/
Author: Бернацкий И.А.




Text
goto
ЗаВОД «Ы.гГИЗК*.ВОДМаш
г. ФРУНЗЕ
УНИВЕРСАЛЬНЫЙ
ВЕРТИКАЛЬНО-
СВЕРЛИЛЬНЫЙ
СТАНОК
РУКОВОДСТВО К СТАНКУ
2А133
КИРГИЗСКАЯ ССР
ЗАВОД «КИРГИЗНАБЕЛЬМАШ»
село Петровка, Московский р-н
УНИВЕРСАЛЬНЫЙ
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ
СТАНОК
2А135
Руководство
Руководство не отражает незначительных конструктивных изменении
станка, направленных на упучиение его работы и внесенных после пот
писания рукописи в печать.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
У ниве рея л ьный вертикалы10-свп»л1ыьный пупок модели 2А135
предназначен xia выполнения следующих ра'мут: сверления, рассверлива-
нии. зенкования, зенкгрования, развертывания и нарезания резьбы.
Станок устанавливают в ремонтных, инструментальных и производст-
венных цехах с мелкосерийным выпуском продукции. Снабженный спе-
циальными приспособлениями станок мол^т быть применен н в массовом
производстве.
Рассчитанный на условный диаметр сверления 33 мм, станок до-
пускает усилие подачи 1600 иге, крутящий момент 4000 кгс. см
Наличие на станке девятискоростиой коробки скоростей с диапазоном
регулирования 68-1100 об чип и <>диннадцатиск>-рогтиой коробки подач
с диапнэоном регулирования подвч шпиндели 0,12 16 ммЛю обеспечив <»т
полную избнрап'лыюпь нормативных режимов резания. Жесткость кон-
струкции- прочность рабочих механизмов и достаточная мощность привод i
позволяют использовать па станке режущий инструмент- оснащенный
тьердоси.ывными ii.iacniH.iMH.
РАСПАКОВКА И ТРАНСПОРТИРОВКА
4
При распаковке станка надо следить за тем, чтобы не повредить его
[асп.йовочмым инструментом. Для этого сначала снимают верхний шит
упаковочного ящика, а затем боковые.
Применение л»ма при распаковке стайка не рекомендуется, во избе-
жание поярпяценм вьиту пающих частей станка.
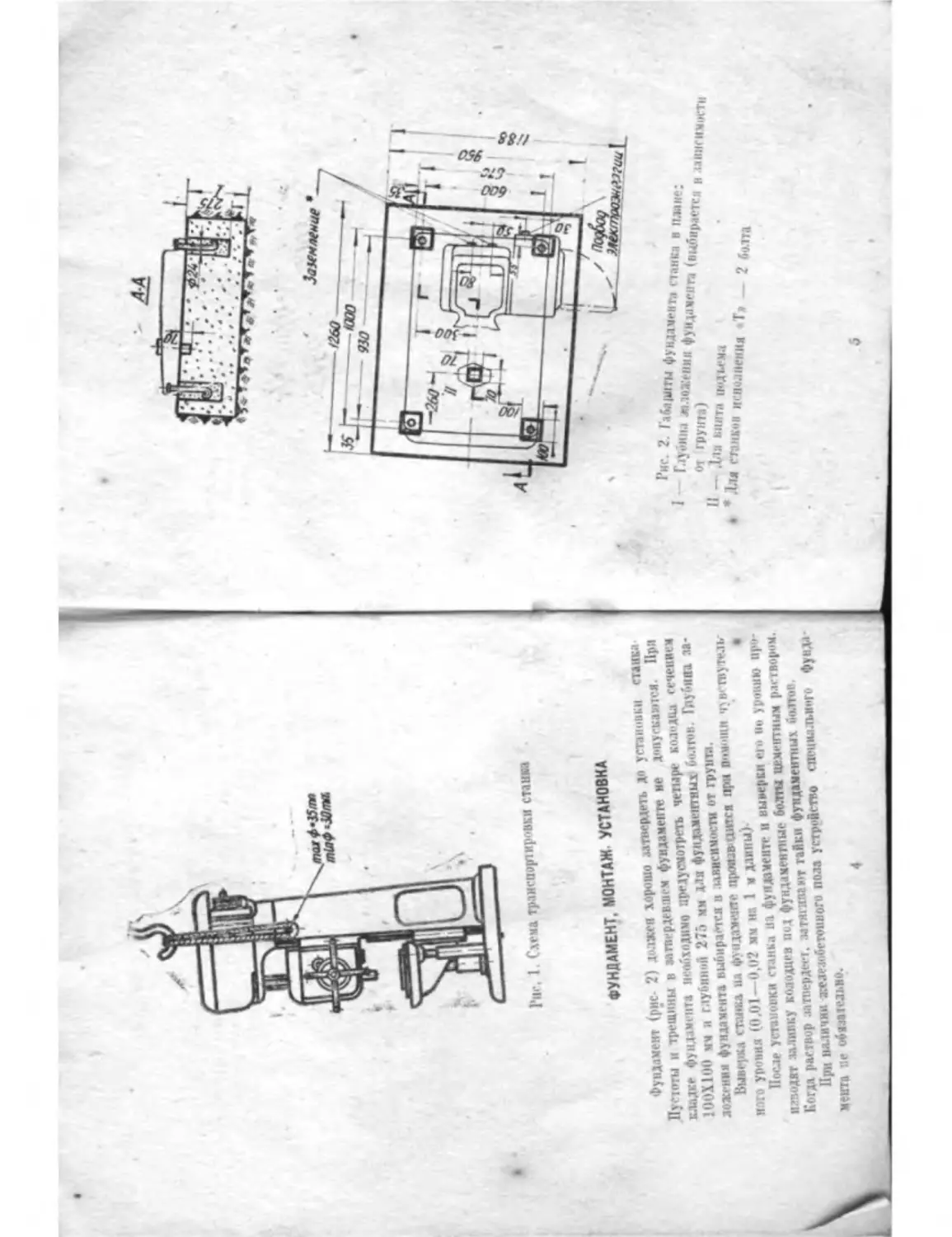
Транспортировку распакованного станка следует производить при по-
чеши пеньковою каната согласно схеме, приведенной на рис. 1. При этом
необходимо следить за тем, чтобы канатом не повредить выступающие
части станка. Соприкосновение каната г острыми углами не допускается.
• Примечание. При транспортировке станка в гщм1лонтп.71.ком поло-
жении противовес Втипделя демонтируют и устанав-
ливают на станок при его монтаже. При вертикаль-
ном положении груз противонеса заклинен деревян-
ными колодками. Перед пуском станка груз необхо-
димо освободить.
3
тШф ‘Мта
Риг, 1. Схема транспорт кровки станка
ФУНДАМЕНТ. МОНТАЖ УСТАНОВКА
Фундамент (рис- 2) должен хорошо затвердеть до установки станка
Пустоты н трещины в мгвердевпи-м фундаменте не допускаются. При
кладке фундамента необходима предусмотреть четыре колодца сечением
ЮОХ100 мм и глубиной 275 мм для фундаментных болтав. Пл у б ига за-
ложения фундамента выбирается в зависимости от грунта.
Выверка стайка на фундаменте произвчштся при Помощи чувегвутель
и эго уровня (0,01—0,0? мм на 1 м длины)- •
После установки станка на фундамента и выверки его уровню про-
изводи* заливку колодцев под фундаментные болты цементным раствором.
Когда раствор затвердеет, затягивают гайки фундаментных болтов.
При наличии железобетонного пола устройство специального Фувда
мента не обязатальво.
Рис. 2. Габариты фундамента панка н плане:
I Глубина апложеннн фундамента (выбирается в лавигимнетн
от грунта)
II — Дли впита иодьема
• * Для станков исполнения Т» - 2 болта
ПАСПОРТ
Общие сведении
Тип СТ*8Ка................................. «
Модель.......................
Запод-нзготовигель «
Заводской М . . ЛыО К
универсальный
вертикально
сверлильный
2А135
: де
Год выпуска
Основные данные
Условный диаметр сверления в стали с пределом
прочности бе = 50-60 кгс/мм*. мм . . . .
Наибольшее усилие подачи, кгс..............
Наибольший допустимый крутящий момент на
шпинделе, кгс. ем...........................
1онус шпинделя...............................
Вылет оси шпинделя мм.................... •
Ход шпинделя, мм . . ♦ ...............
Ход шпиндельной бабкн. мм....................
Число скоростей ижиидмя
Диапазон скоростей шпинделя, об/мин . . .
Велгкиш <жч[юей шпиндели, об'мм . . .
ЧИСЛО ПОД1Ч ................................
Диапазон подач, мм'об ......................
Величины подач, мм'об.......................
Управление ме|.-трическим реверсом............
Выключающие упоры......................... •
тод стала, мм
Рлтмеры рабочей поверхности стола, мм . • .
Расстояние от торца шпинделя, мм:
70 стиля ................................
до фундаментной плиты
35
1600
4000
Морзе 4
300
225
200
9
68-1100
68: 100; 140;
195: 275: 400;
830; 750; 1100;
11
0.12 4- 1.6
012; 0.15; 0,2:
0.26; 0 32; 0,43;
0.5^; 0 725; 0.96;
1.22; 1.6
нручнуп и автома-
тически
имеются •
3?5
450x500
О 750
705—1130
6
Электродвигатель:
относи. квт 4t0
ЧКС.11» оборотов в минуту............... 2860
Проамод'пгльнисть жгектронасоса охлаждении,
л'«ин . .............................. 22.
Род том ..................................... трехфазныв
переменный
. 380 в
Пусковое устройство.......................... магнитный пуск*-
ММ
Г.пмрнт стайка (глпил х ширина х высота), мм . 12Hh838x2j00
Вес станка, кг............................... 1300
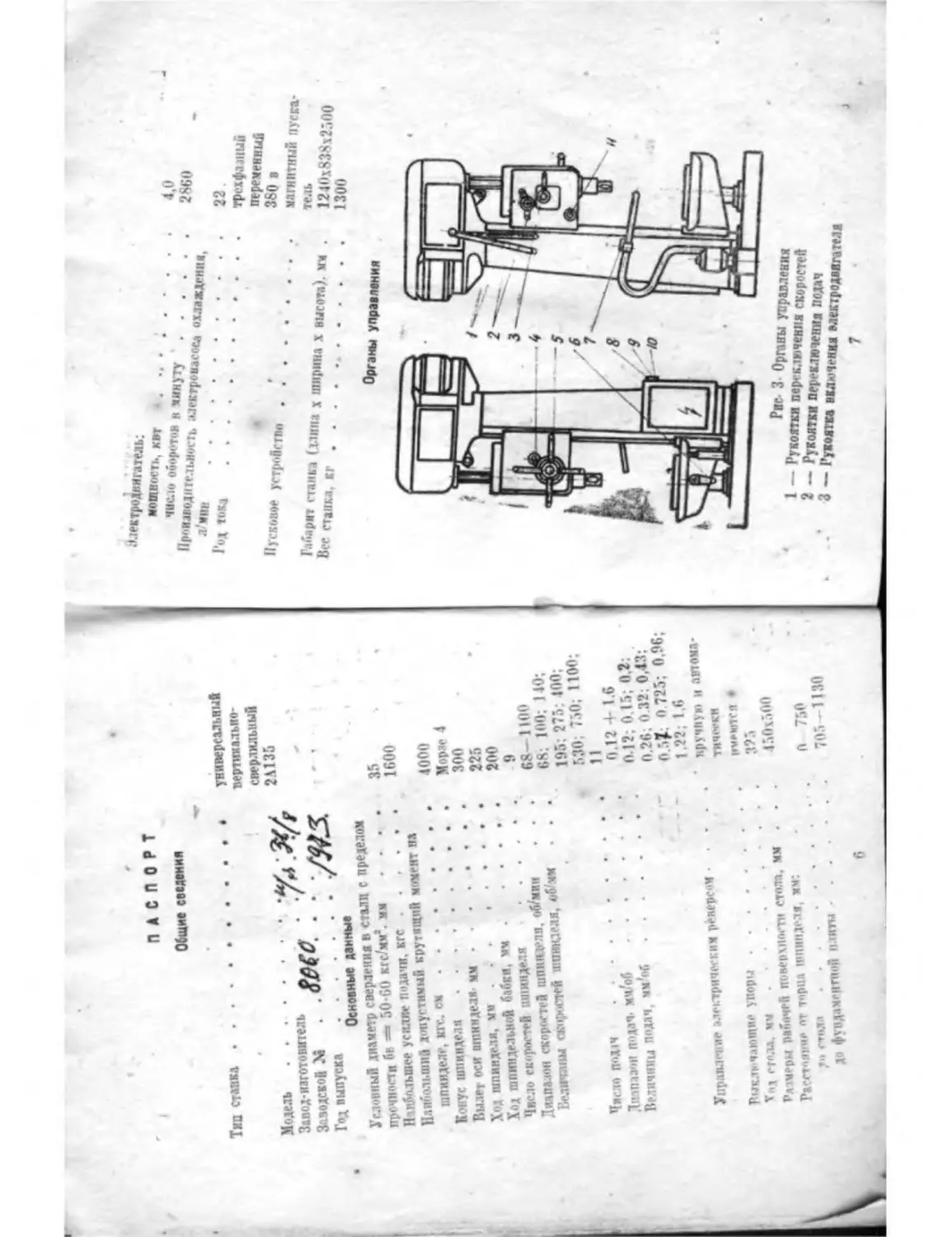
Органы управления
Рве 3 Органы управления
1 — Рукоятки переключения скоростей
2 — Рукояти переключения подач
3 — Рукояти включены мектродявгателя
1
4 — Куларки ,1нт'»м.пнч<тклго реверса 41 выключения подачи
а -- Штурма
6 Рукояти подъема стола
7 — Кран подачи охлаждающей жпткостм к инструменту
к — Сетевой выключатель
9 — Выключатель местного освещения
Ю Выключатель алгктроиягпеа охлаждения
II — Квадият подъема ШПИНДсЛЬИлП байки
I а
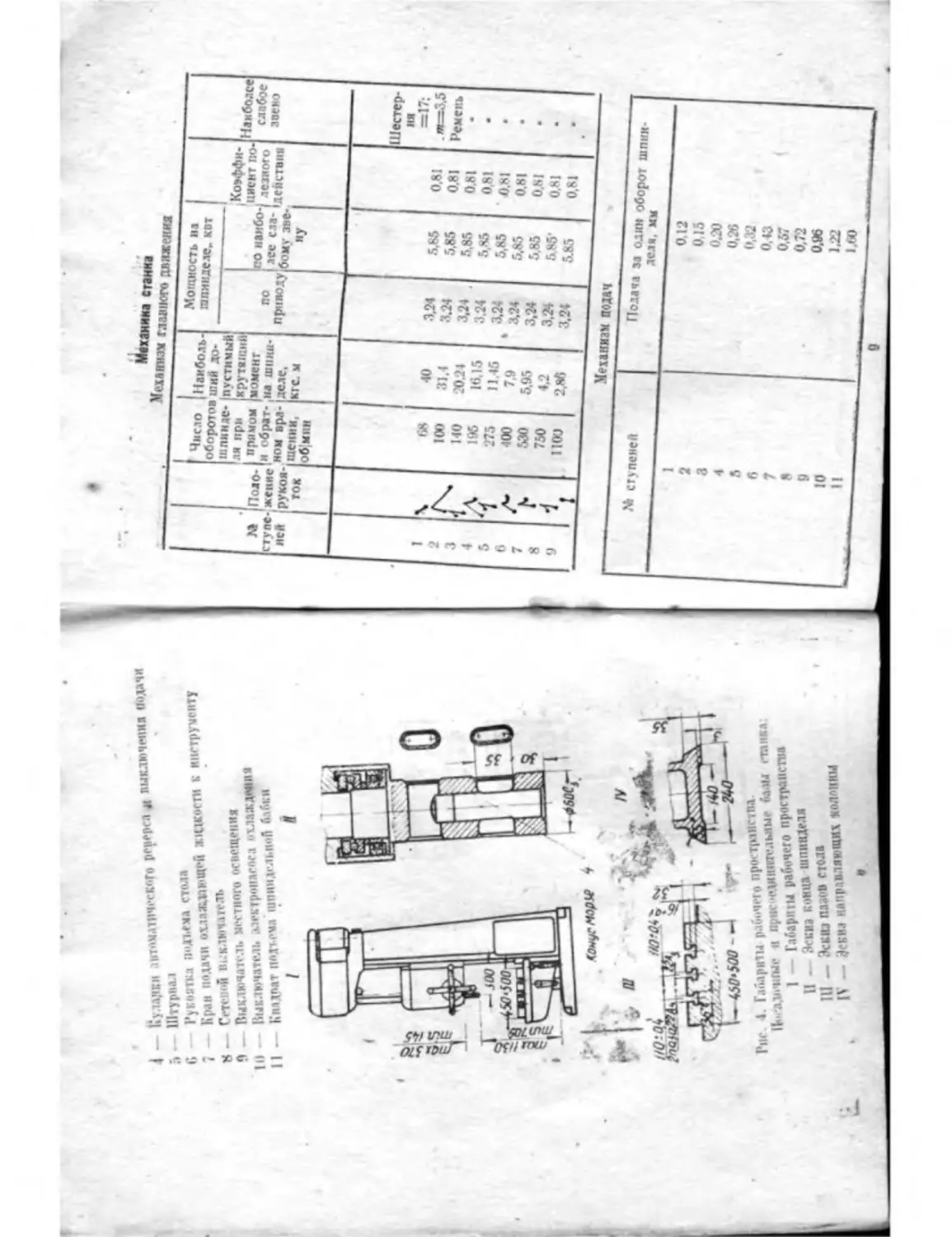
Рис 4. Габариты рабочего пространства.
