/

























































Tags: руководство по эксплуатации станки токарные станки
Year: 1956




Text
ТОКАРНО-ВИНТОРЕЗНЫИ
СТАНОК
модели ТВ-320 и ТВ-320П
ПРЕДИСЛОВИЕ
В настоящем руководстве описаны устройство,
особенности конструкции и принцип работы токар-
но-винторезного станка модели ГВ-320 нормальной
точности н модели ТВ-320П повышенной точности.
В нем также изложены указания по и®стройке, ре-
гулировке механизмов и основные правила по уходу
и эксплуатации.
Кроме того, в рх ководстве приведены перечень и
чертежи быстропзнашисающихся деталей и специ-
фикация применяемых шарикоподшипников.
Руководство предназначено в основном для тока-
рей, наладчиков, мастеров, цеховых механиков, ре-
монтных слесарей и электриков, но может быть так-
же использовано технологами и нормировщиками.
Глава VI «Ремонт станков по системе ППР» из-
ложена па основе материалов типового положения
«Единая система планово-предупредительного ре-
монта и эксплуатации технологического оборудова-
ния машиностроительных предприятий» (Машгиз,
Москва, 1957).
ВВЕДЕНИЕ
НАЗНАЧЕНИЕ СТАНКА МОДЕЛИ ТВ 320 И ЕГО ОСОБЕННОСТИ
Токарно-винторезный станок модели ТВ-320
(фиг. 1) представляет собой высокооборотный спе-
циализированный станок особо пригодный для вы-
полнения работ в инструментальном и приборостро-
ительном производстве.
Станок может быть успешно использован также
для выполнения работ операционного характера.
Станок предназначен для токарной обработки де
талей резцами, укрепленными как ла переднем, так
и на заднем резцедержателе. Задний резцедержа-
тель устанавливается на суппорте по мере необхо-
димости. Обточка конусов производится путем «по-
перечного смещения центра задней бабки.
В отличие от существующих типов токарных
станков данная модель позволяет максимально ис-
пользовать технологические возможности токарно-
го станка при обработке деталей скоростным то-
чением и методом комбинирования операций
(С. С. Ильин и К. С. Ильин, «Наш метод комбини-
рования операций при токарной обработке дета-
лей», Оборонгиз, 1955).
В соответствии с требованиями этого прогрессив-
ного метода станок снабжен механизмом изменения
величины подачи на ходу без его остановки, а руко-
ятки ‘Продольного и поперечного перемещения суп-
порта лимбами с ценой деления, соответствую-
щей перемещению суппорта на 0,1 мм продольного
и 0,01 мм поперечного. Лимб фартука имеет цену
деления 0,1 мм. Величина поперечного перемещения
суппорта позволяет при одновременном креплении
двух резцов перемещать резцовую головку в обе
стороны за осевую линию центров.
По согласованию с заказчиком к станку прикла-
дываются комплекты приспособлений для обработ-
ки деталей в патроне, центрах или в цанговом за-
жиме.
Перед установкой станка, а тем более леред на-
чалом работы на нем необходимо тщательно озна
комиться с настоящим руководством.
За поломки, связанные с неправильным подклю-
чением станка к сети, по небрежности установки
или из-за несоблюдения указаний по эксплуатации,
завод-изготовитель ответственности не несет.
Работа на станке и обслуживание его в строгом
соответствии с настоящим руководством обеспечат
в течение длительного времени предусмотренную
ТУ точность станка.
ОТЛИЧИЕ СТАНКА МОДЕЛИ ТВ-320П
ОТ СТАНКА МОДЕЛИ ТВ-320
Станок модели ТВ-320П создан на базе станка
модели ТВ-320. Станок ТВ-320П отличается от
ТВ-320 повышенной точностью изготовления основ-
ных его деталей: станины, ходового винта, шпинде-
ля, его переднего подшипника и шестерен, входящих
в цепь нарезки резьбы. Станок удовлетворяет тре-
бованиям норм точности по ГОСТ 1969—43 для
станков повышенной точности.
Для -сохранения точности на длительный период
эксплуатации диапазон оборотов станка снижен с
2000 до ИЗО об/мин и соответственно уменьшено
число скоростей шпинделя и число подач
ДО 16.
Станок ТВ-320П следует применять для выпол-
нения чистовых и получистовых работ. Исполь-
зовать станок для грубых обдирочных операций не
рекомендуется.
Описание, конструкция, уход и эксплуатация за
станком являются общими для моделей ТВ-320 и
ТВ-320П.
702
3
ГЛАВА i
ОСНОВНЫЕ ПАСПОРТНЫЕ ДАННЫЕ СТАНКА
L ОСНОВНЫЕ РАЗМЕРЫ
Высота центров над станиной в л и - 155
Расстояние между центрами в лс и.................500
Наибольший диаметр обрабатываемой детали в м и:
над верхней частью суппорта ПО
над станино ।............................... 320
прытка....................................... 25
Наибольшая длина обточки в v и . 500
2. МЕХАНИКА СТАНКА
Модель
ТВ-320
Количество скоростей шпинделя . . 18
Пределы чисел оборотов шпинделя
в мин. . . . . ............... 36—2000
Котичество продольных подач ... 16
Пределы продольных подач в мм. об
шпиндетя................. 0,034-0.49
Мелеть
ТВ-320П
16
36 М130
16
0,034-0,49
Фиг. I. Общий вид токарне-винторезного станка модель ТВ-320 и ТВ-320П.
Кошчество поперечных потач .
nSMMZX4"WX, "°ДаЧ. В 0.012,0.18 0,012—0.18
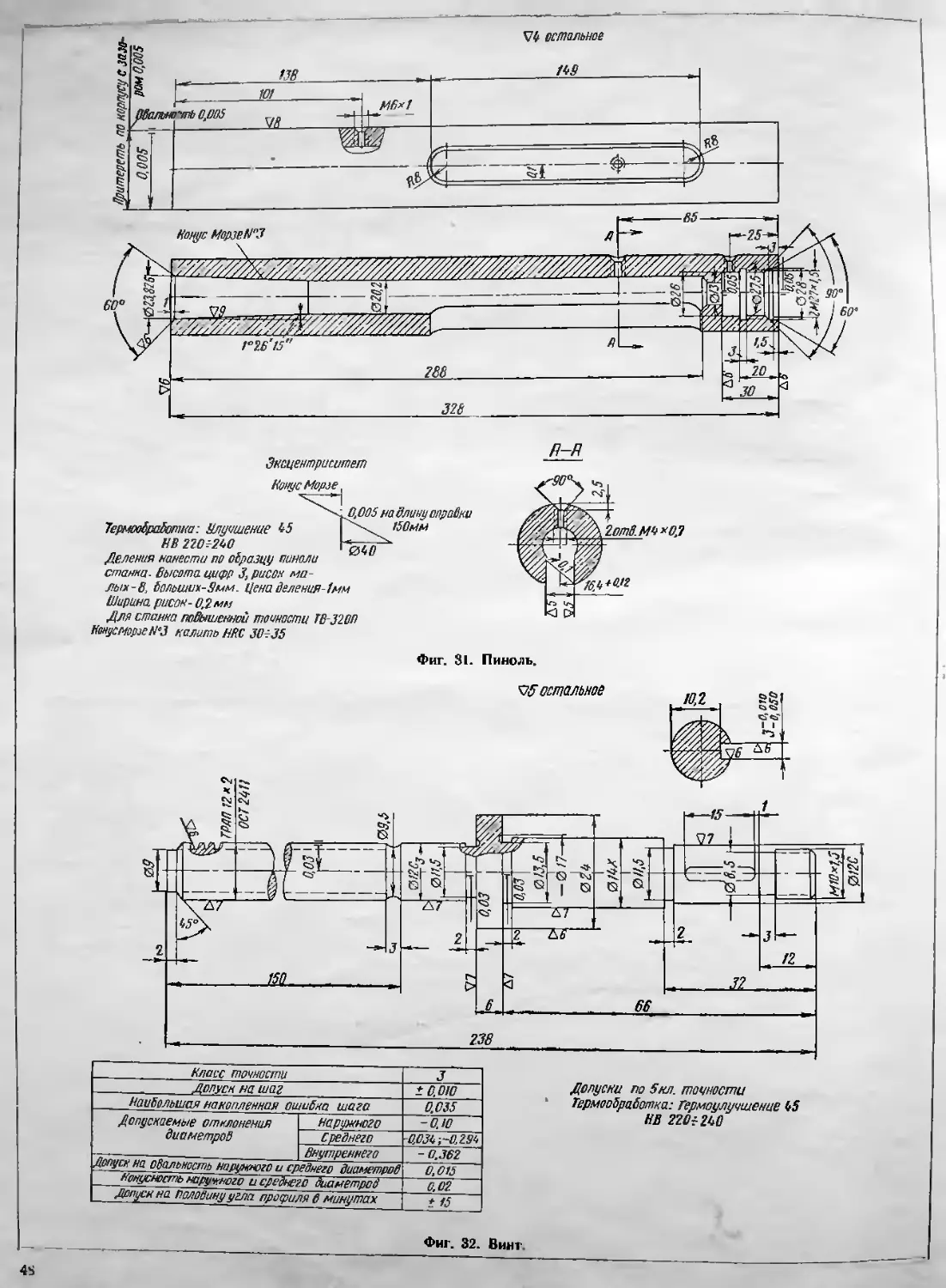
3. ШПИНДЕЛЬ И ПИНОЛЬ ЗАДНЕЙ БАБКИ
Kohvc шпинделя перечнем бабьи . - - Морзе № 4
Диаметр отверстия в шпинделе в мм 26
Конус пиноли задней бабки.......... Морзе № 3
Нанбо1ьшее перемещение пиноли вл<л 90
4. ДРУГИЕ ДАННЫЕ
Число нарезаемых метрических резьб 19
Пределы нарезаемых метрических
резьб б .и и:
наименьший шаг , . . . u,zd
мамбо 1ЫИНЙ шаг............. 3
Диаметр прутков для наружного за-
жима цанг в мм............... •*. 4,
5. ПРИВОД. ГАБАРИТЫ И ВЕС .
Этектродвигатель трехфазного тока
главного движения:
тип............
мощность в кет
число об. мин ...
Электронасос.
тип.........
мо щность ...
чисто об/мин................
Производительность электронасоса
в л! ..............................
Габариты станка (длинах ширина Хвьь
сота) в мм.........................
Вес станка в кг.....................
-А42-4
2,8
1420
П-22
(ГОСТ 2640 —44)
0,125
2810
22
I8C0X 950x1250
9СХН50
Примечания: 1. Более подробную технически ю
характеристику смотри в паспорте станка.
2. Основные паспортные данные станка ТВ-320 П
отличаются от станка ТВ-320 только по разд. 2 „Ме-
ханика станка-.
6 ПРГДГПЫ ИСПОЛЬЗОВАНИЯ СТАНКА
ПО МОЩНОСТИ И СИЛОВЫМ НАГРУЗКАМ
Пределы использования стайка ограничиваются
мощностью электродвигателя главного движения,
которая не должна превышать 2,8 кет по ваттметру.
Превышение мощности свыше 2,8 кет при рабо-
те в зоне низких и средних чисел оборотов не до-
пускается.
Наибольшее усилие, допускаемое прочностью ме-
ханизмов продольных и поперечных подач, состав-
ляет 220 кг при продольном точении и 612 кг при
поперечном точении.
Слабым звеном станка являются ремни передней
бабки (двигателя}. Рекомендуется ислользпвать
станок на скоростных режимах, как наиболее про-
изводительных и тающих лучшую чистоту обраба-
тываемой поверхности.
Рекоменду ются следующие предельные режимы
для наружного точения обдирочным резцом при за-
жиме в патроне.
Работа по стали
Марка стали................
Твердость. . .
Диаметр заготовки в мм Л
Число об,*мни..........
Гтубина резания (/) в м и
Подача (з) в мм на оборот
сталь 45;
сталь 30
в состоянии по-
ставки
. 40^50
430—665
1.5
не более 0.17
Работа по чугуну
Марка чугуна ............... чу пи серый
Твердость .......... . . НВ Нин-160
Диаметр заготовки в мм . 60—70
Чисчо оборотов в минуту 53-е-82
I лубнна резания (/) в м w......... 5
Подача (г.) в мм и а оборот........ не более 0,33
ГЛАВА 11
КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
(Фиг. 2)
Таблица 1 L СПЕЦИФИКАЦИЯ КИНЕМАТИЧЕСКОЙ СХЕМЫ
м по пор. Наименование элементов схемы Число зубьев Модуль
1 Коробка скоросте Шестерня цилиндрическая й 19 2,5
2 То же 40 2,5
3 * 52 2,5
4 я 35 2.5
5 И 24 2.5
6 м 68 2,5
7 я 27 2,5
8 я 32 2,5
9 • 60 2,5
10 Передняя бабка (пер Шестерня цилиндрическая >ебор) 30 2
11 То же 60 2
12 18 2
13 и 72 2
14 Привод подач Шестерня цилиндрическая 30 2
15 То же 30 2
16 л 30 2
17 » 24 2
18 24 2
19 > 24 2
20 V 40 2
21 W 80 2
22 50 2
23 75 2
24 Коробка подач Шестерня цилиндрическая 33 I 1.25
25 То же 55 1.25
26 л 48 1,25
27 ♦ 40 1,25
№ по пор. Наименование элементов схемы Число зубьев •л Модуль
28 Шестерня цил ин дрич еска я 42 1
29 То же 66 1
30 tr 50 1
31 W 58 1
32 Л 60 1
33 V 48 1
34 V 30 1
35 > 75 1
36 * 55 1
37 м 50 1
38 • 80 1
39 ♦ 25 1
Фа р т у к
40 Шестерня цилиндрическая 26 1,5
41 То же 26 1.5
42 Червяк 4 захода 1.5
43 Червячное колесо 39 1.5
44 Шестерня цилиндрическая 18 1.5
45 То же 56 1,5
46 л 14 1.5
47 56 1.5
48 12 2
Общая сборка станка
49 Рейка 2
50 Шестерня цилиндрическая 16 1.5
51 То же 56 1.5
52 > 24 1.5
53 Винт поперечной подачи Шаг 3 Заход 1
54 Гайка винта Шаг 3 Заход 1
55 Винт ходовой Шаг 6 Заход 1
56 Гайка маточная Шаг 6 Заход 1
б
Фиг. 2» Кинематическая схема станка.
/—5—шестерни цилиндрические коробки скоростей; 10 /9—
шестерни перебора; /7— 23— шестерни шиинпрические приво-
да подачи; 24—39—шестерни ичтнилричсскис коробки потаи;
40—7/. 44—18— шестерни цилиндрические фартука, 42—шрвяк;
43—червячное колесо; 73—рейка; 50—52—шестерни ципнилри-
ческие; 53—винт поперечной подачи; 54—гайка винти; 55—
винт ходовой: 56 мйка маточпля; 57, 5^—шестерни каретки
суппорта (верхние): винт [ чипов ой годоккп* 60 i шка;
СД 62 шестерни привода насоса: 6? винт задней бабки 07—
гаГп.а мдией GlIukh* I 5 (\ 1 • менние шестерни; ДкГ -
шкив (средний диаметр).
Пптл
X
по
пор.
Наименование элементен схемы
Число
зубьев
Модуль
58
Г,9
60
61
62
Каретка суппорта
Шестерня перхняи
То же
Винт резцовой головки
Г а бка
Привод насоса
Шестерня
То же
Задняя бабка
20
20
Шаг 2
Шаг 2
119
21
1
За хот
Заход
1
63
64
Винт
Га Она
Шаг 2
Шаг 2
За хол
За ход
2. ЦЕПЬ ГЛАВНОГО ДВИЖЕНИЯ
Шпиндсть станка получает движение от электро-
двигатедя через ременную передачу, коробку ско-
ростей, вторую ременную передачу. Числа оборо-
тов изменяются при помощи коробки скоростей
путем передвижения двух тройных блоков 1—4—7
н з__6 9 и дают 9 чисел оборотов, причем посред-
ством перебора передней бабки 10—11—12—13
каждое чисто оборотов может быть уменьшено в
8 раз. Таким образом, шпиндель имеет 18 чисел
оборотов. В табл. 2 указываются сцепления шесте-
рен, дающих числа оборотов, при этом шестерни
обозначены порядковым номером, соответствующим
порядковому номеру по кинематической схеме (см.
фиг. 2). Числовые значения оборотов получаются
путем подстановки чисел зубьев в соответствующие
номера схемы шестерни. Числа зубьев берутся из
спецификации кинематической схемы.
Таллина 2
Скорости
Зацепление шестерен
Обороты
в минуту
1-я
2-я
о-Я
4-я
5-я
6-я
7-я
8-я
9-я
1420
1420 -
1420
1420
1420 •
1420
1420
1420 •
1420
14Р 1 5 114 10 12
по 2 6 114 11 13
140 1 8 114 10 12
но 2 9 114 11 13
140 7 5 114 10 12
но 8 6 114 11 13
J_40 1 2 114 10 12
ПО 2 3 НО 11 13
140 7 8 114 10 12
ПО 8 9 114 11 13
140 4 5 Ш 10 12
110 5 6 114 11 13
140 7 2 114 10 12
по 8 » " » 3 114 11 13
140 4 8 114 10 12
ПО 5 9 114 * п 13
140 4 2 114 10 12
« ’
ПО 5 3 114 11 13
С перебором
36
53
65
82
98
111
111
167
250
10-я
11-я
12-я
13-я
14-я
15-я
16-я
17-я
18-я
Только для станка модели ТВ-320.
1420
1420
1420 •
1420 -
1420 •
1420
1420 •
1420 •
1120 -
140 1 5 114
ПО ' 2 ’ 6 ' Т1Т
140 1 8 П4
ПО 2 9 411
1!0 7 5 114
ПО ' 8 ’ 6 114
140 1 2 114
ПО ' 2 ' 3 114
140 7 8 114
ПО 8 9 414
,140 4 5 114
ПО 5 6 114
140 7 2 114
ПО 8 . ' 3 ' 111
140 4 8 П4
ПО ' 5 ’д’ 114
140 4 2 114
ПО ’ 5 3 114
Без перебора
290
430
520
665
785
890
ИЗО
1340*
2000*
3. ЦЕПЬ ПРОДОЛЬНЫХ ПОДАЧ
Движение продольной подачи осуществляется от
шпинделя через шестерни И 15-16, промежуточ-
ный блок шестерен 21—22. коробку подач, через
ходовой валик, шестерни 40—41, червячную пару
42—43, шестерни 44—45—46—47. через шестерню
которая, перекатываясь по неподвижной рейке, пе-
ремещает суппорт в продольном направлении.
Расчет величины подач ведется от одного оборо-
та шпинделя. Изменение чнссч подач осуществляет-
ся в коробке путем перемещения двух тройных бло
ков 31—29—33 и 34 36 38, что соответствует де-
вяти числам подач. Каждая подача посредством
блока 25—27 и шестерни 26 может быть удвоена.
Подачи
Зацепление шестерен
Таким образом, коробка подач дает 18 различных
величин подач, из которых последние две увеличен-
ные подачи включать не рекомендуется, так как
блок введен в станок для увеличения подач на ходу
без остановки станка и при пользовании блоком на
больших подачах будет происходить преждевремен-
ный износ зубьев переключающей шестерни и уве-
личение нагрузки па механизм подач в момент
включения. В табл. 3 указаны сцепления шестерен
н блоков, лающих ряд подач, при этом шестерни
обозначены порядковым номером кинематической
схемы. Числовые значения подач, указанные в гра-
фе, получаются путем подстановки чисел зубьев
к соответствующим номерам схемы шестерни.
