/
























































































































































































































































































Text
।
A.M. КУЧЕР, М.М.КИВАТИЦКИЙ, А. А.ПОКРОВСКИЙ
$
ЕТАЛЛОРЕЖУЩИЕ СТАН К И
i’/ «V '< '> ж dill
И ПГ!'
aS
I
t 'v -
A | I;. ( >
Lift ' ''
УДК 621 9 06
Металлорежущие станки (альбом общих видов, кинематических схем и узлов) Кучер А М., Киватин-кий М М., Покровский А А Изд-во «Машиностроение», 1972, стр. 308. Табл. ,1. Илл. 143. Библ. 40 назв.
Альбом содержит кинематические схемы, рисунки общих видов и чертежи узлов шести групп металлорежущих станков токарных, сверлильных, фрезерных, строгальных, шлифовальных, зубо- и резьбообрабатывающих В нем даны описания и технические характеристики этих станков, перечень основных узлов и органов управления. Поясняется принцип работы станков и приводятся описания их кинематических и гидравлических схем, а также отдельных узлов. Освещаются вопросы модернизации станков
Третье издание альбома (2-е изд. 1965 г.) дополнено условными обозначениями для кинематических и гидравлических схем, типовыми механизмами металлорежущих станков и описанием конструкции и кинематики делительных головок.
Альбом рассчитан на инженерно-технических работников Он может быть полезен студентам машиностроительных вузов и техникумов.
3-3—14
405 — 70
Рецензент инж. С Н Курников
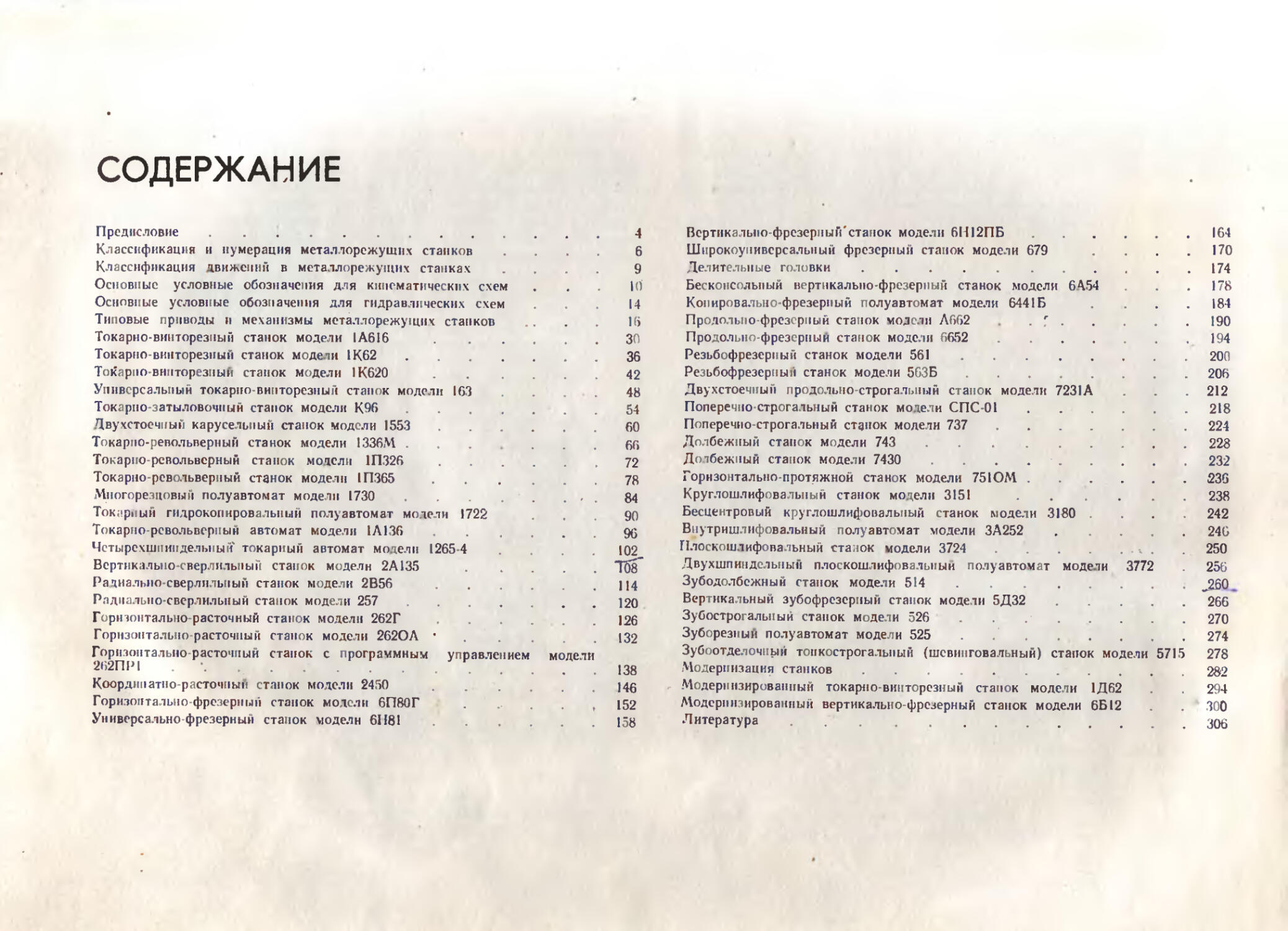
СОДЕРЖАНИЕ
Предисловие.............................................
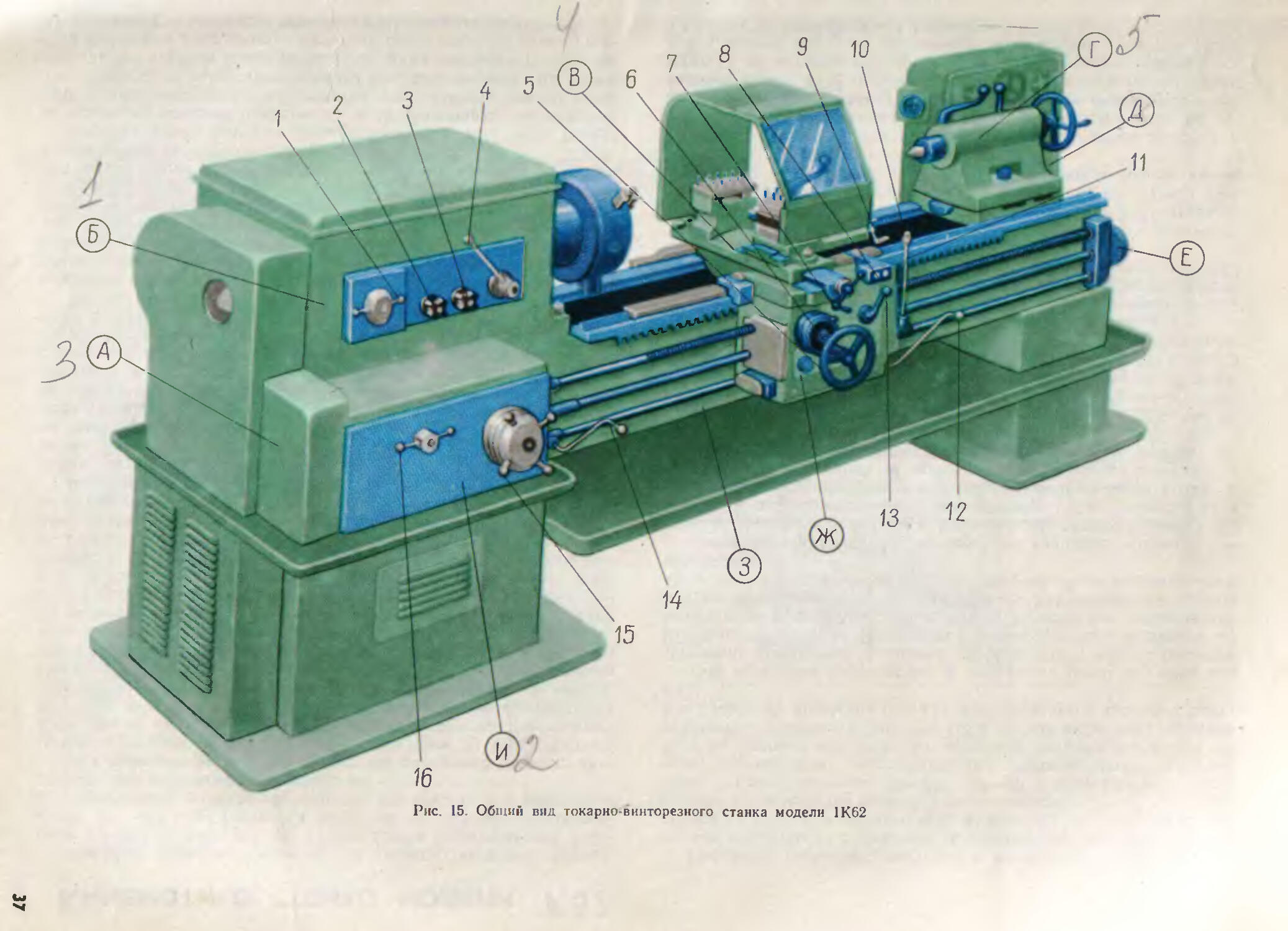
Классификация и нумерация метал порожу шнх станков Классификация движений в металлорежущих станках Основные условные обозначения для кинематических схем Основные условные обозначения для гидравлических схем Типовые приводы и механизмы металлорежущих станков Токарио-винторезпый станок модели IA6I6 Токарно-винторезный станок модели 1К62 ....
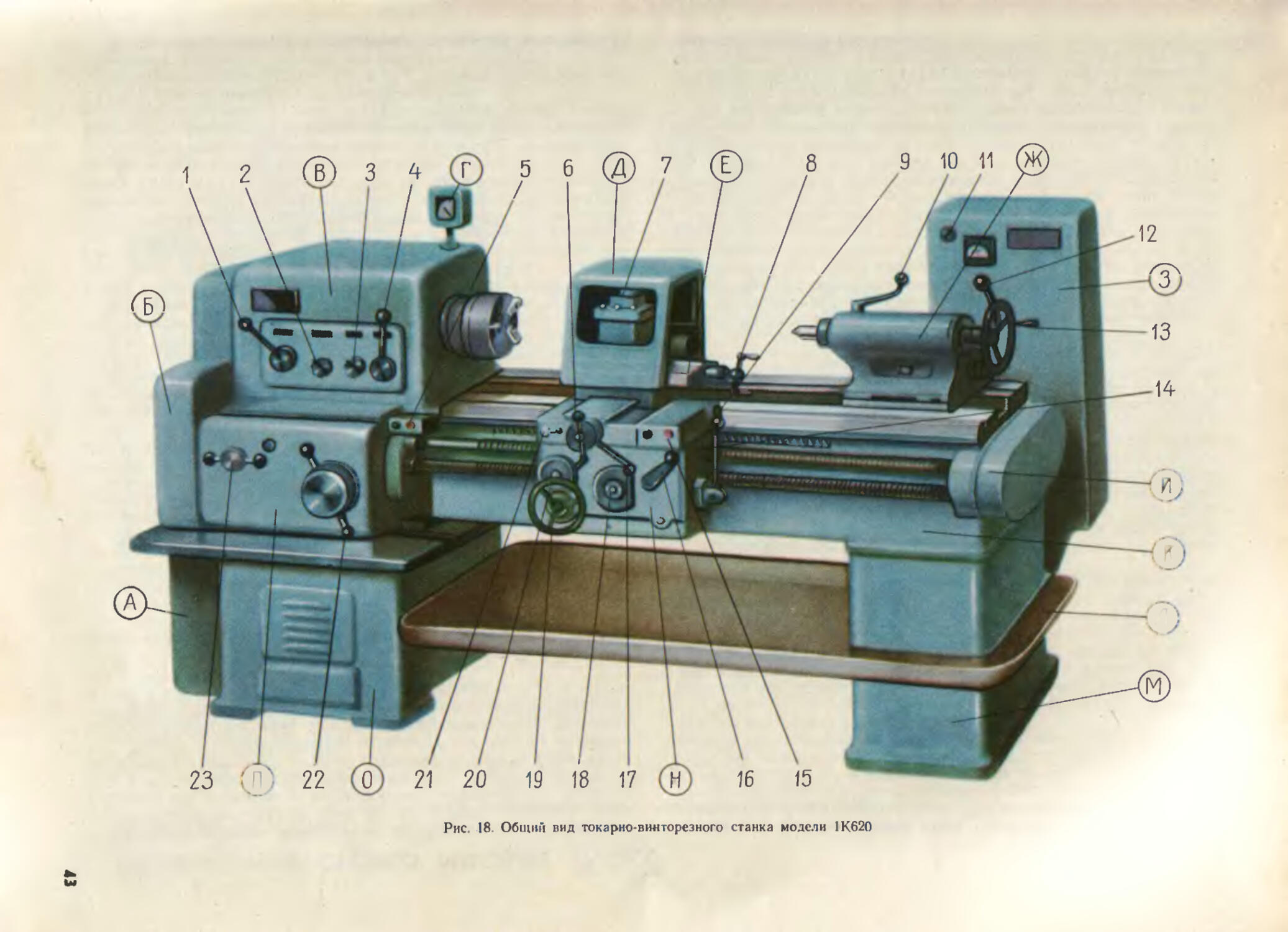
Токарпо винторезный станок модели 1К620
Универсальный токарно винторезный станок модели 163 Токарно-затыловочный станок модели К% Двухстоечпый карусельный станок модели 1553 Токарно-револьверный станок модели 1336М Токарно-револьверный станок модели 1П326 Токарно-револьверный станок модели 1П365 Многорезцовый полуавтомат модели 1730
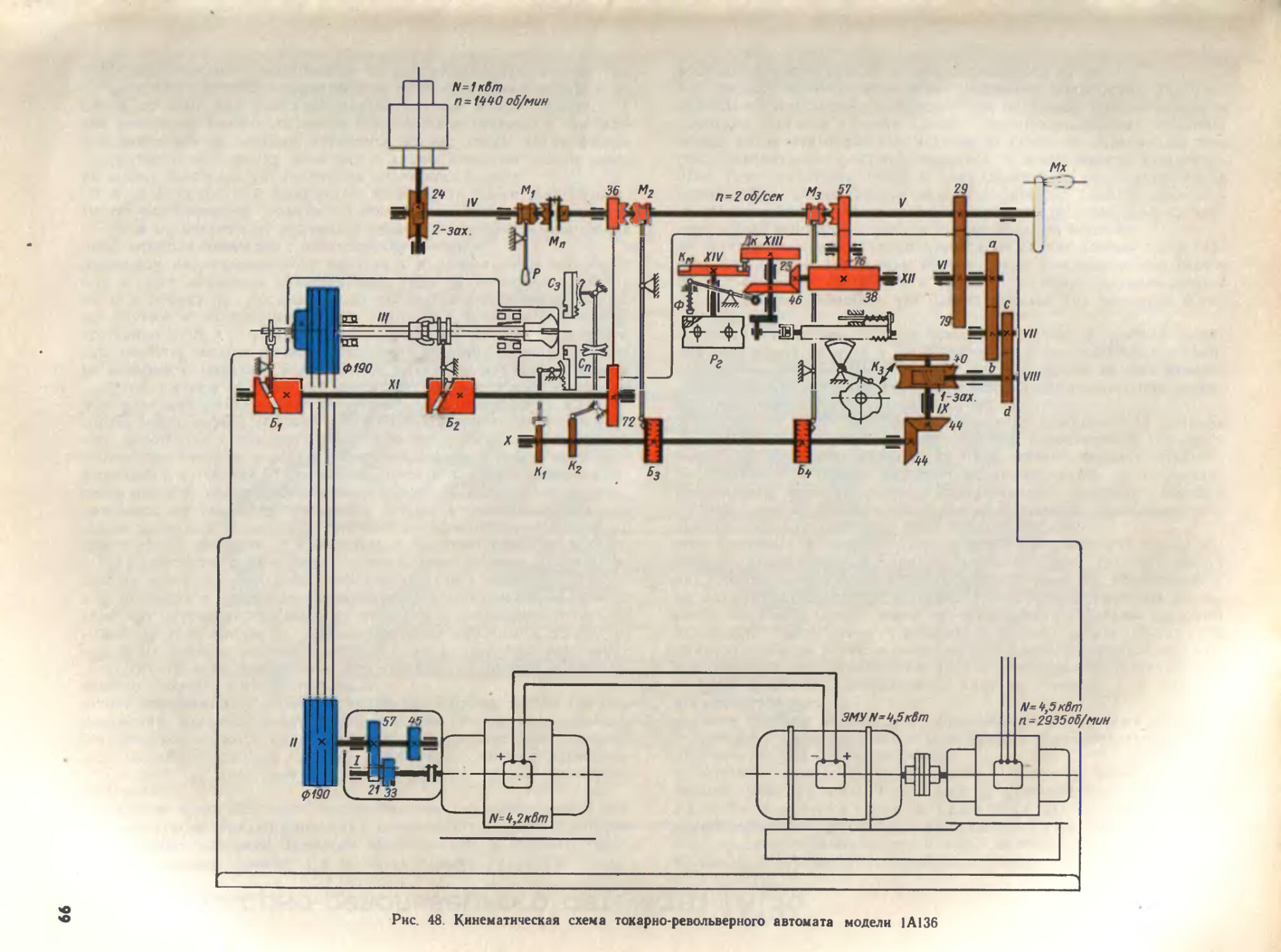
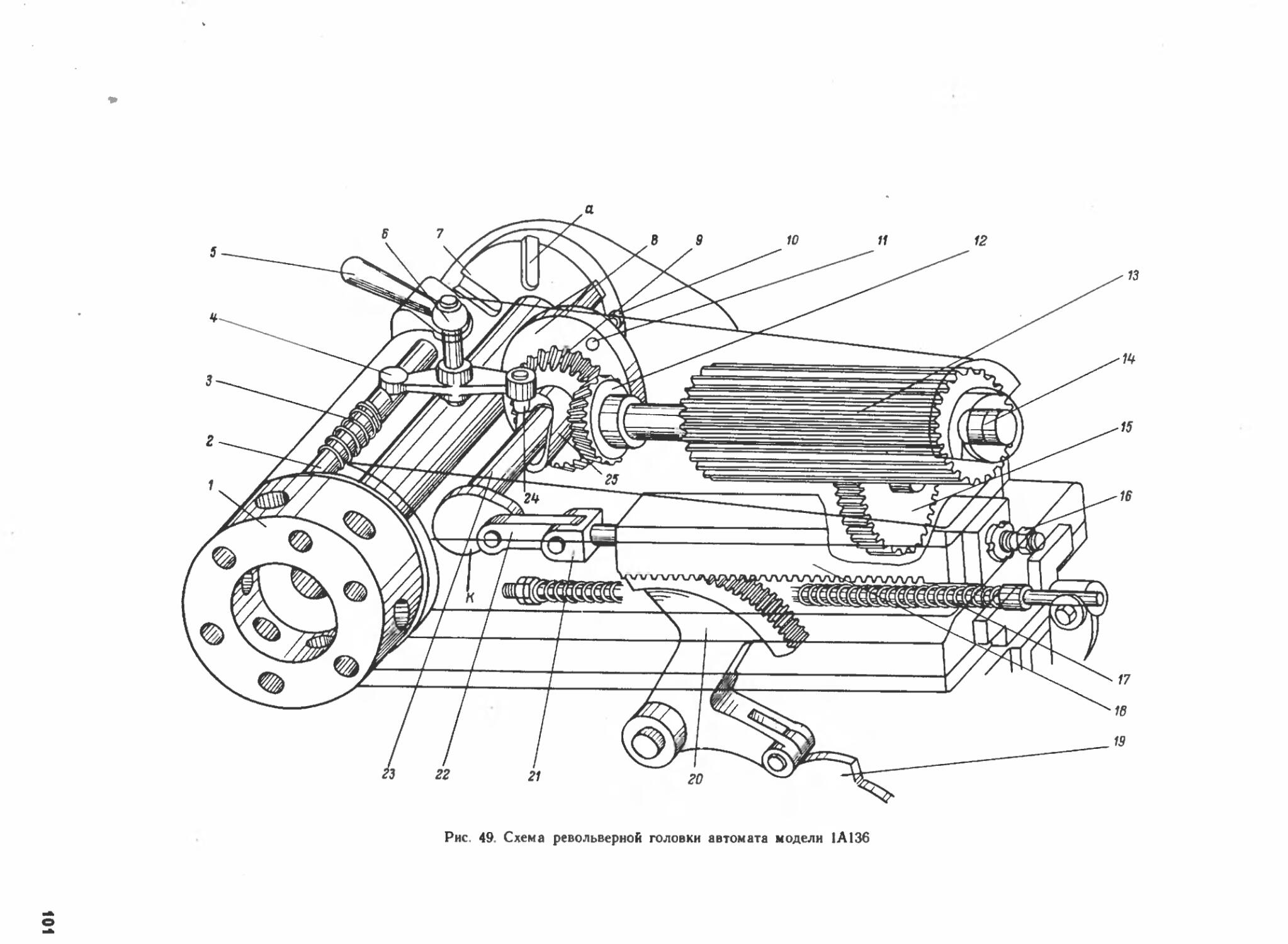
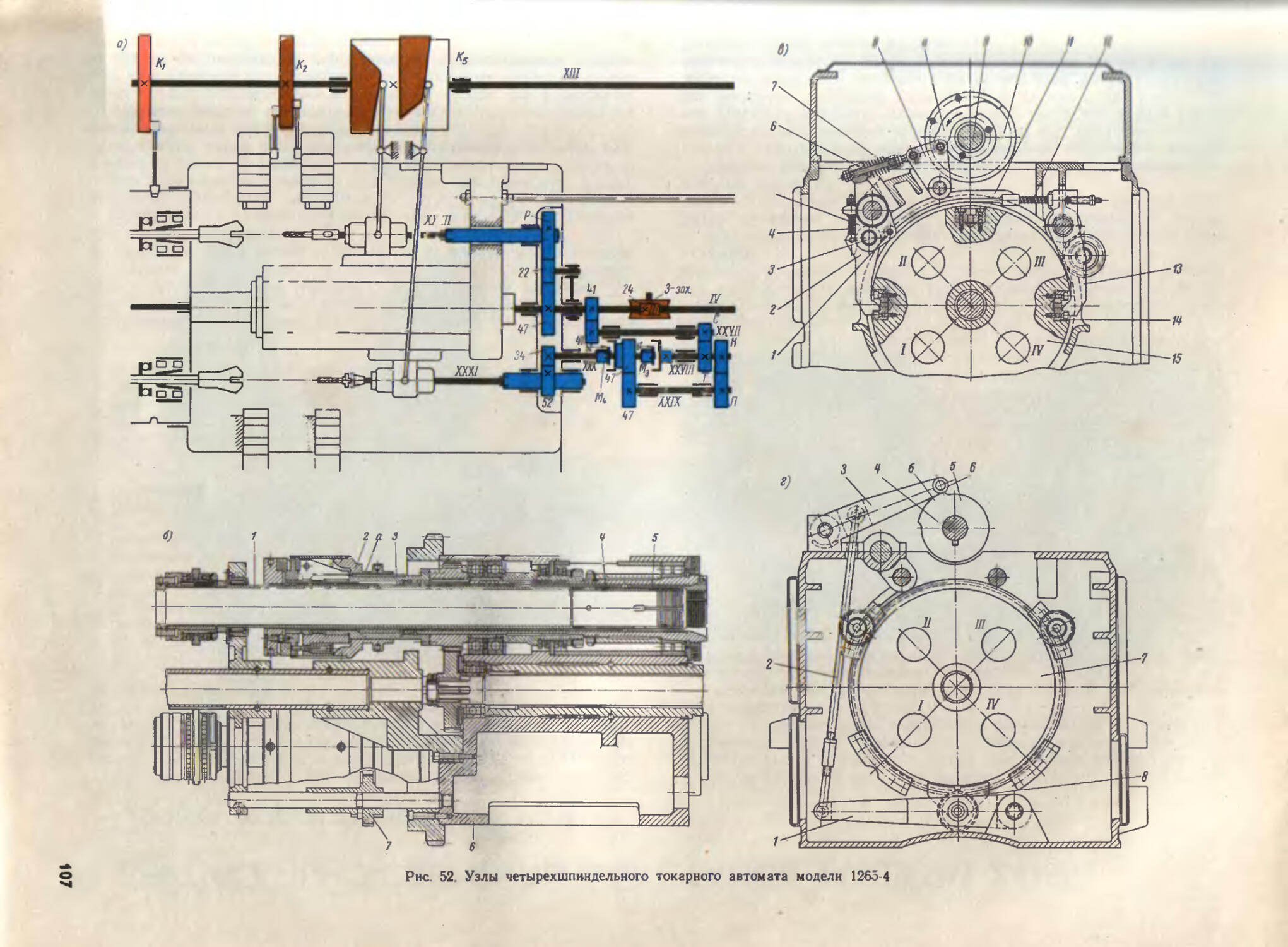
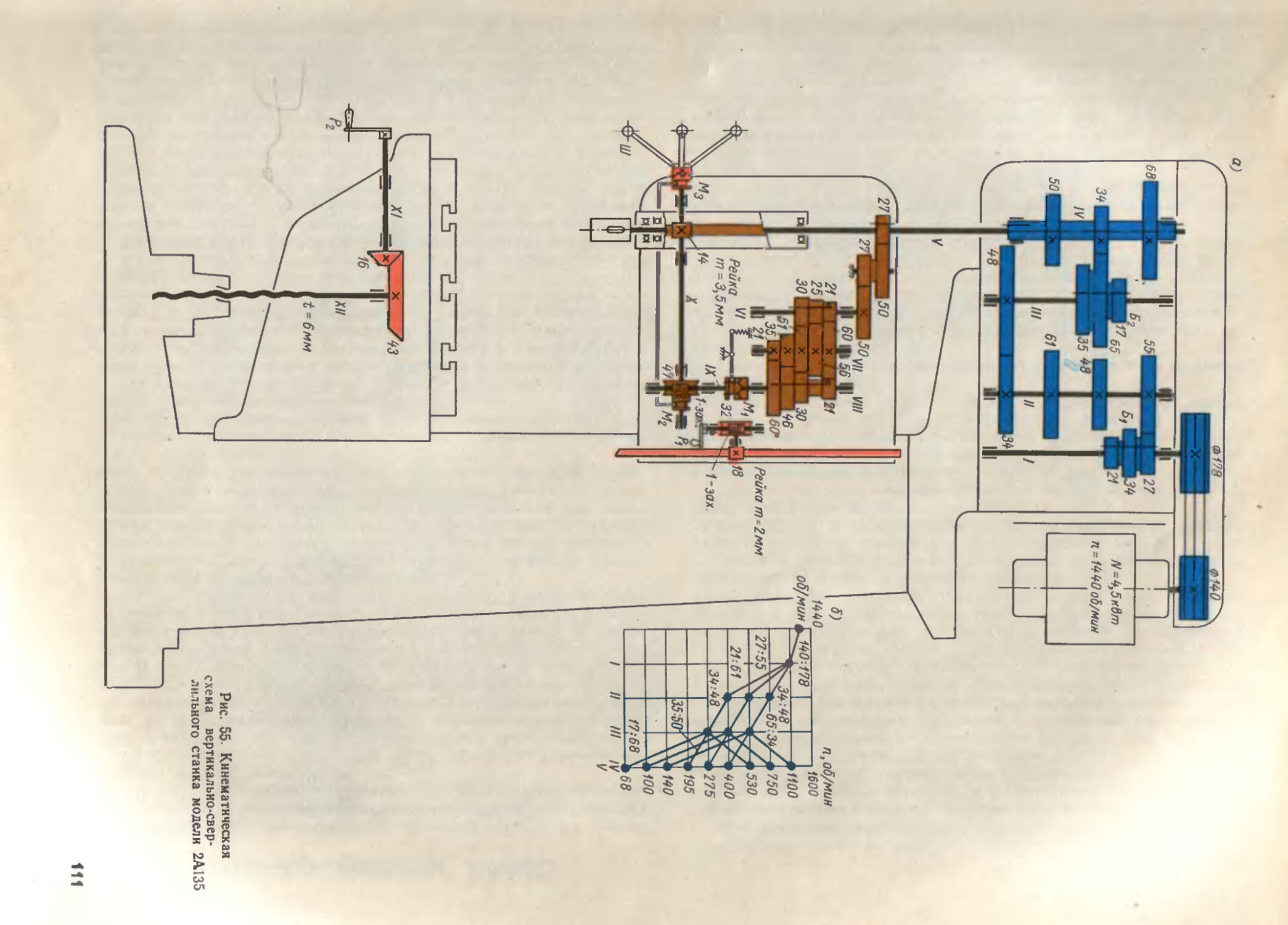
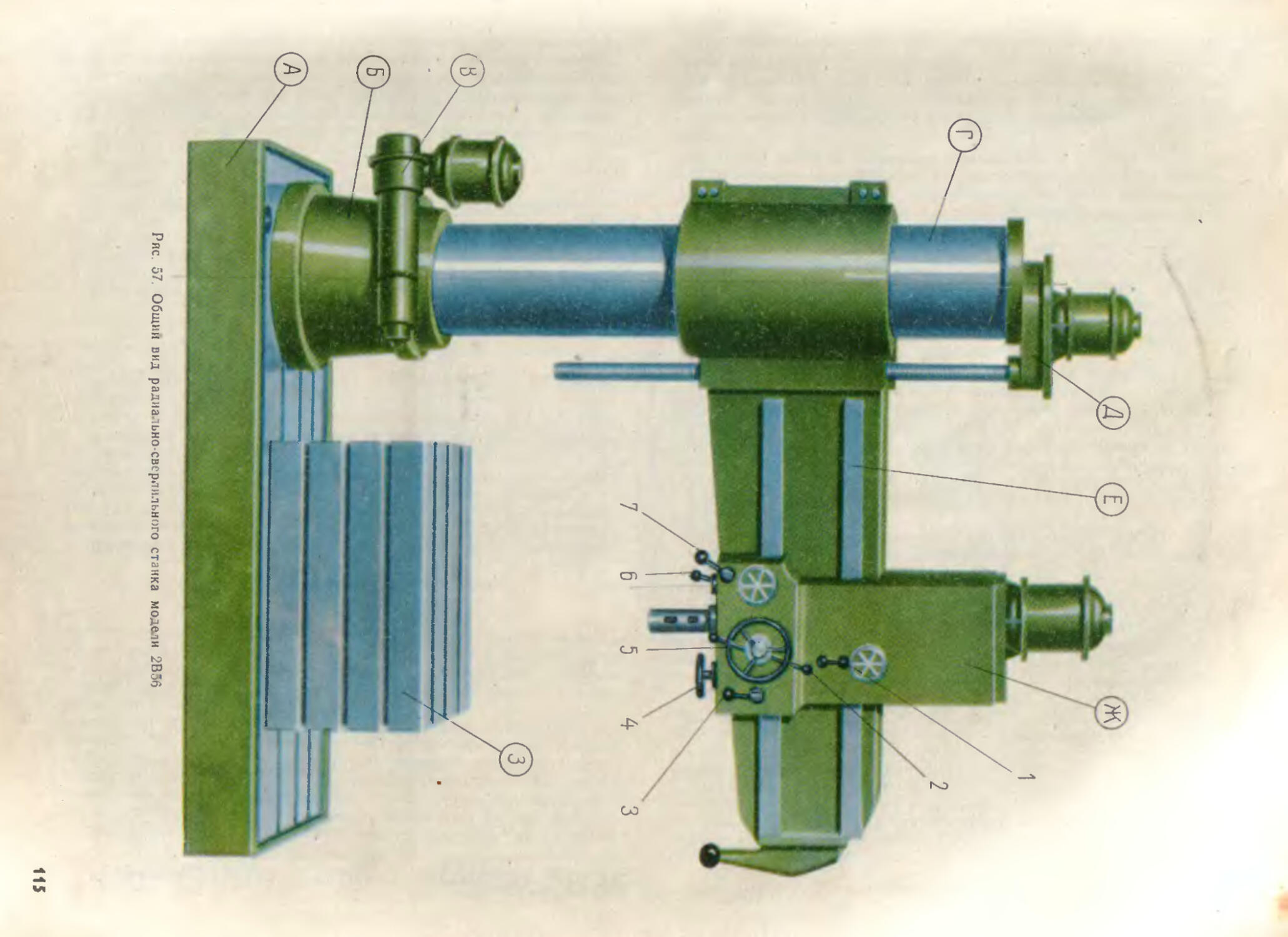
Токарный гидрокопировальный полуавтомат модели 1722 Токарно-револьверный автомат модели 1А136 Чстырехшпипдельныи токарный автомат модели 1265-4 Вертикально-сверлильный станок модели 2А135 Радиально-сверлильный станок модели 2В56
Раднально-сверлильный станок модели 257 ....
Горизонтально-расточный станок модели 262Г Горизонтально-расточный станок модели 262ОА • Горизонтально-расточный станок с программным управлением 262ПР1
Коордипатно расточный станок модели 2450
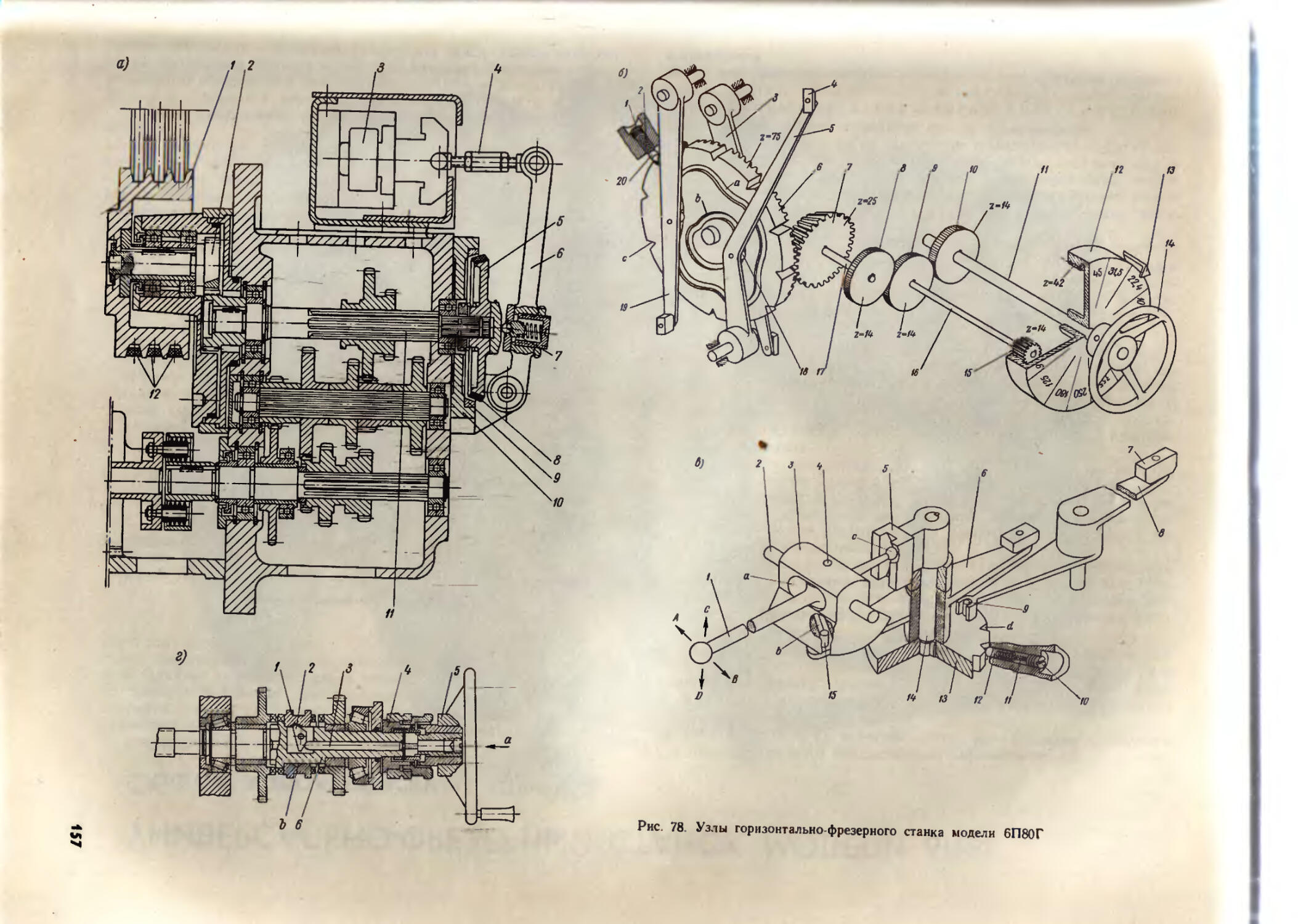
Горизонтально фрезерный станок модели 6П80Г
Универсально фрезерный станок модели 61181
мод
4 6
9
10 14 Mi
30
36 42
48
54
60
66
72
78
• . 84
90
96
. 102
. 114
. 120
. 126
. 132
ели
. 138
146
, 152
. 158
Вертикально фрезерный'станок модели 6Н12ПБ..........................164
Шпрокоунивсрсальный фрезерный станок модели 679 . . . .170
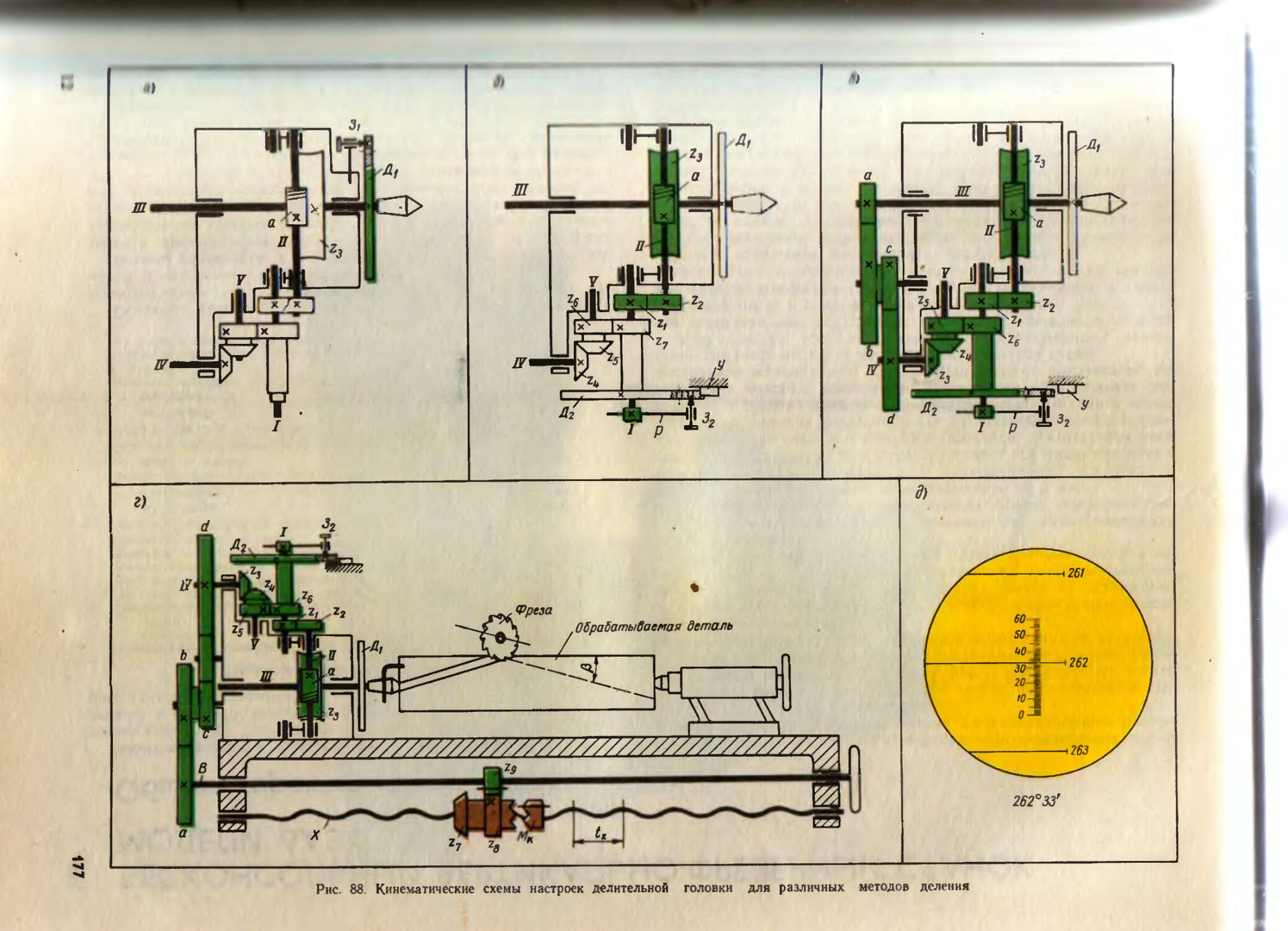
Делительные головки . . . . .........................174
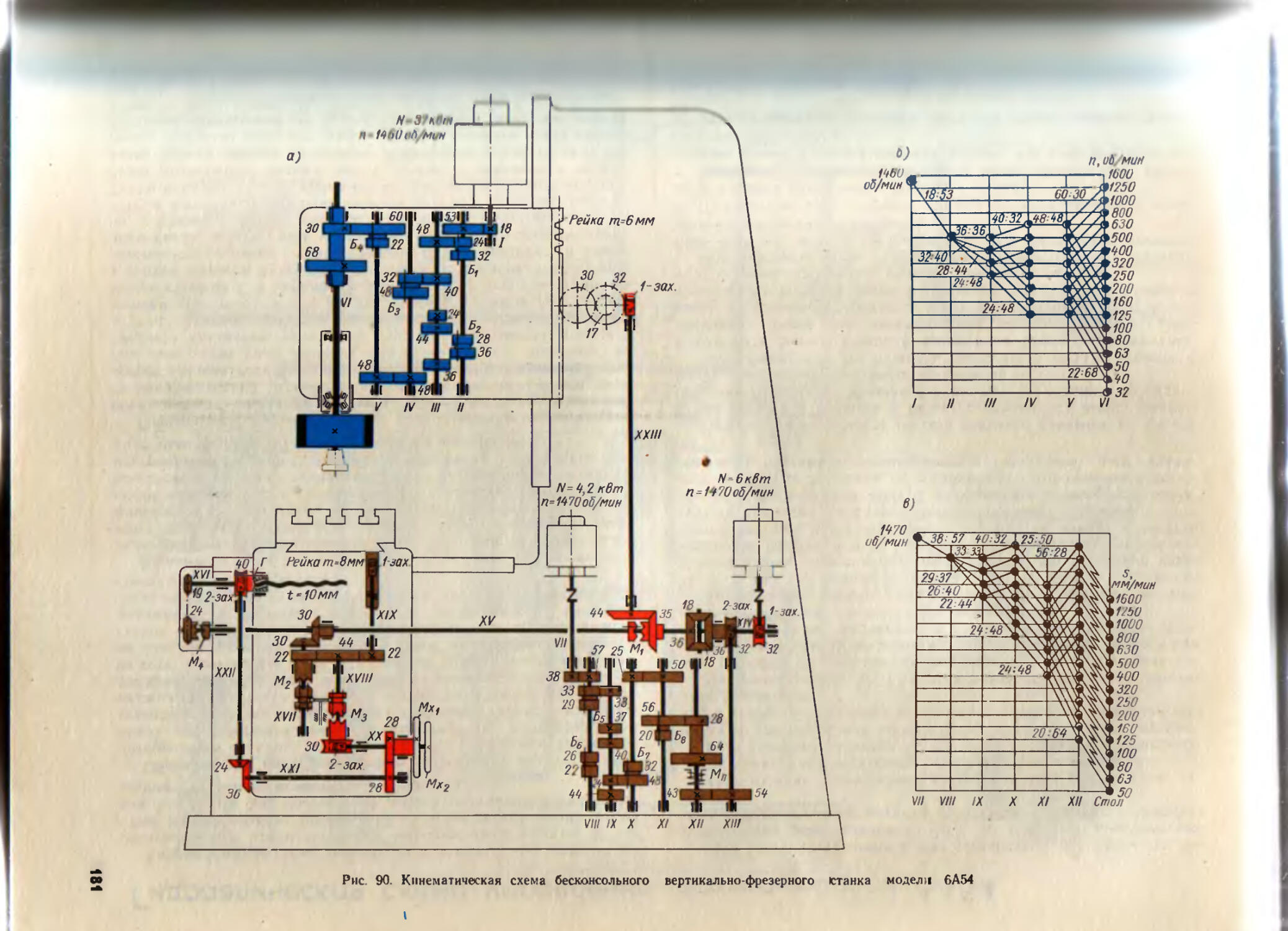
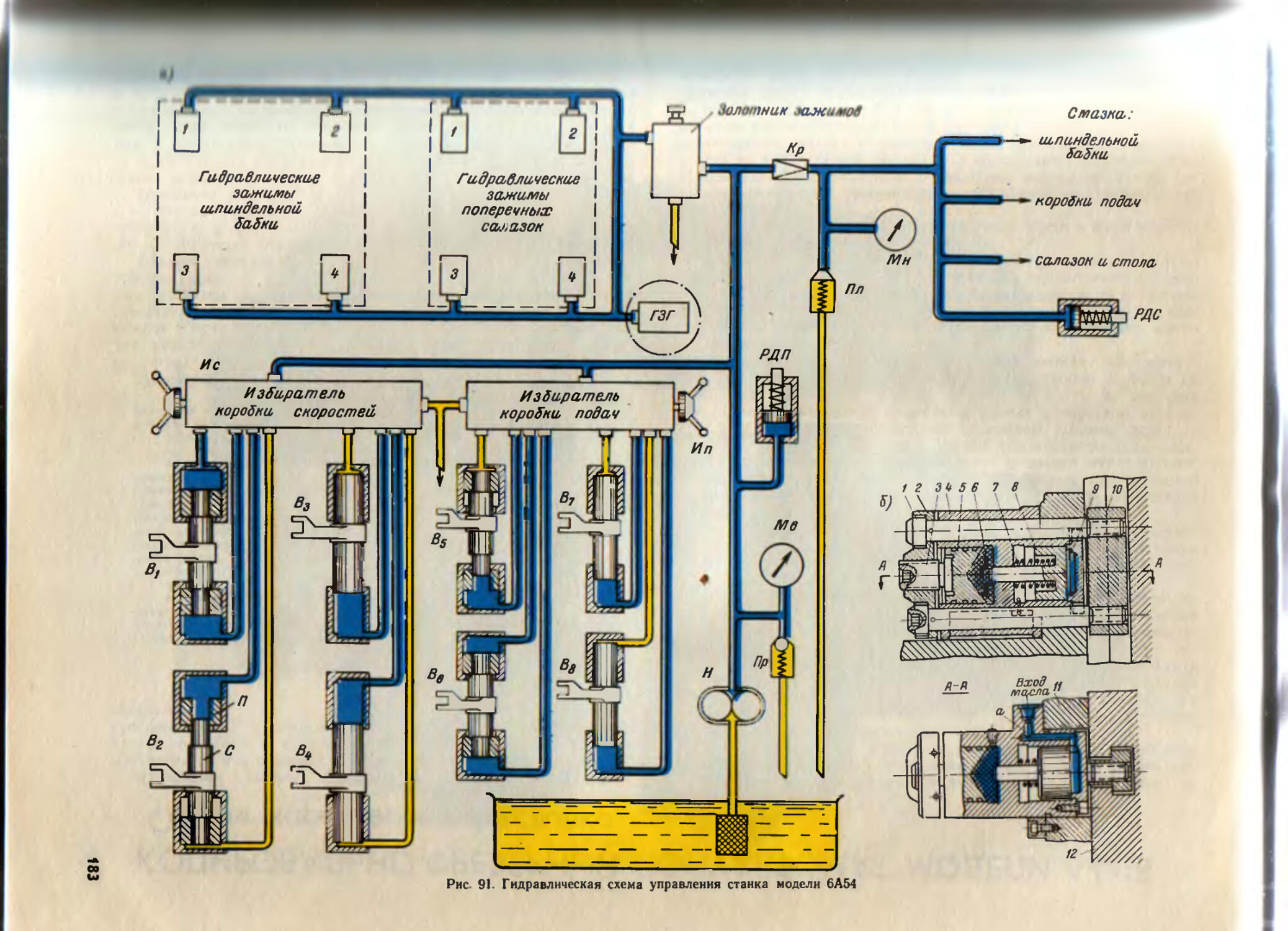
Бесконсольпый вертикально-фрезерный станок модели 6А54 . . .178
Копировально-фрезерный полуавтомат модели 6441Б . ... 184
Продольно-фрезерный станок модели А662 . '....................190
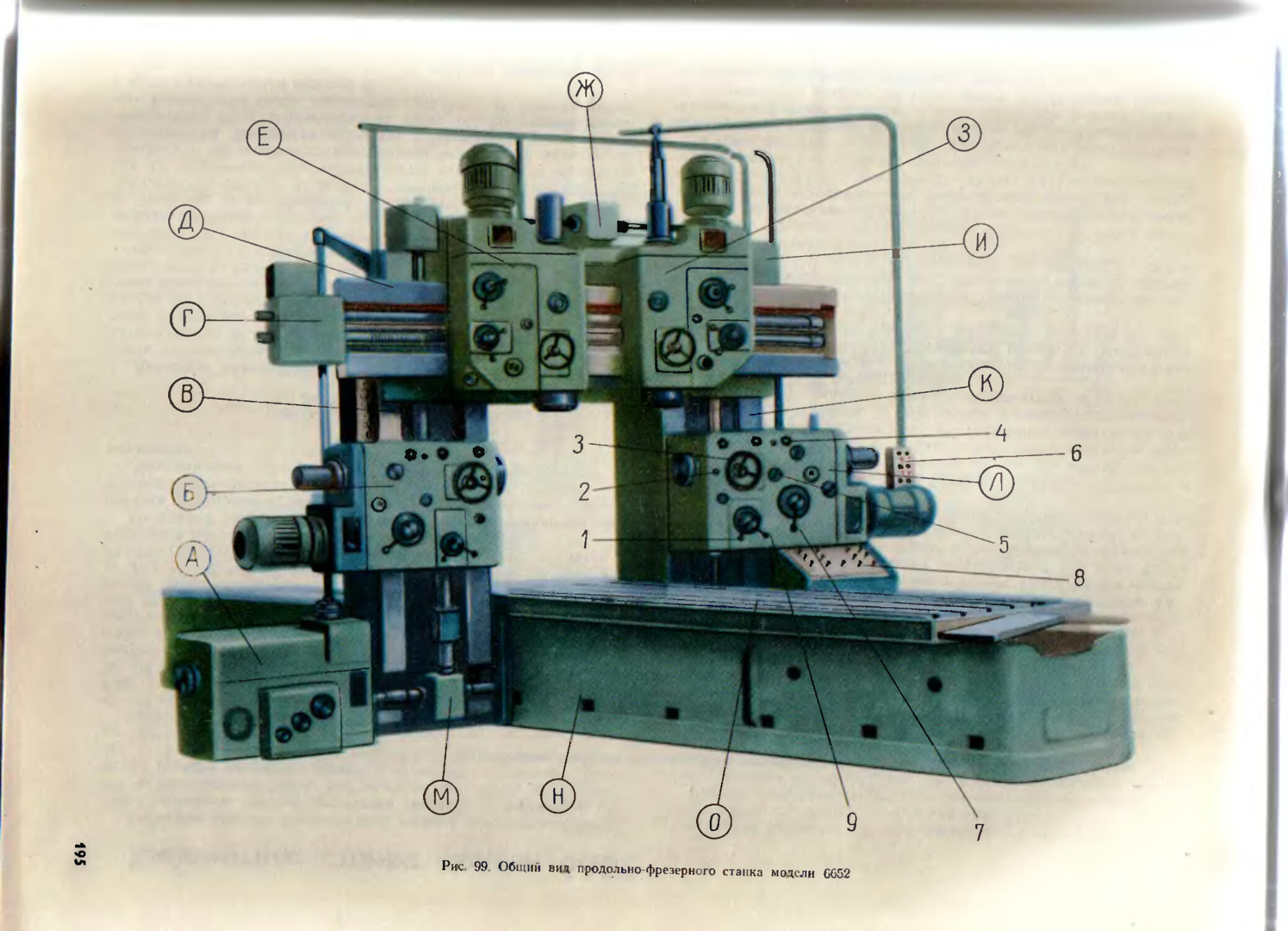
Продольно-фрезерный станок модели 6652 ......................... 194
Резьбофрезерный станок модепи 561.................................. 200
Резьбофрезерным станок модепи 563Б .........................206
Двухстоечпый продольно-строга тьный станок модели 7231А 212
Поперечно строгальный станок модели СПС-01..........................218
Поперечно строгальный станок молети 737 ......................... 224
Долбежный станок модели 743 .................................. 228
Долбежный станок модели 7430 232
Горизонтально-протяжной станок модели 751ОМ.........................236
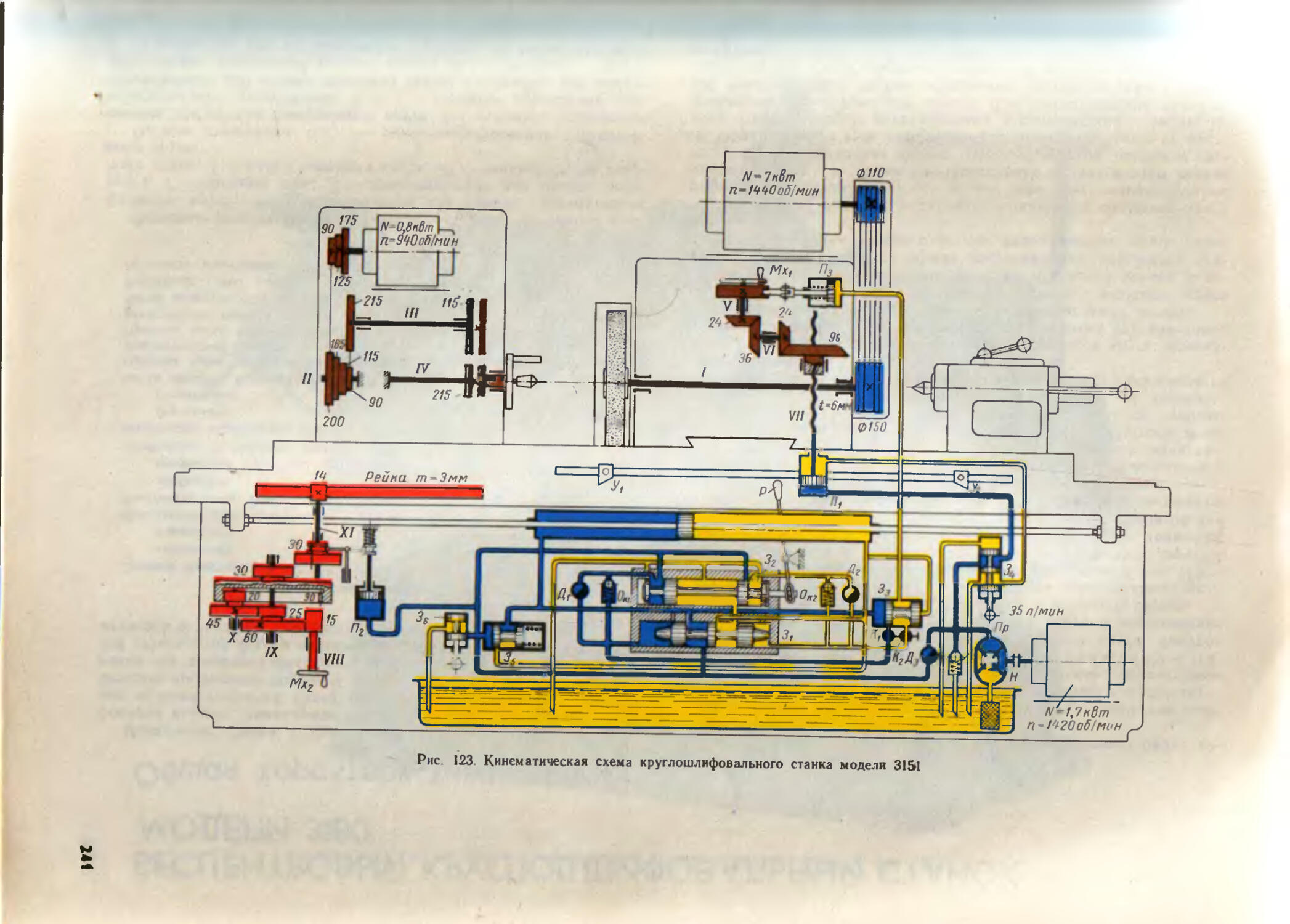
Круглошлифовальнын станок модели 3151 238
Бесцентровый круглошлифовальный станок модели 3180 . 242
Внутришлифовальный полуавтомат модели ЗА252 . . 246
Плоскошлифовальный станок модели 3724 ...................... 250
Двухшпиндольный плоскошлифовальныи полуавтомат модели 3772 256
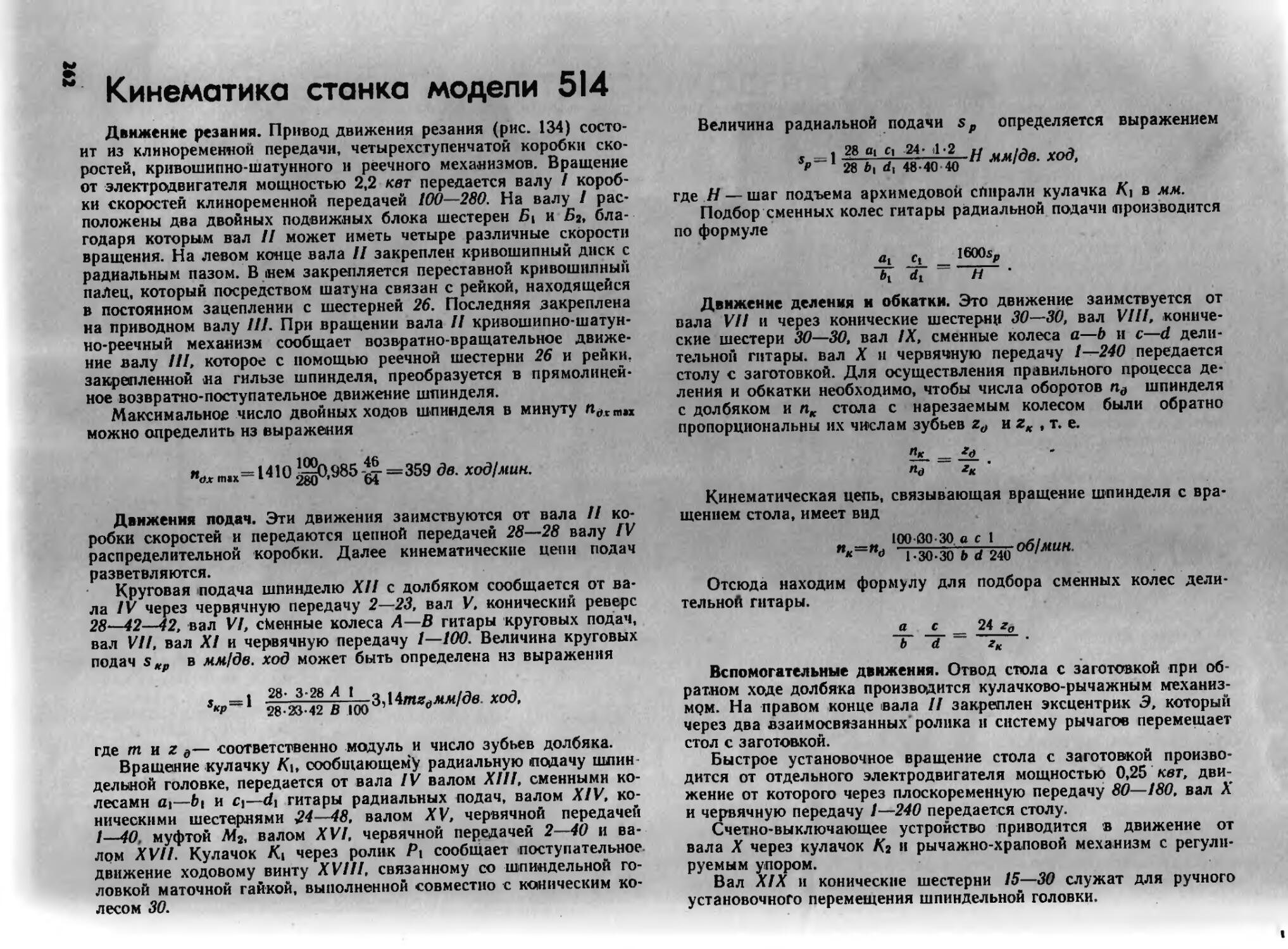
Зубодолбежный станок модели 514...................................J26O.
Вертикальный зубофрезерным станок модели 5Д32 ................. 266
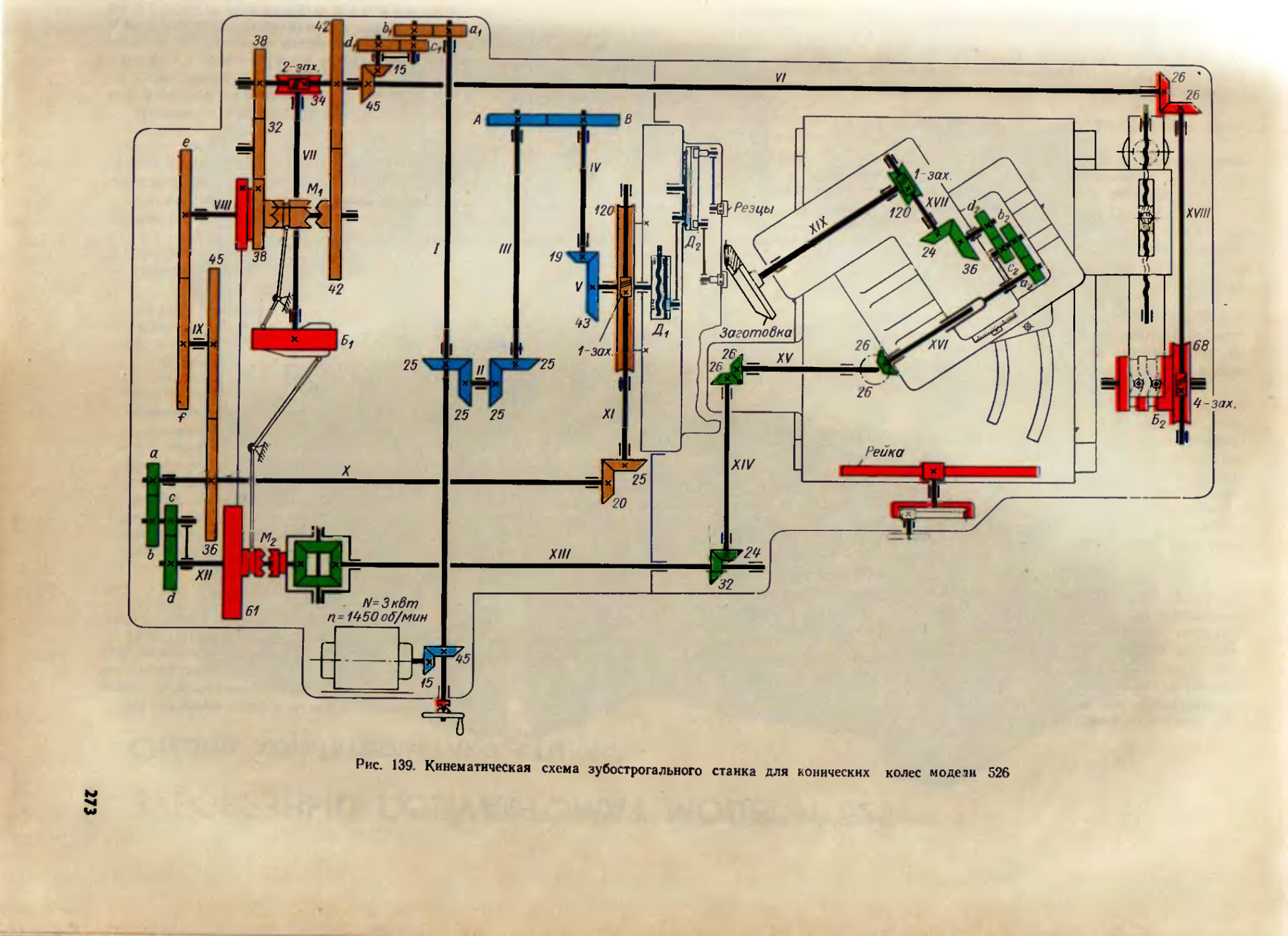
Зубострогальный станок модели 526 ......................... 270
Зуборезный полуавтомат модели 525 ..................... 274
Зубоотделочный топкострогальпый (шевинговальный) станок модели 5715 278
Модернизация станков . . ..................... 282
Модернизированный токарно винторезный станок модели 1Д62 . 294
Модернизированный вертикально-фрезерный станок модели 6Б12 . 300
Литература..........................................................306
ПРЕДИСЛОВИЕ
Намеченный темп развития народного хозяйства СССР на 1971 —1975 гг. является конкретным воплощением ленинской генеральной линии партии на современном этапе.
Станкостроительная промышленность в этом быстром поступательном Движении советской индустрии должна играть одну из первостепенных ролей От уровня развития станкостроения в большой степени зависит качественное и количественное развитие всей машиностроительной промышленности.
Несмотря на возрастание роли процессов ковки, штамповки, а также литья и прокатки, обработка деталей со снятием стружки остается пока доминирующей в металлообработке, так как окончательные размеры деталей, их форма и правильное взаимное расположение поверхностей, особенно в связи с чрезвычайно возросшими требованиями к точности, в большинстве случаев могут быть пока получены в производственных условиях только путеУ! резания металла.
В дореволюционной России парк металлорежущих станков составлял всего 75 тыс шт, в предвоенный 1940 г.— 710 тыс шт, а в настоящее время станочный парк СССР превышает 3 млн шт., т е стал больше, чем в любой другой промышленно развитой стране.
Динамика роста производства металлорежущих станков в СССР за 53 года Советской власти видна из следующих данных:
Годы . 1913 1930 1933 1936 1940 1950 1954 1958 I960 1964 1968 1970
Количество выпущенных станков в тыс. шт. . . . !.ч5 7.5 19 29 58 70 102 138 154 184 200 201
Директи ками XXIV съезда КПСС предусматривается довести производство металлорежущих станков в 1975 г. до 230—250 тыс. шт.
Наряду с увеличением количества выпускаемых станков значительно расширяются и обновляются их номенклатура и типоразмеры В 1966 г. в СССР изготовлялось 1222 типоразмера станков, из них 647 универсальных, 575 специализированных, 237 пре цизпонных, 344 тяжелых и уникальных, 649 автоматов и полуавтоматов, 148 станков для встраивания в автоматические линии.
В настоящее время станкостроительная промышленность СССР в состоянии удовлетворить любые запросы потребителей как отечественных, так и зарубежных в современных высокопроизводительных станках и автоматических линиях.
За период с 1966 по 1970 г освоено еще 580 типоразмеров станков, из них 325 универсальных, 250 специализированных, 181 прецизионных, 143 тяжелых и уникальных, 312 автоматов и полуавтоматов и 26 станков с программным управлением
Выпуск прецизионных станков возрос в 1965 г. до 31 700 шт., в том числе 5500 высокой и особо высокой точности против 17 шт.
в 1940 г. К 1971 г. выпущено 47 200 прецизионных станков, из них
11 700 высокой и особо высокой ТОЧНОСТИ
В 1970 г. по сравнению с 1965 г. на снецилли шрованпых станкозаводах выпуск прецизионных станков увеличился на 69,5%, в том числе станков особо высокой точности — па 75%. Удельный вес* прецизионных станков в общем выпуске вырос с 15,7% в 1965 г. до 23,7% в 1970 г.
Из освоенных станков высокой и особо высокой точности следует отметить токарно-винторезные станки, автоматы продольного точения, координатно-расточные, шлифовальные, ре п>бошлнфо-вальпые, зубофрезерные, зубошлифовальпые и др.
Рост тяжелого машиностроения потребовал от станкостроительной промышленности резкого увеличения выпуска тяжелых и уникальных станков. Наряду с выпуском указанных станков на имевшихся станкостроительных заводах в СССР созданы специальные заводы по производству тяжелых и уникальных станков. Станкостроительная промышленность, выпускающая тяжелые и уникальные станки, по своей мощности занимает первое место в мире и способна удовлетворять как собственные потребности, так и заказы на экспорт.
Выпускаемые в СССР тяжелые станки отличаются высокой степенью автоматизации. Управление станком обычно находится в одном месте — на подвесной кнопочной станции или на диспетчерском пульте Станок или его отдельный орган включают в работу простым нажатием пусковых кнопок.
Автоматов и полуавтоматов в 1966 г. в СССР было выпущено 649 типоразмеров. К концу 1971 г. намечено освоить выпуск еще большего количества типов станков, в том числе шлифовальных, фрезерных, почти всех зубообрабатывающих и др.
Разновидностью станков-автоматов и полуавтоматов являются станки с цифровым программным управлением, применение которых в мелкосерийном и серийном производстве дает большой экономический эффект и значительно повышает производительность труда в машиностроении.
За последние 2—3 года освоено серийное производство 23 типоразмеров станков с ЧПУ (числовым программным управлением), а в 1971 г. будет значительно увеличен выпуск этих станков как но номенклатуре, так и по количеству.
В соответствии с Директивами XXIV съезда КПСС выпуск станков с ЧПУ за пятилетие должен быть увеличен не менее чем в 3,5 раза. Это потребует освоения значительного количества совершенно новых конструкций; должны быть созданы и освоены 60 -65 новых моделей станков с ЧПУ.
В текущей пятилетке будет расширено производство универсальных станков из новых унифицированных гамм. О г освоения первых промышленных серий ряд заводов, в частности, заводы
«Красный пролетарий» и ГЗФС должны перейти на массовый выпуск станков новых моделей. Значительно увеличится производство станков для электрохимической обработки.
Будут продолжены также работы по созданию и освоению новых видов абразивных материалов и, в первую очередь, прецизионных абразивных и алмазных инструментов.
Для того чтобы успешно решать задачи технического прогресса. машиностроители должны хорошо знать конструкцию, кинематику и технологические возможности современного металлорежущего оборудования. Этой цели и должен служить выпуск третьего издания настоящего альбома.
Альбом содержит общие виды, кинематические схемы и отдельные узлы 48 моделей основных типов наиболее распространенных современных отечественных металлорежущих станков
Вначале авторы изложили общую классификацию металлорежущих станков, осветили принципы нумерации отечественных моделей станков, основные движения в станках по их видам и назначению, а также поместили таблицы условных обозначений на кинематических и гидравлических схемах.
По каждой модели в альбоме приводятся общий вид станка, его кинематическая схема, чертежи и описание отдельных узлов, работа которых недостаточно ясна из кинематической схемы.
В третьем издании существенно увеличено количество приведенных в таблицах условных обозначений на кинематических схемах . и пояснений по их применению. Впервые даны условные обозначения на гидравлических схемах. Представлен новый раздел — «Типовые приводы и механизмы металлорежущих станков». Все общие виды станков даны в третьем издании в аксонометрии и в красках, что облегчает читателям создать себе полное представление о внешнем виде, общей компоновке и архитектонике современных металлорежущих станков.
Для удобства пользования альбомом весь графический материал располагается только на нечетных страницах, а пояснения к нему только на четных страницах, причем так, что весь текст, относящийся к данному рисунку, помещается на смежной странице.
В первой части описания каждого станка указано его назначение, дана краткая техническая характеристика, приведены наи
менования основных узлов и органов управления, перечислены все виды движений, которые сообщаются рабочим органам станка, пояснен принцип его работы, сформулированы конструктивные особенности станка и его технологические возможности, рассмотрены модификации данной модели станка и в отдельных случаях приведены данные об аналогичных моделях станков.
Для лучшего усвоения материала в описаниях кинематических цепей приводятся цифровые примеры подсчета чисел оборотов и величин подач рабочих органов станка и выводы формул для настройки цепей обкатки и делительных цепей.
При расчете чисел оборотов шпинделей коэффициент упругого скольжения ремня условно принят постоянным для всех видов ременных передач и равным 1,5%.
Полученные в приводимых расчетах числа оборотов и величины подач рабочих органов станков иногда несколько отличаются от данных, помещенных в заводских характеристиках, в которых обычно приводятся числа оборотов и величины подач, округленные до ближайших стандартных значений.
Для удобства изучения кинематических цепей приводов движения резания, подач, обкатки, вспомогательных движений и т. д. каждой кинематической цепи таких элементов присвоен определенный цвет. Все элементы приводов движения резания окрашены в голубой цвет, приводов подач — в коричневый, приводов взаимосвязанных движений — в зеленый, а приводов вспомогательных движений — в красный цвет. Звенья приводов, установленные при модернизации, окрашены в тот же цвет, что и основные звенья данного привода, но более темного тона В гидравлических схемах часть системы, находящаяся под напором, окрашена в голубой цвет, а часть, не находящаяся под напором,— в желтый. В случае наличия в гидравлической системе магистралей высокого и низкого давления последние окрашиваются также голубой цвет, но более светлого тона.
Для станков со ступенчатым изменением скоростей наряду с кинематическими схемами приведены графики чисел оборотов коробок скоростей и коробок подач, которые существенно облегчают самостоятельное изучение кинематических цепей.
КЛАССИФИКАЦИЯ И НУМЕРАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Классификация. Металлорежущие станки в зависимости от характера выполняемых работ и типа применяемых режущих инструментов подразделяются на 11 групп (рис. 1).
1. Группа токарных станков (поз. /—6) состоит из станков, предназначенных для обработки поверхностей вращения. Объединяющим признаком станков этой группы является использование в качестве движения резания вращательного движения заготовки.
2. Группа сверлильных станков (поз. 7—10) включает также и расточные станки. Объединяющим признаком этой группы станков является их назначение — обработка круглых отверстий. Движением резания служит вращательное движение инструмента, которому обычно сообщается также движение подачи. В горизонтально-расточных станках подача может осуществляться также перемещением стола с обрабатываемой деталью
3. Группа шлифовальных станков (поз. 20—24) объединяется по признаку использования в качестве режущего инструмента абразивных шлифовальных кругов.
4. Группа полировальных и доводочных станков объединяется по признаку использования в качестве режущего инструмента абразивных брусков, абразивных лент, порошков и паст.
5. Группа зубообрабатывающих станков включает все станки, которые служат для обработки зубье колес, в том числе шлифовальные.
6. Группа фрезерных станков (поз. 11—14) состоит из станков, использующих в качестве режущего инструмента многолезвийные инструменты — фрезы.
7. Группа строгальных станков (поз. 15—17) состоит из станков, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или обрабатываемой детали.
8 Группа разрезных станков включает все типы станков, предназначенных для разрезки и распиловки катаных материалов (прутки, уголки, швеллеры и т. п ).
9. Группа протяжных станков (поз. 18 и 19) имеет один общий признак: использование в качестве режущего инструмента специальных многолезвийных инструментов — протяжек.
10 Группа резьбообрабатывающих станков включает все станки (кроме станков токарной группы), предназначенные специально для изготовления резьбы.
11 Группа разных и вспомогательных станков объединяет все станки, которые не относятся ни к одной из перечисленных выше групп.
Группы станков подразделяют на типы, а последние, в свою очередь,— на типоразмеры.
Нумерация. В СССР принята единая система условных обо ши-чений станков, основанная на присвоении каждой модели станке шифра (номера). Нумерация металлорежущих станков, разр 1бо* тайная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), построена по десятичной системе.
Все станки делятся на 10 групп, каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров. Как видно из таблицы, объединение стэнкое по группам при нумерации основано на несколько ином принципе, чем при классификации.
Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем буквы могут стоять после первой цифры или в конце номера, например: 612, 1616; 6Н82, 2620, 6Н12ПБ.
Первая цифра номера показывает группу, к которой относится данный станок. Вторая цифра указывает тип станка в данной группе. Третья или третья и четвертая цифры совместно указывают условный размер станка. Так, например, для токарных станков третья и четвертая цифры показывают высоту центров в сантиметрах или дециметрах (1620, 1616, 1670); для токарно-револьверных станков и автоматов — максимальный диаметр обрабатываемых прутков в миллиметрах (1336, 1125, 1265); для сверлильных станков — максимальный диаметр сверления отверстия в мягкой стали в миллиметрах (2А125, 2А135, 2150). Для консольнофрезерных станков третья цифра условно показывает размер стола.
Для того чтобы различить конструктивное исполнение станков одного и того же размера, но с разной технической характеристикой, между первой и второй цифрами вводится буква. Так, например, все станки моделей 162, 1А62, 1Б62, 1К62—токарные с высотой центров 200 мм. Однако модель 162 имеет максимальное число оборотов в минуту 600, модель 1А62—1200, 1Б62—1500, а современная модель 1К62 имеет 2000 оборотов в минуту.
Буквы, стоящие в конце номера, означают различные модификации станков одной и той же базовой модели. Так, например, горизонтально-фрезерный станок модели 6Н82Г представляет собой упрощенный тип базового универсально-фрезерного станка модели 6Н82, копировально-фрезерный станок модели 6Н12К является модификацией базового вертикально-фрезерного станка модели 6Н12 и т. д. В некоторых случаях четвертая цифра также означает выпуск станка прежнего типоразмера, но усовершенствованной конструкции. Например, модель 262 представляет собой горизонтально-расточный станок второго размера. Аналогичный по размерам современный расточный станок новой конструкции обоз« начается как модель 2620.
Рис 1 Наиболее распространенные типы металлорежущих станков
Т < Л и II u I
Группы и типы металлорежущих станков
Наимгнавание группы станков Шифр группы Шифр типа -
0 1 2 3 1 ' 5 в 7 в 9
Токарные 1 Автоматы и полуавтоматы Револьверные Сверлильно-отрезные Карусельные Токарные и лобовые Многорезцовые Специализированные Разные токарные
специализированные одношпиндельные многошпиндельные
Сверлильные и расточные 2 — Вертикально-сверлильные Полуавтоматы Координатно-расточные Радналыю-сверлнль-ные Горизонтально-расточные Алмазно? расточные Горнзон-тально-сверлиль-ные Разные сверлильные
одпошпин дельные миогошпин-дельные
Плоскошлифовальные Притирочные и полировочные Разные, работающие абразивами
Шлифовальные и доводочные 3 — Круглошлифовальные Внутришлифо-вальные Обдирочные шлифовальные Специализированные шлифовальные — Заточные
Комбинированные 4 — — — — — —
Зубо- и резьбообрабатывающие 5 Резьбонарезные Зубострогальные для цилиндрических колес Зуборезные для конических колес Зубофрезерные Для нарезания червячных пар Для обработки тор-Пов зубьев Резьбофрезерные 3>боотде-лочпые и проверочные Зубо- и резьбошлифовальные Разные зубо- и резьбооб-рабатыва- Ю1Ц11С
Фрезерные 6 — Вертикальные консольные Непрерывного действия — Копировальные и гра-впровазьные Вертикальные бес-консольные Продольные Консольные широ-коупивер-сальные Горизонтальные консольные Разине фрезер-ные
Долбежные Протяжные горизонтальные — Протяжные вертикальные
Строгальные, долбежные и протяжные 7 -г 11родольные Поперечно-строгальные Разные строгальные
одностоечные двухстоечные
Пилы — —
Разрезные 8 — Разрезные, работающие Правильно-отрезные ленточные дисковые ножовочные
резцом абразивным кругом падким диском
Разные 9 — Опиловочные Пнлонасека-тельные Правильно- и бесцентровооб-днрочные Балансировочные Для испытания сверл «г шлифовальных кругов Делительные машины
КЛАССИФИКАЦИЯ ДВИЖЕНИИ
В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные
Основные движения. К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи.
Движение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно Движение резания всегда осуществляется от механического привода
Движение подачи обеспечивает непрерывность . процесса снятия стружки. Движение подачи также может сообщаться ин струменту, детали или тому и другому одновременно У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений.
Вспомогательные движения. Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако v ряда современных станков., как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод
Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка
В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок.
Движения для закрепления и освобождения рабочих органов станка могут осуществляться как от руки, так и от механизированных или гидрофицированных приводов
К последней группе вспомогательных движений относятся движения, обеспечивающие принудительную смазку узлов станка, подачу охлаждающей жидкости в зону резания, отвод стружки и т. д Эти виды движений ил11еют механизированные приводы
Взаимосвязанные движения. В некоторых случаях механической обработки получение заданной формы и конфигурации поверхностен детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в об щем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов.
Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет- кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на з^бофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косоз\бых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-винторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания
Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ.
Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями.
3 ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ДЛЯ КИНЕМАТИЧЕСКИХ СХЕМ
На рис 2 и 3 показаны наиболее употребительные в станкостроении условные обозначения для кинематических схем:
/ — общее обозначение двигателя без уточнения типа;
2 — общее обозначение электродвигателя ’,
3 — электродвигатель на лапах;
4 — электродвигатель фланцевый;
5 — электродвигатель встроенный;
6 — вал, ось, стержень, шатун и т. п.;
7 — конец шпинделя для центровых работ;
8 — конец шпинделя для патронных работ;
9 — конец шпинделя для работ с цанговым патроном;
10 — конец шпинделя для сверлильных работ,
И — конец шпинделя для расточных работ с планшайбой;
12 — конец шпинделя для фрезерных работ;
13 — конец шпинделя для кругло-, плоско- и резьбошлифо-1 вальных работ;
14 — ходовой винт для передачи движения;
15 — неразъемная маточная гайка скольжения;
16 — неразъемная маточная гайка с шариками;
17 — разъемная маточная гайка скольжения;
18 — радиальный подшипник без уточнения типа;
19 —.радиально-упорный односторонний подшипник без уточнения типа;
20 — радиально-упорный двусторонний подшипник без уточнения типа;
21 — упорный односторонний подшипник без уточнения типа;
22 — упорный двусторонний подшипник без уточнения типа;
23 — радиальный подшипник скольжения;
24 — радиальный самоустанавливающнйся подшипник скольжения;
25 — радиально-упорный односторонний подшипник скольжения;
26 — радиально-упорный двусторонний подшипник скольжения
27 и 28 — упорные односторонние подшипники скольжения;
29 и 30— упорные двусторонние подшипники скольжения;
31— радиальный подшипник качения (общее обозначение);
32—радиальный роликовый подшипник;
33 — радиальный самоустанавливающнйся подшипник качения;
34 и 35 — радиально-упорные односторонние подшипники качения,
1 При наличии на схеме электродвигателей и генераторов к условному обозначению соответственно добавляются буквы МиГ
36 м 37—радиально-упорные двусторонние подшипники кичцннн;
38 — радиально-упорный роликовый односторонний подшил ник;
39 и 40 — упорные односторонние подшипники качения;
41 — упорный двусторонний подшипник качения;
42 — свободное для вращения соединение детали с валом;
43 — подвижное вдоль оси соединение детали с валом;
44 — соединение детали с валом посредством вытяжной шпонки;
45 — глухое, неподвижное соединение детали с валом;
46 — глухое жесткое соединение двух соосных валов;
47 — глухое соединение валов с предохранением от перегрузки;
48 — эластичное соединение двух соосных валов;
49 — шарнирное соединение валов;
50 — телескопическое соединение залов;
51 — соединение двух валов посредством плавающей муфты;
52 — соединение двух валов посредством зубчатой муфты,
53 — соединение двух валов предохранительной муфтой,
54 — кулачковая односторонняя мхфта сцепления;
55 — кулачковая двусторонняя муфта сцепления;
56—фрикционная муфта сцепления (без уточнения вида и типа),
57 — фрикционная односторонняя муфта (общее обозначение) ;
58 — фрикционная односторонняя электромагнитная муфта;
59 — фрикционная односторонняя гидравлическая или пневматическая муфта (общее обозначение);
60 — фрикционная двусторонняя муфта (общее обозначение):
61 — фрикционная двусторонняя электромагнитная муфта;
62 — фрикционная двусторонняя гидравлическая или пневматическая муфта (общее обозначение);
63 — фрикционная конусная односторонняя муфта;
64 — фрикционная конусная двусторонняя муфта;
65 — фрикционная дисковая односторонняя муфта;
66 — фрикционная дисковая двусторонняя муфта;
67 — фрикционная муфта с колодками;
68 — фрикционная муфта с разжимным кольцом;
69 — самовыключающая односторонняя муфта обгона;
70 — самовыключающая двусторонняя муфта обгона;
71 — самовыключающая центробежная муфта;
72 — тормоз конусный;
73 — тормоз колодочный;
74 — тормоз ленточный;
Рис. 2. Условные обозначения на кинематических схемах
75 — тормоз дисковый;
76 — тормоз дисковый электромагнитный;
77 — тормоз дисковый гидравлический или пневматический;
78 — шарнирное соединение стержня с неподвижной опорой с движением только в плоскости чертежа;
79 — соединение стержня с опорой шаровым шарниром;
80 — .маховик, жестко установленный на валу;
81 — эксцентрик, установленный на конце Ьала;
82 — конец вала под съемную рукоятку;
83 — рычаг переключения;
84 — рукоятка, закрепленная на конце вала;
85 — маховичок, закрепленный на конце вала;
86 — передвижные упоры;
87аи87в—шарнирное соединение кривошипа постоянного радиуса с шатуном;
876 и 87г—шарнирное соединение кривошипа переменного радиуса с шатуном;
88 а — шарнирное соединение одноколенного вала с шатуном;
886 — шарнирное соединение многоколенного вала с шатуном;
88в — коленвал с жестким противовесом;
88г —коленвал с маятниковым противовесом;
89а — кривошипно-кулисный механизм с поступательно движущейся кулисой;
896 — кривошипно-кулисный механизм с вращающейся кули-сои;
89в — кривошипно-кулисный механизм с качающейся кулисой;
90— односторонний храповой зубчатый механизм с наружным зацеплением;
91— двусторонний храповой зубчатый механизм с наружным зацеплением;
92 — односторонний храповой зубчатый механизм с внутренним зацеплением;
93 — мальтийский механизм с радиальным расположением пазов с наружным зацеплением;
94 — мальтийский механизм с радиальным расположением пазов с внутренним зацеплением;
95 — фрикционная передача с цилиндрическими роликами наружного зацепления (контакта);
96 — фрикционная передача с цилиндрическими роликами внутреннего зацепления (контакта);
97 — фрикционная передача с коническими роликами наружного зацепления;
98 — регулируемая фрикционная передача с коническими роликами внутреннего зацепления;
99 — регулируемая фрикционная передача с коническими шкивами и промежуточным кольцом;
100 — регулируемая фрикционная передача с подвижными коническими шкивами и клиновым ремнем;
101 — регулируемая фрикционная передача с тороидпыми
шкивами и поворотными сферическими роликами;
102—регулируемая фрикционная передача с полутороидны-ми шкивами (типа Светозарова);
103 — регулируемая торцовая фрикционная передача;
104 — регулируемая фрикционная передача со сферическими и коническими роликами;
105 — регулируемая фрикционная передача со сферическими и цилиндрическими роликами;
106 — фрикционная передача с цилиндрическими роликами;
107—фрикционная передача с гиперболоидными роликами;
108 — шкив ступенчатый, закрепленный на валу;
109 -шкив холостой на валу;
110 - шкив рабочий, закрепленный на валу;
111 — указатели вращения вала соответственно: по часовой стрелке, против часовой стрелки и в обе стороны;
112 — открытая передача плоским ремнем;
113 — открытая передача плоским ремнем с натяжным роликом;
114 — перекрестная передача плоским ремнем;
115 — полуперекрестная передача плоским ремнем;
116 — угловая передача плоским ремнем;
117 — отводка ремня плоскоременной передачи:
118 — передача клиновидными (текстропными) ремнями;
119 — передача круглым ремнем или шнуром;
120 — общее обозначение цепной передачи без уточнения типа;
121 — роликовая цепная передача;
122 — бесшумная (зубчатая) цепная передача;
123 — цилиндрическая зхбчатая передача с внешним зацеплением (общее обозначение); •
124 — цилиндрическая зубчатая передача с внешним зацеплением между параллельными валами, соответственно с косыми, прямыми и шевронными зубьями;
125 — цилиндрическая зубчатая передача с внутренним зацеплением между параллельными валами (общее обозначение) ,
126а — коническая зубчатая передача между пересекающимися валами (общее обозначение без уточнения типа);
1266— коническая зубчатая передача соответственно с прямыми, спиральными и круговыми зубьями;
127 — коническая гипоидная зубчатая передача;
128 — зубчатая реечная передача, соответственно с шеврон иыми, косыми и прямыми зубьями;
129 — общее обозначение зубчатой реечной передачи;
130—реечная передача с червячной рейкой и червяком;
131 — реечная передача с зубчатой рейкой и червяком;
132 — винтовая зубчатая передача соответственно под прямым или острым углом;
133а — червячная глобоидная передача;
1336— червячная передача с цилиндрическим червяком
Рис. 3 Условные обозначения на кинематических схемах (продолжение)
г ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ СХЕМ
На чертежах гидравлических схем нормализованная аппаратура и рабочие органы изображаются условными обозначениями, магистрали — линиями. Специальные аппараты изображаются полу конструктивно.
На рис. 4 приведены основные условные обозначения, принятые в СССР:
1 — общее обозначение нерегулируемого насоса без указания вида и типа;
2 — общее обозначение регулируемого насоса без указания вида и типа;
3 —насос лопастной (роторно-пластинчатый) двойного действия нерегулируемый типов Г12-2, 714-2;
4 — насосы лопастные (роторно-пластинчатые) сдвоенные с различной производительностью;
5 — насос шестеренный нерегулируемый типа Г11-1;
6 — насос радиально-поршневой нерегулируемый;
7 —насос радиально-поршневой регулируемый типов ППР НПМ, НПЧМ, НПД и НПС;
8 — насос и гидродвигатель аксиально-поршневые (с наклонной шайбой) нерегулируемые;
9 —насос и гидродвигатель аксидно-поршневые (с наклонной шайбой) регулируемые типов 11Д и IIP;
10 — общее обозначение нерегулируемого гидродвигателя без указания типа;
11 — общее обозначение регулируемого гидродвигателя без указания типа;
12 — гидроцилиндр плунжерный;
13 — гидроцилиндр телескопический;
14 — гидроцилиндр одностороннего действия;
15 — гидроцилипдр двустороннего действия;
16 — гидроцилиндр с двусторонним штоком;
17 — гидроцилиндр с дифференциальным штоком;
18 —гидроцилиндр одностороннего действия с возвратом поршня со штоком пружиной;
19 — серводвигатель (моментный гидроцилиндр);
20 — аппарат (основной символ);
21 — золотник типов Г73-2, БГ73-5 с управлением от электромагнита;
22 — золотник с ручным управлением типа Г74-1;
23 — золотник с управлениями от кулачка типа Г74-2;
24 — клапан обратный типа Г51-2;
25 — напорный золотник типа Г54-1;
26 — напорный золотник типа Г66-2 с обратным клапаном;
27 — двухходовой золотник типа Г74-3 с обратным клапаном;
28 — клапан предохранительный типа Г52-1 с переливным золотником;
29 — клапан редукционный типа Г57-1 с регулятором;
30 — кран четырехходовой, типа Г71-21;
31 — кран четырехходовой трехпозиционный типа 2Г71-21;
32 — кран трехходовой (трехканальный);
33 — крап двухходовой (проходной);
34 — демпфер (нерегулируемое сопротивление);
35 — дроссель (нерегулируемое сопротивление) типов Г77-1 Г77-3;
36 — дроссель с регулятором типов Г55-2, Г55-3;
37 — общее обозначение фильтра;
38 — фильтр пластинчатый;
39 — фильтр сетчатый;
40 — реле давления;
41 —гидроаккумулятор пневматический;
42 — манометр;
43 — соединение труб;
44 — пересечения труб без соединения;
45 —заглушка в трубопроводе;
46 — резервуар (бак);
47 — слив;
48 — дренаж.
Способ изображения магистралей в гидросистемах станков не-стандартизирован. Наиболее удобным представляется следующий способ, принятый многими организациями и применяемый в технической литературе:
1) магистрали, соединяющие различные аппараты,— толстыми сплошными линиями;
2) магистрали, выполненные внутри аппаратов,— тонкими сплошными линиями;
3) дренажные магистрали—топкими штриховыми линиями.
Условные обозначения аппаратов вычерчиваются контурными сплошными линиями нормальной толщины. Места соединения магистралей обозначаются чертой и точкой (поз. 43, рис. 4); пересечения без соединений следует выделять знаком обвода (поз. 44, рис. 4).
Поскольку в данном альбоме гидравлические схемы выполнены в красках, то для наглядности с некоторыми конструктивными подробностями был принят несколько иной метод изображения магистралей. Все магистрали, как соединяющие отдельные аппараты, так и внутри аппаратов, а также дренажные магистрали выполнены двойными линиями и закрашены в определенные цвета. (Смот рн предисловие стр. 5).
Рис. 4. Условные обозначения на гидравлических схемах
* ТИПОВЫЕ ПРИВОДЫ МЕТАЛЛОРЕЖУЩИХ
Приводы и механизмы скорости вращения
Для достижения максимальной производительности станка и удобства его обслуживания в станкостроении находят применение различного вида приводы и механизмы для бесступенчатого изменения скорости (рис. 5). Последние бывают , механического (вариаторы), электрического и гидравлического типов.
Вариатор с раздвижными конусами. Этот тип вариатора (поз. /) выполняется с различным видом связи С. В качестве связи С применяются стандартные или специальные клиновые ремни, специальная цепь или стальное кольцо трапециевидного сечения. Плавное изменение скорости выходного шкива Ш в диапазоне 4—8 достигается путем одновременного раздвигания одной и сближения другой пары конусов. При этом изменяются диаметры рабочей части ведущих lllKi и ведомых /£/А.2конусов.
Сдвоенный торцовый вариатор. В приводах вспомогательных движений применяются одинарные или сдвоенные (поз. 2) торцовые вариаторы. Движение от вала / через диск Д\, подвижной ролик Рк и диск Дг передается валу ///. Бесступенчатое изменение скорости вращения вала /// в диапазоне 20—25 и выше достигается за счет перемещения ролика Р к вдоль вала //.
Тороидный вариатор. Этот вариатор (поз. 5) имеет следующий принцип работы. На валу свободно насажены тороидные шкивы — ведущий LU Ti и ведомый 111 п , связанные между собой сферическими дисками Дг. Последние свободно вращаются на поворотных цапфах. При указанном на схеме положении сферических дисков вращение от ведущего тороидного шкива на ведомый передается с большего диаметра Dmax меньшему диаметру Dmi,r При повороте цапф со сферическими дисками Де в положение, указанное на схеме штрихами, вращение будет передаваться с меньшего диаметра ведущего шкива большему диаметру ведомого шкива. Бесступенчатое изменение скорости вращения шкива достигается поворотом цапф со сферическими дисками Дс.
Вариатор с наружным и внутренним коническими шкивами. Движение от вала I (поз. 4) через наружный конический шкив Шк.н и шкив Ш к.вс внутренней конической поверхностью передается валу // и далее через передачу Z\—z2 валу III. Вал / совместно со шкивом Ш к.н может перемещаться вдоль образующей своего конуса, благодаря чему рабочий радиус шкива///^„меняется от /?imin ДО . При этом передаточное отношение вариатора изменяется в диапазоне 3—4.
