/




















































































































































































































































































Text
Н. П. Алешин,
В. Г. Лупачев
УЛЬТРАЗВУКОВАЯ
ДЕФЕКТОСКОПИЯ
Справочное пособие
МИНСК
«ВЫШЭЙШАЯ ШКОЛА»
1987
ББК 32.873я2
А49
УДК 620.179.16(035.5)
Рецензенты: Л. С. Денисов, канд. техн, наук,
начальник центральной строительной лаборатории треста
«Белпромналадка»; А. А. Яровой, канд. техн, наук, ст.
науч, сотрудник кафедры сварочного производства Ни-
колаевского кораблестроительного института им.
С. О. Макарова
Алешин Н. П., Лупачев В. Г.
А 49 Ультразвуковая дефектоскопия: Справ,
пособие.— Мн.: Выш. шк., 1987.— 271 с.: ил.
Рассматриваются основные вопросы теории и технологии
ультразвуковой дефектоскопии материалов, деталей и сварных
соединений в условиях производства, эксплуатации и ремонта,
описывается современное оборудование для ультразвукового
контроля.
Книга предназначена для подготовки и повышения квалифи-
кации дефектоскопистов, может быть полезна специалистам, за-
нимающимся вопросами неразрушающего контроля.
2203000000—115
А М304(03) — 87 33—87
ББК 32.873я2
© Издательство «Вышэйшая школа».
1987.
ПРЕДИСЛОВИЕ
Одним из действенных резервов повышения качества
и надежности продукции машиностроения и других от-
раслей является неразрушающий контроль.
В «Основных направлениях экономического и со-
циального развития СССР на 1986—1990 годы и на пе-
риод до 2000 года» указывается на необходимость обес-
печить создание и освоение серийного выпуска средств
неразрушающего контроля, комплексов новых приборов
проверки качества промышленной продукции.
Наибольшее развитие за последнее двадцатилетие
получила ультразвуковая дефектоскопия. По сравнению
с другими методами неразрушающего контроля она об-
ладает важными преимуществами: высокой чувствитель-
ностью к наиболее опасным дефектам типа трещин и
непроваров, большой производительностью, возможно-
стью вести контроль непосредственно на рабочих местах
без нарушения технологического процесса, низкой стои-
мостью контроля.
Ультразвуковые методы контроля позволяют полу-
чить информацию о дефектах, расположенных на значи-
тельной глубине в различных материалах, изделиях и
сварных соединениях. Автоматизация ультразвукового
контроля не только повышает производительность труда,
но и позволяет получить объективную картину качества
изделия или сварного соединения, подобную рентгено-
грамме.
Методы ультразвуковой дефектоскопии стали основ-
ными в различных отраслях народного хозяйства: в энер-
гетике, тяжелом и химическом машиностроении, на же-
лезнодорожном транспорте, в судостроении. Ежегодно
3
методами ультразвуковой дефектоскопии контролируют-
ся сотни тысяч метров сварных соединений металлокон-
струкций, десятки тысяч трубных соединений, котлоагре-
гатов, сварных стыков рельсов, оценивается качество де-
талей сосудов и аппаратов высокого давления, поковок,
труб, листового проката и другой продукции.
Эта работа выполняется операторами-дефектоскопи-
стами. От их квалификации, теоретической и практиче-
ской подготовки во многом зависит объективность полу-
чаемых результатов контроля.
В данном справочном пособии обобщен накопленный
материал по практическому использованию ультразвуко-
вой дефектоскопии: приведены основные параметры
ультразвукового контроля, методы их эталонирования;
рассмотрены способы определения величины, координат
и характера дефектов; представлены технология и мето-
дики ультразвукового контроля различных материалов,
изделий и сварных соединений; описана работа и приве-
дены конструкции современных дефектоскопов и преоб-
разователей, отмечены некоторые типичные неисправно-
сти и рассмотрены методы их устранения; уделено вни-
мание специальным преобразователям и различным
контактным средам для обеспечения акустического кон-
такта; изложена достаточно простая технология изготов-
ления преобразователей в лабораторных условиях; дано
описание средств автоматизации ультразвукового конт-
роля.
Объем и порядок расположения глав обусловлены, с
одной стороны, степенью необходимости и важности ма-
териала, а с другой — удобством изучения рассматри-
ваемых вопросов.
Данная книга предназначена для подготовки и повы-
шения квалификации дефектоскопистов. Она будет по-
лезна также широкому кругу работников ОТК, завод-
ских лабораторий, служб эксплуатации и ремонта.
Авторы
Глава 1. ДЕФЕКТЫ МАТЕРИАЛОВ И
ИЗДЕЛИЙ
1.1. Понятие о дефектах
и дефектной продукции
Дефектом называется каждое отдельное несоот-
ветствие продукции установленным требованиям (ГОСТ
15467—79).
Дефекты по их расположению подразделяют на на-
ружные и внутренние. Одни, поверхностные, дефекты
(забоины, вмятины и др.) выявляют визуально при внеш-
нем осмотре, другие — можно обнаружить только с по-
мощью инструмента или прибора (раковины в литых за-
готовках, непровары и трещины в сварных швах и т. д.).
Дефект, устранение которого технически возможно и
экономически целесообразно, называют устранимым',
если же устранение дефекта технически невозможно или
связано с большими трудовыми затратами, такой де-
фект считают неустранимым.
В зависимости от влияния на эффективность и без-
опасность использования продукции все дефекты под-
разделяются на критические, значительные и малозначи-
тельные:
критический — это дефект, при наличии которого ис-
пользование продукции по назначению практически не-
возможно или недопустимо, так как она не отвечает тре-
бованиям безопасности или надежности;
значительным считается дефект, который существенно
влияет на использование продукции по назначению и на
ее долговечность, но не является критическим;
малозначительным является дефект, который не влия-
ет существенно на использование продукции по назначе-
нию и ее долговечность.
5
По происхождению дефекты изделий подразделяют
на конструктивные, являющиеся следствием несовершен-
ства конструкции из-за ошибок конструктора; производ-
ственно-технологические, возникающие из-за несовершен-
ства или нарушения технологии изготовления изделия
при отливке и прокатке металлов, сварке, механической,
термической и других видах обработки; эксплуатацион-
ные, появляющиеся после некоторой наработки изделия
в результате усталости металла деталей, коррозии, из-
нашивания, а также неправильного технического обслу-
живания и эксплуатации.
Рассмотрим кратко основные дефекты, встречающие-
ся в металлических заготовках, полуфабрикатах, свар-
ных швах и изделиях в процессе их изготовления.
1.2. Дефекты плавки и литья
Несоответствие заданному химиче-
скому составу получается вследствие ошибок,
допущенных при расчете шихты, из-за неправильного
проведения плавки или выгорания отдельных компонен-
тов сплава. В результате отклонений от заданного хими-
ческого состава происходит изменение рабочих характе-
ристик сплава. Такие отливки не могут быть использова-
ны для изготовления изделий ответственного назначения.
Неметаллические (шлаковые и флю-
совые) включения (рис. 1.1, а) появляются из-за
нарушения технологии плавки. Они могут образовывать-
ся, например, в стали вследствие засорения шлаками,
продуктами раскисления, огнеупорами и продуктами
реакции между ними. Неметаллические включения име-
ют неправильную форму и располагаются в различных
местах отливки. В слитке шлаковые включения в основ-
ном расположены в верхней его части.
Нес л ит и н ы образуются в металле вследствие
пониженных скорости и температуры литья. Они пред-
ставляют собой несплошности, начинающиеся у поверх-
ности слитка.
Усадочные раковины (рис. 1.1,6) возникают
из-за недостаточного питания слитка или отливки метал-
6
лом в процессе кристаллизации. В результате в верхней
части слитка образуются большие полости неправильной
формы.
Газовая пористость и газовые пузы-
р и (рис. 1.1, в) появляются при кристаллизации из-за
выделения газов, растворившихся в металле в процессе
плавки. Эти дефекты рассеяны по всему объему слитка
Рис. 1.1. Дефекты плавки и литья:
а — включения; б — усадочная раковина; в — газовая пористость; г —
трещины.
или сосредоточены в подкорковом слое. В отличие от
шлаковых включений газовые пузыри имеют округлую
или продолговатую форму.
Ликвация представляет собой неоднородность
отдельных участков металла по химическому составу,
структуре и неметаллическим включениям. Этот дефект
не нарушает сплошности металла. Однако прочность ме-
талла в зоне ликвационной неоднородности понижена.
В этой зоне иногда наблюдается разрушение металла.
Горячие трещины (рис. 1.1, г) возникают в
процессе затвердевания сложных сплавов. Под воздей-
ствием термических и усадочных напряжений при высо-
ких температурах происходит разрушение закристалли-
зовавшегося сплава; при этом образуются межкристал-
лические горячие трещины с сильно окисленными поверх-
ностями. Характерными признаками горячих трещин
являются неровные (рваные) края и значительная ши-
рина.
Холодные трещины появляются в слитке пос-
ле окончания процесса затвердевания при относительно
низких температурах. Холодные трещины имеют светлые
неокисленные поверхности.
7
1.3. Дефекты обработки давлением
Трещины поверхностные и внутрен-
ние, разрывы (рис. 1.2, а) появляются в поковке
(штамповке, прокате) из-за значительных напряжений
в металле при деформации. При обработке давлением
металл неоднократно подвергается нагреву и охлажде-
Рис. 1.2. Дефекты обработки давлением:
а — разрывы; б — флокены; в — волосовины.
нию, что приводит к возникновению термических напря-
жений, способствующих образованию внутренних разры-
вов и трещин.
Расслоения — внутренние нарушения сплошно-
сти, ориентированные по направлению волокна; возни-
кают при обработке давлением слитка, имевшего усадоч-
ные раковины или рыхлоты, а также при прокате листа
в результате расплющивания сравнительно крупных не-
металлических включений и газовых пузырей.
Шлаковые включения в исходных заготовках
(металлургический брак) при дальнейшей горячей объ-
емной штамповке приводят к нарушению сплошности в
поковке.
Флокены (рис. 1.2, б) появляются наиболее часто
в среднеуглеродистых и среднелегированных сталях при
повышенном содержании в них водорода. Они обычно
возникают в центральной зоне кованых или катаных за-
готовок крупных сечений и реже в слитках. Флокены
имеют вид тонких извилистых трещин, представляющих
собой в изломе пятна с поверхностью характерного сере-
бристого цвета округлой формы.
8
Волосовины (рис. 1.2, в) являются результатом
деформации мелких неметаллических включений и га-
зовых пузырей. Эти дефекты имеют вид тонких линий
длиной от долей миллиметра до нескольких сантимет-
ров, расположенных на поверхности и в подповерхност-
ном слое металла.
Закаты возникают при избытке металла в валках
(калибрах) в виде заусенцев глубиной более 1 мм, зака-
танных в диаметрально противоположных направлениях.
Плены — брызги жидкой стали, застывшие на по-
верхности слитка и раскатанные при прокате в виде от-
слаивающихся с поверхности пленок толщиной до 1,5 мм.
1.4. Дефекты термической и электрохимической обра-
ботки
Перегрев пли пережог возникает при терми-
ческой обработке из-за несоблюдения заданной темпера-
туры, времени выдержки, скорости нагрева и охлажде-
ния детали. Пережог вызывает образование крупного
зерна и оплавление границ зерен, что способствует в
дальнейшем разрушению металла.
Трещины термические (в том числе зака-
лочные) — результат резкого нагрева или охлаждения
металла (например, при закалке). Они могут начинать-
ся на поверхности детали и распространяться вглубь или,
наоборот, возникать внутри детали в ее сердцевинной
части и распространяться в направлении поперечного се-
чения.
Обезуглероживание наблюдается при нагре-
ве стальных изделий в среде, содержащей избыток па-
ров воды, углекислого газа или водорода. В этом случае
происходит выгорание углерода в поверхностных слоях,
что значительно снижает прочность стали. В изделиях из
инструментальной стали, прокаливающихся полностью
или на большую глубину и имеющих обезуглероженный
слой, возникают поверхностные трещины глубиной до
1—2 мм (и даже больше).
Науглероживание наблюдается при нагреве
стальных изделий в среде с избыточным количеством
9
оксида углерода. Это приводит к насыщению поверхност-
ных слоев углеродом, увеличивающему хрупкость изде-
лия и его склонность к трещинообразованию.
Трещины водородные появляются при насы-
щении поверхностного слоя стали водородом под дей-
ствием щелочей, кислот и специальных растворов при
травлении и электрохимической обработке. Насыщение
поверхностного слоя водородом приводит к резкому па-
дению пластичности и хрупким разрушениям, очагом
которых обычно становятся микротрещины, имеющиеся
на поверхности детали.
1.5. Дефекты механической обработки
Трещины отделочные возникают в поверх-
ностном слое металла, наклепанном при отделочных
операциях. Поверхностные микротрещины в дальней-
шем, при работе детали под нагрузкой, могут значитель-
но увеличиваться.
П р и ж о г и, трещины шлифовочные появ-
ляются в результате резкого нагрева поверхностного
слоя стального изделия при нарушении режима шлифо-
вания или полирования. Эти дефекты представляют со-
бой либо закаленные участки небольшой площади, либо
участки с сеткой тонких трещин на поверхности детали.
1.6. Дефекты сварных швов
При сварке металл подвергается расплавлению и за-
твердеванию, поэтому в сварных соединениях могут быть
дефекты, присущие литому металлу (раковины, поры,
шлаковые включения и др.). Кроме того, под воздей-
ствием высокой температуры в зоне термического влия-
ния (околошовной зоне) также изменяются размеры зер-
на, возникают перегрев, закалка и отпуск, горячие и хо-
лодные трещины. Причинами образования дефектов в
сварном шве являются недоброкачественность исходных
материалов, нарушение режима сварки а также низкая
квалификация и культура труда рабочих.
10
В зависимости от места нахождения и вида дефекты
условно делятся на наружные и внутренние.
Наружные (внешние) дефекты — это дефекты формы
шва, а также прожоги, кратеры, наплывы, подрезы и др.
(рис. 1.3). В большинстве случаев внешние дефекты мож-
но определить визуально.
Рис. 1.3. Внешние дефекты сварных швов:
а — неравномерная ширина шва; б—прожоги; в —кратер; а — наплы-
вы; д — подрезы.
К внутренним дефектам относятся поры, шлаковые
и неметаллические включения, непровары, трещины и
несплавления (рис. 1.4). Эти дефекты подлежат выявле-
нию ультразвуком.
Выявление дефектов при УЗ-контроле в значительной
мере зависит от их формы и ориентации. С этой точки
зрения внутренние дефекты можно разделить на объем-
ные и плоскостные.
К дефектам объемной формы относятся поры, шлако-
вые включения и их разновидности.
Поры газовые (рис. 1.4, а) образуются вслед-
ствие загрязненности кромок свариваемого металла, ис-
пользования влажного флюса или отсыревших электро-
дов, недостаточной защиты шва при сварке в среде
углекислого газа, увеличенной скорости сварки и завы-
шенной длины дуги. При сварке в среде углекислого ra-
il
за, а в некоторых случаях и под флюсом на больших
токах образуются сквозные поры — так называемые сви-
щи. Размер внутренних пор колеблется от 0,1 до 2—3 мм
в диаметре, а иногда и более. Поры могут быть распре-
делены в шве отдельными группами (скопление пор), в
виде цепочки по продольной оси шва или в виде отдель-
ных включений (одиночные поры).
Рис. 1.4. Внутренние дефекты сварных швов:
а — поры; б — шлаковые включения; в — непровары в корне шва и по
кромке; г — трещины; д — несплавления.
Поры в зависимости от их количества, размера, ме-
ста расположения и характера нагрузки, воспринимае-
мой конструкцией, оказывают различное влияние на ста-
тическую и вибрационную прочность. Для конструк-
ций, работающих в условиях статического нагружения,
допускается площадь пор не более 7 % расчетного сече-
ния шва, а для конструкций, работающих при вибрацион-
ной нагрузке,— не более 4—5 %. При УЗ-дефектоскопии
округлые поры выявляются слабо. Это объясняется тем,
что их отражательная способность мала в силу небла-
гоприятной формы.
Шлаковые включения (рис. 1.4, б) в метал-
ле сварного шва — это небольшие объемы, заполненные
неметаллическими веществами (шлаками, оксидами).
Размеры их достигают нескольких миллиметров. Эти
включения образуются в шве из-за плохой очистки сва-
12
риваемых кромок от окалины и других загрязнений, а
чаще всего от шлака на поверхности первых слоев мно-
гослойных швов перед заваркой последующих слоев.
Шлаковые включения могут быть различной формы:
круглые, плоские, в виде пленки или продолговатые в
виде вытянутых «хвостов». Влияние одиночных шлако-
вых включений на работоспособность конструкций при-
мерно такое же, как и газовых пор.
Обычно шлаковые включения имеют более вытяну-
тую форму и больший размер по сравнению с порами.
Поэтому в отличие от пор они лучше обнаруживаются
ультразвуком.
К плоскостным дефектам относятся непровары, тре-
щины и несплавления.
Непровары — несплошности на границах между
основным и наплавленным металлами (рис. 1.4, в) или
незаполненные металлом полости в сечении шва. Причи-
нами образования непроваров являются плохая подго-
товка кромок свариваемых листов, малое расстояние
между кромками листов, неправильный или неустойчи-
вый режим сварки и т. п. Непровары снижают работо-
способность соединения за счет ослабления рабочего
сечения шва. Кроме того, острые непровары могут со-
здать концентрацию напряжений в шве. В конструкциях,
работающих на статическую нагрузку, непровар величи-
ной 10—15 % от толщины свариваемого металла не ока-
зывает существенного влияния на эксплуатационную
прочность. Однако он является чрезвычайно опасным де-
фектом, если конструкции работают при вибрационных
нагрузках.
Трещины — частичное местное разрушение свар-
ного соединения (рис. 1.4, г). Они могут возникать в
результате надрыва нагретого металла в пластическом
состоянии или в результате хрупкого разрушения после
остывания металла до более низких температур. Чаще
всего трещины образуются в жестко закрепленных кон-
струкциях.
Причинами образования трещин могут быть непра-
вильно выбранная технология или плохая техника
сварки.
13
Трещины являются наиболее опасным и по сущест-
вующим правилам контроля недопустимым дефектом.
Неспл авл ение — это такой дефект, когда на-
плавляемый металл сварного шва не сплавляется с
основным металлом или с ранее наплавленным металлом
предыдущего слоя того же шва (рис. 1.4, д).
Несплавление образуется вследствие плохой зачист-
ки кромок свариваемых деталей от окалины, ржавчины,
краски, при чрезмерной длине дуги, недостаточном токе,
большой скорости сварки и др.
Наиболее вероятно образование данного дефекта при
аргонодуговой сварке алюминиево-магниевых сплавов, а
также при сварке давлением. Несплавление — очень
опасный дефект, плохо выявляемый современными мето-
дами дефектоскопии, и, как правило, является недопу-
стимым.
Выявление ультразвуком плоскостных дефектов во
многом зависит от их ориентации и расположения в свар-
ном шве.
Все вышеуказанные дефекты встречаются главным
образом при сварке плавлением. При сварке с давлением
и пайке наиболее часты и опасны несплавления и непро-
паи. Непропай возникает в паяных соединениях
вследствие недостаточной чистоты соединяемых поверх-
ностей или нарушения температурного режима пайки и
представляет собой полное или частичное незаполнение
паяного зазора припоем.
Характерным дефектом в изделиях, изготавливаемых
из двухслойных материалов, является отслоение.
Оно появляется в процессе получения двухслойных ли-
стов или труб, а также при их сварке и обработке давле-
нием.
1.7. Исправление дефектов
При обнаружении недопустимые наружные или внут-
ренние дефекты следует обязательно удалить. Удаление
наружных дефектов производится вышлифовкой с обес-
печением плавных переходов в местах выборок. Наруж-
14
ные дефекты исправлять вышлифовкой без последующей
заварки мест их выборки можно только при сохранении
минимально допустимой толщины стенки детали в месте
максимальной глубины выборки. Дефекты со стороны
обратного валика шва удаляют по всей длине шва за-
подлицо с основным металлом.
Удаление заглубленных наружных и внутренних де-
фектов (дефектных участков) в соединениях из алюми-
ния, титана и их сплавов следует производить только
механическим способом — вышлифовкой абразивным
инструментом или резанием, а также вырубкой с после-
дующей шлифовкой. В конструкциях из стали в ряде
случаев допускается удаление дефектных участков воз-
душно-дуговой или плазменно-дуговой строжкой с после-
дующей обработкой поверхности выборки абразивными
инструментами. При этом поверхности изделий из угле-
родистых и кремнемарганцовистых сталей должны быть
зачищены (зашлифованы) до полного удаления следов
резки.
Исправление дефектов с заваркой выборок в сварных
соединениях, подлежащих обязательной термической об-
работке и выполненных из легированных и хромистых
сталей, нужно осуществлять после высокого отпуска
сварного соединения (промежуточного, окончательного
или предварительного), за исключением отдельных слу-
чаев, оговоренных технологическими инструкциями.
При удалении дефектных мест целесообразно соблю-
дать определенные условия:
длина удаляемого участка должна быть равна длине
дефектного участка плюс 10—20 мм с каждой стороны,
а ширина разделки выборки должна быть такой, чтобы
ширина шва после заварки не превышала двойной шири-
ны до заварки;
форма и размеры подготовленных под заварку выбо-
рок должны обеспечивать возможность надежного про-
вара в любом месте;
поверхность каждой выборки должна иметь плавные
очертания без резких выступов, острых углублений и за-
усенцев;
при заварке дефектного участка должно быть обеспе-
15
чено перекрытие прилегающих участков основного ме-
талла.
После заварки участок необходимо зачистить до пол-
ного удаления раковин и рыхлости в кратере и создания
плавных переходов к основному металлу.
В сварных швах со сквозными трещинами перед за-
варкой требуется засверлить концы трещин, чтобы пред-
отвратить их распространение. Дефектный участок в
этом случае проваривают на полную глубину.
Заварку дефектного участка производят одним из
способов сварки плавлением (ручной дуговой, дуговой в
среде инертных газов и т. д.), обеспечивающих требуе-
мое качество сварного шва в соответствии с требова-
ниями, предъявляемыми к изделию.
Исправленные швы сварных соединений следует по-
вторно проконтролировать. Если при этом опять будут
обнаружены дефекты, то вновь производят их исправле-
ние с соблюдением необходимых требований. Число ис-
правлений одного и того же дефектного участка зависит
от категории ответственности конструкции и не должно
превышать трех раз.
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ
УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
2.1. Природа и получение ультразвуковых колебаний
Упругие механические колебания, распространяю-
щиеся в воздухе, воспринимают обычно как звуки. Это —
акустические колебания. Если их частота более 20 000 Гц
(20 кГц), т. е. выше порога слышимости для человече-
ского уха, то такие колебания называют ультразву-
ковыми (УЗК). В дефектоскопии наиболее часто ис-
пользуют диапазон частот 0,5—10 МГц (1 МГц=106 Гц).
Упругие колебания могут быть возбуждены в твер-
дых, жидких и газообразных средах. При этом колеба-
тельное движение возбужденных частиц благодаря на-
личию упругих сил между ними вызывает распростра-
16
нение упругой УЗ-волны, сопровождаемое переносом
энергии.
Для получения УЗ-колебаний применяют пьезоэлек-
трические, магнитострикционные, электромагнитно-акус-
тические (ЭМА) и другие преобразователи. Наибольшее
распространение получили пьезоэлектрические преобра-
зователи, изготовленные из пьезокерамических материа-
Рис. 2.1. Схемы работы пьезопластины при приеме (а) и излу-
чении (б) ультразвука.
лов или из монокристалла кварца. На поверхности пьезо-
пластины наносят тонкие слои серебра, служащие элек-
тродами. При подаче на пьезопластину электрического
напряжения она изменяет свою толщину вследствие так
называемого обратного пьезоэлектрическо-
го эффекта. Если напряжение знакопеременно, то
пластина колеблется в такт этим изменениям, создавая
в окружающей среде упругие колебания. При этом плас-
тина работает как излучатель (рис. 2.1,6). И наоборот,
если пьезоэлектрическая пластина воспринимает им-
пульс давления (отраженная УЗ-волна), то на ее по-
верхности вследствие прямого пьезоэлектри-
ческого эффекта появляются электрические за-
ряды, величина которых может быть измерена. В этом
случае пьезопластина работает как поиемняж £М-га).
17
Процесс распространения ультразвука в пространст-
ве является волновым. Граница, отделяющая колеблю-
щиеся частицы среды от частиц, еще не начавших коле-
баться, называется фронтом волны. Упругие волны
характеризуются скоростью распространения С, длиной
волны X и частотой колебаний /. При этом под длиной
волны понимается расстояние между ближайшими час-
тицами, колеблющимися одинаковым образом (в одина-
ковой фазе). Число волн, проходящих через данную точ-
ку пространства в каждую секунду, определяет частоту
УЗ-колебаний. Длина волны связана со скоростью ее рас-
пространения соотношением
Л=С//. (2.1)
Следует отличать скорость волны С от скорости коле-
бания частиц V. Скорость С — физическая константа сре-
ды и зависит от ее свойств. Поэтому, применяя формулу
(2.1.) в виде C = или f = C/K, важно помнить, что нельзя
изменить скорость волны С за счет частоты f (или дли-
ны волны X). Длину волны X в любой среде можно из-
менить только путем изменения частоты f возбуждаемых
колебаний.
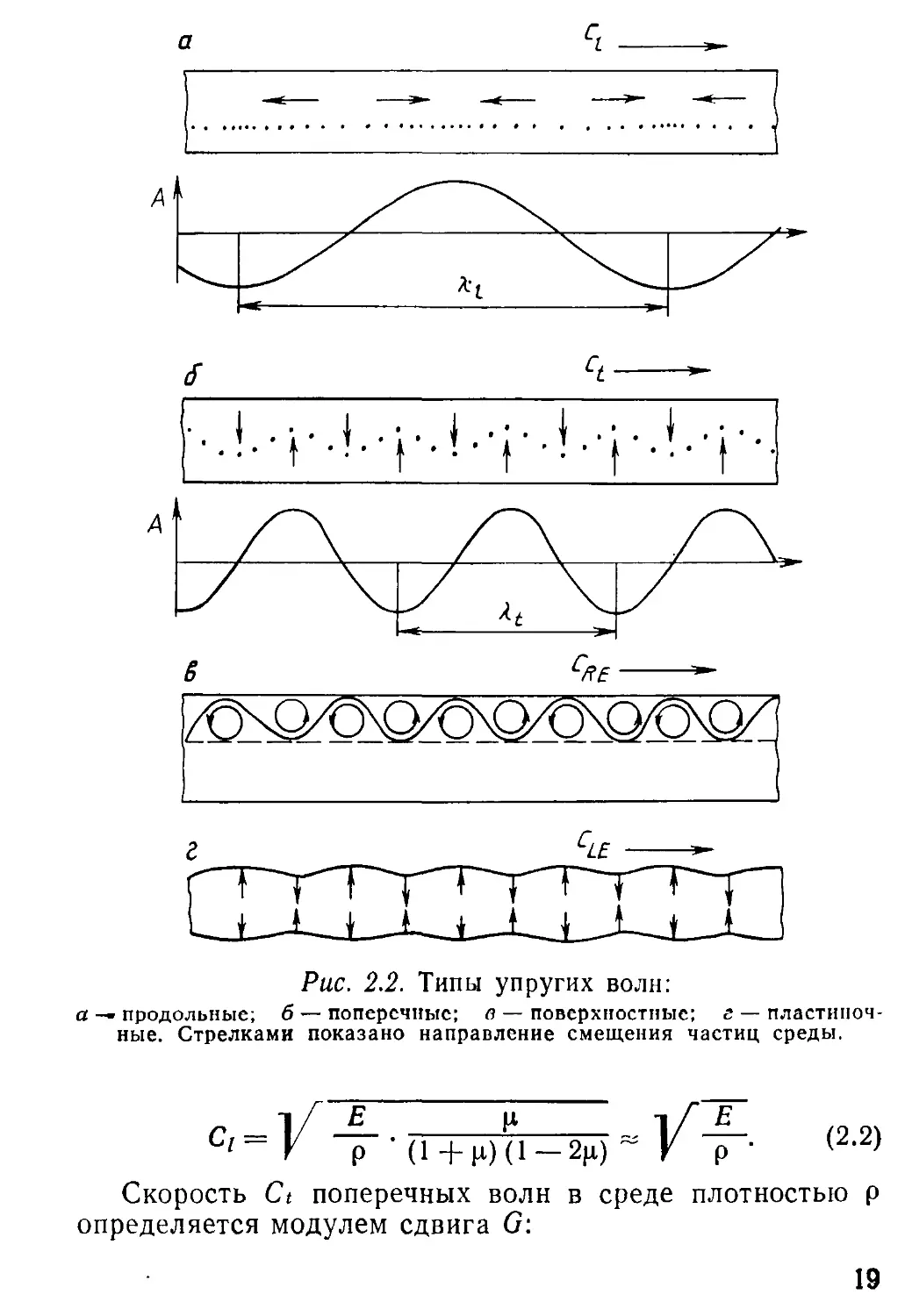
2.2. Типы и скорость ультразвуковых волн
В зависимости от направления колебания частиц раз-
личают несколько типов волн. Если частицы среды ко-
леблются вдоль распространения волны, то такие волны
(рис. 2.2, а) называются продольными (волнами
растяжения-сжатия). В случае, если частицы среды ко-
леблются перпендикулярно к направлению распростра-
нения волны, то это волны (рис. 2.2, б) — поперечные
(волны сдвига). Поперечные волны могут возникать лишь
в среде, обладающей сопротивлением сдвига. Поэтому в
жидкой и газообразной средах образуются только про-
дольные волны. В твердой среде могут возникать как
продольные, так и поперечные волны.
Скорость Ci продольных волн в среде плотностью р
определяется модулем нормальной упругости Е и коэф-
фициентом Пуассона р:
18
Рис. 2.2. Типы упругих волн:
а — продольные; б — поперечные; в — поверхностные; г — пластиноч-
ные. Стрелками показано направление смещения частиц среды.
Ci-V р • (1+рН1-2р) ~ V р- (2-2)
Скорость Ct поперечных волн в среде плотностью р
определяется модулем сдвига G:
19
Ct = У (2.3)
Учитывая, что G=£'/2(l+ ц), из уравнений (2.2) и
(2.3) можно определить отношение скоростей поперечных
и продольных волн:
Ct i /“1 —2ц
Ci - V 2(1—р,)*
Поскольку для металлов ц~0,3, то Ct/C;«0,55.
Значения отдельных акустических характеристик для
некоторых материалов приведены в табл. 2.1.
Табл. 2.1. Акустические характеристики некоторых материалов
Материал О О * <s р • 10—3, кг/м3 =1 Скорость звука, м/с Z • 10», кг/(м2 • с)
С/ С/
Чугун 11,7 7,7 0,27 3500— 2200— 29,0
Сталь углеродистая 5600 3200
20,4 7,8 0,28 5850 3230 45,6
Сталь молибденовая 18,6 8,4 0,28 5320 2950 44,5
Сталь Х15Н15ГС 19,0 7,81 0,26 5400 3100 42,0
Сталь нержавеющая 16,0 8,03 0,28 5660 3120 45,5
Сталь 40ХНМА 19,4 8,2 0,29 5600 3300 45,9
Алюминий 7,1 2,7 0,34 6260 3080 16,9
Вольфрам 36,2 19,1 0,35 5460 2620 104,2
Никель 20,5 8,8 0,31 5630 2960 49,5
Медь 12,5 8,9 0,35 4700 2260 41,8
Олово 5,5 7,3 0,39 3320 1670 24,2
Магний 4,1 1.7 0,33 4900 3000 8,35
Титан 19,8 4,5 0,33 6000 3500 27,0
Бериллий 12,8 1,82 0,33 12 800 8710 23,3
Бериллиевая медь 12,5 8,20 0,33 4760 2900 39,0
Кобальт 19,0 8,7 0,30 5350 3260 47,3
Латунь 10,1 8,1 0,35 4430 2120 36,1
Шлаковые включе- — 3,3 6000 3600 20,0
ния (спекшийся флюс АН-348)
Органическое стекло —— 1,18 — 2670 1120 3,14
Полистирол •— 1,06 — 2350 1120 2,49
Резина 0,9 — 1480 —. 10 1,4
Эпоксидная смола -— 1,1 — 2600 2,86
Эбонит •— 1,3 — 2400 ^0^ 3,12
Вода —— 1,0 0,97 — 1451 1,5
Транс форматор ное — 1477 — » 1,43
масло
Воздух (0 °C) — 1,29 • 10—3 — 331 — 4,27 • 10—<
20
Пример 2.1. Определить скорость УЗК в стали. Для стали
£=20,4 1010 Па; G = 8 1010 Па; р = 7,8 • 103 кг/м3.
Решение. Согласно формулам (2.2) и (2.3), прибли-
женно имеем:
20'4-..1^ = 5200 м/с;
7,8 - Юз
8 ’ 10 — = 3200 м/с.
7,8 • 108
Кроме поперечных и продольных волн, в твердых те-
лах могут быть возбуждены волны других типов. Вдоль
свободной поверхности тела могут распространяться по-
верхностные волны (волны Рэлея). Они явля-
ются комбинацией поперечных и продольных волн. Плос-
кость поляризации у них, т. е. плоскость, в которой
колеблются частицы среды, перпендикулярна к поверх-
ности. Глубина распространения этих волн в теле при-
мерно равна длине волны, а скорость составляет
CnE = 0,9Ct (рис. 2.2, в).
В тонких листах или в изделиях, толщина которых
соизмерима с длиной волны, распространяются плас-
тиночные волны (волны Лэмба). Они занимают
всю толщину пластины (рис. 2.2, г).
В плакирующих слоях биметаллических листов могут
распространяться поверхностные волны с горизонталь-
ной поляризацией (волны Лява).
Пример 2.2. Определить приближенно длину УЗ-волн в
стали при частоте / — 2,5 МГц, принимая С;«6 мм/мкс и С/~
«3,3 мм/мкс.
Решение. Используя формулу (2.1), получаем: hi —
= 6/2,5 = 2,4 мм; ht = 3,3/2,5= 1,3 мм.
Для сравнения определим длину звуковой волны в воз-
духе. Из табл. 2.1 для воздуха С=331 м/с. Примем, например,
/=8250 Гц, т. е. такую частоту, которую будет воспринимать
ухо человека. Тогда
331
К = = 0,04 м/с = 4 см/с’
oZDU
21
2.3. Распространение ультразвука
Пространство, в котором распространяются УЗ-волны,
называют ультразвуковым полем. УЗ-волна
в направлении своего движения несет определенную
энергию. Количество энергии, переносимое УЗ-волной за
1 с через 1 см2 площади, перпендикулярной к направле-
нию распространения, называется интенсивностью
ультразвука I. Для плоской волны при амплиту-
де смещения А
/=2л2[2А2рС. (2.4)
Произведение скорости С ультразвука на плотность
Р среды называется удельным акустическим
сопротивлением. Значения Z=pC (С дано для
продольной волны), характеризующие акустические свой-
ства материалов, приведены в табл. 2.1.
Пример 2.3. Рассчитать рС стали углеродистой для попе-
речной волны.
Решение. Согласно данным табл. 2.1,
рС/= 7,8 • 103 • 3230 = 25,1 • 106 кг/(мг-с).
Затухание УЗ-колебаний происходит по экспоненци-
альному закону
Д=Доехр (-бг), (2.5)
где До—амплитуда зондирующего импульса; б — коэф-
фициент затухания, см-1.
Поскольку интенсивность ультразвука равна квадра-
ту амплитуды, то снижение интенсивности вследствие за-
тухания описывается формулой
/ = /оехр (-2бг). (2.6)
На практике нет необходимости определять амплиту-
ду А или интенсивность волны / в абсолютных единицах,
а достаточно найти величину их относительного ослабле-
ния. Тогда для выражения относительной величины
Шй=А21А^ используют специальные единицы — деци-
белы.
Число децибел
= 10ig_C = 20 1g4-- (2-7)
Ао
22
Пользуясь шкалой децибел (рис. 2.3), легко устано-
вить, например, что если отношение амплитуд посланного
и отраженного от несплошности сигнала Д/До=2, то
lgf2~0,3, что соответствует N=-6 дБ и т. п. Эта шкала
60 55 50 Децибелы » - 4-
45 45 50 55 60
40 55 50 25 л 15 50 55 40
20 15 10 5 и 5 10 15 20
0,1 0,2 0,5 0,4 0,5 0,6 ajОАО,91 2 5 4 5 6 7 <3 9 10
0,01 0,02 0,04 о,О6 0,08 20 40 60 80 100
0,001 0,002 0,004 0,006 0,008 200 400 600 800 ЮОО
4/4(j
Рис. 2.3. Номограмма перевода относительных единиц в деци-
белы.
очень удобна в дефектоскопической практике, поскольку
амплитуды могут изменяться на 2—3 порядка — в 10;
100 и 1000 раз, а в децибелах это составит соответствен-
но 20, 40 и 60 дБ, т. е. значения одного порядка.
2.4. Свойства ультразвука
Как показано на рис. 2.4, УЗ-колебания от генерато-
ра-излучателя ИП распространяются в материале изде-
лия. При наличии дефекта Д образуется отраженное
поле. За дефектом при его значительных размерах (>Х)
имеется акустическая тень. Регистрируя с помощью при-
Рис. 2.4. Схема УЗ-контроля материала:
Д— дефект; ИП — излучатель и приемник (совмещенная схема); П]—
приемник в теневом методе; П2— приемник в эхо-методе.
23
емника-преобразователя 77i ослабление УЗ-волны или с
помощью преобразователя 77г (или 7777) эхо, т. е. отра-
женную УЗ-волну, можно судить о наличии дефектов в
материале. Это является основой двух наиболее распро-
страненных методов УЗ-контроля: теневого и эхо-метода.
Рис. 2.5. Структура ультразвукового поля излучателя:
а — акустическое поле; б — изменение интенсивности вдоль луча; в —
диаграмма направленности.
Рассмотрим наиболее важные дефектоскопические
свойства УЗК: направленность УЗК, ближняя и дальняя
зоны преобразователей, отражение УЗК от несплошно-
стей, затухание, трансформация УЗК-
Направленность УЗК. При излучении пьезоэлементом
(рис. 2.5, а) импульса УЗК в среде возникает УЗ-поле,
которое имеет вполне определенные пространственные
границы. Угол расхождения фр зависит от соот-
ношения длины волны и диаметра излучателя 2а:
фР«агсз1п0,61Х/а = 0,61С/(а/) = 1,22Х/(2а). (2.8)
Для малых углов sincpP~TP. Как видно из выражения
(2.8), направленность УЗ-поля тем выше (угол фР мень-
ше), чем больше произведение af.
24
Направленность УЗ-поля удобно представлять в виде
графика в полярных координатах, называемого диа-
граммой направленности (рис. 2.5, о). Диа-
грамма характеризует угловую зависимость Ф (ср) ампли-
туды поля в дальней зоне. Полярный угол ср отсчитывают
от полярной оси, совпадающей с направлением излуче-
ния максимальной амплитуды.
Диаграмму направленности прямого преобразователя
выражают через цилиндрическую функцию Бесселя (пер-
вого рода и первого порядка):
Ф(Ф)~
1
sin ср
% /2ла \
---2/1 —— sin ф .
2ла \ к Ч
(2.9)
Анализ этого выражения показывает, что с увеличе-
нием а/Х или af направленность поля возрастает. При
а/Х>0,6 в диаграмме, кроме основного, возникают боко-
вые лепестки. Однако в них обычно сосредоточена малая
часть (до 20 %) излучаемой энергии.
Ближняя и дальняя зоны. Приведенная выше фор-
мула (2.8) показывает направленность УЗ-пучка в так
называемой дальней зоне или зоне Фраунгофера. В ближ-
ней зоне, называемой зоной Френеля, амплитуда поля
осциллирует (изменяется) как вдоль оси (рис. 2.5,6),
так и по сечению пучка, а УЗ-волна при этом распростра-
няется почти без расхождения.
Протяженность ближней зоны го для цилиндрическо-
го излучателя
а2 а2/
Го-”Г ~С~'
(2.10)
Из формулы (2.10) видно, что увеличение диаметра
излучателя, сужая направленность пучка, увеличивает
ближнюю зону преобразователя.
Пример 2.4. Определить приближенно зону г0 и угол фр
для УЗ-пучка в стали при возбуждении продольной волны
пьезопреобразователем диаметром 2я=12 мм при f = 2,5 МГц,
С|~ 6 мм/мкс.
25
Решение. Используя формулы (2.10) и (2.8), получаем:
а3/ 62 • 2,5
Го = — =----------= 15 мм;
С 6
<рр = arcsin0,61 —- = arcsin 0,61 -—— ~ 14 .
Отражение от несплошностей. Это свойство УЗ-волн
служит основой для их использования в эхо-импульсном
методе дефектоскопии материалов. При падении волны
на поверхность раздела двух сред в общем случае часть
энергии проходит во вторую среду, а часть отражается в
первую. Если УЗ-волна перпендикулярна к границе двух
сред, то проходящая и отраженная волны будут тако-
го же типа, что и падающая. Коэффициент отраже-
ния R как отношение интенсивностей отраженной и па-
дающей волн зависит от соотношения удельных акусти-
ческих сопротивлений Zi = PiCi и Zz^piCz первой и вто-
рой сред:
<211>
\ Pl^l + Р2^2 / \ Zl + Z2 /
Из формулы (2.11) видно, что R не зависит от направ-
ления УЗК через границу раздела сред Z\ и Zi.
Коэффициент прохождения волны D=l—R. Чем боль-
ше разница в акустических сопротивлениях, тем больше
интенсивность отраженной волны.
Пример 2.5. Определить коэффициент отражения R УЗ-
волны в стали от выходящей наружу и поэтому заполненной
водой трещины.
Решение. Используя данные табл. 2.1, приближенно
имеем: для стали Zl = piCl = 7,8 • 5,9 • 105=45 • 105; для воды
Z2 = p2C2=l • 1,5 - 105= 1,5 - 105 г/(см2 - с).
Далее определяем коэффициент R:
( Zt-Z2 У
\ Z1 + Z2 /
45 — 1,5 \2
45 + 1,5/
0,875.
Раскрытие несплошности также влияет на отражение
УЗ-волн. Однако заполненные воздухом трещины рас-
крытием Дг=10-4—10-5 мм отражают около 90 % падаю-
щей энергии УЗК. Можно считать, что пределом выяв-
26
ляемости трещин служат несплошности раскрытием
Аг> 10“5Х.
Если размеры дефектов малы, то УЗ-волны огибают
небольшую несплошность без существенных отражений.
Свойство отражения УЗ-волн служит основой для вы-
явления несплошностей в металлах, поскольку акустиче-
ские свойства таких дефектов, как поры, шлаки, непро-
вары, существенно отличаются от свойств основного ме-
талла. Коэффициент отражения от трещин, несплавлений
и пор близок к единице, если величина их раскрытия бо-
лее 10-4 мм, а поперечный размер соизмерим с длиной
волны. Для шлаков /? = 0,35—0,65 в зависимости от мар-
ки флюса.
Оксидные плены, особенно в сварных швах алюмини-
евых сплавов или при контактной сварке, выявляются
плохо, несмотря на их достаточно большое раскрытие и
протяженность. Причиной этого является близость акус-
тических свойств дефекта и металла.
Стандартная УЗ-аппаратура позволяет уверенно вы-
являть несплошности площадью S>1 мм2. При увеличе-
нии частоты УЗК можно выявлять несплошности и с мень-
шей площадью, но при этом значительно повышается
затухание УЗК-
Затухание. Коэффициент затухания 6 в приведенных
выше формулах (2.5) и (2.6) возрастает с увеличением
частоты не линейно, а в повышенной степени. Причем ко-
эффициент затухания различен для различных материа-
лов и складывается из коэффициентов поглощения и рас-
сеяния 6 = дп + 6р.
Поглощенная звуковая энергия переходит в теплоту.
Рассеянная энергия остается по форме звуковой, но ухо-
дит из направленного пучка, отражаясь от неоднородной
среды. В однородных средах (пластмасса, стекло) зату-
хание определяется главным образом поглощением уль-
тразвука: 6п>бР. Причем 6П пропорционально либо f
(стекло), либо f2 (пластмассы).
В металлах рассеяние преобладает над поглощением:
бр»6п, причем 6п пропорционально f, а 6Р пропорциональ-
но Р или р. Коэффициент рассеяния в металлах зависит
от соотношения средней величины зерен D и длины X
27
УЗ-волны. Увеличение размера зерен приводит к росту
затухания УЗК, при этом 6p~D3f4.
Для того чтобы рассеяние УЗК на зернах не искажа-
ло результаты дефектоскопии, практически необходимо
иметь Х> (10... 100) О. Если это условие выполняется по
верхнему пределу (^>100£>), то можно обычно контроли-
ровать металл на глубину вплоть до 8—10 м и даже
более.
При распространении УЗ-волн в металлах возможна
реверберация — постепенное затухание колебании,
обусловленное повторными отражениями. Реверберация
может быть объемной (из-за многократного отражения
колебаний от поверхностей, ограничивающих контроли-
руемое изделие) и структурной (из-за многократного от-
ражения и рассеяния колебаний границами зерен ме-
талла) .
Рассеяние УЗК значительно зависит от анизотропии
кристаллов. При этом скорость по одной из осей кристал-
ла или зерна существенно отличается от скорости вдоль
его другой оси. У алюминиевых сплавов и у сталей упру-
гая межзеренная анизотропия кристаллов обычно мала.
У нержавеющих (аустенитных) сталей и чугуна явления
межзеренной анизотропии резко выражены, что приводит
к рассеянию УЗК и плохой прозвучиваемости этих ма-
териалов.
Зависимость коэффициента затухания от величины
зерна используют для измерения размеров зерна. При
этом принимают диапазон волн примерно в области
Х=(4-10)П.
Коэффициент затухания выражают либо в децибелах
на метр (дБ/м), либо в неперах на метр (Нп/м). Зату-
хание 1 Нп/м означает, что на расстоянии 1 м амплитуда
волны уменьшается в е раз (е = 2,718— основание нату-
ральных логарифмов, или число Непера). Эти единицы
связаны соотношением 1 Нп/м = 8,68 дБ/м.
В практике УЗ-дефектоскопии коэффициент затухания
часто измеряют в Нп/см или, что то же самое, в см-1.
В табл. 2.2 приведены значения коэффициента зату-
хания для некоторых материалов.
28
Табл. 2.2. Коэффициент затухания ультразвука частотой
2,5 МГц для некоторых материалов
Коэффициент затуха ния волн, Нп/м
Материал
продоль- ных попереч ных
Сталь углеродистая
Отливки 0—2 —
Литые заготовки 0—1,5 —
Прокат, поковки 0—1 —
Сварные соединения 0—1 1-2
Сталь аустенитная
Литье 2-100 —
Мелкие поковки и прокат 0-2 —
Крупные поковки 0-10 —
Сварные соединения 15—20 15—30
Титан
Слитки 1-6 —
Поковки 1—5 —
Сварные соединения 2-5 5—7
Алюминий
Литье 1-8 —
Поковки 0-1 —
Сварные соединения 0-1 0—1
Бронза
Литье 5—100 —
Поковки 2—5
Вследствие значительной зависимости коэффициента
затухания ультразвука от величины зерна металла этот
коэффициент имеет весьма большие колебания в тех из-
делиях, которые склонны к образованию разнозернистой
структуры, например в крупногабаритных поковках из
аустенитной стали.
С ростом частоты коэффициент затухания увеличива-
ется, поэтому крупнозернистые металлы прозвучивают
обычно на более низких частотах 0,5—1,8 МГц.
29
Трансформация УЗК. Рассмотренные выше процессы
отражения УЗ-волн относились к нормальному их па-
дению на границу раздела сред. При контроле сварных
швов применяют, как правило, наклонные преобразова-
тели с вводом УЗК под некоторым углом к вертикали.
В общем случае при падении продольной волны наклон-
но под углом Р к границе двух твердых сред происходит
Рис. 2.6. Отражение и преломление продольной волны на гра-
нице раздела двух твердых сред.
трансформация (расщепление) этой волны (рис. 2.6, а).
Возникают две преломленные волны (продольная C'i и
поперечная C't) и две отраженные Ci и Ct. Углы прелом-
ления и отражения зависят от скоростей соответствующих
волн в данных средах. Эту зависимость называют зако-
ном Снеллиуса. Записанный только для преломле-
ния волн этот закон имеет вид
sin Р
sin az sin
с'Г
(2.12)
При увеличении угла падения Р, который соответст-
вует углу плексигласовой призмы в наклонных преобра-
зователях, углы ввода УЗК в металл аг и af также ме-
няются и вся диаграмма как бы поворачивается против
часовой стрелки вокруг точки 0 (рис. 2.6,6, в). При этом
сначала возможно исчезновение в прозвучиваемом ме-
талле луча C'i, а потом — луча C't. Углы р, соответству-
30
ющие исчезновению продольной, а затем поперечной волн
в металле, называют соответственно первым и вторым
критическими углами. Значению 0Kpi отвечает
угол az = 90°, а значению 0кр2 угол а< = 90°.
Пример 2.6. Определить критические углы для пары
плексиглас — сталь (контактный вариант контроля) и вода —
сталь (иммерсионный вариант).
Решение. Для приближенного расчета принимаем
округленные значения скоростей УЗК в мм/мкс:
для стали С£т = 5,9; CfT — 3,3;
для плекса Свл = 2,7; для воды С® = 1,5.
Определение 0крь При az = 90° имеем sin а;=1, а из урав-
нения (2.12) получаем:
. _ /плекс \ sin Ркр1 ( сталь ) \ С 1 с1ЛЬ j СТ 2,7 = —~ 0,5; 6кп1 « 30°; Сст 5)9 ’ > Нкр1
• а / В0Да \ 51П Рк'" сталь \ С 1 a*/lb / с/ 1,5 = —Ет = — « 0,25; 8 . « 15°. ССТ 5 9 ’ Нкр1
Определение 0ltp2- При az = 90° имеем sina< = l и соответ-
ственно:
. „ / плекс \ 51П сталь ' /оПЛ _ _ б/ 2,7 - Тт- = — « о,82; 8 9 ~ 60°; Сст 33 ”кр2
. О ( ВОДЭ \ sm Ркр2 ( сталь 1 " \ С 1 djlb / С/ 1,5 = —« 0,45; 0кп9 « 27°. ссТ 3)3 Н<р2
Более точный расчет:
для пары плекс — сталь: pKpi = 28°; Ркр2 = 60°;
для пары вода — сталь: 0кр1= 15°; Ркр2=27°.
При УЗ-дефектоскопии сварных швов во многих слу-
чаях целесообразно вводить в металл только поперечную
волну. Поэтому угол призмы наклонных преобразовате-
лей выбирают обычно в интервале между двумя найден-
ными выше критическими значениями:
(0кр1 + 3°)<₽<(Ркр2-3°).
31
Поправку на 2—5° вводят для большей помехозащи-
щенности контроля: в первом случае от продольной, а во
втором — от поверхностной волны.
Акустический тракт. Процессы преобразования энер-
гии УЗ-колебаний происходят в трех так называемых
трактах УЗ-дефектоскопа: электроакустическом, электри-
ческом и акустическом.
Электроакустический тракт — это участок
схемы дефектоскопа, который состоит из пьезопреобра-
зователей, демпферов, переходных и контактных слоев,
электрических колебательных контуров генератора на
входе приемника.
В электроакустическом тракте электрические колеба-
ния преобразуются в ультразвуковые и обратно, поэтому
он определяет резонансную частоту УЗК, длительность
зондирующего импульса и коэффициенты преобразования
электрической энергии в акустическую.
Электрический тракт, определяющий амплиту-
ду зондирующего импульса и коэффициент усиления, со-
стоит из генератора и усилителя.
Акустическим трактом называют путь ультра-
звука от излучателя до отражателя в материале и от
этого отражателя до приемника. Важная задача мето-
дики УЗ-контроля — расчет акустического тракта, т. е.
оценка ослабления амплитуды эхо-сигнала в зависимос-
ти от акустических и геометрических параметров тракта.
2.5. Методы ультразвуковой дефектоскопии
и их применение
Для контроля материалов и сварных соединений при-
меняют следующие основные методы УЗ-дефектоскопии.
Прежде всего — импульсный эх о-м е т о д
(рис. 2.7, п), основанный на отражении УЗ-колебаний
от несплошности (отражателя), причем амплитуда эхо-
сигнала пропорциональна площади этого отражателя.
Этим методом контролируют поковки, штамповки, про-
кат, термообработанное литье, пластмассы, измеряют
толщину металлов и оценивают структуру материалов.
Эхо-метод широко используют для контроля сварных со-
32
единений. Чувствительность эхо-метода высокая: она до-
стигает 0,5 мм2 на глубине 100 мм. К преимуществам дан-
ного метода следует также отнести возможность одно-
стороннего доступа к зоне шва, поскольку достаточно
только одного преобразователя и для излучения и для
приема УЗ-сигналов. Недостатки эхо-метода — это срав-
нительно низкая помехоустойчивость и резкое изменение
Рис. 2.7. Схемы использования основных методов УЗ-контроля:
а — эхо-метод; б — теневой; в — зеркально-теневой; г — эхо-зеркальный;
д — эхо-теневой.
амплитуды отраженного сигнала от ориентации дефекта
(угла 0 между УЗ-лучом и плоскостью отражателя).
Теневой и зеркально-теневой методы, также широко
распространенные, основаны на уменьшении амплитуды
УЗ-колебаний вследствие наличия несплошности на их
пути (рис. 2.7, б, в). Чем крупнее дефект, тем слабее
прошедший к приемнику сигнал. В теневом методе
(рис. 2.7, б) УЗ-луч идет прямо от генератора к прием-
нику через контролируемый металл. Теневой метод при-
меняют в основном для контроля проката малой и сред-
ней толщины, некоторых резиновых изделий (покрышек
колес), для исследования упругих свойств стеклопласти-
ков, бетона, графита и т. д. В отличие от эхо-метода те-
2 Зак. 88
33
невой метод имеет высокую помехоустойчивость и слабую
зависимость амплитуды от угла 0 ориентации дефекта.
