/







































































































































Author: Комаров Г.В.
Tags: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс пластмассы
Year: 1979




Text
Г. В. КОМАРОВ
СПОСОБЫ
СОЕДИНЕНИЯ
ДЕТАЛЕЙ
ИЗ ПЛАСТИЧЕСКИХ
МАСС
WELDWORLD.RU
К63
УДК 678.029.4/.5
Комаров Г. В.
Способы соединения деталей из пластических
масс. — М.: Химия, 1979. 288 с„ ил.
В данной книге систем а ткзироваяы и обобщены результаты всслс-
дованяй в области соединения деталей из пластических масс друг
с другом и с металлическими деталямн.
В книге уделено большое внимание классификации способов со
единения, рассмотрены механизмы процессов, приведены основные све-
дения о конструировании соединительных швов и о выборе крепеж-
ных элементов и вспомогательных материалов, изложена технология
выполнения соединений и приведены некоторые сведения о приспосо-
блениях и оборудовании.
Книга предназначена для нежен ерно-технич сек нх и научных ра-
ботников, занятых конструированием и производством изделий нз пласт-
масс, она может быть полезна для аспирантов и студентов, специали-
зируккцихся в области перера/божи пластмасс.
288 с., 9 табл,, 97 рис., список литературы 424 ссылки»
31410-070
К 050(01)-79
70-79
© Издательство «Химия», 1979 г.
г
СОДЕРЖАНИЕ
Предисловие..............* , . . , , . , , 5
Глава I. Прессовые соединения . . .. . . . 7
Конструирование соединений ......... 8
Технология соединений ................................. 10
Свойства соединений . . . ................• . . . 13
Разновидности прессовых соединений . . . . . . . 15
Глава II. Замковые соединения............................ 18
Конструирование соединений . 19
Свойства соединений............. . ...............23
Специальные виды замковых соединений ...... 26
Глава III. Механическое крепление......................30
Заклепочные соединения.................................... 32
Выбор заклепок........................................ 33
Конструирование соединений . . '....................36
Технология соединений ................................. 40
Клепка с помощью металлического крепежа . . . 40
Клепка с помощью пластмассового крепежа ... 48
Резьбовые соединения . 55
Болтовые соединения................................... 55
Крепежные элементы..................................55
Конструирование соединений *........................58
Технология соединений ..............................63
Свойства-болтовых и заклепочных соединений . . . 67
Факторы, влияющие на прочность соединения . . 67
Упрочнение изделий, ослабленных отверстиями . . 70
Поведение при нагружении и прочность соединитель-
ных швов ...........................................74
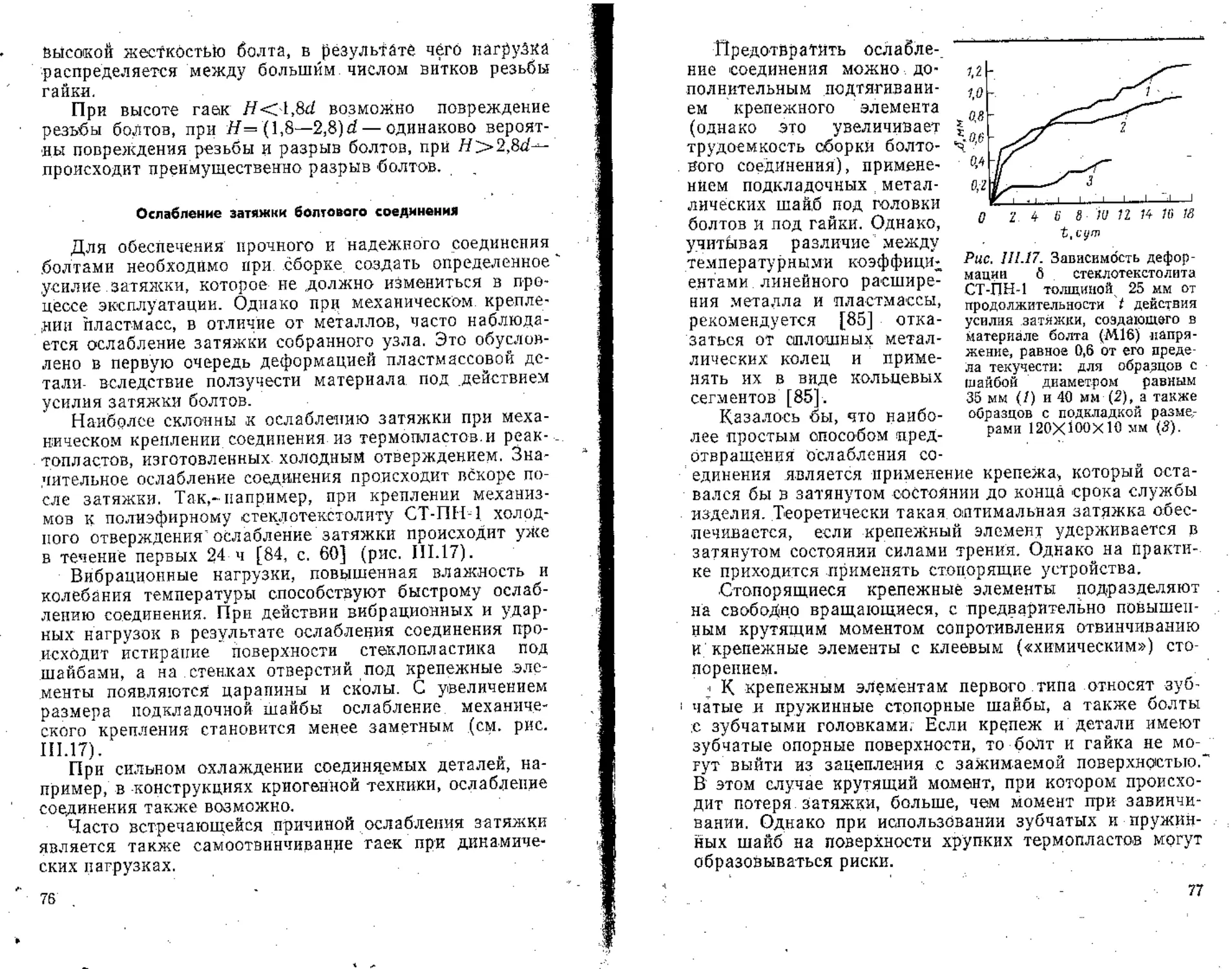
Ослабление затяжки болтового соединения ... 76
Способы распределения нагрузок в слоистых конст-
рукциях ............................ ; ... 78
Винтовые соединения................................... ^80
Соединение с помощью винтов и резьбы, нарезаемой
в пластмассе..............................: . 81
3
Соединение с помощью винтов и промежуточного резь-
бового элемента ............................96
Соединения с помощью резьбы, оформленной на поверх-
ности соединяемых деталей............................111
Соединения с помощью специальных крепежных элементов . 115
Соединение пластмассовых деталей с помощью окантовочных
рамок . , . . . - .................... 11?
Соединение шитьем . .................................121
Глава IV. Соединение приформовкой
Соединение приформовкой деталей из отвержденных пластмасс
с использованием накладок ............................. 126
Конструирование соединений...........................128
Материал накладок . . •...........................129
Технология соединения ............................... 131 .
Соединение приформовкой металлических деталей с пластмас-
совыми без дополнительных накладок ......................139
Глава V. Сварка....................................... 152
Механизм сварки ....................................... 153
Диффузионная сварка ..................................154
Химическая сварка 165
Технология сварки . . '................................170 ‘
Сварка нагретым газом...............................170
Сварка нагретым инструментом........................174
Сварка нагретым присадочным материалом .... 183
Высокочастотная сварка..................... • • 185
Сварка излучением............................. . . 188
Сварка трением . ; . . . ’. 191
Ультразвуковая сварка . . , ". ................193
Сварка с помощью растворителей........................198
Глава VI. Склеивание................................... 200
Факторы, влияющие на прочность клеевого соединения . . 201
Адгезионное взаимодействие . ’ . ...... 201
Когезионная прочность соединяемых материалов , . . 207
Когезионная прочность клеевой прослойки . . . . 209
Выбор клеев . . .....................................213"
Клеи для соединения отвержденных реактопластов , . 214
Клеи для соединения термопластов.......................220
Конструирование клеевых соединений.........................238
Технология склеивания . 255
Литература ....................................... . 264
Предметный указатель . , 279
ПРЕДИСЛОВИЕ
Современные методы формования пластических
масс: литье под давлением, прессование, экструзия и
д,р. позволяют получать как готовые изделия, так и
полуфабрикаты (заготовки), которые затем штампов-
кой, гибкой и другими способами перерабатывают в
изделия. В ’настоящее время перечисленными методами
изготовляют ’многие изделия из пластических масс,-
Вместе с тем 'Широкое применение н а ходят сборные
конструкции, получаемые различными способами соеди-
нения деталей и узлов из пластмасс. (Известно', напри-
мер, что около 40% выпускаемых деталей из термо-
пластов и реактопластов являются элементами сборных-
конструкций.) Использование этих способов целесооб-
разно jb тех случаях, когда требуется изготовить слож-
ное по конструкции ш крупное по размерам изделие с
однородными физико-химическими и механическими
свойствами. Эти способы также успешно могут быть
применены, если в одной конструкции необходимо со-
четать Пластические массы различных видов или пла-
стические массы с другими материалами. , -
Не случаен поэтому интерес, который проявляют- ис-
следователи и производственники к проблемам соеди-
нения деталей из пластмасс.