Tati in ца 3
Подача и и и
на 1 оборот
шпинделя
1-я
2-я
3-я
4-я
5-я
6-я
7-я
8-я
9-я
10-я
11-я
12-я
13-я
14-я
15-я
16-я
17-я
18-я
20 22 Ряд 21 норма 28 л ь н ы х подач
31 40 42 41
14.16 • 21 23 25 29 35 41 43 45
20 22 24 30 34 40 42 44
14.16 • 21 23 25 31 35 41 43 45
20 22 21 32 34 40 42 44
14.16 • 21 23 25 33 35 41 43 45
20 22 24 28 36 40 42 44
14.16 • 21 23 25 29 37 41 43 45
20 22 24 30 36 40 42 44
14.16 21 23 25 31 37 41 43 45
20 22 24 32 36 40 42 41
14.16 21 23 25 33 37 41 43 45
20 22 24 28 38 40 42 44
11 16 *
21 23 25 29 39 41 43 45
20 22 24 30 38 40 42 44
14.16 21 23 25 31 39 41 43 45
20 22 24 32 38 40 42 44
11.16 - 21 23 25 33 39 41 43 45
Ряд увеличенных подач
20 22 26 28 34 40 42 44
14 16 - - •
21 23 27 29 35 41 43 45
20 22 26 30 34 40 42 44
14.16 21 23 27 31 35 41 43 45
20 22 26 32 34 40 42 44
14 16 г———— »
21 23 27 сз 35 41 43 45
20 22 26 28 36 40 42 44
14 16 •
21 23 27 29 37 41 43 45
20 22 26 30 36 40 42 44
14.16 - 1 ”
21 23 27 31 37 41 43 45
20 22 26 32 36 40 42 44
14.16 • ш 1 ** ' V
21 23 27 33 37 41 43 45
20 22 26 28 38 40 42 44
14.16 •
21 23 27 29 39 41 43 45
20 22 26 30 38 40 42 41
14 16
21 23 27 31 39 41 43 45
20 22 26 32 38 40 42 44
14.16 - • й — •
21 23 27 33 39 41 43 45
0,03
0,04
0,06
0,085
0,115
0.165
0,215
0.335
0.48
0,06
0,08
0,12
0.17
0,23
0.33
0,49
0,67
0,99
где А—постоянное чнсло=3.14-те-^;
т—модуль шестерни 48 равен 2;
г—число зубьев шестерни 48 равно 12.
2 702
9
4. ЦЕПЬ ПОПЕРЕЧНЫХ ПОДАЧ
Движение поперечной подачи осуществляется
так же как и у продольных потаи через те же эле-
менты кинематической пели с тон лишь ралишен,
что шестерня передает движение не на шестер-
ню 45, а на шестери и 51- 52 и далее па ходовом
винт 53 п гайку 54. Коробка подач также дает 18
поперечных подач. Две последние увеличенные по
дачи включать не рекомендуется по причинам, из-
ложенным выше. В табл. 4 указаны сцепления ше-
стерен и элементов кинематической схемы, дающих
ряд поперечных годам. Числовые значения попереч-
ных подач, указанных втабл. 4, получаются путем
подстановки чисел зубцов в соответствующие но-
мера схемы шестерни.
Таблица 4
Почз <ш
Зацепление гпс< тсрсн
Поперечная по-
дача в мм на 1
оборот шпинделя
1-и
14.16 .
2-я
11.16
3-я
14.16
4-я
14.16 •
5-я
14.16 -
6-я
14.16 •
7-я
14.16
8-я
14.16
9-я
14.16 •
10-я
14.16
11-я
14.16 •
12-я
14.16 •
13-я
14.16 •
14-я
14.16 •
15-я
14.16
16-я
14.16 -
17-я
14.16
18-я
14.16 •
20 22 Р я д 24 п (j |> м а л ь и ы к пода ч 51
28 34 40 12 44
21 23 25 9 29 35 41 13 45 52
20 22 21 30 34 40 42 44 * " _51_
21 23 25 31 35 41 43 45 52
20 22 24 32 34 40 Р 44 51
21 23~ 23 33 33 41 43 45 52
20 22 24 28 36 40 42 44 51
21 23 25 29 37 41 43 45 52
20 22 24 30 36 40 42 44 51
21 23 25 31 37 41 43 45 52
20 22 24 32 36 40 42 44 51
21 23 25 33 37 41 43 45 52
20 22_ 24 28 38 40 42 44 51
21 23 25 * 29 39 41 43 45
20 22 24 30 38 40 42 44 51
21 23 25 V 31 39 41 43 45 52
20 22 24 32 38 40 42 44 51
• » •
21 23 25 33 39 41 43 45 52
Ряд увеличенных подач
20 22 26 28 34 40 42 44 51
21 23 27 29 • 33 41 43 45 52
20 22 26 30 34 40 42 14 51
21 23 27 « 31 35 41 43 45 52
20 22 26 32 34 40 12 44 51
21 23 27 33 9 35 41 43 45 52
20 22 26 28 36 40 42 44 51
21 23 27 29 37 41 43 45 52
20 22 26 30 36 40 42 44 51
21 23 27 * 31 37 41 43 45 52
20 22 26 32 36 40 42 44 51
21 23 27 33 37 41 43 45 52
20 22 26 28 38 40 42 44 51
21 23 27 29 39 41 43 45 52
20 22 26 30_ 38 40 42 41 51
21 23 27 V 31 9 • 39 41 43 45 52
20 22 26 32 38 40 42 41 51
21 23 27 33 39 41 43 45 52
В
В
В
В
В
В
В
В
В
В
В
В
В
В
В
В
В
В
0,012
0.01G
0,022
0.032
0,043
0,062
0,092
0.124
0, ISO
0.024
0,032
0.044
0.064
0.086
0,124
0,184
0.218
0,362
где В—постоянное число
равно шагу винта поперечной подачи, равное 3.
10
5. настройка станка на нарезку
МЕТРИЧЕСКОЙ РЕЗЬБЫ
Настройка станка па нарезку метрической резь-
бы производится путем подбора чисел зубьев смен-
ных шестерен, необходимых для сообщения про-
дольного хода резьбы образующему инструменту
(резцу), равного выбранному шагу нарезаемом
резьбы. Движение резцу сообщается от шпинделя
через шестерни 14—15—16, через сменные шестер-
ни А Б—С—Д, ходовой винт 55 и ганку 56. Набор
сменных шестерен, необходимых для нарезки резь-
бы соответствующего шага, представлен в глбл. 5.
В таблице даны числя зубьев сменных шестерен.
Сменные шестерни укрепляются ла приклонг (ги-
таре), укрепленном п<з кронштейне передней бабки.
Таб шца 5
Шаг
резьбы
и w
Метрическая pent ба
Числа зубьев сменных шестерен
А Б С Д
0,25
0.3
0.35
0,4
24
24
24
24
120
120
120
120
25
30
35
40
120
120
120
120
Про ’т %'енне
Шаг резьбы мм Метрическая резьба
Чнгла зубьев сменных шестерен
А Б с Д
0.45 24 120 45 120
0.5 48 120 25 120
0.6 48 120 30 120
0,7 48 120 ю СО 120
0.75 30 120 50 100
0,8 48 120 40 120
1.0 40 100 50 120
1,25 25 100 100 120
1.5 30 100 100 120
1,75 35 100 100 120
2 40 100 100 120
2,5 50 100 100 120
3 25 120 120 50
4 30 100 100 45
5 40 100 100 48
, , АС 1 Формула подбора резьб — г_ Б '
где 7—шаг нарезаемой резьбы в мм;
6—шаг ходового винта в мм.
ГЛАВА Ш
ОПИСАНИЕ КОНСТРУКЦИИ СТАНКА
1, СТАНИНА
(Фиг. 3)
Станина станка — чугунная, коробчатого сече-
ния, связанная диагональными ребрами жесткости.
В верхней части станины находятся направляю-
щие, из них две призматические симметричные уси-
ленные 1 слджат для перемещения суппорта, две
другие направляющие — малая призматическая 2
и плоская 3 служат для направления бабки.
Фиг. 3. Станина.
1—направляющие перемещения суппорта; 2—
направляющая (призматическая малая) на-
правления передней и задней бабок; 3—направ-
ляющая (плоская) направления передней и
задней бабок.
Станина крепится к двум пустотелым чугунным
ножкам—стойкам С левого торца станины укреп-
лен на оси промежуточный блок шестерен, передаю-
щий движение от передней бабки к коробке подач.
С левого торца станины крепится корпус переклю-
чателя (реверс) электродвигателя.
В левой стойке монтируется коробка скоростей
и в отдельной нише — электрощит. Ниша электро-
щита отделена от внутренней полости коробки ско-
ростей стенкой и снаружи закрыта дверкой. На на-
12
ружную поверхность дверки выведены ручки пакет-
ных переключателей, один из которых включает
станок в сеть, другой включает электронасос.
С задней стороны левой стойки на подвеске уста-
новлен электродвигатель с защитным кожухом;
переднее окно левой стейки закрыто дверкой. В пра-
вой стойке установлены полочки для инетр\мента и
приспособлений. С левой стороны к стойке укреп-
лен эмульсионный бачок.
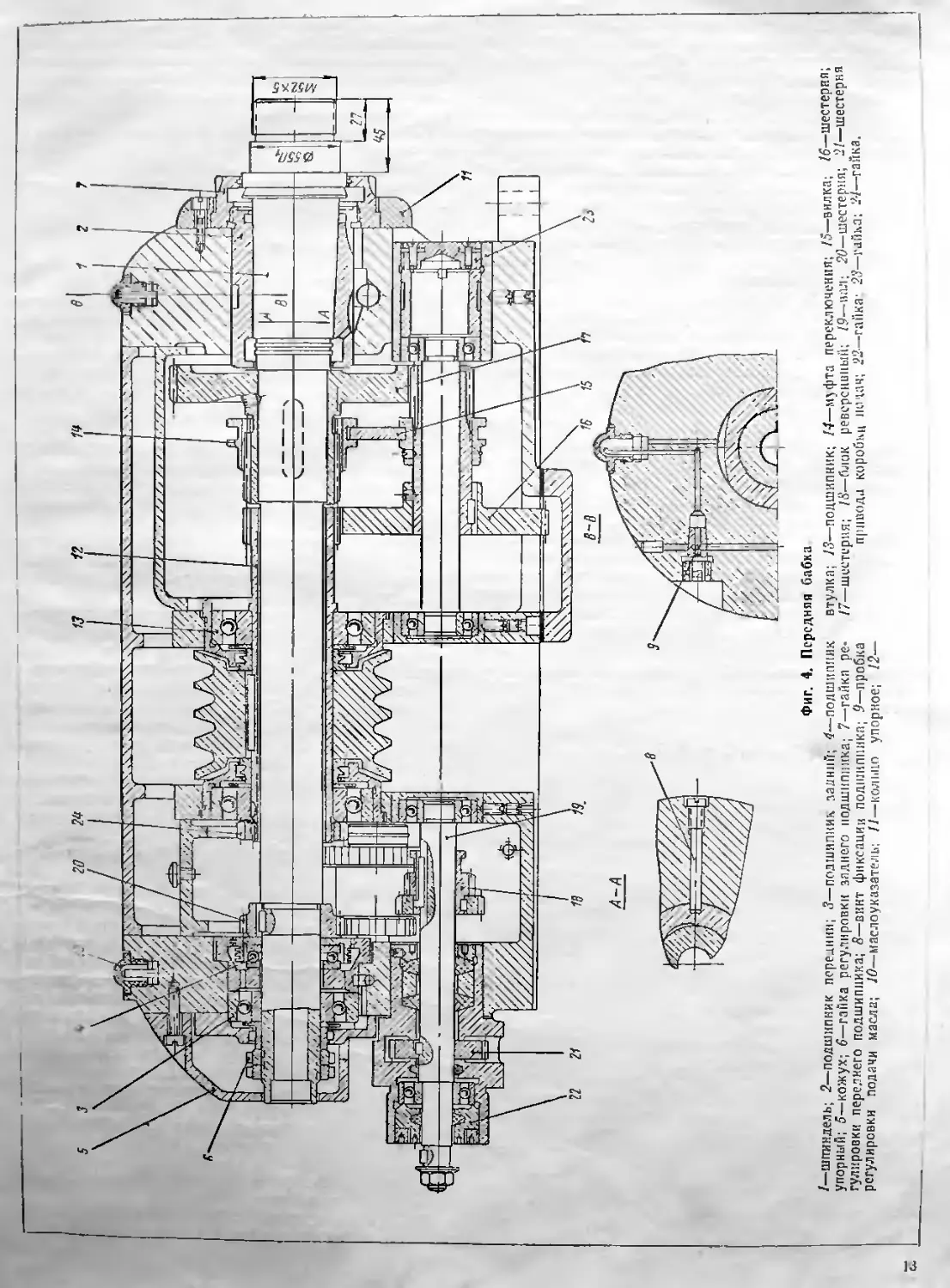
2. ПЕРЕДНЯЯ БАБКА
Передняя бабка станка (фиг. 4) представлтет
собой чугунную отливку коробчатой формы. В пе-
редней части бабки смонтирован механизм перебо-
ра, с включением которого каждое из 9 чисе : обо-
ротов, сообщенных шпинделю коробкой скоростей,
уменьшается в восемь раз. В задней части бабки
смонтирован механизм привода и реверсирования
подачи. Управление реверсом и перебором осущест-
вляется с помощью рукояток, смонтированных на
осях в передней стенке бабки.
Шпиндель станка 1 стальной пустотелый, разгру-
жен от изгибающих усилий ременной передачи, име-
ет переднюю конусную шейку. Перегний конец
шпинделя смонтирован в бронзовом подшипнике
скольжения 2. Задний конец шпинделя смонтиро-
ван на радиально-упорном подшипнике 3 серии
46208 класса точности П. Усилие резания, дейст-
вующее вдоль оси шпинделя, воспринимается упор-
ным подшипником 4 серии 8108 класса точности В.
Передний бронзовый подшипник скольжения смон-
тирован в корпусе с натягом 0,004—0,008 ил. Нуле-
вой натяг нс допускается, так как при нем происхо-
дит дробовидное выбивание поверхности обрабаты-
ваемой детали. Внутренний конус его пришабрен по
конусной шейке шпинделя с прилеганием по краске
равномерно по всей конусной поверхности 16—25 пя-
тен на 1 квадратный дюйм. Осевой зазор в задней
опоре шпинделя должен быть 0,01 -4-0,015 мм. осевое
биение шпинделя в собранном состоянии не должно
превышать 0.01 льч. Диаметральный зазор 0,015-г-
0,03 мм между шпинделем и подшипником скольже-
ния передней опоры. При работе стайка в течение
30 л«н при 2000 обIмин и продольной пода-
че 0,115 мм на оборот шпинделя температура
нагрева переднего подшипника не должна прсны-
шать 60° С, задних подшипников — не более 70° С,
шариковых подшипников других механизмов — не
Фиг. 4, Передняя бабка
/—шпиндель; 2— подшипник передний; <?—подшипник задний; 4—подшипник втулка; 13—подшипник; 14—м^фта переключения; /5—вилка; /6—шестерня;
упорный; 5—кожух; 6—ганка регулировки заднего подшипника; 7—гайка ре- 17—шестерня; 18— блок реверсивный; /9—нал; 20—шестерня; ^/—шестерня
гулировки переднего подшипника; 8—винт фиксации подшипника; 9—пробка привода коробкц ночач; 22— ганка1 23—гайка; 24—гайка.
регулировки подачи масла; 10— маслоуказатель; 11—кольцо упорное; 12—
х « WC Быстрый нагрев подшипников указы-
наличие слишком большого натяга а под-
ш,шпиках ч™ приводят к преждевременному из-
" р^провга^ерелкего и заднего подшипников
р п гп IV газд 6 «Регулировка станка».
^Разгрузка шпинделя от изгибающих усилий при-
водныхР ремней осуществлена за счет bt^iku не-
смонтированной па подшипниках качения 13. С по
мошьюРмуфты /< передвигаемой вилкои 15, можно
сиеалять шпиндель со втулкой 12 при этом шпин-
дель будет иметь 9 скоростей (290 до 2000 об/мин),
при выключенном положении муфты можно иди
выключить вращение шпинделя (поставить ру-
коятку переключения в среднее положение)
или включить перебор, т. е. сцепить зубья втулки
12 с шестерней 16 и далее передать движение на
шестерню 17, которая сидит на шпинделе на шпон-
ке и закреплена винтом. В этом случае перебор
уменьшает в 8 раз получаемые с коробки скоростей
обороты и сообщает шпинделю еще 9 скоростей
(36 то 250 об/мин).
В левой част» передней бабки находится ревер-
сивный механизм, позволяющий изменять направ-
ление подачи без изменения вращения шпинделя.
Изменение направления осуществляется блоком 18,
который перемешается рукояткой в крайнее левое
положение и через паразитную шестерню сцепляет
выходной вал 19 с шестерней 20, закрепленной на
шпинделе, сообщая таким образом обратное (по от-
ношению к шпинделю) вращение выходному валу 19.
Для наблюдения за работой маслонасоса на пе-
редней бабке смонтированы два глазка —• масло-
указатели 10. Отсутствие подачи масла в глазках
свидетельствует о неисправности маслонасоса или
загрязнении его входного фильтра.
Регулировка подшипников качения осуществляет-
ся гайками 22, 23,24.
Смазка передней бабки
Смазка подшипника осуществляется маслена-
сосом, который подает масло по трубкам и коллек-
тору раздельно к переднему и заднему подшипни-
кам. Количество подаваемого масла регулируется
пробками 9 и должно быть для переднего 12- -19 см3
в минуту, для заднего 3—5слг3 в минуту. Подавае-
мое к подшипникам масло одновременно охлаждает
подшипник. В целях лучшего сохранения масла от
загрязнения в передней бабке масло для смазки
подшипников не должно попадать во внутреннюю
полость бабки. Для этого имеются лабиринтные
уплотнения. Необходимо следить по маслоуказате-
лю за уровнем масла в корпусе передней бабки.
Повышение уровня масла свидетельствует о том,
что масло проходит через лабиринтные уплотнения.
Для устранения повышения уровня масла необхо-
димо убавить подачу масла в подшипнике пробка-
ми 9. Отработанное масло стекает в бак маслона-
соса, отстаивается и снова поступает в систему для
смазки. Остальные механизмы .передней бабки сма-
зываются разбрызгиванием масла «индустриальное
12>>. Количество масла в ванне бабки должно быть
таким, чтобы уровень его доходил до середины мас-
лоуказателуц(1 Количество заливаемого масла
СЛОнас°ёД?ГТ (см- схему смазки). Пополнение
окц свежим маслом производится не реже чем
14
через 2 месяца. Смена масла рекомендуется первый
раз через 30 дней работы и далее через 8 месяцев
работы. Перед заливкой свежего масла все механиз-
мы и каналы должны быть промыты керосином.
Промывку узлов станка необходимо проводить че-
рез 700 часов работы.
Работа при неисправном маслонасосе воспре-
щается.
Привод коробки подач связан с шестерней 21.
Привод ходового винта через сменные шестерни
берется с конца вала 19.
3. СУППОРТ
Суппорт (фиг. 5) предназначен для закрепле-
ния и подачи режущего инструмента. Он состоит из
четырех основных частей: каретки 1, поперечных
салазок 2, поворотной части 3 и верхних салазок 4.
Каретка перемещается в продольном направле-
нии по направляющим станины как механически
(от ходового винта или ходового валика), так и
вручную (от маховика, расположенного на фар-
туке) .
Поперечные салазки перемещаются по направляю-
щим каретки механически и вручную. Механический
привод осуществляется от фартука через шестерню
5, ручное—посредством рукоятки 6, закрепленной
на конце винта 7.
Средняя поворотная часть может поворачивать-
ся относительно поперечных салазок в обе стороны
на угол 90° и закрепляется в требуемом положении
двумя болтами 8 и гайкой 9.
Верхние салазки суппорта, несущие резцовую го-
ловку, имеют только ручное перемещение, осущест-
вляемое рукояткой 10 посредством винта 11 и гай-
ки 12.
