
прикрепления кромки).
В изделиях с цельнокроеными
подбортами (рис. 68) кромку прокладывают
согласно требованиям, указанным при
прокладывании кромки в изделиях с
отрезными подбортами. Кромку
закрепляют, не доходя 1 мм до линии перегиба
цельнокроеного подборта. Для
уплотнения края и создания дополнительной
толщины срез бортовой прокладки
рекомендуется перепускать за линию края
борта в сторону подборта на 10 мм.
Клеевую кромку прокладывают с натяжением.
3.11.3. ОБРАБОТКА ПОДБОРТОВ
Подборта — это детали основной ткани, которыми обрабатывают
лацканы, борта; располагаются они с внутренней стороны изделия.
По конструкции подборта бывают отрезные и цельнокроенные с
полочками. Отрезные подборта могут быть цельнокроенными с
половинкой верхнего воротника. Цельнокроеные подборта при
застежке доверху располагаются по всей длине борта. В пальто
с застежкой до лацкана верхнюю часть подборта на участке
лацкана выкраивают отрезной, а нижнюю — цельнокроенной с
полочкой.
При раскрое отрезных подбортов ориентируются на форму
лацканов, бортов, полочек с учетом вида застежки. Подборта
могут иметь надставки, но не более двух на каждом подборте.
Швы надставок располагают в поперечном или косом (со скосом
не более 50 мм) направлении на расстоянии от петель не менее
.50 мм. Первую надставку располагают ниже первой бортовой
петли на 30 мм. Нижнюю надставку выкраивают длиной не менее
60 мм.
При выкраивании подбортов для пальто с застежкой до лацкана
по срезам лацкана дают припуск на получение канта из подборта,
на огибание края борта и создание свободного расположения под-
Гюрта в области лацкана в соответствии с моделью. Величина
припуска зависит от толщины ткани и ширины канта. В среднем
припуск равен 10—15 мм. В области горловины подборта выкраивают
по прямой линии от конца уступа до угла горловины и плечевого
109
среза. Допускается смещение от угловой точки до 20 мм не
клетевому срезу в сторону проймы. В пальто с тупоугольными лыша-
нами линия раскепа должна являться продолжением линий, уступа
лацкана. Длина гтодбортсв длиннее среза борта на 20—80 км.
Подборта изделий с вастежкрй доверху выкраивают по форме
борта, В изделиях из ткани в полоску или клетку педборта
выкраивают так. чтобы полоска преходила параллельно внешнему ерееу
подборта. Выпуклую линию введшего среза по лацкану получают
путем еутюживання внутреннего среза водборта на уровне центра
выпуклости груди (величина еупоживання вавиеит от формы жив*
кана). К подбортам притачивают надставки швом ширивой 7—
10 мм, уравнивая при этом срезы. Еели ткань е рисунком, то
-подгоняют полоски» затем швы равутюжнваю? до плотного
прилегания, одновременно приутюживают весь подборт. После влажно-
тешювой обработки подборта уточняют по вспомогательному
лекалу.
3.11.4. СОЕДИНЕНИЕ ПОДБОРТОВ. С ПОЛОЧКАМИ
Отрешив подборта соединяют с полочками по срезу борта
обтачным швом' е последующим вакреплением (во избежание
перемещения деталей) отделочной строчкой или внутренним вспушиванием,
Нижней край борта может быть, обработав с отлетным и с
закрепленным подбортом. Подборта с полочками соединяют на
спецмашине без предварительного наметывания. В учебной процессе и при
изготовлении одежды по индивидуальным заказам подборта
наметывают на полочки.
Наметывание яодбортов. Полочку раскладывают на стаде лвле-
вой стороной вверх, срезом борта к работающему. Свержу на бегто-
вую часть полочки лицевой стороной вниз накладывают подборт,
выпуская срезы- относительно срезов полочки на участке лацкана
на 10—15 мм (в изделиях с застежжой до^ладкана): на участке
борта'срезы уравниваю? Сдвов.рем:енно проверяют расаодожевие
подборта в области горловины На левую ивжзчжу подборта
наметывают сжержу вниз, а ёя правую — снизу вверх. |
В учебном процессе прв. наметываниЕ грез борта условно м-зжео
разделить на з.ять учжйдав в соответствии с рчюлйчшимЯ
требованиями к соединению (рее. 69. Щ:
Первую строчку на»Иетйва1ШЯ г:':.кладывают по биссектрисе
угла лацкана прямыми гтежкамк длиной 15—20 мм. н© доходя до
угла на 20—30 мм. Вторую строчку наметывания вынолняют вдоль
среза лацкана и среза борта косыми стежками длиной 20—25 мм
на расстояния 10—15 мм от среза борта с таким расчетом, чтобы
стежкв не попали вел :-:<■■-:•::■;■' обтачивания борфа.
На 1-м участке среза лацкана (на'уступе) по одну, и дрЗ'Тую
сторону от строчки наметывания за счет сдвига среза подборта
внутрь образуют слабину ткавн. Посадка подбертг необходима для
получения канта, ешвазшя крзя я езободного размещения зод-
борта на участке лаикана в готовом вше.
ио
Рис 69. Обработка
бортов:
а — наметывание подбор-
тов на полочки по участкам;
б — обтачивание бортов с
отрезными подбортами
Машинная строчка
/ кромка
На 2-м участке среза лацкана елабину подборта размещают с
постепенным увеличением к центру и уменьшением к петле.
Посадка получается в результате свободного огибания выпуклости
на грудь внутренним срезом подборта при перемещении его вверх.
На 3-м участке в области ■ петель для изделий с обтачными
петлями подборт посаживают с целью равномерного прилегания
внутреннего среза подборта к полочке.
На 4-м участке по срезу борта подборт размещают равномерно.
На 5-м участке в конце борта подборт слегка натягивают для
того, чтобы край борта внизу не отгибался во время носки изделия.
При обработке борта из тканей с рисунком в полоску или клетку
подборта наметывают с подгонкой симметричного рисунка вдоль
края борта. При этом подборта. наметывают прямыми стежками
длиной 15—20 мм с закреплением посадки по участкам.
В изделиях с застежкой доверху посадку подборта на лацкане
не выполняют. После наметывания сутюживают посадку подборта
по срезу лацкана и борта для обеспечения ровной линии шва при
обтачивании борта. Сутюживание выполняют краем утюга на
расстоянии 15—20 мм от среза, а не по всей ширине подборта. Утюг
при этом не ведут, а переставляют, чтобы не передвинуть
полученную посадку и не заутюжить складки.
Обтачивание бортов. Шов соединения Цодборта с полочкой
должен быть выполнен с особой точностью, так как от него зависит
окончательная форма лацкана и борта. Для этого перед
обтачиванием по подсобным лекалам обмеляют со стороны бортовой
прокладки углы лацканов и низа.
Для соединения подбортов с полочками без предварительного
наметывания применяют спецмашины. С помощью спецприспособ-
111
а б
Рис. 70. Обработка нижнего угла борта с отлетным подбортом:
а — обтачивание низа; б — обтачивание внутреннего среза подборта; в — угол борта
в готовом виде
ления осуществляется посадка подборта в местах, предусмотренных
конструкцией; одновременно с обтачиванием производится
подрезка ткани вдоль шва. Использование спецмашины увеличивает
производительность труда.
При обтачивании угла лацкана в изделиях с застежкой до
лацкана строчка проходит по намеченной линии, затем рядом с
кромкой и от первой петли до низа полочки — на расстоянии
2 мм от кромки. В изделиях с застежкой доверху строчка
обтачивания проходит на расстоянии 2 мм от внешнего края кромки по
.всей длине (рис. 69, б). В изделиях из тонких тканей и с клеевой
кромкой борта обтачивают по краю кромки, отступая на 1 мм от
ее внешнего края. В изделиях без кромки обтачивание выполняют,
отступая от среза на 4—5 мм. Правую полочку обтачивают снизу
вверх, левую — сверху вниз. При обтачивании необходимо
следить за ровнотой строчки, равномерным натяжением ниток и
частотой стежков.
Обработка нижних углов бортов. Нижние углы бортов
обрабатывают с отлетным или закрепленным подбортом. Для получения
отлетного подборта необходимо, чтобы нижние срезы подбортов
были на уровне нижних срезов полочек. При обтачивании бортов
одновременно стачивают срезы припусков на подгиб полочки и
подборта швом шириной 10 мм, не доходя до внутреннего среза
подборта на 30 мм (рис. 70, а). Затем обтачивают внутренний срез
подборта от линии низа в готовом виде, не доходя на 15 мм до среза
припуска к подборту. Ширина шва обтачивания равна 5—10 мм
в зависимости от способа соединения подкладки (рис. 70, б).
При соединении подкладки стачным швом ширина шва
обтачивания равна ширине стачного шва. При соединении подкладки с
окантованными срезами гюдбортов ширина шва обтачивания равна
ширине окантовочного шва. В конце строчки обтачивания делают
надсечки на подборте и припуске на его подгиб глубиной, равной
ширине шва.
Шов обтачивания борта разутюживают по всей длине, кроме
нижней его части. Одновременно разутюживают шов обтачивания
внутреннего среза подборта. При дальнейшей обработке бортов
112
\
\
\
\
\
\
I
6
Рис. 71. Обработка нижнего угла борта при соединении подкладки по
низу жакета машинным способом
нижние углы выправляют, выметывают и приутюживают
(рис. 70, в).
При обработке нижнего угла борта с закрепленным подбортом
обтачивание выполняют по линии подгиба низа на участке длиной,
равной ширине подборта, параллельно кромке.
Обработка нижних углов бортов при соединении подкладки
с изделием по низу жакета машинным способом. В процессе
наметывания подбортов на полочки подрезают нижние срезы подбортов.
Для этого, наметав подборт только вдоль среза борта, нижние
•■резы подбортов и припуск на подгиб низа жакета уравнивают.
.Чатем нижний срез подборта делят по ширине пополам, а по
внутреннему срезу вверх от нижнего откладывают удвоенную ширину
канта по низу жакета (при ширине канта 5 мм откладывают 10 мм,
при ширине канта 7 мм — 14 мм). По линии, соединяющей
полученные точки (на середине подборта и по внутреннему срезу)
подрезают нижний угол подборта (рис. 71, а).
Продолжая наметывание подборта на полочку на нижнем
участке, вдоль ширины подборта подтягивают скошенный срез подборта,
уравнивая ею с нижним срезом полочки. При обтачивании борта
книзу строчку от угла выполняют по припуску на подгиб, смещая
ее у внутреннего среза подборта на ширину канта (5—7 мм) от
линии низа-в готовом виде. Строчка не должна доходить до
внутреннего среза подборта на 15 мм (рис. 71, б). Выметывание нижних
углов борта выполняют по линии низа в готовом виде.
В результате обтачивания борта с учетом внесенных изменений
но линии низа получается кант шириной 5—7 мм у внутреннего
среза подборта (рис. 71, в). При таком способе обработки нижних
углов бортов создается свободное расположение внутренних сре-
зов подбортов, что позволяет соединять подкладку машинным
способом сначала с подбортами, а затем по низу без применения
ручных стежков.
Я. 11.5. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА БОРТОВ
И НИЗА ИЗДЕЛИЯ
Швы обтачивания бортов увлажняют и разутюживают на прессе
со спецподушкой или на спецколодке, которая заканчивается
острыми углами. В изделиях из толстых тканей срезы шва разрых-
113
Рис. 72. Выметывание бортов и низа
изделия на спецмашине
ляют. Чтобы обеспечить
высокое качество обработки
борта, необходимо сохранить
прямую линию, ровно
разложив борт на колодке и
расправив шов в углах.
Если обтачивание бортов
выполнялось без специальной
машины с ножом, то шов
обтачивания борта подрезают в
зависимости от окончательной
обработки бортов. Край борта
может, быть обработан
окончательно с отделочной
строчкой или в «чистый край».
При обработке края борта
с отделочной
строчкой после разутюживания
шва обтачивания подрезают
припуски шва, оставляя со
стороны полочки 3—4 мм, а со
стороны подборта 4—5 мм.
Затем подборт вывертывают
на лицевую сторону,
выправляя в углах, и выметывают на спецмашине 2222 кл. В изделиях
с застежкой до лацкана лацкан выметывают со стороны полочки,
а борт — со стороны подборта, выправляя и закрепляя кант
шириной 1—3 мм в зависимости от толщины ткани (рис. 72).
В изделиях с застежкой доверху борта выметывают со стороны
подбортов за один прием.
Одновременно с выметыванием бортов заметывают низ изделия
по намеченной линии. Для улучшения качества при выметывании
прокладывают со стороны подборта вторую строчку на расстоянии
20^25 мм от края и параллельно борту. При отсутствии
спецмашины выметывание выполняют ручными косыми стежками длиной
10—15 мм. Затем борта и низ приутюживают. Для получения
тонкого края борта и низа влажно-тепловую обработку выполняют
на прессе.
Отделочную строчку прокладывают одновременно на
воротнике, борте и лацкане; ширина ее зависит от модели.
При обработке изделия в «ч и с т ы й край» для обеспечения
устойчивости борта в процессе носки применяют следующие
способы: настрачивание припусков, закрепление их потайными
стежками или клеевым способом.
Настрачивание припусков применяется в изделиях из тонких
тканей на расстоянии от шва обтачивания 2—3 мм, не доходя до
углов 30—40 мм. В изделиях с застежкой доверху припуск на шов
настрачивают на подборт (рис. 73, а), а в изделиях с застежкой
114
Рис, 73. Закрепление шва обтачивания борта на стачивающей машине
до лацкана припуск на шов на участке лацкана настрачивают на
полочку, а по краю борта — на подборт (рис. 73, б). В конце лац-
чана припуск надсекают. Настрачивание выполняют по лицевой
тороне (рис. 73, в). Дальнейшая обработка борта такая же, как
• казане выше.
При обработке борта в «чистый край» припуски потайными
лежками закрепляют до выметывания бортов на спецмашине
:;стайного стежка. Для этого после разутюживания их направляют
£ сторону бортовой прокладки и закрепляют потайными
подшивочными стежками на спецмашине или вручную (рис. 74, а). В
изделиях с застежкой до лацкана припуск на участке от лацкана до
виза перемещают внутрь в сторону полочки для образования
канта, а на-участке лацкана — в сторону подборта.
В изделиях с застежкой доверху припуски закрепляют по всей
длине так же, как на участке от лацкана до низа. Во избежание
еремещения края после выполнения первой строчки выметывания
подборт прикрепляют к бортовой прокладке на спецмашине
потайного стежка. Дальнейшая обработка края борта аналогична обра-
ютке края бортз с отделочной строчкой.
При клеевом способе закрепления края лацканов, бортов и
низа изделия применяются клеевые пленка, нить или паутинка.
Клеевую пленку шириной 5 мм прокладывают на спецмашине
осле разутюживания швов обтачивания бортов по изнанке
полочки на расстоянии 1 мм от строчки обтачивания бортов, а внизу —
по припуску на подгиб на расстоянии 3 мм от линии низа
115
Бортобая
прокладка Полочка
Нромка
V
ЯГ
Рис. 74. Закрепление
шва обтачивания борта:
а — на спецмашине
потайного стежка; б — клеевой
пленкой; в — клеевой нитью
(рис. 74, б). Края пленки не должны выходить из-под швов под-
бортов. Клеевую пленку прокладывают перед вывертыванием
углов бортов и лацканов на лицевую сторону.
При прикреплении швов клеевыми нитью или паутинкой
клеевую нить прокладывают на шов обтачивания бортов по под-
бортам со стороны, прилегающей к бортовой прокладке, на
стачивающей машине, заправляя ее в шпульку челночного комплекта^
Клеевую нить прокладывают перед операцией вывертывания утлоЩ
бортов и лацканов на лицевую сторону (рис. 74, в).
В изделиях с подбортами, цельнокроенными с полочками,
клеевую нить прокладывают на бортовую прокладку при ее
обработке. Клеевую паутинку в виде полоски шириной 13—15 мм при^-
тачивают к шву обтачивания бортов на стачивающей машине cti
стороны, прилегающей к полочке (бортовой прокладке), или про*
кладывают при обтачивании бортов, подкладывая ее со стороны
полочек или подбортов.
Дальнейшая обработка края борта проводится так же, как
описано выше.
3.11.6. ОБРАБОТКА НИЗА ИЗДЕЛИЯ
Обработка низа изделия зависит от способа соединения подкладки
с верхом изделия и от свойств ткани.
При отлетной подкладке срез низа изделия обметывают (в
изделиях из ткани с повышенной осыпаемостью), высекают зубчи-,
ками на спецприспособлении (в изделиях из толстых неосыпаю-
щихся тканей) или окантовывают для отделки пальто (рис. 7аД
Обработку срезов выполняют после подрезки до заметывания.
низа изделия. Низ пальто подшивают на спецмашине потайного^
116
VWWWWVA
IP
a 5 5
Рис. 75. Виды обработки среза низа пальто:
а обметывание; б — высекание зубчиков; в — окантовывание
стежка, располагая строчку по краю среза или на расстоянии
10—15 мм от него.
В учебных целях заметывание низа изделия может быть
выполнено двумя строчками на спецмашине или прямыми ручными
стежками длиной 20—30 мм. Первую строчку прокладывают на
расстоянии 10—15 мм от сгиба, а вторую — 10—15 мм от среза
на столе, разложив изделие припуском на подгиб низа вверх,
нижним краем к работающему, совмещая швы на уровне линии
подгиба.
В изделиях с притачной по низу подкладкой при заметывании
первую строчку прокладывают на расстоянии 5—7 мм от линии
перегиба. После приутюживания закрепляют края внутри подгиба
стежками, незаметными с лицевой стороны, или с помощью клеевой
пленки. Вторую строчку заметывания до соединения с подкладкой
не прокладывают.
После заметывания и подшивания низ изделия приутюживают
со стороны подгиба через увлажненный проутюжильник до
полного просушивания. В процессе приутюживания удаляют нитки
временного назначения.
3.11.7. ОСОБЕННОСТИ
ПЛАНКАМИ
ОБРАБОТКИ БОРТОВ
Планки по борту пальто могут быть отрезными или цельнокроен-
ными с подбортами. Для формоустойчивости планки дублируют
клеевой прокладкой и соединяют с полочками швом шириной
10 мм или в зависимости от ширины отделочной строчки.
В планках с цельнокроеными подбортами клеевую прокладку
располагают по всей ширине детали или выпускают ее на 20—30 мм
<а линию перегиба.
Обработку начинают с обработки верхнего угла планки. Затем
.чаметывают на спецмашине, образуя край борта. После приутюжи-
вания обрабатывают петли на спецмашине, располагая^их
вертикально «глазком» вверх. Соединение планки с полочкой
производится так же, как указано выше.
117
3.12. ОБРАБОТКА ВОРОТНИКОВ
3.12.1. ХАРАКТЕРИСТИКА ВОРОТНИКОВ
Воротники в изделии имеют утилитарное и декоративное
назначение. По форме они разнообразны и разделяются на пять основных
групп:
воротники к изделиям с застежкой доверху;
воротники к изделиям с застежкой до лацкана (воротники
шалью и пиджачного типа). Характерной особенностью данных
воротников является то, что линия перегиба стойки воротника
служит продолжением линии перегиба лацкана. Ширина отлета
и форма концов воротника должны быть увязаны с размерами и
формой лацкана;
воротники-стойки отрезные;
воротники-стойки, цельнокроенные с полочками и спинкой:
различные воротники к изделиям с застежкой доверху и до
лацкана (фантази, с мягкой драпировкой и др.).
По внешнему виду в зависимости от формы у воротников
различают внутреннюю невидимую часть (стойку) и внешнюю видимую
(отлет). Разделяются указанные части линией перегиба стойки.
Стойка воротника может быть выкроена отдельной частью или
быть цельнокроенной с отлетом воротника.
Воротникам в процессе обработки необходимо придать
жесткость, устойчивость, упругость. Жесткость воротник получает в
результате еоединения нижнего воротника с прокладкой ниточным
или клеевым способом.
Воротник состоит из верхнего воротника, нижнего и прокладки.:
Правила раскроя и направление нити основы указаны в п. 1.6,
Обработка воротника состоит из четырех стадий: обработка ниж-1
него воротника и соединение его с прокладкой, обработка верхнего
воротника, соединение верхнего воротника с нижним и соединение
воротника с изделием.
3.12.2. ОБРАБОТКА НИЖНИХ ВОРОТНИКОВ
Части нижнего воротника складывают лицевыми сторонами внутрь
и уравнивают по срезу стойки. Стачивают части швом шириной
5—7 мм, ширина среднего шва 10 мм. Затем швы разутюживают
и одновременно приутюживают нижний воротник с целью
декатирования (уплотнения ткани).
Части прокладки соединяют накладным швом с открытыми
срезами или швом встык, уравнивая их по срезу стойки- Прокладку
увлажняют и приутюживают. При закреплении прокладки с
нижним воротником учитывают способы соединения верхнего ворот-'
ника с нижним по отлету и концам и соединение нижнего воротника
с горловиной. Так, при обтачивании отлета и концов срезы
прокладки не должны доходить на 7 мм до срезов нижнего воротнии
(на ширину шва).
118
Рис. 76. Обработка нижних воротников
При обработке отлета и концов швом вподгибку прокладку
скрепляют до срезов нижнего воротника. По срезу стойки
прокладка должна располагаться на расстоянии 10—11 мм от среза,
если воротник будет соединяться стачным швом, накладным с
закрытым срезом или на расстоянии 1—2 мм при соединении
воротника накладным швом с открытым срезом.
Прокладку с нижним воротником соединяют различными спо-
i обами: клеевым, спецмашинным, машинным и комбинированным.
Клеевой способ соединения прокладки с нижним воротником.
< Соединение клеевой прокладки с нижним воротником требует
точной формы нижнего воротника, прокладки и расположения
деталей.
Прокладку нижнего воротника из ткани с клеевым покрытием
иыкраивают из двух частей и до соединения с нижним воротником
части не соединяют. На изнанку нижнего воротника накладывают
части прокладки клеевым слоем вниз с параллельным
расположением срезов, учитывая способы обработки воротника и соединение
его с горловиной (рис. 76, а). Клеевую прокладку с нижним ворот-
пиком соединяют на прессе или утюгом. .
Соединение прокладки с нижним воротником на спецмашине
потайного стежка. Выстегивание выполняют со стороны
прокладки, посаживая ее для создания требуемой формы воротника.
Узкие нижние воротники выстегивают строчками вдоль его длины
(рис. 76, в). Первую строчку прокладывают параллельно краю
119
стойки на расстоянии 12 мм от среза, остальные — параллельно
первой строчке с расстоянием между строчками 5—7 мм.
Расположение последней строчки зависит от способа обработки отлета.
Широкие нижние воротники выстегивают строчками в
поперечном направлении (рис. 76, в). Первую строчку располагают по
линии среднего шва, все последующие — параллельно первой на
расстоянии друг от друга, равном 15—20 мм или 30—-40 мм в
зависимости от формы. Сначала выстегивание выполняют от середины
в одну, а затем в другую сторону. Расстояние до среза стойки равно
12 мм, а расстояние до среза отлета зависит от способа его
обработки.
Выстеганные нижние воротники приутюживают на прессе или1;
утюгом. Для придания нижнему воротнику необходимой форм:
его обмеляют по лекалу одновременно по три-четыре штуки.
Обмелку выполняют со стороны ткани верха нижнего
воротника, располагая его срезом стойки к работающему. Меловы<
линии наносят тонко отточенным мелом. Края подрезают ножни
цами или на спецмашине, срезая меловые линии. Одновременно
на стойке нижнего воротника ставят необходимые надсечки для>
соединения его с горловиной. Прокладку вдоль среза стойки
вырезают на ширину шва втачивания воротника, равную 12 мм, а вдоль
среза отлета и концов на 5—7 мм (прокладка не должна попасть.|
в шов). При соединении нижнего воротника накладным швом с
открытым срезом прокладку по срезу стойки подрезают на 1—2шЦ
относительно среза основной ткани. .
В воротниках с вытачками по срезу стойки вытачки стачивают
после соединения нижнего воротника с прокладкой, затем лишнюю
ткань подрезают, оставляя припуск на шов. Прокладку из iiibJ
высекают, швы вытачек разутюживают.
Соединение прокладки с нижним воротником на стачивающей
машине. Для получения более жесткой формы воротника, необ|
ходимой при пошиве жакетов, прокладку с нижним воротникощ
соединяют на стачивающей машине с лицевой стороны нижнего)
воротника двумя способами. При обработке первым способом
нижний воротник выстегивают зигзагообразными строчками
(рис. 76, г). Первую строчку прокладывают параллельно стойке
на расстоянии 12 мм от среза. Затем выстегивают, начиная от
середины нижнего воротника к концам (сначала в одну, зате!
в другую сторону), не заходя по стойке за проложенную строчку'.
Расположение строчек по срезу отлета зависит от способов
обработки. При обработке воротника обтачным швом строчку вд
доводят до среза на 7—10 мм (с учетом подрезки и припуска н!
шов); при обработке воротника швом вподгибку строчки не доводят
на ширину подрезки по отлету. Расстояние между углами строчек
15—20 мм.
Воротник с более жесткой стойкой выстегивают в направлен
длины стойки (рис. 76, д). Перед выстегиванием с лицевой сторо
нижнего воротника намечают линию перегиба стойки. В изделия)
120
с застежкой до лацкана эта линия является продолжением линии
перегиба лацкана. Сначала выстегивают стойку, а затем отлет.
Первую строчку прокладывают параллельно срезу стойки на
расстоянии 12 мм от среза, вторую — по линии перегиба стойки, а
последующие — непрерывными строчками, параллельными друг
другу, с расстоянием между ними 2—5 мм. Отлет выстегивают в
два приема в одну и другую сторону от середины
зигзагообразными строчками с расстоянием между углами 15 мм.
При влажно-тепловой обработке воротника со стороны
прокладки срезы стойки и отлета оттягивают. Величину оттягивания
проверяют, перегибая стойку по линии перегиба в сторону отлета
лицевой стороной нижнего воротника внутрь. При этом стойка
должна плотно прилегать к плоскости отлета. Затем высекают
прокладку по срезу стойки на 10 мм по всей длине.
Комбинированный способ. Этот способ состоит в соединении
прокладки с нижним воротником на стачивающей и специальной
машинах. Такой способ применяют для стояче-отложных
воротников, где требуются жесткость стойки и мягкость отлета. Вначале
выстегивают стойку, а затем отлет (рис. 76, е). На участке стойки
соединение прокладки выполняют на стачивающей машине
долевыми строчками со стороны нижнего воротника. Отлет нижнего
воротника выстегивают на машине потайного стежка со стороны
прокладки.
3.12.3. СОЕДИНЕНИЕ ВЕРХНЕГО ВОРОТНИКА
С НИЖНИМ
По всех видах изделий независимо от моделей и ткани верхние
воротники могут быть соединены с нижними по концам и отлету
обтачным швом на стачивающей машине или швом вподгибку в
сторону нижнего воротника с закреплением на машине
зигзагообразной строчки или на машине потайного стежка.
Обработка воротника обтачным швом. Верхний воротник
увлажняют и приутюживают утюгом с целью декатирования и
придания необходимой формы в соответствии с формой нижнего ворот-
пика. В массовом производстве верхние воротники складывают
в небольшие пачки (по 7—10 шт.) изнаночной стороной вверх,
скрепляют зажимами и обрезают на раскройной машине по
шаблону.
При изготовлении изделий по индивидуальным заказам подре-
тют каждый воротник отдельно со стороны изнанки,
ориентируясь на форму нижнего воротника. Верхний воротник должен
быть больше нижнего по отлету и концам на величину,
необходимую для получения канта, огибания края и создания правильного
расположения деталей в соответствии с формой воротника.
Припуск зависит от толщины и структуры ткани, модели и
определяется отдельно для каждого изделия.
121
F
■
Рис. 77. Способы наметывания верхнего воротника на нижний
Воротники обтачивают как с предварительным наметкванием
верхнего воротника на нижний, так и без него. Обтачивание
воротников без наметывания допускается при условии обеспечения
хорошего качества кроя. Верхний воротник наметывают на нижний
двумя способами: на спецмашине или ручными стежками.
При наметывании на спецмашине (рис. 77, а)
верхний воротник раскладывают на столе лицевой стороной вверх.
Сверху накладывают нижний воротник лицевой стороной внутрь
таким образом, чтобы срезы верхнего воротника выступали
относительно срезов нижнего на требуемую величину. Наметывание
выполняют по концам и отлету со стороны нижнего воротника на
спецмашине с расстоянием от срезов 15—20 мм. Частота машинной
строчки 2 стежка в 10 мм. При наметывании посаживают верхний
воротник в концах на 5—7 мм в зависимости от ткани и формы
воротника. Срез стойки верхнего воротника должен выступать
относительно среза стойки нижнего воротника на 8—10 мм.
В учебном процессе при наметывании ручными
стежками нижний воротник раскладывают на столе лицевой
стороной вверх, срезом отлета к работающему и накрывают его
верхним воротником лицевой стороной вниз так, чтобы срезы
верхнего воротника закрывали срезы нижнего на 10—12 мм.
Воротник наметывают двумя строчками. Первой строчкой делят
правый угол пополам, отступив от него на 15—20 мм, затем
наметывают по линии перегиба стойки и заканчивают делением левого
угла на две части. Наметывание выполняют прямыми стежками
длиной 20—30 мм. Вторую строчку прокладывают вдоль срезов
отлета и концов воротника на расстоянии 10—15 мм от них косыми
стежками, начиная от левого конца вдоль отлета и заканчивая
правым концом. При выполнении второй строчки срезы отлета и
концов верхнего воротника сдвигают внутрь с таким расчетом,
чтобы между строчками образовалась посадка, необходимая при
обработке воротника (рис. 77, б).
Перед обтачиванием посадку верхнего воротника сутюживают
боковой поверхностью утюга, заходя за срез не более чем на 15—
20 мм так, чтобы под строчку обтачивания попал сутюженный
участок среза верхнего воротника. Со стороны нижнего воротника
по лекалу наносят линию обтачивания концов воротника.
Обтачивание выполняют по нижнему воротнику на
стачивающей машине швом шириной 6—7 мм или на машине с ножом швом
122
шириной 3—4 мм (для воротника с отделочной строчкой) и 6—7 мм
(для воротника без отделочной строчки), з концах воротник
обтачивают по намеченной линии. Строчку обтачивания начинают и
заканчивают на уровне срезов стойки или не доходя до срезов на
10 мм (ширина шва соединения с горловиной).
Перед разутюживанием шва обтачивания воротника проверяют
расположение прокладки вдоль срезов отлета. Прокладка не
должна входить в шов. Шов обтачивания увлажняют и разутюживают
на спецколодке. Для получения более тонкого края отлета и
концов в изделиях из ворсовых тканей из шва удаляют ворс (не
затрагивая нитей переплетения) после пропаривания шва лезвием нож-
яиц или ножа. Дальнейшая обработка воротника зависит от моделн
и может быть с отделочной строчкой по краю или без нее.
При обработке воротника с отделочной строчкой
после обтачивания воротника шов подрезают, оставляя припуск
шириной 3—4 мм, а в углах воротника — 2—3 мм. Воротник
вывертывают на лицевую сторону и выметывают со стороны
нижнего воротника. При выметывании выправляют и закрепляют
кант из верхнего воротника шириной 1—2 мм в зависимости от
толщины ткани. Строчку выметывания на спецмашине
прокладывают на расстоянии 8—10 мм от края.
При выметывании вручную строчку выполняют, не захватывая
шва, на расстоянии 5—7 мм от края косыми стежками длиной
10—15 мм. После выметывания рекомендуется продолжить вторую
строчку параллельно первой аа расстоянии 1.5—20мм от края-'
косыми стежками длиной 20—30 мм. Строчку выполняют со
стороны верхнего воротника, перегибая край в сторону нижнего.
■Этой строчкой, закрепляют края, равномерно размещая посадку
верхнего воротника.
Воротник приутюживают утюгом иля на прессе со стороны
нижнего воротника, располагая воротник краем отлета к
работающему. Перед окончательным прессованием необходимо удалить
нитки временного назначения (рис. 78, а).
При обработке воротника без отделочной строчки
срез верхнего воротника по отлету, выпускают относительно
нижнего на 3 мм. После обтачивания припуск на шов у нижнего ворот-
зика подрезают, оставляя 3—4 мм. Шов обтачивания прикрепляют
к прокладке нижнего воротника на спецмашине потайного стежка,
с помощью клеевой пленки или на стачивающей машине. Прн
прикреплении шва обтачивания на машине потайного стежка
срезы припуска шва перегибают в сторону нижнего воротника,
образуя кант из верхнего воротника. При закреплении шва за
прокладку стежки не должны доходить на 15—20 мм до углов
воротника во избежание перекоса деталей. Затем воротник
выметывают со стороны нижнего воротника, как было указано выше.
При применении клеевой пленки ее прокладывают на
спецмашине или с помощью приспособления по прокладке нижнего
воротника около строчки после разутюживания и подрезки швао
123
5
0
Рис. 78. Виды соединения верхнего воротника с нижним
При закреплении шва обтачивания воротника на стачивающей
машине шов настрачивают по лицевой стороне нижнего воротника
на расстоянии 2—3 мм от строчки.
Обработка воротника швом вподгибку. При применении м а-
шинной зигзагообразной строчки верхний
воротник накладывают на нижний по намеченной линии с
совмещением надсечек и настрачивают (рис. 78, б). В моделях воротников
без острых углов верхний воротник настрачивают по всему
контуру, не доходя на 20—30 мм до среза стойки. Край верхнего
воротника по отлету и концам отгибают в сторону нижнего
воротника и заметывают на спецмашине со стороны нижнего воротника
(рис. 78, в). Если концы воротника не настрочены, их подшивают
на машине потайного стежка.
При использовании машины потайного стежка
верхний воротник сначала наметывают на нижний, заметывают края
воротника по концам и отлету и затем подшивают их (рис. 78, г).
При применении стачивающей машины верхний
воротник по отлету сначала притачивают к нижнему, затем
огибают край и настрачивают его на расстоянии 1—2 мм от шва
притачивания (рис. 78, д).
Обработка воротника может быть выполнена на специальных
полуавтоматах, на одном из которых выполняется обтачивание
124
воротника по концам и отлету с одновременной обрезкой шва, а на
другом—приутюживание воротника с образованием канта из
верхнего воротника с фиксацией краев воротника.
В некоторых моделях одежды соединение верхнего воротника
с нижним осуществляется одновременно с окантовыванием срезов.
В этом случае верхний и нижний воротники сначала совмещают
и соединяют по концам и отлету на стачивающей машине с ножом,
окантовывают специальной тесьмой или полоской капроновой
ткани, подгибая срезы полоски внутрь (рис. 78, е).
При проверке качества обработанного воротника его
раскладывают на столе верхним воротником вверх, срезом стойки к
работающему и проверяют соединение деталей. Посадка верхнего
воротника должна быть распределена без перекосов. Для проверки
симметричности сторон воротник перегибают по среднему шву
и сравнивают левую и правую стороны. Выполняя проверку со
стороны нижнего воротника, обращают внимание на соединение
его с прокладкой, ровноту и ширину канта, а также на толщину
края. Соединение деталей должно быть с равномерным
закреплением без видимых стежков с лицевой стороны. Соединение и
отделочные строчки должны быть выполнены в соответствии с
требованиями, указанными в табл. 3, а приутюживание — в
соответствии с техническими требованиями выполнения влажно-тепловых
работ.
3.13. ОБРАБОТКА ПЛЕЧЕВЫХ ШВОВ И СОЕДИНЕНИЕ
ВОРОТНИКОВ С ГОРЛОВИНОЙ
3.13.1. ОБРАБОТКА ПЛЕЧЕВЫХ ШВОВ
Соединение плечевых срезов является ответственной операцией,
так как от их обработки зависит посадка изделия на фигуре
человека (общий баланс изделия). При соединении плечевых срезов
полочку и спинку складывают лицевыми сторонами внутрь,
уравнивают плечевые срезы, точно совмещая углы горловины, а также
углы полочки и спинки со стороны пройм. Несовмещение срезов
и надсечек влечет за собой нарушение общего баланса.
Стачивают плечевые срезы со стороны полочки швом шириной
10 мм с закрепками в начале и в конце строчки (частота строчки
4—5 стежков в 10 мм), шов увлажняют и разутюживают на
специальной колодке. Разутюживание шва сопровождается сутюжива-
нием посадки на спинке. Получаемую от сутюживания выпуклость
отводят краем утюга в сторону лопаток, не растягивая при этом
горловины.
В зависимости от модели швы могут быть отделаны строчкой,
тогда после разутюживания плечевой шов заутюживают в сторону
спинки, заметывают и с лицевой стороны настргдр^ют отделочную
строчку по спинке шириной в зависимости от модели. В учебных
целях плечевые срезы сметывают со стороны спинки прямыми стеж-
125
ками длиной 15—20 мм, отступая от срезов 8—9 мм и делая посадку
спинки, начиная от угла горловины, на участке длиной 15—20 мм,
не доходя до проймы на 30—40 мм. Большая посадка делается в
центре этого участка. Посадка нужна для облегания фигуры в
области лопаток.
Величина посадки зависит от конструкции изделия, структуры
ткани и фигуры заказчицы. Сметывают плечевые срезы с
закрепками в начале и в конце строчки, а также закрепляя посадку,
чтобы она не переместилась. Затем изделие раскладывают на столе
плечевыми срезами к работающему и сутюживают посадку; утюг
при этом не должен заходить за срезы более чем на 20—30 мм»
Для облегчения выполнения влажно-тепловой обработки посадка
на спинке может быть заменена вытачкой.
Основными причинами нарушения общего баланса издедая при
стачивании плечевых срезов являются следующие:
1) неправильное соединение ' углов горловины, Если при.
соединении плечевых срезов угол горловины полочки перемещен?
в сторону горловины, то полочки внизу расходятся, а спинка щ
нижней части отстает от фигуры; если при соединения плечевых
срезов угол горловины спинки перемещен в сторону горловины
полочки, то происходит обратное: полочки внизу заходят больше,
чем надо, а спинка прилегает к фигуре;
2) неточное соединение плечевых срезов, Если плечевой срез
полочки перемещен по всей длине плечевого шва за срез свинки, то
спинка удлиняется и внизу прилегает к фигуре, а полочки заходят
друг на друга больше, чем надо; если плечевой срез спинки
перемещен за срез полочки, тогда спинка укорачивается, отходит внизу
от фигуры и перетягивает полочки, отчего полочки внизу
расходятся.
3.13.2. СОЕДИНЕНИЕ ВОРОТНИКА С ГОРЛОВИНОЙ
С горловиной изделия соединяют обработанный воротник или
только нижний воротник, который в дальнейшем будет
накрываться верхним воротником (при обработке отлета швом вподгибку).
Соединение нижнего воротника с горловиной. Нижний
воротник с горловиной соединяют стачным или накладным швом с
закрытым срезом или открытыми срезами.
Соединение нижнего воротника с т а ч н ы м ш в о м с
горловиной и подбортов с верхним воротником на участке раскепой
выполняют на стачивающей машине с совмещением надсечек
среднего шва спинки и середины воротника. Втачивание выполняют
с одновременным стачиванием швов раскепов одной строчкой без
обрыва нитки, начиная с левого шва раскепа. Втачивают по
нижнему воротнику швом шириной 8—10 мм. Шов втачивания нижнего
воротника в горловину и швы раскепов разутюживают на
спецколодке, располагая изделие воротником к работающему.
Припуск на швы втачивания нижнего воротника закрепляют за про-
т
а. \
Рис. 79. Способы прикрепления швов раскепов:
а — клеевой; б — ниточный
кладку на стачивающей машине, прокладывая строчку
параллельно шву втачивания на расстоянии 2 мм от него с лицевой стороны
нижнего воротника или на спецмашине потайного стежка. Нижний
воротник можно втачивать в горловину вместе с бортовой
прокладкой. Швы раскепов должны быть прикреплены к швам соединения
нижнего воротника с горловиной (рис. 79). Прикрепление
выполняют с помощью клеевой пленки, прокладывая ее по швам раскепов
на спецмашине, начиная от уступов и заходя на 20—30 мм за
перегиб лацкана. Ширина пленки 3—4 мм.
В учебном процессе воротник вметывают в горловину со стороны
нижнего воротника, приложив его лицевой стороной к лицевой
стороне горловины, уравнивая срезы и совмещая середину
нижнего воротника с серединой горловины спинки, а также концы
воротника с надсечками по горловине полочек.
Для облегчения вметывания воротник предварительно
скалывают с горловиной булавками по надсечкам. Вметывают воротник
за один прием — от правого конца нижнего воротника к левому
или за два приема — от середины нижнего воротника к левому
концу, а затем от правого конца к середине. Ширина шва
вметывания 7—9 мм, стежки прямые длиной 15—20 мм с периодическим
закреплением петлеобразными стежками. При обработке изделий
из толстых тканей при вметывании нижнего воротника бортовую
прокладку по горловине отводят в сторону. В изделиях из тонких
тканей нижний воротник вметывают в
горловину вместе с бортовой прокладкой.
При вметывании нижнего воротника
участок горловины от середины спинки
до края борта условно разбивают на
четыре участка с различными
требованиями к каждому из них (рис. 80).
/ участок — от середины спинки, не
доходя до линии плечевого шва на 15—
20 мм. Нижний воротник вметывают
равномерно без посадки.
// участок — над плечевым швом (от
линии плечевого шва на 15—20 мм в
сторону спинки и на 30—40 мм в сторону
полочки). Для равномерного облегания Рис. 80. Участки горловины
127
отлетом воротника плечевой части изделия на этом участке поса-
живают нижний воротник на 5—7 мм.
/// участок — от конца // участка до линии перегиба лацкана
в пальто с застежкой до лацкана и не доходя на 20—30 мм до конца
горловины в пальто с застежкой доверху. Данный участок имеет
косой срез и подвергается наибольшему растяжению во время
обработки изделия, кроме того, он расположен над выпуклостью
ключиц. Чтобы создать выпуклую форму для облегания ключиц,
на данном участке посаживают горловину на 5—7 мм (на величину
посадки нижнего воротника на // участке).
IV участок — часть горловины от конца III участка до начала
борта. На IV участке нижний воротник соединяют с горловиной
равномерно без посадки. При соединении нижнего воротника с
горловиной могут возникнуть следующие дефекты:
шов соединения частей нижнего воротника не совмещен с
линией середины или со средним швом спинки; *ч
посадка нижнего воротника на / участке вызывает отставание
нижнего воротника от шеи;
допущенная посадка горловины на / участке создает складку
на спинке под воротником;
отсутствие посадки нижнего воротника на // участке не
обеспечивает огибания шеи нижним воротником;
отсутствие посадки на /// участке горловины не обеспечивает
огибания ключиц полочками;
посадка на IV участке искривляет линию лацкана;
несимметричное расположение частей горловины вызывает
перекос в области горловины. Дефект допущен в результате
смещения участков одной половины горловины относительно другой.
Для устранения указанных дефектов необходимо выпороть
нижний воротник и вновь соединить его с горловиной, учитывая
необходимые требования к соединению.
При проверке общего баланса изделия могут быть выявлены
некоторые нарушения и рекомендованы следующие пути их
исправления: при соединении короткого воротника с горловиной полочки;
будут заходить в нижней части больше, чем нужно, а спинка внизу
будет плотно прилегать к фигуре; при соединении длинного
воротника (горловина растянута) полочки будут расходиться в нижней
части, а спинка внизу будет отставать от фигуры. В обоих случаях
воротник выпарывают из горловины и согласовывают размеры
горловины и воротника.
Нижний воротник с горловиной соединяют накладным
швом на стачивающей машине или спецмашине зигзагообразной
строчки.
В изделиях из тонких тканей нижний воротник соединяют с
горловиной, подгибая срез стойки внутрь на 8—10 мм. В изделиях
из толстых тканей срез стойки закрепляют без подгиба на спец-;<(
машине зигзагообразной строчки. Перед соединением воротника ,
уточняют линию горловины и наносят вспомогательную меловую
128
линию по лицевой стороне изделия параллельно срезу горловины
на расстоянии от него, равном ширине шва соединения (8—10 мм).
Для соединения нижнего воротника с горловиной в изделиях
из тонких тканей срез стойки предварительно обрабатывают. Для
этого срез стойки подгибают в сторону прокладки на 8—10 мм и
застрачивают на стачивающей машине на расстоянии 2 мм от сгиба
или на спецмашине. Край стойки нижнего воротника
приутюживают со стороны прокладки на прессе или утюгом.
Воротник прикладывают обработанным краем стойки к
намеченной линии горловины лицевой стороной вверх, уравнивая линии
середины воротника и горловины спинки. В учебном процессе
нижний воротник перед настрачиванием наметывают на срез
горловины прямыми стежками длиной 10—15 мм на расстоянии 3—
4 мм от края стойки за один или два приема. При наметывании
выполняют все требования, предъявляемые к соединению нижнего
воротника с горловиной. Нижний воротник настрачивают на
расстоянии 2 мм от края на стачивающей машине или на расстоянии
5 мм от края на машине зигзагообразной строчки, захватывая
бортовую прокладку по горловине и прокладку по спинке.
Необходимость прикрепления шва втачивания нижнего воротника к
прокладке воротника отпадает.
При настрачивании нижнего воротника на горловину
зигзагообразной строчкой в изделиях из толстых тканей срез стойки
предварительно не обрабатывают. Настрачивание выполняют
шелковыми нитками, перекрывая срез стойки зигзагообразной строчкой.
При этом выполняют все требования, предъявляемые к соединению
нижнего воротника с горловиной.
Особенности обработки горловины с воротником-стойкой, цель-
нокроенной с полочками и спинкой. Для указанных воротников
вносятся изменения в конструкцию деталей: подборта раскраивают
цельнокроенными с нижним воротником, а верхний воротник
выкраивают вместе с полочками и спинкой. Бортовые прокладки
по горловине соответствуют полочкам изделия. Создание хорошей
формы не достигается только конструкцией, а требует
дополнительного применения влажно-тепловой обработки.
В полочках борта и воротник обрабатывают одновременно.
Лацкан выстегивают вместе с воротником. При прокладывании
кромки по бортовым срезам ее закрепляют, а по линии основания
горловины слегка натягивают.
Для придания устойчивости воротнику со стороны спинки
стойку дублируют прокладкой с клеевой пропиткой или
приметывают подкройную прокладку шириной 50—60 мм из
хлопчатобумажной прокладочной ткани. Стойку на участке спинки
выстегивают потайными стежками на спецмашине, не доходя до верхнего
среза на 5—7 мм (на ширину шва обт^швания воротника). После
разутюживания швов концы прокла^^япо стойке спинки на
участке воротника скрепляют ручными стежками с концами бортовой
прокладки полочек. Срез стойки по верхнему краю оттягивают
5 Литвинова И. Н. и др. 129
Рис. 81. Соединение верхнего
воротника с нижним после втачивания
нижнего воротника в горловину
на участке длиной 40—50 мм в обе стороны от среднего шва спинки.
Прокладку по верхнему срезу подрезают на 5—7 мм во избежание
попадания ее в шов обтачивания воротника. Дальнейшая
обработка такая же, как в изделиях с воротником, цельнокроенным
с подбортами.
Соединение верхнего воротника с нижним после втачивания
нижнего воротника в горловину. После обработки горловины
с помощью подсобных лекал обмел нот нижний воротник, форма
концов которого должна соответствовать форме лацканов.
На верхнем воротнике и на подбортах по лекалам обмеляют
линии раскепов и проставляют контрольные знаки для соединения.
Излишки ткани у верхнего воротника и на подбортах подрезают,
оставляя припуск на шов, равный 10 мм. Верхний воротник
складывают с верхними концами подбортов лицевыми сторонами внутрь,
срезы уравнивают и стачивают по воротнику швом шириной
10 мм. При стачивании раскепов одновременно может быть
притачана стойка воротника к подкладке, а посередине горловины
спинки втачивают концы вешалки.
Швы раскепов разутюживают, а шов притачивания нижнего
воротника к подкладке заутюживают в сторону подкладки.
Верхний воротник совмещают с нижним и швы раскепов
приметывают рядом со швом стачивания по подбортам. Затем верхний
воротник отвертывают в сторону подкладки изделия и швы
раскепов подшивают к прокладке нижнего воротника на спецмашине
потайного стежка или ручными прямыми стежками длиной 7—
8 мм на расстоянии 1 мм от шва стачивания раскепов (рис. 81, а).
Если стойка верхнего воротника стачана с подкладкой, этот шов
подшивают к прокладке нижнего воротника, одновременно
закрепляя концы вешалки. Шов соединения стойки верхнего
воротника с подкладкой может быть прикреплен на стачивающей машине
к шву втачивания нижнего воротника.
Верхний воротник отгибают на прокладку нижнего воротника
и наметывают его двумя строчками (рис. 81, б): первую строчку
130
прокладывают по линии перегиба стойки со стороны нижнего
воротника от левого лацкана к правому; вторую — по концам и
отлету воротника на расстоянии от срезов 5—6 мм со стороны
верхнего воротника. При наметывании верхний воротник посажи-
вают по отлету и концам. Посадку в углах воротника сутюживают
через увлажненный проутюжильник.
Края воротника могут быть закреплены с помощью вспушной и
отделочной строчек или клеевой пленкой. При закреплении края
воротника вспушной строчкой срезы нижнего и верхнего воротника
соединяют подшивочной строчкой на спецмашине. Припуск
верхнего воротника по отлету перегибают в сторону нижнего и
заметывают на расстоянии 8 мм от края. Излишки ткани в уголках
вырезают, концы воротника заметывают. Отлет и концы воротника
подшивают на спецмашине. Уступы лацканов и концов воротника
закрепляют со стороны нижнего воротника. Обработанный
воротник приутюживают на прессе или утюгом через увлажненный
проутюжильник (рис. 81, в).
При изготовлении одежды по индивидуальным заказам
добиваются окончательной формы нижнего воротника на манекене.
Для этого изделие надевают на манекен, скалывают полочки по
линии полузаноса и намечают направление линии раскепа на
правом подборте, затем уточняют форму и размеры нижнего воротника.
Концы нижнего воротника должны соответствовать форме лацкана.
Ширину нижнего воротника намечают посередине, над средним
швом спинки, над плечевыми швами и в концах. Все намеченные
точки соединяют плавной линией и правую часть воротника
подрезают на манекене точно по намеченной линии.
Изделие снимают с манекена и складывают подкладкой внутрь,
при этом уравнивают края бортов, уступов лацканов и шов
втачивания нижнего воротника. Затем переносят линию раскепа с
правого подборта на левый. По правой части нижнего воротника
намечают левую часть (по линии отлета и концу воротника), излишки
ткани обрезают по меловой линии. Меловые линии раскепов
уточняют и наносят вертикальные контрольные знаки в начале и в
конце этих линий. Перед соединением уточняют верхний воротник
по нижнему и намечают на нем линии раскепов. Для этого изделие
раскладывают изнанкой вверх, срезом отлета нижнего воротника
к работающему. Верхний воротник складывают пополам для
нахождения середины и накладывают его на нижний лицевой
стороной вверх так, чтобы середина верхнего воротника совпала
с серединой нижнего. Верхний воротник должен выходить за
нижний по отлету, концам и стойке на 15—20 мм, а за линию
раскепов — не меньше чем на 30 мм. Меловые линии раскепов с под-
бортов копируют на изнанку верхнего воротника. Затем верхний
воротник раскладывают изнанкой вверх но линии раоиов,
излишки ткани воротника и на подбортах подрезают, оставляя на
шов 10 мм для притачивания воротника к подбортам. Дальнейшая
обработка производится так же, как указано выше.
5* 131
3.13.3. ОСОБЕННОСТИ ОБРАБОТКИ РАЗЛИЧНЫХ
ВОРОТНИКОВ И СОЕДИНЕНИЕ ИХ
С ИЗДЕЛИЯМИ
Воротники, цельнокроенные с верхними частями подбортов.
Обработка бортов, нижнего воротника и соединение его с горловиной
описаны в п. 3.11—3.13. Верхний воротник, цельнокроенный
с верхними частями подбортов (воротник шалью), стачивают по
средним срезам швом шириной 10 мм, одновременно притачивая
надставки к подбортам.
После влажно-тепловой обработки верхний воротник с
подбортами наметывают на изделие. Для этого сначала на столе
раскладывают воротник с подбортами лицевой стороной вверх, сверху
накладывают изделие лицевой стороной вниз, совмещая средние линии
на верхнем и нижнем воротниках и контрольные знаки. Срезы
воротника с подбортами выпускают на 7—10 мм относительно
соответствующих срезов изделия. Первую строчку наметывания
прокладывают по линии перегиба лацкана и перегиба стойки со
стороны бортовых прокладок. Затем изделие перевертывают
воротником и подбортами вверх и наметывают на него подборта и
верхний воротник. После сутюживания посадки борта и воротник
обтачивают за один прием со стороны кромки (рис. 82).
Подобным способом обрабатывают борта и воротник со
стачанными швами раскепов.
Отрезной воротник-стойка. Для обработки воротника-стойки
необходимы следующие детали кроя: верхний воротник,
располагающийся с наружной стороны, нижний воротник, прилегающий
к шее, и прокладка. Обработку отлета и концов воротника
выполняют обтачным швом с образованием канта из верхнего воротника
шириной 2—3 мм (в зависимости от ткани).
Нижний воротник укрепляют прокладкой, закрепляя ее
ниточным или клеевым
способом, как в отложных
воротниках. Затем
выполняют приутюжива-
ние и подрезку нижнего
и верхнего воротников.
Воротник обтачивают,
шов разутюживают,
излишки ткани в углах
подрезают, оставляя
2—3 мм, затем
вывертывают, выметывают и
приутюживают.
Готовый воротник
соединяют с горловиной. В из-
Рис. 82. Особенности обработки воротников, Делиях из тонких тка-
цельнокроенных с подбортами ней на участке горло-
132
вины полочек вметывают одновременно верхний и нижний
воротники, а на участке горловины спинки — только верхний воротник,
отогнув нижний. Затем после разутюживания шва его перекрывают
нижним воротником и закрепляют на стачивающей машине с
лицевой стороны верхнего воротника в шов втачивания или
подшивочными стежками со стороны изнанки изделия по нижнему
воротнику рядом со швом втачивания.