В книге впервые предпринята попытка обобщить и
систематизировать сведения о существующих способах
получения сборных конструкций из пластических масс.
В ней описаны различные способы соединения де-
талей этих конструкций: механические с использованием
крепежных элементов (заклепочные, винтовые, замко-
вые и др,) и без них, сварка, склеивание, приформовка.
. Основными способами неразъемного соединения де-
талей из пластических масс являются сварка и склей-
ванне. Изложенные в книге способы механического
б
крепления <с цомощыо заклепок, болтов и винтов осо-
бенно эффективны 1в конструкциях из композиционных
материалов, так как при этом удается реализовать вы-
сокую прочность этих материалов.
Автор выражает глубокую благодарность проф.
Е. Б, Тростянской за помощь и советы цри. написании
настоящей книги.
Автор понимает, что книга, по-видимому, не лишена
недостатков и с благодарностью примет ®се замечания
н предложения ио ее содержанию и структуре^
ГЛАВА I
ПРЕССОВЫЕ СОЕДИНЕНИЯ
Прессовые соединения основаны на упругом дефор-
мировании материала скрепляемых участков деталей,
в результате чего на сопрягаемых поверхностях возни-
кают значительные нормальные давления. При действии
на такое соединение' крутящего момента или осевого
усилия в зоне контакта поверхностей возникают силы
трения, препятствующие взаимному сдвигу деталей.
Если силы трения больше передаваемых нагрузок,
то дополнительного, крепления не требуется. Этот спо-
соб является наиболее простым из всех способов соеди-
нения деталей из пластмасс [1—8]. Прессовые 'соеди-
нения можно также рассматривать как один из спосо-
бов механического крепления без крепежа [9].
Прессовые соединения применяются при сборке кон-
струкций из однородных и разнородных пластмасс,
пластмасс и металлов [10, 11]. Они получили широкое
распространение при изготовлении узлов подшипников,
посадке на вал зубчатых колес, кулачков, шатунов, ма-
ховиков и друпих деталей, при соединении емкостей с
крышками, армировании пластмассовых деталей метал-
лическими и т. д.
Преимуществом; способа является возможность ис-
пользования деталей из пластических масс, изготовлен-
ных литьем «под давлением или прессованием, без до-
полнительной механической обработки, так как вследст-
вие более низкой твердости, чем у металлов, и эластич-
ности полимерного материала неровности, имеющиеся
на его поверхности в зоне контакта, сглаживаются.
Кроме того, металлические детали при разборке соеди-
нения не разрушаются, благодаря чему их можно ис-
пользовать многократно. При правильном соблюдении
конструктивных и технологических рекомендаций мож-
но обеспечить высокопрочное и плотное соединение при
минимальных затратах.
7
При кбйстфуйрйваийй* й •бкМдаанйи соединений Де-
талей из пластических масс прессовой посадкой'необхо-
димо учитывать физйко-.М''еха1Н1Ически'е свойства мате-
риала (модуль упругости, чувствительность к концен-
трации напряжений, термические коэффициенты линей-
ного расширения, ползучесть полимерной фазы). Так,
детали из хрупких пластмасс (например, полистирол,
отвержденные реактопласты с порошкообразным напол-
нителем) целесообразно применять в соединениях в ка-
честве охватываемых деталей (валов), испытывающих
сжимающие напряжения [12, с. 634; 13, с. 115]. Для
обеспечения больших натягов при выполнении- соеди-
нения охватываемую деталь из таких пластмасс следует
охлаждать. Чтобы исключить перенапряжение деталей,
нужно избегать местных ослаблений сечения и резких
переходов по- толщине [14], создавать равномерный
натяг по всей поверхности соединяемых участков (на-
пример, конусность для сопрягаемых Деталей с кони-
ческой поверхностью должна быть такой, чтобы конус
охватывающей детали полностью входил в конус охва-
тываемой). Кроме того, параметр шероховатости R? по-
верхности металлической детали должен быть не более
5—10 мкм, а минимальная толщина стенки "охватываю-
щей детали диаметром d—104-200 мм —равной 1 мм -К
: + (0,04—0,05) d. *
Соединения прессовой посадкой рекомендуются толь-
ко для кристаллизующихся термопластов,’имеющих вы-
сокий модуль упругости [15].
В наиболее ответственных соединениях (преимуще-
ственно пластмассовых деталей ,с металличе.скими), вос-
принимающих осевые усилия или крутящий- момент в
течение длительного, времени, дополнительно к, прессо-
вой посадке применяют шпонки, шлицы, а также склеи-
вание. ' -
КОНСТРУИРОВАНИЕ СОЕДИНЕНИЙ
При конструировании прессового соединения наибо-
лее важным является правильный выбор . натяга. При
определении натяга необходимо помнить, что- увеличение
внутреннего диаметра пластмассовой ступицы при по-
садке ее на вал ограничено и зависит от прочности
ступицы при растяжении ее в радиальном направлении.
8
При соединении прессовым способом пластмассовых
деталей и деталей из пластмасс и металлов натягдол-
жен быть больше, чем: при соединении деталей из ме-
таллов. для обеспечения высокой прочности Соединения
[14].
Было установлено '['16, 17]<что наиболее целесооб-
разно'Принимать натяг равным 1,5—2,0% или 3—4% от
диаметра сопряжения.
При соединении пластмассовых деталей с металли-
ческими натяг рассчитывают [13, с. 98] по формулам,
выведенным на основании теорий упругости и пластич-
ности при условии, что материал в пластическом состоя-
ний не сжимаем, идеально' пластичен, удлинение вдоль
оси запрессовки отсутствует, деформации подвергается
только^ пластмассовая деталь; что' для жестких пласт-
масс область условно упругих деформаций распростра-
няется до наружной поверхности кольца (в этом случае
имеет'место максимальный натяй Итак), а для эластич-
ных пластмасс упругие деформации возникают только,
на внутренней поверхности кольпа (в этом случае име-
ет место минимальный натяг Ятщ).
Если пластмассовая деталь охватывает металличе-
скую, toi для эластичных пластмасс (коэффициент Пу-
ассона р=(\5) натяг определяют по формуле:
ОтИ ( Г® \
Для жестких пластмасс (ц=0,27—0,3) натяг рас-
считывают по- уравнению:
Нтях — 0,7 у; 77т111 = #тах — Ф
Если пластмассовые детали являются охватываемы-
ми, То' натяг определяют для эластичных и жестких
пластмасс по следующим формулам:
гг (Г-Д / Г2 \
- ^/r(Q’5 + I’5^);
Нтах = ^°,7 + 1,3 ; ffmin = Ящах ~ Ф
где От—предел текучести для термопласта или разрушающее напря-
жение при растяжении для реактопласта; £ —модуль- упругости
пластмассы при растяжении; d — внутренний диаметр пластмассового
кольца (r=rf/2); J?=0/2 (D. —наружный диаметр пластмассового
кольца); 6В —допуск на натяг, зависит от диаметра соединения и
механических свойств пластмассы [13, с. 103].
;П.ри большой шероховатости поверхности пласт-
массовых деталей рассчитанный натяг целесообразно
увеличить на половин^ высоты неровностей профиля 7?г-
Некоторые формулы для расчета натяга приводятся
в зарубежной литературе [14, 18, 19, 20]. Натяг можно
также определить iro формуле Ламе |[20] с учетом осе-
вой силы или крутящего, момента, действующих на
прессовое соединение в процессе эксплуатации.
При расчете прессового соединения следует учиты-
вать изменение температуры в процессе эксплуатации
пластмассовых деталей ,и набухание их в жидких сре-
дах, так как в этом случае возникают дополнительные
напряжения, которые могут привести к разрушению де-
талей или их деформированию.