Однако имеются серьезные недостатки: необходимость
двустороннего доступа и малая точность оценки коорди-
нат дефектов.
Зеркальн о-т енево й метод отличается от те-
невого тем, что регистрирует уменьшение УЗК, отражен-
ных от нижней поверхности листа (рис. 2.7, в).
Зеркально-теневой метод, как видно из схемы, не тре-
бует двустороннего доступа к соединению. Этот метод
широко используют для контроля железнодорожных рель-
сов. Он позволяет также более достоверно определять
наличие корневых дефектов в стыковых швах.
Оба теневых метода используют обычно для соедине-
ний с грубообработанной поверхностью. Например, их
успешно применяют для контроля стыков арматуры пе-
риодического профиля (см. рис. 8.13).
Эхо-зеркальный метод (рис. 2.7, г) основан
на сравнении амплитуд обратно-отраженного До.о и
зеркально-отраженного Дз.о сигналов от дефекта.
Основное преимущество эхо-зеркального метода —
высокая выявляемость плоскостных дефектов и возмож-
ность оценки их формы по специальному коэффициенту
(см. рис. 6.12). Ограничения данного метода: примене-
ние только для металла больших толщин (более 40 мм);
сравнительно большой пороговый размер выявляемости
дефектов округлой формы (диаметр не менее 3 мм).
Иногда используется эхо-теневой метод.
В этом случае о наличии дефекта судят одновременно по
эхо-импульсу от несплошности и по ослаблению однаж-
ды отраженного донного сигнала (рис. 2.7,6).
Эхо-теневой метод применяют при механизированном
контроле сварных стыков труб. Он дает большую вероят-
ность обнаружения дефектов и возможность оценки их
характера, а также позволяет вести контроль за качест-
вом акустического контакта при наличии сложной мно-
гоканальной аппаратуры.
В зависимости от метода УЗ-дефектоскопии и вида
объекта контроля используют разные схемы соединения
преобразователей. При эхо-методе широко применяют
34
совмещенную схему ИП, когда один пьезоэлемент слу-
жит сначала излучателем зондирующего импульса, а по-
том приемником (рис. 2.7, а) отраженного от дефекта
сигнала.
В теневом и зеркальном методах (рис. 2.7, б, в) при-
меняется раздельная схема соединения преобразовате-
лей: один из них служит излучателем энергии (от гене-
ратора), а другой принимает прошедший через контро-
лируемое соединение импульс.
Наконец, для эхо-зеркального и эхо-теневого методов
используют раздельно-совмещенную (PC) схему соеди-
нения двух преобразователей, когда каждый из них мо-
жет поочередно быть либо излучателем, либо приемни-
ком (рис. 2.7, г, д).
Рассмотрим также другие методы акустического конт-
роля.
Метод акустической эмиссии занимает
особое место. Можно сказать, что это метод технической
диагностики, а не дефектоскопии. Он основан на регист-
рации акустических волн, излучаемых дефектом при
нагружении материала или конструкции. Причиной об-
разования упругих волн являются пластическая дефор-
мация, процессы движения дислокации кристаллов, во-
зникновение и развитие трещин. Метод применим для
ответственных высокойагруженных сварных соединений:
сосудов высокого давления, трубопроводов, летательных
аппаратов и других конструкций. Для регистрации акус-
тической эмиссии требуется высокочувствительная аппа-
ратура, работающая в широком диапазоне частот от
килогерц до мегагерц.
Резонансный метод основан на определении
резонансных частот, при которых в исследуемом участке
изделия (по толщине листа или трубы) укладыва-
ется целое число полуволн УЗК- Исчезновение резонан-
сов — это сигнал о наличии дефекта или изменении тол-
щины.
Метод акустического импеданса за-
ключается в регистрации УЗ-колебаний стержня, опи-
рающегося на поверхность изделия. Подповерхностные
дефекты изменяют акустический импеданс данного участ-
2*
35
ка изделия, что отражается на амплитуде и частоте соб-
ственных колебаний стержня.
Велосиметрический метод связан с ре-
гистрацией изменения скорости УЗ-колебаний. Такое
изменение имеет место в слоистых конструкциях при из-
менении толщины слоя пли наличии расслоений.
Метод собственных колебаний основан
на анализе частот или прослушивании тона акустических
колебаний изделий, вибрирующих на собственной час-
тоте. Этот метод очень прост: дефекты выявляют, напри-
мер, простукивая молотком бандажи колес на железно-
дорожных вагонах или оценивая по звону посуды нали-
чие в ней трещин. В данных примерах анализируют на
слух звук в слышимом диапазоне, и поэтому метод пра-
вильнее назвать акустическим, а не УЗ-методом.
2.6. Способы контакта преобразователя с изделием
УЗ-волны хорошо отражаются от тончайших воздуш-
ных зазоров, поэтому для передачи УЗ-колебаний от пре-
образователя к изделию промежуток между ними запол-
няют слоем жидкости. Существует несколько способов
передачи ультразвука.
Контактный способ. Преобразователь прижимают к
поверхности изделия, предварительно смазанной жид-
костью (например, маслом). В некоторых случаях слой
жидкости заменяют или дополняют эластичным матери-
алом. Контактный смазочный материал должен хорошо
смачивать контролируемый материал и поверхность пре-
образователя, создавать тонкий равномерный слой и не
стекать слишком быстро с поверхности.
Выбирая контактный смазочный материал, следует
помнить, что вода обладает недостаточной вязкостью и
смачиваемостью и может вызвать коррозию изделия.
Поэтому в воду надо добавлять поверхностно-активные
вещества, улучшающие ее смачивающую способность, и
вещества, уменьшающие ее способность вызывать кор-
розию.
Щелевой (или менисковый) способ. Между преобра-
зователем и изделием специальным ограничителем со-
36
здастся зазор (его толщина примерно равна длине волны
ультразвука), в который непрерывно подают контактную
жидкость. Этот способ может быть использован, если
поверхность контролируемого изделия расположена вер-
тикально или имеет переменную кривизну.
Иммерсионный способ. Между преобразователем и
изделием создается толстый слой жидкости путем поме-
щения изделия в ванну с водой или образования локаль-
ной жидкостной ванны. Этот способ имеет ряд преиму-
ществ по сравнению с контактным: высокую стабильность
излучения и приема УЗК за счет постоянства акустиче-
ской связи между преобразователем и изделием; отсут-
ствие изнашивания преобразователей, так как при конт-
роле между преобразователем и изделием нет трения;
возможность контроля изделий с грубообработанной или
защищенной покрытием поверхностью без предвари-
тельной подготовки.
Бесконтактные способы. Кроме указанных, существу-
ют способы возбуждения и приема упругих колебаний
через слой воздуха или с помощью электромагнитного
поля, возбуждаемого датчиком,— бесконтактные. В этом
случае специальная контактная среда не требуется.
Глава 3. ДЕФЕКТОСКОПЫ
3.1. Технические требования к приборам
Аппаратура УЗ-контроля обычно включает: ультра-
звуковые импульсные дефектоскопы с преобразователя-
ми, комплект стандартных образцов (эталонов), испыта-
тельные образцы, а также вспомогательные приспособ-
ления или устройства для соблюдения параметров
контроля и сканирования.
Ультразвуковой дефектоскоп предназначен для излу-
чения УЗ-колебаний, приема эхо-сигналов, установления
размеров выявленных несплошностей и определения их
координат.
Контроль качества продукции производят в различных
условиях: в цехе, на монтаже, при эксплуатации. В свя-
37
зи с этим к конструкции дефектоскопа предъявляются
особые требования, точнее, к его массе, габаритам, ав-
тономности питания, простоте индикации дефектов, уда-
ростойкости и другим эксплуатационным качествам
(ГОСТ 23049—84).
С другой стороны, для обнаружения дефектов и пра-
вильной оценки их величины и степени допустимости
для данного изделия дефектоскоп должен иметь обяза-
тельный минимум функциональных блоков, позволяющих
выполнить необходимые операции.
Для достоверного контроля электронный блок дефек-
тоскопа должен обеспечивать:
получение максимально полной информации о дефек-
те, точное измерение амплитуды и временных интерва-
лов между зоднирующим импульсом и эхо-сигналом от
дефекта;
большой динамический диапазон усилителя, что по-
зволяет одновременно видеть на экране большие и ма-
лые эхо-сигналы;
линейную пропорциональность между амплитудами
эхо-сигнала на входе дефектоскопа и индикаторе;
селектирование эхо-сигналов из любого заданного вре-
менного интервала и автоматическую сигнализацию (зву-
ковую, световую) о их наличии;
выравнивание чувствительности дефектоскопа по всей
зоне контроля для компенсации затухания ультразвука
в металле.
3.2. Структурная схема дефектоскопа
Электрические схемы ультразвуковых дефектоскопов
очень сложны и громоздки. Схема дефектоскопа и реко-
мендации по работе с ним обычно даны в заводской ин-
струкции. Принцип работы дефектоскопа удобно изучать,
рассматривая его структурную схему. Основные блоки
современного УЗ-дефектоскопа работают следующим
образом (рис. 3.1).
Генератор зондирующих импульсов 7 вырабатывает
импульс электрических колебаний, возбуждающий уль-
тразвуковые колебания в преобразователе 3. Отражен-
38
ные от дефекта УЗ-сигналы принимает тот же (совме-
щенная схема) или другой (раздельная схема) преобра-
зователь и трансформирует их в электрические импульсы,
которые поступают на вход усилителя 1. Коэффициент
усиления его регулируется во времени с помощью систе-
мы 4 временной регулировки чувствительности (ВРЧ).
Рис. 3.1. Блок-схема импульсного дефектоскопа.
Усиленный до требуемой величины сигнал поступает
на вход электронпо-лучевого индикатора 6 и автомати-
ческого сигнализатора дефектов (АСД) 2.
Синхронизатор 8 обеспечивает требуемую временную
последовательность работы всех узлов дефектоскопа,
одновременно с запуском генератора импульсов (или с
некоторой заданной задержкой) он приводит в действие
генератор развертки 9 электронно-лучевого индикатора.
Развертка позволяет различать по времени прихода
сигналы от объектов отражения, расположенных на раз-
ном расстоянии от преобразователя, например сигналы
от дефектов отличать от донного сигнала. Синхронизатор
также управляет работой блоков ВРЧ и АСД.
Современные дефектоскопы снабжены устройствами
для измерения амплитуды и времени прихода отражен-
ного сигнала. Схему их включения выполняют по-разно-
му. На рис. 3.1 показана одна из возможных структур-
ных схем глубиномера. Здесь измерительное устройство
5 обрабатывает сигналы, поступившие от усилителя, с
учетом времени поступления сигнала от синхронизатора
и выдает цифровую информацию на электронно-лучевой
индикатор или на отдельное табло. Ниже рассмотрена
работа основных узлов импульсного дефектоскопа.
39
3.3. Генератор зондирующих импульсов
Основными элементами генератора зондирующих им-
пульсов (ГЗИ) являются колебательный контур, вклю-
чающий передающий пьезоэлемент, и электронная схема,
обеспечивающая генерацию коротких импульсов той или
иной формы, заполненных радиочастотными колебаниями.
Рис. 3.2. Схема генератора
зондирующих импульсов.
Наибольшее распространение получили так называе-
мые генераторы ударного возбуждения.
Схема простейшего генератора такого типа приведена на
рис. 3.2. Колебательный контур включает пьезоэлемен-
ты 77, индуктивность Ави шунтирующее сопротивление
Rb. Подбором индуктивности Lb обеспечивают требуемую
частоту заполнения генерируемого импульса, а регули-
ровка Rb обеспечивает необходимую добротность конту-
ра. Накопительная емкость Си разряжается через тири-
стор Т при подаче на его электрод пускового импульса V3an.
Амплитуда генерируемого импульса зависит от на-
пряжения, а также постоянной времени зарядной цепи,
определяемой балластным сопротивлением Rh, и нако-
пительной емкости Си.
В современных приборах обычно применяют схемы с
удвоением, позволяющие повысить амплитуду зондирую-
щих импульсов.
Существенным недостатком генератора ударного воз-
буждения является несоответствие очень высокой часто-
ты первого полупериода колебаний (собственно удара)
основной частоте требуемых ультразвуковых колебаний.
40
Это вызывает снижение коэффициента полезного дейст-
вия и расширение спектра частот. Поэтому в некоторых
дефектоскопах используют схемы получения зондирую-
щих импульсов произвольной формы, например ко-
локолообразной, которая характеризуется наиболее
узким спектральным составом при заданной длитель-
ности.
3.4. Приемно-усилительный тракт
Приемно-усилительный тракт дефектоскопа содержит
предусилитель, измеритель амплитуд сигналов (аттеню-
атор), усилитель радиочастоты, детектор и выходной
усилитель.
Предусилитель обеспечивает согласование уси-
лительного тракта с приемным преобразователем. Он со-
держит ограничитель амплитуды, который предохраняет
усилитель от перегрузок, связанных с воздействием зон-
дирующего импульса (когда преобразователь включен
по совмещенной схеме). При этом сигналы небольшой
амплитуды практически не искажаются.
Рис. 3.3. Схема подавления воздействия зондирующего им-
пульса.
Схема, показанная на рис. 3.3, основана на том, что
сопротивление кремниевого диода резко уменьшается,
когда напряжение на нем, действующее в прямом на-
правлении, превосходит примерно 0,5 В. При показанном
включении ограничительные элементы (диоды) шунти-
руют как положительный, так и отрицательный полупе-
риоды зондирующего импульса.
Недостатком этой схемы является то, что шунтирова-
ние искажает принимаемые сигналы большой амплиту-
41
ды. Такой недостаток можно исправить, вводя цепочку из
нескольких последовательно включенных диодов.
Входное сопротивление предусилителя должно быть
согласовано с выходным сопротивлением преобразовате-
ля с учетом подключенного к нему колебательного кон-
тура. Для достижения максимальной чувствительности
их импедансы должны быть примерно равны. Оценки по-
казывают, что при настройке контура в резонанс с пье-
зопластиной активное сопротивление преобразователя
составляет 20—60 Ом в зависимости от частоты и акус-
тической нагрузки. В этих условиях сопротивление на
входе усилителя не должно превышать 50—100 Ом.
Амплитуды сигналов чаще всего измеряют с помощью
калиброванного делителя напряжения — аттен ю ат о-
р а. При этом сравнивают амплитуды двух или несколь-
ких сигналов в относительных единицах. За единицу
(0 дБ) обычно принимают максимальный сигнал, соот-
ветствующий амплитуде акустического зондирующего
импульса. Иногда, однако, за исходное значение прини-
мают амплитуды других сигналов, например донного сиг-
нала для контролируемого изделия.
Аттенюатор располагают вблизи входа приемно-уси-
лительного тракта для того, чтобы искажение амплитуд
поступивших сигналов было минимальным. Требуемый
диапазон измерения 60—80 дБ. В настоящее время вы-
пускаются автоматические измерители амплитуды с циф-
ровым выходом.
Усилители радиочастоты применяют двух
типов: узкополосные и широкополосные.
Узкополосные усилители находят широкое примене-
ние. Они обладают высокой помехоустойчивостью. Поло-
су пропускания выбирают не менее О,2/о (/о — резонанс-
ная частота), что обеспечивает минимальные искажения
принятых сигналов в приемном тракте. Коэффициент
усиления узкополосных схем в современных дефектоско-
пах достигает 80—90 дБ. Поскольку сигнал для дальней-
шей обработки должен иметь амплитуду около 1 В, ми-
нимальное значение сигнала на входе усилителя должно
быть не менее 10-4 В. Как правило, применяют диффе-
ренциальные ступени усиления, обеспечивающие широ-
42
кий динамический диапазон и высокую стабильность ко-
эффициента усиления. Недостатком узкополосных усили-
телей является необходимость перестройки частотного
диапазона при изменении рабочей частоты прибора.
В некоторых случаях целесообразно использовать ши-
рокополосные усилители, хотя они более сложны и обла-
дают худшей помехоустойчивостью.
Усиленные радиочастотные сигналы поступают к де-
тек т о р у, на нагрузке которого выделяются огибаю-
щие радиоимпульсов.
Продетектированные сигналы поступают на выход-
ной усилитель с коэффициентом усиления 20—
30 дБ. В некоторых дефектоскопах предусмотрена воз-
можность наблюдения на электронно-лучевом индикато-
ре непродетектированных сигналов с радиочастотным
заполнением.
Важной характеристикой усилителя является его ди-
намический диапазон, т. е. отношение амплитуд макси-
мального и минимального сигналов, усиливаемых без ис-
кажения. Приборы с большим динамическим диапазоном
позволяют правильно оценить соотношение амплитуд
сигналов на экране электронно-лучевого индикатора да-
же без применения аттенюатора.
Помимо калиброванного аттенюатора, импульсные
дефектоскопы имеют другие регуляторы чувствительнос-
ти. К ним относят регуляторы амплитуды зондирующего
импульса, ВРЧ и отсечки, а также некалиброванный ре-
гулятор чувствительности усилителя. Регулятор отсечки
изменяет потенциал порогового уровня отпирания детек-
тора. Благодаря этому отсекаются все импульсы, ампли-
туда которых меньше выбранного значения. Применение
отсечки искажает реальное соотношение амплитуд проде-
тектированных сигналов и сужает динамический диапа-
зон усилителя прибора. В связи с этим разработана си-
стема так называемой компенсированной отсечки, кото-
рая обеспечивает восстановление амплитуды отсеченного
сигнала до первоначального значения. Очевидно, что по-
добная схема позволяет оценить амплитуды отраженных
сигналов по экрану электронно-лучевого индикатора да-
же при включении отсечки.
43
3.5. Временная регулировка чувствительности
Система временной регулировки чувствительности
(ВРЧ) предназначена для генерирования электрического
сигнала определенной формы, с помощью которого изме-
няется во времени усиление одной или нескольких сту-
пеней приемно-усилительного тракта. Вызвано это, как
уже указывалось, необходимостью компенсировать ослаб-
ление ультразвука в контролируемом изделии, обуслов-
ленное дифракционным расхождением и затуханием.
Исходя из этого, закон изменения усиления должен быть
обратным закону убывания амплитуд отраженных сигна-
лов от одинаковых по размерам дефектов по мере их
удаления от преобразователя.
В наиболее совершенных приборах сигнал системы
ВРЧ, учитывающий дифракционное расхождение ультра-
звука, подбирают кнопочным переключателем. Сигнал
соответствует типу используемого преобразователя (за-
висит от размеров преобразователя, его частоты), а так-
же длительности начального участка, на котором управ-
ляющий сигнал сохраняется постоянным в соответствии
с длиной ближней зоны преобразователя.
Действие затухания компенсируют другим управляю-
щим сигналом ВРЧ или поворотом линии развертки в
приборах с логарифмическим усилителем.
В некоторых приборах форму управляющего сигнала
систем ВРЧ подбирают эмпирически по образцам с ис-
кусственными отражателями. В этом случае предусмат-
ривают раздельную регулировку по величине начального,
среднего и конечного участков регулирующего сигнала.
3.6. Регистратор
В подавляющем числе эхо-импульсных дефектоскопов
принятые отраженные сигналы регистрируют элек-
тронно-лучевые индикаторы. Чаще всего на
горизонтально отклоняющие пластины подается усилен-
ный до необходимой величины полезный сигнал, а на
вертикально отклоняющие — напряжение развертки. Раз-
вертка синхронизируется частотой зондирующих посылок.
44
Электронно-лучевой индикатор содержит электронно-лу-
чевую трубку (ЭЛТ), согласующие и видеоусилительные
ступени, а также генератор развертки (обычно ждущего
типа), запускаемый от синхронизатора дефектоскопа од-
новременно с генератором зондирующих импульсов.
Длительность развертки /Р определяется скоростью
звука в материале С и толщиной контролируемых изде-
лий Нтах I /р = 277тах/С.
При большой толщине изделия сигналы от близкорас-
положенных дефектов (особенно вблизи зондирующего
импульса) плохо различимы на линии развертки. С це-
лью преодоления указанного недостатка в современных
дефектоскопах весь диапазон толщин прозвучиваемых из-
делий разбивают на ряд поддиапазонов, один из которых
и выбирают при контроле изделия соответствующих га-
баритов.
Кроме того, многие дефектоскопы имеют специаль-
ные схемы задерж ки, с помощью которых запуск
развертки осуществляется не зондирующим импульсом,
а, например, первым отраженным от поверхности сигна-
лом при иммерсионном контроле.
Некоторые дефектоскопы снабжены «лупой времени»,
т. е. произвольно регулируемой по времени системой
задержки, обеспечивающей возможность более деталь-
ного изучения любого выбранного участка развертки.
Во многих автоматизированных дефектоскопических
установках в качестве регистраторов применяют (наря-
ду с электронно-лучевыми индикаторами) также различ-
ные электромеханические системы — самописцы того или
иного типа. Достоинством применения самописцев явля-
ется возможность получения документа-дефектограммы,
фиксирующего результаты контроля.
3.7. Система автоматической
сигнализации дефектов
Система автоматической сигнализации дефектов
(АСД) предназначена для автоматической фиксации мо-
мента обнаружения дефекта. Ее можно рассматривать
45
как частный случай регистратора. Особо важное значе-
ние такая система имеет в автоматизированных про-
мышленных установках, однако и при ручном контроле
эта система значительно облегчает работу оператора и
позволяет повысить надежность полученных результатов
прозвучивания.
Система АСД содержит стробирующее устройство и
схему индикации выявленных дефектов. Стробирую-
щее устройство предназначено для генерации
вспомогательных импульсов, ширина и местоположение
которых определяют зону индикации принятых отражен-
ных сигналов. Указанные вспомогательные импульсы по-
даются к каскаду совпадений, на второй вход которого
поступают все отраженные сигналы с выхода приемно-
усилительного тракта.
Изменяя ширину и положения стробирующего им-
пульса, можно произвольно выбирать тот или иной уча-
сток развертки, в котором наблюдаются отраженные
сигналы.
Стробирующее устройство, таким образом, позволяет
решать несколько задач. Во-первых, располагая начало
стробирующего импульса после зондирующего или на-
чального сигнала, а конец — перед донным сигналом,
можно отсечь эти сигналы от последующих схем инди-
кации.
Во-вторых, правильно выбирая длительность и время
начала стробирующего импульса, можно установить тре-
буемую зону контроля.
В-третьих, установив стробирующий импульс так,
чтобы в него попадал только донный сигнал, можно по
амплитуде этого сигнала следить за стабильностью аку-
стического контакта, общей исправностью работы аппа-
ратуры, а также автоматически подстраивать чувстви-
тельность.
Наконец, применение стробирующего устройства по-
зволяет повысить общую помехоустойчивость дефектоско-
па, поскольку импульсные помехи любого типа могут
воздействовать на индикатор лишь во время действия
стробирующего импульса, которые всегда меньше обще-
го периода зондирующих посылок.
46
В качестве индикаторов в системах АСД обыч-
но применяют электрические лампы либо светодиоды, а
также электромагнитные реле.
3.8. Синхронизатор
Синхронизатор представляет собой автоколебатель-
ную систему, выполненную по схеме мультивибратора
или (реже) блокинг-генератора.
Частоту генерируемого синхронизатором напряжения
выбирают в зависимости от задач контроля в пределах
50—8000 Гц. В некоторых дефектоскопах она регули-
руется.
Поскольку частота синхронизатора определяет период
следования зондирующих посылок, ее желательно выби-
рать возможно большей. Это обеспечивает увеличение
скорости контроля, а следовательно, и его производи-
тельности.
Однако частота ограничивается затуханием ультра-
звука и толщиной контролируемых изделий, поскольку
необходимо, чтобы ультразвуковой импульс, излученный
в изделие, полностью затух до поступления следующей
посылки. Ориентировочно можно считать, что достаточ-
ный уровень ослабления будет достигнут в результате не
менее чем А-кратного прохождения ультразвука через
изделие по толщине, где N = 4—12. В этом случае макси-
мальная частота следования зондирующих импульсов
f3 = l/T=1/2/V/7maX.
3.9. Устройство для измерения расстояния
до объекта отражения
Расстояние до дефекта, дна изделия или другого от-
ражателя ультразвуковых импульсов определяют по вре-
мени пробега импульса. При этом скорость распростра-
нения ультразвука в материале учитывают и корректи-
руют путем измерения какого-либо известного расстоя-
ния, например толщины контролируемого изделия.
47
В большинстве зарубежных дефектоскопов измерения
осуществляют непосредственно по экрану электронно-
лучевого индикатора, снабженного шкалой.
С помощью отечественных дефектоскопов расстояния
в основном определяют путем совмещения с передним
фронтом измеряемого эхо-сигнала вспомогательного им-
пульса, вырабатываемого измерительным устройством —
глубиномером. Измерительный элемент (сопротивление
или емкость) этого устройства, изменение которого вы-
зывает перемещение метки вдоль линии развертки, имеет
шкалу. В случае применения наклонных преобразовате-
лей используют две шкалы, соответствующие двум коор-
динатам дефектов. В некоторых приборах шкала одна,
а две координаты измеряют ступенчатым переключате-
лем регуляторов скорости ультразвука: одному положе-
нию переключателя соответствует измерение расстояния
вдоль поверхности, а другому—по глубине изделия.
В импульсных толщиномерах и дефектоскопах по-
следних выпусков применяют системы, дающие цифро-
вой отсчет расстояний в изделии. При этом измеряется
интервал времени между зондирующим и ближайшим к
нему импульсом на экране или импульсом, перед кото-
рым устанавливается электронная метка. Такую систе-
му отсчета следует признать наиболее удобной.
Во многих автоматизированных промышленных де-
фектоскопических установках, содержащих большое чис-
ло преобразователей, последние включают поочередно
либо отдельными группами. В этом случае синхрониза-
тор управляет работой электронного коммутатора, логи-
ческие элементы на выходе которого обеспечивают вы-
полнение работы отдельных электронно-акустических
каналов системы в заданной последовательности. Обыч-
но применяют коммутаторы кольцевого или регистрового
типа.
Коммутаторы кольцевого типа подключают преобра-
зователи к усилителю (коммутируют) поочередно от
ПЭП № 1 до ПЭП № 12. Коммутаторы регистрового типа
обеспечивают подключение преобразователей к усили-
телю в любой заданной последовательности, например
ПЭП № 3, ПЭП № 8, ПЭП № 1 и т. д.
48
3.10. Основные технические характеристики
дефектоскопов
В СССР и за рубежом находят применение ультра-
звуковые дефектоскопы различного назначения. Основ-
ные технические данные некоторых современных дефек-
тоскопов приведены в табл. 3.1.
Табл. 3.1. Основные технические данные современных
дефектоскопов
Тип дефекто- скопа Рабочая частота, МГц Дина- миче- ский диапа» зон, ДБ Максимальная глу- 1 бина прозвучивания! по стали, мм I Пита- ние, В Масса, кг Температурный рабо- чий диапазон, :С
усилите- * ля аттенюа- тора
ДУК-66ПМ 1,25; 2,5; 5; 10 12 70 1200 (плюс за- держка 1200) 9; 220 9,5 от —10 До +40
УД-10УА 1,25; 1,8; 2,5; 5 12 81 5000 220 28 от +5 до +50
УД-10П 0,6; 1,25; 2,5; 5; 10; 24 20 50 5000 24; 220 12 от +5 до +50
УЗД-МВТУ 0,5—12,5 20 100 5000 220 6,5 от —30 ДО +50
УД-11ПУ 1,25; 2,5; 5; 10 20 62 2500 12; 220 7 от —10 до +50
УД-12ПУ УД2-15 1,25; 1,8; 2,5; 5; 10 2,5; 5 20 20 80 120 2500 2500 12; 220 12; 24 7 5,4 (без аккумуля- торной ба- тареи) от +5 до +50 от +5 ДО +50
Дефектоскоп ДУК-66ПМ. Дефектоскоп ультразвуко-
вой импульсный предназначен для обнаружения внут-
ренних дефектов (расслоений, трещин, раковин и др.),
определения места их расположения в заготовках, полу-
фабрикатах, сварных швах, готовых изделиях из метал-
49
лов п некоторых пластмасс, хорошо проводящих ультра-
звук, а также для определения толщины изделий при
одностороннем доступе к ним.
Прибор можно использовать для полуавтоматическо-
го и автоматического ультразвукового контроля.
Рис. 3.4. Блок-схема дефектоскопа ДУК-66ПМ.
ДУК-66ПМ комплектуется тремя типами преобразова-
телей: прямыми, раздельно-совмещенными и наклон-
ными.
Дефектоскоп имеет два унифицированных сменных
блока питания (от сети и аккумуляторов), которые
вставляются в прибор со стороны задней панели. Блок
питания от сети служит также зарядным устройством для
блока аккумуляторов.
Прибор может быть использован в цеховых, лабора-
торных и полевых условиях при температуре окружаю-
щей среды от —10 до +40 °C.
Основные блоки дефектоскопа работают следующим
образом (рис. 3.4).
Генератор синхронизирующих импульсов ГСИ управ-
ляет работой всех узлов дефектоскопа. Блок ГСИ, его
часто называют синхронизатором, задает частоту «по-
50
сылок», запускает генератор радиоимпульсов ГРИ и ге-
нератор пилообразного напряжения развертки ГНР.
Частота задающих импульсов отрицательной поляр-
ности (до 400 В) регулируется потенциометром в преде-
лах /п = 200—1000 Гц.
Формируемые ГРИ зондирующие радиоимпульсы ЗИ
поступают на преобразователь П. Пьезоэлемент преоб-
разует кратковременные (т=0,4—0,6 мкс) электрические
колебания с амплитудой до 150 В в акустические зату-
хающие колебания той же частоты (/=1—10 МГц) и по-
сылает их в изделие. В преобразователях происходит
также обратное преобразование принятых эхо-сигналов.
Причем наиболее часто применяют совмещенную схему,
когда передача и прием импульсов производятся одним
и тем же пьезоэлементом. Возможна работа по раздель-
ной схеме, когда функции передачи и приема осуществ-
ляются разными преобразователями.
Принимаемые эхо-сигналы обычно в миллионы раз
слабее посланных, поэтому их усиливают первоначаль-
но в усилителе радиочастоты УРЧ. Затем в детекторе Д
оставляют только однополярную часть импульса, что
удобнее для наблюдения на экране. В приборе преду-
смотрен блок регулируемой отсечки шумов ОТ.
Выходной усилитель ВУ предназначен для усиления
однополярных видеоимпульсов (эхо-сигналов) до уров-
ня, обеспечивающего их отображение на экране элект-
ронно-лучевой трубки (ЭЛТ).
Видеосигнал подается на вертикально отклоняющие
пластины электронно-лучевой трубки. Генератор разверт-
ки, формируя пилообразное напряжение, обеспечивает го-
ризонтальное перемещение луча по экрану ЭЛТ. Это
дает возможность получать раздельные изображения си-
гналов, поступающих в разное время. Задающий генера-
тор (или ГНР) обеспечивает подсветку ЭЛТ во время
прямого хода луча и гашение при обратном ходе.
Характерная картина на экране ЭЛТ при контактном
вводе УЗ-колебаний включает слева зондирующий им-
пульс ЗИ, а справа—-отражение от противоположной
стенки изделия — донный сигнал ДС. Между ними —
эхо-импульс от дефекта Д (см. рис. 3.4).
51
Глубиномер ГЛМ измеряет интервалы времени меж-
ду начальным и эхо-сигналами, а следовательно, позво-
ляет оценить глубину залегания несплошностей и тол-
щину изделия. Расстояние измеряют, совмещая метку
глубиномера с передним фронтом эхо-сигнала. Движок
потенциометра одновременно перемещает визир вдоль
координатной шкалы глубиномера. Погрешность измере-
ний наклонным преобразователем не более 2 мм. Дефек-
тоскоп комплектуется набором сменных шкал под все
стандартные преобразователи.
Глубиномер, так же как и ГНР, запускается положи-
тельным тактовым импульсом от синхронизатора. По
удобству, быстроте и точности измерений глубиномера
прибор ДУК-66ПМ превосходит многие отечественные
и зарубежные дефектоскопы.
Блок временной регулировки чувствительности ВРЧ
обычно используют для выравнивания чувствительности
дефектоскопа при контроле изделий большой толщины.
Настройку ВРЧ рекомендуется производить следую-
щим образом. Из контролируемого материала изготавли-
вают образец толщиной б0 примерно в 10 раз меньше
толщины 6 контролируемого изделия. На образец ставят
ПЭП и устанавливают чувствительность дефектоскопа
такой, чтобы на экране ЭЛТ наблюдалось не менее
10 донных сигналов (рис. 3.5, а). Затем ручками ВРЧ
добиваются равенства амплитуд всех донных сигналов
(рис. 3.5, б).
Однако использовать блок ВРЧ надо с осторожно-
стью, так как излишнее ослабление чувствительности в
начале развертки может привести к пропуску дефектов.
Динамический диапазон усилителя дефектоскопа
ДУК-66ПМ составляет 9—12 дБ.
Аттенюатор АТ, стоящий на входе УВЧ, служит для
измерения отношений амплитуд эхо-сигналов.
В ДУК-66ПМ аттенюатор с ручкой «Чувствительность»,
проградуированной в децибелах, позволяет ослабить
входной сигнал ступенями: грубо — через 10 дБ до
70 дБ и точно — через 1 дБ до 9 дБ.
Автоматический сигнализатор дефектов АСД предна-
значен для звуковой (дополнительной) индикации де-
52
фектов. Блок АСД включает каскад совпадений, на ко-
торый подается импульс глубиномера и видеоимпульс,
запускающий ждущий мультивибратор. Далее выраба-
тывается усиленный длительный импульс, поступающий
на микрофон.
Генератор селектирующих (строб-) сигналов ГСС
предназначен для их временной селекции. Необходимо,
а
Рис. 3.5. Схема настройки ВРЧ.
чтобы на индикаторы АСД не проникали зондирующий
импульс, а также эхо-сигналы от неровностей шва и от
несплошностей вне контролируемого слоя. Временная
селекция состоит в том, что видеоусилитель — каскад
совпадений обычно закрыт. Он открывается строб-им-
пульсом лишь на время, когда ожидают эхо-сигналы от
возможных дефектов в контролируемом слое.
В дефектоскопе возможны два режима работы ГНР-.
«От поверхности» и «По слоям». В режиме «От поверх-
ности» ГНР запускают импульсом синхронизатора лишь
через линию задержки (ЛЗ). Время выдержки (около
8 мкс) необходимо для того, чтобы на индикаторы не
попал зондирующий импульс. Оно зависит от конструк-
ции преобразователя.
В режиме «По слоям» ГНР запускают, используя
глубиномер, с задержкой, определяемой глубиной верх-
ней границы контролируемого слоя. Такой режим раз-
вертки называют также «лупой времени». При этом мо-
53
жет быть установлена максимальная разрешающая спо-
собность, что особенно важно при контроле отраженным
лучом.
Дефектоскоп УД-10УА. На рис. 3.6 показана функцио-
нальная схема прибора УД-10УА (ультразвуковой базо-
вый универсальный дефектоскоп), который предназначен
И V
Рис. 3.6. Блок-схема дефектоскопа УД-10УА.
для неразрушающего контроля качества изделий, изго-
товленных из стали с малым затуханием ультразвуко-
вых волн, алюминия и других материалов. Этот дефек-
тоскоп может быть использован в ручных, полуавтомати-
ческих и автоматических системах контроля.
Дефектоскоп состоит из следующих блоков: синхро-
низации и развертки 1; индикаторного 2; автоматиче-
ского сигнализатора (АС) 3; генератора ультразвуковых
колебаний 4\ усилителя 5; ступенчатой временной регу-
лировки чувствительности 6.
В блоке синхронизации и развертки 1 вырабатывают-
ся синхроимпульсы для запуска генератора ультразвуко-
вых колебаний 4 и блока АС 3, блока ступенчатой ВРЧ
и генератора ждущей развертки. Генератор ждущей раз-
54
вертки вырабатывает положительные и отрицательные
пилообразные напряжения для горизонтального откло-
нения луча ЭЛТ и прямоугольный импульс подсвета, по-
ступающие на индикаторный блок 2.
По шкале перед ЭЛТ, находящейся в индикаторном
блоке, определяются расстояние до дефектов или тол-
щина контролируемого изделия.
В блоке генератора УЗК 4 вырабатываются электри-
ческие импульсы для возбуждения ультразвуковых коле-
баний в пьезопластине акустического преобразователя,
подключаемой к одному из выходных разъемов на перед-
ней панели блока УЗК-
Механические ультразвуковые колебания распростра-
няются в исследуемом образце. Отраженные от дефектов,
несплошностей, неоднородностей (или противоположной
поверхности изделия), ультразвуковые импульсы преоб-
разуются пьезопластиной в импульсы электрических
колебаний, которые поступают на входной разъем блока
усилителя 5.
С выхода усилителя радиочастоты продетектирован-
ные эхо-импульсы положительной полярности поступают
на видеоусилитель, расположенный в индикаторном бло-
ке 2, а затем на вертикально отклоняющие пластины
ЭЛТ. Кроме того, эхо-импульсы положительной поляр-
ности с выхода блока усилителя поступают в блок авто-
матического сигнализатора 3. Для компенсации затуха-
ния ультразвуковых волн в контролируемом изделии и
расширения динамического диапазона усилителя в нем
имеется временная регулировка чувствительности (ВРЧ).
Напряжение ВРЧ формируется из положительного пило-
образного напряжения, поступающего с блока синхрони-
зации и развертки 1.
Для выделения эхо-сигналов в определенной зоне
контроля в блоке автоматического сигнализатора 3 фор-
мируются строб-импульсы I и II каналов и подаются для
визуализации на вертикально отклоняющие пластины
ЭЛТ.
Регистрация эхо-сигналов (например, от дефекта)
осуществляется в блоке АС световой индикацией; кроме
того, имеются выходы нормализованных импульсных
55
сигналов для записи на самописец при автоматическом
режиме контроля и релейные выходы для включения
внешнего регистрирующего устройства.
Прибор УД10-УА отвечает требованиям агрегатиро-
ванной системы неразрушающего контроля (АСНК).
Среднее время безотказной работы составляет 1000 ч.
Дефектоскоп УД-10П. Данный прибор предназначен
для выявления различных видов дефектов внутри метал-
лических и неметаллических изделий. Он позволяет уста-
навливать координаты дефектов, кроме того, может быть
использован для определения толщины изделия.
Прибором контролируются изделия из металлов со
скоростью распространения продольных волн ультразву-
ковых колебаний в пределах от 2300 до 6500 м/с и зату-
ханием до 0,08 Нп/см (на частоте 2,5 МГц). При помощи
УД-10П можно контролировать и неметаллические изде-
лия из пластмасс с затуханием не более 0,58 Нп/см при
соответствующем выборе рабочих частот и преобразова-
телей.
Прибор универсален и может работать как при эхо-
импульсном, так и при теневом методе контроля в кон-
тактном или иммерсионном вариантах с прямыми, со-
вмещенными, наклонными, раздельно-совмещенными
преобразователями.
УД-10П заменяет известный дефектоскоп ДУК-66, по
сравнению с которым имеет следующие преимущества:
большой диапазон рабочих частот;
встроенный двухканальный автоматический сигнали-
затор дефектов;
большую разрешающую способность;
схему коррекции временной регулировки чувствитель-
ности для повышения точности компенсации различных
мешающих факторов;
меньшие габариты и массу.
Дефектоскоп УЗД-МВТУ. Прибор служит для выяв-
ления дефектов в сварных соединениях железобетонных
и металлических конструкций, литье, поковках и прока-
те, в заготовках и изделиях из черных и цветных метал-
лов. Дефектоскоп имеет виброустойчивое, пыле- и брыз-
гозащищенное исполнение. Он может эксплуатироваться
56
в монтажных, полевых, лабораторных и цеховых усло-
виях при температуре окружающей среды от —30 до
+ 50 °C; атмосферном давлении 630—800 мм рт. ст.; отно-
сительной влажности до 95 % при 35 °C.
Дефектоскоп УД-11 ПУ. Дефектоскоп построен по
функционально-блочному принципу и позволяет произво-
дить безэталонную настройку импульсной части прибора
с помощью четырехразрядного цифрового индикатора.
Прибор имеет улучшенные параметры схемы ВРЧ, обес-
печивающей максимальную неравномерность выравнива-
ния амплитуд сигналов в диапазоне зоны контроля ве-
личиной 10—180 мм не больше 6 дБ. Усовершенствован-
ная схема отсечки шумов, наличие схемы поисковой
чувствительности дефектоскопа, разделение органов на-
стройки и управления на настроечные и оперативные
повышают эргономические характеристики прибора и
достоверность контроля.
Дефектоскоп УД-12ПУ. Данный прибор предназначен
для выявления дефектов типа нарушения сплошности и
однородности в сварных соединениях, материалах, полу-
фабрикатах и готовых изделиях. Он измеряет глубину
залегания и определяет координаты дефектов, а также
отношение амплитуд сигналов от дефектов.
Дефектоскоп УД-12ПУ используется для ручного конт-
роля эхо-методом, теневым и зеркально-теневым метода-
ми. Его можно применять в малоканальных установках
механизированного контроля качества сварных соедине-
ний трубопроводов.
В дефектоскопе предусмотрены:
индикация зоны и формы напряжения временной ре-
гулировки чувствительности на экране электронно-луче-
вой трубки;
индикация изменения амплитуды сигнала в децибе-
лах на цифровом табло;
подключение внешних устройств для регистрации ана-
логового сигнала;
регулирование амплитуды сигнала генератора с со-
хранением спектра;
настройка импульсной части дефектоскопа по встро-
енному цифровому индикатору;
57
компенсированная отсечка шумов с сохранением ин-
формации, содержащейся ниже уровня отсечки;
измерение координат и глубины залегания дефектов
без нормирования амплитуды сигналов.
Дефектоскоп УД2-15. Прибор служит для обнаруже-
ния дефектов типа нарушения сплошности в сварных
швах, материалах и изделиях. При этом обеспечивается
цифровая индикация отношения амплитуд сигналов от
дефектов, а также координат залегания дефектов.
Дефектоскоп портативен, защищен от воздействия
пыли и воды, что позволяет использовать его в полевых
условиях для ультразвукового контроля качества свар-
ных швов трубопроводов и оборудования компрессорных
насосных станций в процессе монтажа и эксплуатации.
Органы управления дефектоскопа, расположенные на
передней панели, имеют индивидуальную герметизацию.
Отсчет глубины залегания дефекта, его координат, поло-
жения зоны контроля производится по трехзначному
цифровому индикатору непосредственно в миллиметрах.
Калибровка индикатора производится независимо от
развертки. Это позволяет оператору произвольно ме-
нять условия наблюдения эхо-сигналов на экране, не
влияя при этом на калибровку глубиномера.
Этот же цифровой индикатор используется для счи-
тывания показаний автоматического аттенюатора, кото-
рый осуществляет отсчет текущего значения амплитуды
эхо-сигнала в децибелах. Имеющийся в приборе ручной
аттенюатор служит для установления такой чувствитель-
ности дефектоскопа, при которой изменения амплитуды
наблюдаемого эхо-сигнала лежат в пределах высоты
экрана. Наличие автоматического аттенюатора позволяет
производить вычисление эквивалентной площади отра-
жателя различными способами, выбор которых диктует-
ся условиями контроля.
Акустический дефектоскоп АД-60С. Этот дефекто-
скоп предназначен для обнаружения дефектов в изде-
лиях из слоистых пластиков и зон нарушения соединений
между элементами многослойных конструкций из неме-
таллических и металлических материалов.
В АД-60С используются два метода неразрушающего
58
контроля: 1) метод свободных колебаний с визуализа-
цией спектра акустических импульсов, ударно возбуж-
даемых в изделии; 2) вариант импедансного метода с
разделением функций возбуждения и приема упругих
колебаний.
Прибор можно применять в системах механизирован-
ного контроля с записью результатов на электротерми-
ческую бумагу.
Дефектоскоп состоит из электронного блока и преоб-
разователей.
Технические данные дефектоскопа АД-60С
Глубина залегания дефектов, мм от 0,5 до 30
Площадь обнаруживаемых дефектов, см2 от 1 до 15
Допустимый радиус кривизны поверхности, мм 7
Диапазон рабочих частот, кГц от 5 до 20
Число каналов 12
Питание — сеть переменного тока
Потребляемая мощность, В - А
Габариты, мм
Масса, кг
220 В, 36 В
70
300Х210Х 290
9
Специализированные дефектоскопы. Эти приборы слу-
жат для обнаружения дефектов в изделиях определен-
ной номенклатуры (железнодорожных рельсах, металли-
ческих конструкциях, трубопроводах, прутках и т. д.), в
соединениях (сварных, паяных или клеевых), в отдель-
ных (критических) элементах высоконагруженных ма-
шин в условиях эксплуатации (лопатках турбин и ком-
прессоров, валах подъемного оборудования и т. д.).
Специализированные дефектоскопы выполнены, как
правило, по упрощенной схеме и оформлены предельно
компактно.
3.11. Толщиномеры
Ультразвуковые толщиномеры по применяемому ме-
тоду разделяют на две группы: эхо-импульсные и резо-
нансные.
По способу передачи упругих колебаний приборы де-
лят на контактные, иммерсионные и бесконтактные.
По исполнению приборы бывают портативные с авто-
59
номным питанием для работы в полевых условиях, пере-
носные для измерений в цеховых условиях и стационар-
ные для комплектации автоматических и полуавтомати-
ческих установок контроля толщины.
Эхо-импульсные толщиномеры. Этими приборами
контролируют изделия с гладкой и грубой поверхностью
(корродированные или полученные способом горячей
прокатки).
Эхо-импульсными толщиномерами, как правило, из-
меряют время между зондирующим и одним из отражен-
ных импульсов (или между двумя эхо-импульсами).
При этом измеряемая толщина Н=СЦ2, где t — время
распространения УЗ-импульса в изделии от поверхности
ввода УЗК до донной поверхности и обратно.
Погрешности измерений толщины эхо-импульсным
методом вызываются следующими основными причи-
нами.
1. Изменением толщины слоя контактного смазочного
материала (для контактных приборов). Погрешность
уменьшается при измерении интервала времени между
двумя эхо-импульсами.
2. Изменением уровня эхо-сигнала в процессе конт-
роля. Погрешность значительно уменьшается при введе-
нии в прибор систем ВРЧ.
3. Изменением длительности переднего фронта эхо-
импульса в связи с затуханием УЗ-колебаний.
4. Погрешностью индикаторного устройства (стрелоч-
ного цифрового), определяемой классом точности инди-
катора.
5. Ошибками настройки и измерения. Чтобы их избе-
жать, рекомендуется после калибровки по контрольному
образцу несколько раз повторить измерения и убедить-
ся, что среднеарифметическое значение измеренной тол-
щины близко к истинному.
6. Изменениями скорости звука вследствие неодно-
родности химического состава и свойств материала. Эти
изменения входят полностью в погрешность измерений
и не могут быть скомпенсированы.
7. Изменениями температуры, приводящими к измене-
нию толщины изделия и скорости УЗК в нем.
60
В эхо-импульсных толщиномерах имеются узлы
(рис. 3.7), функции которых аналогичны подобным узлам
эхо-импульсных дефектоскопов: синхронизатор 11, гене-
ратор зондирующих импульсов 10, генератор развертки
12, преобразователь 9, приемник 1. Дополнительными
узлами являются: измерительный триггер 3, длительность
импульса которого равна времени прохождения УЗК в
Рис. 3.7. Блок-схема импульсного толщиномера.
изделии; блоки автоматической 2 и временной 6 регули-
ровки чувствительности; системы компенсации нестабиль-
ности переднего фронта; блок помехозащиты 5.
При измерении малых толщин длительность выходно-
го импульса измерительного триггера слишком мала.
Поэтому для повышения точности измерения применяют
блок умножения интервала 4, в котором используют схе-
мы линейно возрастающего напряжения.
В блоке индикации 7 применяют стрелочные или циф-
ровые индикаторы.
В автоматических толщиномерах блок обработки ин-
формации 8 выполняет ряд функций: сравнение толщины
контролируемого изделия с заданными пределами ее из-
мерения, сигнализацию выхода толщины из допусков,
запоминание информации и ее регистрацию. Простей-
шие схемы вырабатывают строб-импульсы, в пределах
которых (или между которыми) должен находиться эхо-
импульс. В более точных схемах контролируемая и до-
пустимая толщины сравниваются в цифровой форме.
61
Автоматические толщиномеры могут выдавать информа-
цию цифропечатающему механизму, их можно подклю-
чать к ЭВМ, производящей дальнейшую обработку ин-
формации.
Современные приборы выполняются портативными с
Табл. 3.2. Характеристики
Тип прибора Диапазон измеряемых толщин, мм Погрешность измерений Тип инди- катора
УТ-20ПА («Металл-6») 0.25—1 1—10 10—60 + (1 % ± 3 мкм) + (1 % + 10 мкм) + (1 % + 0,1 мм) Цифро- вой, ЭЛТ, автоматиче- ский сигна- лизатор, са- мописец
УТП-91П («Кварц-15») 1,2—200 + 0,2 мм Цифровой
УТ-93П 0,8—20 20—300 + 1 % + 2%
УТ-100 1,2—200 + (1 % +0,1 мм)
УТ-31МЦ 0,25—7 5—30 + 5% ±3%
УТС-50БЭ 0,25—10 10—100 100—1000 (Диапазон измеряемых скоростей звука 2000— 6500 м/с) ±3% ±2% ± 2 %
62
автономным питанием. При этом используется цифро-
вая или стрелочная индикация непосредственного отсче-
та показаний.
Технические характеристики толщиномеров представ-
лены в табл. 3.2.
эхо-импульсных толщиномеров
Тип исполь- зуемого преоб- разователя Масса, кг Габаритные размеры, мм Питание
С; PC 20 480x158x480 Сетевое
PC 2 62X172X170 Батарейное
С; PC 0,45 40x85x160
PC 0,3 63x100x28
С; PC 0,65 210Х1ЮХ36 Универсаль- ное
PC 0,5 78x180x37
63
Толщиномер УТ-20ПА («Металл-6») предназна-
чен для непрерывного контроля толщины полос, листов,
стенок труб и других изделий. Он может быть исполь-
зован в автоматическом и полуавтоматическом режимах
для адаптивного управления процессом металлообработ-
ки, например шлифованием для доводки толщины изде-
лия до заданного значения. Использование интегральных
микросхем позволило уменьшить габариты и массу при-
бора и значительно повысить его надежность.
Толщиномер УТ-93П служит для измерения тол-
щины труб при одностороннем доступе, в том числе в
трубопроводах с корродированной поверхностью, в про-
цессе их эксплуатации.
Прибор может измерять толщину труб из материалов,
имеющих скорость распространения УЗ-колебаний от
3000 до 6400 м/с. Шероховатость поверхности со сторо-
ны ввода УЗ-колебаний ограничена /?z<160 мкм, с про-
тивоположной поверхности — /?сс320 мкм. Минимальный
радиус кривизны цилиндрической поверхности дол-
жен быть не менее 10 мм; максимальная непараллель-
ность допускается 3,5 мм на базовой длине 20 мм, при
этом температура поверхности труб может быть от —50
до +80 °C. Результаты измерений представляются на че-
тырехразрядном цифровом индикаторе.
Толщиномер можно эксплуатировать при температу-
ре окружающего воздуха от -10 до +50 °C.
Прибор комплектуется тремя типами пьезоэлектриче-
ских преобразователей с номинальными частотами 2,5 и
5,0 МГц.
Толщиномер УТ-91П («Кварц-15») является
портативным прибором для измерения толщины стенок
металлоконструкций и изделий при одностороннем досту-
пе к ним. Он эффективно используется для выявления
уменьшений толщины стенок в результате коррозии или
воздействия агрессивных сред. Прибор применяется так-
же для контроля толщины стенок труб в процессе экс-
плуатации трубопроводов, толщины обшивок судов и
других конструкций.
«Кварц-15» заменяет ранее выпускаемый толщиномер
«Кварц-6», поскольку обладает лучшими эксплуатацион-
64
ними характеристиками. Прибор имеет взрывобезопас-
ное исполнение. «Кварц-15» может эксплуатироваться в
полевых, цеховых и лабораторных условиях при темпе-
ратуре окружающей среды от —30 до +50 °C. Специаль-
ная контактная паста позволяет проводить измерения
при температуре поверхности контролируемых изделий
в пределах от —50 до +600 °C.
Рис. 3.8. Блок-схема контактного резонансного толщиномера.
Резонансные толщиномеры. Эти приборы применяют
только для контроля изделий с относительно чистыми и
параллельными поверхностями, изготовленными из ма-
териалов с небольшим затуханием ультразвука.
В резонансных толщиномерах толщина определяется
путем измерения частот акустических резонансов в конт-
ролируемом изделии.
Блок-схема контактного резонансного толщиномера
показана на рис. 3.8. Преобразователь 2 возбуждается
автогенератором 3, частота которого изменяется с помо-
щью табулятора 9, управляемого задающим генерато-
ром 8. Преобразователь прикладывают через тонкий слой
контрактной жидкости (масла) к контролируемому изде-
лию 1. Пьезоэлемент преобразователя включен в колеба-
тельный контур автогенератора. Момент резонанса ре-
гистрируется по резкому изменению постоянной состав-
ляющей анодного тока автогенератора.
Резкие изменения анодного тока автогенератора от-
фильтровываются от медленных изменений фильтром 4
и через усилитель 5 подаются на отклоняющие пластины
3 Зак. 88
65
ЭЛТ 6. Временная и частотная развертки жестко связа-
ны между собой, так как блок горизонтальной развертки
7 управляется от задающего генератора 8. В результате
такой связи линия развертки на экране ЭЛТ является
осью частот. Частоты, на которых наблюдаются резо-
нансные явления в материале изделия, отмечаются на
экране ЭЛТ.
Толщиномер «Металл-2М» предназначен для не-
прерывного автоматического измерения отклонения тол-
щины стенок листовых и цилиндрических изделий при од-
ностороннем доступе с целью обнаружения расслоений
в биметаллических изделиях. Он работает по схеме
иммерсионного резонанса. В приборе есть сигнализатор,
который фиксирует выход контролируемой толщины за
пределы допусков.
3.12. Неисправности дефектоскопов,
методы их устранения
Для выявления и устранения неисправностей дефек-
тоскопа необходимо глубокое понимание взаимодействия
отдельных узлов прибора, знание принципов их работы,
умение применять радиоизмерительную аппаратуру.
В технических описаниях и инструкциях по эксплуа-
тации дефектоскопов обычно указываются характерные
неисправности приборов и описываются методы их устра-
нения. Ремонт дефектоскопа существенно не отличается
от ремонта радиотехнической аппаратуры.
Прежде всего необходимо внимательно изучить тех-
ническое описание дефектоскопа и инструкцию по его
эксплуатации. Если при включении дефектоскоп не ра-
ботает, следует проверить предохранители.
