/




















































Text
ПО ПЕРЕРАБОТКЕ
ПЛАСТМАСС
БИБЛИОТЕЧКА
РАБОЧЕГО
ldworld.ru
•химия-
С А. ЛЕБЕДЕВ
Г А. КРАКОВИЧ
К. Г БЕЗКОРОВАЙНЫЙ
НАПЫЛЕНИЕ
СВАРКА
СКЛЕИВАН
6П7.55
УДК 678.029.42/43
Л 33
Лебедев Г. А., Кракович Г. А., Безкоровайный К. Г.
ЛЗЗ Напыление. Сварка. Склеивание. (Библиотечка
рабочего по переработке пластмасс.) Л., «Химия»,
1973.
104 стр., 24 рис., 11 табл.
В брошюре обобщен передовой производственный опыт в области
технологии напыления полимерных материалов, сварки и склеивания
изделий из пластмасс. Описаны свойства перерабатываемых материалов,
подготовительные операции, различные методы напыления, сварки н
склеивания, технологические режимы процессов, оборудование н ин-
струмент, свойства н контроль качества готовых изделий, мероприятия
по технике безопасности.
Брошюра предназначена в качестве пособия для профессионально-
технического обучения рабочих и мастеров, занятых переработкой
пластмасс.
3142—058
Л 050(01)—73
81—73
6 П 7.55
Рецензент: гл. технолог Союзхимпласта М.ХП СССР Г. А. Седых
СОДЕРЖАНИЕ
Предисловие ......................................................... 4
Напыление полимерных материалов....................................... 5
Основы процесса напыления ........................................5
Порошковые композиции для напыления............................. . 12
Состав порошковых композиций..................................12
Способы приготовления композиций..............................15
Оценка пригодности и контроль качества порошковых композиций 17
Технологический процесс получения порошковых полимерных покрытий 20
Описание технологического процесса............................20
Свойства и контроль качества покрытий.........................24
Технико-экономические показатели процесса.....................20
Установки для напыления порошковых композиций....................31
Мероприятия по технике безопасности..............................41
Сварка изделий из пластмасс........................................... .42
Сварка с помощью внешних источников тепла.........................43
Сварка нагретым газом . .......................*............. 43
Сварка нагретым инструментом................................ 52
Сварка нагретым присадочным материалом ......... 53
Сварка трением ................................ 55
Сварка, с помощью внутренних источников тепла ........ 57
Сварка токами высокой частоты..................................57
Сварка ультразвуком .......................................... 61
Химическая сварка . .............................................66
Сварка с применением присадочного материала................ . 67
Сварка без присадочного материала.................... . , .68
Примеры сварки некоторых термореактивных пластмасс .... 69
Контроль качества сварных швов.................................., 70
Мероприятия по технике безопасности....................... ... 72
Склеивание изделий из пластмасс , . , ...................................74
Основы процесса склеивания ........................................74
Классификация и свойства клеев.....................................78
Технологический процесс склеивания ..... ......................... 81
Подготовка поверхностей ........................................81
Нанесение клея и склеивание ................................ 84
Контроль качества клеевого шва . . . . .........................93
Мероприятия по технике безопасности................................96
Приложение................................................. ... 99
Рекомендуемая литература............................................103
ПРЕДИСЛОВИЕ
Настоящая брошюра из серии «Библиотечка рабочего по пере-
работке пластмасс» посвящена одному из важных направлений в
использовании полимерных материалов — получению порошковых
полимерных покрытий, а также методам сварки и склеивания
пластмассовых изделий.
Нанесение порошковых полимерных композиций — новый
высокопроизводительный и экономичный метод получения покрытий,
отличающихся коррозионной стойкостью и хорошими диэлектриче-
скими показателями. Порошковые полимерные покрытия В настоя-
щее время все шире используются вместо лакокрасочных и галь-
ванических. При этом улучшаются условия труда, значительно
повышается производительность работ и достигается экономия
дефицитных материалов.
Освоение процессов сварки и склеивания пластмасс еще больше
расширило область их применения. По сравнению с другими спо-
собами соединения пластмасс сварка имеет ряд существенных пре-
имуществ, важнейшие из которых — экономия материала, меньшая
трудоемкость и высокая прочность сварных соединений.
В данной брошюре обобщен опыт работы научно-исследователь-
ских организаций и предприятий химической, электро- и радиотех-
нической и электронной промышленности по напылению полимер-
ных материалов, сварке и склеиванию пластмасс.
Раздел «Напыление полимерных материалов» написан
Г. А. Краковичем, «Сварка изделий из пластмасс» и «Установки
для напыления порошковых композиций» — К. Г. Безкоровайным,
«Склеивание изделий из пластмасс» — Г. А. Лебедевым.
Авторы с благодарностью примут все замечания и пожелания
читателей.
НАПЫЛЕНИЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Напыление — один из способов переработки пластмасс. Этим
способом получают пластмассовые покрытия, обладающие высо-
кими- декоративными, защитными и электроизоляционными свой-
ствами.
Напыление полимерных материалов — новый способ получения
покрытий. Его появление связано с бурным ростом производства
полимерных материалов. Вначале покрытия из порошковых поли-
мерных материалов получали с помощью газопламенных аппара-
тов напыления, аналогичных аппаратам для металлизации изде-
лий. Особенно широко стали использовать полимерные покрытия
после того, как в Англии в 1950 г. был запатентован метод «вихре-
вого напыления». Производство порошковых полимерных компо-
зиций растет быстрыми темпами. Например, по мнению зарубеж-
ных специалистов, выпуск этих материалов в Европе к 1980 г.
достигнет 50—60% от производства всех лакокрасочных материа-
лов горячен сушки.
В нашей стране в текущей пятилетке будут введены в строй
новые мощности по производству порошковых композиций для на-
пыления. Предприятия химического машинцстроения приступят к
освоению серийного выпуска оборудования для нанесения покры-
тий. В настоящее время серийно выпускаются материалы для на-
пыления па основе эпоксидных смол, поливинилбутираля и поли-
винилхлорида. Идет подготовка к серийному выпуску порошковых
составов на основе полиолефинов, полиамидов, фторопластов, по-
лиэфирных и полиакриловых смол, пентапласта, поликарбоната
и других полимеров. Разрабатываются новые высокопроизводитель-
ные и экономичные процессы нанесения порошковых композиций.
Несмотря на значительный .рост производства порошковых ком-
позиций, в ближайшие годы потребности в них все же будут зна-
чительно опережать возможности их производства. Поэтому необ-
ходимо точно знать технически оправданные и экономически вы-
годные области применения таких композиций.
ОСНОВЫ ПРОЦЕССА НАПЫЛЕНИЯ
Процесс напыления полимерных материалов заключается в
следующем. Порошок полимера наносят на предварительно нагре-
тую поверхность изделия и под действием тепла, накопленного
2 Зак, 468
б
изделием, он оплавляется, образуя ровное гладкое покрытие. Проу^И
цесс протекает по схеме; предварительный нагрев изделия, осаж-'^И
дение порошка и оплавление покрытия. Если изделие тонкостен-;^И
ное и не может аккумулировать достаточный запас тепла для|^И
оплавления порошка, процесс завершают в печи. Предварительной
ный нагрев изделия необходим для налипания порошка. Если no-J^H
рошку и изделию сообщить электрические заряды противополож-^^М
ных знаков, то осаждение и удержание порошка на поверхностями
изделия будет осуществляться за счет электрических сил. В этом’^И
случае процесс протекает в две стадии: осаждение и затем оплав-’^И
ление порошка.
Для получения порошковых покрытий могут быть использб^Щ
ваны композиции как на основе термопластичных полимеров (по-ЦИ
лиэтилеиа, поливинилхлорида, поливинилбутираля и др.), так li’WH
термореактивных (эпоксидных, полиэфирных смол и др.)- К тер-^|И
мопластичным. относят полимеры, которые при нагревании пе-т|М
реходят в вязкотекучсе состоянйе, а при охлаждении затверде-JM
вают без изменения первоначальных свойств. Термореактивны^.^И
полимеры при нагревании переходят в неплавкое, нерастворимоФаИ
состояние. Технология нанесения этих материалов отличается
лишь в конечной стадии процесса: покрытия из тер море активныуЯИ
композиций после оплавления требуют дополнительной длительной Я»!
термической обработки. При термообработке происходит химиче^Од
ская сшивка макромолекул полимера н покрытие приобретает проч- ЯШ
ность и хорошее сцепление с подложкой. В случае термопластич- 1
ных композиций процесс заканчивается сразу после оплавления ЭД
порошка.
Таким образом, при использовании порошков полимеров уда-'/Я
ется получать тонкие пленки, минуя стадии растворения полимера ’Л|
и удаления растворителей, необходимых для образования пленок дЫ
из большинства лакокрасочных материалов. Полное отсутствие Ж
растворителей — главное отличие и основное преимущество процес*
са напыления порошковых композиций. /УД
Разнообразны методы нанесения порошковых композиций (бо-
лее двадцати промышленных вариантов). Общепринятой класси-
фикации методов нет; их отличают по условиям образования взве-
шейного (кипящего) слоя (вихревой, вибрационный, вибровихре-
вой методы), по способу нанесения порошка на изделие (струй- щ
ный метод, распыление в электрическом поле, напыление в иони- Я
зированном кипящем слое), по способу оплавления порошка (теп- Я
лолучевой, индукционный, газопламенный методы), по виду приме-
ня ем ой аппаратуры (камерные, беска мерные методы) и др.
Наибольший интерес для производства представляет вихревое
напыление, напыление в ионизированном кипящем слое и распыле-
ние в электрическом поле.
Вихревое напыление. При вихревом методе напыления порошок
полимера, засыпанный в резервуар (ванну), переводится в взвих-
ренное кипящее состояние с помощью газа, проходящего через по-
6
ристое дно ванны или специальную пористую перегородку
(рис. 1),
Покрытие получают следующим образом: изделие нагревают
в печи на 100—150°C выше температуры плавления полимера,
окунают во взвешенный слой порошка, встряхивают для удаления
избытка порошка и затем помещают в печь. По своим свойствам
кипящий слой порошка полимера напоминает жидкость: порошок
свободно обволакивает изделия, погруженные в ванну. При изуче-
нии кипящего слоя полимера установлено, что слой имеет три
зоны: первая зона по высоте составляет 0,01—0,02 общей высоты
слоя, находится непосредственно над пористой перегородкой и ха-
рактеризуется большой разряжепностью — малой концентрацией
частиц полимера; вторая зона по
высоте составляет 0,90—0,95 высоты
слоя и характеризуется постоянной
плотностью и большой однородно-
стью; третья зона по высоте состав-
ляет 0,03—0,09 высоты слоя, отли-
чается высокой скоростью передви-
жения (выброса) частиц полимера
и большой разряжепностью. Зоны
нс имеют четких границ, однако их
наличие следует учитывать при из-
готовлении и эксплуатации ванн
напыления.
Структура кипящего слоя зави-
сит в первую очередь от скорости
газового потока, а также от физи-
ческих свойств порошковой компо-
Рис. I. Схема аппарата для ви-
хревого напыления:
/—корпус аппарата; 2— пористая пере-
городка; 3 — взвихренный кипящий слой
порошка полимера; 4 —изделие.
зиции: размера частиц, их плотности, влажности порошка и др.
При медленном движении потока газа слой порошка остается
неподвижным, а газ фильтруется чер^з слой. При увеличении ско-
рости потока частицы порошка переходят во взвешенное состояние
и начинают медленно циркулировать в объеме аппарата. Насту-
пает режим кипения, который характеризуется незначительным пе-
ремешиванием и относительно спокойной поверхностью слоя.
Дальнейшее увеличение скорости потока газа приводит к разру-
шению слоя и резкому возрастанию уноса порошка из аппарата.
Движение частиц из хаотического превращается в строго ориенти-
рованное в направлении восходящего потока газа.
Таким образом, область существования взвешенного слоя по
структуре, благоприятной для получения порошковых покрытий,
ограничивается скоростями начала образования взвешенного слоя
и уноса порошка.
Большое влияние на структуру кипящего слоя оказывают раз-
меры частиц. Хотя во взвешенное состояние могут быть переве-
дены материалы с размером частиц от 0,001 до 65 мм, однородный
кипящий слой образуют чащицы с размером от 0,01 до 0,2 мм.
2*
7
Крупные частицы вызывают сильное колебание слоя. Взвешенный-
слой частиц менее 0,010 мм характеризуется неустойчивым режи-<^И
мои кипения и образованием сквозных каналов. Де
Использование увлажненного порошка также приводит к не-
равномерному распределению газового потока в слое: барботиро^ .‘Ml
ванию пузырей и каналообразованию. ./Я
На практике действует совокупность факторов. Так, при ис- -;Д
пользовании мелких частиц порошка можно уменьшить необходи-""д
мую скорость воздуха. Например, для псевдоожижения частиц с
размерами 60 мкм требуется скорость воздуха —5,5 м/с, а с раз-
мерами 370 мкм — 16,2 м/с. 7^
Возможные состояния взвешенного слоя показаны на рис. 2.
Следует подчеркнуть, что только при условии существования одно-
родного взвешенного слоя порошка удается получать покрытия вы-
сокого качества.
я б в г д
Рис. 2. Состояния взвешенного слоя порошка полимера;
а—однородный слой; б— в условиях поршнеобраэовапия; в—-ft условиях барботирования!
г —в условиях кам ^образовання; <?—неподвижный.
В значительной степени повышению однородности кипящего
слоя способствует вибрация. Она значительно уменьшает канадо-
образование и барботирование. Аппарат для вибровихревого на- /
пыления показан на рнс. 3. Установлено, что вибровихревым
методом получают покрытия, более равномерные по толщине. Осо-
бенно важно, что качество кипящего слоя при таком методе в
меньшей степени зависит от габаритов ванны, высоты слоя, влаж-
ности и гранулометрического состава порошка.
Важной характеристикой кипящего слоя является коэффициент
расширения слоя порошка К, представляющий собой отношение
высоты кипящего слоя Н к высоте неподвижного слоя порошка J
K — Hdlz
!
Ниже приведены значения коэффициентов расширения слоя по- - j
рошков полимеров для различных методов напыления: j
Вихревой Вибровихревой ’
Полиэтилен высокой плотности.......... 1,17 1,73
Поливинилбутираль ................... 1,62 1,72
Поликапроамид ....................... 1,58 1,70
Полиформальдегид...................... 1,18 1,77
Полистирол . , 1,16 1,66
S к
Рис. 3. Схема аппарата для вибро-
вихревого напыления;
1 —изделие;. 2 — корпус аппарата; 3 — порн-
стая перегородка; 4 — эластичная диафрагма;
5 *- шариковый воздушный вибратор; б —
струбцина; 7 — кипящий сдой порошка поли-
мера.
щ *j
х э
У
Для стабилизации кипения порошков используют шариковые,
воздушные или электромагнитные вибраторы с частотой импульса
50 или 100 Гц при амплитуде 0,2—0,3 мм. Вибрировать может как
дио ванны, так и весь корпус аппарата.
Воздух, подаваемый в аппарат, должен быть сухим и. чистым.
Методом вихревого и вибровйхревого напыления получают покры-
тия толщиной до 1,5 мм за один проход и более толстые покрытия
за несколько проходов. Опти-
мальная толщина покрытий, по-
лучаемых методами вихревого и
вибровйхревого напыления, со-
ставляет 150—350 мкм.
Толщина слоя при вихревом
напылении зависит от температу-
ры и времени предварительной
выдержки изделия в печи; на
толщину слоя и его равномер-
ность оказывает также влияние
структура кипящего слоя.
Вихревые аппараты простыло
конструкции и экономичны в эк-
сплуатации (при нормально ки-
пящем слое выбросы, т. е. потери,
порошка незначительны). Йс-.
пользование вихревого метода по-
зволяет автоматизировать про-
цесс нанесения покрытий. Вместе
с тем этот метод не может быть
применен для напыления порош-
ка на изделия сложной конфигу-
рации (объемные, с углубления-
’ ми, отбортовками) из-за сложно-
сти удаления избытка порошка с
зонтальное положение при окунании. Не представляется возмож-
ным также наносить порошок на крупногабаритные или разно-
толщинные изделия. В последнем случае трудно получить
качественное покрытие, так как поверхности изделий нагреваются
неравномерно.
Метод вихревого напыления оправдывает себя при получении
покрытий на проволочных изделиях' различного назначения,
проволоках, стержнях, а также на плоских и объемных деталях
простой конфигурации с размером до 250 мм. В случае необходи-
мости получения покрытий толщиной менее 150 мкм следует ис-
пользовать методы напыления в электрическом поле.
Напыление в ионизированном кипящем слое. Метод основан на
использовании электрических зарядов для транспортировки, осаж-
дения и удержания порошка на поверхности изделия.
3
плоскостей
Аппарат для напыления в ионизированном кипящем слое
(рис. 4) состоит из ванны с электродом в виде тонкой нихромовой
проволоки, натянутой над пористой перегородкой или по пери-
метру ванны. Электродом может также служить решетка с длин-
ными иглами или сетка.
При подключении источника высокого напряжения (например,
отрицательного заряда на электрод, а положительного на изделие)
между электродом и изделием образуется электрическое поле.
В тех местах, где напряженность поля достигает 30 кВ/см и выше,
возникает коронный разряд, при котором электрические заряды
стекают в воздух, заряжая его молекулы и. образуя ионы. Ча-
стицы порошка, находящиеся во взвешенном состоянии, получают
К оплавителыюй
new
Рис. 4. Схема аппарата для напыления в ионизиро-
ванном кипящем слое:
I — корпус аппарата; 2 — кипящий слой порошка полимера;
fl — коронирующий электрод; источник высокого напряже-
ния; J —изделие; fl—конвейер.
заряд от ионизированных молекул воздуха и, двигаясь вдоль си-
ловых линий электрического поля, осаждаются на изделии плотным
ровным слоем. При нормальных условиях зарядки электростатиче-
ские силы притяжения настолько велики, что порошок может удер-
живаться на поверхности изделия в течение нескольких суток. ,
Длительное сохранение заряда каждой частицей порошка по-
зволяет наносить его на изделие без предварительногоего нагрева.
Однако это не исключает необходимость последующего оплавления
покрытия в печи.
Напылением в ионизированном кипящем слое получают покры-
тия толщиной до 150 мкм. Оптимальная толщина покрытий 100—
120 мкм. Качество покрытия при нанесении в ионизированном слое
зависит от величины напряжения между электродом и изделием
и характеристик напыляемых материалов. Повышенная влажность
среды или порошка снижает эффективность процесса,
.10
Так как при этом методе не требуется предварительный нагрев
изделий, то можно получать покрытия на изделиях больших разме-
ров. На качество покрытия не влияет разнотолщинпость изделия.
В ионизированном кипящем слое наносят полимерные компо-
зиции на металлические ленты, корпусные детали, металлическую
мебель и др.
Регулируя напряженность электрического поля и продолжи-
тельность выдержки изделий в зоне, можно изменять толщину по-
крытия. Интервал регулируемого напряжения составляет 10—
50 кВ, длительность процесса 2—10 с.
Для изделий сложной конфигурации полезно для получения
равномерных покрытий размещать
Расстояние между коронирующи-
ми. электродами должно быть не
более 50 мм, заземленное изде-
лие должно быть расположено
на расстоянии не менее 200 мм от
ближайшего электрода.
Распыление в электрическом
поле. Метод заключается в том,
что частица порошка, соприкаса-
ясь с электродом, размещенным
в головке пистолета-распылителя,
заряжается и, следуя вдоль си-
ловых линий электрического по-
дополнительные электроды
Ркс, 5. Схема'камеры для получения
покрытий в электрическом поле:
/ —источник высокого напряжения; 2 — бун-
кер-питатель; 3 —паиель; 4 —циклоп; 5 —из-
делие; вентилятор; 7 —конвейер; б — при-
точи а я вентиляция; 5 —электрод высокого
напряжения; /0 — распылитель.
ля между пистолетом и изделием,
оседает на изделии. На пистолет-
распылитель подается отрица-
тельный потенциал источника то-
ка, а изделие заземляют. После
осаждения на изделии порошок
оплавляется. Электрораспылите-
ли бывают ручными или могут быть встроены в специальную ка-
меру. Одна из таких камер для нанесения порошковых компози-
ций распылением в электрическом поле изображена на рис. 5.
Камера устроена таким образом, что порошок, не попавший на
изделие 5 через отверстия в полу кабины или панели 3, захва-
тывается принудительно движущимся воздухом, проходит двухсту-
пенчатое осаждение, очищается и вновь подается на распылитель
10. Очищенный от порошка воздух возвращается в камеру.
Метод распыления в электрическом поле наиболее универса-
лен. Он позволяет наносить порошковые композиции на изделия
любых конфигураций и размеров, например, на крупногабарит-
ные детали сложной формы, такие как корпуса холодильников,
баки стиральных машин, металлическую мебель и др. Оптималь-
ная толщина покрытий 100—120 мкм. По конструкции аппараты
для электрораспыления более сложны, чем вихревые, вибровихре-
вые или с ионизированным кипящим слоем.
11
Порошковые композиции ДЛЯ НАПЫЛЕНИЙ
Состав порошковых композиций
В состав порошковых композиций, компаундов или красой для?
напыления входят пленкообразующие вещества, пластификаторы,;
наполнители, пигменты и специальные добавки.
Пленкообразующие вещества. Главной составной частью по-
рошковых составов для напыления являются пленкообразующие;
вещества — синтетические полимеры, получаемые из нпзкомолеху-
лярных органических веществ — мономеров.
В качестве пленкообразующих для порошковых покрытий мо-
гут быть применены как термопластичные, так и термореактивные :
полимеры. Порошки полимеров должны быть сыпучими, мелкодис-
персными, способными образовывать однородный взвешенный
слой. Температура плавления полимера должна быть ниже темпе-
ратуры его разложения. Выбор полимера для порошковых покры-’
тий представляет собой сложную задачу, так как большинство по-'
лимеров обладает высокой вязкостью расплыва.
Уменьшение молекулярного веса снижает вязкость расплава
полимера и облегчает получение из него сплошного покрытия, но
вместе с этим снижается прочность пленок, покрытия растрески-
ваются от внутренних напряжений.
Для уменьшения вязкости расплава можно в композиции вво-
дить пластификаторы. Однако добавление пластификатора свя-
зано с рядом технологических трудностей. В связи с этим, несмотря
на широкий ассортимент полимерных материалов, для получения
покрытий используют пока ограниченное число полимеров. Основ-
ные из них описаны ниже.
Поливинил бутираль — производное поливинилового
спирта. Получается при действии масляного альдегида па поли-
виниловый спирт. Поливинилбутираль обладает чрезвычайно высо-
кой адгезией (способность прилипать к поверхности) к углероди-
стой стали, алюминию,, цинку, кадмию, хрому, никелю, меди, не-
ржавеющей стали, оцинкованному железу, анодированному алю-
минию и магнию, стеклу, дереву, бумаге, Тканям и пластмассам,
В нашей стране поливинилбутираль выпускают в соответствии
с ГОСТ 9439—60 шести марок, ПП и ПШ — пленочный и шлице-
вой, КА и КБ — клеевые, ЛА и ЛБ— лаковые.
Для приготовления порошковых красок предпочтение отдают
лаковым маркам ЛА и ЛБ с более низким молекулярным весом.
В нашей стране на основе поливииилбутираля производят су-
хую краску для напыления марок ПВЛ-212 и ПВЛ-212 С.
Поливинилхлорид получают путем полимеризации винил-
хлорида при нормальной температуре. Поливинилхлорид по мас-
штабам производства занимает второе место после полиолефинов^
Объясняется это необыкновенно широкой сырьевой базой (нефте-
химическое производство) и свойствами полимера. Поливинилхло-
рид отличается высокой стойкостью к кислотам и солям. По хими-
12
ческой стойкости он уступает только фторопластам. Разрушающее
действие на поливинилхлорид оказывают сильные окислительные
среды и концентрированные растворы щелочей.
Поливинилхлоридные композиции обладают низкой адгезией
к металлам, поэтому их наносят на предварительно загрунтован-
ные поверхности. Из промышленных марок для приготовления по-
рошковых композиций наиболее пригодны Л-5, Л-7, С-50, С-65. На
основе поливинилхлорида выпускают сухие краски СХВ-71.
Эпоксидные смолы относятся к числу сравнительно но-
вых синтетических материалов. Их начали выпускать в промыш-
ленности с 1953 г. Благодаря редкому сочетанию высоких диэлек-
трических свойств с механической Прочностью и стойкостью к аг-
рессивным средам при повышенных температурах эпоксидные смо-
лы получили широкое распространение в промышленности. Много-
образие этих полимеров велико, но доминирующее положение за-
нимают эпоксидные смолы, получаемые при взаимодействии ди-
фенилолпропана с эпихлоргидрином.
Эпоксидные неотвержденные смолы являются термопластичным
продуктом. В неплавкое нерастворимое (отвержденное) состояние
эти смолы переводят с помощью специальных реакционноспособ-
ных веществ — отвердителей. Отвержденные эпоксидные покрытия
имеют высокую адгезию к металлам, стеклу, керамике, дереву и
пластмассам. Около половины выпускаемых эпоксидных смол по-
требляет лакокрасочная промышленность.
Для приготовления порошковых компаундов и красок в основ-
ном используют смолы марок Э-49, Э-05, Э-41, Э-40.
На основе эпоксидных смол выпускается наибольшее число по-
рошковых композиций различного назначения.
Пластификаторы. Пластификаторы вводят в порошковые ком-
позиции с целью улучшения условий образования покрытий — сни-
жения температуры текучести полимеров и уменьшения? вязкости
их расплава. Наряду с облегчением условий пленкообразования
пластификаторы улучшают эластичность пленок и придают им
большую морозостойкость. Для пластификации полимеров исполь-
зуют как жидкие, так и твердые вещества.
При введении пластификаторов не должна изменяться сыпу-
честь порошков, В качестве пластификаторов для порошковых ком-
позиций нашли применение диоктилфталат, диоктилсебацинат, три-
фенилфосфат, эпоксидированные природные масла и др.
Наполнители. Наполнители вводят для улучшения механиче-
ских свойств покрытий, уменьшения коэффициента линейного рас-
ширения покрытий и снижения стоимости композиций.. Однако в
присутствии наполнителей увеличивается температура и продол-
жительность пленкообразования.
Для порошковых композиций используют наполнители как ми-
нерального, так и органического происхождения. Наполнители
влияют на псевдоожижение и температуру формирования покры-
тий. Молотый барит, тальк и глет способствуют псевдоожижению,
13
а двуокись титана и окись хрома затрудняют процесс. При вве-
дении барита, талька, глета текучесть композиции изменяется не-
значительно. Сажа вызывает резкое повышение температуры те-
кучести. В качестве наполнителей, кроме указанных материалов,
используют полимеры, например, фторопласты, а также пылевид-
ный кварцевый песок, дисульфит молибдена и др.
Пигменты. Пигменты придают покрытию определенный цвет и
укрывистость, т. е. способность делать невидимым цвет покры- J
ваемой поверхности. Пигменты оказывают влияние и на физиче-
ские свойства покрытий. Установлено, что, например, двуокись
титана в рутильной форме снижает атмосферостойкость поливинйл-
бутиральных покрытий, поэтому для ряда белых и цветных ком-
позиций ее стремятся заменить тальком, каолином или баритом.
Ниже приведены составы (в вес. %) пигментов для окрашивания
композиций па основе поливинилбутираля в различные цвета:
Голубой Двуокись титана .............................. 3
Барит.............................. . , 10
Ультрамарин............................. 5
Салатный Двуокись титана.............................. 4,7
Барит................................ . 14,7
Крон свинцовый желтый................... 0,5
Окись хрома.............................. 1
Бирюзовый Двуокись титана......................... 3
Барит................................... 10
Лак бирюзовый.......................... 0,3
Серый Двуокись титана......................... 5
Барит................................. . 14,7
Крои свинцовый желтый................... 0,26
Сажа нефтяная........................... 0,13
Электрик Двуокись титана......................... 1
Барит................................... 5
Пигмент фталоцианиновый синий........... 1
Крон свинцовый желтый................... 0,3
Специальные добавки. Специальные добавки вводят для улуч-
шения физико-механических и технологических свойств пороТвко-
вых покрытий. Назначение добавок различно.
П о в е р х н о с т и о - а к т и в и ы е вещества служат для
улучшения смачиваемости окрашиваемой поверхности. В большин-
стве случаев для этих целей используют поливинилбутираль.
Тиксотропные добавки предотвращают образование по-
теков, обеспечивая укрывистость на острых углах покрываемых из-
делий. Наилучшей тиксотропной добавкой является аэросил.
, Термосветостабилизаторы повышают стойкость по-
крытий при длительной эксплуатации в атмосферных условиях,
предотвращая преждевременную деструкцию полимеров, повы-
шают прочность покрытий. В качестве стабилизаторов применяют
серу и серусодержащие вещества, олово и фосфорорганические сое-
динения, газовую сажу и большое количество других соединений.
Структурообразователи повышают теплостойкость по-
рошковых покрытий, их эластичность и ударную вязкость. В ка-
14
чествс Структурообразовагелей используют: силикагель, нафтенат
меди, салицилат висмута, пальмннат свинца и др. Структурооб-
разователями могут быть некоторые наполнители и пигменты: дву-
окись титана, окись цинка, барит, индиго, окись алюминия
и др.
Отвердители и модификаторы вводят в основном в
случае использования термореактивных пленкообразующих.
Отвердители переводят смолы в неплавкое нерастворимое со-
стояние, а модификаторы выполняют роль пластификатора (улуч-
шают условия формирования покрытия и повышают эластичность
пленок) и одновременно являются отвердителями. Модификаторы,
проникая в полимер, вступают с ним в реакцию и таким образом
прочно закрепляются в нем. Такой вид пластификации носит на-
звание «внутренней» пластификации, в отличие от обычной внеш-
ней пластификации.