Торцоконический вариатор. В этом вариаторе (поз. 5) вал / с
И МЕХАНИЗМЫ СТАНКОВ для бесступенчатого изменения
коническим шкивом 111 к находится в постоянном контакте с торцовой поверхностью диска Д, который передает вращение валу // и через коническую передачу Z\—z2 ведомому валу ///. Для бесступенчатого изменения скорости вращения вала///предусмотрена возможность перемещения вала / с коническим шкивом Ш к вдоль его образующей, что позволяет изменять рабочий радиус конического шкива ОТ R\ mll, ДО /?2тах •
Сфероконический вариатор. Отличительным признаком этого вариатора (поз. 6) является применение шкива Шс со сферической рабочей поверхностью, которая имеет контакт с конической поверхностью шкива 111 к . При изменении угла наклона осн электродвигателя Д9 со сферическим шкивом 111с изменяются рабочие радиусы как сферического, так и конического шкивов, что обеспечивает более широкий диапазон изменения передаточного отношения вариатора в пределах 9—16.
Генератор-двигатель. Система генератор-двигатель (поз. 7) состоит из асинхронного электродвигателя Да , генератора Г, возбудителя В и рабочего электродвигателя Дп постоянного тока. Возбудитель В представляет собой маломощный генератор с самовозбуждением, который предназначен для питания обмотки возбуждения ОВГ генератора Г и обмотки возбуждения ОВД электродвигателя Дп. Диапазон изменения скорости равен 10—16.
Электромашинный усилитель. В станкостроении нашли также широкое применение системы электромашинного управления. За счет изменения сопротивления 7?i (поз. 8) в обмотке 1ЭМУ можно менять, величину и направление тока. На обмотку 2ЭМУ подается питание с тахогенератора Гт, установленного на валу электродвигателя Дп . Таким образом, в цепи создается напряжение пропорциональное разности потоков в обмотках возбуждения 1ЭМУ и 2ЭМУ. Это напряжение подается на обмотку возбуждения ОВГ генератора. ЭМУ обеспечивает возможность бесступенчатого изменения скорости движения рабочих органов станков в широком диапазоне (400—1000).
Гидравлические приводы. Асинхронный электродвигатель переменного тока Дя (поз. 9), соединен с гидравлическим
насосом Нр . Последний подает масло в гидравлический двигатель Мр , соединенный с рабочими органами станка. Бесступенчатое изменение скорости осуществляется за счет изменения количества масла как подаваемого насосом, так и потребляемого гидравлическим двигателем на каждый его оборот.
~ Типовые механизмы для ступенчатого изменения скорости
В зависимости от назначения станка, требуемого диапазона регулирования., величины передаваемых нагрузок и других условии работы в приводах металлорежущих станков использх ются различные механизмы для ступенчатого изменения скорости (рис. 6).
Многоскоростные электродвигатели. В современных конструкциях металлорежущих станков довольно часто встречаются двух-, трех- и даже четырехскоростные асинхронные электродвигатели (поз /). Двухскоростные электродвигатели выпускают с числом оборотов 3000/1500 или 1500/750, трехскоростные — с числом оборотов 3000/1500/1000 и четырехскоростные — с числом оборотов 3000/1500/1000/750. -
Ступенчатые шкивы (поз. 2). Изменение скорости с помощью ступенчатых шкивов достигается перестановкой ремня с одной ступени на другую. Для того чтобы ремень без специального натяжного устройства мог передавать крутящий момент на любой из имеющихся скоростей, сумму диаметров сопряженных шкивов делают постоянной на всех ступенях, т. е. £>1Н-Р5 = £>2+£б=Оз-+--j-D‘r = D^-}-Dg.
Парносменные колеса. В станках для массового и крупносерийного производства, а также в специализированных станках для изменения скорости движения используются парносмепные колеса А и В (поз. 5). В зависимости от желаемого количества скоростей к станкх прилагается комплект сменных колес, пользуясь которыми получают геометрический ряд чисел оборотов шпинделя. Количество возможных скоростей равно количеству сменных колес.
Шестеренные коробки скоростей. Коробки применяются как самостоятельные узлы в станках с разделенным приводом и как составная часть шпиндельной бабки или механизма подачи (встроенные коробки). Последние имеют большее применение в станках вследствие их компактности, меньшей стоимости и удобства передачи вращения рабочим органам станка. ,
Изменение скорости вращения ведомого вала шестеренных коробок достигается за счет включения в работу той или иной комбинации шестерен. В коробках скоростей применяются различные способы включения зубчатых колес в работу: передвижением блоков шестерен вдоль оси валов (поз. 4, 5, 6, 14 и 15), кулачковыми муфтами (поз. 7 и 8), фрикционными муфтами М (поз. 9), накидыванием шестерни (поз. 13 и 16) или выдвижной шпонкой (поз. 12). Каждый из указанных способов переключения скоростей коробок обладает своими достоинствами и недостатками
Коробкн скоростей с кулачковыми и фрикционными муфтами позволяют использовать зубчатые колеса с косыми и шевронными Зубьями, обеспечивающими при прочих равных условиях большую прочность и долговечность, а также бесшумность в работе.
Однако пониженный к.п.д. делает их менее пригодным для быстроходных приводов. Коробки скоростей с накидными шестернями, выдвижной шпонкой и множительного типа, в силу недостаточной их прочности и низкого к.п.д. применяются исключительно в механизмах подачи и вспомогательных движений.
Для изменения скорости движения резания и подачи почти-всегда используют не один тип коробки, а определенную комбинацию из типовых механизмов, являющуюся для данного привода станка наиболее оптимальной. Так, например, для специализированных и операционных станков используются парносменные колеса в сочетании с двух- или трехскоростной коробкой Коробки подач токарно-винторезных станков обычно состоят из механизма с конусом шестерен и множительного механизма. В коробках скоростей приводов движения резания обычно встречаются комбинации из механизмов с подвижными блоками шестерен, кулачковыми и фрикционными муфтами, переборными устройствами и т. д.
Принцип работы каждого из механизмов шестеренных коробок скоростей ясен из схемы.
Переборные устройства (поз. 10). В старых конструкциях станков ступенчатошкивные приводы обычно снабжались переборами, которые увеличивали количество скоростей и позволяли передавать шпинделю больший крутящий момент В дальнейшем, в связи с применением шестеренных коробок скоростей, переборные устройства прежней конструкции потеряли свое значение Однако в настоящее время вследствие повышения быстроходности станков и использования, так называемых разделенных приводов (когда коробка скоростей монтируется отдельно от шпиндельного узла) переборные устройства вновь находят себе применение. Перебор позволяет вдвое увеличить количество скоростей шпинделя и понизить его число оборотов до 16 раз (см. станки моделей 1А616, 6П80Г, 6Н81 и др.).
Гитара сменных колес. В тех случаях, когда необходимо обеспечить изменение скорости в широком диапазоне с большим количеством скоростей и при точном передаточном отношении, используют гитару сменных колес (поз //). Особенно широкое применение этот механизм нашел в приводах делительных цепей и обкатки, реже он встречается в приводах подачи.
Передаточное отношение для каждой настройки привода определяется соотношением чисел зубьев сменных колес.
К -станкам, имеющим гитару, прилагаются наборы сменных колес. Наборы бывают пятковые, четные и универсальные. В пят-ковом наборе числа зубьев сменных колес от 20 до 100 чередуются через 5, в четном наборе — через 4 зуба.
Универсальный набор, разработанный ЭНИМСом, используется для ответственных делительных,цепей
Рис. 6. Типовые механизмы для ступенчатого изменения скоростей вращения
Построение графиков чисел оборотов
Ряды чисел оборотов и величин подач. Как известно,.при обработке поверхностен малых диаметров на больших скоростях требуются высокие числа оборотов шпинделя, а при обработке больших диаметров на малых скоростях число оборотов шпинделя должно быть небольшим.
Отношение верхнего предела числа оборотов шпинделя п1Пах к нижнему пределу пт1п называется диапазоном регулирования R.
Наиболее целесообразно иметь плавное бесступенчатое изменение скорости с тем. чтобы обеспечить возможность работы с любым числом оборотов шпинделя. Для этой цели на современных токарных станках устанавливают приводы для бесступенчатого изменения скорости. Однако в силу ряда обстоятельств большинство станков имеет ступенчатое изменение скорости.
В этом случае возникает необходимость решения задачи о наивыгоднейшем расположении ступеней чисел оборотов шпинделя. Эту задачу впервые в 1876 г. решил русский ученый академик А. В. Гадолпн. Он обосновал целесообразность геометрической структуры рядов чисел оборотов и подач исходя из условий постоянства относительной потери скорости на всем диапазоне регулирования.
Благодаря не только экономическим, но и конструктивным преимуществам геометрический ряд расположения чисел оборотов шппнделя и величин подач является почти единственным, который используется в приводах современных станков.
В СССР применяются семь стандартных знаменателей рядов чисел оборотов и величин подач: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78 и 2.
Если известны максимальное лтах и минимальное лт|н числа оборотов в минуту шпинделя, а также количество z его скоростей, то знаменатель ряда <р для данного привода может быть определен по формуле.
7-1 _____
1 _"тах_.
' ят1п
График чисел оборотов (величин подач). Для построения графика чисел оборотов на произвольном, проще всего на одинаковом друг от друга расстоянии проводят вертикальные линии, соответственно количеству валов в приводе движения резания или подач. Далее проводят обязательно на равном расстоянии друг от друга ряд горизонтальных линий в соответствии с количеством чисел оборотов или величин подач рабочего органа и с учетом числа оборотов в минуту электродвигателя, если его число оборотов больше, чем максимальное число оборотов шпинделя. Интер
валы между горизонтальными линиями соответствуют Igq? для данного привода.
График чисел оборотов строится в соответствии с кинематической схемой привода. Передаточное отношение передачи выражается в виде (pm, где т число интервалов между горизонтальными линиями. Каждая из возможных передач между валами привода изображается на графике лучом (жирной линией), соединяющим отметки чисел оборотов ведущего и ведомого валов, которые эта передача связывает. Линии валов на графике нумеруются римскими цифрами в соответствии с нумерацией валов на кинематической схеме.
Примеры построения графиков чисел оборотов. На рис. 7, а показана кинематическая схема привода движения резания бес-консольного вертикально-фрезерного станка модели 656П, а на рис. 7,6 — график его чисел оборотов. Для наглядности построения вертикальные линии графика расположены по осям валов кинематической схемы. Количество горизонтальных линий равно 19, так как шпиндель станка имеет 18 скоростей вращения (от 25 до 1250 оборотов в минуту), а число оборотов в минуту электродвигателя равно 1460, т. е. несколько больше максимального числа оборотов шпинделя. Все варианты чисел оборотов валов обозначаются на структурной сетке графика кружочками, а передачи — лучами. Между валами / и // имеется только одна передача 24—56 и соответственно один луч, между валами // и /// имеются три передачи 20—49, 23—46 и 27—42 и соответственно передаточным отношениям этих передач проведено три луча. Валы /// и IV могут быть связаны также одной из трех передач 18—46, 28—36 или 49—31, в этом случае от каждого числа оборотов вала /// проводится по три аналогичных луча к валу IV, который, следовательно, будет иметь уже 9 различных чисел оборотов в минуту. Шпиндель V станка может получать движение от вала IV через одну из двух передач 20—80 или 66—33, в соответствии с этим от каждого числа оборотов вала IV проводим по два луча согласно передаточным отношениям этих передач.
На рис. 7, в изображена кинематическая схема привода движения резания токарно-впнтбрезного станка модели 1А62, а на рис. 7, г — график его чисел оборотов. Построение его производится в той же последовательности, как и графика чисел оборотов станка 656П, однако в этом случае имеется некоторое своеобразие. Как видно из кинематической схемы, шпиндель VI может получать вращение не только от вала V, но и через передачу 50—50 от вала ///, причем три скорости из шести получаемых от вала /// совпадают со скоростями, получаемыми от вала V. В таком случае лучи передач проводят несколько выше ранее проведенных лучей, соединяя их с нужными точками чисел оборотов валов наклонными отрезками.
Рис. 7. Коробки скоростей и графики скоростей
Типовые механизмы для реверсирования движения
Большинство рабочих органов станков в процессе их работы должны изменять направление своего движения. Для этой цели служат различные виды реверсивных механизмов (рис. 8).
Реверсирование электродвигателем. Если допускается реверсирование всей цепи привода, то изменение направления движения рабочего органа может быть осуществлено реверсированием вращения ротора электродвигателя. Для асинхронного электродвигателя трехфазного тока в этом случае достаточно поменять местами две фазы (поз. 1, а), а для реверсирования электродвигателя постоянного тока изменить полярность тока (поз. /, б).
Реверс с двумя паразитными колесами. Этот реверс (поз. 2) представляет собой механизм, состоящий из четырех цилиндрических колес, смонтированных в подвижной рамке Р, которая может находиться в трех положениях. В первом положении (поз. 2, а) вращение от ведущего колеса Zi к ведомому колесу z4 передается через паразитные колеса z2 и 23 и поэтому колесо z4 вращается в направлении, противоположном направлению вращения колеса zt. Во втором положении (поз. 2, б) ведущее колесо Zi не зацепляется ни с одним из паразитных колес и поэтому ведомое колесо z4 не вращается. В положении (поз. 2, в) паразитное колесо z3 непосредственно входит в зацепление с ведущим колесом zt, а колесо z2 вращается вхолостую, не принимая участия в передаче движения. В этом случае ведущее и ведомое колеса вращаются в одну и ту же сторону.
Реверс с составным зубчатым колесом. В современных зуборезных станках для нарезания конических зубчатых колес с круговыми зубьями (модели 525, 528 и др.) реверсирование обкатной люльки обеспечивается механизмом, имеющим составное зубчатое колесо zs (поз. 3). При вращении шестерни Zj в одном направлении движение посредством вала / и конической передачи z2—z3 передается приводному колесу z4, которое также имеет постоянное направление вращения. При зацеплении колеса z4 с сектором внутреннего зацепления составного колеса z5 последнее получает вращение в одном направлении; далее при проходе колеса z4 через зацепление с одним из соединяющих,участков составного колеса происходит процесс реверсирования; при зацеплении колеса z4'c сектором внешнего зацепления составного колеса последнее вращается в противоположную сторону. Для обеспечивания возможности зацепления колеса г4 со всеми участками составного зубчатого колеса z3, вал //с кареткой К, несущей на Себе коническую передачу z2—z3 и колесо z4, может перемещаться в радиальном направлении.
Реверс с одним паразитным колесом. Этот механизм конструктивно выполняется в различных вариантах (поз. 4< 5 и 6). Однако принцип его работы остается неизменным. В одном случае вращение от ведущего вала I к ведомому III передается зубчаты
ми колесами через паразитную шестерню и тогда направления вращения обоих валов совпадают, или вращение передается непосредственно — без участия паразитного колеса и тогда направление вращения ведущего и ведомого валов будет различным.
Реверс с одним паразитным колесом и двусторонней кулачковой муфтой (поз. 4) характерен тем, что все его цилиндрические зубчатые колеса могут быть выполнены как с прямыми, косыми, так и с шевронными зубьями. При включении кулачковой муфты М к влево ведущий* и ведомый валы имеют одинаковое направление вращения, при включении муфты Мк вправо — разные.
Реверс с одним паразитным колесом и двойным подвижным блоком шестерен (поз. 5) может быть выполнен только с цилиндрическими колесами, имеющими прямые зубья. Во всем остальном он не отличается от предыдущего механизма.
Реверс с одним широким паразитным колесом (поз. 6) отличается от предыдущих механизмов тем, что имеет четыре колеса вместо пяти и что колеса zb z2 и z4 имеют равные числа зубьев, чем обусловливается одинаковая скорость вращения ведомого вала III как в одну, так и в другую сторону. В этом механизме все колеса также должны иметь прямые зубья.
Конические реверсы. Если в кинематической цепи привода от двигателя до рабочего органа имеются конические передачи под прямым углом, то бывает целесообразным применение конических реверсов.
У конического реверса с подвижным блоком конических колес (поз. 7) вал I имеет постоянное направление вращения. Когда блок конических колес, связанный с валом I направляющей шпонкой, находится (как показано на схеме) в левом крайнем положении, в зацеплении участвуют колеса z2—z3 и вал // вращается по стрелке б. При перемещении блока конических колес вправо зацепляются колеса Zj—z3 и вал // начинает вращаться по стрелке а.
Конический реверс с двусторонней кулачковой муфтой Мк (поз. 8) работает по аналогичному принципу, только в этом механизме изменение направления вращения вала // достигается переключением муфты М к .
Реверс с колесом внутреннего зацепления. Принципиальным отличием этого механизма (поз. 9) является применение зубчатого колеса z5 с внутренним зацеплением. Вал / с колесом Zi вращается в одном постоянном направлении, приводя в движение колеса z-2 и z3. которые при этом вращаются в разных направлениях. Перемещением двусторонней кулачковой муфты М к вправо или влево можно сообщить валу II вращение в ту или иную сторону.
Рис. 8. Типовые механизмы для реверсирования движения
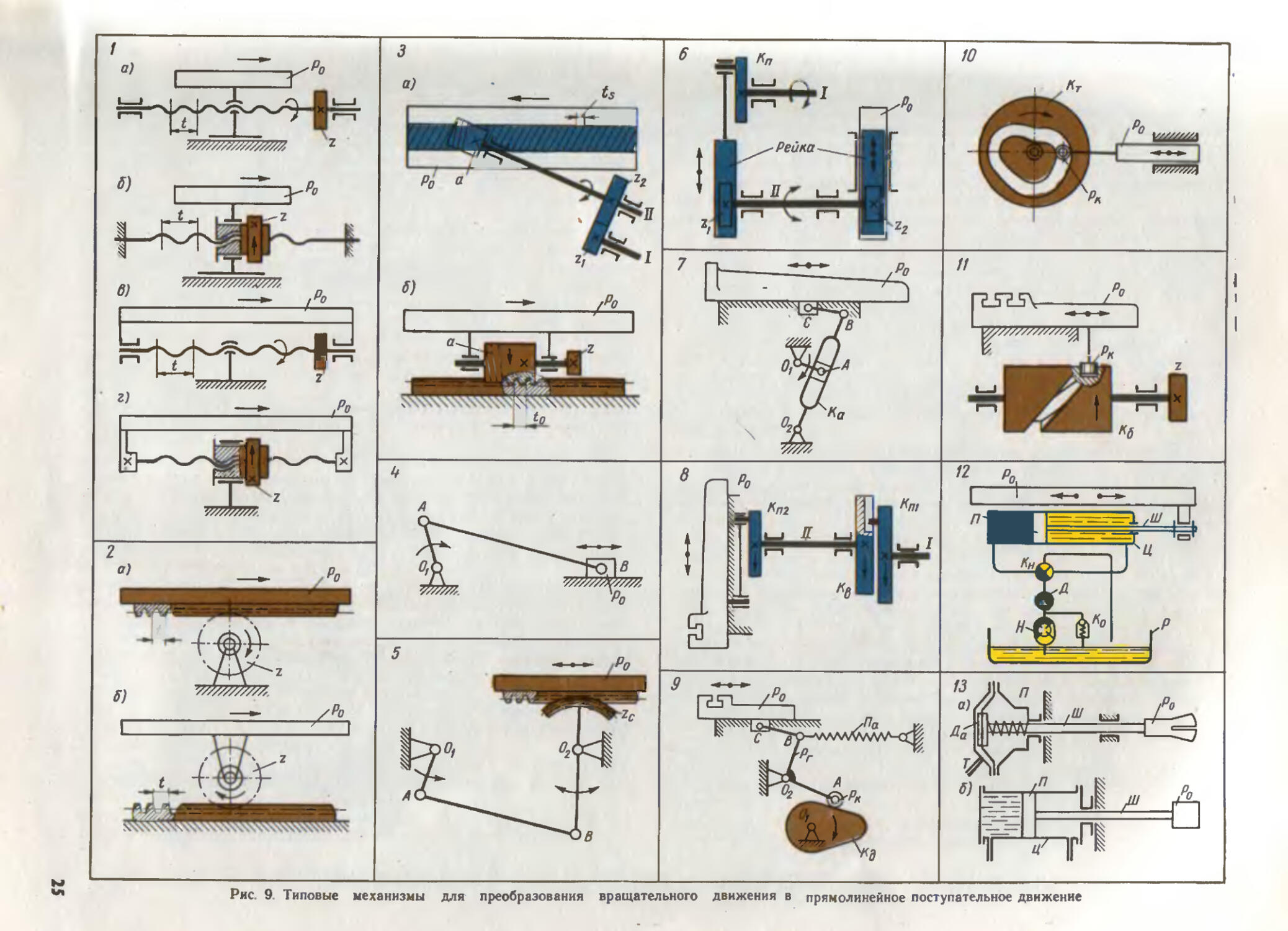
* Типовые механизмы прямолинейного поступательного движения
Для преобразования на последней ступени привода вращательного движения в поступательное в станкостроении используются различные типовые механизмы, показанные на рис 9
Винтовая передача. Наиболее распространенным механизмом для преобразования вращательного движения в' поступательное являются винтовые передачи (поз. /). При этом могут быть различные варианты преобразования движения:
1) винт вращается, а гайка совместно с рабочим органом Р 0 движется поступательно — поз 1, а (перемещение продольных салазок суппорта токарного станка при нарезании резьб);
2) винт неподвижный, гайка вращается и совместно с рабочим органом Ро совершает поступательное движение—поз. 1,6 (стол продольно-фрезерного станка модели А662);
3) гайка неподвижная, винт вращается и одновременно совместно с рабочим органом Ро совершает поступательное движение — поз. 1, в (продольная подача стола в консольно-фрезерных станках);
4) гайка вращается, а винт совместно с рабочим органом Ро имеет поступательное движение — поз. 1, г (суппорт строгального станка).
Реечная передача. По варианту (поз. 2, а) реечная шестерня только вращается, а поступательное движение получает рейка совместно с рабочим органом Ро (подача шпинделя сверлильных станков). По варианту (поз. 2,6) рейка неподвижна, а реечная шестерня z вращается и двигается поступательно совместно с рабочим органом Ро (продольная подача суппорта токарного станка при обтачивании).
Червячно-реечная передача. Среднее положение между винтовой и реечной передачей занимает червячно-реечная передача (поз. 3). Она обладает большей жесткостью и достаточно высоким к.п.д., что обеспечивает ей широкое применение в приводах движения резания современных продольно-строгальных станков (поз. 3, а) ив приводе подачи тяжелых фрезерных и горизонтально-расточных станков (поз. 3,6).
Кривошипно-шатунный механизм. Этот механизм при равномерном вращении кривошипа 0}А (поз. 4) обеспечивает прямолинейное возвратно-поступательное движение ползуна В, но с переменной скоростью. Причем скорость ползуна при прямом и обратном ходе для каждого его положения будет одинаковой.
Кривошипно-реечный механизм. Этот механизм (поз 5) состоит из четырехзвенника с кривошипом OjA, сектора zc и рейки, закрепленной на рабочем органе Ро . При непрерывном вращении кривошипа О]А рабочий орган Ро будет совершать прямолинейное возвратно-поступательное движение.
Двойной кривошипно-реечный механизм. В зубодолбежном станке модели 514 для сообщения возвратно-поступательного дви
жения штосселю с долбяком применен двойной кривошипно-реечный механизм (поз. 6). При вращении кривошипа Кп шатун-рейка приводит в возвратно-вращательное движение шестерню Zi, вал 11 и шестерню z^. Последняя сообщает прямолинейное возвратно-поступательное движение рабочему органу Рп .
Кривошипно-кулисный механизм. При вращении кривошипа О1Л (поз. 7) кулиса Ка совершает возвратно-качательное движение и через шатун ВС сообщает рабочему органу Ро прямолинейное возвратно-поступательное движение.
Кривошипно-кулисный механизм до последнего времени применялся в приводах движения резания поперечно-строгательных и долбежных станков.
Механизм с вращающейся кулисой. Палец кривошипа Кп1 (поз. 8) входит в радиальный паз вращающейся кулисы Кв, закрепленной на валу II. Кривошип К п2 посредством шатуна соединен с рабочим органом Ро . При равномерном вращении вала/ вследствие смещения осей валов / и II вал // получает неравномерное вращение, что обеспечивает более равномерную скорость движения рабочего органа Ро на заданном участке его пути. Механизм с вращающейся кулисои находит применение в долбежных станках.
Кулачковые механизмы. Эти механизмы позволяют обеспечить любой закон изменения скорости рабочего органа, получать необходимое соотношение скорости рабочего и обратного ходов и в отличие от других механизмов могут одновременно выполнять функции командно-распределительного устройства. Благодаря этим преимуществам кулачковые механизмы с дисковыми (поз. 9), торцовыми (поз. 10) и цилиндрическими (поз. 11) кулачками нашли широкое применение в станках-автоматах и полуавтоматах для осуществления автоматического цикла работы.
Гидропривод. Для преобразования вращательного движения в прямолинейно-поступательное движение в современных станках особенно широко используется гидропривод (поз. 12). Принцип работы гидропривода заключается в следующем- масло из резервуара Р подается насосом Н под давлением через дроссель Д к золотниковому крану К н . В зависимости от положения крана масло подается по правому или левому маслопроводам в соответствующую полость цилиндра и заставляет перемещаться поршень П со штоком Ш и связанный с ними рабочий орган Ро .
Пневмопривод. В современных станках для сообщения рабочим органам поступательных перемещений находят также широкое применение пневмоприводы. Для коротких перемещений используются пневмокамеры (поз. 13, а), а для больших ходов — пневмоцилиндры (поз. 13,6).
Рис. 9 Типовые механизмы для преобразования вращательного движения в прямолинейное поступательное движение
s Типовые механизмы для получения прерывистых движений
Для получения прерывистого движения в станкостроении используют различные типовые механизмы (рис. 10), каждый из которых имеет свою область применения.
Храповые механизмы. Эти механизмы позволяют весьма топко и в широком диапазоне изменять величину периодических перемещений рабочих органов станков
Механизм с наружным храповым колесом (поз. /) находит применение в поперечно-строгальных станках При равномерном вращении кривошипа К, связанный с ним шатуном Шн рычаг Рг получает непрерывное качательное движение относительно точки О2. С рычагом Рг связана собачка С, упирающаяся в зубья колеса г. При качании рычага Рг в направлении стрелки а собачка, упираясь в один из зубьев колеса, увлекает его и поворачивает на некоторый угол. При качании коромысла по стрелке б собачка приподнимается, скользит по спинкам зубьев и колесо не поворачивается.
Механизм с внутренним храповым колесом (поз. 2) отличается от предыдущего только лишь тем, что храповое колесо z /выполнено с внутренними зубьями, а вместо рычага внутри храпового колеса установлен диск Д. При вращении кривошипа А диск Д посредством шатуна Ш получает возвратно-вращательное движение и через собачку С сообщает колесу г периодическое вращательное движение.
Механизм с торцовой храповой муфтой (поз. 3) нашел применение в приводе подач продольно-строгальных станков (см. станок модели 7231 А). При непрерывном и равномерном вращении вала / с кривошипом А зубчатое колесо Zi и вал II получают через шатун-рейку Ра возвратно-вращательное движение. На валу II на направляющей шпонке установлена храповая муфта Мх , которая пружиной Па поджимается к зубчатому колесу z2, имеющему лраповые зубья на торце своей ступицы. При вращении вала II по стрелке б храповая муфта М х, преодолевая сопротивление пружины Па , отходит влево и не передает вращение колесу z2. Во время вращения вала // по стрелке а храповая муфта Л1Х находится в зацеплении со ступицей колеса z2 и передает ему вращение по стрелке в.
Храповой механизм с поршневым приводом (поз. 4) применен в приводе радиальных подач круглошлифовального станка модели 3151. В этом механизме собачка С, находящаяся в зацеплении с храповым колесом z, установлена в пазу штока Шк . Последний связан с поршнем П. Когда в цилиндр Ц подается сжатый воздух или жидкость, то поршень П со штоком Ш к и собачкой С перемещается по стрелке б до упора У, поворачивая храповое колесо z на один или несколько зубьев по стрелке в. При обратном ходе штока с собачкой по стрелке а храповое колесо z вращение не получает.
Аналогичный храповой механизм, по только с приводом от соленоида, применен на внутришлифовальиом станке модели 2А252.
Мальтийские механизмы. В станкостроении для попорота мпо-гопозиционных рабочих органов из одной позиции в другую чаще всего применяются мальтииские механизмы.
Четырехпозиционный мальтийский механизм с одним кривошипом (поз. 5) используется для поворота шпиндельного блока в четырехшпиндельных токарных автоматах. При равномерном вращении кривошипа К закрепленный на нем ролик Рк , в определенный момент входит в один из четырех пазов мальтийского креста Км и поворачивает его на 90° Таким образом, за каждый полный оборот кривошипа К вал, на котором закреплен мальтийский крест, сделает только */4 оборота. Диск Д, жестко связанный с кривошипом К, служит для фиксации положения мальтийского креста в каждом из его четырех позиций.
Шестипозиционный мальтийский механизм с одним или двумя роликами (поз. 6) используется, например, для поворота револьверной головки одношпиндельного гокарно-револьверного автомата модели 1А 136-
Установка второго ролика на кривошипном диске К позволяет в случае необходимости увеличить угол поворота мальтийского креста в два раза.
Секторный механизм. Зубчатый сектор z с (поз. 7), закрепленный на валу /, периодически поворачивается только в течение того времени, когда его зубья находятся в зацеплении с зубьями колеса 2, установленного на валу II. В этом механизме не представляется возможным регулировать величину угла поворота колеса 2, поэтому он, как и мальтийские механизмы, используется в основном в многопозиционных устройствах.
Механизм с однооборотной муфтой. Рабочий орган Р о (поз. 8) в нужный момент получает периодический поворот на определенный угол от непрерывно вращающегося вала I через колеса Zi—z2, однооборотную муфту Мк и червячную передачу а—z3. Однооборотная муфта Мк срабатывает под действием соленоида Сд, который через рычаг Рг поднимает палец Пц .
Шаговый электродвигатель. Ротор Рр одного из шаговых электродвигателей (поз. 9) имеет ряд полюсов, а статор состоит из трех независимых секций Сс\, Сс2 и Сс3, которые расположены так, что если одна из них совпадает с полюсами ротора Рр, то две другие секции оказываются смещенными относительно полюсов, причем в разные стороны.
При включении обмотки секции Сс\ ротор повернется на некоторый угол по стрелке а, а при включении обмотки секций С с> он повернется на тот же угол, но по стрелке б.
Рис. 10. Типовые механизмы для получения прерывистого движения
s Прочие типовые механизмы металлорежущих станков
Предохранительные устройства. Во избежание поломок деталей станков в приводах последних устанавливаются всевозможные предохранительные устройства (рис. 11).
Механизм падающего червяка, (поз. 1) применяется для автоматического выключения подачи при перегрузках. Выключение осуществляется тогда, когда суппорт доходит до какого-нибудь препятствия, например, до неподвижного упора, установленного на станке, и дальше не может перемещаться. При этом приводной вал / продолжает передавать вращение червяку а через кулачковую муфту М„. Последняя благодаря скошенным зубьям отходит назад, преодолевая сопротивление пружины Па, и нажимает через упор б на рычаг Рг, который при помощи выступа В поддерживает червяк а в зацеплении с червячным колесом 2.
В определенный момент, когда муфта Мк отодвинется назад и выступ В не будет поддерживать червяк а, последний под действием собственного веса упадет вниз и, поворачиваясь относительно оси О, выйдет из зацепления с червячным колесом 2.
В другой конструкции падающего червяка (поз. 2) вращение от вала / через колеса Zj—z2, вал II и червячную передачу а—г передается валу /// и далее мечанизму подачи. Когда упор У нажмет на рычаг Рг, корпус лишится опоры и упадет вниз вместе с валом // и червяком а, расцепив его с колесом z.
Самовыключающиеся кулачковые муфты служат тем же целям, что и падающие червяки. Рассмотрим работу муфты (поз. <3), установленную в цепи цодач станка модели 262Г.
Движение от вала / валу /// передается шестернями Z]—z2, валом II, кулачковыми муфтами Мк и Л1Л и зубчатыми колесами z3—z4. Когда в цепи подач станка возникает перегрузка, правая часть кулачковой муфты Мк благодаря наличию скошенных зубьев перемещается вправо совместно с кулачковой муфтой Мп и зубчатым колесом z3.
В определенный момент фиксатор Ф зафиксирует ступицу с колесом z3 в крайнем правом положении. Далее, когда вал II совместно с левой частью муфты М к повернется на один зуб, правая ее часть под действием пружины Па переместится влево в свое первоначальное положение, расцепив при этом кулачки муфты М'п. Передача движения прекратится.
Несколько иначе работает само выключающаяся кулачковая муфта (поз. 4), установленная на токарно-винторезном станке модели 1616. При соприкосновении суппорта с упором возрастает крутящий момент, передаваемый от ходового валика Хв через посредство муфты Мк червяку а. Благодаря наличию скосов на кулачках муфты Мк осевое усилие, действующее на муфту, стремится переместить ее влево и разъединить с червяком а. Этому препятствует двуплечий рычаг Рг, один конец которого
упирается в скос плунжера Пр. При определенной, nipuiice 01 регулированной нагрузке плунжер Пр, преодолсили сопротивление пружины Па, утапливается, рычаг Рг поворачивается и муф и отходит влево, разрывая цепь механической подачи суппорта.
Обгонные муфты. Обычная односторонняя обгонная муфта (поз. 5} позволяет осуществлять рабочее и быстрое движение только в одном направлении. При рабочем движении вал / через червячную передачу П]—Zj и обгонную муфту Л1 о передает вращение валу // и далее рабочему органу станка. Для осуществления быстрых перемещений рабочего органа включается электродвигатель Д9, который через зубчатую передачу z2—z3 сообщает быстрое вращение валу //. Наличие обгонной муфты Мо допускает быстрое вращение вала II при медленном вращении или полной остановке червячного колеса zb
Двусторонние обгонные муфты (поз. 6) позволяют осуществлять быстрое вращение вала II в обоих направлениях. В этом случае электродвигатель Д9 быстрых перемещений связан зубчатыми колесами z2—z3 не с валом //, а с поводковой муфтой Мп, торцовые (пальцы которой входят -в соответствующие вырезы обгонной муфтой Л40
В зависимости от конструкции двусторонней обгонной муфгы рабочее движение валу // может быть сообщено только в одном или обоих направлениях.
Планетарные механизмы. В металлорежущих станках находят широкое применение различные типы планетарных механизмов.
В планетарном механизме (поз. 7) привода быстрых перемещений стола и бабки бесконсольното фрезерного станка модели 6А54 рабочие перемещения осуществляются от вала / через червячную передачу а2—z2 и коническую передачу z3—2С—z4. Быстрые перемещения производятся электродвигателем Д9 через червячную передачу аг—Zi, Т-образный вал // и планетарную коническую передачу 2С—z4—z3. Несколько иной вариант привода быстрых перемещений с аналогичным планетарным механизмом показан на поз. 8.
В продольно-фрезерных станках моделей А662 и 6652 в приводах подач и быстрых перемещений применен планетарный механизм с центральным водилом и цилиндрическими колесами (поз. 9). Рабочая подача сообщается от вала / через червячную передачу а2—z2 и планетарную передачу z3—z4—Bv и далее через вал // рабочему органу станка. Колесо 2% в это время неподвижно.
При быстрых перемещениях вращение от электродвигателя Д9 передается валу II через червячную передачу aj—2t и планетарную передачу z6—z5—Во .
Вариант планетарного механизма с цилиндрическими колесами но с вращающимся корпусом показан на поз. 10.
Рис. 11. Прочие типовые механизмы станков
• ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ IA6I6
Общая характеристика станка
Назначение станка. Станок предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые, модульные и пит-чевые резьбы.
Техническая характеристика станка *
Высота центров ъ мм ................................... 165
Максимальное расстояние между центрами в мм . . . . 710
Наибольший диаметр обрабатываемой детали в мм. над станиной ......................................... 320
над суппортом....................................• 130
Диаметр сквозного отверстия в шпинделе в мм . , . . 35
Число скоростей вращения шпинделя...................... 21
Пределы чисел оборотов шпинделя в минуту............... II—2-40
Количество величин подач суппорта...................... 22
Пределы величин продольных и поперечных подач суппорта в мм[об..........................................0.03—1,04
Типы нарезаемых резьб метрическая, шаг в мм .............................. 0,5—18
дюймовая, число ниток на 1"....................... 48—2,5
модульная, модуль в мм............................ 0,25—12
питчевая в пнтчах . ............................. 128—4,5
Мощность главного электродвигателя в кет............... 4,5
Основные узлы станка (рис. 12). А — гитара сменных колес; Б — передняя бабка с переборным устройством, звеном увеличения шага и реверсивным механизмом; В — фартук с механизмом подач; Г—суппорт с быстродействующим четырехпозиционным резцедержателем; Д — задняя бабка; Е— станина; Ж— встроенный шкаф с электрооборудованием; 3 — задняя тумба; И — система охлаждения; К — поддон для «сбора охлаждающей жидкости й стружки; Л — коробка скоростей; м—передняя тумба, И — коробка подач
Органы управления. 1 — рукоятка установки типа резьбы или подачи; 2 — рукоятка установки нормального или увеличенного шага; 3 — рукоятка реверсирования перемещения суппорта; 4 — рукоятка управления перебором; 5 — рукоятка переключения мно
жительного механизма коробки подач; 6 — пуговка включения ходового винта или ходового валика; 7—рукоятка ручного поперечного перемещения суппорта; 8— рукоятка быстрого отвода суппорта в поперечном направлении; 9 — рукоятка поворота и закрепления четырехпозиционного резцедержателя; 10 — рукоятка ручного перемещения верхней части суппорта; 11—рукоятка закрепления пиноли задней бабки; 12 — рычаг закрепления корпуса задней бабки на направляющих станины; 13—маховичок ручного перемещения пиноли задней бабки; 14 и 20 — рукоятки включения, выключения и реверсирования главного электродвигателя; 15 — рукоятка включения и выключения маточной гайки продольного ходового винта; 16 — рукоятка включения и выключения поперечной подачи суппорта; 17 — рукоятка включения и выключения продольной подачи суппорта; 18 — кнопка для выключения реечной шестерни; 19 — маховичок ручного продольного перемещения суппорта; 2/ и 22 — рукоятки управления коробкой скоростей; 23 — рукоятка установки шага резьбы или величины подачи.
Движения в станке. Движение резания — вращение шпинделя с обрабатываемой деталью. Движение подач — прямолинейное поступательное перемещение суппорта с резцом в продольном и поперечном направлениях от ходового валика. Движение образования винтовой поверхности — прямолинейное поступательное перемещение суппорта с резьбовым резцом в продольном направлении от ходового винта. Вспомогательные движения — ручные установочные перемещения суппорта, корпуса и пиноли задней бабки и поворот четырех позиционного резцедержателя.
Принцип работы. Обрабатываемая деталь устанавливается в центрах или закрепляется в патроне. В резцедержателе суппорта могут быть закреплены четыре резца. Инструменты для обработки отверстий вставляются в конус пиноли задней бабки. Сочетанием вращательного движения детали с поступательным перемещением резца на станке можно обрабатывать цилиндрические, конические, винтовые и торцовые поверхности.
Конструктивные особенности. В станке модели 1А616 применен разделенный привод движения резания.
Приводной шкив установлен на шпинделе между его опорами, однако конструкция задней опоры шпинделя допускает замену клиновых ремней без демонтажа шпинделя.
Торможение привода станка достигается подключением постоянного тока в обмотку статора электродвигателя.
Рис. 12. Общин вид токарно-винторезного станка модели 1А616
s Кинематика станка модели IA6I6
Движение резания. Привод движения резания у станка модели 1А616 является разделенным. Он состоит из двух клиноременных передач, двенадцатиступенчатой коробки скоростей и переборного устройства.
Приводной вал // (рис. 13, а) коробки скоростей связан с электродвигателем мощностью 4,5 кет клиноременной передачей 135—168
Трехваловая коробка скоростей имеет три двойных подвижных блока шестерен Б\, Б2 и Б3 и одну одиночную подвижную шестерню 55. Вал /// получает вращение от вала II через шестерни 41—26, когда блок Б\, как показано на схеме, сдвинут влево, либо через шестерни 39—31 при крайнем правом положении блока Z>i, или посредством шестерен 14—55. В последнем случае шестерня 55 вводится в зацепление с шестерней 14, а блок Б\ устанавливается в среднее нейтральное положение.
Два двойных блока шестерен Б2 и Б3 позволяют увеличить количество скоростей на выходном валу IV коробки скоростей до двенадцати.
Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Верхний ряд чисел оборотов шпиндель получает при включенной кулачковой муфте Afi непосредственно от полого вала'У.
График скоростей (рис. 13, б) показывает, что вследствие совпадения трех скоростей шпиндель имеет только 21 различную скорость вращения.
Минимальное число оборотов шпинделя в минуту п ^„определяется по выражению.
1440[| 0,985 0.985^| »11 об/мин.
Движения подач. Движения подач суппорта заимствуется от шпинделя. Вал X получает вращение через шестерни 34—44—22— 34. Подвижная шстерня 34 на валу X служит для изменения направления подач суппорта. При смещении шестерни влево вал X получает вращение от блока шестерен Б^, минуя паразитную шестерню 221 2.
1 Здесь и в дальнейшем при описании кинематических схем диаметры шкивов в мм и числа зубьев колес будут обозначаться цифрами, выражающими указанные величины.
2 Возможность непосредственного зацепления шестерен 44 и 34 условно показана на схеме штриховой линией. Эта условность применяется в дальнейшем во всех аналогичных случаях.
Для подачи суппорта сменные блоки шестерен Ct и С2 устанавливаются так, как показано на схеме, и вал XII приводится в движение от вала X через шестерни 30—66—36. Теоретически коробка подач может обеспечить 48 скоростей. Однако вследствие близкого совпадения ряда скоростей практически коробка подач дает только 22 различные величины подачи.
Промежуточный вал XIX и связанный с ним предохранительной муфтой А4Я ходовой валик XXI получают вращение от выходного вала XVII коробки подач через колеса 23—55. Ходовой валик XXI передает вращение посредством червячной передачи 2—35 валу XXII. Последний связан с валом XXIII колесами 31—53.
Мелкозубая муфта Af6 служит для включения продольной подачи суппорта. Движение от вала XXIII передается суппорту через муфту А/б, колеса 27—53, вал XXIV и реечную передачу 14— рейка т = 2 мм. Поперечная поцача осуществляется ходовым винтом XXVII (при включенной муфте Ms), который получает вращение от вала XXII через зубчатые передачи 50—35 и 47—13.
Движение образования винтовой поверхности. Для нарезания резьбы с шагом до 6 мм движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются при включенном переборе с использованием звена увеличения шага. Для этого блок шестерен Б+ смещают вправо, пока его левая шестерня 44 не войдет в зацепление с шестерней 34, закрепленной на полом валу V. В этом случае перемещение суппорта будет осуществляться от вала И
Для нарезания метрической и дюймовой резьбы сменные блоки шестерен С[ и С2 устанавливаются так же, как и при подаче* 30—66—36. Для нарезания модульной и питчевой резьбы сменные блоки переставляют так, чтобы движение валу XII передавалось шестернями 36—66—55.
Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25—66—55 или 36—66—30.
Когда нарезаются дюймовые и питчевые резьбы (как показано на схеме), кулачковая муфта Af2 выключена. Колесо 51 зацеплено с шестерней 30 вала XII, а шестерня 39 на валу XV введена в зацепление с шестерней 39 двойного блока 22, 39, свободно сидя-4 щего на валу XIV. Для нарезания метрических и модульных резьб включается муфта М%, колесо 51 выводится -из зацепления, а шестерня 39 перемещается по валу XV вправо до зацепления с колесом 39, жестко закрепленным на валу XIV.
Суппорт получает движение от коробки подач через кулачковую муфту Af4, промежуточный валик XVIII и ходовой винт XX.
Вспомогательные движения. Лимб Л продольной подачи суппорта получает вращение от вала XXIV через шестерни 53—17 и передачу 30—30—30—117 с внутренним зацеплением.
Рис. 13. Кинематическая схема токарио-винторезного станка модели 1А616
Узлы станка модели IA6I6
Передняя бабка. Шпиндель 18 (рис. 14, а) смонтирован на высокоточных подшипниках качения класса А. В передней опоре шпинделя установлен специальный регулируемый двухрядный роликовый подшипник 17 серии 3182116А, имеющий у 'внутреннего кольца коническую посадочную поверхность. Регулирование радиального зазора в передней опоре шпинделя осуществляется гайкой 16. При подтягивании гайки внутреннее коническое кольцо подшипника перемещается вперед по конусной шейке шпинделя. Вследствие этого за счет упругих деформаций внутреннего кольца диаметр беговых канавок увеличивается, благодаря чему уменьшается или устраняется зазор между роликами и кольцами.
Задняя опора шпинделя состоит из радиально-упорного шарикоподшипника 6 серии 46211А и шарикового упорного подшипника 7 серии 8211 А. Регулирование задней опоры производится гайкой 2.
Приводной шкив 9 закреплен на полом валу 10, который смонтирован на независимых от шпинделя шарикоподшипниках 8. Такой монтаж приводного устройства разгружает шпиндель от изгибающих усилий со стороны клиноременяой передачи и ведущей шестерни z перебора, которая изготовлена за одно целое с полым валом 10. Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессо-вывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
По шлицам переборного валика 11 перемещаются колесо 12 и шестерня 15. Они постоянно связаны друг с другом зубчатой муфтой М. На шпинделе жестко закреплена шестерня 14, которая охватывается зубчатой муфтой 13. При смещении муфты 13 влево ее зубья зацепляются с шестерней Z, соединяя шпиндель с полым валом 10.
Шестерни 20 и 25 звена увеличения шага соединены в единый блок и могут перемещаться по шлицам вала 19.
Широкая паразитная шестерня 22 реверсивного механизма смонтирована на оси 21 на шарикоподшипниках. Подвижная шестерня 24 реверса и насос 23 установлены на валу 26.
Задняя бабка. Основными частями задней бабки являются корпус 4 (рис. 14. б), основание 17 и пиноль 2. Последняя совместно с центром может перемещаться вдоль своей оси в корпусе 4. От проворачивания пиноль удерживается шпонкой 19, которая входит в паз а пиноли.
Осевое перемещение пиноли производится вручную маховичком 9, закрепленным на ходовом винте 5. Последний входит в маточную гайку 6, жестко связанную с пинолью 2. Осевые уси
лия, действующие на пиноль, воспринимаются упорным шарикоподшипником 7. В конце хода пиноли назад выжимается задний центр 1. Закрепление пиноли в корпусе бабки производится рукояткой 3 посредством втулочно-винтового зажима 18.
Рычаг 8 служит для закрепления задней бабки на направляющих станины станка. При повороте рычага 8 по стрелке б эксцентрик оси 10 перемещает вверх стяжку 12 с винтом 13. Последний приподнимает правый конец рычажной планки 14, которая, будучи связана болтом 15 с корпусом бабки, нажимает через сферическую головку болта 21 на прижим 16. Прижим 16, опираясь на нижние плоскости направляющих станины (на рисунке не показаны), надежно закрепляет бабку. Упор 11 служит для ограничения хода рычага 8 и соответственно поворота эксцентрика оси 10. Для производства особо тяжелых работ задняя бабка может быть дополнительно закреплена гайкой 20.
Суппорт. Суппорт (рис. 14, в) состоит из продольных салазок /, поперечных салазок 2, средней поворотной части 3, верхней части суппорта 4 и четырехпозиционного резцедержателя 21.
Продольные салазки 1 перемещаются по внешним направляющим станины 24 Для предохранения от опрокидывания и для обеспечения более плавного хода продольные салазки с задней стороны снабжены двумя планками 25 с регулируемыми упорами 26. Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 производится рукояткой 22 посредством ходового винта 18. Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необходимый при нарезании резьбы и ряде других операций, производится рукояткой 23.
Перемещение верхней части суппорта осуществляется рукояткой 11, закрепленной на ходовом винте 6 Гайка 7 жестко связана со средней поворотной частью 3. Величина перемещения верхней части суппорта отсчитывается по лимбовому кольцу 9, которое удерживается в «нужном положении пластинчатой пружинкой 10. Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.
Рис. 14. Узлы
токарно-винторезного станка модели !А616
ТОКАРНО-ВИНТОРЕЗНЫИ СТАНОК МОДЕЛИ IK62
Общая характеристика станка
Назначение станка. Станок является универсальным. Он предназначен для выполнения разнообразных токарных работ: для нарезания метрической, дюймовой, модульной, питчевой, правой и левой, с нормальным и увеличенным шагом, одно- и многозаход-ной резьб, для нарезания торцовой резьбы и для копировальных работ (с помощью прилагаемого к станку ' гидрокопировального устройства). Станок применяется в условиях индивидуального и мелкосерийного производства.
Техническая характеристика станка
Наибольший диаметр обрабатываемой дета пи в мм: над станиной ............................... 400
над нижней частью суппорта............. 200
Наибольший диаметр обрабатываемого прутка в льи . . 45
Расстояние между центрами в мм . ............ 710, 1000
Наибольшая длина обтачивания в мм ....... 640, 930
Число скоростей вращения шпинделя............ 23
Пределы чисел оборотов шпинделя в минуту .... 12,5—2000
Пределы величин подач суппорта в мм!об: продольных ................................. 0.070—4,16
поперечных ............................ 0,035—2,08
Шаги нарезаемых резьб-метрической в ми ............ I—192 дюймовой (число ниток на 1") ............ 24—2
модульной, модуль в мм............... , 0,5—48
питчевой в питчах ....................... 96—I
Скорость быстрого продольного перемещения суппорта в м/мин ................... 3,4
Мощность главного электродвигателя в кет .... 7,5 или 10
Основные узлы станка (рис. 15). А — гитара сменных колес; Б — передняя бабка с коробкой скоростей; В — суппорт; Г — задняя бабка; Д — шкаф с электрооборудованием; Е — привод быстрых перемещений схппорта; Ж — фартук, 3 — станина; И — коробка подач.
Органы управления. 1, 4 — рукоятки управления коробкой скоростей; 2— рукоятка переключения звена увеличения шага; 3— грибок управления реверсом для нарезания правых и левых резьб; 5 — маховичок ручного продольного перемещения суппорта; 6 — ползунок с пуговкой для включения и выключения реечной шестерни фартука; 7 — рукоятка ручного поперечного перемещения суппорта; 8 — кнопочная станция; 9 — рукоятка ручного перемещения верхней части суппорта; 10—кнопка включения быстрых
перемещений суппорта; 11 — рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта; 12, 14 — рукоятки включения, выключения и реверсирования вращения шпинделя; 13 — рукоятка включения маточной гайки фартука; 15, 16 — рукоятки управления коробкой подач.
Движения в станке. Движение резания — вращение шпинделя с обрабатываемой деталью. Движения подач — перемещения суппорта в продольном и поперечном направлениях. Задней бабке может сообщаться движение подачи вдоль оси шпинделя совместно с суппортом. Все движения подач являются прямолинейными поступательными движениями. Вспомогательные движения — быстрые перемещения суппорта в продольном и поперечном направлениях от отдельного привода, ручные установочные перемещения суппорта в продольном и поперечном направлениях, а верхней части суппорта — под любым углом к оси вращения детали; перемещения и зажим пиноли задней бабки. Перемещение и закрепление задней бабки и поворот четырехпозиционного резцедержателя осуществляется вручную.
Принцип работы. Обрабатываемая деталь устанавливается в центрах или закрепляется в патроне. В резцедержателе могут быть закреплены четыре резца. Поворотом резцедержателя каждый из четырех резцов может быть установлен в рабочее положение. Инструменты для обработки отверстий вставляются в пиноль задней бабки. Прилагаемый к станку гидрокопировальныи суппорт благодаря наличию следящей системы позволяет обрабатывать партии ступенчатых и фасонных деталей по шаблону или эталонной детали, без промеров и ручного управления станком в процессе обработки.
Конструктивные особенности, В станке модели 1К62 коробка скоростей и коробка подач имеют двухрукояточное управление с наглядными шкалами.
Включение механической подачи суппорта в любом направлении производится одной мнемонической рукояткой. Термин «мнемоническая» означает, что направление поворота рукоятки совпадает с направлением выбранной подачи.
В станке предусмотрена возможность быстрых перемещений суппорта в продольном и поперечном направлениях. При этом включение быстрых перемещений производится той же мнемонической рукояткой, но с дополнительным нажимом кнопки, расположенной в верхней части рукоятки.
Закрепление задней бабки на направляющих станины и ее освобождение также осуществляется одной рукояткой, которая приводит в действие эксцентриковый зажим.
Рис. 15. Общий вид токарно-винторезного станка модели 1К62
s Кинематика станка модели IK62
Движение резания. Вращение от электродвигателя мощностью 7,5 или 10 кет (рис. 16, а) передается клиноременной передачей 142—254 валу I коробки скоростей. Усиленные многодисковые фрикционы, управляемые муфтой Mit служат для включения прямого или обратного хода шпинделя.
При прямом ходе вал // получает две различные скорости вращения через двойной подвижный блок шестерен Б{. При обратном ходе валу II сообщается вращение с одной скоростью шестернями 50—24 и 36—38. Наличие тройного блока шестерен Б2 позволяет получить на валу ill шесть различных чисел оборотов в минуту. Последние могут быть переданы шпинделю либо непосредственно через шестерни 65—43, когда двойной блок шестерен Бь включен влево (как показано на схеме), либо через перебор, когда блок Б5 включен вправо. В этом случае вращение шпинделю VI от вала III передается двумя двойными подвижными блоками Б3 и Б4, позволяющими получить три различных передаточных отношения: 1; 1/4 и 1/16 (четвертое передаточное отношение совпадает со вторым), и зубчатой передачей 26—52. Через перебор шпиндель получает 18 различных скоростей вращения, а всего он имеет 23 скорости — от 12,5 до 2000 об!мин (рис. 16,6).
Движения подач и образования винтовой поверхности. Привод подач состоит из звена увеличения шага, двухскоростного механизма реверса, гитары сменных колес, коробки подач и механизма подач фартука. Движения подач заимствуются либо от шпинделя через шестерни 60—60, когда блок Б6 звена увеличения шага находится в крайнем левом положении, либо от вала III через шестерни 45—45, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, используемый в основном для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного подвижного блока шестерен Б? вращение от вала VII валу VIII передается шестернями 42—42 с передаточным отношением равным 1, а при среднем положении блока Б? — шестернями 28—56 с передаточным отношением равным 1/2; при крайнем правом положении блока Б? изменяется направление вращения, которое в этом случае передается шестернями 35—28—35.
Коробка подач получает вращение от вала VIII через гитару со сменными блоками шестерен Ci и С2. Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки Ci и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через шестерни 42—95—50. При нарезании модульных и питчевых резьб сменные блоки пере-ВО, ачиваются, и в; ащение пех едается шестернями 64—95—97.
Нарезание дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенной шестерне 35, установленной на валу X, и выключенных муфтах М2, Мз и М4. Вращение от вала IX передается валу XIV через шестерни 35—37—35, механизм Нортона, шестерни 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков шестерен Б8 и Бд, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI.
Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Шестерня 35 на валу X выводится из зацепления с шестерней 37, включаются муфты М2 и М4, а муфта Л4з остается выключенной. В этом случае вращение от вала IX валу XIV передается муфтой М2, валом XI, механизмом Нортона, муфтой М4 и множительным механизмом.
Двухвенцовая шестерня Бю передает вращение ходовому валику XVII через двухвенцовую шестерню 56, обгонную муфту Мо и вал XV для осуществления механических подач суппорта. При смещении шестерни Бю влево ее левый зубчатый венец входит в зацепление с шестерней 56, жестко закрепленной на валу XV, и вращение последнему передается помимо обгонной муфты, что необходимо для нарезания торцовых резьб.
От ходового валика XVII вращение через шестерни 27—20—28, предохранительную муфту М„ и червячную передачу 4—20 сообщается валу XIX. Последний связан передней шестерней 40 непосредственно с зубчатыми венцами кулачковых муфт М7 и Мд, а задней шестерней 40 через паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и М&.
При оцеплении кулачковых муфт Л46 и М7 включается продольная подача суппорта в том или ином направлении; при этом вращение от вала XX через шестерни 14—66 передается валу XXI с закрепленной на нем реечной шестерней 10
Поперечная подача суппорта в ту или иную сторону включается муфтами Мз и Мд, после чего вращение от вала XXII передается поперечному ходовому винту XXIII шестернями 40—61—20. При одинаковой настройке коробки подач поперечные подачи имеют вдвое меньшую величину, чем продольные.
Вспомогательные движения. Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя через клиноременную передачу 85—147, ходовой валик XVII и далее по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочих подач. Скорость быстрых продольных перемещений суппорта равна 3,4 м!мин, а поперечных— 1,7 м!мин.
Рис 1.6 Кинематическая схема токарно винторезного станка модели 1К62
о
Узлы станка модели IK62
Механизм переключения фрикционов. Многодисковые фрикционы для включения прямого и обратного вращения шпинделя управляются рукоятками 19 и 17 (рис. 17, а). Рукояткой 19 пользуются при настройке станка, а во время работы используют рукоятку 17, которая всегда перемещается вместе с фартуком вдоль валика 18. Последний по всей длине имеет шпоночный паз d и связан с рукояткой 17 скользящей шпонкой.
При повороте рукоятки 17 в направлении стрелок А и В поворачивается валик 18, а вместе с ним и рукоятка 19. Последняя через тягу 16, коромысло 15 и валик 12 вращает шестерню 11, находящуюся в зацеплении с рейкой 10. На левом конце рейки 10 закреплена вилка 9, которая своим кольцевым сектором входит в выточку муфты 23. Перемещение муфты 23 вдоль полого вала 7 вызывает небольшой поворот собачки 24, которая, входя нижним выступом Ь в поперечный паз тяги 8, заставляет последнюю переместиться на небольшую величину вдоль своей оси. Тяга 8 с помощью сквозного штифта 4 связана с муфтой 25, благодаря чему последняя также получает небольшие перемещения вдоль оси вала 7.
При перемещении муфты 25 влево включается фрикцион прямого вращения шпинделя, при перемещении муфты 25 вправо — фрикцион обратного вращения шпинделя.
Фрикционы состоят из дисков 2 с наружными выступами, которыми они входят в пазы а ступиц шестерен 1 и 6, и дисков 26 с внутренними выступами, которыми они связаны со шлицами полового вала 7. При сжатии дисков муфтой 25 между ними возникают силы трения, которые и обеспечивают передачу крутящего момента от вала 7 к шестерне / или 6. Для регулировки силы сжатия дисков как при сборке, так.и по мере их износа предусмотрены резьбовые кольца 3 и 5. Для быстрой остановки станка служит установленный на валике III (см. также рис. 16) ленточный тормоз. Включение тормоза связано с переключением фрикционов. В нейтральном положении фрикционов рейка 10 выступом с нажимает на конец двуплечевого рычага 20, который затягивает ленту 22 на тормозном барабане 21 и останавливает привод станка. При включении одного из фрикционов выступ рейки 10 сходит с конца рычага 20 и последний освобождает ленточный тормоз.
На станке модели 1К62 предусмотрено реле времени для автоматического отключения электродвигателя от сети при работе станка на холостом ходу в течение более чем 3—8 мин. Для этой цели на валике 12 установлен кулачок 14, который при нейтральном положении фрикционов, т. е. при работе станка на холостом ходу, включает реле 13, заранее настроенное на определенное (в пределах 3—8 мин) время. По истечении этого времени реле отключает цепь питания электродвигателя.
При включенных фрикционах кулачок 14 отходит в сторону и реле времени блокируется.
Четырехлозиционный резцедержатель. На центрирующем буртике верхней части суппорта 1 (рис. 17, б) установлена четырехсторонняя головка 13. С одной стороны головки размещен конический фиксатор 3 с пружиной 4, а с другой стороны — шариковый фиксатор 17 с пружиной 15 и резьбовой пробкой 12.
Сверху к головке 13 двумя болтами привинчен фланец 5. Внутри головки на центральном пальце 16 расположен кулачок 11 с торцовыми зубьями и храповая муфта 10, которая прижимается к торцу кулачка пружиной 8 Храповая муфта 10 может свободно скользить по шлицам втулки 9, запрессованной в рукоятку 7.
Освобождение головки, ее поворот, фиксация и закрепление производятся одной рукояткой 7. В начале поворота рукоятка 7, перемещаясь по резьбе вверх, освобождает головку. Вместе с рукояткой поворачивается кулачок И, который связан с ней зубьями храповика 10. Как только головка будет освобождена, скос кулачка 11, действуя на лапку фиксатора 3, приподнимет фиксатор. Вслед за тем кулачок 11, упираясь стенкой выреза в штифт 14, поворачивает головку. При этрм шарик 17 отжимается вверх. В конце поворота шариковый фиксатор заскакивает в очередное гнездо, осуществляя предварительную фиксацию головки.
При обратном повороте рукоятки 7 кулачок И освобождает фиксатор 3, который, западая в гнездо 2, окончательно фиксирует головку. Кулачок 11, упираясь стенкой выреза в штифт 14, останавливается. При дальнейшем повороте рукоятки 7 скошенные торцовые зубья кулачка 11 отжимают вверх храповик 10. В конце поворота рукоятка 7 закрепляет головку.
Подгонкой шайбы 6 по толщине обеспечивают удобное положение рукоятки 7 при зажиме.
Задняя бабка. При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели тело задней бабки изготовляется из двух частей — корпуса 3 (рис. 17, в) и основания 5, которые связаны друг с другом поперечной шпонкой. Смещение корпуса 3 с центром относительно основания 5 производится винтами 1 и 4 и гайкой 2.
Для осуществления на токарных станках сверлильных переходов нужно производить подачу задней бабки вдоль оси изделия. На станке модели 1К62 для этой цели предусмотрен замок, соединяющий суппорт с основанием задней бабки 5 (рис. 17, г). Для соединения замка суппорт и задняя бабка сближаются, а затем поперечные салазки / перемещаются в радиальном направлении, пока планка 3 не встанет над планкой 6. При продольной подаче салазок 2 суппорта выступ планки 3 захватит выступ планки 6 и обеспечит перемещение задней бабки 4.
Рис. ’7 Узлы токарно-винторезного станка модели 1К62
й ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ IK620 Общая характеристика станка
Назначение станка. Универсальный токарно-винторезный станок модели 1К620 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрическом, модульной, дюймовой, питчевой, многозаходной, а также для нарезания точной резьбы. Кроме перечисленных видов резьб, на станке можно также нарезать архимедову спираль с шагом 3/8" и 7,6".
Ввиду широкой универсальности и высокой точности станок наиболее целесообразно использовать в экспериментальных цехах и в научно-исследовательских лабораториях.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали в мм: над станиной .................................... 400
над нижней частью суппорта................... 220
Наибольший диаметр обрабатываемого прутка в мм . 45
Расстояние между центрами в мм.................... 700, 1000, 1400
Наибольшая длина обтачивания в мм . .......... 655, 945, 1325
Пределы поворота верхней части суппорта в град . . ±65
Изменение чисел оборотов шпинделя.................Бесступенчатое
Пределы чисел оборотов шпинделя в минуту .... 12—3000
Количество величин подач суппорта ................ 48
Пределы величин продольных подач в мм]об . . . 0,070—4,16
Пределы величин поперечных подач в мм!об .... 0,035—2,08
Шаги нарезаемых резьб:
метрической в мм ........... . 1—192
дюймовой (число ниток на 1") ................ 24—2
модульной, модуль в мм ...................... 0.5—48
питчевой в питчах .......................... 96—I <
Диаметр отверстия в шпинделе в мм . . . 47
Скорость быстрого перемещения суппорта в м!мин: продольного ..................................... 3,4
поперечного ............................. . .
Мощность главного электродвигателя в кет . . . . 10
Основные узлы станка (рис. 18). Л — вариатор с клиновым ремнем; Б — гитара сменных колес; В — передняя бабкй; Г —тахометр чисел оборотов шпинделя; Д — защитный кожух; Е —суппорт; Ж — задняя бабка; 3— шкаф с электрооборудованием; И — привод быстрых перемещений суппорта; К — станина; Л — поддон; задняя тумба; // — фартук; О — передняя тумба с главным электродвигателем; П — коробка подач.
Органы управления. 1 — рукоятка выключения цепи механического реверсирования привода движения резания; 2 — грибок управления звеном увеличения шага; 3 — грибок управления реверсом для нарезания правых и левых резьб; 4 — рукоятка управления переборами, 5 — кнопочная станция пуска и остановки шпинделя; 6 — рукоятка ручного поперечного перемещения суппорта; 7 — рукоятка поворота, фиксации и закрепления четырехпозиционного резцедержателя; 8— рукоятка ручного перемещения верхней части суппорта; 9— кнопка включения электродвигателя быстрых перемещений суппорта; 10—рукоятка закрепления пиноли задней бабки; 11 — кнопка пуска и остановки главного электродвигателя; 12—рычаг закрепления задней бабки на станине; 13 — маховичок ручного перемещения пиноли задней бабки; 14— рукоятка включения, выключения и реверсирования продольных и поперечных механических перемещений суппорта; 15 — кнопочная станция плавного изменения чисел оборотов шпинделя; 16— рукоятка включения маточной гайки; 17 — рукоятка реверсирования шпинделя с одновременным быстрым отводом резца при нарезании резьбы; 18 — кнопка блокирования фрикционной муфты при нарезании торцовой резьбы и обточке ’конусов, 19—маховичок ручного продольного перемещения суппорта; 20— кнопка выключения реечной шестерни •при нарезании резьбы; 21 — рукоятка включения поперечной подачи суппорта или подачи верхней части суппорта; 22— штурвал для установки величины подачи или шага резьбы; 23—рукоятка установки типа резьбы или подачи.
Движения в станке. Движение резания — вращение шпинделя с обрабатываемой деталью. Движения подач — прямолинейные поступательные перемещения суппорта в продольном и поперечном направлениях, а верхней части суппорта — под углом к оси вращения детали, перемещение задней бабки совместно с суппортом вдоль оси шпинделя. Вспомогательные движения — быстрые механические и ручные установочные перемещения суппорта вдоль, поперек оси обрабатываемой детали и под углом к ней; электромеханическое управление вариатором бесступенчатого изменения скорости вращения шпинделя; ручное перемещение пиноли задней бабки вдоль оси шпинделя и ручной поворот четырехпозиционного резцедержателя.
Принцип работы. В основном принцип работы станка 1К620 такой же, как у станка 1К62. Особенностью работы станка модели 1К.620 является возможность обтачивания конических поверхностей с механической подачей суппорта, а также обработки фасонных поверхностей и ступенчатых валиков по полуавтоматическому циклу с применением электрокопировального устройства.
Рис. 18. Общин вид токарно-винторезного станка модели 1К620
Кинематика станка модели IK620
Движение резания. Вращение от электродвигателя мощностью 10 кет передается валу II (рис. 19, а) коробки скоростей через механический вариатор с раздвижными коническими шкивами 7 К1 и Чк2 и широким клиновым ремнем Рм. Вариатор позволяет бесступенчато изменять скорость вращения шпинделя в диапазоне 4 : 1. Вал III получает вращение от вала II при прямом вращении шпинделя через шестерни 19—38 и электромагнитную дисковую муфту а при обратном вращении — посредством шестерен 19—49, вала IV, электромагнитной дисковой муфты Л1я3 и шестерен 69—44.
При прямом вращении шпинделя для повышения к. п. д. шестерня 49 на валу IV и шестерня 44 на валу Ill осевым перемещением выводится из зацепления с шестернями 19 и 69. Электромагнитные муфты Л191 и Мл2 позволяют включать, выключать и реверсировать вращение шпинделя.
Как видно из графика скоростей (рис. 19, б) вращение от вала III передается шпинделю по одному из четырех вариантов
При числе оборотов шпинделя в минуту от 12 до 45 вращение передается шестернями 22—88, валом V, шестернями 22—88, валом VI и шестернями 27—54.
При более высоких числах оборотов — от 50 до 180 в минуту — передача движения происходит по цепи: вал III, шестерни 22—88, вал V, передача 45—45, вал VI, шестерни 27—54, шпиндель.
Когда блок шестерен Б} перемещается вправо, шпиндель получает вращение со скоростью от 200 до 750 об!мин через шестерни 45—45, вал V, шестерни 45—45, вал VI и шестерни 27—54.
Высокие числа оборотов — от 750 до 3000 в минуту — шпиндель получает от вала III непосредственно через шестерни72—36.
Для быстрой остановки станка на валу V установлен дисковый фрикционный тормоз Т с электромагнитной муфтой.
Движения подач. Кинематическая цепь подач станка модели 1К620 от шпинделя VII до ходового валика XVIII в точности соответствует аналогичной цепи станка модели 1К62. От ходового валика вращение передается центральному валу XX фартука шестернями 28—28 и 37—26, валом XIX и червячной передачей 4—20. Передняя шестерня 44, закрепленная на валу XX, непосредственно зацепляется с колесами 60, 60, свободно установленными на валах XXI и XXVI. Задняя шестерня 44 зацепляется с соответствующими колесами 60, 60 через паразитное колесо 38
Электромагнитные дисковые муфты Мэ;1 и Мэ4 служат для включения, выключения и реверсирования продольной подачи, которая осуществляется от вала XXVI шестернями 14—66, валом XXVII и реечной передачей 10 — рейка т—3 мм.
Электромагнитные муфты Мэ:, и обеспечивают управление поперечной подачей и подачей верхней части суппорта.
В показанном на схеме положении подвижной шестерни 15
происходит подача верхней части суппорта. Ходовой винт XXV приводится во вращение от вала XXI посредством шестерен 40— 61—15—15, вала XXIII, конической передачи 20—20, шестерен 21—29, вала XXIV и конической передачи 19—19.
Когда подвижная шестерня 15 вводится в зацепление с шестерней 20, закрепленной на поперечном ходовом винте XXII, происходит поперечная подача суппорта.
При включении звена увеличения шага (блок £ц) величина подачи и шаг резьбы, в зависимости от диапазона чисел оборотов шпинделя, увеличиваются в 32 раза, 8 раз или 2 раза. При наивысшем диапазоне чисел оборотов шпинделя (от 750 до 3000 в минуту) величина подачи и шаг резьбы не только не увеличиваются, а, наоборот, вдвое уменьшаются, так как шпиндель VII вращается быстрее, чем вал III. Эта особенность привода подач используется .при операциях тонкой и алмазной токарной обработки.
Вспомогательные движения. Вариатор управляется электродвигателем мощностью 0,5 кет Последний через шестерни 16—48 и червячную передачу 1—64 приводит во вращение барабан Б6 с криволинейным пазом. В этот паз входит ролик Р ю закрепленный на штанге Ш, которая связана с рычагом Рг. Второй конец рычага Рг соединен с подвижным конусом Чк2 • Нажимом одной из кнопок, установленных на фартуке станка, производится включение электродвигателя вспомогательного привода в ту или иную сторону и соответственно осуществляется осевое перемещение конуса Чк2. Одновременно автоматически происходит смещение подвижной конической чашки Чк1 на ведущем валу /. Смещение конусов приводит к изменению передаточного отношения вариатора и, как следствие, к изменению чисел оборотов шпинделя.
Для визуального контроля скорости вращения шпинделя имеется таходинамо Тд, которое получает вращение от вала II посредством зубчатой передачи 17—67—44—17; его число оборотов соответствует числу оборотов вала //. Таходинамо электрически связано с вольтметром В, стрелка которого по одной из четырех его шкал показывает фактическое число оборотов шпинделя
Быстрые перемещения суппорта в продольном и поперечном направлениях, а также верхней части суппорта под углом к оси вращения шпинделя осуществляются от отдельного электродвигателя мощностью 1 кет, который связан с ходовым валиком XVIII клиноременной передачей 85—147. Наличие обгонной муфты Мо позволяет производить включение быстрых перемещений суппорта без выключения рабочей подачи. Ручное продольное перемещение суппорта осуществляется маховиком Мх через вал XXVI, шестерни 14—66, вал XXVII и реечную передачу. Лимб Л продольного перемещения суппорта получает вращение от вала XXVII посредством шестерен 41—23—87.
1450об/ми^
2754
Г 88\
22 88
t -5ммлеб'.
XXIV
2632\ 4044 48
Рейка т’Змы
085
XVII
t‘12MM
XVIII
56 56
0/47
XXUI
t* 5 мм лев
XXb <
XXW-
XXIX
XXVI
xxvm
N'lOxOm n> 1450 об/мин
N‘0,5 кВт n • 1440 об/мин
13-38-------
4 7236,
Ц-1к8т
П^14Юоб/ми[
п, об/мин ^3000
Рис. 19. Кинематическая схема токарно-винторезного стайка модели 1К620
8; Узлы станка модели IK620
Вариатор. На вал 18 (рис. 20, й) электродвигателя насажена на шпонке л зафиксирована стопором 19 гильза 17. К буртику гильзы приклепан конус 20. Подвижный конус 1 приклепан к втулке 5, которая связана с гильзой 17 направляющей шпонкой 2 Подвижный конус 1 под действием сильной пружины 4 стремится сблизиться с неподвижным конусом 20. Сила нажима пружины 4 регулируется резьбовой пробкой 3.
Для балансирования системы в тавровом пазу конуса 1 установлен противовес 6.
На задней стенке передней бабки в кронштейне 7 смонтирована ведомая пара конусов 8 и 12 Конус 8 с противовесом 11 закреплен через буксу 9 на валике 10. Конус 12 по направляющей шпонке 13 может перемещаться вдоль буксы 9 Перемещение конуса 12 производится рычагом 15, закрепленным на оси 16 в кронштейне 7.
Ведущие конусы / и 20 и ведомые конусы 8 и 12 связаны бесконечным широким клиновым ремнем 21. В показанном на рисунке положении ведущие конусы максимально сближены, а ведомые раздвинуты.
Если клиновой ремень имеет контакт с ведущими конусами по максимальному диаметру, а с ведомыми конусами по наименьшему, то приводная шестерня 14 получает наивысшее число оборотов в минуту.
При повороте рычага 15 против часовой стрелки конус 12 сближается с конусом 8 и. преодолевая сопротивление пружины 4, смещает клиновой ремень вверх, плавно уменьшая скорость вращения приводной шестерни 14.
Копировальное устройство. Контактная головка (рис. 20, б) состоит из гильзы 13, в которой на шаровом шарнире 3 установлен стержень 4. Па нижнем конце стержня 4 при помощи гайки 2 закрепляется сменный копировальный палец /. Верхний сферический конец стержня 4 находится в гнезде камня 5 рычага 8.
При нажиме па палец 1 в любом радиальном или осевом направлении стержень 4, преодолевая сопротивление пружины 6, поворачивает рычаг 8 и размыкает тем самым контакты К\ и замыкает контакты К2, произведя переключение подачи суппорта в обратном направлении. Как только давление на копировальный палец исчезнет, рычаг 8 под действием пружины 6 примет нормальное положение, замкнув контакты Kt и разомкнув контакты К2. Подача суппорта вновь изменит направление.
При включенной продольной подаче палец электрощупа, находящийся в контакте с шаблоном, перемещается вдоль последнего. Профиль шаблона, нажимая на копировальный палец 1. поворачивает стержень 4 и включает поперечную подачу. Начнет перемещаться поперечный суппорт вместе с электрощупом. По как только суппорт сместится настолько, что давление шаблона на палец
прекратится, стержень 4 повернется и поперечная подача выключается. Однако благодаря продолжающейся непрерывной продольной подаче профиль шаблона вновь придет в контакт с копировальным пальцем / и вновь будет включена поперечная подачу. Таким образом, благодаря непрерывному включению и выключению поперечной подачи копировальный палец / поддерживается в непрерывном контакте с шаблоном за счет перемещения поперечного суппорта. При этом резец, закрепленный на суппорте, обтачивает обрабатываемую деталь, профиль которой соответствует профилю шаблона.
Если по 'каким-либо .причинам давление на копировальный палец превысит допустимое, то рычаг 8 через контакты Kz повернет рычаг // и разомкнет контакты Кз> выключив станок. Регулирование головки производится винтами 7, 9, 10 и 12.
При продольном фасонном точении (рис. 20, в) включается постоянная по величине и направлению продольная подача snp суппорта; включение подачи поперечного суппорта в том или ином направлении в зависимости от профиля шаблона обеспечивается электрощупом посредством контактной головки и электромагнитных муфт поперечной подачи М9- и (рис. 19, о). При торцовом фасонном точении (рис. 20, г), наоборот, включается постоянная поперечная подача snp, а продольная подача включается электрощупом посредством электромагнитных муфт и M3i (рис. 19, а).
Отклонение профиля поверхности детали от профиля шаблона не превышает 0,03 мм.
Механизм быстрого отвода суппорта. После каждого прохода поперечный суппорт вручную быстро отводится назад. В то же время шпиндель, а вместе с ним и суппорт, автоматически изменяет направление движения. В начале нового прохода суппорт вновь быстро подводится к обрабатываемой детали, и шпиндель получает первоначальное вращение. Такая система управления позволяет значительно сократить вспомогательное время и успешно производить нарезание резьбы резцом на высоких скоростях.
Для быстрого отвода и подвода поперечного суппорта служит рукоятка 7 (рис. 20, д; см. также рис. 18, поз. /7), жестко закрепленная в кольце 2. Кольцо имеет криволинейный паз, в который входит цилиндрический штифт /, связанный с гильзой 5. В этой же гильзе на втулках и упорных шариковых подшипниках смонтирован поперечный ходовой винт 4. Гильза 5 удерживается от проворачивания шпонкой .?/ но может перемещаться в кронштейне 6 вдоль своей оси.
При повороте рукоятки 7 благодаря наличию криволинейного паза в кольце 2 гильза 5, связанный с нею ходовой винт 4 и поперечный суппорт получают перемещение вдоль своей оси.
Рис. 20.. Узлы токарно-винторезного станка модели 1К620
УНИВЕРСАЛЬНЫМ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 163
Общая характеристика станка
Назначение станка. Токарно-винторезный станок модели 163 является скоростным универсальным станком, предназначенным для, выполнения разнообразных токарных и винторезных работ, включая точение конусов с механической подачей и нарезание всех ходовых типов резьб: метрической, модульной, дюймовой и питчевой.
Жесткая конструкция станка, высокий верхний предел чисел оборотов шпинделя и сравнительно большая мощность привода дают возможность использовать его на скоростных режимах с применением твердосплавных резцов и инструментов из современных быстрорежущих сталей. На станке можно обрабатывать детали сравнительно больших размеров из черных и цветных металлов. Станок предназначен для использования в условиях индивидуального и мелкосерийного производства.
Техническая характеристика станка
Высота центров в мм ................................. 315
Наибольший диаметр обрабатываемой детали в jmjm: над станиной .................................. 630
над нижней частью суппорта....................... 340
Диаметр отверстия в шпинделе в мм............... 70
Расстояние между центрами в мм................ 1400, 2800
Число скоростей вращения шпинделя............... 24
Пределы чисел оборотов шпинделя в минуту........ 10—1250
Количество величин подач суппорта .............. 40
Пределы величин подач суппорта в мм}об: продольных .....................................0,10—3,20
поперечных ................................. 0,04—1,18
Пределы величин подач верхней части суппорта в мм/об 0,033—1
Скорость быстрых продольных перемещений суппорта в м)мин .................. 3,6
Мощность главного электродвигателя в кет........ 14
Основные узлы и приспособления станка (рис. 21). А — гитара сменных колес; Б — передняя бабка с коробкой скоростей; В — четырехкулачковый патрон; Г — подвижной люнет; Д — четырехпозиционный резцедержатель; Е — суппорт; Ж — неподвижный люнет; 3 — задняя бабка; И — шкаф с электрооборудованием; К — станина; Л — привод быстрых перемещений суппорта; М — фартук; Н — поддон для сбора охлаждающей жидкости и стружки; О—коробка подач.
Органы управления. 1 — штурвал управления коробкой скоростей; 2—рукоятка для настройки на нормальный или увеличен-
ный шаг резьбы и для деления при нарезании многозаходных резьб; 3— рукоятка управления реверсивным механизмом для нарезания правых и левых резьб и двукратного увеличения подачи;
4 — рукоятка управления переборами; 5 — пуговка включения и выключения реечной шестерни, 6 — рукоятка поворота, фиксации и закрепления четыерхпозиционного резцедержателя; 7 — рукоятка включения и выключения механического перемещения верхней части суппорта; 8— кнопка включения быстрых перемещений суппорта; 9 — рукоятка включения, выключения и реверсирования продольных и поперечных перемещений суппорта; 10—рукоятка закрепления и освобождения пиноли задней бабки; 11 — маховичок ручного перемещения пиноли задней бабки; 12 — включатель напряжения; 13 — переключатель для точения конусов или цилиндров; 14 — рукоятка ручного перемещения верхней части суппорта; 15 и 21 — рукоятки включения, выключения и реверсирования вращения шпинделя; 16 — рукоятка включения и выключения маточной гайки; 17 и 22 — кнопочные станции пуска и остановки главного электродвигателя; 18 — рукоятка ручного поперечного перемещения суппорта; 19—пуговка включения и выключения механического поперечного перемещения суппорта; 20 — маховичок ручного продольного перемещения суппорта; 23 — рукоятка включения ходового винта или ходового валика; 24 и 25 — рукоятки для настройки требуемого шага резьбы или величины подачи; 26 — рукоятка выбора типа резьбы или подачи.
Движения в станке. Движение резания — вращение шпинделя с обрабатываемой деталью. Движения подач — прямолинейное поступательное перемещение суппорта в продольном и поперечном направлениях, а верхней части суппорта — под углом к оси вращения шпинделя; прямолинейное поступательное перемещение задней бабки совместно с суппортом вдоль оси вращения шпинделя. Движение образования винтовой поверхности— прямолинейное поступательное перемещение суппорта в продольном направлении, кинематически связанное с вращением шпинделя. Вспомогательные движения — быстрые механические и ручные установочные перемещения суппорта в продольном и поперечном направлениях и под углом к оси вращения шпинделя, ручное прямолинейное перемещение пиноли задней бабки, ручной периодический поворот четырехпозиционного резцедержателя.
Принцип работы. Принцип работы станка модели 163 такой же, как и у стайка модели 1K62Q.
Рис. 21. Общий вид токарно-винторезного станка модели 163
Кинематика станка модели 163
Движение резания. Вал 1 (рис. 22, а) коробки скоростей получает вращение от главного электродвигателя мощностью 14 кет через клиноременную передачу 200—280. На валу / свободно вращаются блок шестерен 40, 45 и одиночное колесо 45, которые могут быть соединены с валом / посредством двусторонней дисковой фрикционной муфты Мф. Для получения прямого вращения шпинделя муфта Мф включается влево, и вал // получает вращение через двойной подвижный блок шестерен Б\ с двумя различными скоростями. Включением муфты М вправо шпинделю сообщается обратное направление вращения, а валу // движение передается через широкое паразитное колесо 32 с одной скоростью.
От вала // вращение передается валу III посредством тройного подвижного блока шестерен Б? с шестью различными скоростями. При среднем положении тройного подвижного блока шестерен Б3 вращение от вала III сообщается непосредственно шпинделю VI. В двух других положениях блока Б3 движение передается валу IV и далее через шестерни 24"—96, вал V и двойной подвижный блок шестерен Б4 шпинделю VI.
Как видно из графика скоростей (рис. 22,6), шпиндель имеет 24 различные скорости, от 10 до 1250 об!мин. При обратном вращении шпиндель имеет только 12 скоростей, от 18 до 1800 об)мин.
Минимальное число оборотов шпинделя в минуту пга1н определяется из выражения
10-24-24-24-22 1П «пин— 1450 280 0,985 5Q.48.60.96.ад — 10 об!мин.
Движения подач. Движения подач заимствуются непосредственно от шпинделя через шестерни 60—60, когда двойной подвижный блок шестерен Б$ сдвинут вправо. При подаче используются только два положения подвижного блока шестерен Б6: среднее, когда зацепляются шестерни 28—56, и правое, когда зацепляются шестерни 42—42.
Показанное на схеме левое положение блока Б^ применяется для нарезания левых резьб.
Коробка подач получает вращение от вала VIII через сменные колеса. При подаче сменные колеса устанавливаются по схеме Сп а в коробке подач включаются муфты Mi и М2. Тогда вращение, от вала VIII передается ходовому валику XVII через сменные колеса 63—56—88—63, вал IX, муфту М|, вал XI, один из блоков Б7—Бю, вал X, муфту М2, вал XII, блок Бц, вал XIII, муфту М4 или перебор 30—60 и 30—60, вал XIV, шестерни 37—53 и вал XVI.
Центральный вал XIX фартука получает вращение от ходового валика через шестерни 24—44, муфту обгона Мо, вал XVIII и червячную передачу 3—36.
Продольная подача включается, выключается в реверсируется электромагнитной двусторонней фрикционной муфтой . Движение от центрального вала XIX передается фартуку шестернями 55—55 или 52—26—52, муфтой Л4Э, , валом XXVI, шестернями 22—66, валом XXVII и реечной передачей 12—рейка щ = 4 мм.
До вала XXII, который получает вращение от центрального вала XIX через шестерни 55—55 или 52—26—52, муфту Л1 Э1 , вал XX и передачу 63—17—20, кинематическая цепь поперечной подачи и подачи верхней части суппорта является общей. Поперечная подача включается смещением подвижной шестерни 17. При этом поперечный ходовой винт получает вращение от вала XXII посредством шестерен 20—17.
Подача верхней части суппорта включается муфтой М6. Движение при этом передается от вала XXII коническими шестернями 31—31, валом XXIII, передачей 30—30—30—30, валом XXIV, коническими шестернями 25—25 и муфтой Л46 ходовому винту XX V.
Движение образования винтовой поверхности. При нарезании резьбы движение заимствуется или непосредственно от шпинделя через шестерни 60—60, как и при подаче, или от вала IV через звено увеличения шага с шестернями 60—24—48—60.
Для нарезания метрической и дюймовой резьб сменные колеса устанавливаются по схеме С„ (63—56—88—63), а для нарезания модульной и питчевой резьб—*по схеме С„ (63—56 и 37—88—53).
При выключенных муфтах М| и Л12 (как показано на' схеме) нарезаются дюймовые и питчевые резьбы Для нарезания метрической и модульной резьб муфты Mi и М2 включаются. Ходовой винт XV получает вращение от коробки подач, когда включена муфта Л4б-
Вспомогательные движения. Быстрые перемещения суппорта во всех направлениях производятся от электродвигателя мощностью 1 кет, установленного на фартуке станка. Вращение от электродвигателя передается шестернями 20—33 валу XVIII и далее по кинематическим цепям подач.
Обгонная муфта Мо позволяет производить быстрые перемещения, не выключая рабочей подачи.
Ручное продольное перемещение суппорта осуществляется маховиком Mxi при включенной кулачковой муфте М7 через шестерни 20—46 и 22—22—66, вал XXVII и реечную передачу.
Лимб продольной подачи Л приводится в движение от вала XXVII посредством шестерен 75—37—149. Последнее колесо имеет внутренние зубья.
Ручные перемещения остальных рабочих органов станка осуществляются рукоятками, непосредственно закрепленными на ходовых винтах соответствующих передач.
0280
Рис. 22 Кинематическая схема токарно-винторезного станка модели 163
в Узлы станка модели 163
Механизм переключения скоростей. Включение любой из 24 скоростей вращения шпинделя производится на станке модели 163 двумя рукоятками.
Рукоятка / (рис. 23,6) 'управляет подвижными блоками шестерен Бх и Б2 (рис. 22, а) коробки скоростей, а рукоятка 27 (рис 23,6)—тройным блоком Б3 и двойным блоком Б< (рнс. 22, а) переборного устройства.
Вращением рукоятки / (рис. 23,6) через вал 26 и шестерни 25—8 приводятся в движение кривошипный палец 9 и диск 7 с торцовым криволинейным пазом а, в который входит ролик 6 двуплечевого рычага 5. Второй конец рычага 5 посредством ползунка 32 связанс вилкой <?/,перемещающейся по круглой направляющей 30. Вилка 31 управляет тройным подвижным блоком Ь2 (рис. 22, а).
Кривошипный палец 9 (рис. 23,6) при помощи ползушкн 10 перемещает по круглой направляющей 12 вилку 11, которая управляет двойным подвижным блоком шестерен Б\ (рис. 22, а).
Каждому из шести фиксируемых положений рукоятки / соответствует определенное расположение двойного и тройного блоков шестерен, что обеспечивает шесть комбинаций зацепления шестерен и соответственно шерть различных скоростей вращения шпинделя.
Кожух 2 имеет шесть окон е, через которые видны цифры, нанесенные на диске 3. Цифры соответствуют ряду чисел оборотов шпинделя. Указатель д на лимбе рукоятки 1 показывает, какое число оборотов будет иметь шпиндель при данном расположении рукояток 1 и 27.
При повороте рукоятки 27 через вал 21, зубчатую передачу 20—19—18 и вал 17 приводится во вращение диск 16. Последний имеет криволинейныеторцовыепазы виги V-образ-ные выемки — б. На круглой направляющей 22 установлены вилки 24 и 23. Криволинейный паз в посредством вилки 24 определяет положение тройного подвижного блока шестерен Б3 (рис. 22,а), а паз г при помощи вилки 23 (рис. 23,6) перемещает двойной подвижный блок шестерен (рис. 22, а).
Выемки 6 (рис. 23, 6) служат для фиксации положения блоков шестерен. Для этрй цели предусмотрен фиксатор, состоящий из шарика 15, пружины 14 и резьбовой пробки 13.
Диск 3 посредством рычажной втулки 4, тяги 29 и рычага 28 связан с. валом 21. Поэтому каждому фиксированному положению рукоятки 27 соответствует определенное положение диска 3 с цифрами чисел оборотов шпинделя.
Суппорт для обработки конических поверхностей. Точение коротких конусов с высотой до ПО мм осуществляется подачей верхней части суппорта, повернутой под углом равным половине угла конуса.
Точение длинных конусов на токарно-винторезном станке, модели 163 производится сочетанием двух движений — продольной подачи и подачи верхней части суппорта, повернутой на определенный угол р (рис. 23, а, в).
Одновременное включение указанных подач возможно только при установке переключателя 13 (рис. 21) в одно из положений «конус» и настройке станка на подачу верхней Части суппорта.
Переключатель 13 имеет два положения «конус». В одном положении переключателя 13 электромагнитные муфты фартука блокируются в такой комбинации, что при включении продольной подачи суппорта в направлении передней бабки верхняя часть суппорта будет перемещаться от центра (рис. 23, а). В это положение переключатель 13 (рис. 21) устанавливается для обработки прямых конусов.
Для точения обратных конусов (рис. 23, в) переключатель 13 (рис. 21) поворачивается на 180°. При этом электромагнитные муфты фартука блокируются в иной комбинации, обеспечивающей при включении продольной подачи суппорта в направлении передней бабки перемещение верхней части суппорта к осн вращения обрабатываемой детали.
В соответствии с отношением скорости продольной подачи суппорта к скорости подачи верхней части суппорта равным 3,. 19 выводится формула для определения угла поворота верхней части суппорта в зависимости от угла наклона образующей обрабатываемого конуса. Расчетная формула имеет вид
Р — + а + arc sin (3,19 sin а),
где р — угол поворота верхней части суппорта в град;
а — угол наклона образующей обрабатываемого конуса в град.
При точении прямых конусов (рис. 23, а) значения угла а подставляют в расчетную формулу со знаком плюс. При обточке обратных конусов (рис. 23, в) угол а подставляется со знаком минус.
Примеры расчета. Надо обточить прямой конус с конусностью 1:20. Для данной конусности угол наклона образующей ai составит Г25'56"; sin си равен 0,025, a arc sin (3,19 sincu) равен 4°34'27". Подставляя в расчетную формулу полученные значения, получим
р, = 1о25'56"+4°34'27"=6°00'23".
На этот угол необходимо повернуть верхнюю часть суппорта. Для расточки конуса Морзе 6 по схеме (рис. 23, в) имеем: a2=l°29'36"; sin а2 = 0,02606; аге sin (3,19 sin а2) =4О46'()6"; тогда угол р2 найдем из выражения
р2=_ 1 о29'36'Ч4°46'06"=3° 16'30\
Q)
8 9 1011
26
25
„27
29 26
12 13
,19
15
17
18
19
20
Рис. 23. Узлы токарно-винторезного станка модели 163
ТОКАРНО-ЗАТЫЛОВОЧНЫИ СТАНОК
МОДЕЛИ К96
Общая характеристика станка
Назначение станка. Станок предназначен для затылования зубьев червячных, фасонных и модульных фрез с прямыми и вин: товыми канавками, а также метчиком. На станке К96 можно, кроме этого, производить нарезание резьбы и шлифование ’затылованных инструментов.
Техническая характеристика станка
Высота центров в мм......................................... 260
Расстояние между центрами в мм ............................. 750
Максимальный диаметр затылования инструмента над суппортом в мм ................................................ 290
Число скоростей вращения шпинделя............................. 8
Пределы прямых чисел оборотов шпинделя в минуту . . . 4,5—50
Пределы обратных чисел оборотов шпинделя в минуту . . 9—100 .Мощность электродвигателя, в кет ........................... 2,5
Основные узлы станка (рис. 24). А — передняя бабка с коробкой скоростей; Б — затыловочный суппорт; В — задняя бабка; Г — станина станка; Д — основание станка; Е — фартук; Ж — привод затылования и деления; 3 — гитара подач и резьбы.
Органы управления: 1 — рукоятка реверсирования продольного перемещения фартука с суппортом; 2—рукоятка включения звена увеличения шага;*3 и 4 — рукоятки управления коробкой скоростей; 5 — рукоятка управления .перебором; 6' — маховичок ручного продольного перемещения суппорта; 7 — рукоятка ручного поперечного перемещения суппорта; 8—рукоятка ручного перемещения верхней части суппорта, 9—рукоятка включения и выключения маточной гайки ходового винта; 10—рукоятка зажима пиноли задней бабки; // — рычаг закрепления задней бабки на станине станка; 12 - маховичок ручного перемещения пиноли задней бабки; 13 и 14 — рукоятки включения, выключения и реверсирования вращения шпинделя.
Движения в станке. Движение резания — вращение шпинделя с затылуемым инструментом Продольная подача — прямолинейное поступательное движение суппорта с режущим инструментом вдоль оси шпинделя. Движение образования винтовой линии —также продольные перемещения суппорта с режущим инструментом, но кинематически увязанные с вращением шпинделя и определяемые шагом винтовой линии. Затыловочно-делительное движение — прямолинейное возвратно-поступательное перемещение суппорта в радиальном направлен
нии за время поворота затылуемого инструмента на один зуб. Вспомогательные движения — ручное продольное перемещение суппорта, ручное поперечное перемещение суппорта, ручное перемещение верхней части суппорта и ручное перемещение пиноли задней бабки.
Принцип работы. Обычная архимедова спираль может быть образована сочетанием двух движений: равномерного вращения затылуемого инструмента и равномерного поступательного прямолинейного перемещения резца в радиальном направлении на величину равную шагу спирали за один оборот заготовки.
Винтовая архимедова спираль требует сочетания трех движений. Кроме двух указанных движений, для образования винтовой архимедовой спирали необходимо еще поступательное перемещение резЦа вдоль оси вращения затылуемого инструмента на величину равную шагу винтовой линии за один оборот шпинделя
Однако затылуемые фрезы имеют не один зуб, a z зубьев, следовательно, задача усложняется тем, что необходимо образовать не одну архимедову спираль, a zспиралей, начала которых расположены на равных расстояниях друг от друга по окружности, иначе говоря, образовать z-заходную спираль.
Для непрерывного образования многозаходных архимедовых спиралей необходимо вместо радиального перемещения в одном направлении сообщить резцу прямолинейное возвратно-поступательное движение с числом двойных ходов за один оборот шпинделя равным 1количеству заходов опирали.
Затылуемый инструмент закрепляется на оправке в центрах станка и получает вращательное движение. Режущий инструмент устанавливается в затыловочном суппорте Б, которому сообщается поперечное возвратно-поступательное затыловочное движение, согласованное с вращением заготовки.
При затыловании дисковых фрез суппорту сообщается только периодическая ручная поперечная подача.
При затыловании цилиндрических участков фасонных фрез суппорту сообщается также механическая продольная подача, величина которой не связана с параметрами фрезы и зависит исключительно от выбранных режимов резания.
При затыловании червячных фрез величина продольного перемещения суппорта за один оборот шпинделя должна соответствовать шагу фрезы. Для затылования фрез с винтовыми канавками затыловочный суппорт получает дополнительное движение, осуществляемое посредством дифференциального механизма.
