/
























































































































Text
Б. И. ВЫБОРНОВ
УЛЬТРАЗВУКОВАЯ
ДЕФЕКТОСКОПИЯ
Издание второе, переработанное и дополненное
МОСКВА «МЕТАЛЛУРГИЯ» 1985
УДК 669.017:620.179
!У32.
Рецензент: канд. техн, наук Н. В. Химченко
УДК 669.017:620.179
Ультразвуковая дефектоскопия. 2-е изд. Выборнов Б. И. М.: Ме-
таллургия, 1985, 256 с.
Рассмотрены дефекты, возникающие при получении металличе-
ских полуфабрикатов и изготовлении деталей машин, виды контроля
и методы обнаружения дефектов. Изложены физические основы уль-
тразвуковой дефектоскопии, контроля толщины изделий и покрытий,
структуры и физико-механических свойств металлов. Рассмотрены
особенности возбуждения и распространения ультразвука в издели-
ях, ограниченных плоскими и кривыми поверхностями. Приведены
рекомендации по разработке методик контроля, сведения о новой
отечественной и зарубежной аппаратуре и примеры применения УЗК
для контроля изделий в металлургии и машиностроении.
Книга предназначена для инженерно-технических работников
различных отраслей промышленности, занимающихся ультразвуковой
дефектоскопией, исследовательских и заводских лабораторий, а так-
же может быть использована студентами при изучении курса дефек-
тоскопии. Ил. 129. Табл. 9. Библиогр. список: 66 назв.
Борис Иванович ВЫБОРНОВ
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
Редактор издательства Э. М. Щербинина '
Художественный редактор Ю. И. Смурыгин
Технический редактор О. Б. Маркова
Корректоры В. М. Филатова, Е. В. Якиманская
Обложка художника А. А. Астрецова
ИБ № 2754
Сдано в набор 24.10.84. Подписано в печать 02.01.85. Т-03501. Формат бумаги
84Х108’/з2. Бумага типографская № 1 книжно-журнальная. Гарнитура литера*
турная. Печать высокая. Усл. печ. л. 13,44. Усл. кр.-отт. 13,65. Уч.-изд. л. 14,92.
Тираж 7500 экз. Заказ 2. Цена 80 коп. Изд. № 1103
Ордена Трудового Красного Знамени издательство «Металлургия», 119857,
ГСП, Москва, Г-34, 2«й Обыденский пер., д. 14
Владимирская типография Союзполнграфпрома при Государственном комитете
СССР по делам издательств, полиграфии н книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7
D 2605000000—028
ад 040(01)— 85
© Издательство «Металлургия», 1985.
ОГЛАВЛЕНИЕ
Стр.
Предисловие................................................... 5
Глава 1. Дефекты металла и методы их обнаружения . 7
1. Понятие о дефектах и дефектной продукции .... 7
2. Производственные н эксплуатационные дефекты ... 10
3. Методы неразрушающего контроля (МНК) .... 32
4. Основные факторы, определяющие выбор метода контроля 38
5. Условия эффективности контроля.......................... 43
6. Рекомендации по выбору МНК................................44
Глава II. Физические основы ультразвуковой дефектоскопии 50
1. Природа ультразвука.......................... . . . 50
2. Генерирование ультразвуковых волн.........................55
3. Распространение ультразвуковых волн.......................57
4. Отражение и преломление УЗК на границе раздела двух
сред........................................................60
5. Сущность ультразвуковой дефектоскопии эхо-методом . 62
Глава III. Особенности возбуждения и распространения
УЗК в телах, ограниченных плоскими и кривыми поверхно-
стями ........................................................64
1. Изделия и элементы конструкций в металлургии и машино-
строении как объекты ультразвукового контроля . . . 65
2. Возбуждение и распространение УЗК в телах, ограниченных
плоскими поверхностями......................................68
3. Возбуждение и распространение УЗК в телах, ограниченных
регулярными кривыми поверхностями...........................83
4. Распространение УЗК на кривых поверхностях и в обо-
лочках .....................................................91
5, Влияние формы излучающей (контактной) поверхности пре-
образователей на формирование звукового поля в изделиях
с плоскими и кривыми поверхностями..........................97
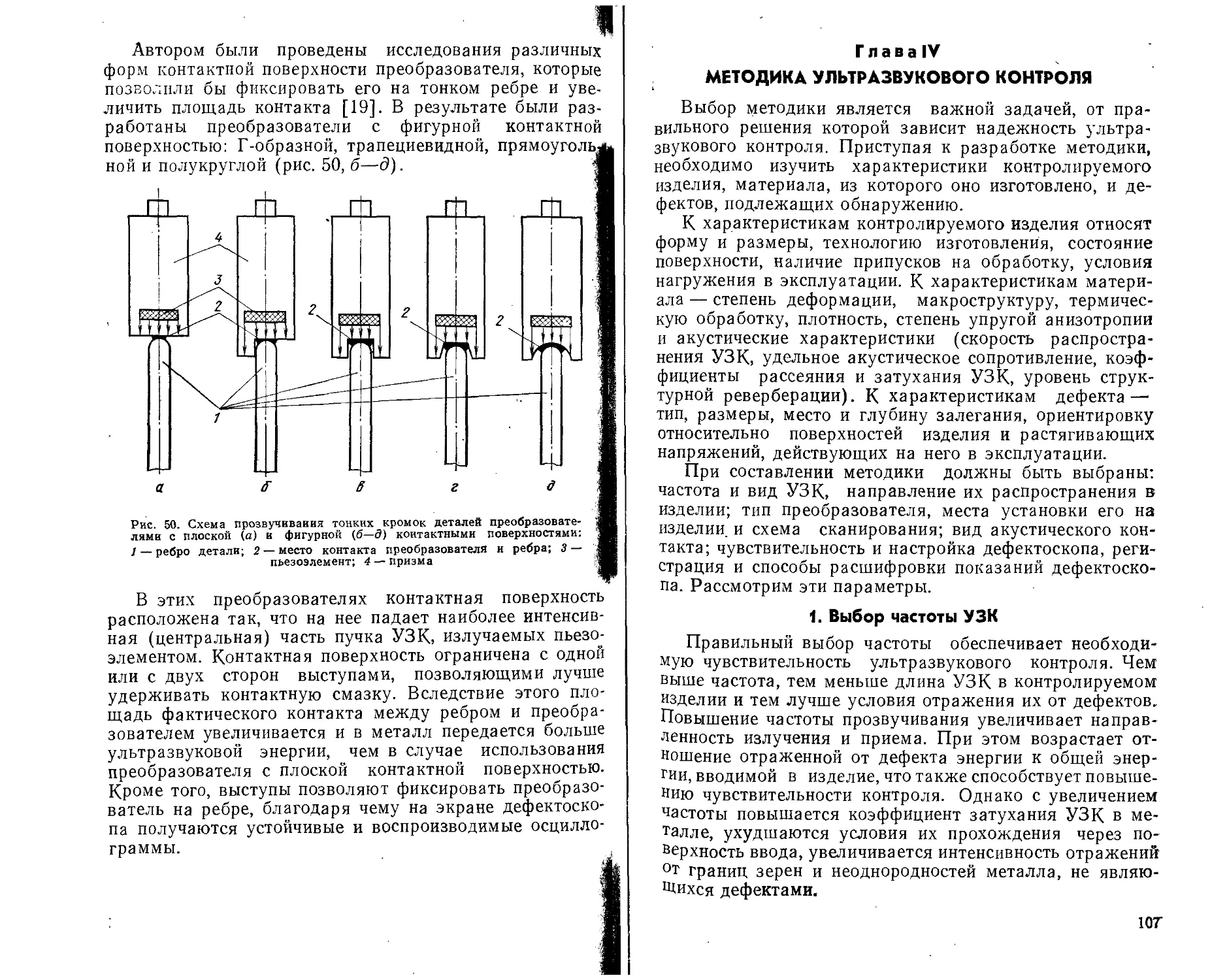
6. Схема прозвучивания некоторых изделий преобразователя-
ми с различной формой излучающей (контактной) поверх-
ности .....................................................102
Глава IV. Методика ультразвукового контроля . . . 107
1. Выбор частоты УЗК...................................107
2. Выбор вида УЗК......................................Ш
3. Направление прозвучивания ...............................127
4. Ввод и прием ультразвуковых волн...................131
5. Мертвые зоны и способы их сокращения...............133
6. Эталонирование чувствительности ультразвукового контроля 136
7. Расшифровка результатов контроля...................143
8. Пример разработки методики ультразвукового контроля . 148
Глава V. Ультразвуковые приборы для определения каче-
ства и свойств металлов и изделий ....................... 155
1. Технические требовании, предъявляемые к ультразвуковым
приборам...................................................157
2. Ультразвуковые дефектоскопы..............................155
3. Преобразователи .........................................170
1* 3
Стр.
Глава VI. Основы контроля толщины изделий и покрытий,
структуры и физико-механических свойств материалов . . 189
1. Измерение толщины изделий...............................189
2. Измерение толщины поверхностно-упрочненных слоев и за-
щитных покрытий металлов................................191
3. Контроль структуры металлов..........................192
4. Определение физико-механических свойств металлов . . 194
5. Определение усталостной повреждаемости металлов . , 197
Глава VII. Ультразвуковой контроль металлов и изделий
в условиях производства и эксплуатации.....................200
1. Контроль заготовок, полуфабрикатов и изделий в металлур-
гии и машиностроении.................................200
2. Контроль изделий в условиях эксплуатации .... 230
Библиографический список...................................254
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального разви-
тия СССР на 1981—1985 годы и на период до 1990 года, утвержден-
ных XXVI съездом КПСС, отмечена необходимость более полного
использования резервов в металлургии и машиностроении, что поз-
волит существенно сократить дефицит металла и металлоизделий.
Одним из таких резервов является повышение качества продукции за
счет более широкого и эффективного применения методов и средств
неразрушающего контроля (НК) и, в частности, ультразвуковой де-
фектоскопии.
Предлагаемая книга написана на основе обобщения отечествен-
ных и зарубежных публикаций по ультразвуковому контролю, а так-
же результатов многолетних научно-исследовательских работ авто-
ра в этой области.
Изделия в металлургии и машиностроении, как известно, харак-
теризуются большим многообразием конструктивных форм. Они от-
личаются материалами, массой, габаритами, формой и т. д. Много-
образие изделий существенно усложняет разработку методики их
контроля.
В данной работе автор сделал попытку классифицировать изделия
по конструктивному признаку и на этой основе установить общие
принципы распространения УЗК в однотипных изделиях сложной
формы путем построения геометрических моделей прохождения, от-
ражения и преломления в них пучков лучей УЗК.
В книге впервые автор рассматривает возбуждение и распростра-
нение ультразвуковых волн внутри металла и на поверхности изде-
лий наглядными методами, используя аналогии из геометрии н оп-
тики, не привлекая сложного математического аппарата. Вероятно,
такой подход облегчит читателю понимание основ ультразвуковой
дефектоскопии без специальной математической подготовки.
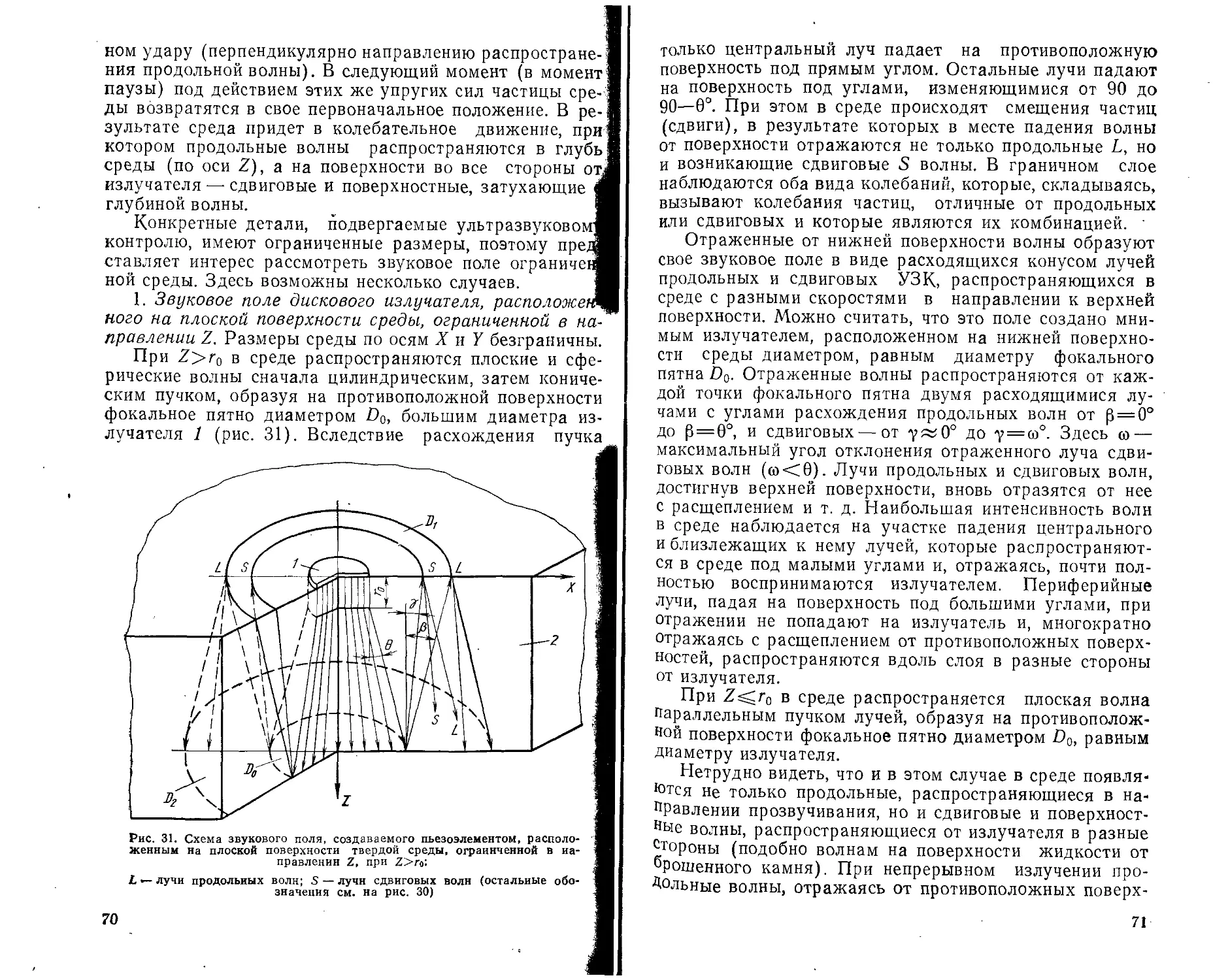
При изучении звукового поля создаваемым дисковым излучате-
лем в различных телах автор отказался от упрощенного представ-
ления о распространении ультразвука, как узкого луча, считая, что
в этом случае в среде всегда формируется пучок лучей УЗК конеч-
ных размеров.
Анализ геометрических моделей прохождения, отражения и пре-
ломления пучков лучей УЗК в телах, ограниченных плоскими и кри-
выми поверхностями, позволил уточнить физическую картину фор-
мирования звукового поля в изделиях сложной формы. Это, по
мнению автора, должно облегчить разработку методик контроля
изделий и ультразвуковой аппаратуры.
Из-за ограниченного объема книги не было возможности более
подробно рассмотреть аспекты формирования звукового поля в те-
лах, ограниченных регулярными и нерегулярными кривыми поверх-
ностями. Однако любознательный читатель всегда может дополнить
недостающий материал своим воображением на основе уже извест-
ных положений.
В книге достаточно подробно освещены методики проведения экс-
периментов, позволяющие более четко представить себе физическую
сущность явлений.
Большое внимание в книге уделено методическим вопросам, свя-
занным с выбором основных параметров и разработкой методик конт-
роля конкретных изделий. Приведены примеры контроля металла за-
готовок и готовых деталей машин в условиях производства и экс-
плуатации; высказаны соображения по контролю изделий с
5
защитными покрытиями и применению ультразвука для обнаруже-
ния ранней стадии повреждаемости материала.
Читатель по своему усмотрению сможет в разной степени восполь-
зоваться конкретными фактами, примерами, схемами и методиками,
приведенными в монографии, для решения сходных задач.
Второе издание книги «Ультразвуковая дефектоскопия» сохраня-
ет принятое в первом издании методическое построение, однако от-
личается от предыдущего существенными изменениями и дополне-
ниями, внесенными во все главы книги. Это объясняется тем, что
научно-технический прогресс в области неразрушающего контроля
(НК) за последнее десятилетие получил в СССР дальнейшее раз-
витие. Особенно бурно развивались акустические методы и, в част-
ности, ультразвуковая дефектоскопия. Появились новые работы тео-
ретического и практического плана, ультразвуковые приборы и ме-
тодики контроля, расширилась область применения ультразвуковой
дефектоскопии, что отражено в монографии.
Так как объем монографии не изменился, то потребовалась суще-
ственная переработка материала.
Некоторые материалы первого издания (текст и рисунки) были
изъяты, другие существенно сокращены, перегруппированы и пере-
работаны. Однако н в этом издании автор придает большое значение
иллюстративному материалу. Поэтому более половины рисунков
было заменено новыми, в том числе ранее не публиковавшимися.
При внесении дополнений и изменений был учтен ряд замечаний
и пожеланий, высказанных читателями. Всем, сделавшим замечания,
автор выражает глубокую благодарность.
Глава I
ДЕФЕКТЫ МЕТАЛЛА
И МЕТОДЫ ИХ ОБНАРУЖЕНИЯ
1. Понятие о дефектах и дефектной продукции
Одной из основных задач, стоящих перед металлур-
гией и машиностроением, является резкое повышение
качества металла и металлических изделий.
Современная технология предусматривает получение
металлов и сплавов с требуемыми свойствами и изготов-
ление из них изделий, обладающих нужной формой и
размерами.
Основным способом получения сплавов является сме-
шивание различных металлов в определенных пропорци-
ях, расплавление и отливка их в специальные формы.
Применение литья под давлением, в кокиль, по выплав-
ляемым моделям, в оболочковые и песчаные формы,
центробежного литья и др. позволяет получать отливки
различной конфигурации, требующие лишь незначитель-
ной механической и термической обработки для превра-
щения их в готовые изделия.
Для изготовления деталей в большинстве случаев
используют методы обработки металлов давлением. Для
этого из специальных деформируемых сплавов вначале
отливают заготовку простой формы (цилиндр, паралле-
лепипед, куб) — слиток, который затем подвергают горя-
чей и холодной обработке давлением: прокатке, ковке,
прессованию, штамповке, волочению. Полученные по-
луфабрикаты подвергают в дальнейшем механической,
термической, химико-термической, электрохимической и
Другим видам обработки.
Специальные виды штамповки, позволяют получать
готовые изделия (метизы и другие детали), пригодные
Для сборки без дополнительной обработки.
В результате фазовых превращений при нагреве или
охлаждении металла, а также вследствие пластической
Деформации, отдыха, рекристаллизации и т. д. происхо-
дит формирование микро- и макроструктуры металла.
Структура любого металла и сплава не является идеаль-
но сплошной. По современной теории пластичности ме-
талл или сплав представляют собой физико-химическую
систему, состоящую из кристаллов основного металла,
внутри и по границам которых распределены примеси и
7
легирующие элементы, а также различные пороки (от-
клонения от нормального строения структуры), различа-
ющиеся размерами, формой и расположением в металле.
Так, например, в тонкой структуре можно наблюдать
дислокации и вакансии (искажения и несовершенства
кристаллической решетки металла), в микроструктуре—
микротрещины, микропоры и т. д., в макроструктуре—
трещины, раковины, расслоения, рыхлоты и т. д. Наибо-
лее опасными являются микро- и макроскопические на-
рушения сплошности или'однородности металла.
Для того чтобы правильно оценить степень влияния
несплошности на работоспособность изделия, необходимо
учесть характер нагружения детали (статическое, дина-
мическое, знакопеременное), возможность и характер
перегрузок, уровень действующих напряжений, рабочую
среду и температуру, чувствительность материала к кон-
центраторам напряжений, размер, местоположение и
ориентировку несплошности, создаваемую ею степень
концентрации напряжений и др.
Полученные данные используют при разработке нор-
мативной документации на изготовление изделия, обес-
печивающей определенные его параметры и показатели
качества. В нормативной документации должны быть
четко указаны предельные отклонения параметров (в
том числе параметров несплошности) детали от номи-
нального их значения, при котором изделие будет вы-
полнять свои функции без снижения надежности.
Отклонение считается допустимым, если действитель-
ное (фактическое) численное значение параметра изде-
лия не выходит за пределы, установленные нормативной
документацией. Выход действительного значения пара-
метра за установленные пределы означает, что рассмат-
риваемая продукция имеет дефект.
Каждое отдельное несоответствие продукции требо-
ваниям, установленным нормативной документацией,
называется дефектом (ГОСТ 17102—71).
Дефектами могут быть не только недопустимые на-
рушения сплошности металла, но и выход размера дета-
ли за пределы допуска, несоответствие степени шерохо-
ватости поверхности изделия техническим условиям,
наличие царапин и сколов на защитном покрытии, высо-
кое содержание вредных примесей в металле и т. д.
Дефекты, обнаруживаемые при контроле изделий,
подразделяют на явные и скрытые, исправимые и неис-
правимые.
8
Некоторые явные дефекты (поверхностные риски, за-
боины, вмятины, деформация деталей и т. д.) выявляют
визуально при внешнем осмотре. Другие можно обнару-
жить только с помощью инструмента или прибора пре-
дусмотренного нормативной документацией (раковины
в литых заготовках, непровары и трещины в сварных
швах, шлифовочные трещины на поверхности деталей
и т. д.).
Скрытые дефекты, как правило, выявляют при про-
ведении дополнительных, ранее не предусмотренных про-
верках в связи с обнаружением других (явных) дефек-
тов.
Дефект, устранение которого технически возможной
экономически целесообразно, называют исправимым; ес-
ли же устранение дефекта технически невозможно или
связано с большими трудовыми затратами, то дефект
называют неисправимым.
Исправимость и неисправимость дефекта определяют
применительно к рассматриваемым конкретным условиям
производства и ремонта с учетом затрат и других факто-
ров.
Примерами исправимых дефектов являются выход ис-
тинного размера диаметра вала за наибольший предель-
ный размер, повреждение защитного покрытия (лакокра-
сочного, кадмиевого, хромового и т. и.), шероховатость
поверхности ниже класса, предусмотренного технически-
ми условиями (при условии, что после доводки поверх-
ности изделия до заданной степени шероховатости раз-
меры изделия будут в пределах допуска), локальные не-
провары, неправильная регулировка приборов и т. д.
Примерами неисправимых дефектов являются выход
истинного размера диаметра вала за наименьший пре-
дельный размер, несоответствие химического состава ме-
талла заданному, горячие и холодные трещины, рассло-
ения, рванины, перегрев и пережог металла, пониженное
значение твердости металла и т. д.
Изделие, имеющее хотя бы один дефект, относится к
некондиционной продукции и не может быть использо-
вано по назначению. Забракованную продукцию делят
на исправимый брак, если дефекты все являются испра-
вимыми, и неисправимый брак, если хотя бы один де-
фект на изделии является неисправимым.
Все встречающиеся отклонения параметров изделия
от установленных нормативной документацией подраз-
деляют в зависимости от их влияния на эффективность
9
и безопасность использования продукции на критичес-И
кие, значительные и малозначительные. В
Критическим называют отклонение, при наличии ко-™
торого нельзя использовать продукцию по назначению,™
так как она не отвечает требованиям безопасности. Я
Значительным считают отклонение, которое сущест-™
венно влияет на использование продукции по назначе-Я
нию и на ее долговечность, но не является критическим.™
Малозначительным — отклонение, которое не сущест-™
венно влияет на использование продукции. Я
Критические и значительные отклонения являются
дефектами и, чтобы их выявить, контроль продукции "
должен быть сплошным и в ряде случаев — неоднократ-
ным. Малозначительные отклонения не являются дефек-
тами. Однако для некоторых видов продукции совокуп-
ности отклонений, каждое из которых в отдельности яв-
ляется малозначительным, могут быть эквивалентны
значительному или даже критическому отклонению и
должны относиться к соответствующей категории.
По происхождению дефекты изделий подразделяют
на конструктивные, являющиеся следствием несовершен-
ства конструкции из-за ошибок конструктора, производ-
ственно-технологические, возникающие при отливке и
прокате металлов, изготовлении и ремонте деталей) пай-
ке, сварке, клепке, склеивании, механической, термичес- I
кой и других видах обработки, нанесении покрытий и
др.), а также эксплуатационные, возникающие после не- i|
которой наработки изделия в результате усталости ме-
талла деталей, коррозии, изнашивания и неправильного ;
технического обслуживания и эксплуатации.
Рассмотрим кратко основные дефекты, встречающие-
ся в металлических заготовках, полуфабрикатах и изде-
лиях в процессе их изготовления и эксплуатации [1—6].
2. Производственные и эксплуатационные дефекты
Дефекты плавки и литья
Несоответствие заданному химичес-
кому составу получается вследствие ошибок, до-
пущенных при расчете шихты, в результате неправильно-
го проведения плавки или выгорания отдельных компо-
нентов сплава. В результате отклонения от заданного
химического состава происходит изменение рабочих ха-
10
рактеристик сплава. Такие отливки не могут быть ис-
пользованы для изготовления изделий ответственного
назначения.
Неметаллические (шлаковые и флюсо-
вые) включения (рис. I) появляются из-за нару-
Рис. 1. Неметаллические включения в сталн (макроструктура)
шения технологии плавки. Они могут образовываться,
например, в стали вследствие засорения шлаками, про-
дуктами раскисления, огнеупорами и продуктами реак-
ции между ними, имеют неправильную форму и распола-
гаются в различных местах отливки. В слитке шлаковые
включения в основном расположены в верхней его части.
При обработке давлением включения деформируются в
направлении волокна, оставаясь при этом физически обо-
собленными от разделяемых ими поверхностей металла.
41
Неслитины (рис. 2) образуются в металле
вследствие пониженных^скорости и температуры литья.
Они представляют собой несплошности, начинающиеся
у поверхности слитка. Неслитины возникают в результа-
те частичной кристаллизации сплава на открытой по-
верхности. При низкой скорости литья металл поступает
к стенке кристаллиза-
тора неравномерно.
Там, где слой распла-
ва тоньше, температу-
ра его быстро снижа-
ется и начинается кри-
сталлизация. Кристал-
лы, опускаясь в рас-
плав, образуют сплош-
ную твердую корочку.
Поступающий жидкий
металл заливает короч-
ку, нагревая ее ниже
температуры плавле-
ния. Расплав над ко-
рочкой кристаллизует-
ся быстрее основной
массы, поэтому созда-
ется новый твердый
Рис. 2. Грубая иеслитина в слитке из
сплава Д16 (макроструктура)
слой. Несплошность, появившаяся между двумя короч-
ками, и есть неслитина. Неслитины опасны для нагру-
женных деталей. Они видны на рентгеновском снимке в
виде хорошо очерченных прерывистых или сплошных
темных линий.
Усадочные раковины (рис. 3) возникают из-
за недостаточного питания слитка или отливки металлом
в процессе кристаллизации. В результате в верхней ча-
сти слитка образуются большие полости неправильной
формы. В некоторых случаях они распространяются
вдоль оси слитка почти по всей его высоте. При даль-
нейшей обработке они превращаются в различные нару-
шения сплошности. Часть слитка с усадочной раковиной
(прибыльную часть) необходимо удалять. При этом на
переплавку идет до 25 % массы слитка. В этом отноше-
нии непрерывная разливка стали имеет преимущества,
так как исключает появление усадочных раковин.
Газовая пористость игазовые пузыри
возникают при кристаллизации из-за выделения газов,
растворившихся в металле в процессе плавки. Эти де-
12
Рис. 3. Усадочные раковины:
а —в стальном слитке, закрытая «мостиком»: б— в латунном слитке
из-за перерыва струи металла
фекты рассеяны по всему объему слитка или сосредото-
чены в подкорковом слое. В отличие от шлаковых вклю-
чений газовые пузыри имеют округлую форму. При обра-
ботке давлением сердцевинные пузыри завариваются,
подкорковые запрессовываются. При нагреве запрессо-
ванный пузырь может вздуться и обнажиться в виде
трещины.
Ликвация представляет собой неоднородность
отдельных участков металла по химическому составу,
структуре и неметаллическим включениям. Этот дефект
13
не нарушает сплошности металла. Однако прочность ме-
талла в зоне ликвационной неоднородности понижена: в
этой зоне иногда наблюдается разрушение металла. На
рис. 4 показана пятнистая ликвация.
Рис. 4. Пятнистая ликвация
Горячие трещины возникают в процессе затвер-
девания сложных сплавов. Под действием термических
и усадочных напряжений при высоких температурах
происходит разрушение закристаллизовавшегося скеле-
та сплава; при этом образуются межкристаллические
горячие трещины с сильно окисленными поверхностями.
Часто возникают в местах резкого перехода отливки от
большого поперечного сечения к малому вследствие не-
одновременного охлаждения. Характерными признаками
горячих трещин являются неровные (рваные) края и
значительная ширина.
Холодные трещины возникают в слитке после
14
окончания процесса затвердевания. Под действием тер-
мических и усадочных напряжений при относительно
низких температурах, когда пластичность сплава мала,
происходит разрушение отливки; при этом образуются
транскристаллические холодные трещины со светлыми
Рис. 6. Трещины в слитках Сплава В95:
а — центральная трещина; б — радиальные трещины
15
неокисленными поверхностями. Вероятность образова-
ния таких трещин выше у высоколегированных сталей
и сплавов, обладающих низкой температуропроводно-
стью, меньшей пластичностью и содержащих структур-
ные составляющие с различными удельными объемами
и коэффициентами линейного расширения.
В круглых слитках возникают центральные и ради-
альные трещины. Центральные трещины могут быть го-
рячими и холодными. Радиальные, как правило, — го-
рячими. На рис. 5 показаны трещины в слитках сплава
В95.
Дефекты обработки давлением
Трещины поверхностные и внутренние,
разрывы появляются в поковке (штамповке, прокате)
из-за значительных напряжений в металле при дефор-
мации. Растягивающие внутренние напряжения могут
привести к появлению разрывов и трещин металла в зо-
нах, ослабленных дефектами слитка, а иногда к разру-
шению зон, не пораженных дефектами. Следует отме-
тить, что при обработке давлением металл неоднократно
подвергается нагреву и охлаждению, что приводит к
возникновению термических напряжений, способствую-
щих образованию внутренних разрывов и трещин.
При холодной объемной штамповке из-за малой пла-
стичности исходных материалов на поверхности обраба-
тываемых деталей возникают скалывающие трещины,
распространяющиеся под углом 45° к направлению дей-
ствующего усилия.
Риски появляются на поверхности проката в виде
мелких открытых царапин глубиной 0,2—0,5 мм в резуль-
тате попадания мелких частиц на валки при прокате или
износа матрицы при прессовании.
Волосовины являются результатом деформации
мелких неметаллических включений и газовых пузырей.
Эти дефекты имеют вид тонких прямых линий длиной
от долей миллиметра до нескольких сантиметров и рас-
положенных на поверхности и в подповерхностном слое
металла. Волосовины встречаются во всех конструкци-
онных сталях.
Закаты возникают при избытке металла в валках
(калибрах) в виде заусенцев глубиной более 1 мм, зака-
танных в диаметрально противоположных направлениях.
Плены — брызги жидкой стали, застывшие на по-
верхности слитка и раскатанные при прокатке в виде от-
16
сдаивающихся с поверхности пленок толщиной до
1,5 мм.
Расслоения — внутренние нарушения сплошно-
сти, ориентированные по направлению волокна; возника-
ют при обработке давлением слитка, имевшего усадоч-
ные раковины или рыхлоты, а также при прокатке ли-
ста в результате расплющивания сравнительно крупных
неметаллических включений и газовых пузырей. Поверх-
ность нарушения сплошности параллельна плоскости
прокатки.
Шлаковые включения в исходных заготов-
ках (металлургический брак) при дальнейшей горячей
объемной штамповке приводят к нарушению сплошности
в поковке.
Рванины — разрывы или надрывы металла с рва-
ными краями. При прокатке слитков к образованию рва-
нин особенно склонны высоколегированные стали и чугу-
ны с крупнозернистой структурой.
Флокены появляются наиболее часто в среднеуг-
леродистых и среднелегированных сталях при повышен-
ном содержании в них водорода. Водород, растворенный
в жидкой стали, при охлаждении и особенно при фазо-
вых превращениях вследствие резкого понижения раст-
воримости стремится выделиться. При этом он заполняет
все пустоты вплоть до дефектов кристаллической решет-
ки, и, превращаясь из атомарного в молекулярный, со-
здает огромные давления, приводящие к хрупкому раз-
рушению металла.
Флокены обычно появляются в центральной зоне ко-
ваных или катаных заготовок крупных сечений и реже в
слитках. Они имеют вид тонких извилистых трещин (рис.
6), представляющих в изломе пятна с поверхностью ха-
рактерного серебристого цвета округлой формы. Поков-
ки, отштампованные из металла, пораженного флокена-
ми, иногда растрескиваются с отделением кусков метал-
ла. Это обнаруживается при закалке после снятия
припуска механической обработкой или при поломке де-
тали в эксплуатации.
Торцовые трещины появляются при резке
крупных профилей проката, когда к моменту среза за-
готовка в результате больших удельных давлений под
ножом сминается из круглого сечения в эллипс. В метал-
ле возникают большие внутренние напряжения и он рас-
трескивается иногда через 2—6 ч после резки. Брак воз-
растает по торцовым трещинам в зимнее время, так как
2 В. И. Выборнов 17
низкая температура способствует растрескиванию метал-
ла даже при резке малых профилей. Подбор оптималь-
ных условий резки сводит до минимума возникновение
торцовых трещин.
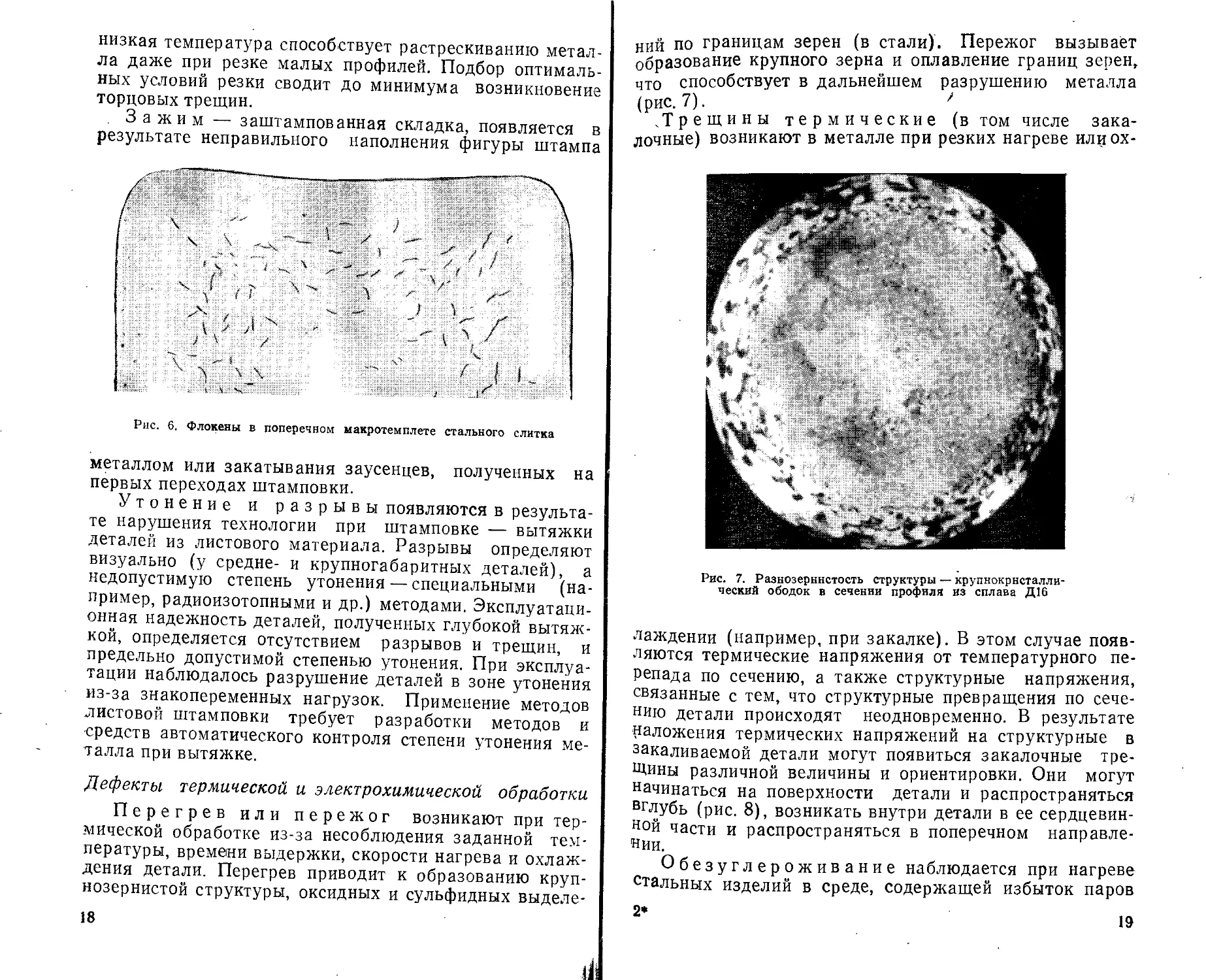
Зажим — заштампованная складка, появляется в
результате неправильного наполнения фигуры штампа
Рис. 6. Флокены в поперечном макротемплете стального слитка
металлом или закатывания заусенцев, полученных на
первых переходах штамповки.
Утонение и разрывы появляются в результа-
те нарушения технологии при штамповке — вытяжки
деталей из листового материала. Разрывы определяют
визуально (у средне- и крупногабаритных деталей), а
недопустимую степень утонения — специальными (на-
пример, радиоизотопными и др.) методами. Эксплуатаци-
онная надежность деталей, полученных глубокой вытяж-
кой, определяется отсутствием разрывов и трещин, и
предельно допустимой степенью утонения. При эксплуа-
тации наблюдалось разрушение деталей в зоне утонения
из-за знакопеременных нагрузок. Применение методов
листовой штамповки требует разработки методов и
средств автоматического контроля степени утонения ме-
талла при вытяжке.
Дефекты термической и электрохимической обработки
Перегрев или пережог возникают при тер-
мической обработке из-за несоблюдения заданной тем-
пературы, времени выдержки, скорости нагрева и охлаж-
дения детали. Перегрев приводит к образованию круп-
нозернистой структуры, оксидных и сульфидных выделе-
18
ний по границам зерен (в стали). Пережог вызывает
образование крупного зерна и оплавление границ зерен,
что способствует в дальнейшем разрушению металла
(рис. 7). ''
.Трещины термические (в том числе зака-
лочные) возникают в металле при резких нагреве или ох-
Рис. 7. Разнозерннстость структуры — крупнокристалли-
ческий ободок в сечении профиля из сплава Д16
лаждении (например, при закалке). В этом случае появ-
ляются термические напряжения от температурного пе-
репада по сечению, а также структурные напряжения,
связанные с тем, что структурные превращения по сече-
нию детали происходят неодновременно. В результате
наложения термических напряжений на структурные в
закаливаемой детали могут появиться закалочные тре-
щины различной величины и ориентировки. Они могут
начинаться на поверхности детали и распространяться
вглубь (рис. 8), возникать внутри детали в ее сердцевин-
ной части и распространяться в поперечном направле-
нии.
Обезуглероживание наблюдается при нагреве
стальных изделий в среде, содержащей избыток паров
2* 19
воды, углекислого газа или водорода. В этом случае!
происходит выгорание углерода в поверхностных слоях, 1
что значительно снижает прочность стали. В изделиях из!
инструментальной стали, прокаливающихся полностью
или на большую глубину и имеющих обезуглероженный
слой, возникают поверхностные трещины глубиной до
Рис. 8. Трещины, возникшие иа поверхности профиля из алюминиевого сплава 1
вследствие пережога при термообработке 1
1,0—2,0 мм (и даже больше). Они — следствие растя-
гивающих напряжений, вызванных тем, что в обезугле-
роженном слое при закалке образуется низкоуглеродис-
тый мартенсит с меньшим объемом, чем в сердцевине.
Обезуглероживание как процесс, провоцирующий тре-
щины, наиболее опасно для сталей с повышенным содер-jjT
жанием углерода (>0,5 %). У
Науглероживание наблюдается при нагреве!;
стальных изделий в среде с избыточным количеством '
окиси углерода. Это приводит к насыщению поверхност- j
ных слоев углеродом, повышающему хрупкость и склон- i
ность к трещинообразованию.
Трещины водородные возникают при насыще- i
нии поверхностного слоя стали водородом под действи-
ем щелочей, кислот и специальных растворов при трав-
20
лении и электрохимической обработке. Насыщение
поверхностного слоя водородом приводит к резкому паде-
нию пластичности и хрупким разрушениям, очагом ко-
торых обычно становятся микротрещины, имеющиеся на
поверхности детали.
Дефекты механической обработки
Трещины отделочные возникают в поверхност-
ном слое металла, наклепанном при отделочных опера-
циях. Поверхностные микротрещины в дальнейшем, при
работе детали под нагрузкой, могут значительно увели-
читься.
Прижоги, трещины шлифовочные возни-
кают при резком нагреве поверхностного слоя стального
изделия при нарушении режима шлифования или поли-
рования. Дефекты представляют собой или закаленные
участки небольшой площади, или участки с сеткой тон-
ких трещин на поверхности детали. Применение непод-
ходящего для данного металла или «засаленного» кру-
га, повышение подачи, скорости шлифования или недос-
таточное охлаждение детали вызывают местные пере-
Рис. 9. Усталостная трещина по следам шлифовочных
трещин иа поверхности штока цилиндра (выявлена
магиитио-порошковым методом)
21
гревы поверхностного слоя закаленной стали и высокие
внутренние напряжения из-за неравномерных объемных
изменений при чередующихся нагревах и охлаждении.
Эти напряжения и являются причиной возникновения
шлифовочных трещин (рис. 9). j
Дефекты соединения металлов
Металлургические дефекты сварного
шва появляются в сварных соединениях вследствие на-
рушения режима сварки. При сварке металл подверга-
ется расплавлению и затвердеванию, поэтому в сварных
соединениях могут быть дефекты, присущие литому ме-
таллу (раковины, поры, шлаковые включения и др.).
Кроме того, под воздействием высокой температуры в
зоне термического влияния могут возникать также изме-
нения размеров зерна, перегрев, закалка и отпуск, горя-
чие и холодные трещины, непровар.
Поры и раковины в металле шва — пу-
зыри, в основном сферической формы различной вели-
чины, заполненные водородом или окисью углерода, об-
разуются из-за присутствия газов, поглощаемых жид-
ким металлом.
Шлаковые включения в металле шв а—
небольшие объемы, заполненные неметаллическими ве-
ществами (окислами, шлаками). Размеры их колеблются
от микроскопических до нескольких миллиметров в по-
перечном сечении.
Трещины появляются вследствие внутренних на-
пряжений, возникающих из-за усадки металла при ох-
лаждении шва (рис. 10). Причиной усадки металла мо-
жет быть нарушение технологии сварки или несоответст-
вие основного металла и электродов требованиям
ТУ. Трещины, возникающие в направленном метал-
ле, могут распространяться и на основной металл. Ино-
гда трещины могут возникать вдоль боковой стороны
нагреваемой зоны.
Непровар — отсутствие сплавления между основ-
ным и наплавленным металлом в корне шва или по кром-
кам из-за плохой подготовки кромок свариваемых листов
или малого расстояния между кромками по отно-
шению к диаметру электрода. Типичной картиной непро-
вара в вершине шва на рентгеновском снимке является
непрерывная или прерывистая темная полоса в центре
шва.
Перечисленные выше дефекты обычно относят к вну-
22
тренним дефектам сварного шва. К наружным (внеш-
ним) дефектам можно отнести неполное заполнение шва,
вогнутость на вершине шва, избыточное усиление (уве-
личение толщины шва), нахлест (наплавление металла
на основу), проплав, продольные канавки, подрезы, сме-
щение кромок шва, неровности в местах смены электро-
да и др. В большинстве случаев внешние дефекты могут
быть определены визуально.
Рис. 10. Кристаллизационные трещины в стыковом шве, выполненном элект*
рошлаковой сваркой
Непропай возникает в паяных соединениях вслед-
ствие недостаточной чистоты спаиваемых поверхностей
или нарушения температурного режима пайки. Пред-
ставляет собой полное или частичное незаполнение па-
яльного зазора припоем.
Непроклей возникает в клеевых соединениях из-
за плохой очистки склеиваемых поверхностей или на-
рушения температурного режима склейки. Представля-
ет собой отсутствие сцепления (склеивания) в отдельных
участках клеевого соединения.
Отслоение — характерный дефект в изделиях,
изготавливаемых из двухслойных металлов. Возникает
в процессе получения двухслойных листов или труб, а
также при их обработке давлением, сваркой.
Производственные дефекты существенно ухудшают
прочностные характеристики металла и могут явиться
23
причиной поломки и преждевременного выхода детален
из строя в условиях эксплуатации. |
На рис. 11, а показано разрушение кожуха камерь^
сгорания авиационного двигателя. Причина разруше-
ния — продольная риска на внутренней поверхности де-
тали протяженностью около 80 мм, глубиной около
Рис. 11. Кожух камеры сгорания:
а — усталостное разрушение кожуха; б — участок кожуха в месте раз-
рушения (разрушение произошло по риске на внутренней поверхности
детали)
0,4 мм (рис. 11, б). Этот дефект не был обнаружен при
изготовлении кожуха. Другими часто встречающимися де-
фектами этой детали являются расслоения и закаты, вы-
тянутые вдоль образующей. Эти дефекты являются не-
допустимыми для высоконагруженных изделий, так как
ослабляют сечение стенки и являются концентраторами
напряжений.
Нарушение установленного режима сварки при изго-
товлении или ремонте стальных деталей, использование
присадочного материала не той марки, которая требует-
ся по техническим условиям, могут привести к появле-
нию трещин по сварным швам или разрушению деталей
в зоне сварного шва (рис. 12).
24
Рис. 12. Трещины по сварному шву
На рис. 13 показано разрушение кулачкового валика
двигателя внутреннего сгорания. Причиной разрушения
явились закалочные трещины, возникшие из-за наруше-
ния режима термической обработки.
Дефекты металла мо-
гут возникать и в услови-
ях эксплуатации как след-
ствие физического износа
и неправильного техниче-
ского обслуживания ма-
шин.
Разнообразие приме-
няемых материалов для
изготовления деталей и
агрегатов машин, а так-
же различные условия
работы приводят к тому,
что физический износ от-
дельных элементов кон-
струкции наступает неод-
новременно. Некоторые
Детали, узлы и агрегаты
в процессе эксплуатации
сильно изнашиваются и
Рис. 13. Кулачковый валик:
а —закалочная трещина; б — раз-
рушение детали
25
ври ремонте требуют замены или восстановления. Дру-
гие изнашиваются меньше и могут длительное время
эксплуатироваться без ремонта. Следовательно, детали
машин в процессе эксплуатации теряют свои служеб-
ные свойства неравномерно, что вызывает на определен-
ных этапах необходимость проведения осмотров и ре-
монтов, при которых определяют техническое состояние,
заменяют или восстанавливают определенную номенкла-
туру деталей, узлов и агрегатов.
Под техническим состоянием понимают степень при-
годности деталей и узлов для надежной работы в ма-
шине в соответствии с требованиями технических усло-
вий. В процессе эксплуатации техническое состояние не
остается постоянным и с увеличением наработки под воз-
действием внешних факторов ухудшается, работоспособ-
ность машины из-за износов и повреждений снижается
и надежность работы элементов конструкции падает.
Физический износ является нормальным явлением,
неизбежно сопровождающим эксплуатацию любой ма-
шины. Величина и характер физического износа опреде-
ляются конструкцией машины, использованными в ней
материалами, технологией изготовления и условиями экс-
плуатации.
Наиболее распространенным видом физического из-
носа элементов конструкций, где имеется контакт, явля-
ется механический износ. Он происходит в результате
действия сил трения и ударных нагрузок в сопряженных
деталях, имеющих относительное перемещение с боль-
шей или меньшей скоростью.
К физическому износу относится также коррозион-
ный износ деталей и агрегатов, возникающий в резуль-
тате химического или электрохимического взаимодейст-
вия металла с внешней средой. В процессе эксплуатации
коррозия может возникать вследствие атмосферных воз-
действий, из-за неблагоприятных контактов металла в
конструкции, под воздействием рабочей жидкости в си-
стемах, под влиянием газовой среды при высоких тем-
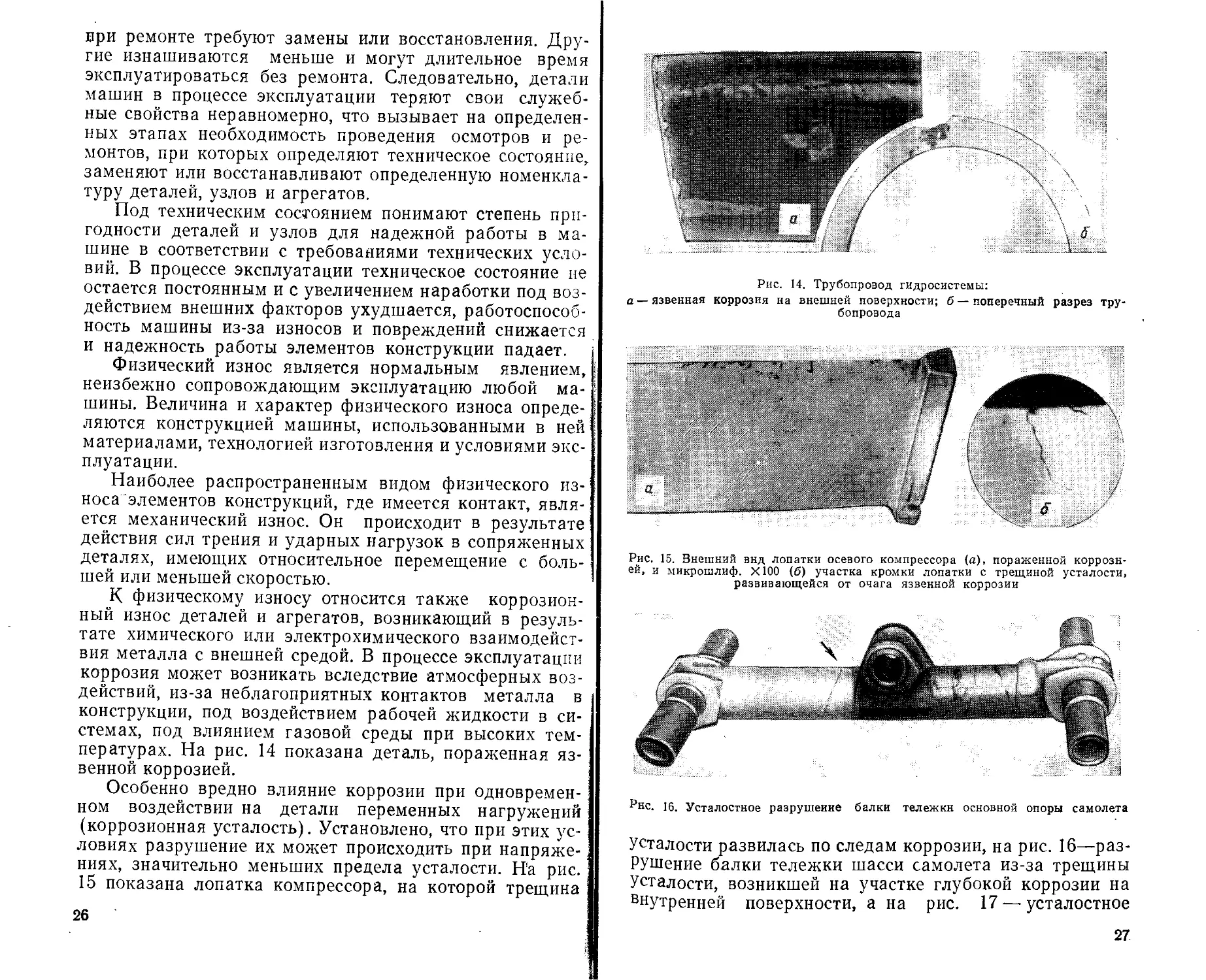
пературах. На рис. 14 показана деталь, пораженная яз-
венной коррозией.
Особенно вредно влияние коррозии при одновремен-
ном воздействии на детали переменных нагружений
(коррозионная усталость). Установлено, что при этих ус-
ловиях разрушение их может происходить при напряже-
ниях, значительно меньших предела усталости. Н!а рис.
15 показана лопатка компрессора, на которой трещина
26
Рис. 14. Трубопровод гидросистемы:
а —язвенная коррозия на внешней поверхности; б—поперечный разрез тру-
бопровода
Рис. 15. Внешний внд лопатки осевого компрессора (а), пораженной коррози-
ей, и микрошлиф. ХЮО (б) участка кромки лопатки с трещиной усталости,
развивающейся от очага язвенной коррозии
Рнс. 16. Усталостное разрушение балки тележки основной опоры самолета
Усталости развилась по следам коррозии, на рис. 16—раз-
рушение балки тележки шасси самолета из-за трещины
Усталости, возникшей на участке глубокой коррозии на
внутренней поверхности, а на рис. 17 — усталостное
27
разрушение болта, прочность которого была понижена
наличием глубокой коррозии на его поверхности.
Усталость материала представляет собой процесс по-
степенного изменения деталями машины своей работоспо-
собности под воздействием переменных по величине и
направлению нагрузок. Усталость проявляется в виде
трещин, возникающих преимущественно на деталях, ис-
пытывающих при работе многократные знакопеременные
циклические нагрузки. Чаще всего трещины усталости
Рис. 17. Усталостное разрушение силового
болта по следам коррозии
возникают в местах концентрации напряжений—галте-
лях, у отверстий для смазки, в местах резкого перехода,
глубоких рисок и т. д. Возникновению усталостных тре-
щин в значительной степени способствуют структурная
неоднородность материала, острые углы между сопря-
женными элементами деталей, местные повреждения в
виде забоин, царапин и т. д.
Часто трещины усталости возникают на лопатках га-
зовых турбин вследствие одновременного воздействия
значительных напряжений, высоких температур и агрес-
сивной среды, приводящих в некоторых случаях к раз-
рушению лопаток (рис. 18).
Вибрационные нагрузки, возникающие при работе
машин, приводят к появлению трещин усталости на ва-
ликах приводов агрегатов (рис. 19), лопатках осевых
компрессоров, трубопроводах гидро- и пневмосистем.
В результате неправильного технического обслужи-
вания машин на деталях могут появиться дефекты в ви-
де забоин, рисок, вмятин и т. п. Такого рода дефекты,
как уже указывалось, способствуют образованию трещин
усталости, а в ряде случаев являются непосредственной
причиной их возникновения. Нарушение правил эксплу-
атации, например техники пилотирования, может приве-
сти к деформации и разрушению отдельных элементов
28
Рис. 18. Лопатки турбин:
а —трещина усталости на выходной кромке; б— обрыв лопатки по- перу;
в — обрыв лопатки по первому пазу замка
Рис. 19. Валик привода топливного насоса:
а — усталостное разрушение валика; б — место излома
планера самолета. Особенно неблагоприятно влияют
грубые посадки на органы приземления, которые могут
выйти из строя вследствие сильной их деформации или
Даже разрушения отдельных элементов (рис. 20).
Иногда при эксплуатации проявляются дефекты, воз-
никающие в результате ошибок, допущенных при кон-
струировании и расчете деталей. Эти дефекты являются
следствием неправильного назначения допусков на со-
29>
Рис. 20. Элементы коле-
са:
а — отрыв несъемной ре-
борды; б — усталостное
разрушение бурта бара-
бана; в — трещины уста-
лости на съемной ребор-
де; светлые участки —
зоны усталостного раз-
рушения, темные — зоны
долома
.30
пряженные детали, нерационально выбранной формы;
деталей и их взаимного расположения и т. д. На рис..
21 показано разрушение силового цилиндра от действия
повторно-статических нагрузок кручения. Очаг разруше-
ния начался от участка с неблагоприятным сопряжени-
ем элементов конструкции верхней части цилиндра.
Рис. 21. Усталостное разрдушеине силового цилиндра из-за неблагоприятного
сопряжения элементов конструкции:
а —общий вид разрушения; б — характер излома в месте разрушения
Как видно, рассмотренные дефекты независимо от
их происхождения вызывают ухудшение технического
состояния элементов конструкции и могут привести к
постепенному (износовому) или внезапному их отказу в-
эксплуатации. Это существенно снижает срок службы и
надежность машин.
Применение новых наиболее прогрессивных процес-
сов получения черных и цветных металлов и сплавов в
металлургии, позволяющих существенно повысить каче-
ство металлов, тщательная отработка конструкции ма-
шин и их элементов, совершенствование технологии из-
готовления деталей с целью исключения появления в них.
Дефектов, строгое соблюдение правил эксплуатации —
реальные пути повышения качества и эксплуатационной
надежности изделий металлургии и машиностроения.
Однако это невозможно без широкого применения эффек-
тивных методов контроля качества металла и металлоиз-
делий, особенно в тех случаях, когда требуется получить
металлы и сплавы специального назначения с высокими
31
эксплуатационными свойствами, обеспечивающими
100%-ную гарантию надежной работы изготовленных
из них дорогостоящих и уникальных объектов, машин и
конструкций ответственного назначения. Здесь отказ од-
ной «лимитирующей» детали (например, лопатки газо-
вой турбины энергетической машины) может привести к
выходу из строя всего объекта.
Разумеется, такой контроль может быть осуществлен
только неразрушающими методами.
3. Методы неразрушающего контроля (МНК)
В настоящее время широко применяют различные
физические методы и средства неразрушающего контро-
ля (НК) металлов и металлоизделий, позволяющие про-
верять качество продукции без нарушения ее пригодно-
сти к использованию по назначению.
Все дефекты, как известно, вызывают изменение фи-
зических характеристик металлов и сплавов — плотно-
сти, электропроводности, магнитной проницаемости, уп-
ругих свойств и т. д. Исследование изменений характе-
ристик металлов и обнаружение дефектов, являющихся
причиной этих изменений, составляет физическую осно-
ву методов неразрушающего контроля. Эти методы ос-
нованы на использовании проникающих излучений рент-
геновских и гамма-лучей, ультразвуковых и звуковых
колебаний, магнитных и электромагнитных полей, опти-
ческих спектров, явлений капиллярности и т. д.
К достоинствам МНК относятся: сравнительно боль-
шая скорость контроля, высокая надежность (достовер-
ность) контроля, возможность механизации и автомати-
зации процессов контроля, возможность применения
МНК в пооперационном контроле изделий сложной фор-
мы, возможность применения МНК в условиях эксплу-
атации без разборки машин и сооружений и демонтажа
их агрегатов, сравнительная дешевизна контроля и др.
По ГОСТ 18353—73 МНК классифицируются на ви-
ды1: акустический, магнитный, оптический, проникаю-
щими веществами, радиационный, радиоволновый, теп-
ловой, электрический и электромагнитный.
1 Вид неразрушающего контроля — условная группировка мето-
дов НК, объединенная общностью физических характеристик.
32
Акустические методы
Основаны на регистрации параметров упругих коле-
баний, возбужденных в контролируемом объекте1. При-
меняются для обнаружения поверхностных и внутрен-
них дефектов (нарушений сплошности, неоднородности
структуры, межкристаллитной коррозии, дефектов склей-
ки, пайки, сварки и т. д.) в заготовках и изделиях, изго-
товленных из различных материалов. Они позволяют из-
мерять геометрические параметры при одностороннем
доступе к изделию, а также физико-механические свой-
ства металлов и металлоизделий без их разрушения.
К акустическим методам относятся методы звуково-
го (импедансный, свободных колебаний и др.) и ультра-
звукового (эхо-импульсный, резонансный, теневой,
эмиссионный, велосиметрический и др.) диапазонов1 2 3.
Магнитные методы
Основаны на регистрации магнитных полей рассеяния
над дефектами или магнитных свойств контролируе-
мого объекта. Применяют для обнаружения поверхност-
ных и подповерхностных дефектов в деталях и полуфаб-
рикатах различной формы, изготовленных из ферромаг-
нитных материалов. К ним относятся магнитно-порош-
ковый, магнитно-графический, феррозондовый, магнит-
но-индукционный и другие методы.
Магнитные поля рассеяния над дефектами регистри-
руются в магнитно-порошковом методе с помощью фер-
ромагнитного порошка или суспензии, в магнитно-гра-
фическом — с помощью ферромагнитной ленты и в фер-
розондовом — с помощью чувствительных к магнитным
полям феррозондов.
Магнитно-порошковый метод нашел широкое приме-
нение на заводах промышленности, ремонтных предприя-
тиях и эксплуатирующих подразделениях. G его помо-
щью надежно выявляют поверхностные трещины, мик-
ротрещины, волосовины, флокены и другие дефекты.
Магнитно-графический метод наибольшее примене-
ние получил для контроля сварных соединений. Он поз-
воляет выявлять трещины, непровары, шлаковые и газо-
вые включения и другие дефекты в стыковых сварных
швах.
1 Под объектом контроля подразумеваются материалы, полу-
фабрикаты и готовые изделия.
2 В книге рассмотрен в основном эхо-метод контроля.
3 Б. И. Выборнов 33
Феррозондовый метод применяют для обнаружения
тех же дефектов, что и магнитно-порошковым методом,
а также дефектов, расположенных на глубине до 20 мм.
С его помощью измеряют толщину листов и стенок сосу-
дов при двухстороннем доступе.
Оптические методы
Основаны на взаимодействии светового излучения с
контролируемым объектом. Они предназначены для об-
наружения различных поверхностных дефектов матери-
ала деталей, скрытых дефектов агрегатов, контроля за-
крытых конструкций, труднодоступных мест машин и
силовых установок (при наличии каналов для доступа
оптических приборов к контролируемым объектам). Ре-
гистрация поверхностных дефектов осуществляется с
помощью оптических устройств, создающих полное изо-
бражение проверяемой зоны. Достоинства этих мето-
дов — простота контроля, несложное оборудование и
сравнительно небольшая трудоемкость. Поэтому их при-
меняют на различных стадиях изготовления деталей и
элементов конструкций, в процессе регламентных работ
и осмотров, проводимых при эксплуатации техники, а
также при ее ремонте.
