








































































































































































































Author: Марков А.А. Шпагин Д.А.
Tags: железные дороги в целом железнодорожные линии железнодорожное строительство испытания материалов товароведение силовые станции общая энергетика электроакустика дефектоскопия
ISBN: 5-88857-024-9
Year: 1999




А.А. Марков, Д.А. Шпагин
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ РЕЛЬСОВ
Санкт-Петербург
2008
УДК 625.143.3:620.179
ББК 32.87
М47
Рецензенты:
Начальник отдела дефектоскопии Дорожного предприятия по контролю и диагностике состояния пути Октябрьской железной дороги
В. В. Ежов
Преподаватель Рязанского колледжа железнодорожного транспорта им. Б. Н. Веденисова
Е. П. Арфаницкий
Марков А. А., Шпагин Д. А.
М47 Ультразвуковая дефектоскопия рельсов., — СПб.: «Образование - Культура». 1999 - 230 с.
В учебном пособии рассматриваются физические основы ультразвуковой дефектоскопии рельсов, методы ультразвуковой дефектоскопии, используемые при их контроле рельсов, настройка параметров контроля, особенности ультразвукового контроля рельсов в различных нх сечениях.
Пособие предназначено для инженерно-технических работников путевого хозяйства и может быть использовано как для первоначального обучения операторов, так и для повышения нх квалификации.
УДК 625.143.3:620.179
ББК 32.87.
ISBN 5-88857-024-9
© А. А. Марков, Д. А. Шпагин, 1999.
© Изд-во «Образование — Культура», 1999.
ВВЕДЕНИЕ
Учебное пособие предназначено для повышения квалификации линейных работников дистанции пути, непосредственно обслуживающих разнообразную дефектоскопическую технику (съемные двухниточные тележки, переносные дефектоскопы и т. д.) и отвечающих за своевременное обнаружение опасных дефектов рельсов, а в конечном счете — за безопасность движения поездов.
В книге помещен тот минимально необходимый для практических работников материал, без знания которого немыслимы эффективная эксплуатация любых средств дефектоскопии (в том числе автомотрис дефектоскопных типа ЛМД-1 или ЛМД-3, ультразвуковых вагонов-дефектоскопов) и обоснованное принятие решения о дефектности контролируемого рельса. Кроме того, представлены самые новые способы контроля, еще не опубликованные в доступной литературе, но уже достаточно широко внедряемые на ряде железных дорог.
Авторы, являясь разработчиками дефектоскопического оборудования, первоначально планировали написать учебное пособие по устройствам ультразвуковой дефектоскопии. Однако эту задумку пришлось временно отложить, так как в процессе работы они пришли к выводу, что до рассмотрения устройств достаточно сложных современных дефектоскопов целесообразно познакомить операторов (а кто уже знаком, то напомнить) с основами ультразвуковой дефектоскопии железнодорожных рельсов, рассмотреть методы, применяемые при поиске дефектов в рельсах, ознакомить со способами настройки аппаратуры и стандартными образцами, применяемыми для этих целей. Особенности контроля отдельных сечений рельсов как при сплошном контроле с помощью дефектоскопной тележки, так и при уточнении дефектных мест с помощью ручных преобразователей также целесообразно освоить до изучения принципов построения дефектоскопической аппаратуры.
Представленные в учебном пособии материалы базируются на известных трудах основоположников отечественной рельсовой дефектоскопии А. К. Гурвича, В. Б. Козлова, Л. И. Куз-
миной, отраслевых институтов, опыте производственников, а также на оригинальных работах авторов. Учтены требования нормативных документов МПС и Государственных стандартов.
Данный учебник может быть использован как при первоначальном обучении операторов, так и при периодическом повышении их квалификации. Раздел «Особенности ультразвукового контроля рельсов» целесообразно использовать при проведении ежемесячной! технической учебы работников участков дефектоскопии.
В книге использованы материалы компьютерной обучающей программы «Основы ультразвуковой дефектоскопии рельсов», разработанной при участии авторов в 1997 году. Многие физические процессы, рассматриваемые в книге, демонстрируются там в динамическом режиме. Кроме того, содержатся и дополнительные разделы.
Благодаря применению современных компьютерных технологий с использованием звука, цвета и динамических (анимационных) рисунков компьютерная программа по мнению всех, кто познакомился с ней, является более эффективным средством обучения. Однако отсутствие в настоящее время на участках дефектоскопии дистанций пути компьютеров не позволяет широко внедрить эту программу в практику подготовки кадров. У книжного варианта есть своё преимущество: книгу можно взять в дорогу и полистать в свободную минуту.
Естественно, оптимальным вариантом при обучении является комплексное использование компьютерной программы и книги. Скорость и качество освоения материала при этом оказываются выше и процесс обучения проходит более интересно.
Книга и обучающая программа построены так, что ими можно пользоваться не только при подготовке операторов-дефектоскопистов в дорожных технических школах и на производстве, но и специалистов в техникумах (колледжах) и вузах.
Полную версию обучающей программы и эту книгу можно заказать по адресу:
196070, г. Санкт-Петербург, а/я 317, фирма КЭДР;
факс: (812)312-21-36, бокс 688;
E-mail: kedrbgtu@chat.ru, копия: markusd@chat.ru.
1. ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
1.1. СРЕДСТВА ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ РЕЛЬСОВ
В настоящее время на железных дорогах России и стран СНГ находятся в эксплуатации более десяти наименований ультразвуковых дефектоскопов. Наиболее распространенными из них являются:
— двухниточные дефектоскопы для сплошного контроля рельсов:
РЕЛЬС-5,
ПОИСК-2, ПОИСК- 10Э;
— однониточные дефектоскопы:
РЕЛЬС-4, УРДО-3;
— дефектоскопы для контроля сварных соединений:
РЕЛЬС-6,
УД2-12.
Реже встречаются дефектоскопы ранних лет выпуска: УЗД НИИМ-6М, УРД-63, ДУК-66П(М), УД11-ПУ.
В последние годы на отдельных железных дорогах введены в эксплуатацию:
— многоканальный двухниточный дефектоскоп нового поколения АВИКОН-01;
6 Ультразвуковые волны. Продольные и сдвиговые колебания
— дефектоскопы-индикаторы для контроля отдельных сечений рельсов:
УДС-41Ц,
ИУП1-Р-53,
УДС-69;
— однониточные дефектоскопы:
ПОИСК-11, РДМ-1;
— дефектоскоп для контроля отдельных сечений и сварных стыков рельсов РДМ-3.
Готовятся к внедрению:
— микропроцессорный дефектоскоп для контроля сварных соединений АВИКОН-02;
— двухниточный дефектоскоп РДМ-2.
Вышеназванные средства неразрушающего контроля объединяет то, что все они основаны на методах ультразвуковой дефектоскопии и обслуживаются одним или двумя операторами.
В соответствии с «Положением о системе неразрушающего контроля рельсов и эксплуатации средств рельсовой дефектоскопи в путевом хозяйстве» (Приказ № 2-ЦЗ от 25 февраля 1997 г.) предусмотрен постепенный переход на механизированные и автоматизированные средства дефектоскопии с сокращением эксплуатационных расходов при безусловном обеспечении безопасности движения поездов. При этом планируется широкое внедрение высокопроизводительных средств сплошного контроля рельсов, в основном базирующихся на ультразвуковых методах дефектоскопии:
— автомотрис дефектоскопных АМД-01 и AM Д-03 с аппаратурой типа ПОИСК-20 и с регистратором САРОС;
— ультразвуковых вагонов-дефектоскопов с аппаратурой ПОИСК-6 и ПОИСК-63;
— совмещенных вагонов-дефектоскопов на базе
основы ультразвуковой дефектоскопии
ультразвуковых и магнитных методов контроля с дефектоскопическим комплексом АВИКОН-ОЗ.
Несмотря на то, что эти средства могут контролировать рельсы при скоростях до 40—60 км/ч, принципы функционирования их также подчиняются общим законам ультразвуковой дефектоскопи.
1.2. УЛЬТРАЗВУКОВЫЕ ВОЛНЫ.
ПРОДОЛЬНЫЕ И СДВИГОВЫЕ КОЛЕБАНИЯ
1.2.1. Характеристики ультразвуковых колебаний
Ультразвуковая дефектоскопия для обнаружения дефектов использует упругие колебания и волны. Акустические колебания — это механические колебания упругой среды (например, металла рельса) вокруг своего положения равновесия, а акустические волны — распространение в этой среде механического возмущения (деформации).
В зависимости от частоты (числа колебаний в одну секунду) упругие волны подразделяют на:
— инфразвуковые — с частотой до 20 Гц (колебаний в секунду);
— звуковые — от 20 до 20 000 Гц;
— ультразвуковые — от 20 000 Гц до 1 000 000 000 Гц;
— гиперзвуковые — свыше 1 000 000 000 Гц.
Для справки
1 Гц — один герц (одно колебание в секунду);
1 000 Гц = 1 кГц — один килогерц;
1 000 000 Гц = 1000 кГц = 1 МГц — один мегагерц;
1 000 000 000 Гц = 1000 МГц = 1ГГц — один гигагерц.
Ультразвуковые волны. Продольные и сдвиговое колебания
Во всех отечественных дефектоскопах для обнаружения дефектов в рельсах используют ультразвуковые колебания частотой 2,5 МГц (рис. 1.2.1.).
Частота ультразвуко1 0 20 Гц 20 кГц 1 МГп^ f Звук Инфразвук шх колебаний рельсовых дефектоскопов 2,5 МГц 10 МГц 100 кГц 1 ГГц ’ »т1м1И-'-игН Ультразвук Гиперзвук
Рис. 1.2.1. Представление упругих волн на частотной оси
Упругие волны могут возникать в любой среде:
— твердой (металлы, органическое стекло, грунт);
— жидкой (вода, масло, спирт и т. д.);
— газообразной (воздух).
Основное свойство упругих волн состоит в том, что в волне осуществляется перенос энергии без переноса вещества. Упругие волны характеризуются следующими параметрами:
— длиной волны X, м, мм;
— частотой f, Гц, МГц;
— скоростью распространения с, м/с, мм/мкс.
Они связаны между собой простым соотношением:
X = c/f.
Пример для рельсов: с = 5 900 м/с; f = 2,5 МГц;
X = 5 900/2 500 000 = 0,00236 м = 2,36 мм.
Длина ультразвуковой продольной волны в металле железнодорожного рельса X = 2,36 мм.
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
В зависимости от упругих свойств среды в ней могут возникать упругие волны различных видов, отличающиеся направлением смещения колеблющихся частичек. В связи с этим различают:
— продольные;
— сдвиговые (или поперечные);
— поверхностные;
— нормальные и другие волны.
В ультразвуковой дефектоскопии железнодорожных рельсов чаще всего используют продольные и поперечные (или сдвиговые) волны.
1.2.2. Продольные волны
Если колебания частичек среды совпадают с направлением распространения волны, то волна называется продольной (рис. 1.2.2). Такая волна может быть возбуждена в твердом теле, жидкой и газообразной средах.
> направление волны
движение частиц среды
Рис. 1.2.2. Схематическое изображение продольной волны
Скорость распространения продольной волны обозначают буквой с с нижним индексом Z — с;. Для некоторых материалов она равна:
Возбуждение н прием ультразвуковых колебаний
— в стали (в металле рельса) с; = 5900 м/с;
— в воде с; - 1450 м/с;
— в органическом стекле с, = 2670 м/с;
- в воздухе (при температуре 0°С) cz - 331 м/с.
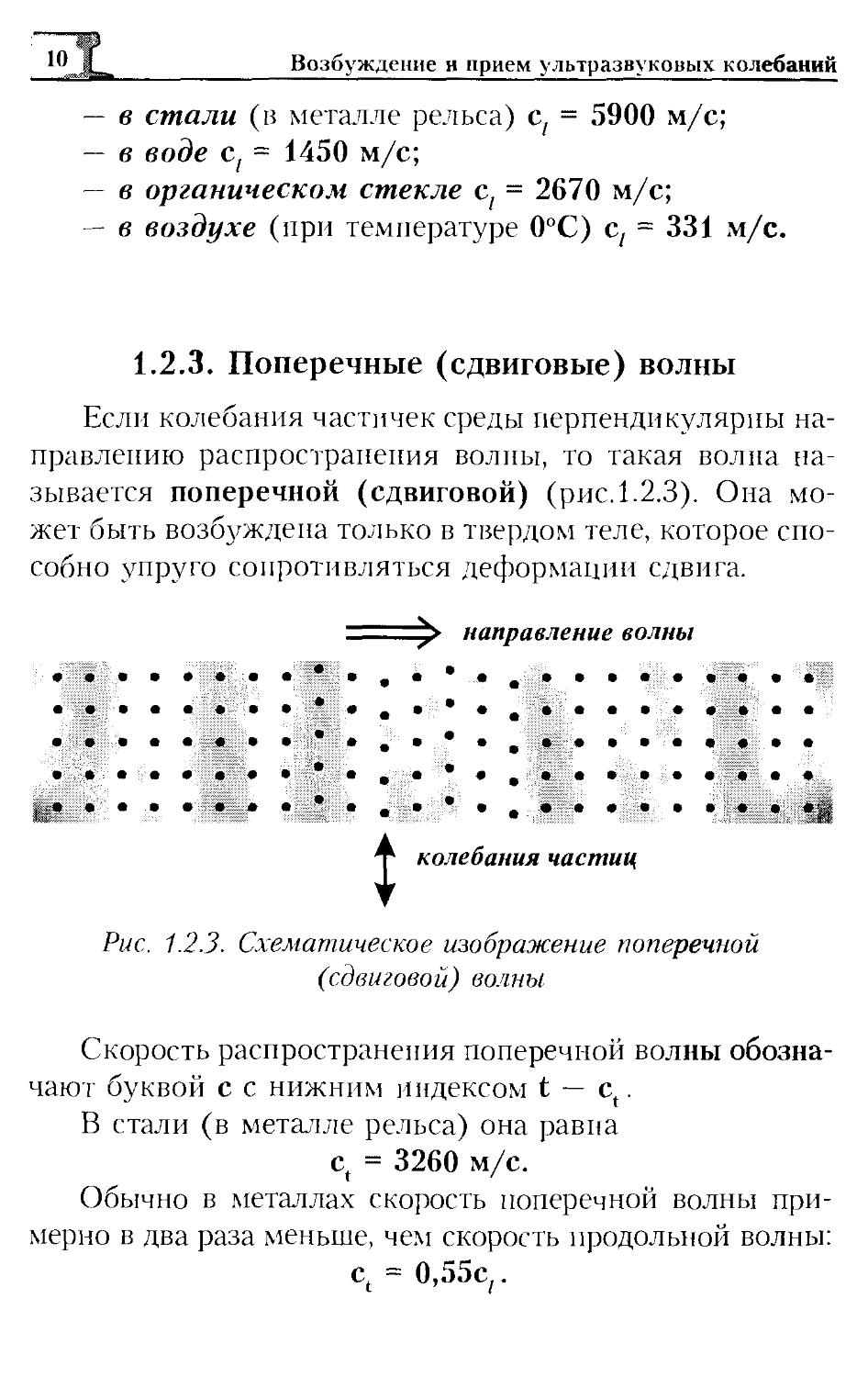
1.2.3. Поперечные (сдвиговые) волны
Если колебания частичек среды перпендикулярны направлению распространения волны, то такая волна называется поперечной (сдвиговой) (рис. 1.2.3). Она может быть возбуждена только в твердом теле, которое способно упруго сопротивляться деформации сдвига.
направление волны
•-
колебания частиц
Рис. 1.2.3. Схематическое изображение поперечной (сдвиговой) волны.
Скорость распространения поперечной волны обозначают буквой с с нижним индексом t — ct.
В стали (в металле рельса) она равна ct = 3260 м/с.
Обычно в металлах скорость поперечной волны примерно в два раза меньше, чем скорость продольной волны: ct - 0,55с;.
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ___
1.3. ВОЗБУЖДЕНИЕ И ПРИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
1.3.1. Понятие о пьезоэффекте
Для получения ультразвука названных выше частот (1—5 МГц) применяют пьезоэлектрические, магнитострикционные, электромагнитно-акустические и другие преобразователи. Наибольшее распространение получили пьезоэлектрические преобразователи (ПЭП), в которых активными являются пьезоэлементы, изготовленные из монокристалла кварца или пьезокерамических материалов — титаната бария, цирконат титаната свинца и др. Для изготовления преобразователей (вставок, резонаторов) рельсовых дефектоскопов чаще всего используют ПЭП из цирконат титаната свинца марки 19 — ЦТС-19.
На плоские поверхности пьезоэлементов наносят тонкие слои серебра, служащие электродами. При подведении к электродам знакопеременного электрического напряжения пьезоэлемент совершает вынужденные механические колебания (растягивается и сжимается, как это показано на рис. 1.3.1) с частотой подаваемого электрического напряжения. Данное явление называется обратным пьезоэффектом.
Рис. 1.3.1. Иллюстрация обратного пъезоэффекта
Возбуждение и прием ультразвуковых колебаний
При воздействии на пьезоэлемент упругих механических колебаний на его электродах возникает знакопеременное электрическое напряжение, величина которого пропорциональна прилагаемому к пьезоэлементу усилию (рис. 1.3.2). Это явление носит название прямой пьезоэффект.
Рис. 1.3.2. Иллюстрация прямого пъезоэффекта
1.3.2. Понятие о резонансе
Амплитуда колебаний пьезоэлемента зависит от напряжения на электродах и соотношения частоты подаваемого на него переменного напряжения и собственной частоты колебаний элемента. На рис. 1.3.3,а показана реакция пьезоэлемента на возмущающее воздействие низкой частоты, а на рис. 1.3.3,6 — реакция этого же пьезо-
Рис. 1.3.3. К понятию о резонансе
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
элемента на воздействие высокой частоты. Из рисунков видно, что амплитуда колебаний пьезоэлемента при воздействии высокой частоты выше, чем низкой. Однако при дальнейшем увеличении частоты возбуждающего воздействия амплитуда колебаний пьезоэлемента снова начнет уменьшаться.
Наибольшая амплитуда колебаний пьезоэлемента достигается при резонансе, то есть когда собственная частота его колебаний совпадает с частотой возбуждающего переменного напряжения. Собственная частота f элемента зависит от его толидины b и скорости упругих волн с:
f = c/2b.
Для пьезоксрамики ЦТС-19 скорость ультразвуковой волны с = 3 300 м/с. Тогда толщина пьезопластины для частоты f = 2,5 МГц = 2 500 000 Гц
b = c/2f = 3 300/5 000 000 = 0,0007 м = 0,7 мм.
Чем ниже требуемая частота генерируемых ультразвуковых колебаний, тем больше толщина резонансной пьезопластины. На рис. 1.3.4 показаны осциллограммы напряжений (прямой пьезоэффект), снимаемых с пьезопластин различной толщины (0,3 мм, 0,7 мм и 1,3 мм), при воздействии на них знакопеременного давления одинаковой величины, но различной частоты (650 кГц, 1,25 МГц, 2,5 МГц, 5 МГц и 10 МГц).
Как видно из рис. 1.3.4, резонансная частота зависит от толидины пьезопластины. Так, у пьезопластины толщиной 0,3 мм максимальная амплитуда получается при частоте воздействия на нее 5 МГц, у пьезопластины толщиной 0,7 мм — при частоте 2,5 МГц, а у пьезопластины толщиной 1,3 мм — при частоте 1,25 МГц.
Возбуждение и прием ультразвуковых колебаний
Воздействие с частотой 650 кГц
Воздействие с частотой 1,25 МГц
Воздействие с частотой 2,5 МГц
Воздействие с частотой 5 МГц
Воздействие с частотой 10 МГц
ПЭП толщиной
0,3 мм
ПЭП толщиной ПЭП толщиной
0,7 мм 1,3 мм
Рис. 1.3.4. Зависимость резонансной частоты ПЭП от его толщины при прямом пьезоэффекте (случай резонанса выделен фоном)
На рис. 1.3.5 показаны колебания пьезопластин тех же толщин, что и на рис. 1.3.4, при подаче на них переменного напряжения одинаковой амплитуды, но различной частоты (обратный пьезоэффект).
Сопоставление рис. 1.3.4 и рис. 1.3.5 позволяет сделать вывод о том, что как при прямом, так и при обратном пьезоэффектах резонансные частоты пьезопластин совпадают и определяются их толщинами.
Как видно из приведенных рисунков, вынужденные колебания пьезоэлемента можно возбудить на любой частоте. В этом случае излучаемая энергия будет меньше, чем на резонансной частоте. Зависимость амплитуды возбуждаемых пьезоэлементом колебаний от частоты подаваемого на него переменного напряжения постоянной амплитуды называется его амплитудно-частотной ха-
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Воздействие с частотой 650 кГц
Воздействие с частотой 1,25 МГц
Воздействие с частотой 2,5 МГц
Воздействие с частотой
5 МГц
Воздействие с частотой 10 МГц
ПЭП толщиной ПЭП толщиной ПЭП толщиной
0,3 мм 0,7 мм 1,3 мм
Рис. 135. Зависимость резонансной частоты ПЭП от его толщины при обратном пъезоэффекте (случай резонанса выделен фоном)
рактеристикой (АЧХ). На рис. 1.3.6 представлены АЧХ дисковых пьезоэлементов толщинами 1,3 мм, 0,7 мм и 0,3 мм.
1.3.6. Амплитудно-частотная характеристика пъезоп-ластин различной толщины
: 16 JI Возбуждение и прием ультразвуковых колебаний
Основными характеристиками пьезоэлементов являются частотный спектр, излучаемая мощность звука, направленность излучения. При одночастотном излучении основными характеристиками пьезоэлемептов являются рабочая частота и частотная полоса. Для резонансных пьезоэлементов, применяемых в рельсовых дефектоскопах, рабочей частотой является собственная частота, а ширина частотной полосы определяется ее добротностью.
1.3.3. Понятие о добротности
Добротность — количественная характеристика резонансных свойств пьезоэлемента, показывающая, во сколько раз амплитуда вынужденных колебаний при резонансе превышает амплитуду вынужденных колебаний на частоте, намного ниже резонансной, при одинаковой амплитуде вынуждающей силы. Короткое импульсное воздействие на пьезоэлемент приводит к появлению на его обкладках серии затухающих по экспоненте гармонических колебаний на собственной частоте пьезоэлемеита, что иллюстрирует рис. 1.3.7. Причем количество периодов этих затухающих колебаний численно равно добротности пьезоэлемента. Пьезоэлементы, используемые в ультразвуковой дефектоскопии, имеют обычно низкую добротность (в пределах от 1 до 10).
Рис. 1.3.7. Иллюстрация процесса ударного возбуждения пъезопреобразователя
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
1.3.4. Понятие о направленности
Подача на пьезоэлектрический преобразователь переменного напряжения приводит (вследствие обратного пьезоэффекта) к механическим его колебаниям (растяжению и сжатию). Эти механические колебания пьезоэлемента передаются в окружающую среду, возбуждая в ней акустические (ультразвуковые) колебания. Возбуждаемые пьезоэлементом ультразвуковые колебания (см. рис. 1.3.8) распространяются в среде в различных направлениях. Причем интенсивность распространения этих колебаний в различных направлениях различна.
Направленность излучения преобразователя — это способность его излучать звуковые волны в одних направлениях в большей степени, чем в других. Направленность преобразователя описывают характеристикой направленности — отношением интенсивности, создаваемой данным излучателем в направлении максимального излучения, к интенсивности ненаправленного излучателя той же мощности на том же расстоянии. Характеристику направленности представляют обычно в полярной системе координат и называют диаграммой направленности.
Рис. 1.3.8. Процесс излучения ультразвуковых колебаний
18
Возбуждение и прием ультразвуковых колебаний
Колеблющийся пьезоэлектрический преобразователь, при достаточно больших размерах его в.сравнении с длиной ультразвуковой волны (D > X), создает в окружающей среде волновое поле, имеющее вблизи от излучателя приблизительно цилиндрическую форму (ближняя зона, зона дифракции Френеля). Начиная с некоторого расстояния Zo поле приобретает форму усеченного конуса с небольшим углом tp при вершине (дальняя зона, зона дифракции Фраунгофера), что иллюстрирует рис. 1.3.9.
Таким образом, излучаемые пьезопластиной волны
Л ' тт
/1 \ Дальняя зона -
I 1 ' зона Фраунгофера
I J г \
I । \ Однородная
/ [ ( среда
Рис. 1.3.9. Зоны излучения ПЭП
распространяются узким, слегка расходящимся пучком. Величина угла </>р, под которым этот пучок расходится, сравнительно невелика и зависит от соотношения между геометрическими размерами (площадью излучающей поверхности) пьезоэлемента и длиной волны излучаемых ультразвуковых колебаний. Для излучателя, имеющего форму диска диаметром D, величина угла ^>р (определяющего ширину диаграммы направленности излучателя) оценивается выражением
<рр = arcsin(l,22Z/D).
Для ПЭП, используемых в резонаторах рельсовых дефектоскопов, D = 12 мм, Л = 2,36 (для продольной волны), тогда = 14°.
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Из приведенного выражения следует, что при постоянной частоте f излучения ультразвуковых колебаний чем больше диаметр ньезопластины, тем уже диаграмма направленности. На рис. 1.3.10 показан процесс формирования диаграммы направленности при различных геометрических размерах пьезоэлемента. Как видно из рис. 1.3. Ю,в, при больших размерах пьезоэлемента диаграмма направленности становится достаточно узкой и, кроме того, у нее появляются боковые лепестки.
Рис. 1.3.10. Влияние размера ПЭП на вид и ширину его диаграммы направленности (ДН): а — широкая; б - средняя; в — узкая с боковыми
лепестками
: Свойства ультразвуковых колебаний
Если преобразователь используется для приема ультразвуковых колебаний, он также имеет определенную направленность по чувствительности. Диаграммы направленности преобразователя в режимах излучения и приема совпадают.
Протяженность ближней зоны Z для излучателя, имеющего форму диска, пропорциональна квадрату его диаметра и обратно пропорциональна длине волны ультразвуковых колебаний. Для ПЭП, используемых в резонаторах рельсовых дефектоскопов, Zo равна примерно 15 мм. В ближней зоне амплитуда ультразвукового поля, как вдоль оси пучка, так и по его сечению претерпевает осцилляцию.
1.4. СВОЙСТВА УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
1.4.1. Затухание ультразвуковых колебаний
Как отмечалось в разделе 1.3.4, направленность пьезоэлектрических преобразователей достаточно высока (в практике контроля рельсов угол раскрытия р диаграммы направленности не превышает 10—14°). По мере удаления от излучателя амплитуда колебаний частиц постепенно убывает. Это обусловлено геометрическим расхождением лучей, что приводит к увеличению ширины ультразвукового пучка, а также потерями в среде (в металле рельса), приводящими к постепенному затуханию колебаний при их распространении. На рис. 1.4.1 показан характер изменения затухания ультразвуковых колебаний при увеличении расстояния между излучателем и приемником.
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
ГЕНЕРАТОР
Рис. 1.4.1. Зависимость затухания ультразвуковых колебаний от расстояния
Затухание ультразвуковых колебаний происходит по экспоненциальному закону:
А = Ао- ехр(дг),
где г - расстояние, пройденное волной, м;
д - коэффициент затухания, 1/м.
Коэффициент затухания определяется выражением:
<5 = <5 + <5 , I, р’
т. е. складывается из коэффициентов поглощения <5 и рассеяния д .
р
При поглощении звуковая энергия превращается в тепловую. При рассеянии на кристаллах звуковая энергия уходит в стороны от направления распространения волны (рис. 1.4.2).
Затухание ультразвука в воздухе очень велико. В воде — в тысячи раз меньше. В пластмассах затухание также велико и определяется в основном поглощением. В стали затухание небольшое, и ультразвуковые колебания с
Свойства ультразвуковых колебаний
частотой 2, 5 МГц могут в ней распространяться на расстояние до 5—6 м.
Для различных материалов коэффициент затухания для продольной волны на частоте 2,5 МГц составляет:
Материал 5, (1/м)
Вода 0,004
Алюминий 0,01 - 5
Сталь (Ст 20) 1-8
Органическое стекло (плексиглас) 58
Воздух 280
Рис. 1.4.2. Процесс рассеяния ультразвуковых колебаний на кристаллах среды распространения
ГЕНЕРАТОР
Величина, обратная коэффициенту затухания, показывает, на каком пути амплитуда волны уменьшается в е раз (е = 2,73 — число Непера). Поэтому размерность затухания — 1/м. Иногда используют внесистемную единицу непер на метр (Нп/м). Часто коэффициент затухания выражают числом N отрицательных децибелов*, на которое уменьшается амплитуда волны на единичном участке пути
1/м = 1 Нп/м = 8,686 дБ/м.
* Понятие «децибелы» пояснено в разделе 2.8.
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ j
Коэффициент затухания ультразвуковых колебаний зависит от их частоты. Зависимость коэффициента затухания ультразвуковых колебаний в стали от частоты приведена на рис. 1.4.3.
Рис. 1.43. Зависимость коэффициента затухания ультразвуковых колебаний в стали от частоты
1.4;2. Отражение ультразвуковых колебаний (при нормальном падении волн)
Если на пути распространения ультразвуковой волны встречается другая среда (среда с другими акустическими свойствами), то одна часть энергии проходит во вторую среду, а другая часть — отражается в первую (рис. 1.4.4). Распределение энергии между отраженной и прошедшей волнами определяется соотношением их акустических свойств (удельных акустических сопротивлений сред).
Коэффициент отражения R — отношение интенсивностей отраженной и падающей волн
Свойства ультразвуковых колебаний
ГЕНЕРАТОР
ПЭП
Однородная среда 1 _
Падающая волна
Отраженная
4"" волна
Прошедшая _ —• волна
Однородная среда 2
Рис. 1.4.4. Падающая, прошедшая и отраженная волны
R = J /J .
иотр/ •'лад
Коэффициент прохождения D = 1 - R — отношение интенсивностей прошедшей и падающей волн
D = J /I .
•'прошсдш' •'пад
На отражении упругих волн от несплошностей основана выявляемость дефектов при эхо-дефектоскопии, так как по своим акустическим свойствам несплошнос-ти (трещины, поры, шлаковые включения и др.) отличаются от основного материала.
Коэффициент отражения от трещин и пор близок к единице, если величина раскрытия больше 0,0001 мм. Коэффициент отражения по амплитуде от шлаковых включений составляет 0,15—0,50.
1.4.3. Преломление и трансформация ультразвуковых колебаний (при наклонном падении волн)
При наклонном падении продольной волны из твердой среды 1 в твердую среду 2 па границе этих двух сред происходит:
ПГТ1ОВЫ УЛЬТРАЗВУКОВОЙ дефектоскопии_________;
— отражение,
— преломление,
— трансформация (расщепление) волны (рис. 1.4.5).
Если продольная упругая волна / со скоростью сп падает на границу раздела двух твердых сред под углом, отличным от прямого, то отраженная и прошедшая волны преломляются и трансформируются на продольные I, / и сдвиговые tv t2 волны, распространяющиеся в первой и второй средах под различными углами (на рис. 1.4.5 для простоты показан всего один луч из пучка лучей). На практике для обеспечения падения продольных волн под углом между пьезоэлементом и контролируемой деталью располагают призму из органического стекла.
/’wc. 1.4.5. Отражение и преломление ультразвуковых волн
При этом угол /3 между падающим лучом С и перпендикуляром MN к поверхности раздела в точке О
| 26 Свойства ультразвуковых колебаний называется углом падения; углы и (3, — углами отражения; углы at п а — углами преломления (или углами ввода соответственно продольной и сдвиговой волн).
Законы отражения и преломления упругих волн по аналогии с законами геометрической оптики формулируются так:
1. Отраженные и преломленные лучи лежат в одной плоскости с падающим лучом и нормалью к поверхности раздела сред, проведенной в точке падения.
2. Угол отражения продольной волны равен углу падения.
3. Углы падения, отражения и преломления связаны соотношением, называемым законом Снелиуса.
(sin£)/cn = (sina)/cf2= (sin£)/cd = (sin^/c,^
= (sina,)/c/2,
где c/p c/2, cn, cZ2 — скорости распространения продольных и сдвиговых волн в 1-й и 2-й средах соответственно.
При увеличении угла падения /3 продольной волны / углы а12 и а также увеличиваются (рис. 1.4.6), и при некотором значении /3 = (первый критический угол) преломленные продольные волны распространяются по поверхности, не проникая в глубь среды 2. При дальнейшем увеличении угла падения до /?кр2 (второй критический угол) по поверхности распространяются преломленные сдвиговые волны.
Для лучей упругих волн в полной мере справедлив закон обратимости: если луч падает из среды 1 на границу со средой 2 под углом (3, преломляется и входит в среду 2 под углом аг то луч, падающий из среды 2 на границу с первой под углом аг после преломления войдет в среду 1 под углом (3.
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Рис. 1.4.6. Иллюстрация критических углов
Свойства упругих волн используют при конструировании наклонных преобразователей для контроля изделий сдвиговыми и продольными волнами. В таких преобразователях ультразвуковые колебания преломляются с помощью клинообразной призмы, изготовленной из органического стекла (или из другого материала) и играющей роль среды 1, a cpe/ioii 2 является контролируемое изделие.
При углах падения меньших, чем второй критический угол /?кр2, и больших, чем первый Д , во второй среде возникает лишь поперечная волна со скоростью с Для системы оргстекло - сталь расчетные критические углы составляют:
- первый критический угол Д ~ 27°;
- второй критический угол Дкр2 = 56°.
Отмеченное свойство имеет большое практическое значение. В частности, если пьезопластину разместить на призме из органического стекла с углом Д в пределах 30—55°, то в стальном изделии (в металле рельса) будет распространяться только поперечная волна. Все типовые наклонные преобразователи, используемые для контроля головки и шейки рельса, имеют углы призмы в интервале между первым и вторым критическими углами (30°; 40°; 45° и 50°) и излучают поперечную волну.