3.13.4. ОБРАБОТКА КАПЮШОНОВ И СОЕДИНЕНИЕ
ИХ С ГОРЛОВИНОЙ
Капюшоны заменяют головные уборы, украшают изделия,
защищают от дождя и ветра. В зависимости от модели они бывают
пристегивающимися и соединенными с горловиной, на подкладке
(из основной ткани, подкладочной ткани, искусственного меха)
и без подкладки. (
Капюшон на подкладке из основной ткани. Части капюшона
отдельно из основной и подкладочной ткани складывают лицевыми
сторонами внутрь и стачивают их средние срезы швом шириной
10 мм и вытачки. Средние швы и швы вытачек разутюживают.
Капюшон и подкладку складывают лицевыми сторонами внутрь
и обтачивают по внешним срезам и отворотам швом шириной 7 мм.
Средние швы капюшона и подкладки в верхних частях складывают
и соединяют машинной строчкой около строчки стачивания
деталей.
Швы обтачивания краев расправляют или разутюживают и
подрезают в углах, оставляя припуск шириной 2—3 мм.
Капюшон вывертывают на лицевую сторону, углы выправляют
(рис. 83). Край выметывают на спецмашине, располагая шов
обтачивания на сгибе или образуя кант из подкладки шириной 1 мм
(в капюшоне с отворотами), и прокладывают строчку (если это
требуется по модели). На подкладке капюшона по линии горловины
(стойки) вместо вытачек могут быть сборки.
В капюшонах на подкладке с отворотами и обтачками из
основной ткани подкладку складывают с отворотами или обтачками
лицевыми сторонами внутрь и притачивают швом шириной 7 мм.
Шов расправляют, отгибая в сторону подкладки. Затем капюшон
обрабатывают так же, как и капюшон с подкладкой из основной
ткани.
Особенности обработки пристегивающегося капюшона.
Обработку верха и подкладки капюшона выполняют описанным выше
способом. Капюшон обтачивают кругом швом шириной 5—7 мм,
оставляя отверстие по срезу горловины (от среднего шва в одну и
другую сторону по 100 мм). Швы в углах подрезают, не доходя
до строчки на 2—3 мм. Капюшон вывертывают на лицевую
сторону, выправляют края и закрепляют их отделочной строчкой по
модели. Оставленный для вывертывания участок горловины
застрачивают по лицевой стороне верха на расстоянии 1—2 мм от пере-
133
Рис. 83. Обработка
шона на подкладке
каню-
Рис. 84. Обработка пристегивающегося ка-
пюшона
.... .' .■ ' I
гиба. По краю горловины намечают и обметывают на специальной
машине петли (рис. 84).
Пуговицы для пристегивания пришивают со стороны нижнего
воротника изделия, на сквозной прокол в соответствии с
расположением петель ка капюшоне.
Капюшоны без подкладки. Такие капюшоны обрабатывают без
вытачек с рельефными швами. Части капюшонов стачивают
двойным, стачным или настрочным накладным с закрытым срезом
швами на расстоянии 1—2 мм от шва (или сгиба) с одновременным
или последующим обметыванием срезов. Количество отделочных
строчек и их расположение соответствуют модели. Передний край
капюшона обрабатывают обтачным швом с подкройной обтачкой
или швом вподгибку с закрытым срезом, закрепляя его строчкой
по модели.
Капюшон с горловиной соединяют двойным или запошивочным
швом. Нижний срез в пристегивающихся капюшонах
обрабатывают аналогично переднему краю с учетом размеров и
расположения петель.
На нестачанном участке горловины срезы капюшона из
основной и подкладочной ткани подгибают внутрь; строчку
прокладывают на расстоянии 2 мм от края, образуя из основной ткани кант
шириной 1—2 мм.
Соединение капюшона с изделием. Капюшон складывают
лицевой стороной с лицевой стороной горловины изделия и втачивают
швом шириной 10 мм, совмещая надсечки, швы обтачивания бортов
(или уступов) и края капюшона, средний шов капюшона с
серединой спинки; строчку прокладывают со стороны капюшона,
начиная от внутреннего среза левого подборта. Швы втачивания
разутюживают и расправляют. Бортовую прокладку прикрепляют
к горловине. Капюшон приметывают к подкладке по линии раске-
пов и по стойке на расстоянии 30 мм от шва горловины.
Подборта отгибают, швы раскепов прикрепляют к швам
втачивания капюшона на стачивающей машине.
134
Рис. 85. Соединение
капюшона с изделием
Срез подкладки капюшона подгибают внутрь и настрачивают,
закрывая шов втачивания капюшона в горловину на расстоянии
1 мм от сгиба (рис. 85), одновременно вкладывают и притачивают
вешалку.
3.14. ОБРАБОТКА РУКАВОВ
г
В женских изделиях внешний вид рукавов очень разнообразен.
По покрою рукава бывают втачные, цельнокроенные с полочками
и спинкой, реглан, по конструкции — одношовные, двухшовные
и трехшовные (рис. 86). Рукава имеют различную отделку:
рельефные швы, вытачки, складки, шлицы (отлетные, вытачные,
открытые), а также хлястики, паты и манжеты.
3.14.1. ДВУХШОВНЫЕ РУКАВА С ПЕРЕДНИМИ
И ЛОКТЕВЫМИ ШВАМИ
Рукава раскраивают из основной, подкладочной ткани (см. п. 1.6)
и прокладки. Прок,: адку для обработки низа рукава раскраивают
из клеевой и неклеевой хлопчатобумажной ткани или нетканого
материала шириной 50—60 мм по форме низа рукава. Прокладка
необходима для уплотнения и устойчивости низа рукава, а также
для закрепления нижнего среза рукава и шлицы.
Обработка рукавов из основной ткани. Верхние и нижние
части рукава складывают лицевыми сторонами внутрь, передние
срезы уравнивают и стачивают по контрольным надсечкам со
стороны верхней части швом шириной 10 мм с закрепками в начале
и в конце строчки. Затем передние швы разутюживают, рукава
раскладывают на утюжильном столе нижней частью к
работающему. Шов увлажняют и разутюживают на прессе до плотного
прилегания (рис. 87, а). При разутюживании передних швов их
дополнительно оттягивают так, чтобы посадка на нижних частях
исчезла (сутюжилась). Затем намечают ширину подгиба низа
рукава (30—40 мм), пользуясь лекалом.
На изнанку рукавов накладывают прокладку, отступил от
меловой линии на 2—3 мм. Верхние срезы прокладок подшивают
135
Рис. 86. Общий вид деталей втачных рукавов:
а — одношовного; б — двухшовного с передним и локтевым швами; е — двухшовного
с верхним и нижним швами; г — трехшовного
I
Рис. 87. Обработка двухшовных рукавов
Рис. 88. Обработка низа рукава клеевым способом
к рукаву на спецмашине (рис. 87, б). Если прокладка с клеевым
покрытием, ее прикрепляют с помощью утюга или пресса
(рис. 88, а).
Применяя клеевой способ при обработке низа рукавов,
используют в качестве прокладок клеевую и неклеевую ткань с
нанесением клеевых нитей или пленок на модернизированной
стачивающей машине. Прокладки соединяют с низом рукавов, ориентируясь
на линию подгиба после обработки передних швов на прессе или
утюгом.
Пользуясь клеевой прокладкой с односторонним покрытием
клеем, ее размещают на припуске на подгиб рукава клеевой
стороной вниз. Для ускорения обработки целесообразно выполнять
соединение клеевой прокладки с одновременным заутюживанием
низа рукава. Прокладку накладывают на рукав клеевым слоем
вверх, низ рукава подгибают, закрепляют булавками и
запрессовывают (рис. 88, б).
В изделиях из более плотных толстых тканей применяют
клеевую прокладку с застроченным краем. Ее располагают в сторону
припуска на подгиб рукава. Концы прокладки не должны доходить
до локтевых срезов на 20—30 мм для удобства их обработки.
Подогнутый край прокладки скрепляет подгиб низа, а основная часть
прокладки соединяется с рукавом (рис. 88, в). При применении
прокладок с клеевыми нитями или пленками (рис. 88, г) прокладки
располагают и закрепляют способами, указанными выше.
Верхние и нижние части рукава складывают лицевыми
сторонами внутрь, уравнивают локтевые срезы и надсечки. Стачивают
локтевые срезы со стороны нижних частей, локтевые швы
разутюживают на специальной колодке. После обработки локтевых тпвов
необходимо проверить правильность соединения срезов. Для
этого рукава раскладывают на столе нижними частями вверх. При
проверке обращают внимание на параллельность линий передних
137
перекатов и совмещение срезов низа рукава. По намеченной линии
низ рукавов перегибают на изнаночную сторону, заметывают на
спецмашине, отступая от перегиба на 15—20 мм. Срезы низа
рукавов прикрепляют к прокладке на спецмашине или закрепляют
клеевым способом в зависимости от способа соединения подкладки
по низу. При соединении подкладки на стачивающей машине шов
прикрепляют к прокладке после соединения с подкладкой. Рукава
приутюживают со стороны изнанки через увлажненный проутю-
жильник, вкладывая внутрь рукава специальную подушку.
При изготовлении одежды по индивидуальным заказам
обработка двухшовных рукавов начинается с оттягивания переднего
среза верхней части для создания вогнутой линии переката. Для
этого две верхние части рукава складывают лицевыми сторонами
внутрь, все срезы уравнивают и раскладывают передними срезами
к работающему, окатом вправо. Утюг ведут по срезу от середины
детали, отводя левой рукой низ рукава от себя, затем утюг берут
в левую руку и ведут по срезам в сторону верха рукава, который
отводят правой рукой от себя. После этого части рукава
перевертывают и повторяют оттягивание такими же приемами с другой
стороны. Правильность оттягивания передних срезов верхних частей
рукавов проверяют, перегибая передние срезы по намеченной
линии переднего переката. Оттягивание считается выполненным
правильно, если передний срез ложится ровно и параллельно линии
перегиба, а срез низа обеих частей рукава совмещается. Затем
обрабатывают передний шов рукава, как описано выше.
Перед сметыванием локтевых срезов уточняют надсечки. Для
этого рукав раскладывают на столе лицевой стороной вверх,
нижней частью к работающему. Нижнюю часть рукава перегибают
в сторону верхней по линии переднего переката. Проверяют
ширину переднего переката. Затем перегибают локтевой срез верхней
части у оката рукава по линии локтевого переката в сторону
нижней части, совмещая локтевые срезы на участке длиной 120—
150 мм от оката, и уточняют положение верхних контрольных
надсечек. Подобным способом уточняют положение нижних
надсечек. Локтевые срезы стачивают и разутюживают.
Обработка подкладки рукавов. Детали подкладки состоят из
верхних и нижних частей. Подкладка может иметь надставки,
которые притачивают к основной детали со стороны надставок
швом шириной 10 мм. Передние срезы соединяют и стачивают по
верхним частям швом шириной 10 мм с посадкой нижних частей
на уровне линии локтя. Локтевые срезы стачивают по нижней
части рукава с посадкой верхней на уровне линии локтя. Швы
и подкладку приутюживают.
Соединение подкладки с верхом рукавов. Подкладку соединяют
с верхом рукавов двумя способами.
При соединении первым способом после обработки подкладки
ее притачивают к припуску на подгиб рукава швом шириной
8—10 мм, совмещая передние и локтевые швы. Притачивание
138
выполняют со стороны подкладки.
Дальнейшую обработку рукавов производят
в такой последовательности:
прикрепляют шов низа рукавов за прокладку,
скрепляют локтевые швы верха и
подкладки, наметывают рукава по окату и
низу, приутюживают рукава и
подрезают подкладку по окату.
Применение второго способа
соединения повышает производительность
труда, но меняет последовательность
соединения деталей рукавов. После
обработки передних швов рукавов верха и
подкладки по низу рукава
прокладывают прокладку, как описано выше.
Подкладку складывают с рукавами
верха лицевыми сторонами внутрь,
уравнивая нижние и локтевые срезы.
Подкладку притачивают по низу швом
шириной 8—10 мм со стороны подкладки.
Затем уравнивают локтевые срезы
рукава верха и подкладки. Локтевой шов
верха и подкладки стачивают одной
строчкой швом шириной 10 мм,
совмещая швы притачивания подкладки по
низу рукава (рис. 89, а).
Рукав вывертывают подкладкой
наружу, выправляют и заметывают низ
рукава вдоль шва притачивания подкладки на спецмашине рядом
с линией шва. Закрепление шва по низу рукава и дальнейшая
обработка производятся так же, как указано выше.
В учебном процессе рукав из основной ткани вывертывают на
изнаночную сторону, раскладывают на столе нижней частью
вверх, локтевым швом от работающего. Сверху накладывают
подкладку рукава, совмещая нижние части и уравнивая
локтевые швы, одновременно уточняют расположение срезов подкладки
по. окату и низу рукавов. Подкладка должна выходить
относительно срезов рукава по верхней части оката на 10—15 мм, а
по нижней (посередине нижней половинки) — на 25—30 мм.
Во избежание перемещения подкладки локтевой шов
прикрепляют к локтевому шву верха рукава на стачивающей машине,
отступая от оката на 100—120 мм и не доходя до низа на 60—80 мм
с небольшой посадкой подкладки на уровне линии локтя (рис. 89,6).
Затем рукав вывертывают на лицевую сторону, расправляют
внутри подкладку и наметывают его на подкладку с лицевой
стороны двумя строчками: параллельно окату рукава, отступая на
100—120 мм, и параллельно низу, отступая от него на 80—100 мм,
ручными косыми стежками длиной 30—40 мм.
Рис. 89. Соединение руна-
ва верка с подкладкой
Для обработки низа рукав вывертывают подкладкой вверх.
Нижние срезы подкладки подгибают внутрь, отступая от низа
рукава на 20—25 мм, и заметывают ее прямыми стежками длиной
15—20 мм, совмещая передние и локтевые швы. Подкладку
подшивают петлеобразными стежками частотой 3—-4 стежка в 10 мм
и рукав вывертывают на лицевую сторону. Готовый рукав
приутюживают через увлажненный проутюжильник, вкладывая
рукавную подушку. Влажно-тепловую обработку начинают с
нижней части (половинки). Подкладку по окату подрезают (рис. 89, е).
Двухтонные рукава с настрочными локтевыми швами. Если
по модели локтевые швы отделывают настрочными швами, то
меняется последовательность обработки рукавов. Сначала
стачивают локтевые срезы, шов разутюживают, а затем заутюживают
в сторону верхней части рукава и заметывают с лицевой стороны.
Прокладывают отделочную строчку на расстоянии от шва в
зависимости от модели, шов приутюживают. Затем прокладывают
прокладку по низу рукава, стачивают и разутюживают передний
шов. Обрабатывают низ такого рукава так же, как низ двухшов-
ного рукава без настрочного шва.
3.14.2. ОДНОШОВНЫЕ РУКАВА
Особенностью обработки таких рукавов является увеличенная
влажно-тепловая обработка передних и локтевых срезов перед их
соединением. Для оттягивания переднего среза детали рукавов
складывают лицевыми сторонами внутрь, передними срезами к
работающему. При этом утюг не должен заходить за линию
переднего переката. Со стороны локтевых срезов выполняют сутюжива-
ние, не переставляя утюга за линию локтевого переката. Затем
детали перевертывают и влажно-тепловую обработку повторяют
с другой етороны. Последовательность обработки одношовного
рукава выбирают в зависимости от применяемых способов
обработки низа и соединения подкладки с рукавом. Нижние срезы
рукава уравнивают, совмещая контрольные надсечки, и стачивают
со стороны передней части. Шов разутюживают с увлажнением,
сохраняя конструктивную линию.
Подкладку рукава стачивают со стороны переднего среза.
Припуск на шов подкладки прикрепляют к припуску на шов
рукава верха со стороны локтевых срезов, посаживая подкладку
в области локтя. В остальных операциях обработка одношовного
рукава совпадает с обработкой двухшовного рукава с верхней и
нижней частями.
3.14.3. ДВУХШОВНЫЕ РУКАВА С ВЕРХНИМ
и нижним швами
Верхние срезы рукава соединяют стачным швом, разутюженным и
заутюженным в сторону переднего переката, шириной 10 мм (без
отделочной строчки). При наличии отделочной строчки припуск на
140
шов равен ее ширине плюс 5—10 мм. Отделочную строчку
выполняют по передней части с лицевой стороны рукава.
Стачивают верхние срезы со стороны передней части рукава,
уравнивая срезы, совмещая надсечки и делая посадку в области
локтя на локтевой части. Величина посадки зависит от формы
рукава и определяется надсечками.
При разутюживании и заутюживании верхнего шва выполняют
влажно-тепловую обработку переднего и локтевого срезов
нижнего шва, как указано в описании обработки одношовного рукава.
Дальнейшая обработка совпадает с обработкой одношовного рукава.
3.14.4.- РУКАВА СО ШЛИЦАМИ
Шлицы являются отделкой рукавов пальто и жакетов, их
обрабатывают в нижней части локтевых швов. Шлицы бывают вытач-
ными, отлетными и открытыми.
Рукава с вытачными шлицами. Передние срезы рукавов с вы-
тачными шлицами соединяют так же, как срезы рукавов без шлиц.
Затем намечают линию подгиба низа рукава и шлицы. На изнанку
рукава накладывают прокладку на расстоянии от линии подгиба
низа, равном 1—2 мм, конец прокладки на верхней части рукава
не должен доходить до перегиба шлицы на 1 мм. Затем верхний
срез прокладки подшивают к основной ткани на спецмашине
потайного стежка, а при наличии клеевой прокладки их соединяют
с помощью утюга.
При стачивании локтевых срезов одновременно стачивают
шлицу с трех сторон и продолжают строчку до нижнего среза
рукава (рис. 90, а). Шов со*стороны нижней части рукава
надсекают в верхней и нижней частях шлицы, не доходя до строчки на
2 мм. Локтевой шов разутюживают на специальной колодке, шлицу
заутюживают в сторону верхней части рукава. Шов шлицы
подшивают к прокладке подшивочной строчкой на спецмашине
(рис. 90, б). Низ рукава заметывают на спецмашине.
Дальнейшая обработка такая же, как и обычного рукава.
Рукава с отлетными шлицами. Обработку передних швов,
нанесение линии подгиба низа рукава и шлицы, прокладывание
прокладки по низу рукава в рукавах с отлетными шлицами
выполняют так же, как в рукавах с вытачными шлицами. До
обработки локтевого шва нижний срез рукава заметыввют на
прокладку на расстоянии 20 мм от края на спецмашине t подшивают
на спецмашине потайного стежка, не доходя до локтевого среза
нижней части рукава на 50—-60 мм. Низ рукава приутюживают
через увлажненный проутюжильник.
Одновременно со стачиванием локтевых срезов стачивают
шлицу с двух сторон, отгибая при этом припуск на подгиб низа со
стороны нижней части рукава (рис. 90, в).
Шов со стороны нижней части рукава вверху шлицы надсекают,
не доходя до строчки на 1 мм. Затем локтевой шов разутюживают на
141
ж
Рис. 90. Обработка рукавов со шлицами
специальной колодке до плотного прилегания шва, а шлицу
заутюживают в сторону верхней части рукава. Шов шлицы
подшивают к прокладке и к припуску на подгиб низа. Затем припуск
на подгиб низа рукава со стороны нижней его части подшивают
подшивочной строчкой косых стежков с частотой 3—4 в 10 мм.
Низ рукава приутюживают (рис. 90, г).
Рукава с открытыми шлицами. Стачивание и разутюживание
передних швов, нанесение линии подгиба низа рукава и шлицы,
а также прокладывание прокладки выполняют так же, как в
рукавах с отлетными и вытачными шлицами. При нанесении линии
подгиба низа дополнительно (по подсобному лекалу) намечают
линии для обтачивания углов шлицы со стороны изнанки верхних
частей рукавов. По намеченной линии припуски на подгиб низа
со стороны локтевых срезов перегибают, складывая их лицевыми
сторонами внутрь, и стачивают по намеченной линии со стороны
припуска на обработку шлицы, не доходя до срезов на 7—10 мм.
Со стороны нижних частей рукавов углы шлиц обтачивают
швом шириной 5 мм по краю припуска на обработку низа рукава.
Шов стачивания углов шлицы со стороны верхней части рукава
разутюживают, вывертывают на лицевую сторону (рис. 90, д).
Боковые края шлицы выметывают на спецмашине, образуя кант
шириной 1—2 мм. Рукав по линии низа перегибают и заметывают
по намеченной линии на спецмашине. Стежки располагают на
расстоянии 5—8 мм от боковых краев и 15—20 мм от края рукава.
Локтевые срезы стачивают, заканчивая строчку на 5 мм ниже
подогнутых краев шлиц (рис. 90, е). Локтевой шов со стороны
нижней части рукава надсекают вверху шлицы, не доходя до
строчки на 1—2 мм, и разутюживают, шлицу заутюживают в
сторону верхней части рукава. Приутюживание низа рукава и его
окончательная утюжильная обработка такие же, как рукавов с
вытачными и отлетными шлицами. В некоторых моделях рукава
могут быть с разрезами в локтевых швах (рис. 90, ж, з). В этом
случае обработка рукава аналогична обработке рукава с открытой
шлицей, только при нанесении линии намечают угол со йстороны
верхней и нижней частей. Затем шлицы обтачивают швом щириной
5 мм, разутюживают углы разреза, вывертывают и выметывают.
Дальнейшая обработка описана выше.
3.14.5. РУКАВА С МАНЖЕТАМИ
Манжеты являются отделкой рукавов. Форма их должна
сочетаться с формой рукавов, воротников, карманов и т. д. Манжеты
бывают отложные и притачные. По конструкции отложные
манжеты делятся на отрезные и цельнокроённые с рукавами.
Отрезные манжеты могут быть из основной ткани, отделочной или меха.
Отложные отрезные манжеты. Отрезные манжеты бывают
замкнутыми со стачанными концами и незамкнутыми, концы
которых не стачаны. Отрезные замкнутые и незамкнутые манжеты
143
Рис. 91. Обработка замкнутых несъемных отложных манжет и
соединение их с рукавами
могут быть съемными и несъемными. Съемные манжеты чаще
обрабатывают в изделиях из тонких тканей (их соединяют с
рукавами после обработки последних), несъемные — во время
обработки низа рукава и соединения его с подкладкой. В несъемных
манжетах при раскрое предусматривают припуск на обработку
низа рукава.
Подманжету из подкладочной ткани выкраивают уже и короче
основной манжеты на 3 мм (на ширину канта). Манжеты
обрабатывают с прокладками, выкроенными из клеевых и неклеевых
материалов. Прокладка из неклеевого материала должна попасть
в шов обтачивания; ее соединяют с основной манжетой,
наметывая на спецмашине. Клеевая прокладка не должна попадать
в шов обтачивания, ее соединяют с манжетой утюгом или на прессе.
Замкнутые несъемные отложные манжеты. На манжету из
основной ткани со стороны изнанки накладывают прокладку и
соединяют способом, описанным выше (в зависимости от вида
прокладки). Затем манжету складывают с подманжетой лицевыми
сторонами внутрь, уравнивают верхние срезы и обтачивают с
посадкой в уголках. Обтачивают верх манжеты со стороны подман-
жеты швом шириной 5—7 мм. Швы в уголках подрезают,
оставляя 2—3 мм. Подманжеты вывертывают на лицевую сторону,
верхний край выправляют и выметывают со стороны подманжеты
с кантом из основной ткани шириной 2—3 мм. Строчка
выметывания не должна доходить до конца манжеты на 20—30 мм.
Если манжета без отделочной строчки, шов обтачивания
прикрепляют к прокладке. Затем манжеты перегибают поперек и
складывают лицевыми сторонами внутрь, уравнивают боковые
срезы и стачивают швом шириной 10 мм. Шов разутюживают.
Подманжету отгибают на изнаночную сторону, расправляют и
приутюживают (рис. 91, а).
Если по модели предусмотрена отделочная строчка, ее
выполняют с лицевой стороны с помощью откидной линейки.
Соединение манжет с рукавами. Несъемные манжеты соединяют
с рукавами, не обработанными по низу. На манжетах намечают
144
линию подгиба низа и соединяют их с рукавами так, чтобы линия
перегиба риза манжеты совпала с линией подгиба низа рукава.
Манжеты Приметывают посередине на спецмашине. Низ манжеты
и рукава перегибают внутрь рукава и заметывают на спецмашине.
Подкладку рукава притачивают одновременно к припускам
манжеты и низа\рукава. Затем манжету отгибают и закрепляют, как
указано выше.
Несъемные манжеты могут быть соединены g рукавами, у
которых низ не имеет припуска на подгиб. Нижний срез подкладки
манжеты притачивают к нижнему срезу рукава швом шириной
8—10 мм. Подгибом манжеты огибают шов притачивания
подкладки манжеты к низу рукава и заметывают на спецмашине.
Последовательность закрепления среза подгиба манжеты за
прокладку и соединение подкладки рукава по низу зависят от
способов обработки (рис. 91, б, в).
Обработка притачных манжет и соединение их с рукавами.
Притачные манжеты могут быть с застежкой и без нее. В зависимости
от модели по низу рукавов обрабатывают вытачки или сборки.
После обработки переднего шва на рукавах по подсобному
лекалу намечают места расположения вытачек. Затем их стачивают
и разутюживают или заутюживают в зависимости от модели.
Если по низу рукава предусмотрены сборки, после обработки
переднего шва рукава по его низу прокладывают две машинные
строчки с ослабленной верхней ниткой и самыми редкими
стежками: одну, отступив от нижнего среза рукава на 3—4 мм, а
вторую — на 8—10 мм. Затем строчки стягивают и равномерно
распределяют сборки. Длина нижнего среза рукава со сборками
должна соответствовать длине манжеты.
На изнаночную сторону манжеты накладывают прокладку
(если она предусмотрена в техническом описании модели) с таким
расчетом, чтобы срез прокладки располагался от намеченной
линии перегиба на расстоянии 2 мм. Закрепляют ппюкладку
посередине детали на спецмашине или клеевым способом с помощью
утюга. Обработку боковых концов манжеты выполняют
аналогично обработке хлястиков (см. п. 2.1). Манжету приутюживают
(рис. 92, а).
а
■
Рис. 92. Обработка притачных ман- •- г ^>— —i
жет и соединение их с рукавами
145
Подготовленную манжету соединяют с низом рукава, совмещая
срезы и лицевые стороны, и притачивают вместе с прокладкой по
рукаву швом шириной 10 мм, равномерно распределяя сборки.
Шов притачивания заутюживают в сторону рукавов./Затем
стачивают локтевые срезы рукавов и одновременно боковые срезы
манжет. Стачанные швы разутюживают (рис. 92, а) на
спецколодке. Припуск манжеты отгибают внутрь по намеченной линии
на изнаночную сторону и заметывают на спецмашине, отступая от
перегиба на 10—15 мм. Стачанную подкладку притачивают к
подогнутому срезу манжеты швом шириной 10 мм со стороны
манжеты, совмещая локтевые швы.
Шов притачивания подкладки к манжете прикрепляют к шву
манжеты на спецмашине. Затем прикрепляют локтевой шов
подкладки к локтевому шву верха рукава. Рукав вывертывают на
лицевую сторону, подкладку расправляют и наметывают вдоль
оката по правилам, описанным выше.
3.15. СОЕДИНЕНИЕ РУКАВОВ С ИЗДЕЛИЕМ
3.15.1. ВТАЧИВАНИЕ РУКАВОВ
Рукава с проймами изделий соединяют стачным швом шириной
10 мм с направлением припусков на швы в сторону рукава, на-
строчным или накладным швом. Согласно модели возможно
разутюживание шва втачивания рукава на отдельных участках
проймы.
В изделиях из тонких тканей рукава в проймы втачивают
с бортовой прокладкой.
Перед соединением рукавов с проймами проверяют и уточняют
линии срезов пройм изделий и подготовленные к соединению
рукава. В рукавах проверяют симметричность их по длине, ширине,
высоте оката, качество обработки, наличие контрольных
надсечек. По окату рукава необходимо проверить контрольные
надсечки на уровне линии переднего переката в верхней части оката
и на уровне линии локтевого переката. В соответствии с
контрольными надсечками по окату должны быть проверены контрольные
надсечки по проймам полочек и спинки. При изготовлении одежды
по индивидуальным заказам контрольные знаки наносят во время
примерки в зависимости от фигуры; в массовом производстве
одежды расположение контрольных надсечек определяется при
конструировании.
Рукава в проймы втачивают без предварительного вметывания
на стачивающей машине, распределяя посадку рукавов согласно
надсечкам, или на спецмашине, при этом совмещают надсечки,
а посадку распределяют с помощью дополнительного реечного
механизма перемещения ткани.
Втачивание выполняют по рукаву швом шириной 10 мм с чг
стотой строчки 4—5 в 10 мм. Строчка в концах шва должна за
146
ходить одна на другую на 15—20 мм. Если шов оката рукава
должен быть разутюжен, во время втачивания под строчку под-
кладывают со стороны полочки и спинки полоску основной ткани
длиной 10(>—120 мм, которую затем при разутюживании
отгибают в сторону изделия.
Рукава можно втачивать в проймы вместе с бортовой
прокладкой. В этом случае при наметывании полочки на бортовую
прокладку строчку прокладывают параллельно пройме на расстоянии
15—20 мм от срезов. Излишки прокладки по срезам пройм
полочек вырезают.
В учебном процессе при подготовке рукавов к втачиванию
в проймы необходимо проверить также соответствие длины контура
оката рукава длине контура проймы. Проверку рекомендуется
выполнять до обработки локтевых швов. Длина оката рукава
должна быть больше длины линии проймы в зависимости от
модели и вида тканей.
Ниже приведена норма посадки ткани по окату рукава на
10 мм длины линии пройма.
Ткани
Норма посадки
на 10 мм длины проймы,
(я)
■
Чистошерстяные тонкосуконные драпы
Полушерстяные тонкосуконные и
грубосуконные драпы, чистошерстяные, пальтовые,
камвольные и тонкосуконные костюмные
Полушерстяные, камвольные костюмные и
пальтовые
Полушерстяные костюмные с содержанием
синтетических волокон от 15 до 30%
Полушерстяные костюмные с содержанием
синтетических волокон свыше 30%
При изготовлении одежды по
индивидуальным заказам возникает^ необходимость
предварительного вметывания рукавов, эту
операцию выполняют со следующими
рекомендациями. Для создания соответствующего внешнего
вида и для обеспечения необходимой свободы
движения руки посадку оката рукава
размещают по длине линии проймы различно в за-
висимости от требований, предъявляемых к
тому или другому участку.
Условно окат рукава делят на пять
участков (рис. 93).
Участок 1 — от контрольной надсечки на
линии переднего переката до переднего шва и
далее на такое же расстояние по нижней части
Рис. 93. Соединение рукава с проймой по участкам
1.5
1,25
I
0,6
0,4
147
рукава. Рукав соединяют с проймой без посадки, что
обеспечивает сохранение положения линии переднего переката.'
Участок 2 — от контрольной надсечки на линии/ переднего
до плечевого шва, не доходя до него на 25—30 мм. Посадка
рукава на данном участке создает красивую обтекаемую форму
на внешнем участке оката и обеспечивает необходимую свободу
движения руки.
Посадка оката рукава ориентировочно составляет 30—33%
всей посадки рукава. Распределение ее по участку неодинаково:
в центре, на наиболее косом срезе оката, она больше, а к концам
участка ее уменьшают.
Участок 3 — область плечевого шва по одну и другую сторону
от него на 25—30 мм. Посадка рукава необходима для оформления
верхней части оката. Количество посадки должно обеспечивать
свободное огибание внутренних швов втачивания на данном
участке. Ориентировочно посадка составляет 10—12% всей посадки.
Участок 4 — часть оката рукава, расположенная со стороны
спинки от конца участка 3 до контрольной надсечки на линии
локтевого переката.
С учетом необходимости оформления оката рукава на данном
I!
■
Рис. 94. Дефекты
неправильного соединения
рукава с проймой:
а — рукав направлен
вперед; б — рукав направлен
назад; в — укорочена
высота оката; г — удлинена
высота оката; д —
неправильно размещена посадка рука-
148
участке и обеспечения необходимой свободы движения руки
посадка оката рукава ориентировочно составляет 30—33% всей
посадки. Данный участок симметричен участку 2 оката рукава.
Участок 5 — часть оката рукава между концом участка 4
и началом участка /.
Посадка обеспечивает движение руки и ориентировочно равна
20—24% всей посадки.
Проверку правильности вметывания выполняют на манекене,
правильное прикрепление рукава к пройме можно считать при
следующих внешних признаках: рукав падает отвесно, закрывает
2/з входа в карман, нить утка на внешней части рукава
располагается горизонтально.
Вметывание правого рукава начинают от локтевого шва,
направляя строчку к верхней точке оката. Вметывают со стороны
рукава на расстоянии от срезов, равном 8—9 мм. Стежки прямые
длиной 10—15 мм, участки посадки закрепляют петлеобразными
стежками.
Соединение левого рукава с проймой выполняют аналогично
правому, но вметывание начинают от переднего шва.
Перед втачрванием посадку по окату рукава сутюживают на
специальной колодке, при этом утюг не должен заходить более
чем на 20—25 мм от среза оката. Втачивание выполняют со
стороны рукава швом шириной 10 мм, начиная от нижней части
проймы. В конце шва ставят закрепку.
Дефекты, возникающие в результате неправильного соединения
рукавов с изделием и способы их устранения, показаны на
рив. 94.
3.15.2. ОБРАБОТКА ПРОЙМ ИЗДЕЛИЯ
Обработка пройм изделия состоит из закрепления бортовой
прокладки, изготовления и закрепления накладок.
Бортовую прокладку, если она не вошла в шов втачивания,
расправляют по пройме и наметывают без перекосов и натяжения с
лицевой стороны полочки прямыми стежками длиной 20—30 мм,
располагая их на расстоянии 3—5 мм от шва втачивани-я рукава.
Затем бортовую прокладку прикрепляют к припуску шва
втачивания рукава со стороны изнанки на стачивающей машине.
Изготовление накладок. В одежде накладки могут быть
плечевые верхние, задние и подокатники.
Верхние плечевые накладки применяют для
придания соответствующей формы плечевому участку изделия и
повышения его устойчивости. Размеры верхних плечевых
накладок зависят от конструкции изделия. В некоторых моделях они
могут отсутствовать. Плечевые накладки изготовляют из поролона
(придавая им путем горячего прессования или резания
необходимую форму и толщину по внешним и внутренним срезам), а
также из ватина, бортовой прокладки и др.
149
а
Рис. 95. Плечевые накладки:
а — верхняя плечевая; б — верхняя плечевая для изделий иэ тонких
тканей; в — задняя плечевая; г, д — подокатникн различных форм
По подсобному лекалу выкраивают две части из бортовой ткани.
Между ними настилают слой ваты или ватина толщиной,
зависящей от конструкции. Толщина ваты уменьшается и сходит на нет
к овальным срезам накладок. Выстегивают накладки на
стачивающей машине или на машине зигзагообразного стежка с внутренней
стороны строчками, параллельными овальному краю, при этом
прокладку держат в изогнутом положении. Расстояние между
строчками 5—8 мм. Затем накладку приутюживают на колодке или
на специальном прессе, закрепляя созданную форму (рис. 95, а).
В изделиях из тонких тканей на лицевой стороне спинки
возможно прилегание строчек от выстегивания верхних плечевых
накладок. В этом случае плечевые накладки по верхнему слою
со стороны спинки покрывают дополнительным слоем ткани из
нетканого материала (рис. 95, б). Этот слой соединяют с
плечевыми накладками клеевой паутинкой на прессе при формовании
накладок или притачивают на специальной или стачивающей
машине.
Задние плечевые накладки (рис. 95, в) пр
меняют в отдельных моделях пальто и жакетах для придания
спинке необходимой объемной формы, а также с целью скр
сутулость. Размеры и форма наружных краев накладок cootbi
ствуют размерам и форме задней части проймы. Изготовляют
задние плечевые накладки из ватина или синтетической ваты. Для
этого на детали из прокладочного материала настилают слои
ватина, постепенно уменьшая толщину к внутренним срезам,
накрывают их вторым слоем прокладки и выстегивают на
стачивающей машине, располагая строчки параллельно срезам пройм
с расстоянием между строчками 15—20 мм.
Подокатники (рис. 95, г) применяют для обеспечен
красивого внешнего вида изделия и плавного перехода от
плечевого участка к рукаву. Подокатники выстегивают в полотне,
прокладывая строчки вдоль или поперек полотна на стачивающей
машине или машине зигзагообразного стежка с расстоянием
между строчками 20—30 мм. Выстеганное полотно разрезают по
лекалу на полосы по уточной нити под углом 45° к нитям основа.
150
Подокатник может быть вырезан по форме оката рукава
шириной 40—50 мм в центральной части со сведением на нет к
переднему и локтевому перекатам (рис. 95, д).
Соединение задних, верхних плечевых накладок и подокатни-
ков с изделием. Задние плечевые накладки располагают по линии
проймы спинки и притачивают на стачивающей машине к швам
втачивания рукавов в проймы. Их можно соединять с проймами
изделия одновременно с соединением верхних плечевых накладок
или при разметывании пройм на спецмашине. Верхние концы
задних плечевых накладок прикрепляют на стачивающей машине
к плечевым швам.
Верхние плечевые накладки совмещают с проймами изделия
так, чтобы середина накладки совпала с плечевым швом, а
наружные срезы выступали за срез проймы, и прикрепляют к проймам
изделия на спецмашине, прокладывая строчку на расстоянии 1 мм
от швов втачивания рукавов.
Подокатники прикрепляют к швам втачивания рукавов на
разметочной машине одновременно с плечевыми накладками,
располагая их со стороны рукавов (между окатом рукава и швом
втачивания), уравнивая уплотненный срез со срезами шва
втачивания. Концы подокатника ниже линии переднего и локтевого
перекатов не закрепляют. Строчку прокладывают на расстоянии 1 мм
от шва втачивания.
3.16. ОБРАБОТКА ПОДКЛАДКИ И СОЕДИНЕНИЕ
ЕЕ С ИЗДЕЛИЕМ
3.16.1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОБРАБОТКЕ^
ПОДКЛАДКИ
Подкладка необходима для того, чтобы закрыть все швы изделия
и для удобства его ношения. Подкладку изготовляют из
подкладочных хлопчатобумажных, шелковых и синтетических тканей.
В зависимости от модели подкладка может быть до низа пальто
или до линии бедер (на 150—200мм ниже талии). Подкладка может
быть незакрепленной по низу (отлетной) и закрепленной. При
укороченной подкладке, при наличии фалд, складок, расклешен-
пости подкладку обрабатывают отлетной. В пальто со шлицами
в боковых швах или в среднем шве спинки подкладка по низу
изделия закрепляется.
В изделиях с отлетной подкладкой низ ее прикрепляют к низу
изделия над боковыми швами с помощью держателей. Для
изменения внутренних размеров изделия вдоль середины спинки
подкладки закладывают складку, направляя запас ткани в сторону,
противоположную направлению заутюживания припусков
среднего шва спинки.
Подкладку с изделием соединяют машинным или комбиниро-
ианным способом. Боковые и плечевые срезы, средние срезы
спинки, срезы рукавов и срезы соединения рукавов с проймами соеди-
151
няют стачными швами шириной от 10 до 15 мм (в зависимости от
степени осыпаемости ткани) и затем заутюживают. Нитки по
цвету должны соответствовать цвету подкладки.
Подготовленная к соединению с изделием подкладка может
находиться в различных стадиях обработки: она может быть с
обработанными боковыми и средним швом спинки (при открытых
плечевых срезах) и может быть полностью обработана (с обработанными
плечевыми, боковыми швами, средним швом спинки, с
обработанными и соединенными рукавами). Вытачки на подкладке могут
быть стачаны заранее или заложены и закреплены только при
соединении ее с изделием. Выбор способа обработки зависит от
модели, вида производства и производственных условий.
Подкладку дополняют внутренний карман, полодержатель и
вешалка. Внутренний карман закрепляют на правой полочке под
подкладкой между линиями талии и бедер. Вход в карман
обрабатывают в шве соединения подкладки с подбортом или на подборте.
Край кармана в шве соединения украшают отделочными строчками
в виде различных рисунков (зигзагообразными строчками,
параллельными, ломаными и др.) и рюшем (в складку и с
зигзагообразным краем). Края входа в карман на подборте окантовывают
подкладочной тканью шириной 3—4 мм. Внутренний карман
обязателен в изделиях без боковых карманов. Обработку кармана
см. в п. 2.7.
Полодержатель предназначен для придерживания края борта
левой полочки во избежание ее провисания. Он представляет
собой удлиненную навесную петлю или состоит из двух частей
различной длины. Пальто со смещенной бортовой застежкой должны
быть с полодержателем обязательно, а пальто с центральной
бортовой застежкой — в зависимости от модели. Вешалку за-
крепляют вдоль линии горловины у воротника, посередине
горловины спинки.
Полодержатель изготовляют на стачивающей машине со
спецприспособлением для подгибания срезов без последующего вы^
вертывания. Конец полодержателя закрепляют на спецмашине
двумя закрепками, образуя петлю для пуговицы, и приутюживают.
Вешалку изготовляют из полоски подкладочной ткани,
прокладывая строчку посередине с лицевой стороны на расстоянии
1—2 мм от сгиба подогнутого среза. Ширина вешалки в готовом
виде 7 мм, длина 80—90 мм. Для вешалок рекомендуется прим
нять шнур или специальную капроновую ленту.
При отлетной по низу подкладке ее скрепляют с низом пальт
с помощью держателей длиной 80—100 мм. Обработку держате
лей выполняют так же, как обработку вешалки.
3.16.2. МОНТАЖ ПОДКЛАДКИ
Поузловая обработка подкладки зависит от выбранного способа
соединения подкладки с верхом изделия. Вытачки в подкладке
перед обработкой отмечают надсечками и наколками (при раскраи-
152
аании настилом). Нагрудные вытачки и вытачки от плечевых
срезов спинки перегибают по линии середины или с ориентиром на
надсечки и наколки лицевой стороной внутрь.
Стачивание выполняют по наиболее прямой стороне — одну
вытачку сверху вниз, а другую снизу вверх. В конце вытачки,
так же как и в начале, ставят закрепку двойной машинной
строчкой. Боковые вытачки стачивают аналогично нагрудным —
на правой полочке сверху вниз, а на левой снизу вверх. Для
стачивания средних срезов спинки детали складывают лицевыми
сторонами внутрь, уравнивая срезы. Стачивание выполняют от
горловины спинки вниз.
Боковые срезы полочки и спинки складывают лицевыми
сторонами внутрь и стачивают со стороны спинки, совмещая
контрольные надсечки. В правой боковой шов при стачивании вкладывают
полодержатель, одновременно закрепляя его строчкой. В изделиях
прямого силуэта полодержатель располагают на 20—30 мм ниже
проймы, а в изделиях прилегающего силуэта — на уровне линии
талии. Кроме того, полодержатель прикрепляют дополнительно
к полочке подкладки на расстоянии 120—150 мм от бокового шва
поперечной строчкой на стачивающей машине.
Швы подкладки (боковые и шов спинки), отлетной по низу,
обметывают по всей длине или на расстоянии 400—500 мм от низа
изделия. В расклешенных изделиях срезы подкладки обметывают
до линии талии. Плечевые срезы подкладки, полочек и спинки
уравнивают, сложив детали лицевой стороной внутрь, и стачивают
по полочкам, посаживая плечевой срез подкладки спинки.
Рукава подкладки обрабатывают, как указано в п. 3.14. Рукава
втачивают в проймы, уравнивая срезы и контрольные надсечки
по подкладке рукавов, посаживая окат в соответствии с посадкой -
верха рукава. Припуски плечевых швов направляют в сторону
спинки, а боковых — в зависимости от способа закрепления
швов.
Посередине горловины подкладки спинки закрепляют вешалку,
уровняв ее концы со срезом горловины спинки. Вешалку
настрачивают на расстоянии 7—8 мм от среза подкладки. Подкладку
проутюживают со стороны изнанки утюгом, заутюживают вытачки
и швы.
3.16.3. МАШИННЫЙ СПОСОБ СОЕДИНЕНИЯ ПОДКЛАДКИ
С ВЕРХОМ ИЗДЕЛИЯ
Отлетная по низу подкладка. Такую подкладку до соединения
изделием обрабатывают полностью. Также до соединения
подкладки с изделием уточняют срезы и проставляют меловые знаки
на внутренних срезах подбортов и по бортовым срезам подкладки.
Для нанесения контрольных меловых знаков на внутренних
краях подбортов, необходимых для притачивания подкладки,
изделие раскладывают изнаночной стороной вверх, расправляют
153
подборта, совмещая внутренние срезы подбортов и лекала, и
проставляют меловые знаки. Толщина меловых линий 1—1,5 мм.
Подготовленную к соединению подкладку притачивают к
внутренним срезам подбортов и срезу стойки верхнего воротника в строгом
соответствии с контрольными знаками, с совмещением лицевых
сторон швом шириной 10 мм за один прием.
Затем изделие вывертывают на лицевую сторону, расправляют
борта и прометывают по подборту рядом со строчкой притачивания
подкладки на спецмашине. Изделие при этом располагают на столе
подкладкой вверх. В изделиях с застежкой до лацкана лацкан
отгибают вниз. Затем изделие вывертывают на изнаночную
сторону и прикрепляют шов притачивания подкладки к бортовой
прокладке на спецмашине потайного стежка, а по воротнику —•
к шву втачивания нижнего воротника в горловину на стачивающей
машине или с помощью клеевой кромки. Клеевую кромку
прокладывают со стороны подборта во время притачивания подкладки,
располагая ее клеевым покрытием вниз.
Нижний срез подкладки рукава притачивают к нижнему срезу
рукава верха швом шириной 10 мм, вывернув рукав на
изнаночную сторону. Шов притачивания подкладки по низу рукава при- ;
крепляют к прокладке на спецмашине потайного стежка или с
помощью клеевой пленки.
Локтевые швы подкладки прикрепляют к локтевым швам
верхней части рукава на стачивающей машине, отступив от низа ру- <
кава на 60—80 мм. Рукава вывертывают на лицевую сторону,
расправляют подкладку по окату, совмещая плечевые швы верха и
подкладки. Шов втачивания рукава подкладки прикрепляют к
шву втачивания рукава верха со стороны изнанки подкладки
рукавов (сначала в верхней, а затем в нижней части проймы)
разметочными строчками петлеобразных стежков длиной 15—20 мм.']
Боковые швы подкладки соединяют с боковыми швами верха I
на стачивающей машине со стороны спинки. Нижний срез
подкладки подрезают, разложив пальто подкладкой вниз. Край
подкладки должен перекрывать внутренний срез подгиба верха на
10—15 мм. Не передвигая изделия, отводят нижний край верха
пальто в сторону и заметывают нижний срез подкладки с
образованием шва вподгибку с закрытым срезом шириной 40—50 мм.
Нижний край подкладки закрепляют зигзагообразной строчкой
или на стачивающей машине, отступив от внутреннего сгиба на
1—2 мм.
Закрепленная по низу подкладка. При подготовке подкладк
к соединению с изделием ее обрабатывают так же, как было ук
зано выше, со следующими изменениями:
1. В среднем шве подкладки спинки посередине оставляют1
нестачанным участок длиной 250—300 мм.
2. В переднем шве подкладки любого рукава оставляют
нестачанным участок в верхней части длиной 100—120 мм (от окатг
на расстоянии 100 мм).
154
3. До соединения с подкладкой ее уточняют по линии подгиба
низа изделия.
Сначала подкладку притачивают по внутренним срезам под-
бортов и срезу стойки верхнего воротника с точным совмещением
всех контрольных надсечек. Затем подкладку притачивают по низу
изделия от одного до второго среза подборта также с совмещением
всех контрольных надсечек. Изделие вывертывают на лицевую
сторону через оставленное отверстие в среднем шве спинки.
После прикрепления срезов швов к бортовой прокладке, по
низу изделия, соединения подкладки рукавов по низу,
прикрепления локтевых швов, швов пройм и боковых стачивают отверстие
в подкладке спинки через оставленное отверстие в переднем шве
подкладки рукава. Затем отверстие в подкладке рукава
застрачивают с подгибом срезов внутрь на расстоянии 1—2 мм от сгибов
по всей его длине.
3.16.4. ОСОБЕННОСТИ ОБРАБОТКИ И СОЕДИНЕНИЯ
ПОДКЛАДКИ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ
ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
Подготовка изделия к соединению с подкладкой. При
изготовлении одежды по индивидуальным заказам перед соединением
изделия с подкладкой производят его влажно-тепловую обработку.
Отсутствие подкладки на изделии позволяет выполнить
утюжильную обработку изделия со стороны изнанки по всей площади пальто
я под припусками на швы. Влажно-тепловая обработка изделия
перед соединением с подкладкой и окончательная отделка изделия
находятся в прямой зависимости. При правильной утюжильной
обработке изделия до соединения его с подкладкой окончательная
отделка сводится к незначительному проутюживанию и
отпариванию.
Влажно-тепловую обработку изделия условно можно разбить
на три этапа: утюжильная обработка пройм, приутюживание
(прессование) краевых участков и приутюживание всей поверхности
пальто. Пройму приутюживают по окату рукава, начиная от
нижней части и последовательно перемещая утюг на 100—120 мм,
через увлажненный проутюжидьник, проводя боковой
поверхностью утюга на глубину 20—25 мм внутрь оката.
Краевые участки изделия приутюживают (прессуют) с
помощью пресса или утюга за два приема. Первым приемом
приутюживают края верхней части изделия с лицевой стороны, вторым —
нижней с изнаночной стороны. В изделиях с. застежкой до
лацкана утюжильную обработку начинают с лацкана левой полочки,
затем приутюживают отлет воротника и далее лацкан правой
полочки. Участок лацкана приутюживают одновременно с концом
воротника, выправляя форму деталей с учетом их взаимного
расположения. Отлет воротника приутюживают, не заходя за линию
перегиба стойки. В изделиях с застежкой доверху первым прие-
155
мом приутюживают только воротник, вторым приемом — борта
и низ изделия, начиная с левого борта.
Утюжильную обработку всей поверхности пальто начинают
с левой полочки, разложив изделие верхней частью влево.
Сначала приутюживают верхнюю часть пальто до талии или бедер
в зависимости от степени приталенности, захватывая плечевой шов.
Работу выполняют на утюжильном столе или на спецколодке.
Приутюжив нижнюю часть левой полочки, изделие перемещают
и начинают приутюживать верхнюю часть спинки. Заканчивают
влажно-тепловую обработку приутюживанием правой полочки.
Одновременно пальто приутюживают под припусками на швы,
под подбортами, бортовой прокладкой и под подкладкой
карманов. Во избежание перекосов деталей во время приутюживания,
особенно после пропаривания, утюжильную обработку выполняют
в одном направлении, постепенно усиливая давление по мере
просушивания. Просушивают изделие до полного удаления влаги,
что является обязательным условием закрепления формы.
Раскрой подкладки. При изготовлении изделий по
индивидуальным заказам детали подкладки раскраивают в соответствии с
деталями верха после примерки изделия. При раскрое деталей
подкладки дают припуски на изменение внутренних размеров во
время носки. Отлетную по низу подкладку рекомендуется
раскраивать в нижней части уже верха пальто на 40—50 мм, сужая
ее по боковым швам от линии бедер. При притачной подкладке
форма ее по низу должна совпадать с формой верха пальто по низу.
Соединение подкладки с верхом изделия. При данном способе
соединения с верхом изделия подкладка должна иметь стачанные
нагрудные вытачки, средние срезы спинки и боковые срезы без
соедийённых плечевых срезов или со стачанными плечевыми
срезами. Уточнение соединенных деталей подкладки выполняют до
стачивания плечевых срезов верха пальто. Перед соединением
подкладки с верхом пальто намечают плавную линию притачивания
подкладки к внутренним срезам подбортов и стойки верхнего]
воротника. За нанесенной линией неровности срезают.
Пальто, подготовленное к соединению с подкладкой,
раскладывают на столе изнанкой вверх, воротником влево, краем борта;
правой полочки к работающему. Сверху изделие накрывают
подкладкой лицевой стороной вверх. Уточняют расположение
боковых швов, бортовых и плечевых срезов, срезов горловины и
пройм подкладки относительно расположения соответствующих
срезов верха. По бортовому срезу подкладки на уровне линии
груди и бедер создают небольшую слабину.
По внутреннему срезу подборта и соответственно по бортовому
срезу подкладки ставят три контрольных знака: ниже плечевого
шва на 150—170 мм, на линии талии и на линии бедер. Затем по
правой полочке подкладки подрезают левую полочку и переносят
контрольные знаки с правой половины изделия на левый подборт
и бортовой срез подкладки.
156
Подкладку в учебных целях приметывают к подбортам со
стороны подкладки, располагая детали лицевыми сторонами
внутрь, уравнивая срезы и контрольные знаки. Ширина шва
приметывания 9 мм, стежки прямые длиной 20—30 мм.
Одновременно на правой полочке выше внутреннего кармана закрепляют
фирменный знак. Притачивание выполняют швом шириной 10 мм
по подкладке, не доходя до плечевого шва на 30—40 мм.
Затем изделие вывертывают на лицевую сторону, расправляют
борта и прометывают по подборту рядом со строчкой притачивания
подкладки на спецмашине. Изделие при этом располагают на столе
подкладкой вверх, краем борта к работающему. В изделиях с
застежкой до лацкана лацкан отгибают вниз. Затем изделие
вывертывают на изнаночную сторону и прикрепляют шов притачивания
подкладки к бортовой прокладке на спецмашине потайного стежка
или с помощью клеевой кромки. Клеевую кромку прокладывают
со стороны подбора во время притачивания подкладки,
располагая ее клеевым покрытием вниз.
До вывертывания изделия на лицевую сторону припуски
боковых швов подкладки прикрепляют к припускам боковых швов
верха пальто. Затем после закрепления боковых швов изделие
вывертывают на лицевую сторону и прометывают вдоль боковых
швов по спинке на расстоянии от них 5—10 мм, начиная и
заканчивая на уровне внутреннего закрепления шва.
Спинку подкладки расправляют и посередине вдоль ширины
закладывают складку, направляя ее припуск (запас) в сторону
левой части спинки. Складку заметывают ручными прямыми
стежками длиной 20—40 мм сверху вниз вдоль сгиба на расстоянии
3—5 мм от него, отступив от среза горловины на 60—80 мм и
заканчивая у нижнего среза. Стежки выполняют, не доходя до низа
пальто 200—300 мм, складку заметывают, не захватывая спинки
верха.
Далее закрепляют подкладку вдоль плечевого шва, проймы
и переходят на спинку. На спинке подкладку наметывают вдоль
пройм, параллельно плечевым швам и горловине спинки, переходя
на левую полочку подкладки (рис. 96). Затем закрепляют
подкладку разметочной строчкой по правой пройме, начиная от
плечевого среза спинки, отступив от него на 30—40 мм и заканчивая
строчку у плечевого среза полочки петлеобразными стежками
длиной 15—20 мм. Строчку прокладывают рядом со швом
втачивания рукава.