Iko'A.Vi'HfMc и пртк чминютлытые балы станка
I - Габариты рабочего пространства
II - Зеки конца шпинделя
. Ill — Зеки пазов стола ,
, IV — Зсиа направляющих «олонны
Механика станка
Механизм главного движения
№ степе- ней Поло- жение рукоя- ток Число , оборотов шпинде- ля при прямом и обрат- ном вра- щении, об'мнн Наиболь- ший до- пустимый крутящим момент на шпин- деле, кгс. м Мощность на шпинделе,. кот Коэффи- циент по- лезного действия Наиболее слабое звено
по приводу 1 по наибо- лее сла- бому зве- ну
1 68 40 3.24 5,85 0.81 Шестер- ня =17: . iw -<>.5
2 100 31.4 3.24 5,85 0.81 Ремень
3 МО 20.24 3,24 . 5.85 0.81 «
4 V 196 10,15 3.24 5,85 0.81 •
5 '1 275 11.45 , 3.24 5,85 0.81 •
6 100 7,9 3.24 5,85 0.81 •
7 530 5,95 3,24 5.85 0.81 •
8 1 J 750 4.2 3.24 5.85- 0.81 •
9 1 1 1100 2,Лб 3.24 5.85 0.81 •
Механизм подач
№ сппеней Подача за один оборот шпик-
деля, мм
1 0,12
2 0.15
3 0,20
4 0,26
5 0.32
б 0,43
7 0,57
8 0,72
9 0.96
10 122
11 1.60
9
Изменения в етапке
№ 11-0 Дата Привоз № п-ii Лата Mi4.iiin.nl главною 1 ни жен ня № п-п Лата .Механизм подач
•
Сведения о ремонте станка
Категория сложности ремонта Ремонтный пика работы станка в часах
Вил ремонта По голово- му плаву фактичес- ким — — — — — •
Лата ремонта
Отметка о выполнении ремонта (подпись)
10
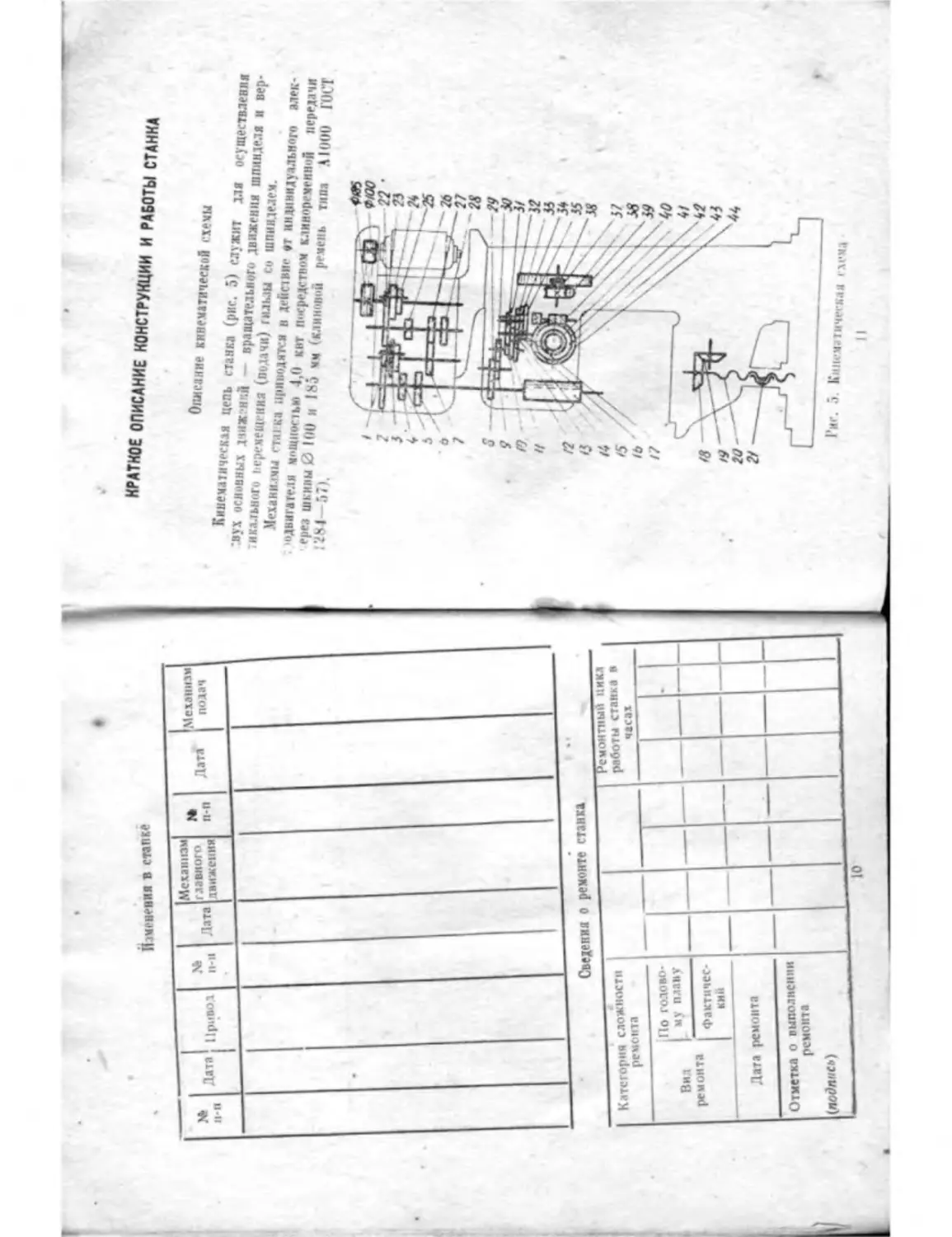
КРАТНОЕ ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ СТАНКА
Описание кинематической схемы
Кинематическая цепь станка (рис. 5) служит для осуществления
вух основных д чиж н:Й вращательного движения шпинделя и вер-
икального перемещения (подачи) гильзы си шпинделем.
Механизмы станка приводится в действие »т индивидуального алек-
'одвигателя мощность® 4,0 квт посредством клиноремгнной передачи
ерез шкивы 0 100 и 18о мм (клиновой ремень типа А1000 ГОСТ
! 284-57).
Гис. 5. Кинематическая ueti
II
Шкив 0 185 им посажен па первый вал коробкя скоростей, па ко-
тиром находится тройной блок шестерен 25, 24 м 23, передающий вра-
щение второму ма.п через неподвижно укрепленны» ил нем шестерни
2Ь, 22 и 26.’
Второ! вал связан с третьим через шестерни 27 и 7 Скользящий
во третьему валу блок шестерен 1, 3 и 5 мереж шестерни 2. I «6 пе-
редает вращение четвертому валу, который представляет сиб-Й пусто-
телую тильзу, по шлицевому отверстию которой свободно перемещается
шлицевый конец шпинделя. Миааиэм подач облучает дниженне по сле-
дующей цепн^т шестерни 8. посаженной па шлицевой части ппинд^
ля, через щ стерни 29 9 я 30 вращение передается пу тот.....чу в ин-
ку. иа котором свободно вращаются шестерим 10, II и 13. 1юст<апв»
сцепленные с шестерня» 32,12, и 1-1-Шестсраи32,11 !•> 1 17 пос< j-;i
но сцеплены с шсгп-рнями 31, 33, 34 н 35, сноб ли-- врамлюиимнея н»
втором полом аинке. Внутри обоих пусют-лыт валике'- 1ерем»виюч'Я
вытяжные шпякв, блокирующие шестерни 10, 1! 13.31 П 34 н Зл
которые обеспечивают 11 различных п-иач. От второго Пт -т-<телого'ва-
тка через кулачковую муфту вращение передается чщн.-ку 10 и чер-
вячному колесу 42. сидящему «а одн»м калу с шестерней |1 кет-р.п
сцеплена с рейкой 15, нарезачно! непосредственно nt гиль.г шютдели.
Таким образом, вращателыте движение всего механизма хре -бразует-я
в поступательное движение шпинделя. ' "
Пкиндедь может перемещаться и вручную при п-.я щн спящего иг
горизонтальном валу штурвала.
На горизонтальном ваду епднт шестерня 43, сцопленнля с шестер-
ней внутреннего зацепления 44 лимбом устают глубины свертеяхя.
Подъем шпиндельной Ьбпи осуществляется ел- дующим обралом: вра-
щение рукоятки передается через черняк 38 и червячное колесо 37 ре-
е«но! шестерне 3fi. находящейся в яацепл-нии г рейк й 39- к-.тАрая
укреплена на юо.юсяие стажа.
•
Подъем стола осуществля-тся вращением рукоятки, которая через
конические шестерни 18 и 19 передает движенге па винт 20 и гай-
ку 21. <
12
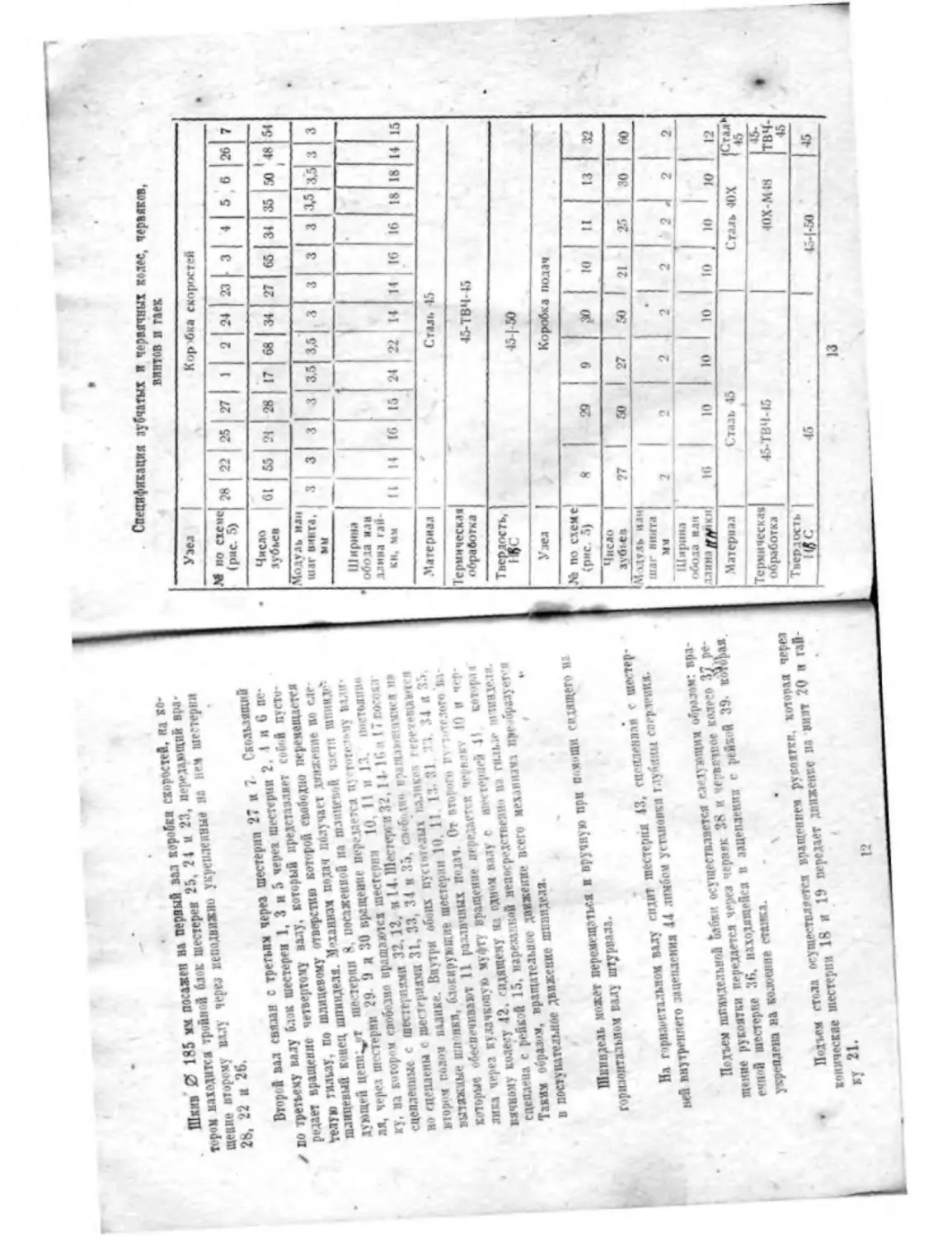
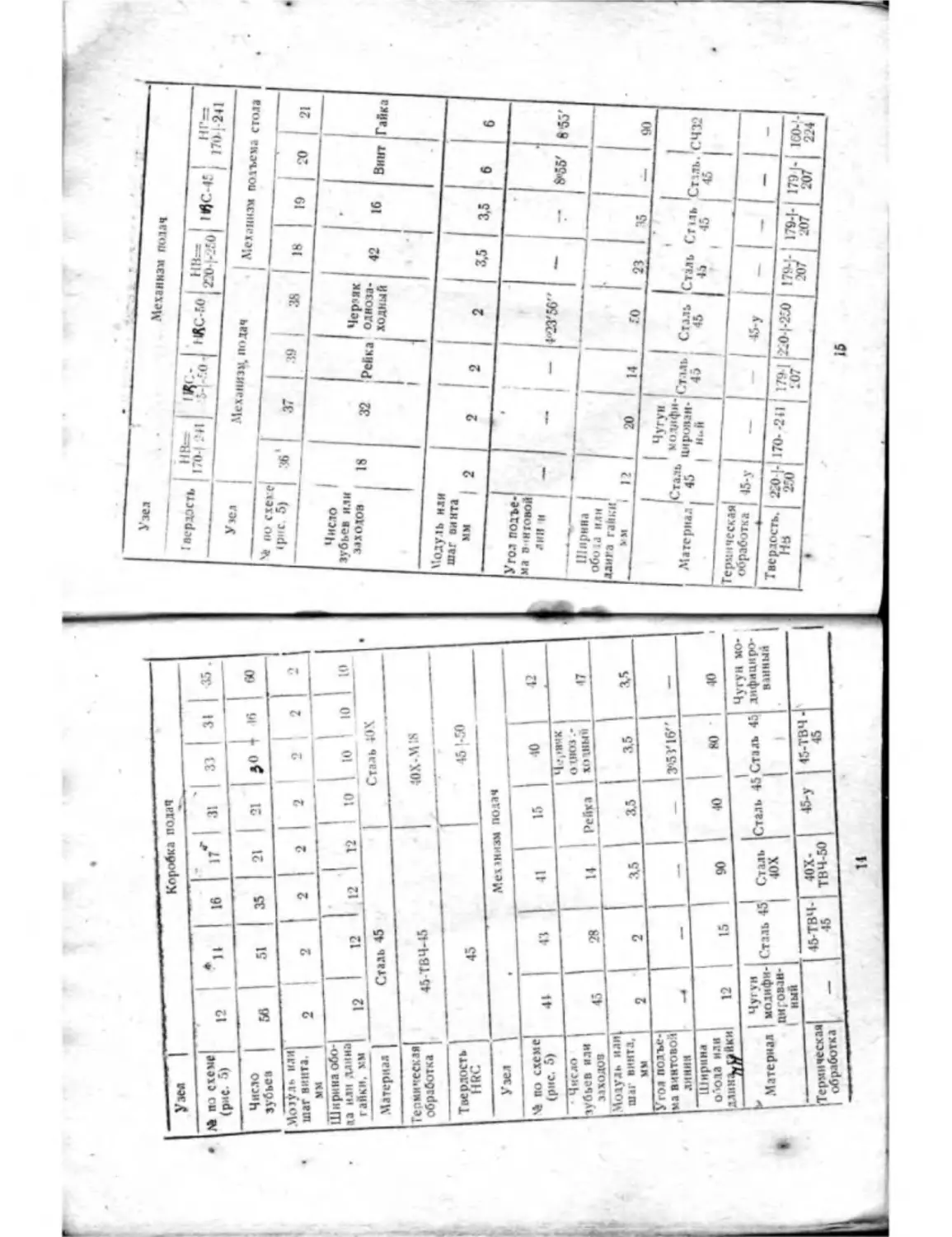
Спецификация зубчатых и червячных колес, червяков,
винтов и гаек
Узел Кор>бка скоростей
.М по схеме (рис. 5) 28 22 25 27 1 2 24 23 3 4 5 6 26 7
Число зубьев 61 55 24 28 17 68 34 27 65 34 35 50 * 48 54
Модуль или шаг в»<нга. мм 3 3 3 3 3.5 3.5 «3 3 3 3 зл 3,5 3 3
Ширина обола или длина гай- ки. мм 11 11 16 15 24 22 14 14 16 16 18 18 14 15
Материал Сталь 45
Термически» обработка 45-ТВЧ-45
Твердость, п 45- 1-30
Узел Коробка подач
№ по схеме (рис. 5) п 1 ’ 29 1 1 9 ро 10 11 13 32
Число зубьев 27 1 50 1 27 50 21 25 30 60
М »дт ль нам шлг книга мм 2 1 5 2 2 2 • 2 . 2 2
III иринл обода или А/у 16 1» 10 10 ... .. ,0 12
Материал Сталь 45 Сталь 40Х |С*"‘
Термическая обработка 45-ТВЧ-15 4ОХ-М48 а
Твердость <Л<- 45 4-5-1-50 45
Улм | Коробка подач
по схеме (рис. 5) 12 4 11 16 V 31 33 31 35 .