Импульсный режим излучения ультразвуковых колебаний
Зная скорость распространения ультразвуковых колебаний в призме и контролируемом изделии, можно рассчитать значения углов распространения продольных и поперечных волн в среде 2 в зависимости от угла /3 по формуле
(sin/?)/czl = (sina)/ct2, откуда
sina = (ct2- sin/?)/czl.
Например, при контроле рельсов (ct2= 3260м/с) с помощью наклонного пьезопреобразователя с углом призмы (]3 = 40°) из органического стекла (с = 2670 м/с) угол ввода луча
а = arcsin((ct2- sin/?)/cz/) =
= arcsin((3260 • sin40°)/2670) = 52°.
Все сказанное выше относилось к отражению по законам геометрической оптики, справедливым для гладких поверхностей раздела. При отражении от шероховатых поверхностей, имеющих неровности высотой более 0,05Л—ОДЛ, происходит диффузное отражение, сопровождающееся рассеянием части энергии в разные стороны.
На принципе отражений ультразвуковых волн от неоднородностей металла и основана выявляемость дефектов ультразвуковым эхо методом, так как трещины, включения и другие несплошности отличаются по своему акустическому сопротивлению от основного металла.
Наилучшей выявляемостью обладают несплошности, не заполненные твердым веществом, например, раковины, расслоения и трещины с раскрытием до 0,0001—
.ндвы УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ_____________29 I
О 000001 мм, так как коэффициент отражения от границы металла с любой газовой средой близок к единице. Шлаковые включения имеют коэффициент отражения около 0,15 для продольных волн и 0,35—0,65 — для сдвиговых, поэтому выявляются значительно хуже.
1.5. ИМПУЛЬСНЫЙ РЕЖИМ ИЗЛУЧЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
Первый ультразвуковой дефектоскоп, разработанный С. Я. Соколовым в 1928 году, работал в непрерывном режиме излучения упругих колебаний. При этом он мог реализовать только теневой метод ультразвукового контроля, идея которого поясняется рисунком 1.5.Е
Контролируемое изделие
Кварцевая приемная пластина
ПРИЕМНИК
Ослабление прошедшего через изделие УЗ колебания над
Рис. 1.5.1. Принцип теневого метода ультразвукового контроля изделий, реализованного С, Я. Соколовым
Импульсный режим излучения ультразвуковых колебаний
В современных дефектоскопах в основном используют импульсный режим излучения ультразвуковых колебаний. При этом периодически излучают кратковременные импульсы с высокочастотным (ВЧ) заполнением. Импульсы ультразвуковых колебаний!, излучаемые в контролируемое изделие, называются зондирующими. Основные параметры излучаемых зондирующих импульсных колебаний показаны на рис. 1.5.2.
Рис. 1.5.2. Параметры излучаемых зондирующих импульсных колебаний
Здесь:
Т — период следования зондирующих импульсов (интервал времени между двумя посылками зондирующих импульсов), измеряется в мс или в мкс;
F — частота следования посылок зондирующих импульсов (величина, обратная периоду следования), измеряется в Гц или в кГц,
F = 1/Т;
t — длительность зондирующего импульса, измеряется в мкс;
То — период высокочастотного заполнения зондирующего импульса, измеряется в мкс;
cH0Bbi УЛЬТРАЗВУКОВОЙ дефектоскопии 31 ;
f — частота высокочастотного заполнения зондирующего импульса (величина, обратная периоду ВЧ заполнения), измеряется в МГц,
fo = 1/То;
U — амплитуда зондирующего импульса, измеряется в В.
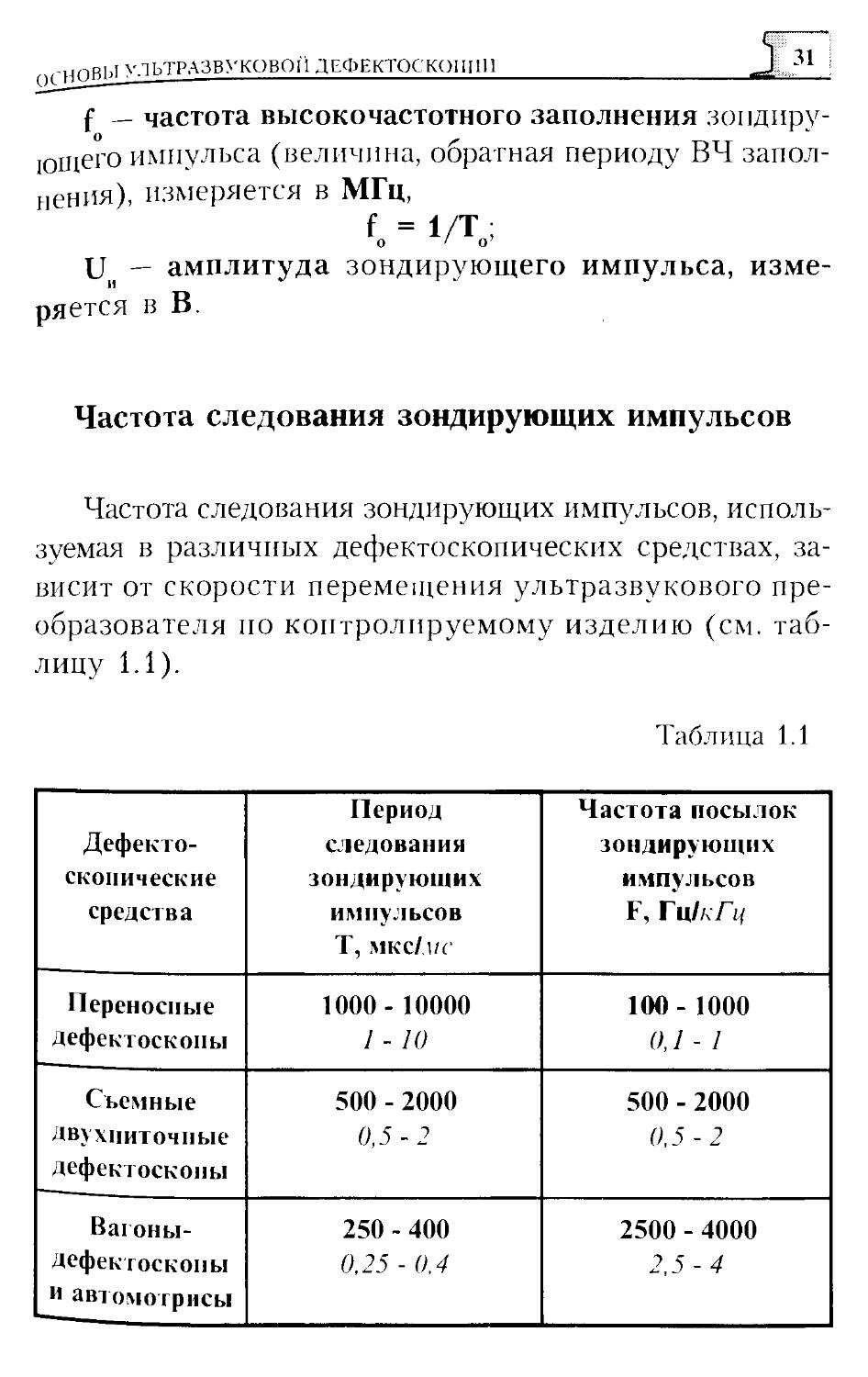
Частота следования зондирующих импульсов
Частота следования зондирующих импульсов, используемая в различных дефектоскопических средствах, зависит от скорости перемещения ультразвукового преобразователя по контролируемому изделию (см. таблицу 1.1).
Таблица 1.1
Дефектоскопические средства Период следования зондирующих импульсов Т, мкс/.пс Частота посылок зондирующих импульсов F, Гц1кГц
Переносные Дефектоскопы 1000- 10000 1 - К) 100- 1000 0,1 - 1
Съемные Двухпиточпые Дефектоскопы 500 - 2000 0,5-2 500 - 2000 0,5-2
Вагоны-Дефектосконы и автомотрисы 250 - 400 0,25 - 0.4 2500 - 4000 2,5 - 4
Импульсный режим излучения ультразвуковых колебаний
Таким образом, чем быстрее перемещаются ультразвуковые преобразователи по контролируемому изделию, тем чаще должны посылаться ультразвуковые колебания.
Длительность зондирующих импульсов
Длительность зондирующих импульсов измеряют обычно на уровне 0,1 от максимального значения U . В зондирующем импульсе, как правило, содержится от 4 до 12 периодов колебаний с ультразвуковой частотой f (рис. 1.5.3). Период этих колебаний То для традиционной в рельсовой дефектоскопии частоты ультразвуковых колебаний fo = 2,5 МГц равен
То =l/fo = 1/2 500 000 Гц = 0,0000004 с = 0,4 мкс.
Отсюда длительность зондирующих импульсов
t = 1,6-5,0 мкс.
И ’ 1
4 периода колебаний 9 периодов колебаний
с частотой f# с частотой f0
Рис. 1.5.3. Длительность зондирующих импульсов
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ__________
Чем длиннее зондирующий импульс, тем мощнее излучаемые колебания и тем глубже можно прозвучить контролируемое изделие. В то же время, чем короче зондирующий импульс, тем лучше разрешающая способность дефектоскопа по дальности и меньше «мертвая» зона. Поэтому выбор длительности зондирующего импульса — решение компромиссное.
Частота заполнения
Частоту заполнения f зондирующих колебаний, как уже отмечалось выше, выбирают, исходя из минимальных размеров требующих выявления дефектов, с одной стороны, и максимальных размеров зерен материала, из которого изготовлено контролируемое изделие — с другой. Размеры зерен, в свою очередь, влияют на коэффициент затухания ультразвуковых волн в материале изделия. Необходимо, чтобы длина ультразвуковой волны А была сравнима с минимальным размером обнаруживаемого дефекта и намного больше размера зерна металла.
Как известно, длина ультразвуковой волны А в среде определяется частотой излучаемых колебаний f
л = с/С
В рельсовой! дефектоскопии она определяется соотношениями:
— для продольных волн
А = 5 900/2 500 000 = 0,00236 м = 2,36 мм;
— для поперечных колебаний
А = 3 260/2 500 000 = 0,0013 м = 1,3 мм.
Импульсный режим излучения ультразвуковых колебаний
ВНИМАНИЕ!
Не путайте частоту f, ультразвуковых колебаний, которая составляет миллионы колебаний в секунду (1-10,0 МГц), и частоту посылок зондирующих импульсов F, составляющую всего лишь сотни и тысячи импульсов в секунду (100-4000 Гц).
Амплитуда
Амплитуда зондирующих импульсов U — это максимальная величина электрического импульса, прикладываемого к иьезопластине НЭП. Амплитуда U может достигать до 500 В на 1 мм толщины пластины из пьезокерамики. В дефектоскопах для контроля рельсов амплитуда зондирующего импульса составляет 50—200 В. Как правило, если зондирующий импульс имеет экспоненциально затухающую форму, требуется прикладывать к пьезопластипе большее напряжение, чем при возбуж-
Экспонепшш. гыгая форма
Рис. 1.5.4. Формы зондирующих импульсов
дении ее зондирующим импульсом колоколообразной формы (рис. 1.5.4).
В связи с тем, что зондирующий импульс не всегда имеет симметричную форму относительно горизонтальной (временной) оси, для характеристики амплитудного на-
ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ_____________Щ5 J
раметра импульса используют величину размаха Up первого периода колебаний. В радиотехнике импульс напряжения с высокочастотным заполнением называют радиоимпульсом. Таким образом, электрические колебания, подаваемые для возбуждения пьезопластины, то есть зондирующий импульс, представляют собой радиоимпульс. При выделении амплитудной огибающей этого импульса образуется видеоимпульс. Оператор на экране дефектоскопа наблюдает в виде видеоимпульсов эхо-сигналы (рис. 1.5.5), которые формируются при выделении огибающих радиоимпульсов с помощью амплитудного детектора.
Зондирующий и
эхо-радиоимпулъсы при наблюдении их с помощью осциллографа на пьезопластине
Зондирующий и эхо-видеоимпульсы на экране дефектоскопа
Зондирующий импульс
Эхо-импульс
Рис. 1.5.5. Радио- и видеоимпульсы
На рис. 1.5.6 показан процесс формирования зондирующего и эхо-видеоимпульсов на экране осциллографа (дефектоскопа) при наличии в озвучиваемом изделии одиночного отражателя (одного дефекта малых размеров), а на рис. 1.5.7 — этот же процесс при наличии двух отражателей (дефектов малых размеров, находящихся па различных расстояниях от излучателя).
Импульсный режим излучения ультразвуковых колебаний
Отражатель
Рис. 1.5.6. Формирование эхо-сигнала от одного отражателя
Рис. 1.5.7. Формирование эхо-сигналов от двух отражателей
2. МЕТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ при контроле рельсов
2.1. КЛАССИФИКАЦИЯ МЕТОДОВ
ультразвукового контроля
Из большого многообразия методов акустического контроля (ГОСТ 23829-85) для дефектоскопирования железнодорожных рельсов до недавнего времени применяли только два метода:
— эхо-метод;
— зеркально-теневой метод (ЗТМ).
В модернизированных дефектоскопах (ПОИСК 10Э-2Н, ПОИСК 10ЭРА) и в дефектоскопах нового поколения в сочетании с эхо-методом применен зеркальный метод ультразвукового контроля. В новой редакции
МЕТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ, используемые при контроле железнодорожных рельсов
Эхо и п, .Z1 , Зеркально-теневой , ИПП Теневой И п
11 1 — 1
д 1 1 и п L
Зеркальный
4____,
ОБНАРУЖИВАЮТ ДЕФЕКТЫ В РЕЛЬСАХ
~93 %
-0,01 %
Дельта
ы . 11
№
____L
-1-2 %
(новый)
Еще не используется
38
Эхо-метод ультразвукового контроля
ГОСТ Р 18576 для контроля рельсов разрешено также применение теневого и дельта-методов.
В последующих разделах рассматриваются основные характеристики этих методов.
2.2. ЭХО-МЕТОД УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Эхо-метод ультразвуковой дефектоскопии основан на излучении в контролируемое изделие коротких зондирующих импульсов и регистрации эхо-сигнала, отраженного от дефекта. Временной интервал между зондирующим и эхо-импульсами пропорционален глубине залегания дефекта, а амплитуда, в определенных пределах, — отражающей способности (размеру) дефекта.
К преимуществам эхо-метода относятся:
— односторонний доступ к изделию;
— относительно большая чувствительность к внутренним дефектам;
— высокая точность определения координат дефектов.
К недостаткам эхо-метода можно отнести:
— низкую помехоустойчивость к поверхностным отражателям;
— резкую зависимость амплитуды эхо-сигнала от ориентации дефекта;
— невозможность контроля качества акустического контакта в процессе перемещения ПЭП, так как при отсутствии дефектов на выходе отсутствуют какие-либо сигналы.
Несмотря на указанные недостатки, эхо-метод является наиболее распространенным методом ультразвуковой дефектоскопии изделий. С помощью этого метода обнаруживают более 90% дефектов в железнодорожных рельсах.
мгТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ|
Отличительной особенностью метода является то, что при контроле изделий регистрируются и анализируются практически все сигналы, приходящие из изделия после излучения зондирующих колебаний.
Поэтому при контроле изделий с плоскопараллельными поверхностями возможен одновременный прием эхо-сигналов как от дефекта, так и от противоположной поверхности (рис. 2.2.1). Причем временное положение эхо-сигнала от дефекта относительно зондирующего импульса пропорционально глубине h его залегания
t= 2h/c,
где с — скорость распространения ультразвуковых колебаний в изделии.
О
Рис. 2.2.1. Формирование эхо- и донного сигналов
Амплитуда эхо-импульса сложным образом зависит От величины отражателя (дефекта), свойств его поверх-чости и его ориентации, а также затухания ультразвуковой волны в изделии и расстояния до дефекта.
40
Эхо-метод ультразвукового контроля
Естественно, интервал времени между зондирующим импульсом и эхо-сигналом от противоположной (донной) поверхности пропорционален высоте Н изделия.
Сигнал от противоположной поверхности может отсутствовать при следующих ситуациях:
— донная поверхность не параллельна поверхности ввода ультразвуковых колебаний (рис. 2.2.2);
— дефект имеет значительный размер, полностью перекрывающий ультразвуковой лучок (рис. 2.2.3);
АI Зондирующий [импульс
Рис. 2.2.2. При непараллельных поверхностях донный сигнал отсутствует
Эхо-сигнал
Рис. 2.2.3. Донный сигнал отсутствует, так как дефект полностью перекрывает ультразвуковой пучок
— высота (толщина) изделия настолько велика, что вследствие затухания ультразвуковых колебаний амплитуда эхо-сигнала от противоположной поверхности имеет очень малую величину (рис. 2.2.4).
х,ГТОЛЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
, Н=1...5м
г------------------—
пэп
А
Зондирующий импульс
Эхо-сигнал
Рис.2.2.4. Расстояние до противоположной поверхности значительное. Донный сигнал отсутствует
При контроле изделий небольших толщин можно получить целую серию многократно переотраженных от
плоскопараллельных стенок изделия эхо-сигналов (рис. 2.2.5). Вследствие затухания ультразвуковых колебаний многократные отражения последовательно уменьшаются по амплитуде. Расстояние между отдельными отражениями — величина постоянная, зависящая от толщины изделия.
При наклонном вводе ультразвуковых колебаний временной интервал между зондирующим
Зондирующий импульс
1-й донный сигнал
2-й донный сигнал
t=2H/c t=2H/c t=2H/c
Рис. 2.2.5. Многократные отражения ультразвуковых колебаний в тонком изделии
О
Эхо-метод ультразвукового контроля
Зондирующий импульс
Эхо-сигнал
Рис. 2.2.6. Ввод ультразвуковых колебаний с помощью наклонных ПЭП
импульсом и эхо-сигналом от дефекта выглядит следующим образом (рис. 2.2.6):
t=2r/ct=2h/ctcosa,
где ct — скорость поперечных ультразвуковых колебаний в изделии;
а — угол ввода ультразвуковых колебаний;
г — расстояние от точки ввода ультразвуковых колебаний до дефекта.
ВНИМАНИЕ!
Угол ввода ультразвуковых колебаний в изделие в дефектоскопии всегда отсчитывается от нормали к поверхности сканирования.
Зная время t распространения ультразвуковых колебаний до дефекта и обратно и скорость cz ультразвуковых колебаний в изделии, можно легко определить глубину h залегания дефекта
h = ср t/2
при обнаружении дефекта прямым (а=0°) преобразователем и
h = (ct • t • cosa)/2
при обнаружении его наклонным преобразователем.
В последнем случае бывает также полезным знание расстояния L между точкой ввода ультразвуковых колебаний и проекцией дефекта на поверхность сканирования (рис. 2.2.6)
..стШЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ________43
L = (с( • t • sina)/2.
В приведенных выше выражениях время t — это время с момента излучения зондирующего импульса до момента прихода эхо-сигнала на пьезопластину ПЭП (пье-зопреобразователя). В реальных устройствах пьезопреобразователь состоит из отдельных конструктивных элементов, и пьезопластина не соприкасается непосредственно с контролируемым изделием.
Рис.2.2.7. Ввод ультразвуковых колебаний с помощью прямого (а = 0°) преобразователя
В прямых преобразователях (а = 0°) между пьезоэлементом и поверхностью контролируемого изделия находится протектор (рис. 2.2.7), выполняющий функции:
— защиты пьезоэлемента от износа;
~ улучшения согласования пьезоэлемента с контролируемым изделием;
— улучшения акустического контакта.
Естественно, при прохождении ультразвуковых компаний через протектор с толщиной hn затрачивается определенное время t, (время в протекторе), которое
Эхо-метод ультразвукового контроля
необходимо учитывать при точном определении глубины залегания дефекта
h = с • (t-2t„)/2.
Обычно толщина протектора в прямых (а = 0°) преобразователях, работающих в совмещенном режиме, составляет 0,5—2,0 мм. При этом время tn весьма мало (не превышает одной мкс) и во многих случаях может не учитываться.
Рис. 2.2.8. Путь ультразвуковых колебаний при наклонном вводе
При наклонном (рис. 2.2.8) вводе ультразвуковых колебаний пьезопластину в преобразователе помещают на специальную призму из органического стекла (или из другого звукопроводящего материала). В этом случае путь ультразвуковых колебаний складывается из пути в призме г и пути г в контролируемом изделии. Причем путь в призме искателя в зависимости от угла призмы /3 (что аналогично углу ввода колебаний а) составляет несколько (от 4 до 9) мм, а двойное время пробега ультразвуковых колебаний по призме ПЭП 2tn — от 3 до 8 мкс. При
1ГтгПЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ__ \
определении (Расчете) координат дефектов пренебрежение этой величиной недопустимо. Поэтому точное выражение для расчета глубины залегания дефекта при наклонном вводе ультразвуковых колебаний предусматривает вычитание из измеренного значения времени t величины задержки в призме 2tn
h = [с • (t-2tn) cosa]/2.
Для упрощения процедуры измерения координат выявленных дефектов в рельсовых дефектоскопах предусматривается аппаратное вычитание времени 2tn, т. е. в дефектоскопе производится компенсация (вычитание) времени задержки ультразвука в призме электронными средствами.
Первичными измеряемыми характеристиками сигналов от дефектов при эхо-импульсном методе ультразвукового контроля являются:
— максимальная амплитуда U3 эхо-сигнала;
— временное положение t эхо-сигнала относительно зондирующего импульса.
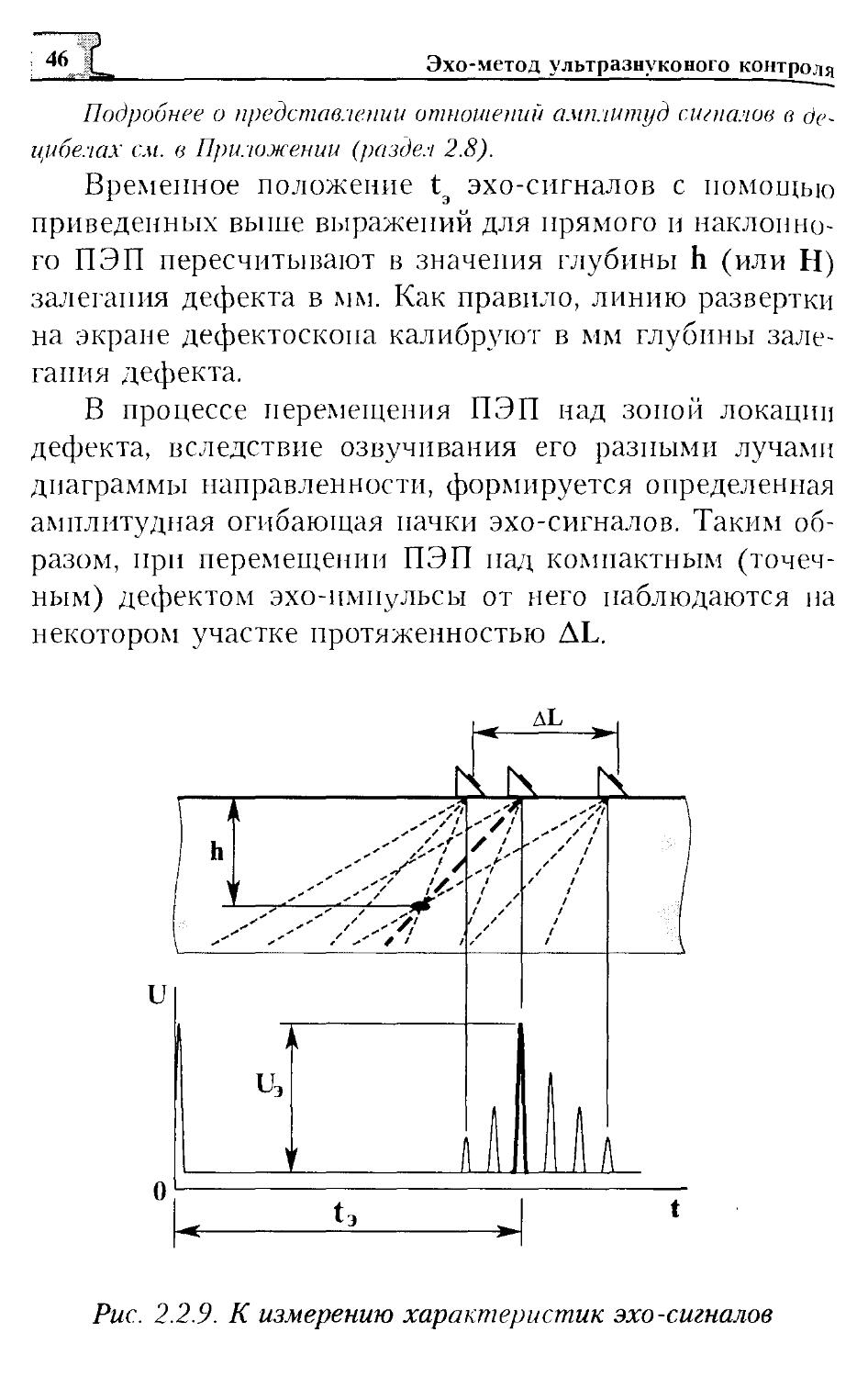
Указанные параметры измеряют при расположении преобразователя в точке, где наблюдается наибольшая амплитуда эхо-сигнала от дефекта (рис.2.2.9), т. е. тогда, когда дефект озвучивается центральным лучом (осью) Диаграммы направленности ПЭП.
Амплитуду эхо-импульса на экране дефектоскопа можно измерять в вольтах или милливольтах. В дефектоскопии не применяют измерение абсолютного значения амплитуды. Обычно амплитуду сигнала от дефекта сравнивают с амплитудой эхо-сигнала от искусственно-10 отражателя заданной геометрической формы, чаще все-Го — цилиндрического сверления в специальном (стандартном) образце. Для удобства это сравнение производится пе в разах Ut/U2 , а в децибелах
N = 20 • IglU/UJ.
; 46 [Эхо-метод ультразвукового контроля
Подробнее о представлении отношений амплитуд сигналов в децибелах см. в Приложении (раздел 2.8).
Временное положение t эхо-сигналов с помощью приведенных выше выражений для прямого и наклонного ПЭП пересчитывают в значения глубины h (или Н) залегания дефекта в мм. Как правило, линию развертки на экране дефектоскопа калибруют в мм глубины залегания дефекта.
В процессе перемещения ПЭП над зоной локации дефекта, вследствие озвучивания его разными лучами диаграммы направленности, формируется определенная амплитудная огибающая пачки эхо-сигналов. Таким образом, при перемещении ПЭП над компактным (точечным) дефектом эхо-имнульсы от него наблюдаются на некотором участке протяженностью AL.
Рис. 2.2.9. К измерению характеристик эхо-сигналов
|ГТО1Ы УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
Поскольку ширина пучка (ширина диаграммы направленности ПЭП) зависит от того, на каком уровне она определяется, то и AL изменяется в некоторых пределах при изменении усиления дефектоскопа.
Рис. 2.2.10. Условные размеры точечного и протяженного дефектов
Если дефект имеет протяженность, то его границы, определенные эхо-импульсным методом, также могут отличаться от истинных (рис. 2.2.10). В связи с этим в ультразвуковой дефектоскопии используют понятие условных размеров дефекта.
Для обнаруженного эхо-импульсным методом дефекта можно измерить три условных размера:
— условную ширину АХ;
— условную высоту АН;
— условный размер по длине рельса AL.
Условный размер AL по длине рельса характеризуйся длиной зоны в миллиметрах перемещения ПЭП вдоль рельса, в пределах которого формируется сигнал От дефекта (рис. 2.2.11) при заданной условной чувствительности дефектоскопа.
Эхо-метод ультразвукового контроле
Рис. 2.2.11. Измерение условного размера AL и условной высоты АН дефекта
Условная высота АН дефекта — это разность показаний дефектоскопа, снятых при тех же положениях ПЭП, при которых измерялся условный размер AL (рис.2.2.11).
Условная ширина АХ дефекта (мм) измеряется по длине зоны между крайними положениями ПЭП, перемещаемого вдоль контролируемого сечения (рис. 2.2.12).
Крайними положениями ПЭП при измерениях условных размеров AL, АН и АХ считают положения, при которых амплитуда эхо-сигнала от выявленного дефекта уменьшается до уровня срабатывания автоматического сигнализатора дефектоскопа, настроенного в соответствии с требованиями нормативной документации на контроль конкретного изделия.
- И-ГОЛЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ__________
Условный размер по длине рельса Условная ширина лХ
Рис. 2.2.12. Измерение условной ширины АХ дефекта в
головке рельса
2.3. ТЕНЕВОЙ И ЗЕРКАЛЬНО-ТЕНЕВОЙ МЕТОДЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Теневой метод одним из первых стал применяться для ультразвукового контроля металлоизделий. Излучатель ультразвуковых волн И, изделие и приемник II образуют «акустический тракт». Решение о состоянии проверяемого изделия выносится по уровню принятого сигнала U (на электродах приемного ПЭП II). Если на пути Ультразвуковых волн от излучателя до приемника нет препятствий (несплошностей), отражающих или рассеивающих ультразвуковые волны, то уровень принятого сигнала максимален. Этот уровень резко уменьшается или падает до пуля, если в изделии есть несплошность Д (рис. 2.3.1). Решение выносится при соблюдении требовании к условиям обеспечения стабильного акустического кон-1акта обоих искателей с контролируемым изделием.
JL, Теневой и зеркально-теневой методы ультразвукового контроля
Рис. 23.1. Теневой метод ультразвукового контроля
В отличие от эхо-метода, теневой метод имеет высокую помехоустойчивость и слабую зависимость амплитуды от угла ориентации дефекта. Недостатком метода является требование двухстороннего доступа к изделию. Естественно, это условие не может быть выполнено при контроле рельсов в пути. Кроме того, серьезным недостатком теневого метода является наличие значительных погрешностей показаний прибора, регистрирующего уровень прошедшего сигнала (из-за нестабильности акустического контакта обоих преобразователей с контролируемой деталью). Теневой метод не дает информации о расположении (координатах) обнаруженной несплошно-сти. По этим причинам данный метод в дефектоскопии деталей железнодорожного транспорта имеет ограниченное применение.
Зеркально-теневой метод, как видно из рис. 2.3.2, не требует двухстороннего доступа к изделию. При этом признаком обнаружения дефекта служит ослабление амплитуды сигнала, отраженного от противоположной по-
jrTQjbl УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
иерхности. Ее обычно называют донной поверхностью, а Эхо-сигнал, отраженный от этой поверхности — донным сигналом.
Как видно из рис. 2.3.2, зеркально-теневой метод (ЗТМ) ультразвукового контроля реализуется, если перенести приемный пьезоэлектрический преобразователь, реализующий теневой метод, с донной поверхности на поверхность сканирования изделия и наблюдать за уровнем (амплитудой) дважды прошедшего через изделие сигнала (от поверхности ввода до донной поверхности и обратно).
Естественно, временное положение донного сигнала
И
Зондирующий импульс
t
Прошедший сигнал
Донный сигнал
t=H/c
t=2H/c
Рис. 2.3.2. Переход от теневого метода ультразвукового контроля к зеркально-теневому
п
относительно зондирующего
импульса в два раза превышает временное положение прошедшего сигнала при теневом методе.
Как и при реализации эхо-метода, для ЗТМ в качестве излучателя и приемника ультразвуковых колебаний могут использоваться:
— два рядом расположенных пьезопреобразователя в отдельных корпусах (как на рис. 2.3.2), при этом преобразователи работают в раздельном режиме;
— две пьезопластипы размещены в одном корпусе, причем приемная и передающая пьезопластипы обычно отделяются электроакустическим экраном. Такой пьезопре
52[ Теневой и зеркально-теневой методы ультразвукового контроля
образователь называют раздельно-совмещенным (PC) ПЭП (рис. 2.3.3);
— одна пьезопластина, осуществляющая поочередное излучение и прием ультразвуковых колебаний. Такой режим работы называют совмещенным, а пьезопреобразователь — совмещенным ПЭП.
В рельсовой дефектоскопии, ввиду простоты реализации, чаще всего применяют преобразователи, работающие в совмещенном режиме, реже — в раздельно-совмещенном (PC) и весьма редко — в раздельном режиме излучения-приема ультразвуковых колебаний (рис. 2.3.3).
Реализация ЗТМ с помощью преобразователей, работающих в различных режимах:
РАЗДЕЛЬНЫЙ РАЗДЕЛЬНО-СОВМЕЩЕННЫЙ СОВМЕЩЕННЫЙ
и У-Гп t V Экран И п— V । 1 1 ИП , Lt ♦ 1 | t i 2- L_ —
Рис. 233. Реализация зеркально-теневого метода
Ввод акустических колебаний
Прямой П
Наклонный
Рис. 233. Способы ввода акустических колебаний при ЗТМ контроля изделий
Зеркально-теневой метод можно реализовывать как с помощью прямых (осуществляющих ввод ультразвуковых колебаний нормально к поверхности сканирования), так и наклонных ПЭП (рис. 2.3.4). В съемных дефектоскопах и при
ц-тлДЫ УЛЬТРАЗВУКОВОЙ дефектоскопии рельсов
53 ;
ручном контроле железнодорожных рельсов при реализации ЗТМ в основном применяют прямые ПЭП.
При любом способе контроля амплитуда донного эхо-
пмпульса в процессе перемещения искателя несколько меняется из-за нарушений акустического контакта и спадает при обнаружении дефекта (рис. 2.3.5).
Рис. 2.3.5. Схема перемещения преобразователя и картина изменения амплитуды U донного эхо-сигнала при различных положениях X преобразователя
Поэтому при любом способе реализации зеркально-теневого метода контроля признаком обнаружения дефекта является уменьшение донного сигнала в определенное, наперед заданное число раз. Чем крупнее дефект, тем существеннее ослабление донного импульса, вызываемое этим дефектом.
Величина ослабления донного импульса может быть оценена коэффициентом ослабления К равным
к = и /и,
с д' о’
где Uo — амплитуда донных импульсов при отсутствии дефекта;
54 Теневой и зеркалыю-теневой методы ультразвукового контроля — амплитуда тех же донных импульсов при расположении дефекта в зоне ультразвукового пучка.
При достаточной мощности зондирующих колебании ультразвуковой луч может пробегать по толщине рельса несколько раз. В результате принимается серия донных импульсов (до 12!), амплитуда которых уменьшается по экспоненциальному закону по мере увеличения порядкового номера отражений (рис. 2.3.6).