Опыт эксплуатации дефектоскопов показал, что на-
ряду с выходом из строя элементов схемы могут быть
отказы из-за механических повреждений при монтаже,
а также из-за некачественной пайки. Поэтому после
вскрытия кожуха прибора необходимо тщательно осмот-
реть монтаж. Частый дефект монтажа печатных плат —
«холодная пайка». Обычно он появляется в тех случаях,
когда припой не заполняет полностью пространство меж-
66
ду проводником и отверстием в дорожке печатной пла-
ты. «Холодную пайку» можно обнаружить пошатыванием
элементов.
Наряду с проверкой качества пайки следует осмот-
реть изоляцию монтажа. Нередки случаи, когда при про-
пускании жгута через отверстия повреждается изоляция.
Особенно тщательно нужно проверять качество изоляции
в местах закрепления жгута. Необходимо следить за
тем, чтобы изоляция проводников не перетиралась в
условиях вибраций и тряски.
Рассмотрим неисправности основных блоков дефекто-
скопа, выход из строя которых исключает возможность
контроля. К таким блокам можно отнести генератор зон-
дирующих импульсов (ГЗИ), приемно-усилительный
тракт, синхронизатор, аттенюатор, глубиномерное устрой-
ство, источник питания.
Генератор зондирующих импульсов: на экране де-
фектоскопа отсутствует зондирующий импульс и другие
сигналы при включенном преобразователе.
Диагностирование: включить дефектоскоп по
совмещенной схеме. В случае отсутствия зондирующего
импульса — неисправен ГЗИ.
Устранение неисправности. На практике
иногда используют косвенный способ экспресс-проверки
исправности ГЗИ, который заключается в следующем:
при замыкании выхода ГЗИ на корпус наблюдается
слабое искрение. Если искрения нет, то генератор неис-
правен.
Один из возможных путей поиска неисправности в
ГЗИ — проверка наличия и соответствия номинальным
уровням напряжений, питающих генератор. Если уровни
напряжений соответствуют номинальным, то необходимо
с помощью осциллографа проверить наличие, уровень
амплитуды и длительность синхронизирующих импуль-
сов. В случае, если и эти параметры соответствуют нор-
ме, то в зависимости от схемы ГЗИ следует проверить
целостность полупроводниковых элементов: тиристоров,
транзисторов, диодов. Обнаруженный неисправный эле-
мент необходимо заменить.
Когда ГЗИ не работает из-за отсутствия или несоот-
з* 67
ветствия нормативным уровням питающих напряжений
и синхросигнала, неисправности следует искать соответ-
ственно в источнике питания или синхронизаторе.
Приемно-усилительный тракт: при прозвучивании,
например стандартного образца № 3, на экране дефекто-
скопа отсутствуют какие-либо эхо-сигналы во всех поло-
жениях переключателя аттенюатора.
Диагностирование: предварительно необходи-
мо убедиться в исправности ГЗЙ. Если он исправен, то
поломку следует искать в приемно-усилительном тракте.
Устранение неисправности. 1. Необходи-
мо следовать по пути движения эхо-сигнала в приемно-
усилительном тракте (от предусилителя через аттеню-
атор, УВЧ, детектор и видеоусилитель к ЭЛТ).
Аналогичный поиск можно провести в обратном на-
правлении. Этот путь удобнее, поскольку сразу позволяет
измерять сигналы больших уровней. Их измерение про-
изводится осциллографом без дополнительного усиления.
2. Включить дефектоскоп в совмещенный режим ра-
боты ПЭП, установить преобразователь на СО № 3, пере-
ключатели аттенюатора — в положение 0 дБ, выход
видеоусилителя подключить к входу «У» осциллографа.
Вход синхронизации осциллографа подключить к гнезду
«Выход» внешней синхронизации дефектоскопа и уста-
новить на осциллографе режим синхронизации «Внеш-
няя».
В случае исправного приемно-усилительного тракта
на экране осциллографа, кроме зондирующего импульса,
должен быть донный эхо-сигнал от СО № 3. Наличие
этого сигнала свидетельствует об исправном электриче-
ском тракте. Тогда неисправность возможна из-за по-
вреждения или обрыва провода, соединяющего приемно-
усилительный тракт с ЭЛТ.
Если эхо-сигнал отсутствует, необходимо переключить
вход «У» осциллографа на выход детектора. Появление
на экране осциллографа ожидаемого эхо-сигнала явля-
ется признаком того, что неисправность находится в схе-
ме видеоусилителя. При отсутствии эхо-сигнала можно
предполагать, что видеоусилитель исправен, а неисправ-
ность следует искать в предыдущих блоках. Поэтому вы-
68
ход «у» осциллографа необходимо подключить на выход
УВЧ дефектоскопа. Далее процесс поиска дефекта ана-
логичен описанному выше.
После того как установлено, в каком из узлов прием-
но-усилительного тракта находится неисправность, нуж-
но перейти к поиску неисправного элемента схемы. Вна-
чале проверяют, соответствуют ли нормативным значе-
ниям все питающие напряжения этого узла. Затем
приступают к измерению режимов транзисторов по по-
стоянному току. Для этого с помощью мультиметра (на-
пример, В7-35) измеряют падение напряжения между
эмиттером и базой каждого транзистора. При этом муль-
тиметр устанавливают в режим измерения постоянного
напряжения. В исправных транзисторах падение напря-
жения на база-эмиттерном переходе должно быть при-
близительно равно 0,3 В. Если падение напряжения зна-
чительно превышает этот уровень, то база-эмиттерный
переход транзистора пробит и этот транзистор необходи-
мо заменить.
Аттенюатор: нарушение электрического контакта пе-
реключателя. В аттенюаторах, как правило, применяют
переключатели двух типов: кнопочные и барабанного
типа. В случае нарушения электрических контактов кно-
почного переключателя его испорченные секции следует
заменить. При нарушении электрического контакта пере-
ключателей барабанного типа контактные поверхности
промывают этиловым спиртом.
При значительном износе контактов переключателя
промывка их поверхностей не дает желаемого результа-
та. В этом случае переключатель следует заменить.
Блок синхронизации и развертки: на экране ЭЛТ де-
фектоскопа отсутствует развертка электронного луча;
наблюдается яркая светящаяся точка.
Диагностирование: если работает ГЗИ (спо-
соб проверки см. выше), значит синхронизатор исправен,
а вышел из строя генератор развертки. Если ГЗИ не ра-
ботает, то, вероятно, неисправен синхронизатор.
Устранение неисправности. Поиск неис-
правности следует вести в направлении от синхронизатора
к выходу генератора развертки. При подключении осцил-
69
лографа в контрольных точках, указанных на принци-
пиальной схеме дефектоскопа, должны наблюдаться
импульсы. Форма и амплитуда импульсов должны соот-
ветствовать временным диаграммам, приведенным в тех-
ническом описании дефектоскопа.
Существенные отклонения измеряемых параметров
свидетельствуют о неисправностях в данном месте схемы.
Глубиномерное устройство: 1. Отсутствует строб-им-
пульс. Причины неисправности: вышел из строя потен-
циометр или один из транзисторов ждущего мультивибра-
тора. В этом случае необходимо заменить неисправный
элемент.
2. При вращении ручки глубиномерного устройства
фронт строб-импульса перемещается по экрану периоди-
чески и скачкообразно. Причина неисправности: износ
потенциометра.
Источник питания (например, «гладкий»): 1. Чрезмер-
ное превышение уровня пульсации напряжения.
Диагностирование производится с помощью осцилло-
графа, вход «У» которого включен в режим «Закрытый
ход», измеряется уровень пульсаций по экрану осцилло-
графа.
Причиной превышения уровня пульсаций напряже-
ния может быть выход из строя фильтрующих конденса-
торов (электролитов); выход из строя одного из диодов
выпрямительного моста.
2. Уровень напряжения значительно превышает нор-
мативное значение.
Диагностирование производится с помощью вольтмет-
ра (мультиметра).
Причиной неисправности является выход из строя
стабилизирующего элемента (стабилитрона), одного из
транзисторов из схемы стабилизатора или микросхемы
«стабилизатор».
3. Напряжение на источнике питания отсутствует.
Вероятно, вышел из строя оконечный транзистор ста-
билизатора.
4. Напряжение на источнике значительно ниже нор-
мативного.
70
Неисправность вызвана чрезмерно большим потребле-
нием тока схемой (группой схем), которую питает дан-
ный источник. Неисправность следует искать в упомяну-
той схеме (группе схем).
Неисправности импульсных источников питания опре-
деляются конструктивными особенностями исполнения их
схем.
При работе дефектоскопа с автономным источником
питания необходимо убедиться в том, что аккумуляторы
заряжены. Для этого нужно включить дефектоскоп, что-
бы аккумулятор был под нагрузкой, и проверить муль-
тиметром напряжение на аккумуляторе, которое не долж-
но быть меньше 80 % от номинального.
После устранения обнаруженных неисправностей сле-
дует проверить, соответствуют ли основные характерис-
тики прибора техническим требованиям.
3.13. Вспомогательные приспособления
для контроля
К вспомогательным приспособлениям относятся: конт-
рольные образцы, координатные линейки и шаблоны раз-
личных конструкций, облегчающие определение коорди-
нат дефектов на прямолинейных и криволинейных поверх-
ностях изделий; планшеты (АРД-диаграммы) для
установления размеров дефекта по амплитуде эхо-сиг-
нала; ограничители перемещения преобразователей, не-
обходимые для контроля угловых сварных швов и др.
Рассмотрим комплект контрольных образцов и вспо-
могательных устройств КОУ-2. Данный комплект пред-
назначен для определения основных параметров УЗ-конт-
роля сварных соединений, выполняемого различными
дефектоскопами. В состав комплекта входят следующие
принадлежности: образцы контрольные № 1, № 2, № 3
и № 4, SKH-диаграммы, линейка универсальная коорди-
натная УКЛ-1.
Комплект КОУ-2 можно использовать для работы при
температуре от —10 до +50 °C и относительной влажнос-
сти до 98 % при температуре +35 °C. Он является пере-
71
носным и применяется как в заводских, так и полевых
условиях.
Комплект КОУ-2 позволяет:
определять условную чувствительность и производить
настройку аппаратуры на заданную условную чувстви-
тельность с погрешностью ±1 дБ по контрольному образ-
цу № 2 и 5 мм по контрольному образцу № 1 ;
находить расчетное значение предельной чувствитель-
ности и производить настройку аппаратуры на заданное
расчетное значение предельной чувствительности с по-
грешностью ±1 мм2;
производить подбор и сравнивать наклонные преобра-
зователи по частоте УЗ-колебаний с погрешностью ±15 %
в диапазоне частот 1—5 МГц;
оценивать угол призмы наклонного преобразователя
с погрешностью ±2,5°;
определять положение центра излучения наклонного
преобразователя (точку выхода УЗ-луча) с погрешностью
±0,5 мм;
измерять угол ввода УЗ-луча в контролируемый ме-
талл с погрешностью ±1° и оценивать диаграмму направ-
ленности наклонного преобразователя;
оценивать величину мертвой зоны;
проверять точность работы глубиномера дефектоскопа
с погрешностью ±10 % по контрольному образцу № 1 и
±8 % по контрольному образцу № 2;
оценивать лучевую разрешающую способность дефек-
тоскопа при работе прямыми и наклонными преобразо-
вателями;
определять эквивалентную площадь выявленного де-
фекта;
рассчитывать координаты выявленных дефектов в ме-
талле с различной скоростью распространения ультра-
звука;
выбирать тип преобразователя и пределы его переме-
щения при контроле сварных соединений различных
типоразмеров;
оценивать расчетную величину изменения угла ввода
луча вследствие затухания ультразвука с погрешно-
стью ± 1°.
72
Контрольный образец № 1 (рис. 3.9) изготавливается
из органического стекла по ГОСТ 17622—72.
Отражатели диаметром 2 мм защищены от попадания
влаги и грязи. Глубина расположения отражателей в
миллиметрах указана на образце у каждого отражате-
ля: отходящие от отражателя три цветные линии указы-
вают направление УЗ-луча для преобразователей с угла-
ми призмы 30, 40 и 50°.
Отражатели выполнены таким образом, что выявле-
ние каждого последующего, расположенного на большей
глубине, отражателя вызывает уменьшение амплитуды
эхо-сигнала на 3—5 дБ, что делает возможным исполь-
зование контрольного образца № 1 в качестве «внешне-
го аттенюатора».
Ступенчатые отражатели для проверки лучевой раз-
решающей способности выполнены: в виде плоских сту-
пенек— для проверки разрешающей способности по
дальности дефектоскопа с прямым преобразователем; в
виде цилиндрических ступенек — для проверки разреша-
ющей способности по дальности дефектоскопа с наклон-
ным преобразователем.
Прорезь длиной 45 мм, расположенная на глубине
26,7 мм от соответствующей рабочей поверхности, пред-
назначена для проверки точности работы глубиномера.
Отверстие диаметром 2 мм, расположенное на глуби-
73
не 20 мм, и шкала углов служат для определения угла
призмы наклонного преобразователя.
Контрольный образец № 2 (рис. 3.10) выпускается
из стали 20 по ГОСТ 1050—74 или стали 3 по
ГОСТ 14637—69.
Рис. 3.10. Контрольный образец № 2.
Отверстие диаметром 6 мм предназначено для изме-
рения угла ввода наклонных преобразователей и настрой-
ки дефектоскопа на заданную условную или предельную
чувствительность. Выбор диаметра отверстия обусловлен
особенностями формирования эхо-сигнала от цилиндри-
ческой полости в твердой однородной среде. Выбранный
диаметр цилиндрического отверстия — 6 мм — при дли-
тельностях импульсов, применяемых в УЗ-дефектоскопии,
исключает интерференцию зеркально-отраженной волны
и волны скольжения.
Отверстия диаметром 2 мм используют для оценки
мертвой зоны, они выполнены на глубине 3 и 8 мм.
Контрольный образец № 2А состоит из плиты, выпол-
ненной из материала контролируемого изделия, и наклад-
ки (рис. 3.11), которую укрепляют четырьмя винтами.
-----1 । г-1 "1—I---1 1 1-Т"
ol О 20 ЬО 50 60-------------------70
d О 60 70 80
______ --- ____J— I 1
210
Рис. 3.11. Накладка к контрольному образцу № 2А.
74
Отверстие диаметром 6 мм для определения угла вво-
да луча высверливают по разметке на накладке. Отвер-
стия диаметром 2 мм для оценки мертвой зоны высверли-
вают на глубине, задаваемой производственной инструк-
цией на контроль.
Размеры контрольного об-
разца в сборе должны соответ-
ствовать внешнему контуру на-
кладки.
Контрольный образец № 3
(рис. 3.12) изготавливается из
стали 20 или стали 3. На боко-
вых и рабочих поверхностях
образца выгравированы метки,
соответствующие центру полу-
окружности. В обе стороны от
меток на боковые поверхности
нанесены шкалы для измерения
стрелы преобразователя п.
Рис. 3.12. Контрольный
образец № 3.
Нуль шкалы совпадает с геометрическим центром полу-
окружности контрольного образца № 3.
Контрольный образец № 4 (рис. 3.13) изготавливается
из стали 20 или стали 3. Расстояние от точки выхода
луча наклонного преобразователя с углом ввода 50° до
сегментных отражателей равно радиусу контрольного
образца № 3 и составляет 55 мм.
Угол между отражающей поверхностью сегментных
отражателей площадью 6 мм2 и донной поверхностью
контрольного образца № 4 равен 48, 50 и 52°.
Рис. 3.13. Контрольные образцы: а — № 4; б — № 4А.
75
Отношение высоты сегмента к хорде для всех сегмент-
ных отражателей составляет не менее 0,482.
SKH-диаграммы (рис. 3.14) представляют собой
семейство графиков, выполненных на алюминиевой плас-
Рис. 3.14. SKH-диаграмма для настройки чувствительности
по контрольному образцу № 2 (0=40°; /=2,5 МГц; а=6 мм).
тине. Они служат для настройки чувствительности дефек-
тоскопа по боковому отверстию в контрольном образ-
це № 2.
По оси абсцисс SKH-диаграммы отложены значения
глубины Н расположения выявляемого дефекта, по оси
ординат отложены расчетные значения эквивалентной
площади плоскодонного отражателя, расположенного на
той же глубине, что и выявляемый дефект, и ориентиро-
ванного нормально к акустической оси преобразователя.
76
Параметром кривых К в этих диаграммах является
отношение амплитуд эхо-сигналов от выбранного плос-
кодонного отражателя и бокового отверстия диаметром
6 мм в образце № 2, залегающего на глубине Я=44 мм.
Предельная чувствительность по SKH-диаграмме на-
страивается следующим образом. Задается необходимый
уровень предельной чувствительности 5Эт=7,1 мм. Тол-
щина шва — 36 мм.
По SKH-диаграмме из этих координат проводят ли-
нии, параллельные осям, и определяют точку пересече-
ния кривой с параметром К=+2 дБ. Затем устанавлива-
ют преобразователь на образец № 2 и фиксируют
эхо-сигнал от бокового отверстия. Регулятором чувстви-
тельности (аттенюатором) уменьшают его амплитуду до
контрольного уровня (линии развертки), а затем пово-
ротом ручки аттенюатора уменьшают чувствительность
еще на К=+2 дБ. Если параметр К — отрицательная
величина, то в этом случае чувствительность дефектоско-
па небходимо повысить на К дБ. Когда качество поверх-
ности изделия не соответствует эталонному образцу, не-
обходимо вводить поправку на потери в контактном
слое.
Универсальная координатная линейка УКЛ-1 являет-
ся счетно-решающим устройством. На лицевой стороне
линейки находятся универсальная координатная и вспо-
могательная шкалы. На оборотной стороне линейки по-
мещены шкала перевода децибел в относительные еди-
ницы, расчетные формулы для определения координат
дефектов.
АРД-диаграмма (А — амплитуда эхо-сигнала от де-
фекта по отношению к амплитуде эхо-сигнала от бес-
конечной плоскости, Р — расстояние до дефекта, Д —
площадь дефекта) применяется для определения пре-
дельной чувствительности дефектоскопа и эквивалентной
площади выявленного дефекта.
Трафарет дефектоскописта предназначен для выпол-
нения графических работ при составлении методик, ин-
струкций, чертежей.
Трафарет (рис. 3.15) включает в себя следующие
основные и вспомогательные элементы, необходимые для
77
7 8
•Е1Э1шомэо1мэфэ'п' хас^фвсЦ 'SI'S 'or,d
оформления документации: 1, 2, 7, 8 — призмы наклон-
ных преобразователей; 3, 4, 6, 32— геометрические фи-
гуры; 5 — условные обозначения наклонного преобразо-
вателя; 9 — сечение рельса; 10 — вид рельса сбоку; 11 —
вид рельса сверху; 12, 13, 14 — то же, что 9 и 11 для
рельса меньшего масштаба; 15, 18 — прямоугольные
экраны ЭЛТ; 16, 17—прямые преобразователи; 19,20 —
экраны и импульсы на экранах; 21 — огибающие ампли-
туд эхо-сигналов; 22 — диаграмма направленности пре-
образователя; 23—профили валика усиления стыковых
швов; 24 — сечение сварного стыкового соединения; 25 —
сечение нахлесточного соединения; 26 — сечение стыко-
вого сварного шва с подкладной планкой; 27 — сечение
сварного таврового соединения; 28 — сегментные и угло-
вой отражатели; 29 — отверстие с плоским дном; 30 —
отражатель с фокусирующей поверхностью (стандарт-
ный образец № 3); 31 — шкала перевода относительных
единиц в децибелы (и наоборот); 33 — цифры, буквы
греческого алфавита; 34 — отверстия диаметром 2; 4; 6;
8 мм (боковое цилиндрическое отверстие); 35 — знаки
для построения графиков; 36 — фигурная скобка; 37 —
стрелка-указатель; 38 — линейка миллиметровая; 39 —
шкала логарифмическая; 40—транспортир.
Трафарет дефектоскописта предназначен преимуще-
ственно для оформления документации по УЗ-контролю
сварных соединений и рельсов. По его образцу могут
быть разработаны трафареты для других объектов УЗ-
контроля.
Глава 4. ПРЕОБРАЗОВАТЕЛИ
4.1. Классификация преобразователей
Ультразвуковой пьезоэлектр ический
преобразователь (ПЭП) является важнейшим
элементом, определяющим достоверность УЗ-контроля.
Этот сложный электроакустический прибор должен обес-
печивать формирование УЗ-пучка в самых разных по
конфигурации контролируемых элементах.
79
По способам ввода УЗ-колебаний ПЭП подразделя-
ют на контактные, щелевые, иммерсионные и бесконтакт-
ные.
В контактных ПЭП толщина контактного слоя
Д<Стз/2, в щелевых Д«Ст3/2, а в иммерсионных Д»Стз/2,
где С — скорость распространения УЗ-колебаний в кон-
тактной жидкости; Тз — длительность зондирующего им-
пульса.
Контактные преобразователи нашли наибольшее при-
менение в промышленности. Их основным недостатком
является нестабильность акустического контакта в про-
цессе сканирования преобразователя.
При контроле некоторых деталей и конструкций, ког-
да не допускается нанесение контактной жидкости перед
ПЭП (например, при обнаружении поверхностных тре-
щин), используют щелевые (менисковые) преобразова-
тели.
Иммерсионный ввод УЗ-колебаний чаще всего исполь-
зуют при автоматизированном контроле изделий неболь-
шого размера или изделий простой геометрической
формы, например труб небольшого диаметра. Иногда пре-
образователи с иммерсионной локальной ванной приме-
няют при контроле по грубообработанным поверхностям.
Особую группу составляют бесконтактные ПЭП, кото-
рые возбуждают упругие колебания в металле за счет
взаимодействия переменного электрического и магнитно-
го полей.
По направлению ввода упругих колебаний в исследуе-
мый объект ПЭП бывают прямые, наклонные, комбини-
рованные.
По конструктивному исполнению и способу подклю-
чения к электронной части дефектоскопа пьезоэлектри-
ческие преобразователи подразделяют на совмещенные,
раздельно-совмещенные (PC), раздельные.
В совмещенных ПЭП пьезоэлемент выполняет роль
излучателя и приемника УЗ-колебаний.
В PC-преобразователях функции излучателя и прием-
ника разделены, а конструктивно они выполнены в одном
корпусе.
В зависимости от формы рабочей поверхности или
80
пьезоэлемента ПЭП могут быть плоскими или неплоски-
ми. Среди неплоских широкое распространение получили
фокусирующие ПЭП.
Тип ПЭП определяют сочетанием перечисленных вы-
ше признаков:
контактные прямые совмещенные;
иммерсионные прямые совмещенные;
контактно-иммерсионные прямые;
контактные прямые PC с акустической задержкой;
Рис. 4.1. Преобразователи:
а — прямой совмещенный контактный (1 — протектор; 2— пьсзопласти-
на; 3 — демпфер; 4— заливочная масса; 5 — корпус); б — прямой со-
вмещенный с акустической задержкой (1 — твердая задержка; 2—пьс-
зопластина; 3 — демпфер); в — наклонный совмещенный с акустиче-
ской задержкой (1 — призма; 2 — пьезопластина; 3 —демпфер); г —
наклонный раздельно-совмещенный с акустической задержкой (1 —
призма; 2 — пьезопластнна; 3 —демпфер).
81
контактные наклонные совмещенные с акустической за-
держкой;
контактные наклонные PC с акустической задержкой.
На рис. 4.1 показаны конструкции основных типов
преобразователей. Каждому типу ПЭП соответствует
определенное условное обозначение, структура которого
X X X X X XX XX XX XXX
—- - [— ________ | буква П- ПЗП
—I Обозначение типа ПЗП
—I Цифра- 7 - контактный ;
2- иммерсионный; 3-кон-
тактно-иммерсионный
— I Цифра; 1-прямой,2-на
кронный, 3-комбинированный
— I Цифра 1-совмещенный;
2-раздельно- совмещенный,3-
раздельный
— I буква Н-неплоский,Ф-фо-
кисируюш,ий(для плоских
НЭП буква не пишется)
—I Дополнительные характе-
ристики типа ПЭП
—I Цифры номинальная частота
!—| Цифры: угол ввода
—I буквы и цифры, указывающие
специальную дополнительную
характеристику ПЭП Пнине
являются обязательными
—I Цифры-- порядковый номер
модели(модификации)
ПЭП от 001 до SS9
Рис. 4.2. Структура условного обозначения ПЭП.
приведена на рис. 4.2. Например, П121-2,5-35-001
ГОСТ 26266—84, т. е. ПЭП контактный, наклонный, сов-
мещенный, с номинальной частотой 2,5 МГц, углом вво-
да 35°, порядковый номер модели 001.
Примеры условного обозначения специальной допол-
нительной характеристики ПЭП: Т120 — максимальная
температура контролируемого объекта—120 °C; КН —
керамическая защита, нормальное исполнение корпуса;
82
К20 — керамическая защита, диаметр пьезоэлемента
20 мм; М — малогабаритное исполнение корпуса; ММ —
миниатюрное исполнение корпуса.
Цвет маркировки условного обозначения устанавли-
вают в зависимости от номинальных значений частоты f:
/<0,9 МГц — серый, белый цвет;
/=1,0; 1,25 МГц —красный цвет;
/= 1,5; 1,8 МГц — оранжевый цвет;
f=2,0; 2,5; 3,0 МГц — синий цвет;
f=4,0; 5,0; 6,0 МГц — зеленый цвет;
7=8,0; 10,0; 12,5 МГц — коричневый цвет;
f=15,0 МГц — желтый цвет.
В условных обозначениях ПЭП с переменной часто-
той или углом ввода вместо номинальных значений этих
параметров указывают граничные значения диапазона
их изменений.
Для ПЭП, имеющих несколько номинальных частот,
указывают все значения этих частот.
4.2. Конструктивные особенности
преобразователей
Основные акустические параметры наклонных преоб-
разователей — ширина диаграммы направленности, раз-
решающая способность (по оси пучка), чувствитель-
ность— определяются их конструкцией, а именно; раз-
мерами и конфигурацией, углом ввода, акустическими
константами призмы и степенью демпфирования.
Преобразователь состоит из следующих основных
элементов; пьезопластины, демпфера, призмы, протекто-
ра и корпуса.
Пьезопластина — является основным элементом
ПЭП. Ее изготавливают из пьезоэлектрических материа-
лов: кварца, цирконата-титаната свинца (ЦТС), титаната
бария и др. Пьезопластина обычно имеет толщину, рав-
ную половине длины волны УЗК в пьезоматериале на
рабочей частоте. На противоположных поверхностях
пластины располагаются металлические (обычно сереб-
ряные) электроды для приложения электрического поля.
83
От формы электродов зависят работающие участки пьезо-
пластин. Во избежание пробоя по краям пластины час-
то оставляют неметаллизированную полоску.
Оптимальным размером пьезопластины считается та-
кой, при котором обеспечивается максимум амплитуды
отраженного сигнала при минимальном уровне ложных
сигналов и акустических шумов в преобразователе.
При выборе диаметра пьезоэлемента необходимо учи-
тывать следующее. Увеличение диаметра пьезоэлемента
приводит к повышению абсолютной чувствительности
преобразователя и сужению его диаграммы направлен-
ности. Более высокая направленность ПЭП повышает
точность оценки координат дефектов и их условных раз-
меров, улучшает фронтальную разрешающую способность
и снижает уровень помех от различных структурных не-
однородностей. Однако с увеличением размеров пьезо-
элемента возрастает протяженность ближней зоны, кото-
рая характеризуется неравномерной чувствительностью
по глубине и сечению УЗ-пучка, а следовательно, пони-
женной вероятностью обнаружения дефектов и неодно-
значностью оценки их величины. Кроме того, чем больше
диаметр пьезоэлемента, тем больше стрела преобразова-
теля и площадь его контактной поверхности, что снижает
достоверность и воспроизводимость результатов контроля.
Излучатель, имеющий небольшие размеры, не обеспе-
чивает достаточной мощности генерируемых колебаний
и не дает нужной точности при определении координат
дефектов из-за широкой диаграммы направленности.
Для каждой частоты УЗК имеется оптимальный раз-
мер излучателя. Размеры пьезопластины рекомендуется
выбирать в области af =12—15 мм-МГц, где а — радиус
пьезопластины. При этом пьезопластина обычно имеет
толщину, равную половине длины волны УЗК в пьезома-
териале на рабочей частоте.
При выборе диаметра пьезоэлемента необходимо
стремиться к тому, чтобы пьезопластина и дефект нахо-
дились в дальней зоне относительно друг друга. Это
особо следует учитывать при контроле сварных соедине-
ний малых толщин.
84
Демпфер служит для гашения свободных колеба-
ний пьезопластины, т. е. для получения коротких УЗ-им-
пульсов, а также для предупреждения механических по-
вреждений пьезопластин, особенно тонких. Материал
демпфера и его форма должны обеспечивать достаточно
сильное затухание УЗК без многократных отражений.
В некоторых ПЭП (например, наклонных) демпфер час-
то отсутствует.
Степень демпфирования пьезоэлемента существенно
влияет на форму и длительность зондирующего импуль-
са и, следовательно, разрешающую способность преобра-
зователя. Преобразователи со слабым демпфированием
имеют невысокую разрешающую способность, но зато
применяются в тех случаях, когда нужна высокая чув-
ствительность. Сильно демпфированные преобразователи
применяют там, где основную роль играет высокая раз-
решающая способность, например при обнаружении под-
поверхностных дефектов или при толщинометрии. Но
чувствительность у них значительно ниже, чем у слабо
демпфированных. Эти преобразователи можно рекомен-
довать для контроля сварных швов малых толщин.
В зависимости от требуемого демпфирования, рабо-
чей частоты и других конкретных условий демпфер обыч-
но изготавливают из искусственных смол (чаще всего
эпоксидных и акрильных) или компаундов с добав-
ками порошка (наполнителя) с высокой плотностью
(карбиды титана, вольфрама и свинца). Свойства демп-
фера, особенно его затухание, сильно зависят от связую-
щего компонента. При изготовлении демпферов широко
применяются силикон, полиуретан, каучук, сырая резина.
Для уменьшения многократных отражений на демп-
фере со стороны, противоположной пластине, делают ско-
сы, наносят канавки, добавляют пузырьки воздуха.
С увеличением акустического сопротивления демпфе-
ра уменьшается чувствительность ПЭП, но повышается
разрешающая способность и сокращается мертвая зона.
Призма изготовляется обычно из износостойкого
материала с небольшой скоростью ультразвука (оргстек-
ло, полистирол, поликарбонат, деклон, капролон и др.),
что позволяет при относительно небольших углах паде-
85
ния Р получать углы преломления а до 90°. Размер приз-
мы зависит главным образом от размера и формы пьезо-
пластины.
При разработке и изготовлении преобразователей
размеры, форму и материал призмы выбирают таким
образом, чтобы они по возможности удовлетворяли сле-
дующим основным требованиям: обеспечивали достаточ-
ное гашение УЗК, возникающих при отражении волн на
границе раздела призма — изделие, при этом незначи-
тельно ослабляли УЗК в самой призме. Кроме того, ма-
териал призмы должен обладать износостойкостью и сма-
чиваемостью, а в ряде случаев и термостабильностью.
Для устранения шумов в наклонном преобразователе
нужно выбирать стрелу преобразователя по (расстояние
от точки выхода УЗК до передней грани призмы) та-
кой, чтобы крайний луч от верхней части пьезопластины
не падал на переднюю грань призмы или на двугранный
угол. Если это условие не соблюдается, то луч значитель-
ной интенсивности отражается назад к пьезопластине,
создавая при этом шумы в преобразователе. Максималь-
ная стрела преобразователя, при которой шумы будут
незначительными, должна быть no>a/cos(3.
В призме должны гаситься также и поперечные вол-
ны, которые возникают при отражении продольной вол-
ны от границы раздела призма — изделие. Это условие
выполняется, если нижний луч поперечной волны не по-
падает на верхнюю часть пьезопластины.
Высокое затухание ультразвука в призме обеспечива-
ет быстрое гашение многократных отражений. Для улуч-
шения гашения УЗК призму делают ребристой или при-
дают ей сложную форму. В некоторых преобразователях
для гашения УЗК ставят специальные ловушки, которые
изготавливают из материала, сильно поглощающего УЗ-
колебания.
Преобразователи на частоту 5 МГц и выше благодаря
большему затуханию УЗК в призме обладают значитель-
но меньшим уровнем собственных шумов, чем преобра-
зователи на частоту 1,8 и 2,5 МГц. Вследствие этого
преобразователи на 5 МГц получаются малогабаритными.
Важное значение для постоянства параметров пре-
86
образователя имеет выбор материала призмы. Длитель-
ное воздействие воды и других жидкостей может изме-
нить акустические характеристики призмы. Это может
быть вызвано как изменением акустических свойств ма-
териала призмы, так и ее разбуханием или короблением.
На рис. 4.3 показано изменение скорости ультразвука в
Рис. 4.3. Относительное изменение скорости ультразвука в об-
разцах из полимеров при выдержке в воде:
/ — поликарбонат; 2 — деклон; 3 — капролон; 4 — оргстекло; 5 — поли-
амид-12; 6 — полиамидоимид.
различных полимерных материалах в зависимости от
времени их пребывания в воде и масле. В табл. 4.1 даны
основные характеристики этих материалов.
Из рис. 4.1 следует, что для преобразователей автома-
тизированных установок, рассчитанных на длительную
непрерывную работу, в качестве материала призмы луч-
ше всего подходят полиамидоимид и поликарбонат. Не-
Табл. 4.1. Акустические свойства полимеров
Полимер Плотность, г/см3 Максимальное водопог лоще- ние, %
Поликарбонат 1,2 0,4
Полиамид-12 (блочный), деклон 1,001 1,2
Капролон В 1,13 6—7
Оргстекло 1,18 —
Полиамид-12 (литой) 1,007 1,7
Полиамидоимид 1,43 —
87
сколько худшие, но вес же достаточно стабильные свой-
ства имеет также оргстекло.
В РС-прсобразователях конструкция призмы должна
удовлетворять дополнительным требованиям. Например,
в PC-преобразователях толщиномеров важно, чтобы вре-
мя прохождения УЗК сквозь призму не зависело от тем-
пературы, поэтому се изготавливают иногда из плавлен-
ного кварца, имеющего малый коэффициент линейного
расширения.
Протектор защищает пьезоэлемент от изнашива-
ния и воздействия контактной жидкости, улучшает акус-
тический контакт при контроле контактным способом.
Для повышения износостойкости преобразователя к
пьезопластине приклеивают протекторы толщиной 0,1 —
0,5 мм из кварца, бериллия, стали, смол с порошковым
наполнителем (например, порошком из компаунда или
бериллия) и т. п. Протекторы также изготавливают в
виде сменных пленок из эластичных пластмасс, например
из полиуретана. В этом случае между пьезопластиной и
протектором вводят контактную жидкость (масло).
Корпус преобразователя обеспечивает прочность
конструкции, а также экранирование пьезоэлемента и
выводов от электронных помех (для этого корпус из
пластмассы металлизируют).
Электрические контакты паяют легкоплавкими при-
поями, особенно на пьезокерамических пластинах, во
избежание потери поляризации.
Преобразователь с дефектоскопом соединяют макси-
мально гибким кабелем. Применяют микрофонный или
коаксиальный кабель с волновым сопротивлением 75 Ом.
4.3. Серийные преобразователи
Преобразователи типа ИЦ (рис. 4.4). Эти преобра-
зователи делаются разборными, пьезопластина прижи-
мается к призме с помощью съемного разъема. Пьезо-
пластина изготавливается из пьезокерамики ЦТС-19.
Материалом для пьезопластины могут быть также кварц
и титанат бария. Кварц обладает наиболее стабильными
88
свойствами, ЦТС обеспечивает наибольшую чувствитель-
ность, но подвержен влиянию температуры.
Форма пластины может быть различной: круглая, по-
лукруглая, квадратная, прямоугольная. Практика по-
казала, что наиболее эффективна прямоугольная или
квадратная форма, так как в этом случае УЗ-колебания
А-Д
Рис. 4.4. Схема наклонного совмещенного преобразователя
типа ИЦ:
/ — призма; 2 — пьезоэлемент; 3 — корпус излучателя; 4 — изоляцион-
ное кольцо; 5 — демпфер; 6 — контактный штырь; 7 — изоляционная
втулка; 3 — зажимная гайка.
в пределах ближней зоны распределены более равномер-
но по сечению.
Призмы преобразователей типа ИЦ выполняют из
плексигласа, который, с одной стороны, обеспечивает
достаточное гашение УЗ-волн в призме и, с другой сто-
роны, не сильно ослабляет ультразвуковые колебания
на участке от пьезоэлемента до изделия. Благодаря хо-
рошей смачиваемости плексигласа преобразователи ИЦ
обладают наибольшей стабильностью акустического кон-
такта по сравнению с другими серийными преобразова-
89
тслямп. Преобразователи подобного типа легко изгото-
вить в производственных условиях.
Однако наряду с отмеченными преимуществами пре-
образователи ИЦ имеют некоторые недостатки: малый
срок службы, изменение акустического контакта между
пьезоэлементом и призмой в процессе эксплуатации, не-
совершенный высокочастотный разъем, относительно
большую стрелу, малый температурный диапазон.
Преобразователи конструкции ИЦ, которыми комп-
лектовались дефектоскопы УДМ.-3, ДУК-66 и ДУК-66П,
имеют углы наклона призмы 30, 40, 50 и 53°.
Преобразователь КГН-1 (см. рис. 4.1, в). Данный пре-
образователь состоит из призмы, к которой приклеен
пьезоэлемент прямоугольной формы. Такое конструктив-
ное исполнение преобразователя обеспечивает постоян-
ный акустический контакт между пьезоэлементом и приз-
мой и постоянную чувствительность преобразователя в
процессе эксплуатации.
Для повышения степени демпфирования, а следова-
тельно, разрешающей способности преобразователя,
демпфирующая масса выполняется на основе эпоксидной
смолы с вольфрамовым наполнителем и добавкой плас-
тификатора. Оптимальное демпфирование достигается,
когда частицы вольфрама распределены по высоте демп-
фера по экспоненте. Причем большая часть вольфрамо-
вых включений должна прилегать к пьезопластине, так
как при этом достигается сильное демпфирование пьезо-
элемента, а частицы, расположенные в верхней части,
обеспечивают наибольшее рассеяние УЗ-колебаний.
Поскольку с увеличением степени демпфирования
наряду с положительным эффектом (сокращение мерт-
вой зоны и увеличение разрешающей способности) про-
исходит снижение чувствительности преобразователя, то
при контроле изделий большой толщины, когда требует-
ся высокая чувствительность, применяют демпфер с ма-
лым акустическим сопротивлением.
Призмы преобразователей КГН-1 изготавливают из
капролона, который обладает высокой износостойкостью
и может эксплуатироваться в широком температурном
диапазоне. Преимуществом таких преобразователей яв-
90
ляются также небольшая стрела и удобный высокочас-
тотный разъем.
Чувствительность преобразователей КГН-1 ниже чув-
ствительности преобразователей ИЦ. Смачиваемость
капролона значительно хуже смачиваемости плексигласа,
что делает эти преобразователи чувствительными к ка-
честву контролируемой поверхности.
Рис. 4.5. Схема наклон-
ного совмещенного пре-
образователя типа «Сне-
жинка»:
1 — призма; 2 — пьезоплас-
тина; 3 — демпфер; 4 — кор-
пус.
В комплекте преобразователей КГН-1 имеются ПЭП
с углами наклона призм 30, 40, 50, 53 и 55°.
Миниатюрные преобразователи «Снежинка» (рис. 4.5).
Эти преобразователи выпускаются с углами призм 30,
40 и 50° на частоту 5 МГц. Призмы преобразователей
изготавливают из поликарбоната дифлок — материала с
с высокой теплостойкостью, морозостойкостью и низким
водопоглощением. Стабильность свойств поликарбоната
сохраняется в диапазоне температур от —100 до +100 °C.
Затухание в нем УЗ-колебаний примерно в 3—4 раза
выше, чем в плексигласе, что обеспечивает уменьшение
реверберационных помех. Износостойкость поликарбоната
в 3 раза выше износостойкости оргстекла.
Пьезоэлементы данных преобразователей имеют пря-
моугольную форму.
Демпфирующий материал в преобразователях «Сне-
жинка» аналогичен материалу в КГН-1. По чувствитель-
ности преобразователи этого типа также уступают
преобразователям типа ИЦ. Данные преобразователи
наиболее целесообразно применять для контроля качест-
ва сварных швов тонкостенных конструкций с обработан-
ной поверхностью, а также в труднодоступных местах.
В табл. 4.2 приведены примерные требования к пре-
дельной чувствительности и величине мертвой зоны,
91
Табл. 4.2. Примерные требования к параметрам дефектоскопа
Угол призмы Р. град Часюта f, МГц Глубина расположения отражателей, подлежащих выявлению, мм
в образце № 1 (услов- ная чувствительность) в образце Ns 2(мсртвая зона)
30 2,5 55 8
40 2,5 50 3
50 2,5 45 3
53 2,5 35 3
53 5 20 3
которые должны выполняться при подключении к
дефектоскопу наклонных преобразователей.
Работоспособность дефектоскопа считается удовлет-
ворительной, если всеми его индикаторами обеспечи-
вается выявление в контрольных образцах № 1 и № 2
(по ГОСТ 14782—76) отверстий, расположенных на глу-
бинах, указанных в табл. 4.2. При этом высота эхо-сиг-
нала на экране дефектоскопа от выявленных отверстий
должна быть не менее 20 мм.
Комплект ПЭП «Снежинка-5». Данные преобразова-
тели предназначены для работы с серийными дефекто-
скопами типа УД-11ПУ в диапазоне частот 0,5—24 МГц.
В комплект входят следующие типы ПЭП:
контактные прямые совмещенные с защитой из ме-
таллокерамики;
контактные наклонные совмещенные;
иммерсионные прямые совмещенные фокусирующие;
контактные прямые совмещенные с пленочной защи-
той, для работы по грубообработанным поверхностям
на частотах 1 и 2 МГц, а также контактно-иммерсионные
(прямые и PC) преобразователи на частотах 2 и 4 МГц.
Расширение диапазона частот и введение в комплект
иммерсионных ПЭП, работающих на частотах 10—
24 МГц, дает возможность контролировать структуру и
толщину материалов с различным затуханием ультра-
звука.
92
Наряду с наклонными ПЭП, имеющими фиксирован-
ный угол ввода УЗ-колебаний в изделие, разработаны
различные варианты конструкций преобразователей, по-
зволяющих изменять этот угол в широких пределах. Та-
кие наклонные ПЭП называют преобразователями с пе-
ременным углом ввода. Эти ПЭП (рис. 4.6) входят, на-
Рис. 4.6. Наклонный
совмещенный преобра-
зователь с переменным
углом ввода.
пример, в комплект прибора УД-24. Они позволяют
контролировать изделия с мертвой зоной до 3 мм.
Основные характеристики комплекта преобразовате-
лей «Снежинка-5» приведены в табл. 4.3.
Комплект ПЭП «Снежинка-6». Эти преобразователи
характеризуются повышенными широкополосностыо и
чувствительностью, что позволяет использовать их для
Табл. 4.3. Основные характеристики преобразователей
комплекта «Снежинка-5»
Тип преобра- зователя Обозначение согласно ОСТ 25.391—73 Номинальная часто- та, МГц Габариты преобразовате- ля без кабеля, мм Масса * преобразова- теля, г Минимальный диа- метр контрольного отражателя, мм Глубина залегания контрольных отража- телей, мм
1 2 3 4 5 6 7
Контактный ПШ-0.5-КНП 0,5 54X40X48 80 10 40
прямой сов- П111-1-КН11 1,0 54X40X48 80 3,2 15-110
мещенный с П111-2-КН12 2,0 46X30X42 40 1,6 10—110
защитой из П111-4-КН12 4,0 46X30X42 40 1,2 10—70
минералокера- П111-6-КН12 6,0 46X30X42 40 1.2 8—70
МИКИ П111-8-КН12 8,0 46X30X42 40 1,2 7—70
П111-10-КН12 10,0 46X30X42 40 1,2 6-70
93
Окончание табл. 4.3
1 2 3 4 5 6 7
Контактный П111-1-ПН17 1,0 55X42X48 120 3,2 30—110
прямой сов- мещенный с пленочной за- щитой Г1111-2-ПН17 2,0 55X42X48 120 2,5 20—110
Контактный П112-0.5-Н24 0,5 64X16X54 120 10 10—40
прямой раз- П112-1-Н14 1,0 38X8X34 25 5 2-70
дельно-совме- П112-2-Н14 2,0 38X8X34 25 2 2—70
щенный] П112-2-Н13 2,0 16X16X34 25 2 2—70
П112-4-Н13 4,0 16X16X34 25 1,2 2—50
П112-6-ММ11 6,0 13X7,6X25 15 1.6 1-30
П112-8-ММ11 8,0 13X7,6X25 15 1,2 2—30
П112-10-ММ11 10,0 13X7,6X25 15 1,2 2—30
Контактный П121-1-29-Н20 1,0 50X36X20 100 1,6 05—30
наклонный П121 1-36-Н20 1,0 50X36X20 100 1,6 05—25
совмещенный П121-1-53-Н20 1,0 50x36X20 100 1,6 05—20
П121-2-29-Н20 2,0 50x36x20 100 1,6 05—40
П121-2-36-Н20 2,0 50X36X20 100 1,6 05—35
П121-2-53-Н20 2,0 50X36X20 100 1,6 05—30
П121-2-53-ШН20 2,0 50X36X34 170 1,6 05—30
П121-4-23-М12 4,0 14,6X14,6X22 15 1,6 1—40
П121-4-29-М12 4,0 14,6X14,6x22 15 1,6 1—35
П121-4-36-М12 4,0 14,6X14,6X22 15 1,6 1—30
Иммерсион- П211Ф-5-Р100-СЛ 5,0 0 24X40 50 1,2 4—20
ный прямой П211Ф-6-Р100-СЛ 6,0 0 24X40 50 1,2 4—20
совмещенный П211Ф-10-Р100-ЦЛ 10,0 0 24X40 50 1,2 4—20
фокусирую- П211Ф-6-Р40-Ц 6,0 0 18X38 30 1,2 3-20
щий П211Ф-8-Р40-Ц 8,0 0 18x38 30 1,2 3—20
Иммерсион- П211-10-Б11 10,0 0 18X38 40 1,2 5-40
ный прямой П211-12-Б11 12,0 0 18X38 40 1,2 4—30
совмещенный П211-15-Б11 15,0 0 18X38 40 1,2 3—30
П211-20-Б11 20,0 0 18X38 40 — —
П211-24-Б11 24,0 0 18X38 40 — —
Контактно- П311-2-Н18 2,0 0 49X92 425 2 20—180
иммерсионный прямой совме- щенный П311-4-Н18 4,0 0 49 X 92 425 1,6 20—180
Контактно- П312-2-Н19 2,0 0 49 X 92 425 2 5—110
иммерсионный раздельно- совмещенный П312-4-Н19 4,0 0 49 X 92 425 1,6 5—40
94
дефектоскопии с высокой разрешающей способностью,
контроля толщины, структурного анализа материалов.
В комплект входят следующие типы ПЭП: контакт-
ные прямые совмещенные без защиты на частоты 6, 8,
10 МГц; контактный прямой совмещенный с акустической
задержкой на частоту 8 МГц; иммерсионный прямой
совмещенный без защиты на частоту 10 МГц. При изго-
товлении данных ПЭП используются новые конструк-
ционные и пьезоэлектрические материалы.
В табл. 4.4 приведены основные характеристики пре-
образователей комплекта «Снежинка-6».
Табл. 4.4. Основные характеристики преобразователей
комплекта «Снежинка-6»
Тип преобразователя Обозначе- ние преоб- разова- теля Номинальная ча- стота, МГц Габарит- ные раз- меры, мм Масса, г Минимальный диаметр конт- рольного отража- теля, мм Глубина залега- ния контрольного отражателя, мм
Контактный прямой П111-6-БМ 6,0 0 24X48 65 1,2 6—90
совмещенный без за- П111-8-БМ 8,0 0 24X48 65 1,0 5—70
ЩИТЫ ПШ-Ю-БМ 10,0 0 24X43 65 0,8 5—50
Контактный прямой совмещенный с аку- стической задержкой П111-8-ЗБМ 8,0 0 24 X 62 80 2,0 2—15
Иммерсионный пря- мой совмещенный без защиты И21Ы0-БМ 10,0 0 20X40 (без кабе- ля) 100 1,2 3-30
Примечание. В качестве контрольных использовались образцы
из материала Д16Т. Характеристики ПЭП определялись при работе с
прибором УД-10УА.
В современных дефектоскопах используются различ-
ные комплекты преобразователей: «Приз-3», «Приз-4»,
«Приз-5». Низкочастотные контактные прямые совмещен-
95
ные преобразователи «Приз-3» предназначены для конт-
роля качества неметаллических изделий, в том числе и
строительных, а также для измерения их физико-меха-
нических свойств. Преобразователи комплекта «Приз-4»
служат для контроля качества толстостенных изделий,
листового проката и изделий с грубообработанными по-
верхностями. Комплект «Приз-5» предназначен для
контроля качества сварных швов изделий из аустенитных
сталей.
Из преобразователей, выпускающихся за рубежом,
наибольшее применение нашли преобразователи фирмы
«Крауткремер». Пьезоэлемент квадратной формы, изго-
товленный из кварца, приклеивается к призме. Для гаше-
ния шумов в преобразователе к призме в свою очередь
приклеивается ловушка из звукопоглощающего мате-
риала. Отличительной особенностью данных преобразо-
вателей является высокая чувствительность, износостой-
кость и хорошая смачиваемость. В связи с тем что в
наклонных преобразователях фирмы «Крауткремер» от-
сутствует демпфер, они имеют большую величину мерт-
вой зоны и более низкую разрешающую способность по
сравнению с отечественными преобразователями. Стре-
ла этих преобразователей значительно больше стрелы
отечественных преобразователей, что не позволяет про-
изводить контроль прямым лучом нижней части шва
тонкостенных сварных изделий.
На преобразователях фирмы «Крауткремер» обозна-
чаются углы ввода УЗ-колебаний по стали, которые со-
ставляют 35; 45; 60; 70 и 80°.
4.4. Специальные преобразователи
и контактные среды
Если один современный дефектоскоп может быть ис-
пользован для контроля практически любой дефектоско-
пической продукции, то вариации в геометрии и типораз-
мере сварных швов требуют применения различных
преобразователей. Полная унификация здесь невозмож-
на. Поэтому преобразователи разрабатываются для конт-
роля конкретных швов.
96
Преобразователи для контроля швов труб. Основной
трудностью при УЗ-контроле сварных стыков труб с
толщиной стенки менее 10 мм является наличие ложных
эхо-сигналов от обратного валика шва, мало отличаю-
щихся по времени и амплитуде от ожидаемых сигналов
от дефектов. Кроме этого, из-за большой ширины валика
шва, которая в 2—3 раза превосходит толщину стенки
трубы, нельзя приблизить преобразователь к шву на-
столько, чтобы обеспечить прозвучивание центра шва
акустической осью диаграммы преобразователя.
Общими требованиями к наклонным преобразовате-
лям для контроля стыковых соединений труб малых диа-
метров (28—64 мм) с толщиной стенки 3—7 мм явля-
ются:
большой угол призмы, обеспечивающий прозвучива-
ние возможно большей части рабочего сечения шва;
максимальное приближение пьезопластины к рабочей
(контактной) поверхности преобразователя, что позволя-
ет уменьшить реверберационные шумы в призме;
минимальная стрела преобразователя, обеспечиваю-
щая максимальное приближение преобразователя к шву;
высокая рабочая частота.
Ранее разработанные миниатюрные наклонные преоб-
разователи (угол призмы Р = 55°, рабочая частота 5 МГц,
стрела преобразователя 5 мм) работают по совмещенной
схеме. Однако эти ПЭП обладают некоторыми недостат-
ками: прозвучивание прямым лучом возможно только
нижней части шва; поиск дефектов осуществляется в
ближней зоне (зоне Френеля), где имеются осцилляции
амплитуды отраженных сигналов, что существенно за-
трудняет оценку размеров дефектов.
Попытки перейти в дальнюю зону путем увеличения
длины пути УЗК в призме или уменьшения диаметра
пьезопластины не дали желаемого результата. Так, при
увеличении длины призмы существенно возрастает время
реверберационных шумов, а уменьшение диаметра пьезо-
пластины приводит к снижению абсолютной чувствитель-
ности и к увеличению уровня поверхностной волны за
счет расширения диаграммы направленности.
С целью уменьшения уровня поверхностной волны
4 Зак. 88 97
были созданы преобразователи с фокусирующими ци-
линдрическими линзами. Фокусирующая линза цилинд-
рической формы, выполненная из алюминиевого сплава,
расположена между призмой и контролируемым издели-
ем (рис. 4.7). Линза одновременно служит протектором
и предохраняет преобразователь от изнашивания. Одна-
Рис. 4.7. Схема прозвучп-
вания сварного шва преоб-
разователем с фокусирую-
щей линзой.
Рис. 4.8. Схема прозвучива-
ния сварного шва РС-преоб-
разоватслем типа РСМ.-2П.
ко наличие линзы-протектора увеличивает стрелу преоб-
разователя до 6—8 мм, что ухудшает выявление дефек-
тов в стыковых швах труб с толщиной стенки менее 5 мм.
Для уменьшения уровня шумов от обратного валика
шва и повышения надежности обнаружения объемных
дефектов созданы PC-преобразователи типа РСМ-2П, у
которых акустическая ось находится в плоскости, прохо-
дящей через середину стенки трубы перпендикулярно к
вертикальной оси шва (рис. 4.8).
Такая конструкция преобразователя обеспечивает
прозвучивание всего сечения шва прямым лучом, при
этом соотношение сигнал — шум на 12 дБ выше, чем у
98
преобразователей совмещенного типа. Это позволило уве-
личить выявляемость дефектов округлой формы. Однако
этим преобразователям также свойственны определен-
ные недостатки. Основные из них — неравномерная чув-
ствительность (до 18 дБ) по высоте шва и высокий уро-
вень амплитуды от поверхностной волны. Выровнять
Рис. 4.9. Схема фокусирования
УЗ-лучей цилиндрической фокуси-
рующей линзой:
1 — цилиндрическая линза из полисти-
рола; 2—пьезопластина; 3—призма
(оргстекло); 4 — контролируемая труба.
чувствительность по высоте шва удалось, используя в
преобразователях РСМ-2П цилиндрические фокусирую-
щие линзы (рис. 4.9). При этом соотношение полезный
сигнал — шум достигло 22 дБ относительно сигнала от
плоскодонного отражателя диаметром 1 мм, выполнен-
ного в торце трубы.