Число зубьев 50 51 35 21 21 W W
Модуль или шаг винта, мм 2 2 2 2 2 . 1 1 2 п
Ширина обо «а или длина гайки, мм 12 12 12 12 10 10
Материал Сталь 45 Сталь 404
Термическая обработка 45-ТВЧ-» 40Х-.МЯ
Твердости HRC 45 45J-S0
Узел Механизм подач •
S4 по схеме (рис, 5) 41 43 41 15 40 42
Число лубьев или заходов 45 28 14 Рейка о щоз потный 47
Модуль или шаг винта, ММ 2 2 3.5 3.5 3.5 35
Угол позъе- ма винтовой линии —4 У® Г16"
Ширина о‘>ола или длин^^йки 12 15 90 40 80 40
к ^Матерная Чугун модифи- цирован- ный Стздь 45 Сталь 40Х 1 Сталь 45 Сталь 45 1 . Чугун мо- дифнцнро- ( ванный ।
Термическая обработка 45ТВЧ- 45 40Х- ТВЧ-50 45-у 45-ТВЧ 45
н
Узел Механизм подач
! вердэстъ 1 |Л<’-Г.о1 — 1ЙС 4Г 170 /и! Н'.О- |220.<\r0 1 HI 1 17'»! 241
Узел Механизм, подач Механизм подъема стола
Ч по с хеке •рис. 5} !б' 37 39 | 38 18 19 20 21
Число зубьев или зал охов 18 32 Рейка Чср’як од но за- ходилй 42 • 16 Винт Гайка
Модуль или шаг винта мм 2 2 2 2 3.5 3.5 6 6
Угол подъе- ма В 'НГОВОЙ ЛИН и — • - - 4-23'56" — М5' 8'55'
Ширина обо. а или адига гайки км п 20 14 ГО 23 35 90
Материал Деталь 1 “ Чугун модифи- цирован- । н.-й Сталь 45 •с Сталь 1 • Сталь Cnib 45 45 L Ст1ль. СЧ32 1
Термическая обработка 15-у •— — 45-у — — — —
Твердость, на 220-1- 250 170--211 ! 179-] 1 -т 220-1-250 1794- 207 ! 179-1- 207 1791- 207 i 1С0-’- 1 224
15
КРАТНОЕ ОПИСАНИЕ ОТДЕЛЬНЫХ УЗЛОВ
9
9
Станок модели 2А135 состоит из следующих ухтав: коробки ско-
ростей. коробки подач, механизма подач, шпинделя, колонны, стола. пли-
ты, системы охлаждения и электрооборудования
На фундаментную плиту устанавливается колонна, на верхнем кон-
це которой крепится коробка скоростей с подставкой. Цо направляющим
колонны могут перемещаться вручную ст>»л н шпиндельная бабка, и ко I
торон смоитиронлмы коробка подач и механизм подач. I
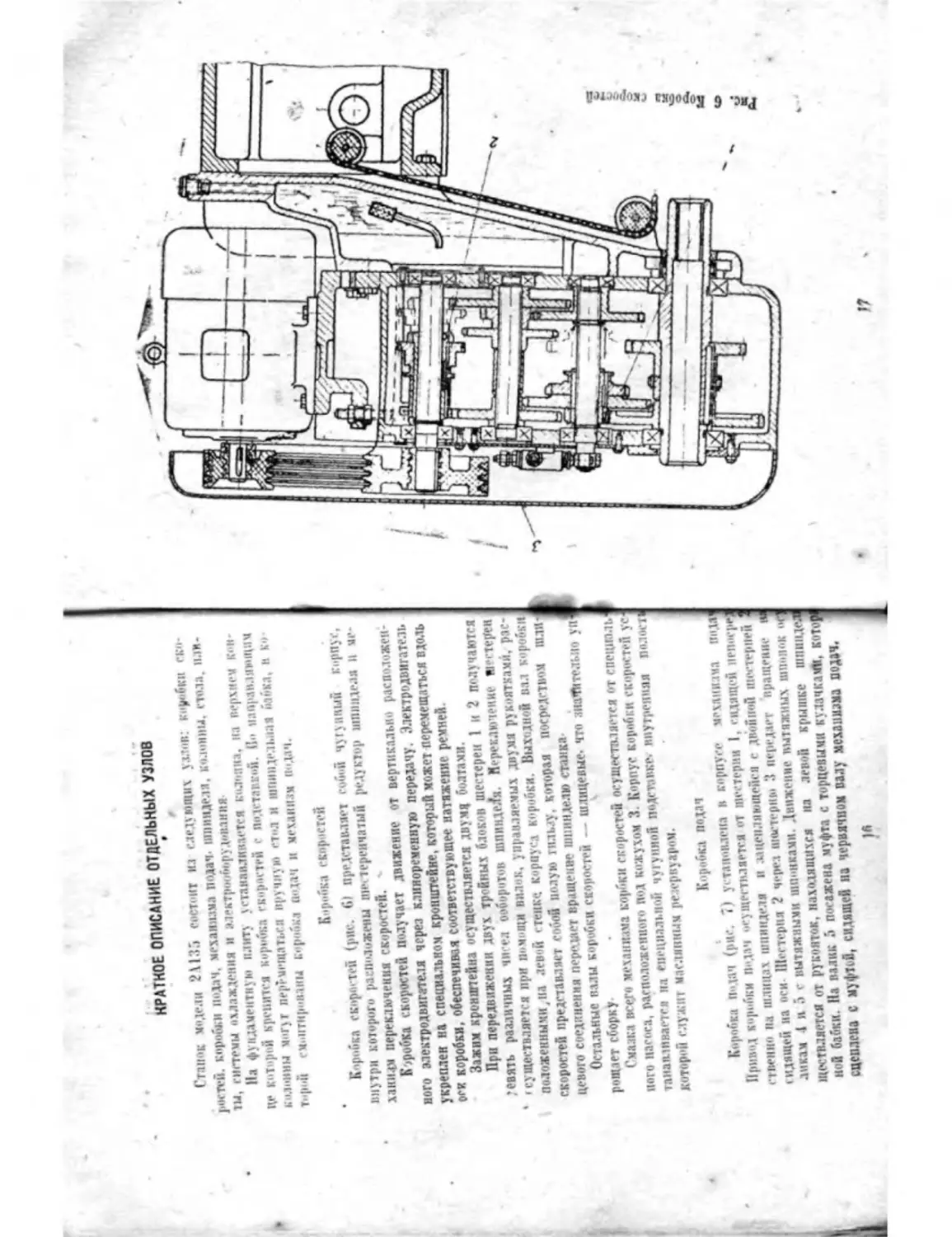
Коробка скоростей I
Коробка скоростей (рис. GI представляет собой чугунный корпус, I
внутри которого расположены те- теренчатый редуктор шпинделя и ме-
ханизм переключения скоростей. *•
Кэробка скоростей получает движение от вертикально расположен-
ного электродвигателя через клиноременную передачу. Электродвигатель I
укрепляя на специальном кронштейне, который может перемешаться вдоль I
оси коробки, обеспечивая соответствующее натяжение ремней.
Зажим кронштейна осуществляется двумя болтами.
При передвижении двух тройных блоков шестерен 1 и 2 получаются I
•евять различных чисел ооберотов шпинделя. Переключение ти тереи I
* «существляется при помощи вилок, управляемых двумя рукоятками, рас-1
положенными,па левой стенке, корпуса коробки. Выходной вал коробки!
скоростей представляет соГюй полую гильзу, которая посредством шли-Ж
цевого соединения перелет вращение шпинделю стайка-
Остальные валы коробки скоростей — шлицевые- что значительно yn^F
решает сборку - I
Смазка все.го механизм* корбки скоростей осуществляется от rncmra.ii.w
кого насоса, расположенного под кожухом 3. Корпус коробки скоростей усн
танавлнвастся па специальной чугунной подставке- внутренняя полости
которой служит м.телянным резервуаром- I
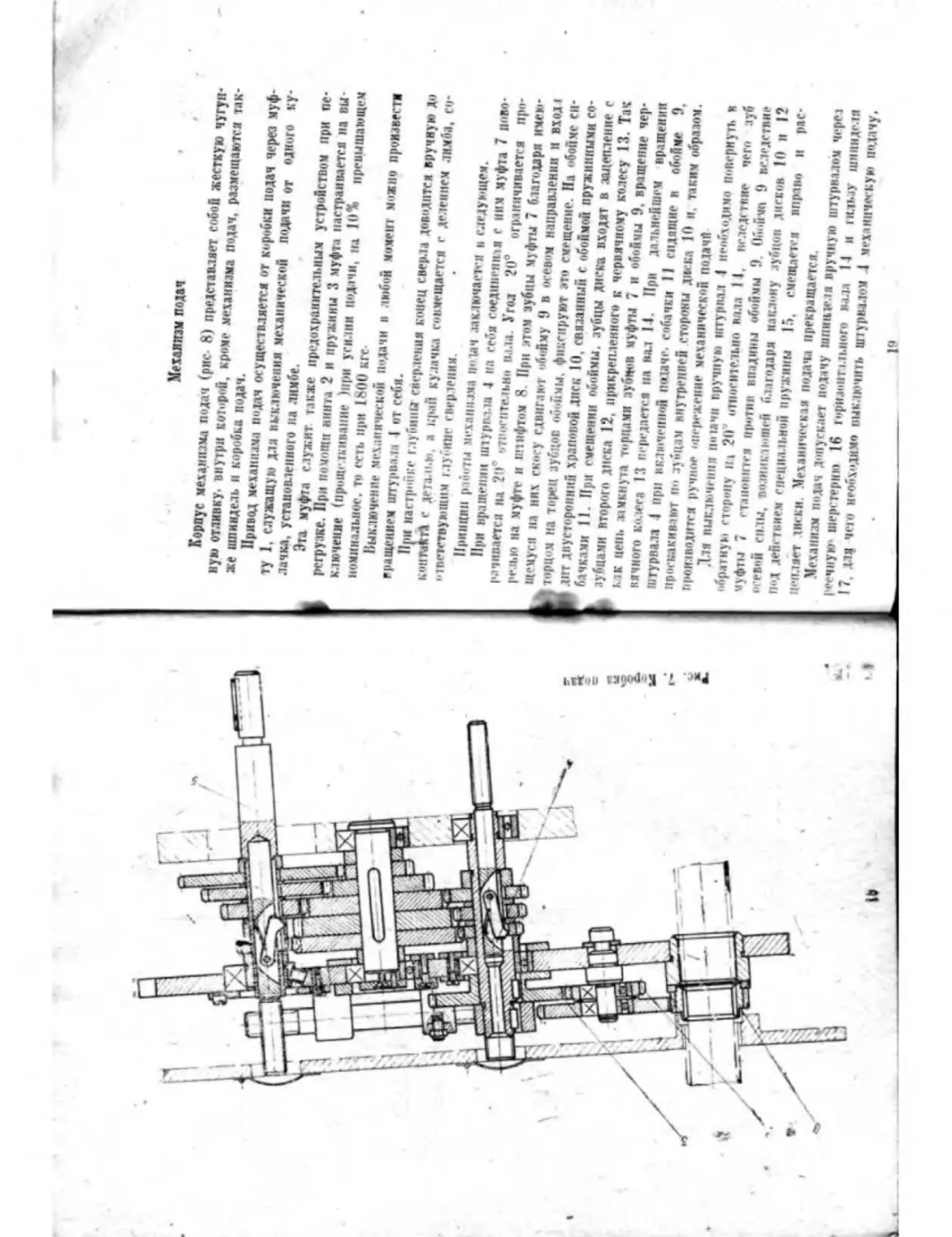
К»робкл подач I
I и
Коробка Подач (рис. 7) установлена в корпусе механизма пвдяА
Привод коробки подач осуществляется от шестерни I, сидящей пепогреЛ
ствеино на шлицах шпинделя и зацепляющейся с двойной шветерпей 1
(ид я щей на «си Шегтерня 2 через шестери») 3 передает вращение в!
ликам 4 н 5 с вытяжными шишками. Движение вытяжных шпонок ос|
щсствлястся от рукояток, находящихся на левой крышке шппндеЛ
ной бабки. На валик 5 посажена муфта с торцевыми кулачками. к<ф pl
сцеплена с муфпй, сидящей на червячном валу механизма подач.
-,й I
К-робка подач
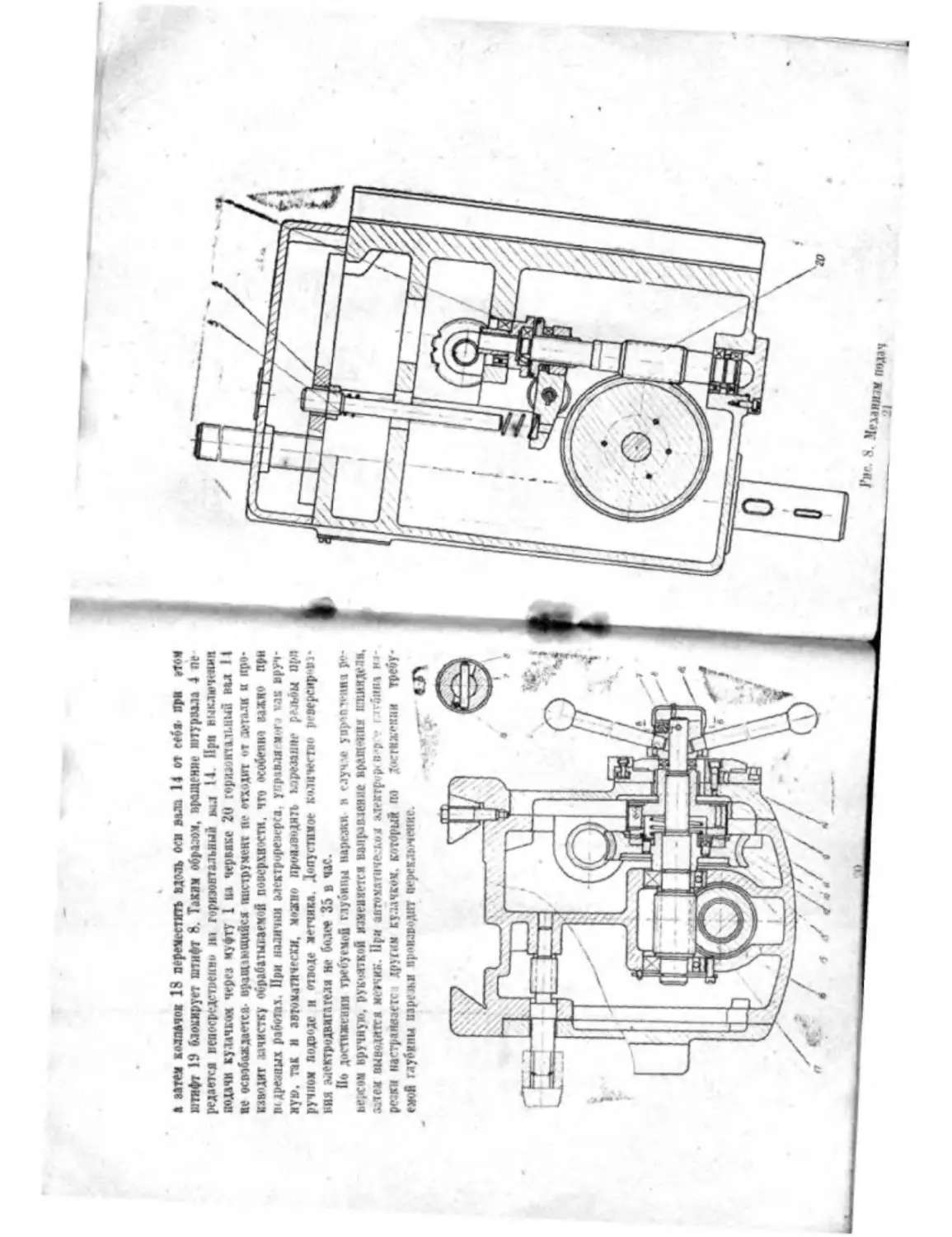
Мехаииэм подач
Корпус механизма подач (рис- 8) представляет собой жесткую чугун-
ную отливку- внутри которой, кроме механизма подач, размещаются так-
же шпиндель и коробка подач.
Привод механизма подач осуществляется от коробки подач через муф-
ту 1, служащую для выключения механической подачи от одного ку-
лачка, установленного на лимбе.
Эта муфта служит также предохранительным устройством при пе-
регрузке. При помощи винта 2 и пружины 3 муфта настраивается па вы-
ключение (upoiib ткпвапне )при усилии подачи, на 10% превышающем
номинальное, то есть при 1800 кгс
Выключение механической подачи и любой момент можно произвести
вращением штурвала I от себя.
Пни настройке глубины сверления конец сверла доводится вручную До
конгакгА с деталью, а край кулачка совмещается с делением лимба, со-
ответствующим глубине сверления
Принцип работы механизма п< ич заключается в следующем.