ТЕХНОЛОГИЯ СОЕДИНЕНИЙ
Детали можно, соединить продольно-прессовым или
поперечно-прессовым способами [19]. В первом случае
охватываемая деталь механически запрессовывается в
охватывающую в продольном направлении. Во втором
случае сближение сопрягаемых поверхностей происхо"
дит в радиальном направлении. При этом предвари-
тельно нагревают охватывающие детали или охлажда-
ют охватываемые.
При механической запрессовке пластмассовая и ме-
таллическая детали должны иметь направляющую фас-
ку, скошенную под углом 0,17 рад, высотой не менее
37/тах.
Основным технологическим параметром при про-
дольно-прессовой посадке является усилие запрессов-
ки Р3, необходимое для преодоления силы трения'между
соприкасающимися поверхностями. Его можно' с доста-
точной точностью определить по* формуле:
Р3 = pndlf
где р — радиальное давление; d й / — диаметр и длина соединения
соответственно; f— коэффициент трения.
10
Радиальное давление в свою очередь зависит от на-
тяга. Н и модуля упругости Ё материала; его рассчи-
тывают по формуле Ламе:
При этом константу С определяют по формулам:
для пластмассовых деталей в соединении с ческой охватываемой деталью металли-
!.+№>’ 1 1-(W
для пластмассовой детали в соединении с ческой охватывающей металли-
г _ 1+(W ц 1 1—war *
Коэффициент трения* зависит от многих факторов
[13, с. 84 и 88], в том числе от радиального давления
[14]. Для приближенных расчетов его принимают рав-
ным [19]: 0,15—0,25 при посадке пластмассовых дета-
лей. в пластмассовые с гладкими поверхностями; 0,05-"
0,15 при прессовом соединении пластмассовых деталей
со стальными, имеющими гладкие поверхности; 0,2—0,5
при прессовом соединений пластмассовых деталей со
стальными, грубообработанными или имеющими шеро-
ховатую поверхность. На усилие запрессовки при со-
единении пластмассовых деталей с металлическими ока-
зывают влияние также размеры деталей j[ll3, с. 84].
Усилие запрессовки линейно возрастает с увеличением
длины контакта. При одной и той же толщине стенки
пластмассовой детали с увеличением ее диаметра уси-
лие запрессовки, приходящееся на единицу длины кон-
такта, уменьшается нелинейно (рис. 1.1,а). Усилие за-
прессовки зависит также от толщины стенки (см.
рис. 1.1,6)* ,
Характер зависимости усилия запрессовки от натяга
при разных диаметрах соединяемых поверхностей и
толщинах стенок не зависит от типа пластмасс. С уве-
личением натяга усилие запрессовки возрастает до опре-
---------- .
* В работе [21, с. 55] приведены значения коэффициентов сухо-
го трения термопластов по различным контртелам.
d,MM мм
a g
Ptic, hl. Зависимость отношения .усилия запрессовки к длине соеди-
нения от диаметра (а) , и толщины (б) втулок, соединяемых с дета-
лями из стали 45:
/—капроновая втулка толщиной 5 ин; 2 — втулка из полиамида П-В8 тол-
щиной 4 мм; /?, 4 — втулки диаметром 24 им из стеклопластика .АГ-4 и ио-
: лиамида П-68 соответственно.
деленного значения. При этом на поверхности эластич-
ных термопластов (например, полиамидов) нс наблю-
дается следов заметных .разрушений, а на внутренней
поверхности хрупких отвержденных реактопластов об-
разуются трещины, и усилие запрессовки уменьшается.
На усилие запрессовки существенное влияние оказы-
вает шероховатость поверхности металлической детали,
поскольку с увеличением шероховатости возрастает ко-
эффициент трения. При этом усилие запрессовки растет
быстрее, чем коэффициент трения. Шероховатость же
поверяй ости деталей из пластмасс !вследствие их низко-
го модуля упругости и высокой эластичности.не-влияет
на усилие запрессовки.
В последние годы получил распространение гидро-
прессовый метод продольно-прессовых посадок [22,
с. 173], сущность которого заключается в создании меж-
ду контактирующими поверхностями прослойки масла
под высоким давлением. Этот метод позволяет осуще-
ствить механизацию и автоматизацию сборки прессо-
12
Вых соединений. Усилие запреообйки снижается при
этом методе .в 5—7 раз, а прочность соединения повы-
шается до сравнению с механической запрессовкой.
В технологии изготовления изделий из пластмасс
этот метод может найти применение при сборке деталей
из материалов, содержащих ориентированный волокнис-
тый наполнитель.
Для соединения деталей продольно-прессовым спо-
собом применяют универсальные или специальные прес-
сы с ручным или механизированным приводом [22,
с. I73].
При соединении деталей поперечно-прессовым спосо-
бом необходимо рассчитать температуру Т нагревания
охватывающей или охлаждения охватываемой детали
соответственно:
id = a(7’-Tp)de._
где Ad— задаваемое увеличение или уменьшение диаметра детали;
п —‘ термический коэффициент линейного расширения; То— началь-
ная температура детали; da— начальный диаметр детали.
При посадке крупногабаритных деталей, (нагрев ко-
торых затруднен вследствие образования трещин и ко-
робления, более эффективно охлаждение (жидким азо-
том), Этот метод .применяется при сборке изделий из
композиционных полимерных материалов.
Пластмассовые детали с металлическими можно со-
единять также с помощью ультразвука [23] (см.
гл. IV).
СВОЙСТВА СОЕДИНЕНИЙ
Одним из параметров, характеризующих свойства
прессовых соединений, является прочность. Прочность
прессовых соединений (усилие выпрессовки) зависит от
физико-механических свойств материалов соединяемых
деталей, их геометрических параметров (толщины стен-
ки пластмассовой детали, натяга, длины, диаметра,‘
формы), шероховатости соединяемых поверхностей, а
также условий эксплуатации (продолжительно1сти, тем-
пературы, среды) [24]. Характер зависимости прочно-
сти прессовых соединений от перечисленных 'факторов
аналогичен характеру зависимости от них усилия за-
прессовки.
13'
Г1,ри исследовании влияния условий эксплуатации
на щрочность соединений с натягом деталей из пласт-
масс и металла было установлено, что при проведении
рыпрессовки сразу после запрессовки усилия выпрес-
совки Рв равны усилиям запрессовки Рэ.
Зависимость прочности прессового соединения дета-
лей из пластмасс и металла от продолжительности t
выдержки детали после окончания прессовой посадки
до начала про ведения вы-прессовки выражается фор-
мулой:
где tn — коэффициент, зависящий от температуры эксплуатации и
фи зико-механических свойств пластмасс [13, с, 89]; при соединении
металлических деталей с капроновыми т=0,2; с деталями из стекло-
пластика АГ-4 — 0,019, а из полиамида П-68 — 0,043.
Усилие выпрессовки уменьшается очень .быстро в те-
чение первых 100 ч, а затем падение усилия выпрессов-
ки замедляется,
Отношение Ps/P3 имеет наибольшее значение при
оптимальном натяге (лежащем iB пределах от Hmin до
Ншах) При натяге, меньшем Я1П|Г1, сцепление сопрягае-
мых поверхностей иедостаточно', а при натяге, большем
fitnax, происходит разрушение пластмассовой детали в
собранном узле.
Изменение температуры при эксплуатации необхо-
димо учитывать только при соединении деталей из раз-
нородных материалов (пластмасса — металл), имеющих
различные термические коэффициенты линейного рас-
ширения.
При понижении температуры натяг .в соединении, в
котором пластмассовая деталь охватывается металли-
ческой, уменьшается, в результате чего прочность со-
единения падает. Минимальную температуру при
которой исчезает натяг ® пластмассовые детали вы-
прессовываются из металлических обойм без усилия,
определяют из выражения [20]:
7 . = у _
m,n ° Efadf)!— а242)
где Го—температура в момент запрессовки; со—напряжение в пласт-
массовой втулке; da — средний диаметр пластмассовой втулки;
£ —модуль упругости пластмассы; а. и а2 — термические коэффи-
циенты линейного расширения пластмассы и металла; г/м — наруж-
ный диаметр пластмассовой втулки; d^ — внутренний диаметр метал-
лической обоймы.
14
Для капроновой втулки толщиной 3,5 мм с диамет-
ром сопряжения 55 мм, запрессованной в стальную
обойму при 293 К с натягом 1 ,мм, приблизительно че-
рез 300 суток натяг исчезнет при 7’min~250/ К- Следо-
вательно, изделия, имеющие прессовые соединения,
можно' эксплуатировать при температуре на 30—35 К
ниже температуры запрессовки. После выдержки наде-
ляй при комнатной температуре их прочность восста-
навливается [13, с. 92].