При сплошном контроле рельсов с помощью дефектоскопных тележек производят анализ изменения амплитуд первого или второго донного сигналов. Выделение донного сигнала производят с помощью стробирующего импульса.
Величина ослабления К., вызываемого одним и тем же дефектом, будет различной при различных способах контроля. Для количественной оценки выявляемое™ дефектов используют обычно коэффициент ослабления при контроле по первому донному импульсу. Этот коэффициент называют коэффициентом выявляемое™ дефекта и обозначают К . д
Величина коэффициента Кд изменяется в пределах от 0 до 1 и тем меньше, чем больше дефект. Для дефектов, размеры которых существенно меньше длины волны, К = 1; если дефект полностью перекрывает ультразвуковой пучок, то К = 0. Таким образом, по величине
А
Зондирующий импульс
1-й донный импульс
импульс
3-й донный . импульс
А
А
Стробирующий импульс
2-й донный импульс после временного стробирования
t
t
t
Рис. 2.3.6. Образование многократно отраженных донных сигналов
Рис. 2.3.7. Влияние размера дефекта на коэффициент выяв-ляемости К д
коэффициента выявляемое™ в некоторых случаях можно оценивать размеры дефекта (рис. 2.3.7). Выявляемое™ дефекта тем лучше, то есть чувствительность тем больше, чем существеннее ослабление донного импульса, по
которому ведется контроль.
Таким образом, зеркально-теневой метод является одним из основных способов, применяемых для обнару
жения дефектов в виде вертикальных расслоений в шей-
ке и подошве рельса. Как было отмечено выше ЗТМ не
требует двухстороннего доступа к изделию, однако этим методом Можно контролировать только плоскопараллельные объекты.
При реализации зеркально-теневого метода анализируют только амплитуду (первого или второго) донного сигнала, выделяя ег° достаточно узким стробирующим импульсом (рис. 2.3.8). При этом возможные эхо-сигна--'Ь1 от дефектов в толще изделия Не рассматриваются.
Рис. 2.3.8. Выделение донного сигнала
56
.Зеркальный метод ультразвукового контродя
2.4. ЗЕРКАЛЬНЫЙ МЕТОД УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 2.4.1. Отражение ультразвуковых колебаний от вертикально ориентированной трещины
При поиске дефектов, ориентированных перпендикулярно к поверхности сканирования, например, некоторых контактно-усталостных трещин в головке рельсов (код дефекта 21.1-2), контроль одним наклонным преобразователем не всегда дает достаточно надежные показания. Это связано с тем, что ультразвуковой луч, падая на дефект, в основном зеркально отражается от его плоскости и практически не возвращается на излучаемый ПЭП (рис.2.4.1). Для повышения эффективности обнаружения вертикально ориентированных поперечных трещин рекомендуется дополнить эхо-метод ультразвукового контроля зеркальным методом. Он
реализуется при прозвучивапии изделия двумя ПЭП, которые размещены на поверхности сканирования таким образом, чтобы фиксировать одним ПЭП сигнал, излучаемый другим ПЭП. Сигнал, переотражаясь от противоположной поверхности изделия и от плоскости дефекта, поступает на приемную пьезопластину (рис. 2.4.2).
В простейшем случае в дополнение к первому ПЭП, работающему в обычном режиме излучения-приема, па определенном расстоянии В от него
Рис. 2.4.2. Иллюстрация зеркального метода контроля
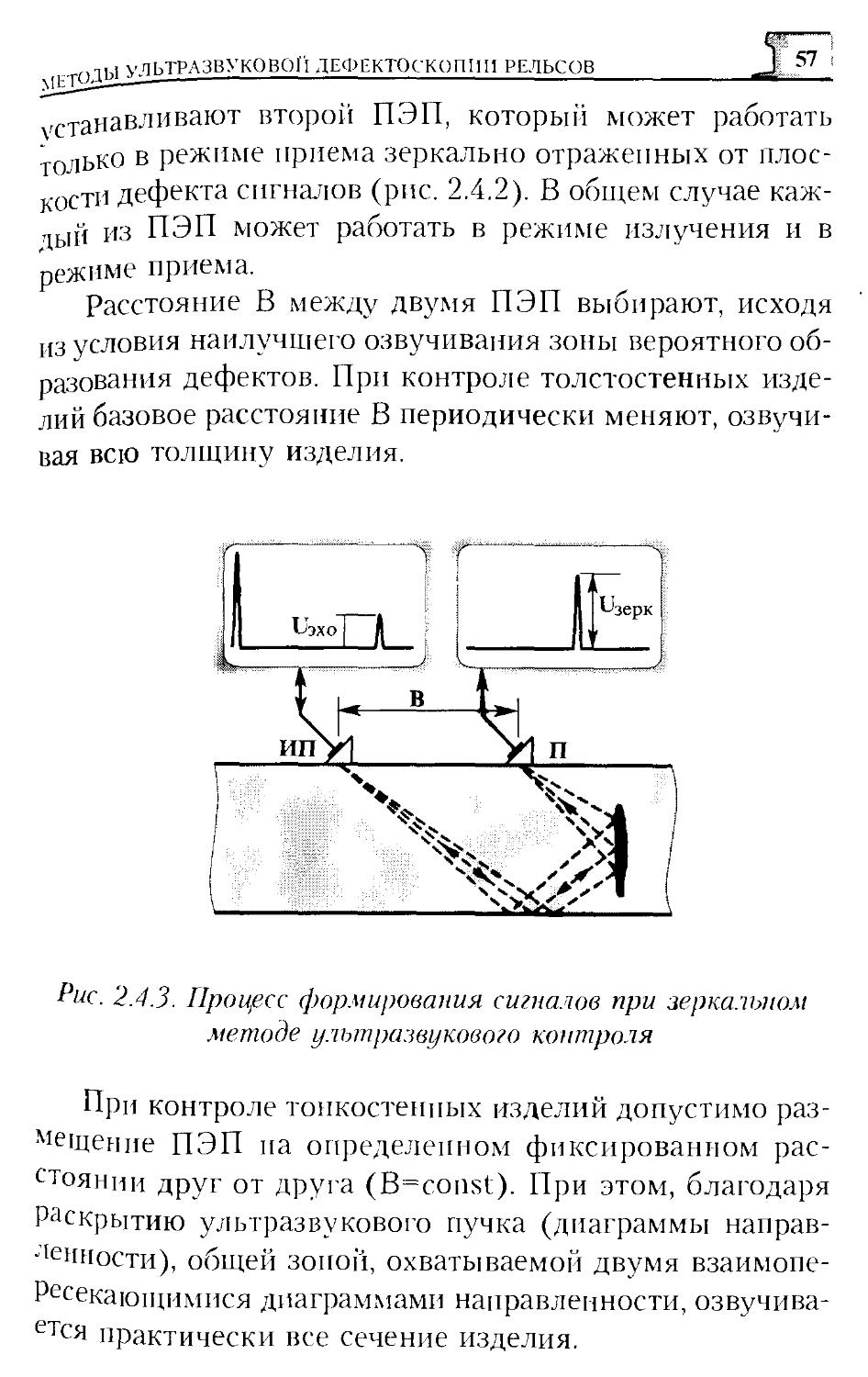
11:Т2ТЬ1 УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ 57 1
устанавливают второй ПЭП, который может работать только в режиме приема зеркально отраженных от плоскости дефекта сигналов (рис. 2.4.2). В общем случае каждый из ПЭП может работать в режиме излучения и в режиме приема.
Расстояние В между двумя ПЭП выбирают, исходя из условия наилучшего озвучивания зоны вероятного образования дефектов. При контроле толстостенных изделий базовое расстояние В периодически меняют, озвучивая всю толщину изделия.
Bwc. 2.4.3. Процесс формирования сигналов при зеркальном методе ультразвукового контроля
При контроле тонкостенных изделий допустимо размещение ПЭП па определенном фиксированном расстоянии друг от друга (B=const). При этом, благодаря Раскрытию ультразвукового пучка (диаграммы направленности), общей зоной, охватываемой двумя взаимопе-Ресекающимися диаграммами направленности, озвучивается практически все сечение изделия.
Дельта-метод ультразвукового контроля
2.5. ДЕЛЬТА-МЕТОД УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Данный метод использует явление дифракции воли на дефекте. Излучающий пьезопреобразователь озвучивает дефект поперечной ультразвуковой волной (рис. 2.5.1).
Часть падающего на плоскость дефекта ультразвуко
вого пучка зеркально отражается от дефекта в виде поперечной волны cf Другая часть дифрагирует (рассеивается) в виде поперечной волны или трансформируется (преобразуется) в виде продольной волны с(.
Наиболее интенсивно дифракция возникает на ост-
Рис. 2.5.1. Схема установки ПЭП при реализации делъ-т а -метода у. 1 ътразвукового контроля.
Излучатель И, приемник П и дефект Д как бы образуют повернутую греческую букву А «дельта»
принимаемой продольной В целях распознавай!
рых краях дефектов, например, на краях усталостных трещин.
Дифрагированная продольная волна может быть принята прямым ПЭП, размещенным над трещиной.
Признаком наличия дефекта является появление эхо-импульса на ПЭП П с амплитудой Ut/.
Амплитуда Uu сигнала дифрагированной волны (при прочих равных условиях) зависит от угла 0 между направлением падающей па плоскость дефекта поперечной волны ct и направлением волны с;.
я конфигурации дефекта по
амплитуде Ut/дифрагированной волны в изделиях с плос-
копараллельными поверхностями применяют озвучивание под углом к поверхности изделия плоскости дефекта
Г 59
i УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
МЕТ ОДР!—-—-------------------------------
ямым (т=0) и однократно отраженным (т=1) лучом
(рис. 2-5.2).
Озвучивание дефекта
однократно-отраженным (т = 1) лучом
Озвучивание дефекта
Рис. 2.5.2. Процедура реализации дельта-метода при измерениях амплитуд дифрагированной волны для распознавания конфигурации дефекта
При озвучивании прямым лучом угол 0 = а, а однократно отраженным лучом — 0 = 180° -а. Измеряя максимальные амплитуды сигналов дифрагированной волны при озвучивании прямым Uu и однократно-от-Раженным UtZ1 лучами по их соотношению / = U /U Делаются попытки распознавания конфигурации дефектов и разделения их на:
— плоскостные (трещины);
— округлые (поры, шлаковые включения);
~ полуплоскостные (поры с трещиной).
В связи с тем, что реализация дельта-метода требует
4_ Отраслевые стандартные образцу
использования двух ПЭП (наклонного и прямого), а процедура измерения весьма трудоемка, метод используют только в экспертных ситуациях. Данный метод хотя и предусмотрен новым ГОСТом на ультразвуковой контроль рельсов, но практического применения в рельсовой дефектоскопии в настоящее время еще не нашел.
2.6. ОТРАСЛЕВЫЕ СТАНДАРТНЫЕ ОБРАЗЦЫ
Стандартные образцы применяют для обеспечения единства измерений, проверки основных параметров при:
— аттестации и проверке работоспособности ПЭП;
— метрологической поверке ультразвуковых дефектоскопов;
— настройке ультразвукового дефектоскопа на заданный режим работы для контроля конкретного изделия.
На железнодорожном транспорте наибольшее распространение получили стандартные образцы СО-1 (СО-IP), СО-2 и СО-3 (СО-ЗР) , соответствующие ГОСТ 18576-85 и ГОСТ 14782-86.
2.6.1. Стандартный образец СО-1
Стандартный образец СО-1 (рис. 2.6.1), изготовленный по ГОСТ 14782-86 из органического стекла с заданными акустическими свойствами, используется для настройки дефектоскопов на заданную условную чувствительность, выражаемую в миллиметрах. Глубина расположения эталонных отражателей диаметром 2 мм для определения условной чувствительности указана в миллиметрах на образце около каждого отражателя. Исходящие от отражателей линии соответствуют углам наде-
„., ультразвуковой дефектоскопии рельсов____.J hl I
дцЛО-ФУ—----------------------------------------“
я волны (углу призмы пьезопреобразователя, выпол-Ненной из органического стекла), равным 30°, 40° и 50°.
Проверку глубиномера дефектоскопов осуществляют путем измерения интервалов времени между зондирующим и донными импульсами, отраженными от прорези длиной 70 мм, которая находится на расстоянии 27 мм от рабочей плоскости паза в образце. Интервал времени между зондирующим и первым донным импульсами, а также между любыми двумя последующими донными импульсами должен составлять 20 мкс.
Концентрические отверстия и ступенчатый выступ на образце СО-1 позволяют оценить разрешающую способность по лучу (по дальности) при контроле наклонным и прямым Преобразователями, а шкала со стороны Б (рис. 2.6.1) предназначена для определения угла призмы наклонных ПЭП с призмой из органического стекла.
-Pwc. 2.6.1. Стандартный образец СО-1 (ГОСТ 14782-86): — положение преобразователя при определении условной чУвствителъности; Б — то же при проверке глубиномера дефектоскопа
-Д,Отраслевые стандартные образцу
2.6.2. Стандартный образец СО-1Р
Стандартный образец СО-IP (рис. 2.6.2), изготовлен-ный из органического стекла с заданными акустическими свойствами, используется для тех же целей, что ц стандартный образец СО-1, но только при настройке рельсовых дефектоскопов на заданную условную чувствительность, выражаемую в миллиметрах. Причина, по которой для настройки рельсовых дефектоскопов следует использовать образец СО-IP, а не СО-1, указана в разделе 2.7.5.
СО-IP отличается от СО-1 тем, что в нем отверстия имеют диаметр в пять раз больше, чем в СО-1 (10 мм вместо 2 мм). Это сделало для строгого взаимного соответствия этих образцов, так как глубины залегания соответствующих отверстий в них различны. Кроме того, количество отверстий в СО-IP в два раза меньше, чем в СО-1, так как одно и то же отверстие при озвучивании его с разных рабочих поверхностей может использоваться для настройки на две разные чувствительности, например, на условные чувствительности 20 мм и 40 мм или 15 мм и 45 мм и г. д.
Рис. 2.6.2. Стандартный образец СО-1Р
2.6.3. Стандартный образец СО-2
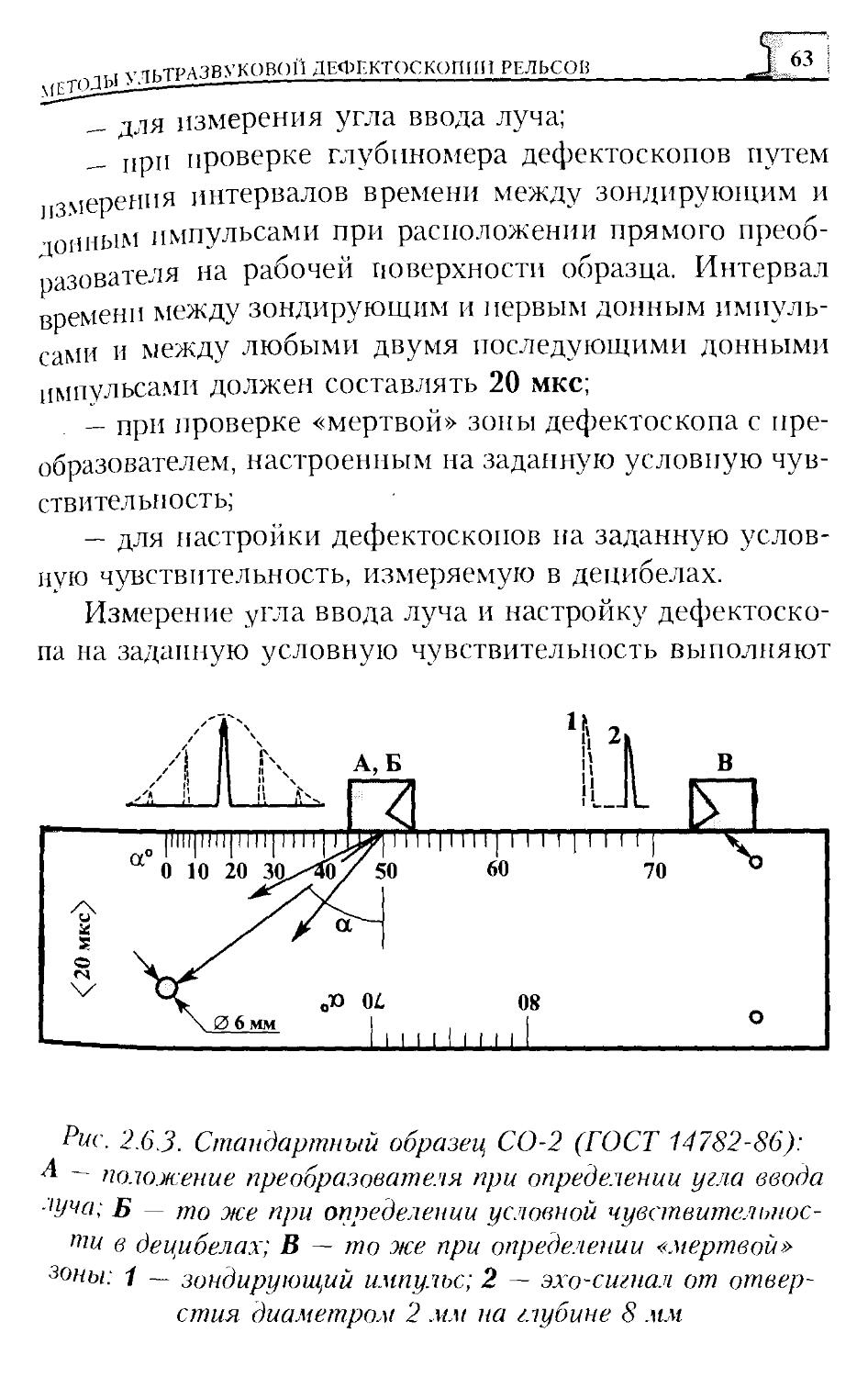
Стандартный образец (рис. 2.6.3), изготовленный по ГОСТ 14782-86 из стали Ст20 или СтЗ, используется:
УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ xiryjJJi——-------
для измерения угла ввода луча;
при проверке глубиномера дефектоскопов путем
измерения интервалов времени между зондирующим и донным импульсами при расположении прямого преобразователя на рабочей поверхности образца. Интервал времени между зондирующим и первым донным импульсами и между любыми двумя последующими донными импульсами должен составлять 20 мкс;
— при проверке «мертвой» зоны дефектоскопа с пре
образователем, настроенным на заданную условную чувствительность;
— для настройки дефектоскопов на заданную условную чувствительность, измеряемую в децибелах.
Измерение угла ввода луча и настройку дефектоско-
па на заданную условную чувствительность выполняют
Рис. 2.6.3. Стандартный образец СО-2 (ГОСТ 14782-86): А ~ положение преобразователя при определении угла ввода 'Уча; Б — то же при определении условной чувствительности в децибелах; В - то же при определении «мертвой» зоны: 1 — зондирующий импульс; 2 — эхо-сигнал от отверстия диаметром 2 мм на глубине 8 мм
64
Отраслевые стандартные образцу по эхо-пмпульсам от отражателя диаметром 6 мм на r.lv, бнне 44 мм. Для проверки «мертвой» зоны дефектоскоца с преобразователем в образце СО-2 высверлены отвер. стия диаметром 2 мм на глубинах 3,6 и 8 мм.
2.6.4. Стандартный образец СО-3
Стандартный образец СО-3 (рис. 2.6.4), изготовленный по ГОСТ 14782-86 из стали Ст20 или СтЗ, используется для определения точки выхода луча и направления акустической оси наклонного преобразователя. Нуль шкалы на образце совпадает с геометрическим центром полуокружности образца.
Рис. 2.6.4. Стандартный образец СО-3 (ГОСТ 14782-86)
2.6.5. Стандартный образец СО-ЗР
Стандартный образец СО-ЗР (рис. 2.6.5), изготовленный по ГОСТ 18576-85 из стали Ст20 или СтЗ, практически объединяет возможности СО-2 и СО-3 и используется:
Т01Ы УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
__ для определения точки выхода луча;
JlE
— для измерения угла ввода луча;
— при проверке глубиномера дефектоскопа путем измерения интервалов времени между зондирующим и донным импульсами при расположении прямого преобразователя на рабочей поверхности образца. Интервал времени между зондирующим и первым донным импульсами п между любыми двумя последующими донными импульсами должен составлять 20 мкс;
— при проверке «мертвой» зоны дефектоскопа с преобразователем, настроенным на заданную условную
чувствительность;
Ркс. 2.6.5. Стандартный образец СО-ЗР (ГОСТ 18576-85):
А, Б положение преобразователя соответственно пРи определении угла ввода луча и условной чувствительности; В — то же при определении «мертвой» зоны: 1 — 3°чдируи)щий импульс; 2 - эхо-сигнал от отверстия диа-Л,етром 2 мм на глубине 8 мм; Г — то же при определении точки выхода луча
_______________________Отраслевые стандартные образцу
— для настройки дефектоскопов на заданную условную чувствительность, измеряемую в децибелах.
Допускается применение стандартных образцов СО-2, СО-3 (ГОСТ 14782-86) и СО-ЗР (ГОСТ 18576-85), изготовленных в мастерских Службы пути соответствующей железной дороги и аттестованных в установленном порядке.
Стандартные образцы СО-1, СО-2 и СО-3 входят в комплект изделия КОУ-2, а стандартный образец СО-ЗР входит в комплект КГСО-Р заводского производства.
С 1996 г. ОАО «Радиоавионика» для нужд МПС РФ (в соответствии с РД-3223-94) выпускает комплект отраслевых стандартных образцов (QCO), куда, кроме рассмотренных выше ОСО-1, ОСО-2(Р) и ОСО-ЗР, входят еще два образца: ОСО-4 и ОСО-5, предназначенных в основном для контроля частоты ультразвуковых колебаний (ОСО-4) и настройки чувствительности дефектоскопа при контроле сварных швов толщиной соединяемых листов от 10 до 20 мм (см. таблицу 2.1).
В виду удобства и относительно малой массы при настройке дефектоскопов в полевых условиях наибольшее применение нашел стандартный образец СО-1. Надо иметь в виду- что затухание ультразвуковых колебаний весьма сильно зависит от температуры. Поэтому при настройке дефектоскопов, имеющих аттенюатор, рекомендуется использовать СО-2.
Для настройки вновь разрабатываемых дефектоскопов типа РДМ-1, РДМ-3, АВИКОН-01 и др. используется универсальный! стандартный образец СО-ЗР, объединяющий функции СО-2 и СО-3.
bl улЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ JL6/ 1
\lE 1 (-М ' "
Таблица 2.1
"^именование образна Основные параметры, проверяемые по ОСО
ОСО-1 1. Условная чувствительность 2. Разрешающая способность по лучу при наклонном и прямом вводе ультразвуковых колебаний
ОСО-2(Р) 1. Условная и предельная чувствительности 2. Погрешность глубиномера и погрешность измерения координат 3. Местоположение точки выхода луча (стрела наклонного ПЭП) 4. Угол ввода ультразвуковых колебаний в металл 5. "Мертвая" зона
ОСО-ЗР 1. Условная и предельная чувствительности 2. Погрешность глубиномера и погрешность измерения координат 3. Местоположение точки выхода луча (стрела наклонного ПЭП) 4. Угол ввода ультразвуковых колебаний в металл 5. "Мертвая" зона 6. Ширина основного лепестка диаграммы направленности наклонного ПЭП
ОСО-4 1. Частота ультразвуковых колебаний 2. Длительность импульса, излучаемого наклонным ПЭП
ОСО-5 1. Чувствительность(эквивалентная) при контроле сварных швов стыковых соединений листов толщиной от 10 до 20 мм
68
Настройка параметров кощр0
2.7. НАСТРОЙКА ПАРАМЕТРОВ КОНТРОЛЯ
2.7.1. Определение точки выхода луча ПЭП
Под точкой выхода луча понимают точку пересечения акустической оси ультразвукового луча с контактной поверхностью преобразователя (рис. 2.7.1, рис. 2.7.2).
Рис. 2.7.1. Определение точки выхода луча ПЭП на стандартном образце СО-3
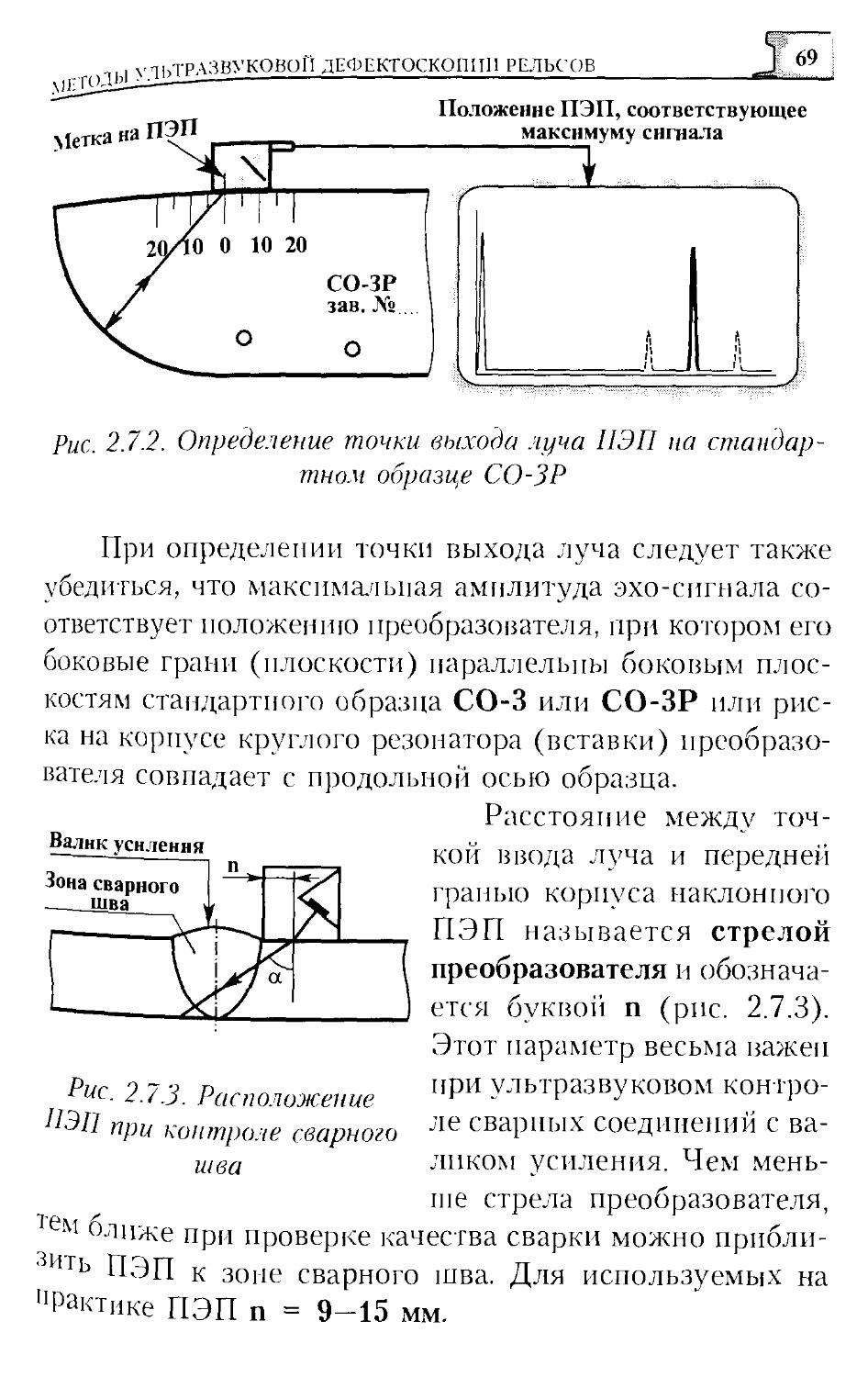
Положение точки выхода луча на призме (корпусе) преобразователя проверяют по стандартному образцу СО-3 (рис.2.7.1) или стандартному образцу СО-ЗР (рис. 2.7.2). Перемещая преобразователь по рабочей поверхности образца, выбирают такое его положение, при котором амплитуда эхо-сигнала от вогнутой цилиндрической поверхности наибольшая. В этом случае точка выхода луча совпадает с геометрическим центром полуокружности в образце СО-3 или СО-ЗР. Если метка, обозначающая точку выхода луча, не соответствует действП' тельному положению последней (или отсутствует), то на призму (корпус) преобразователя следует нанести новую метку.
Рис. 2.7.2. Определение точки выхода луча НЭП на стандартном образце СО-ЗР
При определении точки выхода луча следует также убедиться, что максимальная амплитуда эхо-сигнала соответствует положению преобразователя, при котором его боковые грани (плоскости) параллельны боковым плоскостям стандартного образца СО-3 или СО-ЗР или риска на корпусе круглого резонатора (вставки) преобразователя совпадает с продольной осью образца.
Расстояние между точкой ввода луча и передней гранью корпуса наклонного ПЭП называется стрелой преобразователя и обозначается буквой п (рис. 2.7.3). Этот параметр весьма важен
2.7.3. Расположение ”РИ Ультразвуковом контро-
ля при KOHmpO:{e сварного ле сварных соединений с ва-шва ликом усиления. Чем мень-
ше стрела преобразователя, 7ем ближе при проверке качества сварки можно прибли-ЗИТь ПЭП к зоне сварного шва. Для используемых на ’Фактике ПЭП п = 9-15 мм.
I
KL
Настройка параметров коптр0л
2.7.2. Определение угла ввода луча ПЭП
Под углом ввода луча а понимают угол между нор. малью к поверхности, на которой установлен нреобразо-ватель, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
Угол ввода луча измеряют по стандартному образцу СО-2 или стандартному образцу СО-ЗР (рис. 2.7.4).
Рис. 2.7.4. Определение угла а ввода луча на стандартном образце СО-ЗР
Угол ввода отсчитывают по шкале стандартного оо' разца против метки, обозначающей точку выхода луча-при установке преобразователя в положение, соответствующее максимальной амплитуде эхо-сигнала от отверстия диаметром 6 мм па глубине 44 мм. Например, измерен' ный угол ввода луча для преобразователя с углом пР11' змы 40° должен быть равен 50°±2°.
А|£Т0ДЬ1.
УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
Если измеренное значение угла ввода луча не соот-
ветствует требуемому, то преобразователь должен быть
сдан в ремонт.
ВНИМАНИЕ! Хранить неисправные преобразователи в комплекте дефектоскопа запрещается!
2.7.3. Определение «мертвой» зоны
Под «мертвой» зоной понимают область контролируемого изделия (рельса), прилегающую к контактной поверхности, дефекты в которой не выявляются при заданной условной чувствительности дефектоскопа с преобразователем.
«Мертвая» зона при контроле наклонным ПЭП обуславливается в основном:
— уровнем реверберационных шумов в призме ПЭП;
— согласованностью акустических сопротивлений материала призмы и контролируемого металла;
— длительностью зондирующего импульса;
— настройкой приемного тракта дефектоскопа.
Величину «мертвой» зоны определяют минимальной глубиной расположения цилиндрического отверстия диаметром 2 мм, выполненного в СО-2 или в СО-ЗР.
Например, при контроле сварных стыков рельсов «мертвая» зона не должна превышать:
Для ПЭП с а = 65° — 3 мм;
Для ПЭП с а = 50° — 8 мм.
ВНИМАНИЕ!
Требования к «мертвой» зоне и условной чувствительности должны выполняться при одних и тех 51(6 положениях органов регулировки «чувствительность» и «ВРЧ» дефектоскопа!
Рис 2.7.5. Проверка «мертвой» золы на СО-ЗР:
А — эхо-сигнал от отверстия на глубине 3 мм сливается с зондирующим импульсом, М > 3 мм;
Б — эхо-сигнал от отверстия на глубине 8 мм наблюдается отдельно от зондирующего импульса, М < 8 мм
2.7.4. Точность работы глубиномера
Точность работы глубиномера оценивается погрешностью измерения известного интервала времени между двумя донными эхо-сигналами.
Точность работы глубиномера дефектоскопа проверяют по стандартным образцам СО-1, СО-2 или СО-ЗР измерением интервалов времени между донными эх°' сигналами при прозвучиванпи образца прямым преобразователем в направлении, указанном стрелкой «20 мкс» Точность работы глубиномера считают удовлетворительной, если измеренные при помощи глубиномера по шк*1' ле «мкс» интервалы между донными эхо-сигналами составляют 20±2 (рис. 2.7.6).
Рис 2.7.6. Проверка точности работы глубиномера дефектоскопа:
а и б - с помощью прямого ПЭН (а = 0°) на СО-1 (а) и на СО-2 (б); в - с помощью наклонного ПЭП (а = 40—70°) на СО-ЗР. Изменения на СО-2 — аналогичны
74JL_______________________Настройка параметров контр»
Обычно по СО-1 фиксируют не менее двух (п = 2) эхо-сигналов от прорези, а по СО-2(Р) или СО-ЗР - - н менее пяти (п = 5) эхо-сигналов.
Погрешность глубиномера (в процентах) вычисляется но формуле:
Ar = [(tH- 20 • п)/20 • п] • 100.
Точность работы глубиномера дефектоскопа с наклонным ПЭП проверяют по стандартному образцу СО-2 (или СО-ЗР) путем выявления наклонным преобразователем отверстия диаметром 6 мм. Точность работы глубиномера считают удовлетворительной, если измеренное при помощи преобразователя (а = 40...65°) значение координаты глубины залегания составляет Н = 42±2 мм (рис. 2.7.5, в).