В качестве модификаторов используют фенолоформальдегид-
ные смолы, эпоксидированные масла, эпоксиолигомеры и другие
вещества. Из отвердителей применяют адипиновую кислоту, ди-
циандиамид'и др.
Ниже приведены возможные рецептуры (в вес.%) порошковых
полимерных композиций:
На основе термопластичных полимеров
Пленкообразующие:
поливинилбутираль......................... 73—75 —
поливинилхлорид......................... — 70—100
Пластификаторы.............................. 5 20—50
Наполнители и пигменты . . . .............. 18—23 3.51—10
Специальная добавка — стабилизатор .... 0—1,5 3—5
На основе термо реактивных полимеров *
I II
Пленкообразующее — эпоксидные диаиовые
смолы................................... 100 100
Наполнители и пигменты...................... 5—66 120—166
Специальные добавки:
поверхностно-активные вещества .... 3—5 —
тиксотропные добавки ................... 1—2 —
отвердители и модификаторы............ 5—9 , 10,5—66,5
* Для терморе активных полиие ров композиция I — мало наполнен на я, all —
высоко наполнен нал.
Способы приготовления композиций
В промышленности применяют три способа производства по-
рошковых составов: сухое смешение, смешение компонентов в рас-
плаве и смешение компонентов вальцеванием.
Выбор схемы процесса зависит от природы и агрегатного со-
стояния как основного компонента — полимера, так и других
1К
составляющих (пластификатора, наполнителя, пигментов и спе-
циальных добавок).
Сухое смешение компонентов. При сухом смешении полимер
остается в порошкообразном состоянии на всех стадиях технолоСЛ
гического процесса. В случае, если в рецептуру композиции входит
жидкий пластификатор, процесс начинают с приготовления пиг-:)
ментных паст, т. е. со смешения и перетира Твердых компонентов д
(пигментов, наполнителей, специальных добавок) на жидком: пла- ;
стификаторе. Процесс осуществляется на краскотерочных маши-
нах. После этого пасту смешивают с полимером в скоростных сме-
сителях с пропеллерными мешалками. В результате интенсивного
перемешивания и нагрева жидкие компоненты поглощаются части-
цами полимера и смесь становится сухой. > "
В случае, если все компоненты—твердые вещества, смешение
производят в шаровых вибрационных мельницах. Для лучшего
распределения мелких добавок в смеси вводят минеральные ве-
щества: минеральные масла, бутилстеарат или растворы смол в
количестве 0,04—0,05 вес.%.
Завершающей операцией при производстве порошковых компо-
зиций методом сухого смешения является просев смеси на вибра-
ционных ситах. В процессе просева удаляются возможные" меха-
нические включения, а также производится разделение смеси на
фракции.
Сухим смешением изготовляются порошковые краски на основе
поливинилбутираля.
Смешение компонентов в расплаве. Этот способ позволяет по-
лучать смеси, однородные Цо составу и структуре. Процесс ведут
по следующим ста'диям: предварительное измельчение твердых
компонентов, смешение и гомогенизация в расплаве, охлаждение
расплава, измельчение и фракционный просев смеси.
Смешение и гомогенизацию компонентов в расплаве проводят
в. реакторах (из нержавеющей стали) или в экструзионных ма-
шинах, при повышенных температурах. Для охлаждения расплав
выливают на алюминиевые листы, после чего смесь вначале дро-
бится на куски размером 1—3 мм, а затем тонко измельчается на
шаровых мельницах. Рассев смеси проводят на виброситах. Спо-
собом смешения компонентов в расплаве изготовляют порошко-
вые композиции на основе поливинилхлорида и некоторых эпо-
ксидных смол.
Смешение компонентов на вальцах. Способ целесообразен при
изготовлении высоконаполненных порошковых композиций или по-
рошковых красок на основе высоковязких полимеров. Компоненты
смеси предварительно перемешивают в шаровой мельнице, а за-
тем перерабатывают на вальцах при повышенной температуре.
Полученную смес,ь измельчают и просеивают.
По описанной технологии изготовляют высоконаполненные
эпоксидные порошковые композиции электроизоляционного назна-
чения.
16
Порошковые композиции. В нашей стране специализированные
заводы химической промышленности выпускают следующие марки
порошковых составов для напыления:
Г) на основе поливинилбутираля — краска порошковая поливи-
нил бути рал ьн а я марки ПВЛ-212 и ПВЛ-212 С МРТУ 6-10-855—69;
2) на основе поливинилхлорида — краска сухая поливинилхло-
ридная марки СХВ-71 с грунтовкой КФГ;
3) на основе эпоксидных смол—краски порошковые эпоксид-
ные марок П-ЭП-177 ВТУ НЧ № 3609—70; П-ЭП-967 ВТУ НЧ
№ 3606—70; компаунды порошковые эпоксидные марок ЭП-49А,
ЭП-49Д/1; ЭП-49Д/2 ТУ № 6-05-1420—71: ЭВН-1 и ЭВН-2 ВТУ
ОА1-0503001.
Наряду с серийно выпускаемыми составами используют порош-
ковые композиции, изготовленные непосредственно на предприя-
тиях. Довольно широко для приготовления таких композиций при-
меняют полиэтилен, полиамиды, поливинилбутиралъ, пентапласт
и другие полимеры. Как правило, композиции состоят из двух ком-
понентов— полимера и пигмента. Опыт работ с такими компози-
циями показал, что они идоеют большой разброс технологических
и физико-механических свойств. Поэтому в условиях промышлен-
ного производства следует отдавать предпочтение серийно выпу-
скаемым порошковым полимерным составам, предназначенным спе-
циально для напыления.
Оценка пригодности и контроль качества
порошковых композиций
Все поступающие в производство порошковые композиции дол-
жны сопровождаться документацией, удостоверяющей соответствие
показателей материалов техническим условиям. -
Оценивать качество материалов должен завод-потребитель со-
гласно методам, изложенным в технических условиях на компо-
зиции.
К числу основных показателей, определяющих пригодность по-
рошковых композиций для их нанесения, следует отнести: грану-
лометрический состав, склонность к псевдоожижению, способ-
ность образовывать пленку, влажность, склонность к электроосаж-
дению (при нанесении в электрическом поле), растекаемость (для
термореактивных композиций).
Гранулометрический состав, т. е. распределение ча-
стиц по размерам, устанавливают с помощью ситового анализа.
Метод заключается в рассеве 0,1 кг композиции через набор се-
ток в течение 20 мин.
Согласно ГОСТ 3584—53 и ГОСТ 6613—53 на порошковые по-
лимерные композиции, гранулометрический состав определяют
с помощью сит;
17
Номер сита Размер ячейки Номер сита Размер ячейки
в свету, мм в свету, мм
0125 0,125 025 0,250
014 0,140 028 0,280
016 0,160 0315 0,315
018 0,180 0355 0,355
02 0,200
0224 0,224 04 0,400
Операцию рассева повторяют не менее 3 раз. По окончании
каждого анализа частицы, не прошедшие через сита, взвешивают
и рассчитывают содержание каждой фракции.
Для получения сходных результатов анализ необходимо вести
в совершенно одинаковых условиях: на одинаковых ситах рассеи-
вать за один и тот же промежуток времени при одинаковой час-
тоте и силе встряхивания. Наибольшую сходимость результатов
получают при использовании ситовых анализаторов.
Технические характеристики двух марок анализаторов приве-
дены ниже:
028,4 71Б ГР
Число ударов колотушки в 1 мин 180 140
Мощность электродвигателя, кВт. . 0,50 0,27
Габариты, мм
длина........................... 635 960
ширина...................... 335 460
высота...................... .645 790
Вес, кге , ........................... 90 127
Общий вид ситового анализатора марки 028М показан на
рис, 6.
Установлено, что размер частиц при вихревом напылении мо-
жет находиться в интервале 50—400 мкм, для электростатических
методов нанесения — в интервале 50^—160 мкм. В последнем слу-
чае содержание частиц с размером менее 50 мкм не должно быть
более 10—15%*, а частиц с размером 160 мкм и выше — не более
5-10%,
Склонность к псевдоожижению характеризует спо-
собность композиции образовывать равномерно кипящий слой.
Оценивается по коэффициенту расширения слоя материала, кото-
рый определяют в ванне напыления определенных габаритов
площадь сечения 80—120 см2, высота 30—35 см. Материал по-
ристой перегородки — технический войлок или пористая керамика.
Высота насыпанного слоя должна быть 80—100 мм.
При равномерной подаче воздуха в ванну напыления компози-
ция должна расширяться и давать однородный спокойно кипящий
слой, по высоте в 1,3 раза и более превышающий высоту засыпае-
мого и неподвижного слоя, т. е. коэффициент расширения слоя не
менее 1,3.
Способность образовывать пленку — это способ-
ность композиций при оплавлении растекаться в тонкую монолит-
ную пленку.'Испытание можно проводить как на стеклах, так и па
металлических образцах. Чтобы оценить способность к пленкооб-
1R
разованиго навеску композиции весом 0,5 г насыпаю? ровным сло-
, ем на предметное стекло размером 70X30X2 мм, и помещают сте-
кло в термостат, выдерживая
по режиму, указанному в тех-
нических условиях. Качество
композиции определяют по
внешнему виду покрытия.
Склонность компози-
ций к электроосажде-
нию в электрическом поле оп-
ределяется по привесу порош-
ка на стальной пластине раз-
мером 100Х5ОХО>5 мм. Пред-
варительно очищенную и взве-
шенную пластину помещают в
ионизированный (напряжение
на ванне 15 кВ) кипящий слой
порошка на 10 с. Затем пла-
стину вынимают и снова взве-
шивают и вычисляют количе-
ство порошка, осевшего на
Рис. 8. Ситовый анализатор марки 028 М;
7 —.электродвигатель; 2 — кулиса; 3 — колотушка;
4 —набор сит; 5 —корпус»
1 см2 поверхности. Полученный
показатель и характеризует склонность композиций к электроосаж-
дению. Хорошим показателем считается электроосаждение мате-
риалов более 15 мг/смг.
Рис. 7. Пресс-форма для
изготовления таблеток
из эпоксидных порошко-
вых композиций:
J — верхний пуансон; 2 — обой-
ма; &•— ннжешй пуансон; 4 —
таблетка материала.
Рис. 8, Приспособление
для определения расте-
каемости эпоксидных
порошковых композиций:
1 *-предметное стекло; 2—под-
ставка с основанием*
Растекаемость является показателем, определяющим рео-
логические свойства (закономерности течения) композиций. Испы-
тание заключается в том, что таблетку материала весом Зги
19
диаметром 25 мм, отпрессованную в специальной пресс-форме ;
(рис. 7) при давлении 280—350 кгс/см3, помещают в центре стекла, :
установленного в термостате под углом 60° к горизонтальной пло-
скости (рис. 8), и нагревают. Таблетка расплавляется и стекает
по наклонной поверхности. Температура и длительность выдержки :
в термостате устанавливается техническими условиями. Длину об-,
разовавшего следа измеряют и принимают за показатель растекае-
мости. Установлено, что при величине 5—7 см покрытие не стекает ••
с вертикальных поверхностей и имеет хороший внешний вид.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОЛУЧЕНИЯ ПОРОШКОВЫХ
ПОЛИМЕРНЫХ ПОКРЫТИЙ
Описание технологического процесса
Технологический процесс производства порошковых покрытий
состоит из следующих операций:
1) подготовка поверхностей под напыление;
2) изоляция мест, не подлежащих покрытию;
3) грунтование;
4) предварительный нагрев деталей;
5) нанесение порошкового материала;
6) оплавление покрытия;
7) отверждение покрытия;
8) охлаждение деталей с покрытием;
9) контроль качества покрытий.
Подготовка поверхностей под напыление. Перед напылением
с поверхностей изделия следует удалить загрязнения (жир, ржав-
чину и др.). Если изделие имеет сварные швы, то перед нанесе-
нием порошковых композиций должен быть удален шлак, брызги
металла от сварки. Острые грани следует скруглить.
Забоины, вмятины на деталях, неровно обрезанные и острые
кромки, острые выпуклости и углы в местах перехода от одного
сечения к другому, а также следы влаги на поверхностях дета-
лей— не допускаются. В случае нанесения порошковых компози-
ций на отливки/оии должны быть предварительно очищены от фор-
мовочной земли, ржавчины, окалины, старой краски и т, д.
Различают механические и химические методы подготовки по-
верхностей под покрытие.
К механическим относятся: очистка с помощью щеток, шаро-
жек, наждачных кругов, гидроабразивиая, дробеструйная, дробе-
метная обработка, а также галтование и шлифование. Преиму-
щества механических методов — возможность получения поверхно-
сти1 с различной шероховатостью, отсутствие солей на очищенной
поверхности, исключение операций промывки и сушки. Существен-
ные недостатки методов — наклеп обрабатываемой поверхности,
малая производительность и высокая стоимость обработки.
Из химических методов подготовки основными являются:
20
обезжиривание в водных Щелочных растворах и в органических
растворителях, травление и одновременное обезжиривание и трав-
ление, одновременное обезжиривание и пассивирование, очистка
моющими средствами, а также фосфатирование и пассивирование.
Эти методы наиболее распространены. Наиболее перспективна
очистка поверхностей трихлорэтиленом (ТХЭ), который характе-
ризуется высокой растворяющей способностью по отношению к
трудносмываемым загрязнениям, высокой летучестью (большой
скоростью высыхания), хорошей смачиваемостью очищаемой по-
верхности и негорючестью (невоспламеняемостью). При использо-
вании ТХЭ обезжиривание ведут в парах растворителей.
Чистоту подготовленных поверхностей контролируют: весовым
методом (взвешивают изделие до и после очистки); по загрязне-
нию фильтровальной бумаги или белой ткани, после протирки ими
изделия; по смачиванию поверхности водой (на хорошо очищенных
поверхностях пленка воды сплошная, на неполностью очищенных —
прерывистая) и др.
Подготовка поверхности выполняется одним из методов, пере-
численных ранее. При выборе метода и технологического режима
подготовки поверхности следует руководствоваться ОМТРМ
7312-010—70.
Изоляция мест, не подлежащих покрытию. Места изделий, не
подлежащих покрытию, обработанные и трущиеся части, отвер-
стия и углубления, изолируют с помощью шаблонов, металличе-
ской фольги или наносят тонкий слой кремнийорганической высо-
котемпературной смазки. Шаблоны изготавливают из фторопласта
или металла. В случае распыления в электрическом поле шаблоны
рекомендуется снимать до поступления изделия в печь оплавления,
что существенна облегчает очистку шаблонов от порошка.
Грунтование. Грунтование необходимо в тех случаях, когда
пленкообразующий полимер имеет плохую адгезию к металлу.
К таким полимерам следует отнести: полиолефины (например, по-
лиэтилен, полипропилен), полиамиды, фторопласты, поливинилхло-
рид.
В настоящее время ведутся разработки по подбору грунтов
для порошковых покрытий на основе указанных полимеров. Про-
мышленный выпуск грунтовки марки КФГ освоен только для поли-
винилхлоридных покрытий. Грунтовку наносят на предварительно
очищенную поверхность методом окунания или облива. Рабочая
вязкость грунтовки по вискозиметру ВЗ-4 составляет 30 с. Про-
должительность сушки грунта при 20°C— 7 мин и при 240°C —
4 мин. Достаточная толщина грунта 30—50 мкм.
В случае применения порошковых композиций на основе поли-
винилбутираля, эпоксидных смол и других полимеров, обладаю-
щих высокой адгезией, грунтование не проводится.
Предварительный нагрев изделий. Предварительный нагрев не-
обходим в случае нанесения композиций методом вихревого напы-
ления, а также когда требуется получить покрытия повышенной
3 Зак, 468
21
толщины (более 150 мкм) йри использований электростатического
метода.
Помещая изделие в печь для предварительного нагрева, стре-
мятся нагреть его выше температуры плавления полимера—при
толщине стенок изделия до 3 мм на 100—150 °C и при толщине
стенок выше 3 мм па 50—100 °C.
Абсолютная величина температуры нагрева определяется при-
родой напыляемого материала, продолжительностью нахождения
изделия в ванне напыления, теплоемкостью изделия и другими
факторами.
Температура предварительного нагрева непосредственно зави-
сит от отношения массы изделия т к его поверхности S, так как
масса влияет па количество аккумулированного тепла, а величина
поверхности — на расход тепла, необходимого для оплавления по-
лимера, и па потери й окружающую среду. С увеличением отноше-
ния m/S уменьшается температура предварительного нагрева из-
делия, а также сокращается продолжительность нагрева перед
напылением, что связано с большим количеством тепла, аккуму-
лированного изделием.
Если считать, что изделие по всей массе имеет одинаковую
температуру, то продолжительность нагрева изделия т (в мин)
численно равна утроенному значению его толщины б (в Мм).
На практике часто нагревают не всю массу изделия, а только
его поверхность..Это приводит к резкому сокращению времени вы-
держки в печи. Так, при увеличении температуры с 500 др 800 °C
продолжительность нагрева стальной пластины толщиной 3 мм со
кращастся с 4 до 1 мин.
Технологические режимы операции предварительного нагрева
при получении покрытий на основе различных полимеров приве-
дены в табл. 1.и 2.
Таблица 1
Технологические режимы получения порошковых покрытий
на основе термопластичных полимеров
Полимерная композиция Температура предвари- тельного нагрева, °C Время вы- держки де- тали в кипя- щем слое, с Температура ОПЛЯНЛЙНИЯ,- Продолжи- тельность оплавления, мни
Полиэтилен высокой плот- *•
ности . . 250-340 3-20 200-220 2—7
Полипропилен 220—280 3-15 100—250 5-6
Полиамид П-54, П-68 . . . 230—300 1-15 220-250 2-3
Сухая краска СХВ-71 , . . 230- 280 3-5 230-250 1-3
Сухая краска ПВЛ-212 . . 210-250 2-15 200-210 2-5
Этил целлюлоза 240—260 3-8 180-190 1-5
Пента пласт 280-330 5—25 230-240 3-20
Поливинилбутираль .... 230-360 3-20 220—230 2-7
22
Таблица 2
Технологические режимы получения порошковых покрытий
на основе термореактивных полимеров
Полимерная композиция Температура предвари* тельного нагрева °C Время вы' держки де- тали в кипящем' слое» с Температура -оплавления и отверждё- пия+ °C Продолжи- тельность оплавления и отверждения, я
Краска П-ЭП-177 (серая) 150—200 4-10 150 180 3 1
Краска П-ЭП-177 (зеленал,
красная) , . 150—200 5-20 180 1
200 0,5
Компаунд ЭП-49А, ЭП-49Д 160-190 5-20 150 6
170 2
200 3
Компаунд ЭВН-1, ЭВН-2 130—190 5—15 150 4
190 2
Краска П-ЭП-967 ! 20—150 3-10 190 4
150 8
В табл. 1 и 2 представлены обобщенные данные о режимах
получения порошковых покрытий на изделиях различной конфи^
гурации с толщиной стенок от 1 до 10 мм методами вихревого и
вибровйхревого напыления.
Нанесение порошкового материала. Способы нанесения порош-
ков на горячую и холодную поверхности изделий рассмотрены
выше (см. стр. 5—11).
Установлено, что при вибровихревом и вихревом напылениях
в случае многократного (двух-, трехразового) окунания горячей
детали в кипящий слой порошка удается получить пленки более
равномерные по толщине и лучшие по сплошности, чем при одно-
кратном окунании. Промежуточная выдержка детали на воздухе
составляет 1—3 с.
При нанесении покрытий на основе термореактивных полиме-
ров рекомендуется наносить материал в два приема. Технологи-
ческий процесс получения покрытий в этом случае включает мно-
гократное окунание изделия в кипящий слой с промежуточной
выдержкой на воздухе, отверждение покрытия в печи нагрева в
течение 10—15 мин, повторное многократное окунание в кипящим
слой с промежуточной выдержкой на воздухе и отверждение по-
крытия по режимам, указанным в табл. 2.
В случае нанесения порошковых композиций в электрическом
поле толщина покрытия зависит от напряженности электрического
поля, времени выдержки детали в слое и физических свойств
порошка (гранулометрического состава, электрических показате-
лей и др.).
Так, при изменении продолжительности выдержки детали
в ионизированном кипящем слое от 1 до 5 с количество
3*
23
осаждаемого порошка увеличивается в'7 раз при постоянном на-
пряжении на электродах 45 кВ.
Возрастание напряженности электрического поля также спо-
собствует увеличению веса осаждаемого на изделиях порошка.
Например, увеличение напряжения высоковольтного источника с
30 до 50 кВ приводит к изменению количества осаждаемого по-
рошка в 10 раз (время электроосаждения 5 с).
При получении покрытий в электрическом поле напряжение
составляет 20—60 кВ, время выдержки детали (время электро-
осаждения порошка) 5—20 с.
Оплавление покрытия. Режим оплавления покрытий зависит от
природы полимера, способа нагрева, теплоемкости изделия, тол-
щины пленки и других факторов. Режимы оплавления покрытий
на основе различных полимеров представлены в табл. 1 и 2.
Отверждение покрытий. Отверждение покрытий осуществ-
ляется при нанесении порошковых композиций на основе тер-
мореактивных полимеров, например па основе эпоксидных смол.
Режимы отверждения различных покрытий указаны в табл. 2.
Температура и продолжительность отверждения взаимосвя-
заны: увеличение температуры в определенном интервале позво-
ляет уменьшить продолжительность отверждения.
Степень отверждения покрытий контролируется следующим об-
разом: проверяется устойчивость покрытия к ацетону, для чего
изделие помещают в растворитель и выдерживают несколько ча-
сов, при этом покрытие не должно терять блеск и растворяться.
Охлаждение деталей с покрытием. Процесс охлаждения опре-
деляется в основном его скоростью. Установлено, что изменение
режима охлаждения приводит к изменению структуры полимер-
ного покрытия. Это, в свою очередь, сразу же отражается на
.свойствах пленок. Ниже показано, как влияет скорость охлажде-
ния (1, 10 и 150°С/мин) на свойства покрытий (на примере поли-
пропиленовых покрытий):
1 10 150
Твердость, кгс/ммг............................
Эластичность при изгибе *, мм.................
Ударная прочность, кгс/см.....................
Влагостойкость **, сут................. . . .
5 4,8 3,9
15 3 1
10 50 50
1 60 280
* Гибкость по шкале ШГЧ.
*• В гидростате.
Для покрытий на основе полиэтилена, полипропилена, поли-
амидов, пентапласта и поливинилхлорида желательны высокие ско-
рости охлаждения (100—150°С/мин). Для поливинилбутираля
более приемлемы малые скорости охлаждения (0,5—1°С/мин).
Свойства и контроль качества покрытий
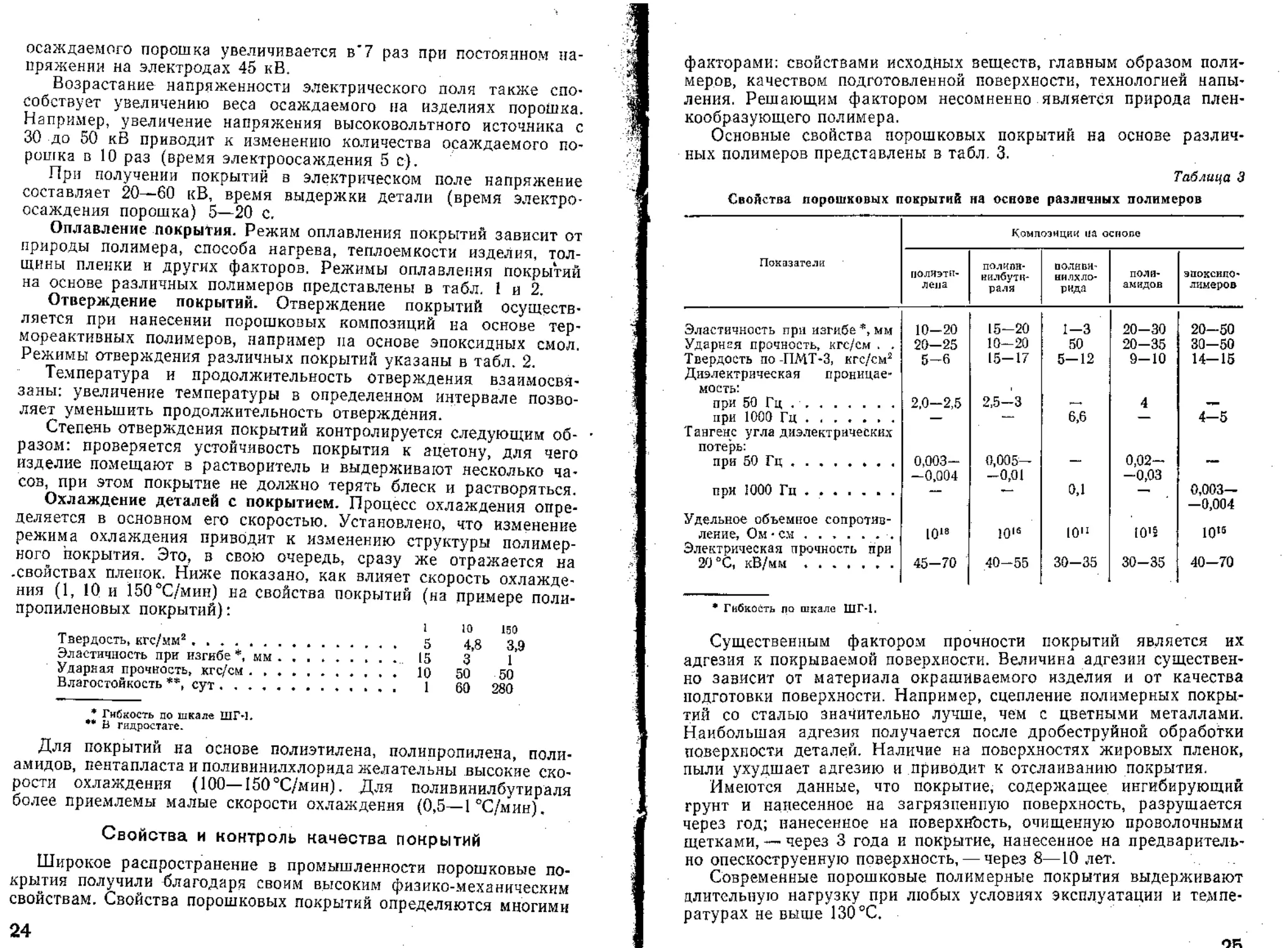
Широкое распространение в промышленности порошковые по-
крытия получили благодаря своим высоким физико-механическим
свойствам. Свойства порошковых покрытий определяются многими
24
факторами: свойствами исходных веществ, главным образом поли-
меров, качеством подготовленной поверхности, технологией напы-
ления. Решающим фактором несомненно является природа плен-
кообразующего полимера.
Основные свойства порошковых покрытий на основе различ-
ных полимеров представлены в табл. 3.
Таблица 3
Свойства порошковых покрытий на основе различных полимеров
Показатели Композиции на основе
по л иэт п- лена полить нилбунь рал я ПОЛЙВЯ’ ЕШЛХЛО" РИД а ПОЛИ- амидов ЭйОКСИПО линеров
Эластичность при изгибе*, мм Ударная прочность, кгс/см . . 10-20 15—20 1-3 20-30 20-50
20—25 10-20 50 20-35 30-50
Твердость по-ПМТ-З, кгс/см2 Диэлектрическая проницае- мость: 5-6 15-17 5-12 9-10 14-15
при 50 Гц . 2,0-2.5 2,5-3 н—► 4
при 1000 Гц Танг ен с у г л а диэле кт р иче tKiix потерь: — 6,6 — 4-5
при 50 Гц 0,003- —0,004 0,005— -0,01 — 0,02- -0,03
при 1000 Гц . Удельное объемное с о против- — 0,1 — 0,003— -0,004
ление, Ом - см Электрическая прочность при Ю18 10'6 10'1 10'5 10,s
20 °C, кВ/мм 45—70 40—55 30-35 30-35 40-70
• Гибкость по шкале ШГ-1.
Существенным фактором прочности покрытий является их
адгезия к покрываемой поверхности. Величина адгезии существен-
но зависит от материала окрашиваемого изделия и от качества
подготовки поверхности. Например, сцепление полимерных покры-
тий со сталью значительно лучше, чем с цветными металлами.
Наибольшая адгезия получается после дробеструйной обработки
поверхности деталей. Наличие на поверхностях жировых пленок,
пыли ухудшает адгезию и приводит к отслаиванию покрытия.
Имеются данные, что покрытие, содержащее ингибирующий
грунт и нанесенное на загрязненную поверхность, разрушается
через год; нанесенное на поверхнЬсть, очищенную проволочными
щетками, — через 3 года и покрытие, нанесенное на предваритель-
но опескоструенную поверхность, — через 8—10 лет.
Современные порошковые полимерные покрытия выдерживают
длительную нагрузку при любых условиях эксплуатации и темпе-
ратурах не выше 130°С.
OR
Классификация и выбор порошковых полимерных композиций .
для различных условий эксплуатации представлены в табл. 4.
Классификация порошковых полимерных покрытий по внеш- 4
нему виду приведена-ниже: {
Класс /
по Крит ня s
Поверхность ровная, гладкая, однотонная. Не допуска- г
ются дефекты поверхности, видимые без применения
увеличительных приборов............................ I
Поверхность ровная, гладкая, однотонная или с харак-
терным рисунком. Допускаются отдельные, мало замет-
ные без применения увеличительных приборов соринки,
следы зачистки, риски, штрихи и прочее II*
Поверхность однотонная, гладкая или с характерным ри-
сунком. Допускаются отдельные, заметные без приме-
нения увеличительных приборов соринки, следы зачи-
стки; риски и штрихи, а также неровности, связанные
с состоянием поверхности до нанесения покрытия ... Ш
Поверхность однотонная или с характерным рисунком.
Допускаются неровности, связанные с состоянием по-
крываемой поверхности и другие дефекты, не влия-
ющие на защитные свойства покрытия................ IV
Качество порошковых композиций и техника их нанесения поз-
воляет в настоящее время получать покрытия в основном IV, III и
реже II класса.