Вследствие частых изменений температуры при экс-
плуатации прочность соединения уменьшается в резуль-
тате ползучести пластмассы при ее тепловом расшире-
нии. Поэтому пластмассовые и металлические детали
(пластмассовая деталь охватываемая) можно' применять
только1 в узлах, работающих при температурах от 283
до 323 к [13, с. 93].
В процессе эксплуатации происходит изменение раз-
меров пластмассовых деталей, обусловленное постоян-
но действующим радиальным давлением со стороны бо-
лее жесткой детали. Уменьшение Ad внутреннего диа-
метра пластмассовой втулки, находящейся в металли-
ческой обойме, можно определить по формуле [19, 25]:
г2(1+р)4-Яа(1-н)
где г и 7? -у- внутренний и наружный радиусы втулки; ц — коэффици-
ент Пуассона для пластмассы.
Увеличение AD внешнего диаметра пластмассовой
втулки, посаженной на жесткий вал, рассчитывают по
уравнению:
га(1“Н)+^(1+р)
РАЗНОВИДНОСТИ ПРЕССОВЫХ СОЕДИНЕНИЙ
Как разновидность прессовых соединений можно,
рассматривать разъемное соединение, обеспечиваемое
за счет упругого: деформирования промежуточного эла-
стичного элемента, например резинового (раструбное со-
единение) .
Раструбные соединения с уплотнительными кольца-
ми [26, с. 85] получили весьма широкое распростране-
[5
Рис. 1.2. Раструбное соедтр
нение с уплотнительным
кольцом:
1, 3 — трубы; 2 резиновое
КОЛЬЦО/-
Рис. L3. Разъемное прессо-
вое соединение крышки со
стаканом:
/ — крышка; 2“ стакан: 3 —
кольцевые выступы,-
Рис. 1.4. Разъемное прессовое
соединение различных деталей
с помощью упругой втулки:
1 — втулка; 2 — цилиндрическая де-
таль; 3 — корпус детали из пласт-
массы; 4 — выступ; 5, б — Кфомисй
втулки.
ние при монтаже систем .внутренней канализации с ис-
пользованием труб из термопластов. Способ характери-
зуется легкостью монтажа и простотой эксплуатации.
Резиновое кольцо укладывается в желобок определен-
ной формы, выполненный в раструбе (рис, 1.2). Дуго-
вые желобки при действии гидравлического давления
обеспечивают лучшее уплотнение, чем прямоугольные.
Разъемность прессового соединения, например, при
креплении крышки со стаканом, можно- обеспечить со-
зданием натяга лишь на ограниченных участках сопря-
жения, Это достигается оформлением одного или не-
скольких кольцевы-х выступов на крышке из эластичного
термопласта, диаметр которых больше внутреннего диа-
метра, например, стакана из жесткого термопласта при-
близительно на 1 мм (рис. 1.3). При таком соединении
предотвращается выпадение крышки, и повышается гер-
метичность сосуда.
' Существует конструкция упругой втулки :[27], явля-
ющейся своего рода промежуточным элементом и обес-
печивающей простое подвижное соединение цилиндри-
ческих деталей (валов, пальцев и т. п.) с корпусной де-
талью из пластмассы или другого материала (рис. 1.4),
2—829
ГЛАВА II
ЗАМКОВЫЕ СОЕДИНЕНИЯ
Для выполнения замковых соединений на одной из
сопрягаемых деталей оформляют выступ, который вхо-
дит под нагрузкой в поднутрение (полость) другой де-
тали, имеющее форму, подобную форме выступа. Связь
между деталями в замковом соединении обусловлена их
конструктивными особенностями (рис. П.1).
В отличие от соединений прессовым способом в зам-
ковых соединениях упругое деформирование сопрягае-
мых элементов наблюдается только при сборке изделия
или разъединении деталей. В некоторых .случаях оно
вовсе отсутствует, что позволяет производить многократ-
ные сборку и разборку изделий. В незагруженном со-
стоянии элементы соединения совсем не испытывают
или испытывают незначительные напряжения.
Соединение пластмассовых деталей этим способом
очень просто, быстро, и экономично.
Качество замковых соединений, и -в частности их
несущая способность, зависят от деформационных
свойств, прочности, коэффициента трения пластмасс,
Рис. П.1. Крепление двух деталей (а) цилиндрической формы с по-
мощью замкового соединения (б):
«I—входной угол {угол встречи); Оз —стопорный угол (угол удержания).
18
Температуры при эксплуатации, геометрий соединения
(высоты .выступа, длины и формы выступа, толщины
стенок), определяющей величину натяга.
КОНСТРУИРОВАНИЕ СОЕДИНЕНИЙ
При сборке или разборке элементы соединения под-
вергаются суммарной деформации (для цилиндрического
соединения охватывающий элемент расширяется на еь
а охватываемый сжимается на еа), равной натягу:
ТУ ss с(тах — ^min = Si +
Прочность замкового соединения возрастает с увеличе-
нием натяга (глубины поднутрения). Однако, чтобы ис-
ключить пластические деформации при извлечении де-
талей с поднутрениями из пресс-формы и при сборке,
глубина поднутрения должна быть не больше предель-
ного упругого удлинения материала.
В качестве допустимой рекомендуется принимать де-
формацию [28], равную половине деформации, соответ-
ствующей пределу текучести (табл. II.I). Относитель-
ный натяг //ин может составлять 4% от номинального
диаметра r/mIn детали (см. рис. П.1) [16].
Таблица 11,1. Деформационные характеристики некоторых
термопластов •
Термопласты Относительная Деформация*, % Модуль упругости, МПа
Полно кси мети лек (ПОМ.) 10 3000
ПОМ+30 % стеклянного волокна 4 9000
Полиэтилентерефталат 5 3500
Полиамид 6 и полиамид 6,6 4—5 1600—2000
Поликарбонат 12 2400
Полифениленоксид 9 2500—2800
Сополимер АБС 3-5 2400
Полипропилен (ПП) 12 1200—1400
ПП+30% стеклянного волокна 2—3 4500
Полистирол 1—1,5 3200
Полиэтилен 8—10 1000
* Соответствует пределу текучести материала.
¥ Натя рассчитывают ПО формуле Я0Тн^ [.(fimax—dinln)№aia] -100.
2
19
Рис. U.2. Замковое соединение стального вала (/) со ступицей (2.) из
термопластов,
Замковые соединения лучше всего применять для
кристаллизующихся термопластов (полиформальдегида
и полиамидов). Размеры поднутрения замкового соеди-
нения (рис. II.2) стального вала со ступицами из этих
термопластов приведены ниже:
Ступицы из полиформальдегида
d, мм......... 2 3 4 5 10 15 20 25
Dmin, мм .... 5 8 10 11 17 22 28 33
е (а=0,52 рад), ‘
мм ..... . 0,05 0,06 0,07 0,09 0,16 0,25 0,30 0,45
е («=0,785 рад),
мм ..... . 0,1 0,12 0,15 0,20 0,35 0,55 0,70 0,90
Ступицы из полиамида 6,6
d, мм . .......4 5 10 15 20 25 30 35
мм .... 12 13 20 26 32 38 44 50
е (а=0,785 рад),
мм............ 0,12 0,15 0,30 0,45 0,60 0,75 0,90 1,05
От глубины поднутрения зависит способ сборки. При
<Апах—rfmin>0,4 мм ручная сборка замкового соединения
невозможна (29].
При использовании одной из деталей с продольными
разрезами, способствующими появлению у нее пружи-
нящих крючков, можно значительно увеличить глубину
поднутрения. Такой пружинящий крючок можно рас-
сматривать как односторонне закрепленную балку
(рис, П.З). При сборке на крючок действует усилие Р,
20
a
Рис. 11.3. Деталь с продольными разрезами (а) и пружинящий крю-
чок до сборки (б) и при» сборке (а) замкового соединения.
которое 'вызывает изгибающие и сдвиговые напряжения
в балке.
Максимально возможная высота поднутрения fma»
равна максимальному допустимому прогибу /ИЗг свобод-
ного конца балки, который можно рассчитать по урав-
нению упругой линии:
/изг = р/»/ЗД/ (П.1)
где I — длина от выступа до основания крючка (см. рис. II,3); Е—
модуль упругости; I — момент инерции.
Для более точного расчета fmax необходимо, учиты-
вать деформацию сдвига /сдВ:
fWB = P/*/FG
где х — коэффициент, зависящий от формы поперечного сечения
(для прямоугольного сечення и=1,2); F — площадь поперечного се-
чения; G — модуль сдвига.