Рис. 24 Общий вид токарно-затыловочного станка модели К96
Кинематика станка модели К96
Движение резания. Шпиндель V станка (рис. 25, а) приводится в движение фланцевым двухскоростным электродвигателем мощностью 2,5 кет, причем низшая скорость (700 об!мин) используется только для прямого вращения шпинделя, а высшая (1400 об!мин) —только для его обратного вращения.
От электродвигателя движение передается через шестерни 26—73 валу I коробки скоростей и далее посредством одного из двух двойных подвижных блоков шестерен Б\ и 52 Валу II. Полый вал III получает вращение от вала // через шестерни 50—65. Когда, как показано на схеме, муфта М3 перебора выключена, а шестерня 65 введена в зацепление с шестерней 65, закрепленной на валу III, последний сообщает вращение шпинделю V через зубчатую передачу 65—65, вал IV и шестерни 20—80. При включенной муфте Л13 шпиндель V получает вращение от вала III через шестерни 26—104, вал IV и шестерни 20—80 (рис. 25,6).
Движение подачи. Это движение заимствуется от шпинделя V, когда включена кулачковая муфта Afj. Ходовой винт VIII, связанный с разъемной маточной гайкой Гм , получает вращение от шпинделя через реверс с цилиндрическими шестернями 35—30— 30—35, вал VI и гитару сменных колес а—Ь и с—d. Так как в этом случае перемещение суппорта не имеет строгой кинематической связи с вращением шпинделя, то подбор сменных колес производят приблизительно исходя из выбранной величины подачи, обеспечивающей заданную чистоту поверхности зубьев.
Движение образования винтовой поверхности. При затыловании режущих инструментов с небольшим шагом резьбы это движение, так же как и движение подачи, заимствуется от шпинделя и через кулачковую муфту Мь реверс и гитару сменных колес передается ходовому винту VIII. Однако в этом случае подбор сменных колес а, Ь, с и d должен производиться точно в соответствии с шагом t резьбы по формуле
а с __ t
~b~ V ~ 12?7 ‘
При затыловании режущих инструментов с крупным шагом включается кулачковая муфта Л12; тогда движение образования винтовой поверхности заимствуется от шпинделя через переборные шестерни, и в расчетную формулу по подбору сменных колес необходимо ввести передаточное число перебора.
Затыловочно-делительное движение. Это движение также за- у имствуется от шпинделя и через перебор, шестерни 65—50—39, вал IX, шестерни 50—54, вал X, шестерни 54—50, вал XI, гитару сменных колес Qi—b\ и Ci—d}, вал XIII, конический дифференциал, Т-образный вал XIV, обгонную муфту Мо , шестерни 29—29, ходовой вал XV, коническую передачу 30—30 и вал XVI сообщает
ся кулачку К. Пружина П прижимает ролик Рк , закрепленный в поперечных салазках суппорта, к кулачку К, благодаря чему вращательное движение кулачка преобразуется в прямолинейное возвратно-поступательное движение поперечных салазок суппорта.
Сменные колеса делительной гитары подбираются из условия, чтобы при повороте шпинделя на один оборот кулачок совершил г оборотов (z— число зубьев затылуемой фрезы). Уравнение кинематической цепи для определения сменных колес имеет вид
. 1-65-50-54 ах q . 29-30 _ z
1 /я 39-54-50 bxdS<>u* 29-30 “ N '
где i п — передаточное отношение перебора (’/4 или */1б);
1диФ — передаточное отношение дифференциала р’авное */2;
N — число подъемов кулачка
Подбор сменных колес гитары деления производится по формуле
Л1 Ci _ 2
~ ~~5~Ntn ’
Для затылования режущих инструментов с винтовыми канавками дополнительное приращение скорости вращения кулачка К сообщается от ходового винта VIII через коническую передачу 48—36, вал XVII, шестерни 36—24, вал XVIII, сменные колеса а2—Ь2 и с2—dz гитары дифференциала, вал XX, червячную передачу 3—18, конический дифференциал, Т-образный вал XIV, муфту обгона Мо , шестерни 29—29, ходовой вал XV, коническую передачу 30—30 и вал XVI.
Сменные колеса гитары дифференциала подбираются из условия, чтобы при продольном перемещении суппорта на величину шага винтовой канавки Т кулачок Л совершил дополнительно z оборотов. Уравнение кинематической цепи приращения движения кулачка К имеет вид
Т 48-36a, ca3 а. 29-30 г 12,7 36-24 62d218*M 29-30 “ N ‘
Отсюда можно определить формулу для подбора сменных колес гитары дифференциала
аа с3 _ 6-12,7г
Ьг ~ TN
Вспомогательные движения. Ручное продольное перемещение суппорта осуществляется маховичком М xi через вал XXI, шестерни .24—64, вал XXII и реечную передачу 14—рейка ш=3- мм. Маховичок М х2 служит для ручного проворачивания привода при настройке станка.
73
X
I 41^4!^В"з31
N*2,5K6nt\ п^1400об/мин пг-700об/мин__
?б
|//|«
v
253 30U 23
йгзо
Рейка гп'Змм
t* 12,7мм
324
Г б)
\а2 1400
ой/минфбяз
_ \сгш/ 700 Y Л/ Л/Х об/мит ГУ
~¥li
'33-48^
~2П4
\VXVsXX^
л, об/мин и -----\1600
1120
800
560
400
280
200
140 к 100
> 70
Рис. 25. Кинематическая схема токарно-затыловочного станка модели К96
V*
Примеры настройки кинематических цепей станка модели К96 для различных случаев обработки
Затылование дисковых фрез. Настроить станок для затылова нпя модульной дисковой фрезы диаметром 75 леи с числом зубьев, равным 7. Кулачок К однопрофильный.
Необходимое число оборотов шпинделя станка п определится по формуле
lOOOv 1000 3,14 1О. й/
п = ~ — 13,4 об мин,
~и 3,14-75
где D — диаметр затылуемого инструмента в мм;
v — оптимальная скорость резания в м{мин. Для удобства расчетов принимаем с» = 3,14 м{мин.
Ближайшее меньшее число оборотов из имеющихся на станке (см. график рис. 25,6) равно 12 об)мин; оно получится при зацеплении шестерен 41—41 подвижного блока и колес 26—104 переборов (рис. 26, а).
Подбор сменных колес гитары деления производится по формуле
д, q 6г . 6 7 1 60 35
bt dt ~ 5Ntn ~ 5 Г 16" - КГ 80 *
Для данного случая z=7, 7V=1 и i„ =I/i6-
Затылование резьбовых фрез или метчиков с прямыми канавками. Настроить станок для затылования метчика М27ХЗ с четырьмя прямыми канавками при двухпрофильном кулачке.
Определим число оборотов п шпинделя.
1000 V 1000-3.14 о- t = 3J4-27 ‘ =37 об1мин-
Принимаем ближайшее меньшее число оборотов шпинделя из имеющихся на станке равное 35. Как видно из графика (рис. 25,6). в этом случае вводятся в зацепление шестерни 34—48 (блок Bi) и выключается муфта М3 перебора (рис. 26,6).
Подбор сменных колес гитары деления производим по формуле
Ui с, __ 6г . _ 6 4 1 _____ ЭО
~ Ый1'1 ~ "50 •
Для данного случая 2 = 4, N = 2 и in =4.
При включенной кулачковой муфте ЛД подбор сменных колес винторезной гитары следует производить по формуле
Д С _ t _3__________J30
b d ~ 12,7 “ 12,7 ~ 127 '
Схема настройки станка показана на рис. 26, 6.
Затылование червячных фрез и метчиков с винтовыми канавками. Настроить станок для затылования червячной фрезы диаметром 190 мм с модулем равным 15 мм. Число канавок равно 9. Диаметр начальной окружности составляет 150 мм. Левые винтовые канавки имеют угол наклона 5°43' и соответственно шаг винтовой Линии Т=4712 мм.
Число оборотов шпинделя определим по формуле 1000 v 1000-3,14 г - ,
" =~ = W190- =5-3 °6,НШ-
Принимаем минимальное число оборотов шпинделя равное 4,5 об!мин Для этого вводим в зацепление шестерни 22—60 блока В2 и колеса 26—104 перебора (рис. 26, в).
Сменные колеса гитары деления подбираем по формуле а} q _ 6z . 6-9-1 _ 60-45
bi di ~ 5N*,n ~ 5-1-16 “ 50-80 ‘
В данном случае 2 = 9, iV= 1 и i п =*/1б-
Так как в этом случае шаг винтовой линии большой, следует работать со звеном увеличения шага, т. е. включить кулачковую муфту М2. Тогда подбор сменных колес винторезной гитары следует производить по формуле
а с ~min __ 22-10-15 _ 55-30 .
T~d~i2?r 7-127-16 ~~ 56-127 ’
Подбор сменных колес гитары дифференциала для приращения возВратно-поступательных движений суппорта в соответствии с шагом винтовых канавок следует производить по формуле
а3 сг 6 12,7г _ 6-12,7-9 _ 45-30 bs dt TN 4712-1 ~ 80-115 '
На рис 26, в показана схема настройки кинематических цепей станка, для затылования червячной фрезы.
Во всех рассмотренных случаях подача осуществляется вручную перемещением поперечного суппорта в радиальном направлении.
Затылование цилиндрических участков фрез. В некоторых случаях затылование цилиндрических участков фасонных фрез осуществляется проходным резцом методом продольной подачи. Тогда винторезная цепь используется как цепь подачи (рис. 26, г), и подбор сменных колес производят исходя из заданной величины подачи на один .оборот шпинделя.
Рис 26. Схема настройки станка модели К96 для различных случаев обработки
s ДВУХСТОЕЧНЫЙ КАРУСЕЛЬНЫЙ СТАНОК МОДЕЛИ 1553
Общая характеристика станка
Назначение станка. Станок предназначен для обточки и расточки цилиндрических, конических и фасонных поверхностей, подрезки торцов и сверления отверстий в крупногабаритных деталях класса дисков И втулок, высота которых не превышает 1,5—2 диаметров.
Наиболее характерными деталями, обрабатываемыми на карусельном станке 1553, являются маховики, заготовки зубчатых колес, диски турбин, бандажи и т. п.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали в мм: без бокового суппорта .......................•........ 2300
с боковым суппортом .................................. 2100
Диаметр планшайбы в мм .................................. ’.2100
Наибольшая высота обрабатываемой детали в лм< .... 1600
Наибольшее вертикальное перемещение верхних суппортов в мм: правого .................................................... 865
левого ...................................... 950
Наибольшее горизоитальное перемещение верхних суппортов в Мм: правого ................................................... 13(5
левого 12(5
Наибольшее перемещение бокового суппорта в мм: вертикальное ......................................... 1520
горизонтальное ................................ 600
Число скоростей вращения планшайбы........................... 13
Пределы чисел оборотов планшайбы минуту .............. 1,4—48
Количество величин подач суппортов .......................... 12
Пределы величИ’1 подачи суппортов в мм!об ...... 0,2—9
Скорость перемещения траверсы в мм!мин....................... 400
Мощность главного электродвигателя в кет .................... 40
Основные узлы станка (рис. 27). Я —коробка подач левого верхнего суппорта; Б — левый верхний поворотный суппорт с резцедержателем; 5 —траверса; Г—правый верхний суппорт с револьверной головкой; Д — портал с механизмом перемещения траверсы; Е, К — стойки; Ж— коробка подач правого верхнего суппорта; 3—боковой суппорт с коробкой подач; И—станина.с планшайбой и коробкой скоростей.
Органы управления. 1 — подвесная кнопочная станция; 2 — ма
ховичок ручного горизонтального перемещения верхнего суппорта с резцедержателем; 3—рукоятки переключения коробки подач верхнего суппорта с резцедержателем; 4 — маховичок ручного вертикального перемещения верхнего суппорта с резцедержателем; 5 — маховичок ручного вертикального перемещения верхнего суппорта с револьверной головкой; 6 — маховичок ручного горизонтального перемещения верхнего суппорта с револьверной головкой; 7 — рукоятка переключения коробки подач верхнего суппорта с револьверной головкой; 8 — рукоятки переключения коробки подач бокового суппорта; 9 — маховичок ручного вертикального перемещения бокового суппорта; 10— маховичок ручного горизонтального перемещения суппорта; 11 — рукоятки переключения коробки скоростей.
Движения в станке. Движение резания — вращение планшайбы с заготовкой. Движения подач — горизонтальное и вертикальное перемещения верхних суппортов (левый верхний суппорт, кроме того, может перемещаться под углом к оси вращения детали), горизонтальное и вертикальное перемещения бокового суппорта. Вспомогательные движения — быстрые холостые перемещения суппортов, перемещение траверсы по направляющим стоек, зажим траверсы и поворот револьверной головки
Принцип работы. Обрабатываемая деталь закрепляется на планшайбе, которой сообщается вращательное движение в горизонтальной плоскости. Режущие инструменты закрепляются в боковом и верхних суппортах. Боковой суппорт 3 служит в основном для обточки наружных поверхностей, выточки канавок и подрезки торцов; в его четырехпозиционной головке закрепляются резцы различных типов. Верхний поворотный суппорт Б используется для обработки наружных и внутренних конических поверхностей. Верхний суппорт Г имеет пятипозиционную револьверную головку, в которой закрепляются инструменты, предназначенные главным образом для обработки отверстий.
Конструктивные особенности. Станок снабжен блокирующим механизмом, устраняющим возможность одновременного включения рабочей подачи и ускоренного хода суппортов.
Для облегчения вертикальных перемещений ползунов суппорты снабжены пружинными механизмами уравновешивания. Конструкция коробок подач обеспечивает возможность установки приспособлений для обработки конусных поверхностей без разворота верхнего поворотного суппорта.
Механизмы перемещения и зажима траверсы сблокированы и расположены в портале.
Рис. 27 Общий вид двухстоечного карусельного станка модели 1553
s Кинематика станка модели 1553
Движение резания. Планшайба станка приводится в движение электродвигателем мощностью 40 кет через клиноременную передачу 283—475 (рис. 29), коробку скоростей, переборное устройство, коническую передачу 25—32, вал VII и колеса 23—154.
В коробке скоростей находятся тройной и двойной передвижные блоки шестерен Б2 и Бь обеспечивающие валу /// шесть скоростей вращения. От вала /// вращение передается валу VI либо непосредственно колесами 18—21, либо через двухступенчатый перебор. В последнем случае вал VI получает вращение от вала III через колеса 18—44, вал IV, двойной подвижный блок Б$, вал V и шестерни 18—44. Как видно из графика (рис. 28), планшайба имеет 18 различных скоростей вращения.
Движения подач. Эти движения заимствуются от конической шестерни- 27, находящейся на валу VI, и передаются через конические колеса 27—27—27 валу VIII и валу XXXII. От вала XXXII движение сообщается коробке подач верхнего поворотного суппорта, а от вала VIII приводятся в движение коробки подач правого 1верхнего и бакового суппортов. От вала VIII движение передается через колеса 53—30, вал IX, конические шестерни 20—34, вал X, конический реверс 29—17—29, управляемый муфтой 2ИЬ коробке подач. В коробке подач находятся тронной Б± и двойной Б$ блоки шестерен и перебор, переключаемый муфтой Afa- Блоки £>< и £>5 обеспечивают валу XIII шесть различных чисел оборотов.
При выключенной муфте М2, как показано на схеме, вал XIV получает вращение через колеса 23—65, 22—62 и 22—62. При перемещении шестерни 62 влево включается кулачковая муфта М2 и вращение валу XIV передается непосредственно шестернями 23—65. От вала XIV через колеса 29—43, вал XV и шестерни 30— 42 приводится во вращение вал XVI. От этого вала через колеса 30—54, вал XVII, соосный с ним вал XVIII, червячную передачу 1—19 и реечную передачу боковому суппорту сообщается горизонтальная подача. Вертикальная подача бокового суппорта осуществляется от вала XVI через шестерни 30—54, вал XIX, шестерни 18—18, вал XX, червячную передачу /—19 и реечную передачу.
Горизонтальная подача правого верхнего суппорта осуществляется ходовым винтом XXIV; вертикальная подача — валом XXIII через конические колеса 13—13, шестерни 27—27, коническую передачу 13—13 и гайку, связанную с ходовым винтом / = 10 мм. Верхнему поворотному суппорту горизонтальная подача сообщается винтом XXVI, а вертикальная подача — валом XXV, червячной передачей 1—22 и реечной передачей.
Вспомогательные движения. Быстрые перемещения суппортов осуществляются от отдельных электродвигателей мощностью 1,7 кет через колеса 17—68—81 и далее по тем же кинематическим цепям, по которым передаются рабочие подачи. Вертикальное перемещение траверсы осуществляется двумя ходовыми вин-
S75 об/мин п, of/мин
I И Ш IV V V! VII Планшайба
Рис. 28. График скоростей вращения шпинделя
тами XXVIII и XXX, которые одновременно приводятся в движение отдельным электродвигателем мощностью 7 кет через валы XXVII и XXIX и червячные передачи 2—29. Зажим траверсы на стойках производится рычажно-винтовым устройством, приводимым в движение электродвигателем мощностью 1,7 кет через червячный редуктор 1—52. Поворот левого вертикального суппорта осуществляется вручную червячной передачей 1—300.
о
1*4
N= 7квт п- 730 об/мин
ШИ
XXIX
зах
ЛХХ/
Y 3CU t’6MM
зах
1 зах
Рейка пн
1-зах.
V ЗОГг
XXIII
XXII
XXVI 1-зах t-Юмм
XXIV 1-зах t*10MM
177*1,7K6mi
4*1,7
кВт
1420 об/мин
36 бз
\XVIII
зах левый
1-зах
0283
XXXII
IV=40 квт п=075об/мин
1-зах t*$MM \ХХХ
/9=1,7кбт
п* 1420 обмин
п 1420 об/мин
6*1.7 квт п* 1420 об/мин
1-заклёЬ \ Рейкаггмбмм
N* 1,7квт
| п* 1420об/мин
1-зах t*10MM
XXvmf 1-зах.
I t = 8 мм
Рис. 29 Кинематическая схема двухстоечного карусельного станка модели 1553
Узлы станка модели 1553
Подпятник шпинделя. Для повышения грузоподъемности и улучшения условий работы направляющих планшайбы у большинства современных карусельных станков предусмотрены шпиндельные подпятники механического или гидравлического типа.
В станке модели 1553 установлен регулируемый подпятник механического типа (рис, 30, а). Подпятник состоит из корпуса 2, •шарикового упорного подшипника 3, сферических шайб 4 и 5, червяка 1, косозубого колеса, 6 и винта 7 с гайкой 8.
Шпиндель планшайбы* упирается в верхнее кольцо шарикового упорного подшипника 3. Нижнее кольцо подшипника покоится на самоустанавливающихся сферических шайбах 4 и 5. Шайба 5 поджимается торцом косозубого колеса 6, навинченного на резьбовой конец винта 7, который посредством гайки 8 неподвижно закреплен в корпусе 2 подпятника.
В корпусе смонтирован также червяк 1, квадратный конец которого выходит за пределы корпуса. Этот квадрат используется для регулировки подпятника.
В зависимости от направления вращения червяка 1 косозубое-колесо 6, перемещаясь по резьбе винта 7, приподнимает или опускает шпиндель планшайбы.
По данным ЭНИМСа и Коломенского ЗТС, оптимальная величина разгрузки направляющих при подпятниках механического типа не зависит от числа оборотов и нагрузки на планшайбу и является величиной постоянной для данного типоразмера станка.
Для станка модели 1553 оптимальная величина разгрузки направляющих планшайбы составляет 0,04—0,05 мм Разгрузку направляющих рекомендуется производить следующим образом.
Сначала насухо протереть направляющие станины и планшайбы и установить планшайбу на место.
Затем в одном из суппортов установить индикаторную стойку, а измерительный штифт индикатора привести в соприкосновение с центром планшайбы.
Далее следует провернуть планшайбу, вручную или от привода, на самом малом числе оборотов, не включая систему смазки направляющих планшайбы.
После этого, регулируя подпятник, следить по индикатору, чтобы планшайба поднялась на величину 0.04—0,05 мм. •
Механизм управления коробки скоростей. На рис. 30, б пока зан один из механизмов управления подвижными блоками шестерен коробки скоростей станка модели 1553.
При повороте рукоятки 12 перемещаются рейки 11 и 8, связанные друг с другом регулировочной резьбовой муфтой 10 с контргайкой 9. Рейка 8 перемещается <в подшипниках крышки 7 и находится в зацеплении с секторным рычагом 3, второй конец которого связан со штангой 1.
На правом конце штанги 1 закреплена пилка 6, находящаяся в контакте с втулкой 5 блока шестерен 4. Левый конец штанги имеет три прорези для фиксации различных рабочих положений подвижного блока шестерен 4. Фиксатор 2 установлен в приливе корпуса коробки.
Механизм закрепления траверсы. Механизмы перемещения и зажима траверсы сблокированы таким образом, что при нажиме на кнопку включения электродвигателя перемещения траверсы сначала включается привод, освобождающий траверсу, затем траверса перемещается в нужное положение, а по окончании перемещения она автоматически закрепляется на стойках станка.
Механизм закрепления траверсы двухстоечного карусельного станка модели 1553 показан на рис. 30, в в отжатом полЬжении. Механизм состоит из червячного редуктора с фланцевым электродвигателем, двух рычажно-эксцентриковых зажимных устройств с винтовым приводом плавающего типа и конечного выключателя.
После включения электродвигателя 6 вращение через червячный редуктор 7 передается шлицевому плавающему валику 8. На левом конце валика 8 имеется резьба, которой он входит в подвижную гайку 5. На правом конце валика 8 неподвижно закреплена гайка 9. Обе гайки 5 и 9 имеют боковые пазы, в которые входят концы эксцентриковых рычагов 16 и 15. Зажимные рычаги 2 и 11 своими роликами покоятся на эксцентриковых участках рычагов 16 и 15. Короткие концы рычагов 2 и 11 упираются в направляющие стоек 17 и 13. Зажимные рычаги 2 и 11 прикреплены к траверсе шпильками / и гайками 12.
При вращении валика 8 гайки 5 и 9 начинают сближаться, а эксцентриковые рычаги 16 и 15 — поворачиваться к середине траверсы. Эксцентриковые участки рычагов 16 и 15, воздействуя через ролики на зажимные рычаги 2 и 11, приподнимают их, и последние, опираясь на задние направляющие стоек 17 и 13, надежно прижимают траверсу 14 к лицевым направляющим обеих стоек станка.
После достижения необходимого усилия закрепления траверсы 14 реле максимального тока автоматически выключает электродвигатель 6 механизма зажима травер(*ы. Гайки 12 служат для регулировки механизма.
В момент отжима валик 8 перемещается вдоль своей оси вправо, Пока не упрется <в ограничительный винт 10. После этого гайка 5 с упором 4 будет перемещаться цлево до тех пор, пока под действием упора 4 не сработает конечный выключатель 3, отключающий электродвигатель 6. К этому моменту зажимные рычаги займут первоначальное положение и освободят траверсу.
Величина отжатия прижимных рычагов регулируется соответствующей установкой конечного выключателя 3 и ограничителя 10.
Рис. 30. Узлы двухстоечного карусельного станка модели 1553
8 ТОКАРНО-РЕВОЛЬВЕРНЫИ СТАНОК МОДЕЛИ 1336М Общая характеристика станка
Назначение станка. Станок предназначен для токарной обработки деталей из пруткового материала, требующих последовательного применения различных режущих инструментов. Наиболее характерными деталями для обработки на станке модели 1336М являются штуцеры, ниппели, втулки, резьбовые детали и т. д., изготовляемые в условиях серийного производства. >
Станок может быть также успешно использован для разнообразных патронных работ.
Техническая характеристика старка
Высота оси шпинделя над станиной в мм........... 185
Диаметр отверстия в шпинделе в мм ................... 39
Наибольшие размеры прутка в мм: диаметр круглого................................. 36
сторона квадратного ............................. 27
расстояние между сторонами шестигранного ... 32
Наибольший диаметр обработки в патроне в мм: над верхней частью суппорта..................... 380
над станиной ................................... 420
Число скоростей вращения шпинделя ................... 12
Пределы чисел оборотов шпинделя в минуту 1-й диапазон ................................... 44—440
2-й диапазон ............................... 115—1150
Количество величин подач....................... 6
Пределы величин продольных подач револьверного суппорта в мм ...... ........................... 0.06—0,50
Пределы величин поперечных подач револьверной головки в мм)об ................. 0,04—0,39
Количество гнезд в револьверной головке.......... 16
•Мощность главного электродвигателя в кет ....... 3
Основные узлы станка (рис. 31). А — направляющая труба с поддерживающими стойками; Б — механизм подачи пруткового материала; В — передняя бабка с коробкой скоростей; Г — суппорт с револьверной головкой; Д— станина; Е — коробка подач.
Органы управления. / и 2 — рукоятки переключения коробки скоростей; 3 — кнопочная станция; 4 — рукоятка для изменения направления круговой подачи револьверной головки; 5 — маховичок ручной подачи револьверной головки; 6 — маховичок поворота револьверной головки; 7 — звездочка включения механической круговой подачи револьверной головки; 8 — штурвал ручного продоль
ного перемещения суппорта; 9 — рукоятка включения механической продольной подачи суппорта; 10 и 11— рукоятки переключения коробки подач; 12—штурвал подачи пруткового материала.
Движения в станке. Движение резания — вращение шпинделя с обрабатываемой деталью. Движения подач — прямолинейное поступательное движение револьверного суппорта в продольном направлении и медленное вращение револьверной головки вокруг своей оси (поперечная подача). Вспомогательные движения: в станке модели 1336М подача и зажим пруткового материала, подвод и отвод револьверного суппорта, поворот револьверной головки в новую позицию, а также фиксация револьверной головки производятся вручную.
Принцип работы. Прутковый материал (или штучная заготовка) закрепляется в соответствующем патроне шпинделя станка. Весь комплект режущих инструментов, необходимый для выполнения данной операции, устанавливается в гнездах револьверной головки в последовательности, определяемой последовательностью переходов технологического процесса обработки детали.
По окончании каждого перехода револьверная головка устанавливается вручную в новую позицию. Головка имеет 16 фиксированных положений.
Благодаря наличию на станке механизма автоматического выключения продольной подачи посредством переставных продольных упоров, а также за счет соответствующей установки режущих инструментов при наладке станка обработка деталей может производиться без систематических промеров.
Конструктивные особенности. Станок имеет простую по конструкции, но имеющую достаточный диапазон изменения чисел оборотов шпинделя коробку скоростей. При переключении скоростей автоматически включается тормоз, который резко замедляет скорость вращения элементов привода, что облегчает процесс переключения скоростей и сокращает время на остановку станка.
Станок снабжен барабанной револьверной головкой с горизонтальной осью вращения, расположенной параллельно оси шпинделя, что обеспечивает ей большую жесткость, высокую точность и возможность одновременного закрепления значительного количества (до 16) режущих инструментов.
Система жестких продольных и поперечных упоров и наличие механизма' подающего червяка для автоматического выключения продольной подачи обеспечивает получение постоянных (в пределах до 3-го класса точности) размеров обработанных деталей.
В приводе подач предусмотрена предохранительная шариковая муфта, исключающая Ьозможность поломки механизма подач.
Рис. 31. Общий вид токарно-револьверного станка модели I336M
s Кинематика станка модели 1336М
Движение резания. Шпиндель IV (рис. 33, а) получает вращение от электродвигателя мощностью 3 кет через клиноременную передачу 130—297, фрикционную дисковую муфту Alt и коробку скоростей. В коробке скоростей расположены парносменные колеса 34—53, которые могут меняться местами, тройной подвижный блок Б\ и двойной подвижный блок Б2. Всего шпиндель должен был бы иметь 12 .скоростей вращения.
Однако, как видно из графика скоростей (рис. 32), четыре из них фактически совпадают, и станок имеет только восемь различных скоростей вращения шпинделя — от 44 до 1150 об!мин.
Минимальное число оборотов шпинделя пт|П может быть определено из выражения
лт1п^ 1440^ 0.985 об/мин.
Для- быстрой остановки станка муфта ЛЬ перемещается вправо, включая конический тормоз.
Движения подач. Движения подач осуществляются от шпинделя /V через клиноременную передачу 105—160, вал V, колеса 27—55 и коробку подач. В коробке подач находятся тройной под
вижный блок Б3 и двойной подвижный блок Б4. обеспечивающие шесть скоростей вращения валу VIII (рис. 33, б).
Продольная подача револьверной головке сообщается от вала IX через колеса 21—45, вал X, червячную передачу 1—47 с падающим червяком и реечную шестерню 12, находящуюся в зацеплении с рейкой т=3 мм, прикрепленной к суппорту револьверной головки.
Автоматическое выключение продольной подачи осуществляется механизмом падающего червяка, который срабатывает под воздействием продольных упоров револьверной головки.
Поперечная круговая подача револьверной головки также за» имствуется от вала IX, вращение от которого передается через цепную передачу 19—19, вал XI, конический реверс 42—42—42, управляемый кулачковой двухсторонней муфтой Af2, вал XII, червячную передачу 1—96, коническую фрикционную муфту М2, вал XIII, колеса 18—144 и вал XIV с револьверной головкой.
Максимальная поперечная подача s„ гаах может быть определена из выражения
4,.,= ’ i^O-985 3,14- 190=0.388мм/о<Г,
где 190 — диаметр окружности центров инструментальных гнезд в мм.
Ручное поперечное перемещение инструментов достигается поворотом маховичка MXi, укрепленного на валу XII, когда муфта Л!2 находится в нейтральном положении. Для осуществления механической и ручной круговых подач револьверной головки коническая фрикционная муфта Л43 на валу XIII должна быть включена.
Вспомогательные движения. Подвод и отвод револьверного суппорта производится штурвалом Ш. Быстрый поворот револьверной головки, предназначенный главным образом для установки инструмента в рабочую позицию, осуществляется поворотом маховичка Mxi, установленного на направляющей шпонке на валу XIII. Коническая муфта Л13 должна быть" при этом расцеплена. Перед поворотом револьверной головки необходимо выключить фиксатор. Отвод фиксатора производится вручную посредством рукоятки Р.
Во время работы с поперечной подачей фиксатор револьверной головки должен находиться в выключенном положении. При повороте револьверной головки приводится во вращение барабан Бм с переставными упорами У выключения продольной подачи.
Рис. 33. Кинематическая схема токарно-револьверного станка модели 1336.М
3 Узлы станка модели I336M
Механизм переключения скоростей. Управление коробкой скоростей производится рукоятками 6 и 8 (рис. 34, о). Рукоятка 6 переключает тройной подвижный блок шестерен 19 (Б{ на рис. 33, а), а рукоятка 8 — двойной блок шестерен 7 (Б2 на рис. 33, а)
При переключении любого из блоков шестерен вначале автоматически выключается пусковой дисковый фрикцион Ф и производится торможение привода с помощью конического тормоза Т
Принцип действия механизма переключения скоростей заключается в следующем При оттягивании одной из рукояток (например, рукоятки 6) на себя выступ рычага 13 выходит из прорези фиксирующей планки 12. Одновременно нижним плечом рычаг 13 перемещает вдоль оси стержень 15 Последний нажимает на штангу 17 и через коромысло 9 поворачивает вал 18. Вместе с валом 18 поворачивается жестко закрепленный на нем рычаг 5, связанный тягой 4 с рычагом 2. На одной оси с рычагом 2 установлена вилка 1, переключающая муфту 3, которая и производит выключение фрикциона и включение тормоза После этого в зависимости от требуемого положения блока шестерен 19 рукоятку 6 поворачивают вправо или влево. Вместе с рукояткой поворачиваются каретка 14, зубчатые секторы 11 и 10 и вилка 16 с блоком шестерен 19.
После установки блока шестерен в нужное положение движением рукоятки 6 от себя вводят выступ рычага 13 в соответствующую прорезь фиксирующей планки 12. Одновременно происходит выключение тормоза и включение фрикциона. Рукоятка 8 действует аналогичным образом.
Механизм падающего червяка. Автоматическое выключение продольной- механической подачи револьверной головки с помощью механизма падающего червяка позволяет существенно сократить время на промеры деталей и управление станком.
Продольная подача револьверной головки, жестко связанной с рейкой 4 (рис. 34, б), осуществляется от ходового валика 2 (IX на рис. 33, а) через шестерни 14—15, валик 16, червячную пе редачу 19—3, валик 5 и реечную шестерню 6.
Червяк 19 находится в зацеплении с червячным колесом 3 только тогда, когда прилив б откидной каретки 17 упирается в кольцо 10, неподвижно закрепленное на штанге 12.
При нажиме очередного упора У (см. рис. 33, с) барабана Бн револьверной головки на собачку 9 (рис. 34, б) последняя совместно с ползуном 8 переместится влево и через двуплечий рычаг 7 передвинет муфту 11 со штангой 12 вправо. Кольцо 10 сойдет с прилива б откидной каретки 17, и последняя совместно с червяком 19 под действием пружины 18 и собственного веса упадет вниз, разорвав кинематическую цепь продольной подачи
Включение падающего червяка производится рукояткой 1, при нажиме на которую серьга 20 поднимает откидную каретку 17
вместе с червяком 19 вверх до полного зацепления червяка с колесом 3. При этом прилив б выходит за пределы кольца 10, и штанга 12 под действием пружины 13 смещается влево, фиксируя кольцом 10 положение каретки во включенном состоянии.
Падающий червяк может быть выключен вручную. Для этого рукоятку 1 поднимают вверх. Тогда выступ а нажмет на конец штанги 12 и будет перемещать се вправо до выключения падающего червяка.
Шарик 22 и пружина 21 служат для фиксации рукоятки 1 в рабочих положениях. При работе без автоматического выключения продольной подачи собачку 9 поворачивают по часовой стрелке для придания ей горизонтального положения, при котором она не касается упоров револьверной головки.
Механизм подачи пруткового материала. На станке модели 1336М подача пруткового материала производится вручную поворотом штурвала 5 (рис. 34, в) по часовой стрелке. При этом приводится во вращение звездочка- 6, сидящая на валу штурвала, которая посредством роликовой цепи 7 перемещает ползун 2 с закрепленным в нем прутком 1 по направлению к шпинделю станка.
Пруток / закрепляется с помощью винтов 4 в свободно вращающейся втулке 3, смонтированной в ползуне 2 Когда втулка 3 после многократных подач прутка дойдет до заднего торца шпинделя, освобождают винты 4 и поворотом штурвала 5 против часовой стрелки отводят ползун 2 в крайнее заднее положение. После этого вновь закрепляют винты 4 и по мере надобности производят подачу прутка.
Патрон. Закрепление прутка производится радиальным сжатием кулачков цанги 8 (рис. 34, г) за счет осевого перемещения конической втулки 6 При повороте рукоятки 15, закрепленной на валу 14, по часовой стрелке шестерня 13, связанная с валом 14, заставит передвигаться вправо рейку 12 с полукольцом 11. Последнее входит в кольцевой паз втулки 2, благодаря чему вместе с рейкой 12 перемещается и втулка 2, имеющая прямолинейный шпоночный паз в и два внутренних винтовых паза а. Направляющая шпонка 10, установленная в корпусе 1 патрона, позволяет втулке 2 перемещаться только вдоль оси патрона.
При этом перемещении втулки винтовые пазы а, в которые входят сухари 4 полумуфты 5, заставят полумуфту повернуться в направлении стрелки А. Неподвижная полумуфта 3 имеет скошенные кулачки б, входящие во впадины полумуфты 5. Поэтому при вращении в направлении стрелки А полумуфта 5 будет одновременно перемещаться вдоль оси партона, нажимая на коническую втулку 6, охватывающую кулачки цанги 8
Разжим патрона осуществляется под действием пружин 9. Регулировка патрона производится гайкой 7.
Рис. 34. Узлы токарно-револьверного станка модели 1336М
И ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК МОДЕЛИ 1П326
Общая характеристика станка
Назначение станка. Станок предназначен для токарной обработки из пруткового материала серии одинаковых деталей диаметром до 25 мм и длиной до 150 мм из стали, чугуна, цветных металлов и других конструкционных материалов.
На станке можно производить черновое и чистовое обтачивание, фасонное обтачивание, сверление, зенкование, зенкерованне, развертывание, подрезание торцов, прорезание канавок, нарезание резьбы, накатку рифлей и отрезание. Станок предназначен для использования в условиях мелкосерийного и серийного производства.
Техническая характеристика станка
Наибольший диаметр обрабатываемого прутка в мм . . 25
Наибольшая члина обрабатываемой детали в .w.w .... 150
Число скоростей вращения шпинделя ..................... fi
Пределы чисел оборотов шпинделя в минуту .... 200—3350
Количество величин подач суппорта ..................... 3
Пределы величин подач поперечного суппорта в мм/об . 0,025—0,1
Мощность главного электродвигателя в кет............... 4,5
Скорость быстрых перемещений револьверного суппорта в мм/мин ..................' 8300
Основные узлы станка (рис. 35). А— станина; Б — коробка скоростей; В — коробка подач, Г —механизм подачи и зажима материала; Д — направляющая труба со стойкой; Е — шпиндельная бабка; Ж — поперечный суппорт; 3 — фартук поперечного суппорта; И — фартук револьверного суппорта; X—револьверный суппорт; Л — командоаппарат, М — система охлаждения и смазки.
Органы управления. 1 — вводный переключатель; 2—рукоятка ручного перемещения поперечного суппорта; 3 — квадрат для установки рукоятки настройки механической подачи и зажима пруткового материала, 4 — кнопка реверса шпинделя; 5—кнопка включения привода быстрых перемещений револьверного суппорта; 6 — кнопка пуска станка, 7 — кнопка включения и выключения местного освещения; 8— кнопка остановки станка; 9— кнопка реверса подачи поперечного и револьверного суппортов; 10 — кнопка включения механизма подачи и зажима пруткового материала, 11— рукоятка включения и выключения подачи поперечного суппорта; 12 — штурвал ручного перемещения, а также вклю чения и выключения подачи револьверного суппорта совместно с револьверной головкрй.
Движения в станке. Движение резания — вращение шпинделя с прутком. Движения подач — прямолинейное поступательное перемещение поперечного суппорта в радиальном направлении и прямолинейное поступательное перемещение револьверного суппорта вдоль оси шпинделя. Вспомогательные движения — быстрый отвод револьверного суппорта в продольном направлении; ручные перемещения поперечного и револьверного суппортов, поворот револьверной головки в конце отвода револьверного суппорта; вращение центрального вала командоаппа-рата, подача и зажим пруткового материала.
Принцип работы. Передний конец прутка заводится в отверстие шпинделя и закрепляется в цанговом патроне с таким расчетом, чтобы из патрона выходил отрезок прутка, достаточный для изготовления заданной детали. По окончании обработки очередной детали специальный механизм освобождает цанговый патрон и подает пруток вперед на требуемую длину до упора, после чего вновь закрепляет пруток в шпинделе станка.
Весь необходимый для данной операции режущий инструмент закрепляется в шестипозиционной револьверной головке и двух резцедержателях поперечного суппорта. В револьверной головке устанавливается инструмент для обработки отверстий, нарезания резьбы и продольного точения. В переднем резцедержателе поперечного суппорта закрепляются подрезные, канавочные, фасонные и другие резцы, а в заднем резцедержателе обычно устанавливается отрезной резец
После окончания каждого перехода револьверный суппорт быстро отводится назад, а револьверная головка автоматически устанавливается в новую позицию
Конструктивные особенности. Одной из наиболее важных особенностей станка модели 1П326 является автоматическое переключение чисел оборотов шпинделя и величин подач револьверного и поперечного суппортов. Для каждой позиции револьверной головки может быть выбрана Ъдна из шести скоростей вращения шпинделя и одна из трех величин подач суппортов
Установленный на станке командоаппарат дает возможность производить быструю переналадку при переходе с обработки одной детали на другую, что позволяет успешно использовать станок модели 1П326 даже в условиях мелкосерийного производства.
Для сокращения вспомогательного времени на станке предусмотрены специальный привод быстрого отвода револьверного суппорта после выполнения очередного перехода и механизм автоматического освобождения, поворота, фиксации и закрепления револьверной головки.
Рнс. 35 Общий вид токарно-револьверного станка мотели I!I32»J
Кинематика станка модели 1П326
Движение резания. Вал I коробки скоростей (рис. 36, а) связан с главным электродвигателем мощностью 4,5 кет эластичной муфтой. На валу I жестко закреплены колеса 23 и 58. На валу II три колеса 40, 57 и 27 также закреплены жестко, а шестерни 31 и 66 установлены свободно и могут быть связаны с валом II посредством электромагнитных дисковых фрикционных муфт Alsl и М9<>. Вал III получает вращение от вала II в зависимости от включения одной из электромагнитных муфт М , М 9i или Ма- , через передачу 27—89, колеса 57—59 или шестерни 40—76. Вал III имеет шесть различных скоростей вращения, которые посредством клиноремениой передачи 201—155 сообщаются шпинделю IV.
Из графика скоростей (рис. 36,6) видно, что шпиндель может иметь от 200 дО 3350 об/мин. Максимальное число оборотов шпинделя nmax определяется из выражения
"max-1440°.985 =3350 об/мин.
1 31 59-155
Движения подач. Эти движения заимствуются от вала III и передаются валу V коробки подач клиноременной передачей 98—153. Коробка подач двухваловая. На валу V все три колеса 35, 23 и 49 закреплены наглухо. На валу VI, наборот, колеса 49, 61 и 35 установлены свободно и могут быть связаны с валом двусторонней и односторонней электромагнитными муфтами М^. и М Э1. Структура коробки подач видна из графика (рис. 36, в).
От вала VI вращение передается валу VII либо непосредственно колесами 23—61, когда двусторонняя электромагнитная муфта включена влево, либо через передачу с паразитным колесом 21—29—56, когда муфта Ms5 включена вправо, что обеспечивает возможность реверсирования подачи.
Валы VII и VIII соосны и связаны друг с другом жесткой соединительной муфтой. Подача поперечного суппорта осуществляется ходовым винтом XI, который получает вращение от вала VIII через червячную передачу 1—38, кулачковую муфту Mi, шестерни 52—55, вал X и колеса 74—20. Муфта Afj служит для включения и выключения подачи поперечного суппорта..
Максимальная подача поперечного суппорта s лстах на один оборот шпинделя определяется из выражения
Йт°'985^О’985^Ц^Цо4 = 0'095 мм/°б-
Подача револьверного суппорта производится реечным механизмом. Реечная шестерня 18 приводится во вращение валом VIII посредством жесткой соединительной муфты, вала XII, колес 30—60, шестерен 30—60, электромагнитной муфты , вала XIV, червячной передачи 1—38, кулачковой муфты М2, шестерен 52—52, предохранительной муфты Мп и вала XVI.
Минимальная подача револьверного суппорта s р mln определяется
1 155ппос 98 плСг 23-23-30-30-1-52 1О о л , -
2бГ°-985Г53°'985 51-61-60-60-38-52 8'3, 4‘^~9,05 ЛЛ,/о6'
Вспомогательные движения. Быстрый отвод револьверного с уп порта осуществляется электродвигателем мощностью 0,25 кет по цепи: вал XIII, колеса 45—45, электромагнитная муфта Мэ!, , вал XIV, червячная передача 1—38, кулачковая муфта М2, шестерни 52—52, предохранительная муфта Мп , вал XVI и реечная передача 18 — рейка т = 2 мм. Скорость быстрого отвода револьверного суппорта может быть определена из выражения
s6 = 2800 18-3,14.2 =8300 мм/мин
Ручное перемещение револьверного суппорта производится штурвалом Ш, когда кулачковая муфта М3 включена, а связанная с ней рычагом Р| кулачковая муфта Л12 выключена. Движение штурвала передается колесами 67—30 и 38—35 валу XVI и далее через реечную передачу револьверному суппорту.
Автоматический* поворот револьверной голов-к и происходит в конце обратного хода револьверного суппорта с помощью специального механизма. Ось револьверной головки посредством конических колес 38—38 и вала XIX связана с поворотным барабаном Б\, который несет на себе шесть регулируемых упоров У2. Эти упоры служат для автоматического выключения подачи револьверного суппорта при достижении упора Уь который воздействует на конечный выключатель В. Барабан Б2 коман-доаппарата с кулачками К приводится в движение от вала XIX через шестерни 38—19, вал XX и передачу 25—50.
Подача и зажим пруткового материала осуществляется от отдельного электродвигателя мощностью 0,6 кет, который через червячную передачу 1—50 приводит во вращение вал XXII с двумя профилированными барабанами Бг и Б^ Барабан Б3 посредством рычага Р2, шариковой муфты М9 и трубы Т3 управляет освобождением и зажимом пруткового материала, а барабан Б4 при помощи рычага Р3, ползунка П и трубы Тп производит подачу прутка. После поворота вала XXII на один оборот кулачок Ai нажимает на конечный выключатель В , отключает электродвигатель и посредством электромагнитного дискового тормоза Т9 быстро останавливает весь механизм подачи и зажима материала.
Рис. 36 Кинематическая схема токарно-револьверного станка модели 1П326
з Узлы станка модели 1П326
Механизм подачи и зажима пруткового материала. Центральным'вал 17 (рис. 37, а) привадится во вращение от отдельного электродвигателя посредством червяка 19 и червячного колеса 18.
Барабан 21 при помощи рычага 20 связан с ползушкой 4, которая может перемещаться по круглой направляющей 3. В корпусе ползушкн 4 на шариковом подшипнике 6 смонтирована подающая труба 5. Последняя на своем переднем конце несет сменную подающую цангу 12.
Ползушка 4 при помощи стального тросика 2 и ролика 15 связана с пружиной 1, которая всегда стремится переместить пол-зушку 4 с подающей трубой 5 в крайнее переднее положение.
Барабан 16 посредством двуплечего рычага 14 управляет муфтой 9. При перемещении влево муфта нажимает на шарики 8 и заставляет фланец 7 совместно с зажимной трубой 11 и цангой 13 также переместиться влево.
Наличие у цанги 13 конической поверхности а, которая скользит по внутренней конической поверхности шпинделя, заставляет ее сжаться и прочно закрепить пруток в шпинделе 10 станка.
Подача и зажим пруткового материала происходит в следующем порядке. Вначале под действием барабана 21 ползушка 4 совместно с подающей трубой 5, преодолевая сопротивление пружины 1, перемещается влево. Так как пруток в это время зажат, то подающая цанга 12 при своем перемещении влево скользит по нему, оставляя его неподвижным. = В конце отхода ползушкн 4 барабан 16 перемещает муфту 9 вправо и тем самым освобождает пруток. Затем ползушка 4 под действием пружины 1 начинает перемещаться вправо, увлекая за собой пруток и подавая его вперед до упора, отрегулированного в соответствии с длиной обрабатываемой детали.
По окончании подачи прутка муфта 9 перемещается влево, возвращаясь в свое первоначальное положение, и вновь закрепляет пруток в шпинделе станка, а кулачок 22, воздействуя на конечный выключатель, отключает электродвигатель механизма подачи и зажима материала.
Револьверный суппорт. При движении назад каретки 5 (рис. 37,6) по направляющим станины 2 сектор 17 своей выемкой доходит до неподвижного упора 16 и поворачивает эксцентриковую ось 15. Последняя разжимает стяжной хомут 6, освобождая револьверную головку 8. Затем ролик 19 двуплечевого рычага 20, скользя по скосу неподвижного кулачка 18, поворачивает рычаг 20 против часовой стрелки и посредством бобышки в вытягивает фиксатор 3 из конического гнезда 7 револьверной головки 8. При дальнейшем движении каретки 5 одна из шести цевок 11, закрепленных в корпусе револьверной головки, упирается в выемку б рычага 12, сидящего на оси 13, и заставляет повернуться револьверную головку на 1/б оборота относительно
осп 9. Чтобы головка по инерции не навернулась ни Гют.шин угол, у рычага 12 имеется уступ а, в который упирается следующая цевка револьверной головки. При движении револьверного суппорта вперед ролик 19 сходит со скоса кулачка 18, и фиксатор 3 под действием пружины 4 входит в повое гнездо револьверной головки, обеспечивая ее фиксацию точно в определенном положении относительно оси шпинделя станка. Сектор 17, подойдя к упору 16 с другой стороны, повернет эксцентриковую ось 15 в первоначальное положение и затянет хомут 6, надежно закрепив револьверную головку на каретке суппорта.
Револьверная головка посредством конических колес 10 и 1 связана с валом 14, на котором закреплен барабан с упорами (на рисунке не видны) для автоматического выключения подачи револьверной головки в каждой из шести ее позиций.
Командоаппарат. Шестипозиционпый барабан 4 комапдоаппа-рата (рис. 37, в) кинематически связан с револьверной головкой (см. рис. 36, а). Каждой позиции револьверной головки соответствует определенная позиция барабана командоаппарата. В Т-образных пазах барабана 4 устанавливаются переставные кулачки 5, которые фиксируются в нужном положении шариками 6. Кулачки 5 воздействуют через ролики 3 и рычаги 2 на конечные выключатели /. Последние управляют включением электромагнитных муфт коробки скоростей и -коробки подач.
Различными комбинациями расположения кулачков 5 па барабане в соответствии с технологической картой обработки детали при повороте револьверной головки автоматически осуществляются переключения скоростей шпинделя и величин подач суппортов.
Фартук револьверного суппорта. Рукоятки 1 (рис. 37, г) позволяют производить ручное перемещение и включение механической подачи револьверного суппорта. В показанном на чертеже -положении кулачковая муфта М3 включена, а кулачковая муфта М2 выключена. В этом случае при вращении штурвала с рукоятками 1 будет происходить ручное продольное перемещение револьверного суппорта с револьверной головкой.
Движение реечному колесу 15 от штурвала передается колесом 9, блоком 10, шестерней Пн предохранительной муфтой Мп, состоящей из полумуфты 12 со скошенными кулачками, пружины 13 и регулировочной гайки 14.
Для включения механической подачи револьверного суппорта рукоятки 1 отводятся от себя. При этом втулка 2 отходит налево и расцепляет муфту М3. Одновременно посредством двуплечевого рычага 8 муфта 3 перемещается в<право п при помощи шариков 4 смещает вправо шестерню 5, обеспечивая включение муфты М* Выключение муфты Л12 осуществляется толкателями 7 под действием пружин 6.
2 ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК МОДЕЛИ 1П365
Общая характеристика станка
Назначение станка. Станок предназначен для обработки инструментами из твердых сплавов и быстрорежущей стали детален из штучных заготовок (поковок, штамповок, отливок и т. п.) диаметром до 500 мм и из прутка диаметром до 80 мм, изготовление которых требует выполнения ряда последовательных переходов: обтачивания, сверления, растачивания, развертывания, нарезания резьбы и др. Станок модели 1П365 рассчитан на применение в условиях серийного производства.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали в ма/ лад станиной ..................................... 500
над поперечным суппортом ....................... 320
Диаметр отверстия шпинделя в мм...................... 85
Пределы расстояний от торца шпинделя до плоскости револьверной головки в мм.............................. 275—1000
Наибольшее поперечное перемещение поперечного суппорта в мм ..................................................... 205
Число скоростей вращения шпинделя...................... 12
Пределы чисел оборотов шпинделя в минуту .... 34—1500
Количество величии подач суппортов .................. II
Пределы величин продольных подач револьверного р поперечного суппортов в мм!об..................... 0,09—2,7
Пределы величин поперечных подач поперечного суппор та в мм) об ......................................... 0,045—1,35
Скорость быстрого продольного перемещения суппортов в м/мин ............................... 8
Мощность главного электродвигателя в кат............. 14
Основные узлы станка (рис. 38). А — станина; Б — коробка подач; В — передняя бабка; Г — суппорт с фартуком; Д— револьверный суппорт.
Органы управления. 1,2 — рукоятки управления коробкой подач; 3, 4 — рукоятки управления коробкой скоростей; 5 — рукоятка включения продольной подачи суппорта; 6 — маховичок ручного продольного перемещения суппорта; 7 — рукоятка включения быстрых продольных перемещений суппорта; 8— маховичок ручного поперечного перемещения суппорта; 9 — рукоятка включения поперечной подачи суппорта; 10 — рукоятка изменения направления подач суппорта, 11— рукоятка включения быстрых перемещений револьверного суппорта; 12 — рукоятка включения подачи револьверного суппорта, 13 — маховичок ручного перемещения револь-' верного суппорта, 14 — рукоятка изменения направления подачи револьверного суппорта.
Движения в станке. Движение резания — вращение шпинделя с обрабатываемой деталью. Движения подач — прямолинейные поступательные движения суппорта в продольном и поперечном направлениях и поступательное движение револьверного суппорта только в продольном направлении. Вспомогательные движения — быстрые перемещения обоих суппортов в продольном направлении и поворот револьверной головки.
Принцип работы. Обрабатываемая деталь закрепляется в обычном самоцентрир|ующем или пневматическом патроне. Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке и в четырехстороннем резцедержателе суппорта.
Инструменты и ограничители хода суппортов (упоры) устанавливаются с таким расчетом, чтобы обрабатываемая деталь получила после обработки заданные размеры.
Деталь может быть обработана максимально в шести позициях. На станке 1П365 возможна параллельная работа инструментов, установленных в револьверной головке, и инструментов, установленных в резцедержателе суппорта.
Конструктивные особенности. Станок имеет гидрофицирован-ное управление с преселективным изменением чисел оборотов шпинделя и подач суппортов, причем величина подачи суппорта и величина подачи револьверного суппорта в одно и то же время могут быть различными.
Особенностью привода движения резания является расположение перебора вблизи приводного шкива, а не вблизи шпинделя, как принято обычно. Эта особенность позволяет производить переключение скоростей «на ходу», не останавливая вращение шпинделя, так как перед каждым переключением скорости включается перебор, который снижает скорость вращения валов коробки скоростей до величины, позволяющей безопасно переключать подвижные блоки шестерен.
В приводе движения резания установлен дисковый тормоз для быстрой остановки станка и для притормаживания системы перед переключением скоростей. Включение тормоза сблокировано с управлением и переключением перебора.
В приводе подач установлена синхронная мелкозубчатая муф та, позволяющая производить переключение подач суппортов, нс выключая вращение шпинделя, даже если последний работает на максимальных числах оборотов в минуту.
Оба суппорта имеют быстрые перемещения о продольном направлении.
Система смазки станка — централизованная.
Рис. 38. Общий вид токарно-револьверного станка модели 1П365
° Кинематика станка модели 1П365
Движение резания. Шпиндель VI (рис. 39, а) получает вращение от электродвигателя мощностью 14 кет через клиноремен-ную передачу 144—262. При включении муфты Af| вправо шпиндель получает прямое вращение, при включении муфты Mi влево— обратное. Управление перебором осуществляется муфтами М2 и Af3, работающими одновременно. При перемещении блока вправо кулачковая муфта Л13 входит в зацепление с кулачками колеса 86, и тогда вращение от вала // валу IV передается через колеса 20—86, муфту Af3, вал /// и шестерни 23—43—25. Муфта Л12 находится лрн этом в выключенном положении. При перемещении блока муфт влево многодисковая муфта М2 сцепляется с шестерней 43. В этом случае вращение валу IV передается от вала // непосредственно, шестернями 43—25, минуя вал ///. В это время муфта А43 находится в выключенном положении.
Вал IV связан с валом V тройным подвижным блоком Б\, а вал V со шпинделем VI — двухскоростным механизмом с кулачковой муфтой Всего шпиндель может иметь 12 прямых и 12 обратных скоростей вращения (рис. 39, в).
Минимальное число оборотов шпинделя пт1п при прямом направлении вращения может быть определено из выражения
1 а л л 144 л по к ^2 20 23-21 • 30 oq е t ^min — I440^20,985 54.^.25.42.71 — 33,5 об!мин.
Движения подач. Вначале привод подач суппорта и револьверной головки является общим, а затем разветвляется на две независимые кинематические цепи, что обеспечивает возможность сообщать суппорту и револьверной головке в одно и то же время различные величины подач.
Движения подач заимствуются от шпинделя и через шестерни 58—58 передаются валу VII и далее, через двойной блок шестерен Б2, вал VIII, шестерни 30—60, колеса 26—62—65, синхронную фрикционно-зубчатую муфту М$ — валу XI коробки подач.
От вала XI движение подач разветвляется. Суппорт получает движение через тройной блок шестерен Б3, вал XII, тройной блок Б*, вал ХП1, ходовой валик XIV и механизм подачи фартука.
Револьверной головке движение подач сообщается от вала XI тройным блоком Б$, валом XX, тройным блоком Б& валом XXI, ходовым валиком ХХН и механизмом подач фартука револьверной головки.
Обе ветви коробки подач совершенно идентичны и обеспечивают по девять скоростей вращения. Подвижный блок шестерен Б2, находящийся на валу VII, увеличивает количество подач суппорта н револьверной головки до 18. Однако, как видно из графика (рис. 39, б), часть скоростей совпадает, и фактически может быть получено только 11 различных величин подач.
Механизм подач фартука состоит из реверса для изменения направления подач, кулачковых муфт для включения подач н механизмов преобразования вращательного движения в прямолинейное поступательное.
Вращение от ходового вала XIV через направляющую шпонку передается блоку шестерен 30, 30 и далее валу XV, в зависимости от положения передвижной шестерни 46, либо непосредственно шестернями 30—46, либо через паразитное колесо 30. Вал XV сообщает вращение через червячную передачу 3—30 колесам 42 и 42, свободно сидящим на валах XVI и XVIII.
Для сообщения суппорту продольной подачи включается муфта М6. Тогда вращение от червячного колеса 30 передается колесами 21—60 реечной шестерне 12, находящейся в зацеплении с неподвижно закрепленной на станке рейкой, модуль которой равен 4 мм. Максимальная продольная подача суппорта s тач определяется выражением
, 58-39-30-26-56-42-30-3-2I
гаэх 1 58-39-60-К5-20-30-46-30-60 12‘4'ЗЛ4 —2,7 мм}об.
Для сообщения суппорту поперечной подачи включают муфту М7. В этом случае вращение от червячного колеса 30 передается колесами 42—42, муфтой М7, колесами 48—26—18 поперечному двухзаходному винту XIX, имеющему ход I —10 мм.
Продольная подача револьверной головки заимствуется от ходового валика ХХН, вращение от которого передается реечной шестерне 12 через колесо 30 с направляющей шпонкой, колеса реверса 30—30 и 30—46 (при другом направлении подачи — непосредственно через зубчатые колеса 30—46), вал XXIII, червячную передачу 3—30, кулачковую муфту Л!й, шестерни 21—60 и вал XXV.
Вспомогательные движения. Быстрые перемещения суппорта и револьверной головки производятся от электродвигателя мощностью 1 кет, вращение от которого передается колесами 18—27, валом XXVI, червячной передачей 3—27, предохранительной муфтой Мп , валом XXVII, цепной передачей 14— 19 валу XXVIII и жестко связанному с ним ходовому валу XXIX.
Далее привод быстрых перемещений разветвляется на две совершенно идентичные цепи, одна из которых размещается в фартуке суппорта, а другая — в фартуке револьверной головки. В обеих цепях вращения от ходового вала XXIX колесами 38—38. коническими реверсами 36—36—36 и колесами 42—60 передается реечным шестерням 12.
При повороте вручную револьверной головки через кониче» скую передачу 24—24 приводится во вращение вал ХХХШ с насаженным на нем барабаном с продольными упорами.
Рис 39. Кинематическая схема токарно-револьверного станка модели 1П365
s Схема преселективного гидравлического управления станком модели 1П365
Масло в систему подается насосом Н (рис. 40), проходит через напорный золотник 3N фильтр Ф и поступает в кран К„ управления подачами, в кран управления фрикционами, к золотнику 3 г тормоза и золотнику Зу„ управления перебором.
В среднем положении 2 крана K# масло поступает в обе полости цилиндра Цф переключения фрикционов и заставляет муфту All встать в нейтральное положение.
Если рукояткуР1 крана К поставить в положение /, то масло под давлением будет поступать только в правую полость цилиндра Ц ф, что заставит шток с вилкой переместиться влево и обеспечит включение фрикциона обратного хода. Для включения прямого вращения шпинделя рукоятку Рх крана ставят в положение 3. В этом случае масло поступает в левую полость цилиндра Цф, а из правой идет на слив.
В нейтральном положении фрикционов вилка переключения своим выступом приподнимает золотник Зт тормоза, и масло из магистрали через канавки золотника поступает в правую полость тормозного цилиндра Цт, заставляя поршень со штоком переместиться влево и включить дисковый тормоз Т.
При включении фрикционов вилка освобождает золотник Зг и последний поД действием пружины перемещается в нижнее крайнее положение. В этом случае полость тормозного цилиндра отключается от напорной магистрали и соединяется со сливом. Тормоз Т под действием пружины выключается.
Переключение скоростей производится рабочими цилиндрами. В коробке скоростей тройной блок шестерен Б{ переводится цилиндром Ц4, а кулачковая муфта управляется цилиндром Д3. Переключение скоростей производится рукояткой Р3, связанной с кулачком К Последний воздействует на золотник Зуг управления скоростями и золотник Зуп управления перебором.
В показанном на схеме положении перебор включен на высокий ряд чисел оборотов шпинделя. Рабочие цилиндры Ц2 и Ц4 закончили переключение скоростей и все полости соединены со сливом.
Для перехода на низкий ряд чисел оборотов шпинделя рукоятка Р3 устанавливается в среднее положение 2. В этом случае, как видно из профиля кулачка К, положение штока золотника 3 уг остается неизменным, а шток золотника Зуя смещается влево. Правая полость цилиндра через правую выточку штока золотника Зуп соединяется со сливом, а масло из напорной магистрали через левую выточку золотника Зуп пойдет в левые полости цилиндров и Д2< причем в левую полость цилиндра Ц{ масло поступит через центральную выточку поршня /7( и отверстие а, а в ле* вую полость цилиндра Д2— уже через цилиндр Цх.
Вначале перемещение поршней Z7| и П2 на пути в 5 мм в период выключения муфты Л42 происходит быстро. Затем поршень /71 перекроет канал свободной подачи масла и оно будет поступать is левые полости цилиндров только через дроссель Д. Перемещение порйшя /?2 станет медленным. Одновременно поршень /7> откроет напорный канал, откуда масло через выточки цилиндра Поступит в заднюю полость золотника Зг тормоза и включит тормоз. Торможение привода будет происходить в течение прохождения поршнем П2 пути, равного* 14 мм. Это время может быть отрегулировано дросселем Д. При дальнейшем перемещении поршня П2 откроется канал, связывающий левую полость цилиндра Ц2 с напорной магистралью и перемещение поршня вновь станет быстрым. Одновременно канал от золотника Зг тормоза соединится через левую выточку поршня П2 со сливом и привод растормозит-ся. После этого произойдет включение муфты Л13 перебора.
При переходе с низкого ряда чисел оборотов шпинделя на высокий торможения привода не происходит, так как в этом случае, как показано на схеме, правая полость цилиндра Ц2 через левую выточку штока золотника 3уп непосредственно соединяется с напорной магистралью и на всем пути перемещения поршня П2 масло в заднюю полость золотника Зг тормоза не поступает
Для включения требуемой скорости вращения шпинделя после установки крана Кш в соответствующее положение рукоятку Р3 переводят в положение 1. При этом кулачок К переместит шток золотника Зуг в правое положение, а шток золотника 3уп в левое положение, что приведет к переключению перебора на низкий ряд чисел оборотов, и поршень П2 займет крайнее правое положение. Тогда масло через левую выточку штока золотника Зуп и правую выточку поршня П2 поступит в золотник Зуг и далее через выточку его штока — в кран установки чисел оборотов шпинделя. Из крана масло направится в соответствующие полости рабочих цилиндров Ц3 и Ц4, производя необходимые переключения шестерен.
Для включения требуемой величины подачи сначала устанавливают в нужное положение краны Кс и К р, а затем рукоятку7 Р2 переводят в позицию 2. Масло из магистрали через кран Дп поступит в полость цилиндра Ии и выключит в цепи подач синхронную мелкозубчатую муфту М5. Через открывшийся канал масло из цилиндра Uv Пойдет в краны Кг и Крн далее в соответствующие полости рабочих цилиндров, благодаря чему осуществятся необходимые переключения блоков шестерен коробки подач. По окончании переключение рукоятка Р2 возвращается в положение /. Полость цилиндра Цы соединяется краном Кп со сливом, а пружина цилиндра включает синхронную муфту М5.
Рис. 40 Схема преселектнвного гидравлического управления станком модели 1П365
2 МНОГОРЕЗЦОВЫЙ ПОЛУАВТОМАТ МОДЕЛИ 1730
Общая характеристика станка
Назначение станка. Полуавтомат предназначен для многорезцовой токарной обработки ступенчатых валиков, барабанов и других подобных деталей. Наличие специальной копирной линейки обеспечивает возможность обточки фасонных поверхностей. Наиболее рационально применение станка в условиях серийного и крупносерийного производства.
Техническая характеристика полуавтомата
Наибольший диаметр обрабатываемой детали в мм над станиной .................................. 410
над кареткой .................................... 360
над суппортом ................................... 300
Наибольшая длина хода суппорта в мм: переднего ..................................... 250
заднегб 135
Расстояние между центрами в мм: наибольшее . ?................................. 500
наименьшее ......................; . . 200
Наибольшая длина обработки в мм................. 460
Число скоростей вращения шпинделя . ............ 12
Пределы чисел оборотов шпинделя в минуту...... 40—500
Количество величин подач переднего суппорта- .... 8
Пределы величин продольных подач переднего суппорта в мм/об ........................................0,12—1,38
Количество величин поперечных подач заднего суппорта па каждую продольную подачу..................... 12
Пределы величин поперечных подач заднего суппорта
-в мм! об ................ . 0,016—2,37
Скорость быстрого перемещения переднего суппорта в мм/мин ....................................... 2330
Мощность главного электродвигателя в кот........ 10
Основные узлы станка (рис. 41). А — передняя бабка с механизмом движения резания; Б — гитара сменных колес движения резания; В — задний суппорт; Г—передний суппорт; Д — задняя бабка, Е — станина; Ж — коробка подач и узел автоматики; 3 — гитара сменных колес продольной подачи переднего суппорта.
Органы управления. 1 — рукоятка включения насоса, 2 — кнопочная станция; 3 — рукоятка зажима пиноли задней бабки; 4 — маховичок ручного поперечного перемещения переднего суппорта, 5 — маховичок перемещения пиноли задней бабки; 6 — маховичок ручного продольного перемещения салазок переднего суппорта; 7 — рукоятка управления станком.
Движения в станке. Движение резания — вращение
шпинделя с заготовкой. Движения подач: продольной подачей является прямолинейное поступательное перемещение переднего суппорта вдоль оси изделия; поперечная подача—также прямолинейное .поступательное перемещение заднего суппорта в радиальном направлении. Вспомогательными движениями являются ручные установочные перемещения переднего суппорта в продольном и поперечном направлениях, заднего суппорта в поперечном направлении, пиноли задней бабки в осевом направлении, а также быстрое перемещение суппортов от отдельного электродвигателя.
Принцип работы. Заготовка, укрепленная в центрах между передней и задней бабками, обрабатывается комплектами резцов, закрепленными в переднем и заднем суппортах.
В переднем суппорте закрепляется комплект проходных резцов, необходимых для обточки цилиндрических, конических и фасонных поверхностей. Обработка конических и фасонных поверхностей производится с помощью копирной линейки. В заднем суппорте устанавливается комплект подрезных, канавочных, галтель-иых и фасонных резцов, необходимых для подрезки торцов детали, для выточки канавок, обточки галтелей снятия фасок и обработки небольших по ширине фасонных поверхностей.
Станок работает по замкнутому полуавтоматическому циклу. Включение станка производится рукояткой 7; при этом вначале суппорты быстро подводятся к обрабатываемой заготовке, после чего станок автоматически переключается на рабочую подачу.
Первым в работу вступает передний суппорт, который производит обработку поверхностей детали с продольной подачей. Задний суппорт в зависимости от технологических задач вступает в работу либо по окончании работы переднего суппорта, либо незадолго до окончания обработки детали передним суппортом.
По окончании работы суппортов автоматически включается электродвигатель быстрых ходов и суппорты отводятся в исходное положение, после чего станок останавливается.
Конструктивные особенности. Конструкция полуавтомата 1730, по сравнению с ранее выпускавшимися московским заводом «Красный пролетарий», усовершенствована. Сменные колеса привода движения резания выведены на наружную стенку станка, что в значительной степени упрощает и ускоряет наладку. Вращение шпинделя осуществляется коническими шестернями с криволинейными зубьями, что позволило увеличить быстроходность полуавтомата. В станке модели 1730 отсутствует распределительный вал с кулачками; управление суппортами осуществляется узлом автоматики, смонтированным в коробке подач.
09 v«
Рис 41. Общий вид токарного многорезцового полуавтомата модели 1730
Кинематика станка модели 1730 СО о
Движение резания. Шпиндель станка III (рис. 42) приводится в движение от электродвигателя мощностью 10 кет через клиноременную передачу 120—274, вал I, сменные шестерни А—В; вал II и конические шестерни 18—80.
Уравнение кинематической цепи привода движения резания имеет вид
п= 1455- ~ • 0,985 об/мин. Zib D OU
Сменные колеса А—В подбираются в зависимости от заданно го числа оборотов шпинделя по формуле
А __ п
~В ~ 142 *
Комплект сменных зубчатых колес, прилагаемых к станку, с числами зубьев 19, 23, 27, 32, 37, 41, 45, 49, 54, 59, 63 и 67 позволяет сообщать шпинделю двенадцать различных чисел оборотов в минуту, в зависимости от заданной скорости резания.
Движения подач. Передний суппорт получает продольную подачу от шестерни 76, укрепленной на левом конце шпинделя, через шестерни 76, вал IV, зубчатые колеса 22—68—73, вал VI, сменные колеса С—D, вал VII, предохранительную муфту Мп , кулачковую муфту рабочей подачи Afh цилиндрические шестерни 28—64, обгонную муфту М о , вал VIII, зубчатые колеса 20—78, вал IX, ходовой винт X и гайку Гц удерживаемую от вращения двухсторонней муфтой торможения М с , расположенной в фартуке суппорта.
Уравнение кинематической цепи подач - продольного суппорта имеет вид
. 76-22 С 28 20 Л
76-73 D 64-78 — 12 ММ!О(>'
Сменные колеса С—D подбираются в зависимости от выбран-. ной продольной подачи з по формуле
С s
D 0,405 ’
Комплект сменных колес гитары подач, состоящий из четырех пар колес с числами зубьев 20, 26, 32, 40, 48, 56, 62, 68, позволяет получить восемь различных подач продольного суппорта.
Движение подачи заднего суппорта заимствуется от зубчатой рейки /и = 3,5 мм, прикрепленной к переднему суппорту.
При движении переднего суппорта приводится в движение реечная шестерня 15, расположенная в коробке подач, вал XII, конические шестерйи 25—25, вал XIII, конические шестерни 28—22, вал XIV, сменные колеса Е—F, вал XV и барабан Б н.
При вращении барабана Бн по его винтовой канавке катится ролик Р, связанный тягой и гайкой Г с ходовым винтом XVI поперечных салазок заднего суппорта. Шесть пар сменных колес обеспечивают получение 12 различных поперечных подач на каждую продольную подачу переднего суппорта.
Величина поперечной подачи s п при известной продольной подаче определяется из зависимости
s 25 28 £ „ 3,14-3,5.1,5 25-22 £ " ’
где Н — шаг винтовой канавки барабана Бн, равный 72 мм.
Передаточное отношение сменных колес Е—F определяют по формуле
Е _ $п
F ~ 0,485$ ’
Из кинематической схемы видно, что общая длина хода поперечного суппорта зависит от величины перемещения переднего суппорта и от скорости подачи заднего суппорта. Последняя зависимость объясняется тем, что с изменением передаточного отношения сменных колес E-^F, определяющих скорость подачи заднего суппорта, изменяется величина поворота барабана Бн и соответственно путь перемещения заднего суппорта. Это обстоятельство приводит к необходимости при изменении скорости подачи заднего суппорта одновременно переставлять его маховичком Л4д3.
Вспомогательные движения. Быстрые холостые перемещения суппортов в исходное положение по окончании обработки осущест вляются отдельным реверсивным электродвигателем мощностью 1 кет через шестерни 34—64 и обгонную двухстороннюю муфту Мо> которая дает возможность включать быстрые движения суппортов в обе стороны без отключения рабочей подачи. Скорость быстрого перемещения переднего суппорта s6 может быть определена из выражения
1425^,-^-12-2330 мин " Ь4/о
Продольное ручное перемещение переднего суппорта осущест вляется маховичком M vi, вращение которого передается через конические шестерни 35—42 гайке Гс, это перемещение возможно как при неподвижном, так и при вращающемся ходовом винте. Для поперечных установочных перемещений салазок продольного суппорта служит маховичок Л1г2.
Ручные установочные перемещения поперечного суппорта производятся поворотом маховичка Mxi,
Рис. 42. Кинематическая схема токарного многорезцового полуавтомата модели !730
8 Узлы полуавтомата модели 1730
Шпиндельный узел. На ряде заводов полуавтоматы модели 1730 были подвергнуты модернизации; до модернизации шпиндель 2 (рис 43, а) устанавливался в цельных металлических втулках 1 и 3. Осевые нагрузки воспринимались одинарным упорным шарикоподшипником 4. После модернизации новый шпиндель 7 был установлен в передней опоре на двух конических роликовых подшипниках 5 серии 7520А и в задней опоре на двух цилиндрических роликовых подшипниках 8 серии 2218АВ. Регулирование подшипников в передней опоре осуществлялось гайкой 6. Повышение жесткости и быстроходности позволило после модернизации повысить скорость резания на 40% и увеличить количество одновременно работающих резцов.
Узел автоматики. Включение и выключение станка производится рукояткой 9 (рис. 43, б), установленной с правой стороны люльки 14 При подъеме рукоятки 9 люлька 14 поворачивается совместно с валом 13 вокруг его оси и удерживается фиксатором в рабочем положении. На противоположном конце валика 13 находится вилка, управляющая муфтой рабочей подачи (Л/1 на рис. 42).
После включения главного электродвигателя передний суппорт получает продольное перемещение и с помощью прикрепленной к нему рейки №=3,5 мм (см. рис. 43, б) приводит в движение рейку 6 узла автоматики, которая движется в вертикальном направлении по направляющим в коробке. На рейке 6 расположены упоры 5, 7 и 8, которые в процессе работы воздействуют на электрические конечные выключатели 1, 2 и 3.
Конечный выключатель 1 служит для одновременного включения всех электродвигателей при пуске станка с помощью рукоятки 9 и для выключения электродвигателя быстрых ходов по окончании быстрого подвода суппортов Конечный выключатель 2 предназначен для включения электродвигателя быстрых ходов при отводе суппортов в исходное положение. Конечным выключателем 3 осуществляется выключение всех электродвигателей по окончании цикла обработки
После включения станка люлька автоматики 14 поднимается и винт 15 нажимает на конечный выключатель 1, включая главный электродвигатель и электродвигатель быстрых ходов.
Рейка 6 в это время движется вниз, а суппорты быстро подводятся к заготовке. При опускании рейки упор 5 отходит от рычага 4, последний поворачивается и размыкает конечный выключатель 3; упор 8 подходит к ролику 11 и, нажимая на него, поворачивает рычаг с винтом 15, вследствие чего срабатывает конечный выключатель 1, включая электродвигатель быстрых ходов.
По окончании быстрого подвода суппорта станок автоматически переключается на рабочую подачу, а рейка 6 продолжает опускаться. В конце рабочей подачи упор 7 подходит к ролику 11
и дополнительно поворачивает рычаг с винтом 15, выводя из гнезда фиксатор, удерживающий люльку в рабочем положении. Люлька поворачивается вокруг оси ,валика 13 и, расцепляя муфту М\ (см. рис. 42) в коробке подач, выключает этим рабочую подачу. При дальнейшем повороте люльки упор 16 нажимает на промежуточный штырь 17, заставляя сработать конечный выключатель 2, который включает электродвигатель быстрых ходов, отводящий суппорты в исходное положение; рейка узла автоматики в это время движется вверх.
После отвода суппортов упор 5 нажимает на рычаг, замыкает конечный выключатель' 3, выключающий главный электродвигатель и электродвигатель быстрых ходов; станок останавливается и цикл работы прекращается.
Ограничение падения люльки осуществляется регулируемым винтом 12. Положение рукоятки 9 фиксируется шариком 10. Настройка механизма автоматики на требуемую длину хода суппорта производится соответствующей установкой кулачков 5 и 7, закрепляемых на рейке 6 на требуемом расстоянии. Длина быстрого ходз\суппортов определяется расстоянием между кулачками 5 и 8.
Фартук. В фартуке станка (рис 43, в) расположена маточная гайка 3, которая коническими колесами 2—1 и двойной обгонной муфтой Б связана с маховичком 9.
При механической подаче суппорта как в правую, так и в ле-вучб сторону двойная обгонная муфта заклинивается, связывая ступицу конического колеса 1 с фланцем 5 корпуса фартука и соответственно через конические колеса 1—2 обеспечивает неподвижность маточной гайки 3.
В то же время при перемещении суппорта вручную маховичком 9 двойная обгонная муфта не препятствует вращению конической шестерни 1 и маточной гайки 3
Обгонная муфта Б состоит из звездочки 7, жестко связанной со ступицей конического колеса /, наружной обоймы 6, закрепленной в корпусе неподвижного фланца 5, четырех роликов 12, плунжеров 11, пружин 10 и втулки 8, закрепленной на валике махович ка 9. Торцовые выступы а втулки 8 входят в вырезы звездочки 7. В процессе рабочей- подачи гайка ходового винта удерживается от проворачивания вследствие того, что одна пара противоположно расположенных роликов заклинивается.
Благодаря наличию второй пары роликов гайка ходового винта заклинивается при обратном ходе суппорта. При ручном перемещении суппортов маховичком 9 в процессе наладки станка торцовые выступы а втулки 8 ударяют по заклиненным роликам 12 и прижимают их ik выступам звездочки 7.
В этом случае вращение от маховичка 9 через конические шестерни 1—2 передается .маточной гайке 3, а ходовой винт 4 остается неподвижным.
Рис. 43 Узлы токарного многорезцового полуавтомата модели 1730
3
ТОКАРНЫЙ ГИДРОКОПИРОВАЛЬНЫИ ПОЛУАВТОМАТ МОДЕЛИ 1722
Общая характеристика станка
Назначение станка. Станок предназначен для обработки в центрах сложных фасонных конусных н ступенчатых детален класса валов методом копирования по шаблону или по эталонной детали.
Техническая характеристика полуавтомата
HaiiGo.ii.uiifii диаметр обрабатываемой детали в лыс над стаппнон ......................................... 4‘Ю
над суппортом . . ................. 200
Расстояние между центрами в лл .................. 828
Пределы чисел оборотов шпинделя в минуту . 71—1410
'Паиболынпп ход копировального суппорта и .w.w: продольный ... ...................... 810
поперечный .... .................... 110
Паиболынпп поперечный ход подрезных суппортов в лгл . 100
Пределы гидравлических подач суппортов в мм/мин: копировального . ........................................ 20 700
подрезных .......................................... 18—400
Мощность главного электродвигателя в кит . . 28
Основные узлы станка (рис. 44). А — передняя бабка с коробкой скоростей; Б — направляющая копировального суппорта; В — станина; Г — гидрокопировальныи суппорт; Д— балочка с бабками для установки эталона; Е — задняя бабка; Ж — гидропривод.
Органы управления. 1 — маховичок для установки золотникового устройства копировального суппорта; 2 — маховичок ограничителя движения щупа; 3 — маховичок настройки балочки с эталоном; 4 — рукояДка включения станка.
Движения в станке. Движение резания — вращение шпинделя с заготовкой. Движение и о д а ч — перемещения копировального п подрезных суппортов.
Принцип работы. Обрабатываемая заготовка устанавливается в центрах передней и задней бабок. Режущие инструменты закрепляются в копировальном и подрезных суппортах, приводимых в движение гидроприводом.
Копировальный суппорт снабжен следящей системой, воспроизводящей форму обрабатываемой заготовки по эталону или шаблону, установленному в бабках на балочке.
Подрезные суппорты предназначены для прорезания глубоких канавок и подрезания торцов
Управление гидросистемой осуществляется панелями, в каждой
из которых находятся распределительные золотники, дроссель, автоматический регулятор и т. д.
Конструктивные особенности. Полуавтомат 1722, обладая высокой жесткостью, быстроходностью и достаточной мощностью приводного электродвигателя, применяется для высокопроизводительной обработки изделий твердосплавным инструментом в условиях серийного и массового производства.
Принятая компоновка копировального и поЯрезпых суппортов обеспечивает удобный доступ к обрабатываемой заготовке и инструментам.
Применение гидропривода обеспечивает дистанционное Элскт-рогидравлнческое управление рабочими органами станка.
Полуавтомат обеспечивает независимый цикл работы каждого суппорта, осуществляемый гидропанелями и электрической аппаратурой управления. Малое количество режущих инструментов и применение производительных режимов резания значительно сокращает время на наладку и контроль, повышая этим производительность станка. Станок работает на полуавтоматическом и наладочном режимах.
Модификации гидрокопировальных полуавтоматов. Наряду с описанным полуавтоматом модели 1722, широкое распространение получили полуавтоматы моделей 1712, 1731, 1731С, 1732 и др, а также станок МР101.
Полуавтомат 1712 обеспечивает автоматическую обработку деталей как за один, так и за несколько проходов с примененном нескольких шаблонов, а также обработку с проходом на быстром ходу необрабатываемых участков детали.
Полуавтомат 1731 снабжен электродвигателем мощностью 40 кет и предназначается для обработки крупногабаритных деталей диаметром до 585 мм.
Характерной особенностью полуавтомата модели I731C является наличие верхнего копировального п нижнего подрезного суппортов и возможность установки в случае необходимости дополнительно еще двух подрезных суппортов.
Предназначается полуавтомат для обработки деталей диаметром до 310 мм и длиной до 760 мм
Станок модели МР101 относится к токарно-копировальным с автоматической загрузкой и разгрузкой деталей, повышающей производительность в 1,5—2 раза. Автоматический цикл работы включает загрузку заготовок, крепление и освобождение детали и выдачу готового изделия.
Рис. 44. Общий вид токарного гидрокопировального полуавтомата модели 1722
8 Кинематика станка модели 1722
Движение резания. Шпиндель станка IV (рнс. 45, а) приводится в движение электродвигателем мощностью 28 кет через клиноременную передачу 140—280, вал /, сменные колеса А—Б, вал II и два двойных подвижных блока шестерен Б\ и Б2. Без учета сменных колес шпиндель имеет четыре скорости вращения (рнс. 45,6), которые могут переключаться в процессе работы станка. Наибольшее число оборотов шпинделя нщах определяется из выражения
1 । ел 140 л (длг 4 49 -47 g'!
«max-Н 50 2^ 0,985 обIмин.
К станку прилагается пять пар сменных колес.
Гидропривод рабочих органов станка. Гидросистема обслуживается двумя насосами — высокого давления Н\ и низкого давления Н2.
Линия высокого давления предназначена для работы следящей системы продольной подачи копировального суппорта, подачи подрезных суппортов н зажима пиноли задней бабки; линия низкого давления — для быстрых перемещений копировальною суппорта и пиноли задней бабки.
Рабочий цилиндр Ц2 копировального суппорта непосредственно связан с поперечными салазками. Шток поршня жестко закреплен на продольных салазках копировального суппорта. Корпус золотникового устройства Зк установлен па рабочем цилиндре Ц2 п может перемещаться в небольших пределах с помощью маховичка Mv2, шестерен 18—12 н ходового винта. Это перемещение необходимо для первоначальной установки копировального суппорта в поперечном направлении относительно обрабатываемой детали н шаблона.
Золотник имеет три пояска. Средний поясок управляет подводом жидкости в полости рабочего цилиндра Ц2. Крайние пояски обеспечивают возможность слива жидкости из верхней или нижней полости цилиндра И2.
Положение золотника устанавливается поворотом рычага щупа LU, скользящего в процессе работы по шаблону или по образующей эталонной детали. Поворот рычага щупа ограничивается упором У. который устанавливается в соответствующем положении маховичком Мл'1 через шестерни 12—18 н впит VI.
Наличие упора щупа позволяет производить обработку деталей в несколько проходов.
Для правильной установки шаблона вместе с балочкамн относительно обрабатываемой детали па станке предусмотрено устройство, состоящее из маховичка Af.v3. конических шестерен 12—24 и вала V, преющего на правом конце двухзаходную резьбу с шагом / = 4 .н.и, связанную с маточной гайкой балочки шаблона.
Работа гндрокопировалыюго суппорта происходит следующим образом. Продольные салазки суппорта получают непрерывную и равномерную подачу вдоль осп изделия. Скорость н направление перемещения поперечных салазок, определяющих конфигурацию обрабатываемой детали, зависят от положения золотника Зк управляемого щупом Щ. Последний, скользя по шаблону, поворачивает рычаг в ту нлн иную сторону, заставляя золотник Зк перемещаться вниз пли вверх. При смещении золотинка Зк вниз (как показано на схеме) жидкость от насоса поступает в верхнюю полость цилиндра Ц2, в результате чего поперечные салазки перемещаются вверх. Жидкость, находящаяся в нижней полости цилиндра U.2, при этом сливается в бак.
При смещении золотинка Зк вверх поперечные салазки суппорта будут перемещаться вниз. Когда золотник Зк займет среднее положение, поперечные салазки перемещаться не будут, н в этом случае происходит обтачивание цилиндрических участков летал и.
Продольная подача копировального суппорта осуществляется при поступлении жидкости в правую полость рабочего цилиндра Hi. Для быстрого отвода копировального суппорта масло нагнетается в левую полость цилиндра /Z|. Управление движением продольного суппорта производится от панели копировального суппорта.
Подача подрезных суппортов в поперечном направлении производится гидроприводом, а их поперечное установочное перемещение осуществляется вручную. При подводе жидкости в левую полость цилиндра Д4 происходит поперечная подача подрезных суппортов. В этом случае поршень перемещается вправо, увлекая за собой винт VII и копиры, к которым прижимаются ролики, закрепленные в суппортах.
Отвод подрезных суппортов достигается нагнетанием жидкости в правую полость цилиндра Д4.
Управление движением подрезных суппортов осуществляется от отдельной панели.
Установочные перемещения подрезных суппортов производятся посредством поворота квадратных хвостовиков валиков, которые через конические колеса 26—26 передают вращение поперечным ходовым винтам с шагом 1 = 2 мм.
Задняя бабка перемещается в продольном направлении вручную ходовым винтом, имеющим квадратный хвостовик. Поджим обрабатываемой детали задним центром осуществляется перемещением пиноли с поршнем влево* В это время жидкость нагнетается в правую полость цилиндра Z/3.
Для закрепления пиноли задняя бабка снабжена двумя гидравлическими зажимами 3. Управление движением пиноли и ее зажимом сосредоточено в отдельной панели.
«о
Рис. 45 Кинематическая схема токарного гидрокопировального полуавтомата модели 1722
Узлы станка модели 1722
Гидрокопировальныи суппорт. Установочное перемещение гид-рокоиировального суппорта в радиальном направлении производится вручную с помощью маховичка 5 (рис. 46, а), который установлен на шпонке на полом валике 6. Вращение от маховичка 5 передается через полый валик 6 и конические шестерни 8 и 10 ходовому винту 11. Последний связан с неподвижной маточной гайкой 13 и при своем вращении перемещает гидрокопировальныи суппорт.
После установки в требуемое положение гидрокопировальныи суппорт закрепляется поворотом валика 7 и эксцентрика 9 посредством рукоятки 4.
При наладке станка необходимо ограничивать ход щупа гидро-цилиндра. Это ограничение обеспечивается перестановкой упора 12. Упор 12 жестко связан с ходовым винтом 15, находящимся в контакте с маточной гайкой 14, выполненной за одно целое с коническим колесом. Вращение гайки 14, а соответственно и перемеще нне упора 12 достигается поворотом маховичка 3, который связан с гайкой 14 валиком 1 и коническим колесом 16.
Величина перемещения упора определяется но лимбу 2.
Поперечные суппорты. Для быстрой наладки стайка в момент его настройки и для подналадки в процессе обработки партии деталей поперечные суппорты, кроме радиальной -подачи от копиров, имеют ручные установочные перемещения.
На рис. 46, б показана конструкция поперечных суппортов станка модели 1722. По направляющим станины 2 перемещаются нижние продольные салазки 9, которые в требуемом положении закрепляются болтами 7 и прижимами 8. С продольными салазками связана плита 10 с радиальными направляющими, по которым перемещаются поперечные салазки 11 суппорта. Последние имеют два тавровых паза для закрепления резцов.
Подача каждого из поперечных суппортов в процессе обработки детали по полуавтоматическому циклу осуществляется копиром 3. Ручное перемещение суппорта производится рукояткой, надеваемой на квадратный конец вала 17, который через конические колеса 18 и 19 передает вращение ходовому винту 16.
Последний связан с планкой 5, имеющей резьбовое отверстие. Перед ручным перемещением суппорта нужно освободить болты 15, а после регулировки суппорта затянуть их вновь, соединив тем самым поперечные салазки 11 с ползуном 14, в котором на пальце 13 установлен ролик 12. Этот ролик находится в контакте с копиром 3. Постоянный прижим ролика 12 к копиру 3 осуществляется пружиной 21, установленной в гильзе 20. Последняя имеет отверстие, в которое входит выступ планки 5, связанной с ползуном 14. Пружина стремится оттолкнуть гильзу 20 назад и через планку 5 и ползун 14 прижимает ролик к копиру.
Регулировка положения копира относительно продольных сала
зок суппорта обеспечивается гайками / и 4, которые навинчены на резьбовую тягу 22. Клин 6 служит для направления копира 3.
Задняя бабка. В станке модели 1722 задняя бабка гидрофпци-рована. С помощью гидравлики осуществляется быстрый отвод и подвод пиноли, поджим заднего центра и закрепление пиноли в корпусе задней бабки.
Установочное перемещение задней бабки по направляющим станины производится вручную посредством ходового винта 21 (рис. 46, б) и маточной гайки 20, закрепленной в корпусе 1 бабки. Закрепление задней бабки на направляющих станины осуществляется болтами 30 п прижимными планками 22
Вращающийся шпиндель 6 задней бабки смонтирован на подшипниках качения в пиноли 12. В передней опоре установлены двойной цилиндрический регулируемый роликовым подшипник 4 и два шариковых упорных подшипника 5 и 7. Задняя опора шпинделя состоит из двух однорядных шариковых подшипников 10 и //. Регулировка роликового подшипника 4 с внутренним коническим кольцом осуществляется ганкой 3. -
В конус шпинделя задней бабки вставляется центр 2, который вынимается с помощью клина, вставляемого в окно б. Клин нажимает па стержень 9, а последний выталкивает центр.
Пиноль 12 может перемещаться в отверстии корпуса /. В пиноли профрезеровап продольный паз а, в который входит шпонка 8, не допускающая поворота пннолп относительно своей оси.
Для перемещения пннолп используется гидроцилиндр, который состоит из крышки 18, гильзы 16 и фланца 14. Цилиндр присоединяется к корпусу задней бабки. Поршень 17 закреплен на штоке 15, который посредством диска 13 связан с пинолью 12.
При подаче масла из напорной магистрали через фланец 14 с левой стороны поршня пиноль с центром быстро отводится назад. Подвод пиноли к изделию и поджим центра происходят, когда масло подводится по каналам крышки 18 в правую полость гидро-цилиндра.
После поджима центра пиноль должна быть закреплена в корпусе бабки. Это закрепление осуществляется двумя плавающими гидравлическими зажимами, каждый из которых состоит из двух втулок 23 и 28, поршня 26. штока 25 и пружины 29. Как поршень, так и шток имеют по два уплотнительных кольца 24 и 27.
Для зажима скалки масло под давлением подается по трубопроводам 19 и 31 в полость между поршнем 26 и втулкой 23. При этом поршень 26 перемещается влево и через шток 25 тянет втулку 28, прижимая ее к пиноли с правой стороны. В то же время масло давит на втулку 23, прижимая ее к пиноли с левой стороны. Освобождается пиноль пружиной 29 после того как рабочие полости зажимов отключаются от напорной магистрали.
о
Vi
* ТОКАРНО-РЕВОЛЬВЕРНЫЙ АВТОМАТ МОДЕЛИ IAI36
Общая характеристика станка
Назначение станка. Автомат предназначен для токарной обработки сложных по форме деталей, требующих применения нескольких последовательно работающих инструментов: резцов, сверл, зенкеров, разверток и метчиков. Наиболее характерным для автомата 1А136 является изготовление частей арматуры, крепежных и резьбовых изделий и других подобных деталей в условиях крупносерийного производства. В качестве заготовки используется прутковый материал круглого, квадратного и шестигранного сечения.
Техническая характеристика автомата
Наибольшие размеры ибрабатыиаемого прутка в леи: круглого (диаметр) .................................... 36
квадратного (сторона)................................... 25
шестигранного (расстояние между сторонами) 30
Наибольшая длина подачи прутка в лгл .... 90
Наибольший диаметр нарезаемой резьбы в лг.и по стали ............................... 22
по латуни ..................................... 27
Число гнезд револьверной головки ...................... 6
Наибольшее перемещение револьверной головки в мм 80
Число суппортов ... 3
Наибольшее поперечное перемещение суппортов в мм . 40
Пределы чисел оборотов шпинделя в об/мин . . . . 100—2000
Время изготовления одной детали в сек .............. 11,6—477
Мощность главного электродвигателя в хет .... 4,2
Основные узлы станка (рис. 47). А—направляющая труба с поддерживающими стойками; Б — механизм подачи пруткового материала; В — шпиндельная бабка; Г — кулачковый распределительный механизм; Д — поперечные суппорты; £—револьверная головка; Ж — станина.
Органы управления. /—рукоятка включения; 2—маховичок ручного поворота вспомогательного вала.
Движения в станке. Движение резания — вращение шпинделя с прутком; в случае установки приспособления для быстрого сверления движение резания сообщается также инструментальному шпинделю. Движения подач: продольная подача — перемещение суппорта револьверной головки; поперечная подача — перемещение поперечных суппортов в радиальном направлении Вспомогательные движения — подача и зажим пруткового материала, быстрые подводы и отводы суппорта ре
вольверной головки, а также поворот ее вокруг своей оси для установки очередного инструмента в рабочую позицию.
Принцип работы. Обрабатываемый пруток закладывается в направляющую трубу и закрепляется в шпинделе станка цанговым зажимом. Комплект режущего инструмента закрепляется в револьверной головке и на поперечных суппортах. Револьверная головка служит для обточки резцами, обработки отверстии и нарезания резьбы метчиками и плашками Поперечные суппорты предназначены для обработки фасонными резцами, для осуществления подрезных переходов и отрезки готовой детали.
После включения станка все рабочие вспомогательные движения выполняются автоматически при помощи специальных кулачков, профили которых обеспечивают необходимую скорость движения инструментов, требуемую длину обработки и чередование переходов. Наличие регулировочных устройств и соответствующая установка инструментов устраняют необходимость в промерах каждой детали.
Конструктивные особенности. В автомате модели 1А136 в отличие от прежних моделей для привода движения резания используется электродвигатель постоянного тока, который питается от электромашинного усилителя. Это позволяет, во-первых, в достаточно широком диапазоне бесступенчато изменять число оборотов шпинделя, а, во-вторых, благодаря электрическому переключателю скоростей устанавливать оптимальную скорость вращения шпинделя для каждой позиции револьверной головки. Легко также решается вопрос реверсирования вращения шпинделя при нарезании резьбы. В совокупности это обеспечивает существенное повышение производительности автомата.
Второй особенностью автомата модели 1А136 является применение отдельного электродвигателя для привода механизма подачи зажима пруткового материала, вспомогательного и распределительных валов и поворота револьверной головки.
Приводной вал соединен со вспомогательным валом предохранительной муфтой со срезающейся шпилькой, что предохраняет все механизмы подач и вспомогательных движений от поломок.
Механизм мальтийского креста поворота револьверной головки позволяет посредством установки второго ролика производить поворот револьверной головки через позицию, что сокращает расход времени на холостые ходы при изготовлении простых деталей, требующих для своей обработки не более трех комплектов режущих инструментов, которые в этом случае устанавливаются в револьверной головке через гнездо.