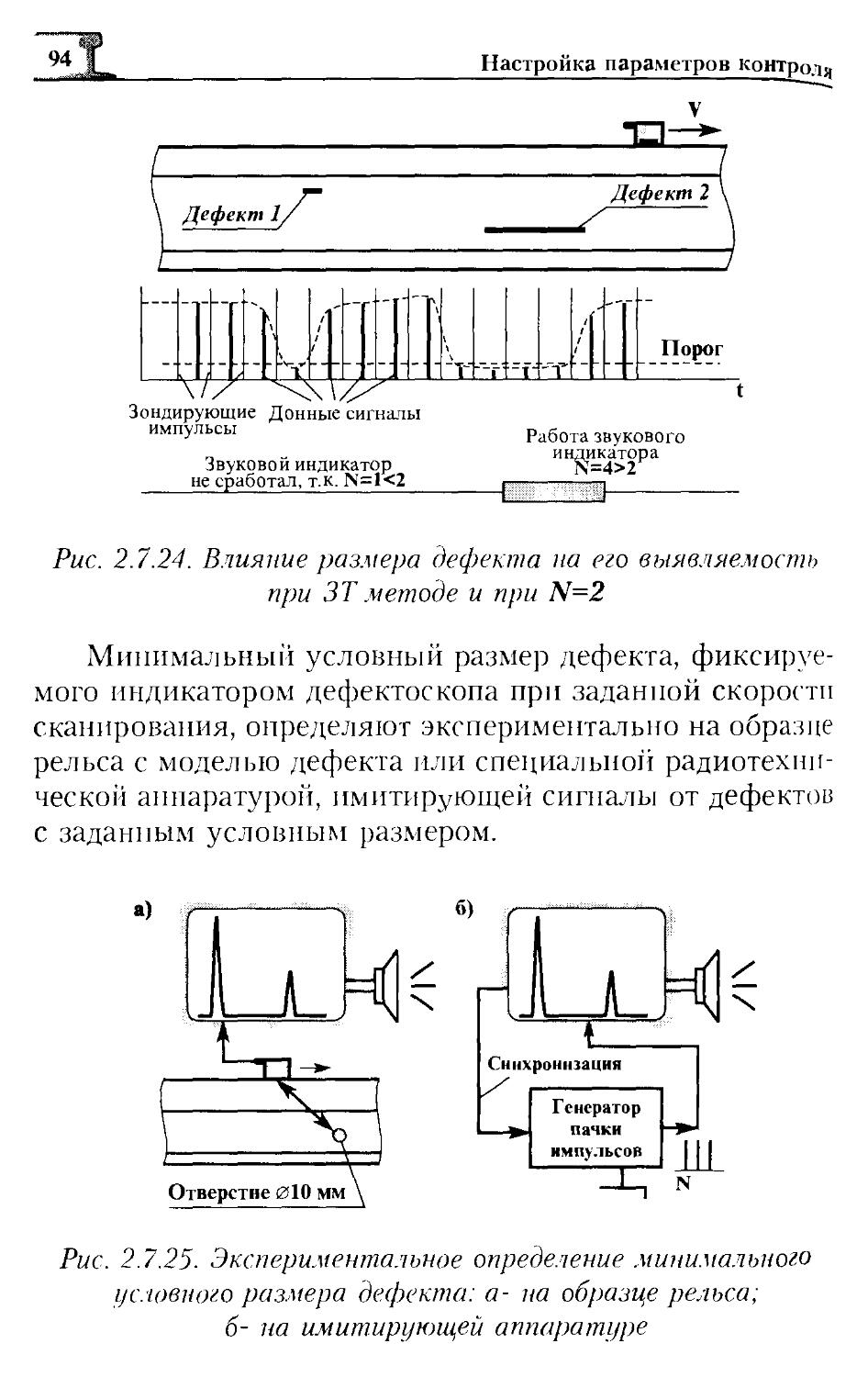
2.7.5. Условная чувствительность
Цель настройки чувствительности — установление такого усиления в акустическом тракте дефектоскопа, которое обеспечивает надежную регистрацию эхо-сигналов от дефектов минимально допустимого для данного изделия размера.
Под условной чувствительностью дефектоскопа с преобразователем понимают чувствительность, характеризуемую размерами и глубиной залегания выявляемых искусственных отражателей, выполненных в образце и3 материала с определенными акустическими свойствами-
Условную чувствительность К* в миллиметрах де* фектоскопа с преобразователем с углом призмы ft устанавливают при помощи ручек (кнопок) «Ослабление, дБл* такой, чтобы уверенно выявлялись индикаторам11
ультразвуковой дефектоскопии рельсов
1ефеКТ0СК0Г1а отвеРстия на глубине от 5 до 45 мм (см. примечание) в стандартном образце СО-1 (исходном). При этом регулятор «ВРЧ» дефектоскопа должен нахо-1]1ться в положении, обеспечивающем требуемую «мерт
вую зону».
ПРИМЕЧАНИЯ: В зависимости от угла ввода ультразвуковых колебаний требуемая максимальная глубина залегания уверенно выявляемого отверстия в СО-1 может быть различной, например:
а) при сплошном контроле головки рельса с ПЭП с углом ввода ультразвуковых колебании 60 (58) градусов условную чувствительность требуется устанавливать равной 35 мм, т. е. органы регулировки чувствительности дефектоскопа необходимо установить так, чтобы в СО-1(Р) уверенно выявлялись все отверстия, залегающие на глубине от 5 до 35 мм. В то же время эхо-сигналы от отверстий на глубине 40 мм и более не должны вызывать срабатывания индикаторов (звукового, светового) дефектоскопа (рис. 2.7.7);
б) при контроле сварных стыков рельсов с ПЭП с углом ввода ультразвуковых колебаний 50 градусов условная чувствительность по НТД должна быть равна 45 мм (рис. 2.7.8).
Уверенно выявляемыми отверстиями в стандартном образце СО-1 следует считать такие, амплитуда эхо-сигнала от которых обеспечивает четкое срабатывание звукового или светового индикаторов в соответствующих дефектоскопах. Ручка «Отсечка» независимо от типа дефектоскопа должна быть установлена в положение минимально возможной отсечки сигналов, при котором на экране дефектоскопа еще не наблюдаются искажения развертки и шумы из призмы преобразователя.
Рис. 2.7.7. Пример настройки дефектоскопа на условную чувствительность К1 v = 35 мм
Рис. 2.7.8. Пример настройки дефектоскопа на условную чувствительность К1 у= 45 мм
|ультразвуковой Дефектоскопии рельсов" j
При контроле железнодорожных рельсов с помощью съемных дефектоскопных тележек анализ эхо-сигналов осуществляют в определенной временной зоне — в зоне селекции. Звуковой индикатор дефектоскопа будет срабатывать только тогда, когда эхо-сигнал попадает в зону селекции.
При использовании для настройки чувствительности такого дефектоскопа стандартного образца СО-1 с цилиндрическими отверстиями диаметром 2 мм эхо-сигналы от отверстий, по которым необходимо настроить дефектоскоп при контроле головки рельса (35, 40 мм), на-I ходится вне зоны селекции (рис.2.7.9). Это затрудняет, а в линейных условиях — делает невозможным использование СО-1 для настройки чувствительности дефектоскопа.
Рис.2.7.9. Иллюстрация невозможности настройки чувствительности рельсового дефектоскопа по стандартному образцу СО-1
78 Щ Настройка параметров контро^
Поэтому специально для настройки рельсовых дефек-тоскопов разработан стандартный образец СО-IP (рельсовый). Для эталонирования чувствительности при контроле рельсов эхо-методом следует применять именно этот специализированный стандартный образец СО-1Р (рис. 2.7.10).
Рис.2.7.10. Настройка чувствительности рельсового дефектоскопа по стандартному образцу СО-1Р
Условная чувствительность К2у в децибелах (дБ) по стандартному образцу СО-2 или СО-ЗР выражается разностью в дБ между показанием аттенюатора при данной настройке дефектоскопа и показанием, при котором цилиндрическое отверстие диаметром 6 мм в стандартном образце СО-2 или СО-ЗР па глубине 44 мм фиксируется индикаторами дефектоскопа.
При контроле дефектоскопом, имеющим калиброванный регулятор, т. е. аттенюатор, настройку чувствительности необходимо осуществлять с помощью СО-2 или СО-ЗР
>2етоды211
ЬТРАЗВУКОВОП ДЕФЕКТОСКОПИИ РЕЛЬСОВ
ПРИМЕЧАНИЕ: В связи с тем, что стандартный образен СО-ЗР объединяет в себе возможности двух образцов С0-2 и СО-3 и является более универсальным, все вновь вьШускаемые дефектоскопы комплектуются образцом СО-ЗР. Далее везде, где это особо не оговорено, мы будем ссылаться только на образец СО-ЗР, хотя многие измерения могут быть проведены и на образце СО-2.
В виду важности операции настройки дефектоскопа на заданную условную чувствительность как одного из основных параметров контроля, непосредственно влияющего на его достоверность, рассмотрим последовательность выполнения настройки дефектоскопа на заданную условную чувствительность в децибелах.
ЗАДАНИЕ:
Настроить дефектоскоп с преобразователем с углом ввода а (например, а = 60°) на условную чувствительность К2у =16 дБ по СО-ЗР.
Порядок настройки:
1- Установить ПЭП па СО-ЗР и, перемещая его по Раоочей поверхности, выбрать такое положение, при котором амплитуда эхо-сигнала от отверстия диаметром 6 мм на глубине 44 мм будет наибольшей (см. рис. 2.7,11).
При этом необходимо обращать внимание па то, что-<)Ь] эхо-сигнал был именно от отверстия диаметром 6 мм, d не от нижнего угла образца. Обычно эхо-сигнал от ииж-Ilei'° двухграпиого угла образца на развертке ЭЛТ всегда отстоит дальше от зондирующего импульса, чем эхо-сиг-Нал от отверстия.
Настройка параметров контрОЛ!(
Рис. 2.7.11. Последовательность установки НЭП на раоо чей поверхности СО-ЗР для получения максимальной амплитуды эхо-сигнала от отверстия диаметром 6 мм на глубине 44 мм
^ЮДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ JLSI .
Дополнительным признаком правильности установки ПЭП на максимум эхо-сигнала от отверстия является близость (или совпадение) точки выхода ультразвукового луча ПЭП к значению шкалы градусов СО-ЗР, равной углу ввода луча а данного ПЭП (в пашем случае а = 60°), а также показание глубиномера, равное 42±2мм.
2. Не меняя положения ПЭП, с помощью органов регулировки чувствительности (кнопок аттенюатора) дефектоскопа довести амплитуду эхо-сигнала от отверстия до порогового уровня (см. рис. 2.7.12).
ПРИМЕЧАНИЕ: Пороговый уровень дефектоскопа по I экрану ЭЛТ у ряда дефектоскопов принят равным одному (большому делению сетки экрана (Рельс-6), у других — середине экрана (ДУК-66ПМ, УД2-12), в дефектоскопах для сплошного контроля рельсов (Рельс-5, Поиск-2, Поиск-. 10Э) — это уровень эхо-сигнала, выше которого срабатывает звуковой индикатор.
При этом дефектоскоп настроен на обнаружение дефектов, отражающие свойства которых равны или больше отражающих свойств отверстия диаметром 6 мм на глуоине 44 мм. Но рельсовые дефектоскопы обычно надраиваются па поиск более мелких дефектов. Поэтому Необходимо выполнить пункт 3.
3. Спять ПЭП с СО-ЗР и, в соответствии с условием «задаипя», отжать кнопки аттенюатора на заданную величину К2у, равную 16 дБ (рис. 2.7.13). Дефектоскоп на-СтР°ен па условную чувствительность К2у = 16 дБ! Можно Приступать к контролю изделия (рельса).
Настройка параметров контро^
Рис. 2.7.12. Пример установки амплитуды эхо-сигнала (черные кнопки нажаты, белые — отжаты)
лСГлДЬ1 УЛЬ^ЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
Ослабление 40 дБ
Положение аттенюатора после выполнения пункта 2.
Амплитуда эхо-сигнала от дефекта мала. Требуется уменьшить ослабление аттенюатора на 16 дБ.
Ослабление 24 дБ
Пункт 3 выполнен; ослабление стало иа 16 дБ меньше, чем оно было после выполнения пункта 2.
Рис. 2.7.13. Порядок выполнения пункта 3 задания п° настройке (черные кнопки нажаты, белые - отжаты)
: 84
Настройка параметров кощр()1
Отжатие кнопок аттенюатора на 16 дБ привело к повышению чувствительности приемного тракта дефе^. тоскопа на данную величину.
4. В дальнейшем, в процессе контроля _____
и обнаружения дефектов в изделии при ] оценке уровня амплитуд эхо-сигналов от / « = бо°
/ К — 16 дБ них, придется манипулировать кнопками / А’ аттенюатора. Поэтому, чтобы не нарушать 24 дБ выполненную настройку, необходимо запом- Д
нить (записать) позиции (положения) кнопок аттенюатора и после выполнения измерений всегда возвращать их в исходное (первоначальное) положение. „„ Вследствие износа ПЭП, изменения тем-<\_40
I I пературы окружающей среды, а также из-за I I нестабильности параметров дефектоскопа за-данная настройка может нарушиться. Поэтому периодически (через 2—-3 часа работы), а также перед контролем другого изделия и после смены ПЭП следует проверять настройку дефектоскопа на заданную условную чувствительность.
Таким образом, процедура настройки де
фектоскопа на условную чувствительность в децибелах (на заданную величину К2у = N дБ) не сложнее, чем настройка по стандартному образцу из органического стекла СО-1 на обнаружение отверстия, залегающего па глубине К*ув миллиметрах, и состоит всего из трех one-раций (см. рис. 2.7.14).
Обращаем внимание на то, что в некоторых дефектоскопах (в частности, в двухниточном дефектоскопе АВИКОН-01) повышение чувствительности производит' ся не при отжатии кнопкок аттенюатора {«отрицатель' иые» дБ), а при нажатии кнопок («положительные» дБ)’ Однако это не меняет последовательности выполнения
1НТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
85
1 установка ПЭП на СО-ЗР и получение максимума эхо-сигнала от отверстия диаметром 6 мм.
Рис. 2.7.14. Операции настройки дефектоскопа на заданную условную чувствительность в децибелах
операций настройки чувствительности на заданное количество децибел, надо лишь помнить, что рельсовый дефектоскоп должен быть настроен на обнаружение дефектов, отражающая способность которых существенно (в несколько раз) меньше, чем отражающая способность цилиндрического отверстия диаметром 6 мм в СО-ЗР, т. е. необходимо повысить чувствительность дефектоскопа (рис. 2.7.15).
i
^ис. 2.7.16. Сравнение отражающих способностей отверстия в стандартном образце и дефекта 21.2 в рельсе
Настройка параметров контродя
Естественно, между условной чувствительностью по СО-1 в мм (К\ в мм) и условной чувствительностью по СО-ЗР (или СО-2) в дБ (К2у в дБ) существует прямая связь (рис. 2.7.16).
Условная чувствительность К у, дБ по СО-ЗР
О 4 8 12 16 20 24 28 32 36 40
J____L... I___I____I___I____I____I I____। ।
15 20 25 30 35 40 45 50 55 60 65
Условная чувствительность К у, мм по СО-1
Рис. 2.7.16. Соответствие между условными чувствительнос-тями К1 у в мм по СО-1 и 1Су в дБ по СО-ЗР (или СО-2) для
ПЭП с а = 50°
Как видно из рис. 2.7.16, изменение глубины залегания отверстия диаметром 2 мм в СО-1 на 5 мм для ПЭП а = 50° приводит к изменению амплитуды эхо-сигнала от него на 4 дБ. Для преобразователей с другими углами это соотношение может быть иным.
Из-за отклонений затухания ультразвуковых колебаний в органическом стекле для каждого конкретного стандартного образца СО-1 и определенного типа преобразователя прилагается аттестат-графи к (см. рис. 2.7.17), с помощью которого необходимо ввести поправку к условной чувствительности, обусловленную несоответствием затухания ультразвука в применяемом образце исходному («идеальному») образцу СО-1.
Аттестат-график устанавливает связь условной чувствительности К’у (мм) по исходному стандартному оо-разцу СО-1 с условной чувствительностью К2у (дБ), определяемой по стандартному образцу СО-ЗР и номером отражателя диаметром 2 мм в применяемом образце СО-1-На рис. 2.7.17 штриховой линией обозначен график для
к каждому образцу СО-1 для конкретного типа преобразовате-лейпо предварительно выполненным измерениям в соответствии с рекомендациями приложения 2 к ГОСТ 14782-86 в дорожной лаборатории по дефектоскопии)
исходного стандартного образца СО-1, а сплошной линией — график, по которому следует определять поправку к условной чувствительности, обусловленную несоответствием затухания ультразвука в применяемом образце исходному образцу СО-1. Примеры использования аттестат-графика в практике контроля приведены в «Инструкции по ультразвуковой дефектоскопии сварных стыков рельсов па рельсосварочных предприятиях (РСП)», Утвержденной МПС 7.05.91 г.
Заметим, что чем больше угол ввода ПЭП, тем меньшую условную чувствительность можно реализовать с ег° помощью. Для примера приведем значения условных Чувствителыюстей для наиболее часто используемых в рельсовой дефектоскопии ПЭП (рис. 2.7.18).
Рис. 2.7.18. Ориентированные значения условных чувстви-телъностей при контроле с типовым ПЭП
Преимуществом применения СО-ЗР (или СО-2) для настройки условной чувствительности является не только более стабильные, не зависящие от температуры (по сравнению с СО-1) значения, но и возможность одновременного измерения (контроля) угла ввода ультразвукового луча.
Рассмотренные выше варианты настройки условной чувствительности по стандартному образцу СО-1 в мм или но стандартному образцу СО-ЗР в дБ относятся к эхо- и зеркальному методам контроля.
При реализации зеркально-теневого метода (ЗТМ) критерием обнаружения дефекта является уменьшение амплитуды донного импульса в определенное, наперед заданное число раз. Количественной характеристикой обнаруживаемости дефекта является, как отмечалось в разделе 2.3, коэффициент выявляемое™ Кд = 11д/ио.
etoJM УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
фектоскопа
д.гШ1ГРНТЯ К
Условную чувствительность зеркально-теневого де-определяют максимальной величиной коэф-у, аналогичного коэффициенту Кд, и представляющего собой минимальное относительное ослабление донного импульса, регистрируемого индикатором дефектоскопа, т. е.
Kv = и /и0,
У т' О’
где Uo — амплитуда донного отражения (первого, второго, ... п-го);
Um — амплитуда того же донного отражения, но ослабленного до появления сигнала в индикаторе дефектоскопа (Um< Uo).
Очевидно, что чувствительность дефектоскопа тем больше, чем больше величина Ку.
Для измерения и эталонирования условной чувствительности зеркально-теневого дефектоскопа целесообразно применить калиброванный аттенюатор, включаемый на вход приемного тракта дефектоскопа (рис. 2.7.19).
В обычном состоянии на вход приемного тракта поступает донный импульс без ослабления, амплитуда которого Uo. При нажатой кнопке амплитуда донного импульса на входе приемного тракта уменьшается до величины Um с помощью движка или кнопки аттенюатора. Если движок аттенюатора установить в положение, при котором срабатывает индикатор дефектоскопа, то по шкале аттенюатора можно будет отсчитать величину ос-лаолепия Um/U0 донного сигнала, т. е. условную чувствительность дефектоскопа. Такой аттенюатор, являющийся по существу имитатором дефектов в зеркально-теневом дефектоскопе, дает следующие возможности: производить безэталонную настройку дефектоскопа непосредственно в пути на заданную чувствительность, проверять Условную чувствительность дефектоскопа в процессе его эксплуатации, измерять коэффициент выявляемости обнаруженного дефекта и тем самым оценивать его условные размеры.
Рис. 2.7.19. Схема включения имитатора дефектов:
1 - пъезопреобразователъ; 2 - имитатор дефектов;
3 - переключатель; 4 - аттенюатор
Особенности настройки условной чувствительности при реализации зеркально-теневого метода:
1. Для настройки не требуется стандартный образен. Достаточно поставить ПЭП на бездефектный участок изделия (рельса) и получить донный сигнал (рис. 2.7.20).
2. Для настройки необходим калиброванный ослабитель, проградуированный или в децибелах, или в разах (десятых долях) (рис. 2.7.21). При этом амплитуда донного сигнала на бездефектном участке принимается равной Uo = 1, а при наличии дефекта донный сигнал может уменьшиться до 0. Условная чувствительность Ку всегда
дстОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
Рис. 2.7.20. Настройка ЗТ канала непосредственно на рельсе
меньше 1, но больше 0 (0 < Ку< 1). При контроле рельсов часто устанавливают Ку = 0,2 (или в децибелах Ку = 14 дБ), т. е. индикаторы дефектоскопа сработают, если амплитуда донного сигнала над дефектом уменьшится более, чем в 5 раз.
Рис. 2.7.21. Варианты, градуировки ослабления
3. В процессе контроля изделия путем кратковременного нажатия кнопки имитатора дефектов или кнопки аттсвюатора всегда можно проверить нормальное функционирование дефектоскопа и правильность его на-СТРОЙкц.
_ 4. Выявляемость дефекта тем лучше, чем больше (по с|°солютиому значению) условная чувствительность.
Дефект малого размера (дефект 1) обнаруживается при Ку > од а дефект большого размера (дефект 2) ()°НаруЖиваетСя прИ Ку > 0,2 (рис. 2.7.22).
Рис. 2.7.22. Влияние условной чувствительности на выявляемостъ дефектов
2.7.6. Минимальный условный размер дефекта, фиксируемый при заданной скорости контроля
Минимальный условный размер дефекта ALmjn фиксируется при заданной скорости сканирования.
Как при реализации эхо-, так и зеркально-теневого методов во многих дефектоскопах индикаторы дефектоскопа срабатывают не мгновенно после появления (if-111 исчезновения — при ЗТМ) одного эхо-сигнала, а только после приема определенного, заранее заданного числа Ь эхо-сигналов (или пропадания N донных сигналов) (pIIL 2.7.23 и 2.7.24). Это позволяет исключить ложные срао3' тывания индикаторов дефектоскопа от всякого рода краГ ковременных помех.
----------------|~—I-----------------------------
Работа звукового Звуковой индикатор
индикатора не срабатывает, т.к. N=2<3
Рис. 2.7.23. Влияние размера дефекта на его выявляемость при эхо-методе и при N=3
Число N характеризует инерционность индикатора. Скорость сканирования V не должна превышать значения, при котором за время озвучивания дефектов, подлежащих выявлению, на регистратор поступит не менее N сигналов от каждого дефекта.
При установленных:
— скорости сканирования V,
— частоте посылок зондирующих импульсов F,
— инерционности индикатора N
Дефектоскопом будут фиксироваться только те дефекты, Условная протяженность AL вдоль рельса которых будет Равна или превышать
ALin = (N/F)V.
Например, при контроле рельса дефектоскопной тележкой
N = 2 импульса, F = 1000 Гц, V = 1,0 м/с
ALmi„ = (2/1 ООО) • 1 = 0,002 м = 2 мм
Настройка параметров контроля
Рис. 2.7.24. Влияние размера дефекта на его выявляемость при ЗТ методе и при N=2
Минимальный условный размер дефекта, фиксируемого индикатором дефектоскопа при заданной скорости сканирования, определяют экспериментально на образце рельса с моделью дефекта или специальной радиотехнической аппаратурой, имитирующей сигналы от дефектов с заданным условным размером.
Рис. 2.7.25. Экспериментальное определение минимального условного размера дефекта: а- на образце рельса;
б- на имитирующей аппаратуре
95 i
у^ТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
При контроле рельсов дефектоскоиными тележками считается достаточным, если при рабочей скорости (примерно 4 км/ч) в рельсе уверенно обнаруживаются отверстия от контактных соединителей диаметром 6-10 мм (рис. 2.7.25).
2.7.7. Частота возбуждаемых ультразвуковых колебаний
| Частота f возбуждаемых ультразвуковых колебаний Ьпределяет длину ультразвуковой волны Л и является Ьдним из основных параметров, обеспечивающих воспроизводимость результатов контроля. С другой стороны, требования к стабильности частоты f при ультразвуковом контроле рельсов достаточно мягкие (допускается отклонение от номинальной частоты f0± 10%) и, как правило, на Практике выполняются. В процессе контроля рельсов Принятая частота ультразвуковых колебаний ffl = 2,5 МГц рстается неизменной.
i В то же время процесс измерения частоты f ультразвуковых колебаний дефектоскопа требует использования радноизмерителыюй аппаратуры — генератора за-
держки и осциллографа (рис. 2.7.26).
ДЕФЕКТОСКОП
ОСЦИЛЛОГРАФ
^«с. 2.7.26. Схема измерения частоты f и длительности г ультразвукового импульса дефектоскопа
96
Настройка параметров контр01я
Измерив осциллографом среднее значение периода колебаний То в эхо-сигнале, легко определить искомую рабочую частоту
f = 1/т0.
Для рельсовых дефектоскопов f = 1/0,4 мкс = 2,5 МГц.
Обращаем внимание, что измеряется не просто частота зондирующих колебании, а частота эхо-сигнала, принятого из стандартного образца. Опа определяется не только параметрами электронного блока дефектоскопа, по и характеристиками ПЭП, а также условиями ввода и приема ультразвуковых колебаний в СО-ЗР. Поэтому при смене преобразователя всегда целесообразно измерять частоту ультразвуковых колебаний.
Однако на практике, ввиду сложности проведения измерений в производственных условиях, измерение частоты, также как и измерение длительности эхо-сигнала, проводят один раз в 6 месяцев в условиях дорожных лабораторий дефектоскопии.
2.7.8. Длительность зондирующего импульса
Длительность зондирующего импульса т определяе! длительность эхо-сигнала от дефекта и влияет на числ<’ интерферирующих между собой отдельных эхо-сигналоя от отражателя с диффузной поверхностью. Естественна это сказывается на реальной чувствительности контрО' ля. Длительность импульса измеряется на установке, пр^1' назначенной для определения частоты (см. рис. 2.7.26)-
Длительность эхо-сигнала измеряют на уровне 0,1
jcWjbl УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
J 97
д. •.-->
амплитуды импульса. В дефектоскопах для контроля рельсов значение длительности составляет 4—5 мкс. Цем больше длительность зондирующего импульса, тем больше «мертвая» зона и хуже разрешающая способность дефектоскопа. С другой стороны, при слишком коротком импульсе мощность излучаемых колебаний недостаточна и, как следствие,
глубина прозвучивапия изделия и чувствительность кон
троля — малы.
Также, как и частота f ультразвуковых колебаний,
длительность зондирующего импульса т в основном проверяется только в условиях дорожной лаборатории дефектоскопии через каждые 6 месяцев.
2.7.9. Заключение
Рассмотренные основные восемь параметров контроля определяют достоверность обнаружения дефектов в рельсах. Некоторые из них (f, т, ALmin) мало меняются со временем и могут проверяться весьма редко. Настройка чувствительности и «мертвая» зона должны проверяться через каждые 2—3 часа работы, а также при переходе к контролю другого изделия. Угол ввода луча а, стрела пРеобразователя п и погрешность глубиномера 6Н (6t) Должны проверяться в начале каждой смены и при заме-Не ПЭП (табл. 2.2).
Из приведенной обобщающей таблицы 2.3 видно, что 2С11°впые характеристики дефектоскопа (5 из 8) могут °Ь1Ть оперативно проверены, используя всего лишь один СТаПдартный образец СО-ЗР. Остальные три требуют
Периодичность контроля параметров
Таблица 2.2
№ н/п Основные параметры контроля Периодичность контроля
1 Чувствительное гь. мм, дБ Каждые 2-3 часа, при смене ПЭП, при контроле другого изделия Л
2 «Мертвая» зона, мм
3 Стрела ПЭП, мм В начале смены, при смене ПЭП
4 Угол ввода, град.
5 Погрешность глубиномера, мм, мкс
6 Мин. условный размер дефекта, фиксируемый при заданной скорости контроля, мм В дорожной лаборатории через каждые 6 месяцев
7 Частота ультразвуковых колебаний. МГц
X Длительность зондирующего импульса, мкс
Таблицы 2..3
Основные параметры контроля (по ГОСТ Р18576)
1. MvBCJHHIC.'IbllOCIb 2. «Мергвая» зона, мм 3, (Зрела преобразователя, мм
1.1. Условная но СО-ЦР), мм 1.2 Условная по СО-2(Р) идя СО-ЗР, дБ 1.3 Условная при контроле ЗТ методом в разах пли дБ
Обозначение К'у *2у Ку м п
Средст во измерения СО-1(Р) СО-2(Р) пли СО-ЗР Имитатор дефектов или аттенюатор на бездефектном участке рельса СО-2(Р) иди СО-ЗР CO-3 11.111 СО-ЗР
Способ измерения Максимальная iдубина К1 (мм) расположения цилиндрического отражателя в CO-l(P), уверенно фиксируемого всеми ииди-кат орами дефектоскопа Разность в дБ между показаниями аттеню-ат ора при дайной нас 1 ройке дефекю-скопа и показанием, при котором цилиндрическое отвереше диаметром 6 мм па глубине 44 мм фиксируется индикаторами дефектоскопа По ослаблению лонного сигнала на бездефектном участке рельса в заданное число раз (от ОД до 0,8) Минимальная глубина расположения ЦПЛИИДрПЧССКО! о отражателя, эхо-сигнал от которого можно отличить от зондирующего импульса Расстояние между точкой выхода и передней гранью ПЭП
Чнсл. знач. при контр, рельсов 30 - 45 мм X - 24 дБ 0,2-0,6 п;ш 12-20 дБ 3-8 мм 9-14 мм
о
5
Продолжение таблицы 2.3
4. Угол ввода ул ьт р а з ву новых колебании в металл,град 5. Погрешность глубиномера (погрешность измерения интервала времени между сигналами), мм или мкс 6. Минимальный условный размер дефекта, фиксируемый при заданной скорости контроля, мм 7. Частота возбуждаемых ультразвуковых колебаний, МГц 8. Длительность зондирующего импульса, мкс
Обозначение а ОН или 5t Д L . mm f т
Средство измерения СО-2(Р) или СО-ЗР СО-3 или СО-ЗР Образец или имитатор Осциллограф, СО-3 или СО-ЗР Осциллограф, СО-3 или СО-ЗР
Способ измерения Угол между перпендику ляром к поверхности, проходящим через точку ввода луча и линией, соединяющей центр отверстия диаметром 6 мм при установке ПЭП в положение, когда амплитуда эхо-сигнала от отверстия максимальна Путем измерения интервала между зондирующим импульсом и донными сигналами (нс менее 5 эхо-енгпалов) от СО По числу N эхо-cn гнало в от дефекта (или от генератора) По длительности периода колебаний в эхо-импульсе По длительности эхо-сигнала па уровне 0,1
Чпсл. знач. при КО!пр. рС.-Н.СОВ 40°; 50°; 60° (58°); 65° I - 3 мкс 10 - 20 мм 2,5 МГн 45 мкс
Настройка параметров коптр01я
^д-рДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ Д 101 ! применения специального образца (для ALmin) или ра-дионзмерительной аппаратуры.
2.8. ПРИЛОЖЕНИЕ
Децибелы
В ультразвуковой дефектоскопии амплитуды эхо-сигналов изменяются в очень широких пределах, поэтому для сравнения амплитуд сигналов используют логарифмические единицы - децибелы (русское обозначение — дБ, международное — dB).
Децибел — специфическая единица, служащая, в основном, для сравнительной характеристики различных уровней (интенсивности звука, громкости, звукового давления и т. д.), а также для оценки эффективности средств борьбы с шумами.
Децибел не физическая величина, а математическое понятие. Как и проценты (%), децибелы безразмерны и служат для сравнения двух одноименных величин, но это понятие имеет более широкое значение.
Число децибел N, на которое сигнал с амплитудой U отличается от некоторого исходного уровня U , равно
N = 20 • lg(U/U„).
Если амплитуда U сигнала больше исходного уровня Ч- то число N положительное (положительные децибелы)- При уровне U сигнала меньше исходного уровня Uo значение N — отрицательное (говорят об отрицательных Децибелах).
На практике обычно не занимаются расчетом деся-Тичных логарифмов, а используют заранее рассчитан-пУю таблицу (таблица 2.4) или шкалу (см. рис. 2.8.1) Церевода.
Весьма часто значения ослабления амплитуд сигна-
102
Приложен,,»
лов приводят в отрицательных децибелах, не упомцца5) слово отрицательный, а коэффициент усиления прием-ника — в положительных децибелах, также не обращая внимания на то, что децибелы положительные.
При выражении амплитуд сигналов U и Uo в децибелах N и No операция деления, т. е. определение
Отрицательные децибелы I Положительные децибелы
Отношение амплитуд сигналов U/Uo (в разах)
Рис. 2.8.1. Шкала соответствия отношений амплитуд сигналов и децибел
Таблица 2.4
Таблица перевода усиления и ослабления сигнала в децибелы
Децибелы Ослабление амплитуды (%) Коэффициент усиления
1 89 1,12
2 79 1,26
3 71 1,41
6 50 2,0
10 32 3,16
16 15 6,31
20 10 10,0
40 1 100,0
60 0,1 1000,0
80 0,01 10000,0
чГТОЛЬ! УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ РЕЛЬСОВ
отношения двух амплитуд, заменяется операцией вычитания:
К = U/Uo в разах заменяется на К = N-No в дБ.
В качестве исходного уровня в дефектоскопии используют амплитуду эхо-сигнала от отражателя, принятого за эталонный.
Рис. 2.8.2. Сравнение амплитуд сигналов в дБ при реализации ЗТМ
При реализации зеркально-теневого метода (ЗТМ) в качестве эталонного отражателя используют внутреннюю (донную) поверхность подошвы на бездефектном Участке рельса. В этом случае сравнивают донные сигна-;ibI на дефектном и бездефектном участках пути, и по 11х соотношению судят об условном коэффициенте вы-Являемости обнаруженного дефекта (рис. 2.8.2.). Напри-МеР, если при наезде на дефект донный сигнал уменьшился в два раза, говорят, что условный коэффициент Шчявляемости дефекта — «минус 6 дБ» (рис. 2.8.1 и 2.8.2).
Приложение
При реализации эхо-метода в качестве эталонного в рельсовой дефектоскопии в качестве эталонного отражателя применяют эхо-сигнал от цилиндрического отражателя диаметром 6 мм, залегающего па глубине 44 мм в стальном образце СО-2 или СО-ЗР. Измерение амплитуды эхо-сигнала (точнее, сравнение амплитуд) при реализации эхо-метода производят следующим образом:
1. Устанавливают наклонный ПЭП на СО-ЗР (или СО-2) и, перемещая его по поверхности образца, находят положение, при котором эхо-сигнал от отверстия диаметром 6 мм в образце максимален.
2. С помощью органов управления аттенюатора (обычно — кнопок) доводят амплитуду сигнала до порогового уровня, т. е. до уровня срабатывания светового или звукового индикатора или до заранее принятого уровня (например, одна большая клетка по вертикали на экране ЭЛТ).
3. Запоминают суммарное значение No нажатых кнопок аттенюатора.
4. ПЭП снимают с образца и начинают контроль изделия (рельса), предварительно добавив усиление (отжав кнопки аттенюатора) в соответствии с требованиями НТД (например, при контроле головки рельса, Ку=16 дБ). При этом дефектоскоп способен обнаруживать значительно меньшие дефекты, чем отверстие диаметром 6 мм в СО-ЗР.