Вклад деформации сдвига Ъ общую деформацию
крючка составляет 10% при l/h = 3 и лишь 3,4% при
//Л = 5. Поэтому он должен приниматься во внимание
только при наличии ,в .соединении коротких или толсто-
стенных элементов.
’ 21
Рис. 11.4. Зависимость максимальной высоты / поднутрения от длины
I крючка при различных отношениях удлинения к высоте крючка
/ — 0,05 м-1; 2 — 0,1; Зч>0,5; 4 — 1,0; б — 5,0; 5—10 м-1.
Преобразовав формулу (П.1), для приближенных
расчетов получим:
— 2/3(ешйя P/ty
где «ши — максимальное удлинение, соответствующее пределу теку-
чести (см. табл, 11,1).
На рис. II.4. представлено несколько кривых (рас-
считанных при различных отношениях етах/Л), для опре-
деления максимальной высоты поднутрения крючков с.
постоянным поперечным сечением, имеющим двухосную
симметрию.- ;
Сборка замковых соединений облегчается скругле-
нием ранта ,и кромок или оформлением на последнем
скоса под углом, называемым углом встречи щ, который
составляет 0,17—0,785 рад (см. рис. П.1).
22
СВОЙСТВА СОЕДИНЕНИЙ
Качество замковых соединений оценивают по разъ-
емности и удерживающей силе (несущей способности).
Разъемность замкового' соединения зависит от угла
удержания ota (см. рис. II.1). При аг =С0,52 рад соеди-
нение может быть многократно собрано и разобрано.
При большом угле удержания («2=11,57 рад) замковое
соединение .может быть разобрано' только пр:инудитель-
но. Работоспособность соединения, подвергнутого од-
нажды принудительной разборке, значительно ниже ра-
ботоспособности соединения, не подвергающегося разъ-
единению. При необходимости многократной разборки
рекомендуется одну из деталей выполнять из эластично-
го термопласта.
Неразъемность замкового соединения, например, у
деталей с разрезной головкой обеспечивается тем, что
после оборки в полость последней вводится штифт, ис-
ключающий подвижность (изгиб) частей разрезной го-
ловки. Несущая способность замковых соединений де-
талей, полученных литьем под давлением, ниже несущей-
способности соединений деталей, изготовленных меха-
нической обработкой [29]. Изделия, имеющие замковые
соединения, предназначены преимущественно для вос-
приятия осевых нагрузок.
Несущую способность замковых соединений рассчи-
тать довольно трудно, так как при незначительных от-
клонениях размеров элементов соединения резко изме-
няются усилия, которые они могут .воспринимать. От-
клонения размеров' возможны в процессе изготовления
(в пределах допусков на размеры деталей) или вслед-
ствие деформации (при извлечении из пресс-формы) и
в процессе соединения деталей (например, в результате
округления запорного выступа). Трудность расчета не-
сущей способности замковых соединений обусловлена
также сложным характером деформирования элемен-
тов соединения во время сборки и разборки.
Вместе с тем в литературе [18, с. 806; 28] приводят-
ся формулы для определения усилия, которое необхо-
димо приложить к деталям при выполнении соединения
или его. разборке. Эти формулы получены с учетом то-
го, что в замковом соединении, как и в прессовом, при
деформации на поверхности контакта возникает ради-
23
альное давление р, .влияющее на значение осевой силы
Q, которую можно I разложить на две составляющие.
Одна из них вызывает деформацию Яйтя, а другая об-
условливает продвижение одного элемента соединения
относительно другого. Если второй составляющей пре-
небречь, то силу Q можно выразить формулой:
Q^pndminl-------— (11,2)
1 — J* tg a
где a — угол встречи или удержания; ji — коэффициент трения меж-
ду элементами соединения; / — длина деформированной зоны.
Точно определить I довольно трудно, Рак как она
зависит ле только от толщины стенки детали, но и от
высоты запорного .выступа. Принимают, что Z=2d (ем.
рис. П.1).
Коэффициент трения вависит не только, от материа-
ла, но и от ..формы поверхностей, давления в зоне кон-
такта и скорости скольжения. В расчете он может при-
ниматься от 0,2 До 0,3. Радиальное давление и натяг
связаны между собой соотношением p = HtyTtJK (где
К— коэффициент, зависящий от материала элементов
замка и диаметра деталей). В зависимости от геомет-
рических факторов и деформационных характеристик
материалов К определяют следующим образом:
для полой охватываемой детали
1 f da -р rfmiri \ 1 f drain -|~ di \
А = — ( “-------л--- + vs -г — ( “У--------” — vl
Е2 X da — dnHn / Е± \ dmin-— dj /
для монолитной охватываемой детали
1 / d| Ц-dmln \ 1
к = ;— + V21 + — (1 - V!)
\ “8 — <*min /
где Ei, Е2 — модуль упругости материала охватываемой и охваты-
вающей деталей соответственно; vi, vs — коэффициент Пуассона Ма-
териала охватываемой и охватывающей деталей соответственно; d2,
dmin — диаметры (см. рис. П. 1); dj — внутренний диаметр охватывае-
мой детали.
При большой толщине охватывающей детали и мо-
нолитной охватываемой детали усилие Q пропорцио-
нально натягу Н и диаметру dmin направляющей цап-
фы (рис. П.5). Если стенка охватывающей детали тол-
стая, а в охватываемой имеется полость, то влияние из-
-менения диаметра на осевую нагрузку Q незначительно
.24
Рис. Н.5. Зависимость осевой удерживающей силы .Q замкового сое-
динения деталей из полиформальдегида, из которых охватываемая —
- монолитная, от натяга Н при различных 7mtn:
1 — 5 мм; 2 — НО; 3 — 16; 4 — 20 мм;
а, = п2 = д/4 рад; толщина стенки охватывающей детали 6 мм; ширина вы-
ступа 3 мм.
Рис. II.6. Зависимость осевой удерживающей силы Q замкового
соединения деталей из полиформальдегида, из которых охватыва-
емая—полая, от натяга Н при dmjn, равном 15—75 мм (а| = а2=
= л/3 рад). Толщина стенок охватывающей и охватываемой дета-
лей 2,5 мм; ширина выступа 3 мм; ширина заходной части охваты-
вающей детали 4 мм.
(рис. II.6). Это объясняется тем, что одновременно с
изменением . dmin изменяется жесткость охватываемой
детали.
Максимальная осевая нагрузка Q, которую может
воспринимать неразъемное замковое соединение (а2 =
= я/2 рад), связана с допустимым разрушающим на-
пряжением при срезе [т] и площадью F выступа, по
которой идет сдвиг:
Q— [т]Г
Допустимое разрушающее напряжение при срезе
термопластов можно считать равным половине :[28, 30],
а стеклопластиков — 0,35—0,40 [31] допустимого разру-
шающего напряжения материала при растяжении.
Для замковых соединений с пружинящими крючка-
ми (см. рис. II.3) Q определяют [28]-по следующей
формуле
bh3 rtga-f-p-
Q = ЕН —— - - -
4Р 1— |itga
где' a — угол удержания.
25
В отличие от прессовых соединений замковые соеди-
нения, не подвергающиеся разборке, не ослабевают в
процессе эксплуатации.
Жесткость термопластов зависит от температуры,
поэтому замковые соединения не способны выдержи-
вать длительную нагрузку при высоких температурах.
Для обеспечения герметичности в замковых соеди-
нениях применяют дополнительные уплотняющие уст-
ройства.
Замковые соединения деталей из термопластов ис-
пользуют л,ри: быстроразъемной упаковке и консерва-
ции [12, с. 641; 23]; креплении крышек с корпусом
[32] (например, ,в капельнице для переливания крови);
монтаже колпаков, заглушек и других деталей [15],
не испытывающих больших нагрузок; сборке рам , 30],
муфт для монтажа кабелей; посадке подшипников в
корпус; изготовлении труб из ленты с поперечным сече-
нием в виде .стрелы, свиваемой в спираль таким обра-
зом, чтобы «наконечник» стрелы - входил в прорезь ее
«оперения» ,[33].
СПЕЦИАЛЬНЫЕ ВИДЫ ЗАМКОВЫХ СОЕДИНЕНИИ
Для замкового соединения применяют крепежные
детали из термопластов типа «Hedlock II» .[34]. Зам-
ковые соединения можно выполнять с помощью крепеж-
ных элементов — кнопок. Кнопки состоят из четырех
частей и присоединены к деталям, например, расклепы-
ванием выступающих стержней. Во время сборки они
подвергаются упругому деформированию [35]. Эти
кнопки могут быть изготовлены из полиформальдегида.