Поперечная салазка суппорта снабжена двумя
Т-образными пазами для установки дополнитель-
ного резцедержателя. Величина перемещения по-
перечных салазок в ту или иную сторону может
регулироваться боковыми упорами 13.
Для облегчения отсчета поперечного перемеще-
ния по лимбу, что особо важно при изготовлении
деталей в несколько проходов или при нарезке
резьбы, суппорт снабжен шариковым упором.
Работа с применением упора сводится к следую-
щему.
В конце прохода закрепляют рукояткой 18 втул-
ку 14, резец отводят от изделия на требуемую ве-
личину (35-е-40льи) и перемещают суппорт в исход-
ное положение. При отводе резца шарик, находясь
в пазу втулки 14, перекатывается по винтовой ка-
навке втулки 15 и, дойдя до конца канавки, закли-
нивает втулку. Перемещают суппорт в исходное по-
ложение и подводят резец к детали, вращая винт
до упора. Шарик, совершая обратный ход до упора,
установит резец на глубину резания первого про-
хода. Для дальнейшей обработки детали открепля-
ют втулки 14 рукояткой 18, устанавливают по лимбу
необходимую глубину резания. При установке глу-
бины по лимбу шарик, выполняя роль шпонки, до-
полнительно проверяет втулку 14 и винт подаст ре-
зец на деталь.
При работе без упора рукоятка должна быть в
отключенном положении.
Конструкция суппорта обеспечивает перемещение
задней грани резцедержателя за ось шпинделя стан-
ка что предусматривает обточку и расточку дета-
лей без поворота резиовой головки. На каретке уста-
новлены упоры 13, с помощью которых можно
вести настройку при работе по упорам. Автомати-
ческого отключения поперечной подачи упоров
станок не имеет.
втулок фартука. Смазка суппорта производится
шприцем через масленки. Места смазки указаны
па фиг 16, масло—«индустриальное 30». Зазоры
по направляющим выбираются по мере необходи-
мости планками 20 и поджимающими винтами 27 и
28. Для работы с неподвижным суппортом его за-
Фиг. 5.
каретка; 2—салазки поперечные; 3—поворотная часть суп-
порта; 4 салазки верхние; 5—шестерня; 6—рукоятка ручного
перемещения; 7—винт поперечной подачи; 8—болт; 9—гайка;
и рукоятка ручного перемещения верхних салазок; 11—винт
ручного перемещения; 12—гайка маточная. 13—упоры попе-
На платине каретки устанавливается при необ-
ходимости подвижный люнет. Резьбовые отверстия
при снятом люнете закрываются пробками 19.
правой стороны каретки имеется крышка 26, за-
крывающая отверстия для наполнения маслом мас-
ных ванн фартука для смазки подшипниковых
Суппорт.
речного перемещения; 14—втулка; 15—втулка; 16—шарик; 17—
винт; 18—рукоятка; 19—пробка; 20, 21—планки поджима
суппорта; 22—винт, 23—втулка регулировки зазора в маточ-
ной гайке; 24—пробка,- 25—фиксатор; 26— крышка; 27, 28—
болты.
крепляют на станке планкой и винтом 22. Винты
для затягивания планок 20 находятся в крестовине
и сверху закрыты пробками 24.
Резцедержатель фиксируется относительно верх-
них салазок фиксатором 25. В случае попадания
эмульсии фиксатор может заржаветь и закли-
15
МИТ» ся в отверстии, поэтому один раз в Месяц не-
обходимо смазывать его и пружину маслом. Л
ХОЛИМО также содержать в чистоте отверстие д.
заполнения масляных резервуаров фартука.
продольной НЛП попергчпой подач, что не по«во-
_ ” --- 1 с шестерней 6 продоль-
ного хода inn шестерней 7 поперечного хода. Ма-
4. ФАРТУК
Фартук (фиг. 6) предназначен для передачи дви-
жения от ходового винта (при нарезке резьбы) и
ходового валика каретке и суппорту. Во избежание
поломок механизма, вследствие различных скоро-
стей движения суппорта при одновременном вклю
чепии ходового валика и ходового винта, ф.зргук
снабжен блокирующим механизмом. Маточная ian
ка 1 ходового винта не может быть включена до
тех пор. пока не будет поставлена переднее положе
пне рукоятка 2 переключения продольной пли по
перечной подач.
При этом положении упор детали .? должен вон
тн в Круговой паз вилки 4 переключения шестерни
продольной или поперечной подач, что не по«по-
лит шестерне 5 сцепиться с шестерней 6 продоль-
ного хода или шестерней 7 поперечного хода. Ма-
точная ганка включается с помощью запорной шай-
бы с тв\мя косыми пазами.
Для iipc юхранеиия станка от перегрузки в ниж-
ней части фартука на осях — втулках 9 смонти-
рован механизм падающего червяка (разрез В—В).
Мсханпш падающего червяка позволяет автомати-
чески выключать подачу в случае работы по про-
дольным упорам или перегрузки, происшедшей от
других причин (увеличения усилия резания, полом-
ки и заедания резца). Отключение подачи пред-
усмотрено при прямой и обратной продольных
подачах. Работа механизма падающего червяка
сводится к счсдующему.
От ходового валика через втулку 10, шпонку 11,
пару шестерен 12 и 13 и муфту 14 с торцовым вин-
товым зубом движение передается червяку 15 и да-
лее червячному колесу 16.
При перегрузке станка (установка суппорта, уве-
личение сопротивления резанию) червяк останав-
ливается или имеет скорость вращения меньше, чем
скорость вращения шестерен, вследствие чего ку-
лачковые муфты получают относительное переме-
щение по винтовым поверхностям. Муфта 14, сидя-
щая на червяке и передающая крутящий момент
червяку через штифт, перемешается вдоль оси
червяка, преодолевая сопротивление пружины 30,
и сжимает ее. В паз муфты входит вилка 17. свя-
занная с упором 18, который, перемещаясь вместе
с муфтой, поворачивает рычаг 22 и рычаг 19 сходит
с упора 20. Основание 21 падающего червяка под
действием пружины и собственного веса, падая по-
ворачивается вокругосей втулок 9, расцепляя’чер-
вячную пару. Включение падающего червяка про-
изводится путем поворота рычага 22 вверх, при
этом рычаг \19. скользя по наклонному выступу
упора 20. поднимает основание падающего червяка
““ МОМеНт сцеплення червячной пары штифт 23
заскакивает в выемку пальца 19, а упор пальца
опирается на упор 20. У 1 мальца
Dli Суппорта смонтирован механизм
г rp";loj,hlforo ma суппорта или поиереч-
каретки °т ходового валика. Включе-
НИС производится Следующим образом- на валу 24
имеется винтовой паз. Поворачивая вал за рукоят
У 2. передвигают вилку Т „с ее поморю SeL
16
ню 5, которая может занимать три различных По-
ложения:
1. Нейтральное, при котором возможно включе-
ние маточной гайки ходового винта. Продольная и
поперечная подачи не включены.
2. Включение продольной подачи суппор-
та. В этом случае шестерня 5 сцепляется с шестер-
ней 6 и далее движение передается реечной ше-
стерне 25.
3. Включение поперечной подачи каретки--в
-гром случае шестерня 5 сцепляется с шестерней 7
и далее движение передастся через шестерню суп-
порта па винт поперечной подачи
На оси 26 маховика фартука, служащего для
ручного перемещения суппорта, смонтирован лимб
27 продольного перемещения с ценой деления 0,1.
Крепление лимба осуществляется винтом 28 и су-
харем 29. Между ходовым винтом и маточной гай-
кой установлен радиальный зазор U,3—0,5 мм. За-
зор устанавливается винтами, расположенными на
верхней половине корпуса маточной гайки.
Коппы винтов при регулировке упираются в
нижнюю половину корпуса маточной гайки и огра-
ничивают перемещение полугаек. После регу чиров
ки винты контрятся винтами 32.
Пополнение маслом фартука должно произво-
диться не реже чем через 2 месяца. Полную смену
масла в ванпах станка рекомендуется производить
первый раз после 30 дней работы, в дальнейшем —
через 8 месяцев работы. Перед заполнением ванн
свежим маслом необходимо промыть механизмы
станка, их ванны и фитили керосином. Промывку
керосином производить через 700 час. .работы стан-
ка. Карта смазки дана на фиг. 16.
5. КОРОБКА ПОДАЧ
Коробка подач (фиг. 7) предназначена для по-
лучения ряда чисел продольных и поперечных подач
и передачи движения от передней бабки к суппор-
ту с помощью.ходового валика пли в случае нарез-
ки резьбы — ходового винта.
В коробке применена схема трехваловой системы,
позволяющей с помощью двух-, трехвенцовых бло-
ков 10 нН получать девять различных продольных
и поперечных подач. В коробке подач смонтирован
множительный механизм, позволяющий удваивать
полученные подачи. Таким образом, коробка может
дать 18 чисел подач. Множительный блок 13 ис-
пользуется для увеличения подач при скоростном
точении деталей, обрабатываемые поверхности ко-
торых по диаметру сильно разнятся. Для сохране-
ния стойкости резца при скоростной обточке по-
верхности большего диаметра на тех же оборотах,
что и поверхность меньшего диаметра, преждевре-
менную подачу, не останавливая станка, удваивают
с помощью множительного механизма и, не ме-
няя чисел оборотов детали, ведут дальнейшую об-
работку поверхности большего диаметра-. При поль-
зовании множительным механизмом необходимо
иметь в виду, что две последние подачи при скорост-
ном резании не следует включать, так как это соз-
дает увеличенные нагрузки на механизм потач. На
это и указывают предупреждения на таблице чисел
подач «Не включать». Это относится как к продоль-
ным, так и к поперечным подачам.
В других случаях, когда множительный механизм
используется для увеличенных подач, не создающие
еи
КЗ
Фиг, 6. Фартук.
/—гайка маточная; 2—рукоятка блокировки; 3—упор; 4—вилка; 5—шестерня; 6—шестерня продольного хода; 7—шестерня поперечного хода; ®1“ВТУ^3’Л
ось; /0—втулка; 11—шпонка; 12—шестерня; 13— шестерня; 14—муфта; 15— червяк; 16—червячное колесо, 17 -вилка; IS—хпор; /9—рычаг; У' Pi - '
основание падающего рычага; 22—рычаг: 23—штифт; 24—вал; 25—реечная шестерня; 26— ось маховика; 27—лимб; 28—винт; 29—сухарь; ос пру ,
винт; 32— винт.
Фиг. 7. К<»ро6к«1 подач.
/—фиксатор; 2—рукоятка; 3— рейка; 4— шестерня; 5—рукоятка; С- рукоятка; 7 рукоятка; Л'—вилка, 9— вилка; 10— блок; //—блок; /2—муфта,
/З'-блак множнтельныи; /'/—шестерил; 15—вал; 16 цапфа \о итого винта; 17- иоцииииик; /С'—мае и'нка.
опасности перегрузки механизма подач (холостые
хоил, работа па низких и ере пгих скоростях, малых
j |убип 1х резания и другие), допускается включе-
ние иобой подачи из увеличенного ряда подач.
Л1нол»и|е.11»пый механизм переключается попоро-
том рукоятки 6, при ЭТОМ шестерня 4 перемещает
рейку 3 пи коюрой смонтирована вилка нереклю-
чепия блока /.7 Множительным мех а и и imom можно
ноль «шан,с я на ходу станка. Набор необходимой
нод<1чи (icyHicciп.тястся рукоятками 6 и 7. усi,iнив-
ка которых в pa mjiwhijc положения, указанные на
ыбличке коробки подач, с помощью вилок 8 и 9 и
блоковп // д.-ivr нужною пачачу па одни оборот
uiJiHH ir ш Набор по ыч необходимо производить
тогда, koi i.i огпостельные скорости шеегерои ма
лы. т. е. в момент торможения при остановленном
станке. Коробка подач через шестерню И и про
межуточный блок связана со шпинделем передней
бабки.
При паре шипи резьбы сменные шестерни, смой
nipt ванные па при клоне (гитаре) и на валу /5, пе-
редают движение через муфту/2 па цапфу 16 ходо-
вого винта и далее па ходовой винт. При этом ру-
коятка 6 должна быть поставлена в нейтральное
положение, при котором блок 13 выходит из зацеп-
ления с шестернями блока, расположенного па ва-
лу шестерни 14. При включении муфты с цапфой 16
фиксатор / входит в отверстие рейки 3 и таким об-
ра.юм блокирует ручки набора подач, т. е. делает
невозможным включение коробки подач в момент
нарезания резьбы. Ходовой винт на ходу переклю-
чать не разрешается.
Смазка коробки подач
Смазка шестерен коробки подач осуществляется
путем разбрызгивания залитого в корпус масла
зубчатыми колесами во время работы станка. За-
полнение маслом ванн коробки подач должно про-
изводиться до риски, нанесенной на стекле масло-
указателя. Количество заливаемого масла пример-
но 0,8 л. В верхней части корпуса коробки под
крышкой имеется масляный резервуар, из которого
по фитилям масло поступает к цапфе 16 ходового
винта и к подшипнику, вмонтированному' внутри
цапфы ходового винта.
Смазка игольчатого подшипника производится
через масленкуЗаливка масла в ванну должна
производиться не реже одного раза в смену. По-
полнение маслом коробки подач должно произво-
диться не реже двух раз в месяц, полная смена
масла в первый раз после 30 дней работы, второй —
нс реже чем через восемь месяцев работы станка.
Перед заполнением свежим маслом все механиз-
мы ванны, фитиля промыть керосином. Про-
мывку керосином проводить через 700 час работы
станка.
Залив масла производят в отверстие, закрытое
пробкой 20. слив через отверстие 22 (см. карту смаз-
ки на фиг. 16).
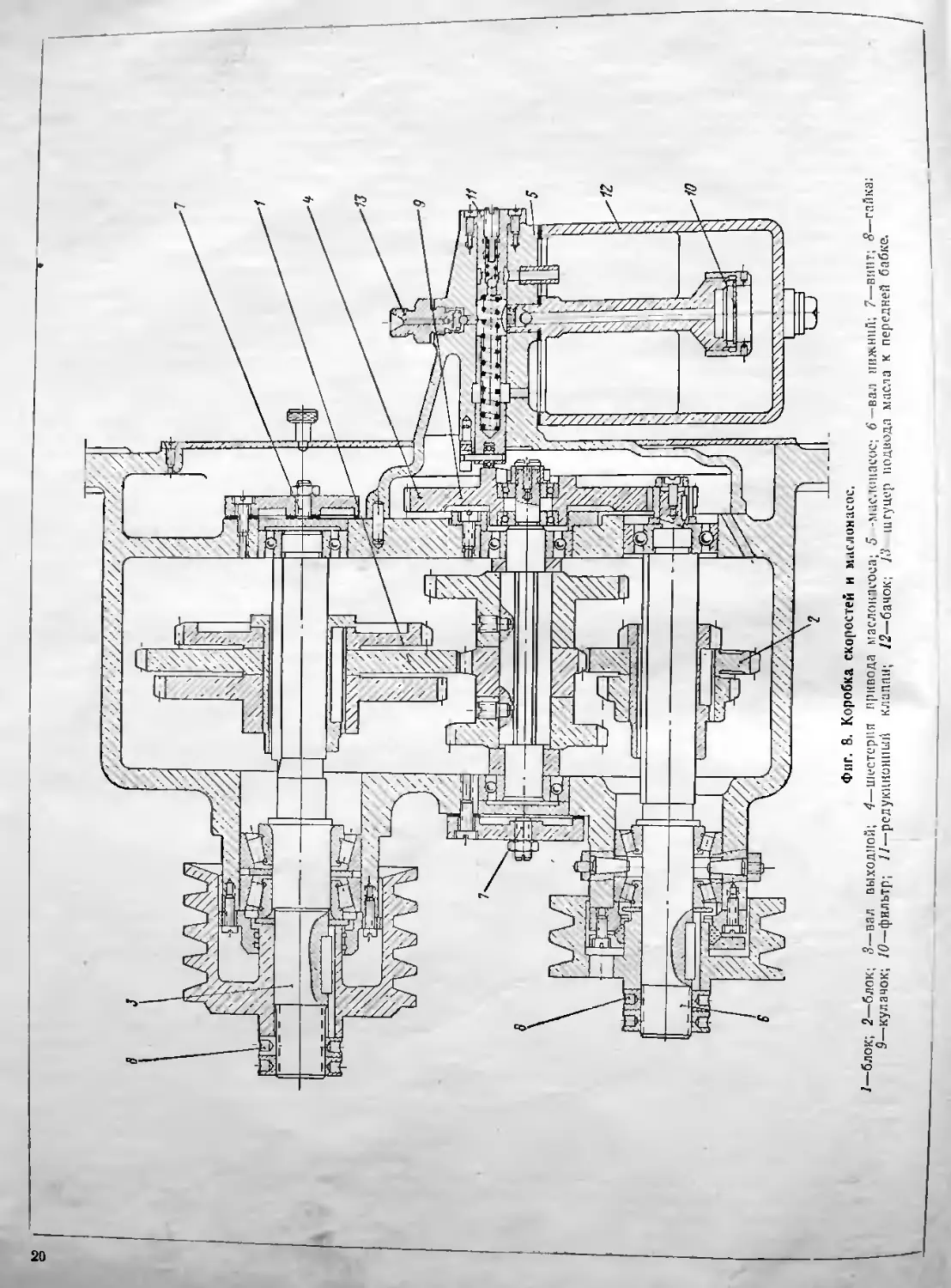
6- КОРОБКА СКОРОСТЕЙ
пепеГ^Ка скоростей (Фиг- 8) предназначена для
’ Дп.,П дв"же|,,,я от электродвигателя к шппнде-
*„ п Ка’ ° коР°бке 'использована схема трехва-
Т0€ХПО1П1,1СТеМЬ^ ЛОЗВОЛЯЮЩСЙ с -помощью двух-
трехвенцовых блоков 1 и 2 получать на выходном
валу 3 девять чисел оборотов, которые через ре-
менную передачу передаются шкиву передней баб-
ки. Валы коробки скоростей смонтированы на ша-
риковых и роликовых подшипниках. Коробка скоро-
стей имеет шестерню привода 4 маслонасоса 5. Дви-
жение от электродвигателя через шкивы и ремен-
ную перед? чу передается нижпемувалу 6 коробки.
Переключение коробки скоростей осуществляется
двумя рукоятками, связанными с вилками, пере-
двигающими блоки и выведенными на переднюю
стенку стойки. Фиксация положений осуществляет-
ся шариками, которые фиксируются пружиной в
соо1вс1г1вующем конусном отверстии планок, смон-
тированных на крышке коробки. Коробка скоростей’
имеет возможность опускаться вниз по пазам и та-
ким обра юм натягивать приводные ремни, идущие
к передней бабке. Опускание коробки производит-
ся шипом при ослабленных крепежных болтах. Ско-
рости необходимо переключать только при останов-
ленном двигателе.
Смазка шестерен и подшипников коробки ско-
ростей осуществляется разбрызгиванием шестер-
нями масла, залитого в корпус во время работы
станка. Заполнение маслом коробки производится
через трубку. Уровень масла должен доходить до
середины маслоуказатетя. Уровень масла выше
указанного не допускается, так как при этом воз-
можна течь масла через сальниковые уплотнения
со стороны шкива и попадание масла на ремни.
Подшипники выходного вала коробки со стороны
шкива дополнительно смазываются через масленку
с шариком. Смазка их должна проводиться не ре-
же одного раза в 5 дней Пополнение маслом про-
изводится не реже чем через два месяца. Полную
замену масла в ванне осуществляют первый раз
через 30 дней работы и дачее второй — не реже чем
через 8 месяцев работы станка. Перед заполнени-
ем свежего масла все внутренние механизмы про-
мыть керосином. Спуск масла производится через
резьбовое отверстие, заглушенное пробкой. Схема
смазки приведена на фиг. 16.
Регулировка зазоров в подшипниках осущест-
вляется винтами 7 и гайками 8.