При вращении unypivt.ia I на себя соединенная с ним муфта 7 пово-
рачивается на 2<Г •-тг’осптельно вала. Угол 20° ограничивается про-
резью на муфте и штифтом 8. При этом зубцы муфты 7 благодаря имею-
щемуся на них скосу сдвигают обойму 9 в осевом направлении и вход г
| торцам на торец зубцов обоймы, фиксируют это смещение. На обойме си-
| дит двусторонний храповой диск 1(1. связанный с обоймой пружинными со-
бачками 11. При смещении обоймы, зубцы диска входят в зацепление е
зубцами второго диска 12, прикрепленного к червячному колесу 13. Тач
как цепь замкнута торцами зубцов муфты 7 и обоймы 9. вращение чер-
вячного колеса 13 передается ня вал 14. При дальнейшем вращении
штурвала 4 при включенной подаче- собачки 11 сидящие в обойме 9,
проскакивают по зубцам внутренней стороны диска Ю и, таким образом,
производится ручное опережение механической подачй
Для пыключення потами вручную игтурпал I необходимо повернуть я
обратную сторону и» 20' огпоснтсльпо вяла II, вследствие чего зуб
муфты 7 становится против впадины обоймы 9. Обойми 9 вследствие
осевой силы, возник li-шей благодаря наклону зубцов дисков 10 и 12
п»д действием специальной пружины 15. смещается вправо и рас-
цепляет диски. Механическая подача прекращается.
Механизм подач Допускает подачу шпинделя вручную штурвалом через
реечную шерстерню 16 горизонтального вала 14 и гильзу шпинделя
17, для чего необходимо выключить штурвалом | механическую подачу.
а затем колпачок 19 переместить вдоль оси вала 14 от себя при «том
штифт 19 блокирует штифт 8. Таким образом, вращение штурвала 4 пе
ре даете я вепосредствекми на горизонтальный вал И. При выключении
иодачи кулачком через муфту 1 на червяке 20 горизлпаиный вал 11
ее освобождается вращшщийся инструмент не отходит от детали и про-
изводит зачистку обрабатываемой поверхности, что особенно важно при
п< дрезвых работах. При наличии электроренерса. у.ршая м-г> так вруч-
ную. так и автоматически, можн» производить срезание резьбы орл
ручном подводе и отводе метчика. Допустимое количество ревгрсир-ит»
кия алектридвишеля не белее 35 в час.
По достижении требуемой глубины нарезки в случае уиртп^-инз ре-
вехой вручную, рукояткой изменяется нанр-ииение нращ^ини шпинделя,
зачем выводится метчик. При автоматнче кил аямп*р«р> в-р • г.пбина и»
резки настраиваете другим кулачком, который по Достижении требу-
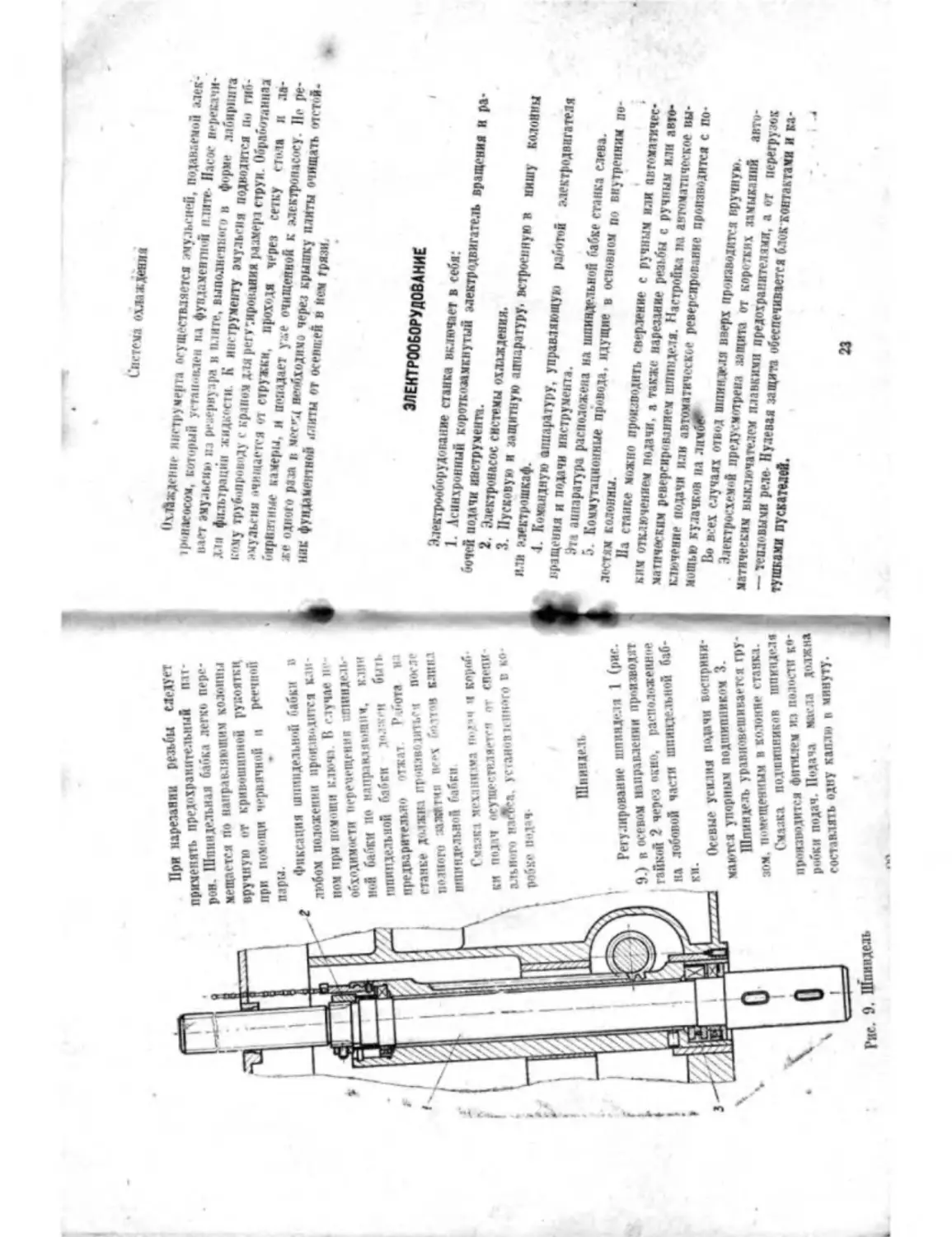
Рис. 9. Шпиндель
При нарезании резьбы следует
применять предохранительный пат-
рон. Шпиндельная бабка легко пере-
мещается по направляющим колонны
вручную от кривошипной рукояткц
при помощи червячной и реечной
пары.
Фиксация шпиндельной бабки в
любом положении производится кли-
пом при помощи ключа в случае не
обходимостп перемещения пшиндель-
нов бабки ип направляющим, клин
шпиндельной бабки должен быть
предварительно отжат Р.бота hi
станке должна производиться после
полого зажегчи всех болтом клипа
шпиндельной бабки
Смазка механизма п<>д»ч « короб-
ки ппдчч осуществляется лт слепи-
альиогп наЛ^я. установ тонного в ко-
робке Подач
Шпиндель
Регулирование шпинделя I (рис.
9.) в осевом направлении производят
гайкой 2 через окно, расположенное
на лобовой части шпиндельной баб-
ки.
Осевые усилия подачи восприни-
маются упорным подшипником 3.
Шпиндель уравновешивается гру-
зом. помещенным в колонне ставка.
Смазка подшипников шпинделя
производится Фитилем из полост* ко-
робки подач. Подача масла должна
составлять одну каплю в минуту.
Система охлаждения
ОгАждение инструмента осуществляется эмульсией, подаваемой элек-
тронасосом, который установлен на фундаментом плите Пасог нерекачи-
вает эмульсию из резервуара и плите, выполненного в форме лабиринта
дли фильтрация жидкости. К инструменту эмульсия подводится н» гиб-
кому трубопроводу < крапом для ротирования размера сгруи. Обработанная
эмульсия очищается от стружки, проходя через сетку стола и ла-
биринтные камеры, и попадает уже очищенной к электронасосу. По ре-
же одного раза в метод велфходимо через крышку плиты очищать отстой,
ник фундаментной алиты от осенней в нем грязи
ЭЛЕКТРООБОРУДОВАНИЕ
Электрооборудование станка включает в себя:
1. Асинхронный короткозамкнутый электродвигатель вращения и ра-
бочей подачи инструмента.
2. Электронасос системы охлаждения.
3. Пусковую и защитную аппаратуру, встроенную в нишу колонны
или электрошкаф.
4. Командную аппаратуру, управляющую работой электродвигателя
вращения и подачи инструмента.
Эта аппаратура расположена на шпиндельной бабке станка слева.
5. Коммутационные провода, идущие в основном по внутренним по-
лостям колонны. , * i
ila станке можно производить сверление е ручным или пвсоматичес-
ким отключением подачи, а также нарезание резьбы с ручным или авто-
матическим реверсированием шпинделя. На<.ТроПкт на автоматическое вы-
ключение подачи или автоматическое реверсирование производится с по-
мощью кулачков на .шмб<*
Во всех случаях отвод шпинделя вверх производится вручную.
Электросхемой предусмотрена защита от коротких замыканий авто-
матическим выключателем плавкими предохраннтелчмя, а от перегрузок
— тепловыми реле Нулевая защита обеспечивается блок контактами и ка-
тушками пускателей.
23
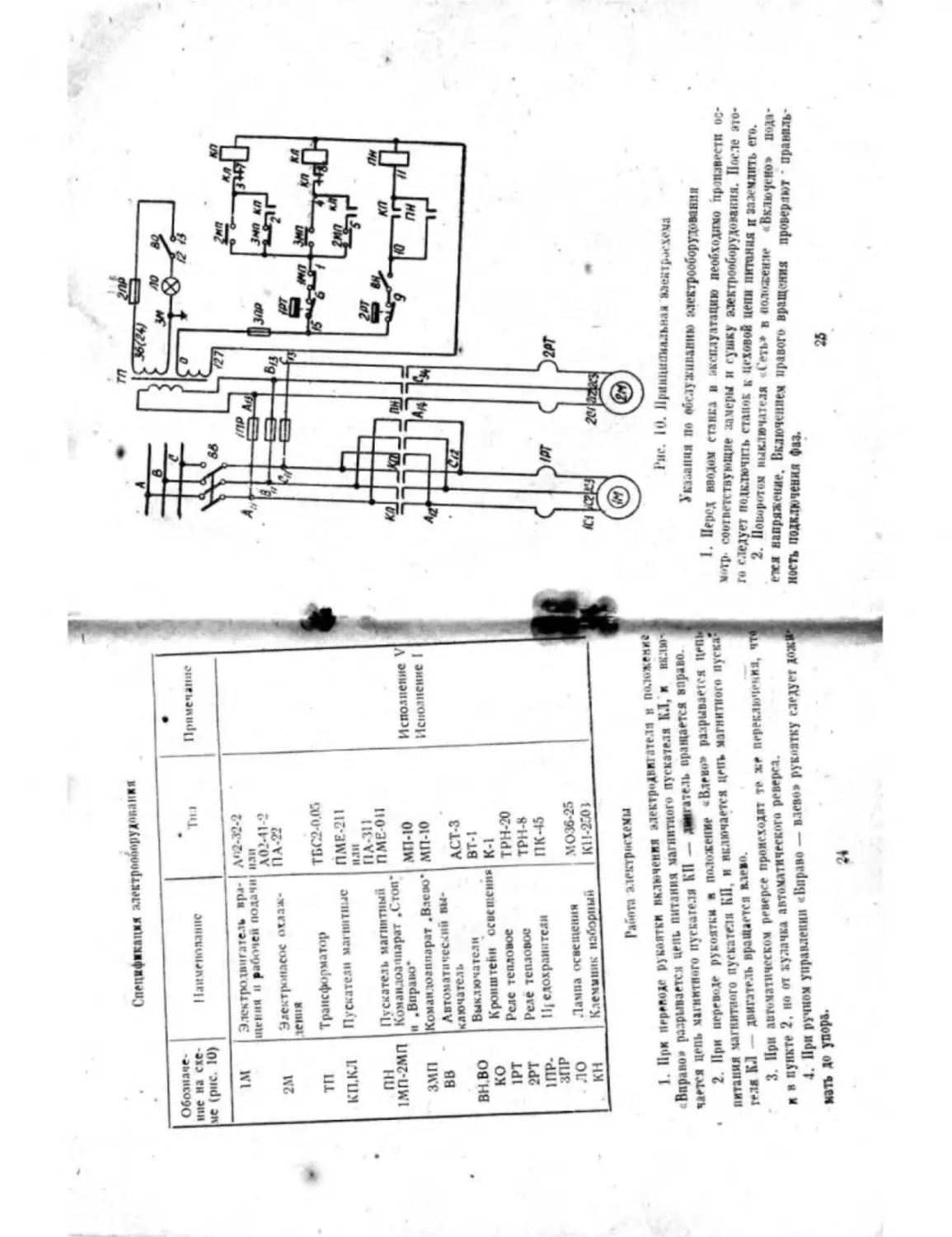
Спецжфпацня алектрплопрудтния
Обозначе- ние на схе- ме (рис. 10) Нянчено ялнис Гн.1 • Примечание
1М Электро твигатель вра- щения и рабочей подачи л- или A0.MI-2
2М Электронасос отлзж- ПА-?.’
тения
ТП Трансформатор ТБС2-0.0Г» а
кп.кл Пускатели магнитные ПМЕ-211 или
пн Пускатель магнитный НА-111 ПМЕ ОН i
1МП-2МП Командоапиарят .Стоп*
и .Вправо* МП-10 Исполнение V
змп Коман.тоапиарат .Влево* МП-10 Исполнение 1
вв Автоматический вы-
ключа гель АСТ-3
вн во Выключатели ВТ-1
ко Кронштейн освещения К-1
1РТ Реле тепловое ТРН-20
2РТ Реле тепловое ТРН-Н
1ПР- П| едохранитеан ПК-45
•ЗПР
.10 Лампа освещения М036*25
КН Клеммник наборный KI1-2Г01
РаГ>пта алсктрксхеми
1. При переводе р)кпятки включения электродвигателя в паложенж
Вправо» разрывается цепь питания магнитного пускателя КЛ, и вклю-
чается цепь магнитного пускателя КП - двигатель вращается вправо.
2. При переводе рукоятки в положение «Влево» радрываеп-я цеп|
питания магнитного пускателя КП, и включается цепь магнитного пуска-
теля КЛ — двигатель вращается влево.
3. При автоматическом реверсе происходят те же переключения, чт|
и в пункте 2, но от кулачка автоматического реверса.
4. При ручном управлении «Вправо — влево» рукоятку следует длжЯ
мать до упора.
24
Рис. 10. Приицшпмльная мектрзехема
Указания по абслужмпавию илектрооборудомния
I. Перед вводим станка в вксплултацню необходимо произвести ос-
мотр. соответствующие замеры и сушку электрооборудования. После ито-
го следует подключить станок к цеховой цепи питания н за.ючлнть его.
2. Поворотом иыклвч.пгдя «Сеть» в положение 'Включено» пода-
стся напряжение. Включением правого вращения проверяют * пр а пиль
носп подключения Фаз.
а
3. При длительных перерывах и р.<б<-тс и при авлких ремонтилнала-
дойных операциях необходимо отключать станок от сети
4. Переключение скоростей и подач можно пропзквдиль только поел»*
остановки электродвигателя или в конце его пращенмя
•'» ('роки и объем ремонтных работ устанавливаются в зависнмости от
Цепных условий работы.
СМАЗКА
Указания по .обслуживанию гинемы сма.ткя
Перед пуском станка необходимо;
I. Заполнить масляные резервуары I* и I* (рис 11) маслом дл уров-
ня. Уровень масла провернется но красной точке маслоуказттмя до пус-
ка станка и после его выключения через 10 -15 минут, т е после сто-
ка масла в резервуар.