К замковым соединениям, элементы которых при
сборке не подвержены деформации, относятся соедине-
ния типа «ласточкин хвост». Их используют при обли-
цовке стен экструдированными профилями из термо-
пластов [36], а также для крепления лопаток из ком-
позиционных полимерных .материалов к диску компрес-
сора авиационного двигателя ,[37, 38]. Вследствие ани-
зотропии свойств полимерных материалов с ориентире-’
ванной структурой наполнителя, низких пределов проч-
ности при межслойном сдвиге и смятии использовать
в этом случае замковые соединения представляется воз-
можным только при условии изменения конструкции
26
хвостовиков рабочих-и направляющих лопаток. При ис-
пытании замковых соединений было установлено, что
металлические вставки в материал замка и накладки
резко снижают прочность соединения. Более эффектив-
ное крепление получается при использовании замков
типа Лаваля и шарнирных замков; .в которых армирую-
щие слои материала при изготовлении лопаток не пе-
ререзаются, благодаря чему высокие прочностные ха-
рактеристики наполнителя могут быть использованы
полнее. Однако вследствие отжима связующего из ниж-
ней зоны хвостовика и нарушения .целостности слоев
при снятии облоя прочность соединения может снизить-
ся. В невыгодных условиях нагружения находится ма-
териал хвостовика при гребенчатой и елочной конструк-^
днях замкового соединения.
В настоящее время в конструкциях замковых соеди-
нений наиболее часто применяют трапециевидный хво-
стовик (замок «ласточкин хвост»). Замок простейшей
конструкции с одним распорным клиновым вкладышем
из композиционного материала, вводимым для обеспе-
чения необходимой толщины хвостовика, прост в изго-
товлении, но прочность его- ,в 2—3 раза меньше, чем
прочность замка с несколькими клиновыми вкладыша-
ми, так как во втором случае рабочие нагрузки более
равномерно распределяются в объеме полимерного ма-
териала.
Дальнейшее усовершенствование замков этого типа
связано с выбором оптимального варианта раскроя
вкладышей, с установлением правильной ориентации их
главных осей анизотропии и автоматизацией технологии
изготовления замка.
При выборе критериев работоспособности анализи-
руют характер .разрушения деталей. Замковые соеди-
нения типа «ласточкин хвост» разрушаются в резуль-
тате смятия или среза наружных слоев хвостовика.
В этом случае работоспособность изделия определяется
касательными напряжениями, величина которых уста-
навливается из расчета на прочность. На работоспособ-
ность замкового соединения влияет также жесткость
материала, в котором оформлен паз под хвостовик
[38].
Определение напряженно-деформированного состоя-
ния райкового соединения из композиционных матеюи-
27
Рис. 11.7. Замковое соединение
трубы из стеклопластика.и метал-
' лического фланца;
/— труба; 2— втулка; 3 — фланец.
алов является одной из
самых трудных задач
теории упругости. Реше-
ние такой задачи зависит
от принятой модели,
свойств отдельных компо-
нентов и структуры ма-
териала, а также от гра-
ничных условий.
Протяженность наибо-
лее нагруженной зоны и
максимальные напряже-
ния, возникающие в ней,
можно значительно уменьшить, увеличив высоту хво-
стовика; При изменении угла клина хвостовика в ин-
тервале 0,7—1,22 рад касательные напряжения не из-
меняются, в то время как радиальные смещения хво-
стовика уменьшаются в 2 раза. При использовании
карбопластиков и боропластиков взамен стеклопласти-
ков касательные напряжения в хвостовике типа «лас-
точкин хвост» снижаются приблизительно на 25%. При
сравнении экспериментальных данных с расчетными
оказалось, что наиболее опасными напряжениями в хво-
стовиках типа «ласточкин хвост» действительно явля-
ются касательные. Разрушение такого замкового соеди-
нения начинается с образования трещин в зонах, где
касательные напряжения превышают предельные значе-
ния. Дальнейшее разрастание трещин зависит от отно-
шения их длины к высоте Замка и загруженности со-
единения.
На основании экспериментальных данных было уста-
новлено [37], что опасная зона (зона повышенных ка-
сательных напряжений) в хвостовике типа, «ласточкин
хвост» рабочих лопаток-компрессора двигателя из ком-
позиционных материалов не .должна превышать 5%
длины корневого сечения лопатки. Это требование уда-
ется, выполнить, если принять угол клина л/3 рад, одно-
временно увеличив высоту замка, регламентируемую
для металлических конструкций, на 25—30%. При этом
снижается уровень напряжений в замковом соединении
и улучшается его: работоспособность. При использова-
нии более прочных и жестких материалов появляется
возможность нагружать конструкиию-до возникновения'
28
в замковом соединении более высоких напряжений, од-
новременно уменьшая размеры соединения.
К замковым соединениям относится крепление с по-
мощью конусного клина—например, крепление метал-
лического фланца со стеклопластиковой трубой
(рис. II.7) [39]. Внутрь трубы 1 с ее торца вставлена
коническая втулка 2 (конусность 1,5) с насечкой на
наружной поверхности. Для оформления конуса на кон-
цах труб (в неотвержденном состоянии) делают шесть
продольных надрезов длиной 50 мм. Расширенный ко-
нец трубы .вводят в стакан с фланцем 3 с внутренней
конической поверхностью, на которой имеется насечка
глубиной 0,5 мм. Связующее отверждают после сборки
замка.
Как разновидность замковых соединений можно рас-
сматривать байонетные соединения деталей посредством
осевого перемещения и поворота (иногда- бокового сме-
щения) одной из них относительно другой.
ГЛАВА 111
МЕХАНИЧЕСКОЕ КРЕПЛЕНИЕ
Механическое крепление деталей из пластмасс ос-
новано на применении крепежных или резьбовых эле-
ментов. Этот способ нашел наибольшее применение при
соединении деталей из конструкционных пластических
масс. Механическое крепление предпочитают другим
способам соединения в следующих случаях: 1) при
сборке изделий из деталей сравнительно больших се-
чений, если к ним приложены сосредоточенные нагруз-
ки; 2) при необходимости обеспечить разъемность со-
единения; 3) при 'Сборке деталей,- изготовленных из ма-
териалов с различными физическими свойствами, когда
невозможно осуществить сварку и трудно подобрать со-
ответствующий клей; 4) при проведении монтажных ра-
бот для закрепления деталей и узлов насыщения на
корпусных деталях.
При .выборе механического крепления учитывают его
эффективность, при работе в условиях расслаивающих
и отдирающих нагрузок, а также возможность контро-
ля качества полученного соединения и быстроту его вы-
полнения.
К преимуществам механического крепления относят
[9] возможность обеспечения заданной прочности непо-
средственно после сборки и получения подвижных со-
единений, а также довольно низкие затраты на оборудо-
вание. •
Из способов механического крепления конструкци-
онных пластмасс, наибольшее распространение получи-
ли заклепочные и резьбовые (болтовые и винтовые)
соединения i[40], отличающиеся друг от друга типом
крепежа и назначением.
Шарнирные и шплинтовые соединения, зубчатые па-
ры и винтовые передачи в изделиях из пластмасс вы-
полняются по схемам, аналогичным схемам этих со-
39
ёдИнений в изДеЛйях йз металлов, с учетом свойств со-
единяемых материалов.
Как вид механического крепления можно рассматри-
вать соединение шитьем.
При механическом креплении с помощью заклепок,
болтов, винтов... в деталях выполняются отверстия под
крепеж.
Одним из основных способов выполнения этих отвер-
стий является механическая обработка.
Принципиально технологический процесс механиче-
ской обработки пластмасс [41] .не отличается от соот-
ветствующего процесса механической обработки метал-
лов. Однако специфические свойства пластмасс [42,
с. 11] оказывают влияние на выбор параметров режу-
щего инструмента, режимов резания и технологической
оснастки.
Из всех методов механической обработки пластмасс
наибольший интерес представляют способы, связанные с
изготовлением отверстий и резьбы.
Отверстия под заклепки и болты получают сверлени-
ем или просечкой (.штамповкой).
Сверлением выполняют отверстия в толстостенных
(более 6 мм) деталях и деталях, имеющих сложную
форму, а также отверстия диаметром менее 4 мм >в де-
талях, изготовляемых прессованием или литьем под
давлением, так как тонкие оформляющие знаки пресс-
форм могут в процессе формования деформиро-
ваться. ’ ,
Рекомендации по выбору геометрии сверл и режи-
мов резания при сверлении отверстий в пластмассах
достаточно широко освещены в литературе i[2, с. 299;
8, с. 49; 43; 44, с. 295; 45].
Штамповку применяют для получения отверстий с
ровной 'поверхностью среза в листовых стеклопласти-
ках и других слоистых пластмассах [2, с. 296; 44, с.
295] диаметром не менее 75% от толщины листа i[46].