7. ЗАДНЯЯ БАБКА
Задняя бабка (фиг. 9) служит опорой для цент-
ра, поджимающего деталь с противоположного
шпинделю конца, или оправкой для крепления ин-
струмента. Перемещение задней бабки по направ-
ляющим осуществляется только вручную. Крепле-
ние бабки к станине производится эксцентриковым
механизмом 1 при помощи рукоятки 2. Для точе-
ния на конус предусмотрена возможность попереч-
ного перемещения корпуса задней бабки по плите
в обе стороны от линии центров за счет поворота
винта 3. Установка бабки в исходное положение
производится по рискам на задней грани бабки, а в
более точном положении, при помощи индикатора
и цилиндрической оправки, закрепленной в центрах
станка.
Продольное перемещение производится махович-
ком 4 посредством винта 5 ц гайки 6 в требуемом
положении, пиноль крепится рукояткой, переме-
щающей зажимные сухари Я и 9. Для выталкивания
центра из гнезда пиноли необходимо переместить
ее в крайнее правое положение, при этом центр вы-
жмется упором 10.
3*
19
Фиг. 8. Коробка скоростей и маслонасос.
1—блок; 2—блок; 5—вал выходной; 4— шестерни привода маслоклсоеа; 5 -маслоиасое; 6 —вал нижний; 7—винт; 5—гайка;
9—кулачок; /0—фильтр; //—редукционный клапан; 12— бачок; /Л штуцер подвода масла к передней бабке.
Фиг. 9. Задняя бабка.
/—эксцентрик; 2—рукоятка; 3—винт; 4— маховичок; 5—винт; 6— гайка; 7—рукоятка; 8, 9—сухари; 10—упор.
8 НАСОС ДЛЯ СМАЗКИ ПОДШИПНИКОВ
шпинделя
Насос 5 для смазки (см. фиг. 8) подшипников
перечней бабки крепится на коробке скоргстс
Насос плунжерный приводится и движение кула
ком ^выполненным на шестерне < на-
соса 10 является металлическая сетка. Насос iimui
редукционный клапан //. Смазывается на<ск е =
же мае юм. которое он качает. Бачок насоса hvicci
отстойник. Кошроль за работой насоса ведете я по
глазкам в перетлей бабке. Отсутствие подачи мае
ла в глазок укатывает па откат в работе насоса
Осмотр насоса надо начинать с осмотра фплътрую-
9. ОХЛАЖДГНИЕ РЕЗЦОВ ПРИ РЕЗАНИИ
Охлаждение (<!>"г |0> “а ста™е
применять при работе ио стали. Охлажден,,с „л "
и!аст стойкость режущего „„струме,,та и Улу,ш’’
ёспотии резания, поэтому эмульсию стетуст ’
прХить па резек. 11а ставке устаноплс,, эчу.„.с„.
оииый бачок / с отстойником куда из корыта Сли
кается через сетку эмульсия. На эмульсионном бач-
ке установлен электронасос 2 типа П-22. Мощность
электродвигателя 0.125 кет; число оборотов в, м„.
нуту 2800; производительность 22 л!шщ. Эмульсии
подастся по штату 3 в трубу и через кран 4 и По.
воротные соединения 5 на деталь. Включение элек-
Фиг. Ю. Система охлаждения.
/—эмульсионный бачок. 2—электронасос П-22; 3— шланг- 4 i-ояи «г г.™
Шиан! t v край, 5—поворотное соединение
щеп сетки, для чего необходимо снять бачок 12
Если сетка не засорилась, надо снять корпус на-
соса и устранить неисправность.
Масло от насоса подается к маслоколлектору
перетнеи бабки по трубке через штуцер ,/3. Из пе-
редней бабки масло стекает в маслонасос по труб-
ке большого размера. 13
Смену масла проводить первый раз через ЗД дней
“ далее не реже чем через четырё месяца работы
nrn'm фп-’ира проводить по мере необходимости
™гЛ сликают осаД<ж загрязненного маета и
добавляют свежее. и
,Ю«|5"рП.?"ОЙ 3аМС'.'е МаСЛа "аТОС промыть кероси-
ном. Редукшюшши клапан отрегулиповач ё
СТЕКОМ. Изменить рсгуЛ„ро0₽ку 5 ~ом^
22
тронасоса осуществляется пакетным выключате-
лем, вынесенным наружу дверки электрощит <
левой стороны левой стойки.
~льсноцпый бачок следует держать в чистоте
и периодически, исходя из условии работы электро-
coca, промывать. Промывку бачка рекомендует-
ся проводить один раз в месяц.
ечь из соединении трубопровода нс допускается
10. ЭЛЕКТРООБОРУДОВАНИЕ станка
Рассч,ггано на пшашю о*
и наппяж!» ЗНОГ°"еРеэнного тока с uaciuTGiiaO гЦ
^напряжением 380 е. Для включения и отключения
смотпеп к^оо^°РУдования от сети на станке пред)
одныи пакетный выключат ель т1,п
ПКЗ-25 (п. 250/380 в. 25/15 а}, расположенный
на наружной дверке электрооборудования левом
стойки.
Электрическая схема станка
R качестве электропривода станка применен элек-
тродвигатель типа Л12-4 2,8 кит; 1420 об/мин. Для
охлаждения инструмента установлен электронасос
с элекгротвшатс.чем типа ПЛ-22; 0,125 кеч:
При повороте рукоятки в нижнее положение элек-
тродвигатель 1М {фиг. 11) имеет прямое враще-
ние, а в верхнее—обратное вращение. При пере-
ключении с прямого хода па обратный рукоятка
проходит нейтральное среднее положение, при ко-
тором электродвигатель отключен.
При прямом ходе электродвигателя катушка ре-
версивного магнитного пускателя 2К получает пита-
ние по испи: —2К—5 -/К—4—2 КУ 6 РП—
Л\2\ при обратном — катушка того же пускателя 1К
Фиг. 11. Электрооборудование станка.
/М—электродвигатель А12-4; 2AI—электродвига-
тель ПА-22; IK—магнптнын пускатель П-213;
2К магнитный пускатель П-213М; 111—предохра-
нитель Е-27; ВП\—выключатель пакетный
ПКЗ-25/п; ВП-2—выключатель пакетный ВПЗ-10А;
2П—предохранитель ЛК', РП—реле промежуточ-
ное МКУ-48; ТР—трансформатор ТП-50, Л—лам-
па МО-14; Б--выключатель; 1КУ—выключатель
конечный ВК-411; 2КУ—выключатель конечный
ВК-411; ЗКУ—выключатель конечный ВК-411;
РП—реле промежуточное.
2800 об/мин. Лампа местного освещения типа МО-14
50 вт, 36 в включена через трансформатор типа
ТП-50 380-е-36 в, установленный на щите электро-
оборудования. Электродвигатели А42-4 и ПА-22 за-
щищены от токов короткого замыкания предохра-
нителями Е-27 15 а, 500 в, а трансформатор — пре-
дохранителем ПК-45 I а. Электродвигатель А42-4
управляется рукояткой? (см. фиг. 15) при помощи
конечных выключателей типа ВК-411 6 а, 500 в и
реверсивного магнитного пускателя типа П-213, а
электродвигатель насоса — пакетным выключате-
лем типа ПКЗ-10 (п. 250/380 в, 10/6 а). Пуск стан-
ка осуществляется поворотом рукоятки вводного
пакетного выключателя ВП. Реверсирование шпин-
деля во время работы станка производится рукоят-
кой 2 (см. фиг. 15), смонтированной на фартуке.
питается по цепи Л32—i//C—2—2К—3—1КУ—б- -
РП-Л1г.
Для предотвращения одновременного включения
катушек и реверсивного магнитного пускателя/А и
2К схемой предусмотрена электрическая блокиров-
ка, которая осуществляется нормально-закрытыми
(НЗ) блок-контактами реверсивного магнитного пу-
скателя 1К и 2К и конечными выключателями 1КУ
и 2КУ. Кроме того, магнитный пускатель имеет ме-
ханическую блокировку. Защита от .полного исчез-
новения или чрезмерного понижения напряжения в
питающей сети (нулевая защита) осуществляется
промежуточным реле типа РПТ-100 или MKV-48.
При включенном пакетном выключателе ВП1 и
при среднем положении рукоятки? (см. фиг. 15) ка-
тушка промежуточного реле РП получает питание
23
по цепи Лз2—РП- -6—3КУ—Л12, при нижнем и верх-
нем положении рукоятки катушка реле РП питается
через нормально открытый НО контакт этого же
реле Л32 - -РП—6—РП—Л^. При падении напря-
жения в сети промежуточное реле, а за ним и вся
цепь управления отключаются.
Для повторного пуска станка после восстановле-
ния напряжения в сети нужно рукоятку 2 (см.
фиг. 1э) перевести в среднее положение. Этим са-
мым замыкается НО контакт реле РП, который
подготавливает цепь для последующего включения
прямого или обратного хода электродвигателя /Л1
Спецификация принципиальной электросхемы
(См. фиг. 11)
Обозна-
чение
Наименование
Таблица 6
Тик Количество Примечание
1М
2М
1К
2К
1П
ВП)
вп2
2П
РМ
ТР
Л
в
1КУ
2КУ
ЗКУ
Электродвигатель 2,Я кет, 1420 об (мин
Электродвигатель 0,125 кет, 2Я00 об!мпн
Магнитный пускатель открытого исполнения—ре-
версивный без тепловых реле
Магнитный пускатель с катушками на 380 в с дву-
мя добавочными НЗ блок-коит актами
Предохранитель 15 а
Выключатель пакетный 250/380 в, 25/15 а
Выключатель пакетный 250/380 в, 10/6 а
Предохранитель 45—1,0 а
Реле промежуточное с катушкой 380 в
Трансформатор 380/36 в
Лампа 36 в, 50 вт
Выключатель 6 а, 250 в
Выключатель конечный 6 а, 500 в
Выключатель конечный правый 6 а, 500 в
Выключатель конечный для выключения РП 6 а,
500 в
А12-4
ПА-22
П-213
П-213М
Е-27
ПКЗ-25/п
ВПЗ-10А
ПК
М КУ-43
ТП-50
МО-14
ВК-411
ВК-411
ВК-411
1
1
I
3
1
1
I
1
1
1
1
1
1
1
Допускается установка
двух магнитных пускателей
МПКО или одного П-211
ГОСТ 1138—55
МЭП ВТУ 132—49
МЭП ВТУ 132—49
ГОСТ 5010—53
Или РТП-ЮОс катушкой на
220 в с провоточным сопро-
тивлением ПЭ24—3000 ом
ГОСТ 1495—45
ГОСТ 1182—54
ХЭС
ХЭС
ХЭС
ГЛАВА IV
ЭКСПЛУАТАЦИЯ СТАНКА И УХОД ЗА НИМ
1. ТРАНСПОРТИРОВКА СТАНКА
Станок упакован в специальный ящик с прочными
лазками, к которым прикреплен на болтах. При
>грузке и выгрузке яшика со станком не допускать
1льпых толчков и сотрясений, чтобы не нарушить
[стройку точности станка. Не допускается также
целой яшика со станком в стороны на угол боль-
е 15°.
Перед вскрытием упаковки следует проверить ее
хранность.
При распаковке убедиться в наличии всех при-
длежностей к станку по списку упаковочного ли-
а; претензии по некомплектности деталей после
ска станка в эксплуатацию изготовителем не при-
чепиое место краном или с помошыо передвижения
на катках, при этом канат или трос крана должен
быть выбран с учетом нагрузки около 1,5 т.
После распаковки станок транспортируется к
месту установки на катках (станок с салазок не
снимать) или волоком на железном листе.
Для внутризаводской транспортировки станка
без упаковки следует применять пеньковые канаты.
При подъзме станка необходимо следить за тем,
чтобы натянутые ветви каната не касались рыча-
гов валов и обработанных частей станка, для чего
в соответствующих местах под канаты необходимо
подкладывать деревянные планки с резиновой про-
кладкой. Расположение канатов при подъеме дол-
жно соответствовать расположению, указанному на
фиг. 12.
Упакованный станок транспортируется в назна-
Фиг. 12. Расположение канатов для внутризаводской транспортировки станка
702
25
2. УСТАНОВКА СТАНКА НА ФУНДАМЕНТ
Точность работы станка в значительной мере за-
висит от правильной его установки. Для обеспече-
ния безупречной работы станок должен быть уста-
вов пси на бетонном фунта менте, выполненном по
чертежу фиг. 13, точно выверен по уровню и в та-
ком положении закреплен анкерными болтами 1.
Выверка станка производится высокочувствитель-
ным металлическим уровнем при помощи клинь-
ев 2. Для станка ТВ-320П фундамент должен быть
обшпм, глубиной до твердого грунта, ио не менее
ЮОО—1200 лл с обязательной прослойкой между
фундаментом и грунтом шириной 100 -150 мм, за-
полненной пробкой, торфом или древесным углем по
периметру фундамента.
При выверке в продольном направлении уровень
становится па шабреную горизонтальную плоскость
станины, в поперечном направлении — на направ-
ляющую поперечных салазок суппорта. Перемещая
суппорт с уровнем по станине, определяют, не
извернута ли станина по спирали Точность вывер-
ки станка должна быть не более 0.04 па 1000 мм
для ТВ-320 и 0,02 на 1000 мм для ТВ-320П. После
выверки станка под него заливают цементный рас-
твор. Когда цемент затвердеет, затягивают гайки
фундаментных болтов, проверяя, не изменилось ли
положение станка. Проверка по уровню ведется
таким же порядком.
3. ВКЛЮЧЕНИЕ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
В СЕТЬ
Перед пуском станка в эксплуатацию необходимо
провести следующую подготовку электрооборудо-
вания:
1. У магнитных пускателей и реле удалить пре-
дохранительную смазку с сердечников и якорей
магнитов. Для удаления смазки в пускателе необ-
ходимо снять замок с оси траверсы, вынуть ось,
снять траверсу с якорем, после чего сердечник и
якорь очищаются от смазки.
Если в пускателе смазка не удалена, то могут
быть случаи «прилипания» якорей при нажатии
кнопки «Стоп», что может вызвать аварии в меха-
низме станка из-за неотключения пускателем дви-
гателя от сети.
2. Затянуть все ослабевшие контактные винты,
проверив состояние контакта в патронах у предо-
хранителей.
3. При подключении вводных клемм к сети необ-
ходимо убедиться в том, что чередование фаз для
двигателя станка сделано правильно.
Правильное фазирование получается тогда, когда
положение переключающей рукоятки вниз соответ-
ствует вращению шпинделя вправо, т. е. по часо-
вой стрелке, если смотреть на шпиндель со сторо-
ны его заднего конца.
4. Станок должен быть заземлен.
5. Перед пуском станка в эксплуатацию необ-
ходимо ознакомиться с описанием электросхемы и
инструкцией для включения электрооборудования
в сеть (фиг. 14).
4. ПУСК СТАНКА
Перед пуском станка необходимо:
1. Выполнить инструкцию для включения элек-
трооборудования станка в сеть.
26
2. Изучить управление всеми ручками, хорошо
знать их назначение, внимательно изучить руковод-
ство по уходу и обе чу жива нию станка.
3. Тщательно очистить от антикоррозийного слоя
консервации обработанные поверхности деталей
станка. Антикоррозийный слой консервации легко
снимается концами, смоченными бензином Не до-
пускается употреблять для очистки станка метал-
лические предметы и наждачную бумагу. Пере-
двигать суппорт, пиноль задней бабки и вкпочать
станок до очистки его и смазки поверхностей вос-
прещается.
4. Масляные ванны передней бабки, коробки ско-
ростей, фартука, коробки подач должны быть за-
полнены маслом согласно указаниям по смазке
узлов (см. указание и схему смазки, фиг. 16).
5. Убедиться в правильности взаимодействия,
вращения и перемещения отдельных частей п уз-
лов станка перемещением их вручную Пос те этого,
установив перебор в нейтральное положение, по-
вернув пакетный выключатель / (фиг. 15) и р\чку 2
вниз, убедиться в нормальной работе маслонасоса
по появлению масла в гзазках передней! бабки.
После этого включить перебор и провести обкатку
станка на холостых ходах, и убедиться в нормаль-
ной работе подшипников. Затем провести ознакоми-
тельное управление станком. В течение первых
150 час. работы станка воспрещается включать
шпиндель на максимальные числа оборотов (ИЗО,
1340, 2000).
5. УПРАВЛЕНИЕ СТАНКОМ
Включение станка в сеть осуществляется глав-
ным выключателем 1 (фиг. 15), рукоятка кото-
рого выведена на левую стенку стойки.
Включение и выключение станка во время ра-
боты, а также изменение направления вращения
шпинделя осуществляется рукояткой 2, расположен-
ной с правой стороны фартука. При среднем положе-
нии рукоятки электродвигатель станка выключен.
Изменение чисел оборотов шпинделя производится
рукоятками 3, 4, 5; изменение подач — рукоятками
7, 8, 9. При установке нужного числа оборотов пли
подач необходимо пользоваться трафаретками, при-
крепленнымн на передней бабке и коробке подач
Переключение рукояток управления передней баб
ки, коробки скоростей и коробки подач можно про-
изводить только при выключенном электродвига-
теле.
Изменение направления подачи (направление
движения суппорта) осуществляется рукояткой
б, смонтированной на передней бабке станка. Кон-
струкция коробки подач исключает одновременное
включение ходового винта и ходового валика. Пере-
ключение подачи с ходового винта на ходовой ва-
лик осуществляется рукояткой 12. Увеличение по-
дачи коробки подач осуществляться при помощи
множительного механизма на ходу станка рукоят-
кой 9. Управление суппортом сосредоточено на пе-
редней стенке фартука.
Продольные подачи осуществляются поворотом
рукоятки 10. «Вниз», поперечные — поворотом
«Вверх». Маточная гайка может быть включена РУ'
кояткой 13 только при среднем положении рукоят-
ки 10. При нарезке резьбы реечную шестерню необ-
ходимо отключить поворотом ручки 26 «Вниз»;
включенное положение реечной шестерни создает
ooz
Фиг. 13. фундамент для установим станка.
/ болт ан кер > I мм; 2—клип чля выверки.
СП
____________________6;ЗУЛ2'>ПГВ-500 4^Г/_________________
7 '<?; ПГв'500 2^ 7 Гибкий мегпаллимыиО шланг ®/5мм
Гибкий металлический шланг QfOMtH iCi; 1С2; /С3;пгв-500 8^rt5
Гибкий метп лличсишй шланг О вмs 10мм
2C1;2C2; J,’ ПГ8-500 J* / Гибкий металлический шланг 0 вн; Юмм
Фиг. 14. Монтажная электросхема,
Фиг, 15. Схема управления станком.
1—выключатель пакетный; 2—рукоятки реверса
включения и выключения шпинделя во время рабо-
ты станка; 3. 4—рукоятки изменения чисел оборо-
тов шпинделя» 5—рукоятка изменения чисел оборо-
тов шпинделя через перебор; в—рукоятка изменения
направления движения (реверс) суппорта; 7, 8, 9—
рукоятки изменения подач; 10—рукоятка включения
продольной и поперечном подач; 11—рукоятка вклю-
чения и выключения падающего червяка; 12—руко-
ятка включения и выключения ходового винта; 13—
рукоятка включения маточной гайки; 14—маховик
для продольного перемещения суппорта; 15—руко-
ятка поперечнего перемещения суппорта; 16—руко-
ятка перемещения резцовых салазок; /7—маховик
перемещения пиноли задней бабки; 18—рукоятки
крепления пиноли задней бабки; 19—рукоятки попе-
речного перемещения задней бабки; 20—болт креп-
ления задней бабки на подушке; 21—рукоятка креп-
ления задней бабки на станине; 22—рукоятка креп-
ления резцедержателя от проворота; 23—махови-
чок крепления детали в цанговый зажим; 24—ручка
крепления механизма отвода розна; 25—выключатель
пуска» останова насоса для охлаждения; 26— ручка
сцепления реечной шестерни и рейки.