Контролируют качество порошковых покрытий по следующим
основным показателям: сплошности, толщине, прочности на удар,
твердости, прочности на изгиб и диэлектрическим характери-
стикам.
Сплошность покрытий можно проверить тремя методами:
электрометрическим, электрохимическим и химическим.
Электрометрический метод основан на фиксировании тока, воз-
никающего между подложкой и щеткой дефектоскопа в порах по-
крытия. Испытания проводят на дефектоскопах ЭД-4 и ЛКД-1.
При использовании прибора ЭД-4 ток фиксируется по проскаки-
ванию электрической искры на несплошных участках. Дефекты
в покрытии с помощью прибора ЛКД-1 определяются по изме-
нению звукового сигнала и показанию гальванометра.
При определении сплошности покрытий гальванохимическим
методом изделие с покрытием помещают в ванну с 3% раствором
хлористого натрия, туда же помещают один электрод. В качестве
второго электрода используют изделие. Электроды подключают к
источнику тока и по отклонению стрелки гальванометра или по
величине сопротивления цепи судят о сплошности покрытия.
Химический метод заключается в том, что при наложении на
поверхность изделия фильтровальной бумаги, смоченной в водном
растворе железистосинеродистого калия (40 г/л) и хлористого
натрия (15 г/л), в случае нарушений сплошности бумага окраши-
вается в синий цвет.
26
| Композиция ца :ociroue B10BFU -odoJ-ф + + 4-+ + + + ++ +
-В1П0П 4- + 4"+ + + + ++ +
actfawe и гоп 4~ :+1 4" 1 4- 4- 4- 4- + +
eod •ОКИГОП •иояоие 4- 4- - 4- 4- 4- 4- 4- 4* 4-+I
-OJL-ГЗП иосШфе 4- 4- 1 1 . 1 +( + + +l I
Btfudoti’X’ они* -ИТОН 4" 4- 4- +1+14-4-4- +1|.
BITEd -ихЛргип -иашгоц + 1 1 1. 1 +1 4- 4- 4-' 1
визгни -ОбСиЬ'ОП 4“ -'I -F 4* + 4- +1 +1 4- +1
UH внэг -ихешгои 4- +1 4- 4- 4- 4- +i +1 4- +1
Условия эксплуатация S § +1 й S® к Ч а й § § § i § Я Й £ L 8 ftS a а я 8 я ± а.- <3 » II е*я1 8 § &i®£ Hrss М Isis s & s S § J B S s « S я » a s 43 g m £ о Й «2в8ё,в.Л £« a й ° s.°® 3 a X 3 cx,tj S 03 о x » & « s u £ P. >>a m ф 5f u ф ф <u c5 i> ca ф E ф 2 к 2 И g к s s8se?SsS«S «•3®r',-o5sS« eSsE s a == s S § e ай* m i-|-i Фч С-Хч I (rt J* Я C5 f" H f1 S! । * S <u <d о F йй & *4“ м o^bnbs^-S® g>,Go я H Cl T ® § ss 4 « g ® 3 >S « Й &•» S и Й CX, 5 — СЗ О в t? Cj H 1^ Z' w 0-t b> fl] X ? n.) P, Б я 8 .1 ч § о щ u; s c a 5 s “ У о ч a « S' S.S 8 я = g-4 S +1 ra я S ч"о5.д SwgwgagHgxgMGgggS О E aqfflpoflaaacaws
эинэьвнердо к < x g g Д St as ® 3
(P
S
о
§ c
<p
Э ex s a s a
о £. о
ыьл
c CQ о
Й
>> a. ЙИН аия .CV
чв о о
g a
w <
о & ф
я я я
w ьс №
*ts t£C ед
Ф Ф 8 н .. S <р <1 4) К Sa & и. S
я я ас ед *
ас ф о • ед р ’§
о н. ч о 2
с Ф t* CJ
£Г Я SJ ас 3 «• S о О Л м
2 с* О да
я •• О ® 4U
И м £ Д
ПГ7
Таблица 5
Дефекты порошковых полимерных покрытий,
причины их возникновения и способы устранения
Дефекты Причины возникновения Способы устранения
Поверхность неровная Неоднородный грануло- Просеять порошковую ком-
(шагрень) метрический состав композиции Низкая температура оплавления порошка позицию через сита, ука- занные в технических условиях на материал Повысить температуру в печи qn ла в лен и я порошка
Потемнение покрытия и Завышена температура Уменьшить температуру
частичная потеря предварительного на- предварительного нагрева
глянца греза изделия или оп- лавления порошка изделия и оплавления порошка
Покрытие стекает с по- Повышенная растекае- Ввести в композицию при
верхности, образуя мость порошковой перемешивании ее на та-
наплывы композиции Чрезмерно завышена толщина покрытия на отдельных участках изделия ровой мельнице 0,1 -‘-0,3% тиксотропной добавки (аэросила) Отладить работу распыли- тельных устройств . или камеры напыления
Инородные включения Загрязнение порошко- Просеять композицию через
на поверхности вой композиции раз- личными веществами сита, указанные в техни- ческих условиях па мате- риал
Покрытие отслаивается Плохая подготовка по- верхности Низкая адгезия полиме- ра к покрываемой поверхности Пересмотреть схему опера- ции подготовки поверх- ности под покрытие Порошковые ком п озици и, имеющие низкую адгезию К подложке, наносить на предварительно загрунто- ванную или обработанную струйным методом (с ис- пользованием дроби) по* верхность
После охлаждения на Нарушен режим охлаж- В два-три раза уменьшить
покрытии появляются дения покрытия (ве- скорость охлаждения по-
во л ося и ы е трещины лика скорость охлаж- дения) крытия
Толщина полимерного покрытия может быть измерена с по-
мощью бета-толщиномера БТП-1, электромагнитных толщиноме-
ров ИТП-1, МТ-2, электронным толщиномером ЭМГ-2М и др.
Ударная прочность пленки определяется на приборе
У-1 по ГОСТ 4765—59. Испытания заключаются в нанесении удара
по пластине с покрытием свободно падающим грузом. За величину
ударной прочности пленок принимают минимальную работу
(в кгс • см), не вызывающую появление трещин, сколов, отслоений
и других дефектов в месте удара. Испытуемое покрытие следует
28
наносить на пластины из конструкционной углеродистой стали
марки 08КП (ГОСТ 914—56) толщиной 0,8—0,9 мм.
Твердость покрытий Н (в кгс/мм2) определяется на при-
боре ПМТ-3 по вдавливанию алмазной пирамиды в покрытие при
статической нагрузке Р, т. е.
где К — константа прибора, равная 1854;
d—величина диагонали отпечатка, образуемого при вдавли-
вании пирамиды в покрытие.
Эластичность пленок при изгибе определяется по
ГОСТ 6805—33 по шкале гибкости, имеющей набор стержней диа-
метром 60, 30, 20; 10; 5; 3; и 1 мм. Испытание заключается в
изгибании пластины с покрытием вокруг стержней разного диамет-
ра. Минимальный диаметр стержня, не вызывающий разрушения
покрытия, принимают за величину эластичности пленки при изгибе.
При этом испытуемый материал должен быть нанесен на пла-
стины из жести толщиной 0,2—0,3 мм размером 20Х (1004-150) мм.
Испытание проводят на приборе ШГ-1.
Диэлектрические характеристики покрытий опре-
деляются по ГОСТ 6433—65 (электрическая прочность и удельное
объемное сопротивление) и по ГОСТ 13671—68 (диэлектрическая
проницаемость и тангенс угла диэлектрических потерь).
Возможные дефекты порошковых полимерных покрытий по
внешнему виду, а также меры по их устранению представлены в
табл. 5.
Технико-экономические показатели процесса
Технологический процесс напыления порошковых полимерных
композиций является новым высокопроизводительным и экономич-
ным способом нанесения покрытий.
Порошковые покрытия в настоящее время используются вместо
лакокрасочных и гальванических покрытий, а также с успехом
заменяют слоистую изоляцию деталей электрических машин и ап-
паратов, теле- и радиоустройств.
Опыт, накопленный отечественными предприятиями и зарубеж-
ными фирмами, позволяет сделать вывод об основных статьях
экономии от применения порошковых композиций.
По сравнению с лакокрасочными покрытиями возможна эконо-
мия за счет следующих показателей:
г 1. Сокращаются потери материалов; например, при окраске из-
делий пневматическим распылением (70% от всех методов окра-
ски) нормируемые потери материалов — 20 4-75%, а в случае на-
пыления порошковых полимерных материалов возможно улавли-
вание и вторичное использование материалов, что снижает их
дотёр и до 1—3%,
9Q
2. Уменьшается трудоёмкость основных и дополнительных one)
раций окраски; окраска порошковыми композициями позволяет
получать покрытие с оптимальной толщиной 120—250 мкм за один)
прием, а такая же толщина пленки из лакокрасочных материалов;
требует нанесения четырех-восьми слоев краски с промежуточной'
сушкой каждого слоя. При использовании порошковых красок от--
надаёт Необходимость доведения вязкости краски до требуемого
значения. ' '
3. Уменьшаются расходы на предварительную подготовку по)
верхностей. Порошковые полимерные покрытия значительно лучше
жидких красок выравнивают шероховатости, что позволяет сни-
зить требования к чистоте обработки поверхностей изделия на
1—2 класса. Высокая адгезия и хорошие свойства порошковых
покрытий в ряде случаев позволяют отказаться от фосфатирова-
ния поверхностей деталей, что существенно снижает стоимость
обработки.
4, Снижаются расходы на транспортировку и хранение мате-
риалов, так как отпадает необходимость в растворителях (в жид-
ких красках содержится 50—70% растворителей).
5. В случае использования термопластичных порошковых ком-
позиций резко сокращается цикл производства, отсюда—эконо-
мия производственных площадей, снижение расходов на оборудо-
вание, электроэнергию.
6. Увеличивается срок службы всего изделия.
По сравнению с гальванопокрытиями использование порошко-
вых полимерных композиций позволяет получить экономию за счет
уменьшения расхода дорогостоящих и дефицитных материалов:
хрома, никеля и др. Уменьшаются расходы на оборудование, элек-
троэнергию. Полностью исключаются затраты на воду, пар.
При замене слоистой электроизоляции на порошковые покры-
тия главными статьями экономии являются: значительное сниже-
ние трудоемкости обмоточно-изоляционных работ за счет повыше-
ния уровня их механизации. Сокращается цикл пропиточно-су-
шильных работ с 30—40 ч до I—2 ч.
Использование порошковых полимерных композиций при полу-
чении покрытий уменьшает загрязнение воздушного бассейна ле-
тучими органическими веществами и улучшает условия труда ра-
ботающих в окрасочных и изолировочных цехах.
Экономическая эффективность от внедрения напыления порош-
ковых композиций должна рассчитываться для каждого отдельного
случая применения (себестоимость полимерных покрытий состав-
ляет 1,0—2,5 руб/ма в зависимости от применяемого материала
и способа нанесения). По данным ВНИИЗЕММАШ, трудоемкость
нанесения порошковых полимерных покрытий соответствует
0,29—0,8 чел.ч.
Неоспоримые преимущества процесса нанесения порошковых
композиций открывают ему широкую дорогу во все отрасли нашей
промышленности.
УСТАНОВКИ ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ композиций
В зависимости от выбранного метода получения покрытий, га-
баритов изделий и требуемой производительности применяется
различное оборудование: небольшие установки с ручными пистоле-
тами-распылителями, поточные полуавтоматические и автомати-
ческие линии с программным управлением.
Небольшие установки используют в лабораторных условиях
и на производственных участках. Они состоят из нагревательной
печи, ванны: кипящего слоя (или виброкипящего слоя), а в случае
применения метода напыления в электрическом поле из пистоле-
та-распылителя с генератором высокого напряжения и компрес-
сорной установки (при отсутствии магистральной подачи сжатого
воздуха).
В нагревательных печах покрываемые изделия нагреваются
выше температуры плавления полимера и порошок оплавляется.
На практике применяют следующие печи: конвекционные, термо-
радиационные, индукционные. Конструктивно они могут быть раз-
личного типа — открытого или закрытого, тупиковые или туннель-
ные. При этом все они должны обеспечивать достаточную равно-
мерность нагрева внутри печи в пределах ±5 °C.
Ванна кипящего слоя состоит из трех основных частей: рабочей
камеры, пористой перегородки и воздушной камеры. В рабочей
камере находится порошок полимера и происходит процесс напы-
ления. Пористая перегородка позволяет равномерно распределить
газ по сечению рабочей камеры ванны и создать стабильный взве-
шенный слой порошкового полимера. На практике обычно в ка-
честве пористой перегородки используют технический войлок (тол-
щиной 20—30 мм), поролон, а также стеклоткани, мипласт
и т. д.
Воздушная камера обеспечивает равномерное давление сжа-
того воздуха на пористую перегородку. Ванна может быть вы-
полнена из любого воздухонепроницаемого материала: металла,
пластмассы, дерева и др. При использовании в процессе напыле-
ния сил электрического поля ванну необходимо изготавливать из
материала-диэлектрика. Ванне придают цилиндрическую, прямо-
угольную или квадратную форму. Часто вместо ванны напыления
используют пистолет-распылитель.
Впервые портативный комплект оборудования для напыления
порошковых материалов (сухих красок) в электрическом поле был
разработан и создан в 196'2 г. французской фирмой Sarnes. Уста-
новка этой фирмы работает от генератора высокого напряжения
на 90кВ (притоке 200 мкА). Напряжение в 90кВ выбрано условно.
С одной стороны, требуется наиболее высокое напряжение,
чтобы сообщить максимальный заряд каждой частице облака
распыленного порошка, а также создать наиболее сильное
электрическое поле между распылителем и покрываемым пред-
метом.
31.
С другой стороны, повышенное напряжение требует увеличе-;
пня габаритов генератора, кроме того, увеличивается также ток '
утечки через шланги, питающие пистолет-распылитель. ?
В Ленинградском конструкторском бюро электронной техноло- '
гии разработан и изготовлен аналогичный комплект оборудования:
переносная электрораспыляющая установка типа ПЭРУП-1 и'
пэругъгм. ' ...
Установка ПЭРУП-1 состоит из следующих узлов: дозирующее
устройство со щитом регулировки давления воздуха; ручной элек-
трораспылитель; источник высокого напряжения (ИВН); воздухо-
очиститель.
Дозирующее устройство служит для хранения, дозировки и
подачи порошковых материалов к электрораспылителю. Оно пред-
ставляет сварной металлический бункер с конической нижней
частью. В вершине конуса укреплен штуцер с малой эжекционной
трубой. Большая труба эжектора не жестко закреплена в верхней
части бункера. Производительность эжектора можно изменять,
вертикально перемещая эту трубку.
В верхней части бункера имеется горловина для подачи по-
рошка. Для встряхивания порошка во время работы эжектора на
конической части бункера установлен электромеханический ви-
братор. Сбоку на бункере укреплен щит с воздушными редукто-
рами для подачи воздуха на эжектор и распылитель. Здесь же
размещены электромагнитные клапаны для дистанционного управ-
ления воздухом.
Пистолет-распылитель имеет отлитую из алюминиевого сплава
полую рукоятку, стебель из диэлектрического материала и метал-
лическую распылительную головку, закрепленную на стебле на-
кидной гайкой. В стебле имеются три канала: для смеси порошка
с воздухом, для воздуха и для высоковольтного кабеля, который
присоединяет распылительную головку к источнику высокого на-
пряжения.
Воздушные каналы стебля с помощью металлических трубок,
размещенных в рукоятке, соединены с питающими шлангами (из
пластиката), В ручке расположен микропереключатель, который
включается при нажатии на контактный рычаг пистолета. С по-
мощью микропереключателя включают или выключают электро-
магнитные клапаны подачи воздуха, вибратор и ИВН.
Просеянный и просушенный порошок засыпают в бункер и
закрывают горловину крышкой с отверстием. Щит регулировки
давления воздуха соединяют с воздушной магистралью через воз-
духоочиститель и подают воздух, ИВН включают в электросеть,
предварительно его заземлив.
Очищенное и обезжиренное изделие подвешивают на заземлен-
ную подвеску. Подносят распылительную головку к детали па
расстояние 200—250 мм и нажимают на контактный рычаг писто-
лета. Микропереключатель пистолета автоматически включает
блок, расположенный в ИВН. Этот блок, в свою очередь, вклю-
32
чает ИВН, электромагнитные клапаны и вибратор. Воздух под
давлением 0,5—0,7 кгс/см2 по одному из каналов поступает в эжек-
тор, создает разряжение в бункере, засасывает порошок и транс-
портирует его по шлангу в распылительную головку. По другому
каналу и шлангу воздух под давлением 0,2—0,3 кгс/см3 поступает
на головку и распыляет поданный туда порошок. Одновременно
с этим на головку подают высокое напряжение от 30 до 80 кВ.
Распыленный порошок заряжается и переносится на деталь, С по-
мощью контактного рычага можно мгновенно прекратить подачу
порошка и снять высокое напряжение с головки. Желательно при
этом осторожно коснуться головкой заземленного предмета, чтобы
удалить с нее остаточный заряд.
ИВН расположен отдельно от установки и рассчитан таким
образом, чтобы работа на установке была безопасной от пораже-
ния током высокого напряжения.
Установка ПЭРУП-2М состоит из тех же узлов, по только они
скомпанованы в одном корпусе прямоугольной формы с габари-
тами 800X800X500 мм. Целесообразно использовать установки
типа ПЭРУП для покрытия средне- и крупногабаритных изделий.
Технические данные установок типа ПЭРУП
Производительность (без оплавления), м2/ч .... 80
Напряжение питания, В ............................ 220
Частота, Гц...................................... 50
Потребляемая мощность, Вт.......................... 110
Рабочий ток, мкА.................................. 150
Полярность выходного напряжения................Отрицательная
Регулировка напряжения (плавная), кВ.............. 0—50
Давление воздуха, кгс/см2
при подаче порошка....................... , . 0,4—1,6
для создания факела........................... 0,1 —1,0
Емкость дозатора, дм3 . .......................... 32
Вес, кге
дозатора....................................... 25
ИВН............................................. 20
пистолета-распы лите л я..................... 0,95
В последнее время разработана и изготовлена установка
УЭНП — комплект лабораторного оборудования для получения
покрытий в электрическом поле.
Технические данные установки УЭНП
Производительность (без оплавления), №/ч . . 80
Напряжение питания, В............................... 220
Частота, Гц................................. 50
Потребляемая мощность, Вт........................... 120
Рабочий ток, мкА....................................150
Полярность выходного напряжении................ Отрицательная
Рабочее напряжение, кВ , ............... . 80
Регулировка напряжения........................ Ступенчатая
Давление воздуха, кгс/сма
для создания факела......................... 0,2—0,9
при подаче порошка ..................... 0,5—1,5
для создания кипящего слоя порошка , . . 0,1—0,3
33
Габариты, мм:
генератора.................................. 595X 286X395
пистолета................................ 445X40X220
дозатора.................. 860X410X530
Вес, кгс: »
генератора ........................... . 40
пистолета................................ 0,9
дозатора................................. 14
Емкость бункера порошкового питателя, дм3 . 42
Площадь, занимаемая установкой, м'-1........ 0,8
Рис. 9. Установка УЭНП для напыления полимерных по-
рошков:
J — каскадный генератор типа ГК-80-0,15М; 2— вставка; 3 — распылитель-
ная головка; 4—стержень; 5 — влектричоский распылитель НЭП-3; 6 — пу-
сковое устройство; 7 —разъемная рукоятка; 8 — трубки для подачи по-
рошка н воздуха;. 9 — порошковый питатель; 20—пульт управления;
и — эжектор; 12— трубчатые опоры; 13 — пористая перегородка; 14 — виб-
ратор.
Установка (рис. 9) состоит из отдельных блоков: порошкового
питателя 9, каскадного генератора 1 типа ГК-80-0,15М и электри-
ческого распылителя 5 типа РЭП-3, соединяемых между собой при
помощи шлангов й кабелей.
Порошковый питатель 9 представляет собой бак цилиндриче-
ской формы, опирающийся на три трубчатые опоры 12. В состав
34
питателя входят: пульт управления 10, эжектор 11, вибратор 14.
На пульте управления 10 питателя 9 установлены: блок редукто-
ров, предназначенных для регулирования давления воздуха в
пневмосистеме; пробковый крап для перекрытия подачи сжатого воз-
духа на пульт; электрогазовые клапаны для включения и выклю-
чения подачи воздуха в пневмосистемы; манометры для контроля
давления и тумблеры для включения и выключения электрогазо-
вых клапанов и вибратора. В нижней части питателя 9 имеется
пористая перегородка 13, через которую снизу подается сжатый
воздух для создания кипящего слоя в бункере.
Каскадный генератор ГК-80-0,15М предназначен для работы
в качестве источника высокого напряжения отрицательной поляр-
ности постоянного тока в различных установках электронно-ионной
технологии. Генератор состоит из трех основных частей: полу-
проводникового выпрямителя, высоковольтного трансформатора и
блока питания и управления.
Принцип работы генератора основан на умножении и выпрям-
лении напряжения, получаемого на высоковольтном трансформа-
торе, включенном в сеть. Конструктивно генератор выполнен в
виде сварного каркаса, закрытого металлическими стенками, внут-
ри которого расположены его основные элементы, перечисленные
ранее.
Полупроводниковый выпрямитель генератора представляет со-
бой конструкцию из конденсаторов, выпрямителей и защитного со-
противления, Защитное сопротивление выполнено в виде блока
сопротивлений, залитых эпоксидным компаундом. Высоковольтный
трансформатор сконструирован на ленточном стержневом магни-
топроводе и также залит эпоксидным компаундом.
Электрический распылитель 5 типа РЭП-3 предназначается для
распыления полимерных порошков в электрическом поле с по-
мощью сжатого воздуха. Распылитель выполнен в форме пистолета
и состоит из стержня 4, распылительной головки 3 со вставкой 2,
разъемной рукоятки 7, в которой смонтировано пусковое устрой-
ство 6. Через рукоятку 7 проходят две трубки 8 для подачи порошка
и воздуха, а также высоковольтный кабель, по которому на го-
ловку 3 подается высокое напряжение.
Полимерный порошок подается на распылительную головку
с помощью эжекторного устройства 11, расположенного в нижней
части порошкового питателя 9, Равномерная подача порошка
обеспечивается за счет «кипения» его в бункере, вызванного под-
водом сжатого воздуха через пористую перегородку 13. Для порош-
ков, имеющих относительно малую сыпучесть, предусмотрено до-
полнительное устройство — вибратор 14 эксцентрикового типа,
Подаваемая из питателя 9 порошково-воздушная смесь выхолит
из центрального отверстия распылительной головки в виде струи.
Количество подаваемого порошка регулируется изменением давле-
ния воздуха в системе,
С целью более равномерного осаждения порошка на изделиях
к распылительной головке подается сжатый воздух, поступающий
в раструб головки по тангенциально расположенным в ее конус-
ной части отверстиям. Благодаря этому на выходе из распыли-
тельной головки образуется облако из порошково-воздушной
смеси. Ширина и плотность этого облака регулируется изменением
давления в системе «факел». Частицы порошка приобретают элек-
трический заряд в зоне острых кромок распылительной головки
при подаче на нее высокого напряжения.
При массовом производстве изделий рекомендуют установки
конвейерного типа непрерывного или периодического действия.
Полуавтоматическая линия ВПТИЭлектро для нанесения по-
лимерных порошков на узлы и детали распределительных
устройств силовых и осветительных электрических сетей (РУС)
промышленного и сельскохозяйственного, назначения изображена
па рис. 10.
Дробеструйная камера I предназначена для подготовки по-
верхности изделий перед нанесением покрытия. Деталь обрабаты-
вают дробью размером частиц 0,2—0,4 мм, подавая ее через два
ниппеля. Внутри камеры расположен ленточный транспортер для
подачи дроби в элеватор, из которого дробь вновь поступает в
дробеструйный аппарат. После дробеструйной обработки детали
обдуваются сжатым воздухом через отверстия коллектора, распо-
ложенного внутри камеры.
Для предварительного нагрева изделия используют отража-
тельную печь туннельного типа. На боковых алюминиевых стенках
печи установлены электронагреватели из нихромовой проволоки.
Слой сухой эпоксидной краски наносят на изделия с помощью
шести пистолетов-распылителей, расположенных на боковых стен-
ках камеры напыления 3. Причем следует отметить, что в камеру
вмонтирован седьмой пистолет-распылитель, с помощью которого
вручную напыляют краску на непокрытые места деталей сложной
конфигурации. В пистолеты порошок инжектируется из ванны
взвешенного слоя.
Для обеспечения более равномерного осаждения частиц по-
рошка внутри ванны расположена коронирующая сетка, которая
подключена к высоковольтному генератору.
Конвекционная печь 4 туннельного типа служит для дооплав-
лепия и отверждения слоя порошковой краски на деталях. На бо-
ковых стенках печи установлены трубчатые электронагреватели.
Линия снабжена цепным конвейером подвесного типа, состоя-
щим из двутавровой балки, по которой перемещаются каретки с
подвешенными обрабатываемыми деталями. Трасса конвейера про-
ходит через зоны обработки, расположенные согласно технологи-
ческому процессу.
Линия обслуживается следующим образом: на монтажном
столе детали навешивают на подвески конвейера, открывается
дверь в камеру обработку, включается привод конвейера и каждая
зо
4 Зак, 463
подвеска перемещается на один шаг, затем дверь закрывается и
происходит обработка детали при соответствующем технологиче-Ла
ском режиме. Покрытые детали снимают с подвески и отправляют
на сборку. 1
Полуавтоматическая линия ВПТИЭлектро для напыления изо- I
ляции на основе эпоксидных смол на "полюса и полюсные катушки
электрических машин и аппаратов постоянного тока изображена /
на рис. 11. Линия может быть также использована для получения
декоративных и электроизоляционных покрытий на изделиях, кото- ?
рые по весу и габаритам соответствуют указанным в технической
характеристике полуавтоматической линии. В полуавтоматической
линии реализован вибровихревбй способ нанесения порошковых
композиций. В качестве полимерной изоляции используют эпоксид-
ную сухую краску П-ЭП-177 красного цвета (ВТУ НИ № 3609—70),
Ванна напыления 4 представляет собой сварной цилиндр с
двойными стенками и эластично связанным с ним пористым дном,
под которым установлен вибратор. Вибратор и пористое дно обес-
печивают равномерный взвешенный слой по всему сечению ванны.
Избыток порошка из зоны напыления удаляется через кольцевой
отсос и по поворотному патрубку и трубопроводам подается в
бункер подготовки полимера.
Воздух, подаваемый в ванну напыления, очищается в водомас-
лоотделителе. Нагревательная секция 3 предназначена для созда-
ния необходимой температуры для нагрева деталей и формирова-
ния покрытий. Она состоит из каркаса с двойной обшивкой, внутри
которой помещена теплоизоляция, и трубчатых электронагревате-
лей, размещенных на держателях. В каждой нагревательной секции
установлены хромель-алюмелевые термопары типа ТХА-322 для
контроля температуры.
Процесс нанесения изоляции на полюсные катушки состоит
из следующих операций: установка катушек на подвески; предва-
рительный нагрев в течение 10 мин при 180—200°С; напыление
краски на катушки; оплавление первого слоя покрытия при 140 °C
в течение 30 мин; повторное напыление краски окунанием катушки
во вторую ванну; оплавление второго, слоя покрытия при 180°С
в течение 10 мин; сжатие катушек специальным механизмом и
фиксирование их в сжатом положении; термообработка катушек
при 140 °C в течение 60 мин; термообработка катушек при 180 °C
в течение 60 мин; охлаждение катушек в течение 10 мин; снятие
катушек.
При напылении полюсов электрических машин последователь-
ность технологических операций несколько изменяется. Процесс
осуществляется следующим образом: установка полюсов на под-
веску; предварительный нагрев полюсов при Г80—200 °C в течение
10 мин; напыление краски на полюса в ванне кипящего слоя; тер-
мообработка полюсов при 140°C в течение 60 мин; термообработка
полюсов при 180 °C в течение 60 мин; охлаждение полюсов в те-
чение 10 мин; снятие полюсов.
38
4*
Рис. 12. Принцип действия установки
для получения покрьпий в ионизиро-
ванном облаке;
1 —конвейер; 2 — изделие; 3—движение частиц
полимера: 4— ванна извещенного слоя; 5— взве-
шенный слой; 0 — .источник высокого напряже-
ния: 7 — пористая перс гор о дк а; S — на олятор ы;
9 —.Ионизаторы,
Срабатывание отдельных механизмов в определенной последо-
вательности производится автоматически с пульта управления.
Автоматическая линия для непрерывного напыления полиэти-
лена высокой плотности на протяженные изделия, например на
шпалерную проволоку, разработана Гипрометизом. В этой уста-
новке для предварительного нагрева проволоки используют печь
с кипящим слоем корунда, которая обеспечивает достаточно высо-
кую равномерность нагрева. Скорость движения проволоки состав-
ляет 6'—8 м/мин, длина установки ~ 12 м. Установка обеспечивает
производительность порядка 1200 т покрытой проволоки в год, что
позволяет Череповецкому ста-
лепрокатному заводу (где про-
изводится эта проволока) по-
лучать большой экономический
эффект (от замены цинкового
покрытия на полимерное),
В последнее время при со-
здании промышленного обору-
дования для получения покры-
тий используется принцип по-
лучения покрытий в «облаке»,
т. е. путем электростатического
осаждения порошков на изде-
лия, находящиеся .над поверх-
ностью взвешенного слоя. На
рис. 12 схематически представ-
лен принцип работы установок
этого типа.