Закрепив пройму, прикрепляют плечевой срез полочки
подкладки к припуску плечевого среза спинки верха по всей длине
разметочной строчкой. Плечевой срез подкладки спинки
подгибают внутрь так, чтобы сгиб совпал с плечевым швом верха
изделия, и заметывают на расстоянии 1—2 мм от сгиба, одновременно
подгибая и закрепляя подкладку на участке горловины. Затем
соединяют подкладку на левой полочке так же, как на
правой.
157
Рис. 96. Соединение
подкладки с изделием при
изготовлении его по
индивидуальным заказам
■'■■■■ ■ '\<Щ
Перед заметыванием подкладки по горловине спинки
закрепляют концы вешалки. Для этого вешалку располагают вдоль
горловины спинки так, чтобы нижний край ее был на уровне
намеченной линии, а середина совпала с серединой воротника. Концы
вешалки прикрепляют к шву втачивания воротника косыми
стежками, а на видимой части воротника скрепляют закрепками на
спецмашине или ручными сквозными стежками. В пальто
прилегающего силуэта на полочках подкладки закладывают и
заметывают по одной вытачке по линии талии, начиная от проймы вниз
до линии бедер.
Подкладку рукавов подтягивают, подгибая срез внутрь на
10 мм, и заметывают вдоль проймы, перекрывая разметочную
строчку и располагая сгиб на уровне шва втачивания рукава.
Швы подкладки уравнивают со швами верха. При заметывании
размещают и закрепляют посадку подкладки по окату в
соответствии с посадкой верха рукава. Нижний срез подкладки
притачивают к нижнему срезу рукава на стачивающей машине швом
шириной 10 мм.
После обработки низа приступают к соединению подкладки по
плечевым участкам, проймам и горловине спинки. Подшивают ее,
подшивочной строчкой шелковыми нитками с частотой 3—4 стежка
в 10 мм. Подкладку по проймам подшивают хлопчатобумажными
нитками с частотой 5—6 стежков на 10 мм. Подбор ниток указан
в технических требованиях на соединение подкладки. Скрепление
заложенных в процессе соединения подкладки вытачек и складок.
выполняют крестообразными стежками длиной 60—80 мм. Складку
на спинке подкладки закрепляют у воротника, на линии талии и
ниже линии бедер. При наличии вытачек от линии талии их за-'
крепляют от линии талии по 30—40 мм в каждую сторону.
Нижний угол бортов с открытым подбортом скрепляют закрепкой на
спецмашине или ручными стежками.
158
3.17. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ПАЛЬТО И ЖАКЕТА
К окончательной отделке изделий относят изготовление петель,
пришивание пуговиц, чистку и влажно-тепловую обработку.
Петли в изделиях из любых тканей и трикотажных полотен
обметывают на спецмашинах. Места расположения петель
намечают с лицевой стороны по подсобному лекалу двумя точками
так, чтобы эти точки при дальнейшей обработке попали в линию
разреза.
При наличии специального приспособления на платформе
машины, определяющего расстояние между петлями, размечают
только одну точку для верхней петли.
При чистке изделий удаляют концы ниток, талоны с
порядковыми номерами, оставшиеся следы меловых линий и т. п.
Окончательную влажно-тепловую обработку изделий
выполняют на специальном агрегате, состоящем из системы прессов,
или на утюжильных линиях, имеющих
универсально-пневматические прессы с различными подушками. Закрепление формы
изделия или деталей осуществляется через нижнюю подушку с
помощью вакуум-отсоса.
Гладильные прессы оснащены средствами автоматики,
позволяющими осуществлять контроль за продолжительностью про-
паривания, прессования и вакуум-отсоса в различной
последовательности. Весьма эффективным является окончательная отделка
на паровоздушных манекенах, обеспечивающих наряду с
повышением качества влажно-тепловой обработки значительное
сокращение ее трудоемкости.
При изготовлении одежды по индивидуальным заказам
правильно выполненная влажно-тепловая обработка изделия перед
соединением его с подкладкой сокращает работу по окончательной
утюжильной обработке пальто и сводится к приутюживанию
плечевых швов, окатов рукавов и самих рукавов и подкладки. При-
утюживание выполняют по лицевой стороне утюгом через
увлажненный проутюжильник.
Последней операцией является приутюживание пройм со
стороны подкладки (на ребро). Приутюживание выполняют на столе,
заводя утюг внутрь проймы на 15—20 мм по подкладке рукава.
Пуговицы различают двух видов: для застегивания и для
отделки. Пуговицы пришивают по разметке в соответствии с
расположением петель и отделочных пуговиц на специальных машинах
с приспособлениями или полуавтоматах с табуляторами.
При изготовлении изделий по индивидуальным заказам
пуговицы пришивают вручную хлопчатобумажными нитками № 10—
30, подбирая их по цвету ткани для пуговиц с ушком и по цвету
пуговиц для пуговиц со сквозным отверстием. Пришивание пуговиц
выполняют вдвое сложенной ниткой.
Пуговицы с двумя отверстиями пришивают за десять проколов
в каждое отверстие, с четырьмя — за три-четыре. Пуговицы
159
для застегивания пришивают с расстоянием между деталью и
пуговицей — на стойке (ножке), отделочные пуговицы —
вплотную к ткани. Высота стойки соответствует толщине края борта
полочки, средняя высота стойки равна 3—5 мм. Стойку обвивают
четырьмя-пятью витками ниток и тремя-четырьмя закрепляющими
петлями. Вдоль борта изделия пуговицы пришивают за полочку
вместе с бортовой прокладкой. Если бортовая прокладка не
попадает под пуговицу, то под пуговицу с внутренней стороны
изделия подкладывают полоску бортовой прокладки или пришивают
пуговицу с подпуговицей, которую подкладывают со стороны под-
борта. В изделиях с центральной бортовой застежкой пуговицы
пришивают на сквозной прокол вместе с подбортом. Ярлык
навешивают на правую полочку с лицевой стороны за нижнюю петлю
с помощью спецприспособления.
■■ ■
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. В какой последовательности составляется описание внешнего вида пальто
(жакета)?
2. Каи производится проверка деталей кроя перед пошивом и нумерация
деталей?
3. Зачем и как производится дублирование деталей?
4. Для какой цели применяется бортовая прокладка?
5. Какие существуют способы обработки бортовой прокладки?
6. Какими швами обрабатывают вытачки, складки и соединяют кокетки?
7. Как выполняется влажно-тепловая обработка полочек перед соединением
с бортовой прокладкой?
8. Какими способами обрабатывается лацкан изделия?
9. Какие встречаются разновидности спинок?
10. Какие контрольные знаки необходимы для соединения полочек со спинкой?
11. Какими способами укрепляют край борта?
12. Как подобрать способ обработки петли в зависимости от толщины ткани?
13. Какие детали необходимы для обработки края борта?
14. Какие существуют способы обработки края отлета воротника?
15. Какими способами соединяют воротники с горловиной?
16. Какие причины влияют на нарушение общего баланса изделия?
17. Какими способами обрабатывают низ рукава?
18. Какие встречаются разновидности шлиц в рукавах и каково их различие
в обработке?
19. Какие существуют способы соединения подкладки с верхом рукава?
20. Как проверить правильность соединения рукавов с изделием?
21. Каковы требования соединения подкладки с изделием?
22. В какой последовательности соединяется подкладка с изделием при массо
вом изготовлении одежды?
4. ОСОБЕННОСТИ ОБРАБОТКИ ПАЛЬТО С РУКАВАМИ
РАЗЛИЧНЫХ ПОКРОЕВ
4.1. ПАЛЬТО С РУКАВАМИ ПОКРОЯ РЕГЛАН
Конструктивной особенностью пальто с рукавами покроя реглан*
(рис. 97, а) в отличие от пальто с втачными рукавами является
форма пройм, полочек, спинки и рукавов.
160
Рис. 97. Модель (с) и детали (б) пальто с
рукавами покроя реглан
Рукава могут быть однотонными (с вытачкой от линии
горловины), двух- и трехшовными. Пальто покроя реглан бывают
различных моделей. Они могут быть прямого или
полуприлегающего силуэта с центральной или со смещенной бортовой застежкой
различных видов. Карманы могут быть прорезные, накладные,
но чаще с листочкой в долевом направлении.
Способы обработки деталей пальто покроя реглан аналогичны
способам, применяемым при обработке пальто с втачными
рукавами, но последовательность обработки несколько меняется.
Особенностью изготовления таких пальто является обработка
пройм, рукавов и соединение рукавов с проймами. Воротник
соединяют с горловиной после втачивания рукавов, так как
верхняя часть рукавов является частью горловины.
Детали кроя. Детали кроя пальто из основной ткани показаны
на рис. 97, б. Линии и срезы деталей пальто покроя реглан имеют
те же названия, что и детали пальто с втачными рукавами. В одно-
шовных рукавах в верхней части оката располагается вытачка,
которая создает плавную линию перехода от плеча к рукаву.
Двухшовный рукав раскраивают из двух частей — с верхним
и нижним швами. Трехтонный рукав состоит из трех частей (двух
верхних и одной нижней) и имеет верхний передний и локтевой
швы.
Детали подкладки раскраивают по форме деталей основной
ткани с припуском на обработку.
Обработка полочек. После обработки вытачек или рельефных
швов приступают к влажно-тепловой обработке полочек. Для
закрепления созданной формы и предохранения среза проймы от
растяжения прокладывают кромку. Ее располагают параллельно
срезу проймы на расстоянии 5 мм от него между контрольными
надсечками. Кромку прокладывают с небольшим натяжением,
6 Литвинове И. Н. я ,
161
посаживая полочку на 5—7 мм (в зависимости от конструкции и
свойств ткани), и располагают ее так, чтобы край попал в шов
втачивания рукава. Закрепляют кромку на спецмашине, подшивая
ее только с наружной стороны в изделиях из тонких тканей и
с двух сторон в изделиях из толстых тканей. После закрепления
кромки сутюживают посадку на кромку. Клеевую кромку
прокладывают на расстоянии от среза проймы, равном ширине шва,
чтобы она не попала в шов, и закрепляют ее утюгом. Затем на
полочках обрабатывают карманы и борта, как описано в п. 2 и 3.
Обработка потайной застежки. В пальто с потайной застежкой
левый борт полочки обрабатывают так же, как в пальто с
застежкой на прорезные петли, а на правом борте располагают потайную
застежку, обрабатывая ее на подборте в виде длинной продольной
петли (прореза) и петель для застегивания.
На лицевой стороне правого подборта размечают прорез
параллельно внешнему срезу подборта на расстоянии 40 мм от него
и 25 мм от края обработанного борта. Длина прореза зависит от
количества петель по модели.
Прорез размечают по лекалу тремя линиями: одной
продольной и двумя поперечными. Для устойчивости прореза и прочности
петель со стороны изнанки подборта прокладывают прокладку,
выкроенную в длину по основной нити. Обтачку прореза
перегибают, складывая изнанкой внутрь так, чтобы нижний срез был
шире верхнего на 5—б мм; затем обтачку накладывают на под-
борт сгибом по намеченной линии в сторону внутреннего среза
подборта и притачивают на расстоянии 25—30 мм от сгиба. В концах
строчку заканчивают по намеченным поперечным линиям.
Верхнюю часть обтачки отгибают и выполняют вторую строчку на
расстоянии 5—6 мм от первой, заканчивая ее в концах на уровне
первой строчки (рис. 98, а). Подборт и обтачку между строчками
посередине прорезают со стороны изнанки подборта, не доходя
до концов на 5—6 мм; в концах делают надрезы в сторону строчек,
не доходя до них на 1 мм. В концах петли обтачки прорезают в
направлении прореза петли, затем обтачку вывертывают наизнанку,
швы расправляют, направляя припуски обтачек в сторону
внутреннего среза подборта.
Петли для застегивания могут быть обработаны обтачками или
обметаны на спецмашине.
На подборте перпендикулярно прорезу обтачной петли на
расстоянии 7—10 мм от нее и на равном расстоянии от ее концов (при
одной петле) со стороны внутреннего среза подборта намечают по
лекалу петлю. Петлю с «глазком» обметывают на спецмашине,
располагая обтачку так, чтобы она попала под петлю. Под петлю
со стороны изнанки подборта подкладывают подзор петли,
уравнивая его срезы со срезами обтачки, и стачивают по трем сторонам
швом шириной 7 мм, одновременно закрепляя концы продольной
петли двумя обратными строчками (рис. 98, б). Петли
приутюживают с изнанки, выправляя обработанные края.
162
Рис. 98. Обработка потайной застежки
После обработки бортов подборт расправляют и приметывают
к полочке, на спецмашине строчкой, параллельной внешнему
краю борта, на расстоянии 20 мм от него. Внутренний срез под-
борта отгибают, срезы обтачек продольной петли с трех сторон
подшивают к бортовой прокладке на машине потайного стежка
(рис 98, в).
При отсутствии петельной машины петли для застегивания
обрабатывают обтачками, как было указано выше. В этом случае
обтачку внутреннего среза продольной петли разрезают, срезы
подгибают на 2—3 мм и подшивают ручными стежками длиной
1—'1,5 мм; работу выполняют до стачивания частей обтачки
(рис. 98, г),
Потайная застежка может закрепляться отделочной строчкой
параллельно краю борта на расстоянии 50—60 мм от него по
лицевой стороне шелковыми нитками в цвет основной ткани.
В пальто с застежкой до лацкана строчку начинают от линии
перегиба лацкана, а в пальто с застежкой доверху — от линии
горловины и заканчивают закруглением к линии борта или в виде
треугольника.
Обработка спинки. По срезам пройм на расстоянии от них
5 мм между надсечками прокладывают кромку для предохранения
срезов от растяжения и для сохранения полученной выпуклости на
облегание лопаток. Кромку прокладывают так же, как при об-
6* 163
работке полочек. Затем обрабатывают средний шов спинки.
Обработанные полочки соединяют со спинкой по боковым швам и
обрабатывают низ изделия (см. п. 3.9, 3.10, 3.11).
Обработка рукавов. Двухшовный рукав реглан имеет два
соединительных шва: нижний и верхний (последний является
продолжением верхней вытачки). Для обработки верхнего шва обе
части рукава складывают лицевыми сторонами внутрь, совмещая
контрольные знаки, и стачивают со стороны передних частей. Шов
разутюживают в два приема: сначала плечевую часть, затем от
низа до плечевой части. При разутюживании предохраняют шов
от растяжения. Если по модели верхний шов настрочной, после
стачивания срезов его заметывают в сторону передней части
рукава на спецмашине. Заметанный шов приутюживают, а затем
настрачивают строчкой, ширина которой зависит от модели.
Перед обработкой низа рукава уточняют линию его подгиба.
Для этого от вершины верхнего шва откладывают мерку ширины
плеча плюс длину рукава и намечают линии подгиба и нижнего
среза (при изготовлении одежды по индивидуальным заказам).
Низ рукава и нижний шов обрабатывают так же, как в обычном
втачном рукаве.
Трехшовные рукава обрабатывают, начиная с верхнего шва,
срезы которого соединяют так, как описано выше. Передние и
локтевые швы обрабатывают аналогично обработке швов двухшовных
втачных рукавов.
Подкладка для рукавов должна быть выкроена в соответствии
с деталями верха. Рукава покроя реглан с подкладкой
соединяют так же, как втачные рукава.
Соединение рукавов с проймами. Соединение рукавов покроя
реглан с проймами является ответственной операцией. От точности
выполнения этой операции зависит не только правильное
расположение рукавов относительно друг друга, но и общее равновесие
деталей на фигуре — баланс изделия.
Рукава реглан соединяют с проймами до соединения воротника
с изделием.
Рукава втачивают в проймы по контрольным надсечкам
стачным швом шириной 10 мм; в моделях с настрочными швами ширина
шва со стороны пройм равна 7 мм, а со стороны рукавов 10 мм.
Швы в боковых частях пройм между надсечками разутюживают,
настрачивают или расстрачивают (по модели) с помощью откидной
линейки-направителя.
В учебном процессе рукава вметывают для точности и
облегчения втачивания по контрольным знакам. Перед вметыванием
рукава скрепляют с проймой на уровне контрольных знаков
булавками. Точку 2 (рис. 99) на полочке соединяют с передним швом
рукава, а точку 3 на спинке—с локтевым. Вметывание начинают
с правого рукава от горловины полочки в сторону горловины
спинки. Левый рукав вметывают от горловины спинки по
направлению к горловине полочки прямыми стежками длиной 8—10 мм,
164
аакрепляя их на контрольных
знаках. До контрольного знака 1 на
полочке рукав вметывают без
посадки, между контрольными
знаками 1 vi 2 па полочке рукав поса-
живают. В нижней части проймы
вметывают рукав без посадки.
Между контрольными знаками 3
я 4 па спинке рукав посаживают,
а от контрольного знака 4 вверх
его вметывают без посадки.
Величина посадки рукава зависит от
конструкции изделия и структуры
Рис. 99. Расположение
контрольных знаков для соединения рукавов
с проймой
ткани. Далее посадку рукавов сутюживают на специальной
колодке небольшими участками..
При изготовлении одежды по индивидуальным заказам
контрольные знаки наносит закройщик, а точность их проверяют при
примерке изделия.
Втачивают рукава в проймы со стороны рукавов, начиная с
левого, на расстоянии 1 мм от сметочной строчки, от горловины
полочки к горловине спинки, а правый — наоборот. Разутюживают
шов втачивания рукава на специальной колодке, предохраняя его
от растяжения; нижнюю часть шва не разутюживают.
Бортовую прокладку вдоль пройм расправляют и приметывают
по полочкам и спинке на расстоянии 4—5 мм от шва втачивания
рукава с лицевой стороны. Затем бортовую прокладку закрепляют
за шов втачивания рукава: если рукава соединены с проймами
стачным швом, — на разметочной машине, если настрочными, —
на машине потайного стежка. Строчку прокладывают со стороны
прокладки. Дальнейшая обработка пальто реглан такая же, как
обработка пальто с втачными рукавами (см. п. 3).
4.2. ПАЛЬТО С ЦЕЛЬНОКРОЕНЫМИ РУКАВАМИ
Особенностью конструкции пальто с цельнокроеными рукавами
является выкраивание передней части рукава с полочкой, а
локтевой — со спинкой.
Рукава имеют два шва — верхний и нижний. Верхний
соединительный шов является продолжением плечевого, а нижний
переходит в боковой. Для обеспечения свободного движения руки
в боковые швы вставляют ластовицы, которые в зависимости от
конструкции имеют различную форму. Ластовица может быть
цельнокроенной с нижней частью рукава (тогда рукав будет трех-
шовным).
Пальто с цельнокроеными рукавами бывают прямого,
полуприлегающего и прилегающего силуэтов с центральной или со
смещенной бортовой застежкой, с кокетками и без них. Полочки в
пальто отделывают различными рельефными швами, складками
163
Рис. 100. Модель (а) и детали (б) пальто с цельнокроеными рукавами
и вытачками. Карманы могут быть прорезными и накладными.
Края бортов могут быть с отделочной строчкой или без нее. По
форме рукава бывают гладкие, суженные книзу, расклешенные.
Иногда низ рукавов можно отделывать патами, манжетами
(рис. 100, а).
Способы обработки деталей пальто с цельнокроеными рукавами
в основном одинаковы со способами, применяемыми при обработке
пальто с втачными рукавами. Однако меняется
последовательность обработки, отпадает операция втачивания рукавов в проймы
и добавляется операция соединения ластовиц с изделием.
Детали кроя. Детали кроя из основной ткани в пальто с
цельнокроеными рукавами показаны на рис. 100, б. Детали
подкладки раскраивают по форме деталей верха.
Влажно-тепловая обработка полочек и спинки.
Влажно-тепловую обработку (формование деталей) выполняют в соответствии
с технологическими требованиями к модели и в зависимости от
конструкции. После стачивания вытачек приступают к влажно-
тепловой обработке полочек. Полочки сутюживают в области
груди, затем оттягивают верхние срезы передних частей рукавов для
правильного облегания руки. Для этого полочки складывают
лицевыми сторонами внутрь, уравнивая все срезы, и оттягивают
верхние срезы рукавов, начиная от конца плечевого участка, не
доходя до линии локтя на 50—60 мм. Одновременно сутюживают
образовавшуюся слабину ткани на участке втачивания рукава
в пройму. Нижние срезы оттягивают в области локтя для создания
вогнутой линии переката рукава.
В зависимости от вида рукавов и свойств ткани для закрепления
формы детали разъединяют и каждую часть перегибают вдоль
лицевыми сторонами внутрь и дополнительно оттягивают срезы
по линии локтя, а по сгибу сутюживают.
166
Влажно-тепловую обработку спинки выполняют такими же
приемами, как и влажно-тепловую обработку полочки. Обе части
спинки складывают лицевыми сторонами внутрь, уравнивая все
срезы. Незначительно оттягивают верхние срезы, начиная от
конца плечевого участка и не доходя до линии локтя на 50—60 мм.
Далее сутюживают в области проймы втачного рукава и нижние
срезы для получения необходимой формы по линии локтя.
Для закрепления полученной формы детали разъединяют,
каждую часть перегибают вдоль лицевой стороной внутрь и
дополнительно оттягивают в области локтя и сутюживают срезы.
После влажно-тепловой обработки по линии проймы втачного
рукава со стороны полочек и спинки (для предохранения от
растяжения во время носки и для созданной формы) прокладывают
кромку и подшивают ее на спецмашине потайного стежка.
Соединение верхних срезов рукавов. При обработке верхних
швов рукавов полочки складывают со спинкой лицевыми
сторонами внутрь, верхние срезы уравнивают и,сметывают на
спецмашине, точно совмещая контрольные знаки. Сметывают детали со
стороны спинки, закрепляя строчку на контрольных знаках на
расстоянии 9 мм от срезов. При отсутствии вытачек от плечевого
среза спинки этот срез (для получения необходимой формы на
выпуклость лопаток) посаживают, отступая от горловины на 15—■
20 мм и не доходя до плечевой точки на 30—40 мм. На манекене
проверяют точность сметывания и равновесие деталей — общий
баланс изделия. Затем посадку спинки сутюживают по срезам.
Верхние срезы стачивают со стороны полочек. Разутюживают швы
в два приема: сначала плечевую часть, а затем от плечевой части
до низа. При разутюживании стараются предохранить шов от
растяжения и искривления.
В моделях с настрочными швами к деталям кроя рукавов
дается дополнительный припуск, зависящий от ширины отделочной
строчки. Для выполнения этой строчки швы заутюживают в
сторону полочки, заметывают и настрачивают с помощью
направляющей линейки швом, ширина которого зависит от модели.
Соединение боковых срезов изделия и нижних срезов рукавов.
В изделиях с цельнокроеными рукавами без ластовиц боковые
швы и нижние швы в рукавах обрабатывают одновременно. Для
этого полочки складывают со спинкой, совмещая лицевые
стороны, уравнивая срезы и контрольные знаки. Сметывают боковые
срезы со стороны спинки на спецмашине и одновременно нижние
срезы рукавов с посадкой локтевой части рукава на уровне линии
локтя. Затем срезы стачивают на расстоянии 1 мм от линии
сметывания и швы разутюживают.
Соединение ластовиц, с изделием. Ластовицы могут быть
квадратной или ромбовидной формы, цельнокроенные с нижней частью
рукава или с отрезной боковой частью изделия.
Участки подреза для ластовицы укрепляют клеевой или
неклеевой хлопчатобумажной прокладкой, закрепляя ее с изнаноч-
167
s s
Рис. 101. Соединение ластовицы с изделием
ной стороны вдоль срезов на расстоянии от них 3—5 мм.
В изделиях из тканей с повышенной осыпаемостью перед
втачиванием ластовицы обрабатывают углы подрезов на полочках
и спинке обтачкой из хлопчатобумажной ткани, выкроенной по
форме прямого угла. Ширина обтачки 20—30 мм» длина равна длине
подреза для ластовицы. Обтачку притачивают с лицевой стороны
изделия швом шириной 6 мм, постепенно уменьшая ширину шва
к углу подреза до 2—3 мм (рис. 101, а). Затем притачивают к
подрезу одну половину ластовицы со стороны подреза рядом со
строчкой притачивания обтачки (рис. 101, б).
Вторую половину ластовицы притачивают при обработке
бокового и нижнего швов аналогично первой со стороны подреза.
Швы притачивания ластовицы разутюживают при
разутюживании бокового и нижнего швов рукава. Для прочности соединения
углы подрезов настрачивают с лицевой стороны по полочкам и
спинке на расстоянии 2 мм от шва притачивания ластовиц
строчкой длиной по 20—30 мм с каждой стороны от угла подреза
(рис. 101, б). Настрачивание выполняют шелковыми нитками
в цвет ткани верха. При раздельной обработке нижнего шва
рукава и бокового шва изделия ромбовидную ластовицу втачивают
в замкнутый разрез, разутюживают в углах, как описано выше.
Наряду с цельнокроеными рукавами могут быть модели с
комбинированными рукавами, в которых одна часть по конструкции
цельнокроенная с полочками или спинкой, а другая втачана в
проймы полочек или спинки.
Особенностью обработки комбинированных рукавов является
втачивание в пройму отрезной части рукава (как указано в п. 3.15).
Обработка второй цельнокроеной части рукава и их соединение
между собой выполняются, как указано выше,
168
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Каковы особенности конструкции пальто и рукавов покроя реглан?
2. Как обрабатывается пройма и соединяются рукава пальто реглан?
3. Каковы особенности конструкции пальто с цельнокроеными рукавами?
4. Как выполняется влажно-тепловая обработка деталей пальто с
цельнокроеными рукавами?
5. Каковы последовательность и правила обработки иодрезов и ластовиц в пальто
с цельнокроеными рукавами?
6. Каковы особенности обработки пальто с комбинированными рукавами?
7. Какая разница между двухшовным втачным рукавом и рукавом покроя реглан?
5. ИЗГОТОВЛЕНИЕ ЮБОК
5.1. МОДЕЛИ ЮБОК И ОПИСАНИЕ ВНЕШНЕГО
ВИДА
Юбки относят к поясным изделиям и изготовляют в комплекте
с жилетом, жакетом (костюм) или.как самостоятельное изделие.
Юбки бывают различных форм и силуэтов. По силуэту юбки
подразделяют на прямые и расширенные книзу (конические).
Прямые юбки могут быть узкими и широкими. Узкие юбки
изготовляют без складок, с разрезами внизу, с одной или несколькими
заутюженными складками, широкие — со сборками, различными
мелкими заутюженными или мягкими складками по линии талии.
Расклешенные юбки бывают: клеш, «колокол», «полусолнце»,
«солнце» и т. д.
Юбки различают по количеству соединительных швов: одно-
шовные, двухшовные, четырехшовные, шестишовные, восьми-
шовные и многошовные. Юбки отделывают различными рельеф-
Рис 102. Модели юбон
ными швами, планками, строчками, тесьмой, вышивкой, кантами,
пуговицами, они могут быть также с карманами и на кокетках
различной формы.
Застежки могут быть оформлены застежкой-молнией,
крючками, пуговицами. Верхний срез юбок обрабатывают поясом,
корсажной лентой, обтачкой, швом вподгибку. Низ юбок может
быть обработан швом вподгибку, окантован, закончен бахромой,
фестонами и т. д. Выбор моделей юбок, пошиваемых в комплекте,
зависит от основного изделия (жакета или жилета).
Модель 1. Юбка прямая, гладкая, двухшовная, узкой формы
с односторонней складкой посередине заднего полотнища,
направленной слева направо. На переднем и заднем полотнищах по
две вытачки от линии талии. Застежка на крючки в боковом шве.
Верхний срез юбки обработан корсажной лентой, нижний —
закончен швом вподгибку (рис. 102, а).
Модель 2. Юбка с застежкой-молнией расклешенной формы,
состоящая из восьми клиньев. Верхний срез обработан поясом,
концы которого застегиваются на крючок и петлю, нижний —
швом вподгибку (рис. 102, б).
5.2. ДЕТАЛИ КРОЯ,.
И ЛИНИЙ
НАИМЕНОВАНИЕ СРЕЗОВ
Юбки состоят из деталей верха, подкладки и приклада. Детали
верха раскраивают из основного материала. Их количество, форма
и раскрой зависят от модели юбки. Из подкладочной ткани
раскраивают подкладку юбки, обтачки для обработки застежки,
подкладку карманов, вешалки и т. д. Подкладочные материалы
a S
Рис. 103. Основные детали юбок:
а —• заднее полотнище; б — переднее полотнище;
170
подбирают по цвету и техническим свойствам в соответствии с
основными тканями. К прикладным материалам относятся
корсажная тесьма для обработки верхнего среза юбки и прокладочные
материалы для уплотнения деталей. Основные детали кроя юбки
показаны на рис. 103.
Детали кроя юбки имеют следующие наименования линий и
срезов: / — линия середины полотнища; 2 — нижний срез; 3 —
боковой срез; 4 — верхний срез; 5 — передняя вытачка; 6 —
задняя вытачка; 7 — линия бедер; 8 — припуск на застежку.
5.3. ОБРАБОТКА ВЫТАЧЕК, РЕЛЬЕФНЫХ ШВОВ
И СКЛАДОК
Вытачки. Вытачки в юбках создают необходимое облегание
фигуры от линии талии до бедер. Их количество зависит от модели
юбки, разницы в измерениях между полуобхватами талии и бедер
и колеблется от трех до пяти. В зависимости от модели вытачки
могут быть стачными по длине, переходящими в мягкие или
заутюженные складки. Вытачки располагают перпендикулярно
линии бедер.
Стачивают вытачки по намеченным линиям в симметричных
вытачках — одну сверху вниз, другую — снизу вверх. В
верхней части вытачку закрепляют машинной закрепкой длиной 7—
10 мм, а в конце строчку сводят на нет, заканчивая закрепкой
7—10 мм.
Вытачки заутюживают, направляя их припуски в сторону
середины переднего и заднего полотнищ или согласно модели. Перед
заутюживанием рекомендуется приутюжить вытачки с одной и
с другой стороны.
Рельефные швы. Такие швы в юбках в зависимости от модели
обрабатывают настрочным швом с открытыми срезами, настроч-
ным швом с закрытым срезом или накладным швом с закрытым
срезом.
Складки. В юбках складки проектируют на основных деталях
для создания свободы движения и одновременно для прилегания
по линии талии, а также в качестве отделочных швов.
Складки бывают односторонние, встречные и байтовые
(застроченные или настрочные). Они могут быть как отделочные, так
и соединительные (могут соединять две или три детали).
Количество складок на юбке зависит от модели.
Односторонние складки такие, у которых сгиб на
лицевой стороне направлен в одну сторону, а припуск на складку
со стороны изнанки — в другую. Припуск на складку может быть
одинаковым по всей длине или с расклешиванием книзу. Со
стороны изнанки складку размечают тремя линиями — средней
(линией сгиба), конструктивной (по которой выполняют стачивание)
и линией, ограничивающей длину складки.
171
Рис. 104. Виды складок
д
Деталь юбки перегибают по средней линии лицевой стороной
внутрь и стачивают по намеченной линии, заканчивая конец
строчки овальной линией для прочности конца складки. При
изготовлении одежды по индивидуальным заказам складку
сметывают на спецмашине или ручными стежками и стачивают рядом
со строчкой сметывания. Сметочную строчку на участке шва
удаляют.
Деталь раскладывают на утюжильном столе изнанкой вверх,
припуском складки вдоль стола; складку отгибают в одну сторону
(в зависимости от модели) и приутюживают по всей длине
(рис. 104, а). Если по модели предусмотрена отделочная строчка,
ее выполняют с лицевой стороны с помощью лапки с
приспособлением.
При выполнении односторонней складки на детали из двух
частей первоначальную обработку производят, как было описано
выше, и только после стачивания складки выполняют стачивание
срезов по всей длине швом шириной 12—15 мм с последующим
обметыванием; данную операцию можно выполнить на стачива-
юще-обметочной машине.
Дальнейшая обработка складки такая же, как описано выше
(рис. 104, б).
Встречные складки — это такие, у которых сгибы
на лицевой стороне направлены навстречу друг другу, а на
изнаночной — в противоположные стороны. Встречную складку
размечают со стороны изнанки тремя линиями — средней (линией
перегиба), конструктивной (по которой выполняется стачивание)
172
и линией, ограничивающей конец складки. Расстояние между
средней и конструктивной линиями равно удвоенной глубине
складки.
Деталь перегибают по средней линии лицевой стороной внутрь
и стачивают по намеченной линии, заканчивая на размеченном
участке двойной-тройной машинной строчкой.
При изготовлении одежды по индивидуальным заказам складку
сметывают по намеченной линии на спецмашине, нитки
сметывания удаляют везде, кроме нестачанного участка складки. Деталь
раскладывают на столе лицевой стороной вверх, припуски складки
разъединяют, среднюю линию по всей длине совмещают с линией
шва стачивания, скалывают булавками и разметывают по всей
длине на спецмашине или прямыми стежками длиной 30—40 мм.
Складку приутюживают со стороны изнанки юбки до плотного
прилегания припусков. Во избежание смещения припусков в
процессе эксплуатации юбки складку закрепляют отделочной
строчкой с лицевой стороны по модели (рис. 104, в). При отсутствии
отделочной строчки складку скрепляют с изнаночной стороны,
строчки закрепления проходят с каждой стороны припуска
около строчки стачивания и заканчиваются овальной линией во
избежание разрыва конца складки.
При выполнении встречной складки на детали из двух или трех
частей швы могут располагаться только на участке сгибов. Их
стачивают после разметывания складки швом шириной 12—15 мм
с последующим обметыванием или на стачивающе-обметочной
машине. Дальнейшая обработка складки выполняется так же, как
было описано выше (рис. 104, г).
Байтовые складки представляют собой обратную сторону
встречной складки, образуя «бант» (рис. 104, д).
Обработка встречных и байтовых складок аналогична,
разница состоит лишь в том, что припуски встречных складок
располагают с изнаночной стороны, а байтовых — с лицевой.
Размечают байтовые складки и стачивают их так же, как и
встречные, только с лицевой стороны, заканчивая складку прямой
закрепкой вдоль шва двойной-тройной машинной строчкой.
Дальнейшая обработка складок выполняется так же, как описано
выше.
В соединительных байтовых складках швы располагают в
сгибах.
5.4. ОБРАБОТКА КАРМАНОВ
В зависимости от модели юбки могут иметь карманы, которые
помимо своего основного назначения служат отделкой. Карманы
располагают на передних полотнищах юбок и реже — на задних.
По внешнему виду карманы очень разнообразны: в рамку, с
клапанами, с листочкой, накладные, в рельефах и т. д. Карманы
украшают отделочными складками, защипами, хлястиками,
навесными и прорезными петлями, пуговицами, вышивкой и т. д.
173
Обработка прорезных карманов юбок в основном
аналогична обработке карманов пальто, жакетов и брюк. Различие
состоит в том, что прорезные карманы в юбках, как и в брюках
(для чистоты внутренней обработки), обрабатывают на подкладке,
т. е. перед соединением деталей со стороны изнанки кладут
подкладку кармана. Притачивание деталей с лицевой стороны,
разрезание входа в карман выполняют с захватом подкладки кармана.
Затем срез нижней обтачки настрачивают на подкладку кармана,
отогнув в сторону основную деталь. Дальнейшая обработка
аналогична обработке, карманов в пальто и жакетах. Срезы подкладки
кармана обрабатывают двойным швом или стачным с
обметыванием.
При обработке накладных карманов сначала
изготовляют карманы, затем соединяют их с юбкой. Карманы могут быть
с подкладкой и без нее. Верхний край кармана обрабатывают под-
кройной обтачкой обтачным швом или швом вподгибку с закрытым
срезом шириной 30—40 мм. Внутренний подгибаемый срез
застрачивают или настрачивают на карман. В изделиях из легко-
осыпающихся тканей застрачиваемый срез должен быть обметан.
Верхний край кармана при обработке швом вподгибку укрепляют
льняной или клеевой кромкой, которую закрепляют за подгиб
верхнего края кармана машинной строчкой на расстоянии 2—
3 мм от сгиба.,.
При обработке верхнего края обтачкой припуск на шов
обтачивания настрачивают на обтачку на расстоянии 2—3 мм от шва.
Верхний край кармана может быть с отделочной строчкой
различной ширины в зависимости от модели.
Карманы с юбкой соединяют стачным, настрочным или
накладным швом с закрытым срезом. В юбках из легкоосыпающихся
тканей перед соединением кармана с изделием срезы обметывают.
Концы входа в карман закрепляют двойной или тройной
машинной строчкой двумя способами: строчкой, параллельной линии
соединения кармана с изделием, на расстоянии 5—7 мм от боковых
сторон кармана длиной, равной ширине подгибаемого верхнего
края, и строчкой вдоль верхнего края кармана длиной 5—7 мм.
5.5. ОБРАБОТКА БОКОВЫХ ШВОВ И ЗАСТЕЖКИ ЮБКИ
6.5.1. ОБРАБОТКА БОКОВЫХ ШВОВ
Технологическая последовательность обработки боковых швов
зависит от вида застежки. Застежку юбки на крючках (имеющую
припуски на обработку) обрабатывают до соединения боковых
срезов, а застежку-молнию обрабатывают после соединения
полотнищ юбки.
Обработку боковых швов начинают с обметывания срезов на
спецмашине. При применении стачивающе-обметочной машины
срезы заранее не обметывают.
174
\
Для обработки боковых швов детали переднего и заднего
полотнищ юбки складывают лицевыми сторонами внутрь,
уравнивают срезы, совмещают контрольные знаки и стачивают швом
шириной 10 мм, оставляя нестачанным участок под застежку-молнию
в левом боковом шве, руководствуясь контрольной надсечкой.
Затем швы разутюживают.
5.5.2. ОБРАБОТКА ЗАСТЕЖЕК
В зависимости от модели застежки в юбках могут быть
различными: застежка-молния, на крючки или пуговицы. Длина
застежки должна быть 180—200 мм.
Застежка-молния имеет ряд преимуществ по сравнению с
другими видами застежек (красивый внешний вид, удобство в
эксплуатации, простота в обработке). Обрабатывают застежку в
верхней части левого бокового шва, среднего шва заднего или
переднего полотнища. Закрепление тканой ленты застежки-молнии
выполняют по лицевой стороне отделочной строчкой двумя
способами: на одинаковом расстоянии с двух сторон от линии бокового
шва и на разном (со смещением); строчку прокладывают
шелковыми нитками в цвет ткани изделия. Звенья застежки-молнии
при соединении должны быть скрыты под припусками шва.
Обработку застежки выполняют со стачанными, обметанными,
разутюженными боковыми швами и с заутюженными срезами
застежки.
Обработка застежки-молнии при закреплении на одинаковом
расстоянии от сгибов. Застежка-молния может быть притачана
на одно- или двухигольной машине. При притачивании ее на одно-
игольной машине со специальной лапкой строчку располагают на
расстоянии 4—7 мм от края застежки в зависимости от размеров
звеньев. В конце застежки строчку прокладывают
перпендикулярно разрезу на расстоянии 1—5 мм от конца звеньев застежки-
молнии.
При притачивании застежки-молнии на двухигольной машине
со специальным приспособлением юбку изнанкой укладывают на
колонку машины так, чтобы начало застежки находилось под
лапкой. Звенья застежки-молнии закрывают и несколькими
стежками закрепляют начало застежки. Застежку-молнию заправляют
в прорезь между колодками направителя. Припуск на обработку
застежки заправляют в направители приспособления и вводят
в рабочее положение, притачивая застежку-молнию и делая в
концах строчки закрепку. Обработка застежки-молнии на
двухигольной машине повышает производительность труда и улучшает
качество обработки, так как строчки располагаются строго
параллельно на одинаковом расстоянии от краев (рис. 105, а).
Обработка застежки-молнии при закреплении ее со смещением
звеньев под переднее полотнище юбки. Подготовка юбки к
обработке застежки такая же, как описано выше. Под заутюженный
175
а 5
Рис. 105, Обработка застежки-молнии на юбкаж
сгиб заднего полотнища юбки подкладывают правую часть тканой
ленты застежки-молнии в раскрытом виде так, чтобы сгиб
припуска на застежку располагался встык к звеньям
застежки-молнии, а замок был на расстоянии 15 мм от верхнего среза юбки.
Приметывание выполняют сверху вниз на расстоянии 2—3 мм
от сгиба прямыми стежками длиной 15—20 мм с периодическим
закреплением строчки петлеобразными стежками. В массовом
производстве застежку обрабатывают без приметывания с помощью
специальной лапки.
Приметав правую сторону тканой ленты, приметывают
левую. Для этого застежку-молнию закрывают, сгиб припуска на
застежку со стороны переднего полотнища подводят встык к сгибу
припуска на застежку со стороны заднего полотнища юбки и
скалывают тремя-четырьмя булавками в поперечном
направлении, закрепляя переднее полотнище и застежку-молнию. При
скалывании уравнивают верхние срезы переднего и заднего
полотнищ юбки и создают единую линию бокового шва. Затем
застежку-молнию раскрывают и с изнаночной стороны уточняют
параллельность расположения звеньев относительно сгиба.
Левую часть тканой ленты застежки-молнии приметывают с
изнаночной стороны юбки на расстоянии 2—3 мм от звеньев сверху вниз,
последовательно удаляя булавки.
Притачивание выполняют с лицевой стороны за один прием от
верхнего среза переднего полотнища до верхнего среза заднего
полотнища (рис. 105, б). Переднюю часть застежки-молнии
закрепляют на расстоянии 8—10 мм, ориентируясь на стежки
приметывания. На заднем полотнище юбки строчку прокладывают
на расстоянии 2 мм от сгиба. Внутренние края тканой ленты
застежки-молнии закрепляют, как указано выше.
Обработка застежки-молнии с полным закрыванием звеньев.
Особенностью обработки такой застежки является закрепление
176
застежки^-молнии со смещением под переднее полотнище звеньев
правой Цети тканой ленты (на 3—5 мм относительно линии
бокового шва). Припуски боковых срезов на участке застежки
увеличивают до 30—35 мм. По линиям застежки на продолжении
бокового шва прокладывают ниточную строчку. Во время
разутюживания боковых швов заутюживают только срез застежки
переднего полотнища по линии бокового шва, ориентируясь
на ниточную строчку. Срез застежки заднего полотнища
подгибают в сторону изнанки, выпуская припуск относительно линии
бокового шва на 3—5 мм, заметывают и заутюживают при
изготовлении по индивидуальным заказам, а при массовом
производстве закрепляют без предварительного заметывания с помощью
специальной лапки. Под сгиб подкладывают правую часть тканой
ленты застежки-молнии в раскрытом виде так, чтобы сгиб
подходил встык к звеньям. Затем застежку-молнию приметывают по
всей длине, как указано выше.
Правую часть тканой ленты застежки-молнии притачивают на
расстоянии 2 мм от сгиба, обеспечивая свободное движение замка
застежки. Застежку-молнию закрывают, и заутюженный сгиб
припуска на застежку к переднему полотнищу юбки подводят к
линии бокового шва, уравнивая верхние срезы и скалывая их
булавками.
Скалывание левой части тканой ленты застежки-молнии
выполняют, как описано выше. Притачивают левую сторону тканой
ленты по лицевой стороне переднего полотнища сверху вниз
рядом со строчкой приметывания. Заканчивают двойной-тройной
поперечной строчкой перпендикулярно линии бокового шва или
под углом к ней (рис. 105, в). Дальнейшую обработку застежки
выполняют, как описано выше. Для устойчивости застежки и
улучшения внешнего вида вдоль сгиба ее передней части
выполняют отделочную строчку на расстоянии 2 мм от края.
Застежка юбки на крючки. Застежку на крючки обрабатывают
в боковом шве, односторонней складке, расположенной в
левой части юбки, или в среднем шве заднего полотнища. Для
обработки застежки необходимы припуски к переднему и заднему
полотнищам длиной 190—200 мм и шириной 30—40 мм или по
ширине складки. Припуски могут быть цельнокроенные с
полотнищами или подкройные, но одинаковой ширины. Срезы припусков
обрабатывают обтачным или окантовочным швом. Застежку
обрабатывают до стачивания или после стачивания срезов полотнищ
юбки или складки.
При обработке застежки с цельнокроеными припусками в
боковом шве на участках застежки необходимо предохранить срезы
и сгибы от растяжейия, а также обеспечить прочность пришивания
крючков и петель. Выполнение перечисленных требований
достигается по-разному в зависимости от расположения застежки,
припусков на обработку застежки и выбранного способа обработки.
Для укрепления застежки применяют обтачки из клеевой и не-
177
Рис. 106. Обработка
застежки юбки на крючки
клеевой подкладочной, хлопчатобумажной или шелковой ткани.
Обтачку выкраивают длиннее припуска на 10 мм (для подгиба
по нижнему срезу). Ширина обтачки для верхней части застежки
шире припуска застежки на 15—20 мм, а для нижней — на 25—
30 мм. На участке застежки проверяют длину и расположение
срезов.
Обработку застежки начинают с окантовывания срезов
(рис. 106, а). Для этого к лицевой стороне припусков на обработку
застежки прикладывают обтачки лицевой стороной внутрь,
уравнивая верхние и боковые срезы, подгибая нижний срез на
изнанку обтачки на 10 мм, и притачивают со стороны обтачек: одну
сверху вниз, а другую снизу вверх. Швы огибают обтачкой,
выправляют окантованный край и закрепляют его строчкой в шов
притачивания обтачки.
Внутренние срезы обтачки обрабатывают по-разному. На
верхней части застежки срез обтачки подрезают так, чтобы он
располагался рядом с линией сгиба верхней части застежки. Во
избежание смещения среза его прикрепляют к припуску застежки.
На нижней части застежки внутренний срез обтачки
подгибают на 10—15 мм наизнанку так, чтобы сгиб располагался на
линии нижней части застежки или перекрывал ее на 1—2 мм.
Внутренний край обтачки застрачивают на расстоянии 2—3 мм
от сгиба по всей длине, а затем прикрепляют к припуску
булавками.
Для обработки верхнего угла застежки припуск верхней части
перегибают по линии сгиба на лицевую сторону, уравнивают
верхние срезы и обтачивают швом шириной 8—10 мм. После
вывертывания на лицевую сторону угол выправляют, выметывают
со стороны припуска, одновременно заметывая сгиб застежки.
Застежку приутюживают с изнанки юбки через увлажненный
проутюжильник. Застежку расправляют, размещая верхнюю
часть на нижней и совмещая линии. Скрепляют с изнанки по всей
ширине припуска в конце застежки, выше нижнего края обтачки
на 3—5 мм двойной или тройной машинной строчкой под прямым
178
или острым углом и одновременно стачивают боковые срезы.
По верхней части застежки вдоль сгиба на расстоянии 2—
5 мм от него выполняют отделочную строчку, начиная от верхнего
края и заканчивая у закрепки. При отсутствии отделочной строчки
край застежки закрепляют на спецмашине или клеевым способом.
Пришивают крючки и изготовляют нитяные петли при
окончательной отделке юбки. На верхней части застежки со стороны
припуска пришивают три крючка (рис. 106, б). Для этого колышком
раздвигают волокна ткани на участках расположения крючков
за отделочной строчкой, из-под припуска выводят носик крючка
на лицевую сторону и пришивают его за ушки около сгиба
девятью-десятью стежками со стороны припуска, захватывая
основную и прокладочную ткань.
Крючки располагают следующим образом: верхний — под
углом 45° к верхнему краю и на расстоянии 5 мм от него, нижний —
выше закрепочной строчки на 40—60 мм, сохраняя единую
линию бокового шва, а средний — между верхним и нижним;
второй и третий крючки располагают под прямым углом к линии
застежки. Места расположения петель отмечают путем
надавливания на крючки. Петли изготовляют нитяные, захватывая
внутренние края обтачки. Нитяные петли изготовляют в
соответствии с техническими условиями.
5.6. ОБРАБОТКА ВЕРХНЕГО И НИЖНЕГО СРЕЗОВ
ЮБКИ
Верхний срез юбки в зависимости от модели может быть
обработан корсажной тесьмой, поясом, обтачкой или швом вподгибку.
С изнанки верхнего края юбки должны быть закреплены две
вешалки шириной 5 мм и длиной 70 мм в готовом виде на
расстоянии 20 мм от боковых швов. Перед обработкой верхнего среза
проверяют качество обработки юбки, форму линии талии и
измеряют верхний срез. Половина длины верхнего среза должна быть
больше полуобхвата талии на 5—10 мм для свободного
расположения юбки на фигуре.
5.6.1. ОБРАБОТКА ВЕРХНЕГО СРЕЗА ЮБКИ
КОРСАЖНОЙ ТЕСЬМОЙ
Корсажную тесьму нарезают в соответствии с меркой обхвата
талии и припуском 10—15 мм (по концам на обработку). Для
равномерного распределения посадки со стороны изнанки
верхнего среза юбки и на корсажной тесьме по подсобному лекалу
намечают контролйще меловые знаки, соответствующие середине
переднего и заднего полотнищ, швам и вытачкам на юбке.
Концы корсажной тесьмы перегибают на 10—15 мм на
внутреннюю часть и по разметке на внутренней части на спецмашине
пришивают металлические крючки и петли. Тесьму накладывают на
179
Рис. 107. Обработка верхнего среза юбки корсажной тесьмой
изнанку юбки так, чтобы край заходил на 9—10 мм внутрь от
среза. Настрачивание выполняют на расстоянии 2—3 мм от края
тесьмы, совмещая меловые знаки на корсажной ленте и юбке.
Одновременно вкладывают вдвое сложенные полоски
специальной тесьмы для вешалок. Их вкладывают со стороны переднего
полотнища на расстоянии 20—25 мм от боковых швов. Вторым
краем корсажной ленты накрывают верхний срез юбки,
накладывая ее так, чтобы край тесьмы проходил вровень с первой
строчкой ее настрачивания. Настрачивание (второй строчкой)
выполняют на расстоянии 1—2 мм от края. Подогнутые концы
корсажной тесьмы подшивают вручную. Обработанный край юбки
приутюживают, затем отгибают корсажную тесьму наизнанку,
образуя кант шириной 2—3 мм.
В зависимости от модели по краю верха юбки может быть
выполнена отделочная строчка шириной 3—4 мм.
При изготовлении одежды по индивидуальным заказам по
верхнему срезу юбки с лицевой стороны наносят пять
контрольных знаков: два из них являются крайними точками застежки и
замыкают обхват талии. Для нанесения остальных знаков юбку
по верхнему срезу перегибают пополам, совмещая точки застежки,
и на перегибе наносят третий (средний) контрольный знак.
Затем наносят второй и четвертый контрольные знаки, разделив
полученные участки пополам.
Корсажную тесьму перед соединением с юбкой декатируют,
т. е. предварительно смачивают и высушивают. Затем уточняют
длину тесьмы по мерке обхвата талии, прибавляя на подгиб
концов по 10 мм с каждой стороны. Концы корсажной тесьмы
подгибают на 10 мм, затем перегибают ее вдоль посередине с разницей
в ширине на 3—4 мм, закрывая подогнутые срезы, и заутюживают
(рис. 107, а). При заутюживании сгиб корсажной ленты
оттягивают в соответствии с внутренней длиной окружности верхнего
среза юбки,
Подогнутые края тесьмы по концам застрачивают на 2—3 мм
от сгиба. Корсажную тесьму делят на четыре участка равной
длины, наносят три контрольных знака по верхнему смещенному
краю. Верхний срез юбки вкладывают внутрь корсажной тесьмы,
совмещая контрольные знаки. Широкая сторона тесьмы должна
быть на изнаночной стороне юбки (рис. 107, б). Тесьму
скрепляют с юбкой булавками перпендикулярно верхнему срезу юбки
180
во контрольным знакам. Тесьму настрачивают на юбку,
прокладывая строчку по узкой ее стороне на расстоянии 2 мм от края
швом шириной 10 мм относительно края широкой стороны
корсажной тесьмы.
При застежке на крючки настрачивание начинают от
надсечки обтачанного угла и заканчивают на уровне края нижней
стороны застежки. В юбке с застежкой-молнией края застежки
уравнивают с концами корсажной тесьмы и начинают
настрачивание тесьмы у верхней и заканчивают у нижней стороны
застежки.
При настрачивании тесьмы на юбку закрепляют концы двух
вешалок на расстоянии 20 мм от боковых швов. Вешалку
складывают петлей. По концам корсажной ленты пришивают два крючка
и две металлические петли, располагая их попарно (крючок с
петлей) . Сгиб крючка располагают вровень с краем корсажной тесьмы,
крючки закрепляют за ушки и около сгиба. Металлическую петлю
выпускают за край ленты на 1—2 мм (на толщину крючка) и
пришивают за ушки и около ножки. Концы корсажной ленты
скрепляют петлеобразными стежками. Корсажную тесьму подгибают
наизнанку вдоль верхнего среза юбки и заутюживают через
увлажненный проутюжильник со стороны корсажной ленты
(рис. 107, е). Вдоль верхнего края может быть предусмотрена
отделочная строчка, которую выполняют с лицевой стороны.
5.6.2. ОБРАБОТКА ВЕРХНЕГО СРЕЗА ЮБКИ
ПРИТАЧНЫМ. ПОЯСОМ
Ширина пояса в зависимости от модели может быть различной.
Пояс может быть цельнокроенным с подпоясом или отрезным,
со швом по линии сгиба. По длине он может состоять из двух
частей: со швом на уровне бокового шва или под шлевками.
Подкладка пояса тоже может состоять из двух частей с
расположением шва в поперечном направлении. Концы пояса обычно
заходят один на другой на 30—60 мм и застегиваются на прорезную
петлю и пуговицу или на металлический крючок и петлю.
Припуск на застежку может быть добавлен к каждому или одному из
концов пояса. Пояс изготовляют с однослойной прокладкой из
клеевой или неклеевой ткани, а также без прокладки. Обработку
и соединение пояса с верхним срезом юбки выполняют следующими
способами.
Соединение юбки с поясом на прокладке. Подрезают верхний
срез юбки, уточняют длину, ширину пояса и прокладки.
Проверяют контрольные знаки по верхнему срезу юбки, поясу (с
изнанки) и прокладке, как описано выше.
К лицевой стороне верхнего среза юбки лицевой стороной
прикладывают пояс, уравнивая срезы и совмещая контрольные знаки,
по которым пояс скалывают с юбкой булавками перпендикулярно
срезам. При притачивании пояса юбку подкладывают под лапку
18!