Так как контроль с помощью оптических приборов
Обладает невысокой чувствительностью и достовернос-
тью, то его применяют для поиска достаточно крупных
поверхностных трещин, коррозионных и эрозионных по-
вреждений, забоин, открытых раковин, пор, для обнару-
жения течей, загрязнений, наличия посторонних предме-
тов и т. д.
Методы контроля проникающими веществами
К ним относятся капиллярные методы и методы тече-
искания.
Капиллярные методы основаны на капилляр-
ном проникновении индикаторных жидкостей в полости
поверхностных дефектов и регистрации индикаторного
рисунка.
При контроле этими методами на очищенную поверх-
ность детали наносят проникающую жидкость, которая
заполняет полости поверхностных дефектов. Затем жид-
кость удаляют, а оставшуюся в полостях дефектов часть
обнаруживают путем нанесения проявителя, который
адсорбирует жидкость, образуя индикаторный рисунок.
Эти методы применяют в цехозых, лабораторных и по-
34
левых условиях, при положительных и отрицательных
температурах. Они позволяют обнаруживать дефекты
производственно-технологического и эксплуатационного
происхождения: трещины шлифовочные, термические, ус-
талостные, волосовины, закаты и др. Капиллярные ме-
тоды могут быть применены для обнаружения дефектов
в деталях из металлов и неметаллов простой и сложной
формы.
Благодаря высокой чувствительности, простоте конт-
роля и наглядности результатов эти методы применяют
не только для обнаружения, но л для подтверждения де-
фектов, выявленных другими методами дефектоскопии—
ультразвуковым, магнитным, вихревых токов и др.
Наиболее распространенными капиллярными мето-
дами являются цветной, люминесцентный, люминесцент-
но-цветной, фильтрующихся частиц, радиоактивных жид-
костей и др.
Методы течеискания основаны на регистра-
ции индикаторных жидкостей и газов, проникающих в
сквозные дефекты контролируемого объекта. Их приме-
няют для контроля герметичности работающих под дав-
лением сварных сосудов, баллонов, трубопроводов гид-
ро-, топливо-, масляных систем силовых установок и т. п.
К методам течеискания относятся гидравлическая оп-
рессовка, аммиачно-индикаторный метод, фреоновый,
масс-спектрометрический, пузырьковый, с помощью ге-
лиевого и галоидного течеискателей и т. д. Проведение
течеискания с помощью радиоактивных веществ позво-
лило значительно увеличить чувствительность метода.
Радиационные методы
Основаны на взаимодействии проникающих излуче-
ний с контролируемым объектом. Их применяют для
контроля качества сварных и паяных швов, литья, каче-
ства сборочных работ, состояния закрытых полостей аг-
регатов и т. д. Проникающие излучения (рентгеновское,
потока нейтронов, у- и (3-лучей), проходя через толщу
материала детали и взаимодействуя с его атомами, не-
сут различную информацию о внутреннем строении ве-
щества и наличии скрытых дефектов внутри контролиру-
емых объектов.
Наиболее распространенными радиационными мето-
дами являются рентгенография, рентгеноскопия и гамма-
контроль, которые нашли применение на предприятиях
металлургии и машиностроения. В качестве источников
3* 35
проникающих излучений применяют рентгеновские аппа-
раты, бетатроны, линейные ускорители и микротроны,
гамма-дефектоскопы и др.
Радиоволновые методы
Основаны на регистрации изменения параметров
электромагнитных колебаний, взаимодействующих с кон-
тролируемым объектом. Их применяют для контроля
качества и геометрических .размеров изделий из диэлек-
трических материалов (стеклопластики и пластмассы,
резина, термозащитные и теплоизоляционные материа-
лы, фибра), вибраций, толщины металлического листа
и т. п. В качестве источников энергии служат магне-
троны, клистроны, лампы обратной волны, преобразова-
тели частоты, твердотельные генераторы, диоды Ган-
на и т. п.
Эти методы еще не нашли должного применения в
промышленности, хотя и являются весьма перспективны-
ми. Так, с их помощью можно обнаруживать непроклеи,
расслоения (площадью от 10 мм2 и более), воздушные
включения, трещины (от 10 мкм и более), неоднородно-
сти по плотности, напряжения, измерять геометрические
размеры и т. п.
Тепловые методы
Основаны на регистрации тепловых полей, температу-
ры или теплового контраста контролируемого объекта.
Их применяют для измерения температур, получения ин-
формации о тепловом режиме объекта, определения и
анализа температурных полей, дефектов типа наруше-
ния сплошности (расслоения, трещины и т.п.), выявле-
ния дефектов пайки многослойных соединений из метал-
лов и неметаллов, склейки металл — металл, металл —
неметалл и т. п. Контроль осуществляется с помощью
термометров, термоиндикаторов, пирометров, инфракрас-
ных микроскопов и радиометров и т. д.
Эти методы также пока применяют ограниченно, в ос-
новном в приборостроении для контроля радиоэлектрон-
ной аппаратуры. В пленочных проводниках и резисторах
выявляют микротрещины, утонения, плохую адгезию,
плохой контакт; в микросхемах — плохой контакт, нару-
шения теплового контакта, короткие замыкания, пере-
грев; в пленочных конденсаторах — токи утечки; в мик-
родиодах и микротранзисторах — перегрев, неудовлетво-
рительные контакты.
36
Электрические методы
Основаны на регистрации электростатических полей
и электрических параметров контролируемого объекта.
Их применяют для выявления раковин и других дефек-
тов в отливках, расслоений в металлических листах, раз-
личных дефектов в сварных и паяных швах, трещин в ме-
таллических изделиях, растрескиваний в эмалевых по-
крытиях и органическом стекле и т. д. Кроме того, эти
методы применяют для сортировки деталей, измерения
толщин пленочных покрытий, проверки химического со-
става и определения степени термообработки металличе-
ских изделий. Наиболее распространенными из этих ме-
тодов являются измерение электрического сопротивления,
трибоэлектрический, термоэлектрический и др.
Э лектромагнитный (вихревых токов) метод
Основан на регистрации изменения взаимодействия
собственного электромагнитного поля катушки с электро-
магнитным полем вихревых токов, наводимых этой ка-
тушкой в контролируемом объекте. Применяется для
обнаружения поверхностных дефектов в магнитных и не-
магнитных деталях и полуфабрикатах. Метод позволя-
ет выявлять нарушения сплошности, в основном трещин,
на различных по конфигурации деталях, в том числе име-
ющих покрытия. На основе метода вихревых токов раз-
работаны приборы для измерения толщины листов и по-
крытий, диаметра проволоки и прутков. Применяют на
заводах и ремонтных предприятиях. В условиях эксплу-
атации применяют для профилактического контроля ло-
паток турбин газотурбинных двигателей, сварных и ли-
тых узлов элементов конструкций и др.
Приведенный краткий обзор позволяет сделать вывод,
что для контроля металлов и металлоизделий имеется до-
статочный арсенал методов и средств неразрушающего
контроля.
Следует отметить, что методы НК не являются уни-
версальными. Каждый из них может быть использован
наиболее эффективно для обнаружения определенных де-
фектов. Так, например, с помощью радиационных мето-
дов можно выявлять внутренние дефекты в виде пустот
и пор в деталях, изготовленных из различных материа-
лов, однако нельзя обнаружить весьма опасные тонкие
усталостные трещины. Для этой цели требуется приме-
нить другой, чувствительный к поверхностным трещинам
37
метод, например капиллярный, магнитный или вихревы}
токов. Поэтому для контроля деталей ответственного на»
значения применяют два или несколько различных мето»
дов. j
Применение комплексного контроля изделий в усло<
виях производства и эксплуатации позволит повысить ка-
чество и надежность техники. Систематическое проведе-
ние НК на различных этапах технологического процесса
и статистическая обработка результатов этих испытаний
позволят устанавливать и устранять причины брака. При
этом контроль становится активным методом корректи-
ровки технологического процесса.
4. Основные факторы,
определяющие выбор метода контроля
Наиболее эффективные результаты контроля могут
быть достигнуты только при технически правильном вы-
боре и применении методов дефектоскопии. Выбор мето-
да НК определяется конкретными требованиями практики
и зависит от материала и конструкции контролируе-
мого объекта, состояния его поверхности, характеристи-
ки дефектов, подлежащих обнаружению, условий работы
детали, условий контроля и технико-экономических по-
казателей. Рассмотрим влияние этих факторов.
Материал детали
В промышленности используют различные материа-
лы, отличающиеся химическим составом, степенью де-
формации, макроструктурой, термической обработкой,
плотностью и другими физическими свойствами. Наличие
в них дефектов вызывает локальное изменение свойств
материала, которое может быть обнаружено с помощью
различных МНК.. Так, например, поверхностные и под-
поверхностные дефекты в ферромагнитных сталях могут
быть обнаружены намагничиванием детали и фиксацией
образующихся при этом полей рассеяния с помощью маг-
нитных методов. В то же время такие же дефекты в из-
делиях, изготовленных из немагнитных сплавов, напри-
мер жаропрочных, нельзя выявить магнитными метода-
ми. В данном случае необходим другой метод контроля,
например электромагнитный. Однако и этот метод ока-
жется непригодным, если изделие изготовлено из пласт-
массы. В этом случае поверхностные дефекты можно об-
наружить капиллярными методами. Ультразвуковой ме-
38
тод нельзя эффективно использовать для выявления
внутренних дефектов в литых сплавах и сплавах с высо-
кой степенью упругой анизотропии. Однако они могут
быть успешно проконтролированы с помощью рентгенов-
ских или у-лучей.
Конструкция (форма и размеры) изделий
Металлоизделия в металлургии и машиностроении
имеют самые различные размеры и форму: от крупнога-
баритных (слитки, поковки, штамповки, диски, листы,,
валы турбин и компрессоров энергетических машин и
др.) массой в сотни килограмм до небольших изделий
(болты, винты, заклепки и др.) массой в несколько де-
сятков грамм. Заготовки имеют простую форму (парал-
лелепипеды, цилиндры, диски, кубы и т.п.), готовые де-
тали— сложную (ступенчатые валы, сварные и паяные
соединения, изделия, ограниченные кривыми поверхно-
стями, и т.п.). Методы контроля выбирают в зависимо-
сти от размеров и формы изделия. Если для контроля из-
делия простой формы можно применить почти все МНК,
то для контроля деталей сложной формы применимость,
методов ограничена. Чем сложнее конфигурация изде-
лия, тем меньше методов для ее контроля. Детали, име-
ющие большое число выточек, канавок, переходов от од-
ного радиуса кривизны к другому, уступов и т. д., очень
трудно, а иногда невозможно контролировать такими
методами, как магнитный, ультразвуковой и радиацион-
ный.
Крупногабаритные изделия контролируют, как прави-
ло, по частям. При этом важно правильно определить
зоны контроля, знание которых облегчает разработку ме-
тодики проверки опасных участков детали.
Мелкие массовые детали — шарики, ролики, болты,
шпильки и т.п. целесообразно контролировать метода-
ми, которые легко поддаются автоматизации или меха-
низации, например электромагнитными, феррозондовы-
ми и др.
Состояние поверхности детали
Под состоянием поверхности понимается степень ее
шероховатости и наличие защитных покрытий. Грубая
шероховатая поверхность детали исключает применение
капиллярных методов, вихревых токов, магнитных и уль-
тразвукового в контактном варианте. Малая шерохова-
тость расширяет возможности методов дефектоскопии.
39
Так, например, ультразвуковой и капиллярный методыИ
применяют при шероховатости поверхности по 5-му класЯ
•су и более, магнитный и токовихревой — не менее 3-гоИ
класса. Я
Операции контроля — неотъемлемые звенья технолоЯ
гического процесса. Поэтому там, где это нужно, следу-”
ет предусматривать операции по уменьшению шерохова-
тости поверхности контролируемого изделия (особенно
на промежуточных стадиях изготовления детали, когда
заготовка имеет припуски-на обработку).
Защитные покрытия не позволяют применить оптиче-
ские, магнитные и капиллярные методы контроля. Эти
методы можно применить только после удаления защит-
ных покрытий. Если же удалить покрытие нельзя или
нецелесообразно, то для обнаружения внутренних дефек-
тов используют радиационные и ультразвуковые мето-
ды, а для поверхностных — ультразвуковой, электромаг-
нитный и магнитно-порошковый. Так, например, магнит-
но-порошковым методом обнаруживают трещины на
стальных деталях, имеющих хромовое покрытие толщи-
ной до 0,2 мм. Электромагнитным методом обнаружива-
ют трещины на деталях, имеющих лакокрасочное, эма-
левое и другие неметаллические покрытия толщиной
до 0,5 мм и металлические немагнитные—до 0,2 мм.
Характеристика дефектов
(вид и размер дефекта, место его расположения)
Как было показано, дефекты могут иметь самое раз-
личное происхождение и отличаться по виду, размерам,
месту расположения, ориентировке относительно волок-
на металла и т. д. Прежде чем выбрать метод контроля,
следует изучить технологию изготовления изделия, ха-
рактер возможных дефектов и технические условия на
браковку.
Дефекты по расположению относительно поверхности
детали могут быть внутренними, залегающими на глу-
бине более 1 мм, подповерхностными, залегающими на
глубине менее I мм, и поверхностными.
Установив вид и место расположения предполагаемо-
го дефекта, выбирают метод контроля, для чего оцени-
вают технические возможности МНК и отбирают наибо-
лее подходящий.
Так, например, для обнаружения внутренних дефек- ж1
тов в стальных изделиях используют радиационные и Я
ультразвуковые методы. Если изделия имеют сравни-И
40
тельно небольшую толщину, а дефекты, подлежащие вы-
явлению (например, раковины),—достаточно большие
размеры, то лучше воспользоваться радиационными ме-
тодами. При этом можно точно определить и зафиксиро-
вать на пленке размеры и местоположение дефекта. Если
толщина изделия в направлении просвечивания бо-
лее 100—150 мм или требуется обнаружить в нем внут-
ренние дефекты в виде трещин или тонких расслоений,
то применять радиационные 1 методы нецелесообразно,
так как они «не пробивают» толщину металла более
150 мм, а кроме того, обнаруживать трещины и расслое-
ние радиационными методами неэффективно из-за низ-
кой чувствительности. В данном случае наиболее подхо-
дящим является ультразвуковой контроль.
Поверхностные дефекты обнаружить проще, чем
внутренние, так как для этого имеется больше и техни-
ческих возможностей (число методов). Однако и в дан-
ном случае следует выбирать и применять методы конт-
роля в зависимости от того, где расположена трещина:
на гладкой плоской или кривой поверхности, в галтель-
ном переходе или в резьбе и т. д.
Условия работы детали
Детали и узлы многих машин работают в условиях
повышенных статических, динамических и вибрационных
нагрузок. Некоторые элементы конструкции испытыва-
ют периодические перегрузки (например, при грубых по-
садках самолетов, повышении температуры в двигателе
при форсаже, тепловых ударах при запуске и остановке
двигателя и т. д.), работают в агрессивной среде и под-
вергаются коррозионному и эрозионному воздействию;
Все это приводит к возникновению дефектов в элемен-
тах конструкций, которые могут явиться причиной уста-
лостного их разрушения.
Поэтому важно знать условия работы машины для
определения критических мест на деталях и выбора ме-
тода контроля, обеспечивающего надежное выявление де-
фектов в опасных участках.
Условия контроля
Контроль продукции металлургических и машино-
строительных предприятий проводят как в заводских ус-
ловиях, так и в эксплуатации.
-
1 Здесь имеются в виду только рентгено- и гамма-графические
методы. Металлические изделия толщвной более 150 мм могут быть
просвечены с помощью бетатронов и линейных ускорителей.
На заводе-изготовителе изделия контролируют с це-
лью выявления дефектов металлургического или произ-
водственно-технологического происхождения; для этого
применяют пооперационный контроль с использованием
инструментальных средств, позволяющих отбраковывать
дефектные детали на ранней стадии изготовления. Кон-
тролировать однотипные заготовки или детали простой
формы на промежуточной стадии их изготовления, ког-
да внешняя поверхность хорошо обработана и не имеет
защитных покрытий, значительно проще, чем готовых из-
делий, имеющих сложную форму, защитные покрытия и
собранных в отдельные узлы. Поэтому на заводах име-
ются широкие возможности организации участков для
проведения массового контроля заготовок и деталей с
применением типовой контрольно-измерительной и де-
фектоскопической аппаратуры.
На ремонтных заводах целью контроля является вы-
явление дефектов, связанных с продолжительностью и
условиями работы деталей и агрегатов: механических по-
вреждений, деформаций, износов, усталостных трещин,
коррозии и т. д.
При ремонте контролю подвергают разнообразные
по размерам, форме и материалам детали и узлы ма-
шин, причем контролируют их обычно в одном цехе. Де-
тали, бывшие в эксплуатации, имеют антикоррозионные
защитные покрытия; на некоторых деталях в результа-
те воздействия высоких температур образовались нагар
или окисные пленки, в результате износа — риски и нади-
ры, при работе в агрессивных средах — коррозионное по-
ражение. Некоторые детали, соединенные тугой посад-
кой, сваркой или заклепками, при ремонте не разбира-
ют и их контролируют в собранном виде.
Такие условия усложняют контроль и требуют более
широкого и гибкого применения контрольно-измеритель-
ной аппаратуры и различных методов НК, использования
универсальных дефектоскопов с различными устройства-
ми и приспособлениями, а также введения операций по
подготовке деталей к контролю (очистки от нагара, уда-
ления защитных покрытий, зачистки рисок, забоин и др.).
В условиях эксплуатации целью контроля является
обнаружение дефектов, возникающих на деталях в про-
цессе работы, в основном усталостных трещин и корро-
зионного поражения. В этом случае контролируют не-
большую номенклатуру деталей и агрегатов. Однако их
поверхность защищена покрытием, поражена коррозией,
42
загрязнена или покрыта нагаром и имеет механические
повреждения. Контролировать изделия в условиях экс-
плуатации сложнее, так как объекты контроля, как пра-
вило, не демонтируются, находятся в конструкции и
доступ к ним в ряде случаев затруднен. Для контроля де-
талей, расположенных в труднодоступных местах, необ-
ходимы преобразователи и датчики, посаженные на уд-
линительные ручки, полюсные наконечники, зажимные и
сканирующие устройства, фиксаторы, осветители, пово-
ротные зеркала, механические отсчетные устройства
и т. д.
Все это нужно учитывать при выборе метода кон-
троля.
Технико-экономические показатели
При выборе метода контроля по этому фактору в
первую очередь учитывают технические возможности ме-
тода: оценивают его чувствительность, разрешающую
способность, достоверность результатов контроля и на-
дежность аппаратуры. Затем оценивают его техническую
доступность для применения в конкретных условиях:
сложность аппаратуры и возможность обеспечения ею,
сложность технологии контроля и дефицитность приме-
няемых при этом материалов и т. д. В ряде случаев при
выборе метода решающим фактором является его произ-
водительность. Чем проще метод, объективнее результа-
ты контроля, выше производительность и ниже трудоем-
кость работ при контроле и дешевле применяемая аппа-
ратура, тем предпочтительнее метод.
При оценке производительности метода следует иметь
в виду и трудовые затраты, необходимые для выполне-
ния подготовительных работ при контроле, особенно в
условиях эксплуатации. Преимущество имеет тот метод,
который может быть и труднее по применению, по аппа-
ратуре, но для его осуществления не требуется полной
или частичной разборки агрегата или машины, так как
последняя увеличивает сроки и трудоемкость работ и
приносит значительные убытки за счет вынужденного
простоя машин.
5. Условия эффективности контроля
Как видно, выбор методов и технических средств кон-
троля представляет собой сложную техническую задачу-
ЧВДако решение ее еще не обеспечивает эффективности*.
“К. Высокая эффективность контроля может быть обес-
печена при условии правильного выбора методик и ин-
струкций контроля, технических средств (дефектоскопов
и дефектоскопических материалов); исправности дефек-
тоскопической аппаратуры и качества применяемых ма-
териалов; достаточной квалификации контролеров-де-
фектоскопистов; правильной организации работ.
Следует отметить, что эффективность НК существен-
но зависит от лица, проводящего контроль, его эруди-
ции, практических навыков, личных качеств. Дефектоско-
пист должен иметь как минимум среднее или среднетех-
ническое образование и, кроме того, пройти полный курс
подготовки по какому-либо одному (или нескольким)
МНК (в соответствии с требованиями, предъявляемыми к
дефектоскопистам [7]).
В процессе работы следует периодически проводить
переаттестацию специалистов по НК, знакомить их с но-
выми разработками (приборами и методиками контро-
ля) в области МНК. К проведению работ по НК допус-
кать только тех лиц, которые прошли полный курс пере-
подготовки (или подготовки) и успешно сдали зачет.
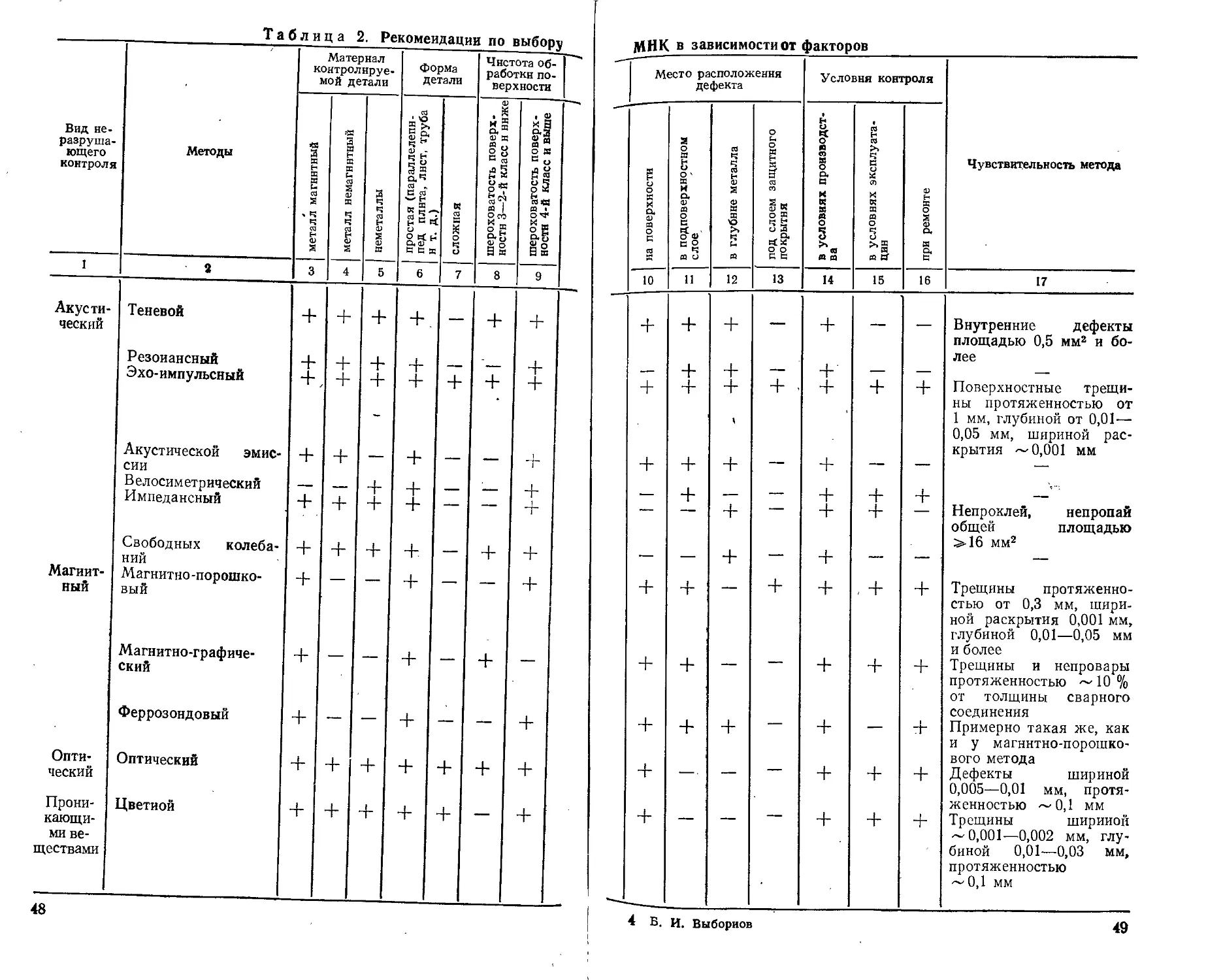
6. Рекомендации по выбору МНК
В табл. 1 и 2 приведены некоторые рекомендации по
выбору МНК- В табл. 1 по вертикали перечислены основ-
ные виды дефектов металла и изделий, а по горизонта-
ли — методы НК, с помощью которых эти дефекты мож-
но выявить. В табл. 2 показана применимость МНК для
контроля качества материалов и изделий в зависимости
ст рассмотренных факторов.
Как видно, МНК не равноценны по своим возмож-
ностям и в зависимости от чувствительности и специфи-
ческих особенностей обладают большими или меньшими
возможностями.
Так, например, магнитные методы могут быть приме-
нены только для контроля изделий, изготовленных из
ферромагнитных материалов, на наличие поверхностных
и подповерхностных дефектов. Капиллярные — для кон-
троля изделий, изготовленных из любых материалов на
наличие только поверхностных дефектов. Радиационные
методы позволяют решать комплекс задач: контролиро-
вать сварные соединения, обнаруживать внутренние де-
фекты в любых материалах и давать информацию о пра-
вильности монтажа в закрытых конструкциях.
Наибольшими возможностями из всех МНК облада-
44-
Таблица 1. Рекомендации по выбору МНК в зависимости от характера дефектов
| Дефекты обработки давлением ЭНИЩ1ГОХ он КИНЭНОШХО I+-HI 1 1 1 I 1 1 1 1 1 1 1 1++-Н-Н
ияэис! ‘ннихкка 1 1 -HI 1 1 1 1 1 1 + 1 1 1 1 1 1 1 1 1
шняве ‘наоиве Hl + l 1 1 1 1 1 -Н-Н1 1 М 1 1 + 1 +
НН -иЩэйх эниюонхбэаон + I+-HI 1 I + I + I++I 1 1 1 -Н++
HHHaoooiroa 1 II1111+111 +1+11 1 11 11 1.
KHH9oifooad +++ 1 + 1 + 1 1 1 1 1 1 1 1 1 +-Н 1 1
HSHdsBd и HHHtaadx эиннэЗхЛна +1++11 1 1 1 1 +11 1 1 1 1 1 1 +111
плавки и литья 1 HHHftiadx SHHtfOITOX И 9HhKdOJ + I++II 1 1 1 1 1 I 1 1 1 +1+11 1 Г+1
1111111111111111111 +
HdneXn энаоевх и axooxoHdou иваоевл +1 +111 111 1 111 1 1 ++1111
HHnaoMsd эяиьоИвэЛ +++111+1111111++11i1
НННХИ1ГЭЭН +1 1 -Н 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
иинэьопгяа энаоэолгф и энаоявцт +1 +11111111111 ++1111. •
Методы X ««« xSsg «Зя в С S Ьв Ф а ж jS Ф Я S »-s СП С_> t? Я S л з1 ив Я Л Ф О O’&’S и к Ф Т « ь ь S л. о* « s s *5 2 О Я S ° Л® ffi 5 д S S Я Я ф s Sxb 2 ot* Ид ЕУ? = CU Го SS1 £ 51зS|1!«§§&& ф ф X и ф S са 2 ,= а> ф го ф Ч с; ЫХФ<д5О<<1©,оДс;Ь‘С14Ь-.ЛЬ(Т)(Т)
Вид неразру- шающего контроля Акустический Магнитный Оптический Проникаю- щими веще- ствами Радиацион- ный Радиоволновый Тепловой Электрический Электромаг- i нитный
Продолжение табл. 1 I Дефекты эксплуатации KEHiHifirei -эибяжэи EHeoddoM 44 44+1 1 1 1 1 1 1 -H++I I II 1 41+
КЕН1ЭОН -xdaaou KHSoddoM +1 1 44 1 1 1 1 1 1 1 4--H44 1 1 1 1 1 1 +
Э1ЧН1ЭО1ГЕ1ЭК iqHHttradx 44 l-H-l 1 1 + I+-H4-+-H44-H 1 I++
монтажа ЯииэяиИэоэ XHHhHiawdgj и хкх •iqdnes OHHamXdeH 11111111111II+++Illi
ХЕИПМ^ХЭНОМ’ xiquqdMes a иэцвхэН EHHa^oifouDud oj •OHWHEsa gHHamAduH 1 1 1 1 1 1 1 1 1 1 1 1 1 1++1 1 1 1
соединения металлов BairsioduaH 1111l+l1111111111111
(ranitaadx) иипэюг пхяафаЯ? 1I++I111111111111111
HBiioduoH 1 1 -HI I++I 1 -HI II 44 44 44 1 1 1 I
earn OJOHdaao гахяэфэ# эияээьи^Лшгвхэи 44 1 4-44 1 1 1 -H++ 1-H--H++ I 441 41
механической обработки ЩОЖИЙП 1 1 1 1 1 1 l + l 1 1 1 1 1 1 1 1 1 1 44
дняьоа -офиптп RHHlnadx 1 1 1 1 1 1 1 + 1 -H 1 ++1 1 1 1 1 1 44
Э1ЧН -hotfatfxo i4HHYnadx 1 I 4-44 I | I 4-1 44 1 4-41 1 1 1 1 1 444-
термической н элек- трохимической обработки Э1ЧН -tfodotfoa t4HHtaadx H 1 +44 II 1 + 1 1 1 ++ II 1 1 44 I +
аинваижс^аи хЛеи ‘аинваижодэииЛеаро 1 1 1 1 1 1 1 1 l+l 1 1 1 1 1 1 1 1 +
(Э1ЧИЪ01ГВЯЕ£) эим •oahHwdax HHHtnadx 44 I +44 1 1 1 + 1 41 | ++ 1 1 1 1 1 41+
лож -adau Игги aadxadan 1 1 +1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 44
I
ф
s
Примечание. Знак «+> обозначает возможность эффективного применения метода; «±» *• ограниченное применение мето-
да; «—»—нецелесообразность или невозможность применения метода. __________________________________________
46
ют акустические методы, которые имеют высокую чувст-
вительность, надежны и просты в применении. Контроль
с их помощью является более производительным по срав-
нению с другими МНК.
Учитывая критерии на отбраковку, чувствительность
и специфику методов (табл. 1 и 2), выбирают методы и
средства НК для применения. При равной чувствительно-
сти предпочтение отдается методу, более простому по
применению и обладающему большей достоверностью ре-
зультатов контроля, производительностью и доступно-
стью.
В СССР и за рубежом широко проводят работы по
совершенствованию существующих и созданию новых
акустических приборов ультразвукового и звукового ди-
апазонов и методик контроля для нужд промышленно-
сти. Это способствует более широкому их внедрению в
практику контроля качества полуфабрикатов и готовых
изделий, позволяет увеличить номенклатуру контролируе-
мых объектов, повысить производительность за счет ме-
ханизации и автоматизации процессов контроля.
Несмотря на достигнутые успехи в развитии акусти-
ческих методов контроля, можно с уверенностью утвер-
ждать, что их возможности не исчерпаны. Совсем недав-
но считали, что ультразвуковой эхо-метод может быть
применен только для контроля крупногабаритных изде-
лий простой формы на наличие внутренних (глубинных)
дефектов. Проведенные автором исследования позволи-
ли расширить области применимости ультразвукового
контроля. Они показали, что этот метод может быть с ус-
пехом применен для выявления внутренних и поверхно-
стных дефектов в деталях небольших размеров, сложной
конфигурации, имеющих защитные покрытия и располо-
женных в труднодоступных местах.
В настоящее время особенно актуален контроль ма-
териалов и полуфабрикатов в условиях производства и
готовых изделий в условиях эксплуатации. Это вызвано
Необходимостью существенного повышения надежности
элементов высоконагруженных машин. Одним из наибо-
лее подходящих для этой цели является эхо-метод.
На основе отечественных и зарубежных литературных
Материалов и исследований автора здесь рассмотрены
физические основы, методики контроля и области при-
менения ультразвуковой дефектоскопии.
Таблица 2. Рекомендации по выбору
Вид не- разруша- ющего контроля Методы Материал контролируе- мой детали Форма детали Чистота об- работки по- верхности
металл магнитный металл немагнитный 1 неметаллы 1 простая (параллелепи- пед плнта, лист, труба н т. Д.) । сложная I шероховатость поверх- ] ! ностн 3—2-й класс н ниже । шероховатость поверх- । ностн 4-й класс и выше
1 2 3 4 5 6 7 8 9
Акусти- Теневой + + + + + +
ческий Резонансный + + + + +
Эхо-импульсный +, + + + + + +
Акустической эмис- + + + +
СИИ
Велосиметрический — — + + — +
Импедансный + + + + — — +
Свободных колеба- ний + + + + — + +
Магнит- Магнитно-порошко- + — — + — — +
ный вый
Магнитно-графиче- ский + — — + — + —
Феррозондовый + — — + — — +
Опти- ческий Оптический + + + + + + +
Прони- кающи- Цветной + + + + + *— +
ми ве-
ществами
48
МНК в зависимости от факторов
Место расположения дефекта Условия контроля
на поверхности в подповерхностном слое в глубине металла под слоем защитного покрытия в условиях производст- ва ) в условиях эксплуата- ции при ремонте Чувствительность метода
10 11 12 13 14 15 16 17
+ + + — + — — Внутренние дефекты площадью 0,5 мм2 и бо- лее
— + + — + — — —.
+ + + А + • + + + Поверхностные трещи- ны протяженностью от 1 мм, глубиной от 0,01— 0,05 мм, шириной рас- крытия ~ 0,001 мм
+ + + — + — — —
— + .— — + + + —
— + — + + — Непроклей, непропай общей площадью >16 мм2
— — + — + — —
+ + — + + , + + Трещины протяженно- стью от 0,3 мм, шири- ной раскрытия 0,001 мм, глубиной 0,01—0,05 мм и более
+ + + + + Трещины и непровары протяженностью ~ 10 % от толщины сварного соединения
+ + + + — + Примерно такая же, как и у магннтно-порошко- вого метода
+ — • — + + + Дефекты шириной 0,005—0,01 мм, протя- женностью ~0,1 мм
+ + + + Трещины шириной ~ 0,001—0,002 мм, глу- биной 0,01—0,03 мм, протяженностью ~0,1 мм
4 Б. И. Выборнов
49
2
Люминесцентный
Течеискаиием
Радиа- Рентгенографиче-
ционный скнй
Гаммаграфический
Радио-
волно-
вый
Тепловой
Электри-
ческий
Электро-
магнит-
ный
Радиоволновый
Тепловой
Электрический
Вихревых токов
Примечание. Знак <+» обозначает применимость метода; <—» —
Г л а а II
ФИЗИЧЕСКИЕ ОСНОВЫ
УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
1. Природа ультразвука
Ультразвук — это упругие колебания и волны высокочастотной
части спектра акустических волн. Как известно, в зависимости от час-
тоты упругие волны подразделяют на инфразвуковые с частотой до
~20 Гц, звуковые — от ~20 до ~2-10‘ Гц, ультразвуковые — от
~2-104 до 109 Гц и гиперзвуковые — свыше 109 Гц.
Акустическими (упругими) волнами называют распространяющие-
ся в упругой среде механические возмущения (деформации). Упругие
волны могут возникать в любой материальной среде: твердой, жид-
кой и газообразной. Возмущения от источника передаются части-
цам среды, которые начинают колебаться относительно своей точки
равновесия. Эти колебания передаются соседним частицам, которые
также начинают колебаться, затем колебания передаются все новым
и новым частицам и в среде возникает упругая волиа.
Основное свойство упругих волн состоит в том, что в волие осу-
ществляется перенос энергии без переноса вещества.
50
Продолжение табл. 2
Пространство, в котором распространяются упругие волны, назы-
вается звуковым или акустическим полем.
Упругие волны характеризуются параметрами: длиной X, часто-
той f и скоростью распространения с, которые связаны зависимостью
X = c/f. (1)
Геометрическое место точек среды, в которых в рассматриваемый
момент времени фаза волны имеет одно и то же значение, называют
волновой поверхностью или фронтом волны. Различным значениям
фазы соответствует семейство волновых поверхностей. Если в среде
распространяется кратковременное возмущение (импульс), то фрон-
том волны называют границу между возмущенной и невозмущенной
областями среды. Волновые поверхности непрерывно перемещаются
в среде и при этом деформируются. В однородной и изотропной сре-
де скорость каждой точки волновой поверхности направлена по нор-
мали к поверхности и численно равна скорости с, называемой фазовой
скоростью волны
В теории и практике ультразвуковой дефектоскопии важное место
Занимают гармонические волны, в которых все изменения состояния
сРеды происходят по синусоидальному закону. Реальные акустические
®олны не являются гармоническими. Однако их можно представить
_* Фазовая скорость—скорость перемещения фазы гармониче-
ской волны. Для применимости этого понятия достаточно, чтобы гар-
оническне волны распространялись без изменения формы.
в виде совокупности гармонических волн, называемой группой волн
или волновым пакетом.
В среде, обладающей дисперсией (рассеянием), происходит иска,
жение формы группы волн при ее распространении, обусловленное
различием фазовых скоростей отдельных компонент группы. В этом
случае скорость переноса энергии группой волн называют групповой
скоростью. При отсутствии дисперсии групповая скорость совпадает
с фазовой скоростью волны.
В неограниченной однородной изотропной среде распространение
упругих волн имеет пространственный характер и в зависимости от
формы фронта волны могут быть плоскими, сферическими и цилинд-
рическими.
Плоские волны возбуждаются колеблющейся пластиной, если ее
поперечные размеры значительно превосходят длину волны. Волно-
вые поверхности плоской волны имеют вид параллельных плоскостей.
Сферические волны возбуждаются точечным источником волн или
колеблющимся шаровым телом, размеры которого малы. Волновые
поверхности сферической волны имеют вид концентрических сфер.
По направлению любого радиуса сферы колебания происходят и рас-
пространяются совершенно одинаково.
Цилиндрические волны возбуждаются цилиндрическим телом
(стержнем, цилиндром и т. п.), длина которого значительно больше
его поперечных размеров. Волновые поверхности в данном случае
имеют вид концентрических цилиндров. На очень больших расстоя-
ниях от источника сферические и цилиндрические волновые поверх-
ности становятся практически плоскими.
В зависимости от упругих свойств среды в ней могут возникать;
упругие волны различных видов, отличающиеся направлением сме-
щения колеблющихся частиц. В связи с этим различают продольные,
сдвиговые, поверхностные, нормальные и другие волны.
Если колебания частиц среды совпадают с направлением распро-
странения волны, то волна называется продольной. Такая волна мо-
жет быть возбуждена в твердом теле, жидкой и газообразной средах.
Если колебания частиц среды перпендикулярны направлению рас-
пространения волны, то волна называется сдвиговой (поперечной).
Она может быть возбуждена только в твердом теле, которое спо-
собно упруго сопротивляться деформации сдвига.
Продольные и сдвиговые волны могут возникать в чистом виде
только в неограниченной среде или в теле, размеры которого во всех
направлениях значительно превышают длину волны.
На свободной поверхности твердого тела можно возбудить по-
верхностные волны или волны Рэлея, частицы в которых движутся
по эллипсам. Амплитуда колебаний частиц по мере удаления от сво-
бодной поверхности убывает по экспоненте, поэтому волна локали-
зована в тонком поверхностном слое толщиной в 1—1,5 Л.
В сравнительно тонких плоских телах и телах с постоянной тол-
щиной (листах, пластинах, проволоке) можно возбудить нормальные
волны или волны Лэмба, связанные с волноводным механизмом рас-
пространения УЗК. В тонких листах толщиной t при постоянной час-
тоте f можно возбудить определенное число симметричных и анти-
симметричных нормальных волн, отличающихся фазовыми и груп-
повыми скоростями, смещениями и напряжениями по толщине листа.
При этом характер смещений частиц и напряжений обусловливает
деформацию листа. На рис. 22 схематично изображена деформация
листа в направлении распространения в ием симметричных s и ан-
тисимметричных а волн.
52
s
a
Рис. 22. Схема деформации тонкого листа при распространении в нем нор-
мальных волн: s — симметричных; а — антисимметричных Таблица 3. Формулы для определении скорости распространения упругих волн, удельного акустического сопротивления и упругих постоянных
1. Скорость продольных воли в тонких стержнях, поперечные размеры которых F спр=/ £/Р (2)
2. Скорость продольных волн в неограниченной среде сПр =]/(1-И)/р(1+|Х)(1- 2р) (3)
3. Скорость сдвиговых волн в неограниченной среде ^сдв = l/G/p (4)
4. Скорость поверхностных волн Слов =(0,87+1,12 Ц/1+
в неограниченной среде + И) VG/p (5)
5. Скорость нормальных симмет- ричных волн в пластине тол- щиной Ь (при &<С%) Сн.с«(л6/1х)У£/Зр(1-Н2) (6)
6. То же, для антисимметричных волн cH.a«£/Vp(l-H2) (7)
7. Удельное акустическое сопро- тивление Zo= рСдр Н8)
8. Модуль нормальной упруго- сти £=С2рР(1+|Л)(1-2|Л)/1- F(9)
9. Модуль сдвига С = с1двР (Ю)
10. Коэффициент Пуассона ц = E/2G—1 (П)
Примечание. Для большинства
Примечание. Для большинства металлов значение коэффициента
Пуассона ц лежит в пределах 0,25—0,35, а величина модуля сдвига <3 состав-
ляет 0,38—0,40£.
53
Таблица 4. Акустические характеристики некоторых материалов
Материал С СО та р, кг/м’Х ХЮ’ d. Скорость звука, м/с ПаХ Хс/м.106
спр I ссд«
Чугуи 11,7 7,7 0,27 3500—5600 2200—3200 29,0
Сталь углеро- дистая 20,4 7,8 0,28 5850 3230 45,6
Сталь молиб- деновая 18,6 8,4 0,28 5320 2950 44,5
Сталь Х15Н15ГС 19,0 7,81 0,26 5400 3100 42,0
Сталь нержа- веющая 16,0 8,03 0,28 5660 3120 45,5
Сталь 40ХНМА 19,4 8,2 0,29 5600 3300 45,9
Алюминий 7,1 2,7 0,34 6260 3080 16,9
Вольфрам 36,2 19,1 0,35 5460 2620 104,2
Никель 20,5 8,8 0,31 5630 2960 49,5
Медь 12,5 8,9 0,35 4700 2260 41,8
Олово 5,5 7,3 0,39 3320 1670 24,2
Магний 4,1 1,7 0,33 4900 3000 8,35
Титаи 19,8 4,5 — 6000 3500 27,0
Бериллий 12,8 1,82 0,33 12800 8710 23,3
Бериллиевая медь 12,5 8,20 0,33 ' 4760 2900 39,0
Кобальт 19,0 8,7 0,30 5350 . 3260 47,3
Латунь 10,1 8,1 0,35 4430 2120 36,1
Шлаковые включения (спекшийся сварочный флюс АН-348) ,3,3 6000 3600 20,0
Органическое стекло — 1,18 — 2670 1120 3,14
Полистирол — 1,06 — 2350 1120 2,49
Резина — 0,9 —— 1480 — 1,4
Эпоксидная смола — 1,1 — 2600 —' 2,86
Эбонит — 1,3 — 2400 3,12
Вода — 1,0 1451 — 1,5
Трансформа- торное масло — 0,97 — 1477 — Г, 43
Воздух (0°С) — 1,29* ХЮ-3 —• 331 — 4,27* ХЮ-4
В изотропных твердых телах скорость распространения упругих
волн зависит от вида волны, упругих постоянных и размеров тела,
в котором волна распространяется.
Для ультразвуковой дефектоскопии большое значение имеет удель-
ное акустическое сопротивление среды, которое выражается произ-
ведением плотности среды р на скорость с распространения в ней
упругих волн данного типа.
Удельные акустические сопротивления газов, жидкостей и метал-
лов относятся между собой примерно как 1 :3000 : 100000. Такие со-
54
отношения величины удельных акустических сопротивлений позволя-
ют использовать их для ультразвуковой дефектоскопии. Чем больше
отличаются акустические сопротивления дефектов от общей массы
металла, тем проще их обнаружить, так как в этом случае большая
часть ультразвуковой энергии будет отражаться от дефектов в на-
правлении к приемнику ультразвука.
В табл. 3 приведены формулы для определения скорости распро-
странения упругих волн, удельного акустического сопротивления и
упругих постоянных, а в табл. 4 показаны их значения для некоторых
материалов.
2. Генерирование ультразвуковых волн
В практике ультразвуковой дефектоскопии металлов применяют
УЗК частотой от 0,5—0,8 до 10,0 МГц. Для получения ультразвука
таких частот применяют пьезоэлектрические, магнитострикционные
электромагнитно-акустические (ЭМА) и другие преобразователи
Наибольшее распространение по-
лучили пьезоэлектрические преоб-
разователи, в которых активным
элементом являются пьезоэлемеи-
ты, изготовленные из монокристал-
ла кварца или пьезокерамических
материалов — титаната бария,
цирконат титаната свинца (ЦТС)
и др. (ГОСТ 13927—74). На по-
верхности пьезоэлементов наносят
тонкие слои серебра, служащие
электродами. При подведении к
электродам переменного электри-
ческого напряжения пьезоэлемент
совершает вынужденные механиче-
ские колебания (растягивается и
Рис. 23. К пояснению прямого пье-
зоэлектрического эффекта:
1 — излучатель (пьезоэлемеит); 2 —
электроды; Р — действующая сила;
к — первоначальная толщина пье-
зоэлемеита
сжимается) с частотой электриче-
ского напряжения (обратный пье-
зоэффект). При воздействии на пьезоэлемеит упругих механических
колебаний на его электродах возникает переменное электрическое
напряжение с частотой воздействующих механических колебаний
(прямой пьезоэффект) (рис. 23).
Амплитуда колебаний пьезоэлемента зависит от напряжения на
электродах и соотношения частоты переменного напряжения и соб-
ственной частоты колебаний элемента. Наибольшая амплитуда ко-
лебаний пьезоэлемента будет при резонансе, когда собственная час-
тота его колебаний совпадает с частотой возбуждающего перемен-
ного напряжения. Собственная частота f элемента зависит от его
Толщины b и скорости упругих воли с:
f = с/2Ь.
(12)
Подавая на пьезоэлемеит переменное напряжение с частотой, от-
личной от собственной частоты колебаний, можно получить вынуж-
денные колебания пьезоэлемецта с любой частотой. Однако в этом
случае излучаемая энергия будет меньше, чем на резонансной час-
тоте.
Основными характеристиками пьезоэлементов являются: частот-
ный спектр, излучаемая мощность звука, направленность излучения.
При одночастотном излучении основными характеристиками пьезо-
55
элемента являются рабочая частота и частотная полоса. Для резо-
нансных пьезоэлеменгов рабочей частотой является собственная час-
тота f0, а ширина частотной полосы Д/ определяется ее добротно-
стью Q.
Добротность — количественная характеристика резонансных
свойств пьезоэлемента, показывающая, во сколько раз амплитуда вы-
нужденных колебаний при резонансе превышает амплитуду вынуж-
денных колебаний на частоте намного ниже резонансной при одина-
ковой амплитуде вынуждающей силы. Добротность определяется,
поглощением звука, т. е. внутренними потерями в веществе данной
колебательной системы и излучением звука в окружающую среду,
на которое также расходуется энергия колебательной системы (внеш-
ние потери).
Добротность и ширина резонансной полосы связаны соотноше-
нием
Q = ' (13)
где Q — добротность; f0 — резонансная частота пьезоэлемента; /1 —
частота ниже /о, при которой амплитуда колебаний падает до 0,5 от
амплитуды при f0; f2— частота выше fo, при которой амплитуда па-
дает до 0,5 от амплитуды при f0; fz—/,=Д/— ширина резонансной
полосы пропускания.
Пьезоэлементы, используемые в ультразвуковой дефектоскопии,
имеют обычно низкую добротность—в пределах от 1 до 10 [8].
Мощность звука — это энергия, передаваемая звуковой волной
через поверхность в единицу времени. Среднее значение мощности
звука, отнесенное к единице площади, называют средней удельной
мощностью или интенсивностью звука. Для гармонической бегущей
волны средняя удельная мощность звука И7 равна s
Г = Л)уо/2 = А)/2Рс> (141
где ро и Vo — амплитуды звукового давления и колебательной ско-1
рости частиц среды; р — плотность; с — скорость звука в среде. 1
Мощность звука измеряется в ваттах, а интенсивность — в ват-®
тах на 1 см2 или на 1 м2. Интенсивность звука достигает 10 Вт/см2.
Направленность излучения преобразователя — это способность
его излучать звуковые волны в одних направлениях в большей сте-
пени, чем в других. Направленность преобразователя описывают ха-
рактеристикой направленности — отношением интенсивности, созда-
ваемой данным излучателем в направлении максимального излуче-
ния, к интенсивности ненаправленного излучателя той же мощности
на том же расстоянии. Характеристику направленности представля-
ют обычно в полярной системе координат.
Пьезоакустические преобразователи характеризуются также чув-
ствительностью, коэффициентом полезного действия и собственным
электрическим импедансом.
Чувствительность.— отношение звукового давления в максимуме
характеристики направленности на расстоянии 1 -м от преобразова-
теля к электрическому напряжению на нем или протекающему в нем
току. Чем выше звуковое давление и ниже электрическое напряже-
ние, тем выше чувствительность преобразователя. Коэффициент по-
лезного действия характеризует эффективность преобразователей и
определяется отношением полезно использованной энергии к суммар-
ному количеству энергии, полученному пьезопреобразователем. К.п.д.
пьезопреобразователей составляет 40—70 %.
56
Под акустическим импедансом понимают полное сопротивление
преобразователя, представляющее собой отношение амплитуд звуко-
вого давления к колебательной скорости. От акустического импеданса
зависят мощность изучения, к.п.д. и другие характеристики. В уль-
тразвуковой дефектоскопии пользуются также понятием удельного
акустического сопротивления, выражающегося отношением звукового
давления к колебательной скорости в данной точке. Для плоской
волны удельное акустическое сопротивление равно волновому сопро-
тивлению среды, определяющей условия отражения и преломления
звука на границе двух сред.
Если пьезоэлемент приложить к контролируемой детали, то в
ней будут возбуждаться и распространяться упругие волны. В за-
висимости от режима работы генератора переменного электрического
напряжения их можно излучать непрерывно или в виде импульсов.
Устройство различных преобразователей (искателей, искательных
головок) рассмотрено в гл. V.
3. Распространение ультразвуковых волн
Распространение ультразвуковых волн происходит по законам
геометрической (лучевой) акустики, которая по аналогии с геомет-
рической оптикой соответствует
предельному случаю звуковой
акустики при переходе к беско-
нечно малой длине волны (ког-
да Х->0). В геометрической
акустике пренебрегают волно-
вой природой упругих колеба-
ний и связанных с ней дифрак-
ционных явлений, если дифрак-
ционные эффекты очень малы.
В геометрической акустике
рассматривают законы распро-
странения упругих волн в од-
нородных упругих средах на
основе представлений об уль-
тразвуке как о совокупности
ультразвуковых лучей — линий,
вдоль которых распространяет-
ся звуковая энергия. В одно-
родной изотропной упругой
среде лучи прямолинейны, орто-
гональны к волновым поверхно-
Рис. 24. Схема звукового поля (а) и
диаграммы иаправлеииости (б) диско-
вого излучателя
стям и направлены в сторону
внешних нормалей к этим поверхностям. Рассмотрим звуковое поле
Дискового излучателя (рис. 24, а). Если окружающая упругая среда
/Однородна и изотропна, то излучатель создаст в ней звуковое поле,
имеющее вблизи него почти цилиндрическую форму (ближняя зона,
зона дифракции Френеля), а с некоторого расстояния г0, приобрета-
ющее форму усеченного конуса с углом 20° при вершине (дальняя,
иона, зона дифракции Фраунгофера).
Протяженность ближней зоны может быть определена по фор-
муле
r0 = D7U, (15)
где D — диаметр излучателя, мм.
57
Половина угла раствора при вершине конуса, в котором почти
полностью концентрируется генерируемая излучателем энергия, мо-
жет быть определена из соотношения *
sin 0 = 1,22%/D, (16)
где 0—угол между осью пучка УЗК и крайним лучом, град.
Однако в пределах этого конуса интенсивность ультразвука не-
одинакова: она уменьшается по направлению от оси пучка к пери-
ферии. Это свойство излучателя, как уже указывалось, характеризу-
ется его диаграммой направленности, представляющей собой поляр-
ную диаграмму изменения звукового поля (интенсивности или
давления) в зависимости от направления. Если размеры излучателя
меньше длины волны, то от него распространяются сферические вол-
ны и излучение будет ненаправленным. Если размеры излучателя
больше длины волны, то излучаемая энергия концентрируется пре-
имущественно по одному направлению, совпадающему с направле-
нием нормали к излучающей поверхности.
Направленность излучателей определяют экспериментально — от-
носительными измерениями [9, 10]. Для некоторых простейших слу-
чаев характеристики направленности излучателей могут быть рас-
считаны.
На рис. 24, б показана полярная диаграмма направленности из-
лучения — приема для дискового излучателя.
По мере удаления от излучателя амплитуда колебаний частиц по-
степенно убывает. Это обусловлено геометрическим расхождением
лучей, что приводит к увеличению площади фронта волны, а также
наличием потерь в среде, приводящих к постепенному затуханию ко-
лебаний при их распространении.
Затухание УЗК происходит по экспоненциальному закону:
А = Аое~6г, (17)
где z — расстояние, пройденное волной, м; 6 — коэффициент зату-
хания, 1/м.
Коэффициенты затухания различны для различных материалов и
складываются из коэффициентов поглощения и рассеяния:
6 = ёПог + брас. (18)
В однородной изотропной упругой среде и в монокристаллах ме-
таллов затухание определяется поглощением ультразвука. При этом
энергия упругих колебаний переходит в тепловую.
В поликристаллической среде и в металлах, обладающих упругой
анизотропией, затухание определяется рассеянием энергии колеба-
ний зернами металла. Это приводит к дополнительному уменьшению
интенсивности волн в направлении их распространения.
При распространении упругих волн в металлах возможна ревер-
берация — постепенное затухание колебаний, обусловленное повтор-
ными отражениями. Реверберация может быть объемной (из-за мно-
гократного отражения колебаний от поверхностей, ограничивающих
контролируемое изделие) и структурной (из-за многократного отра-
жения и рассеяния колебаний границами зерен металла). Возник-
новение структурной реверберации может быть объяснено анизотро-
пией упругих свойств зерен металла, благодаря чему ультразвук при
переходе из одного зерна в другое претерпевает отражение на их гра-
ницах, преломление при переходе через границы и постепенное рас-
сеяние во все стороны.
58
При распространении УЗК в упругой среде могут наблюдаться
интерференционные и дифракционные явления.
Интерференция — это результат сложения двух или нескольких
когерентных колебаний, воздействующих на одну и ту же точку
среды. Она существенно влияет на характер звукового поля преоб-
разователя и определяет направленность излучения. Так, при работе
преобразователя в режиме непрерывного излучения в результате ин-
терференции структура звукового поля вблизи излучателя становится
сложной. В ближней зоне интенсивность колебаний и давление меня-
ются скачками. Только начиная с расстояния г0, определяемого по
формуле (15), изменение приобретает монотонный характер.
Интерференция может привести к образованию стоячих волн.
Стоячей волной называется волна, возникающая в результате на-
ложения двух встречных волн с одинаковой частотой и амплитудой.
Плоская продольная стоячая волна возникает, например, при нало-
жении падающей и отраженной плоских волн, если угол падения
равен нулю и коэффициент отражения равен единице, т. е. если от-
ражение происходит от среды с очень большим или очень малым
акустическим сопротивлением. При этом в однородной среде вдоль
оси поля наблюдаются неподвижные точки, называемые узлами (ко-
лебания частиц отсутствуют), и точки с максимальным смещением,
называемые пучностями стоячей волны (колебания совершаются с
максимальной амплитудой). Расстояние между двумя соседними уз-
лами или пучностями в стоячей волне равно А./2.
В стоячей волне все частицы среды, находящиеся между двумя
соседними узлами, колеблются в одной фазе, но с разными ампли-
тудами. При переходе через узел фаза колебаний скачкообразно из-
меняется на л.
В отличие от бегущих волн в стоячей волне отсутствует перенос
энергии, благодаря чему положение в пространстве узлов и пучно-
стей не изменяется с течением времени (поэтому волны называются
стоячими), так как образующие эту волну прямая и обратная волны
переносят энергию в равных количествах и в противоположных на-
правлениях.
Явление дифракции широко распространено в акустике. Оно свя-
зано с тем, что в случае наличия в среде препятствий, размеры ко-
торых соизмеримы с длиной звуковой волны или меньше ее, уже
нельзя рассматривать распространение звука на основе лучевых пред-
ставлений. В этом случае звук может огибать препятствия, образуя
звуковое поле в таких местах, куда не проникает прямой луч от
источника.
Если размеры препятствия равны длине волны или меньше, то
лучи почти не отражаются от него, а огибают препятствие и рас-
сеиваются в окружающей среде. Лучи будут отражаться только в
том случае, если размеры препятствий больше длины волны ультра-
звука.
Интерференция и дифракция взаимно связаны и существуют од-
новременно. Они значительно усложняют измерения с помощью уп-
ругих волн, особенно в режиме непрерывного излучения. Поэтому
более предпочтительным является эхо-метод, при котором падающая
и отраженные волны не встречаются и не интерферируют.
4. Отражение и преломление УЗК
на границе раздела двух сред
Законы отражения и преломления ультразвуковых волн анало-
гичны законам геометрической акустики.
Если продольная волна, распространяющаяся в некоторой сре-
де I, встречает на своем пути среду II с другими акустическими
свойствами, то часть энергии отражается от границы сред, а остав-
шаяся часть входит в новую среду. Прн этом отраженные волны
распространяются от границы раздела в первой среде, а прошед-
шие — во второй.
Пусть плоская упругая продольная волна, распространяясь со ско-
ростью Ci в однородной среде с плотностью pi, доходит до границы
со второй средой с плотностью рп и скоростью распространения вол-
ны в ней Си. Условимся углом а, падения ультразвукового луча на-
зывать угол, образованный лучом н нормалью к поверхности в точке
падения луча.
Рис. 25. Схема отражения и прохождения упругих воли иа плоской
границе двух сред при перпендикулярном (о) и наклонном (б—г) па-
дения лучей:
П — пьезоэлемент; / — первая среда; // — вторая среда
Если упругая волна падает перпендикулярно на плоскую границу
раздела двух сред (а = 0), то часть ее энергии переходит во вторую
среду, а часть отражается в первую, причем проходящая и отра-
женная волны будут того же вида, что и волна падающая, и направ-
лены также перпендикулярно к границе раздела (рис. 25, а). Рас-
пределение энергии между отраженной и прошедшей волнами опре-
деляется коэффициентами отражения и прохождения.
Коэффициентом отражения R называется отношение интенсивно-
стей отраженной и падающей волн. Для рассматриваемого случая
= (Рп сп Pi ci )/(Рп сп + Pi ci ),
где piCi и рпсп — удельные акустические сопротивления I и II сред.
Если piiCn^pici или pici 3>рцСц, то R» 1.
Коэффициентом прохождения D называется отношение интенсив-
ностей прошедшей и падающей волн. Так как сумма коэффициентов
60
отражения и прохождения при нормальном падении равна 1, то ко-
эффициент прохождения можно определить из уравнения
0=1—??. (20)
Если продольная упругая волна L падает на границу раздела
двух твердых сред под углом, отличным от прямого, то отраженная
и прошедшая волны преломляются и трансформируются на продоль-
ные L'L" и сдвиговые S'S" волны, распространяющиеся в первой и
второй средах под различными углами (рис. 25, б; здесь для просто-
ты показан всего один луч из пучка лучей). На практике для обес-
печения падения продольных волн под углом между пьезоэлементом
и контролируемой деталью располагают призму из органического
стекла.
В этом случае угол а, между падающим лучом L0 и перпендику-
ляром MN к поверхности раздела в точке О называется углом па-
дения; углы 0' и у' — углами отражения; углы р и у — углами пре-
ломления (или углами ввода соответственно продольной и сдвиго-
вой волн).
Законы отражения и преломления упругих волн по аналогии с
законами геометрической оптики формулируются так:
1. Отраженные и преломленные лучи лежат в одной плоскости с
падающим лучом и нормалью к поверхности раздела сред, проведен-
ной в точке падения.
2. Угол отражения продольной волны равен углу падения.
3. При f>iCT<piiC[i углы падения, отражения н преломления свя-
заны соотношением
sin а/спр1 == sin у' /ссдв1 = sin р/спрП = sin у/ссдвП> (21)
где сПр I, спр п, сСдв1 и Ссдвп — скорости распространения продоль-
ных и сдвиговых волн в I и II средах соответственно.
При увеличении угла падения а продольной волны L углы р и у
также увеличиваются и при некотором значении a=aKpi (первый
критический угол) преломленные продольные волны распространя-
ются по поверхности, не проникая в глубь среды II (рис. 25, в).
При дальнейшем увеличении угла падения до акр п (второй крити-
ческий угол) по поверхности распространяются преломленные сдви-
говые волны (рис. 25, г).
Для лучей упругих волн в полной мере справедлив закон обра-
тимости илн взаимности: если луч падает из среды I на границу
со средой II под углом а, преломляется и входит в среду II под
Углом 0, то луч, падающий из среды II на границу с первой под
углом 0, после преломления войдет в среду I под углом а. Отсюда
следует известное из оптики соотношение для относительных пока-
зателей преломления обеих сред:
«12 = »l/«2= 1/«21> (22>
где пх и п2 — абсолютные показатели преломления обеих сред.
Свойства упругих волн используют при конструировании наклон-
ных преобразователей для контроля изделий сдвиговыми и поверх-
ностными волнами. В них УЗК преломляются с помощью клинооб-
разной призмы, изготовленной из органического стекла, играющей
Роль среды I, а средой II является контролируемое изделие.