Как видно из рис. 12 иони-
заторы 9 подняты почти до по-
верхности псевдоожиженного
слоя порошка полимера, поэ-
тому изделия 2, соединенные
с положительным полюсом генератора 6 и заземленные, попадая
в зону действия электростатического поля, практически мгно-
венно покрываются порошком. Отрицательный полюс генератора
соединен с решеткой, на которой укреплены электроды (ио-
низаторы) с остриями, направленными вверх. Во избежание элек-
трического пробоя ванна 4 установлена на изоляторах 8. Иногда
вместо конвейера используют пистолет-распылитель. Облако
частиц материала выходит из сопла пистолета и заряжается,
в результате чего частицы материала притягиваются к по-
верхности изделия, образуя равномерное покрытие. Для на-
несения покрытий на изделия сложной конфигурации рядом с за-
ряжающими электродами располагают управляющие электроды,
которые заземлены или имеют потенциал, отличный от потенциала
заряженных частиц в облаке. Отдельные заряженные чистицы,
подходящие к управляющему электроду, разряжаются с целью
4Q
предотвращения распространения облака за точно установленные
пределы. Во время напыления конвейер обычно вибрирует, так как
для стряхивания частиц, осаждающихся на управляемых электро-
дах, включается вибратор. Эти частицы падают в ванну, где они
вновь входят в облако и заряжаются. Вибратор способствует так-
же созданию взвешенного слоя.
МЕРОПРИЯТИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
При получении порошковых полимерных покрытий необходимо
выполнять следующие основные правила.
Рабочий должен хорошо знать оборудование, технику и техно-
логию получения порошковых покрытий, а также свойства приме-
няемых порошковых композиций и свойства получаемых поли-
мерных покрытий. Строго соблюдать технологические режимы
Нанесения композиций — не допускать перегрева деталей с по-
крытием и тщательно производить дозировку воздуха, подавае-
мого для создания взвешенного слоя. Перегрев деталей с покры-
тием вызывает деструкцию полимера, в результате которой
выделяются низкомолекулярные вредные газообразные летучие ве-
щества: хлористый водород, окись углерода, альдегиды и другие
соединения. Слишком большая скорость подачи воздуха приводит
к выбросу порошка из ванны напыления и загрязнению (запы-
лению) атмосферы рабочих помещений.
Напылять порошковые композиции необходимо в спецодежде —
в халате (комбинезоне), хлопчатобумажных перчатках или рука-
вицах, с покрытой головой. При работе обязательно пользоваться
респиратором, например' респиратором «Лепесток ШБ-1». Этот
респиратор задерживает 99,9% пыли и надежно защищает органы
дыхания при концентрации пыли в 20 раз больше предельно допу-
стимой.
Рабочий должен строго соблюдать правила личной гигиены:
принимать пищу только в специально отведенных местах, перед
приемом пищи и после окончания работы тщательно вычищать
одежду пылесосом, мыть лицо и руки теплой водой с мылом. Сле-
дует работать только при исправной и включенной вентиляции;
тщательно поддерживать чистоту рабочего места, не допускать
его захламления.
В случае использования электростатических методов напыле-
ния необходимо знать «Основные правила техники безопасности
При обслуживании электроустановок» (ПУЭ* СССР, 1969 г,), а
также дополнительные правила и инструкции по технике безопас-
ности применительно к занимаемой должности или выполняемой
работе.
Следует систематически контролировать надежность заземле-
ния аппаратов; все ремонтные работы производить только при от-
ключенной сети. В процессе получения покрытий в электрическом
поле нужно следить, чтобы заземленное изделие не касалось
41
электродов, находящихся под высоким напряжением. При возник-
новении электрических разрядов в высоковольтном источнике или
высоковольтных вводах источника немедленно отключить установ-
ку от сети. Работы с ручным электрораспылителем проводить на
резиновом коврике, в резиновых перчатках при использовании
безопасной для человека силы тока (до 0,1 А). Каждый рабо-
тающий должен уметь оказывать первую помощь пострадавшему
от электрического тока.
Камера для напыления должна быть снабжена специальной
аппаратурой, разрядником для снятия остаточного тока, искро-
предупреждающими устройствами и противопожарной установкой.
В производстве порошковых покрытий при повышенных темпе-
ратурах могут выделяться низкомолекулярные продукты разложе-
ния полимеров, которые оказывают неприятное воздействие на
организм человека: вызывают головную боль, плохой сон и др.
Пыль полимерных порошков, попадая в легкие, может служить
причиной бронхита и пневмонии.
Для уменьшения профессиональной вредности следует доби-
ваться полной герметизации оборудования, применения закрытых
устройств для напыления, всемерно механизировать ручные опе-
рации.
- Цех должен быть оборудован эффективной приточно-вытяжной
вентиляцией и местными отсосами у рабочих мест. Рабочие долж-
ны быть обеспечены средствами защиты — основными (резино-
выми перчатками, респираторами, оперативными и измеритель-
ными штангами) и дополнительными (резиновыми ковриками, изо-
лирующими подставками).
Необходимо систематически проверять знание техники без-
опасности и безопасных приемов работы. К работе с порошковыми
покрытиями не следует допускать лиц, не достигших 18-летнего
возраста, лиц, имеющих противопоказания по состоянию здоровья,
а также беременных и кормящих женщин.
СВАРКА ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Соединение деталей из пластмасс осуществляется механическим
методом (например, болтами, заклепками), склеиванием и свар-
кой.
По сравнению с другими методами соединения пластмасс свар-
ка имеет ряд существенных преимуществ, важнейшими из которых
являются экономия материала и плотность швов (по Сравнению
с клепкой), меньшая трудоемкость и большая прочность сварных
соединений (по сравнению со склеиванием). Веб это приводит к
тому, что внимание к процессам сварки пластмасс непрерывно
возрастает,
Существуют различные методы сварки пластмасс. Их можно
условно разделить на три группы: сварка с помощью внешних
42
источников тепла (нагретые газ, инструмент или присадочный ма-
териал, трение.), сварка с помощью внутренних источников тепла
(токами высокой частоты, ультразвуком) и так называемая хими-
ческая сварка.
Следует при этом отметить, что нередко применяют и различ-
ные комбинации этих методов.
Первые две группы методов используют для соединения термо-
пластичных материалов. Химическая- сварка является одним из
перспективных методов сварки термореактивных пластмасс на ос-
нове фенолоформальдегидных, кремнийорганических, эпоксидных
и полиэфирных смол.
Выбор метода сварки зависит от свойств полимера, толщины,
серийности выпуска и вида изделий, типа конструкций, предъяв-
ляемых к ним требований и т. д. Каждый метод сварки имеет свои
определенные преимущества и недостатки. Однако к наиболее рас-
пространенным методам можно отнести сварку нагретым газом и
нагретым инструментом, как наиболее экономичным и доступным
методам, сварку токами высокой частоты, отличающуюся большой
производительностью.
СВАРКА С ПОМОЩЬЮ ВНЕШНИХ ИСТОЧНИКОВ ТЕПЛА
Сварка нагретом газом,
Этот вид сварки получил широкое распространение благодаря
простоте оборудования, относительной несложности технологиче-
ского процесса и возможности соединения изделий практически
любых размеров и конфигураций. Например, этот метод исполь-
зуют при изготовлении ванн, корыт, бункеров и других емкостей
квадратной и прямоугольной форм.
Свариваемые изделия (а при сварке с присадочным материа-
лом и сварочный пруток) нагревают подогретыми газами (напри-
мер, воздухом, азотом, аргоном) или непосредственно продуктами
сгорания горючего газа (ацетилен, водород) в воздухе (до темпе-
ратуры перехода полимера в вязкотекучее состояние). Вследствие
малой теплопроводности полимерных материалов до этой темпе-
ратуры нагревается лишь поверхностнь(й слой, что достигается
небольшими затратами тепла и времени.
Сварку нагретым газом можно, в принципе, свести к двум схе-
мам — с применением присадочного материала и без него.
Сварка с применением присадочного материала. При сварке
с применением присадочного материала в виде специального прут-
ка (рис. 13) нагретый газ, поступающий из мундштука горелки 1,
размягчает кромки свариваемого материала 5 и конец прутка 2.
Сварной шов <3 образуется путем надавливания на пруток к раз-
мягченным кромкам.
Механическая прочность сварной конструкции существенно
зависит от выбора формы сварного шва,
43
При сварке непленочного материала газовыми теплоносите-
лями наиболее рациональны стыковые соединения всех видов,
угловые тавровые, торцовые и швы внахлестку.
При сварке встык относительно тонких листов или труб тол-
щиной до 2 мм кромки не разделываются, а для обеспечения пол-
Рис. 13. Схема сварки пластмасс
с применением присадочного ма-
териала: '
ного провара между листами остав-
ляется зазор, равный 1,0—1,5 мм.
При сварке встык листов толщиной
2—6 мм выполняют V-образную
и Х-образную разделку кромок
(рис. 14). Угол разделки кромок
55—60°. При больших толщинах ре-
комендуется увеличить его до 70—
90°.
В стыковых соединениях листов
толщиной свыше 5 мм осуществля-
ют Х-образнуго разделку кромок,
как более экономичную и требую-
щую почти в два раза меньше при-
садочного материала, чем V-образ-
ная разделка, и следовательно,
1 -горелка; 2- присадочный материал; СВИрКа Осуществляется 33 более КО-
5 — сварной шов; 4“околошовпая зона; ч „ л
5 — свариваемый материал; 6 — струя на- рОТКИИ ПрОМСЖуТОК ВрСМбПИ.
гретого гааа. Во всех случаях КрОМКИ раЗДе-
лываготся без притупления с зазо-
ром до 1,5 мм, величина которого зависит от толщины сваривае-
мых листов.
Швы внахлестку при сварке нагретым газом применяют редко,
так как прочность таких соединений при растягивающих и
изгибающих нагрузках почти в 5 раз меньше прочности стыковых.
Рис. 14. Подготовка кромок под сварку:
в — V-образпая разделка при толщине листов до 5 мм;
б — Х-образная разделка при толщине листов свыше 5 мм«
б
55-90°
Сварка изделий с присадочным прутком при нагреве газовыми
теплоносителями имеет следующие недостатки: низкая прочность
и пластичность в сварном шве; низкая производительность, осо-
бенно при сварке изделий больших толщин; зависимость качества
сварки от квалификации сварщика; возможность перегрева мате-
44
риала при сварке, что приводит к разложению полимера; потеря
прозрачности полимерного материала, например органического
стекла, в месте сварки; сложность автоматизации процесса.
Однако этот метод вследствие своей простоты широко при-
меняется при изготовлении химической и другой аппаратуры из
толстолистового винипласта, фасонных деталей и фитингов, при
футеровке электролизных и травильных ванн и т. д.
Сварка без присадочного материала. Этот вид сварки (рис. 15)
дает возможность значительно повысить прочность соединения по
сравнению с прочностью, до-
стигаемой при сварке с при-
садочным материалом.
Для того чтобы изделие
имело одинаковую толщину
во всех сечениях, кромки
листов перед сваркой сре-
зают под углом 20°, затем
листы складывают по кром-
кам, которые равномерно
нагревают подогретым воз-
духом (винипласт до 180—
200°C). Непосредственно за
струей нагретого воздуха
следуют ролики, которые и
создают необходимое давле-
ние, сами оставаясь при
этом холодными. В зависи-
мости от толщины листов скорость сварки составляет 12—20 м/ч,
т, е, в 10—15 раз выше, чем при сварке с присадочным мате-
риалом.
Прочность сварных соединений достигает 80—90% от проч-
ности основного материала, а ударная вязкость материала почти
не изменяется. Перед сваркой необходима тщательная подготовка
кромок. В настоящее время сварку без присадочного материала
применяют только для листов.
Замена воздушного теплоносителя инертным газом (например,
аргоном) предотвращает термоокислительную деструкцию поли-
мера, что способствует достижению максимальной прочности шва
(93—94%), но скорость сварки аргоном несколько ниже скорости
сварки воздухом.
Оборудование для сварки нагретым газом. Сварку нагретым
газом обычно осуществляют при помощи ручного нагревателя
с газовым теплоносителем-.
В зависимости от способа подогрева газа при сварке исполь-
зуют специальные горелки: электрические и газовые. В электри-
ческих горелках нагрев газа осуществляется электрическими
нагревательными элементами; в газовых — газовым пламенем.
Нагрев может быть прямым или косвенным. В первом случае
45
газ-теплоноситель смешивается с продуктами сгорания горючего
газа, во втором передача тепла от продуктов сгорания к газу-
теплоносителю происходит через стенку, разделяющую газовые
потоки,
К достоинствам электрических горелок следует отнести про-
стоту изготовления и отсутствие открытого пламени, что позво-
ляет вести работы в помещениях, где воздух содержит' пары
легко воспламеняющихся веществ. Недостаток горелок — наличие
камеры для нагрева газа, которая утяжеляет горелку, увеличи-
вает ее габариты и затрудняет работу в труднодоступных местах.
При использовании электрической горелки сварочное оборудо-
вание состоит из горелки, компрессорной установки или баллонов
со сжатым воздухом и источника питания электрическим током.
В монтажных условиях могут быть применены сварочные уста-
новки, в которых спираль электрической горелки питается током
от аккумулятора, а воздух, подается от автомобильного компрес-
сора.
Газовые горелки косвенного нагрева получили довольно широ-
кое распространение, несмотря на присущие им недостатки. В этих
горелках нагревание воздуха осуществляется горючим газом
(водородом, светильным газом, ацетиленом и др.)
По сравнению с электрическими газовые горелки более про-
изводительны, легче по весу и долговечнее. Срок службы газовых
горелок при ежедневной восьмичасовой работе составляет пол-
тора-два года. Недостатком газовых горелок является огне- и
взрывоопасность применяемых газов. Это усложняет процесс
сварки на месте монтажа и в закрытых сосудах.
Газовая горелка ГГП-1-56 выпускается нашей промышлен-
ностью серийно. В качестве горючего газа в ней используют аце-
тилен или водород при давлении 0,5—1 кгс/см2. Возможность
работы горелки в столь широком диапазоне давлений обеспечи-
вается применением сменных инжекторов с различными диамет-
рами отверстия для истечения газа. Инжектор выбирают в зави-
симости от давления применяемого газа.
Горелка ГГП-1-56 дает возможность получать до 2,5—3 м3/ч
и более нагретого до 250—300 °C газа при избыточном давлении
на входе в горелку не ниже 1 кгс/см2. При этом расход ацетилена
составляет 30—35 л/ч, а водорода 150—200 л/ч. Коэффициент ис-
пользования тепла в горелке ГГП-1-56 достигает 92% и более при
избыточном давлении газа-теплоносителя не ниже 1 кгс/см2, но во
всех случаях он примерно в 1,5 раза выше, чем у газовых горелок
с косвенным нагревом и у электрических горелок.
Кроме более высокой производительности и экономичности,
горелка ГГП-1-56 обладает еще рядом преимуществ. Так, в про-
цессе работы при нормальном режиме она не нагревается благо-
даря тому, что продукты сгорания и нагретый газ-теплоноситель
не соприкасаются непосредственно с деталями горелки, а также
вследствие того, что горелка охлаждается током холодного газа-
46
теплоносителя. Таким образом, исключается возможность полу-
чения сварщиком травмы — ожога, а также устраняется опасность
порчи свариваемого материала при случайном прикосновении
к нему горелкой.
Горелка ГГП-1-56 невелика по размерам, имеет малый вес и
обладает большой маневренностью по сравнению с другими кон-
струкциями, применяемыми для аналогичных работ.
Для сварки крупногабаритных изделий из полиэтилена раз-
работана и выпущена машина М.СП-2 — полуавтомат, который
позволяет сваривать внахлестку прямолинейные и криволинейные
(с большим радиусом кривизны) швы. Сварку производят без про-
кладок. Машину устанавливают на направляющей, и она движется
вдоль стола по свариваемому материалу. Обогрев осуществляется
газом-теплоноситрлем от специальной многосопловой электриче-
ской горелки, которая имеет 18 отверстий, расположенных на
одной линии.
Технология сварки нагретым газом. Технология и режим
сварки для каждого материала различаются в зависимости от
состава полимерного материала, его жесткости, температуры раз-
мягчения, Особенно широко сварка нагретым газом применяется
при изготовлении сварных конструкций из винипласта.
С в а р ка винипласта. Винипласт не имеет определенной
точки плавления. При температуре выше 80 °C он размягчается,
в интервале 200—220 °C он переходит в вязкотекучее состояние.
Температура сварки винипласта (200—220 °C) находится вблизи
критической точки, при которой начинается разложение мате-
риала. Поэтому в участках, нагретых до этой температуры, про-
цесс разрушения прогрессирует из-за выделения хлора, действую-
щего как катализатор. Химическая стойкость винипласта после
сварки почти не изменяется.
Несмотря на кажущуюся простоту процесса сварки вини-
пласта, получение качественного, высокопрочного и плотного
сварного шва зависит от многих условий.
Оптимальная температура горячего воздуха в зоне сварки
должна быть 200—220 °C. Для получения ее воздух в горелке
следует нагревать до 230—270°С, так как нагретый воздух не-
сколько остывает, пока проходит между наконечником и свари-
ваемой поверхностью. С повышением температуры воздуха уве-
личивается скорость сварки, а сварной шов становится более
прочным:
Температура 'г аз а-теп лоно сите л я, °C
Скорость сварки однорядного шва,
м/ч . ........................
Разрушающее напряжение при рас-
тяжении Х-образного шва. кгс/см3
Отношение прочности соединения к
прочности основного материала, %
210 230 250 270 300
48 8,4 11,4 13,8 15,0
140 140 325 350 170
25 25 58 63 30
Примечание, Сварку производили горелкой косвенного нагрева при
избыточном давлении воздуха 0,6 кгс/см1; диаметр сопла —2,5 мм, диаметр прут-
ка—2,5 мм.
47
Нагревание воздуха выше 270°С приводит к разложению ма-
териала, но с другой стороны, сварка при температуре воздуха
ниже 230 °C не обеспечивает достаточной прочности сварного со-
единения. Следовательно, оптимальная температура горячего
воздуха 230—270 °C.
Прочность и плотность сварного соединения зависят от формы
шва. Сварные соединения, применяемые при изготовлении аппа-
ратуры и изделий из винипласта, можно разделить на четыре
основных вида (рис. 16). Для сварки встык применяют X- и V-
Рис. 16. Типы сварных пластмассовых соединений:
а—встык; б — внахлестку; в — тавровое (впритык); г — угловое.
образную разделки кромок. Шоп встык обладает наивысшей ме-
ханической прочностью и наилучшей плотностью. Шов встык
нашел широкое применение для сварки вннипластовой аппара-
туры, к которой предъявляются высокие эксплуатационные требо-
вания: герметичность, работа под давлением или вакуумом и т. д.
Шов внахлестку применяют с односторонней или двухсторон-
ней приваркой. Он обладает по сравнению со швом встык гораздо
меньшей механической прочностью: шов внахлестку нагружается
изгибающим моментом, возникающим в результате того, что сва-
риваемые листы не лежат в одной плоскости. Поэтому такой вид
соединения допускается лишь в отдельных случаях, в частности
при раструбном соединении труб на клею.
Соединение впритык выполняется однорядным или двухряд-
ным швом. Для усиления механической прочности шва на одном
48
из листов снимают фаски с одной или двух сторон. При соеди-
нении впритык свариваемые листы винипласта должны плотно
прилегать один к другому. Этот вид соединения применяют для
перегородок, диафрагм, полок, устанавливаемых внутри баков,
направляющих реек на плоскостях.
Угловое соединение выполняется также, как и V-образное, со
снятием фаски па одном или обоих свариваемых листах. Приме-
няют его при сварке ванн, приварке днищ и крышек к корпусам
аппаратов, фланцев к трубам й т. д.
При кратковременном нагреве поверхности горячим воздухом
твердый винипласт не течет, однако его поверхность становится
вязкой (тестообразной), что простым наблюдением заметить
нельзя. В месте сварки внешний вид поверхности несколько изме-
няется: участок, омываемый горячим воздухом, .становится более
блестящим. Затем на поверхности появляются пузырьки и шеро-
ховатости, после чего материал темнеет. При сварке нагревание
должно осуществляться так быстро, чтобы начала появляться
шероховатость, но не изменялся бы цвет материала.
Соединить сваркой твердый винипласт горячим воздухом без
подготовки швов практически .нельзя. Разделка свариваемых кро-
мок необходима и при сварке материалов небольшой толщины,
например пленки толщиной до 1 мм. При сварке ни основной,
ни вспомогательный материалы не становятся тянучими. Как уже
отмечалось, они переходят лишь в размягченное тестообразное
состояние. Таким образом, свариваемые кромки не оплавляются
и не могут служить вспомогательным материалом, как это бывает
при сварке тонких металлических листов.
При сварке твердого винипласта соединения внахлестку яв-
ляются вообще крайне нежелательными. При растяжении в таких
соединениях возникают большие усилия, так что прочность соеди-
нений становится очень незначительной.
У сварщиков существует правило: «Соединения, которые
можно клепать, нельзя сваривать». Подготовка поверхности при
сварке твердого винипласта осуществляется только механическим
путем, т. е. отпиливанием, строганием, шлифованием или фрезеро-
ванием. Очень удобно использовать для подготовки граней диско-
вую пилу. Следует обращать особое внимание при подготовке сва-
риваемых поверхностей на следующее:
1) необходимо со всей тщательностью следить за тем, чтобы
свариваемые поверхности плотно прилегали друг к другу;
2) грани не должны быть надорванными или выкрошенными;
3) не должны использоваться замасленные инструменты.
На качество сварного шва особенно влияет скорость укладки
сварочного прутка, угол наклона его к шву во время сварки, дав-
ление, оказываемое на сварочный пруток, расстояние от наконеч-
ника горелки до свариваемой поверхности, положение и направ-
ление горелки при сварке. Размягчаться должны только кромки
и пруток, чтобы избежать перегрева материала. О нагреве кромок
49
и прутков до вязкотекучего состояния Свидетельствует появление •
блеска на их поверхности.
Практика показала, что средняя скорость укладки сварочного
прутка диаметром 3 мм при сварке электрической горелкой со-
ставляет 12—15 м/ч. При меньшей скорости сварки время нагрева
увеличивается и может произойти перегрев прутка и сваривае-
мого материала. При большой скорости сварочный пруток и ма-
териал не успевают нагреться до температуры сварки, в резуль-
тате чего снижается прочность сварочного соединения. В обоих
случаях резко снижается прочность сцепления прутка с основным
материалом.
Угол наклона наконечника горелки к поверхности сварного
шва выбирается в зависимости от толщины материала. При тол-
щине листа до 5 мм он равен 20—25°, а для сварки листов тол-
щиной 10—20 мм — 304-45°. Для равномерного нагрева прутка
и основного материала расстояние между наконечником горелки
и швом следует поддерживать постоянным (5—8 мм) и часто
изменять направление движения струи газа в вертикальном на-
правлении с одновременным покачиванием горелки. Для получе-
ния хорошего соединения прутка с основным материалом в на-
чале шва пруток нагревают и приваривают так, чтобы его конец
выступал за срез шва на 3—5 мм.
Пруток укладывается при сварке между приваренными ря-
дами в продольном направлении. Не допускается расположение
прутка поперек по отношению к ранее приваренным пруткам, так
как это ведет к разрыву нижних рядов. В конце каждого ряда
прутки срезают ножом таким образом, чтобы конец их выступал
за краем шва на 3—5 мм.
Слабым местом в сварном соединении является корень шва..
Поэтому при выполнении особо ответственных швов проводится
подварка корня шва, что значительно улучшает качество сварного
соединения. После окончания сварки шов должен медленно
охлаждаться. Быстрое искусственное охлаждение шва, особенно
при сварке листов толщиной более 10 мм, может привести к его
растрескиванию, После охлаждения и зачистки сварные швы про-
веряют на плотность.
Как видно из описания приемов и технологии сварки вини-
пласта, прочность сварных швов в значительной степени зависит
от квалификации сварщика и тщательности его работы.
Существенным недостатком сварки в струе горячего воздуха
является низкая производительность. Для увеличения скорости
сварки часто применяют высокую (до 300 °C) температуру на-
гретого воздуха. Однако в этом случае необходимо строго сохра-
нять заданные параметры режима сварки, так как иначе про-
изойдет разложение материала, что вызовет резкое снижение его
прочностных свойств. Слишком высокая скорость сварки не обес-
печивает достаточной прочности сварных соединений,
60
Чтобы сократить продолжительность нагревания присадочного
материала, его дополнительно нагревают в специальном патроне.
Это позволяет использовать большие диаметры прутков, умень-
шить количество слоев при сварке изделий большой толщины и
повысить производительность процесса.
Какие ошибки чаще всего допускают при сварке твердого
винипласта горячим воздухом?
1. Перегрев основного или вспомогательного материала или
перегрев обоих материалов одновременно. Эту Ошибку обнаружи-
вают по темным или даже черным пятнам и пузырям.
2. Сварка при низкой Температуре. Если сварку проводили при
недостаточно высокой температуре, сечение сварочного прутка
остаётся круглым и по сторонам его отсутствует волна выдав-
ленного материала. На основном материале не образуется неров-
ностей.
3. Чрезмерное натяжение сварочного прутка. Ошибку легко
распознать по лопнувшим валикам (утОлщенйям).
4. Недостаточное заполнение шва. Его легко заметить по впа-
динам, образующимся у краев шва (подробнее см. табл. 9).
Сварка полиметилметакрилата. Полиметилмета-
крилат сваривают струей нагретого воздуха при 200—220 °C. Про-
должительность нагрева до температуры сварки больше, чем
у винипласта, поэтому скорость сварки почти в 2 раза ниже.
В качестве присадочного материала используют нарезанные из
листа прутки с поперечным сечением 7—12. мм3. Для сварки плек-
сигласа применяют также винипластовые прутки, которые лучше
сцепляются с поверхностью изделия, чем прутки из плексигласа.
Для лучшего сцепления присадочного материала с основным сва-
риваемые поверхности рекомендуется предварительно протереть
растворителем (ацетоном или дихлорэтаном). Прочность на раз-
рыв сварных швов из плексигласа составляет в среднем 30—45%
от прочности основного материала.
Сварка полиамидов. Полиамиды, в отличие от других
полимеров, имеют четко выраженную температуру плавления.
Введение пластификатора расширяет температурные пределы,
в которых полиамиды размягчаются, поэтому пластифицирован-
ные полиамиды свариваются лучше, чем не пластифицированные.
Вследствие легкой окисляемости сварку полиамидов следует вести
с применением азота в качестве газа-теплоносителя. В процессе
сварки полиамидов нельзя перегревать материал из-за опасности
термической деструкции, поэтому температура газ а-теплоносителя
должна быть не более чем на 30—50 °C выше температуры плав-
ления полимера.
Сварка полиэтилена. Листовой полиэтилен сваривают
внахлестку (листы в месте размягчения плотно прижимают друг
к другу с помощью ролика).
При использовании в качестве газа-теплоносителя воз-
духа прочность полиэтиленового сварного шва очень низка и
>1
составляет лишь около 15% от прочности основного материала,
что обусловливается окислением полиэтилена в месте сварки кис-
лородом воздуха.
Поэтому полиэтилен рекомендуется сваривать сжатым азотом
при 200—220 °C. Расстояние от наконечника горелки до сваривае-
мой поверхности должно составлять 5—7 мм. Листы толщиной
более 3 мм можно сваривать, применяя присадочный материал —
сварочные прутки из полиэтилена. Оптимальный диаметр прутков
для сварки полиэтиленовых пластин толщиной от 3 до 10 мм
равен 3,5—4 мм.
Сварка полиизобутилена. Полиизобутилен получил
наиболее широкое применение в технике как обкладочный
материал для защиты аппаратуры от воздействия агрессивных
сред.
Сварка чистого полиизобутилена крайне затруднительна. Это
объясняется весьма низкой теплопроводностью материала: пре-
жде чем он достигает необходимой пластичности, происходит его
поверхностный перегрев. При введении же таких наполнителей,
как графит и сажа, теплопроводность материала резко увеличи-
вается. При смешении с наполнителями полиизобутилен обвола-
кивает тонкой пленкой частицы наполнителя, в результате увели-
чивается поверхность нагрева.
Полиизобутилен сваривают так же, как и полиэтилен, т. е.
разогревают свариваемые поверхности и одновременно при-
катывают роликом. Его можно также сваривать с применением
клея (№ 8 и 88), который предварительно наносят тонким слоем
на свариваемые кромки. Сварку следует начинать после 2—3-ча-
совой выдержки промазанных кромок (для набухания поверх-
ности) .
Сварка нагретым инструментом
Сварка нагретым инструментом — наиболее универсальный
метод соединения изделий из полимерных материалов (поли-
этилена, полистирола, полиизобутилена и др.) - Метод заключается
в том, что свариваемые изделия, соприкасаясь со специальным
нагретым инструментом, разогреваются в местах соединения и
спрессовываются чаще всего под давлением того же инстру-
мента.
В зависимости от применяемой оснастки сварка осуществ-
ляется различными нагревательными элементами: пласти-
ной, электропаяльником, электроутюгом, нагретыми роликами
и т. д.
Сварка горячей пластиной и электропаяльником. При этом ме-
тоде сварки теплоносителем является нагретая металлическая пла-
стина, помещенная между свариваемыми плоскостями, которая
размягчает их. Затем металлическую пластину быстро удаляют,
а поверхности соединяют и сдавливают. Чтобы исключить охлаж-
52
дение разогретых поверхностей, время с момента. ..удалс.ния~на'гре-
вателя до сдавливания поверхностей" должно быть минимадьным.
Таким‘обртЗ'бЯ''сваривается встык"йлй внахлестку одновременно
вся поверхность соединения.
Для соединения эластичных при обычной температуре мате-
риалов применяют нагрев электропаяльником с последующей
прикаткой роликом. Так можно сваривать тонкие заготовки жест-
кого материала или приваривать накладки толщиной до 4—5 мм
к более толстому материалу.
За рубежом для сварки пленок используют машины с обжим-/
ными холодными роликами, которые расположены сверху и снизу)
свариваемых пленок.