,
Рис. 108. Обработка верхнего среза юбки поясом
машины поясом вверх, сверху накладывают прокладку, ширина
которой равна ширине пояса в готовом виде. Прокладку подводят
со стороны верхнего среза юбки, перекрывая его и совмещая
контрольные знаки. Строчку прокладывают по прокладке на
расстоянии 1—2 мм от нижнего края (рис. 108, а). До боковых
срезов пояса прокладка не должна доходить на ширину шва
обтачивания (7 мм). Пояс отгибают вверх в сторону прокладки и
выметывают его нижний край с лицевой стороны на расстоянии 2—3 мм
от шва притачивания на спецмашине.
Для обтачивания концов пояса его отгибают вниз, совмещая
лицевыми сторонами и располагая сгиб выше уровня верхнего
края прокладки на 1 мм в зависимости от толщины ткани.
Обтачивание выполняют со стороны прокладки швом шириной 5—7 мм.
Припуск шва в углах высекают, оставляя 3—4 мм. Концы пояса
вывертывают на лицевую сторону и выметывают на спецмашине,
одновременно заметывая его вдоль верхнего края на расстоянии
3—5 мм от сгиба.
Нижний срез подпояса обметывают на спецмашине. После
обметывания срез закрепляют, прокладывая строчку по лицевой
стороне юбки рядом со швом притачивания пояса или по нижнему
краю пояса на расстоянии 1—2 мм от шва его притачивания
(рис. 108, б). При закреплении нижнего края подпояса с изнанки
юбки вкладывают концы двух вешалок, располагая их на
расстоянии 20 мм от боковых швов.
Пояс приутюживают с изнанки юбки через увлажненный про-
утюжильник. Если моделью предусмотрена отделочная строчка,
ее выполняют с лицевой стороны пояса.
Обработка пояса и соединение его с верхним срезом юбки
стачным швом. Подготовку юбки, пояса и прокладки к соединению
выполняют, как было указано выше. Дополнительно по изнанке
пояса посередине вдоль его длины намечают линию сгиба. На
изнанку подпояса накладывают прокладку, подводя ее долевой
срез к меловой линии. Боковые срезы прокладки должны
отстоять от срезов подпояса на ширину шва обтачивания. Прокладку
настрачивают на подпояс вдоль длины на расстоянии 2—5 мм от
сгиба пояса. Нижний срез прокладки подрезают, уравнивая его
с нижним срезом подпояса при применении тонкой неклеевой
прокладки. Применяя уплотненную неклеевую или клеевую про-
182
кладку, нижний срез прокладки подрезают на 10 мм выше среза
нодпояса.
Пояс перегибают посередине вдоль сгиба лицевой стороной
внутрь, уравнивая срезы и совмещая контрольные знаки. Концы
пояса обтачивают со стороны прокладки, как было указано выше.
Припуски швов высекают в углах, оставляя 3—4 мм. Пояс
вывертывают на лицевую сторону, выправляют и выметывают концы
на спецмашине.
После приутюживания пояс соединяют с верхним срезом юбки.
Его прикладывают, совмещая лицевые стороны, уравнивая срезы
и контрольные знаки, и притачивают по поясу швом шириной
10 мм.
Нижний срез подпояса подгибают внутрь и заметывают на
спецмашине так, чтобы сгиб перекрывал шов притачивания пояса
на 3 мм. Края закрепляют с лицевой стороны юбки в шов
притачивания пояса или по поясу на расстоянии 1 мм от его сгиба
(рис. 108, б).
Соединение пояса с юбкой настрочным швом. Особенностью
такой обработки является отдельная обработка пояса и юбки,
а затем их соединение. Обработку юбки выполняют, как было
описано выше.
Пояс обрабатывают в такой технологической
последовательности. На наружную часть пояса со стороны изнанки к сгибу
прикладывают прокладку, не доходя до нижнего среза на 10 мм.
Нижним срезом огибают прокладку и закрепляют клеевой пленкой
или паутинкой. При применении клеевой прокладочной ткани
ее приклеивают к внутренней части и к подгибу нижнего края.
Затем прокладку по верхнему краю огибают внутренней частью
пояса. Нижний срез внутренней части пояса должен выступать
за нижний край внешней части пояса на ширину
обметанного края. Боковые срезы пояса обтачивают, как было описано
выше.
Верхний срез юбки вкладывают между сторонами пояса и
настрачивают одной строчкой, закрепляя все детали на расстоянии
2 мм от края. В зависимости от модели настрачивание может быть
выполнено вокруг пояса.
При наличии специального приспособления для обработки
верхнего края юбки поясом пояс заправляют в приспособление,
верхний срез юбки вкладывают между двумя частями пояса
лицевой стороной вверх и соединяют пояс с юбкой одной строчкой
с одновременным подгибанием внутреннего и наружного срезов
пояса. При этом строчку не доводят на 30—50 мм до концов пояса.
Концы пояса застрачивают без приспособления.
При обработке верхнего среза юбки поясом к подпоясу у
левой стороны застежки или ко шву соединения юбки с поясом
прикрепляют товарный знак. Рядом с товарным знаком предприятия
прикрепляют бирку с рекомендацией возможных методов
химической чистки и влажно-тепловой обработки.
183
5.6.3. ОБРАБОТКА НИЖНЕГО СРЕЗА ЮБКИ
Низ юбки в зависимости от модели и свойств ткани может быть
обработан различными способами: швом вподгибку с закрытым
срезом (рис. 109, а, б), швом вподгибку с открытым срезом
обметанным (рис. 109, б), окантованным (рис. 109, г) или
перекрытым тесьмой (рис. 109, д).
Низ юбки предварительно уточняют по лекалу и наносят
линию подгиба низа. Затем нижний срез юбки подшивают без
заметывания; для этого при намелке линии низа меловую линию
наносят с изнанки юбки на расстоянии удвоенной ширины подгиба.
К нанесенной линии прикладывают нижний срез и подшивают на
спецмашине. В зависимости от моделей юбок перед подшиванием
низа требуется предварительное заметывание одной или двумя
строчками на спецмашине. Первой строчкой заметывают припуск
на подгиб, а второй — подгибаемый срез.
В некоторых моделях срез припуска на подгиб низа
обрабатывают тесьмой (см. рис. 109, 5). Для этого сначала один край
тесьмы настрачивают на стачивающей машине к припуску на
подгиб низа, а затем второй край прикрепляют к низу юбки на
машине потайного стежка.
При обработке низа юбок, имеющих соединительные складки,
припуски на складки надсекают на уровне расположения
закрепляемого края, не доходя до строчек соединительных швов на 2—
3 мм. Нижний участок шва разутюживают.
Рис. 109. Способы обработки низа юбки
184
Рис. НО. Обработка
угла шлицы по нижнему
краю юбки
Разрезы (шлицы) обрабатывают в
нижней части боковых или соединительных
швов на переднем и заднем полотнищах
юбки или в складках. Одним из основных
требований к обработке разрезов является
укрепление краев, придание им
устойчивости и прочности (рис. ПО).
5.7. ОКОНЧАТЕЛЬНАЯ
ОТДЕЛКА ЮБКИ
В зависимости от модели на юбке намечают
и обметывают петли на поясе и
отделочных деталях. Обметывание петель
выполняют на специальных машинах шелковыми нитками в цвет
основного материала. Концы петель закрепляют одновременно с
обметыванием. Перед влажно-тепловой обработкой нитки стежков
удаляют, подцепляя их колышком, счищают следы мела щеткой
или кусочком ткани, аналогичной по цвету с изделием, и очищают
от производственной пыли. Складки юбки скрепляют прямыми
или крестообразными стежками на расстоянии 20 мм от низа
(каждую отдельно).
Влажно-тепловую обработку юбки выполняют через
увлажненный проутюжильник с изнанки юбки, начиная с приутюжива-
ния пояса. Затем приутюживают полотнище юбки, начиная от
левого бокового шва, не захватывая низа изделия. В процессе
влажно-тепловой обработки изделие приутюживают под
припусками вытачек, швов, складок для снятия отпечатков. Юбку
вывертывают на лицевую сторону и раскладывают нижним краем
к работающему. Верхний край отгибают в сторону и выполняют
приутюживание низа с постепенным перемещением изделия.
С лицевой стороны юбки удаляют ласы и отпаривают юбку с
помощью специального устройства или утюгом. Изделие оставляют
в подвешенном состоянии до полного просушивания. Затем в
соответствии с техническими условиями пришивают крючки или
пуговицы. Крючки и металлические петли могут быть пришиты
на спецмашине.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Как составить описание внешнего вида юбки по модели? Каковы детали кроя,
названия их срезов и линий?
2. Какие бывают виды складок в юбках? Какова их обработка?
3. Какие виды и способы обработки застежек юбки Вы знаете?
4. Какова последовательность обработки застежки-молнии в юбке?
б. Как обрабатывается застежка юбки на крючках?
6. Какие могут быть карманы и каковы особенности их обработки?
7. Как обрабатывается верхний срез юбки корсажной тесьмой?
8. Какие существуют способы обработки верхнего среза юбки поясом?
9. От чего зависит выбор способа обработки верха юбки поясом?
10. От чего зависит выбор способа обработки низа юбки? Какова
последовательность одного из видов обработки низа юбки?
185
6. ИЗГОТОВЛЕНИЕ ЖЕНСКИХ БРЮК
6.1. МОДЕЛИ БРЮК И ОПИСАНИЕ ВНЕШНЕГО ВИДА
Модным видом женской одежды являются брюки. Модели их
разнообразны (рис. 111). Силуэт брюк зависит от направления
моды. Широкое применение для изготовления брюк в настоящее
время находят джинсовая ткань и вельвет. В качестве отделки
используются цветные строчки, фигурные карманы, блочки и
другие элементы. Брюки входят в комплект костюма, если они
пошиты из одной ткани с жакетом или жилетом. Брюки могут
быть с застежкой спереди или в боковом шве, с притачным
поясом или цельнокроеным, с манжетами или без них. В брюках
обрабатывают различные карманы (прорезные, накладные, в
боковых швах, на передних и задних половинках).
Все карманы на брюках обрабатывают без долевиков (их
заменяет подкладка кармана). Пояс может быть двойным, а также
обработанным с изнаночной стороны корсажной тесьмой или
подкладочной тканью. Передние половинки брюк в зависимости от
назначения и вида ткани могут быть обработаны на подкладке.
Женские брюки современных моделей имеют различное
облегание, они могут быть до коленей или длинными, отрезными в
области коленей, с кокетками на передних и задних половинках.
Брюки может украшать отделочная строчка. Боковые швы
могут быть настрочными или расстрочными.
Ниже в качестве примера приводится описание внешнего вида
брюк (оно входит также в документацию, сопровождающую
модель).
Брюки (см. рис. 111, модель слева), прилегающие по бедрам,
с притачным поясом. Застежка-молния в левом боковом шве.
Правый конец пояса удлинен на 30 мм и заканчивается мысом.
Застегивается пояс на прорезную петлю и пуговицу. Передние
половинки в верхней части имеют вытачки. Боковые карманы
прорезные в рамку расположены наклонно. На задних половинках
по две вытачки. Низ брюк закончен швом вподгибку без манжет
6.2. ДЕТАЛИ КРОЯ БРЮК,. НАИМЕНОВАНИЕ ЛИНИЙ
И СРЕЗОВ
Детали кроя. Брюки состоят из деталей верха, подкладки и при
клада (их количество и форма зависят от модели).
Детали верха брюк (рис. 112) раскраивают из основной ткани
К ним относятся: передние половинки — 2; задние половинки
брюк — 2; пояс (из двух частей) — 1, обтачки -карманов — 4;
подзоры — 2.
К прикладным материалам относят корсажную тесьму для
обработки верхнего среза брюк, тесьму для обработки низа брюк
и прокладочные материалы. Из последних раскраивают: подпояс
186
Рис. 111. Модели женских брюн
4 а 4
Рис. 112. Детали брюк:
а — передняя половинка; б— задняя половинка;
<•■ — пояс; г — подзор; д — обтачка кармана
(из двух частей) — 1 (при обработке пояса без корсажной тесьмы)
и подкладку боковых карманов — 2.
Наименование линий и срезов деталей кроя. Детали кроя
имеют следующие наименования линий-и срезов (см. рис. 112);
в передней половинке брюк — верхний срез /, передний 2,
шаговый 3, срез низа 4 и боковой 5; в задней половинке — верхний 1,
средний 2 и шаговый 3 срезы, срез низа 4, боковой 5 и линия
притачивания надставок 6.
Подготовка деталей кроя к пошиву. На передних и задних
половинках проверяют наличие контрольных знаков,
необходимых для соединения деталей и расположения карманов. На
задней половинке брюк при наличии надставок по шаговому срезу
необходим припуск на шов притачивания надставки. Форму и
размеры надставок уточняют по лекалу. Рисунок ткани на
задней половинке должен совпасть с рисунком надставки.
По верхнему срезу передних и задних половинок уточняют
контрольные знаки, расположение вытачек-складок по лекалам.
Расположение карманов проверяют по лекалам и уточняют с
лицевой стороны детали, а концы застрачивания вытачек — с
изнаночной стороны. Проверяют наличие необходимых контрольных
знаков по боковому и шаговому срезам для точности соединения
и правильности баланса брюк. Ярко выраженный рисунок ткани
(клетка, полоска) в боковых швах должен совпадать. Если
застежка брюк расположена спереди, контрольный знак должен
быть в нижней части переднего среза для определения конца
застежки.
187
6.3. ОБРАБОТКА ПЕРЕДНИХ И ЗАДНИХ ПОЛОВИНОК
БРЮК
6.3.1. СТАЧИВАНИЕ ВЫТАЧЕК
Задние половинки брюк могут иметь надставки, срезы которых
до соединения с основной деталью обметывают на спецмашине.
Затем надставки складывают с половинками брюк лицевыми
сторонами внутрь, уравнивая срезы, и притачивают их швом
шириной 10 мм. Растворы вытачек, их расположение и количество
зависят от степени облегания изделием фигуры и ее полноты.
На передних половинках брюк конструируют неразрезные
вытачки или мягкие вытачки-складки. Переднюю половинку
перегибают вдоль намеченной средней линии вытачки лицевой
стороной внутрь, совмещая контрольные знаки по верхнему срезу.
Стачивают вытачку по боковой стороне, начиная от верхнего среза
и сводя строчку на нет, с закрепками в начале и в конце.
Вытачку-складку стачивают по намеченной линии на расстоянии
от верхнего среза, равном 40—50 мм, с закрепками. Нижнюю
закрепку можно заменить строчкой под прямым углом к сгибу.
, На задних половинках брюк от верхнего среза располагают
по одной или две вытачки, которые могут быть разрезными или
неразрезными. Неразрезные вытачки стачивают по меловым
линиям так же, как и на передних половинках. При обработке
разрезных вытачек деталь складывают лицевой стороной внутрь,
уравнивая срезы вытачек, и стачивают их швом шириной 7—8 мм,
постепенно сводя ширину шва на нет и заканчивая ниже разреза
вытачки на 10—15 мм. Срезы вытачек обметывают на
спецмашинах. Одновременно обметывают боковые, шаговые, а также
средние срезы.
После притачивания надставок к задним половинкам и
обработки вытачки приступают к влажно-тепловой обработке брюк.
6.3.2. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ОСНОВНЫХ
ДЕТАЛЕЙ БРЮК
Влажно-тепловая обработка является ответственной операцией
при изготовлении брюк; от нее зависят внешний вид и форма брюк
в готовом виде. При изготовлении брюк из ткани, содержащей
большое количество синтетических волокон, влажно-тепловая
обработка особенно сложна, поэтому форму брюк создают с
помощью конструкции.
Начинают влажно-тепловую обработку с разутюживания
швов притачивания надставок и вытачек. Задние половинки
брюк формуют (если это предусмотрено конструкцией изделия)
на прессах со специальными подушками, складывая левую и
правую половинки лицевыми сторонами внутрь. Сущность
формования на прессе состоит в оттягивании в нужных местах срезов
благодаря выпукло-вогнутой форме подушек.
188
в г
Рис. 113. Влажно-тепловая обработка передних и задних половинок брюк
При отсутствии пресса и при индивидуальном изготовлении
влажно-тепловую обработку передних и задних половинок брюк
(для создания соответствующей формы) выполняют утюгом
следующими приемами.
В брюках узких до низа влажно-тепловую обработку
выполняют на передних и задних половинках. Начинают
влажно-тепловую обработку с передних половинок. Для получения вогнутой
линии ниже колена две передние половинки складывают
лицевыми сторонами внутрь, срезы уравнивают, располагая нижним
срезом влево, боковым — к работающему. Боковой срез
увлажняют и нижнюю часть половинок постепенно отводят левой рукой
в сторону шагового среза, а правой рукой перемещают утюг по
боковому срезу в сторону низа. Образовавшуюся слабину ткани
по середине участка от линии колена до низа сутюживают
(рис. 133, а). Такими же приемами оттягивают передние
половинки брюк по шаговому срезу. Затем передние половинки
перевертывают и повторяют влажно-тепловую обработку со стороны
второй половинки брюк.
Половинки брюк перегибают в долевом направлении так,
чтобы от низа вверх до линии колена боковые и шаговые срезы
совпали, а сгиб от линии колена совпал с верхней передней
складкой. По сгибу передней половинки брюк ниже линии колена еще
раз выполняют сутюживание, если это необходимо для создания
плавной вогнутой линии (рис. 113, б). Для закрепления
окончательной формы детали разъединяют и заново приутюживают
верхнюю половинку, сложив ее по сгибу изнанкой внутрь. Сгибы
заутюживают через увлажненный проутюжильник.
Задние половинки брюк складывают лицевыми сторонами
внутрь, уравнивая все срезы. Детали раскладывают боковым
срезом к работающему, нижним вправо. От линии колена до низа
боковой срез сутюживают, а затем задние половинки
перевертывают шаговым срезом к работающему, а низом вправо и
сутюживают шаговый срез так же, как и боковой. Это создает выпуклую
форму по сгибу детали в области икроножных мышц.
189
Продолжая влажно-тепловую обработку задних половинок,
увлажняют шаговые (от линии колена вверх) и средние срезы.
Для получения необходимой формы брюк в области ягодиц эти
срезы оттягивают. Утюг направляют по шаговым срезам от
линии колена вверх, одновременно отводя верхнюю часть
шаговых срезов от работающего так, чтобы срезы располагались по
прямой линии. Не меняя положения половинок брюк, оттягивают.
средние срезы на участке наибольшей выемки (рис. 113, в).
Возникшую слабину ткани дугообразными движениями отводят в
сторону сгиба. Затем половинки перевертывают и повторяют влажно-
тепловую обработку со стороны другой детали.
Для закрепления созданной формы задние половинки
перегибают вдоль верхними срезами влево, шаговыми вверх, чтобы
боковые и шаговые срезы от линии колена до низа совпали и
располагались к работающему. Нижние срезы уравнивают. Далее
линию сгиба направляют к верхней части среднего среза, не доходя
до линии талии на 50—70 мм в зависимости от свойств ткани.
На участке ниже линии колена производят дополнительное
оттягивание по сгибу и сутюживание шаговых и боковых срезов.
Оттягивание средних срезов увеличивают путем выталкивания
ткани левой рукой, вводя ее под срезы. Образовавшуюся слабину
на участке в области ягодиц и на уровне колена сутюживают по
сгибу (рис. 113, г). Затем детали разъединяют и верхнюю
половинку приутюживают, после чего снова приутюживают, но уже
с лицевой стороны.
В брюках из хлопчатобумажной ткани при влажно-тепловой
обработке оттягивают только средние срезы на участке
наибольшей выемки.
6.4. ОБРАБОТКА КАРМАНОВ В РАМКУ НА ПЕРЕДНИХ
ПОЛОВИНКАХ БРЮК
Карманы в рамку на передних половинках брюк имеют разное
направление: горизонтальное — параллельно верхнему срезу брюк
и с наклоном — по ходу руки. Для изготовления кармана
необходимы следующие детали: обтачки из ткани верха — 2; подзор —
1; подкладка кармана из хлопчатобумажной ткани — 1.
На передних половинках брюк по вспомогательному лекалу
намечают карманы тремя линиями: одной вдоль и двумя поперек
в концах кармана. Если обтачки намечено притачивать
сложенными вдвое, для облегчения обработки намечают еще две
вспомогательные линии на расстоянии друг от друга, равном удвоенной
ширине рамки в готовом виде (рис. 114, а). Под расположение
кармана с изнанки подкладывают подкладку так, чтобы ее верхний
срез совпал с верхним срезом брюк.
Обтачки перегибают изнанкой внутрь, верхнюю обтачку
заутюживают через проутюжильник, согнув вдоль посередине,
нижнюю перегибают так, чтобы сгиб проходил на расстоянии 15 мм
ISO
а 5 .г ,о г
Рис. 114. Обработка кармана в рамку на передних половинках брюк
от среза. Заутюженные обтачки прикладывают сгибами к
намеченным вспомогательным линиям, их притачивают швом
шириной 5 мм, закрепляя в начале и в конце строчки.
Карман прорезают со стороны изнанки, отгибая в разные
стороны швы обтачек. Обтачку вводят в разрез кармана и
выправляют, образуя рамки, которые выметывают и приутюживают
(рис. 114, б). Рамки и углы подтягивают с изнанки и закрепляют
концы карманов двойной машинной строчкой.
В изделиях из тонких тканей срез нижней обтачки подгибают
на 5—7 мм и настрачивают на подкладку кармана на расстоянии
1 мм от сгиба. В изделиях из более толстых тканей внутренний
срез обтачки обметывают на спецмашине и настрачивают на
подкладку кармана без подгиба. Подкладку перегибают вдоль,
сложив ее пополам, и намечают место расположения подзора так,
чтобы он располагался выше прореза кармана на 10 мм. Подзор
накладывают на подкладку кармана, подгибают с трех сторон и
настрачивают на расстоянии 1 мм от подогнутых срезов. В
изделиях из малоосыпающихся тканей разрешается настрачивать
подзор на машине зигзагообразного стежка. Подкладку кармана
с подзором раскладывают так, чтобы верхний срез ее был
параллелен верхнему срезу передней половинки брюк. Затем переднюю
половинку брюк отгибают и закрепляют подкладку кармана с
подзором параллельно строчке притачивания верхней обтачки на
расстоянии 1 мм от этой строчки. Подкладку стачивают, срезы ее
обметывают на спецмашине (рис. 114, в). Если подкладку
стачивают двойным швом, изменяется последовательность обработки:
сначала стачивают подкладку, а затем закрепляют ее подзором,
прокладывая строчку в шов притачивания верхней обтачки.
Готовый карман (рис. 114, г) приутюживают. В концах
кармана ставят закрепки на специальной закрепочной машине.
6.5. ОБРАБОТКА КАРМАНОВ СО СКОСОМ НА ПЕРЕДНИХ
ПОЛОВИНКАХ БРЮК
Для обработки такрго кармана необходимы следующие детали:
передняя половинка брюк с отрезным или цельнокроеным
припуском (обтачкой на обработку края кармана) — 1; подзор из
191
Рис. 115. Обработка
кармана со скосом на
передних половинках брюк
основной ткани — 1 (является боковой
верхней частью передней половинки брюк);
подкладка кармана из двух частей — 1.
Боковые и нижние срезы этих деталей
обметывают на спецмашине. К линии
кармана на передней половинке брюк со
стороны изнанки прикладывают срез
подкладки кармана, перекрывают ее клеевой
кромкой и закрепляют утюгом. Затем
кромку с подкладкой кармана огибают
цельнокроеной обтачкой, выметывают край на
спецмашине, приутюживают и закрепляют
отделочной строчкой на расстоянии 7—
10 мм от края. Обметанный срез обтачки
настрачивают на внутреннюю часть
подкладки кармана на расстоянии 2 мм от
края, отогнув переднюю половинку брюк.
Подзор раскладывают на второй части подкладки кармана,
совмещая верхние и боковые срезы, и настрачивают по
внутренним и нижним срезам, отступая от них на 2 мм. Переднюю
половинку брюк накладывают на обработанный подзор с подкладкой
кармана, уравнивая верхние, боковые срезы по контрольным
знакам. Детали скрепляют между собой на стачивающей машине
вдоль верхнего среза, отступая на б мм. Затем подкладку
стачивают и обметывают на спецмашине по трем сторонам (рис. 115).
Концы входа в карман скрепляют на закрепочной машине после
приутюживания обработанных боковых швов на прессе или
утюгом.
6.6. СОЕДИНЕНИЕ БОКОВЫХ, ШАГОВЫХ И СРЕДНИХ
СРЕЗОВ БРЮК
Обработка боковых швов. При соединении боковых срезов брюк
задние и передние половинки складывают лицевой стороной
внутрь, уравнивают срезы и контрольные знаки. Стачивают по
передней половинке швом шириной 10 мм на спецмашине с
одновременным стачиванием и разутюживанием шва. В брюки с на-
строчными боковыми швами срезы задних половинок выпускают
за срезы передних половинок на 2 мм. Затем срезы стачивают и
заметывают шов под передние половинки на спецмашине.
Настрачивают по лицевой стороне передних половинок швом
шириной 7—8 мм.
Обработка шаговых швов. Во избежание нарушения баланса
при стачивании шаговых срезов уточняют контрольные знаки.
Для этого каждую половинку брюк поочередно раскладывают на
столе лицевой стороной вверх длиной брюк вдоль стола,
располагая шаговые срезы передней и задней половинок брюк над
боковым швом. Срезы раскладывают так, чтобы не было перекосов.
192
Затем заднюю и переднюю половинки складывают лицевыми
сторонами внутрь с совмещением контрольных знаков и срезов.
Стачивают по передним половинкам швом шириной 10 мм.
В учебном процессе допускается сметывание срезов.
При изготовлении по индивидуальным заказам половинки
брюк раскладывают на утюжильном столе верхним срезом влево,
а шаговыми швами вверх (причем шаговые швы должны
совпадать с боковыми до уровня колена) и выполняют дополнительную
влажно-тепловую обработку половинок брюк. Если необходимо,
оттягивают средний срез в самой вогнутой его части, сутюживают
по сгибу лишнюю ткань под выпуклость ягодиц, добиваясь
правильной формы половинок брюк, которая должна
соответствовать форме ног.
Обработка среднего шва. Если застежка брюк в боковом шве,
средние срезы стачивают одной строчкой вместе с передними
срезами. Перед соединением средних срезов уточняют ширину
брюк вверху по линии талии.
Стачивают срезы по левой передней половинке, начиная строчку
от верхнего среза. Средний шов должен быть прочным и
растяжимым; для этого при стачивании его растягивают, а для прочности
средние срезы стачивают двумя строчками (совмещая одну строчку
с другой) или на двухигольной спецмашине. Стачанный шов
увлажняют и разутюживают на спецколодке.
В учебном процессе передние и средние срезы сметывают. Для
этого правую и левую половинки брюк складывают лицевыми
сторонами внутрь, совмещая меловые линии по верхнему срезу на
правой и левой половинках, швы притачивания клиньев на
задних половинках, шаговые швы и верхние срезы передних
половинок. Детали сметывают прямыми стежками длиной 15—20 мм с
закрепками в концах. Дальнейшая обработка выполняется так же,
как описано выше.
6.7. ОБРАБОТКА ЗАСТЕЖЕК И ВЕРХНЕГО
СРЕЗА
После обработки боковых, шаговых и среднего швов приступают
к обработке застежек. Застежку в брюках располагают вверху
левого бокового шва или по линии переднего среза. Застежка
в боковом шве может быть на крючках, петлях и пуговицах или
в виде застежки-молнии, в среднем шве — на петлях и
пуговицах или в виде застежки-молнии. Обработка застежек на крючки
и застежку-молнию в брюках аналогична обработке боковой
застежки в юбках, описанной выше (см. п. 5.5).
Верхний срез брюк обрабатывают поясом или корсажной
тесьмой так же, как при обработке юбок (см. п. 5.6). При наличии
шлевок нижние концы их закрепляют в процессе притачивания пояса.
Шлевки располагают перпендикулярно верхнему срезу брюк
лицевой стороной внутрь: на передних половинках (над вытач-
7 Литвинова И. Н, в др. 198
ками), на задних (у боковых швов) и одну шлевку втачивают
в средний шов брюк. Верхние концы шлевок закрепляют при
обработке верхнего среза пояса корсажной тесьмой или
подкладкой.
6.8. ОБРАБОТКА НИЗА БРЮК
В зависимости от модели низ брюк обрабатывают без манжет
или с манжетами. Манжеты бывают двойные и полуторные. Для
предохранения низа брюк от истирания прокладывают
специальную тесьму с утолщенным краем. Нарядные брюки обрабатывают
без тесьмы.
Брюки без манжет. Подрезку и разметку линии подгиба низа
брюк выполняют на полуавтомате. Меловую линию переносят
на шаговую сторону правой половинки, а затем линии копируют
на вторую половинку брюк. Срезы низа брюк обметывают на
спецмашине.
Брючную тесьму накладывают вдоль первой намеченной
линии по лицевой стороне брюк со стороны подгиба низа
утолщенным краем вверх, перекрывая намеченную линию на I—2 мм.
Настрачивание выполняют одной или двумя строчками. Концы
тесьмы накладывают один на другой на 10—15 мм от шаговых
швов в сторону передней половинки. Настрачивание брючной
тесьмы можно выполнять на двухигольной машине. Концы тесьмы
могут быть закреплены при стачивании шаговых срезов.
Припуск на подгиб низа подгибают наизнанку и закрепляют
подшивочной строчкой на спецмашине (рис. 116, а). Закрепление
может быть произведено клеевыми нитью или паутинкой. Клеевую
нить прокладывают со стороны изнанки припуска на подгиб при
обметывании нижних срезов брюк, заправляя нить в петлитель,
или на стачивающей машинке на расстоянии 2—3 мм от края,
заправляя ее в шпульку челночного комплекта. Клеевую
паутинку подкладывают со стороны изнанки брюк при обметывании
срезов на обметочной машине или притачивают на стачивающей
машине на расстоянии 2—3 мм от срезов. Припуск закрепляют
на прессе. Обработанный низ брюк приутюживают через
увлажненный проутюжильник на прессе.
Брюки с манжетами. При обработке брюк с двойными
манжетами припуск на подгиб низа полностью отгибают
a S В
Рис. 116. Обработка низа брюк:
а — без манжет; б — с двойной манжетой; в — с полуторной
манжетой
194
на лицевую сторону (у полуторных манжет припуск на подгиб
низа брюк раздваивают). Перед обработкой низа брюк с двойными
манжетами (рис. П6, б) выполняют подрезку низа. Для этого
брюки раскладывают на столе, как описано выше. По боковому
шву отмечают длину брюк в готовом виде минус 15 мм (ширина
брючной тесьмы) и намечают первую линию. От намеченной
линии вниз откладывают величину, равную удвоенной ширине
манжеты плюс 30 мм (двойная ширина брючной тесьмы).
Неровности низа подрезают по второй меловой линии. Затем меловую
линию переносят на вторую половинку брюк и на изнаночную
сторону.
Низ брюк перегибают наизнанку и срез прикладывают к
меловой линии. Сверху накладывают брючную тесьму так, чтобы
тонкий край ее перекрывал срез низа брюк на 1 мм, а утолщенный
край располагался внизу. Тесьму настрачивают двумя
строчками на расстоянии 2 мм от краев, располагая концы так же, как
в брюках без манжет. Припуск на манжету отгибают на лицевую
сторону по линии утолщенного края тесьмы и заметывают на
спецмашине. Манжету прикрепляют к боковым и шаговым швам на
закрепочной машине. Готовые манжеты приутюживают на прессе.
При подрезке низа брюк с полуторными манжетами
(рис. 116, в) брюки раскладывают, как описано выше. По
боковому шву отмечают длину брюк в готовом виде минус половин<э
ширины манжеты (при ширине манжеты 40 мм вычитают 20 мм),
затем откладывают удвоенную ширину манжеты плюс 12—13 мм
и проводят вторую меловую линию, по которой срезают
неровности низа брюк. Для настрачивания брючной тесьмы наносят
третью меловую линию, которая выше второй на половину
ширины манжеты плюс 12—13 мм. Все три линии должны быть
параллельны между собой. Брючную'тесьму накладывают на
лицевую сторону утолщенным краем вверх так, чтобы он перекрывал
намеченную меловую линию на 1—% мм. Боковые концы тесьмы
располагают так же, как в брюках без манжет.
Настрачивание тесьмы выполняют двумя строчками или
одной по тонкому краю брючной тесьмы. Нижний срез брюк
перегибают наизнанку, сначала на 10 мм, а затем вторично,
располагая подогнутый край на 2—3 мм выше первой меловой линии.
Низ брюк подшивают на спецмашине на расстоянии 2—3 мм от
сгиба. Припуск на манжету раскладывают на две стороны так,
чтобы шов соединения располагался посередине ширины манжеты,
затем приутюживают на прессе и закрепляют разметочной
строчкой.
6.9. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА БРЮК
Окончательную отделку брюк начинают с обметывания петель
на поясе. Обметывание выполняют шелковыми нитками,
закрепляя концы петель на спецмашине. Затем удаляют концы ниток,
V 185
талоны, очищают изделие от производственной пыли и следов мела.
Эти операции выполняют сначала с изнаночной, а затем с
лицевой стороны.
Окончательную влажно-тепловую обработку начинают с
верхней части брюк на прессе или утюгом, раскладывая верхний край
брюк лицевой стороной вверх. Утюжильную обработку
выполняют через увлажненный проутюжильник, выправляя карманы,
линии пояса, застежки и т. д. Затем приутюживают нижнюю часть
брюк, раскладывая их на столе и совмещая боковые и шаговые
швы от уровня колена до низа. Сгибы заутюживают со стороны
шаговых швов на каждой половине отдельно, а со стороны
боковых — на обеих вместе. Одновременно приутюживают и
отпаривают манжеты. При выполнении утюжильных работ на
прессах низ брюк и сгибы приутюживают на универсальных плоских
подушках. После влажно-тепловой обработки просушивают в
течение 30—40 мин в подвешенном состоянии.
Пуговицы для застегивания намечают в соответствии с
расположением петель, а пуговицы для отделки — в зависимости от
модели.
■
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. В какой последовательности составляется описание внешнего вида брюн
по модели?
2. Каковы детали кроя, наименование их срезов и линий?
3. Зачем и как выполняется влажно-тепловая обработка основных деталей брюк?
4. Как обрабатывается карман в рамку на передних половинках брюк?
6. Какова последовательность обработки кармана со скосом на передних
половинках брюк?
в. Какова последовательность обработки боковых, шаговых и средних срезов
брюк? Каково назначение контрольных надсечек?
7. Какие встречаются виды и способы обработки застежек и верхнего среза
брюк?
8. Какие существуют способы обработки низа брюк и какова последовательность
одного из способов обработки?
7. ИЗГОТОВЛЕНИЕ ЖИЛЕТОВ
7.1. МОДЕЛИ ЖИЛЕТОВ И ОПИСАНИЕ ВНЕШНЕГО
ВИДА
В ассортименте женских изделий жилет является дополнением
в комплекте костюма. Жилеты изготовляют в ансамбле с платьем,
юбкой, брюками. Модели женских жилетов разнообразны, они
бывают с центральной и со смещенной бортовой застежкой, на
подкладке, без подкладки, длинные и короткие, с воротником и
без воротника, с лацканами и без лацканов, с различными
карманами (рис. 117).
Описание модели жилета (см. рис. 117, модель слева). Жилет
прилегающего силуэта из гладкокрашеной ткани на подкладке,
196
Рис. 117. Модели жилетов
с центральной бортовой застежкой на пять пуговиц и пять
прорезных петель. Полочка с нагрудными вытачками и по линии
талии. На полочках расположены горизонтальные прорезные
карманы в рамку. Вырез горловины треугольный. Спинка гладкая
с вертикальным швом посередине. В жилете по краям горловины,
борту, низу и пройме выполнена отделочная строчка шириной 5 мм.
7.2. ДЕТАЛИ КРОЯ
Рассмотрим детали кроя жилета на конкретном примере. Жилет
прилегающего силуэта с центральной бортовой застежкой и на
подкладке состоит из деталей верха, подкладки и прокладки.
Детали верха (рис. 118, а) раскраивают из основной ткани,
к ним относятся: полочки — 2; спинка (из двух частей)-—1;
подборта (из двух частей каждый) — 2; обтачки низа — 2;
обтачки для карманов —• 4; подзоры — 2.
Из подкладочной ткани (рис. 118, б) выкраивают: полочки — 2,
спинку (из двух частей) — 1.
Детали прокладки (рис. 118, е) раскраивают из
хлопчатобумажной ткани (бязь, коленкор) с клеевым покрытием или без него,
к ним относятся: прокладки полочек — 2; прокладка по
горловине спинки—1; подкладка кармана—2.
Детали жилета раскраивают в соответствии с техническими
условиями на раскрой. В полочках нить основы ткани проходит
параллельно бортовому срезу. При раскрое ткани с рисунком
в полоску полоски должны проходить параллельно срезу борта
полочки. Левый борт жилета при раскрое делают шире правого
на 15 мм. В спинке нить основы проходит параллельно линии,
соединяющей верхний и нижний углы среднего среза спинки,
в подбортах — параллельно внешним срезам подбортов.
Ширина подборта вверху 30—40 мм, на уровне выступа правого
борта — 50—60 мм. При проверке кроя на полочках уточняют
197
Рис. 118. Детали жилета из тканей:
а — основной; б *-* подкладочной; в ™-
прокладочной
места расположения контрольных знаков, вытачек и боковых
карманов по подсобным лекалам. Детали подкладки и прокладки
по форме должны соответствовать деталям кроя верха.
В зависимости от модели жилета расположение карманов
и их вид могут меняться.
7.3. ОБРАБОТКА ПОЛОЧЕК ЖИЛЕТА
Обработка вытачек. Вытачки в жилете чаще бывают разрезными.
Их стачивают по намеченным линиям, уравнивая срезы,
постепенно сводя строчку на нет и заканчивая ниже линии вытачки
на 10 мм. Шов разутюживают, слабину ткани в концах вытачек
сутюживают.
Обработка карманов. Карманы в жилетах бывают различными:
прорезные с клапаном, с листочкой, в рамку, накладные и т. д.
Обрабатывают карманы, как описано выше (см. п. 2).
Обработка прокладки для полочек. Прокладку для полочек
выкраивают в соответствии с верхом жилета. Вытачки прокладки
стачивают накладным швом шириной 6—8 мм, сводя строчку
постепенно на нет. Вытачки увлажняют, приутюживают и в
концах сутюживают. Для образования выпуклой формы в области
груди детали прокладки складывают, уравнивают срезы, увлаж-
198
няют и сутюживагот со стороны срезов борта и проймы. Клеевую
прокладку соединяют с полочками на прессе или утюгом до
обработки вытачек.
Влажно-тепловая обработка. Полочки формуют на прессе со
специальными подушками. Дополнительное формование
отдельных участков полочек жилета выполняют там, где это
предусмотрено конструкцией.
При отсутствии' пресса для создания выпуклости в области
груди полочки сутюживают. Для этого их складывают лицевыми
сторонами внутрь, уравнивают вытачки, все срезы и выполняют
влажно-тепловую обработку, пользуясь приемами, описанными
в п. 3.8.
Соединение полочки верха с прокладкой. Наметывание полочек
на прокладку выполняют на спецмашине. Прокладку для полочки
раскладывают на столе срезом борта к работающему. На
прокладку накладывают полочку жилета лицевой стороной вверх,
совмещая выпуклости на грудь на деталях полочек и прокладки.
В женских жилетах припуск на вытачку прикрепляют к
прокладке. Для этого сначала по лицевой стороне полочки вдоль
шва прокладывают строчку временного назначения. Затем
полочку отвертывают по проложенной строчке лицевой стороной
внутрь и припуск на вытачку прикрепляют к прокладке полочки.
При наметывании первую строчку прокладывают по центру
выпуклости на грудь, вторую — параллельно горловине и борту
на расстоянии 20—30 мм от срезов, третью — на расстоянии
15—20 мм от внутреннего среза прокладки и 30—40 мм от срезов
проймы. Концы карманов прикрепляют к прокладке машинной
строчкой.
Подрезка полочек и прокладывание кромки по борту. Перед
прокладыванием кромки полочки по линии борта подрезают.
Для этого сначала их приутюживают вместе с прокладкой
такими же приемами, как при обработке полочек верха жилета.
Затем полочки складывают прокладкой внутрь, совмещая
карманы и вытачки, уравнивая плечевые, боковые срезы и срезы
проймы; раскладывают на столе правой полочкой вверх, бортом
к работающему. Затем обмеляют борта и низ полочек хорошо
отточенным мелом по линейке или по подсобному лекалу в
соответствии с моделью и подрезают излишки ткани по внутреннему
краю меловой линии. Для пришивания пуговиц по борту левой
полочки оставляют припуск шириной 15 мм. Прокладку
высекают на 7—8 мм по горловине, бортам и низу жилета.
Для предохранения горловины, края борта и низа от
растяжения прокладывают кромку клеевую или неклеевую (рис. 119).
Клеевую кромку по краю горловины, борту и низу закрепляют
утюгом. Неклеевую кромку приметывают на расстоянии 50—60 мм
от плечевого среза, затем по горловине, борту и низу полочек
(на расстоянии 120—150 мм). Величина посадки зависит от
конструкции изделия и структуры ткани. Подшивают внутренний
toe
Рис. 119. Прокладывание кромки по срезу горловины и борта полочки жилета
Рис. 120. Обработка полочки подкладки и соединение с обтачкой низа и подбор-
том в жилете
Рис. 121. Обтачивание горловины, борта и нижнего среза жилета
край кромки к прокладке на спецмашине потайного стежка.
Наружный край кромки попадает в шов обтачивания борта. Борта
приутюживают, сутюживая посадку полочек на кромку.
Обработка полочек подкладки и соединение их с подбортами.
Части подбортов складывают лицевыми сторонами внутрь и
стачивают швом шириной 5—7 мм, швы разутюживают. Внутренние
срезы деталей проверяют по лекалам, излишки обрезают.
Обработка подкладки полочек. Начинают обработку подкладки
с уточнения кроя по деталям верха, затем стачивают нагрудные
вытачки и вытачки по линии талии. Подкладку приутюживают
с изнаночной стороны, заутюживая вытачки припусками к
середине детали.
Соединение подкладки с обтачками по низу и подбортами.
Обтачку низа полочек соединяют лицевыми сторонами с полочкой
подкладки, уравнивая срезы, и притачивают швом шириной 10 мм
со стороны подкладки. Припуск на шов отгибают в сторону
подкладки. При наличии цельнокроеного припуска по низу верха
полочки обтачки не притачивают. Подкладку полочек соединяют
с внутренними срезами подбортов и обтачками низа жилета со
стороны подкладки швом шириной 10 мм на стачивающей машине,
сложив детали лицевыми сторонами внутрь, уравнивая срезы и
надсечки и создавая небольшую слабину подкладки в области
груди (рис. 120). Припуск на шов направляют в сторону подкладки
и заутюживают, а на уровне обтачек низа шов рассекают, не до-
200
ходя до строчки на 1 мм, ниже надсечки шов разутюживают.
Обработанную подкладку с подбортами приутюживают.
Соединение полочек верха с подкладкой. Полочку располагают
на столе лицевой стороной вверх. На нее сверху лицевой
стороной вниз накладывают иодборта с притачанной подкладкой, срезы
и контрольные знаки уравнивают. Подборта и нижний срез
обтачки наметывают на спецмашине на полочку вдоль краевых
участков на расстоянии 15—20 мм от срезов. По горловине подборта
наметывают без посадки, по краю борта делают посадку в области
застежки на 1 мм между каждой парой петель, а в нижнем углу
посаживают полочку на 2 мм, с обтачкой низа полочки соединяют
без посадки.
Одновременно при соединении полочки с подкладкой
сметывают их по срезам пройм, натягивая подкладку для образования
канта по пройме шириной 1—2 мм. Полочки обтачивают (рис. 121)
по срезам борта (по кромке) и нижнему срезу швом шириной 5—
6 мм с последующим подрезанием шва до 3—4 мм. При
обтачивании на машине с режущим устройством оставляют припуск на
шов 3—4 мм. Для увеличения производительности труда кромку
по горловине, борту и низу можно прокладывать одновременно
с обтачиванием.
Проймы полочек обтачивают со стороны подкладки швом
шириной 10 мм. Швы обтачивания в углах полочек подрезают, чтобы
не было утолщения; по пройме припуск на шов рассекают в
нескольких местах, не доходя до строчки на 1—2 мм так, чтобы край
не был затянут. Нитки сметывания удаляют, швы обтачивания
горловины, бортов и низа разутюживают. Полочки вывертывают
на лицевую сторону, выправляя углы на спецприспособлении,
и выметывают на спецмашине, прокладывая строчку на
расстоянии 5—7 мм от края. Выметывание выполняют со стороны под-
бортов, обтачек низа и подкладки пройм, делая из основной ткани
кант шириной 1—2 мм.
Для прикрепления внутреннего шва подборта к прокладке
сначала наметывают внутренний край подборта на подборт на
расстоянии 2—3 мм от шва притачивания подкладки к подборту
с помощью спецмашины. Затем полочки вывертывают через
открытые боковые срезы на изнаночную сторону, расправляют
швы притачивания подкладки к подбортам и пришивают их к
прокладке на спецмашине потайного стежка. Далее полочки
вывертывают на лицевую сторону, расправляют и приутюживают.
В зависимости от модели края жилета могут быть с
отделочной строчкой или закреплены в «чистый край».
7.4. ОБРАБОТКА СПИНКИ ЖИЛЕТА И СОЕДИНЕНИЕ
ЕЕ С
Обработка спинки. Спинка верха жилета состоит из
двух частей (со швом посередине). Части спинки складывают ли-
201
■
Рис. 122. Обработка
подкладки спинки жилета
Рис. 123. Соединение полочек со
спинкой жилета
цевыми сторонами внутрь, срезы уравнивают и стачивают швом
шириной 10 мм. Для обработки вытачек от линии талии спинку
складывают вдоль вытачки лицевой стороной внутрь, стачивают
вытачку по намеченной боковой стороне, сводя строчку в
концах на нет. Средний шов разутюживают, а стачанные вытачки
заутюживают в сторону боковых срезов. Обработанную спинку
приутюживают с изнаночной стороны.
Спинку подкладки жилета обрабатывают
аналогично обработке спинки верха жилета со следующими
изменениями: при стачивании средних срезов оставляют посередине
отверстие длиной 250—300 мм для вывертывания жилета на
лицевую сторону; припуски вытачек по линии талии заутюживают
в сторону среднего шва спинки во избежание утолщения участка;
по линии горловины для большей устойчивости прокладывают
подкройную прокладку из хлопчатобумажной ткани со стороны
изнанки шириной 25—30 мм с уравниванием срезов. Прокладку
притачивают на расстоянии 5—8 мм от срезов (рис. 122). С
учетом особенностей ткани верха и подкладки прокладка по
горловине может быть проложена по спинке верха.
Спинки верха и подкладки складывают лицевыми сторонами
внутрь, уравнивая срезы и средние швы. Обтачивание
выполняют со стороны подкладки швом шириной 10 мм по горловине,
проймам и низу. Для образования канта подкладка должна быть
уже и короче.
Соединение полочек со спинкой. Полочки вкладывают через
нестачанные боковые срезы между подкладкой и верхом спинки,
не вывернутой на лицевую сторону, так, чтобы лицевые стороны
202
полочек верха совпали с лицевой стороной спинки. Боковые
срезы полочек и спинки уравнивают и стачивают по
контрольным знакам швом шириной 10 мм со стороны подкладки спинки.
Затем уравнивают плечевые срезы полочек, вложенные между
деталями спинки, и стачивают швом шириной 10 мм с посадкой
плечевых срезов спинки для лучшего облегания лопаток (рис, 123).
После стачивания проверяют качество выполненных швов и
надсекают припуск на шов проймы спинки в трех местах, не доходя
до строчки на 1—2 мм.
Жилет вывертывают на лицевую сторону через отверстие,
оставленное в среднем шве подкладки спинки, и расправляют;
обтачанные края горловины, пройм и низа спинки выметывают на
спецмашине, выпуская кант из основной ткани шириной 2 мм,
и приутюживают. Нестачанный участок среднего шва подкладки
спинки застрачивают швом шириной 2 мм, подгибая срезы внутрь.
По краям горловины, пройм и низа прокладывают отделочную
строчку.
Жилет может быть вывернут через горловину спинки. В этом
случае при обработке спинки средний шов подкладки
обрабатывают полностью, а срезы горловины спинки не обтачивают.
Обработка горловины заканчивается после вывертывания жилета
на лицевую сторону.
7.5. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ЖИЛЕТА
Петли жилета намечают на правой полочке, количество их
зависит от модели. Места расположения петель намечают по
вспомогательному лекалу. Верхняя петля располагается на 10 мм ниже
верхнего угла выреза горловины, нижняя — на 10 мм выше угла
скоса борта, а остальные петли намечают на равном расстоянии
друг от друга. Длина петли должна быть больше диаметра
пуговицы на 2 мм. Расстояние от края борта до петли должно быть не
менее 3/4 диаметра пуговицы. Петли обметывают на спецмашине.
Готовый жилет очищают от пыли, удаляют следы мела и
ниток. Влажно-тепловую обработку жилета выполняют на прессах
с выпуклыми и плоскими подушками. Начинают прессование
карманов на прессах с выпуклыми подушками, одновременно
выправляя выпуклость в области груди. Затем на прессе с пло-
скимн бортовыми подушками прессуют борта, горловину полочек,
низ боковых швов и спинки. При отсутствии пресса влажно-
тепловую обработку выполняют утюгом.
После влажно-тепловой обработки удаляют ласы и
просушивают жилет в подвешенном состоянии. Затем пришивают
пуговицы на спецмашине в соответствии с расположением петель.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Как составляется описание внешнего вида жилета по модели и какие
необходимы детали кроя с наименованием срезов и линий?
2. Чем отличается обработка полочек жилета от обработки полочек жакета?
203
3. Какие операции входят в обработку спинки жилета и какова их
последовательность?
4.- В какой последовательности соединяются боковые, плечевые срезы и срезы
горловины спинки?
б. Какие существуют способы вывертывания жилета на лицевую сторону?
8. ОСОБЕННОСТИ ОБРАБОТКИ ЗИМНЕГО ПАЛЬТО
8.1. МОДЕЛИ ЗИМНИХ ПАЛЬТО И ОПИСАНИЕ
ВНЕШНЕГО ВИДА
Модели женских зимних пальто олень разнообразны (рис. 124).
Зимние пальто должны быть легкими и вместе с тем теплыми.
По конструкции они отличаются от демисезонных пальто тем,
что при построении чертежа изделия дают дополнительный
припуск на утепляющую прокладку. Технологическая
последовательность обработки верха зимнего пальто такая же, как
демисезонного (см. п. 3). Дополнением является обработка утепляющей
прокладки и соединение ее с изделием, обработка различных
меховых воротников и соединение их с нижними воротниками,
обработка меховых манжет и соединение их с рукавами и др.
Описание внешнего вида модели женского пальто (см. рис. 124,
модель слева). Женское зимнее пальто из гладкокрашеной ткани,
приталенного силуэта, с втачными рукавами, с расширенной и
приподнятой линией плеча. Полочки гладкие, на кокетке в
верхней части, с вытачками от линии талии, переходящими в
прорезные боковые карманы. Застежка закрытая до верха и смещенная
Рис. 124. Модели женских зимних пальто
204
на четыре петли, из которых одна — под воротником. Спинка
гладкая, со швом посередине в вертикальном направлении и
вытачками от линии талии. Рукава гладкие, слегка зауженные
книзу, заканчивающиеся меховыми манжетами. Воротник
меховой, стояче-отложной, закругленной формы. Украшением
пальто служит второй ряд пуговиц и пояс, застегивающийся на
пряжку.
8.2. ОБРАБОТКА УТЕПЛЯЮЩИХ ПРОКЛАДОК
В качестве утепляющих прокладок применяют различные
материалы: вату (хлопчатобумажную, шерстяную и синтетическую),
ватин (хлопчатобумажный, шерстяной и полушерстяной), мех
(искусственный и натуральный), гагачий пух и поролон. Способы
обработки прокладки зависят от вида применяемого утепляющего
материала. При индивидуальном изготовлении изделий
различной толщиной утепляющего слоя можно скрыть некоторые
недостатки фигуры человека: разный наклон плеч, впалую грудь,
выпуклые лопатки.
Утепляющая прокладка из ваты. Вата хлопчатобумажная или
шерстяная должна обладать определенными свойствами: быть
чистой, легкой, пушистой, рыхлой и без запаха.
Обработка утепляющей прокладки включает операции
настилания ваты, выстегивания ватной прокладки и подрезки деталей
кроя по лекалам. Ватный слой должен быть расположен между
двумя слоями марли. Утепляющую прокладку выстегивают на
специальной многоигольной машине .М-12 или на стачивающей
машине.
Выстегивание утепляющей прокладки на стачивающей
машине выполняют с расстоянием между строчками 50—60 мм.
Машинная строчка при выстегивании должна быть самой редкой.
Выстеганные детали подрезают по лекалам, на полочках
вырезают нагрудные вытачки, а затем их стачивают на машине
стачным или накладным швом шириной 7—8 мм, к концам вытачек
шов сводят на нет.
Утепляющая прокладка из ватина. Ватин имеет ряд
преимуществ перед ватой: гладкую поверхность, пушистость,
эластичность, легкость и т. д. Детали полочек и спинки выкраивают
в один или два слоя. Один слой должен проходить от верха до
низа изделия, а второй — только до линии бедер. Оба слоя
ватина складывают начесом внутрь и выстегивают их на
стачивающей машине или на спецмашине М-12. Выстегивание выполняют
параллельными строчками с расстоянием между ними 100—120 мм.
Наружный слой ватина перекрывают марлей, которую
располагают в сторону деталей из основной ткани. В изделиях с
притачанной по низу подкладкой при хорошем качестве ватина
утепляющую прокладку обрабатывают без марли, а вытачки — как
указано выше.
•
205
8.3, ОБРАБОТКА PFKABOB
i
Рукава зимнего пальто состоят из деталей верха, утепляющей
прокладки и подкладки. Перечисленные детали соединяют между
собой в последовательности, зависящей от способов обработки.
При обработке деталей утепляющей прокладки из ватина их
перекрывают одним слоем марли, расположенным в сторону
деталей верха; прокладку из ваты перекрывают двумя слоями марли.