Зная скорость распространения УЗК. в призме и контролируемом
изделии, можно рассчитать значение углов распространения продоль-
ных и сдвиговых воли в среде II в зависимости от угла а по фор-
61
1
муле (21). Так, например, на рис. 26 показан график зависимости
углов у', р и у от угла падения сс для призмы, изготовленной из
органического стекла (сПр.орг.ст. = 2670 м/с, сСДв.срг.ст.= 1120 м/с)
и стали 40ХНМА (Спр.стали==5600 м/с, Ссдв.стали===3300 м/с). С по-
мощью этого графика можно определить значения углов распрост-
ранения отраженных и преломленных волн в этих средах в зависи-
мостн от угла а.
Рассмотренные случаи отражения и преломления лучей упругих
волн справедливы только для плоских и гладких (зеркальных) по-
верхностей соприкасающихся сред. Если поверхности раздела име-
ют неровности, высота которых превышает 0,05—0,1 X, то наблю-
дается диффузное отражение' и преломление, что приводит к иска-
жению звукового поля отраженных и прошедших волн.
5. Сущность ультразвуковой дефектоскопии |
эхо-методом >3
Ультразвуковая дефектоскопия это комплекс методов контроля,
использующих упругие колебания ультразвукового диапазона. Она
основана на свойстве упругих волн распространяться в однородном
твердом теле и на его плоских или кривых поверхностях в виде лу-
чей прямолинейно и отражаться от границ тела или нарушений
Рис. 26. График зависимости углов
V', Р и v от угла а
Рис. 27. Схема прозвучивания изделИв
эхо-методом продольными УЗК: т
а—в — положения преобразователя
при контроле изделия; а'—в' — соот-
ветствующие им осциллограммы; 1 —
контролируемое изделие; 2 — преобра-
зователь; 3 — дефект: 4 — начальный
сигнал; 5 — донный сигнал; 6 — сигнал
от дефекта
сплошности, а также иа свойстве упругих волн рассеиваться и по-
глощаться структурными составляющими контролируемых объ-
ектов.
Эхо-метод является наиболее распространенным методом ультра-
звуковой дефектоскопии, применяемым для контроля металлов и ме-
таллоизделий, в том числе крупногабаритных и сложной формы.
62
Рис. 28. Схема прозвучивания изделий
поверхностными (а), нормальными (б>
и сдвиговыми (в) волнами и осцилло-
граммы прозвучивания изделия сдви-
говыми УЗК при отсутствии (г) и на-
личии дефектов (д)
Контроль проводят различными волнами, при одностороннем доступе
к объекту, контактным или иммерсионным 1 способами.
Эхо-метод основан на посылке в контролируемое изделие корот-
ких импульсов УЗК и регистрации интенсивности и времени прихо-
да сигналов, отраженных от дефектов или границ изделия.
УЗК вводят в изделие 1, как правило, с одной стороны совме-
щенным преобразователем 2 (рис. 27). Излучаемые импульсы УЗК
называют зондирующими. Их посылают в контролируемое изделие
один за другим через определенные промежутки времени — паузы или
интервалы. Периодом импульсов Т называют время, прошедшее от
начала действия одного импульса до начала действия следующего.
Период равен сумме длительностей импульса т и паузы t:
T = x + t (23)
Зондирующий импульс УЗК, пройдя через металл, отражается от
противоположной поверхности изделия и, возвращаясь, частично по-
падает на преобразователь
(рис. 27, а). На экране ЭЛТ
возникает донный (концевой)
сигнал 5. При наличии дефекта
3 импульс УЗК отразится от
него раньше, чем от противо-
положной поверхности детали
(рис. 27, б). Между начальным
4 и донным (концевым) 5 сиг-
налами возникает промежуточ-
ный сигнал 6. Если дефект пол-
ностью перекрывает путь ульт-
развуковому пучку, то на эк-
ране ЭЛТ наблюдается только
начальный сигнал и сигнал от
дефекта (рис. 27,в).
На рис. 28 показана схема
прозвучивания изделий эхо-ме-
тодом по совмещенной схеме
поверхностными, нормальными
и сдвиговыми УЗК. Осциллог-
раммы прозвучивания поверх-
ностными и нормальными вол-
нами (рис. 28, а, б) аналогичны
осциллограммам, показанным
на рис. 27. Осциллограммы прозвучивания изделия сдвиговыми
УЗК (рис. 28, в) отличаются от рассмотренных. При отсутствии де-
фектов сдвиговые волны, многократно отражаясь от противополож-
ных поверхностей изделия, уходят и не попадают на преобразователь.
На экране ЭЛТ наблюдается осциллограмма, состоящая из началь-
ного сигнала 4 и линии развертки (рис. 28, г). Дефект прерывает
ход лучей и отражает часть энергии; на экране возникает второй
сигнал 5 (рис. 28, б).
Так как время прохождения УЗК прямо пропорционально прой-
денному пути, а скорость их для данного материала есть величина
постоянная, то горизонтальная линия на экране ЭЛТ представляет
собой глубину залегания дефекта в каком-то масштабе. Следователь,
но, на экране ЭЛТ строят график, по горизонтальной оси которого
1 Через слой воды.
63
откладывают время, пропорциональное глубине залегания дефекта
а по вертикальной — интенсивность отраженного от дефекта сигна-
ла, зависящую от его размеров и ориентировки относительно лучей
пучка УЗК.
Г л а в a III д
ОСОБЕННОСТИ ВОЗБУЖДЕНИЯ Я
И РАСПРОСТРАНЕНИЯ УЗК В ТЕЛАХ, I
ОГРАНИЧЕННЫХ ПЛОСКИМИ |
И КРИВЫМИ ПОВЕРХНОСТЯМИ I
В настоящее время большое значение приобрел ульд
развуковой контроль заготовок и готовых изделий, имя
ющих небольшие размеры и сложную форму. В зарубеж!
ной и отечественной литературе появилось много рабоя
по контролю листов и пластин, труб и цилиндров раз!
личных диаметров и толщин, валов, конических деталей,
криволинейных оболочек и т. д. !
Однако при разработке методики контроля деталей
сложной формы возникают трудности, обусловленный
отсутствием теоретических предпосылок и практических;
рекомендаций по способам возбуждения тех или иных
видов волн в деталях, выбору параметров контроля и
конструированию преобразователей и необходимых при-
способлений.
В одних случаях параметры контроля изделий слож-
ной формы рассчитывают математически. Такой расчет
весьма сложен и возможен лишь при условии целого ря-
да допущений и ограничений, приводящих к идеализации
процессов. Полученные результаты не отражают истин-
ной картины, что объясняется весьма существенными
различиями математической модели и натурных условий
при проведении контроля.
В других случаях параметры выбирают «опытным пу-
тем» без достаточно серьезных обоснований схемы про-
звучивания и методики контроля. Это объясняется не до-
статочно четкими представлениями о характере звукового
поля излучателя в среде, ограниченной плоскими и кри-
выми поверхностями, незнанием траекторий распростра-
нения УЗК в кривых поверхностях и оболочках и т. д.
В данной главе предпринята попытка в какой-то сте-
пени восполнить этот пробел. J
При изучении и исследовании физических явлений
встречаются две тенденции: тенденция к абстракции Я
тенденция к наглядности. I
64
Тенденция к абстракции привела к сложным матема-
тическим построениям, в которых широко используют
методы абстрактных рассуждений, символики и анализа.
Эта тенденция в настоящее время превалирует во многих
разделах науки, в том числе и в ультразвуковой дефекто-
скопии.
Тенденция к наглядности отступила на второй план
и недостаточно используется при разработке методов
исследований и доказательств. Тем не менее нагляд-
ное понимание играет важную роль в науке, особен-
но для понимания и оценки результатов исследования.
Чем сложнее проблема, возникающая перед исследо-
вателем, чем менее она дается ему в непосредственной
эмпирии; чем абстрактнее применяемый для анализа ма-
тематический аппарат, тем более необходимы средства
наглядного отображения изучаемой им реальности. Мо-
жно утверждать, что разработка различных физических
моделей и физических механизмов, пусть даже связан-
ных с целым рядом предположений и допущений, для
развития теории необходима. Физическое моделирование
позволяет прояснить многое даже в тех случаях, когда
эти механизмы не отвечают реальному положению ве-
щей. В условиях дефицита информации, необходимой
для построения общей физической теории, качественный
подход может принести ощутимую пользу.
При исследовании звуковых полей в телах, ограни-
ченных плоскими и кривыми поверхностями были широ-
ко привлечены наглядные методы, обладающие большей
доступностью и простотой восприятия. При этом автор
использовал результаты анализа исходных посылок тео-
рии, мысленный эксперимент с идеализированными объ-
ектами и концептуальный аппарат.
1. Изделия и элементы конструкций в металлургии
и машиностроении
как объекты ультразвукового контроля
Изделия в металлургии и машиностроении характе-
ризуются большим многообразием конструктивных форм.
Они отличаются материалами, массой и габаритами, спо-
собами обработки, наличием покрытий и т. д. Многие
элементы конструкций имеют простую форму, другие —
сложную.
Такое положение существенно усложняет разработку
Методики контроля изделий и превращает ее по суще-
5 Б. и. Выборнов 65
ству в самостоятельную исследовательскую работу.
Поэтому одной из задач, стоящих перед дефектоско-
пистами, является установление общих закономерностей
распространения УЗК в однотипных изделиях сложной
формы, объединенных в группы по каким-либо призна-
кам. Такую задачу следует решать поэтапно.
Разработке общих принципов и рекомендаций по
контролю изделий сложной формы должна предшество-
вать работа по изучению звуковых полей в различных
телах, ограниченных плоскими и кривыми поверхностя-
ми. Для этого необходимо провести типизацию и класси-
фиксацию изделий, что позволит все их многообразие
представить в виде нескольких групп сравнительно прос-
тых тел (элементов) со схожими признаками.
Рассматривая затем геометрические модели прохож-
дения, отражения и преломления ультразвуковых лучей
в различных телах, можно более четко представить себе
физическую сущность и закономерности наблюдаемых
явлений и дать им определенное толкование.
Применяя методы типологии и системного анализа,
сгруппируем изделия в таксоны, т. е. группы дискретных,
объектов, связанных той или иной степенью общности
свойств и признаков и благодаря этому дающих основа-
ние для присвоения им определенной таксономической
категории. При выделении таксона принимают во внима-
ние разные свойства и признаки объектов: общность
строения, состав, форму, функции и т. д. В данном слу-
чае целесообразно сгруппировать изделия по конструк-
тивному признаку, так как в ряде случаев только слож-
ная форма не позволяет применить ультразвуковую де-
фектоскопию для контроля изделий1.
При разработке таксономической классификации
сходство между объектами определяли в три этапа: от-
бор признаков, вычисление сходства и образование
групп. Не вдаваясь в подробности математических рас-
четов таксономических отношений, характеризующих
степень сходства различных изделий и их элементов,
воспользуемся результатами этих расчетов и классифи-
цируем изделия по конструктивному признаку (рис. 29).
1 До 1960 г. бытовало широко распространенное мнение, что
ультразвук не может быть применен для контроля деталей неболь-
ших размеров и сложной формы [И, 12]. Подчеркивалось, что ос-
новное преимущество ультразвукового контроля — это возможность
обнаруживать дефекты, расположенные в металле на глубине более
1—2 м. ,
66
Рис. 29. Классификация изделий в металлургии и машиностроении пг конструктивному признаку
5*
67
Как видно, все изделия можно разбить на четыре
основных группы: изделия, ограниченные плоскими по-
верхностями; изделия, ограниченные регулярными кри-
выми поверхностями; изделия, ограниченные нерегуляр-
ными кривыми поверхностями; изделия, ограниченные
плоскими и кривыми поверхностями.
Эти группы в свою очередь можно разбить на под-
группы и элементы, которым будут соответствовать опре-
деленные изделия. Таким образом, все многообразие
конструктивных форм изделий сводится к нескольким
видам геометрических тел.
Рассмотрим геометрию звуковых полей, возникающих
в телах, ограниченных плоскими и кривыми поверхностя-
ми при облучении их пучками УЗК, используя наглядные
методы и не привлекая математического аппарата. Такой
подход, по нашему мнению, должен облегчить понима-
ние основ ультразвуковой дефектоскопии деталей слож-
ной формы без специальной математической подготовки.
В данном разделе звуковое поле, создаваемое диско-
вым излучателем, рассмотрено с позиций геометрической
акустики и наглядной геометрии путем построения моде-
лей прохождения пучков лучей продольных, сдвиговых и
поверхностных волн в некоторых телах, ограниченных
плоскими и кривыми поверхностями.
Будем считать твердые тела, в которых рассмотрены
звуковые поля, однородными, изотропными и упругими,
а ограничивающие их поверхности—гладкими. Условим-
ся также, что возникновение звукового поля в телах не
сопровождается явлениями интерференции и дифракции.
Сделанные допущения, очевидно, не позволят дать ко-
личественной оценки распределения энергетического
спектра УЗК в облучаемом теле, так как в данном слу-
чае не могут быть учтены ни амплитудные, ни фазовые
соотношения различных типов волн. Однако такой метод
рассмотрения звукового поля позволит придать нагляд-j
ность изучению указанной проблемы. |
2. Возбуждение и распространение УЗК в телах, I
ограниченных плоскими поверхностями I
Рассмотрим геометрию звукового поля дискового из-
лучателя, расположенного на плоской поверхности твер-
дого упругого полупространства с неограниченными раз-
мерами по осям X, Y и Z; направление распространения
центрального луча пучка УЗК выберем совпадающим
осью Z (рис. 30). I
68 1
1Z
Рис. 30. Схема звукового поля,
создаваемого дисковым пьезоэле-
меитом, расположенным иа плоской
поверхности твердой упругой среды
С неограниченными размерами в
направлении осей X, Y, Z:
1 — пьезоэлемеит; 2 — твердая сре-
да; го — ближияя зона
Колеблющийся излучатель создает на плоской по-
верхности возмущение, которое передается в глубь сре-
ды, образуя звуковое поле.
Если пренебречь искажениями, вызываемыми нерав-
номерным распределением пьезосвойств по объему из-
лучателя из-за анизотропии материала и наличием про-
межуточной контактной
жидкости между излучате-
лем и средой, то получим
картину звукового поля
(рис. 30), которая хорошо
знакома, так как ее часто
приводят в качестве иллюст-
рации распространения про-
дольных волн в однородной
среде. Здесь волны распро-
страняются по оси Z пучком
лучей, расходящихся пра-
вильным конусом.
Рассматриваемая карти-
на является идеальной и в
практике ультразвукового
контроля не встречается.
Даже если прозвучиваемая
среда имеет размеры в на-
правлении Z, во много раз
превосходящие длину вол-
ны, то звуковое поле будет
более сложным, чем изображенное на рис. 30.
Из механики упругих тел [13] и теории упругости
[14] известно, что нормальное приложение силы к плос-
кой поверхности среды вызывает в ней не только дефор-
мации сжатия, распространяющиеся в глубь среды в на-
правлении действия силы, но и деформации растяжения
на поверхности, направленные перпендикулярно действу-
ющей силе. Если импульсы колебаний, передаваемые
излучателем в среду, уподобить механическим ударам
бойка о поверхность, то в месте удара возникает прогиб
поверхности и уплотнение частиц среды. Частицы по-
верхностного слоя при этом переместятся в направлении
Удара (по оси Z), передавая энергию от одной частицы
Другой, и в среде происходит движение частиц в направ-
лении действия силы. Вместе с тем за счет сил упруго-
сти при ударе в поверхностном слое наблюдается попе-
речное движение частиц в направлении, перпендикуляр-
69
ном удару (перпендикулярно направлению распростране-1
ния продольной волны). В следующий момент (в момент]
паузы) под действием этих же упругих сил частицы сре-1
ды возвратятся в свое первоначальное положение. В ре-!
зультате среда придет в колебательное движение, при1
котором продольные волны распространяются в глубь!
среды (по оси Z), а на поверхности во все стороны от|
излучателя — сдвиговые и поверхностные, затухающие <1
глубиной волны. _
Конкретные детали, подвергаемые ультразвуковому
контролю, имеют ограниченные размеры, поэтому преД
ставляет интерес рассмотреть звуковое поле ограничеД
ной среды. Здесь возможны несколько случаев. У
1. Звуковое поле дискового излучателя, расположен^
ного на плоской поверхности среды, ограниченной в на-
правлении Z. Размеры среды по осям X и У безграничны.
При Z>r0 в среде распространяются плоские и сфе-
рические волны сначала цилиндрическим, затем кониче-
ским пучком, образуя на противоположной поверхности
фокальное пятно диаметром Do, большим диаметра из-
лучателя 1 (рис. 31). Вследствие расхождения пучка
70
только центральный луч падает на противоположную
поверхность под прямым углом. Остальные лучи падают
на поверхность под углами, изменяющимися от 90 до
90—9°. При этом в среде происходят смещения частиц
(сдвиги), в результате которых в месте падения волны
от поверхности отражаются не только продольные L, но
и возникающие сдвиговые S волны. В граничном слое
наблюдаются оба вида колебаний, которые, складываясь,
вызывают колебания частиц, отличные от продольных
или сдвиговых и которые являются их комбинацией. •
Отраженные от нижней поверхности волны образуют
свое звуковое поле в виде расходящихся конусом лучей
продольных и сдвиговых УЗК, распространяющихся в
среде с разными скоростями в направлении к верхней
поверхности. Можно считать, что это поле создано мни-
мым излучателем, расположенном на нижней поверхно-
сти среды диаметром, равным диаметру фокального
пятна Ьо. Отраженные волны распространяются от каж-
дой точки фокального пятна двумя расходящимися лу-
чами с углами расхождения продольных волн от р = 0°
до р = 6°, и сдвиговых — от у«0° до у = со°. Здесь со —
максимальный угол отклонения отраженного луча сдви-
говых волн (со-<9). Лучи продольных и сдвиговых волн,
достигнув верхней поверхности, вновь отразятся от нее
с расщеплением и т. д. Наибольшая интенсивность волн
в среде наблюдается на участке падения центрального
и близлежащих к нему лучей, которые распространяют-
ся в среде под малыми углами и, отражаясь, почти пол-
ностью воспринимаются излучателем. Периферийные
лучи, падая на поверхность под большими углами, при
отражении не попадают на излучатель и, многократно
отражаясь с расщеплением от противоположных поверх-
ностей, распространяются вдоль слоя в разные стороны
от излучателя.
При Z<Zr0 в среде распространяется плоская волна
Параллельным пучком лучей, образуя на противополож-
ной поверхности фокальное пятно диаметром Do, равным
диаметру излучателя.
Нетрудно видеть, что и в этом случае в среде появля-
ется не только продольные, распространяющиеся в на-
правлении прозвучивания, но и сдвиговые и поверхност-
ные волны, распространяющиеся от излучателя в разные
Стороны (подобно волнам на поверхности жидкости от
брошенного камня). При непрерывном излучении про-
дольные волны, отражаясь от противоположных поверх-
71
ностеи среды и складываясь с другими видами колеба-
ний, создают на участке облучения сложную интерферен
ционную картину с неравномерным распределением ин
тенсивности ультразвука. Возникающие в данном случае
комбинации волн могут быть зафиксированы на некото-
ром расстоянии от источника колебаний.
Таким образом, колеблющийся дисковый излучатель
расположенный на плоской поверхности твердой среды
не ограниченной или ограниченной в направлении Z, воз
буждает в ней направленные, распространяющиеся в
направлении прозвучивания и ненаправленные, распро
страняющиеся в разные стороны от излучателя волны
Рис. 32. Схема звукового поля, создаваемого пьезоэлементом, распо-
ложенном на расстоянии h от плоской поверхности среды. Между
пьезоэлементом и твердой средой II находится слой жидкости I
(Р1С1 <рпси):
I— пьезоэлемент; 2 — жидкая среда Z; 3 —твердая среда II
Ненаправленные волны и являются причиной возникнс
вения боковых лепестков диаграммы направленности
2. Звуковое поле дискового излучателя, расположен
ного на расстоянии h от плоской поверхности облучав
мой среды II. Ось излучателя совпадает с осью Z. Про
межуток h заполнен жидкой или твердой средой I
удельное акустическое сопротивление которой piCi<
<рпсп- Размеры сред lull по осям Хи У безграничны
В этом случае звуковое поле имеет вид, показанный
на рис. 32. В среде I излучаемые волны распространи
72
ются сначала цилиндрическим, затем коническим пуч-
ком лучей до границы со средой II, образуя на ее по-
верхности фокальное пятно, диаметр которого DL\ будет
тем больше, чем больше расстояние h. На границе раз-
дела сред I и II часть волн отразится в среду I (на рис.
32 не показаны) в виде продольных волн, если среда I —
жидкая, или в виде продольных и сдвиговых волн, если
среда I — твердая. Другая часть продольных волн вой-
дет в среду II с расщеплением на продольную и сдвиго-
вую составляющие, которые распространяются в ней под
углами р и у, большими, чем угол 0 расхождения лучей
в среде I. Трансформированные волны образуют на дон-
ной поверхности среды участки (фокальные пятна) диа-
метрами Dm и Dsn, от которых происходит отражение
продольных и сдвиговых волн с последующим их рас-
щеплением на продольную и сдвиговую составляющие.
Эти волны отражаются обратно в среду II под углами,
изменяющимися от 0° до у и 0 соответственно. Достиг-
нув поверхности, волны частично отразятся от нее с
расщеплением, а частично проникнут в среду I и т. д.
Нетрудно видеть, что в данном случае из-за больше-
го расхождения лучей и потерь энергии при переходе
волны из одной среды в другую интенсивность УЗК в
среде II будет меньше, чем в случае облучения среды
излучателем, расположенным на ее поверхности.
3. Звуковое поле излучателя, расположенного на
плоской поверхности среды, ограниченной в направлении
X двумя параллельными плоскостями, симметричными
относительно оси Z. Размеры среды по осям У и Z без-
граничны.
Если расстояние b между граничными плоскостями
будет большим по сравнению с диаметром излучателя
^изл, т. е. Ь^>Ризл, то звуковое поле не отличается от
звукового поля, показанного на рис. 30.
Если же b не намного больше Daan или равно ему,
то характер звукового поля будет иным. На рис. 33, а
показана схема распространения волн в плоскости XOZ,
где расхождение пучка лучей ограничено поверхностя-
ми АВ и CD. Центральный и близлежащие лучи пучка
УЗК распространяются вдоль оси Z. Краевые лучи, на-
чиная с расстояния го, расходятся и падают на гранич-
ные плоскости под углами, изменяющимися от а=90—9°
До а=90°. При этом лучи расщепляются на продольную
и сдвиговую составляющие, которые распространяются
в среде под соответствующими углами. Продольная со-
73
ставляющая распространяется под углом, равным углу
падения, а сдвиговая — под углом, определяемым из
соотношения sin (90—0)/cnp = sin р/ссдв.
На противоположной стороне сдвиговая S и продоль-
ная L волны вновь трансформируются в продольную и
сдвиговую (на рис. 33 не показаны) и т. д. В среде воз-
никает сложное звуковое поле, состоящее из продольных
и сдвиговых волн и их комбинаций в граничных плоско-
Рис? 33. Схемы звукового поля, создавае-
мого пьезоэлементом, расположенным на
плоской поверхности среды, ограниченной'
по осн X двумя параллельными плоскостя-
ми АВ и CD (а) и четырьмя взаимно пер-
пендикулярными плоскостями, симметрич-
ными относительно оси Z (б)
стях. Интенсивность продольных волн в среде макси-
мальна вблизи центрального луча, в области, наиболее
удаленной от граничных поверхностей.
В плоскости YOZ звуковое поле ничем не ограничено,
поэтому здесь лучи УЗК расходятся правильным кону-
сом, симметричным относительно излучателя.
При Ь<Пизл вследствие сближения граничных по-
верхностей в среде наблюдается волноводный характер
распространения продольных и сдвиговых волн; так как
направление распространения основного пучка УЗК сов-
падает с направлением трансформированных волн, ин-
74
тенсивность их в направлении прозвучивания будет вы-
сокой, благодаря чему УЗК распространяются вдоль
среды на значительные расстояния.
4. Звуковое поле излучателя, расположенного на
плоской поверхности среды, ограниченной в направлении
X и Y четырьмя взаимно перпендикулярными плоскостя-
ми, симметричными относительно оси Z.
В этом случае продольные УЗК от излучателя рас-
пространяются сначала цилиндрическим, затем кониче-
ским пучком лучей с углом расхождения 2 0. На некото-
ром расстоянии от поверхности боковые лучи конуса
встречаются с граничными плоскостями на участках,
ограниченных линиями их пересечения (рис. 33,6). При
этом продольные волны отражаются от всех четырех
плоскостей с расщеплением на продольную и сдвиговую
составляющие, которые, многократно отражаясь от про-
тивоположных поверхностей, распространяются в на-
правлении прозвучивания. Вследствие косого падения
лучей на граничные поверхности в них возникают также
и поверхностные волны, распространяющиеся в том же
направлении.
При уменьшении размеров b доля энергии, отражен-
ной граничными поверхностями, сначала возрастает и
при Ь=7)изл становится максимальной. При дальнейшем
уменьшении размеров b уменьшится площадь ввода УЗК
и, следовательно, снизится доля вводимой энергии. Одна-
ко и в этом случае ультразвук распространяется вдоль
среды на значительное расстояние вследствие отсутствия
расхождения пучка и ослабления интенсивности за счет
увеличения фронта волны (эффект волновода).
5. Звуковое поле дискового излучателя, расположен-
ного под углом к плоской поверхности облучаемой твер-
дой среды II. Ось излучателя образует с осью Z угол а.
Область пространства между поверхностями излучателя
И среды заполнена жидкой или твердой средой I, при
этом piCi<pnCn. Размеры сред 7 и 77 по осям X и У без-
граничны.
Условимся считать угол, образованный центральным
лучом пучка УЗК и нормалью к поверхности в точке
падения центрального луча, углом а падения пучка про-
дольных волн на плоскость. Проведем к границе раздела
Нормальную плоскость через центр излучателя так, что-
бы центральный луч лежал в этой плоскости. При пер-
пендикулярном падении пучка лучей (а = 0) ультразву-
ковая энергия концентрируется на участке поверхности
75
9Z
По стрелке Б
Рис. 34. Схема звукового поля, создаваемого пьезоэлемеитом, рас-
положенном под углами а, равными 0° (а), 5° (б), 10® (в), 20® (г),
24® (д), 26® (е), 26*30* (ж), 50® (з), 55® (и) и 56® (к) к плоской по-
верхности среды
Fo, равном площади излучателя (рис. 34, а). При этом,
как известно, в среду II входит около 10—12 % излучае-
мой энергии, которая расходуется в основном на фор-
мирование в ней продольных волн, распространяющихся
сначала параллельным, а затем конусным пучком лучей
с углом расхождения 2 9. Любое сечение пучка плоско-
стью, перпендикулярной центральному лучу, является
окружностью.
79
При наклоне излучателя (а>0) ультразвуковая энер-
гия вводится в среду II на участке поверхности, равном
площади проекции излучателя на поверхность раздела.
Эта площадь Fi больше площади Fo ввода при а=0 и
с увеличением угла а увеличивается. Лучи УЗК на гра-
нице сред трансформируются, в результате чего в среде
II возникают 2 пучка: продольных и сдвиговых волн,
распространяющихся под углами 0 и у соответственно.
При малых углах пучок сдвиговых волн как бы зарож-
дается в пучке продольных. Так, например, при а = 5°
почти весь пучок сдвиговых волн находится в пучке про-
дольных (рис. 34,6). Интенсивность сдвиговых волн в
этот момент мала, так как падающая волна вызывает
незначительные сдвиги в среде 77; поэтому большая
часть прошедшей энергии приходится на продольную
волну. С увеличением угла а происходит перераспреде-
ление введенной энергии: интенсивность сдвиговых волн
увеличивается, а продольных уменьшается. При а w 24°
введенная энергия распределяется между продольными
и сдвиговыми волнами приблизительно поровну. При
увеличении угла до а1ф/ большая часть энергии преобра-
зуется в сдвиговые, а меньшая — в продольные волны.
Следует отметить, что плотность звуковой энергии
при падении УЗК под углом на поверхность раздела
двух сред будет меньше, чем при нормальном падении
пучка (а=0). Это объясняется увеличением площади,
через которую УЗК вводят в среду 77, потерями на зату-
хание в первой среде, расщеплением пучка УЗК на гра-
нице с образованием двух пучков, суммарная площадь
облучения которых больше первоначальной (рисЭ
34, б—г). 1
С увеличением угла а пучки постепенно расходятся, )
однако почти до а=20° они существуют совместно,
создавая в среде (вблизи поверхности ввода) неоднород-
ное звуковое поле с зонами совместного распространения
продольных и сдвиговых волн и зонами, в которых рас-
пространяются чисто продольные и чисто сдвиговые
УЗК. Кроме того, с ростом угла а возрастают углы 0 и
у, благодаря чему преломленные волны облучают ниж-
ний правый сектор, перемещаясь от оси Z к оси X, при-
чем пучок продольных волн пробегает этот путь быстрее
пучка сдвиговых.
Итак, в среде образуются два пучка УЗК, которые
различаются направлением колеблющихся частиц, ско-
ростями распространения, протяженностью ближней
80
зоны, углами расхождения и энергией при различных
углах падения.
Рассматривая геометрию звукового поля в среде II,
можно заметить, что пучки преломленных волн при уве-
личении углов деформируются (сжимаются). Деформа-
ция пучка продольных УЗК начинается примерно с
а«15о, когда пучок из круглого конуса превращается в
эллипсовидный конус, и продолжается до aKPi, когда пу-
чок становится почти плоским и распространяется вдоль
границы в поверхностном слое среды II в виде поверхно-
стной волны. Деформация пучка обусловлена геометрией
излучателя и звукового поля при переходе лучей из од-
ной среды в другую под различными углами. Деформа-
ция пучка сдвиговых УЗК начинается примерно с aKpi и
продолжается до aKPn, когда сжатый плоский пучок
сдвиговых волн распространяется в поверхностном слое
среды 11 также в виде поверхностной волны (рис. 34, к).
Несмотря на то что доля звуковой энергии, приходя-
щейся на продольную и сдвиговую волны к моменту вы-
хода их на поверхность, существенно снижается, интен-
сивность волн остается высокой, так как благодаря
сжатию пучков вся энергия локализуется в тонком по-
верхностном слое и облучаемая ими площадь существен-
но уменьшается.
Анализируя трансформацию пучков продольных и
сдвиговых волн, можно сделать следующие выводы: по-
верхностные волны, полученные из продольных (при
ctjtpi), вызывает чисто продольные колебания среды, а
полученные из сдвиговых (при акрц) — чисто попереч-
ные колебания среды; скорости распространения про-
дольных и сдвиговых волн на поверхности среды (при
aKpi и акрп) меньше, чем скорости этих же волн в глу-
бине среды. Это объясняется тем, что условия распрост-
ранения упругих волн на поверхности и в глубине среды
различны. На поверхности среда свободна и не имеет по
соседству частиц, препятствующих ее деформации при
распространении волны. Упругость поверхностного слоя
становится как бы меньше упругости сплошной среды,
что приводит к некоторому снижению скорости распрост-
ранения волны на поверхности. Как показали экспери-
менты, скорость поверхностных волн сПов! « 0,9 спр при
икр1, а сПовп« 0,9 сСдв при акрц.
Если среда II ограничена плоскостью, параллельной
границе раздела сред, то продольные и сдвиговые вол-
Ны, достигнув противоположной поверхности, отразятся
6 Б. и. Выборнов 81
от нее под теми же углами, вновь расщепляясь на про
дольные и сдвиговые и т. д. На рис. 35 показано отра
жение волн от противоположных поверхностей среды
(для упрощения показаны не расходящиеся, а парал-
лельные пучки лучей). В плоскости рассматриваемого
сечения в направлении излучения распространяются
продольные и сдвиговые волны, попеременно отражаясь
от граничных поверхностей. Вследствие косого падения
лучей УЗК в граничных поверхностях среды II возника-
ют также и поверхностные волны небольшой мощности.
Рис. 35. Схема звукового поля, создаваемого пьезоэлементом, расположенным
под углом к плоской поверхности среды, ограниченной в направлении оси Z
При aKPi продольные волны «выйдут» на поверхность
среды II и «приплюсуются» к ранее возникшим поверх-
ностным волнам. В среде при этом распространяются
•сдвиговые волны, попеременно отражаясь от граничных
поверхностей. При аКрп в среде, в направлении излуче-
ния, распространяются преимущественно поверхностные
волны. Глубинные волны в толще слоя отсутствуют.
Следует отметить, что такая картина наблюдается толь-
ко в рассматриваемой плоскости при условии, что среда
II безгранична в направлениях XY, а падающий пучок
лучей — параллелен. При контроле конкретных изделий
таких условий практически не существует. Поэтому при
возбуждении УЗК в деталях ограниченных размеров на
границах тела за счет отражения и трансформации волн
возникает сложное волновое движение, представляющее
собой различные комбинации
и
продольных, сдвиговых
других видов волн.
82
3. Возбуждение и распространение УЗК в телах,
ограниченных регулярными кривыми поверхностями
Облучение цилиндрических тел
Рассмотрим звуковое поле, возникающее на поверх-
ности и внутри круглого сплошного вала, при падении
на него параллельного пучка лучей УЗК от дискового
излучателя, расположенного на расстоянии h от оси ва-
ла (рис. 36). Пусть оси излучателя и вала взаимно пер-
Рис. 36. Схема облучения круглого вала параллельным пучком лучей
продольных волн (а) и звукового поля, создаваемого отраженными от
поверхности вала лучами продольных и сдвиговых волн (б):
7 —вал; 2 — пьезоэлемент; 3 — пучок лучей продольных волн; NZP —
граничная линия участка облучения поверхности вала
пендикулярны и пересекаются, а ДИзл=Пв; /г<Го; piCi<
<рцсп, где piCi—удельное акустическое сопротивление
среды, из которой продольные волны падают на рас-
сматриваемое тело; рдСп — удельное акустическое со-
противление материала вала; DB — диаметр вала.
Продольные волны L падают на поверхность вала на
Участке, ограниченном линией пересечения двух взаимно
перпендикулярных цилиндров: поля излучателя и по-
верхности вала (рис. 36, а). На этом участке продоль-
ные УЗК, встречаясь с кривой поверхностью, частично
отражаются и частично входят в тело вала. Отраженные
волны создают в окружающей среде звуковое поле, со-
стоящее из продольных L' и сдвиговых S' волн, если ок-
ружающая среда — твердая, и продольных А7 волн, если
окружающая среда — жидкая, распространяющихся
Вправо и влево от центрального луча под различными
Углами (рис. 36, б). Для того чтобы установить характер
6* 88
звукового поля, возникающего внутри тела, рассмотрим
поперечное сечение вала плоскостью, проходящей через
центр излучателя 1 (рис. 37).
Из пучка лучей, падающих на поверхность
КьКзКгККгКьКз, только центральный луч АК входит в
тело вала по нормали. Следовательно, этот луч распро-
страняется в теле вала в виде продольной волны, кото-
Рис. 37. Схема хода лучей внутри цилиндрического вала при облучении его
параллельным пучком продольных волн:
а — поверхностных; б — продольных и сдвиговых
рая, достигнув противоположной поверхности, отража-
ется обратно под тем же углом и по тому же пути (рис.
37, а).
На участках вправо и влево от центрального луча до
точек /Ci и Кг соответственно лучи падают на поверх-
ность вала под углами, изменяющимися от 0 (в точке
К) до угла aKPi (в точках Ki и Кг)- На этих участках
УЗК в теле детали претерпевают трансформацию, рас-
щепляясь на продольные и сдвиговые составляющие.
В точках Ki и Кг, где лучи AjjKi и А2Кг падают на по-
верхность под первыми критическими углами, продоль-
ные волны в теле вала трансформируются в поверхност-
ные.
На участках К1К3 и КгК^ лучи продольных волн па-
84
дают под углами a>aKpi, вследствие чего в теле вала
возникают только сдвиговые волны. В точках Кз и Kt
лучи А3Кз и AtKi падают на поверхность вала под углом
вкрп- Сдвиговые волны трансформируются в поверхност-
ные. На участках поверхности КзКь и KtKe лучи УЗК в
тело входить не будут, так как углы падения а>акрц,
вследствие чего волны испытывают полное внутреннее
отражение.
Продолжим рассмотрение формирования звукового
поля на рис. 37, б, где показан ход лучей внутри вала 2.
Для упрощения покажем пять лучей: центральный АК
и два боковых А’К' и А"К", падающих на поверхность
К"К'КК'К" под углами а,' и а" соответственно, причем
углы а'<;а"<акр1. На этом участке лучи входят в тело
вала и расщепляются на продольную и сдвиговую со-
ставляющие (кроме центрального луча), которые рас-
пространяются до противоположной поверхности. До-
стигнув ее, волны отражаются, расщепляясь вновь на
составляющие, которые распространяются в теле под
соответствующими углами до его границ. Затем проис-
ходит новое отражение и расщепление волн и т. д. При
этом отражение лучей продольных и сдвиговых волн
внутри вала происходит от вогнутой поверхности, благо-
даря чему они фокусируются в нижней части сечения
вала.
Как видно, при выбранной схеме облучения в рас-
сматриваемом сечении тела возникает сложная комбина-
ция УЗК различных видов. Качественно аналогичная
картина наблюдается в близлежащих к этому сечению
параллельных плоскостях. Однако отрезок линии входа
лучей и, следовательно, плотность ультразвуковой энер-
гии в других сечениях уменьшаются с удалением от
центрального луча.
В плоскости продольного сечения вала лучи УЗК
падают на образующую вала под прямым углом и рас-
пространяются в теле детали расходящимся пучком про-
дольных волн с углом расхождения 2 0. Достигнув про-
тивоположной нижней поверхности, лучи отражаются от
нее под углами от 90 до 90—9, одновременно расщепля-
ясь на продольные и сдвиговые составляющие. Отражен-
ные лучи, достигнув противоположной верхней поверх-
ности, снова отражаются с расщеплением и т. д. В про-
дольной плоскости сечения вала вправо и влево от
излучателя распространяются продольные и сдвиговые
волны сравнительно небольшой мощности.
85
Значительно сложнее картина в других сечениях, па-
раллельных центральному вследствие падения лучей на
цилиндрическую поверхность под углами а90°. Кроме
расщепления продольных УЗК на составляющие, изме-
няются также плоскости их распространения.
Сложное звуковое поле наблюдается также при об-
лучении наружной поверхности цилиндрической трубы
параллельным пучком лучей. Здесь волны также входят
Рис. 38. Схема хода лучей преломленных поверхностных (а), продольных и
сдвиговых (б) волн при облучении выпуклой поверхности цилиндрической
трубы параллельным пучком лучей УЗК
в тело трубы под различными углами с расщеплением
на продольные, сдвиговые и поверхностные (рис. 38).
Однако ход лучей в трубе иной, чем в сплошном вале,
где они отражаются всегда от вогнутой поверхности, что
приводит к некоторой их фокусировке внутри вала.
В трубе лучи продольных и сдвиговых УЗК отражаются
попеременно от выпуклой и вогнутой поверхностей, что
приводит к рассеянию УЗК и распространению большей
части их по окружности и частично вдоль трубы вправо
и влево от излучателя.
Чтобы УЗК распространялись вдоль вала (трубы) на
большее расстояние, необходимо наклонить излучатель
относительно нормали к поверхности на угол а. Форми-
рование поля в продольной плоскости вала при его облу-
86
чении наклонным параллельным пучком лучей аналогич-
но показанному на рис. 35.
Если для данного сечения подобрать угол а равным
«крп, то вдоль образующей цилиндра будут распростра-
няться преимущественно поверхностные волны. Анало-
гичная картина наблюдается в близлежащих к этому
сечению параллельных плоскостях, где лучи входят в
тело вала под углами, мало отличающимися от акрц.
Однако в плоскостях, расположенных дальше от цент-
рального сечения, углы встречи лучей с поверхностью
вала (трубы) значительно отличаются от акрп (а<акри)>
вследствие чего волны, проникшие в тело детали, рас-
щепляются на продольные и сдвиговые составляющие.
Значительный интерес представляет звуковое поле,
возникающее в стенке трубы при облучении ее парал-
лельным пучком лучей УЗК, падающих на внутреннюю
(вогнутую) поверхность.
Пусть оси излучателя и трубы взаимно перпендику-
лярны и пересекаются, а £изл=^тр, Н<_гй и piCi<pnCn.
Здесь dTP — внутренний диаметр трубы; Н — расстояние
от излучателя до внутренней поверхности трубы в точке
падения центрального луча (рис. 39).
На участке падения параллельного пучка лучей часть
их отразится от вогнутой поверхности, а часть войдет в
тело трубы. Рассмотрим поперечное сечение трубы пло-
скостью, проходящей через центр излучателя.
Отраженные волны создают в окружающей среде
звуковое поле, состоящее из продольных L' (если среда
жидкая) или продольных L' и сдвиговых S' (если среда
твердая) лучей, которые сходятся и фокусируются в
плоскости центрального луча (рис. 39, а). Центральный
луч входит в тело и отражается обратно без трансфор-
мации. На участках KKi и ККъ в теле детали возникают
продольные и сдвиговые волны, а на участках KiKz и
K2Kt— только сдвиговые (рис. 39, б, а). В точках Кл и
Кг продольная, а в точках Кз и К4 — сдвиговая составля-
ющие трансформируются в поверхностные волны. Воз-
никшие продольные, сдвиговые и поверхностные волны
«стекаются» к плоскости, проходящей через центральный
луч и образующую цилиндра (сравните с облучением
Наружной поверхности цилиндра на рис. 38), повышая
плотность энергии в направлении облучения. Если на-
клонить излучатель относительно оси цилиндра так,что-
бы оси их составляли угол а, то трансформированные
волны распространяются вдоль стенки более плотным и
87
направленным пучком, ,;чем в аналогичном случае при
расположении излучателя над выпуклой поверхностью,
цилиндра. ‘
Таким образом, с помощью дискового излучателя
практически нельзя возбудить в цилиндрическом вале
или трубе только сдвиговые, распространяющиеся под
определенным углом а, или поверхностные УЗК. Наряду
со сдвиговыми волнами, распространяющимися под уг-
лом а, всегда возникают сдвиговые и, возможно, другие
виды колебаний, распространяющиеся под другими уг-
лами. Нетрудно видеть, что в цилиндрических изделиях
возбуждение комбинаций УЗК с преобладанием тех или
иных видов волн определяется относительными размера-
ми детали и излучателя, их взаимным расположением,
толщиной стенок трубы, конструкцией преобразователя
(формой контактной поверхности), расстоянием от излу-
чателя до контролируемой поверхности и т. д. При до-
статочно большом внешнем диаметре цилиндра и узком
пучке УЗК в деталь можно ввести продольные волны
под заданным углом а на ограниченном участке поверх-
88
ности, что позволяет получить в детали комбинацию УЗК
с преобладанием одного какого-либо вида волн, распро-
страняющихся в заданном направлении под рассчитан-
ным или близким к нему углом.
Облучение конических тел
Рассмотрим звуковое поле, возникающее внутри
сплошного круглого конического тела, при падении на
него параллельного пучка лучей продольных волн.
Здесь возможно несколько случаев. Рассмотрим про-
стейший.
Продольные волны вводят в тело конуса через плос-
кую поверхность (основание). При этом соблюдается
условие h<r0-, piCi<CpuCn; ^изл==-^осн.кон, где h рас-
стояние от излучателя до основания конуса.
Рнс. 40. Схема хода лучей в центральном сечении сплошных конических тел
с углами при вершине 120’ (а), 90’ (б) н 60’ (в) при прозвучнваннн их со
«тороны плоского основания параллельным пучком лучев УЗК Ш113л =
=£>осн.ко1Р
Рассмотрим поперечное сечение конуса плоскостью,
проходящей через центр излучателя (рис. 40). Лучи АО,
•41О1...Л6О6 продольных УЗК, падая на основание под
прямым углом, частично отражаются, а частично входят
в тело конуса. Если углы при вершине К равны соответ-
ственно 120, 90, 60 и 45°, то прошедшие лучи образуют
внутри тела симметричное звуковое поле.
Так, например, при прозвучивании конуса с углом
при вершине 120° (рис. 40, а) лучи О3К3, OiKi-, войдя
в тело конуса, претерпевают отражения в точках К3, О\,
Кг, О2 и О2, К4, О4 соответственно. При этом любой
лУч (кроме центрального) пробегает одинаковый путь в
теле конуса и после трехкратного отражения падает на
89
основание под прямым углом (в точках О2 и О4), что
обусловливает их отражение в обратном направлении по
тому же пути. Благодаря этому при контроле аналогич-
ных конических тел преобразователями, в которых
^изл С-Оосн.кон, можно всегда получать на экране ЭЛТ
постоянный «донный» сигнал, который является крите-
рием хорошего акустического контакта, а также ориен-
тиром при поиске дефектов: любой промежуточный сиг-
нал будет свидетельствовать о наличии нарушения
сплошности в коническом Теле.
При прозвучивании конуса с углом при вершине 90°'
(рис. 40, б) лучи О3/(з, OtKi..., войдя в тело кон*уса, от-
ражаются в точках Кз, Ki, Oi и Ki, Ki, О2 соответственно
причем из точек Ki и Ki лучи падают на поверхность
ввода УЗК под прямым углом. Здесь также все лучи
проходят одинаковый путь в теле конуса и, отражаясь от
плоской поверхности в точках О2 и О4, могут быть ис-
пользованы при контроле конуса как донный сигнал.
Аналогичная картина наблюдается при прозвучива-
нии конуса с углом при вершине 60° (рис. 40, в). Здесь
лучи О3К3 и ОгК1, отражаясь от точек Кз и Ki, падают
на коническую поверхность под прямым углом и, возвра-
щаясь обратно по тому же пути, фиксируются на экране
ЭЛТ в виде сигнала. При контроле конусов с углом при
вершине 60° преобразователями, размеры которых Оизл<
<-Оосн.кон, этот сигнал также может быть использован в
качестве «донного».
Во всех других случаях ход лучей в теле конуса су-
щественно отличается от рассмотренных и в зависимо-
сти от формы и размеров конуса звуковое поле может
иметь весьма сложную структуру.
Автор не имеет возможности привести примеры про-
звучивания конусов с другими углами при вершине или
путем ввода УЗК через боковую коническую поверх-
ность. Однако при необходимости читатель может по-
строить модели хода лучей для любого круглого (в том
числе и усеченного) конуса и после-«анализа звукового
поля дать рекомендации по наиболее рациональным спо-
собам-прозвучивания при контроле конических тел.
Облучение сферических тел
Рассмотрим звуковое поле, возникающее внутри
сплошного металлического шара при падении на него
параллельного пучка продольных волн, излучаемых дис-
ковым излучателем. j
90 1
Пусть£)Изл=Ап, Н<.гй, а ось излучателя и центр ша-
ра лежат на одной прямой.
Продольные волны L' (лучи АК...А6К6) падают на
поверхность шара на участке, ограниченном окружно-
стью— линией пересечения цилиндрического поля излу-
чателя и сферической поверхности шара. На этом участ-
ке продольные волны, встречаясь с кривой поверхно-
стью, частично отражаются и частично входят в тело
шара. Отраженные волны создают в среде 7 звуковое
поле, состоящее из продольных L' (если среда I — жид-
кая), продольных L' и сдвиговых S' (если среда I —
твердая) волн, распространяющихся во все стороны от
центрального луча по окружности, как показано на рис.
36, б. Преломленные волны создают в среде 11 звуковое
поле, аналогичное показанному на рис. 37. Однако такая
картина будет наблюдаться в любом сечении шара пло-
скостью, проходящей через его центр и ось дискового
излучателя.
Нетрудно видеть, что при прозвучивании шара из лю-
бой точки при достаточной мощности излучаемых им-
пульсов можно получить отражение УЗК от противопо-
ложной поверхности шара, на которую центральный луч
падает по нормали, и зафиксировать на экране ЭЛТ
«донный» сигнал. Остальные лучи входят в шар под раз-
личными углами и, расщепляясь на поверхности ввода
и при отражении внутри шара, трансформируются в дру-
гие виды волн, создавая сложное звуковое поле. Эти
волны, многократно отражаясь, постепенно затухают и
на пьезоэлемент не попадают (при отсутствии неоднород-
ностей структуры материала и нарушений сплошности).
4. Распространение УЗК на кривых поверхностях
и в оболочках
При использовании поверхностных и нормальных
волн для контроля деталей сложной формы в ряде слу-
чаев важно знать, как распространяются УЗК на кривых
поверхностях и в оболочках. Однако эти вопросы в ульт-
развуковой дефектоскопии не рассматриваются1.
Распространение упругих волн на кривой поверхности
(или в кривой оболочке) может быть объяснено с позиций
геометрической акустики [14], дифференциальной гео-
1 Распространение упругих волн на кривых поверхностях и в обо-
лочках автор впервые рассмотрел в работе [15].
91
метрик [16, 17] и теории поверхностей [18], без сложных
математических выкладок.
Рассмотрим пучок лучей УЗК, распространяющихся
в тонком плоском листе от одного края к другому (рис.
41). В данном случае звуковое поле ограничено толщи-
ной листа, а в плоскости листа волны распространяются
расходящимся пучком лучей. При достаточно малой
толщине листа (при Ь->0) можно считать, что каждая
элементарная волна распространяется в плоскости листа
по траектории, представляющей собой прямую линию
(луч). При этом центральный луч АВ падает на проти-
воположную кромку листа под углом 90°, а боковые лу-
чи А'В' и А"В" за счет расхождения пучка — под углами
90—0°.
Из теории поверхностей известно, что прямая, лежа-
щая на любой поверхности, представляет собой геодези-
ческую линию, являющуюся кратчайшей и прямейшей
на поверхности. Следовательно, лучи (прямые линии)
АВ, А'В' и А"В" являются геодезическими линиями на
плоской поверхности.
Если изгибать лист в направлении, перпендикуляр-
ном распространению центрального луча АВ, придавай
ему, например, цилиндрическую форму, то линии АВ>
92
А'В' и А"В” из прямых превратятся в кривые. Однако
они также остаются геодезическими.
Одно из определений геодезических линий как «пря-
мейших» связано с положением поверхности в простран-
стве, а именно: дуга геодезической линии во всех точках
имеет наименьшую кривизну по сравнению со всеми теми
кривыми на поверхности, которые имеют с дугой геоде-
зической линии общую касательную в данной точке. Это
свойство определяет геодезическую линию на всем ее
протяжении, если задать одну из ее точек и ее направ-
ление в этой точке. Такую линию можно получить, если
в заданной точке и в заданном направлении протянуть
упругую прямую спицу и пригибать ее к поверхности
так, чтобы она могла двигаться по поверхности только
вдоль самой себя. Так как спица сопротивляется всяко-
му искривлению, то она примет вид геодезической линии
[17].
Аналогичная картина наблюдается при изгибании
плоского листа. Любой ультразвуковой луч, подобно
упругой спице, сопротивляется искривлению (как если
бы мы его «пригибали» к кривой поверхности) и распро-
страняется по траектории, являющейся прямейшей и
кратчайшей на поверхности. Такой траекторией может
быть только геодезическая.
Высказанные соображения можно подтвердить экс-
периментально. Возьмем металлический лист, изготов-
ленный, например, из алюминиевого сплава АМГ тол-
щиной 1 мм с взаимно параллельными сторонами разме-
рами 1000X600 мм. В средней части листа параллельно
сторонам CD и EF сделаем поперечный надрез глубиной
около 0,2 мм, длиной 20 мм (рис. 41, а).
На одной из сторон CD или EF листа установим в
приспособлении прямой преобразователь, излучающий в
торец продольные волны. Приспособление должно обес-
печивать устойчивое положение преобразователя на тор-
Це листа и постоянный акустический контакт. При этом
УЗК распространяются вдоль листа до противоположно-
го конца и отражаются обратно.
Перемещая преобразователь вдоль кромки, опреде-
лим такое его положение, при котором на экране дефек-
тоскопа возникает наиболее интенсивный сигнал от над-
реза. Зафиксируем положение центра излучения преоб-
разователя по отношению к надрезу. Опыты покажут,
что максимальное отражение УЗК от надреза происходит
т°гда, когда центр излучения преобразователя находит-
ся против середины надреза, т. е. на прямой линии АВ
(см. рис. 41, а), являющейся кратчайшим расстоянием
от преобразователя до надреза.
Затем будем изгибать лист в цилиндрические и кони-
ческие поверхности с различной кривизной (рис. 41,6, в).
Многократные опыты покажут, что и в этом случае мак-
симальная амплитуда сигналов будет при том же поло-
жении преобразователя, что и до изгибания листа, т. е.
центральный луч распространяется в плоском и изогну-
том листах по кратчайшему пути АВ, длина которого
при изгибе листа не изменяется. Следовательно, цент-
ральный луч УЗК распространяется на плоских и кривых
поверхностях по геодезическим траекториям. Очевидно,
что этот вывод справедлив и для других лучей пучка,
например лучей А'В' и А"В".
На основании изложенного можно сформулировать
следующий более общий закон распространения УЗК:
ультразвуковые волны распространяются и отражаются
в любой изотропной упругой среде и на любой ее глад-
кой плоской или кривой поверхности по геодезическим
траекториям.
Такой вывод представляет большой практический ин-
терес и открывает новые возможности в совершенствова-
нии методики ультразвукового контроля деталей слож-
ной формы.
Рассмотрим распространение поверхностных и нор-
мальных волн на цилиндрической, конической и шаро-
вой поверхностях.
Для цилиндрической поверхности геодезическими ли-
ниями, как известно, являются меридианы, окружности
и винтовые линии. Проанализируем несколько случаев:
1. Пучок лучей направлен вдоль образующей цилинд-
ра (рис. 42, а). Так как преобразователь посылает вдоль
Рис. 42. Схема хода лучей поверхностных воли при прозвучиваиин цилиндра
вдоль образующей (а), по окружности (б), под углом к образующей (в) »
шара (г) >
94 1
цилиндрической поверхности расходящийся пучок лучей,
то только центральный и близлежащие к нему лучи на-
правлены вдоль меридиана (образующей); остальные
лучи пересекают образующие под небольшими углами,
изменяющимися от 0 до 0 (где 0 — половина угла рас-
хождения пучка лучей при излучении преобразователя в
плоскую поверхность), т. е. распространяются по винто-
вым линиям с большим шагом.
2. Пучок лучей направлен по окружности (рис. 42, б)’.
В этом случае только центральный луч распространяет-
ся по окружности. Остальные лучи пересекают образую-
щие под углами от 90° до 90—0 и распространяются по
винтовым линиям с небольшим шагом вправо и влево от
преобразователя.
При таком облучении иногда могут быть получены
отражения центрального луча от противоположной сто-
роны преобразователя: на экране дефектоскопа появится
«концевой» сигнал. При прозвучивании цилиндрической
поверхности большого диаметра «концевого» сигнала мо-
жет и не быть.
3. Пучок лучей направлен под углом к образующей
цилиндра (рис. 42, в). В этом случае лучи распростра-
няются по винтовым линиям: причем если угол поворота
преобразователя у (у — угол между центральным лучом
и касательной к окружности) больше или равен 0, то
волны обтекают цилиндр и распространяются в направ-
лении поворота преобразователя. Если угол у<0, та
часть лучей (в данном случае левых) распространяется
в направлении, противоположном повороту преобразова-
теля. Из изложенного следует, что при любом облучении
цилиндрической поверхности на экране ЭЛТ могут воз-
никнуть сигналы, соответствующие отражению части
волн от дефектов, расположенных «в стороне» от направ-
ления прозвучивания и ориентированных на поверхности
более благоприятно к боковым лучам, чем к централь-
ному.
Для конической, поверхности геодезическими линиями-
являются меридианы и винтовые линии.
Если установить преобразователь, например, на по-
верхность усеченной конической трубы так, чтобы пучок
был направлен вдоль образующей (со стороны большего
Или меньшего основания), то он будет распространяться
так же, как показано на рис. 42, а.
Если преобразователь установить так, чтобы пучок
лучей был направлен «по окружности», то здесь будет
95
I
наблюдаться иная картина, чем при аналогичном про-
звучивании цилиндрической поверхности. При установке
преобразователя на цилиндрической трубе перпендику-
лярно образующей центральный луч пучка УЗК пересе-
кает их под прямым углом. При аналогичном расположе-
нии преобразователя на конической поверхности
центральный луч перпендикулярен образующей только
в месте установки преобразователя. На других участках
Рис. 43. Схема хода лучей нормальных воли иа развертке цилиндрической
(а) и усеченной конической (б) труб
центральный луч, распространяясь, пересекает образую-
щие под другими углами, уменьшающимися с расстояни-
ем от преобразователя. Это хорошо видно на развертках
цилиндрической и конической труб (рис. 43).
Известно, что в цилиндрических и конических труб-
чатых изделиях дефекты ориентированы, как правило,
вдоль образующих. Для надежного их выявления ульт-
развуковой пучок (вернее центральный луч пучка УЗК)
направляют на дефект под углом, равным или близким
к 90°. В этом случае большая часть энергии УЗК отра-
зится от дефекта в направлении преобразователя. Поэто-
му при контроле круглой трубы преобразователь уста-
навливают так, как показано на рис. 43, а, и перемеща-
ют его вдоль образующей.
36 I
При контроле конической трубы для выявления де-
фектов, ориентированных вдоль образующих, необходимо
преобразователь перемещать и поворачивать в сторону
меньшего основания (рис. 43, б).
Цля шаровой поверхности геодезическими линиями
являются большие круги. При возбуждении в точке А
поверхности шара нормальных или поверхностных волн
они распространяются в направлении прозвучивания
расходящимся пучком с углом расхождения, равным 2 0
(рис. 42, г). Здесь максимальное расхождение пучка на-
блюдается на экваторе шаровой поверхности (если точ-
ку А установки преобразователя принять за полюс). За
экватором пучок сужается до точки В противоположного
полюса. При дальнейшем распространении волн картина
повторяется.
Такое представление о распространении волн на кри-
вых поверхностях (и в оболочках) можно перенести на
поверхности, имеющие более сложную форму. Задача
заключается в том, чтобы определить геодезические ли-
нии на данной поверхности. Можно отметить, что наибо-
лее просто определяются траектории на поверхностях,
тел вращения. У них меридианы — всегда геодезические
линии.
Вообще йе отыскание геодезических линий поверхно-
сти сводится к интегрированию системы обыкновенных
дифференциальных уравнений второго порядка [18].
5. Влияние формы излучающей (контактной)
поверхности преобразователей
на формирование звукового поля в изделиях
с плоскими и кривыми поверхностями
Разработка преобразователей для контроля деталей
является важной и сложной задачей. От выбора угла а
падения УЗК, их частоты, конструкции преобразователя
зависит эффективность (надежность, простота и удобст-
во, производительность) ультразвукового контроля. Пре-
образователь должен обеспечивать ввод в контролируе-
мое изделие достаточной доли энергии для эффективного
контроля его в заданном направлении. Для этого в пер-
вую очередь необходимо добиться хорошего акустичес-
кого контакта между преобразователем и изделием.
Важно правильно выбрать форму контактной поверхно-
сти преобразователя, чтобы обеспечить хорошее прилега-
7 Б. и. Выборнов 97
ние его к поверхности изделия, возможность сканирова-
ния и при необходимости фиксацию преобразователя.
В отечественной и зарубежной практике наибольшее
распространение получили преобразователи с плоской
формой излучающей (контактной) поверхности, рассчи-
танные для контроля изделий простой геометрической
формы, имеющих плоские участки, через которые и осу-
ществляется ввод УЗК. В некоторых работах приводятся
рекомендации по применению таких преобразователей
для контроля изделий с кривой поверхностью. В других
источниках имеются сведения о применении преобразо-
вателей с контактной поверхностью, выполненной по
форме контролируемого изделия.
Рассмотрим геометрию звукового поля преобразова-
телей с плоской, выпуклой и вогнутой (сферической и
цилиндрической) излучающей (контактной) поверхностя-
ми, в которых применены дисковые излучатели (пьезо-
элементы) диаметром 12 мм, работающие на частоте
2,5 МГц. При расчете параметров звукового поля исполь-
зуем формулы (15), (16), а для удобства и быстроты оп-
ределения углов преломления лучей УЗК при переходе
их из одной среды в другую построим графики зависи-
мости углов р и у от углов а, рассчитанные по форму-
лам Снеллиуса при излучении в воду, органическое стек-
ло и сталь.
1. Звуковое поле преобразователя с плоской излуча-
ющей (контактной) поверхностью. На рис. 44 показана
геометрия звукового поля прямого преобразователя при
излучении в воду, органическое стекло и сталь при час-
тоте 2,5 МГц.
Его параметры следующие:
Среда, в которую излу- чается энергия .... Вода Орг- стек- Сталь
Длина волны А, мм . . 0,58 ло 1,06 2,34
Протяженность ближ- ней ЗОНЫ Го, ММ . . . . 62 33,8 15,4
Угол расхождения пуч- ка узк е° ..... 3°24' 6° 12' 13° 48'
Как видно, параметры звукового поля одного и того
же излучателя существенно зависят от среды, в которую
излучается энергия. Чем больше акустическое сопротив-
ление рс среды, в которую излучается энергия, тем мень-
ше протяженность ближней зоны г0 и больше длина вол-
ны А и угол расхождения 0 пучка УЗК.
2. Звуковое поле преобразователя с выпуклой сфери-
ческой излучающей поверхностью. Сферическая излуча-
ющая поверхность в виде плоско-выпуклой линзы в за-
висимости от среды, в которую происходит излучение,
может быть рассеивающей (при излучении в среду с
Рис. 44. Схема звукового поля прямого преобразователя при излучении в во-
ду (о), органическое стекло (б) и сталь (в)
меньшим значением рс, например, в воду) или собираю-
щей (при излучении в среду с большим значением рс,
чем в линзе, например, в сталь.
На рис. 45 показана геометрия звукового поля преоб-
разователя со сферической излучающей поверхностью,
выполненной из органического стекла, при излучении в
воду. Будем считать, что УЗК входят в плоскую поверх-
ность линзы по вертикали и распространяются в виде
Плоской волны до сферической поверхности. Каждый
лУч продольной волны АК, ^iKi, А2К2, АзКз падает на
сферическую поверхность под различными углами а. На
границе раздела К...Кз происходит трансформация волн
7* 99
на продольную и сдвиговую отраженные волны (здесь
не показаны) и прошедшую во вторую среду (воду) про-
дольную волну. Так как излучение происходит из среды
_с большим значением рс в среду с меньшим значением
рс, то сферическая поверхность, являясь рассеивающей
Л
£-2
сферической выпу- |
со
Рис. 45. Схема звукового поля преобразователя
к л ой излучающей поверхностью при излучении в воду. |
1 — пьезоэлемент; 2 —шаровой сегмент; 3 — излучающая поверхность; !