Рис 47. Общий вид токарно-револьверного автомата модели 1А136
о
8 Кинематика автомата модели IAI36
Движение резания. Шпиндель /// (рис. 48) автомата приводится в движение реверсивным электродвигателем постоянного тока мощностью 4,2 кет, с регулируемым числом оборотов от 275 до 2750 в минуту через двухступенчатую коробку скоростей и клиноременную передачу 190—190. Источником питания электродвигателя постоянного тока является агрегат, состоящий из генератора постоянного тока (электромашиниого усилителя ЭМУ) и асинхронного электродвигателя трехфазного тока мощностью 4,5 кет. Бесступенчатое изменение чисел оборотов шпинделя в пределах от 100 до 2000 в минуту осуществляется электроприводом совместно с двухступенчатой коробкой скоростей.
Максимальное число оборотов шпинделя в минуту птал.определяется. выражением
«max - 2750 = 2000 об!мин.
Принципиально иначе решена конструкция привода движения резания в аналогичном автомате более позднего выпуска модели 1Б136, где применен привод с асинхронным электродвигателем, реверсивной трехступенчатой коробкой скоростей с электромагнитными муфтами и гитарой сменных колес с шестью парами сменных шестерен. Диапазон изменения чисел оборотов шпинделя увеличен до 40, а пределы чисел оборотов шпинделя составляют для прямого вращения от 64 до 2500 в минуту.
Система управления автоматом модели 1А136 состоит из вспомогательного вала V, распределительных валов IX и X, барабанов, управляющих муфтами Af2 и Л43, и рабочих кулачков, управ ляющнмп перемещениями поперечных суппортов и револьверной головки.
Движения подач. В автомате модели 1А136 подачи рабочих органов осуществляются от кулачков, специально изготовленных для обработки данной группы однотипных деталей. Кулачки Ki и К2, управляющие движениями поперечных суппортов, устанавливаются на распределительном валу X, а кулачок Кз, сообщающий продольное перемещение револьверному суппорту,— на валу IX.
Валы IX и X получают вращение от электродвигателя мощностью 1 кет через червячную передачу 2—24, вал IV, кулачковую муфту Af[, предохранительную соединительную муфту М. „ , вал V, шестерни 29—79, вал VI, сменные колеса а—b и с—d, вал VIII и червячную передачу 1—40.
Сменные колеса гитары подбираются из условия, чтобы за время обработки одной детали распределительный вал сделал один оборот.
Уравнение кинематической цепи имеет вид: 1440-2-29-а-с-1 __ 1 60'24-79-Л d 40 “ t *
где t — время обработки одной детали в сек.
Отсюда подбор сменных зубчатых колес гитары подач может быть произведен по формуле
а с _ 54,5 b d t
Вспомогательные движения. Эти движения заимствуются от вала V, вращающегося с постоянной угловой скоростью, равной
2
«,= 1440-^- =120 обIмин.
На вспомогательном валу V свободно сидят зубчатое колесо 36, приводящее в действие механизм подачи и зажима прутка, и шестерня 57 для привода в действие механизма поворота револьверной головки.
Зажим и подача пруткового материала осуществляется от барабанов с криволинейными пазами, установленных на валу XI, на правом конце которого закреплено колесо 72, находящееся в постоянном зацеплении с шестерней 36, свободно сидящей на вспомогательном валу V.
По окончании обработки очередной детали барабан управления включает кулачковую муфту М2, поворачивающую шестерню 36 ровно на один оборот, в течение которого и происходит зажим и подача материала.
Поворот револьверной головки производится включением кулачковой муфты Л4з, которая связывает со вспомогательным валом V шестерню 57; от последней через паразитное колесо 76 и широкую шестерню 38 приводится во вращение вал XII, конические шестерни 23—46 и вал XIII, несущий на себе кривошипный диск с роликом. При вращении вала XIII диск будет поворачивать мальтийский крест, а вместе с ним и вал XIV, на котором закреплена револьверная головка.
Повороту револьверной головки предшествует отвод фиксатора при помощи кулачкового выступа на торце конической шестерни 46.
Муфта Л43 включается по окончании каждого перехода после отвода револьверной головки в крайнее заднее положение. Включение муфт М2 и М3 производится по команде барабанов управления, находящихся на распределительном валу X
Пусковая м\фта Мi связана с механизмом автоматического останова автомата после израсходования прутка.
При наладке автомата муфта Л4| выключается рукояткой Р, и привод вспомогательного и распределительного валов осуществляется вручную маховичком Мх, закрепленным на конце вала V.
N=1x6m n=1W0 об/мин
Рис. 48. Кинематическая схема токарно-револьверного автомата модели 1А136
s Узлы токарно-револьверного автомата IAI36
Револьверный суппорт. На автомате модели 1А136 для последовательной установки режущих инструментов в рабочую позицию применена шестипозиционная револьверная головка с горизонтальной осью вращения, расположенной перпендикулярно оси шпинделя.
На рис. 49 представлена конструктивная схема револьверного суппорта, который состоит из салазок, шестипозиционной револьверной головки, механизма фиксации револьверной головки, механизма поворота револьверной головки, механизма быстрого отвода револьверного суппорта, механизма рабочей подачи револьверного суппорта и приводной части.
Привод всех механизмов револьверного суппорта осуществляется от заднего вспомогательного вала И (см рис 48) через муфту Л43 и шестерню 57 Последняя через паразитное колесо 15 (рис. 49), широкую шестерню 13, валик 14 и конические колеса 12 и 9 приводит в движение кривошипный вал 23, который делает полный оборот за 1,33 оборота вспомогательного вала.
Механизм фиксации револьверной головки состоит из фиксатора 2, пружины 3, кулачка 25 и двуплечего рычага 4 с роликом 24. Когда кулачок 25, связанный с кривошипным валом 23, нажимает на ролик 24, двуплечий рычаг 4 поворачивается на своей оси 6 и, преодолевая сопротивление пружины .3, вытягивает фиксатор 2 из гнезда револьверной головки /. После поворота револьверной головки в новую позицию профиль кулачка 25 позволяет фиксатору 2 под действием пружины 3 войти в очередное гнездо револьверной головки и зафиксировать ее в новом положении Рукоятка 5 служит для ручного отвода фиксатора
Для периодического поворота револьверной головки из позиции в позицию используется механизм мальтийского креста, который состоит из ведущего диска 8, закрепленного на кривошипном валу 23, мальтийского поводка 7 с шестью радиальными пазами а, установленного на конце оси револьверной головки 1, и ролика IV Последний пальцем 11 связан с ведущим диском 8 При вращении кривошипного вала 23 ролик 10 входит в очередной паз мальтийского поводка 7 и поворачивает его на ’/с часть оборота совместно с револьверной головкой. /
Если по технологии обработки детали используется только три гнезда револьверной головки, то последняя поворачивается не на 7б. а на ’/з оборота. С этой целью на ведущем диске предусмотрено второе отверстие для установки еще одного ролика.
Профиль кулачка 25 выполнен с таким расчетом, чтобы поворот револьверной головки начинался только тогда, когда фиксатор полностью выйдет из гнезда револьверной головки, и заканчивался до того, как фиксатор начнет входить в новое гнездо.
Чтобы при повороте револьверной головки в новую позицию не повредить режущие инструменты и обрабатываемую деталь, не
обходимо перед каждым (поворотом головки быстро отвести весь револьверный суппорт назад, а после поворота вернуть его в рабочее положение. Для этой цели служит механизм быстрого отвода револьверного суппорта. Он состоит из кривошипного вала 23, шатуна 22 и тяги 21. Последняя жестко связана с ползуном-рейкой 18, который может свободно перемещаться в продольном пазу салазок суппорта
Ползун-рейка находится в зацеплении с зубчатым сектором 20, который сильной пружиной 17 прижимается к рабочему профилю дискового кулачка 19.
При вращении кривошипного вала 23, еще до того как ролик 10 дойдет до радиального паза а мальтийского поводка 7 и начнется поворот револьверной головки, револьверный суппорт под действием кривошипа К и шатуна 22 быстро отойдет назад, так как в это время ползун-рейка 18, связанный с зубчатым сектором 20, не может перемещаться вперед По окончании поворота головки револьверный суппорт под действием того же кривошипа К займет первоначальное рабочее положение, при котором кривошип находится в мертвой точке и весь кривошипно-шатунный механизм представляет собой одну жесткую систему.
При этом положении кривошипно-шатунного механизма осуществляется рабочая подача револьверного суппорта, которая производится кулачком 19 через зубчатый сектор 20 и ползун рейку 18. Дисковый кулачок 19 имеет шесть рабочих участков (в соответствии с количеством позиций револьверной головки). Па участках спада дискового кулачка 19 револьверный суппорт под действием пружины 17 отходит назад.
Положение револьверного суппорта относительно торца шпинделя может быть изменено на величину до 36 мм за счет изменения положения тяги 21 в ползуне-рейке 18, что достигается ввинчиванием или вывинчиванием резьбовой втулки 16. Втулка связана с тягой 2L
Поперечные суппорты. (На станке имеется два основных поперечных суппорта (передний и задний) и один дополнительный верхний суппорт. Последний предназначен в основном для отрезки готовой детали и устанавливается на станке только в тех случаях, когда основные суппорты заняты другими резцами.
Дополнительные узлы и приспособления. Для расширения технологических возможностей автомата заводом предусмотрен выпуск дополнительных узлов и приспособлений. На станке могут быть установлены быстросверлильное и шлицовочное приспособления, лоток для отделения деталей от стружки, транспортер для удаления стружки из зоны станка, приспособление для заправки пруткового материала, устройство для наружной подачи материала, диаметр которого превышает предельно допустимый для данного типоразмера станка, и узел качающегося упора.
Рис 49. Схема револьверной головки автомата модели 1А136
s ЧЕТЫРЕХШПИНДЕЛЬНЫИ ТОКАРНЫЙ АВТОМАТ МОДЕЛИ 1265-4
Общая характеристика станка
Назначение станка. Автомат предназначен для токарной обработки из пруткового материала крепежных деталей, частей арматуры и сравнительно небольших фасонных деталей в условиях крупносерийного и массового производства.
Техническая характеристика станка
Наибольший размер обрабатываемого прутка в мм: круглого (диаметр) .............................. 80
квадратного (сторона) ............................. 56
шестигранного (расстояние между сторонами) . 68
Количество шпинделей ............................. 4
Число скоростей вращения шпинделей ... . . 26
Пределы чисел оборотов шпинделей в минуту ... 60—1000
Наибольшая длина подачи прутка в мм . . 200
Наибольшая длина обработки прутка в мм ................ 175
Расстояние между осями смежных шпинделей в мм . . 275,8
Число продольных суппортов .............................. I
Число поперечных суппортов....................... 4
Величина хода продольного суппорта в мм .......... 180
Величина хода- поперечных суппортов в мм: верхних ................................. 90
нижних ...................................... 80
Число оборотов распределительного вала на холостом ходу в минуту ..................................... 10
Время холостого хода в сек ........... 3,5
Мощность главного электродвигателя в кет................ 28
Основные узлы станка (рис. 50). А — направляющие трубы с поддерживающими стойками; Б — шпиндельный блок; В—станина; Г — радиальные суппорты; Д— резьбонарезной шпиндель, — привод станка; Ж — продольный суппорт.
Органы управления. 1 — кнопка включения подачи прутка; 2 — рукоятка выключения поворота блока шпинделей; 3 — рукоятка включения подачи; 4—кнопочная станция наладочного привода; 5 — хвостовик для ручного проворота распределительного вала; 6 — рукоятка включения транспортера для отвода стружки; 7 — передний пульт управления.
Движения в станке. Движения резания — вращение основных шпинделей совместно с обрабатываемыми прутками, а также инструментальных шпинделей — быстросверлильного и резьбонарезного. Движения подач- поступательное движение четырех радиальных суппортов, прямолинейное поступательное движение продольного суппорта и осевое перемещение инструментальных шпинделей. Вспомогательные движения —
поворот шпиндельного блока и направляющих труб, подача и зажим пруткового материала, отвод фиксатора шпиндельного блока, вращение шнека транспортера для удаления стружки, быстрые холостые перемещения рабочих органов, замедленные riepe-мещения рабочих органов для наладки станка.
Принцип работы. Прутковый материал закладывается в направляющие трубы и закрепляется в цанговых патронах шпинделей. Каждый из шпинделей получает вращение совместно с прутками, из которых изготавливаются детали.
Обработка детали производится последовательно в четырех позициях шпиндельного блока Б. В каждой позиции для обработки детали служит отдельный радиальный суппорт Г, оснащенный необходимым комплектом резцов. Кроме того, имеется один, общий для всех позиций продольный суппорт Ж, на каждой из четырех граней которого устанавливается комплект инструментов, требующихся для обработки детали в данной позиции.
На грани продольного суппорта, обслуживающей позицию ///, может быть установлен быстросверлильный шпиндель, а на грани, обслуживающей позицию IV,— резьбонарезное приспособление.
Радиальные суппорты служат для обточки фасонными резцами и для осуществления прорезных и отрезных переходов. Продольный суппорт служит для обточки проходными и подрезными резцами, растачивания отверстий, нарезания резьбы метчиками и плашками, а также для выполнения сверлильных переходов.
Конструктивные особенности. Для передних опор шпинд* чей применены двухрядные цилиндрические роликовые подшипнике серии 3182100, благодаря чему увеличена жесткость шпиндельных узлов и точность вращения шпинделей.
Шпиндельный блок выполнен массивным и имеет двойное фиксирование, которое ,обеспечивает ппижим блока к нижней опоре во время работы станка.
На станке модели 1265-4 предусмотрен механизм подъем* шпиндельного блока перед его поворотом. Для улучшения условий периодического поворота шпиндельного блока механизм мальтийского креста вынесен на промежуточный вал, который связан со шпиндельным блоком постоянной зубчатой передачей.
Для уменьшения нагрузки на шпиндельный блок и для повышения точности его работы в станке модели 1265-4 поворот катушки с трубами и прутками производится не самим блоком, а принудительно, посредством зубчатых передач.
Рис. 50. Общий вид четырехшпиндельного токарного автомата модели 1265-4
о
s Кинематика станка модели 1265-4
Движения резания. Основные шпиндели VI (рис. 51) получают вращение от электродвигателя мощностью 28 кет через клиноременную передачу 190—308, вал /, цилиндрические колеса 30—60, вал II, сменные колеса А—Б и В—Г, центральные валы IV и V, связанные друг с другом шлицевым соединением, и косозубые колеса 45—45. Числа оборотов шпинделей в минуту пш могут быть определены из выражения
пш 1450 эда 0,985 go £ г 45 об/мин.
Наличие в комплекте станка 18 сменных колес позволяет сообщать шпинделю 26 различных скоростей вращения в пределах от 60 до 1000 об (мин.
В третьей позиции шпиндельного блока суппорта может быть установлен быстросверлильный шпиндель, который кинематически связан с центральным валом IV, посредством промежуточных зубчатых передач.
Нарезание резьбы метчиками и плашками может производиться в четвертой позиции шпиндельного блока с помощью специального реверсивного резьбонарезного приспособления, которое также заимствует движение от центрального вала IV. Реверсирование вращения шпинделя резьбонарезного приспособления осуществляется двумя электромагнитными дисковыми фрикционными муфтами.
Движения подач. Подача всех рабочих органов стайка осуществляется кулачковыми механизмами, непосредственно установленными на главном распределительном валу или на валах, имеющих с ним постоянную кинематическую связь. Отсюда ясно, что скорость перемещения суппортов и инструментальных шпинделей зависит от скорости вращения главного распределительного вала XIII. Последний получает вращение от центрального вала IV через червячную передачу 3—24, вал VII, сменные колеса И—К и Д—Е, вал IX, обгонную муфту М о, вал X, конические колеса 30—30, вал XI, электромагнитную дисковую муфту М2, колеса 38—53, вал XII и червячную передачу */—40.
Верхние радиальные суппорты, продольный суппорт и инструментальные шпиндели заимствуют подачи от кулачковых механизмов, установленных на главном распределительном валу XIII.
Нижние радиальные суппорты подаются кулачками, получающими вращение от главного распределительного вала XIII с той же угловой скоростью через шестерни 44—44—44 и две конические передачи 30—30 и 30—30.
Скорости подачи рабочих органов могут дополнительно регулироваться, независимо одна от другой, за -счет изменения плеч соответствующих рычагов кулачково-рычажных механизмов подач.
Вспомогательные движения. Поворот шпиндельного блока осуществляется с помощью механизма с мальтийским крестом, который получает движение от главного распределительного вала XIII через кулачковую муфту Mg и вал XX. От мальтийского креста, установленного на валу XXI, через колеса 72—48 и 90—135 вращение передается шпиндельному блоку, жестко связанному с колесом 135.
В четырехшпиндельном токарном автомате модели 1265-4 поворот блока направляющих труб осуществляется принудительно от шпиндельного блока колесами 135—20, валом XXII и колесами 20—135.
Механизмы подачи и зажима пруткового материала приводятся в действие кривыми барабанов Б п и Б 3, установленных на валу XX. Барабан подачи Б п двуплечим рычагом Р] связан с поводком, который в позиции / шпиндельного блока входит в контакт с подающей трубой данного шпиндельного узла. Одновременно в этой же позиции барабан Б 3 посредством рычага Р2 управляет механизмом освобождения и зажима прутка.
Отвод фиксатора шпиндельного блока осуществляется отдельным кулачком, закрепленным на главном распределительном валу XIII. Для осуществления холостых быстрых перемещений рабочих органов станка распределительные валы получают вращение со скоростью 10 об/мин от вала / через конические шестерни 21—33, электромагнитную дисковую муфту Мь вал XI, муфту М2, колеса 38—53, вал XII и червячную передачу 1—40. Наличие обгонной муфты М п позволяет при быстрых перемещениях рабочих органов станка не отключать механизмы их рабочих подач.
Для быстрого притормаживания системы в момент перехода с холостых на рабочие ходы на конце вала XI установлен автоматически действующий ленточный тормоз Т.
Для наладки станка предусмотрен специальный привод от отдельного электродвигателя мощностью 1,7 кет. При наладке станка муфта М2 выключается, а подвижная шестерня 24, сидящая на валу XXIII, вводится в зацепление с колесом 38. Тогда вращение от электродвигателя передается распределительному валу XIII через шестерню 19, колесо 74 с внутренним зацеплением, вал XXIII, шестерни 24—38—53, вал XII и червячную передачу 1—40.
Для ручного (П'ри1вода .станка в процессе наладки на квадратный конец вала XII надевается специальная рукоятка.
Шнековый транспортер для отвода стружки из зоны резания приводится в движение от вала // через винтовые колеса 23—23, вал XXIV, червячную передачу 1—50, вал XXV, кулачковую муфту М& и цепную передачу /6—16.
Рис. 51. Кинематическая схема четырехшпиндельного токарного автомата модели 1265-4
§ Узлы и дополнительные приспособления автомата модели 1265-4
Дополнительные приспособления. И н с т р ум ентальный быстросверлильный шпиндель XXXII (рис. 52,а) получает вращение от центрального вала IV через постоянно закрепленную на нем шестерню 47, паразитное колесо 22 и сменное колесо Р.
Основной и сверлильный шпиндели вращаются в разные стороны. В этих условиях значение скорости резания при сверлении определяется относительной скоростью вращения быстросверлильного шпинделя пс , которая определяется для.данного случая как сумма абсолютных скоростей вращения основного и быстросверлильного шпинделей, т. е.
В зависимости от заданных скоростей вращения пс и пш число зубьев сменного колеса Р подбирают по формуле
47
пс пш
Инструментальный резьбонарезной шпиндель XXXI также заимствует движение от центрального вала IV.
При нарезании резьбы включается электромагнитная дисковая муфта Мз и вращение резьбонарезному шпинделю передается от центрального вала IV шестернями 41—41, валом XXVII, сменными колесами С—Т, валом XXVIII, муфтой М3, валом XXX и колесами 34—52.
В этом случае направление вращения шпинделей, основного и резьбонарезного, совпадает и относительная скорость вращения резьбонарезного шпинделя определяется как разность их абсолютных скоростей, т. е.
nj> — 1 q2 T ) '
Числа зубьев сменных колес С и Г в зависимости от заданных скоростей вращения пр и пш определяются по формуле
С __ 52 Пр \
т “ 34‘
Для свинчивания резьбонарезного инструМе н-т а выключается муфта М3 и включается электромагнитная дисковая муфта В этом случае резьбонарезной шпиндель получает вращение от центрального вала IV через более длинную кин^т матическую цепь: шестерни 41—41, вал XXVII, сменные колеса С—Т и Н—П, вал XXIX, шестерни 47—47, муфту М4, вал XXX и колеса 34—52.
Так как основной и резьбонарезной шпиндели вращаются в
ддну сторону, то для обеспечения свинчивания резьбонарезного инструмента сменные колеса Н и П должны быть подобраны так, чтобы абсолютное число оборотов в минуту резьбонарезного шпинделя было значительно больше числа оборотов в минуту основного шпинделя.
Относительное число оборотов в минуту резьбонарезного шпинделя при свинчивании прс можно определить по формуле
/ 34-С// ( 52- 7-П
Шпиндельный блок. В блоке 6 (рис. 52, б) смонтировано четыре совершенно идентичных шпиндельных узла. Механизм подачи и зажима пруткового материала каждого узла состоит из подающей трубы 1 с цангой 4, зажимной трубы 3 с цангой 5 и рычажной зажимной муфты 2. Подача и зажим материала происходит только тогда, когда шпиндельный узел находится в позиции/. В это время вилка 7 входит <в таз а муфты 2 и при своем движении вдоль оси шпинделя освобождает и зажимает пруток. Аналогично срабатывает и механизм подачи.
Фиксатор шпиндельного блока. На центральном распределительном валу 9 (рис. 52, в) установлен диск 10 с торцовым криволинейным пазом а, в который входит ролик коромысла 8. Коромысло 8 посредством регулируемой тяги 7 и рычага 6 соединено с поводком 5, который пальцем 3 шарнирно связан с левым тангенциальным фиксатором 2, а пальцем 1 — с тягой //. Второй конец тяги // соединен с правым тангенциальным фиксатором 13.
Когда ролик коромысла попадает в паз а диска 10, коромысло поворачивается по часовой стрелке и через тягу 7 и рычаг 6 поворачивает.поводок 5 в том же направлении. При этом левый фиксатор 2 отводится в сторону от шпиндельного блока 15 непосредственно поводком 5, а правый — при помощи тяги 11.
Шпиндельный блок 15 имеет, четыре фиксаторных гнезда 14 в соответствии с количеством его позиций. Фиксация шпиндельного блока происходит в момент выхода ролика на удаленную часть криволинейного паза а.
Пружины 4 и 12 служат для компенсации неточностей монтажа узла и для постоянного прижима шпиндельного блока к нижней опоре после его фиксации.
Механизм подъема шпиндельного блока. Для легкости хода шпиндельный блок 7 (рис. 52, г) перед поворотом в новую позицию несколько приподнимается с помощью люнета 8. Подъем шпиндельного блока 7 осуществляется выступом б кулачка 5, установленного на центральном распределительном валу 4. Выступ кулачка 5 в соответствующий момент нажимает на ролик 6 рычага 3 и через тягу 2 приподнимает на небольшую величину коромысло / С люнетом 8.
Рис. 52. Узлы четырехшпиндельного токарного автомата модели 1265-4
о
S ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ
Общая характеристика станка
Назначение станка. Станок предназначен для сверления, рассверливания, зенкерования и развертывания отверстий в различных деталях, а также для торцевания и нарезания резьб машинными метчиками в условиях индивидуального и серийного производства. На станке модели 2А135 обрабатываются детали сравнительно небольших размеров и веса.
Техническая характеристика станка
Наибольший диаметр сверления в лик .................. 35
Расстояние от оси шпинделя до лицевой стороны станины в мм.............................................. 300
Наибольшее расстояние от торца шпинделя до стола в мм 750
Наибольший ход шпинделя в мм......................... 225
Наибольшее установочное перемещение шпиндельной бабки в ми ............................................. 200
Размеры рабочей поверхности стола в мм. длина ................................. 500
ширина ............................................... 450
Наибольшее вертикальное перемещение стола в ми . . 325
Число скоростей вращения шпинделя ....................... 9
Пределы чисел оборотов шпинделя в минуту............. 68—1100
Количество величин подач * . ».......................... 11
Пределы величин подачи в мм/йб.......................... ОД 15—1,6
Мощность главного электродвигателя в кет............. 4,5
Основные узды станка (рис. 53). А — стол; Б — шпиндельная бабка с коробкой подач и подъемным механизмом; В — коробка скоростей; Г — станина (колонна); Д— основание станины.
Органы управления. 1 — рукоятка перемещения стола; 2 — штурвал для подъема и опускания шпинделя и для включения механической подачи.
Движения в станке. Движение резания — вращение шпинделя с режущим инструментом. Движение подачи — осевое перемещение шпинделя с режущим инструментом. Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
Принцип работы. Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
СТАНОК МОДЕЛИ 2AI35
Режущий инструмент в зависимости от его хвостови-
ка закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Конструктивные особенности. Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. । Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Модели вертикал ьно-свер Л ильных станков. На машиностроительных заводах получили распространение следующие модели вертикалыю-сверлильных станков: 2118, 2118А, 2Б118 для сверления отверстий в мягкой стали диаметром до 18 мм; 2125 и 2А125 для сверления отверстий диаметром до 25 мм; 2135, 2А135 для сверления отверстий диаметром до 35 мм; 2150, 2А150 и 2170 для сверления отверстий диаметром соответственно до 50 и 70 мм. Выпущен станок модели 2Н135А.
Рис. 53. Общий вид вертикально-сверлильного станка моде ш 2А136
109
Кинематика станка модели 2AI35
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кет через клиноременную передачу 140—178 и коробку скоростей.
На валу / коробки скоростей находится тройной подвижной блок шестерен Бь обеспечивающий валу // три скорости вращения. От вала // через шестёрки 34—48 вращение передается валу ///, на котором расположен тройной подвижкой блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55,6), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя ntnax с учетом упругого скольжения ремня определяется из выражения
0,985 |^4'65 = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту Alt, вал IX, червячную передачу I—47, зубчатую муфту вал.Х и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только II различных величин подач.
От вала VIII через кулачковую муфту Л41 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо 47 расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М। служит для 'предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения
. 27-27-30-60-1 О1ЛОЕ1Л /л
,|И’Х 1 50-50-51-21-47 3,14-3,5-14 1,6 мм}об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки Р\ через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой т=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16—43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
00
501
а>1 ?
-X—
27:55
1-зах.
^43
_ Л/
XII
М=4,5к8т n = 1440об/мин
Рейка т*2мм
18
50 VII _ .и///
21:61
34:48
Т t I1
r Т ~ 1 5 48 I
21
25
30
Рейка т = 3,5мм
14
t = 6MM
47
46
| ftP
32
1-з
Pi Мг
140' 178 I
1440. об/мин
17:68
/ // ///
п, об/мин ^1600
1100
750
530
400
275
195
140
100
68
IV
V
Рис. 55. Кинематическая схема вертикально-свер-лнльного станка модели 2А135
111
S Узлы станка модели 2А135
Коробка подач. Для изменения величины подачи па станке модели 2А135 используется коробка, состоящая из двух типовых механизмов с выдвижными шпонками. Продольный разрез коробки подач показан на рис. 56,6.
Из кинематической схемы (рис. 55, а) видно, что движение подачи заимствуется от шпинделя. Далее через блок шестерен 1 (рис. 56,6), установленный на осн 2, и зубчатое колесо 3 вращение передается полому валу 4 с прорезью в. На последнем свободно установлены три шестерни 16, имеющие шпоночные пазы б. Между шестернями 16 находятся промежуточные кольца. Внутри полого вала 4 перемещается штанга 14, представляющая в нижней своей части круглую рейку. В верхней части штанги 14 имеется сквозное окно, в котором на оси установлена выдвижная шпонка 15. Эта шпонка под действием пружины 17 стремится войти в шпоночный паз одной нз шестерен 16.
Перемещая штангу 14 с выдвижной шпонкой 15 внутри вала 4, можно соединить последний с любой нз шестерен 16. Промежуточные кольца, которые не имеют шпоночных пазов, утапливают выдвижную шпонк} в момент переключения скорости Это необходимо для предупреждения поломки, которая могла бы иметь место в случае заклинивания на валу одновременно двух шестерен.
Аналогичный механизм, состоящий из четырех шестерен 10 с пазами а, выдвижной шпонки 8, пластинчатой пружины 9 и штанги 7, установлен на полом валу 11.
На валу 12 закреплен конус шестерен 13, состоящий из пяти колес. Три верхних колеса конуса находятся в постоянном зацеплении с шестернями 16, а, кроме того, верхнее и три нижних — в постоянном зацеплении с шестернями 10 вала 11. Перемещение штанг 7 и 14 с выдвижными шпонками 8 и 15 для переключения величины подачи шпинделя осуществляется рукоятками, расположенными на левой стороне корпуса шпиндельной бабки
Плунжерный насос 6 приводится в действие эксцентриком 5.
Механизм подач. Включение и выключение механической подачи, а также подвод и отвод шпинделя рсуществляется штурвальным механизмом подач, изображенным на рис 56, а Механизм подач шпинделя вертикально-сверлильного станка модели 2А135 состоит из червячной передачи, реечной '.передачи, рукояток управления и ряда муфт включения. Привод механизма подач осуществляется от коробки подач через кулачковую муфту 16, предназначенную для автоматического выключения движения подачи по достижении заданной глубины сверления и являющуюся одновременно предохранительным устройством, отключающим цепь движения подачи при перегрузках. Предельная величина нагрузки на механизм подач регулируется винтом 15, который осуществляет предварительное сжатие пружины 14.
Для включения механической подачи штурвал 3 и соединенную с ним кулачковую муфту 22 поворачивают на себя. Угол поворота штурвала и муфты равен 20° и ограничивается прорезью а на муфте н штифтом 21, закрепленным на конце вала /. При повороте штурвала 3 зубья муфты 22, имеющие скосы, сдвигают кулач ковую обойму 4 вправо и, входя торцом на торец зубьев обоймы, фиксируют это смещение. К обойме 4 прикреплен двусторонний храповой диск 6, связанный с обоймой 4 подпружиненными собачками 5 При смещении обоймы зубья храпового диска 6 зацепля ются с зубьями диска 9, прикрепленного к червячному коЛесу 7 и связывают последнее, с валом 1 Таким образом, вращение от коробки подач через муфту 16 сообщается червяку 13, червячному колесу 7 и валу 1, задний конец которого представляет собой реечную шестерню. Последняя находится в зацеплении с рейкой, нарезанной на гильзе 10 шпинделя 11 станка.
Быстрый подвод инструмента к заготовке обеспечивается дальнейшим поворотом штурвала 3 при включенной подаче. В этом случае собачки 5 проскакивают по зубьям внутренней стороны диска 6, опережая механическую подачу.
Выключение механической подачи в любой момент осуществляется поворотом штурвала 3 от себя на 20°, при этом зубья муфты 22 станут напротив впадин обоймы 4, последняя под действием пружины 8 сместится влево, зубья храпового диска 6 расцепятся с зубьями диска 9, вследствие чего червячное колесо 7 будет свободно поворачиваться на валу 1 и механическая подача шпинделя прекратится.
При быстром подъеме шпинделя механическая подача также автоматически выключается.
Конструкция механизма подачи вертикально-сверлильного станка модели 2А135 допускает также медленное ручное перемещение штурвала 3, гильзы 10 со шпинделем. Для этого необходима выключить штурвалом 3 механическую подачу, после чего переместить кольцо 2 вдоль оси вала 1 вправо; при этом штифт 20 заблокирует штифт 21 и при повороте штурвала 3 на себя не будет включаться механическая подача.
Настройка механизма подачи для сверления отверстий заданной глубины осуществляется кулачком 18, который устанавливается на требуемый размер по шкале лимба 19.
При настройке станка на нарезание резьб метчиками реверсирование шпинделя для вывода режущего инструмента может быть осуществлено автоматически или вручную. При автоматическом ревцрсе настройка на глубину нарезания и переключение шпинделя производится кулачком 17, который заранее устанавливается на лимбе 19. При ручном управлении реверсом, когда достигнута требуемая глубина нарезания, изменение направления вращения шпинделя осуществляется рукояткой 12.
00
Рис. 56. Узлы вертикально-сверлильного станка модели 2А135
РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2В56
Общая характеристика станка
Назначение станка. Станок предназначен для сверления, зенке-рования и развертывания отверстий и для нарезания резьб в изделиях крупных и средних размеров значительного веса в условиях индивидуального и серийного производства.
Техническая характеристика станка Наибольший диаметр сверления в мм ..................... 50
Вылет шпинделя в мм ................................... *500
Наибольший ход шпинделя в мм .......................... 350
Конус отверстия шпинделя.................................Морзе № 5
Число скоростей вращения шпинделя...................... 10
Пределы чисел оборотов шпинделя в минуту .... 55—1650
Количество величин подач шпинделя .... . .. 9
Пределы величин подач в мм!об........................... 0,15—1,2
Скорость вертикальных перемещений траверсы в мм/мин 900
Мощность в кет:
электродвигателя перемещения траверсы .... 1,3
главного электродвигателя .............................. 5,5
Основные узлы станка (рис. 57). А —основание; Б — неподвижная колонна; В — механизм зажима-поворотной колонны; Г — полая поворотная колонна; Д — механизм подъема, опускания и зажима траверсы; Е — траверса; Ж — шпиндельная бабка с коробкой скоростей и 'коробкой подач; 3 — приставной стол.
Органы управления: 1 — рукоятка переключений коробки подач; 2 — рукоятка быстрого ручного перемещения шпинделя и включения автоматической подачи; 3 — рукоятка установки автоматического выключения шодачи; 4 — маховичок ручного медленного перемещения шпинделя; 5 — маховичок ручного радиального перемещения шпиндельной бабки; 6 — маховичок переключения коробки скоростей; 7 — рукоятка включения, выключения и реверсирования главного электродвигателя.
Движения в станке. Движение резания — вращение шпинделя. Движение подачи — вертикальное осевое перемещение шпинделя. Вспомогательные движения: ручное горизонтальное перемещение шпиндельной бабки по траверсе; механическое вертикальное перемещение траверсы по поворотной колонне и зажим траверсы на 'поворотной колонне; ручной поворот траверсы с колонной и механическое закрепление поворотной колонны.
Принцип работы. Обрабатываемая деталь устанавливается на основании А станка или на приставном столе 3. Режущий инструмент укрепляется в шпинделе станка. Для совмещения оси ин струмента с осью будущего отверстия шпиндельную бабку Ж не обходимо вручную перемещать по направляющим траверсы Е, которая в свою очередь может быть повернута вместе с полой по воротной колонной Г.
Установка траверсы по высоте в 'зависимости от размера обра батываемОй детали обеспечивается перемещением траверсы относительно поворотной колонны.
Для сверления несквозных отверстий станок снабжен механизмом автоматического останова подач.
Конструктивные особенности. Изменение чисел оборотов шпинделя и подач обеспечивается коробками скоростей и подач с однорукояточным управлением. Станок снабжен механизмом автоматического выключения подачи по достижении требуемой глубины сверления.
Подъем и опускание траверсы осуществляется самостоятельным электродвигателем, приводящим в движение специальный механизм, смонтированный в траверсе. Зажим траверсы >на полой поворотной колонке происходит автоматически после прекращения подъема или опускания траверсы.
Модификации радиально-сверлильных станков. Значительное распространение получили различные модели радиально-сверлильных станков, предназначенные для сверления отверстий диаметром от 35, 50, 75 до 100 мм.
Наиболее распространенными являются модели 2А53, 2А55, 2П56, 257, 258 и др.
Станок 2А53 рассчитан на наибольший диаметр сверления 35 мм в мягкой стали. Наличие в нем электромеханического устройства для предварительного выбора' скоростей и концентрация всех органов управления в нижней части шпиндельной головки обеспечивает простоту и легкость управления. Повышенная жесткость допускает обработку деталей с высокой производительностью и точностью. Закрепление шпиндельной головки на траверсе производится механизмом, дающим команду гидравлическому зажиму. В настоящее время выпущен аналогичный станок модели 2Н53. Радиально-сверлильные станки моделей 2А55 и 2Н55 устроены аналогично и в основном отличаются размером обрабатываемых отверстий (до 50 мм). Станок модели 2П56 по конструкции значительно отличается от предыдущих. Он допускает сверление как вертикальных, горизонтальных, так и наклонных отверстий в крупногабаритных деталях.
Ряс. 57 Общин вид радиально-сверлильного станка модели 2В36
115
s Кинематика станка модели 2В56
Движение резания. Шпиндель станка VII (рис. 58, а) приводится в движение электродвигателем мощностью 5,5 кет через по-лужесткую муфту, цилиндрические колеса 31—49 и коробку скоростей. В коробке расположены тройной подвижной блок шестерен Б\, сменные колеса А—В и два двойных подвижных блЪка шестерен Б2 и Б3. Коробка скоростей, как видно из графика (рис. 58,6), дает только 10 различных скоростей вращения шпинделя. Две скорости вращения совпадают.
Обычно к станку прилагаются два сменных колеса (по желанию потребителя число их может быть увеличено) с числом зубьев Д = 40 и В =33. Эти колеса можно менять местами. Максимальное число оборотов шпинделя пгаах определяется из выражения
140043'м40 ~В ££ = 1660 °6lMUH-
Движение подачи. Движение подачи шпинделя заимствуется от полого вала VI, связанного шлицевым соединением со шпинделем VII, и передается через шестерни 31—41, девятискоростную коробку подач, колеса 22—55, пал XI, червячную передачу 1—60 реечной шестерне 13, закрепленной на полом валу XII и находящейся в зацеплении с рейкой т = 3 мм гильзы шпинделя.
В коробке подач находится два тройных подвижных блока шестерен Б4 и Б3. График на рис. 58, в показывает структуру коробки подач.
Минимальная подача шпинделя smjn определяется из выражения
3,14-3-13=0.15^/06.
Включение и выключение механической подачи осуществляется фрикционной муфтой Х12, которая управляется рукоятками Р. При перемещении рукояток на себя фрикционная муфта М2 сцепляет червячное колесо 60 с полым валом XII, включая механическую подачу.
Вспомогательные движения. При перемещении рукояток Р от себя муфта Af2 выключается; в этом случае поворотом рукояток Р относительно оси полого вала XII можно производить вручную быстрые перемещения шпинделя.
Ручное точное перемещение (подача) шпинделя осуществляется маховичком Мх, закрепленным на полом валу XIII при включенной муфте Mj и нейтральном положении тройного подвижного блока шестерен Б5 коробки подач. Перемещение шпиндельной бабки по направляющим траверсы производится вращением маховичка Mxt, закрепленного на валу XIV, который проходит внутри полых валов XII и XIII, расположенных соосно На другом конце
вала XIV, условно изображенного на схеме изогнутым, установлена реечная шестерня 13, находящаяся в зацеплении с рейкой /п=3 мм. Рейка закреплена на траверсе.
Вертикальное перемещение и зажим траверсы на полой поворотной. колонне осуществляются электродвигателем мощностью 1,3 кет. От электродвигателя через шестерни 23—66, вал XV и зубчатые колеса 16—54 приводится в движение вертикальный ходовой винт XVI. На винте находятся две гайки, расположенные внутри траверсы. Из них верхняя — гайка Г( подъема — может свободно вращаться с ходовым винтом XVI, но вдоль винта она двигается только вместе с траверсой На нижнем конце гайки Г\ подъема имеются зубья, которыми она может соединяться с внутренними зубьями гайки Г2, т. е. гайки зажима. Эта гайка вращаться с ходовым винтом не может» так как она связана с траверсой направляющей шпонкой И1. При вращении ходового винта гайка Г2 перемещается вдоль его оси.
На нижнем конце гайки Г2 зажима имеется кольцевая проточка, в которую входит вилка рычажно-зажимного устройства траверсы.
При вращении ходового винта XVI вначале гайка Гi подъема будет свободно вращаться, а гайка Г2 зажима будет перемещаться вдоль ходового винта, освобождая зажимное устройство траверсы. После некоторого перемещения гайки Г2 зажима ее зубья войдут в зацепление с зубьями гайки подъема. Гайка Г1 не сможет больше вращаться вместе с ходовым винтом, вследствие чего она начнет (перемещаться вдоль винта вместе с траверсой, перемещая ее вверх или вниз в зависимости от направления вращения электродвигателя м ходового винта.
После перемещения траверсы до требуемой высоты кнопку пуска электродвигателя освобождают; благодаря соответствующей электрической схеме электродвигатель получит вращение в обратном направлении. Вследствие этого гайка зажима Г2 будет двигаться в противоположном направлении, выйдет из зацепления с гайкой Г] подъема, дойдет до нейтрального положения и заклинит зажимное устройство траверсы.
Зажим полой поворотной колонны производится электродвигателем мощностью 0,52 кет, при вращении которого через червячную передачу 2—60 приводится в движение винт XVII, стягивающий хомут, который связывает поворотную и неподвижную колонны.
Винт имеет дифференциальную резьбу с шагом 5,5 и 6 мм, при каждом обороте винта хомут сжимается или расходится на разность шагов, т. е на 0,5 мм. Червячное колесо связано с хвостовиком винта шлицевым соединением.
По окончании зажима хомута электродвигатель автоматически останавливается.
6)
1440o6/muh
2-зах
N'1,3 кВт n -1440 об/мин
И=0,52к8т n
t=5,5MM
148
36
27
fP
aw
13 ХЛ
19 35
22 32
29 29
18'
\WV
iSXV
1440об/мин[1
60-Al
t = 6MM ~XYH
KYI
t-бмм
35 III
Рейка m- 3 мм
\13
XIY
Рейка m*3n*
22
YIl
N= 5,5к8т П'1440 ob/мин
49 43'27/
А В s* ^34 36
ЛО 40 ,
49
2 3 57 \
22 4б\
21 *3
1300
1050
'500
4W
200
160
\з?о 260
800
•650
n об/мин 1650
-125
VI Vll
4018
7W| 25 29
Hx,
Pl 1 оборот ^шпинйем
S,MM/b6 1,18 0,95 0,75 0,53 0,42 0.33 0,24 0,19 0,15
Рис 58. Кинематическая схема радиально-сверлильного станка модели
2В56
s Узлы станка модели 2В56
Механизм переключения скоростей. Рукоятка / (рис. 59, а) укреплена на валу, на котором находятся кулачковые муфты 2, 3, 4 и 9 и свободно вращающаяся гильза 6, несущая на себе шестерню 7. На переднем торце гильзы имеется кулачковая полумуфта 5.
Шестерня 7 с помощью промежуточных колес 13 и 23 связана с зубчатым колесом 16, которое жёстко соединено с ведущим диском 17 мальтийского механизма, несущим на себе три пальца а для периодического поворота мальтийского креста 19, укрепленного на валу 20. На переднем конце вала 20 находится ведущий диск 21 второго мальтийского механизма, обеспечивающий периодический поворот крестовины 22. На ведущих дисках 17 и 21 и на крестовине 22 закреплены кривошипные пальцы, соответственно связанные с тремя тягами 18, 15 и 14, соединенными с тремя подвижными блоками шестерен в коробке скоростей.
Настройка коробки скоростей на требуемые числа оборотов шпинделя производится перемещением рукоятки 1 на себя для сцепления муфты 9 с торцовыми кулачками шестерни 7. При повороте рукоятки поворачивается шестерня 7, промежуточные зубчатые колеса 13 и 23, колесо 16 и мальтийские механизмы. Число зубьев шестерен 7 и 16 и расположение пальцев на ведущих дисках 17 и 21 рассчитаны так, что получение нового числа оборотов шпинделя обеспечивается поворотом рукоятки / на */з оборота. При повороте рукоятки, шестерен и мальтийских механизмов смещаются тяги 14, 15 и 18, устанавливая подвижные блоки шестерен коробки скоростей в требуемое положение, обеспечивающее нужное число оборотов шпинделя. Так как число зубьев зубчатого колеса 23 в четыре раза больше числа зубьев шестерни 7, то указатель 24, закрепленный на одном валу с колесом 23, при каждом переключении скорости будет .поворачиваться на */12 часть ‘ оборота, показывая в одной из двенадцати рамок d, на какое число оборотов шпинделя настроена коробка скоростей. Механизм переключения скоростей фиксируется собачкой 8 с роликом 10, который входит в выемку диска 12. Для пуска радиально-сверлильного станка модели 2В56 рукоятка / перемещается от себя, при этом кулачковая муфта 9 выключается, фиксируя положение ведущей шестерни 7 с Валом рукоятки 1 и мальтийских механизмов..
Одновременно включается муфта 2, которая обеспечивает перемещение тяги 25 при повороте рукоятки 1, включая пусковые кнопки электродвигателя. Наличие блокировочного устройства Обеспечивает возможность включения электродвигателя только после полного переключения скорости и ввода в зацепление зубчатых колес на всю длину зубьев.
Механизм переключения подач. Настройка коробки подач на требуемую величину подачи шпинделя производится поворотом
рукоятки 15 (рис. 59,6) Вместе с рукояткой 15 поворачивается ведущий диск 5 мальтийского механизма, имеющего пальцы 6для периодического поворота крестовины 14. На обратных сторонах ведущего диска 5 и крестовины 14 соответственно закреплены кривошипные пальцы 7 и 9, связанные с тягами 8 и 12. Тяги с помощью поводковых устройств соединены с двумя тройными блоками шестерен коробки подач и Б$.
Число прорезей а на крестовине 14, их расположение, а также число пальцев 6 на диске 5 обеспечивают поворот крестовины 14 за каждый оборот рукоятки 15 на */з оборота. Следовательно, перемещение блока Бь в три различных положения вдоль его шлицевого вала наступит после того, как блок поочередно переместится в одно из трех положений. При настройке коробки подач на требуемую величину подачи поворотом рукоятки 15 одновременно через шестерни 4, 3 и 2 приводится в движение указатель /, сидящий на одном валу с шестерней 2, показывая в одной из девяти рамок б, на какую подачу настроена коробка.
Для ручного точного перемещения шпинделя тройной блок Б5 устанавливается в нейтральное положение, а кулачковая муфта 10 вводится в зацепление. Это достигается соответствующей установкой рукоятки 15, при которой с помощью рычага 13 сообщается осевое перемещение валику 11, связанному поводком с кулачковой муфтой 10.
Механизм зажима траверсы. На риС. 59, в изображен механизм зажима траверсы на колонне.
Рычажно-зажимное устройство траверсы состоит из подвижной гайки Г, вилки 3. толкателя 2, двуплечего рычага 1 с коромыслом 9 и двух рычагов 8. После включения электродвигателя подъема и опускания траверсы мощностью 1,3 кет (см. рис. 58, а) начинает вращаться вертикальный ходовой винт 4, вдоль оси которого перемещается гайка Г, поворачивающая вилку 3, упирающуюся задним концом в толкатель 2. Толкатель 2 находится в контакте с рычагом 1.
При перемещении гайки вверх или вниз вилка 3 поворачивается на своей оси и благодаря наличию скосов на ее заднем конце освобождает толкатель 2. Толкатель, получает возможность перемещаться вдоль своей оси, что, в свою очередь, обеспечивает поворот рычага / с коромыслом 9,
Отход коромысла от рычагов 8 освобождает траверсу, создавая необходимый зазор между траверсой и поворотной колонной.
После установки траверсы 6 на требуемрй высоте электродвигатель и ходовой винт 4 переключаются на обратное вращение, при котором вилка 3 поворачивается в противоположном направлении. Зажим траверсы 6 на колонне 5 прекращается, когда вилка 3 устанавливается в горизонтальное положение. Механизм зажима траверсы регулируется болтами 7.
Рис. 59 Узлы радиально-сверлильного станка модели 2В56
« РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 257 *
Общая характеристика станка
Назначение станка. Станок предназначен для обработки отверстий диаметром до 75 мм, главным образом в крупногабаритных и тяжелых деталях, в условиях индивидуального и серийного производства.
Техническая характеристика станка
Наибольший диаметр сверления стали в мм............... 75
Пределы вылета оси шпинделя от колонны в мм . 500—2000
Пределы расстояния от торца шпинделя до плиты в мм 600—1750
Наибольшее осевое перемещение шпинделя в мм . 450
Число скоростей вращения шпинделя .................... 22
Пределы чисел оборотов шпинделя в минуту .... 11,2—1400
Количество величин подач ............................. 18
Пределы величин подач шпинделя в мм1об ............... 0,04—2
Мощность главного электродвигателя в кет ............. 7
Основные узлы станка (рис. 60). А—неподвижная колонна; Б — полая поворотная колонна; В — привод гидрозажима .колонны и шпиндельной бабки; Г — привод подъема, опускания и зажима траверсы; Д — шпиндельная бабка; Е— траверса; Ж— стол; 3 — основание.
Органы управления. 1 — кнопка освобождения гидравлических зажимов колонны и шпиндельной бабки; 2 — грибок точной настройки глубины сверления; 3 — кнопка включения гидравлических зажимов колонны и шпиндельной бабки; 4 — рукоятка переключения с механического на точное ручное перемещение шпинделя; 5 — рычаг управления пусковыми фрикционами, тормозом и гидравлическим механизмом переключения скоростей и подач; 6 — крестовой переключатель; 7 — маховичок ручного перемещения шпиндельной бабки по траверсе; 8 — маховичок осевого точного ручного перемещения шпинделя; 9 — флажок включения и отключения лимба настройки глубины сверления; 10—рукоятка быстрого ручного перемещения Шпинделя и включения механической подачи шпинделя; 11 — диск предварительного выбора величины подачи; 12 — диск предварительного выбора числа оборотов шпинделя.
Движения в станке. Движение резания — вращение шпинделя. Движение подачи—прямолинейное поступательное перемещение шпинделя вдоль оси. Вспомогательные движения: ручное горизонтальное поступательное перемещение шпиндельной бабки по траверсе; механическое вертикальное поступательное перемещение траверсы по колонне и механический зажим траверсы на колонне; ручное вращение траверсы с колонной и
шпиндельной бабкой относительно оси колонны; гидравлический зажим поворотной колонны и шпиндельной бабки на траверсе; гидравлическое управление станком.
Принцип работы. Обрабатываемая деталь или узел устанавливаются в зависимости от размеров либо на столе, либо на основании станка. Режущий инструмент закрепляется непосредственно в конусе шпинделя или при помощи патронов, оправок и других приспособлений.
В процессе обработки всего комплекса отверстий с параллельными осями деталь остается неподвижной, а совмещение оси режущего инструмента с осями обрабатываемых отверстий достигается поворотом траверсы с колонной и перемещением шпиндельной бабки вдоль траверсы. После совмещения осей производится зажим колонны и шпиндельной бабки на траверсе.
Для каждого перехода с помощью преселективного гидрофи-цированного механизма устанавливаются наивыгоднейшие скорость вращения шпинделя и величина подачи. Затем шпиндель вручную быстро подводится к обрабатываемому отверстию, после чего включается механическая подача, которая может быть автоматически отключена по достижении установленной глубины обработки.
Конструктивные особенности. В приводе движения резания имеется двусторонняя многодисковая фрикционная муфта для включения, выключения и реверсирования вращения шпинделя, что облегчает управление станком, защищает привод станка от перегрузки при высоких числах оборотов шпинделя и улучшает динамику привода при нарезании резьбы метчиками
Для предохранения привода резания от поломок при низких числах оборотов шпинделя на переборном валу коробки скоростей установлена вторая многодисковая фрикционная муфта.
Станок имеет преселективное гидрофицированное управление коробкой скоростей и коробкой подач. Это позволяет предварительно устанавливать режимы обработки, т. е. во время выполнения какого-нибудь перехода предварительно, без остановки стайка, настроить механизм переключения на число оборотов шпинделя и величину подачи, которые требуются для выполнения следующего перехода. После остановки шпинделя для смены режущего инструмента и последующего включения пускового фрикциона станок автоматически перестраивается на выбранный режим.
В целях предохранения от поломок и перегрузок механизма подъема и опускания траверсы в приводе этого механизма установлена шариковая предохранительная муфта.
Рис 60 Общин вид радиально-сверлильного станка модели 2о7
121
Кинематика станка модели 257
Движение резания. Вращение от электродвигателя мощностью 7 кет (рис. 61, а) передается зубчатыми колесами 43—37 валу /. На валу / свободно установлены шестерни 40 и 30, которые могут быть соединены с валом соответственно фрикционными муфтами Со ступицей шестерни 30 жестко связан барабан
колодочного тормоза Тб .
При включении муфты М ф2 вал // получает вращение через шестерни 30—39—59 (прямое вращение шпинделя), а при включении муфты Мф1 — через колеса 40—56 (обратное вращение шпинделя). Валу Ill движение передается при выключенной муфте Mi (как показано на схеме) шестернями 16—45, а при включенной — колесами 35—26.
Далее вращение последовательно передается двойными подвижными блоками шестерен Б\, Б2 и Б3 переборному валику VI, который связан с сидящими на нем приводными шестернями 47 и 34 предохранительной фрикционной муфтой Л4я1.
При выключенной кулачковой муфте М2 полый вал VII и соответственно шпиндель VIII получают высокий ряд чисел оборотов через колеса 47—37, минуя предохранительную муфту М ni . При включении муфты М2 колеса 47 и 37 выходят из зацепления, и вал VII и шпиндель VIII получают низкий ряд чисел оборотов через предохранительную муфту М и шестерни 14—70.
Как видно из графика скоростей (рис. 61,6), вследствие совпадения ряда чисел оборотов шпиндель имеет только 22 различные скорости вращения. При прямом ходе максимальное число оборотов шпинделя в минуту и тах определяется из выражения
1 . гП43-30-35’30-30-29-47 .
”max—1450 37 5g 26 ЭД 26-34.37 1440 ОбЛ UH.
Движение подачи. Вращение от полого вала VII передается валу IX коробки подач колесами 43—52.' Два тройных подвижных блока шестерен и Б*, позволяют получить на валу XI коробки подач 9 скоростей вращения. Далее движение передается валу XIII либо непосредственно, когда включена кулачковая муфта .Из, либо через перебор колесами 21—61 и 17—49.
Соосные валы XIII и XIV соединены кулачковой муфтой Л1п3, являющейся одновременно предохранительной. От вала XIV через червячную передачу 1—50 вращение получает полый вал XV. На конце его закреплена шестерня 12, находящаяся в зацеплении с рейкой т = 4 мм, нарезанной на шпиндельной гильзе Гш.
Червячное колесо 50 сидит на валу XV свободно и соединяется с ним фрикционно-зубчатой муфтой Л!*, которая управляется рукояткой Р. При перегрузке механизма подач колесо 50 останавливается, а червяк, продолжая вращаться, перемещается с валом XIV вниз и посредством шайбы, закрепленной на верхнем торце
вала XIV, расцепляет предохранительную муфту Мп2. В исходное положение червяк возвращается под действием пружины П.
Как видно из графика подач (рис. 61,в), шпиндель имеет 18 различных величин подач от 0,04 до 2 мм)об.
Вспомогательные движения. Быстрые ручные перемещения шпинделя вдоль оси осуществляются рукоятками Р при выключенной муфте Af4. Для этого рукоятки Р оттягивают на себя и поворачивают совместно с валом X V, от которого движение через реечную передачу сообщается гильзе со шпинделем. Точное ручное перемещение шпинделя вдоль оси производится маховиком Afxi, когда отключена кулачковая предохранительная муфта Мя>.
Автоматическое выключение механической подачи по достижении заданной глубины обработки производится упором У, который расцепляет фрикционно-зубчатую муфту Л14. Грубая установка упора У на заданную глубину обработки осуществляется по делениям лимба Л. Тонкая установка производится по нониусу грибком Гр через червячную передачу 1—53.
Перемещение шпиндельной бабки по направляющим траверсы осуществляется вручную маховичком Мх2, вращение от которого через вал XVI (на схеме условно изогнут) и шестерню 12 передается реечному колесу 19. Последнее находится в зацеплении с закрепленной на траверсе рейкой т = 3 мм.
Вертикальное перемещение и зажим траверсы на поворотной колонне производится электродвигателем мощностью 2,8 кет. Вертикальный ходовой винт XVIII с шагом 8 мм получает вращение от электродвигателя через редуктор с колесами 22—80 и 16—68. Шариковая предохранительная муфта М„, ограничивает предельную нагрузку на механизм подъема траверсы.
Закрепление поворотной колонны и шпиндельной бабки производится от отдельного гидромеханического привода. При включении установленного на колонне электродвигателя мощностью 0,5 кет связанный с ним гидронасос Н подает масло в зависимости от направления вращения электродвигателя в правую или левую полость гидроцилиндра Ц. Для зажима масло подается в левую полость цилиндра. Тогда плунжер Пр с рейкой перемещается вправо и через колесо 32, вал XIX и шестерню 20 поворачивает зубчатый сектор С3 с кулачками К. Последние, воздействуя на рычаги Рг, заклинивают трапецеидальные полукольца Пк между поворотной и неподвижной колоннами.
Одновременно с поворотом вала XIX посредством конической передачи 17—17 приводится во вращение вал XX и эксцентриковая втулка Э, связанная с валом скользящей шпонкой.
При повороте эксцентриковой втулки башмак Бк опускается вниз и, упираясь в направляющую траверсы, закрепляет шпиндельную бабку на траверсе.
к»
Рис. 61. Кинематическая схема радиально-сверлильного стайка модели <257
Преселективное управление станком модели 257
Предварительный выбор режимов обработки производится механизмом настройки во время работы станка. Для установки нужного числа оборотов шпинделя’вращают диск Дс (рис. 62), который связан с избирателем скоростей коническими передачами 19—19 и 19—38. Нужное положение золотника избирателя скоростей определяют по лимбу Л 'с, связанному с диском Дс коническими колесами 19—19 и двумя цилиндрическими передачами 56—16 и 9—63.
Аналогично по лимбу Лп устанавливается диском Дп заданная величина подачи шпинделя. От диска Дп вращение передается золотнику избирателя подач через тройную коническую передачу 29—29—29 и конические (колеса 29—29, а лимбу Лп— непосредственно коническими колесами 29—29.
Гидропривод состоит из шестеренчатого насоса Н, предохранительного клапана и аккумулятора. Насос подает масло из бака в аккумулятор, который накапливает необходимое количество масла для повышенных расходов и поддерживает с помощью пружины постоянное давление в системе около 12 ати. От аккумулятора масло поступает в главный золотник и на смазку элементов привода шпиндельной бабки.
Переключение блоков шестерен и кулачковых муфт коробки скоростей и коробки подач осуществляется рабочими гидравлическими цилиндрами. Двойные блоки шестерни и Б2, а также кулачковые муфты М2 и М3 управляются двухпозиционными цилиндрами соответственно Ц2, Ц$, 1Д и Ц&. Тройные блоки шестерен Б< и Б5 управляются трехпозиционными цилиндрами Це нЦ7.
Двойной подвижный блок шестерен Б3 в коробке скоростей хотя имеет только два рабочих положения, но управляется также трехпозиционным цилиндром Д3. Это нужно для получения нейтрального положения блока, при' котором шпиндель отключен от коробки скоростей и может вращаться от руки, что необходимо для выверки 'положения шпинделя при расточных операциях, при смене режущего инструмента и т. д.
Цилиндр Дь как и все остальные двухпозииионные цилиндры, состоит из собственно цилиндра, поршня Пн , штока Ш и вилки Ва . Трехпозиционные цилиндры имеют более сложную конструкцию и питаются не от двух, а от четырех маслопроводов.
Переключение скоростей и подач, а также включение фрикционных муфт и Мф2 осуществляется одним рычагом Р механизма управления. При наклоне из положения Стоп в направление стрелки а происходит переключение скоростей в соответствии с предварительным выбором. Поворотом рычага Р вниз (по стрелке в) включается фрикционная муфта М$2 и шпиндель получает .правое вращение; поворотом рычага Р вверх включается муфта и шпиндель получает левое вращение. Схема гидроуп
равления станка на рис. 62 показывает момент окончания переключения скоростей.
Рычаг Р из положения Стоп наклонен в направлении стрелки а. При наклоне рычаг Р через кулису К повернет зубчатый сектор С\ и находящуюся в зацеплении с ним шестерню 34 со штангой Шт. Последняя посредством зубчатого сектора С2 и рейки пг=1 мм переместила наружный плунжер Пр главного золотника в правое положение.
Как видно из схемы, при данном положении главного золотника масло из аккумулятора по маслопроводу 3 через отверстия в наружном плунжере Пр , центральную выточку внутреннего плунжера Пв и маслопровод 2 поступает в избиратель скоростей и из него в избиратель подач. В соответствии с заранее выбранными скоростями масло от избирателей направляется в рабочие цилиндры для переключения блоков и муфт.
Масло из тормозного цилиндра через центральную широкую выточку наружного плунжера Пр и маслопровод 5 поступает на слив. Тормоз при этом освобождается. Масло, находящееся в замедлителе и трубопроводе 6, отсечено.
При повороте рычага Р вверх или вниз для включения фрикционов связанная с валом рычага шестерня 28 через рейку m = 1,5 мм, гильзу Г и пружину П перемещает вдоль своей оси штангу Мт , которая вилкой Вк и производит включение фрикционных муфт.
Вначале штанга Шт , связанная с поршнем П3 замедлителя, перемещается медленно, так как масло из одной полости главного цилиндра замедлителя в другую протекает по канавке г с малым поперечным сечением. Это необходимо для медленного вращения привода в момент окончания переключения блоков и кулачковых муфт.
При дальнейшем перемещении штанги вилка В к своим скосом нажмет на рычаг Рг и (переместит внутренний плунжер Пя влево. Тогда масло из маслопровода 3 через правую выточку плунжера П в и маслопровод 6 поступит к золотнику З3 и переместит его в верхнее крайнее положение, соединив обе полости цилиндра замедлителя. Это позволит быстро закончить включение фрикциона.
При установке рычага Р в положение Стоп наружный и внутренний плунжеры главного золотника передвинутся совместно влево на величину д. Тогда масло от аккумулятора по маслопроводу 3 через центральную широкую выточку наружного плунжера Пр поступит в тормозной цилиндр Цт , а через маслопровод 4 — ® избиратель скоростей и от него только пойдет в один трехпозиционный рабочий цилиндр Ц3, установив блок Б3 в среднее нейтральное (положение. В этом положении привод будет заторможен, а шпиндель отключен от коробки скоростей.
125
Рис. 62. Схема управления станком модели 257
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК МОДЕЛИ 262Г
Общая характеристика станка
Назначение станка. Станок предназначен для сверления, растачивания, зенкерования и развертывания точных и взаимосвязанных отверстий, подрезания торцов радиальным суппортом, фрезерования плоскостей и нарезания резьб расточным шпинделем в условиях индивидуального и серийного производства.
Техническая характеристика станка
Диаметр расточного шпинделя в мм . . . 85
Размеры рабочей поверхности стола в мм 800—'1000
Наибольший вес обрабатываемой детали в кг 2000
Расстояние от оси шпинделя до поверхности стола в мм: наименьшее .......................................... 45
наибольшее . ... .......... 800
Число скоростей вращения шпинделя 18
Пределы чисел оборотов шпинделя в минуту.............. 20—1000
Число скоростей вращения планшайбы ........................ 14
Пределы чисел оборотов планшайбы в минуту . . . 10—200
Количество величин подач рабочих органов ............. 18
Пределы величин продольных и поперечных подач стола на один оборот шпинделя в мм!об ... 0,025—8
Пределы величин осевых подач шпинделя в мм!об . . 0,05—16
Пределы величин вертикальных подач шпиндельной бабки на один оборот шпинделя в мм!об.................... 0,025—8
Пределы величии подач радиального суппорта на один оборот планшайбы в мм!об.............................. 0.025—8
Пределы величин продольных и поперечных подач стола на один оборот планшайбы в мм)об ....... 0,05—16
Пределы вертикальных подач шпиндельной бабки па один оборот планшайбы в мм!об . . . ............... 0,05—16
Мощность главного электродвигателя в кет ... 6,5/7
Число метрических резьб ...................... ... . 16
Пределы шагов метрических резьб в мм ................. 1—10
Число дюймовых резьб........................... ...... 14
Пределы чисел ниток на 1". . ................. 4—20
Основные узлы станка (рис. 63). А—задняя стойка; Б — люнет с опорным подшипником; В — шпиндельная бабка с коробкой скоростей и коробкой подач; Г — передняя стойка; Д — продольные салазки; Е — поперечные салазки стола; Ж— стол; 3—станина; И — радиальный суппорт; К — планшайба.
Органы управления. 1 — кнопочная станция; 2 — маховичок
точного ручного перемещения шпинделя, суппорта, планшайбы, шпиндельной бабки и стола, 3 — рукоятка управления коробкой скоростей; 4 — рукоятка зажима шпинделя; 5 — маховичок ручного перемещения радиального суппорта; 6 — штурвал ручного перемещения шпинделя; 7 — рукоятка включения механической подачи шпиндельной бабки и стола; 8 — рукоятка ручного поперечного перемещения стола; 9—рукоятка ручного продольного перемещения стола.
Движения в станке. Движения резания — вращение шпинделя или шпинделя и планшайбы. Движения подач: осевое поступательное перемещение шпинделя, продольное перемещение стола, поперечное перемещение стола, вертикальное перемещение шпиндельной бабки и радиальное перемещение суппорта планшайбы. Взаимосвязанное движение — поступательное перемещение |расточного шпинделя при нарезании внутренней резьбы резцом. Вспомогательные д в и ж е н и я: перемещение задней стойки в продольном направлении; быстрые перемещения стола, шпиндельной бабки и шпинделя: ручное перемещение шпиндельной бабки, стола, шпинделя, радиального суппорта и точное установочное перемещение опорного люнета.
Принцип работы. Обрабатываемая деталь закрепляется непосредственно на столе станка или в соответствующем приспособлении. Режущие инструменты устанавливаются в шпинделе на планшайбе или на радиальном суппорте.
При растачивании коротких отверстий подача сообщается шпинделю; при обработке длинных и соосных отверстий с помощью борштанги, второй конец которой вводится во втулку опорного подшипника люнета подача, как правило, сообщается столу в продольном направлении. В случае нарезания резьбы шпинделю сообщается за один его оборот осевое поступательное перемещение, равное шагу нарезаемой резьбы.
При фрезеровании движение подачи сообщается столу в поперечном направлении или шпиндельной бабке в вертикальном направлении.
При подрезании торцов и растачивании канавок движение резания сообщается планшайбе с радиальным суппортоМга его перемещение в радиальном направлении является подачей.
Конструктивные особенности. Применено преселективное однорукояточное управление коробками скоростей и подач. Установлен привод быстрых перемещений рабочих органов станка. Имеется специальный механизм точных ручных перемещений рабочих органов станка.
Рис. 63. Общий вид горизонтально-расточного станка модели 262Г
s Кинематика станка модели 262Г
Движения резания. Шпиндель и планшайба станка приводятся в движение двухскоростиым электродвигателем мощностью 6,5/7 кет (рис. 64. а) через клиноременную передачу 90—270 и коробку скоростей. Последняя имеет два тройных блока шестерен Б\ и Б?, обеспечивающих девять передач, что в совокупности с двухскоростным электродвигателем позволяет сообщить шпинделю VII через колеса 43—58 восемнадцать различных чисел оборотов в минуту (рис. 64. б).
Наибольшее число оборотов шпинделя nmax в минуту с учетом упругого скольжения ремня опеределяется из выражения
-2»90 =1000 об1миН-
Для планшайбы пп ||1и1 определяется из выражения
«„„и.. - Н40 ,->.985^!^ =10 об1мин-Of ‘Jv’iO'vO
Движения подач. Эти движения заимствуются от вала IV. Вращение передается через шестерни 35—56, вал VIII, колеса 42—42, вал IX, блок шестерен 53. вал X, блок шестерен Б4, вал XI, блок шестерен Б$, полый вал XII, блок шестерен и вал XIV. От вала XIV через предохранительную м\фт\ Мп , цилиндрические шестерни 39—45 и конические колеса 21—42 приводится во вращение вертикальный вал XVI. Структура коробки подач видна из графика (рис. 64, в).
Осевая подача шпинделя осуществляется от вала XVI через червячную передачу 4—29, вал XVII, конический реверс 47—47— 47 с муфтой М3, шестерни 33—24, вал XVII!, колеса 48—33, вал XIX, муфту .М6, шестерни 50—69 и трехзаходный винт XX, гайка которого соединена поводком со шпинделем. Максимальная осевая подача шпинделя sш ,пах определяется из выражения
. 58-35-42-34-34-50-50-50-39-21-4-33-48-50 q_ic / л Jiiiiiiwx - * 43-56-42-34-34-1818-42-45-42-29-24 33-69 — lb
При настройке станка для нарезания резьбы муфта снимается, а вал XIX соединяется с ходовым винтом XX гитарой сменных колес а, Ь, с и d.
Вертикальная подача шпиндельной бабки, а также продольная и поперечная подачи стола осуществляются от вертикального вала XVI, вращение от которого через конические шестерни 19—27, вал XXV, колеса 22—44, вал XXVI и конический реверс 36—36—36 с муфтой М4 передается валу XXVII. При сцеплении кулачковой муфты с колесом 36 вращение через конические
колеса 36—36, вал XXX, шестерни 33—29 сообщается валу XXXI Последний приводит в движение с одинаковой скоростью шпиндельную бабку и люнет задней стойки. Шпиндельная бабка получает движение от вала XXX! через конические колеса 18—48 и двухзаходный винт ХХХП с шагом 8 ,и.и. Опорному люнету движение сообщается от вала XXXI конической передачей 22—44 и двухзаходным винтом XXXIV с шагом 6 мм.
Для включения продольной подачи муфта Afs сцепляется с шестерней 48; при этом через червячную передачу 2—52 получает вращение реечная шестерня 11, сцепляющаяся с косозубой рейкой, которая закреплена на станине станка
Для включения поперечной подачи муфта устанавливается в нейтральное положение, а муфта М7 включается, вследствие чего от вала XXVII приводится в движение пара цилиндрических шестерен 33—29 и поперечный ходовой винт XXVIH с шагом 6 мм.
Радиальная подача суппорта планшайбы заимствуется от гиль зы V планшайбы и осуществляется через дифференциальный механизм. С одной стороны корпус дифференциала получает вращение непосредственно от гильзы V через шестерни 58—22. С другой стороны солнечная шестерня 20 дифференциала приводится в движение от гильзы V через шестерни 58—22, кулачковую муфту Mi, вал IV, шестерни 35—56, коробку подач, вертикальный вал XVI, червячную передачу 4—29, вал XVII, кулачковую муфту Af2, шестерни 57—43 и вал XXI. Дифференциал, суммируя оба эти движенияг сообщает вращение валу ХХП и далее через шестерни 24—116—22, червячную передачу 1—22 и реечную передачу 16 радиальному суппорту планшайбы.
Вспомогательные движения. Быстрые перемещения всех рабочих органов станка осуществляются от отдельного электродвигателя мощностью 2,8 кет, вращение от которого через предохранительную муфту Мп, и редуктор с колесами 31—58 и 45—51 передается валу XXV и далее по ранее рассмотренным кинематическим цепям к рабочим органам станка.
Для ручного перемещения шпиндельной бабки и опорного люнета задней стойки служит рукоятка Рз, установленная на конце вала XXXIII.
Ручное перемещение стола в продольном направлении производится рукояткой Р4, установленной на валу XXIX, при нейтральном положении муфты Afs. через шестерни 42—48, червячную передачу 2—52 и косозубую реечную передачу.
Задняя стойка перемещается в продольном направлении рукояткой Р6, установленной на ва<1у XXXV, через винтовые колеса II—34, вал XXXVI и реечную передачу.
Точная установка опорного люнета для обеспечения его строгой соосности со шпинделем производится маховичком Мх через червячную передачу 1—44.
50 18
5893 35-56
18:50
18.51
___5018 39:39 ,
6)
S, мм/ми И
~Ж70
4"
Ф90
22-58
1зах
VIII IX X X! XU Л/// ИЛ
XXX/'
Н=6,5/7к8т п -1990/2890 об/мин
22^ XXXVI
И Ш IV VluVIl
б) об/мин
2890
XXXV
55:38, IZ 97 ЗОЯ/.
2-зах 1-6мм
’мм 45
\^8ммх!х
2-зах.
XXV/// XXVII
XXIX
XXXVII
й 44
Ф27О
2¥^20
IV 551
,07//
XXX/
ХХХШ
t-бмм.
XXX
Рейка т=5мм
XXV
XXVI
N* 2,8 кВт п=1990 об/мин
22 Mi
3-зах.
_Г
>16
>11,1
>8
^5,7
►4
^2,9
^2,05
i1,93
i1,03 рейка т=3мм
99 57
Рис. 64. Кинематическая схема горизонтально-расточного станка модели 262Г
п, об/мин 3200 2500 2000 1600
^35Ef250 V^IOOO t—800
*—630 к—500
45/7 \320 \250 й200 W60 Ы25 9100 980 963 950 990 932
^>*25
>12,5 \10
1 оборот JaZ/T/Z
шпинделя |Л“Л ------
i__ 23 45 |\\\JXXWZ
м
*о
£ Узлы станка модели 262Г
Штурвальное устройство. Ручные перемещения и управление механическими подачами радиального суппорта выполняются рукояткой 24 (рис. 65, а). Рукоятками / осуществляются управление механическими подачами шпинделя н одновременно его ручные быстрые перемещения.
Рукоятка 24 при повороте относительно осп 25 своей секторной частью зацепляется с круглой рейкой а штанги 26 и перемещает последнюю вдоль ее осн. На правом конце штанги 26 нарезана рейка г, находящаяся в зацеплении с шестерней z3> изготовленной за одно целое с валом 20 и шестерней z^. Перемещение штанги 26 вызывает вращение вала 20 с шестернями z3 и z4. Шестерня z3, находясь в зацеплении с круглой рейкой д штангц 8, перемещает ее вдоль оси и управляет выдвижной.шпонкой И. Когда шпонка 8 занимает среднее положение (как показано па рисунке), хвостовик выдвижной шпонки 11 находится в углублении ж штанги 8, а шпонка под действием пружины 13 входит в шпоночный паз j ступицы колеса 10, связыдая последнее с полым валом 12.
Смещение штанги 8 нз -среднего положения в том или ином направлении выводит выдвижную шпонку из паза шестерни 10. расцепляя его с полым валом 12. Колесо 10 находится в постоянном зацеплении с шестерней 57 на валу XVII (рис. 64, а), связанной с кинематической цепью подач радиального суппорта планшайбы.
В то же время шестерня z4 вала 20 (рис. 65, а) через сектор 17 и сухарь 14 управляет положением шестерни 57 на валу XVII (рис. 64, а). При нейтральном положении рукоятки 24 выдвижная шпонка 11 включена, а шестерня 57 на валу XVII (рис. 64, а) находится в среднем положении. В этом случае вращением рукоятки 24 (рис. 65, а) относительно оси О производится ручное перемещение радиального суппорта. Поворотом рукоятки 24 относительно оси 25 на себя или от себя выключается выдвижная шпонка //и одновременно включается подача суппорта к центру или от центра планшайбы.
Поворотом рукояток 1 относительно осей 22 через полую штангу 4 с рейками бив, вал 23 с шестернями Z] и z2, сектор 27 и вилку 19 производится включение, выключение и реверсирование подачи шпинделя. Вилка 19 перемещает шестерню 33 на валу XVII (рис. 64, а). Одновременно шестерня Z\ (рис. 65, а) посредством штанги 7 с круглой рейкой е включает и выключает выдвижную шпонку 16.
В среднем положении рукояток 1 выдвижная шпонка 16 входит в шпоночный паз шестерни 15, соединяя ее с полым валом 18. Механическая подача шпинделя в этот момент выключена. В этом положении рукояток 1 путем их вращения относительно оси О производится ручное перемещение шпинделя. Вращение от рукояток 1 передается через втулку 3, коническую передачу 5—21, по
лый вал 18, выдвижную шпонку 16, шестерню 15 и остальные элементы кинематической цени пОдачи шпинделя.
Механизм зажима шпиндельной бабки. Шпиндельная бабка закрепляется .на направляющих стойки двумя прижимами А и Б (рис. 65, б). Зажим производится рукояткой /, насаженной па втулку 23, имеющую торцовые кулачки а, которыми втулка зацепляется с кулачковой полумуфтой 22. Последняя закреплена на валу-винте 21. При вращении рукоятки / винтовая часть вала 21 перемешает тягу 19, которая при помощи пальца 18 связана с двуплечим рычагом 13. Перемещение тяги 19 вызывает поворот рычага 13 относительно осн зажима. Второй конец рычага 13 соединен пальцем 12 с коромыслом 11. Пальцы 10 и 14 связывают коромысло с рычагами 9 и 17 зажимов А и Б. Поэтому поворот рычага 13 вызывает одновременный поворот рычагов 9 и 17.
Рычаг 9, поворачиваясь на резьбовой полой оси 4, одновременно перемещается вниз, увлекая за собой зубчатый диск 8, грибок 7, толкатель 5 и прижим 3, воздействующий на клин 2.
Действие прижима Б аналогично, только рычаг 17 воздействует не непосредственно на зубчатый диск, а через полый шлицевый цилиндр 16. Втулка 20, насаженная на вал 21, упираясь в торец тяги 19, фиксирует окончание зажима бабки. Сила затягивания прижимов регулируется зубчатыми дисками 8. Для этого снимают фиксаторные планки 15 и шлицевые кольца 6, а затем подвинчивают зубчатые диски 8.
Механизм зажима поперечных салазок. Поперечные салазки 2 (рис. 65, в) закрепляются на направляющих продольных салазок 1 в четырех точках зажимами А, Б, В, Г.
Каждый из зажимов состоит из рычага 11, шлицевого валика 12, имеющего на обоих концах резьбу, прижимной планки 13 и регулировочных гаек 10. При повороте рычага 11 вращается шлицевый валик 12 и, ввинчиваясь в прижимную планку 13, прижимает поперечные салазки к направляющим продольных салазок.
Зажим салазок производится рукояткой, надеваемой на конец вала 26. Последний коническими шестернями 25—24 связан с валом 23, который смонтирован на двух упорных' шарикоподшипниках 22 и 6 в поперечине 5; последняя пальцами 4 и 19 связана с рычагами 3 и 20 зажимов А и Г. Между упорными подшипниками установлена пружина 21. Втулка 7 навинчена на резьбовой конец вилки 17, связанной пальцем 16 с косынкой 15. Косынка соединена тягами 8 и 14 с рычагами 9 и 11 прижимов Б и В.
Механизм зажима стола. Поворотный стол 3 (рис. 65, г) закрепляется на поперечных салазках 2 в трех точках с помощью клиновых колодок. Поворотом рукоятки 1 вилки 4, 6 и 7, связанные одной центральной косынкой 5, стягивают в радиальном направлении одновременно все три колодки 8. Зазор между колодками и поясками а и б регулируется гайками 9.
Рис. 65. Узлы горизонтально-расточного станка модели 262Г
В ГОРИЗОНТАЛЬНО-РАСТОЧНЫМ СТАНОК МОДЕЛИ 2620А
Общая характеристика станка
Назначение станка. Станок предназначен для сверления, растачивания, зенкеровання, развертывания и зенкования отверстий, подрезания торцов радиальным суппортом, фрезерования плоскостей торцовыми фрезами, фрезерования пазов хвостовыми фрезами и для нарезания внутренних резьб расточным шпинделем в условиях индивидуального и серийного производства.
Техническая характеристика станка
Диаметр расточного шпинделя в мм ...................... 90
Наибольшее перемещение шпинделя в мм: осевое ................................................ 710
вертикальное .................................... 1000
Рабочая поверхность стола в мм . 900X1120
. Наибольший вес обрабатываемой детали в кс .... 2000
Наибольшее перемещение радиального суппорта в jlh 170
Число скоростей вращения расточного шпинделя ... 23
Пределы чисел оборотов шпинделя в минуту . 12,5—2000
Число скоростей вращения планшайбы .................... 15
Пределы чисел оборотов планшайбы в минуту . . 8—200
Пределы скоростей осевых подач шпинделя в мм/мин 2,2—'1760
Пределы скоростей подач стола и шпиндельной бабки в мм/мин .............................................. 1,4—1.120
Пределы скоростей подач суппорта в мм/мин . . 0,88—700
Мощность главного электродвигателя в кет .............. 7,5/10
Основные узлы станка (рис. 66). А — задняя стоика; Б — опорный люнет; В — станина; Г — продольные салазки стола; Д — поперечные салазки стола; Е — поворотный стол; Ж — планшайба; 3 — радиальный суппорт; И — шпиндельная бабка; К — передняя стойка; Л — шкаф электрооборудования; М — электромашинный агрегат.
Органы управления. 1—место для рукоятки перемещения задней стойки; 2—место для рукоятки точной установки опорного люнета; 3 — переносной пульт управления; 4 — рукоятка закрепления задней стойки на станине; 5 — рукоятка закрепления поперечных салазок; 6 — рукоятка закрепления поворотного стола; 7 — рукоятка включения, выключения и реверсирования механических подач радиального суппорта, а также ручного перемещения суппорта; 8 — рукоятка включения, выключения и реверсирования механических осевых подач шпинделя, а также ручного перемещения шпинделя; 9 — основной пульт управления; 10— рукоятка включения и выключения вращения планшайбы; 11— грибок электроварив гора для выбора величин подач всех рабочих орга
нов и их установочных'перемещений; 12 — рукоятка централизованного селективного механизма переключения скоростей вращения шпинделя и планшайбы; 13 — рукоятка расточного шпинделя; 14 — рукоятка закрепления шпиндельной бабки на направляющих передней стойки; 15 — место рукоятки ручного перемещения шпиндельной бабки и опорного люнета; 16—место для рукоятки ручного продольного перемещения стола; 17 — рукоятка включения н выключения механических продольных перемещений стола; 18— рукоятка включения, выключения и реверсирования механических перемещений шпиндельной бабки и стола в поперечном направлении; 19 — рукоятка закрепления продольных салазок стола на станине; 20—кнопочная станция управления быстрым круговым перемещением стола; 21 — место для рукоятки ручного поперечного перемещения стола; 22—место для рукоятки ручного поворота стола.
Движения в станке. Движения резания — вращение расточного шпинделя или планшайбы. Движения подач: поступательное перемещение расточного шпинделя вдоль оси; поступательное продольное перемещение стола; поступательное поперечное перемещение стола, поступательное вертикальное перемещение шпиндельной бабки и радиальное перемещение суппорта планшайбы. Вза иное вяза иное д в и ж е н п е — поступательное осевое перемещение расточного шпинделя при нарезании внутренней резьбы резцом. Вспомогательные движения: быстрые н ручные перемещения стола, шпиндельной бабки, радиального суппорта и шпинделя, ручное перемещение в продольном направлении задней стойки и точное установочное перемещение опорного люнета.
Конструктивные особенности. Станок модели 2620А имеет независимый привод перемещений ’ рабочих органов станка с бесступенчатым изменением скорости перемещения в весьма широком диапазоне (1 :800), что избавляет от необходимости в отдельном приводе быстрых перемещений.
Благодаря ряду усовершенствований (увеличению ширины станины и всех направляющих рабочих органов, увеличению сечений несущих элементов, радиальному расположению ребер жесткости, увеличению диаметра расточного шпинделя, применению для расточного шпинделя особо точных подшипников качения, монтированных с предварительным натягом, применению высокоточного электроостанова для установки по заданным координатам шпиндельной бабки и поперечных салазок стола и т. д.) станок модели 2620А имеет повышенное жесткость, виброустойчивость и точность работы по сравнению со станком модели 262Г.
Рис. Ьб. Общин вид I ори.натально расточною станка модели 105ОА
Кинематика станка модели 2620А
Движения резания. Планшайба с валом VII (рис. 67, а) получает вращение от вала IV через косозубые колеса 21—92 при включенной кулачковой муфте А1|. Расточный шпиндель VI и гильза V получают вращение от вала IV либо через шестерни 30—86, когда муфта М2 выключена, либо через косозубые колеса 47—41, когда муфта М2 включена. Как видно из графика скоростей (рис. 67.6), вследствие совмещения скоростей шпиндель имеет 23 различные скорости вращения, а планшайба 15 скоростей.
Движения подач. Движения подач всех рабочих органов станка осуществляются от электромашинного агрегата. Вращение от электродвигателя через понижающую передачу 16-Т-77 и предохранительную муфту Мп передается распределительному валу IX. От вала IX движение подач разветвляется.
Осевая подача шпинделя заимствуется от распределительного вала IX через конические шестерни 45—36 и передается через вертикальный ходовой вал XXVIII, червячную передачу 4—29, вал XXIX, кулачковую муфту Af5, шестерни 35—37, вал XXXIV, двухступенчатую зубчатую передачу 21—48 и 40—35 .ходовому винту XXXVI. Последний посредством полугайки Г сообщает осевое перемещение шпинделю.
Радиальная подача суП'Порта осуществляется через дифференциальный механизм. С одной стороны корпус Во дифференциала получает вращение от гильзы VII планшайбы через косозубые колеса 92—21. С другой стороны солнечная шестерня 16 дифференциала приводится во вращение от вала XXIX через кулачковую муфту Af3, шестерни 64—50 и вал XXX. Дифференциал, суммируя оба эти движения, сообщает вращение валу ХХХ11 п через шестерни 35—100—23, вал XXXIII, конические шестерни 17—17 и червячно-реечную передачу обеспечивает перемещение радиального суппорта.
Продольная подача ст о л а включается кулачковой муфтой ЛЬ. Вращение от распределительного вала IX передается шестернями 26—65 и 16—40 продольному ходовому винту XIV.
Поперечная подача стола включается, выключается и реверсируется двусторонней кулачковой муфтой М%, управляющей коническим реверсом 45—36—45. Ходовой вал XV получает вращение или непосредственно от распределительного вала IX, когда кулачковая муфта Als включена вправо, или через конический реверс 45—36—45, когда муфта Л18 включена влево. От ходового вала XV вращение передается поперечному ходовому винту XVII шестернями 22—34—37 и конической передачей 22—23.
Вертикальная подача шпиндельной бабки производится вертикальным ходовым винтом XXVII, который получает вращение от вала IX через конический реверс 42—40—42 с двусторонней кулачковой муфтой Afe, вал XI и коническую передачу 15—80.
Движение образования винтовой поверхности. Осевое перемещение шпинделя при нарезании резьбы резцом осуществляется от вала IV через шестерни 67—94, сменные колеса а — b и с — d, коническую передачу 18—36, вертикальный ходовой вал XXVIII, червячную передачу 4—29, вал XXIX, кулачковую муфту Af5, шестерни 35—37, вал XXXIV, шестерни 21—48 и 40—35, ходовой винт XXXVI и пслутайку Г
Вспомогательные движения. Быстрые (перемещения всех рабо чих органов станка, получающих рабочую подачу, осуществляются от .того же электродвигателя и по тем же кинематическим цепям, но при высших числах оборотов ротора электродвигателя.
Вертикальное перемещение опорного люнета совершается одновременно со шпиндельной бабкой от ходового винта XXIV, связанного с ходовым винтом XXVII шпиндельной бабки конической передачей 80—15, ходовым валиком XXII, шестернями 22—44 и конической передачей 17—34
Точная корректировка положения опорною люнета в вертикальном направлении относительно оси шпинделя осуществляется рукояткой через червячную передачу 1—60.
Ручное перемещение задней стойки осуществляется рукояткой Р7 посредством конической передачи 13—26 и реечной шестерни II, зацепляющейся с рейкой /»=3 мм.
Для быстрого поворота стола установлен отдельный электродвигатель мощностью 2,8 кет, вращение от которого через клиноременную передачу 75—155, ходовой вал XIX, червячную передачу 2—35 и передачу с внутренним зацеплением 13—188 сообщается поворотному столу.
В поперечном направлении стол перемещается рукояткой а в продольном — рукояткой Р4. Рукоятка Р3 служит для вертикального ручного перемещения шпиндельной бабки и опорного люнета. Ручное точное перемещение шпинделя осуществляется рукоятками Р2 через полый вал В\, шестерни 60—68, червячную передачу 2—25, кулачковую муфту ЛЬ и далее по цели механической подачи. Быстрое ручное перемещение шпинделя производит ся также рукоятками Р2. но при нейтральном положении шестерни 35 и включенной выдвижной шпонке конической шестерки 51. В этом случае вращение от рукоятки Р2 передается валом В\, шестернями 60—68, конической передачей 51—38, шестернями 35—27 и далее по цепи подач. Во всех случаях осевого перемещения шпинделя лимб Л2 получает вращение от вала XXXVIII через шестерни 35—24 и червячную передачу 4—60.
Установочные перемещения радиального суппорта осуществляются рукояткой Р\ через вал В2, коническую передачу 26—41, шестерни 28—64 и далее по цепи подач суппорта. Перемещение суппорта связано шестернями 38—35 и червячной передачей 2—35 с лимбом Лр
t-вмн 2-зах. лев.
4747
W-45
1¥¥Ооб/мин
XXV
’36
2890о6/мин
XXIV
Ill*
XXI
XXXI
XL
XXVI
XI
п4¥¥0 аЪ/мин XYII
«XW
XXXIX Z4J
33
45
¥Х Ш9ХХ1^
2-зах.
Од
°
Рис. 67. Кинематическая схема горизонтально-расточного станка модели 2620А
t-бмм 2-зах.лев.
, -Рейка гп‘3мм
2868
18-72
1961
3086
п,об/мин 3150
2500 2000 1600 1250 1000 800 630 500 ¥00 315 250 200
160
125 100
80 63
50 ¥0
31,5
25 20
16 12.5 10
8
XXIX ¥-зах.
XXV1IU
0155
2-зах.
ЗЯ
-зах XXII
t-8 мм
Ъ40мм 2-зах лев
26
/=*
22
XXX
' XXXVI
14
t*ZUHM 3-зах
XXXV
XXXIV
ХХХ'.'Ш
]N 4,6 кВт Пц-1500о5/мин
01XVI
XXII Р;
si Узлы станка модели 2620А
Электровариатор. Для выбора величины подачи и скорости установочных перемещений подвижных рабочих органов станка предусмотрен двухрядный многоступенчатый ползунковый переключатель— электроварпатор (рис. 68, а). Положение ползунков 6 определяет число оборотов электродвигателя привода подач, который питается постоянным током от электромашинного агрегата.
Установки скорости подачи производятся поворотом грибка 1, закрепленного на оси //. Вместе с грибком вращаются ползунки 6. установленные на валике 7, фиксатор 8 с шариком 9 и лимб 2 с указателями 3 и 4. Визуально величина скорости подачи определяется по положению указателей 3 и 4 относительно шкалы 5.
Поскольку движение подачи заимствуется не от привода резания, а от отдельного электродвигателя, то скорость иодачи должна была бы выражаться в мм/мин. Однако на шкале 5 величины подач указаны в мм}об шпинделя или планшайбы. Это достигается тем, что шкала 5 кинематически связана с селективным механизмом переключения скоростей вращения шпинделя и планшайбы.
Как видно из надписей лимба 2, указатель 3 определяет величину подач бабки и стола на один оборот шпинделя и величину подачи радиального суппорта на один оборот планшайбы, а указатель 4 определяет величину подачи бабки и стола на один оборот планшайбы и величину осевого перемещения шпинделя на один его оборот.
Грибок / с ползунками 6 и вся связанная с ним система за один оборот имеют 30 фиксированных положений. На лимбе указаны только 23 скорости подач от 0,056 до 9 мм/об, которые могут быть получены при любой скорости вращения шпинделя или планшайбы. На станке могут быть также получены скорости перемещения рабочих органов менее 0,056 мм{об и более 9 мм!об, но не при всех числах оборотов шпинделя или планшайбы. В этих случаях указатели 3 и 4 встанут против надписей: «Подача менее 0,05» или «Подача более 9».
Связь механизма переключения скоростей с электроварпато-ром осуществляется посредством зубчатого колеса 10.
Когда происходит переключение скоростей вращения шпинделя или планшайбы, то через премежуточные шестерни получает вращение колесо 10 электровариатора. Вместе с колесом 10 поворачивается вся подвижная система электровариатора, так как с одной стороны колесо 10 через втулку 12 вращает шкалу 5, а с другой стороны через фиксатор 8 с шариком 9 с той же угловой скоростью поворачивает валик 7 с ползунками 6 и ось //с грибком 1 и указателями 3 и 4.
Передаточное отношение кинематической цепи, связывающей механизм переключения скоростей с электровариатором, таково, что поворот ползунков 6 вызывает изменение скорости перемеще
ния рабочих органов во столько же раз, во сколько изменится скорость вращения шпинделя или планшайбы. Благодаря этому подача на один оборот шпинделя или планшайбы остается неизменной.
Электроостанов. Для автоматической остановки шпиндельной бабки по высоте и стола в поперечном направлении согласно заданным координатам на станке модели 2620А предусмотрены два механизма точного электроостанова (рис. 68, б). Один механизм смонтирован на корпусе шпиндельной бабки, а другой — на поперечных салазках стола. Соответственно штанги 1 С подвижными упорами 2 установлены на передней стойке и на продольных салазках стола.
При движении рабочего органа совместно с ним перемещается механизм электроостанова. Когда к тарелке 3 упора подойдет флажок 4, он остановится и пр А дальнейшем движении рабочего органа через втулку 15 и пружину 14 нажмет на поперечину 8 с пластинчатой пружиной 7. Последняя отойдет от микропереключателя 6, благодаря чему произойдет переключение, и скорость движения рабочего органа уменьшится до 30 мм!мин. Когда пластинчатая пружина 9 нажмет на штырь 10 микропереключателя 11, подача прекратится и рабочий орган остановится. Погрешность остановки составляет 0,03—0,04 мм. Точность остановки рабочего органа можно контролировать по индикатору 12, на который воздействует толкатель 5. Пружина 13 возвращает механизм электроостанова в первоначальное положение.
Механизм закрепления шпиндельной бабки. На станке модели 2620А шпиндельная бабка 1 (рис. 68, в) закрепляется на передней стойке 9 с помощью эксцентрико-клинового механизма, показанного на схеме в зажатом положении. При повороте рукоятки 2 против часовой стрелки на 180° эксцентрик 3, обкатываясь по ролику 4, позволит тяге 5 с коромыслом 7 отойти вправо и освободить клиновые роликовые зажимы 6 и 8.
Механизм закрепления задней стойки. Задняя стойка закрепляется на направляющих станины в трех точках зажимами В, Г и Д (рис 68, г). Механизм показан в положении / <зажато». При повороте рукоятки 1 в положение II <отжато» эксцентрик 5, сидящий на одной оси с рукояткой 1, отведет влево коромысло 4 и через тяги 3, 6 и поперечину 8 одновременно повернет рычаги 2, 7, 9 зажимов В, Г, Д. Зажим В — винтовой, а зажимы Г и Д — клиновинтовые. Однако действие их всех принципиально одинаково, поэтому достаточно рассмотреть работу одного зажима Д.
При повороте рычага 9 вращается связанный с ним шлицами резьбовой палец 13, который переместит вниз клиновой прижим 14. У каждого из трех зажимов В, Г и Д имеется зубчатая гайка 10, фиксаторная планка II и болт 12 предназначены для предварительной их регулировки.
Рис. 68. Узлы горизонтально-расточного станка модели 2620А
2 ГОРИЗОНТАЛЬНО-РАСТОЧНЫИ СТАНОК
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ МОДЕЛИ 262ПР1
Общая характеристика станка
Назначение станка. Станок предназначен для автоматической и полуавтоматической обработки корпусных деталей весом до 2000 кг, имеющих точные отверстия с точными межосевыми расстояниями.
Техническая характеристика станка
Диаметр выдвижного шпинделя в мм ..................... ПО
Размеры стола в мм ................................... 900X11.20
Наибольшие перемещения стола шпиндельной бабки в мм 1000
Наибольшее осевое перемещение шпинделя в мм .... 710
Число скоростей вращения шпинделя ....................* 22
Пределы чисел оборотов шпинделя в минуту..............12,5—1600
Пределы скоростей продольных подач стола в мм!мин . 1,4—1120
Пределы скоростей подач шпинделя в мм!мин .... 2,2—1800
Мощность электродвигателя движения резания в кет . . 7,5/10
Специфические узлы станка (рис. 69). А—приводы поперечного перемещения стола и вертикального перемещения шпиндельной бабки; Б — датчик с экраном сотых долей миллиметра поперечного перемещения стола; В>—датчик с экраном сотых долей миллиметра вертикального перемещения шпиндельной бабки; Г — программное устройство осевого перемещения шпинделя; Д—прочитывающее устройство осевого перемещения шпинделя; Е — прочитывающее устройство вертикального перемещения шпиндельной бабки; Ж — привод продольного перемещения стола и осевого перемещения шпинделя; 3 — программное устройство продольного перемещения стола; И—привод зажимного устройства продольных салазок стола; К — датчик целых миллиметров поперечного перемещения стола; Л — датчик целых миллиметров вертикального перемещения шпиндельной бабки; М — привод зажимного устройства шпиндельной бабки; Н — электромаш и нный агрегат; О — прочитывающее устройство продольного перемещения стола; П — привод зажимного устройства поперечных салазок стола; Р — прочитывающее устройство поперечных перемещений стола.