Детали из ватина выкраивают по деталям подкладки со
стачанными передними швами с припуском по всем срезам, равным 20—
30 мм. Второй слой ватина (или ваты) подкраивают только для
верхней части (он не должен доходить до низа рукава на 100—
150 мм). Выстегивают слои ватина для рукавов так же, как для
полочек и спинки с расстоянием между строчками 100—120 мм.
Рукава верха с утепляющей прокладкой и подкладкой
соединяют машинным и клеевым способами.
Соединение утепляющей прокладки с рукавами машинным
способом. Рукава зимнего пальто из основной ткани
обрабатывают так же, как рукава демисезонного пальто (см. п. 3.14),
без прикрепления подгиба низа рукава к прокладке. Локтевые
срезы утепляющей прокладки стачивают со стороны нижних
частей швом шириной 10 мм, посаживая верхние части. Локтевые
швы обработанной утепляющей прокладки притачивают к
локтевым швам рукавов на стачивающей машине, выпуская нижний
срез прокладки на 10—15 мм ниже среза припуска на подгиб низа
рукава. При этом нижние части основного рукава и утепляющей
прокладки совмещают. Строчку прокладывают по верхним частям
рукавов., отступая от низа на 50 мм. (длиной 60—100 мм),
посаживая прокладку на 5 мм по всей длине (рис. 125, а). Затем рукава
вывертывают утепляющей прокладкой вверх и расправляют
детали. Нижний срез утепляющей прокладки подводят к линии
подгиба низа и прикрепляют
к прокладке на спецмашине
потайного стежка вкруговую
(рис. 125, б). Нижний срез
подкладки рукава
прикрепляют к нижнему срезу
подгиба стачным; швом шириной
10 мм (на стачивающей
машине).
Клеевое соединение
утепляющей прохладки с низом
рукава. Если утепляющую
прокладку соединяют с
припуском на подгиб низа рукава
клеевой прокладкой (хлопча-
Рис. J25. Соединение утепляющей про- тобумажной ИЛИ из нетканого
кладет с рукавами машинным способом материала), последнюю соеди-
206
Рис. 126. Соединение утепляющей прокладки с рукавами клеевым способом
няют с утепляющей прокладкой накладным швом на стачивающей
машине. Клеевую прокладку выпускают на 7—8 мм за срезы
утепляющей прокладки, строчку прокладывают посередине клеевой
прокладки и на расстоянии 5 мм от срезов утепляющей
прокладки. Сторона прокладки с клеевым покрытием должна
располагаться в сторону припуска на подгиб низа (рис. 126, а).
Утепляющую прокладку соединяют со стороны изнанки с
рукавами из основной ткани со стачанными передними срезами,
уравнивая нижние срезы прокладки с надсечками по линии подгиба
низа рукавов; клеевую прокладку располагают стороной с
клеевым покрытием в сторону припуска на подгиб низа рукавов.
Припуск на подгиб низа подгибают в сторону клеевой
прокладки по надсечкам (рис. 126, б), скалывая в двух-трех местах
булавками со стороны припуска, и соединяют на прессе.
Булавки удаляют. Локтевые срезы рукавов из основной ткани
стачивают с одновременным продолжением строчки по локтевым
срезам утепляющей прокладки (рис. 126, в).
Локтевые швы утепляющей прокладки притачивают на
стачивающей машине к локтевым швам рукавов со стороны верхних
частей на участке длиной 60—100 мм.
Вместо клеевой прокладки на изнанку рукавов верха можно
проложить прокладку с двусторонним клеевым покрытием. В этом
случае клеевой слой не должен доходить до локтевых срезов на
30—40 мм.
Закрепление подкладки и прокладки по низу рукава при
изготовлении одежды по индивидуальным заказам (рис. 127).
Передние срезы подкладки рукавов стачивают, как описано выше
(см. п. 3.14). После приутюживания подкладку рукавов
соединяют с утепляющей прокладкой. Для этого подкладку
накладывают на утепляющую прокладку лицевой стороной вверх,
уравнивания срезы. Нижние части рукава подкладки отгибают на
верхние и припуски передних швов подкладки настрачивают на
утепляющую прокладку на стачивающей машине, не доходя на
207
Рис. 127. Соединение
утепляющей прокладки
с рукавами при
изготовлении одежды по
индивидуальным заказам
100—120 мм до верхних и 60—80 мм до нижних срезов. Подкладку
рукавов расправляют на утепляющей прокладке и настрачивают
с лицевой стороны подкладки двумя строчками, прокладывая
первую строчку параллельно окату на расстоянии 100—120 мм
от среза оката, а вторую — параллельно нижнему срезу на
расстоянии 60—80 мм от него, не доходя до локтевых срезов на
30—40 мм.
Локтевые срезы стачивают со стороны нижних частей рукавов
с посадкой верхних на уровне линии локтя швом шириной 10—
12 мм. На участках локтевого шва от верхнего среза вниз на 120—
125 мм и от нижнего среза вверх на 60—80 мм стачивание деталей
подкладки и утепляющей прокладки выполняют по отдельности,
а на остальной части шва — вместе.
Рукава из основной ткани перед соединением с подкладкой и
утепляющей прокладкой обрабатывают без подгибания нижнего
среза. Соединение деталей между собой начинают с закрепления
их по локтевым швам. Для этого рукава верха вывертывают на
изнаночную сторону, складывая нижними частями вместе и
совмещая локтевые швы. Швы утепляющей прокладки с подкладкой
прикрепляют к локтевым швам верха на стачивающей машине.
Затем рукава вывертывают подкладкой вверх и расправляют
детали внутри. Нижний срез утепляющей прокладки подводят
к линии подгиба низа и прикрепляют к прокладке на спецмашине
потайного стежка. Срез низа рукавов подгибают по линии
подгиба нижнего края в сторону утепляющей прокладки и
подшивают к утепляющей прокладке на спецмашине. Нижний срез
подкладки расправляют, подгибают и заметывают, совмещая
швы верха и подкладки. Подшивание выполняют за подгиб низа
рукава подшивочной строчкой петлеобразными стежками с
частотой 3—4 в 10 мм (см. рис. 127, а).
Рукав вывертывают на лицевую сторону, расправляют детали
внутри и приметывают вдоль оката на расстоянии 100—120 мм
от его среза косыми стежками длиной 25—30 мм, начиная от
нижней части. После приутюживания рукава излишки утепляющей
прокладки и подкладки подрезают. Утепляющую прокладку
подрезают, выпуская на 5—10 мм (в зависимости от плотности
утепляющей прокладки). Подкладку подрезают, выпуская ее относи-
208
тельно среза оката рукава в верхней части на 10 мм, а в нижней
части — на 20—25 мм. На остальных частях оката рукава
подкладку подрезают с плавным переходом от верхней и нижней
частей оката.
Особенности обработки рукава с утепляющей прокладкой на
машине (прогрессивный способ, см. рис. 127, б). Обработку
рукавов из основной ткани и соединение подкладки рукавов с
утепляющей прокладкой выполняют так же, как указано выше.
Прокладку выкраивают короче с таким расчетом, чтобы
нижний срез ее перекрыл срез утепляющей прокладки на 25—30 мм.
Передний шов закрепляют до нижнего среза. Подкладку
настрачивают на утепляющую прокладку вдоль нижнего среза на
расстоянии 40—50 мм от этого среза. Локтевые срезы подкладки и
прокладки стачивают по отдельности только у верхнего среза.
Затем подкладку притачивают к нижнему срезу рукава верха
со стороны подкладки швом шириной 10 мм, уравнивая передние
и локтевые швы. Дальнейшую обработку — заметывание низа
рукава, подшивание шва притачивания подкладки по низу к
прокладке, закрепление локтевых швов и приметывание деталей по
окату и низу — выполняют так же, как при обработке
предыдущим способом.
8.4. ОБРАБОТКА И СОЕДИНЕНИЕ С РУКАВАМИ
МЕХОВЫХ МАНЖЕТ
Меховые манжеты бывают съемные и несъемные, замкнутые и
незамкнутые. При изготовлении изделий по индивидуальным
заказам в практических целях рукава обрабатывают со съемными
манжетами. Для обработки манжет необходимы следующие детали:
манжеты из меха, подманжеты из основной или подкладочной
ткани, прокладка для укрепления тонкой или непрочной коже-
вой ткани меха.
Съемные замкнутые манжеты. Обработку съемных замкнутых
манжет (рис. 128, а) начинают с укрепления меховой манжеты
прокладкой, которую выкраивают уже манжеты по верхнему и
нижнему срезам на 7—10 мм.
Прокладку закрепляют на
спецмашине потайного стежка с
расстоянием между строчками 20 мм.
Затем стачивают боковые срезы
меховых манжет вместе с
прокладкой на скорняжной или
стачивающей машине, уравнивая
срезы и заправляя волосяной
покров внутрь. На стачивающей
машине срезы стачивают швом
шириной 7—10 мм С последую- Рис. ш_ Способы обработки меховых
щим выправлением волосяного манжет
209
покрова на лицевую сторону. Подманжета должна быть уже
манжеты по ширине на 10—20 мм, что зависит от ширины канта по
верхнему и нижнему краям, и длиннее ее на 15—20 мм (на
ширину стачного шва). Боковые срезы подманжеты стачивают швом
шириной 8—10 мм и разутюживают.
Соединение манжеты с подманжетой по верхнему и нижнему
краям выполняют на стачивающей машине обычным швом
шириной 5—7 мм. По низу меховой манжеты при обтачивании
оставляют отверстие для вывертывания ее на лицевую сторону.
Манжету выметывают по верхнему и нижнему краям со стороны
подманжеты, выправляя кант. Стороны оставленного отверстия
соединяют, подогнув срезы внутрь. Обработанную съемную манжету
надевают на низ рукава, выпуская ее за нижний край на 2—3 мм.
Манжету приметывают посередине по всей длине и подшивают за
нижний край рукава подшивочной строчкой. Верхний край
манжеты прикрепляют к рукаву над швами, отогнув его на 10—
20 мм, стежками, не заметными с лицевой стороны.
Несъемные замкнутые манжеты. Обработка несъемных
замкнутых манжет (рис. 128, б) аналогична обработке съемных,
описанных выше. Особенностью является обработка нижнего края
и соединение манжет с рукавами.
После обработки верхнего края манжеты нижний срез
подманжеты закрепляют за кожевую ткань с подгибом или без
подгиба на спецмашине потайного стежка. Сгиб или срез подманжеты
не должен доходить до среза меховой манжеты на 10 мм.
Меховую манжету с нижним краем рукава соединяют на
скорняжной или стачивающей машине. При соединении на
стачивающей машине манжету вкладывают внутрь обработанного рукава,
совмещая волосяной покров с подкладкой. Нижний срез меховой
манжеты притачивают к нижнему краю рукава швом шириной
5 мм. Затем манжету отвертывают на рукав, расправляют и
закрепляют, как указано выше.
8.5. ОБРАБОТКА МЕХОВЫХ ВОРОТНИКОВ
И СОЕДИНЕНИЕ ИХ С НИЖНИМИ
ВОРОТНИКАМИ
Меховые воротники, имея утилитарное назначение, являются
одновременно отделкой изделия. Для воротников применяют меховые
шкурки с различной длиной волоса (коротковолосые и
длинноволосые). Меховые шкурки бывают с прочной и слабой кожевой
тканью. Воротники из меха со слабой кожевой тканью (мех крота,
суслика, кролика) укрепляют прокладкой из хлопчатобумажной
ткани (бязь или коленкор). Прокладку выкраивают по форме
воротника и скрепляют с кожевой тканью на спецмашине потайного
стежка строчками, параллельными стойке воротника, с
расстоянием между ними 30—40 мм.
210
Рис, 129. Обработка нижнего
воротника для зимнего пальто
К межевым воротникам с
прочной кожевой тканью и к
воротникам из искусственного меха по
стойке притачивают кромку или
колоску хлопчатобумажной ткани
шириной 15—20мм. Полоску ткани
притачивают на стачивающей
машине с небольшим натяжением,
располагая внешний ее край на 3 мм от среза стойки, и закрепляют
на расстоянии 5 мм от внешнего края полоски. В воротниках
из цигейки кромку не прокладывают. По стойке воротников из
искусственного меха применяют полоску с клеевым покрытием.
Если по модели меховой воротник имеет вытачки, их вырезают
со стороны кожевой ткани скорняжным ножом или бритвой по
намеченным линиям. Вытачки стачивают, уравнивая срезы на
скорняжной машине, швом шириной 1—2 мм, заправляя
волосяной покров внутрь. Влажно-тепловую обработку меховых
воротников не выполняют.
Соединение меховых воротников с нижними выполняют
различными способами в зависимости от вида производства и
стоимости меха. Воротники из ценных мехов по отлету и концам
соединяют швом вподгибку с открытым срезом, а из искусственных
и менее ценных — обтачным швом. Соединение мехового
воротника с нижним воротником швом вподгибку выполняют в конце
обработки изделия после соединения его с подкладкой. Меховой
воротник, соединенный по отлету и концам с нижним воротником
обтачным швом, втачивают в горловину в процессе обработки
изделия до соединения с утепляющей прокладкой.
Соединение мехового воротника с нижним швом вподгибку.
Для придания меховым воротникам с коротким волосом более
объемной формы на нижний воротник со стороны прокладки
накладывают и закрепляют вату или прокладку из ватина (ватную
прокладку перекрывают слоем марли). Прокладку из ватина
выкраивают по форме нижнего воротника, но уже на 5—10 мм
со всех сторон. Прокладку с нижним воротником соединяют на
спецмашине потайного стежка двумя параллельными строчками
вдоль длины. Первую строчку прокладывают вдоль отлета на
расстоянии 30—40 мм от него, вторую — параллельно первой
на расстоянии 50—60 мм от нее (рис. 129). Для меховых
воротников с длинным волосом и грубой кожевой тканью нижние
воротники обрабатывают без прокладок из ватина или ваты.
Перед соединением мехового воротника с изделием проверяют
соответствие его формы форме нижнего воротника и уточняют
расположение среза стойки мехового воротника по горловине. Для
этого изделие раскладывают подкладкой вверх, воротником к
работающему. Сверху накладывают меховой воротник мехом вверх,
совмещая линию середины воротника с серединой спинки так,
чтобы срез стойки перекрывал намеченную линию по горловине
211
а в
Рис. 130. Способы соединения мехового воротника с нижним
на 5—10 мм, а по отлету и концам — срезы нижнего воротника
на 15—20 мм. При наличии больших припусков на меховом
воротнике (из дорогого меха) их не срезают, а полностью подгибают
в сторону нижнего воротника.
После нанесения контрольных точек по горловине меховой
воротник притачивают по срезу стойки к подкладке и верхним
срезам подбортов стачным швом шириной со стороны подбортов и
подкладки 10 мм, а со стороны мехового воротника — 5—10 мм.
При притачивании одновременно вкладывают и закрепляют концы
вешалки посередине горловины спинки. Воротник отгибают
мехом вверх, прометывают вдоль горловины, прокладывая строчку
по подбортам на расстоянии 2—3 мм от шва. Шов соединения
мехового воротника с подкладкой и подбортами подшивают к
прокладке нижнего воротника, закрепляя концы вешалки.
Верхний воротник наметывают на нижний по линии сгиба
стойки и по отлету косыми стежками. Срез нижнего воротника
подшивают за кожевую ткань мехового воротника на спецмашине.
Припуск верхнего воротника по отлету и концам перегибают в
сторону нижнего воротника, заметывают прямыми стежками на
расстоянии 8 мм от края с посадкой мехового воротника на концах.
Подшивают меховой воротник на спецмашине для
подшивочных работ, закрывая волосом край кожевой ткани (рис. 130, а).
Меховой воротник соединяют с нижним воротником по
среднему шву на расстоянии 100—120 мм в обе стороны от шва вспуш-
ными строчками со стороны нижнего воротника. Углы уступов
скрепляют шестью-семью косыми стежками.
Особенности обработки мехового воротника обтачным швом.
Меховой воротник накладывают на нижний волосяным покровом
внутрь, уравнивая срезы, обтачивают на стачивающей машине
концы и отлет воротника со стороны нижнего воротника швом
шириной 5—7 мм. Шов закрепляют по лицевой стороне нижнего
воротника на расстоянии 2—3 мм от края (рис. 130, б). Воротник
наметывают по линии стойки, делая припуски на перегиб.
Скрепление мехового воротника с нижним выполняют описанным выше
способом.
В изделиях с воротниками из овчины и искусственного меха
нижний воротник прикрепляют к меховому на закрепочной
машине семью—-девятью закрепками, располагая их на расстоянии
10—15 мм от отлета и концов и 15—20 мм от среза стойки.
212
Отлет и концы воротника могут обтачиваться на скорняжной
машине. Для этого срезы нижнего воротника застрачивают или
окантовывают полоской подкладочной ткани или специальной
тесьмой. Соединение на скорняжной машине выполняют от
середины сначала в одну, а затем в другую сторону.
Края воротников, обработанных на скорняжной машине, не
закрепляют.
Особенности обработки меховых воротников шалью. Меховой
воротник с нижним воротником по отлету соединяют стачным
швом и швом вподгибку с закреплением на спецмашине
зигзагообразной строчкой. Соединяют воротники способами, описанными
выше. При закреплении отлета на машине зигзагообразной
строчкой изменяется последовательность обработки: сначала отлет
мехового воротника настрачивают на нижний воротник, а затем
постепенно переходят к обработке среза стойки воротника.
8.6. СОЕДИНЕНИЕ УТЕПЛЯЮЩЕЙ ПРОКЛАДКИ
И ПОДКЛАДКИ С ВЕРХОМ ИЗДЕЛИЯ
8.6.1. СОЕДИНЕНИЕ СРЕЗОВ ПО БОРТАМ
И ГОРЛОВИНЕ
Утепляющую прокладку подготовляют к соединению с верхом
изделия по-разному в зависимости от способов соединения: со
стачанными боковыми и нестачанными плечевыми срезами; со
стачанными боковыми и плечевыми срезами; с нестачанными
боковыми и плечевыми срезами.
Боковые срезы утепляющей прокладки стачивают на
стачивающей машине стачным или накладным швом с открытыми срезами
шириной 15—20 мм. При соединении деталей из ватина при
отлетной по низу подкладке боковые срезы соединяют стачным швом,
при притачной по низу подкладке — накладным швом с открытыми
срезами. Детали из ваты соединяют стачными швами. Накладные
боковые швы приутюживают, а стачные заутюживают или
разутюживают.
Соединение с изделием утепляющей прокладки вместе с
подкладкой на спецмашине (в изделиях с отлетной по низу
подкладкой). При соединении утепляющей прокладки вместе с подкладкой
на полуавтомате боковые и плечевые срезы подкладки должны
быть стачаны. Рукава подкладки могут быть втачаны в проймы,
боковые срезы утепляющей прокладки не стачаны.
Утепляющую прокладку полочек укладывают бортовыми
срезами под внутренние срезы подбортов так, чтобы они заходили
на 25 мм за внутренние срезы подбортов; подкладку полочек
накладывают на подборта, складывая детали лицевыми сторонами и
уравнивая бортовые срезы полочек подкладки и внутренние срезы
подбортов (рис. 131, а). Утепляющая прокладка и подкладка
должны свободно располагаться по всей длине бортового среза и
213
5"
Рис. 131. Соединение утепляющей прокладки с верхом изделия
обеспечивать посадку в области груди, равную 10—15 мм.
Бортовые срезы полочек утепляющей прокладки и подкладки,
внутренние срезы подбортов и бортовой прокладки закрепляют
специальными зажимами машины, затем притачивают утепляющую и
бортовую прокладки и подкладку к внутренним срезам подбортов,
отступая от плечевых срезов на 200 мм; ширина шва 10 мм.
Далее стачивают боковые и плечевые срезы утепляющей прокладки
на стачивающей машине с ножом. Подкладку притачивают в
верхней части к подбортам (на непритачанном участке) и по линии
горловины к верхнему (меховому) воротнику.
Утепляющую прокладку притачивают к шву втачивания
нижнего воротника, посаживая утепляющую прокладку. Строчку
прокладывают со стороны нижнего воротника на расстоянии
2 мм от шва его втачивания на стачивающей или специальной
машине.
Утепляющую прокладку изделия и рукавов прикрепляют
к швам втачивания рукавов в проймы и плечевым накладкам на
специальной разметочной машине со стороны рукавов на
расстоянии 1—2 мм от шва втачивания рукавов в пройму изделия
(в сторону срезов швов). Посадку прокладки рукавов
расправляют в соответствии с посадкой рукавов из основной ткани.
Утепляющую прокладку рукавов можно прикреплять к шву
втачивания рукавов на стачивающей машине до соединения
верхних плечевых накладок с изделием.
Срезы прокладки должны располагаться: по проймам —
вровень со строчками втачивания рукавов, внизу — на расстоянии
20—30 мм от низа в изделиях с отлетной по низу подкладкой, а
в изделиях с притачной по низу подкладкой срезы утепляющей
прокладки должны заходить за край припуска на подгиб низа
на 10—15 мм.
214
Особенности соединения с изделием утепляющей прокладки
до соединения с подкладкой. В изделиях, где боковые и плечевые
срезы утепляющей прокладки не стачаны, сначала с изделием
соединяют полочки прокладки (рис. 131, б). Для этого их
совмещают с полочками изделия и прикрепляют бортовые срезы
утепляющей прокладки к бортовой прокладке на спецмашине
потайного стежка или на стачивающей машине, посаживая
утепляющую прокладку в области груди.
В изделиях с отлетной по низу подкладкой утепляющую
прокладку дополнительно прикрепляют к внутреннему краю
бортовой прокладки от низа до линии талии на стачивающей машине
или на спецмашине потайного стежка. Дальнейшая обработка
такая же, как описано выше.
Соединение верха пальто с утепляющей прокладкой при
изготовлении одежды по индивидуальным заказам. Утепляющую
прокладку с обработанными боковыми и нестачанными плечевыми
срезами раскладывают на столе (швами вниз), сверху
накладывают изделие с соединенным нижним воротником и с втачанными
рукавами лицевой стороной вверх, уравнивая боковые швы верха
с боковыми швами прокладки. В нижней части боковые швы
могут не совпадать (в расклешенных изделиях, а также в изделиях
с отлетной по низу подкладкой). Складки и фалды укладывают
так, как они должны располагаться в готовом изделии по
модели.
По борту утепляющая прокладка должна перекрывать
внутренний срез подборта на 25—30 мм. В изделиях с отлетной
подкладкой нижний срез утепляющей прокладки должен
располагаться выше нижнего края пальто в готовом виде на 20—30 мм,
а в изделиях с притачной по низу подкладкой — на 10—15 мм.
Плечевые срезы, срезы пройм и горловины утепляющей
прокладки должны перекрывать обработанные швы верха на данных
участках на ширину шва. Сначала наметывают спинку верха на
утепляющую прокладку строчками параллельно проймам,
плечевым швам, горловине спинки на расстоянии 80—100 мм от них
прямыми стежками длиной 30—40 мм. Полочки верха
отвертывают на спинку, и боковые швы подшивают к утепляющей
прокладке стежками длиной 15—20 мм около строчки стачивания
боковых срезов, отступая от проймы на 80—100 мм и заканчивая
строчку на уровне линии бедер в изделиях с отлетной по низу
подкладкой и на расстоянии 80—100 мм от низа в изделиях с
притачной по низу подкладкой.
В изделиях расклешенных или свободной формы боковые швы
скрепляют только до линии талии. Полочки верха отгибают на
полочки утепляющей прокладки, расправляют складки, фалды
и наметывают по линии талии вдоль краев бортов, горловины,
плечевых швов, пройм прямыми стежками длиной 30—40 мм на
расстоянии 80—100 мм от срезов утепляющей прокладки. Затем
изделие перевертывают лицевой стороной вниз, срез утепляющей
Ш
прокладки подрезают так, чтобы он заходил за внутренний срез
подборта на 25—30 мм, а при наличии второго слоя ватина
оставляют 20—25 мм. Срезы утепляющей прокладки по бортам
пришивают к бортовой прокладке на спецмашине потайного стежка.
Внутренний срез бортовой прокладки настрачивают на
утепляющую прокладку на спецмашине зигзагообразной строчкой со
стороны бортовой прокладки от нижнего среза до линии
талии.
Прикрепление внутреннего среза подборта к утепляющей
прокладке зависит от способа соединения подкладки с изделием
и выполняется одновременно с соединением подкладки.
Дальнейшую обработку начинают с соединения утепляющей
прокладки рукава с изделием по окату на расстоянии 1 мм от
шва втачивания рукава по всей пройме со стороны прокладки
рукава разметочной строчкой, распределяя посадку в соответствии
с техническими требованиями. Закрепляют верхние плечевые
накладки и переходят к закреплению пройм утепляющей
прокладки на расстоянии 2—3 мм от шва втачивания рукава со
стороны утепляющей прокладки разметочной строчкой
петлеобразными стежками.
Заканчивают обработку утепляющей прокладки в верхней
части закреплением плечевых срезов и разметыванием прокладки
по горловине. Сначала прикрепляют плечевой срез полочки
утепляющей прокладки к плечевому шву спинки или к верхним
плечевым накладкам. Затем сверху срез полочки перекрывают
плечевым срезом утепляющей прокладки спинки и закрепляют его
косыми стежками (частотой 2 стежка в 10 мм), посаживая
прокладку в соответствии с посадкой спинки верха. Плечевые швы
утепляющей прокладки должны совпадать с плечевыми швами
верха. При обработке плечевых швов излишки ваты по срезам
удаляют.
Излишки утепляющей прокладки по проймам подрезают на
уровне срезов швов втачивания рукавов. Затем срезом
утепляющей прокладки по горловине перекрывают шов втачивания
воротника и закрепляют его на стачивающей машине со стороны
нижнего воротника на расстоянии 1—2 мм от шва втачивания
воротника или разметочной строчкой со стороны утепляющей
прокладки за шов втачивания воротника.
Детали утепляющей прокладки в изделиях покроя реглан и
с цельнокроеными рукавами раскраивают в соответствии с формой
деталей верха. В изделиях покроя реглан во избежание
утолщения срезы пройм рукавов утепляющей прокладки соединяют со
срезами пройм полочек и спинки швом встык. В нижней части
пройм утепляющую прокладку закрепляют так же, как в
изделиях с. втачными рукавами. Утепляющую прокладку в изделиях
с цельнокроеными рукавами закрепляют по плечевым и боковым
швам, по швам соединения ластовиц и по нижнему шву рукавов
верха.
216
8.6.2. СОЕДИНЕНИЕ ПОДКЛАДКИ ПО НИЗУ
ПАЛЬТО
Обработка нижнего среза утепляющей прокладки подкладкой.
Подкладку с верхом зимнего изделия соединяют теми же способами,
qTO и с верхом демисезонного пальто (см. п. 3.16).
При обработке отлетной по низу подкладки нижний край
утепляющей прокладки после подрезки огибают подкладкой с
образованием шва вподгибку с закрытым срезом шириной 50—60 мм.
Нижний срез подкладки заметывают со стороны утепляющей
прокладки со сквозным проколом стежков на расстоянии 2—3 мм
от сгиба подогнутого внутрь среза подкладки. Нижний край
подкладки застрачивают со стороны подкладки на стачивающей
машине (рис. 132, а), на машине зигзагообразной строчки
(рис. 132, б) с одновременным закреплением строчки на ширину
подгиба вдоль подборта или на машине потайного стежка
(рис. 132, в).
Особенности соединения с изделием подкладки с
окантованными подбортами. Внутренние срезы подбортов обрабатывают
окантовочным шнуром с открытым срезом шириной 3—4 мм без
выполнения строчки с лицевой стороны. Обтачку из
подкладочной ткани шириной 20—25 мм, выкроенную по уточной нити, или
специальную тесьму накладывают на внутренний срез подборта,
совмещая лицевые стороны и уравнивая срезы. Подборт
обтачивают на стачивающей машине с приспособлением-окантовывате-
лем. При выполнении операции без приспособления срезы
обтачивают на машине с ножом, оставляя припуск шириной 3—4 мм,
затем срез подборта огибают обтачкой, выправляют, выметывают
на спецмашине. Строчку выполняют с одновременным
соединением верха изделия с подкладкой. Для получения более тонкого
окантовочного шва обтачку, сложенную вдвое, прикладывают
сгибом к срезу подборта и притачивают к нему вдоль сгиба швом
шириной 2—3 мм.
Подкладку полочек выкраивают с дополнительным припуском
на шов по бортовому срезу, равным 30—40 мм, для
расположения его под внутренним краем подборта при соединении с верхом
изделия. С изделием подкладку можно соединять со стачанными
или нестачанными боковыми срезами. Обработку подкладки перед
'5 б
Рис. 132. Способы обработки низа утепляющей прокладки
217
соединением с изделием выполняют так, как описано в п. 3.16.
Для соединения с подкладкой изделие раскладывают на столе
утепляющей прокладкой вверх, правым бортом к работающему.
Сверху накладывают подкладку изнанкой вниз, совмещая
боковые швы и уравнивая контрольные знаки на бортовом срезе
подкладки и внутреннем крае подборта. Соединение подборта с
подкладкой выполняют машинной строчкой около шва или в шов
притачивания обтачки.
Выстегивание утепляющей прокладки с подкладкой. Для
повышения качества обработки и улучшения внутренней отделки
изделия применяют выстегивание утепляющей прокладки вместе
с подкладкой, образуя различные рисунки, ромбы, квадраты,
полосы и т. д. Подкладку соединяют (выстегивают) с ватином на
стачивающей одноигольной или специальной многоигольной
машине.
Линии для прокладывания строчек на одноигольной машине
наносят по лекалу или трафарету; строчки прокладывают по
подкладке. Выстегивание подкладки с ватином на многоигольной
машине выполняется в полотне (до раскроя), рисунок задается
по программе.
При комбинированном выстегивании рисунок может быть
выполнен от верха до линии талии или от линии талии до низа
изделия. Соединяют выстеганную подкладку с верхом изделия так
же, как в изделиях с окантованными подбортами.
8.7. особенности обработки изделий
с пристегивающейся утепленной
подкладкой
Пальто, полупальто и различные куртки с пристегивающейся
утепленной подкладкой, с рукавами или без рукавов изготовляют
также, как летние и демисезонные изделия. Исключение
составляет обработка внутренних срезов подбортов и соединение
подкладки, утепленной прокладки с подбортами. Внутренние срезы
подбортов и плечевые части окантовывают, как описано выше
с закреплением канта в строчку шва обтачивания. На
расстоянии 35—40 мм от обтачанных краев прокладывают строчки,
закрепляя ими внутренние срезы обтачек для окантовывания. На
подбортах размечают по лекалам петли, которые обметывают на
спецмашине. Петли могут быть навесными из специальной ленты8
полосок ткани или кожи.
Края подкладки полочек должны попадать на 25—30 мм под
строчки, проложенные на расстоянии 35 мм от внутренних краев
подбортов.
Утепленную подкладку для пальто, полупальто и курток
изготовляют из двух слоев подкладочной ткани, ватина,
синтетической ваты, синтепона или из специальных защитных тканей.
ия
Рис. 133. Выстегивание пристегивающейся утепленной подкладки
При изготовлении утепляющей подкладки для лицевой
стороны используют основную или подкладочную ткань.
Утепленная подкладка может быть с рукавами и без рукавов
и заканчиваться на 200—300 мм ниже линии талии или на
расстоянии 50—100 ым от низа изделия.
После соединения утепляющей прокладки с подкладкой
детали подкладки уточняют по лекалам, боковые срезы основной
подкладки и подкладки, соединенной с утепляющей прокладкой,
стачивают швом шириной 10 мм. Плечевые срезы обеих подкладок
стачивают также швом шириной 10 мм.
Основную подкладку и подкладку, соединенную с утепляющей
прокладкой, складывают лицевыми сторонами внутрь и
обтачивают по основной подкладке на машине с ножом швом шириной
У мм их бортовые срезы, горловину и низ, совмещая контрольные
знаки. Подкладку через пройму вывертывают на лицевую
сторону и прокладывают строчку по краю горловины, бортовым
срезам, низу и краю разреза спинки, образуя из основной
подкладки кант шириной 2—3 мм. Расстояние от строчки до края
равно 3—4 мм. Проймы подкладки окантовывают. На полочках
размечают по лекалу пуговицы; пуговицы на полочках и на спинке
(одну посередине горловины) пришивают на специальной машине.
Для повышения качества обработки выстегивание утепленной
подкладки выполняется на многоигольной машине в
соответствии с заданной программой рисунка (рис. 133).
219
8.8. ОСОБЕННОСТИ ОБРАБОТКИ ПАЛЬТО ИЗ ПЛАЩЕВОЙ
ТКАНИ С УТЕПЛЯЮЩЕЙ ПРОКЛАДКОЙ
ИЗ ИСКУССТВЕННОГО МЕХА
Описание внешнего вида (рис. 134). Пальто прямого силуэта
с центральной бортовой застежкой с отгибающимися лацканами.
Полочки из двух частей с вертикальным рельефом от середины
плечевого шва. Застежка по краю борта выполнена на пять кно-
пок-пуговиц. Боковые карманы расположены в рельефных швах.
Спинка из трех частей с двумя вертикальными рельефами от
середины плечевых швов. Рукава втачные двухшовные, низ
рукавов закреплен отделочной строчкой. Воротник и лацканы
отложные, обработаны мехом утепляющей прокладки. Края
бортов закреплены отделочной строчкой на расстоянии 8—10 мм от
края. Низ изделия обработан швом вподгибку с закрытым срезом
и закреплен машинной строчкой шириной 20—25 мм. Верх пальто
обрабатывают в соответствии с техническим описанием модели
без обработки бортов, воротника, низа изделия и низа рукавов.
220
Рис. 134. Модели утепленных пальто из плащевой тка
ни
,.;■
Обработка утепляющей прокладки. Утепляющая прокладка из
искусственного меха заменяет подкладку и является отделкой
изделия. Раскрой полочек и спинки выполняют в соответствии с
деталями верха изделия. Подборта выкраивают вместе с полочками.
Рукава утепляющей прокладки состоят из деталей ватина и
подкладки.
Части деталей из искусственного меха соединяют стачными
швами шириной 10 мм с одновременным или последующим
обметыванием срезов на спецмашине. Утепляющая прокладка по низу
изделия может быть отлетной или закрепленной. В пальто с
отлетной прокладкой (после обмелки и обрезки) нижний срез
прокладки окантовывают швом шириной 7—8 мм с одновременным
вкладыванием и закреплением держателей над боковыми швами.
Обработка деталей рукавов утепляющей прокладки,
соединение их с деталями подкладки и обработка локтевых швов
выполняется аналогично обработке рукавов зимнего пальто (см. п. 8.3). .
Соединение утепляющей прокладки с рукавами верха по низу
выполняют машинным способом после соединения утепляющей
прокладки с изделием. Обработанные рукава утепляющей
прокладки втачивают в проймы меховой прокладки на стачивающей
машине швом шириной 10 мм со стороны рукавов в соответствии
с требованиями к соединению рукавов с проймами.
Обработка воротника и соединение его с горловиной. Нижний
воротник соединяют с верхним (меховым) обтачным швом шириной
5—7 мм со стороны нижнего воротника. Для устойчивости края
припуск на шов обтачивания по отлету настрачивают со стороны
нижнего воротника на расстоянии 2 мм от шва, не доходя до
концов воротника на 50—-70_мм. При соединении воротника с
горловиной втачивают только нижний воротник швом шириной 10 мм;
шов разутюживают на участках от плечевых швов до концов
воротника.
Соединение утепляющей прокладки с верхом изделия.
Утепляющую прокладку соединяют с верхом изделия по краям бортов
обтачным швом шириной 5 мм, начиная от конца горловины и
заканчивая у линии подгиба низа. Обтачивание выполняют со
стороны полочек верха по контрольным знакам. На участке угла
борта припуск на подгиб низа полочки (с подогнутым в сторону
изнанки срезом на 8—10 мм) направляют на лицевую сторону
полочки, перегибая по линии низа, располагая его между
полочкой верха и утепляющей прокладкой. Нижний срез утепляющей
прокладки по краю борта должен быть расположен на уровне
подгиба низа пальто.
После вывертывания бортов на лицевую сторону для
устойчивости краев лацканов припуск на шов обтачивания закрепляют
с лицевой стороны полочек верха на расстоянии 2 мм от шва,
не доходя до углов лацкана на 50—70 мм. По бортам, начиная
от сгиба лацкана, выполняют отделочную строчку шириной
8—10 мм.
221
Швы раскепов, доходящие до плечевых швов, соединяют
стачным швом шириной 10 мм g последующим разутюживанием.
Затем изделие вывертывают на изнаночную сторону.
К срезу стойки верхнего мехового воротника прикладывают
концы вешалки и закрепляют ее машинной строчкой. Меховой
воротник втачивают в горловину спинки меховой утепляющей
прокладки швом шириной 10 мм. Для этого детали мехового
воротника и утепляющей прокладки по горловине складывают
волосяным покровом внутрь, совмещая срезы, и соединяют на
стачивающей машине по воротнику.
Затем припуски по срезу горловины утепляющей прокладки
прикрепляют к припускам на шов втачивания нижнего
воротника на стачивающей машине швом шириной 4—5 мм.
Срезы низа рукавов утепляющей прокладки и верха
стачивают швом шириной 10 мм со стороны утепляющей прокладки,
уравнивая швы стачивания самих рукавов. Затем рукава
вывертывают на лицевую сторону и по низу прокладывают отделочную
строчку.
Припуски на швы втачивания рукавов утепляющей прокладки
прикрепляют к припускам швов пройм верха по верхнему и
нижнему участкам строчкой длиной 25—30 мм со стороны припусков
на швы втачивания рукавов (сначала закрепляют верхнюю, а
затем нижнюю часть). Изделие вывертывают на лицевую сторону
и застрачивают срез низа изделия швом вподгибку с закрытым
срезом на расстоянии 2 мм от внутреннего сгиба.
8.9. КРАТКАЯ ХАРАКТЕРИСТИКА НАТУРАЛЬНЫХ
МЕХОВ
При пошиве зимних изделий применяются различные виды
натуральных мехов. В основном они употребляются для воротников,
манжет, различных отделок пальто, а также для пошива меховых
пальто, жакетов и других изделий.
Натуральные меха — это выделанные шкурки млекопитающих
животных (диких или разводимых пушных зверей, домашних
животных и морских зверей), пушных птиц. Пушным сырьем
называют невыделанные шкурки пушных зверей, меховым —
невыделанные шкуры морских зверей и домашних животных.
Пушно-меховой полуфабрикат подразделяется на натуральный,
крашеный, стриженый, эпилированный и стриженый, щипаный;
натуральный — это шкуры выделанные, но неокрашенные;
крашеный — шкуры, окрашенные после выделки; стриженый —
волосяной покров шкуры подстрижен на специальных стригальных
машинах; эпилированный и стриженый — грубый остевой волос
обрезан почти у самого основания на специальных эпилировоч-
ных машинах, а затем подстрижен; щипаный — остевой волос,
выщепан.
222
Шкурки могут быть натуральные и крашеные. Шкурки
красят, чтобы улучшить цвет волосяного покрова или для имитации
дешевых видов меха под более дорогие (например, кролик под
котик, суслик под норку и т. д.).
Меха ценятся за хорошие теплозащитные свойства и
достаточную носкость, а также за их эстетические свойства. Самый
теплый — мех песца, самый прочный — камчатского бобра и выдры.
Лучшего качества волосяной покров достигает в зимнее время,
когда волос наиболее длинный и пышный. Наиболее ценится мех
молодых животных (детенышей) в первые дни их жизни.
Наиболее распространен мех песца, норки, нутрии, енота,
ондатры, каракуля, каракульчи, мерлушки, овчины и т. д.
Песец — хищный зверь. Волосяной покров его шкурки очень
густой, высокий и шелковистый, с длинной мягкой остью и
плотным пухом.
Норка — хищный земноводный зверек с густым, блестящим и
пышным мехом.
Нутрия — земноводный грызун. Мех ее состоит из грубой
длинной ости и невысокого очень густого и шелковистого
пухового волоса. Шкурки нутрии могут быть выщепаны, такой мех
напоминает обезьяний.
Шкурка ондатры —■ небольшого земноводного грызуна
(мускусной крысы) — имеет густой и блестящий волосяной покров.
Каракуль — шкурки ягнят в возрасте одного-трех дней овец
каракульской породы.
Каракульча — шкурки ягнят-недоносков (утробного развития)
овец каракульской породы.
Мерлушка — шкурки ягнят в возрасте двух недель овец
грубошерстной породы.
Овчина — шкуры овец не моложе 5—7-месячного возраста.
В зависимости от породы овец овчина бывает меховая и шубная.
Из меховой овчины путем особой обработки волосяного покрова
получают ценные имитации дорогих мехов (под выдру, котик,
леопарда и др.)- Из шубной овчины изготовляют изделия,
называемые нагольными (т. е. кожевой тканью наружу). После
дубления кожевая ткань приобретает вид замши и имеет после
окрашивания цвет белый, бежевый, коричневый, зеленый и др.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. В какой последовательности составляется описание внешнего вида зимнего
пальто по модели?
2. Какие необходимы детали кроя для зимнего пальто и каковы наименования
срезов и линий?
3. Какие существуют виды и способы обработки утепляющих прокладок?
4. Какие известны способы соединения утепляющих прокладок с рукавами?
5. Как обрабатывают меховые манжеты?
6. Какие бывают меховые воротники, их назначение и способы соединения
с нижним воротником?
7. Как соединяются утепляющая прокладка и подкладка с верхом изделия
при массовом изготовлении одежды?
223
8. Какие необходимы дополнительные операции при обработке пальто с
пристегивающейся утепленной подкладкой?
9. Каковы особенности соединения утепляющей прокладки из искусственного
меха с верхом изделия?
10. Какие натуральные меха чаще встречаются и какова га характеристика?
11. Какие меха каракульских пород вы знаете?
9. ОСОБЕННОСТИ ОБРАБОТКИ КУРТОК
9.1. ОБЩИЕ СВЕДЕНИЯ О КУРТКАХ
В последнее время широкое распространение получили
спортивно-бытовые куртки как наиболее удобный вид верхней одежды
для людей всех возрастных групп. Ассортимент курток
разнообразен: летние, утепленные, всесезонные на съемной утепляющей
прокладке и др.
Внешний вид курток зависит от наличия отделочных строчек,
деталей и фурнитуры. Наиболее часто встречаются следующие
отделочные элементы, распространенные на всех деталях курток:
различные строчки, складки, накладные и прорезные карманы,
отлетные и настрочные кокетки, съемные детали, клапаны,
хлястики, пояса и пояса-кул иски, капюшоны, двойные и тройные
застежки и др.
Особую красоту курткам придает фурнитура: различные
пуговицы, кнопки-пуговицы, блочки, пряжки, застежки-молнии для
карманов и разъемные для бортов; отделочные элементы из
металла, пластмассы, дерева, кожи, замши и широкий ассортимент
настрочных эмблем. Кроме этого используются отделочные швы
и комбинации различных видов и цветов материалов.
Куртки пошивают однослойными и многослойными. Пакет
материалов для многослойных курток подбирается в зависимости
от назначения изделия и вида применяемых материалов. ,
Варианты пакетов могут быть следующие: основной материал,
утепляющая прокладка и подкладка; основной материал и
утепляющая подкладка из искусственного меха или шерстяной ткани
и других материалов; основной материал и утепляющая
подкладка из натурального меха; основной материал и утепляющая
прокладка из натурального меха (из отходов) и подкладка;
основной материал и подкладка.
В качестве основных материалов для бытовых курток
используются ткани капроновые с пленочным покрытием; плащевые
смесовые с водоотталкивающей пропиткой; плащ-пальтовые из
полиэфирных текстурированных нитей с водоотталкивающей
пропиткой и др.
Для подкладки изделий применяются различные
подкладочные ткани, в том числе из капроновых нитей.
В качестве утепляющей прокладки в последнее время широко
используется полотно клеевое объемное теплоизоляционное,
дающее красивый объемный вид после выстегивания. Для утепления
224
применяется также иглопробивное теплоизоляционное полотно —
ватин синтетический холстопрошивной и др. ,
В борта и мелкие детали (листочки, клапаны, пояса и др.)
в качестве прокладочного материала применяется полотно
нетканое клеевое прокладочное.
9.2. ОБРАБОТКА КУРТОК
Особенностью обработки курток является выстегивание деталей
верха с деталями утепляющей прокладки строчками, создающими
различные рисунки, что придает изделиям красивый объемный
внешний вид.
Детали полочек, спинки, рукавов накладывают на детали из
утепляющей прокладки, закалывают в нескольких местах
булавками во избежание их перемещения и выстегивают со стороны
основных деталей. Затем детали подрезают по лекалам (с
припусками на швы) и закрепляют срезы булавками либо машинной
строчкой, что является подготовкой к стачиванию.
Боковые, плечевые швы, швы рукавов и втачивания рукавов
в проймы выполняют стачными шириной не менее 10 мм с
захватом деталей верха и утепляющей прокладки.
Борта обрабатывают подбортами обтачным швом с
одновременным захватом бортовых срезов полочки утепляющей прокладки
и подбортов с последующим закреплением отделочной строчкой.
В зависимости от модели застежка курток по бортам может быть
на пуговицы, застежку-молнию и в виде заклепочных соединений
(табл. 7).
Соединение деталей подкладки для куртки (стачивание средних
срезов спинки, боковых, плечевых срезов и срезов рукавов,
а также втачивание рукавов в проймы) производится так же, как
для основного изделия.
Подготовленная подкладка вначале соединяется с внутренними
срезами подбортов, а затем с низом изделия стачным швом
шириной 10 мм. Нижний край куртки выплавляется и застрачивается
со стороны основной ткани на ширину отделочной строчки (10—
20 мм) или вертикальными строчками, совпадающими со
строчками выстегивания, высотой 50—60 мм, что закрепляет
подкладку от возможного перемещения.
Детали воротника обтачивают с трех сторон вместе с
утепляющей прокладкой, затем вывертывают на лицевую сторону и края
закрепляют отделочной строчкой. После этого воротник
соединяют с горловиной.
В зависимости от модели низ куртки и рукавов может быть
обработан швом вподгибку с закрытым срезом (с эластичной
тесьмой) или притачным поясом (в рукавах с манжетами) и
трикотажным полотном.
В последние годы широкое распространение получила
фурнитура с помощью заклепочного соединения (см. табл. 7) — это
пуговицы, кнопки-пуговицы, заклепки, блочки, люверсы, пуго-
8 Литвинова И. Н. и др. 225
Виды заклепочных соединений
Таблица7
Закрепляемая фурнитура
Графическое изображение
заклепочного соединения
Примечание
Пуговицы
Кнопки
Заклепки
■
Блочки, люверсы
литьевые
Блочки, люверсы
Пуговицы литьевые
Заклепки литьевые
Крючки и петли
Замкнутые заклепки
(литьевые)
Отверстие не
прорезается
Отверстие прорезается
предварительно
То же
»
Отверстие не
прорезается
То же
]
-
»
вицы литьевые, заклепки литьевые, крючки и петли, замкнутые
заклепки (литьевые).
Заклепочные соединения по конструктивно-технологическому
признаку делятся на три группы:
соединения, для выполнения которых необходим подход с двух
сторон (с лицевой и изнаночной). Таким способом закрепляются
пуговицы, кнопки-пуговицы, блочки, люверсы;
соединения, для выполнения которых достаточно обеспечить
подход с одной стороны — со стороны закладной головки. Этим
способом закрепляют заклепки;
соединения, получаемые непосредственно на тканях в
процессе литья под давлением. Это пуговицы литьевые, заклепки
литьевые, крючки и петли, замкнутые заклепки (литьевые).
На швейных изделиях клепку осуществляют механическим
способом на прессах или термическим.
Наиболее удобными являются самопроникающие заклепки,
которые проникают через структуру ткани (без ее разрушения)
при их креплении. Так закрепляются пуговицы, блочки, люверсы,
что создает высокую прочность и герметичность соединения.
226
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какие виды курток вы знаете и какова их характеристика?
2. Какие применяются материалы (основные, прокладочные и подкладочные)
при изготовлении курток?
3. Какие отделочные элементы и фурнитура применяются в куртках?
4. Каковы технологические особенности обработки курток?
б. На какие группы делятся заклепочные соединения?
10. ИЗГОТОВЛЕНИЕ ОДЕЖДЫ ПО ИНДИВИДУАЛЬНЫМ
ЗАКАЗАМ
10.1. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ С
ПРИМЕРКАМИ
Изготовление одежды по индивидуальным заказам входит в
комплекс работ по бытовому обслуживанию населения и включает
следующие стадии работ: конструкторско-технологическую
подготовку производства к внедрению новых моделей (КТПП);
прием заказов (выбор модели, материалов, снятие мерок,
оформление паспорта заказа с эскизом изделия и квитанции); подготовку
материалов к раскрою; раскрой деталей изделия закройщиком;
подготовку изделия к примерке; примерку изделия на фигуру
заказчика с целью уточнения параметров изделия и модели;
изготовление изделия после примерки; сдачу готового изделия
заказчику с примеркой на фигуру.
Необходимым этапом технологического процесса изготовления
одежды по индивидуальным заказам является примерка изделия
на фигуре заказчика. Основное назначение примерок — достичь
соответствия формы изделия форме фигуры, удовлетворить
запросы заказчика и точно выполнить модель изделия.
Наибольшее распространение получило изготовление изделий
с одной примеркой. Такая форма изготовления изделий сокращает
цикл производственного процесса, ликвидируя повторные
операции, увеличивает производительность труда, создает условия
работы в укрупненных бригадах, сокращает срок изготовления
изделия без ухудшения его качества и экономит время заказчика.
Наиболее прогрессивным методом конструирования и
изготовления одежды по индивидуальным заказам населения является
так называемый метод гибкой конструкции. Данный метод
позволяет пошивать изделия без выполнения традиционных примерок.
Сущность его заключается в использовании специально
разработанных измерительных устройств (макетов). Макеты
представляют собой условные изделия без рукавов (жилеты), разъемные
по ряду конструктивных линий. Во время снятия мерок на
заказчика надевают такой жилет, подгоняют его по фигуре и уточняют
формы деталей изделия заказываемой модели.
При изготовлении изделий с одной примеркой закройщикам
необходимо пользоваться единым методом конструирования, ис-
8* 227
Таблица 8
Припуски на швы в крое для женских пальто, полупальто,
плащей и жакетов, изготовляешь» по индивидуальным заказам, см
Участок детали
Си
Средний срез
Срез горловины
Плечевой срез
Линии проймы
в верхней части
у вершины бокового среза
Боковой срез
Срез низа изделия
Модельные линии
без отделочной строчки
с отделочной строчкой к ширине
строчки дополнительно
Плечевой и средний срезы рукава
в изделиях с цельнокроеными
рукавами
Нижний срез рукава в изделиях
с цельнокроеными рукавами
П о
Срез горловины
у вершины
у основания
Плечевой срез
Линия проймы
в верхней части
на уровне измерения ширины
переда
у вершины бокового шва
Боковой срез
Срез низа изделия
Модельные линии
без отделочной строчки
с отделочной строчкой
дополнительно к ширине строчки
Плечевой и средний срезы рукава
в изделиях с цельнокроеными
рукавами
Нижний срез рукава в изделиях
с цельнокроеными рукавами
Р'
Срез оката верхней части
Срез оката нижней части у вершины
локтевого среза
Передний срез
-Локтевой »
верхней части
нижней »
Припуски
на швы
в крое
инка
3
2
3
2,5
2
3
6
3
+2
3
2
почка
2
1
3
2,5
1,5
2
3
6
3
+2
ft
О
2
/каа
1
2
1
3
3
3
2
3
2,5
2
3
4
3
+2
3
2
2
1
3
2,5
1,5
2
3
4
3
+2
3
2
1
2
1
3
3
Ширина шва
в готовом виде
1,5—3
1—1,5
2
1,5—2
1—1,5
2
5
■
2
+(1 ... 1,5)
1,5—2
1,5—2
1
1
2
1,5—2
1—1,5
1—1,5
2
5
2
+(1 ... 1,5)
1,5—2
1,5—2
1
1
1
1—2
1—2
1,5—3
1—1,5
2
1,5—2
1—1,5
2
3
2
+{1 ... 1,5)
1,5—2
'
1,5—2
1
1
2
1,5—2
1—1,5
1—1,5
2
3
2
+ (1 ... 1,5)
1,5—2
1,5—2
1
'■ 1 '■
■
1
1—2
1—2
228
Окончание табл.
Участок детали
Припуски
на швь
в крое
Верхний срез двухшовного рукава
втачного
покроя реглан
Нижний срез рукава
одношовного
двухшовного
Линия проймы в рукавах реглан
Участок горловины в изделии с
кавами реглан
Низ рукава
Ластовица
2
3
3
2
2,5
РУ- 2
5
2
2
3
3
2
2,5
2
5
2
Припуски на швы в крое для брюк, юбок, жилетов,
изготовляемых по индивидуальным заказам, см
Участок детали
Боковой срез
Шаговый »
задних половинок
передних »
Передний срез
Средний срез задней половинки в
Верхний срез
Срез низа брюк без манжет
Боковой срез
Верхний »
Срезы клиньев
Срезы низа юбки
прямой
расклешенной
Модельные линии
Полочка
плечевой срез
бортовой »
срез проймы
боковой срез
срез низа полочки
Спинка
средний срез
срез горловины
плечевой срез
линия проймы
боковой срез
срез низа спинки
Брюки
верхней части
Юбка
Жилет
•
Ширина шва
в готовом виде
1,5—2
1,5—2
1,5—2
1,5—2
1,5—2
1
4
1,5—2
Т
Припуски
на швы
и запасы
в крое
3
1
■■1" ■
4
1
6
3
1,5
1,5—2
7
4
3
3
1
1
л
i
2
, . 3
1
1' ■■•
3
1
1,5—2
1,5—2
1,5—2
1,5—2
1,5—2
1
4
1,5—2
а б л и ц а 9
Ширина шва
в готовом
виде
1
1,5—2
Г
■-'¥'
з ■•■
.■-. 1; ц
' 5
2
1-1,5
1,5
5
н
о
1 ;5—2
! ,5—2
1
1. ■■■ :
1
1
1,5
1
'1
1
1,5
1
229
пользуя лекала базовой конструкции, точно снимать мерки с
учетом особенностей фигуры заказчика, а также применять передовые
методы обработки изделий.
Выполнение двух примерок предусматривается при
изготовлении более сложных моделей изделий на фигуры с резко
выраженными отклонениями от типового телосложения, небольшом опыте
работы закройщика и при обучении учащихся.
Подготовку изделия к примеркам выполняют индивидуально
или бригадой из трех-четырех человек.