5. При обнаружении дефекта (как и в п.1) ПЭП устанавливают в положение, соответствующее максимуму эхо-сигнала от него, с помощью кнопок аттенюатора доводят эхо-сигнал до порогового уровня (см. п. 2) и запоминают суммарное значение Мд нажатых кнопок аттенюатора.
6. Определяют коэффициент выявляемое™ дефекта (в децибелах) путем вычитания:
= N, - No.
3. ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
3.1. ВВЕДЕНИЕ
Рельсы являются основным элементом железнодорожного пути и подвергаются значительным силовым воздействиям при прохождении поездов. По мере эксплуатации в них появляются различные дефекты, угрожающие безопасности движения поездов(рис. 3.1.1).
Причины возникновения дефектов в рельсах
Недостатки технологии изготовления и сварки 20,1-2; 26,3; 27,1-2; _ 20В; 50; 56,3 н др. Недостатки текущего содержания пути 25; 38,1; 53,1 и др. Недостаточная контактно-усталостная прочность 21,1-2; 41; 43; 44 и др. Нарушения при воздействии на рельсы подвижного состава 14; 24; 74
Рис. 3.1.1. Причины возникновения дефектов в рельсах
В процессе эксплуатации в наибольшей степени вы-ХоД рельсов по изломам и другим дефектам зависит от: ~~ числа тонн брутто, перевезенного по рельсам;
~~ нагрузки на ось подвижного состава;
" скорости движения поездов.
. Выход рельсов по дефектам и изломам зависит так-е (Рис. 3.1.2) от времени года: минимальным он бывает , °М, осенью всегда повышается, зимой в два-три раза Ъ111е> чем летом, что связано с повышением хрупкое-
106
ти металла рельсов при понижении температуры. Максимальный выход рельсов по дефектам приходится март (в европейской части России) и на апрель (на д0. рогах Востока и Сибири). Он совпадает со временем резкого перепада температур (ночью минус 10°—20°С, днем на солнце плюс 10°-15°С), со временем оттаивания балласта и, в частности, обусловлен весенним расстройством пути.
— обнаружено ОДР, шт.
। произошло изломов рельсов
Рис. 3.1.2. Распределение выявляемости ОДР и изломов рель-сов по месяцам (по данным одной из железных дорог европейской части МПС России)
Изломы рельсов являются первой причиной крушений и аварий в путевом хозяйстве. На их долю пр»" ходится почти 30% общего числа тяжелых происшествий (рис. 3.1.3).
jcgS^HOCT11 УЛЬТРАЗВУКОВОГ(>>КОНТРОЛЯ рельсов Крушения, %
Неисправности рельсовой колеи
Неис-
Неудов- правнос-
летвори- ти стре-
тельное лочных.
состояние пере-
пути Выбросы водов
Неограж-
(нуз) СЕ) СЕ)
5,4
дение мест проведения путевых работ
Нарушение технологии путевых Прочее работ Г
Причины
Рис. 3.1.3. Диаграмма удельных весов (в %) крушений и аварий в путевом хозяйстве по различным причинам
Одним из эффективных средств контроля за состоянием рельсов являются дефектоскопы, позволяющие своевременно обнаруживать дефекты в рельсах в процессе их эксплуатации в пути и па рельсосварочных предприятиях. Ими обнаруживаются До 98—99% от всех выявляемых дефектов (рис. 3.1.4).
Распределение обнаруживаемых в пути дефектоскоп-иыми средствами дефектов Рельсов приведено на рис. 3-1.5. Как видно, наиболее ча-ст° дефекты обнаруживаются в зоне головки (коды 11, 21, 3°Г по НТД/ЦП-1-93) и на к°нцах (коды 53.1, 52.1) рель-СОв- Поэтом}^ именно эти зоны
Съемные и переносные дефектоскопы
Рис. 3.1.4. Примерная выяв-ляемостъ дефектов в рельсах скоростными средствами (вагонами-дефектоскопами и АМД) и съемными средствами контроля на сети дорог МПС (по обобщенным данным
1994 -1997 годов)
(рис. 3.1.6) контролируются дефектоскопами
Введен^ нацбол^
тщательно.
В зоне головки D / В зоне
(коитактио-усталостиого I происхождения) I **
16-50% J 1.5%
I
Дефекты заводского [На концах
происхождения । рельсов
!
12-13% ) 20-50%
Рис. 3.1.5 Примерное распределение обнаруживаемых в пути дефектов рельсов
Участок головки
рельса со стороны
Рис. 3.1.6 Зоны сечения рельса, наиболее тщательно проверяемые при ультразвуковом контроле съемными дефектоскопами
Для единства применяемой терминологии на рис. 3.1.7 приведены названия некоторых элементов конструкции железнодорожного рельса.
В последующих разделах достаточно подробно рассмотрены особенности контроля отдельных сечений и зон рельса при сплошном и ручном контроле ультразвуковыми методами. В то же время необходимо иметь в виду, что многие Д6' фекты имеют визуальные прИ' знаки, которые можно заметить при внимательном осмотр6 рельса. Некоторые из них при' ведепы в таблице 3.1.
лПТБЕННОСТП ультразвукового контроля рельсов
Рабочая грань
Поверхность катаивя головки рельса
Боковая (нерабочая) грань головки рельса
Колесо
Подголовочиая грань
Нижняя выкружка головки рельса
Боковая (рабочая) грань
! Верхняя выкружка । рабочей грани
ГОЛОВКА
ШЕЙКА
ПОДОШВА
Перья подошвы
Рис. 3.1.7 Обозначения элементов конструкций железнодорожных рельсов
Для выполнения осмотра оператор должен иметь с собой:
— линейку металлическую (длиной не менее 300 мм);
— зеркало;
— типовой молоток;
— щупы;
- лупу.
Сочетание визуального осмотра с анализом результатов ультразвукового контроля позволит повысить надежность обнаружения опасных дефектов в рельсах.
Введение
Таблица 3.1
Некоторые визуальные и тактильные признаки дефектных рельсов
Код дефекта Признаки дефекта
30В.2 Темные продольные полосы с желобком 1-3 мм на поверхности катания, местное уширение головки (до 90 мм)
52.2 Краснота под головкой, осыпание окалины и наличие узкой красноватой полоски в зоне сопряжения головки с шейкой со стороны рабочей грани
10.2, 27.1-2, ЗОГ.1-2 Тонкие продольные или поперечные трещины на верхней или боковой поверхности головки; отслоение и выкрашивание металла на поверхности катания
62.1-2, 55.1-2 Ржавые или синие полосы в месте сопряжения шейки с подошвой и на полке подошвы
11.1-2, 14 17.1-2, 25 Выщербины на головке рельса
41.1 Сбитые и смятые концы рельсов на стыках
52.1, 53.1 При ударе типовым молоточком по концу рельса молоточек почти не отскакивает от головки, раздается дребезжащий звук. Необходимо просунуть щуп в рельсовый зазор, в щель между накладкой и рельсом или, вынув предварительно болт, в болтовое отверстие. Острие щупа необходимо перемещать по торцу рельса, по стенкам болтового отверстия или по шейке рельса. При наличии трещины острие щупа застревает в ней
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ J 111;
3.2. КОНТРОЛЬ ГОЛОВКИ РЕЛЬСА
I 3.2.1. Распространение ультразвуковых
I колебаний в головке рельса
| 3.2.1.1. Дефекты головки рельса
Головка является наиболее нагруженной зоной рельса. Особенно большие нагрузки испытывает участок головки рельса со стороны рабочей грани, так как именно на этот участок передается силовое воздействие колес подвижного состава (рис. 3.2.1.1). В результате возникают контактно-усталостные трещины кодов 11, 21. При проходе колес с большими ползунами или выбоинами, вследствие буксования или юза, а также из-за ударов по рельсу (инструментом) в головке рельса могут появиться трещины (код дефектов 24 и 25), способные привести к хрупкому излому, особенно при низких температурах. На снижение прочности и живучести рельсов влияют и дефекты заводского происхождения кодов 10, 17, 20, ЗОГ, ЗОВ.*
Наиболее опасными из названных дефектов являются поперечные трещины в виде темных (21.1-2) и светлых (20.1-2) пятен, так как они могут привести к хрупкому излому рельса под проходящим составом (поездом).
Началом образования дефекта (код 21) является, как правило, продольная трещина, развитие которой приводит к отслоению металла (код дефекта 11).
Практикой установлено, что продольные трещины, Как правило, возникают на выкружке рабочей грани и Распространяются в глубь головки рельса на 5-11 мм.
Полный перечень возможных дефектов в головке и других с<?Че|1иях рельсов, пх классификацию, причины появления и разви-т,1я - см. в НТД/ЦП-1-93 и НТД/ЦП-2-93
Контроль головки рельс»
Контактно-усталостные трещины:
Код дефекта
21
24
Дефекты заводского происхождения:
QQCJQQ)
Код дефекта 10 17 20 ЗОГ ЗОВ
Рис. 3.2.1.1. Основные дефекты в головке рельса
От этого дефекта на глубине расположения продольной трещины развивается усталостная поперечная трещина. В месте сварки поперечная трещина (код 26.3) может начать развиваться в головке на любой глубине, в зависимости от расположения дефекта сварки.
3.2.1.2. Ввод и распространение ультразвуковых колебаний в головке рельса
Для выявления дефектов в головке рельсов во всех эксплуатируемых дефектоскопах используют эхо-импульсный метод с пьезоэлектрическим преобразователем (ПЭП) с углом ввода ультразвукового луча а = 60 (а = 58°).'
ПРИМЕЧАНИЕ: При более точном подсчете угла ввода луча резонатора с призмой из органического стекла с углом /3 = 45°, угол ввода у.з. луча в сталь составляет а = 58°, что подтверждается и практическими измерениями, по в литературе часто этот угол округляю7 до 55° или 60°.
Рис. 3.2.1.2. Углы ввода(а) и разворота (у) ультразвуковых колебаний в головку рельса
ЦЕННОСТИ ультразвукового контроля рельсов
При этом для прицельного озвучивания зоны голов-и рельса со стороны ее рабочей грани ПЭП поворачивают относительно продольной оси рельса на угол у = 32— 34° (рис. 3.2.1.2).
Процесс распространения и отражения ультразвуковых колебаний в каналах контроля головки рельса, в отличие от прямого и наклонных каналов контроля шейки, является очень сложным и зависящим в существенной мере от множества факторов: степени износа рельса, вида и ориентации несплошности в головке, погрешностей в ус
тановке углов ввода ультразвуковых колебаний и разворота ПЭП относительно оси рельса и т. д. Причиной этого является сложность профиля головки рельса и многократность переотражеиий ультразвуковой волны при ее распространении до отражателя (дефекта) и обратно к ПЭП. Траектория движения луча акустической волны вдоль головки рельса зависит от угла, под которым данный луч вводится в головку. Каждый из лучей, находящихся внутри диаграммы направленности ПЭП, вводит-ся в головку под своим углом и, следовательно, распространяется ио своей сугубо индивидуальной траектории. Траектории соседних лучей, по мере распространения ультразвуковой волны вдоль головки, могут существенно расходиться. Отраженные от несплошности (дефекта) лучи, Распространяясь вдоль головки в обратном направлении, м°тут попасть после очередного переотражеиия в точку 11а Поверхности катания рельса, где в данный момент рас
114
Контроль ГОЛОВИН рельса
положен ПЭП, и привести к появлению на его выходе эхо-сигнала. Однако не любой луч, отраженный от не-сплошности (дефекта) и попавший после отражения на ПЭП, вызовет появление эхо-сигнала. Необходимо еще, чтобы к ПЭП он пришел под определенным углом, расположенным внутри диаграммы направленности после
днего.
Для иллюстрации рассмотрим процесс распространения и переотражения вдоль головки рельса (траектории) трех излучаемых ПЭП лучей: центрального, совпадающего с направлением максимального излучения, и двух боковых, находящихся на противоположных сторонах диаграммы направленности ПЭП (рис. 3.2.1.3).
Рис. 3.2.1.3. Процесс распространения лучей ультразвуковые колебаний вдоль головки рельса
Рассмотрим в тех же трех проекциях головки рельса процесс распространения в ней ультразвуковых колебаний в несколько ином виде. С этой целью найдем в пр0' странстве, окружающем ПЭП, точки, мощность ультра звуковой волны в которых (через некоторое время посЛе ее излучения) равна выбранной заранее величине, и с° единим эти точки между собой. В результате получ1,|И
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ 11Щ
некоторую замкнутую фигуру, которая и изображается в указанных проекциях головки рельса (рис. 3.2.1.4). Зададим другое (меньшее) значение мощности и для этого же момента времени повторим всю процедуру. Получим новую замкнутую фигуру, охватывающую первую. То же самое произведем для еще меньшего уровня мощности и получим третью фигуру, охватывающую первые две. Через некоторое время (для нового положения ультразвуковой волны) процедура для всех трех уровней мощности повторяется. Многократное (с постоянным по времени шагом) повторение дайной процедуры хорошо иллюстрирует процесс распространения ультразвуковых колебаний вдоль головки рельса, наглядно показывая, как расползается излучаемая мощность по сечению головки рельса в процессе ее распространения.
?ис- 3.2.1.4. Процесс распространения энергии ультразвуко-вЫх колебаний вдоль головки рельса: а — через 40 мкс после излучения; б — через 120 мкс после излучения
Из приведенных иллюстраций процесса распростра-НеШ1я ультразвуковой волны вдоль головки рельса ста-аг>вцтся очевидным, насколько он сложен для строгого Ссмотрения процессов формирования эхо-сигналов, РаЖепных от различных песплошностей.
j 116 ___________________________Контроль головки рельса
Поэтому в дальнейшем рассмотрение этих процессов производится с рядом упрощений, качественно сохраняющих основные особенности и свойства эхо-сигналов.
Главным упрощением является переход к плоскопараллельной модели головки рельса, что позволило рассматривать процессы формирования эхо-сигналов в одной плоскости (продольно-вертикальной). Такой подход, не претендуя на строгое количественное соответствие изображаемых сигналов реальным, достаточно хорошо иллюстрирует процессы их формирования, специфику и особенности при отражении от различных несплошнос-тей.
Следует обратить особое внимание на то, что поперечные трещины в головке рельса обнаруживаются, как правило, не прямым, а однократно отраженным от нижней грани головки рельса ультразвуковым лучом! (см. рис. 3.2.1.5).
3.2.1.3. Основная схема прозвучивания
Продемонстрированный на рисунках 3.2.1.3 и 3.2.1.4 процесс распространения ультразвуковых колебаний в головке рельсов показывает, что ультразвуковые лучи, несмотря на то, что изначально их вводят в сторону рабочей грани, после одно-двухкратного иереотражепия от внутренних стенок головки переходят в нерабочую грань головки и далее распространяются по всему сечению головки рельса. Одпако надо иметь в виду, что такой процесс характерен только для ультразвуковых вагонов-де-фектоскопов и дефектоскопных автомотрис, где зона фиксации эхо-сигналов от дефектов достигает 160—230 мкс-
В дефектоскопиых тележках зона временной селекции составляет всего лишь 65 мкс. В ней фиксируются только те сигналы, которые формируются ультразвук0
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
ЛЕ1
Возможные отражения от неровностей проти-
(т=4) УЗ лучом
Отражения от неровностей поверхности
дне. 3.2.1.5. Процесс обнаружения дефекта прямым, однократно и многократно отраженными лунами
вЬ[м лучом, претерпевшим однократное отражение от пОДголовочной грани рельса.
При этом необходимо иметь в виду, что на начальном участке зоны селекции в районе 40—45 мкс от зоп-Пирующего импульса (при контроле дефектоскопом с ^пктронно-лучевой трубкой, например, ПОИСК-ЮЭ) е°3можно появление эхо-сигналов от неровностей на ниж-грани (волке) головки рельса, а в конце (в районе мкс) — от микротрещин на рабочей выкружке
48 | Контроль головки рельса головки и от дефектов кода 11 (рис. 3.2.1.6). Эхо-сигиа-лы от указанных отражателей (в отличие от эхо-сигна-лов от дефектов) присутствуют на протяженном участке пути, имеют незначительную флюктуирующую амплитуду и на экране дефектоскопа весьма просто распознаются как помехи. Если же дефектоскоп не имеет электронно-лучевой трубки, то по многократному срабатыванию звукового индикатора невозможно отличить сигналы дефектов от сигналов помех и контроль таких участков значительно затрудняется. Такие рельсы называют «шумящими», так как происходят многократные кратковременные срабатывания звуковых индикаторов дефектоскопа.
40-45 мкс
80-90 мкс
Зона эхо-сигналов от дефектов кодов 20,21; 30Г,В;1>4
об=65 мкс
Возможные эхо-сигналы от неровностей на поверхности нижней грани головки рельса, например, от следов прокатных валков
Возможные эхо-сигналы от микротретин и дефектов кода 11 на поверхности катания рельса
Участок траектории УЗ луча, при появлении в котором эхо-сигналов срабатывает звуковой индикатор
Рис. 3.2.1.6. Графическое представление участка временной зоны селекции при контроле головки рельса съемным дефектоскопом
В зависимости от преимущественного направлений движения поездов ио данному участку пути поперечны6 трещины в головке рельса могут иметь отклонения °? вертикальной ориентации до 15—18°. Для надежного °° наружения дефектов различной ориентации в съеМ11ь1^ двухниточиых дефектоскопах при контроле головки peJ11’
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ_______«esL_J
са используют два идентичных пьезопреобразователя, направленных по и против хода движения поездов (тележки) (рис. 3.2.1.7).
Рис. 32.1.7. Обнаружение различно ориентированных дефектов в головке рельса
Таким образом, для обнаружения различно ориентированных поперечных трещин в головке рельса необходимо иметь два ПЭП, излучающих в противоположных направлениях. Поэтому искательные системы всех эксплуатируемых двухниточиых дефектоскопов (РЕЛЬС-5, ПОИСК-2, ПОИСК-10Э, АВИКОН-01) содержат пару противоположно направленных наклонных ПЭП, излучающих ультразвуковые колебания в рельс под углом а = 58° и развернутых в сторону рабочей грани на угол Y = 34° относительно продольной осп рельса (рис. 3.2.1.8).
^-2.1.8. Искательная система двухниточного дефектос-с парой ПЭП а = 58° для обнаружения различно ориентированных дефектов в головке рельса
Контроль головки
РельСа
3.2.2. Особенности обнаружения поперечных
трещин в головке рельса
3.2.2.1. Обнаружение поперечных трещин в головке рельса с помощью преобразователя с углом ввода 70 градусов
Для обнаружения поперечных трещин в головке рельса во многих дефектоскопических системах зарубежных фирм (Sperry Rail Service, Pandrol Jackson Technologies (США), Rail Technology International (Австралия)) применяют наклонный преобразователь с углом ввода ультразвуковых колебании в рельс а = 70°, направленный вдоль продольной оси рельса (у = 0°).
Рис. 3.2.2.1. Озвучивание поперечной трещины в головке рельса с помощью ПЭП а = 70°
При этом за счет большого угла озвучивания дефект фиксируется преобразователем на значительном участке пути, т. е. условная протяженность дефекта AL состав-'^' ет иногда 100—200 мм по длине рельса. Эксперимента^ ную проверку эффективности указанной системы i’P11 контроле отечественных рельсов осуществляли на Се верной железной дороге. Для этого дорожной лаборат° рией дефектоскопии был специально разработан акус’г|1 ческий блок, состоящий из трех резонаторов с угла'111 а = 58°, 0° и 70° (рис. 3.2.2.2).
121
с^цН0( Т11 УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
По существу он реализует традиционную схему проживания, без «ультразвукового калибра» (отсутствует второй ПЭП а = 0°), с заменой одного из наклонных ПЭП (« = 58°) на новый ПЭП с а = 70°, развернутый вдоль оси рельса (у = 0°). Дефектоскопический блок устанавливается в искательную систему дефектоскопа ПОИСК-10Э без изменения электрической схемы и технических параметров последнего.
Рис. 3.2.2.2. Искательная система лаборатории дефектоскопии Северной железной дороги с ПЭП а = 70°
Проведенные комиссией МПС испытания схемы на °оразцах рельсов с 17 реальными дефектами показали, что ПЭП с а = 70° эффективен при обнаружении силь-н°развнтых (площадью 50—80% от площади головки рель-са) поперечных трещин, заходящих в проекцию шейки Рельса. Условная протяженность таких дефектов при ВЬ1явленпп их с ПЭП а = 70° в 1,5—5 раз больше, чем аРи озвучивании этих же дефектов по традиционной схеме = 58°, у = 34°) (рис. 3.2.2.3).
В то же время ПЭП с а = 70° из 17 дефектов обнаружил только 8 трещин (47% от общего их числа). При этом традиционной схеме все дефекты были обнаружены с
122
Контроль головки peibc обеих сторон весьма уверенно (с ЛЬ=5—40 мм). Дефек. ты кода 21.1 в боковой части головки рельса (с площа. дью около 15-20% от площади головки) новой схемой практически не фиксируются.
Таким образом, преобразователь с а = 70° нельзя использовать как самостоятельную схему для контроля го-
Рис. 3.2.23. Сравнение условных протяженностей поперечной трещины в головке рельса при озвучивании: а— с ПЭП а = 70°; б— по традиционной схеме (а = 58°, у = 34°)
ловки рельса. Целесообразно использовать ее только как
дополнение к традиционной схеме, особенно на тех участках пути, где обнаруживаются так называемые «дефекты
Рис. 3 2.2.4. Дефект нового вида (20.1-2) (по данным
Северной ж. д.)
нового вида, идентичные рисунку 21», представляющие собой поперечные трещины в головке рельса, расположенные по ее оси и не доходящие в своем развитии до ее боковых граней (pIlC 3.2.2.4).
Необходимо отметить, что I10 сравнению с дополнительной ске мой съемных дефектоскопов, пре
1)CgS£-Hll(X 111 У1ЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ_Д 123 I
усматривающей разворот одного из наклонных ПЭП '^а = 58° первого по ходу движения дефектоскопа) по продольной оси рельса для выявления дефектов второй группы в средней части головки, схема контроля с ПЭП а = 70° более эффективна.
3.2.2.2. Ультразвуковой контроль нерабочей грани головки рельса
На некоторых участках пути дефекты в виде поперечных трещин в головке рельса могут развиваться со стороны нерабочей грани. Для их обнаружения во всех
^с. 3.2.2.5. Схема прозвучивания для выявления дефектов второй группы у нерабочей грани головки рельса
Контроль головкн ре.чьса
съемных дефектоскопах предусмотрена возможность пе. рекомпоновки схемы прозвучпвания. Для этого первый (по ходу движения дефектоскопа) наклонный ПЭП j искательной системе разворачивают на 34° относительно продольной оси рельса в сторону нерабочей грани (рис. 3.2.2.5). Об изменении схемы прозвучпвания деда. ется запись в рабочем журнале оператора.
Указанную схему контроля применяют в зависимости от состояния рельсового хозяйства согласно графику, утвержденному начальником дистанции пути (ПЧ), обычно не чаще одного раза в месяц. При этом, как видно из схемы (рис. 3.2.2.5), одновременно проверяются боковые части головки, относящиеся как к рабочей, так и к нерабочей граням.
3.2.2.3. Уточнение дефектного сечения головки рельса с помощью ручных преобразователей
Сечения головки рельса, неоднородности которых дают звуковые сигналы в эхо-каналах при проходе дефектоскопной тележкой, должны проверяться ручным ПЭП с измерением координат обнаруженных дефектов.
Ручные ПЭП с углом ввода ультразвуковых колеоа-ний а = 65°, 58°, 50° или 0° подключаются к одному из каналов сплошного контроля двухниточного дефектоскопа: к разъемам PH (Ручной наклонный) или РП (Ру4' ной прямой) на задней панели электронного блока де' фектоскопа, при нажатой кнопке «Ручной контроль» В дефектоскопе ПОИСК-10Э в режиме ручного контра ля наклонный ручной ПЭП подключается к каналу 1 блока дефектоскопического (БД) правой нитки наклон вых ПЭП.
Перед контролем необходимо настроить чувствитель пость ручного капала, а для дефектоскопа ПОИСК-1^ дополнительно откалибровать длительность развертки в соответствии с инструкцией по эксплуатации прибора
..-.ПЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
участок рельса, по которому будет перемещаться ручной ПЭП (в пределах 200 мм по обе стороны от дефектного места), очищают шабером от отслаивающейся ржавчины, грязи или мазута и протирают ветошью. Затем выполняют тщательный визуальный осмотр с помощью зеркала, фонаря и лупы с целью выявления поверхностных дефектов, повреждений или неровностей, которые могут служить очагами зарождения трещины.
ПРИМЕЧАНИЕ: Опытные операторы рекомендуют внимательно осмотреть подозреваемый участок еще до очистки от грязи, так как в процессе очистки трещина, вышедшая на поверхность, может быть затерта (замазана) и стать невидимой.
Для обеспечения надежного акустического контакта очищенную поверхность обильно смачивают контактирующей жидкостью (водой, раствором спирта (зимой), минеральным маслом).
Ручной ПЭП устанавливают на подготовленную поверхность так, чтобы ультразвуковые колебания распространялись в направлении предполагаемого дефекта, по возможности перпендикулярно его плоскости. Поиск дефекта ведут путем возвратно-поступательного перемещения ПЭП вдоль контролируемой зоны, непрерывно поворачивая его на угол 10—30° (рис. 3.2.2.6).
Дефект 21.2
Поверхность катания головки рельса
Р^с. 3.2.2.6. Схема сканирования при уточнении координат обнаруженного дефекта с помощью ручного ПЭП
1 26JL Контроль ГОЛОВКИ^ре^
Перемещение ПЭП должно быть таким, чтобы обес печивалось прозвучивание перпендикулярного сечецця рельса центральным лучом ПЭП с шагом 2—3 мм, а ск0 рость перемещения не превышала бы 100 мм/с.
Для надежного обнаружения дефектов следует ка^.
дую контролируемую зону прозвучивать с двух стор0н
Рис. 3.2.2.7. Ориентация дефекта 21.1-2 в головке рельса при изменении его площади развития
сечения, в котором предполагается дефект.
Необходимо иметь в виду, что большое число поперечных дефектов со значительным развитием отражают ультразвуковые колебания только верхней и нижней кромками; отражение усиливается при наличии колец роста дефекта (рис.3.2.2.7). Однако у сильноразвитых дефектов (5Д > 0,25Srol) «кольца роста» могут и отсутствовать, что значительно затрудняет их обнаружение (рис. 3.2.2.8).
Признаком обнаружения дефекта является появление звукового сигнал^
и возникновение па экране дефектоскопа импульса, перемещающегося по развертке при движении ПЭП (Д-1Я ПОИСК-10Э) или срабатывание стрелочного индии'3
тора (для РЕЛЬС-5 и ПОИСК-2)
Эти признаки могут быть вызваны также импульса ми, отраженными от неровностей на поверхности редьса’
Диффузные отражения от иижией кромки трещины (эхо-сигнал есть)
ВПТ
Звуковой сш нал
Рис. 3.2.2.8. Дифрагирование ультразвуковых колебаний на верхней и нижней кромках поперечной трещины
Для установления истинной причины срабатывания индикаторов дефектоскопа следует определить координаты залегания отражателя и сопоставить результаты из-Мерення и осмотра поверхности рельса.
Если внешние причины, которые могут вызвать ложные срабатывания, отсутствуют, то необходимо допол-нительно измерить:
" условный размер по длине рельса AL;
" условную высоту АН;
" условную ширину АХ;
~~ минимальную условную чувствительность Ку ,
Контроль головки
££Льса
и на основании результатов этих измерений сдедать окончательный вывод о наличии или отсутствии дефек та (рис. 3.2.2.9).
Некоторые признаки дефектов в головке
Характер дефекта AL, мм АН, мм Дополнительные признаки
Зарождающийся дефект второй группы 8 - 12 < 5 Индикация эхо-сигнала при направлении акустической оси ПЭП вдоль рельса
Развитый дефект второй группы > 12 (12-30) > 5 Индикация сохраняется при перемещении ПЭП поперек рельса
Дефекты вида 11 или ЗО.Г > 12 2-3 Иногда эхо-сигнал принимается при проходе ПЭП только с одной стороны
Дополнительным признаком дефекта второй группы или кода 30.Г на фоне дефекта 11 является сохранение индикации эхо-сигнала при уменьшении чувствительности канала.
Рис. 3.2.2.9. Измерение некоторых характеристик обнарУ' женного дефекта
глНЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
Необходимо обращать внимание и па визуальные признаки дефектов:
— темные продольные полосы с желобом глубиной
мм на поверхности катания и местное уширение головки ДО 90 мм свидетельствуют о наличии вертикальной трещины кода ЗОВ.2. При значительном развитии этой трещины наблюдается осыпание окалины и наличие узкой красноватой полоски в зоне сопряжения головки с шейкой со стороны рабочей грани (рис. 3.2.2.10);
Темная полоска
Рис. 3.2.2.10. Визуальные признаки трещины кода 30В.2
— тонкие продольные или поперечные трещины на верхней или боковой поверхности головки свидетельствуют о наличии дефектов кода 10.1-2, 27.1-2 или ЗОГ.1-2;
— выщербины на головке рельса (дефекты кодов 11.1-2, 17.1-2, 24 и 25) могут являться очагом зарождения поперечной трещины кода 21.1-2;
— впадины на поверхности головки одновременно па ооеих нитях пути (пробуксовка колес локомотивов (код 14) при наличии в них видимых трещин) требуют тщательного дефектоскопироваиия ручным ПЭП и принятия соответствующего решения о возможности дальнейшей эксплуатации рельса.
3.2.2.4. Обнаружение и уточнение размеров дефекта 21.2.Н
Вскрытие нескольких сотен поперечных трещин де-^екта 21, обнаруженных дефектоскопами в рельсовых Не ЯХ’ показало, что в 60% случаев площадь трещин , превышает 10 — 15% площади сечения головки (РИс- 3.2.2.11).
130
Контроль ГОЛОВИН
РедьСй
600 дефектов (100%)
Рис. 3.2.2.11. Распределение дефектов кода 21 по степени развития
В соответствии с НТД/ЦП-2-93 в том случае, когда внутренняя трещина кода 21.2 не выходит на поверхность, а границы ее — за середину головки, допускается дефект не вырезать, а усиливать накладками. Уставов ка на поврежденное место на рельсах типов Р65 и Р75 шестидырных накладок с четырьмя болтами производится так, чтобы середина накладки совмещалась с дефектом. При этом отверстия для двух средних болтов не сверлятся во избежание развития дефекта в их сторону (рис. 3.2.2.12).
Дефект 21.2
Отверстия в рельсе не сверлятся!
Рис. 3.2.2.12. Установка накладок на дефектный участок рельса. Середина накладки должна совмещаться с дефектом. В противном случае рельс является остродефектным и подлежит немедленной замене
131
JC2S1HHOCT11 УЛЬТРЛЗВУКОВОГО КОНТРОЛЯ рельсов
Дефект, на котором установлены накладки, именуется в дальнейшем как дефект 21.2.Н, а сам рельс является дефектным. До замены рельса в звеньевом пути или окончательного восстановления рельсовой плети бесстыкового пути, выполняемых в плановом порядке, дефект 21.2.Н подвергается систематическому визуальному контролю с проверкой натяжения стыковых болтов остуки-ванием и периодическому (по графику) дефектоскопирован шо.
Установка накладок снижает скорость развития дефекта. Это достигается за счет повышения жесткости рельса в рассматриваемом сечении и уменьшения влияния продольных температурных сил.
Если поперечная внутренняя трещина дефекта 21.2.Н в процессе эксплуатации распространилась со стороны рабочей грани головки за ее середину (за вертикальную ось симметрии) или вышла на поверхность рельса, то такой рельс заменяется без промедления!
До принятия решения о возможности установки накладки на обнаруженный дефектный рельс необходимо решить две дефектоскопические задачи:
1) точно установить местонахождение дефекта по длине рельса;
2) правильно определить размер поперечной трещины.
Первую задачу решают путем озвучивания дефекта с двух сторон с поверхности катания (в плане), а при Реооходимостп — и с боковой нерабочей грани головки Р^ьса (рис. 3.2.2.13).
Из-за различных условий отражения ультразвуковых Колебаний от дефекта с разных сторон возможно некоторое несовпадение координат Ц и Ь2 и, соответственно, Г)тМетки дефектного места. В этом случае местоположение дефекта уточняют и с боковой грани головки рельса.
Границы дефекта определяют путем последователыю-11еРемен1епия наклонного ПЭП по поверхности катания
Рис. 3.2.2.13. Уточнение координат дефекта 21.2.Н с поверхности катания (при озвучивании с двух сторон) и с боковой нерабочей грани головки
I
i
Рис. 3.2.2.14. Уточнение размеров дефекта 21.2
от внутренней грани головки к наружной с шагом 2—3 мм. При этом пучок ультразвуковых колебаний должен быть направлен вдоль продольной оси рельса. Границу дефекта по возможности устанавливают с двух сторон (рис. 3.2.2.14).
Если внутренняя граница дефекта располагается на расстоянии 35 мм и менее от боковой рабочей грани головки рельса, то площадь сечения трещины не более 25—30% от площади сечения головки рельса (рис. 3.2.2.15).
При этом обнаруженную попе' речную трещину в головке рельса можно отнести к дефекту 21.2.Н 11 оставить в пути, предварительН0 усилив дефектное сечение с по-'10 щью установки накладок.
В случае обнаружения в плет1’ двух дефектов кода 21 на расстоЯ
Рис. 3.2.2.15. Зависимость минимальной площади сечения трещины от положения внутренней границы дефекта относительно боковой рабочей грани головки рельса
нии менее 12,5 м ставить накладки на дефектные места запрещается.
3.2.3. Зеркальный метод контроля головки рельса
Как показывает опыт эксплуатации двухниточных Дефектоскопов с приведенной в разделе 3.2.1 основной схемой прозвучивания, иногда имеются случаи пропуска поперечных трещин, размеры которых превышают половину площади сечения головки рельса (50% и более)! Это объясняется тем, что сильно развитии! дефект, По сравнению с дефектом на ранней стадии развития, имеет поверхность, практически зеркальную для ультра-3вУковой волны частотой 2,5 МГц. Основной поток акустических колебаний, подчиняясь закону зеркального отражения, иереотражается от плоскости дефекта и
Излучаемому ПЭП не возвращается (рис. 3.2.3.1). Толь-
134
Контроль головки ре.-и,Са ко незначительная часть упругих колебании, Диффузц0 рассеиваясь на краях трещины, может вернуться к излучаемому ПЭП.