7? —радиус кривизны сферы; Л/С—Лз-Кз— лучи продольных волн в сфе- |
ре; KL — K3L3 — лучи продольных воли в воде; си—<Хз — углы падения 1
продольных волн на поверхность сферы; Э1—03 — углы распростране-
ния продольных волн в воде
линзой, будет формировать в среде (воде) расходящийся
пучок лучей. С помощью простых геометрических по-
строений можно убедиться, что увеличение радиуса R
кривизны линзы приводит к некоторому сужению пучка
лучей УЗК, т. е. к улучшению направленности излуче-
ния, а уменьшение R — к расхождению пучка.
На рис. 46 показана геометрия звукового поля пре-
100
образователя при излучении в сталь. В данном случае
сферическая излучающая поверхность является собира-
ющей линзой, так как излучение происходит из среды с
меньшим в среду с большим удельным акустическим со-
противлением. Так как лучи АК., А^... падают на кри-
вую поверхность К...Кь
под разными углами,
они трансформируются
на продольные и сдви-
говые УЗК, которые
распространяются во
второй среде сходящи-
мися пучками, образу-
ющими на оптической
оси линзы ряд фоку-
сов. Увеличение радиу-
са кривизны R линзы
приводит к некоторому
расхождению пучков и
перемещению фокусов
Fi, F2... на более уда-
ленные расстояния от
линзы.
3. Звуковое поле
преобразователя с во-
гнутой сферической из-
лучающей поверхно-
стью. При излучении
в воду вогнутая сфери-
ческая поверхность бу-
дет фокусировать лу-
чи, прошедшие в жид-
кость, так как излуче-
Рис. 46. Схема звукового поля
Преобразователя со сферичес-
кой выпуклой излучающей по-
верхностью при излучении в
сталь:
3 и 7 — углы распространения
ПРОДОЛЬНЫХ н сдвиговых волн
в Стали соответственно; F„n и
Р .
СДв ~~ фокусы, в которых
СХОДЯТСЯ лучи продольных K.L
и сдвиговых KS волн после их
Трансформации на границе
(остальные обозначения
см. на рис. 45)
101
ние происходит из среды с большим значением рс в среЯ
ду с меньшим значением рс, В среде формируются схо*
дящиеся пучки лучей с фокусом F на оптической оси
вблизи излучающей поверхности. При увеличении ради-
уса г кривизны линзы пучок будет расширяться и рас-
стояние до фокуса F линзы — увеличиваться.
При излучении в сталь вогнутая сферическая излуча-
ющая поверхность является уже рассеивающей, благода-
ря чему лучи на кривой поверхности линзы трансформи-
руются на продольную и сдвиговую составляющие,
которые распространяются в стали расходящимися пуч-
ками лучей УЗК- Увеличение радиуса кривизны R в этом
случае способствует сужению пучка и улучшению на-
правленности излучения.
Аналогичные рассуждения можно провести и для
цилиндрических выпуклых и вогнутых излучающих по^
верхностей. Я
6. Схема прозвучивания некоторых изделий Я
преобразователями с различной формой излучающей Я
(контактной) поверхности ™
1. Прозвучивание цилиндрической трубы преобразо-
вателем, контактная поверхность которого выполнена по
форме детали. На рис. 47 показана схема такого преоб-
разователя, расположенного
, на внешней поверхности
трубы так, что волны на-
правлены по окружности.
В этом случае на поверх-
ность цилиндра под задан-
ным углом а падают лучи,
находящиеся в плоскости
образующей цилиндра и лу-
ча АК. Все остальные лучи
(даже если их рассматри-
вать как параллельные)
составляют с поверхностью
цилиндра углы, отличные от
а. Так, например, правее
точки А этот угол уменьшается до а2, а левее
увеличивается до он. Таким образом, пучок лучей УЗК,
падая на поверхность цилиндра на участке САВ, частич-
но отражается, а частично входит в стенки трубы под
углами а]>а>а2. Так как углы падения лучей на кри-
Рис. 47. Схема прозвучивания тру-
бы по окружности преобразовате-
лем, контактная поверхность кото-
рого выполнена по форме детали:
1— призма; 2— пьезоэлемеит; 3 —
контактная среда; 4—'Труба
>102
вую поверхность изменяются в достаточно широком ин-
тервале, не исключена возможность, что в стенке трубы
возникнут не только продольные и сдвиговые, но и по-
верхностные, а также и нормальные волны различных
групп (мод). Изменяя угол а падения УЗК, можно изме-
нять комбинации волн в оболочке данной кривизны и
толщины и в зависимости от цели контроля выбрать
оптимальный угол, при котором дефекты выявляются
наиболее надежно.
Однако такие преобразователи нельзя использовать
для контроля трубы вдоль образующей. Для того чтобы
прозвучить трубу в про-
дольном направлении, не-
обходимо контактной по-
верхности преобразовате-
ля придать другую
форму.
На рис. 48 показан
преобразователь с кон-
тактной поверхностью,
выполненной по форме
трубы так, что волны мо-
гут быть направлены
только вдоль образующей.
В этом случае углом а
падения является угол
Рнс. 48. Схема прозвучивания трубы
вдоль образующей преобразователем,
контактная поверхность которого вы*
полнена по форме детали:
1 — призма; 2— пьезоэлемент; 3 —г
труба
между центральным лу-
чом и нормалью к поверх-
ности, проведенной в точку падения луча АК. Здесь под
заданным углом падают лучи на ограниченный по пло-
щади участок детали (по линии вдоль образующей в
плоскости центрального луча). На этом участке в дета-
ли возникают заданные (расчетные) волны, обусловлен-
ные углом а. На других участках за счет падения лучей
под другими углами возникают не расчетные волны, рас-!
пространяющиеся в изделии по различным направления^
расходящимся пучком.
Контактная поверхность, выполненная по форме тру-
°ы, позволяет фиксировать на ней преобразователь, бла-
г°даря чему при перемещении преобразователя вдоль
или перпендикулярно образующей направление пучка
лучей и комбинация УЗК в стенке трубы остаются посто-
янными. Как показала практика, такие преобразователи5
имеют высокую чувствительность к обнаружению вну-
тренних и поверхностных дефектов и удобны в работе.
103
2. Прозвучивание цилиндрической трубы преобразо-
вателем с плоской контактной поверхностью. Контакт
преобразователя (рис. 49) с цилиндрической поверхно-
стью трубы происходит на относительно малом участке,
площадь которого зависит от диаметра цилиндра.
Рассмотрим три положения преобразователя на ци-
линдрической поверхности.
Преобразователь (рис. 49, а) установлен на трубе
так, что центральный луч- АК пучка УЗК составляет с ее
радиусом угол, равный а. Как видно, и в этом случае на
Рис. 49. Схема прозвучивания трубы по окружности преобразователем
с плоской контактной поверхностью:
а—‘в — положения преобразователя на трубе (остальные обозначения
см. На рис. 47)
цилиндрическую поверхность под углом а падают только
те лучи, которые лежат в плоскости центрального луча
АК и образующей трубы. Близлежащие лучи справа и
слева благодаря кривизне трубы и масляной прослойке
падают на поверхность под углами, отличными от сс.
Преобразователь с плоской контактной поверхностью
передает в изделие с кривой поверхностью меньше энер-
гии УЗК, чем преобразователь с контактной поверхно-
стью, выполненной по форме цилиндра.
Если отклонить преобразователь от этого положения
вправо (рис. 49, а), то под углом а на изделие падают
краевые лучи, лежащие в плоскости луча ВМ и образу-
ющей. Все лучи, находящиеся левее точки В, в том чис-
ле и наиболее интенсивные — центральные, падают на
трубу под другими углами, значения которых возраста-
ют от а до ар
При наклоне преобразователя влево (рис. 49,в) под
заданным углом на поверхность падают лучи, лежащие
в плоскости луча СТ и образующей. Все лучи, находя-
щиеся правее, падают на поверхность цилиндра под уг-
лами, меньшими а, значения которых уменьшаются от
а до а2. Преобразователь может занимать и другие, про-
104
межуточные положения (между а, б и в) на цилиндре.
Во всех рассмотренных случаях УЗК входят в. кри-
вую поверхность под различными углами, изменяющи-
мися при наклоне преобразователя. Вследствие этого в
контролируемой оболочке может одновременно возни-
кать гамма волн — продольных, сдвиговых, поверхност-
ных и нормальных, распространяющихся вокруг по стен-
ке, как по волноводу. Установлено, что существование
в стенке нескольких видов волн благоприятно влияет на
результаты контроля: дефекты, не выявленные одними
волнами, обнаруживаются другими. Изменяя угол а,
можно определить оптимальные условия, при которых в
оболочке (трубе) возникнут комбинации УЗК с преобла-
данием нужных видов волн.
Преобразователи с плоской контактной поверхностью
по сравнению с вогнутой контактной поверхностью об-
ладают преимуществами: их можно применять для конт-
роля практически любых выпуклых (цилиндрических,
конических, сферических) изделий, так как плоская
контактная поверхность не мешает сканированию1 пре-
образователя по кривой поверхности детали в любом
направлении (например, вдоль или под углом к образу-
ющей). Вместе с тем возможность изменения угла на-
клона преобразователя в процессе контроля позволяет
возбуждать в стенке детали комбинации волн с попере-
менным преобладанием симметричных и антисимметрич-
ных нормальных волн, что повышает надежность
обнаружения внутренних и наружных дефектов в стен-
ках криволинейных оболочек [21].
3. Прозвучивание кромок и ребер деталей преобразо-
вателями с плоской и фигурными контактными поверх-
ностями. Рассмотрим положение преобразователя с пло-
ской контактной поверхностью на торце, например тон-
кого скругленного ребра (рис. 50, а). Как видно,
преобразователь и ребро контактируют по линии. Из-за
ограниченной площади контакта наблюдается значи-
тельная потеря ультразвуковой энергии, так как боль-
шая часть УЗК не входит в металл. Вследствие этого
чувствительность контроля резко падает. Кроме того,,
подобный преобразователь нельзя зафиксировать на
ребре, что при контроле создает дополнительные трудно-
сти ввиду соскальзывания преобразователя.
1 Сканирование — процесс последовательного обзора заданной
зоны в металлическом теле при перемещении ультразвукового пучка
преобразователя по наиболее оптимальным путям.
10&
1
Автором были проведены исследования различных
форм контактной поверхности преобразователя, которые
позволили бы фиксировать его на тонком ребре и уве-
личить площадь контакта [19]. В результате были раз-
работаны преобразователи с фигурной контактной
поверхностью: Г-образной, трапециевидной, прямоуголь
ной и полукруглой (рис. 50, б—д). (
Рис. 50. Схема прозвучиваивя тонких кромок деталей преобразовате- 1
лями с плоской (а) и фигурной (б—д) контактными поверхностями: !
/— ребро детали; 2— место контакта преобразователя и ребра; 3—
пьезоэлемент; 4—-призма J
В этих преобразователях контактная поверхность
расположена так, что на нее падает наиболее интенсив-
ная (центральная) часть пучка УЗК, излучаемых пьезо-
элементом. Контактная поверхность ограничена с одной
или с двух сторон выступами, позволяющими лучше
удерживать контактную смазку. Вследствие этого пло-
щадь фактического контакта между ребром и преобра-
зователем увеличивается и в металл передается больше
ультразвуковой энергии, чем в случае использования
преобразователя с плоской контактной поверхностью.
Кроме того, выступы позволяют фиксировать преобразо-
ватель на ребре, благодаря чему на экране дефектоско-
па получаются устойчивые и воспроизводимые осцилло-
граммы.
Г л а в a IV
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Выбор методики является важной задачей, от пра-
вильного решения которой зависит надежность ультра-
звукового контроля. Приступая к разработке методики,
необходимо изучить характеристики контролируемого
изделия, материала, из которого оно изготовлено, и де-
фектов, подлежащих обнаружению.
К характеристикам контролируемого изделия относят
форму и размеры, технологию изготовления, состояние
поверхности, наличие припусков на обработку, условия
нагружения в эксплуатации. К характеристикам матери-
ала — степень деформации, макроструктуру, термичес-
кую обработку, плотность, степень упругой анизотропии
и акустические характеристики (скорость распростра-
нения УЗК, удельное акустическое сопротивление, коэф-
фициенты рассеяния и затухания УЗК, уровень струк-
турной реверберации). К характеристикам дефекта —
тип, размеры, место и глубину залегания, ориентировку
относительно поверхностей изделия и растягивающих
напряжений, действующих на него в эксплуатации.
При составлении методики должны быть выбраны:
частота и вид УЗК, направление их распространения в
изделии; тип преобразователя, места установки его на
изделии и схема сканирования; вид акустического кон-
такта; чувствительность и настройка дефектоскопа, реги-
страция и способы расшифровки показаний дефектоско-
па. Рассмотрим эти параметры.
1. Выбор частоты УЗК
Правильный выбор частоты обеспечивает необходи-
мую чувствительность ультразвукового контроля. Чем
выше частота, тем меньше длина УЗК в контролируемом
изделии и тем лучше условия отражения их от дефектов.
Повышение частоты прозвучивания увеличивает направ-
ленность излучения и приема. При этом возрастает от-
ношение отраженной от дефекта энергии к общей энер-
гии, вводимой в изделие, что также способствует повыше-
нию чувствительности контроля. Однако с увеличением
частоты повышается коэффициент затухания УЗК в ме-
талле, ухудшаются условия их прохождения через по-
верхность ввода, увеличивается интенсивность отражений
°т границ зерен и неоднородностей металла, не являю-
щихся дефектами.
ЮТ
Частота колебаний при контроле определяется в ос-1
новном коэффициентом затухания, уровнем структурнойд
реверберации металла и габаритами контролируемого
изделия. Зная эти характеристики, можно оценить и выЯ
брать оптимальную частоту, которая обеспечит наибольИ
шую чувствительность контроля при минимальных потев
рях энергии на рассеяние и поглощение ее зернами меЯ
талла. Я
В ультразвуковом диапазоне поглощение звука в меЯ
талле обусловлено потерями на гистерезис и теплопроЯ
водность. В поликристаллических металлах (например,™
чугуне и стали) затухание определяется поглощением и
рассеянием ультразвука на границах зерен и структур-
ных составляющих и существенно зависит от соотноше-
ния средней величины размера зерна в поперечнике D
длины упругой волны %. При упругие волны поглоЯ
щаются в каждом зерне, и затухание определяется в о(М
новном поглощением.
При A тD затухание резко возрастает за счет дифЯ
фузного рассеяния упругих волн, проникающих (диф-
фундирующих) между отдельными кристаллами метал-
ла. Особенно велико затухание при (3-4-4) D, так
как к диффузному рассеянию добавляется поглощение,
связанное с релаксацией (уменьшением) теплопроводно-
сти на анизотропных кристаллах1. ,
При происходит рассеяние волн мелкими крис
таллами металла, коэффициент затухания пропорциона
лен
Для дефектоскопии обычно применяют частоты 0,5—:
10 МГц (при этом А> 10-4-15 D). В этом интервале упру-
гие волны затухают слабо, и редко наблюдаются поме
хи от структурных составляющих.
На рис. 51 показана кривая зависимости коэффициен
та затухания продольных волн от величины зерна в об
разцах из стали 12Х18Н10Т.
Следует отметить, что коэффициент затухания может
значительно отличаться не только для различных спла-
вов одной группы, но даже для одного сплава в разный
состояниях механической и термической обработки и £
1 При прохождении УЗК через поликристаллический (изотроп
ный) материал он нагревается и в нем распространяются тепловьй
волны; между зернами вещества происходит обмен теплом, сопро
вождающийся поглощением звука.
108
различных сечениях одного изделия. Поэтому коэффици-
ент затухания определяют непосредственно на контроли-
руемом изделии в данном сечении. Для этого применяют
импульсные ультразвуковые дефектоскопы со встроенны-
ми аттенюаторами (калиброванными делителями напря-
жений): ДУК-6В, ДУК-66, ДСК-1 и др.
При измерении затухания в твердых телах в испы-
туемый образец вводят УЗК и наблюдают изменения
амплитуды донного сигнала при многократном отраже-
нии.
Рис. 51. Зависимость коэффициента
затухания продольных УЗК от раз-
меров зерна стали 12Х18Н10Т при
частоте 1,25 МГц [62J
Рис. 52. Зависимость коэффициента
затухания от частоты УЗК для алю-
миниевых и титановых литых сплавов:
I — Д16; 2 —ВТ5; 3 —ОТ4; 4 — АК-8
При отсутствии интерференции эхо-сигналы на экра-
не ЭЛТ обычно располагаются в порядке убывания их
амплитуд, которые измеряют аттенюатором. Коэффици-
ент затухания вычисляют по формуле
6 = 1п(Л„М„+1)/2/, (24)
где I — длина прозвучиваемого образца; Ап, An+i — ам-
плитуды двух последовательных сигналов.
Так, например, коэффициент затухания для титано-
вых и алюминиевых сплавов измеряли [20] на образцах,
вырезанных из исследуемых слитков диаметром 150 мм,
высотой 100 мм. На рис. 52 показана зависимость коэф-
фициента затухания от частоты УЗК для некоторых алю-
миниевых и титановых сплавов в литом состоянии. Как
видно, для всех сплавов значение коэффициента затуха-
ния увеличивается с повышением частоты.
109
Коэффициент затухания для литых металлов выше,
чем для деформированных. Так, например, коэффициент
затухания для литого алюминиевого сплава Д16 равен
0,038 Нп/см, а деформированного 0,02 Нп/см; коэффи-
циент затухания для литого титанового сплава ВТ5 ра-
вен 0,035 Нп/см, деформированного 0,03 Нп/см.
В металлах с резко выраженной анизотропией (медь,
цинк) и некоторых сплавах, имеющих сложный фазовый
состав, например никелевых, ультразвук сильно рассеи-
вается. Значение коэффициента затухания для этих ме-
таллов в десятки раз выше, чем для сплавов с небольшой
степенью упругой анизотропии. Как правило, прозвучи-
вание таких металлов сопровождается структурной ре-
верберацией — постепенным затуханием из-за много-
кратных повторных отражений волн от границ зерен
металла. В результате этого на экране ЭЛТ возникают
мешающие сигналы, существенно затрудняющие прове-
дение контроля. Это объясняется тем, что сигналы от
структурных составляющих поступают на приемник де-
фектоскопа одновременно и складываются. В зависимо-
сти от фаз отдельных сигналов они могут взаимно уси-
ливать или ослаблять друг друга. Следовательно, поме-
хи от структурных неоднородностей носят статистический
характер.
Если уровень структурной реверберации невелик, то
детали можно прозвучивать при достаточно высокой час-
тоте. В противном случае частоту необходимо сущест-
венно понижать.
Уровень структурной и объемной реверберации опре-
деляют экспериментально непосредственно в прозвучи-
ваемом сечении контролируемого изделия. Для этого
подбирают частоту, при которой на экране дефектоскопа
возникают четкие сигналы от искусственного отражате-
ля, расположенного на максимальном расстоянии от пре-
образователя, при оптимальных соотношениях коэффи-
циента усиления и величины отсечки шумов.
Мощность импульсов, вводимых в контролируемое
изделие для обнаружения дефекта заданного размера на
максимальной глубине, определяется частотой УЗК, ко-
эффициентом затухания и габаритами контролируемого
изделия. В промышленных дефектоскопах мощность им-
пульса регулируют изменением длительности возбужда-
ющего импульса, для чего на панели дефектоскопа
имеется соответствующая ручка.
ПО
2. Выбор вида УЗК
Выбор вида УЗК диктуется габаритами и формой
контролируемого изделия, а также характером и местом
расположения дефектов. Применяя продольные, сдвиго-
вые, поверхностные и нормальные волны, необходимо
иметь в виду, что в изделии как простой, так и сложной
формы невозможно создать направленный пучок опре-
деленного вида волн. В изделии всегда возникают, кроме
возбуждаемых волн, «побочные» волны, распространяю-
щиеся в том же или другом направлении вследствие от-
ражения и расщепления УЗК на поверхности ввода и
границах изделия. Поэтому под термином «контроль
продольными, сдвиговыми и другими волнами» будем в
дальнейшем подразумевать контроль изделия комбина-
цией волн, распространяющейся в направлении дефекта,
в которой преобладают продольные, сдвиговые или дру-
гие виды волн.
Возбуждение продольных волн существенно зависит
от кривизны поверхности, через которую вводят УЗК.
Так, например, если ввести УЗК через плоскую поверх-
ность (рис. 53, а), то в изделии распространяются (при
прямом ходе лучей) преимущественно продольные вол-
ны. Если УЗК вводят через кривую поверхность, напри-
мер цилиндрическую (рис. 53,6), то только центральный
луч пучка УЗК войдет в изделие по нормали без расщеп-
ления. Остальные лучи, падая на кривую поверхность
под другими углами через масляную прослойку между
изделием и преобразователем, расщепляются на про-
дольные и сдвиговые составляющие.
Иногда для контроля цилиндрических заготовок, при-
меняют прямые преобразователи, контактная поверх-
ность которых выполнена по криволинейной поверхности
изделия. При этом считают, что контроль ведется про-
дольными волнами. Такое представление является оши-
бочным. Нетрудно видеть, что эти преобразователи не
могут быть прямыми, т. е. создавать в изделии по преи-
муществу продольные волны. Здесь вследствие кривизны
Поверхности продольные волны от излучателя входят в
Изделие под разными углами; в материале возникают
продольные, сдвиговые и, возможно, поверхностные вол-
ны, распространяющиеся в изделии под различными уг-
лами (рис. 53, в).
В настоящее время ультразвуковой контроль загото-
нок и готовых изделий основан на предпосылке, что пре-
111
я
образователь создает в изделии «узкий» и «направлен-
ный» пучок лучей, распространяющийся с «небольшим»
углом расхождения. При этом считают, что вся излучае-
мая энергия концентрируется вдоль центрального луча.
Рис. 53. Схемы ввода про-
дольных волн в изделие че-
рез плоскую поверхность
(а) и через кривую поверх-
ность (б) прямым преобра-
зователем; через кривую
поверхность преобразовате-
лем, контактная поверхность
которого выполнена по фор-
ме изделия (в):
I — изделие; 2 — преобразо-
ватель; 3 — пьезоэлемент;
4 — дефект
На этом основании при расчетах и разработке методик
контроля пучок лучей часто изображают в виде одного
луча — линии, исходящей из центра пьезоэлемента. Та-
кие допущения при контроле изделий являются необос-
нованными и в ряде случаев приводят к серьезным
ошибкам.
Следует напомнить, что законы геометрической опти-
I
ки справедливы для звука в случае, если длина волны
очень мала по сравнению с поперечным сечением пучка.
В оптике это соотношение, как правило, выполняется
(волны имеют длину порядка одной десятитысячной доли
миллиметра). Видимо, только при таких условиях мож-
но говорить о звуковом «луче». Для ультразвуковых волн,
применяемых в дефектоскопии, эти условия не выполня-
ются, поэтому укоренившееся понятие «ультразвуковой
луч» для пучка лучей звуковых волн, хотя и очень на-
глядное, является неправильным.
Покажем, что ультразвук распространяется в среде в
виде широкого пучка лучей, угол расхождения которого
тем больше, чем меньше размеры излучателя и частота
прозвучивания.
Пусть требуется проконтролировать заготовку из ти-
тана в виде плиты толщиной 500 мм. Применим для про-
звучивания прямой преобразователь с пьезоэлементом
диаметром 12 мм на частоте 2,5 МГц. При скорости про-
дольных волн в титане, равной 6000 м/с, %=c/f—6,0-106/
/2,5-106=2,4 мм.
Угол расхождений ультразвукового пучка в металле
sin 0 = 1,22 Л/rf = 1,22-2,4/12=0,244, что соответствует
углу0«14°1О' (2 0=28°2О').
Определим диаметр облучаемой площади на противо-
положной поверхности плиты, который получается рав-
ным ~260 мм. Таким образом, даже на высокой частоте
(/=2,5 МГц) пучок лучей получается достаточно широ-
ким, благодаря чему им облучается значительный объем
контролируемого изделия.
Конечно, интенсивность центральных лучей пучка
УЗК значительно больше интенсивности боковых. Это
обусловливает и дальность их распространения: цент-
ральные лучи проникают в металл на расстояния, в
десятки раз большие, чем боковые. Однако при дефекто-
скопии изделий средних и особенно небольших толщин,
изготовленных из металлов с малым затуханием, нельзя
не учитывать влияния боковых лучей на результаты
контроля, особенно если изделия контролируют при за-
ведомо избыточной мощности в импульсе; здесь роль
боковых лучей в обнаружении дефектов становится зна-
чительной, так как дальность их распространения соиз-
мерима с размерами изделия. Если на пути пучка встре-
тится дефект, ориентированный более благоприятно по
отношению к боковым лучам, то дефект будет четко
фиксироваться на экране дефектоскопа.
8 В. И. Выборнов
113
На рис. 54 показана схема прозвучивания изделия
прямым преобразователем, создающим звуковое поле в
виде конусного пучка лучей. В изделии имеется дефект
D, плоскость которого не перпендикулярна центрально-
му лучу. Сверху приведены осцилограммы прозвучива-
ния, соответствующие различным положениям (а—в)
а & 6 г
Рис. 54. Схема прозвучивания изделия продольными волнами: I
1—изделие; 2 — преобразователь; 3 — экран ЭЛТ; 4 — начальный сигнал;3
5 — дониый сигнал; 6 — сигнал от дефекта; o>i, <о2, o>s —углы встречи лучей]
УЗК с плоскостью дефекта
преобразователя относительно дефекта. В начальный
момент (а) на дефект падают правые боковые лучи. Так
как дефект ориентирован неблагоприятно относительно
этих лучей (угол встречи существенно отличается от
прямого), они отражаются в сторону, не попадая на
преобразователь. Осциллограмма в этом случае состоит
из начального и донного сигналов, между которыми раз-
вертка имеет вид прямой линии. При перемещении пре-
образователя вправо по поверхности изделия угол встре-
чи лучей с дефектом увеличивается, и, когда преобразо-
ватель займет положение б, центральный луч упадет на
плоскость дефекта под углом ®2>®ь Однако и в этом
случае центральные лучи отразятся в сторону и не попа-
дут на пьезоэлемент. Осциллограмма имеет тот же вид,
что и в первом случае, хотя за счет отражения в сторону
наиболее интенсивных центральных лучей амплитуда
донного сигнала может уменьшиться. Эти рассуждения
114
справедливы только в случае, когда поверхность дефекта
гладкая. Если же поверхность шероховатая, неровная, то
часть УЗК отражается в сторону падающих лучей. Тогда
на экране дефектоскопа может появиться небольшой
промежуточный сигнал, расположенный ближе к донно-
му, амплитуда которого определится углом встречи и
шероховатостью поверхности дефекта.
При дальнейшем перемещении преобразователя
вправо он займет положение в и на плоскость дефекта
падают левые боковые лучи. В этом случае угол встречи
Юз приближается к 90° и условия выявляемое™ дефекта
становятся наивыгоднейшими, так как большая часть
энергии боковых лучей возвращается к преобразовате-
лю. На экране ЭЛТ при этом наблюдается осциллограм-
ма, состоящая из начального и донного сигналов, между
которыми четко фиксируется интенсивный по амплитуде
сигнал от дефекта. При перемещении преобразователя
от этого положения в любую сторону амплитуда сигнала
падает. Отсюда следует, что максимальное отражение от
дефекта наблюдается при положении преобразователя,
когда центральный луч находится «в стороне» от дефек-
та. Аналогичная картина наблюдается при отражении
УЗК от дефекта, плоскость которого перпендикулярна
центральному лучу (рис. 54, г). Нетрудно видеть, что
принятая методика определения местоположения дефек-
та по направлению центрального луча может привести к
существенным ошибкам, если дефекты ориентированы не
параллельно поверхности ввода УЗК.
Для контроля изделий на наличие дефектов, ориенти-
рованных в металле под углом к поверхности ввода
УЗК, применяют сдвиговые волны.
При контроле изделий сдвиговыми волнами также
возможны два случая: ввод УЗК через плоскую поверх-
ность изделия преобразователем с плоской контактной
поверхностью и через кривую поверхность преобразова-
телем с плоской или кривой (по форме изделия) контакт-
ными поверхностями.
В первом случае при aKpi<a<aKpii в металле воз-
буждаются наиболее «чистые» сдвиговые волны. Во-вто-
Ром случае в изделии возбуждается несколько видов
волн, распространяющихся под различными углами (см.
гл. Ш).
Сдвиговые волны эффективно применяют для контро-
ля рельсов, сварных соединений, толстостенных труб, го-
товых изделий сложной формы.
8*
115
Поверхностные волны применяют для обнаружения
дефектов, возникающих на поверхностях заготовок и
изделий. Особенностью поверхностных волн является то,
что они распространяются на любой гладкой, плоской
или кривой поверхности твердого тела с небольшим за-
туханием, огибая все детали рельефа. Ц
Для возбуждения поверхностных волн обычно исЯ
пользуют трансформацию продольных волн, падающий
на границу двух сред, различающихся акустическим со™
противлением. Угол падения а, при котором в изделии
возбуждаются поверхностные волны, выбирают равным
второму критическому углу: sin акрц=Спр/СпоВ-
Скорости распространения волн спр и спов определяют
методом непосредственного измерения скоростей распро-
странения волн или методом критических углов [8, 9].
Если такие измерения нельзя провести, то скорости
распространения УЗК рассчитывают, используя их зави-
симости от упругих констант и плотности материала (см.
табл. 3).
В формировании поверхностных волн существенную™
роль играет кривизна поверхности, через которую вводят!
УЗК, площадь и форма контакта преобразователя и 4
детали, а также форма контактной поверхности преоб-
разователя. Структура металла и шероховатость по-
верхности изделия определяют дальность распростране- .
ния поверхностных волн. Поэтому более точные значе-Я
ния а для возбуждения поверхностных волн получают!
экспериментально, прозвучивая специально изготовлен-]]
ные образцы, по форме и свойствам близкие к контроли-1
руемому объекту. Я
Так, например, оптимальные значения а, при которых!
возникают поверхностные волны в тонких кромках дета-1
лей, автор определял на пластинах, изготовленных из!
различных металлических сплавов, имитирующих лопат-!
ки турбин и компрессоров, с шероховатостью поверхно-Я
сти, соответствующей 9-му классу. На скругленной гра-Я
ни пластины перпендикулярно образующей на расстоя-Я
нии 20 мм от конца делали надрез (отражатель) глуби- 1
ной ~0,25 мм и шириной около 0,1 мм. Пластины были |
различной толщины и имели скругления радиусами р= |
= 0,5; 1,0; 1,5; 2,0 мй. При проведении экспериментов :
использовали дефектоскоп УДМ-1М. и преобразователи ;
с Г-образной и трапециевидной формой контактной по-
верхности (рис. 55). Углы наклона а продольных волн .
составляли 60—70°; прозвучивание проводили каждым i
116 1
преобразователем на частотах 1,8 и 2,5 МГц. Акустичес-
кий контакт обеспечивали смесью трансформаторного
масла и масла марки МК-22 (по 50 %).
Преобразователи с указанными значениями углов
устанавливали на скругленной кромке пластины на раз-
личных расстояниях от надреза так, чтобы центральный
луч пучка УЗК отражался от надреза под прямым
Рис. 55. Схема прозвучивания кромки пластины преобразовате-
лем с трапециевидной контактной поверхностью:
I — пластина: 2 — искусственный отражатель (надрез): 3 — пре-
образователь; Л. fe — толщина пластины
углом. В процессе прозвучивания пластины замеряли
амплитуды сигналов при изменении расстояния от пре-
образователя до надреза в пределах 0—400 мм, фикси-
ровали наименьшее расстояние от преобразователя до
надреза, при котором появлялся сигнал на экране ЭЛТ,
а также расстояние, на котором амплитуда его достига-
ла максимального значения.
По результатам замеров построены графики зависи-
мости амплитуды сигналов от расстояния преобразова-
теля до надреза для различных сплавов с учетом влия-
ния изменения углов а, частоты прозвучивания и формы
контактной поверхности преобразователя.
На рис. 56 показан один такой график, полученный
при прозвучивании пластины из жаропрочного сплава
ХН70ВМТЮ с кромкой толщиной 1 мм (р=0,5 мм), пре-
117
образователями с углами a = 65, 67 и 69° на часто!
1,8 и 2,5 МГц. Как видно, пластина хорошо прозвучи]
ется по всей длине на частоте 1,8 МГц при всех углах 1
клона а. Амплитуды отраженных сигналов при а=
67 и 69° различаются незначительно, хотя при дру!
углах резко падают. Наибольшая амплитуда соответ
вует углу 67°. С увеличением расстояния до надр<
амплитуда сигнала вначале увеличивается и, дойдя
D 40 80 120 160 200 240 280 320 3S0
Расстояние до надреза, да
Рис. 56. Зависимость амплитуды отраженных сигналов от час-
тоты, угла а и расстояния до отражателя
На частоте 2,5 МГц амплитуда падает более рез!
что свидетельствует о значительном затухании в даннс
материале поверхностных волн этой частоты.
Аналогичные кривые были построены при прозвуч
вании пластин, изготовленных из жаропрочных сплав
ХН77ТЮР, ХН62МВКЮ, 1Х12Н2ВФМ, ВД-17 и др.
Построенные графики могут быть использованы д.
выбора параметров ультразвукового контроля лопат
турбин и компрессоров. Однако следует иметь в вщ
что выбранные таким образом углы не всегда являют
оптимальными при контроле конкретных лопаток, т
как условия формирования и распространения поверхг
стных волн в кромках пластин, имеющих постоянную
всей длине толщину и конфигурацию, и лопаток, у koi
рых толщина и кривизна кромок изменяются от замв
вой части к концу пера, неодинаковы. Поэтому углы
целесообразно уточнять экспериментально.
118
/
Так, например, расчетами было установлено, что ско-
рости распространения УЗК в жаропрочных лопаточных
сплавах примерно одинаковы. Расчетные углы а для них
получались равными 60—61°. Прозвучивание пластин,
изготовленных из этих же сплавов, показало, что опти-
мальными для них являются углы 67°. Расхождение ме-
жду расчетными и экспериментальными углами состав-
ляет ~6°. Это можно объяснить тем, что расчет
проводили в предположении плоской границы раздела
двух сред: призма преобразователя — материал пласти-
ны; в действительности преобразователь и пластина кон-
тактируют по узкой и закругленной кромке. Кроме того,
фактические значения упругих постоянных материала
пластин и призмы могли отличаться от расчетных.
С целью определения влияния формы детали на фор-
мирование поверхностных волн были взяты лопатки тур-
бин, изготовленные из этих же сплавов, и подвергнуты
прозвучиванию преобразователями с различными угла-
ми а.
На рис. 57 приведены экспериментальные кривые за-
висимости амплитуды сигналов, отраженных от надрезов
Рис. 57. Зависимость амплитуды сигналов, отраженных от надрезов глубиной
0,38 мм (сплав ХН62МВКЮ) и 0,47 мм (сплав ХН70ВМТЮ) в средней части
Кромки лопатки, от угла а. Длина прозвучиваемого участка 150 мм для ста-
ли ХН62МВКЮ (/) и 190 мм для стали ХН70ВМТЮ (2)
Рис. 58. Зависимость амплитуды отраженных сигналов от глубины надрезов
Ва кромке пластины из сплава ВД-17 при прозвучиванин преобразователем
с трапециевидной (/) и Г-образной (2) контактными поверхностями
на кромках лопаток из сплавов ХН62М.ВКЮ и
ХН70ВМТЮ, от углов а. Как видно, максимальная амп-
литуда сигналов получается при углах а, равных 66° и
68°. При этом лопатки хорошо прозвучивались на всю
Длину (150 и 190 мм) только на частоте 1,8 МГц. Ре-
зультаты прозвучивания пластины и лопатки практиче-
ски совпадают.
119
1
Если пучок лучей УЗК падает на плоскую поверх-
ность изделия под углом акрц, то можно утверждать, что
большая его часть трансформируется в поверхностные
волны. Если же пучок лучей падает на кривую поверх-
ность, то трансформация продольных волн в поверхност-
ные произойдет только на участке падения центрального
и близлежащих к нему лучей. Поэтому в изделии могут
возникнуть такие комбинации волн, в которых преобла-
дают не поверхностные, а сдвиговые или другие виды
волн.
Для решения конкретных задач важно знать даль-
ность распространения поверхностных волн и глубину
проникновения их в металл.
Известно [22], что затухание поверхностных волн,
обусловленное поглощением и рассеянием УЗК в мате-
риале, не больше, чем затухание объемных (продольных
и сдвиговых) волн. Но в отличие от объемных поверхно-
стные волны распространяются в тонком поверхностном
слое материала, поэтому амплитуда их убывает из-за
расхождения пучка пропорционально 1/ -j/L, а не 1/Z.,
как при распространении объемных волн (L — расстоя-
ние от излучателя). Однако при возбуждении поверхно-
стных волн вдоль тонких кромок или ребер детали рас-
хождения пучка поверхностных волн может и не быть.
Здесь сама форма детали ограничивает расхождение
поверхностной волны, вследствие чего она вынуждена
распространяться вдоль кромки.
При правильно подобранных углах аКрп и частоте f,
а также при малой шероховатости поверхности возбуж-
денные волны могут распространяться на значительные
расстояния. Так, например, на частоте 1,8 МГц поверх-
ностные волны распространяются в кромках пластины
на расстояние 400 мм без заметного ослабления амплиту-
ды (см. рис. 56).
Глубину проникновения поверхностных волн в металл
определяли путем нанесения поперечных надрезов раз-
личной глубины на кромке пластины и последующего
измерения амплитуды отраженных от них сигналов. На
рис. 58 приведена зависимость амплитуды отраженных
сигналов от глубины надрезов на кромке пластины, из-
готовленной из сплава ВД-17.
Следует отметить, что при контроле кромок пластин
форма контактной поверхности преобразователя суще-
ственно влияет на амплитуду отраженных сигналов. На
рис. 58 видно, что применение преобразователя с трапе-
120
циевидной контактной поверхностью увеличивает ампли-
туду отраженных сигналов примерно на 15—20 % по
сравнению с преобразователем, имеющим Г-образную
контактную поверхность.
Нормальные волны применяют для обнаружения рас-
слоений, закатов, зон пористости, поверхностных трещин
и других дефектов в тонких листах, трубах и оболочках,
проволоке и т. и.
Нормальные волны могут формироваться только в
плоских и кривых телах, имеющих постоянную толщину.
При распространении нормальной волны все сечение те-
ла находится в состоянии колебания и равномерно участ-
вует в передаче энергии. Поэтому можно говорить о
волноводном характере распространения нормальных
волн. На рис. 22 показана деформация листа, в котором
возбуждены симметричные (растяжения) и антисиммет-
ричные (изгибные) нормальные волны. Здесь волны
распространяются слева направо, при этом выпуклости
и вогнутости непрерывно перемещаются в одном направ-
лении.
Симметричные и антисимметричные волны различа-
ются смещениями частиц в верхнем и нижнем слоях
листа. Для симметричных волн вертикальные смещения
частиц среды v равны нулю в средней плоскости и мак-
симальны на поверхностях листа. Направление смеще-
ния частиц, расположенных в верхних и нижних слоях,
равноудаленных от центрального слоя, противоположны.
Таким образом, симметричные волны искривляют лист
в противофазе. Горизонтальные смещения и в симмет-
ричной волне одинаковы для частиц в верхних и нижних
слоях листа.
Для антисимметричных волн горизонтальные смеще-
ния частиц среды и равны нулю в средней плоскости и
Максимальны на поверхностях листа. В этом случае
вертикальные смещения v имеют одинаковые направле-
ния в верхней и нижней половинах листа, а горизонталь-
ные смещения и — противоположные. Таким образом,
антисимметричные волны вынуждают обе поверхности
листа колебаться в фазе.
Для возбуждения нормальных волн обычно исполь-
зуют продольные волны, падающие на поверхность конт-
ролируемого изделия, например плоского листа, под
некоторым углом ан. Между углом падения, толщиной
листа и упругими свойствами материала, определяющими
Частоту, имеется связь, позволяющая найти определен-
121
V
ные дискретные углы падения, соответствующие опреде-
ленным формам (симметричным или антисимметричным)
и порядкам (s0, Sb-.Sn или а0, а\...ап) нормальных волн.
При ультразвуковой дефектоскопии углы ан обычно
определяют или по дисперсионным кривым [22, 23] или
экспериментально путем прозвучивания конкретных де-
талей с конкретными дефектами.
Дисперсионные кривые — это зависимость фазовой и
групповой скоростей нормальных волн от частоты УЗК
и толщины контролируемого изделия. Характер диспер-
сионных кривых зависит также и от упругих свойств ма-
териала. На рис. 59 приведены дисперсионные кривые
Ср, м/с а„
(Частота » толщина), кГц см
Рис. 59. Дисперсионные кривые для нормальных волн в стали
для нормальных волн в стали. Здесь по оси абсцисс от-
ложены произведения толщины пластины и частоты УЗК,
а по оси ординат — фазовая скорость с$ и значения уг-
лов ан, при которых возбуждаются нормальные волны.
На кривых указаны форма и порядок (мода), которым
они соответствуют. Как видно, для волн всех номеров
характерна значительная дисперсия скоростей.
Волны s0 и а0 качественно отличаются от всех осталь-
ных тем, что могут существовать при любых частотах и
толщинах пластин. При малых толщинах, когда Ь—»-0,
эти волны представляют собой продольную (s0) и из-
гибную (я0) волны в тонкой пластине. При увеличении
толщины пластины волны so и «о становятся похожими
одна на другую, их фазовые скорости стремятся к фазо-
вой скорости поверхностной волны, а смещения частиц
локализуются вблизи свободных границ пластины ана-
122
логично смещениям при распространении поверхностной
волны [22]. При Ь—>~оо каждая из волн s0 и а0 переходит
в две поверхностные волны, распространяющиеся син-
фазно по обеим свободным поверхностям пластины.
Волны первого и более высоких порядков возникают
при определенных критических значениях bf для каждой
формы волны. Эти значения'соответствуют резонансным
частотам продольных и сдвиговых волн. Например, пер-
вая антисимметричная волна возникает при полувол-
новом резонансе сдвиговой волны, когда Ь[=сСдв/2; пер-
вая симметричная волна «1—при полуволновом резонансе
продольной волны, когда &f=Cnp/2; вторая антисим-
метричная волна «2— при одноволновом резонансе, ког-
да bf=cc№, и т. д.
Угол аи определяют так. Зная толщину и материал
контролируемого листа, задаются частотой прозвучива-
ния. Затем определяют произведение толщины пластины
на частоту и находят соответствующую точку на оси
абсцисс графика, представленного на рис. 59 (или подоб-
ного графика для пластины из другого материала). Из
этой точки проводят вертикальную линию до пересече-
ния с дисперсионными кривыми. В пластине на данной
частоте могут быть возбуждены только те нормальные
волны, дисперсионные кривые которых пересекаются
этой линией. Проведя горизонтальные линии от точек пе-
ресечения до осей ординат, находят значения углов ан
и фазовой скорости Сф, соответствующие данным формам
и порядкам нормальных волн.
На рис. 59 построена шкала для углов ан при исполь-
зовании призмы преобразователя из органического
стекла.
Рассмотрим пример. В стальном листе толщиной
1,2 мм требуется возбудить нормальную волну на часто-
те 2,5 МГц. Произведение bf=300. Найдем соответству-
ющую точку на оси абсцисс и проведем вертикаль до
пересечения с дисперсионными кривыми. В стальном лис-
те толщиной 1,2 мм на частоте 2,5 МГц можно возбу-
дить четыре нормальные волны: а0, So, и При этом
Углы падения ан равны 57, 47, 23 и 20° соответственно.
Если лист прозвучивать преобразователем с другими
значениями а, то нормальная волна в листе не возни-
кает.
Преобразователями с этими же углами можно воз-
будить нормальные волны в листах, имеющих другую
толщину. В этом случае необходимо изменить частоту
123
прозвучивания, чтобы произведение bf осталось посто-
янным и равным 300. Отмеченные нормальные волны
можно возбудить в стальных листах толщиной 1 мм на
частоте 3 МГц, 2 мм — на частоте 1,5 МГц, 3 мм—на
частоте 1 МГц и т. д.
Во многих практических случаях нормальные волны
возбуждают не в плоском, а в цилиндрически искривлен-
ном слое, причем направление распространения волн
обычно выбирают перпендикулярным образующей ци-
линдрической поверхности. Теоретические исследования
распространения волн в таком слое [24] показали, что
в первом приближении кривизна не влияет на скорость
распространения и другие характеристики нормальных
волн.
Этот вопрос был исследован автором эксперимен-
тально. Как уже было отмечено, нормальные волны мо-
гут быть возбуждены в листе плоской продольной вол-
ной, падающей на поверхность под углом ан. Однако в
случае изогнутого листа (трубы) каждый луч пучка про-
дольных волн падает на кривую поверхность под разны-
ми углами, при этом в стенке трубы возникают различ-
ные комбинации волн. Как было сказано ранее (см.
гл. III), в этом случае могут быть применены преобра-
зователи с плоской или вогнутой (по форме трубы) кон-
тактными поверхностями. Здесь угол ан становится по-
нятием до некоторой степени условным, так как он
относится только к центральному лучу, а не ко всему пуч-
ку. Поэтому представлял интерес определить оптималь-
ные значения углов ан, при которых в стенке трубы воз-
буждаются такие комбинации волн с преобладанием
нормальных, с помощью которых надежно выявляются
определенные дефекты, например поверхностные трещи-
ны, риски.
Эти углы определяли на натурных деталях — трубах,
изготовленных из мелкозернистой стали, на внешней и
внутренней поверхностях которых вдоль образующей на-
носили две риски длиной по 50 мм, глубиной около
0,1 мм, на расстоянии около 30 мм одна от другой (рис.
60). Толщина стенки трубы 1,2 мм.
Наклонные преобразователи с плоской контактной
поверхностью и различными значениями углов а пооче-
редно устанавливали на наружной поверхности трубы в
строго определенном положении. При этом центральный
луч направляли по окружности так, чтобы он падал на
середину риски под прямым углом. Расстояние от точ-
124
ки ввода до наружной риски составляло 300 мм, а до
внутренней 330 мм. При этом на экране ЭЛТ измеряли
амплитуды сигналов, соответствующих отражениям УЗК
от рисок. Кроме того, определяли угол а, при котором
появлялись наиболее интенсивные сигналы от обеих ри-
сок одновременно.
По результатам измерений установлена зависимость
амплитуды отраженных от рисок сигналов от угла а
падения УЗК- Эта зависимость
показана на рис. 61, из кото-
рой видно, что оптимальными
углами для данных условий
являются 28—30° и 58—60°.
Интересно отметить, что эти
углы близки к первому и вто-
рому критическим углам для
данного материала.
Изображение на экране
ЭЛТ оставалось устойчивым
О 22 25 30 54'50 53 57 6165а2
Рис. 61. Зависимость амплитуды отра-
женных сигналов (от рисок, нанесен-
ных на наружной 1 и внутренней 2
поверхностях трубы) от угла а падения
продольных волн
Рис. 60. Схема определения опти-
мальных углов падения для воз-
буждения в стенке трубы нормаль-
ных волн:
1 — труба; 2 — преобразователь; 3,
4 — риски; 5 —экран ЭЛТ; 6 — на-
чальный сигнал; 3', 4' — сигналы,
соответствующие отражению УЗК
от рнсок
при приближении и удалении преобразователей от ри-
сок. Это свидетельствовало о том, что в стенке трубы
при данных углах распространялись комбинации УЗК с
преобладанием нормальных волн. Значения полученных
углов а близки значениям углов дисперсионных кривых
(см. рис. 59), при которых возникают антисимметричные
нормальные волны нулевой и первой группы (а0, at). Не-
которые расхождения объясняются, видимо, особеннос-
тями ввода УЗК в изделие преобразователем с плоской
контактной поверхностью, а также отличиями акустиче-
ски^ характеристик прозвучиваемого объекта.
125
При других углах а амплитуда сигналов уменьша-
лась. Кроме того, изображения на экране ЭЛТ станови-
лись неустойчивыми. При перемещении преобразовате-
ля по поверхности трубы сигналы возникали или только
от наружной, или только от внутренней риски; иногда
сигналы пропадали. Это объясняется тем, что при дру-
гих углах а в стенке трубы возникали комбинации волн
с преобладанием в основном сдвиговых волн.
Дальность распространения нормальных волн су-
щественно больше, чем объемных волн (продольных и
сдвиговых), потому что они, как и поверхностные волны,
распространяются в двух измерениях и их амплитуда
также убывает пропорционально l/vzL (L — расстояние
от излучателя). Единственным условием, ограничиваю-
щим применение нормальных волн, является постоянст-
во толщины контролируемого изделия (листа, пластины!
стержня и т. д.).
С помощью нормальных волн контролируют листы и
трубы толщиной 0,3—25 мм. Для контроля листов тол-
щиной менее 1,5 мм применяют волны s0 и а0 [25, 26], а
для контроля более толстых листов — волны sb ai [27]
и т. д.
Изделия контролируют нормальными волнами как
теневым, так и эхо-методом, в контактном и иммерсион-
ном вариантах (с погружением объекта в ванну с жид-
костью). В последнем случае продольные волны излу-
чают в жидкость, из которой они падают на поверхность
изделия под углом, обеспечивающим возбуждение в нем
нормальных волн. В этой связи распространение нор-
мальных волн в пластине или листе, погруженных в жид-
кость, представляет большой интерес [28, 29]. Было ус-
тановлено, что затухание нормальных волн разных но-
меров из-за излучения в жидкость существенно зависит
от отношения горизонтальной компоненты поверхностно-
го смещения и к вертикальной v рассматриваемого но-
мера [30]. Те волны, в которых отношение ufv мало, за-
тухают с расстоянием очень быстро, а волны с большим
отношением затухают медленно и поэтому могут рас-
пространяться в листе на большие расстояния. Было по-
казано, что для волн, распространяющихся с фазовой
скоростью Сф— У 2ссдв, отношение u/v=0, а для волн,
распространяющихся со скоростью Сф = спр, отношение
u/v—^oo.
Для того чтобы нормальные волны распространялись
126
на большие расстояния в листах, погруженных в жид-
кость, следует выбирать волны, фазовая скорость кото-
рых равна скорости продольных волн.
3. Направление прозвучивания
После выбора вида УЗК необходимо наметить на-
правления прозвучивания тела или его поверхности, уча-
стки ввода УЗК и схему сканирования, т. е. места уста-
новки и перемещения преобразователя.
Направление прозвучивания должно быть выбрано
так, чтобы обеспечивались оптимальные условия отра-
жения волн от поверхности дефекта.
Следует помнить, что лишь в простейшем случае в
изделиях, ограниченных плоскими и параллельными по-
верхностями, дефекты ориентированы параллельно этим
поверхностям. При хорошем доступе к изделию для вы-
явления таких дефектов можно применить продольные
волны, вводя их в объект через какую-либо поверхность
прямым преобразователем.
Однако на практике изделия имеют более сложную
форму, в ряде случаев ограничены кривыми поверхно-
стями, а дефекты в них расположены под углом к по-
верхности. Кроме того, отдельные элементы машин, кон-
струкций, сооружений и т. п. необходимо контролиро-
вать в условиях эксплуатации, где доступ к объектам
контроля затруднен.
Рассмотрим пример выбора направления прозвучи-
вания и мест установки преобразователя на конкретном
изделии.
На рис. 62, а показана схема участка барабана коле-
са самолета со стороны реборды. В галтельном переходе
между ребордой и барабаном иногда возникают трещи-
ны усталости, распространяющиеся под углом ~65° к
образующей барабана. Требуется определить вид УЗК,
место установки преобразователя и направление прозву-
чивания, обеспечивающие наилучшие условия для выяв-
ления трещин в эксплуатации.
Определим возможные поверхности ввода УЗК.
Барабан колеса представляет собой массивную литую
деталь из магниевого сплава АЛ-5. Внутренняя поверх-
ность барабана и реборды — грубая и шероховатая, не
подвергается механической обработке, вследствие чего
не может служить поверхностью ввода УЗК-
Внешняя поверхность 5 (на рисунке заштрихована)
127
Рис. 62. Схема определения мест установки преобразова-
теля для контроля барабана колеса со стороны несъем-
ной реборды:
а — схема сечення барабана; б — к расчету углов паде-
ния 01 н аг’, в —схема прозвучивания барабана через
ребро жесткости; / — барабан колеса; 2 — трещина; 3 —
ребро Жесткости; 4 — фланец реборды; 5 — поверхность,
закрытая покрышкой колеса (заштрихована): 6 — преоб-
разователь; 7 — пьезоэлемент; 8 — упор-ограничитель;
<7—<7— плоскость распространения трещины; с — фикси-
руемое расстояние от акустической оси преобразователя
до фланца реборды, прн котором на экране ЭЛТ ие
возникают сигналы, отраженные от вертикальной стеики
реборды
128
и фланец 4 механически обработаны по 4—5-му классам
шероховатости. Однако поверхность барабана 5 закры-
та резиной (покрышкой колеса) и поэтому не может
быть использована для ввода УЗК- Ультразвук можно
ввести в тело барабана только через кольцевой фланец
реборды 4 и поверхность ребра жесткости 3.
Рассмотрим условия ввода и распространения УЗК
через фланец реборды. На первый взгляд этот участок
является наиболее подходящим для ввода УЗК, так как
механически обработанная поверхность позволяет со-
здать хороший акустический контакт между преобразо-
вателем и деталью. Однако ультразвуковой пучок может
быть направлен в зону трещины только через реб-
ро жесткости; поэтому преобразователь придется уста-
навливать на фланце против каждого ребра. Как извест-
но, трещина выявляется надежно тогда, когда пучок лу-
чей направлен на нее под прямым углом. Восстановим
перпендикуляр к плоскости трещины в точке К, через
ребро жесткости найдем на фланце точку т ввода цен-
трального луча пучка УЗК (рис. 62, б). Луч тК по от-
ношению к плоскости фланца ор распространяется под
углом 90—Pi. Угол Pi легко определить построением.
Он равен 32°. Для получения направленного луча тК,
перпендикулярного трещине, необходимо, чтобы цент-
ральный луч упал в точку т поверхности ор под углом
<Xi или аг. При угле ои на трещину падает трансформи-
рованный пучок продольных, а при а2 — сдвиговых волн.
Рассчитаем эти углы. Так как спр (МЛ-5) =5680 м/с,
Ссдв (МЛ-5) =2980 м/с и сПр (органического стекла) =
= 2670 м/с, то при at продольные УЗК будут распрост-
раняться под углом Pi = 32°. Тогда из соотношения
sin aj/sin 32° = [спР (орг. ст.)]/[спр (МЛ-5)]
находим sin at = 0,53 (2670/5680) =0,25; ai = 14°30'.
При этом сдвиговые УЗК будут распространяться в
изделии под углом
sin Yi = sin рх (сСДв (МЛ-5)/спр (МЛ-5)) =
= 0,53 (2980/5680) = 0,28; = 16°.
При а2 сдвиговые УЗК распространяются под углом
?2=32°, тогда
sin a2 = sin у2 (спр (орг. ст.)/есдв (МЛ-5)) =
= 0,53 (2670/2980) = 0,475; а2 = 28° 30'.
9 Б. и. Выборнов J29
При этом продольные УЗК будут распространяться
под углом Я
sin 02 = sin у2 (спр (М Л-5)/ссдв (МЛ-5)) = Я
= 0,53 (5680/2980) = 1,0; р2 = 90°. Ц
Таким образом, при угле падения а2=28°30' про-
дольные волны распространяются по поверхности флан-
ца реборды.
Проведенные расчеты позволяют сделать предвари-
тельные выводы о том,что контроль барабана со стороны
фланца несъемной реборды будет затруднен. Дей-
ствительно, при падении УЗК на фланец под рассчитан-
ными углами cxi и аг (которые являются в данном слу-
чае наивыгоднейшими) в барабане возбуждаются два
типа волн: при ai — продольные и сдвиговые, а при а2—
сдвиговые и поверхностные, которые будут претерпевать
отражение и вторичное расщепление на трещине и гра-
ницах детали. В результате на экране ЭЛТ можно ожи-
дать появления нескольких отраженных сигналов, кото-
рые будут маскировать полезный сигнал (от трещины).
Кроме того, каждый раз при контроле преобразователь
надо устанавливать точно в определенное место, чтобы
центр его излучения совпадал с точкой т на фланце про-
тив ребра жесткости. Незначительное смещение преоб-
разователя по окружности или по высоте фланца изме-
нит направление распространения УЗК, которые, отра-
жаясь от других участков, создадут на экране ЭЛТ труд-
но расшифровываемые осциллограммы. Это может при-
вести к ложным выводам. Далее, в этом случае потребу-
ется изготовить, преобразователи с углами ai = 14°30'
и a2=28°30z, которых в комплектах серийных дефекто-
скопов нет, и специальные фиксирующие устройства, ко-
торые, судя по всему, будут достаточно сложными.
Рассмотрим возможность ввода УЗК через поверх-
ность ребра жесткости 3 толщиной 12 мм. Поверхность
ввода УЗК достаточно ровная, что позволяет использо--
вать прямые преобразователи, излучающие продольные
УЗК (рис. 62, в).
Для того чтобы не было отражения УЗК от верти-
кальной стенки реборды, преобразователь расположим
на ребре жесткости так, чтобы краевые лучи пучка УЗК
не отражались от вертикальной стенки реборды. При
этом угол встречи пучка УЗК с плоскостью трещины не
равен 90° и часть лучей будет отражаться в стороны. Од-
нако за.счет шероховатости и значительной площади
130
трещины в направлении излучателя отражается доста-
точно энергии, чтобы ее можно было зафиксировать на
экране дефектоскопа. Конечно, и в этом случае необхо-
димо фиксировать положение преобразователя на реб-
ре жесткости, чтобы УЗК распространялись в строго оп-
ределенном направлении.
Преобразователь можно зафиксировать с помощью
ограничительного упора, укрепленного на корпусе. При
контроле барабана преобразователь устанавливают на
ребре жесткости так, чтобы ограничитель упирался во
фланец реборды. В данном случае поиск дефекта осуще-
ствляется не перемещением преобразователя по поверх-
ности ввода, а установкой его в определенных фиксиро-
ванных точках. За счет точной направленности УЗК в
опасную зону на экране ЭЛТ всегда будут возникать
четкие и воспроизводимые осциллограммы.
Следует заметить, что контроль изделия «по точкам»
менее надежен контроля при непрерывном сканировании,
так как при этом выявляются трещины, расположенные
только под местом установки преобразователя или име-
ющие значительную протяженность. Однако указанный
недостаток при контроле массивных деталей в условиях
эксплуатации не существенен, так как время от возник-
новения трещины до разрушения детали исчисляется де-
сятками часов. Поэтому предложенная схема контроля
барабанов позволяет задолго до разрушения обнаружить
дефектные изделия и своевременно их заменить.
4. Ввод и прием ультразвуковых волн
Ультразвуковые волны вводят в контролируемое из-
делие и принимают отраженные сигналы несколькими
способами: бесконтактным, контактным сухим (без про-
межуточной жидкости), контактным через тонкий слой
Жидкости, струйным, иммерсионным (рис. 63).
При контактном способе преобразователь прижима-
ют к поверхности изделия. Возбужденные УЗК от пъе-
зоэлемента распространяются в металле в виде направ-
ленного пучка лучей. Если контроль ведут в звуковом
Диапазоне, то преобразователь и изделие обычно кон-
тактируют без смазки (сухой контакт). Когда контроль
осуществляют в ультразвуковом диапазоне, для ликви-
дации возможного воздушного зазора между преобразо-
вателем и изделием применяют промежуточную среду—
тонкий слой жидкости. Такой зазор может быть даже
9*
131
при очень гладкой поверхности (из-за микронеровностей
и шероховатости), благодаря чему УЗК не полностью
проходят через границу преобразователь — изделие, и
чувствительность контроля резко падает.
Жидкость, применяемая в качестве контактной сре-
ды, должна хорошо смачивать контролируемый материал
и поверхность преобразователя, создавать между ними
тонкий равномерный слой, не стекать слишком быстро с
поверхности, быть однородной, не содержать пузырьков,
а 5 5 г
Рис. 63. Схема ввода УЗК в изделие:
а — контактный сухой; б — контактный через тонкий слой жидкости; в»
струйный; г — иммерсионный: 1 — контролируемое изделие; 2 — преобразов<
тель; 3 — контактная среда; 4 — насадка для создания струи воды; 5 — ва1
на с водой; 6 — экран ЭЛТ; / — начальный сигнал; II— сигнал от верхи*
поверхности изделия; 111— донный сигнал
воздуха или твердых частиц, не быть токсичной и не вы-
зывать коррозии изделий.
В качестве контактной среды применяют различные
минеральные масла, глицерин, воду и другие жидкости.
Выбирая контактную среду, следует помнить, что вода
обладает недостаточной вязкостью и смачивающей спо-
собностью и может вызвать коррозию контролируемого
изделия. Поэтому в воду добавляют поверхностно-актив-
ные вещества, улучшающие ее смачивающую способ-
ность, и вещества, уменьшающие ее способность вызы-
вать коррозию. Высоковязкие минеральные масла при-
меняют при контроле вертикально расположенных
поверхностей, поверхностей со значительной шероховато-
стью, а также в тех случаях, когда температура изделия
или окружающего воздуха выше 20°С. Маловязкие мас-
ла применяют чаще при контроле деталей в зимних ус-
132
ловиях при отрицательных температурах окружающего
воздуха (при контроле вне помещения).
При струйном способе между преобразователем и из-
делием создают зазор, в который непрерывно подают
контактную жидкость. В этом случае минимальная тол-
щина слоя жидкости задается ограничителем, создаю-
щим между преобразователем и изделием определенный
зазор. Этот способ акустической связи используют, если
поверхность контролируемого изделия расположена
вертикально или имеет переменную кривизну.
При иммерсионном способе акустическая связь меж-
ду преобразователем и изделием создается через значи-
тельный слой жидкости. Для этого преобразователь и
изделие полностью погружают в ванну с водой.
Так как скорость распространения продольных волн
в воде примерно в четыре раза меньше, чем в металлах,
то расстояние от преобразователя до передней поверх-
ности контролируемого изделия должно быть больше
четверти толщины изделия. Иначе вторично отраженный
сигнал от передней поверхности изделия будет виден на
экране ЭЛТ левее донного, что затруднит расшифровку
результатов контроля. Этот способ имеет ряд преиму-
ществ по сравнению с контактным: высокую стабиль-
ность излучения и приема УЗК за счет постоянства акус-
тической связи между преобразователем и изделием; от-
сутствие износа преобразователя, так как при контроле
между преобразователем и изделием нет трения; воз-
можность контроля изделий с грубо обработанной, кор-
родированной или защищенной покрытием поверхностя-
ми без предварительной подготовки. Кроме того, этот
способ позволяет автоматизировать контрольные опера-
ции, что существенно повышает производительность кон-
троля.