2. Смазать с помощью шприц-масленки все точки, упаянные на схе-
ме смазки
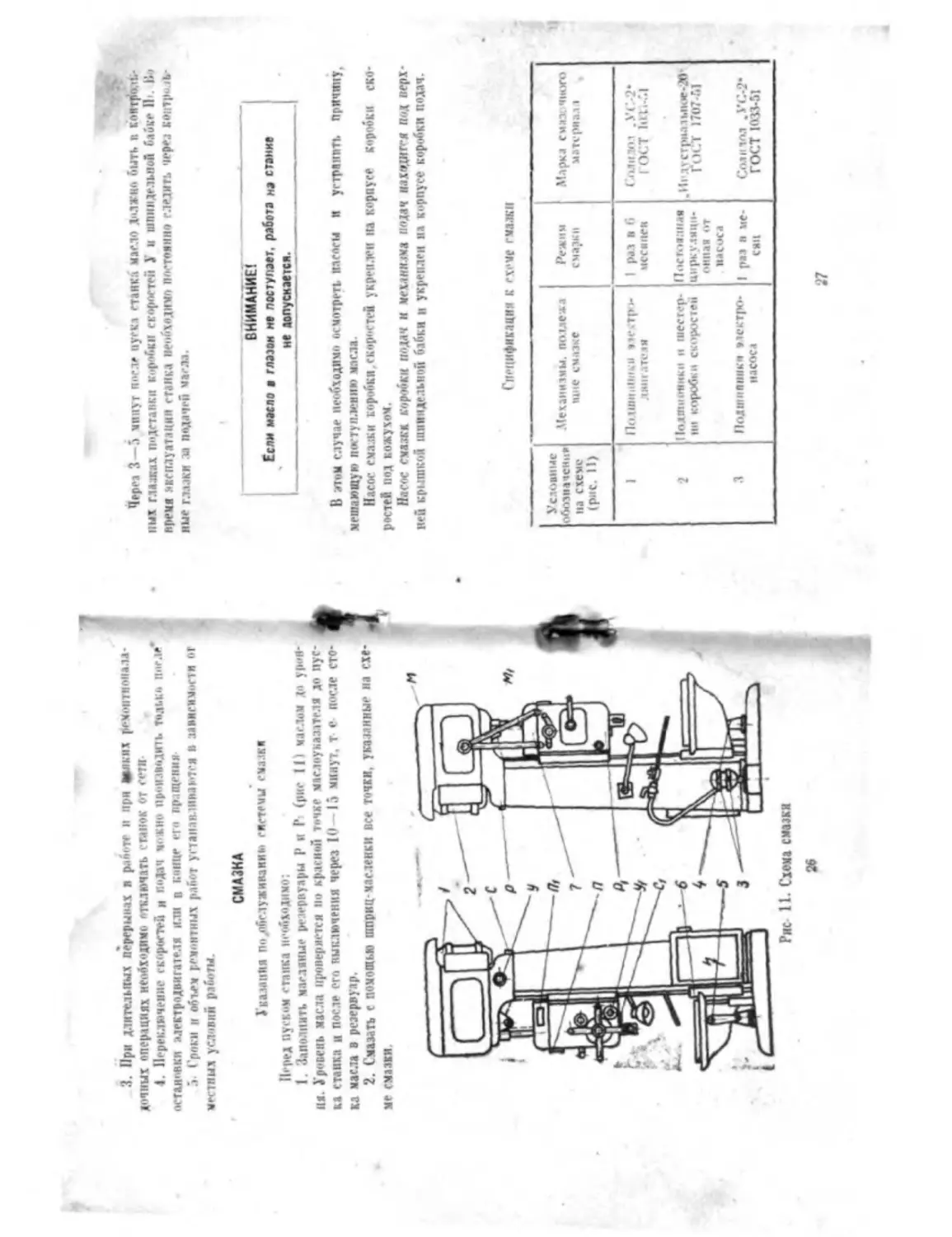
Рис 11. Схема смазки
Через 3—5 минут поел* пуска тика масло ДОЛЖНО быть n контроль,
пых глазках подставки короб*» скоростей ) и шпиндельной байке II>. Во
нрем« яксплувтацнп тика необходимо поетокнно гладить черад контр- <ь
ные глазки за подачей м»< ла.
ВНИМАНИЕ!
Если масло и глазок но поступает, работа на станке
не допускается.
В этим случае необходимо осмотреть плсисы и устранить причину,
мешающую поступлению масла.
Насос смазки коробки.скоростей укреплен на корпусе коробки ско-
ростей под кожухом.
Насос смазка Корсики подач н механизма водах находится под верх-
ней крышкой шпиндельной бабки и укреплен на корпусе коробки подач.
Спецификация к схеме смазки
Условные оботиалени» на схеме (рис. 11) Механизмы. помежа tune смазке Режим снарки Маркл смазочного материал в
1 Покоииннси эйг.тр»- ДНИ Г.1 ТС Я Я 1 раз в б месипен Сллпдлл .УС-2* । ост iiu.-.;i
2 llaamu «инки и шестер- ни коробки скоростен linen m.'iiue циркули Hi i- он иая от насоса .lb 11 стрн.-11ыюе-20- ГОСТ 17О7-Г.1
.1 Подтиппикч мтсктро- насоса 1 раз в ме- CKtl Соли тол .УС-2* ГОСТ I03T-51
27
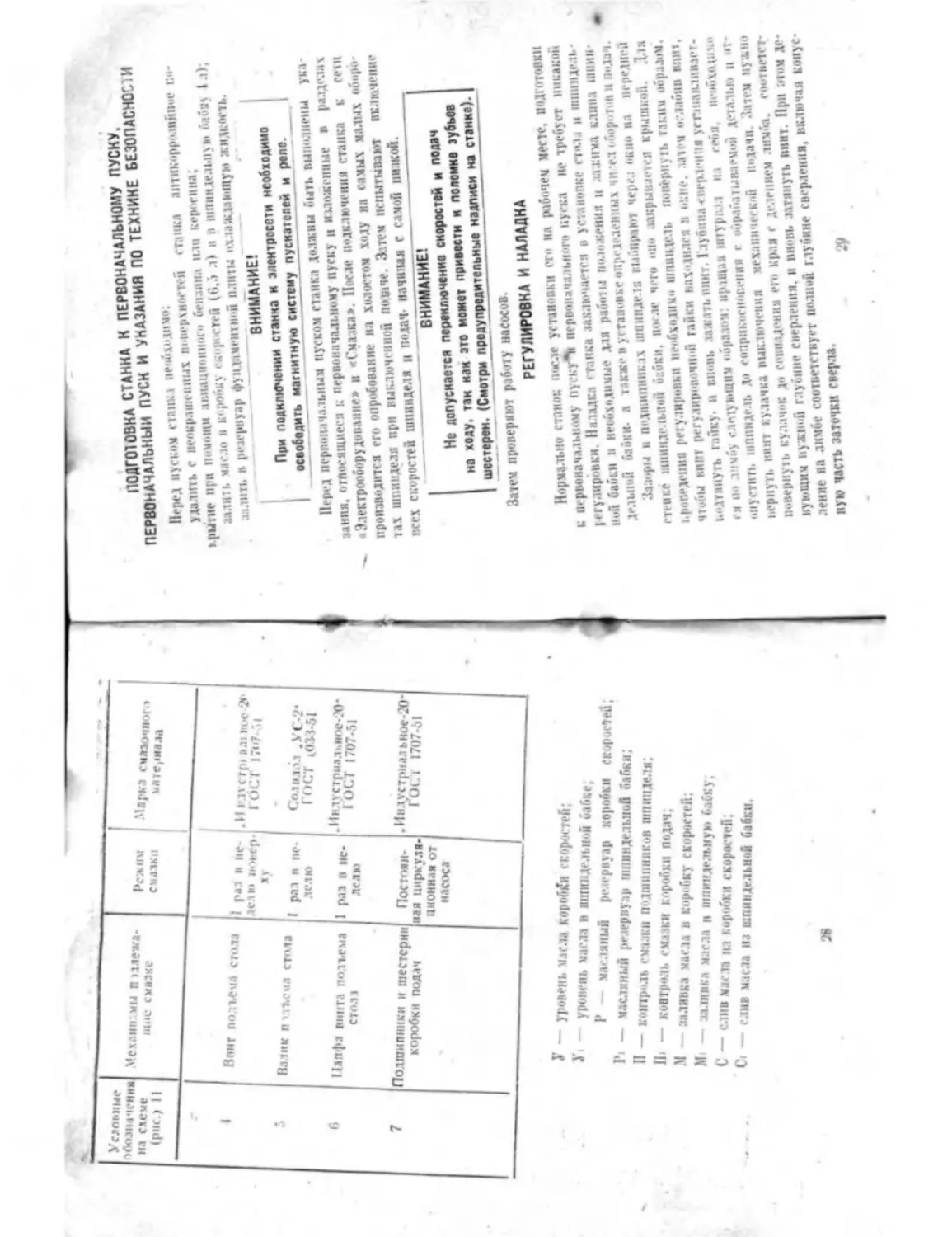
Условные обозначении на схеме (рис.) || Механн мы п плежа- luuc смазке Режим СМ43КП Марка смазочного материала
1 5 6 7 Винт подъема стола Валик п пъемл стола Цапфа винта подъема СТОЛ 1 Подшипники и шестерни коробки подач 1 раз и не делю п<»нер- X» 1 раз в не- делю 1 раз в не- делю Постоян- ная циркуля- ционная' от насоса .И lux< rpi aai |и<с 2>- 1 OCT I7i'7 Л! Сол изол .УС-2* ГОСТ кОЗЗ-51 .Инз\стрна.31.ное-'20‘ ГОСТ 1707-51 . Индустриал ьное-20‘ ГОС» 1707-51
У — уровень масла корпбкн скоростей:
J i — уровень масла в шпиндельно! бабке;
Р — масляный резервуар коробки скоростей;
Pi — масляный резервуар шпиндельной байки;
П — контроль смазки подшипников шпинделя:
11> — контроль смазки коробки подач;
М — заливка масла в коробку скоростей:
М — заливка масла в шпиндельную бабку;
С — слив масла из коробки скоростей;
Ci — слив масла из шпиндельной бабки.
38
ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ.
ПЕРВОНАЧАЛЬНЫЙ пуск и указания по технике безопасности
Перед пускам станы необходимо:
удалить с неокрлин иных поверхностей станка аптнкорро.1НЙ1юе по-
крытие при помоцв авиационного бензина или керосина;
залить масло и коробку скоростей (6,5 л) и и шпиндельную бабку 1л),
залить в резервуар фундаментной плиты охлаждающую жидкость.
ВНИМАНИЕ!
При подключении станка и электросети необходимо
освободить магнитную систему пускателей и реле.
Перед первоначальным пуском станка должны быть выполнены ука
злння, относящиеся к первоначальному пуску и изложенные в разделах
«Электрооборудование» и «Смазка». После подключения станка к coin
производится его опробование на холостом ходу на самых малых оборо-
тах шпинделя при выключенной подаче. Затем испытывают включение
всех скоростей шпинделя и подач начиная с самой низкой.
ВНИМАНИЕ!
Не допускается переключение скоростей и подач
на ходу, так как это может привести и поломке зубьев
шестерен. (Смотри предупредительные надписи на станке).
Затем проверяют работу насосов.
РЕГУЛИРОВКА И НАЛАДКА
Нормально станок пчеле усга нивки cm на рабочем месте, подготовки
к и>'рвоиачалык>му пу |,-уЛ| первоначального куска не требует никакой
регулировки. Наладка 'танка заключается в установке ггола и шпиндель
ной бабки в необходимые для работы положения и зажима клипа шинн
дельной бабки- а также в установке определенных чи ч»л оборотов и подач.
Зазоры в подшипник тх шпинделя выбирают через окно ил передней
стейке шпиндельной бабки, после чего <>п» закрывается крышкой. Для
|.ропедеиия регулировки необходимо шшицс.1ь повернуть таким образом,
чтобы ВИНТ регулнрепочной ГЛИКИ находился П ш;нс. ;,П М о лабнн впит,
ьндгипуть гайку» и вновь лажать линт. Глубина-сверления уегшавливает.
св ио лимбу елнхующим образом: иртщаи штурвал на себя. необходимо
опусти п. шпиндель до соприкоснлпення <• обрабатываемой деталью и >»т-
нерпутъ винт кулачка выключения механической п<<дачп. Затем нужно
повернуть кулачок до совпадении его края с делением лимба, еоогиетст-
нующич нужной глубине сверления, и вновь .«тянуть винт. При игом де-
ление на лимбе соответствует полной глубине сверления, включая конус-
ную часть заточки сверла.
Другой ку.тачок служит Для настройки актомзтического реверсировании
направления шпинделя при нарезании резьбы. Установка этого кулачка
производится аналогично установке кулачка выключения меиннческии
подачи (при этом последний отводится назад ш 1<» мм>.
Изменение направлении вращения шпинделя производится за счет
реверсирования электродвигателя.
Колпачок е накаткой, расположенный в центре крестового Штурвал.!,
служит для выключения механическ it подачи при необходимости пронз
водить сверление или нарезание с по.цчей вручную. Для включения руч-
ной подачи колпач»к следует отжать от себя До отказа.
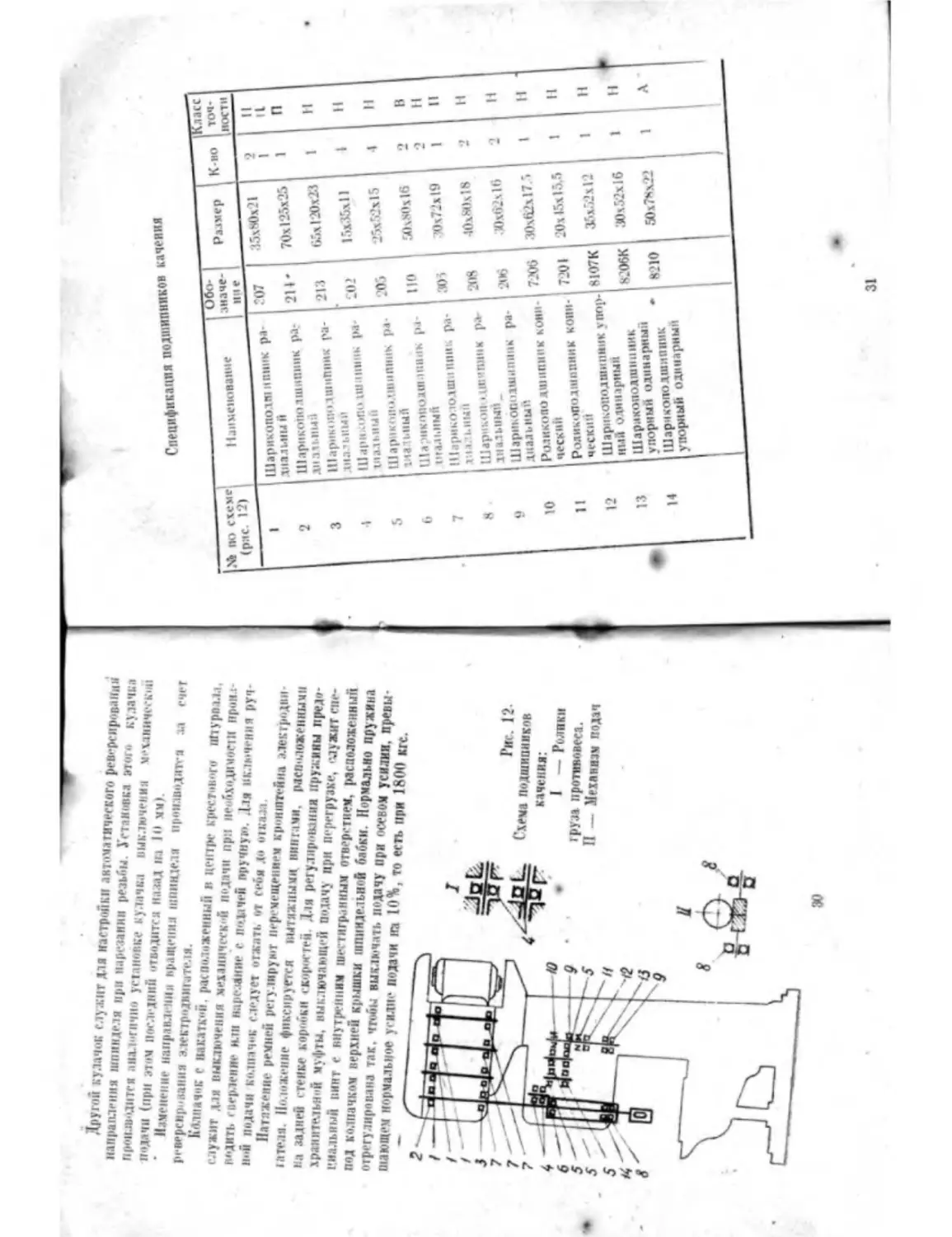
Натяжение ремней регулируют перемещением кронштейна электродви-
гателя. Положение фиксируется вытяжными пингами, расположенными
на задней стейке коробки скоростей. Для регулирования пружины предо-
хранительной муфты, выключающей подачу при перегрузке, служит спе-
циальный пинт с внутренним шестигранным отверстием, расположенный
под колпачком верхней крышки шпиндельной бабки. Нормально пружина
отрегулирована так. чтобы выключать подачу при осевом усилии, превы-
шающем нормальное усилие подачи на 10%, то есть при 1800 кгс.