29
«лполлитсльные ошибки в нарезаемой резьбе и при-
S"" "Хес быстрому и,.юсу холеного шштз н
"ЯХ”» № чтобы . реечная шестерня
fima сиепчепа с рейкой по всей се ширине, в 1 Р
Хы про.пойдет срыв зубной реечной
'taJSXS переые.пе.н.е н остаиопка суо-
шсиис маховиком //. Bepxum'i суппорт в попе
печном направлении порсмещаегся руг«>я1ков М.
Ручка 2/ служит цля закрепления втулки при поль-
зовании упором для (Ивода резца (подробно о ра-
боте упора см. описание конструкции суппорта).
Верхние салазки перемешаю гея с помощью ру-
коятки 16. Пиноль задней бабки перемещается ма-
ховиком 17, закрепляется рукояткой 18. Сдвиг
задней бабки в поперечном направлении осущест-
вляется рукояткойКрепление бабки на подушке
производится рукояткой 21. Закрепление затеи
бабки па станине осуществляется эксцентриком с
помощью рукоятки 20. Л^аховичок 23 зажимает де-
таль при работе с цанговым зажимом.
6. РЕГУЛИРОВАНИЕ СТАНКА
В процессе работы станка неооходнмо проводить
регулирование отдельных узлов станка номере из-
носа дсталрй. Ниже даны основные методы регули-
рования отдельных узлов, влияющих на точность
станка и качество его работы.
а) Регулирование зазоров в подшип-
никах передней бабки
Регулирование зазоров в опорах шпинделя необ-
ходимо начинать с заднего подшипника, после чего
приступать к регулированию диаметрального зазора
переднего подшипника. Задняя опора шпинделя
воспринимает радиальные и осевые нагрузки. Для
регулирования зазоров в задней опоре необходимо
снять кожух 5 (см. фиг. 4) и при помощи гайки 6
выбрать люфт в опорном и радиально-упорном под-
шипнике. Создав в подшипниках осевой зазор 0,01 —
0,015 лин, законтрить ганку контргайкой и поста-
вить кожух на место. Регулирование зазоров в пе-
реднем подшипнике осуществляется гайкой 7 путем
осевого перемещения подшипника в отверстии кор-
пуса бабки. При регулировании переднего подшип-
ника винт 8 не следует поджимать до упора в под-
шипник, так как это повлечет за собой искажение
конуса и неправильное прилегание шейки вала к от-
верстию конуса подшипника и в конечном счете
приведет к вибрации на больших оборотах. Регули-
рование зазора в подшипнике необходимо всегда
заканчивать поворотом гайки 7 от себя (для выбора
люфта в резьбе) с последующим креплением ее вин-
том, расположенным на кольце 11. Диаметральный
зазор переднего подшипника должен быть в пре го-
лах 0,015—0,03 мм. После регулирования проверить
нагрев подшипников. Температура не должна пре-
вышать 60 С для переднего и 70° С для заднего
подшипников.
б) Регулирование натяжения привод-
ных ремней передней бабки
Натяжение ремней осуществляется подъемом или
опусканием коробки скоростей, при этом коробка
скоростей перемещается по пазам при ослабленных
30
крепежных болтах. Опускание коробки производит,
ся поворотом болта, нахотяшегося внизу коробки.
После натяжения ремней болты крепления коробки
скоростей затягиваются. Натяжение ремней элек-
тродвигателя прои «годится поворотом подмоторной
плиты. При установке плиты в нужном положении
плита закрепляется с помощью гаек.
в) Регулирование зазора маточной
гайки винта поперечной подачи
Регул ирогыипс зазора люф га маточной гайки вин-
та поперечной подачи осуществляется втулкой 23
(см. фиг. 5) путем перемещения со в осевом направ-
лении с помощью винтов. Регулирование проводит-
ся через отверстия в заднем торне каретки. Зазоры
в направляющих рейках регулируются клиньями,
подтягиваемыми винтами при помощи рукоятки 17.
г) Регулирование тягового усилия
с у п п о р т а
Пружина 30 (см. фиг. 6), регулирующая тяговое
усилие суппорта, отрегулирована изготовитетем на
максимально допустимое усилие подачи 220 кг. При
использовании станка для чистовой обточки и."г
иных работах, не требующих большого усилия по
дачи, но требующих отключения подачи от продоль-
ных упоров, рекомендуется уменьшить тяговое \си
лпе суппорта. Для этого с левой стороны фартука
необходимо отвернуть пробку и торцовым ключом
несколько вывернуть винт 31 из падающего червя-
ка. Регулирование зазора по среднему диаметру
между маточной гайкой и ходовым винтом произво-
дится винтами. Перед регулированием необходимо
вывернуть винты 32.
д) Регулирование зазоров в направ-
ляющих суппорта
Регулирование производится при помощи поджа-
тия планок болтами 27, 28, а клиньев винтами (см.
фиг. 5).
Для нормального перемещения каретки по на-
правляющим станины необходим зазор в пределах
0,02—0,03 лл/ для поперечных салазок и 0,008—
0,01 мм для верхних салазок.
7. ОСНОВНЫЕ ПРАВИЛА ЭКСПЛУАТАЦИИ
СТАНКОВ
До начала работы рабочий обязан принять ста-
нок от своего сменщика, произведя тщательный
осмотр и проверку состояния его механизмов Если
при приеме станка рабочий обнаружил неисправ-
ность, то, по приступая к работе, он должен заявить
об этом мастеру, который обязан вызвать тежуряо-
го ремонтного слесаря для устранения неисправ-
ности.
Работать на неисправном станке категори-
чески воспрещается.
Регулирование сложных механизмов, требующих
частичной разборки, производят ремонтные слесари
и электромонтеры
Рабочий и производственный мастер несут адми-
нистративную и материальную ответственность за
все дефекты и поломки станка, выявившиеся в про-
цессе и.х смелы и не обнаруженные при приемке.
Приступая к работе, рабочий в начале каждой сме-
ны должен смазать станок и убедиться в нормаль-
ной работе всей его смазочной системы.
п,Ло<1иИ должен хорошо адат» и аккуратно вы-
«нсгрукнию по сма.ке станка, знать распо-
' ' , ,с всех подлежащих смазке поверхностен, пс-
' *, нноеть сма.кн. расположение » ковструкпшо
Пеннок в смазочных уе.ройчв и применят» реко-
«. .г уемме сорта маем. Рабочий об., .ан следить .а
иювнем масла и картерах. Замену одного сорта
масча ipV'iiM можно пр»извод1Пь только с ра «ре-
шения ncviBOfo механика.
j(рис гупая в начале смены к работе, рабочий дол-
жен освободи1ь рабочее место от уаготовок, при-
способлении и лиг ipy ментов, нс нужных при выпол-
нении данной рабон.1.
Зо прими работы станка рабочий обязан.
а) лилмаJелыю следить за работой станка п не
оставлять do без присмотра; при уходе с рабочею
места остановить станок и выключить электродви-
гатель
б) перед опиловкой станка выключить подачу и
отвести режущий инструмент от обрабатываемой
детали;
nj немечлепно выключить электродвигатели стан-
ка при прекращении по (ачп тока и падении напря-
жения.
Запрещается работать со снятыми защитными
ограждениями и устройствами.
В случае какой-либо поломки станка рабочий
обязан немедленно его остановить и сообщить о по-
ломке мастеру или начальнику участка. При этом
станок должен быть оставлен в том положении, в
котором он находился в момент аварии; деталь, ин-
струмент, приспособление так же остаются в этом
положении до прибытия представителя отдела глав-
ного механика и энергетика для расследования при-
чин аварии.
8. СМАЗКА СТАНКА
Надежность работы станка в значительной степе-
ни зависит от систематической и своевременной
смазки всех его трущихся деталей (о смазке отдель-
ных узлов см. гл. III «Описание конструкции стан-
ка)».
Периодичность смазки узлов станка при его экс-
плуатации дана в табл. 7.
Таблица 7
Спецификация мест смазки
№ поз. на фиг. 16 Узел Место смазки Периодич- ность смазки Смазочный материал (ГОСТ 1707—51)
1 Передняя бабкя Глазок Контроль Масло „инду-
сжеднев- стриальное 12“
мы и
2 Каретка На прав- Ежедневно Масло .инду-
Q Каретка ляюи не стриальиое 30“
О Га йка Ежедневно Масло „инду-
л винта стриальиое 30“
4 Каретка Шейка Ежедневно Масло „ин чу-
винта с триальное 30"
Продолжений
К? поз- Узел Место Периодич- Смазочный
на смазки но ть материал
фиг. смазки (ГОСТ 1707—51) 1
1С
л Каретка 1 Упорный Ежедневно 1 Магло ..инду-
подшипник 1 стриатыюс 30"
6 Каретка 1 айка Ежедневно Масло „пи ту-
верхняя пиита стриальиое 30“
7 Каретка Подшипник 1 Ежедневно Масло „инду-
верхняя пала 1 стриальиое 30“
* Каретка Иоцлипник Ежедневно Мас то „инду-
верхняя ва та стриатьиое 30“
Р Каретка Накрав- Г жедиевне Масло „инду-
ляюшая 1 стриальиое 30"
10 Каретка Задняя Ежедневно .Часто .инду-
ла прав- тяющая стриа тьное 30й
11 Каретка Ванны Заливать Мас то „инду-
фартука ежедневно стриальиое 30“
12 Задняя Пиноль Ежедневно Масто „инди-
бабка 1 стриальиое 30“
13 Задняя Винты и Один раз Часто ,инду-
ба бка упоры в месяц стриа тьное 30“
14 Подшипник — Ежедневно -Масло .инду-
ХОДОВО1О стриальное 30“
винта
15 Подшипник 1 ——* Ежедневно -Масло .инду-
ходового । стриальное 30*
вала
16 Подшипник вала пере- Ежедневно Масто -инду- стриальное 30"
ключения 1
17 Промежу- Ежедневно Масто .инду-
точные стриальное 30*
шестерни
18 Коробка Подшипник Ежедневно Масло -инду-
подач стриальное 30*
19 Коробка Игольчатый Ежедневно Масло ,инду-
подач подшипник стриальное 30
20 Коробка - Дотнвагь Масло .инд\-
подач по инструк- стриальное 30-
ции
21 Коробка Подшипник Доливать .Масло .инду-
подач вала ежедневно стриальное 30~
22 Коробка - ' Слив
подач маета
23 Коробка Подшипник Доливать Масло .инду-
скоростей КОШ1ЧС- по инет- стриальное 30“
с кии рукиии
24 Коробка 1 • Холивать Масло чинду-
скоростей по инет- стриальное 30"
рукцми
25 Коробка Слив
скоростей масла
26 Маслопасос! •—— Заливать > Масло лицу-
по инет- стриальиое 12*“
рукцми
27 Маслонасос Слив —
28 Фартук Заливать Масло „пи ду-
по инет- стриальиое 30“
рукипи
29 । Фартук I - Слив —
31
Фиг. 16. Карта мест смазки.
1—глазок; 2—направляющие станины каретки; 3—гай-
ка винта; 4—шейка винта; 5—упорный подшипник; 6—
гайка винта; 7—подшипник; 8—подшипник вала; 9—
направляющие станины; 10—направляющая станины
задняя; 11—ванны фартука; 12—пиноль; 13—винты и
упоры задней бабки; 14—подшипник (верхний) ходово-
го впита; 15—ПОДШИПНИКИ ходового Винта; 16—под-
шипник вала переключения; 17—промежуточные тестер-
ни; 18—подшипник коробки подач; 19—игольчатый под-
шипник; 20—пробка в коробке подач; 21—подшипник
вала; 22—отверстие в коробке подач; 23~подшипник
конический коробки скоростей; 24—коробка скоростей;
коробка скоростей (слив масла); 26—маслонасос
(залив); 27 маслонасос (слив); 28—фартук (залив);
29—фартук (слив).
0. СПЕЦИФИКАЦИЯ ШАРИКОВЫХ ПОДШИПНИКОВ, УСТАНОВЛЕННЫХ НА СТАНКЕ ТВ-320
(Фщ. 17)
Таблица 8
№ пол.
на фиг
17
I Количе-
ство под-
шипни-
ков па
1 станок
Xs под-
шинника
ста irnnic иные по дтип пики
Тип НОДШИПННКа
Габариты
Максималь-
ное число
об (мни
Класс
точно-
сти
Куда входит
4
5
6
1
8
9
10
11
12
/3
1
1
2
4
2
2
4
66
1
2
2
1
211
36204
16’08
8108
8103
6012
Шариковы и
о (порядини
Шариковый
|-пориый
I
Ша риковы й
упорный
Шариковый
Шариковый
Шариковый
р<1 дна к.и i>iit
ра диалыю-
ра ut.i Ti.uo-
унорный
опорный
м.1 гнет п ый
8105
.36203
202
ГОСТ 6870 -54
204
7205
7506
23
Шариковый упорный
Шариковый радиально*
упорный
Шариковый ра дпалынлй
Ролик игольчатый
Шариковый радиальный
Роликовый подшипник
конический
Роликовый подшипник
конический
Шариковый радиальный
55\1<ЮХ21
20 17 ✓ 11
1(1X80 <18
40 <(0\13
17 <30x9
12X32X7
25X42 v 11
17X40X12
15x35X11
3X16
20Х47хЫ
25X52X16.5
30x62x21,5
3X10X4
2000 //
2000
2000
2000
127
1650
1650
1650
8.00
650
1807
1807
2000
320
Передняя бабка
Неробка скоро-
стей и передний
бабка
Передняя бабка
Передняя бабка
Каретка суп-
порта
Фартук, короб-
ка скоростей
Фартук
Коробка подач
Коробка подач
Коробка подач
Коробка скоро-
стей
Коробка скоро-
стей
Коробка скоро-
стей
Насос
Фиг. 17. Схема расположения подшипников качения.
5 702
JO. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ
НА СТАНКЕ
При работе на станке токарь должен соблюдать
правила техники безопасности, общепринятые для
рабочих, работающих на токарных станках.
Кроме того, токарь должен помнить, что токар-
ный станок является иысокооборгдтным станком, по-
этому он должен строго выполнять следующие ука-
зания:
I. Перед началом работы убедиться в прочности
закрепления патрона (планшайбы) па шпинделе.
Патрон (планшайба) крепится на шпинделе ра «-
жлмпым кольцом с помощью винта. Несоблюдение
этого указания приведет к свертыванию патрона со
шпинделя при реверсе и может нанести тяжелую
травму.
2. Запрещается пользоваться рукояткой реверса
для торможения шпинделя, это приведет к резким
толчкам и ослаблению крепления патрона.
3. Нельзя на новом станке сразу включать высо-
кие числа оборотов. Необходимо предварительно
в течение первых 150 час. обкатать станок на ма-
лых и средних оборотах для -приработки подшипни-
ка шпинделя н других деталей станка.
Также нельзя начинать работу на станке, не убе-
дившись в надежности подачи масла в подшипники.
Для этого необходимо поставить перебор в нейт-
« включить станок. Включить
вое пологие «J после 7ОГО, как убедились
РЙЛЬХлЬ МОЖНО ТО*Ь*°ПЦИ5ПИИКИ.
шпиндель масла в под палоту и на обкатанном
В рётается «аЧвИЛсоКИх чисел оборотов 2000,
Лйке с включения предварительно «прогреть»
,310;до1,1«кянасРСЯНИ3’'и/4 ’пртодит к прихватыва-
при работе в и—
нрсдохраи -i/црать патрон рчкой.
«пре-^ U его м-
6. Заири‘1г1СГСЯ Р
землевия.
7. При замене патрона новым патрон должен быть
отбалансирован. Допустимый дисбаланс не более
16 г на Z? 80 см.
8. Зажимать деталь ключом с помощью дополни-
тельных рычагов не разрешается.
9. В процессе эксплуатации патрона проверять
ослабление винтов крепления кулачка (дтя разъ-
емных кулачков) и патрона на планшайбе и свое-
временно их подтягивать.
10. При работе патрона вылет кулачков за пре-
делы наружного диаметра патрона не допускается.
11. Патрон необходимо смазать 1—2 раза в ме-
сяц.
ГЛАВА V
ИСПЫТАНИЕ СТАНКА, НОРМЫ ТОЧНОСТИ И КОМПЛЕКТОВКА
Перед отправкой потребителю каждый станок
подвергается испытанию на холостых ходах и под
нагрузкой а также проверяется па точность -по
ГОСТ 42-56, ГОСТ 1969—43.
I. ИСПЫТАНИЕ СТАНКА НА ХОЛОСТЫХ ХОДАХ
И ПОД НАГРУЗКОЙ
Каждый станок при изготовлении подвергается
техническим испытаниям при холостых ходах и на-
грузке в соответствии с действующими у изготови-
теля техническими условиями на поставку станков.
При испытании станка на холостых ходах прове-
ряется число оборотов шпинделя, величины подач
суппорта, правильность работы механизма, нагрев
подшипников шпинделя, шум шестерен, вибрация.
Испытание станка под нагрузкой
При испытании станка под нагрузкой прове-
ряется чистота поверхности после чистовой обточки,
работа станка с нагрузкой до номинальной мощно-
сти двигателя главного движения, работа, взаимо-
действие и согласованность механизмов передней
бабки, коробки скоростей, коробки подач, фартука,
поперечного суппорта, задней бабки, а также про-
водится проверка станка на геометрическую точ-
ность изделия после его чистовой обточки. Оваль-
ность, конусность и частота должны соответство-
вать нормам точности (см. приложение 8).
2. ПРОВЕРКА СТАНКОВ ТВ-320 и ТВ-320П НА ТОЧНОСТЬ
И НОРМЫ точности
Проверка станка на точность проводится после
испытания станка на холостых ходах и под нагруз-
кой. По геометрической точности станки ТВ-320 и
1В-320П должны отвечать соответственно требова-
ниям ГОСТ 42—56 и ГОСТ 1969—43. Нормы точно-
сти даны в приложениях 6,7.
К каждому станку прилагается акт технического
состояния, куда заносятся фактические результаты
замера точности (см. приложения 6, 7).
3. КОМПЛЕКТОВКА СТАНКА ИНСТРУМЕНТОМ
И ПРИСПОСОБЛЕНИЯМИ
Каждый станок комплектуется инструментом и
приспособлениями, которые прикладываются как
обязательные к каждому станку. Этот комплект
предусматривает оснащение станка необходимым
инструментом и приспособлениями для выполнения
всех основных работ на токарном станке для
работы в патроне. Кром:е обязательного комплекта,
по желанию заказчика станок может комплекто-
ваться дополнительным комплектом приспособле-
ний для обработки деталей как в патроне, так и
для обработки деталей в цанговом зажиме. Это яв-
ляется целесообразным в том случае, если станок
предназначен для какого-либо одного из методов
обработки, особенно в условиях серийного и массо-
вого производства, когда станок работает и а опера-
ционной работе и нет необходимости в его оснаще-
нии другими неиспользуемыми приспособлениями.
Желание заказчика оснастить станок дополнитель-
ным комплектом указывается в договоре на постав-
ку станков.
К станку при отгрузке заказчику обязательно
прилагается упаковочная ведомость с указанием
принадлежностей, отправляемых со станком (см.
приложение 3).
Кроме того, к нему прилагается следующая тех-
ническая документация:
1. Руководство по уходу и обслуживанию с чер-
тежами быстроизнашивающихся деталей.
2. Паспорт (см. приложение 5).
3. Акт технического испытания станка (см. при-
ложения 6, 7).
4. Список дополнительного комплекта приспособ-
лений, поставляемых со станком по согласованию
с заказчиком (см. приложение 4).
5*
ГЛАВА V/
РЕМОНТ СТАНКОВ ПО СИСТЕМЕ ППР
В Советском Союзе в машиностроительной про-
мышленности введена единая система планово-пре-
дупрстигельного ремонта (ППР) стапков и другого
технологического оборудования для упорядочения
ремонтного хозяйства. Структура ремонтных циклов
по этой системе для технологического оборудова-
ния, в том числе и станков представлена в табл. 9.