5. Мертвые зоны и способы их сокращения
Важной характеристикой чувствительности ультра-
звукового контроля является размер мертвой зоны.
Наличие мертвой зоны — это, пожалуй, основной не-
достаток эхо-метода, который в некоторых случаях ог-
раничивает его применение, снижает надежность и эф-
фективность контроля.
Использование продольных волн связано с наличием
временной мертвой зоны, представляющей собой некой-'
тРолируемый поверхностный слой, в котором сигнал от
133
дефекта (искусственного отражателя) не отделяется от
начального (рис. 64). Под разрешающей способностью
метода понимается способность раздельно принимать и
воспроизводить сигналы от двух и более отражателей,
расположенных вблизи друг от друга в направлении рас-
пространения УЗК. При малой разрешающей способно-
сти невозможно наблюдать раздельно дефекты, распо-
ложенные близко один за
другим или вблизи поверх-
ностей изделия, что приво-
дит к появлению мертвых
зон.
Величину мертвой зоны
х можно определить из вы-
Рис. 64. Мертвая зона при контро-
ле продольными волнами:
/ — совмещенный преобразователь;
2 — изделие; 3 — дефект; 4 — на-
чальный сигнал; 5 — концевой сиг-
нал; 6 — сигнал от дефекта; х—
мертвая зона
ражения х = спр (ти+тп) /2,
где ти — длительность зон-
дирующего импульса (дли-
тельность вынужденных ко-
лебаний пьезоэлемента);
тп — длительность переход-
ного процесса (длитель-
ность свободных колебаний
пьезоэлемента).
Если ти—3 мкс, Тп=
= 4 мкс и Сцр = 5600 м/с, то
X =[5,6 (34-4)] /2 «20 мм.
Наличие большой мерт-
вой зоны нежелательно, так
как приходится увеличивать припуск на обработку из-
делия и повышать таким образом стоимость изготовле-
ния.
Величина мертвой зоны для прямых преобразовате-
лей составляет 40 мм при f—OJ МГц, 15 мм при f=
= 1,5 МГц, 6—8 мм при f=2,5 МГц и 5—6 мм при f=
= 4—5 МГц [31].
Одним из путей повышения разрешающей способно-
сти и, следовательно, сокращения мертвой зоны являет-
ся уменьшение длительности зондирующего импульса
путем механического демпфирования пьезоэлемента пре-
образователя, электрической компенсации колебаний
пьезоэлемента в режиме излучения и т. д.
Механическое демпфирование заключается в том, что
к пьезоэлементу приклеивают массивный демпфер, жест-
кая связь с которым приводит к тому, что после дейст-
вия возбуждающего импульса на пьезоэлемент свобод-
134
ные колебания последнего быстро затухают. Однако при
таком демпфировании снижается добротность колеба-
тельного контура и мощность возбуждаемых УЗК.
Для повышения эффективности ультразвукового кон-
троля применяют комплексное прозвучивание изделий с
помощью прямых и раздельно-совмещенных преобразо-
вателей, которые позволяют выявлять дефекты, располо-
женные вблизи поверхности изделия на глубине от 2,0
до 30 мм.
При использовании сдвиговых, поверхностных или'
нормальных волн, вводимых в изделие с помощью на-
клонных преобразователей, под мертвой зоной подразу-.
мевают минимальное расстояние от точки ввода до конт-
рольного отражателя, при котором на экране ЭЛТ по-
является отраженный сигнал. Кроме того, при контроле
сдвиговыми волнами в изделии могут наблюдаться
неконтролируемые участки на пути распространения пуч-
ка УЗК. На рис. 65, а показаны эти участки при контро-
Рис. 65. Неконтролируемые н мертвые зоны при контроле сдвиговыми (а) н
' поверхностными (б) волнами:
I — контролируемое изделие; 2 — наклонный преобразователь; 3 — пьезоэле-
мент; 4 — пучок сдвиговых воли; 5 — пучок поверхностных волн
ле металлического бруса; здесь неконтролируемыми зо-
нами будут участки ABC, EDK, LMN. Их можно прокон-
тролировать, повернув преобразователь на 180° и
перемещая его в направлении прозвучивания.
На рис. 65, б показана суммарная мертвая зона М
при контроле пластины поверхностными (или нормаль-
ными) волнами, которая характеризуется величиной
М = b + х, (25)
где Ь — непрозвучиваемый участок пластины, находя-
щийся левее точки ввода; х—мертвая зона преобразо-
вателя— минимальное расстояние от точки ввода О до
контрольного отражателя, при котором на экране дефек-
тоскопа появляется отраженный сигнал.
135
Экспериментами установлено, что величина мертвой
зоны зависит в основном от характеристик материала,
формы и размеров изделия, а также размеров и конст-
рукции преобразователя и угла наклона а. Для пластин,
изготовленных из различных жаропрочных сплавов, М =
= 25—40 мм. Суммарная мертвая зона при использова-
нии нормальных волн достигает 100—120 мм.
Такая большая величина мертвой зоны снижает эф-
фективность контроля. Однако избавиться от нее пол-
ностью невозможно. Для выявления дефектов в мертвой
зоне применяют двойное прозвучивание изделия: в на-
правлении слева направо (см. рис. 65, б, положение 1)
и справа налево (см. рис. 65, б, положение II).
Мертвую зону можно уменьшить, изменив конструк-
цию и размеры преобразователя, увеличив частоту про-
звучивания, выбрав правильно шаг и направление ска-
нирования, прозвучивания изделие из нескольких зон.
6. Эталонирование чувствительности
ультразвукового контроля
В
условиях массового контроля серийной продукции
особое значение имеют надежность и воспроизводимость
результатов контроля, а также их объективность. Что-
бы исключить влияние субъективных факторов на ре-
зультаты контроля, необходимо создать стандартные
условия. Одним из существенных моментов стандарти-
зации является настройка дефектоскопов по стандарт-
ным образцам (эталонам) и периодическая проверка
настройки в процессе контроля.
Под чувствительностью дефектоскопа понимают ми-
нимальную площадь отражателя, расположенного в стан-
дартном образце на определенном расстоянии от точки
ввода1 УЗК в плоскости, перпендикулярной направле-
нию прозвучивания, регистрируемого индикатором де-
фектоскопа. Чувствительность дефектоскопа зависит от
характеристики контролируемого материала, акустичес-
кого контакта изделия с преобразователем, а также от
электрических и акустических параметров прибора.
При разработке стандартных образцов важно знать,
насколько полно выбранные искусственные отражатели
имитируют естественные дефекты. Известно, что ампли-
1 Под точкой ввода подразумевают точку пересечения акустиче-
ской оси преобразователя с поверхностью контролируемого изделия.
136
туды сигналов, отраженных от естественного дефекта и
искусственного отражателя, расположенных на одина-
ковой глубине залегания, в одном и том же материале,
имеющих равные площади и ориентированных перпенди-
кулярно акустической оси преобразователя, не одина-
ковы. Амплитуда сигнала от естественного дефекта
меньше, так как его отражающая поверхность имеет
кривизну, неровности и значительную шероховатость,
которые способствуют диффузному отражению УЗК-
Это приводит к уменьшению энергии УЗК, отраженной
в направлении преобразователя..
Для оценки размеров обнаруженных дефектов по
сравнению с размерами искусственных отражателей вво-
дят коэффициент выявляемое™ k, равный отношению
эквивалентной площади искусственного отражателя зэ к
площади естественного дефекта $д, расположенного на
одинаковой глубине в аналогичном материале и дающе-
го амплитуду сигнала, одинаковую с отражателем:
k = s3/s„. (26)
В работах [6, 31] показан способ определения коэф-
фициента выявляемое™ для глубинных дефектов при ис-
пользовании продольных и сдвиговых волн. В табл. 5
Таблица 5. Значения коэффициента выявляемости
для некоторых сплавов
Сплав Изделие Частота, МГц к
Алюминиевый Жаропрочный Жаропрочная сталь Крупногабаритные по- ковки То же Штамповки То же Прокат [33] толщиной, мм: до 30 » 50 Поковки толщиной 50— 100 мм 2,5 1,5 2,5 2,5 2,5 2-, 5 2,5 0,25—0,35 0,3—0,4 0,15—0,25 0,1—0,3 0,15 0,25 0,4
приведены значения коэффициента выявляемости для
глубинных дефектов при использовании продольных и
сдвиговых волн.
Разработке стандартных образцов и выбору отража-
теля предшествует большая работа по определению ко-
137
эффициента выявляемости в зависимости от материала,
характера дефектов, подлежащих обнаружению, частоты
и вида УЗК. Стандартные образцы изготавливают из ме-
талла и органического стекла в виде брусков, секторов,
цилиндров с искусственными отражателями в форме
сверлений различного диаметра с плоским или сфериче-
ским дном,, боковой поверхности сверления, угловых от-
ражателей и т. д. (рис. 66). Для определения условной
Рнс. 66. Виды искусственных отражателей:
а — цилиндрический боковой отражатель; б — сферический
отражатель; в — плоскодонный отражатель; г — угловой отра-
жатель-запиловка; д — угловой отражатель-вырубка; е — над-
резы на цилиндрических поверхностях (сегментные отражатели)
чувствительности дефектоскопа по стандартному образ-
цу преобразователь накладывают на одну из его граней
так, чтобы центральный луч был направлен перпенди-
кулярно поверхности отражателя. Чувствительность оце-
нивают по сигналу, отраженному от минимального по
площади искусственного отражателя.
Отражатели в виде боковой поверхности сверления и
сверления со сферическим дном (рис. 66, а, б) просты в
изготовлении и пригодны для контроля преобразовате-
лем с любым углом наклона. Однако они не дают одно-
значной зависимости между диаметром сверления и ам-
плитудой отраженного сигнала.
138
Отражатель в виде сверления с плоским дном (рис.
66, в), перпендикулярным к акустической оси преобра-
зователя, является наиболее подходящим для эталони-
рования чувствительности. Однако изготовлять торцо-
вые сверления сложно, кроме того, для каждого угла на-
клона призмы преобразователя необходимо иметь
стандартные образцы.
Иногда плоскодонные отражатели заменяют [32, 38]
отражателями углового типа, выполненными в виде за-
пиловки или вырубки (рис. 66, г, д).
Рассмотренные стандартные образцы широко приме-
няют для настройки ультразвуковых дефектоскопов при
контроле крупногабаритных изделий простой формы на
наличие дефектов в глубине металла (раковин, закатов,
расслоений и др.) и контроле сварных соединений на на-
личие дефектов сварки (непроваров, трещин, зон порис-
тости и др.) с помощью продольных и сдвиговых волн.
Однако при контроле изделий поверхностными и нор-
мальными волнами они не пригодны.
Автором были проведены исследования по эталони-
рованию чувствительности ультразвукового контроля
при использовании поверхностных и нормальных волн
[34]. В качестве искусственного отражателя предложе-
но использовать регламентированные по длине, глубине
и раскрытию надрезы на поверхностях контролируемых
деталей (рис. 66, е), плоскости которых ориентированы
перпендикулярно направлению центрального луча пучка
УЗК, проходящего через середину надреза. При этом
чувствительность оценивается минимальной площадью
стенки надреза, надежно выявляемой дефектоскопом.
В ходе работы определяли коэффициенты выявляемое™
различных дефектов на конкретных изделиях.
Так, например, коэффициент выявляемое™ поверх-
ностных трещин на лопатках турбин определяли следу-
ющим образом. Подбирали две одинаковые по материа-
лу, конфигурации и обработке лопатки — одну с естест-
венной мелкой усталостной трещиной, наличие которой
определяли цветной дефектоскопией, другую — эталон-
ную.
Лопатку с усталостной трещиной подвергали прозву-
чиванию при определенной настройке чувствительности
Дефектоскопа. Возникший на экране сигнал от трещины
фиксировали и замеряли его амплитуду.
В качестве эталонной использовали лопатку, выход-
ную кромку которой предварительно прозвучивали при
139
высокой чувствительности. При отсутствии дефектов на
кромке делали тонкий и неглубокий поперечный надрез
на расстоянии от замка лопатки, равным расстоянию, на
котором была расположена усталостная трещина на де-
фектной лопатке. Затем лопатку прозвучивали при тех
же условиях, что и первую, измеряли амплитуду сигна-
ла от надреза. Если сигнал не появлялся или амплитуда
его была небольшой, то глубину надреза увеличивали.
Достигнув глубины надррза, при которой амплитуда си-
гнала становилась равной амплитуде от дефекта, экспе-
римент прекращали и определяли эквивалентную пло-
щадь надреза.
Рассмотрим пример: кромка лопатки скруглена по
всей длине. Приближенно можно считать, что поверх-
ность кромки является конической с большим основани-
ем у замка лопатки. Поэтому плоская поверхность над-
реза, являющаяся отражателем, имеет вид кругового сег-
мента (рис. 67), площадь которого $э определится из
выражения
sg = 7?2 (ф — sin ф)/2 = 7?2 (фл/180° — sin ф)/2 =
= £[(/ — b)-\-bhV2. (27)
г ~о,1
Рис. 67. К расчету площади отра-
жателя—надреза:
1 — кромка эталонной лопатки; 2 —
форма отражающей поверхности
надреза $э (заштрихована); h —
глубина надреза
Величины, входящие в
эту формулу, легко опреде-
ляются измерениями.
Далее участок кромки
лопатки с трещиной выреза-
ли, изготавливали шлиф и
определяли глубину трещи-
ны. Затем таким же спосо-
бом определяли глубину
надреза. Так как трещина и
надрез расположены на
кромках лопаток в одном и
том же месте, а плоскости
их совпадают, то коэффи-
циент выявляемое™ с не-
большой погрешностью мо-
жно определить по формуле
k=h3lhR, где h3—глубина
надреза на эталонной ло-
патке; hn — глубина трещины на дефектной лопатке.
Как было установлено, для дефектов типа трещин
на кромках лопаток, изготовленных из различных жаро-
прочных сплавов, при частоте 2,5 МГц коэффициент выЦ|
I
являемости равен 0,8—0,9, а в некоторых случаях при-
ближается к единице.
Аналогичные эксперименты проводили на стальных
тонкостенных цилиндрических и конических трубах с ис-
пользованием нормальных волн. Коэффициент выявляе-
мое™ в данном случае достигал значений 0,6—0,7.
Следует отметить, что применение поверхностных и
нормальных волн меняет сложившиеся представления о
выявляемое™ дефектов. Считалось, что дефект надеж-
но выявляется, если его размеры больше половины дли-
ны волны ультразвука, т. е. cf>Z/2. Как оказалось, это
справедливо лишь для продольных и сдвиговых (объем-
ных) волн. Чувствительность контроля поверхностными
и нормальными волнами на 1,5—2 порядка выше. Так,
например, с помощью поверхностных волн на кромках
лопаток выявлены трещины глубиной —0,01 мм и про-
тяженностью — 0,3 мм, площадь отражающей поверхно-
сти которых составляла тысячные доли квадратного мил-
лиметра. Увеличение чувствительности контроля при
использовании поверхностных и нормальных волн объяс-
няется тем,что они распространяются более концентри-
рованным пучком за счет локализации в поверхностном
слое или по толщине детали. В этом случае пучок УЗК
обладает большей интенсивностью по сравнению с пуч-
ком объемных волн. Вследствие этого количество ульт-
развуковой энергии, падающей на дефект и отраженной
от него,‘возрастает (см.гл.III).
Экспериментальные исследования показали, что ис-
кусственный дефект в виде надреза по отражательным
свойствам наиболее близок к усталостным трещинам,
возникающим на деталях машин в условиях эксплуата-
ции. Кроме того, надрез прост в изготовлении и может
быть выполнен практически на любой кривой поверхно-
сти, что позволяет имитировать трещины на натурных
деталях и исследовать чувствительность с учетом усло-
вий прохождения и отражения УЗК, близких к реаль-
ным.
При изготовлении стандартных образцов глубину и
место надреза на детали выбирали в соответствии с тех-
ническими условиями на допустимые и недопустимые на-
рушения сплошности поверхностного и подповерхност-
ного слоев металла изделия, а также с учетом опасных
зон, в которых возникали трещины усталости.
Так, например, технические условия на контроль ло-
паток компрессора требуют выявления трещин на кром-
141
ках глубиной 0,1 мм и более. Для обеспечения такой
чувствительности необходимы стандартные образцы с
соответствующими искусственными отражателями. В ка-
честве стандартного образца использовали кондицион-
ные лопатки, кромки которых прозвучивали на высокой
чувствительности дефектоскопа. При выборе места на-
несения искусственного дефекта — надреза — учитыва-
ли, что при одинаковой глубине площадь отражающей
поверхности надреза у конца iiepa лопатки меньше пло-
щади надреза в средней йасти кромки (к концу кромка
лопатки тоньше). Чтобы выявить дефекты по всей кром-
ке, целесообразно дефектоскоп настраивать по надрезу,
расположенному в конце пера лопатки, так как его вы-
явить будет труднее из-за малой площади отражающей
поверхности и наибольшего до него расстояния. Поэтому
для надежного выявления заданного дефекта надрез
глубиной 0,1 мм делали на выходной (более тонкой)
кромке на расстоянии 20 мм ст конца пера лопатки.
Площадь такого отражателя составляла около 0,06 мм2.
Перед контролем дефектоскоп настраивали по этой
лопатке так, чтобы амплитуда отраженного от надреза
сигнала составляла 25—30 мм. Такая настройка прибо-
ра позволяет надежно выявить на кромках лопаток мел-
кие поверхностные трещины глубиной от ~0,1 мм и бо-
лее, а также поверхностные и подповерхностные дефек-
ты (трудноразличимые глазом мелкие риски и забоины,
межкристаллитную коррозию и др.).
Искусственный отражатель в виде надреза применя-
ли также для имитации дефектов на валах, стержнях,
трубах и других деталях, которые можно проконтролиро-
вать только с помощью продольных и сдвиговых волн.
Оказалось, что и в этом случае отражатель в виде над-
реза можно с успехом применять для оценки чувстви-
тельности ультразвукового контроля.
Проведенные исследования были использованы при
разработке стандартных образцов для настройки чувст-
вительности ультразвуковых дефектоскопов. Образцы
представляют собой деталь в натуре или ее часть, на по-
верхности которой в опасном участке выполнен искус-
ственный отражатель в виде регламентированного над-
реза.
Эталонирование чувствительности ультразвукового
контроля деталей машин методом надреза позволило
стандартизировать контроль при использовании поверх-
ностных и нормальных волн. Ультразвуковой контроль
142
при оптимальных режимах настройки чувствительности
дефектоскопов по стандартным образцам позволяет на-
дежно выявлять поверхностные дефекты — трещины и
растрескивание материала, коррозионные поражения,
мелкие и трудноразличимые глазом риски и забоины и
в глубине металла — раковины, закаты, расслоения, по-
ристость, межкристаллитную коррозию, разнозернис-
тость металла.
7. Расшифровка результатов контроля
Результаты ультразвукового контроля оценивают по
показаниям индикаторов прибора. В большинстве ульт-
развуковых дефектоскопов используются индикаторы в
виде экрана ЭЛТ, линия развертки на котором показы-
вает текущее время, а вертикальное отклонение — ам-
плитуду сигнала.
При контроле изделий сложной конфигурации опера-
тор должен иметь большой практический опыт расшиф-
ровки осциллограмм, чтобы уверенно отличать возни-
кающие на экране полезные сигналы, от мешающих сиг-
налов1.
При эхо-методе полезными сигналами являются на-
чальный сигнал, сигналы от донной поверхности или
конца изделия и от различного рода несплошностей ма-
териала (дефектов). Наличие донного или концевого си-
гнала свидетельствует о хорошем акустическом контак-
те и о исправности ультразвуковой аппаратуры. На рис.
27 и 28 показаны схемы прозвучивания изделий про-
дольными, поверхностными, нормальными и сдвиговы-
ми волнами и соответствующие им осциллограммы.
Другой вид имеют осциллограммы прозвучивания ци-
линдрических деталей по окружности. Особенностью про-
звучивания является то, что поверхностные или нор-
мальные волны, распространяясь по окружности трубы,
не встречают конца детали. Поэтому осциллограмма про-
звучивания бездефектной детали состоит из начального
сигнала и линии развертки. Появление сигнала правее
начального свидетельствует о наличии дефектов, отра-
жающих часть УЗК.
Мешающими сигналами являются сигналы, возника-
ющие на экране ЭЛТ независимо от наличия дефектов
1 Мешающие сигналы часто называют ложными сигналами и сиг-
налами — помехами.
143
в контролируемом изделии. Эти сигналы затрудняют
расшифровку осциллограмм, маскируя полезные сигна-
лы от дефектов, и могут явиться причиной браковки до-
брокачественной продукции.
Мешающие сигналы обусловлены, как правило, не-
исправностью дефектоскопа, преобразователя или вы-
сокочастотного кабеля, а также структурой материала,
формой изделия, обработкой поверхности и т. д.
Неисправность дефектоскопа (неисправность элек-
трических цепей и электронных ламп, плохой контакт
и др.) вызывает на экране прибора искажения нормаль-
ной картины в виде «шумов», расширение линии раз-
вертки, одного или нескольких неподвижных или пере-
мещающихся («бегущих») сигналов и т. д. Эти явления
легко распознаваемы, так как они нерегулярны и не-
синхронизованы с разверткой.
Неисправность преобразователя (разрушение пьезо-
элемента, отставание его от демпфера, высыхание кон-
тактной смазки в пакете излучателя и др.) вызывает по-
явление мешающих сигналов непосредственно после на-
чального сигнала.
Неисправность высокочастотного кабеля (плохой
контакт) вызывает появление «шумов» на всей развер-
тке.
Мешающие сигналы, обусловленные неисправностью
аппаратуры, легко определимы, так как они сохраняются
на экране прибора и при снятии преобразователя с кон-
тролируемой детали.
Структура материала существенно влияет на харак-
тер осциллограмм прозвучивания. Так, например, при
контроле материалов с низким коэффициентом затуха-
ния и крупнозернистой структурой на экране появляются
многочисленные хаотически расположенные по всей
длине развертки сигналы — шумы (рис. 68, а). В этом
случае очень трудно, а иногда и невозможно обнару-
жить на экране ЭЛТ сигналы от дефектов.
При контроле материалов с высоким коэффициен-
том затухания возможно частичное или полное поглоще-
ние УЗК, что приводит к резкому снижению чувствитель-
ности и исчезновению донного сигнала. На экране при-
бора наблюдается «чистая» развертка, а донный сигнал
не появляется даже при настройке прибора на режим
максимальной чувствительности (рис. 68,6). В этом слу-
чае контроль невозможен.
Материалы с крупнозернистой структурой целесооб-
144
разно (если допустимо) предварительно подвергнуть
термической обработке, которая значительно улучшает
его акустические характеристики. Материалы с высоким
коэффициентом затухания и крупнозернистой структурой
следует контролировать на пониженной частоте. Чтобы
уменьшить помехи при контроле материалов с низким
коэффициентом затухания, рекомендуется уменьшить
усиление или мощность импульса.
Форма контролируемого изделия. Наиболее трудно
расшифровывать осциллограммы, возникающие при
Рис. 68. Осциллограммы прозвучивания изделий при наличии
помех:
а—при малом затухании упругих воли в металле (металл
<звенит>); б — при большом затухании упругих воли; 1 — из-
делие; 2 — преобразователь; 3 — дефект; 4 — начальный сигнал;
5 — дойный сигнал; 6 — сигнал от дефекта
контроле изделий сложной формы (ступенчатые валы,
Детали с фланцами, выточками, шпоночными пазами,
Детали переменной толщины и кривизны и т. п.). Упругие
волны, отражаясь от элементов конструкции, вызывают
на экране ЭЛТ множество сигналов. В этом случае кон-
троль могут облегчить следующие мероприятия:
1. Тщательное изучение чертежа детали и геометрии
пучка УЗК, излучаемых применяемым преобразовате-
лем. Это позволит в первом приближении представить
характер осциллограммы прозвучивания. Зная конструк-
тивные особенности детали и измерив с помощью глуби-
номера расстояния до возникших на экране сигналов,
Можно установить связь отраженных сигналов с наличи-
ем возможных дефектов.
2. Прозвучивание симметричных участков детали и
Изучение полученных данных. В случае отсутствия дефек-
10 Б. И. Выборнов
1'
тов на экране ЭЛТ должны возникать одинаковые ос-
циллограммы. Различия в расположении сигналов и их
амплитуд могут служить признаком наличия дефектов.
3. Выбор наиболее рационального направления про-
звучивания. В ряде случаев этим способом удается зна-
чительно упростить осциллограммы, наблюдаемые на эк-
ране дефектоскопа и, следовательно, облегчить их рас-
шифровывание. Так, например, в настоящее время трещи-
ны усталости на кромках пера лопаток турбин и компрес-
соров обнаруживают с помощью поверхностных волн дву-
мя способами. Первый способ заключается в том, что
поверхностные волны возбуждают в материале лопатки с
помощью преобразователей с плоской или выпуклой кон-
тактными поверхностями, устанавливаемыми в конце пе-
Рис. 69. Схема контроля лопатки преобразователем,
установленным на пере лопатки:
/ — лопатка; 2— преобразователь; 3 — трещина; 4 —
экран ЭЛТ; 5 —начальный сигнал; 6 — сигналы от кон-
тактной жидкости; 7, 9 — сигналы от структуры; 8 —
сигналы от трещины; 10 — сигналы от замковой части
лопатки
ра на спинке или корыте лопатки (рис. 69). Для выяв-
ления трещин преобразователь поворачивают вокруг
своей оси. При этом изменяются расстояния, пробегае-
мые ультразвуковыми лучами от преобразователя Д°
границ лопатки, и за счет переменной кривизны и
толщины пера возникают другие виды волн. При такой
схеме контроля на экране ЭЛТ наблюдается сложная и
непрерывно изменяющаяся картина, которую трудно рас-
шифровать. Кроме того, как известно, выявляемости де'
фектов зависит от угла встречи v, т. е. от угла межДУ
146
лучом и его проекцией на поверхность дефекта. Чем
ближе этот угол к прямому, тем выше выявляемость
дефекта. Дефекты хорошо обнаруживаются при углах
встречи от 90 до 75°.
При поиске трещин на кромках пера лопатки по при-
веденной схеме угол встречи изменяется от 0 до некото-
рого значения, не равного 90°. Этот угол зависит от дли-
ны лопатки. Поэтому чувствительность метода низкая.
При втором способе, предложенном автором [35],
лопатки прозвучивают, возбуждая поверхностные волны
вдоль кромок, являющихся местом зарождения устало-
Рис. 70. Схема контроля лопатки преобразователем, ус-
тановленным на кромке лопатки:
1 — лопатка; 2 — преобразователь; 3 — трещина; 4 —
экран ЭЛТ; 5 — начальный сигнал; 6 — сигнал от трещи-
ны; 7 — концевой сигнал; Ь — глубина проникновения
поверхностных воли
стных трещин. Преобразователь устанавливают на кром-.
ке лопатки так, чтобы пучок поверхностных волн рас-
пространялся от одного ее конца к другому (рис. 70).
В этом случае на-экране ЭЛТ возникает простая для
Расшифровывания осциллограмма, состоящая из трех
сигналов: начального концевого и от дефекта. Кроме то-
го, здесь угол встречи между пучком и дефектом всегда
Равен 90°, благодаря чему чувствительность контроля
Резко возрастает.
Чистота обработки поверхности. Ультразвуковой кон-
троль желательно проводить при шероховатости поверх-
ности, соответствующей 5—6-му классам. Особенно это
важно при контроле поверхностными и нормальными
волнами. При шероховатой поверхности ухудшаются
условия ввода упругих волн в изделие и снижается даль-
ность распространения поверхностных и нормальных
волн. В случае гладкой поверхности прямым преобразо-
вателем наряду с продольными волнами возникают и по-
верхностные, которые распространяются во всех направ-
лениях от преобразователя. Последние, отражаясь от гра-
ней изделия, воспринимаются преобразователем и на
экране ЭЛТ возникает сигнал, который может быть оши-
бочно принят за сигнал от дефекта в глубине металла.
В этом случае преобразователь рекомендуется переме-
щать по поверхности, изменяя расстояние между преоб-
разователем и краем изделия. Сигнал на экране ЭЛТ
также будет перемещаться. Сигнал не перемещается, ес-
ли он возник от дефекта в глубине металла.
При контроле изделий поверхностными или нормаль-
ными волнами требуется тщательно очищать контроли-
руемую поверхность, так как различные загрязнения
(масло, нагар и т. д.), отражая часть упругих волн, вы-
зывают появление мешающих сигналов на экране дефек-
тоскопа. gjl
8. Пример разработки методики Я
ультразвукового контроля
Разработка .методики контроля любого изделия обычно состоит
из нескольких этапов.
Первый этап — подготовительный, включает в себя ознакомление
с объектом контроля, сбор и обработку информации, необходимой
для правильной оценки состояния вопроса. Сюда относятся обобще-
ние статистических данных о количестве случаев браковки изделий в
производстве или отказов в эксплуатации, определение опасных
участков, в которых наиболее часто появляются дефекты, анализ
причин возникновения дефектов, ознакомление с существующим
контролем изделия, его положительными и отрицательными сторона-
ми и т. д. На основании этих сведений ставится задача и намеча-
ются пути ее решения.
Второй этап состоит в выборе и обосновании основных пара-
метров контроля: вида УЗК, частоты, зон ввода и направления рас-
пространения ультразвука в изделии (участки прозвучивания и угол
а падения продольных волн), направления и шага сканирования.
При этом следует обстоятельно изучить характеристики изделия и
материала, из которого оно изготовлено, а также дефекты, подле-
жащие выявлению.
Следующим этапом является выбор или разработка средств конт-
роля: типа дефектоскопа, преобразователей и устройств, позволяю-
щих обеспечить простоту, удобство и надежность контроля. В пер-
вую очередь необходимо оценить возможность серийных дефектоско-
пов -и преобразователей для решения поставленной задачи. Если
148 1
ам
применить серийную аппаратуру не представляется возможным (уг-
лы серийных преобразователей существенно отличаются от рассчи-
танных или размеры и конструкция первых не позволяют ввести
УЗК в намеченные зоны изделия), то необходимо разработать специ-
альные преобразователи. Иногда надежность контроля зависит от
точной установки преобразователя на поверхности изделия. Однако
точно установить преобразователь с плоской контактной поверхно-
стью на изделии сложной формы и с кривой поверхностью трудно.
В этом случае приходится конструировать специальные фиксирую-
щие устройства.
Далее определяют чувствительность контроля и разрабатывают
стандартные образцы для настройки дефектоскопов. Этот этап яв-
ляется наиболее ответственным и требует тщательного эксперимен-
та. Желательно эксперименты проводить с учетом реальных условий
прохождения и отражения УЗК на образцах, изготовленных из того
же материала, что и контролируемое изделие, с искусственными от-
ражателями, поверхность которых близка к отражающей поверхно-
сти естественного дефекта.
Следующий этап — выбор или разработка способов индикации и
расшифровывания результатов контроля. В результате выполнения
этого этапа должны быть исследованы и изучены осциллограммы,
возникающие на экране ЭЛТ при прозвучивании изделия, учтена
возможность появления мешающих сигналов и разработаны реко-
мендации по расшифровыванию осциллограмм.
Заключительным этапом является написание инструкции (мето-
дики) по ультразвуковому контролю изделия, в которой должны быть
приведены методические указания и рекомендации по подготовке из-
делия к контролю, применению ультразвуковой аппаратуры, настрой-
ке дефектоскопов, способам сканирования, расшифровке осцилло-
грамм прозвучивания и отбраковке дефектных деталей.
Рассмотренная схема разработки методики контроля является до
некоторой степени условной и не претендует на полноту охвата всех
вопросов. Последовательность выполнения этапов может быть иной,
некоторые этапы можно совместить с другими, отдельные этапы мо-
гут быть исключены или дополнены в зависимости от конкретных
задач, стоящих перед разработчиком методики.
Рассмотрим пример разработки методики контроля несущей бал-
ки тележки шасси самолета, показанной на рис. 16.
На первом этапе было установлено следующее.
В эксплуатации наблюдались случаи образования трещин и раз-
рушения балок. Трещины возникали на внутренней поверхности ниж-
ней части балки и распространялись к наружной поверхности.
На заводах балки контролируют визуально и методом магнит-
ного порошка. В условиях эксплуатации эти методы контроля при-
менить нельзя, так как зоны развития трещин закрыты.
Балка тележки представляет собой толстостенную трубу, изготов-
ленную из стали 40ХН2СМА (рис. 71). На концах балки выполнены
головки с отверстиями для осей колес. Вверху в центре балки рас-
положен узел крепления тележки к машине. Стыки балки с осями
заделаны герметически. Между головками для осей колес и узлом
Крепления тележки расположены участки балки с переменной тол-
щиной: 11 мм у галтелей узла крепления тележки-и 8 мм у галтелей
головок.
Наиболее опасной зоной является нижняя растянутая часть бал-
ки, разрушение которой начинается с внутренней поверхности. Как
правило, трещины зарождались на участке, пораженном коррозией,
Н9
и распространялись к наружной поверхности балки в плоскости, пер.,
пеидикулярной образующей цилиндра.
Расчет основных параметров ультразвукового контроля проведем
используя известные значения упругих постоянных материала.
Для высокопрочной стали 40ХН2СМА £=190 ГН/м2, G==
= 75,5 ГН/м2, р = 7,81-103 кг/м3.
1230
Рис. 71. Схема балки тележки:
1,2 — головки с отверстиями для осей колес; 3 — узел крепления те-
лежки к шасси самолета; 4 — конические участки балки; Тр — места
возникновения трещин
Коэффициент Пуассона определим по формуле (11)
p = £/2G— 1 = 19-1010/2-7,55-1010 — 1 =0,26.
Скорости продольных и сдвиговых волн в материале найдем по
формулам (3) и (4): спр=5400 м/с, сСДв = 3100 м/с. •
Для изучения микроструктуры материала балки проведем метал-
лографический анализ на однородность и засоренность металла не-
металлическими включениями. Установим, что в месте излома ме-
талл имеет мелкокристаллическое строение. Микроструктура нор-
мальная, уковка плотная. Раковин, пор и других дефектов не обна-
ружено. Неметаллические включения в металле балки соответствуют
4-му баллу стандартной шкалы ГОСТ 1778—57. Микроструктура
материала — мартенсит, зерно мелкое (балл 7—8).
Как уже было отмечено, затухание УЗК резка возрастает при
D~/., см. п. 1. Чтобы установить влияние микроструктуры материа-
ла балки на поглощение УЗК при частоте f=2,5 МГц, определим
длину сдвиговой волны в стали 40ХН2СМА: ЛсДВ = ссдв//=3,1Х
X Ю6/2,5-106= 1,24 мм.
Размеры кристаллов этой стали в поперечнике составляют (для
балла 7—8) ~0,02-г-0,03 мм, а размеры неметаллических включе-.
ний в нем (для балла 4) равны £>DKn«0,l мм. Тогда для кристаллов
стали £)к/Хсдв = 0,03/1,24 = 0,024<^;1; для неметаллических включений
£>вклАсДВ = 0,1/1,24=0,08«1 и, следовательно, ХсДв2>£>вкл. Можно
полагать, что в этом случае диффузионное рассеяние УЗК и зату-
хание волн в металле будут небольшими.
Для прозвучивания стали 40ХН2СМА может быть применена час-
тота 2,5 МГц. Проведенные автором эксперименты показали, что
применение более низкой частоты нецелесообразно из-за уменьшения
чувствительности, а более высокой — из-за увеличения поглощения
энергии УЗК и уменьшения дальности прозвучивания.
Расположение трещин и переменная толщина стенок детали не
позволяют применить для ее контроля продольные, поверхностные
и нормальные волны. Для контроля балки можно использовать толь-
Ко сдвиговые волны, вводя их в деталь с наружной нижней поверх-
ности так, чтобы они распространялись вдоль образующей балки.
Угол а выбирается таким, чтобы в стенке возбуждались в основном
сдвиговые волны.
Значения углов акр i и акр и рассчитаем по формуле (21). Ско-
рость продольных волн в органическом стекле (материал призмы пре-
образователя) найдем в табл. 4 (сПр.орг.ст=2670 м/с):
sin а , = с /с „ = 2670/5400 =
. °“' кр1 пр.орг.ст' пр.стали
= 0,495; акр1 = 29°30';
sin а „ = с /с „ „ =2670/3100 = 0,865; акпТ1 = 60°.
»* крП пр.орг.ст' сДв.стали КРП
Чтобы УЗК распространялись вдоль стенки балки в виде сдвиго-
вых волн, необходимо направить продольные волны на поверхность
балкн под углами, заключенными между aI!p i и аКр и. Для этого
следует наклонить излучатель относительно образующей балки на
угол акР 1<а<акр и. Однако возбудить таким способом в цилинд-
рической детали чистые сдвиговые волны, распространяющиеся под
определенными углами, как известно, нельзя (см. гл. III). Наряду
с рассчитанными сдвиговыми волнами в стенке детали за счет кри-
визны поверхности возникают сдвиговые и, возможно, другие виды
волн, распространяющиеся под другими углами.
Для надежного выявления
поперечных трещин на внут-
ренней поверхности трубы не-
обходимо, чтобы пучок лучей
распространялся в направле-
нии, перпендикулярном плос-
кости трещины, н угол встре-
чи со был близок или равен
90°.
Первое условие выполни-
мо, если наружный диаметр
трубы больше диаметра пье-
зоэлемента нли призма преоб-
разователя имеет плоскую
контактную поверхность; тог-
да при установке преобразова-
теля на поверхность балки мо-
жно обеспечить ввод продоль-
ных волн в тело детали на ог-
раниченном по ширине (и
кривизне) участке, благодаря
чему УЗК будут входить в по-
Рис. 72. Схема хода лучей в стенке
балки:
1 — стенка балкн; 2 — пьезоэлемент;
М'— мертвая зона в ' месте установки
преобразователя; Мт- мертвая зона
иа пути УЗК; и — угол встречи
верхность под углами, близки-
ми к расчетным. Значительно труднее выполнить второе условие.
Рассмотрим схему хода лучей УЗК, возбужденных в стенке балки
стандартным круглым пьезоэлемеитом диаметром 12 мм, установлен-
ном на поверхности под углами 35 и 55° относительно образующей
Детали (рис. 72).
Как видно, при углах, близких к акр i, мертвая зона М — мини-
•Мальная, однако и угол встречи со также мал и чувствительность
Может быть недостаточной. При увеличении угла падения а угол со
Дстречи возрастает. Однако при этом растут и мертвые зоны М и М'
по тангенциальному закону: AI=Mgco, где I—толщина стенки
балки, мм.
151
При углах, близких к акр п, УЗК не доходят до внутренней по-
верхности балки, а распространяются вблизи поверхности ввода УЗК
При этом угол <в->90°, а мертвые зоны М и М'-*-оо. Кроме того, вы.
являемость дефектов зависит и от конусности стенки балки. Поэтому
при выборе угла а необходимо все эти факторы учесть.
Оптимальное значение угла а, определяли экспериментально, про.
звучивая балку с искусственным дефектом (надрезом), выполненным
на внутренней поверхности, перпендикулярно образующей глубиной
около 0,6 мм. УЗК вводили в стенку балки наклонными преобразо-
вателями с углами а, от 30 до 60° с интервалом через 5°. Было уста-
новлено, что лучше всего данный дефект выявляется преобразова-
телем с углом а, = 40°.
Однако наклонные преобразователи с углом 40° из комплектов
серийных дефектоскопов, например УДМ-1М, нельзя использовать
для контроля балок в условиях эксплуатации. В этом случае конт-
ролер находится между передними и задними колесами тележки и
проводит контроль лежа на спине лицом к балке; в таких условиях
ему трудно избежать возможных перекосов преобразователя и на-
рушения акустического контакта при сканировании. Для обеспечения
направленности пучка УЗК и хорошего акустического контакта в дан-
ном случае нужны специальные устройства.
На рис. 73 показан цилиндрический преобразователь с фиксирую-
щим устройством. Преобразователь неразъемный, все его элементы
соединены эпоксидным клеем. К его основанию приклеен клин из
органического стекла с углом у основания, равным 40° (рис. 73, а).
Контактная поверхность клина притирается к поверхности балки.
Фиксирующее устройство (рис. 73, б) представляет собой скобу,
охватывающую балку при контроле и исключающую перекос преоб-
разователя. В центральной части скобы имеется цилиндрический ка-
нал, в котором размещен корпус преобразователя, ось которого со-
ставляет с образующей балки угол в 40°±30'. В канале преобразо-
ватель свободно перемещается параллельно своей продольной оси.
Спиральная пружина и ограничитель в верхней части обеспечивают
постоянное усилие прижима преобразователя к поверхности ввода
УЗК, что улучшает условия контроля и повышает его надежность.
Как показала практика, применение преобразователей с фикси-
рующими устройствами обеспечивает надежное выявление дефектов,
простоту обращения и стабильность результатов контроля.
Затем определим чувствительность контроля к выявлению трещин
на внутренней поверхности балки. Изготовим несколько образцов нз
конических участков балки, на внутренней поверхности которых,
в зоне наиболее вероятного возникновения трещин, имитируем де-
фекты в виде надрезов различной глубины. Исследуем чувствитель-
ность на частоте 2,5 МГц с помощью дефектоскопа УДМ-3 и разра-
ботанного преобразователя с фиксирующим устройством.
Амплитуды сигналов от искусственного отражателя замеряли при
расстояниях точки ввода преобразователя от середины надреза 20,
40...250 мм. В каждой точке проводили по десять замеров и высчиты-
вали их среднее арифметическое значение. Было установлено, что
надрез глубиной 0,15 мм при выбранной настройке чувствительности
дефектоскопа выявляется неуверенно. Сигналы на экране ЭЛТ были
неустойчивыми и имели малую амплитуду. Надрезы глубиной 0,3;
0,4 и 0,5 мм выявлялись уверенно на расстоянии от 40 до 200—220 мм
и на экране ЭЛТ фиксировались отраженные от них четкие и устой-
чивые единичные сигналы. Ближе 40 мм сигналы от надрезов стано-
вились неустойчивыми и трудновоспроизводимыми.
152
Проведенные эксперименты использовали при разработке стан-
дартного образца для настройки чувствительности дефектоскопа при
контроле балок в условиях эксплуатации. Стандартный образец
представляет собой участок балки длиной 260 мм и шириной по хор-
де 145±5 мм, вырезанный из нижней части изделия. Предваритель-
но деталь тщательно проверяют на отсутствие каких-либо дефектов
на ее поверхностях и внутри металла. Затем иа внутренней поверх-
Рис. 73. Схема цилиндриче-
скоро преобразователя (а)
и общий вид преобразова-
теля с фиксирующим уст-
ройством в рабочем поло-
жении (б):
/ — корпус; 2 — демпфер;
3 — пьезоэлемент; 4 — приз-
ма; 5 — штепсельный разъ-
ем
153
пости образца в зоне наиболее вероятного возникновения трещин фре.
зой (диаметр 100 мм) делали надрез глубиной 0.5±0,1 мм с шириной
раскрытия около 0,5 мм (рис. 74).
Чувствительность ультразвуковых дефектоскопов, настроенных по
этому образцу, позволяет выявлять трещины па внутренней поверх-
ности балки глубиной 0,5 мм и более иа расстоянии до 200 мм от
точки ввода. Для эксплуатации такая чувствительность достаточна,
так как позволяет своевременно обнаружить дефект, когда еще нет
опасности разрушения изделия.
Зоны ввода УЗК в деталь определяли с учетом размеров конт-
ролируемых участков, которые составляют 350 и 270 мм соответ-
' ственно; участков облучения, ко-
рне. 74. Схема стандартного об-
разца для настройки чувствитель-
ности дефектоскопа при контроле
балки:
1 — стандартный образец; 2 — от-
ражатель
торыми являются нижние растя-
нутые передняя и задняя части
балки; дальности прозвучивания.
дефектоскопа, при которой на-
дежно обнаруживаются дефекты
глубиной 0,5 мм и более; мерт-
вых зон — вблизи преобразовате-
ля н на пути распространения
луча; зон сканирования при поис-
ке дефектов.
В результате анализа ука-
занных факторов и многократной
экспериментальной проверки бы-
ли установлены зоны ввода УЗК
и направление сканирования, по-
зволившие надежно проконтроли-
ровать балку по всей длине опас-
ного участка.
На рис. 75 показаны участки
прозвучивания и четыре зоны
ввода УЗК в нижней части балки.
Длина каждого прозвучиваемого
участка составляет 160 мм. При
контроле преобразователь уста-
навливают сначала в зоне I так,
чтобы УЗК были направлены
вдоль балки к переднему колесу. Затем, перемещая преобразователь
вдоль образующей взад-вперед на 15—20 мм, одновременно пере-
двигают его по дуге окружности нижней части балки (в зоне I).
Закончив контроль участка балки, в данном направлении перестав-
ляют преобразователь на 180° и проводят контроль балки из этой
же зоны в противоположном направлении. Аналогично балку кон-
тролируют из зон II—IV.
Отработку методики расшифровывания осциллограмм проводили
в лабораторных условиях на балках с искусственными дефектами в
виде поперечных надрезов различной длины и глубины и в условиях
эксплуатации на балках без дефектов и с естественными дефектами.
Дефектоскоп при этом настраивали по эталону.
При настройке преобразователь с фиксирующим устройством уста-
навливали на эталоне так, чтобы точка ввода находилась на рас-
стоянии — 180 мм от торца, вблизи которого расположен надрез,
а центральный луч был направлен на середину отражателя. При
этом на экране ЭЛТ возникали три сигнала: начальный, от торца эта-
лона (концевой) н от надреза. Перемещая преобразователь вдоль
154
образующей примерно на 15—20 мм в ту и другую сторону и од-
новременно передвигая его по дуге, добивались наибольшей ампли-
туды отраженного от надреза сигнала. Ручками управления дефек-
тоскопом устанавливали начальный сигнал в начале, концевой в кон-
це развертки, а амплитуду отраженного от надреза сигнала — равной
25—30 мм.
При прозвучивании балок без дефектов на экране ЭЛТ наблю-
далась осциллограмма, состоящая из начального сигнала и чистой
линии развертки. Концевого сигнала не было, так как УЗК уходят
на головку балки, где отражающие поверхности расположены на
расстояниях >180 мм и поэтому не фиксируются на экране ЭЛТ.
Рис. 75. Схема расположения участков прозвучивания:
I— IV — зоны ввода УЗК; Ф — угол перемещения преобразователя при поиске
дефектов
При наличии на внутренней поверхности балки поперечных тре-
щин глубиной 0,5 мм и более на экране ЭЛТ возникал сигнал от де-
фекта, амплитуда которого зависела от размеров дефекта в направ-
лении прозвучивания, его ориентировки, характера отражающей
поверхности, расстояния до точки ввода и т. д. Иногда рядом с на-
чальным сигналом на расстоянии до 15 мм наблюдались непостоян-
ные, изменяющиеся по амплитуде всплески, соответствующие отра-
жению УЗК от контактной среды между преобразователем и балкой.
При прозвучивании балок в эксплуатации с реальными дефекта-
ми в виде трещин, грубых рисок, забоин, очагов крупной коррозии на
экране ЭЛТ возникали осциллограммы, аналогичные рассмотренным.
Глава V
УЛЬТРАЗВУКОВЫЕ ПРИБОРЫ
ДЛЯ ОПРЕДЕЛЕНИЯ КАЧЕСТВА И СВОЙСТВ
МЕТАЛЛОВ И ИЗДЕЛИИ
1. Технические требования,
‘ предъявляемые к ультразвуковым приборам
Основными характеристиками ультразвуковых при-
боров являются чувствительность, максимальная даль-
ность прозвучивания, способ индикации дефектов, систе-
ма селекции, величина мертвой зоны и разрешающая
способность.
155
Чувствительность прибора должна быть достаточной f
для проведения контрольных операций, предусмотрен- |
ных техническими условиями. Излишне высокая чувст-
вительность может привести к регистрации сигналов от
мелких пороков металла и структурных составляющих,
не являющихся дефектами. В приборе должна быть пре-
дусмотрена плавная регулировка чувствительности в ши-
роких пределах.
Чувствительность прибора определяется частотой Ч
УЗК, амплитудой электрического импульса, возбужда-
ющего пьезоэлемент преобразователя, и коэффициентом J
усиления приемного тракта. ;
Как показала практика, на частотах 0,5—5,0 МГц *
можно проконтролировать большую часть изделий, из-
готовленных из металлических и неметаллических ма-
териалов.
Максимальная дальность (глубина) прозвучивания—
это максимальное расстояние, на котором прибором мож-
но зарегистрировать концевой (или донный) сигнал, от-
раженный от противоположного конца (или поверхно-
сти) изделия.
Индикация дефектов осуществляется с помощью ин-
дикатора— устройства, преобразующего электрические
сигналы в видимые изображения или слышимые сигна-
лы. С помощью индикатора оценивают размеры дефек-
та (например, по величине амплитуды отраженных сиг-
налов) и определяют его координаты.
Существуют следующие индикаторы: осциллографи-
ческие, звуковые, световые, стрелочные и цифровые.
Применение их определяется условиями и задачами кон-
троля. Наибольшее распространение получили осцилло-
графические индикаторы — ЭЛТ, применяемые в прибо-
рах универсального назначения. В специализированных
приборах применяют, как правило, стрелочные и цифро-
вые индикаторы. Звуковые и световые индикаторы при-
меняют в качестве дополнительных при ручном и авто-
матическом контроле.
Важной характеристикой ультразвукового прибора
является система селекции сигналов. При дефектоско-
пии индикаторы могут фиксировать отражение УЗК не
только от дефектов, но и от границ изделия, конструк-
тивных элементов (уступов, выточек, пазов и т. п.), а
также от структурных неоднородностей, не являющихся
дефектами. При этом зафиксированные сигналы срав;
нимы с сигналами от дефектов и даже превосходят их.
156
Селективность контроля ультразвуковым дефектоско-
пом достигается за счет контроля изделия по слоям с си-
стемой временной селекции сигналов и «лупой времени».
Кроме того, в дефектоскопах предусмотрена амплитуд-
ная селекция, т. е. отсечка (ограничение) сигналов по
минимуму.
Мертвая зона определяется минимальной глубиной
расположения дефекта, четко выявляемого всеми инди-
каторами дефектоскопа. Величина мертвой зоны зависит
от длительности зондирующего импульса, времени вос-
становления коэффициента усиления приемного тракта
после воздействия зондирующего импульса и в некото-
рых случаях от конструкции преобразователя.
К ультразвуковым приборам предъявляют иногда и
специальные требования, обусловленные специфически-
ми особенностями их применения при контроле полуфаб-
рикатов и готовых изделий в условиях производства и
эксплуатации.
Так, например, при контроле крупногабаритных изде-
лий в заводских условиях необходимо, чтобы прибор
имел устройство для определения глубины залегания
обнаруженных дефектов. Для выравнивания чувствитель-
ности по сечению контролируемого изделия в дефекто-
скопе должен быть блок временной регулировки чувст-
вительности (ВРЧ), а для определения размеров обна-
руженных дефектов—аттенюатор. При контроле массо-
вой продукции должен быть автоматический сигнализа-
тор дефектов (световой или звуковой) и устройство, по,
зволяющее подключить прибор к автоматической линии.
Так как прибор работает длительное время, то необхо-
димо, чтобы он имел принудительное охлаждение и т. д.
Если контроль изделий проводят в полевых услови-
ях, то основными требованиями являются портативность
прибора, возможность использования автономных ис-
точников электропитания, наличие в комплекте прибора
устройств, облегчающих и упрощающих проведение кон-
троля, и т. д.
2. Ультразвуковые дефектоскопы
В настоящее время в СССР и за рубежом выпуска-
ются ультразвуковые дефектоскопы различного назна-
чения. Основные технические данные многих из них при-
ведены в монографиях [3, 5, 6, 32] и справочниках [36,
37]. Ниже приводятся основные характеристики и техни-
157
ческие данные некоторых отечественных и зарубежных
ультразвуковых дефектоскопов.
Ультразвуковые дефектоскопы можно классифициро-
вать по тем же признакам, что и акустические методы
[36]. Кроме того, их можно дополнительно классифици-
ровать по решаемым задачам, способу контроля, месту
и условиям применения. Так, например, по решаемым за-
дачам приборы можно разделить на универсальные и
специализированные.
Универсальные дефектоскопы предназначены для об-
наружения и определения координат дефектов, являю-
щихся нарушением сплошности (раковин, расслоений,
трещин и т. д.), которые расположены на глубине до
2000—2500 мм в крупных металлических заготовках, по-
луфабрикатах и изделиях несложной формы, а также
для измерения толщины изделия при одностороннем к
нему доступе.
Приборы позволяют обнаруживать дефекты не толь-
ко в металлических сплавах, но и в изделиях, изготов-
ленных из фарфора, органического стекла и некоторых
видов пластмасс, а также определять скорость распро-
странения УЗК в различных материалах методом срав-
нения.
Ультразвуковые дефектоскопы УДМ-1М и УДМ-3
получили наибольшее распространение. Прибор УДМ-3
отличается от УДМ-1М тем, что в нем применен генера-
тор УЗК на тиристоре, и он охлаждается с помощью
вентилятора. Приборы снабжены прямыми, наклонными
и раздельно-совмещенными преобразователями, с помо-
щью которых можно возбудить в контролируемых объ-
ектах продольные и сдвиговые волны.
Ультразвуковой импульсный дефектоскоп ДУК-66
может быть использован для автоматического и полу-
автоматического контроля. Для работы в автоматичес-
ком режиме прибор снабжен приставками, в которых
предусмотрены: сигнализация наличия донного сигнала и
сигналов от дефектов, выход эхо-сигнала от передней
грани изделия при иммерсионном контроле, выходы пос-
тоянных напряжений, пропорциональных амплитудам
донного сигнала и сигнала от передней грани изделия,
помехозащитное устройство. Он может работать при ко-
лебаниях температуры от 10 до 35 °C и влажности воз-
духа до 80%. Прибор имеет высокую чувствительность
и малую мертвую зону.
Ультразвуковой импульсный дефектоскоп ДУК-бВ
158
для удобства транспортировки и пользования им в цехо-
вых условиях размещен на тележке, являющейся одно-
временно и подставкой для дефектоскопа. Для контроля
металлов с большим затуханием прибор снабжен мощ-
ным генератором радиоимгульсов. В приборе применен
оригинальный блок компенсации, позволяющий при ра-
боте в иммерсионном режиме на частотах 1,2 и 2,5 МГц
уменьшить длительность отраженных импульсов в 2—
3 раза и, следовательно, уменьшить мертвую зону.
Ультразвуковой дефектоскоп ДСК-1 (структурный
анализатор) предназначен для обнаружения дефектов в
полуфабрикатах и изделиях, определения величины зер-
на в хромоникелевых сталях, графитовых включений в
сером чугуне, межкристаллитной коррозии в коррозион-
ностойких сталях и т. д. Он комплектуется набором
прямых и раздельно-совмещенных преобразователей с
углами падения 30, 32, 40, 50 и 65°. Дефектоскоп снаб-
жен аттенюатором, с помощью которого входной сигнал
ослабляется грубо (через 10 дБ в пределах 0—60 дБ) и
точно (через 1 дБ в пределах 0—9 дБ). Особенностью
прибора ДСК-1 является возможность работы с одним
преобразователем на разных частотах. Так, например,
преобразователь на 10 МГц может работать на гсех ос-
тальных частотах. Это очень важно при структурном ана-
лизе металлов относительным методом.
Ультразвуковой дефектоскоп УД-10УА предназначен
для обнаружения дефектов в металлических изделиях,
определения их координат и измерения толщины. При-
бор используют в автоматическом и полуавтоматическом
режиме при контактном и иммерсионном контроле. При-
бор отвечает требованиям агрегатированной системы не-
разрушающего контроля (АСНК). Среднее время безот-
казной работы составляет 1000 ч. Он может работать
при колебаниях температуры от 5 до 50 °C и относитель-
ной влажности до 80 %.
Аналогичными зарубежными приборами являются
дефектоскопы USIP-10W и USIP-11 фирмы «Kraut-
kramer»;«Echograph» 1051 и 1140 фирмы «Karl Deutschs
(ФРГ); серий 500L и 500S, 1000N и 6000К фирмы «Kretz»
(Австрия); дефектоскопы DUR-20 и DI-22 (ПНР);
DIUS (ЧССР); серии 8000А фирмы «Daw Instruments»
(Англия); «Nanoscope-412» фирмы «Erdman Instru-
ments» (США), прибор UFD-301 фирмы «Teikoku Tsus-
hin Kogyo» (Япония) и др.
Дефектоскоп серии 6000К имеет широкий частотный
159
диапазон. Использование в приборе широкополосного
усилителя позволяет получать линейное усиление приня-
тых преобразователем эхо-импульсов. Частота прозвучи-
вания определяется частотой основного резонанса под.
ключенного преобразователя. При этом достигается
оптимальный коэффициент полезного действия излучате-
ля. Прибор используют для контроля листовых материа-
лов, сварных швов, для измерения толщины стенок изде-
лий и т. д. Встроенный вентилятор позволяет работать
на приборе длительное время без перегрева. Дефекто-
скоп комплектуется набором преобразователей, кабеля-
ми длиной 2,5 и 15 м, эталонами из стали и органическо-
го стекла и запасными частями.
Дефектоскопы серий 500L и 500S являются порта-
тивными приборами и почти не отличаются по внешне-
му виду. Они снабжены электронно-лучевыми трубками с
плоским экраном большой яркости диаметром 100 мм.
Благодаря небольшому числу ручек на панели дефекто-
скоп прост в управлении и настройке. Для охлаждения
прибора имеется вентилятор. Комплект преобразовате-
лей содержит до четырех десятков прямых и наклонных
преобразователей. Работа может осуществляться про-
дольными, сдвиговыми и поверхностными волнами.
Прибор «Nanoscope-412» является дефектоскопом-
толщиномером с высокой разрешающей способностью.
Он снабжен телевизионным приемником и быстродейст-
вующей вычислительной машиной. Яркость изображения
позволяет наблюдать за экраном при дневном свете.
Контроль можно проводить контактным и иммерсион-
ным методами.
Дефектоскоп DI-22 служит для выявления дефектов
в материалах, измерения скорости и затухания УЗК и
измерения толщины при одностороннем доступе. В при-
боре применена электрическая стабилизация напряже-
ния, что исключает влияние колебания напряжения сети
на параметры контроля. Встроенный монитор обеспечи-
вает работу прибора в автоматическом режиме при кон-
троле серийной продукции. Дефектоскоп поставляется с
универсальной фотографической приставкой и двумя ко-
аксиальными кабелями длиной 1,5 м.
На рис. 76 показаны дефектоскопы «Echograph-1002»
и «Echograph-1051», а на рис. 77 — дефектоскоп
USIP-11.
К рассматриваемой группе приборов можно отнести
также и малогабаритные портативные дефектоскопы мно-
160
г
гоцелевого назначения: ДУК-66П и УД-24 (СССР),
USK-5 и USM-2 фирмы «Krautkramer», МРТ-3 фирмы
«Lehfeldt», «Echograph-1002» фирмы «Karl Deutsch»
(ФРГ), DI-4T и тип 510 (ПНР) и др.
Ультразвуковой дефектоскоп ДУК-66П является ма-
логабаритным переносным прибором, выполненным на
Рис. 76. Общий вид ультразвуковых дефектоскопов «Echograph-
1002» (а) и «Echograph-1051» (б) фирмы «Karl Deutsch» (ФРГ)
полупроводниках. Он аналогичен дефектоскопу УДМ-1М,
От которого отличается возможностью более точного
сравнения амплитуд сигналов с помощью, аттенюатора и
Непосредственного отсчета координат дефектов по шкале
слубиномера.
Дефектоскоп УД-24 (рис. 78) является новым прибо-
ром, разработанным для применения в заводских и no-
il Б. И. Выборнов 161
Рис. 77. Общий вид ультразвукового дефектоскопа USIP-H
КГЭ111С1** 1 /
фирмы «КгаиЬ
Рис. 78. Общий вид ультразвукового дефектоскопа УД-24
162
рие. 79. Блок-схема имитатора де-
фектов
левых условиях. Он содержит калиброванный аттенюа-
тор, блок звуковой сигнализации и блок питания от ак-
кумуляторных батарей. Прибор отличается от ДУК-66П
наличием блоков отсечки шумов с сохранением амплиту-
ды сигнала от дефекта и цифрового указателя расстоя-
ния до дефекта, а также блоков питания от сети посто-
янного тока напряжением 24—27 В и гнезд для подсое-
динения головных телефонов.
Ультразвуковой дефектоскоп МРТ-3, собранный на
транзисторах, служит для обнаружения дефектов в цель-
нокатанных плитах, крупногабаритных поковках, тонких
листах и сварных соединениях. Он комплектуется пря-
мыми и угловыми преобразователями в обычном и ми-
ниатюрном исполнении для работы продольными, сдви-
говыми и нормальными волнами на частотах 0,5—6 МГц.
Позволяет контролировать материалы со скоростью УЗК
от 2300 до 6300 м/с. Питание осуществляется от сети или
встроенной в прибор батареи.
Некоторые дефектоскопы снабжаются приставками:
имитаторами дефектов, самописцами, устройствами, поз-
воляющими измерять ско-
рость и затухание УЗК в
различных материалах, ав-
томатическими сигнализа-
торами дефектов и т. д.
Имитатор дефектов ИД-2
предназначен для измерения
амплитуд сигналов при кон-
троле изделий и полуфабри-
катов. Он выполнен в виде
отдельного блока, подклю-
чаемого к дефектоскопу при
проведении работ.
На рис. 79 показана
схема и принцип работы имитатора дефектов. Пристав-
ка соединяется высокочастотным разъемом 1 с гнездом
Для преобразователя дефектоскопа, от которого зонди-
рующий импульс проходит через разделительные каска-
ды 2 и 4, регулируемую задержку времени 3 и возбуж-
дает генератор импульсов имитатора 5. Импульс послед-
него ослабляется аттенюатором 6 и подается на вход
Усилителя дефектоскопа. Преобразователь 8 включают
в гнездо имитатора 7; при этом на экране ЭЛТ возника-
ет вспомогательный сигнал, который с помощью за-
держки 3 перемещают вдоль линии развертки и подво-
11*
163
дят к измеряемому сигналу. Аттенюатором 6 амплиту-
ду этого сигнала приравнивают к амплитуде измеряемо-
го сигнала. Результаты измерений считывают со шкалы
аттенюатора, проградуированного в децибеллах.