Сварка нагретым роликом, лентой и утюгом. Пленочные мате-
риалы сваривают путем перемещения горячего инструмента—J
ролика, ленты или утюга—по поверхности соединения с одно-)
временным сдавливанием пленок. Указанный метод требует стро-/
того соблюдения режима сварки, так как при его нарушении1;
возможен перегрев пленок. I
Для полуавтоматической сварки крупногабаритных изделий из'
полиэтиленовой пленки толщиной .25—100 мкм разработана ма- ,
шина МСП-1 для сварки прямолинейных швов внахлестку. На )
машине установлены четыре сварочных ролика, закрепленные по-!
парно и нагреваемые электрической спиралью из нихромовой про-
волоки. На роликах вращается лента, которая, нагреваясь, пере-
дает тепло через прокладку (целлофан или фторопласт) сваривае- ,
мой полиэтиленовой пленке. Постоянный температурный режим )
поддерживается автоматически.
Для полуавтоматической сварки изделий из фторопластовых t
пленок толщиной до 500 мкм разработана машина МСП-4. Она
позволяет сваривать прямо- и криволинейные швы внахлестку
с большим радиусом кривизны. Сварка проводится при непосред-
ственном контакте пленки с лептами, которые получают тепло от
нагревательных элементов. Подача материала осуществляется
этими же лентами, расположенными снизу и сверху.
Сварка нагретым присадочным материалом
Сущность метода заключается в том, что свариваемые поверх-
ности нагреваются и соединяются за счет непрерывной подачи
расплавленного присадочного материала между ними.
Сварку можно осуществлять по двум схемам.
1. Присадочный материал из устройства, обеспечивающего его
нагрев (например, из экструдера), непрерывно поступает в зону
соединения, где отдает свое тепло контактирующим с ним поверх-
ностям, проходя между обжимными роликами (рис. 17).
Удобно сваривать внахлестку и встык прямолинейным швом
изделия большой протяженности, например, пленки, листы, про-
фили, трубы. Для получения коротких щвов можно применять
53
портативное переносное оборудование с производительностью
500 г/ч.
Экструдируемый присадочный материал обычно имеет круглое
сечение. При сварке встык листов целесообразней применять при-
садку Т-образного профиля. При экструзии нескольких прутков
можно получать одновременно соответствующее количество швов.
Этим методом изготовляют, например, узкие рукава, применяя
риала, следует применять
Рис. 17. Сварка нагретым присадочным
материалом:
J—экструдер; 2 —нагретый присадочный материал;
5—свариваемые пленки; 4 —прижимные ролики;
5 —сваренный материал.
хлорид. Состав присадочного прутка
в качестве заготовки широкие пленки.
Размеры сечения прутка являются одним из факторов, опре-
деляющих теплосодержание присадочного материала. Для полу-
чения шва, мало отличающегося по толщине от основного мате-
: наименьших размеров, а
необходимого теплосодер-
жания можно добиться, ре-
гулируя температуру при-
садочного материала. Коли-
чество содержащегося в
нем тепла должно быть до-
статочным, чтобы нагреть
тонкий слой соединяемых
поверхностей до температу-
ры сварки.
Из различных полимеров
этим методом можно свари-
вать те из них, которые пе-
реходят в вязкотекучее со-
стояние при сравнительно
низких температурах и мо-
гут нагреваться при экстру-
зии значительно выше тем-
пературы текучести без за-
метной деструкции. К числу
таких материалов относятся:
полиэтилен, полистирол,
ацетилцеллюлоза, пласти-
фицированный поливинил-
аналогичен свариваемому ма-
териалу. Используя заранее изготовленный пруток и нагревая его
в специальном приспособлении до требуемой температуры, можно
организовать непрерывный процесс сварки.
2. Нагретый присадочный материал подается периодически
между соединяемыми поверхностями изделий, которые оплав-
ляются и при этом образуется монолитный., шов. Периодическая
подача присадочного материала осуществляется литьевыми ма-
шинами, поэтому соединение, выполняемое по второй схеме,
обычно называют сваркой литьем под давлением.
Таким методом соединяют изделия в труднодоступных местах,
по поверхностям сложной конфигурации, когда сварка другими
кд
методами невозможна или нерациональна. Сварка литьем под
давлением обладает высокой производительностью и используется
в крупносерийном производстве.
В литературе часто метод сварки нагретым присадочным ма-
териалом называют сваркой экструдированной присадкой. Произ-
водительность сварки экструдированной присадкой выше, чем при
сварке с использованием газа-теплоносителя или разогретого ин-
струмента (см. тдбл. 6).
Таблица 6
Сравнение различных методов сварки
Метод сварки Толщина свариваемых листов, мм Скорость •сварки, ы/мин Тип соединения
Нагретым газом без присадочного материала , . . 0,20 13-15 Внахлестку'
Контактным нагревом: односторонним 0,15 20
двухсторонним • . 0,5 20
Нагретым газом с присадочным ма- териалом . . . 5 0,1-0,15 Встык
Экструдированной присадкой .... 0,4 >00 Внахлестку
5 0,5-0,7 Встык
Экструдированной присадкой можно получать швы встык, вна-
хлестку и угловые. При сварке встык, в зависимости от доступно-
сти мест соединения, применяют V-образную и Х-образную
разделки кромок. При сварке экструдированной присадкой в за-
висимости от толщины изделия и способа разделки кромок рас-
ход присадочного материала различен (табл. 7).
Таблица 7
Расход присадочного материала (в г) на 1 м шва
в зависимости от толщины изделия
и способа разделки кромок
Разделка кромок Толщина изделия, мм
1 5 3
Без разделки 7,7
V-образная - 14 23
Х-образная 13 3, 22
Примечание, Угол разделки кромок 80 °,
Сварка трением
При сварке трением для нагрева материала используют тепло,
получаемое в процессе трения свариваемых поверхностей при
Бб
приложении к ним давления. Сварка трением имеет ряд преиму^
ществ: в процессе сдвига под давлением свариваемых поверхно-
стей относительно друг друга снимается окисная пленка и воз-
можные инородные включения и вытесняются воздушные пузыри.
Это предохраняет полимерный материал от термоокислительной
деструкции.
Перед сваркой два стержня располагают соосно. Один из них
закрепляется неподвижно, а другой приводится во вращение,
или оба вращаются в противоположные стороны. На сопряжен-
ных торцовых поверхностях стержней, прижатых друг к другу,
Возникают силы трения, вызывающие интенсивный нагрев. Режим
процесса подбирают так, чтобы в течение нескольких секунд концы
деталей нагрелись до температуры перехода полимера в вязкоте-
кучее состояние, при котором возможно сваривание. В этот мо-
мент движение деталей прекращается и под действием осевого
давления они прочно соединяются. Процесс сварки заканчивается
естественным охлаждением изделия, сжатого осевым усилием.
В последнее время разрабатываются схемы сварки, позволяю-
щие соединять стержни или трубы большой длины без их враще-
ния. Вращению подвергается короткая вставка между сваривае-
мыми деталями. Решение этого вопроса делает перспективной
сварку трением трубопроводов и арматуры.
Качество получаемых сварных соединений и особенно произ-
водительность процесса сварки трением в значительной мере за-
висит от скорости относительного движения поверхности трения,
величины осевого усилия и пластической деформации.
Метод сварки трением имеет ряд достоинств.
1. Сварные соединения обладают хорошими механическими
свойствами, так как концентрированный разогрев не влияет отри-
цательно на свойства околошовной зоны.
2. Высокий коэффициент полезного действия процесса (напри-
мер, при сварке металлов трением требуется в 5—10 раз меньше
энергии, чем при электрической контактной сварке). Это объяс-
няется тем, что во время сварки трением выделение тепла лока-
лизуется непосредственно на поверхностях свариваемых деталей,
в то время как во всех других сварочных процессах большое
количество тепла теряется при подведении его к свариваемой де-
тали, а также в результате нагрева большего объема материала,
чем необходимо для сварки.
3. Высокая производительность и легкость автоматизации
процесса, возможность сварки в полевых условиях, вдали от
йсточников энергоснабжения. В этих случаях вращение сваривае-
мой детали может быть осуществлено от двигателя внутреннего
сгорания.
4. Возможность соединения термопластичного полимера с ме-
таллом или термореактивным полимером за счет образования
механической связи. При трении термопласт расплавляется и
заполняет углубления и поры на поверхности изделия.
66
Принципиально сварка трением может быть выполнена почти
на любом токарном станке, а также на некоторых видах свер-
лильных станков. Однако вследствие очень большого износа про-
должительная эксплуатация токарных станков для сварки трением
пластмасс нерациональна. Помимо этого, не всякий станок спосо-
бен обеспечить требуемые для сварки скорости вращения и вели-
чину осевого усилия.
Одним из недостатков метода является ограниченность кон-
фигурации свариваемых изделий.
СВАРКА С ПОМОЩЬЮ ВНУТРЕННИХ ИСТОЧНИКОВ ТЕПЛА
Сварка тонами высокой частоты
Рис. 18. Схема сварки мето-
дом высокочастотного нагрева:
/ — электроды; 2 — свариваемый ма-
териал; —зова нагрева.
Сварка пластмасс токами высокой частоты (ТВЧ) получила
широкое распространение как в СССР, так и за рубежом. Она
основана на нагреве в результате преобразования электрической
энергии в тепловую непосредственно
Этим методом можно сваривать раз-
нообразные изделия: листы, трубы,
пленки и т. д.
Схема сварки токами высокой ча-
стоты представлена па рис. 18.
Особенностью высокочастотного
метода нагрева пластмасс при сварке
является выделение тепловой энергии
в самой массе нагреваемого материа-
ла равномерно по его толщине, что зна-
чительно ускоряет процесс без пере-
грева наружной поверхности изделия.
Достоинства сварки ТВЧ — высо-
кое качество сварных соединений, вы-
сокая производительность и экономич-
ность процесса, возможность его авто-
матизации.
Недостатки сварки ТВЧ — ограни-
чение свариваемых изделий по толщи-
не, а также невозможность использования этого метода для сое-
динения изделий из различных полимерных материалов.
Такие материалы, как полиэтилен, полистирол, полиизобутилен
без наполнителей, которые относятся к хорошим высокочастотным
диэлектрикам, не могут быть сварены токами высокой частоты. Для
сварки полиэтилена в соединения вводят полоску поливинилхло-
рида, который является плохим диэлектриком, нагревается. ТВЧ
и, передавая тепло полиэтилену, доводит его до температуры
сварки. С помощью ТВЧ трудно осуществить сварку угловых, сты-
ковых и тавровых соединений, так как в этом случае трудно обес-
печить равномерный нагрев.
внутри самого материала.
F>7
Значительный недостаток сварки ТВЧ —наличие высокого на-
пряжения на электродах, что представляет опасность для обслу-
живающего персонала. Кроме того, использование ТВЧ всегда
связано с радиопомехами, для устранения которых необходимы
защитные кожухи или специальное помещение.
В настоящее время освоены и внедрены в производство точеч-
ная, прессовая и роликовая сварки пластмасс ТВЧ. Для сварки
пластмасс применяют промышленное оборудование: шовные ма-
шины ЛГС-02, М.СТ-ЗМ и сварочный пресс ЛГСП-0,4.
Сварка ТВЧ находит наиболее широкое использование при
изготовлении изделий из поливинилхлоридного пластиката для
бытовых нужд, а также некоторых тонкостенных изделий для ма-
шиностроения.
Токами высокой частоты сваривают трубы из винипласта, про-
дольные швы труб из винипласта длиной 100 мм. Кольцевые швы
выполняются встык в специальных разъемных электродах, пред-
ставляющих медные или латунные полукольца, изолированные
Друг от друга. Электроды вместе с закрепленными в них свари-
ваемыми трубами устанавливают в специальный пресс, где после
достижения соответствующей температуры трубы сжимают вдоль
оси и сваривают по стыку.
Технологический процесс сварки. В зависимости от природы
свариваемого материала, типа электродов и условий сварки опти-
мальные параметры процесса могут существенно изменяться. Так,
оптимальное давление при сварке поливинилхлорида составляет
1—5, полиамидов 7—20, винипласта 20—50 кгс/см2. Значительно
может изменяться и продолжительность сварки: с долей секунд
при сварке поливинилхлорида до десятков секунд при сварке по-
лиамидов.
Частота тока определяется, с одной стороны, шириной диапа-
зона частот высокочастотного генератора, с другой,— физиче-
скими характеристиками свариваемого материала. Чем меньше
величина фактора диэлектрических потерь пластмассы, тем выше
должна быть частота тока.
-Напряженность поля определяется обычно из требований к
производительности процесса, физико-механическими свойствами
материала и условиями сварки.
С изменением напряженности электрического поля или вели-
чины давления продолжительность свайки будет меняться. Про-
должительность сварки поддерживается с помощью реле времени;
особая точность требуется при большом сварочном давлении и
высоком напряжении на электродах. Состояние электродов, на-
личие теплоотвода в них и толщина свариваемого материала так-
же оказывают влияние на ход процесса сварки.
При непосредственном контакте свариваемого материала
с электродами температура последних не остается постоянной и
повышается в процессе сварки, что сказывается на интенсивности
нагрева изделия. Удельная мощность, необходимая для сварки
Б8
полимерных пленок, достаточно велика при малой толщине и рез-
ко падает при толщине свыше 1 мм. Дальнейшее увеличение тол-
щины вызывает плавное возрастание удельной мощности. Это
можно объяснить тем, что при сварке очень тонких пленок тепло,
генерируемое в материале, быстро передается холодным электро-
дам и большая часть электроэнергии используется для компенса-
ции этих потерь. С увеличением толщины изделия передача тепла
замедляется, поэтому удельная мощность может быть снижена.
При сварке толстых листов увеличивается объем шва, поэтому
удельную мощность необходимо вновь повышать.
Продолжительность сварки зависит от длины и толщины сва-
риваемого изделия.
При сварке изделий из поливинилхлорида следует учитывать,
что температура в зоне контакта близка к температуре разложе-
ния материала. Поэтому режим сварки (температура нагрева,
продолжительность сварки и давление прижима) должен точно
регулироваться. Давление прижима для пластифицированного по-
ливинилхлорида 1 5 кгс/см2.
Вследствие снижения прочности винипласта при температуре
около 160 °C напряженность электрического поля не следует уве-
личивать более 1400—1500 В/мм. До температуры перехода в вяз-
котекучее состояние винипласт нагревается за очень короткое
время (0,2—10 с). При этом удельная мощность нагрева со-
ставляет 100—600 Вт/см3. Равномерный нагрев винипласта в про-
цессе сварки обеспечивается при частоте'40—75 МГц. Для полу-
чения качественного и равномерного шва толщина свариваемого
материала не должна превышать 6—8 мм, а длина сварного шва,
получаемого за один ход электрода, должна быть не больше
1 — 1,2 м.
При выборе оптимальных режимов сварки полиамидов неко-
торые трудности вызывает то обстоятельство, что у полиамидов
температура перехода в вязкотекучее состояние сравнительно вы-
сокая, а интервал, вязкотекучего состояния — узкий (3—5°C).
Искусственное увеличение этого интервала достигается за счет
введения в зону шва пластификатора—трикрезилфосфата, кото-
рый позволяет увеличить интервал до 10 °C.
При сварке ТВЧ полиамидов прочность шва и прилегающей
к нему зоны равна прочности исходного материала. Во всех слу-
чаях сварка происходит под давлением. Этот вид сварки широко
используется для герметизации бачков из полиамида.
Установки для сварки токами высокой частоты. В зависимости
от соединяемых изделий и их размеров, а также от типа свар-
ного шва применяют различные установки, предназначенные для
сварки в электрическом поле высокой частоты: ручные перенос-
ные, прессовые (однопозиционные и многопозиционные), ролико-
вые. Каждая установка включает в себя генератор ТВЧ, свароч-
ные электроды, механизм привода электродов, рабочий стол и
устройство для устранения радиопомех,
Обычно используют ламповые высокочастотные генераторы,
преимуществом которых является простота регулирования выход-
ной мощности и стабильность частоты (2-104-—1 • 10s Гц).
Основные характеристики сварочных машин приведены
в табл. 8.
Таблица 8
Основные характеристики машин для сварки пластмасс ТВЧ
Тип установки Мощность Рабочая частота, Гц Площадь шва, Усилие прижа- тия, К.ГС * Примечание
потреб- ляемая от сети, ВА колеба- тельная, Вт ко мина ль-: лое зна- чение допуска- емое от- клонение
ВЧС-0,2 600 200 39 10е 1 • 10= 200 14,7 Ручные сварочные еде щи
ЛС2-0.3 800 250 40,68- 10й 1 • 10= 200 20 То же
ЛС1-0,3 60 250 39 - 10е 1 -.10= 300 30 £
ЛГС-0,2 1100 200 39- 10= 1 10= — 2-20 Роликовая шовная сварка
ЛГСГТ-0,4 2000 400 39- 10= 1 - 10= 1000 5-60 Сварочный пресс
В4Д-0.4/40 2000 400 39- 10s 1 • 10= 1000 5-60 То же
СП-ЛО2 1200 400 40,68-10= 1 * 260 —
ВЧС-0,4 ЛГС-0,6 1100 400 600 39- 10= 39- 10= 1 - 10= 1000 1500 до 150 200 »
ЛСП 1-0,6 630 40,68 10е 1 * 1600 90 »
ЛСП1-2 5500 1600 40,68 - 10= 1 * 4000 —
* Допускаемые отклонения а процентах,
Для выполнения ручной сварки в разнообразных условиях
применяют установки типа ВЧС-0,2 и ЛЕ2-0,3. Роликовые ма-
шины для непрерывной сварки напоминают швейную машину, в
которой вместо иглы поставлен ролик. Нагрев и сварка осуще-
ствляются между двумя вращающимися роликами. Ведомый ро-
лик изолирован от корпуса машины и присоединен к высокопо-
тенциальному выводу генератора. Ведущий ролик заземлен.
На роликовых машинах можно производить и точечную сварку.
При эксплуатации ламповые генераторы создают помехи, воз-
никающие при радиопередаче и телевидении. Высокочастотная
энергия, создаваемая генератором, идет на нагрев материала и
частично теряется в электрических цепях и в виде излучений в
окружающую среду, создающих радиопомехи.
Для генераторов промышленных установок выделено несколько
диапазонов волн, которые не используются для радиовещания,
радиосвязи, телевидения. Можно эксплуатировать промышленные
генераторы на строго фиксированных частотах без специальных
мер для подавления помех. Для сварки точное поддержание ча-
стоты не имеет существенного значения. Поэтому в СССР разре-
60
шается эксплуатировать ламповые высокочастотные генераторы
при любой частоте, но уровень радиопомех лимитируется жест-
кими нормами.
Для уменьшения радиопомех и создания биологической за-
щиты сварочное оборудование экранируется сеткой или лучше
всего металлическими листами толщиной не менее 0,5 мм. Если
позволяют условия, экранируется все помещение, в котором на-
ходится оборудование. Экранированная комната заземляется. Для
того чтобы препятствовать распространению радиопомех по элек-
трическим проводам, питание генератора осуществляется через
специальные электрические фильтры.
Сварна ультразвуком
Метод сварки пластмасс ультразвуком — один из новых про-
мышленных методов соединения полимерных материалов, осно-
ванный на преобразовании механических высокочастотных коле-
баний (более 20 000 Гц) в тепловую энергию. Выделяемое при
этом тепло размягчает свариваемые поверх-
ности, генерируясь в толще материала, а при-
ложенное давление обеспечивает плотный кон-
такт внутренних поверхностей материала.
Получение и передача ультразвуковых ко-
лебаний на материал осуществляется по сле-
дующей схеме (рис. 19). Вибратор 1 преобра-
зует электрическую энергию высокой частоты
в механические колебания сердечника с ча-
стотой ультразвука. Колебания очень малень-
кой амплитуды передаются от вибратора к
концентратору 2, который усиливает механи-
ческие колебания и благодаря своей особой
конструкции концентрирует их в конце волно-
вода. Конец волновода является сварочным
инструментом (электродом) или опорой, когда
Рис. 19. Схема свар-
ки пластмасс ультра-
звуком:
I — вибратор; 2 — koi г цен-
тратор; 3 — свариваемый
материал; 4 — отражатель;
5 — опора*
в качестве электрода используют наконечники.
Колебания от волновода передаются полимер-
ному материалу 3, который укладывают на
опору — отражатель 4. Отражатель может
быть пассивным (ненастроенным) и активным
(настроенным). В свою очередь, отражатель
укладывают на опорную поверхность стола 5.
Давление осуществляется со стороны электрода, как по-
казано на схеме, или
стола.
со стороны опорной поверхности
Ультразвуковую сварку применяют в основном для соединения
материалов с низкой электро- и теплопроводностью, большинство
из которых трудно или вообще не возможно сваривать другими
методами. Ультразвуком сваривают следующие полимерные
61
материалы: органическое стекло, винипласт, полиэтилен, поливи-
нилхлорид, полистирол и др.
Процесс образования соединения при ультразвуковой сварке
можно условно разделить на две стадии. Вначале происходит на-
грев соединяемых материалов. На второй стадии между нагретыми
до вязкотекучего состояния контактирующими поверхностями воз-
никают связи, которые и обеспечивают получение неразъемного
соединения.
, Особенности сварки ультразвуком состоят в следующем:
I 1) можно соединять детали, толщина одной из которых прак-
тически неограничеиа, и осуществлять сварку конструкций, в ко-
торых затруднен доступ к месту сварки; это объясняется тем, что
< сварка осуществляется С помощью одного электрода, односто-
•: ронним способом, ультразвуковая энергия может подводиться на
: значительном расстоянии от места соединения;
, 2) высокая производительность процесса; так как максималь-
ный разогрев происходит на свариваемых поверхностях, вслёд-
; ствие чего исключается значительный перегрев пластмасс по тол-
; щине или длине привариваемого стержня;
f 3) не создаются радиопомехи;
4) не подводится напряжение к свариваемым поверхностям;
। 5) возможна сварка более широкого ассортимента и больших
* толщин изделий из различных полимерных материалов, чем при
сварке ТВЧ.
По характеру распределения вводимой механической энергии
относительно свариваемых поверхностей ультразвуковая сварка<
может быть разделена на контактную и передаточную.
В первом случае механическая энергия равномерно распре-
делена по всей площади контакта свариваемых изделий. Этот вид
ультразвуковой сварки обычно применяют .для соединения эластич-
ных пластмасс небольшой толщины (<-—0,05—1,5 мм). Наиболее
распространены соединения внахлестку.
При передаточной ультразвуковой сварке механические коле-
бания вводятся в отдельной точке или на небольшом участке по-
верхности верхнего изделия. Передача и равномерное распреде-
ление механической энергии зависят в этом случае от упругих
свойств свариваемого материала. Поэтому передаточную сварку
применяют для соединения объемных деталей из жестких пласт-
масс, таких как полистирол, полиметилметакрилат и др. Наибо-
лее рациональны соединения встык или втавр.
По степени непрерывности процесса ультразвуковую сварку
можно разделить на прессовую и непрерывную. Прессовая сварка
выполняется за одно рабочее движение волновода. По этой схеме
может осуществляться как контактная, так и передаточная ульт-
развуковая сварка. Непрерывная сварка позволяет получить не-
прерывные протяженные сварные швы за счет относительного
перемещения волновода и свариваемого изделия. Она исполь-
62
зуется для сварки изделий из пленок и синтетических тканей:
мешков, фильтров, непромокаемой одежды и др.
По степени механизации непрерывная сварка делится на руч-
ную и механизированную. При ручной сварке непрерывные швы
любой конфигурации получают за счет перемещения сварочного
пистолета, а изделие при этом остается неподвижным. Таким спо-
собом можно соединять многослойные пакеты из разных пленок
с покрытием. При механизированной непрерывной сварке, как
правило, перемещается свариваемое изделие, а сварочный волно-
вод остается неподвижным.
Оптимальный режим, зависящий от свойств свариваемого ма-
териала, толщины и формы изделия, состояния контактируемых
поверхностей и целого ряда других факторов, определяется в каж-
дом конкретном случае экспериментально.
В связи с массовым характером производства и отсутствием
простых и надежных методов неразрушающего контроля для свар-
ных изделий из пластмасс особое значение приобретает надеж-
ность и стабильность технологического процесса сварки. Для по-
вышения стабильности свойств сварного соединения и получения-
соединения с максимальной прочностью режим сварки в каждом
отдельном случае может меняться,
На сварочном оборудовании могут быть установлены приборы
контроля и регулирования технологическим процессом.
Сварка полиэтилена. Ультразвуковую сварку применяют
при изготовлении емкостей, различных контейнеров и труб, пред-
назначенных для хранения пищевых и других промышленных про-
дуктов.
В большинстве случаев при упаковке продуктов в полиэтилено-
вую тару соединяемые поверхности загрязнены упаковываемым
продуктом. Поэтому использование других методов сварки, кроме
ультразвукового, в данном случае исключено. Загрязненность сва-
риваемых поверхностей упаковываемым продуктом накладывает
специфические требования к процессу ультразвуковой сварки, так
как это оказывает влияние на прочность получаемого сварного
соединения. Загрязнение поверхности приводит к понижению проч-
ности сварного соединения.
Кроме того, при сварке изделий из полиэтилена следует учи-
тывать особенности хранения и предшествующую обработку сое-
диняемых изделий, которая также влияет на прочностные и экс-
плуатационные характеристики сварного шва.
Применение предварительной термообработки в интервале
температур 50—100°С незначительно влияет на прочность свар-
ных соединений (прочность уменьшается соответственно на 5—9%
по сравнению с прочностью образцов, сваренных без предвари-
тельной термообработки).
С повышением температуры обработки до 115 °C наблюдается
понижение прочности на 17%, и продолжительность сварки при
этом увеличивается на 2—3 с.
ЙЯ
Значительно влияет на качество сварного шва старение поли-
этилена в условиях солнечной радиации. После 30 ч облучения
ультрафиолетовыми лучами образец нестабилизйрованного поли-
этилена низкой плотности толщиной 0,7 мм перестает свари- ;
ваться. Полиэтилен, стабилизированный сажей или парафином,
перестает свариваться после 60 ч облучения. '
Сварка полистирола. Ультразвуковую сварку изделий
из полистирола применяют для изготовления различных контейпе- ’
ров и сосудов, игрушек, спортивных товаров, а также для упа-
ковки пищевых продуктов, медикаментов, косметики и т. д. В за-
висимости от формы изделия и свойств материала применяют кон-
тактную и передаточную сварку или комбинацию этих методов. '
Каждый из выпускаемых в настоящее время полистиролов (блоч- 1
ный, суспензионный, эмульсионный и ударопрочный) имеет раз- i
личную способность свариваться — от наилучшей у блочного до 1
наихудшей у ударопрочного полистирола.
При сварке изделий из полистирола одним из важных факто-
ров, влияющих на процесс формирования сварных швов, является
качество соединяемых поверхностей. Хорошая геометрическая
форма и правильная подготовка поверхностей не только облегчает
сварку, но и способствуют повышению прочности шва, увеличи-
вают производительность процесса и позволяют строго фиксировать
одну часть свариваемого изделия относительно другой его части.
Разделки кромок могут различаться по форме, но в основном J
одна из стыкуемых деталей должна иметь выступ, входящий по j
.всей длине в соответствующий паз другой детали (рис. 20). |
Стыкуемые детали должны обладать наименьшей контактной по- j
верхпостью; поэтому паз выполняют плоским, а выступ — острым. 1
Острие выступа должно контактировать с соединяемой поверхно-
стью на очень небольшой площади, которая сводится почти к ли- ’
нии. Это способствует концентрации механической энергии на вы-
ступе, ускоряет процесс нагрева и сварки пластмасс.
Наилучшей является V-образная разделка свариваемых кро-
мок, которая применяется Для соединения деталей, показанных па *
рис. 20, а. На верхней детали делается V-образный выступ, а на
нижней—V-образный паз. Высота выступа должна быть больше,
чем глубина паза па 0,05—0,030 мм. При таком типе соединений ' i
достигается лучшая текучесть разогретого материала под дейст-
вием давления и шов имеет хороший внешний вид. |
При сварке соединений необходимо предусматривать допуски ’
на текучесть размягченного полимера, который выдавливается из i
зоны шва, образуя грат. Если грат нежелателен, используют спе-
циальные конструкции шва, чтобы избежать выплесков полимера
(см, рис. 20,6 и в). Доведенный до вязкотекучего состояния по-
лимер должен соединять две стыкуемые поверхности, заполняя за- i
зор в несколько десятых долей миллиметра. I
Линия наплыва вдоль шва и выход наплыва за пределы шва
свидетельствуют о том, что сварка произошла, В тех случаях, *
64
когда требуется герметичность изделия, необходимо, чтобы свар-
ные детали имели линию наплыва. Однако линия наплыва боль-
шей частью ухудшает внешний вид изделия, поэтому ее следует
избегать в особенности на полированных поверхностях.
Улучшение внешнего вида достигается ступенчатой конструк-
цией рабочей части волновода, при этом выступ изготовляют так,
чтобы наплыв образовывался на внутренней стороне изделия. Ма-
логабаритные детали несложной формы свариваются за один кон-
Рис. 20. Типы разделки кромок свариваемых поверхно-
стей изделия.
такт волновода с изделием, причем волновод устанавливается
перпендикулярно к свариваемым поверхностям по оси симметрии
соединения. Если деталь сложная и длина сварного шва значи-
тельная, то количество точек и место введения ультразвуковых
колебаний определяются экспериментально.
На свариваемость жестких пластмасс большое влияние оказы-
вают условия хранения соединяемых деталей. Длительное хране-
ние деталей до сварки приводит к уменьшению прочности сварного
соединения. Особенно сильно уменьшается прочность соединения
66
при сварке деталей, прошедших длительное хранение в атмосфер^
ных условиях. Таким образом, для получения качественных свар-
ных соединений сварку необходимо производить либо сразу же
после отливки деталей, либо хранить литые детали в темных хо-
лодных помещениях. Хранение деталей в атмосферных условиях
при наличии солнечной радиации недопустимо.