Рис. 3.23.1. Зеркальное отражение ультразвуковых колебаний от сильно развитой поперечной трещины с гладкой поверхностью в головке рельса
Диффузное отражение от края трещины
Для обнаружения таких трещин авторы патента №2060493* предложили на поверхность катания головки рельса на расстоянии В от основного ПЭП установить второй ПЭП, осуществляющий только прием пере-отражеиных ультразвуковых колебаний (так называемый пассивный приемник). При этом амплитуда принятых вторым ПЭП эхо-сигналов намного выше, чем амплитуда сигналов, диффузно рассеянных па краях трещины и принятых первым ПЭП (рис. 3.2.3.2). Впоследствии этот метод назвали зеркальным методом контроля головки рельса.
ПРИМЕЧАНИЕ: Впервые этот метод обнаружения Де' фектов второй группы в головке рельсов применен при разработке метода ультразвукового контроля с непрерывным излучением упругих колебаний и выделением сигналов на основе эффекта Доплера, где разделение излучателя и пр11 емника весьма желательно.
—;---------- рФ
В соответствии с действующим Патентным законом использование изобретения возможно «лишь с разрешен патентообладателя (па основе лицензионного договора)»
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
IДиффузно рассеянный от края трещины эхо-сигнал
Зеркально отраж. от плоскости трещи-ны эхо-сигнал ।
Рис. 3.2.3.2. Прием зеркально отраженных от плоскости поперечной трещины ультразвуковых колебаний вторым ПЭП (дополнительным пассивным приемником). 1 — активный ПЭП, излучающий и принимающий ультразвуковые колебания; 2 — пассивный (дополнительный) ПЭП, только принимающий ультразвуковые колебания
В результате многочисленных экспериментов по обнаружению реальных дефектов и моделей трещин в головке рельса с помощью системы из двух ПЭП определены следующие ее основные параметры (рис. 3.2.3.3):
— углы ввода как 1-го, так и 2-го ПЭП а = а = 58°;
~ углы разворота как l-ro, так и 2-го ПЭП у = у = "34° в сторону рабочей грани головки рельса;
— расстояние между двумя ПЭП В = 50±2 мм.
Указанные параметры выбраны как исходя из усло-Вия надежного обнаружения поперечных трещин в го-'10вке рельсов, так и из условия простоты реализации рХемы уже имеющимися на железных дорогах резонато-мми (ПЭП) в действующих двухниточных дефектоско-ах (РЕЛЬС-5, Поиск-2 и Поиск-10Э).
Рис. 3.2.3.3. Основные параметры системы из двух ПЭП, реализующих зеркальный метод контроля головки рельсов
При этом механическая конструкция типовых акустических блоков остается неизменной. Один из прямых резонаторов (ПЭП а = 0°) из схемы исключается. Второй прямой резонатор переставляется в первую ячейку первого по ходу движения тележки акустического блока. В освободившиеся ячейки устанавливаются два наклонных ПЭП (а = 58°), развернутых в сторону рабочей грани головки рельса и направленных по ходу движения дефектоскопной тележки. Совместно они реализуют зеркальный метод контроля. Четвертый по схеме резонатор, также как и третий, реализует традиционную схему прозвучивания типа «змейка» эхо-методом (рис. 3.2.3.4).
ПРИМЕЧАНИЕ: Изъятие второго прямого резонатора приводит к исключению схемы «ультразвуковой калибр»-Однако, как показывает практика, это не снижает эффективности контроля рельсов дефектоскопной тележкой-
оГрБЕННОСТИ ультразвукового контроля рельсов
137
Направление движение тележки
Рис. 3.23.4. Изменение традиционной схемы прозвучивания съемных дефектоскопов при реализации зеркального метода контроля головки рельса: а — до модернизации; б — после введения зеркального метода
Изложенную модернизацию схемы прозвучивания на практике впервые реализовали на Горьковской железной дороге. Так как при этом вносятся некоторые изменения и в электрическую схему дефектоскопа ПОИСК-103 (добавляется дополнительная плата временного селектора, а в одном из каналов прямого ПЭП выключается генератор зондирующих колебаний), то модернизированный дефектоскоп получил название ПОИСК-10Э-2Н (два наклонных ПЭП). Впоследствии ОАО «Радиоавионика» по заказу МПС РФ приступило к централизованной Модернизации дефектоскопов ПОИСК-ЮЭ. При этом дефектоскоп с дополненным зеркальным каналом получил наименование ПОИСК-10ЭРА (РА — «Радиоавио-ника»).
Как показывает практика эксплуатации двухииточ-ных дефектоскопов с дополненным зеркальным каналом На Горьковской, Октябрьской, Московской и Свердловской железных дорогах, новый метод оказался эффективным не только при обнаружении сильно развитых попе-Речпых трещин в головке рельса, но и при контроле так называемых «шумящих» рельсов.
Контроль головки рельса
Дело в том, что при озвучивании головки рельса дву. мя ПЭП общая зона, где пересекаются диаграммы ца. правленности обоих ПЭП, ограничена. Поэтому на дополнительный (второй) ПЭП приходят эхо-сигналы только от тех дефектов, которые попадают в эту зону (рис. 3.2.3.5).
Дефекты 10 и 11.1-2 Дефекты 10, 11
Зона пересечения диаграмм направленности двух ПЭП и совместного озвучивания головки рельсов
Рис. 3.2.3.5. Зона совместного озвучивания головки рельса двумя ПЭП
Как правило периодические срабатывания звукового индикатора в наклонных каналах происходят из-за дефектов кода 11 и из-за закалочных микротрещин (они ощущаются пальцами при поглаживании поверхности катания и рабочей выкружки головки рельса в одном из направлений). Параметры зеркального метода выбраны таким образом, чтобы происходило прицельное озвучивание эпицентра развития поперечных трещин контакт' по-усталостпого происхождения (код 21.1-2), который по данным ВНИИЖТа находится на глубине 10—15 м»’ от поверхности катания в боковой части головки рельса.
Поэтому зеркальный метод, при котором 1-й ПЭП только излучает ультразвуковые колебания, а 2-й только принимает их (рис. 3.2.3.5), не реагирует па эхо-сигналы от указанных микротрещин и дефектов кода 11. В то ме время от поперечных трещин внутри головки будет при' пят четкий эхо-сигнал.
гПБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ JLPV
При практической реализации зеркального метода один из преобразователей системы, как правило, работа-еТ в совмещенном режиме (излучает и принимает ультразвуковые колебания) и реализует обычную схему иро-звучивания головки рельса. Второй ПЭП ультразвуковые колебания не излучает и включен только на прием («прослушивание») сигналов из определенной, потенциально наиболее опасной с точки зрения образования дефектов, зоны головки рельса. Совместно они реализуют эхо- и зеркальный методы ультразвукового контроля (эхозеркальный метод). При этом для ПЭП, работающего только на прием эхо-сигналов, можно устанавливать большую чувствительность, так как помех в данном канале значительно меньше, чем в обычном эхо-капале.
По соотношению амплитуд эхо-сигналов от одной и той же трещины в эхо- и зеркальном каналах можно судить о размерах и конфигурации обнаруженного дефекта. Однако это требует проведения дополнительных измерений и в практике контроля пока не используется.
Эффективность зеркального метода позволила предусмотреть его в дефектоскопах нового поколения
3.2.3.6. Применение зеркального метода в дефектоскопах для контроля рельсов
140 Ц Контроль головки
—* — в двухниточпом дефектоскопе АВИКОН-01 и в совмещенном (ультразвуковом и магнитном) вагоне-дефек-тоскопе с аппаратурой АВИКОН-ОЗ (рис. 3.2.3.6).
Применение зеркального метода также перспективно и в автоматизированных установках для контроля сварных рельсов (на РСП и в пути), так как в них характерными дефектами являются поперечные трещины и непровары (слипания), ориентированные поперек рельса.
3.2.4. Формирование сигналов от типовых дефектов
Основным конструктивным и регулярным ВИДОМ несплошности головки рельса является его торец в болтовых стыках. Поэтому вначале целесообразно рассмотреть процесс формирования эхо-сигналов, отраженных от торца рельса.
Эхо-сигналы формируются только теми лучами, которые отражаются от углов поверхности головки рельса и его торца (нижний и верхний углы). Процесс формирования эхо-сигналов от торца рельса при движении ПЭП в сторону излучения ультразвуковых колебаний («наезжающий» канал) показан па рис. 3.2.4.1. На этом рисунке, как и па всех последующих, показаны все эхо-сигналы, принимаемые ПЭП. Однако, как указывалось в разделе 3.2.1, в съемных дефектоскопах фиксируются только те сигналы, которые, во-первых, превышают чувствительность приемника и, во-вторых, имеют задержку, лежащую внутри установленных временных ворот (стробирующего импульса). Максимальная задержка фиксируемых сигналов соответствует задержке однократно отраженных эхо-сигналов. Поэтому па приведенных рисунках изображен этот стробирующий импульс, а дефектоскопом факт фпкса ции сигнала подтверждается включением звукового пн дикатора.
грБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
Рис. 3.2.4.1,а. Формирование эхо-сигналов от торца рельса в «наезжающем» канале при нахождении ПЭП от него на большом расстоянии
Зондирующий ИМПУЛЬС
Эхо-сигналы в предыдущих циклах
Эхо-сигнал в текущем цикле /у
L. _ _ 1 . _ _ J I- у у . Jy я « и : « »
О Строб Задержка
Uc- 3.2.4.1,6. Формирование эхо-сигналов от торца рельса в «наезжающем » канале при нахождении ПЭП от него на среднем расстоянии
Рис. 3.2.4.1,в. Формирование эхо-сигналов от торца рельса в «наезжающем» канале при нахождении ПЭП от него на малом расстоянии
Как видно на примере формирования эхо-сигналов, отраженных от торца рельса, от одного отражающего объекта (угла) формируется не одна (как в каналах контроля шейки) пачка импульсов, а несколько. Это происходит потому, что при движении ПЭП один и тот же отражатель несколько раз пересекает его диаграмму направленности и озвучивается лучами, прошедшими различные пути. В результате при переходе отражателя oi одного участка диаграммы направленности ПЭП к ДрУ' тому, задержка эхо-сигнала скачком изменяется и Ф°Р' мируется новая пачка импульсов. Формирование от оД пого отражателя нескольких пачек эхо-сигналов являет ся одной из основных особенностей каналов контро-1*1 головки рельса, отличающих их от каналов контр0-1^ шейки и подошвы.
Амплитуда
Зондирующий импульс
/ Эхо-сигналы предыдущих циклов
О Строб Задержка
Рис. 3.2.4.2. Формирование эхо-сигналов от торца рельса в «отъезжающем» канале при нахождении ПЭП от него на большом расстоянии
На следующем рисунке (рис. 3.2.4.2) показан процесс формирования эхо-сигналов, отраженных от торца рельса при движении ПЭП в направлении, противоположном направлению излучения ультразвуковых коле-оаний («отъезжающий» канал).
К наиболее вероятным и наиболее опасным дефектам в головке рельса следует отнести поперечные трещины (коды 21.1-2, 20.1-2, 26.3) и продольные (коды ЗОВ.1-2 и ЗОГ.1-2). Процесс формирования эхо-сигналов, отраженных от этих трещин, весьма сложен, по в Г]ервом приближении можно считать, что эхо-сигналы °°Разуются преимущественно за счет диффузных (во все Ст°Роны, в том числе и к ПЭП) отражений ультразвуко-в°й волны от краев трещины (рис. 3.2.4.3). Волны, зер-^ьно-отраженные от плоскости трещины, меняют иа-^Равдепие своего распространения в какую-либо одну сто-
Контроль ГОЛОВКИ
ролу и вероятность их возвращения к ПЭП под нужщ,11ч
углом практически нулевая.
Зондирующий импульс
Рис. 3.2.4.3. Формирование эхо-сигналов от вертикальной поперечной трещины
При изображении в дальнейшем эхо-сигналов, отраженных от трещин, предполагается, что основное отражение ультразвуковой волны для поперечных трещин происходит от нх верхних и нижних кромок. Реальные процессы отражения и формирования эхо-сигналов значительно сложнее, однако качественные характеристики сигналов, получаемых при сделанных допущениях, весьма близки к реальным.
При представлении эхо-сигналов, отраженных от пр0' дольных трещин, как и раньше, предполагается, что основное отражение ультразвуковой волны происходит °т их кромок (ближайшей к ПЭП и самой дальней). Пр° цесс формирования эхо-сигналов от продольной гор11 зонтальной трещины представлен на рис. 3.2.4.4.
Рис. 3.2.4.4. Формирование эхо-сигналов от продольной гори-
зонтальной трещины
Продольная горизонтальная трещина в головке рельса (код ЗОГ.1-2) при определенных условиях может быть обнаружена также прямым ПЭП (зеркально-теневым методом). Это может произойти в том случае, если трещина полностью или частично перекрывает проекцию шейки рельса в головку.
На рис. 3.2.4.5 показан процесс формирования сигналов при прохождении прямого ПЭП над продольной горизонтальной трещиной в головке рельса. Обратите внимание на то, что от горизонтально расположенной тре-ц1ицы происходит многократное переотражепие ультразвуковых колебаний. Задержка между соседними перелаженными эхо-сигналами определяется глубиной за-•Зегания трещины, и при определенной глубине ее зале-гания один из многократно перестриженных импульсов х,()>Кет попасть в строб донного сигнала. Если его амплп-тУДа при этом превысит чувствительность приемника, то
1 .Щ_____________________________Контроль ГоловинJ)en. c
он будет принят за донный сигнал и такая трещина Збр кальио-теневым методом обнаружена не будет.
Амплитуда
Многократные переотражеиия от дефекта
Донный сигнал на бездефектном участке рельса
Строб
Задержка
Рис. 3.2.4.5. Процесс формирования сигналов прямым ПЭП (а - 0°) при его прохождении над продольной горизонтальной трещиной в головке рельса (дефект ЗОГ. 1-2)
О
Можно показать, что любая горизонтальная трещина (ЗОГ, 52, 55 и 56.3), залегающая на глубине до половины высоты рельса от поверхности катания, при определенных условиях, из-за попадания многократно-отраженного эхо-сигнала в зону выделения (стробирования) Д°н' ного сигнала, зеркально-теневым методом контроля м° жет быть пропущена (не обнаружена). Поэтому пара-1 дельно анализу донного сигнала необходимо выделять я анализировать возможные эхо-сигналы во временно^ интервале между зондирующими импульсом и Д01111^?' сигналом, как это сделано в новом дефектоскопе А*» КОН-01.
uCnREHH0CT11 УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ I.J47 i
3.3. КОНТРОЛЬ ШЕЙКИ И ПОДОШВЫ РЕЛЬСА
3.3.1. Особенности ультразвукового контроля шейки и подошвы рельса в зоне основного металла (вне стыка)
Зона основного металла рельса — это зона между болтовыми или сварными стыками (рис. 3.3.1.1).
Рис. 33.1.1. Основные зоны рельсового пути
Рассматриваемая зона на участках бесстыкового пути по протяженности составляет до 96% общей длины пути (рис. 3.3.1.2).
На 1000 метров бесстыкового пути приходится:
и - зона вие стыков (зона осиовиого металла)
М' 30иа сварных стыков м ' зона болтовых стыков
ис- 3.3.1.2. Примерные протяженности зон рельсов на бесстыковом участке пути
"“ML
Контроль шейки И ПОДОШВЫ Репу
Наиболее характерными дефектами шейки рельса ее продолжением в подошву рельса (рис. 3.3.1.3) явдя ются:
— 50.2 (расслоение шейки);
— 52.2 (трещина в зоне сопряжения головки с щед. кой рельса);
— 55 (поперечная трещина в шейке);
— 60 (волосовины, выколы части подошвы);
— 69 (трещины и коррозия подошвы).
52.2 - при L>30 мм рельс остродефектный,
при L<30 мм рельс дефектный и подлежит замене в плановом порядке.
69 - Если коррозия подошвы у ее края больше указанной в таблице величины, то рельс относится к остродефектиому.
Тип рельса Р50 Р65 Р75
h 6 мм 7 мм 8 мм
Рис. 3.3.1.3. Основные дефекты шейки и подошвы рельса
Кроме указанных, к дефектам в данной золе относят также дефекты кодов:
— 59 (коррозия шейки);
— 62 и 65 (трещины и выколы подошвы);
— 70 и 79 (поперечные изломы).
Несмотря на то, что дефекты в рассматриваемо]! 3°не достаточно редки (менее 10% от всех обнаруживаемы^ дефектов), некоторые из них весьма опасны и могут нр1^ вести к изломам рельсов с непредсказуемыми послеД ствиями. Например, в 1994г. всего на сети дорог М
149
19С2ДЕНН°('ТП ультразвукового контроля рельсов
рф произошло 492 излома, из них 142 излома — по дефектам пятой группы и 143 — по дефектам шестой фуппы. То есть около 60% изломов произошло из-за дефектов пятой и шестой групп! Очень опасным дефектом, приводящим к хрупкому излому рельса, является коррозионная трещина в подошве рельса (код 69).
В эксплуатируемых съемных дефектоскопах РЕЛЬС-5, ПОИСК- 2 и ПОИСК-ЮЭ для контроля зоны шейки и продолжения ее в головку и подошву рельса применяют зеркально-теневой метод ультразвукового контроля, реализуемый с помощью прямого ПЭП (а = 0), работающего в совмещенном режиме (рис. 3.3.1.4).
Основной прямой ПЭП
Рис. 33.1.4. Реализация зеркально-теневого метода при сплошном контроле рельсов: первый по ходу движения дефектоскопа прямой ПЭП — основной, служит для сплош-н°го контроля рельсов, второй (дополнительный) — подключается кнопкой ( у дефектоскопа РЕЛЬС-5 на ручке те-аежки) и образует с основным «ультразвуковой калибр»
При этом, как было отмечено выше, анализируется аК1плитуда донного сигнала, находящегося по времени
150
Контроль шейкн н подошвы рель в заранее выставленном стробирующем импульсе. О На личин дефекта судят по уменьшению амплитуды доцц0 го сигнала ниже заданного порога.
Рис. 3.3.1.5. Корректировка положения строб-импульса при настройке на определенный тип рельса. При совпадении по времени строба и донного сигнала звук в телефонных науш-
никах исчезнет
Для работы по зеркально-теневому методу необходимо ручкой «Тип рельса» дефектоскопа добиться совмещения строб-импульса с донным сигналом (рис. 3.3.1-Э) Коэффициент выявляемое™ реальных дефектов в рельсах, определяемый как отношение амплитуды Д°н‘ ного сигнала над дефектом U к амплитуде донного си1' нала на бездефектном участке рельса
Кд = ид/Ч-
в зависимости от ориентации и размеров дефектов, н° жет иметь значения от 0 (при полном перекрытии У1Ь тразвукового пучка дефектом) до 0,6 (при части4110 перекрытии пучка или рассеянии ультразвуковых ь° лебаний).
1151 i
Un 0.4 кд= if =ро =0,4 и0 - уровень донною сигнала на бездефектном участке пути Цц - амплитуда донного сигнала над дефектом
д И ~ 1,0 0
^гЕСННОСТИ УЛЬТРЛЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
Этот метод является единственным, позволяющим обнаруживать дефекты кодов 50 и 60 в виде вертикальных продольных расслоений, существенно рассеивающих ультразвуковые колебания, но практически не отражающих волну в направлении к ПЭП (рис. 3.3.1.6).
Уменьшение донного сигнала может произойти не только из-за наличия трещины в рельсе, но и из-за других факторов, по существу являющихся помехами для зеркально-теневого метода ультразвукового контроля (рис. 3.3.1.7).
Рис. 3.3.1.6. Коэффициент выявляемости дефектов: а — код 55; б — код 50
ис- 3.3.1.7. Иллюстрация причин, вызывающих помехи при зеркально-теневом методе:
а ~~ нарушение акустического контакта; б — изменение ^Рожающих свойств донной поверхности; в — локальное
Л1ечение структуры (например, сварной стык); г — непа-^зелъность поверхности; д — поперечное смещение НЭП
Контроль шейки и подошвы
i 152
Поэтому при срабатывании звукового индикать прямого канала в первую очередь необходимо проверь центровку искательной системы (см. рис. 3.3.1.7,д). центровка блоков ПЭП нарушена (это часто бывает ца кривых участках пути), необходимо отрегулировать положение ПЭП относительно продольной оси рельса. При использовании дефектоскопа ПОИСК-10Э эту операцию целесообразно производить при включенном экране ЭЛТ визуально контролируя нахождение блоков ПЭП и устанавливая их в положение, соответствующее максимума донного сигнала (рис. 3.3.1.8).
Рис. 3-3.1.8. Центровка акустических блоков дефектоскопа относительно продольной оси рельса
Для повышения достоверности контроля в некоторых случаях применяют анализ не первого, а второго донного сигнала, более чувствительного к внутренним дефектам в рельсах и менее чувствительного к помехам (рис. 3.3.1.9).
Рис. 3.3.1.9. Выделение второго донного сигнала с помощь^ стробирующего импульса; звуковой индикатор будет сро°а тывать только при уменьшении второго донного сигнал^ ниже заданного порога
I 153 i
рЕННОСТП ультразвукового контроля рельсов
g современных дефектоскопах настройку чувствительности производят не в разах (относительных единицах), в децибелах. Для этого амплитуду донного сигнала на бездефектном участке рельса уменьшают до уровня сра-
батывания звукового индикатора, а потом увеличивают чувствительность (отжимают кнопки аттенюатора) на 14 дБ, что будет соответствовать настройке па чувствительность 0,2 в относительных единицах (см. таблицу 3.3.1).
Таблица 3.3.1
ЧУВСТВИТЕЛЬНОСТЬ
В относительных единицах В децибелах(дБ)
0,2 14
0,4 8
0,5 6
0,6 4
Оптимальная чувствительность при контроле рельсов в пути зависит от степени износа и загрязненности поверхности катания рельсов. Поэтому перед контролем необходимо определить визуально указанные факторы и чувствительность прямых каналов установить в соответствии с реальной ситуацией. Чем меньше степень износа 11 загрязненности рельсов, тем выше значение оптималь-11011 чувствительности.
При контроле зеркально-теневым методом необходимо иметь в виду, что возможны случаи, когда в контролируемом сечении имеется весьма крупный дефект, по 3вУковой индикатор дефектоскопа не срабатывает. Это Может произойти из-за того, что ультразвуковой луч, М11°гократно переотражаясь от дефекта и поверхности катания рельса, попадает в зону стробирования сигнала (ри°- 3.3.1.10).
Контроль шейки и подошвы
Отражение от подошвы рельса
Отражения от дефекта
Рис. 3.3.1.10. Пропуск дефекта из-за попадания многократно (3-х кратно) переотраженного от дефекта и поверхности катания эхо-сигнала в зону стробирования донного сигнала
В целом, при отсутствии помех, контроль рельсов в зоне основного металла (вне стыков) осуществляется достаточно легко, так как отсутствуют метающие отражения от конструктивных элементов (торцов, болтовых отверстий и т. д.) рельса. Срабатывание индикатора дефектоскопа происходит только над дефектом. При правильно выбранной и установленной чувствительности, в процессе движения дефектоскопа на участке пути большой протяженности, звуковые сигналы в телефонах практически отсутствуют.
Появление звукового сигнала в канале с прямым ПЭП может быть вызвано (рис. 3.3.1.11):
— попаданием грязи или песка под скользящую п°' верхность блока ПЭП;
— смещением преобразователя с продольной оС11 рельса;
— вмятиной на поверхности рельса (от удара ппстрУ ментом);
— одиночным отверстием в шейке рельса;
— поверхностными дефектами и микротрещипамИ и7111 трещинами по кодам 10, 11, 14, 41, 43;
— опасными трещинами и другими дефектами-
gCgBjLHH()CTH ультразвукового контроля рельсов
Удалить грязь
Сместить ПЭП к центру рельса
Убедиться визуально, выполнить ручной контроль
Убедиться Убедиться Ручной
визуально визуально контроль
с помощью I
зеркала, w
выполнить ’
ручной Маркировка контроль дефектного
^ис- 3.3.1.11. Причины срабатывания звукового индикатора к°нала с прямым ПЭП на перегоне и действия оператора
Контроль шейки и подошвы
Рельс,
Для уточнения истинной причины появления звуКо вого сигнала в телефонах необходимо (рис. 3.3.1.12)-
— при наличии грязи ния головки и протереть ков ПЭП;
— очистить поверхность ката поверхность скольжения бло-
-*-----►
.□ед да о□
Отметить мелом зону срабатывания звукового сигнала
— повторить проезд де, фектоскопа по регистрируемому участку, определить и отметить мелом границы возникновения и пропадания сигнала;
— внимательно осмотреть
это место по всему периметру рельса;
— измерить минимальную условную чувствптель-
Выполнить маркировку дефектного рельса
Рис. 3.3.1.12. Последовательность выполнения операций при обнаружении дефекта
ность, при которой сигнал в телефонных наушниках еще появляется;
— произвести контроль подозреваемого участка ручным ПЭП с целью определения условных размеров и координат расположения дефекта;
— в зависимости от при* чины срабатывания звукового индикатора записать результаты в записную книжку или в журнал учета работы с выпис' кой соответствующего уведоМ леиия сопровождающему рожному мастеру;
— выполнить маркиров^У дефектного рельса несмывае мой светлой краской.
^£кЛ11ЮСТ11 УЛЬТРАЗВУКОВОГО контроля рельсов
После выяснения причин появления звукового сиг-па данном участке пути следует продолжить копт-поль в соответствии с графиком. Если по результатам осмотра рельс не отнесен к остродефектным, то при каждом последующем проходе этого участка необходимо более тщательно следить за состоянием данного участка
рельса.
Таким образом зеркально-теневой метод, реализуемый с помощью прямого (а = 0) ПЭП и являющийся в съемных дефектоскопах основным методом для обнаружения дефектов в зоне шейки и подошвы в пределах толщины шейки, обладает рядом преимуществ:
— позволяет обнаруживать дефекты кодов 50 и 60, не выявляемые эхо-методом;
— сигнализирует оператору о нарушении акустического контакта и центровки искательной системы.
В то же время принятый способ контроля рассматриваемой зоны рельса имеет определенные недостатки: — не позволяет надежно обнаруживать поперечные трещины в подошве рельса (код 69);
— вызывает ложные срабатывания индикаторов дефектоскопа при проходе зон сварных стыков рельсов и участков с незначительной коррозией подошвы;
- обладает малой информативностью и не позволяет определить глубину залегания обнаруженного дефекта;
— приводит к пропуску отдельных дефектов, расположенных на определенной глубине, из-за попадания многократно-отраженных эхо-сигналов в зону выделения (стробирования) донного сигнала.
В связи с этим в ультразвуковых вагопах-дефек-т°скопах и автомотрисах дефектоскопных (АМД), а Пйоке в новом съемном дефектоскопе АВИКОН-01 для к°Итроля зоны шейки и подошвы в пределах толщины ’Дейки кроме зеркально-теневого метода с прямым ПЭП дополнительно используют:
Контроль шейки и подошвы рельса
— эхо-метод с прямым (а = 0°) ПЭП;
— эхо-метод с двумя наклонными (а = 38° 1щп а = 45°) ПЭП.
Как видно из рис. 3.3.1.13, это существенно повышает надежность и информативность контроля.
УЗД-НИИМ-6М
РЕЛЬС-5 ПОИСК-2 ПОИСК-10Э
АВИКОН-01
УЗ вагоны-дефектоскопы с аппаратурой ПОИСК-б(Э)
Автомотрисы дефектоскопные АМД-1 и АМД-3
Совмещенный вагон-дефектоскоп с ДК АВИКОН-ОЗ
Рис. 3.3.1.13. Схемы прозвучивания шейки и подошвы рельса и золы временной селекции сигналов в эксплуатируемых дефектоскопах
При контроле прямым ПЭП многие дефекты одновременно с ослаблением донного сигнала отражают часть ультразвуковых лучей в сторону излучателя, что нрпв°' дит к появлению эхо-сигнала во временном промежутке между зондирующим и донным импульсами.
Это позволяет более достоверно трактовать причин} ослабления дойного сигнала и определять координату залегания дефекта по глубине. Кроме того, обнаруживз' ются многие дефекты, ранее не выявляемые зеркальп0
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
теневым методом из-за вызываемого им недостаточного ослабления донного сигнала.
Для одновременной реализации эхо- и зеркально-теневого методов с помощью прямого (а = 0°) ПЭП используют резонатор, состоящий из двух пьезопластин, одна из которых работает в режиме излучения, а другая — в режиме приема ультразвуковых колебаний, то есть раздельно-совмещенный (PC) прямой ПЭП (PC ПЭП).
Естественно, при этом каналы эхо- и зеркально-теневого методов в дефектоскопе обрабатываются отдельно, так как при эхо-методе признаком обнаружения дефекта является превышение амплитудой эхо-сигнала порогового уровня в заданном временном интервале, а при зеркально-теневом методе, наоборот, уменьшение амплитуды донного сигнала ниже порогового уровня (рис. 3.3.1.14).
Сочетание двух (эхо- и зеркально-теневого) мето- ' дов, анализ соотношений амплитуд донного и эхо- импульсов от конкретного дефекта с учетом координат залегания отражателя повышает достоверность и надежность контроля.
Разработка конкретных рекомендаций по сопоставлению амплитуд указанных сигналов от различных типов дефектов применительно к рельсам является самостоятельной задачей.
Учитывая недостатки схем прозвучивания эксплуатируемых двухннточных дефектоскопов по озвучиванию шейки и продолжения ее в подошву рельса, с одной стороны, и крайнюю необходимость своевременного обнаружения поперечных дефектов коррозионного происхождения в подошве рельса (код 69) — с другой, на ряде Дорог (Октябрьская, Московская и др.) производят модернизацию дефектоскопов ПОИСК-10Э.
Для этого один или оба из наклонных ПЭП с углом ввода а = 58° (чаще всего — передний по ходу движе-НМ заменяется наклонным ПЭП с а = 45°, развернутым вдоль продольной оси рельса (у = 0°). В связи с тем, Чт° Длительность развертки дефектоскопа ПОИСК-10Э
Контроль шейки и подошвы рельса
Рис. 3.3.1.14. Обнаружение дефекта (код 52.2 ) одновременно эхо- и зеркально-теневым методами с помощью PC преобразователя
недостаточна для прозвучпвания наклонным ПЭП всей высоты рельса, ее увеличивают до 200 мкс, соответственно увеличивая и длительность стробирующих импульсов (зоны АСД) дефектоскопического блока наклонных каналов (рис. 3.3.1.15).
В отдельных случаях (для концентрации внимания оператора на обнаружение коррозионных трещин) зону временной селекции дефектоскопа ограничивают толь' ко зоной озвучивания сечения подошвы. При этом °°а наклонных преобразователя дефектоскопа ориентиров3 пы на контроль зоны подошвы (а = 45°, у = 0°7 и в°3 можную трещину озвучивают с двух сторон по мере Дв11
ЛГОБЕННОСТП УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
Рис. 3.3.1.15. Схема прозвучивания дефектоскопа ПОИСК-ЮЭ после модернизации: переключение дефектоскопа в режим увеличенной (до 200 мкс) развертки произво-(дится при нажатии кнопки «АККУМ»
жения дефектоскопной тележки. Как следует из таблицы 3.3.2, общая для всех типов рельсов временная зона селекции (зона стробирования) находится в пределах от НО до 190 мкс.
Таблица 3.3.2
Зона временной селекции сигналов от коррозионной трещины в подошве (код 69) для разных типов рельсов (для ПЭП а = 45°, ср = 12°)
Тип рельса Высота рельса, мм Параметры зоны селекции, мкс
Начало Конец Длительность
Р43 140 110,5 136,5 26
Р50 152 120 148,2 28,2
Р65 180 142,1 175,5 33,4
Р75 192 151,6 187,2 35,6
, ‘ , I—__________________Контроль шейки и подошвы рельо»
Естественно, при такой (специальной) схеме прозвучивания наклонными преобразователями не контролируются зоны головки и шейки рельса, что является её существенным недостатком. Более целесообразным, на наш взгляд, было бы одновременный анализ зоны подошвы и зоны шейки рельса. Для этого достаточно уменьшить время задержки стробирующего импульса (время начала строба) до 40 мкс, а время окончания строба оставить, в соответствии с табл. 3.3.2, равной 190—200 мкс.
В работах НИИ мостов ЛИИЖТа установлено, что амплитуда эхо-сигпала от трещины кода 69, которая представляет собой уголковый отражатель, практически линейно растет с увеличением высоты h трещины до 7 мм. При дальнейшем увеличении высоты трещины амплитуда эхо-сигнала приближается к амплитуде сигнала от нижнего угла торца рельса — специально вырезанного отрезка (использовать в линейных условиях в качестве образца торец контролируемого рельса не представляется возможным из-за наличия в нем болтовых отверстий).
Для обнаружения трещин коррозионного происхождения глубиной 2 мм и более условная чувствительность дефектоскопа с ПЭП а = 45° должна быть не ниже 30 мм по СО-1 или 14 дБ по СО-ЗР.
3.3.2. Формирование сигналов от типовых дефектов
Как показано выше, зеркально-теневой метод при нря-мом вводе акустических колебаний позволяет обнаруживать ряд дефектов пятой группы, таких как расслоение шейки рельса (код 50.1-2), продольные трещины в зоне сопряжения головки и шейки (код 52.1-2), поперечные трещины в шейке (код 55.1-2), трещины в шейке в .зоне сварного стыка (код 56.3) и других.
Рассмотрим формирование сигналов при нрохоЖД6' нни ПЭП над некоторыми из указанных дефектов.
I 163 I
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
При прохождении прямого ПЭП над дефектом 50.1-2 (расслоение шейки рельса) амплитуда донного сигнала падает, и если затухание ультразвуковых колебаний в зоне расслоения окажется настолько сильным,
что амплитуда донного сигнала упадет ниже порога, определяемого чувствительностью приемника, то сработает звуковой индикатор и данный дефект будет обнаружен зеркально-теневым методом (рис. 3.3.2.1).