Обычным (встроенным) аттенюатором нельзя изме-
рять сигналы на экране ЭЛТ при включенном блоке
ВРЧ, так как сигналы на разных участках развертки ос-
лабляются по-разному. При измерении имитатором его
сигнал находится рядом с измеряемым сигналом, и ВРЧ
действует на них примерно одинаково. Благодаря этому
амплитуду можно измерять имитатором не выключая
ВРЧ. Аттенюатор имитатора дефектов обеспечивает мак-
симальное ослабление в 80 дБ, т. е. в 10 000 раз. Точность
измерения равна ±1 дБ.
Сигнализатор-приставка автоматический (АС-3)
предназначен для регистрации наличия дефектов в кон-
тролируемом изделии при помощи светового индикато-
ра, включения управляющего напряжения на самописец
и управления исполнительными механизмами. Прибор
позволяет проводить контроль изделий в условиях ннтен- (
сивных помех акустического, электрического и электро-
магнитного характера. Приставку используют с дефекто-
скопами ДУК-66П (ДУК-66ПМ) контактным методом и
ДУК-66 контактным и иммерсионным методами в уста- ।
новках полуавтоматического и автоматического кон-
троля.
Прибор работает при окружающей температуре от
—10 до +40 °C и относительной влажности воздуха не
более 90 % при температуре 25 °C. Питание от сети пе-
ременного тока 127/220 В, частотой 50 Гц. Потребляе-
мая мощность не более 35 В-А, габаритные размеры
220 X135X350 мм, масса не более 4,4 кг.
Специализированные дефектоскопы предназначены
для обнаружения дефектов в изделиях определенной
номенклатуры (в железнодорожных рельсах, металли-
ческих конструкциях, трубопроводах, прутках и т. д.), в
соединениях (сварных, паяных или клеевых), в отдель-
ных (критических) элементах высоконагруженных ма-
шин в условиях эксплуатации (лопатках турбин и ком-
прессоров, колесах и балках самолетов, валах шахтного
подъемного оборудования и т. д.). К этой же группе от-
носятся ультразвуковые толщиномеры, с помощью кото-
рых измеряют толщину листов стенок баллонов высо-
кого давления, котельных труб, цистерн, атомных реак-ш
торов и т. д.
164
Специализированные дефектоскопы выполнены, как
правило, по упрощенной схеме и оформлены предельно
компактно1. Примером может служить разработанный
автором1 2 дефектоскоп УЗДЛ-61-2М (рис. 80), предна-
Рис. 80. Общий вид специализированного ультразвукового дефектоскопа
УЗДЛ-61-2М
значенный для контроля лопаток турбин и компрессо-
ров, а также кожухов камер сгорания авиационных дви-
гателей в условиях эксплуатации. Контроль деталей
этим прибором можно проводить непосредственно в кон-
струкции машины без ее демонтажа и разборки. Для
этого дефектоскопу приданы оригинальные по конструк-
ции преобразователи, снабженные удлинительными ру-
1 Отечественный и зарубежный опыт применения ультразвуко-
вого контроля в промышленности и полевых условиях показал, что
Универсальные приборы, изготовленные как многоцелевые, использу-
ют, как правило, для проведения отдельных специальных испытаний.
При этом многие возможности, заложенные в них, не используются.
Одноцелевое использование универсального прибора экономически и
технически не оправдано, так как усложняется и удорожается из-
готовление и эксплуатация прибора и снижается надежность его ра-
боты. Поэтому в последнее время наметилась тенденция к раз-
работке и выпуску специализированных приборов узкого назна-
чения.
2 В разработке прибора принимали участие инженеры С. Ф. Де-
д°в и К. А. Огурцов.
165
коятками и механизмом подачи контактной жидкости к
месту установки преобразователя.
Для контроля рельсов в эксплуатации разработан
специализированный ультразвуковой рельсовый дефек-
тоскоп УЗД-НИИМ-6М [38]. Он позволяет контролиро-
вать основной металл, зоны болтовых стыков одновре-
менно двух нитей рельсов и сварных стыков. В приборе
использованы зеркально-теневой метод, «ультразвуковой
калибр» для контроля болтовых стыков рельс'ов, стре-
лочный индикатор для отсчета координат дефектов, ими-
татор дефектов для безэталонной настройки чувстви-
тельности дефектоскопа. Прибор рассчитан на работу в
полевых условиях при влажности воздуха до 95 % и из-
менении температуры от —30 до +50 °C (для канала
прямых преобразователей) и от 0 до +50 °C (для угло-
вых преобразователей). Индикация дефектов — звуко-
вая. УЗД-НИИМ-6М установлен на тележке, которую
при работе перемещают по контролируемому пути. По
рельсам скользят два комбинированных преобразовате-
ля, каждый из которых состоит из двух прямых и одной
наклонной вставки, излучающих УЗК в рельс. Акусти-
ческий контакт между рельсом и преобразователем
обеспечивается автоматической подачей в место контак-
та воды или технического спирта (при отрицательных
температурах).
Подобным зарубежным прибором является ультра-
звуковой контрольный комплект UZK-20 (ПНР). Он
представляет собой тележку, на которой размещены
ультразвуковой прибор, преобразователи (один прямой
и два наклонных), запас контактной жидкости, запас-
ные части, документы и т. и. Прибор имеет шесть изме-
рительных каналов, по одному на каждый преобразова-
тель с выходом на экран ЭЛТ. Обнаруженный дефект
или исчезновение донного сигнала отмечаются монито-
ром автоматически с указанием преобразователя, обна-
ружившего дефект. Цинко-серебряные аккумуляторы
типа Ц-20 обеспечивают работу установки в течение
10 ч при температуре окружающей среды от —15 до
+50 °C.
Прибор серии 5000 фирмы «Kretz» (Австрия) пред-
назначен для измерения затухания УЗК в материалах.
Для этой цели преобразователь устанавливают на по-
верхность испытуемого изделия с плоскопараллельными
сторонами и наблюдают на экране многократное эхо,
отраженное от противоположной стороны изделия. В за-
166
висимости от материала огибающая кривая эхо-сигна-
лов будет иметь различную кривизну. На передней па-
нели прибора расположены две шкалы. Ручкой левой
шкалы совмещают огибающую кривую эхо-сигналов с
фиксированной кривой на экране ЭЛТ. После совмеще-
ния кривых величину затухания в децибеллах на микро-
секунду отсчитывают по шкале прибора.
Для измерения затухания УЗК этой же фирмой
разработан прибор AZ, который используют с прибора-
ми серии 1000, 1000N, 1000М и 1000S. Диапазон измере-
ния прибора от 0 до 60 дБ. Он позволяет измерять зату-
хание в сталях, чугунах и пластических материалах.
Прибор AZ питается от сети переменного напряжения
220 В, частотой 50 Гц и потребляет мощность 15 В-А.
Габариты прибора 230X150X110 мм, масса 2,6 кг.
Ультразвуковые толщиномеры выполняют по резо-
нансной и эхо-импульсной схемам.
На рис. 81 показана блок-схема контактного резо-
нансного толщиномера. Преобразователь 2 возбуждает-
ся автогенератором <?, частота которого изменяется с
Рис. 81. Блок-схема контактного резонансного толщиномера
помощью модулятора 9, управляемого задающим гене-
ратором 8. Преобразователь прикладывают через тон-
кий слой масла к контролируемому изделию 1. Пьезоэле-
мент преобразователя включен в колебательный контур
автогенератора. Момент резонанса регистрируется по
резкому изменению постоянной составляющей анодного
тока автогенератора (или по срыву автогенерации).
Резкие изменения анодного тока автогенератора от-
фильтровываются от медленных изменений фильтром 4
и через усилитель 5 подаются на отклоняющие пласти-
ны ЭЛТ 6. Временная и частотная развертки жестко
связаны между собой, так как блок горизонтальной раз-
167
11
вертки 7 управляется от задающего генератора 8. В ре.
зультате такой связи линия развертки на экране ЭЛТ
является осью частот. Частоты, на которых наблюдают-
ся резонансные явления в стенке изделия, отмечаются в
виде сигналов на экране ЭЛТ.
Ультразвуковой резонансный толщиномер ТУК-4В
предназначен для измерения толщины стенок плоскопа-
раллельных и цилиндрических изделий при односторон-
нем доступе (трубы, листы, баллоны и т.п.), а также
для выявления дефектов размерами 10X10 мм и более.
Прибор снабжен устройством для непосредственного от-
счета значений толщины. Перед измерением толщины
прибор настраивают на скорость распространения УЗК
в материале по стандартным образцам. ТУК-4В приме-
няют также для абсолютного измерения скорости УЗК
в различных материалах.
Ультразвуковой резонансный толщиномер «Ме-
таллам» предназначен для непрерывного автоматичес-
кого измерения отклонения толщины стенок цилиндри-
ческих и листовых изделий при одностороннем доступе
и для обнаружения расслоений в биметаллических изде-
лиях. Он работает по принципу иммерсионного резонан-
са. В приборе имеется сигнализатор, фиксирующий вы-
ход контролируемой толщины за пределы установлен-
ных допусков.
В последние годы в СССР и за рубежом разработа-
ны новые, преимущественно импульсные толщиномеры.
При этом наблюдается тенденция к созданию портатив-
ных приборов с автономным питанием, замене экрана
ЭЛТ на стрелочные и цифровые индикаторы непосредст-
венного отсчета и повышению точности показаний.
Ультразвуковой импульсный толщиномер УИТ-Т10
представляет собой малогабаритный прибор со стрелоч-
ным индикатором. Прибор предназначен для эксплуата-
ции в неагрессивных средах и обеспечивает нормальную
работу при температуре от —15 до +40° и относитель-
ной влажности воздуха до 90 %.
Ультразвуковой прибор «Металл-6» предназначен
для непрерывного контроля толщины стенок труб, полос,
листов и других изделий металлургической и машино-
строительной промышленности. Он может быть исполь-
зован в автоматическом и полуавтоматическом режи-
мах для адаптивного управления процессом металлооб-
работки, например шлифованием при доводке толщины
изделия до заданного значения. В приборе использова-
168
ны новейшие транзисторы и интегральные микросхемы,
что позволило уменьшить габариты и массу прибора и
значительно повысить его эксплуатационную надеж-
ность.
Для измерения толщины стенок магистральных тру-
бопроводов, металлических резервуаров и других ме-
таллических конструкций при одностороннем доступе
служит малогабаритный переносный ультразвуковой
импульсный толщиномер «Кварц-6». Этот прибор позво-
тяет измерять толщину стенок изделий на частотах 2,5
и 5,0 МГц.
Толщиномеры УТ-301, «Кварц-15» и УТ-ЗОПЦ явля-
ются последними моделями отечественных приборов, не
уступающими по своим данным лучшим зарубежным
образцам.
Из зарубежных ультразвуковых толщиномеров мож-
но отметить прибор серии 3000 фирмы «Kretz» (Авст-
рия), используемый для измерения толщины листовой
стали, плит, труб и т. д. Точность измерения выше 0,1 мм.
Толщиномер снабжен ЭЛТ с плоским экраном диамет-
ром 130 мм, электронным стабилизатором и вентилято-
ром.
Прибор Korrometer фирмы «Krautkramer» (ФРГ) —-
портативный транзисторный толщиномер для контроля
толщин в диапазоне 1,7—60 мм. Он снабжен двумя раз-
дельно-совмещенными преобразователями, которые ра-
ботают в диапазоне температур от —10 до -|-500 оС. При
температуре выше 180 °C акустический контакт обеспе-
чивается специальной пастой.
Приборы М206 и М207 выпускаются фирмой «Ultra-
sonic» (Франция). Прибор М.206 предназначен для ав-
томатизированного контроля толщины гладких стенок
При одностороннем доступе. Толщина отсчитывается по
шкале стрелочного прибора. Для контроля изделие по-
гРУжают в иммерсионную ванну.
Прибор М207 предназначен для измерения толщины
11 Диаметров изделий контактным методом при наличии
3вУстороннего доступа. Результаты измерений считыва-
ет с цифрового индикатора. Погрешность замеров со-
ставляет 0,01 мм. В приборе применены пьезоэлектри-
еские преобразователи с фокусировкой УЗК. Рабочая
тстота 1 МГц.
.Аналогичные приборы моделей 101 и 102 фирмы
Hanson Instruments» (США) предназначены для из-
Г'еРения толщины изделий из различных материалов.
169
Толщиномер модели 101 имеет диапазон измерений
от 0,35 до 30 мм, а модели 102 — от 0,26 до 300 мм. Оба
прибора портативные, с питанием от сети (модель 101)
и миниатюрных никелькадмиевых аккумуляторов (мо-
дель 102). Масса приборов 2,5 и 3,4 кг соответственно.
Закончив краткое рассмотрение ультразвуковых при-
боров, ознакомимся с устройством и работой преобразо-
вателей.
3. Преобразователи
В современных ультразвуковых дефектоскопах при-
меняют преобразователи, рассчитанные на работу по
контактному и иммерсионному способам, с возбуждени-
ем в контролируемом изделии преимущественно про-
дольных, сдвиговых, поверхностных и нормальных волн.
По конструктивному исполнению преобразователи вы-
полняют прямыми и наклонными, раздельными, сов-
мещенными и раздельно-совмещенными, с плоской или
фигурной контактной поверхностью. Они могут посы-
лать УЗК в изделие по нормали к его поверхности, под
углом к нормали или по самой поверхности.
Все преобразователи имеют следующие элементы:
корпус, пьезоэлемент, электроды, демпфер, защитное
донышко и контактное устройство. В преобразователь
могут входить дополнительные элементы для стабилиза-
ции силы его прижатия к поверхности контролируемого
изделия, подачи контактной среды, изменения угла на-
клона пьезоэлемента, фиксирования преобразователя от-
носительно детали и т. п.
Пьезоэлемент является одним из основных элемен-
тов преобразователя. Его изготавливают из естествен-
ных (природных) и искусственных пьезоэлектрических
материалов, называемых сегнетоэлектриками. Такое на-
звание получила группа кристаллических диэлектриков,
у которых в отсутствие внешнего электрического поля
возникает самопроизвольная (спонтанная) ориентация
дипольных моментов элементарных ячеек кристалличес-
кой решетки. Поэтому в сегнетоэлектриках возникав1
микроскопические области, называемые доменами, в ко'
торых спонтанная . поляризация имеет различные наП'
равления.
Пьезоэлементы для ультразвуковой дефектоскоп^
изготавливают обычно в виде пластин круглой формй
отношением диаметра к длине волны (в стали) П/Л''
170
==2—10 и толщиной, равной половине длины волны К/2.
Известно, что мощность излучаемых УЗК пропорци-
ональна площади пьезоэлемента 5П. Поэтому для повы-
шения чувствительности контроля эту площадь стре-
мятся увеличить. Иногда размеры пьезоэлемента увели-
чивают с целью повышения производительности
контроля. Так, например, при контроле листового мате-
риала выгодно иметь широкозахватные преобразовате-
ли, позволяющие прозвучивать большие площади, чем
обычными преобразователями. Однако в некоторых слу-
чаях желательно иметь габариты преобразователя, а
следовательно, и пьезоэлемента минимальными, напри-
мер при контроле небольших деталей или изделий, име-
ющих сложную конфигурацию. От диаметра пьезо-
элемента существенно зависит протяженность ближ-
ней зоны /"о, величина угла 0 расхождения пучка УЗК
и диаграмма направленности.
Диаграмма направленности является важной харак-
теристикой звукового поля, определяющей геометричес-
кие границы поля, его протяженность и распределение в
нем ультразвуковой энергии. Если пьезоэлемент имеет
форму плоской круглой пластины, размеры которой ма-
лы по сравнению с длиной волны, то он подобен точеч-
ному источнику и излучаемое им звуковое поле имеет
вид сферы. При увеличении поперечных размеров пьезо-
элемента (при той же длине волны) пространственный
угол, охватываемый звуковым полем, уменьшается и зву-
ковое поле приобретает форму лепестка, ось которого на-
правлена перпендикулярно излучающей поверхности. Чем
больше диаметр пьезоэлемента, тем уже диаграмма на-
правленности. Как было отмечено, вблизи излучателя
поле имеет приблизительно цилиндрическую форму, а
начиная с некоторого расстояния г0 и дальше поле при-
обретает конусообразную форму. На рис. 82 показаны
схемы изменения звукового поля в зависимости от час-
тоты f излучения и диаметра D пьезоэлемента. Как вид-
но, с увеличением диаметра D и частоты f увеличивает-
ся протяженность ближней зоны г0 и уменьшается угол
9 расхождения пучка лучей УЗК, т. е. улучшается на-
правленность излучения. Но в ближней зоне звуковое
поле неоднородно, амплитуда поля и, следовательно,
интенсивность звука распределены неравномерно и ос-
циллируют на этом участке как по длине, так и по се-
Чению пучка. Если при контроле изделия дефект будет
находиться на участке ближней зоны, то от него могут
171.
быть получены сигналы различных амплитуд, что сни-
жает вероятность обнаружения дефектов и точность t
оценки их размеров. Поэтому в ультразвуковой дефекто-
скопии рекомендуют для обнаружения дефектов не- ‘
пользовать участок поля, в котором амплитуда давле- f
ния максимальна и распределение энергии наиболее
Рис. 82. Схема изменения звукового поля в зависимости от частоты излуче-
ния при D=const, f2>fi (а) и от диаметра пьезоэлемента при f=const, D^>D,
(б, в):
D — диаметр пьезоэлемента; 0 — половина угла расхождения пучка УЗК.
Го — протяженность ближней зоны
равномерно. Таким участком является область звуково-
го поля, прилегающая к центральному лучу в дальней
зоне. ।
Однако при контроле изделий небольших размеров
с использованием высокочастотных УЗК мы практичес-
ки исключаем эту область из участия в обнаружении
дефектов. Действительно, если прозвучивать стальное
Изделие толщиной, например, равной 35 мм, прямым
преобразователем (с пьезоэлементом диаметром 0 =
= 10 мм) на частоте 5,0 МГц, то в контроле примет
участие только ближняя зона поля преобразователя,
так как X=c/f = 0,6 мм; r(J = D2/4/.=41,5 мм.
Демпфер — устройство, предназначенное для гаше-
ния собственных колебаний пьезоэлемента.' Для того
чтобы демпфирование было эффективным, демпфер из-
готавливают в виде цилиндра из материала с большим
затуханием упругих волн: текстолита, эпоксидной смолы
172
л т. Д. и приклеивают к пьезоэлементу со стороны, про-
тивоположной направлению излучения. Чтобы расши-
рить полосу пропускания и увеличить разрешающую
способность дефектоскопа, увеличивают акустическое
сопротивление демпфера Zo; для этого к эпоксидной
смоле, например, добавляют наполнители: металличес-
кий порошок, измельченную резину и т. д. Однако уве-
личение Zo демпфера снижает чувствительность преоб-
разователя, что нежелательно при контроле изделий
большой толщины. Поэтому в этом случае применяют
демпфер с малым значением
Эффективное демпфирование может быть достигнуто
с помощью демпфера, изготовленного в виде конуса
(см. рис. 40) с углами при вершине 45 и 90 °. В этом
случае излучаемые импульсы распространяются в ко-
нусе симметрично и, отражаясь от боковой поверхности,
взаимно гасят друг друга.
Защитное донышко (протектор) служит для пред-
охранения пьезоэлемента от истирания и повреждений
при проведении работ. Для обеспечения максимального
прохождения УЗК через протектор толщина его долж-.
на быть равна четному числу четвертей волн или цело-
му числу полуволн d=n-^l‘l, а материал его иметь'
акустическое сопротивление Znp=jAZiZ2, где 7.\ и Z2—
акустические сопротивления
пьезоэлемента и контролируе-
мого изделия. Протектор по
возможности изготавливают
тонким, чтобы обеспечить ма-
лые потери энергии и быстрое
гашение многократных отра-
жений звука. В настоящее вре-
мя протекторы к прямым пре-
образователям изготавливают
из эпоксидной смолы, метал-
локерамики, бериллия, поли-
уретана, органического стек-
ла, резины и т. п.
Устройство прямого, на-
клонного и раздельно-совме-
Щенного преобразователей показано на рис. 83—85.
Прямые преобразователи (рис. 83) рассчитаны на
возбуждение в контролируемом изделии продольных
волн и предназначены в основном для обнаружения
глубинных дефектов в изделиях простой геометрической
173
57
Рис. 83. Схема прямого преоб-
разователя:
1 — защитное донышко; 2—пье-
зоэлемент; 3 — заполнитель; 4—
корпус; 5 — демпфер; 6 — диск;
7, 9 — провода; 8 — разъем.
формы, имеющих плоские участки для установки пре-
образователя.
Наклонные преобразователи (рис. 84) рассчитаны
на возбуждение в контролируемом изделии УЗК с пре-
обладанием (в зависимости от цели контроля) поверх-
ностных, нормальных или сдвиговых волн, распростра-
няющихся под различными углами к нормали, и
Рис. 84. Схема наклонного преобразователя:
/ — пьезоэлемеит; 2— призма; 3 — корпус излучателя; 4 — изо-
ляционное кольцо; 5 — демпфер; 6 — контактный штырь-; 7—изо-
ляционная втулка; 8 — зажимная гайка
предназначены для обнаружения глубинных, подпо-
верхностных и поверхностных дефектов. Отечественные
преобразователи выполнены, как правило, разъемными,
зарубежные — неразъемными. Призму разъемного пре-
образователя изготавливают обычно из органического
стекла. Пьезоэлемент размещают на площадке, ориен-
тированной в соответствии с выбранным углом наклона.
Органическое стекло обладает достаточным коэффиен-
том затухания для гашения УЗК и в то же время не очень
сильно ослабляет их на пути от пьезоэлемента до изде-
лия. На гранях призмы фрезеруют канавки, служащие
для рассеяния волн, отраженных от контактной поверх'
ностн.
Раздельно-совмещенные преобразователи (рис. 85)
выполнены в виде неразборного блока. Призмы изго-
тавливают также из органического стекла с определен-
ным углом наклона, от которого зависит минимальная
и максимальная глубина прозвучивания. ПьезоэлементЫ
174
Рис, 85, Схема раздельио-
совмещенного преобразова-
теля:
/ — призмы; 2, 10 — пьезо-
элементй; 3 — заполнитель;
4 — провода; 5 — корпус; 6—
пенополистирол; 7 — экран;
8 — кабель; 9 — колпачок
крепятся к призмам эпоксидным клеем. Для обеспечения
электрического контакта к пьезоэлементам припаяны
провода. Приемный пьезоэлемент изолируется от пере-
дающего экраном и разной высотой призм. Основное
преимущество таких преобразователей заключается в
том, что они позволяют выявлять дефекты, располо-
женные близко к поверхности изделия.
Рассмотренные преобразова-
тели входят в комплект прибора
УДМ-3. Аналогичными преобра-
зователями комплектуются и дру-
гие отечественные приборы
(УДМ-1, ДУК-66, ДСК-1 и т.д.).
Как известно, ультразвуковой
контроль контактным способом
изделий возможен при шерохова-
тости их поверхности, соответст-
вующей не ниже 5-го класса. Бо-
лее грубая поверхность ухудшает
условия передачи энергии УЗК
от преобразователя изделию,
уменьшает чувствительность кон-
троля и способствует интенсивно-
му износу защитного донышка
преобразователя.
Для контроля изделий после
грубой механической обработки
или литья вводят иммерсионный
способ контроля, создают преоб-
эазователи с донышком, выпол-
ненным из стирофлокса, эбонита,
тонкой фольги, резины, применя-
ют преобразователи с износоустойчивой защитной плен-
кой, с защитными гильзами со сменной фольгой и т. д.
Иммерсионный преобразователь применяют в завод-
ских условиях. Для обеспечения акустической связи
между преобразователем и изделием их погружают в
ванну с водой. Иммерсионные преобразователи конст-
руктивно мало отличаются от прямых. Основное отли-
чие — отсутствие предохранительного металлического
донышка, так как между преобразователем и изделием
нет механического контакта. С целью гидроизоляции
пьезоэлемент защищен тонкой пленкой лака. На рис.
86 показан общий вид прямых иммерсионных преобра-
зователей. Они заключены в гладкий цилиндрический
175
корпус и снабжены твердым кабелем. Преобразователи
размещают в каретках, которые перемещают вдоль кон-
тролируемого изделия. Следует отметить, что иммерси-
онными преобразователями могут быть не только пря-
мые, но раздельно-совмещенные и наклонные преобра-
зователи.
Рис. 86. Общий вид прямых иммерсионных преобразова-
телей из комплекта дефектоскопов «Echograph» фирмы
«Karl Deutsch» (ФРГ)
Преобразователи с защитной оболочкой применяют
при контактном способе контроля. Так, например, в
приборе ДСК-1 применен раздельно-совмещенный пре-
образователь, рабочая поверхность которого для предо-
хранения от истирания защищена оболочкой, закреп-,
ленной на нем гайкой. В зазор между рабочей поверх-
ностью преобразователя и защитной оболочкой
заливают трансформаторное масло. Если поверхность
контролируемой детали обработана ниже 6-го класса, то
применение защитной оболочки обязательно.
Для контроля изделий с шероховатой поверхностью
контактным способом автором были разработаны пре-
образователи с износостойкими резиновыми покрытия-
ми, наносимыми на контактные поверхности прямых и
наклонных преобразователей способом гуммирования.
Для этого приготавливали смесь следующего состава:
76 % сольвента; 19 % скипидара и 5 % Н-бутилового
спирта. В этой смеси растворяли 65—67 % резиновой
смеси. Полученный раствор сырой резины называется
наиритом. Технология изготовления и нанесения наири-
та на изделия приведены в работе [39]. В дальнейшем!
наирит наносят кистью или пульверизатором на кон!
176
тактную поверхность преобразователя слоями. При за-
стывании наирита образуется равномерная гладкая и
блестящая пленка, толщина которой может регулиро-
ваться от 0,05 до 1,5—2,0 мм. Пленка прочно сцеплена
с основой и, как показала практика, хорошо противо-
стоит истиранию, обеспечивая надежный акустический
контакт преобразователя с шероховатой поверхностью
изделия. На рис. 87 показана схе-
ма преобразователя с гуммиро-
ванной контактной поверхностью.
Защитные гильзы со сменной
фольгой применяют в преобразо-
вателях, входящих в комплект
дефектоскопов фирмы «Kretz»
(Австрия) и «Krautkramer»
(ФРГ). Гильзу выполняют в ви-
де стакана с наружной резьбой,
на которую навинчивают кольцо;
предварительно в кольцо закла- .
дывают пластмассовую фольгу.
Перед навинчиванием кольца на
гильзу в нее вставляют преобра-
зователь, а в образовавшуюся
«чашу» из кольца и фольги зали-
вают минеральное масло до вы-
соты 2—3 мм. При завинчивании
лишнее масло утекает, а воздух
вытесняется. Если защитная
фольга изнашивается, то ее легко заменить на новую.
На рис. 88 показаны преобразователи фирмы «Kra-
utkramer» (ФРГ), которыми комплектуются дефекто-
скопы US1P-10M, USM-2, USK-5, USIP-11 и др.
Преобразователи с фокусирующими и концентриру-
ющими излучателями применяют для получения интен-
сивного и направленного излучения. УЗК фокусируют
искривленным пьезоэлементом, зеркалом или линзой
[12]. Такие преобразователи в дефектоскопии нашли по-
ка что ограниченное применение, в основном при кон;
троле изделий иммерсионным способом. В данном слу-
чае используют фокусировку ультразвука с помощью
собирающей линзы, изготовленной из органического
стекла. Если линза плосковыпуклая с радиусом кривиз-
ны то расстояние до фокального пятна F рассчиты-
вают по формуле
F = /?| 1/[1 - с/сл]|,
Рис. 87. Схема контроля из-
делия преобразователем с
гуммированной поверхно-
стью:
/ — изделие; 2 — шерохова-
тая поверхность; 3 — преоб-
разователь; 4—-защитное до-
нышко (протектор); 5—слой
резины
12 Б. И. Выборное
(29)
177
где с и сл скорости звука в иммерсионной жидкости
и линзе.
Следует отметить, что ограниченное применение фо-
кусирующих систем объясняется не только трудностя-
ми их изготовления, но и недостаточно высокой эффек-
тивностью их применения. Было показано [33], что глу-
бина, на которой удается получить эффективную фоку-
сировку, составляет всего 25—50 мм для стали и 100—
200 мм для воды. Для получения сфокусированного лу-
ча необходимо увеличить диаметр пьезоэлемента до не-
скольких сантиметров, что приводит к значительному
Рис. 88. Общий вид преобразователей фирмы «Krautkramer» (ФРГ):
а — прямого; б — наклонного; в — раздельно-совмещенного
увеличению габаритов преобразователя. При малых
размерах контролируемого изделия такие преобразова-
тели применить практически невозможно. Вместе с тем
фокусирующие устройства собирают УЗК в точку, пос-
ле чего они вновь распространяются расходящимся
пучком.
Преобразователь с узким пучком лучей УЗК для
контроля участков изделий, расположенных в трудно-
доступных местах, и более точного определения коорди-
нат дефекта.
Автором было предложено устройство, которое фо-,
кусирует УЗК очень слабо или вообще не фокусирует
их. Устройство (рис. 89) состоит из корпуса 1, пьезоэле-
мента 2, демпфера 3, защитного донышка 4 и ограничи-
тельного кольцевого выступа 5. Отличительной особен-
ностью устройства является то, что донышко 4 выпол-
няет роль концентратора и изготовлено в виде плоско-
выпуклой сферической линзы из материала с меньшим
удельным акустическим сопротивлением, чем материал
контролируемой детали, например из органического
стекла. На плоской поверхности линзы укреплен пьезо-
178
элемент так, что его ось совпадает с оптической осью
линзы. Выпуклая поверхность линзы (ее вершина) яв-
ляется контактной поверхностью и вместе с тем диаф-
рагмой преобразователя, через которую УЗК вводят в
контролируемое изделие. Расстояние h равно целому
числу полуволн Л./2. Кольцевой выступ 5 обеспечивает
постоянное положение преобразователя относительно
поверхности ввода УЗК (обеспечивает перпендикуляр-
ность оптической оси линзы к поверхности ввода УЗК).
Рис. 89. Схема преобразователя,
формирующего в контролируемом
изделии узкий пучок лучей:
1— корпус; 2—пьезоэлемеит; 3—
демпфер; 4 — сферическое защитное
донышко (протектор — концентра-
тор); 5 — кольцевой выступ — фик-
сатор; 6 — контролируемое изделие
Рис. 90. Схема контроля изделия
прямым преобразователем с меха-
нической задержкой:
/ — изделие; 2 — дефект; 3—за-
держка; 4 — преобразователь; 5 —
экран ЭЛТ; а — начальный сигнал;
б — сигнал от верхней поверхности
изделия; в — сигнал от дефекта;
г — донный сигнал
При контроле преобразователь прикладывают к по-
верхности контролируемого изделия. При этом он кон-
тактирует с изделием на участке оптической оси линзы.
Фактически контакт осуществляется не в точке, а на
небольшой площадке (за счет масляной прослойки в
месте контакта). УЗК, излучаемые пьезоэлементом, па-
дают на сферическую поверхность линзы. При этом в
изделие входят только центральный и близлежащие к
нему лучи, распространяющиеся вдоль оптической оси
линзы. Площадь контакта будет значительно меньше
размеров преобразователя (пьезоэлемента). Как извест-
но, уменьшение площади контакта вызывает расхожде-
12*
179
ние пучка лучей. Однако сферическая форма контакт-
ной поверхности фокусирует УЗК на участке контакта
преобразователя и изделия (см. гл. III). В результате
взаимодействия эффектов расхождения и фокусирова-
ния лучей УЗК от места контакта они распространяют-
ся в контролируемом изделии узким, слегка расходя-
щимся, сходящимся или параллельным пучком (в зави-
симости от радиуса сферы).
Преобразователи с механической задержкой для от-
деления сигналов, отраженных от дефектов, близко рас-
положенных к поверхности, от начального сигнала. За-
держка представляет собой цилиндр из того же (или
другого) металла, что и контролируемый, с плоско-па-
раллельными основаниями, вставляемый между издели-
ем и преобразователем (рис. 90). В наклонных преобра-
зователях функции задержки выполняет призма, на ко-
торой укреплен пьезоэлемент.
Толщину задержки выбирают равной целому числу
полуволн — только в этом случае она будет прозрач-
ной для УЗК. Вместе с тем толщина задержки должна
быть такой, чтобы время прохождения в ней УЗК было
больше времени прохождения их в контролируемом из-
делии. В этом случае на экране ЭЛТ будут раздельно
фиксироваться отраженные сигналы от верхней и ниж-
ней поверхностей изделия (см. рис. 90). Амплитуда и
длительность сигнала, отраженного от верхней поверх-
ности изделия, в этом случае будут меньше амплитуды
начального сигнала и сигнала, отраженного от нижней
поверхности, что увеличивает разрешающую способ-
ность дефектоскопа и уменьшает мертвую зону.
Следует иметь в виду, что применение механичес-
кой задержки снижает общую чувствительность прибо-
ра за счет рассеяния и поглощения УЗК в материале
задержки.
Автором разработана конструкция преобразователя
со сменными задержками различной конфигурации для
контроля изделий сложной формы (рис. 91, а). На рис.
91, б показана схема преобразователя в сборе с задерж-
кой из органического стекла для прозвучивания изде-
лий с вводом УЗК через плоские участки, через кривые
выпуклые и вогнутые цилиндрические участки (рис.
91, в, г), ребра и кромки деталей (рис. 91, д) и основу, 1
расположенную в узких щелях или пазах (рис. 91,е). |
Магнитные преобразователи, имеющие специальные )
намагничивающие устройства, применяют для контроля
180 i
стальных изделий. При контроле преобразователь уста-
навливают на поверхность объекта и он «прилипает» к
детали. Такие преобразователи очень удобны в работе
й позволяют контролировать объекты, расположенные
Рис. 91. Общий вид прямого преобразователя со съемной задержкой из орга-
нического стекла (а) и схемы задержек (б—е):
1 — изделие; 2 — механическая задержка; 3 — зажимное кольцо; 4 — корпус
преобразователя; 5 — штепсельный разъем; 6 — демпфер; 7 — пьезоэлемент
в таких местах, где невозможно разместиться оператору
с аппаратурой, например на большой высоте, внутри
стальных резервуаров, длинных труб, баков и т. д.
В этом случае один оператор только устанавливает пре-
181
образователь, а другой, находящийся с прибором на зна-
чительном от него расстоянии в хороших условиях, рас-
шифровывает показания прибора.
Специализированные преобразователи типа АИГ
разработаны автором для контроля изделий в условиях
эксплуатации при расположении объектов контроля в
труднодоступных местах конструкции машин. Их при-
меняют с дефектоскопами УЗДЛ-61М, УЗДЛ-61-2М,
УЗДК-1, УЗДБ-1, УДМ-1М, УЗД-7Н и др. Диапазон
частот комплекта преобразователей 1,8 и 2,5 МГц.
С их помощью выявляют различные дефекты в дета-
лях, изготовленных из стальных, жаропрочных и алю-
миниевых сплавов. В комплект АИГ входят прямые и
наклонные преобразователи с фиксированными углами
ввода, обеспечивающими возбуждение в контролируе-
мых объектах продольных, сдвиговых, поверхностных и
нормальных волн.
Преобразователи, излучающие поверхностные вол-
ны, позволяют обнаруживать поверхностные дефекты
(трещины, растрескивание, коррозию), залегающие на
глубине до 1 мм. Преобразователи, излучающие нор-
мальные волны, позволяют обнаруживать в листах и
кривых тонкостенных оболочках (толщиной 1—1,2 мм)
поверхностные трещины и риски глубиной от 0,05 мм
и более, а также внутренние дефекты (закаты, ракови-
ны, расслоения, разнозернистость структуры, неметал-
лические включения) площадью около 1 мм2 и более.
Особенностью преобразователей АИГ является фи-
гурная форма контактной поверхности (Г-образная,
трапециевидная или по форме детали), которая обес-
печивает надежную фиксацию и хороший акустический
контакт их с контролируемыми поверхностями кромок
лопаток турбин и компрессоров, ребер и острых граней
других деталей, цилиндров, стержней и т. д. [15].
Некоторые преобразователи посажены на удлини-
тельные ручки и снабжены резервуаром для контактной
смазки и механизмом подачи ее к месту ввода УЗК, что
позволяет проводить контроль деталей непосредственно
в конструкции машин при расположении их в труднодо-
ступных местах [5].
В табл. 6 приведены характеристики некоторых спе-
циализированных преобразователей типа АИГ.
Преобразователь АИГ-1 (рис. 92) предназначен для
контроля кромок лопаток турбин как снятых, так и не-
посредственно на объекте без его демонтажа и разбор-
182
Таблица 6. Характеристика некоторых специализированных
преобразователей типа АИГ
Модели пре- образовате- лей АИГ Угол па- дения, а° Тип возбуждаемых волн Л МГц Форма контактной поверхности
АИГ-1 • 65 Поверхностные 2,5 Г-образная
АИГ-2*1 65 2,5 »
АИГ-2М*1 65 2,5 Прямоугольная
АИГ-3 59 Нормальные 2,5 Плоская
АИГ-4 67 Поверхностные 1,8 Трапециевидная
АИГ-5*1 63 2,5 Г-образная
АИГ-ЬА*1 63 2,5 Прямоугольная
АИГ-6 68 1,8 Полукруглая
АИГ-7 65 2,5 Г-образная
АИГ-8 62 2,5 »
АИГ-11 62 1,8
АИГ-15*2 0 Продольные 2,5 Плоская
АИГ-16*2 40 Сдвиговые 2,5 Цилиндрическая во-
АИГ-21*3 68 Поверхностные 1,8 Полукруглая
АИГ-22*3 62 2,5
АИ-1-3 63 и 1,25** >
67
*1 Преобразователи, отличающиеся от АИГ-21 и АИГ-22 миниатюрными
призмами и наличием удлинительной ручки.
*- Модели АИГ-15 н АИГ-16 снабжены набором фиксирующих устройств.
*3 Преобразователи имеют корпус, выполненный в виде рукоятки, резер-
вуар для контактной среды н механизм подачи ее к контактной поверхности.
*4 Кроме указанной частоты, используют f=l,8 н 2,5 МГц.
ки. Он представляет собой
фасонную призму 1, выпол-
ненную из органического
стекла, на которой закреп-
лены пакет излучателя 2 и
штепсельный разъем <3 для
присоединения кабеля от де-
фектоскопа. В пакете излу-
чателя расположен пьезо-
элемент из титаната бария
или цирконат титаната свин-
ца диаметром 12 мм, излу-
чающий и воспринимающий
УЗК частотой 2,5 МГц, рас-
положенный под углом 65°
к контактной поверхности
4. Выступ 5 на контактной
133
поверхности фиксирует преобразователь на кромке ло-И
патки и обеспечивает хороший акустический контакт*
Преобразователь АИГ-2 предназначен для контроля
входных и выходных кромок лопаток турбин в условиях
эксплуатации (рис. 93). Призма его выполнена миниа-
тюрной и посажена на удлинительную ручку, что позво-
ляет подводить преобразователь между лопатками к
труднодоступной передней кромке. Для удобства рабо-
ты ручка снабжена резервуаром для контактной среды
и механизмом для принудительной подачи ее к контакт-
ной поверхности преобразователя [40].
Призма преобразователя 1 с фиксирующим уступом
2 и пакетом излучателя 3 прикреплена к переходнику 5,
конфигурация которого обеспечивает удобные подходы
к контролируемым объектам. На переходнике имеются
ограничители 7, 8 для фиксирования положения преоб-
разователя при контроле. В переходнике выполнены
два канала: один для подачи масла к контактной по- •
верхности призмы, а другой — для подвода проводов 4
от пакета излучателя к гнезду штепсельного разъема 20,
расположенному на конце ручки. Переходник соединен
через фланец 9 с призматическим корпусом 10, внутри
которого размещен резервуар для контактной среды
(масла). На корпусе расположен механизм подачи мас-
ла, состоящий из мембраны 11, закрепленной с помо-
щью рамки 15, рычага подачи масла 12, регулировочно-
го винта 13 и ограничительной скобы 14. С противопо-
ложной рычагу стороны в корпусе имеется сверление
для заполнения резервуара маслом, которое закрывает-
ся пробкой 16.
Механизм подачи масла работает следующим обра-
зом (см. рис. 93). При нажатии на рычаг 12 мембрана
11 прогибается. При этом объем резервуара уменьшает-
ся и масло выдавливается через сверление в переходни-
ке и трубку 6 на контактную поверхность преобразова-
теля. Подача масла регулируется винтом 13, который
ограничивает величину прогиба мембраны и, следова-
тельно, величину подачи масла. Опорная пластина 18 и
пружина 17 служат для уменьшения деформации мем-
браны и возврата ее в первоначальное положение.
К корпусу преобразователя прикреплена пластмас-
совая ручка 19, к заднему торцу которой крепится гнез-
до штепсельного разъема 20 с кабелем 22 для подклю-
чения преобразователя к дефектоскопу. Длину ручки |
можно увеличить с помощью удлинительной трубы 21. 1
184 I
9<7 ^-9
04
s
185
PH?. 94. Общий вид преобразователей (сверху вниз) АИГ-5, АИГ-5А, АИГ-2 и АИГ-2М
186
Аналогичное устройство имеют преобразователи
ДИГ-2М, АИГ-5 и АИГ-5А (рис. 94) [41].
Для контроля деталей сложной формы, цилиндри-
ческих сплошных и пустотелых деталей автором
разработаны преобразователи с фиксирующими устрой-
ствами, обеспечивающими строго направленное распро-
странение возбужденных волн в изделиях. Так, напри-
мер, на рис. 95 показан
преобразователь для конт-
роля прутков с замкнутой
кольцевой контактной по-
верхностью с четырьмя пье-
зоэлементами, расположен-
ными по окружности под
углом 90° друг к другу; на
рис. 96, а — преобразователь
АИГ-15 с фиксаторами для
контроля барабанов и ре-
борд авиационных колес, а
на рис. 96,6 — преобразова-
тель АИГ-16 с фиксатора-
Рнс. 95. Общий вид преобразовате-
ля для контроля прутков
ми для контроля цилиндри-
ческих деталей.
Преобразователи для контроля изделий
при высоких температурах
В последнее время значительно возрос интерес к
преобразователям, позволяющим контролировать изде-
лия при высоких температурах. Так, например, В. В. За-
лесский, В. Л. Цветянский, В. М. Зотов [42, с. 185—187]
привели данные по разработанным преобразователям
Для контроля изделий при температуре до 600°C. Пре-
образователи ИГК-1 (ручной контроль) и ИГК-2 (ав-
томатизированный контроль) обеспечивают ввод и при-
ем УЗК без охлаждения поверхности объекта на часто-
тах 1,8 и 2,5 МГц.
Преобразователи состоят из пьезоэлемента, волно-
вода, обеспечивающего термоизоляцию пьезоэлемента и
Бвод УЗК в изделие под углами 45, 55 и 65 ° и акусти-
ческой задержки, обеспечивающей разделение сигналов
°т дефектов, а также от контактной поверхности.
В качестве контактной среды применяют расплавы
с°лей натрия и калия, которые плавятся в плавильной
Ванне и подаются к преобразователю при температуре
187
Рнс. 96. Общий вид преобразователей АИГ-15 (а) н АИГ-16 (б)
с фиксирующими устройствами
выше температуры плавления (точки плавления солей
лежат ниже температуры контролируемых изделий).
Проведенные работы позволили обнаружить в
стальном образце, нагретом до 500 °C, искусственные
дефекты (плоскодонные сверления диаметром 2,5 и,
4,0 мм) на глубине до 100 мм. Испытания проводили с.
дефектоскопом УДМ-3.
По утверждению авторов, преобразователи ИГК мо-
гут быть использованы для контроля сварных соедине-
ний в процессе сварки, нагретых трубопроводов, изделий
АЭС в процессе эксплуатации и т. д.
Преобразователи типа ГИК.
Для выявления дефектов (трещин, расслоений, ра-
ковин, включений и др.) в металлических и неметалли-
ческих заготовках, а также деталях простой геометри-
ческой формы, проверки качества заклепочных и свар-
ных соединений, а также контроля качества клееных
соединений пластмасс на металлических и неметалличе-
188
ских основах промышленность выпускает комплект уни-
фицированных преобразователей ГЙК-2.
В комплект ГИК-2 входят прямые, наклонные, с пе-
ременным углом падения и раздельно-совмещенные
преобразователи. С их помощью в изделиях можно воз-
буждать продольные, сдвиговые, поверхностные и нор-
мальные волны на частотах 0,2; 0,5; 0,8; 1,8; 2,5; 5,0 и
10,0 МГц. v
Глава VI
ОСНОВЫ КОНТРОЛЯ ТОЛЩИНЫ ИЗДЕЛИИ
И ПОКРЫТИИ, СТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
1. Измерение толщины изделий
Для контроля толщины изделий применяют эхо- и резонансный
методы [65].
Толщину изделия эхо-методом измеряют по длительности про-
хождения ультразвукового импульса и
кратных отражений УЗК.
Для измерения толщины эхо-мето-
дом по первому способу установим пря-
мой преобразователь на контролируемую
деталь. Импульс УЗК, распространяясь
в металле с определенной скоростью,
многократно отражается от противопо-
ложных поверхностей изделия и, воз-
действуя на пьезоэлемент (при обрат-
ном ходе), отдает ему часть энергии.
При этом каждый последующий отра-
женный импульс несет меньшую энергию
(из-за поглощения и рассеяния УЗК) и
частоте повторения миого-
Рис. 97. Осциллограмма на
экране ЭЛТ прн измерении
толщины эхо-импульсным
методом
воздействует на пьезоэлемент с меньшей
силой. На экране ЭЛТ возникает после-
довательный ряд сигналов, равноотстоя-
щих друг от друга и убывающих по амп-
литуде (рис. 97). Интервал времени ta
между двумя любыми соседними сигналами прямо пропорционален,
измеряемой толщине Ь, т. е. t0 = 2blc, откуда b=cto/2.
Так, например, если при контроле стенки пустотелой лопатки тур-
бины, изготовленной из жаропрочного сплава ХН77ТЮР (сжс =
==6080 м/с) интервал времени между соседними сигналами равен
0,5 мкс, то толщина стенки Ь= (6080-0,5-10 3)/2= 1,52 мм.
Минимальная контролируемая толщина при заданной частоте за-
висит от длительности ультразвукового импульса т и интервала (р1.
*1 Минимальная толщина рассчитывается по формулам: &min =
= (ти-|-Тп)/2с (где ти, тп — длительность соответственно зондирую-
щего импульса и переходных процессов в усилителе) для интервала
‘о до первого эхо-сигнала и &min= (тя/2)с — для интервала между
любыми соседними сигналами после первого.
189
I
Прн малых толщинах интервал t0 может стать равным длительности
ультразвукового импульса, многократные отражения на экране де-
фектоскопа сольются и контроль станет невозможным. Для того что-
бы можно было контролировать еще более тонкие стенки необходимо
уменьшить длительность излучаемых импульсов (например, увеличив
частоту прозвучивания). На практике для измерения толщины тон-
ких стенок применяют частоты 5-—10 МГц и более. При этом высо-
кий коэффициент затухания, например, в жаропрочных сплавах не
является препятствием для высокочастотных УЗК, так как толщину
в 1—2 мм они «пробивают» свободно. В этом случае лишь умень- '
шается количество многократных отражений на экране ЭЛТ.
Максимальная измеряемая ’толщина зависит от мощности им-
пульсиого генератора, его чувствительности, частоты УЗК. и струк-
туры металла. На практике точное определение больших толщин
требуется редко. Как правило, диапазон измеряемых толщин колеб-
лется от двух до нескольких десятков миллиметров.
Погрешность эхо-импульсных толщиномеров при измерении изде.
лий с хорошо обработанными и параллельными поверхностями не
превышает 0,1 мм, а минимальная измеряемая толщина плоских об-
разцов — 0,25—0,3 мм. При измерении изделий с грубообработан-
ными, корродированными и непараллельными поверхностями погреш-
ность измерений возрастает до 0,2—0,3 мм, а минимальная измеряе-
мая толщина до 1,2—1,5 мм.
Измерение толщины изделий эхо-методом по второму способу
основано на частотном анализе многократных отражений эхо-сиг-
налов, подаваемых на амплитудно-частотный анализатор спектра.
Прн совпадении частоты многократных отражений с частотой ана-
лизатора, на выходе последнего появляются сигналы, временное по-
ложение которых при жесткой связи частотной и временной развер-
ток указывает на значение толщины. Этот способ позволяет умень-
шить погрешности измерения толщины в диапазоне 0,5—10,0 мм до
±2 % (погрешность эхо-толщиномеров для измерения временного
интервала достигает 3—10%). Толщиномеры «Кварц-3» н пристав-
ка «Мираж», измерение которыми основано на. этом принципе, поз-
воляют контролировать отклонение толщины с погрешностью ±2 %
в диапазоне толщин 1,5—10 мм.
Измерение толщины резонансным методом проводят в следую-
щем порядке. Преобразователь устанавливают на измеряемую де-
таль, предварительно обеспечив акустический контакт. Если преоб-
разователь не прижат к детали, на экране ЭЛТ видны только измери-
тельные сигналы. Если преобразователь прижат к детали, на экране
ЭЛТ появляются резонансные сигналы. Измерение толщины заклю-
чается в совмещении измерительных сигналов с резонансными, после
чего значение толщины считывают по стрелочному визиру.
Четкий резонанс со значительной амплитудой сигнала наблюда-
ется только при параллельности поверхностей ввода и отражения
УЗК. Непараллельность стенок существенно снижает точность пока-
заний прибора особенно при измерении толщины тонких металли-
ческих листов. По данным работы [45] при толщине металла 3—4 мм
и непа рал дельности поверхностей в 1° погрешность измерения резко
возрастает и при толщине металла 1 мм достигает 10 %. При боль-
шей непараллельное™ стенок резонанс возникать не будет и конт-
роль толщины этим методом невозможен. Кривизна поверхности не
является препятствием для измерения толщины этим методом. На-
пример, толщиномер ТУК-4В позволяет измерять толщины стенок
труб диаметром 10 мм и более.
190
Резонансными толщиномерами контролируют толщину штампо-
ванных, тянутых или механически обработанных труб, листовой про-
кат, штампованные нлн фрезерованные панели и листы, полые шта.м.
повки и изделия, изготовленные с помощью шлифования, точения,
фрезерования и выдавливания. В эксплуатации ими контролируют
толщину обшивки корпусов кораблей, стенок сосудов высокого дав-
ления, трубопроводов, котельных труб и др. [66].
Диапазон толщин, измеряемых резонансным методом, колеблется
в интервале от ~0,1 до 250—300 мм и зависит от структуры метал-
ла, частоты УЗК и конструктивных особенностей прибора. Точность
измерения составляет 0,1—3 % от истинной толщины.
2. Измерение толщины
поверхностно-упрочненных слоев
и защитных покрытий металлов
Измерение толщины слоев (покрытий) металлов ультразвуковым
методом основано на различии в поглощении УЗК поверхностно-
упрочиениым слоем (покрытием) и основой [64].
Так, например, при поверхностной закалке структура металла по
глубине не одинакова. В верхних слоях металл имеет мелкокристал-
лическую структуру; по мере перехода к более глубоким слоям струк-
тура его укрупняется. Незакалениый металл, как правило, имеет
крупнозернистую структуру с четко обособленными структурными
составляющими. Оба слоя обладают разными акустическими харак-
теристиками. При прозвучивании металла часть энергии УЗК может
отражаться от границы между закаленным и незакаленным метал-
лом и фиксироваться на экране ЭЛТ в виде сигналов. Степень раз-
личия структур закаленного и незакалениого металла определяет
уровень отраженного сигнала, по которому и отмечается глубина
закалки.
Метод отражения УЗК от границы между слоями применяют для
измерения слоев большой толщины, используя сдвиговые волны. Ввод
и прием УЗК осуществляют по раздельной схеме, устанавливая из-
лучающий и приемный преобразователи на поверхности детали со-
осно и один напротив другого (рис 98, а). Продольные УЗК, пройдя
через призму преобразователя падают на границу призма—металл
под углом ос-i, преломляются и входят в закаленный слой под уг-
Рис. 98. Схема измерения толщины закаленного слоя (а) и тарировочиый
график прибора для контроля глубины закалкн (б):
1 — изделие; 2 — закаленный слой; 3,4 — излучающий и приемный преобразо-
ватели
191
лом a2- Далее УЗК распространяются в закаленном слое в виде
сдвиговых волн до границы К—К С незакаленным металлом.
Здесь часть энергии УЗК отражается от границы, а .другая часть
проходит в глубь незакаленного металла и теряется. УЗК, отражен-
ные от границы К—К, принимаются приемным преобразователем и
наблюдаются на экране ЭЛТ в виде сигнала, амплитуда которого
максимальна, если оси преобразователей совпадают, а расстояние
между ними равно L. \
Для оценки глубины поверхностной закалки предварительно стро-
ят тарировочный график, устанавливающий связь между показания-
ми прибора и глубиной перекристаллизованной зоны при закалке.
Для этого из партии серийных однотипных деталей в качестве конт-
рольных образцов выбирают несколько штук, которые подвергают
поверхностной закалке на различную глубину. Затем образцы про-
звучивают по описанной методике. Перемещая один преобразователь
относительно другого, добиваются наибольшей амплитуды на экра-
не ЭЛТ и одновременно измеряют расстояние L между преобразо-
вателями. Затем металлографическим методом, обеспечивающим не-
обходимую точность, измеряют толщину слоев на каждом образце.
По полученным измерениям строят кривую зависимости толщины
слоя от расстояния L между преобразователями (рис. 98,6).
Для измерения толщины слоев преобразователи устанавливают
иа контролируемую' деталь соосно и перемещая их относительно друг
друга добиваются максимальной амплитуды на экране дефектоскопа.
Замерив расстояние между преобразователями, по тарировочиому
графику находят значение измеряемой глубины закалки.
Недостатком метода является наличие мертвой зоны. Вследствие,
этого невозможно измерять толщины менее 2,5 мм.
Для измерения слоев малых толщин применяют метод, основан-
ный на измерении затухания поверхностных волн, распространяю-
щихся вдоль верхней границы слоя. В этом случае, выбрав длину
волны 7.>lt (h — толщина слоя) можно получить зависимость зату--
хаиия поверхностных воли от толщины слоя, так как часть энергии
УЗК идет по слою, а часть — под слоем по металлу. -
Для измерения слоев разработаны приборы ИГЦ-1, ИГУ-2 н
УЗИТС-ЗА.
С помощью УЗИТС-ЗА, например, можно определить толщину по-
верхиостио-упрочиениых слоев (закаленных, цементированных, азо-
тированных, наклепанных) и покрытий иа металлах (лакокрасочных,
асфальто-битумных, полиамидных и Др.)-
Ультразвуковой метод измерения толщины поверхностно-упроч-
ненных слоев и защитных покрытий отличается высокой производи-
тельностью, достаточной для практики точностью (средняя погреш-
ность измерения составляет 8—10 %) И позволяет проводить конт-
рольные операции без нарушения сплошности слоев и покрытий.
3. Контроль структуры металлов
Контроль структуры металлов основан на оценке затухания И
скорости распространения УЗК в контролируемых объектах. Срав-
нивая результаты измерений скорости или затухания УЗК в деталях
и контрольных образцах или в деталях до и после их термической
обработки, можно судить о величине зерна, карбидной неоднород-
ности в сталях и сплавах, величине и форме зерен графита в чу-
гунах, межкристаллитной коррозии в коррозионностойких (нержа-
веющих) сталях и т. д. [45].
192
Величину зерна в сталях можно определить методом относитель-
но ультразвукового структурного анализа. Критерием для опреде-
ления величины зерна в сталях служит величина отношения ампли-
туд донных эхо-сигналов, полученных при прозвучпваиии изделия иа
разных частотах и при постоянном коэффициенте усиления. Указан-
ные соотношения имеют следующий вид:
K2=AfJAfi- К3= AfJAfi... (30)
где Ki, К2, Кз~ структурные коэффициенты; А^,А^,А^ ... — ам-
плитуды сигналов при заданном коэффициенте усиления и частотах
соответственно ft, ft, f3... (/)</2</з...), ПРИ этом частоту УЗК выби-
рают такой, чтобы Aft ие была равна нулю.
При работе по этому методу из материала, подлежащего конт-
ролю, предварительно изготовляют контрольные образцы с различ-
ной степенью обработки и по иим определяют структурные коэф-
фициенты для каждого образца. Затем проводят металлографический
анализ и определяют амплитуды сигнала в зависимости от величины
зерна (табл. 7).
Таблица 7. Значения амплитуд сигналов и структурных
коэффициентов в зависимости от средней величины зерна
аустенитной стали и частоты прозвучивания
dgt ММ Амплитуда сигнала, мм, при частоте, МГЦ Структурные коэффициенты
1,4 2,8 5,6 11,2 Ki к2 Кг
0,03 80 80 80 80 1 1 1
0,06 . 80 80 40 20 1 0,50 0,25
0,08 80 80 . 2 0 1 0,03 0
0,12 80 55 0 0 0,69 0 0
0,15 80 зо 0 0 0,37 0 0
0,18 80 10 0 0 0,12 0 0
Как показала практика, чувствительность метода достаточно вы-
сока и позволяет определять среднюю величину зерна с точностью
до одного балла шкалы ГОСТа [45].
При определении глубины поражения металла коррозией в каче-
стве показателя рассеяния УЗК принимают отношения амплитуд
эхо-сигналов при прозвучпваиии образцов с различной степенью по-
ражения коррозией и не пораженных коррозией иа фиксированной
частоте и при постоянном коэффициенте усиления. Эти отношения
чазваны коэффициентами межкристаллитной коррозии:
ki = А/i,/Ао', k% = AhJiIAq,.. .kn = AhnlАо, (31)
гДе k„ — коэффициенты межкристаллитной коррозии;
гЦ2,... ,Ahn—амплитуды сигналов при контроле образцов с различной
г-чубиной межкристаллитной коррозии hi, h2,...,hn; Ао — амплитуда
сигнала при контроле образца ие пораженного коррозией.
Определив коэффициенты межкристаллитной коррозии по конт-
рольным образцам с известной глубиной поражения, можно с до-
13 Б. И. Выборнов 193
К,
8
Таблица 8. Значения амплитуд сигналов и коэффициентов
межкристаллитной коррозии k в зависимости от глубины коррози
и частоты прозвучивания
Состояние поверхности образца
Не пораженный коррозией
Пораженный коррозией на
глубину, мкм
40
80
120
220
Амплитуда сиг-
нала, мм, при
частоте, МГц
1,25
2,5
70
70
60
55
О
70
70
60
0
0
70
55
О
О
О
1
0,86
0,78
0
к,
1
0,86
О
О
0,78
О
О
О
К1
5
1
S
1
статочной точностью установить ультразвуковым методом глубину
поражения коррозией аналогичного сплава.
В табл. 8 показана зависимость амплитуды сигнала от глубины
коррозии и частоты прозвучивания и приведены соответствующие
коэффициенты межкристаллитной коррозии для образцов из стали
12Х18Н9Т.
По этой же методике можно определять наличие графитовых
включений, их форму и количество в серых чугунах и т. д. [45].
Для количественного контроля межкристаллитной коррозии мо-
жет быть применена методика с использованием одного стандартно-
го образца (В. Н. Приходько, Л. Г. Кириллова, Г. А. Гиллер, [43,
с. 318—321]).
В качестве основного параметра принят коэффициент затухания
ак, зависящий от глубины поражения коррозией /гк, средней вели-
чины кристаллита Do и частоты Проведенные исследования поз-
волили формализовать зависимость ак от D(l и hK и рассчитать зна-
чения Ki и К2 для различных отношений амплитуд и частот. На
основании проведенной работы предложены несколько вариантов
определения межкристаллитной коррозии в коррозионностойких ста-
лях и алюминиевых сплавах.
4. Определение физико-механических
свойств металлов
Для современной техники большой интерес представляет опреде-
ление характеристик упругости металлов при обычной (комнатной)
и высоких температурах. Упругие храктеристики Е, G, и связаны со
скоростями распространения продольных и сдвиговых (поперечных)
волн. Измерив скорость УЗК в каком-либо металле, можно рассчитать
его упругие характеристики по формулам, приведенным в табл. 3.
194
В качестве испытуемых образцов берут тонкие стержни, попереч-
ные размеры которых на порядок меньше их длины.
Существует несколько способов определения скорости ультразву-
ка в материалах [46].
Способ, основанный на измерении времени t прохождения упругим
импульсом известного отрезка длиной I в образце. Это время опре-
деляют по развертке на экране ЭЛТ, куда поступают сигналы от
передающего и приемного преобразователей (при совмещенной схе-
ме преобразователь один). Искомое значение скорости находят по
формуле c=l/t, где I — путь, проходимый упругим импульсом за
время t.
Способ, основанный на измерении углов преломления и отраже-
ния пучков УЗК. при переходе из одной среды в другую. Если упру-
гая волна переходит из среды I в среду II, то на границе раздела
сред наблюдается преломление волн, подчиняющееся соотношению
ci/sin ai=cn/sin ап, где Cj и Си — скорости распространения волн
в средах I и II; си — угол падения в среде I; ап — угол преломле-
ния в среде II. В этом случае необходимо заранее знать скорость
для одной из сред.
Этот способ имеет ограниченное применение, так как он пригоден
только для материалов со сравнительно малым поглощением УЗК,
и для проведения эксперимента требуется создать специальные ус-
ловия (например, погрузить образец в жидкость).
Способ, основанный на измерении собственных частот колебаний
стержневых образцов. Модуль нормальной упругости Е определяют
этим способом, возбуждая в испытуемом образце продольные или
изгибные колебания. Крутильные колебания стержней используют
для определения модуля G. Расчетная формула для модуля упру-
гости продольно колеблющегося с частотой /п стержня имеет вид
Vn = V~E/p. (32)
В зависимости от формы колебаний на длине стержня I может
уложиться то или иное целое число полуволн, т. е.
/=((Х/2), (33)
где i — номер формы колебаний.
Таким образам, формула для модуля нормальной упругости
примет вид
E=4i2pZ2/2; (34)
в случае первой формы колебаний (при i=l)
Е = 4р/2 /2. (35)
Аналогично выводится формула для модуля сдвига. Для пер-
вого тона крутильных колебаний цилиндрического образца с часто-
той fK
G = 4pZ2 (36)
Установка УП-1 для определения модуля упругости Е при ком-
натной температуре. На установке измеряют резонансную частоту
продольных колебаний стержневых образцов. Блок-схема ее пока-
зана на рис. 99.