Отверстия меньшего диаметра получаются плохого ка-
чества вследствие высокой жесткости материала. Отвер-
стия с ровными краями могут быть получены только
при толщине листа до 2,5 мм, вообще отверстия удовле-
творительного качества получаются при толщине листа
до 4 мм. Плиты толще 6,5 мм штамповке не подвер-
гаются.
31
Резьбу в пластмассовых деталях изготавливают ме-
ханической обработкой ([2, с. 305; 47] или формованием
(прессованием, литьем под давлением, накаткой) [48,
с. 67]. Выбор метода зависит от материала деталей,
размера резьбы, серийности производства и наличия со-
ответствующего оборудования.
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
При креплении деталей с помощью заклепочных со-
единений в совмещенные отверстия сочленяемых эле-
ментов вставляют металлические или пластмассовые
стержни — заклепки, : а затем их расклепывают
(рис. III.1).
К .преимуществам применения заклепочных соедине-
ний относятся высокая 'производительность этого ме-
тода крепления, низкая стоимость крепежа и оборудова-
ния, хорошая работоспособность шва при вибрациях,
возможность исключить использование контровочных
средств. Невозможность разборки узлов и наличие
сквозных отверстий и конструкциях ограничивают обла-
сти применения таких соединений.
Пластмассы отличаются низкой прочностью на смя-
тие и невысокой твердостью, а также большими, чем у
металлов, термическими
Рис. П1.1. Заклепочное соеди-
нение:
/ — соединяемые детали; 5 — за-
клепка; 5 — замыкающая головка;
закладная головка; 5 — стер’
жень; Р — усилие расклепывания.
.коэффициентами линейного
расширения и ползучестью
под нагрузкой. Поэтому при
клепке пластмасс рекомен-
дуется задавать большие,
чем при клепке металлов,
допуски на отверстия под
заклепки; применять за-
клепки с крупными головка-
ми; защищать поверхность
пластмассы прокладками
под головками заклепок;
выбирать как можно ббль-
шие поверхности соедине-
ния; использовать по воз-
можности низкие давления
при обжимке деталей в зо-
не шва и расклепывании. -
32
Заклепочные соединения'используют при сборке-де-
талей из конструкционных 'пластических масс толщиной
не более 6 мм.
Вследствие высокой хрупкости деталей из реакто-
пластов с порошкообразным наполнителем применение
клепки для их соединения сопряжено с большими труд-
ностями.
Заклепочные соединения применяют для крепления
эластичных термопластов (полиэтилена, политетрафтор-
этилена и др.) к .металлам при защите металлов от кор-
розии или износа, а также при декоративной облицовке
различных материалов этими термопластами, креплении
последних с кожей, тяжелыми тканями, резиной, фиб-
рой. Однако такие термопласты обладают .ползучестью
и имеют низкие разрушающие напряжения и модуль
упругости, что не позволяет использовать детали из них
в узлах, работающих под нагрузкой.
Клепка полиакрилатных стекол толщиной больше
6 мм и поликарбоната не рекомендуется вследствие их
низкой ударной прочности.
Выбор заклепок
Стеклопластики и другие упрочненные 'Волокнами
пластики соединяют, как правило, с' помощью стан-
дартных заклепок, используемых для клепки различ-
ных материалов. Не рекомендуется [49, с. 92] для со-
единения пластмасс применять взрывные заклепки, а
также горячую клепку, вследствие размягчения или де-
струкции пластмассы.
Заклепки по конструктив но-техн б логическим призна-
кам можно- разделить на две группы: заклепки, для по-
становки которых необходим подход к конструкции с
двух сторон — со стороны закладной и замыкающей го-
ловок, и заклепки, для постановки которых достаточно
обеспечить подход к конструкции, с одной стороны —со
стороны закладной головки (рис, Ш.2) [40] . Заклепки
первой группы имеют преимущественно монолитный
или полупустотелый стержень (глубина отверстия не
;;меньше 112% диаметра).
По лупу стотелые и пустотелые заклепки вследствие
их эластичности эффективны в конструкциях, подвер-
женных динамическим нагрузкам. При их использова-
3—829
33
Рис. Ш.2. Заклепки для односторонней клепки: с вытягиваемым не-
обрываемым сердечником (а), проходящим насквозь сердечником (б),
с обрываемым сердечником (е, г); с резьбовым развальцовывающим
сердечником (5), вбиваемым штифтом (г) и типа гайка-пистон (йк):
1 — заклепка до расклепывания; 3 — заклепка в соединении.
Нии появляется возможность механизировать процесс
установки заклепок, а также снизить шум при раскле-
пывании. Заклепки второй группы применяют иногда
в конструкциях, где возможен доступ с двух сторон:
для упрощения и ускорения сборки, экономии металла,
улучшения внешнего вида шва, временного закрепле-
ния, а также снижения стоимости производства {бО].
При использовании большинства заклепок для односто-
ронней клепки не требуется проведения операции до-
работки, что также снижает стоимость производства.
34
1
Рис. 111,3. Соединение с -по-
мощью самопроникающей за-
клепки:
1 — соединяемые детали; 2 — за-
клепка.
Заклепки для односторон-
ней клепки классифицируют
в зависимости от метода их
установки [51].
Заклепки могут иметь
различные закладные голов-
ки [52, с. 45]. Для соедине-
ния деталей из пластмасс
применяют в некоторых слу-
чаях разрезные [16] И со-
ставные заклепки.
Перспективны для соеди-
нения деталей из пластмасс
так называемые «самопроникающие» заклепки, которые
сами пробивают отверстия в соединяемых деталях при
их креплении. При использовании таких заклепок сни-
жаются затраты на сборку и изготовление деталей по
сравнению с применением заклепок, для которых необ-
ходимо предварительно оформить отверстие; появляется
возможность соединять детали из различных материа-
лов; улучшается внешний вид соединения вследствие
минимального повреждения поверхностей деталей; обес-
печивается более длительный срок службы клепальных
машин и‘инструмента. Самопроникающие заклепки име-
ют форму пустотелого стакана. Заклепка пробивает
верхнюю деталь и частично врезается в нижнюю
(рис. Ш.З). Непробйтый слой материала нижней дета-
ли, окружающий основание заклепки, обеспечивает гер-
метичность соединения. Однако применение таких за-
клепок ограничивается твердостью и толщиной скреп-
ляемых деталей. Материал, в который врезается заклеп-
жа, должен иметь Твердость по Виккерсу не более
120 единиц и быть достаточно пластичным. Поэтому
самопроникающие заклепки можно рекомендовать для
крепления пластмассовых деталей с металлическими.
Выбор типа заклепки зависит от свойств соединяе-
мого материала, условий Эксплуатации конструкции, на-
личия соответствующего оборудования и доступности
местсоединения:
. Заклепки, предназначенные для двухсторонней клеп-
ки пластмасс, изготавливают из мягких сортов дюралю-
миния, медн, л атс ни, мягкой стали, а для обеспечения'
коррозионной стойкости соединения, например, в судо-
35
строении, — из нержавеющей стали или алюминия. При-
меняют также биметаллические заклепки [53], Заклеп-
ки для односторонней клепки изготавливают из стали,
алюминия и его сплавов, нержавеющей стали, меди и
ее сплавов, ,
Стальные заклепки для обеспечения коррозионной
стойкости защищают гальваническими или полимерны-
ми покрытиями.
Пл астмассовые заклепки эффективны в соединени-
ях, где особенно необходимо сократить стоимость сбор-
ки или уменьшить массу конструкции, повысить корро-
зионную -стойкость, исключить токопроводящие детали,
а также в соединениях хрупких пластмасс, разрушаю-
щихся при расклепывании металлических заклепок. Од-
нако заклепки из пластмасс нельзя вводить в соедине-
ния, работающие при высоких механических нагрузках.
При клепке термопластов заклепки можно изготовлять
из однородного_с ними материала.
Конструирование соединений
Для крепления заклепками деталей из пластмасс в
зависимости от формы соединяемых элементов, характе-
ра усилий, передаваемых с одного элемента на дру-
гой, а также требований к внешнему вифу изделий при-
меняют соединения различных видов- (рис. 1П.4),
Соединения внахлестку'И встык с накладками луч-
ше работают на изгиб и сжатие, чем на растяжение.
Соединения встык с двумя накладками используют при
сборке элементов конструкции, передающих большие
усилия и имеющих симметричную конфигурацию. В кон-
струкциях несимметричной конфигурации при растяже-
нии возникает изгибающий момент, действующий на
крепеж, в результате чего происходит неравномерное.