30
Спецификация подшипников качения
по схеме (рис. 12) Наименование Обо- значе- ние Размер К-ио Класс ТОЧ- НОСТИ
1 Шарикоподшипник ра- диальны й '07 35x80x21 2 1 II Ц
2 Шарикоподшипник ра- ди а ин ый 214* 70x125ж25 1 п
3 Шарикоподшипник ра- лиальпын 213 65x120x23 1 II
1 Шарнотони.пшик ра- диальный 202 15x35x11 1 II
5 Шарикоподшипник ра- диальный 205 _''»х' _’х 1 • 4 II
6 Шарикопоипанник |»а- огальпый ПО 50x80x16 о 2 в II
7 Шарикора- Г.1ЛЧ. ими 305 *0x72x19 1 II
м Шарнкоп ишитшк р.> анальный _ 208 40x80x18 2 н
у Шарикоподшипник ра- диальный 206 10x62x16 2 н
10 Роликоподшипник коми- ческий 7206 30x62x17.5 1 II •
II Роликоподшипник кони- ческий 7201 20x15x15.5 1 II
12 Шарикоподшипник упор- ный одинарный «107К 35x52x12 1 н
19 Шарикоподшипник упорный одинарный н.’Обк 30x52x16 1 II
14 Шарикоподшипник упорный одинарный 8210 50х7мх22 1 А
31
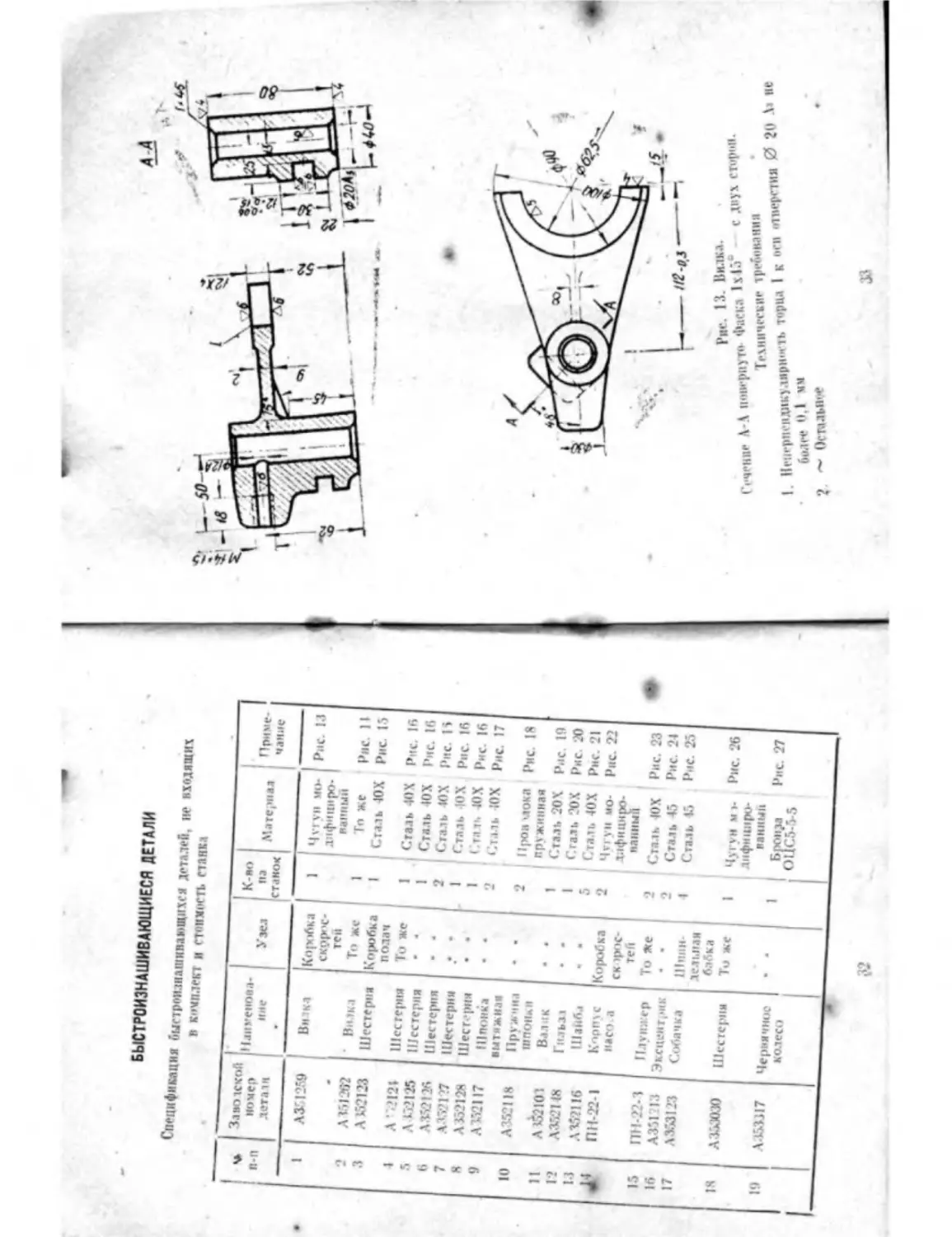
БЫСТРОИЗНАШИВАЮЩИЕСЯ ДЕТАЛИ
Спецификация быстронзмппиивщихеа деталей, не входящих
в комплект и стоимость станка
п-п Заводской номер лета 14 Напмепты» кие Узел К-ВО •в станок Материал Приме- чание
1 A35I2S0 Витка Ко|м)6ка скорос- тей 1 Чтгун мо- днфиннро- ванный Рис. 13
2 А151262 ' Вилка То же 1 То же Рис. 11
л А152123 Шестерня Коробка полач 1 Сталь 40X Рис. 15
4 А •’121 Шестерни То же 1 Сталь 40Х Рис. 16
5 А 17’125 Шестерня • а 1 Сталь 40Х 1’нс. 16
6 А3521>6 Шестерня • « 2 Сталь 40Х Рис. Н
7 А 332 137 Шестерня • • - 1 Сталь ЮХ Рис. 16
R А 352128 Шестерня • • > Слать 40Х Рис. 16
9 А 332117 Шпонка вытяжная • • •> Сталь ЮХ Рис. 17
10 A352I18 Пружина ШПОНкН • • 2 Иров »лока пружинная Рис. 1R
11 A&I01 Валик • • Сталь 204 Рис 19
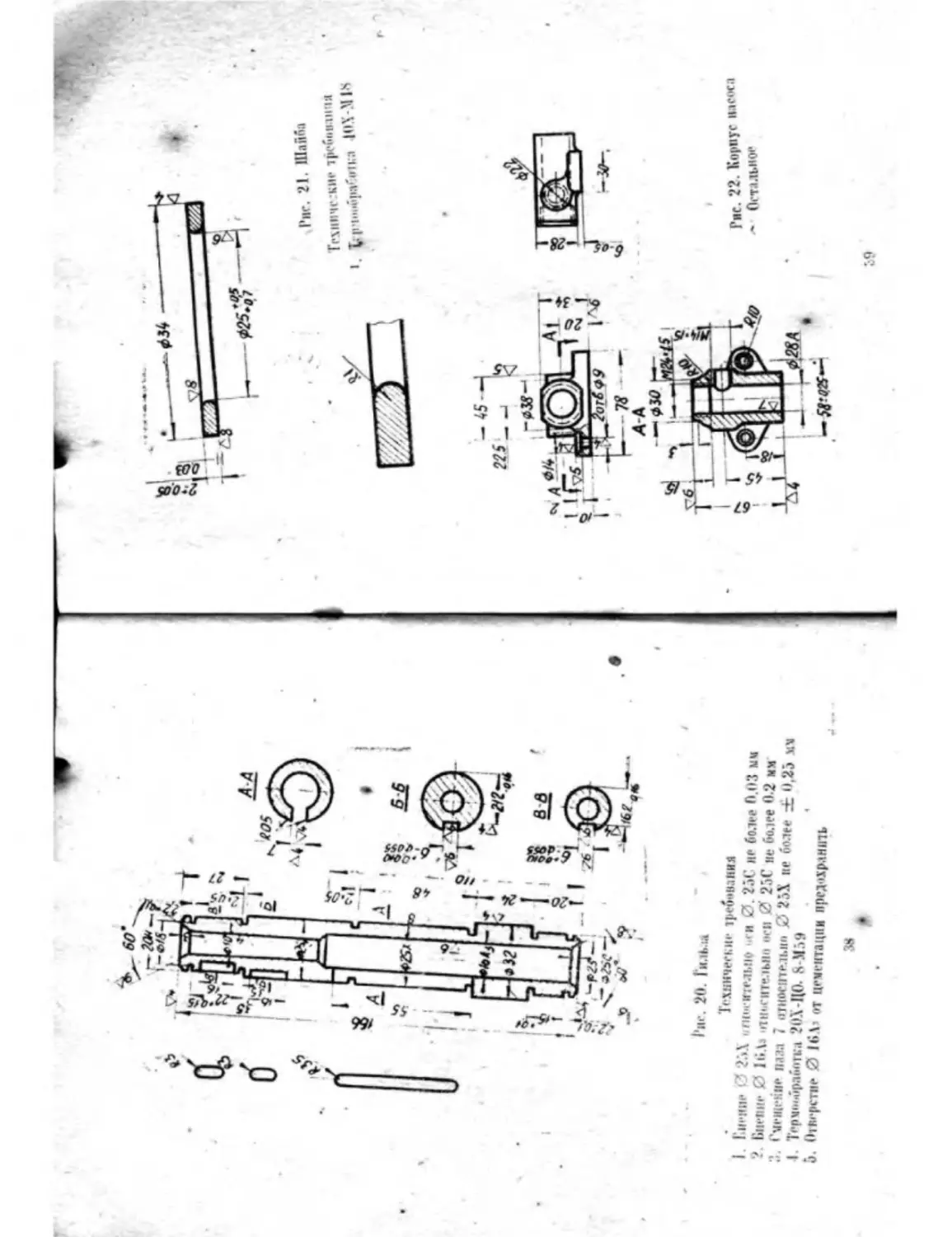
Г? А352148 Гильзi • • 1 Сталь 20 X Рис 20
13 А 37’116 Шайба « В 5 Сталь 40Х Рнс. 21
Г ПН-22-1 Корпус на со. а Коробка ск >р<>с- теб 2 Чггун МО- ллфицнро- наиныа Рнс. 22
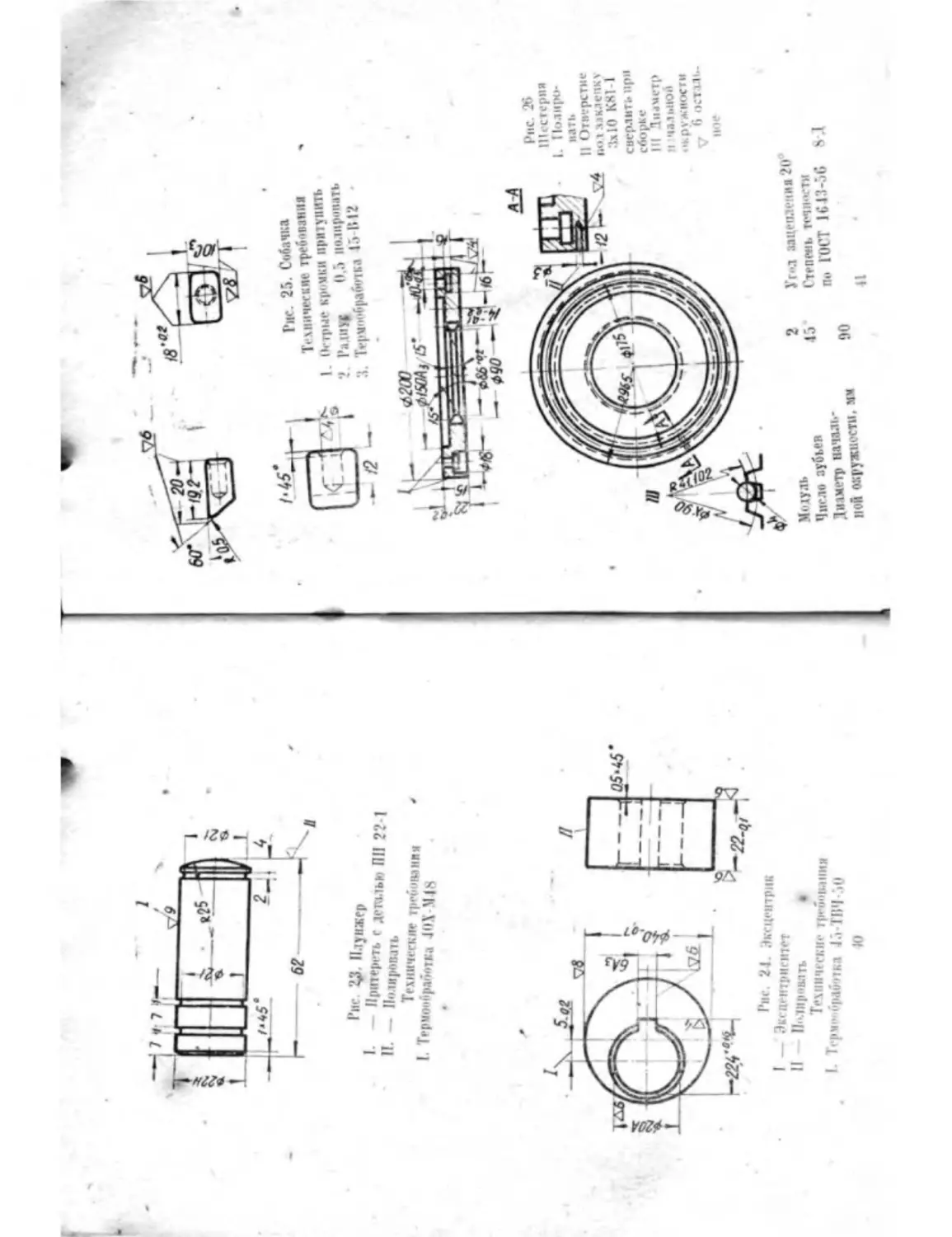
15 ПН-22-3 Плунжер То Же 2 Сталь ЮХ Рис. 23
16 АЗ',1 13 Эксцентрик • • 2 Сталь 45 Рис. 24
17 А353123 Собачка Шпин- дельная бабка 4 Сталь 45 Рис. 25
18 А 353030 Шестерня То же 1 Чугун м >• лнфнцнро- каннын Рис. 26
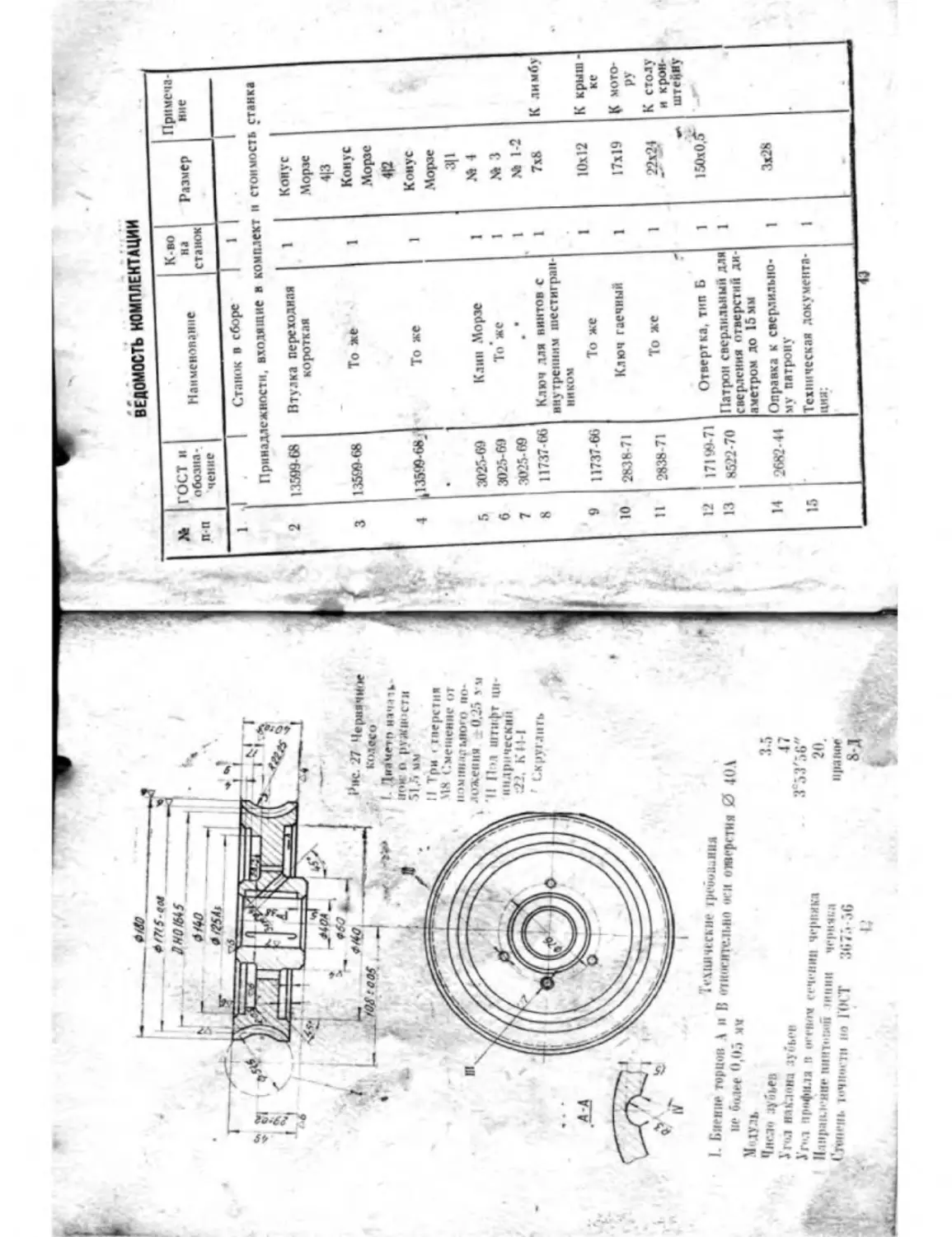
19 А.153И7 Черничное колесо а а 1 Бронза ОЦС5-5-5 Рис. 27
?2
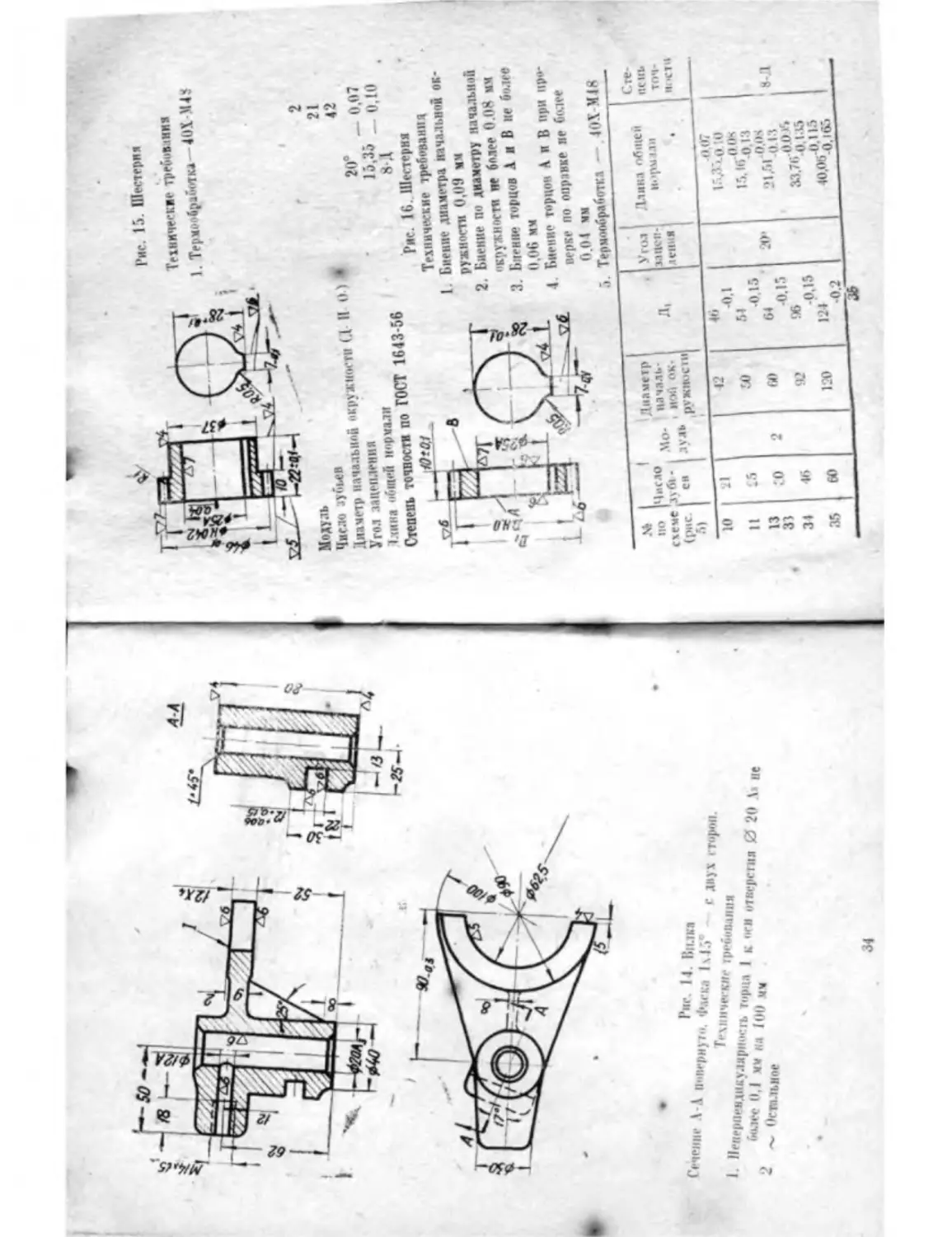
Рве. 13. Вилка.