Пьезопластина 6, жестко закрепленная в держателе 7, является
источником колебаний. На электроды пластины подается напряже-
13* 195
ние переменной частоты от генератора 8, управляемого задающий
генератором 13. Питание установки осуществляется от блока 12
Образец 3 закрепляют в листовой резине 4 и устанавливают на ст</
лике 5, перемещающемся с помощью механизма 9. Колебания об.
разца регистрируются пьезоэлементом 2, прикрепленным к корпу.
су 1. Напряжение с электродов пластины 2 подается на усилитель ю
и на отметчик резонанса 11, которым является осциллоскоп. По-
воротом лимба частоты задающего генератора осуществляют на-
стройку на резонансные колебания образца. Определив собственную
частоту продольных колебаний исследуемого образца, его модуль
упругости рассчитывают по формуле. Установку используют при оп.
ределении модуля нормально^ упругости металлов и сплавов, ме-
Рис. 99. Схема установки для опре-
деления модуля упругости при
комнатной температуре
Рис. 100. Схема измерения скорости
ультразвука при высокой температуре
таллокерамических материалов, некоторых пластиков, керамики и гра-
фита.
Измерение скорости ультразвука в металлах при высоких темпе-
ратурах. Требует более сложной методики и контрольной аппарату-
ры, так как при высокой температуре пьезоэлементы деполяризуют-
ся и выходят из строя. Поэтому при контроле в этом случае при-
меняют звукопроводы, позволяющие охлаждать преобразователь,
используют локальное охлаждение изделий, уменьшают время со-
прикосновения преобразователя с изделием, применяют новые ма-
териалы для контактной среды и пьезоэлементов и т. д.
Так, например, по данным А. М. Ободова [43, с. 448—451], в ка-
честве контактной среды при повышенных температурах использо-
вали пасту ПСВШ-4, представляющую собой гомогенизированную
смесь силиконового масла ПФМС-4 и борной кислоты Н3ВО3 с до-
бавкой диспергатора. Паста обеспечивает акустический контакт пре-
образователя с изделием при температурах от —50 до +600°C. По
данным В. М. Лантуха [44, с. 82—84] в качестве контактной среды
для этих же целей применяют расплавы эвтектик солей К.С1, ZnSCh
и кремнийорганические жидкости, которые можно использовать д°
+ 500 °C.
Применение новых пьезоматериалов с высокой температурой точ
ки Кюри, например цинкита ZnO, позволило разработать преобразо
196 I
ватели для контроля труб и листов из цветных металлов в произ-
водстве при температуре поверхности 300—500 °C.
На рис. 100 показана схема измерения скорости ультразвука при
высокой температуре.
Образец 1 выполнен в виде ступенчатого цилиндрического стерж-
ня. Рабочий участок I образца помещают в печь 9, которая равно-
мерно нагревает его по всей длине до высокой температуры. Другой
(буферный) участок охлаждают в холодильном устройстве 10 до
температуры допустимой для работы преобразователя 2, укреплен-
ного на торце образца. Преобразователь излучает через контактную
среду 3 импульсы продольных волн 4, которые распространяются
в охлаждаемой и нагретой частях образца и, достигнут конца, от-
ражаются к преобразователю. На экране 5 ЭЛТ при это.м видны
три сигнала: начальный 6, от уступа 7 и от конца образна 8. Рас-
стояние I' на экране ЭЛТ (между сигналами 7 и 8) соответствует
участку образца I. Зная длину участка I и измерив промежуток
времени между отраженными сигналами от уступа и конца образца,
можно определить скорость продольных волн на этом участке [47].
По литературным данным, при использовании импульсных спосо-
бов измерения скорости распространения упругих волн образец мож-
но нагревать до 900 °C.
5. Определение усталостной
повреждаемости металлов [36, 48]
Для изучения кинетики разрушения желательно иметь не только
усталостную кривую, но и кривые повреждаемости, позволяющие об-
наруживать в процессе усталостных испытаний раннюю стадию раз-
рушения металла.
Повреждаемость, возникающая на рабочем участке испытуемого
образца, в некоторых случаях может быть зафиксирована с помошью
неразрушающих методов контроля: визуально-оптического, магнит-
ного, цветного и вихревых токов. Общим недостатком этих методов
является невозможность наблюдения за появлением и развитием по-
вреждаемости непосредственно во время испытания. Кроме того, с по-
мощью цветного или магнитно-порошкового метода повреждаемость
металла можно зафиксировать только после возникновения трещины.
Для обнаружения повреждаемости используют ультразвУк°вые
методы: эхо-метод и эмиссионный.
Эхо-метод. Для снятия усталостных кривых наиболее часто при-
меняют цилиндрические образцы с фиксированным местом разруше-
ния (с уменьшенным сечением рабочей части), что позволяет сосре-
доточить поломки на небольшом участке. Трещины возникают на
рабочей части образца перпендикулярно образующей. В эТ°м случае
повреждаемость материала может быть обнаружена без остановки
машины путем возбуждения поверхностных волн вдоль цилиндри-
ческого образца. Для того чтобы поверхностные волны беспрепят-
ственно распространялись вдоль поверхности образца, переходы от
одного диаметра образца к другому должны быть плавными с ра-
диусом перехода, примерно равным 3 мм и более [49].
При усталостных испытаниях цилиндрических образцов без вра-
щения (рис. 101) поверхностные волны в них формируют одним из
Устройств, показанных на рис. 111. Угол падения УЗК равен вто-
рому критическому углу для испытуемого материала при вводе про-
дольных волн из органического стекла. За угол а принимаем угол
197
между центральным лучом и перпендикуляром к образующей стерж-
ня в точке падения центрального луча. При такой схеме прозвучи-
ваиия в стержне возбуждается комбинация УЗК с преобладанием
поверхностных воли.
При усталостных испытаниях цилиндрических образцов с враще-
нием поверхностные волны формируются устройством, разработан-
ным автором (рис. 102).
Цилиндрический образец с установленной в нем втулкой за-
Рис. 101. Схема прозвучивания об- f" Л
разца при знакопеременном нзгнбе:|>_^
1— зажим; 2— испытуемый обра-
зец; 3 — место возникновения тре-
щнны; 4 —груз; 5— экран ЭЛТ;
6 — начальный сигнал; 7 — конце-
вой сигнал; 8 — сигнал от повреж-
даемости иа рабочем участке об-
разца
крепляют в шпинделях испыта-
тельной машины. Затем машину
запускают и одновременно вклю-
чают ультразвуковой дефектоскоп.
Продольные волны от излучателя
вводятся через нижнюю часть
втулки в испытуемый образец и
трансформируются в поверхност-
ные волны, которые распространя-
ются вдоль образца в виде корот-
ких импульсов. Так как образец
вращается, то вся поверхность его
облучается равномерно.
При отсутствии повреждаемо-
сти материала на экране ЭЛТ на-
блюдают осциллограмму, состоя-
щую из начального сигнала и кои-
цевого, соответствующего отраже-
нию УЗК от конца образца. Раз-
вертка между сигналами имеет
вид прямой линии. При возникно-
Рнс. 102. Схема прозвучивания образца при изгибе с вращением:
1 — втулка из органического стекла; 2— цилиндрический образец; 3 — под*
вижная вилка; 4 — основание; 5 — пьезоэлемент; 6 — осн втулки; 7 — канаЛ
для подачи масла; 8 — ось вилки; 9 — направляющая осн; 10 — пружина;
11 — шпиндели машины; 12— экран ЭЛТ; /3 —начальный сигнал; 14 — кон-
цевой сигнал; 15 — промежуточный сигнал
198
вении повреждаемости иа рабочем участке образца часть поверхност-
ных волн отражается от этого участка, и иа экране возникает проме-
жуточный сигнал. Амплитуда его с увеличением наработки (числа
циклов) увеличивается вплоть до разрушения образца.
На рис. 103 показаны кривые повреждаемости, обнаруженной
ультразвуковым методом (lg-V1Cp), цветным методом (IgA^cp) и
по разрушению (lgAf3Cp). Здесь Nt—число циклов, при котором на-
ступает повреждение образца, обнаруживаемое ультразвуковым ме-
тодом; —число циклов, при котором появляется трещина, обна-
руживаемая цветным методом; А3— число циклов, при котором иа-
Рнс. 103. Кривые повреждаемости, об-
наруженной ультразвуковым методом
(Ig^icp)’ UBeTHblM методом (lg N2cp)
н по разрушению (lg Ngcp) образцов
из сплава Д16Т
Рис. 104. Схема распространения
волн акустической эмиссии:
1 — стенка трубы; 2 — возникшая
трещина; 3 — волны эмиссии; 4 —
преобразователь-приемник
ступает разрушение образца; IV i Ср, Ns op, Ns op — соответствуй^
щие средние величины.
Метод акустической эмиссии (АЭ). Основан иа регистрации аку-
стических воли в твердых телах при пластической деформации и
возникновении микротрещии. Фиксируя скорость движения воли эмис-
сии, можно ие только обнаруживать опасные дефекты, ио и прогно-
зировать работоспособность ответственных элементов конструкций
(сосудов высокого давления, узлов атомных реакторов, деталей ле-
тательных аппаратов и т. д.). Сущность метода заключается в сле-
дующем.
На поверхность испытуемого объекта, например резервуара, про-
ходящего гидростатические испытания, устанавливают один или не-
сколько преобразователей, чувствительных к сдвиговым или поверх-
ностным волнам. При испытании резервуара в нем создают высокое
давление Р, под действием которого возникают и развиваются де-
формации и трещины (рис. 104). Их появление сопровождается
вспышками эмиссии волн напряжения, носящими импульсный ха-
рактер. Эти волны распространяются в стенке и воспринимаются пре-
образователем. Применяя преобразователи, чувствительные к рас-
пространяющимся волнам одного какого-либо вида, можно получить
Короткий и четкий импульс [50].
Г лава VII
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
И ИЗДЕЛИЙ В УСЛОВИЯХ ПРОИЗВОДСТВА
И ЭКСПЛУАТАЦИИ
1. Контроль заготовок, полуфабрикатов и изделий
в металлургии и машиностроении
Контроль литья *
При контроле литья различают два случая: контроль
слитков, подлежащих обработке давлением, и контроль
фасонного литья. Целью контроля является выявление
дефектов металлургического происхождения — усадомА
ных раковин, рыхлот, пористости, неслитин, неметалл™
ческих включений, горячих трещин и т. д. а
Слитки из различных металлов и сплавов (стали;
алюминия, магния, титана и др.) предназначены для
изготовления полуфабрикатов и изделий и характеризу-
ются относительно крупными габаритами, простой фор-
мой (цилиндр или прямоугольный брус), неровной по-
верхностью и крупнозернистой структурой. Поэтому кон-
троль таких слитков проводят на пониженной частоте
0,25—1,0 МГц. Снижение чувствительности контроля
при этом не играет существенной роли, так как дефек-
ты, подлежащие обнаружению, имеют достаточно боль-
шие размеры и хорошо отражают УЗК, подающие на
них с любого направления.
В табл. 9 приведены данные о глубине проникнове-
ния продольных УЗК в некоторые литые сплавы в зави-
симости от частоты прозвучивания. а
Таблица 9. Глубина проникновения h продольных УЗК Я
в слиток в зависимости от частоты прозвучивания f Я
Материал слитка /, МГц h, мм J
Сталь:
углеродистая 0,25—0,5 До 100
легированная Сплав: 0,25—0,5 300—400 ;;
алюминиевый 1—1,5 1000—1200 1
2,5 • 400-500 J
титановый 1—1,5 1000—1200 (
2,5 400—500 -!
магниевый 1,8 До 600 i
2,5 До 400 1
200
г
Контроль слитков обычно проводят эхо-методом с
использованием ультразвуковых дефектоскопов УДМ-
1М, УДМ-3, ДУК-6В, ДУК-66 и других аналогичных
приборов. УЗК вводят в слиток контактным или иммер-
сионным способом с помощью прямого преобразователя,
излучающего продольные волны.
При ручном контактном контроле поверхность слит-
ков из легких и специальных сплавов обрабатывают по
4—6-му классам шероховатости.
Стоимость такой обработки довольно высока, поэтому
слитки, как правило, контролируют только с торцов ли-
бо по плоским лыскам, специально выбранным на боко-
вой поверхности. Акустический контакт обеспечивается
минеральным маслом, наносимым на поверхность слит-
ка в местах установки преобразователя. Как показала
практика, такой контроль весьма трудоемок. Время, не-
обходимое для полного прозвучивания изделия пло-
щадью 1,0 м2, составляет примерно 2 ч. Время контроля
особо ответственных отливок с применением дублирую-
щего контроля в два раза больше.
. Производительность и надежность контроля слитков
могут быть существенно повышены за счет его механи-
зации и автоматизации. Как показал опыт, наиболее
просто автоматизировать иммерсионный контроль. Здесь
для получения эффективных результатов достаточно ав-
томатизировать лишь процессы сканирования, прозву-
чивания и регистрации.
Для контроля слитков из алюминиевых, магниевых
и титановых сплавов разработаны ультразвуковые им-
мерсионные установки «Сплав» нескольких модифика-
ций [5]. Они состоят из ванны, пульта автоматического
управления, дефектоскопической и регистрирующей ап-
паратуры. На установке «Сплав-1», например, контро-
лируют слитки диаметром 250—600 мм и длиной до
1600 мм. Слитки загружают на валки, которые приво-
дят во вращательное движение. ’ При этом нижнюю
часть слитка погружают в воду. УЗК от преобразова-
теля, расположенного снизу, вводят в слиток по норма-
ли к образующей.
Линейная скорость сканирования достигает 0,7
м/мин. Скорость осевого перемещения преобразователя
18—180 мм/мин. Шаг сканирования 2—15 мм. Время
Контроля слитка длиной 1600 мм около 10 мин.
[ Автоматический пульт управления установки состоит
из трех дефектоскопов УДМ-1М и регистрирующего уст-
201
ройства. Наименьший выявляемый дефект эквиваленте^
искусственному дефекту диаметром 3 мм на глубине за-
легания 200 мм. Точность определения координат дефек-
тов: по длине ±1 % от длины изделия; по глубине
± 16,5 % от радиуса изделия.
Применение установки «Сплав-1» оказалось эффек-
тивным при контроле алюминиевых, магниевых и тита-
. новых слитков. Так, например, слитки из титанового
сплава ВТ8 после обработки используют для штампов-
ки шайб. До внедрения иммерсионного контроля слит-
ков у 7 % шайб при ультразвуковом контроле обнару-
живались дефекты, хотя слитки для них проходили кон-
троль контактным ручным способом. После внедрения
контроля слитков на установке «Сплав-1» последующего
контроля шайб не потребовалось, так как их изготавли-
вали из качественных отливок и дефектов в них в даль-
нейшем не наблюдалось.
Недостатком установки является отсутствие механи-
зированной загрузки и выгрузки слитков в технологичес-
ком потоке, что увеличивает время, затрачиваемое на
вспомогательные операции.
На этой же установке контролируют алюминиевые
слитки на наличие пористости, являющейся причиной
появления при последующей обработке дефектов типа
расслоений. Предложена методика контроля слитков на
наличие пористости по затуханию УЗК. Слитки из спла-
вов АВ и В96Ц диаметром 400 и 250 мм соответственно
с поверхностью, обработанной по 3-му классу шерохова-
тости, прозвучивают с помощью дефектоскопа ДУК-66,
прямых преобразователей, работающих на частоте 5,0
МГц, и измерителя акустических шумов и затухания
УЗК. Результаты контроля записывают на ленту. Прак-
тика показала, что такой контроль позволил существен-
но повысить качество полуфабрикатов, изготовленных из
этих слитков (Н. С. Завьялова, 3. И. Бляшов, Е. К. Вве-
денская [43, с. 314—317]).
Ультразвуковой контроль фасонного литья в настоя-
щее время еще ограничен из-за сложной формы отливок,
плохого качества поверхности, крупнозернистой струк-
туры, различия в величине зерна между толстыми и тон-
кими сечениями.
Работы, проведенные в ФРГ, показали, что контроль
фасонного литья может быть в некоторых случаях до-
статочно эффективным. Так, например, с помощью УЗК
обнаруживают грубые раковины в чугунных отливках
202
толщиной до 100—150 мм, на частотах 0,5—1,0 МГц.
Кроме того, в ФРГ применяют продольные и сдвиговые
волны для контроля стальных труб, отлитых центробеж-
ным способом. В СССР разработана методика ультра-
звукового контроля качества чугунных изложниц по про-
центному содержанию шаровидного и пластинчатого
графита в любой части чугунной отливки (Д. Ф. Крав-
ченко, В. А. Курганов, В. М. Зайцев и др. [44, с. 29]).
Контроль поковок и штамповок
Контроль крупногабаритных массивных поковок —
одно из наиболее эффективных применений ультразвуко-
вой дефектоскопии. С помощью УЗК обнаруживают
внутренние дефекты — флокены, зоны рыхлот, остатки
усадочных раковин, различные включения, ковочные тре-
щины, внутренние разрывы, расслоения и т. д. в заготов-
ках роторов турбогенераторов, крупных штампов, дисков
турбин и компрессоров и др. Структура металла поко-
вок значительно отличается от структуры слитка, так
как металл пластически деформирован. Зерна металла
поковки вытянуты в направлении течения, что определя-
ет ориентировку многих дефектов. Как правило, метал-
лургические дефекты после обработки давлением пред-
ставляют собой тонкие плоские участки, ориентирован-
ные вдоль волокна. Несплошность оценивают по площади
этого участка в квадратных миллиметрах; Рассеяние
УЗК в кованых заготовках меньше, чем в литых, что
позволяет прозвучивать их на частоте 0,5—1 МГц на
глубину до 2 м.
Следует, однако, отметить, что прозвучиваемость ме-
таллов и сплавов существенно зависит от их размеров,
химического состава и структуры. В большинстве спла-
вов УЗК затухают слабо. Так, например, деформирован-
ные магниевые и алюминиевые сплавы, углеродистые,
молибденовые и ванадиевые стали хорошо прозвучива-
ются на частотах 1,8—10,0 МГц. На этих же частотах
контролируют и большинство сплавов титана. Нержаве-
ющие стали и жаропрочные сплавы обладают значитель-
ным затуханием УЗК и поэтому могут быть проконтро-
лированы на более низких частотах — от 0,5 до 5,0 МГц.
Крупногабаритные поковки целесообразно контроли-
ровать контактным способом с помощью прямых преоб-
разователей после обточки поверхности заготовки до
5—6-го класса шероховатости. При контроле поковок
203
fl
w
требуется обнаруживать более мелкие дефекты, чем при
контроле слитков. Поэтому следует учитывать резкое па-
дение чувствительности с увеличением глубины залега-
ния дефекта. Чтобы обнаруживать дефекты заданного
размера, необходимо чувствительность сделать одина-
ковой по глубине. Для этого изделие контролируют по-
слойно с использованием задержки развертки и времен-
ной регулировки коэффициента усиления. При послой-
ном контроле прибор вначале настраивают по эталону
на слой, наиболее удаленный от поверхности ввода УЗК.
При контроле этого слоя не принимают во внимание сиг-
налы, возникающие на экране ЭЛТ в левой части раз-
вертки от неоднородностей, залегающих в близлежащих
слоях. После контроля дальнего слоя дефектоскоп пере-
страивают по другому эталону меньшей толщины с кон-
трольным отражателем того же диаметра, понижая при
этом чувствительность. Затем проводят контроль данно-
го слоя, после чего прибор вновь перестраивают на сле-
дующий слой, чувствительность прибора понижается еще
больше и т. д. слоями толщиной 100—150 мм, пока по-
ковка не будет проконтролирована по всей толщине. Ска-
нирование при контроле крупногабаритных поковок ве-
дут в зависимости от формы изделия по спирали или па-
раллельными строчками.
На рис. 105 показан рабочий момент контроля круп-
ногабаритного кованого изделия ручным контактным
способом. Такой контроль является весьма трудоемким,
однако качество его обычно высокое.
Производительность контроля может быть значитель-
но увеличена при автоматизации или механизации от-
дельных операций контроля. Так, например, в ФРГ был
механизирован ультразвуковой контроль многотонных
роторов турбогенераторов. Для контроля использовали
аппаратуру, разработанную фирмой «Krautkramer»
(ФРГ). Изделие прозвучивают контактным способом
эхо-методом на частоте 2,0 МГц с помощью прямого пре- j
образователя, укрепленного в суппорте станка. При этом |
преобразователь прижат к боковой поверхности ротора, Я
а в место контакта подают жидкость. Поверхность ро- I
тора сканируют по винтовой линии. Шаг сканирования |
регулируют скоростью перемещения суппорта.
Ультразвуковой контроль штамповок вызывает боль- л
шие трудности, чем контроль поковок, так как штампов- я
ки имеют более сложную форму, металлургические де-
фекты в них ориентированы вдоль волокон металла. Ос- |
2Q4 J
новная трудность состоит в выборе наиболее рациональ-
ных направлений прозвучивания и мест установки пре-
образователя, исключающих появление ложных сигналов
на экране прибора, выборе оптимальных углов ввода
УЗК, причем может оказаться, что для выявления тех
или иных дефектов целесообразно вводить УЗК в металл
на разных участках под разными углами и т. д.
Рис. 105. Ультразвуковой контроль крупногабаритной поковки
Поскольку металл в штамповке более деформирован,
чем в поковке, и зерно мельче, контроль можно прово-
дить на частоте до 2,5 МГц. При контроле штамповок
ответственного назначения чувствительность устанавли-
вают более высокой, чем при контроле поковок, из ко-
торых эти штамповки изготовлены.
Для контроля кованых и штампованных цилиндри-
ческих заготовок в СССР применяют ультразвуковые
автоматические установки «Сплав-2», «Сплав-5М»,
УДЦ-50 и др.
Установка УДЦ-50 предназначена для контроля по-
ковок широкого сортамента: коуглых штанг диаметром
140—550 мм, штанг квадратного сечения со стороной
140—550 мм, полос толщиной 120—300 мм (при ширине
до 800 мм), дисков толщиной до 300 мм и диаметром до
1200 мм. Универсальность установки достигается благо-
205
даря набору акустических систем, предназначенных дл®
контроля поковок определенного типоразмера. Контролы
проводят на частотах 1,8 и 2,5 М.Гц со скоростями 1,2 и
3,5 м/мин.
Для контроля дисков газовых турбин фирма «Ultra-
sonoscope» (Англия) выпускает иммерсионную установ-
ку, в которой применен манипулятор, устанавливающий
преобразователь под заданными углами к поверхности
ввода УЗК и регулирующий расстояние между преобра-
зователем и изделием. Контролируемый диск устанавли-
вают на вращающийся стол, расположенный в ванне, а
манипулятор с преобразователями перемещают с помо-
щью сканирующего механизма вдоль радиуса диска [51].
Во Франции разработана автоматическая ультразву-
ковая установка для контроля стальных заготовок сече-
нием 110X110 мм и длиной до 12 м. Контроль осущест-
вляют в потоке прокатного стана со скоростью 1 м/с. В
установке применены световая сигнализация и марки-
ровка дефектных мест, счетное устройство для подсчета
количества обнаруженных дефектов и автоматической
сортировки заготовок [52].
Контроль листов, плит и панелей
Дефекты в листах выявляют продольными и нормаль-
ными волнами ультразвукового диапазона теневым и
эхо-методом.
При контроле теневым методом с использованием
продольных волн излучающий и приемный преобразова-
тели устанавливают по обе стороны листа (плиты), как
показано на рис. 106, а. При отсутствии дефектов прием-
ный преобразователь регистрирует прохождение УЗК
через изделие. При постоянной толщине изделия, одно-
родном материале и параллельности плоских поверхно-
стей уровень интенсивности УЗК будет почти постоян-
ным, и показания индикатора незначительно отклоня-
ются от некоторого значения, принятого за исходное. f
Если на пути УЗК встретятся дефекты (расслоения,
неметаллические включения и др.), то показания инди-
катора будут меняться в зависимости от площади сечения
пучка УЗК, площади отражающей поверхности дефекта
и его местоположения между поверхностями листа. Если '
дефект меньше сечения пучка, то за ним образуется тень |
и показания индикатора уменьшатся. Если же дефект |
полностью перекроет пучок лучей, то показания индика- I
тора будут равны нулю. §
206 J
При контроле эхо-методом с использованием продоль-
ных волн совмещенный преобразователь устанавливают
на одной из поверхностей листа или плиты и перемеща-
ют по плоскости строчками. При этом выявляются толь-
ко внутренние дефекты (рис. 106,6).
Рис. 106. Схема прозвучивания листа (плиты) продольными УЗК теневым (а)
и эхо-импульсным (б) методами:
1 — контролируемый лист (плита); 2, 3 — излучающий и приемный преобразо-
ватели; 4 — совмещенный преобразователь; 5 — стрелочный индикатор; 6 —
экран ЭЛТ; /— начальный сигнал; // — донный сигнал; III — сигнал от де-
фекта. Пунктирной линией показано направление перемещения преобразователя
Такая схема контроля может быть применена для ли-
стов и плит толщиной от 2—5 до 50—100 мм. При кон-
троле тонких листов на экране ЭЛТ возникает несколь-
ко донных сигналов вследствие многократного отраже-
ния УЗК от противоположной поверхности изделия. Чем
тоньше лист, тем ближе друг к другу расположены эти
сигналы. О наличии дефектов судят по уменьшению чис-
ла донных сигналов и их амплитуды.
Существенным недостатком контроля листов про-
дольными волнами (теневым и эхо-методами) является
малая зона контроля. Чтобы проконтролировать весь
лист, необходимо перемещать преобразователь строчка-
ми по всей поверхности листа. Ввиду значительной пло-
207
щади последней такой контроль трудоемок и нерентабе-
лен. Для повышения производительности контроля раз-
рабатывают многоканальные системы, позволяющие кон-
тролировать одновременно широкую зону.
Следует отметить, что состояние поверхности прока-
та существенно влияет на результаты контроля. Для
улучшения условий ввода и отражения УЗК поверхность
проката подвергали травлению, дробеметной обработке
и грунтовке. Установлено, что шероховатость поверхно-
сти после обработки дробью ниже, чем после травления.
Нанесение грунта на поверхность проката после травле-
ния и дробеметной обработки еще более снижает шеро-
ховатость. Результаты статистической обработки дан-
ных ультразвукового контроля показали, что погреш-
ность измерений по горячекатаной поверхности изделия
достигает 50 %, по поверхности после травления и обра-
ботки дробью 20 % и после нанесения грунта на поверх-
ность менее 15 % (Д. А. Турсунов, А. А. Дубиня и др.
[44, с. 5—6]).
Для контроля тонких плит и листов используют нор-
мальные волны, которыми выявляют внутренние и по-
верхностные дефекты листа. При контроле направление
прозвучивания выбирают так, чтобы волны распростра-
нялись перпендикулярно направлению прокатки. Это по-
зволяет с большей надежностью обнаружить протяжен-
ные дефекты, ориентированные вдоль листа.
При контроле теневым методом с использованием нор-
мальных волн излучающий и приемный преобразовате-
ли располагают у противоположных краев листа друг
против друга и перемещают их синхронно и параллельно
вдоль листа (рис. 107, а). О наличии дефектов в листе
или на его поверхности судят по интенсивности дошед-
ших до приемного преобразователя УЗК- )
При контроле эхо-методом с использованием нор- >
мальных волн совмещенный преобразователь устанавли-
вают у одного из краев листа так, чтобы пучок лучей был
направлен на противоположный край (рис. 107, б). За-
тем, перемещая преобразователь вдоль кромки, наблю-
дают за экраном ЭЛТ. Осциллограммы на экране при-
бора при прозвучивании бездефектных и дефектных ли- >
стов аналогичны осциллограммам, показанным на рис.
106, б.
Как показала практика, выявляемость дефекта за-
висит от частоты прозвучивания, формы дефекта и его ,
ориентировки относительно пучка УЗК, структуры ме-
208
талла и толщины листа. Было замечено, что с уменьше-
нием толщины листа выявляются более мелкие дефекты.
В листах из алюминиевых сплавов обнаруживают внут-
ренние дефекты (подплакировочные пузыри, закаты, рас-
слоение, раскатанные шлаковые включения) и поверх-
ностные (риски, царапины, задиры и т.п.)
Нормальные волны обладают высокой чувствительно-
стью и могут отражаться не только от дефектов, но и от
Рис. 107. Схема прозвучивания листа (плиты) нормальными волнами.
Обозначения см. на рис. 106
имеющихся на поверхности капель жидкости, грязи и т. п.
Поэтому контролируемый лист должен иметь чистую
и сухую поверхность.
Производительность контроля листов нормальными
волнами значительно выше, чем продольными, так как
в этом случае не требуется сканирования всей поверх-
ности листа. При поиске дефектов достаточно преобра-
зователь переместить от одного края кромки к другому,
чтобы металл был проконтролирован по всей толщине.
Недостатком контроля листов нормальными волнами
является наличие большой мертвой зоны протяженностью
более 100 мм. Это объясняется дисперсией нормальных
волн, которая приводит к увеличению длительности им-
пульсов и снижению разрешающей способности метода.
Кроме того, при контактном способе контроля за счет
установки преобразователя происходит демпфирование
поверхности листа, что заметно снижает чувствительность
и дальность распространения нормальных волн. При им-
мерсионном способе контроля поверхность листа демпфи-
14 Б. И. Выборнов 209
руется жидкостью, вследствие чего нормальные волны
быстро затухают и дальность их распространения резко
падает.
Автором был исследован и предложен способ контроля
листов, при котором продольные волны вводят в металл
не через плоскую поверхность листа, а через его торец.
Исследования проводили на листах из сплава Д-16Т
толщиной 1 мм, размерами 1000X600 мм. Отражателями
УЗК являлись искусственные дефекты—надрезы различ-
ной глубины и длины и сверления различных диаметров,
расположенные на пути распространения УЗК- Ультра-
звук вводили в лист прямым преобразователем через
торец листа (рис. 108, а). В
данном случае продольные
' УЗК распространяются от
места ввода вдоль
до другого конца и
жаются обратно.
листа
отра-
Для
Рис. 108. Схема прозвучивания листа продольными УЗК через
торец
листа (а) и общий вид преобразователя с фиксирующим устройст-
вом (б):
/ — лист; 2— преобразователь; 3 — фиксирующее устройство. Штри-
ховкой показаны мертвые зоны
обеспечения устойчивости преобразователя на торце тон-
кого листа и исключения его перекоса при работе было
разработано фиксирующее устройство (рис. 108,6).
Контроль листов по рассмотренной схеме обладает
чувствительностью, позволяющей выявлять поверхност-
ные риски глубиной 0,1 мм и протяженностью 10 мм И
сквозные сверления диаметром 5 мм и более и, что осо-
бенно важно, позволяет сократить мертвую зону до 8--
10 мм.
210
В последние годы уделяется большое внимание авто-
матизации ультразвукового контроля листов в условиях
производства.
В СССР для автоматического контроля листов из
алюминиевых сплавов разработаны установки типа
УЗКЛ нескольких модификаций: УЗКЛ-1М, УЗКЛ-2М,
УЗКЛ-ЗМ и др. [53]. Каждая установка состоит из меха-
низмов перемещения листа и преобразователей, механиз-
ма подачи масла для обеспечения акустического контак-
та преобразователя с листом, электрооборудования с
главным приводом, пульта управления, дефектоскопов,
блоков автоматики и приборов регистрации. Контроль
проводят эхо-методом с помощью нормальных волн.
Скорость контроля достигает 20 м/мин при ширине листа
до 3,5 м, длине до 7,0 м и толщине от 2 до 8 мм. Регистра-
ция дефектов — автоматическая с записью на бумаге.
Высокая чувствительность контроля достигнута за счет
применения широкозахватных пьезоэлементов (с пло-
щадью излучения S = 24X35 мм2) и выбора оптимальных
параметров контроля. Механизация и автоматизация по-
грузки, транспортировки, контроля и разбраковки листа
обеспечивают высокую производительность контроля.
В поточной линии металлургического завода имеется
установка УЗКЛ-ЗМ. Лист подается на контрольный стол
укладчиком с вакуумными присосками, а затем ленточ-
ным транспортером — к ультразвуковой установке.
УЗКЛ-ЗМ имеет шесть каналов контроля, каждый из ко-
торых обеспечивает прозвучивание полосы листа шири-
ной от 400 до 600 мм. После контроля лист проходит че-
рез промасливающую машину и подается на упаковщик,
с помощью которого оператор укладывает годные листы
в одну стопку, а забракованные — в другую.
В установке УЗКЛ-ЗМ применен дефектоскоп УДК-
2Л, который имеет два канала контроля, синхронно свя-
занных друг с другом. Каналы работают не одновремен-
но, что позволяет вести контроль при встречном распо-
ложении преобразователей.
Установку настраивают по стандартным образцам, в
качестве которых используют стандартные листы с ис-
кусственными отражателями в виде сквозных отверстий
Диаметром 1,0—1,5 мм, расположенных через 500 мм
Друг от друга по длине и ширине на различных расстоя-
ниях от кромок листа. Дефектоскопы УДК-2Л настраи-
вают при неподвижном листе. Затем образец на макси-
мальной скорости пропускают через установку. Если при-
14* 211
бор записи фиксирует все отражатели, то настройка счи-
тается правильной. Установки типа УЗКЛ могут быть
использованы для контроля листов из алюминиевых
сплавов и сталей. Аналогично устроена многоканальная
дефектоскопическая система «Луч-2», предназначенная
для автоматизированного контроля листов из алюминие-
вых сплавов толщиной до 10,5 мм нормальными волна-
ми. Система «Луч-2» полностью автоматизирует конт-
роль листов. Роль контролера-дефектоскописта сводится
к настройке системы по'стандартным образцам перед
началом каждой смены (В. А. Пилуй [43, с. 220—222]).
Толстые плиты можно контролировать теневым или
эхо-методом путем сквозного прозвучивания продоль-
ными волнами. В зависимости от материала и толщины
плиты, характеристики дефектов, подлежащих обнару-
жению, плиты контролируют на частотах от 1,5 до 5,0
МГц. Для облегчения контроля и повышения его произ-
водительности применяют преобразователи со струйным
контактом (см. рис. 63, в). В этом случае оператор про-
водит контроль плиты вручную, перемещая преобразова-
тель по поверхности плиты с помощью удлинительной
ручки. Контактная жидкость поступает к преобразовате-
лю от бачка, укрепленного на штоке ручки. Для удобст-
ва транспортировки дефектоскоп помещают на тележку.
Несмотря на значительную трудоемкость, такой способ
является наиболее подходящим для контроля толстых
плит и, как показала практика, дает хорошие результаты.
Для контроля толстолистового проката на металлур-
гических заводах разработаны и внедрены автоматичес-
кие теневые многоканальные установки УЗУЛ иммерси-
онного типа. Преобразователи, расположенные в ряд с
малыми шагом поперек листа, позволяют контролировать
лист практически полностью за один проход. Результа-
ты контроля записываются на токочувствительную бума-
гу. Скорость контроля 10 м/мин (В. М. Веревкин, А. С.
Голубев, Н. А. Евдокимов [43, с. 223—226]).
Практика показала высокую надежность и эффектив-
ность работы установок УЗУЛ. Экономический эффект
от внедрения одной установки составил более 100 тыс.
руб. в год. Однако недостаточная чувствительность
УЗУЛ к выявлению тонкораскатанных неметалличес-
ких включений не позволила применить их для контроля
листов особо ответственного назначения. Поэтому на ба-
зе установок УЗУЛ были разработаны высокочувстви-
тельные установки ДУЭТ, использующие теневой и эхо-
212
методы контроля. Установки ДУЭТ обеспечивают высо-
кую плотность контроля, быстродействие и практически
не имеют мертвой зоны. На установках ДУЭТ можно
контролировать листы толщиной от 5 до 20—25 мм (те-
невым методом) и от 20—25 до 200 мм (эхо-методом).
Особенностью установки ДУЭТ является сканирова-
ние по принципу одновременно бегущих ультразвуковых
волн. Это позволяет сократить число электронных кана-
лов и повысить надежность установки. Скорость контро-
ля на установке ДУЭТ 30—50 м2/мин (В. М. Веревкин,
А. С. Голубев, Н. А. Евдокимов [43, с. 223—226]).
Для контроля плит толщиной до 300 мм разработана
установка УЗУ-П, использующая эхо- и зеркально-тене-
вой методы. Плиту шириной примерно 4 м (не более)
помещают в иммерсионную ванну. Затем ее прозвучива-
ют с верхней поверхности пятью преобразователями, ра-
ботающими поочередно. Преобразователи закреплены на
траверсе, которая перемещается поперек листа со скоро-
стью около 300 мм/с. В крайних точках траверса оста-
навливается и перемещается вдоль плиты на 10 мм, пос-
ле чего цикл работы повторяется до полного контроля
листа (А. С. Голубев, С. К. Паврос, В. И. Сафонов [43,
с. 216—218]).
Для контроля крупногабаритных плит из алюминие-
вых сплавов АК4-1, В-95 и др. разработана и внедрена
в промышленность ультразвуковая иммерсионная уста-
новка «Сплав-бЦ», оснащенная многоканальной дефек-
тоскопической аппаратурой, цифровой системой индика-
ции и регистрации дефектов (С. В. Павлов, Р. И. Шоков
и др. [43, с. 212—215]). Установка позволяет контро-
лировать плиты длиной до 15 м, шириной до 1,5 м и тол-
щиной до 0,13 м. С помощью аппаратуры выявляются
расслоения, окисные плены, включения и другие дефек-
ты площадью, эквивалентной плоскодонному искусствен-
ному отражателю диаметром 4,0 мм на глубине от 5 до
130 мм. Скорость контроля до 0,5 м/с. Время контроля
плиты размерами 10X1,5 м составляет около 20 мин.
Гладкие и ребристые плиты небольшой толщины кон-
тролируют нормальными волнами. Для автоматического
Контроля ребристых плит (панелей) из алюминиевого
сплава АМГ6 на базе установки типа УЗКЛ разработа-
на установка УЗКИ [54]. Скорость контроля в данном
случае достигает 10 м/мин при длине панели до 10 м,
Ширине 3,5 м и толщине 8 мм и менее.
Панель прозвучивают вдоль направления прессова-
213
ния преобразователем с углом наклона 38°, работаю-
щим на частоте 2,5 МГц. В установке УЗКП применены
два дефектоскопа ДУК-6В с одним общим синхрониза-
тором. Для настройки чувствительности приборов при-
меняют стандартные образцы, изготовленные из участ-
ков панелей размером 1600X2500 мм. Контрольными де-
фектами являются отверстия с плоским дном диаметром
0,8 мм и глубиной 0,5 мм, расположенные на панели со
стороны ребер.
УЗК вводят в панель" со стороны, противоположной
расположению ребер. За один проход контролируют по-
лосу панели шириной около 300 мм. Схема панели и на-
правление перемещения преобразователя показаны на
рис. 109. При использовании данной методики не контро-
Рис. 109. Схема контроля панели:
/ — панель; 2— стрингеры; 3—преобразователь
Рнс. 110. Схема прозвучивания цилиндрического прутка со стороны
плоского торца
лируются кромки по краям панели шириной 100 мм, реб-
ра и участки над ребрами, а также зоны у ребер шири-
ной около 6 мм. Это является существенным ее недостат-
ком.
Контроль прутков, стержней и проволоки
Как уже отмечалось, наиболее распространенным де-
фектом в металлургическом производстве являются уса-
дочные раковины в слитках. Эти дефекты зачастую попа-
дают в конечную продукцию прокатного производства —
прутки. Прутки и стержни можно контролировать уль-
214
тразвуком достаточно эффективно, так как металл прес-
сованных полуфабрикатов имеет мелкозернистую струк-
туру и чистую поверхность.
При контроле прутков и стержней УЗК вводят через
торец детали или боковую (кривую) поверхность.
Если к торцу стержня 1 прижать прямой преобразо-
ватель 2, то УЗК от пьезоэлемента распространяются в
стержне на участке ближней зоны га в виде плоской вол-
ны, а затем в виде расходящегося пучка (рис. 110). На
расстоянии I от поверхности ввода УЗК краевые лучи
пучка встречаются с боковой поверхностью стержня под
углом 90°—0. Для стали 0«13° (на частоте 2,5 МГц),
следовательно, боковые лучи падают на поверхность
детали под углами 77°. Остальные лучи падают под
еще большими углами. При этом они трансформируются
на продольные, отражающиеся под теми же углами, и
сдвиговые, распространяющиеся под значительно мень-
шими углами (в соответствии с законом преломления).
При вторичном отражении от противоположной стенки
происходит обратная трансформация продольных и сдви-
говых волн. При небольшой длине стержня К и при
D<d (d— диаметр стержня; D — диаметр пьезоэлемен-
та) на экране четко фиксируется донный сигнал, соот-
ветствующий отражению продольных волн от «дна» из-
делия. При уменьшении, диаметра стержня явление
трансформации волн повторяется многократно и на эк-
ране ЭЛТ появляются вторичные сигналы, расположен-
ные правее донного. При контроле стержней нужно от-
страиваться от этих сигналов, устанавливая донный сиг-
нал в конце развертки на экране дефектоскопа.
Контроль стержней через боковую (кривую) поверх-
ность осуществляют при вращении прутка и переыеще
нии преобразователя вдоль образующей. Так, например,
при контроле круглых заготовок для лопаток трубин
пруток устанавливают между центрами токарного стан-
ка, а преобразователь закрепляют в суппорте так, чтобы
он был плотно прижат к поверхности прутка. При кон-
троле преобразователь перемещается вдоль вращающе-
гося прутка, сканируя его поверхность по винтовой ли-
' нии с небольшим шагом.
Иногда возникает необходимость в контроле прут-
ков поверхностными волнами, распространяющимися
вдоль образца. Для этого применяют преобразователи с
плоской и вогнутой контактными поверхностями и углом
а=акри (рис. 111, а, б). Нетрудно видеть, что в пруток
215
под углом акрп входит лишь небольшая часть УЗК, из-
лучаемых пьезоэлементом. Наряду с поверхностными
волнами в прутке возбуждаются и сдвиговые УЗК за
счет кривизны поверхности и масляной прослойки меж- .1
ду преобразователем и изделием. Для проведения кон- Л
троля в этом случае достаточно одного вращения стер- »1
жня без перемещения преобразователя. При этом выяв- ;1
ляются дефекты в поверхностном и подповерхностном *
слое, ориентированные под углом к оси изделия.
1
------A
2
S
Рис. Ill. Схема прозвучивания ци-
линдрического прутка со стороны
боковой поверхности преобразова-
телями с плоской (а), вогнутой (б)
и кольцевой с четырьмя пьезоэле-
ментамн (в) контактными поверхно-
стями:
/ — пруток; 2 — призма; 3 —пьезо-
элемент
Рис. 112. Схема распространения1
поверхностных волн вдоль цилин-
дрических стержней постоянного
сечения- (а) н ступенчатых (б—а).
Обозначения см. на рис. 111
На рис. lll,e показана
предложенная автором схе-~
ма ввода УЗК в пруток устройством с замкнутой цилин- ;•
дрической контактной поверхностью с четырьмя излуча-
телями, расположенными по окружности под 90° друг к
другу. Такое устройство позволяет формировать поверх- -
постные волны на четырех участках стержня одновре- ,
216
менно. Для проведения контроля образец вращать не
нужно.
Поверхностные волны распространяются вдоль стер-
жня постоянного сечения следующим образом. УЗК, До-
стигнув противоположного конца, отражаются, и на эк-
ране ЭЛТ наблюдается четкая осциллограмма, состоя-
щая из начального и концевого сигналов при отсутствии
нарушения сплошности металла на пути пучка УЗК- Из-
за расхождения боковых лучей и распространения их по
винтовым траекториям наблюдается «растекание» волн
по поверхности стержня (рис. 112, а). Чем меньше угол
расхождения 20 и длина стержня I и больше диаметр
стержня d, тем меньше растекание.
Распространение поверхностных волн вдоль ступенча-
того стержня (рис. 112, б^г) зависит от сопряжения
между его цилиндрическими поверхностями. Если цилин-
дрические поверхности отдельных ступеней сопряжены
под углом без галтелей (рис. 112,6), то изделие невоз-
можно прозвучивать поверхностными волнами, так как
почти вся энергия отражается от места перехода. Для
того, чтобы поверхностные волны могли перейти с одного
участка стержня на другой, переходы между ними долж-
ны быть плавными с радиусами г>3 мм (рис. 112, в).
В месте перехода также наблюдается растекание волн
по цилиндрической поверхности участка меньшего диа-
метра. Чем больше г\ и г2 и меньше d/D, тем меньше
растекание поверхностных волн и более направленный
пучок УЗК.
Стержни постоянного сечения можно контролировать
нормальными волнами, распространяющимися от одного
его конца к другому. Нормальные волны возбуждаются
осесимметричным коническим пучком УЗК, падающих
на боковую поверхность стержня под определенным уг-
лом. Такой пучок может быть получен с помощью уст-
ройства, показанного на рис. 111, в. В этом случае в
стержне можно возбудить преимущественно симметрич-
ные или антисимметричные волны.
Угол падения лучей на поверхность стержня опреде-
ляют по фазовой скорости Сф из формулы зша = с/Сф,
где с — скорость УЗК в материале, из которого падает
возбуждающая волна; скорость Сф определяют по дис-
персионным кривым (в соответствии со значением пара-
метра d-f), аналогичным дисперсионным кривым для ли-
стов (см. рис. 59).
С помощью нормальных волн можно эффективно кон-
тролировать также и проволоку.
217
На рис. 113 показана схема установки для контроля
проволоки нормальными волнами. Преобразователь по-
мещают в капсулу, в которую подкачивают воду или ми-
неральное масло. У верхнего выходного отверстия обра-
зуется выпуклый мениск жидкости, который смачивает
проволоку, движущуюся мимо. Вокруг этого отверстия
расположен кольцеобразный уловитель жидкости, отку-
да она по трубке стекает в сборник. Насос Н обеспечи-
вает постоянную циркуляцию жидкости, создающую аку-
Рнс. ИЗ. Схема установки для контроля проволоки нормальными волнами и
осциллограммы прозвучивания:
1— капсула; 2 — механизм изменения угла наклона преобразователя; 3 —
преобразователь; 4 — проволока; 5—направление движения проволоки; 6 —
направление распространения нормальных волн; 7 — экран ЭЛТ
стический контакт между преобразователем и проволо-
кой. Угол ввода УЗК может изменяться в зависимости от
материала и толщины проволоки. Такое конструктивное
решение позволяет создать надежный контакт даже тог-
да, когда проволока движется со скоростью около 3—
4 м/с.
Проволоку можно контролировать с помощью так
называемых проволочных волн, представляющих собой
резонансные колебания, складывающиеся из волн сжа-
тия, изгиба и кручения. Возбуждение проволочных волн
зависит от диаметра проволоки, угла падения и частоты
УЗК. Так, например, в стальной проволоке диаметром
0,1—6,0 мм проволочные волны надежно возбуждают-
ся на частоте 4,0 МГц и распространяются вдоль про-
волоки на расстояние до 1 м. При этом УЗК, заполняя
все сечение проволоки, одинаково хорошо отражаются
как от поверхностных, так и от внутренних дефектов.
На рис. 113, а, б показаны осциллограммы прозвучива-
ния проволоки без дефекта, а на рис. 113, в — с дефектом-
Если в проволоке дефектов нет, то на экране ЭЛТ
218
видны начальный сигнал А и сигнал В, отраженный от
места входа УЗК в проволоку. Путь, проходимый УЗК от
излучателя до проволоки, является постоянным и не
влияет на результаты контроля. Поэтому начальный сиг-
нал А можно сдвинуть влево (за экран), чтобы его не
было видно, а поиск дефектов проводить на участке с,
расположенном правее сигнала В, чистая развертка за
которым соответствует бездефектной части проволоки.
Если на пути УЗК в проволоке имеется дефект, то от не-
го на экране возникнет сигнал D, пробегающий справа
налево по участку развертки с.
Для выявления дефектов в прутках и проволоке раз-
работаны установки УКП-2, УДЦ-25, «Стержень-2» и др.
Промышленная установка УКП-2 позволяет контро-
лировать прутки (заготовки пружин) диаметром 1,4 и
1,6 мм, длиной от 1070 до 1500 мм на наличие раковин,
продольных и поперечных рисок, трещин, включений и
т. д. Установка имеет вид двухтумбового стола с габа-
ритами 500Х1650ХИ80 мм. На крышке стола располо-
жены: цанговые держатели, в которых закрепляют кон-
тролируемые прутки; направляющее устройство, позво-
ляющее изменять расстояние между цангами и контро-
лировать различные по длине прутки; преобразователь
с механизмом изменения угла наклона; подставка для
прутков и пульт управления. В тумбах стола размещены
дефектоскоп УДМ-1М с вентилятором, стабилизатор на-
пряжения и механизм подачи и сбора масла. На уста-
новке УКП-2 в смену можно проконтролировать до 1500
прутков (более 1800 м), затрачивая в среднем на кон-
троль одного прутка около 12 с. При этом выявляются
мелкие внутренние и поверхностные дефекты глубиной
0,01 мм и более.
Установка «Стержень-2» предназначена для автома-
тического контроля прутков диаметром 10—50 мм при
скорости контроля 0,5 м/с. Установка позволяет прозву-
чивать почти все сечение прутка за счет девяти раз-
дельно-совмещенных преобразователей, работающих кон-
тактным способом на частоте 2,5 МГц при поступатель-
ном перемещении прутка относительно акустического
блока.
Контроль прутков на установке УДЦ-25 осуществля-
ют иммерсионным способом тремя фокусирующими пре-
образователями при поступательном перемещении прут-
ка. Такая схема контроля обеспечивает выявление де-
фектов лишь в центральной части прутка, что несколько
219
ограничивает ее применение (Л. Р. Гершенгорен
М. Б. Гитис и др. [42, с. 163—164]).
Контроль труб
Наиболее часто в трубах встречаются дефекты про-
изводственного происхождения: внутренние и наружные
плены, волосовины, продольные риски на наружной и
внутренней поверхностях, вмятины и бугры, раковины,
ужимы, рванины и др. При эксплуатации на трубах мо-
жет появиться поверхностная, язвенная и межкристал-ч
лическая коррозия, усталостные трещины и др. Ъ
Трубы малых и средних диаметров с небольшой тол-/
щиной стенки контролируют нормальными УЗК, а тол-‘
стостенные — сдвиговыми. При этом трубы прозвучива-
ют по окружности или вдоль образующей контактным
либо иммерсионным способом.
Несмотря на то что нормальные волны достаточно хо-
рошо изучены теоретически, практическое применение их
вызывает трудности, связанные со способами их возбуж- '>
дения в трубчатых конструкциях.
К сожалению в работах по контролю труб нормальны-
ми волнами обычно приводятся только общие рассужде-
ния о свойствах и особенностях нормальных волн, выяв-
ляемости дефектов симметричными и антисимметричны-
ми волнами различных порядков, их преимуществах и
недостатках, отмечается выгодность применения опреде-!
ленной формы и порядка нормальных волн для выявле- >
ния некоторых дефектов, причем рекомендуется при этом
углы ввода УЗК в изделие «поддерживать постоянны- '
мн» и т. п. Вместе с тем практических советов по воз- ;
буждению в трубе нормальных волн определенной фор- ?
мы и порядка и способов поддержания углов ввода по-
стоянными в этих работах нет. Те же способы и средст-
ва, которые описаны в литературе, вызывают сомнение в
том, что с их помощью в трубах можно возбудить нор-
мальные волны.
Так, например, в некоторых работах приводится схе-
ма контроля тонкостенных труб нормальными волнами
с использованием иммерсионного способа. Для этого ре-
комендуют продольные волны направлять на изделие под
«определенным» углом, благодаря чему они трансформи-
руются в нормальные. Нетрудно видеть, что под каким
бы углом ни направлять пучок лучей на поверхность тру-
бы, в последней нельзя возбудить нормальную волну оп-
ределенной формы и тем более определенного порядкам!
220
так как в стенке будут возбуждаться и другие виды ко-
лебаний за счет падения отдельных лучей пучка под дру-
гими углами.
При контроле толстостенных труб продольными и
сдвиговыми волнами остаются в силе соображения и ре-
комендации, изложенные в гл. VII (см. «Контроль прут-
ков, стержней и проволоки»). Однако ход лучей в теле
трубы иной, чем в сплошном прутке. Лучи в сплошном
прутке всегда отражаются от вогнутой поверхности, а в
трубе — попеременно от выпуклой и вогнутой поверхно-
стей, что приводит к распространению большей части
УЗК по окружности.
По нашему мнению, разработка методики контроля
труб должна быть экспериментальной. Основные этапы
методики должны включать разработку устройства, из-
лучающего по возможности узкий пучок продольных
волн, способ ввода этих волн в поверхность трубы под уг-
лом, обеспечивающим наилучшие условия для их распро-
странения в стенке и отражения от возможных дефек-
тов, способы обеспечения хорошего акустического кон-
такта, сканирования при поиске дефектов, механизации
и автоматизации контроля. При этом не имеет сущест-
венного значения, какие в конечном счете возбуждаются
в изделии волны; важно, чтобы с их помощью можно бы-
ло уверенно выявить несплошности металла.
Рассмотрим разработанные автором способы для оп-
ределения оптимальных углов падения а УЗК при кон->
троле цилиндрических изделий (труб) на наличие про-
дольных дефектов. Для сохранения ранее предложенной
терминологии и понятий условимся считать углом паде-
ния а пучка УЗК на кривую поверхность трубы угол, за-
ключенный между центральным лучом пучка и перпенди-
куляром к плоскости, касательной к цилиндрической по-
верхности в точке ввода. Рассмотрим два случая.
Определение оптимального угла а для иммерсионно-
го способа контроля (рис. 114, а). В ванну 1, заполнен-
ную жидкостью 2, поместим образец (участок) контро-
лируемой трубы 3, на внутренней и внешней поверхно-'
сти которой имитируем дефекты 6 — продольные надрезы
глубиной около 0,1, длиной около 15 и шириной рас-
крытия около 0,1 мм. Образец в ванне расположим так,
чтобы искусственные дефекты находились вблизи гори-
зонтальной плоскости, проходящей через центр цилиндра.
В верхней части ванны на расстоянии /<г0 разместим
прямой преобразователь 5, укрепленный на горизонталь-
221
ной рейке 4, обеспечивающей перпендикулярное излуче-
ние в жидкость и перемещение преобразователя вдоль
рейки. Преобразователь устанавливаем в исходное поло-
жение на рейке у нулевой метки, совпадающей с верти-
кальной плоскостью, проходящей через ось цилиндра.
Для определения оптимального угла а преобразователь
подключим к дефектоскопу и, перемещая его вдоль рей-
ки вправо, будем наблюдать за экраном ЭЛТ прибора.
Так как каждый луч пучка УЗК падает на кривую по-
верхность трубы под разйыми углами, увеличивающими-d
I О'; Й
Рис. 114. Схема определения оптимального угла при контроле
цилиндрических труб иммерсионным (а) и контактным (б) спо-
собами
ся с перемещением преобразователя, то в стенке ее воз-!
буждаются различные волны: продольные и сдвиговые в
начальный момент, сдвиговые, нормальные и поверхно-
стные при дальнейшем перемещении преобразователя
вправо. При таком прозвучивании концевой (донный)
сигнал будет отсутствовать, так как возбужденные в тру-
бе волны, распространяясь по окружности, могут отра-
зиться только от дефектов в стенке изделия или на ее
поверхностях. Наличие нескольких видов волн в трубе
благоприятно влияет на результаты контроля: дефекты,
не выявленные, например, сдвиговыми волнами, хорошо
выявляются нормальными или поверхностными волнами.
Как показали эксперименты, при некотором положении
преобразователя относительно трубы можно получить
такую комбинацию волн в стенке, которая обеспечит
наилучшие условия отражения их от заданных дефектов:
это положение (угол) может быть зафиксировано и ре-
комендовано при разработке методики контроля.
Определение оптимального угла а падения УЗК для
контактного способа контроля. При контактном способе
контроля, как правило, применяют угловые преобразова-
тели, где УЗК вводят через призму, изготовленную из
органического стекла. Физические свойства жидкости и
органического стекла, а также скорости распространения
в них УЗК различны. Поэтому рассмотренную выше ме-
тодику определения оптимального угла в данном случае
применить нельзя.
Устройство для определения оптимального угла а
при контроле труб контактным методом показано на рис.
114, б. Оно состоит из фигурной призмы 7, изготовлен-
ной из органического стекла. Поверхность призмы, при-
легающая к трубе, выполнена цилиндрической по форме
контролируемого изделия, а противоположная поверх-
ность, на которой размещен прямой преобразователь,
выполнена плоской с направляющими салазками для пе-
ремещения преобразователя. Преобразователь устанав-
ливают в исходное положение в направляющие салазки
у нулевой метки, совпадающей с вертикальной плоско-
стью, проходящей через ось цилиндра. Методика опре-
деления оптимального угла а падения УЗК такая же,
как и в случае использования жидкой среды. Переме-
щая преобразователь вправо от нулевой метки, наблю-
дают за экраном ЭЛТ и фиксируют максимальную амп-
литуду сигналов от искусственных дефектов. Затем из-
меряют угол а по отношению к центральному лучу пучка
УЗК.
Для выявления в трубе поперечных дефектов необхо-
димо комбинацию волн направить вдоль трубы, как по-
казано на рис. 48. При этом оптимальный угол наклона
преобразователя относительно образующей цилиндра
определяют с помощью преобразователя с изменяемым
углом а падения УЗК и контактной поверхностью слегка
притертой к поверхности изделия.
Для контроля труб в заводских условиях в СССР
разработано несколько установок, обеспечивающих кон-
троль труб определенных типоразмеров: ИДЦ-ЗМ, ИДЦ-6,
ИДЦ-8, УДТ-4М, «Днепр», «Кристалл-1» и др. В ка-
честве электронного блока используют серийные дефек-
тоскопы УДМ-1М или ДУК-66. Наиболее универсальной
является установка ИДЦ-6, предназначенная для конт-
роля труб диаметром 30—114 мм из коррозионностой-
222
223
ких и низколегированных сталей со скоростью до 3,2 м/
мин при одном преобразователе и.до 6 м/мин при двух.
На установке ИДЦ-6 надежно выявляют дефекты типа
трещин, плен, рисок, закатов и др. Для каждого диамет-
ра и толщины стенки трубы существует определенный
угол падения УЗК, при котором достигается максималь-
ная чувствительность.
Ультразвуковая установка ИДЦ-8 предназначена для
автоматизированного контроля холоднокатаных котель-
ных труб диаметром 25—42 мм с толщиной стенки до
7,5 мм. С ее помощью надежно выявляют различные де-
фекты по всей толщине стенки труб. Контролируемую
трубу перемещают в ванне, заполненной водой, со ско-
ростью 1 м/с. Вокруг трубы вращается преобразователь
со скоростью до 3000 об/мин. Информация, получаемая
при контроле, передается к регистрирующему прибору.
Сканирование поверхности трубы производится по спи-
рали с малым шагом. Перед контролем трубу смачива-
ют водой и очищают от загрязнений, что позволяет пре-
дотвратить проникновение пузырьков воздуха в ванну
через входной сальник. В установке использованы два
дефектоскопа УДМ-1М. Электронно-акустический тракт
настраивают по образцу с искусственным дефектом, ими-
тирующим дефект, подлежащий выявлению.
Установка УДТ-4М предназначена для контроля тон-
костенных труб диаметром 4—20 мм нормальными вол-
нами. При этом выявляют дефекты глубиной 3—5 % от
толщины стенки трубы. Особенностью установки являет-
ся самоцентрирующийся преобразователь, обеспечива-
ющий слежение за смещениями трубы и получение раз-
личных углов ввода УЗК-
Установка «Кристалл-1» служит для контроля вели-
чины зерна в тонкостенных ребристых и гладких трубах
малого диаметра из коррозионностойких сталей в цехо-
вых условиях. Контроль проводят иммерсионным спосо-
бом. Принцип работы прибора основан на зависимости
затухания нормальных волн от структуры поликристал-
лических металлов. Результаты контроля записываются
на ленте самописца. Производительность контроля
0,8 м/мин.
Автоматизированная ультразвуковая установка «Спи-
раль» предназначена для контроля металлических труб
диаметром 5—20 мм с отношением толщины стенки к
диаметру 0,15 и менее. Контроль осуществляют иммер-
сионным способом с использованием поверхностных, нор-
224
: мальных и сдвиговых волн. Труба движется поступа-
! тельно с вращением в ванне между двумя преобразова-
। телями. Один из них служит для выявления продольных
' дефектов, другой — поперечных. Скорость вращения и
подачи трубы плавно регулируется в пределах от 50 до
1000 об/мин и от 0,2 до 5 м/мин соответственно. В уста-
новке применены преобразователи с фокусировкой ульт-
развукового пучка, что позволяет уверенно выявлять де-
фекты размером около 3 мм в поперечнике.
Установки ИДЦ-ЗМ, ИДЦ-6, «Днепр», ИДЦ-8М ус-
пешно применяют на ряде предприятий. Сочетание ульт-
развукового контроля труб с другими методами нераз-
рушающего контроля позволяет значительно повысить
качество изделий. Этому способствует также создание
на заводах цехов-лабораторий автоматических систем
контроля (АСК), в которых проводятся исследования и
опытно-экспериментальные работы по внедрению новой
аппаратуры, ремонту и модернизации приборов, находя-
щихся в эксплуатации, а также подготовка работников
для обслуживания дефектоскопической аппаратуры.
Аналогичные установки имеются и за рубежом
[3].
В последнее время появились разработки по приме-
I нению ультразвука для решения специфических задач.
Так, например, в работе Н. В. Химченко, А. Т. Лисина и
| др. [44, с. 67—68] приведены данные о методике ультра-
звукового контроля качества крепления труб к трубным
решетками с помощью устройства, представляющего сис-
тему телескопических трубок, внутри которых размещены
раздельно-совмещенные преобразователи. Контроль про-
водят с внутренней поверхности труб на частоте 5,0 МГц.
В работе Я. Ф. Аникеева, М. А. Михайленко, И. В. Свис-
тунова [44, с. 17—18] приводятся данные о контроле ка-
чества биметаллических труб (сталь-)-медь) диаметром
22—55 мм, толщиной стенки от 1 до 6 мм на наличие рас-
слоений. Для этого применяют полуавтоматическую ус-
тановку УДТ-8, снабженную дефектоскопами УДМ-1М
и преобразователями, скомпонованными в акустическую
головку, охватывающую контролируемую трубу. Ско-
рость контроля 1,2—3,0 м/мин. В работе И. Л. Гребен-
ника [44, с. 18—20] приведены результаты исследований
по контролю биметаллических труб большого диамет-
ра и т. д.