При выкраивании основных деталей изделия по срезам делают
припуски на швы в крое, которые отмечают мелом. Припуски
необходимы для подгонки изделия по фигуре заказчика во время
примерки. Значения припусков для женских пальто, полупальто,
плащей, жакетов указаны в табл. 8, а припусков для брюк, юбок,
жилетов — в табл. 9. При достаточном количестве ткани по
желанию заказчика припуски на швы в готовом виде по боковым
срезам, низу изделия и рукавов увеличивают. При малом
количестве ткани по согласованию с заказчиком припуски на швы
в готовом виде по указанным срезам уменьшают.
10.2. ПЛЕЧЕВЫЕ ИЗДЕЛИЯ
10.2.1. ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ С ОДНОЙ
ПРИМЕРКОЙ
Подготовка изделий к примерке. Получив крой от закройщика,
бригадир или мастер приступает к подготовке изделия к
примерке. Эта процедура включает следующие операции:
проверку наличия деталей кроя, перенос линий с одной парной
детали на другую и прокладывание ниточных строчек по меловым
линиям;
стачивание вытачек, рельефных швов, складок на полочках;
обработку бортовой прокладки, верхних плечевых накладок
и частей нижнего воротника;
влажно-тепловую обработку полочек, спинки, бортовой
прокладки и верхних частей рукавов;
наметывание полочек на бортовую прокладку и выстегивание
лацкана;
соединение нижнего воротника с прокладкой;
сметывание и заметывание составных частей спинки;
сметывание и заметывание боковых и плечевых срезов;
прокладывание кромки по проймам;
заметывание низа изделия;
стачивание передних срезов рукавов;
сметывание и заметывание локтевых срезов правого рукава;
заметывание низа рукава;
вметывание нижнего воротника в горловину;
вметывание правого рукава в пройму;
230
прикрепление верхних плечевых накладок и паспорта изделия;
проверку качества выполненных операций, подготовленных
к примерке.
К примерке могут быть обработаны борта и карманы изделия.
В изделиях на фигуры сутулые, перегибистые и с разной высотой
плеч к примерке вметывают два рукава.
Особенностью подготовки к примерке зимнего изделия
является обработка утепляющей прокладки и соединение ее с верхом
изделия. В изделиях покроя реглан рукава вметывают в проймы.
В изделиях с цельнокроеными рукавами при сметывании нижних
срезов вметывают ластовицы.
Изготовление изделия с одной примеркой требует от
закройщика большой ответственности за качество выполнения примерки.
Проведение примерки. При проведении примерки закройщик
уточняет посадку изделия на фигуре, формы и пропорции деталей
изделия, размеры декоративно-отделочных деталей и их
размещение на изделии. Примерку проводят в такой последовательности:
надевают изделие на заказчика и закалывают булавками
полочки, совмещая линии полузаноса;
расправляют изделие на фигуре и осматривают все изделие;
выпарывают рукава из проймы;
уточняют баланс изделия;
проверяют облегание изделием фигуры заказчика в
соответствии с силуэтной формой, выявляют необходимость
дополнительной влажно-тепловой обработки, определяют участки, требующие
различных прокладок;
определяют ширину борта, расположение и количество петель
и форму воротника;
уточняют линию проймы правого рукава, соединяют правый
рукав с проймой булавками, уточняют высоту оката,
расположение контрольных знаков, ширину и длину рукава;
уточняют длину изделия;
определяют расположение и форму декоративных элементов
(карманов, хлястиков, отделочной строчки и т. д.).
Баланс и силуэтную форму изделия проверяют с учетом
правой и левой сторон изделия. Все остальные изменения выполняют
по правой стороне. Нанося и уточняя конструктивные линии,
закройщики пользуются условными меловыми обозначениями
(табл. 10).
После проведения примерки закройщик выпарывает нижний
воротник, рукав, распарывает боковые и плечевые швы. Затем
по правой стороне изделия, руководствуясь нанесенными
меловыми обозначениями, закройщик снова намечает линии
горловины,' плеча, проймы, боковых срезов и низа изделия, если они
изменились; уточняет форму лацкана и расположение петель;
наносит линии соединения отделочных деталей на изделии,
предварительно уточнив их форму; проверяет ширину и длину оката
рукава и соответствие его пройме, уточняет ширину и длину ру-
231
, Т а б л и ц а 10
Условные обозначения, применяемые при примерке и изготовлении изделий
Операция
Описание условного обозначения
Графическое
изображение
условного
обозначения
Оттянуть срез
Сутюжить выпуклость
Наложить накладку
в области груди
Наложить плечевую
накладку
Удлинить деталь или
изделие
Укоротить деталь или
изделие
Расширить изделие
или деталь
Сузить изделие или
деталь
Поднять или опустить
деталь
Перемещение линии
кармана
Зигзагообразная линия в месте
оттягивания
Несколько полукруглых линий в
месте сутюживания
Несколько двусторонних
полукруглых линий в местах накладок
Несколько полукруглых линий,
указывающих границы накладок
Поперечная линия, указывающая
величину удлинения, и пересекающие
ее две продольные линии
Поперечная линия, указывающая
величину укорочения
Продольная линия, указывающая
величину расширения, и пересекающие
ее две поперечные линии
Продольная штриховая линия,
указывающая величину сужения
(такой же линией уточняют пройму и
закругление бортов)
Короткая линия, которую проводят
ниже или выше надсечки на детали
в зависимости от того, требуется
деталь поднять или опустить
Поперечная штриховая линия
I ■
кава; затем определяет окончательную форму нижнего воротника
и длину его в соответствии с горловиной.
На деталях изделия закройщик условными обозначениями
намечает расположение необходимых прокладок и места
дополнительной влажно-тепловой обработки для лучшего закрепления
формы изделия; проверяет наличие контрольных знаков для
соединения деталей и при необходимости наносит новые знаки;
выкраивает мелкие детали (верхний воротник, подборта,
накладные карманы, хлястики и т. д.) в зависимости от модели изделия.
Изделие вместе с выкроенными деталями закройщик передает
для дальнейшей обработки. Мастер или бригадир, получив
изделие после примерки, проверяет наличие деталей, просматривает
внесенные изменения, удаляет нитки сметывания и новые меловые
232
линии переводит на симметричные детали, прокладывает ниточные
строчки по линиям, по деталям верха подкраивает детали
подкладки и приступает к обработке изделия.
10.2.2. ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ С ДВУМЯ
ПРИМЕРКАМИ
Выполнение двух примерок необходимо при изготовлении
сложных моделей изделий на фигуры с резко выраженными
отклонениями от типового телосложения.
Первую примерку можно выполнить после сметывания,
заметывания или стачивания вытачек, рельефов, средних срезов
спинки; после выстегивания лацкана, сметывания и заметывания
боковых и плечевых срезов; после вметывания в горловину
воротника, заметывания низа изделия и рукава, вметывания правого
рукава.
При подготовке изделия ко второй примерке обрабатывают'
вытачки на полочках и спинке, рельефные швы и складки. На
полочках обрабатывают карманы, обтачные петли, борта, низ
изделия, стачивают боковые и плечевые срезы, обрабатывают
воротник и окончательно соединяют его с горловиной, полностью
обрабатывают рукава и вметывают их в проймы. В изделиях,
отрезных по линии талии, сметывают и заметывают детали по
линии талии.
В изделиях на фигуры с резко выраженными отклонениями от
типового телосложения или при пошиве сложных моделей
изделий плечевые и боковые срезы могут быть сметаны и заметаны,
а воротник вметан в горловину.
При проведении второй примерки закройщик проверяет
правильность вметывания рукавов, еще раз согласовывает с
заказчиком длину изделия, уточняет баланс изделия (со сметанными
плечевыми срезами) и форму воротника. После проведения
примерки закройщик выпарывает рукава (если это необходимо),
уточняет линии пройм, ставит новые контрольные знаки, уточняет
низ изделия в зависимости от исправления. Затем закройщик
передает изделие мастеру или в бригаду для его окончательной
обработки. Проведение примерки, нанесение уточненных линий
после примерки выполняются закройщиком по правилам,
описанным выше.
10.3. ПОЯСНЫЕ ИЗДЕЛИЯ
Подготовка юбки к примерке. После получения кроя от
закройщика мастер готовит изделие к примерке в такой
последовательности:
проверяет детали кроя и переносит линии с одной стороны
изделия на другую, симметричную ей, сторону;
сметывает и заметывает вытачки, рельефные швы, складки;
сметывает и заметывает боковые швы;
233
заметывает низ юбки;
приметывает к верхнему срезу юбки (с изнаночной стороны)
корсажную тесьму;
проверяет качество сметанного изделия.
В сильно расклешенных юбках низ сразу не заметывают,
выдерживая изделие в подвешенном состоянии 2—3 дня.
Подготовка брюк к примерке. Женские брюки в зависимости
от особенностей телосложения можно изготовлять без примерки
или с примеркой на фигуре. Изделие готовят к примерке в такой
последовательности:
проверяют наличие деталей и прокладывают ниточные строчки;
сметывают и заметывают вытачки;
сметывают и заметывают боковые и шаговые срезы;
сметывают средние срезы;
заметывают низ брюк;
приметывают к верхнему срезу брюк корсажную тесьму или
пояс;
проверяют качество сметанного изделия.
К примерке в брюках могут быть полностью обработаны
боковые, шаговые швы и карманы.
Проведение проверки поясных изделий. Закройщик надевает
изделие на заказчика, закалывает корсажную тесьму по линии
талии и проверяет баланс изделия. Для уточнения баланса (если он
нарушен) закройщик перекалывает боковой шов, перемещая для
этого переднюю и заднюю деталь по вертикали на необходимую
величину, и закалывает булавками. Далее он проверяет ширину
изделия в области талии, бедер, низа, уточняет ширину и длину
вытачек, затем проверяет линию верхнего края и устанавливает
длину изделия.
После примерки в юбках или брюках отпарывают корсажную
ленту или пояс, распарывают детали, приутюживают их и
уточняют линии, измененные во время проведения примерки.
. ■
10.4. ИЗДЕЛИЯ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
■ ■
При пошиве пальто, курток из дублированных материалов, из
искусственной кожи или замши, а также плащей из
хлопчатобумажной ткани с водоотталкивающей пропиткой, из капроновых
тканей с пленочным покрытием выполняют только одну примерку,
так как на материалах для этих изделий остаются следы от
прокола иглой.
При подготовке к примерке изделий из перечисленных
материалов рукав в пройму не вметывают, низ рукава и изделия не
заметывают. При проведении примерки, выбрав правильное
расположение рукава, его вкалывают в пройму булавками. После
уточнения длины рукава и низа изделия рукав закалывают булавками
в нескольких местах.
234
Изделия из формоустойчивых трикотажных полотен
изготовляют с одной или двумя примерками, а изделия из плотных
трикотажных полотен — с одной примеркой. Две примерки
необходимы при изготовлении изделий из легкорастяжимых
материалов, так как их растяжимость затрудняет получение необходимой
формы и посадки изделия на фигуре заказчика.
Изделия из тканей с рисунком в клетку или полоску в основном
изготовляют с двумя примерками. На первой примерке
закройщик решает вопрос о размерах и сочетаниях рисунка в деталях.
На второй примерке он уточняет баланс, форму изделия и
согласовывает с заказчиком отделочные элементы.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Каковы особенности изготовления одежды по индивидуальным заказам?
2. Чем отличается последовательность изготовления изделий при массовом
производстве и изготовлении их по индивидуальным заказам?
3. Какие операции входят в подготовку изделия ко второй примерке и каково
ее назначение?
4. Какова последовательность проведения примерки плечевых изделий?
5. Какова последовательность проведения примерки поясных изделий?
6. В каком случае выполняются изделия с одной или двумя примерками при
изготовлении одежды по индивидуальным заказам?
1
II. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Развитие химической промышленности привело к значительным
изменениям ассортимента материалов, применяемых для
изготовления верхней одежды. Использование синтетических волокон
и нитей значительно обогатило ассортимент тканей, улучшило их
физико-механические и эксплуатационные свойства (прочность,
износостойкость, несминаемость и т. д.). Внедрение новых
материалов в швейную промышленность позволило по-новому решить
вопрос о качестве и расширении ассортимента швейных изделий.
Ассортимент изделий из этих материалов очень разнообразен:
пальто, жакеты, юбки, брюки, костюмы и т. п. из тканей,
содержащих искусственные и синтетические волокна; пальто,
полупальто, куртки, жакеты и т. п. из дублированных материалов;
пальто, полупальто, жакеты, куртки, юбки, сарафаны, брюки
и головные уборы из искусственной и натуральной кожи и замши;
различные плащи, накидки и т. п. из прорезиненных материалов.
При обработке изделий из этих материалов выявился ряд
характерных особенностей, отрицательно влияющих на ход
технологического процесса, а именно: высокая жесткость, плохая дра-
пируемость материалов, пробивание материала иглой при
стачивании и невозможность проведения влажно-тепловой
обработки.
i
235
11.1. ИЗДЕЛИЯ ИЗ ДУБЛИРОВАННЫХ
МАТЕРИАЛОВ
Свойства дублированных материалов. Дублированные материалы
относятся к группе комплексных, т. е. состоящих из двух-трех
слоев различных материалов, соединенных между собой клеевым
или огневым способом.
Для лицевой стороны дублированного материала используют
разнообразные шерстяные, штапельные, шелковые,
синтетические и хлопчатобумажные трикотажные полотна, искусственную
кожу, замшу и различные ткани из синтетического волокна, а для
изнаночной —■ хлопчатобумажные, полушерстяные и
синтетические ткани, искусственный мех, шелковые и хлопчатобумажные
трикотажные полотна, эластичный пенополиуретан (поролон),
а также латексное пористое покрытие (пелакс). Связующим
материалом является клей или поролон (при огневом способе
дублирования).
При моделировании и конструировании изделий из
дублированных материалов учитываются такие свойства этих материалов,
как жесткость, большая толщина, плохая драпируемость. Поэтому
изделия из дублированных материалов изготовляют прямого или
расширенного книзу силуэта, без складок, фалд, драпировок.
Учитывая специфику материала, отделочные детали не
проектируют с острыми углами. Карманы могут быть с клапанами,
листочками, патами цельнокроеными или на подкладке из основного
материала или подкладочной ткани.
Дублированные материалы не поддаются влажно-тепловой
обработке, поэтому форму изделий из этих материалов получают
конструктивным путем. Для достижения необходимой формы
спинки в области лопаток увеличивают раствор плечевой вытачки,
переводя в него величину сутюживания по пройме. Необходимую
форму в области груди должны обеспечить нагрудные вытачки
на полочках.
Особенности изготовления-. Рукава бывают различной формы:
втачные, реглан и комбинированные. Их конструируют двух-
шовными с верхней и нижней частями или с передней и локтевой.
Посадку по окату рукавов переводят в верхний шов или в
вытачку на верхней части вниз от оката. Передние срезы рукавов не
оттягивают, форму рукавов создают вытачками на уровне линии
локтя.
Видоизменяют и форму воротника, выполняя разводку по
линии отлета и добиваясь необходимой формы воротника.
Учитывая большую прорубаемость материала иглой,
уменьшают количество швов и резных линий, поэтому изделия
раскраивают с цельнокроеными подбортами, без боковых швов (если
позволяет ширина материала) и т. д.
Перед раскроем необходимо проверить качество материала,
обращая внимание на прочность сцепления о сновной ткани с по-
236
ролоном, а также на наличие
заломов на материале из-за
неправильной его паковки. Заломы не
устраняются влажно-тепловой
обработкой, а изделие из материала с
заломами является несортным.
При раскрое следует соблюдать
правильное расположение лекал в
отношении рисунка ткани,
петельных рядов и столбиков
трикотажных полотен с целью
предупреждения разнооттеночное™, излишней
растяжимости и осыпания. Линии
Рис. 135. Приспособление для
стачивания срезов деталей из
дублированных материалов (роль-пресс)
и контрольные знаки на деталях кроя с изнаночной стороны
наносят карандашом, а с лицевой стороны — тонко отточенным мелом
или мылом. В зависимости от способа дублирования материалы
можно окантовывать капроновой тесьмой или вырезать зубчиками
на машине со спецприспособлением.
Прорезные карманы в изделиях без подкладки или с
подкладкой до линии талии обрабатывают на подкладке без долевиков.
При обработке ложных карманов для притачивания листочек,
клапанов, а также для выполнения отделочных строчек с
изнаночной стороны изделия подкладывают прокладку из бязи. В
изделиях без подкладки одну сторону подкладки карманов
выкраивают из основного материала.
Все машинные работы выполняют на стачивающих машинах,
предназначенных для стачивания тканей средней и большой
толщины. При выполнении машинных швов в изделиях из
двухслойных материалов, дублированных поролоном, вследствие большого
трения поролона о зубцы рейки происходит значительная посадка
нижнего слоя материала относительно верхнего. Для лучшего
продвижения материала поролон по линии строчки смачивают
мыльным раствором или 50% -м раствором силиконовой эмульсии
при условии, если он не оставляет пятен на лицевой стороне
материала. Эффективным средством улучшения продвижения
материала является применение вместо обычных лапок
специальных двухроликовых лапок или роль-пресса (рис. 135). Давление
лапки на материал должно быть минимальным и регулироваться
в зависимости от вида материала. Одновременно необходимо
регулировать величину подъема механизма перемещения ткани
над плоскостью игольной пластины. Иглы должны быть всегда
острыми, так как тупые иглы прорубают ткань, а на трикотажных
полотнах способствуют спуску петель.
При соединении деталей из дублированных материалов
создается большая толщина швов, отражающаяся на качестве готовых
изделий. Для получения более тонкого шва из припусков на швы
частично удаляют нижний слой дублированного материала. Для
этого используют специальную машину обувного производства,
237
которая с помощью вращающегося чашеобразного ножа снимает
слой поролона.
Внутренние швы не разутюживают, а применяют расстроч-
ные, настрочные, накладные швы с закрытыми и открытыми
срезами. Рукава целесообразно втачивать в открытую пройму (при
нестачанных плечевых или боковых срезах). Для утонения и
сжатия краевых участков изделия по ним прокладывают отделочную
строчку. Наиболее рациональное расстояние отделочной строчки
от края 4—8 мм. Более узкие строчки вытягивают край и
искривляют его. Пуговицы пришивают с прокладкой под основной
материал или с подпуговицами.
Для улучшения внешнего вида изделия окончательную
влажно-тепловую обработку выполняют на отпарочном прессе или
утюгом с терморегулятором через проутюжильник. При этом
приутюживают все краевые участки воротника, борта, низ, карманы,
а также шов спинки, боковые швы и низ рукавов. Хранят и
транспортируют изделия в подвешенном состоянии на плечиках.
Одежду изготовляют также из двухслойных дублированных
материалов. Примером такого материала является искусственная
кожа или замша, дублированная мехом. Из таких материалов
изготовляют изделия для прохладной погоды. Обрабатывают
такие изделия без прокладок, кромки и подбортов, воротник
изготовляют одинарным.
Изнаночная сторона этого материала, представляющая собой
искусственный мех, является одновременно подкладкой,
утепляющей прокладкой и может служить отделкой воротников,
лацканов, манжет. В карманах часть подкладки, видимую с изнанки
изделия, выкраивают из основного материала. Детали изделий
не сметывают, а при необходимости лишь скалывают булавками.
Изделия шьют на стачивающих машинах челночного стежка
типа 262-М кл. и 597-М кл. Нитки для соединения деталей
применяют хлопчатобумажные № 40 и 50п для отделочных строчек и
обметывания петель применяются лавсановые нитки № 90/4;
34/2 и капроновые № 64/3. Частота стежков 3—3,5 в 10 мм. Иглы
применяют машинные № ПО и 120.
При стачивании деталей ворсовой покров не должен попадать
на рейку машины, поэтому стачивают срезы швом шириной 5 мм.
Для получения более плоского шва настрочные швы выполняют
двойной отделочной строчкой шириной 5 и 15 мм. Детали
соединяют накладными швами с закрытым срезом, двойными настроч-
ными, а края бортов, низа изделия и рукавов обрабатывают швом
вподгибку с открытым срезом. Вытачки стачивают с последующим
их настрачиванием.
Углы воротника, лацканов, нижние углы бортов и шлиц
складывают лицевой стороной внутрь и стачивают под острым
углом, доводя строчку до срезов (рис. 136, а). Излишки материала
подрезают, оставляя шов шириной 5 мм, и раскладывают его на
две стороны (рис. 136, б). Углы вывертывают на лицевую сторону
238
а
Рис. 136. Обработка углов лацканов и низа
борта в изделиях из дублированных
материалов
и выправляют. Подогнутые
срезы по краю воротника,
лацканов, бортов и шлиц
застрачивают,
прокладывая строчку на расстоянии
1—2 мм от срезов (рис.
136, в). В зависимости от
модели срезы могут быть
направлены на лицевую
сторону и закреплены отделочной строчкой.
Воротник втачивают в горловину настрочным швом с
открытым срезом, располагая срезы с лицевой (рис. 137, а) или с
изнаночной (рис. 137, б) стороны изделия. Если срез расположен
с лицевой стороны, припуск на обработку шва по линии горловины
в концах воротника обрезают на уровне подогнутых срезов
уступов лацкана. Ширина застрачивания краев воротника и бортов
равна 15 мм.
Рукава втачивают без обметывания и окантовывания срезов,
поэтому шов втачивания закрепляют второй строчкой,
прокладывая ее на расстоянии 2—3 мм от срезов (рис. 138, а). Если моделью
предусмотрено настрачивание шва по пройме, этот шов со стороны
припусков полочки и спинки надсекают, не доходя до строчки
втачивания рукавов в проймы на 2 мм. Надсечки располагают
в местах окончания швов настрачивания. Припуски на швы пройм,
на полочке и спинке отгибают между надсечками в сторону
полочек и спинки. Шов настрачивают с лицевой стороны изделия
(рис. 138, б). Расстояние от строчки до шва втачивания рукава
по модели.
Петли обметывают на спецмашинах, подкладывая с изнанки
прокладки под петли из основного материала.
Пуговицы пришивают на спецмашине с подпуговицами или
с прокладкой из основного материала. Готовые изделия следует
хранить на плечиках в подвеикнном состоянии в затемненном
помещении, не допуская соприкосновения с нафталином и
нефтепродуктами.
Рис. 137. Соединение воротника с
горловиной
Рис. 138. Обработка пройм
239
11.2. ИЗДЕЛИЯ ИЗ ИСКУССТВЕННЫХ МАТЕРИАЛОВ,
ИМИТИРУЮЩИХ КОЖУ И ЗАМШУ
Применение при изготовлении одежды искусственной кожи и
замши позволяет повысить производительность труда и снизить
себестоимость из-за отсутствия прикладных материалов и
ликвидации таких операций, как обработка срезов, влажно-тепловая
обработка.
Свойства материалов. Искусственные материалы,
имитирующие кожу, представляют собой тканую или трикотажную основу,
на лицевую сторону которой наносят покрытие. Химическое
покрытие может быть поливинилхлоридным, полиамидным и т. п.
Искусственные кожи бывают пористыми с полимерной отделкой,
с гладкой или лакированной поверхностью и с различными
печатными рисунками.
Искусственная замша представляет собой тканую или
трикотажную основу, на одной из сторон которой образуют замшевид-
ную поверхность путем нанесения ворса электростатическим
способом или путем шкурения специально нанесенного покрытия.
Искусственная кожа и замша обладают повышенной жесткостью,
воздухонепроницаемостью, незначительной драпируемостью и про-
рубаемостью при обработке изделий.
Особенности обработки изделий. Искусственные материалы,
имитирующие кожу и замшу на трикотажной основе, имеют
повышенную растяжимость в долевом и поперечном направлении,
поэтому при обработке изделий из этих материалов необходимо
применять хлопчатобумажные прокладки по срезам, борту,
воротнику и низу рукавов. Искусственные кожа и замша на
текстильной основе нерастяжимы, поэтому в изделиях из таких материалов
прокладки применяют только по борту, подкладывая их под
петли.
Все искусственные материалы, имитирующие кожу и замшу,
обладают общим дефектом — прорубаемостью, возникающей при
проколе материала иглой.
При пошиве изделий из этих материалов рекомендуется
применять машины 597 кл. и 562-М кл. Машины должны быть хорошо
отрегулированы, металлические детали и поверхность стола для
лучшего продвижения материала под лапкой машины тщательно
отполированы. Давление лапки на материал должно быть
минимальным. При прокладывании отделочных строчек с лицевой
стороны увеличивается трение между материалом и лапкой.
Для уменьшения трения необходимо смазывать поверхность
искусственной кожи по линии строчки машинным маслом, силиконовой
эмульсией, или мыльным раствором. Силиконовым маслом или
эмульсией рекомендуется также периодически покрывать
поверхность стола для снижения трения между обрабатываемым
материалом, рабочими частями машины и поверхностью стола.
Для пошива изделий используют хлопчатобумажные нитки
240
№ 50/6 и 40/6, лавсановые № 90/2 и 90/3, капроновые № 64/3,
а также машинные иглы № 90—110.
При соединении деталей применяют стачные, настрочные швы
с двумя открытыми срезами, направленными в одну сторону, и
накладные швы с закрытым срезом. Срезы деталей не обметывают,
так как материал не осыпается. Срезы бортов, воротника,
карманов могут быть обработаны различными способами: обтачным
швом, окантовочным с помощью капроновой ленты или тесьмы
с капроновым бортиком.
Неразрезные вытачки стачивают, а затем настрачивают.
Разрезные вытачки стачивают и расстрачивают с лицевой стороны.
Стачивание необходимо выполнять без дефектов, требующих
переделок, так как на материале остаются следы от прокола
иглой.
Для обеспечения лучшего воздухообмена изделия
проектируют с отлетными кокетками на полочках и спинке, а на
участках под воротником и проймами рукавов делают сквозные
отверстия-блочки диаметром1 6—8 мм.
Перед соединением с изделием на изнаночную сторону под-
бортов накладывают прокладку из хлопчатобумажной ткани на
расстоянии 3 мм от внешнего и внутреннего срезов. Борта с
отрезными подбортами обтачивают, вывертывают, выправляют и
закрепляют по краю отделочной строчкой шириной в зависимости
от модели.
Подзор из основного материала в боковых прорезных карманах
настрачивают без подгибания среза, располагая строчку на
расстоянии 1 мм от него.
Хлястики и паты выкраивают цельнокроенными по ширине
или с подкладкой из основного материала. Их обрабатывают по
длине настрочным швом с открытым срезом, расположенным со
стороны нижней детали, а в концах — обтачным швом. Для этого
хлястики или паты перегибают по длине лицевой стороной внутрь,
отгибая срез внешней боковой стороны наизнанку на 5—7 мм.
Второй боковой срез (внутренней стороны) располагают на
расстоянии 2 мм от бокового края. Конец хлястика обтачивают швом
шириной 5 мм с последующей подрезкой шва до 2 мм (рис. 139, а).
Хлястик вывертывают на лицевую сторону, выправляют угол,
расправляют по длине и закрепляют отделочной строчкой с
нижней стороны на расстоянии 1 мм от среза и 2—3 мм от подогнутого
края, закрепляя боковые стороны (рис. 139, б).
При обработке хлястика или паты на подкладке из основного
материала (рис. 139, в) срезы основной детали подгибают наиз-
а
Рис. 139. Обработка хлястиков
9 Литвинова И. Н. и др.
2
1
а
Рис. 140. Обработка воротников
нанку на 5—7 мм. Сверху накладывают подкладку лицевой
стороной вверх, образуя кант из основной детали шириной 1—2 мм,
и прокладывают строчку кругом по подкладке на расстоянии
2—3 мм от подогнутых краев. Части нижнего воротника /
(рис. 140, а) стачивают швом шириной 5 мм и расстрачивают с
лицевой стороны, располагая строчки на расстоянии 2 мм от линии
стачивания. Затем нижний воротник накладывают на прокладку 2
из хлопчатобумажной ткани и соединяют детали кругом с трех
сторон строчкой на расстоянии 3 мм от срезов.
Нижний воротник соединяют с верхним обтачным швом,
выправляют и закрепляют края отделочной строчкой. Срезы стоек
нижнего и верхнего воротников подрезают, совмещают и скрепляют
на расстоянии 5 мм от срезов со стороны нижнего воротника
(рис. 140, б). Из-за отсутствия влажно-тепловой обработки,
необходимой для получения желаемой формы воротников, их
конструируют с отрезными стойками. После соединения частей
нижнего воротника к нему притачивают стойку швом шириной 5—
7 мм. Шов расправляют и расстрачивают на расстоянии 2—3 мм
от него (рис. 140, в). Стойку с верхним воротником соединяют
так же, как с нижним. Дальнейшая обработка воротника
такая же, как описано выше. Обработанный воротник втачивают
в горловину вместе с нижним воротником с одновременным
закреплением раскепов.
При обработке рукавов по низу прокладывают клеевые или
неклеевые прокладки из одной или двух частей. Прокладку
соединяют с припуском на подгиб низа рукава. Низ изделия и рукавов
обрабатывают различными способами: швом вподгибку с
открытым срезом и закреплением двойной отделочной строчкой
(первая — на расстоянии 1—2 мм от перегиба, вторая — по модели);
тесьмой с капроновым бортиком или окантовыванием капроновой
лентой.
Подкладку с изделием соединяют машинным способом по всем
срезам: борту, горловине, низу. Изделие вывертывают на лицевую
сторону через оставленное отверстие в среднем шве подкладки
спинки. Стачивание участка спинки выполняют со стороны
изнанки, вытягивая подкладку через отверстие в переднем шве
правого рукава.
В зависимости от модели петли для застегивания могут быть
навесными или прорезными. Прорезные петли обрабатывают
обтачными (рис. 141, а) или обметанными (рис. 141, б). Навесные
петли могут быть с обметанной внутри петлей (рис. 141, в) или
242
'— а 5 § г
Рис, 141. Обработка петель
с петлей, полученной в результате переплетения вдвое сложенной
узкой полоски ткани (рис. 141, г).
Обработку обтачных петель выполняют аналогично обработке
обтачных петель, описанной в п. 3.11.1, особенностью является
закрепление подборта под петлей, которое выполняют машинной
строчкой с лицевой стороны полочки вокруг петли на расстоянии
1 мм от строчек притачивания и закрепления обтачек. Затем со
стороны подборта на участках петель вырезают внутреннюю часть
петли рядом с машинной строчкой. Благодаря такой обработке
происходит уплотнение края вокруг петли. Пуговицы пришивают
с подпуговицами или с прокладкой с изнаночной стороны.
11.3. ИЗДЕЛИЯ ИЗ ТРИКОТАЖНЫХ
ФОРМОУСТОЙЧИВЫХ ПОЛОТЕН
Свойства материалов. Ассортимент трикотажных полотен очень
разнообразен. В зависимости от внешнего вида и степени
растяжимости трикотажные полотна используют для пошива различных
видов одежды. Одной из ведущих групп трикотажных полотен
является группа формоустойчивых полотен, вырабатываемых из
объемных полиэфирных нитей типа кримплен в чистом виде, а
также в сочетании с объемной нитью типа мэрон или с
полушерстяной пряжей.
Из трикотажных формоустойчивых полотен изготовляют
пальто, костюмы, платья, юбки и т. д. Изделия, изготовленные
из этого материала, имеют красивый внешний вид, хорошо
сохраняются в процессе носки, отличаются эластичностью, формоустой-
чивостью, несминаемостью, долговечностью и малой массой.
Изделия из трикотажных полотен должны изготовляться
с учетом их физико-механических свойств, отрицательно
влияющих на технологию обработки (повышенная растяжимость вдоль
и поперек петельных столбиков, прорубаемость полотна,
вызывающая спуск петель). Свойства, обусловленные петельной
структурой, вносят изменения в процесс изготовления швейных
изделий на всем его протяжении — от подготовительно-раскройных
операций до влажно-тепловой обработки.
Особенности обработки изделий. В изделиях из трикотажных
полотен вследствие особенностей структуры материала форма
создается не с помощью влажно-тепловой обработки, а путем
9* 243
введения конструктивно-декоративных швов, вытачек,
подрезов и т. д.
При выкраивании деталей за направление нити основы
принимается направление столбиков рисунка полотна.
Физико-механические свойства материала определяют выбор
оборудования. Машинные работы выполняют на машинах
челночного и цепного стежка. При работе на машинах челночного
стежка уменьшают давление лапки и ослабляют натяжение
верхней и нижней ниток. Для соединения деталей из основного
материала применяют стачивающие машины беспосадочного шва 597
и 697 кл.; нитки хлопчатобумажные № 50 и 60, лавсановые № 90/3
и шелковые № 33; иглы машинные № 90 и 100.
При изготовлении изделий из формоустойчивых трикотажных
полотен для улучшения внешнего вида и повышения устойчивости
формы деталей применяют прокладочные клеевые и неклеевые
материалы. В качестве клеевых прокладочных материалов
применяют хлопчатобумажную, вискозную и другие ткани, а также
нетканые материалы, покрытые клеевым порошком. Полочки
дублируют прокладкой при помощи электроутюга или на прессах
со стороны прокладки. При массовом производстве одежды для
дублирования применяют машину-полуавтомат фирмы «Майер»
(ФРГ).
Влажно-тепловую обработку изделий выполняют на прессах
или электроутюгом с выдержкой 15—40 с при температуре 130—
150 °С в зависимости от вида клеевого материала, клея, давления
и температуры прессующей поверхности. Рекомендуется
применять оборудование с использованием технологического пара и
отсоса влаги.
Дублирование деталей может быть проведено по всей их
поверхности или частично на отдельных участках деталей. Срезы
основных прокладок должны входить в соединительные швы
не менее чем на 1 или 2 мм или закрепляться отделочной строчкой.
Прокладки внизу полочек, спинки и рукавов закрепляют по
припуску на подгиб с расположением края прокладки по линии
перегиба.
На боковых частях полочек прокладку соединяют участками
у проймы, на месте расположения прореза бокового кармана и
внизу. Конструктивные линии и срезы деталей предохраняют от
растяжения полосками клеевого материала шириной 10 мм,
выкроенными по форме срезов, с расположением нити основы под
углом 45°. Закрепление производят на расстоянии 3—5 мм от
срезов. Прокладки, покрытые полиэтиленовым порошком,
приклеивают без увлажнения, а прокладки, покрытые полиамидным
порошком, — с увлажнением.
Стачивание вытачек, обработку карманов, соединение
кокеток, верхнего воротника с нижним, подбортов с изделием и т. п.
выполняют после дублирования. На дублированных полочках
боковые прорезные карманы выполняют без долевиков. Детали
244
соединяют стачными или настрочными швами в зависимости от
рисунка ткани. В изделиях с отлетной по низу подкладкой
припуски на швы обметывают на спецмашине по всей длине или на
расстоянии 400 мм от низа. По краям бортов, лацканов,
воротника и низу изделия прокладывают отделочные строчки.
Количество отделочных строчек, частота стежков, ширина строчки,
номер и цвет ниток определяются моделью.
Подборта могут быть цельнокроенные с полочками или
отрезные. Отрезные подборта соединяют с изделием обтачным швом.
Разутюживание швов не выполняют, заменяя его настрачиванием
на расстоянии 1—2 мм от линии шва.
В изделиях с застежкой доверху шов обтачивания переводят
в сторону подборта и настрачивают на подборта в изделиях с
застежкой до лацкана; на участке лацкана подборт настрачивают
на полочку, а по борту — на подборт. В изделиях с
цельнокроеными подбортами для прочности и устойчивости борта неклеевую
бортовую прокладку перепускают в сторону подборта на 10—
15 мм за нанесенную линию борта.
Воротники проектируют отложными или стояче-отложными.
В зависимости от модели они могут быть цельнокроеными или на
отрезной стойке. Отлет и концы воротника обрабатывают
обтачным швом, закрепляя припуск на шов за нижний воротник так же,
как при закреплении шва обтачивания борта. Воротник с
горловиной соединяют стачным швом шириной 8—10 мм в зависимости
от толщины материала. Обработка швов раскепов меняется от
способов соединения воротников и выполняется стачными
разутюженными или заутюженными швами.
Обработку рукавов, соединение их с проймами, обработку
подкладки и соединение подкладки с изделием производят
аналогично обработке их в пальто (см. п. 3). Закрепление краевых
участков можно выполнять с помощью клеевых пленки, нити или
паутинки.
Петли обметывают. Пуговицы пришивают с подпуговицами.
11.4. ИЗДЕЛИЯ ИЗ ИСКУССТВЕННОГО МЕХА
Свойства материала. Искусственным мехом называют
текстильный материал', который по внешнему виду и свойствам имитирует
натуральный мех. Ассортимент искусственного меха включает
в себя мех одежный (покровный), отделочный (воротниковый)
и подкладочный. Искусственный мех состоит из грунта (каркаса)
и ворсового покрова. Для образования грунта в основном
применяется хлопчатобумажная пряжа или пряжа из синтетических
волокон. Для создания ворсового покрова используют
комплексные химические нити или волокна и в незначительном объеме
шерстяную пряжу. Из искусственных волокон для образования
ворса наиболее широко используют вискозные и ацетатные. Среди
синтетических волокон наибольшее применение получили сле-
245
дующие три типа: полиакрилонитрильные, полиамидные и
полиэфирные.
Искусственный мех для одежды должен быть износостойким,
сохранять форму в процессе эксплуатации, внешний вид и
первоначальный блеск; ворсовой покров не должен сваливаться,
сминаться; мех должен иметь хорошую драпируемость, незначительно
усаживаться от воздействия атмосферных осадков.
Для обеспечения удовлетворительных эксплуатационных
свойств в технической документации на его изготовление и в
технических требованиях к качеству искусственного меха
нормируется комплекс показателей, определяющих его технологические,
физико-механические и эксплуатационные свойства.
Особенности обработки изделий. При пошиве изделий из
искусственного меха детали соединяют на скорняжной машине
10 кл., которая обеспечивает эластичный шов, или на
стачивающей машине без захвата всрса в шов.
В изделиях из искусственного меха на трикотажной основе
по всем срезам деталей прокладывают липкую ленту. В изделиях
из искусственного меха на тканой основе липкую ленту
прокладывают только по одному из срезов соединяемых деталей. При
изготовлении одежды по индивидуальным заказам все срезы
укрепляют липкой лентой после проведения примерки.
Вытачки стачивают, заправляя ворс внутрь, швом
шириной 7—10 мм с уравниванием срезов. Пальто обрабатывают на
бортовой прокладке мягкой формы.
Пальто по краю борта выкраивают с цельнокроеными подбор-
тами, закрепляя борт клеевой или льняной кромкой. Для
устойчивости борта по его краю прокладывают прокладку из ватина.
шириной 30 мм к сгибу борта, закрепляя ее на машине потайного
стежка (рис. 142, а). Для устойчивости и выравнивания нижнего
края рукава кроме прокладки на машине потайного стежка
закрепляют и полоску ватина шириной 30—40 мм (рис. 142, б).
Боковые и плечевые швы обрабатывают на скорняжной или
стачивающей машине швом шириной 7—10 мм с совмещением
контрольных надсечек и срезов.
Нижний срез пальто обрабатывают обтачкой шириной 100—
120 мм по всей длине низа обтачным швом шириной 10 мм с
одновременным закреплением держателей над боковыми швами.
Верхний срез обтачки подшивают к изделию на спецмашине с
подгибанием среза внутрь на 10 мм (рис. 143).
Нижний воротник выкраивают из двух частей. Части его
стачивают посередине швом шириной 7—10 мм. В качестве прокладки
нижнего воротника применяют хлопчатобумажную ткань или
флизелин. Наметывают прокладку на спецмашине потайного
стежка двумя-тремя строчками. Для увеличения объемности
воротника на прокладку накладывают полоску ватина и
закрепляют ее на спецмашине двумя строчками. Верхний воротник
соединяют с нижним обтачным швом, складывая детали лицевыми
246
,Бортодая прокладка
Прокладка
из 5язи
Рис. 142. Обработка края борта и рукавов меховых
изделий
сторонами внутрь с уравниванием срезов, и обтачивают швом
шириной 7—10 мм.
Воротник вывертывают на лицевую сторону, выметывают
на специальной машине и соединяют с горловиной, втачивая по
нижнему воротнику с одновременным стачиванием раскепов.
Для предохранения меха шубы в воротнике на участке
горловины спинки применяют защитный клапан из подкладочной ткани,
обработанный в виде рюша. Для этого выкраивают полоску
подкладочной ткани по уточной нити шириной 60—70 мм, длиной
650—700 мм. Полоску перегибают вдоль по ширине изнаночной
стороной внутрь, срезы уравнивают и заутюживают. Затем по
размеченным линиям закладывают односторонние складки,
скрепляя их машинной строчкой на расстоянии 10 мм от срезов.
Подготовленный к соединению защитный клапан приутюживают.
Ойтпачка
низа
Держатель
подкладки
Рис. 143. Обработка низа меховых изделий
247
В целях ускорения обработки полоску подкладочной ткани
выкраивают длиной сразу на несколько шуб. После заутюживания
по ширине выполняют плиссировку на специальной машине с
последующим закреплением срезов на стачивающей машине.
В изделиях с широкими рукавами для утепления
обрабатывают внутренние манжеты. Манжеты выкраивают в виде полосы
шириной 200—250 мм, длиной, равной ширине рукава в
развернутом виде; нить основы проходит по ширине манжет. Боковые
стороны манжеты стачивают двойным швом шириной 5—7 мм.
Нижний срез подгибают внутрь на 45—50 мм и застрачивают
параллельно сгибу на расстоянии 20 мм от него. Затем
внутренний срез подгибают и застрачивают на расстоянии 15 мм от
первой строчки, одновременно вкладывая эластичную тесьму, длина
которой соответствует обхвату кисти руки. Тесьма скреплена
в концах накладным швом.
Верхний срез манжет подгибают в сторону изнанки и
обрабатывают швом вподгибку с закрытым срезом шириной 10 мм.
Готовые манжеты настрачивают на подкладку рукава с утепляющей
прокладкой по внешнему краю на расстоянии 1-—2 мм.. Для этого
манжеты располагают лицевой стороной к лицевой стороне
подкладки, уравнивая нижний край манжеты с низом рукава.
Боковой шов манжеты должен располагаться на расстоянии 10—15 мм
от локтевых срезов. После притачивания манжеты к подкладке
стачивают локтевые срезы подкладки рукавов. При стачанных
швах подкладки рукавов готовые манжеты прикрепляют ручными
подшивочными стежками к рукаву подкладки. Остальная
обработка изделий из искусственного меха аналогична обработке
зимнего пальто (см. п. 8).
11.5. ИЗДЕЛИЯ ИЗ ТКАНИ С РИСУНКОМ В КЛЕТКУ
ИЛИ ПОЛОСКУ
Общие сведения о тканях. В ассортименте женских изделий
ткани в клетку или полоску занимают ведущую роль, так как их
расцветки красочны и разнообразны. Ткани в клетку бывают
с симметричным и несимметричным рисунком.
На симметричном рисунке можно провести линию симметрии,
т. е. линию, разделяющую его на две равные части так, чтобы
•
-
:
'v
/
У/'
i$yyy/
j /УУ/,
% /у//'.
\ '////
Щ
У.УУУУ,
vt У/У/,
vyyyy,
'■уУУ/У
/ /////
^ ш|
'/////',
'///У/,
/' -У///
<: /J/x:
/ ' '////
<W/y
'У,'////
/ / У//(
'"/У///
у&'Ууус
V х 'У/У'
/', УУУУ
/ / У/ /'
7X/V//?,
w.'/m
Wy/vv.
Рис. 144. Рисунки на тканях в клетку
248
каждая часть являлась зеркальным отображением другой
(рис. 144, а). На несимметричном рисунке нельзя провести линию
симметрии (рис. 144, б).
Из ткани с симметричным рисунком изготовляют изделия
любой модели. При раскрое таких тканей необходимо добиваться
совмещения рисунка в парных деталях в соответствии с
техническими требованиями. В жакетах и пальто не рекомендуется
проектировать рельефные швы.
При создании моделей из ткани с несимметричным рисунком
возникают дополнительные трудности в ее раскрое, кроме того,
увеличивается расход ткани из-за подгонки рисунка.
Перед раскроем изделий ткань декатируют и выявляют
осевые (активные) линии. В местах вытачек и швов неизбежно
нарушение рисунка клетки и полосок, что необходимо учитывать при
раскрое. Отделка изделий из этих тканей должна быть простой и
строгой. В качестве отделки могут быть использованы кожа,
замша, гладкокрашеная ткань, можно применять ту же ткань
(в полоску или клетку) с рисущгом в другом направлении (в
кокетках, воротниках, планках, клапанах, листочках, накладных
карманах, хлястиках и т. п.).
Технические требования к обработке изделий. При раскрое
деталей из ткани в клетку или полоску необходимо выполнять
следующие технические требования: *
1. В парных деталях (полочки, части спинки, рукава, подборта
и т. д.) рисунок ткани должен быть расположен симметрично.
2. Рисунок ткани на полочках при наличии застежки должен
совмещаться (рис. 145, а).
3. Необходимо совмещение рисунка на боковых швах
(рис. 145, б).
4. На изделии и рукавах должно быть единое расположение
рисунка (рис. 145, в).
5. Рисунок ткани должен быть симметричным на лацканах и
концах воротника (рис. 145, г).
6. Рисунок ткани на клапанах, накладных карманах,
листочках, хлястиках, поясах и т. д. должен совмещаться с рисунком
основных деталей изделия (кроме отделки).
7. Рисунок должен совмещаться в рукавах по переднему шву
верхних и нижних частей.
8. В спинках пальто и жакетов прилегающей формы по линии
среднего шва полоски и клетки должны сходиться «елочкой»
до линии талии, а далее вниз сохранять прямое направление
(рис. 145, д).
9. При обработке верхних вытачек на полочке и вытачек от
плечевых срезов спинки сторона вытачки, расположенная ближе
к центру, должна сохранять долевое направление, а другая
сторона должна быть направлена по косой линии.
10. При расположении верхней вытачки под проймой (от
бокового среза) рисунок ткани при совмещении сторон вытачки
249
•
Рис. 145. Изделия иэ ткани в клетку
должен быть «в елочку» или сохранять горизонтальное
направление с одной стороны вытачки.
11. Стороны вытачек от линии талии соединяют «елочкой»
или сохраняют вертикальное направление рисунка с одной
стороны вытачки.
12. На всех клиньях юбки по швам рисунок ткани должен
совпадать по горизонтали и одинаково расширяться книзу.
13. Стороны вытачек (передних, боковых и задних) в юбках
должны образовывать рисунок «в елочку».
14. В костюме рисунок жакета продолжает рисунок юбки.
15. В верхних швах цельнокроеных рукавов необходимо
добиваться совпадения рисунка «елочки».
16. Рисунок клетки по низу изделия должен проходить
горизонтально.
11.6. ПРИМЕНЕНИЕ НОВЫХ ВИДОВ КЛЕЕВЫХ
МАТЕРИАЛОВ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ИЗДЕЛИЙ
Применение новых клеевых материалов при обработке деталей
женской верхней одежды улучшает качество и повышает
производительность труда, а также создает возможность применения
250
новой технологии, позволяющей механизировать сборку узлов
одежды с большей производительностью, чем при ниточном соединении.
Все клеевые материалы можно разделить на две группы:
клеевые материалы из термопластичных полимеров (имеют
наиболее, широкое применение в швейной промышленности) и нетер-
моиластичные клеевые материалы типа лейкопластырей.
Клеевые материалы из термопластичных полимеров
характерны двумя стадиями обработки: первоначальным нагреванием
до температуры 90—170°С под давлением в течение 8—60 с без
увлажнения или с увлажнением, а затем охлаждением до
комнатной температуры. В последние годы в мировой практике для
получения клеевых соединений в применением термопластичных
материалов находит широкое распространение высокочастотное
устройство с программным управлением, имеющее ряд
преимуществ перед традиционным (электропаровым) утюжильным и
прессовым оборудованием.
Нетермопластичные клеевые материалы используются в виде
кромок для предохранения срезов и краев деталей одежды от
растяжения и осыпания в изделиях из материалов, к которым
нельзя применять высокое давление и тепловые воздействия.
Кромки прижимают с помощью приспособления, представляющего
собой вращающийся ролик массой в 1 кг.
Клеевые прокладочные материалы могут быть с нанесенным
клеевым покрытием (регулярным или точечным) из полиамидного
порошка П-548, П-54, в виде клеевой нити, клеевой паутинки и
полиэтиленовой сетки. Эти материалы применяют для прокладок
в лацканы, нижний воротник, в плечевые накладки, для
дублирования деталей и т. д. Клеевые материалы раскраивают в
настилах, как и основные ткани, и соединяют с деталями изделий на
прессах или утюгом.
Клеевую кромку получают при разрезании
кромочной ткани. Ее прииеняют для закрепления краевых участков
вдоль пройм, горловины, в бортах, по низу и прикрепляют
предварительно утюгом, а окончательно — на прессе.
Клеевую нить получают путем вытягивания ее из
клеевой массы и последующего наматывания на бобины. При
выполнении строчки на стачивающей машине клеевую нить
располагают в челночном комплекте. Применяют клеевую нить для
незаметного закрепления краев деталей (лацканы, борта, низ
изделия, клапаны и т. д.) вместо отделочной машинной строчки,
а также для закрепления срезов подогнутых краев осыпающихся
тканей. Для этого вдоль среза выполняют трехниточную обме-
точную строчку с одной клеевой нитью; после заметывания края
деталей закрепляются на гладильном прессе.
Клеевая паутинка — волокнистый нетканый
материал шириной 600—900 мм с хаотическим расположением
волокон, полученных из расплава полиамидов или полиэтилена
высокого давления и скрепленных между собой. Материал исполь-
251
зуется в качестве прокладки в низ рукавов или низ изделия.
До обработки на гладильном прессе прокладку настрачивают и
заметывают.
Полиэтиленовая сетка — специальная
неориентированная плоскостабилизированная полиэтиленовая сетка марки
типа 15803-020. Выпускают сетку в виде полотна шириной 600 мм
с ячейками диаметром 5—7 мм. Применяют в изделиях из
облегченных тканей и тканей рыхлых структур в качестве прокладки
в мелкие детали (кокетки, воротник, листочки, клапаны,
накладные карманы, манжеты, хлястики, паты, погоны и др.) для
закрепления низа рукавов и низа изделия, в места расположения
карманов, в швы стачивания.
Полиэтиленовую сетку располагают вдоль детали. Срезы
сетки должны входить в швы соединения деталей на 3—4 мм или
закрепляться при прокладывании отделочной строчки.
Полиэтиленовую сетку размещают со стороны подкладки деталей.
Клеевая пленка из термопластичных полимеров
предназначена для изготовления и прикрепления аппликаций, для
герметизации ниточных швов и получения различных клеевых
соединений.
Клеевые порошки и пасты, изготовленные на
основе различных термопластичных полимеров, применяются для
получения термоклеевых прокладочных и кромочных материалов
и различных клеевых соединений.
Необходимую формоустойчивость деталям одежды придают
также путем применения ряда известных в отечественной и
мировой практике швейной промышленности способов обработки
деталей и изделий.
Каркасный пакет прокладок, применяемый
при изготовлении пальто, состоит из упругих многослойных
прокладок, полученных путем термического склеивания.
Прямое стабилизирование — способ формоус-
тойчивой обработки деталей верхней одежды — заключается в
нанесении на изнаночную сторону деталей из основного материала
полимерной композиции (пасты).
Флок.ирование — способ формоустойчивой обработки —
состоит в нанесении на изнаночную сторону деталей полимерной
пасты, а затем с помощью электростатического поля — ворса из
текстильных волокон длиной 0,5—2 мм. Способ разработан
фирмой «Куфнер» (ФРГ).
Суперфорниз — способ пространственной обработки
формы — позволяет совмещать процессы формования, формоза-
крепления и придания несминаемости готовым швейным
изделиям. Суперфорниз осуществляется при проведении влажно-
тепловой обработки изделий на манекенах (на стадии пропарива-
ния), где используются паровые химически активные среды,
получаемые путем введения в пар технологических растворов
(например, термореактивных смол).
252
11.7. ИЗДЕЛИЯ ИЗ МАТЕРИАЛОВ, СОДЕРЖАЩИХ
ПОЛИАМИДНЫЕ И ПОЛИЭФИРНЫЕ ВОЛОКНА
Свойства клеевых материалов. К термопластичным материалам.
применяемым при изготовлении одежды, относятся пленочные
материалы и «материалы с покрытиями, а также ткани с
полиамидными и другими химическими волокнами. Использование
ниточных швов для соединения пленочных материалов и тканей с
покрытиями ослабляет прочность материалов по линиям швов и
делает их водопроницаемыми. Применение же клеевых соединений
осложнено, так как их нельзя подвергать горячему прессованию.
В то же время нанесение клея на термопластичную пленку или
покрытие излишне, так как сами материалы, из которых
вырабатывается одежда, обладают термопластичными свойствами.
В связи с этим для соединения деталей изделий из пленочных
материалов и тканей с покрытиями применяют сварку, которая
позволяет получать прочные швы и выполнять отделку деталей
одежды.
При сварке исключается потребность в скрепляющих
материалах (нитки, клей и растворители), необходимых для
ниточных и клеевых соединений.
Способы соединения деталей изделий сваркой. Существуют
следующие способы сварки: термоконтактный, токами высокой
частоты и ультразвуком.
При термоконтактной сварке соединяемые
поверхности нагреваются за счет контактного тепла или излучения
от твердого нагретого инструмента, а затем спрессовываются.
Высокочастотная сварка основана на способности
высокочастотного поля генерировать тепло внутри свариваемых
материалов равномерно по всей их толщине в результате
протекания физических процессов.
Ультразвуковая сварка основана на преобразовании
энергии механических высокочастотных колебаний в тепловую,
при этом тепло размягчает свариваемые поверхности, генерируясь
в толще материала, а приложенное давление обеспечивает
плотный контакт внутренних поверхностей материала.
11.8. ПРИМЕНЕНИЕ ТЕРМОКЛЕЕВЫХ ПРОКЛАДОЧНЫХ
МАТЕРИАЛОВ
Существует ряд материалов, которые по своим свойствам и
технологии требуют особого внимания при подборе термоклеевых
прокладочных материалов с учетом условий эксплуатации
изделий, подвергающихся стирке и химической чистке. К таким
материалам относятся плащевые материалы.