Органы управления. / —место установки рукоятки для корректировки положения люнета; 2 — место установки рукоятки для ручного перемещения задней стойки; 3— рукоятка зажима салазок задней стойки; 4 — кнопочная станция привода быстрого поворота стола; 5 — рукоятка зажима поворотного стола; 6—пульт управления; 7 — рукоятки ручного осевого перемещения шпинделя; 8 — грибок выбора величины подачи кодовым вариатором для
шпинделя вдоль оси и стола в продольном направлении; 9 — рукоятка переключения скоростей шпинделя; 10 — грибок выбора величины подачи кодовым вариатором для шпиндельной бабки в вертикальном направлении и стола в поперечном направлении; 11 — кнопочная станция управления электромашинным агрегатом; 12 — пульт настройки стола; 13 — место установки рукоятки для ручного поперечного перемещения стола; 14 — место установки рукоятки для ручного поворота стола.
Движения в станке. Станок модели 262ПР1 имеет те же основные и вспомогательные движения, что и станки моделей 262Г и 2620А. У этого станка нет вращения планшайбы и подачи радиального суппорта .ввиду отсутствия этих механизмов.
Принцип работы. Программа работ записывается на перфокартах с помощью настольного перфоратора. Готовые перфокарты вставляют в кассеты и устанавливают в прочитывающие устройства станка. Затем рукоятки прочитывающих устройств устанавливают в положение «Работа по циклу» и включают станок.
Технологические возможности станка. Станок модели 262ПР1 благодаря наличию программирующих устройств позволяет осуществлять большое количество переходов по автоматическому циклу. К ним относятся следующие переходы.
1. Автоматическая установка стола в поперечном направлении и шпиндельной бабки в вертикальном направлении в пределах их полного хода по заданным точным координатам.
2. Автоматическое сверление, зенкерование и растачивание отверстий одинакового диаметра подачей шпинделя или стола в продольном направлении.
3. Автоматическое растачивание методом продольной подачи стола соосных или параллельных отверстий разных диаметров с точным подрезанием их торцов. Подрезание торцов и изменение диаметра расточки .производятся методом выдвижения резца в специальной расточной головке, которая позволяет изменять вылет резца на 40 мм при движении подачи шпинделя.
4. Автоматическое растачивание глухих отверстий и подрезание торцов широким резцом при продольной подаче стола.
5. Автоматическое нарезание резцом внутренней резьбы метрической с шагом 1—10 мм и дюймовой от 20 до 4 ниток на 1 дюйм.
6. Автоматическое фрезерование торцовых поверхностей (плоскостей) в один или несколько проходов с точной периодической продольной подачей стола перед каждым проходом.
Рис: 69. Общин вид горизонтально-расточного станка с программным управлением модели 2В2ПР1
s Кинематика станка модели 262ПР1
Движение резания. Привод вращения шпинделя, как и у станка модели 2620А, состоит из двухск'оростного электродвигателя, двух тройных блоков шестерен Б1 и Б2 и перебора с муфтой Mi (рис. 7Q, а). Планшайба и ее привод в станке модели 262ПР1 отсутствуют
Как видно из графика (рис. 70, б), вследствие совпадения ряда скоростей шпиндель получает только 22 различных числа оборотов от 12,5 до 1600 в минуту. Высшая скорость вращения шпинделя (2000 об}мин) на станке модели 262ПР1 не включается. -
Движения подач и установочных перемещений. Механизмы подач рабочих органов станка имеют три самостоятельные цепи с отдельными приводами, обеспечивающими бесступенчатое изменение рабочих скоростей подач на всем диапазоне, а также быстрые перемещения рабочих органов. Все электродвигатели приводов подач питаются постоянным током от электромашинно-го агрегата ЭМА (рис. 70, о).
Подача шпинделя вдоль оси и стола в продольном направлении осуществляется от одного электродвигателя мощностью 1,6 кет, расположенного с правой стороны станка. От электродвигателя #вращение передается через эластичную муфту, шестерни 16—77 и кулачковую предохранительную муфту Mni валу VIII. При перегрузке предохранительная муфта расцепляется и, нажимая на конечный выключатель Вк1, отключает электродвигатель.
От вала VIII движение разветвляется. Шпинделю VI движение подачи сообщается от вала VIII конической передачей 45—36, валом IX, червячной передачей 4—29, муфтой Af3, валом X, шестернями 44—31, ходовым винтом XI и полугайкой Гп, которая двумя упорными шарикоподшипниками связана со шпинделем VI.
Для управления перемещениями шпинделя в осевом направлении по программе ходовой винт XI с помощью жесткой муфты связан с блоком датчиков ДПШ целых и сотых долей миллиметра.
Стол получает продольную подачу от ходового винта XIX, который связан с винтом VIII электромагнитной муфтой М9 и двухступенчатым редуктором 26—65 и 16—40.
Программное управление продольными перемещениями стола осуществляется своим блоком датчиком ПСП, который так же, как и шпиндельный блок ДПШ, состоит из датчика сотых долей миллиметра и датчика целых миллиметров. Блок датчиков ПСП связан с ходовым винтом XIX конической передачей 56—56 и жесткой муфтой. Для устранения зазоров в передаче 56—56 одно из колес сделано составным, причем одна половина колеса может смещаться относительно другой до полного устранения зазора в* зацеплении и в таком положении закрепляется на валу.
Вертикальное перемещение шпиндельной бабки и соответственно люнета задней стойки производится от электродвигателя мощностью 1,6 кет, расположенного с левой стороны станины.
Вращение от электродвигателя через предохранительную муфту Afnl с конечным выключателем Вк2 и понижающую передачу 21—96 передается ходовому валику XXIV. Вертикальный ходовой винт XXV перемещения шпиндельной бабки связан с ходовым валиком XXIV конической передачей 15—80, а вертикальный ходовой винт XXVII люнета задней стойки получает вращение от ходового валика XXIV через шестерни 22—44 и коническую передачу 17—34. Для корректировки положения люнета относительно оси шпинделя предусмотрена возможность ручного поворота гайки Г л люнета посредством червячной передачи /—60. Контроль корректировки положения люнета производится с помощью микроскопической оптики.
Для программного управления вертикальными перемещениями шпиндельной бабки на последней установлен датчик целых миллиметров ДПБ, а на передней стойке согласователь СПБ и винт-червяк Вб, который связан с приводом согласователя жесткой муфтой. С винтом-червяком Ве находится в постоянном зацеплении червячное колесо Чб датчика ДПБ.
Прочитывающее устройство и датчик сотых долей миллиметра на схеме не показаны.
Поперечное перемещение стола осуществляется электродвигателем мощностью 1,6 кет, также расположенным с левой стороны станины. Привод поперечных перемещений стола, как и другие приводы подач, имеет свою предохранительную муфту Мя3 с конечным выключателем ВкЯ и понижающую передачу 21—101, которая приводит во вращение ходовой вал XX. Поперечный ходовой винт XXII стола связан с ходовым валом XX шестернями 22— 34—37 и конической передачей 16—36.
Взаимосвязанные движения. При нарезании резьбы резцом осевое перемещение шпинделя связывается с движением резания кинематической цепью: шпиндель, шестерни 41—47, вал IV, шестерни 67—94, вал XV, сменные колеса а — Ъ и c — d, вал XVII, коническая передача 18—16, ходовой вал IX, червячная передача 4—29, муфта М3, вал X, шестерни 44—31 и ходовой винт XI.
Вспомогательные движения. Ручное перемещение шпинделя производится рукояткой Pj при включенной муфте М2 через червячную передачу 2—24, вал X, шестерни 44—31 и ходовой винт XI.
Поперечное перемещение стола осуществляется рукояткой Р3 посредством шестерен 16—64 и ходового винта XXII.
Быстрый поворот стола осуществляется от отдельного электродвигателя мощностью 2,8 кет через ременную передачу 80—160, червячную передачу 2—35 и передачу с внутренним зацеплением 13—188. Вручную стол поворачивается рукояткой Р2, связанной с валом XXX шестернями 15—45. Перемещение задней стойки происходит вручную от рукоятки Р4 через коническую передачу /3— 26 и реечную шестерню 11.
XXVII
5) 2890оБ/мин
МО) оЩмин
л, об/мин
-----Г-Т.ЧИ I 3150
УБУ-\ 2500
3 ’ f200 > fOOQ
630
з=я—315
> Д 250
XVII
t-бмм 2-зах. лев
JL, Дамок! }F целых ~ MM j i ^ПБ\
1~Вмм 2-зах. лес
24 2-зах 3!
t)f 47
Ы^Юквт п~ 1000ов(мин IV П^^ЗвЭОоб/мин
1=20мм 3-зах
блок датчиков ДПШ
Н-1,6квт n-l5OOo6/tniH
та, XXVI £t' .22
2-зах IXXXi
'35____1
-XXXI
Соглосователь СПБ
I 'xxiv
fOfff XXIX Рейка т-Змм
N-1,6 кВт
П -1500об/мин
Датчик jyji целых ммДПП_\ j
2,8 квт
gra
Соглосователь СПП
XU 56
--*SL ---— — —
t-iOMM 2-зах. лев 56
ЗМА АД
2.8 квт 116' тОсб/мин ||М
XXIII
j* 4S
Ёлок ‘атчиксГ
N-f,6 квт nfl500o6lMUH
Рис. 70 Кинематическая схема горизонтально расточного станка с программным управлением модели 262I1P1
142
Узлы системы программного управления станком
модели 262ПР1
Прочитывающее устройство. Перфокарта 15 (рис. 71. а) вводится в прочитывающее устройство совместно с барабанной кассетой 22. В момент ввода кассеты с перфокартой рукоятка 24 находится в положении «Ручной поворот и смена кассеты». При это&1 эксцентрик 23 удерживает качающуюся плиту 10 совместно с ощупывающими пальцами 12 в удаленном от кассеты положении.
После установки кассеты с перфокартой и совмещения нулевого деления лимба 17 с контрольной риской, нанесенной на корпусе устройства, рукоятку 24 устанавливают в показанное на схеме положение «Работа по циклу». Тогда качающаяся плита 10 под действием пружин 9 становится в рабочее положение, а фиксатор 8 входя во впадину колеса 7, надежно удерживает кассету от поворота. Одновременно палец 16 входит во впадину а кассеты и тем самым не допускает ее осевых перемещений.
На плите 10 параллельно образующей кассеты установлена текстолитовая планка 14, в отверстиях которой свободно перемещаются по количеству строк перфокарты 26 ощупывающих пальцев 12. Последние под действием пружин 11 стремятся войти в кольцевые выточки б кассеты 22, однако войти в свою выточку каждый палец может только при наличии отверстия в перфокарте. Каждый палец имеет свою контактную группу 13. Если в перфокарте есть отверстие, то палец войдет в выточку и замкнет свою контактную группу; если в перфокарте отверстия нет, то контактная группа остается разомкнутой. Сигналы от контактных групп 13 передаются датчикам рабочих органов станка.
После обработки этой части программы включается электродвигатель / типа РД-09, который через редуктор 2 приводит во вращение кривошип 26. Последний в начале своего движения через тягу 25 и стойку 3 отводит плиту 10 с пальцами 12 от кассеты. Одновременно из впадины шестерни 7 выводится фиксатор 8. При дальнейшем движении кривошипа 26 тяга 25, действуя как собачка храпового механизма, поворачивает на один зуб колесо 7. Вместе с колесом 7 поворачивается и кассета с перфокартой. В момент обратного хода тяги 25 плита 10 с фиксатором 8 занимает исходное положение. В конце хода плита 10 через контактную группу 21 отключает электродвигатель 1.
Ощупывающие пальцы 12 прочтут программу новой колонки перфокарты и передадут сигналы датчикам рабочих органов станка. Так последовательно, колонка за колонкой, будет прочитана вся программа, записанная на перфокарте.
Во избежание самопроизвольного поворота кассеты в момент, когда фиксатор 8 уже вышел из впадины колеса 7, а зуб в тяги 25 еще не вошел в зацепление с колесом 7, предусмотрена магнитная фиксация кассеты. Для этого на оси 5 неподвижно установлены
магнитная катушка 6 и диск 4 с внутренним зацеплением. Количество зубьев у колеса 7 и диска 4 одинаково. При рабочем положении кассеты зубья колеса 7 и диска 4 совпадают, при этом магнитное поле препятствует самопроизвольному повороту кассеты.
По окончании обработки изделия по программе нажимают на пульте кнопку «Сброс программы». Тогда электродвигатель 1 начнет вращаться в обратном направлении и с помощью храпового механизма возвращает кассету с перфокартой в первоначальное нулевое положение. Отключение электродвигателя при достижении кассетой нулевого положения производится кулачком 18, который через рычаг 20 размыкает контакты 19.
Датчик точной установки. Точная установка бабки и стола в поперечном направлении производится посредством фотодатчика, срабатывающего от изображения штриха точной металлической шкалы с ценой деления 1 мм. Фотодатчик закреплен на контактном датчике сотых долей миллиметра (рис. 71, б). Сигналы от прочитывающего устройства поступают на контакты 9 кодовой линейки 3, по направляющим которой скользит кйретка 4 с фотодатчиком 7, установленным в ползунке 6. Положение каретки 4 можно визуально наблюдать по линейке 5 с помощью указателя 8. В зависимости от сигналов электродвигатель 17 начинает вращаться в том или ином направлении и через червячную передачу 16— 15 и реечную передачу 14—10 устанавливать каретку 4 в требуемое положение. Контакты 1 и 2 ограничивают пределы хода каретки 4. Установленные на каретке 4 щетки 11 и вмонтированные в планку 13 контакты 12 служат для управления сервоприводом согласователя датчика грубых перемещений.
Датчик целых миллиметров. При рассогласовании в положениях щеток 11 (рис. 71,6) и щеток 14 с контактами 15 (рис. 71, в) включается электродвигатель 16, который через червячную передачу 12—13 и жесткую муфту 11 вращает винт 3 и одновременно щетки 14, пока датчики не придут в согласованное положение
Вращение от винта 3 через червячное колесо 5 и коническую передачу 6—7 сообщается кодовому барабану 9 и далее через цевочно-зубчатую передачу 10—17 кодовому барабану/S. Благодаря этому кодовые барабаны 9 и 18 сместятся с точностью до 0,01 мм относительно неподвижных контактов 8 и 19 на то же число сотых долей миллиметра, что и каретка 4 (рис. 71, б) датчика точных перемещений.
После этого включается электродвигатель подач, который через промежуточные передачи и ходовой винт 2 перемещает по направляющим 1 салазки 4. При этом движении салазок червячное колесо 5, обкатывая винт 3, совместно с фотодатчиком обеспечат остановку рабочего органа станка в заданной точке.
Рис. 71. Программное устройство станка модели 262ПР1
144
Блок датчиков продольных перемещений. Для программирования продольных перемещений стола и осевых перемещений шпинделя па станке установлены блоки датчиков (рис. 72, а), которые но своей конструкции существенно отличаются от датчиков поперечного перемещения стола и вертикального перемещения шпиндельной бабки. В каждом из блоков хстановлен датчик сотых долей миллиметра и датчик целых долей миллиметра.
При работе по циклу сигналы от прочитывающего устройства подаются на контакты 24 секторообразного датчика 25 сотых долей миллиметра. Одновременно включается электродвигатель 4 типа РД-09. Вращение от электродвигателя 4 через червячную 1ередачу 6—5 передается втулке 3. Последняя с одной стороны связана с планкой 26, а с другой стороны с корпусом 12 кодовых барабанов.
В нижней части планки 26 установлен ползунок 27 с фото-датчиком 28 и лампой 30 На верхней части планки 26 закреплен указатель 2. К стенке корпуса 12 привинчен датчик 25 сотых долей миллиметра. Таким образом, совместно с втулкой 3 приводится во вращение планка 26 с фотодатчиком 28 и корпус 12 кодовых барабанов с датчиком 24 сотых долей миллиметра.
На датчике 25 нанесен код сотых долей миллиметра, ощупываемый контактами 24 В соответствии с заданной программой вращение электродвигателя 4 прекращается, когда датчик 25 займет положение, соответствующее количеству заданных сотых долей миллиметра. Соответственное положение займет и фотодатчик 28. Визуально положение фотодатчнка можно проверить на линейке / по указателю 2.
При вращении корпуса 12 колесо 8, обкатывая червяк 9, приведет во вращение кодовый барабан 10 и сместит его на заданное количество сотых долей миллиметра относительно контактов 7.
После установки сотых долей миллиметра включается электродвигатель перемещений рабочего органа, который приводит во вращение ходовой вин г 17 и через коническую передачу 18—16 вал 15. Последний связан жесткой муфтой 14 с валом 11 блока датчиков.
Одновременно с вращением вала 11 с диском 29 получают вращение и кодовые барабаны 10 и 13. Кодовый барабан 10 заимствует вращение от вала // через червячную передачу 9—8 п вал 23. Екал кодового барабана 13 приводится в движение от вала 23 посредством цеврчно-зубчатой передачи 22—20 и вала 21.
Когда код заданного положения целых миллиметров на барабанах 10 и 13 подходит к контактам 7 и 19, включается фотодатчик 28. При подходе прорези а диска 29 к прорези фотодатчика 28 (в момент совпадения сотых долей миллиметра) подается команда на остановку рабочего органа. Точность остановки рабочего органа ±0,05 Л-и.
Механизированные зажимы. На станке модели 262ПР1 зажимные устройства подвижных рабочих органов автоматизированы и работают ио программе.
Электромеханический привод механизма зажима шпиндельной бабки показан на рис. 72, б. Привод состоит из трех частей: фрикционной муфты, определяющей силу зажима и предохраняющей привод от перегрузки; винтового механизма, преобразующего вращательное движение электродвигателя в поступательное движение тяги, и механизма автоматического выключения электродвигателя в конце освобождения зажимов бабки.
Фрикционная муфта состоит из корпуса 3 с внутренними зубьями, трех наружных дисков 5, находящихся в постоянном зацеплении с зубьями корпуса 3, шлицевой втулки 8, четырех внутренних дисков 21, связанных шлицами с втулкой 8, п тарированной пружины 6 с регулировочной шайбой 7.
Корпус 3 установлен на валу электродвигателя / и поддерживается подшипником 2. Шлицевая втулка 8 свободно насажена на конец вала-винта 13 и связана с ним подпружиненным шариком 22. Крутящий момент от втулки 8 передается кулачками Ki—К? винту 13. На левом конце втулки 8 имеется выточка, в которую вставлено разрезное пружинное кольцо 4. В это. кольцо упираются фрикционные диски, сжимаемые пружиной 6, силу нажима которой можно регулировать изменением толщины упорной шайбы 7.
Вал-винт 13 смонтирован в корпусе 20 на одном игольчатом подшипнике 10 и двух шариковых упорных подшипниках 9 и 11. Регулировка упорных подшипников производится гайками 12. На валу-винте предусмотрен квадрат Кв для поворота вала от руки и для*удержания его при регулировке гаек 12.
Принцип работы привода весьма прост. Вращение от электродвигателя через фрикционную муфту и кулачки К\—К2 передается валу-винту 13, который начинает перемещать гайку 19, шарнирно связанную с тягой 15 зажимного устройства. На рис. 72, б привод показан в положении «Зажато».
Для отжима электродвигателю сообщается вращение против часовой стрелки. Вначале муфта и втулка 8 поворачивается на валу-винте 13 вхолостую, пока кулачок К\ втулки не ударится в кулачок Ла вала. Под действием этого удара сдвигается с места гайка 19, заклинивающаяся при зажиме. В дальнейшем гайка 19. преодолевая сопротивление пружины 18, перемещается с тягой 15 вправо, освобождая бабку. Гайка 19 имеет на верхней части реечные зубья, которые зацепляются с шестерней, установленной на одном валу с кулачком 14. Последний поворачивается против часовой стрелки и в конце хода гайки 19 нажимает на ролик 16 конечного выключателя 17, отключая электродвигатель.
Для зажима электродвигателю сообщается вращение по часовой стрелке. В этом случае гайка 19 с тягой 15 перемещаются влево, затягивая клинья зажимного устройства бабки. По достижении необходимой силы зажима фрикционная муфта начинает пробуксовывать.
Отключение электродвигателя при зажиме производится с ио-мощьюреле времени.
v>
Рис. 72. Программное и зажимное устройство станка модели 262ПР1
g КООРДИНАТНО-РАСТОЧНЫМ СТАНОК МОДЕЛИ 2450
Общая характеристика станка
Назначение станка. Станок предназначен для обработки отверстий с точным межосевым расстоянием без применения разметки и кондукторов, для чистового фрезерования, а также для точного измерения' расстояний между отверстиями готовых изделий в условиях индивидуального и мелкосерийного производства, главным образом в инструментальных и экспериментальных цехах.
Техническая характеристика станка
Размеры рабочей поперхностп стола в мм. длина .................................. 1100
ширина ................................... 630
Наибольшие перемещения стола в мм продольное 1000
поперечное ................................. 600
Наибольшее вертикальное перемещение шпинделя в jw.m . 250
Наибольшее перемещение шпиндельной коробки в мм . 250
Расстояние от торца шпинделя до стола в мм: наибольшее .......................................... 750
наименьшее ........................................... 250
Расстояние от оси шпинделя до стойки в мм.............. -700
Пределы чисел оборотов шпинделя' в минуту............... 50—1900
Пределы величин осевой подачи шпинделя п мм)об . . 0,04—0,16
Наибольший диаметр в мм: при расточке ............................ 250
при сверлении ..........................• . . . . 40
Точность установки стола по координатам в мм . . . ±0,01
Скорость подачи стола в продольном п поперечном направлениях в мм!мин .......................................36
Скорость быстрых перемещен нй стола в продольном и поперечном направлениях в мм/мин........................ 1000
Мощность в кет:
главного электродвигателя ...................... 2
электродвигателя привода сточа ...................... 0,4
Основные узлы станка (рис. 73) А — шпиндельная бабка; Б-*-стойка с коробкой скоростей и вариатором подач; В — стол; Г — поперечные салазки; Д— станина; Е—привод перемещений стола.
Органы управления. / — маховичок для точных ручных перемещений стола; 2 — рукоятка включения быстрых п медленных перемещений стола; 3 — рукоятка включения поперечной механической
подачи стола; 4 — рукоятка включения продольной механической подачи стола; 5 — маховичок для установки стола в продольном направлении; 6 — маховичок для установки стола в поперечном направлении; 7 — рукоятка быстрого ручного перемещения и включения механической подачи шпинделя; 8—маховичок ручного вертикального перемещения шпинделя; 9—маховичок переключения коробки скоростей; 10 — маховичок перемещения шпиндельной бабки; 11 — рукоятка для закрепления шпиндельной бабки.
Движения в стайке. Движение резания — вращение шпинделя с инструментом. Движения подач — осевое перемещение шпинделя, продольное и поперечное перемещение стола Вспомогательные движения ручное вертикальное установочное перемещение шпиндельной бабки; установочное перемещение стола в продольном и поперечном направлениях; ручное вертикальное перемещение гильзы со шпинделем.
Принцип работы. Обрабатываемая деталь устанавливается на столе станка. Режущий инструмент укрепляют в шпинделе. Оси обрабатываемых отверстий совмещают с осью шпинделя перемещением стола в продольном и поперечном направлениях в соответствии с заданными координатами. Отсчет величины перемещения стола производится с помощью оптических систем. При обработке отверстий подачей является осевое перемещение шпинделя,-при чистовом фрезеровании подача сообщается столу.
Конструктивные особенности. Станок имеет раздельные механизмы привода шпинделя и рабочего стола. Он снабжен универсальным поворотным столом, позволяющим осуществлять обработку отверстий в полярной системе координат с отчетом углов по лимбам, деление окружности на равные части с помощью делительных дисков, а также обработку наклонных отверстий Станок модели 2450 является одноколонным, с вертикальным перемещением шпиндельной головки и прямоугольным столом, получающим перемещения в продольном и поперечном направлениях.
Отсчет величины перемещений стола с точностью до 0.01 мм производится по точным шкалам оптического устройства.
Скорость вращения шпинделя изменяется бесступенчато от регулируемого электродвигателя постоянного тока.
Изменение величины подачи шпинделя на станке модели 2450 также производится бесступенчато. Для этой цели в приводе подач шпинделя установлен вариатор с раздвижными конусами и стальным кольцом. Для обработки отверстий на заданную глубину станок снабжен специальным автоматическим выключателем подачи. Рациональное расположение всех органов управления обеспечивает удобство работы на станке.
Рис 73. Общий вид координатно-расточного станка модели 2450
147
й Кинематика станка модели 2450
Движение резания. Привод движения резания состоит из электродвигателя, плоскоременной передачи и двойного перебора (рис. 74).
От электродвигателя постоянного тока мощностью 2 кет с бесступенчатым изменением скоростей в диапазоне I : 4, через угловую ременную передачу 150—220 вращение сообщается полому-валу, находящемуся на шпинделе /// и несущему на себе шестерню 26.
Верхние числа оборотов сообщаются шпинделю III при включенной муфте М]. Две другие ступени скорости осуществляются при выключенной муфте Мi через перебор, имеющий двойной подвижный блок шестерен Бь
Для включения первой ступени перебора блок Б| смещается вверх так, что его венец 17 зацепляется с колесом 69, закрепленным на полом валу //, а муфта М\ выключается. Вращение от приводного шкива 220 передается шестерням 26—60, валу / и далее шестернями 17—69 полому валу //. связанному со шпинделем шлицевым соединением.
Вторая ступень перебора включается при смещении блока Б] вниз, когда его венец 44 входит в зацепление с шестерней 42. Вращение от приводного шкива 220 передается шпинделю шестернями 26—60, валом I й шестернями 44—42. В этом случае муфта Mi также должна быть выключена.
В пределах каждой ступени числа оборотов шпинделя III плавно изменяются электродвигателем. Наименьшее число оборотов шпинделя nmh, может быть определено из выражения
п„,„=700 1я?0,985^-=50 об/мин. ЛглХ.* ОМ *
Движения подач. Подача шпинделя заимствуется от полого вала II, от которого движение передается через шестерни 43—86, вал IV, вариатор с раздвижными конусами и стальным кольцом, вал V, червячную передачу 2—32, вал У1, конический реверс 28— 28—28, управляемый муфтой М2, вал VII, червячную передачу /—56, фрикционную муфту Л43, вал VIII и реечную шестерню 15, находящуюся в зацеплении с рейкой т=3 мм, закрепленной на гильзе шпинделя.
Механический вариатор с раздвижными конусами и стальным кольцом обеспечивает бесступенчатое изменение скоростей подачи шпинделя в диапазоне 1 : 4. Минимальное передаточное отношение вариатора равно ‘/г, а максимальное — 2. Наименьшая подача шпинделя smin определяется из выражения
'»•»=1 3,14-3.15=0,04 мм/об.
Механическая подача стола в продольном и поперечном направлениях, используемая при тонком фрезеровании, осуществляется реверсивным электродвигателем мощностью 0,4 кет. Движение передается через цепную передачу 16—50, перебор 20—84 и 14—90 (при правом положении муфты М4), вал X, шестерни 28— 50—50, червячные и реечные передачи.
Для осуществления продольной подачи включается муфта М6, при этом вращение сообщается валу XI, червячной передаче 1—55. валу XII и реечной шестерне 14, находящейся в зацеплении с рейкой /п=2,5 мм, прикрепленной к продольным салазкам стола. Поперечная подача* стола включается муфтойЛ16, при этом цепь движения аналогична предыдущей: приводится в движение вал XIII, червячная передача 1—55, вал XIV и реечная шестерня 14, зацепляющаяся с рейкой гл = 2,5 мм, прикрепленной к поперечным салазкам стола.
Величина 5 продольной и поперечной подач стола определяется из зависимости
*=2800 3,14-2,5-14=37 мм/мин
Вспомогательные движения. Для сообщения столу быстрых перемещений муфта М4 включается влево, при этом движения передаются столу непосредственно от вала X, минуя перебор. Скорость быстрых перемещений стола s6 в продольном и -поперечном направлениях может быть определена из выражения
=2800 3,14 • 2,5 • 14 = 1000 мм/мин.
Для ручного установочного перемещения стола в поперечном направлении служит маховичок мх^, вращение от которого передается через шестерни 24—58, вал XV, винтовые.колеса 15—2/, вал XIII и червячную передачу /—55 реечной шестерне 14. Поворотом маховика Мх$ по аналогичной кинематической цепи стол перемещается в продольном направлении.
Ручное установочное перемещение шпиндельной бабки достигается поворотом маховичка Мх4, через червячную передачу 1—18. конические колеса 17—17 и реечное колесо 36, находящееся в зацеплении с рейкой т — 3 мм, прикрепленной к корпусу бабки.
Быстрое ручное перемещение шпинделя достигается вращением рукояток Р при включенной муфте М3.
Ручное точное перемещение шпинделя осуществляется маховичком Мх\ при нейтральном положении муфты М2 через конические колеса 17—34, вал VII, червячную передачу 1—56, муфту и реечную передачу. ,
149
Рис. 74. Кинематическая схема координатно-расточного станка модели 2450
g Узлы координатно-расточного станка модели 2450
Механизм переключения. На рис 75, а изображен механизм переключения скоростей шпинделя, который состоит из маховичка 11, конической передачи 9—10, зубчатых колес 1—2, барабана 4 с двумя криволинейными пазами а и б и рычагов 5 и 8, переклю чающих блок шестерен Б\ п муфту Mi (рис. 74).
Па левых концах каждого из рычагов 5 и 8 (рис. 75, а) имеются пальцы с роликами 3, входящими в соответствующий криволинейный паз а или б барабана 4: на правых концах рычагов, на эксцентриковых пальцах 7 насажены сухари переключения 6, входящие соответственно в кольцевые проточки блока и муфты Af( (рис. 74). Наличие эксцентриковых пальцев дает возможность отрегулировать положение блока шестерен Б\ так, чтобы при его перемещении зацепление зубчатых .венцов с зубьями шестерен происходило по всей длине, а ход муфты Af] — до полного сцепления.
Форма пазов а и б на барабане 4 (рис. 75, а) и их взаимное расположение обеспечивают точно определенное положение блока 4 Поворот барабана осуществляется маховичком 11, расположенным на левой стенке корпуса коробки скоростей, через коническую зубчатую передачу 10—9 и шестерни 1—2.
Маховичок 11 имеет три фиксированных положения: одно из них соответствует настройке па самый высокий диапазон чисел оборотов шпинделя, второе—на средний и третье — на низший диапазон.
При первом положении маховичка 11 муфта М, (рис. 74) включается, а блок Б[ находится в нейтральном положении; во втором и третьем положениях* маховичка 11 (рис 75, о) муфта М( (рис. 74) выключается, а блок вводится в зацепление своим верхним или нижним венцом соответственно с шестерней 69 или шестерней 42.
Вариатор. На рис. 75, б изображен механизм бесступенчатого изменения величины вертикальной подачи шпинделя. Механизм состоит из фрикционного вариатора с раздвижными конусами и стальным кольцом и управляющего устройства. Вариатор заимствует движение от шпинделя станка через цилиндрические шестерни 8—9. Шестерня 9 закреплена на ведущем валике 10 привода подачи. Фрикционный вариатор выполнен в виде четырех конусов 2, 3, 11 и 12 и стального кольца 4 Конусы 2 и 11, расположенные по диагонали, жестко закреплены на валах 6 и 10 и не имеют возможности перемещаться в осевом направлении. Конусы 3 и 12 смонтированы на шариковых подшипниках, запрессованных в подвижные стаканы 5 и 13. Оба стакана имеют пазы; в паз стакана 5 входит выступ а поводка 7, а в паз стакана /2 — выступ б поводка 14 При перемещении поводков 7 и 14 вдоль оси конусы 3 и 12 также будут перемещаться в осевом направлении, причем при перемещении поводков вниз конусы 3 и 2 сближаются, а конусы //
и 12 расходятся. При перемещении поводков вверх конусы 3 и 2 расходятся, а конусы 11 и 12 сближаются.
При любом положении конусов стальное кольцо 4 всегда находится в контакте с ними, однако при их перемещении меняется ме.сто контакта на образующих конусов, изменяя передаточное отношение привода в пределах от 1/а до 2.
Изменение передаточного отношения вариатора осуществляется поворотом маховичка 19, а требуемая величина подачи устанавливается по градуированному лимбу 20, кинематически связанному с валом маховичка 19 парой зубчатых колес 18—1. При повороте маховичка 19 через конические шестерни 17 и зубчатое колесо 16 приводится во вращение шестерня-гайка 15, которая связана с резьбовом хвостовиком поводка 14; последний при вращении шестерни-гайки перемещается вместе с поводками 7 и 14 вдоль своей оси вверх или вниз, и выступы а и б соответственно перемещают подвижные конусы 3 и 12 вверх или вниз, изменяя передаточное отношение вариатора.
Число оборотов шпинделя станка настраивается маховичком 9 (рис. 73) по шкале тахометра 22' (рис. 75, б), кинематически связанного с валом 10 винтовой зубчатой передачей 21. Вал 10 при водится в движение от шпинделя станка.
Механизм управления. На рис. 75, в изображен механизм включения и выключения механической подачи шпинделя. Механизм состоит из рукояток включения 1, реечного стержня 2, муфты с разрезным кольцом 3 и сухаря 4. Каждая из рукояток / на утолщенной части снабжена зубчатым сектором б, находящимся в постоянном зацеплении с круглой рейкой реечного стержня 2.
При выключенном положении механизма, когда рукоятки / отведены, червячное колесо 12, приводимое в движение червяком 8. вращается вхолостую, не сообщая движение валику 5 и реечной шестерне 6.
Для включения механической подачи шпинделя рукоятки 1 поворачивают на себя, при этом стержень 2 смещается вправо и своим вырезом а вводит сухарь 4 в разрез кольца «3, заклинивая этим червячное колесо 12 на валу 5. В этом случае червяк 8, вращая червячное колесо 12, вал 5 и реечную шестерню 6, находящуюся в зацеплении с рейкой, прикрепленной к гильзе 7, сообщает шпинделю вертикальную механическую подачу.
Ручное точное вертикальное перемещение шпинделя осуществляется поворотом маховичка // через конические шестерни 10—9, червячную передачу 8—12 и реечный механизм при включенном положении рукояток /.
Вследатвие того, что рукоятки / непосредственно связаны с валом 5 при выключенной механической подаче, можно быстро осуществлять ручное перемещение гильзы 7 путем поворота рукояток 1, вала 5 и реечной шестерни 6, связанной с рейкой.
Рис. 75. Узлы координатно-расточного станка модели 2450
в ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ
СТАНОК МОДЕЛИ 6П80Г
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования различных деталей из стали, чугуна и цветных металлов сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п.
Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке, как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Техническая характеристика станка
Рабочая поверхность с;тола в мм.......................... 200X800
Число скоростей вращения шпинделя ..................... J2
Пределы чисел оборотов шпинделя в минуту............... 50—2240
Количество скоростей подач стола.............. . . , . 1*2
Пределы скоростей подач стола в мм) мин.
продольных . ........................... . . . . 22,4—1000
поперечных .......................................... 16—710
вертикальных ..................................... 8—355
Скорость быстрого перемещения столе в мм/мин продольного .......................................... 2400
поперечного ............................. 1710
вертикального .................................... 855
Мощность главного электродвигателя в кет............. 2,8 .
Основные узлы станка (рйс. 76) А — станина с коробкой скоростей и шпиндельным узлом; Б — хобот .с подвеской; В— стол; Г — дополнительная связь консоли с хоботом, Д— поперечные салазки; Е-—консоль с коробкой подач; Ж— Основание стайка.
Органы управления. 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 — маховичок ручнсго продольного перемещения стола; 4 — рукоятка включения продольной подачи стола, 5 — маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки иодач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Движения в станке. Движение резания — вращение шпинделя с фрезой. Подачами являются перемещения стола с обрабатываемой деталью в продольном, поперечном и вертикальном на правлениях. Вспомогательные движения — быстрые перемещения стола в тех же направлениях
Принцип работы. Обрабатываемые детали устанавливают непосредственно на столе, в тисках или специальных приспособлениях. Для обработки деталей в нескольких позициях широко используется универсальная делительная головка, которая позволяет производить делительные повороты детали’ на требуемое количество равных частей. Насадные фрезы, цилиндрические, дисковые и др., устанавливают на шпиндельных оправках, хвостовые — непосредственно в шпинделе или в цанговом патроне.
При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески.
Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е.
Конструктивные особенности. Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя.
Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховика. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипниках скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм. Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г.
В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки.
Для фрезерования попутным методом в приводе продольной подачи стола предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Рис 76. Общий вид горизонтально^ ’еэеРн°ю станка модет ЛП80Г
153
Кинематика станка модели 6П8ОГ
Движение резания. Привод движения резания состоит из коробки скоростей, клиноременной передачи с натяжным устройством и перебора.
Фланцевый электродвигатель мощностью 2,8 кет (рис. 77, а) связан с валом I коробки скоростей упругой муфтой. В коробке скоростей имеется тройной и двойной Б2 передвижные блоки шестерен, обеспечивающие валу III шесть различных скоростей вращения, которые через шестерни 26—22 натяжного устройства и клиноременную передачу 210—210 сообщаются полому валику V, находящемуся на шпинделе
От этого валика вращение передается шпиндел!ю VII через перебор, когда муфта (выключена, а блок шестерен Бз введен в зацепление с шестернями 31 и 71 (как показано на схеме), или вращение передается непосредственно, когда муфта включена, а шестерни блока Б$ выведены из зацепления. Переключения муфты All и блока Б3 сблокированы и осуществляются одной рукояткой. Всего шпинделю сообщается 12 различных скоростей (рис. 77,6).
Минимальное число оборотов шпинделя лт1п с учетом упругого
*ьжения ремнй определяется из выражения
1 лол 30-29 26-210п пое 31 -24 *
«min 420 00^61-22-210®’985 83-71 “ 50 об1мин
ОД имеет отдельный электродвигатель и редуктора, шестискоростной коробки коробки реверсов и механизмов
I, переборное. кальиОЙ
подач.
>льнои, поперЛноЙ я- верти Чдектфодвигателя фланцевого. . „„
От вала XV через коническую передачу 18—18 и вал XVI приводится во вращение конический реверс 28—28—28. При включении кулачковой муфты М7 в ту или иную сторону ходовой винт XVII и стол получают движение в соответствующих направлениях. Максимальная скорость продольной подачи стола s max определяется из выражения
< _ 1400 21-32 45-45-60 34-48 18-28 с пол
mtx 0 72.64.45.45.60 40-52-18-28 ® MM/MUH.
На цилиндрической части поперечного ходового винта XVIII свободно установлены шестерни 54 и 50, которые вращаются в различные стороны, так как шестерня 54 получает вращение ог вала XV непосредственно через шестерню 38, а шестерня 50 — через шестерню 35 и паразитное колесо 39.
Кулачковой муфтой М€ включается, выключается и реверсируется поперечная подача, наименьшая скорость которой s„ min определяется из выражения
• -1ЛОП21 32 30-24-18-30 60-34 48 38 с |С .
nmln 42U72 64-60-66-72 60-60-40-52-54 6 MMjMUH.
По аналогичному принципу происходит реверсирование вертикальных подач. При включении кулачковой муфты Л15 в ту или иную сторону вращение получает вал XIX, который через шестерни 25—50 и коническую передачу 24—36 приводит во вращение вертикальный ходовой винт XXI Наименьшая скорость вертикальной подачи se min определяется из выражения
<? — 149O 21,32'30'24 18'30'60'34'25*24 А я 1
wzu72 64 60 66-72-60 60-40-50 36 0 — 6 мм!мин
Вспомогательные движения. Быстрые перемещения стола и консоли осуществляются включением дисковой фрикционной муфты М4. При этом вал XIII получает вращение от электродвигателя через шестерни 21—72 и 32—64—26, минуя коробку подач. От шестерни 34, закрепленной на валу XIII, движение передается, как . при рабочих поданах. Скорость быстрого перемещения стола в р дельцом направо нии s6 определяется из выражения
1ач
|ЛОЛ 21 32-34 48-18-28 с ,
-ч зб 1420 72 40 52 18 2g 6 — 2400 мм/мин.
Движения подач. 1*>' состоит из двухступенчатое подач, продольной, .члектродвигателя мощностью
Вращение от фланцевого . ,р ни редуКтора 21-72 °’6„'teT <рвс r'a) тЛной подвижной блок
и 32—64 валу X коробки подам и- мере. тръ лен -шестерен Б, и двойной подвижной блок шесте, широкой Ушесйр.
От вала XII вращение может бытв-передано н Прпр6ппя
не 60, установленной на валу XIII, ,через шесч.™ ПОкячямп
18—72 и 30—60—60, когда муфта М2 отключена. п
на схеме), либо непосредственно чЬрез шестерни ^куста источенной муфте М2. В последнем случае шестерня St у
ленная на валу XII, выводится из зацепления с шестерней сцепления с кулачками шестерни 45. Структура »коробки показана на рис. 77, в.
Широкая шестерня 60 установлена на полом валу и связана с ним предохранительной муфтой М„ . Для осуществления рабочих подач должна быть включена кулачковая муфта Af3, тогда вращение от широкой шестерни 60 через предохранительную и кулачковую муфты передается валу XIII и через шестерни 34—40 и 48—52 валу XV, связанному с механизмами реверсов продольной, поперечной и вертикальной подач.
Ручные установи’?,!^ ^рре лещения стола в продольном и поперечном направлениях осуществляются маховичками, непосредственно установленными на концах ходовых винтов XV И н XVIII.
Вертикальное установочное перемещение стола производится рукояткой, находящейся на конце вала XIX.
ЧЛ
Й IOZOoS/muh
I x
5^:48
VR —
□ о
1=6 MM
XW/7
XV/
XV
36
6
ХЯ
M
XI
72
IX
XX
XIX
45 М3 мп
18
XVII t-6MM
83
22
30:60
23 61
III IV V
26:22
710:210
31:83
24:71
п,об!мин 2240 1600
1120
800
560
400
280
200
140
100
71
50
<2)210
0^2,8 ибт п~142Ооб1мин
17=0,6кВт п^1420об/мин
XXI
I^Emm
модели 6П80Г
Рис 77 Кинематическая схема горизонтально-фрезерного станка
s Узлы станка модели 6П80Г
Тормоз и натяжное устройство. На рис 78, а показан разрез коробки скоростей. На конце шлицевого вала 11 насажен тормозной диск 5 с пластмассовой фрикционной конической обкладкой 8. На корпусе коробки неподвижно закреплен фланец 10 с металлическим кольцом 9. С нижней частью фланца 10 соединен качающийся рычаг 6, второй конец которого с помощью стяжки 4 связан с якорем электромагнита 3. В рычаге 3 заложен подпружиненный шарик 7, который через шайбу упирается в торец тормозного диска 5.
При отключении электродвигателя автоматически включается электромагнит 3, благодаря чему производится торможение привода движения резания.
Натяжение клиновых ремней 12 осуществляется за счет поворота кронштейна 2 со шкивом 1 относительно вала 11.
Механизм переключения коробки подач. Однорукояточное управление коробкой подач (рис. 78, б) состоит из передающей части, исполнительного механизма и указателя величины подач.
Вращением маховика 14, закрепленного на валу 11, движение колесами 10—9—8 передается валику 17, на конце которого на шпонке установлена коническая шестерня 7. Находясь в постоянном зацеплении с зубьями диска 6, шестерня 7 сообщает ему вращательное движение.
Диск 6 имеет три торцовых криволинейных паза: два из них а и Ь расположены с передней стороны, а третий <(на рисунке не виден) — со стороны зубчатого венца. В криволинейные пазы диска входят ролики 18, установленные на качающихся рычагах 3, 5 и 19.
Эти рычаги при вращении диска 6 поворачиваются на определенный угол относительно своих осей в зависимости от кривизны пазов. Сухари 4, смонтированные на концах рычагов 3, 5 и 19, входят в кольцевые выточки блоков шестерен и перемещают их в требуемое положение для данной величины подачи.
Диск 6 имеет по периферии 12 V-образных канавок с, в которые входит фиксатор 20, подпираемый пружиной 2. Натяжение пружины регулируется резьбовой пробкой 1. Таким образом, диск 6 в соответствии с количеством ступеней подач имеет 12 фиксированных положений.
Из соотношения чисел зубьев цилиндрических и конической передач видно, что диск 6 сделает полный оборот за три оборота маховика 14. Указатель 12 имеет внутренние зубья, с которыми зацепляется шестерня 15, закрепленная на валу 16. Передаточное отношение передачи с внутренним зацеплением также 1:3, следовательно, одному обороту диска 6 соответствует один оборот указателя 12, на передней стенке которого нанесены цифры величин продольных подач. Стрелка 13 указывает величину продольной подачи для данного положения механизма.
Механизм включения вертикальных и поперечных подач. Вертикальные и поперечные механические подачи включаются одной рукояткой 1 (рис. 78, в) по мнемоническому правилу, т. е. куда поворачивается рукоятка, в том направлении и будет происходить подача стола. Рукоятка 1 закреплена на оси 4 в барабанном кулачке 3 Последний установлен на поворотных цапфах 2 в консоли станка.
Шаровой конец с рукоятки / входит в продольный паз коромысла 5, жестко закрепленного на валу 14. На нижнем конце вала установлен на шпильке фиксирующий диск 13 с кривошипным пальцем 9. В диске имеются три V-образных углубления, в которые под действием пружины 11 заскакивает фиксатор 12. Резьбовая пробка 10 служит для регулирования силы нажима на фиксатор Кривошипный палец 9 входит в продолговатый паз двуплечего рычага 8, на противоположном конце которого расположен бронзовый сухарь 7. Последний входит в кольцевую выточку двусторонней кулачковой муфты Л16 (рис. 77, а) включения поперечных подач. При нажиме на рукоятку 1 (рис. 78, в) в направлении стрелки А и В поворачивается диск 13 с кривошипным пальцем 9. Палец поворачивает рычаг 8, включая поперечную подачу в соответствующем направлении.
Включение вертикальных подач производится при нажиме на рукоятку 1 в направлении стрелок С и D. В этом случае на цапфах 2 поворачивается барабанный кулачок 3 я винтовым пазом Ь, расположенным на его нижней цилиндрической поверхности, нажимает на ролик 15, заставляя поворачиваться двуплечий рычаг 6, несущий на конце бронзовый сухарь. Этот сухарь входит в кольцевую выточку двусторонней кулачковой муфты М5 (рис. 77, а) и включает вертикальные подачи стола.
Блокировочный механизм включения подач. Для предохранения рабочего от травмирования маховиком ручного поперечного перемещения стола или рукояткой ручного вертикального перемещения консоли предусмотрены блокировочные механизмы.
При нейтральном положении двусторонней кулачковой муфты (рис. 78,г), когда механическая подача выключена, маховик 5 ручного перемещения может быть сдвинут в направлении стрелки с и войти в зацепление своими торцовыми кулачками с полумуфтой 4, закрепленной на поперечном ходовом винте 6, благодаря чему может производиться ручное поперечное перемещение стола.
В этом случае верхний конец собачки 2 располагают во внутренней выточке муфты 1, вследствие чего стержень 3 не препятствует осевому смещению маховика 5. Однако при включении механической подачи в том или ином направлении муфта 1 нажимает на собачку 2, а последняя выталкивает вправо стержень 3 и выводит маховичок 5 из зацепления с полумуфтой 4.
Рис. 78. Узлы горизонтально-фрезерного станка модели 6П80Г
УНИВЕРСАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6H8I
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования различных деталей сравнительно небольших размеров в основном цилиндрическими, дисковыми, угловыми, фасонными и модульными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Техническая характеристика станка
Рабочая поверхность стола в мм ....... 250X1000
Пределы угла поворота стола в град ........ ±45
Наибольшие перемещения стола в мм. продольное ........................... 650
поперечное .............................. 200
вертикальное ........................400
Расстояние от оси шпинделя до стола в мм наименьшее ............................. 0
наибольшее .............................. 400
Расстояние от оси шпинделя до хобота в мм............ 160
Число скоростей вращения шпинделя . 16
Пределы чисел оборотов шпинделя в минуту.......... 65—1800
Мощность главного электродвигателя в кет .............. 5,8
Количество скоростей подач стола ...................... 16
Пределы скоростей подач в мм!мин
продольных ........................... 35—980
поперечных ......... ................. 25—765
вертикальных ........................... 12—380
Скорость быстрого продольного перемещения стола в mmImuh. ................ 2Ь00
Мощность электродвигателя привода подач в кет ... 1,7
Основные узлы станка (рис. 79). А—станина с коробкой скоростей и шпиндельным узлом, Б — хобот с подвесками; В — дополнительная связь консоли с хоботом; Г — поворотная часть стола; Д — поперечные салазки; Е— стол, Ж— консоль с коробкой подач; 3 — основание с резервуаром для охлаждающей жидкости.
Органы управления. 1 — рукоятка переключения коробки скоростей; 2 — рукоятка включения перебора шпинделя; 3— рукоятка ручного продольного перемещения стола; 4—рукоятка управления продольной подачей стола; 5—рукоятка управления поперечной подачей; 6—рукоятка управления вертикальной подачей,
7 — рукоятка ручного вертикального перемещения стола; 8 — маховичок переключения коробки подач; J0 — рукоятка переключения перебора коробки подач.
Движения в станке. Движение резания — вращение шпинделя с фрезой. Движения подач — продольное, поперечное и вертикальное поступательные перемещения стола. Вспомогательные движения — все у казанные перемещения стола, выполняемые на быстром ходу или вручную.
Принцип работы. Обрабатываемые детали закрепляются непосредственно на столе, в машинных тисках или специальных приспособлениях, устанавливаемых на столе станка. При необходимости делить заготовку на несколько равных частей применяют универсальную делительную головку.
Насадные фрезы закрепляют на консольных пли опорных оправках. Для поддержания шпиндельных оправок применяют хобот с центральной и концевой подвесками. Хвостовые фрезы закрепляют непосредственно в конусе шпинделя пли цанговом патроне. Торцовые фрезерные головки устанавливают и закрепляют па торце шпинделя
Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится за счет быстрых механических или ручных перемещений стола Е, поперечных салазок Д и консоли Ж. При нарезании винтовых канавок поворачивают сгол в соответствии с углом наклона фрезеруемой винтовой канавки. При работе на тяжелых режимах для повышения жесткости узла консоли устанавливают дополнительную связь В.
Модификация станка. Как известно, па базе универсально-фрезерных станков каждого типоразмера обычно выпускают еще две модификации данного вида оборудования — вертикально- и горизонтально-фрезерные станки. Дмитровский завод фрезерных станков выпустил на базе станка модели Ы181 еще две модификации станков —- модели 6Н81А и 6Н11КП.
Ш и р око у н и в е р с а л ь и ы и станок модели 6Н81А предназначен для всех видов фрезерования. Шпиндель в станке может занимать горизонтальное, вертикальное п наклонное (под любым углом) положения, шпиндельная головка может перемещаться в поперечном направлении по отношению к среднему пазу стола, что позволяет обрабатывать изделия без их перестановки.
Вертикальный копировально-фрезерный станок модели 6Н11КП имеет программное управление. Станок предназначен для обработки криволинейных контуров, кулачков, штампов и прессформ.
159
i Кинематика станка модели 6Н81
Движение резания. От фланцевою электродвигателя мощностью 5,8 кет (рис. 80, а) движение передается полужесткой муфтой валу / коробки скоростей. На валу / коробки перемещается по шлицам двойной подвижной блок шестерен Б\. На валу II неподвижно закреплены шестерни 34, 31, 28, 24 и 38. По валу III перемещаются два двойных подвижных блока шестерен и Б3. В зависимости от положения блока Б{ движение передается валу // через шестерни 38—24 или через шестерни 24—38. В зависимости же от положения блоков Б2 и Б3 вращение передается от вала II валу /// через шестерни 34—28 или 31—31, если включен блок Б$, либо через шестерни 28—34 или 24—38, если включен блок Б2. Всего таким образом вал III имеет восемь скоростей вращения. Выводной шкив 140 коробки скоростей установлен на отдельном валике IV и получает вращение от вала III через шестерни 20—20.
Далее вращение передается тремя клиновыми ремнями через шкив 210 полому валу V, расположенному соосно со шпинделем станка. На противоположном конце вала V имеется шестерня 30.
При выключенной кулачковой муфте движение шпинделю VII передается от вала V через шестерни 30—64, переборный валик VI и шестерни 25—69. Высокие числа оборотов передаются шпинделю непосредственно от вала V, когда м^фта М| включена, а шестерни 64 и 25 выведены из зацепления соответственно с шестернями 30 и 69.
Перебор удваивает количество скоростей, обеспечивая шпинделю шестнадцать различных чисел оборотов в минуту (рис. 80,6).
Наименьшее число оборотов шпинделя nmj„c учетом упругого скольжения ремня определяется зависимостью
1леп24-24-20-140 л nQr 30-25 ятш—145038>38 go 210 ^’'^64-69 ^4 об/мин.
Движения подач. Как при подаче, так и при быстрых перемещениях механизмы консоли получают вращение от фланцевого электродвигателя мощностью 1,7 кет, непосредственно связанного полужесткой муфтой с первым валом VIII коробки нодач. Валу/Х вращение передается блоком Б^, через шестерни 24—38 или шестерни 38—24. Вал X получает вращение через блок Б$ или Б6 и имеет восемь скоростей. На конце вала X закреплена широкая шестерня 18, которая находится в постоянном зацеплении с шестерней 37 подвижного блока Б7. Шестерни блока Б7 могут зацепляться с шестернями 15 или 37, жестко закрепленными на валу XII, обеспечивая этому валу шестнадцать различных скоростей вращения (рис. 80, в).
Ог вала XII вращение передается через червячную передачу 236 и обгонную муфт. И валу XIII На противоположном
конце вала XIII закреплена шестерня 22, которая через шестерни 42 и 42 вращает центральный вал XIV коробки реверсов. Распределительная шестерня 42 связана с валом XIV предохранительной муфтой Л1я и зацепляется одновременно с шестерней 30, закрепленной на валу XVII, и с правыми шестернями 42 и 42, свободно сидящими на валах XV и XVIII. Левая шестерня 30, закрепленная на валу XVII, находится в постоянном зацеплении с левыми шестернями 42 и 42, свободно сидящими на валах XV и XVIII.
Нетрудно видеть, что левые шестерни 42 и 42 будут вращаться с такой же скоростью, как и правые шестерни 42 и 42, но в обратном направлении. Кулачковая муфта М3 служит для реверсирования вертикальной подачи стола, осуществляемой ходовым винтом XVI, который получает вращение от коробки реверса через коническую передачу 15—30. Кулачковая муфта М< установлена для реверсирования поперечной подачи, осуществляемой винтом XVIII.
Движение продольной подачи стола заимствуется от коробки реверсов и передается шестерне 33 и далее через шестерни 35—27, шестеренчатый вал 19, шестерни 19—19, кЬническую передачу 14—28 и конический реверс 19—19—19 продольному ходовому винту XXII. Кулачковая муфта Л15 служит для реверсирования продольной подачи.
Скорость наименьшей продольной подачи smln определяется из зависимости
« -- 1420 24‘28',815'2'22'42'30‘35'1419 mln 38 34 37.37 36 42.30 33 19.28.19
6 = 30 мм/мин.
Скорость наибольшей поперечной подачи $ЯП1й1Хможет быть определена из выражения
1jJon38-3«-18 2-22-42 30 г .
snmm 142024 24 15'35.42 зо-42 6 750 мм/мин.
Быстрые перемещения стола, поперечных салазок н консоли. Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIU, винтовые колеса 12—24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты М„ автоматически расцепляется с корпусом червячной шестерни 36.
Скорость быстрых перемещений стола s6 в продольном направлении выражается следующим отношением
1ЛОО 12-22-42 30-35-14-19 с пспп .
$6 1 20 24-42-30 33-19-28 19 6 —2600 ЛЛ/ЛШН.
Рис 80. Кинематическая схема универсально-фрезерного станка модели 6Н81
s Узлы станка модели 6H8I
Однорукояточное управление коробкой скоростей. На рис 81, и показана схема однорукояточного управления коробкой скоростей. Маховичок М, расположенный с левой стороны станины, связан с переключающими кулачками Ki и /<2 кинематической цепью, состоящей из зубчатых винтовых колес Z\—z2, цепной передачи 2з—24, шестерен z5—z6 и червячной передачи а—z4. Таким образом, при повороте маховичка М начинают вращаться кулачки и /(2. Кулачок Ki имеет два криволинейных торцовых паза один с правой стороны, а другой — с левой. Кулачок Л2 имеет только один криволинейный торцовый паз. В пазы кулачков входят ролики, насаженные на концы рычажных вилок В2 и Вз. Каждая вилка управляет двойным подвижным блоком шестерен. Всего в коробке скоростей имеется три блока шестерен Bit Б2 и Б3. На шлицевом валу / перемещается блок а на шлицевом валу 111 установлено два подвижных блока шестерен Б2 и Бз.
Кулачки Ki.и К2 сидят на одном валу и имеют восемь фиксированных положений. У криволинейных пазов кулачков Kj и К2 такая конфигурация и они так взаимно расположены, что каждому из восьми фиксированных положении кулачков соответствует своя комбинация включения блоков шестеро и соответственно своя скорость вращения шпинделя.
Для визуального наблюдения за установленной скоростью имеется указатель У и лимб Л, который так же, как и кулачки К\ и Кг, кинематически связан с маховичком Л1. Лимб Л получает вращение от маховичка через зубчатые винтовые колеса Z\—z2t шестерни z7—z8 и шестерни z$—zl0
Передаточные отношения кинематических цепей кулачков и лимба одинаковы, поэтому за один оборот кулачков лимб также совершает один полный оборот.
Такая конструкция однорукояточного управления имеет тот недостаток, что для включения заданной скорости необходимо пройти все промежуточные значения чисел оборотов шпинделя и, кроме того, нет возможности осуществлять предварительный выбор скорости.
Шпиндельный узел с переборным валиком. Передняя шейка шпинделя (рис. 81,6) диаметром 75 мм вращается в двух шариковых радиально-упорных подшипниках 1, регулируемых гайкой 3. Задняя шейка шпинделя диаметром 50 мм установюна на одном шариковом подшипнике. Между опорами шпинделя на конусе и шпонке установлен маховик 5, с которым связана приводная шестерня 4. Шкив 9 установлен на ступице шестерни 7, смонтированной на отдельных шарикоподшипниках 8, благодаря чему шпиндель разгружен от натяжения ремней. Заодно со шкивом 9 изготовлен тормозной барабанчик, охватываемый тормозной лентой 18 При включенном двигателе соленоид 15, преодолевая сопротивление пружины 17, оттягивает рычаг 16 вниз, растормаживая
шпиндель. В момент отключения двигателя тормозная лента затягивается под действием пружины 17 и шпиндель останавливается.
Ниже шпинделя в станине на шарикоподшипниках 14 смонтирован переборный валик 12 Подвижные шестерни 10 и 13 и кулачковая муфта 6 переключаются одновременно одной рукояткой при помощи вилки 11. При включенной муфте 6, когда вращение от шкива 9 передается на шпиндель непосредственно, шестерни 10 и 13 выводятся из зацепления с шестернями 7 и 4 Такая конструкция перебора улучшает к и.д. станка и способствует уменьшению вибраций при работе на высоких числах оборотов шпинделя.
Механизм автоматического устранения зазора. В приводе продольной подачи стола установлен механизм для автоматического устранения зазора между винтом и маточными гайками (рис. 81, в). В кронштейне поперечных салазок стола установлены две маточные гайки 2 и 3, которые могут свободно поворачиваться в подшипниках кронштейна.
На гайках нарезаны зубья z, которые входят в зацепление с рейками 4 и 10, связанными между собой шестерней 5. Таким образом, поворот одной из гаек в каком-либо направлении вызывает поворот другой гайки в обратном направлении. Рейки 4 и 10 поджимаются пружинами 6 и 9.
При рабочей подаче в зависимости от ее направления, одна из га<у< начнет поворачиваться и поворачивать через рейки и шестерни вторую гайку до тех пор, пока последняя не упрется своими витками в противоположные стороны витков винта и не устранит полностью зазор. По окончании подачи действие сил трения между витками гайки и винта прекратится и пружины вернут рейки и гаики в исходное положение, восстановив зазор, необходимый для легкости холостого перемещения стола. Регулируемые упоры 7 и 8 служат для ограничения величины перемещения реек и соответственно поворота гаек во избежание создания чрезмерного натяга между винтом и ганками.
Подвеска. На хоботе станка 6Н81 для поддержки шпиндельных оправок можно устанавливать одну или две подвески.
Разрез одной из подвесок показан на рис. 81, г. Полый шпиндель 1 смонтирован на двух шариковых радиальных упорных подшипниках 6, между наружными кольцами которых установлена шайба 3.
Предварительный натяг в подшипниках, необходимый для повышения жесткости системы, создается гайкой 5. Крышки 7 закрепляют наружные кольца подшипников и служат одновременно для лабиринтного уплотнения. Вкладыш 2 надевается на шпонке на фрезерную оправку и благодаря наружной конической поверхности заклинивается в полом шпинделе / потвески 4
t ВЕРТИКАЛЬНО-ФРЕЗЕРНЫМ СТАНОК МОДЕЛИ 6Н12ПБ
Общая характеристика станка
Назначение станка. Станок предназначен для скоростного фрезерования разнообразных деталей средних размеров и веса из черных и цветных металлов, а также из пластмасс.
Обработка деталей на станке в основном производится торцовыми, хвостовыми, пальцевыми фрезами и фрезерными головками в условиях индивидуального и серийного производства.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм......... 320x1250
Максимальные перемещения стола в мм: продольное 700
поперечное ................................... 260
вертикальное 370
Пределы поворота шпиндельной головки в град .... ±45
Максимальное перемещение гильзы шпиндели в лл< 70
Число скоростей вращения шпинделя ... * 18
Пределы чисел оборотов шпинделя в минуту .... 63—3150
Мощность главного электродвигателя в кет............. 10
Количество скоростей подач стола..................... 18
Пределы скоростей подач стола в мм!мин продольных ...................................... 40—2000
поперечных ............................... 27—1330
вертикальных ...............................* 13—665
Скорость ‘быстрого продольного перемещения стола в мм(мин ................. 4000
Мощность электродвигателя привода подач в кет . . 1.7
Основные узлы станка (рис. 82). А — основание; Б — станина; В — коробка скоростей; Г—шпиндельная головка; Д — стол; Е — поперечные салазки; Ж — консоль; 3 — коробка подач.
Органы управления. / — пульт пакетных выключателей; 2— рукоятка для переключения скоростей шпинделя, 3— грибок со шкалой для установки чисел оборотов шпинделя; 4 — кнопочная станция; 5 — рукоятка зажима гильзы шпинделя; 6 — маховичок ручного установочного перемещения гильзы шпинделя; 7 — рукоятка для управления продольными подачами стола; 8 и 9 — маховички ручного продольного перемещения стола; 10 — маховичок ручного поперечного перемещения стола; 11— рукоятка ручного вертикального перемещения стола; 12 и 15 — рукоятки управления поперечными и вертикальными подачами стола; 13 — грибок для установки и переключения скорости подачи; 14 — рукоятка для зажима поперечных салазок.
Движения в станке. Движение резания — вращение шпинделя с фрезой. Движения подач — прямолинейные поступательные перемещения стола в продольном, поперечном и вертикальном направлениях. Вспомогательными движения-м и являются все указанные перемещения стола, выполняемые на быстром ходу или вручную, ручное перемещение шпиндельной гильзы вдоль оси шпинделя и поворот шпиндельной головки в правую или левую сторону на угол до 45°.
Принцип работы. Крупные детали закрепляются непосредственно на столе станка с помощью прижимных устройств. Небольшие детали устанавливаются в тисках или специальных приспособлениях. Торцовые, концевые, пальцевые фрезы и фрезерные головки укрепляются в шпинделе. При обработке небольшой партии деталей управление продольной подачей и быстрым перемещением стола производится вручную. В серийном производстве станок может быть настроен для работы по полуавтоматическому, маятниковому или скачкообразному циклам.
Для этой цели в боковом пазу стола устанавливаются в определенной последовательности упоры и кулачки, которые в нужные моменты воздействуют на звездочку управления продольной подачи, быстрого перемещения и остановки стола.
При полуавтоматическом цикле работы после включения станка стол совместно с обрабатываемой деталью быстро перемещается, пока обрабатываемая деталь не подойдет к фрезе, затем включается рабочая подача.
По окончании обработки стол быстро возвращается в исход ное положение и автоматически останавливается. Рабочий снимает обработанную деталь, закрепляет заготовку и вновь включает станок. Цикл повторяется. ,
При маятниковом цикле обрабатываемые детали уста-) павливаются попеременно то с правой, то с левой стороны стола. Последний непрерывно совершает замкнутый цикл движений — быстрое перемещение влево, рабочая подача влево, быстрое перемещение вправо, рабочая подача вправо. Снятие обработанной детали и закрепление заготовки производятся рабочим во время фрезерования детали, расположенной на другой стороне стола.
Скачкообразный цикл применяется для одновременного фрезерования комплекта деталей, у которых обрабатываемые поверхности расположены «а значительных расстояниях друг от друга. В этом случае стол автоматически получает то быстрые, то медленные перемещения в соответствии с расположением обрабатываемых поверхностей деталей.
Рис 82 Общий вид вертикально фрезерного станка модели 6Н12ПЬ
165
s Кинематика станка модели 6Н12ПБ
Движение резания. Электродвигатель мощностью 10 кв1 (рис. 83, а) связан с валом / коробки скоростей полу жесткой муфтой. Вал // получает вращение через зхбчатхю передачу 32—48. Па валу // находится тройной блок шестерен Б\, который может передать вращение валу /// с тремя различными скоростями. Тройной блок шестерен Б2 увеличивает количество возможных скоростей вращения вала IV до девяти. Вал V получает вращение от вала IV через двойной блок шестерен Б3, благодаря чему количество скоростей вращения увеличивается до 18 От вала V движение передается шпинделю VII посредством конической передачи 32—32, вала VI и шестерен 86—58.
Шпиндель VII смонтирован в передвижной гильзе и шлицевым концом связан с колесом 58. Как видно из графика скоростей (рис. 83, в), шпиндель имеет 18 различных скоростей вращения, от 63 до 3150 об(мин. Максимальное число оборотов шпинделя п max определяется из выражения
. 32-22-39 82-32-86 опол
«НК1Х- 1440 48.33.2Ь 38 32 58 —3080 об мин.
Движения подач. Эти движения осуществляют»? от электродвигателя мощностью 1,7 кет (рис. 83, а), вращение от которого через шестерни 26—44 и 24—64 передается коробке подач. На валу XI коробки подач находится тройной подвижной блок шестерен Б^, сообщающий валу XII три скорости вращения. От вала XII, благодаря наличию на валу XIII также тройного подвижного блока шестерен Б5, последний получает девять различных чисел оборотов Когда подвижная шестерня 40 передвинута вправо (как показано на схеме) и находится в зацеплении с муфтой ЛК, вращение от вала ХШ передается широкому колесу 40 непосредственно При перемещении подвижной шестерни 40 влево кулачковая муфта АЛ выключается, а сама шестерня 40 входит в зацепление с шестерней 18 двухвенцового блока 45, 18, свободно сидящего на валу XII В этом случае широкое колесо 40 приводится в движение через шестерни 13—45 и 18—40.
Структура коробки подач ясна из графика, приведенного па рис. 83, б.
От широкого колеса 40 через предохранительную муфту Л1„ при включенной кулачковой Муфте М2, вращение передается валу XIV. От вала XIV через шестерни 36 —27, вал XV, шестерни 18— 33—37, вал XIX, коническую передачу 18—16, вал XX, коническую передачу 18—18, кулачковую муфту Л16 и ходовой винт XXI сообщается продольная подача столу, наибольшая скорость которой S пмх определяется из выражения
, 26-24 36-24-40 36 18 18-18 )1VU.
»...=Н20 44 64.,8.34.40-.27-з7П67|8 -«* *“«•
От вала XIV через шестерни 36—27, вал XV, шестерни 18— 33—37—ЗЗ'и ходовой винт XXIII, при включенной муфте Afs столу сообщается поперечная подача, наименьшая скорость которой 8Ц min определяется из выражения
. 1ОП26 24 18-18 13 18 36-18 ,< с , 5п mill 142044 м 3fi 40 45 40 27 33 4 26,5 мм мин
Вертикальная подача осуществляется от вала XIV через шестерни 36—27, вал XV, шестерни 18—33, муфту вал XVI, шестерни 22—33, вал XVII, копнческхю передачу 22—44 и ходовой впит XVIII Скорость наибольшей вертикальной подачи se max определяется из выражения
.26 24-36-24 40 36-18-22-22 с с.с . 5В1пзх— 142 0 44 64.18-34-4Q-27-33-33-44 6 — 645 ММ fМИН.
Вал XXIIf служит для привода накладного круглого стола или делительной головки и связан с ходовым винтом XXI шестернями 30—15.
Вспомогательные движения. Быстрые перемещения стола во всех направлениях осуществляются при включенной фрикционной м\фте М3. В этом случае вращение от электродвигателя мощностью 1,7 кет, минуя коробку подач, передается валу XIV через шестерни 26—44—57—43 и далее по кинематическим цепям рабочих подач.
Скорость быстрых перемещений стола в продольном направлении s „-определяется выражением
1ЛОЛ 26-36-18 18-18 с ,
$с= 1420 43.27.37. |б-18 6=3/50 мм!мин.
Ручные перемещения стола, поперечных салазок и консоли производятся соответственно маховичками All2» Afvl и рукояткой Р. Для удобства управления в станке модели 6Н12ПБ продольное перемещение стола может также осуществляться маховичком М л3, который связан с продольным ходовым винтом XXI, конической передачей 23—24, кулачковой муфтой М7 и шестернями 32—46. Маховичок М хЛ (поз. 9 на рис. 82) более удобно расположен в рабочей зоне станка.
Кулачковые муфты М? и сблокированы. Когда включена муфта М7, муфта Л16 выключена, и наоборот
Установочное ручное перемещение шпинделя совместно с гильзой производится маховичком Л1к1, который через вал VIII и коническую передачу 31—31 связан с ходовым винтом IX. Последний сообщает движение гайке Г, жестко закрепленной на гильзе шпинделя.
Рис. 83. Кинематическая схема вертикально фрезерного станка модели 6Н12ПБ
л
s Узлы станка модели 6Н12ПБ
Механизм переключения скоростей. Для переключения скорости необходимо рукоятку 28 (рис. 84, а) повернуть на себя по стрелке а При этом сектор 25 передвинет рейку 7, а вместе с пей вилку 24, полый вал 23 и переключающие диски 21 и 22 вправо. При этом переключающие диски выйдут из контакта со стержнями 20, помещенными в отверстиях реек //и 18.
После этого нужно повернуть лимб / до совпадения треб\емой цифры скорости вращения шпинделя, из числа нанесенных на конической части лимба, со стрелкой в, неподвижно закрепленной на корпусе 4 механизма. Лимб 1 соединен с кольцом 2, которое закреплено на конце валика 6. Последний жестко соединен с конической шестерней 8, которая находится в зацеплении с коническим колесом 10, связанным посредством направляющей шпонки с валом 23 Следовательно, при вращении лимба 1 происходит также вращение переключающих дисков, которые займут определенное положение относительно стержней 20 реек 11 и 18 соответствии с выбранной скоростью. Шарик 5 под действием пружины 3 зафиксирует установленное положение переключающих дисков.
Переключающие диски 21 и 22 имеют отверстия г, расположенные по окружности в определенном порядке. Каждой скорости вращения шпинделя соответствует свое расположение отверстий на дисках. При повороте дисков 21 и 22 происходит выбор необходимой скорости, при этом против стержней 20 реек 18 и И на диске располагается необходимая для дайной скорости комбинация отверстий.
Поворот рукоятки 28 по стрелке б вызовет перемещения переключающих дисков в направлении стрелки д, диск 21 упрется в стержень 20 одной из реек 18 или 11, переместит рейки, повернув при этом зацепляющуюся с ним шестерню 17. Одновременно с шестерней 17 повернется сидящая с ней на одной осн шестерня 16, в связи с чем переместится рейка с переключающей вилкой 15 Вилка 15 входит в кольцевой паз блока шестерен 14 и при своем движении перемещает блок вдоль вала 13, производя переключение скорости.
Если блок 14, как показано на схеме, находится в крайнем левом положении, рейка 11 выдвинется вперед, а рейка 18 будет находиться в заднем крайнем положении.
Для переключения блока в крайнее правое положение на пере ключающпх дисках против рейки 18 должно быть расположено сквозное отверстие, а против реики 11 отверстия не будет. Тогда при перемещении дисков в направлении стрелки д, торец диска 21 упрется в цилиндрический стержень рейки 11 и переместит блок 14 в крайнее заднее положение. При этом стержень 20 рейки 18 войдет в находящиеся против .него отверстия в дисках 21 и 22.
Для переключения блока шестерен в среднее положение про
тив обеих реек должны находиться отверстия диска 21, а диск 22 против стержней реек отверстий иметь не будет. Тогда при. перемещении дисков стержень рейки 11 сначала войдет в отверстие в диске 2/ и только при упоре в стенку диска 22 последний начнет переключение блока. Путь перемещения блока будет меньше, чем в первом случае, и закончится тогда, когда блок займет среднее положение.
Если необходимо сохранить положение блока шестерен неизменным, против рейки 11 в дисках 21 и 22 должны расположиться сквозные отверстия, а против рейки 18 отверстий не будет. Тогда при перемещении дисков стержень рейки 11 войдет в отверстия и переключения не произойдет.
Механизм имеет три пары реек, т. е. столько, сколько в коробке скоростей имеется подвижных блоков.
Для облегчения переключения скоростей и смягчения ударов, особенно в случае попадания торца зуба одной шестерни за торец зуба другой, стержни 20 реек передают усилие на рейки через пружины 19. С этой же целью совместно с сектором 25 изготовлен кулачок К, который при переключении блоков шестерен, воздействуя через грибок 26, палец 27 и толкатель 29 на толчковую кнопку 30, сообщает кратковременное вращение электродвигателю и соответственно элементам привода движения резания.
Предохранительная муфта. Для предохранения элементов привода подач от поломок в станке модели 6Н12ПБ предусмотрена шариковая предохранительная муфта (рис. 84, б). Приводная шестерня 3 свободно установлена на втулке 6 и связана с ней шариками 5.
Пружинами 4 шарики 5 прижимаются к отверстиям фланца втулки 6. Сила прижима шариков регулируется гайкой 1 через толкатели 2 так, чтобы йри превышении допустимого крутящего момента шарики отжимались и вращение от шестерни 3 к втулке 6 не передавалось. Втулка 6 при рабочей подаче связывается с валом 9 кулачковой муфтой 7 через промежуточную втулку 8
Механизм устранения зазора. Как известно, для осуществления попутного метода фрезерования необходимо, чтобы в паре винт — гайка привода подачи стола не было излишнего зазора. В станке модели 6Н12ПБ излишний зазор периодически устраняется с помощью специального механизма, состоящего из дополнительной маточной гайкн-шестерни 1 и червяка 3 (рис. 84, в).
Для устранения зазора между ходовым винтом 2 и маточной гайкой снимают крышку 7, ослабляют винты 6 и поворачивают вал-червяк 3 до тех пор, пока зацепляющаяся с ним гайка-шестерня 1 не устранит имеющийся в приводе зазор.
После регулирования зазора винтами 6 через шайбу' 5 закрепляют стопорное кольцо 4, которое штифтом 8 связано с червяком 3.
Рис.-84 Узлы вертикально фрезерного станка модели 6Н12ПБ
5 ШИРОКОУНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 679
Общая характеристика станка
Назначение станка, Станок предназначен для горизонтального фрезерования различных изделий сравнительно небольших размеров цилиндрическими, дисковыми и фасонными фрезами, для вертикального фрезерования торцовыми, концевыми и шпоночными фрезами, а также для выполнения различных сложных инструментальных работ.
Наличие горизонтального шпинделя и поворотной головки с вертикальным шпинделем, а также ряда дополнительных приспособлений (углового универсального стола, делительной головки, круглого делительного стола и др.) обеспечивает станку модели 679 широкую универсальность. Его целесообразно использовать для работы в инструментальных и экспериментальных цехах при изготовлении приспособлений, штампов, пуансонов, пресс-форм, различных инструментов и т. д. На станке могут быть установлены долбежная головка и копировальное устройство.
Техническая характеристика станка
Рабочая поверхность стола (ширинахдлина) в мм . 260 x 700
Наибольший ход стола в мм продольный . . . . .‘ . ................. 300
вертикальный..................................... 330
Наибольшее вертикальное перемещение вертикального шпинделя в мм ............................................. 80
Наибольшее поперечное перемещение шпиндельной бабки в м.ч..................................................... 200
Наибольший угол поворота вертикального шпинделя в град ±45 Число скоростей вращения шпинделя.................. 8
Пределы чисел оборотов горизонтального шпинделя в минуту .......................................... . •. . 110—L230
Пределы чисел оборотов вертикального шпинделя в минуту ................................................. 150—1660
Количество скоростей подач стола ............. . . . 8
Пределы скоростей продольных и вертикальных подач стола 25—285
в мм/мин ........'....................................
Мощность главного электродвигателя в кет ...... -2,8
Основные узлы станка (рис. 85). А — поворотная головка, Б — шпиндельная бабка; В — станина с коробкой скоростей и коробкой подач; Г — стол.
Органы управления. / — рукоятка ручного перемещения вертикального шпинделя; 2 — зажим вертикальной головки; 3 — зажим хобота горизонтального шпинделя; 4 — рукоятка реверсирования подачи шпиндельной бабки; 5 — маховичок ручного перемещения шпиндельной бабки; 6 — маховичок ручного проворачивания
шпинделей; 7 — рукоятка управления коробкой скоростей, 8—рукоятка управления коробкой подач; 9 — кнопочная станция; 10 — маховичок ручного вертикального перемещения стола; // — рукоятка ручного продольного перемещения стола.
Движения в станке. Движения резания — вращение горизонтального или вертикального шпинделя. Подачами являются продольное и вертикальное перемещения стола с обрабатываемой деталью и горизонтальное перемещение шпиндельной бабки. Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в тех же направлениях, а также перемещение вертикального шпинделя.
Принцип работы. Обрабатываемую деталь устанавливают непосредственно на столе или в универсальных приспособлениях: тисках, делительной головке на круглом столе и т. п.
Для выполнения всевозможных работ станок модели 679 снабжается следующими приспособлениями; угловым горизонтальным столом; делительной головкой с трехкулачковым патроном, серьгой и центром, универсальными поворотными тисками и копировальным приспособлением. Копировальное приспособление механического типа позволяет производить фрезерование наружных и внутренних фасонных линейчатых поверхностен, по жестким шаблонам. Для этой цели на столе устанавливается, с одной стороны обрабатываемая деталь, а с другой стороны — жесткий шаблон. Щуп закрепляется посредством кронштейна на станине станка.
Технологические возможности станка могут быть значительно расширены применением быстроходных сверлильных и долбежных головок, укрепленных на направляющих бабки горизонтального шпинделя.
Режущий Инструмент .укрепляют в горизонтальном или вертикальном шпинделе с помощью различных оправок. Настройка станка в соответствии с конфигурацией и размерами детали производится продольным или вертикальным перемещением стола, а также поперечным перемещением шпиндельной бабки.
Конструктивные особенности станка. В отличие от других типов универсально-фрезерных станков, у которых поперечная подача сообщается столу, в станке модели 679 поперечная подача сообщается шпиндельной бабке, в которой смонтирован горизонтальный шпиндель. Передней опорой горизонтального шпинделя является цельная бронзовая втулка, обеспечивающая точную ра-•боту шпинделя, в качестве задней опоры применены радиальный и упорный шариковые подшипники.
Вертикальный шпиндель смонтирован в передвижной гильзе, находящейся в корпусе поворотной головки.
— II II, RWWyp - ,W--------
Рис &5. Общий вид широкоуниверсального фрезерного станка модели Ь79
171
Кинематика станка модели 679
Движения резания. От электродвигателя мощностью 2,8 кет (рис. 86, а) через клнноременную передачу 85—170 приводится в движение вал / коробки скоростей, на котором находятся два двойных передвижных блока шестерен Бу и 5 2. обеспечивающих валу // при различных включениях четыре различные скорости вращения.
При положении блоков Б\ и Б2, указанном на схеме, движение от вала / передается валу // шестернями 18—39. При смещении блока Б\ вправо вал // приводится в движение через шестерни 22—35. При нейтральном положении блока Б\ валу 11 сообщаются еще две скорости вращения блоком Б2. при левом его включении через шестерни 32—25, а при правом включении — шестернями 27—30. От вала II вращение сообщается валу 111 через двойной подвижный блок шестерен Б3, который удваивает количество скоростей вала II.
Левый венец блока Б3 находится в постоянном зацеплении с широкой шестерней 38, сидящей на валу IV свободно.<Эта шестерня выполнена широкой потому, что она должна находиться в постоянном зацеплении с зубчатым колесом 54, жестко закрепленным на горизонтальном шпинделе V при поперечном перемещении шпиндельной бабки. Всего, таким образом, как видно из рис. 86, б, горизонтальному шпинделю может быть сообщено восемь различных скоростей вращения.
Максимальное число оборотов горизонтального шпинделя п тах с учетом упругости скольжения ремня определяется из выражения ятах= 1420 pg’0,985 = ,200
При установке поворотной головки вал конической шестерни 39 соединяется с горизонтальным шпинделем V. Движение вертикальному шпинделю VII в этом случае передается через коническую передачу 39—23, вал VI и пару шестерен 29—35. Минимальное число оборотов вертикального шпинделя nmfll с учетом, упругого скольжения ремня определяется из выражения
_____Iлол 18’18 46’39 29 _ten а/ «min—14-0 jtqO,J85 39.46.54.23.35 —150 об(мин..
Движения подач. От вала 1 через шестерни 21—53, вал VIII и шестерни 18—37 'приводится во вращение вал IX коробки подач. На валу IX находятся два двойных подвижных блока шестерен и Б$, сообщающие валу X четыре различные скорости вращения.
Благодаря наличию двойного подвижного блока шестерен Бг> валу XI от вала X передается восемь скоростей вращения (рис. 86, в). От вала XI цепи движений подач разветвляются
Горизонтальная подача шпиндельной бабки осуществляется по ветви: цепная передача 10—19, конический реверс 28—21—28, управляемый муфтой М3, и шестерни 25—50. Шестерня 50 жестко соединена с гайкой, сидящей на ходовом винте XIX шпиндельной бабки. Величина максимальной горизонтальной подачи шпиндельной бабки samax с учетом упругого скольжения ремня определяется из выражения
_ _1лОЛ oq^ 21 ’ 18’32’39’ 10-25 . 000 /
-гтах— 142Q 1700»98о53 37 25 25.j9.50 4—283 мм мин.
Продольная и вертикальная подачи стола осуществляются от вала XI через цепную передачу 10—20, вал XII, коническую передачу 17—25 и вал XIII. От этого вала ходовой винт продольной подачи стола XV приводится в движение или через шестерни 20—23 или через шестерни 20—20—23 в зависимости от положения муфты Mi реверса и коническую передачу 14—24. Величина максимальной продольной иодачи стола smax с учетом упругого скольжения ремня определяется из выражения.
е _1ЛОЛ 85п пЦК21 • 18 32-39-10-17-20-14 с ооп ,
max 1420 J700,98553.37.25.25’20'25’23’24 ®~2^ мм1мин-
Вертикальная подача столу сообщается от вала XIII через шестерни 20—40 или шестерни 20—20—40 в зависимости от положения муфты М2 реверса л ходовой винт XVI. Минимальная величина этой подачи s e min с учетом упругого скольжения ремня может быть определена из выражения
_____1>1ол (чос 21 • 18’18* 18’Ю-17*20 р nr /. emin— 420 176^985^ 37 эд 46 20.25.40 6 25 мм/мин.
Муфты Mi и М2 управляют реверсами, предназначенными для изменения направления движения подач стола в продольном и вертикальном направлениях.
Вспомогательные движения. Ручное поперечное перемещение шпиндельной бабки осуществляется маховичком Мх2 через конический реверс 28—21—28, управляемый муфтой АТ3, шестерни 25—50 и ходовой винт XIX с шагом /=4 мм. Маховичком Mxf, укрепленным на ходовом винте XV, при выключенной муфте столу сообщается ручное продольное перемещение, а маховичком Мх< через коническую подачу 13—26 при нейтральном положении муфты М2 приводится во вращение ходовой винт XVI вертикального перемещения стола. Вертикальное перемещение 1111111.11 геля VII С ГИЛЬЗОЙ 'ПРОИЗВОДИ Н'Я М 1ХОНИЧКОМ П<» р<ДСГ11> • ч (ь ие« рг III ЧП
V/ ?9
t*4MM
xviu
46'38.
39 25.
t-6MM
32’25
85170-
18^5
MM/MUH
85 170
39:25
t=6MM
:37\^П5
/ VH! IX X XI Стал
27:30 ft
22’35-
18 39
N=2,8x6m n* 1420 об/мин
W35\
i 605 >445
>308
>210
Рейха m‘2,5 ] мм
1920 об/мин
П‘ об/мин ^8-542400 №*1750 >^*1230
Рис. 86. Кинематическая схема широкоуниверсального фрезерного станка модели 679
173
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
Общая характеристика делительных головок
Назначение делительных головок. Делительные головки в основном применяются на консольно-фрезерных станках и служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезании зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых детален на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсально-фрезерных станках.
Отечественные универсальные делительные головки выпускаются разных типов, например УДГ-135 и УДГ-160 с высотой центров соответственно 135 и 160 мм. Характеристики этих головок 7V=4O, т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки. ♦
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным.
Основные элементы головки (рис. 87, а). Д — кожух зубчатых передач; Б — основание головки; В — поворотный корпус головки; Г — поводок с передним центром, Д\—делительный диск для непосредственного деления; Е — гитара сменных колес; Ж — направляющие шпонки; И — шпиндель; Д2 — делительный -диск для простого и дифференциального деления.
Органы управления головкой (рис. 87, с). 1—рукоятка для'по-ворота шпинделя И при простом и дифференциальном методе деления; 2 — защелка (фиксатор) рукоятки 1, 3 — болты для закрепления поворотного корпуса В головки; 4 — защелка (фиксатор) для непосредственного метода деления; 5 — раздвижные ножки сектора для ограничения угла поворота рукоятки /; 6 — стопор делительного диска А для простого метода деления; 7 — стопор для закрепления и освобождения шпинделя И головки; 8 — рукоятка включения и выключения червйка из зацепления с червячным колесом.
Конструкция Я принцип работы. У делительных головок типов УДГ-100, УДГ-135 и УДГ-160 делительные диски Д2 для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне -— 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск Д\ для непосредственного деления у современных головок выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинпеля с точностью до 5'.
К делительным головкам УДГ-135 й УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40, 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образовании зубьев конических колес, зенкеров, зенковок и т. п., корпус В поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания Б головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Оптическая делительная головка. Принцип работы оптической делительной головки (рис. 87, б) совершенно иной, чем у УДГ. Деление и поворот обрабатываемой детали на заданный угол здесь могут производиться только с помощью метода непосредственного деления.
Если деление не требует высокой точности, то оно может производиться по градуированному делительному диску 8, закрепленному па переднем конце шпинделя 10.
В этом случае обычно за счет поворота эксцентриковой корпусной втулки 12 червяк 13 выводят из зацепления с червячным колесом 6, а шпиндель с обрабатываемой деталью поворачивают вручную.
Для точного деления, наоборот, червяк 13 вводят в зацепление с червячным колесом 6 и поворот шпинделя осуществляют предварительно (грубо) маховичком 16 и окончательно (точно) маховичком 15, а отсчет угла поворота в этом случае производят с помощью оптической системы с окуляром 4 по стеклянному делительному диску 5, также, закрепленному на шпинделе 10. После поворота шпиндель закрепляется рукояткой 14.
Оптическая система состоит из микроскопа 3 с окуляром 4, лампочки 2, отражающей пластинки /, на которой нанесена шкала с 60 делениями для отсчета минут, и делительного диска 5 с 360 делениями для отсчета градусов.
Шпиндель 10 смонтирован в поворотном корпусе //, который может поворачиваться в вертикальной плоскости совместно со шпинделем относительно основания 7 головки на 4-100° и —10° с точностью отсчета этого поворота ±6'. В установленном положении корпус закрепляется в подшипниках основания болтами 9. Направляющие шпонки 17 служат для правильной установки головки на столе станка.
Рис. 87. Делительные головки: а—универсального типа; б — оптическая
Настройка делительных головок для различных методов деления и работы
Непосредственный метод деления. Для настройки универсальной делительной головки для непосредственного метода деления (рис. 88, а) необходимо вывести червяк а из зацепления с червячным колесом z3, установить защелку 3| против нужного ряда отверстий (24, 30 и 36) делительного диска Дь закрепленного непосредственно на шпинделе II! делительной головки.
По делительному ряду с 24 отверстиями можно делить обрабатываемую деталь на 2, 3, 4, 6, 8, 12 и 24 части, по ряду с 30 отверстиями дополнительно на 5, 10, 15 и 30 частей и по ряду с 36 отверстиями на 9, 18 и 36 частей. Деление на 2, 3 и 6 частей можно выполнить по любому ряду отверстий. Расчет поворота шпинделя головки производится по формуле
где k — число отверстий- делительного ряда, на которое над5 повернуть делительный диск относительно защелки;
К — полное число отверстий делительного ряда;
z— заданное число делений. ,
Простой метод деления. Для деления простым методом (рис/ 88, б) червяк а должен находиться в зацеплении с червячным колесом z3, гитара сменных колес, связывающая шпиндель /// с валом IV, отключена или снята, а делительный диск Д2 неподвижно зафиксирован стопором У.
Деление производится поворотом рукоятки Р с защелкой 32 относительно неподвижного делительного диска Д2. имеющего несколько окружных делительных рядов отверстий. Простым методом можно поделить обрабатываемую деталь на любое количество равных частей (до 50). На большее количество частей простым методом можно точно делить только в том случае, если число делений z при сокращении с характеристикой Л/ делительной головки дает неправильную дробь, числитель которой не более 50. Так как числа зубьев колес zt и z2 равны, необходимый поворот п рукоятки Р определяется по формуле
Дифференциальный метод деления. Для деления дифференциальным методом червяк а (рис. 88, в) делительной головки вводится в зацепление с червячным колесом z3, стопор У отводится назад, освобождая делительный диск Д2, а шпиндель 111 связывается с валиком IV сменными зубчатыми колесами a, b, с п d
Число оборотов рукоятки Р определяют так же как и при простом методе, но не для требуемого числа делений z, а для достаточно близкого к нему числа делений zr, для которого применимо простое деление. Для компенсации полученной при этом погрешности необходимо подобрать также числа зубьев сменных колес а, Ь, с и d дифференциальной гитары, чтобы диск Д2 повернулся в нужном направлении на величину допущений угловой ошибки поворота рукоятки Р. Передаточное отношение ix дифференциальной гитары определяется по формуле
«)•
Передаточное отношение i х может быть положительным и тогда направления вращения рукоятки Р и диска Д2 должны совпадать, оно может быть отрицательным и тогда рукоятка Р и диск Д2 должны вращаться в противоположных направлениях. Нужное направление вращения диска Д2 обеспечивается установкой в дифференциальной гитаре паразитных колес.
Нарезание винтовых канавок. Настройка универсальной делительной головки и станка для нарезания на обрабатываемой детали z винтовых канавок дисковой фрезой состоит нз трех элементов: настройки винторезной гепи, которая связывает посредством сменных колес ходовой винт х (рис. 88, г) продольной подачи универсально фрезерного станка со шпинделем 111 делительной головки; настройки делительной цепи простым методом для нарезания на детали z канавок и установки стола станка под углом Р, равным углу наклона винтовых канавок. Подбор сменных колес винторезной цепи производится по формуле
Пример. Для деления на 34 равных части имеем
й_40_ -1-1 -1 3
34 ” * 34 -117 •
Это значит, что рукоятку Р надо повернуть на один полный оборот и еще на 3/п оборота. Эту часть поворота отсчитывают по делительному диску Д2. Защелку 32 устанавливают по кругу с 17 отверстиями.
где N — характеристика головки;
t г— шаг ходового винта продольной подачи станка в мм;
Т — шаг винтовой линии нарезаемой канавки в мм.
Настройка оптической делительной головки. Установка шпинделя головки в каждую из заданных позиций производится по градуированному на 360 частей диску и шкале, имеющей 60 делений. В позиции, показанной на рис. 88, д, шпиндель повернут па 262°33'.
Рис 88. Кинематические схемы настроек делительной головки для различных методов деления
S БЕСКОНСОЛЬНЫИ .ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6А54
Общая характеристика станка
Назначение станка. Станок модели 6А54 бесконсолыюго типа предназначен для скоростного фрезерования крупногабаритных деталей в основном торцовыми фрезами в условиях индивидуального и серийного производства.
Техническая характеристика стайка
Размеры рабочей поверхности стола в л«ч. ширина ................................. 650
длина .................................
Максимальное продольное перемещение стола в ллг . . 22х)
Расстояние от осп шпинделя до направляющих стопки в лея 630
Число скоростей вращения шпинделя .................... 16 *
Пределы чисел оборотов шпинделя в минуту.............. 40—1250
Мощность главного электродвпгате тя в кет ... 37
Количество скоростей почач . .......... ... 16
Пределы скоростей подач стола в мм/мин: продольных ............................................. 50—1600
поперечных .......................................... 25—800
Пределы скорости установочных перемещении шпиндельной бабки в мм/мин .................................. 16,6—533
Мощность электродвигателя привода подач в кет 4,2
Скорость быстрых перемещений стоза в мм/мин про тольны х ........................................ 2300
поперечных .................................... 1150
Скорость быстрого перемещения шпиндельной бабки в мм/мин.................................................. 770
Мощность электродвигателя привода быстрых перемещении стола и ШП1П1ДСТЫ1ОП бабки в кет ........ 6
Основные узлы станка (рис. 89). А—шпиндельная бабка с коробкой скоростей; Б —стойка; В — стол; Г — поперечные салазки, Д — станина с коробкой подач.
Органы управления. 1 — подвесная кнопочная станция, 2 — маховичок ручного осевого перемещения шпинделя; 3 — штурвал переключения коробки скоростей; 4 — ограничитель хода шпиндельной бабки; 5 — рукоятка включения вертикального перемещения шпиндельной бабки; 6 — штурвал переключения коробки подач; 7 — маховичок ручного продольного перемещения стола; 8 — маховичок ручного поперечного перемещения стола; 9—рукоятка включения продольной подачи стола; 10 — рукоятка включения поперечной подачи стола.
Движения в станке. Движение резания — вращение шпинделя с фрезой. Движения подач — прямолинейное поступательное, продольное и поперечное перемещения стола. Вспо
могательные движения: вертикальное перемещение шпиндельной бабки, быстрые перемещения стола, установочные ручные перемещения стола и гильзы шпинделя.
Принцип работы. Обрабатываемая деталь закрепляется на столе станка. В шпинделе укрепляется фреза. Настройка на размер по высоте производится перемещением шпиндельной бабки. Окончательная точная настройка на размер осуществляется перемещением гильзы шпинделя.
Зажим поперечных салазок, шпиндельной бабки и гильзы производится автоматически, в момент пуска станка от гидравлической системы. На станке возможна работа по полуавтоматическому циклу быстрый подвод, рабочая подача, быстрый отвод в исходное по пожен не и «стоп».