Несмотря.на тенденцию к механизации и автоматиза-
ции процессов ультразвукового контроля труб на заво-
15 Б. И. Выборнов
225
дах, существует еще немало объектов, на которых кон-
троль не может быть автоматизирован (например, кон-
троль крупногабаритных труб, труб, находящихся в
эксплуатации и работающих в условиях повышенных ста-
тических и динамических нагрузок, высоких температур,
агрессивных сред и т. п.). В этих случаях контроль про-
водят контактным способом с применением портативных
приборов и различных устройств, облегчающих прове-
дение ручного контроля.
Контроль сварных и паяных соединений
По ультразвуковому контролю сварных соединений
имеется много работ [32, 38, 45], поэтому рассмотрим
его очень кратко.
Контроль сварных соединений проводят эхо-, теневым
или зеркально-теневым методами сдвиговыми УЗК. При
этом обнаруживают шлаковые включения, раковины, га-
зовые поры, а также трещины и непровары. Оптималь-
ная частота контроля зависит от свариваемого материа-
ла и толщины сварного шва. Наиболее распространенной
является частота 2,5 МГц. Однако при значительной тол-
щине шва, особенно при контроле шва в сталях аусте-
нитного класса, частоту понижают до 1,5—0,8 МГц, что
связано со значительным затуханием УЗК в зоне терми-
ческого влияния, в 2—3 раза превышающим затухание
в основном металле.
Для контроля стыковых соединений применяют преоб-
разователи с различными углами падения УЗК, рассчи-
танными на распространение в металле сдвиговых волн
под углами от 40 до 80°.
В стыковых швах дефекты чаще всего ориентированы
параллельно поверхностям свариваемых кромок изде-
лия. Для их обнаружения преобразователи устанавлива-
ют и перемещают (сканируют) по поверхности сварива-
емых элементов вблизи валика сварки зигзагообразно!
(рис. 115). В этом случае выявляемость дефектов завиН
сит от угла наклона пьезоэлемента, расстояния до де-1
фекта и ориентировки его относительно пучка УЗК и ша-1
га сканирования. I
Прозвучивание сварного соединения преобразовате|
лем из положения А не обеспечивает контроля верхней
части шва. Контроль ее ^ожет быть осуществлен npeo6j
. разователем из положения Б или Б, отраженным от ниЖ-1
ней поверхности пучком, или преобразователем, установ!
ленным на нижней поверхности изделия. Для этой це!
ли можно также применить другой преобразователь с
большим углом падения УЗК-
Так как амплитуда импульса с увеличением расстоя-
ния до дефекта убывает очень быстро, для контроля
сварных швов большой толщины целесообразно приме-
нять преобразователи с небольшим углом наклона. На-
пример, сварные швы толщиной более 250—300 мм конт-
ролируют преобразователями с углом а=30°; толщиной
Рис. 115. Схема контроля сварного стыкового шва:
1 — сварное изделие; 2 — преобразователи; 3 — сварной шов. Стрел-
ками показано направление сканирования
200—250 мм — с углом а = 40°, а более тонкие сварные
швы — с углом а=50ч-55°.
Координаты дефектов, обнаруженных при контроле
сварных швов различной толщины и разных углов пре-
ломления, определяют с помощью расчетных планше-
тов. При контроле сварных швов специализированным
дефектоскопом УЗД-НИИМ-5 координаты определяют
непосредственно по шкале прибора.
Ультразвуковой контроль является единственным ме-
тодом, позволяющим выявлять в тавровых и нахлесточ-
ных соединениях внутренние трещины с раскрытием ме-
нее 0,2 мм и непровары в корне шва. Такие швы про-
звучивают с помощью наклонных преобразователей
отраженными и прямыми пучками лучей УЗК.
226
15*
227
Рис. 116. Схема контроля сварного
соединения иа электрозаклепках:
а — при поиске дефектов; б — прн
измерении диаметра ядра: 1 —
верхний лист; 2 — нижний лист;
3— преобразователь; 4 — сварная
заклепка
Одним из прогрессивных методов соединения эле^В
ментов конструкций является сварка плавящимся элек^И
тродом в среде углекислого газа с образованием электро^И
заклепок. Качество такого соединения определяется плоИИ
щадью проплавления (диаметром ядра электрозаклепок) Т
и отсутствием внутренних дефектов: непроваров, трещин, ,
пор и шлаковых включений.
Электросварка может быть надежно проконтролиро-
вана специализированным дефектоскопом УЗД-НИИМ-
- 9, работающим по эхо-мето- =
ду на частоте 2,5 МГц. Он
снабжен преобразователя-
ми с углами падения УЗК
а = 40, 50 и 54° [55].
При поиске внутренних
дефектов преобразователь
устанавливают на поверх- ;
ность верхнего листа так,
чтобы центральный луч был'
направлен на ось электро-
заклепки. Затем преобразо-
ватель перемещают по по-
верхности листа вокруг за-
клепки по окружности и од- •
повременно возвратно-по-
ступательно вдоль линии,
соединяющей оси заклепки
и преобразователя (рис.
116, а). При обнаружении
дефектов загорается лам-
почка, подается звуковой
сигнал и отклоняется стрел-
ка прибора.
Для определения диа-
метра ядра применяют два
наклонных преобразовате-
ля, которые располагают
друг против друга на по-
верхности листа симметрич-
116,6). Если преобразователи
но электрозаклепке (рис.
установлены так, что пучок УЗК не пересекает тела за-
клепки, то большая часть энергии воспринимается при-
емным преобразователем и прохождение УЗК четко фик-
сируется индикатором дефектоскопа. При синхронном и
симметричном перемещении преобразователей относи-.
228
тельно заклепки в момент прохождения пучка через тело
заклепки наблюдается частичная утечка УЗК в нижний
лист. При этом приемный преобразователь фиксирует
уменьшение или даже прекращение прохождения УЗКот
передающего преобразователя. Это явление наблюдается
на всем пути перемещения преобразователя, пока пучок
лучей пересекает тело заклепки. Отметив места умень-
шения и восстановления передачи ультразвуковой энер-
гии из одного преобразователя в другой с помощью от-
счетного механизма, можно определить диаметр ядра в
данном направлении.
Контроль электрозаклепок по рассмотренной методи-
ке позволяет надежно выявлять дефекты с эквивалент-
ной площадью 5Экв^2 мм2 независимо от того, в какой
зоне они расположены. Точность измерения диаметра яд-
ра +0,5—1,5 мм.
Сварные соединения иногда контролируют ультразву-
ковым методом в сочетании с другими методами нераз-
рушающего контроля, например с рентгено- или гамма-
графированием. Это объясняется тем, что браковка
ответственных элементов сварных конструкций часто зави-
сит от вида, формы и размеров обнаруженного дефекта.
Известно, что при контроле сварных швов ультразвуком
надежно выявляются такие опасные дефекты, как тре-
щины и непровары по кромкам. Эти дефекты значитель-
но хуже выявляются гаммаграфированием. Однако при
ультразвуковом контроле нельзя отличить газовую пору
от шлакового включения или оценить их размеры, как,
например, при рентгеновском и у-контроле.
Следует отметить, что объем ультразвукового контро-
ля сварных соединений постоянно растет. Появились ори-
гинальные разработки по контролю специфических свар-
ных соединений. Так, например, в работе Н. Г. Азарова
и Г. 3. Ариевича [44, с. 61—63] описываются результаты
по разработке ультразвукового метода для выявления
мелких дефектов (0,2—0,3 мм) в тонкостенных диффузи-
онно-сварных соединениях; в работе М. ф. Краковяка,
И. Л. Гребенника [43, с. 280—283] приведена методика
ультразвукового контроля сварных соединений трубных
досок; в работе П. А. Калининой, Д. В. Владимировой,
В. С. Митяева [43, с. 291—294] приведены результаты
исследований по разработке методики ультразвукового
контроля точечной электросварки алюминиевых сплавов
и т. д. Серьезное внимание уделяется автоматизации уль-
тразвукового контроля. В работе Н. П. Алешина,
229
А. А. Ярового [43, с. 260—263] рассмотрены основные
аспекты автоматизации ультразвукового контроля свар-
ных стыков титановых и стальных труб диаметром 32—
67 мм с толщиной стенки 3—7 мм и результаты опробы-
вания методики и установки для контроля. В работе
В. М. Хабачева, А. Д. Тарароева и др. [44, с. 64—67]
описывается автоматизированная установка УДЦ-31, с
помощью которой контролируют сварные швы роторов
атомных турбин. Результаты контроля регистрируются
на бумажной ленте, которая позволяет определять коор-
динаты и эквивалентный диаметр дефектов.
Ультразвуковой контроль паянных соединений в на-
стоящее время еще очень ограничен, однако проводимые
в этом направлении работы [56], (К- В. Викман, О. Р. За-
боровский [43, с. 235—237]) и полученные результаты
являются обнадеживающими и позволяют надеяться на
более широкое применение этого метода контроля в бу-
дущем. .
2. Контроль изделий в условиях эксплуатации
Контроль рельсов
-При изготовлении рельсов в них могут возникать м>
таллургические дефекты,
Де-
4 —
5 —
Рис. 117. Схема расположения
фектов в рельсе:
1 — поперечная трещина; 2,
вертикальные расслоения; 3,
продольные трещины; 6 — косые
трещины от болтовых отверстий;
7 — горизонтальное расслоение
связанные с плавлением и ли-
тьем металла, обработкой
давлением, со сваркой и тер-
мической обработкой и т. д.
Такими дефектами являются
раковины и включения, пу-
зыри, трещины различного
происхождения, закаты, рас-
слоения и т. п. (см. гл. I)
[57].
При эксплуатации рель-
сы подвергаются значитель-
ным напряжениям, дефор-
мациям и износам, приводя-
щим в ряде случаев к воз-
никновению дефектов и из-
ломов. Наиболее часто
встречающиеся дефекты
рельсов: отслоение и выкра-
шивание металла на рабочих поверхностях головки
рельса, поперечные усталостные трещины и изломы
в головке,- вертикальное расслоение головки и шей-
230
ки рельсов, продольные и косые трещины в шейке, рас-
пространяющиеся от отверстий под болты, трещины и
выколы части пбдошвы, трещины в сварных стыках и др.
На рис. 117 показаны места расположения некоторых
дефектов.
Внутренние дефекты выявляют продольными волна-
ми, которые вводят в рельс со стороны поверхности ка-
тания 1 (рис. 118,А). При этом обнаруживают дефекты,
Рис. 118. Схема контроля рельса с рабочей (Л) и боковой (5) поверх-
ностей и осциллограммы прозвучивания:
а, г — без дефектов; б — при наличии вертикального расслоения в го-
ловке или шейке рельса; в — при наличии трещины у места перехода
головки в шейку; д — при наличии поперечных дефектов; е — при на-
личии вертикального расслоения в головке; 1 — прямой преобразова-
тель; 2 — рельс; 3 — экран ЭЛТ; 4— начальный сигнал; 5—донный
сигнал; 6 — сигнал от дефекта
расположенные в плоскости симметрии или вблизи ее.
Если на пути пучка УЗК дефектов нет, то осциллограм-
ма на экране ЭЛТ имеет вид, показанный на рис. 118, а.
Любое нарушение сплошности металла на пути пучка
лучей вызовет появление на экране прибора промежуточ-
ного сигнала, расположенного между начальным и дон-
ным сигналами. При этом донный сигнал уменьшается
по высоте и при значительных размерах дефекта может
даже совсем исчезнуть.
При наличии в шейке рельса дефектов в виде сквоз-
ных наклонных трещин УЗК не могут возвратиться к пре-
образователю, поэтому на экране ЭЛТ донного сигнала
не будет. Он будет отсутствовать также, если в головке
или шейке рельса имеется вертикальное расслоение ме-
талла, которое, как правило, не дает дополнительных
сигналов из-за рассеяния УЗК. Таким образом, отсутст-
вие донного сигнала может служить первым признаком
наличия этих дефектов.
231
Следует отметить, что донный сигнал может пропа- j
дать и при плохом акустическом контакте. Поэтому при
его исчезновении в первую очередь необходимо убедить-
ся в том, что акустический контакт не нарушен из-за по- '
падания под преобразователь песка, отсутствия смазки
или наличия неровностей на поверхности катания (вы- :
боин и др.).
При прозвучпвании рельса с боковой поверхности
головки (рис. 118,5) выявляют дефекты, расположен-
ные в стороне от плоскости симметрии головки. Перед
контролем боковую поверхность рельса очищают от гря- b
зи и напильником опиливают неровности. Затем на по-
верхность ввода УЗК наносят слой масла и прозвучива-
ют рельс. Если в рельсе дефектов нет, то на экране ЭЛТ
наблюдают один, два или даже три отражения УЗК от
противоположной поверхности головки рельса. Так как
в этом случае первый сигнал на экране соответствует
донному отражению, то любой сигнал, возникающий меж-
ду начальным и донным, свидетельствует о несплошнос- ;
ти металла. При наличии поперечной трещины в голов-
ке многократно отраженный донный сигнал пропадает.
На экране ЭЛТ видны лишь начальный сигнал и линия
развертки.
Поперечные трещины выявляют сдвиговыми волна-
ми с помощью преобразователя с углом а = 47°.
В последние годы для стыковки рельсов широко при-
меняют электроконтактную сварку оплавлением, что по-
зволяет получить бесстыковые пути. Нарушение режима
сварки, отклонение химического состава металла и пло-
хая обработка свариваемых торцов способствуют воз-
никновению внутренних дефектов, которые в процессе
эксплуатации развиваются в трещины, приводящие свар-
ное соединение к излому. Наиболее часто встречающими-
ся дефектами сварки стыков рельсов являются рыхлос-
ти, неполная сварка, пузыри, непровары, кратерная усад-
ка и силикатные скопления.
Сварные стыки рельсов обычно контролируют на час-
тоте 2,5 МГц, с помощью преобразователей с а=40 и
50°. Перед контролем рельсы очищают от грязи, мазута
и коррозии, вызывающих ухудшение акустического кон-
такта, снижение чувствительности и быстрое истирание
контактной поверхности преобразователя.
Преобразователь располагают перпендикулярно шву
и перемещают его зигзагообразно вдоль стыка. При этом
его периодически поворачивают относительно продоль-
232
ной оси рельса на угол 10—20°, что улучшает поиск де-
фектов. Шаг перемещения не должен превышать 2—3 мм.
Согласно действующим инструкциям при обнаружении
любого дефекта в какой-либо зоне сварной стык браку-
ют и вырезают из плети.
Для контроля рельсов в СССР применяют специали-
зированные ультразвуковые дефектоскопы УРД-52,
УРД-58, УРД-63, а также ДУД-ПИМ, ДУК-13ИМ и
УЗД-НИИМ-6М. Эти дефектоскопы используют для
контроля рельсов в условиях производства и эксплуата-
ции. Ультразвуковой контроль на рельсопрокатных и
рельсосварочных предприятиях проводят на специально
оборудованном рабочем месте. В зависимости от вида
дефекта рельсы прозвучивают прямыми или наклонны-
ми преобразователями с различными углами падения
УЗД [57].
В ФРГ для контроля рельсовых заготовок и рельсов
применяют универсальную передвижную установку фир-
мы «Krautkramer» [58] (рис. 119). Все элементы уста-
новки смонтированы на раме 1. Ультразвуковой прибор
3 (USK-5 или USM-2) крепится к раме с помощью под-
вески 2. Ниже расположена канистра 4 с контактной
жидкостью (водой). Вода подается к месту ввода УЗК
посредством поворота ручки шганги 5 через шаровой
кран 6. Концы рамы 7 входят в гнезда, расположенные
в тележке 8.
Тележка состоит из сварного стального основания 11,
колес 12, сменных пластин 14 (для регулирования зазо-
ра между преобразователями и изделием), державки 13
(для размещения преобразователя и образования резер-
вуара для контактной жидкости); она снабжена уравно-
вешивающим приспособлением 9 и упором 10. В тележ-
ке предусмотрено крепление нескольких державок при
многопозиционном контроле рельсов.
Контроль лопаток турбин и компрессоров [3, 5, 59]
При эксплуатации газотурбинных двигателей лопатки
испытывают высокие статические и знакопеременные
динамические нагрузки, подвергаются воздействию кор-
розионной и эрозионной среды, а также получают повре-
ждения от посторонних твердых частиц, попадающих во
всасывающую систему и газовый тракт двигателя. Ло-
патки турбин, кроме того, работают в условиях высоких
температур, резких теплосмен и коррозионного воздей-
ствия газовой среды. Тяжелые условия работы лопаток
233
приводят в ряде случаев к усталости материала и разру-ЯВ
шению лопаток (см. рис. 18). Производственные дефек- Я
ты материала, не выявленные при изготовлении лопаток, Я
а также различные повреждения их в условиях эксплу- S
Рис. 119. Общий вид универсальной передвижной установки для 1
контроля рельсов в условиях производства и эксплуатации 1
фирмы «Krautkramer» (ФРГ)
атации ускоряют этот процесс. Наиболее опасными де
фектами лопаток являются трещины усталости, возника
ющие на кромках лопаток и развивающиеся перпендику
234
лярно кромкам. Эти дефекты могут быть выявлены с
помощью поверхностных волн, распространяющихся от
одного конца кромки к другому (см. рис. 70).
Лопатки контролируют преобразователями с фигур-
ными контактными поверхностями (см. рис. 92) с углом
падения УЗК, обеспечивающим возбуждение в материа-
ле поверхностных волн.
Частоту контроля выбирают в зависимости от мате-
риала и длины контролируемого участка лопатки. Так,
например, турбинные лопатки длиной 120 мм, изготов-.
ленные из жаропрочных сплавов ХН77ТЮ и ХН77ТЮР,
можно контролировать на частоте 2,5 МГц. Однако ло-
патки из этого же сплава, имеющие большую длину, не-
льзя контролировать на частоте 2,5 МГц, так как поверх-
ностные волны на этой частоте быстро затухают и не
проходят всю длину лопатки. В этом случае контроль
проводят на более низкой частоте, например 1,8 МГц.
Лопатки компрессоров из сталей 13Х11Н2В2МФ,
40ХНМА и титана, имеющие мелкозернистую структуру,
хорошо прозвучиваются поверхностными волнами на
частоте 2,5 МГц на длине до 300 мм, а из алюминиевого
сплава ВД-17—только на частоте 1,5—1,8 МГц, так как
в этом материале поверхностные волны с расстоянием
быстро затухают.
При контроле преобразователь прикладывают к
кромке так, чтобы УЗК были напра'влены на другой ко-
нец лопатки (см. рис. 70). Продольные УЗК на границе
призма — лопатка трансформируются в поверхностные
и, если дефектов нет, проходят вдоль кромки до конца
лопатки и отражаются по тому же пути. В этот момент
на экране видны два сигнала: начальный 5 и концевой 7.
Наличие концевого сигнала при контроле лопаток обяза-
тельно, так как он является критерием хорошего акусти-
ческого контакта между преобразователем и кромкой
лопатки. Если на пути УЗК, распространяющихся в по-
верхностном слое кромки глубиной b (при f—2,5 МГц
1 мм), имеется дефект, то часть энергии отражается.
На экране между сигналами 5 и 7 возникает промежу-
точный сигнал 6. Трещина глубиной ~^Ь может полно-
стью перекрыть путь ультразвуковому пучку, что приве-
дет к исчезновению концевого сигнала, так как вся энер-
гия УЗК отразится от поверхности трещины.
Как уже отмечалось при контроле деталей (в том
числе и лопаток) поверхностными волнами, суммарная
мертвая зона M=h-\-x, vjia h — непрозвучиваемый учас-
235
ток кромки, находящейся левее точки падения централь-
ного луча пучка УЗК, х—мертвая зона преобразовате-
ля (рис. 120). Величина зоны М зависит от длины ло-
патки и достигает 25—30, а иногда 40 мм. Большая
мертвая зона снижает эффективность контроля, поэто-
му ее уменьшают, изменяя конструкцию и уменьшая га-
бариты преобразователя и прозвучивая кромки дваж-
ды от замка и от конца пера лопатки.
Рис. 120. Схема хода лучей УЗК при контроле лопаток:
1 — перо лопатки; 2 — призма преобразователя; 3 — пьезоэле-
мент
Приближенно можно считать, что величина М равна
длине участка лопатки, на который падает пучок УЗК-
Как видно, этот участок ограничен краем лопатки и верх-
ним боковым лучом mk, который проходит наибольший
путь в призме преобразователя. Таким образом, точка k
падения луча mk делит кромку лопатки на два участка:
левее точки k— неконтролируемый участок Л1, правее—а
контролируемый участок 5К. I
Общий путь S, проходимый пучком лучей от излуча!
теля до конца пера лопатки, равен S=Sr-j-SK, где 5Г—I
путь лучей в призме преобразователя; S1:— путь лучей
в кромке лопатки.
Пути S на экране ЭЛТ соответствует расстояние S'
от начального до концевого сигнала, а точке k соответ-
ствует точка k', которая делит развертку на экране на
два участка: s(., соответствующий пути лучей sr в приз-
ме преобразователя, и s’K, соответствующий пути лучей
sK в кромке лопатки.
При контроле лопаток между начальным и концевым
сигналами на экране ЭЛТ могут наблюдаться промежу!
точные сигналы. Чтобы правильно расшифровать осцил-1
лограммы, следует помнить, что сигналы, возникающие
левее точки k' (на участке развертки sj, характеризу-
ют лишь качество сборки преобразователя и его индиви-
дуальные особенности. И только сигналы правее точки
,k' (на участке развертки s'K) характеризуют состояние
контролируемого участка sK кромки лопатки. Дефекты
в мертвой зоне при данной схеме контроля не выявляют-
ся. Для обнаружения трещин на участке Л1 контролю
подвергают кромку вторично со стероны конца пера ло-
патки.
Иногда при контроле допускают ошибку, заключаю-,
щуюся в том, что любой сигнал на участке развертки s*
принимают за отражение от трещины на кромке лопат-
ки. На самом деле эти сигналы свидетельствуют лишь о
неоднородности металла в поверхностном слое кромки
лопатки, способных отражать УЗК. Такими неоднород-
ностями могут быть различные поверхностные (трещи-
ны, растрескивание, поверхностная коррозия, мелкие рис-
ки и забоины) и подповерхностные (пористость, разно-
зернистость структуры, межкристаллитная коррозия)
пороки материала.
На рис. 121 показаны некоторые дефекты лопаток
турбин и компрессоров, выявленные ультразвуком.
После окончания контроля рекомендуется забрако-
ванные лопатки подвергнуть дополнительному контролю
цветным методом. Решение об окончательной браковке
лопаток принимают в соответствии с результатами двой-
ного контроля и техническими условиями на проверяе-
мые параметры.
В некоторых случаях при контроле отдельных лопаток
турбин на экране ЭЛТ концевой сигнал отсутствует или
имеет малую амплитуду (3—5 мм). Такое явление объ-
ясняется крупнозернистой структурой металла, в значи-
тельной степени поглощающей и рассеивающей УЗК-
Так как такие лопатки проконтролировать ультразвуком
нельзя, то их контролируют цветным методом. Если при
этом трещины на лопатках не обнаружены, то они допус-
каются к эксплуатации.
Как показала практика, характер осциллограмм за-
висит от положения преобразователя на кромке лопат-
ки. При правильном положении контактная поверхность
преобразователя перпендикулярна кромке, при этом пре-
образователь контактирует с кромкой на узком участке
шириной 1—2 мм и в кромку вводится малая, но наибо-
237
лее интенсивная (центральная) часть пучка УЗК, кото-л
рая трансформируется в поверхностные волны. Если на I
кромке дефектов нет, то на экране ЭЛТ возникает прос- ?
тая для расшифровывания осциллограмма, состоящая $1
из начального и концевого сигналов. Если же на кромке f
Рис. 121. Дефекты иа кромках турбин и компрессоров, обнаруженные а
ультразвуком (Х115): 4
а — межкристаллитная коррозия глубиной около 0,1 мм; б — глубокая j
межкристаллитная коррозия на лопатке компрессора; в — уширенные з
границы зерен; г — усталостная трещина глубиной около 0,45 мм |
имеется какой-либо дефект или внутренняя неоднород!
ность структуры металла, то на экране ЭЛТ на участий
s* появится сигнал, соответствующий отраженным УЗК|
При неправильном положении преобразователь рас
полагают на спинке у кромки лопатки. При этом площади
контакта существенно увеличивается и в металл вводит]
ся значительно большая часть УЗК- В этом случае ве]
роятность встречи УЗК с внутренними неоднородностя]
ми структуры металла и рисками на поверхности пера
возрастает во много раз. На экране может наблюдаться
весьма сложная для расшифровывания осциллограмма
из-за множества сигналов, которые иногда «забивают^
весь экран. При наличии трещины на кромке определите
ее будет невозможно, так как сигнал, соответствующий
отражению УЗК °т трещины, «потеряется» на фоне сим
238
налов, вызванных другими причинами. Поэтому при кон-
троле лопаток необходимо следить за правильной уста-
новкой преобразователя на кромке.
Следует иметь в виду, что при контроле лопаток пе-
ремещать преобразователь вдоль кромки не надо, так
как это усложняет расшифровывание осциллограмм из-
за изменения положения концевого сигнала на развертке.
Кроме того, могут быть допущены и грубые ошибки. Так,
например, если на экране возникнет сигнал от трещины,
расположенной вблизи замка лопатки, то при движении
преобразователя может создаться ложное впечатление,
что этот сигнал — концевой.
О местонахождении дефекта на кромке лопатки су-
дят по положению сигнала от дефекта на развертке; чем
ближе он расположен к концевому сигналу, тем ближе
к концу пера лопатки находится дефект. Местонахожде-
ние дефекта на кромке лопатки определяют следующим
образом: прикасаясь пальцем руки, слегка смоченным
минеральным маслом, к кромке лопатки в различных
точках, начиная от конца пера по направлению к замку,
наблюдают за сигналом от дефекта на экране ЭЛТ. Ис-
чезновение сигнала на развертке соответствует положе-
нию пальца над местом дефекта. Исчезновение сигнала
при положении пальца на конце кромки свидетельству-
ет о том, что этот сигнал концевой.
Ультразвуковой контроль лопаток турбин и компрес-
соров широко применяют и в условиях эксплуатации
[60]. Лопатки контролируют дефектоскопами УЗДЛ-
61-2М с комплектом преобразователей типа АИГ. Как
показала практика, ультразвуковой контроль при ремон-
те и эксплуатации энергетических машин оказался эф-
фективным и позволил повысить эксплуатационную на-
дежность техники. В зависимости от типа машины кон-
троль лопаток, например, газотурбинных двигателей
самолетов или вертолетов на аэродроме занимает от 15
до 60 мин.
Контроль кожухов камер сгорания
Камера сгорания работает в условиях высоких темпе-
ратур и вибрационных напряжений. Одним из ее дефек-
тов является усталостное разрушение цельноштампован-
ных кожухов в местах продольных рисок на внутренней
и наружной поверхностях кожуха (см. рис. 11). Так как
он представляет собой тонкостенную трубу постоянной
толщины с хорошо обработанной поверхностью, то для
239
выявления продольных рисок и трещин применяют нор^Н
мальные волны, направляя их по окружности [3, 60]. МИ
Материал кожуха (сталь Юсп) имеет однородную
мелкозернистую структуру, что позволяет использовать |
УЗК частотой 2,5 МГц, которые вводят в изделие пре- |
образователем с плоской контактной поверхностью и yr^gj
лом а = 59°, обеспечивающим возбуждение в стенке ко^Н
жуха нормальных волн.
Рис. 122. Схема контроля кожуха в условиях эксплуатации — зоны
установки преобразователя):
1 — двигатель; 2 — кожух; 3 — преобразователь; 4— слой контактной смазкн;
5— направление перемещения преобразователя; стрелками а и б показано
направление распространения нормальных волн
Кожух контролируют по участкам, устанавливая пре-
образователь в зонах I—III (рис. 122) и прозвучивая их
в двух направлениях: из зоны I прозвучивают участок
трубы а; затем, повернув преобразователь на 180°, —
противоположный участок б. Акустический контакт обес-
печивают маслом, которое наносят на наружную поверх-
ность трубы (в зоне 7) волосяной кистью в виде полосы
шириной 10—15 мм. Преобразователь прикладывают к
трубе так, чтобы УЗК были направлены по ее окружно-
сти, затем его перемещают вдоль трубы по слою масла
и одновременно наблюдают за экраном дефектоскопа.
240
Перемещая преобразователь, необходимо отклонять его
от первоначального положения на 5—10° и одновремен-
но покачивать в исследуемом направлении. При наличии
внутреннего или поверхностного дефекта часть УЗК от-
ражается и на экране ЭЛТ появляется один или несколь-
ко сигналов.
Аналогично проводят контроль трубы из зоны II. Де-
таль прозвучивают из зоны III для проверки тех мест, в
которых ранее устанавливали преобразователь при кон-
троле участков а и б.
Для надежного контроля кожухов необходимо пра-
вильно подобрать контактную среду и применять ее в за-
висимости от температуры окружающего воздуха. Для
температуры >20 °C применяют чистое масло марки
М.К-22, М.С-20 или другие масла с такой же вязкостью.
Для температуры 10—20 °C применяют смеси масел, со-
стоящие из 80 % М.К-22 и 20 % трансформаторного. Для
температуры 5—10 °C используют смесь масел, состоя-
щую из 50 % МК-22 и 50 % трансформаторного. При
температуре, близкой к нулю и ниже, лучше всего при-
менять чистое трансформаторное масло.
Особенностью контроля кожуха является отсутствие
донного сигнала на экране ЭЛТ. Поэтому периодически
проверяют исправность преобразователя и акустический
контакт по стандартному образцу, в качестве которого
используют кожух с двумя искусственными рисками
вдоль образующей на внутренней и внешней поверхнос-
тях глубиной примерно 0,05 мм, длиной 60—80 мм и рас-
стоянием между ними 30 мм.
Работоспособность преобразователя проверяют сле-
дующим образом. На внешнюю поверхность кожуха на
расстоянии примерно 200 мм от ближайшей риски на-
носят кистью пятно масла, на которое устанавливают
преобразователь так, чтобы УЗК распространялись по
окружности в сторону рисок. При этом на экране ЭЛТ
должны появиться два отраженных от рисок сигнала.
При рекомендуемой настройке дефектоскопа их ампли-
туда должна быть не менее 20—30 мм.
При контроле труб на экране ЭЛТ у начального сиг-
нала могут наблюдаться непостоянные, изменяющиеся
по амплитуде и расположению всплески от контактной
среды, которые могут маскировать полезный сигнал от
дефекта, если он находится на этом участке. Поэтому
при контроле не следует учитывать всплески, возникаю-
щие в начале развертки до 25 мм вправо от начального
16 В. И. Выборнов
241
сигнала. Возможные дефекты трубы на этом участке
дут выявлены при установке преобразователя в зоне
Сигналы, появляющиеся на экране ЭЛТ далее 25
бу
III
мм
от начального, свидетельствуют о нарушении однородно
сти или сплошности металла, способных отражать УЗК
На рис. 123 показаны некоторые дефекты технологи
ческого и металлургического происхождения, не выявлен
ные при
изготовлении
кожухов и обнаруженные
при
ультразвуковом контроле в эксплуатации.
Рис. 123. Дефекты кожухов, обнаруженные ультразвуком (Х100):
а, б —внутренние дефекты-закаты; в — скопление мелких пор; г — продол]
ная ряска на внешней поверхности глубиной около 0,1 мм и внутренний д<
фект — раковина
Если при сканировании на пути пучка УЗК встретит'
ся дефект в виде поры или небольшой
экране ЭЛТ возникнет интенсивный по
неустойчивый сигнал, пропадающий при
раковины, то
амплитуде,
на
но
незначительном
повороте или перемещении преобразователя.
Протяженность внутреннего дефекта, имеющего стро-
чечный характер (раковины, закаты, зоны пористости),
определяют следующим образом. Передвигая преобра-
зователь вдоль слоя масла, фиксируют появление на эк-
ране ЭЛТ сигнала от дефекта и добиваются (перемеще-
нием и поворотом преобразователя)
максимальной
его
амплитуды. После этого преобразователь
перемещают
242
вправо и влево (по слою масла) до положения, при ко-
тором амплитуда отраженного сигнала уменьшается до
10—15 мм. При дальнейшем продвижении преобразова-
теля сигнал исчезает и таким образом отмечают грани-
цы дефекта. Кожухи с протяженными дефектами бра-
куют.
Точечные дефекты в виде отдельных пор или неметал-
лических включений, расположенные в стенке кожуха,
не являются браковочным признаком. Если такие дефек-
ты образуют скопления или расположены цепочкой вдоль
образующей, то трубы бракуют.
Кожухи при изготовлении и эксплуатации контроли-
руют с помощью разработанного автором преобразова-
теля АИГ-3. Он имеет два штепсельных разъема, что по-
зволяет использовать его со специализированными дефек-
тоскопами типа УЗДЛ и универсальными приборами
УЗД-7Н, УДМ-1М, УДМ-3 и др. Как показала практика,
ультразвуковой контроль кожухов оказался не только
экономически выгодным (особенно в условиях эксплуа-
тации, где контроль кожухов проводят без их демонтажа
и разборки непосредственно на двигателе), но и единст-
венно возможным, так как внутренние дефекты стенки
трубы никакими другими методами не обнаружива-
ются.
Контроль барабанов и реборд авиационных колес
При эксплуатации самолетов наблюдались случаи ус-
талостного разрушения колес. Трещины возникают и
развиваются на участках деталей, закрытых резиной и
съемной ребордой колеса (рис. 124). Контроль колес на
наличие трещин в условиях эксплуатации может быть
проведен цветным методом и методом вихревых токов
после демонтажа и разборки колес (снятия резины).
Однако такой контроль является весьма трудоемким и
потому нерентабельным.
Автором с сотрудниками 1 [3, 61 ] были разработаны
методика и аппаратура для ультразвукового контроля
барабанов и реборд непосредственно на самолете без де-
монтажа и разборки колес.
Барабаны и реборды представляют собой крупнога-
баритные и массивные детали с большим количеством
выточек, ребер, переходов от одного сечения к другому,
плоской поверхности к кривой. Детали колеса изготов-
1 В работе принимали участие инженеры К- В. Красавина, и
П. А. Сидоркин,
16* 243
лены литьем из магниевого сплава МЛ-о, поэтому боль
шая часть их поверхности шероховатая и грубая. Меха
нически обработаны лишь фланцы
барабанов и
реборд
Наружная поверхность деталей защищена лакокрасоч
ным покрытием. Вместе с тем трещины
усталости,
как
правило, развиваются по галтельным переходам:
прозвучивании этих участков наряду с отражениями
при
УЗК
от трещин возможно их отражение и от галтелей. Кроме
того, участки, на
рованы резиной
магниевый сплав
которых возникают трещины, демпфи
(покрышкой
МЛ-5 имеет
колеса).
Так
как
литой
удовлетворительные аку
Рис, 124. Схема участков барабана и реборд колеса, иа которых
возникают трещины усталости:
1 — барабан; 2 — ребра жесткости; 3 — несъемная реборда;
4 — съемная реборда. Поверхность барабана, закрытая рези-
ной, заштрихована
стические характеристики, то для прозвучивания коле
применяют продольные волны на частоте 2,5 МГц, а дл
ввода УЗК используют торцовые участки барабанов
реборд.
Для контроля колес разработаны: ультразвуково
малогабаритный дефектоскоп УЗДК-1 с питанием о
аэродромных источников тока, малогабаритные преоб
разователи, позволяющие вводить продольные УЗК чере
узкие кольцевые участки фланцев барабанов и ребор
колес; фиксирующие приспособления для точной уста
новки преобразователей и стандартные образцы для на
стройки прибора.
На рис. 125 показан общий вид дефектоскопа УЗДК-
244
комплект преобразователей АИГ-15 с фиксирующими
устройствами и набор стандартных образцов.
Преобразователь АИГ-15—неразъемный, состоит из
цилиндрического металлического корпуса, внутри кото-
рого на клею запрессован массивный текстолитовый демп-
фер. В нижней части демпфера в кольцевой выточке
помещен пьезоэлемент из ЦТС-19 диаметром 12 мм, тол-
щиной 0,86 мм, имеющий собственную частоту колеба-
Рис. 125. Общий вид дефектоскопа УЗДК-1:
1 — электронный блок прибора; 2 — кабель питания; 3 — высокочастот-
ный кабель для подключения преобразователя; 4 — преобразователи с
фиксирующими устройствами; 5 — стандартные образцы
ний 2,5 МГц, закрытый предохранительным донышком
из органического стекла. Каждый преобразователь по-
мещен в фиксирующем приспособлении, с помощью кото-
рого пучок лучей УЗК направляют в опасную зону кон-
тролируемого объекта (в зону возникновения трещин) и
за счет этого исключают возможность появления на эк-
ране ЭЛТ мешающих сигналов, обусловленных конст-
руктивными факторами (отражениями УЗК от ребер,
выточек, галтелей и т. п.), рис. 96, а.
Для настройки чувствительности дефектоскопа при-
меняют стандартные образцы, представляющие собой
участки барабанов и реборд, вырезанные из забракован-
ных деталей с искусственными отражателями в виде бо-
ковой поверхности сверления диаметром 4 мм и длиной
10 мм.
Длину и диаметр отражателя выбирали следующим
образом. Сначала прозвучивали барабан колеса с есте-
ственной трещиной протяженностью около 20 мм. Пре-
образователь устанавливали на фланце барабана над тре-
щиной, а дефектоскоп настраивали так, чтобы сигнал на
экране, соответствующий отражению УЗК от трещины,
имел амплитуду 25—30 мм. Затем, не меняя настройки
дефектоскопа, преобразователь переносили на фланец
другого барабана, где на том же расстоянии от поверх-
ности ввода УЗК, на каком находится трещина на пер-
вом барабане, было сделано несколько сверлений различ-
ной длины —
и диаметров.
Рис. 126. Схема установки и фикси-
рования преобразователя на стан-
дартном образце:
1 — образец; 2 — отражатель; 5 —
Преобразователь; 4 — фиксирующее
устройство; 5 —пучок УЗК; 6, 7 —
начальный и концевой сигналы;
8 — сигнал от отражателя
При этом, наблюдали на экране
ЭЛТ, какое из сверлений
дает амплитуду отраженно-1|
го сигнала, примерно рав-Я
ную амплитуде сигнала от И
трещины. Оказалось, что И
сверление диаметром 4 мм и и
длиной 10 мм дает пример-'Я
но такое же отражение “
УЗК, что и трещина протя-
женностью 20 мм. После
вырезки участка с трещиной
определили ее глубину, кото-
рая оказалась равной 3 мм.
Такая чувствительность
вполне приемлема для кон-
троля колес в аэродромных J
условиях. И
При настройке дефекто- Ц
скопа преобразователь с и
фиксирующим приспособ- Я
лением сначала устанавли- И
вают на стандартный обра- 1
зец так, чтобы пучок УЗК не пересекал отражатель, й
На экране возникают два сигнала: начальный и конце- I
вой (рис. 126, а). Затем преобразователь устанавлива- Я
ют над отражателем. На экране ЭЛТ между начальным Й
и концевым появляется промежуточный сигнал (рис. |
Перемещая преобразователь, добиваются получения I
максимальной амплитуды этого сигнала. Затем ручкой I
регулировки чувствительности устанавливают егоампли- I
туду равной 25—30 мм. На этом настройка дефектоскопа I
заканчивается. Далее отмечают мелом на колесе место |
начала контроля, кистью наносят тонкий слой контакт-
ной смазки на участок ввода УЗК, и, установив преобра-
зователь на барабан, перемещают его по фланцу так,
чтобы ограничительный выступ фиксирующего приспосо-jj
246
бления прижимался к внутренней поверхности бара-
бана.
При прозвучивании барабанов и съемных реборд ко-
лес, не имеющих дефектов, на экране возникает только
один начальный сигнал. Концевой сигнал отсутствует,
так как участок барабана или реборды колеса в направ-
лении прозвучивания значительно больше длины соот-
ветствующего участка стандартного образца, по которо-
му настраивают дефектоскоп. При наличии трещины в
галтельном переходе или у бурта барабана колеса на
экране возникает один или несколько сигналов.
Небольшая трещина глубиной до 3 мм, перпендику-
лярная к направлению распространения лучей УЗК, вы-
зывает на экране ЭЛТ одиночный сигнал с амплитудой
15—20 мм. Трещина глубиной 4 мм и более, развиваю-
щаяся перпендикулярно к направлению распространения
лучей, как правило, вызывает появление нескольких ин-
тенсивных и устойчивых сигналов, расположенных через
равные интервалы, вызванных многократным отражени-
ем УЗК от дефекта. Трещина протяженностью по окруж-
ности более 40—50 мм вызывает на экране устойчивый
сигнал, который не исчезает при перемещении преобра-
зователя вдоль поверхности ввода УЗК над трещиной.
Контроль коренных валов шахтных подъемных машин
При эксплуатации подъемных машин наблюдались
случаи усталостного разрушения коренных валов. Как
правило, трещины возникали в зонах шпоночных соедине-
ний и по галтелям.
Перед началом ультразвукового контроля вал осмат-
ривают и изучают документацию подъемной установки.
Затем тщательно осматривают все доступные участки ва-
ла с помощью лупы, радиусомеров и переносной лампы.
Недоступные для осмотра участки (под ступицами ба-
рабанов, червячного и зубчатого колес и т. д.) проверя-
ют с помощью ультразвуковых дефектоскопов УДМ-1М
или УДМ-3. Вал прозвучивают на частоте 1,8 МГц кон-
тактным способом прямым и наклонными преобразовате-
лями с углами а = 40 и 55°.
Перед контролем прибор настраивают по стандарт-
ному образцу, изготовленному из стали 45. Он представ-
ляет собой брус, одна грань которого выполнена цилин-
дрической, радиусом ПО мм (рис. 127). На этой грани
на расстоянии 50 мм от края выполнен отражатель —
пропил глубиной, примерно равной 10 мм. Место уста-
247
новки преобразователя при настройке дефектоскопа от-
мечают краской. Акустический контакт между преобра-
зователем и изделием обеспечивают минеральным мас-
лом средней вязкости.
Вал контролируют по участкам (рис. 128). Участки
3—14 контролируют преобразователем с углом а=55°,
участки 2 и 15 (галтели подшипников качения) —пре-
Рис. 127. Схема стандартного образца, мест установки преоб-
- разователя при настройке дефектоскопа (7—777) и осцилло-
грамм прозвучивания:
7 — образец; 2 — преобразователи; 3 — экран ЭЛТ
образователем с углом а=40°, участок 1—прямым пре
образователем. Перед прозвучиванием каждого участк;
прибор настраивают по стандартному образцу.
Для работы преобразователем с углом а=55° де-
фектоскоп настраивают в следующей последовательнос-
ти. Прибор включают и прогревают в течение 5—6 мин,
затем ручками «Яркость» и «Фокус» регулируют чет-
кость изображения на экране ЭЛТ. Присоединив к де-
фектоскопу преобразователь и убедившись в его работо-
способности (на экране возникают шумы), наносят тон
кий слой контактной смазки на цилиндрическом участ-
ке контрольного образца в районе метки. Затем преоб-
разователь устанавливают так, чтобы пучок УЗК был
направлен на пропил. Перемещая преобразователь на-
зад-вперед вдоль бруса, находят сигнал от отражателя
248
на экране ЭЛТ, перемеща-
ющийся вдоль линии раз-
вертки на фоне неподвиж-
ных мешающих сигналов.
Ручками управления дефек-
тоскопом убирают шумы,
выделяют сигнал от пропи-
ла и устанавливают его ам-
плитуду равной 40—50 мм,
начальный сигнал фиксиру-
ют в левой части, а сигнал
от дефекта — в средней ча-
сти экрана ЭЛТ (рис. 127,
положение /).
Для работы преобразова-
телем с углом а = 40° де-
фектоскоп настраивают по
этому же образцу, устанав-
ливая преобразователь по
метке на плоской грани,
противоположной цилиндри-
ческой части, предваритель-
но нанеся контактную смаз-
ку (рис. 127, положение II).
Все подготовительные и
контрольные операции вы-
полняют в том же порядке,
что и в первом случае.
. Для работы прямым пре-
образователем дефектоскоп
настраивают по образцу, ус-
танавливая преобразова-
тель на торец, противопо-
ложный пропилу (рис. 127,
положение III). Перемещая
преобразователь по торцу
по направлению к цилин-
дрической поверхности,
фиксируют появление сигна-
ла на экране ЭЛТ. Далее
поступают, как и в первом
случае.
Перед контролем вала
демонтируют боковые крыш-
ки подшипников (кроме
Рис. 128. Схема коренного вала шахтной подъемной машины и участков контроля:
коренной вал; II — шпонки; ///, VIII— подшипники качения; IV — ступица заклиненного барабана; V, VII — ступицы
переставного барабана; VI — ступица червячного колеса; /—15— участки установки преобразователей
249
крышки у зубчатой муфты), разъемное кольцо, упоры
шпонок и коническую шестерню. Поверхность сканирова-
ния тщательно очищают от грязи, пыли, смазки, краски.
Следы коррозии удаляют мелкой наждачной бумагой.
Ультразвуковой контроль вала проводят в следующей
последовательности. Дефектоскоп располагают вблизи
контролируемого участка вала так, чтобы было удобно
манипулировать преобразователем и наблюдать за экра-
ном ЭЛТ. Прибор должен быть заземлен. Если прибо]
питается от сети переменного тока напряжением 220 ил:
127 В, то его располагают вне барабана. Прибор можн
располагать внутри барабана, если он питаете:
от источника тока низкого напряжения (батареи,
акку-i
мулятора). Присоединив к дефектоскопу преобразователь
суглома = 55° и настроив прибор, наносят на участок ва-
ла, например в зоне 3, волосяной кистью слой контакт-!
ной смазки (рис. 128). Затем установив преобразователь
на вал и направляя луч вдоль образующей в плоскости1
оси вала, перемещают преобразователь назад-вперед по
образующей на 30—40 мм и по окружности, нанося пе-
риодически смазку на поверхность контакта. Если в про-
звучиваемом участке трещин нет, то на экране правее
начального сигнала и шумов вблизи него наблюдают чи-
стую линию развертки. После завершения контроля вала
по окружности вновь проверяют настройку прибора. Уча-
стки вала 4—14 контролируют аналогично (см. рис. 128).
Участки вала 2 и 15 контролируют преобразователем с
углом а = 40° по этой же методике. Вал на участке 1 про-
звучивают прямым преобразователем, которым сканиру-
ют торец по окружности диаметром, на 15—20 мм мень-?
шим диаметра вала. ;
Если при контроле на экране дефектоскопа появляет-
ся сигнал от дефекта и повторная проверка чувствитель-
ности прибора показывает, что он настроен правильно,
на валу отмечают границы зоны выявления дефекта
(в осевом направлении и по окружности) и вопрос о даль-
нейшей эксплуатации подъемной установки решается со-
вместно с представителями завода — изготовителя ма-
шины.
Ультразвуковой контроль изделий
с защитными покрытиями
Многие детали машин для предохранения от корро-
зии, вредного воздействия агрессивных сред, высокой
температуры^ механического износа и т.п. имеют защит-
250
ные лакокрасочные, эмалевые, металлические и другие
покрытия. Снятие покрытия с детали для проведения
контроля и нанесение его вновь — очень трудоемкий про-
цесс, что экономически не выгодно. Поэтому разработка
способов контроля изделий без снятия защитных покры-
тий является задачей весьма актуальной и важной. Про-
веденные автором исследования показали, что для этой
цели могут быть применены ультразвуковые методы дос-
таточно эффективно.
Целью контроля может быть выявление внутренних
или поверхностных дефектов основного металла изделия
или же дефектов покрытия (нарушения сплошности,
прочности сцепления покрытия с основой, твердость пок-
рытия и др.).
Возможность контроля изделий с защитными покры-
тиями обусловливается акустическими свойствами ма-
териала покрытия и основы, формой и размерами изде-
лия, а также толщиной покрытия и качеством сцепления
его с основой.
Рассмотрим ход лучей продольных и сдвиговых волн
в изделии с защитным покрытием и влияние дефектов
покрытия—отслоения и сколов — на результаты контроля.
Если покрытие по своим акустическим свойствам
близко к основе (например, металл — металл) и они
плотно прилегают друг к другу, то основу и покрытие
можно рассматривать как единое целое. Толщина покры-
тия в данном случае не окажет влияния на результаты
прозвучивания.
Продольные УЗК, введенные в изделие прямым пре-
образователем (рис. 129,I, а), беспрепятственно войдут в
металл, и наличие дефектов в нем определится обычным
способом — по возникновению промежуточного сигнала
(рис. 129, I, а').
При плохом сцеплении покрытия с основой в месте
ввода УЗК (рис. 129, II, а) наблюдается уменьшение дон-
ного сигнала из-за неполного прохождения УЗК в металл
и растянутость начального из-за многократных отраже-
ний УЗК в покрытии. При значительной площади дефект-
ного участка донный сигнал может исчезнуть полностью.
В этом случае плохое качество сцепления определяют
так же, как расслоение в сплошном металле.
Сколы покрытия (рис. 129, III, а), практически не
влияют на показания прибора при контроле изделия, так
как они обычно заполнены контактом жидкостью, которая
хорошо проводит продольные УЗК. Однако такие дефек-
251
ты интенсивно изнашивают защитное донышко преобра-1
зователя и он быстро выходит из строя.
Если покрытие по своим акустическим свойствам су.-
щественно отличается от основы (например, эмаль, грунт,;
лакокрасочное покрытие, резина — металл), то результат
ты контроля будут зависеть от толщины покрытия и за-
тухания в нем УЗК. Значительная толщина покрытия и
большой коэффициент затухания могут привести к боль-
Рис. 129. Схемы контроля изделия с защитным покрытием
продольными (а) и сдвиговыми (б) УЗК:
1 — при хорошем сцеплении покрытия с основой; II — при пло-
хом сцеплении; III — при наличии сколов в защитном покры-
тии; I — основа; 2 — дефекты основы; 3 — защитное покрытие;
4, 5 — дефекты покрытия; 6 — прямой преобразователь; /'—на-
клонный преобразователь; 8 — экран прибора; 9 — начальный
сигнал; 10— сигнал от дефектов металла; И —- донный сигнал;
12 — сигнал от дефекта покрытия
шой потере энергии при прохождении УЗК через протей-
тор и резкому снижению чувствительности контроля.
Сдвиговые УЗК, введенные в изделие наклонным пре-
образователем при одинаковых акустических свойствах
покрытия и основы и отсутствии дефектов в покрытии
тоже войдут в металл без изменения направления. При
этом могут быть выявлены дефекты в глубине металла
и трещины под слоем защитного покрытия (рис. 129,1, б).
252
Наличие дефектов в покрытии в этом случае может
привести к ошибкам в интерпретации осциллограмм про-
звучивания. Например, отслоение покрытия в месте вво-
да УЗК не позволит выявить дефект в глубине металла
(рис. 129, II, б), а сколы могут явиться причиной отра-
жения УЗК, которые, появляясь на экране ЭЛТ, могут
быть восприняты как отражение УЗК от дефектов метал-
ла основы (рис. 129, III, б).
Следует отметить, что плохое сцепление покрытия с
основой сдвиговыми волнами не выявляется (так же как
и расслоение).
Рассмотрим схему возбуждения поверхностных волн
в изделии с защитным покрытием. Продольные УЗК
распространяются в призме преобразователя до контакт-
ной поверхности, затем через контактную среду и покры-
тие входят в металл. Если акустические свойства покры-
тия и основы одинаковы или близки и они плотно при-
легают друг к другу, то их можно рассматривать как
монолит, в котором поверхностные волны возбуждают, на-
правляя пучок УЗК на поверхность под углом аКрц.
В зависимости от толщины покрытия поверхностные вол-
ны распространяются или только в покрытии, или одно-
временно в покрытии и основе, проникая вглубь на
1—1,5 X. При этом любое нарушение сплошности покры-
тия или основы будет отражать поверхностные волны,
что может быть зафиксировано на экране ЭЛТ.
Если покрытие обладает высоким затуханием и име-
ет небольшую толщину (порядка нескольких десятков
микрометров), то поверхностные волны распространяют-
ся только в основе, так как из-за большого затухания
они не распространяются в покрытии, а гаснут вблизи
преобразователя. Поэтому при таком контроле можно
выявлять дефекты в поверхностном слое основы под по-
крытием.
Аналогичные соображения можно привести и для нор-
мальных волн при контроле листов, проволоки и других,
изделий с защитными покрытиями. Так, например, в лис-
те с односторонним или двусторонним защитным покры-
тием возбуждение нормальных волн и дальность их рас-
пространения определяются упругими свойствами основы,
толщиной листа и частотой УЗК, а также характеристи-
ками покрытия: упругими свойствами, плотностью, ров-
ностью слоя и качеством сцепления с основным метал-
лом. Переменная суммарная толщина листа, пористость
защитного покрытия, значительная разница в акустиче-
253
ских характеристиках материала листа и покрытия яв-
ляются серьезным препятствием для возбуждения нор-
мальных волн. Чем тоньше и плотнее слом покрытия и
чем ближе его акустические свойства к свойствам основ-
ного металла, тем надежнее возбуждаются нормальные
волны и обнаруживаются дефекты.
Эти соображения были проверены автором при раз-
работке методик ультразвукового контроля деталей ма-
шин, имеющих защитные покрытия.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Атлас дефектов стали: Пер. с нем. М.: Металлургия,- 1979, 187 с.
2. Галацкая И. К. Металлография металлургических дефектов в
прессованных полуфабрикатах из алюмииевых сплавов. Куйбы-
шев: Книжное изд-во, 1973. 127 с.
3. Выборнов Б. И. Ультразвуковая дефектоскопия. М.: Металлур-
гия, 1974. 240 с.
4. Выборнов Б. И. Дефекты металла деталей авиационной техники
и методы их обнаружения. Казань: Казанский институт повыше-
ния квалификации кадров, 1976, 48 с.
5. Выборнов Б. И. Методы неразрушающего контроля качества ма-
териалов и изделий авиационной техники. Часть I. М.: Машино-
строение, 1980. 104 с.
6. Шрайбер Д. С. Ультразвуковая дефектоскопия М.: Металлургия,
1965. 391 с.
7. Единый тарифно-квалификациониый справочник работ и профес-
сий рабочих. Вып. I. М.: Машиностроение, 1973. 312 с.
8. Ультразвук. М.: Советская энциклопедия, 1979. 400 с.
9. Блинова Л. П., Колесников А. Е., Лангане Л. Б. Акустические
измерения. М.: Издательство стандартов, 1971. 271 с.
10. Костюков Б. В. —Дефектоскопия, 1968, № 5, с. 43—47.
Ц. Соколов В. С. Дефектоскопия материалов. М.—Л.: Госэнергонз-
дат, 1961. 328 с.
12. Матаушек И. Ультразвуковая техника. М.: Металлургиздат, 1962.
511 с.
13. Хайкин С. Э. Физические основы механики. Изд. 2-е. М.: Наука,
1971. 751 с.
14. Ландау Л. Д., Лифшиц Е. М. Теоретическая физика. М.: Наука,
1980. 704 с, '
15. Выборнов Б. И. Ультразвуковая дефектоскопия. М.: Издатель-
ство стандартов, 1971. 106 с.
16. Рашевский П. К. Курс дифференциальной геометрии. Изд. 4-е.
М.: Гостехиздат, 1956. 420 с.
17. Гильберт Д., Кон-Фоссен С. Наглядная геометрия. Изд. 3-е. М.:
Наука, 1981. 344 с.
18. Коган В. Ф. Основы теории поверхностей. М.—Л.: Гос. изд-во
техн.-теоретич. лит., 1947. 512 с.
19. Выборнов Б. И. Материалы семинара. Физические методы нераз-
рушающего контроля качества продукции. Вып. 1. М.: МДНТП,
1962. 24 с.
254
20. Уральский М. П. Автоматизированный ультразвуковой контрольЧ|
заготовок из легких сплавов. М.: Машиностроение, 1971. 48 с. J
21. А. с. 157845 (СССР) /Выборнов Б. И. Опубл, в Б. И., 1963, № 19 '
с. 65.
22. Викторов И. А. Физические основы применения ультразвуковых
волн Рэлея и Лэмба в технике. М.: Наука, 1966, 168 с.
23. Ермолов И. Н. Теория и практика ультразвукового контроля. М.:
1 Машиностроение, 1981. 240 с.
24. Викторов И. А., Зубова О. М. —Акустический журнал, 1963, № 1,
с, 19____22.
25. Hentze Н„ Wiegand И. — Materialpriifung, 1960, Bd 2, Ns 2,
S. 45—50.
26. Leh/eldt IF. — Das Industrieblatt, 1960, v. 60, Ns 1, S. 1—7.
27. Holler P„ Lechky E. — Arch Eisenhiittenwesen, 1962, Bd 33, Ns 10,
S. 699—710.
> 28. Schoch A. — Acustica, 1952, v. 2, № 1, p. 1—17.
29. Меркулов Л. Г. — Акустический журнал, 1964, т. 10, Ns 2, с. 206—
212
30. Worlton D. C. — J. Appl. Phys., 1961, v. 32, Ns 6, p. 967—971.
31. Голодаев Б. Г. — Ультразвуковой контроль металлических круп-
ногабаритных полуфабрикатов н изделий. М.: Машиностроение,
1968. 40 с.
32. Щербинский В. Г., Алешин Н. П. Ультразвуковой контроль свар-
ных соединений строительных конструкций. М.: Стройиздат, 1976.
160 с.
33. Ермолов И. Н. Физические основы эхо- и теневого методов уль-
тразвуковой дефектоскопии. М.: Машиностроение, 1970. 108 с.
34 Выборнов Б. И. — Приборы и средства автоматизации, 1964, Ns 7,
с. 38—41.
35. А. с. 158439 (СССР)/Выборнов Б. Я. Опубл. в Б. И, 1963, Ns 21,
с. 61.
36. Неразрушаюший контроль металлов и изделий: Справочник/Под
ред. Самойловича Г. С. М-: 'Машиностроение, 1976. 456 с.
37. Приборы для неразрушающего контроля материалов и изделий:
Справочник/Под ред. Клюева В. В. Ч. 2. М.: Машиностроение,
1976. 328 с.
38. Гурвич.А. К., Ермолов И. Н. Ультразвуковой контроль сварных
швов. Киев: Техника, 1972. 460 с. "
39. Лабутин А. Л. Новые методы гуммирования. Л.: ЛДНТП, 1960.
24 с.
40. Выборнов Б. И. Формы, методы и средства технического конт-
роля качества изделий в машиностроении. Вып. 3. М.; МДНТП,
1962, с. 17—27.
41. А. с. 172102 (СССР)/Выборнов Б. И., Васильев А. Ф, Фаль-
ков О. Н., Артюхин В. И. Опубл, в Б. И., 1965, Ns 12, с. 74.
42. Материалы VII Всесоюзной научно-технической конференции по
неразрушающему контролю материалов, изделий и сварных со-
единений М.: Научно-исследовательский институт интроскопии,
1974. 235 с.
43. Материалы VIII Всесоюзной научно-технической конференции по
неразрушающим физическим методам и средствам контроля. Ч. I.
Кишинев: НТО «Приборпром» им. С. И. Вавилова, 1977. 650 с.
44. .Материалы IX Всесоюзной научно-технической конференции по
неразрушающим физическим методам и средствам контроля. Ч. I.
Минск: НТО «Приборпром» им. С. И. Вавилова, 1981. 264 с.
45. Химченко Н. В., Бобров В. А. Неразрушающий контроль в хими-
255
ческом и нефтяном машиностроении. М.: Машиностроение, 1978.
264 с.
46. Кузьменко В. А. Звуковые н ультразвуковые колебания при ди-
намических испытаниях материалов. Киев; Изд-во АН УССР,
1963. 152 с.
47. Мухин Л. М., Яковлев Г. В.—Акустический журнал, 1966, с. X,
вып. 4, с. 234—237.
48. Выборнов Б. И. — Заводская лаборатория, 1969, № 6, с. 699—
703.
49. А. с. 195685 (СССР)/Выборнов Б. И. Опубл, в Б. И., 1967, № 10,
с. 82.
50. Грешников В. А., Дробот Ю. Б. Акустическая эмиссия. М.: Из-
дательство стандартов, 1976.-272 с.
51. «Corrosion Technology», 1965, v. 12, № 10, р. 24.
52. Husarek V. Revue de metallurgie, 1965, v. 62, № 7—8, p. 711—
719.
53. Барышев С. E., Жуков В. Д., Иванов В. Д. и др. — Дефектоско-
пия, 1969, № 4, с. 49—53.
54. Бакунова А. Г., Барышев С. Е., Варуха Г. В. и др. — Дефекто-
скопия, 1969, № 4, с. 49—53.
55. Огрызков Ф. С. Ультразвуковой контроль сварных соединений иа
электрозаклепках. Л.: ЛДНТП, 1964. 20 с.
56. Заборовский О. Р. — Дефектоскопия, 1974, № 2, с. 30—38.
57. Дефектоскопия рельсов/Гурвич А. К, Козлов В. Б., Круг Г. А.
и др. М.: Транспорт, 1971. 408 с.
58. Das Echo (Krautramer-Mitteilungen zur zerstlorungsfreien Werk-
stoffpriifung mit Ultraschall), 1975, № 28, S. 7—9.
59. Выборнов Б. И. — Авиация и космонавтика, 1964, № 10, с. 68—76
60. Дефектоскопия деталей при эксплуатации авиационной техники./
Под ред. П. И. Беды. М.: Воениздат, 1978. 231 с.
61. Выборнов Б. И., Красавина К- В., Сидоркин П. А. Ультразвуко-
вой контроль авиационных колес. М.: Б. и., 1967, вып. 2159. 40 с.
62. Химченко И. В., Владимирова В. П., Есилевский В. П. и др. —
В кн.: Неразрушающие методы контроля материалов и изделий.
М.: ОНТИприбор, 1964, с. 253—261.
63. Смирнов Е. С. Таксономический анализ. М.: Изд-во МГУ, 1969,
106 с.
64. Егоров И. И. В кн.: Неразрушающие методы контроля материа-
лов н изделий. М.: ОНТИприбор, 1964, с. 217—224.
65. Калинин В. А., Праницкий А. А., Цеслер Р. Б. Современные уль-
тразвуковые толщиномеры. М.: Машиностроение, 1972. 52 с.
66. Неразрушающие испытания: Справочник. М.: Энергия, 1965, кн. 2.
292 с.