( •'Ч1ЖИГ л-А повернул» Фаска 1x45“ <• двух сторон.
Гс.ХНИЖТКЦГ 1 ррбик.1 НИИ •
I. Hri>-piti'ii.uiK}.tMpiii»iль торца I к оси отнерстин 0 2о А» не
болм? U,l мм
?. '* Остальное
>•
' '*1'
* -X.'” " - 1 ‘ •' •—,02„
ие
34
Риг. 15. Шестерня
Технические требч«1ния
I. Термопаработка 401 M4S
Модуль
Число зубьев
Диаметр начальной окружности (.1 II
Угол зацепления
1лина обще! нормали
Степень точности по ГОСТ 1643-56
2
21
О) • 42
2.0° _ 0,07
_ о,!0
8-Д
Рнс. 16. Шестерня
Технические требования
1. Биение диаметра начальной ок-
ружности 0,09 мм
2. Биение по диаметру начальной
окружности не белее 0.08 мм
3. Биение торцов А и В не более
0.06 мм
4. Биение торцов А и В при про-
верке по оправке не более
0.04 мм
5. Термообработка 4О1-М48
№ Но схеме <р«С. Л> Число зу 6» - си 1 Мо- дуль Лиамегр начали ИОГ| ок- ружное П1 Л. Угол зацеп- лении Длина общем нормали • Сте- пень точ- ности
ю 21 42 ю , (1,07
-0.1 I- Л - о п»
1! $5 50 54 • г О ок
1*1 •0 15
31 .0 2 60 64 -0.15 ?>• ’1 51 0.13 В-Д
34 н> 92 !» 331 -0.1Л5
0.15 *
35 «) 120 124 0.2 ... n, 0.115 *,-<‘Ь-0.1б5
J5
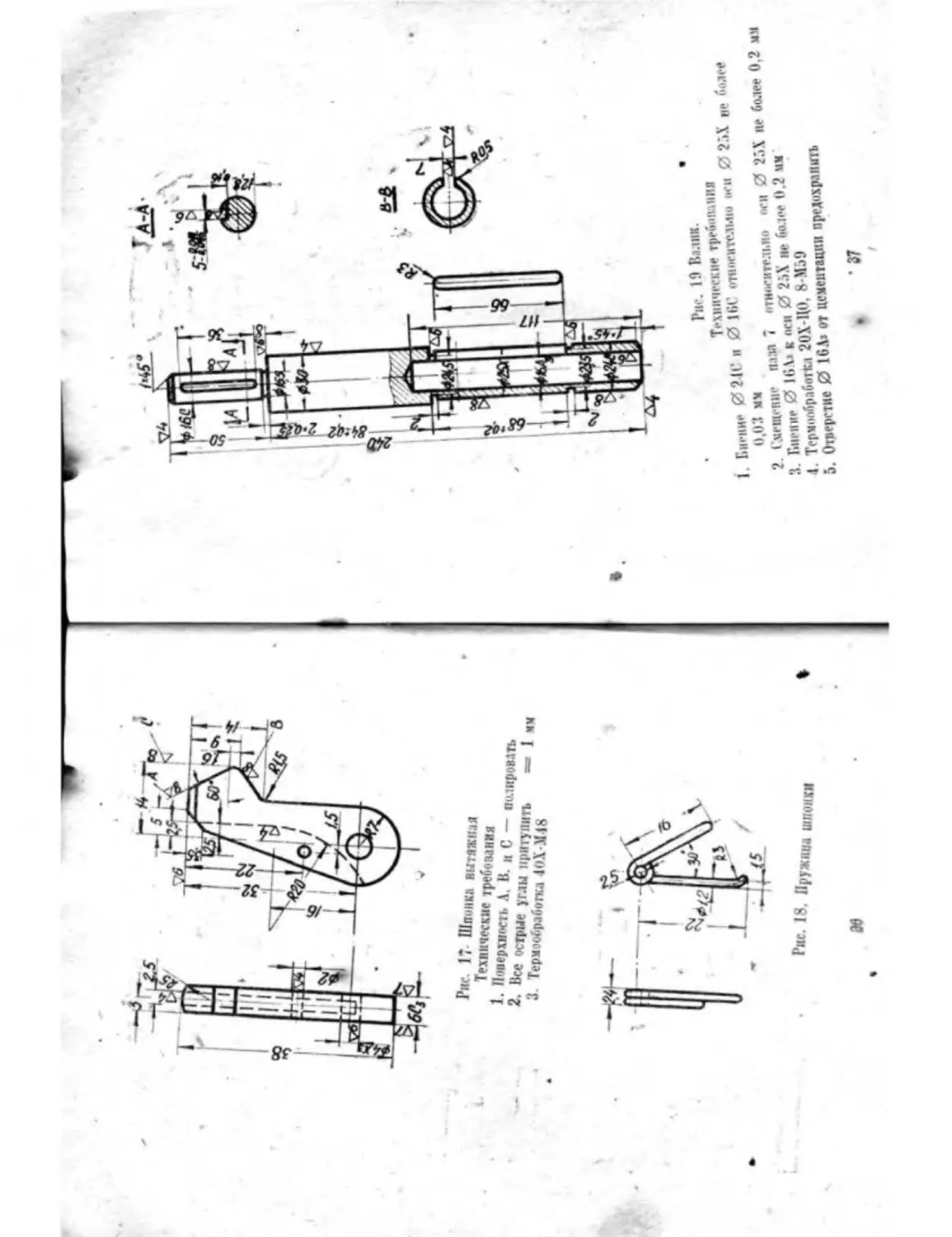
Рис. 1?- Шпонка вытяжная
Технические требования
1. Поверхность Л, В. и С — пилировать
2. Все острые углы притупить = 1 чм
3. Термообработка 4ОХ-М48
Рис. 18. Пружина шпонки
ав
• Рис. 19 Валик.
Технически* требопания
1. Висни* 021С и 0 16С отши-мтелмю вей 0 2.7.Х не нолей
О,U3 мм
2. Смещение Пазя 7 относительно «си 0 2.7Х не более 0,2 мМ
3. Биение 0 16.V* к осн 0 2.’»Х не более 0,2 мм
4. Термообработки 20Х-ЦО, 8-М59
5. Отверстие 0 16А» от цементации предохранить
* 37
/
1'нг. 20. Ги.1Ь.1л
Техничен, не требования
| Имение 0 25Х ..п|... и[е.1Ы10 < и 0. 2М‘ не более П ОЗ мм
?. Биение 0 1«»Л» 'П1Н-г<ге.1ЫП1 осн 25С щ* более 0.2 мм
3. Смешение пазл 7 «тгкоеггелькп 0 25Х не более ± О,2о мм
I. TcpMixHipawtriia 20Х-ЦО- 8-М.»9
5. OiRppcTiie 0 i6.b ОТ цементации предохранить
Ы
I’llC. 21. 111.)
Гсхничг КИс 7рС1Ч>|П1И1Я
I. J. |i,li>.>r>p;v'i*ll,;i ЮХ-.Mltt
I
Гие. 22. Корпус h icoc.i
* Orrii.WHw*
Рис 43 Плунжер
Притереть с деталь» ПН 22-1
II. — Полирован*
Технические требования
I. Тррчообраоотка 4ti\ Х||н
Рис. 24. Эксцентрик
I — ЭксцеятрИСНТРТ
II — 11».1Пр»ВЛТЪ •
Технические требования
I. Тсрм<'ибрди<ггка 45 TIPI .’>и
Ю
Рис. 25. Собачка
Технические требования
I ik-трме кромки притупить
> |’;ии« 0.5 1Ю.1ИР''«“’Ь
3. Терм"Йраб«пка >•’«
А А
Рос. 26
Шестерня
I. Полиро-
вать
|| Отверстие
пол заклепку
I
сверлит I» пр"
сборке
III Диаметр
и чальной
..kpVAHOCTW
. 6 осталь-
ное
«Г '
Модуль
Число зубьев
Диаметр началь-
ной окружив™ мм
2 Уг«а зацепления 20
45 Степень темности
по ГОСТ 1С43-56 » Д
90
41
27 Чердачное
колесо
I. Диаметг» НГМ1Ь
ш>н- о ружиьсти
51,5 им
II три < гнерстия
ЧЯ Смешение от
• •ОМ till I.TbHO'o но-
ложен и я 0.2.5 » м
II П <л штифт ЦП-
индрическии
:2>. К11-1
' Скруглить
I. Биении горцов А и
1И‘ биде? 0,05 чч
Мнду.1Ь
i I'XIUI'UCMIt* IpeuoUuHIIA
В оти<гите.п>но <и ц «щерстня
0 40А
Число зубьев
Уна талина зубы-и
}’r I профиля В ,игн»ч гежнии червяка
ll'lllpaiM<’HH«* ПИПТИПИЙ 'НИМИ Ч<Ч>КЧ1.И
I линчи. 1<<4II<H TH ио KMT 3C75-3G
3.5
47
3е53'5в"
м
npaiuie
З-Д
А
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ
• ти
м пп ГОСТ II обозна- чение Наименование К-во на станок Размер Примеча- ние
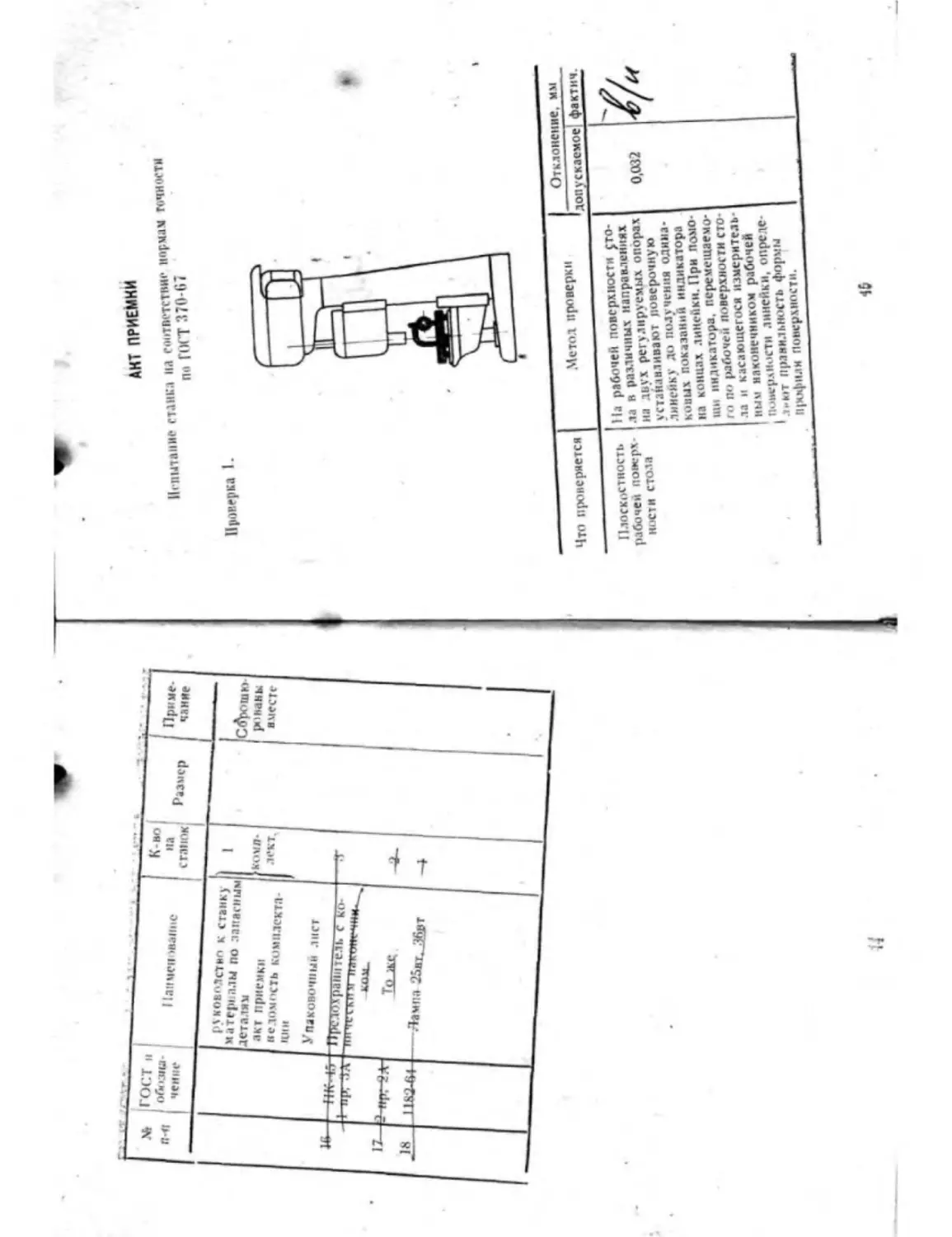
1 2 3 < 5 6 7 8 9 10 11 12 • 13 И 15 Принад 13599-68 13599-68 к13599-68; • 3025-69 3025-69 3025-69 11737-66 11737-66 2838-71 2838 71 17199-71 8522-70 2682-41 Станок в сборе ложности, входящие В К( Втулка переходная короткая То же То же Канн Морзе То же • Ключ .тля винтов с внутренним шестигран- ником То же Ключ гаечный То же Отвертка, тип Б Патрон сверлильные для сверления отверстии ди- аметром до 15 мм Оправка к сверлильно- му патрону Техническая документа- ция: 1 >мплект 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Н СТОН МОСТ! Конус Морзе 4|3 Конус Морзе 412 Конус Морзе з|1 2* 4 М 3 № 1-2 7x8 10x12 17x19 22x24 ВТ* 150хОУ 3x28 станка К лимбу К крыш- ке К мото- РУ К столу и крон- штейну *— г*
J* П-fl : ГОСТ II oft сли- чение Паичси шаппе - К-во на станок Размер —— — — 1 Приме- чание
p\ KOBoiclHn к станку материалы по запасным деталям акт приемки недо.мпсть комплекта- ции Упаковочный лист 1 комп- лект. Скроши ровен ь; вместе
IS— 12— 18 —НКНгт- Предохранитель с ко- 22
j ftp.- *jA~ КОМ. То жц Лампа 2Sbi^JMujt
и
t
АКТ ПРИЕМКИ
Hi П141ПНИС станка ил соответствие нормам точности
по ПИТ 370-(17
Проверка I.