В дефектоскопии существует два основных варианта
использования фокусирующих преобразователей. Первый
вариант—применение фокусировки для повышения чув-
ствительности и разрешающей способности контроля де-
фектов, залегающих на заданной глубине. Схема распо-
ложения преобразователей показана на рис. 4.10: а —
для эхо-метода и б — для теневого метода. Второй ва-
риант — применение фокусировки для повышения отно-
шения сигнал — шум и выравнивания чувствительности
по глубине при контроле материалов с высоким затуха-
нием. Схема расположения преобразователей для этого
варианта показана на рис. 4.11: а — для эхо-метода и
б — для теневого метода.
При изменении глубины залегания дефектов в пер-
вом варианте и размеров изделий — во втором требует-
ся изменять положение фокуса преобразователя. Наибо-
4*
99
лее перспективными для решения этой задачи являются
фокусирующие системы с переменным фокусным рас-
стоянием.
Системы этого типа можно разделить на две группы:
системы с быстрым и системы с медленным изменением
фокусного расстояния. В первом случае это расстояние
перестраивается непосредственно в процессе контроля,
Рис. 4.10. Схема располо-
жения преобразователей
для повышения чувствитель-
ности и разрешающей спо-
собности контроля дефектов,
залегающих на заданной
глубине:
а — эхо-метод; б — теневой ме-
тод.
Fvc. 4.11. Схема расположе-
ния преобразователей для
выравнивания чувствитель-
ности по глубине контроля:
а — эхо-метод; б — теневой ме-
тод.
во втором — при подготовке к контролю. Быстрое изме-
нение фокусного расстояния производится, как правило,
электронным путем. Наиболее перспективны системы
типа зональных пластинок с переменными параметрами
зон или с изменяющейся частотой контроля. Медленное
изменение фокусного расстояния производится в основ-
ном за счет изменения кривизны преломляющих поверх-
ностей линз.
Преобразователи для контроля по грубой поверхно-
сти. Рассмотрим некоторые конструкции специальных
преобразователей, применяющихся для контроля метал-
ла и сварных швов по грубой поверхности.
Широкое применение нашли эластичные преобразо-
ватели с герметизированной иммерсионной локальной
100
ванной, внутри которой размещен пьезоэлемент. Эти пре-
образователи обеспечивают высокую стабильность чув-
ствительности, однако имеют следующие недостатки:
большие габариты, относительно высокий уровень ревер-
берационных шумов, нестабильный угол ввода ультра-
звука в контролируемое изделие, необходимость частой
замены резинового донышка ванны вследствие проколов.
Эти недостатки отсутствуют у наклонных преобразо-
вателей, на рабочую поверхность которых наклеена рези-
на. Однако преобразователи такой конструкции недолго-
вечны.
Преобразователь ИЦ-15Б со свободно скользящим
трубчатым протектором не имеет указанных недостат-
ков. В качестве материала протектора в нем использует-
ся маслостойкая резина, из которой изготавливается
кольцо диаметром 28—30 мм, толщиной 0,8—1,2 мм.
В кольце делается большое число проколов или сверле-
ний. При перемещении преобразователя по изделию эла-
стичный протектор вращается, облегает неровности конт-
ролируемого металла, что способствует улучшению аку-
стического контакта. В зазор между преобразователем
и протектором вводится масло.
Преобразователи с иммерсионной локальной ванной
и менискового типа фактически не требуют специальной
подготовки поверхности. Они закрепляются внутри ко-
жуха с регулируемым контактным зазором. С помощью
штуцеров и двух трубок внутренний объем кожуха со-
единен с герметичным бачком для воды. При работе в
бачке создается небольшое разряжение, которое удер-
живает воду внутри кожуха; в результате создается ста-
бильный акустический контакт даже на очень грубой по-
верхности. Такая конструкция обеспечивает ничтожный
расход воды, но допускает возможность работы лишь в
иижнем положении.
Разновидностью преобразователя с иммерсионной
ванной является менисковый преобразователь, предна-
значенный для контроля сварных швов толщиной 3—
5 мм. Ультразвук вводится в изделие через миниатюрную
локальную иммерсионную ванну — мениск. В менисковых
преобразователях ИЦИ-2 размер локальной ванны по
101
сечению равен размеру пьезоэлемента и составляет все-
го 2,6 мм. Это обеспечивает стрелу преобразователя 3—
4 мм. Вода в мениск подается из небольшого бачка по
тонкой трубке. Поэтому расход воды достаточно мал.
Стабильность акустического контакта практически нс за-
висит от пространственного положения преобразователя,
что является его важным достоинством.
Хорошие результаты по повышению стабильности
чувствительности ультразвукового дефектоскопа достиг-
нуты при использовании капиллярных эффектов. Здесь
возможны различные конструктивные решения.
Во-первых, акустическую задержку (призму) можно
выполнить из капиллярно-активных слоистых материа-
лов, подобных тем, которые используются в сердечниках
фломастеров.
Во-вторых, непосредственно на рабочую поверхность
обычной призмы из оргстекла можно нанести слой ка-
пиллярно-пористого протектора небольшой толщины.
В-третьих, по периферии призмы можно сделать ка-
пиллярные каналы (сверлением или фрезерованием).
Во всех конструкциях капилляры служат аккумуля-
тором контактной жидкости и обеспечивают автоматиче-
скую подпитку контактного зазора, что ускоряет восста-
новление сплошности контактного слоя.
Контактные среды. В тех случаях, когда по техноло-
гическим требованиям контактная жидкость после вы-
полнения контроля должна быть удалена, необходимо
применять смазочные материалы на водяной основе, в
которые для повышения вязкости и возможности работы
на наклонных поверхностях добавляют агар-агар, поли-
акриламиды, целлюлозу. Целлюлозные пасты предпочи-
тают маслам во всех случаях, когда после контроля тре-
буется весьма высокая степень очистки поверхности, в
том числе и под окраску.
При контроле по грубой поверхности можно рекомен-
довать покрытие металла шпаклевкой или даже пласти-
лином. В этом случае абсолютная чувствительность конт-
роля снизится, но зато ее стабильность возрастет.
Для изделий с шероховатой поверхностью можно при-
менять в качестве контактной среды увлажненную тон-
102
кую хлопчатобумажную ткань (мадаполам). Ткань не-
сколько минут выдерживают в воде, слегка отжимают
и после этого накладывают на контролируемую поверх-
ность. В процессе контроля ткань периодически смачи-
вают.
При контроле по неокрашенным поверхностям углеро-
дистых сталей в жидкость добавляют соответствующий
ингибитор. На практике широко применяется инги-
биторный смазочный материал, состоящий из техниче-
ского нитрита натрия (NaNCh) — 1,6 кг; крахмала (кар-
тофельного) — 0,24 кг; технического глицерина — 0,45 кг
и технической кальцинированной соды — 0,048 кг. Соду
и нитрит натрия растворяют в 5 л холодной воды и ки-
пятят в чистой посуде. Крахмал растворяют в 3 л холод-
ной воды и вливают в кипящий раствор нитрита натрия
и соды. Затем смесь кипятят еще 3—4 мин, после чего
в нее вливают глицерин, перемешивают и охлаждают.
Смазочный материал обеспечивает хороший контакт и
после высыхания образует на изделии тонкую корку, не
мешающую последующим технологическим операциям.
Используется также контактная жидкость МГБ-1, ко-
торая представляет собой водный раствор поливинило-
вого спирта с небольшими добавками ингибитора корро-
зии. Содержание указанных компонентов по массе в со-
ставе: поливиниловый спирт 5—10 %; ингибитор коррозии
0,1 %; остальное — дистиллированная вода. Жидкость не
замасливает поверхность контролируемого изделия, име-
ет достаточную вязкость и легко удаляется. После вы-
полнения контроля дается выдержка 30—60 мин, в про-
цессе которой на поверхности изделия образуется тонкая
эластичная пленка, которая удаляется отслаиванием.
На судостроительных предприятиях эффективно ис-
пользуется жидкость, имеющая следующий состав: дик-
стрин 30 -34 %, ОП-7 (ОП-Ю) 2—4 %, глицерин 9—
10 %, кальцинированная сода—1 %, остальное — вода.
Данная жидкость готовится путем растворения в воде
при температуре 40—50 °C указанного количества дик-
стрина с последующим добавлением остальных компо-
нентов. Состав хорошо смачивает поверхность контроли-
руемого изделия и преобразователя. После проведения
103
контроля жидкость удаляется влажной ветошью, не
оставляя жировых пятен.
При контроле сварных стыков трубопроводов и швов
большой протяженности надежный акустический контакт
достигается при использовании смазочного материала,
имеющего следующий состав: вода — 8 л, нитрит натрия
(технический) — 1,6 кг, глицерин — 0,45 кг, крахмал —
0,24 кг, диметил фтал ат — 0,11 кг.
Для контроля сварных швов и изделий сложной кон-
фигурации в различных пространственных положениях
целесообразно использовать густые контактные жидко-
сти. Хорошо себя зарекомендовал водный раствор обой-
ного клея КМЦ, который обеспечивает хорошую смачи-
ваемость преобразователя и контролируемого изделия,
не стекает с контролируемой поверхности и легко уда-
ляется после контроля.
В ряде случаев необходимо контролировать сварной
шов непосредственно по окончании сварки по нагретому
металлу. Здесь можно выделить два подхода.
Первый заключается в создании конструкций преоб-
разователей, принудительно охлаждаемых водой. Аку-
стический контакт также водяной.
Суть второго подхода состоит в следующем. Если ме-
талл не разрешается охлаждать вследствие возможного
трещинообразования, то хороший контакт обеспечивает-
ся путем использования расплавов солей натрия и калия.
Точки плавления солей должны лежать ниже темпера-
туры плавления контролируемых изделий. Методика ис-
пользования этих солей достаточно проста. Зона контро-
ля посыпается порошком, состоящим из смеси солей
NaNCh и KNO3. Они расплавляются при температуре
500—570 °C и обеспечивают надежный акустический кон-
такт. Очень важно, что при этом не происходит дымо-
образования. При более низких рабочих температурах
(до 400 °C) следует применять силиконовые смазочные
материалы. Для контроля изделий с температурой до
300 °C может быть рекомендован смазочный материал,
состоящий из буры и глицерина.
Чтобы удержать контактирующую жидкость на по-
толочных и вертикальных поверхностях, на них можно
104
накатывать полиэтиленовую пленку толщиной 0,1 мм.
Применение пленки увеличивает стабильность акустиче-
ского контакта и снижает износ призмы преобразова-
теля.
При контроле с температурой окружающей среды от
0 °C до —30 °C в качестве контактной жидкости можно
применять смесь, состоящую из 75 % керосина (дизель-
ного топлива) и 25 % автола.
Существенно расширить возможности УЗ-дефектоско-
пии, упростить технику, а иногда и технологию контроля
позволяет применение в качестве контактной среды маг-
нитных жидкостей. Эти жидкости представляют собой
коллоидные растворы со взвешенными в них мелкими
частицами магнетика. Помещая преобразователь вместе
с постоянным магнитом в корпус специальной формы,
который одновременно является ловушкой для магнит-
ной жидкости, можно обеспечить надежное удержание
достаточного объема жидкости и в то же время подачу
ее в зазор между преобразователем и изделием в любом
пространственном положении. Расход жидкости в про-
цессе сканирования очень мал: жидкость притягивается
к магнитам и остается на поверхности изделия в мини-
мальных количествах (на 3 м сварного шва расход жид-
кости примерно 2—4 см3). Магнитные жидкости на осно-
ве керосина, глицерина можно использовать при темпе-
ратурах от —40 до +40 °C.
4.5. Электромагнитные ультразвуковые
преобразователи
Создание контактной связи ультразвуковых колеба-
ний с объектом контроля через жидкую среду является
одним из главных факторов, сдерживающих широкое
применение УЗ-контроля в производстве. Поэтому в на-
стоящее время ведутся исследования по разработке бес-
контактных способов возбуждения и приема ультразву-
ковых колебаний. Наибольшие успехи достигнуты при
возбуждении и приеме ультразвуковых колебаний в ме-
таллах с помощью электромагнитного поля. Разработа-
105
ны специальные электромагнитно-акустические преобра-
зователи (ЭМА), принцип действия которых основан на
превращении электромагнитных колебаний в акустиче-
ские непосредственно поверхностью металла, находяще-
гося в зоне преобразователя.
ЭМА-преобразователь работает следующим образом
(рис. 4.12). При пропускании через обмотку 1 импульса
тока ультразвуковой частоты
на поверхности металла 2 воз-
никает вихревой ток 3. Взаимо-
действуя с магнитным полем
постоянного магнита 5, вихре-
вой ток создает силу (силу
Лоренца), которая заставляет
колебаться с ультразвуковой
частотой поверхность метал-
ла 2. Последняя тем самым
превращается в излучатель
ультразвука. Отразившиеся от
Рис. 4.12. Схема ЭМА- противоположной поверхности
преобразователя. металла 4 ультразвуковые ко-
лебания через небольшой про-
межуток времени возвращаются к поверхности металла 2
и заставляют ее колебаться. Поскольку поверхность 2 на-
ходится в постоянном магнитном поле, ее колебания при-
водят к возникновению переменного тока, который транс-
формируется в высокочастотную обмотку 1. Кроме силы
Лоренца, на основе взаимодействия статического маг-
нитного поля с динамическим магнитным полем, создан-
ным импульсом возбуждения, возникают ультразвуковые
колебания, связанные с магнитострикцией. Происходит
наложение обоих процессов. При контроле ферромагнит-
ных сталей в зависимости от способа возбуждения и
конструкции датчика процесс преобразования ультразву-
ковых колебаний определяется либо силами Лоренца,
либо магнитострикцией.
Как следует из рассмотренного выше, в ЭМА-преоб-
разователях излучателем и приемником ультразвуковых
колебаний становится сама поверхность металла, распо-
ложенная в зоне действия обмотки преобразователя. По-
106
этому в зазоре между ЭМА-преобразователем и поверх-
ностью металла существует только электромагнитное
поле, следовательно, жидкость для акустического кон-
такта не нужна. ЭМА-преобразователи могут возбуждать
ультразвуковые колебания как перпендикулярно к по-
верхности изделия, так и под заданным углом, что позво-
ляет реализовать методики контроля, разработанные
ранее для пьезопреобразователей.
В зависимости от конструкции ЭМА-преобразовате-
лей возбуждаются либо продольные, либо поперечные
волны с заданным направлением плоскости поляризации.
Это открывает новые возможности в практике неразру-
шающего контроля, так как использование линейно-по-
ляризованных поперечных ультразвуковых волн позво-
ляет получить дополнительную информацию о структуре,
остаточных напряжениях и некоторых других характери-
стиках материала.
С помощью ЭМА-преобразователей возможно также
бесконтактное возбуждение рассмотренных выше волн
Лэмба, Рэлея и горизонтально поляризованных попе-
речных (SH) волн, применение которых перспектив-
но при контроле тонких листов и тонкостенных конст-
рукций.
ЭМА-преобразователи позволяют достаточно просто
осуществить фокусировку ультразвуковых колебаний.
В ряде случаев такая фокусировка получается естест-
венным путем за счет кривизны поверхности изделия, в
котором возбуждаются ультразвуковые колебания. Фо-
кусировку можно осуществить также путем смещенного
по фазе управления сегментными приемно-излучающи-
ми преобразователями. Схемы ЭМА-преобразователей
для возбуждения и приема различных типов ультразву-
ковых волн показаны на рис. 4.13.
К недостаткам ЭМА-преобразователей относятся их
более низкий (на два-три порядка) коэффициент меха-
нической связи по сравнению с пьезопреобразователями
и небольшие (1—5 мм) рабочие зазоры между ЭМА-пре-
образователем и поверхностью контролируемого изделия.
Поэтому для получения необходимой чувствительности
аппаратуры ультразвукового контроля с ЭМА-преобра-
107
г
7ооороооо\^
-----q
Рис. 4.13. Возбуждение различных типов волн ЭхМА-методом
(i — линии вихревого тока; F — сила, действующая на поверх-
ности металла):
а — продольных по нормали к поверхности; б — поперечных по норма-
ли к поверхности; в — под углом к поверхности и рэлеевских; г — нор-
мальных.
Рис. 4.14. Влияние температуры
на возбуждение волн ЭМА-мето-
Д0М2
1 и 1а — поперечные волны в магнитной
и немагнитной стали; 2 и 2а- про-
дольные волны.
зователями мощность зондирующих импульсов, посту-
пающих на ЭМА-преобразователь, должна быть сущест-
венно больше, чем при использовании пьезопреобразова-
телей. Как показали исследования, удовлетворитель-
ная чувствительность аппаратуры с ЭМА-преобразова-
телями при рабочих зазорах до 5 мм получается
при индукции постоянного магнитного поля в зазоре
0,7—1,0 Тл.
ЭМА-преобразователи перспективны для автоматизи-
рованного ультразвукового контроля качества металло-
продукции в технологическом потоке производства, в том
числе и при высокой температуре (рис. 4.14).
4.6. Технология изготовления преобразователей
Часто сложные задачи по контролю различных изде-
лий могут быть решены путем создания новых преобразо-
вателей или усовершенствования имеющихся. Существует
много различных технологий изготовления преобразо-
вателей. Достаточно эффективную технологию изготов-
ления в лабораторных условиях преобразователей раз-
личного назначения разработал В. Ю. Баранов. Излагае-
мые ниже краткие сведения об этой технологии помогут
при проведении подобных работ.
Выбор пьезопластин для преобразователей произво-
дят из некоторого количества пьезопластин, которые
предварительно шлифуют на очень мелкой наждачной
бумаге, уложенной на стекле. Лист стекла при этом обес-
печивает плоскую поверхность для обработки. Пьезопла-
стины, поверхности которых после шлифования неров-
ные, бракуют.
С помощью дефектоскопа и специального приспособ-
ления проверяют акустические характеристики остав-
шихся пьезопластин.
Выбрав после указанных испытаний лучшие пьезо-
пластины, приступают к подготовке их поверхностей для
припаивания контактных электродов. Для этого на пред-
варительно обезжиренную поверхность пьезопластины
наносят маленькую капельку припоя, которую затем
109
аккуратно сглаживают скальпелем. В качестве припоя
используют сплав Вуда. Флюс — солянокислый анилин,
разведенный в глицерине.
Из тонкой медной фольги (толщиной примерно
0,02 мм) нарезают лепестки (электрозы) длиной около
25 мм и шириной 0,5—1,0 мм. Медную фольгу обычно
берут из слюдяного пластинчатого конденсатора. Наре-
занные лепестки выравнивают на гладкой стеклянной
поверхности, затем обезжиривают спиртом. На кончик
лепестка наносят капельку припоя, которую разглажи-
вают скальпелем через тонкую металлическую пластин-
ку (например, через лезвие для бритья). На медном
электроде оставляют только точку припоя, а лишний
припой обрезают скальпелем.
Медный электрод припаивают к пьезопластине. Для
этого к пьезопластине, где нанесен припой, приклады-
вают электрод с припоем и место соединения прижи-
мают паяльником. Время прижатия паяльника должно
быть минимальным, чтобы не произошла деполяризация
пьезопластины. Паяльник для этих целей берут мало-
мощный. Жало паяльника должно быть заточено на угол
и иметь плоскую поверхность. Перед касанием пьезо-
пластины жалом паяльника необходимо провести по
стеклянной плоской поверхности с целью выравнивания
его контактирующей поверхности.
В качестве второго электрода используют тонкую
диаметром 0,2 мм и длиной около 30 мм посеребренную
проволоку. Припаивание второго электрода к другой по-
верхности пьезопластины производят в следующей после-
довательности. Предварительно кончик проволоки рас-
плющивают, затем обезжиривают и на расплющенную
поверхность наносят капельку припоя, которую сгла-
живают. Затем обезжиривают другую сторону пье-
зопластины, на ее поверхность наносят маленькую
капельку припоя и припаивают второй электрод. Пе-
ред пайкой производят сглаживание припоя на пьезо-
пластине.
Затем пьезопластину приклеивают к волноводу. Вол-
новод может быть изготовлен из винипласта, полистиро-
ла и других материалов. Длина волновода обычно 15—
НО
20 мм, а диаметр равен диаметру пьезопластины. К вол-
новоду пьезопластину приклеивают той стороной, к ко-
торой припаян плоский медный электрод. Для фиксации
склеиваемых деталей применяют приспособление с ложе-
ментом по форме волновода. В качестве клея исполь-
зуют различные быстро полимеризующиеся материалы:
эпоксидную смолу, циакрин, акрилоксид и др.
Демпфер изготавливают обычно из кожи натураль-
ной. Для этого с помощью острозаточенного конца ме-
таллической трубки диаметром, равным диаметру пьезо-
пластины, выбивают из куска кожи диск требуемого
диаметра. На склеиваемые поверхности кожи и пьезо-
пластины наносят клей и после небольшой выдержки
демпфер приклеивают к пьезопластине.
Ко всей боковой (цилиндрической) поверхности вол-
новода с пьезоэлементом и демпфером приклеивают ко-
жу, которая в данном случае будет являться согласую-
щим слоем.
После высыхания приклеенной кожи к обоим элект-
родам припаивается кабель (экранный провод припаи-
вается к медному электроду). Места пайки электродов
и кабеля заливают пластмассой.
Собранный узел помещают в корпус (призму) преоб-
разователя и заливают пластмассой.
Изготовленные в лабораторных условиях по данной
технологии преобразователи обладают высокой чувстви-
тельностью и низкими собственными шумами (отношение
сигнал — помеха составляет 30—35 дБ). Многократные
испытания преобразователей в различных климатических
условиях, в том числе при низких (до —30 °C) темпера-
турах, показали высокую стабильность их акустических
параметров.
4.7. Неисправности преобразователей
и способы их устранения
Наиболее характерные неисправности некоторых ти-
пов преобразователей, причины их возникновения и воз-
можные способы устранения представлены в табл. 4.5.
111
Табл. 4.5. Неисправности преобразователей и способы
____________ их устранения
Неисправность Причины возникновения и способы устранения
1 2
Наклонные Высокий уровень шумов преобразова- теля, широкая диаг- рамма направлен- ности Высокий уровень шумов, диаграмма направленности нор- мальная Низкая чувстви- тельность преобра- зователя Угол ввода а преобразователя не соответствует номи- нальному (указанно- преобразователи типа ИЦ Расколота пьезопластина. Причиной поломки могут быть: попадание грязи (песка и других твердых частиц) между пьезопластиной и призмой ПЭП; чрезмерное прижатие пьезопластины к призме; случайные механические удары по преобразователю. Необходимо заменить пьезоэлемент и промыть (например, в спирте) по- верхность призмы и пьезопластины 1. Недостаточное усилие прижатия пьезопластины к поверхности призмы. Нужно увеличить усилие прижатия пьезопластины к призме. 2. Чрезмерно толстая фольга, ко- торая расположена между пьезопла- стиной и призмой (толщина алюми- ниевой, свинцовой или отожженной медной фольги не должна превышать 0,1 мм) Плохой акустический контакт меж- ду пьезопластиной, контактной фоль- гой и призмой, а также между пьезопластиной и демпфером из-за высыхания (испарения) масла. Необходимо разобрать ПЭП, на- нести на указанные поверхности не- много масла (машинное типа МС или аналогичное), затем ПЭП собрать Чрезмерный износ призмы. Необ- ходимо сначала обработать контакт- ную поверхность ПЭП напильником. Затем контактную поверхность при- тирают на наждачной бумаге, уло-
112
Продолжение табл. 4.5
1 2
му на его боковой женной на стекле, если ПЭП исполь-
поверхности) зуется для контроля по плоской поверхности. В случае контроля изделия с кри- волинейной поверхностью ПЭП при- тирают на наждачной бумаге, уложен- ной на поверхность контролируемого изделия (например, на трубу)
При включенном 1. Нарушен электрический контакт.
преобразователе на Необходимо разобрать ПЭП, прове-
экране дефектоскопа рить качество контакта между кон-
отсутствуют какие- тактным штырем и пьезопластиной
либо сигналы (в том (обычно в качестве контакта исполь-
числе шумы) зуют полоску медной фольги, ко- торая проходит через демпфер); про- верить качество контакта фольги, расположенной между пьезопластиной и призмой, с корпусом. Затем соб- рать ПЭП. 2. Плохой электрический контакт между разъемом кабеля и преобразо- вателем из-за короткого контактного штыря. Необходимо заменить контактный штырь
Наклонные преобразователи типа ,,Снежинка"
При включенном 1. Отклеилась пьезопластина. Это
преобразователе на может наступить при резком измене-
экране дефектоскопа нии температуры окружающей среды
отсутствуют какие- из-за различного коэффициента тем-
либо сигналы (в том пературного расширения клея и
числе шумы) капролона. Ремонту не подлежит. 2. Обрыв центральной жилы кабеля. Если участок обрыва доступен для ремонта, то необходимо удалить поврежденный участок кабеля. 3. Обрыв кабеля в разъеме. Необ- ходимо разобрать разъем и припаять оборванный конец кабеля.
113
Окончание табл. 4,5
1 2
Прямые контактные преобразователи*
При включении преобразователя на экране дефектоскопа отсутствуют какие- либо сигналы (в том числе и шумы) 1. Плохой электрический контакт в штырьковом разъеме преобразо- вателя. Необходимо раздвинуть (разогнуть) электроды штырька разъема. 2. Оборван электрический провод- ник, соединяющий разъем преобра- зователя с пьезоэлементом. Неисправность устранению не под- лежит
Неисправности в соединительном кабеле
При подключении кабеля с преобразо- вателем на экране дефектоскопа отсут- ствуют какие-либо сигналы (в том числе шумы) 1. Обрыв центральной жилы внут- ри кабеля. Необходимо найти повреж- денный участок и заменить его. Если внешним осмотром не удается обна- ружить обрыв, то кабель следует заменить. 2. Обрыв центральной жилы в разъеме. Необходимо разобрать разъем и припаять жилу кабеля
При подключении кабеля (с преобразо- вателем или без него) по всему экрану де- фектоскопа наблю- даются сильные шу- мы Обрыв экранной оплетки кабеля. Способы ремонта описаны выше
* Аналогичные неисправности могут быть в прямых РС-
преобразователях.
Глава 5. ОСНОВНЫЕ ПАРАМЕТРЫ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
5.1. Определение параметров контроля
Условно выделяют параметры аппаратуры и завися-
щие от них параметры метода (табл. 5.1).
Длина волны X обусловлена скоростью распро-
странения УЗ-волн в материале и задаваемой пьезоэле-
ментом частотой f УЗ-колебаний: k=Cff.
Угол ввода а зависит от угла призмы ₽ и акусти-
ческих свойств материала. Угол а определяют по СО
№ 2, для чего перемещают УЗ-преобразователь на по-
верхности образца и находят максимум эхо-сигнала, от-
раженного отверстием диаметром 6 мм (см. рис. 3.10).
Значение угла а находят по риске накладной шкалы
СО № 2, соответствующей точке выхода УЗ-пучка на
преобразователе. Пользуясь той же методикой, прове-
ряют по СО № 1 угол призмы Р преобразователя.
Направленность поля преобразователя рассмотрена
выше в § 2.4.
Мертвую зону М при контроле наклонным пре-
образователем определяют как минимальную глубину за-
легания в специальном образце бокового цилиндриче-
ского отверстия, уверенно обнаруживаемого всеми инди-
каторами дефектоскопа. В тех случаях, когда предельное
значение мертвой зоны задано техническими условиями,
отверстие изготавливают на заданной глубине в стан-
дартном образце № 2А. В остальных случаях величину
мертвой зоны проверяют по СО № 2, имеющему отвер-
стия диаметром 2 мм, расположенные на глубине 3 и
8 мм.
Мертвую зону М можно рассчитать, зная длитель-
ность зондирующего импульса т и время собственных
(реверберационных) шумов тш преобразователя: для
прямого преобразователя М = Ci (т+тш)/2, а для наклон-
ного М = C/sin а(т + тш)/2.
У серийных преобразователей обычно т=2—20 мкс и
тш = 5—10 мкс, а мертвая зона М = 3—12 мм.
115
Табл. 5.1. Основные параметры аппаратуры и параметры
метода
Параметры метода Параметры аппаратуры
наименование условное обозначение единица из- мерения наименование условное ; обозначение единица из- мерения
Длина волны Чувствитель- ность: реальная предельная эквивалентная Угол ввода луча Направленность поля преобразова- теля Точность изме- рения координат (точность селек- тирования) Мертвая зона Разрешающая способность Длина пакета упругих колеба- ний | й; <1 О мм мм мм2 мм град град % мм мм мм Частота Чувствитель- ность: условная по СО № 1 условная по СО № 2 эквивалентная угол призмы Размеры преоб- разователя (ра- диус) Погрешность глубиномера (си- стемы селекции) Длительность: зондирующего импульса реверберацион- ных шумов из призмы Разрешающая способность Длительность зондирующих им- пульсов •О Е ч ц; 4$ МГц мм дБ мм град мм % мкс мкс мкс мкс
Примечание. Параметры аппаратуры определяют сог-
ласно требованиям ГОСТ 23667—79 или заводским ТУ.
116
Разрешающая способность А по длитель-
ности (лучевая) или по фронту волны — это минималь-
ное расстояние между двумя отражателями, эхо-сигналы
от которых при заданном уровне отсечки принимаются
раздельно. Лучевая разрешающая способность зависит
главным образом от длительности акустических импуль-
сов, распространяющихся в контролируемом изделии.
Ее можно оценить по СО № 1 (см. рис. 3.9), который
имеет концентрические цилиндрические отверстия для
наклонных преобразователей и фрезерованные пазы раз-
ной глубины для оценки разрешающей способности нор-
мальных преобразователей.
Фронтальная разрешающая способность тем выше,
чем уже диаграмма направленности излучателя. Для ее
оценки достаточно иметь два подобных отражателя в
любом материале с известной скоростью распростране-
ния ультразвука. Разрешающие способности метода
Аг, Аг (для продольных или поперечных волн) и аппара-
туры Гр связаны соотношениями:
Аг = Сг7'Р/2; Аг = Сг7’Р/2.
Значения Гр составляют обычно 2—4 мкс.
Точность измерения координат Н и L
характеризуется случайной и систематической погреш-
ностями. Случайная погрешность зависит главным обра-
зом от оператора. Обычно это неточность установки пре-
образователя в положение наибольшего эхо-сигнала, ко-
торая может достигать 4—5 % от значений координат.
Систематическая погрешность алгебраически склады-
вается из погрешностей, связанных с отклонением истин-
ных значений угла ввода а, скорости УЗК и его пути в
призме преобразователя от их расчетных характеристик.
Поэтому погрешность измерения глубины И может до-
стигать 50—60 %, особенно при контроле малых (до 10—
15 мм) и больших (более 150 мм) толщин. Систематиче-
ская ошибка для измерения L существенно меньше, чем
для Н (5—15 %). Проверять точность измерения коорди-
нат следует по СО № 1 или СО № 2 согласно ГОСТу.
Погрешность глубиномера обусловливается погреш-
117
ностью измерения известного интервала времени между
донными эхо-сигналами и определяется по СО № 1 или
СО № 2.
5.2. Чувствительность контроля.
Эталонирование чувствительности
Чувствительность контроля. Предельная чув-
ствительность Sn характеризуется минимальной
площадью (мм2) отверстия с плоским дном, ориентиро-
ванным перпендикулярно к акустической оси преобразо-
вателя, которое еще обнаруживается на заданной глуби-
не в изделии при данной настройке аппаратуры.
Как видно из определения, слово «предельная» отра-
жает пороговую характеристику чувствительности. Если
эту же чувствительность оценивать в миллиметрах глу-
бины сверления по СО № 1 или в децибелах по СО № 2,
то ее можно назвать условной чувствитель-
ностью.
При УЗ-контроле целесообразно использовать не-
сколько уровней чувствительности, например поисковый,
контрольный, браковочный. Поисковый — самый высокий,
обычно на 6 дБ (по амплитуде — в 2 раза) выше брако-
вочного. Браковочному уровню, при котором оценивают
после поиска недопустимость дефектов по амплитуде их
сигналов, соответствует по величине предельная чувстви-
тельность метода. На контрольном уровне, промежуточ-
ном между браковочным и поисковым, ведут окончатель-
ную оценку дефектов по их условным размерам: длине,
ширине, высоте. Предельный уровень (или предельную
чувствительность) используют как основной уровень при
настройке дефектоскопа перед контролем.
Реальная чувствительность определяется
минимальными размерами дефектов, уверенно выявляе-
мых в материале при выбранном режиме контроля (на-
стройке дефектоскопа).
Следует иметь в виду, что даже при строго стабиль-
ной условной чувствительности реальная и предельная
чувствительности для одного и того же типа контроли-
руемого объекта могут существенно зависеть от качест-
118
ва поверхности металла, акустических свойств контакт-
ной среды, температуры контроля и скорости сканиро-
вания.
Абсолютная чувствительность харак-
теризует максимальную чувствительность УЗ-дефекто-
скопа. В современных приборах она достигает 80—
100 дБ. Ее не следует путать с оценкой чувствительности
в абсолютных и относительных единицах, что имеет мес-
то, например, при радиационном контроле (мм и %).
Эталонирование (измерение) чувствительности можно
производить двумя путями: прямым с помощью тест-
образцов и косвенным с помощью ЛРД-диаграмм.
Эталонирование по тест-образцам. Прямым способом
можно эталонировать чувствительность дефектоскопа
любой конструкции. Этот способ автоматически учиты-
вает многие параметры акустического тракта и достаточ-
но прост. Однако он весьма дорогой, так как для него
требуется набор стандартных и испытательных (тест-)
образцов с различными отражателями.
Тест-образцы обычно изготавливают той же толщи-
ны, кривизны и из материала той же марки, что и конт-
ролируемое изделие. Обязательно также соответствие ка-
чества поверхности тест-образца и изделия. Габариты
тест-образца должны быть такими, чтобы на опорный
эхо-сигнал отражателя не накладывались ложные сигна-
лы от стенок и углов образца. Эти ложные сигналы
должны по развертке ЭЛТ дефектоскопа быть значи-
тельно дальше опорного сигнала.
На тест-образце не ближе 20 мм от краев изготавли-
вают искусственные эталонные отражатели, по эквива-
лентной площади соответствующие требуемому уровню
чувствительности. Эталонировать чувствительность но
тест-образцам с реальными дефектами, как правило, не-
возможно, поскольку точное измерение реальных дефек-
тов и их воспроизводство при тиражировании крайне
затруднено.
Выбор тест-образцов обусловливается типом отража-
теля, глубиной его расположения, а также необходи-
мостью наличия шва в тест-образце (для сварных соеди-
нений).
119
Тип отражателя выбирают исходя из его отра-
жательных свойств, технологичности и воспроизводимо-
сти изготовления. На практике нашли применение четыре
типа эталонных отражателей: плоскодонное отверстие,
Рис. 5.1. Испытательные образцы для определения предель-
ной чувствительности УЗ-контроля:
а — плоскодонное отверстие; б — боковое цилиндрическое отверстие;
в —угловой отражатель (зарубка); г — сегментный отражатель.
угловой (зарубка), сегментный и боковой цилиндриче-
ский (боковое сверление).
Плоскодонное отверстие (см. рис. 5.1, а) имеет в срав-
нении с остальными отражателями большое достоин-
ство — наличие крутой монотонной зависимости ампли-
туды эхо-сигнала от диаметра отражателя. Но этот отра-
120
жатель весьма трудно изготовить под заданным углом,
с плоской и гладкой отражающей поверхностью. Поэто-
му технологичность и воспроизводимость его изготовле-
ния самые низкие.
Боковое сверление (рис. 5.1, б) —самый технологич-
ный и воспроизводимый тип отражателя. Однако разброс
значений его отражательных свойств больше, чем у пло-
ского дна, и зависит от многих факторов. Например, на
отражательные свойства существенно влияют боковая
грань тест-образца, близость его нижней поверхности к
сверлению и т. п.
Зарубка (рис. 5.1, в) хорошо имитирует выходящие
на поверхность трещины и непровары и может заменять
плоскодонное отверстие. Она выдавливается на образце
или непосредственно на изделии специально заточенным
инструментом-бойком с помощью тисков или пресса. Глу-
бину зарубки измеряют индикатором с игольчатым ну-
тромером или остро заточенным глубиномером штанген-
циркуля. После контроля зарубку удаляют абразивным
инструментом.
Сегмент (рис. 5.1, г) по отражательным свойствам
уступает плоскодонному отверстию и примерно равноце-
нен зарубке. Изготовляют сегмент с помощью фрезы, же-
лательно на координатно-расточном станке со шли-
фовкой.
Выбор глубины залегания отражателя зави-
сит от типа дефектоскопа. Если в дефектоскопе с помо-
щью блока ВРЧ можно выровнять чувствительность по
глубине строго по закону ослабления УЗ-пучка в мате-
риале, то глубина залегания отражателя может быть
любой в пределах зоны ВРЧ.
Дефектоскопы типа УДМ-1М, УДМ-3, ДУК-66П не
имеют блока ВРЧ с требуемыми характеристиками. По-
этому при работе с ними глубина расположения эталон-
ного отражателя должна соответствовать координатам
наиболее опасных или часто встречающихся дефектов.
Например, если сварной шов контролируют прямым
лучом за один проход, то отражатель целесообразно раз-
местить на нижней поверхности образца. При контроле
всего сечения шва однажды отраженным лучом отража-
121
тель выполняют на верхней поверхности образца. При
контроле по слоям сварных швов толщиной более 30 мм
отражатель следует располагать обычно на глубине ниж-
ней границы соответствующего слоя.
Такая система эталонирования наиболее проста, по-
этому нашла широкое распространение. Но надо всегда
иметь в виду, что чувствительность дефектоскопа по се-
чению сварного шва будет уменьшаться с изменением
глубины. Так, например, если контролируют шов толщи-
ной 30 мм и эталонируют по нижней зарубке, то чувстви-
тельность на глубинах 10 мм (верхний слой шва) и
30 мм (нижний слой) отличается почти на 14 дБ, при-
чем в нижней части шва чувствительность меньше.
Несмотря на столь значительную разницу в чувстви-
тельности, перебраковка обычно невелика. Это связано
с благоприятной для УЗ-контроля статистикой располо-
жения дефектов. Например, при контроле шва односто-
ронней сварки наиболее опасные трещиноподобные де-
фекты находятся в корне шва и являются хорошими от-
ражателями УЗК- В верхней части шва обычно имеются
поры — плохие отражатели УЗК. Но здесь предельная
чувствительность при эталонировании по нижнему отра-
жателю наименьшая, поэтому выявляемость дефектов
почти одинаковая.
Необходимость наличия шва в тест - о б р а з-
це зависит от разницы в затухании УЗК между основ-
ным металлом и металлом шва, а также от ширины ва-
лика усиления шва.
Для соединений толщиной до 30 мм, сваренных в
один проход, разница в затухании обычно мала. Для
соединений более 30 мм разница может быть значитель-
ной (из-за многослойности), и ее следует учитывать.
Если разница в затухании велика, то тест-образец сле-
дует изготавливать со швом. При этом нужно обеспечить
его бездефектность. Валик шва может ограничивать пе-
редвижение преобразователя вперед при сканировании.
Для зарубки у корня шва слишком широкий валик мо-
жет приводить к эталонированию не по центральному, а
по боковому лучу диаграммы направленности. Отсюда
появляется искажение фактической чувствительности.
122
Поэтому в подобных случаях необходимо иметь в тест-
образце либо шов с усилением, либо имитирующую на-
кладку.
Предельную чувствительность дефектоскопа с преоб-
разователем измеряют, пользуясь испытательными об-
разцами по ГОСТ 14782—76. Допускается вместо отвер-
стий с плоским дном (рис. 5.1) применять угловые или
сегментные отражатели.
При наличии аттенюатора в дефектоскопе целесооб-
разно использовать тест-образец с боковым сверлением
(рис. 5.1,6). Чувствительность Зп здесь рассчитывают
согласно приложению 2 в ГОСТ 14782—76. Для сварных
соединений толщиной более 15 мм боковое сверление
диаметром 6 мм располагают на глубине 44 мм. Для
меньших толщин диаметр бокового сверления и глубину
его расположения оговаривают особо. Высота h сегмент-
ного отражателя должна быть больше длины поперечной
УЗ-волны, а отношение h/b — более 0,4.
В ряде случаев уровни предельной или браковочной
чувствительности удобно фиксировать с помощью допол-
нительного эталона, обладающего строго заданными и
постоянными акустическими свойствами. Для пересчета
используют условную чувствительность, которую изме-
ряют: а) по СО № 1 (рис. 3.9) и выражают наибольшей
глубиной (мм) фиксируемого цилиндрического отража-
теля; б) по СО № 2 (см. рис. 3.10), если в дефектоскопе
имеется аттенюатор, как разность в децибелах между
исходными показаниями аттенюатора и показанием, со-
ответствующим максимальному ослаблению, при котором
еще фиксируется боковое сверление диаметром 6 мм.
Таким образом, чувствительность УЗ-контроля может
быть измерена по тест-образцам в различных единицах:
в мм2 — эквивалентной площади Зэ искусственных отра-
жателей разного типа, в мм — глубины расположения
боковых сверлений в СО № 1 и, наконец, в децибелах —•
как отношение амплитуд измеренного и опорного сиг-
налов.
Значения предельно допустимых дефектов (браковоч-
ный уровень) зависят от толщины элементов и катего-
рии соединений.
123
Эталонирование без тест-образцов. Настройку чувст-
вительности косвенным образом (безэталонным мето-
дом) можно вести для дефектоскопов, снабженных атте-
нюатором (ДУК-66, ДУК-66ПМ, УД-11ПУ и др.). Чув-
ствительность в виде эквивалентной площади или в
децибелах устанавливают путем расчета по формулам
акустического тракта или с помощью АРД-диаграмм.
Искомую чувствительность находят как долю опорного
эхо-сигнала, полученного от двугранного угла, бесконеч-
ной плоской или цилиндрической поверхности, зарубки
и т. п. Уровень опорного сигнала при этом условно при-
нимают за 0 дБ. Чувствительность теоретически можно
рассчитать по отношению уравнений акустического тракта
для плоскодонного отражателя (амплитуда А=Аотр,
площадь <S6=S°£P) и опорного отражателя (амплитуда
Л о) согласно формуле
А _ 2Sb
Ао
(5.1)
где г — путь УЗ-луча от пьезоэлемента до точки ввода и
далее до опорного отражателя.
По формуле (5.1) получают отношение амплитуд,
показывающее, во сколько раз (или на сколько децибел)
надо увеличить чувствительность дефектоскопа по отно-
шению к опорному уровню Ао для того, чтобы получить
ту же амплитуду от модели дефекта эквивалентной пло-
щадью Sb.
Пример 5.1. Расчет уровней чувствительности по безэта-
лонному методу.
Из нормативно-технической документации известно, на-
пример, что браковочный уровень допустимой дефектности в
стали толщиной 30 мм эквивалентен плоскодонному отража-
телю площадью = 5 мм2 на глубине г = 30 мм. Используем
нормальный (прямой) преобразователь на частоту 2,5 МГц
с пьезоэлементом диаметром 12 мм. Длина продольной волны
при скорости УЗК в стали 5,9 мм/мкс составляет 2,36 мм
(см. табл. 2.1). Примем, например, опорный уровень Ао = 30 дБ.
Вычисляем отношение амплитуд для браковочного уровня
Абр по формуле (5.1):
124
j5E_;a!-^L=_2_5_=0,14.
Ло xzr 2,36-30
По шкале децибел (см. рис. 2.3) находим требуемую раз-
ность децибел АЛ = — 17 дБ. Таким образом, уровень брако-
вочной чувствительности должен быть выше опорного на 17 дБ,
что позволит уверенно отбраковать дефекты с эквивалентной
площадью 5 мм2. Соответственно Лбр=Л0—| АЛ | =30—17=
= 13 дБ. Контрольный и поисковый уровни требуют повыше-
ния чувствительности еще на 6 дБ. Получаем Лк=Лбр—6=
= 7 дБ; Лп = Лбр— 12=1 дБ.
При контроле наклонным преобразователем расчет ведут
по более сложной формуле, которая здесь не приведена. На-
пример, если браковочную чувствительность установили 7 мм2,
а поисковую 5 мм2, то разница между ними как раз соответ-
ствует 6 дБ.
Важно иметь в виду, что опорный уровень (сигнал) соот-
ветствует сравнительно невысокой чувствительности дефекто-
скопа, поскольку опорные отражатели дают достаточно мощ-
ный отраженный сигнал (от бесконечной плоскости угла или
бокового сверления диаметром 6 мм в СО № 2). Далее чув-
ствительность надо повышать до браковочного, контрольного
и самого высокого — поискового уровня. Повышение чувстви-
тельности дефектоскопа аттенюатором реализуется уменьше-
нием вводимого им электросопротивления, проградуированно-
го на шкале «Ослабление» в децибелах. Наибольшая чувстви-
тельность, таким образом, соответствует 0 дБ.
Пример 5.2. Методика настройки чувствительности дефек-
тоскопа.
Для дефектоскопов типа ДУК-66ПМ, где отсутствуют
рукоятки «Мощность» и «Чувствительность», последователь-
ность операций следующая. Устанавливаем преобразователь
на тест-образец (или изделие), в котором имеется отражатель
для опорного сигнала. Регулятором «Ослабление», калибро-
ванным в децибелах, устанавливаем опорный сигнал на экране
дефектоскопа высотой 20 мм. Получаем на шкале значение
опорного сигнала Ао (обычно оно составляет 30—60 дБ). За-
тем вращаем регулятор в соответствии со знаком (+) на
величину разности АЛ. В результате получаем на шкале зна-
чение Лбр=Ло— | АЛ |.
В большинстве дефектоскопов, кроме аттенюаторов, име-
ются некалиброванные (в децибелах) рукоятки регулировки
амплитуды сигнала. Тогда значение опорного сигнала «вы-
ставляют» на шкале аттенюатора сразу (30; 40; 50 дБ), а за-
125
тем сам сигнал устанавливают высотой 20 мм на экране де-
фектоскопа с помощью некалпбровапных регуляторов ампли-
туды.
Указанная амплитуда эхо-сигнала на 20 мм выше линии
развертки не является строго регламентированной. В некото-
рых отраслях при настройке устанавливают эхо-сигнал
10 мм — для отечественных пли до средней горизонтальной
линии — для зарубежных дефектоскопов. При этом показания
аттенюатора должны, как указывалось выше, соответствовать
опорному сигналу.
Глава 6. МЕТОДЫ ОПРЕДЕЛЕНИЯ
ВЕЛИЧИНЫ, КООРДИНАТ И ХАРАКТЕРА
ДЕФЕКТОВ
6.1. Измеряемые характеристики дефектов
Обнаружить дефект, измерить его с минимальной по-
грешностью в различных пространственных направле-
ниях, а также оценить характер и степень допустимости
для данной детали или конструкции — в этом задача
УЗ-дефектоскопии.
Объем измерений не должен сводиться к минимуму
из-за опасности потерять важную информацию о дефек-
те. Необходимо использовать только такие информатив-
ные признаки дефекта, которые поддаются воспроизво-
димому измерению в любых условиях, любым операто-
ром и выражаются в простой числовой форме.
Основными измеряемыми характеристиками дефек-
тов при УЗ-контроле являются:
наибольшая амплитуда эхо-сигнала;
координаты (глубина Н, расстояние L) дефекта;
условные размеры (длина, ширина, высота) дефекта-,
число дефектов (на изделие, шов, стык и т. п.);
параметры формы дефекта.
126
6.2. Измерение эквивалентных размеров дефектов
по амплитуде эхо-сигнала
Измерение амплитуды эхо-сигнала производят мето-
дом сравнения сигнала от дефекта с каким-либо опорным
сигналом, полученным тем же преобразователем от от-
ражателя известной величины и геометрической формы.
Если было бы заранее известно, какого типа дефект
обнаружен, то следовало бы сравнивать эхо-сигнал от
дефекта с сигналом от искусственного отражателя, фор-
ма которого наиболее близка к форме дефекта. Но чаще
всего невозможно достаточно точно определить тип де-
фекта. Кроме того, размер дефекта должен выражаться
через определенную величину, легко воспроизводимую
при измерениях. Для этой цели используется понятие
эквивалентная площадь дефекта (или
эквивалентный диаметр).
Эквивалентную площадь дефекта S:> измеряют пло-
щадью искусственного отражателя (плоскодонного
отверстия), расположенного на той же глубине, что и де-
фект, и дающего эхо-сигнал такой же амплитуды. Ана-
логично определяют эквивалентный диаметр. Общепри-
нято, что при измерении эквивалентного размера дефек-
та по совмещенной схеме наклонным преобразователем
ось плоскодонного отверстия соосна акустической оси
УЗ-пучка, а при измерении PC-преобразователем ось от-
верстия перпендикулярна к поверхности. Если дефект
прозвучивается несколькими преобразователями различ-
ных типов, то за эквивалентный размер дефекта прини-
мается наибольшее измеренное значение.
Существуют два способа измерения эквивалентного
размера дефектов: с помощью тест-образцов и по АРД-
диаграммам.
Тест-образцы и их использование. Испытательный
(тест-) образец изготавливают нз материала контроли-
руемого изделия. Все операции по измерению S3 сводят-
ся к нахождению отверстия, от которого фиксируется
сигнал, равный эхо-сигналу от дефекта.
Измеренный эхо-сигнал от дефекта последовательно
сравнивается с сигналом от плоскодонных отверстий
127
различной величины, изготовленных в испытательном
образце на той же глубине, что и дефект.
Основные преимущества данного способа — это его
простота и доступность. Недостатком же является необ-
ходимость изготовления большого числа образцов с ши-
роким набором плоскодонных отражателей по диаметру
и глубине расположения (рис. 6.1). Кроме того, нужно,
Рис. 6.1. Эскиз испытательного образца для УЗ-контроля пря-
мым преобразователем изделий с плоскими поверхностями
толщиной до 70 мм.
чтобы качество поверхности и акустические свойства
испытательного образца полностью соответствовали
контролируемому изделию.
Во всех случаях, когда заранее не указано наиболее
вероятное место расположения дефектов, например при
УЗ-контроле листового проката, максимальная толщина
испытательных образцов должна соответствовать макси-
мальной толщине контролируемых изделий.
При изготовлении испытательных образцов необходи-
мо обращать внимание на то, чтобы близко расположен-
ные отражатели исключали возможность влияния сосед-
них отражателей или стенок образца на амплитуду эхо-
сигнала.
АРД-диаграммы и их использование. АРД-диаграм-
мы получают экспериментально или на основе расчетов.
Данные диаграммы графически связывают между собой
для конкретного преобразователя амплитуду эхо-сигна-
128
ла, эквивалентный размер плоскодонного отражателя и
расстояние до него.
АРД-диаграммы обладают определенным преиму-
ществом перед испытательными образцами, поскольку
учитывают коэффициент затухания ультразвука в контро-
Рис. 6.2. Пример рабочей АРД-диаграммы для прямого со-
вмещенного преобразователя (2а=12 мм; /=2,5 МГц; С/ =
= 5800±350 м/с).
лируемых материалах. Кроме того, использование
АРД-днаграмм экономичнее, чем испытательных образ-
цов. Применение АРД-диаграмм особенно эффективно
при мелкосерийном производстве. Однако их используют
в основном для изделий простой геометрической формы
и большой толщины, так как совпадение расчетных кри-
вых с экспериментальными данными наблюдается толь-
ко в дальней зоне преобразователя.
5 Зак. 88
129
Обычно применяются рабочие АРД-диаграммы, по-
строенные для конкретных условий контроля (рис. 6.2).
Все АРД-диаграммы строят для нулевого затухания
УЗ-колебаний, а для его учета диаграмму вставляют в
Рис. 6.3. Планшет для рабо-
ты с АРД-диаграммами.
этом нет необходимости
специальный планшет (рис.
6.3), в котором можно по-
вернуть координаты.
Работа с АРД-диаграм-
мами основана на измере-
нии отношения амплитуд
эхо-сигнала от дефекта и
опорного эхо-сигнала от дна
изделия или известного ис-
кусственного отражателя.
Зная амплитуду опорного
эхо-сигнала, можно настро-
ить чувствительность прнбо-
ра, а также определить
эквивалентную площадь об-
наруженного дефекта. При
фиксировать амплитуды эхо-
сигналов, достаточно только определить их отношение
или разность в децибелах. Для обеспечения требуемой
точности контроля рекомендуется выполнить несколько
измерений опорного эхо-сигнала и затем усреднить полу-
ченные результаты.
Настройка чувствительности с помощью АРД-
диаграмм состоит в определении по диаграмме расчетного
отношения ASo эхо-сигнала (на заданном расстоянии) к
опорному сигналу Аоп известного отражателя. Затем аттенюа-
тором дефектоскопа измеряют амплитуду реального опорного си-
гнала Аоп , и чувствительность прибора изменяется от уровня
этого сигнала на величину As . Обычно чувствительность при-
бора настраивают таким образом, чтобы дефекты эквивалент-
ной площадью So и более могли быть выявлены на максималь-
ной глубине.
Пример 6.1. Требуется настроить чувствительность для
S0 = 3 мм на глубине г = 300 мм. За опорный сигнал примем
донный сигнал также с глубины 300 мм.
130
Решение. Отметим, что при равных глубинах отношение
эхо-сигналов от дефекта и дна не зависит от коэффициента
затухания, поэтому на планшете надо установить нулевое за-
тухание (или в данном случае вообще планшетом можно не
Рис. 6.4. Пример настройки чувствительности с помощью
АРД-диаграммы.
На АРД-диаграмме (рис. 6.4) установим точки, соответ-
ствующие от дефекта эквивалентной площадью 3 мм2 и
Я на глубине 300 мм (концы вертикальных стрелок). Затем
определяем разность их ординат (расстояние между горизон-
тальными пунктирными линиями) Д5о = 35 дБ. Таким обра-
зом, чувствительность прибора должна быть на 35 дБ выше
уровня донного сигнала. Если, например, ЛдОН = 28 дБ, то
'/lSo = 28 -ф 35 = 63 дБ.
Поисковая чувствительность будет, естественно, выше
настроечной на некоторую величину (обычно на 6 дБ).
5*
131
Аналогично настраивается чувствительность при контроле
наклонным преобразователем, когда опорным сигналом явля-
ется эхо-сигнал от двугранного угла.
Оценка эквивалентной площади Зэкв
с помощью АРД-диаграмм заключается в измерении
аттенюатором дефектоскопа отношения пли разности
Лдеф амплитуд опорного сигнала и сигнала от обнару-
женного дефекта. В данном случае нужно знать коэффи-
циент затухания ультразвука. На АРД-диаграмме с уче-
том затухания находят такую кривую, на которой рас-
положена точка с абсциссой, равной расстоянию до
дефекта, и с ординатой, отстоящей от опорного сигнала
на величину Лдеф.
Пример 6.2. В изделии толщиной 300 мм обнаружен де-
фект на глубине гДеф = 240 мм. Измерением получено, что сиг-
нал от дефекта меньше донного сигнала на величину ЛДеф =
= 20 дБ. Определить 5Э.