Применение ультразвука для сварки деталей детских игрушек
из полистирола позволило полностью исключить процесс склеива-
ния дихлорэтаном, толуолом и другими растворителями, примене-
ние которых приводит к значительной загазованности воздушной
среды. Использование ультразвуковой сварки повышает произво-
дительность труда и культуру производства.
Соединение пластмасс с металлами. В последнее
время ультразвук применяется не только для сварки пластмасс,
но и для соединения пластмасс с металлами и впрессовки метал-
лических изделий в пластмассы.
При соединении металлических изделий с пластмассовыми в
металлическом изделии делают отверстие, а в изделии из пласт-
массы— штифт, выполненный как одно целое с изделием. Ме-
таллическое изделие надевают на штифт, а на выступающую часть
штифта накладывают ультразвуковой инструмент — волновод, то-
рец которого имеет два сферических углубления, Под действием
ультразвука выступающая часть штифта размягчается и дефор-
мируется инструментом в две полусферические головки, образую-
щие замковое" соединение, напоминающее собой соединение за-
клепками.
ХИМИЧЕСКАЯ СВАРКА
Этот новый вид сварки применяют для соединения термореак-
тивных полимерных материалов. Как известно, в полимерах, на-
.ходящихся в отвержденном состоянии, тепловое движение выра-
жается лишь в ограниченных колебаниях малых участков макро-
молекул. На этих участках сохраняются химически активные
функциональные группы. В определенных для данного полимера
условиях активные группы, расположенные uh поверхности одного
изделия, могут вступать в реакцию непосредственно или с по-
мощью добавок с активными группами столь же, подвижных уча-
стков макромолекул на поверхности другого изделия. Это явление
и было использовано для создания нового вида сварки — хими-
ческой.
Качество химической сварки определяется длиной подвижных
участков молекул полимера в пограничных слоях, их степенью
подвижности при выбранных условиях сварки, концентрацией в
них химически активных групп и полнотой их участия в реакции
соединения с полимером привариваемого материала.
Для осуществления химической сварки необходим тесный кон-
такт м еж ду соедини ем ы м и поверхности ми.' В хим йческую" реак-
66
цию вовлекаются функциональные группы участков макромолекул,
расположенных на контактирующих поверхностях. Не исключена
возможность термоокислительного отщепления некоторых участ-
ков макромолекул и диффузии их в пограничные слои. Такие низ-
комолекулярные осколки облегчают контакт между соединяемыми
поверхностями, выполняя роль мостиков, вступающих в реакцию
с функциональными группами, жестко закрепленными на поверх-
ности.
Сварной шов, получаемый методом химической сварки, не от-
личается по своей структуре от основного материала, поэтому
прочность соединения соответствует прочности отвержденного
связующего (полимера). Сварной шов также устойчив к повы-
шенным температурам и к действию растворителей, как и поли-
мер в свариваемом материале.
При химической сварке очень важно быстро и интенсивно про-
греть контактирующие поверхности изделий. В процессе такого
нагрева участки макромолекул, содержащих функциональные
группы, приобретают большую амплитуду колебания, что облег-
чает преодоление пространственных затруднений для соединения
функциональных групп между собой. Указанным требованиям
удовлетворяют высокочастотный и ультразвуковой методы нагрева
пластмасс.
Осуществить химическую сварку изделий из отвержденных
смол удается и при комнатной температуре. Для этого нужно,
чтобы процесс проходил в присутствии присадочного материала,
в котором свариваемые поверхности слегка набухают, и чтобы
химическая реакция между функциональными группами присадоч-
ного материала и отвержденной смолы могла проходить с доста-
точной скоростью н полнотой. Примером химической сварки, про-
ходящей при комнатной температуре, служит сварка изделий из
полиэфиров стиролом в присутствии органических перекисей и
некоторых других соединений, ускоряющих полимеризацию.
Сварна о применением присадочного материала
При сварке термореактивных полимерных материалов в каче-
стве присадочного материала может быть использована пленка,
по составу близкая к связующему полимеру и отверждающаяся
в процессе высокочастотного нагрева. Например, введение пленки
или прутка из пластифицированного винипласта между сваривае-
мыми поверхностями из непластифицнрованного винипласта об-
легчает процесс сварки и способствует повышению ударной проч-
ности шва.
В случае сварки изделий из стеклопластиков (КАСТ-В, ВФТ-С
и пресс-материал АГ-4) применяют пленку на основе связующего
БФ-4, наиболее близкого по составу к связующему этих стекло-
пластиков. Присадочный материал не только заполняет зазор и
обеспечивает должный контакт между соединяемыми поверхно-
67
стами, но и участвует в Совместном отверждении со связующим
стеклопластика.
Основными технологическими параметрами, влияющими на
сварку с присадочным материалом, являются давление, продол-
жительность сварки и напряженность поля при сварке ТВЧ.
Зависимость прочности соединения от давления определяется
количеством подводимой тепловой энергии, в частности напря-
женностью поля и продолжительностью сварки. С повышением
давления до 40 кгс/см2 предел прочности при сдвиге возрастает,
главным образом в результате улучшения контакта. Увеличение
давления способствует также уплотнению материала, удалению
воздушной прослойки между соединяемыми поверхностями и при-
садочной пленкой; при этом улучшаются условия прогрева и от-
верждения сварного шва.
После достижения максимального значения прочность сни-
жается в результате деструкции связующего. Интенсификация на-
грева связана с тем, что утоненйе материала с ростом давления
увеличивает действующую напряженность поля при постоянстве
величины напряжения на обкладках рабочего конденсатора.
Длительность цикла сварки включает отрезок времени, необ-
ходимый для разогрева изделия и присадочного материала, и
продолжительность выдержки для их совместного отверждения.
От продолжительности сварки зависит полнота прохождения про-
цесса соединения и связанная с этим прочность сварного шва.
Резкое увеличение прочности в начале нагрева объясняется кон-
тактом по большей площади соединения; дальнейший рост, по всей
вероятности, вызван увеличением степени отверждения сварного
шва.
Сварка без присадочного материала
Решающее значение при выборе режимов сварки имеет сте-
пень отверждения полимера. С увеличением степени отверждения
ухудшается свариваемость.
При более интенсивном нагреве и большем давлении свари-
ваемость материалов с повышенной степенью отверждения улуч-
шается. Например, стеклопластики с повышенной степенью от-
верждения более стойки к термической деструкции. Чтобы дости-
гнуть необходимой прочности соединения, их нужно прогревать
длительное время.
С увеличением давления па соединяемые поверхности, вплоть
до 65 кгс/см2, прочность сварного шва резко возрастает. Даль-
нейшее повышение давления мало сказывается на качестве свар-
ки, что указывает на достижение полного контакта,
С повышением интенсивности нагрева возрастает пластичность
материала, поэтому можно достигнуть такой же прочности соеди-
нения и при более низком давлении. Пределом интенсификации
68
нагрева является термическая деструкция, которая приводит к
снижению прочности сварного соединения.
Для сварки изделий из стеклотекстолитов, полученных на ос-
нове модифицированных фенолоформальдегидных смол, оптималь-
ная величина давления 40 — 50 кгс/см2. Для изделий из стекло-
пластиков на основе полиэфирных и эпоксидных смол полный
контакт достигается легче и максимальная прочность шва полу-
чается при меньшем давлении (25—30 кгс/см2).
При сварке изделий из отверждающихся смол с порошкообраз-
ным наполнителем (например, из пресс-порошка марки К-18-2)
давление не должно превышать 25—30 кгс/см2, так как этот ма-
териал при повышенных температурах имеет низкую прочность
при сжатии.
Примеры сварки некоторых термореактивных пластмасс
Сварка отвержденных фенолоформальдегидных смол резоль-
ного типа. При сваривании изделий из отвержденных фенолоформ-
альдегидных смол с участием присадочного материала, представ-
ляющего собой фенолоформальдегидную смолу, находящуюся еще
в стадии резола, контакт между свариваемыми поверхностями воз-
растает. В реакцию отверждения присадочного материала вовле-
каются функциональные группы полимера, находящиеся на по-
верхности свариваемых изделий.
Фенолоформальдегидные смолы новолачного типа отверждают-
ся при взаимодействии с продуктами распада гексаметилен-
тетрамина. Условия сварки изделий из этого материала требуют
нанесения тонкого слоя отвердителя на контактируемую поверх-
ность.
Сварка кремнийорганических смол. Отвержденные кремнийор-
ганические смолы содержат очень небольшое число функциональ-
ных групп, поэтому ничтожно мала вероятность их близкого рас-
положения и химического взаимодействия в процессах дальней-
шего отверждения, а тем более во время сварки.
Углеводородные (например, —СН3) группы, находящиеся
в большом количестве в отвержденной смоле, в том числе и на
поверхности изделий, могут быть вовлечены в реакцию химиче-
ской сварки, если использовать в качестве возбудителя этой реак-
ции органические перекиси. Раствор связующего тонким слоем
наносят на свариваемые поверхности, и при соответствующих
условиях между присадочным материалом и активными углеводо-
родными группами на свариваемых поверхностях происходит ре-
акция соединения.
Сварка отвержденных полиэфиров. В отвержденных полиэфир-
ных смолах сохраняется некоторое количество ненасыщенных
(кратных связей), которые из-за пространственных затруднений
не могут вступить в реакцию между собой (в реакцию полиме-
ризации). Отвержденные полиэфиры способны немного набухать
в таких веществах, как стирол, а под действием инициатора и по-
вышенной температуры стирол сополимеризуется внутри изделия
из полиэфира. '> . :
Присадочным материалом может служить тонкий слой вязкого
раствора исходного неотвержденного полиэфира в стироле, диал-
лйлфталате, випилтолуоле, в которые предварительно введен ини-
циатор реакции полимеризации — органическая перекись.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ j
Соблюдение принятой технологии — необходимое условие по-
лучения качественных сварных соединений, поэтому следует строго
контролировать операции подготовки 'материала и технологию j
сварных работ. j
Готовые сварные соединения контролируют наружным осмот-
ром, проверяют на прочность, пористость и химическую стойкость.
Во время наружного осмотра выявляют прежде всего внешние де-
фекты сварных швов: неровности по ширине и высоте и непровар
сварных швов. При пленочных материалах место шва должно ;
быть ровным, а материал не должен быть вытянутым или собран- i
ным в сборки.
Нарушение температурного режима сварки характеризуется
значительным потемнением (от темно-коричневого до черного цве- !
та) поверхности валика и основного материала.
Плотность сварных швов, т. е. отсутствие в них сквозных; пор,
проверяют жидкостью (водой или керосином) или воздухом, а бо- ’
лее ответственные швы — электроискровым способом. При провер-
ке сосудов жидкостями надо смазать наружные стороны сварных I
швов меловым раствором; места просачивания обнаружатся по ;
пятнам, выступающим на поверхность мелового покрытия. Если
используют сжатый воздух, то наружную поверхность шва сма-
чивают мыльным раствором. Этот метод не рекомендуется при
испытании конструкций из таких пластмасс (например, полиэти- ’
леновых), которые подвержены образованию трещин под дейст-
вием внутренних напряжений. 1
Применяется также метод проверки сжатым воздухом с по-
гружением испытуемых сварных швов в воду. Неплотные места
обнаруживают по воздушным пузырям. Однако, применяя этот
метод, можно не заметить мелких пор.
В производстве упаковочной тары применяется способ дли-
тельного (5—10 ч) погружения сварных изделий в 2% водный
раствор фуксина. Качество шва характеризуется проникновением
жидкости внутрь сварного изделия.
Наиболее надежный и удобный метод проверки плотности ,
швов — электроискровой, позволяющий обнаружить даже мель- j
чайшие дефекты. Он основан на высоких электроизоляционных .!
свойствах большинства полимеров (для сварных соединений из
полиизобутилена этот метод неприменим), К индуктору, нз выяодз 1
7Л '
Таблица 9
Дефекты сварных соединений, причины их возникновения
и способы устранения
Дефекты Причины возникновения Способы устранения
Непровар Прожоги и выплески ос- новного материала в местах швов Повышенная скорость свар- ки, недостаточная на- пряженность электричес- кого поля. Недостаточ- ная температура нагрева сварочных инструментов. Недостаточное сварочное давление Повышенная напряжен- ность электрического поля. Перегрев свароч- ных инструментов. По- вышенное давление. На- рушена рабочая поверх- ность электродов (вмя- тины, прогар, брызги металла и полимера и г. д.) Увеличено сварочное дав- ление. Чрезмерный на- грев инструментов Засоренная поверхность сварочных инструментов, электродов Слишком большое время выдержки (перегрев) Недостаточное время вы- держки. Слабый нагрев инструментов. Низкая напряженность электри- ческого поля Хранение изделий при по- ниженной или повышен- ной температуре в поме- щении с повышенной влажностью. Выполнение сварки в помещениях с повышенной температу- рой Вторичная и последую- щая сварки (для всех термопластичных полимеров, кроме ли- стового винипласта) Вырезать дефектное место и заварить за- ново
Уменьшенная толщина сварного шва. Разло- жение материала сварного шва Посторонние включения в сварном шве Потемнение или покрас- нение сварного шва Незаметный на глаз сварной шов Плохая свариваемость деталей при оптималь- ном режиме сварки Отрегулировать свароч- ное давление. Понизить температуру инстру- ментов Очистить поверхность сварочных инструмен- тов, электродов Отрегулировать режим сварки То же Хранить изделие и сва- риваемый материал в помещениях при нормальной влажности и температуре 15— —25 °C
которого может быть получено напряжение 15—20 кВ, присоеди-
нены проводники, оканчивающиеся щупами-щетками из тонкой
мягкой медной проволоки, которые укреплены на рукоятках из
диэлектрического материала. На одной из щеток имеется индика-,
торная неоновая лампа. При испытании одну щетку ведут с од-
ной стороны сварного соединения, другую—с противоположной
стороны. В момент прохождения щеток над дефектным местом
71
между ними проскакивает искра и зажигается неоновая лампа.
В установках, не имеющих металлической опоры, при обследова-
нии качества шва искровым методом, должно быть обеспечено
заземление.
Ультразвуковые методы контроля качества сварных швов ис-
пользуют способность ультразвуковых .колебаний проникать с боль-
шой скоростью (до 12000 м/с) в материал и отражаться от по-
верхности раздела сред с различными акустическими свойствами..
Известны три основных метода применения ультразвука для
обнаружения внутренних дефектов: теневой, эхо-метод и резо-
нансный.
Теневой метод основан на получении звуковой тени в местах
нарушения сплошности материала и позволяет определять раз-
меры, а иногда и конфигурацию дефектов. Его недостатком яв-
ляется невозможность определения глубины залегания дефектов.
Эхо-метод основан на отражении ультразвуковых колебаний
от границы раздела двух сред с различными акустическими свой-
ствами.
Резонансный метод основан на возбуждении в толще мате-
риала непрерывных ультразвуковых колебаний, частота которых
периодически меняется. Эффект резонанса наступает всякий раз,
когда толщина изделия равна целому числу полуволн ультразву-
ка, т. е. в случае возникновения стоячих волн ультразвуковых ко-
лебаний, излучаемых и отраженных от дна изделия.
Кроме ультразвуковых методов контроля применяют также ви-
брационные.
Одним из наиболее эффективных методов выявления дефектов
в сварных швах является рентгенография. Она дает возможность
получить наглядную картину сварного соединения, причем снимок
обеспечивает постоянную регистрацию результатов обследования.
Недостатком его является сложность проведения обследования,
поэтому его применяют в особо ответственных случаях. '
Наиболее характерные дефекты сварных соединений и методы
их устранения приведены в табл. 9.
МЕРОПРИЯТИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Существующая аппаратура для сварки пластмасс требует при-
менения сжатого воздуха и других* негорючих газов, находящихся
под давлением, горючих газов, а также электроэнергии. Поэтому
к работе с аппаратурой для сварки изделий допускаются лица,
изучившие ее устройство и правила эксплуатации. Кроме того,
лица, которых допускают к работе С газовыми горелками, должны
знать специальные правила по обращению с газовыми баллонами
и с ацетиленовыми генераторами. Шланги, по которым проходит
газ, находящийся под давлением (например, воздух, ацетилен) не-
обходимо присоединять хомутами. Во избежание пропуска горю-
чего газа и его воспламенения все места соединений на газовой
72
1
линии нужно периодически проверять. Вблизи рабочего места не
должно быть легковоспламеняющихся предметов, а также бал-
лонов, установка которых допускается на расстоянии не менее
5 м от горелки. Баллоны с горючими газами следует устанавли-
вать вне помещения в специальных шкафах из тонколистовой
стали. По существующим правилам газовые баллоны должны
быть прочно закреплены во избежание падения.
Зажигать газовые горелки рекомендуется не спичками, а спе-
циальными кремневыми и электрическими зажигалками. Для пи-
тания электрических горелок допускается ток напряжением не
выше 36 В. Токоподводящие провода должны быть хорошо изоли-
рованы в соответствии с существующими требованиями правил
техники безопасности. Рукоятки горелок выполняют из электро-
и теплоизоляционного материала. Помещение, в котором произво-
дится сварка, должно быть оборудовано приточно-вытяжной вен-
тиляцией.
Сварка горячим воздухом требует наличия у сварщика хоро-
шего зрения и относительно большого опыта. В отличие от боль-
шинства способов, которыми свариваются металлы, при сварке
пластмасс рабочее место должно быть достаточно освещено, что-
бы можно было своевременно заметить малейшие признаки тех
или иных неполадок и получить высококачественные сварные швы.
В случае сварки мягкого поливинилхлорида выделяются пары
пластификатора. Их действие на организм человека различно —
при продолжителвном вдыхании у сварщиков либо теряется обо-
няние, либо наступает так называемый игелитовый насморк. Луч-
шим способом защиты от воздействия паров является их отсасы-
вание.
Отсасывание воздуха из всего помещения с помощью вентиля-
торов обычно не дает желаемых результатов. Более целесообраз-
но отсасывать образующиеся пары непосредственно с рабочего
места соединенными с вентиляторами гибкими шлангами. Свароч-
ные работы можно также выполнять в вытяжных шкафах. Пары,
образующиеся при сварке, бывают легче воздуха, так что их можно
легко собиратв в расположенном над свариваемым соединением
раструбе и отводить, используя небольшую тягу, создаваемую
обычным вентилятором.
При сварке непластифицировапиого поливинилхлорида (вини-
пласта) отсасывание воздуха необязательно, так как пластифика-
торы, которые входят в состав материала сварочного прутка, со-
держатся в очень незначительном количестве и вредного
влияния на организм человека не оказывают. При использовании
в качестве газа-теплоносителя кислорода или азота приходится
очень строго соблюдать правила безопасности. При работе
с азотом необходимо тщательно проветривать помещение, чтобы
не допустить избытка в воздухе азота. При наличии в воздухе
чрезмерного количества кислорода возникает опасность пожара.
Кроме того, при продолжительной эксплуатации пистолета,
73
работающего на кислороде, внутри пистолета образуется слой
окиси, из-за которой можно неожиданно, в течение долей секунды,
сжечь стальной корпус пистолета.
Очень дорого использовать кислород или азот для эксплуата-
ции сварочных пистолетов, так ка? слишком велик расход газа
(на один пистолет расходуется 1500 л/ч кислорода, т, е. одного
баллона хватает всего на 4 ч работы),. Качество сварочных сое-
динений при работе с кислородом получается несколько лучше,
чем при работе с воздухом. Это, однако, не может служить осно-
ванием к тому, чтобы при сварке винипласта использовали кис-
лород,
СКЛЕИВАНИЕ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
ОСНОВЫ ПРОЦЕССА СКЛЕИВАНИЯ
Склеивание — один из старейших способов образования неразъ-
емных соединений.
Современные синтетические клеи склеивают любые материалы,
образуя высокопрочные, атмосферостойцде, долговечные, способ-
ные противостоять коррозии и гниению соединения.
Способность клея соединять различные материалы объясняется
силами адгезии или химическим сродством ^ежду находящимися
на поверхности молекулами склеиваемого материала и клея. Эти
силы во много раз (в 10—100 раз) меньше основных сил хими-
ческой связи в простых молекулах. Полярные материалы, содер-
жащие, например, эпоксидные, спиртовые, кислотные, аминогруп-
пы, следует склеивать веществами, имеющими аналогичные по-
лярные группы, так как в этом случае практически установлена
высокая величина адгезии.
При склеивании неполярных материалов их предварительно
подвергают термической или химической обработке для получе-
ния на их поверхности полярных групп. Таким образом склеивают
полиэтилен, фторопласт-4. Но необходимо отметить, что прочность
клеевого соединения также зависит от сил когезии —сил взаимо-
действия между молекулами самого клея.
Общепринятой теории, объясняющей процесс склеивания, в на-
стоящее время нет. Наибольшее значение приобрели адсорбцион-
ная, электрическая, диффузионная и химическая теории адгезии.
Адсорбционная теория объясняет образование связи между
клеящим веществом и склеиваемым материалом, как результат
действия межмолекулярных сил. Действующие на границе твер-
дое тело — жидкость силы достаточны для обеспечения прочной
связи. Эту теорию подтверждают следующие факты: 1) возмож-
ность склеивания веществами, содержащими функциональные груп-
пы, различных полярных материалов; 2) трудности склеивания
неполярных материалов клеями на основе веществ, не содержа-
щих функциональных групп.
74
Адсорбционная теория позволяет процесс образования клее-
вого слоя разделять на две стадии.
На первой стадии молекулы клеящего вещества перемещаются
к поверхности склеиваемых материалов и полярные группы клея-
щего вещества приближаются к полярным группам склеиваемых
материалов.
Во второй стадии происходит сорбция. На близком расстоянии
между молекулами клеящего вещества и склеиваемых материа-
лов начинают действовать молекулярные силы (дисперсионные,
индукционные, электростатические) с образованием различных
связей (диполь — диполь, диполь — наведенный диполь, водород-
ная связь и т. д.).
Важнейшие факторы, определяющие адгезионные и когезион-
ные свойства клея, теория объясняет следующим образом. Силы,
действующие между частицами поверхностей разнородных тел,
аналогичны по своей природе силам, действующим между части-
цами внутри тела. Поэтому для нарушения контакта между двумя
поверхностями нужно затратить определенную работу на преодо-
ление сил сцепления — работу адгезии. Работа, затрачиваемая на
преодоление сил сцепления, действующих между частицами вну-
три однородного тела, характеризуется как работа когезии.
Величину работы адгезии жидкости №а к твердому телу вычис-
ляют по уравнению
1Га = а (I 4- cos ф)
где о — поверхностное натяжение жидкости;
ср — краевой угол, составленный касательной к поверхности
капли и твердой поверхностью, на которую капля помещена (ве-
личина краевого угла обратно пропорциональна адгезии).
Величина адгезии двух твердых тел определяется затрачивае-
мой работой на их разъединение. При контакте этих тел возни-
кают, как уже отмечено, молекулярные силы тред видов — диспер-
сионные, индукционные и электростатические.
Дисперсионные силы обусловлены взаимной поляризацией мо-
лекул за счет непрерывного внутреннего движения электронов.
Действуют дисперсионные силы на небольшом расстоянии между
молекулами независимо от наличия или отсутствия в них поляр-
ных групп.
Индукционные силы связаны с образованием диполя, наведён-
ного другой молекулой, обладающей постоянным дипольным мо-
ментом.
Электростатические силы определяются взаимодействием по-
лярных молекул, которые в результате несимметричного распре-
деления электрических зарядов способны притягивать или оттал-
кивать другие полярные молекулы.
Особым видом электростатической связи является так назы-
ваемая водородная связь.
В том случае, когда водород может образовать связь между
двумя электроотрицательными атомами, энергия этой связи
больше энергии дисперсионной, индукционной и электростати-
ческой.
Величина дисперсионных сил не зависит от температуры; ве-
личина электростатических сил с возрастанием температуры
уменьшается в связи с нарушением ориентации диполей в резуль-
тате увеличения подвижности молекул. Считается, что адгезион-
ные свойства полимеров зависят от когезии групп, входящих в их
состав. Это подтверждается тем фактом, что макромолекулы, со-
держащие группы атомов с величинами энергии когезии менее
5 ккал/моль, не обладают достаточной адгезией к полярным по-
верхностям. л
Поэтому хорошими клеями являются эпоксидные, фенолоальде-
гидные смолы, поливинилацетат, полиуретаны и другие, а полиизо-
бутилен и виниловые эфиры — плохими.
Адсорбционная теория адгезии имеет недостатки. Исследова-
ниями советских ученых доказано, что фактическая работа адге-
зии значительно больше работы, затрачиваемой на преодоление
межмолекулярных сил. Теория не объясняет наличие адгезии
между некоторыми слабополярными полимерами (каучук, гутта-
перча и др.).
Электрическая теория адгезии базируется на двух основных
положениях:
1) адгезия твердых пленок обусловливается электростатиче-
ским притяжением зарядов двойного электрического слоя (микро-
конденсатора), возникающего на поверхности раздела клеящего
вещества — склеиваемого материала;
2) отрыв клеящего вещества от склеиваемого материала пред-
ставляет собой процесс разведения обкладок микроконденсатора
до наступления газового разряда.
Эти положения были подтверждены экспериментально. Прирав-
нивая к энергии конденсатора работу адгезии, можно вычислить
ее по формуле:
wа=
е
где ро — поверхностная плотность зарядов; h — величина зазоров
между обкладками; а — диэлектрическая проницаемость среды.
Двойное электрическое, поле возникает тогда, когда в контакте
находятся полимер и металл. Граничные слои металла обедняются
электронами, в то же время граничные слои полимера
обогащаются ими. Поверхность металла при отрыве оказывается
заряженной положительно, а поверхность полимера отрица-
тельно.
Полимер может вести себя как донор или акцептор электронов
в зависимости от того, с поверхностью кдвдго врществц он нахо-
дится в контакте,
76
Б. В. Дерягин и В. П. Смилгй, исследуя механизмы образова-
ния двойного электрического слоя, пришли к выводу об электрон-
ном механизме процесса, вследствие химического воздействия
между склеиваемым материалом и клеящим полимером.
Возникновение двойного электрического слоя рассматривается
как косвенный результат ориентированной адсорбции полярных
функциональных групп полимера.
Электрическая теория не может объяснить увеличение адгезии
соединяемых близких по природе полимеров друг к другу, у кото-
рых контактная разность потенциалов невелика. Не дается объяс-
нение также высокой адгезии наполненных сажей полимеров (клеи
на основе фенолоформальдегидных смол и синтетических кучуков),
обладающих проводимостью.
Диффузионная теория адгезии объясняет адгезию и аутогезию
(взаимная диффузия молекул одинаковых полимеров) полимеров
диффузией цепных молекул или их участков с образованием проч-
ной связи между клеящим веществом и склеиваемым материалом.
По диффузионной теории адгезия —это взаимная диффузия макро-
молекул двух различных полимеров.
Процесс диффузии приводит к исчезновению резкой границы
раздела между поверхностями с образованием слоя, имеющего
промежуточный состав. Эта теория подтверждается высокой адге-
зией в случае полярности (или неполярности) обоих полимеров,
и низкой адгезией, если один полимер неполярен, а другой полярен.
Однако в практике наблюдаются и обратные явления, когда
получают высокую адгезию между слабополярными или неполяр-
ными полимерами (полиизобутилен, полибута дней) и полярным
целлофаном.
Наличие диффузии макромолекул при контакте двух полимеров
экспериментально доказано с помощью электронной микроскопии.
Диффузионная теория адгезии объясняет также влияние на склеи-
вание ряда технологических факторов: применение общего для
клеящего вещества и склеиваемого материала растворителя; вве-
дение в клеящее вещество наполнителя или пластификатора.
Многочисленные исследования показали, что во многих случаях
при склеивании металлов с металлами, а также металлов с ре-
зиной и с некоторыми неметаллическими материалами прочность
соединения обусловлена наличием химических связей между склеи-
ваемыми поверхностями. Предполагается, что образование адге-
зионной связи между клеящим полимером и склеиваемым мате-
риалом происходит следующим образом.
Контакт полимера со склеиваемым материалом устанавливается
не мгновенно, а вследствие повышенной вязкости полимера в те-
чение определенного времени, обусловленного условиями смачива-
ния клея при данной температуре. Этот процесс носит кинетиче-
ский характер. Интенсивность процессов смачивания можно
регулировать, изменяя состав клеящего вещества и условия про-
цесса.
В случае, когда склеиваемым материалом будет полимер, s ко-
тором может растворяться клеящее вещество, макромолекулы клея
будут диффундировать в глубь склеиваемого материала.
Если склеивают твердое тело (стекло или полимер), несовме-
стимое с клеящим веществом, прочность связи определяется
адсорбционным взаимодействием между активными группами клея
и склеиваемым материалом.
КЛАССИФИКАЦИЯ И СВОЙСТВА КЛЕЕВ
Клеями называют вещества или смеси веществ органического
или неорганического происхождения, способные прочно соединять
различные материалы. Эти вещества должны обладать рядом
свойств: хорошей адгезией (прилипанием), механической проч-
ностью в интервале требуемых рабочих температур, минимальной
усадкой при отверждении и эластичностью.
Клеи классифицируют на три группы.
1. Клеи на основе термореактивных полимеров (фенолоформо-
альдегидных, эпоксидных, карбамидных и Др.), для которых харак-
терно отверждение в результате реакций поликонденсации или
полимеризации.
2. Клеи на основе термопластичных полимеров (полиакрилатов,
полиизобутилена, полйвинилацетата и др.).
3. Клеевые композиции на основе эластомеров (главным обра-
зом, каучуков).
Клеевые соединения на основе термореактивных полимеров
обладают высокой прочностью, теплостойкостью (до 150°С) и на-
шли применение в основном при изготовлении силовых конструк-
ций из металлов и неметаллических материалов.
Клеи на основе термопластичных полимеров, характеризуются
высокими адгезионными свойствами, но низкой теплостойкостью.
Они применяются главным образом в несиловых соединениях не-
металлических материалов, вследствие невысоких показателей
прочностных свойств в условиях эксплуатации при повышенных
температурах.