При обратном отводе стола с изделием для предохранения обработанной поверхности от повреждения фрезой последняя совместно с гильзой шпинделя приподнимается на 5 мм.
Конструктивные особенности. К специфическим особенностям конструкции станка модели 6А54, делающим его особо пригодным для скоростных методов обработки, относятся, значительная мощность и достаточная быстроходность как привода движения резания, так и привода подачи; массивность станины, стойки и стола; отсутствие консоли; применение червячно-реечного привода для продольной подачи стола, обладающего высокой жесткостью; наличие тяжелого маховика на шпинделе фрезерной бабки.
Как известно, маховики уменьшают неравномерность вращения шпинделя, что способствует повышению качества обработанной поверхности и стойкости режущего инструмента. Вместе с тем при наличии маховиков ударные нагрузки, возникающие в момент врезания зуба, не передаются зубчатым колесам и валам, что способствует повышению долговечности детален привода.
Для сокращения вспомогательного времени при обработке деталей на станке предусмотрено автоматически действующее зажимное устройство для закрепления поперечных салазок, шпиндельной бабки и гильзы шпинделя; установлен самостоятельный привод быстрых перемещений всех рабочих органов станка; применены гндрофнцированные с предварительным выбором скорости однорукояточные механизмы управления коробкой скоростей и коробкой подач; предусмотрен указатель для точной установки гильзы со шпинделем по высоте; обеспечено быстрое торможение привода движения резания противотоком и автоматизировано управление подачами стола.
Рис. 89. Общий вид бесконсольного вертикально-фрезерного станка модели 6А54
179
Кинематика станка модели 6А54
Движение резания. Шпиндель станка приводится во вращение фланцевым электродвигателем мощностью 37 кет (рис. 90. а) через шестерни 18—53 и коробку скоростей. В коробке скоростей на валу II находятся два двойных подвижных блока шестерен Б| п Б2. Блок шестерен Б[ может входить в зацепление с колесами 48 и 40, закрепленными на валу III, когда блок шестерен Ь2 находится в нейтральном ноложенип. При нейтральном положении блока шестерен С| блок Б2 может быть введен в зацепление пли с колесом 44 пли с колесом 36, установленными па валу III Всего вал /// может иметь четыре различные скорости вращения.
При передаче движения валу IV через двойной подвижной блок шестерен Б-з количество возможных скоростей вращения удваивается. Валы IV и V связаны постоянной передачей 48- 48. На валу V установлен двойной подвижной блок /э4, который может вводиться в зацепление с шестернями 30—68. закрепленными па приводной втулке, связанной со шпинделем шлицевым соединена ем. Как видно из рис. 90, б, коробка скоростей обеспечивает шестнадцать различных чисел оборотов шпинделя. Наименьшее ^число оборотов шпинделя определяется нз выражения
1 4СП 18 24 24 48 22 /г/
146U----------- = 40 об мин
",,u 53-48-48-48-68 '
Движения подач. Подачи стола осуществляются электродвигателем мощностью 4.2 квг через шестерни 38—57 и коробку подач.
В коробке подач па валу VIII находятся два двойных подвижных блока шестерен Б$ и Б6.
Па валу IX наглухо закреплены зубчатые колеса 33. 37. 40, 21 п 44. Блоки шестерен Б& и Бь могут быть включены поочередно, т е. один из них должен быть всегда в нейтральном ноложенип Блок шестерен Б5 может сцепляться с шестерней 33 или 37, а блок шестерен Б6 с шестерней 40 пли 44 Вал X получает вращение от вала /X через двойной блок шестерен Бт, который может сцепляться с шестернями 40 или 24, установленными на валу IX Валы А п XI связаны постоянной зубчатой передачей 25—50. На валу XI имеется двойной подвижной блок шестерен Б-з, который может сцепляться с шестернями 28 или 64, закрепленными на втулке, связанной с валом XII предохранительной муфтой
Как можно видеть из рис. 90. в, коробка подач обеспечивает валу XII шестнадцать различных скоростей вращения
Вал XIII получает вращение от коробки иодач через шестерни 43—54 На конце вала XIII закреплен двухзаходнын червяк, находящийся в зацеплении с червячным колесом 32, закрепленным па хвостовике правой конической шестерни 36 дифференциала. Левая коническая шестерня 36 дифференциала закреплена на валу XV Конические сателлиты 18 и 18 свободно вращаются на кон
цах Т-образного вала, который через самотормозящу ю червячную передачу /—32 связан с электродвигателем быстрых перемещений
Ог вала AV при включенной муфте М2 движение сообщается через конические шестерни 30—30, вал XVII, зубчатые колеса 22, 44, 22 валу XIX и червяку с осевым модулем 8 мм. Последний посредством червячной рейки сообщает сголу продольную подачу.
Червяк смонтирован па подшипниках качения в корпусе поперечных салазок, а червячная рейка жестко закреплена па нижней стороне рабочею стола
Наименьшая скорость продольной подачи s ntin определяется из выражения
I ,~п 38-22-24 • 25-20 -432-36 3022 .... о
“ 14/° 57-'И ~48-5О-Ь4-54.32.3<,.30-22" 1 4’ 8 *47 ЯЦН'
Поперечная подача осуществляется при включенной муфте Мi от вала XI через цепную передачу 24—19 и ходовой винт XV/
Наибольшая скорость поперечной подачи s„ max определяется из выражения
. 1Д7О 38- И-40 25-56 43 2-36-24 1П .
",|,л' 37.33 32 50 28 54 32 36-19 ° 7/^ ИИ MUH
Вспомогательные движения. Вертикальное перемещение шпиндельной бабки производится от вала XI при включенной муфте Af| через шестерни 35—II, вал XXIII. червячную передачу Г—32, шестерни 17—30 н рейку m = 6 мн, прикрепленную к шпиндельной бабке.
Быстрые перемещения стола и шпиндельной бабки осуществляются при включении электродвигателя быстрых перемещений мощностью б кет, при этом вращается Т-образный вал; сателлиты обкатывают правую коническую шестерню дифференциала, сообщая шестерне ЗЬ и валу XV удвоенное число оборотов.
Скорость быстрых продольных перемещений стола s6 определяется нз выражения
Н 70 п- 2 2у 1-8-3,14 = 2300 и м/мин
32 3U 22
Ручное продольное перемещение стола осуществляется маховичком Мх2 при включенной муфте М3. Движение передастся через червячную передачу 2—Ж’вал XVIII, шестерни 44—22, вал XIX и червячно-реечную передачу
Ручное поперечное перемещение стола осуществляется маховичком А4л'| через шестерни 28—28, вал XXI, конические колеса 36—24, вал XXII, червячною передачу 2—40 и ходовой винт XV/ с гайкой Г
Муфта И2 сблокирована с муфтой Л13; при включении одной нз них другая автоматически выключается
wo иб/мин
Рис. 90. Кинематическая схема бесконсольного вертикально-фрезерного (станка модели 6А54
Гидравлическая схема управления
Гидравлическая схема управления и смазки станка (рис. 91, а), обслуживаемая одним масляным шестеренчатым насосом //, состоит из сети низкого давления 1,5—2 ати и сети высокого давления 10—12 ати Для обеспечения работы автоматизированных зажимов и механизма переключения скоростей.
Переключение шестерен коробки скоростей и коробки подач производится вилками, закрепленными па плунжерах. Плунжеры вилок могут перемещаться в соответствующих цилиндрах. При установке рукоятки избирателя на требуемую скорость масляные каналы его золотника соединяют трубки, подводящие масло к цилиндрам, таким образом, что в одну из полостей масло поступает из сети высокого давления, а из другой полости масд^ отводится на слив. В зависимости от того, в какой из цилиндров вилки поступит масло, вилка займет крайнее верхнее или крайнее нижнее положение. В результате произойдет переключение шестерен. Установленное при этом число оборотов шпинделя будет соответствовать показаниям шкалы
Вилка В\ и В2, а также В$ и во избежание одновременного включения механически сблокированы В отличие от прочих вилок эти вилки имеют, кроме двух крайних положений, также среднее фиксированное положение, которое осуществляется гидравлически путем одновременного соединения обеих полостей цилиндров вилок с сетью высокого давления. Плунжеры этих вилок состоят из центрального стержня С, на котором собственно и закреплена вилка, и полых поршней П, перемещающихся в цилиндре.
При среднем положении вилки сила давления на плунжер в обеих полостях цилиндра одинакова и, следовательно, не создается никаких усилий, стремящихся вывести вилку из среднего положения Однако, если под действием силы тяжести блоков шестерен пли каких-либо иных внешних сил вилка начнет выходить из среднего положения, то один из поршней П плунжера упрется в буртик цилиндра и дальше перемещаться не сможет. При дальнейшем ходе вилки в том же направлении начнется уже перемещение стержця С в поршне П Другой полый поршень, упираясь в буртик стержня, будет перемещаться вместе с ним. Усилие, приложенное к стержню с одной стороны, будет определяться давлением масла, действующим на площадь поперечного сечения стержня, а усилие с другой стороны — давлением, действующим на общую площадь поперечного сечения стержня и полого поршня. Таким образом, усилие, приложенное к стержню с одной стороны, будет значительно больше, чем с другой, и стержень с вилкой вновь займут среднее положение. Избыточное масло из сети высокого давления поступает в сеть низкого давления через, клапан Кр, отрегулированный на 8 ати. Отсюда оно идет на смазку узлов, а через клапан Пл, отрегулированный на 2 ати,— в резервуар.
станка модели 6А54
Для контроля давления в сети установлены два манометра Л1в и Л1н и два реле давления РДП и РДС. В электрической цепи давления смазки имеются две лампы — зеленого и красного цвета.
При наличии достаточного давления в сети смазки горит зеленая лампа, а при отсутствии давления загорается красная.
Реле высокого давления включено в электроцепь шпиндельной бабки и при отсутствии необходимого давления в сети переключения скоростей шпинделя не замыкает цепь. Пуск шпинделя при этом невозможен.
На станке модели 6А54 предусмотрена автоматизация зажимных устройств с применением гидропласта и гидравлической системы управления. Шпиндельная бабка и поперечные салазки для закрепления их на направляющих станиныгв период работы станка имеют по четыре автоматизированных зажима.
Конструкция зажима шпиндельной бабки показана на рис. 91, б. В корпусе зажима 4, закрепленном на корпусе 11 шпиндельной бабки, имеются два соосных цилиндра, в которых перемещаются поршни 5 и 8. Поршень 8 имеет цилиндрический отросток, который через отверстие в перегородке входит в полость другого цилиндра, заполненную гидропласгом 6. Поршень 5 упирается в регулируемый болт 3, находящийся в резьбовом отверстии коромысла 2 Сухарь 10, соединенный с коромыслом 2 двумя стяжными болтами 1, перемещается в Т-образном пазу станины 12.
При поступлении масла из сети высокого давления по каналу а под крышку 9 поршень 8 начнет перемещаться влево, сжимая пружину 7. Отросток поршня 8 будет при этом давить на гидропласт, а последний передавать давление на поршень 5.
Вследствие того, что площадь поперечного сечения поршня 8 в 10,6 раза больше площади поперечного сечения его отростка, получается более чем десятикратный выигрыш в силе Давление от поршня 5 передается через регулировочный болт 3, коромысло 2 и стяжные болты 1 на сухарь, который, прижимаясь к пазу станины, производит силовое замыкание зажима.
При давлении масла 12 ати сила каждого прижима составит 3300—3500 кГ, что вполне достаточно для обеспечения жесткого закрепления шпиндельной бабки.
При выпуске масла поршень 8 под давлением пружины 7 отойдет в исходное положение и освободит прижим.
Зажим поперечных салазок стола имеет аналогичную конструкцию, только размеры поршней таковы, что сила прижима составляет 1300—1400 к Г.
От сети высокого давления действуют также зажимы гильзы шпинделя и автоматический подъем гильзы шпинделя при обратном быстром перемещении стола.
Рис. 91- Гидравлическая схема управления станка модели 6А54
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ МОДЕЛИ 6441Б
Общая характеристика станка
Назначение станка. Копировалыю-фрезсрнын полуавтомат предназначен для обработки штампов, металлических моделей кокилей, нрессформ и других деталей, имеющих пространственно-сложною форму, в условиях индивидуального и мелкосерийного производства.
Техническая характеристика станка
Размеры рабочей поверхности стола в л» и ...
Размеры обрабатываемых поверхностен в л<« . . . .
Наибольшее перемещение шпиндельной бабки в л.ч: вертикальное ................... . ,
поперечное . .................
Наибольшее горизонтальное перемещение стола в .
Число скоростей вращения шпинделя....................
Пределы чисел оборотов шпинделя в минуту...............
Мощность главного электродвигателя в кет . . .
Наибольшее установочное осевое перемещение гильзы со шпинделем в мм ..................
Пределы скоростей рабочих подач в мм!мин при бесступенчатом изменении скорости подачи:
вертикальных (шпиндельной бабки) .................
поперечных (шпиндельной бабки) ...................
горизонтальных (стола) .... . . . .
Пределы периодических подач в мм за один ход . . . .
Мощность каждого электродвигателя иодач в кет . . :
6.30X1200 500X000
Ж
900
18 63—3150 2,6/3
125
25—315
25—315
25—315
0,15—8
0,37
Основные узлы станка (рис 92) А — станина; Б — стол, В — стопка для крепления обрабатываемой детали, Г — стоика для крепления копира; Д— копировальная головка; Е— неподвижная стойка; Ж— поперечина; 3 — привод горизонтальных перемещений шпиндельной бабки; И — шпиндельная бабка с коробкой скоростей; К—привод вертикальных перемещений шпиндельной бабки.
Органы управления. I — рукоятка зажима шпиндельной гильзы; 2—рукоятка перемещения гильзы шпинделя, 3— кнопочная станция; 4, 5, 6 — рукоятки настройки копировальной головки; 7 — рукоятка управления коробкой скоростей.
Движения в станке. Движением резания является вращение шпинделя с фрезой. Движения подач сообщаются столу в продольном направлении н шпиндельной бабке в вертикальном и поперечном направлениях. Следящим движением может быть любое из движений иодач. Вспомогательные движения — установочное перемещение копировальной головки в вертикальном и поперечном направлениях и осевое перемещение шпинделя с гильзой
Принцип работы. Обрабатываемая деталь закрепляется на нижней стойке В; копир, изготовленный из металла, дерева или других материалов в масштабе 1:1, закрепляется на верхней стойке Г. Фреза закрепляется в шпинделе.
Во «время работы станка щуп при (помощи пружины прижимается к копиру При изменении давления копира па щуп в процессе -движения его ио копиру приводятся в действие электрические приводы, управляющие движениями рабочих узлов станка.
Сочетанием движении в различных направлениях автоматически осуществляется необходимая траектория движения режущего инструмента. Эта траектория соответствует траектории щупа по отношению к копиру или шаблону.
Обработка объемных поверхностей осуществляется горизонтальными или вертикальными строчками. Для этой цели в станке предусмотрена периодическая подача стола или шпиндельной бабки в плоскости, перпендикулярной оси шпинделя.
При обработке горизонтальными строчками столу сообщается непрерывная подача. После прохождения щупом пути, равного длине копира, когда фреза обработает в‘ детали одну строчку, шпиндельная бабка с фрезой и щупом автоматически перемещается гВ вертикальном направлении на ширину строчки Вслед за гем столу автоматически сообщается подача в обратном направлении для обработки второй строчки и т. д. до тех пор, пока щуп ие обойдет всю <юверхнос1ь копира, а фреза не воспроизведет по строчкам весь рельеф копира на поверхности детали.
При обработке вертикальными строчками непрерывная вертикальная подача сообщается шпиндельной бабке, фрезерование строчек происходит в вертикальном направлении, а по окончании каждого прохода периодическая подача на ширину строчки сообщается столу. Контурные поверхности обрабатываются методом контурного обхода.
Конфигурация и размеры рабочей части фрезы и щупа должны быть идентичны.
Конструктивные особенности. Копировал ьно-измерительнып прибор для пространственной и контурной обработки детален ра ботает по индуктивному методу, что обеспечивает большую плавность обвода контура и позволяет резко уменьшить рабочее давление на копировальннй палец до 150—185 Г.
Для осуществления встречного и попутного фрезерования в приводах подач предусмотрены устройства, устраняющие зазор между ходовыми винтами и гайками.
6
Рис, 92. Общий вид копировально-фрезерного полуавтомата модели 6441Б
185
Кинематика станка модели 6441Б
Движение резания. Шпиндель V (рис. 94) станка приводится во вращение двухскоростным электродвигателем мощностью 2,6—3 кет через клиноременную передачу 90—146 и коробку скоростей. В коробке скоростей расположены два тройных подвижных блока шестерен £ц и Б2.
Вал // получает вращение от вала / в зависимости от положения тройного подвижного блока шестерен Bi через зубчатые колеса 17—37, 23—31 или 20—34
Тройной подвижной блок шестерен Б2 является промежуточным звеном между валом // и полым валом IV. В показанном на схеме положении блока шестерен Б2 вращение от вала II передается полому валу IV через зубчатые передачи 23—4(± и 20—63; в среднем положении блока шестерен Б2 в передаче движения участвуют шестерни 23—46—37, и при установке блока шестерен £>2 в крайнее правое положение полый вал IV получает вращение через шестерни 46—23 и шестерни 46—37.
Как видно из рис. 93, шпинделю сообщается восемнадцать различных скоростей вращения.
Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня может быть определено из выражения
«„,„=2850 0,985^ =3180 об/мин.
Движения подач. Продольная подача стола осуществляется ог двигателя постоянного тока мощностью 0,37 кет через редуктор Движение передается через шестерни 14—56, вал XIII, шестерни 18—58, вал XIV, шестерни 18—58 и двухзаходныи ходовой винт XV с шагом 6 мм.
Вертикальная подача шпиндельной бабки осуществляется электродвигателем постоянного тока мощностью 0,37 кет через аналогичный редуктор. Движение передается через шестерни 14—56, вал VI, шестерни 18—58, вал VII, конические шестерни 22—71 и двухзаходный ходовой винт VIII с шагом 6 мм.
' Поперечная подача шпиндельной бабки производится также двигателем постоянного тока мощностью 0,37 кет через редуктор, в котором расположены две пары цилиндрических колес 14—56 и 18—58, коническую передачу 26—41 и ходовой винт XII с шагом 6 м и.
Все электродвигатели подач питаются от двух электромашин-ных усилителей и имеют бесступенчатое изменение скорости вращения в весьма широких пределах, что позволяет изменять скорости рабочих подач от 25 до 315 мм!мин и величины периодических подач от 0,15 по 8 мм!ход.
Следящее движение. Как известно, движение копировальной головки осуществляется путем геометрического сложения двух
взаимно перпендикулярных перемещений. Направление одного из этих перемещений, называемого подачей, неизменно в пределах заданного участка профиля. Направление второго перемещения определяется командным импульсом, поступающим от копировальной головки, и должно изменяться при каждом изменении наклона профиля шаблона.
п, об/мин
Рис. 93. График скоростей вращения шпинделя
Это движение, играющее главную роль в процессе копирования, принято называть следящим.
Вспомогательные движения. Быстрые перемещения всех рабочих органов станка осуществляются от электродвигателей подач со скоростью 350 чи/лшн. Ручное установочное перемещение шпиндельной бабки по высоте производится рукояткой, надеваемой па конец вала IX. Вращение вертикальному ходовому винту VIII передается от вала IX коническими колесами 22^-71.
Установочные перемещения копировальной головки при настройке станка осуществляются рукоятками Р\ и Р2. Рукоятка Р\ через винтовые колеса 24—24 и вертикальный ходовой винт изменяет положение электрокоппровалыюй головки по высоте. В поперечном направлении головка перемещается рукояткой Р2, установленной на горизонтальном ходовом винте
Рис. 94. Кинематическая схема копировально-фрезерного полуавтомата модели 6441Б
" Узлы станка модели 6441Б
Копировальная головка. Разрез копировальной головки изображен на рис. 95, а, схема ее работы — на рис. 95,6. К корпусу 6 копировальной головки привинчена несущая трубка 4. В несущей трубке установлены радиально три винта 15 под утлом 120 относительно друг друга. Внутренние торцы винтов 15 выполнены по сфере и охватывают шарик 2, представляющий собой шарнирную опору для шпинделя 3. Шпиндель имеет три широких окна а, через которые свободно проходят опорные винты 15. Внутри шпинделя расточено точно по диаметру шарика 2 цилиндрическое отверстие, которое переходит в коническое гнездо Шпиндель цилиндрической полостью лежит на шарике, а коническим гнездом под действием пружины 10 упирается в него
Такая конструкция шарового шарнира позволяет шпинделю 3 перемещаться при осевом давлении вдоль своей оси, а при радиальном давлении качаться вокруг центра шарика. Точность работы копировального устройства в большой степени зависит от качества изготовления шарового шарнира, поэтому детали его выполняются исключительно тщательно. Шарик 2 прецизионного класса имеет отклонения от шарообразности не свыше 0,005 им Цилиндрическую внутреннюю поверхность шпинделя, скользящею по шарику, притирают и она имеет почти безза-зорнхю посадку.
На конец шпинделя надевается копировальный палец 1, радиус закругления которого соответствует радиусу фрезы На противоположном конце шпинделя имеется коническое углубление. Такое же углубление имеется в резьбовой втулке 8, жестко связанной с якорем 13. Между коническими углублениями шпинделя 3 и втулки 8 расположен шарик 5 Якорь 13 установлен в корпусе головки на гибкой подвеске 7. Слева от якоря жестко закреплен неподвижный сердечник 14. Регулируемый сердечник 12 так же, как и якорь, смонтирован в корпусе головки на гибкой подвеске 9. Изменение зазора между сердечниками и соответственно между якорем и сердечником осуществляется гайкой 11
Работа механической части копировальной головки хорошо видна на схеме (рис. 95, 6).’При отсутствии нагрузки на копировальный палец 1 (поз. /) шпиндель 2 под действием пружины 6 находится в крайнем переднем положении и располагается перпендикулярно рабочей плоскости стойки копира. Якорь 5 в это время находится вблизи неподвижного сердечника 8.
Если па копировальный палец 1 (поз. 2) действует только осевая сила Ро , то шпиндель 2. сохраняя свое расположение в пространстве, смещается назад, и, преодолевая сопротивление пружины 6, отжимает через шарик 4 якорь 5, изменяя зазоры между ним и сердечниками 7 и 8 дифференциального трансформатора.
Действие радиальной силы па копнропп и»иый пл н*ц 1
(поз. .3) .вызывает поворот шпинделя 2 относительно шаровой опоры 3 Однако и в этом случае вследствие смещения конического гнезда Кш шпинделя относительно конического гнезда Кя якоря шарик 4 сместит якорь 5 назад, изменив зазоры в дифференциальном трансформаторе. Позиция 4 показывает одновременное действие на копировальный палец осевой и радиальной силы, что вызывает смещение шпинделя 2 назад и его поворот относительно шаровой опоры 3. Шарик 4, суммируя эти оба смещения, увеличивает величину отхода якоря 5. Изменение зазора между якорем и сердечниками приводит к изменению индуктивного сопротивления катушек-дифференциального трансформатора, что и является сигналом управления следящей системы станка
Шпиндельная бабка. Шпиндель 2 (рис. 95, в) смонтирован на прецизионных подшипниках качения в гильзе 3. Передняя опора шпинделя состоит из двух спаренных конических роликовых подшипников 1 класса А, собранных с предварительным натягом. В задней опоре установлены два шариковых подшипника 5 класса ЛВ Шлицевой конец шпинделя связан с приводной втулкой 6.
Для осевого перемещения гильзы 3 со шпинделем 2 на гильзе нарезана рейка, а в корпусе бабки установлена реечная шестерня 4, закрепленная на одном валу со штурвалом ручного установочного перемещения шпинделя.
Ходовой винт 9 служит для перемещения шпиндельной бабки в поперечном направлении. В целях обеспечения необходимой точности объемного копирования, а также возможности фрезерования попутным методом в приводе перемещения шпиндельной бабки предусмотрено устройство для периодического устранения зазора между витками ходового винта 9 и маточной ганки 10. Устройство для устранения зазора состоит из дополнительной маточной гайки 7, имеющей на конце наружную резьбу, и шестерни-гайки 8. Поворотом шестерни-гайки 8 на необходимый хгол можно переместить дополнительную маточную гайку 7 и тем самым устранить зазор между витками ходового винта 9 и маточных гаек 7 и 10.
Переключатель хода. Переключатель имеет два конечных вы ключателя 6 (рис. 95, г) и механизм переключения, закрытые крышкой 7. На валике 4 механизма переключения слева закреплена рукоятка 3, а справа — поводок 2 с плоской пружиной /.
В конце прохода строчки упор, установленный в пазу подвижного рабочего органа станка, наезжает на рукоятку 3 н поворачивает валик 4 с плоской пружиной 1. Последняя нажимает на подвижной стержень одного из конечных выключателей 6 и производит необходимые переключения контактов «лсктросдемы,
11<М‘.Н' О Г ХОДИ рнбочсго Ор1 .111(1 С упором «И РУК«)И|КИ |7 пр\ КН 11(1 I III) HIpillHIH I МГЧКНЦ1М lit P’• ii<>>ir|lll« « Ip •!•’» 11“ 1“ * *1111»
Рис. 95 Узлы копировально-фрезерного полуавтомата модели 6441Б
г ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ А662
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования одновременно с двух сторон плоских поверхностей тяжелых деталей торцовыми, цилиндрическими н концевыми фрезами в условиях серийного и массового производства. На станке можно одновременно обрабатывать группу деталей средних размеров.
Техническая характеристика станка
Рабочая поверхность стола в мм ................ 450X1600
Наибольший продольный ход стола в мм ...... 1500
Расстояние от оси шпинделя до поверхности стола в мм: наибольшее........................................... 400
наименьшее............................................ 115
Расстояние между головками шпинделя в мм: наибольшее............................................* 650
наименьшее............................................ 300
Расстояние от оси шпинделя до хобота в мм . . . . <. 195
Число скоростей вращения каждого шпинделя .... 12
Пределы чисел оборотов шпинделей в минуту .... 30—375
Количество скоростей подач стола........................... 12
Пределы скоростей подач стола в мм/мин............. 36,5—475
Скорость быстрого перемещения стола в мм/мин .... 3750
Мощность в кет: главного электродвигателя.............................. 6
привода быстрых перемещений стола.................... 2,3
привода подач......................................... 1,7
Основные узлы станка (рис. 96). Станок А662 смонтирован из отдельных агрегатных узлов: А, Ж — стойки; Б, Е — шпиндельные бабки; В, Д — хоботы; Г — поперечная балка; 3 — стол; И — станина.
Органы управления. На станке имеются квадраты 2 и 3 для ручного перемещения шпиндельных бабок по высоте и квадраты 1 и 4 для перемещения шпиндельных гильз вдоль своей оси, а также рукоятка для переключения величин подач стола. В представленной проекции общего вида эта рукоятка не видна.
Движения в станке. Движения резания — вращение каждого из двух шпинделей с фрезами. Движение подачи — продольное поступательное перемещение ствола с заготовкой Вспо
могательные движения — быстрое перемещение стола, ручные установочные вертикальные перемещения шпиндельных бабок и ручные поступательные перемещения гильз со шпинделями вдоль оси.
Принцип работы. Обрабатываемые детали закрепляют на столе, которому сообщается поступательное движение только в продольном направлении.
В двух горизонтальных шпинделях, смонтированных в выдвижных гильзах, расположенных в шпиндельных бабках, могут быть закреплены различные типы фрез.
Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением шпиндельных бабок в вертикальных направлениях и шпиндельных гильз в горизонтальных направлениях вдоль оси. Станок позволяет работать по полуавтоматическому циклу: быстрый подвод — рабочая подача — быстрый отвод в исходное положение и остановка; , для этой цели предусмотрен командоаппарат и переставные кулачки, расположенные в боковом пазу стола.
Конструктивные особенности. Основные узлы и механизмы станка максимально унифицированы, что обеспечивает удобное его обслуживание и ремонт.
При соосном расположении бабок хоботы станка соединяют, что значительно увеличивает жесткость системы. При обработке высоких деталей хоботы разъединяют.
Шпиндельные бабки имеют независимые приводы вертикальных перемещений и в зависимости от конфигурации обрабатываемых заготовок могут быть установлены как на одной высоте, так и на разных уровнях.
Типы продольно-фрезерных станков. Широкое распространение получили продольно-фрезерные станки моделей 6622, 6632, 6642, 6652, 6662, 6682. В настоящее время выпущен продольно-фрезерный станок модели 6610. Станок оборудован дистанционным управлением с подвесного пульта, однорукояточным гидрофициро-ванным механизмом переключения скоростей вращения фрез, механизмом бесступенчатого изменения величин подачи стола и фрезерных головок, автоматическим зажимом поперечины, фрезерных головок и пинолей, автоматическим отводом фрез от обработанных поверхностей с целью предохранения их от повреждения при обратном быстром ходе стола, а также приспособлением для автоматического устранения зазоров в направляющих стола и фрезерных головок с целью повышения точности обрабатываемых дс ГII 1Г й
Рис. 96. Общий вид агрегатного продольно-фрезерного станка модели A6G?
Кинематика станка модели А662
Движения резания. Станок имеет две шпиндельные бабки, конструкции и кинематика которых одинаковы. Для примера достаточно рассмотреть кинематику привода правой шпиндельной бабки.
Шпиндель X (рис 98) с фрезой приводится во вращение электродвигателем мощностью 6 кет через шестерни 24—72, вал VIII, сменные колеса С—Д, вал IX и цилиндрические колеса 18—84
К станку прилагается шесть пар сменных колес, что обеспечивает, как видно из рис. 97, двенадцать различных чисел оборотов шпинделя.
Движение подачи. Привод подачи стола состоит из двухступенчатого редуктора, трехступенчатой коробки подач, парносмепных колес, червячной передачи, планетарного механизма и коробки привода стола. Вращение от электродвигателя мощностью 1,7 кет (рис. 98) через шестерни 24—66 и 31—55, вал II, тройной подвижной блок шестерен Б\, вал III, парносменные колеса А—В, вал IV и червячною передачу 1—32 передается центральному колесу 24 планетарного механизма.
Центральное колесо* 24 приводит в движение два сателлита 24 и сидящие с ними на одних валах два сателлита 16. Последние, обкатывая неподвижное колесо 32, закрепленное на втулке, связанной с заторможенным червячным колесом 32,. приводят в движение водило Bi и связанные с ним валы V и VI Для данного случая работы • планетарного механизма его передаточное число in, определяется из выражения
следовательно, вал VI будет вращаться с тем же числом оборотов, что и червячное колесо 32, но в противоположном направлении.
Вращение от вала 17 сообщается колесами 28—19 и 23—26 двухзаходной маточной гайке Гь Ганка 1\ сообщает продо*чьно<1 поступательное движение ходовому винту VII и связанному с ним столу. Скорость «продольной подачи стола «определяется из уравнения
__24-31 Л 1 . 28-23 о о .
1450 f6 55 дз2 !9.2б2'8 МЛ/ мин
К станку прилагаются две пары сменных колес.
Вспомогательные движения. Для быстрых перемещений стола на станке установлен отдельный электродвигатель мощностью 2,3 кет, вращение от которого через червячную передачу 2—32, планетарный механизм и коробку привода стола передается маточной гайке Гь Передаточное число планетарного механизма для
данного случая определяется выражением
, =1 24|6 = 2
24-32 2
и соответственно передаточное отношение равно 2.
Скорость быстрых перемещений стола может быть определена из выражения
= 1450 2-8= 3750 .мм/мин.
1 ° 1J°ZO
Рис 97 График скоростей вращения шпинделя
Установочное ручное перемещение каждой шпиндельной бабки в вертикальном направлении осуществляется поворотом квадратного хвостовика через шестерни 18—54 и конические колеса 15—30. Коническое колесо 30 одновременно является гайкой.
Осевое установочное перемещение каждого шпинделя осуществляется через червячную передачу 1—21 и косозубую рейку ш=3 мл/, нарезанную на гильзе шпинделя
Рис. 98. Кинематическая схема агрегатного цродольно-фрезерного станка модели А662
5 ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6652 Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования крупногабаритных деталей или для одновременной обработки нескольких деталей средних размеров и веса. Фрезеровать можно как с одной, так сразу с двух или трех сторон. В работе могут принимать участие от одной до четырех шпиндельных бабок. Станок применяется в индивидуальном и серийном производстве для обработки стали и чугуна твердосплавными, а также быстрорежущими фрезами.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм............ 1250X4250
Максимальный продольный ход стола в мм ........... 4500
Максимальный вес обрабатываемой детали в кГ . . . . 8000
Количество шпиндельных бабок ..................... 4
Число скоростей вращения шпинделей............. . 12
Пределы чисел оборотов шпинделей в минуту......... 37,5—475
Мощность привода каждой из шпиндельных бабок в кет 20 Максимальный диаметр фрезы в л.ч.................. 400
Пределы угла наклона осн шпинделей в град......... ±30
Мощность привода подач в кет .......... 10
Пределы скоростей подач в мм/мин: шпиндельных бабок...............................11,8—590
стола ........................................23,5—1180
Мощность привода быстрых перемещений в кет .... 10
Скорость быстрых перемещений шпиндельных бабок в мм/мин.................... ...................... 1800
Скорость быстрого перемещения стола в мм/мин . . . 3500
Мощность* привода перемещения траверсы в кет ... 14
Скорость перемещения траверсы в мм/мин............ 800
Основные узлы станка (рис. 99) А — привод подач и быстрых перемещений стола и шпиндельных бабок; Б—леван горизонтальная шпиндельная бабка; В — левая стойка; Г — механизм перемещения вертикальных шпиндельных бабок; Д — траверса; Е — левая вертикальная шпиндельная бабка; Ж—привод перемещения траверсы; 3 — правая вертикальная шпиндельная бабка; И—портал; К—правая стойка; Л — правая горизонтальная шпиндельная бабка; М — механизм перемещения горизонтальных бабок; Н — станина; О — стол.
Органы управления. / — рукоятка переключения двойного подвижного блока шестерен Бь 2 — зажимы поворотной части шпиндельной бабки, 3 — маховичок ручного перемещения гильзы со шпинделем; 4 — зажимы шпиндельной гильзы; 5—место установ
ки рукоятки для ручного 1перемещения шпиндельной бабки; 6 — подвесной пульт управления; 7 — рукоятка управления тройным подвижным блоком шестерен Б3; 8 — центральный пульт управления; 9— рукоятка управления двойным подвижным блоком шестерен Б2. Остальные элементы управления станком гидрофици-рованы.
На каждой бабке имеются зажимы для ее закрепления, зажим для закрепления гильзы и фиксатор нулевого положения шпинделя.
Движения в станке. Движения резания — вращение каждого из четырех шпинделей с фрезами. Движения подач: продольное поступательное перемещение стола совместно с обрабатываемыми деталями; вертикальное поступательное перемещение правой и левой горизонтальных шпиндельных бабок; горизонтальное поступательное перемещение правой и левой вертикальных шпиндельных бабок. Вспомогательные движения: быстрые перемещения стола и шпиндельных бабок в тех же направлениях; ручные перемещения шпиндельных бабок; ручные повороты шпиндельных бабок; ручные поступательные перемещения гильз со шпинделями; вертикальное поступательное перемещение траверсы; движение механизма зажима траверсы.
Принцип работы. На шпиндели обычно устанавливают торцовые фрезы, но могут быть использованы также хвостовые и некоторые другие типы фрез. Станок модели 6652 может работать при следующих наладках:
1) обработка деталей ю подачей стола, бабки и траверсы при этом зажаты;
2) обработка деталей с подачей бабок; стол и траверса при этом зажаты;
3) фрезерование детали с одновременной подачей стола и одной из бабок;
4) . фрезерование с переходом от подачи стола к подаче бабками.
Конструктивные особенности станка. Станок имеет высокую мощность привода резания и достаточную быстроходность. Для бесступенчатого изменения скорости подач применен электропривод по системе генератор — двигатель «с диапазоном изменения скорости при электрическом регулировании, равным 18.
.Управление станком производится с центрального пульта по электрогидравлической системе. Все самостоятельные кинематические цепи привода подач и установочных перемещений снабжены отдельными предохранительными шариковыми муфтами
Рис. 99. Общий вид продольно-фрезерного станка модели 6652
Кинематика станка модели 6652
4S о
Движения резания. Приводы всех четырех шпиндельных бабок почти одинаковы, поэтому достаточно рассмотреть кинематику одной из шпиндельных бабок Как видно из рис. 100,6, привод движения резания состоит из первой и последней понижающих передач и 12-ступенчатой коробки скоростей с подвижными блоками шестерен.
Вращение от электродвигателя мощностью 20 кет через колеса 40—78 передается валу I коробки скоростей. Двойной подвижной блок шестерен Si сообщает вращение валу // либо шестернями 22—44 (как показано на схеме), лцбо шестернями 33—33. Вал III получает вращение от вала II посредством двойного подвижного блока Б2 через шестерни 20—52 или 44—28. Далее вращение передается выходному валу IV коробки скоростей тройным подвижным блоком шестерен Б3. Шпиндель V, как видно из графика скоростей (рис. 100, в), получает 12 различных скоростей вращения от 37.5 до 475 об!мин через цилиндрическую зубчатую передачу 31—61. Шпиндель смонтирован в подвижной гильзе и связан с приводной шестерней 61 шлицевым соединением
От вала I посредством колес 24—54 получает вращение эксцентрик Э, который приводит в действие масляный насос Нп. Последний обеспечивает смазкой привод движения резания.
Максимальное число оборотов шпинделя птахопределяется из выражения
1 ляп 40-33-44.32 31
"•”«= 14607S-33-28-4О 61 =475 06,MUH-
Движения подач. Привод подачи (рис. 100, а) шпиндельных бабок и стола осуществляется электродвигателем постоянного тока мощностью 10 кет, питаемым от преобразователя, который состоит из асинхронного электродвигателя мощностью 14 кет и генератора постоянного тока мощностью 13,5 кет. Электрическая система позволяет изменять число оборотов приводного электродвигателя от 97 до 1800 обIмин.
Механическая часть привода подач состоит из понижающей передачи, двухступенчатого редуктора, планетарного механизма и из промежуточных и винтовых передач.
Вращение от электродвигателя постоянного тока через вал IX, шестерни 25—95, вал X, двойной подвижной блок шестерен Бъ вал XI, шариковую предохранительную муфту Мп1 и червячную передачу /—30 сообщается центральной шестерне 30 планетарного механизма. Последняя находится в постоянном зацеплении с сателлитами 30, установленными на валах XII На противоположных концах этих валов закреплены сателлиты 20, сцепляющиеся с другим центральным колесом 40.
При подаче центральное колесо 40 остается неподвижным. В
этом случае сателлиты 20, обкатывая колесо 40, сообщают вращение водилу Во и связанному с ним валу XIII.
Подача стола заимствуется от распределительного вала XIЙ через шестерни 38—69—21, вал XV, коническую передачу 24—29, вал XVI, кулачковую муфту Л14, шестерни 24—30—24, вал XVII и червячно-реечную передачу с рейкой /и=12 мм.
Вертикальна# подача горизонтальных шпиндельных бабок осуществляется ходовыми винтами XVIII и XIX, которые получают вращение от вала XV посредством комбинированных кулачковых муфт Afj и М2 с шариковым предохранительным устройством и конических передач 47—25.
Горизонтальная подача вертикальных шпиндельных бабок производится ходовыми винтами XXIV и XXV Последние приводятся в движение от распределительного вала XIII шестернями 38—30—24, валом XX, конической передачей 43—36; валом XXI, муфтой Af3, коническими шестернями 34—28, валом XXI! и шестернями 57—51—36. Для включения подачи правой или левой бабки вводится в зацепление с шестерней 51 соответственно верхнее или нижнее колесо 36. Для предотвращения поломок каждое из подвижных колес 36 снабжено шариковым предохранительным устройством.
Вспомогательные движения. Быстрые перемещения стола и шпиндельных бабок осуществляются по тем же кинематическим цепям, что и подачи, но от асинхронного электродвигателя мощностью 10 кет посредством вала XIV, червячной передачи 1—30 и планетарного механизма. В этом случае у планетарного механизма неподвижной является центральная шестерня 30 и его передаточное отношение возрастает вдвое.
Перемещение траверсы осуществляется от электродвигателя мощностью 14 кет через трехступенчатый редуктор с шестернями 21—77, 36—28 и 17—80, вал XXIX, конические передачи 23—40 и ходовые винты XXX и XXXI.
Ручное установочное перемещение гильзы со шпинделем осуществляется маховичком (рис. 100,6) через валик VI, шестерни 14—16, вал VII, червячную передачу 1—35, вал VIII и реечную шестерню 13 с рейкой т=4 мм.
Ручные установочные перемещения шпиндельных бабок производятся маховичками Например, правая горизонтальная бабка перемещается маховичком Мх2, который через вал XXXII, шестерни 27—27, вал XXXIII, шестерни 27—27, вал XXIV и однозаходный червяк приводит во вращение червячное колесо-гайку.
Ручной поворот на угол ±30° имеют все шпиндельные бабки. Для примера механизм поворота показан на левой вертикальной шпиндельной бабке. Вращением нала XXXV при помощи квадрата К приводится в движение через колеса 17—29 червяк, который находится в зацеплении с червячным сектором С3.
a}
XXY1
1~3ox
XXVII
XXVIII
'еика-
-30X
40 01
XXIV
| t-8MM
XXV
1-3ai
t-fOiffi
t=8»M
xxm\
xxu
МО об/мин
32:00
28:00
00:28,
33:33
t-зах.
f-зах.
20:08-
X> ’
XXXII
22'00
27 27
27 21
/,=8ммле&. J
20:52
ХУ1
f-зпх.
f-3ax. 30
XIX
xvm
XVII
'30 XU
XIV
3f:8f
N=10n8m п^ЮбОоб/мин
Рейка т-!2мм
N-10 кВт n 97-№ОООб/мин
' М-20квт п=!050об/мин 7<5
N-ЮкВт п-ЗООоб/мин
XXX Н
IV= 13,5кВп1 ПН-W0
750 600
Ю75 i375 >300 \235
N=I0k6io.___
~гГ=10 б0пб/ним
п, об/мин ----\I500 1180
Рис. 100. Кинематическая схема продольно-фрезерного станка модели 6652
Узлы станка модели 6652
Механизм зажима траверсы. На станке модели 6652 зажим траверсы может производиться как вручную, так и механически, посредством двух рычажяю-эксцентриковых механизмов Л и Б (рис. 101, а).
Вручную зажим траверсы / на каждой из стоек 2 осуществляется отдельно поворотом вала 17 с эксцентриком 18 посредством квадрата К. При «повороте эксцентрик 18 через толкатель 9 нажимает на упорный винт 8 двуплечего рычага 3 и, поворачивая его относительно сферических шайб 6 и 7, прижимает через гайку 4 и шпильку 5 траверсу к стойке.
Упорный В1инт 8 служит для регулирования усилия прижима. Эксцентрик 18 имеет эксцентриситет е, равный 7 мм. Соотношение плеч рычага 3 составляет б: с=5.
В результате даже ручным зажимом можно надежно закрепить траверсу на стойках.
Механическое закрепление траверсы осуществляется от электродвигателя 10 мощностью 1 кет,' связанного эластичной соединительной муфтой 11 с валом 12 червячного «редуктора. Последний состоит из двухзаходного червяка 15 и червячного колеса 14, имеющего 32 зуба. Червячный редуктор обеспечивает уменьшение числа .оборотов колеса 14 по сравнению с числом оборотов электродвигателя в 16 раз.
Червячное колесо 14 является одновременно гайкой, через которую проходит тяга 13. В средней части тяга 13 имеет двухза-ходную резьбу с шагом 10 мм, а по концам — зубья с модулем 4 мм. Реечные части тяги 13 находятся в постоянном зацеплении с шестернями 16 зажимов А и Б. При механическом закреплении траверсы шестерни 16, имеющие «по 25 зубьев, с помощью муфтМк связаны с валами 17 и соответственно с эксцентриками 18.
При зажиме траверсы вращение электродвигателя происходит так, что тяга 13 перемещается в направлении стрелки в.
Для освобождения зажимов траверсы направление вращения электродвигателя изменяется, и тогда тяга 13 перемещается в направлении стрелки г.
Схема электрогидроуправления станком. В станке модели 6652 все управление, за исключением переключения скоростей вращения шпинделей фрезерных бабок, .производится с центрального пульта. Дистанционное управление станком основано на применении гидравлической системы с электромагнитными пилотами.
Как «видно из гидравлической схемы управления (рис. 101,6), гидронасос Н (приводится во вращение от электродвигателя мощностью 1 кет при 1460 об!мйн. Насос Н засасывает масло из бака Бк через «приемник Пг и подает его под высоким давлением в систему управления рабочими органами станка, а под низким давлением — в систему смазки станка.
Высокое давление поддерживается в системе управления на
порным золотником Зн с дросселем Дь Величина давления регулируется силой предварительного сжатия пружины винтом В\ и открытием дросселя Дь Масло от насоса Н поступает через центральную выточку поршня и через дроссель Д\ в верхнюю полость напорного золотника Зм , стремясь переместить поршень золотника вниз. Когда давление масла превысит расчетное, поршень, преодолевая сопротивление пружины, сместится вниз и своей центральной выточкой соединит напорную магистраль со сливом.
Визуальный контроль за давлением масла в системе управления осуществляется по манометру М. Автоматический контроль обеспечивается «наличием в системе реле давления Рд1 , которое может быть с помощью винта Вг отрегулировано на давление от 5 до 50 кГ)см2.
Управление всеми рабочими органами производится двухпозиционными цилиндрами. Всего на «станке установлено шесть таких цилиндров. Каждый цилиндр для 'переключения снабжен осевым пилотом П модели Г-74-27 с электромагнитом толкающего типа.
Переключение того или много рабочего органа достигается нажимом соответствующей кнопки на центральном щите управления, что приводит в действие электромагнит, который устанавливает золотник пилота в нужное положение, и тогда масло из напорной магистрали поступает в рабочую полость цилиндра, заставляя сместиться поршень с переключающей вилкой. Масло из другой полости через золотник пилота поступает на слив.
Цилиндр Ц\ с пилотом П\ служит для переключения кулачковой муфты Mi (здесь и ниже даны обозначения муфт и блоков шестерен по кинематической схеме рис. 100, а), управляющей включением подачи и быстрых перемещений левой горизонтальной шпиндельной бабки.
Цилиндр Ц2 с пилотом П2 управляет кулачковой муфтой М2 включения подачи и быстрых перемещений правой горизонтальной шпиндельной бабки.
Цилиндр Ц3 с пилотом П3 производит переключение кулачковой муфты Мз управления перемещениями стола.
Цилиндр Ц4 с пилотом /74 переключает двойной подвижной блок шестерен Б4 в приводе подач стола и шпиндельных бабок.
Цилиндры Цз и Цз с соответствующими пилотами и ГЦ осуществляют включение подач и быстрых перемещений вертикальных шпиндельных бабок путем перемещения подвижных шестерен 36 на валах XXIV и XXV.
Цилиндры Из и Цз установлены на траверсе и перемещаются вместе с ней. Для подачи масла к этим подвижным цилиндрам применено телескопическое устройство Т.
В систему смазки масло поступает от насоса Н через золотник 3 с редукционным клапаном Кр типа Г-57-13 и фильтр Ф.
Рис. 101. Узлы продольно-фрезерного станка модели 6652
§ РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 561
Общая характеристика станка
.Назначение станка. Станок предназначен для фрезерования длинных наружных резьб в условиях серийного (производства. В индивидуальном и мелкосерийном производстве станок применяется также для нарезания коротких резьб, фрезерования шлицевых валиков и нарезания цилиндрических зубчатых колес. При наличии дополнительных приспособлений на станке могут быть нарезаны внутренние резьбы.
Техническая характеристика станка
Высота центров в мм .............. 200
Наибольший диаметр обрабатываемой детали в мм над станиной.................................... 400
над суппортом.................................... 200
Диаметр отверстия полого шпинделя в мм . . ... 82
Наибольшая длина фрезерования в мм................... 700
Наибольшая глубина фрезерования в мм ...... 25
Пределы нарезаемых шагов метрических резьб в мм . . 1—48
Наибольший шаг винтовой канавки в мм ...... 700
Пределы нарезаемых шагов дюймовых резьб в дюймах . }/ie—
Наибольший нарезаемый модуль в мм............... 12
Пределы диаметров применяемых в станке фрез в мм . 70—115
Количество скоростей вращения шпинделя.......... 5
Пределы чисел оборотов шпинделя в минуту .... 55—250
Количество скоростей круговых подач обрабатываемой детали . ....................................... 32
Количество величин продольных подач фрезерной головки 32 Пределы скоростей круговых подач детали в об/мин . . 0,014—52
Мощность электродвигателя в кет ......... 3
Основные узлы станка (рис. 102). А—(передняя бабка; Б — суппорт; В — фрезерная головка; Г — задняя бабка; Д — коробка скоростей; Е — станина.
Органы управления. 1 — рукоятка для настройки станка на различные виды работ; 2 — рукоятки переключения коробки скоростей; 3 — рукоятка управления станком; 4 — маховичок ручной поперечной подачи фрезерной головки; 5 — рукоятка управления коробкой подач.
Движения в станке. Движение резания — вращение шпинделя фрезерной головки с фрезой. В зависимости от вида производимых на станке работ шпинделю передней бабки и суппорту фрезерной головки могут сообщаться движеяле подачи, движение деления и движение обкатки, либо движение образования винтовой поверхности. Вспомогательные движения — быстрое вращение шпин
деля передней бабки, быстрое перемещение суппорта с фрезерной головкой в продольном направлении, движения механизма управления и переключения и работа делительного устройства.
Принцип работы. На станке можно производить следующие основные виды работ: фрезерование однозаходных и многозаход-ных резьб различного профиля с нормальным шагом; фрезерование винтовых канавок с большим шагом; фрезерование продольных пазов различного профиля и вида; фрезерование многошлицевых валиков и цилиндрических зубчатых колес методом обкатки.
Для фрезерования длинных резьб, винтовых канавок и продольных пазоЕ применяются дисковые фрезы соответствующего профиля; для фрезерования коротких крепежных резьб —- гребенчатые фрезы. Зубчатые колеса и многошлицевые валики нарезают червячными фрезами. Фрезы устанавливают на шпинделе фрезерной головки, который приводится во вращение в соответствии с выбранной скоростью резания
Фрезерная головка сделана поворотной. В процессе настройки станка ось шпинделя устанавливают так, чтобы плоскость вращения дисковой фрезы совпадала с направлением фрезеруемой канавки. Гребенчатые резьбовые фрезы располагают параллельно оси обрабатываемой детали. Червячные фрезы устанавливают так, чтобы направление их витков совпадало с направлением впадин нарезаемой детали.
Обрабатываемую деталь закрепляют в шпинделе передней бабки. Для закрепления обрабатываемых деталей применяются поводковые, цанговые и кулачковые патроны. Длинные валы поддерживаются задней бабкой, а в случае необходимости — подвижным и неподвижным люнетами.
При фрезеровании длинных резьб дисковой фрезе, расположенной под углом, равным углу подъема резьбы, сообщается вращение в соответствии с выбранной скоростью резания. Обрабатываемой детали, установленной в центрах передней и задней бабок и поддерживаемой люнетами, сообщается медленное вращение в соответствии с заданной скоростью подачи. Движением образования винтовой поверхности является перемещение суппорта с фрезерной головкой, увязанное с вращением детали. За каждый оборот детали фрезеруется один виток резьбы. Многозаходные резьбы фрезеруются последовательно ход за ходом. После фрезерования каждого захода производится делительный поворот обрабатываемой детали.
Нарезание коротких резьб гребенчатыми фрезами производится при аналогичном сочетании движений, однако в этом (Случае все витки резьбы фрезеруются за один оборот детали.
Рис. 102. Общий вид резьбофрезерного станка модели 56й
Кинематика станка модели , 561
Движение резания-. Шпиндель VI (рис. 103, а) фрезерной головки приводится во вращение электродвигателем мощностью 3 кет через плоскоременную передачу 135—260, коробку скоростей, ходовой вал ///, винтовую зубчатую передачу 12—36, вал IV. конические колеса 30—30, вал V и цилиндрические шестерни 24—91—24.
В коробке скоростей имеется два двойных подвижных блока шестерен Б) и Бг с торцовыми зубьями на внутренних сторонах. Как видно из рис. 103,6, шпиндель имеет пять скоростей вращения. Четыре скорости вращения вала /// и соответственно шпинделя VI получаются за счет обычного передвижения блоков Б4 и Бг. Пятая скорость вращения достигается непосредственным соединением торцовых зубьев обоих блоков шестерен.
Косозубые шестерни 12 и колесо 36 установлены соответственно на валах /// и IV на направляющих шпонках. Это позволяет, не нарушая кинематической цепи движения резания, перемещать фрезерную головку в продольном и поперечном направлениях.
Коническая передача 30—30 необходима для поворота фрезерной головки относительно оси вала IV в соответствии с углом подъема винтовой линии фрезеруемой резьбы или канавки.
Фрезерная головка имеет подвеску для поддержания шпиндельных оправок.
Наименьшая скорость вращения шпинделя фрезерной головки п mjiiC учетом упругого скольжения ремня определяется выражением
псп135 П <ШЕ23-23-12-30-24 с ,,
”min —0,98549.49.35.30 24 54,6 об/лшн
Движения подач. Привод подач состоит из конического реверса, 32-ступенчатой коробки подач, гитары сменных колес и ряда передаточных механизмов. Коробка подач шестнваловая с перебором.
Расположенные соосно валы IX, XI и XIII несут на себе десять одиночных наглухо закрепленных шестерен. Кроме того, на валу XIII находится свободно вращающийся двойной блок шесте-, реп 33, 69.
На валах X, XII и XIV, также расположенных соосно, установлены двойные подвижные блоки шестерен Б3, Б4, Б5, Б6 и Бу. На валу XIV так же, как и на залу XIII, находится свободно вращающийся двойной блок шестерен 33, 70, являющийся переборным устройством.
Нетрудно видеть, что блоки шестерен Б3, Б4, Б5 и Б6 позволяют сообщить валу XIII шестнадцать различных скоростей вращения, которые могут сообщаться валу XIV либо непосредственно, когда блок шестерен Бу, как показано на схеме, находится в за
цеплении с шестерней 51, либо через перебор, когда блок шестерен Бу введен в зацепление с шестерней 33 блока, свободно сидящего на валу XIII. В этом случае вращение от вала XIII передается валу XIV через шестерни 32—70, 33—69 и 33—69.
Коробка подач связана с механизмом переключения конической передачей 28—28, валом XV и червячной передачей 3—36. Механизм переключения связан также шестернями 32—32 и 32—32 с быстро вращающимся валом VIII, от которого заимствуются быстрые перемещения рабочих органов станка и движения делительное и обкатки.
Вспомогательные движения. Механизм переключения состоит из двусторонних кулачковых муфт Л12 и Л43, односторонней кулачковой муфты Л14, управляющего вала XXIII с барабанными кривыми и рычажной системы. При включении муфты М2 вниз вращение от червячной шестерни 36 через полый вал XVII и червячную передачу 4—40 передается шпинделю передней бабки, сообщая ему круговую подачу. При включении муфты М2 вверх шпиндель получает быстрое вращение.
Включением муфты Л13 вверх или вниз можно через вал XVI, винтовые шестерни 10—25 и ходовой винт XX сообщить суппорту с фрезерной головкой соответственно рабочую подачу или быстро* перемещение.
Муфта М4 связывает кинематическую цепь, соединяющую шпиндель XVIII с ходовым винтом XX.
Механизм переключения в зависимости от вида работ, выполняемых на станке, предварительно настраивается на определенный цикл работы с помощью штурвала Ш. Для этого последний оттягивают на себя и поворачивают в положение, руководствуясь табличкой с соответствующей надписью, после чего движением оз себя ставят штурвал в первоначальное положение. При этом штурвал Ш сцепляется с шестерней 50 посредством цилиндриче ского штифта.
В процессе работы переключающий механизм управляется рукояткой Р, которая воздействует на вал ХХШ через вал XXI, винтовые шестерни 18—18, ходовой валик XXII и двойную реечную передачу 60— рейка — 50.
Продольное ручное перемещение суппорта с фрезерной голов кой производится через червячную передачу 1—40 с помощью ру коятки, надеваемой на квадратный конец вала XXIV. Поперечная подача и поперечное устанювоч/ное перемещение суппорта осуще ствляется только вручную маховичком Мх, установленным -на поперечном ходовом винте с шагом 5 мм.
Делительный поворот детали при нарезании многозаходиых резьб или многозаходиых винзовых канавок осуществляется с помощью делительного диска Д\ и защелки.
Рис. 103 Кинематическая схема резьбофрезерного станка модели 561
Кинематические цепи станка модели 561 при различных видах работ
Фрезерование резьбы. При настройке станка для данного вида работы (рпс. 104, а) включается мхфта М4; муфта М2 сцепляется с червячным колесом 36, а муфта М3 устанавливается в нейтральное положение.
Круговая подача шпинделя XVIII осуществляется от ходового вала III через конический реверс 45—54—54, вал VII, шестерни 47—47, вал VIII, цепную передачу 18—18, коробку подач, конические шестерни 28—28, вал XV, червячную передачу 3—36, кулачковую'муфту Л12, полый вал XVI! и червячную передачу 4—40.
Истинная величина подачи sn с учетом подъема винтовой линии резьбы выражается формулой
24-Ю Л 45-47-18 . 28-3 4 3.14du .
’”*24 Ю 12 54-47-18 *Art28 36 40 Х cos а ММ/»11Н.
Зная число оборотов фрезы в минуту диаметр обрабатываемого изделия du в леи и угол подъема винтовой линии резьбы а, можно по заданной величине подачи s„ определить требуемое передаточное отношение коробки подач iKn .
Перемещение суппорта с фрезерной головкой производится от шпинделя изделия через делительный диск Дь шестерни 108—36, кулачковую муфту Л14, вал XIX и сменные колеса гитары резьбы «I—bt н С[—</,. За один оборот изделия суппорт должен переместиться на величину, равную произведению числа заходов Ки на шаг t и нарезаемой резьбы, т. е.
1 108 *>»•<••»
36 bl dt
12.7= Kul„.
Фрезерование винтовых канавок. Ввиду того, что «винтовые канавки имеют крупный шаг, в кинематической цепи шпиндель изделия— ходовой винт ведущим приходится делать не шпиндель, а ходовой впит. Для этого муфта Л12 (рпс. 104, б) ставится в нейтральное положение, муфта Л43 сцепляется с червячным ко тесом 36, а муфта Л14 остается включенной. В этом случае движением подачи является относительное перемещение фрезы вдоль фре-зеруемой канавки с утлом наклона 0. Величина подачи st. определяется уравнением кинематической цени
24-30-36-45-47-18 - 28 3-10 12,7
4с“и<|» 24-30-12-54-47-18 28-36-25 Х cos! мм!мин-
II в этом случае перемещение суппорта с фрезерной головкой юлжио быть точно согласовано с вращением детали. При пере
мещении суппорта на шаг Т впнтосой канавки деталь должна повернуться на одни оборот, т. е.
7 </, Л| зб .
12,7 с, rf, 108
Фрезерование продольных пазов. В этом случае шпиндель с обрабатываемой деталью должен оставаться неподвижным. Для этого муфта Л44 (рис 104, в) выключается, а шпиндель надежно фиксируется в определенном положении. Подача суппорта с фрезерной головкой осуществляется ходовым винтом XX, который получает вращение or червячной шестерни 36 через вал XVI и винтовые колеса 10—25
Для этого, как п в предыдущем случае, муфта сцепляется с червячным колесом 36, а муфта М2 устанавливается в нейтральное положение.
Продольный паз можно представить как винтовую канавку с углом наклона 0=0°. В таком случае выбор передаточного отношения коробки подач для получения заданной подачи s можно производить по формуле для фрезерования винтовых канавок с \ четом того, что cos 0=1.
Фрезерование методом обкатки. Для осуществления этого метода необходимо обеспечить определенную кинематическую связь между вращением фрезы и обрабатываемой детали. Суппорт с фрезерной головкой должен при этом получать подачу вдоль осп детали. Кинематическая связь между шпинделем фрезы и обрабатываемой деталью обеспечивается гитарой обкатки п деления со сменными колесами а, Ь, с и d (рис. 104, г).
В этом случае шестерни 47 и 47 снимаются с валов VII и VIII, муфта М2 сцепляется с цилиндрической шестерней 32, муфта Л1.» сцепляется с червячным колесом 36, а муфта М4 выключается.
Как известно, при работе методом обкатки за один оборот
К червячной фрезы деталь должна повернуться на^ оборотов, где k — число ходов червячной фрезы, a z — число зубьев или число шлицев детали. В соответствии с этим условием уравнение кинематической цепи от фрезы до шпинделя детали должйо иметь вид
< 24 30-36-45 а с 32-4 k
1 ’ 24 30-12-54 b d 32 40 г '
При работе методом обкатки подачи суппорта s о рассчшы-вается на одни оборот детали Уравнение кинематической цепи от шпинделя детали до суппорта имеет вид
1 40-32,18 • 28-3-10
1 4-32 18 *АЛ 28 36 25
12,7 мм!об.
7» ff
Рис. 104 Схемы настройки резьбофрезерного станка модели 561
g РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 563Б
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования коротких наружных и внутренних резьб гребенчатыми фрезами в условиях серийного и массового производства.
Техническая характеристика станка
Наибольший наружный диаметр обрабатываемой детали во.......................................... . 460
Наибольшие размеры фрезеруемой резьбы в мм: диаметр....................................... 200
шаг.............................................. 3
длина........._•........................... 50
Число скоростей вращения инструментального шпинделя 4
Пределы чисел оборотов инструментального шпинделя в минуту................................... . . . 190—530
Количество величин круговых подач ............. 36
Мощность приводного электродвигателя в квт..... 2,2
Основные узлы станка (рис. 105). А — продольные салазки бабки изделия; Б — поперечные салазки бабки изделия; В — бабка изделия; Г — шпиндельная бабка; Д — станина.
Органы управления. 1 — рукоятка ручного продольного перемещения бабки изделия; 2 — квадрат поперечного установочного перемещения бабки изделия; 3 — регулируемый упор для точного подвода бабки в рабочее положение; 4 —^кнопочная станция.
Движения в станке. Движение резания — вращение шпинделя с фрезой. Движения подач: круговая подача — медленное вращение шпинделя бабки изделия с заготовкой; п о-перечная подач а — прямолинейное поступательное перемещение шпиндельной бабки с заготовкой в радиальном направлении в период врезания фрезы. Движение образования винтовой поверхности—прямолинейное поступательное перемещение шпинделя с заготовкой на величину шага резьбы за один оборот заготовки. Вспомогательные движения: быстрый отвод бабки изделия с заготовкой в радиальном направлении; быстрое перемещение шпинделя с заготовкой в исходное положение; ручные установочные перемещения бабки изделия в продольном и поперечном направлениях.
Принцип работы. Фрезерование коротких резьб гребенчатыми фрезами принципиально отличается от других способов нарезания резьбы тем, что все витки резьбы образуются за один оборот изделия, исключая часть оборота заготовки, затрачиваемого на врезание фрезы на полную глубину резьбы. Необходимо, чтобы длина гребенчатой фрезы превышала длину резьбовой части заготовки.
Для осуществления процесса фрезерования коротких резьб заготовка закрепляется в шпинделе бабки изделия с помощью цангового патрона. Гребенчатая фреза соответствующего профиля и шага закрепляется в инструментальном шпинделе на оправке. Ось инструментального шпинделя и соответственно фрезы располагают параллельно оси заготовки. Это приводит к незначительным искажениям профиля резьбы с углом подъема винтовой линии до 4—6°, т. е. крепежных резьб. Резьбы с крупным шагом и большим углом подъема винтовой линии таким методом фрезеровать нельзя ввиду получающихся недопустимых искажений профиля резьбы.
Бабка изделия перемещается вручную в осевом направлении до тех пор, пока фреза перекроет резьбовую часть изделия, затем поперечным .перемещением бабки изделия фрезу и заготовку сближают до их соприкосновения. После включения электродвигателя работа станка протекает автоматически.
Вначале шпиндель бабки изделия с Заготовкой под действием копиров одновременно перемещается в радиальном и продольном направлениях. Перемещение в радиальном направлении обеспечивает врезание фрезы в заготовку на глубину резьбы; осевое перемещение шпинделя с заготовкой, равное величине шага резьбы за один оборот заготовки, обеспечивает образование винтовой поверхности.
После окончания врезания фрезы в заготовку радиальная подача бабки изделия прекращается, и заготовка с этого момента совершает один полный оборот для нарезания всех витков резьбы на полную глубину.
По окончании фрезерования вначале бабка изделия быстро отводится назад на величину, превышающую высоту резьбы, а затем шпиндель с заготовкой также быстро перемещается в осевом направлении в исходное положение. После этого станок автоматически останавливается.
Конструктивные особенности. Изменение скорости вращения инструментального шпинделя в диапазоне 3: 1 производится парносменными колесами, расположенными в непосредственной близости от приводного электродвигателя, что обеспечивает их малые размеры и компактность всего привода.
В приводе подач предусмотрен реверсивный механизм, позво? ляющий быстро настраивать станок для фрезерования правых или левых резьб. Для этой же цели в приводе образования винтовой поверхности имеется второй реверсивный механизм, обеспечивающий фрезерование как правых, так и левых резьб одинаковых параметров одним и тем же винтовым копиром.
Рис. 105. Общий вид резьбофрезерного станка модели 563Б
207
° Кинематика станка модели 5631
Движение резания. Инструментальный шпиндель // (рис. 106) с гребенчатой фрезой .приводится во вращение электродвигателем мощностью 2,2 кет через парносменные колеса А—В, вал / и плоскоременную передачу 138—330. Число оборотов шпинделя фрезы п может быть определено из выражения
я= 1410д ^-0,485 об!мин.
Сменные колеса А—В подбираются в зависимости от заданного числа оборотов фрезы п по формуле
А п
~В — 580 '
В соответствии с заданным режимом резания число оборотов фрезы п определяется из зависимости
lOOOv я= —7------ ,
где v — заданная скорость резания в м!мин\ d ф— диаметр фрезы в мм.
Движения подач. Круговая подача заготовки s к заимствуется ог инструментального шпинделя // и передается через винтовую зубчатую передачу 16—40, вал III, сменные шестерни гитары а—b и c—d, вал IV, коническую передачу 32—32, шлицевый вал V, конический реверс 36—36—36, управляемый кулачковой муфтой М(, шлицевой вал VI и червячную передачу 1—86 шпинделю изделия 111 л . Число оборотов л3 шпинделя Шя с заготовкой определяются из выражения
1Ь а с 32-36 1
Пэ~Плп h И 19 1R ЛгГ°б мин, ’ 40 о а 32-36-оп
откуда подбор сменных колес гитары подач можно производить по формуле
4- -4=215-4 • па п
Числа оборотов шпинделя изделия с заготовкой п3 определяются исходя из величины подачи на зуб фрезы s2, числа зубьев фре зы г, числа оборотов фрезы п, угла подъема винтовой линии резьбы а и диаметра заготовки d, и подсчитываются по формуле
Sr Z П COS а
[з= ---1----------O6[MU.H',
г.а3
практически при а<4—6° можно cos а принимать равным 1.
После соответствующих подстановок в формулу подбора смен-
ных колес получим
4 4-=215-^L , и Q, Ил *
Поперечное перемещение бабки изделия при врезании осуществляется эксцентриком Э, закрепленным на шестерне 77, которая приводится во вращение от шпинделя изделия через одну из шестерен 75, подвижную шестерню 25, вал VII и шестерню 22. При правом роложении шестерни 25 вал VII получает вращение через промежуточное зубчатое колесо 27; при левом ее положении вал VII получает вращение в противоположную сторону непосредственно через зубчатую пару 75—25.
Реверсирование шестерни 77, эксцентрика Э и кулачка Б необходимо для того, чтобы одним и тем же копиром можно было фрезеровать как правую, так и левую резьбы.
При вращении шестерни 77 и эксцентрика Э, воздействующего на ролик Рл, сообщается через рычаг -поворот реечной шестерни 18, которая, перекатываясь по рейке т—2 мм, сообщает поперечную подачу бабке изделия, благодаря чему происходит врезание фрезы в заготовку. По окончании обработки под действием пружины заготовка отводится от фрезы.
Полный цикл обработки заготовки происходит за один оборот шестерни 77 и эксцентрика Э; за это время шпиндель изделия повернется на величину п т :
„г = 1 = 1,167 оборота;
один полный оборот заготовки затрачивается на формирование полного профиля резьбы, а 0,167 оборота — на врезание фрезы в заготовку.
Движение образования винтовой поверхности. Продольное перемещение шпинделя изделия с обрабатываемой заготовкой относительно режущего инструмента осуществляется сменным винтовым копиром Кв , прикрепленным к корпусу бабки изделия. К поверхности винтового копира Кя прижимается кулачок Б, прикрепленный к эксцентрику Э, связанному с шестерней 77. При вращении шестерни 77 и эксцентрика Э кулачок Б смещает шпиндель изделия Шп с заготовкой влево, в связи с чем обеспечивается фрезерование на заготовке винтовых канавок. По окончании обработки заготовки бабка изделия отводится в исходное положение и шпиндель Шл под действием пружин смещается вправо.
Вспомогательные- движения. Ручное установочное перемещение бабки изделия в .продольном направлении осуществляется поворотом квадрата через реечную Передачу 16 — рейка т=4 мм, а в поперечном направлении поворотом квадрата и ходовым винтом.
209
Рис. 106. Кинематическая схема резьбофрезерного станка модели 663Б
210
Узлы станка модели 563Б
На рис. 107 изображены продольный и два поперечных разреза бабки изделия резьбофрезерного станка модели 563Б.
Бабка изделия состоит из ряда механизмов: привода вращения шпинделя, механизма автоматического и ручного радиального перемещения бабки, механизма перемещения и быстрого отвода шпинделя с заготовкой осевом направлении, двух реверсивных механизмов и механизма автоматического выключения станка по окончании цикла обработки.
Привод вращения шпинделя осуществляется червячной передачей. В соответствующих модификациях станка модели 563Б этот привод осуществляется в двух вариантах. 'На рис. 107 изображен вариант, при котором червяк получает вращение от ведущего вала через коническую передачу. Нижнее коническое .колесо связано с ведущим валом подвижным шлицевым соединением, что обеспечивает возможность радиального перемещения бабки изделия, не нарушая кинематической связи шпинделя изделия с инструментальным шпинделем.
В другом варианте, изображенном на кинематической схеме (рис. 106) и применяемом в станках более позднего выпуска, червяк устанавливают непосредственно на ведущем валу, на отдельных подшипниках, и связывают с ведущим валом подвижным шлицевым соединением.
Реверсирование направления вращения шпинделя изделия производится коническим реверсом, муфта которого переключается рукояткой 13 (рис. 107). При повороте этой рукоятки поворачивается валик 18, на который надет поводок, соединенный с муфтой конического реверса.
Заготовку укрепляют на полом шпинделе 7 с помощью цанги 9 и гайки 10. При необходимости крепления обрабатываемой заготовки в трехкулачковом патроне или ином зажимном приспособлении последние навинчиваются на резьбовую часть а шпинделя 7 и центрируются пояском б.
Механизм осевого перемещения шпинделя состоит из приводной части и кулачкового механизма. Приводная часть состоит из двойного блока шестерен 5 и шестерни 2, связанных между собой реверсивным механизмом.
Двойной блок шестерен 5 установлен в средней части шпинделя 7 на скользящей шпонке, что позволяет сообщать шпинделю осевое перемещение при неподвижном положении этого блока шестерен. Блок шестерен 5 жестко связан с червячным колесом 6.
Шестерня 2 свободно сидит на шпинделе 7. К шестерне 2 жестко прикреплен кулачок 3, который входит в контакт с рабочей частью сменного винтового копира 4, закрепленного на корпусе передней бабки. Отталкиваясь при своем вращении от винтового
копира 4, кулачок 3 перемещает шестерню 2, а вместе с ней гайку 1 и шпиндель 7 влево. Профиль винтового копира рассчитан так, чтобы осевое перемещение шпинделя за один оборот изделия составляло величину, равную шагу фрезеруемой резьбы.
Отход шпинделя в исходное положение осуществляется пружинами 8 в момент, когдА кулачок 3 находится на нисходящем участке винтового копира 4. Рукоятка 19 и поводок 20 служат для управления реверсом, который изменяет направление вращения шестерни 2 с кулачками.
Механизм радиального перемещения и быстрого отвода бабки изделия состоит из кулачкового и рычажно-реечного устройства. Кулачок 24 жестко связан с шестерней 2. При вращении шестерни 2 кулачок 24 своим восходящим участком кривой опускает палец 28 и, воздействуя на рычажок 27, поворачивает валик 12. Правый конед валика 12 представляет собой реечную шестерню, находящуюся в зацеплении с зубчатой рейкой, нарезанной на гайке 11. Таким образом, при повороте валика 12 шестерня будет обкатывать неподвижную гайку-рейку 11, заставляя бабку изделия перемещаться в поперечном направлении, осуществляя при этом процесс врезания фрезы в заготовку на глубину резьбы. Предварительная установка бабки изделия осуществляется винтом 16.
В корпус бабки изделия запрессоран палец 15, который своим выступом входит в выточку фигурного кольца 14. Между гайкой-рейкой 11 и шайбой, упирающейся в фигурное кольцо 14, установлена предварительно сжатая пружина 17. Сила предварительного сжатия регулируется гайкой, входящей в резьбовое отверстие фигурного кольца 14. При радиальном перемещении шпиндельной бабки 25 по салазкам 26 под действием кулачково-рычажного механизма лалец 15 через кольцо 14 и упорную шайбу сжимает пружину 17. В конце цикла резьбофрезерования кулачок 24 подходит к пальцу 28 нисходящим участком кривой. В этот момент бабка изделия под действием ранее сжатой пружины 17 быстро отводится назад и возвращает весь рычажно-реечный механизм в исходное положение.
Механизм выключения станка по окончании цикла обработки состоит из кнопочного выключателя 22 и передающей системы; выключатель срабатывает от кулачка 23, жестко связанного с приводной шестерней 2. Регулирование механизма выключения станка осуществляется винтом 21.
Действие всех механизмов бабки изделия взаимосвязано и происходит • автоматически. Совместно с вращением шпинделя 7 приходит во вращение ведущая шестерня 2, с которой связаны кулачки 3, 24 и 23; кулачок 3 обеспечивает осевое перемещение шпинделя, кулачок 24 — радиальное перемещение бабки изделия и кулдчрк 23 отключает станок в конце рабочего цикла.
22~--
2! —
20—
19^
4е
Рис. 107 Узлы резьбофрезерного станка модели 563Б
Б~Б
212
ДВУХСТОЕЧНЫИ ПРОДОЛЬНО-СТРОГАЛЬНЫЙ СТАНОК МОДЕЛИ 723IA
Общая характеристика станка
Назначение станка. Станок предназначен для обработки горизонтальных, вертикальных и наклонных плоскостей, а также линейчатых поверхностей у крупных деталей большой длины. На станке могут быть одновременно обработаны детали средних размеров, устанавливаемые рядами на столе.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм............. 900X3000
Расстояние между стойками в мм ......... 1100
Длина хода стола в jhjh.* наименьшая ....................................... 300
наибольшая ........................................ 3100
Наибольший вес обрабатываемого изделия в кг ... . 5000
Расстояние между осями вертикальных суппортов в мм: наименьшее....................................... 290
наибольшее....................................... 1710
Наибольшие перемещения вертикальных суппортов в мм: вертикальное ..................................... 250
горизонтальное .................................. 1420
Наибольшие перемещения бокового суппорта в мм: вертикальное ..................................... 850
горизонтальное.................................... 250
Наибольший угол поворота суппортов в град............. ±60
Пределы скорости хода стола в м/мин ....... 5—75
Мощность главного электродвигателя в кет ...... 16,2
Пределы величин подач вертикальных суппортов в мм!дв. ход: горизонтальных..................................... 0,5—25
вертикальных...................................0,125—6,25
Пределы величин вертикальных подач бокового суппорта в мм!дв. ход . . . '. ............. 0,25—12,5 Скорость быстрых перемещений в мм/мин: s 2360
вертикальных суппортов в горизонтальном направлении ......................................... 590
вертикальных суппортов i вертикальном направлении бокового суппорта в вертикальном направлении . , 1180
Мощность электродвигателей подач в кет ...... 1,7
Наибольшее перемещение траверсы в мм......... 870
Скорость перемещения траверсы в mmImuh................ 500
Мощность электродвигателя траверсы в кет. привода перемещения............................... 1,7
привода зажима.................................... 1,7
Основные узлы станка (рис. 108). А — верхние суппорты; Б — портал; В — коробка подач верхних суппортов; Г — электрический привод движения резания; Д— коробка подач бокового суппорта; Е — боковой суппорт; Ж — станина; 3 — стол; И — боковые стойки; К — траверса.
Органы управления. 1 — квадраты для ручного вертикального перемещения верхних суппортов; 2 — подвесная кнопочная станция; 3— рукоятки для изменения направления подачи верхних суппортов; 4 — квадраты для ручного горизонтального перемещения верхних суппортов; 5 — рукоятка включения подач и быстрых перемещений верхних суппортов; 6 — маховичок для установки скорости рабочего хода стола; 7 — маховичок для установки скорости холостого хода стола; 8 — рукоятка для изменения направления вертикальной подачи бокового суппорта; 9 — рукоятка для включения подачи и быстрого перемещения бокового суппорта; 10 — квадрат для ручного вертикального перемещения бокового суппорта; 11—квадрат для ручного горизонтального перемещения бокового суппорта; 12 — упоры для установки длины и места хода стола.
Движения в станке. Движение резания — прямолинейное возвратно-поступательное движение стола совместно с обрабатываемой деталью. Движения подач — прерывистые поступательные перемещения верхних суппортов в поперечном, вертикальном и наклонном направлениях и бокового суппорта в вертикальном направлении. Вспомогательные движения: механизированные быстрые и ручные перемещения суппортов в указанных направлениях; ручное горизонтальное перемещение бокового суппорта; подъем и опускание траверсы; зажим траверсы на стойках и подъем резцовых головок при обратном ходе стола.
Принцип работы. Обрабатываемая деталь или ряд одновременно обрабатываемых деталей закрепляются на столе станка. Одиночные резцы или комплекты одновременно работающих резцов устанавливаются на верхних и боковом суппортах. Столу совместно с обрабатываемой деталью сообщается прямолинейное возвратно-поступательное движение, причем при ходе стола вперед происходит снятие стружки с обрабатываемой детали (рабочий ход); при ходе стола назад с повышенной скоростью (холостой ход) снятие стружки не производится и резцы в это время автоматически отводятся от обработанной поверхности. Подача суппортов имеет прерывистый характер и осуществляется за каждый двойной ход стола.
213
Рис 1108. Общий вид двухстоечного продольно-строгального станка модели 723IA
Кинематика станка модели 723IA
Движение резания. Стол получает движение от электродвигателя постоянного тока мощностью 16,2 кет (рис. 109) через соединительную муфту, вал /, косозубые колеса 20—99, карданный вал II и червячно-реечную передачу. Максимальная скорость движения стола о тах определяется выражением:
vm.x=1000 ^10-12-3,14=76 000 мм/мин=76 м/мин.
Скорость обратного хода стола может быть в три раза больше рабочей, но не выше 76 м!мин.
Движения подач. Подача верхних и боковых суппортов осуществляется от отдельных электродвигателей и независимых коробок подач. При каждом изменении направления вращения главного электродвигателя происходит также реверсирование электродвигателей подач, причем при рабочем ходе стола осуществляется зарядка коробок подач, а при обратном холостом ходе стола — подача суппортов. Работа привода подач верхних суппортов протекает следующим образом. При включении электродвигателя мощностью 1,7 кет вращение передается через вал III и червячную передачу 2—34 валу IV. На этом валу жестко закреплен шкив Uli, охватываемый подпружиненными тормозными колодками. Последние с помощью пальца связаны с кривошипом Alt жестко закрепленным на полом валике, >на левом конце которого на направляющей шпонке сидит храповая полумуфта М2. Следовательно, при вращении вала IV вращаются шкив тормозные колодки, кривошип Ki и полумуфта М2. Однако угол поворота колодок и соответственно кривошипа с полумуфтой. М2 ограничен с одной стороны неподвижным упором У* , а с другой — подвижным упором У„ , в которые тормозные колодки упираются своим поводком. Последний при подходе к упору разжимает тормозные колодки, прекращая их вращение.
Для сообщения подачи суппортам включается храповая муфта М2, соединяющая кривошип Ai с широкой распределительной шестерней 90. При вращении кривошипа по часовой стрелке (при обратном ходе стола) храповая муфта М2 передает вращение распределительной шестерне 90.
При вращении кривошипа против часовой стрелки (при рабочем ходе стола) храповая муфта проскакивает и шестерня 90 остается неподвижной.
С шестерней 90 в постоянном зацеплении находятся шестерни 42, 42, свободно сидящие на валах V и X, и шестерня 35 паразитного блока. Вторая шестерня 35 паразитного блока находится в зацеплении с другой парой шестерен 42, 42, также свободно сидящих на валах V и X. Левые шестерни 42 и правые шестерни 42
вследствие наличия паразитного блока вращаются в различных направлениях. Кулачковыми муфтами М3 и М< можно выключать и изменять направление подач верхних суппортов.
Вал V передает движение подачи правому верхнему суппорту, а вал X — левому. При включении кулачковой муфты М5 вправо вращение от вала V через соединительную муфту, ходовой вал. шестерни 30—46 и кулачковую муфту М$ передается маточной гайке, связанной с ходовым винтом VI, благодаря чему правый верхний суппорт получает горизонтальную подачу.
При включении кулачковой муфты М$ влево вращение от шестерни 46 через конические шестерни 23—23 и 20—20 передается маточной гайке, связанной <с вертикальным ходовым винтом VIII, и суппорт получает вертикальную подачу.
Муфтой Мб производится включение подач левого верхнего суппорта. В этом случае движение заимствуется от вала X. Изменение величины подачи достигается перестановкой под ижного упора Уп с помощью маховичка и червячной передачи 1—50^ Требуемая величина подачи устанавливается по лимбу Л.
Минимальная подача суппортов будет при-установке подвижного упора У- „ из расчета (поворота храповой муфты М2 на один зуб.
Величина минимальной подачи s m,n для горизонтального перемещения верхних суппортов определится из выражения
56^246 2-10=0,5 MMjde. ход.
Привод подач бокового суппорта аналогичен приводу подач верхних суппортов. Кулачковая муфта Мд служит для включения, выключения и реверсирования вертикальных подач бокового суппорта. Вращение от вала XV через конические шестерни 26—26 передается маточной гайке, связанной с вертикальным ходовым винтом XVII.
Вспомогательные движения. Быстрые перемещения верхних и бокового суппортов происходят при включении соответственно кулачковых муфт Afj и Mj. В этом случае вращение от электродвигателей подач через червячные передачи 2—34 непосредственно передается шестерням 90 и далее суппортам, минуя механизм периодической подачи с храповой муфтой.
Подъем и отпускание траверсы производятся отдельным электродвигателем мощностью 1,7 кет через червячный редуктор 4—38, вал XX, конические шестерни 24—42 и вертикальные ходовые винты XXI и XXII.
Зажим траверсы производится через червячную передачу 1—60 и рычажно-винтовую систему.
rh Н~1,7квт
i n~ №50 об/мин
26 1.1 - - - — . — - - — 58 ХК
1 1 6~ЗОХ. 1 1
Рис. 109 Кинематическая схема двухстоечного продольно-строгального станка модели 7231А
w о
Узлы станка модели 723IA
Механизм зажима траверсы. Для получения в процессе строгания надлежащей жесткости системы необходимо надежно закрепить траверсу на боковых стойках. На продольно-строгальном станке модели 7231А для этой цели предусмотрен специальный механизм (рис. НО, а) с отдельным приводом.
Траверса 7 перемещается по направляющим стоек 2 и 15. Прижимные планки / и 16 предохраняют траверсу от опрокидывания и обеспечивают надлежащую плавность ее хода. Зажим траверсы на стойках 2 и 15 производится массивными рычагами 6 и 13.
Электродвигатель 12 монтируется на задней стороне траверсы и с помощью полужесткой муфты И соединяется с червячным редуктором 10. Ведомый вал редуктора посредством винтовой передачи связан с тягой 8, на конце которой установлено упорное кольцо 17. Положение упорного кольца регулируется при помощи сферической шайбы 19 и гайки 18. По окончанию регулировки гайка 18 шплинтуется.
Рычаги 6 и 13 прикрепляются к траверсе с помощью болтов 4 и 14 Между головками болтов и телом рычагов устанавливают спаренные сферические шайбы 3 и 5. Задние концы рычагов касаются внутренних опорных поверхностей направляющих стоек.
Для зажима траверсы включают электродвигатель 12, который через червячную и винтовую передачи заставляет тяги 8 перемещаться назад. Упорное кольцо 17, связанное с тягой 8, поворачивает рычаги 6 и 13 соответственно относительно ^очек а и б; при этом благодаря большой разности плеч создаются значительные усилия Р, заставляющие траверсу прижаться к лицевым опорным поверхностям стоек 2 и 15
После зажима траверсы электродвигатель 12 автоматически выключается при помощи максимального реле отрегулированного на предельную мощность в 0,15 кет
Регулировка механизма зажима траверсы производится болтами 4 и 14, а также гайкой 18.
Освобождение траверсы осуществляется реверсированием электродвигателя 12, а выключение электродвигателя после полного освобождения траверсы — путевым выключателем 9.
Конструкция силовой передачи зажимного механизма траверсы приведена на рис. 110, б. Червячное колесо 3 сидит на полом валу 15 свободно, а диск 1 закреплен на нем жестко посредством шпонки 11. В корпус колеса и в диск запрессованы пальцы 2 и 10. Внутри полого вала 15 на призматической шпонке 4 установлена бронзовая маточная гайка 8.
Резьбовой конец тяги 9 связан с маточной гайкой 8. Налрав ляющие шпонки 12 и 13 позволяют тяге 9 перемещаться вдоль своей оси, но препятствуют ее вращению, так как шпонки входят в пазы неподвижного фланца 14
На резьбовом хвостовике тяги установлен регулируемый упорный конус 7 с контргайкой 6. На крышке редуктора смонтирован путевой выключатель 5. Вращение от червячного колеса 3 передается валу 15 через пальцы 2—10 и диск 1.
После реверсирования электродвигателя для освобождения траверсы червячное колесо 3 почти целый оборот совершит вхолостую пока палец 2 не упрется в палец 10, и только после этого начнут вращаться диск и полый вал 15. Такая система связи нужна для обеспечения достаточного времени разгона электродвигателя и соответственно накопления необходимой кинетической энергии привода для освобождения траверсы.
Вращение шолого вала 15 преобразуется посредством маточной гайки 8 в поступательное движение'тяги 9.
Упорный корпус 7 регулируется так, чтобы путевой выключатель 5 остановил электродвигатель привода, как только будет освобождена траверса.
Механизм изменения величины подачи. На станке модели 7231А для изменения величины подачи применен регулируемый храповой механизм. На рис. НО, в показана конструктивная схема этого механизма. С валом 1 жестко связан тормозной барабан 16. который охватывается разрезным хомутом 4. Между колодками хомута 4 вставлен поводок 7. Хомут под действием стяжки 5, а также пружин 6 и 8 плотно охватывает тормозной барабан 16. Однако, когда при вращении вала 1 с тормозным барабаном и хомутом поводок 7 доходит до регулируемого упора 9 или неподвижного упора 15, он перекашивается и своим нижним концом разжимает хомут, освобождая тормозной барабан. При дальнейшем вращении вала 1 хомут 4 и связанные с ним кривошип 17, втулка 2 и храповая полумуфта 3 остаются неподвижными.
Величина 'подачи суппортов зависит от угла поворота хомута 4, который, в свою очередь, зависит от положения регулируемого упора. Положение упора 9 устанавливается маховичком 10 через червячную передачу 13—14. Стрелка 12 показывает на лимбе // устано! ленную величину подачи суппорта.
Суппорт. Необходимо, чтобы при обратном ходе стола резцы освободились от обрабатываемой детали во избежание повреждения режущих кромок резца и обработанной поверхности. На станке модели 7231А для этой цели используется электромеханическое \стройство (рис ИО.г).
В момент реверсирования движения стола с рабочего на холостой ход включается электромагнит 2. который притягивает к себе якорь 3 Последний через сердечник 4 и толкатель / нажимает на рычаг 5 Второй конец рычага 5 перемещает вперед стержень 7 и поворачивает откидную доску 9 с резцом 10 относительно оси 6. Болт 8 служит для регулировки механизма.
Рис. ПО. Узлы двухстоечного продольно-строгального станка модели 7231А
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОДЕЛИ СПС-01
Общая характеристика станка
Назначение станка. Универсальный поперечно-строгальный станок модели СПС-01 предназначен для обработки строганием горизонтальных, вертикальных и иаклонных плоскостей линейчатых фасонных поверхностей, а также пазов различного профиля у деталей небольших размеров и среднего веса в условиях индивидуального и мелкосерийного производства.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм................ 458X520
Наибольший угол поворота в град: корпуса стола ........................................, ±180
верхней части стола .............................. 15
Наибольшее перемещение стола в мм горизонтальное ........................................ 660
вертикальное . ....................................... 380
Пределы величины хода ползуна в мм.................... 100—700
Количество скоростей движения ползуна....................... 8
Пределы чисел двойных ходов ползуна в минуту . . . 9—102
Количество величин *подач стола............................. 10
Пределы величин подач стола в мм за один двойной ход ползуна............................................... 0,3—3
Наибольшее перемещение суппорта в мм.................... 160
Пределы поворота суппорта в град............................ ±45
Количество величин подач суппорта..................... 0,125—0,625
Пределы величин подач суппорта в jwjk за один двойной ход ползуна................................................. 5
Мощность электродвигателя привода станка в кит ... 10
Основные узлы станка (рис. 111). А—(поддерживающая стойка; Б — универсальный стол; В— поворотный суппорт; Г—механизм подачи суппорта, Д — ползун, Е — электродвигатель привода станка; Ж — коробка скоростей с кривошипно-кулисным механизмом; 3 — механизм подач стола; И — поперечина; К — станина; Л — основание станины.
Органы управления. 1 — место установки рукоятки для поперечного перемещения стола; 2 — рукоятка для изменения направления подачи стола; 3 — рукоятка для закрепления поперечины на направляющих станины; 4 — рукоятка пуска и остановки станка, 5 — рукоятка перемещения суппорта; 6 — место установки рукоятки для изменения места хода ползуна; 7 — кнопочная станция; 8 — рукоятка включения подачи и быстрых перемещений стола; 9— рукоятка для скрепления ползуна с кулисой; 10—штурвал для изменения величины подачи стола; 11, 12 — рукоятки
управления коробкой скоростей; 13 — квадрат для установки рукоятки изменения величины хода ползуна; 14 — место установки рукоятки для вертикального перемещения стола; 15 — место установки рукоятки для поворота корпуса стола
Движения в станке. Движение резания — прямолинейное возвратно-поступательное движение ползуна с суппортом и резцом. Движения подач — прерывистое прямолинейное поступательное перемещение стола с обрабатываемой деталью в поперечном и вертикальном направлениях и прерывистое прямолинейное поступательное перемещение суппорта с резцом. Вспомогательные движения — быстрые механизированные и ручные установочные перемещения стола в поперечном и вертикальном направлениях, ручное перемещение суппорта, поворот стола в двух взаимно перпендикулярных направлениях, радиальное перемещение кулисного камня для изменения длины хода ползуна и поступательное перемещение ползуна относительно кулисы для изменения места хода ползуна.
Принцип работы. Обрабатываемая деталь закрепляется на верхней плите или на боковой поверхности корпуса стола. Для строгания наклонных плоскостей обрабатываемая деталь может быть путем поворота корпуса и верхней плиты стола в двух взаимно перпендикулярных направлениях установлена так, чтобы обрабатываемая плоскость точно заняла горизонтальное положение.
Резец закрепляется в резцедержателе суппорта В. В зависимости от длины строгания с помощью квадрата 13 устанавливается необходимая длина хода ползуна, а в соответствии с расположением обрабатываемой детали вращением квадрата 6 устанавливается место хода ползуна.
Ползуну Д с резцом сообщается прямолинейное возвратно-поступательное движение, причем при ходе ползуна вперед (рабочий ход) происходит снятие стружки с обрабатываемой детали, а при ходе назад (холостой ход) снятие стружки не производится.
Во избежание -повреждения обработанной поверхности и режущей кромки резца последний совместно с откидной доской несколько приподнимается вверх.
Периодическая подача стола с обрабатываемой деталью производится в конце холостого хода ползуна. При обработке вертикальных и наклонно расположенных плоскостей подача сообщается суппорту, который поворачивается на соответствующий угол относительно головки ползуна. В этом случае поворотная доска умещается в сторону для обеспечения отвода резца от обработанной поверхности при холостом ходе ползуна.
5
219
Рис. 111. Общий вид поперечно-строгального станка модели СПС-01
Кинематика поперечно-строгального станка модели СПС-01
Движение рездния. Вращение от электродвигателя мощностью 10 кет (рис. 112, а) передается клиноременной передачей 220—410 приводному шкиву, закрепленному на полом валу /. Последний может быть связан с полым валом II посредством многодискового фрикциона Ф|. На конце вала II жестко закреплена шестерня 23, которая через колесо 33 передает вращение промежуточному валу III.
В зависимости от .положения подвижного блока Б] вал IV получает от вала II вращение с четырьмя различными скоростями. При крайнем нижнем (по рисунку) положении блока Б, торцовые кулачки шестерни 23, закрепленной на полом валу II посредством кулачковой муфты Л4], сцепляются с блоком Б\, и вращение от вала // непосредственно передается валу IV. При двух средних положениях блока Б] вращение валу IV передается либо шестернями 23—33 и 27—29, либо шестернями 23—33 и 23—33. В верх нем положении блок Б{ входит в зацепление посредством кулачковой муфты М3 с торцовыми кулачками шестерни 38, и тогда вращение валу IV передается шестернями 23—33 и 18—38. От вала IV вращение передается валу V посредством двойного подвижного блока Б2 через колеса 37—39 (как показано на схеме) или шестернями 16—60, когда блок Б2 передвинут вниз, что в совокупности обеспечивает валу V вращение с восемью различными скоростями.
Кулисное колесо 120 получает вращение от шестерни 25, жестко закрепленной на валу V. По радиальным направляющим кулисного колеса может перемещаться кривошипный палец П, на котором установлен кулисный камень Кк, скользящий в прорези кулисы.
При вращении кулисного колеса приходит во вращение кривошипный палец, сообщающий кулисе сложное качательное движение. Последняя, будучи связана с ползуном, сообщает ему прямолинейное возвратно-поступательное движение.
Как видно из графика скоростей (рис. 112,6), ползун имеет восемь различных чисел двойных ходов — от 9 до 100 в минуту.
Конический тормоз Тк служит для быстрой остановки станка.
Движения подач. Движение лодачи стола и поперечины заимствуется от эксцентрика Кь жестко закрепленного на полом валу VI Эксцентрик К\ через шариковый подшипник воздействует на рычаг храпового механизма, сообщая ему одно двойное качание за полный оборот кулисного колеса. При холостом ходе ползуна эксцентрик Ki отводит рычаг храпового механизма в переднее крайнее 1положение, при этом собачка захватывает храповое колесо и «производит подачу стола. При рабочем ходе ползуна рычаг под действием пружины занимает исходное положение; угол пово
рота рычага, а соответственно и величина подачи зависят от положения кулачка К2, устанавливаемого штурвалом Р9.
При включении кулачковой муфты Af3 влево вращение от храпового колеса 60 передается через коническую передачу 32—32, шарнир Гука, шлицевый валик X и конический реверс 28—28—28 валу XI и далее, в зависимости от положения подвижной шестерни 42, либо ходовому винту XII для сообщения поперечной подачи столу, либо через шестерни 42—28, валик XIII, коническую передачу 20—38 ходовому винту XIV для сообщения вертикальной подачи стола с поперечиной. Изменение направления подачи осуществляется переключением муфты Л14 конического реверса.