Решение. Коэффициент затухания в контролируемом
изделии характеризуется наклоном рисок подвижной коорди-
натной сетки, параллельным наклонным прямым со стрелками
на рис. 6.5.
В наклонной системе координат находим ординату точки,
соответствующей АДОн (г = 300 мм), т. е. конец верхней стрел-
ки (38 дБ). От конца этой стрелки откладываехМ вниз (посколь-
ку сигнал от дефекта в данном случае меньше донного) раз-
ность Ддеф = 20 дБ. От нижнего конца отрезка Лдеф проводим
прямую вдоль рисок наклонной координатной сетки до пере-
сечения с вертикальной линией, соответствующей глубине
залегания обнаруженного дефекта гдеф = 240 мм, т. е. находим
точку Адсф, имеющую ординату АДОн + Лдеф = 38+20=58 дБ.
Ближайшая до этой точки кривая указывает эквивалентную
площадь дефекта. В нашем примере оэ=Ю мм2.
Для определения коэффициента зату-
хания ультразвука с помощью АРД-диаграмм
измеряют отношение (или разность в децибелах) ампли-
туд сигналов от двух известных отражателей, располо-
женных на разных глубинах. Затем относительно
АРД-диаграммы находят такое положение подвижной
координатной сетки, при котором расчетное значение
этой разности совпадает с измеренным.
132
10
Рис. 6.5. График, поясняющий методику оценки эквивалентной
площади дефекта с помощью АРД-диаграмм.
Пример 6.3. Толщина контролируемого изделия 300 мм.
В качестве эталонного образца с известным затуханием ис-
пользуется образец толщиной 100 мм с коэффициентом зату-
хания 1 Нп/м, который характеризуется наклоном верхней
стрелки (рис. 6.6). Определить коэффициент затухания.
Решение. Измеряем Азат — разность амплитуд донных
сигналов в образце и изделии. Пусть, например, Азат = 35 дБ
(причем амплитуда донного сигнала в образце больше). В сис-
теме координат, параллельной верхней стрелке, находим точку
Адон = 22 дБ, соответствующую донному сигналу в образце.
Поскольку амплитуда донного сигнала в изделии меньше, то
откладываем вниз разность Азат и, вращая координатную сет-
ку, соединяем полученную точку с точкой Адон (300 мм). Но-
вый наклон стрелки будет характеризовать искомое затухание.
Методика определения затухания, приведенная в данном
примере, дает наиболее точные результаты, но при этом не-
обходимо наличие образца с известным коэффициентом зату-
хания. Обычно такой образец изготавливают из мелкозерни-
133
Рис. 6.6. График, поясняющий методику оценки коэффициента
затухания ультразвука в изделии по образцу с известным за-
туханием.
стого однородного по затуханию металла, причем скорость
УЗ-колебаний в нем не должна отличаться от скорости в кон-
тролируемом металле. В ряде случаев удобно использовать
для этой цели стандартный образец № 2 (по ГОСТ 14782—76).
6.3. Определение координат дефектов
При УЗ-контроле наклонным преобразователем
(рис. 6.7) местоположение дефекта определяют по сле-
дующим координатам: Н—глубина залегания дефекта;
X — расстояние от центра излучения преобразователя до
дефекта вдоль поверхности изделия (иногда отсчет X
134
производится от передней грани ПЭП); г—расстояние
от дефекта до какой-либо выбранной точки отсчета:
X = rsina; H=r cos a.
Глубиномерное устройство дефектоскопа позволяет
измерять временной интервал между зондирующим им-
пульсом и эхо-сигналом от дефекта. Так как скорости
УЗ-колебаний в металле и преобразователе и углы ввода
Рис. 6.7. Схема определения
координат дефекта при
контроле наклонным преоб-
разователем.
известны, то расстояние от точки ввода до дефекта по
ходу луча определяют из соотношения
г=С( (Т-2/пр)/2,
где Т — время распространения колебаний от пьезопла-
стины до дефекта и обратно; /пр — время распростране-
ния колебаний в призме преобразователя.
Глубиномеры современных отечественных дефекто-
скопов проградуированы (мм) непосредственно в значе-
ниях Н и X, что позволяет быстро определить эти коор-
динаты.
Достаточно просто расстояние X можно установить с
помощью координатных линеек, закрепляемых непосред-
ственно на преобразователе.
При контроле отраженным лучом глубина дефекта Н
определяется с учетом числа отражений от каждой из
поверхностей изделия по следующим формулам:
/7 — (1 +п)Ь — Нгц (при нечетном//);
Н-НГл~ti8 (при четном п),
где б — толщина металла; Н™ — показания глубиноме-
ра дефектоскопа.
135
6.4. Оценка величины дефектов
по условным размерам
В практике УЗ-дефектоскопии наряду с амплитудным
широкое распространение получил способ оценки вели-
чины дефектов путем измерения их условных размеров
на поверхности изделия. Суть способа состоит в том, что
при перемещении преобразователя вдоль дефекта на по-
Рис. 6.8. Схема измерения условной протяженности дефектов
прямым (а) и наклонным (б) преобразователями.
136
верхности изделия измеряется расстояние между поло-
жениями преобразователя, в которых при заданном уров-
не чувствительности дефектоскопа эхо-импульс от дефекта
на экране прибора уменьшается до определенного зна-
чения.
Различают условную протяженность АЛ, условную
ширину АХ и условную высоту АН дефекта. Схема изме-
рения АЛ, АХ и А// прямым и наклонным преобразовате-
лями показана на рис. 6.8 и 6.9.
Рис. 6.9. Схемы измерения условной высоты АН и условной
ширины АХ дефекта.
Условная протяженность АЛ — это раз-
ность расстояний между пороговыми положениями пре-
образователя при его перемещении вдоль оси шва
(рис. 6.8).
Условная ширина АХ — расстояние (при пе-
ремещении преобразователя поперек шва) от первого
порогового положения — момента превышения амплиту-
дой эхо-сигнала от дефекта некоторого заданного уровня
Ло до второго порогового положения — момента умень-
шения А ниже уровня Ло (рис. 6.9).
У с л о в н ую высоту А// определяют по глубино-
меру прибора как разность глубин залегания дефекта
137
При перемещении преобразователя между его порогобы-
ми положениями перпендикулярно к шву.
Из рисунков видно, что условные размеры превышают
действительные размеры дефекта, поскольку УЗ-луч
имеет значительную ширину, увеличивающуюся с рас-
стоянием. Поэтому, например, один и тот же дефект при
Рис. 6.10. Измерение условных размеров дефектов относитель-
ным (а) и абсолютным (б) способами.
прозвучивании с разных поверхностей контролируемого
изделия может иметь различное значение AL в зависи-
мости от его расположения по сечению шва.
Измерение условных размеров дефекта путем опреде-
ления координат его крайних точек может производиться
двумя способами: относительным и абсолютным.
Относительный способ. Контроль по этому способу
осуществляется на переменной чувствительности в сле-
дующей последовательности (рис. 6.10):
138
устанавливают контрольную чувствительность (при
этом амплитуда эхо-сигнала на экране прибора равна
20 мм, а на аттенюаторе, например, 20 дБ);
при обнаружении дефекта аттенюатором определяют
максимальную амплитуду сигнала (например, 24 дБ);
аттенюатором повышают чувствительность на 6 дБ
(на приборе будет 18 дБ);
на чувствительности 18 дБ определяют размеры де-
фекта;
устанавливают аттенюатором контрольную чувстви-
тельность, т. е. 20 дБ, и ведут поиск следующего дефек-
та. Этот способ эффективен лишь для относительно боль-
ших дефектов (Ь>а).
Абсолютный способ. Контроль по этому способу про-
исходит на постоянной чувствительности. Вначале уста-
навливают контрольную чувствительность. При этом
амплитуда эхо-сигнала на экране дефектоскопа равна
20 мм, а на аттенюаторе будет, например, 20 дБ. Затем
на контрольной чувствительности производят поиск де-
фекта, а также измерение его размеров. Краями дефек-
та следует считать положения, когда амплитуда сигнала
на экране прибора уменьшится с максимальной до
20 мм. Такой способ целесообразно применять для де-
фектов малого размера.
Нужно отметить, что определение условной высоты
небольших дефектов, значительно меньших, чем размеры
пьезоэлемента, связано с большими измерительными
погрешностями и практически не дает новой информа-
ции о величине дефекта по сравнению с измерением
амплитуды. Однако условную высоту всегда целесооб-
разно измерять дополнительно к амплитуде, чтобы не
пропустить какой-либо крупный плоскостной дефект
(трещину) со слабой отражательной способностью.
Контроль на произвольном уровне чувствительности
дефектоскопа может привести к регистрации эхо-сигна-
лов от мелких неопасных дефектов и структурных неод-
нородностей или к пропуску опасных дефектов. Поэтому
обнаружение дефектов и оценка их величины должны
производиться на строго определенном уровне чувстви-
тельности.
139
6.5. Измерение дефектов типа цепочек
В УЗ-дефектоскопии важной задачей является распо-
знавание сплошного непрерывного дефекта, например
непровара, от цепочки дефектов — шлаковых включений
или пор.
Возможность выявления двух рядом расположенных
дефектов характеризуется фронтальной разре-
шающей способностью преобразователя. Она
Рис. 6.11. Измерение амплитуды эхо-сигнала от двух плоско-
донных отражателей 2Ь = 3 мм при перемещении прямого
преобразователя (ak=\6>,\\ г=50 мм).
определяется минимальным расстоянием между дефек-
тами ЛР, при котором эти дефекты в процессе перемеще-
ния преобразователя по поверхности изделия регистри-
руются раздельно.
При перемещении преобразователя по поверхности
изделия амплитуда эхо-сигнала А в зависимости от рас-
стояния между дефектами будет изменяться (рис. 6.11).
За нулевой уровень принимается амплитуда эхо-сигнала
от одиночного дефекта.
Максимальная амплитуда эхо-сигнала наблюдается в
том случае, когда преобразователь расположен над
одним из дефектов. Если преобразователь расположен
между дефектами, то при небольших расстояниях LP
между ними эхо-сигнал, пришедший от более дальнего
дефекта, интерферирует с эхо-сигналом от ближнего де-
фекта и в зависимости от фазовых соотношений или уси-
140
ливает или ослабляет суммарный эхо-сигнал. Этим объ-
ясняется характер изменения амплитуды на рис. 6.11.
Когда преобразователь расположен посередине между
дефектами, разность фаз от двух дефектов равна 0.
Опыты показывают, что два дефекта выявляются
достаточно уверенно раздельно, если минимальный и
максимальный эхо-сигналы отличаются по величине в
2 раза (6 дБ). В этом случае в дальней зоне преобразо-
вателя фронтальная разрешающая способность прямых
и наклонных преобразователей приближенно может быть
определена по формуле
£р = 0,7Д/я,
где г — расстояние до дефекта, мм; X — длина волны, мм;
а — радиус пьезоэлемента, мм.
Для прямых преобразователей в пределах четырех
ближних зон Lp^0,8a.
При контроле встречаются дефекты разных типов,
размеров, ориентации. Поэтому фронтальная разрешаю-
щая способность в реальных условиях будет не лучше, а
хуже, чем для моделей дефектов. Если при перемещении
преобразователя на расстояние, меньшее величины фрон-
тальной разрешающей способности, появится несколько
эхо-сигналов, то это не означает, что в металле имеется
столько же дефектов. Поэтому на практике нельзя ста-
вить перед дефектоскопистом задачу по выявлению от-
дельных дефектов в пределах зоны, примерно равной
или меньшей диаметра пьезоэлемента.
6.6. Параметры формы дефектов
Конфигурацию и ориентацию дефектов важно знать
для оценки их потенциальной опасности. В последнее
время при контроле сварных швов находят применение
коэффициент ц для контроля совмещенным преобразова-
телем и коэффициентом /Сф для эхо-зеркального способа
контроля.
Коэффициент ц=(АХ)/(АД) определяют как
отношение условной ширины АХ дефекта к его условной
высоте АД. Для разных типов и видов дефектов ц ме-
141
нястся от 0,5 до 4. Плоскостные дефекты (трещины, не-
провары) имеют ц<1, а объемные (шлаковые включе-
ния, поры) —от 1 до 4. При этом АХ и А// измеряют на
одном и том же уровне чувствительности в одних и тех
же положениях наклонного преобразователя отосителыю
шва.
Коэффициент формы дефектов /Сф =
—A\!Az определяют как отношение амплитуд сигналов:
Рис. 6.12. Схема определения коэффициента формы Лф =Л|М2
при прозвучивании металла двумя преобразователями по схеме
«тандем»:
а —для объемных дефектов Дф^1; б — для плоскостных дефектов
К ф<1-
Ai — отраженного от дефекта обратно к преобразователю
и Az — испытавшего двойное зеркальное отражение от де-
фекта и внутренней поверхности изделия при прозвучи-
вании дефекта эхо-зеркальным способом по схеме «тан-
дем» (рис. 6.12).
Для объемных дефектов Л1>Л2 (рис. 6.12, а), и по-
этому Кф>1.
Для плоскостных дефектов, ориентированных преиму-
щественно вертикально, Ai<Az (рис. 6.12, б) и Кф<1.
Чтобы измерить /Сф, выбирают два одинаковых по
чувствительности однотипных наклонных преобразовате-
ля и электрически параллельно подключают к дефекто-
142
скопу (каждый ПЭП работает как излучатель и прием-
ник). Преобразователи с помощью направляющих линеек
фиксируются в околошовной зоне в одной верти-
кальной плоскости таким образом, чтобы на экране де-
фектоскопа одновременно были видны эхо-сигналы Л1 и
Аг. Путем небольших смещений находят такое положе-
ние преобразователей, когда Аг достигает максимума, и
Рис. 6.13. Крайние положения преобразователя:
а — для объемных дефектов амплитуда эхо-сигнала не изменяется;
б— для плоскостных дефектов амплитуда резко изменяется.
производят измерение At и Аг. Для более точной оценки
каждый дефект необходимо измерять с двух сторон шва.
Заметим, что определение 7Сф не требует эталонирования
чувствительности дефектоскопа, которая может быть
любой.
Имеется еще ряд других признаков, также весьма
полезных при дешифровке характера дефекта. Характер
дефекта можно определить путем изменения угла пово-
рота при крайних положениях преобразователя. Если
амплитуда эхо-сигнала от дефекта уменьшается в два
раза по отношению к максимальной амплитуде эхо-си-
гнала (рис. 6.13), то дефект считается плоскостным.
Перспективным методом определения типа дефекта
является ультразвуковая спектрометрия, основанная на
143
исследовании спектра эхо-сигналов, отраженных от де-
фектов различного типа при изменении частоты УЗК.
Принятые при таком прозвучивании эхо-сигналы изобра-
жаются на экране спектрального анализатора в виде
отдельных импульсов, высота которых пропорциональна
амплитуде эхо-сигнала, а положение на развертке —
частоте. У объемных дефектов спектр имеет монотонный
Рис. 6.14. Амплитудные спектры УЗ-волн, отраженных от объ-
емных (а) и плоскостных (б) дефектов.
4,5 МГц 7,5
/ —*
характер, а у плоскостных — гребенчатый с периодиче-
ски следующими максимумами и минимумами (рис.
6.14).
Ряд практических задач в ультразвуковой дефекто-
скопии эффективно решается с помощью волн дифрак-
ции. Например, используя дифрагированные волны
(краевые или обежавшие), показанные на рис. 6.15, мож-
но одновременно определить высоту дефекта (пропор-
ционально времени А/), а также параметры дефекта (по
соотношению амплитуд Ai и Аг).
На рис. 6.16, а показана зависимость отношения двух
вышеназванных сигналов от коэффициента формы де-
фекта Q = b/(2/). Дефект представлен в виде эллиптиче-
ского бесконечного цилиндра, как это принято в теории
прочности. Здесь b и I — соответственно малая и боль-
шая оси эллипса. Большие значения отношения амплитуд
сигналов свидетельствуют о преобладании зеркально от-
144
Рис. 6.15. Способ измерения параметров дефекта:
1 и 2 — положения преобразователей; А, и Л2 — амплитуды от краевой
волны и волны обегания соответственно.
Рис. 6.16. Зависимость отношения амплитуд дифрагированных
импульсов (а) и коэффициента концентрации напряжений
Ко (б) от коэффициента формы дефекта Q:
1 — трещина; 2 — непровар; 3 — цепочка шлаковых включений; 4 —
острое шлаковое включение; 5 — шлаковое включение; 6 — пора.
раженного поля над дифракционным, что характерно
для объемных дефектов (Q=0,5—0,17). И наоборот, для
плоских дефектов (Q<0,07) характерно примерное ра-
145
венство амплитуд обоих сигналов. С другой стороны,
имеется корреляционная зависимость между коэффи-
циентом формы дефекта и коэффициентом концентрации
напряжения (рис. 6.16,6). Таким образом, измеряя со-
отношения амплитуд принятых сигналов, можно опреде-
лять тип дефекта и степень его опасности.
Глава 7. КОНТРОЛЬ СПЛОШНОСТИ
МАТЕРИАЛОВ, ДЕТАЛЕЙ И ИЗДЕЛИЙ
7.1. Инструкции по контролю
В технической документации (инструкциях) на конт-
роль конкретных объектов (по ГОСТ 20415—82) должны
быть указаны: объект контроля; предприятие и ведомст-
во, где она действует; на основе каких материалов со-
ставлена; перечень дефектов, подлежащих выявлению.
В разделе «Аппаратура» приводятся:
тип (марка) применяемой аппаратуры и особенности
ее эксплуатации;
типы преобразователей;
испытательные и стандартные образцы, вспомогатель-
ные устройства настройки аппаратуры для проверки
основных параметров контроля;
порядок и методика настройки аппаратуры.
В разделе «Подготовка к контролю» указываются:
положение объекта, при котором осуществляют конт-
роль;
порядок операций подготовки объекта контроля;
требования к температуре объекта контроля, качеству
поверхности, на которой будут располагаться преобразо-
ватели;
способы обеспечения акустического контакта и при-
меняемые при этом контактирующие среды;
порядок размещения аппаратуры и проверки ее ра-
ботоспособности перед проведением контроля;
требования к окружающей среде и способы учета ее
нестабильности.
146
В разделе «Проведение контроля» приводятся:
основные параметры контроля;
последовательность применения выбранных акустиче-
ских методов контроля и их вариантов;
схемы и параметры сканирования;
периодичность проверки основных параметров в про-
цессе контроля;
признаки обнаружения дефектов по показаниям ин-
дикаторов аппаратуры;
характеристики выявляемых дефектов и способы их
определения;
порядок выполнения заключительных операций с ука-
занием способов очистки деталей и сборочных единиц
от контактных сред и их защиты от коррозии;
последовательность приведения аппаратуры в рабо-
чее состояние перед проведением контроля.
Раздел «Оценка качества изделия и оформление ре-
зультатов контроля» содержит:
систему оценки качества объекта по результатам
контроля;
предельные значения определяемых (измеряемых)
характеристик выявленных дефектов;
принятые условные обозначения выявляемых де-
фектов;
форму документа, в котором фиксируют результаты
контроля.
В разделе «Требования безопасности труда» отмеча-
ются требования, соблюдение которых обязательно при
работе по контролю объектов на данном предприятии
выбранными акустическими методами. При разработке
этих требований следует руководствоваться действующи-
ми правилами эксплуатации используемой аппаратуры.
7.2. Выбор метода контроля
и основных параметров
Выбор метода контроля. Наибольшее распростране-
ние из УЗ-методов контроля получил эхо-метод. Он об-
ладает наибольшей чувствительностью и помехоустой-
147
чивостью. Другие методы применяют в тех случаях,
когда применение эхо-метода затруднено или нецелесо-
образно.
Теневым методом контролируют изделия простой фор-
мы (например, листы небольшой толщины) и некоторые
слоистые материалы (например, паяные). Как правило,
он требует доступа к двум поверхностям изделия. Зер-
кально-теневой метод применяют при доступе к одной
поверхности, когда дефекты не дают эхо-сигнала (на-
пример, из-за наличия мертвой зоны или в связи с не-
благоприятной ориентацией дефекта).
Выбор основных параметров. Тип волн опреде-
ляется габаритами и формой контролируемого изделия,
а также характером и местом расположения дефектов.
Продольными и поперечными волнами контролируют из-
делия относительно большой толщины, в несколько раз
большей длины волны. Продольные волны используют в
том случае, если УЗК необходимо ввести перпендикуляр-
но или под небольшим углом к поверхности; попереч-
ные — если угол ввода должен быть большим (35° и бо-
лее). Продольные волны в контролируемое изделие
вводят прямым или наклонным преобразователем с не-
большим углом, поперечные — наклонным преобразова-
телем с углом падения больше первого критического. По-
перечные волны, как правило, предпочтительнее в связи
с меньшей длиной волны, что повышает максимальную
чувствительность и разрешающую способность контроля.
Угол наклона (угол призмы) преобразователя
для возбуждения поперечных волн выбирают исходя из
полноты прозвучивания контролируемого изделия, на-
пример сварного шва. При выборе угла наклона учиты-
вают также ориентацию наиболее опасных дефектов.
Для надежного выявления всех возможных дефектов
прозвучивание производят под несколькими углами.
Поверхностные волны применяют для обнаружения
дефектов, залегающих на очень малой глубине или же
выходящих на поверхность. Нужно иметь в виду, что по-
верхностная волна хорошо регистрируется даже на рас-
стоянии 2—3 м от точки ввода. При этом сложная форма
поверхности не является препятствием, поскольку поверх-
148
постная волна легко проходит по всем ее изгибам. При
контроле поверхностными волнами деталь должна иметь
низкую шероховатость, она должна быть тщательно очи-
щена от грязи, следов масла, которые могут быть при-
чиной отражения УЗК.
Частоту УЗК выбирают с учетом затухания УЗК
в материале и габаритов контролируемого изделия. Чем
выше частота, тем меньше длина волны в контролируе-
мом материале и тем лучше условия отражения УЗК от
дефектов. Для дефектоскопии обычно используют час-
тоты 0,5—10 МГц.
В металлах с резко выраженной анизотропией (медь,
цинк) и некоторых сплавах, имеющих сложный фазовый
состав (например, никелевых), ультразвук сильно рас-
сеивается и затухает из-за многократных отражений от
границ зерен металла. В результате на экране дефекто-
скопа возникают сигналы, которые затрудняют проведе-
ние контроля. Если уровень структурных помех велик, то
необходимо уменьшить частоту УЗК.
Мощность импульсов, вводимых в контроли-
руемую деталь, устанавливают изменением длительности
возбуждающего импульса, для чего на панели дефекто-
скопа имеется соответствующий регулятор.
7.3. Помехи при контроле эхо-методом
Различают следующие виды помех или шумов, кото-
рые мешают контролю.
Электрические помехи связаны с работой
различных контактных устройств, сварочных установок
и другой аппаратуры. От электрических помех можно
частично отстроиться экранировкой прибора и преобра-
зователей.
Акустические внешние помехи возника-
ют в результате трения или ударов по контролируемому
изделию. Например, абразивная обработка поверхности
изделия возбуждает высокочастотные колебания, кото-
рые воспринимаются дефектоскопом, если обработку ве-
дут в процессе контроля. Удары колес состава поезда
149
мешают контролю рельсов во время движения вагона-
дефектоскопа.
Помехи приемника дефектоскопа свя-
заны с шумами элементов усилительного тракта. Эти
помехи препятствуют увеличению коэффициента усиле-
ния и ограничивают значение регистрируемого прибором
сигнала. Для их подавления применяют дифференциаль-
ные схемы в усилителе, снижают входное сопротивление
предусилителя.
Шумы преобразователя появляются в свя-
зи с многократным отражением ультразвука в пьезоэле-
менте, протекторе, слое контактной жидкости и затягива-
ют действие зондирующего импульса. По мере удаления
от зондирующего импульса эти помехи исчезают. При
иммерсионном способе контроля или контроле преобра-
зователем с акустической задержкой помехи, следующие
после зондирующего импульса, не мешают контролю, так
как в это время УЗ-импульс распространяется не в
контролируемом изделии. Однако в этом случае выявле-
нию дефектов вблизи поверхности изделия мешает интен-
сивный сигнал, отраженный от этой поверхности. Наи-
меньшим уровнем помех обладают преобразователи раз-
дельного типа.
Ложные сигналы возникают в результате от-
ражения УЗК от выступов, отверстий и других элементов
конфигурации изделия. Эти сигналы мешают выявлению
дефектов на отдельных участках линии развертки экрана
дефектоскопа, т. е. в определенных зонах изделия, не
влияя на общий уровень чувствительности. Однако часто
именно на этих участках возможно появление сигналов
от дефектов.
Структурные помехи связаны с рассеянием
УЗК на структурных неоднородностях, зернах металла.
Эти помехи называют структурной реверберацией. Сиг-
налы, образовавшиеся в результате рассеяния УЗК на
различных неоднородностях, приходят к приемнику в
один и тот же момент времени и складываются. В зави-
симости от фаз отдельных сигналов они могут взаимно
усилить или ослабить друг друга. На некотором участке
развертки помехи, складываясь, дают сигнал, значитель-
но
но превосходящий средний уровень, а на другом, наобо-
рот, суммарный сигнал мал. На фоне таких импульсов
сильно затруднено выявление дефектов.
Отличительной особенностью структурных помех яв-
ляется наличие большого количества импульсов на всей
линии развертки экрана дефектоскопа или на значитель-
ном ее участке. Эти импульсы часто называют «травой».
Такие сигналы быстро изменяют свое положение, появ-
ляются и исчезают при небольших перемещениях преоб-
разователя по поверхности изделия. Структурные помехи
являются основным фактором, ограничивающим чувст-
вительность УЗ-контроля.
7.4. Контроль поковок
Внутренние дефекты поковок, как и всякого дефор-
мированного металла, выявляются надежно только УЗ-
дефектоскопией. Трещины, расслоения, флокены и дру-
гие характерные для поковок дефекты могут быть ориен-
тированы самым различным образом. Если УЗ-луч
встречает дефект под углом, близким к прямому, его
выявляют эхо-методом, когда же луч направлен вдоль
дефекта или под острым углом к нему, то дефект может
быть выявлен зеркально-теневым методом.
Ультразвуком также выявляют в поковках раковины,
поры, неметаллические включения и другие дефекты
слитка.
Поковки представляют собой наиболее общий (при-
менительно к УЗ-контролю) объект контроля, поэтому
все общие принципы методики УЗ-контроля, описанные
выше, справедливы для поковок. Ниже приведены толь-
ко специфические особенности УЗ-контроля поковок.
УЗ-контроль поковок из черных и цветных металлов
производится в соответствии с ГОСТ 24507—80.
Ввиду большого разнообразия типов и ориентации
дефектов кованого металла при УЗ-контроле поковок
важную роль играет выбор направлений прозвучивания,
т. е. схемы прозвучивания. Прозвучивать поковку необ-
ходимо в трех взаимно перпендикулярных направлениях.
Такой контроль принято называть контролем в
151
полном объеме. Строго говоря, он приемлем толь-
ко для поковок в виде параллелепипеда, которые прозву-
чивают прямым преобразователем с трех перпендику-
лярных граней.
Если же параллелепипед вытянут в одном или двух
направлениях, то прозвучивание вдоль наибольшей гра-
ни часто становится нецелесообразным ввиду возможных
отражений крайних лучей расходящегося УЗ-пучка от бо-
ковых стенок изделия и связанного с этим искажения
диаграммы направленности УЗ-поля. В таких случаях
прозвучивание прямым преобразователем в этом направ-
лении не проводят, его заменяют прозвучиванием на-
клонным преобразователем. При этом из имеющихся
стандартных преобразователей выбирают преобразова-
тель с наибольшим углом ввода, чтобы направление оси
УЗ-луча было, по возможности, ближе к заменяемому
направлению, т. е. чтобы выявлялись дефекты, ориенти-
рованные непараллельно наибольшей грани.
В отличие от проката, который для выявления рас-
слоений обычно контролируют только прямым преобра-
зователем со стороны большей грани, поковки вы-
тянутой формы типа штанг или плоские типа плит
необходимо прозвучивать как прямым, так и наклонным
преобразователем. Опыт контроля таких поковок показы-
вает, что в них встречаются (хотя и реже, чем расслое-
ния) дефекты, непараллельные большей грани. В боль-
шинстве случаев такие дефекты считаются наиболее
опасными, и для их надежного выявления контроль на-
клонным преобразователем проводят дважды — в про-
тивоположных направлениях. Так, прямоугольную штан-
гу следует прозвучивать в четыре приема.
На рис. 7.1 показаны типичные схемы контроля по-
ковок простой геометрической формы.
Наиболее распространенная форма деталей, изготов-
ляемых из поковок,— цилиндры и их различные сочетания
(патрубки, валы, фланцы, роторы и т. п.). Цилиндри-
ческие поковки прозвучивают прямым преобразо-
вателем с торца и с боковой поверхности, а также на-
клонным преобразователем с боковой поверхности в
направлении, перпендикулярном к образующей. Такое
152
прозвучивание называют хордовым. Хордовое про-
звучивание выполняют преобразователем с возможно
меньшим углом ввода, чтобы охватить максимальный
объем металла (рис. 7.2).
Рис. 7.1. Схемы прозвучивания поковок простой геометрической
формы:
знак | указывает направление излучения прямого преобразователя;
знак-*—►—направление движения и ориентацию наклонного преобразо-
вателя.
Рис. 7.2. Схемы прозвучивания сплошных и полых цилиндров:
1 — наклонный преобразователь; 2 — прямой совмещенный преобразо-
ватель; 3 — раздельно-совмещенный преобразователь.
В сплошном цилиндре при такой схеме прозвучивания
проконтролированными в полном объеме оказываются
две зоны:
1) подповерхностный слой металла толщиной /7, опре-
деляемый из уравнения
/i/П (1 — since)/2, (7.1)
где « — угол преломления;
2) осевая часть пучка диаметром 2Lo, где Lo — деист-
153
вующая полушарина пучка на оси поковки при разности
амплитуд Л5о — , соответствующей разнице уровней
фиксации и поиска.
Часть объема цилиндра между этими зонами (на
рис. 7.2 заштрихована пунктиром) оказывается прозву-
ченной только в двух направлениях — с торца и с боко-
вой поверхности прямым преобразователем. При контро-
ле стальных поковок преобразователем с углом паде-
ния |3 = 30° (наименьший угол падения, применяемый для
хордового прозвучивания) формула (7.1) принимает вид
/г<0,2£>.
Полые цилиндры прозвучивают по той же схеме, что
и сплошные, но полностью прозвученными можно считать
только те из них, у которых хорда, образованная осью
наклонного пучка, касается внутренней поверхности (или
пересекает ее), т. е. когда толщина цилиндра и наруж-
ный его диаметр D связаны соотношением (7.1).
Типичными дефектами сплошных цилиндрических
поковок являются осевая рыхлота или «ковочный крест»
в осевой части поковки и радиальные дефекты типа за-
конов вблизи боковой поверхности цилиндра. Поскольку
сканирование цилиндра осуществляется по спирали, всег-
да находится такое положение, при котором осевые де-
фекты выявляют прямым преобразователем. При этом
отсутствие хордового прозвучивания осевой области не
снижает надежности обнаружения дефектов в сплошных
поковках.
Заковы и другие поверхностные и подповерхностные
дефекты хорошо выявляются хордовым прозвучиванием.
Тонкостенные цилиндры, удовлетворяющие условию
(7.1), можно считать прозвученными в полном объеме,
если при хордовом прозвучивании наблюдать не только
зону, охватываемую прямым лучом (выявляются ради-
альные дефекты на внутренней поверхности цилиндра),
но и следить за отраженным лучом, как показано на
рис. 7.2, б (выявляются радиальные дефекты и на наруж-
ной поверхности цилиндра).
В толстостенных цилиндрах (рис. 7.2, о) характерны-
ми дефектами в заштрихованной зоне являются заковы,
154
если внутреннее отверстие выполнено методом ковки, или
остатки «ковочного креста», если внутреннее отверстие
выполнено путем высверливания на станке. В любом
случае эти дефекты прямой преобразователь выявляет
ненадежно (обычно только в зеркально-теневом вариан-
те), и отсутствие хордового прозвучивания в заштрихо-
ванной зоне существенно снижает качество поковок. По-
этому поковки в виде полых цилиндров с соотношением
h!H> (1 — sina)/2 считаются прозвученными в неполном
объеме.
Попытки уменьшить непрозвученную зону за счет
уменьшения угла ввода дают положительные результаты
только тогда, когда в преломленной волне преобладают
продольные колебания. Так, ввод колебаний под углом
7° используют для контроля крупных поковок с целью
выявления радиальных термических трещин. При углах
падения 10—27° в преломленной волне присутствуют оба
типа колебаний (продольные и поперечные), и оба с ма-
лой интенсивностью, что оказывается не всегда достаточ-
ным для выявления мелких дефектов. Эти волны рас-
пространяются с разными скоростями, что приводит к
образованию ложных сигналов и затрудняет расшиф-
ровку результатов. Поэтому ввод ультразвука под угла-
ми, меньшими, чем это обеспечивается стандартным
преобразователем с Р = 30°, для поковок не используют.
Для того чтобы выявить опасные дефекты в заштри-
хованной зоне полых толстостенных цилиндров, использу-
ют следующие приемы:
прозвучивание до высверливания внутреннего отвер-
стия, если изделие изготовлено из сплошной поковки;
дополнительную проверку внутренней поверхности ка-
ким-либо методом поверхностной дефектоскопии, напри-
мер капиллярной, если внутреннее отверстие выполнено
методом ковки или если его высверливание необходимо
выполнить до УЗК (например, чтобы прокалить изделие
или повысить точность механической обработки обеих
поверхностей цилиндра за одну установку на станок).
Контроль вытянутых цилиндров с торцов выполняют
по тому же принципу, что и контроль прямоугольных
штанг и плит.
155
При всех заменах направлений прозвучивания ци-
линдрических поковок используют (как и при контроле
прямоугольных поковок) преобразователи с возможно
большим углом ввода. Для этой цели обычно выбирают
преобразователь с углом падения Р = 40°, так как преоб-
разователи с большими углами обладают, как правило,
недостаточной для поковок чувствительностью.
Контроль поковок в полном объеме предусматривает
также использование зеркально-теневого метода, осуще-
ствляемого за счет наблюдения амплитуды донного си-
гнала при прозвучивании прямым преобразователем. Все
схемы прозвучивания, приведенные на рис. 7.1 и 7.2,
дают возможность использования зеркально-теневого ме-
тода. Но при контроле поковок с непараллельными гра-
нями донный сигнал может отсутствовать, например у
конических поковок. В таком случае контроль считается
выполненным в неполном объеме.
Неполным считается контроль и в том случае, если в
каком-либо направлении прозвучивания не может быть
реализована заданная чувствительность контроля, на-
пример из-за крупнозернистой структуры металла. Тогда
прозвучивание выполняют с двух сторон изделия, каж-
дый раз настраивая чувствительность на половину его
толщины.
Рассмотренные схемы прозвучивания поковок прос-
той формы используют и при составлении технологиче-
ских карт контроля более сложных поковок. Це-
лесообразно также нарисовать эскизы основных сечений
и ход лучей, создаваемых различными типами стандарт-
ных преобразователей, чтобы установить возможность
прозвучивания в полном объеме того или иного участка
поковки.
В ряде случаев поковки, в которых известна наибо-
лее вероятностная ориентация дефектов, прозвучивают
по упрощенной схеме; например, штанги прозвучивают
прямыми преобразователями в двух перпендикулярных
направлениях, плиты — только прямым преобразовате-
лем и в одном направлении и т. п.
Поверхность поковки, подаваемой на УЗК, должна
быть обработана на станке до шероховатости не более
156
Rz= 10 мкм. Использование специальных преобразовате-
лей (с согласующей пленкой, иммерсионных, раздельно-
совмещенных) позволяет снизить требования к обработке
поверхности примерно до шероховатости /?г=40 мкм, но
при этом поверхность должна быть «регулярной», т. е.
обработанной на станке. Зачистка вручную наждачным
кругом не допускается, так как создаются неровности,
что существенно влияет на стабильность акустического
контакта.
Большинство поковок из-за сложной конфигурации
прозвучивают вручную. Автоматизированный контроль
применяют обычно для цилиндрических поковок.
Во многих отраслях промышленности используют
большое количество крупногабаритных поко-
вок, часто с крупнозернистой структурой. Такие поков-
ки имеют большой коэффициент затухания ультразвука
и высокие уровни реверберационных помех. Их прозву-
чивание выполняют на более низких частотах (0,6—
1,8 МГц). В крупных поковках одинаковых размеров и
одной марки сплава и даже внутри отдельных поковок
наблюдаются различные значения коэффициента затуха-
ния. В таких случаях недопустимо использовать испыта-
тельные образцы; настройку чувствительности и оцен-
ку дефектов следует выполнять с помощью АРД-диа-
грамм.
Нормативные требования к качеству поковок, прошед-
ших УЗК, записывают с помощью терминов УЗ-дефекто-
скопии, т. е. указывают на недопустимые значения изме-
ряемых параметров дефекта — эквивалентной площади
и условной протяженности (ГОСТ 24507—80).
7.5. Контроль слитков и фасонных отливок
Прозвучивание слитков выполняют, если это необхо-
димо, по обработанной поверхности, прямым преобразо-
вателем на частотах 1,25 или 1,8 МГц самыми мощными
из современных дефектоскопов.
Контроль отливок из флокеночувствительных сталей
производят обычно только в подприбыльной части для
157
выявления флокеноподобных дефектов. Такому контролю
подлежат, как правило, отливки, в которых содержание
водорода вышло за допустимые пределы и когда други-
ми методами контроля (например, рентгеновским или
магнитопорошковым) дефектов не обнаружено. В этом
случае УЗ-контролю подвергают не всю отливку, а толь-
ко ту часть, которая механически обработана (чаще все-
го район фланца).
Контроль проводят с соблюдением условия прозвучи-
вания этой части отливки в трех перпендикулярных
направлениях или близких к ним. Чувствительность фик-
сации не менее So = 5 мм2, так как флокеноподобные де-
фекты обладают низкой отражающей способностью.
Массивные отливки простой формы, которые из-за
своей толщины не могут быть проконтролированы мето-
дами просвечивания, подвергают сплошному УЗ-контро-
лю. Например, цилиндрические отливки после всесторон-
ней механической обработки прозвучивают полностью
прямым и наклонным преобразователями так же, как и
поковки.
В фасонных отливках глубину залегания дефектов,
обнаруженных методами просвечивания, определяют для
установления объема их ремонта. Соответствующий учас-
ток поверхности отливки следует зачистить под УЗ-конт-
роль до шероховатости не ниже Rz= 10 мкм.
Глубину залегания дефекта определяют прямым пре-
образователем на максимально возможной чувствитель-
ности. С помощью глубиномера дефектоскопа устанавли-
вают расстояние до ближайшей поверхности дефекта,
ориентированной перпендикулярно к лучу.
У объемных дефектов литья эта поверхность не всег-
да оказывается действительно ближайшей к поверхности
ввода, поэтому могут быть ошибки в оценке объема ре-
монта. Тем не менее для ответственных или дорогостоя-
щих отливок применение УЗ-контроля считается целе-
сообразным, так как в ряде случаев указание поверхнос-
ти, со стороны которой надо выполнять выборку и завар-
ку дефектного участка, имеет большое значение.
158
7.6. Контроль сортового и листового
проката
Сортовой прокат круглого и прямоугольного сечений
часто поставляют на предприятия после УЗ-контроля,
проведенного на металлургических заводах, где этот
контроль выполняют только прямыми преобразователями
по ГОСТ 21120—75.
Рис. 7.3. Схемы определения чувствительности при контроле
прутков п заготовок:
а, г — отражателем является боковая поверхность отверстия; б, в —
отражателем является плоское дно отверстия.
Схемы определения чувствительности при контроле
прутков и заготовок круглого и прямоугольного сечений
прямыми преобразователями показаны на рис. 7.3. Диа-
метр d, если он не оговорен в технических условиях, при
отражении УЗК от боковой поверхности должен быть не
более 2,5 мм и от плоского дна отверстия — не бо-
лее 3,0 мм.
Глубина сверления для случая, когда отражателем
является боковая поверхность отверстия, должна быть
не менее 50 мм.
Глубина залегания h отражателей от поверхности вво-
да УЗК должна быть не менее 3Д диаметра или толщины
контролируемого материала, если это не оговорено в со-
159
ответствующих технических условиях на металлопро-
дукцию.
Прокат для наиболее ответственных изделий прозву-
чивают на многих предприятиях по той же методике, что
и поковки, т. е. полный объем контроля проката преду-
сматривает еще и контроль наклонными преобразова-
телями.
Все принципы настройки чувствительности и оценки
дефектов и вся технология УЗ-контроля сортового прока-
та такие же, как у поковок. Отличие лишь в том, что про-
кат допускается прозвучивать без дополнительной меха-
нической обработки поверхности, если колебания донно-
го сигнала не превышают 4 дБ.
Листовой прокат на металлургических заводах-постав-
щиках контролируют в соответствии с ГОСТ 12503—75 и
ГОСТ 22727—77. Обычно УЗ-контроль ведут с использо-
ванием автоматизированных установок.
В автоматизированных установках УЗ-контроля лист
движется по рольгангу в ванне, заполненной водой, и
проходит между двумя акустическими линейками с на-
борами преобразователей. Результаты контроля фикси-
руются с помощью самописца.
На предприятиях-потребителях, если это необходимо,
выполняют ручной контроль листов и листовых деталей.
Листы контролируют, как правило, без дополнительной
обработки поверхности.
Особенность ручного контроля состоит в том, что лис-
ты прозвучивают обычно только прямым преобразовате-
лем для обнаружения дефектов, ориентированных в
плоскости проката. Контроль проводят одновременно эхо-
методом и зеркально-теневым методом (путем наблюде-
ния за амплитудой донного сигнала).
При контроле биметаллических листов только на от-
слоение плакирующего слоя торцы сверления должны
располагаться на глубине, соответствующей границе
сцепления.
УЗ-контроль продольными и поперечными волнами
выполняют вручную эхо-методом. Упругие колебания
вводят в металл через призму из органического стекла.
Для ввода поперечных волн используют стандартные
160
наклонные преобразователи с углом призмы 40° и часто-
той 2,5 МГц.
Для ввода продольных волн изготавливают специаль-
ные наклонные преобразователи, в которых угол призмы
и толщину пьезоэлемента выбирают исходя из условий
оптимального возбуждения и приема продольных волн
в листах заданной толщины и с заданными акустически-
ми свойствами.
При контроле продольными и поперечными волнами
сканирование осуществляется путем движения преобра-
зователя в направлении, перпендикулярном к направле-
нию излучения вдоль размеченных заранее линий, рас-
стояние между которыми равно ширине полосы, контро-
лируемой за один проход. Ширину полосы и мертвую
зону определяют экспериментально по испытательным
образцам со сквозными отверстиями, перпендикулярны-
ми к поверхности листа, которые служат также и для
настройки чувствительности.
7.7. Контроль труб
УЗ-контроль — основной метод контроля сплошности
труб. С его помощью выявляют внутренние дефекты в
стенке трубы, а также большинство дефектов на внут-
ренней и наружной поверхности. Обычно УЗ-контроль
труб применяют в комплексе с другими методами дефек-
тоскопии (визуальным, методом вихревых токов).
Контроль труб, изготовленных из черных и цветных
металлов и сплавов, производят в соответствии с
ГОСТ 17410—78.
Большинство тонкостенных труб контролируют эхо-
методом. УЗ-колебания вводят в стенку трубы под углом,
превышающим первый критический угол (рис. 7.4).
Для выявления продольных дефектов колебания вво-
дят перпендикулярно к образующей (рис. 7.4, а), а для
ответственных труб, в которых недопустимы и мелкие
протяженные дефекты, осуществляют дополнительный
контроль вдоль образующей (рис. 7.4,6). При контроле
по этим схемам прозвучивания обычно используют им-
6 Зак. 88
161
мерсионный вариант ввода колебаний и фокусированные
совмещенные или РС-преобразователи.
Данные схемы прозвучивания в основном используют
при контроле труб с помощью автоматизированных уста-
новок.
При ручном контроле применяют прямые, наклонные
и РС-преобразователи в контактном варианте.
Рис. 7.4. Схемы включения преобразователей при контроле бес-
шовных труб:
а, б, в—‘совмещенные схемы; г — раздельная схема.
Контроль труб проводят на частотах 5 МГц, реже
2,5 МГц, толстостенные трубы иногда контролируют на
частоте 1,8 МГц.
Расчет углов ввода с учетом кривизны поверхности
трубы достаточно сложен. На практике расположение
преобразователя относительно трубы устанавливают
экспериментально таким образом, чтобы выявлялись за-
данные искусственные дефекты на внутренней или на-
ружной поверхности, пли на обеих поверхностях труб
одновременно.
Для настройки акустического блока (установления
местоположения и ориентации преобразователя относи-
тельно трубы) и настройки чувствительности дефекто-
скопа используют испытательные образцы, представля-
162
ющпе собой отрезки труб с искусственными протяженны-
ми дефектами типа риски и «точечными» дефектами
типа глухих отверстий малого диаметра. Искусственные
дефекты выполняют на наружной и внутренней поверх-
ностях труб. Размер дефектов устанавливают норматив-
но-технической документацией.
Ручной УЗ-контроль труб применяют на предприяти-
ях при ремонте труб, бывших в эксплуатации, при конт-
роле гнутых труб (с наружной стороны гиба) и прямых
толстостенных труб (с толщиной стенки 5 мм и более),
если нет автоматических установок. Ручной контроль вы-
полняют стандартными преобразователями таким же об-
разом, как и для цилиндрических поковок или сортового
проката.
Для настройки чувствительности при ручном контроле
используют испытательные образцы в виде отрезков труб,
разрезанных по диаметру, в которых изготовлены плос-
кодонные отражатели для настройки прямого РС-преоб-
разователя, а для настройки наклонного преобразовате-
ля — сегменты, отражающая поверхность которых пер-
пендикулярна к поверхности трубы.
При контроле толстостенных труб из аустенитной ста-
ли встречаются участки с крупнозернистой структурой,
вследствие чего затухание ультразвука в таких трубах
неоднородно. Критерием однородности затухания служит
разброс амплитуд донных сигналов в пределах 3 дБ.
При большем разбросе необходимо изготовить отдельные
испытательные образцы для различных по затуханию зон.
7.8. Измерение толщины изделий
Основное назначение акустических приборов для
определения геометрических размеров — измерение тол-
щины изделий. Для этой цели используют эхо- и резо-
нансный методы контроля, а также (в редких случаях
при двустороннем доступе) теневой метод.
Эхо-методом измеряют толщину изделия по дли-
тельности прохождения УЗ-импульса и частоте повторе-
ния многократных отражений УЗК.
6*
163
Для измерения толщины эхо-методом по длительности
прохождения УЗ-импульса прямой преобразователь уста-
навливают на контролируемую деталь. Импульс УЗК,
распространяясь в металле с определенной скоростью,
многократно отражается от противоположных поверх-
ностей изделия и, воздействуя на пьезоэлемент (при об-
ратном ходе), отдает ему часть своей энергии. При этом
Рис. 7.5. Сигналы на экране ЭЛТ при
измерении толщины эхо-импульсным
методом.
каждый последующий импульс имеет меньшую энергию
(из-за поглощения и рассеяния УЗК) и воздействует на
пьезоэлемент с меньшей силой. На экране ЭЛТ прибора
возникает последовательный ряд сигналов, равноотстоя-
щих друг от друга и убывающих по амплитуде (рис. 7.5).
Интервал времени to между двумя любыми соседними
сигналами прямо пропорционален измеряемой толщине,
т. е. to=2H)C, откуда H=Cto!2.
Минимальная контролируемая толщина Hmin при за-
данной частоте зависит от длительности т УЗ-импульса
и интервала to. Hmin рассчитывают по следующим фор-
мулам:
для интервала to до первого эхо-сигнала Яш!п=(ти +
+тп)/2С, где ти, Тп—длительность соответственно зон-
дирующего импульса и переходных процессов в усили-
теле;
для интервала между любыми соседними сигналами
после первого И min — Ти I2C.
При малых толщинах интервал to может стать рав-
ным длительности УЗ-импульса, многократные отраже-
ния на экране дефектоскопа сольются и контроль станет
невозможным. Чтобы контролировать еще более тонкий
металл, необходимо уменьшить длительность излучае-
164
мых импульсов. В этом случае необходимо, например,
увеличить частоту прозвучивания.
Для измерения толщины тонких стенок применяют
частоты 5—10 МГц и более. Высокий коэффициент зату-
хания в металлах не является препятствием для высоко-
частотных УЗК, так как толщину в 1—2 мм они прозву-
чивают свободно. При этом лишь уменьшается количе-
ство многократных отражений на экране ЭЛТ.
Максимальная измеряемая толщина зависит от мощ-
ности импульсного генератора, его чувствительности, час-
тоты УЗК и структуры металла.
Погрешность эхо-импульсных толщиномеров при из-
мерении изделий с хорошо обработанными и параллель-
ными поверхностями не превышает 0,1 мм, а минималь-
ная измеряемая толщина составляет 0,25—0,3 мм. При
измерении изделия с грубообработанными, а также кор-
родированными и непараллельными поверхностями по-
грешность измерений возрастает до 0,2—0,3 мм, а мини-
мальная измеряемая толщина до 1,2—1,5 мм.
Измерение толщины изделий эхо-методом вторым
способом основано на частотном анализе многократных
отражений эхо-сигналов. При совпадении частоты много-
кратных отражений с частотой анализатора на выходе
анализатора появляются сигналы, временное положение
которых при жесткой связи частотной и временной раз-
верток указывает на значение толщины. Этот способ
позволяет уменьшить погрешность измерения толщины
в диапазоне 0,5—1,0 мм до ±2 %.
Измерение толщины резонансным методом
проводят в следующем порядке. Преобразователь уста-
навливают на измеряемую деталь, предварительно обес-
печив акустический контакт. Если преобразователь не
прижат к детали, на экране ЭЛТ видны только измери-
тельные сигналы. Когда преобразователь прижат к де-
тали, на экране ЭЛТ появляются резонансные сигналы.
Определение толщины заключается в совмещении изме-
рительных сигналов с резонансными, после чего значе-
ние толщины считывается по стрелочному визиру.
Четкий резонанс со значительной амплитудой сигнала
наблюдается только при параллельности поверхностей
165
ввода и отражения УЗК. Непараллельность стенок зна-
чительно снижает точность показании толщиномера, осо-
бенно при измерении толщины тонких деталей. Кривизна
поверхности нс является препятствием для измерения
толщины данным методом. Например, толщиномер
ТУК-4В позволяет измерять толщину стенок труб диамет-
ром 10 мм и более.
Резонансными толщиномерами контролируют толщи-
ну труб, листовой прокат, полые штамповки и изделия.
В эксплуатации ими контролируют толщину стенок со-
судов высокого давления, трубопроводов, корпусных и
других деталей. Диапазон толщин, измеряемых резо-
нансным методом, составляет от 0,1 до 300 мм и зависит
от структуры металла, частоты УЗК и конструктивных
особенностей толщиномера. Точность измерения — 0,1 —
3 % от толщины детали.
Глава 8. КОНТРОЛЬ СВАРНЫХ
СОЕДИНЕНИЙ
8.1. Общие положения технологии контроля
Швы сварных соединений — один из наиболее массо-
вых объектов УЗ-контроля. Технология контроля свар-
ных соединений имеет ряд особенностей, связанных как
с конструкцией и формой контролируемых изделий, так
и со специфическими дефектами, подлежащими обнару-
жению УЗ-дефектоскопией.
УЗ-контроль сварных швов производят в соответст-
вии с ГОСТ 14782—76 и другими документами, регламен-
тирующими методику контроля и критерии оценки ка-
чества швов по его результатам.
Основные стадии технологического процесса УЗ-конт-
роля:
подготовка к контролю;
поиск дефектов;
измерение дефектов (их размеров, формы и распо-
ложения) ;
166
оценка качества проконтролированного соединения.
Подготовка к УЗ-контролю. УЗ-контроль следует
вести после внешнего осмотра соединения. Внешние де-
фекты обычно устраняют до контроля.
Подготовка к УЗ-контролю в основном должна вклю-
чать:
выбор основных параметров контроля и параметров
сканирования исходя из типоразмеров соединения, под-
лежащего контролю, и имеющейся нормативно-техниче-
ской документации (НТД) на контроль;
настройку дефектоскопа по контрольным образцам
на заданные параметры;
очистку поверхности сканирования от брызг металла,
грязи, отслаивающейся окалины и т. п.;
нанесение контактирующего смазочного материала на
поверхность сканирования;
обеспечение удобных условий для проведения конт-
роля.
Выбор параметров (методики) контроля дан в § 5.1.
Настройка дефектоскопа была рассмотрена в § 5.2.
Очистка поверхности, по которой перемещают (ска-
нируют) преобразователь, очень важна для выявления
дефектов и достоверности контроля, а также для сохра-
нения преобразователей, увеличения срока их работы.
Технология сварки, при которой в околошовной зоне оста-
ются налипшие брызги металла, не может считаться
пригодной для контроля. Например, это относится к не-
которым вариантам полуавтоматической сварки в среде
углекислого газа. В подобных случаях в технологических
картах на сварку следует предусматривать время и сред-
ства для очистки зон сканирования вблизи контролируе-
мого шва. Ширина этих зон должна быть оговорена в
НТД.
Контактные среды (смазочные материалы) предназ-
начены для обеспечения акустического контакта преоб-
разователь — изделие. При УЗ-контроле в основном ис-
пользуют жидкие смазочные материалы (минеральные
масла, глицерин, воду и т. п.). Подробнее о контактных
средах см. в § 4.4.
Удобные условия для проведения контроля должны
167
быть предусмотрены заранее при составлении технологи-
ческого проекта. Температура в зоне контроля должна
быть оптимальной для работы. При контроле на монта-
же следует предусмотреть защиту от ветра или излишне-
го солнечного освещения, удобное, устойчивое располо-
жение прибора и легкий доступ к нему. Если контроль
ведут, например, в северных условиях летом, то нужно,
Рис. 8.1. Схемы сканирования шва при поиске дефектов:
а — продольно-поперечного; б — поперечно-продольного; в — враща-
тельного; г — поворотного.
чтобы оператор был защищен от гнуса, а в контактный
смазочный материал добавлены репелленты.
Поиск дефектов. Задача поиска — обнаружение де-
фектов с эквивалентной площадью Sno, большей, чем
заданная предельная чувствительность.
Контроль сварных соединений выполняют, как пра-
вило, эхо-методом наклонными совмещенными преобра-
зователями. Прозвучивание шва производят путем про-
дольно-поперечного или поперечно-продольного переме-
щения преобразователя по одной поверхности сварного
соединения и с одной или двух сторон шва (рис. 8.1).
При обнаружении дефекта с целью определения его ти-
па и ориентации осуществляют вращательное и поворот-
ное перемещения преобразователя.