Чтп проверяется .Метод проверки | Отклонение, мм 'допускасмое| фактнч.
Плоскостность рабочей поверх- ности стола . 1 На рабочей поверхности у то- ла я различных направлениях на двух регулируемых опорах устанавливают поверочную линейку ло получения одина- ковых показаний индикатора на концах линейки. При помо- щи индикатора, перемещаемо- го п<> рабочей поверхности сто- ла н касающегося измеритель- ным наконечником рабочей померлности линейки, опреде- ляют правильность формы П|юф||лн поверхности. 0,032 7/*
<5
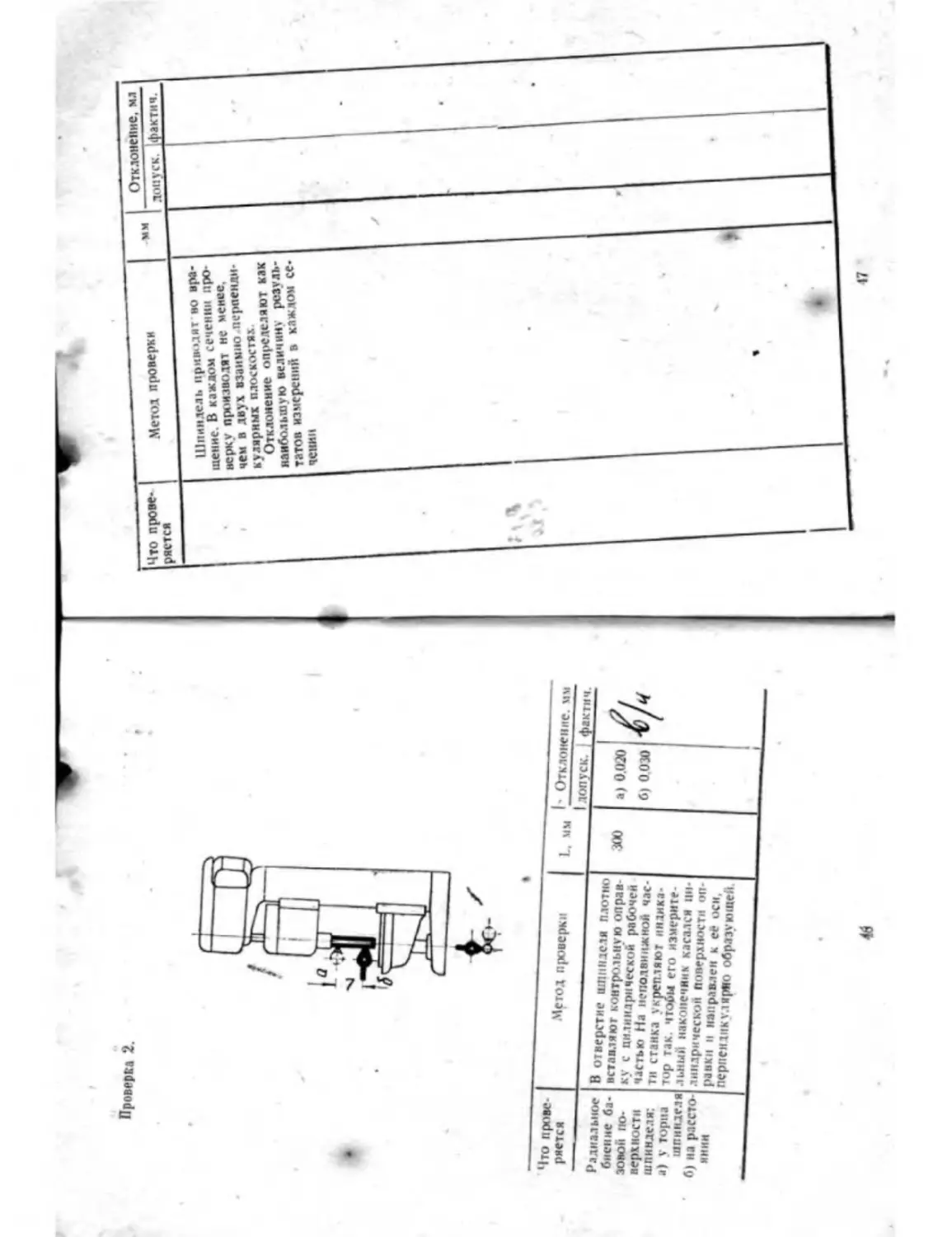
Проверка 2.
Что прове- ряется .Метод проверки L. мм 1 1 - Отклонение, мм допуск. | фактич.
Радиальное биение ба- зовой по- верхности шпинделя: а) у торна шпинделя б) на рассто- янии В отверстие шпинделя плотно вставляют контрольную оправ ку с цилиндрической рабочей частью На неподвннжной час- ти станка укрепляют индика- тор так. чтобы его измерите- льный наконечник касался ци- линдрической поверхности оп- равки и направлен к её оси, перпентнкл-л врио образующей. 300 а) 0.020 6) 0 030
Что прове- ряется Метод проверки мм Отклонение, мл
допуск. фактич.
1 ** л Шпиндель приводят но вра- щение. В каждом сеченнн про- верку производят не менее, чем в двух взаимно перпенди- кулярных плоскостях Отклонение оп|>елеляит как наибольшую величин* резуль- татов измерений в каждом се- чении > • ✓ • г ♦ в •
17
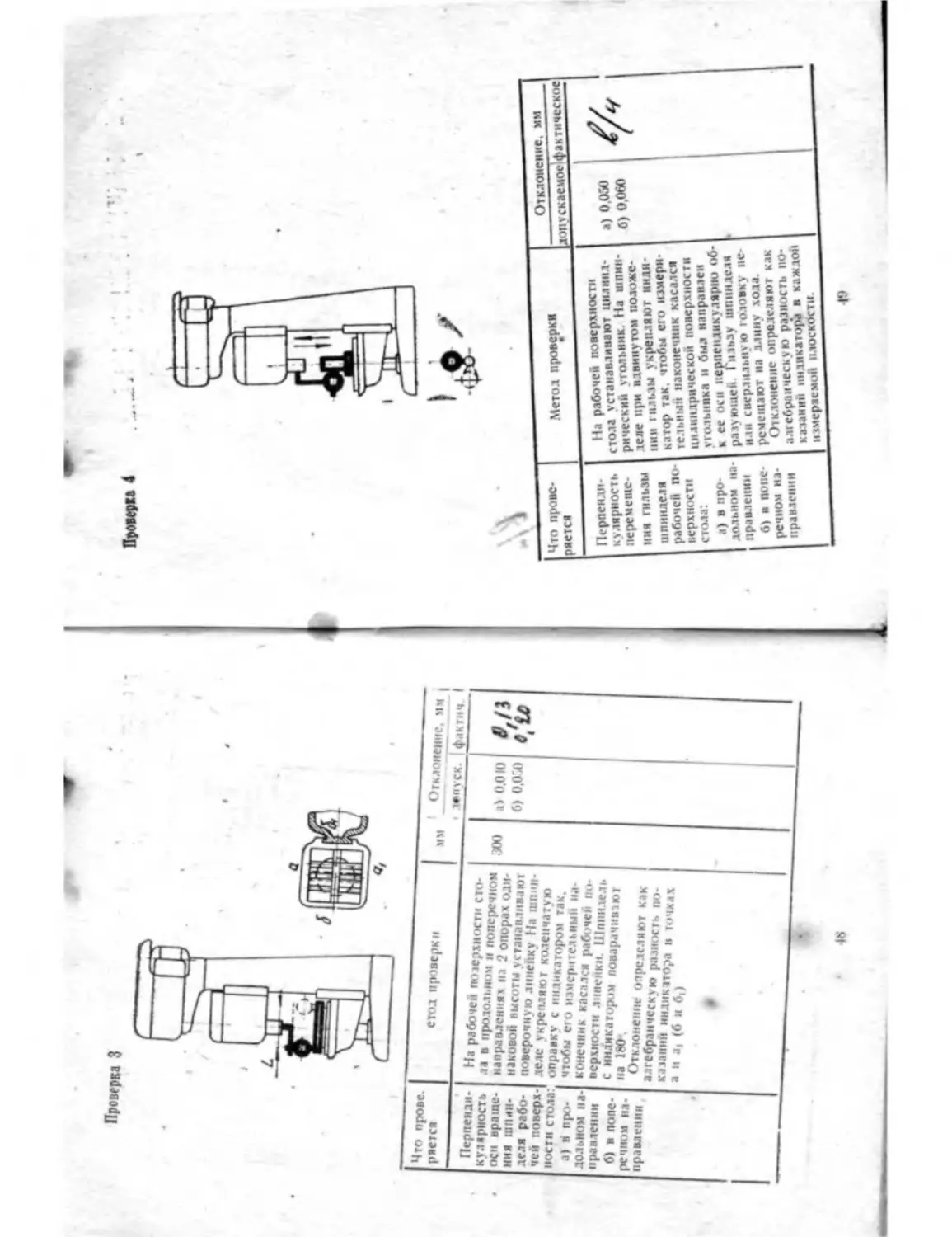
Проверка 3
Что прове. рвется стод проверки мм Отклонение, мм ।
юпгек. фактич 1
Перпенди- кулярность осп враще- ния шпин- деля рабо- чей поверх- ности стола: а) в про- дольном на- правлении б) в попе- речном на- правлении • На рабочей позерхностп сто- ла в продольном н поперечном направлениях па 2 опорах оди- наковой высоты устанавливают поверочную линейку На шпин- деле укрепляют коленчатую оправку с индикатором так, чтобы его измерительный на- конечник касался рабочей по- верхности лнисикн. Шпиндель с индикатором поварачивтют на 180 Отклонение определяют как алгебраическую разность по- казании индикатора в точках а и а, (б и б|) 300 а) 0.010 б) 0,0'4) «'id
W
Проверка 4
Что прове- ряется Метод проверки Отклонение, мм допускаемое фактическое
Перпенди- кулярность перемеще- ния гильзы шпинделя рабочей по- верхности стола: а) в про дольном на- правлении 6) и попе- речном на- правлении На рабочей поверхности стола устанавливают цилинд- рический угольник. На шпин- деле при вдвинутом положе- нии гильзы укрепляют инди- катор так. чтобы его измери- тельный наконечник касался цилиндрической поверхности угольника н был направлен к ее осп перпендикуларии об- разующей Гильзу шпинделя или сверлильную головку пе- ремешают на длину хода. Отклонение определяют как алгебраическую разность по- казании индикатора в каждом измеряемой плоскости. а) 0,050 б) 0.060
49
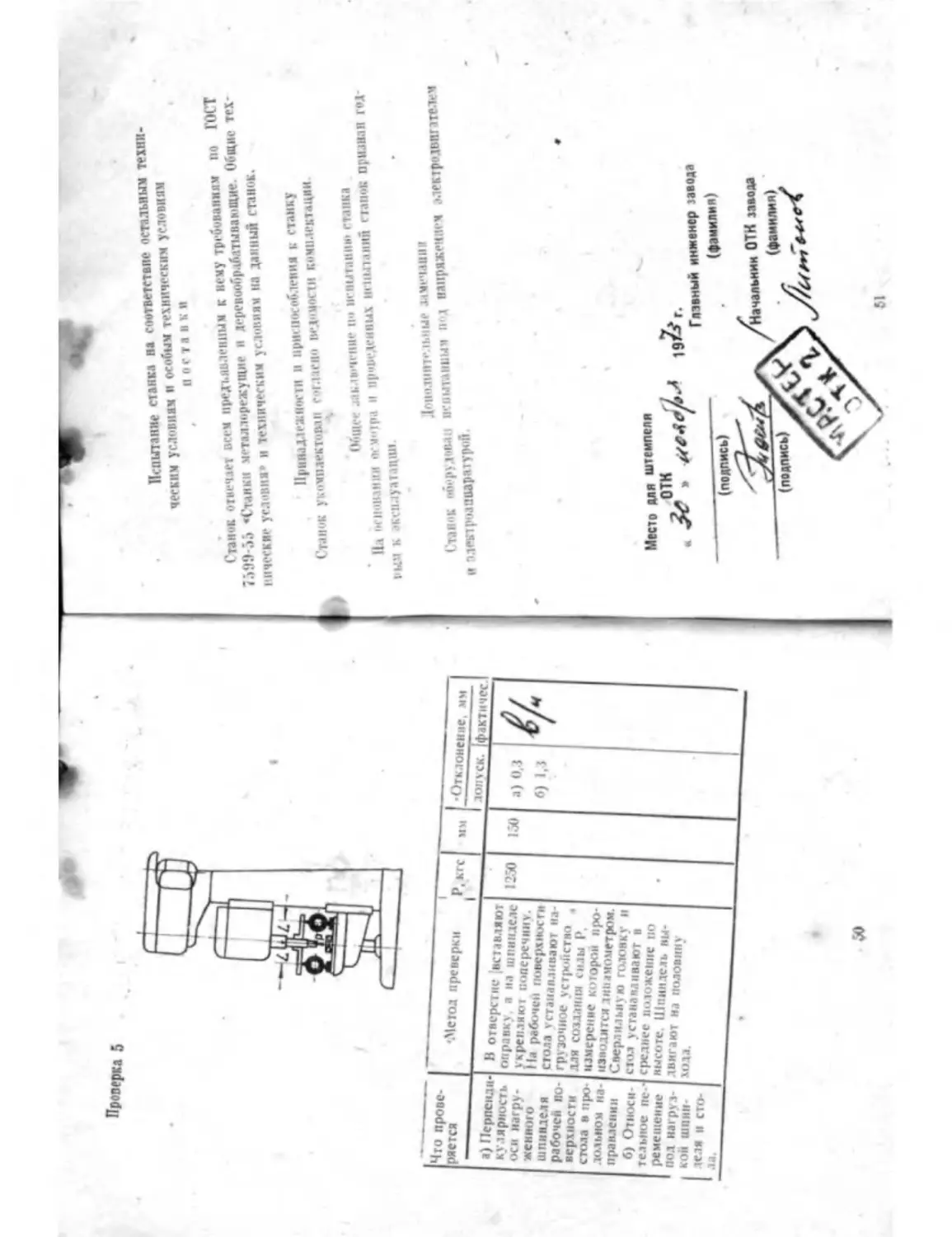
Проверка 5
l
Что прове- ряется 1 •.Метод пре верк и Р, кге ММ •Отклонение, мм допуск. |фактичес
а) Перпенди- кулярность оси нагру- женного шпинделя рабочей по- верхности стола в про- дольном на- правлении б) Относи- тельное пе-' реметение пол нагруз- । КОН ШИНН деля и сто- В отверстие ^вставляют оправку а на шпинделе скрепляю! поперечину, ila рабочей поверхности стола устананливают на- грузочное устройство , для создании силы Р. измерение которой про- изводится динамометром. Сверлильную головку и стол устанавливают в среднее положение но высоте. Шпиндель вы- двигают на половину хода. 1250 150 а) 0,3 б) 1,3
&
Испытание панка на соответствие остальным техни-
ческим условиям и особым техническим условиям
, поставки
Станок отвечает всем предъявленным к нему требованиям по ГОСТ
75Э9-5& «Стннкн металлорежущие и деренообр.1/мты11аю1Цие. Общие тех-
нические условия» и техническим условиям на данный станок.
Принадлежности в приспособления к станку
Станок укомплектовав согласно ведомости комплектации
> *
Общее .он. печение по испытании' станка
lit основании осмщра и проведенных испытаний станок признан год-
ным к эксплуатации.
Дополнительные замечании
(ланок оборудован испытанным iim напряжением электродвигателем
и пляприатшаратурой
Место для штемпеля
СОДЕРЖАНИЕ
Стр.
Пазначемие н область применения.........................3
Распаковка и транспортируя............................ 3
Фун11мент, монтаж, установка 4 •
Паспорт ...................................................
Общие снедения................................-.. 6
Основные данные . ............................. . б
Органы управлении , ................... . • . < 7
Механика станка ............9
Изменения в стайке......................... • • , 10
Снедения о ремонте станка 10
Краткое описание конструкции п работы станка ...... 11
Описание кинематической схемы................. . . . 11
Специфик щни зубчатых и червячных колес, червяков,
винюв л гаек..................• 13
Краткое описание отдельных узлов .......... 16
Коробка скоростей ...............• ................16
Коробка подач 16
Механизм подач.....................................
Шпиндель ........................................ 22
Система охлаждения ...... г >23
Электрооборудование .............................................23
Спецификация электрооборудования...........................24
Работа .................................................. .24
Указания по обслуживании* электрооборудования...................25
Смазка • .....-............................................... 26
Указания пп обслуживанию системы смазки ...... 26
Спецификации к схеме смыки .............................27
Подготовка егапм к первонача 1ЬНпМ) пуску, первоначальный
пуск и указания п<« технике безшипности ................29
Регулировка и палядкл ... • ................. . 29
Специфик тия иодшмпников качения 31
Выстронзнашмвлющнеся детали................................ 32
Спецификация быстрлизнашпвав шнся дбт^сй . . . < , 32
Ведомость комплектации • . • . . f.f .... 13
\ki приемки • ... 15
л
Калининская тип 1972 г Зак 3745—4000