Иногда термопластичные полимеры используют в смеси с термо-
реактивными для изготовления специальных клеев. Примером
может служить широко известная серия клеев марки БФ, пред-
ставляющих собою смесь поливинилацеталей с феноло форм альде-
гидными смолами. Клеевые композиции на основе эластомеров
обладают высокой эластичностью и применяются для склеивания
резин с резинами и металлами.
Клеящая способность полимеров определяется их адгезионными
свойствами, которые зависят от наличия активных групп. Напри-
мер, поливиниловый спирт, эпоксидные, фенолоформальдегидные
смолы содержат большое число полярных групп и поэтому яв-
ляются хорошими клеями для многих материалов.
78
Молекулярный вес и структура полимера также значительно
влияют на йх клеящие свойства. Наличие пространственных
структур с относительно небольшой жесткостью, высокая гибкость
молекулярных цепей благотворно влияют на клеящую способность
полимера^
Вопрос о влиянии молекулярного веса изучен мало. Наиболее
обстоятельные исследования проведены в работах А. А. Кардашева
на образцах фенолоформальдегидных резольных и эпоксидных
смол. При малой степени полимеризации, как правило, образуются
продукты с низкой температурой плавления и хорошими адгезион-
ными свойствами, но слабой когезией, что не позволяет отнести
их к клеящим материалам. Полимеры с высоким молекулярным
весом весьма плохо растворимы, плавятся при высоких темпера-
турах и, обладая хорошей когезией, не имеют удовлетворительных
адгезионных свойств. При каком-то промежуточном значении сте-
пени полимеризации, оптимальном для каждого класса полимеров,
наблюдаются лучшие адгезионные свойства наряду с достаточно
хорошей когезионной прочностью.
Правильный выбор марки' клея зависит от условий эксплуата-
ции изделия, физико-химических требований, предъявляемых к клее- -
вому соединению. На прочность клеевого соединения влияют та-
кие факторы, как влажность, агрессивность среды, растворители,
тепло и холод, микроорганизмы и т. д.
Не все,клеи, а следовательно, и клеевые соединения пригодны
для работы в условиях тропического климата, когда требуется
устойчивость к воздействию микрофлоры и хорошая водостойкость
при повышенных температурах.
Этим условиям отвечают клеи на основе: мочевиноформаль-
дегидных смол, модифицированных меламином или фенолами;
феноло- и резорциноформальдегидных смол; эпоксидных смол,
фенолоформальдегидных смол, модифицированных поливинил-
ацеталями, и кремнийорганических смол.
Коррозионная стойкость клеев, как и полимеров, определяется
главным образом прочностью основных химических связей в макро-
молекулах клея и его структурой. Поэтому, когда нет необходимых
данных по коррозионной стойкости клея, можно руководствоваться
данными о коррозионной стойкости полимера, на основе которого
изготовлен клей.
Окончательный же выбор клея должен быть сделан только
после проверки в условиях, близких к условиям эксплуатации
готового изделия, что вызывается необходимостью установления
влияния таких факторов, как температура, концентрация основных
коррозионных агентов, наличие в среде органических растворите-
лей, окислителей и т. д.
Диэлектрические свойства клеев так же, как и другие свойства,
определяются диэлектрическими свойствами полимера, на основе
которого сделан клей.
79
Клеевой слой после отверждения должен обладать гибкостью, j
которая должна быть равной или большей гибкости склеиваемых
материалов. При склеивании эластичных материалов с различными
коэффициентами расширения, гибкость и эластичность клеевого •
соединения совершенно необходима.
Прочностные свойства клеевого шва повышаются от введения ;
в клей наполнителя, который одновременно снижает коэффициент ;
линейного расширения, придает композиции необходимую вяз- ;
кость, увеличивает диапазон рабочих температур и обеспечивает '
работоспособность при особых условиях эксплуатации. В качестве
наполнителя применяют минеральные порошки, окиси металлов и i
различные волокнистые материалы. j
В состав многих клеев для придания необходимой вязкости и ]
текучести вводят растворители или низкомолекулярные смолы.
Для ускорения отверждения клеевых композиций применяют ;
отвердители. Основания, кислоты, соли, спирты, перекиси и серии- j
Стые соединения — наиболее распространенные отвердители. Коли-
чество добавляемого в клей отвердителя подлежит строгому кон-
тролю, так как избыток или недостаток катализатора может дать .
непрочное соединение.
Отверждение клеев может происходить как в результате не- •
обратимых химических реакций, так и в результате физических
процессов (улетучивание растворителя, исцарение воды, охлажде- ;
ние разогретой смеси).
Для прочности клеевого соединения очень важно отсутствие ;
внутренних остаточных напряжений после отверждения клеевого J
слоя, которые могут разрушить его. Остаточные напряжения чаще
всего появляются в толстом клеевом шве, при неравномерном его ,
охлаждении или нагреве. Практически установлено, что толщина
клеевого слоя должна быть в пределах 0,05—0,25 мм. *
В некоторых случаях, когда требуется более толстый клеевой
слой (неровные склеиваемые поверхности), применяют специаль-
ные безусадочные марки клеев или в состав клея вводят различные ;
порошкообразные наполнители, а также специальные отвердители.
Время, на протяжении которого клей сохраняет достаточную •;
подвижность, характеризует его жизнеспособность. Жизнеспособ- ;
ность тер море активных клеев длится от нескольких секунд до не- i
скольких часов и зависит от температуры среды и характера
отвердителя. Для термопластичных клеев — это время улетучива-
ния растворителя или затвердевания расплава. :
Многие клеи отверждаются в результате испарения раствори-
теля с одновременным образованием трехмерных структур (спирто- =
вые растворы фенольных смол); некоторые, например, карбиноль- )
ный, при нагреве свыше 60 °C деполимеризуются. ]
В зависимости от условий, при которых протекает процесс
отверждения, различают клеи горячего и холодного отверждения. 1
Основной недостаток большинства клеев — это невысокая тепло- -
стойкость. Прочность клеевого соединения резко падает с повы- 1
ЯП
шением температуры, даже и в том случае когда применяются
теплостойкие клеи типа В К-32-200. Например, получены следую-
щие результаты для этого клея: прочность клеевого шва на сдвиг
при 20 °C— 140 кгс/см3, а при 200 °C —61 кгс/см2. Некоторые марки
современных теплостойких клеев на основе органических поли-
меров могут работать длительное время при 300—350 °C. Приме-
нение высокотеплостойких клеев на основе элементорганических и
неорганических полимеров, которые могут работать при
1000—1200°С, ограничивается очень низкой их эластичностью.
К другим недостаткам клеев следует отнести их старение (кле-
евые соединения не так долговечны как сварные и клепаные); не-
большую прочность клеевых соединений при неравномерном от-
рыве; во многих случаях требуется подогрев при склеивании.
Ниже приведены марки клеев для склеивания пластмасс, вы-
пускаемые отечественной промышленностью (состав клеев приведен
в приложении):
Фенолоформальдегидные
ВИАМ-Б-3;1{Б-3;КР-4 ЦНИИМОД-1;
бакелитовые марок ВФ. ВК; СВС-1;
СБС-1ФФ; СКС-1; резольные во-
дорастворимые; БФ-2; БФ-4; БФ-3;
БФ-5; КФС-2; ВК-32-200; ВК-32-
250; ВС-10Т; ВС-350
Моче в и нофор м аль деги д н ые
КМ-3; К-17; КМ-12
Эпоксидные
Клеи из смолы ЭД-5; кл?й из смолы
ЭД-6 холодного и горячего отверж-
дения: клей из смолы ЭД-6 с до-
бавкой пластификатора (дибутил-
фталат или трикрезилфосфат); Л-4
ВК-32-ЭМ; эпоксид П
Метилолполиамидные
МПФ-1; ПФЭ-2/10
Полиуретановые
ПУ-2
Фуриловые
Ф-10
Стиролбутилиетакрилатные
СБМ марок А, Б, В,
Перхлорвиниловые
Пер хлорвиниловый
Каучуковые
ГЭН-150/В, ЯР-Н, карбинольный
(чистый)
К ремниРорганические
ИП-9
На основе природных продуктов
В-105; экстра; ОБ;
Фосфатный
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СКЛЕИВАНИЯ
Технологический процесс склеивания состоит из следующих
операций: подготовка склеиваемых поверхностей (обезжиривание,
придание шероховатости); нанесение клея и склеивание, контроль
качества клеевого шва.
Подготовка поверхностей
Чрезвычайно важным условием хорошего прочного склеивания
является чистота склеиваемых поверхностей. Ничтожные следы
масла, жира резко снижают прочность клеевого шва. Поэтому во
всех случаях склеиваемые поверхности подвергают сначала тща-
тельной очистке от загрязнений механическим путем (щетками,
наждачной бумагой или дробеструйной обработкой) я затем обез- ?
жириваются с помощью органических растворителей, моющих I
средств или пара.
Тщательность подготовки поверхности — основной фактор, опре-
деляющий срок службы склееной конструкции.
Рассмотрим некоторые особенности подготовки поверхностей
под склеивание для различных полимерных материалов.
Обработка склеиваемых поверхностей изделий на основе термо-
пластичных полимеров. Перед склеиванием полиолефинов поверх-
ности изделия обезжиривают, погружая изделие в лигроин, про-
тирают чистой тканью и сушат; затем обрабатывают поверхность,,
наждачной бумагой № 200, обдувают из пылесоса.
Поверхность изделий из полиэтилена или полипропилена обез-
жиривают ацетоном, метилэтилкетоном или ксилолом. После обез-
жиривания изделие погружают в нагретый раствор, состоящий из
15 вес. ч. бихромата натрия, 250 вес. ч. концентрированной серной -
кислоты в 25 вес; ч. дистиллированной воды. Температура раствора \
65—71 °C, время обработки 2—3 мин.
После обработки в растворе производят промывку дистиллиро-;
ванной водой и затем сушат поверхность при 40—50°С в течение
15—30 мин. 1
Вторым способом обработки поверхности изделий из полиэти-
лена и полипропилена является обработка пламенем кислородно-;
ацетиленовой горелки до появления на ней глянца. После обра-;
ботки пламенем поверхность слегка промывают мыльной водой, •
потом дистиллированной водой, а затем ее сушат при комнатной
температуре.
Поверхность изделий из ПВХ очищают трихлорэтиленом, за-
тем обрабатывают наждачной бумагой № 200. После обработки
наждачной бумагой поверхность вновь очищают трихлорэтиленом,
протирают чистой мягкой тканью. Для увеличения адгезии поверх- :
ность изделия из непластифицированного ПВХ рекомендуют обра- ;
батывать парами ацетона или других органических растворителей
в течение нескольких часов при комнатной температуре. Повышает ’
прочность клеевых соединений и обработка хромовой смесью в те-'
чение 5 мин при 70 °C,
Обезжиривание поверхности полистирольных пластиков осу-
ществляют чистой мягкой тканью, пропитанной изопропиловым
или метиловым спиртом, сушат при комнатной температуре, затем
обрабатывают наждачной бумагой № 100.
Можно подготовить поверхность полистирольных изделий и
обработкой в растворе серной кислоты и хромпика. Обезжирива-
ние производят так же, как и в предыдущем случае, изопропило-
вым или метиловым спиртом. Затем погружают изделие в нагретый
до 105—ПО °C раствор, состоящий из 90 вес, ч. серной кислоты и
10 вес. ч. бихромата натрия. Обработку ведут 3—4 мин. После
этого поверхность^ тщательно промывают дистиллированной водой
и сушат при температуре не выше 65 °C,
R9
Существует еще один способ. Склеиваемые поверхности дета*
лей из* полистирола, которые используются в высокочастотных
установках, обрабатывают следующим образом: обезжирива-
ние метиловым или изопропиловым спиртом с последующим
нанесением на склеиваемую поверхность слоя тиксотропной пасты,
состоящей из 1 вес. ч. порошкового калия с добавкой тонкоизмель-
ченной аморфной двуокиси кремния и 3 вес. ч. серной кислоты.
Затем деталь нагревают до 93 °C и выдерживают в течение 3 мин.
После этого, деталь тщательно промывают дистиллированной во-
дой и сушат при температуре не выше 65 °C. Проверка качества
подготовки поверхности во всех трех случаях проводится по сма-
чиваемости ее водой.
Поверхность органического стекла протирают чистой тканью,
пропитанной метиловым спиртом, и просушивают, затем зашкури-
вают наждачной бумагой № 200, пыль удаляют чистым воздухом
(обдувка).
Поверхность изделий из полиформальдегида обезжиривают
метилэтилкетоном или ацетоном, затем погружают изделие на
15—30 с в раствор, состоящий из 12 вес. ч. бихромата натрия и
300 вес. ч. концентрированной серной кислоты в 25 вес. ч. дистил-
лированной воды. Обработка в растворе ведется при комнатной
температуре. После всех операций поверхность промывают дистил-
лированной водой и сушат в печи при 40—150°С в течение 20—
30 мин.
Мягкой тканью, пропитанной ацетоном или метилэтилкетоном,
протирают поверхность изделия из полиэфиров, затем погружают
его в нагретый до 70—75 °C раствор, состоящий из 15 вес. ч. би-
хромата натрия и 300 вес. ч. концентрированной серной кислоты в
30 вес. ч. дистиллированной воды, на 8—12 мин., промывают ди-
стиллированной водой и сушат при температуре 30—50°C до пол-
ного высыхания.
Поверхность изделий из поликарбонатов обезжиривают изопро-
пиловым спиртом, гептаном или бензином и зачищают наждачной
бумагой № 200. Обрабатывают щеткой в моющем растворе, не
содержащем хлора, затем промывают-дистиллированной водой и
сушат при комнатной температуре.
Поликарбонаты можно склеивать хлористым метиленом. Перед
нанесением растворителя (хлористого метилена) поверхности очи-
щают от грязи тканью, смоченной слабым моющим средством, не
содержащим хлора, а затем сушат при комнатной температуре.
После высыхания размягчают одну из поверхностей растворителем,
другая остается сухой. Доказано, что обработка обеих поверхно-
стей значительно снижает прочность соединения. Этот метод склеи-
вания эффективен только в случае хорошо подогнанных деталей.
Хлористый метИлен очень летуч. Чтобы уменьшить скорость испа-
рения, в нем растворяют 3—5% поликарбоната.
Поверхности полиуретановых пластиков обезжиривают метил-
этилкетоном или ацетоном, затем обрабатывают наждачной
83
бумагой № 200, снова протирают ацетоном или метилэтилкетоном
и сушат до полного испарения растворителя.
Поверхность изделий из фторопластов обезжиривают метил- J
этилкетонбм или ацетоном, затем зачищают наждачной бумагой •:
№ 200. После этого изделие погружают на 10—90 с в раствор ;
следующего состава: 46 г металлического натрия (стружка), 128г i
нафталина и 1 л тетрагидрофурана. Для ускорения обезжиривания :
раствор перемешивают. Затем натрийнафталиновый раствор нейт- -
рализуют изопропиловым спиртом (для удаления мелких частиц '
натрия перед промывкой водой), промывают дистиллированной 1
водой и сушат при 40—50 °C. i
Известен метод обработки фторопластов инертными газами. )
Поверхность материала обрабатывают с использованием лампы <
тлеющего разряда в среде электрически активируемого инертного ;
газа (гелии или неоне), что приводит к образованию на поверх- ;
ности материала вязкого прочного слоя, с которым клей хорошо -
сцепляется. . j
Поверхность изделий из полиамидов обезжиривают ацетоном j
или метилэтилкетоном, затем обрабатывают абразивным моющим =
раствором, не содержащим хлора, промывают дистиллированной
водой и сушат при температуре, не превышающей 65 °C.
Обработка склеиваемых поверхностей изделий на основе термо-
реактивных полимеров. Поверхность изделий из фенолоформальде-
гидных смол обезжиривают ацетоном или метилэтилкетоном, за-
тем обрабатывают наждачной бумагой № 200, снимают пыль
тканью, пропитанной ацетоном или метилэтилкетоном, после чего
промывают раствором, не содержащим хлора, дистиллированной :
водой и сушат при 55—65 °C. i
Поверхность изделий из эпоксидных смол обезжиривают тканью, ’
пропитанной метилэтилкетоном или ацетоном, просушивают, а за-
тем обрабатывают наждачной бумагой № 200, обдувают воздухом '
для удаления пыли, нагревают деталь в печи или каким-либо дру- i
гим способом. Температура сушки не должна превышать 65 °C.
Нанесение клея и склеивание
Все используемые в работе полимерные клеи должны сопро- )
вождаться паспортом, подписанным контролером ОТК. На рабо- :
чем месте должно находиться такое количество клея, которое
может быть израсходовано в течение его жизнеспособности. Загу- ?
стевшие клеи для склеивания непригодны.
Для нанесения клея в зависимости от конфигурации поверх-
ности, вязкости клея, удобства и быстроты нанесения применяют
различные способы: кистью, шпателем, роликом, специальными )
клеенаносящими устройствами, в электрическом поле, пульвери- =
затором. Последний способ пригоден только для клеев с высоким j
содержанием растворителей при условии использования специаль-
84
ного пульверизатора. При нанесении клея кисть, шпатель или ро-
лик необходимо двигать в одну сторону, чтобы не образовывались
пузыри. Клей можно наносить щетинными или лубяными кистями.
Длина рабочего ворса кисти должна быть 2—3 см, Шпатели из-
готовляют из нержавеющей стали;- алюминиевых сплавов, дельта-
древесины или из упругой листовой резины. Жидкие клеи наносят
равномерным слоем на обе склеиваемые поверхности.
Г
Рис. 21. Виды клеевых соединений:
/—одинарная нахлестка; 2 — на ус; 3 —со скошенными
к ром ками; 4 — к ах л е стка с подсеч кой; 5 — п олуш ипо вое;
5 —встык; Г — с накладкой; — с двойной накладкой;
Р — со скошенными накладками; /б) —двойная нахлестка*
Склеивание — это, процесс превращения при соответствующих
условиях (температуре, давлений, продолжительности выдержки
под давлением й без давления) клеящего вещества в клеевой слой,
прочно связывающий соединяемые поверхности .изделия.
Существуют различные виды клеевых соединений (рис. 21).
Прочными клеевыми соединениями, не требующими специаль-
ной механической обработки поверхности, являются: одинарная
нахлестка, соединение на ус, нахлестка с подсечкой, соединение
с двойной накладкой, двойная нахлестка (см. рис. 21, поз. 1, 2,
4, 8 и 10); соединения со скошенными кромками, полушиповое и
со скошенными накладками (см. рис. 21, поз, 3, 5 и 9) — прочные,
ио трудные в изготовлении; соединение встык выполнять нецелесо-
образно.
Лучшим клеем для любого полимера Является раствор или
расплав этого же материала. Например, материалы на основе
поливинил ацетата лучше всего соединять раствором поливинил-
ацетата в мономере или в органическом растворителе. Склеивание
изделий из фенолоформальдегидных смол может быть осуществ-
лено с помощью растворов этих смол. Чаще всего для склеивания
термопластичных материалов используют растворители, размяг-
чающие соединяемые поверхности.
Выбор клея зависит в значительной мере от химической при-
роды подлежащего склеиванию материала, технологических воз-
можностей для каждого отдельного случая, а также от условий
эксплуатации клеевого соединения.
Однако независимо от химической природы пластика почти
все полимерные материалы могут быть склеены при обычных тем-
пературах клеями на основе полиуретанов (ПУ-2) и эпоксидных
смол (неполярные пластики после прохождения специальной обра-
ботки поверхности также могут быть склеены этими клеями).
Для удаления из клеевого слоя растворителя, наличие которого
приводит к образованию пористого шва с пониженной прочностью,
производят так называемую открытую выдержку нанесенного клея.
Открытая выдержка должна обеспечить возможно более пол-
ное удаление “растворителя и может быть выполнена как без на-
гревания, так и при повышенной температуре. Иногда после
открытой выдержки или вместо нее применяется закрытая вы-
держка (выдержка без давления наложенных друг на друга склеи-
ваемых поверхностей деталей).
При склеивании без нагревания не всегда получаем удовлетво-
рительные результаты, так как выполненные клеями холодного
отверждения соединения могут быть непрочными в условиях экс-
плуатации, особенно -при повышенных влажности и температуре.
Склеивание при нагревании увеличивает ассортимент клеев и
повышает надежность работы клеевых соединений. Для склеива-
ния при повышенных температурах применяют клеи типа БФ,
ВС-1 ОТ, ВС-350 и др.
• На выбор клея может существенно влиять поведение склеивае-
мого материала при действии растворителей и при нагревании.
Для нагревания изделий при склеивании применяют: 1) су-
шильные камеры (или шкафы); 2) обдувку теплым воздухом;
3) контактные электронагреватели; 4) рефлекторные электронагре-
ватели; 5) токи высокой частоты; 6) нагревание при помощи
инфракрасных лучей.
Запрессовку склеиваемых деталей проводят в пневматических,
гидравлических и винтовых прессах или автоклавах, а также
с помощью вакуумных приспособлений. Мелкие детали можно
склеивать в переносных зажимных приспособлениях, в различного
типа струбцинах. При склеивании клеями, требующими для от-
верждения подогрева, прессы оборудуются электрическим или па-
ровым обогревом,
86
В серийном производстве рекомендуется автоматизировать
процесс склеивания (включение и выключение давления и регули-
рование температуры и давления в соответствии с заданными ре-
жимами).
Переносные зажимные приспособления можно для подогрева
склеиваемых деталей помещать в обогреваемые камеры или снаб-
жать их обогревающим устройством.
Величину удельного давления в пневмо- и гидропрессах рас-
считывают по показаниям манометра, а при прессовании с по-
мощью вакуум-приспособлений — по вакуумметру с учетом разме-
ров поверхностей, передающих давление, и площади соединяемых
поверхностей. Манометры соединяются непосредственно с пресс-
камерой или цилиндрами прессов.
При запрессовке с помощью винтов, прессов или струбцин ве-
личину давления проверяют с помощью пружинных динамометров,
устанавливаемых между цулагой и прокладкой: при склеивании
с подогревом необходимо проверять в процессе нагрева удельное
давление, передаваемое винтами через тарированные пружины и
при необходимости производить их подтяжку.
Время выдержки под давлением считается с момента достиже-
ния заданной температуры в клеевом шве. Продолжительность
нагрева до заданной температуры не должна превышать 60 мин.
Температуру в клеевом шве или склеиваемом изделии вблизи
шва контролируют с помощью термопар и контрольных приборов.
Изделия, склеенные при подогреве, после извлечения из пресса ох-
лаждаются в свободном состоянии до комнатной температуры.
Изделия, склеенные клеем ПУ-2 без подогрева, до пуска в экс-
плуатацию должны быть выдержаны в помещении при темпера-
туре не ниже 20 °C в течение 10 суток.
В табл. 10 приведены режимвт склеивания некоторыми клеями.
Склеивание материалов на основе термопластичных полимеров.
Изделия из термопластичных полимеров (поливинилхлорида, поли-
стирола, полиакрилата, полиметакрилата и др.) в большинстве
случаев хорошо склеиваются без нагревания с образованием соеди-
нений, равнопрочных с основным материалом. В качестве клеев
исполвзуют растворы полярных линейных полимеров в мономерах
или растворителях или соответствующие растворители (для рас-
творимых полимеров).
В результате обработки растворителем или смесью раствори-
телей происходит размягчение поверхности пластика, Соединение
размягченных материалов при небольшом давлении дает проч-
ный—обычно равный прочности соединяемых материалов, клеевой
слой. Применение растворов склеиваемых полимеров позволяет
обеспечить необходимую вязкость клея и получить более однород-
ный клеевой шов. Клей наносят различными способами: кистью,
окунанием, распылением, шприцем и т. д. До образования твер-
дого клеевого слоя склеиваемые материалы находятся под дав-
лением.
. " Таблица 10
Рекомендуемые режимы склеивании пластмасс различными клеями
Наследование и мар к <}- к лея '• Открытая выдержка слоя Режимы склеивания Расход клея, Г/ма
давление, кгс/см2 темпера- тура, DC продол- житель- ность .выдержки
темпера’ тура, °C продолжи - теЛеность
ВИАМ-Б-З 5—15 * мин 0,5-5 16-20 16 ч ч
21-25 13 ч 150- 200
26—30" 10 ч
БФ-2 (первый 15-30 30 мин
слой) БФ-2 (второй 50-60 15-30 15—20 мин 30 мин 8-20 150 ±5 1 ч 150-200
слой) 50-60 15—20 мин
БФ-4 (первый 15-30 30 мин
слой) БФ-4 (второй 50-60 15-30 15—20 мин 30 мин • 8-20 150±5 1 ч 150- 200
слой) 50—60 15—20 мин
ВК-32-200 15—30 30 мин
(первый слой) ВК-32-200 15—30 30 мин 10-20 • 175 ±5 I ч 150—300
(второй слой) ВС-ЮТ 15-30 1 ч 0,8-5 175 ±5 : 1 ч 150-200
ВС-350 15—30 >1 ч 0,5-5 200±5 1 ч 150—200
Клей из смолы 15-30** 0,5-5 120-150 4-6 ч 150-200
ЭД-5 или ЭД-6 -
Эпоксид П Без выдержек3® 0,5-3 200 40 мин
180 150 2 ч 6 ч 200-250
120 10 ч
В К-32-ЭМ Без выдержек 0,2-2 140±5 155±5 2 ч - 1 ч } 150-200
МПФ-! (пер- 15-30 30 мин
вый слой) 50-60 15—20 мин,. । 1—5 160 ±5 1 ч
МПФ-1 (вто- 15-30 30 мин
рой слой) 50-60 15—20 мин
ПУ-2- 20 10—20 мин 0,5-5 20—30 24-36 ч 200—250
Перхлорвиви- 15-25 1 — 1,5 ч —и — — —
ловый 15-25 4—5 ч — — »— —
ГЭН-150/В 18—20 45—60 мин
(первый слой) ГЭН-15О/В 18—20 45—60 мин 3-5 143±2 45 мин 100
(второй слой) 88-Н (первый 18-30 8—10 мин 1
слой) 88-Н (второй 18-30 8—10 мин 1 0,2-0,3 18—30 24 ,ч 500-600
слой) . ИП-9 (первый 18-30 2 мин J — ——< —
слой) ИП-9 (шестой 18-30 24 ч — — —
слой)
* Пгред склеиванием проводят закрытую выдержку в течение не Солее 20 мин.
Выдержку проводят «до отлип а»,
а* Клей наносят на нагретую до 80 —120 ° С поверхность.
Полиэтилен можно склеивать двумя способами: 1) предвари-
тельно обработать поверхность изделия для придания полиэтилену
полярности и затем склеивать обычными клеями; 2) использовать
специальные клеи, обладающие адгезией к полиэтилену.
Первый способ описан в разделе подготовки.поверхности, для
применения второго способа можно использовать растворы неко-
торых полимеров в растворителях, вызывающих набухание поли-
этилена. Клей наносят на полиэтилен без предварительной обра-
ботки его поверхности с помощью кисти, распыления или окуна-
ния. После удаления растворителя выдерживают изделие под
давлением без нагревания.
Можно склеить полиэтилен обычными резиновыми клеями,
предварительно обработав его раствором синтетического каучука
в четыреххлористом углероде или в бензоле, а также трихлорэти-
леном.
Полипропилен, поверхность которого обработана хромовой кис-
лотой в течение 1 мин при 73 °C, можно склеить эпоксидно-
полисульфидным клеем.
Непластифицированный поливинилхлорид склеивают с по-
мощью растворителей и клеев, представляющих собой растворы
поливинилхлорида или перхлорвиниловой смолы в дихлорэтане,
метиленхлориде, трихлорэтилене и др. Рекомендуется 20% раствор
перхлорвиниловой смолы в дихлорэтане, метиленхлориде и ацетоне.
После подготовки поверхности клей наносят с помощью кисти
или ролика.
Пластифицированный поливинилхлорид (различные облицовоч-
ные и декоративные материалы из ПВХ) склеивают резиновыми
клеями типа 88-Н, полиуретановыми клеями или с помощью рас-
творов некоторых винильных полимеров в органических раствори-
телях, а также клеями, стойкими к миграции пластификатора.
Хорошие результаты получаются при склеивании пластифици-
рованного поливинилхлорида клеями типа 88-Н с введением
в состав клея 4—7% глицерина или других многоатомных спиртов.
Для препятствия миграции пластификатора в клеевой слой на
поверхность склеиваемого пластифицированного поливинилхлорида
наносят раствор перхлорвиниловой смолы в метиленхлориде, со-
держащий также 3—4% глицерина, пентаэритрита или других
многоатомных спиртов. Подготовленный таким образом пластикат
можно склеивать клеем 88-Н или другими самовулканизирую-
щимися композициями на основе нитрильных или хлорированных
каучуков и фенолоформальдегидных смол.
Непластифицированный поливинилхлорид можно склеивать
клеями на основе полиметилметакрилатных, полиэфирных и эпок-
сидных клеевых композиций.
Хорошо склеивает винипласт и поливинилхлоридные пластикаты
друг с другом, а также с капроном, фенопластом клей ПЭД-Б.
Клей наносят тонким слоем на одну или обе склеиваемые поверх-
ности. Расход клея при одноразовом двухстороннем покрытии
составляет 300—400 r/м2. Склеивание проводится под давлением
2—3 кгс/см2. Полное отверждение клея наступает через 24:—36 ч.
Пенопласты — ПС-1, ПС-4, ПВХ-1, ФК-20, ФК-40, ФФ — склеи-
ваются между собой и с текстолитом клеями ВИАМ Б-3 или ПУ-2.
Пенопласт ПС-4 склеивают клеем ВИАМ Б-3, в котором раство-
рителем является спирт, остальные марки пенопластов склеивают
клеем ВИАМ Б-3, приготовленным на ацетоне.