Таблица 9
Ремонтные операции в цикле
Наименование
оборудования
Метал-
лорежу-
щие
станки
Легкие
и сред-
ние ве-
сом до
10 т
чередование ремонт-
ных операций
количество
ремонтов ОС-
сред- ма- мот-
них лых ров
К—О-М—О-М—
О—С—О—М—О—
М—О-С—О—
М—О—М—О—К
6 9
где К—капитальный ремонт;
С—средний ремонт;
М—малый ремонт;
О— осмотр.
Продолжительность ремонтных циклов, межре-
монтных и межосмотровых периодов станков при
работе их в две смены в массовом и крупносерий-
ном производстве предусмотрена в табл. 10.
Таблица 10
Наименова- ние обору- дования Продолжительность
цикла Т межремонтно- го периода чежосмотро- вого периода
в отра- ботан- ных часах В годах в отра- ботан- ных часах в ме- сяцах в отра- ботан- ных часах в ме- сяцах
Легкие и средние металлоре- жущие станки ве- сом до 10 т 26000 6,0 2900 а 8.0 1450 4.0
Из таблицы видно, что продолжительность рабо-
ты станка от ремонта до ремонта 2900 час. (8 меся-
цев), продолжительность работы станка от ремонта
до осмотра будет 1450 час. (4 месяца).
СОДЕРЖАНИЕ ТИПОВЫХ РАБОТ,
ВЫПОЛНЯЕМЫХ ПРИ РЕМОНТЕ
МЕХАНИЧЕСКОЙ ЧАСТИ СТАНКОВ
1. ОСМОТР
1. Вскрытие крышек узлов для осмотра и провер-
ки состояния механизмов, замена изношенных пли
сломанных деталей.
2. Регулировка зазоров винтов и гаек суппортов,
кареток, траверс, ходовых винтов и тр.
3. Регулировка подшипников шпинделя.
4. Проверка правильности переключения рукоя-
ток скоростей и подач.
5. Регулирование фрикционов, подтяжка тормо-
зов.
6. Регулирование плавности перемещения столов,
суппортов, кареток, ползунов, долбяков, подтяжка
клиньев станин, прижимных планок.
7. Проверка состояния направляющих станины,
кареток, траверс и других трущихся поверхностен,
зачистка забоин, царапин, задиров.
8. Регулирование пружин у падающих червяков
и других подобных механизмов.
9. Подтяжка, зачистка или замена расслабленных
или изношенных крепежных деталей — шпилек,
гаек, винтов и др.
10. Проверка исправности ограничителей, пере-
ключателей, упоров.
И. Чистка, натяжка, ремонт или замена цепей,
ремней, лент.
12. Разборка и промывка узлов.
Промывки станков производятся через 700 час. по
плану-графику ППР.
13. Проверка состояния и мелкий ремонт системы
охлаждения.
14 Проверка состояния и ремонт оградительных
устройств.
15. Проверка'состояния и мелкий ремонт системы
смазки и гидравлики.
16. Выявление деталей, требующих замены пр11
ближайшем плановом ремонте с записью в предав
рительные ведомости дефектов.
2. МАЛЫЙ PI МОНТ
1 Частичная ра «борка агрегата. Подетальная
1П «борка двух трех узлов, подверженных наи-
болпиему пшюту и зтрязнепию. Вскрытие крышек
-мн внутреннею осмотра и промывки остальных
VVJOB-
2 Протирка всего агрегата, промывка детален
па «обняпных узлов.
* 3 Ра «борка шпинделя, «ачнегка шеек шпинделя,
места ппч инструмеш п приспособления; зачистки
л ли прпшабриваппе ноднтпппнков, сборка шипи
деля п pel ул яров к л почппшппков
Примем чипе Шпиндели прецизионных станков при
M l ЮМ ргм«>1П<* IIC р.< 1')1«|МКНГЯ.
4 . проверка ч.норов между валиками и втулками,
«имена и «ношенных вт\ «ок, регулировка подшин
инков качения, замена колес с выкрошенным зу-
бе м.
5 Добавление фрикционных дисков, шабрение ко-
нусов фршииюнов, регулирование фрикционных
м\ фт в тормозов.
6 Зачистка «ах сенцев на з>бьях колос, замена
колес с выкрошенными зубьями.
7 . Замена изношенных или сломанных наружных
крепежных шталей у резцедержателя, клиньев
планок и др., зачистка остального крепежа.
S. Приш.юриванис или зачистка регулировочных
клиньев, планок.
9. Зачистка винтов, суппортов, кареток, траверс
ходовых винтов и др- Замена изношенных гаек.
10. Проверка работы п регулирование рычагов и
рукояток включения прямого п обратного ходов,
перекпечения скоростей и подач, блокирующих,
фиксирующих, предохранительных механизмов и
ограничителей.
11. Замена изношенных деталей, которые не
могут проработать до очередного .планового
ремонта.
12. Зачистка задиров, царапин, забоин н заусен-
цев на трущихся поверхностях направляющих ста-
нины, кареток, суппортов, траверс, колонн н т. п.
13. Ремонт оградительных устройств — кожухов,
фхтляров, щитков, экранов, а также устройств для
защиты обработанных поверхностей от стружки и
абразивной пыли.
14. Выполнение работ, связанных с ремонтом си-
стемы смазки и ги «равлики и замены масла.
15. Регулирование плавности перемещения сто-
лов, суппортов, кареток, ползунов, подтяжка клинь-
ев, прижимных планок.
16. Регулирование натяжения пружин падающих
червяков и тому подобных механизмов.
17. Проверка исправности ограничителей.
18. Проверка и ремонт системы охлаждения: уст-
ранение утечек жидкости через сочленения трубо-
проводов, подтекание кранов, малый ремонт насо-
сов и арматуры.
19. Выявление деталей, требующих замены при
ближайшем плановом ремонте (среднем, капиталь-
ном) с записью в предварительной ведомости де-
фектов.
20. Зачистка рабочих поверхностей столов.
21. Проверка на точность тех агрегатов, которые
включены в список оборудования, подвергаемого
профилактической проверке на точность.
22. Испытания станка на холостом ходу на всех
скоростях и подачах, проверка на шум, нагрев, на
точность и чистоту обрабатываемых поверхностей
При м с ч я н и г При малом ремонте выполняются те
работы, которые вызываются техническим состоянием ре-
монтируемого агрегата, за исключением пп. 19, 2! и 22.
выполняемых для всех станков
3 СРЕДНИЙ РЕМОНТ
Средний ремой। производится без снятия станка
с фундамента, при этом выполняются следующие
операции:
1. Частичная разборка станка.
2. Промывка, протирка деталей разобранных, про-
мывка и очистка от грязи неразобранных узлов
3. Осмотр деталей неразобранных узлов.
4. .Уточнение предварительно составленной де-
фектно-сметной ведомости.
5. Шлифование шеек шпинделя и замена или при
шабривание подшипников.
6. Замена или восстановление валиков.
7. Замена всех изношенных втулок, подшипников
качения.
8. Замена или добавление дисков фрикционов,
расточка конусов фрикционов, переклепка ферродо
у фрикционных дисков и тормозов.
9. Замена изношенных зубчатых колес и черзяс
ных пар.
10. Восстановление или замена изношенных вин-
тов и гаек поперечных и продольных винтов подач.
11. Замена изношенных крепежных деталей, за-
чистка остальных.
12. Замена или восстановление и пришабривание
регулировочных клиньев и прижимных планок.
13. Восстановление точности ходового винта (пу-
тем его прорезки).
14. Проверка и зачистка изношенных деталей,
оставляемых в механизмах станка.
15 Ремонт насоса охлаждения п арматуры на-
соса.
16. Ремонт масляного насоса и системы смазки и
гидравлики.
17. Контрольное шабрение или шлифование нуж-
дающихся в ремонте направляющих поверхностей:
станины, суппортов, каретки, столов, консоли, хо-
бота, траверсы, колонны, ползуна и других, если их
износ превышает допустимый. Общая шабруемая
поверхность не должна превышать 30—35% от по-
верхности трения, остальная поверхность трения
подвергается расшабриванию.
18. Ремонт или замена оградительных устройств
потехнике безопасности, а также устройств для за-
щиты обработанных поверхностей станков от струж-
ки и абразивной пыли (протекторы, футляры, экра-
ны, щитки и гармошки).
19. Сборка отремонтированных узлов станка, про-
верка правильности взаимодействия узлов и всех
механизмов станка.
20. Окрашивание наружных нерабочих поверхно-
стей станка с подшпаклевкоп.
21. Обкатка на холостом ходу на всех скоростях
и подачах, проверка на шум, нагрев.
22. Проверка на точность по ГОСТу универсаль-
ного оборудования п по техническим условиям агре-
гатов, постоянно работающих с кондукторами или
37
приспособлениями, определяющими технологи-
ческую точность обработки.
Примеч а и ие Универсальные станки, переведенные
с разрешения директора заводя ня операционную работу,
можно принимать после среднего ремонта на точность об
рабатывасмон д< т лян
4. КАПИТАЛЬНЫЙ РГМОНТ
I. Полная разборка станка и всех узлов.
2. Проминка, протирка всех деталей.
3. Осмотр всех деталей.
4. Уточнение предварительно составленной де
фектпо-сметной ведомости.
5. Замена или ремонт шпинделя и его подшипни-
ков.
(к Замена всех изношенных валиков, втулок, под
шнпннков качения.
7. Замена изношенных тисковых, конусных и дру-
гих фрикционов, приклепка новых дисков пли лепт
ферродо у фрикционов. Замена лен г тормоза.
8. Замена всех изношенных зубчатых колес и чер
вячных пар.
9. Замена всех изношенных крепежных деталей.
10. Замена всех изношенных регулировочных
клиньев и прижимных планок.
II. Замена пли восстановление ходового винта.
12. Гомонт системы охлаждения и арматуры на-
соса.
13. Смена (ремонт) масляного насоса и ремонт
системы смазки и гидравлики.
14. Шабрение или шлифование всех направляю-
щих поверхностей: станин, столов, кареток, суппор-
тов, колонн, стоек, траверс и т. п.
15. Замена или восстановление столов с выкро
шейными Т-образными пазами.
16. Ремонт или замена оградительных устройств
по технике безопасности, а также устройств для за-
щиты обработанных поверхностей станков от стру-
жки и абразивной пыли (протекторы, футляры
рапы, щитки, гармошки).
17. Сборка всех узлов станка, проверка правил
пости взаимодействия узлов и всех механизмов
станка.
18. Шпаклевка и окраска всех внутренних ца.
ружных необработанных поверхностен по техниче
ским условиям для отделки нового оборудования
19. Обкатка на холостом ходу на всех скоростях
и подачах. Проверка на шум, нагрев.
20. Проверка на точность по ГОСТу универсаль-
ного оборудования и по техническим условиям агре-
гатов, постоянно работающих с кондукторами или
приспособлениями, определяющими технологиче
скую точность обработки.
21. Замена всех табличек, указателем надписей
с загрязнениями и потертостями.
22. Для станков, установленных на фундаменте,
проверка состояния фундамента, исправление его’
проверка установки станка и подливка нементньп
раствором.
23. Снятие фундамента при капитальном ремонте
рекомендуется при централизованной системе орга
низании ремонта и для агрегатов, работающих в по-
токе агрегатов весом 2 -2,5 т, и при необходимое?»
снятия станин для шлифования на специальны
станках. При ремонте тяжелых станков снятие их
с фундамента не рекомендуется.
Вопросы организации системы планово-предупре
дителыюго ремонта, показател»» системы (д~'
телытость ремонтных циклов и межремонтных пе
риодоз, категории сложности ремонта и т. д.), нор-
мативы на расход основных и вспомогательных ма-
териалов и другие вопросы изложены в книге «Еди-
ная система планово-предупредительного ремонта .1
эксплуатации технологического оборудования ма-
шиностроительных предприятий» (Машгчз, Мо-
сква, 1957).
ПРИЛОЖЕНИЯ
П риложение 1
ВЕДОМОСТЬ ЗАПАСНЫХ ДЕТАЛЕЙ К СТАНКУ*
Приложение 2
№
по
пор.
Наименование
№
детали
Количество ни ре-
йонтодногостанка
средний
к а ИИ’
тальный
ИЛЛЮСТРИРОВАННЫЙ СПИСОК ЧЕРТЕЖЕЙ
БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ, ПРИЛАГАЕМЫХ
К УПАКОВОЧНОЙ ВЕДОМОСТИ
1
9
л~
3
4
5
6
ГТ
1
8
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Ходовой вал
Рейка
Па яец
Вилка
Вилка
Шестерня
Шестерня
Шестерня
Муфта
Маточная гайка
Прижим
Винт
Червяк
Колесо червячное
Шестерня z— 12
Пружина
Пружина
Втулка
Втулка
Валик
Вал-шестерня
Винт
Гайка маточная
Вал
Вал
Вал
Шестерня z=60
Шестерня z=68
Шестерня z=52
Шестерня z=32
Шестерня г—24
Шестерня z=40
Шестерня z—41
Шестерня z=35
Шестерня z=19
Вилка
43-00-018
43-00-021
43-00-013
43-02-010
43-02-011
43-02-016
43-02-022
43-02-023
43-02-036
43-02-008
43-03-010
43-03-029
43-04-016
43-04-017
43-04-027
43-04-077
32029042
43-05-033
43-05-034
43-05-046
43-05-052
43-06-004
43-06-005
43-08-005
43-08-006
43-08-007
43-08-008
43-08-009
43-08-010
43-08-011
43-08-012
43-08-013
43-08-014
43-08-015
43-08-016
| 43-08-044 В
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
№
по
пор.
Наименование
детали
№
чертежа
Куда входит
Дополнительный комплект запасных деталей к стан-
ку не прикладывается.
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Палец
Шестерня
Ходовой винт
Вилка
Вилка
Подшипник
Шпиндель
Ось
Маточная гайка
43-00-013
43-00-015
43-00-017
43-02-010
43-02-011
43-02-013А
43-02-0I4A
43-02-029А
43-03-008
Винт 43-03-029
Маточная гайка
43-04-005
Колесо червячное 43-04-017
Вал шестерни 43-05-052
Пиноль 43-06-003
Винт
43-06-004
Маточная гайка
17 Эксцентрик
18 Шестерня
19 Вилка
20
Сухарь
43-06-005
43-06-013
43-08-016
43-08-044В
П43-01-004
Монтажные дета-
ли
Монтажные дета-
ли
Монтажные дета-
ли
Передняя бабка
Передняя бабка
Передняя бабка
Передняя бабка
Передняя бабка
Суппорт
Суппорт
Фартук
Фартук
Коробка подач
Задняя бабка
Задняя бабка
Задняя бабка
Задняя бабка
Коробка скоро-
стей
Коробка скоро-
стей
Люнет подвижный
39
Лермооброботка
HRC55^60
Q £
о
2.5*
3&
со
26____
7А '°-е7
—/ГнО21 ”
W
о
J5
4J
/4
,12
16
60
Допуски по 5 нл. точности
Число зубьев 80
модуль 1,5
Диаметр начальной окр. 720
Зацепление збальвентное а,-20°
Высота зуба 3,25
Нласс точности 2
Допрели на губ по гостгб^З-56
Зуб налить т. в. у. 0.5i 0.8 HRC f>0^5
Допуски на размеры по 5кл. точности.
Х74 остальное
Фиг. 18. Палец.
V5 остальное
2 отв. Мб* 1 по
сопрягаемой
детали.
12
13
Фиг. 19. Шестерня z=80.
!>'о
СМ
остальное
87Z
'Класс точности Z
Допуск на шаг ±СД05
Допуск ни накопленную ошибку шаг а ВДВ
Допускаемые отклонения диаметров Наружного -0.3
Среднего Д056,Д
Внутреннего -0,635
Допуск на овальность наружного и сред него диаметоод 0,010
Конусность наружного и среднего диаметров 0.015
Допуск на половину угла профиля 8 минутах t10
Для станка повышенной, точности T8-J20H
материал бинта.: Сталь У12.
Допуски и технические условия по ТУД22-2;
класс точности-2
Допуски по 5кл. точности
Фиг, 20. Ходовой винт.
д-л
со остальное
Л
•9^------
Допуски по 5кл. точности
Фиг. 21. Вилка.
6 702
41
остальное
Допуски по 5 кл. точности
Фиг. 22. Вилка.
42
V* остальное
R-Я
Ю7
Место Д
Профиль резъБы С fl82 х
Конусность и овальность поверхности# не более 0,00$
Поверхность П пригнать по корпусу с зазором 0г00ь ±0,008
Допуски на размеры по 5кл точности
Фиг, 23. Подшипник.
Для Станка повышенной точности ТВ-320П конусность и
овальность поверхности fl не более Ot 003
45 остальное
R0.5
41
mil
&
180 Термообработка HRC 55 ? 62
-W
95
95
Отпуск HRC90i50
Конусность Г.15
Г59'33
90
97----
— 929-
605-------
Q0O5
Эксцентриситет
Конус Морзе У конца шпинделя и на расст 200мм
900 Термообработка
HRC 95 г50
4Je
. 21
& 28
*45°
юЬ-
R1,5
6^15
1° 29 16 1 ,
57
Заходы резьбы снять
до толщины нитки мм
Конусность и овальность 055/7, и
09ОП, не бонее 0,005
Конус Морзе К°9
Допуски по 5кл. точности
Д-Д
Фиг. 24. Шпиндель.
09Ofh
055П,
01>5/7
047/7
026Д3 л
0900, кон. 1:15
цапсра кон. /•' 15
Р.оок
е иОП) Цопра кон. 1J5
СП, ком. 1:15
кон./•• /5
L—
0ki)il~, цалроа кон. 1:15
▲
W остальное
/7-/7
76 И 100 Термообработка
Биение 08Х относительно Q22H и £>10П не долее 0,03
Допуски по 5кл. точности
Фиг. 25. Ось.
/7-/7
V4 остальное
&5Д глуЬ. 12
по детали
Фиг. 26. Маточная гайка.
Энсцентриситет
ТРДО 10x3 Лев.
Допрели по 5кл. точности
45
___________538
Класс точности 3
Допуск на таг ±иою
#аи№ъашя налеплены is списка шага 0.035
Допускаемые отклонения диаметров наружного -0J5
Среднего ирв/\ -оз
бнитреннего -0,010
Хвцскна оба учесть наручного и сводке диаметров в.Р'З
Нмиснгагь Mpyw^o и среднего диаметров 0,020
Допуск на попопану угла профиля 6 минутах ±15
Допуски по 5ко точности
Гермообработна : улучшение 1>5
ИВ 240 т 250
V4 остальное
Фиг. 27. Винт.
Д-П
Эксцентриситет
Раковины, пористости и рыхлости
не допускаются
Допуски по 5 кл. точности
Фиг. 28. Маточная гайка.
46
Число зубьев 39
Модуль осевой 1,5
Высота зуба 3,3
угол подъема винтовой линии, _ 11 ° 19 f
Данные для червяка
Правое
Направление битков
Шаг винтовой линии
Предельные отклонения
______осевого шаги________
Предельное накопленное отклоне-
ное осевого шага, на трех витках
Радиальное Биение относи. -
только посадочных шеек
Отклонение тол шины
_________витка____________
Допуск на просрали
18,849
±0,02
±0,04
0,025
-0,22
— 0,41
0,03
Материал
Бр6Ж9~4
ГОСТ 49354
Витка цементировать 0,5±0,8 мм,
калить HRC55±60,полировать
Допуски на зуб червячного колеса по Г0СТ3675-56нлЗ
Допуски на размеры по 5кл. точности.
24
Фиг. 29. Колесо червячное.
VV Остальное
Термообработка HRC Ч0±г45
5-0,025
Ф21
26
Зацепление эвольвентное СС-2О°
Число зубьев ~25
Модуль -1
Высота зуба. - 2,35
Класс точности -3
_ J----I сч/
см
R от и нотр.
R от инструмента.