Особенность таких материалов с точки зрения применения
технологии дублирования — это специальная водоотталкиваю-
253
щая пропитка и характерная структура тканей, вырабатываемых
из пряжи высокой крутки. В настоящее время для дублирования
плащевых материалов разработаны специальные клеевые
вещества, удовлетворяющие предъявляемым требованиям, —
многокомпонентные пасты. Термоклеевые прокладочные материалы
используются для дублирования подбортов, лацканов,
воротников, карманов, клапанов, пат, листочек и других деталей
плащей.
Деталь термоклеевого прокладочного материала выкраивают
таким образом, чтобы она входила в швы соединения деталей на
1—2 мм.
Детали основного материала дублируют до обработки
карманов, стачивания вытачек и выполнения других
соединительных швов на прессах с плоскими подушками при автоматическом
контроле заданных параметров.
Для обеспечения качества дублирования необходимо
контролировать работу прессового оборудования, следить за
правильностью показаний приборов с соблюдением режимов прессования,
за чистотой поверхности подушек. Укладывать детали для
дублирования необходимо так, чтобы участки детали основного
материала не накладывались на другую деталь; деталь термоклеевого
прокладочного материала не должна выходить за границу детали
основного материала. Снимают дублированные детали после
охлаждения их в течение 4—6 с с использованием
вакуум-отсоса. Детали плащей дублируют с пропариванием в течение
1—3 с или без пропаривания.
Для каждого вида плащевых и применяемых термоклеевых
прокладочных материалов требуются определенные параметры
склеивания, которые зависят не только от свойств термоклеевого
прокладочного материала, но и от свойств плащевого материала,
а также от типа используемого прессового оборудования.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какими свойствами обладают дублированные материалы, каковы особенности
обработки изделий из них?
2. Какими свойствами обладают искусственные материалы, имитирующие кожу
и замшу, каковы особенности обработки изделий из них в отличие от обработки
пальто из обычных тканей?
3. Какими свойствами обладает трикотажное формоустойчивое полотно и как
это влияет на изготовление изделий?
4. Какими свойствами обладают искусственные меха, каковы особенности
обработки изделий из этих материалов?
б. Какие требования предъявляются к раскрою деталей изделий из тканей с
рисунком и к пошиву изделий из этих тканей?
6. Какие существуют клеевые материалы, применяемые в швейной
промышленности при изготовлении изделий?
7. Какие способы соединения деталей изделия существуют кроме ниточного и
клеевого?
8. Каковы особенности изготовления плащевых изделий с водоотталкивающей
пропиткой при применении прокладочных материалов?
254
12. ПРОЦЕССЫ ПОДГОТОВИТЕЛЬНО-РАСКРОЙНОГО
ПРОИЗВОДСТВА
Начальные этапы швейного производства выполняются в
экспериментальном, подготовительном и раскройном цехах производства.
12.1. ЭКСПЕРИМЕНТАЛЬНОЕ ПРОИЗВОДСТВО
Разработка новых моделей одежды в стране ведется в Домах
моделей, а также в экспериментальных цехах крупных швейных
предприятий. Основные задачи экспериментального цеха
следующие: совершенствование конструкции изделий, отдельных их
узлов и технологии производства; подготовка моделей к запуску
в производство; проработка технологии новых моделей и
подготовка рекомендаций к использованию нового оборудования;
контроль за технологическими процессами производства новых
моделей; нормирование материалов, фурнитуры на каждую модель.
Экспериментальное производство включает участки
моделирования, конструирования, швейный, лекальный и
нормировочный.
На каждую модель разрабатывается полная техническая
документация, содержащая отработанные лекала для раскроя
основных и прикладных материалов, описание внешнего вида модели;
перечень рекомендуемых материалов и фурнитуры; перечень
деталей с учетом их унификации; табель измерений; описание
особенностей технологической обработки; расход материала и
фурнитуры на средний размеророст; рекомендации по
маркировке и упаковке.
Лекальный участок экспериментального цеха занимается
изготовлением лекал для раскройного и швейного производства.
Изготовленные лекала подразделяются на лекала-эталоны,
рабочие и вспомогательные. На срезах всех лекал через каждые
80—100 мм ставят клеймо или проводят контрольную линию
специальным приспособлением или вручную (для контроля износа
лекал).
Все рабочие и вспомогательные лекала должны иметь клеймо
отдела технического контроля (ОТК) или отдела управления
качеством (ОУК). Без такого клейма лекала для работы
использовать не разрешается. Размеры и конфигурацию рабочих лекал
проверяют не реже одного раза в месяц по лекалам-эталонам и
табелю мер.
Эталоном конструкции деталей всех изделий являются лекала-
эталоны (оригиналы), которые применяются для дальнейшего
копирования и размножения.
Рабочие лекала всех деталей имеют несколько назначений:
для раскладок, контроля качества кроя и т. д. Рабочие лекала,
применяемые в качестве шаблонов для вырезания деталей на
стационарной ленточной раскройной машине, изготовляются в одном
255
Рис. 146. Фотоэлектронная машина ИЛ-1
комплекте из особо
плотного картона толщиной 2—
3 мм. Срезы этих лекал
могут быть окантованы
металлической лентой на
машине ОП-97. На рабочих
лекалах выполняют
прорези для разметки на
деталях кроя вытачек, складок
и т. п., а также
контрольные надсечки для
совмещения деталей кроя при
их соединении.
Вспомогательные лекала используются для нанесения
вспомогательных линий и меток мелом или карандашом на деталях при
подготовке их к пошиву. Для пробивания отверстий на лекалах
пользуются машиной ВЛО-1.
Нормирование расхода материалов осуществляется путем
выполнения экспериментальных раскладок, зарисовок раскладок
лекал и трафаретов. Экспериментальные раскладки выполняют
тонко заточенным мелом на столе, покрытом линолеумом.
Зарисовку контуров раскладки лекал выполняют на материале или
бумаге мелом, карандашом или другим способом.
Трафареты изготовляют из специальной клеенки, оберточной
или патронной бумаги. Контуры лекал на трафарете обозначены
отверстиями. Через эти отверстия порошком мела, тальком или
синькой наносят зарисовку раскладки лекал на материал.
Применение трафаретов позволяет значительно ускорить процесс
разметки линий на верхнем полотне настила по сравнению с
ручной обмелкой.
В себестоимости швейных изделий стоимость материала
составляет 85—90%. Уменьшение затрат основных и
вспомогательных материалов повышает технико-экономические показатели
предприятия. Поэтому главная задача нормирования
материалов — установление прогрессивных технических норм их
расхода. Необходимо, чтобы нормы расхода материалов были
технически обоснованными и рациональными. Эти нормы
складываются из площади лекал, межлекальных отходов (нежелательные
потери между лекалами в раскладке) и потерь при настилании
настила.
Наиболее прогрессивным способом определения площади лекал
является использование фотоэлектронной машины ИЛ-1 (рис. 146).
Этот механизированный способ позволяет определить площадь
лекал с погрешностью до 0,5—1%.
После определения площади лекал приступают к выполнению
раскладок в масштабе 1 : 1 или в уменьшенном масштабе,
учитывая направление ворса, начеса, рисунок ткани, направление нити
основы и допустимые надставки.
256
При раскрое тканей, не имеющих начеса или оттенка,
гладкокрашеных, с рисунком в полоску и клетку, с симметричным
расположением одинаковых полосок в рисунке лекала
одноименных деталей можно раскладывать в противоположных
направлениях. Из тканей со слабо выраженным начесом, имеющим разный
оттенок, с рисунком в полоску и клетку, с несимметричным
расположением одинаковых полосок рисунка (в одну сторону)
одноименные, детали изделия должны быть выкроены в одном
направлении.
Из ворсовых тканей, имеющих небольшой ворс (бобрик, плюш,
полубархат, вельвет-корд, вельвет-рубчик и др.), детали с целью
получения матового оттенка ткани выкраивают, располагая ворс
снизу вверх. Из ворсовых тканей с ярко выраженным начесом
(драп, сукно) и из хлопчатобумажных (сукно меланжевое,
пионерское, вигоневое, замша, вельветон) детали выкраивают с
расположением ворса сверху вниз. Из тисненого плюша с ворсом, не
имеющим определенного направления, детали изделия
выкраивают с направлением ворса как снизу вверх, так и сверху вниз.
Раскрой деталей изделий из ткани с рисунком в полоску или
клетку выполняют с учетом последующей подгонки рисунка в
процессе обработки. Для подгонки рисунка ткани при выкраивании
деталей предусматривают припуски в размере 7а > 3Л или полного
раппорта рисунка. Технические требования к обработке изделий
из ткани с рисунком в клетку или полоску с подгонкой рисунка
даны в п. 11.5. При раскрое ткани необходимо учитывать
направление нитей основы в деталях изделий и следить за тем, чтобы
отклонение их от номинального направления нитей основы не
превышало допусков.
При раскрое тканей с текстильными пороками (кроме резко
выраженных дефектов) необходимо следить, чтобы эти пороки
попали в выпады или в закрытые части деталей изделия. К
закрытым частям деталей изделия относятся подлацканы (в
изделиях с застежкой до лацкана), подборта, участки, закрытые
накладными карманами, подзоры, обтачки и подкладки карманов,
нижний воротник, верхняя часть нижних половинок рукавов на
расстоянии 7з длины рукава от линии проймы, припуски на подгиб
низа изделия, рукавов и шлиц, подклапаны, подлисточки, под-
хлястики, подманжеты, подпояса, подкладка.
Раскладки могут быть одно- и многокомплектными. При
изготовлении однокомплектных раскладок зарисовку выполняют по
лекалам на полкомплекта каждого изделия, комбинируя модели,
размеры, роста. При изготовлении многокомплектных раскладок
укладывают полные комплекты лекал двух, трех и более изделий
различных моделей, размеров и ростов (например, модели 1 и 2
на рис. 147). Лекала в раскладках укладывают в соответствии
с техническими условиями на раскрой.
Экономичность раскладок характеризуется величиной
внутренних выпадов (межлекальных отходов). В каждой раскладке
257
Рис. 147. Раскладка лекал на ткани вразворот
межлекальные отходы не должны превышать допускаемых
нормативов и показателей, достигнутых на предприятии. Каждое
предприятие стремится найти путь к сокращению этих потерь без
нарушения технических условий на выполнение раскладки лекал.
Сокращение межлекальных отходов приводит к уменьшению
расхода материала и его стоимости на единицу изделия, что в свою
очередь приводит к снижению себестоимости выпускаемой
продукции.
Одна из главных задач экспериментального цеха (группы
раскладчиков и обмеловщиков) — постоянный поиск сокращения
межлекальных отходов. Раскладку с наименьшими
межлекальными отходами принимают за норму, фотографируют или
зарисовывают для обмелки при раскрое или для изготовления
трафаретов.
Для получения уменьшенных копий раскладок лекал
рекомендуется использовать установку ПКУ-3. Зарисовки раскладок
лекал в натуральную величину размножают путем применения
светокопировального аппарата СКА-1.
12.2. ПОДГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО
Производственный процесс подготовительного цеха расчленен
на следующие операции: приемка материалов с проверкой
документации и исправности тары; распаковка материалов; хранение
материалов; количественная и качественная оценка материалов
(измерение длины и ширины тканей, контроль); хранение
просмотренных материалов; конфекционирование; расчет кусков
тканей для настилов; комплектование материалов для отправки
в раскройный цех.
Приемка материалов. Подготовительный цех делится на распа-
ковочное и разбраковочно-промерочное отделения. В распаковоч-
ное отделение поступают в соответствии с заключенными
договорами с торговых баз или текстильных фирм необходимые
материалы с сопроводительными документами. В соответствии с
документами проверяют сохранность и количество поступивших
материалов. Затем распакованные материалы укладывают штабелем
ярлыками наружу на поддоны или контейнеры, которые пере-
258
мещают внутри цеха с помощью электроштабелеров, передвижных
талей и т. д., а по территории предприятия — с помощью
аккумуляторных тележек, электропогрузчиков, перемещающихся по
монорельсовому пути, и т. д.
Разбраковка материалов. Операции по разбраковке и промеру
основных материалов осуществляют параллельно, т. е. на одном
рабочем месте — на браковочно-промерочных машинах БПМ-2
и БПМ-3 или последовательно — на браковочной машине и
трехметровом промерочном столе.
Разбраковку и промер подкладочных и прикладных
материалов выполняют только параллельно — на браковочно-проме-
рочной машине.
Для лучшего выявления текстильных пороков станок
размещают экраном к окну, а в вечернее время экран станка
освещают люминесцентными лампами. Проверку ткани производят
органолептически в соответствии с требованиями государственных
стандартов. При разбраковке ткани выявляют пятна, зауженные
места, разноцвет по длине куска и другие дефекты. В местах
расположения дефектов делают пометку мелом, а на кромку
навешивают цветную нитку («сигнал»). Скоростью перемещения,
остановом и изменением направления движения материала
руководит контролер.
В крышке трехметрового промерочного стола должны быть
вмонтированы три измерительные линейки: две — вдоль стола,
одна — поперек для измерения ширины. Продвижение по столу
и намотку материала на патрон осуществляют механическим
способом без перекосов, складок и натяжений. Стол может быть
снабжен счетчиком, подключенным к устройству для отметки
длины материала через каждые три метра. Измерение длины
куска начинают с внутреннего его конца так, чтобы ярлык после
намотки был снаружи. Ширину материала с кромками измеряют
через каждые 3 м с точностью до 5 мм. Из всех ширин за основную
берут наиболее часто встречающуюся, а сильно зауженные и
сильно расширенные места отмечают, чтобы при раскрое учесть
эти отклонения. Данные измерения длины и ширины материала
записывают в паспорт куска, выписываемый в двух экземплярах.
К первому экземпляру паспорта прикрепляют образец материала
и передают его расчетчику. Второй экземпляр прикрепляют к
куску материала.
Хранение материалов. При хранении материалов необходимо
более полно использовать площадь и объем склада с целью
быстрого размещения кусков для хранения и подбора в настил.
Разбракованные материалы укладывают на секционные или
многоярусные стеллажи (рис. 148, а) торцевыми сторонами
наружу по артикулам и ширинам. Загрузка и выгрузка
производятся тележкой с подъемной платформой.
Материалы хранят также на стеллажах елочного типа
(рис. 148, б), при этом используют краи-штабелер.
259
Q
Q
G
a
2
2.
a
э
с
с
с
£
с
5
5
0
, ii"
i >. - ,
Рис. 148. Хранение тканей:
а — на многоярусных стеллажах; 6 — на стеллажах елочного типа; в — в элеваторах
Одним из новых способов хранения материалов является
элеваторный способ (рис. 148, в), при котором загрузка и разгрузка
тканей производятся автоматически с пульта управления. Этот
способ позволяет механизировать тяжелый труд и помогает
быстрее отыскать нужные куски ткани, попавшие в данный расчет.
Стеллажи и ячейки для размещения разбракованного
материала нумеруют: ряды обозначают буквами, а полки — цифрами.
На оборотной стороне паспорта куска указывают номер ячейки
стеллажа, в которой находится рулон материала, что позволяет
сократить время на комплектование кусков материала для подбора
в настил.
Автоматизированный склад хранения разбракованных
материалов с двумя пультами управления может быть использован как
составная часть автоматизированной системы управления
техническими процессами (АСУ ТП). Коммутируя выходные и входные
параметры склада на ЭВМ, можно выполнять автоматически
следующие операции: инвентаризацию, комплектование расчетов,
расчеты оптимального использования материалов для выполнения
заказов и, кроме того, можно получать информацию о размерах
поставок материалов, его движении и т. д.
Материалы хранят в сухом проветриваемом помещении на
расстоянии не менее 1 м от отопительных приборов. Относительная
влажность воздуха в помещении должна быть 60—-65%,
температура — 16—20 °С. Материалы предохраняют от пыли, солнечных
лучей, моли и загрязнения.
260
На основании договоров, заключенных с торговыми фирмами,
и в соответствии с размерно-ростовочным ассортиментом
расчетчики подготовительного цеха подбирают материалы для настила.
Подбор осуществляют по паспортам кусков с учетом
рационального раскроя (без остатка), руководствуясь нормами,
действующими на предприятии. При подборе материалов для настилов
используют электронную машину марки ЭМРТ-2. Сущность
рационального раскроя материалов заключается в наиболее
экономичном использовании материалов, поступивших на предприятие.
Для осуществления рационального раскроя необходимо
предварительно перед раскроем рассчитать каждый кусок материала
с целью сокращения нерациональных остатков и потерь при
настилании.
Перед расчетом кусков выполняются подготовительные
работы. В соответствии с заданием на раскрой устанавливают число
и высоту настилов. Вид и ассортимент материалов для настилов
указаны в конфекционных картах. Партии кусков материалов
для расчета подбираются по паспортам, находящимся в картотеке.
Расчет кусков заключается в условном расчленении их на
настилы и рамки настилов заданной длины таким образом, чтобы
сумма длин настилов или рамок равнялась длине куска материала
или отличалась от нее не более чем на 10—40 мм. Оптимальным
является такой расчет, когда по длине куска укладывается целое
число полотен настила одной длины.
Концевые остатки от куска длиной до 15 мм для шерстяных
тканей и длиной до 10 мм для остальных материалов называют
маломерными концевыми остатками, или лоскутом, и относят
к отходам материалов в настилах.
Расчет кусков может быть выполнен с применением простейших
счетных устройств (ручным способом), на ЭВМ «Каштан» и с
применением номограмм.
После подбора кусков в настилы составляют ведомость в двух
экземплярах с указанием данных об изделии и количестве
материала. На основании ведомости рабочие подбирают нужные куски
материала и направляют их в раскройный цех.
12.3. РАСКРОЙНОЕ ПРОИЗВОДСТВО
Раскройное производство является важнейшим этапом швейного
производства, где закладываются предпосылки изготовления
изделий заданного качества.
Раскройное производство включает следующие операции:
настилание материалов; выполнение обмелок; клеймение настила;
раскрой деталей изделий, нумерация и комплектование деталей
кроя; навешивание талонов цветовой последовательности;
хранение и транспортирование пачек кроя; оформление маршрутных
листов; заполнение товарного и контрольного ярлыков.
261
Рис. 149. Передвижные раскройные машины:
а — с вертикальным ножом; 6 — с дисковым ножом
Настилание материалов. Настил — это несколько полотен
материала на плоскости, наложенных одно на другое с
выравниванием их по двум взаимно перпендикулярным сторонам и
предназначенных для разрезания. Настилание полотен материала
может быть выполнено «лицом вниз» или «лицом к лицу». Первый
способ практически применяется для всех материалов без учета
четного или нечетного числа. Настилание «лицом к лицу» должно
быть обязательно парным. Настилание материала может быть из
рулона (при отрезании полотна в конце настила) или отдельными,
заранее отрезанными полотнами определенной длины в
соответствии с данными расчета кусков и комплектования полотен по
длинам. Настилание осуществляется вручную или
механизированно с помощью настилочных машин (МНТ-2),
полуавтоматического настилочного комплекса ПН К и др.
При ручном выполнении процесса настилания столы оборудуют
размоточными устройствами, линейками для прижатия заднего
конца настила, отрезания полотна и прижатия переднего конца
настила. Полотна материала настилают с минимальным
натяжением без перекосов и складок, выравнивая при этом кромку по
одной из сторон и переднему концу. При настилании
руководствуются техническими условиями на раскрой ткани с ворсом,
начесом и т. д.
При наличии в полотне текстильного порока проверяют
возможность раскроя его в настиле, чтобы этот порок располагался
на невидимых частях изделия или в межлекальных отходах,
в противном случае изделие раскраивают индивидуально.
Клеймение настила. Для обеспечения правильной
комплектовки деталей последние клеймят или маркируют, прикрепляя
или наклеивая талоны, надписанные мелом или карандашом.
262
Рис. 150. Раскройная
ленточная машина РЛ-4
Рекомендуются следующие высоты настилов: для шерстяных
и полушерстяных тканей — 28—30 полотен; подкладочных —
50—60; бортовой прокладки — 40—50; для подкладки карманов —
60—80 и для утепляющей прокладки — 16—18 полотен.
Раскрой материалов. Этот процесс осуществляется в два этапа:
1) рассечение настила на части и частичное вырезание крупных
деталей передвижной раекройной машиной ЭЗМ-3 или ЭЗДМ-3
(рис. 149); 2) вырезание деталей из отдельных частей настила по
линиям зарисовки или лекалам на раскройной ленточной машине
РЛ-4 (рис. 150) и др. При этом рассеченные части настила
перемещают к стационарной ленточной машине, передвигая их по
настилочному столу или перемещая в тележках. Для
предупреждения скольжения полотен настил закрепляют зажимами.
Качество выкроенных деталей проверяют по контрольным лекалам
наложением на них деталей верхнего, среднего и нижнего слоев
настила.
Нумерацию и комплектование деталей кроя выполняют на
спецмашине (например 68-1 кл.), прикрепляя талон с номером на
лицевой стороне. На всех деталях одного изделия должны быть
одинаковые номера. Детали из основной ткани, подкладки и
приклада связывают или скрепляют специальными ремнями и
поставляют в склад кроя.
12.4. ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ
И МАНИПУЛЯТОРОВ В ШВЕЙНОЙ
ПРОМЫШЛЕННОСТИ
Промышленные роботы и манипуляторы находят все более
широкое применение в различных отраслях народного хозяйства.
Чрезвычайная важность и перспективность этого направления
автоматизации производства отмечены в Основных направлениях
экономического и социального развития СССР на 1986—1990 годы
и на период до 2000 года.
263
Таблица 11
Применение промышленных
Сфера производства
швейных изделий
с
роботов и манипуляторов в
Манипуляторь
ручным управлением
ав
швейном производстве
томатические
операционные
Роботы
обслуживающие
Склады материалов
готовой продукции
Подготовительный и
раскройный цехи
Участки использования
межцеховых и
внутрицеховых транспортных
систем
Швейные цехи
Участок
влажно-тепловой обработки
Участок упаковки
Погрузочно-разгру-
зочные работы с
тяжелыми объектами
Погрузочные и пе-
реместительные
работы с тяжелыми
объектами
Укладывание деталей
в пачку и отделение
их от пачки; установка
деталей и фурнитуры
в рабочую позицию
Подача и удаление
деталей из рабочей зоны
Складирование готовых
изделий, упаковка в
пакеты, коробки и т. д.
Нанесение на детали
веществ, клеящих и
фиксирующих край;
прикрепление
фурнитуры на изделие
Пропаривание изделий
на манекенах
Складирование и
упаковка изделий по
нескольким программам
Автоматическое
адресование объектов по ячейкам
склада, их погрузка и
выгрузка
Программный
автоматический раскрой
материалов
Автоматическое
адресование объектов по рабочим
местам, участкам, цехам,
их загрузка и выгрузка
Укладывание и отделение
деталей от пачки, подача
деталей и фурнитуры по
нескольким программам;
обслуживание двух и
более рабочих
Обслуживание
нескольких рабочих мест
Основная цель внедрения роботов — замена ручного труда
в сочетании с возможностью оперативной переналадки
технологического процесса, что становится определяющим моментом для их
применения в отраслях легкой промышленности,
характеризующихся значительным количеством ручных операций, большим
разнообразием ассортимента изделий, применяемых материалов
и частой сменяемостью моделей.
Автоматизация швейного оборудования проводится по двум
направлениям: 1) автоматизация рабочих перемещений объектов
(детали, грузы и т. д.), что приводит к необходимости
использования полуавтоматов; 2) автоматизация выполнения
вспомогательных приемов работы, что вызывает появление машин с
устройствами автоматизации вспомогательных приемов (обрезка ниток,
подъем и опускание лапки, закрепление начала и конца строчки
и т. д.). Автоматизация швейного оборудования одновременно
по двум направлениям приводит к созданию промышленных
роботов и роботизированных комплексов, включающих группы
манипуляторов и автоматов (табл. 11), применение которых
компенсирует нехватку рабочей силы, изменяет характер труда
рабочих, исключает монотонность утомительных операций и т. д.
Первоочередные работы по созданию промышленных роботов
и манипуляторов планируется вести в трех основных
направлениях: разработка автоматических манипуляторов для отделения
деталей от пачки, укладывание деталей в пачку и их
совершенствование в направлении развития универсальности и повышения
надежности функционирования; разработка операционных
роботов и роботизированных комплексов для раскроя текстильных
материалов, автоматизация транспортных операций, упаковка
готовых изделий; создание оснастки для роботов и манипуляторов
общепромышленного назначения с целью их применения для
погрузочно-разгрузочных операций в подготовительном
производстве и на складах, а также для установки деталей и сборочных
единиц на гладильных прессах и снятия с них.
12.5. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫЕ РАБОТЫ
ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ
ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
Общие сведения. Подготовительно-раскройное производство в
условиях изготовления одежды по индивидуальным заказам
представляет собой комплекс работ, осуществляемых предприятием
для выполнения заказов населения. Разработка и внедрение
новых моделей осуществляются с помощью конструкторско-
технологической подготовки производства (КТПП) как на уровне
предприятий через экспериментальные цехи, так и на уровне всей
подотрасли через Центральную опытно-техническую швейную
лабораторию (ЦОТШЛ) Министерства бытового обслуживания
265
населения РСФСР. Основными стадиями КТПП являются: выбор
направления моды, разработка письменных рекомендаций о
направлении моды и построение чертежей моделей, разработка
лекал базовых конструкций и подготовка нормативно-технической
документации (НТД) на изготовление одежды и проектирование
технологических процессов.
Подготовку к раскрою принятых от заказчиков материалов
осуществляют в салоне во время оформления заказов. Раскрой
ткани выполняют в раскройных цехах в соответствии с выбранной
моделью, снятыми мерками и нормативно-технической
документацией на изготовление модели.
Для обеспечения бесперебойной работы в ателье изготовляют
также изделия по заявкам торгующих организаций и полз^фабри-
каты с последующей подгонкой по фигуре. В связи с этим
создаются централизованные подготовительно-раскройные цехи.
Централизованный раскрой деталей бортовой прокладки,
верхних плечевых накладок, подкладки карманов, прокладок
(в шлицы, низ рукавов и т. д.), деталей утепляющей прокладки
(ватин, марля) по унифицированным лекалам способствует
рациональному использованию материалов, улучшению качества и
снижению затрат времени на их изготовление. Раскрой
подкладки, бортовой прокладки и утепляющих прокладок для
изделий на фигуры, имеющие резко выраженные отклонения от фигур
типового телосложения, выполняют в соответствии с лекалами
верха изделия.
В настоящее время наибольшее распространение получили две
формы организации работы закройщиков — индивидуальная
и коллективная без разделения труда.
При индивидуальной форме закройщик выполняет весь цикл
работ и обслуживает одну малочисленную (4—7 человек),
закрепленную за ним бригаду портных или нескольких портных,
работающих индивидуально.
При применении более укрупненных бригад (более 8—9
человек) необходима коллективная форма организации труда
закройщиков без разделения труда, при которой весь цикл работ также
выполняется одним человеком, но бригаду обслуживают несколько
закройщиков. При внедрении коллективной формы работы
закройщиков создаются предпосылки к повышению
производительности труда работы бригады и обеспечивается
взаимозаменяемость закройщиков в работе. Кроме того, возможно разделение
труда закройщиков. Одни закройщики работают в приемных-
салонах: они принимают заказы на изготовление изделий,
осуществляют выбор и зарисовку моделей изделий, снятие мерок,
проводят примерки изделий на заказчика и сдают готовые изделия
заказчику. Другие закройщики занимаются раскроем ткани,
поступающей из приемных салонов и приемных пунктов, и
проводят инструктаж рабочих в бригадах. При работе закройщиков
с разделением труда за основу должны быть приняты единые ме-
266
тоды снятия мерок и конструирования одежды, а также система
условных меловых обозначений.
Подготовительао-раскройное производство при серийном
изготовлении одежды включает следующие процессы: прием
материалов, хранение, подготовку материалов к раскрою, раскрой
и комплектование кроя.
Прием и оформление заказов. Закройщик (а в крупных ателье —
художник-консультант), ознакомившись с желаниями заказчика,
помогает ему выбрать модель, учитывая при этом возраст,
внешность'' заказчика, особенности его телосложения, назначение
изделия, материал. Уточняя модель, закройщик определяет
силуэт и пропорции изделия, затем выполняет эскиз модели,
акцентируя внимание на горловине, застежке, рукавах, отделке.
Особенно внимательно закройщик должен подходить к выбору моделей
на фигуру с отклонениями от типового телосложения,
подбирая декоративные элементы в изделии, скрывающие эти
недостатки .
Сведения о модели изделия закройщик вносит в паспорт
(показывает на схеме силуэта) и предлагает заказчику расписаться
в нем. Затем закройщик приступает к снятию мерок с фигуры
заказчика, занося их последовательно по ходу снятия в паспорт
заказа. И в заключение закройщик просматривает материал
заказчика, проверяя его качество, измеряет длину, ширину и
записывает данные в паспорт заказа. О выявленных дефектах
закройщик записывает в паспорте заказа, уведомляя об этих
дефектах заказчика.
Ткань с паспортом изделия передают приемщице на оформление
заказа. Приемщица выписывает квитанцию в трех экземплярах.
В квитанции указывается фамилия, имя, отчество заказчика, его
домашний адрес, вид изделия, мерки, усложняющие элементы,
стоимость обработки, сумма внесенного аванса, срок проведения
примерок и срок выполнения заказа. Приемщица проверяет и
указывает в квитанции наименование, артикул, длину и ширину
материала, его стоимость. На квитанции пишут фамилию
закройщика и прикрепляют образец сдаваемого материала. Номер
квитанции вписывают в паспорт заказа. Один экземпляр квитанции
(с прикрепленным образцом материала) отдают заказчице, второй
(с кассовым отчетом) сдают в бухгалтерию, а третий (с паспортом
заказа и тканью) передают закройщику для раскроя.
При оформлении заказа из материала ателье приемщица на
основании паспорта заказа отрезает от рулона необходимую меру
материала в соответствии с нормами его расхода и выписывает
квитанцию с последующим расчетом. При расчете стоимость
материала заказчиком оплачивается полностью.
Прием и оформление заказов выполняют по прейскуранту
«На изготовление швейных изделий по индивидуальным заказам
населения». Приемные цены дифференцированы по категориям
предприятий и по группам материалов в зависимости от трудоем-
267
кости их обработки. Цены установлены на изготовление изделий
минимальной сложности и на усложняющие элементы.
Оплата услуг за изготовление редких, оригинальных изделий,
особых видов отделки и выполнение других работ, не
предусмотренных прейскурантом, производится по ценам в разовом
порядке, согласованном с заказчиком и утвержденном руководителем
предприятия. В основу расчета заложена стоимость одного нормо-
часа работы (раскрой и пошив) при изготовлении швейных
изделий.
Новым направлением в изготовлении изделий по
индивидуальным заказам из материала ателье является пакетный способ,
который заключается в том, что для каждого заказа комплектуют
материал верха, подкладки, утепляющей прокладки и прикладные
материалы в зоне комплектования центрального
подготовительного производства фабрики или подготовительного цеха
головного предприятия. При обработке документов по пакетному
способу используется механизированный учет или АСУ.
Технические условия на раскрой. При изготовлении чертежей
изделия закройщики руководствуются единым методом
конструирования одежды по индивидуальным заказам населения,
используя лекала базовых конструкций изделий ведущих силуэтов.
На лекалах указываются направление нитей основы ткани,
необходимые контрольные знаки и места измерений основных
конструктивных участков, которые корректируются при раскрое
по мерке заказчика.
Комплект лекал состоит из основных лекал деталей верха:
полочек, спинки, рукавов различных конструкций и нижнего
воротника. В зависимости от модели комплект лекал дополняют
деталями различных элементов (накладные карманы, хлястики,
воротники и т. д.). Детали выкраивают с припусками на швы
и припусками (запасами), предусмотренными в крое в
соответствии с величинами, указанными в табл. 8 и 9.
Перед раскроем шерстяные ткани, имеющие усадку в процессе
обработки, должны быть продекатированы. Декатирование
проводят с целью предварительной усадки ткани, выполняют его
на декатировочном аппарате или утюгом. При декатировании
утюгом ткань с двух сторон равномерно опрыскивают водой из
пульверизатора или обильно пропаривают. Затем ее складывают
или закатывают в рулон и оставляют для естественного
просушивания на 8—12 ч. Увлажнение и пропаривание должно быть
равномерным во избежание различной усадки и изменения
окраски. После просушивания ткань проутюживают через проутю-
жильник, не допуская смещения нитей и перекосов. При
изготовлении изделия в ателье высшего разряда декатированию
подлежат все шерстяные ткани.
Раскрой основной ткани при изготовлении изделий по
индивидуальным заказам выполняют на одно изделие. При этом ткань
складывают в сгиб лицевой стороной внутрь, совмещая кромки
268
Сгид
Рис. 151. Раскладка лекал на ткани в сгиб при индивидуальном изготовлении
одежды
вдоль стола. На верхнем полотне ткани раскладывают по одной
симметричной детали, а непарные детали располагают центральной
линией к сгибу. Преимуществами способа раскроя ткани в сгиб
являются отсутствие перекосов на деталях кроя, уменьшение
времени на раскладку и удобство выполнения раскладки,
недостатками — увеличение расхода ткани на единицу изделия и
сложность раскроя изделий больших размеров, так как их
размещение в такой раскладке неэкономично.
При пошиве изделий из тканей в клетку с несимметричным
рисунком, где требуется подгонка рисунка, а также при
изготовлении изделий с цельнокроеными рукавами и крупными
несимметричными деталями раскладку выполняют на ткани в развернутом
виде, уложенной лицевой стороной вниз. Основными документами
для раскроя является квитанция и паспорт заказа.
Сначала закройщик выполняет предварительную раскладку
лекал для нахождения наиболее рационального варианта.
Раскладку начинают с крупных деталей (полочки, спинка, рукава),
затем между лекалами размещают мелкие детали (подборта,
верхние и нижние воротники, детали карманов и т. д.). Лекала
деталей раскладывают в соответствии с техническими
требованиями к раскрою и необходимыми припусками при пошиве
изделий по индивидуальным заказам, указанными в табл. 7 и 8. При
раскладке лекал на ткани необходимо следить, чтобы
межлекальные отходы были как можно меньше. Оставшуюся
неиспользованную внутреннюю площадь ткани концентрируют в одном месте
(желательно у сгиба) с целью возврата остатков ткани заказчику.
При раскладке лекал необходимо использовать типовые схемы
зарисовок раскладок лекал, разработанные ЦОТШЛ. Сделав
наиболее экономичную раскладку, закройщик выполняет обмелку
лекал (рис. 151).
При внедрении в практику ателье наиболее прогрессивного
метода проектирования одежды с применением метода гибкой
конструкции за основу также берут лекала базовых конструкций
269
одежды ведущих силуэтных форм. Участки конструкции деталей
корректируют в соответствии с данными, полученными с помощью
макета (жилета).
Детали, необходимые к примерке, выкраивают
(электроножницами или раскройной машиной) в первую очередь, остальные
детали выкраивают после первой примерки.
Раскладку лекал на ткани в развернутом виде выполняют
в такой же последовательности, что и на ткани в сгиб, с той лишь
разницей, что в первом случае обмеляют каждую из симметричных
деталей. Детали подкладки выкраивают по лекалам верха изделия
после первой примерки или в процессе пошива изделия.
Прокладку раскраивают централизованно настилом на несколько
единиц одного размера и роста. При изготовлении изделий
отдельными сериями раскрой ткани выполняют так же, как при массовом
изготовлении одежды.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Каковы функции подготовительного производства швейного предприятия
и ателье?
2. С какой целью производится проверка ткани перед раскроем и на каком
оборудовании?
3. Как и в каких условиях сохраняют ткань перед раскроем на швейных
предприятиях?
4. Какие задачи ставятся перед экспериментальными цехами в массовом
производстве одежды и производстве одежды по индивидуальным заказам?
5. В чем заключаются особенности раскроя материала при массовом
производстве одежды и при изготовлении ее по индивидуальным заказам?
6. Что вы знаете о работе раскройного цеха швейного предприятия
(настилание, раскрой, комплектование и нумерация)?
7. Как выполняются настилы на швейных предприятиях и в ателье?
8 Какое оборудование применяется при раскрое изделий в массовом
производстве и при изготовлении одежды по индивидуальным заказам?
9. Как нумеруют детали кроя при массовом производстве одежды?
10. В чем заключается сущность безостаткового раскроя ткани?
13. РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПОТОКОВ
13.1. ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ ПОТОКОВ
В швейной промышленности применяется наиболее совершенный
метод организации массового производства — поточный, при
котором операции выполняют ритмично.
Потоки швейного производства подразделяются на
конвейерные и неконвейерные.
Конвейерные потоки характеризуются тем, что изделия в
процессе обработки передвигаются от одного рабочего места к
другому механически с помощью конвейера и в регламентированном
ритме.
270
Неконвейерные потоки отличаются от конвейерных тем, что
изделия в процессе обработки передвигаются от одного рабочего
места к другому вручную или механически, но по свободному
ришму.
В потоках мелких серий полуфабрикаты перемещаются
механически с помощью конвейера.
Технологические (швейные) потоки могут быть разной мощности
(выпуск изделий в смену или количество рабочих) и различных
типов. По мощности потоки в промышленности подразделяют на
три группы: малой, средней и большой мощности.
Потоки малой мощности (до 50 человек) характеризуются
большим по времени тактом. В этом случае неудовлетворительно
используются специальные машины, приспособления и прессы,
нарушаются правила комплектования операций, рабочие места
могут быть перегружены множеством операций, следовательно,
снижается производительность труда.
Потоки средней мощности (от 51 до 100 человек) обеспечивают
более высокую производительность труда, лучшее использование
спецмашин, новой технологии, средств малой механизации и
синхронизацию организационных операций во времени.
Потоки большой мощности (свыше 100 человек) наиболее
приемлемы для внедрения современных форм организации
поточного производства, полного использования спецмашин, новой
технологии с применением аппаратов для формования и сборки
деталей и узлов, средств малой механизации и рационального
использования рабочего времени.
На специализированных потоках большой мощности
снижаются расходы по управлению; на таких потоках, как правило,
более высокое качество изделий, что объясняется специализацией
рабочих мест.
В зависимости от количества моделей или видов изделий,
одновременно изготовляемых на технологических потоках, эти
потоки подразделяют на следующие виды:
одномодельные, узкоспециализированные потоки, на которых
изготовляются изделия одного вида или одной модели;
многомодельные потоки, на которых одновременно
изготовляются изделия одного вида, но разных моделей;
секционные одномодельные или многомодельные потоки, на
которых может одновременно изготовляться до 10 моделей
и больше.
секционные многоассортиментные потоки, на которых
одновременно изготовляются изделия различных видов: пальто
демисезонные и зимние, костюмы для взрослых и детей и т. д.
В настоящее время широкое применение находят комплексно-
механизированные поточные линии второго поколения, которые
отличаются от комплексно-механизированных линий,
используемых ранее, применением усовершенствованной системы машин
и организационной оснастки на рабочих местах.
271
13.2. КРАТКИЕ СВЕДЕНИЯ О РАСЧЕТАХ
ТЕХНОЛОГИЧЕСКОГО ПОТОКА
Для проектирования потока необходимо рассчитать его
параметры: такт, мощность, выраженную выпуском изделий в смену
или количеством рабочих, занятых в потоке, условия согласования
времени операций, количество рабочих мест и поточных линий.
Технологически неделимые операции —■ это операции с
законченным циклом выполнения определенной работы одной
специальности и одного тарифного разряда. Практически они не
подлежат делению на более мелкие операции. Последовательность
обработки составляется на основе действующих нормативов на
неделимые операции, которые систематически пересматриваются.
Найдя сумму времени всех неделимых операций, определяют такт
потока по формуле
т = T/N,
где % — такт потока; Т — трудоемкость изделия, или затраты времени на
изготовление изделия; Л' — количество рабочих в потоке.
Такт потока — это расчетная средняя
продолжительность времени выполнения операции одним рабочим в процессе.
Такт потока характеризует среднюю продолжительность
организационной операции. Технологическая организационная операция
состоит из комплекса технологически неделимых операций,
объединенных по такту процесса и с учетом технологической
целесообразности на основании следующих правил.
Рассчитав такт потока, определяют условия согласования
времени операций для одномодельного потока по формуле
tv = (0,95—1,05) /Срт,
где t-p — расчетная затрата времени на выполнение организационной операции,
с; 0,95—1,05 — коэффициент, определяющий пределы допускаемых отклонений
от расчетной затраты времени на выполнение операции от такта (±5%); К-р —
количество рабочих, занятых на выполнении одной организационной операции
(всегда целое число).
По найденным пределам отклонения времени выполнения
операций и последовательности обработки согласуют
(выравнивают) время выполнения операции путем подбора или объединения
технологически неделимых операций в организационные. Это
необходимо для того, чтобы операции потока по своей
продолжительности были равны или кратны такту и обеспечивали
расстановку оборудования по ходу технологического процесса.
Операции, рассчитанные на одного рабочего, называются
равными, а операции, рассчитанные на нескольких рабочих, —
кратными. Количество кратных операций, скомплектованных из
нескольких неделимых операций, должно быть минимальным, так
как эти операции при наличии в них нескольких различных видов
работ осложняют работу исполнителей и могут вызвать понижение
производительности труда.
272
При комплектовании неделимых операций в организационные
необходимо соблюдать следующие условия:
1. Соблюдать условия согласования времени выполнения
операций.
2. Сохранять последовательность выполнения операций в
соответствии с составленной технологической последовательностью
обработки изделий. Однако в отдельных случаях может быть
изменена установленная последовательность выполнения
неделимых операций обработки отдельных деталей, если это изменение
не вызывает ухудшения качества продукции (например, боковые
карманы в изделиях верхней одежды можно приутюжить
одновременно с разутюживанием боковых швов).
3. Объединять неделимые операции, одинаковые по разрядам
и специальностям и однородные по своему характеру (по
применяемым приспособлениям, цвету и виду ниток, толщине
соединяемых на швейных машинах материалов и т. п.). В отдельных
случаях допускается объединение неделимых операций смежных
разрядов (второго с третьим, третьего с четвертым и т. д.), а иногда
и несмежных разрядов (например, первого, третьего, второго
и пятого); возможно объединение машинных работ с ручными
работами, выполняемыми сидя, без применения иглы.
Все технологически неделимые операции, относящиеся к
обработке основных деталей, монтажу и окончательной отделке
изделий, называют последовательными, а операции по обработке
деталей, выполняемые параллельно с обработкой основных узлов
изделия, — параллельными.
На основании полученного такта потока определяют
расчетную мощность потока (Мсм — расчетный
выпуск в смену):
Мсм — R/t,
где R — продолжительность смены, с; т — такт потока, с.
Выпуск изделий в смену может быть рассчитан без учета такта
потока по формуле
Мсм = NRIT,
где N — количество рабочих в потоке; R — продолжительность смены; Т —
трудоемкость изготовления изделия (или затрата времени на изготовление
изделия), с.
Если же задан выпуск изделий в квартал или год, мощность
потока в смену Мсы определяют по формуле
Мсж = В/Кпп,
где В — выпуск изделий в квартал (год); Кд — количество рабочих дней в
квартале (сезоне, году); п — количество смен в сутки.
13.3. ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПОТОКА
Технологическая схема потока (см. форму) является его основным
техническим документом. На основе технологической схемы
производят расстановку рабочих мест, оборудования, рабочей силы,
10 Литвинова И. Н. и др. 273
Технологическая схема одномоделызого потока
Изделие. Такт потока
Расчетный выпуск изделий в смену -
в потоке . человек.
-, шт. Расчетное число рабочих
Содержание
неделимой
операции
и основные
технические
условия ее
выполнения
ч
к
пец
и
OCTI
м
те
азр
си
П
Й О
0, Ж
н м
га <и
СО Е
п
в*
с
о
о.
ч
и
В1
<Ь
Oi
X
р"
ове
ч
3
и
орма
я
а;
S
о
га
асц
Он
со
Я
S
О
И
ее
Й с- С *
О О ^
J"~g |
О В S и
оснащения рабочих мест инструментами, приспособлениями и
вспомогательными материалами, а также контроль
технологического процесса и расчет заработной платы рабочих.
В итоговых строках формы по каждой организационной
операции специальность ставят по основному оборудованию, разряд —
по высшему разряду, время выполнения операции — суммарное
по неделимым операциям. Расчетное число рабочих определяют
по формуле
норму выработки Яв в единицах — по формуле
■"в == ■* см'*р>
расценку, коп., определяют по формуле
Ставка 1-го разряда X тарифный коэффициент
~—~— ' ' ' '"»т ' "z * * —
Норма выработки
Совершенствование организации производства является одним
из важнейших факторов повышения производительности труда
и его эффективности. Организация производства охватывает
комплекс вопросов, включающих выбор мощности потока, его
специализацию, структуру производственного процесса, вопросы
подбора моделей для изготовления в потоке, способы запуска
и систему питания потока, транспортировку и др.
С возрастанием мощностей поточных линий (до определенных
пределов) наблюдается улучшение их основных
технико-экономических показателей. Значения рациональной мощности потоков
должны увязываться с техническим их оснащением.
Изготовление женских пальто рекомендуется производить на
специализированных многомодельных потоках средней и большой
мощности с численностью исполнителей 90 и 130 человек,
мощностью 300 и 500 ед., рассчитанных на одновременное изготовление
трех-четырех моделей.
Наиболее целесообразна узкая специализация потоков на
изготовление пальто демисезонных или зимних. В тех случаях,
когда объемы производства не позволяют добиться узкой
специализации при использовании проводимых методов обработки,
целесообразно объединить в рамках одного потока изготовление
274
изделий зимних и демисезонных, при этом необходимо стремиться
к унифицированию методов их обработки и норм трудовых затрат.
Изготовление женских пальто целесообразно производить
также на съемных секционных потоках средней и большой
мощности с использованием групповых пачковых методов обработки,
позволяющих организовать работу в потоке со свободным ритмом.
Количество секций определяется мощностью потока. Для
типового потока характерно наличие трех секций:
заготовительной, монтажной и отделочной.
В заготовительной секции работа организуется по принципу
параллельной групповой пачковой заготовки основных узлов
изделия. Заготовительная секция состоит из шести групп: по
подготовке деталей кроя к запуску, по обработке подкладки,
рукавов и воротника, спинки, полочек, пояса.
В монтажной секции производится сборка пальто. В условиях
одновременного изготовления в потоке нескольких моделей
различных конструктивных основ при организации монтажных
секций с численностью более 50 человек возможна организация
параллельных линий монтажа. Каждую из этих линий можно
специализировать на изготовлении модели определенного вида,
что позволяет расширить ассортимент выпускаемых с потока
моделей. При этом расчет каждой линии'монтажа производится
с учетом своего такта. При организации работы параллельными
линиями возможно введение нескольких операций,
обслуживающих одновременно обе линии монтажа.
При изготовлении пальто рекомендуется сквозная пачковая
обработка как в заготовительной, так и в монтажной секции,
размер пачки в заготовительной секции до 20 ед., в монтажной —
до 10 ед.
13.4. ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
Для повышения производительности труда и улучшения качества
выполнения операций недостаточно одного только оснащения
поточных линий современной техникой. Необходима
рациональная организация всех технологических и трудовых процессов.
С этой целью каждое рабочее место должно обеспечиваться ин-
етрукционно-технологической картой, в которой содержатся
следующие сведения:
карта инженерного обеспечения рабочего места (на примере
рабочего места швеи-мотористки, табл. 12);
требования к качеству выполнения операции;
рациональная организация рабочего места с организационно-
технологической оснасткой и предметами труда (рис. 152);
рациональные приемы выполнения операции с учетом
передового опыта.
Ниже приводятся сведения, взятые из инструкционно-техно-
логической карты для швеи-мотористки.
10* 27В
Таблица 12
Карта инженерного обеспечения рабочего места швеи-мотористки
(пальто женское демисезонное)
Расчетные дав$а1© технологически неделимой операции
Номер
операции
Наименование
операций ; {
Специальность
Тарифный
разряд
Норма
времени,
с
Сдельная
расценка, коп.
Норма
выработ
ки, шт.
193 Стачивай^' pi©-:1 M
чевых срезав Щ&Ь-
47
0,668
то
612,8
Продолжение табл. 12
Класс
оборудования, завод-
изготовитель
Технические условия
Частота
вращения
главного ва»-
ла машины,
мин"1^ .
Количество
стежков
в 10 мм
строчки
выполнения операции
Нитки
Номера игл
862 кл., ПО 4508 '■■■" 4—5 Хлопчатобумаж- 0203-100; 0203-110;
«Подольск- '• :' ; ные № 30, 40 0203-120
швеймаш» (ГОСТ 6309—80) (ГОСТ 22249—82)
Права швеи-мотодиет^и, {Цвея-мотористка имеет право требовать
своевременного ремонта oo^py&Ojsajijjfl, ритмичной подачи полуфабрикатов хорошего
качества, обеспечен^* ^щ^^атвующей организации рабочего места.
Обязанности швеи-м«*ад>истки. Швея-мотористка обязана принять смену,
проверить номера паче* дрйадей, записать их; почистить и смазать машину,
проверить качеству е^зд>^4й;.*х£)Олюдать режим дня; соблюдать инструкцию по
технике безопасное*»;-дайЦврдить мелкий ремонт оборудования; содержать
в чистоте рабочее. ме^гОт -.зяЦгсать номер последней пачки.
Ответственность аив*ия*0тористки. Швея-мотористка отвечает за качество
выполнения одера^яйТ ^йяюдеще технологической и трудовой дисциплины.
Рис. 152. Рациональна^
гической оснасткой' -и
рабочего места с организационно-техноло-
труда:
/ — крышка стола; 2 — |н1>еДна1£'-машина; 3 — бобинодержатель; 4 — магнит для
фиксации ножниц; б — планщ*ё# дря размещения карты инженерного обеспечения; 6 —
подставка для размещения зянае-ных щпуль или шпуль с нитками разных цветов; 7 —
ножницы; 8 — винтовой с^ул; 9 -^'лч|лежка; я — пачка необработанных изделий; б —
обрабатываемое изделие; я-тг Jjaiji^a ^о&работанных изделий
27в \; ь1£*г?
13.5. ОСНОВЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ПОТОКОВ В АТЕЛЬЕ
Изготовление изделий по индивидуальным заказам (в ателье)
связано с единичным производством, а отсюда — с сезонными
спадами в работе и ограниченной мощностью. В работе ателье
предусматривается пошив изделий различного ассортимента из
разнообразных тканей на условно-пропорциональные (типового
сложения) фигуры и фигуры с отклонениями от типового
сложения .
Технологический процесс должен быть рассчитан на
одновременное изготовление изделий различного ассортимента с
разнообразным сочетанием модельных, конструктивных и
технологических особенностей.
Работа по составлению схемы разделения труда проводится
с учетом двух факторов: прогнозирования ассортимента и моделей
изделий, выбора изделий для составления технологической схемы
разделения труда.
Прогнозирование ассортимента и моделей изделий
определяется двумя факторами: частотой повторяемости конструктивных
модельных и технологических особенностей изделий,
заказываемых населением в текущий период времени в ателье города или
района, и частотой повторяемости особенностей обработки в
перспективе, т. е. примерно на 1—2 года вперед. Работу по
прогнозированию ассортимента и моделей изделий проводят технологи
с участием закройщиков.
Схему разделения труда с учетом прогнозирования
корректируют два раза в год перед наступлением весенне-летнего и
осенне-зимнего сезонов. Корректирование может быть частичным
или с довольно глубокими изменениями. За основу при
составлении технологической схемы разделения труда выбирают изделие
исходной сложности или условное изделие средневзвешенной
трудоемкости.
За изделие исходной сложности принимается изделие,
включающее в себя совокупность общих операций, а также операций,
входящих в состав взаимозаменяемых вариантов. Например,
в каждом изделии количество повторяющихся операций
(начальная обработка полочек, соединение полочек с бортовой
прокладкой, обработка спинки и т. д.) составляет около 44%. Количество
операций, близких по трудоемкости и входящих в состав
взаимозаменяемых (обработка карманов, бортов, воротников и т. д.),
составляет около 24%. Остальные операции связаны с
разнообразием моделей, не исключающих работ, предусмотренных
в изделии исходной сложности. Их выделяют в отдельную группу
усложняющих элементов.
Технологические операции изделий исходной сложности входят
в состав организационных, а операции по обработке
усложняющих элементов выделяются из схемы и оплачиваются по мере их
277
выполнения. Схемы разделения труда на изделие исходной
сложности создает построение гибкого, легко корректируемого
технологического процесса, обеспечивающего оплату каждой
выполненной операции.
Условное изделие средневзвешенной трудоемкости — это
изделие, включающее в себя элементы исходной сложности с
учетом запроектированных вариантов модельных, конструктивных
и технологических особенностей без выделения усложняющих
элементов. На модели, выбранные для составления
технологической схемы разделения труда, дается описание. Подробная
технологическая схема обеспечивает правильное определение
трудозатрат, но снижает гибкость процесса.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какова характеристика технологических потоков?
2 Какая операция называется неделимой?
S. Как рассчитывается такт процесса, необходимое количество работающих
и выпуск изделий в смену?
4. Какая операция называется организационной и по каким признакам
производится комплектование неделимых операций в организационные?
5. Какова характеристика современных потоков?
6 Каково назначение инструкционно-технологической карты?
7. Каковы особенности построения технологических потоков в ателье?
14. СТАНДАРТИЗАЦИЯ И КОНТРОЛЬ КАЧЕСТВА
ПРОДУКЦИИ
14.!. ГОСУДАРСТВЕННАЯ СИСТЕМА СТАНДАРТИЗАЦИИ
Стандартизация — это установление и применение правил с целью
упорядочения деятельности в определенной области. Объекты
стандартизации — конкретная продукция, нормы, методы,
термины и т. д. В швейной промышленности объектами
стандартизации могут быть методы испытаний, контроль качества упаковки,
маркировки и хранения продукции, технология изготовления
И Т. Д.
Основными задачами системы стандартизации являются
определение требований к качеству готовой продукции, сырью и
материалам, определение единой системы показателей качества
продукции, методов и средств ее испытаний, разработка и внедрение
методов унификации, обеспечение единства и правильности
измерений в стране, установление единых систем документации и т. д.
Основные цели стандартизации — ускорение технического
прогресса, повышение производительности труда, обеспечение
оптимального уровня качества продукции и условий для широкого
развития экспорта и культурного сотрудничества с другими
странами и т. д.
278
Государственная система стандартизации устанавливает
единый порядок разработки, оформления, утверждения, издания
и внедрения стандартов всех категорий и другой нормативно-
технической документации, а также порядок государственного
надзора и ведомственного контроля за внедрением и соблюдением
стандартов и технических условий.