Амплитуда
Зондирующий импульс
Донный сигнал в текущем цикле зондирования
Донный сигнал в предыдущих циклах зондирования
о
Строб
Задержка
Рис. 3.3-2.1. Процесс формирования сигналов прямым ПЭП (а = 0°) при его прохождении над дефектом 50.1-2
Дефект 52.1-2 (трещина в зоне сопряжения головки и шейки рельса) обнаруживается зеркалыю-тепевым методом при достаточно глубоком проникновении трещины в толщу шейки рельса, обеспечивающим необходимое для обнаружения дефекта ослабление донного сигнала. При этом, также как при горизонтальной трещине в головке рельса, образуются многократные переотраже-Нйя сигнала от трещины. При попадании одного из перелаженных сигналов в строб донного сигнала возможен пропуск дефекта.
: L________________________Контроль шейки и подошвы ре ц,г..А
——
При прохождении прямого ПЭП (а = 0°) над трецщ. ной в шейке рельса (код дефекта 55) происходит существенное ослабление амплитуды донного сигнала, поэтому данный дефект хороню обнаруживается зеркально-теневым методом. Кроме ослабления донного сигнала прохождение ПЭП над таким дефектом сопровождается появлением эхо-сигналов, диффузно отраженных от краев трещины (рис. 3.3.2.2).
о
Строб
Задержка
Рис. 33.2.2. Процесс формирования сигналов прямым
ПЭП (а = 0°) при его прохождении над дефектом 55
Эхо-метод при наклонном вводе акустических колебаний также позволяет обнаруживать ряд дефектов пятой и шестой групп, таких как расслоение шейки рельса (код 50), продольные и поперечные трещины в шейке (код 55), трещины в шейке в зоне сварно1° стыка (код 56), коррозия подошвы (код 69) и ДРУ' гие (рис. 3.3.2.3—3.3.2.5).
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
Амплитуда
Амплитуда
Диффузные отражения от краев дефекта в "отъезжающем "канале
Строб
Задержка О
Диффузные отражения от краев дефекта в "наезжающем" канале
Строб Задержка
Рис. 33.2.3. Процесс формирования сигналов наклонным ПЭП (а = 45°) при его прохождении над дефектом 50.2
Амплитуда
Амплитуда
Диффузные отражения от краев дефекта в "отъезжающем" канале
Диффузные отражения от краев дефекта в "наезжающем" канале
Строб
Задержка О
Строб Задержка
^ис. 33.2.4. Процесс формирования сигналов наклонными ПЭП (а = 45°) при их прохождении над дефектом 52.2
Амплитуда
Амплитуда
| Отражения от трещины в подошве в ''отъезжающем” канале
в предыдущих циклах
зондирования
в текущем цикле зондирования
Отражения от трещины в подошве в '’наезжающем” канале
Задержка О
Строб
Строб
Задержка
Рис. 3.3.2.5. Процесс формирования сигналов наклонными
ПЭП (а = 45°) при их прохождении над дефектом 69
О
3.4. КОНТРОЛЬ БОЛТОВОГО СТЫКА
3.4.1. Ультразвуковой контроль рельса в зоне болтового стыка
Болтовой стык подвергается значительным воздействиям, вызываемым ударами колес при проходе стыковых зазоров. Особенно высокие напряжения возникают на кромках болтовых отверстий. Надрывы, вызванные сверлением, и коррозия ускоряют процесс трещннооора-зования. Трещины, проходящие через болтовые отверстия, всегда начинаются у поверхности отверстия и иДУт по шейке под углом около 45° к продольной осн рельса-
В результате развития такой трещины с торца выка лывается кусок головки рельса длиной, примерно РаВ нон высоте рельса, что может привести к сходу подв11?к ного состава (рис. 3.4.1.1).
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
Направление движения
"Отдающий" "Принимающий" "Косынка" -
конец рельса конец рельса несквозная трещина 53.1
Рис. 3.4.1.1. Основные элементы болтового стыка рельса и характерные дефекты в зоне стыка
В настоящее время из всех дефектных рельсов, изымаемых из пути, около 45% снимается из-за обнаружения в них трещин, развивающихся от болтовых отверстий, а из всех изломов рельса около 50% происходит из-за дефекта 53.1 (рис. 3.4.1.2)!
Кроме радиальных трещин от болтовых отверстий в зоне болтового стыка весьма часто обнаруживаются следующие дефекты:
Рельсы с показанными на рис. 3.4.1.2 дефектами в зоне болтового стыка независимо от размеров дефектов относят к остродефектным.
Во всех эксплуатируемых съемных двухниточных Дефектоскопах (РЕЛЬС-5, ПОИСК-2, ПОИСК-10Э) для выявления указанных дефектов применяют прямые (g = о°) преобразователи (ПЭП), работающие в совмещенном режиме. В искательной системе любой дефек-т°скопной тележки па каждую нитку пути предусмотре-HbI по два прямых ПЭП (а = 0°), реализующих зеркаль-н°-теневой метод (ЗТМ) (рис. 3.4.1.3).
Все дефекты (100%)
30Г.2
|21.2
Ш30В.1
Дефекты 53.1 (45%)
Все остальные дефекты (55%)
Рис. 3-4.1.2. Возможные дефекты в рельсах в зонах болтового стыка и основного металла и их распространенность
Рис. 3-4.1.3. Схема прозвучивания типового двухниточного дефектоскопа с парой ПЭП (а = 0°) для обнаружения дефектов в шейке и продолжении ее в головку и подошву рельса
дГОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ-JL. ;
При наезде на дефектное сечение происходит уменьшение амплитуды донного сигнала ниже заданного уровня g срабатывание звукового индикатора дефектоскопа.
Контроль зоны болтового стыка с помощью прямых ПЭП весьма сложен, так как даже в бездефектном стыке происходит срабатывание звукового индикатора при прохождении над каждым болтовым отверстием и стыковым зазором (см. раздел 3.4.2 — формирование сигналов от типовых дефектов в болтовом стыке при прозвучива-нии прямым ПЭП). В отдельных случаях при контроле одним прямым ПЭП оператор только по увеличению длительности звукового сигнала над дефектным болтовым отверстием может обнаружить дефект 53.1 (рис. 3.4.1.4).
Для упрощения контроля зоны болтового стыка А. К. Гурвичем еще в 1961 году была предложена схема «ультразвуковой калибр», реализуемая с помощью одновременно включаемых в один дефектоскопический канал двух прямых ПЭП. При проходе болтового стыка с помощью кнопки «КАНАЛ-2» прямых ПЭП к основному ПЭП подключается дополнительный. Расстояние между преобразователями выбрано несколько больше диаметра бездефектного болтового отверстия. При этом бездефектное отверстие не перекрывает одновременно оба Ультразвуковых луча и над таким болтовым отверстием всегда будет регистрироваться донный импульс. При наличии трещины полностью или частично перекрываются °ба луча. Это приводит к резкому уменьшению или полному исчезновению донного импульса, а, следовательно, к срабатыванию индикатора (рис. 3.4.1.5).
Схема «ультразвуковой калибр» внедрена на всех Сьемных дефектоскопах. Ее необходимо включать при пРоходе болтового стыка нажатием кнопки «Болтовой стык». При проходе болтового стыка и отсутствии в нем
Звуковой Звуковой
сигнал сигнал
Звуковой Звуковой
сигнал сигнал
Рис. 3.4.1.4. Звуковой сигнал над дефектным отверстием длиннее, чем над отверстием без трещины
дефектных отверстий звуковой сигнал от каналов прямых ПЭП отсутствует. Срабатывают только каналы наклонных ПЭП при приеме сигналов от торцов головки рельса.
Как показала многолетняя практика эксплуатации схемы «ультразвуковой калибр», она весьма надежно ра
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
J
Донного сигнала нет !
Рис. 3-4.1.5. Работа схемы «ультразвуковой калибр» при озвучивании:
а — болтового отверстия с трещиной 53.1;
б - зоны основного металла; в — бездефектного отверстия
ботает на тех участках пути, где размеры болтовых отверстий соответствуют требованиям ГОСТ, а конструкция искательной системы дефектоскопной тележки обеспечивает сохранение заданного расстояния между двумя прямыми ПЭП.
На участках пути, где в стыках имеются «разбитые» болтовые отверстия с овальным профилем, происходят
Контроль болтового стыка ложные срабатывания звукового индикатора из-за одновременного перекрытия ультразвуковых лучей обоих ПЭП «ультразвукового калибра» (рис. 3.4.1.6).
Рис. 3.4.1.6. Ложное срабатывание дефектоскопа, реализующего схему «ультразвуковой калибр», при озвучивании бездефектного болтового отверстия с овальным профилем
Рис. 3.4.1.7. Дефект 1 не будет обнаружен съемным дефектоскопом, т. к. гарантируется обнаружение только тех дефектов 53.1, у которых проекция на поверхность катания выходит за проекцию болтового отверстия более, чем на 10 мм
Кроме указанного недостатка принятая схема прозвучпвания эксплуатируемых двухниточных дефектоскопов имеет еще одну особенность, не удовлетворяющую современным требованиям. Прямые ПЭП, озвучивающие зону болтового стыка, обеспечивают обнаружение только тех дефектов кода 53.1, размер проекции трещины которых на поверхность катания выходит за проекцию болт°' вого отверстия более, чем на 10 мм (рис. 3.4.1-7)-
ргОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ Л'\
При этом реальная длина трещины может превышать 30 мм!
В то же время по требованиям НТД/ЦП-3-93 рельсы с трещинами от отверстий (53.1), также как с трещинами 50, 52, 55, в зоне болтовых стыков независимо от их размеров являются остродефектными и подлежат немедленной замене!
Из-за недостатка схемы прозвучивания операторы дефектоскопных тележек подвергаются необоснованным обвинениям, так как после их прохода на этих же участках пути вагоны-дефектоскопы и дефектоскопные автомотрисы (АМД) весьма часто обнаруживают радиальные трещины 53.1 на ранней стадии развития (с реальным размером трещины от 5 мм и более). Объясняется это тем, что в скоростных средствах дефектоскопии предусмотрена более совершенная схема прозвучивания, реализующая с помощью наклонных ПЭП (а = 38°, у = 0°) эхо-метод контроля рельса.
На Октябрьской и Восточно-Сибирской! железных Дорогах аналогичный метод прозвучивания зоны болтовых стыков был реализован с помощью дефектоскопа РЕЛЬС-6, установленного на тележку РЕЛЬС-5 или ПОИСК-2. Электронно-лучевая трубка (ЭЛТ) дефектоскопа «РЕЛЬС-6» является дополнительным индикатором. Длительность развертки устанавливается таким образом, чтобы имелась возможность одновременно наблюдать па экране дефектоскопа эхо-сигпал от подошвы рель-са (от уголкового отражателя, образованного торцом и Подошвой рельсового стыка) и от болтового отверстия. Для этого включают режим «По слоям», выбирая параметры контролируемого слоя таким образом, чтобы эхо-сИгналы от стенки болтового отверстия появлялись в Начальной зоне экрана (рис. 3.4.1.8).
Рис. 3.4.1.8. Озвучивание зоны болтового стыка дефектоскопом РЕЛЬС-6
В качестве ПЭП использовалась передняя наклонная вставка (резонатор) искательной системы двухниточного дефектоскопа ПОИСК-2 (или РЕЛЬС-5) с углом ввода у.з. луча а = 58°, развернутая по оси рельса. ПЭП подключают к разъему «Вход 1» дефектоскопа РЕЛЬС-6. Питание дефектоскопа осуществляется от аккумуляторных батарей дефектоскопной тележки.
По мере перемещения тележки над стыком последовательно появляются эхо-сигналы от болтовых отверстий, вызывая срабатывание звукового индикатора дефектоскопа РЕЛЬС-6. При озвучивании первого от стыка отверстия (при направлении движения ПЭП, противоположном направлению излучения ультразвуковых колебаний!) сигнал от подошвы появляется в правом конце экрана, а после его исчезновения в левом конце (в начале экрана) появляется эхо-сигнал от болтового отверстия. Причем чувствительность дефектоскопа настраивают таким образом, чтобы эхо-сигнал от подошвы исчезал при появлении эхо-сигнала от отверстия.
Если в болтовом отверстии есть трещина, развивающаяся вверх и вправо, а излучение ПЭП направлено вниз и вправо, то на ЭЛТ с правой стороны от сигнала от стенки отверстия (ближе к концу развертки экрана) появляется эхо-сигнал от трещины (рис. 3.4.1.9).
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОИТРО.ЧЯ РЕЛЬСОВ
175
Рис, 3.4.1.9. Эхо-сигналы от стенки болтового отверстия и от трещины, развивающейся вверх и вправо
Если же трещина развивается вниз и влево, а излучение ПЭП, как п прежде, направлено вниз и вправо, то на ЭЛТ с правой стороны от эхо-сигнала от отверстия появляется эхо-сигнал от трещины. По мере перемещения ПЭП формируются взаимно накладывающиеся амплитудные огибающие эхо-сигналов от трещины и болтового отверстия(рис. 3.4.1.10).
Рис. 3.4.1.10. Эхо-сигналы от стенки болтового отверстия и от трещины, развивающейся вниз и влево
Такое представление эхо-сигналов па экране дефектоскопа позволяет как бы «увидеть» трещину, а не только надеяться на звуковой индикатор. Кроме того, эхо-метод позволяет «заглянуть» под отверстие и обнаружить трещины, частично проходящие через стенку шеи-ки рельса (так называемые трещины в виде «косынки»)-
В дальнейшем рассмотренный принцип обнаружения радиальных трещин от болтовых отверстий использовался при модернизации двухнпточного дефектоскопа с электронно-лучевой трубкой ПОИСК-1 ОЭ.
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ / J
Этот способ обладает определенными недостатками:
— угол ввода луча а = 58° не оптимален для обнаружения дефектов кода 53.1, которые преимущественно распространяются под углом около 45° относительно горизонтальной оси рельса;
— диаграмма направленности (точнее, ширина ультразвукового луча на глубине нахождения отверстия) имеет недостаточный угол раскрыва, чтобы обеспечить надежное одновременное озвучивание стенки отверстия и любой трещины кода 53.1.
Последний фактор приводит к тому, что эхо-сигналы от отверстия и трещины па экране появляются последовательно (не одновременно), что требует тщательного визуального анализа сигналов на экране ЭЛТ дефектоскопа и препятствует внедрению автоматического контроля.
С целью расширения диаграммы направленности наклонного (а = 38°) ПЭП в ультразвуковых вагонах-дефектоскопах и в автомотрисах дефектоскопных АМД-1 и АМД-3 используют иьезопластнны, площади которых уменьшены по сравнению с площадью традиционной пьезопластины диаметром 12 мм на 30—40% (рис. 3.4.1.11).
Уменьшение линейных размеров пьезопластины резко уменьшает интенсивность излучаемых колебаний. Кроме того, не обеспечивается одновременный прием эхо-сигналов от трещины и от стенки отверстия с примерно равными амплитудами. Эхо-сигнал от одного из указанных отражателей всегда будет значительно меньше, чем от другого, и наоборот. Это потребует значительного снижения порогового уровня дефектоскопа и, как следствие, приведет к ухудшению помехоустойчивости и достоверности контроля.
Этот принцип расширения диаграммы направленности ПЭП используется и в ультразвуковом портатив-
Контроль болтового стыка
Рис. 3-4.1.11. Расширение диаграммы направленности ПЭП путем уменьшения размера пъезопластины
ном индикаторе ИУП1-Р53, специально разработанном фирмой ТВЕМА (г. Москва) для контроля зоны болтовых отверстий в железнодорожных рельсах, уложенных в путь.
В техническом решении, защищенном патентом № 2052808 и положенном в основу схемы прозвучивания нового двухпиточного дефектоскопа АВИКОН-01, эта задача решается путем излучения ультразвуковых колебаний из одной точки под двумя разными, несколько отличающимися от оптимального значения (45°), углами а1 и аг
При этом формируется двухлепестковая диаграмма направленности, обеспечивающая озвучивание возможной радиальной трещины одновременно с озвучиванием стенки болтового отверстия. В результате в одном цикле излучения-приема ультразвуковых колебаний принимаются два эхо-сигнала (от стенки отверстия и трещины) с определенным временным интервалом At между ними. Прием указанной пары импульсов и является признаком обнаружения искомой трещины (рис. 3.4.1.12).
При перемещении ПЭП с двухлучевой диаграммой направленности ио поверхности катания рельса над безде
Рис. 3.4.1.12. Озвучивание болтового отверстия с помощью двухлучевого ПЭП (патент № 2052808)
фектным отверстием стенка отверстия также последовательно будет озвучиваться ультразвуковыми пучками. Однако при любом положении ПЭП относительно отверстия, в каждом цикле излучения будет приниматься только один эхо-импульс, что свидетельствует об отсутствии трещины вблизи отверстия и бездефектности контролируемого болтового стыка (рис. 3.4.1.13).
Для того, чтобы не отвлекать оператора па эхо-сигналы от бездефектных болтовых отверстий, в схеме ультразвукового дефектоскопа АВИКОН-01 предусмотрена селекция парных эхо-импульсов, которая включается
Рцс. 3.4.1.13. Озвучивание бездефектного болтового отвер- р стия двухлучевым ПЭП
_18”JL_________________________Контроль болтового СТЬНед
при нажатии кнопки «Болтовой стык». Звуковой индикатор срабатывает только над отверстием с трещиной.
В процессе графоаналитического расчета и экспериментальных исследований установлено, что интервал времени At между парой импульсов может быть оценен выражением
At < 2R/c ,
где R — радиус болтового отверстия; с — скорость распространения ультразвуковых колебаний в металле рельса; на практике At < 16 мкс.
Оптимальными углами оц и а2 являются значения: а1 = 41°, «2 = 49°.
Диаграмма направленности ПЭП, состоящего из двух пьезонластип в одном корпусе и осуществляющего ввод ультразвуковых колебаний с одной точки под двумя разными углами, имеет взаимоперекрывающийся участок, содержащий оптимальный угол (а = 45°) озвучивания трещины. Ширина диаграммы направленности каждой из пьезонластип имеет величину линейного раскрыва на глубине залегания отверстия, равную или несколько большую, чем величина радиуса отверстия. Это обеспечивает уверенный прием парных эхо-сигналов (от стенки отверстия и плоскости трещины) с достаточно большими и примерно одинаковыми амплитудами при любом направлении трещины (вверх или вниз от стенки отверстия).
3.4.2. Формирование сигналов от типовых дефектов
При контроле изделий с плоскопараллельными (эК' видистантными) поверхностями, к которым относятся рельсы, с помощью ПЭП с углом ввода ультразвуковых колебаний, равным нулю, возможна одновременная реа' лизация зеркально-теневого (ЗТ) и эхо-методов ультра
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ JL£aiJ
звукового контроля. Как отмечалось выше, признаком обнаружения неоднородности (дефекта) при ЗТ методе является уменьшение или пропадание сигнала, отраженного от противоположной поверхности (донного сигнала) при нахождении ПЭП над неоднородностью (дефектом). В большинстве случаев одновременно с пропаданием донного сигнала во временной зоне между зондирующим и донным сигналами появляется эхо-сигнал, отраженный от неоднородности (дефекта).
Наиболее типичными конструктивными неоднородностями в рельсах являются болтовые отверстия и отверстия от контактных соединителей. Рассмотрим вначале формирование сигналов при прохождении ПЭП над бездефектным болтовым отверстием с идеально гладкими стенками. Поскольку диаметр отверстия превышает геометрический размер ПЭП, то при прохождении его над отверстием происходит пропадание донного сигнала, причем протяженность пропадания примерно равна диаметру отверстия.
Прохождение ПЭП над отверстием сопровождается также появлением отраженных от его стенок эхо-сигналов. Следует отметить ряд особенностей отражения ультразвуковых колебаний от стенок отверстия.
Во-первых, в соответствии с законами оптики, к ПЭП возвращается только та часть излучаемой волны, которая движется по линии, соединяющей ПЭП с центром отверстия. Другие лучи, падающие на стенки отверстия, при отражении отклоняются от этого направления и обратно не возвращаются.
Во-вторых, при движении ПЭП над отверстием расстояние от ПЭП до точки отражения, а, следовательно, и задержка эхо-сигналов изменяются. Вначале при облучении отверстия крайними лучами диаграммы направленности (ДН) задержка максимальна, затем по Мере приближения ПЭП к отверстию опа уменьшается, ^Достигая минимума при облучении отверстия централь-
182
Контроль болтового стыка ным лучом ДН (при нахождении ПЭП точно над центром отверстия), а затем вновь возрастает по мере удаления ПЭП от центра отверстия.
В-третьих, при нахождении ПЭП точно над центром отверстия отраженная от пего волна, достигая поверхности катания, вновь отражается и направляется к отверстию, вызывая тем самым появление повторно отраженных эхо-сигналов.
На рис. 3.4.2.1 показан процесс формирования сигнала при прохождении прямого ПЭП над идеальным болтовым отверстием и отверстием сравнительно малого диаметра, аналогичного отверстию от контактного соединителя. На рис. 3.4.2.2 показан процесс формирования сигналов при прохождении прямым ПЭП бездефектного болтового стыка (стык 3:3) с шестью болтовыми отверстиями и с двумя отверстиями от контактных соединителей.
Как отмечено выше, одним из наиболее часто встречающихся дефектов в рельсе является трещина в шейке от болтового отверстия (код дефекта 53.1). В связи с этим представляет интерес процесс формирования сигналов при прохождении ПЭП над болтовым отверстием с трещиной при различных ее размерах и ориентации.
Протяженность пропадания донного сигнала от отверстия с трещиной равна сумме его диаметра и проекции трещины на поверхность сканирования. Таким образом, увеличение протяженности пропадания донного сигнала (по сравнению с бездефектным болтовым отверстием) может служить признаком наличия в нем трещины.
Эхо-сигналы от трещины образуются преимущественно за счет отражения ультразвуковых колебаний от точки сопряжения трещины со стенкой болтового отверстия, образующих подобие уголкового отражателя. Отражения ультразвуковых колебаний от других частей трещины носят преимущественно диффузный характер, обладают малой энергией и потому практически не воспринимаются приемником.
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
’Жгмя'дониогосйгаала’
Донный сигнал
Амплитуда
.в)
Задержка
Рис. ЗА.2А. Процесс формирования сигнала при прохождении прямого ПЭП над отверстиями: отражения от болтового отверстия а-- эхо-сигналы, б и в — повторные отражения; г - эхо-сигналы, д —повторное отражения от отверстия малого диаметра
Рис. ЗА.2.2. Процесс формирования сигналов при прохождении прямым ПЭП болтового стыка 3:3 с двумя отверстиями от контактных соединителей: а, б, в - отражения от болтовых отверстий; г, д — отражения от левого, е, ж, з — от правого отверстий от контактных соединителей
сигнал
Амплитуда
_____________
О Строб Задержка
Рис. 3.4.2.3. Формирование сигналов при прохождении прямого ПЭП над болтовыми отверстиями с трещинами различной ориентации: а, б, в — отражения от болтовых отверстий; г — отражения от наклонных трещин; д — отражения от горизонтальных трещин
Формирование сигналов при прохождении прямого ПЭП над болтовыми отверстиями с трещинами различной ориентации демонстрируется на рис. 3.4.2.3.
На рис. 3.4.2.4 показано формирование сигналов при прохождении прямого ПЭП над типовым болтовым стыком 3:3 с двумя дефектными отверстиями и двумя отверстиями от контактных соединителей.
Как указывалось в разделе 3.4.1, при обнаружении дефектов кода 53.1 более эффективными являются наклонные ПЭП с углами ввода акустических колебаний а = 45°, у = 0°.
При равномерном движении наклонного ПЭП над отверстием формируется пачка импульсов с изменяющейся (от одного цикла зондирования к другому) амплитудой и задержкой. Причем характер этих изменении зависит от соотношения направлений движения ПЭП и максимума его излучения. Напомним, что если направление максимума излучения ПЭП совпадает с направле-
Рис. 3.4.2.4. Процесс формирования сигналов при прохождении прямым ПЭП болтового стыка 3:3 с двумя дефектными отверстиями и двумя отверстиями от контактных соединителей: а, б, в — отражения от болтовых отверстий; г, д — отражения от наклонной и горизонтальной трещин; е, ж — отражения от правого и левого отверстий от контактных соединителей
Амплитуда
Отражения от отверстия малого диаметра
В предыдущих циклах зондирования
Отражения от отверстия большого диаметра
Строб Задержка
Рис. 3.4.2.5. Процесс формирования сигнала при прохождении наклонного «наезжающего» ПЭП нас) бездефектными отверстиями разных диаметров
Контроль болтового стыка
ж "Отъезжающий канал "
Амплитуда
«Отражения от отверстий большого диаметра
\ Отражения от отверстий \ ,, малого диаметра
\ В текущем цикле ш11 зондирования
. "Наезжающий канал"
Амплитуда
Строб Задержка
щцч
SD
Строб Задержка О
Рис. 3.4.2.6. Процесс формирования сигналов при одновременном прохождении «наезжающего» и «отъезжающего» наклонных ПЭП над бездефектными отверстиями разных диамет-
нием его движения, то такой ПЭП называют «наезжающим», в противном случае — «отъезжающим». На рис. 3.4.2.5 показано формирование сигналов при равномерном движении «наезжающего» наклонного ПЭП над отверстиями разных диаметров, а па рис. 3.4.2.6 — при одновременном движении «наезжающего» и «отъезжающего» наклонных ПЭП.
Одной из особенностей наклонных ПЭП является наличие отражений от нижней кромки торца рельса при прохождении ими болтового стыка. Формирование сигналов наклонными ПЭП при прохождении ими болтового стыка 3:3 показано па рис. 3.4.2.7.
На рис. 3.4.2.8 показано формирование эхо-сигналов в наклонных каналах при прохождении ими болтовых отверстий с трещинами различной ориентации.
Из приведенных рисунков видно, что трещины в оол-товых отверстиях, развивающиеся вверх и вправо, могут
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
"Отъезжающий " канал
"Наезжающий " канал
Амплитуда ~ Амплитуда
Отражения от нижней грани торца рельса
Задержка
Pz/c. 3.4.2.7. Процесс формирования сигналов при прохождении Наклонными ПЭП болтового стыка 3:3 с двумя отверстиями от контактных соединителей
быть обнаружены только «наезжающим» наклонным ПЭП, а вверх и влево — только «отъезжающим». При этом эхо-сигнал от трещины обладает задержкой большей, чем эхо-сигнал от стенки болтового отверстия. Аналогично можно показать, что трещины, развивающиеся вниз и вправо, могут обнаруживаться только «отъезжающим», а вниз и влево — только «наезжающим» наклонными ПЭП. Трещины, развивающиеся горизонтально вправо, потенциально могут быть обнаружены только «отъезжающим», а горизонтально влево — только «наезжающим» наклонными ПЭП. Поскольку разность задержек эхо-сигналов от стенок болтового отверстия и горизонтально расположенных трещин мала, то эти эхо-сигналы (из-за шумов, флюктуаций акустического контакта и других дестабилизирующих факторов) могут сливаться. Поэтому обнаружение таких трещин затруднено.
Контроль болтового гт, ---------------—
Рис. 3.4.2.8,а. Формирование сигналов при прохождении «наезжающим>> наклонным ПЭП болтового отверстия с трещиной, направленной вверх и вправо
Рис. 3.4.2.8,Ь. Формирование сигналов при прохождении «отъезжающим» наклонным ПЭП болтового отверстия с трещиной, направленной вверх и влево
^0РЕН}ЮСТП УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
"Отъезжающий " канал Амплитуда
"Наезжающий ° канал Амплитуда
1 Эхо-сигиал от стенки болтового отверстия
Эхо-сигиал от
трещины
ш1И1нж ткни
О
Строб
Задержка О
Строб
Задержка
Рис. 3.4.2.8,с. Формирование сигналов при прохождении «наезжающими наклонным ПЭП болтового отверстия с трещиной, направленной горизонтально влево
Рис. 3.4.2.8,d. Формирование сигналов при прохождении «отъезжающим» наклонным ПЭП болтового отверстия с трещиной, направленной горизонтально вправо
Ультразвуковая дефектоскопия сварных стыков
РельсОв
3.5. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
СВАРНЫХ СТЫКОВ РЕЛЬСОВ
3.5.1. Дефекты сварных стыков
Электроконтактная сварка оплавлением находит широкое применение при ремонте эксплуатируемых (старогодных) рельсовых плетей и при сварке новых плетей для бесстыкового пути длиной до 800 м (и более... до 3000 м).
Ультразвуковой контроль применяют для выявления в сварных стыках:
— поперечных трещин в головке из-за дефектов в технологии контактной сварки рельсов (код 26.3);
26.3
Третья цифра в коде дефектов в зоне сварки -цифра 3 !
— косых или продольных трещин в шейке в месте сварного шва вследствие дефектов контактной сварки и обработки сварного шва (код 56.3);
— трещин в подошве из-за дефектов технологии кон тактной сварки рельсов (код 66.3);
лСОБЕННОСТП УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ — дефектов, возникших при сварке
рельсов (по всему сечению рельса):
— горячих трещин;
— рыхлостей (пережогов);
— пузырей (свищей);
— кратерных усадок;
— непроваров;
— силикатных скоплений.
В соответствии с «Инструкцией по ультразвуковой дефектоскопии сварных стыков рельсов на рельсосва
8-15 мм
1 мм
Рис. 3.5.1.1 Участки сварного стыка рельса, в пределах которых возможен пропуск дефектов при ультразвуковом контроле
рочных предприятиях (РСП)» обнаружению ультразвуковыми методами контроля подлежат вышеперечисленные дефекты площадью 3—15 мм2 и более, исключая дефекты, расположенные по периметру рельса и распространяющиеся на глубину около 1 мм, в зоне глубиной 8—15 мм под поверхностью катания (рис. 3.5.1.1). Дефекты типа слипания (холодная сварка) при ультразвуковом контроле традиционными способами не выявляются.
I Отражающие свойства трещин любого происхожде-иия (усталостного или вследствие нарушения режима сварки), выходящих на поверхность, снижаются при попадании в трещину контактирующей жидкости.
Путем испытаний более 500 дефектных стыков установлено, что дефекты, расположенные в головке и шейке, меньше влияют на долговечность стыков, чем дефекты в подошве.
Ультразвуковая дефектоскопия сварных стыков
Р£льсов
Применение для контроля зоны сварки традицион ного для контроля шейки и подошвы рельса зеркально
теневого метода невозможно, так как в зоне сварного стыка протяженностью 50—60 мм (в зоне термического влияния) наблюдается сильное ослабление донного сигнала, аналогичное ослаблению, вызываемому дефектами видов ЗОВ, ЗОГ, 50, 52 и 55.
Поэтому ультразвуковой контроль зоны сварки осуществляют эхо-импульсным методом при наклонном вводе ультразвуковых колебаний под углом 50° (угол призмы 40°) на частоте 2, 5 МГц.
В связи с этим участок рельса по 200 мм от сварки должен быть очищен от грязи и подготовлен для сканирования с помощью ручных ПЭП (рис. 3.5.1.2).
Зона осмотра и перемещения ПЭП при УЗ контроле.
Рис. 3.5.1.2. Зоны осмотра и ультразвукового контроля сварных стыков рельсов
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
3.5.2. Контроль сварных стыков рельсов на рельсосварочных предприятиях (РСП)
Ультразвуковой контроль сварных стыков и переходных сварных стыков новых и старогодных рельсов, свариваемых РСП в стационарных и нолевых условиях, выполняется в соответствии с «Инструкцией по ультразвуковой дефектоскопии сварных стыков на рельсосварочных предприятиях (РСП)».
МПС СССР
Министерство путей сообщения СССР
Рельсы железнодорожные новые сварные
ТУ 32ЦП-560-88
Москва 1988
:ср
:ы южные отремон-сварные
561-88
ИНСТРУКЦИЯ по ультразвуковой дефектоскопии сварных стыков на рельсосварочных предприятиях
Москва 1988
Москва 1993 г.
Контролю подвергаются сварные стыки после их полной механической и термической обработок в соответствии с требованиями, изложенными в технических условиях.
Температура металла в зоне контроля должна быть не выше 60° С. Затухание ультразвуковых колебаний в призме ПЭП из органического стекла сильно зависит от температуры. Поэтому чувствительность контроля может в несколько Раз (!) измениться при остывании сварного стыка (например, от +60° С до комнатной температуры +20° С). В связи с этим контроль стыка целесообразно производить при комнатной температуре.
______Ультразвуковая дефектоскопия сварных стыков рельсов
Ультразвуковой контроль на РСП осуществляется ца контрольном посту, расположенном в технологическом потоке, после выполнения операции чистовой зачистки стыка. Контроль производят при температуре окружающего воздуха не ниже +10° С.
В обязанности дефектоскописта входит:
1. Проверка прямолинейности рельсов в местах сварки по поверхности катания и боковым поверхностям.
Места установки
2. Внешний осмотр поверхности рельса по всему периметру в пределах до 200 мм по обе стороны от сварного стыка.
Раковины, заусенцы и местные неровности отсутствуют!
3. Подготовка к ультра звуковому контролю:
— настройка ап па- ] \
ратуры;
-- нанесение кон-
тактирующей жидкости па зону сканирования.
4. Проведение контроля. МасЛ°
5. Маркировка сварного стыка путем нанесения не-
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
смываемой белой краской полос шириной 20 мм по шейке и верхней части подошвы на расстоянии 100 мм с обеих сторон шва.
6. Ведение журнала контроля.
Для ультразвукового контроля сварных сты
ков рельсов могут применяться ультразвуковые дефектоскопы с экраном (электронно-лучевой трубкой (ЭЛТ) или жидкокристаллическим дисплеем (ЖКД)):
ДУК66П (ПМ);
РЕЛЬС-6 (УД-13УР В1П1);
УД 11-ПУ; УД 2-12;
РДМ-3;
АВИКОН-02.
После предварительной подготовки поверхности шва (очистки и нанесения контактирующей жидкости, например, масла) производят проверку и настройку дефектоскопа с преобразователем с лучом призмы 40° (а = 50°) на заданные параметры (М, n, At, а ) и необходимую
чувствительность.
При настройке с помощью СО-1 условная чувствительность должна быть равной К’у = 45 мм.
При настройке с помощью СО-ЗР К2у = 22-24 дБ.