Биение 016^2.0. 2^0 относительно поверхностей 5 и Б не более 0,02
Допуск^ на зуб по ГОСТ 1643-56
Допуски, на размеры по 5 кл. точности
Торцы зубьев скруглить R 0,4
Фиг. 30. Вал шестерни.
Эксцентриситет
Конус Морзе.
^yOfiOS на длину оправки
Термообработка: Улучшение в5 ^х. 150мм
УВ 220:240
Деления нанести по образцу пиноли и
станка. Высота цифр 3, рисок ма-
лых-В, больших-9мм. Цена деления-1мм
Ширина, рисок- 0.2 мы
Для станка повышенной точности ТВ-32вП
Конус Морзе №3 калить HRC 30:35
Фиг. 31. Пиноль.
Класс точности
Допуск на шаг
Наибольшая накопленная ошибка шага
Допускаемые отклонения
диаметров
наружного
Среднего
± О, ою
0.035
-0.10
Допуски по 5нл. точности
Термообработка: Гермоулучизение У5
НВ 2203240
-------------------------------Внутреннего
Допуск на овальность наружного и среднего диаметров
-одзс-.-о.гм
Конусность наружного и среднего диаметров
Допуск на. Половину угла профиля в минутах
0.362
0.015
С. 02
t15
Фиг. 32. Винг.
F— OJJA
остальное
Допуски no 5кл. точности
Фиг. 33. Маточная гайка.
V4 остальной
После термообработки
Зачистить
биение поверхности Б относительно поверхности В не более О 02
Допуски no S кл тайность
Фиг. 34. Эксцентрик.
7
702
49
50
фб остальное
Число зубьев т
Модуль _ _ 2.3_
Диаметр начальной о кд
Высота зуба _ J, 75
Зацепление звольвентное 0,-20°
Нласс точности _| 2
j Термообработка.
<т
G
12
30
Торец закруглить 61
___50
68
Допуски на зуб по ГОСТ 1663-56
Зуб цементировать 0.5'е 0,8
калить НЕС 55^60. шлифовать
Допуски на размеры по 5кл. точности
Фиг. 35. Шестерня z=19.
^Остшыш
Фиг. 36. Вилка.
365
<3
Эксцентриситет
"\7б кругом
Допуски по 5 кл. точности
Фиг. 37. Сухарь.
и- . Р>1"
П риложение 3
Продолжение
Наименование
Обозна-
чение
Количество
на 1 станок
Размер
УПАКОВОЧНАЯ ВЕДОМОСТЬ К ТОКАРНО-
ВИНТОРЕЗНОМУ СТАНКУ ТВ-320
Техническая документация
Станок № Год выпуска У У
Принадлежности к станку (обязательные)
Руководство по
уходу и обслужива-
нию с чертежами
быстроизнашивае-
мых деталей
Паспорт
Акт технического
испытания станка
Наименование
Обозна-
чение
Количество
на I станок
Размер
Контрольный мастер
Приспособления
Кладовщик.
Патрон трехкулач-
ковый самоцентри-
руюшнй с ключом и
тремя запасными ку-
лачками
Упор останова суп-
порта левый
Сменные шестерни
Центр упорный
То же
Планшайба повод-
ковая
Ключ для шлицевых
гаек
То же
Ключ квадратный
Ключ
Ключ двухсторонний
То же
I комплект
Наибольший
диаметр
заготовки
145
л
Бригади р-упаковщик
'м Г
43-16-000 1 комплект
Приложение 4
32029075—
32029084
32029073
32029074
И43-03-000
Ключи
32029069
32029067
32029068
И43-00-004
ОНЖ-1
А 114
91 Ж—2
11 шт.
1 шт.
комплект
1 шт.
1 .
I -
1 .
1 «
1 „
Принадлежности
Шприц-масленка
Подставка для смен-
ных шестерен
И43-05-001
1443-00-002
1 шт.
1 .
z=24; 25;
30; 35; 40;
45; 48; 50;
100; 120
Морзе № 3
Морзе М? 4
Ю0Х1Н
КОМПЛЕКТОВОЧНАЯ ВЕДОМОСТЬ
НА КОМПЛЕКТ ПРИНАДЛЕЖНОСТЕЙ,
ПОСТАВЛЯЕМЫХ ПО ТРЕБОВАНИЮ ЗАКАЗЧИКА
ЗА ОТДЕЛЬНУЮ ПЛАТУ
Станок №--------
Год выпуска
Наименование
Люнет подвижный
Люнет неподвижный
Резцедержатель зад-
ний
Втулка переходная
Цангодержатель
Цанга
5=^]р-б&Д
И
5=12
5=8
я
Обозна- Количество Диаметр
чение на 1 станок мм
S=14—17
5=19—24
Подставка для ин-
струмента
Упор останова суп-
порта правый
П43-01-000
П43-02-000
И43-18-000
И43-04-001
И43-01-000
32029086
32Q29087
32029085
32029088
32029089
32029090
32029091
И43-00-001
43-17-00
1 комплект
1 „
1
I шт.
I комплект
1 шт.
1 .
1 .
1 .
1 -
1 -
I „
I .
1 .
3
4
5
8
10
12
Контрольный мастер—... ----------—
Кладовщик-----------------
Бригадар-упаковщик ----------------
« 19_________________________г.
51
П риложение 5
БАП1СНХ
Управление машиностроения
Паспорт
токарно-винторезного станка
Моде ль ТВ-320_____________
Инвентарный №
Изготовитель
и его местонахождение
Год выпуска
Станок №
Организация п/я 20, г. Уфа Башкирская АССР
Год пуска в эксплуатацию
Место установки
Класс точности
Категория сложности
ремонта
9
Станок особо пригоден для инструментальных работ
Габариты: длина 1610 мм, ширина 950 мм, высота 1250 мм
Вес станка [Ю0 кг
Основные данные станка
Высота центров в мм 155 Суппорт
Наибольшее рассГойнйе между центрами в мм 500 Число резцов в резцедержателе 4
НавболЬ* ШИЙ диаметр прутка в .юг 25 Наибольшие размеры державки или резца в мм ширина 20
над верхней частью суппорта в мм 170 высота 28
над станиной в мм 320 Наибольшее расстояние от оси центров до кромки резцедержателя в мм Высота от опорной поверхности резца до линии центров в мм 145 17
Наибольшая длина обточки в мм 500
Шаг наре- заемой резьбы Метрической в мм Наим. Наиб. Число суппортов передних задних
0,25 5 1 « нет
Шпиндель Число резцов головок 1 1
Конус: система Морзе № 4 Наибольшее перемещение мм от руки лродольн. 580 попер. 1 280
Диаметр отверстия в шпинделе в мм ... 26
по валику 570 270
по винту | 570
Выключающие упоры есть нет
Перемещение на одно деление лимба 0.1 0,01
Торможение шпинделя . . . нет Предохранение от перегрузки есть нет
Блокировки рукояток от одновременного включения . . нет Блокировка рукояток от одновре- менного включения есть есть
Задняя бабка Перемещение на один оборот лимба ъ мм 21,5 3
Конус: система Морзе № 3
Резцовые салазки Наибольший угол поворота в град. ±91)
Наибольшее перемещение пиноли в мм 90
Поворот на одно деление шкалы 1°
Перемещение пиноли мм за один оборот маховика 2
Наибольшее перемещение в мм по
на одно деление шкалы 1
Перемещение на один оборот лим- ба в мм 2
Поперечное смещение в мм вперед 15 Перемещение на одно деление в мм 0.02
назад 15 Резьбоуказатель нет
величина поперечного смещения на одно де- ление в мм нет Блокировка есть
Привод
Эл ектродвигателн Привод электронасоса Мощность в кет — — ' 0,125
Привод станка Мощность в квтп 2.8 Число оборотов в мин. 2800
Число оборотов в мин. 1420 Число оборотов в мин. приемн. шкива 1807
Б2
Шкивы
Местонахождение Диаметры Число ручьев
наружный средний
Электродвигатель 148 140 2
Приемный на коробке скоростей 118 110 2
Коробка скоростей 122 114 1 4
Передняя бабка 122 114 7L2
Ремни (ГОСТ 1284—57).
Местонахождение Тип Число ремней
Эл сктродвига тель А 2
Шпиндель А 4
Материал Ткань прорезиненная
Натяжное устройство За счет поворота плиты и опуска- ния коробки скоростей
Наибольшая потребная мощность в л. с. по данным за вода-изготовителя 3,8
Подшипники шпинделя
Тип Передний Задний Упорный
скольжении качения качения
Основные размеры ММ f^nap 57,1 80 68
51.9 40 40
/ или h 79 18 19
№ 46208 кл. П 8108 кл. В
Материал БрОФЮ-1
Наибольшая мощность в л. с-, передаваемая ремнями электродвигателя 3.8
Наибольшее усилие подачи, допускаемое прочностью механизма кг при продольном точе- нии 220 кг
при поперечном точе- нии 612 кг
Принадлежности и приспособления
Для закрепления изделий
Планшайба поводковая: Д-140 мм
Патрон Тип Вес в кг Диаметр зажатия
наиб. найм.
Кулачков 3 8,9 145 3
Люнеты Подвижный Открытый 0 зажима 36 наиб-
Неподвиж- ный Открытый 0 зажима 4 найм.
Для закрепления инструмента
Для специальных работ
Цанги зажимные Диаметры зажатия
3, 4, 5, 6, 8, 10. 12
Сменные шестерни Модуль Ширина обода Диаметр отверстия Материал
1,25 мм 16 мм 18 мм Сталь 45
Для обслуживания станка
Задний резцедержатель съемный
Насос для охлаждаю-
щей жидкости
Тип: центробежный П-22 ГОСТ
2640—44
производительность в л/мин
22
Ключи специальные
есть
Документация
Паспорт
Акт технического испытания
Руководство по уходу и обслуживанию
Упаковочная ведомость
Примечание
53
’* * м сту- пени Положение рукояток
Обозначение рукояток
РЗ Р4 P5
1 II III I
2 I III I
3 II I I
4 III HI 1
5 1 I I
6 11 1Г I
7 III I I
8 I II I
9 III II I
10 II III II
11 I III 11
12 II I II
13 111 III II
14 I I II
15 II II II
16 Ill I II
17* I II II
18* III II A 11
Вкладной лист к паспорту станка ТВ-320
Механика станка_____________
Механизм главного движения
Зацепление шестерен I Число оборотов шпинделя в мин. прямое и обратное Двойной крутя- щий момент на шпинделе кгсм Мощность на шпинделе л. с. К. И. д.
по приводу по слабому звену по приводу по слабому звену
1 2 5 • 6 I 0,021 36 115 42,4 2,89 1,06 0,76
1 2 8 « 9 0,0317 53 78 42,4 2,89 1,58 0,76
7 8 5 ♦ 6 0 037 65 64,5 42,4 2,89 1,92 0,76
140 110 1 2 2 • "" 3 OJI со 0,0457 82 51,2 42,4 2,89 2.45 0,76
ч ф f- <45 L. 7 8 СО 1 00 О I Г-М 1 w—< л 0,0563 98 42,8 42,4 2,89 2,84 0.76
X № К 4 5 5 ' 6 114 114 0,0643 111 37,8 42,4 2,89 2,84 0.76
J7 8 2 3 0,0811 141 29,7 42,4 2,89 4,02 0,76
4 5 8 9 0,0972 167 । 25,1 42,4 2,89 4,93 0,76
4 5 2 3 0,140 250 16,7 42,4 2,89 7,35 0.76
1 2 5 6 0,168 290 15 5,55 3,04 1,11 0,8
1 2 8 • 9 Л *5 0,253 430 10,01 5,55 3,04 1,65 0.8
О I О 1 7 8 5 6 у на шпинде 0,298 520 8,37 5,55 3.04 2,01 0.8
ts ts ф f- I 2 2 3 0,365 665 6,65 5,55 3,04 2,56 0,8
См X СП м с 7 8 8 9 >> ГЛ 1 0,45 785 5.54 5,55 3,04 2.96 0,8
4 5 5 6 ф сх ф гг | w4< 1 wfa ll 0,515 890 4.9 5,55 3.04 3,42 0,8
7 8 2 3 ” I “ У 1 w 1 ' г"4 1 0,649 ИЗО 3,85 6,55 3,04 4,35 0,8
4 5 8 9 0,778 1340 3,25 5,55 3,04 5,16 0.8
4 5 2 3 1,122 2000 2,18 5,55 3.04 7,7 0,8
двигателем, равен двойному крутящему моменту, передаваемому рем-
Двойной крутящий момент» создаваемый
нями на шкиве электродвигателя.
/—передаточное отношение от приемного шкива коробки скоростей до шпинделя.
Слабым звеном являются ремни передней бабки.
* Только для ТБ-320.
№ Положение рукояток $1 1 1U1IC Положение рукояток речные п( эдачи z ?2 MMh 00 — — •
по пор- Р7 Р8 Р9 Р7 Р8 Р9 зацепление шестерен ^2
1 II I 1:1 28 29 0,03 II I 1:1 28 29 0,012
2 I I 1:1 30 31 34 35 0,04 I I 1:1 30 31 34 35 0,016
3 111 I 1:1 1 ‘О 32 33 05 хК 0.06 III I 1:1 fl л 32 33 co Ю 0,022
4 II III 1:1 22 2 23 ’ 2 28 29 • <о I ь. 1 Xf 0,085 II III 1:1 <Г 1 LbJ см 1см • СМ I ГО С1 1 сч 28 29 51 — • /v 52 x 0.032
5 I III 1:1 » О I C'jlC'l « 30 31 36 37 11О 1 гГ • 0,115 I III 1:1 V о ’ »-* сч см 30 31 36 37 M- 1 ю 0,043
6 III III 1:1 14 15 1 — 15 16 32 33 10 42 4 — 11 43 0.165 III III 1:1 14 15 — . —» 15 16 32 33 Cl !CO 1 О j 0,062
7 II 11 1:1 28 29 0,245 II II 1:1 28 29 0,092
8 I II 1:1 30 31 38 39 0,335 I I) 1:1 30 31 38 39 0.124
9 III II 1:1 32 33 0,48 III II 1:1 32 33 0,180
10 II 1 2:1 28 29 0,06 II I 2:1 28 29 0.024
11 I I 2:1 30 31 34 35 0,08 I I 2:1 30 31 34 35 0.032
12 III I 2:1 32 33 0.12 III I 2:1 32 33 0.044
13 II 111 2:1 COl сч 1сч • 28 29 it D48 W 0.17 II III 2:1 COI Ь- сч1 сч 28 29 co «-О и 0.064
14 , I 111 2:1 15 20 22 1 “ « •— • 16 21 23 30 31 36 37 • V 0,23 I III 2:1 А £|£ V 30 31 36 37 —’1СЧ uO l Ю 0,086
15 111 111 2:1 32 33 0.33 III III 2:1 IS 9 OS ’ s 32 33 40 42 44 — « — • -— 41 43 51 0,124
16 11 11 2:1 28 29 • $15 0,49 II II 2:1 V w—4 I v-4 28 29 - 0,184
17* 1 II 2:1 30 31 38 39 0.67 I II 2:1 30 31 38 39 0,248
18* ш 11 2:1 32 33 0,99 III II 2:1 32 55 0,36
Формулы для подсчета величины подач:
Продольных—1 оборот шпинделя-/Х]-я1)реечн=®1 мм}об;
Поперечных—1 оборот шпинделя •Ijc2,^==s2 мм(об;
где ixj и 1х%—передаточные числа переменных передач цепи; ж=3,14
7>рееЧН—диаметр начальной окр. реечной шестерни в мм;
tj>~шаг винта в мм.
• Только для ТВ-320,
55
Метрическая резьба
W по лор. Шаг нарезаемых резьб мм Числа зубпов сменных шестерен № по пор. Шаг нарезаемых резьб мм Число зубцов сменных шестерен
А Б С Д А Б с д
1 0.25 24 120 25 120 10 1.0 40 100 50 120
2 0,3 24 120 30 120 11 1.25 25 100 120
3 0.35 24 120 35 120 12 1.5 30 100 120
4 0,4 24 120 40 120 13 1,75 35 100 120
5 0,45 24 120 45 120 14 2,0 40 100 120
6 0,5 48 120 25 120 15 2.5 50 100 120
7 0.6 48 120 30 120 16 3 25 120 50
8 0.7 48 120 35 120 17 4 30 100 45
9 0,75 30 120 50 100 18 5 40 100 48
10 0,8 48 120 40 120
Формула для расчета нарезаемого шага:
А С
1 оборот шпинделя •/-— ——t^b—s резьбы,
ь Д
где А Б. С, Д~сменные шестерни;
tyb—шаг ходового винта дли нарезки резьб, равный 6 мм\
/—передаточное число от шпинделя до сменных шестерен, равное 1.
Изменения в станке
№ по пор. Дата Привод станка Ко по пор. Дата Механизм главного движения № по пор. Дата Механизм подач
- - — —— W — ж
Ж Л»
жь
ЛЬ ———— ’ — . «Ь— ЧВ.Ч * — -ж — -ж •
а *ж-ж _ Ж - Ж w Л 4В ж жь
• ж •л л» “Ж
Для проведения капитальных ремонтов
<
Подпись
Подпись
Подпись------------------
Подпись
г
Фиг. 38. Кинематическая схема станка.
/—41/, 44-^3, 50—52, 57—58. 61—62—шестерни; 42—чер-
;вяк; 4<?—колесо червячное; 49—рейка; 53—винт поперечной
подачи; 54, 60, 64—гайка; 55—ходовой винт; 56—гайка ма-
точная; 59, 63—винт. Рукоятки: РЗ, Р4—изменение чисел
• оборотов шпинделя; РЗ—изменение чисел оборотов шпин-
деля через перебор; Р6—реверсирование подач; Р7, Р8—
i изменение величин подач; Р9—увеличение подач вдвое;
Р1О—включение продольной или поперечной подачи; Р11—
включение падающего червяка (самохода); Р12— включе-
ние, выключение ходового винта; PI3- включение маточ-
ной гайки (сблокирована с рукояткой P10}\ Р14—продоль-
ное (ручное) перемещение суппорта; Р15—поперечное
(ручное) перемещение каретки; Р16—перемещение рез-
цовых салазок; Р17—перемещение пиноли задней бабки;
А, Б, С, Д—сменные шестерни; Дср—шкивы (средний дна
метр)'.