Осуществляет руководство стандартизацией и измерительным
делом в стране Государственный комитет СССР по стандартам
(Госстандарт СССР) непосредственно или через органы и службы,
созданные им.
Характеристика стандартов. Государственная система
стандартизации устанавливает четыре категории стандартов:
государственные стандарты Союза ССР (ГОСТ), отраслевые стандарты
(ОСТ), республиканские стандарты (РСТ) и стандарты
предприятий (СТП).
В стандартах закреплены требования к качеству выпускаемой
продукции. Закрепляя в стандартах эти требования, государство
гарантирует потребителю хорошее качество продукции и в то же
время создает возможность предприятиям постоянно улучшать
это качество, используя все имеющиеся в их распоряжении
средства.
Несоблюдение стандарта преследуется законом.
Государственный стандарт является правовой
и технической нормой: правовой потому, что предусматривается
имущественная ответственность предприятия за поставку
продукции, не соответствующей стандартам; технической потому, что
в стандартах указаны требования, которые государство
предъявляет к качеству продукции. Показатели, предусмотренные в
стандартах, являются минимальным пределом качества продукции,
ниже которого продукция считается несортной. Государственные
стандарты обязательны для применения всеми предприятиями,
организациями и учреждениями союзного, республиканского и
местного значения во всех отраслях народного хозяйства СССР
и союзных республик.
Отраслевые стандарты обязательны для
применения всеми предприятиями и организациями данной отрасли,
а также предприятиями и организациями других отраслей
(заказчиков), применяющих (потребляющих) продукцию этой отрасли.
Республиканские стандарты союзных
республик обязательны для применения всеми предприятиями и
организациями республиканского и местного значения данной союзной
республики независимо от ведомственной подчиненности.
Стандарты предприятий обязательны только для
определенных предприятий.
Разработка, утверждение и внедрение стандартов.
Государственный стандарт — коллективный труд многих ученых,
инженерно-технических работников, новаторов производства.
Государственные стандарты утверждаются Государственным коми-
27S
тетом СССР по стандартам. Отраслевые стандарты утверждаются
ведущими министерствами и ведомствами в производстве
соответствующего вида продукции. Республиканские стандарты союзных
республик утверждаются Советами Министров союзных республик
или по их поручению Госпланами союзных республик. Стандарты
предприятий утверждаются руководителями предприятий.
Принятый и утвержденный стандарт становится государственным
законом, эталоном продукции высокого класса. Внедрение
стандартов должно производиться в установленные сроки.
Контроль внедрения и соблюдения стандартов. Контролируют
соблюдение технической дисциплины стандартов государственный
надзор и ведомственный контроль. При изготовлении изделий,
не соответствующих стандарту, госнадзор и ведомственный
контроль имеют право запретить их изготовление и реализацию.
Кроме применения санкций к нарушителям стандартов госнадзор
и ведомственный контроль помогают предприятиям внедрять
стандарты, не допускать отклонений от них, улучшать качество
продукции.
Техническая документация на изготовление швейных изделий.
При изготовлении изделий применяют следующую нормативно-
техническую документацию:
ГОСТ 17037—85 «Изделия швейные и трикотажные.
Термины и определения».
ГОСТ 12807—79 «Изделия швейные. Классификация
стежков, строчек и швов».
ОСТ 17771—78 «Изделия швейные бытового назначения.
Классификация».
ОСТ 17835—80 «Изделия швейные. Технические требования
к стежкам, строчкам, швам».
ОСТ 17287—86 «Одежда верхняя мужская и женская
пальтового ассортимента. Общие технические условия».
ОСТ 17240—86 «Одежда верхняя мужская и женская
костюмного ассортимента. Общие технические условия».
ОСТ 17132—86 «Одежда верхняя из плащевых и
дублированных материалов, искусственной кожи и замши. Общие
технические условия».
ОСТ 17173—86 «Одежда верхняя из искусственного меха.
Общие технические условия».
При изготовлении женской верхней одежды по
индивидуальным заказам следует руководствоваться РСТ РСФСР 548—82
«Одежда верхняя женская и для девочек. Изготовление по
индивидуальным заказам». Действующие стандарты не отражают
требований, связанных непосредственно с моделями.
Необходимым документом при изготовлении изделий на
предприятиях являются технические условия, которые
разрабатываются на определенные модели. Технические условия
разрабатывают Дома моделей, Дома мод или лаборатории, а затем
направляют их в комплекте с лекалами на предприятия.
280
Технические условия включают в себя следующие разделы:
зарисовку моделей; описание внешнего вида модели; технические
требования к обработке изделия; перечень рекомендуемых
материалов; перечень деталей кроя; данные измерений изделия и
лекал; правила приемки, маркировки, упаковки, хранения
и транспортирования изделия; перечень нормативно-технической
документации; приложение (комплект лекал, таблица площадей
лекал, карта раскроя материалов, схема раскладки, перечень
подсобных и осноровочных лекал).
Технические условия на изготовление мэдели разрабатываются
на основе действующей нормативно-технической документации,
включающей перечисленные выше государственные стандарты.
14.2. КАЧЕСТВО ПРОДУКЦИИ
Качество — это совокупность свойств продукции,
обусловливающих ее пригодность удовлетворять определенные потребности
в соответствии с ее назначением.
Статистический приемочный контроль качества продукции —
это выборочный котроль качества продукции, основанный на
применении методов математической статистики для проверки
соответствия качества продукции установленным требованиям.
Качество продукции формируется на всех стадиях ее создания:
в процессе научно-исследовательских изысканий, проектирования,
конструкторских и технологических разработок. Главное в борьбе
за качество — строгое выполнение всех требований стандартов,
в которые заложены основные показатели высокого качества
надежности и оптимальной долговечности, высокая
государственная и производственная дисциплина.
Обязательность соблюдения стандартов предотвращает
возможность изготовления случайных, не отвечающих требованиям
народного хозяйства изделий.
Требования, предъявляемые к качеству продукции. Изделия
на подкладке должны быть изготовлены с прокладкой в борта,
воротник, низ рукавов, манжеты, шлицу, верхний край застежки
юбки, брюк. В изделиях без подкладки прокладку ставят в тех
случаях, когда это предусмотрено моделью. В изделиях с
жесткими полочками строгой формы в области груди ставят
волосяную прокладку или ее заменитель.
В бортовых прокладках полочек участки расположения
обметанных петель необходимо покрывать специальной клеевой
эмульсией или обметывать петли с прокладками.
В изделиях из тонких шерстяных тканей в лацканы и концы
воротника, а также на верхние плечевые накладки на участке
спинки должен быть поставлен дополнительный слой прокладки.
При клеевом способе соединения деталей прокладок с верхом
изделия дополнительный слой прокладки не применяют.
281
Клеевые соединения в деталях одежды должны соответствовать
следующим показателям качества.
Товарный внешний вид (приятные ощущения на ощупь,
отсутствие лас, «пузырей», пролеганий, заломов, заминов на лицевой
стороне основных материалов; отсутствие проникновения клеевого
вещества на лицевую сторону основных материалов, высокая
формоустойчивость).
Прочность (на расслаивание), жесткость, эластичность, дра-
пируемость, несминаемость, воздухопроницаемость, устойчивость
к действию воды (стиркам или замачиванию), к химической чистке,
светопогоде, старению.
Подклапаны, подлисточки, подхлястики, подманжеты, под-
пояса и другие мелкие детали могут быть выполнены как из
основной ткани, так и из подкладочной. Цвет подкладочной ткани
должен соответствовать цвету основной ткани.
Частота машинных и ручных стежков, способы закрепления
концов ниток в строчках, виды и номера ниток, виды и размеры
швов и способы пришивания фурнитуры при изготовлении
изделий должны соответствовать требованиям ОСТ 17835;—80.
В изделиях из осыпающихся тканей без подкладки и с отлетной
подкладкой в зависимости от вида ткани и изделия все срезы
открытых швов верха должны быть обметаны, окантованы,
застрочены швом вподгибку или обработаны запошивочным швом.
Срезы подкладки, в том числе подкладки карманов, внутренние
срезы бортовой прокладки должны быть обметаны. В изделиях
из менее осыпающихся тканей срезы открытых швов могут быть
обработаны высечкой зубцами.
По краям бортов, пройм, в шлицу, по линии низа изделия,
по горловине спинки, плечевым срезам полочек, по линии
втачивания ластовиц (в изделиях с цельнокроеными рукавами), по
верхнему краю накладных карманов и на других участках в
зависимости от модели изделия прокладывают кромку. В изделиях из
тонких тканей с повышенным содержанием синтетических волокон
вместо кромки прокладывают по краю борта полоску
хлопчатобумажной ткани (бязь, коленкор).
В изделиях на подкладке по линии прореза боковых карманов
должны быть проложены долевики или карманы должны быть
обработаны на подкладке изделия. В изделиях без подкладки
подкладка прорезных карманов должна быть в цвет основной
ткани и выкроена в долевом направлении соответственно прорезу
кармана. Под верхние углы накладных карманов с изнаночной
стороны полочек должны быть проложены отрезки
хлопчатобумажной ткани.
Концы карманов, углы уступов лацканов и концов воротника,
застежки юбки закрепляют с лицевой или изнаночной стороны.
Утепляющую прокладку из ватина со стороны,
соприкасающейся с верхом изделия, накрывают марлей. В изделиях с
притачной по низу подкладкой допускается обработка утепляющей
282
прокладки без марли. В качестве прокладки в меховой воротник
применяют ватин или вату. Воротники из меха со слабой кожевой
тканью (мех крота, суслика, кролика) должны быть укреплены
коленкором и другой подобной тканью. По стойке мехового
воротника,,, не укрепленного коленкором, должна быть проложена
кромка или полоска хлопчатобумажной ткани. Пальто со
смещенной бортовой застежкой изготовляют с полодержателем.
Пугбвицы на бортах должны быть пришиты с захватыванием
бортовой прокладки или с подпуговицами. В изделиях с
центральной бортовой застежкой пуговицы должны быть пришиты
сквозными стежками вместе с подбортом.
Верхний край юбки и брюк в зависимости от модели
обрабатывают корсажной тесьмой, поясом или обтачкой. По желанию
заказчика юбки и брюки изготовляют с подкладкой и без нее.
Готовые изделия маркируют в соответствии с ГОСТ 10581—82
«Изделия швейные и трикотажные. Маркировка, упаковка,
транспортирование и хранение», прикрепляют товарный знак, изготовленный
на тканевой (шелковой, полушелковой или хлопчатобумажной)
ленте. На тканевой ленте рядом с товарным знаком должно быть
указано наименование и местонахождение
предприятия-изготовителя,
На изделиях, изготовленных из материала предприятия и
содержащего химические волокна, а также на изделиях,
изготовленных с применением клеевых материалов, указывается
процентное содержание химических волокон и наносятся условные
обозначения, рекомендующие возможные методы химической чистки
и влажно-тепловой обработки. Товарный знак предприятия может
^быть пришит на подкладке внутреннего (бортового) кармана,
"у шва притачивания кармана к подборту, на подкладке спинки —
посередине горловины спинки или на правой полочке подкладки,
выше внутреннего кармана; в юбке — на одном из соединительных
швов, на лицевой стороне корсажа или на подпоясе у левой
стороны застежки и у шва соединения юбки с поясом; в брюках —
на левом конце лицевой стороны подпояса (подкладки или
тесьмы).
К изделиям, изготовленным в ателье высшего разряда,
предъявляются следующие требования: изделия должны иметь
фирменную отделку (фигурные строчки, дополнительный карман и т. д.);
в деталях кроя изделий не допускаются отклонения от нитей
основы; при изготовлении изделий не применяется клеевой метод
крепления деталей. В изделиях из тонких тканей в лацканы
должны быть проложены две прокладки — одна со стороны
полочки, вторая — со стороны подборта; при обработке верхнего
края юбки применяют корсажную шелковую тесьму. При
отсутствии шелковой тесьмы хлопчатобумажную тесьму обтягивают
шелковой подкладочной тканью в цвет основного материала; срез
низа юбки при подшивании обметывают шелковыми нитками или
обрабатывают шелковой тесьмой.
283
Методика оценки качества продукции. Для оценки качества
швейных изделий принята балльная система — высшая оценка
40 баллов. Оценка производится по четырем показателям: за
качество моделирования, конструирования, материалов и технологии.
За качество моделирования дается высшая оценка 8 баллов.
Модель должна соответствовать современному направлению моды,
художественное оформление модели должно учитывать сочетание
основного и подкладочного материалов, использование модной •
фурнитуры и отделки.
За качество конструирования дается высшая оценка 14 баллов.
Здесь учитываются современность конструкции и качество посадки
изделия на фигуре человека.
За материалы, используемые при изготовлении изделия
(основные, подкладочные, прикладные и фурнитура), дается высшая
оценка 12 баллов. При этом учитываются современность
художественного оформления (структура, отделка, цветовое решение),
соответствие качества материалов техническим требованиям.
За качество технологии (обработка и отделка) дается высшая
оценка 6 баллов. Учитываются соответствие модели требованиям
государственных стандартов, техническим условиям, методике
изготовления, качество влажно-тепловой обработки и товарный
вид изделия.
Для проведения оценки швейных изделий по этой методике
на каждом швейном предприятии организуется комиссия в составе
главного инженера, конструктора экспериментального цеха и
технологов. Все представленные изделия, оцененные баллами,
рассматриваются затем центральной комиссией управления,
которая дает окончательную оценку.
С 1 января 1985 г. качество продукции легкой
промышленности оценивается по следующим показателям: товары
улучшенного качества с индексом Н и особо модные изделия, реализуемые
по договорным ценам.
14.3. КОМПЛЕКСНАЯ СИСТЕМА УПРАВЛЕНИЯ
КАЧЕСТВОМ ПРОДУКЦИИ
Комплексная система управления качеством продукции (КС УКП)
на предприятиях швейной промышленности является составной
частью системы управления производством. Система основана на
выполнении комплекса разнообразных мероприятий:
совершенствование организации производства,
конструирования и моделирования;
внедрение новой техники и передовой технологии;
введение контроля на всех технологических переходах;
улучшение работы с потребителями, поставщиками и др.
Основным результатом создания КС УКП в организационном
периоде является разработка технологии управления качеством,
а также переход от традиционной функции контроля качества
на финишных процессах к его контролю на подготовительных.
284
Щ / .
В систему управления качеством введёйД^ай-же такие функции,
как прогнозирование, планирование» анаф$.,й оценка качества
продукции и качество ее изготовления. чЯ—'-Л- ■-; •
Составной частью КС УКП стала сие^ёйа бездефектного
изготовления продукции (СБИП). В основе системы — сдача ее с
первого предъявления. Сущность этой .системы заключается в
активности непосредственных исполнителей-: Итребовательном
самоконтроле за качеством своей pa6©fle* Л ' •
С введением на ряде предприятий г^е%>~йемкй существенно
изменились требования к качеству выпускЙЙюйпродукции.
Повышение качества одежды, изгбтовйядабй по
индивидуальным заказам, качества услуг и обслуживания'населения является
одной из главных задач швейной отрасли. сЛу&бы быта.
Обеспечение заданного уровня качества" Достигается конструк-
торско-технологической подготовкой производства"
проектированием изделий с учетом современной моД"|л й индивидуальных
особенностей заказчиков, высоким уров#в*"тй<бслуживания, по_
вышением квалификации кадров, стандйр'тязацйей, внедрением
прогрессивной техники, технологии и орг'ЙИЯЗйЦйи производства.
Контроль качества продукции на предй^ЩтМях возложен на
отдел технического контроля (ОТК), ко'Ш^йй Ьвйяется
самостоятельным структурным подразделением"\ЗМЙмЙшлённого
предприятия (подразделения). В состав ОТ1С'~»1(ОДйт все работники
цехов, занятые только техническим KOrfrpt^eM. Возглавляет QTK
начальник отдела, который непосредственен:; Подчиняется
директору (руководителю) предприятия. " ."«',
Главные задачи ОТК следующие: йре^ЙТВращёние выпуска
предприятием продукции, не соответстЬуюЩеё:;Гребованиям
стандартов и технических условий, утвержДйаш^К'-абразцам
(эталонам), проектно-конструкторской и технологической
документации, условиям поставки и договоров, йли_ некомплектной
продукции, а также укрепление производственной дисциплины и
повышение ответственности всех звеньев производства за качество
выпускаемой продукции.
Предприятие может реализовать лишь продукцию, принятую
ОТК или изготовленную лицами, работающими в условиях
самоконтроля. На продукцию должен быть оформлен сертификат,
паспорт, товарный ярлык, формуляр или другой документ,
удостоверяющий . соответствие этой продукции установленным
требованиям.
14.4. КОНТРОЛЬ КАЧЕСТВА С
ИЗДЕЛИЙ
14.4.1. ВИДЫ ДЕФЕКТОВ ОДЕЖДЫ И
Все дефекты, встречающиеся в одежде,,* д^лятсй на три вида:
дефекты тканей (так называемые текстильйые;Пороки),
конструктивные дефекты и дефекты технологический обработки.
285
ttttr
Рис. 153. Рабочее место контрольного мастера
Дефекты тканей возникают при прядении нитей, ткачестве
и отделке тканей.
Конструктивные дефекты являются результатом неправильно
снятых мерок, неточного кроя, ошибок, допущенных в
конструкции изделия. Конструктивные дефекты могут быть причиной
неправильной посадки изделия на фигуре.
Дефекты технологической обработки возникают в результате
нарушения технических условий обработки (изменение ширины
швов, частоты строчек и т. д.)., нарушения приемов и режимов
влажно-тепловой обработки, небрежного обращения с изделием
на рабочем месте (пятна, разрезы, затяжки и др.) и т.. д.
Качество готовых изделий проверяют, руководствуясь
следующими государственными стандартами: ГОСТ 4103—82 «Изделия
швейные. Методы'контроля, качества», ГОСТ 23948—80 «Изделия
швейные. Правила приемки».
Изделия проверяют путем внешнего осмотра на манекене и на
столе (рис. 153) в определенной последовательности. Сначала
изделие надевают на манекен, проверяют его художественно-
эстетические показатели. Одновременно контролируют посадку
на манекене и проверяют качество соединения деталей. Затем
изделие снимают с манекена и на столе проверяют соответствие
размеров деталей изделия табелю измерений. Отклонения должны
соответствовать данным, приведенным в табл. 13.
После этого приступают к проверке качества обработки и
осмотру основной и подкладочной ткани изделия, отмечая дефекты
меловыми условными обозначениями, указанными в табл. 14.
Проверку выполняют сначала с лицевой стороны (рис. 154, а)
изделия сверху вниз, осматривая воротник, полочки, спинку,
рукава и отделочные детали. Затем изделие переворачивают
286
Предельные отклонения от номинального размера в изделии
(ГОСТ 23193—78), см
Таблица 13
Наименование
основного измерения
Отклонение
Примечание
Основные измерения готовых изделий
Длина спинки, полочки ±1
Ширина спинки ±0,5
Ширина изделия на уровне ±1
глубины проймы
Длина рукава
втачного ±1
реглан и цельнокроеного
Длина воротника (в изделиях
с- застежкой доверху)
Длина по боковому шву брюк,
шорт и др.
длинных
коротких
Длина юбки вдоль середины
переднего или заднего
полотнища
Длина пояса
±1,5
±0,5
+ 1
+0,5
±1
±1
В изделиях из формоустойчи-
вых трикотажных полотен и
искусственного меха ±1,5
В изделиях из
формоустоичивых трикотажных полотен и
искусственного меха ±1,5
Вспомогательные измерения готовых изделий
Длина спинки, полочки до ли- ±0,5
нии талии в изделиях с
отрезной линией талии
Длина кокетки посередине ±0,5
Ширина изделия на уровне та- ±1
лии в изделиях с отрезной
линией талии, на уровне линии
бедер в брюках и юбках
Ширина изделия прямого си- ±1
луэта внизу
Длина по шаговому шву в брю- ±0,8
ках, юбках, шортах
Ширина воротника ±0,5
В изделиях из искусственного
меха ±0,8
В изделиях из искусственного
меха и формоустоичивых
трикотажных полотен ±1,5
подкладкой вверх (рис. 154, б) и продолжают контроль сверху
вниз, проверяя воротник (со стороны верхнего воротника), борта
(со стороны подбортов) и подкладку. Заканчивают проверку
осмотром верха изделия и подкладки с изнанки (отогнув
подкладку).
При проверке качества изделия контролируют следующие
параметры: симметричность формы и расположения парных деталей;
правильность расположения деталей; ровноту краев деталей;
качество обработки канта обтачных деталей; качество обработки
рамок карманов; правильность направления рисунка в деталях
287
Таблица 14
Условные обозначения дефектов в готовом виде
Дефект
Описание
условного обозначения
Графическое
изображение
Отсутствие закрепки, строчки
или видна бортовая прокладка
в петлях
Искривление края шва,
строчки или рисунка
Деталь укорочена
Деталь длинна
Неодинаковая ширина деталей
(клапаны, листочки),
неодинаковое расстояние между
петлями, неодинаковая ширина канта
и т. п.
Затянута основная ткань
(лацкан, воротник)
Затянута подкладка
Видна подкладка с лицевой
стороны изделия
Пятно, подпал или текстильный
дефект
Перекосы
Петлеобразная строчка
Несовпадение рисунка
Пропуск в строчках
Расхождение или заход одной
полочки на другую или одной
части шлицы спинки на
другую
Недостаточное сутюживание
в концах вытачек, кармана
и др.
Плохо приутюжены край
детали, узел или часть его
Две перекрещивающиеся
линии
Волнистая линия вдоль
искривленного края
Перечеркнутая прямая
линия, проведенная от края
детали на расстоянии,
равном величине укорочения
Прямая линия,
проведенная от края детали на
расстоянии, равном величине
удлинения
Прямая и волнистая линии
Стрелка в направлении
линии натяжения
Двусторонняя стрелка по
линии натяжения
Край низа детали
перечеркнут несколькими прямыми
короткими долевыми
линиями
Окружность, размер
которой зависит от величины
порока
Короткие прямые
наклонные параллельные линии
Штриховая линия
Горизонтальная прямая с
непересекающими ее
вертикальными линиями
Треугольник
Расхождение деталей
обозначается углом,
обращенным вершиной вверх; заход
деталей — углом,
обращенным вершиной вниз
Несколько параллельных
дугообразных линий
Стрелка,
перпендикулярная прямой линии
11
О
I I
I
1 I Г
А
288
изделия; совпадение
рисунка, симметричность
рисунка в парных деталях;
качество стежков, строчек
и швов; прочность
внутреннего крепления деталей;
качество клеевого
соединения; правильность
обработки застежек,
пришивания фурнитуры и
выполнения закрепок; качество
выстегивания ватных
прокладок; наличие внутренних
прокладок; правильность
применения допусков при
раскрое; качество
обработки срезов; наличие
внешних дефектов тканей —
местных и
распространенных; качество
влажно-тепловой обработки; качество
меховой отделки;
правильность маркировки и
упаковки изделия.
14.4.2. ОПРЕДЕЛЕНИЕ
СОРТНОСТИ
ШВЕЙНЫХ
ИЗДЕЛИЙ
Для определения качества
продукции необходим
показатель оценки качества. В зависимости от вида изделий
показатели оценки качества продукции различные. Они определяются
потребностями людей и производства. В легкой промышленности
за показатель оценки уровня качества готовой продукции принят
показатель сортности. Сортность готовых изделий определяется
сопоставлением результатов проверки с требованиями
технической документации на определение сортности швейных изделий
и требованиями технической документации на данное изделие
(стандарт, технические условия, техническое описание).
Сортность готовых швейных изделий устанавливают в
соответствии с ГОСТ 12566—81 «Изделия швейные бытового назначения.
Определение сортности». Стандарт распространяется на швейные
изделия из материалов всех видов, предназначенных для швейных
изделий (кроме изделий из искусственного недублированного
меха, синтетических пленок), и устанавливает сортность верхней
одежды. На швейные изделия установлено два сорта (I и II).
289
Рис. 154. Проверка качества изделия:
а — с лицевой стороны; б — со стороны
подкладочной ткани
В соответствии со стандартом качество изделий определяется
потребительскими свойствами (внешний вид, посадка изделия на
фигуре, измерения, качество применяемых материалов,
технология) и должно соответствовать требованиям технической
документации на изделие. Внешний вид изделия определяют
следующие художественно-эстетические показатели: современность
модели, ее отделка, колористическое оформление, фурнитура,
соответствие применяемых материалов (верх, подкладка и
прикладные материалы) друг другу и т. д.
Приемка изделий по художественно-эстетическим показателям
производится по образцам (эталонам) и в соответствии с
техническим условием на изделие. Изделия, не соответствующие
художественно-эстетическим показателям образца, следует считать
не отвечающими требованиям стандартов.
Правильность посадки изделия на фигуре проверяют на
манекене или на манекенщице. Размеры, измерения изделий и
технологию проверяют по техническим условиям.
Готовые изделия должны быть замаркированы в соответствии
с требованиями ГОСТ 10581—82 «Изделия швейные и
трикотажные. Маркировка, упаковка, транспортирование и хранение».
Маркировку выполняют прикреплением товарного ярлыка из
картона или плотной бумаги. Сорт изделия определяют в
зависимости от наличия дефектов внешнего вида, посадки изделия на
фигуре, других производственно-швейных дефектов, а также
дефектов внешнего вида материалов. После определения сорта
на обратной стороне ярлыка ставят клеймо предприятия с
указанием номера контролера и сорта изделия.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Что такое стандартизация, каковы ее задачи и цели?
2. Какими стандартами пользуются при изготовлении одежды и какова их
характеристика?
3. На основании какой технической документации производится изготовление
верхней женской одежды?
4. Какое влияние оказывают стандарты на качество выпускаемой продукции?
5. Что означает понятие «качество продукции»?
6. В чем заключается комплексная система управления качеством продукции?
7. В какой последовательности проводится контроль качества готовых швейных
изделий?
8. Какими меловыми обозначениями пользуются при проверке качества готовых
изделий?
9. Как определяется сортность швейного изделия?
15. ПРОГРЕССИВНЫЕ ФОРМЫ ОРГАНИЗАЦИИ
И СТИМУЛИРОВАНИЯ ТРУДА
С 1 января 1991 г. в нашей стране вводится в действие закон
«О предприятиях в СССР». Закон направлен на обеспечение
самостоятельности предприятия, определяет его права и
ответственность в осуществлении хозяйственной деятельности, регу-
290
лирует отношения предприятий с другими предприятиями и
организациями.
Трудовой коллектив является полноправным хозяином на
предприятии. Он самостоятельно решает все вопросы
производственного и социального развития. Достижения и упущения в
работе прямо отражаются на заработной плате каждого работника.
Развитие хозяйственного расчета по праву можно назвать
основой перестройки.
В современных условиях одним из направлений повышения
эффективности работы предприятий, широкого вовлечения
трудящихся в управление производством и воспитания является
бригадная форма организации и стимулирования труда. Бригады играют
возрастающую роль в дальнейшей интенсификации
общественного производства, становятся основной производственной и
социальной ячейкой трудовых коллективов.
За последние годы получают развитие бригады нового типа —
комплексные и сквозные, работающие на единый наряд с конечной
оплатой по результатам. В них более высокими темпами растет
производительность труда, сокращаются потери рабочего времени,
экономнее расходуются материальные и трудовые ресурсы,
открываются возможности для дальнейшего улучшения
организаторской и политике-воспитательной работы, укрепления
дисциплины, утверждения духа подлинного коллективизма, взаимной
требовательности и товарищеской взаимопомощи.
15.1. ПОЛОЖЕНИЕ О ПРОИЗВОДСТВЕННЫХ БРИГАДАХ
Производственная бригада — первичное звено трудового
коллектива предприятия. Бригада объединяет рабочих для совместного
и наиболее эффективного выполнения производственного задания
на основе товарищеской взаимопомощи, общей
заинтересованности и ответственности за результаты работы.
В состав укрупненных бригад, где это целесообразно по
условиям производства, включаются мастер и другие инженерно-
технические работники.
Бригада создается приказом (распоряжением) руководителя
предприятия. Зачисление в бригаду производится с согласия
работников. Бригаде устанавливается рабочая зона,
охватывающая технологический процесс или его обособленную часть, за ней
закрепляются производственная площадь, оборудование, средства
труда, предоставляются производственные ресурсы и необходимая
техническая документация.
Все члены бригады обязаны соблюдать трудовую и
производственную дисциплину, трудовое законодательство, действующие
на предприятии положения и требования по организации труда
и производства, технологии, эксплуатации машин и оборудования,
правила пользования инструментом, техники безопасности и
другие специальные инструкции.
291
Производственную бригаду возглавляет бригадир — передовой
квалифицированный рабочий, обладающий организаторскими
способностями и пользующийся авторитетом у членов бригады.
Основной задачей бригадира является организация выполнения
бригадой плановых заданий и трудовых обязательств при
наименьших трудовых затратах и высоком качестве продукции.
В сквозных бригадах, а иногда и укрупненных комплексных
создаются звенья, возглавляемые звеньевыми.
Коллектив производственной бригады на общем собрании
избирает открытым голосованием сроком, как правило, на один год
совет бригады. В состав совета избираются наиболее авторитетные
и квалифицированные работники бригады. В состав совета входит
профгрупорг. Совет бригады возглавляет бригадир. Состав совета
бригады объявляется приказом. Заседание совета бригады
проводится по мере необходимости, но не реже одного раза в месяц.
Совет бригады осуществляет свою работу на демократических
началах под руководством администрации и комитета профсоюза,
направляя ее на повышение эффективности производства и
качества работы, совершенствование организации и условий труда,
улучшение воспитательной работы, создание благоприятного
психологического климата в коллективе, улучшение подбора и
расстановки рабочих, укрепление трудовой дисциплины и сокращение
текучести кадров. За выполнение возложенных на него функций
совет несет ответственность перед коллективом бригады.
В целях содействия развитию и повышению эффективности
бригадной формы организации и стимулирования труда, обмену
опытом производственной и воспитательной работы на предприятии
создается совет бригадиров в производственной единице, цехе.
Совет бригадиров избирается общим собранием бригадиров.
Возглавляет совет бригадиров один из самых авторитетных
бригадиров.
Деятельность бригад должна, как правило, базироваться на
широком применении принципов хозяйственного расчета с оплатой
по конечному результату и распределением заработной платы
с применением коэффициента трудового участия.
15.2. УЧАСТИЕ УЧАЩИХСЯ В ТРУДОВОМ
СОРЕВНОВАНИИ
Соревнование рассматривается как могучий фактор воспитания,
привлечения учащихся к активной общественной деятельности,
как средство повышения производительности труда.
Ведущее место в соревновании занимает движение за
добросовестное отношение к труду и учебе.
Основными показателями трудового соревнования являются
выполнение планов производственной деятельности, качество
выполняемых работ, участие в техническом творчестве, освоение
передового опыта работы новаторов производства, бережное и эко-
292
номное расходование материальных средств, экономия
электроэнергии и др.
При подведении итогов соревнования учитывается также
занятость учащихся общественной работой, участие в работе
кружков и секций, спортивные достижения групп, состояние
дисциплины, успеваемости, травматизма.
Широкое распространение в училищах получили такие формы
соревнований, как борьба за звание «Училище высокой
культуры», «Группа — резерв бригад передового труда», «Группа
высокой культуры».
Исходя из общих трудовых обязательств, принимаемых в
училище, каждая учебная группа ежеквартально принимает свои
обязательства. Все учащиеся имеют свои личные комплексные
планы.
Индивидуальное трудовое соревнование проходит под девизом
«Сегодня отличник учебы — завтра новатор, передовик дроиз-
водетва».
Возглавляют трудовое соревнование комсомольские,
профсоюзные организации и органы ученического самоуправления.
Участие в управлении делами своего коллектива импонирует
стремлению учащихся к самостоятельности и активности.
Научившись участвовать в управлении делами своего коллектива,
учащиеся и после окончания училища не смогут стоять в стороне от
дел своего предприятия, от жизни и деятельности общественных
организаций.
15.3. РОЛЬ ОРГАНИЗАЦИИ ТРУДА УЧАЩИХСЯ
В УСЛОВИЯХ ПРОИЗВОДСТВЕННОЙ
ПРАКТИКИ
В нашем обществе каждый гражданин должен быть готовым
выступать и как инициативный, творчески работающий исполнитель,
и как умелый руководитель.
Проходя практику на предприятии, находясь в составе
рабочих бригад, учащиеся включаются в борьбу за высокую
производительность, знакомятся с трудовыми традициями коллектива
предприятия.
На формирование коллектива группы во время
производственной практики оказывает большое влияние окружающая среда,
рабочий коллектив. Учащиеся принимают участие в общественной
жизни предприятия, живут интересами его коллектива. Трудовые
связи в коллективе группы усиливаются при изготовлении
сложной продукции на производственной практике, когда учащиеся
работают на самостоятельных участках, а также в комплексных
производственных бригадах, бригадах квалифицированных
рабочих.
Воспитательное влияние на учащихся оказывают не только
поведение окружающих, но и те условия, которые созданы на
293
производстве: производственная культура, организация труда,
санитарные условия.
На производственных объектах, где учащимся доверяется
новая техника, где им подобраны работы в соответствии с
программой, где все будущие рабочие обеспечены рабочими местами,
материалом и инструментами, как правило, успешно
осуществляется не только профессиональная подготовка, но и
нравственное воспитание.
Включение в трудовые коллективы промышленных
предприятий, деловое общение учащихся с рабочими, непосредственное
участие в выполнении государственных планов предприятия,
конкретные материальные результаты труда учащихся, его
общественная значимость и положительная оценка взрослых — все это
оказывает влияние на формирование социально ценных качеств
личности подростков. Основными качествами их личности
постепенно становятся трудолюбие и сознательное отношение к труду.
Значительным фактором самоутверждения подростка является
то, что он создает материальные ценности. Материальный
результат труда является важнейшим стимулом, понуждающим
учащихся к трудовому усилию.
Участвуя в производительном труде на общую пользу,
учащийся непосредственно включается в создание материально-
технической базы, в борьбу за повышение уровня производства,
за повышение материального и культурного уровня народа.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какие положения закона СССР «О предприятиях в СССР» вы знаете?
2. Какие изменения были приняты в свете улучшения планирования,
экономического стимулирования и совершенствования управления производством
товаров народного потребления в легкой промышленности?
3. Каким образом осуществляется решение задач по организации бригадных
форм работы на предприятиях?
4. Каковы права и обязанности производственной бригады, бригадира, совета
бригады и совета бригадиров?
5. Какие наиболее эффективные методы оплаты труда применяются в бригадах?
6. Как учащиеся участвуют в коллективных формах организации труда на
предприятиях в момент производственной практики?
7. Как стимулируется производительность труда во время прохождения
учебной практики?
■ ■
16. ОХРАНА ТРУДА И ПОЖАРНАЯ БЕЗОПАСНОСТЬ
НА ПРЕДПРИЯТИЯХ
Охрана труда —■ важнейший и необходимый элемент организации
производства и заключает в себе технические и
санитарно-гигиенические мероприятия. Эти мероприятия способствуют созданию
здоровых и безопасных условий труда.
Основные принципы организации охраны труда в нашей стране
заключаются в следующем: правила и нормы техники безопас-
294
ности и производственной санитарии разрабатываются на строго
научной основе с учетом новейших достижений науки и техники.
Соблюдение на предприятиях требований и норм охраны труда
контролируется профсоюзами, т. е. самими рабочими.
16.1. БЕЗОПАСНЫЕ УСЛОВИЯ ТРУДА НА ТЕРРИТОРИИ
ПРЕДПРИЯТИЯ
Производственные и вспомогательные помещения должны быть
оборудованы отопительной и вентиляционной системами,
обеспечивающими нормальные условия работы. В производственных
помещениях должна поддерживаться температура 18—22 °С.
Рабочие места, проходы внутри цехов не должны
загромождаться кроем, полуфабрикатами или готовыми изделиями. Все
рабочие иеста должны быть хорошо освещены естественным или
искусственным светом.
Процессы, связанные с применением клеев, высоких
температур, давлений (склеивание, прессование, дублирование и др.),
должны быть организованы в отдельных помещениях или
изолированных участках и должны быть оборудованы системами общей
приточной вентиляции, а места образования паров и газов -
местными вытяжными установками.
Каждое предприятие должно быть обеспечено подачей воды:
для санитарно-гигиенических и хозяйственно-питьевых нужд, для
производственно-технических нужд в соответствии с
технологическим процессом, а также для нужд пожарной безопасности.
На территории предприятия должны быть установлены
сигнализирующие устройства, предупреждающие рабочих об опасности
(световые, звуковые и т. д.), а также предупредительные надписи,
напоминающие рабочим о соблюдении правил техники
безопасности с яркими рисунками.
16.2. ПРЕДУПРЕЖДЕНИЕ ТРАВМАТИЗМА В ЦЕХАХ
ПРЕДПРИЯТИЯ
Для предупреждения травматизма обязательным условием на
каждом предприятии является проведение инструктажей.
Инструктажи по безопасным условиям труда и
производственной санитарии подразделяются на следующие виды: вводный,
первичный на рабочем месте, повторный периодический и
внеплановый.
Вводный инструктаж проводится для всех вновь
поступающих на производство рабочих, инженерно-технических
работников, служащих, а также учащихся, направляемых на
предприятие для прохождения производственной практики.
Инструктаж проводится с использованием наглядных пособий для передачи
общих знаний по правилам поведения на территории швейного
295
предприятия или ателье, а также по правилам
электробезопасности и оказания первой помощи.
Первичный инструктаж проводится после вводного
инструктажа начальником цеха, сменным мастером, заведующим
ателье непосредственно на рабочем месте до начала работы. В
программу первичного инструктажа входит общее ознакомление
с технологическим процессом на данном участке производства,
а также ознакомление:
с устройством оборудования, с опасными зонами и их
ограждением;
с порядком подготовки к работе (проверка исправности
оборудования, пусковых приборов, заземляющих устройств,
инструмента и приспособлений);
с порядком применения предохранительных приспособлений
и индивидуальных защитных средств, с их назначением и
правилами пользования ими, с требованиями к ношению одежды, обуви
и головных уборов во время работы;
с требованиями правильной организации и содержания
рабочего места (предупреждение о недопустимости загромождения
и захламления рабочих мест и проходов);
с требованиями безопасности при работе с ручными
инструментами и порядком их содержания;
с правилами поведения работающих (разъяснение
необходимости строжайшего соблюдения технологической и
производственной дисциплины);
с правилами оказания первой помощи пострадавшему от
производственной травмы.
Первичный инструктаж должен сопровождаться практическим
показом правильных безопасных приемов работы, применение
которых должно предотвратить несчастный случай. После
получения инструктажа вновь принятые рабочие или рабочие,
переводимые на работу по другой специальности, должны быть
прикреплены к квалифицированному рабочему для практического
обучения безопасным приемам и методам работы.
Повторный инструктаж (по программе первичного)
проводится не реже одного раза в полгода на рабочем месте, а на
особо опасных участках — ежеквартально. Инструктаж
проводится в форме беседы с показом плакатов по технике безопасности
и разбором случаев нарушения безопасных условий труда и
производственной санитарии.
Внеплановый инструктаж проводится в следующих
случаях: при изменении технологического процесса работы
оборудования, в результате чего меняются условия безопасности
работы; при нарушении работающими правил и инструкций по
безопасным условиям труда; при нарушении технологической
и производственной дисциплины. Первичный, повторный и
внеплановый инструктажи проводятся мастером или заведующим
ателье на рабочем месте.
296
Проведение инструктажей по безопасным условиям труда
оформляется в журнале, который хранится у мастера или
заведующего ателье.
На рабочих местах должны быть вывешены плакаты или
сделаны надписи, предостерегающие рабочих от опасных действий
или запрещенных приемов в работе.
16.3. ОСНОВНЫЕ ПРАВИЛА БЕЗОПАСНЫХ УСЛОВИЙ
ТРУДА
От каждого работающего на предприятии требуется строгое
соблюдение безопасных условий труда. При неумелом и
невнимательном отношении к работе на стачивающих и специальных
машинах, а также при работе с электроутюгами и прессами
работающий подвергает себя опасности (проколы пальцев машинной
иглой, попадание осколков пуговиц и игл в глаза, поражение
электрическим током, ожоги и раздробление руки или пальцев
верхней крышкой пресса).
Правила для работающих на швейных машинах. Работа на
швейных машинах требует от рабочего строгого соблюдения
следующих правил:
приступать к работе на стачивающих и специальных швейных
машинах можно только после проведения первичного инструктажа
на рабочем месте;
перед началом работы необходимо проверить, исправность
машины, а при обнаружении неисправности вызвать механика;
необходимо помнить, что неправильное положение рук во
время работы на машине может повести за собой прокалывание
пальцев иглой;
запрещается работать без резинового коврика на
металлической педали;
запрещается чистить и смазывать машину, а также надевать
ремень на шкив машины, не выключив электродвигателя;
запрещается работать на пуговичной машине без
предохранительного щитка;
запрещается класть ножницы и другие инструменты около
вращающихся частей машины;
запрещается вывертывать лампы местного освещения.
Правила для работающих с электроутюгами. Работа с
электроутюгами требует от рабочего выполнения следующих правил:
перед включением утюга в электросеть нужно проверить
изоляцию шнура и положение утюга на подставке;
не проверять нагрев электроутюга пальцем;
включение и выключение электроутюга производить путем
захвата пальцами за корпус вилки, а не за электрошнур;
нельзя допускать падения утюга, перекручивания провода
с образованием петель и узлов, перегрева утюга;
запрещается охлаждать перегретый утюг погружением его
297
в воду или с помощью пульверизатора, так как можно получит!
ожог рук и лица;
запрещается ставить утюг на электрошнур — при плохой
изоляции проводов можно получить ожог рук и поражение
электрическим током;
запрещается работать с неисправным утюгом и самостоятельно
исправлять утюг и электропроводку;
при работе с электроутюгами необходимо иметь под ногами
резиновый коврик;
по окончании работы электропитание утюжильных столов
должно быть отключено.
В случае получения травм и ожогов обращаться в медпункт.
Правила для работаюющих на прессах. Работа на прессах
требует специального обучения на право работы, особого внимания
и строгого соблюдения следующих правил:
приступать к работе на прессах разрешается только после
проведения первичного инструктажа на рабочем месте;
до начала работы на прессе проверяется его исправность и
действие его автоматики. В случае неисправности пресса к работе
приступать не разрешается, необходимо вызвать механика;
закрывание верхней подушки пресса должно происходить
только при одновременном нажатии двух кнопок;
во время опускания верхней подушки гидравлического пресса
обе руки рабочего должны находиться на кнопках управления
во избежание возможности попадания рук между плитами;
запрещается при пропаривании изделий приближать лицо
к подушкам пресса во избежание ожога;
запрещается при нажатии педалей пуска пара расправлять
изделие на подушке пресса руками.
Оказание первой помощи пострадавшему. В каждом цехе
должны обязательно быть: шкафчик-аптечка, содержащий набор
необходимых средств и приспособлений для оказания первой
помощи; плакаты с правилами оказания первой помощи,
вывешенные на видных местах.
При появлении первых признаков отравления пострадавшего
следует вывести из помещения на свежий воздух и направить
в медпункт.
При термических ожогах пораженное место обмывают
свежеприготовленным раствором танина или марганцовокислого калия.
При поражении электрическим током необходимо принять
следующие меры: если пострадавший находится в сознании, но
до этого был в обмороке, его следует доставить к врачу во
избежание ухудшения состояния; если пострадавший без сознания, его
необходимо уложить, расстегнуть одежду, открыть окно, дать
понюхать нашатырный спирт, растереть и согреть тело, срочно
вызвать врача. Во всех случаях поражения электрическим током
независимо от состояния пострадавшего вызов врача является
обязательным.
298
При тепловом ударе (слабость, головная боль, нетвердая
походка), вызванном перегревом организма, пострпдлшнего нужно
немедленно вывести в прохладное место, на свежий воздух, а при
остановившемся дыхании или резком его расстройстве делать
искусственное дыхание.
16.4. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Все помещения должны быть оборудованы Щэжарной сигнализа'
цией и средствами пожаротушения.
Основными причинами возникновения пожароп янляются
неисправность электрооборудования, нарушение инструкции по
обращению с оборудованием, неправильное хранение
легковоспламеняющихся веществ.
В задачи противопожарной профилактики входят: полноценное
снабжение средствами тушения пожара (огнетушители, пожарные
краны и др.); освобождение коридоров, лестничных клеток от
захламления; оперативное открывание дверей (пожарных вы*
ходов), содержание в постоянной готовности пожарных кранов,
наличие планов эвакуации людей при пожаре, а также нумерация
лестничных клеток, этажей, входов и выходов.
На всех швейных предприятиях и в ателье должны быть
созданы добровольные пожарные дружины.
Добровольные пожарные Дружины должны уметь
пользоваться средствами тушения пожара: пенными и сухими
огнетушителями, пожарными кранами, выкидными рукавами и стволами,
а также песком. При активной помощи добровольных пожарных
дружин и при немедленном вызове пожарной команды создается
возможность немедленно ликвидировать возникший пожар и
уменьшить размеры материального ущерба.
В случае пожара необходимо все машины и аппараты
остановить, выключить приточио-вытяжную вентиляции), прекратить
подачу электроэнергии в цех; о возникшем пожаре немедленно
сообщить по городскому телефону 01 и по электронной пожарной
сигнализации (ЭПС); принять все меры по недопущению
распространения пожара до прибытия пожарной команды, вывести
людей из загоревшегося помещения по плану эвакуации.
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какие безопасные условия труда созданы для работы в цехах предприятия?
2. Каково назначение инструктажей и их количество?
3. Какие безопасные условия труда должны быть при работе на машинах и
спецмашинах?
4. Какие безопасные условия труда предусматриваются при работе на прессах
и утюгах?
5. Что надо знать об оказании первой помощи пострадавшему от ожогов,
отравлений' ранений и поражений электрическим током?
6. Какие меры пожаротушения предусматриваются на предприятиях?
7. Каково назначение добровольной пожарной дружины?
8. По какому сигналу сообщается о пожаре на предприятии?
299
СПИСОК ЛИТЕРАТУРЫ
. ..• ■ . ■ ,
Промышленная технология одежды/П. П. Кокеткин, Т. Н. Кочегура,
В. И. Барышникова и др. И., 1988.
Типовая технологическая документация по конструированию, технологии
изготовления, организации производства и труда, основным и прикладным
материалам, применяемым при изготовлении женских пальто. М., ЦНИИШП. 1983.
Труханова А. Т. Основы технологии швейного производства. М., 1978.
Шаршов В. С. Введение в технологию швейного производства. Киев. 1983.
Швейное производство предприятий бытового обслуживания/С. М. Мату-
зова, А. И. Назарова, Т. Н. Реут, Н. А. Куликова. М., 1988.
Шершнева Л. П. Качество одежды. М., 1985.
, ■'
ОГЛАВЛЕНИЕ
Введение 3
1. Общие сведения 5
1.1. Сведения о верхней одежде 5
1.2. Ручные работы 8
1.3. Машинные работы 18
1.4. Влажно-тепловые работы 27
1.5. Детали кроя 34
1.6. Технические условия на раскрой 38
Вопросы для повторения 41
2. Обработка отдельных деталей верхней одежды 42
2.1. Обработка мелких деталей 42
2.2. Обработка и сборка карманов 45
Вопросы для повторения 64
3. Изготовление демисезонного пальто и жакета 65
3.1. Модели пальто и описание внешнего вида 65
3.2. Классификация размеров и ростов изделий 68
3.3. Требования к изготовлению верхней одежды 69
3.4. Подготовка деталей кроя к пошиву . . 69
3.5. Дублирование деталей 72
3.6. Обработка бортовой прокладки 75
3.7. Обработка полочек 80
3.8. Влажно-тепловая обработка полочек и соединение их с бортовой
прокладкой 88
3.9. Обработка спинок 94
3.10. Соединение полочек со спинкой 99
3.11. Обработка бортов и низа изделий ■ 102
3.12. Обработка воротников 118
3.13. Обработка плечевых швов и соединение воротников с горловиной 125
3.14. Обработка рукавов 135
3.15. Соединение рукавов с изделием 146
3.16. Обработка подкладки и соединение ее с изделием 151
3.17. Окончательная отделка пальто и жакета 159
Вопросы для повторения 160
4. Особенности обработки пальто с рукавами различных покроев .... 160
4.1. Пальто с рукавами покроя реглан 160
4.2. Пальто с цельнокроеными рукавами 165
Вопросы для повторения 169
301
5. Изготовление юбож ,.....'. 169
6.1. Модели юбок и описание внешнего вида 169
5.2. Детали кроя, наименование срезов и линий ........... 170
5.3. Обработка вытачек, рельефных швов и складок 171
5.4. Обработка карманов 173
5.5. Обработка боковых швов и застежки юбки 174
5.6. Обработка верхнего и нижнего срезов юбки . 179
5.7. Окончательная отделка юбки 185
Вопросы для повторения 185
6. Изготовление женских брюк 186
6.1. Модели брюк и описание внешнего вида 186
6.2. Детали кроя брюк, наименование линий и срезов ........ 186
6.3. Обработка передних и задних половинок брюк 188
6.4. Обработка карманов в рамку на передних половинках брюк .... 190
6.5. Обработка карманов со скосом на передних половинках брюк. . . 191
6.6. Соединение боковых, шаговых и средних срезов брюк 192
6.7. Обработка застежек и верхнего среза 193
6.8. Обработка низа брюк 194
6.9. Окончательная отделка брюк 195
Вопросы для повторения 196
7. Изготовление жилетов 196
7.1. Модели жилетов и описание внешнего вида 196
7.2. Детали кроя 197
7.3. Обработка полочек жилета 198
7.4. Обработка спинки жилета и соединение ее. с. полочхами ...... 201
7.5. Окончательная отделка жилета 203
Вопросы для повторения .... .......... 203
8. Особенности обработки яимнего пальто 204
8.1. Модели зимних пальто и описание внешнего вида. 204
8.2. Обработка утепляющих прокладок . 205
8.3. Обработка рукавов . . 206
8.4. Обработка и соединение с рукавами меховых манжет 209
8.5. Обработка меховых воротников и соединение их с нижними
воротниками . . 210
8.6. Соединение утепляющей прокладки и подкладки с верхом изделия 213
8.7. Особенности обработки изделий с пристегивающейся утепленной
подкладкой 218
8.8. Особенности обработки пальто из плащевой ткани с утепляющей
прокладкой из искусственного меха 220
8.9. Краткая характеристика натуральных мехов 222
Вопросы для повторения 223
9. Особенности обработай курток ............ ...... 224
9.1. Общие сведения о куртках . 224
9.2. Обработка курток 225
Вопросы для повторения 1 227
10. Изготовление одежды по индивидуальным заказам 227
10.1. Особенности изготовления одежды с примерками. . . . . ... 227
10.2. Плечевне изделия . 230
10.3. Поясные изделия 233
10.4. Изделия из различных материалов 234
Вопросы для повторения . . . . . 235
302
11. Особенности изготовления изделий из различных материалов. . . . 235
11.1. Изделия из дублированных материалов 236
11.2. Изделия из искусственных материалов, имитирующих кожу и замшу 240
11.3. Изделия из трикотажных формоустойчивых полотен 243
11.4. Изделия из искусственного меха. . 245
11.5. Изделия из ткани с рисунком в клетку или полоску 248
11.6. Применение новых видов клеевых материалов для обработки
деталей изделий 250
11.7. Изделия из материалов, содержащих полиамидные и полиэфирные
волокна 253
11.8. Применение термоклеевых прокладочных материалов. ..... 253
Вопросы для повторения 254
12. Процессы подготовительно-раскройного производства ....... 255
12.1. Экспериментальное производство 255
12.2. Подготовительное производство . 258
12.3. Раскройное производство 261
12.4. Применение промышленных роботов и манипуляторов в швейной
промышленности 263
12.5. Подготовительно-раскройные работы при изготовлении изделий по
индивидуальным заказам 265
Вопросы для повторения 270
13. Расчет технологических потоков 270
13.1. Характеристика технологических потоков 270
13.2. Краткие сведения о расчетах технологического потока 272
13.3. Построение технологической схемы потока 273
13.4. Инструкциоино-техиологические карты 275
13.5. Основы построения технологических потоков в ателье ...... 277
Вопросы для повторения 278
14. Стандартизация и контроль качества продукции 278
14.1. Государственная система стандартизации 278
14.2. Качество продукции 281
14.3. Комплексная система управления качеством продукции 284
14.4. Контроль качества готовых швейных изделий 285
Вопросы для повторения 290
15. Прогрессивные формы организации и стимулирования труда .... 290
15.1. Положение о производственных бригадах 291
15.2. Участие учащихся в трудовом соревновании 292
15.3. Роль организации труда учащихся в условиях производственной
практики 293
Вопросы для повторения 294
16. Охрана труда и пожарная безопасность на предприятиях 294
16.1. Безопасные условия труда на территории предприятия 295
16.2. Предупреждение травматизма в цехах предприятия 295
16.3. Основные правила безопасных условий труда 297
16.4. Противопожарные мероприятия 299
Вопросы для повторения ..... ..... 299
Список литературы 300
Учебное издание
Литвинова Ирина Николаевна,
Шахова Ядвига Антоновна
ИЗГОТОВЛЕНИЕ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ
Заведующая редакцией В. А. Денисова
Редактор И. Н. Пахомова
Младший редактор Н. М. Богачева
Художественный редактор В. В. Зеркаленкова
Технический редактор Т. П. Астахова
Корректоры А. И. Гурычева и В. Д. Четверикова
ИБ № 398
Сдано в набор 07.08.90. Подписано в печать 25.12.90.
Формат 60X90Vie. Бумага книжно-журнальная.
Литературная гарнитура. Офсетная печать.
Усл. п. л. 19,0. Усл. кр.-отт. 19,0. Уч.-изд. л. 20,52.
Тираж 50000 экз. Заказ 134. Цена 80 коп.
Издательство «Легкая промышленность и бытовое
обслуживание». 113035, Москва, 1-й Кадашевский пер., д. 12
Типография № 6 ордена Трудового Красного Знамени
издательства «Машиностроение»
при Государственном комитете СССР по печати
193144, Ленинград, ул. Моисеенко, 10.
Полезные ресурсы
Библиотека легкой промышленности
http://T-STILE.info
Блог "О шитье..."
Современный подход
к традиционному искусству шитья
http://blog.t-stile.info
"Справочник моды"
или "что есть что" в одежде, обуви и швейных материалах
http://abc-moda.blogspot.com
"Полотняная полянка"
стихи, сказки, рассказы, загадки про рукоделие и ремесла
http://detki-textile.blogspot.com