На подготовленные поверхности склеиваемых деталей наносят
клей ВИАМ Б-3, затем дают открытую выдержку в течение
5—45 мин и закрытую выдержку в течение 20 мин (с начала
сборки до начала запрессовки). Режим запрессовки при давлении
0,5—5 кгс/см2 приведен ниже:
Температура, °C............... 16-20 21—25 26-30
Минимальная выдержка под давлени-
ем, ч ........................ 5 4 3
Склеивание пенопластов клеем ПУ-2 осуществляется без на-
гревания. Пенопласты можно склеивать также неопреновыми и
эпоксидными клеями. При склеивании пенопластов со стекло-
текстолитом применяют клеи БФ-2 и ВИАМ Б-3. Клей БФ-2 ис-
пользуют в качестве подслоя, который наносят на стеклотекстолит
в два приема с сушкой каждого слоя при 16—30°С не менее
30 мин или при 55 ± 5°С в течение 15—20 мин.
Сополимеры стирола марок СНП и УП-П склеиваются клеем
ПУ-2 при комнатной температуре. Полиметилстирол и эластичный
полиуретан склеиваются уретановым форполимером.
Основная трудность склеивания органического стекла заклю-
чается в том, что оно очень чувствительно к органическим раство-
рителям. Эта чувствительность выражается в образовании на
поверхности изделий из полимера микротрещин («серебра»). Но
несмотря на это и за рубежом, и у нас процесс склеивания орга-
нического стекла с помощью растворителей или клеев получил
широкое распространение. Клеи представляют собой растворы
полиметилметакрилата в органических растворителях, например
2—5% раствор полимера в дихлорэтане. Склеивание осуществляют
при температуре воздуха не ниже 15°С. Клей наносят кистью на
обе склеиваемые поверхности, не позже чем через 2 мин после
нанесения клея поверхности соединяют и запрессовывают.
Закрытая выдержка должна быть не более 30 мин; запрессовку
осуществляют, например, в прессах (рычажных, винтовых, пнев-
матических или гидравлических), в струбцинах, при давлении
0,5—1,4 кгс/см2 для деталей толщиной 1,5—3 мм и 2,5 кгс/см2 при
толщине больше 3 мм. Под давлением склеиваемые детали должны
находиться в течение 4 ч, а после снятия давления' не менее чем
через 18 ч можно проводить механическую обработку.
Таким же способом можно склеивать органическое стекло рас-
творами полиметилметакрилата в м\тилметакрилате,, хлороформе,
хлоргидрине, ледяной уксусной кислоте, муравьиной кислоте и т, п.
В связи с выпуском новых марок органического стекла нашли
широкое применение специально разработанные клеи марок
В31-Ф9, ВС-10ТМ, ВК-32-70, ПУ-2 и ПУ-2Б, которые при темпера-
туре до 100°С обеспечивают хорошие результаты.
Клей В31-Ф9 — феиолоформальдегидный клей холодного отвер-
дения—состоит из смолы ВИАМ-Ф9, резорцина и этилового спирта,
в качестве отвердителя применяется керосиновый контакт. Клей го-
товится смешением компонентов непосредственно перед склеиванием.
Технология склеивания клеем В31-Ф9 следующая. На обрабо-
танную наждачной бумагой поверхность кистью наносят клей
в один слой (на каждую поверхность). Открытая выдержка соот-
ветствует 7—10 мин при 20—22 °C, а закрытая выдержка 30 мин.
Выдержка под давлением 0,5—2 кгс/см2 не менее 8 ч, а после сня-
тия давления до начала обработки — в течение суток. При нагре-
вании до 60—65 °C выдержка под давлением сокращается до
1,5—2 ч. Вязкость клея (начальная) должна быть 40—60 с;
жизнеспособность клея при 20 °C — 3,5 4-5 ч. В процессе склеива-
ния необходимо поддерживать температуру клея не выше 20°С,
при необходимости клей охлаждается.
Клей ВС-10ТМ получают смешивая клеи ВС-ЮТ и ВИАМ-Ф9.
Клеем ВС-10ТМ органическое стекло склеивается при 145 ±5°С и
давлении 1,5—2,0 кгс/см2.
При склеивании клеями В31-Ф9 и ВС-10ТМ значительно сни-
жается прочность органического стекла. Клей ПУ-2 не снижает
прочности органического стекла, а клей ВС-10ТМ в ненапряжен-
ном состоянии не вызывает образования микротрещии.
Клей ПУ-2Б является модификацией клея ПУ-2, предназначен-
ного для склеивания органического стекла, в который введен
неполярный растворитель — бензин, устраняющий опасность появ-
ления микротрещин.
Микротрещины не появляются также при использовании не со-
держащих растворителей клеев марок ВК-32-70а и ВК-32-706 на
основе полиэфиракрилатов. Режим склеивания клеями ВК-32-70а
и ВК-32-706 аналогичен склеиванию клеем ВК-32-70. Продолжи-
тельность выдержки в запрессованном состоянии силовых деталей,
соединенных клеем ВК-32-70а, составляет 4 ч при 60—65 °C, не-
силовых деталей — трое суток при 20 °C, а для несиловых деталей,
соединенных клеем ВК-32-706, 1,5 суток.
Расход перечисленных клеев колеблется в пределах [00—
250 г/м2.
Склеивание клеем ВК-32-70 проводят следующим образом. На
обработанную наждачной бумагой поверхность кистью наносят
клей в один слой на обе склеиваемые поверхности. Через 5 мин
детали соединяют и запрессовывают под давлением 0,1—0,5 кгс/см2
в течение 4 ч при 60—65 °C.
Клеи ВК-32-70а и ВК-32-706 отличаются химической природой
инициатора. Клей ВК-32-70а образует клеевые соединения, более
91
прочные, чем клей ВК-32-706, но отвердевает в 2—2,5 раза медлен-
ней, чем клей В К-32-706.
Полиформальдегид, изотактический полипропилен й пентон
склеиваются полисульфидно-эпоксидным клеем.
Поликарбонат склеивают полиэфирным (на основе сополимера
ненасыщенного эфира со стиролом) клеем.
Такие фторопласты, как политетрафторэтилен, полифторэтилен-
лропилен, полихлортрифторэтйлеп, полифторвинил и полимоно-
хлортрифторэтилен склеивают после обработки поверхности рас-
твором металлического натрия в смеси нафталина и тетрагидро-
фурана. Полимер склеивают клеями на основе модифицированных
.ацеталями фенолоформальдегидных смол, а также полиуретано-
выми, эпоксидными, полиэфирными и другими клеящими соста-
вами. Для придания фторорганическим пластикам клеящей спо-
собности поверхность изделий обрабатывают в среде электрически
активируемого инертного газа (гелия или неона). Необходимо от-
метить, что перечисленные способы склеивания фторорганическух
полимеров дают клеевой шов, химически менее стойкий, чем сами
фторопласты.
Для склеивания изделий из полиамидов применяют фенольно-
спиртовый раствор данного полиамида. Можно склеивать клеем
ПУ-2, но прочность клеевых соединений в 1,5 раза ниже прочности
клеевых соединений, выполненных фенолгспиртовым раствором
полиамида. Прочность клеевых соединений при склеивании поли-
амидов клеем ПУ-2 несколько повышается, если процесс ведется
с нагреванием.
Полиамиды и полиуретаны склеивают с помощью полиуретано-
вых клеев, а также растворов полиамидов и полиуретанов в му-
равьиной кислоте или муравьиной кислотой.
Склеивание материалов на основе термореактивных полимеров.
Технология склеивания термореактивных пластмасс состоит из
обычных операций: подготовки поверхности, нанесения клея, от-
крытой выдержки для удаления растворителя: если клей Содержит
растворитель, то необходима и выдержка клеевого соединения под
давлением,
В зависимости от вида выбранного клея устанавливают про-
должительность, температуру и давление выдержки под прессом.
Для склеивания термореактивных пластмасс применяют
фенолоформальдегидные, полиэфирные, полиуретановые, эпоксид-
ные и другие клеевые композиции. В качестве примера склеивания
термореактивных пластмасс рассмотрим соединение текстолитов и
стеклотекстолитов.
Текстолиты можно склеивать клеем ВИАМ Б-3 (или другими
фенолофррмальдегидными клеями, отвердевающими с помощью
отвердителя контакта Петрова). На подготовленную поверхность
наносят слой клея, дают открытую выдержку в течение 5—15 мин,
после чего— закрытую выдержку до 20 мцн ф выдержку под дав-
лением 0,5—5 кгс/см2.
92
Продолжительность выдержки зависйД 6т температуры склеи-
вания:
Температура, °C........16—20 21—25 26—30
Продолжительность выдержки, ч . , . 10 8 6
Клеем БФ-2 соединяются текстолит и стеклотекстолит. Клей
БФ-2 наносят в два слоя. Первый слой клея высушивают при
16—30 °C в течение 30 мин, Затем наносят второй слой клея, ко-
торый сушат уже при 50—60°С в течение 15 мин.
Запрессовку производят в обогреваемом приспособлении (или
прессе) под давлением 5—20 кгс/см2 (нижний предел давления
для деталей простой конфигурации, верхний — для сложной).
Продолжительность выдержки под давлением в зависимости от
температуры должна быть (считая с момента достижения необхо-
димой температуры в клеевом шве):
Температура, °C.............. 120-125 130-135 136-140
Продолжительность выдержки, мин 50—60 25—30 20—25
Температура клеевого шва измеряется при помощи термопары;
Давление снимается после охлаждения склеиваемых деталей до
40 °C.
Склеивание стеклопластиков клеями БФ-2, ВИАМ Б-3 и эпок-
сидом П применяют в тех случаях, когда склеенные изделия будут
работать при невысоких температурах (60—100°C). Для более
высоких, температур эксплуатации (~ 200—300 °C) склеивание
стеклопластиков проводится клеями марок ВС-ЮТ, В К-32-200 и
ВС-350.
В тех случаях, когда необходимо получить клеевой шов с фи-
зическими свойствами (теплостойкостью, водостойкостью, ди-
электрической проницаемостью), аналогичными характеристикам
склеиваемого материала, применяют клеи, по химической природе
близкие к связующему стеклопластика. Например, полиэфирный
стеклопластик склеивают полиэфирным клеем.
Контроль качества клеевого шва
Контроль качества клеевого шва должен осуществляться на
протяжении всего технологического процесса склеивания, начиная
с контроля свойств исходных материалов (изделие и клей) и кон-
чая контролем готового соединения. Например, для листов про-
веряют толщину, внешний вид, разрушающее напряжение при
растяжении. Качество клея контролирует лаборатория, которая и
дает разрешение на его использование.
Осуществляется контроль по всем технологическим опера-
циям: подгонка поверхностей деталей, обработка поверхности,
нанесение клея, склеивание. Длительность и температура отвер-
ждения должны соответствовать техническим условиям.
Очень часто после операции склеивания для улучшения вида
(перед сдачей контролеру) деталь очищают растворителем, уда-
ляя потеки. Этого не стоит делать, так как потеки позволяют
судить, например о правильно выбранном режиме отверждения.
Контролер проверяет качество склеенного изделия внешним ос-
мотром, простукиванием, а также уточняет размеры и вес изделия.
Первое склеенное изделие испытывают разрушающим методом.
Анализ характера разрушения выявляет в клеевом шве слабое
звено и позволяет внести соответствующие коррективы.
а 6
2 ______
Рис. 22, Когезионное (а), адгезионное (б)
и смешанное (в) разрушение клеевого
шва;
J — склеиваемый материал; 2— клей.
а
«ииаваиа]
? 2
Разрушение по клеевому
слою (рис. 22) называется ко-
гезионным, разрушение по по-
верхности разделаадгезион-
ным. Характер разрушения
выражают в процентах коге-
знойного и адгезионного раз-
рушений.
Доказательством идеаль-
ной подготовки поверхности
является 100%-ное когезионное
разрушение. При адгезионном типе разрушения причинами низкой
прочности могут быть плохая подготовка или, наоборот, слишком
тщательная полировка поверхности, высокая влажность среды и др.
При когезионном разрушении снижение прочности происходит из-за
нарушения состава клеевой композиции, неудовлетворительного
размешивания компонентов и др.
Методы испытаний клеевых соединений очень разнообразны и
их стандартизация наталкивается на значительные трудности.
Ниже перечисляются некоторые методы испытания клеевых
соединений пластмасс:
1) испытание па сдвиг при растяжении;
2) испытание на сдвиг при сжатии (скалывание);
3) испытание на прочность при равномерном отрыве;
4) испытание на прочность при отслаивании;
5) определение стойкости клеевых соединений к действию воды,
атмосферных условий, различных химических реагентов и повы-
шенных температур;
6) определение диэлектрических свойств.
В последнее время все более широкое распространение полу-
чают методы неразрушающего контроля прочности клеевых соеди-
нений.
Неразрушающий метод контроля позволяет выявить слабые
соединения па ранней стадии производства, Сократить количество
испытаний методом разрушения, а следовательно, сократить по-
требность дорогостоящего оборудования для разрушающих испы-
таний. Значительно экономится время на проведение испы-
таний,
Для контроля клеевых соединений неразрушающим методом
чаще всего используются звуковые методы, главным образом
Рис. 23. Схема устройства ультраакустического дефекто-
скопа, действующего по принципу эхолота:
J — экран осциллоскопа; 2 — полимерный материал; 3 — клеевой шов;-
4 — прнемопередающий преобразователь; 5 — непр оклеен ный участок,
-> направление импульса.
а
Рис. 24. Схема устройства для
сквозного ультраакустического
прозвучнвания:
/ — ультразвуковой генератор: ? — пере-
дающий преобразователь; 5 — приемный
преобразователь; 4— клеевой шоВ; 5 —
э кран ос ЦПллоскопа; 5 — осциллоскоп;
7 — непроклеенный участок. -> направле-
ние импульса,
ультразвуковые и рентгенографические. Один из современных ме-
тодов контроля основан па ультраакустической дефектоскопии по
принципу эхолота.
В методе контроля клеевых соединений по принципу эхолота
(рис. 23) используют пьезоэлектрический кристалл как генератор
и как приемник ультразвуковых ко-
лебаний. Это достигается путем воз-
буждения кристалла импульсом по-
стоянного тока очень'высокого на-
пряжения. Кратковременный элек-
трический импульс вызывает быст-
рое изменение размеров кристалла,
после чего кристалл продолжает
колебаться с собственной частотой
до тех пор, пока энергия не рассе-
ется. Кристалл сообщает среде, в
которой он находится, ряд колеба-
ний низкого и высокого давления,
образуя звуковую волну с частотой,
равной частоте изменения давле-
ния.
В промежутках между электри-
ческими импульсами кристалл при-
нимает отраженные эхо-сигналы.
Когда отраженный импульс достиг-
нет кристалла, последний преобра-
зует механическую энергию упругой
волны в электрическую энергию с
той же частотой. Приемная схема, настроенная на собственную ча-
стоту кристалла, усиливает электрическую энергию.
Электрические сигналы, соответствующие звуковым импульсам,
.индуцируются с усилением на экране электронно-лучевой трубки
* »мле кривой изменения амплитуды во времени (см. рис. 23,а).
При наличии непроклеенного участка сигнал отражается на гра-
нице «полимерный материал — пустота»; при этом на экране осцил-
лоскопа появляется изображение в виде пика (см. рис. 23,6).
С помощью метода ультраакустической дефектоскопии можно
обнаружить пустоты или несплошности следующих видов: а) пу-
стоты между склеиваемыми элементами в слоистых конструкциях;
б) пустоты на границе раздела клей —обшивка в сотовых па-
нелях; в) повышенную пористость клеевых соединений во всех
конструкциях, доступных для ультразвукового контроля; г) рас-
слоения в различных слоистых стеклопластиках.
Для контроля клеевых соединений так-же с успехом применяют
принцип опрокидывания фазы. Фаза сигнала, отраженного от
доброкачественного шва, меняется на 180° при отражении от
непроклеенного участка.
Для материалов, сильно поглощающих ультразвуковые коле-
бания, широкое применение при дефектоскопии клеевых соедине-
ний получил метод сквозного прозвучивания (рис. 24). При про-
звучивании доброкачественного шва зондирующий импульс сво-
бодно проходит через него (см. рис. 24, д); отсутствие импульса
на экране осциллоскопа свидетельствует об его задержке на не-
проклеенном участке (см. рис. 24,6).
Метод сквозного ультраакустического прозвучивания менее
сложен, чем метод с использованием принципа эхолота, так как
требует оценки величины только одного сигнала. Кроме того,
в сильно поглощающие ультразвук материалы сквозное прозвучи-
вание позволяет сигналу проникать в 2—3 раза глубже, чем при
метоДе дефектоскопии по принципу эхолота.
МЕРОПРИЯТИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
При работе с синтетическими клеями необходимо соблюдать
определенные правила безопасности в связи с тем, что некоторые
из них токсичны или огнеопасны. Например, токсичны аминосоеди-
нения, которые применяются в эпоксидных клеях для отвержде-
ния. При попадании аминосоединений на кожу появляются красные
пятна или-мокнущие экземы. Кожные поражения сопровождаются
сильным зудом и отеком, особенно кожи лица. Дыхательные пути
и слизистая оболочка глаз раздражаются парами отвердителя.
Эпоксидные смолы при нагревании до 60 °C и выше выделяют
летучие вещества, в составе которых содержится эпихлоргидрин,
действующий на нервную систему и печень.
Попадание полиэтиленполиамина в организм в больших дозах
вызывает нарушение дыхания, угнетение центральной нервной си-
стемы. Поражение полиэтиленполиамином глаз приводит к появле-
нию гнойного конъюнктивита.
Гексаметилендиамин относится к высокотоксичным продуктам,
его пары изменяют состав крови и снижают кровяное давление.
Пары малеинового ангидрида раздражают слизистую оболочку
дыхательных путей и глаз, появляется удушье, хрипы в легких.
Клеи па основе немодифицированных фенолоформальдегидных
смол содержат большое количество свободного формальдегида и
фенола, которые раздражают слизистые оболочки глаз и кожи, а
при неосторожном обращении вызывают дерматит и ожоги. Пыль
и пары фенола вызывают зуд, онемение и шелушение кожи, а также
влияют на внутренние органы (расстройство пищеварения, сла-
бость, головные боли и раздражение верхних дыхательных путей).
Еще большей токсичностью обладают полиуретановые клеи, так
как они содержат изоцианаты, которые раздражают слизистые обо-
лочки дыхательных путей и вызывают общую слабость. К таким
клеям относятся ПУ-2.
Весьма вредны растворы полимеров метилметакрилата в моно-
мере эфира, в дихлорэтане, а также в муравьиной кислоте.
Растворители — бензол, толуол, ацетон, ксилол, дихлорэтан,—
входящие в состав некоторых клеев, токсичны, легко воспламе-
няемы и образуют с воздухом взрывоопасные смеси. Поэтому все
работы по приготовлению клеев и по склеиванию необходимо вы-
поднять при обязательном соблюдении специальных правил по по-
жарной безопасности.
Ниже приведены предельно допустимые концентрации некото-
рых вредных паров и газов в воздухе: рабочих помещений
(в Mt/м3):
Аммиак.................... 20
Ацетон . , ................200
Бензин (растворитель) .... 300
Бензол ..................... 5
Гексаметилендиамин .... 1
Гексаметиленднизоцианат . . 0,05
Дихлорэтан.............. . 10
Ксилол...................... 5J
Спирт этиловый............ 1000
Толуол...................... 50
Фенол .,..................... 5
Формальдегид ................ 0
Фурфурол.................... 10
Хлоропрен ................... 2
Эпихлоргидрин ............... 1
Все работы с клеями должны проводиться в специально отве-
денных помещениях, оборудованных хорошей приточно-вытяжной
вентиляцией. Пол в помещениях, предназначенных для работы
с клеями, должен быть выложен метлахскими плитками, иметь
уклон и сточные канавки для спуска сливных вод. Степы облицо-
вывают плиткой на высоту 1,5—2 м или красят масляной краской.
Рабочие места оборудуют местными отсосами, которые в зави-
симости от летучести компонентов клея и характера производимых
операций могут быть выполнены в виде вытяжных шкафов, зонтов
или бортовых отсосов. Скорость движения воздуха в рабочих
отверстиях шкафов и местных отсосов должна быть ~0,7 м/с.
С учетом этой скорости следует проектировать производительность
вентиляторов, а приточный воздух (в холодное время года нагре-
тый) должен подаваться в количестве 90% от объема удаляемого
воздуха. В случае неисправности и бездействия, вентиляционных
устройств работы должны быть приостановлены.
Q7
Склеивание с применением подогрева клеями ПУ-2, ВК-32-200, .
ВС-ЮТ, ВС-350, ВК-32-ЭМ, эпоксидом П должно проводится в ка-
мере, снабженной вытяжным устройством. Прессы и сборочные
приспособления необходимо оборудовать местными отсосами. При
работе с большими количествами токсичных материалов рабочие
должны иметь специальные респираторы, обеспечивающие непре-
рывную подачу свежего воздуха в зону дыхания.
Все работы с продуктом 102-Т (компонент клея ПУ-2) — вскры-
тие емкостей с ним, отбор проб для анализа, отвешивание и дру-
гие операции — необходимо производить в очках, резиновых пер-
чатках, нарукавниках, фартуках и резиновой обуви при действую-
щей вытяжной в'ентиляции или еще лучше в вытяжном шкафу. При :
отборе проб с помощью пипетки необходимо использовать рези- !
новую грушу. ;
Не допускается на рабочем месте загустевшие клеи разбав-
лять свежеприготовленными клеями или растворителями. ’ =
К работам, связанным с применением клеев, после медицин- j
скоро осмотра допускаются рабочие, прошедшие специальный ;
инструктаж по технике безопасности и промышленной санитарии.
Цеха оборудуются душевыми, умывальниками с теплой водой, 5
гардеробами с раздельным хранением домашней одежды и спец- •'
одежды. В случае попадания на кожу клей надо удалить тампо- 5
ном, смоченным в ацетоне, а затем промыть это место теплой во- j
дой с мягким мылом. Мыла с высоким содержанием щелочи
повышают восприимчивость кожи к раздражителям. По оконча- )
ним работы обязательно принять горячий душ.
Если фенол попадает на кожу, его смывают мыльной водой,
спиртом или слабым раствором питьевой соды с последующим
тщательным промыванием теплой водой. После этого кожу смазы- ;
вают вазелином или мазью от ожогов; в случае сильного ожога ;
нужно немедленно обратиться к врачу. При случайном попадании 1
фенола или формалина внутрь организма следует выпить большое j
количество молока и немедленно обратиться к врачу. *
Продукт 102-Т удаляют с кожи тампоном, смоченным этил- j
ацетатом или ацетоном, после чего пораженное место тщательно :
моют теплой водой с мылом. У
При загрязнении пола токсичным клеем или его компонентами s
их следует убрать и пол смыть водой. Если пролит продукт 102-Т, j
то пол засыпают опилками, затем собирают их совком, выносят ?
из помещения и заливают пол 5—10% раствором аммиака. Остатки
продукта 102-Т на полу также обрабатывают раствором аммиака.
Все работающие с клеями должны периодически проходить <
медицинские осмотры.
При работе с клеями, содержащими огне- и взрывоопасные <
растворители, рабочее помещение оборудуют по нормам, преду- ;
смотренным в «Противопожарных нормах строительного проекта- )
рования предприятий и населенных мест» (Н-102-54), утвержден- ;
ных 4 ноября 1954,г, '
98
ПРИЛОЖЕНИЕ
Марки и составы клеев
Наименование и марке клея Состав клея Жизнеспо- собность
компоненты количе- ство, вес, ч,
ВИАМ-Б-3 Фе йодоформ альдегидные Фенолоформальдегидная смола марки 100 3-6 ч*
♦ КБ-3 ВИАМ-Б Спирт или ацетон Керосиновый контакт Фенолоформальдегидная смола мар- 10 1400 К.ч. 100 3-6 ч*
КР-4 ки Б Керосиновый контакт Фенол о форм альдегидная смола мар- 1800 К- ч. 100 3-6 ч *
ЦНИИМОД-1 ки Р Керосиновый контакт Смола ЦНИИМОД 4500 К.ч. 100 2-6
Бакелитовые ма- Керосиновый контакт Фенол о форм а ль дет и дна я резольиая 3200 К.ч. 6—9 мес
рок ВФ, ВК> СБС-1, СБС-1ФФ, СКС-1 БФ-2 и БФ-4 смола Спиртовый раствор продукта совме-
БФ-3 и БФ-5 щения резольной смолы с поливи- нил бутиралем То же —*
* При температуре выще 20 °C жизнеспособность клеен 2—3 ч.
Продолжение
Наименование й марка клея Состав клея Жизнеспо- собность
компоненты. количе- ство Вес. ч.
КФС-2 Близок по составу к клеям БФ —
В К-32-200 Фенолоформальдегйдная смола — —
Акрилонитрильный каучук — —
ВК-32-250 Фенолоформальдегйдная резолы, а я смола с добавкой хинолина —
Акрилонитрильный каучук СКН-40 —
ВС-ЮТ Фенольная смола — 6 мес
Поливинилацеталь —
ВС-350 То же — 6 мес
Мочевин оформа л ьдегидние Г
КМ-3 Порошкообразная моче вино форм аль- дегидная смола марки СМК-2 100 2—4 ч
Вода 50
Этиловый спирт 10
Молочная кислота 400
К.ч. ,
К-17 Мочевин о форм аль дети дна я смола мар- ки МФ-17 100 3—5 ч
Щавелевая кислота (10% водный рас- твор) 15-22
Вода (до достижения необходимой вязкости) —
КМ-12' Мочевин о форм альдегидная смола мар- ки М 100 3-6 ч
Аммоний сернокислый (40% раствор) 3,5
Эп оксидные
Клей из смолы ЭД-5 (холодного отверждения) Эпоксидная смола марки ЭД-5 Полиэтилен полиамин или .гексамети- лендиамин 100 6,5 30—40 мин
Клей из смолы ЭД-5 (горячего отверждения) Эпоксидная смола марки ЭД-5 Малеиновый ангидрид 100 30 .
inn
Продолжений
Наименование и марка клея Состав клея Жизнеспо- собность
компоненты количе’ ство вес, ч.
Клей из смолы ЭД-6 (холодного отвер5кдения) Эпоксидная смола марки ЭД-6 Полиэтиленполиамин или гексаме- тилендиамин 100 6,5 30—40 мии
Клей из смолы ЭД-б (горячего отверждения) Эпоксидная смола марки ЭД-6 Малеиновый ангидрид 100 30 —
Клей из смолы ЭД-6 Эпоксидная смола марки ЭД-6 Дибутилфталат или трикреэилфосфат 100 —
Полиэтилспполиамин 8-12
Л-4 (эластичный) Эпоксидная смола марки Э-40 100 1-1,5 ч
Дибутил фталат 15
Полиэтиленполиамин 8
Метилолполиамидпые
МПФ-1 Смола марки ПФЭ-2/10 90 —
Бакелитовый лак марки А Растворитель этиловый спирт 10
ПФЭ-2/10 Метилолполиамидная смола — —
Отвердитель —
Растворитель — этиловый спирт —
Полиуретановые
ПУ-2 Продукт № 24
Продукт № 102-Т *—
Наполнитель —
Фуриловые
Ф-10 Фурилофен ол оформальдегидоацеталь- на я смола — —
Сиирто-ацетоновая смесь —
Стиролбутилметакрилатные
СБМ марок А, Б, В Стирол Бутиловый эфир метакриловой кис- лоты 95 5 —
/7родолженМ
Состав клея
Наименование и марка клея компоненты количе- ство вес. ч. Жизнеспо- собность
Перхлорвиниловые
Перхлор вин иловый Перхлорвиниловая смола Дихлорэтан технический 13 87
Каучуковые
ГЭН-150/В Сополимер бу та диен-и и три л ьн ого кау- чука С КН-40 со смолой В ДУ — Не огранй- 1ена
88-Н Резиновая смесь № 31-Н Бутилфенолоформальдегидная смола марки 101 Смесь этилацетата и бензина (2: 1) 3 мес
Кремнийорганические
ИП-9 (тропико- устойчивый) Полисилоксан овая смола, модифици- рованная эпоксидной смолой Толуол или ацетон —
В-105 На основе природных продуктов Казеин кислотный Фтористый натрий Известь-пушонка Медный купорос Керосин 68—70 8,48 19.08 0,35 1.41 5 мес
Экстра Казеин кислотный Фтористый натрий Известь-пушонка Медный купорос Керосин 35,34 8,48 19,08 035 0,41 5 мес
ОБ Казеин Фтористый натрий Кальцинированная сода Известь-пушонка Керосин 71 4Д 4,3 19,3 1,1 5 мес
Фосфатный Казеин Фтористый натрий Кальцинированная сода Из в есть-пу шон ка Керосин 60 4,3 4,3 19,3 1,1 5 мес
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Напыление полимерных материалов
Ген ель С. В.-и др., Применение полимерных материалов в качестве по-
крытий, Изд. «Химия», 1968.
Мачевская Р, А., Мочалова О. С., Подготовка поверхности под
окраску, Изд. «Химия», 1971. ’
Полякова К. К., Зельцер Ю. Г., Полимерные покрытия полосового ме-
талла, Изд. «Металлургия», 1971.
Яковлев А. Д., Здор В. Ф., Каплан В. И., Порошковые полимерные
материалы и покрытия на их основе, Изд. «Химия», 1971.
Окраска металлических поверхностей ОМТРМ 7312-010—70. Изд. «Машино-
строение», 1970.
Сварка изделий Из пластмасс
М а ц ю к Л. Н. н др., Сварка полимерных пленок, Изд, «Машиностроение»,
1965,
Т р о с т ян с к а я Е. Б., Комаров Г, В., Шишкин В. А., Сварка пласт-
масс, Изд. «Машиностроение», 1967,
Ца.де Г, П., Электротермическая и высокочастотная сварка пластических
масс, Госстрой из дат, 1962.
Склеивание изделий из пластмасс
К а р д а ш о в Д. А., Синтетические клеи, Изд. «Химия», 1969.
К е й г л Ч., Клеевые соединения, Изд. «Мир», 1971.
Ланге Ю. В., сб. «Клеи и технология склеивания», Оборонгвз, I960.