Основные параметры сканирования — это шаг про-
дольного AL или поперечного АХ сканирования, а также
пределы (зоны) перемещения преобразователя. Для пол-
ного прозвучивания шва необходимо выбрать такие углы
ввода преобразователей и зоны их перемещения, при ко-
168
торых акустическая ось ультразвукового пучка пересе-
кает весь объем наплавленного металла.
Схемы прозвучивания и параметры контроля выби-
рают в зависимости от типа контролируемого соединения.
Сканирование по схеме на рис. 8.1, б существенно
сокращает трудоемкость контроля по сравнению со ска-
нированием по схеме на рис. 8.1, а.
Для типовых преобразователей (af~ 15 мм-МГц) шаг
Д£~2 мм, а шаг АХ соответствует значениям, приведен-
ным в табл. 8.1.
Табл. 8.1. Шаг поперечного сканирования, мм
Порядко- вый номер шага Преобразователь с углом Р, град Порядко- вый номер шага Преобразователь с углом р, град
40 50 40 50
1 5 9 6 13 48
2 6 12 7 16
3 7 17 8 20 —
4 9 24 9 24 —
5 10 34
Для точного соблюдения заданных параметров ска-
нирования при перемещении преобразователя вручную
рекомендуется применять специальные приспособления.
Оценка качества соединений. Качество сварных соеди-
нений оценивают в соответствии с требованиями норма-
тивных документов. В них указывают уровень фиксации
So, уровень браковки Si, количество недопустимых дефек-
тов с эквивалентной площадью от So до Si на определен-
ной длине шва, а также условие недопустимости протя-
женных дефектов (при этом условную протяженность
дефектов измеряют вдоль шва).
8.2. Контроль стыковых соединений
Сварные стыковые соединения обычно контролируют
эхо-методом наклонным совмещенным преобразователем
с двух сторон шва и по одной поверхности стыка. При
169
этом применяют прямой (т=0) и однократно отражен-
ный лучи (ш=1) (рис. 8.2).
Пределы поперечного перемещения преобразователя
рассчитывают по формулам:
Xmin = /io; Xmax^Stga при ш = 0;
Amin— г + dtgcc; Xmax = 26tga прИЩ=1.
Угол ввода луча а при любом т выбирают обычно из
Рис. 8.2. Схемы контроля стыковых соединений:
а — прямым лучом; б — однократно отраженным лучом; в — по слоям
для соединений большой толщины.
170
условия пересечения оси симметрии шва акустической
осью преобразователя па глубине 0,56:
tg«> (Ь + 2но)/6 при т = 0;
tgci> (Ь + 2г)/6 прит=1.
Расстояние 2=2—8 мм служит для направленного от-
ражения основной части УЗ-пучка в контролируемую
область шва.
Для разных толщин свариваемого металла ориенти-
ровочные значения основных параметров УЗ-контроля
существенно различны (табл. 8.2).
Табл. 8.2. Примерные значения параметров наклонных
преобразователей для контроля сварных соединений
Толщина стали листовой, мм Частота f, МГц Угол призмы 0, град Стрела преобразо- вателя п0, мм
4—10 5 55—53 5
10—15 5 53—50 8
15—30 2,5 50 12
40 и более (до 100) 1,8 40 25
Сварные соединения толщиной 3—10 мм. Особен-
ностью сварных швов листовых конструкций, выполнен-
ных односторонней ручной дуговой сваркой или в среде
защитных газов, является провисание металла в корне
шва и смещение стыкуемых кромок. Это обусловливает
появление на экране дефектоскопа ложных сигналов при
контроле прямым лучом. Причем ложные эхо-сигналы
(от провисания) совпадают по времени с эхо-сигналами,
отраженными от надкорневых дефектов, обнаруженных
однажды отраженным лучом, что сильно усложняет рас-
шифровку сигналов на экране дефектоскопа.
Эхо-сигналы от дефекта отличают от эхо-сигналов не-
ровностей корневой части шва по следующим признакам:
по координате эхо-сигнала. Если обнаружен сигнал
вблизи левой границы зоны совпадений и его амплитуда
превышает браковочный уровень, то это свидетельствует
о наличии недопустимого дефекта;
171
по расположению преобразователя относительно уси-
ления шва. Сигналы от провисаний обычно выявляются
при меньшем расстоянии между преобразователем и
швом, чем при выявлении надкорневых дефектов;
сопоставлением координат и амплитуды эхо-сигнала,
измеренных с обеих сторон шва. В случае, если оба па-
раметра имеют значительное различие, следует считать,
что обнаружен сигнал от провисания;
в трубных стыках — по расположению сигнала на
экране прибора в зависимости от пространственного по-
ложения контролируемого участка шва. На стыках, плос-
кость которых расположена вертикально, наиболее ве-
роятно появление провисаний в верхней части шва. На
горизонтальных стыках провисания располагаются бо-
лее равномерно по периметру и возникают реже.
Смещение кромок стыкуемых элементов может быть
ошибочно принято за корневой дефект. Смещение кро-
мок из-за разной толщины элементов характеризуется
обнаружением сигнала, выявляемого с одной стороны
шва по всей его длине. В этом случае следует измерить
толщину стенок. Смещение кромок из-за несоосности
стыкуемых труб характеризуется выявлением сигналов
с разных сторон шва в диаметрально противоположных
точках шва.
При контроле сварных соединений в околошовной зо-
не возможны расслоения металла, затрудняющие опре-
деление координат дефекта. В случае обнаружения рас-
слоений наклонным преобразователем необходимо допол-
нительно проконтролировать прямым преобразователем
зону, в которой выявлены расслоения, для определе-
ния глубины ее залегания.
В сварных швах, выполненных двусторонней сваркой,
как правило, ложные сигналы от задней кромки валика
усиления меньше по амплитуде, чем в односторонних
швах, за счет более плавных очертаний валика шва, и к
тому же они расположены дальше по развертке на экра-
не дефектоскопа. В этих швах наиболее характерным
дефектом являются непровары в корне (т. е. в середине)
шва. Часто эти непровары настолько сжаты (стянуты),
что эхо-сигнал от них очень слабый. Объясняется это
172
тем, что большая часть УЗК проходит через такой не-
провар, раскрытие которого измеряется долями микро-
метра.
УЗ-контроль сварных швов малых толщин наиболее
эффективен, если он выполняется специальными преоб-
разователями с большими углами призмы (Р = 53—56°)
и малой стрелой. Рабочая частота 5 МГц.
Для УЗ-контроля швов толщиной менее 3 мм со сня-
тым усилением шва используют волны Лэмба по специ-
альной методике.
Сварные соединения толщиной 10—30 мм. При конт-
роле швов, выполненных односторонней сваркой, эхо-
сигналы от провисания металла в корне шва мешают
расшифровке сигналов на экране дефектоскопа. Если
при сварке провисания шва не образуются или они очень
малы, то контроль производится одним преобразователем
прямым и однажды отраженным лучом за один прием.
Для соединений толщиной 10—15 мм наиболее эффек-
тивно применение стандартного преобразователя с
Р=50—53° на частоту 5 МГц. Для соединений толщиной
15—30 мм следует применять преобразователь с Р = 50°
на частоту 2,5 МГц.
Если же ложные сигналы от провисаний велики, то
с целью повышения надежности и помехоустойчивости
контроль целесообразно проводить раздельно в корневой
и остальной части шва. При этом верхнюю часть шва
предпочтительнее контролировать однократно отражен-
ным лучом преобразователем с Р=40°.
Нередко при односторонней сварке листовых конст-
рукций образуются провисания значительной величины
(3—5 мм). Их необходимо удалить шлифовальной ма-
шинкой. Если этого не сделать, контроль нижней части
швов будет невозможен или сильно затруднен.
Сварные соединения толщиной 30—60 мм. Такие
соединения обычно контролируют наклонными преобра-
зователями с Р = 40° на частоту 2,5 и 1,8 МГц. Швы тол-
щиной 30—60 мм выполняют многослойными двусторон-
ней сваркой или односторонней сваркой и подваркой
корня.
В многопроходных швах опасны шлаковые включения,
173
которые лучше выявлять при контроле с обеих сторон
шва. При одностороннем прозвучивании возможен про-
пуск шлаковых включений, прилежащих к противопо-
ложной стороне разделки шва.
Наиболее опасные дефекты — это трещины и непро-
вары, ориентированные преимущественно в вертикальной
плоскости. Эти дефекты плохо выявляются при прозву-
Рис. 8.3. Схемы прозвучивания
при поиске поперечных трещин:
а — одним преобразователем; б —
двумя преобразователями.
чивании одним преобразователем; лучшие результаты
дает контроль по схеме «тандем».
Специфичной задачей УЗ-контроля сварных соедине-
ний является выявление трещин, расположенных попе-
рек шва. Эти трещины возникают в сталях, склонных к
трещинообразованию, при грубых нарушениях техноло-
гии сварки. Наиболее часто поперечные трещины возни-
кают в корневой зоне швов, выполненных двусторонней
сваркой без подогрева. Поперечные трещины имеют ма-
лую шероховатость поверхности, и отражение от них но-
сит в основном зеркальный характер, что затрудняет их
обнаружение. На рис. 8.3 показаны схемы прозвучива-
ния сварных швов при поиске поперечных трещин.
Схема прозвучивания одним преобразователем, са-
мая простая и наименее надежная (рис. 8.3, а), приме-
няется для контроля швов небольшой толщины (до
20 мм).
Значительно большая чувствительность к выявлению
трещин достигается при использовании двух преобразо-
вателей, расположенных под углом к шву (рис. 8.3, б).
Такое размещение преобразователей способствует регист-
рации максимального по амплитуде зеркального сигна-
ла. В случае контроля швов большой толщины можно
применять эхо-зеркальный метод прозвучивания при раз-
174
Мещейии преобразователей по обеим сторонам усиле-
ния шва.
Сварные соединения толщиной 60 мм и более. Швы
большой толщины необходимо контролировать на пони-
женной частоте—1,25 МГц. Эти швы выполняют много-
слойными или в один проход при щелевой разделке и
элсктрошлаковой сварке.
Для швов толщиной более 150 мм, если есть доступ
к обеим поверхностям стыка, контроль ведут с обеих по-
верхностей. При еще больших толщинах (более 300 мм)
швов целесообразен контроль по слоям, причем в каж-
дом слое примерно через 50—100 мм необходимо менять
поисковую чувствительность и настраивать преобразо-
ватель заново.
При контроле толстостенных швов, ремонт которых
весьма дорогой, важно не только найти дефект, но и рас-
познать его тип. Для исключения неоправданной отбра-
ковки необходимы количественные информативные при-
знаки, приведенные в § 6.6. Однако существенно может
помочь оператору в правильной оценке характера дефек-
та знание его качественных информативных признаков.
Односторонний непровар характеризуется
появлением одиночного отраженного сигнала с коорди-
натами, соответствующими расположению его по одной
из границ поверхностей сплавления с различной услов-
ной высотой.
Со стороны наплавленного металла (положение А пре-
образователя на рис. 8.4, а) непровар характеризуется
значительными неровностями, что способствует форми-
рованию эхо-сигнала большой амплитуды. При прозву-
чивании со стороны основного металла (положение В)
механически обработанная и несплавившаяся кромка
свариваемого листа почти зеркально отражает ультра-
звук. Эхо-сигнал может появиться лишь от отдельных
оплавленных неровных участков. Односторонний непро-
вар вблизи одной из поверхностей изделия наиболее уве-
ренно выявляется при контроле с противоположной сто-
роны изделия (положение С). В этом случае амплитуда
эхо-сигнала и его перемещение на экране дефектоскопа
значительные, так как имеет место угловой эффект.
175
Двусторонний непровар характеризуется
гем, что в положении А преобразователя (рис. 8.4, б) на
экране дефектоскопа могут появиться одновременно два
сигнала, соответствующие отражению УЗК от его гра-
ниц по обеим кромкам сварного шва. В положении В
преобразователя ультразвук отражается только от ближ-
ней кромки сварного шва, т. е. условия выявления де-
фекта— обычные для одностороннего непровара.
Рис. 8.4. Схемы выявле-
ния дефектов типа не-
проваров и трещин:
а — от одностороннего непро-
вара; б — от двустороннего
непровара; в — от трещины
и непровара.
Выявление несплавлений ультразвуком харак-
теризуется теми же признаками, что и непровар. В неко-
торых случаях несплавление можно отличить от непро-
вара за счет того, что от него образуется эхо-сигнал
значительной амплитуды как при контроле со стороны
наплавленного, так и основного металла, поскольку обе
поверхности несплавления являются неравными.
Основным отличием трещин от непроваров и не-
сплавлений является то, что они располагаются обычно
в средней части наплавленного металла (рис. 8.4, в).
Эта характерная особенность расположения трещин, осо-
бенно в швах, выполненных электрошлаковой сваркой,
в известной мере позволяет установить характер дефек-
176
та путем определения его координат. Однако наиболее
эффективно здесь измерение коэффициента формы 7<ф.
Для шлаковых включений характерно то,
что амплитуда эхо-сигнала от них приблизительно оди-
накова при прозвучивании под различными углами.
Скопления мелких шлаков и пористые зоны в сварном
шве характеризуются появлением группы эхо-сигналов
небольшой амплитуды.
Если после сварки толстостенных швов предусмотре-
на их термообработка, то УЗ-контроль целесообразно
проводить после термообработки. При термообработке
сварных соединений измельчаются зерна металла и его
структура становится более однородной, что уменьшает
затухания УЗК в шве и околошовной зоне. Кроме того,
термообработка способствует раскрытию трещин, т. е.
увеличению количества выявленных дефектов.
УЗ-контроль до термообработки проводить не следует.
Дело в том, что ремонт сваркой дефектных участков,
обнаруженных до термообработки, вызывает сильный
нагрев дефектных мест шва. Это приводит к раскрытию
ранее сжатых и поэтому не выявленных дефектов.
8.3. Контроль сварных соединений,
выполненных на подкладках или в замок
Характерной особенностью контроля таких швов яв-
ляется получение весьма стабильного сигнала от под-
кладки (или уса). В сварных швах большой толщины
этот сигнал легко различим среди сигналов от дефектов
и даже полезен, так как позволяет контролировать каче-
ство акустического контакта. Для облегчения дешифров-
ки целесообразно в месте появления этого сигнала на
экране дефектоскопа нанести метку. При контроле свар-
ных швов малых толщин выявить сигнал от подкладки
гораздо труднее. Существует ряд приемов, позволяющих
выделить эхо-сигналы от подкладки и дефекта при про-
звучивании швов толщиной 7—15 мм.
Дефекты, располагающиеся над корневым слоем, мо-
гут быть выявлены прямым или же однократно отражен-
ным лучом (рис. 8.5). В последнем случае время при-
177
хода сигналов от подкладки и дефекта может быть оди-
наковым.
Для того чтобы различить эти сигналы, необходимо
измерить линейкой расстояние от точки ввода луча (или
от передней грани преобразователя) до середины усиле-
ния шва в испьпательном образце. Сигнал от подкладки
появляется при меньшем расстоянии между швом и прс-
Рис. 8.5. Схемы прозвучивапия стыка, сваренного на под-
кладке:
а — эхо-сигнал от подкладки Ак, б — эхо-сигнал от надкорневого
дефекта, выявленного прямым лучом; в — эхо-сигнал от надкорневого
дефекта, выявленного однократно отраженным лучом; 1 и 2 — коорди-
наты контрольных отражений, выполненных на внутренней и внешней
поверхностях испытательного образца.
образователем Лк, чем сигнал от дефектов, расположен-
ных выше корня шва Лг. В процессе контроля следует
периодически сравнивать эти расстояния с измеренными
на испытательном образце.
Кроме того, прежде чем контролировать шов, с по-
мощью прямого преобразователя сравнивают толщину
стенки каждого из стыкуемых элементов с толщиной об-
разца и вносят соответствующую поправку в настройку
скорости развертки.
Если стыкуемый элемент имеет толщину большую,
чем испытательный образец, то при контроле шва со
стороны этого элемента сигнал от подкладки смещается
вправо по сравнению с тем же сигналом, полученным на
испытательном образце.
178
Чтобы определить, к какой из кромок стыкуемых эле-
ментов ближе расположен дефект в корне шва, руковод-
ствуются следующими признаками:
если дефект в корне шва расположен ближе к линии
сплавления с тем элементом, со стороны которого ведет-
ся контроль, то при медленном приближении преобразо-
вателя к шву на экране дефектоскопа первым появляет-
ся сигнал от дефекта, а затем, когда УЗ-лучи пройдут
над дефектом, частично экранирующим подкладку, на
экране появляется сигнал от подкладки;
при контроле корня шва со стороны второго элемен-
та на экране первым появляется сигнал от подкладки,
а затем — от дефекта. Возможно также одновременное
появление сигналов.
Существует ряд косвенных признаков, позволяющих
судить о характере некоторых дефектов в сварных швах
толщиной 7—15 мм, выполненных на подкладках.
Трещины и несплавления по кромкам в
корне шва обычно начинаются от зазора, образованного
кромкой стыкуемого элемента и подкладки. Распростра-
няясь по наплавленному металлу, они выходят после пер-
вого или второго слоя на его середину. В связи с этим
отличительным признаком трещин в корне шва является
то, что они частично или полностью экранируют отраже-
ние УЗК от подкладки только при контроле со стороны
того из стыкуемых элементов, у кромки которого они бе-
рут свое начало. При контроле шва с противоположной
стороны трещина не экранирует подкладку, и УЗ-лучи
свободно проходят в подкладку. На экране дефектоскопа
возникают два сигнала: от подкладки и от трещины.
Сигнал от подкладки имеет примерно ту же амплитуду
и пробег на экране, что и на участках, где дефект отсут-
ствует. Трещины с этой стороны выявляются значитель-
но хуже, а при небольшой высоте могут совсем не вы-
являться.
На рис. 8.6 показана схема выявления корневой тре-
щины высотой более 3 мм.
Непровар, расположенный выше корневых слоев
сварного шва, мало или совсем не экранирует отражение
от подкладки. При контроле соединения с обеих сторон
179
шва на экране дефектоскопа возникают сигналы от под-
кладки и дефекта. Расстояние между этими сигналами
несколько больше, чем при дефектах, расположенных в
корне шва. В некоторых случаях от дефекта и подкладки
на экране наблюдается несколько сигналов.
Характерной особенностью обнаружения шлако-
вых включений или пор является наличие на
Рис. 8.6. Схема выявления корне-
вой трещины в шве с подкладкой:
4—эхо-сигнал от дефекта; 4П— эхо-
сигнал от подкладки.
экране дефектоскопа импульсов, быстро исчезающих и
появляющихся вновь при незначительных перемещениях
преобразователя в продольном или поперечном направ-
лении. Скопления мелких шлаковых включений или пор
в наплавленном металле дают на экране один сигнал
или группу близко расположенных сигналов.
8.4. Контроль тавровых, угловых
и нахлесточных соединений
Контроль тавровых и угловых соединений. При конт-
роле угловых швов с К-образной разделкой или без нее,
но с полным проплавлением стенки возможно примене-
ние трех схем (рис. 8.7). В зависимости от доступа к
швам контроль ведут наклонными, а также прямыми
или раздельно-совмещенными преобразователями.
Наиболее эффективной является схема ввода УЗК че-
рез основной металл привариваемого листа (схема 7),
так как она позволяет выявить все виды внутренних де-
фектов в угловых швах при минимальном уровне лож-
ных сигналов.
При контроле тавровых соединений по схеме 7 появ-
ление ложных сигналов может быть обусловлено только
180
отражением от грубых неровностей на наружной поверх-
ности плоскости полки, встречающихся весьма редко и
связанных с повреждением металла.
При прозвучивании угловых соединений по схеме I
ложные эхо-сигналы могут появляться при отражении
Рис. 8.7. Схемы контроля двусторонних швов:
а — тавровых; б — угловых.
УЗ-лучей от верхнего усиления валика шва или от угла
элемента конструкции (рис. 8.8). Эти сигналы можно
легко селектировать по времени, а также «прощупы-
вать».
В тех случаях, когда затруднен доступ со стороны
стенки, т. е. невозможно проведение контроля по схеме I,
прозвучивание выполняют по схемам II и III.
Контроль по схеме II обеспечивает выявление пор,
шлаковых включений, несплавлений и трещин, ориенти-
181
a
Рис. 8.8. Анализ схем контроля тавровых и угловых соеди-
нений:
а — без дефектов; б — с непроваром в корне шва; в — с трещиной; г —
с порой или шлаковым включением; Л, Ль Л2, Л3 — ложные эхо-сиг-
налы; II, Т и П — эхо-сигналы соответственно от непровара, трещины
и поры.
рованных перпендикулярно к УЗ-лучам. Однако контроль
по такой схеме осложняется необходимостью ориенти-
ровки преобразователя относительно соединения и появ-
лением ложных эхо-сигналов от поверхности противопо-
ложного валика шва (рис. 8.8, а), причем амплитуда
ложного эхо-сигнала обычно выше амплитуды сигнала
182
от дефекта. Разделение полезных и ложных сигналов
производится по времени прохождения УЗК. Выявить
непровар в центре двустороннего или в корне односто-
роннего шва при контроле по схеме II практически не-
возможно, так как УЗ-лучи испытывают зеркальное от-
ражение.
Этот опасный дефект при доступе для контроля толь-
ко с наружной поверхности полки обнаруживается по
схеме III (рис. 8.8, б) с помощью РС-преобразователя
или двух жесткосоединенных наклонных преобразовате-
лей, включенных по раздельной схеме. При толщине пол-
ки более 40 мм можно применять прямой преобразо-
ватель.
В угловых соединениях при доступе только со сторо-
ны вертикального листа непровар можно обнаружить
при использовании прямого или РС-преобразователя.
Одним из основных условий, обеспечивающих наибо-
лее вероятное выявление дефектов по сечению шва, явля-
ется правильный выбор угла ввода УЗ-луча а в контро-
лируемое соединение.
Целесообразно использовать преобразователи с таки-
ми углами а и параметром по, при которых обеспечивает-
ся контроль нижней части шва прямым, а верхней —
однократно отраженным лучом. Это считается возмож-
ным, если центральный луч преобразователя при распо-
ложении его вплотную к шву проходит через середину
шва или выше ее (при толщинах шва менее 10 мм допус-
кается прохождение центрального луча ниже середины
сечения шва не более чем на 1 мм).
При контроле нижней части шва таврового и углового
соединений (рис. 8.7) это условие может быть проверено
по соотношениям:
2по , b 2по
«1 > arctg---------------; aj > arctg-----------.
о о
(8.1)
Верхнюю часть шва этих соединений целесообразно
проверять преобразователями с такими углами ввода:
, 2/Ci 2z b -\-2z /о
arctg--------; а2 > arctg —-—. (8.2)
о о
183
Если контроль прямым и однократно отраженным лу-
чом невозможен, то необходимо увеличить угол ввода
или в крайнем случае производить контроль однократно
и двукратно отраженным лучом.
После нахождения оптимальных углов ввода устанав-
ливается зона перемещения преобразователей Amin и
Атах и соответствующий ей рабочий участок на экране
дефектоскопа.
При контроле верхней и нижней частей шва тавро-
вого соединения прямым и однократно отраженным лу-
чом преобразователь перемещают в пределах от Хтш до
Атах, равных:
Ат1п = /С1 + Ио‘, Атах~2б tg (Хг+Кь
Для углового соединения эти значения соответствен-
но равны:
Amln = /lo; Атах = 2б tg Яг.
Для более точной и быстрой расшифровки эхо-сигна-
лов на экране дефектоскопа устанавливается рабочий
участок.
Рабочий участок можно определить по испытатель-
ным образцам (рис. 8.9). Для этого вначале прямым лу-
чом находят максимальный эхо-сигнал от нижнего боко-
вого отражателя, а однократно отраженным лучом —•
эхо-сигнал от верхнего отражателя и отмечают эти поло-
жения сигналов на экране дефектоскопа, после чего
строб-импульс между этими метками перемещают влево
на половину его величины, а затем задний фронт строб-
импульса доводят до метки, соответствующей эхо-сигна-
лу от верхнего бокового отражателя.
Рабочий участок на экране дефектоскопа можно уста-
новить не только по боковым цилиндрическим сверле-
ниям, но и по угловым отражателям («зарубке»).
Настройка чувствительности дефектоскопа может
производиться по одному из искусственных дефектов, на-
пример «зарубке» (рис. 8.9), или по стандартному об-
разцу № 1.
Контроль односторонних швов тавровых и угловых
соединений с V-образной разделкой или без нее при от-
сутствии обратной подварки корня шва ведется прямым
184
L/'D
Рис. 8.9. Испытательные образцы для установления рабочего
участка и чувствительности дефектоскопа при контроле двусто-
ронних швов:
а — тавровых; б — угловых соединений.
Рис. 8.10. Схемы контроля односторонних швов:
а — тавровых; б — угловых соединений.
и однократно отраженным лучами (рис. 8.10). Выполне-
ние этих условий проверяется по формулам (8.1) и (8.2).
Если швы доступны для контроля, целесообразнее
производить контроль со стороны противоположной раз-
делки, так как при этом улучшаются условия прозвучи-
вания верхней части шва.
Выбор пределов перемещения А'ти, и Хтах и установ-
ление соответствующего рабочего участка на экране де-
185
фектоскопа тавровых и угловых соединений с V-образной
разделкой аналогичен рассмотренному при контроле
этих соединений с К-образной разделкой.
Контроль нахлесточных соединений. УЗ-контроль со-
единений, сваренных внахлестку, производится наклон-
ными преобразователями на частоту 2,5—5 МГц, как
правило, со стороны нижнего листа однажды отражен-
ным лучом по совмещенной схеме (рис. 8.1 Га). При
такой схеме контроля выявляются трещины, непровары
вертикальной кромки и корня шва, а также одиночные
дефекты по сечению шва.
Рис. 8.11. Схемы контроля нахлесточных соединений:
а — со стороны нижнего листа; б — со стороны верхнего листа; в — зер-
кально-теневой метод при отсутствии дефекта; г — зеркально-теневой
метод при наличии дефекта.
186
Угол ввода луча выбирают из соотношении:
если то (3 = 30°;
если 1 </<i/7<2<1,5, то Р = 40°;
если Кх!Кг> 1,5, то Р = 50°.
В случае ограниченной протяженности основного лис-
та контроль следует вести преобразователем с макси-
мально возможным углом ввода, определяемым по вы-
ражению
Рис. 8.12. Испытательные образцы для установления рабочего
участка и чувствительности дефектоскопа при контроле нахле-
сточных соединений:
а — по совмещенной схеме; б — зеркально-теневым методом.
Для обеспечения прозвучивания всего сечения шва
преобразователь перемещают в следующих пределах:
Xmin = 26i tg Ct; Xmax = 26i tg Cl+/^i.
Рабочий участок на экране дефектоскопа, соответ-
ствующий найденным пределам перемещения, устанавли-
вают по испытательному образцу (рис. 8.12, а) в соответ-
ствии с порядком, изложенным выше. Чувствительность
дефектоскопа настраивают по стандартному образцу № 1
или испытательному образцу с искусственными дефек-
тами.
Однако данная схема не гарантирует надежного вы-
явления непровара и песплавления у нижней кромки.
Это объясняется тем, что УЗ-луч, попадая на горизон-
тальный плоский дефект, отражается под тем же углом
и не возвращается на преобразователь.
187
Для лучшего обнаружения дефектов, залегающих в
зоне кромки нижнего пояса, рекомендуется дополни-
тельное прозвучивание со стороны верхнего листа
(рис. 8.11, б) преобразователем с углом призмы 30° на
частоту 2,5—5 МГц.
Для контроля нахлесточных соединений целесо-
образно также применять зеркально-теневой метод
(рис. 8.11, в, а), обеспечивающий уверенное обнаружение
горизонтальных дефектов. При отсутствии дефекта
УЗ-колебания проходят от преобразователя через безде-
фектное место к приемнику и на экране появляется им-
пульс. Если в соединении имеется дефект, то амплитуда
эхо-сигнала отсутствует или незначительна. При данной
схеме контроля расстояние между точками ввода X
преобразователей должно строго соблюдаться:
Х= (26i + 362) tg а.
Этому способствует закрепление преобразователей в
держателе, который позволяет поворачиваться преобра-
зователям в вертикальной плоскости и обеспечивает тем
самым их перемещение на разных уровнях при постоян-
ном X.
Зона перемещения преобразователей, при которой
возможно прозвучивание всего сечения шва, должна быть
примерно равной К.2. При отсутствии дефекта в соедине-
нии эхо-сигнал на экране дефектоскопа будет исчезать
только на концах установленной зоны поиска (переме-
щения) .
Чтобы оценить степень годности изделия к эксплуата-
ции, изготавливают испытательный образец (рис. 8.12,6),
в котором /<2 соответствует допустимому размеру. Далее
устанавливают преобразователи на испытательный обра-
зец и определяют начало и конец зоны перемещения на
определенном уровне чувствительности.
Условно за начало и конец зоны перемещения можно
принять положения, при которых амплитуда эхо-сигнала
снижается в 2 раза по сравнению с максимальной. Если
при контроле окажется, что зона перемещения преобра-
зователей на сварной конструкции меньше величины,
полученной по испытательному образцу, то такое соеди-
нение считается бракованным.
188
8.5. Контроль сварных соединений
железобетонных конструкций
Наиболее прогрессивным из существующих способов
сварки монтажных стыков арматурных конструкций яв-
ляется ванная сварка в инвентарных формах. При
УЗ-контроле данных соединений основную трудность со-
ставляют ввод УЗК в контролируемое соединение и се-
лекция эхо-сигналов от дефектов и неровностей периоди-
ческого профиля, амплитуды которых соизмеримы.
Рис, 8.13. Схема контроля стыков арматуры:
а — дефект отсутствует; б — дефект имеется.
Применение совмещенных миниатюрных наклонных
преобразователей с последующей их установкой во впа-
дину профиля, а также обычных наклонных преобразо-
вателей при расположении их на продольное ребро
стержня не устраняет имеющиеся трудности.
Оптимальной является теневая схема контроля с ис-
пользованием наклонных преобразователей, при которой
один преобразователь выполняет функцию излучателя И,
а второй — приемника П (рис. 8.13). О наличии и вели-
чине дефекта при такой схеме контроля судят по умень-
шению амплитуды А эхо-сигнала на дефектном соедине-
нии по сравнению с импульсом До от соединения хоро-
шего качества. Величина ослабления ЛА=Ао—А пропор-
циональна площади дефекта 5д. Это объясняется тем,
что дефект в изделии экранирует УЗ-лучи, распростра-
няющиеся от излучателя к приемнику (рис. 8.13,6),
уменьшая тем самым эхо-сигнал на экране дефектоскопа.
189
Для повышения производительности контроля исполь-
зуется специальное механическое устройство, в котором
закрепляются преобразователи. Габариты устройства
позволяют проводить контроль на большинстве конструк-
ций, встречающихся в практике строительства.
Чтобы обеспечить акустический контакт между пре-
образователем и стержнем, можно применять любые
звукопроводящие смазочные материалы густой консис-
тенции, например технический солидол, тавот, которыми
заполняют зазоры между ребрами стержней периодичес-
кого профиля.
Оценка допустимости дефектов в сварных стыках ар-
матуры по результатам ультразвукового контроля произ-
водится только по испытательным образцам. Применение
безэталонного (безобразцового) метода не представляет-
ся возможным в связи с тем, что на контролируемом
соединении в условиях монтажа нет свободной поверх-
ности для размещения преобразователей на бездефект-
ном месте и, следовательно, нельзя получить амплитуду
опорного сигнала Ло. Кроме того, структура металла шва
данных соединений (особенно при сварке больших диа-
метров) в значительной степени отличается от структуры
основного металла, вследствие чего зона сварки и около-
шовная зона будут существенно различаться (около
6 дБ), что недопустимо на практике.
В зависимости от типа применяемого дефектоскопа
могут использоваться испытательные образцы с искусст-
венными отражателями или без них. В первом случае
для каждого типоразмера стыкуемых стержней подби-
рается искусственный отражатель, который дает такой
же эхо-сигнал па экране дефектоскопа, что и реальный
дефект.
УЗ-контроль с использованием бездефектных испыта-
тельных образцов обеспечивает большую достоверность
и более прост на практике, поэтому он был взят за осно-
ву при разработке методики контроля стыков арматуры.
Испытательные образцы без искусственных отражателей
для настройки чувствительности дефектоскопа можно
применять в случае, если прибор имеет калиброванный
аттенюатор.
190
Для принятой методики контроля оценка качества
соединения производится по уменьшению амплитуды сиг-
нала, прошедшего через дефектный шов А, по сравне-
нию с амплитудой До опорного сигнала, полученного на
тест-образце. На рис. 8.14 приведено изменение ампли-
Рис. 8.14. Зависимость отно-
сительной величины сигнала
ДД от площади реального
дефекта 5Д для стыков ар-
матуры. Преобразователь
0=50°, f=2,5 МГц.
Рис. 8.15. Эксперименталь-
ная номограмма для выбора
расстояний X между преоб-
разователями в зависимости
от диаметра стержня и спо-
соба сварки:
1 — сварка стержней в нижнем
положении, X=l,5d+30 мм; 2 —
сварка стержней в вертикальном
положении, X = 2,5d+30 мм.
туды эхо-сигнала в зависимости от площади реального
дефекта 5Д) полученное опытным путем. Площадь дефек-
та 5Д определена при разрушении сварных стыков.
В табл. 8.3 приведены значения браковочной чувст-
вительности при контроле сварных стыков арматуры.
Табл. 8.3. Значения браковочной чувствительности
Диаметр стержня, мм 20, 22, 25 28, 32 36, 40
Браковочная чувствитель- ность, дБ 8 10 12
19J
Методика ультразвукового контроля сварных стыков
арматуры железобетонных конструкций следующая.
К дефектоскопу присоединяют предварительно притертые
по поверхности стержня наклонные преобразователи с па-
раметрами f=2,5 МГц и Р = 53° для контроля соединений
с диаметром стержней 20—25 мм. Преобразователи уста-
навливают в механическое устройство, где они крепятся
через фиксирующие отверстия. Расстояние между пре-
образователями X в зависимости от типоразмера контро-
лируемых соединений и пространственного выполнения
сварки выбирается по графикам рис. 8.15 из условий:
X=l,5<7 + 30 (прямая 7); Х=2,5<7 + 30 (прямая 2). В соот-
ветствии с ГОСТ 14098—68 максимальная ширина вали-
ка шва для горизонтальных стыков составляет 1 ,bd рас-
четного сечения, а для вертикальных стыков допускается
равной 2,5<7. Располагать преобразователи на расстоя-
нии, большем, чем показано на графике, нецелесообраз-
но, так как это приводит к снижению чувствительности
контроля.
На стержни в местах установки преобразователей не-
посредственно перед контролем наносят густой контакт-
ный смазочный материал (солидол), который должен
полностью заполнить впадины периодического профиля
арматуры.
После этого измеряют амплитуду опорного сигнала
на испытательном образце:
приспособление с преобразователями устанавливают
на испытательный образец так, чтобы преобразователи
располагались на продольных ребрах профиля испыта-
тельного образца и амплитуда сигнала была макси-
мальной;
ручками «Ослабление» высоту импульса на экране
дефектоскопа устанавливают равно?! 30 мм; Это положе-
ние ручек будет соответствовать амплитуде опорного
сигнала До.
Амплитуду сигналов на контролируемом сварном со-
единении определяют в такой последовательности:
1) преобразователи устанавливают в положение, что-
бы излучатель И находился вплотную к шву (рис. 8.16,
положение 1);
192
2) преобразователи перемещают в противоположную
сторону так, чтобы приемник П оказался вплотную к шву
(рис. 8.16, положение 2);
3) преобразователи устанавливают посередине свар-
ного шва (рис. 8.16, положение 3).
Затем из Ао вычитают минимальное из трех измерен-
ных значений амплитуды, т. е. получают аплитуду АЛ,
по величине которой дают заключение о годности соеди-
нения к эксплуатации.
Рис. 8.16. Схема перемещения
преобразователей относительно
сварного шва.
Сварные соединения оцениваются неудовлетворитель-
но, если АЛ больше или равно браковочному значению, и
удовлетворительно, если АЛ меньше браковочного значе-
ния. На основе многочисленных данных производствен-
ного контроля сварных стыков арматуры на монтаже по
данной методике установлено, что достоверность ультра-
звукового метода в сравнении с разрушающими испыта-
ниями составляет 85—90 %.
8.6. Контроль сварных узлов
структурных покрытий
В настоящее время при сооружении большепролетных
структурных покрытий (спортивные сооружения, автоса-
лоны и др.) применяют сопряженные трубчатые элемен-
ты со сплющенными концами. В зависимости от ширины
пролетов и типа сооружаемых конструкций число прива-
риваемых труб может быть от 3 до 8. При этом толщина
стенок сопрягаемых сплющенных концов труб составляет
4—12 мм.
Одной из основных трудностей при УЗ-контроле этих
конструкций является ограниченный доступ к зоне шва
и невозможность «прощупывания» ультразвукового луча
7 Зак. 88
193
на шве. Это затрудняет расшифровку эхо-сигналов на
экране дефектоскопа. Кроме того, в ряде случаев форма
шва может быть такой, что сигнал помехи будет пре-
восходить полезный сигнал. Оптимальная частота конт-
роля равна 5 МГц, а угол наклона преобразователей
составляет 55 и 53°. Этим условиям в большей степени
отвечают преобразователи типа КГН-1 или «Снежинка».
Конструктивные особенности узлов не позволяют про-
водить контроль всего сечения шва прямым и однократно
Рис. 8.17. Схема контроля стыков труб (а) и испытательный
образец (б) для установления рабочего участка контроля.
отраженным лучом. Поэтому контроль нижней части шва
данного элемента осуществляют двукратно отраженным
лучом, а верхней части — однократно отраженным лучом.
Методика контроля этих соединений имеет свои осо-
бенности и заключается в следующем.
На испытательном образце (рис. 8.17, б), в котором
выполнены угловые отражатели с двух сторон, устанав-
ливается зона перемещения преобразователя, которая
отмечается на экране дефектоскопа. Преобразователь
помещают на контролируемое соединение, находят сиг-
нал от технологического кольца и убеждаются в пра-
вильности определения зоны контроля. Для обеспечения
прозвучивания всего сечения стыкуемого кольца трубы
контроль необходимо проводить с обеих плоскостей
сплющенного конца (рис. 8.17, а).
В первую очередь следует контролировать основные
несущие элементы конструкции. Настройку чувствитель-
ности дефектоскопа можно выполнять по угловым отра-
жателям или по стандартному эталону № 1. При на-
стройке по эталону № 1 условная чувствительность дол-
жна быть 15 мм. Оценка качества сварного соединения
производится по двухбалльной системе: годен, не годен.
194
8.7. Контроль аустенитных сталей
и биметаллических соединений
Основные проблемы, которые возникают при контро-
ле аустенитных сварных швов, заключаются
в следующем. В процессе УЗ-контроля на той же чувстви-
тельности, на которой проводился контроль сварных со-
единений перлитных сталей, фиксируется много ложных
сигналов, отношение полезный сигнал — помеха близко к
единице или меньше ее, затухание ультразвука велико и,
как правило, превышает 0,3 дБ/мм. В ряде случаев конт-
роль оказывается невозможным из-за того, что УЗ-коле-
бания, сильно затухая, не проникают в металл шва.
Основными факторами, влияющими на прохождение
и рассеяние УЗ-колебаний в аустенитном сварном шве,
являются величина зерна (точнее размеры кристаллитов
аустенита), направленность роста кристаллитов аусте-
нита, содержание феррита и распределение его по сече-
нию шва, содержание карбидов и их распределение, ин-
терметаллиды, микрорыхлоты и микротрещины, величи-
на зерна в околошовной зоне (зоне термического
влияния).
Для дефектоскопии аустенитных сварных швов могут
быть рекомендованы способы контроля, приведенные в
табл. 8.4. Универсальным является многочастотный спо-
соб. Однако для его реализации требуется специальная
аппаратура.
Продольными волнами целесообразно контролировать
толщины более 40 мм, поскольку использование этих
волн на меньших толщинах осложняется присутствием
на экране дефектоскопа дополнительных сигналов, свя-
занных с отражением поперечных волн.
Толщины до 10 мм могут успешно контролироваться
фокусированными или РС-преобразователями.
Сварные биметаллические соединения
контролируют предпочтительно со стороны основного
слоя. Эталонирование чувствительности производят по
испытательным образцам, представляющим собой образ-
цы контролируемого соединения. Вид и место располо-
жения отражателя выбирают в зависимости от схем
Г
195
о
о
Табл. 8.4. Рекомендуемые способы УЗ-контроля аустенитных сварных швов
Способ контроля Диапазон контроли- руемых толщин, мм Параметры контроля Преимущест- ва способа контроля Недостатки
частота f, МГц угол ввода а, град чувствительность
Поперечными волнами (раздель- но-совмещенными преобразователя- ми) 2—10 6,0 70 Боковое отвер- стие 0 1 мм на глубине 5 мм Стандарт* ная методика Специальные преобра- зователи
Продольными волнами (раздель- но - совмещенными преобразователя - мн) от 40 и выше 1—2 50—70 Боковое отвер- стие 0 3 мм на глубине 22 мм Стандарт- ная аппарату- ра и извест- ная методика 1. Затруднена расшиф- ровка результатов конт- роля 2. Возможен контроль только прямым лучом 3. Неудовлетворитель- ная выявляемость плоско- стных дефектов вблизи поверхности 4. Необходимо удале- ние валика усиления 5. Специальные преоб- разователи
Многочастотный способ двухча- стотный вариант -^-=1,5^ 6—40 2,5—3,7 1,2—1,8 60—70 60—70 «Ч N S ж S 2 П «СО Простота методики Специальная аппара- тура
прозвучивания. Наиболее распространенные из них пока-
заны на рис. 8.18. При завышенной чувствительности
возможно появление сигналов, отраженных от границы
между основным и плакирующим слоями шва. Поэтому
для повышения точности определения координат эхо-
сигналов рабочий участок развертки на экране дефекто-
скопа размечают соответственно зонам сварного шва
Рис. 8.18. Схема установления рабочего участка и чувствитель-
ности дефектоскопа при контроле соединений из биметалличе-
ских листов:
а — настройка по боковому сверлению; б — настройка по зарубке.
(основной металл, переходная зона, плакирующий слой).
Следует иметь в виду, что наиболее вероятно образова-
ние дефектов в шве именно на границах основного и пла-
кирующего слоев.
8.8. Контроль контактной сварки
Стыковая контактная сварка оплавле-
нием широко используется для изготовления инстру-
мента и других изделий.
При дефектоскопии соединений, выполненных кон-
тактной сваркой оплавлением, основными помехами при
обнаружении несплошностей являются ложные сигналы
от валика усиления и раскрытия стыка, оставшиеся после
недостаточного удаления грата. Практика дефектоскопии
таких соединений показывает, что при необходимой чув-
197
ствительности контроля амплитуды отраженных сигналов
от оставшегося усиления и раскрытия соизмеримы с
амплитудами эхо-сигналов от дефектов.
Схема контроля прямым и наклонным преобразовате-
лями показана на рис. 8.19, а, б. Оптимальные углы вво-
да УЗ-колебаний составляют 70—72°, рабочая частота
2,5 МГц. Пороговый уровень сравнения эхо-сигналов
устанавливается по амплитуде эхо-сигнала, отраженного
Рис. 8.19. Схема контроля сварных соединений, выполненных
контактной сваркой оплавлением:
а — прямым преобразователем; б — наклонным преобразователем; в —
по схеме «тандем».
от эталонного отражателя, например от цилиндрического
отражателя диаметром 1,5 мм.
При обнаружении дефектов типа оксидных пленок
необходимо учитывать помехи, обусловленные эхо-сигна-
лами от структуры сварного шва, так как амплитуда
структурных шумов соизмерима с сигналами от дефек-
тов и время прихода эхо-сигналов от дефектов и струк-
туры шва совпадают.
При взаимодействии УЗ-волн, направленных в металл
под углом 45—50° к плоскости сварки, амплитуды зер-
кальных сигналов от дефектов типа оксидных пленок
превышают сигналы структурных шумов бездефектного
шва. В связи с тем что дефекты типа оксидных пленок —
плоские и характеризуются в основном зеркальным отра-
жением, для их обнаружения используется эхо-зеркаль-
ный метод контроля по схеме «тандем» (рис. 8.19, в).
Контроль контактной точечной сварки
сводится к прозвучиванию сварной точки импульсами
198
УЗК и исследованию процесса их распространения тене-
вым или эхо-методом.
Толщина шва при контактной сварке является неболь-
шой по сравнению с остальными его размерами. Дефек-
ты контактной сварки имеют наибольшую площадь, как
правило, в плоскости сварного стыка. Поэтому прозву-
чивать шов следует в направлении, перпендикулярном к
плоскости соединения.
И ---------
Рис. 8.20. Схема контроля свар-
ной точки.
Схема контроля сварных точек дана на рис. 8.20. От
излучателя И УЗ-лучи проходят верхний лист, попадают
на качественно сваренную точку, затем проходят в ниж-
ний лист. Интенсивность УЗК, достигающих приемника П,
в этом случае мала. При наличии дефекта УЗ-лучи отра-
зятся от него и попадут на приемник П, что регистриру-
ется на экране дефектоскопа.
Диаметр сварной точки определяют по длине зоны,
в которой при перемещении преобразователя над точкой
на экране дефектоскопа отсутствует импульс.
Выявление дефектов УЗ-дефектоскопией в соединени-
ях, изготовленных контактной сваркой, является доста-
точно сложной и до конца не решенной задачей. Это
объясняется тем, что образующийся при сварке дефект
типа «слипание» имеет незначительную величину рас-
крытия (<10-6 мм) и ультразвуком не выявляется, так
как пропускает УЗК так же хорошо, как и качественное
сварное соединение.
Контроль сварных точек в процессе
сварки (рис. 8.21) создает возможность для оператив-
ного воздействия на технологический процесс сварки.
Исходя из результатов контроля можно предотвратить
появление дефектных соединений. Важным преимущест-
вом контроля точечных соединений в процессе сварки
является то, что контролируемым параметром в этом
случае является размер литого ядра, который, как из-
199
вестно, в основном определяет прочность сварного соеди-
нения.
Ультразвуковой контроль точечных соединений осно-
ван на экранировании поперечных УЗ-колебаний рас-
плавленным металлом ядра сварной точки. В этом слу-
чае измеряемый параметр (амплитуда УЗ-колебяний за
Рис. 8.21. Схема контроля точек в процессе сварки.
а — качественная сварка; б — слипание; 1 — свариваемые детали; 2 —
жидкий металл (ядро сварной точки); 3 — вода.
ядром) связан с диаметром литого ядра точки. В ряде
случаев, например при точечной сварке сталей и титано-
вых сплавов, этот метод является единственно возмож-
ным для выявления непровара.
Рассматриваемый метод контроля качества точечной
сварки основан на свойстве поперечных УЗ-колебаний
отражаться от границы твердый — жидкий металл. По-
скольку поперечные колебания практически не могут
распространяться в жидких средах, расплавленный ме-
талл ядра сварной точки, находясь на пути распростра-
нения колебаний, экранирует их. Амплитуда колебаний
на приемнике уменьшается тем сильнее, чем больше ве-
личина зоны расплавленного металла.
Для реализации данного способа контроля излучатель
и приемник УЗ-колебаний размещают внутри электродов
200
сварочной машины. Передающий ультразвуковой преоб-
разователь излучает в воду продольные УЗ-колебания.
На конусном дне сварочного электрода или на призме,
приклеенной к дну электрода, происходит трансформация
продольной волны в поперечную. Пройдя через электрод,
поперечные колебания попадают в зону контролируемого
соединения. Акустический контакт между электродом и
деталью обеспечивается за счет высокого усилия сжа-
тия электродов. Пройдя через второй электрод, призму
и воду в охлаждающем канале электрода, УЗ-колебания
достигают приемного пьезоэлемента, где они преобразу-
ются в электрические сигналы.
8.9. Особенности контроля сварных соединений
некоторых материалов
Скорость поперечных волн в алюминии и алюминие-
во-магниевых сплавах Ct = 3080 м/с ниже, чем в стали,
где Ct = 3230 м/с. Поскольку в призме из оргстекла
Ct = 2670 м/с, то для сохранения того же угла ввода а
угол призмы 0 необходимо увеличивать. Алюминий и его
сплавы отличаются мелкозернистостью по сравнению со
сталью. Это обусловливает меньшее в них затухание
УЗК и, следовательно, более высокую чувствительность
контроля.
Стандартные и испытательные образцы в данном слу-
чае изготавливают из алюминия или его сплавов. Услов-
ную чувствительность по стандартному образцу № 1 сле-
дует уменьшать на одно отверстие по сравнению со ста-
лью той же толщины (до 50 мм).
Для меди и медных сплавов Ct = 2500 м/с,
что меньше скорости в призме (Сг = 2670 м/с). Поэтому,
изменяя угол призмы 0, нельзя добиться ликвидации
продольной УЗ-волны в металле. Для этого используют
специальную водяную прослойку — иммерсионный ввод.
Затухание в меди велико, вследствие этого частоту умень-
шают до f«l,0—1,8 МГц. Условную чувствительность по
стандартному образцу № 1 повышают на 1—2 отверстия.
Титановые сплавы (ВТ-1, ВТ-5 и др.) имеют
акустические свойства, близкие к свойствам стали (см.
201
табл. 2.1). Поэтому углы ввода и призмы преобразова-
телей выбирают примерно такими же, как и для стали.
На результаты контроля может сильно влиять свойствен-
ная этим сплавам анизотропия, связанная с направле-
нием проката металла. Поперек проката скорость ультра-
звука обычно на 5—8 % меньше, чем вдоль проката.
Перед УЗ-контролем с помощью двух наклонных преоб-
разователей, включенных по раздельной схеме, целесо-
образно определить линии изотропности упругих свойств.
В дальнейшем сканирование совмещенным преобразо-
вателем проводят либо вдоль, либо поперек найденных
линий.
УЗ-контроль используют также для оценки качества
изделий различного назначения из пластмасс. Обыч-
но применяются контактный и иммерсионный способы
ввода УЗК в изделие. При выборе метода контроля не-
обходимо учитывать акустический импеданс материала
и величину затухания УЗК в нем. Для большинства
пластмасс акустический импеданс невелик, благодаря
чему уменьшается отражение УЗК от передней поверх-
ности изделия и до 70 % энергии проходит в материал,
тогда как в металлический образец проходит 30 % энер-
гии. Высокий уровень энергии, проникающей в пластмас-
сы, обусловливает сокращение мертвой зоны преобразо-
вателя (из-за уменьшения импульса от передней поверх-
ности) и увеличение чувствительности, так как сигналы,
отраженные от дефекта, имеют большую величину.
Ультразвуком контролируют соединения из пластмасс,
полученные различными способами сварки: нагретым га-
зом, ультразвуком, нагретым инструментом, нагретым
присадочным материалом, сваркой с помощью инфра-
красного излучения и т. д.
Так как скорость поперечных волн для большинства
пластмасс меньше скорости продольной волны в плекси-
гласе (при использовании преобразователей с плексигла-
совыми призмами), то невозможно ввести в контролируе-
мое изделие чисто поперечную волну достаточной интен-
сивности под большим углом ввода а, который необходим,
например, для контроля стыковых сварных соединений.
Поэтому для контроля сварных соединений из пластмасс
202
необходимо использовать иммерсионный способ ввода
УЗК в материал. При иммерсионном способе контроля в
изделии будут возбуждены продольные волны с доста-
точно большим углом распространения; одновременно
будут возбуждены и поперечные УЗ-волны, но угол рас-
пространения у них значительно меньше, чем у продоль-
ных. Учитывая большое затухание ультразвука в пласт-
массах, используется частота колебаний, как правило, не
превышающая 2 МГц.
Таким образом, в отличие от иммерсионного контроля
сварных соединений металлов с использованием попереч-
ных волн УЗ-контроль сварных соединений из пластмасс
в иммерсионном варианте осуществляется с помощью
продольных волн.
Глава 9. АВТОМАТИЗАЦИЯ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
9.1. Особенности автоматизации контроля
Технология ручного УЗ-контроля состоит из ряда прос-
тых и сложных операций. Оператор перемещает преоб-
разователь в околошовной зоне по сложной траектории,
непрерывно наблюдает за экраном дефектоскопа и вы-
полняет логические операции по переработке полученной
информации и оценке качества контролируемого изде-
лия. Такая напряженная работа приводит к быстрому
физическому утомлению оператора, вследствие чего про-
исходит пропуск дефектов.
Одним из основных недостатков ручного контроля яв-
ляется то, что после него не остается объективных доку-
ментов (дефектограмм), по которым можно было бы
контролировать работу операторов. Это обусловливает
зависимость оценки качества контролируемого изделия
от квалификации, физического состояния и условий ра-
боты оператора.
Автоматизация контроля значительно повышает его
производительность и достоверность. Повышение досто-
203
верности достигается тем, что фиксация обнаруженных
дефектов производится не визуально оператором, а за
счет получения дефектограммы на бумажной ленте с по-
мощью какого-либо регистрирующего устройства.
Автоматизированное устройство для УЗ-контроля
должно включать следующие основные узлы: акустиче-
ский блок с преобразователями и механизмом для их
перемещения по поверхности контролируемого изделия;
опдм/атг vriv 1 VU СПЛП
единений) и качеством акустического контакта; электрон-
ный блок для генерирования зондирующих импульсов и
приема эхо-сигналов; систему подачи и сбора контактной
жидкости; электронный блок для логической обработ-
ки информации о дефекте, включая ЭВМ, регистраторы
информации на дефектограмме в аналоговой или цифро-
вой форме; систему обратной связи для управления тра-
екторией и скоростью сканирования в зависимости от по-
лученной информации о дефекте; систему автоматической
отбраковки и др.
Уровень автоматизации установки определяется на
личием в ней упомянутых систем. Если все эти системы
входят в конструкцию установки, то достигается полная
автоматизация контрольных операций. Такие установки
называют автоматическими стендами.
Стенды — весьма сложное, громоздкое и дорогостоящее
оборудование, поэтому применять их на производстве не
всегда целесообразно.
Автоматизации обычно предшествует разработка и
внедрение методов и средств механизации. Вначале от-
дельные операции ручного контроля должны быть заме-
нены механизмами и устройствами с механическим дви-
гателем. Во многих случаях достаточно механизировать
(частично автоматизировать) контрольные операции, пе-
редав автоматизированному устройству, например, функ-
ции поиска и регистрации дефектов. Такие устройства
менее сложны по конструкции и могут быть выполнены
в виде малогабаритных дефектоскопов.
Важно отметить, что применение этих упрощенных
устройств не должно влиять на достоверность контроля.