При наибольшем размахе качания коромысла храповое колесо 60 повернется на 10 зубьев и соответственно максимальная подача стола за один двойной ход ползуна составит 3 мм
Подача суппорта производится от качающегося сектора С. При каждом ходе ползуна сектор С вследствие трения о планку, закрепленную на станине, поворачивается на своей оси на некоторый угол и через шатун 111 и храповой механизм, валик XVII, конические передачи 15—15 и 15—15 сообщает вращение маточной гайке Г, благодаря чему суппорт перемещается на величину, зависящую от положения кривошипного пальца сектора С.
Наибольший размах качания сектора С обеспечивает поворот храпового колеса 40 на 5 зубьев и соответственно максимальную подачу суппорта на один двойной ход ползуна в 0,625 мм.
Вспомогательные движения. Быстрое перемещение стола и поперечины осуществляется путем включения кулачковой муфты Л13 вправо В этом случае шлицевый вал А' получает вращение не ог храпового механизма, а от вала / через клиноременную передачу 205—205, вал VII, червячную передачу 2—40 и вал VIII
Вал XV и червячная передача 1—67 служат для поворота корпуса стола относительно продольной оси, а вал XVI и червячная передача 1—28 — для поворота верхней плиты стола относительно поперечной оси.
Величина хода ползуна, зависящая от радиуса кривошипа, может изменяться вращением рукоятки Pt, которая через валик XXII, конические шестерни 17—17 и ходовой винт XXIII перемещает по направляющим кулисного колеса кривошипный палец П.
Место хода ползуна относительно стола может быть изменено вращением рукоятки Р2, которая через валик XX, конические шестерни 22—30 и ходовой винт XX/ перемещает ползунок А, закрепляемый рукояткой Р3.
Рукоятка Pi служит для ручного перемещения суппорта, а ру коятка Р5—-для переключения муфты Af3.
Рис. 1112. Кинематическая схема поперечно-строгального станка модели СПС-01
222
Узлы поперечно-строгального станка модели СПС-01
Кривошипно-кулисный механизм. На рис. 113, б показана схема кривошипно-кулисного механизма. Кривошип получает равномерное вращение против часовой стрелки относительно точки О1# Кулиса Ка шарнирно связана в точке В с ползуном П. По средним направляющим кулисы скользит кулисный камень Кк , который соединен шарниром А с кривошипом R. Нижние направляющие кулисы охватывают опорный камень Б, свободно вращающийся на неподвижной оси О2- ।
При равномерном вращении кривошипа R кулиса Ка получает сложное качательное движение, а ползун П — прямолинейное возвратно-поступательное движение.‘Как видно из графика скоростей (рис. 113, а), ползун непрерывно изменяет свою скорость движения от нуля до максимума и вновь до нуля. Нулевые скорости движения ползун имеет при конечных положениях механизма, когда шарнир В находится в точках Ь' и Ь", а шарнир А соответственно в точках а' и а".
За время хода ползуна вперед кривошип R, вращаясь против часовой стрелки, переместится из положения О\а' в положение Oia", т. е. повернется на угол а. При обратном ходе кривошип R, продолжая вращаться из положения Oia", вновь займет положение Oiaf, повернувшись на угол 0.
Из схемы видно, что угол а всегда больше угла 0 и соответственно время хода ползуна вперед будет больше времени хода назад. Однако путь, проходимый ползуном при коде вперед и при ходе назад, остается одинаковым, и, следовательно, средняя скорость рабочего хода будет существенно меньше скорости обратного хода.
Механизм подачи стола. Составной частью привода подач в станках строгальной группы является храповой механизм или муфта свободного хода. Изменение величины подачи обеспечивается различными методами. В станках устаревших конструкций для этой цели изменяли величину радиуса кривошипа за счет перестановки пальца кривошипа в радиальном пазу приводного диска. Такая конструкция привада подач требует сравнительно большой затраты времени на изменение величины подачи.
Несколько более современной конструкцией привода подач является привод с перекрывающим щитком. В этом случае изменение величины подачи достигается поворотом щитка с таким расчетом, чтобы в пределах угла качания храповой собачки зубья храпового колеса оставались открытыми только в том количестве, которое необходимо для осуществления выбранной подачи.
В станке модели СПС-01 применена одна из наиболее современных конструкций привода подач (рис. ИЗ, в). Приводной вал 12, связанный с кулисным колесом, сообщает непрерывное вращение эксцентрику 10, который закреплен на валу 12 шпонкой 13. Нажимая на шарикоподшипник 9, эксцентрик 10 приводит
в качательное движение ось 8 и двуплечий рычаг 6, закрепленный на валу 7. С рычагом 6 связана ось 5, на которой установлена собачка 4, находящаяся в постоянном зацеплении с храповым колесом 3. При качании рычага 6 в направлении стрелки а собачка, упираясь в один из з’убьев храпового колеса 3. увлекает его за собой, поворачивая на определенный угол. Во время движения рычага 6 в обратном направлении под действием пружины 11 (по стрелке б) собачка, скользя по спинкам зубьев, приподнимается и не поворачивает храповое колесо. От храпового колеса 3 движение через вал 2 и коническую шестерню / передается по кинематической цепи подач ходовому винту стола.
Заданная подача устанавливается штурвалом 16 путем его поворота до совмещения риски нужной величины подачи с указателем 17. Со штурвальным диском посредством втулки 15 жестко связан эксцентрик 14. Поворот штурвала вызывает изменение положения эксцентрика 14, против которого на оси 8 установлен ролик 18. От положения эксцентрика 14 зависит размах качания рычага 6, а соответственно и величина подачи.
Механизм подачи суппорта. Для осуществления механических подач суппорта в станке модели СПС-01 использован механизм, изображенный на рис. 113, г. В ползуне 1 на эксцентричной оси 9 установлен секторный кривошип 10. На секторную часть кривошипа наклепана накладка 11 из фрикционного материала. В середине кривошипа имеется радиальный паз а, в котором перемещается переставной палец 8. 'Последний может быть закреплен с помощью гайки 6 и планки 7. Для создания нужной силы трения кривошип 10 путем поворота эксцентричной оси 9 плотно прижимается своей секторной частью к продольной планке 12, привинченной к станине станка.
Кривошип 10 вследствие трения между накладкой 11 и планкой 12 при каждом изменении направления движения ползуна 1 совершает качательное движение, которое через шатун 5 и палец 13 передается коромыслу 4. В корпусе коромысла имеется собачка 16, находящаяся в зацеплении с храповым колесом 15. жестко закрепленным на валу 14. Собачка 16 в своей рабочей части с одной стороны имеет прямой срез, а с другой стороны — скос.
При качании коромысла в направлении прямого среза собачки происходит поворот колеса 15 и соответственно подача суппорта. При обратном качании коромысла собачка благодаря скосу приподнимается вверх и, проскакивая по зубьям, не производит поворота колеса 15.
Выключение подачи осуществляется подъемом собачки 16 за пуговку 3 и поворотом ее на 90°.
Кулачковая шайба 2 предназначена для фиксации рабочего и холостого положений собачки.
« ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОДЕЛИ 737 Общая характеристика станка
Назначение станка. Поперечно-строгальный станок предназначен для обработки строганием горизонтальных, вертикальных и наклонных плоских и фасонных линейчатых поверхностей и пазов различного профиля у деталей малых и средних размеров и среднего веса в условиях индивидуального и мелкосерийного производства. Чаще всего поперечно-строгальный станок модели 737 применяется в. инструментальных и ремонтных цехах.
Техническая характеристика станка
Длина хода ползуна в мм: наибольшая............................ 900
наименьшая.......................... 150
Размеры рабочей площади стола (длйнаХширина) в мм 900X450 Наибольшее перемещение стола в мм горизонтальное ............................. 850
вертикальное ........................... 320
Скорость быстрого перемещения столп в м!мин горизонтальное ...................... 2,58
вертикальное.......................... 0,139
Наиботьшее вертикальное перемещение резцовой головкн в ми .................... 200
Наибольший угол поворота резцовой головки в град . . ±60
Пределы скоростей ползуна в м!мин....... 3—37
Наибольшая величина поперечной подачи стола в мм!дв ход .................. 5
Мощность электродвигателя гидропривода станка в кот 9,1
Основные узлы станка (рис. 114). А —опорная стойка; Б — поперечина; В — стол; Г-—суппорт; Д — гидропанель привода движения резания, Е— -станина; Ж— ползун; 3 — основание станины; И — гидроцилиндр привода подач; К — механизм привода подач и быстрых перемещений стола.
Органы управления. / — рукоятка ручного перемещения суппорта, 2 — рукоятка для изменения направления подач и быстрых перемещений стола и поперечины, 3 — маховичок для изменения величины подач; 4 — упоры для установки места хода и длины хода ползуна; 5 — рукоятка для изменения скорости хода ползуна; 6 — кнопочная станция.
Движения в станке. Д в и ж е н и е резания—прямолинейное возвратно-поступательное движение ползуна с суппортом и резцом. Движения подач — прерывистое прямолинейное поступательное перемещение стола с обрабатываемой деталью в поперечном и «вертикальном направлениях и прерывистое прямоли
нейное поступательное перемещение суппорта с резцом в вертикальном направлении. Вспомогательные движения — механизированные быстрые и ручные установочные перемещения стола в поперечном и вертикальном направлениях и ручные перемещения суппорта.
Принцип работы. Обрабатываемую деталь закрепляют на столе станка, который устанавливают в требуемое положение по высоте в зависимости от размера обрабатываемой заготовки.
Резец устанавливают и закрепляют в резцедержателе суппорта. Ползуну с суппортом сообщается возвратно-поступательное движение, причем при ходе его вперед происходит снятие стружки с обрабатываемой детали (рабочий ход); при ходе назад с повышенной скоростью (холостой ход) снятие стружки не производится.
Во избежание повреждения режущей кромки резца и обработанной поверхности резец вместе с откидной доской несколько приподнимается вверх
Периодическая подача стола с деталью осуществляется в конце холостого хода ползуна. При обработке вертикальных и наклонно расположенных поверхностей, а также при строгании пазов различных профилей подача сообщается не столу, а суппорту, который может быть повернут на соответствующий угол относительно головки ползуна В этом случае поворотная доска смещается в сторону для обеспечения отвода резца от обработанной поверхности при обратном холостом ходе ползуна.
Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола в поперечном и вертикальном направлениях и перемещением суппорта.
Настройка на требуемую длину хода и место хода ползуна достигается соответствующей установкой упоров, расположенных на ползуне.
Конструктивные особенности. Станок модели 737 оснащен гидроприводом для осуществления возвратно-поступательного движения ползуна (движения резания). Стол станка имеет гидромеханическую подачу в горизонтальном и вертикальном направлениях. Вертикальная подача суппорта осуществляется только вручную с отсчетом ее величины по лимбу.
Модели поперечно-строгальных станков. В настоящее время применяются станки следующих моделей с кулисным приводом ползуна: 7311, 733, 7Б35, 7А35, 736. Все более широкое распространение получают также гидрофицированные поперечно-строгальные станки моделей 7М36, 737, 7М37 и др.
Рис 114. Общий вид поперечно-строгального станка модели. 737
g Кинематика станка модели 737
Движение резания. Возвратно-поступательное перемещение ползуна (рис. 115) производится гидроприводом. Питание гидросистемы осуществляется двумя насосами, имеющими общий вал. Насос Hi имеет производительность ПО л!мин, а насос Н2 — 50 л!мин.
Золотник переключения 3i позволяет изменять скорость рабочего хода ползуна в 'пределах от 3 до 37 м/мин. Этот золотник может быть установлен с помощью рукоятки Р в одно из фиксированных положений.
При первом положении золотника переключения (показанном на схеме) масло нагнетается в рабочий цилиндр насосом Н2. Часть масла через пусковой кран Ki поступает в правые полости золотника управления З3 и тормозящего золотника 34, смещая их влево (см. схему). Основной поток масла через дроссель Д1 направляется в реверсивный золотник 32, через его правую выточку попадает в правую выточку золотника 34 и идет в правую полость рабочего цилиндра, смещая поршень и связанный с ним ползун влево. Из левой полости цилиндра через левую выточку тормозящего золотника 34, левую выточку реверсивного золотника 32 и выточку золотника управления З3 масло сливается в бак. При подходе ползуна к левому крайнему положению правый переставной упор, укрепленный на ползуне, повернет рычаг Р\ и сместит золотник управления Зз вправо; при этом масло из напорной магистрали направится в левую полость реверсивного золотника 3» и сместит его вправо.
В этом случае масло от насоса Я2 будет направляться через дроссель левую выточку реверсивного золотника 32 и левую выточку тормозящего золотника 34 в левую полость рабочего цилиндра, смещая поршень с ползуном вправо.
Из правой полости цилиндра через правую выточку тормозящего золотника 34, правую выточку реверсивного золотника 32 и выточку золотника управления З3 масло сливается в бак. В этом случае насос Hi не подает масла в Магистраль движения резания, но частично нагнетает масло в магистраль движения подачи, и частично через переливной клапан Пл масло сливается в бак.
Для увеличения скорости движения ползуна золотник 3j перемещается во второе положение (среднее), при этом в систему поступает масло, нагнетаемое насосом Hi, а от насоса Н2 масло сливается в резервуар через переливной клапан Пл
Для получения максимальной скорости хода ползуна . до 37 м(мин золотник 31 смещается в левое крайнее положение, при котором масло нагнетается в систему обоими насосами.
Для остановки движения ползуна пусковой кран К\ поворачивается на 90°, при этом масло, нагнетаемое обоими насосами, сливается непосредственно в бак. Под действием пружины тормозя
щий золотник 34 смещается вправо, перекрывая все каналы, вследствие чего ползун быстро останавливается.
В пределах каждой ступени скорость рабочего хода ползуна может плавно изменяться дросселированием масла посредством дросселя Д|, управляемого рукояткой. Скорость обратного хода ползуна больше скорости рабочего хода вследствие разности рабочих сечений цилиндра с правой и левой сторон.
Движения подач. При рабочем ходе ползуна часть масла из напорной магистрали, проходящая через' правую выточку реверсивного золотника 32, смещает вправо золотник подачи 3$. В этом случае масло от насоса Н\ проходя через правую выточку золотника подачи 3s, направляется в верхнюю полость цилиндра привода подачи, перемещая поршень вниз.
На пиноли поршня нарезана рейка, которая при перемещении вниз приводит во вращение реечное колесо 28, однако муфта обгона Afot в этом случае выключается, и вращение от реечной шестерни 28 валу / не передается. Происходит зарядка механизма подачи. Масло из нижней полости цилиндра привода подачи вытесняется через левую выточку золотника подачи З5 в бак.
При холостом обратном ходе ползуна часть масла, проходящего через реверсивный золотник 32, смещает' золотник З5 влево, вследствие чего масло, нагнетаемое насосом Hi, направляется через правую выточку золотника подачи З5 в нижнюю полость цилиндра привода подачи, смещая поршень и пиноль с рейкой вверх.
В этом случае реечная шестерня 28 будет вращаться в противоположную сторону и заклинивать муфту обгона Мо1 , вследствие чего будет сообщено вращение валу /.
От вала / (условно показанного изогнутым) приводится в движение конический реверс 26—27—27, управляемый кулачковой муфтой М, вал // и шестерня 30 на скользящей шпонке.
Для включения поперечной подачи стола шестерня 30 вводится в зацепление с шестерней 26, укрепленной на ходовом винте ///. Включение вертикальной подачи стола достигается вводом шестерни 30 в зацепление с шестерней 46, укрепленной на валу IV; движение через червячную передачу 4—28 сообщается маточной гайке, выполненной заодно с червячным колесом 28.
Величина подачи настраивается маховичком Мх.
Подача суппорта в вертикальном направлении производится только вручную поворотом рукоятки Р.
Вспомогательные движения. Быстрые перемещения стола в горизонтальном и вертикальном направлениях осуществляются электродвигателем мощностью 1 . кет, от которого движение передается через шестерни 16—36, вал VI, шестерни 22—72, муфту обгона М и далее по кинематическим цепям рабочих подач.
Рис. 115. Кинематическая схема поперечно-строгального станка модели 737
2 ДОЛБЕЖНЫЙ СТАНОК МОДЕЛИ 743
Общая характеристика станка
Назначение станка. Станок предназначен для обработки фасонных отверстий (квадратных, шестигранных, М|НОгошлицевых и др.), прорезки внутренних шпоночных пазов и строгания наружных коротких линейчатых поверхностей. Долбежный станок модели 743 используется в индивидуальном и мелкосерийном производстве.
Техническая характеристика станка
Диаметр круглого стола в мм.................... 610
Ход долбяка в мм: наименьший..................................... 20
наибольший................................. 300
Наибольшее перемещение стола в мм. продольное ................................... 600
поперечное.................................. 600
Наибольшая высота обрабатываемой детали в мм . . . 770
Число скоростей долбяка............................. 4
Пределы чисел двойных ходов долбяка в минуту ." . . 20—80
Количество величин подач стола.................. 40
Продольная и поперечная подача стола в мм/дв ход. наибольшая...................................... 2
наименьшая................................. о,05
Круговая подача стола в град}дв ход наибольшая.................................... 2/3
наименьшая............................. . . 1/60
Мощность приводного электродвигателя в кет .... 5,2
Основные узлы станка (рис. 116). Л—стол; Б — долбяк; В— поперечные салазки; Г — продольные салазки; Д — коробка скоростей с кривошипно-кулисным механизмом; Е — привод подачи; Ж — станина.
Органы управления. 1—маховичок ручного поперечного перемещения стола; 2—маховичок ручного кругового поворота стола; 3 — маховичок ручного продольного перемещения стола; 4 — квадрат для изменения места хода долбяка; 5 — рукоятки переключения коробки скоростей; 6— квадрат для изменения длины хода долбяка
Движения в станке. Движение резания — прямолинейное возвратно-поступательное движение долбяка в вертикальном направлении. Движения подач — прерывистое поступательное
перемещение стола в продольном и поперечном направлениях и периодический поворот стола относительно своей оси. Вспомогательные движения — ручные установочные перемещения стола, регулирование длины хода долбяка и установка места хода долбяка.
Принцип работы. Резец специальной конструкции закрепляют в резцедержателе долбяка; обрабатываемую деталь устанавливают на круглом столе станка. Движение долбяка вниз является рабочим ходом, в течение которого происходит снятие стружки с обрабатываемой детали. Движение долбяка вверх является холостым ходом, в конце которого происходит подача стола с деталью в одном из возможных направлений. При обработке плоскостей столу сообщается продольная или поперечная подача, а при обработке цилиндрических участков поверхностей — круговая подача.
Механизм ручного поворота стола снабжен устройством, позволяющим делить заготовку на нужное количество равных частей или поворачивать ее на заданный угол.
Конструктивные особенности. Станок модели 743 в отличие от других типов долбежных станков имеет качающуюся кулису, обеспечивающую лучшую работу станка.
Для изменения длины хода долбяка применено устройство с кривошипным диском, обеспечивающее высокую жесткость кулисного механизма.
Для обработки матриц вырубных штампов и подобных деталей с поднутренными поверхностями направляющие долбяка могут быть повернуты на необходимый угол поднутрения с помощью специального стяжного механизма.
Привод подач стола в станке модели 743 осуществляется от барабана с криволинейным пазом.
Изменение величины подачи производится быстродействующим устройством, что значительно сокращает время на перенастройку станка. Этому же способствует применение конического реверса для изменения направления движения стола вместо перекидной собачки храпового механизма.
Для предохранения деталей механизма подач от поломок тяга, соединяющая приводной рычаг с поводком собачки, имеет встроенную пружину.
Другие модели долбежных станков. Отечественной станкостроительной промышленностью освоено большое количество типоразмеров станков с длиной хода от 100 до 900 мм Наибольшее распространение получили станки модели 7412, 7417, 7420, 7А420, 747М, 745А, 743, 7480, 7430, 7450.
Рис. 11|6. Общий вид долбежного станка модели 743
15
229
Кинематика станка модели 743
Привод движения резания. От электродвигателя мощностью 5,2 кет (рис 118) вращение передается плоскоременной передачей 100—320 валу / коробки скоростей Два двойных подвижных блока Шестерен Б\ и Б% позволяют получать на валу II, как видно из рис. 117, четыре различные скорости вращения. Полый вал/// с кривошипом К получает вращение от коробки скоростей через шестерни 14—80.
На кривошипном пальце находится кулисный камень, который скользит по направляющим кулисы. При вращении вала /// с кривошипом Л кулиса через тягу сообщает долбяку прямолинейное возвратно-поступательное движение.
Движение подач. Привод подач состоит из кулачкового и храпового механизма, реверса и механизмов подач стола. Движение подачи заимствуется от вала ///, на правом конце которого закреплен барабан с кривошипным пазом. В паз входит ролик двуплечего рычага Рг. Последний связан тягой с кривошипом вала VI. На левом конце вала VI установлен рычаг с двумя собачками, зацепляющимися с храповым колесом 120. За каждый оборот вала ///, иначе говоря, за двойной ход долбяка, собачки поворачивают храповое колесо 120 на определенное количество зубьев. Поворот храпового колеса происходит при холостом ходе долбяка.
Собачки смещены относительно друг друга на половину шага храпового колеса, благодаря чему возможна подача на половину шага зубьев. Величина подачи регулируется изменением длины плеча рычага Рг При наименьшей величине подачи храповое колесо 120 поворачивается на полшага, т. е. на 1/240 часть сворота. При максимальной подаче колесо поворачивается на 20 зубьев, т. е. на часть оборота. Всего станок имеет 40 величин подач.
От храпового колеса, закрепленного на валу VII, движение передается через конический реверс 20—20—20 и шестерни 60—50—30 распределительному вал} /А и далее по различным кинематическим цепям подач.
При включении к\лачковой муфты М2 вращение от распределительного вала /X передается через винтовые колеса 19—19, .муфту /И2, вал X, винтовые колеса 15—20, вал XI, шестерни 24—24. вал XII и винтовые колеса 16—24 маточной гайке, связанной с неподвижным ходовым винтом XIII, благодаря чему стол получает поперечную подачу, минимальная величина которой $лт11|опреде-ляется выражением
Ь 1-20-60-19-15-24-1G
5zirniii— 2 120 20 30 19-20-24 24
12=0,05 мм/дв. ход.
Продольному ходовому винту XV вращение передается от распределительного вала IX винтовыми колесами 19—19, кулачковой муфтой Л1з, валом XIV и винтовыми колесами 12—24
Круговая подача стола осуществляется от распределительного вала IX винтовыми колесами 19—19, кулачковой муфтой М4, валом XVI, коническими шестернями 20—30, валом XVII и червяч-
ной передачей /—120. Наименьшая величина поворота стола в градусах sK ш h) может быть определена из выражения
2 120 20 30 19 30 120 о 1°
*'го,п 1- 1-20-60-19-20- 1 60
Вспомогательные движения. В центре полого вала /// расположен вспомогательный вал IV, который через шестерни 46—21—17 и вал I связан с кривошипным диском Д\. При вращении вручную вала IV поворачивается кривошипный диск Д1 с эксцентрично расположенным на нем пальцем К. Благодаря этому изменяется радиус кривошипа от оси пальца К до центра вала /// и соответственно изменяется длина хода долбяка. У станка модели 743 величина хода долбяка может изменяться в пределах от 20 до 300 мм.
Место хода долбяка устанавливается поворотом вала XIX, который через конические шестерни 16—16 и вертикальный ходовой винт XVIII перемещает ползунок, связывающий долбяк с поводком кулисы.
Рис 118 Кинематическая схема долбежного станка модели 743
231
ДОЛБЕЖНЫЙ СТАНОК МОДЕЛИ 7430
Общая характеристика станка
Назначение станка. Станок предназначен для обработки фасонных отверстий (квадратных, шестигранных, шлицевых и др.), прорезания шпоночных пазов и канавок в конических и цилиндрических отверстиях, а также для строгания наружных коротких плоских и фасонных линейчатых поверхностей в условиях индивидуального и мелкосерийного производства.
Технмческаа характеристика стайка
Ход долбяка в мм наибольший........................................ 380
наименьший........................................... 125
Наибольшая высота обрабатываемой детали в мм . . . 300
Скорость рабочего хода долбяка в м/мин: наибольшая.......................................... 16
наименьшая............................................ 5
Пределы величин подач в лж за двойной ход долбяка: продольных.......................................... 0—1,25
поперечных..................................... 0—2,5
Пределы величин круговых подач в град за двойной ход долбяка................................................. 0—2
Расстояние от резцовой головки до станины в мм . . . 560
Наибольший ход стола в лмс поперечный......................................... 635
продольный......................................... 635
Диаметр стола в мм...................................... 650
Наибольший угол поворота ползуна в град................. 10
Мощность приводного электродвигателя в кет ..... 7
Производительность насосов в л)ник ....... . 100 и 25
Основные узлы станка (рис. 119). Л—стол; Б —долбяк с резцовой головкой; В — станина; Г—гидропанель управления движением резания и подачей, Д — привод подач; Е — продольные салазки; Ж — поперечные салазки.
Органы управления. 1 — квадрат ручного продольного перемещения стола; 2 — рукоятка делительного устройства поворота стола; 3 — рукоятка включения и выключения подач; 4 — кнопочная станция; 5 — рукоятка пуска и остановки станка; 6—квадрат для установки места хода долбяка; 7 — рукоятка установки скорости хода долбяка; 8 — рукоятка установки величины подачи; 9 — квадрат ручного поперечного перемещения стола; 10— рукоятка реверсирования стола; 11— маховичок ручных продольных и прпе-речных перемещений стола.
Движения в станке. Движение резан и я — прямолинейное возвратно-поступательное движение долбяка с резцом в вертикальном направлении. Движения подач—^прерывистое перемещение стола в продольном и поперечном направлениях, а также периодический поворот стола относительно своей вертикальной оси. Вспомогательными движениями являются ручные установочные и быстрые механизированные перемещения стола, установка длины хода и места хода долбяка.
Принцип работы. Резец специальной конфигурации закрепляют в резцедержателе долбяка. Обрабатываемую деталь устанавливают на круглом столе станка. Движение долбяка вниз является рабочим ходом, в течение которого (происходит снятие стружки с обрабатываемой детали. Движение долбяка вверх представляет собой холостой ход, конце которого происходит продольная или поперечная подача стола с деталью или поворот стола вокруг вертикальной оси (круговая подача). При обработке плоскостей столу сообщается продольная или поперечная подача, а при обработке цилиндрических участков поверхностей — круговая подача.
Механизм ручного поворота стола снабжен специальным делительным устройством, позволяющим делить заготовку на любое нужное количество равных частей или поворачивать стол с заготовкой на заданный угол.
Конструктивные особенности. В отличие от ряда моделей станков с кулисным приводом долбяка и механическим приводом «подачи в станке модели 7430 возвратно-поступательное движение долбяку сообщается гидроприводом, а продольные, поперечные и круговые подачи стола осуществляются гидромеханическим устройством.
Долбяк соединен с рабочим цилиндром, а скалки поршня рабочего цилиндра закреплены неподвижно. Реверсирование движения долбяка и настройку на требуемую величину хода осуществляют посредством упоров, находящихся в боковом пазу долбяка. Место хода долбяка настраивается перемещением долбяка относительно цилиндра.
Механическая подача стола и перемещение его вручную одновременно невозможны благодаря наличию блокировочного механизма. Для обработки матриц, штампов и других подобных деталей с наклонными внутренними поверхностями направляющие долбяка могут быть повернуты на угол до 10е. На нижнем конце долбяка имеется отверстие для крепления резцовой головки, которая может быть повернута вокруг своей оси на 360°
Рис 119. Общий вид долбежного станка модели 7430
233
§ Кинематика станка модели 7430
Движение резания. Возвратно-июступательное перемещение дол-бяка с резцом осуществляется гидроприводом, получающим питание от сдвоенного насоса Hi и Н2 производительностью соответственно 25 и 100 л!мин. Этот масос приводится в движение электродвигателем мощностью 7 кет через клиноременную передачу 175—255 (рис. 120,6). Масло, нагнетаемое насосами Н\ и Н2, попеременно поступает в нижнюю или верхнюю полость рабочего цилиндра Ц\, жестко связанного с долбяком.
Движения подач. Подача стола осуществляется в момент реверсирования долбяка с холостого на рабочий ход, а зарядка механизма подач происходит при «переключении долбяка с рабочего хода на холостой. При подходе долбяка к верхнему крайнему положению масло от насоса Н\ поступает в рабочую полость цилиндра Ц2 и перемещает вниз поршень со штоком Ш. Последний связан со стаканом Сн, на котором нарезана рейка. Реечное колесо 20, находящееся в зацеплении с рейкой, поворачивает вал /, муфту обгона Afo и шестерню 35, которая зацепляется с колесом 36, установленным на валу //. От вала II через конический реверс 27—29—27, управляемый муфтой jM|, приводится во вращение вал III, от которого цепи подач разветвляются.
Продольная подача стола осуществляется но цепи: шестерни 28—43—30, муфта М2, ходовой винт IV. Поперечная подача сообщается от шестерни 28 через шестерни 43—40, муфту М3, шестерни 26—25—39, вал V и винтовую зубчатую передачу 19—19 ходовому винту VI. Круговую подачу стол получает от шестерни 28 через шестерни 43—40—30, муфту вал VII, цилиндрическую передачу 23—23, вал VIII и червячную передачу 1—72.
Вспомогательные движения. Ручные продольные и поперечные перемещения стола осуществляются маховичком Alvi через зубчатую передачу внутреннего зацепления, вал /// п далее ио цепям механических подач. Установочное перемещение стола в продольном направлении производится квадратом А'ь в поперечном направлении— квадратами К2 и Кз- Поворот стола при делении заготовки на равные части осуществляется рукояткой Р с помощью делительного диска Д, прикрепленного к столу, при включении муфты Л14 вниз.
Для быстрых перемещении стола предусмотрен электродвигатель мощностью 1,7 кет, движение от которого передается через шестерни 15—35, муфту обюна А1в и по кинематическим цепям рабочих подач.
Настройка станка на требуемую величину подачи производится маховичком Л1х2, при -вращении которого посредством шестерен 30—14—30 поворачивается гайка Г, устанавливающая упор У. который ограничивает ход стакана Сн с рейкой
Длина хода долбяка настраивается переставными упорами У| и У2 (рис. 120,о), место хода его обеспечивается поворотом квад
рата А4 (рис. 120,6) через конические шестерни 20—30 и вертикальный ходовой винт XI, перемещающий долбяк относитетьпо цилиндра.
Гидропривод станка. После включения электродвигателя масло, подаваемое насосом Н2 (рис. 120, а), через дроссель Д поступает в золотник 32.
При положении золотника 32, указанном на схеме, через левую его выточку масло направляется в левый канал поворотного сальника Сив верхнюю полость рабочего цилиндра Ц\, осуществляя холостой ход долбяка. Из нижней полости рабочего цилиндра через правый канал поворотного сальника С, правую выточку золотника 32 и выточки / и 2 золотника управления 3( масло сливается в бак.
В конце холостого хода долбяка нижний переставной упор У|, воздействуя на рычаг Р, перемещает золотник 3| влево. В этот момент часть масла от насоса подач Hi через выточки 3 п 4 и обратный клапан Ok'i поступает под правый торец золотника 32 и смещает его влево; «при этом масло oi насоса Н2 через дроссель Д и правую выточку золотника 32 будет поступать в правый канал поворотного сальника Сив нижнюю полость рабочего цилиндра Ц\, осуществляя рабочий ход долбяка. Масло, находящееся в верхней полости цилиндра Ц\, через левый канал сальника, левую выточку золотника 32 и выточки 5 и 6 золотника 3| будет сливаться в бак. По окончании рабочего хода долбяка верхний переставной упор У2 рычагом Р сместит золотник 3| вправо; при этом часть масла от пасоса Н\ подач через выточки 7 и 8 и обратный клапан Ок2 поступит под левый торец золотника 32 и переместит его вправо; в этом случае долбяк будет совершать холостой ход, повторяя цикл работы.
Зарядка цилиндра подач Ц2 происходит следующим образом. При ходе долбяка вверх от насоса Hi масло поступает под правый торец золотинка подачи З3, смещая его влево; масло, находящееся слева от золотника З3, проходя но каналам и через выточки 4 и 9. сливается в бак
Основной поток масла ог насоса подачи 111 через правую выточку золотника З3 поступает в нерабочую полость цилиндра подач Ц2 Масло из рабочей полости этого цилиндра через левую выточку золотника Зл сливается в бак.
При ходе долбяка вниз масло, подаваемое насосом подачи //ь через выточки 3 и 4 поступит под левый торец золотника З3 и сместит его вправо, а масло, находящееся справа от золотника Зл, поступит в систему. Такое смещение произойдет ввиду разности в сечениях левой и правой полости цилиндра золотника З3. При правом положении золотника Зз основной поток масла от насоса Hi пойдет через левую его выточку в рабочую полость цилиндра подач Ц2, осуществляя подачу.
235
Рис 120 Кинематическая схема долбежного станка модели 7430
ГОРИЗОНТАЛЬНО-ПРОТЯЖНОМ СТАНОК
МОДЕЛИ 75I0M
Общая характеристика и кинематика станка
Назначение станка. Станок предназначен для обработки точных отверстий различных профилей и размеров с помощью специальных режущих инструментов — протяжек При наличии несложных приспособлений на станке могут быть обработаны короткие наружные фасонные поверхности. Наибольшее применение протяжной станок 7510М получил в массовом и крупносерийном производстве.
Техническая характеристика станка
Наибольшее тяговое усилие в 7...................... 10
Наибольшая скорость притягивания в м)мин............... 7,5
Ход протяжки в мм: наибольший......................................... 1350
наименьший......................................... 150
Основные узлы станка (рис. 121, а). А—тумба; Б — верхняя станина с кареткой; В — нижняя станина; Г — золотниковое устройство; Д — привод станка; Е — рабочий цилиндр.
Органы управления: 1 — рукоятка управления золотником; 2 — рукоятки для изменения скорости протягивания.
Движения в станке. Движение резания — поступательное движение штока с протяжкой. Движение подачи в протяжных станках отсутствует. Вспомогательное движение — бысг-рое перемещение штока с захватом в исходное положение.
Принцип работы. Протяжку узкой частью вставляют в предварительно обработанное отверстие заготовки и закрепляют замком головной части штока. Обрабатываемую деталь упирают в патрон, установленный на передней стенке верхней станины. Штоку с протяжкой сообщается медленное поступательное движение. Протяжку изготовляют так, что ее каждый последующий рабочий зуб несколько превышает предыдущий. Благодаря этому, несмотря па отсутствие подачи, каждый рабочий зуб срезает с обрабатываемой поверхности стружку небольшой толщины.
У протяжек для обработки фасонных отверстий (шестигранных, квадратных, шлицевых и др ) каждый последующий рабочий зуб не только превышает размер предыдущего, но и изменяет свою конфигурацию постепенно — от круглой формы до окончательной формы контура обрабатываемого отверстия.
Последние калибрующие зубья протяжки окончательно зачищают отверстие и придают ему требуемые размеры и форму.
I
После выхода протяжки из обрабатываемой детали движение штока прекращается. Обрабатываемую деталь снимают со станка, протяжку' освобождают из замка и шток быстро возвращают в исходное положение. Далее цикл обработки повторяется.
Движение резания. Продольное поступательное перемещение штока с протяжкой осуществляется гидроприводом (рис. 121, 6), состоящим нз электродвигателя мощностью 11,8 кет, двух насосов И[ и Н2 производительностью по 70 л/мин каждый, имеющих общий вал, крана К\, двух обратных клапанов Ок и Окь переливного клапана Пл, дросселя Д\, золотника управления 31 и рабочего цилиндра с поршнем.
Для высоких скоростей протягивания (от 3,75 до 7,5 м/мин) используется масло, подаваемое обоими насосами, регулирование скорости достигается изменением количества масла, подаваемого насосом Н2. В этом случае, как показано на схеме, кран Ki закрыт.
При скоростях протягивания до 3,75 м}мин масло нагнетается только насосом Н2, а кран Ki открывается, вследствие чего масло, подаваемое насосом Hi, сливается в бак.
Масло от насоса Н2 нагнетается через дроссель в золотник Зь который имеет три фиксированных положения.
Включение рабочего хода станка обеспечивается установкой золотника 31 в крайнее левое положение (как показано на схеме), при котором масло из насоса Н2 проходит через дроссель Дь левую выточку золотника 31 и поступает в левую полость рабочего цилиндра.
Масло, нагнетаемое насосом Hi, откроет левый обратный клапан Ок и вместе с потоком масла от насоса Н2 поступит также в левую полость рабочего цилиндра; из правой полости масло будет уходить в бак через правую выточку золотника Зь
Для остановки поршня со штоком золотник 3\ смещают вправо. При этом масло от насоса Н2, минуя дроссель Д\, сливается непосредственно в бак; масло от насоса Hi открывает оба обратных клапана Ок и и тем же путем направляется в бак.
Обратный быстрый ход поршня со штоком в исходное положение осуществляется смещением золотника в правое крайнее положение. При этом масло из напорной магистрали получит доступ в обе полости рабочего цилиндра и вследствие различных площадей рабочих сечений цилиндра с правой и левой стороны заставит поршень смещаться справа палево. *
Масло из левой полости цилиндра будет перетекать в правую полость, сообщая поршню повышенную скорость движения.
Ltt
« КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 3151
Общая характеристика станка
Назначение станка. Станок предназначен для наружного шли* фовання в центрах цилиндрических, пологих конических и торцовых поверхностей деталей.
Техническая характеристика станка
Наибольший диаметр шлифуемой детали в мм..... 200
Наибольшее расстояние между центрами в мм ... . 750
Наибольшее перемещение стола в мм............ 780
Наибольший угол поворота стола в град........ ±6
Наибольшее поперечное перемещение шлифовальной бабки в мм ................... 200
Число оборотов шлифовального круга в минуту .... 1050
Число скоростей вращения патрона бабки изделия ... 3
Пределы чисел оборотов патрона бабки изделия в минуту 15—300 Скорость продольного перемещения стола в м]мим:
наибольшая.................................. 10
наименьшая............................... 0,1
Пределы величин радиальной нодачн шлифовальной бабки на ход стола в мм ............................0,01—0,03
Мощность главного электродвигателя в кет...... 7
Основные узлы станка (рис. 122). А — бабка изделия; Б — шлифовальная бабка; В—задняя бабка; Г — станина; Д — гидропривод стола; Е — стол; Ж— поворотная плита.
Органы управления. 1 — маховичок ручного поперечного перемещения шлифовальной бабки; 2 — рукоятки управления гидроприводом стола; 3 — маховичок ручного продольного перемещений стола; 4 — кнопочная станция.
Движения в станке. Движение резания - вращение шпинделя шлифовальной бабки с абразивным кругом. Круговая подача сообщается поводковому патрону, находящемуся на шпинделе передней бабки. Продольная подача — прямолинейное возвратно-поступательное движение стола с деталью. Поперечная подача представляет собой периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола. Вспомогательные движения — ручное продольное перемещение стола, ручное (поперечное перемещение шлифовальной бабки, а также быстрый отвод шлифовальной бабки гидроприводом.
Принцип работы Обрабатываемая деталь закрепляется в неподвижных центрах -передней и задней бабок, установленных на поворотной плите стола. При помощи поводкового патрона шлифуемой детали сообщается вращательное движение, окружная скорость которого соответствует скорости круговой подачи.
Шлифовальный круг, закрепленный на шпинделе шлифовальной бабки, вращается с .постоянным числом оборотов. При шлифовании цилиндрических деталей ось центров бабок устанавливают параллельно направляющим стола, а при шлифовании конических деталей поворотную плиту располагают так, чтобы ось центров бабок составляла с направляющими стола угол, равный половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовальном станке модели 3151 применяются следующие способы.
1. Способ продольной подачи, при «котором за каждый оборот шлифуемой детали последней сообщаете^„ продольное перемещение на величину, составляющую от 0,25 до 0,7 ширины шлифовального крута; для снятия же всего припуска на обработку в конце каждого или двойного хода стола шлифовальной бабке сообщается микрометрическая поперечная подача.
Этот способ «применяется только для обработки поверхностей вращения с прямолинейной образующей; он обеспечивает максимальную точность обработки.
2. Способ врезания шлифовального круга в деталь при отсутствии продольной подачи; ширина круга должна быть больше длины шлифуемого участка. Данный способ характеризуется высокой производительностью; он позволяет шлифовать как цилиндрические, так и конические и фасонные поверхности вращения. •
3. Способ глубинного шлифования, при котором шлифовальный круг, имеющий заборную коническую часть, устанавливают на полную глубину припуска па обработку.
Наиболее часто данный способ шлифования применяется для обработки жестких в.алов, не требующих особо высокой точности изготовления.
Конструктивные особенности. Особенность конструкции большинства (круглошлифовальных станков, и в частности станка модели 3151, заключается в наличии двух независимых приводов подач. Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки. •
Другой важной особенностью является применение неподвижного шпинделя бабки из тслия.
S Кинематика станка модели 3151
Движение резания. Шлифовальный круг (рис. 123) приводится во вращение электродвигателем мощностью 7 кет через клиноременную передачу ПО—150.
Движения подач. Круговая подача осуществляется поводковым патроном, приводящим во вращение обрабатываемую деталь. Патрон получает движение от электродвигателя мощностью 0,8 кет через клиноременную передачу с трехстуленчатыми шкивами, клиноременную передачу 90—215, вал ill и плоскоременную передачу 115—215.
Ступенчатошкивный привод обеспечивает три различных передаточных отношения is=0,45; 0,75; 1,51.
Зная диаметр шлифуемой детали dn в мм можно по заданной величине круговой подачи sv определить требуемое передаточное отношение is ременной передачи.
Продольная подача стола осуществляется гидроприводом. Гидравлическим накосом Н производительностью 35 л!мин через дроссель Дз> изменяющий скорость продольной подачи, масло нагнетается в напорную магистраль. Продольная подача включается установкой пускового золотника 36 в положение, указанное на схеме. При этом масло, находящееся в напорной магистрали, сдвинет вправо золотник 3$, поступит в левую выточку золотника управления 32 и через клапан Oki попадет в левую полость реверсивного золотника 3j, сместив его вправо.
Основной поток масла из напорной магистрали через левую выточку золотника 31 направляется в левую полость рабочего цилиндра, смещая поршень со столом вправо.
Из .правой полости рабочего цилиндра через правую выточку золотника и среднюю выточку золотника 32 масло сливается в бак.
При подходе стола к правому крайнему положению находящийся на столе левый переставной упор поворачивает рычаг Р, смещая золотник 32 влево. Масло из напорной магистрали через правую выточку золотника 32 и дроссель Д2 попадет в правую полость золотника 3|, сместив его влево, и основной поток мйсла поступит в правую полость рабочего цилиндра, перемещая поршень со столом влево.
Остановка продольной подачи осуществляется смещением пускового золотника Зв вниз. При этом напорная магистраль соединяется со сливным трубопроводом, масло от насоса непосредственно сливается в бак, а золотник 35 под действием пружинь} смещается влево, соединяя обе полости рабочего цилиндра.
Поперечная подача. В момент реверсирования хода стола при смещении золотника 3t масло из его левой или правой нолбсти вытесняется и направляется через кран Ki и Лг в золотник З3 периодической .поперечной подачи и далее под поршень /73, который связан с собачкой храпового механизма.
Ход поршня, а следовательно, и величина поперечной подачи регулируется жестким упором (на схеме не показан). Собачка приводит во вращение храповое колесо, движение от которого че рез вал V, шестерни 24—36, вал VI, колеса 24—96 и винтовую передачу сообщается шлифовальной бабке. Когда краны Ki и Л'2 открыты, шлифовальной бабке сообщается периодическая подача за каждый ход стола.
При закрытии крана К\ бабка получает периодическую подачу за двойной ход стола.
Для отключения периодической подачи шлифовальной бабки закрывается также кран К2- Краны Д1 и Д2 управляются одной рукояткой.
Вспомогательные движения. Ручное продольное перемещение стола достигается поворотом маховичкаМх2,закрепленного на валу VIII.
Когда вал VIII с шестерней 15 находится в положении, указанном на схеме, движение передается через шестерни 15—60, вал IX, шестерни 25—45, шестерни внутреннего зацепления 20—90, шестерни 30—30 и реечную передачу.
Для быстрого перемещения стола вал VIII с маховичком смещаются в осевом направлении; при этом шестерня 15 сцепляется с шестерней внутреннего зацепления 90 и передает вращение последнему непосредственно.
Возможность осуществления ручного продольного перемещения стола определяется положением поршня П2- Когда включена продольная подача от гидропривода, часть масла из напорной магистрали поступает в цилиндр; поршень П2, преодолевая сопротивление пружины, смещается вверх и выводит при помощи вилки колесо 30 на валу XI из зацепления с колесом 30 на валу IX, разрывая цепь ручного перемещения стола. При выключении продольной подачи, когда золотник 36 смещен вниз, давление в цилиндре падает и поршень П2 вод действием пружины смещается вниз, вводя в зацепление шее терпи 30 и 30
Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом маховичка Afxj, закрепленного на валу V. Движение передается через шестерни 24—36, вал VI, шестерни 24—96 и винтовую передачу.
Быстрый отвод шлифовальной бабки производится посредством цилиндра, поршень П\ которого связан с винтом поперечной подачи.
При перемещении поршня II\ винт движется вдоль своей оси, увлекая за собой шлифовальную бабку, с которой он связдн гайкой.
Масло для перемещения поршня П} поступает в соответствующую полость цилиндра из насоса через золотник быстрых ходов З4.
Рис. 123. Кинематическая схема круглошлифовального станка модели 3151
БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫИ СТАНОК МОДЕЛИ 3180
Общая характеристика станка
Назначение станка. Станок предназначен длй наружного шлифования гладких цилиндрических деталей типа валиков, поршневых пальцев, стержней, колец, роликов и других подобных деталей методом (продольной подачн и, кроме того, для наружного шлифования тел вращения фасонного профиля и цилиндрических деталей ступенчатой формы методом радиальной подачи. Станок применяется «в условиях серийного и массового производства.
Техническая характеристика стайка
Диаметр и|ямфования в мм, наибольший........................................... 75
наименьший............................................ 3
Наибольшая длина шлифования в км....................... 180
Расстояние между осями кругов в мм: наибольшее.......................................... 530
наименьшее.......................................... 330
Наибольшее перемещение каретки в мм...................... 120
Наибольшее перемещение бабки ведущего круга в мм: без салазок.......................................... 80
с салазками.......................................... 200
Число оборотов шлифовального круга в минуту .... 1200
Пределы чисел оборотов ведущего круга в минуту при гидравлическом приводе............................... 25—225
Пределы чисел оборотов ведущего круга в минуту при механическом приводе..................................... 13—94
Число оборотов ведущего круга в минуту при правке . 300
Наибольший угол поворота ведущего круга в град . . 6
Мощность электродвигателя шлифовального круга в кет 14
Основные узлы станка (рис. 124). А — станина; Б — бабка шлифующего крупа; В — приспособление для правки шлифующего круга; Г — опорный нож; Д — приспособление для правки ведущего круга; Е — бабка ведущего круга; Ж — салазки бабки ведущего круга.
Органы управления. /, 2, 3 — рукоятки управления приспособлением для правки шлифующего круга; 4 — рукоятка управления измерительным устройством; 5, 6, 7 — рукоятки управления приспособлением для правки ведущего круга; 8— грибок для Микрометрической радиальной ручной подачи бабки ведущего круга; 9 — маховичок для установочного перемещения бабки ведущего
круга; 10 — рычаг быстрого ручного подвода и отвода бабки ведущего круга.
Движения в станке. Движение резания — вращение шлифующего круга. Движения подач — вращение и осевое перемещение обрабатываемой заготовки и радиальное перемещение бабки ведущего круга. Вспомогательные движения — тонкое установочное перемещение бабки ведущего круга, быстрое вращение шпинделя для правки ведущего круга и перемещение приспособлений для правки шлифующего и ведущего кругов.
Принцип работы. Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном* ноже Г так, чтобы центр детали был несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скбрость которого должна соответствовать принятой для шлифовальных операций скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
Ведущему кругу также сообщается вращательное движение в том же направлении, что и шлифующему кругу, но со значительно меньшей скоростью, соответствующей скорости круговой подачи детали. Система сил, действующая на деталь со стороны абразивных кругов и опорного ножа, заставляет ее вращаться с окружной скоростью, практически равной окружной скорости вращения ведущего круга.
Салазки с опорным ножом и бабкой ведущего круга устанавливают так, чтобы расстояние между абразивными кругами точно соответствовало заданному диаметру обрабатываемой детали.
При работе методом продольной подачи ось ведущего круга устанавливают под небольшим углом (1—6°) к оси детали, в результате чего появляется осевая составляющая окружного усилия, под действием которого деталь перемещается вдоль своей оси.
При работе методом радиальной подачн ось ведущего круга располагают параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этом случае отсутствует. Радиальная подача сообщается бабке ведущего круга. Обработка при этом методе шлифования производится «по жесткому упору, который устанавливают в соответствии с заданным диаметром обрабатываемой детали. Для восстановления правильной геометрической формы абразивных кругов на станке предусмотрены два приспособления: для правки шлифующего и ведущего кругов. *
6
Рис. 124. Общий вид бесцентрового круглошлифовального станка модели 3180
g
Кинематика станка модели 3180
Движение резания. Шлифующий круг, укрепленный «на шпинделе VI (рис. 125), получает вращение от электродвигателя мощностью 14 кет через клиноременную передачу 158—190 и вращается с постоянным числом оборотов.
Движение подач. Привод механической круговой подачи. Ведущий круг, укрепленный на шпинделе /// и сообщающий обрабатываемой детали круговую подачу, «приводится в движение электродвигателем мощностью 1 кет через цепную передачу 17—23, вал I, парносменные колеса А — В, вал 11 и червячную передачу 1—30, приводящую в движение шпиндель 111 при включенной муфте М ь
Число оборотов ведущего круга пв может быть определено из выражения
. яв—1410 jjaao06/*0*-
Подбор сменных колес А — В производится по формуле
4 _ пв
В ~ 35 *
К станку прилагаются четыре пары сменных колес.
Привод гидравлической круговой подачи. Гидропривод круговой подачи состоит из шестеренного насоса Н, приводимого в движение электродвигателем мощностью 0,6 кет, гидромотора Гд, дросселя Ди предохранительного клапана Пр и переливного клапана Пл. Масло, нагнетаемое насосём, приводит в движение гидромотор Гд, ведущий вал которого через цепную передачу Z|—z3 сообщает вращение шпинделю Ill ведущего круга.
Число оборотов ведущего круга бесступенчато изменяется в пределах от 25 до 225 об!мин поворотом дросселя Д\.
Продольная подача. Величина продольной подачи детали определяется углом поворота оси ведущего круга -по отношению к оси детали и скоростью круговой подачи. Поворот бабкн ведущего круга осуществляется вручную с помощью механического устройства (на схеме не показано).
Необходимая для шлифования фасонных и ступенчатых деталей радиальная подача бабки ведущего круга осуществляется только вручную с использованием механизмов вспомогательных движений.
Вспомогательные движения. Радиальное «перемещение бабки ведущего круга производится рычагом Pi или маховичком Для быстрого отвода и подвода бабки ведущего круга используется рычаг Ри жестко закрепленный непосредственно на поперечном ходовом винте IV.
Тонкое перемещение бабки ведущего круга осуществляется маховичком Afxj. Через вал V и червячную передачу 2—24 маховичок Mxi передает вращение втулке-гайке Вг , которая смонтирована в бабке на прецизионных шариковых упорных подшипниках. В этом случае поперечный ходовой винт IV закрепляется в кронштейне станины с помощью стопора Ст.
Отсчет тонких перемещений бабки ведущего круга производится по лимбу Л, свободно установленному на валу V. На лимбе Л имеется круговой паз для закрепления переставного упора Уп.
При обработке партии одинаковых деталей неподвижный упор ’ Ун ставят, как показано на схеме, в рабочее положение, и тонкое перемещение (радиальная подача) бабки ведущего круга прекратится тогда, когда переставной упор Уп дойдет до неподвижного упора Ун.
Для компенсации износа шлифовального круга имеется грибок Гр/ который через зубчатую передачу 16—184 связан с лимбом Л и соответственно с переставным упором Уп. Грибок Гр соединен с маховичком Mxi мелкозубчатой муфтой, имеющей 22 зуба.
Наименьшая величина перемещения бабки sK для компенсации износа шлифовального круга при повороте грибка Гр на один зуб составит
22-184-24 6=0,002 ММ
Механизмы правки кругов. Шлифующий круг травится приспособлением, приводимым в движение гидроприводом. С кареткой приспособления связан шток с поршнем, цилиндр Ц которого закреплен на станине неподвижно. Масло, нагнетаемое насосом Н, через реверсивный кран К\ поступает в одну из полостей цилиндра, перемещая поршень и каретку. Дроссель предназначен для изменения скорости движения приспособления. Направление движения каретки зависит от положения крана поворачиваемого вручную. Осевое перемещение шпинделя приспособления производится вручную маховичком Мх2.
Ведущий круг правится отдельным приспособлением. Продольное и осевое перемещение приспособления производится только вручную.
Быстрое вращение ведущего круга для правки осуществляется от электродвигателя мощностью 1 кет через цепную передачу 17—23, вал 1, пару цилиндрических винтовых колес 16—55, шпиндель ///, при Выключенной муфте Ми При этом муфта Afi выведена из зацепления с червячным колесом 30, а косозубос колесо 55 введено в зацепление с шестерней 16
245
Рис. 1,25. Кшематическая схема бесцентрового круглошлифовального станка модели 3180
ВНУТРИШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ МОДЕЛИ ЗА252
Общая характеристика станка
Назначение станка. Станок предназначен для высокопроизводительного шлифования цилиндрических и конических сквозных и глухих отверстий, а также для торцового шлифования ,в условиях серийного и массового производства.
После установки и закрепления детали обеспечивается автоматический цикл шлифования, включая промеры на ходу и выхаживание.
Техническая характеристика станка
Диаметр шлифуемого отверстия в мм: наибольшим................ . . 200
наименьший...................................... 50
Наибольшая длина шлифования в мм................... 200
Наибольший диаметр обрабатываемой детали в мм . . 620
Расстояние от оси шпинделя до стола в мм . . . . .. 315
Пределы чисел оборотов шлифовального шпинделя в ми-
нуту ..................................... 3550—10 000
Наибольший диаметр шлифовального круга в мм . . . 150
Ширина шлифовального круга в мм..................... 60
Пределы чисел оборотов шпинделя изделия в минуту . . 140 -600
Наибольший ход стола в мм ........... 500
Скорость хода стоЛа в м/мин: ........... наибольшая............................... 10
наименьшая..................................... 0,3
Наибольший угол поворота бабки нзделПя в град . . . ±30
Мощность приводного электродвигателя шлифовального круга в кет .................. 4,5
Основные узлы станка (рис. 126). А— бабка изделия; Б — шлифовальная бабка; В—стол; Г — гидравлический привод стола; Д — станина.
Органы .управления. 1— маховичок изменения числа оборотов шпинделя; 2 — маховичок ручного поперечного перемещения шлифовальной бабки; 3 — грибок включения тонкой радиальной периодической подачи шлифовального круга; 4 — маховичок ручного продольного перемещения стола; 5 — рукоятка включения гидропривода стола; 6 — рукоятки изменения скорости хода стола; 7 — рычаг отвода стола в^нерабочее положение; 8 — кнопочная станция; 9 — квадрат для поперечного перемещения бабки изделия; 10— квадрат для поворота бабки изделия; 11 — рукоятка гидрозажима изделия.
Движения в станке. Движение резания — вращение шпин
деля шлифовальной бабки с абразивным кругом. Круговая подача сообщается шпинделю бабки изделия с деталью. Продольной подачей является прямолинейное возвратно-поступательное движение стола со шлифовальной бабкой. Поперечная подача — периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола. Ручные перемещения стола, бабки изделия и шлифовальной бабки являются вспомогательными движениями.
Принцип работы. Обрабатываемая деталь закрепляется в мембранном или трехкулачковом патроне с помощью гидрозажима, цилиндр которого расположен на левом конце шпинделя и вращается вместе с ним. ' - г
Освобождение обработанной детали производится специальным пилотом и возможно только при крайнем правом нерабочем положении стола.
Шпинделю бабки изделия сообщается вращение, соответствующее выбранной скорости круговой подачи. Шлифовальный круг, установленный на шпинделе шлифовальной бабки, вращается с высокими числами оборотов в соответствии с выбранной скоростью резания. При шлифовании цилиндрических отверстий ось шпинделя бабки изделия располагают параллельно направляющим стола; при шлифовании конических отверстий бабку изделия устанавливают так, чтобы ось ее шпинделя составляла с направляющими стола угол, равный половине угла конуса отверстия. Бабку изделия А поворачивают относительно своей 'вертикальной оси квадратом 10.
Автоматический цикл работы станка состоит в следующем. Вначале обработка ведется на режиме чернового шлифования. После снятия припуска на черновое шлифование по команде электроизмерительного прибора стол отводится в правое крайнее положение, после чего осуществляется правка шлифовального круга. Замедленная скорость хода стола при правке устанавливается специальным дросселем.
По окончании правки круга панель автоматики переключает станок на режим чистового шлифования.
По окончании чистового шлифования измерительный прибор подает команду на отключение периодической поперечной подачи и включает реле времени, которое управляет процессом выхаживания.
По окончании выхаживания стол быстро отводится вправо и останавливается; в это время обеспечивается возможность освобождения гидрозажима детали и гидросистема подготовляется к режиму чернового шлифования следующей детали.
Рис 126. Общий вид шлтришлнфовального станка модели ЗЛ252
5 Кинематика станка модели ЗА252
Движение резания. Шлифовальный круг (-рис. 127) приводится в движение электродвигателем мощностью 4,5 кет через повышающую нлоскоременную передачу со сменными шкивами.
К станку прилагаются сменные шкивы диаметром 65, 95, 120 и 225 мм.
Движения подач. Шпиндель III с обрабатываемой деталью приводится в движение двухскоростным электродвигателем мощностью 1,2 кет через плоскоременную передачу 90—160, клиноре-менный вариатор с раздвижными конусами, вал // и клиноременную передачу 100—188 с натяжным роликом.
Продольная подача стола осуществляется гидроприводом, состоящим из шестеренного насоса Н, пилота П\, реверсивного золотника 3, панели автоматики и рабочего цилиндра Ц\, поршень которого посредством штока соединен со столом станка.
Насос Н производительностью 50 л!мин нагнетает масло из бака в напорную магистраль, направляя его к пилоту П\ гидропанели и к пилоту /72 гидрозажима детали.
При указанном на схеме положении пилота П\ небольшая часть масла направляется в цилиндр Ц2 блокировки механизма ручного перемещения стола Для вывода из зацепления реечного колеса 15 с рейкой т—3 мм, что обеспечивает выключение цени ручного перемещения стола.
Основной поток масла от пилота П\ поступает в реверсивный золотник 3 и через его правую выточку направляется в правую полость рабочего цилиндра Ц\, перемещая поршень со столом влево. Из левой полости рабочего цилиндра через среднюю выточку золотника 3 масло вытесняется в панель автоматики и через дроссель Дч, настроенный на требуемую скорость хода стола при черновом шлифовании, сливается в бак.
При подходе стола к левому крайнему положению переставной упор У2 поворачивает рычаг Р, который перемещает реверсивный золотник 3 влево. При этом масло от пилота Пх через левую выточку золотника 3 поступает в левую полость рабочего цилиндра Ц1, смещая поршень со столом вправо Масло из правой полости цилиндра Ki сливается в бак через выточку золотника 3 и панель автоматики.
Длина хода стола настраивается упорами У( и У2. Поперечная периодическая подача шлифовальной бабки в процессе шлифования осуществляется посредством соленоида СО в момент начала хода стола влево. Соленоид Сд приводит в движение храповой механизм, поворачивающий храповое колесо 200. Храповое колесо связано с корпусом К, внутри которого расположена планетарная передача. При повороте храпового колеса с корпусом поворачивается эксцентричный валик VIII, на котором свободно расположен блок сателлитов 23, 22 Сателлит 23 обкатывает неподвижную солнечную шестерню 23, втулка которой наглухо закреплена в сто
ле. Сателлит 22 находится в зацеплении с колесом 24, закрепленным на ходовом винте VII, который связан с маточной гайкой шлифовальной бабки. Гайка Г и пружина П служат для устра* нения зазора в винтовой передаче.
Величина поперечной подачи s я за ход стола определяется по выражению
= 2бб*п-* 3 мм ход'
где z — число зубьев поворота храпового колеса.
Передаточное отношение планетарного механизма i nt по формуле Виллиса равно
1 23-22 1
ал 23-24 12
тогда минимальная поперечная подача s„ при повороте храпового колеса на одни зуб определяется выражением
sn.nln-^57^3= 0,00125 яд.
Вспомогательные движения. Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом маховичка Мх2, закрепленного на корпусе К. При выключенном планетарном механизме замыкатель Зл заходит во впадину колеса 24, связывая корпус К с ходовым винтом VII. Вывод сателлитов 23 п 22 из зацепления с колесами 23 и 24 производится поворотом грибка Гр на 180°.
Ручное продольное перемещение достигается поворотом маховичка Alxi. Движение передается через шестерни 18—53, вал IX, шестерни 18—53, вал X и реечную шестерню 15, входящую в зацепление с рейкой /л=3 мм, прикрепленной к столу.
Возможность осуществления ручного продольного перемещения стола определяется положением поршня в цилиндре Ц2 Когда включена продольная подача от гидропривода, поршень цилиндра Ц2 смещается вниз и выводит из зацепления реечную шестерню 15 с рейкой. При выключении гидравлической продольной подачи, когда давление в цилиндре Ц2 падает, поршень иод действием пружины Па перемещается вверх, вводя в зацепление шестерню 15 с рейкой.
Закрепление обрабатываемой детали осуществляется гидрозажимом, поршень которого тягой соединен с зажимным устройством патрона. При указанном на схеме положении пилота П2 масло от насоса Н поступает в правую полость цилиндра Ц3, осуществляя зажим детали.
Рис 127 Кинематическая схема внутришлифовадыгого станка модели ЗА252
ПЛОСКОШЛИФОВАЛЬНЫИ СТАНОК МОДЕЛИ 3724
Общая характеристика станка
Назначение станка. Станок модели 3724 предназначен для шли* фования плоскостей различных деталей из . стали, чугуна или цветных металлов периферией круга. Высокая жесткость станка и значительная мощность электродвигателя шлифовальной бабки обеспечивают возможность использования его как для обдирочных, так и для чистовых операций в условиях индивидуального и серийного производства.
Техническая характеристика станка
Наибольшие размеры обрабатываемых детален в ли 2000X400X600
Продольное перемещение етола в мм наибольшее.................................... 2300
наименьшее....................................... 300
Расстояние от оси шпинделя до сто та в ли наибольшее..................................... 850
наименьшее....................................... 187
Наибольшее поперечное перемещение шлифовальной бабки в мм: ручное.......................................... 520
гидравлическое............................ 500
Наибольшее вертикальное перемещение шлифовальной бабки в мм . ............................ 673
Диаметр шлифовального круга в мм: наибольший..................................... 500
наименьший....................................... 375
Ширина шлифовального круга в мм наибольшая..................................... 100
наименьшая....................................... 60
Число оборотов шлифовального круга в минуту .... 1470
Скорость продольного перемещения стота в м/мин: наибольшая.................'.................... 33
наименьшая.................................. 3
Поперечная подача шлифовальной бабки «а ход стола в мм: наибольшая.......................................... 50
наименьшая.................................. 3
Мощность приводного электродвигателя шлифовальной бабки в кит .................. 27,5
Производительность насоса гидросистемы в л) мин; основного...................................... 100
дополнительного.................................. 35
Основные узлы станка (рнс. 128). А — станина; Б — стол; В — стоика; Г — шлифовальная бабка; Д — гидропривод.
Органы управления. / — маховичок ручного поперечного перемещения шлифовальной бабки; 2— рукоятка включения и выключения поперечного перемещения шлифовальной бабки; 3 — рукоятка алмазной правки шлифовального круга; 4 — рукоятка .включения поперечной подачи шлифовальной бабки; 5 — кнопочная станция; 6 — рукоятка настройки скорости стола; 7 — рукоятка реверсирования стола; 8 — рукоятка пуска и останова стола; 9 — маховичок ручного вертикального перемещения шлифовальной бабки; 10 — кнопки включения быстрого вертикального перемещения шлифовальной бабки; 11— рукоятка включения магнитной плиты.
Движения в станке. Движение резания — вращение шпинделя шлифовальной бабки с абразивным крутом. Продольная подача — прямолинейное возвратно-поступательное движение стола с деталью. Поперечная и в е р т и к а-л ь и а я и о д а-ч и — периодические поступательные перемещения, сообщаемые шлифовальной бабке с абразивным крутом. Вспомогательные движения — установочные и быстрые перемещения шлифовальной бабки в поперечном и вертикальном направлениях.
Принцип работы. Дисковый абразивный крут закрепляют на конце шпинделя шлифовальной бабки. Обрабатываемую деталь в зависимости от формы и размера можно закрепить либо непосредственно на столе станка, либо на магнитной плите.
Стол с деталью получает прямолинейное возврато-поступательное движение в продольном направлении. Длина и место хода стола определяются длиной и расположением на столе, шлифуемой детали и ограничиваются переставными упорами, которые устанавливают в определенных местах и па иужчюм расстоянии друг от друга. При шлифовании деталей, ширина которых больше ширины круга, шлифовальной бабке сообщается периодическая поперечная подача после каждого или двойного хода стола.
После каждого прохода шлифовальной бабке сообщается вертикальная подача до полного «снятия всего припуска.
Модели плоско шлифовальных станков. Неизменный рост выпуска машин высокой точности и высокого класса чистоты обработки поверхностей привели к необходимости выпуска значительного количества различных моделей плоскошлифовальпых станков.
В настоящее время выпускаются следующие модели плоско-шлифовальных станков, отличающиеся друг от друга главным образом размерами рабочей поверхности стола: 371М, ЗБ71, 3A732, 373, 372Б, 3722, 3740, ЗА756, ЗА544 и др.
Рис. 128 Общим вид плоскошлнфовального станка модели 3724
Кинематика станка модели 3724
Движение резания. Шлифовальный круг (рис. 129) укреплен на шпинделе шлифовальной бабки и приводится в движение встроенным электродвигателем мощностью 27,5 кет, расположенным внутри бабки.
Движения подач. Продольная подача стола. При положениях золотников 3i и 32, указанных па схеме, масло от насоса через пусковой кран дроссель и правую выточку реверсивного золотника 32 направляется в полость рабочего цилиндра Hi, перемещая плунжер и соединенный с ним стол станка влево. Из полости рабочего цилиндра Ц2 через левую выточку реверсивного золотника 32 масло сливается в бак. При подходе стола к крайнему левому положению укрепленный на столе упор поворачивает рычаг Р, смещая золотник влево, который пере метает вправо реверсивный золотник 32.
При правом положении реверсивного золотника 32 масло от насоса Н( через пусковой кран Ki и дроссель Д| направляется в левую выточку реверсивного золотника 32 и далее поступает в полость рабочего цилиндра Ц2, смещая плунжер со столом вправо. Из полости рабочего цилиндра Н\ масло сливается в бак.
При подходе стола к крайнему правому положению рычаг Р под действием левого переставного упора укрепленного на столе, переместит золотник управления 3j вправо; в этом случае реверсивный золотник 32 сместится влево, масло от насоса Н\ будет направляться в полость рабочего цилиндра Дь и цикл работы повторится.
Настройка станка па требуемую скорость хода стола осуществляется дросселем Д\. Для выключения продольной подачи стола поворачивают крап Кй при этом масло, нагнетаемое насосом Hi, сливается в бак.
Поперечная .подача бабки осуществляется также гидроприводом. питаемым насосом Hi. Часть масла от этого насоса направляется в гидравлическую коробку шлифовальной бабки, в которой находится крап К2 характера подач, дроссели Д2 и Дз, золотник управления З3, распределительный золотник 34 и золотник 35 порционной подачи.
В момент реверса стола зологннк управления 3| направляв! под давлением порцию масла под левый или правый торец порционного золотника 3s, заставляя его перемещаться из одного крайнего положения в другое. Порционный золотник 3$ может занимать только крайние положения. При его перемещении канал, подводящий масло от насоса Hi, на короткий отрезок времени соединится с выводным каналом, вследствие чего порция масла от насоса Ht через дроссель Д3, центральную выточку золотника 3s, кран характера подачи К2 и левую выточку распределительного золотника 34 попадает в блокировочный плунжер Пб , прой
дет через его верхнюю выточку и направится далее в левую полость цилиндра подачи шлифовальной бабки, осуществляя ее поперечную подачу. Из правой полости цилиндра подачи шлифовальной бабки через нижнюю выточку плунжера Пб и правую выточку распределительного золотника 34 масло будет сливаться в бак.
Величина поперечной подачи изменяется дросселем Дз и шариковыми клапанами, предназначенными для регулирования скорости перебрасывания порционного золотника З5. Блокировочный плунжер FIfi при включенном соленоиде всегда занимает верхнее положение (как указано на схеме), обеспечивая соединение нагнетательных каналов с полостями гидроцплнпдра подачи шлифовальной бабки. Выключение поперечной нодачп производится выключением соленоида, при этом плунжер П6 опускается, нагнетание отсекается, а полости гидроцилиндра нодачп шлифовальной бабки соединяются со сливом, создавая возможность ручного перемещения.
Насос Н2 производительностью 35 л!мин является вспомогательным и служит для управления движением реверсивного золотинка 32 и распределительного золотника 34.
Изменение направления поперечной 1подачп осуществляется валиком В, который под действием упоров (на схеме не показаны! поднимается вверх или опускается вниз. При подъеме валика В золотник управления З3 иод действием пружины сместится влево; при этом масло от насоса Н2 через правую выточку золотника управления З3 попадет в правую полость распределительного золотника 34 и сместит его влево.
При таком положении распределительного золотника 34 масло от насоса Hi через дроссель Дз, кран характера подачи К2, правую выточку золотника 34 и нижнюю выточку блокировочного плунжера /7^ при включенном соленоиде будет направляться в правую полость цилиндра подачи шлифовальной бабки, осуществляя ее смещение в противоположном направлении.
Слив масла из левой полости цилиндра подачи шлифовальной бабки произойдет через верхнюю ’выточку блокировочного плунжера Hff и левую выточку распределительного золотника 34 Для быстрых перемещений шлифовальной бабки в поперечном направлении от гидропривода кран характера подачи К2 поворачивают на 90° против часовой стрелки. В этом случае масло от насоса Hi проходит через дроссель Д2 и кран К2 непрерывным потоком и в зависимости от положения золотника управления З3 направляется через левую или правую выточку распределительного золотника З4, верхнюю или ннжнюю выточку блокировочного плунжера Пб соответственно в левую или правую полость цилиндра шлифовальной бабки.
Рис. 129. Гидравлическая схема плоскошлифовального станка модели 3724
Узлы станка модели 3724
Механизм вертикальных перемещений. В станке модели 3724 предусмотрена только ручная периодическая вертикальная подача шлифовальной бабки, осуществляемая маховичком Мх2 (рис. 130), причем величина подачи определяется визуально по лимбу Л.
Для обработки партии одинаковых детален в станке имеется механизм упоров, ограничивающий величину опускания шлифовальной бабки в процессе ее вертикальной подачи в соответствии с размером шлифуемых деталей по высоте. Механизм упоров имеет микрометрическое устройство для компенсации износа круга.
При работе без механизма упоров широкую шестерню 95 устанавливают, как показано на схеме, в среднее положение так, чтобы упоры Уз и Уд находились в разных плоскостях и не могли сцепиться друг с другом. Тогда ручная вертикальная подача шлифовальной бабки, осуществляемая маховичком Мх2 через вал IV, шестерни 38—95, вал II, коническую передачу 16—51 и вертикальный ходовой винт III с шагом, равным 8 мм, ничем не ограничивается, и рабочий прекращает подачу, -когда достигнет требуемой высоты.
При шлифовании партии одинаковых деталей в целях сокращения вспомогательного времени на промеры работа ведется по упорам. В этом случае широкая шестерня 95 перемещается по валу II влево с таким расчетом, чтобы упоры Уз и У< находились в одной плоскости.
Упор У3 закреплен в ступице червячного колеса 50, которое свободно установлено на валу // и находится в постоянном зацеплении с однозаходным червяком. Последний так же, как и маховичок Mxt, закреплен на валу V. Вращением маховичка Mxi упор Уз устанавливается в требуемое положение, соответствующее заданному размеру по высоте шлифуемой детали. После этого маховичком Мх2 шпиндельной бабке сообщается периодическая вертикальная -подача без промежуточных промеров детали до тех пор, пока упор У4 не дойдет до упора Уз.
Время от времени с помощью маховичка Мх\ и микрометрического лимба упор Уз перемещают по ходу на небольшую величину для компенсации износа круга
Быстрые вертикальные перемещения шлифовальной бабки осуществляются 'переключением широкой шестерни 95 ,в крайнее правое положение, при котором винт вертикальной подачи III приводится во вращение от вспомогательного электродвигателя мощностью 1,9 кет через шестерни 20—45, вал /, шестерни 18—95, вал II и конические шестерни 16—51.
Механизм поперечных перемещений. Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом махович
ка Мх3, который укреплен на валу VI и для удобства работы вынесен на переднюю стенку корпуса шлифовальной бабки.
Вал VI, на левом конце которого наглухо закреплен одноза-ходныи червяк, эксцентрично смонтирован р гильзе, управляемой рукояткой Р3. Такая конструкция обеспечивает ввод червяка в зацепление с шестерней 32, на которой нарезаны винтовые зубья, или вывод его из зацепления. Смещение осей червяка и гильзы составляет более половины высоты зубьев шестерни 32.
При повороте рукоятки Р3 для включения червячной передачи и вращении маховичка Afx3 движение передается через червячную передачу 1—32 шестерне 66, укрепленной на валу VII, и далее реечной шестерне 21, находящейся в постоянном зацеплении с рейкой /н—2,5 .млс, прикрепленной к корпусу шлифовальной бабкИ.
Механизм упоров. Механизм упоров расположен в правой части станины и предназначен для настройки требуемой величины хода шлифовальной бабки в поперечном направлении.
Механизм упоров состоит из зубчатой винтовой передачи 21—21, шестерен 41—72, зубчатого диска г с собачками 3i и 32, полых валов XI и XII, несущих на себе упоры Л7! и рукояток Pi и Р2 для настройки механизма на требуемую длину хода шлифовальной бабки, ролика Р и рычажной системы, воздействующей на валик В (см. также рис. 129).
При поперечном перемещении шлифовальной бабки гидроприводом реечная шестерня 21 начинает вращаться, передавая движение через промежуточное зубчатое колесо 36 шестерне 40, смонтированной в корпусе шлифовальной бабки и перемещающейся с ним в вертикальном направлении. Шестерня 40 находится на ходовом валу VIII и при своем вращении приводит его в движение.
От ходового вала VIII движение передается через винтовые зубчатые колеса 21—21, вал IX и шестерни 41—72 валу X, на правом конце которого жестко укреплен зубчатый диск Z.
В зубцы диска Z входят собачки и 32, которые при вращении диска Z 'поворачиваются совместно с полыми валами XI и XII и упорами У1 и У2- Последние, воздействуя на ролик Р и рычажную систему (на схеме не показана), перемещают в вертикальном направлении вверх или вниз валик В, который смещает влево или вправо золотник управления З3 (см. рис. 129), обеспечивая изменение направления подачи шлифовальной бабки
Настройка механизмов упоров на требуемую длину 'поперечного перемещения шлифовальной бабки производится после вывода собачек 3| и 32 из зацепления с зубчатым диском Z поворотами рукояток Р\ н Р2. При этом Поворачиваются полые валы XI и XII, и упоры и У2 раздвигаются на необходимый угол.
Рис. 130. Кинематическая схема плоскошлифовального станка модели 3724
256
ДВУХШПИНДЕЛЬНЫИ ПЛОСКОШЛИФОВАЛЬНЫИ ПОЛУАВТОМАТ МОДЕЛИ 3772
Общая характеристика станка
Назначение станка. Двухшпиндельный плоскошлифивальный полуавтомат модели 3772 предназначен для непрерывного однопроходного плоского шлифования деталей, устанавливаемых на круглом вращающемся столе, торцами сегментных или кольцевых абразивных кругов в условиях массового и крупносерийного производства, с точностью обработки по 2-му классу.
Техническая характеристика станка
Наибольшее расстояние от торца шлифовального круга до стола в мм.....................................‘. 250
Вылет оси шпинделя шлифовального круга в мм . . . 384
Наружный диаметр стола в мм.................... 1000
Наибольший диаметр обрабатываемой детали в мм . . '200
Наибольшая высота обрабатываемой детали, в мм . . . 250
Наибольшее вертикальное перемещение каждой шлифовальной бабки в мм............................. 360
Наибольший диаметр шлифовального круга в мм . . . 450
Число оборотов шлифовального круга в минуту .... 975
Число скоростей вращения стола................. 6
Пределы чисел оборотов стола в минуту.......... 0,24—1,3
Скорость быстрых перемещений шлифовальных бабок в мм!мин .................... 550
Мощность электродвигателей в кет.*
приводов быстрых перемещений шлифовальных бабок 2.8
шлифовального круга........................ 28
стола..................................... 2,8
Основные узлы станка (рис. 131). А — станина; Б — привод вертикального перемещения левой шлифовальной бабки; В — левая шлифовальная бабка; Г — правая шлифовальная бабка; Д — привод вертикального перемещения правой шлифовальной бабки; Е — коробка подач; Ж— стол; 3 — прибор для автоматического контроля обрабатываемых деталей.
Органы управления. 1 — лимб >привода вертикальных перемещений левой шлифовальной бабки; 2 — маховичок -ручного вертикального перемещения левой шлифовальной бабки; 3 — кнопки привода быстрого вертикального перемещения левой шлифовальной бабки; 4 — рукоятки приборов для правки шлифовальных кругов; 5 — маховичок настройки левого автоматического измерительного приспособления; 6 — маховичок ручного вертикального перемещения правой шлифовальной бабки; 7 — лимб привода верти
кальных перемещений правой шлифовальной бабки; 8 — рукоятка настройки коробки подач стола; 9—центральная кнопочная станция.
Движения в станке. Движением резания является вращение шпинделей шлифовальных' бабок с абразивными кругами или сегментами. Подачей служит вращение стола с обрабатываемыми деталями. Периодические перемещения шлифовальных бабок в вертикальном направлении по мере износа кругов, быстрые и установочные перемещения шпиндельных бабок являются вспомогательными движениями.
Принцип работы. Обрабатываемые детали с помощью специальных приспособлений укрепляются на столе станка. Обработка деталей производится за один оборот стола последовательно торцами двух сегментных или кольцевых шлифовальных кругов, установленных на разных высотах, методом глубинного шлифования, обеспечивающего снятие слоя металла толщиной до 4 мм.
По особому заказу станок выпускается с электромагнитным столом.
Конструктивные особенности. Шлифовальный полуавтомат модели 3772 имеет две вертикально- расположенные шлифовальные бабки, в каждой из которых смонтирован шпиндель, приводимый в движение встроенным электродвигателем большой мощности.
Каждая шлифовальная бабка имеет самостоятельный независимый привод быстрых вертикальных перемещений и маховички для ручных установочных перемещений в процессе наладки станка в зависимости от высоты шлифуемых деталей.
Для периодического опускания шлифовальных бабок в целях компенсации износа шлифовальных кругов станок снабжен автоматическими подналадчиками, работающими по электроконтактно-му принципу.
Для быстрой и точной установки шпиндельных бабок по высоте предусмотрены наглядные лимбы.
При получении в процессе шлифования высоты обработанной детали свыше допустимой, нодналадчнк автоматически подает команду на опускание бабки шлифовального круга для снятия лишнего слоя металла.
Настройка подпаладчика производится по эталонной детали в соответствии с нижним предельным размером толщины детали.
Шестиско-ростная коробка подач полуавтомата модели 3772 унифицирована с коробкой подач станка модели 3756.
257
Рис. 131 Общий вид двухшпиндсльною плоскошлифовального станка модели 3772
Кинематика станка модели 3772
Движения резания. Каждый из двух шлифовальных кругов (рис. 132), укрепленных на шпинделях левой и правой шлифовальных бабок, приводится во вращение самостоятельными встроенными электродвигателями мощностью 28 кет каждый, находящимися внутри шлифовальных бабок.
Движение подачи. Привод подачи стола состоит из электродвигателя мощностью 2,8 кет, коробки нодач, червячной и цилиндрической передачи, ведомое зубчатое колесо которой прикреплено К СТОЛ).
Вращение от электродвигателя через коническую зубчатую передачу 15—45 сообщается валу //. От вала // движение передается валу Ш посредством двойного подвижного блока связанного с валом /// шлицевым соединением. При положении блока Bit указанном на схеме, вращение передается шестернями 23—37, при смещении блока Б\ вправо вал 111 получает движение через шестерни 38—22.
Ог вала Ill вращение передается валу IV через тронной подвижный блок шестерен Б2.
При положении блока Б2, указанном на схеме, вал IV получает движение через шестерни 30—30; при смещении блока Б2 влево передача осуществляется шестернями 25—35, а при нравом крайнем положении блока Б2 вал IV приводится во вращение шестернями 20—40.
От вала IV движение передается с голу через червячную передачу /—30, вал V и зубчатую передачу 13—182
Коробка подач обеспечивает столу шесть различных скоростей вращения. Наибольшее число оборотов стола пт>хможет быть определено из выражения
сущ 15-38-30-1 -13 . пс
«max ‘МО 45 22 J0 30 182 ~ ’2® °& 4UH
Вспомогательные движения. Периодические вертикальные перемещения шлифовальных бабок по мере износа абразивных кругов осуществляются от вала IV.
Левой шлифовальной бабке движение передается через конические шестерни 30—30, вал VII, конические шестерни 28—28, вал VIII, червячную передачу 1—100, вал IX, сменные колеса А—В, вал X, червячную передачу 1—100, электромагнитную дисковую муфту Afsl , вал XI, конические шестерни 20—40 и ходовой винт XII. По аналогичной цепи приводится в движение ходовой винт XVIII правой шлифовальной бабки. Червячные колеса 100 обеих передач на валах X! и XVII сидят свободно и соединяются с ними электромагнитными дисковыми муфтами Мз1 и М я2 .
При увеличении размеров обрабатываемых деталей по высоте из-за износа кругов будет возрастать трение между прошлифо
ванными поверхностями и щупами Uh и Щ2, что вызовет их поворот. При повороте щупов и валиков, на которых они закреплены, замкнутся контакты К\ и К2 микропереключателей и сработают электромагнитные муфты М и М9, . В 'результате муфты свяжут свободно вращающиеся червячные колеса с валами XI и XVII, которые получат вращение. От вала XI через коническую шестерню 20—40 получает вращение винт XII, от вала XVII через такую же передачу получает вращение винт XVIII, перемещая вниз шлифовальные бабки.
Величина вертикальных перемещений шлифовальных бабок за один оборот стола может быть определена из выражения
< 182-30-30-28-1 А 1 -20 -
S« 1 13 1 -30-28 100 В <00 40 ° ММ °0'
отсюда формула для подбора колес А—В имеет вид:
4
При опускании шлифовальных бабок размеры обрабатываемых деталей будут сокращаться, трение между обрабатываемыми поверхностями и щупами Щ\ и 1Ц2 уменьшится, щупы под действием пружин (на схеме нс показаны) повернутся в исходное положение, контакты К2 и К] микропереключателей разомкнутся, отключив электромагнитные муфты и М э2 и перемещение шлифовальных бабок прекратится. Изменение величины настройки автоматической подачи шлифовальных бабок достигается соответствующим подбором сменных колес А—В и С—Д Настройка щупов Ilh п 1Д2 по высоте производится соответственно маховичками Л1Хз к Мх4 через червячные передачи, колеса которых имеют гайки Гi и Г2.
Быстрое 'перемещение шлифовальных бабок при наладке станка осуществляется электродвигателями мощностью 2,8 кет каждый, через цилиндрические шестерни 18—70, конические передачи 30—60 и 20—40 и ходовые винты с шагом 1=6 мм.
Величина быстрых перемещений шлифовальных бабок может быть определена из выражения
so—1420 7о.сд~4о~ 6 =550 мм!мин.
Ручные перемещения шлифовальных бабок производятся маховичками Mxi и Л1х2, которые закреплены непосредственно на валах XI и XVII. Отсчет величин вертикальных перемещений бабок производится по лимбам Л\ и Л2. Последние связаны соответственно с валами XI и XVII коническими передачами 60—30.
Рис. 132 Кинематическая схема двухшпиндельного плоскошлифовального станка модели 3772
S ЗУБОДОЛБЕЖНЫЙ СТАНОК
МОДЕЛИ 514
Общая характеристика станка
Назначение станка. Станок предназначен для нарезания цилиндрических колес с прямыми и косыми зубьями как наружного, так и внутреннего зацепления в условиях индивидуального и главным образом серийного производства. Станок приспособлен для нарезания блоков шестерен. При наличии дополнительных приспособлений на станке можно также нарезать рейки. Станок может быть использован для чернового и чистового нарезания зубьев.
Техническая характеристика станка
Наибольший наружный диаметр обрабатываемых колес в мм
с наружным зацеплением.............................. 500
с внутренним зацеплением............................ 550
Наименьший наружный диаметр обрабатываемых китес в мл........................ ......... 20
Наибольшая длина обрабатываемого зуба в мм:
с наружным зацеплением................... 105
с внутренним зацеплением....... 75
Пределы модулей зубьев колее, нарезаемых по стали, в .«я............................ ....... 2—6
Пределы чисел двойных ходов долбяка в минуту . . . 125—359
Наибольший угол наклона винтового зуба в град . . 23
Наибольший ход долбяка в льм.............. 125
Пределы величин круговых подач на двойной ход долбяка в мм .................... 0,17—0,44
Мощность главного электродвигателя в кет . ... . 2,8
Основные узлы станка (рис. 133). А -г- нижняя часть .станины, Б — делительная гитара; В — верхняя часть станины; Г — кривошипно-шатунный механизм привода шпинделя с долбяком; Д— шпиндельная головка; Е—механизм радиальной подачи шпиндельной головки; Ж— стол.
Органы управления. 1 — квадрат для ручного перемещения шпиндельной головки: 2— квадрат для ручного поворота долбяка и заготовки; J — рычаг для изменения направления вращения долбяка и заготовки; 4 — кнопочная станция; 5 — рычаг включения радиальной подачи долбяка; 6 — квадрат для ручного поворота кулачка радиальной подачи долбяка.
Движения в станке. Движение резания — прямолинейное возвратно-поступательное движение шпинделя с долбяком. Движения подач — вращение долбяка -относительно своей оси (круговая подача) и радиальное перемещение шпиндельной головки в период врезания (радиальная подача).
Движением деления и обкатки является согласованное движение стола с заготовкой. Вспомогательные движения — отвод стола с заготовкой от долбяка в -момент его обратного хода и быстрое установочное вращение стола с заготовкой. К вспомогательным движениям следует отнести также движение счетного механизма для автоматического выключения станка.
Принцип работы. Станок модели 514 работает по методу обкатки, воспроизводя зацепление двух цилиндрических колес, одно нз которых является -режущим инструментом (долбяком), а второе заготовкой. Долбяк закрепляется на конец шпинделя и получает прямолинейное возвратно-поступательное движение. При движении вниз долбяк совершает рабочий ход, снимая стружку с заготовки. Обратный ход долбяка является холостым; в это время стол с заготовкой отводится на небольшое расстояние от долбяка.
К моменту начала рабочего хода стол возвращается в исходное положение.
Обрабатываемая деталь или комплект одновременно обрабатываемых деталей устанавливается на оправке в шпинделе стола. Соотношение чисел оборотов долбяка и заготовки обратно пропорционально отношению чисел их зубьев, т. е. они вращаются так, как будто действительно находятся в зацеплении.
До начала обработки долбяк подводится вплотную к наружной поверхности заготовки. После этого включается радиальная подача шпиндельной головки для обеспечения врезания долбяка в заготовку на требуемую глубину. По окончании врезания радиальная подача прекращается, и заготовка в течение полного обо-рота -нарезается только с круговой подачей.
В зависимости от величины модуля нарезаемого колеса его обработка осуществляется в один, два и три прохода. При многопроходной обработке процесс -врезания повторяется перед каждым проходом.
При нарезании зубчатых колес с косыми зубьями используют винтовые направляющие и косозубые долбяки. В этом случае долбяк совершает возвратно-винтовое движение в соответствии с углом наклона зубьев нарезаемого колеса. Направление наклона зубьев долбяка должно быть противоположным направлению наклона зубьев нарезаемого колеса.
Станок работает по полуавтоматическому циклу, для чего служит специальный храповой счетный механизм, обеспечивающий автоматическое выключение станка по окончании нарезания зубчатого колеса.
Рис. 133. Общий вид зубодолбежного станка модели 514
261
17
I
Кинематика станка модели 514
Движение резания. Привод движения резания (рис. 134) состоит из кл и переменной передачи, четырехступенчатой коробки скоростей, кривошипно-шатунного и реечного механизмов. Вращение от электродвигателя мощностью 2,2 кет передается валу / коробки скоростей клиноременной передачей 100—280. На валу / расположены два двойных подвижных блока шестерен и Б2, благодаря которым вал // может иметь четыре различные скорости вращения. На левом конце вала II закреплен кривошипный диск с радиальным пазом. В мем закрепляется переставной кривошипный палец, который посредством шатуна связан с рейкой, находящейся в постоянном зацеплении с шестерней 26. Последняя закреплена на приводном валу III. При вращении вала II кривошипно-шатунно-реечный механизм сообщает возвратно-вращательное движение валу III, которое с помощью реечной шестерни 26 и рейки, закрепленной на гильзе шпинделя, преобразуется в прямолинейное возвратно-поступательное движение шпинделя.
Максимальное число двойных ходов шпинделя в минуту пдхт„ можно определить нз выражения
m«x= НЮ Й’ =359 дв‘ Х0^!ЛШН-
Движения подач. Эти движения заимствуются от вала // коробки скоростей и передаются цепной передачей 28—28 валу IV распределительной коробки. Далее кинематические цепи подач разветвляются.
Круговая подача шпинделю XII с долбяком сообщается от вала IV через червячную передачу 2—23, вал V, конический реверс 28—42—42, вал VI, сМенные колеса А— В гитары круговых подач, вал VII, вал XI и червячную передачу 1—100. Величина круговых подач sKp в мм!дв. ход может быть определена нз выражения
^в.'оо3’14”^8 ход-
где muz д— соответственно модуль и число зубьев долбяка.
Вращение кулачку Аь сообщающем^ радиальную подачу шпиндельной головке, передается от вала IV валом XIII, сменными колесами Ci—bi и ci—di гитары радиальных подач, валом XIV, коническими шестернями 24—48, валом XV, червячной передачей /—40. муфтой М2, валом XVI, червячной передачей 2—40 и валом XVII. Кулачок Ki через ролик Р\ сообщает поступательное движение ходовому винту XVIII, связанному со шпиндельной головкой маточной гайкой, выполненной совместно с коническим колесом 30.
Величина радиальной подачи sp определяется выражением
где Н— шаг подъема архимедовой спирали кулачка X] в мм.
Подбор сменных колес гитары радиальной подачи производится по формуле
at Ci _ 16005^ di ~ H
Движение деления и обкатки. Это движение заимствуется от вала VII и через конические шестерни 30—30, вал VIII, конические шестери 30—30, вал IX, сменные колеса а—b и с—d делительной гптары. вал X и червячпую передачу 1—240 передается столу с заготовкой. Для осуществления правильного процесса деления и обкатки необходимо, чтобы числа оборотов пд шпинделя с долбяком и пк стола с нарезаемым колесом были обратно пропорциональны их числам зубьев z# игк , т. е.
«к = по
Кинематическая цепь, связывающая вращение шпинделя с вращением стола, имеет вид
100-00-30 а с 1 пк~по 1-30-30 b d 240 °61мин-
Отсюда находим формулу для подбора сменных колес делительной гитары.
а с _ 24 го b d zK '
Вспомогательные движения. Отвод стола с заготовкой при обратном ходе долбяка производится кулачково-рычажным механизмом. На правом конце вала II закреплен эксцентрик Э, который через два взаимосвязанных ролика и систему рычагов перемещает стол с заготовкой.
Быстрое установочное вращение стола с заготовкой производится от отдельного электродвигателя мощностью 0,25 кет, движение от которого через плоскоременную передачу 80—180, вал А' и червячную передачу 1—240 передается столу.
Счетно-выключающее устройство приводится ® движение от вала X через кулачок А2 и рычажно-храповой механизм с регулируемым упором.
Вал XIX и конические шестерни 15—30 служат для ручного установочного перемещения шпиндельной головки.
Рис. 134. Кинематическая схема зубодолбежного станка модели 514
w »
Узлы станка модели 514
Кривошипно-шатунный механизм. Кривошипный диск 2 (рис. 135, а) с пальцем 3 жестко закреплен на валу II коробки скоростей (см. рис. 134). На палец 3 кривошипного диска надет шатун 4, в который ввернут винт 5, имеющий оправа гладкую цилиндрическую шейку. На цилиндрическую часть винта 5 надета гильза 7 с нарезанной на ней >рейкой. Последняя находится в постоянном зацеплении с реечным колесом 10, насаженным на шлицевый вал 9.
При вращении кривошипного» диска 2 шатун 4 вместе с винтом 5 и гильзой-рейкой 7, которая перемещается в качающейся направляющей 6, сообщают реечной шестерне 10 и валу 9 возвратно-вращательное движение. На этом валу (см. вал III на рис. 134) находится реечное колесо, сообщающее шпинделю возвратно-поступательное движение.
Настройка на требуемую длину хода шпинделя с долбяком достигается поворотом квадрата а винта /. При повороте этого винта изменяется радиус 1КрИ1Вошипного пальца 3, что «вызывает изменение длины хода шатуна 4, и рейки 7, которые, в свою очередь, меняют угол поворота реечного колеса 10, обусловливающего длину хода долбяка.
Установка заданного места хода долбяка осуществляется поворотом квадрата б при ослабленных гайке 8 и стопоре 11; при этом впит 5 ввинчивается или вывинчивается из резьбового гнезда шатуна 4. Гильза 7 с рейкой поворачивает реечное колесо 10 и вал 9, поднимая или опуская долбяк.
Механизм отвода стола. В момент хода шпинделя с долбяком вверх эксцентрик 6 (рис. 135,6; см. также Э на рис. 134), укрепленный на валу 5, сообщает возвратно-поступательное движение рамке 4 с двумя роликами, плотно прижатыми к поверхности эксцентрика 6, тяге 3 и хомутику 2. Хомутик 2 связан с коромыслом /, закрепленным на валике 13. На другом конце •валика 13 укреплен кривошипный диск 12 с пальцем II, на который надет шатун 10, шарнирно связанный с корпусом 9 стола станка.
При ходе шпинделя с долбяком вверх эксцентрик 6 перемещает рамку 4 вниз, поворачивая кривошипный диск 12 и отводя стол с заготовкой от долбяка.
Для устранения ударов, могущих возникнуть при износе деталей механизма отвода стола и влияющих на точность нарезаемых зубьев шестерен, служат планка 8 и упор 7.
Механизм подачи и счетно-выключающее устройство. На рис. 135,в изображен механизм радиальной подачи шпиндельной головки и автоматическое устройство для выключения станка по окончании обработки заготовки.
После быстрого ручного подвода долбяка до соприкосновения с поверхностью заготовки поворотом рычага 11 вправо под выступ
фиксатора 10 включается радиальная подача шпиндельной головки для врезания инструмента на требуемую глубину.
Фиксатор 10 прикреплен к рычажку 12, который покоится своим левым концом на выступе (на рисунке не виден) тыльной части кулачка 16, удерживая этим рычаг 11 во включенном положении.
Вместе с рычагом 11 перемещается вправо тяга 21, иоводок которой включает торцовую кулачковую муфту М2, связывающую червячное колесо 22 с валом 23. Одновременно при смещении тяги 21 вправо сухарь 18 приподнимает собачку 2 храпового механизма и удерживает ее от сцепления с храповым колесом 19.