~ Спецификация кинематической схемы (фиг. 38)
№ по пор. Наимено- вание Мо- дуль Число зубьев Ширина венца Материал Твер- | дость U после термооб- работки № по пор. Наимено- вание Мо- дуль - » О о =2 Л CJ IT АЭ rt 1 X 35 сз cxrzr х ей Материал Твер- дость после гермооб- работки
Коробка скоростей 31 Шестерня 1 58 | 12 | Ст. 40Х HRC 45
32 Шестерня 1 60 12 Ст. 40Х HRC 45
1 Шестерня 2,5 19 12 1 Ст. 12ХНЗЛ HRC 60
33 Шестерня 1 48 | 12 | Ст. 40Х HRC 45
2 3 Шестерня 2,5 40 12 Ст. 40Х HRC 45
34 | Шестерня 1 30 , 12 Ст. 40Х | HRC 45
Шестерня 2.5 52 12 Ст. 40Х | HRC 45
35 Шестерня 1 75 j 12 Ст. 40Х HRC 45
4 Шестерня 2. 5 35 12 Ст. 40Х HRC 45
36 Шестерня j 1 1 55 12 Ст. 40Х HRC 45
5 Шестерня 2.5 24 12 Ст. 40Х HRC 45
37 Шестерня 1 50 12 Ст. 40Х HRC 45
6 Шестерня 2,5 68 12 Ст. 40Х HRC 49
38 Шестерня 1 80 12 Ст. 40Х HRC 45
7 Шестерня 2,5 27 12 Ст. 40Х HRC 43
39 Шестерня 1 25 12 Ст. 40Х HRC 45
8 Шестерня 2,5 32 12 Ст. 40Х HRC 4б|
9 Шестерня 2,5 60 12 Ст. 40Х HRC 45 Фартук
Перебор 40 Шестерня 1 ,5 26 12 | Ст. 45 HRC 45
41 Шестерня 1.5 26 12 1 Ст. 45 ! HRC 45
10 Шестерня 2 30 15 Ст. 45 HRC 45|
42 Червяк 1 ,5 Заход 4 —— Ст. 12ХНЗА HRC 60
11 Шестерня 2 60 15 Ст. 45 HRC 49 43 Колесо чер- вячное 1 ,5 39 16 БрАЖ9-4
12 Шестерня 2 18 22 Ст. 45 HRC 45] 44 Шестерня 1 ,5 18 12 | Ст. 45 HRC 40
13 Шестерня 2 72 22 Ст. 45 HRC 45 45 Шестерня 1.5 56 12 Ст. 45 1 НВ 220
Привод подач 46 Шестерня I ,5 14 12 Ст. 45 НВ 220
47 Шестерня 1 .5 56 12 Ст. 45 НВ 220
14 Шестерня 2 30 12 Ст. 40Х HRC 45
48 Шестерня 2 12 18 | Ст. 45
15 Шестерня 2 30 12 Ст. 20Х HRC 60 49 Рейка 2 18
16 Шестерня 2 30 12 Ст. 40Х HRC 45 50 Шестерня 1,5 16 12
51 Шестерня 1,5 56 12
17 Шестерня 2 24 12 Ст. 20Х HRC 60
52 1 Шестерня 1.5 24 12
18 Шестерня 2 24 12 Ст. 20Х HRC 60 А
53 Винт попереч- ной подачи Шаг 3 Заход 1 - •
19 Шестерня 2 24 12 Ст. 40Х • HRC 45 54 Гайка 38 ЧугунС41Ы
20 Шестерня 1.5 40 12 Ст. 40Х HRC 45 55 Ходовой винт Шаг 6 Заход 1 Ст. 45*
21 Шестерня 1.5 80 12 Ст. 45 НВ 220 56 Гайка ма- точная 85 БрОФЮ-1
22 Шестерня 1.5 50 12 Ст. 45 НВ 220 57 Шестерня 1 20 8 1 Ст. 45 HRC 45
23 Шестерня 1,5 75 12 Ст. 45 НВ 22 58 Шестерня 1 20 8 | Ст. 45 HRC 45
59 Винт Шаг 5 >Захол ' 1 Ст. 45
Коробка подач
60 Гайка 9 «а ЧугунС4Ц-1
24 25 26 | Шестерня | Шестерня Шестерня | 1,25 I 1,25 | 1.25 I 1,25 | 33 1 55 | 12 1 12 | Ст. 40Х Ст. 40Х | HRC 45 | HRC 45
61 Шестерня 1 1 21 12 Ст. 45 НВ 240
62 Шестерня 1 119 12 Ст. 45 НВ 240
| 48 1 40 | 12 Ст. 40Х | HRC 45
27 | Шестерня 63 Винт Шаг 2 ЛЗаход ' 1 1 1 Ст. 45 НВ 220
1 12 | Ст. 40Х HRC 45
28 Шестерня 1 | 42 12 Ст. 40Х I HRC 45 64 1 Гайка 1 34 Чугун С4Ц-1
29 Шестерня J 1 | 66 | 12 Ст. 40Х | Д7?С 45 атериал Ст. У12 или Ст. А40Г.
30 | Шестерня | J 1 50 | 12 | Ст. 40Х | HRC 45 ♦ Для ТВ-320П м
as
Приложение б
АКТ ТЕХНИЧЕСКОГО ИСПЫТАНИЯ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА ТВ-320
Наибольший наружный диаметр обрабатываемого изделия—320 мм.
Расстояние между центрами—500 мм.
Станок №.
Год выпуска.
19
1. Испытание станка на точность
(ГОСТ 42-56)
№
провер
км по
ГОСТу
Чго проверяется
Допуск
мм
Факти-
ческие
отклонения
№
провер-
ки по '
ГОСТу
Что проверяется
Допуск
мм
Факти-
ческие
отклонения
1
. 2
3
4
5
6
7
8
9
Прямолинейность про-
дольного перемещения
суппорта в вертикальной
плоскости
Перекосы суппорта
при его продольном пе-
ремещении
Прямолинейность про-
дольного пе ремещен ия
суппорта в горизонталь-
ной плоскости
Параллельность на-
правляющих задней баб-
ки направлению продоль-
ного перемещения:
а) в вертикальной
плоскости
б) в горизонтальной
плоскости
Радиальное биение
центрирующей шейки
шпинделя передней баб-
ки
Радиальное биение оси
отверстия шпинделя пе-
редней бабки
Осевое биение шпин-
деля передней бабки
Торцовое биение опор-
ного буртика шпинделя
передней бабки
Параллельность оси
шпинделя передней баб-
ки направлению про-
дольного перемещения
суппорта:
—
а) по верхней обра-
зующей «правка
8*
в
0,01
0,01
0,02
только
сторону
только
сторону
центров
станка
б) по боковой обра-
зующей
от торца
шпинделя
«0,01
в
выпуклости
0,01
500
0,01
500
0,02
1000
0,02
1000
0,015
500
оси
обра-
обра-
15
оси
баб-
б) на| боковой
зующей оправки
Точность передаточ-
ной цепи от шпинделя
к ходовому винту без
участия коробки подач
Осевое биение ходо-
вого винта
Параллельность на-
правления перемещения
салазок суппорта
шпинделя передней
ки
0,03
300
у торца
шпинделя
0,02
300
10
И
14
Параллельность
конического отверстия
пиноли задней бабки на-
правлению продольного
перемещения суппорта:
а) по ее верхней обра-
зующей
б) по ее боковой обра-
зующей
Пар а л>пе л ьность пе р е-
мещения пиноли направ-
лению продольного пере-
мещений суппорта:
на верхней
ей оправки
сеи от-
шпинделя перед-
ней ки и пиноли на
одинаковой высоте над
направляющими стани-
ны для суппорта
0.012
' 300“
отклонение
конца
оправки
вверх в сто-
рону резца
переднего
суппорта
0,04
300
0,03
300
отклонение
конца вверх
и в сторону
резца
переднего
суппорта
0,03
100
0,01
100
0.06
ось пиноли
может быть
только
выше оси
шпинделя
передней
бабки
0,01
Накоплен-
ная
погреш-
ность
0,04
300
Продолжение
1. Испытание станка на точность
(ГОСТ 1969-43)
Допуск
провер-
ки по
ГОСТу
Что проверяется
Правильность геомет-
рической формы-наруж-
ной цилиндрической по-
верхности образца после
его
по:
я)
чистовой обработки
овальности
мм
Факти-
ческие
отклонения
№
по
пор.
Что проверяется
Допускаемые
отклонения
мм
I Факти-
ческие
отклонения
.мм
б)
конусности
Плоскостность торцо-
вой поверхности образца
после чистовой обточки
на станке
0,01
100
0,01
100
0,015
при обра-
ботке дета-
ли с диа-
метром
200 лм*; 0,02
при обра-
ботке дета-
ли с диа-
метром
300 мм.
Допускает-
ся только
в сторону
вогнутости
2. Принадлежности к станку
Станок укомплектован согласно прилагаемой
упаковочной ведомости.
3. Общее заключение по испытанию станка
На основании произведенных испытаний и
осмотра станок соответствует техническим усло-
виям и признан годным к эксплуатации.
Станок оборудован пусковой аппаратурой 380 в.
Электрооборудование испытано под напряже-
нием.
Заземление обязательно.
Испытание станка принял:
Электрик...................Л ХЯгг
'Начальник сборочного цеха
Старший контрольный мастер . .
Начальни/^ТК .... 'Г*.
^Уфа
Все замечания о работе наших станков шлите по
адресу: Башкирская АССР, г. Уфа, Машинострои-
тельное управление Башсовнархоза,
Приложение 7
АКТ ТЕХНИЧЕСКОГО ИСПЫТАНИЯ
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА ТВ-820П
Наибольший наружный диаметр обрабатываемого
изделия—320 мм.
Расстояние между центрами—500 мм.
Qflifopjy Год выпуска___._____.’
Прямолинейность на-
правляющих станины
для каретки в вертикаль-
ной плоскости (отклоне-
ния допускаются только
в сторону выпуклости)
Параллельность на-
правляющих станины
для каретки (отсутствие
извернутости направляю-
щих)
Прямолинейность на-
правляющих станины
7ШГ каретки в горизон-
тальной плоскости (от-
>донения допускаются
только в сторону вогну-
тости с центром кри-
визны впереди станка)
Параллельность ниж-
них направляющих ста-
нины для каретки —
верхним направляющим
(к заднему концу ста-
нины отклонение допу-
скается только в сторону
сближения направляю-
щих)
Параллельность на-
правления перемещения
задней бабки направле-
нию движения каретки
а) на его верхней об-
разующей:
на длине 500 .нм
на всю длину
б) на его боковой об-
разующей:
на длине 500 мм
на всю длину
Радиальное
центрирующей
шпинделя передней баб-
ки
биение
шейки
Радиальное биение
оси конического отвер-
стия шпинделя передней
I бабки: •
а) у конца шпинделя
б) на расстоянии
200 мм от конца шпин-
деля
8 •
Параллельность оси
шпинделя передней баб-
кн направлению движе-
ния каретки:
а) по его верхней об-
разующей (свободный
.конец оправки может от-
клоняться только вверх)
на
0,015
1000
0,02
1000
0.01
1000
0,01
at.
0,02
всю длину
0,01
0.02
0,005
0,01
0,005
0,005
0,01
0,01
200
/а
по
пор.
Что проверяется
Допускаемые
отклонения
мм
Факти-
ческие
отклонения
мм
№
по
пор.
Что проверяется
Допускаемые
отклонения
мм
Факти-
ческие
отклонения
мм
9
10
11
12
13
14
15
16
6} по его боковой об-
разующей (свободный
конец оправки может
отклоняться только в
сторону резца)
Осевое биение шпин-
деля передней бабки
Перпендикулярность
торцовой поверхности
буртика шпинделя пе-
редней бабки к оси вра-
щения шпинделя
Параллельность оси
конического отверстия
шпинделя задней бабки
направлению движения
каретки:
а) на ее верхней обра-
зующей на длине 150 мм
б) по ее боковой обра-
зующей на длине 150 лои
Параллельность на-
правления выдвижения
шпинделя задней бабки
направлению движения
каретки:
а) на его верхней обра-
зующей на длине 150 мм
б) на его боковой обра-
зующей на длине 150 мм
Параллельность пере-
мещения шпинделя зад-
ней бабки направлению
движения каретки:
а) на его верхней обра-
зующей, на максималь-
ной длине (при выдви-
жении конец шпинделя
может отклоняться толь-
ко вверх)
б) на его боковой обра-
зующей, на максималь-
ной длине (при выдви-
жении конец шпинделя
может отклоняться толь-
ко в сторону резца)
.Расположение осей от-
верстий шпинделя перед-
ней и задней бабок
(ось отверстия шпинде-
ля задней бабки может
находиться только выше
оси отверстия шпинделя
передней бабки)
Параллельность на-
правления движения са-
лазок суппорта оси шпин-
деля передней бабки
w Вь «ь а —
1. Расположение . осей
подшипников , ходового м
винта , на одинаковом
расстоянии w направ-
ляющих 'станины . для
каретки: . , :
0,007
200
0,005
0,005
на диаметре
буртика
0,01
0*01
0,02
0,01
0,02
0,02
100
17
18
19
20
21
22
23
а) в вертикальной плоскости 6) в горизонтальной ПЛОСКОСТИ 0,07 1000
Совпадение оси раз- жимной гайки ходового винта с осями подшип- ников винта 0,07 1030
Осевое биение ходо- вого винта 0,005
Точность шага ходо-
вого винта и передаточ-
ной цепи от шпинделя
к ходовому винту:
а) накопленная погреш-
ность на длине 50 мм
б) накопленная погреш-
ность на длине 150 мм
в) накопленная погреш-
ность на длине 300 мм
Расположение осей
подшипников ходового
валика на одинаковом
расстоянии от направ-
ляющих станины для ка-
ретки:
а) в вертикальной плос-
кости
б)' в горизонтальной
плоскости
Точность изделия пос-
ле чистовой обточки на
станке:
а) овальность
в) конусность на дли-
не 150 мм
Плоскостность торцо-
вой поверхности после
чистовой обточки на
станке (отклонения в
сторону вогнутости)
Точность шага резьбы,
нарезанной на станке от
произвольного участка
ходового винта:
а) накопленная по-
грешность на длине
50 мм .
б) накопленная погреш-
ность на длине 150 мм
в) накопленная погреш-
ность на длине 300 мм
0,008
0,011
0,015
0.1
0,005
0,01
0,01
на диаметре
200 мм
0,010
0,015
0,020
61
fi. Принадлежности к станку
Станок укомплектован согласно прилагаемой упа-
ковочной ведомости.
8. Общее заключение по испытанию станка
На основании произведенных испытаний и осмот-
ра станок соответствует техническим условиям и
признан годным к эксплуатации.
Станок оборудован пусковой аппаратурой ЗоО в.
Электрооборудование испытано под напряже-
нием.
Заземление обязательно.
Испытание станка принял:
Контрольный мастер-электрик
Начальник сборочного цеха .
Старший контрольный мастер .
Начальник ВТК . ...
„-----„-------------------19----г. г. Уфа.
Все замечания о работе наших станков шлите по
адресу: Башкирская АССР, г. Уфа, Машинострои-
тельное управление Башсовнархоза.
Приложение 8
ИСПЫТАНИЕ СТАНКА ТВ-320 И ТВ-320П ПОД НАГРУЗКОЙ
Испытание производится обработкой на станке
образца на обдирочном и чистовом режимах реза-
ния.
Режимы испытания
1. а) Обдирка чугуна из серого чугуна твердостью
НВ 140—160, закрепленного в патроне с поддерж-
кой центром задней бабки.
Диаметр заготовки................... 60—70 мм
Длина заготовки.................... 300 мм
Число оборотов шпинделя............ 53—82 об/мин
Глубина резания . ................. 5 мм
Подача не более............... . . 0,355 мм/об
б) Обдирка образца из стали марки 30—45, за-
крепленного в патроне.
Диаметр заготовки ....... 40—50 мм
Вылет из патрона................... 120—150 мм
Число оборотов шпинделя............665—430 об/мин
Глубина резания.................... I—1,5лл<
Подача не более....................- 0,115-0,165 мм/об
Дробление и вибрация не допускаются.
2. а) Обточка образца из стали марки 30—45 на
чистоту обрабатываемой поверхности.
Заготовка закрепляется в патроне без поддержки
центром задней бабки.
Диаметр заготовки................. 20—40 мм
Вылет из патрона не более ... 3,5 d мм
(d—диаметр заготовки в мм) . . .
Число оборотов шпинделя при
4—40 мм........................... л==785 об/мин
4=20 мм......................... л—ИЗО об/мин
Глубина резания не более..........0,3 мм
Подача не более.............. 0,06 мм
Обработанные поверхности должны быть чисты-
ми, без следов дробления и вибрации.
Чистота поверхности должна соответствовать раз-
ряду чистоты не ниже V 66 Г ОСТ 2789—59.
б) Один из станков партии (декадный выпуск)
должен быть проверен на чистоту обрабатываемой
поверхности обточкой образца из стали марки 30—
45, вставленного в коническое отверстие шпинделя.
Размеры заготовки-и режимы аналогичны указан-
ным в п. 2а.
Обработанная поверхность должна быть чистой,
без следов дробления и вибрации.
Чистота поверхности должна соответствовать раз-
ряду чистоты не ниже V 7а ГОСТ 2789—59.
3. Сверление отверстия в сплошном материале
ст. 30—40.
Диаметр сверла.................... 12—13 мм
Число оборотов шпинделя........... 430—665 об/мин
4. Отрезка заготовки на расстоянии 20—30 мм от
кулачков патрона.
Диаметр заготовки................. 20—40 мм
Число оборотов шпинделя........... 430—665 об/мин
Подача не более................... 0,022 мм/об
Материал заготовки................Ст. 30—45
Ширина режущей кромки резца не
более............................. 3 мм
Во время испытания станка под нагрузкой регу-
лировка зазоров в подшипниках допускается только
после обдирки.
Примечания. 1. Для станка ТВ-320П испытание по
пп. 1 «а» и 2 «а» не производится,
Взамен станок проходит испытание: получистовая об-
работка образца из стали марки 30—45, закрепленного в
патроне с поддержкой центром задней бабки.
Диаметр заготовки............... 50—60 мм
Длина заготовки................. 300 мм
Число оборотов шпинделя ..... 520 об/мин
Глубина резания................. 1,5 мм
Подача не более................. 0.245 мм/об
Резец проходной отогнутый y=fj=45e
2. П. 2 «б» проверяется на каждом станке.
ОГЛАВЛЕНИЕ
Стр.
Предисловие .
Введение ........... .....................
Глава I. Основные паспортные данные станка 4
I. Основные размеры.............................. 4
2. Механика станка............................... 4
3. Шпиндель и пиноль задней бабки . |
4. Другие данные................................. 6
5. Привод, габариты и вес........................ ь
6. Пределы использования станка по мощности и
силовым нагрузкам ... ............. 3
Глава II Кинематическая схема станка . . . . 6
1. Спецификация кинематической схемы . 6
2. Цепь главного движения......................... 8
3. Цепь продольных подач . . . . . . - - 9
4. Цепь поперечных подач.......................... Ю
5. Настройка станка на нарезку метрической резьбы 11
Глава III. Описание конструкции станка..............12
1. Станина........................ ... 12
2. Передняя бабка ... ............ 12
3. Суппорт................................. 14
4. Фартук........... .... . . 16
5. Коробка подач . . .............. 16
6. Коробка скоростей . . .............. 19
7. Задняя бабка................................. 19
8. Насос для смазки подшипников шпинделя ... 22
9. Охлаждение резцов при резании................ 22
10. Электрооборудование станка . . . . 22
Глава IV. Эксплуатация станка и уход за ним . 25
I. Транспортировка станка ........................ 25
2. Установка станка на фундамент ........ 26
3. Включение электрооборудования станка в сеть 26
4. Пуск станка.................................... 26
5. Управление станком . . . - . 26
6. Регулирование станка........................... 30
7. Основные правила эксплуатации станков .... 30
Стр.
8. Смазка станка................................ 31
9. Спецификация шариковых подшипников, уста-
новленных на станке ТВ-320 ..................... 33
10. Техника безопасности при работе на станке . . 34
Глава V. Испытание станка, нормы точности и ком-
плектовка ...................................... 35
!. Испытание станка на холостых ходах и под на-
грузкой .................................... 35
2. Проверка станков ТВ-320 и ТВ-320П на точность
и нормы точности.............................. 35
3. Комплектовка станка инструментом и приспособ-
лениями ................................ ... 35
Глава VI. Ремонт станков по системе ППР ..... 36
Содержание типовых работ, выполняемых при ре-
монте механической части станков ........... 36
I. Осмотр....................................... 36
2. Малый ремонт.............. 37
3. Средний ремонт................ ... 37
4. Капитальный ремонт ... 38
Приложения
1. Ведомость запасных деталей к станку ..... 39
2. Иллюстрированный список чертежей быстроиз-
нашиваемых деталей, прилагаемых к упаковоч-
ной ведомости................................... 39
3. Упаковочная ведомость к токарно-винторезному
станку ТВ-320 .................................. 51
4. Комплектовочная ведомость на комплект принад-
лежностей, поставляемых по требованию заказ-
чика за отдельную плату ........................ 51
5. Паспорт токарно-винторезного станка. Модель
ТВ-320 ......................................... 52
6. Акт технического испытания токарно-винторез-
ного станка ТВ-320 ............................. 59
7. Акт технического испытания токарно-винторез-
ного станка ТВ-320П............................. 60
8. Испытание станка ТВ-320 и ТВ-320П под на-
грузкой ........................................ 62