Поэтому выбор конструкции установки и оптимизация
204
параметров автоматического контроля должны произво-
диться на основе закономерностей статистического рас-
пределения дефектов в контролируемых изделиях по ме-
стоположению, ориентации, типу, величине и другим
признакам.
Эффективность неразрушающего контроля будет мак-
Гобл. 9.1. Выбор уровня автоматизации контроля
' — 1 1; Уровень автоматизации
Характеристика объекта контроля полная автома- тизация механизация ручной контроль
Величина по- тока однотип- ных изделий Большая Средняя Малая
Протяжен- ность швов Большая Средняя Малая
Конфигура- Плоская, ци- Поверхность Сложная
ция околошов- ной поверх- ности линдрическая сложной кон- фигурации ра- диусом R > > 300 мм поверхность
Типы швов Стыковые, угловые, тав- ровые (без кон- структивных непроваров). Толщина бо- лее 15 мм Стыковые, угловые, тав- ровые (без конструктив- ных непрова- ров). Толщина менее 15 мм Швы с конструк- тивным не- проваром. Толщина ме- нее 15 мм
Доступность околошовной зоны 300 мм Ограничен- ная Ограни- ченная
Наличие спе- циального участка для контроля Есть Нет Нет
Общий уро- вень квалифи- кации специа- листов по УЗ- дефектоскопии Высокий Средний Средний
205
симальной только при условии хорошего согласования
его с технологией изготовления изделий.
Поэтому выбор уровня автоматизации УЗ-контроля
определяется многими производственными факторами
(табл. 9.1).
Из табл. 9.1, в частности, следует, что при дефекто-
скопии сварных соединений целесообразно автоматизи-
ровать контроль протяженных сварных швов и нецелесо-
образно автоматизировать контроль соединений, имею-
щих сложную конфигурацию околошовной поверхности.
При автоматизации УЗ-контроля важной задачей
является обеспечение помехоустойчивости аппаратуры к
различным видам помех.
При ручном контроле дефектоскопами с ЭЛТ отдель-
ные импульсы помех во многих случаях хорошо расшиф-
ровываются оператором. Однако вследствие этих помех
автоматический контроль может быть сильно затруднен.
Механизация и автоматизация процесса УЗ-дефекто-
скопии потребовали разработки систем ввода УЗК и
контроля за акустическим контактом, систем временной
селекции и измерения координат дефектов, систем реги-
страции результатов контроля и оценки качества контро-
лируемого объекта, а также решения многих других во-
просов.
9.2. Перемещение преобразователей
Прозвучивание всего объема изделия можно осу-
ществлять либо одновременно всеми преобразователями,
установленными неподвижно, либо путем их сканирова-
ния. Устройства для одновременного прозвучивания со-
стоят из нескольких рядом расположенных преобразова-
телей. Стыковые сварные соединения сосудов и аппара-
тов контролируют путем построчного сканирования
(рис. 9.1). В ряде случаев преобразователю сообщают
колебательное или вращательное движение относительно
оси, перпендикулярной или параллельной поверхности.
При построчном сканировании металл шва контроли-
руют по слоям. Прозвучивание осуществляют вдоль или
поперек сварного соединения. Если преобразователю
206
сообщают одновременно движения в двух взаимно пер-
пендикулярных направлениях, то его суммарное пере-
мещение происходит под углом к продольной оси шва
(рис. 9.1,8). Ширина зоны сканирования Хтах зависит
от толщины сварного соединения.
В механизированных установках применяют три спо-
соба поиска лефекта: 1) если неизвестно распределение
Ё
Рис. 9.1. Схемы построч-
ного сканирования: а, б,
в — соответственно па-
раллельно, перпендику-
лярно и под углом к про-
дольной оси шва.
дефектов в сварном соединении, производят равномерное
прозвучивание металла шва; 2) когда имеются предва-
рительные сведения о распределении дефектов, более
тщательно прозвучивают места наиболее вероятного их
нахождения — неравномерный поиск; 3) используется
текущая информация о дефектах, процесс поиска при
этом сводится к следующему. Вначале производят рав-
номерное прозвучивание металла шва и в момент обна-
ружения дефекта траекторию сканирования изменяют
таким образом, чтобы обеспечить получение максималь-
ной информации о параметрах дефекта и его координа-
тах, т. е. в установке предусматривают устройства само-
настройки. Процесс самонастройки требует выполнения
вычислительных и логических операций, поэтому кон-
струкция установки значительно усложняется.
С учетом специфики условий и объектов контроля в
механизированных и автоматизированных установках
207
применяют несколько способов прозвучивания и схем
построения блока акустических преобразователей.
1. Последовательное прозвучивание всего сечения
сварного шва одноэлементным преобразователем. При
этом преобразователь совершает поперечно-продольное
механическое движение, аналогичное движению руки
оператора при ручном контроле.
2. Одновременное прозвучивание сварного соедине-
ния несколькими преобразователями, расположенными
перпендикулярно к оси шва. Каждый из преобразовате-
лей, работая в эхо-импульсном режиме, прозвучивает
соответствующую зону по толщине сварного шва. В этом
случае отпадает необходимость в поперечном перемеще-
нии преобразователей.
3. Прозвучивание поперечного сечения сварного шва
большой толщины многоэлементными преобразователя-
ми, пьезоэлементы которых работают по различным схе-
мам контроля: эхо-импульсной, раздельно-совмещенной
и т. д. При этом элементы преобразователя переклю-
чаются с помощью электронного коммутатора.
9.3. Обеспечение стабильного
акустического контакта
Важным вопросом при контроле деталей и сварных
швов является обеспечение стабильного акустического
контакта преобразователя с изделием в процессе контро-
ля, т. е. в динамическом режиме.
Возможности оперативного наблюдения за состоя-
нием акустического контакта при работе автоматизиро-
ванных установок ограничены. Поэтому создаются спе-
циальные системы стабилизации акустического контак-
та, которые обеспечивают создание акустической связи
преобразователь — контролируемый объект, проверку ка-
чества акустического контакта, компенсацию нестабиль-
ности акустического контакта.
В УЗ-дефектоскопии используют три способа ввода
энергии упругих колебаний в изделие — контактный, ще-
левой и иммерсионный. Независимо от способа ввода
ультразвука в изделие высота неровностей поверхности,
208
их периодичность и форма влияют на амплитуду сигна-
ла, его длительность, спектральный состав и характерис-
тику направленности поля преобразователя.
При автоматизированном контроле изделий и свар-
ных соединений часто используют щелевой способ ввода
ультразвука в изделие. Для этого толщина слоя жидко-
сти должна быть меньше половины длины ультразвуко-
вого импульса и составляет обычно десятые доли милли-
метра. Величину импульса рассчитывают исходя из усло-
вий максимального прохождения энергии ультразвука в
изделии. Конструкция преобразователя обеспечивает по-
стоянную толщину слоя жидкости в процессе контроля
изделия. Применение щелевого способа ввода УЗК
обеспечивает более надежную акустическую связь пре-
образователя с изделием по сравнению с контактным
способом. При этом способе ввода ультразвука по
сравнению с иммерсионным уменьшается расход контак-
тирующей жидкости. Наиболее широко его применяют
при автоматическом контроле изделий большой протя-
женности, например сварных швов и труб.
В этом случае преобразователи оснащают специаль-
ным сменным башмаком из твердого материала, который
тщательно притирают к поверхности изделия задан-
ной кривизны, обеспечивая надежное уплотнение кон-
тактной жидкости. Для контроля мелкосерийной продук-
ции разного диаметра с малой протяженностью сварных
соединений преобразователи оснащают мягким, напри-
мер резиновым, уплотнением. Однако здесь труднее обес-
печить постоянную толщину слоя жидкости, поэтому
целесообразно применять иммерсионный способ ввода
ультразвука.
В установках для УЗ-дефектоскопии проверка аку-
стического контакта в большинстве случаев выполняется
периодически и контролирующие средства следят лишь
за его наличием или отсутствием.
Один из способов контроля акустического контакта —
прозвучивание шва PC-преобразователями, работающи-
ми в режиме излучатель — приемник, с отражением
ультразвука от противоположной стороны листа металла.
В этом случае контролируется качество работы всего
8 Зак. 88
209
электронно-акустического тракта, что является несом-
ненным достоинством данной схемы контроля. Через
заданный промежуток времени, например через 10 с ра-
боты, преобразователи включаются в режим излуча-
тель — приемник и за один цикл сканирования прове-
ряют работу акустических и электронных трактов, реги-
стрируя ее самописцем в виде специальных отметок.
Устройства компенсации нестабильности акустическо-
го контакта используются сравнительно редко. В таких
системах компенсатор регулирует мощность радиоим-
пульсов по мере поступления сигналов об ухудшении
качества акустического контакта. В случае превышения
возможных пределов регулирования мощности на регу-
лирующее устройство поступает сигнал о том, что конт-
роль был неправильным.
9.4. Автоматическая запись
результатов контроля
Необходимость разработки регистрирующих систем
обусловлена рядом причин. Прежде всего регистрация
результатов контроля означает получение документа,
который может подтвердить объективность этих резуль-
татов. Если объекты контроля, например энергетические
установки, с целью обеспечения безопасности эксплуата-
ции подвергают дефектоскопии периодически, то регист-
рация результатов контроля необходима для сопостав-
ления документов, полученных в разное время, и наблю-
дения за появлением и развитием дефектов.
Разработаны различные регистрирующие устройства,
позволяющие получить несколько видов дефектограмм,
каждый из которых отличается степенью информативно-
сти и сложностью технического исполнения. Большая
информативность достигается за счет усложнения средств
регистрации.
Для отражения результатов контроля необходимы
данные, получаемые на этапе поиска дефектных мест из-
делия и на этапе измерения характеристик обнаружен-
ных дефектов, по результатам которых производится их
разбраковка. На этих этапах фиксируются параметры
210
контроля, а их регистрацию осуществляют различными
техническими средствами. Так, при поиске дефектов
сварного шва информация должна содержать отметки о
границах сварного соединения, координаты и траекторию
перемещения преобразователя (шаг, ширину зоны ска-
нирования), наличие стабильного акустического контак-
та, два фиксированных уровня амплитуды эхо-сигналов,
соответствующих уровням регистрации по основным бра-
ковочным признакам —• амплитуде и протяженности де-
фекта. По этим зарегистрированным параметрам можно
судить, насколько правильно проведен контроль, уста-
новить масштаб записи и координаты обнаруженных
дефектных мест сварного шва.
После обнаружения дефектных мест сварного шва
определяются характеристики дефектов, уточняются их
координаты и подсчитывается количество дефектов на
определенной длине шва.
Для информирования о наличии дефектов исполь-
зуется запись «да — нет», выполненная, например, в виде
условных пунктирных отметок либо в виде нормирован-
ных импульсов на непрерывной линии бумажной ленты.
Запись типа «да — нет» может быть одноканальной с
фиксацией информации от одного или нескольких преоб-
разователей и многоканальной — по числу источников
исходной информации.
В связи с необходимостью многопараметровой записи
результатов УЗ-контроля разработан ряд систем с совме-
щенной на одном поле записью двух и более параметров.
Наиболее эффективна совмещенная двухпараметровая
запись в самопишущих приборах с электротермической
или электрохимической бумагой, способной изменять
контрастность записи при действии импульсов разной
амплитуды и длительности.
Для регистрации результатов УЗ-контроля применя-
ется также цифропечатающая техника. В нескольких
колонках цифр фиксируются основные оперативные па-
раметры контроля: амплитуда эхо-сигналов, глубина и
условная протяженность дефекта, координаты положения
преобразователя. Для осуществления многопараметровой
цифровой регистрации используются запоминающие
8*
211
устройства. Кроме того, цифровая техника позволяет
осуществлять непосредственную передачу результатов
контроля на вычислительные машины для хранения,
оперативного анализа и оценки результатов контроля.
9.5. Методика автоматизированного контроля
На практике необходимо контролировать качество
сварных швов не только готовых изделий, но и отдель-
ных деталей и заготовок, например обечаек, днищ, труб
и т. п. Методика контроля, а следовательно, и конструк-
тивные особенности УЗ-установок в значительной степе-
ни зависят от толщины стенок и формы изделий, их
основных размеров, а также типа сварного соединения.
Методика автоматизированного УЗ-контроля про-
дольных и кольцевых стыковых сварных соединений раз-
личной толщины (4—6, 8—18, 20—40 мм и более) несколь-
ко отличается. Указанная градация является условной
и будет, естественно, изменяться в процессе развития
методов и средств контроля сварки. Наиболее простой
является методика дефектоскопии сварных швов толщи-
ной 8—18 мм. С увеличением толщины соединений ме-
тодика контроля и конструкция установки усложняются.
Для контроля сварных соединений с толщиной стен-
ки 18 мм и менее применяют построчное сканирование
параллельно продольной оси шва за один проход. Ска-
нирующее устройство установок имеет два или четыре
преобразователя. Схема контроля шва четырьмя преоб-
разователями дана на рис. 9.2. Преобразователи 1 и 2
предназначены для обнаружения продольных, а 3 и 4 —
поперечных дефектов. В этом случае электронную схему
дефектоскопической аппаратуры включают таким обра-
зом, чтобы преобразователи 1 и 2 работали эхо-методом,
а 3 и 4 — теневым.
Часто работа электронно-акустического тракта уста-
новок состоит из четырех тактов. При первом такте си-
гнал излучает и принимает первый преобразователь, при
втором — второй преобразователь, при третьем — излу-
чает первый, а принимает второй преобразователь, и при
212
четвертом — излучает третий преобразователь, а прини-
мает четвертый.
Принимаемый вторым преобразователем в третьем
такте «теневой» сигнал используют для контроля состоя-
ния акустического контакта между преобразователем и
контролируемым изделием. Если происходит изменение
сигнала, то схемой автоматического регулирования уси-
ления (АРУ) производится необходимая корректировка
Рис. 9.2. Схема контроля
шва четырьмя преобразо-
вателями.
чувствительности приемного канала установки. В том
случае, когда металл сварных швов изделий не склонен
к образованию поперечных трещин, установки оснащают
двумя преобразователями. Статистические данные пока-
зывают, что в стыковых сварных швах с толщиной стен-
ки менее 28 мм трещины встречаются редко. Кроме того,
трещина чаще всего имеет сложную конфигурацию, и ее
можно обнаружить также при посылке ультразвукового
импульса перпендикулярно к продольной оси шва. По-
этому в механизированных и автоматических установках
используют два преобразователя.
Стыковые сварные швы сосудов и аппаратов ответ-
ственного назначения с толщиной стенки 8—18 мм обыч-
но выполняют электродуговой сваркой под слоем флюса
за два прохода, так как такая сварка дает лучшее ка-
чество шва по сравнению с однопроходной. Исключение
составляют швы, которые невозможно выполнить много-
проходной сваркой, например кольцевой шов приварки
днища к корпусу. Максимальное число дефектов для
стыковых двухпроходных швов распределяется ближе к
центру сечения шва. Поэтому преобразователи распола-
гают симметрично по обе стороны продольной оси шва
таким образом, чтобы центральный однократно или дву-
213
кратно отраженный луч проходил через центр шва. Не-
обходимо стремиться к тому, чтобы центральный луч
проходил через зону наиболее вероятного появления
максимального числа дефектов.
Основное различие в методике контроля сварных
швов толщиной 4—6 мм но сравнению со швами толщи-
ной 8—18 мм состоит в том, что в первом случае конт-
роль проводят па частоте 5,0 МГц, а во втором — на ча-
стоте 2,5 МГц. При построчном сканировании указанных
толщин за один проход на экране дефектоскопа можег
появиться сигнал-помеха от усиления сварного соеди-
нения.
Чувствительность дефектоскопов установок настраи-
вают так же, как и при ручном УЗ-контроле, с помощью
испытательных образцов с искусственными дефектами.
В ряде случаев используют опорный сигнал от двугран-
ного угла свободного края контролируемого изделия, ско-
са кромки специального образца или накладной призмы,
укрепляемой на поверхности изделия.
Величину шага при сканировании параллельно осп
шва выбирают таким образом, чтобы разность значений
амплитуд эхо-сигналов от идентичного искусственного
дефекта, расположенного посередине условного слоя шва
и на его границе, не превышала 3—6 дБ (рис. 9.3). Обыч-
но его определяют экспериментально путем построения
огибающей последовательности эхо-сигналов от боково-
го цилиндрического сверления для заданного преобразо-
вателя и расстояния от точки ввода до отражателя.
Кривую последовательности огибающей эхо-сигналов
следует строить в полярных координатах.
Ширину стробирующего импульса на экране дефек-
тоскопа устанавливают так же, как и при ручном
УЗ-контроле сварных соединений. Чувствительность де-
фектоскопа установки должна изменяться в случае пере-
хода преобразователя от прозвучивания одного слоя
сварного соединения к другому (рис. 9.3). Если конт-
роль шва вначале производят прямым лучом, а завер-
шают однократно отраженным, то чувствительность уве-
личивается в момент раздвижки преобразователей. Эта
операция может производиться автоматически или one-
211
ратором с пульта управления. Оператор должен иметь
перед собой таблицу, руководствуясь данными которой
он может с минимальными затратами времени произво-
дить переключение аттенюатора дефектоскопа. Данные
для заполнения таблицы можно получить путем исполь-
зования тех же образцов, которые применяют для на-
стройки чувствительности при ручном контроле.
Рис. 9.3. Схема положений преобразователя при построчном
сканировании параллельно продольной оси шва:
7, 7/, 7/7— положения преобразователя; Д — дефект.
Настройку и периодическую проверку чувствитель-
ности установки в цеховых условиях проводят так же,
как и при построчном сканировании за один проход по
данному эхо-сигналу от скошенной кромки контрольного
образца. Только в этом случае его необходимо сравни-
вать с амплитудой эхо-сигнала, соответствующей отра-
жению от искусственного дефекта с площадью поверхно-
сти, равной предельной чувствительности для первого
или последнего проходов преобразователя.
В табл. 9.2 приведены число проходов и шаг раз-
движки ультразвуковых преобразователей при контроле
сварных швов с толщиной стенки 20—40 мм на частоте
2,5 МГц преобразователем с углом наклона 50°.
Иначе решаются многие методические вопросы конт-
роля швов при построчном сканировании под углом или
перпендикулярно к продольной оси шва. Так, чувстви-
тельность дефектоскопа установки должна регулировать-
ся синхронно с перемещением преобразователя в на-
215
Табл. 9.2. Число проходов и шаг раздвижки
преобразователей
Толщина стенки из- делия, мм Число про- ходов Шаг раздвижки головок, мм
20 2 12
24 3 12
26 4 12
30 3 24
34 4 24
40 5 24
правлении шва и от него. Она возрастает с удалением
преобразователя от сварного соединения по закону, ком-
пенсирующему потери энергии пучка ультразвуковых
волн с изменением расстояния. Так как скорость возврат-
но-поступательного движения преобразователя состав'
ляет обычно несколько десятков сантиметров в секунду,
то регулирование чувствительности должно быть только
автоматическим.
Для этого используют потенциометрический датчик,
механически связанный с преобразователем, компенса-
ционные токосъемники индуктивного типа и другие
устройства. Уменьшение влияния акустических помех на
результаты контроля осуществляется путем перемещения
стробирующего импульса синхронно с возвратно-посту-
пательным движением преобразователя, что обеспечивает
временную селекцию эхо-сигналов только из заданной
зоны, равной ширине сварного соединения. В качестве
датчика положения преобразователя можно использовать
линии задержки различного типа.
В некоторых установках обнаруженные дефекты от-
мечают краской непосредственно па поверхности конт-
ролируемого изделия рядом со сварным швом. Диаметр
пятна регулируется давлением краски в бачке и расстоя-
нием дефектоотметчика от изделия. Другой способ ре-
гистрации дефектов осуществляется с помощью самопи-
шущего прибора. Прозвучивание сварного шва произво-
дят параллельно его продольной оси за один проход.
216
9.6. Установки автоматизированного контроля
Установка ДУК-15ЦЛАМ. Эта установка применяется
для автоматического контроля сварных продольных
швов труб диаметром 159—529 мм и с толщиной стенки
2,5—10 мм. Она состоит из системы обнаружения дефек-
тов сварного шва и системы обеспечения нормальной ра-
ботоспособности всех узлов. Установка работает по эхо-
теневому методу. Два наклонных преобразователя распо-
лагаются на трубе симметрично относительно сварного
шва и поочередно излучают ультразвуковые импуль-
сы. Эти импульсы через струю воды вводятся в стенку
трубы и распространяются в ней в направлении сварно-
го шва. Дефекты отмечаются непосредственно на трубе.
Скорость контроля достигает 60 м/мин.
Установка АИСТ-1. Данная установка предназначена
для автоматического контроля технологического режима
электрической сварки труб токами повышенной частоты
в потоке стана 19—102. Поверхность трубы очищается
специальным устройством, акустический контакт между
преобразователями и поверхностью трубы осуществляет-
ся, как и при контроле охлажденного шва, струей воды,
несмотря на то, что температура сварного шва в зоне
контроля составляет 900—1000 °C. Это объясняется вы-
сокой локальностью зоны нагрева при сварке. Чтобы
исключить неблагоприятное воздействие на преобразова-
тели высокой температуры, они выполнены так, что по-
стоянно охлаждаются проточной водой, применяемой в
качестве контактной среды. Используемые преобразова-
тели щелевого типа позволяют изменять в пределах 1 —
3° угол ввода УЗ-колебаний. Шарнирная подвеска уста-
новки обеспечивает постоянство положения преобразо-
вателей относительно сварного шва. Подъем и опуска-
ние преобразователей осуществляется элементами ме-
ханизма слежения. Результаты контроля фиксируются
на диаграммной ленте самописца блока статистической
оценки качества сварного шва.
Установки «Микрон». С помощью этих установок
можно выявить дефекты произвольной ориентации особо
тонкостенных и тонкостенных труб из различных метал-
217
лов H сплавов. Установки «Микрон» применяются На
участках выходного контроля металлургических и вход-
ного контроля машиностроительных предприятий.
Принцип работы установок основан на использова-
нии эхо-импульсного метода в иммерсионном варианте
при вращении преобразователей и поступательном
перемещении контролируемых труб. Конструкция аку-
стического блока — роторного типа, что позволяет ра-
ботать практически без расхода контактной жидкости.
Предусмотрена система защиты от воздействия акусти-
ческих помех. Методика контроля обеспечивает возмож-
ность быстрой настройки аппаратуры и оперативной ее
перестройки при переходе с одного диаметра контроли-
руемых труб на другой.
Установки состоят из акустического и электронного
блоков, механизмов протяжки труб, блока автоматики и
управления.
Выпускаются две модификации установок: «Мик-
рон-3» и «Микрон-4» (см. табл. 9.3).
Установки «Монолит». Данные установки служат для
полуавтоматического контроля толщины особо тонкостен-
ных и тонкостенных труб. Они применяются на участках
входного контроля машиностроительных и выходного
контроля металлургических предприятий.
В установках «Монолит» используется ультразвуковой
иммерсионно-резонансный толщиномер с приставкой, ко-
торый позволяет производить непосредственный отсчет
толщины в миллиметрах но линейной шкале стрелочного
прибора.
Установки обеспечивают:
срабатывание светового сигнализатора при выходе
толщины за установленные пределы с указанием знака
отклонения от номинала;
непрерывную регистрацию результатов контроля на
диаграммной ленте самописца;
автоматическую остановку труботранспортирующих
устройств и ленты самописца при обнаружении участков
труб с толщиной, выходящей за установленные пределы;
необходимое центрирование труб в зоне контроля;
сканирование преобразователями поверхности труб по
218
219
Табл. 9.3. Технические данные установок для автоматизированного контроля труб
Тип установки Диаметр контроли- руемых труб, мм Толщина стенки труб, мм Скорость контроля, м/мин Длина неконтро- лируемых концов труб (не более), мм Габаритные размеры, мм
«Микрон-3» «Микрон-4» 3,5—20 13,5—60 0,15—1,0 0,15—3,5 Не менее 1,5 50 2200x1600x1950
«Монолит-1/1» «Монолит-1/2» «Монолит-5» 3,5—20 18—60 13—60 0,15—1,0 0,3—1,0 1,0—3,5 20 2100x800x1700
ДУК-70М 102—2500 4—20 До 60 — 1850x580x690
винтовой линии при поступательном движении труб через
зону контроля.
Они состоят из электронного блока, устройств транс-
портировки труб в зоне контроля, акустического блока и
установочного стола с блоком управления.
Выпускаются три модификации установок: «Моно-
лит-1/1», «Монолит-1/2», «Монолит-5» (табл. 9.3).
Установка ДУК-70М. Эта установка используется на
участках автоматического ультразвукового контроля ка-
чества прямых, спиральных и кольцевых сварных швов
изделий, изготовленных из углеродистых и низколегиро-
ванных сталей. Она выявляет и регистрирует дефекты в
сварных швах труб в потоке их производства на трубо-
сварочных станах металлургических заводов.
Принцип работы установки основан на комбинирован-
ном эхо-теневом методе дефектоскопии, позволяющем на-
ряду с контролем качества шва осуществлять автомати-
ческий контроль акустического тракта.
Установка типа УЗД-НИИМ-18. Установка такого ти-
па позволяет контролировать сварные швы толщиной
20—60 мм на частоте 1,8 и 2,5 МГц. Она состоит из элек-
тронного блока (дефектоскопа), в который входит пре-
образователь, механизм его перемещения и поворота,
регистратор с бумажным носителем. Контроль ведется
методом продольно-поперечного перемещения преобразо-
вателя.
Автоматизированная установка УЗД-МВТУ-22А
(УД-25ПС). Данная установка предназначена для
УЗ-контроля сварных соединений и основного металла
различных изделий. Она обеспечивает контроль труб
диаметром 57—1420 мм с минимальной толщиной стенки
3 мм, плоских элементов конструкций толщиной 5—
30 мм, а также сварных соединений карданных валов,
соединений типа вал — шестерня, штоков гидро- и пнев-
моцилиндров и других изделий, выполненных дуговой и
иными способами сварки из различных материалов. Ско-
рость контроля 1—2 м шва в минуту.
С помощью установки выявляют внутренние дефекты
типа трещин, несплавлений, непроваров, шлаковых
220
включений, газовых пор минимальной величиной 1 мм2
с раскрытием до 0,1 мкм.
УЗД-МВТУ-22А регистрирует величину, местоположе-
ние, ориентацию и тип дефекта. Она может эксплуати-
роваться при температуре от -10 до +50 °C (механизм
перемещения и акустический блок — от —40 до +50°C).
Масса установки — 45 кг (масса электронного бло-
ка— 30 кг, масса механизма перемещения и акустиче-
ского блока — до 15 кг).
Установка состоит из электронного блока, механизма
перемещения, следящей системы, акустического блока и
блока регистрации результатов контроля.
Электронный блок обеспечивает:
генерирование зондирующих импульсов;
прием и преобразование сигналов от акустического
блока по заданному алгоритму по 16 каналам;
измерение амплитудных и временных характеристик
принятых сигналов;
преобразование принятых сигналов в двоичный код;
статистическую обработку сигналов;
анализ типа дефекта и его ориентацию в сварном
шве;
управление механизмом перемещения;
введение в память информации о коэффициентах,
определяющих параметры формируемых строб-импуль-
сов, и уровнях поисковой и браковочной чувствитель-
ности;
хранение в памяти указанных параметров в течение
требуемого времени.
Электронный блок выдает на регистрирующее устрой-
ство следующую информацию:
амплитуду сигнала в децибелах;
местоположение дефекта по зонам (корень, середина
или верх шва);
тип дефекта (плоскостной, объемный, объемно-плоско-
стной) ;
ориентацию плоскостного дефекта в сварном шве
(вдоль или поперек шва);
координаты положения акустической системы отно-
сительно точки начала контроля;
221
номер излучателя и приемника акустической систе-
мы, выделивших сигнал от дефекта;
отображение всех дефектов, выявленных на поиско-
вом уровне чувствительности, и отметку недопустимых
дефектов, выявленных на браковочном уровне чувстви-
тельности;
причину вынужденной остановки механизма переме-
щения.
При дефектоскопии ферромагнитных материалов
крепление механизма перемещения на контролируемом
изделии осуществляется с помощью постоянных маг-
нитов.
Следящая система обеспечивает при помощи
специальных датчиков перемещение акустической систе-
мы с требуемой точностью вдоль шва и измеряет прой-
денный путь.
Акустический блок — это многоэлементный
пьезоэлектрический преобразователь, обеспечивающий
прозвучивание всего сечения шва с равномерной чувстви-
тельностью по глубине без поперечного сканирования.
Сменные акустические блоки позволяют контролировать
трубы разных диаметров. В акустическом блоке приме-
няется специальная система обеспечения стабильного
акустического контакта и контроля за ним.
Блок регистрации результатов конт-
роля представляет собой цифровое печатающее
устройство с 16 десятичными разрядами.
Установка УЗД-МВТУ-1А. С помощью этой установки
производят контроль сварных стыковых швов труб ма-
лых диаметров.
Краткие технические данные установки
Диаметр контролируемой трубы, мм 28—64
Толщина стенки трубы, мм 3—7
Время контроля одного стыка, с 20—42
Частота УЗК, МГц 5
Частота слечованпя импульсов, Гц 2000
Размер минимального выявляемого
дефекта:
поры или шлаковые включения
диаметром, мм 0,6
222
непровары и трещины, мм
Габариты дефектоскопа, мм
Габариты сканирующего устройства, мм
Масса дефектоскопа, кг
Масса сканирующего устройства, кг
1,5x0,2
120X200x250
80X100X150
14
0,6
Данная установка обеспечивает механическое пере-
мещение акустического блока; получение ультразвуко-
граммы; оценку величины и характера дефектов; надеж-
Рис. 9.4. Блок-схема установки УЗД-МВТУ-1А.
ный акустический контакт; высокую достоверность конт-
роля; высокую производительность.
УЗД-МВТУ-1А состоит из следующих основных бло-
ков (рис. 9.4): акустического; механизма сканирования;
электронного блока; регистратора.
Акустический блок представляет собой че-
тырехэлементную акустическую систему преобразовате-
лей типа РСМ-4П, которые попарно расположены по
обе стороны шва таким образом, что акустические оси их
пересекаются на оси шва (рис. 9.5). Эта схема обеспечи-
вает прозвучивание всего сечения сварного шва прямым
лучом за один оборот вокруг трубы при минимальном
уровне помех от усиления шва.
Механизм сканирования — захватного ти-
па. Вращательное движение акустической системы от-
носительно трубы передается от электродвигателя через
разъемную обойму.
Акустический контакт осуществляется посредством
подачи воды в клиновидный щелевой зазор по капилля-
223
Рис. 9.5. Схема прозвучивания свар-
ного шва акустической системой типа
РСМ-4П.
рам, выходящим на контактную
поверхность акустической систе-
мы. Капилляры выполнены так,
чтобы в процессе движения акус-
тической системы возникающее
пониженное давление в щелевом
зазоре в результате сил поверх-
ностного натяжения воды способ-
ствовало заполнению этого зазора.
Дефектоскоп (электрон-
ный блок) состоит из следующих
блоков (рис. 9.6): электрических
трактов, обработки информации;
регистрации; управления.
Полный цикл работы дефекто-
скопа делится на четыре позиции
(табл. 9.4). Три позиции обеспе-
чивают прозвучивание сварного
шва, а четвертая — обработку информации. Такой алго-
ритм работы дефектоскопа позволяет прозвучивать все
сечение сварного шва в различных направлениях.
Блок электрических трактов состоит из четырех уси-
лителей и трех генераторов радиоимпульсов (ГРИ).
Каждый усилитель охвачен автоматической регулировкой
усиления (АРУ) и состоит из усилителя радиочастоты
(УРЧ), детектора, ключа стробирования (КС), отсечки
шумов, логарифмического усилителя (ЛУ), видеоусили-
теля (ВУ). Общий коэффициент усиления усилителя ра-
вен 70 дБ.
Управляющим сигналом АРУ служит теневой сигнал,
поступающий на преобразователь акустической системы
от встречно расположенного преобразователя при сквоз-
ном прозвучивании шва. Динамический диапазон АРУ —
20 дБ. АРУ позволяет компенсировать нестабильность
акустического контакта, если его нарушение не приводит
224
Рис. 9.6. Функциональная схема дефектоскопа УЗД-МВТУ-1 А.
к ослаблению теневого сигнала более чем на 15—20 дБ.
Это даст возможность исключить настройку чувствитель-
ности каждого электроакустического тракта при смене
акустической системы, а также контролировать сварные
соединения с различными коэффициентами затухания
УЗК без дополнительной перестройки чувствительности
дефектоскопа. АРУ позволяет применять акустические
Табл. 9.4. Циклы работы дефектоскопа
Номер позиции Номер импульса Номер преобразователя, усилителя генератора, блока АРУ Примечание
1 2 3 4
1 2 3 4 5 6 7
1 1 П п 11 ИП 1—3-й преобразова- тели включены по раздельной схеме как приемники, а 4-й по совмещенной схеме
2 Очистка памяти АРУ — — — Очистка памяти АРУ усилителя 1
2 1 П ип п п 2-й преобразова- тель включен по сов- мещенной схеме, al-, 3- и 4-й по раздель- ной схеме как при- емники
2 — — — Очистка памяти АРУ Очистка памяти АРУ усилителя 4
226
Окончание табл. 9.4
1 2 3 4 5 6 7
3 1 П п ип П 3-й преобразова- тель включен по совмещенной схеме, а 1-, 2- и 4-й по раздельной схеме как приемники
2 — — — — Каждый 10-й цикл — очистка па- мяти блока статисти- ческой обработки
4 1 — — — Считывание инфор- мации с блока опе- ративной памяти для блока ампли- тудного анализа
2 — — Очистка памяти АРУ — Очистка памяти АРУ усилителя 3, очистка оперативной памяти
системы с менее жесткими требованиями к равенству
параметров отдельных преобразователей.
Временное селектирование сигналов осуществляется
строб-импульсом, вырабатываемым генератором строба.
Возбуждение преобразователей выполняется пакетом
радиоимпульсов с числом периодов вынужденных коле-
баний 4; 8 и 16.
Для согласования акустического и электрического
трактов каждый из трех генераторов радиоимпульсов
имеет плавную подстройку частоты колебаний в преде-
лах 4—6 МГц.
Блок обработки информации осуществляет позицион-
ную выборку и хранение поступающей информации из
четырех усилителей в каждой из трех позиций. В четвер-
227
той позиции производится анализ амплитуд сигналов с
целью определения типа дефекта.
Полученные сигналы о типе дефекта автоматически
подвергаются статистической обработке, после чего при-
Рис. 9.7. Форма представления результатов контроля на уста-
новке УЗД-МВТУ-1 А.
О&ъенный де<ремп
0£ъемнО'Плоскастна'й
де<рект
нимается окончательное решение о типе дефекта и его
ориентации, если хотя бы пять раз из восьми подряд
следующих циклов информация совпадает.
Блок регистрации регистрирует информацию о дефек-
те по пяти каналам: на четырех — в бинарной форме и
228
на одном — в аналоговой. Запись производится на элект-
ротермической бумажной ленте шириной 60 мм. Резуль-
таты контроля представлены на рис. 9.7.
Каналы регистрируют:
протяженность объемно-плоскостных дефектов;
условную протяженность плоскостных дефектов, ори-
ентированных вдоль шва;
условную протяженность объемных дефектов;
условную протяженность плоскостных дефектов, ори-
ентированных поперек шва;
огибающую последовательностей амплитуд отражен-
ных сигналов каждого типа.
Блок управления осуществляет управление работой
сканирующего устройства, синхронизацию блоков дефек-
тоскопа и синхронизацию протяжки бумаги регистратора
со скоростью движения акустической системы. Механизм
сканирования останавливается автоматически по коман-
де блока управления после одного оборота акустической
системы вокруг трубы в момент совмещения стыков
разъема механизма сканирования. Предусмотрена также
автоматическая остановка в случае нарушения акустиче-
ского контакта более чем на 20 дБ и при случайном за-
клинивании сканирующего устройства.
Отличительной особенностью установок, разрабаты-
ваемых в последние годы, является применение средств
вычислительной техники. Эти установки представляют
собой многофункциональные системы механизированного
УЗ-контроля сварных швов труб, применяя которые мож-
но получить две проекции дефекта — в плане и сбоку.
Конструктивно такая система состоит из дефектоскопа
с комплектом УЗ-преобразователей, мини-ЭВМ с блоком
записи на магнитной ленте, блока ввода данных, видео-
дисплеев, цифропечатающего устройства и комплекта
сканирующих устройств.
Сканирующее устройство обычно оснащено датчика-
ми положения УЗ-преобразователей, датчиком определе-
ния координаты дефекта по длине шва, необходимыми
элементами крепления и автоматической остановки после
завершения цикла и контроля.
Система позволяет одновременно с контролем вести
229
наблюдение за сигналами на экране дисплея и записы-
вать информацию на магнитной ленте.
Информация в цифровом виде содержит размер де-
фекта, его координаты относительно оси шва и точки
начала контроля, глубину залегания дефекта, амплиту-
ду эхо-сигнала от дефекта и параметры контролируемой
трубы. Сигналы, полученные при прозвучивании сварно-
го шва с разных сторон, на дисплее имеют различные
оттенки (светлые или темные), что позволяет определить
характер дефекта.
9.7. Применение микропроцессоров
Микропроцессор — это устройство для обработки дан-
ных и управления системой (процессором).
В ультразвуковой дефектоскопии микропроцессоры
используются для создания автоматизированных пере-
носных дефектоскопов, а также автоматических систем
контроля стационарного типа.
Применение микропроцессоров и микроЭВМ позво-
ляет решить следующие задачи.
1. Расширить функциональные возможности дефекто-
скопов. Это достигается перестройкой режимов работы
приборов по командам контроллера при изменении усло-
вий контроля и параметров объекта контроля.
2. Сократить время на настройку и калибровку де-
фектоскопа. Настройка и калибровка выполняются авто-
матически по командам контроллера перед началом ра-
боты. Возможны автоматическая реализация режима
«самообучения» прибора по серии образцов объекта
контроля и выбор оптимального алгоритма и режима ра-
боты.
3. Повысить достоверность контроля благодаря само-
диагностике и исключению ошибок оператора в настрой-
ке дефектоскопа. Самодиагностика выполняется по
командам контроллера путем воздействия на дефекто-
скоп специальных тестов.
4. Увеличить точность измерения параметров объек-
та контроля сложных методик (алгоритмов) обработки
информации.
230
5. Повысить производительность контроля вследствие
сокращения времени измерения до сотен и десятков мил-
лисекунд. При этом результаты контроля выводятся на
печать или запоминаются и затем выдаются оператору
в обобщенном виде (например, в виде среднего значения
параметра) либо выдаются только те значения пара-
метров, которые выходят за допуски. Все это позволяет
освободить оператора от рутинной работы по регистра-
ции и анализу результатов. Возможна и полная автома-
тизация анализа результатов с последующей коррек-
цией технологического процесса производства объектов
контроля.
6. Обслуживать дефектоскопы малоквалифицирован-
ным персоналом, поскольку управление работой прибо-
ра и анализ результатов контроля автоматизированы.
7. Сократить время и затраты на разработку новых
дефектоскопов. Электрические схемы приборов разного
назначения унифицируются, а различие в алгоритмах
функционирования обеспечивается программными сред-
ствами. Поэтому разработка новых приборов сводится
главным образом к разработке программного обеспече-
ния контроллера, что значительно быстрее и дешевле раз-
работки новых электронных схем. Унификация схем при-
боров облегчает задачи их метрологического обеспече-
ния и ремонта, позволяет сократить время их освоения
в производстве, а также уменьшить количество типов
серийно выпускаемых приборов. Все это в совокупности
дает значительный экономический эффект.
Функции, выполняемые микропроцессорами в УЗ-де-
фектоскопах, весьма разнообразны. Их можно условно
разделить на две группы: функции обработки информа-
ции и функции управления.
К первой группе относятся такие функции, как реа-
лизация основных алгоритмов (обработка эхо-сигналов,
распознавание образов, решение уравнений и т. д.); ста-
тистическая обработка данных (вычисление среднего, по-
строение гистограмм, определение процента брака, учет
числа проконтролированных объектов и т. д.).
Во вторую группу входят следующие функции: управ-
ление режимом работы дефектоскопа (установка чув-
231
Стйительности, установка частоты й т. д.); управление
калибровкой (установка нуля, выбор из памяти градуи-
ровочной кривой, проверка градуировки по электриче-
ским сигналам или образцам и т. д.); самодиагностика
(проверка работоспособности, определение неисправно-
сти); управление внешними устройствами (индикатора-
ми, цифропечатью, сканирующими устройствами, устрой-
ствами коррекции технологического процесса и т. д.).
Первые дефектоскопы с встроенными микропроцессо-
рами изготовлены зарубежными фирмами: USD-1 (фир-
ма «Крауткремер», ФРГ); 1083 (фирма «Карл Дейтч»,
ФРГ); Марк-VI (фирма «Соник», США). Эти дефекто-
скопы через интерфейсные шины совместимы с любой
ЭВМ, а также с графопостроителями и принтерами. Па-
раметры контроля задаются оператором клавишным на-
бором и отображаются на дисплее. Микропроцессор
позволяет существенно повысить информацию о дефекте
путем анализа тонкой структуры отраженного от дефек-
та сигнала: частотных составляющих, скорости нараста-
ния переднего и заднего фронтов, фазы первого вступле-
ния, искажения формы эхо-сигнала и т. п.
Телевизионный ультразвуковой дефектоскоп типа
М-500А фирмы «Канон Голосоникс» (Япония) позволяет
автоматизировать обработку информации при ручном
контроле. Дефектоскоп обеспечивает прецизионное изме-
рение дефектов, так как величина усиления может регу-
лироваться с точностью ±0,1 дБ. В нем применен широ-
кополосный усилитель с полосой 0,5—26 МГц. Инфор-
мация отображается визуально на телевизионном
экране. Дефектоскоп снабжен электромеханической си-
стемой измерения координат преобразователя в заданный
момент времени. Он комплектуется устройством для об-
работки видеосигналов на основе микропроцессора ем-
костью 16 кБайт. Применение микропроцессора при
контроле сварных швов обеспечивает автоматический
учет угла падения и отражения от донной поверхности,
отображение на экране одновременно разверток А, В и
С, вычисление координат и эквивалентной площади де-
фекта, регистрацию информации в цифровой и графиче-
ской формах.
232
Глава 10. ОБОРУДОВАНИЕ УЧАСТКА
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
И БЕЗОПАСНОСТЬ ТРУДА
10.1. Оборудование участка
ультразвукового контроля
Для хранения аппаратуры, преобразователей, вспомо-
гательных приспособлений, эталонов, образцов и другого
инвентаря, а также для проведения подготовительных и
поверочных работ должны быть организованы участки
ультразвукового контроля при цехах или в центральной
заводской лаборатории.
Такой участок должен быть оборудован кантователем,
электротельфером, подставками и тележками для уста-
новки дефектоскопов и подводкой сети переменного тока.
На участке должны быть ультразвуковые дефекто-
скопы с комплектом серийных преобразователей. Для
настройки и проверки параметров контроля и приборов
следует использовать комплект эталонных образцов и
вспомогательных устройств КОУ-2. В зависимости от
типа контролируемых конструкций на участке должны
быть тест-образцы для настройки чувствительности и ско-
рости развертки дефектоскопов.
Следует иметь наборы слесарного и мерительного
инструмента, вспомогательные приспособления, маслен-
ки, клейма, мел, контактирующие жидкости и обтироч-
ный материал. Для обеспечения работы на монтаже де-
фектоскопы должны быть укомплектованы трехжильным
кабелем (две жилы — сетевое питание и одна жила —
«земля»). При работе на высоте должны быть мостики,
обеспечивающие доступ оператора к поверхности конт-
роля, а также места для установки дефектоскопов.
На участке должна быть подводка сети переменного
тока частотой 50 Гц и напряжением ПО, 127, 220 и 36 В.
В монтажных условиях целесообразно использовать на-
пряжение 36 В.
233
Для измерений параметров дефектоскопов и преобра-
зователей рекомендуется использовать следующие сред-
ства: осциллографы универсальные С1-65А; анализато-
ры спектров С4-25; электронно-счетные частотомеры
ЧЗ-34Л; генераторы синусоидальных сигналов Г4-102;
усилители УЗ-28; измерители амплитудно-частотных ха-
рактеристик Х1-38; аттенюаторы Д2-47Л, Д2-23; мульти-
метры В7-35; селекторы; генераторы радиоимпульсов;
установки для перемещения по координатам УП-12У; из-
мерители отношения амплитуд ультразвуковых импуль-
сов УС-11 И; измерители скорости и коэффициента зату-
хания ультразвука УС-12ИМ; измерительный ультразву-
ковой преобразователь — кварцевая пластина Х-среза,
собственная частота колебаний которой не менее чем в
два раза больше частоты максимума спектра изме-
ряемых акустических колебаний; стандартные образ-
цы по ГОСТ 14782—76, ГОСТ 21397—75, ГОСТ 23702—
79.
Вместо указанной аппаратуры может быть использо-
вана и другая с подобными характеристиками.
Все средства измерений должны иметь документ об
аттестации или поверке. Стандартные образцы должны
быть аттестованы по геометрическим и акустическим па-
раметрам в установленном порядке.
Работа на измерительной аппаратуре осуществляется
в соответствии с правилами, установленными эксплуата-
ционной документацией на приборы.
Измерение основных параметров ультразвуковых де-
фектоскопов общего назначения производится в соответ-
ствии с ГОСТ 23667—79. Стандарт устанавливает мето-
ды измерения основных параметров дефектоскопов при
проведении контроля, испытаний и поверки.
Измерения электрических и акустических параметров
(характеристик) преобразователей при проведении конт-
роля, испытаний и поверки производятся в соответствии
с ГОСТ 23702—79. В стандарте указаны измеряемые па-
раметры, общие для всех преобразователей, приведены
средства и описаны методы измерений.
234
10.2. Безопасность труда
при ультразвуковом контроле
К основным нормативным документам, направленным
на создание высокопроизводительных и безопасных усло-
вий труда, относятся системы государственных стандар-
тов безопасности труда (ССБТ), различного рода сани-
тарные и строительные нормы и правила, правила и ин-
струкции по безопасности труда и производственной
санитарии.
Безопасность труда при проведении неразрушающпх
испытаний различных деталей и сварных соединений
обеспечивается при выполнении государственных стан-
дартов и стандартов СЭВ: ГОСТ 12.0.001—82 (СТ СЭВ
829—77) ССБТ. Основные положения; ГОСТ 12.1.001 — 83
(СТ СЭВ 4361—83) ССБТ. Ультразвук. Общие требова-
ния безопасности; ГОСТ 12.1.019—79 ССБТ. Электро-
безопасность. Общие требования; ГОСТ 12.2.007.0—75
ССБТ. Изделия электротехнические. Общие требования
безопасности.
В санитарных и строительных нормах и правилах
определены требования безопасности к устройству и со-
держанию предприятий, производственных помещений,
сооружений, оборудования, машин, механизмов и инстру-
ментов, к организации производства работ, технологиче-
ским процессам, санитарно-гигиеническому состоянию
помещений и т. д. В них указаны обязанности должност-
ных лиц и руководителей работ, связанные с обеспече-
нием безусловного выполнения предусмотренных прави-
лами требований.
К работе по УЗ-контролю допускаются лица, прошед-
шие инструктаж по правилам безопасности труда и
имеющие соответствующие удостоверения. Инструктаж
по безопасности труда проводится в соответствии с по-
рядком, установленным на предприятии.
Перед проведением дефектоскопии на высоте, в труд-
нодоступных местах или внутри металлоконструкций
оператор должен пройти инструктаж по безопасности
труда в этих условиях.
Операторы должны знать и выполнять общие прави-
235
ла безопасности труда, установленные для работников
цехов и участков, в которых проводят контрольные опе-
рации.
Для контроля на высотных сооружениях должны быть
предусмотрены мостики или леса, обеспечивающие опе-
ратору удобный доступ к любой точке контролируемого
изделия, дефектоскопист должен пользоваться предохра-
нительным поясом. Для работы в таких условиях дефек-
тоскопист должен иметь разрешение медицинского
учреждения.
Внутри сосудов (емкостей) в труднодоступных местах
контроль должен проводиться двумя операторами в пол-
ном соответствии с правилами безопасности труда. Конт-
роль внутри сосудов выполняется дефектоскопами с на-
пряжением питания не более 12 В. Перед каждым вклю-
чением дефектоскопа оператор должен убедиться в
надежности заземления прибора медным проводом сече-
нием не менее 2,5 мм2.
Дефектоскопы необходимо подключать к малонагру-
женным электролиниям (осветительным линиям). При
отсутствии такой возможности подключение дефектоско-
па следует проводить через стабилизатор. Операторам
категорически запрещается работать под подъемными
механизмами, на неустойчивых, шатких конструкциях
и в местах, где возможно повреждение проводки элект-
ропитания дефектоскопов. Нельзя также вскрывать и ре-
монтировать дефектоскоп во время контроля.
Подключить дефектоскоп оператор имеет право толь-
ко на специально оборудованных «постах», в остальных
случаях подключение производит техник-электрик.
Оператор должен работать в головном уборе, легкой,
теплой, не стесняющей движения спецодежде.
Место, на котором производится контроль, должно
быть удалено от сварочных постов и защищено от лучи-
стой энергии.
На контролируемой конструкции во время контроля
не должны проводиться механические работы, вызываю-
щие вибрацию. В шумных цехах операторы должны ис-
пользовать индивидуальные средства защиты (антифоны).
При контроле на открытом месте в дневное время или
236
при сильном искусственном освещении необходимо при-
нять меры к затемнению экрана дефектоскопа.
Требования ИТР и операторов, проводящих УЗ-конт-
роль, по созданию необходимых условий для их работы
должны выполняться администрацией цеха в обязатель-
ном порядке.
Инструктаж по правилам безопасности труда прово-
дится периодически в соответствии с порядком, установ-
ленным на предприятии. Проведение инструктажа фик-
сируется в специальном журнале.
Глава 11. ОЦЕНКА КАЧЕСТВА ИЗДЕЛИЙ
И СРАВНЕНИЕ МЕТОДОВ КОНТРОЛЯ
11.1. Достоверность оценки качества
Даже при сплошном контроле нс получают 100%-ной
информации о качестве или дефектности изделий. Это
можно объяснить тем, что любые методы контроля имеют
погрешности измерений. Кроме того, результаты контроля
разными физическими методами (ультразвуковыми, ра-
диационными, магнитными и др.) нередко значительно
отличаются.
Чтобы сопоставить (сравнить) разные методы контро-
ля, необходимо выделить исходный (эталонный) ме-
тод и сравниваемый с ним — пробный.
Наилучшим эталонным методом является разрушаю-
щий контроль, т. е. вскрытие металла, имеющего дефек-
ты. Однако он дорогостоящий. Поэтому за исходный
целесообразно принимать другой метод неразрушающего
контроля, например радиографию. За эталонный можно
принимать и пробный метод, но при другой настройке
его чувствительности или использовании иной аппара-
туры.
Количественно сравнительную достоверность
Д контроля рассчитывают как вероятность принятия
безошибочных решений при оценке качества объекта или
партии изделий. Достоверность обычно связывают с
237
конкретной нормой допустимости дефектов хп и с опре-
деленной, например браковочной, чувствительностью
контроля.
Рассмотрим оценку качества по альтернативному
признаку (годен — не годен). Для оценки сравнительной
достоверности двух методов используют специальную
форму, которую называют матрицей достоверно-
сти (табл. 11.1).
Табл. 11.1. Матрица оценки сравнительной достоверности
методов контроля по числу проверенных изделий
(по альтернативному признаку)
Метод контроля и оценка его результатов для /iv Исходный (эталонный) метод
Эталонно-годные лэ.г == пг + Л,а Эталонно-негодные лэ.н = лн +
Пробный метод Годные Дважды год- ные лг Недобраковка
Негодные Перебраков- ка па Дважды негод- ные п„ п
Из таблицы видно, что для всех возможных при двой-
ном альтернативном контроле событий л£ имеем четыре
варианта сочетаний, из которых два — совпадающие ре-
шения: «г — дважды годные и nR—дважды негодные, а
два — несовпадающие решения: ла — перебраковка, не-
годные только по пробному методу контроля, и Лр —
недобраковка, негодные только для исходного метода
контроля. Условная совокупность объемов л2 есть пред-
намеренная выборка из многих партий продукции толь-
ко с дефектными элементами. Причем элементы л2 со-
держат как допустимые (в элементах лг), так и недо-
пустимые (в элементах tin) дефекты.
Пример заполнения матрицы достоверности показан
в табл. 11.2. Пользуясь матрицей, можно рассчитать по
формулам, предложенным В. Н. Волченко, показатели
достоверности для пробного метода ультразвуковой де-
фектоскопии и эталонного вскрытия.
238
Здесь следует выделить два варианта расчета пока-
зателей достоверности: Де — по отношению ко всем вы-
явленным дефектам (или дефектным элементам) и
Д%н —по отношению к числу недопустимых дефектов:
Табл. 11.2. Пример заполнения матрицы достоверности
для сварных соединений
= 200 стыков пХн ~ 50 стыков Эталонный метод — вскрытие
Годные Негодные
Пробный ме- тод — УЗ-кон- троль Г одные пг = 150 Пр = 5
Негодные па = 15 пн = 30
П2 150 4-30 = — = 0,9; 200
ДД2= 1-Дг= 1-0,9 - 0,1;
лЕн + + 30 4-15 4-5
ДДе = 1-Д2н = 1-0,6 = 0,4.
Из расчета видно, что показатели Де и Ден сущест-
венно различаются. Они могут быть использованы для
оценки эффективности применяемого метода контроля.
Причем показатель Де более важен для осуществления
предупредительных функций контроля, а Ден —для
приемочной, поскольку он показывает достоверность
оценки элементов только по отношению к недопусти-
мым дефектам. Точность оценки достоверности тем вы-
ше, чем больше число измерений. Желательно, чтобы в
выражениях для Де и Ден знаменатель был не менее
20—30.
При сравнении методов контроля бывают следующие
случаи:
1) пробный метод, например УЗ-дефектоскопия, не
дает информацию о недопустимых дефектах;
239
2) пробный метод не дает информацию о дефектах
вообще (возможно, из-за неисправности прибора).
В первом случае нельзя применять формулу для Дхи,
а во втором — какие-либо формулы вообще, так как бес-
смысленно заполнять таблицу при наличии только одного
метода контроля, а нс двух.
Матрицу достоверности (табл. 11.1) следует исполь-
зовать отдельно для дефектов каждого вида (или типа).
При этом ее называют матрицей выявляемое™ соответ-
ственно трещин, пор, включений и т. п.
Обычно при простейшей оценке достоверности исход-
ным методом контроля отбирают только дефектные эле-
менты из ряда партий. Затем эти же элементы прове-
ряют пробным методом. Преднамеренная выборка, со-
стоящая только из совокупности дефектных элементов,
k
отобранных из k партий, будет иметь объем ns =^Nq,
где q — засоренность дефектными элементами одной пар-
тии объемом Д. При этом условно считаем засоренность q
и объем N постоянными для всех k партий.