Врезание осуществляется кулачком 16, который приводится во вращение от вала 5 через сменные колеса 6, коническую передачу 4, червячную передачу 7—22, вал 23, червяк 20 и червячное колесо 3, сидящее на одном валу с кулачком 16. К поверхности кулачка 16 пружиной прижимается ролик 13, укрепленный на правом конце винта 17, связанного со шпиндельной головкой.
В начале рабочего цикла ролик 13 находится во впадине кулачка 16. При вращении кулачка ролик катится-по его криволинейной поверхности и перемещает винт 17 и шпиндельную головку вправо, осуществляя врезание долбяка в заготовку.
Как только врезание закончится и осевое перемещение винта 17 прекратится, выступ на тыльной части кулачка 16 отходит от левого конца рычага 12 и последний под действием пружины 9 приподнимает фиксатор 10, освобождая рычаг 11, который под действием пружины 8 поворачивается влево, смещая влево вал 21 При смещении влево вал 21 выключает муфту М2, освобождая червячное колесо и разъединяя цепь вращения кулачка от вала 5. Одновременно смещается влево и сухарь 18, освобождая собачку 2. Собачка под действием собственного веса опускается и входит в зацепление с храповым колесом 19, которое начинает поворачиваться вследствие качания сектора 1, приводимого в движение о г кулачка К2, закрепленного на валу X (см. кинематическую схему рис. 134).
При каждом качатеЛьном движении сектора 1 и храповой собачки 2 храповое колесо 19 поворачивается на один зуб, приводя в движение через червячную передачу 20—3 кулачок 16; при этом ролик 13 будет скользить по концентричной части профиля кулачка, вследствие чего радиальной подачи происходить не будет. С этого момента стол с заготовкой должен совершить один поворот для полной обработки заготовки.
По окончании цикла обработки ролик 13 попадает во впадину кулачка 16, винт 17 под действием пружины (на чертеже не показана) перемещается влево и, нажав упором 14 на конечный выключатель 15, выключает станок.
* ВЕРТИКАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 5Д32
Общая характеристика станка
Назначение станка. Станок предназначен для нарезания цилиндрических зубчатых колес с прямыми и косыми зубьями и для нарезания червячных колес как методом радиальной, так и методом тангенциальной подачи. При наличии специальных приспособлений возможно нарезание шестерен внутреннего зацепления.
Техническая характеристика станка
Наибольший диаметр нарезаемых колес в мм............ 800
Пределы модулей зубьев нарезаемых колес в мм: по стали ..... ........................ ............. а-6
по чугуну....................................... <2—8
Наибольший угол наклона зуба нарезаемых колес в град ±60
Наибольшая ширина нарезаемых колес в мм . ... . 275
Наибольший диаметр фрезы в мм ......... 120
Пределы чисел оборотов шпинделя в минуту............ 47,5—192
Пределы подач за оборот стола в мм:, вертикальных........................................ 0,5—3
радиальных...................................... 0,1—1
Мощность главного электродвигателя в кет . ... . 2,8
Основные узлы станка (рис. 136). А — станина; Б— стол; В — стойка; Г — поддерживающий кронштейн; Д — поперечина; Е— фрезерный суппорт; Ж — протяжной суппорт; 3 — подвижная стойка; И — гитары дифференциала и подачи; К — делительная гитара.
Органы управления. 1 — рукоятка включения и выключения рабочих подач; 2 — рукоятка включения подачи при работе с протяжным суппортом; 3 — кнопочная станция; 4 — рукоятка включения вертикальной подачи фрезерного суппорта; 5 — квадрат для ручного вертикального перемещения подвижной стойки; 6 — квадрат для ручного горизонтального перемещения подвижной стойки; 7 — рукоятка включения радиальной подачи подвижной стойки.
Движения в станке. Движение резания — вращение шпинделя фрезерного суппорта с червячной фрезой. Движения подач — вертикальное перемещение фрезерного суппорта Е, радиальное перемещение подвижной стойки 3 и тангенциальное перемещение протяжного суппорта Ж.
Движением обкатки и деления является непрерывное вращение стола с заготовкой. Вспомогательные движения — быстрые механические и ручные установочные перемещения фрезерного суппорта и подвижной стойки.
Принцип работы. Станок работает по методу обкатки, т. е. ме-
ханическоговоспроизводства зацепления червяка (червячной фрезы) с колесом (заготовкой). Червячная фреза соответствующего модуля и диаметра закрепляется на оправке в шпинделе фрезерного суппорта.
Обрабатываемая деталь или комплект одновременно обрабатываемых деталей устанавливается на оправке в шпинделе стола, а при больших размерах колес—непосредственно на столе станка.
Червячной фрезе и заготовке |Принудительно сообщают вращательные движения с такими угловыми скоростями, которые они имели бы, находясь в действительном зацеплении.
При нарезании колес с прямыми зубьями ось шпинделя фрезерного суппорта устанавливается под. углом к горизонтальной 'плоскости,, равным углу подъема винтовой линии червячной фрезы. Для нарезания колес с косыми зубьями ось шпинделя фрезерной бабки устанавливается под углом, равным сумме или разности углов наклона зубьев колеса и подъема винтовой линии фрезы в зависимости от сочетания направлений винтовЫх линий зубьев и витков фрезы.
Нарезание цилиндрических колес производится с вертикальной подачей фрезерного суппорта.
Для обеспечения возможности фрезерования колес попутным методом на станке модели 5Д32 предусмотрено нагрузочное гидравлическое устройство.
Гидравлическое поджимное устройство состоит из неподвижного штока с поршнем и цилиндра, связанного с салазками фрезерного суппорта. При фрезеровании попутным методом масло подводится в верхнюю полость цилиндра противовеса и поджимает противовес вместе с фрезерным суппортом вверх, устраняя возможность произвольного перемещения фрезерной бабки под действием усилия в пределах зазора между резьбой винта вертикальной подачи и маточной гайки.
При нарезании червячных колес методом радиальной подачи используются цилиндрические червячные фрезы. Движение подачи сообщают подвижной стойке в радиальном направлении до тех пор, пока расстояние между осями фрезы и заготовками не станет равным межцентровому расстоянию передачи.
В случае нарезания червячных колес методом тангенциальной подачи .применяются червячные фрезы с конической заборной частью, которые при настройке станка устанавливают сразу на заданное межцентровое расстояние; подачу при этом сообщают протяжному суппорту с червячной фрезой вдоль ее оси. Этот метод нарезания является более точным.
Рис. 136. Общий вид зубофрезерного полуавтомата модели 5Д32
268
Кинематика станка модели 5Д32
Движение резания. Вращение шпинделя (рис. 137) с фрезой осуществляется то цепи, электродвигатель мощностью 2,8 кет, клиноременная передача 105—224, вал /, шестерни 32—48, вал II, шестерни 35—35, вал 111, сменные колеса Ai—I , вал IV, конические шестерни 24—24, вал V, конические шестерни 24—24, вал VI, шестерни 17—17, вал VII, шестерни 16—64, шпиндель VIII.
Для обеспечения равномерности вращения шпинделя с фрезой на валу VII установлен маховик.
Число оборотов шпинделя фрезерного суппорта пф\ определяется из уравнения кинематической цепи движения резания, имеющего вид
f аол 32 35 Ai 24-2417 16
пФ 14202240,985 48-35 Bi 24 24-17-64 o6lMUf4‘
Прилагаемый комплект сменных колес обеспечивает возможность получения семи различных чисел оборотов шпинделя.
Движение обкатки и деления заготовки. Это движение заимствуется от вала IV, вращение от которого передается столу через косозубые шестерни 46—46, дифференциал, вал XXV, колеса переключения Ci—D|, вал XXVI, сменные колеса а—Ь и с—d делительной гитары, вал XXVII и червячную передачу /—96.
Уравнение кинематической цепи, связывающей вращение заготовки п3 с вращением фрезы пф, имеет вид
64-I7-24-24-46 . Q д с 1
Пз~пФ 16-17-21-24-46 l^Dt b d 96 *
Для сообщения столу с заготовкой добавочного вращения, необходимого для нарезания цилиндрических колес с косыми зубьями, червячных колес методом тангенциальной подачи и колес с количеством зубьев, выраженных простыми числами, для которых нет соответствующих сменных колес, используют дифференциал, для чего выключают муфту М2 и включают муфту ЛЬ (как показано на схеме). Дополнительное движение обкатки получают от вала XI через гитару сменных колес а2—62 и с2—вал XXIV, червячную передачу 1—30 и дифференциал.
Движения подач. Эти движения осуществляются от вала XXVII через червячную передачу 2—24, вал IX, сменные колеса Ui—bt и С\—dt гитзры подач, вал X, ^кулачковую муфту Л43, вал XI, шестерни 45—36, вал XII, конические шестерни 19—19, вал XIII, конические шестерни 16—16 и вал XIV. От вала XIV движение подач разветвляется.
Для сообщения вертикальной подачи фрезерному суппорту включаются кулачковые муфты ЛТ4 и Ms. Тогда вращение от вала XIV через червячную передачу 4—20, вал XV и червячную передачу 5—30 сообщается вертикальному ходовому винту XX Величина
вертикальной подачи фрезерной бабки se за один оборот стола с заготовкой может быть определена из уравнения
= о,ч.
« 96-2 a, ci 45-19-16- 4-5 r
1-24 bi di 36-19-16-20-30 10
Подбор сменных колес гитары подач в зависимости от заданной величины вертикальной подачи производится по формуле
Д1 bi
Радиальная подача подвижной стойки обеспечивается при включении муфты М4 и четырехзаходного падающего червяка. В этом случае движение от вала XIV сообщается маточной гайке, связанной с горизонтальным ходовым винтом XIX, через червячную передачу 4—20, вал XV, шестерни 10—20, вал XVI, червячную передачу 4—20 (с падающим червяком), вал XVII, шестерни 10—20, вал XVIII и конические шестерни 20—25. Уравнение кинематической цепи для определения величины радиальной подачи подвижной стойки s имеет вид
с -1 96'2 а 45-19416- 4-10- 4-10-20 «а .
Р 1 1-24 Ь, di 36-19-16-20-20-20-20-25 1U
В этом случае подбор сменных колес гитары подач производится по уравнению
«1 Cl _ 5sp
by di 4
Протяжной суппорт, устанавливаемый взамен нормального, получает движение тангенциальной подачи от вала XIV, через конические шестерни 16—16, вал XXI, шестерни 30—35—30, червячную передачу 1—50 и ходовой винт XXIII. Уравнение кинематической цепи для этого случая имеет вид:
96-2 at с, 45-19-16-16-30-1 - , ,
5г 1*24 bi d\ 36-19-16-16-30-50 » ALU/OO.
При работе с тангенциальной подачей подбор сменных колес следует производить по формуле
4i d, St~
Вспомогательные движения. Быстрые перемещения всех рабочих органов станка осуществляются от электродвигателя мощностью 1 кет через винтовые колеса 16—42, вал XI и далее по кинематическим цепям подач
Рис 137. Кинематическая схема зубофрезерного полуавтомата модели 5Д32
ЗУБОСТРОГАЛЬНЫЙ СТАНОК МОДЕЛИ 526
Общая характеристика станка
Назначение станка. Станок предназначен для чернового и чистового нарезания прямозубых конических колес в условиях индивидуального и серийного производства.
Техническая характеристика станка
Наиботывии диаметр обрабатываемых колес в мм . . . 610
Модуль нарезаемых колес в мм: наибольший.............................................. 8
наименьший............................................ 1
Наибольшее передаточное отношение нарезаемых колес . 10 : 1
Наибольшая длина нарезаемого зуба в мм............... 90
Пределы чисел нарезаемых зубьев...................... 10—200
Пределы чисел двойных ходов резцов в минуту .... 54_470
Угол делительного конуса наименьший........................................... 5е 42'
наибольший .... 84® |8'
Мощность электродвигателя в кет..................... 2,8
Основные узлы станка (рис. 138). Я—станина; Б — люлька; В — бабка изделия; Г — салазки бабки изделия.
Органы управления. 1 — маховичок ручного приводя станка при настройке; 2 — маховичок ручного перемещения салазок бабки.
Движения в станке. Движение резания — возвратно-поступательное движение ползунов с резцами. Движение подачи — возвратно-йращательное движение люльки с резцами. Д в и-жение обкатки — медленное вращение заготовки в процессе обработки каждого зуба. Вспомогательные движения — периодический поворот заготовки на один или два зуба, механический отвод салазок бабки изделия, вращение барабана управления и ручное установочное перемещение салазок бабки изделия.
Принцип работы. Работа станка основана на механическом воспроизводстве зацепления сопряженных конических зубчатых колес, одно из которых является воображаемым производящим колесом с прямобочным профилем зуба, подобным зубьям рейки. Режущими инструментами .служат два резца с прямолинейными режущими кромками, шоспроизводящие боковые грани двух соседних зубьев воображаемого производящего колеса.
Резцы закрепляются на ползунах и совершают возвратно-поступательное движение. Когда один из резцов совершает рабочий ход, второй двигается вхолостую. Поворотные направляющие ползунов устанавливаются в соответствии с утлом зуба.
Обрабатываемая деталь закрепляется на шпинделе бабки изделия, которую поворачивают так, чтобы образующая конуса впадины была параллельна плоскости, в которой расположены линии движения вершин резцов, и перемещают вдоль оси до совпадения вершин конусов нарезаемого колеса и производящего колеса. В процессе обработки заготовке сообщается обкаточное движение, строго согласованное с возвратно-вращательным движением люльки.
При поворотном движении люльки с резцами вниз происходит получистовая обработка зуба с оставлением небольшого припуска (0,5—0,8 мм), который снимается во время чистового прохода при поворотном движении люльки вверх.
По окончании обработки каждого зуба салазки с заготовкой отводятся от резцов, после чего заготовке сообщается делительный поворот.
Для этой цели в станке модели 526 предусмотрен дефференци-альный механизм. Начало процесса деления совпадает с моментом подхода люльки с резцами вверх, конец деления происходит в момент, когда люлька начинает двигаться вниз. По окончании делительного поворота салазки с заготовкой подводятся к резцам, и цикл работы повторяется.
Подвод и отвод салазок с заготовкой осуществляется специальным барабаном отвода салазок и кулисой. Для реверсирования поворота люльки с резцами и включения дефференциала в станке предусмотрен барабан управления.
Процесс нарезания с последующими делительными поворотами многократно повторяется до окончательной обработки всего зубчатого колеса.
Ручное установочное перемещение салазок бабки изделия осуществляется маховичком 2 через пару шестерен с внутренним зацеплением и реечную передачу.
Станок работает по полуавтоматическому циклу.
Конструктивные особенности. Достоинством станка модели 526 является простота и жесткость конструкции, что обеспечивает его широкое применение для выполнения тяжелых работ.
Для устранения зазоров, возникающих в зубчатых колесах при реверсировании кинематической цепи и могущих вызвать поворот заготовки относительно резцов, в станке предусмотрено наличие уравнительной муфты.
Модификация зубострогальных станков. Помимо подробно описанного зубострогального станка модели 526, для нарезания конических зубчатых колес с прямыми зубьями выпускаются модели 523, 5П23, 5П23А, 5А26, 5284, 5282 и др.
Рис. 138. Общий вид зубострогального станка для конических колес модели 526
Кинематика станка модели 526
Движение резания. Вращение от электродвигателя мощностью 3 кет (рис. 139) передается через конические шестерни 15—45, вал /, конические колеса 25—25, вал //, конические шестерни 25—25, вал III, парносменные колеса А—В, вал IV, конические колеса 19—43 и вал V кривошипному диску Дь на котором имеется переставной кривошипный палец.
Кривошипный диск Д| с помощью шатуна приводит в возврат-но-качательное движение кривошипный диск Дг; последний имеет два кривошипных пальца, связанных шатунами с ползунами люльки, которые благодаря этому получают прямолинейное возвратно-поступательное движение.
Движение подач. Движение круговой подачи заимствуется от вала I и передается люльке через гитару сменных колес подач ai—bi и Ci—dlf конические колеса 15—45, раверсивный механизм, парносменные колеса е — f угла поворота люльки и цилиндрическую, коническую и червячную передачи.
Кинематическая цепь подачи связывает движение ползунов с медленным вращательным движением люльки. Величина круговой подачи sK в мм на 1 дв. ход резцов определяется уравнением
-1 43 В 25 25 С| 15 42 е 45 20 1
S*~l 19 А 125-25 bl di 45-42 f 36-25-120 sins ’
где zK — число зубьев нарезаемого колеса;
m — модуль нарезаемого колеса,
а — угол делительного конуса нарезаемого колеса.
Величина круговой подачи зависит от соотношения чисел зубьев сменных шестерен (ц—Ь\ и С]—d\ гитары подач и парносменных колес е — f. Числа зубьев последних рассчитывают из условия, чтобы за время одного оборота барабана управления люлька повернулась в каждую сторону на угол 0°, определяемый степенью перекрытия.
Уравнение кинематической цепи поворота люльки в обе стороны имеет вид.
9Л° — Л 9 \34-42 е 45 20-1 ос/у „В —(1 2 42 f 35.25-1120 ’
где п — часть оборота распределительного барабана Б\, затрачиваемая на переключение муфты Mi и равная для данного механизма оборота.
Из выражения кинематической цепи подачи выводится формула для подбора сменных колес гитары подач
4 4=50,7.
bt dt к Bemz*.
Делительный поворот. В конце хода люльки вверх после отвода резцов от заготовки торцовый кулак, расположенный на барабане управления Б\, при помощи рычага включает муфту М2, конструкция которой обеспечивает поворот корпуса дифференциала точно на один оборот. Ведущая часть муфты приводится во вращение от вала VI через шестерни 38—32—38 и 38—61, находящиеся в постоянном зацеплении. Поворот заготовки, необходимый для осуществления процесса деления, сообщается от корпуса дифференциала через вал XIII, конические шестерни 32—24, вал XIV, конические шестерни 26—26, вал ЛУ, конические шестерни 26—26, телескопический вал XVI, сменные колеса а2—Ь2 и с2—d2 делительной гитары, конические шестерни 36—24 и червячную передачу 1—120.
Движение обкатки. Кинематическая цепь движения обкатки связывает вращение люльки с вращением нарезаемого колеса так, чтобы при повороте люльки на один зуб воображаемого прот-водящего колеса заготовка также повернулась на один зуб. Уравнение кинематической цепи обкатки имеет вид -
1-120-25 а с . 32-26-26 а2 сг 36-1 1
гп 1-20 6 d *<*"*24-26-26 d2 24-120 — г* ’
где zn — числб зубьев воображаемого плоского конического колеса. Для данного случая i^=l.
Формула для определения сменных колес гитары обкатки имеет вид
g с _ b d 75 '
С достаточной для практики точностью
* 1
Вспомогательные движения. Радиальный отвод заготовки после обработки каждого зуба осуществляется барабаном отвода салазок Б2 и регулируемой кулисой. Регулировка кулисы производится с помощью винта с ползушкой в соответствии с модулем нарезаемого колеса. Барабан Б2 имеет две канавки, из которых правая служит для подачи заготовки при черновой обработке, левая — при чистовой обработке. Он приводится в движение от вала.,У/ через конические шестерни 26—26, <вал XVIII и червячную передачу 4—68.
Барабан Бь находящийся на валу VII, приводится в движение от вала VI через червячную передачу 2—34.
Рис. 139. Кинематическая схема зубострогального станка для конических колес модели 526 к» W
274
ЗУБОРЕЗНЫЙ ПОЛУАВТОМАТ МОДЕЛИ 525
Общая характеристика станка
Назначение станка. Станок предназначен для чистового и чернового 1нарезания конических зубчатых колес с круговыми зубьями, гипоидных колес и шестерен полуобкатных передач на скоростных режимах с высокой степенью точности обработки.
Наиболее целесообразно применение станка в условиях массового и серийного производст а.
Техническая характеристика станка
Наибольший диаметр обрабатываемых колес в лл . . 600
Наибольший модуль обрабатываемых колес в мм . . 10
Наибольшая ширина обрабатываемых колес в мм . . 65
Пределы чисел нарезаемых зубьев..................... 4—100
Наибольшее передаточное отношение нарезаемых колес 10 :1 Угол делительного конуса:
наименьший ........................................ 5°30'
наибольший ..... 84°
Наибольшая длина образующей начального конуса в мм 250
Диаметр резцовой головки в ли: наименьший ......................................... 150
наибольший............................................ 300
Пределы чисел оборотов инструментального шпинделя в минуту.............................................. 25—325
Мощность электродвигателя в кет ......... 4,5
Основные узлы станка (рис. 140). А—основание станины; Б — приводная коробка; В— стойка станины; Г — обкатная люлька; Д — вертикальный суппорт; Е — бабка изделия; Ж — сменные колеса гитары деления; 3 — поворотная плита; И — стол.
Органы управления. / — счетчик циклов; 2 —.рукоятка переключения привода быстрых перемещений; 3 — рукоятка подвода и отвода стола и зажима заготовки; 4 — кнопочная станция; 5 — главный выключатель станка; 6 — кнопка пуска электродвигателя гидравлики.
Движения в станке. Движением резания является вращение резцовой головки. Движение подачи — перемещение бабки с изделием в направлении резцовой головки. Движением обкатки и деления является медленное вращение обрабатываемой заготовки и поворот обкатной люльки со шпинделем резцовой головки. Механический отвод салазок бабки изделия является вспомогательным движением.
Принцип работы. Станок работает как по методу обкатки, так и по методу врезания.
Черновое нарезание зубьев производят методом врезания, при котором образование зубьев осуществляется путем постепенного приближения заготовки к инструменту. В этом случае величина обкатки берется очень малой, необходимой только для того, чтобы после каждого цикла инструмент попадал в соседнюю впадину. Быстрый подвод стола заменяется медленной рабочей подачей, при которой режущий инструмент (резцовая головка) постепенно врезается в заготовку. По достижении полной глубины -впадины стол быстро отводится и обкатная люлька поворачивается в обратную сторону.
Метод обкатки используется при чистовом нарезании. При этом необходимо наличие двух движений, движения резания и движения обкатки’. Обкаточное движение -продолжается в течение всего времени, необходимого для обработки одной впадины. После этого заготовка отводится от инструмента, а люлька, несущая резцовую головку с инструментом, быстро поворачивается в обратном направлении до исходного положения. Заготовка при этом продолжает вращаться в ту же сторону, что и во время обработки. Благодаря этому за время холостого хода люльки заготовка успевает повернуться на определенное число зубьев.
Для нарезания на заготовке всех зубьев необходимо, чтобы они при каждо-м цикле поворачивались на целое число зубьев, не имеющее общих множителей с числом зубьев нарезаемого колеса. При несоблюдении этого условия инструмент после каждого цикла не будет попадать в новую впадину.
По окончании обработки всех впадин станок автоматически останавливается.
Наличие механизма модификации обкатки позволяет производить нарезание шестерен для полуобкатных передач, а также шестерен с большой длиной образующей начального конуса.
Конструктивные особенности. Отличительной особенностью полуавтомата 525 является отсутствие реверсирования заготовки, непрерывный процесс деления заготовки и реверсирование обкатной люльки с помощью составного колеса.
Время холостого хода не зависит от продолжительности цикла обработки.
В станке модели 525 холостой ход может осуществляться с двумя скоростями; при «нарезании шестерни с z<15 продолжительность холостого хода составляет 5 сек]зуб, при нарезании шестерни с 16 — 2,5 сек!зуб.
Перемещение стола с обрабатываемой заготовкой, крепление заготовки на оправке в шпинделе бабки изделия и переключение фрикционной муфты осуществляются гидроприводом
Рис 140. Общий вид зуборезного полуавтомата
для конических колес модели 525
S Кинематика станка модели 525
Движение резания. Шпиндель V резцовой головки (рис. 141) приводится в движение электродвигателем мощностью 4,5 кет через цилиндрические шестерни 16—64, вал I, коническую передачу 34—34, вал II, сменные колеса а—b и с—d гитары скорости р за-ния, вал ///, шестерни 35—28, вал/V и закрепленную на нем шестерню 17. Эта шестерня находится в зацеплении с зубчатым колесом 85 внутреннего зацепления, закрепленном на шпинделе V резцовой головки.
Число оборотов шпинделя резцовой головки л2 может быть определено из выражения
оосю 16 о с 35 *17 -
и,—2900 b4 34 b d 28 85 об чин.
Движение подачи. Движение от вала / передается барабану Бн через сменные колеса aj—и с(—d\ гитары подач, вал VI. шестерни 34—68 при включенной вниз фрикционной муфте Л!,, вал VII, шестерни 42—56, вал VIII, шестерни 48—55—64, вал IX и червячную передачу 2—72 Червячное колесо 72 жестко соединено с барабаном Бн подачи стола, который при работе методом обкатки обеспечивает подвод бабки с обрабатываемой заготовкой в рабочее положение Этот же барабан по окончании обработки каждого зуба отводит бабку с заготовкой. При работе методом врезания в процессе обработки барабан Бн сообщает медленную подачу заготовке, обеспечивая постепенное врезание инструмента. Барабан имеет две канавки К\ и Kz одну для чистового нарезания методом обкатки, другую для чернового нарезания методом врезания В каждую из канавок в зависимости от принятого метода работы вводится ролик Р\ или Р2, хвостовики которых имеют зубчатые рейки, соединенные между собой реечной шестерней z.
Скорость вращения барабана Бн настраивается так, чтобы оп совершал один оборот за цикл работы. На валу барабана Бн помещен кулачок К, который в нужный момент включает гидравлический золотник, переключающий фрикционную муфту М। с рабочего на холостой ход и наоборот.
Движение обкатки. Медленное вращение заготовки заимствуется от вала IX. Вращение передается через шестерни 64—60—48, полый вал XI, конические шестерни 23—23, вал XII, свободно проходящий через центральное отверстие составного колеса, шестерни 75—60 или 27—108, вал XIit, конические шестерни 26—26, вал XIV, конические шестерни 26—26, вал XV, конические шестерни 26—26, телескопический вал XVI, сменные колеса а2—b2 и с2—d2 гитары обкатки, вал XVII, конические шестерни 29—29, вал XV///, конические шестерни 30—30, вал XIX, червячную передачу 1—120 шпинделю XX бабки изделия.
Одновременно с заготовкой медленное вращение сообщается также обкатной люльке Л. Движение заимствуется от вала XI, связанного шлицевым соединением с валом XXI, и передается через конические шестерни 16—32, вал XXII, шестерню 14, составное колесо, зубчатую передачу 252—21—50, вал XXIII, шестерни 20—42, вал XXIV, сменные колеса а3—Ь3 и с3—d3 гитары, вал XXV, конические шестерни 30—28, вал XXV/ и червячную передачу 2—135, червячный венец которой прикреплен к люльке Л. Конические шестерни 16—32 и шестерни 14 смонтированы в подвижной каретке.
По окончании обработки одного зуба заготовка отводится вправо и продолжает вращаться в ту же сторону, а обкатная люлька быстро поворачивается в (Противоположном направлении, возвращаясь в исходное положение. Реверсирование обкатной люльки Л обеспечивается конструкцией составного колеса и происходит следующим образом: при зацеплении шестерни 14 с зубчатым сектором внутреннего зацепления происходит рабочий ход, далее шестерня 14 входит в зацепление с зубчатым соединяющим участком, обеспечивая процесс реверсирования; при зацеплении шестерни 14 с участком внешнего зацепления происходит холостой ход За одно качение составного реверсивного колеса шестерня 14 совершает
196+984-2 28 , -
ин — ---------- —1—24 об.
Механизм модификации. Как указывалось выше, при обработке зубчатых колес методом врезания величина обкатки берется очень малой, вследствие чего профиль зубьев получается весьма близким к профилю зубьев рейки, так как часть металла на головке и ножке зуба остается несрезанной. Снятие этих утолщении для придания зубу нормального профиля, достигается дополнительным поворотом обкатной люльки Л в обе стороны с помощью особого механизма. На конце вала XXV/ закреплена шестерня 26, приводящая во вращение шестерню 38, сменные колеса гитары модификации обкатки А—В, вал XXVII, червячную передачу 2—54 и вал XXVIII. На конце этого вала эксцентрично укреплен палец С, входящий в паз втулки D вала XXV/ и работающий как кривошип, сообщая валу XXV/ с червяком незначительные перемещения вдоль своей оси, вызывая дополнительные повороты люльки.
Вспомогательные движения. Отвод салазок бабки изделия по окончании обработки заготовки осуществляется переключением муфты Afi вверх, при котором вал VII и все последующие передачи приводятся в движение непосредственно от вала / с дву мя различными скоростями в зависимости от положения блока Гц
Рис 141 Кинематическая схема зуборезного полуавтомата для конических колес модели 525
277
ЗУБООТДЕЛ04НЫЙ ТОНКОСТРОГАЛЬНЫЙ (ШЕВИНГОВАЛЬНЫЙ) СТАНОК МОДЕЛИ 5715
Общая характеристика станка
Назначение станка. Станок предназначен для окончательной отделки шевингованием зубьев сырых и улучшенных зубчатых колес с прямыми и винтовыми зубьями как -наружного, так и внутреннего зацепления в условиях массового и крупносерийного производства. При наличии дополнительной качающейся плиты возможно получение бочкообразных зубьев.
Техническая характеристика станка
Наибольший модуль в мм ............ 8
Диаметр обрабатываемого колеса в мм: наибольший..................................... 450
наименьший . ........................ 150
Наибольшая ширина обрабатываемого колеса в мм . . 120
Расстояние между центрами бабок в лл: наибольшее...................................... 165
наименьшее .................................... 180
Диаметр шевера в мм............... . ... 250
Наибольший угол поворота головки в град............. 45
Число скоростей вращения шпинделя 5
Пределы чисел оборотов шпинделя в минуту . . . 118—294
Количество величин продольных подач стола ... 8
Количество двойных ходов стола в минуту: наибольшее...................................... 250
наименьшее ........................... 50
Количество величии радиальных подач 4
Величина радиальной подачи па ход стола в мм: наибольшая..................................... 0,08
наименьшая ... 002
Мощность главного эпектродвигатечя в кет . 2.2
Основные узлы станка (рис. 142). А — стол, Б и Д — бабки изделия; В — поворотная головка шевера; Г — стойка; Е — станина.
Органы управления. / — механизм поворота головки шевера; 2 — маховичок для ручного перемещения стойки в радиальном направлении.
Движения в станке. Движением резания в шевинговальных станках является относительное движение скольжения зубьев шевера и обрабатываемого колеса, величина которого зависит как от скорости вращения шевера, так и от угла между' осями шевера
и обрабатываемого колеса Движениями подач являются прямолинейное возвратно-поступательное движение -стола с заготовкой вдоль ее оси и периодическое радиальное перемещение стойки с шевером в поперечном направлении. Движение обкатки — свободное вращение шевингуемого колеса. Вспомогательные движения — ручной поворот головки шевера и ручноё перемещение стойки.
Принцип работы. Шевер закрепляется на шпинделе поворотной головки, шевингуемое колесо — на оправке в центрах бабок изделия Поворотная головка шевера устанавливается так, чтобы ось шпинделя составила с осью оправки угол, равный алгебраической сумме углов наклона зубьев шевера и обрабатываемого колеса.
В процессе работы шеверу сообщается принудительное вращение, а обрабатываемое колесо, находящееся с ним в постоянном зацеплении, получает свободное обкатное вращение; при этом вследствие наличия бокового скольжения зубьев происходит снятие тонкой стружки с зубьев заготовки.
Длина хода стола в продольном направлении должна быть немногим больше ширины шевингуемого колеса. Для обеспечения непрерывности обработки в конце каждого хода стойке сообщается радиальное перемещение. После снятия всего припуска на обработку радиальная подача .прекращается, а продольная подача стола продолжается еще в течение нескольких проходов для окончательной зачистки и прикатки боковых поверхностей зубьев.
Конструктивные особенности. Станок модели 5715 в отличие от некоторых других моделей является бесконсольным, что повышает точность и чистоту обработки боковых зубьев шевингуемых зубчатых колес.
Радиальная периодическая подача в станке модели 5715 осуществляется перемещением шевинговальной бабки по горизонтальным направляющим станины, имеющей в плане форму буквы Т.
Разворот шевинговальной головки на нужный угол производится относительно горизонтальной оси, расположенной перпендикулярно оси бабок изделия, что создает более благоприятные условия наладки и работы станка.
Шпиндель смонтирован в корпусе поворотной головки шевинговальной бабки на прецизионных радиально-упорных подшипниках, обеспечивающих высокую точность вращения шевера
Рис. 142. Общий вид зубоотделочного шевинговального станка модели 5715
о
►J
CO
Кинематика станка модели 5715
Движение резания. Шевер получает вращение от электродвигателя мощностью 2,2 кет (рис. 143) по кинематической цепи: клиноременная передача 140—200, вал I, червячная передача 5—22, вал II, шестерни 46—50, вал III, парносменные колеса А — В и шпиндель IV. Число оборотов шевера пш определяется выражением
1440 200-22-50^воб!мин
К станку прилагается пять пар сменных колес.
Подбор сменных колес А и В производится в зависимости от заданной скорости резания v. При шевинговании, как известно, скоростью резания является скорость относительного скольжения зубьев шевера и обрабатываемого колеса в полюсе зацепления. Эта скорость на основании геометрических зависимостей может быть определена по формуле
v = * (cosp^ tg ± sin ₽ш) м!мин,
где D ш — диаметр шевера в мм;
п ш — число оборотов шевера в минуту;
Рш и рк— углы наклона соответственно зубьев шевера и обрабатываемого колеса в град.
Знак плюс ставится в формуле при одноименных направлениях винтовых линий зубьев шевера и обрабатываемого колеса, а знак минус — при их разноименных направлениях.
Формула для подбора сменных колес А и В имеет вид
А ___________1,5 у____
В £>ш(соз'5ш tg ± sin Зш)
Движение обкатки. В данном случае движением обкатки является свободнее вращение шевингуемого колеса с числом оборотов п к, которое зависит от чисел зубьев шевера колеса zkh числа оборотов в минуту шевера.
Привод подач. Продольная подача стола осуществляется от реверсивного электродвигателя мощностью 0,85 кет через червячную передачу 1—50, вал VI, парносменные колеса С—D, вал VII, шестерни 25—25 и ходовой винт VIII с шагом 6 мм, гайка которого связана со столом. Реверсирование продольной подачи и настройка величины хода стола производится переставными упорами, укрепленными в продольном пазу стола. Упоры, воздействуя на электрический переключатель, изменяют направление вращения электродвигателя и соответственно направление движения стола. Скорость продольной подачи стола s зависит от числа зубьев
сменных колес С—D и определяется выражением
1 С 25
5=950 50 D 25 $мм1мин>
К станку прилагаются четыре пары сменных колес С—D.
Однако обычно продольную подачу стола йринято исчислять в мм за один оборот шевингуемого колеса.
Решая совместно уравнения кинематических цепей движения резания, обкатки и продольной минутной подачи, получают
32D'a/u мм!°б-
Расчетная формула для подбора сменных колес цепи продольной подачи для заданного значения so примет вид
С _т 9, А 2Ш
D в 2- •
Периодическая радиальная подача шевера в конце каждого хода стола осуществляется двумя кулачками, установленными на градуированном диске Д, и храповым механизмом. Диск Д получает возвратно-вращательное движение от вала VII через червячную передачу 1—30 и вал IX. Изменение направления вращения диска Д происходит при реверсировании продольной подачи стола.
Угол <р поворота диска зависит от длины хода стола L и определяется выражением
Я-= та360°-
Упоры У] и У2 устанавливаются на диске Д под углом а Таким образом, в конце каждого хода стола один из кулачков, воздействуя на ролик Р рычажио-храпового механизма, поворачивает храповое колесо 150. Регулированием храпового механизма можно изменять поворот храпового колеса за ход стола на величину от одного до четырех зубьев.
От храпового колеса вращение передается через вал X и цилиндрические зубчатые колеса 18—30 горизонтальному ходовому винту XI с шагом 5 мм. Наименьшая величина радиальной подачи шевера sp за один ход стола составляет
ЬйГ5Г5 =0-02 мм!ход-
Вспомогательные движения. Разворот головки шевера производится с помощью поворотного механизма. Установочное перемещение стойки в радиальном направлении достигается поворотом маховичка Мх через вал X, цилиндрическую передачу 18—30 и ходовой винт XI.
Рис 143. Кинематическая схема зубоотделочного шевииговального станка модели 5715
281
282
МОДЕРНИЗАЦИЯ СТАНКОВ
Основные направления модернизации металлорежущих станков 1
Обеспечение наиболее полного использования возможностей современного режущего инструмента (рис. 144, а) Возможности режущего инструмента, изготовленного из высокостойких режущих .материалов и имеющего усовершенствованную конструкцию и гео метрию, могут быть полностью использованы только на быстроходных, мощных достаточно виброусгойчивых и соответственно жестких станках.
Несмотря на то что в период внедрения скоростных режимов резания была проведена большая работа по повышению быстроходности, мощности и жесткости станков, модернизация станков с целью обеспечения наиболее полного использования возможностей современного режущего инструмента продолжает оставаться актуальной. Это обусловливается тем, что далеко не все станки наличного парка, нуждающиеся в повышении мощности быстроходности, были подвергнуты соответствующей модернизации. Кроме того, появление новых материалов для изготовления режущих инструментов и проводимое инженерами, учеными и новаторами производства усовершенствование их конструкции создают условия для дальнейшего повышения скоростей резания и увеличения подач.
Концентрация операций и переходов (рис. 144, б). В данном случае модернизация имеет целью обеспечить возможность совмещения операций или переходов, выполнявшихся ранее последовательно (раздельно) на одном и том же или на разных станках.
Сокращение затрат вспомогательного времени (рис. 144, в). При полном использовании возможностей современного режущего инструмента, когда работа ведется при высоких режимах резания и при концентрации операций и переходов, основное время во многих случаях сокращается столь значительно, что составляет лишь небольшую часть общего штучного времени. В этих условиях дальнейшая интенсификация режимов резания не дает заметного повышения производительности. Поэтому модернизация станков должна обеспечить сокращение времени, затрачиваемого на соответствующие вспомогательные операции.
Автоматизация цикла обработки. При значительном сокращении доли основного времени в общем времени обработки повышения производительности труда можно добиться за счет автоматизации цикла работы станка. Вследствие этого вопросы автомати-
* Сформулированы проф. И. М Кучер >м.
зации модернизируемых станков приобретают особую актуаль-ность.
При автоматизации достигается сокращение вспомогательного времени, которое на автоматизированных станках является временем холостых ходов, создаются условия для внедрения многостаночного обслуживания, а в ряде случаев и для повышения режимов работы.
Возможность повышения режимов работы на автоматизированных станках обусловливается тем, что применение высоких режимов резания на неавтоматизированных станках огра иичивастся условиями ручного управления, которое возможно только при ограниченной скорости протекания процесса обработки, а соответственно и более низких режимах резания.
Расширение технологических возможностей станка. При расширении технологических возможностей модернизируемый станок приспосабливают для выполнения более широкого круга работ в пределах его основного технологического назначения или для выполнения ранее не свойственных ему работ.
Изменение основного технологического назначения станка (рис. 144, г). При изменении основного технологического назначения модернизируемый станок перестраивают для выполнения несвойственных ему операций и после этого он не может быть использован по основному технологическому назначению.
Специализация станка. В условиях массового производства, когда на станке постоянно выполняется одна и та же операция или несколько однотипных операций, модернизируемый станок целесообразно специализировать для осуществления этих операций.
Повышение точности станка. Целью модернизации станка является получение точности,. превышающей первоначальную точность станков аналогичного типа. Необходимость в модернизации этого рода возникает в тех случаях, когда требования к точности обработки не могут быть удовлетворены при использовании имеющегося оборудования.
Улучшение условий эксплуатации станка. Это направление объединяет все мероприятия, которые имеют целью снизить расходы на вспомогательную рабочую силу и материалы, на текущий и капитальный ремонт модернизированных станков.
Повышение безопасности работы на станке. В условиях социалистического производства любая модернизация станка должна обеспечивать безопасность работающего на станке и людей, находящихся вблизи от рабочего места.
Рис 144 Примеры модернизации станков
283
s Модернизация приводов станков
Общие положения. Исследование вопросов, связанных с модернизацией приводов станков, 'показывает, что, как правило, мощность привода можно повысить только при повышении числа оборотов 'первого вала коробки скоростей Но и при этих условиях мощность может быть повышена только до определенных пределов и не во всех случаях.
На первый взгляд, исходя из формулы для определения крутящих моментов (Л4кр=97 300—) кажется, что без ущерба для работы привода его мощность может быть повышена в тех же пределах, что и быстроходность, так как крутящие моменты и соответственно усилия, действующие па элементы привода, остаются постоянными. В действительности, как подтверждают практика и теоретические расчеты, вначале, повышая угловые скорости всех элементов привода, можно увеличить мощность электродвигателя.
По мере повышения числа оборотов элементов привода возможности для увеличения мощности электродвигателя уменьшаются. Наконец, при каком-то числе оборотов допустимая мощность электродвигателя достигает максимума. Если далее повышать числа оборотов, возникает необходимость уменьшения -мощности электродвигателя во избежание повышенного износа элементов привода или их поломки. Такая зависимость между повышением быстроходности станка и мощности электродвигателя объясняется тем, что на детали привода, кроме рабочих нагрузок, действуют также динамические нагрузки, обусловливаемые многими причинами, в первую очередь ошибками зацепления зубчатых колес Динамические нагрузки резко увеличиваются с повышением быстроходности привода. Чтобы сохранить неизменными суммарные нагрузки на детали привода, приходится уменьшать полезные нагрузки и соответственно мощность приводного электродвигателя.
Следовательно, повышение быстроходности станка за счет увеличения передаточного отношения первого звена целесообразно только в определенных пределах, в которых одновременно можно повысить и мощность привода, заменяя электродвигатель
Динамические нагрузки по-разному влияют на работу различных деталей привода. Например, динамические нагрузки, действующие на валы и подшипники качения, незначительны и могут практически не учитываться Динамические нагрузки на зубчатые колеса могут достигать большой величины Вместе с тем повышение окружных скоростей зубчатых колес приводит к уменьшению срока их службы. Поэтому пределы повышения быстроходности и мощности приводов станков определяют на основе поверочных расчетов зубчатых колес.
Повышение быстроходности станка ограничивается не только условиями нагрузки деталей привода, но и допустимыми для них окружными скоростями и виброустончивостью станка в целом
При решении вопроса о повышении быстроходности привода надо иметь в виду и влияние скоростей вращения элементов привода на к. п. д. станка, который имеет тенденцию к снижению по мере увеличения быстроходности привода. Уменьшение к. п. д. зависит от возрастания потерь на трение, часть которых увеличивается пропорционально повышению быстроходности привода, а часть в большей степени, чем быстроходность.
Выбор оптимального варианта модернизации привода зависит также от технологических задач, для решения которых модернизируется станок, и от вида производства — индивидуальное, серийное или массовое, для которого предназначается модернизированный станок.
Таким образом, в зависимости от технологических задач, конструкции привода и запасов прочности и долговечности его детален следует выбирать варианты аМодернизации привода движения резания, являющиеся для данного конкретного случая наиболее оптимальными.
Ниже рассматриваются основные 'варианты модернизации приводов движения резания в применении к консольно-фрезерным станкам.
Варианты модернизации приводов. Первые три варианта модернизаащи (рис. 145, а, б и в) являются наиболее простыми. Они предусматривают повышение быстроходности путем пропорционального увеличения чисел оборотов всех элементов привода. В первом варианте это достигается упразднением первой понижающей передачи; во втором варианте — установкой более быстроходного электродвигателя, -в третьем — увеличением передаточного отношения первой постоянной передачи.
Каждый из указанных вариантов имеет свои преимущества и недостатки. В отношении к. п. д. оптимальным является первый вариант, по объему работ наилучшим является второй вариант, третий вариант создает наиболее широкие возможности варьирования пределов повышения быстроходности станка и соответственно мощности электродвигателя. В отношении других параметров все три варианта примерно равноценны.
Четвертый вариант модернизации привода (рис. 145, г) применяется в том случае, если окружные скорости промежуточных элементов привода настолько высоки, что дальнейшее повышение их быстроходности сокращает срок их службы и может привести к поломкам. Повышение быстроходности шпинделя достигается увеличением передаточного отношения последней передачи. Эффективная мощность па шпинделе может даже из-за увеличения потерь, связанных с увеличением быстроходности, несколько понизиться. Данный метод целесообразно применять для модернизации станков, используемых на чистовых операциях, которые требуют быстроходности, но небольшой мощности.
Рис 145. Варианты модернизации приводов станков
285
Пятый вариант модернизации применяют в случае, когда окружная скорость зубчатых колес привода уже достаточно велика и повышение быстроходности в нужных пределах за счет увеличения скорости всех звеньев привода оказывается невозможным (рис. 146, а). Этот вариант предусматривает повышение быстроходности станка частично за счет увеличения передаточного отношения последнего звена и частично посредством повышения числа оборотов первого звена привода движения резания по одному из первых трех вариантов
Повышение быстроходности шпинделя может быть достигнуто в весьма широких пределах, а увеличение мощности привода незначительно, поэтому данный вариант пригоден в тех случаях, когда модернизированный станок предназначается для получисто-вых и чистовых операций, не требующих большой мощности привода.
В рассмотренных пяти вариантах модернизации приводов движения резания обычно удается обеспечить прежний диапазон регулирования скорости и прежнее количество скоростей вращения шпинделя, которые станок имел до модернизации и, следовательно, сохранить его универсальность.
Однако модернизировать станки устаревших конструкций рассмотренными методами обычно не удается, так как вся конструкция привода в целом (материал деталей привода, их термическая обработка, точность изготовления, система смазки и т. п.) оказывается совершенно не приспособленной для работы на высоких скоростях и требует при модернизации коренной переделки, что нерационально.
Модернизацию станков устаревших конструкций, в частности станков со ступенчато-шкивным приводом, целесообразно вести в направлении их специализации, автоматизации и изменения основного технологического назначения для использования в крупносерийном и массовом производстве.
Для станков, используемых в серийном производстве, диапазон регулирования и количество скоростей могут быть при модернизации существенно сокращены; станки, модернизируемые для массового производства, могут иметь 1—3 скорости и весьма малый диапазон регулирования скорости. В этом случае в зависимости от вида производства и технологических задач можно использовать шестой, седьмой или восьмой варианты модернизации.
Шестой 'вариант (рис. 146, б) широко применяется для станков со ступенчато-шкивным приводом, конструкции которых не позволяют рассмотренными выше методами повысить их быстроходность и мощность. При этом методе широко используются стандартные^приставные коробки скоростей, имеющие от четырех до девяти передач, или различные варианты для бесступенчатого изменения скорости, например, тороидные вариаторы конструкции Светозарова, шарикового типа, с раздвижными конусами и др Для модернизации фрезерных и токарных станков приставные коробки
скоростей иногда применяются совместно с колонкой и натяжными роликами.
Диапазон регулирования при этом методе модернизации находится в пределах 3—10. Объем работ по модернизации значителен. Однако в этом случае может быть достигнуто весьма существенное повышение быстроходности и мощности даже для станков устаревших конструкций.
Этот вариант особенно пригоден для модернизации группы аналогичных станков, предназначенных для работы в условиях серийного производства.
Седьмой вариант модернизации (рис. 146, в) применяется для массового производства, где за станком закрепляется определенная операция и поэтому можно обойтись без изменения скоростей, осуществляя привод шпинделя непосредственно от электродвигателя через ременную передачу.
Для изменения скорости при настройке станка на другую операцию можно использовать сменные шкивы, а в ряде случаев — ступенчатые. Затраты по этому варианту незначительные, а эффект в условиях массового производства весьма большой, так как быстроходность и мощность -привода могут быть повышены в необходимых для осуществления заданной операции пределах.
Восьмой вариант модернизации (рис. 146, г) предусматривает установку новой шпиндельной бабки (в большинстве случаев упрощенной конструкции) с ограниченным диапазоном регулирования. Этот вариант чаще (всего используется для расширения технологических возможностей станков или изменения их основного технологического (назначения и одновременно обеспечивает возможность внедрения скоростных методов обработки.
В практике заводов этот метод модернизации широко используется для переоборудования устаревших горизонтально- и универсально-фрезерных станков в вертикально-фрезерные для работы на скоростных режимах в условиях серийного и крупносерийного производства.
Многошпиндельные продольно-фрезерные станки устаревших конструкций, имеющие привод всех шпиндельных бабок и привод подач от одного электродвигателя, при модернизации оснащаются новыми шпиндельными бабками с индивидуальным приводом от отдельного электродвигателя и сравнительно небольшим диапазоном изменения скоростей вращения, но зато весьма быстроходными и достаточно мощными.
Такие же шпиндельные бабки используются для переоборудования устаревших продольно-строгальных станков в продольно-фрезерные, пригодные для скоростных методов работы, а также токарно-карусельных станков в станки для непрерывного фрезерования.
Установка шлифовальных бабок на продольно-строгальных станках позволяет расширить их технологические возможности и использовать их как продольно-шлифовальные.
Рис. 146. Варианты модернизации приводов станков (продолжение)
287
288
Приставные коробки скоростей подач
Унифицированные приставные коробки скоростей. ЦКБ Рем-маштреста разработало гамму приставных коробок скоростей для использования их при модернизации устаревших моделей металлорежущих станков. ।
Приставные коробки спроектированы двух типов — на четыре и на девять скоростей. Каждый тип коробки имеет четыре размера для передачи мощности: 2,8; 4,5; 7 и 10 кет.
Конструкция приставных коробок скоростец является широкоуниверсальной. Их можно использовать как самостоятельный узел или совместно с колонкой (рис. 147, а). Коробки устанавливают на фундаменте около станка или непосредственно на станке. Возможны 22 варианта установки приставной коробки.
Шпиндель станка получает вращение от приставной коробки скоростей посредством ременной передачи. При использовании коробки с колонкой для этой цели обычно применяется плоскоременная передача с натяжными роликами.
Для сокращения времени на останов станка в приставных коробках скоростей предусмотрено электрическое торможение.
Изменение напра ления вращения шпинделя осуществляется реверсированием электродвигателя.
Приставная коробка скоростей для продольно-строгальных станков. У современных продольно-строгальных станков скорость рабочего хода стола составляет 60—75 м}мин, а у отдельных моделей достигает 100—120 м!мин. В то же время скорость рабочего хода станков устаревших конструкций находится в пределах 8—16 м!мин.
Опыт заводов и теоретические предпосылки показывают, что при модернизации можно увеличивать скорость хода стола до 25—35 м/мин. Для этой цели существующий ременный привод старых станков заменяют либо приводом, работающим по системе генератор—двигатель с бесступенчатым изменением скорости, либо приставной коробкой скоростей с реверсивной электромагнитной муфтой. ЦКБ Реммаштреста для модернизации устаревших моделей продольно-строгальных станков разработало типовую унифицированную реверсивную коробку скоростей.
Реверсивные коробки скоростей (рис. 147, б) выполняются двух типоразмеров: мощностью 4,5—7 кет (тип УСП-5М-22) и мощностью 10—J4 кет. Обе коробки одинаковой конструкции и обеспечивают на выходном валу 1 четыре скорости вращения и быстрый обратный ход. Реверсирование осуществляется электромагнитными муфтами 2 и 3. Числа зубьев сменных колес 4 и 5 выбираются в зависимости от технологических задач модернизации.
Изменение скорости рабочего хода стола осуществляется рукоятками А и Б, которые управляют двойными подвижными блоками шестерен />1 н />2-
Приставная коробка скоростей соединяется с ведущим валом привода движения резания посредством пол у жесткой муфты 6.
Приставная коробка подач. Для токарно-винторезных станков и ряда других типов металлорежущего оборудования необходимо иметь тонкое ступенчатое изменение скорости подачи. В станках устаревших конструкций для этой цели предусматривались гитары. сменных колес, что требовало много времени на изменение величины подачи или шага нарезаемой резьбы. Применение приставной коробки подач с цилиндро-коническими зубчатыми передачами (см. кинематическую схему на рис. 147, в) позволяет решить задачу модернизации привода подач устаревших станков.
На шлицевом валу / (рис. 147, в) установлена обычная цилиндрическая подвижная шестерня 20. На валу II, расположенном под определенным углом к валу /, закреплен ряд цилиндро-конических колес. Количество цилиндро-конических колес соответствует 1количеству скоростей коробки. На схеме показана коробка на 11 скоростей с конусом цилиндро-конических колес от 26 до 46 зубьев. Вал II связан с валом III обычной конической передачей 30—38. Изменение скорости выходного вала коробки подач производится перемещением шестерни 20 по валу I и зацеплением ее с одним из цилиндро-конических колес. Для обеспечения возможности переключения скоростей конус цилиндро-конических колес собран так, что в одном из его продольных сечений оси зубьев всех колес находятся на одной прямой. Перемещение шестерни 20 вдоль вала / возможно только в тот момент, когда шестерня находится в зацеплении с зубьями цилиндро-конических колес, расположенных на одной прямой. В коробке подач имеется специальный механизм, который производит переключение скоростей только в соответствующий момент.
Приставная коробка подач с быстрым ходом. При переделке продольно-строгальных станков устаревших конструкций в продольно-фрезерные необходимо уменьшить скорость хода стола, так как при фрезеровании перемещение стола является подачей, а не движением резания. В то же время желательно увеличить количество скоростей подач.
Все эти задачи решаются применением при модернизации дополнительной приставной коробки подач, показанной на рис. 147, г. Приводной шкив Ш получает вращение от электродвигателя через клиноременную передачу. Выходной вал приставной коробки соединяется с приводом перемещения стола соединительной муфтой Мс. Рабочая подача стола осуществляется при включении кулачковой муфты Мк вправо через шестерни 20—100, 20—100 и тройной блок шестерен Б\ с тремя различными скоростями. Включением кулачковой муфты влево достигается быстрое перемещение стола. Предохранительная муфта Мп служит для смягче* пня удара в момент включении быстрой» хода < п>лв
Рис. 147. Приставные коробки для модернизации станков
289
290
Вариаторы к модернизируемым станкам
Вариатор с клиновым ремнем. ЭНИМСом разработан и изготовлен вариатор типа ВР1 с широким клиновым ремнем (рис. 148» fl), который может быть успешно использован при модернизации.
В нижней части корпуса 6 вариатора установлен фланцевый электродвигатель 12, на валу которого закреплен полый шлицевый валик 1 С валиком 1 жестко связан правый конус 11. Левый-конус 5 совместно с втулкой 4 может перемещаться по шлицам.валика 1. В верхней части корпуса вариатора помещен ведомый вал 7. У ведомого вала, наоборот, левый конус 8 закреплен неподвижно, а правый конус 9 посредством переводной вилки 10 может перемещаться по шлицам вала 7. Нижние ведущие и верхние ведомые конусы соединены широким клиновым зубчатым ремнем 13. Натяжение ремня производится пружиной 3. Сила натяжения регулируется гайкой 2. Плавное изменение скорости вращения ведомого вала вариатора производится принудительным перемещением конуса 9. При этом клиновой ремень 13 изменяет свое расположение относительно конусов вариатора и тем самым изменяет передаточное отношение передачи.
На рис. 148, б показана схема управления вариатором. От электродвигателя мощностью 0,18 кет через червячную передачу 1—24 приводится во вращение гайка Г. Последняя сообщает поступательное движение вдоль оси грузовому винту В г, который через рычажную вилку В„ -перемещает конус К (поз. 9 на рис. 148, а).
Тахогенератор Тг, установленный на левом конце ведомого вала /, позволяет по вольтметру В определить число оборотов в минуту выходного шкива Ш.
Тороидный вариатор. Тороидные вариаторы системы С-ветоза-рова могут быть выполнены на различную мощность от 2 до 1000 кет с диапазоном изменения скорости до 6.
Принципиальная схема тороидного вариатора показана на рис. 148, в. Вращение от фланцевого электродвигателя Эд через шариковую муфту М Ш1 передается валу 1 и закрепленному на нем ведущему тороидному шкиву Т|. Ведомый тороидный шкив Т2. установленный на валу //, связан с выходным шкивом шариковой муфтой Мш2 и валиком ///.
Вращение от ведущего тороидного шкива 7\ ведомому передается сферическими дисками С, свободно установленными на поворотных цапфах Ц. Для передачи крутящих моментов необходимо создать достаточную силу сжатия тороидных шкивов и сферических дисков. Для этой цели предусмотрены шариковые муфты Мш( и М,„2, которые автоматически создают необходимую силу сжатия. Следует заметить, что сила сжатия шкивов пропорциональна передаваемому вери^тором крутящему моменту.
На рис. 148, в показано и действие шариковой муфты. Между правой и левой полумуфтами, имеющими клиновые выемки, располагаются шарики. При передаче вращения шарики заклиниваются между плоскостями выемок полумуфт. Нормальная сила Рн может быть разложена на две составляющие — окружную силу и осевую РКР 0. Нетрудно видеть по расположению клиновых выемок, что осевые силы Р Оот муфт М w1 и Мш2 действуют навстречу друг другу. Они и создают необходимое сжатие тороидных шкивов.
Плавное изменение скорости вращения выходного шкива Ш достигается за счет поворота цапф Ц со сферическими дисками С относительно осей О] и О2- В изображенном на схеме положении сферических дисков шкив Ш будет иметь в соответствии с отношением диаметров соприкасающихся поверхностей тороидных шкивов и сферических дисков вдвое меньшее число оборотов, чем электродвигатель.
При переводе сферических дисков в положение, показанное на схеме штриховыми линиями, скорость вращения шкива Ш будет, наоборот, вдвое больше, чем скорость вращения вала электродвигателя.
На рис. 148, г -показан продольный разрез вариатора для бесступенчатого изменения скорости вращения. В корпус 17 вариатора запрессованы два стакана 3 и 22, в которых на цилиндрических роликовых подшипниках 8 -смонтированы полые валы 9.
На обращенных друг к другу концах валов 9 на конусах и сегментных шпонках насажены тороидные шкивы 11 и 14. Противоположные концы валов выполнены в виде раструбов с внутренними зубьями, в которые вставлены подвижные стаканы 7 и сферические зубчатые шайбы 6 с углублениями под шарики 5. В полостях полых валов установлены пробки 15 и распорные пружины 10. С одной стороны корпуса вариатора посредством промежуточного фланца 18 закреплен электродвигатель 19, на валу которого на шпонке сидит шариковая полумуфта 21, поддерживаемая радиально-упорным подшипником 20. С другой стороны вариатора во внешней части стакана 3 на радиальном и радиальноупорном шариковых подшипниках 2 смонтирован валик 4. Внутренний конец последнего выполнен в виде шариковой полумуфты. На наружном'» кбнце валика 4 помещен выводной шкив 1 вариатора. Между дном и крышкой 16 вариатора на, поворотных цапфах 12 установлены два промежуточных сферических диска 13, находящихся в контакте с тороидными шкивами 11 и 14. Сферические диски, вращаясь на цапфах, могут в то'же время поворачиваться совместно с цапфами, занимая различное положение относительно тороидных шкивов.’
Предварительное сжатие шкивов и сферических дисков производится пружинами 10.
s Шпиндельные бабки к модернизированным станкам
Передняя бабка. Многие заводы модернизируют устаревшее ступенчато шкивные токарные станки для использования их в условиях крупносерийного и массового производства путем установки новой передней бабки упрощенной конструкции
Например, на одном из ленинградских заводов была спроектирована и изготовлена односкоростная шпиндельная бабка (рис. 149, а), которая на специальной промежуточной плите может устанавливаться на модернизируемых токарных станках различных конструкций
Привод передней бабки осуществляется через клиноременную передачу непосредственно от электродвигателя мощностью 5,8 или 7 кет, сообщающего шпинделю 1500 об!мин.
Передняя бабка состоит из литого корпуса 20 и крышки 2, которая присоединяется к корпусу винтдми 9 В центре предусмот рен сапун 5
Шпиндель 1 жесткой конструкции смонтирован на высокоточных подшипниках качения. В передней опоре установлены два парных конических роликовых подшипника 3 класса А. Регулировка зазора в подшипниках 3, а при необходимости и создание определенного натяга производится гайками 4 через уплотнительное кольцо 19.
Задняя опора состоит из двух радиальных шариковых подшипников 15 класса АВ, которые закрепляются на шейке шпинделя гайкой 13 Па заднем конце шпинделя установлен на шпонке 14 приводной шкив //и связанный с ним шкивок 12 Последний служит для передачи вращения механизму подач станка.
Между опорами на шпинделе посредством шпонки 6 и стопора 17 закреплен тормозной шкивок 16, который охватывается двумя тормозными колодками 10 Управление тормозными колодками производится рукояткой 18 (показана па чертеже штриховой линией), расположенной с передней стороны бабки. Рукоятка /5 имеет два фиксированных положения: «включено» и «выключено».
С рукояткой 18 связан дисковый кулачок 7, который воздействует на конечный выключатель 8
При переводе рукоятки 18 из положения «включено» в положение «выключено» сначала происходит отключение электродвигателя, а затем торможение шпинделя.
Фрезерная бабка легкого типа. Па заводах широко применяется модернизация горизонтально-фрезерных станков для скоростного фрезерования вертикальным шпинделем. В этом случае используются вертикальные фрезерные бабки с ременной передачей от электродвигателей.
Подобная фрезерная бабка с приводом показана на рис. 149, б Корпус 3 жесткой конструкции прикреплен к зеркалу станины Шпиндель 2 с маховиком 1 получает вращение через клпноремен-
ную передачу от вертикального фланцевого электродвигателя, установленного на кронштейне 8. На валу электродвигателя и на конце шпинделя сидят ступенчатые шкивы 7 и 4.
Для переброски ремней со ступени на ступень и для натяжения их кронштейн-салазки 8 с электродвигателем могут перемещаться по направляющим балки 6, установленной на станине вместо хобота. Для перемещения салазок 8 служит винт 10 с гайкой 9.
Шпиндель монтируется на подшипниках качения; в нижней опоре его установлены два конических роликовых подшипника, а в верхней — два шариковых. Подшипники смазываются и охлаждаются маслом, которое поступает от насоса по трубопроводу 5 и отводится в резервуар по трубопроводу 11.
Фрезерная бабка тяжелого типа. На ряде машиностроительных заводов широкое применение получили фрезерные бабки среднего и тяжелого типов для модернизации мощных продольно-строгальных и продольно-фрезерных станков устаревших конструкций в целях максимального использования свойств современного режущего инструмента.
На рис. 149, в показана развертка фрезерной бабки. Шпиндель 1 смонтирован в выдвижной гильзе 2 на подшипниках качения. Закрепление гильзы производится двумя надежными зажимами 4 Вставка 3 служит для предохранения гильзы от проворачивания.
Приводная втулка 7 смонтирована на отдельных конуснороликовых подшипниках 5 и связана со шпинделем шестишлицевым соединением; она несет на верхнем своем конце массивный маховик 8
Привод бабки осуществляется от фланцевого электродвигателя мощностью 25 кет. Конец вала электродвигателя входит на шпонке в полый вал-шестерню 10, передающий вращение через «шестерню 9 валу 22 и далее через сменные колеса 21 и 20 шлицевому валу 19.
На валу 19 находится подвижной трехскоростной блок шестерен 16, управляемый поводком 17. Подвижной блок может входить в зацепление с шестернями 12, 15 и 18, жестко закрепленными на полом валу 23. От последнего вращение передается приводной втулке 7 через шестерни 14—6. Кроме того, от вала-шестерни 10 вращение передается валику 11, на конце которого закреплен эксцентрик 13, приводящий в действие плунжер масляного насоса.
При условии изготовления специальной каретки в соответствии с размерами направляющих траверсы станка эта фрезерная бабка может быть использована для модернизации различных типов продольно-фрезерных станков, а также при создании специальных торцефрезерных станков.
Рис. 149. Шпиндельные
модернизации станков
бабки, используемые для
293
2 МОДЕРНИЗИРОВАННЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 1Д62
Общая характеристика модернизируемого станка
Назначение станка. Станок предназначен для скоростной обработки деталей в условиях индивидуального, мелкосерийного и серийного производства.
Содержание модернизации. Проект модернизации станка предусматривает повышение его быстроходности, мощности и жесткости, оснащение его устройствами для сокращения вспомогательного времени, затрачиваемого на обработку деталей и частичную автоматизацию работы станка. Проект модернизации решает также задачи улучшения условий эксплуатации станка и повышения безопасности работы на нем.
Повышение мощности и быстроходности достигается заменой приводного электродвигателя мощностью 3,7 кет электродвигателем мощностью 7 кет, установкой клиноременной передачи вместо плоскоременной, а также введением дополнитель-.ной пары косозубых колес и кулачковой муфты, управляемой рукояткой 2 (рис. 150).
Шпиндельный передний подшипник скольжения заменяется специальным двойным цилиндрическим роликовым подшипником с внутренним коническим кольцом серии 3182118. Усиливается фрикционная муфта, предназначенная для включения, выключения и реверсирования станка. В результате количество скоростей вращения-шпинделя увеличивается с 18 до 21, диапазон скоростей расширяется вдвое, а верхний предел чисел оборотов шпинделя повышается до 1200 об!мин.
Расширение диапазона подач и доведение верхнего предела величины подачи до 4,3 мм!об обеспечивается заменой двойного блока шестерен тройным блоком, который управляется рукояткой 1, и установкой на ведомом валу дополнительной шестерни.
Для повышения жесткости в условиях скоростной обработки задняя бабка станка снабжается встроенным вращающимся центром Е.
Для сокращения вспомогательного времени, затрачиваемого на обработку деталей, проектом модернизации предусматривается установка отдельного привода 3 для быстрых перемещений суппорта, состоящего из электродвигателя мощностью 1 кет, клиноременной передачи, обгонной муфты М, а также устройства И для включения продольных и поперечных подач и быстрых перемещений суппорта; замена обычного резцедержателя быстродействующим и точно фиксируемым четырехпозиционным резцедержателем В, установка на фартуке лимба продольной по
дачи суппорта и монтаж на крышке передней бабки электропульта А включения приводов станка.
Механизация подачи задней бабки при производстве сверлильных работ обеспечивается установкой замкового устройства Ж, позволяющего соединять основание задней бабки с поперечными салазками суппорта.
Автоматизация работы стайка достигается установкой при модернизации гидрокопировального суппорта. Автоматический точный останов суппорта при обработке партии одинаковых деталей обеспечивается изменением конструкции продольного упора Л.
Улучшение условий эксплуатации обеспечивается введением циркуляционной системы смазки передней бабки станка и установкой предохранительных щитов К для защиты направляющих станины от стружки и пыли.
Для повышения безопасности работы на станке установлены предохранительный откидной щиток Г и устройство Б для предотвращения самоотвннчивания патрона и применена лампа освещения Д от источника низкого напряжения.
Техническая характеристика станка
До модернизации После модернизации
Высота центров в мм................ 200 200
Расстояние между центрами в мм . 750, 1000, 1500 750, 1000, 1500
Число скоростей вращения шпинделя 18 21
Пределы чисел оборотов шпинделя в минуту ................................ 12—600 12—1200
Количество величин подач суппорта 26 32
Пределы величин продольных подач суппорта в мм[об................... 0,12—2,15 0,12—4,3
Пределы величин поперечных подач суппорта в мм(об................ . 0,03—0,55 0,03—1,1
Мощность главного электродвигателя в кет ........ 3,7 7
Скорость быстрого перемещения суппорта в мм мин продольного........................ — 2450
поперечного................... — 600
Мощность электродвигателя привода
быстрых перемещении в кет ... — 1
s Кинематика модернизированного станка модели 1Д62
Движение резания. От электродвигателя мощностью 7 кет (рис. 151, а) вращение передается через клиноременную передачу валу / коробки (скоростей. На последнем свободно сидят блок шестерен 51, 56 и шестерня обратного хода 50, которые могут посредством двойной фрикционной муфты Mi поочередно соединяться с валом /. Прямой ход передается валу II с двумя различными скоростями через шестерни 56—34 или 51—39, обратный ход — через шестерни 50—24 и 36—36. По валу III перемещается по шлицам тройной блок шестерен Б%, который в зависимости от своего положения входит в зацепление с шестернями 28, 20 или 36, закрепленными на валу II. От вала /// вращение передается шпинделю либо непосредственно через косозубые шестерни 50—50, когда кулачковая муфта М? включена влево, либо через два двойных блока шестерен Б3 и Б^ и шестерни постоянного зацепления 32—64, когда кулачковая муфта Мг включена вправо. Теоретически коробка скоростей может обеспечить тридцать скоростей вращения шпинделя. Однако, как это видно из графика скоростей (рис 151,6), практически имеется только 21 различная скорость вращения шпинделя.
Максимальное число оборотов шпинделя станка nmax после его модернизации дтожно определить из выражения
«т„= Н551|§0.985^|^-== 1180 об/мин.
Движения подач. Подача суппорта может заимствоваться от вала V через шестерню 50 или от вала III через шестерни 50—50 звена увеличения- шага. В последнем случае при работе с перебором можно увеличить шаг резьбы или скорость подачи в 4 или 16 раз. От вала VII вращение передается валу VIII через реверсивный механизм с блоком Бъ, который обеспечивает две скорости прямого и одну скорость обратного хода суппорта.
Валы VIII и IX связаны между собой сменными зубчатыми колесами. При нарезании дюймовых и метрических резьб вращение передается колесами 72—75—72, а при нарезании модульных и питчевых резьб сменные колеса устанавливаются в последовательности 72—88 и 72—75.
Коробка подач состоит из механизма Нортона и множительного механизма, имеющего два подвижных блока шестерен Б7 и Б3. В зависимости от положения накидной шестерни механизма Нортона и блоков множительного механизма, а также в зависимости от того, включены ли кулачковые муфты Л13 и М4, коробка подач может обеспечить нарезание 40 размеров дюймовых, 24 метрических, 27 питчевых и 13 модульных резьб, а также 32 продольных и поперечных подач.
При левом крайнем положении подвижной шестерни 61 на валу IX вращение от последнего передается валу X шестернями 61—65—61 и далее через механизм Нортона, шестерни 32—64, вал XIII, блок шестерен Б7 либо ходовому винту XV (когда включена муфта М4), либо ходовому валику XVI, если шестерня 38 введена в зацепление с шестерней 54 В первом случае нарезаются дюймовые и питчевые резьбы, а во втором — производится обточка и подрезка деталей.
Для нарезания метрических и модульных резьб шестерня 61 устанавливается в среднее положение; тогда вращение от вала IX шестернями 61—65 и 37—49 передается валу XI и далее через тройной подвижной блок шестерен Б3, вал X, механизм Нортона, шестерни 32—64, вал XIII, блок шестерен Б7, вал XIV и муфту — ходовому винту.
В случае необходимости нарезания высокоточных резьб подвижная шестерня 61 устанавливается в крайнее правое положение. Тогда коробка подач из работы выключается и вращение от вала IX передается ходовому винту непосредственно муфтами М3 и М4. В этом случае необходимый шаг резьбы обеспечивается за счет установки на гитаре специального набора сменных колес.
Для подачи суппорта движение заимствуется от ходового валика XVI, вращение от которого передается через шестерни 40—40, механизм реверса, вал XVIII и червячную передачу 4—30 с падающим червяком 4 валу XIX. Последний в зависимости от положения подвижной шестерни 24 передает движение либо поперечным салазкам суппорта через шестерни 24—55—20 и ходовой винт XXII, либо продольным салазкам суппорта через шестерни 24—50, вал XX, цилиндрические шестерни 30—69, вал XXI и реечную шестерню 12.
Вспомогательные движения. Ручное продольное перемещение суппорта осуществляется от маховичка через шестерни 15—69, вал XXI и реечную шестерню 12 Лимб продольной подачи приводится во вращение от вала XXI шестернями 40—106.
Привод быстрых перемещений суппорта осуществляется от электродвигателя мощностью 1 кет, вращение от которого клиноременной передачей 85—150 передается ходовому валику и далее по обычным кинематическим цепям механизму фартука. Наличие обгонной муфты Мо позволяет производить включение быстрых перемещений суппорта, не выключая его рабочей подачи.
Скорость быстрого продольного перемещения суппорта s6 определится из выражения
1410^0,985 ” ” 12-3-3,14 = 2460 мм/мин.
1 w ° JO ° JU ° OU1 ° ОУ
Рис. 151 Кинематическая схема модернизированного токарно винторезного станка модели 1Д62
297
Узлы модернизированного станка
Гидрокопнровальный суппорт. Приспособление (рис. 152, а) состоит из кронштейнов 1, балочки 4, переставных бабок 2 и 7, -специальных поперечных салазок 10 и гидро-копировального устройства. Каретка 6 -с резцедержателем перемещается по направляющим, расположенным под углом 45° к оси шпинделя. Рукоятка 3 служит для подвода каретки 6 к заготовке. Маховичок 9 предназначен для радиальных наладочных перемещений каретки.
В качестве копира может быть использован либо шаблон, либо эталонная деталь. Последняя устанавливается в центрах бабок 2 и 7 Маховичок 8 служит для продольных смещений эталонной детали при наладке станка. Шаблон закрепляется непосредственно на балочке 4 Щуп 5 скользит по шаблону пли образующей эталонной детали, обеспечивая работу следящей системы.
Гидрокопировальное устройство работает следующим образом. Масло от насоса Н (рис. 152,6) поступает в центральное отверстие неподвижного штока Ill и оттуда в заднюю полость подвижного цилиндра Ц, который сделан за одно целое с кареткой суппорта и резцедержателя. Из задней полости цилиндра масло перетекает в переднюю полость через малое калиброванное отверстие а в поршне П, а оттуда через золотниковое устройство идет па слив в бак.
Когда золотник 3 запирает выход маслу из передней полости цилиндра, последний вместе с резцом Р вследствие разности рабочих площадей передней и задней полости цилиндра перемещается вперед на деталь Когда же золотник 3 открывает свободный выход маслу в бак, давление масла ,в передней полости цилиндра сильно падает, а в задней полости благодаря малому сечению калиброванного отверстия а остается почти неизменным, вследствие чего каретка копировального суппорта с резцом отходит назад. Если золотник приоткрывает выходное отверстие настолько, что давление в задней полости цилиндра будет вдвое больше давления в передней, то усилия, действующие на цилиндр, уравновешиваются п каретка с резцом остается неподвижной.
Щуп 111, управляющий золотником 3, одним концом связан с кареткой суппорта, а другим -скользит по шаблону, благодаря чему обеспечивается автоматическое перемещение копировального суппорта строго в соответствии с профилем шаблона или эталонной детали
Расположение направляющих Нп гидрокопировального суппорта под углом 45° к оси станка позволяет с помощью этого суппорта не только обтачивать цилиндрические, конические и фасонные поверхности, но и подрезать правые торцы деталей.
Механическое копировальное приспособление. Вместо гидрокопировального суппорта возможна также хстановка приспособления токаря Семинского
модели I, ,62
Заготовка 5 (рис. 152, в) закрепляется в центрах станка. Кор пус 3 приспособления устанавливается вместо четырехпозиционно го резцедержателя и укрепляется центральным болтом 7. В от верстки корпуса 3, расположенном под углом 75° к оси станка, свободно перемещается штанга 4, несущая резец 6. На хвостовик штанги 4 надеты пружины 12 и 13, которые поджимаются гайкой 14.
Под действием пружин штанга 4 стремится сместиться назад, однако этому препятствует связанный со штангой закаленный башмак 8, упирающийся в копир /. Последний располагается во втулках 2 и 11, запрессованных в корпус 3. Кроме того, копир 1 с помощью тяги 9 связан с неподвижным кронштейном 10, закреп ленным на станине станка. Вследствие этого при продольном перемещении суппорта с корпусом приспособления копир остается неподвижным. В то же время шарнирное соединение копира с кронштейном 10 не препятствует небольшому поперечному перемещению суппорта при настройке станка в процессе обработки детали на нужные размеры.
Копир 1 представляет собой круглый -стержень, у которого но стороне, прилегающей к опорному башмаку 8, сняты лыски, образуя ступенчатую поверхность. Длина ступеней и их глубина должны соответствовать профилю обрабатываемого валика.
В процессе обработки детали при продольной подаче суппорта башмак 8 скользит по рабочей поверхности копира 1. При переходе с одной ступени па другую штанга 4 с резцом 6 под действием пружин 12 и 13 быстро отходит назад Так как штанга 4 расположена под углом 75° к оси детали, то резец одновременно несколько смещается в направлении задней бабки, обеспечивая отход режущей кромки от торцовых поверхностей уступов обрабатываемого вала.
После обточки обработанная деталь снимается со Станка, штанга 4 с башмаком 8 посредством рукоятки 17 отводится вперед, и суппорт возвращается в исходное положение. Рукоятка 17 с эксцентриком 16 воздействуют на штангу 4 через шарик 15
Механизм падающего червяка. Когда суппорт доходит до жесткого упора или какого-либо препятствия и дальше перемещаться не может, а приводной валик 2 (рис. 152, г) продолжает передавать вращение червяку"-3 через кулачковую муфту 5, то последняя, благодаря скошепйым зубцам, отходит назад, преодолевая сопротивление пружины 8, и нажимает на кронштейн 7, который при помощи уступа 6 поддерживает червяк 3 в зацеплении с червячным колесом 4 В определенный момент червяк, не поддерживаемый больше уступом 6, иод действием собственного веса падает вниз (рис. 152,6), поворачиваясь относительно оси 1, и выходит из зацепления с червячным колесом 4. Подача выключается.
199
модели 1Д62
5)
МОДЕРНИЗИРОВАННЫЙ ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК
МОДЕЛИ 6Б12
Общая характеристика модернизированного станка
Назначение станка. Станок 'предназначен для работы торцовыми, хвостовыми и пальцевыми фрезами. После модернизации на станке могут быть использованы как фрезы из быстрорежущей стали, так и фрезы, оснащенные пластинками твердых сплавов. Станок пригоден для индивидуальной и серийной обработки деталей из стали, чугуна*и цветных металлов.
Содержание модернизации. Изменен привод движения резания. Электродвигатель повышенной мощности (4, 5 или 7 кет) установлен на качающейся плите внутри станины, что обеспечивает простоту натяжения клиноременной передачи.
А1одернизированная коробка скоростей конструктивно переработана, но прежние расстояния между осями валов и диаметры отверстий под подшипники сохранены. Для увеличения к. п. д. станка нижний короткий валик коробки скоростей и первая зубчатая передача упразднены, а конические роликовые подшипники валов коробки скоростей заменены шариковыми. Приводной шкив после модернизации установлен на конце второго удлиненного вала коробки скоростей.
Блоки шестерен выполнены составными, что делает их более технологичными, так как позволяет производить шлифование зубьев.
Для повышения прочности и долговечности привода зубчатые колеса коробки скоростей сделаны более широкими.
Толщина стенок ступицы тройного блока шестерен коробки скоростей увеличена за счет увеличения числа зубьев малого колеса.
В связи с реконструкцией коробки скоростей несколько изменена и конструкция коробки переключения Д (рис. 153). Корпус коробки переключения сохранен прежний, но подвергнут дополнительной обработке. Вилки коробки -переключения поставлены новые.
У консольно-фрезерных станков серии Б имеется существенный недостаток, заключающийся в быстром расшатывании крепления электродвигателя подач и быстрых перемещений. Для устранения этого недостатка при модернизации предусмотрена установка фланцевого электродвигателя В, причем для этой цели в консоли специально расточено отверстие диаметром 150 мм С целью обеспечения быстрых перемещений стола во всех направлениях с повышенной скоростью вновь устанавливаемый при модернизации электродвигатель имеет мощность, равную 1,7 кет.
Для улучшения условий эксплуатации в коробке подач введена регулируемая предохранительная муфта. Отсутствие такой муфты до модернизации приводило к быстрой потере тарированной величины предельно допустимого крутящего момента в цепи подач. Улучшен также механизм нажима фрикционной муфты благодаря установке в переключающей вилке шарикового подшипника. Это значительно снижает износ механизма.
В дополнение к типовому проекту на заводах часто при мо дернизации станков модели 6Б12 устанавливают на верхнем кон це шпинделя Б маховик А. Как известно, маховик обеспечивает более равномерное вращение шпинделя, способствуя тем самым улучшению качества обработанной (поверхности, повышению стой кости фрез и увеличению долговечности работы элементов прнв" да. Для повышения жесткости станка устанавливают дополнител! ную связь консоли с фундаментом в виде цилиндрической стой ки Г.
Применяются и другие конструкции дополнительных связей
Техническая характеристика станка
До модернизации После модернизации
Рабочая поверхность стола (дли-наХшнрипа) в мм Число скоростей вращения шпинделя Пределы чисел оборотов шпинделя в об/мин . . 1250X300 12 20-425 1250X300 12 67—1250
Мощность главного электродвигателя в кет 3,7 7
Количество скоростей подач стола 12 12
Пределы скоростей подач стола в мм/мин: продольных 20—770 25—1000
поперечных . . 21-820 27—1050
вертикальных 10—410 12,5-500
Скорость быстрых продольных перемещений стола в мм/мин 2400 3200
Мощность электродвигателя привода подач в кет 1,3 IJ
Рис. 153. Общий вид модернизированного вертикально-фрезерного станка модели 6Б12
301
Кинематика модернизированного модели 6 12
Привод движения резания. Привод движения резания осуществляется от электродвигателя мощностью 7 кет, через клиноременную передачу 170—170 (рис. 154,а) и двенадцатиступенчатую коробку скоростей. При модернизации подвижные блоки шестерен Б} и Б?, все зубчатые колеса, закрепленные на ралу //, и конические шестерни 17—37 заменяются новыми.
На валу / коробки скоростей установлен тройной подвижной блок шестерен 5Ь а на валу // жестко закреплены шестерни 23, 35, 27 и 31. В среднем положении блока Б\ вращение валу 11, как показано на схеме, передается шестернями 26—31. При смещении блока Б] вправо в зацепление вводятся шестерни 30—27 Когда блок 51 находится в крайнем левом положении, вал // получает вращение через шестерни 22—35.
По валу III перемещается двойной блок шестерен 52, который может входить в зацепление с колесом 35 или шестерней 23, закрепленными на валу //.
Вертикальному валу IV вращение передается от вала /// конической передачей 17—37. На валу IV имеется двойной подвижной блок шестерен 53. На шпинделе V жестко закреплены колеса 26 и 53. Как блок шестерен 53, так и колеса 26 и 53 при модернизации станка остались неизменными. Блок шестерен Б3 передает вращение шпинделю V колесами 44—26 или 17—53.
Как видно из графика (рис. 154,6), шпиндель после модернизации имеет двенадцать различных скоростей вращения от 67 до 1250 об!мин. Максимальное число оборотов шпинделя nmaxc учетом упругого скольжения ремня определится из выражения
1460^0,985^ ^ = 1250 об/мин.
Привод подач. Все подачи — продольная, поперечная и вертикальная — заимствуются от фланцевого электродвигателя мощностью 1,7 кет, вращение от которого через шестерни 19—46—42 передается валу VI коробки подач.
Повышение скорости подач и быстрых перемещении достигается за счет увеличения при модернизации числа зубьев приводной шестерни электродвигателя подач с 14 до 19 От вала VI вращение передается тройным подвижным блоком шестерен Б4 полому валу VII и далее двойным подвижным блоком шестерен 50 полому валу VIII.
При выключенной муфте (как показано на схеме) вал X получает вращение от полого вала VIII через перебор, состоящий из шестерен 18—40, вала IX, проходящего сквозь полый вал VII, и шестерен 13—45 При включенной муфте М| вращение от вала
станка
VIII передается непосредственно валу X. Коробка подач совместно с переборным устройством обеспечивает валу X двенадцать различных скоростей вращения (рис. 154,в), которые через промежуточные передачи могут быть сообщены продольному, поперечному и вертикальному ходовым винтам. Для сообщения движения подачи в любом направлении включается кулачковая муфта Mg.
Продольную подачу стол получает при включении кулачковой муфты М5. Тогда движение от вала X передается шестернями 12—44, муфтой Л46, шестернями 44—27, валом XII, коническими шестернями 16—16, валом XV, коническими шестернями 13—20 и муфтой М5 ходовому винту XVI продольной подачи стола. При этом максимальная продольная подача стола smax определится из выражения
m 19 24-32-12 44 16 13 с .ппп . smax 1 ° 42-32 26 44 26-16 206 — MM/mUH.
При включении кулачковой муфты Л14 вращение от вала X передается поперечному ходовому винту XIV шестернями 12—44, муфтой Л1б, шестернями 44—27—78—34—34 и муфтой Л44. Минимальная поперечная подача стола sn minопределится из выражения
. 19 16 18-18 13-12-44 с о= ,
snmin 1440 42 40 40 4Э 45 44 34 5—2/ мм чин.
При включении муфты Л43 происходит вертикальная подача стола Вращение от вала X через колеса 12—44, муфту М6, шестерни 44—27—78—34, муфту Л43 «и коническую передачу 17—29 передается ходовому винту XVII. Величина вертикальных подач примерно в два раза меньше, чем продольных.
Быстрые перемещения стола. Эти перемещения во всех направлениях производятся от электродвигателя подач через шестерни 19—46—42, вал VI, колеса 34—44, фрикционную муфту Л12 и далее по кинематическим цепям подач. Скорость быстрых перемещений стола s6 в продольном направлении определяется выра- • жением
. .,п 19-34-44-16-13 с оспп / J-’=1440 42.44 27.16-20 6 = 3200 «м/мин.
Изменение направления подач и быстрых перемещений достигается за счет реверсирования электродвигателя.
Ручное установочное перемещение стола в продольном и поперечном направлениях осуществляется соответственно маховичками, Mxi и Мх2. Ручное вертикальное перемещение консоли совместно со столом производится рукояткой Р через вал XVIII, коническую передачу 17—29 и ходовой винт XVII с шагом t — 4 мм.
Рис. 154. Кинематическая схема модернизированного вертикально-фрезерного станка модели 6Б12
***
2 Узлы модернизированного станка модели 6 512
Привод движения резания. Одним из вариантов модернизации привода движения резания вертикально-фрезерного станка модели 6Б12 является упразднение ременной передачи и установка фланцевого электродвигателя повышенной мощности — до 7,8 кет.
На рис. 155, а показан привод модернизированного станка Вместо кронштейна приводного шкива устанавливается корпус 2 привода Корпус 2 крепится к станине посредством болтов и контрольных шпилек. Кроме того, своим концом корпус входит в выточку, имеющуюся на промежуточной стенке 7 станины.
В корпусе 2 привода на двух конических роликовых подшипниках 5 монтируется промежуточный вал 6. Регулировка зазора в подшипниках 5 осуществляется изменением толщины прокладки между крышкой 11 и корпусом 2. На левом конце вала 6 установлена на шпонке полу муфта 4, а на правом конце — ведущая шестерня 9 Последняя изготовляется из стали 12ХНЗ, цементируется и- закаливается до высокой твердости. Венец шестерни 9 делается в 1,5 раза шире, чем было до модернизации
Для надежности работы .привода в связи с повышением его быстроходности вместо подшипника скольжения в промежуточной стенке 7 станины запрессована закаленная обойма 8 с игольчатым подшипником 10. Этот подшипник воспринимает ту часть радиальной нагрузки, которая возникает на консольном конце вала 6.
Фланцевый электродвигатель 1 крепится к корпусу 2 болтами. Вал электродвигателя связан с валом 6 соединительной муфтой. Муфта состоит из пол у муфт 3, 4 и вкладыша 12. Конструкция муфты данного типа, обеспечивая необходимую жесткость связи, позволяет передавать вращение с постоянной угловой скоростью даже при некотором смещении геометрических осей валов.
Шпиндельный узел. Имеется ряд вариантов модернизации шпиндельного узла станка модели 6Б12. Типовой проект модернизации не предусматривает установку на шпинделе маховика. В то же время известно, что при скоростных методах фрезерования маховики играют положительную роль. Они улучшают качество обработанной поверхности, повышают стойкость фрез и, что самое главное, увеличивают долговечность работы привода. Поэтому на заводах осуществлены варианты модернизации шпиндельного узла с установкой маховика.
На рис. 155,6 изображен модернизированный шпиндельный узел станка 6Б12 с маховиком.
Модернизированный шпиндельный узел отличается от обычного удлиненным шпинделем 5, на верхний конец которого насажен тяжелый маховик 1 диаметром 450 мм. Маховик установлен на верхнем конце шпинделя на двух шпонках. Шпиндель монтируется на двух высокоточных конуснороликовых подшипниках 4 при
чем нижняя опора не изменяется по сравнению с существующей конструкцией, а верхняя 1, смонтированная в стакане 3, несколько опускается вниз для сокращения расстояния между опорами и соответственного повышения жесткости шпинделя. Кроме того, поблизости от маховика для восприятия радиальных нагрузок дополнительно установлены два шарикоподшипника 2 с предварительным натягом. В нижней опоре-в крышке 6 установлено лабиринтное уплотнение. С передней стороны маховик имеет защитный кожух, который одновременно является крышкой для верхней опоры. Устранение осевого зазора и регулировка величины предварительного натяга в конуснороликовы.х подшипниках шпинделя осуществляется посредством гайки 7.
Стойка консоли. Для повышения жесткости узла консоли при модернизации устанавливают дополнительные связи консоли с основанием станины или с фундаментом станка.
Для станка модели 6Б12 применяются два основных варианта дополнительных связей — цилиндрическая центральная стоика или фигурная раздвижная стойка.
На рис. 155, в показана цилиндрическая стойка, связывающая консоль с фундаментом станка.
К «передней части консоли вместо защитного кожуха электродвигателя подач крепится специальный кронштейн 1. Последний жестко связан с вертикальной цилиндрической стойкой 2. В фундамент залита плита 6 с защитной трубой 5. На фундаментной плите установлена направляющая гильза 3 В направляющей гильзе имеются два зажима 4, посредством которых может быть зажата цилиндрическая стойка 2, запрессованная в кронштейн 1
Механизм устранения зазора. Для обеспечения возможности попутного фрезерования на станке модели 6Б12 в природе продольной подачи стола установлен механизм для автоматического устранения зазора между ходовым винтом и маточной гайкой (рпс 155,г). Кроме основной гаики 5, на поперечных салазках 7 установлен дополнительный блок 3, в который ввинчен отрезок полого винта 4 с внутренней резьбой. Во внутреннюю резьбу входит винт 6 продольной подачи. Конец полого винта 4 имеет продольный разрез. На коническую поверхность полого винта надето, кольцо 2, которое поджимается гайкой 1 При насаживании кольца 2 происходит обжатие полого винта в зоне продольного разреза п создается трение между полым винтом 4 и ходовым винтом 6 продольной подачи Наружная резьба полого винта имеет направление, противоположное резьбе винта продольной подачн Поэтому полый винт стремится перемещаться в сторону, противоположную движению продольной подачи. Практически полый впит может переместиться только на величину зазора между винтом 6 и гайкой 5.
Рис. 155 Узлы модернизированного вертикально-фрезерного станка модели 6Б12
ЛИТЕРАТУРА
1. Богуславский Б. Л. Токарные автоматы и полуавтоматы (одношпиндельные) М, Машгиз, 1948
2. Богуславский Б. Л. Многошпиндельные токарные автоматы и полуавтоматы. М, Машгиз, 1950
3. Богуславский Б Л Токарные автоматы и полуавтоматы М., Труд-резервнздат, 4954
4. Богуславский Б. Л. Анализ конструкций и эксплуатационные показатели современных токарных многошпиндельных автоматов и полуавтоматов.— «Станки и инструмент», 1953, № 1 и 2.
5. Болдин Л А. Металлорежущие станки. М, Машгиз, 1957.
6. Бондарь М П, Орликов М Л и Лопата А Я. Наладка токарных автоматов и полуавтоматов Москва—Киев, Машгиз, 1956.
7. Брав ичев В А., Гайдар В. И., Зинин М. В. и Менщиков И И Металлорежущие станки М, Машгиз, 1955
8. Геець Г А и др Чстырехшпиндельные токарные автоматы и полуавтоматы 1290 и,11290П Киев, Машгиз, 1955.
9. Головин Г. М. Кинематика станков Ч. 1 и II. М., изд-во МВТУ им. Баумана, 1949
10. Зайченко И 3. Современное состояние гидрофикации станков.— «Станки и инструмент», 1947, № 1, 3 и 4
И. Зинин М В Станки для обработки зубчатых колес. М., Машгиз, 1953
12. Ипатов С. С. Координатно-расточные станки. М., Оборойгиз, 1954.
13. Кашепава М. Я. Современные координатно-расточные станки. М., Машгиз, 1961.
14. К е д р и н с к и й В. Н. и П и с м а н и к К. М. Станки для нарезания конических зубчатых колес М., Машгиз, 1958.
15. Ко киче в В. Н и Птиц ин Г. А. Зуборезные станки. М., Машгиз, 1954
16. Кропивницкий Н. Н., Кучер А. М., Пугачева Р. В и Шорников П Н Технология металлов М—Л., Машгиз, 1961.
17. Кучер А. М. Немые кинематические схемы металлорежущих станков. Л., изд-во «Машиностроение», 1969.
18. Кучер А. М., Киватицкий М. М. и Покровский А. А. Плакаты кинематических схем металлорежущих станков. Серии I, II и III М.—Л., Машгиз, 1961.
19. К у ч е р А. М. н К и в а т и ц к и й М М. Металлорежущие станки. Серии I, II и III. М.—Л., Машгиз, 1961.
20 Кучер И М и Кучер А. М Модернизация и автоматизация станков М.—Л., Машгиз, 1958
21. Кучер И. М. Станки с цифровым программным управлением. Лен-издат, 1961
22 К у ч е р И. М и К у ч е р А М Модернизация станков М.—Л, Машгиз, 1953.
23 Кучер И. М и Кучер А М Токарные станки длп скоростной обработки. М.-Л., Машгиз, 1953
24 Кучер И М и Кучер А М. ToKapi ые станки, их модернизация и автоматизация. М.—Л., Машгиз, 1957.
25 Кучер И. М и Кучер А М Фрезерные станки, их модернизация и автоматизация Ленпздат, 1954
26. Ложкин В. С Базовый токарно-револьверный станок.—<Станки н инструмент», 1955, № 6
27. Локтев Д А Металлорежущие станки для производства инструмента. М., Машгиз, 1953
28 М е р п е р т М П. Резьбошлифовальные станки. М., Машгиз, 1955.
29 Мурашкин Л С. и Щеголев А В Заточные станки М. —Л, Машгиз, 1949.
30 Налчан А. Г. Металлорежущие станки. М., Машгиз, 1956.
31 Рабинович И А Шлифование плоскостей и шлифовальные станки. М, Машгиз, 1950
32. Родионов Е. П. Токарные станки. М., Профтехиздат, 1960.
33 Соболев Н П. Повышение кннематическ й точности металлорежущих станков М.—Л., Машгиз, 1955.
34 Соболев II. П. Станки точной индустрии. М., Оборонгнз, 1953.
35 Федотенок А А. О кинематической структуре металлорежущих станков.— Исследования в области металлорежущих -станков. Выи. 3. М., Машгиз, 1955
36. Хайм о внч Е М Гидравлические приводы металлорежущих станков. Москва — Киев, Машгиз, 1947.
37 Хаймович Е. М. Гидроавтоматика копировальных станков. Москва— Киев, Гостехиздат Украины, 1950.
38 ШавлюгаН И Кинематические цепи металлорежущих станков Л--М, Машгиз, 1959
39. Ш а у м я н Г. А. Автоматы. М., Машгиз, 1952.
40 Шувалов Ю А. и Веденский В. А. Металлорежущие станки М., Машгиз, 1958.
Александр Михайлович Кучер
Михаил Моисеевич Кмватицний Антоний Александрович Покровский
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
(АЛЬБОМ ОБЩИХ ВИДОВ КИНЕМАТИЧЕСКИХ СХЕМ И УЗЛОВ)
Редактор издательства Л. И. Вожии Переплет художника Л. Н. Чупранова. Технический редактор А. А. Бардина Корректор А. И. Лавриненко
Подписано к печати 20/1 1972 г. М-11427
Формат бумаги 90 X 60'/*. Бумага офсетная № 2 Печ. л. 38,5. Уч.-изд. л. 40,5.
Тираж 70 000 экз (2 А завод 15 001-70 000 экз )
Зак. 1127. Цена 7 р. 02 к.
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ» Ленинград, Д-65, ул. Дзержинского, 10
Отпечатано в ордена Ленина типографии «Красный пролетарий»
Москва. Краснопролетарская. 16, с диапозитивов типографии издательства газеты «Коммуиар» г. Тула, ул. Ф. Энгельса, 150