Ультразвуковая дефектоскопия сварных стыков рельсов
Проведение контроля
Контроль сварного стыка проводят в следующей последовательности:
1) прозвучивание перьев подошвы сверху и снизу (рис. 3.5.2.1);
Рис. 3.5.2.1. Схема прозвучивания перьев подошвы: а — сверху и б - снизу в зоне сварного стыка
2) прозвучивание шейки сбоку (рис. 3.5.2.2);
3) прозвучивание головки сверху и с боковых поверхностей (рис. 3.5.2.3);
Рис. 3.5-2.3. Схема прозвучивания головки сверху и с боковых поверхностей в зоне сварного стыка
Рис. 3.5-2.2. Схема прозвучивания шейки рельса сбоку в зоне сварного стыка
197
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
4) прозвучивание шейки и участка подошвы под шейкой с поверхности катания головки рельса (рис. 3.5.2.4).
Рис. 3.5.2.4. Схема прозвучивания шейки и участка подошвы под шейкой с поверхности катания головки рельса
Общие требования
Для надежного обнаружения дефектов каждую зону рельса в области сварного стыка следует прозвучнвать с двух (в плане) сторон сварного шва. Контроль переходного стыка в зоне подошвы осуществляют, перемещая преобразователь по подошве рельса более легкого типа.
При прозвучивании любой зоны сварного стыка преобразователь располагают перпендикулярно к стыку и, систематически поворачивая его в обе стороны па 15°—25°, перемещают вдоль линии стыка, совершая возвратно-поступательное движение. Шаг перемещения вдоль стыка не должен превышать 3 мм (что соответствует приблизительно 1/4 диаметра пьезоэлектрического преобразователя), а скорость — 100 мм/с (рис. 3.5.2.5).
При перемещении преобразователя необходимо следить за плотным прилеганием его к поверхности рельса, осуществляя это без особого нажима. Чрезмерный нажим, не способствуя улучшению акустического контакта,
Ультразвуковая дефектоскопия сварных стыков рельсов
Рис. 3.5.2.5. Схема движения преобразователя по поверхности сканирования в пределах зоны прозвучивания при контроле сварного стыка
приводит к быстрому истиранию (износу) преобразователя и утомлению руки дефектоскописта.
Допускается с целью повышения надежности контроля подошвы снизу применять устройства для механизации процедуры перемещения преобразователя по нижней поверхности подошвы рельса.
jCOEEHHOCTll УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
| Методика контроля
1. Установка длительности развертки
Для контроля подошвы, шейки, головки сверху и сбоку в зоне сварного стыка (по пп. 1) — 3) последовательности контроля, рис. 3.5.2.1 — 3.5.2.3) следует:
— установить длительность развертки дефектоскопа равной 100 мм глубины контроля для ПЭП с а = 50°;
— установить длительность стробирующего импульса на такую же глубину. При этом начало строба должно несколько отстоять от зондирующего импульса, чтобы последний не вы
зывал срабатывания звукового индикатора (АСД).
ПРИМЕЧАНИЕ: Не рекомендуется при контроле сварного стыка в подошве, шейке и головке (по пп. 1) — 3) последовательности контроля) устанавливать длительность развертки, соответствующую высоте контролируемого рельса, так как при этом ухудшается вероятность выявления дефектов при озвучивании их прямым лучом.
Контроль шейки и участка подошвы под шейкой с поверхности катания (по и. 4) последовательности контроля, рис. 3.5.2.4 ) следует проводить в режиме по слоям (или по-другому — в режиме «задержанной развертки»), При этом глубина залегания «с-оя» должна быть равной 100 мм. а
Ультразвуковая дефектоскопия сварных швов
толщина «слоя» — 90 мм для рельсов типа Р65 и 60 мм — для рельсов тина Р50 и Р43. Итак, начало развертки дефектоскопа следует установить с задержкой относительно зондирующего импульса на глубину 100 мм, а длительность развертки и длительность строба (в зависимости от типа рельса) — на глубину 90 или 60 мм.
2. Контроль подошвы, головки и шейки рельса сбоку
2.1. При контроле подошвы, головки и шейки рельса сбоку преобразователь перемещают в зоне, ограниченной расстояниями 25 и 100 мм от стыка (рис. 3.5.2.1 - 3.5.2.3).
Для надежного выявления дефектов, расположенных по
краям перьев подошвы, последние следует озвучивать под различными углами, перемещая преобразователь по по
верхности пера подошвы рельса и по-варачивая ПЭП в пределах от 0° до 30°.
2.2. Сварной стык в подошве и шейке рельса прозвучивают многократно отраженным лучом, благодаря чему обеспечивается выявление дефектов, расположенных у поверхности, по которой перемещают преобразователь, т.е. исключается таким образом влияние «мертвой» зоны на выявляемость дефектов в приповерхностном слое.
201 ,
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
2.3. Сварной стык в головке рельса про-звучивается только прямым лучом.
Для повышения надежности обнаружения дефектов, распо-
ложенных в головке под поверхностью катания, следует при контроле головки сбоку (рис. 3.5.2.3) перемещать преобразователь, поворачивая его в сторону поверхности катания под углом от 0° до 20°.
Для повышения надежности обнаружения дефектов в боковых частях головки рельса следует контролировать головку с двух боковых поверхностей. Дефекты в указанных зонах выявляются, как правило, при перемещении преобразователя по противоположной относительно дефекта поверхности.
3. Контроль шейки и участка подошвы под шейкой с поверхности катания
При контроле шейки и участка подошвы под шейкой с поверхности катания преобразователь помещают в зоне, ограниченной расстояниями 50 п 200 мм от стыка (рис. 3.5.2.4).
4. Измерение координат дефекта
При контроле любой зоны сварного стыка признаками обнаружения дефектов являются срабатывание звукового индикатора и возникновение на экране дефектоскопа импульса, перемещающегося по развертке при движении преобразователя. Эти признаки могут быть вызваны ложными импульсами, отраженными от неровностей на поверхности рельса.
• ,^~JL_____________Ультразвуковая дефектоскопия сварных швов
Для того, чтобы отличить ложные импульсы от импульсов, обусловленных наличием дефектов, следует определить координаты залегания отражающей поверхности с помощью глубиномера дефектоскопа и сопоставить результаты измерения и осмотра поверхности контролируемого участка рельса.
Измерение координат отражающей поверхности (дефекта) выполняют по шкале глубиномера, соответствующей преобразователю с углом ввода а = 50°. При этом преобразователь должен быть установлен в положение, при котором импульс па экране наибольший.
Значения координат отражающей поверхности (дефекта) отсчитываются по шкалам «Н» и «L», соответствующим преобразователю с углом ввода а = 50°.
ПРИМЕЧАНИЕ: При прозвучивании подошвы и шейки сбоку измеряют только расстояние «Ь» от точки выхода луча до отражающей поверхности (дефекта).
Для выявленного дефекта измеряют условную протяженность AL, условную высоту АН и условную ширину АХ, а затем минимальную условную чувствительность, при которой дефект еще выявляется.
Значения AL, АН, АХ и минимальную условную чувствительность измеряют при расположении преобразователя в месте, где наблюдалась наибольшая амплитуда эхо-сигнала от дефекта. Условную высоту АН и ширину АХ дефекта измеряют только при контроле головки с поверхности катания и с боковых поверхностей.
Методика измерения значений AL, АН и АХ приведена в разделе 2.2, а условной чувствительности — в разделе 2.7.5.
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ J 203
5. Оценка качества сварных стыков рельсов и оформление результатов контроля
Стыки, в которых по данным ультразвукового контроля обнаружены дефекты, бракуют, вырезают, а к данной партии рельсов предъявляют требования, изложенные в технических условиях «Рельсы новые и старогодные сварные».
С целью исключения вероятности ложного забраковывания сварного стыка, обусловленного конфигурацией рельса, следует определять следующие измеряемые характеристики дефекта:
— максимальную амплитуду Umax эхо-сигнала, дБ;
— координаты дефекта — глубину Н и расстояние L от точки выхода луча до места расположения дефекта;
- условные размеры дефекта — условную протяженность ДБ, условную высоту АН и условную ширину ДХ;
— минимальную условную чувствительность, при которой дефект фиксируется всеми индикаторами дефектоскопа (на экране еще присутствует импульс и происходит четкое срабатывание звукового индикатора).
Результаты ультразвукового контроля каждого сварного стыка записывают в журнал, рекомендуемая форма и пример заполнения которого приведены в «Инструкции...»
В графах «Результаты ультразвукового контроля» указывают отдельно результаты контроля подошвы, шейки и головки. Если одна из зон стыка не контролировалась (например, головка, в связи с обнаружением дефекта в подошве), то в соответствующей графе указывают «Не контролировалась».
На схеме расположения дефекта в сварном стыке указывают координаты дефекта, направление озвучивания, условные протяженность ДБ дефектного участка, высоту ДН и ширину ДХ дефекта, а также минимальную
___________________Ультразвуковая дефектоскопия сварных щНП|| условную чувствительность Kymin, при которой дефект еще выявляется.
В журнал записывают также результаты осмотра излома забракованного сварного стыка с указанием типа (характера), размеров и места видимых в изломе дефектов.
В графу «Примечание» записывают все сведения о нарушениях режима контроля сварных стыков рельсов: пониженную температуру окружающей среды, прозвучивание стыков вне контрольного поста, отсутствие доступа к какой-либо зоне стыков и т. п.
3.5.3. Контроль сварных стыков рельсов в пути
МПС СССР
Утверждено ЦСМПС
13 февраля 1980 г.
ИНСТРУКЦИЯ по ультразвуковой дефектоскопии сварных стыков рельсов в пути
Контроль зоны сварного стыка в пути практически выполняют но той же методике, что и на РСП (см. раздел 3.5.2). Контроль производят в соответствии с «Инструкцией по ультразвуковой дефектоскопии сварных стыков рельсов в пути», утвержденной 1Щ МПС, с учетом особенностей эксплуатации рельса. При этом, естественно, доступ к рельсу со стороны подошвы исключен. Поэтому, учитывая, что наиболее сильно на долговечность стыков влияют дефекты в подошве, особенно тщательно необходимо контролировать зону подошвы со стороны перьев подошвы и с поверхности катания рельса.
Так как контроль сварных стыков рельсов в пути про-изводят вручную, то с целью обеспечения нормальных условий работы оператора проведение работ разрешено
Москва 1981 г.
pfOBEHHOCTU УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
при температуре не ниже + 5°С, то есть весной, летом и осенью в соответствии с графиком, утвержденным начальником дистанции пути (рис. 3.5.3.1).
И'
Зима | Весна Лето
Обучение, ремонт Контроль сварных аппаратуры стыков
рельсов в пути
Осень
Ремонт аппаратуры
Рис. 3.5.3.1. Временной период контроля сварных стыков
рельсов в пути
Контроль сварных стыков рельсов в пути производят с помощью дефектоскопа, имеющего ЭЛТ или ЖКД и питающегося от автономного источника питания — встроенных или переносных внешних аккумуляторных батарей.
200-400 мм
I. Очистка шва П. Нанесение контактирующей жидкости
Ш. УЗ контроль шва
Рис. 3.5.3.2. Последовательность выполнения операций по подготовке сварного шва к ультразвуковому контролю
Ультразвуковая дефектоскопия сварны х
Швов
Перед прозвучиванием сварного стыка поверхность рельса по периметру на расстоянии 100—200 мм в обе
стороны от стыка, за исключением подошвы снизу, 0Чи
тают от ржавчины, окадины, песка и мазута и покрывают минеральным маслом (рис. 3.5.3.2).
Подготовку сварных стыков к контролю (снятие клеммных болтов, очистка от грязи, мазута и балласта) должны выполнять монтеры пути.
Все операции по подготовке и настройке дефектоскопа, сканированию сварного шва, оценке и фиксации
результатов контроля полностью идентичны операциям, выполняемым дефектоскопистом при контроле сварных стыков рельсов на РСП (раздел 3.5.2).
Неоднородности механических свойств металла, получающиеся при сварке рельсов, отсутствие термоупрочняющей обработки сварных стыков, а также наличие начальной неровности в сварном стыке приводит к образованию одиночной или двойной седловины на поверхности катания рельса — дефект кода 46.3 (рис. 3.5.3.3).
Рельсы, имеющие смятие головки глубиной более 1 мм при измерении на базе 1 м, являются дефектными.
IL. 1 ' 1 1 । । । । и
i Глубина смятия
Глубина смятия, мм Ограничение скорости движения, км/час не более
от 1 до 2 мм от 2 до 3 мм более 3 мм 120 км/час 70 км/час 40 км/час
Рис. 3-53.3. Измерение глубины седловины 46.3 и допустимые скорости движения поездов
Из-за динамических воздействий колес подвижного состава под дефектом 46.3 могут весьма интенсивно раз' внваться поперечные трещины — дефекты 26.3. Поэтому при наличии седловин в зоне сварного стыка контроль должен производиться особенно тщательно.
207
ОСОБЕННОСТИ ультразвукового контроля рельсов
В отдельных случаях, по указаниям соответствующих инструкций, контроль сварных стыков рельсов в пути можно осуществлять с помощью съемных двухниточных дефектоскопов (РЕЛЬС-5, ПОИСК-2, ПОИСК-10Э) в режиме «Ручной контроль». Настройку дефектоскопа с ручным преобразователем (ПЭП) с а = 50° производят по описанной выше методике на чувствительность К‘у = 45 мм по СО-1 или К2у = 22—24 дБ по СО-ЗР (рис. 3.5.3.4).
Рис. 3.5.3.4. Контроль сварных стыков с помощью двухниточного дефектоскопа
При контроле сварных стыков рельсов в пути снятие условных размеров обнаруженных дефектов (AL, АХ, АН, Ду) весьма трудоемко. Поэтому на практике ограничиваются определением координат выявленного дефекта и минимальной условной чувствительности, при которой дефект еще обнаруживается (рис. 3.5.3.5).
Все эксплуатируемые рельсы, в сварных стыках которых выявлены дефекты, относят к остродефектным и соответствующим образом маркируют, результаты ультразвукового контроля заносят в рабочий журнал, а рельс немедленно заменяют (вырезают из плети).
Последние исследования показывают, что плоскостные
Ультразвуковая дефектоскопия сварных щВо
Км - 385
Путь -1, глави.
Пикет, м - 3,18.0
Нитка * левая
Доп. - 57 м от
сведения - начала плети
Глубина - 33 мм
залегания
Коэф-т - 25 мм
выявления
(по СО-1)
Заключение - 26.3 (код дефекта)
Рис. 3.5.35. Измерение и оформление результатов контроля сварного шва в пути
вертикально ориентированные дефекты в сварных швах как на РСП, так и в пути более эффективно можно обнаруживать с помощью двух ПЭП, озвучивающих контролируемое сечение зеркальным методом. Так как из двух ПЭП образуют тандем, иногда этот способ называют тан-дем-способом озвучивания сварного шва (рис. 3.5.3.6).
Рис. 35.3.6. Озвучивание зоны сварного стыка зеркальным методом с помощью тандема из двух ПЭП
В зависимости от глубины залегания озвучиваемой эоны расстояние В между преобразователями должно изменяться. При поиске дефекта только в определенной
В 209
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
зоне два ПЭП могут быть установлены в систему с жестко заданным базовым расстоянием В (рис.3.5.3.7).
Рис. 353.7. Возможный зеркальный способ озвучивания головки рельса с целью обнаружения поперечной трещины в заданной
зоне
Для обнаружения поперечных трещин в перьях подошвы рельса, в том числе и в сварных стыках, авторским свидетельством на изобретение №1732260 предложено установить наклонный ПЭП на выкружку шейки и подошвы рельса со стороны, противоположной зоне контролируемого пера подошвы (рис.3.5.3.8).
Рис. 35.3.8. Контроль пера подошвы с помощью наклонного (притертого к выкружке) ПЭП
Несмотря на свою эффективность, рассмотренные выше способы контроля сварных стыков рельсов из-за трудностей в реализации пока не находят широкого применения.
Варианты схем прозвучивания при сплошном контроле рельс™»
3.6. ВАРИАНТЫ СХЕМ ПРОЗВУЧИВАНИЯ ПРИ СПЛОШНОМ КОНТРОЛЕ РЕЛЬСОВ
Как следует из изложенного, дефекты в рельсах имеют разную ориентацию и могут находиться по всему сечению рельса. В то же время штатная (основная) схема прозвучивания съемных средств контроля ориентирована на прозвучивание рабочей грани головки рельса с помощью наклонных ПЭП, а шейки и продолжения ее в подошву рельса — с помощью прямых ПЭП. В практике рельсовой дефектоскопии находят применение различные модернизированные варианты схемы прозвучивания сечения рельсов при их сплошном контроле. Некоторые из них реализуются с помощью резонаторов (ПЭП), входящих в рабочий комплект искательной системы дефектоскопной тележки. При этом изменение схемы производится путем разворота одного из наклонных ПЭП в сторону нерабочей грани или по оси рельса. Для обнаружения трещин в подошве рельса один из штатных наклонных ПЭП с а = 58° заменяется на наклонный ПЭП с а = 45° и ориентируется вдоль оси рельса. Указанные схемы приведены в инструкции по эксплуатации дефектоскопных тележек и должны применяться периодически (один раз в месяц или реже) в соответствии с утвержденным начальником дистанции пути (ПЧ) графиком. Кроме этого, для обнаружения поперечных трещин в головке с зеркальной поверхностью (сильноразвитый дефект 21.2) и для контроля головки рельсов, иоврежденпыл .нпкротрещипамн (в дефектоскопах ПОИСК-ЮЭ-2Н, ПОИСК-10ЭРА) применяется зеркальный метод ультразвукового контроля, которым
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ Д 211J реализуется путем установки дополнительного наклонного ПЭП взамен одного (переднего) из прямых ПЭП.
Все возможные варианты схем прозвучивания, реализуемые эксплуатируемыми съемными дефектоскопами РЕЛЬС-5, ПОИСК-2 и ПОИСК-10Э, обобщены в таблице 3.6.1.
Как видно из таблицы, схемы 2 и 3 требуют лишь развернуть передний (по ходу движения тележки) наклонный ПЭП вдоль оси рельса или в сторону нерабочей грани головки. При этом какие-либо вмешательства в электронный блок дефектоскопа не требуются. Схемы прозвучивания под номерами 4 и 5 требуют введения изменений в электрическую схему дефектоскопа и могут быть модернизированы только в дорожной дефектоскопной лаборатории.
Анализ приведенных схем прозвучивания (см. таблицу 3.6.1) показывает, что несмотря на модернизацию, все они обладают рядом недостатков:
— для полного прозвучивания сечения рельса требуют многократного прохода (2-4) дефектоскопа по одному и тому же участку пути (например, схемой 1, потом схемой 2, и впоследствии — схемой 4);
— озвучивают поверхности дефектов только с одной стороны (по или против направления движения);
— не обеспечивают выявления некоторых дефектов, в частности, дефектов кодов 52, 55, 56, не полностью охватывающих толщину шейки рельса.
От указанных недостатков свободна схема прозву-чпвання нового двухниточного дефектоскопа АВИ-КОН-01 разработки ОАО «РАДИОАВИОНИКА», впервые реализующего одновременно три метода уль-
Варианты схем прознучивания при сплошном контроле рец.,.,,
Таблица 3.6.1
Основная, для сплошного контроля рельсов Для поиска дефектов в нерабочей грани головки Для контроля шейки и поиска дефектов в средней части головки
1 2 3
накл. 1 н 2 58
У накл. 1 ~
накл. 1 и 2 58
У накл. 1 и 2 = 34°
накл. 1 н 2 ~ 58°
У накл. 1 34
Передний наклонный ПЭП развернут в нерабочую грань
Передний наклонный ПЭП развернут вдоль оси рельса.
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
213 I
Продолжение таблицы 3.6.1
НАЗНАЧЕНИЕ СХЕМЫ
Для выявления поперечных трещин в подошве рельса (код 69)
4
Для обнаружения поперечных трещин с зеркальной поверхностью в головке (код 21.1-2)
5
накл. 1 45°
У накл. 1 = 0°
Передний наклонный ПЭП с углом ввода 45° развернут вдоль оси рельса
Требуется изменение электрической схемы дефектоскопа (удлинение строба до 200 мкс)
01 накл 1 2 и 3 ~ 58° v , , , = 34° / накл. 1, 2 н 3
Вместо одного из ПЭП с а = 0° установлен наклонный ПЭП, работающий на прием УЗК.
Реализуется зеркальныйметод
Требуется изменение электрической схемы дефектоскопа (установка платы селектора)
214
Варианты схем прозвучивания при сплошном контроле рельсов
Направление
654 321 движения
Рис. 3.6.1. Схема прозвучивания (основная) двухниточного ультразвукового дефектоскопа АВИКОН-01
тразвукового контроля: эхо-, зеркально-теневой и зеркальный (рис. 3.6.1).
В этой схеме:
ПЭП 1 и 4 — аналогично дефектоскопам ПО-ИСК-2(10Э) реализуют схему «змейка» для контроля головки рельса эхо-методом;
ПЭП 5 — реализует зеркально-теневой метод контроля шейки и эхо-метод (ПЭП 5 — раздельно-совмещенный);
ПЭП 3 — совместно с ПЭП 1 и 4 реализует зеркальный метод контроля (ПЭП 3 содержит две пьезопластины с а = 58°);
ПЭП 2 п 6 — реализуют эхо-метод контроля шейки И подошвы рельса и двухлучевой эхо-метод для обнаружения трещин (код 53.1) от болтовых отверстий на ранней
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ
стадии развития (ПЭП 2 и 6 содержат по две пьезопластины с а = 41° и а = 49°).
Схема реализуется с помощью шести резонаторов (ПЭП) в типовых корпусах. В дополнение к традиционным ПЭП (два наклонных ПЭП с а = 58° и у = 34° и один прямой ПЭП с а = 0°) в искательную систему установлены три новых ПЭП: один с двумя пьезопластинами с а = 58° для реализации зеркального метода контроля и два наклонных ПЭП с а = 45° для контроля шейки и подошвы рельса эхо-методом. Причем конструкции только двух резонаторов с а = 58° полностью повторяют конструкции наклонных ПЭП дефектоскопов РЕЛЬС-5 и ПОИСК-2(10Э) и являются взаимозаменяемыми.
Остальные четыре резонатора в своей конструкции имеют по две пьезопластины:
- прямой ПЭП выполнен раздельно-совмещенным (PC), что позволяет одновременно с зеркально-теневым реализовать и эхо-метод контроля шейки и подошвы рельса;
- дополнительный наклонный ПЭП (ПЭП 3 на рис. 3.6.1), имея в одном корпусе две пьезопластины, обеспечивает прием ультразвуковых колебаний под углами а = 58° (у = 34°) по и против хода движения тележки, позволяет совместно с традиционным наклонным ПЭП а = 58° (ПЭП 1 и 4) реализовать зеркальный метод контроля; наклонные ПЭП 2 и 6, направленные вдоль продольной осп рельса в разные стороны, обеспечивают озвучивание шейки и подошвы рельса с помощью двухлепесткового ультразвукового луча под центральным углом 45°. Двойной луч формируется с помощью Двух пьезопластин, смонтированных в единый корпус, каждая из которых обеспечивает ввод ультразвукового луча с одной точки под углами а = 41° и а = 49°.
216 L_______________________________________Заключение
Озвучивание таким образом болтовых отверстий позволяет обнаруживать радиальные трещины (код дефекта 53.1) на ранней стадии их развития (от 5 мм и более).
Внедрение дефектоскопов АВИКОН-01 с новой схемой прозвучивания (рис.3.6.1) в сочетании с обработкой сигналов посредством встроенного микропроцессора и одновременной индикацией эхо-сигналов не только с помощью телефонных наушников, но и на жидкокристаллическом индикаторе, позволит существенно повысить надежность и достоверность обнаружения дефектов в рельсах.
ЗАКЛЮЧЕНИЕ
Из приведенных в книге материалов видно, что современные ультразвуковые методы контроля позволяют надежно выявлять практически все недопустимые дефекты в железнодорожных рельсах, обеспечивая тем самым требуемую безопасность движения поездов.
Однако следует отметить, что широко эксплуатируемые на сети дорог средства сплошного контроля рельсов (типа двухпнточных дефектоскопов ПОИСК-2 и ПО-ИСК-10Э) морально и технически устарели. Из-за их недостаточных функциональных возможностей линейные подразделения вынуждены планировать многократные проходы дефектоскопов с разными неполноценными схемами прозвучивания отдельных сечений рельсов по одному и тому же участку пути. Несмотря на это пропус-
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ' ! ки дефектов из-за низких возможностей аппаратуры все-таки встречаются.
Выходом из создавшегося положения является широкое внедрение новых средств механизированного (АВИ-КОН-01) н автоматизированного (автомотрисы АМД-01 и АМД-03, совмещенный вагон-дефектоскоп с комплексом АВИКОН-ОЗ) контроля. Для их эффективной эксплуатации необходимы квалифицированные кадры, вооруженные современными знаниями. Авторы надеются, что данная книга поможет им систематизировать базовые знания в области ультразвуковой дефектоскопии и грамотно использовать их на практике.
Эта книга, по замыслу авторов, является первым томом будущей «Энциклопедии рельсовой дефектоскопии». Очевидно, что второй том, подготовленный совместно с ведущими специалистами в этой области, должен быть посвящен вопросам устройства средств ультразвуковой дефектоскопии и их эксплуатации в реальных условиях ведения путевого хозяйства. Будущие тома, также как и эту книгу, хотелось бы сопровождать соответствующими компьютерными обучающими программами, заметно повышающими эффективность восприятия информации.
Литература
ЛИТЕРАТУРА
1. Каталог дефектов рельсов. НТД/ЦП-2-93. Признаки дефектных и остродефектных рельсов. НТД/ЦП-3-93. М.: Транспорт, 1993.
2. Каталог дефектов и повреждений элементов стрелочных переводов (дополнение к НТД/ЦП-2-93). М.: Транспорт, 1996.
3. ГОСТ 18576-85. Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые. М.: Изд-во стандартов, 1985.
4. Инструкция по ультразвуковой дефектоскопии сварных стыков рельсов в пути. Утв. ЦП МПС 13.02.80. г. Москва.: Транспорт, 1981.
5. Инструкция по ультразвуковой дефектоскопии сварных стыков рельсов па рельсосварочных предприятиях. Утв. ЦП МПС 07.05.91.г. М.: Транспорт, 1993 г.
6. Инструктивные материалы по сварочно-наплавочным работам в путевом хозяйстве, в 3 ч. Ч. III / Главное управление пути МПС РФ. М.: Транспорт, 1993. 80 с.
7. Неразрушающий контроль рельсов при их эксплуатации и ремонте. /Гурвич А. К., Довпар Б. П., Козлов В. Б. и др.; Под ред. А. К. Гурвича М.: Транспорт, 1983. 318 с.
8. Гурвич А. К., Кузьмина Л. И. Справочные диаграммы направленности искателей ультразвуковых дефектоскопов. Киев: Техника, 1980. 101 с.
9. Восстановление поврежденных рельсовых плетей бесстыкового пути. Виноградов Н. П., Порошин В. Л. По заказу НТО ж. д. транспорта. М.: Транспорт, 1983, 32с.
10. Ультразвуковая дефектоскопия рельсов. Серия Путь и путевое хозяйство. Выпуск 66. М.: ЦНИИТЭИ МПС, 1971, 40 с.
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ Лг1У
11. Башкатова Л. В., Гурвич А. К., Лохач А. В., Марков А. А., Бугаенко В. М. Компьютеризированные средства неразрушающего контроля и диагностики железнодорожного пути. Под ред. В. М. Бугаенко. Санкт-Петербург, изд-во «Радиоавионика» 1997, 118 с.
12. Контроль рельсов. Сб. научи, трудов/ Под ред. Г. В. Зароченцева. М.: Транспорт, 1986, 145 с.
13. Методы акустического контроля металлов/ Под ред. Н. П. Алешина. М.: Машиностроение, 1989. 456 с.
14. Марков А. А., Гурвич А. К., Молотков С. Л., Миронов. Ф. С. Способ ультразвукового контроля головки рельсов. Патент РФ № 2060493, заявлен 01.03.94 г., Бюл. изобр. 1996, № 11.
15. Тырин В. П., Кырсанов Л. Г., Елистратов Р. А. Трещипостойкость рельса в зоне болтовых отверстий/ Вестник ВНИИ ж. д. транспорта, 1991. №6, с. 36-40.
16. Марков А. А., Миронов Ф. С. Ультразвуковой способ обнаружения трещин в стенках отверстий изделия. Патент № 2052808, заявлен 29.10.92 г., Бюл. изобр. № 2, 1996 г.
17. Урбах В. И., Ильин В. А., Котляров М. Л., Козлов В. Б. Способ ультразвукового контроля пера подошвы железнодорожных рельсов. Авт. свид. СССР № 1732260, заявлено 01.11.89г., Бюл. изобр. №17, 1992 г.
18. Скубак В. Ф., Порошин В. Л., Порошин В. В. Отказы рельсов и продление их срока службы //Путь и путевое хозяйство, 1997, № 5, с.10-12.
19. Бугаенко В. М. Перспективы совершенствования системы контроля рельсов //Путь и путевое хозяйство, 1997, № И, с. 6-9.
20. Троицкий Л. Ф. Осмотр пути. Памятка. М.: Транспорт, 1988, 174 с.
2Z2JL_______________________________________Содержат^.
СОДЕРЖАНИЕ
Введениее..............................................
1. Основы ультразвуковой дефектоскопии рельсов.......5
1.1. Средства для неразрушающего контроля рельсов.5
1.2. Ультразвуковые волны. Продольные и сдвиговые колебания................ 7
1.2.1. Характеристики ультразвуковых колебаний... 7
1.2.2. Продольные волны...................... 9
1.2.3. Поперечные (сдвиговые) волны......... 10
1.3. Возбуждение и прием ультразвуковых колебаний. И
1.3.1. Понятие о пьезоэффекте............... 11
1.3.2. Понятие о резонансе.................. 12
1.3.3. Понятие о добротности................ 16
1.3.4. Понятие о направленности............. 17
1.4. Свойства ультразвуковых колебаний......... 20
1.4.1. Затухание ультразвуковых колебаний...... 20
1.4.2. Отражение ультразвуковых колебаний (при нормальном падении волн)............... 23
1.4.3. Преломление и трансформация ультразвуковых колебаний (при наклонном падении волн)............................... 24
1.5. Импульсный режим излучения ультразвуковых колебаний...................................... 29
2. Методы ультразвуковой дефектоскопии при контроле рельсов ..............................37
2.1. Классификация методов ультразвукового контроля....................................... 3/
2.2. Эхо-метод ультразвукового контроля........ 38
2.3. Теневой и зеркально-теневой методы ультразвукового контроля....................... 49
2.4. Зеркальный метод ультразвукового контроля.... 56
ОСОБЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ X 221 !
2.5. Дельта-метод ультразвукового контроля....................................... 58
2.6. Отраслевые стандартные образны....................... 60
2.6.1. Стандартный образец СО-1........................ 60
2.6.2. Стандартный образец СО-1Р....................... 62
2.6.3. Стандартный образец СО-2........................ 62
2.6.4. Стандартный образец СО-3........................ 64
LL 2.6.5. Стандартный образец СО-ЗР........................ 64
KZ.7. Настройка параметров контроля......................... 68
I 2.7.1. Определение точки выхода луча ПЭП....... 68
F I 2.7.2. Определение угла ввода луча ПЭП. 70
2.7.3. Определение «мертвой» зоны...................... 71
2.7.4. Точность работы глубиномера..................... 72
2.7.5. Условная чувствительность....................... 74
2.7.6. Минимальный условный размер дефекта, фиксируемый при заданной скорости контроля............................ 92
2.7.7. Частота возбуждаемых ультразвуковых колебаний.................................... 95
2.7.8. Длительность зондирующего импульса.............. 96
2.7.9. Заключение...................................... 97
2.8. Приложение.......................................... 101
3. Особенности ультразвукового контроля рельсов... 105
3.1. Введение............................................ 105
3.2. Контроль головки рельса............................. 111
3.2.1. Распространение ультразвуковых колебаний в головке рельса............................ 111
3.2.1.1. Дефекты головки рельса.................... 111
3.2.1.2. Ввод и распространение ультразвуковых колебаний в головке рельса............... 112
3.2.1.3. Основная схема прозвучивания.... 116
3.2.2. Особенности обнаружения поперечных трещин в головке рельса..................... 120
,222 J—Содержание
3.2,2.1. Обнаружение поперечных трещин в головке рельса с помощью НЭП с углом ввода 70 градусов................ 120
3.2.2.2. Ультразвуковой контроль нерабочей грани головки рельса............. 123
3.2.2.3. Уточнение дефектного сечения головки рельса с помощью ручных ПЭП........ 124
3.2.2.4. Обнаружение и уточнение размеров дефекта 21.2.Н................... 129
3.2.3. Зеркальный метод контроля головки рельса...................... 133
3.2.4. Формирование сигналов от типовых дефектов.................... 140
3.3. Контроль шейки и подошвы рельса... 147
3.3.1. Особенности ультразвукового контроля шейки и подошвы рельса в зоне основного металла (вне стыка)................ 147
3.3.2. Формирование сигналов от типовых дефектов.................... 162
3.4. Контроль болтового стыка.......... 166
3.4.1. Ультразвуковой контроль рельса в зоне болтового стыка.................... 166
3.4.2. Формирование сигналов от типовых дефектов............................ 180
3.5. Ультразвуковая дефектоскопия сварных стыков рельсов........................ 190
3.5.1. Дефекты сварных стыков....... 190
3.5.2. Контроль сварных стыков рельсов па
рельсосварочных предприятиях (РСП). 193
3.5.3. Контроль сварных стыков рельсов в пути.... 204
3.6. Варианты схем прозвучивания при сплошном контроле рельсов...................... 210
Заключение............................... 216
Литература............................... 218
Марков Анатолий Аркадьевич Шпагин Дмитрий Алексеевич
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ РЕЛЬСОВ
Учебное пособие
Редактор С. Л. Молотков
Рисунки С. В. Федоренко, Н, ГО. Разорвина Обложка А. Н. Чумачепко Корректор А. А. Зепчеико Компьютерная верстка Н. ГО. Разорвина
Подписано к печати 1.02.99, Формат 60x88 1/16.
Печать офсетная. Усл. печ. л. 14,6.
Тираж 1 200 экз.
Издательство «Образование-Культура» Лицензия ЛР №071128 от 2.02.95 г.
Отпечатано в типографии «Турусел».
191186, Санкт-Петербург, ул. Миллионная, д. 1. Тел. 311-5474 Лиц. ПЛД № 69-150
Заказ №35-99 от 16.02.99 тир.1200 экз.