Определив Д%— достоверность метода по совокуп-
ности ns , можем вычислить достоверность Дк контроля
конкретной производственной партии Д изделий данным
методом. Если дефектных изделий в партии q, а доля
годных р=1 — q, то с учетом обеих ошибок а и ₽ относи-
тельная погрешность ЬДн=ЬДд.
Имея в виду, что Д=1—АД, получаем
^=1_(1_д)(1_р)=р+Д(1-р)=р + Ж
Пример. Рассчитать достоверность контроля партии по
данным табл. 11.2, если ее засоренность дефектами q-% =0,2.
Доля годных изделий = 1 — q 2 = 1 — 0,2 = 0,8.
Достоверность контроля партии изделий Д+ Д2 =
= 0,8 + 0,9-0,2 = 0,98.
Значение Дх получится таким же, если его рассчитаем
через Д^, а пс через Д2.
Тогда ^Sh’ т- е- засоренность партии недопустимыми дефек-
тами, определим следующим образом:
9s _ АД2н
9sh АД2
240
ЛДХ 0,1
откуда ?s„ = »s — = 0,2 — = 0,05.
Соответственно Дя =р^а + = 0’95+ 0,6 • 0,5 = 0,98.
11.2. Сбор и анализ статистической информации
о качестве
Анализ качества продукции, выяснение причин и пре-
дупреждение брака возможны при условии получения
систематизированной и объективной информации о каче-
стве. Информацию необходимо собирать по единым фор-
мам. Показатели качества должны быть также едиными,
позволяющими сравнивать и анализировать уровень ка-
чества.
Кроме того, формы учета должны обеспечивать полу-
чение не только информации о качестве, но и данных об
уровне соответствующей технологии. Только в этом слу-
чае можно выяснить причины появления дефектов для
улучшения технологии изготовления продукции.
В табл. 11.3 показаны учетная форма и пример ее за-
полнения для учета качества сварочных работ. Форма
КУ-1 (контроль-учет) содержит сведения о дефектах,
обнаруженных в процессе контроля, и применяемой тех-
нологии, а также решения по качеству изделия: «годен —
негоден». Качество изделия можно анализировать по
видам дефектов, их размерам, количеству, суммарной
площади, уровню брака и т. д. Форма КУ-1 рассчитана
на контроль швов радиационными методами, но может
без существенной переработки использоваться и при
других методах контроля, например ультразвуковых или
магнитных. При этом за длину контролируемого элемен-
та принимают участок шва длиной Л£=10б, но lOO^AL^
<?400 мм (где б—толщина материала). При штучной
продукции за контрольный элемент принимают число
изделий, соединений, точек, стыков и т. п.
Для анализа качества соединений по способам сварки
в масштабах цеха, предприятия или отрасли использу-
ется форма КСР-1. Данные таблицы позволяют устанав-
ливать базовые значения уровня брака или дефектности,
9 Зак. 88
241
анализировать отклонения показателей качества от
базового уровня, изучать причины появления брака и
дефектов, разрабатывать меры повышения качества. Фор-
ма КСР-1 пригодна также для анализа качества соеди-
нений в зависимости от вида сварной конструкции.
С помощью формы КСР-2 возможно оценивать вы-
являемость брака и дефектов различными методами кон-
троля и выбирать наиболее эффективные из них. При-
меры заполнения форм КСР-1 и КСР-2 показаны в
табл. 11.4 и табл. 11.5.
Эти формы пригодны также для учета и анализа ка-
чества по другим признакам, например по толщинам и
маркам материала, видам заказов, заводам и отраслям
и т. д.
Аналогичные формы применимы также для прокат-
ного, литейного и других производств с внесением соот-
ветствующих корректив, отражающих специфику тех-
нологии.
Сбор и анализ данных о браке и дефектности швов
создают базу для статистического управления качест-
вом сварочных и других работ.
11.3. Сравнение методов неразрушающего контроля
Выбор и назначение того или иного метода неразру-
шающего контроля сплошности материала зависит
прежде всего от типа дефектов, которые необходимо вы-
явить, а также от их расположения в контролируемых
изделиях. Кроме того, необходимо учитывать размеры,
конфигурацию, состояние поверхности объекта контроля,
его физические свойства.
Для обнаружения внутренних дефектов применяют в
основном два метода: радиографию и ультразвуковую
дефектоскопию. Первый метод лучше выявляет дефекты
округлой формы (поры, включения), поэтому применяют
его преимущественно для контроля сварных соединений и
литья, а второй — дефекты плоской формы (трещины, не-
провары, расслоения, флокены).
242
Для обнаружения дефектов на поверхности изделия
применяют следующие методы:
1) капиллярные (цветной и люминесцентный);
2) магнитопорошковую дефектоскопию;
3) вихретоковый контроль.
Капиллярные методы контроля выявляют только де-
фекты, выходящие на поверхность, а два других метода
также и некоторые подповерхностные дефекты.
В табл. 11.6 приведены краткие сведения о возмож-
ностях, достоинствах и недостатках основных методов
неразрушающего контроля сплошности материалов и
сварных соединений.
Технология контроля каждым методом изложена в го-
сударственных и отраслевых стандартах. Строгое регла-
ментирование приемов контроля, способов и средств
настройки чувствительности, оценки дефектов, а также
четкие требования к организации контроля обеспечивают
высокое качество продукции, поступающей после конт-
роля в эксплуатацию или дальнейшую обработку.
Если возникает необходимость дефектоскопии изде-
лий двумя или более методами неразрушающего контро-
ля, то применяют такое сочетание методов, при котором
возможно обнаружить плоские и объемные дефекты
(ультразвуковой контроль и радиография), внутренние и
поверхностные дефекты (ультразвуковой контроль и вих-
ретоковый, ультразвуковой контроль и магнитопорошко-
вая дефектоскопия и др.).
Комплексная система контроля несколькими метода-
ми может строиться на основе стопроцентного контроля
всего объема продукции каждым методом либо на осно-
ве выборочного контроля тем или иным (или всеми) ме-
тодом. Иногда дополнительный контроль другим методом
применяется для тех участков, где основной метод не
обеспечивает заданных требований, или назначается для
повышения информативности (например, для получения
дополнительных сведений о местоположении или харак-
тере дефекта).
Ниже приведены сравнительные данные, которые по-
зволяют судить о возможностях методов неразрушающе-
го контроля.
9*
243
Применение различных акустических методов контро-
ля для выявления дефектов, возникающих при техноло-
гической обработке материалов и во время эксплуатации
изделий, дано в табл. 11.7. Способы реализации акусти-
ческих методов контроля представлены в табл. 11.8.
В табл. 11.9 приведены дефекты металла и рекомен-
дуемые для их выявления виды неразрушающего конт-
роля. Оценка выявляемости каждого типа дефекта да-
на по пятибалльной системе.
Примеры использования основных методов неразру-
шающего контроля нарушения сплошности, размеров и
физико-механических свойств изделий приведены в табл.
11.10—11.12. В качестве объектов контроля выбраны
наиболее массовые изделия из ферромагнитных и не-
ферромагнитных металлов, а также диэлектриков.
Технико-экономическая эффективность методов и средств
неразрушающего контроля определяет уровень механизации
и автоматизации контрольных операций. Повышение произво-
дительности контроля при сохранении высокой достоверности
его результатов может быть достигнуто путем использования
новых типов дефектоскопов и приборов, широкого внедрения
автоматизированных систем контроля и т. д.
Эффективность внедрения автоматизированных средств
неразрушающего контроля во многом зависит от конструктив-
ных особенностей изделия и технологического процесса его
изготовления.
Одним из мероприятий по снижению трудозатрат на не-
разрушающие методы контроля является осуществление по-
операционного контроля всей технологической цепочки изго-
товления изделия. Это позволяет во многих случаях резко со-
кратить общий объем контрольных операций при достигнутом
качестве.
Снижения трудоемкости контроля можно также достигнуть
на стадии проектирования обеспечением дефектоскопичности
деталей.
Значительные резервы повышения производительности тру-
да имеются также в правильной организации служб контроля.
Табл. 11.3. Пример заполнения формы учета качества сварки КУ-1
Заказ № 184 1. Соединение — стыко- 9. Категория соедине- Примеча- Форма
Дата сварки вое ний — 1 н и е. КУ-1
20.04.87— 2. Способ сварки — авто- 10. Узел (секция) — бор- Аппарат —
24.04.87 магическая под флю- товая № 3-1 РИД-21
Дата контроля сом 11. Способ контроля —
27.04.87 3. Материал —сталь 09Г2 гаммаграфирование
4. Толщина — 20 мм 12. Объем контроля —
5. Электроды 20 %
6. Проволока — Св-08Г2 13. Число участков кон-
7. Флюс — ОСЦ-45 троля — 40
8 Условия сварки — це- 14. Сварщик — Трено -
ховые гин А. А.
Результаты контроля участков сварных швов
Номер контроль- ного участка Чувстви- тельность, % Дефекты сварки Балл качества (по трехбалль- ной системе) Примеча- ния
вид группа количест- во, шт. размер, мм протяжен- ность, мм
1 1,0 п А 4 1,0 — 3
1 1,0 п А 2 1,5 — 2
2 1,2 ш А 2 3,0 — 2
3 1,0 н — 1 — 80 1 Брак
3 1,0 п А 2 1,0 — 3
4 1,2 п Б 2 1,0 20 2
5 1,2 п А 5 2,0 — 2
Табл. 11.4. Пример заполнения формы учета качества сварочных работ КСР-1
Предприятие — машинострои- тельный завод Вид конструкции — листовая Соединение — стыковое Способ сварки — автоматическая под флюсом Методы контроля — радиография и ультразвуковой Форма КСР-1
Анализ качества по способам сварки или по видам соединений
Показатели Соединения Примеча- ния
Всего 12 3 4
1. Сваренных элементов N, тыс. шт. 38,19 5,44 5,20 4,25 23,60 2. Проконтролированных эле- ментов п, тыс. шт. 8,51 5,44 1,04 0,85 1,18 3. Доля контроля n/N, % 22,10 100 20 20 5 4. Дефектных элементов тд, шт. всего 724 190 103 195 236 с недопустимыми дефектами 324 117 55 46 106 с допустимыми дефектами 400 73 48 149 130 5. Исправленных элементов т„, шт. 324 117 55 46 106 6. Доля дефектных элементов Д = 7Пд/п, % 8,50 3,50 9,9 23,0 20,0 7. Доля исправленных эле- ментов Б—тц/п, % 4,05 2,16 5,3 5,4 9,0
Табл. 11.5. Пример заполнения формы учета качества сварочных работ КСР-2
Участок — сборочно-сварочный цех № 2 Элемент — участок длиной AL — 300 мм Материал — низколегированные стали Сварено элементов N = 17 тыс. шт. Форма КСР-2
Анализ качества по методам контроля
Показатели Всего Метод контроля Примеча- ния
радиогра- ультра- с разру- фия звуковой шением
1. Проконтролированных элементов п, тыс. шт. 0,85 0,34 0,51 — 2. Дефектных элементов т2, шт.: всего 195 72 123 — с недопустимыми дефектами 46 17 29 — с допустимыми дефектами 149 55 94 — 3. Доля контроля Дк = n/N, % 20 8 12 — 4. Исправленных элементов т„, шт. 46 17 29 — 5. Доля дефектных элементов Д = — тДп, % 23,0 21,2 24,2 — 6. Доля исправленных элементов Б = = mvJn, % 5,4 5,1 5,7 —
Табл. 11.6. Возможности методов неразрушающего контроля и области их применения
Ультразвуковой контроль Метод НК
Объекты,
подвергаемые
контролю
Типы обнару-
живаемых
дефектов
Минимальные
размеры обна-
руживаемых
дефектов
Требования
к объекту
контроля
Достоинства
Недостатки
Слитки И фасонные от- ливки Внутренние тре- щины, раковины, неметаллические включения, фло- кеноподобные де- фекты Эквивалент- ная площадь дефекта 5>э > 5 мм2 Простая фор- ма, мелкозер- нистая струк- тура, шерохо- ватость по- верхности /?г= =10 мкм Выявление дефектов с ма- лым раскры- тием, харак- терных для деформирован- ного металла Возможность контроля боль- ших толщин (до 2—5 м в за- висимости от структуры ме- талла) Высокая производи- тельность н малая стои- мость контро- ля Возможность автоматизации Необходимость создания акусти- ческого контакта через жидкую среду и ограни- чения по обработ- ке поверхности Малая чувстви- тельность при контроле крупно- зернистых мате- риалов, например литых изделий и сварных соедине- ний из аустенит- ных сталей Отсутствие на- глядности и слож- ность расшифров- ки результатов контроля, оценка размеров и формы
Поковки, штамповки, сортовой про- кат толщиной 6 > 10 мм Внутренние тре- щины, расслое- ния, флокены, не- металлические включения, а так- же (при малых толщинах и для сплошных цилин- дров малого ди- аметра) поверх- ностные заковы, закаты, включения Эквивалент- ная площадь дефекта £э > 3 мм2 (в отдельных случаях 5Э > 0,5 мм2) Простая форма, шеро- ховатость по- верхности Hz = 10 мкм
Листовой прокат тол- щиной б > 0,5 мм Внутренние рас- слоения и другие дефекты, ориенти- рованные в плос- кости прокатки Эквивалент- ная площадь дефекта 5'э > 1 мм2 или условная пло- щадь 5 см2 Очистка по- верхности от грязи, отслаи- вающейся ока- лины (при простой геометричес- кой форме из- делия) дефектов с боль- шими погрешно- стями
Ю
со
Радиографический контроль Ультразвуковой контроль
1 j
Трубы диа- метром более 4 мм и тол- щиной б>1 мм Внутренние по- верхностные тре- щины, риски, за- каты, включения Эквивалент- ная глубина дефекта более 3 % от толщи- ны стенки тру- бы
Сварные со- единения сты- ковые, тавро- вые, угловые, крестообраз- ные толщиной б > 6 мм Внутренние тре- щины, непровары, газовые поры, включения, не- сплавления, утяжки Эквивалент- ная площадь дефекта 5Э > > 3 мм Мелкозерни- стая структу- ра наплавлен- ного металла
Сварные и паяные соеди- нения Непровары, тре- щины, поры, шла- ковые включения, непропаи Локальные дефекты раз- мером более 1,5—2 % от контролируе- мой толщины Двусторон- ний доступ, отсутствие на- ружных де- фектов, превы- шающих чув- ствительность Высокая чув- ствительность контроля Наглядность результатов контроля Наличие до-
Литые'изде- лия Трещины, рако- вины, рыхлоты, пористость Локальные дефекты раз- мером бол ее 2—4 % от кон- тролируемой толщины контроля кумента о ре- зультатах кон- троля
Радиационная
опасность
Большая дли-
тельность техно-
логического цик-
ла контроля
Расход дорого-
стоящей радио-
графической
пленки
Окончание табл. 11.6
Метод НК Объекты, подвергаемые контролю Типы обнару- живаемых дефектов Минимальные размеры обна- руживаемых дефектов Требования к объекту контроля Достоинства Недостатки
Магнитопорошковая дефектоскопия Металли- ческие изде- лия, полуфа- брикаты и сварные сое- динения Поверхностные и подповерхностные (на глубине до 2—3 мм) трещины, волосовины, зако- ны, закаты, вклю- чения, флокены, непровары Раскрытие дефектов более 2 мкм, глуби- на более 20 мкм, про- тяженность более 0,5 мм Феррома- гнитные метал- лы, шерохо- ватость по- верхности Rz = 2,5 мкм Простота и наглядность контроля Возможность применения метода для из- делий любой формы Загрязнение по- верхности Необходимость размагничивания изделий после контроля Возможность образования при- жогов на поверх- ности
Вихретоковый контроль Металли- ческие изде- лия и полу- фабрикаты То же Ширина де- фекта более 0,5 мкм, глу- бина более 100—200 мкм, протяженность более 0,5—1 мм Шерехова- тость поверх- ности Нг = = 2,5 мкм Бесконтакт- ное возбужде- ние вихревых токов Возможность автоматизации при больших скоростях кон- троля с за- писью резуль- татов Возможность контроля через неметалличес- кие покрытия Трудность вы- деления полезно- го сигнала на фо- не помех, обу- словленных его зависимостью от многих парамет- ров контролируе- мого изделия Отсутствие на- глядности ре- зультатов контро- ля
Капиллярная дефектоскопия Металли- ческие изде- лия, полу- фабрикаты и сварные сое- динения Поверхностные открытые трещи- ны, поры, корро- зионные пораже- ния Раскрытие дефекта более 1 мкм, протя- женность 3— 5 мм Шерохова- тость поверх- ности Rz = = 20 мкм Простота и наглядность контроля Возмож- ность контро- ля изделий раз- личной формы Необходимость удаления с по- верхности изде- лия защитных покрытий, сма- зочных материа- лов, окалины и других загрязне- ний
Контроль герметичности Конструк- ции и изде- лия, эксплу- атируемые под давле- нием Сквозные дефек- ты в сварных со- единениях и ос- новном металле Деффекты, дающие нате- кание 6,7 им3 -Па/с Большой вы- бор способов контроля раз- личных изде- лий
сл
Табл. 11.7. Применение акустических методов для выявления дефектов в материале
Метод
Дефекты производственного происхождения, возникающие
при плавке и литье при обработке давлением при термичес- кой и химико- термической обработке при НИИ соедине- металлоз
шлаковые и флюсовые включения неслитнны усадочные раковины газовые поры горячие и холодные тре- щины отклонения по толщине внутренние трещины и разрывы расслоения поверхностные трещины заковы, закаты риски, царапины | перегрев или пережог трещины термические несоответствие толщины поверхностно-упрочнен- ' ных слоев металлургические де- | фекты сварного шва иепропаи дефекты клепки (тре- щины) иепроклеи
Дефекты,
возникаю-
щие во
время
эксплуа-
тации
коррозия межкристал»
литная
Теневой
Эхо-импульсный
Резонансный
Эмиссионный
Велосим метрический
Импедансный
Свободных колеба-
ний
Примечание. Принятые обозначения:------метод неприменим для выявления дефекта; 2 — метод применим ,
но дефект выявляется плохо; 3 — метод применим, дефект выявляется удовлетворительно; 4 — метод при -
меним, дефект выявляется хорошо.
1 Теневой1 Резонанс- ный Эхо-им- пульсный Эмиссион- ный Велосимме- трическлй Импеданс- ный Свободных колебаний Метод
+ + 1 1 1 II звуковой 13 «S «о о в К н я а во Й> н 1 •
1 1 + + + ++ ультразвуковой
1 1 + + + ++ продольные Виды волн
1 1 1 + + 1+ сдвиговые
1 1 1 + + 1 + поверхностные
+ + + 1 + 1 + нормальные
1 + + 1 + ++ пьезоэлектрический Способ возбужде- ния упру- гих волн
+ 1 1 + 1 II механический
1 1 1 1 + 1 1 электромагнитно-акусти- ческнй (ЭМА)
+ + + 1 1 II контактный сухой Способ ввода (приема) упру- гих воли
J 1 1 + + ++ контактный со смазкой
111+11+ бесконтактный
1 1 1 1 + 11 струйный
1 1 1 1 + ++ иммерсионный
1 + + + 1 ++ непрерывный Режим . излу- чения
+ 1 1 1 + 1 + импульсный
1 1 1 1 1 +1 частота Регистрируемые параметры
1 1 + + + 1+ t»4 амплитуда
1 1 1 + + 1 1 время
1 1+1 1 11 фаза
1 1 1 1 1 1 1 акустический импеданс
+ + 1 1 1 II спектральный состав излучения
Табл. 11.8. Акустические методы и способы их реализации при неразрушноцем ] контроле
Табл. 11.9. Оценка выявляемое™ дефектов в металле
различными видами неразрушающего контроля
Дефекты Вид НК
оптический радиационный магнитный капиллярный вихретоковый I । акустический
Газовая пористость 0 4 2 2 4 2 3
Включения неметаллические, шлаковые, 0 4 0 0 4
флюсовые 2 Л
Вмятины 4 0 0 и и
Волосовины 0 0 5 0 3 0
Крупнозерпистость околошовной зоны 0 0 0 0 2 4
Закаты 2 0 0 2 3 3
Заковы о 0 2 2 3 3
Заливины 4 0 0 0 2 0
Коррозия: л Л
атмосферная межкристаллитная 3 0 0 3 4 л
атмосферная поверхностная 4 0 0 4 4 Л и Л
газовая высокотемпературная 3 0 0 4 4 Л д
межкристаллитная 3 0 0 4 4 4 Л л
поверхностная 3 и и 4
Ликвация: дендритная зональная 0 0 О) О) 0 0 0 0 0 0 0 0
по плотности 0 2 0 0 0 0
Механические повреждения поверхности 4 0 0 0 0 и
Металлургические дефекты сварного шва 0 4 3 0 4 1
Микротрещииы закалочные 0 0 0 3 3 1 А
Нарушение диффузионного сцепления 0 0 и и и л
Н ау г л ерожи ванне 0 0 4 и п 4 л и Л
Непровар и 3 3 Л
Непроклей 0 0 3 2 и и и Л 4
Непропай 0 и V
Неслитины и и
Несоответствие заданной структуре 0 0 3 0 4 и
Несоответствие толщины закаленного слоя 0 0 4 0 4 4
при обработке 1ВЧ о
Несоответствие заданному значению гол- 0 0 3 и 4 о
Шины цементованного, азотированного, окси- дированного и других слоев л Л л
То же, для гальванического покрытия и и 4 4 л
Обезуглероживание 0 0 4 л и 4 9 и 3 3 з
Оксиды, плены, корочки Перегрев и 0 и 0 3 3 0 0 5 0 л 3 ч
Пережог Плены Пресс-утяжины 3 0 о 0 4 п 0 0 о 0 0 з 0 5 0
Прижоги Пузыри газовые 0 0 п 0 о 0 о 0 4 3 о
Пятна мягкие •м»
254
йкончание табл. 11.9
Дефекты Вид НК
оптический 1 । 1 радиационный магнитный ! капиллярный । вихретоковый акустический |
Разнотолщинность (листов) 0 3 3 0 3 г
Разностениость пресованых пли тянутых полуфабрикатов в поперечном сечении 0 3 3 0 3 5
То же, для труб, полок, профилен в про- дольном направлении 0 1 3 0 3 5
Разрывы внутренние 0 1 0 0 0 4
Раковины усадочные 0 4 0 0 0 4
Расслоения Расстрескивание: 0 0 0 0 0 4
коррозионное под напряжением 0 0 3 4 4 4
при хранении 3 0 4 4 4 4
Рванины 5 0 0 4 4 4
Риски 4 0 0 4 4 2
Рыхлота усадочная 0 4 0 2 0 3
«Скворечники» 2 4 0 0 2 4
Структура грубозернистая Трещины: 0 0 3 0 3 3
водородные 0 0 5 5 5 5
горячие 0 3 0 2 2 4
клепаных соединений 0 3 2 0 4 4
контактные 3 0 3 0 3 3
отделочные 0 0 4 4 4 4
отслаивания 0 0 3 3 2 4
поверхностные, внутренние 2 2 2 2 2 4
ползучести 3 0 3 4 4 4
рихтовочные, монтажные 0 4 4 5 5 5
сварочные 0 4 3 0 2 5
термические (в том числе закалочные) 0 0 4 4 4 4
термической усталости 3 0 0 4 4 4
усталостные 3 3 4 4 4 4
холодные 2 3 0 2 2 4
шлифовочные 0 0 5 5 4 0
Флокены 0 0 4 0 0 4
Примечание. Оценка видов НК: 5 — отличная; 4 — хорошая; 3 —
удовлетворительная; 2—нерекомендуемый вид НК; 0 — неудовлетво-
рительная.
255
Табл. 11.10. Оценка выявляемое™ дефектов типа нарушения
сплошности различными видами неразрушающего контроля
Объекты контроля Вид НК
радиационный акустический вихретоковый магнитный капиллярный тепловой оптический радиоволновый
Неферромагнитные материалы Проволока диаметром,
мм: 0,01—1 0 5 5 0 0 3 4 0
1—14 4 5 5 0 0 0 4 0
Прутки диаметром, мм: 3—40 5 5 5 0 0 0 4 0
30—100 5 5 5 0 0 0 4 0
Трубы диаметром, мм: 3—30 4 5 5 0 0 0 4 0
30—156 5 5 5 0 0 0 4 0
156—1000 5 5 5 0 0 0 4 0
Листы, плиты толщи- ной, мм:
0,1—1 0,1—3,9 4 5 5 0 4 3 4 3
5 5 5 0 4 0 4 0
4—10 и более 5 5 5 0 4 0 4 0
Сортовой прокат 5 5 4 0 4 0 4 0 п
Отливки Металлургические за- 5 5 4 4 3 0 0 0 о 5 3 4 0
готовки (слябы, слитки) Ферромагнитные материалы
Проволока 4 5 5 5 0 3 4 0
Прутки диаметром, мм:
3—40 5 5 5 5 0 0 4 0
30—100 5 5 5 5 0 0 5 0
Трубы сварные диамет-
ром, мм: 3—30 4 5 5 5 4 0 4 0
30—156 5 5 5 5 4 0 4 0
156—1000 и более 5 5 5 5 4 0 4 0
Листы, плиты толщиной.
мм: 0,01—1 5 5 5 5 4 3 4 3
0,1—3,9 5 5 5 5 4 0 4 0
4—10 и более 5 5 5 4 4 0 4 0
Сортовой прокат 5 5 4 5 4 0 4 0
Отливки 5 4 0 4 4 0 4 0
Металлургические за- 5 4 4 3 4 4 4 0
готовки (слябы, слитки)
256
Окончание табл. 11.10
Объект контроля Вид НК
радиационный акустический вихретоковый магнитный капиллярный тепловой оптический р а диовол новый
Диэлектрики
Резина 5 4 0 0 4 0 4 5
Керамика, металлоке- 5 4 0 0 4 3 4 5
рамика
Бетон, железобетон 5 3 0 0 4 0 4 5
Монокристаллы 3 4 0 0 0 5 4 5
Многослойные материа- 4 5 0 0 0 3 0 5
лы
Стекло 3 4 0 0 0 3 5 3
Стеклопластики Соединения 3 4 0 0 5 5 5 5
Сварные 5 5 3 5 4 3 0 0
Клееные 3 5 0 0 4 4 4 5
Паяные 5 5 3 0 3 3 0 0
Резьбовые 0 0 3 5 4 0 0 0
Детали и изделия
Железнодорожные 3 5 3 4 3 0 0 0J
рельсы
Многослойные кон- 3 4 3 0 0 3 0 4
струкции из пластиков и стеклопластиков 1
Радиоэлектронные схе- 4 0 0 0 0 5 3 4
мы и детали
Электровакуумные при- боры Котлы и реакторы 4 0 0 0 0 3 3 3
5 4 4 3 4 3 4 10
Примечание. Оценка вида НК: 5 —• отличная; 4 - удовлетворительная; 0 — неудовлетворительная. - хоро шая; 3-
257
Табл. 11.11. Оценка применимости видов неразрушающего
контроля при определении размеров
Объект контроля Вид НК
вихретоковый магнитный тепловой оптический радиоволновый радиационный i акустический
Неферромагнитные материалы Проволока диаметром, мм: 0,01-1 4 0 3 5 4 3 0
1—14 3 0 3 5 3 5 4
Прутки диаметром, мм: 3—40 3 0 3 5 4 5 5
30—100 3 0 3 5 4 5 5
Трубы диаметром, мм: 3—30 (б = 0,1—Ю) 3 0 3 5 4 4 5
30—156 (б = 0,1-52) 3 0 3 5 4 4 5
156—1000 (6 = 3—300) 4 0 3 5 4 4 5
Листы, плиты толщи- ной, мм: 0,01—1 5 0 3 5 4 5 5
1—3,9 4 0 3 5 4 5 5
4—10 и более 3 0 3 5 4 5 5
Сортовой прокат 0 0 3 5 3 5 5
Отливки 0 0 3 5 0 4 4
Металлургические за- 0 0 3 5 0 5 4
готовки (слитки, слябы) Ферромагнитные материалы Проволока диаметром, мм: 1—14 4 3 3 5 3 3 4
Прутики диаметром, мм: 3—40 3 3 3 5 4 5 5
30—100 3 3 3 5 4 5 5
Трубы сварные диамет- ром, мм: 3—30 (6 = 0,1—10) 3 5 3 5 3 3 5
30—156 (6 = 0,1—52) 3 5 3 5 3 3 5
156—1000 (6 = 3—300) 3 4 3 5 3 3 5
Листы, плиты толщи- ной, мм: 0,01—1 5 5 3 5 4 5 5
1—3,9 4 5 3 5 4 5 5
4—10 и более 3 3 3 5 4 5 5
Сортовой прокат 0 0 3 5 3 5 5
Отливки 0 0 3 5 0 3 4
258
Окончание табл. 11.11
Вид НК
3 J3 S S о S ад
Объект контроля 3 CQ О § « 3 я О я о со о я о S о О
и СО Л
Р» Я со я К ж и Я о
S н о Рч Рч сз
Металлургические заго- товки (слитки, слябы) 0 0 3 5 0 5 4
Диэлектрики
Резина, полимеры 0 0 4 5 4 3 4
Керамика, металлоке- рамика 0 0 4 5 4 3 4
Бетон, железобетон 0 0 0 5 4 3 5
Монокристаллы 0 0 4 5 0 3 5
Многослойные мате- 0 0 4 4 4 3 3
риалы Стекло 0 0 3 5 3 3 4
Стеклопластики 0 0 4 5 5 3 4
Покрытия на основе
ферромагнитной: 3 5
токопроводящие 5 0 0 0 0
нетокопроводящие неферромагнитной: 5 5 0 0 4 5 0
токопроводящие 4 0 0 0 0 5 5 5 0
нетокопроводящие 5 0 0 0 4 0
токопроводящие на немагнитной нетоко- 5 0 0 0 0 0
проводящей основе
Детали и узлы
Детали машин и аппа- ратов ферромагнитные 3 4 п 3 4 0 3 4
Детали машин и аппа- ратов неферромагнитные 3 0 4 0 3 4
Многослойные кон- 0 0 4 0 4 3 4
струкции из пластика и стеклопластика
Примечания: 1. б — толщина стенки трубы. 2 Оценка вида ПК:
5 — отличная; 4 — хорошая; 3 — удовлетворительная; и — неудовле-
творительная.
259
Табл. 11.12. Оценка применимости различных видов
неразрушающего контроля при определении
физико-механических свойств
Вид НК
Объект контроля 3 а о X 3 « д X тновый «В S X О
о и о Си S и о CQ О о Д S О д д S о
X CQ S Е £ с о а X X сз
Неферромагнитные материалы Проволока диаметром, мм: 0,01-1 5 0 3 0 3 4
1—14 5 0 3 0 з 4
Прутки диаметром, мм: 3—40 5 0 3 0 3 4
30—100 4 0 3 0 3 4
Трубы диаметром, мм: 3—30 4 0 0 0 0 4
30—156 4 0 0 0 0 5
156—1000 4 0 0 0 0 5
Листы, плиты толщи- ной, мм: 0,01—1 4 0 3 0 3 4
0,1—3,9 4 0 0 0 3 5
4—10 и более 4 0 0 0 3 5
Сортовой прокат 3 0 3 0 3 4
Отливки 3 0 0 0 3 4
Металлургические за- 3 0 0 0 3 4
готовки (слитки, слябы) Ферромагнитные материалы Проволока диаметром, мм: 1—14 5 5 3 0 3 4
Прутки диаметром, мм: 3-40 3 5 3 0 3 4
30—100 3 5 3 0 3 4
Трубы сварные диа- метром, мм: 3—30 3 4 3 0 3 4
30—156 3 4 3 0 3 5
156—1000 и более 3 4 3 0 3 5
Листы, плиты толщи- ной, мм: 0,01—1 5 5 3 0 3 4
0,1—3,9 3 5 3 0 3 5
4—10 и более 3 4 3 0 3 5
260
Окончание табл. 11.12
Вид НК
3 «
3 Й sS CQ О §
Объект контроля о as S ч ф
о 8 ф § S
ф S аз О р* о н
X с >>
ш 2 И о сх са
Сортовой прокат 3 4 3 0 0 4
Металлургические за- готовки (слитки, слябы) 3 4 3 0 0 4
Диэлектрики
Резина, полимеры 0 0 3 0 5 0
Керамика, металлоке- рамика 0 0 4 0 5 4
Бетон, железобетон 0 0 0 0 4 5
Многослойные мате- риалы 0 0 4 0 4 4
Монокристаллы 0 0 5 5 4 4
Стекло 0 0 3 5 3 4
Стеклопластики 0 0 5 5 4 4
Соединения
Сварные 3 3 3 0 0 3
Паяные 3 3 3 0 0 3
Клеевые 0 0 3 0 3 3
Покрытия иа основе
ферромагнитной:
токопроводящие 3 0 3 0 0 0
нетокопроводящие 0 0 3 0 5 0
иеферрома гинтной:
токопроводящие 3 0 3 0 0 0
иетокопроводящие 0 0 3 0 5 0
токопроводящие на немагнитной нетоко- 3 0 4 0 0 0
проводящей основе
Детали и изделия
Железнодорожные рельсы 3 4 0 0 0 5
Многослойные кон- 0 0 3 0 4 4
струкции из пластика и стеклопластика
Примечание. Оценка вида НК: 5 — отличная; 4 — хорошая; 3 —
удовлетворительная; 0 — неудовлетворительная.
ЛИТЕРАТУРА
Алешин Н. П., Щербинский В. Г. Контроль качества сва-
рочных работ.— М.: Высш, шк., 1986.— 207 с.
Волченко В. Н. Контроль качества сварных конструкций.—
М.: Машиностроение, 1986.— 152 с.
Вопилкин А. X. Волны дифракции и их применение в
ультразвуковом неразрушающем контроле. Ч. 2. Практическое
использование волн дифракции// Дефектоскопия.— 1985,—
№ 2,— С. 72—85.
Выборнов Б. И. Ультразвуковая дефектоскопия.— М.: Ме-
таллургия, 1985.— 256 с.
Гитис М. Б. Преобразователи для импульсной ультразвуко-
вой дефектоскопии: Конструирование преобразователей// Де-
фектоскопия.— 1981.— № 3.— С.62—82.
Гребенник В. С. Методы неразрушающего контроля на
атомных электростанциях: (Обзор)//Дефектоскопия,— 1981.—
№ 8,—С. 85—104.
Гребенников В. В., Гурвич А. К. Состояние и проблемы
ультразвукового контроля аустенитных сварных швов// Дефек-
тоскопия.— 1985.— № 9.— С. 3—12.
Гурвич А. К-, Ермолов И. Н. Ультразвуковой контроль
сварных швов.— Киев: Техника, 1972 — 460 с.
Гурвич А. К., Кузьмина Л. И. Справочные диаграммы на-
правленности искателей ультразвуковых дефектоскопов.— Киев:
Техника, 1980.— 101 с.
Денисов Л. С. Повышение качества сварки в строительст-
ве.— М.: Стройиздат, 1982.— 160 с.
Дефекты сварных швов и средства их обнаружения/
В. А. Троицкий, В. П. Радько, В. Г. Демидко.— Киев: Вища
шк., 1983.— 144 с.
Дефекты стали : Справочник / Под ред. С. М. Повокще-
новой, М. И. Виноград.— М.: Металлургия, 1984— 199 с.
Ермолов И. И. Теория и практика ультразвукового конт-
роля.— М.: Машиностроение, 198'1.— 240 с.
Ермолов И. И., Зенкова Л. С., Писневич М. М. Фокусирую-
262
щие искатели для ультразвуковой дефектоскопии// Дефектоско-
пия,— 1979,—№ 2,— С. 60—70.
Калинин В. А., П раницкий А. А., Цеслер Р. Б. Современ-
ные ультразвуковые толщиномеры.— М.: Машиностроение,
1972,—52 с.
Королев М. В., Карпельсон А. Е. Широкополосные ультра-
звуковые пьезопрсобразователи.— М.: Машиностроение, 1982.—
157 с.
Лантух В. М Сравнительный анализ эффективности ульт-
развукового контроля сварных соединений аустенитных сталей
энергооборудования//Свар. пр-во.— 198'5.— № 11.— С. 10—12.
Неразрушающий контроль металлов и изделий: Справоч-
пик/Под ред. Г. С. Самойловича.— М.: Машиностроение,
1976,—456 с.
Повышение объективности автоматизированного ультра-
звукового контроля/ В. А. Троицкий, Ю. К. Бондаренко,
Ю. Б. Еськов и др.// Автомат, сварка.— 1983.— № 6.— С. 36—39.
Приборы для перазрушающего контроля материалов и из-
делий: Справочппк/Под ред. В. В. Клюева.—М.: Машинострое-
ние, 1976,—Ч. 2,—328 с.
Прохоренко П. П. Исследование магнитных жидкостей в
ультразвуковой дефектоскопии// Дефектоскопия.— 1985.—
№ 3,— С. 66—72.
Розина М. В., Яблоник Л. М., Васильев В. Д. Неразру-
шающий контроль в судостроении: Справочник дефектоскопи-
ста.— Л.: Судостроение, 1983.— 152 с.
Ультразвуковой контроль аустенитных сварных соедине-
ний оборудования АЭС/ И. II. Ермолов, А. С. Волков
И. А. Вятсков и др.// Свар, пр-во,— 1983.— № 5.— С. 23—24.
Химченко Н. В., Бобров В. А. Неразрушающий контроль в
химическом и нефтяном машиностроении.— М.: Машинострое-
ние, 1978.— 264 с.
Щербинский В. Г., Алешин Н. П. Ультразвуковой контроль
сварных соединений строительных конструкций.— М.: Стройиз-
дат, 1976.— 160 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ*
Анизотропия 28, 202
Аттенюатор 42, 77, 126
Волны Лява 21
— пластиночные (Лэмба)
21
— поверхностные (Рэлея)
21, 32, 97, 148
— поперечные 18—21, 30,
31, 148, 160, 161, 203
— продольные 18—21, 30,
32, 148, 160, 161, 195,
201, 203
— ультразвуковые 17, 18,
22, 26—28
Выбор параметров УЗК
115—117, 148, 149,
167—169
— уровня автоматизации
контроля 204—206
Демпфер 83, 85, 91, 111
Дефект 3—15, 24, 34, 38,
99, 122, 125—128, 130,
131, 134—146, 168, 174,
183, 203
— исправление 14—16
— классификация 5, 6
— координаты 134, 135
— определение 5
— параметры формы 141 —
146
— поиск 168, 207
— характеристики 126
Дефектограмма 204, 210
Дефектоскоп 4, 34, 37, 38,
44, 48, 90, 96, 121, 124
— АД-60С 58—60
— ДУК-66ПМ 49—54, 121,
124
Дефектоскоп, неисправно-
сти 66—71
— специализированный 60
— УД-109А 54—56
— УД-10П 56
— УД-11 ПУ 57, 92, 124
— УД-12ПУ 57, 58
— УД2-15 58
— УЗД-МВТУ 56, 57
Дефектоскопия ультразву-
ковая 3, 4, 16, 27, 31,
32, 143, 144
----методы 32—36
Децибелы, номограмма 23
— определение 22
Диаграмма АРД 71, 77, 119,
124, 127—133
— направленности 25
— SKH 71, 76, 77
Длина волны 18, 21, 28,
115, 116, 124
* Составлен редактором.
264
Жидкости магнитные 105
Закон Снеллиуса 30
Затухание колебаний 22, 24,
27, 86, 133, 201, 202
Зона ближняя (Френеля)
24, 25, 89, 97
— дальняя (Фраунгофера)
24, 25, 84, 97
— мертвая 115, 116, 202
Излучатель ультразвуковой
17, 25
Импеданс акустический 202
Интенсивность ультразвука
22
Качество соединений 169
Колебания акустические 16
— ультразвуковые 16, 17
----- определение 16
Комплект контрольных об-
разцов КОУ-2 71—72
— «Приз-3» 95, 96
— «Приз-4» 95, 96
— «Приз-5» 95, 96
— «Снежинка-5» 92—94
— «Снежинка-6» 93, 95
Контакт акустический 4,
104, 190, 206, 208—210,
213, 217, 223, 224
Контроль в полном объеме
151, 152
— ультразвуковой 4, 79,
126
Корпус пьезоэлектрического
преобразователя 83, 88
Коэффициент формы дефек-
тов для контроля со-
вмещенным преобразо-
вателем 141, 142
— затухания 22, 27—29,
129, 131—134
— концентрации напряже-
ний 145—146
— отражения 26, 27
— поглощения 27
— прохождения 26
— рассеяния 27
— формы дефектов 34,
141—146
Лепесток диаграммы на-
правленности боковой
25
------- основной 25
Линейка универсальная ко-
ординатная (УКЛ-1) 71,
77
Линза фокусирующая 98,
99
Метод акустического импе-
данса 35
— акустической эмиссии 35
— безэталонный расчета
чувствительности 124,
125
— велосиметрический 36
— собственных колебаний
36
— ультразвуковой дефекто-
скопии 24, 32—36
--------зеркально-теневой
33, 34, 148, 160
----— зеркальный 35
--------теневой 24, 33, 34,
99, 148, 163, 199, 212
--------эхо 24, 32—35, 99,
147, 160, 163, 169
--------эхо-зеркальный 33,
34, 198
--------эхо-импульсный 32,
164, 199, 212, 218
—-------эхо-теневой 33, 34,
217, 220
265
Методы контроля перазру-
шающие 3
Направленность УЗК 24, 25,
116
Неисправность аттенюатора
69
— блока синхронизации и
развертки 69, 70
— генератора зондирующих
импульсов 67, 68
— глубиномерпого устрой-
ства 70
— дефектоскопа 66, 67
— источника питания 70, 71
— прпемно - усилительного
тракта 68, 69
Непер, определение 28
Образец испытательный!
(тест-) 119, 123, 127, 128,
184, 187, 190, 192, 194
—/ контрольны^ (стандарт-
ный—СО) 71, 167
-----№ 1 71, 73, 74, 92,
115—118, 184
-----№ 2 72, 74, 76, 92,
115—118, 134, 201
-----№ 2А 74, 75
-----№ 3 75
-----№ 4 75
Отражатель 119, 123—125,
127, 190, 198
— типы 120, 121
Отражение УЗК 24, 26, 27,
202
Параметры аппаратуры кон-
троля 115—117
— методов контроля 115—
117
Помехи акустические 149
266
— преобразователя 150
— приемника 150
— структурные 149, 150,
151
— электрические 149
Преобразователь КП 1-1 90,
194
— магнитострикционный 17
— пьезоэлектрический 17,
79, 109, 111, 115
-----классификация 79—83
— — маркировка 83
— — наклонный 30, 31, 112,
115, 125, 134—137, 162,
186, 198, 217
Преобразователь, особен-
ности конструктивные
83—88
-----прямой 114, 115, 124,
136, 137, 152, 160, 162,
198
— — условное обозначение
82, 83
— «Снежинка» 91, 92, 113,
194
— специальный 4, 96
— типа ИЦ 88—90, 101
— фирмы «Крауткремер» 96
— фокусирующий 99, 162,
196
— электромагнитно - аку-
стический 17, 105—109
Призма 83, 85—90, 97, 148,
160, 201, 202
Признаки дефекта информа-
тивные качественные 175
•----количественные 175
Протектор 83, 88, 98, 101
Пьсзопластппа 17, 83, 84,
88, 97, 109, 110
Размеры условные дефек-
тов 136—139
Рассеяние УЗК 28, 150
Реверберация 28, 150
Свойства УЗК 24
Сигналы ложные 150, 155,
171, 173, 195, 197
Скорость волны 18, 20, 21,
30
— — поперечной 19, 20, 201,
202
— — продольной 18, 19,
202
Сопротивление акустическое
удельное 22, 26, 85
Способ передачи ультразву-
ка бесконтактный 37
— •-----иммерсионный 37,
208, 209
--------контактный 36, 208
----— — щелевой (мениско-
вый) 36, 209
— прозвучпвания 208
Способность разрешающая
116, 117
— •— фронтальная 140
Среда контактная 4, 96,
102—105, 167
Стенды автоматические 204
Стрела преобразователя 86
Схема построения блока
преобразователей 208
— соединения преобразова-
телей 34, 35
---- раздельная 35
----— совмещенная 35,
97
Толщиномер 59
— «Кварц-6» 64
— классификация 59, 60
— «Металл-2М» 66
— резонансный 65, 66, 165,
166
— УТ-20ПА («Металл-6»)
64
— УТ-91 П («Кварц-15») 64,
65
— УТ-93П 64
— эхо-импульсный 60, 164,
165
------ характеристики 62, 63
Точность измерения коорди-
нат 116, 117
Тракт дефектоскопа 32
----- акустический 32, 124,
220, 227
------ электрический 32, 224,
227
— — электроакустический
32, 210, 212, 226
Трансформация УЗК 24, 30
Трафарет дефектоскописта
77—79
Угол ввода 115, 116, 155,
162, 183, 184, 187, 198,
201, 202, 217
— критический 30, 31
— отражения 30
— преломления 30
— расхождения 24
Установка автоматизирован-
ного контроля 217—230
— ------ технические дан-
ные 219
Устройство автоматизиро-
ванное УЗК 204
— регистрирующее 204, 210
Фронт волны 18
Функция Бесселя 25
Характеристики акустиче-
ские материалов 20
— измеряемые дефекта 126
Частота колебаний 18, 21,
267
115, 194, 198, 214, 215
Чувствительность контроля
33, 116, 118, 119, 122—
125, 130, 131, 147, 151,
162, 163, 184, 194, 197,
201, 202, 213, 216, 226
----- абсолютная 119
----- браковочная 191
----- предельная 118
----- реальная 118
— — условная 118
Эффект пьезоэлектрический
обратный 17
----- прямой 17
Эхо-метод ультразвуковой
дефектоскопии 24, 32—
35, 99, 147, 160, 163,
169
ОГЛАВЛЕНИЕ
Предисловие 3
Глава 1. Дефекты материалов и изделий 5
1.1. Понятие о дефектах и дефектной продукции 5
1.2. Дефекты плавки и литья 6
1.3. Дефекты обработки давлением 8
1.4. Дефекты термической и электрохимической об-
работки 9
1.5. Дефекты механической обработки 10
1.6. Дефекты сварных швов 10
1.7. Исправление дефектов 14
Глава 2. Физические основы ультразвуковой дефек-
тоскопии 16
2.1. Природа и получение ультразвуковых колеба-
ний 16
2.2. Типы и скорость ультразвуковых волн 18
2.3. Распространение ультразвука 22
2.4. Свойства ультразвука 23
2.5. Методы ультразвуковой дефектоскопии и их
применение 32
2.6. Способы контакта преобразователя с изделием 36
Глава 3. Дефектоскопы 37
3.1. Технические требования к приборам 37
3.2. Структурная схема дефектоскопа 38
3.3. Генератор зондирующих импульсов 40
3.4. Приемно-усилительный тракт 41
3.5. Временная регулировка чувствительности 44
3.6. Регистратор 44
3.7. Система автоматической сигнализации дефектов 45
3.8. Синхронизатор 47
3.9. Устройство для измерения расстояния до объ-
екта отражения 47
3.10. Основные технические характеристики дефек-
тоскопов 49
3.11. Толщиномеры 59
269
3.12. Неисправности дефектоскопов, методы их
устранения 66
3.13. Вспомогательные приспособления для контроля 71
Глава 4. Преобразователи 79
4.1. Классификация преобразователей 79
4.2. Конструктивные особенности преобразователей 83
4.3. Серийные преобразователи 88
4.4. Специальные преобразователи и контактные
среды 96
4.5. Электромагнитные ультразвуковые преобразова-
тели 105
4.6. Технология изготовления преобразователей 109
4.7. Неисправности преобразователей и способы их
устранения 1,11
Глава 5. Основные параметры ультразвукового конт-
роля 115
5.1. Определение параметров контроля 115
5.2. Чувствительность контроля. Эталонирование
чувствительности 118
Глава 6. Методы определения величины, координат
и характера дефектов 126
6.1. Измеряемые характеристики дефектов 126
6.2. Измерение эквивалентных размеров дефектов по
амплитуде эхо-сигнала 127
6.3. Определение координат дефектов 134
6.4. Оценка величины дефектов по условным разме-
рам 136
6.5. Измерение дефектов типа цепочек 140
6.6. Параметры формы дефектов 141
Глава 7. Контроль сплошности материалов, деталей и
изделий 146
7.1. Инструкции по контролю 146
7.2. Выбор метода контроля и основных параметров 147
7.3. Помехи при контроле эхо-методом 149
7.4. Контроль поковок 151
7.5. Контроль слитков и фасонных отливок 157
7.6. Контроль сортового и листового проката 159
270
7.7. Контроль труб 161
7.8. Измерение толщины изделий 163
Глава 8. Контроль сварных соединений 166
8.1. Общие положения технологии контроля 166
8.2. Контроль стыковых соединений 169
8.3. Контроль сварных соединений, выполненных на
подкладках или в замок 177
8.4. Контроль тавровых, угловых и нахлесточных со-
единений 180
8.5. Контроль сварных соединений железобетонных
конструкций 189
8.6. Контроль сварных узлов структурных покрытий 193
8.7. Контроль аустенитных сталей и биметалличе-
ских соединений 195
8.8. Контроль контактной сварки 197
8.9. Особенности контроля сварных соединений не-
которых материалов 201
Глава 9. Автоматизация ультразвукового контроля 203
9.1. Особенности автоматизации контроля 203
9.2. Перемещение преобразователей 206
9.3. Обеспечение стабильного акустического контакта 208
9.4. Автоматическая запись результатов контроля 210
9.5. Методика автоматизированного контроля 212
9.6. Установки автоматизированного контроля 217
9.7. Применение микропроцессоров 230
Глава 10. Оборудование участка ультразвукового
контроля и безопасность труда 23£
10.1. Оборудование участка ультразвукового конт-
роля 233
10.2. Безопасность труда при ультразвуковом конт-
роле 235
Глава 11. Оценка качества изделий и сравнение мето-
дов контроля 237
11.1. Достоверность оценки качества 237
11.2. Сбор п анализ статистической информации о
качестве 241
11.3. Сравнение методов перазрушающего контроля 212
Литература 262
Предметный указатель 264
Николай Павлович Алешин,
Вячеслав Григорьевич Лупачев
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
Зав. редакцией Р. И. Масловский. Редактор М. Г. Моска-
ленко. Мл. редактор Л. II. Котусова. Обложка А. И. Ин-
кина. Худож. редактор А. Г. Звонарев. Техн, редактор
И. II. Тихонова. Корректор В. В. Неверко.
ИБ № 2370
Сдано в набор 16.01.87. Подписано в печать 31.08.87.
АТ 14902. Формат 70Х100’/з;. Бумага типогр. № 1. Гарни-
тура литературная. Высокая печать. Усл. печ. л. 11,05.
Усл. кр.-отт. 11,21. Уч.-изд. л. 13,06. Тираж 4000 экз.
Зак. 88. Цена 95 к.
Издательство «Вышэйшая школа» Государственного ко-
митета БССР по делам издательств, полиграфии и книж-
ной торговли. 220048, Минск, проспект Машерова, И.
Ордена Трудового Красного Знамени полиграфкомбинат
МППО им. Я. Коласа. 220005, Минск, ул. Красная, 23.
ОСНОВНЫЕ СХЕМЫ
УЛЬТРАЗВУКОВОГО контроля
СТАНДАРТЫ ПО УЛЬТРАЗВУКОВОМУ
КОНТРОЛЮ
(по состоянию на 1 января 1987 г.)
ГОСТ 3242—79 Соединения сварные. Методы конт-
роля качества.
ГОСТ 12503—75 Сталь. Методы ультразвукового
контроля. Общие требования.
ГОСТ 14782—76 Контроль неразрушающий. Швы
сварные. Методы ультразвуковые.
ГОСТ 15467—79 Управление качеством продукции.
Основные понятия. Термины и опре-
деления.
ГОСТ 16504—81 Система государственных испытаний
продукции. Испытания и контроль
качества продукции. Основные тер-
мины и определения.
ГОСТ 17410—78 Контроль неразрушающий. Трубы
металлические бесшовные цилиндри-
ческие. Методы ультразвуковой де-
фектоскопии.
ГОСТ 17624—78 Бетоны тяжелые и легкие. Ультра-
звуковой метод определения проч-
ности.
ГОСТ 18353—79 Контроль неразрушающий. Класси-
фикация видов и методов.
ГОСТ 18576—80 Контроль неразрушающий. Рельсы
железнодорожные. Методы ультра-
звуковой дефектоскопии.
ГОСТ 20415—82 Контроль неразрушающий. Методы
акустические. Общие положения.
ГОСТ 21120—75 Прутки и заготовки круглого, квад-
ратного и прямоугольного сечений.
Ультразвуковой контроль эхо-ме-
тодом.
ГОСТ 21397—81
ГОСТ 22368—77
ГОСТ 22727—77
ГОСТ 23049—84
ГОСТ 23667—79
ГОСТ 23702—79
ГОСТ 23829—79
ГОСТ 23858—79
ГОСТ 24507—80
ГОСТ 25863—83
ГОСТ 26126—84
ГОСТ 26266—84
Контроль неразрушающий. Комплект
стандартных образцов для ультра-
звукового контроля полуфабрикатов
и изделий из алюминиевых сплавов.
Основные параметры и технические
требования.
Контроль неразрушающий. Класси-
фикация дефектности стыковых
сварных швов по результатам ульт-
развукового контроля.
Сталь толстолистовая. Методы ульт-
развукового контроля сплошности.
Контроль неразрушающий. Дефек-
тоскопы ультразвуковые. Основные
параметры и общие технические тре-
бования.
Контроль неразрушающий. Дефек-
тоскопы ультразвуковые. Методы из-
мерения основных параметров.
Контроль неразрушающий. Преоб-
разователи ультразвуковые. Основ-
ные параметры и методы их изме-
рения.
Контроль неразрушающий акусти-
ческий. Термины и определения.
Соединения сварные стыковые и
тавровые арматуры железобетонных
конструкций. Ультразвуковые мето-
ды контроля качества. Правила при-
емки.
Контроль неразрушающий. Поковки
из черных и цветных металлов. Ме-
тоды ультразвуковой дефектоскопии.
Контроль неразрушающий. Толщи-
номеры ультразвуковые контактные.
Общие технические требования.
Контроль неразрушающий. Соедине-
ния паяные. Ультразвуковые методы
контроля качества.
Контроль неразрушающий. Преоб-
разователи ультразвуковые. Основ-
ные параметры и общие технические
требования.
.тешив
В. Г. Лупачев
УЛЬТРАЗВУКОВАЯ
ДЕФЕКТОСКОПИЯ
, (.*АМ' ’ *'• ‘i ищи >i|