распределение напряжений по толщине пластмассовых
деталей. Поэтому при конструировании изделий несим-
метричной конфигурации необходимо исключить, воз-
можность работы заклепочного соединения на растяже-
ние. Если это невозможно, то допустимое напряжение
заклепки должно быть .равно половине допустимого на-
пряжения заклепки, работающей на чистый срез [4-1,
36
Рис. II1.4. Виды заклепочных соединений:
а — внахлестку; б — -встык с одной стыковочной пластиной ([накладкой); 8—
встык с двумя стыке® очным а пластинами (накладками); в — внакладку (при-
соединение профиля к листу); *
/ — соединяемые детали; 2 — накладка; 5 профиль: 4 — заклепка.
Основной задачей при конструировании заклепочно-
го 'Соединения является правильный выбор сто размеров
при заданной толщцне б склепываемых деталей: диа-
метра d заклепок, шага t между ними, минимального
расстояния h от центра заклепки до свободного края
детали, расстояния fa между заклепочными швами.
Если соединение будет равнопрочным независимо от
характера разрушения, а ослабление по сравнению с
основным материалом наименьшим, то можно считать,
что соотношения между указанными параметрами вы-
браны правильно [31]. <
При условии равнопрочное™ коэффициент прочно-
сти шва v наибольший; ой показывает, какую часть
прочность соединения Р составляет от исходной прочно-
сти Ро материала: v = P/P0.
Диаметр закдепки на основании опытных данных
выбирают так, чтобы отношение d/б было не менее
0,75—1,00 [40; 44, с. 317; 46; 49]. При соединении стек-
лопластиков толщиной менее 2,5 мм отношение d/б
должно быть больше единицы [54].
При статическом нагружении, принимая во внимание
одинаковую вероятность разрушения от смятия пласт-
массы'или среза заклепки,-для «односрезного»’ соеди-
нения (внахлестку или встык с накладкой) отношение
37
d/5 находят [31], приравнивая усилие смятия пластмас-
сы Рем=сгСмМ усилию среза заклепки Рср=тср—:
где аси — разрушающее напряжение пластмассы при смятии; ТсР —
разрушающее напряжение материала заклепки при срезе.
Зная диаметр заклепки, по таблицам нормалей вы-
бирают нужную заклепку. Обычно для клепки пласт-
масс берут дюралюминиевые заклепки диаметром 2,6—
6 мм (иногда до 12 мм) с полукруглой головкой.
Для клепки пластмасс целесообразно применять за-
клепки с увеличенным размером головки [31, 54], что-
бы при нагружении конструкций разрушение соедине-
ния происходило в результате среза заклепки, а не
вследствие ее выворачивания при смятии пластмассы
под головкой. Диаметр головки рекомендуется [54]
брать не менее 2,ЗгД высоту головки — не менее 0,33d,
а радиус головки — не менее 2,5 d. Длину заклепки вы-
бирают равной сумме толщины скрепляемого пакета и
диаметра заклепки.
Число необходимых заклепок рассчитывают с учетом
действующего усилия и допустимого напряжения на
срез материала заклепки. Учитывая сминающее дейст-
вие заклепки на пластмассу, рекомендуют вести расчет
с некоторым коэффициентом запаса прочности [46].
Размер отверстия под заклепку выбирают таким,
чтобы можно было быстро собрать соединение, но что-
бы при этом не происходило продольного деформиро-
вания стержня заклепки, 'выпучивания и коробления де-
талей после сборки. Поэтому следует признать завы-
шенной рекомендацию сверлить или развертывать от-
верстия в стеклопластиках диаметром на 0,4 мм боль-
ше, чем диаметр заклепки [44, с. 317].
Шаг между заклепками должен быть таким, чтобы
обеспечивалось распределение сминающих усилий на
достаточно большой объем материала. Поэтому при со-
единении стеклопластиков размер шага обычно выби-
рают равным (2,5—3,5) d. С увеличением шага одновре-
менно возрастает разрушающее усилие при растяжении я.
пластины. Чем больше шаг t, тем ниже действующие
38
напряжения ё пластйне шириной i с одним отверстием:
ОсР-ном = .Р/.[!(^—d)6]. Из-за неравномерности распреде-
ления напряжений по ширине пластины разрушение в
результате концентрации напряжений вблизи,отверстия
происходит при сТср-ном<Ор (здесь цр — разрушающее
напряжение при растяжении целой пластины).
Оптимальный шаг для однорядного нахлесточного
шва может быть найден из условия раэнопрочности,
когда разрушение одинаково вероятно в результате
смятия или разрыва пластмассы по ослабленному (ми-
нимальному) сечению:
d________________1
f 1 + ЙДм/сДр. ном)
Выразив в формуле оСр.ном через <тр и эффективный
коэффициент концентрации напряжений К, получим
t 1 + (осм/<Тр)К
(Ш.2)
В случае двухрядного шва (при условии равномер-
ного распределения усилий между заклепками) нагруз-
ки, разрушающие соединение по минимальному сечению
(Рр) или в результате смятия стержнем заклепки
(^см), будут равны соответственно:
Рр = ^ср. ном d) S', Ррм = огсн(2м 1) f>d
где п — число заклепок в полном ряду.
Из условия рав'нопрочносги при fc5»joo получим:
_d__________1
t ~ 1 + 2(<тси/ар)Д
Расстояние 6 от заклепочного шва до края скле-
пываемых деталей выбирается из тех же соображений,
что. и шаг заклепок и, как правило, составляет (2,5—
3,0)d [49]. Этот параметр можно определить из усло-
вия равнопрочности, если принять одинаково вероятным
разрушение соединения в результате смятия материала,
и его среза по двум площадкам,* параллельным дейст-
39
ifiyiOiUeMy усилию, nt отверстия пбд Зйкйепку До свобод-
ного края деталей;
20см 4- т^р
где тёр—разрушающее напряжение при срезе материала соединяе-
мых деталей. .
Расстояние /2 .между заклепочными .швами, как пра-.
.вило, выбирают равным шагу t заклепок.
При конструировании соединения важно правильно
выбрать направление крепежного шва. Весьма нежела-
тельно, чтобы.направление шва было перпендикулярно
направлению волокон усиливающего наполнителя; наи-
лучшим является'расположение волокон и шва под уг-
лом 0,785 рад.
iBu6op расположения заклепок в многорядных швах
(шахматное или рядное) производится на основе ре-
зультатов диализа прочностных и массовых характери-
стик соединения [8, с. 27].
Технология соединений
.Выбор способа и условий клепки пластмасс зависит
от типа крепежа, конструктивных особенностей изделия,
свойств соединяемого материала и специфики произ-
водства.
Клепка с помощью металлического крепежа ,
Вероятность разрушения материала соединяемых де-
талей при клепке пластмасс больше, чем. при клепке
металлов. После клепки в зоне шва появляются оста-
точные напряжения, которые влияют на работоспособ-
ность соединения [55]. , . .
Технология;соединения пластмассовых деталей с по-
мощью металлических заклепок аналогична технологии
клепки металлических конструкций [52, с. 123].
Процесс клепки включает: введение заклепок в от-
верстия совмещенных деталей; установку шайб; осадку
выступающей из детали части стержня заклепки для по-
лучения замыкающей головки необходимой формы; кон-,
троль'' качества соединения.
о
Рис. Ш.5. Осадка стержня за-
клепки при образовании замы-
кающей головки: а —равно-
мерная осадка стержня; б —
«перехват» стержня:
! — соединяемый детали; 2 — за-
клепка; 3 — обжимка; 4 —поддерж-
ка; I — длина стержня заклепки;
h — длина стержня под замыкаю-
щую голому; А, В — зоны дефор-
мирования; Р — усилие клепки;
Й - осадка стержня.
Наиболее распростране-
на ’плоская замыкающая го-
ловка. Если длина стержня
под 1 замыкающую головку
равна его диаметру, то не
происходит слишком силь-
ного расклепывания замы-
кающей головки, и можно
избежать больших сжимаю-
щих напряжений, действую-
щих на пластмассу.
Разброс значений тол-
щины пластмассовой детали
вдоль заклепочного шва
оказывает большое влияние
на процесс клепки и проч-
ность соединения. Длина
стержня заклепки под за-
мыкающую головку должна
назначаться применительно
к номинальной толщине
пластмассовой детали. При
толщине детали, большей номинальной, образуется не-
полная головка, а при толщине детали, Меньшей номи-
нальной,—увеличенная, что вызывает перенапряжение
Ийастмассы. Поэтому при конструировании ответствен-
ных соединений необходимо либо установить допуски на
толщину пластмассы, либо сохранить постоянной длину
стержня заклепки под замыкающую головку.
В соединениях пластмасс с металлами или другими
материалами замыкающую головку оформляют со сто-
роны детали, выполненной из более прочного и твердого
материала. При соединении листов различной толщины
потайные головки заклепок располагают со стороны лис-
та большей толщины, а выступающие—со стороны бо-
лее тонкого листа.
Процесс осадки заклепки состоит из двух' стадий
[8, с. 71] — равномерной осадки стержня (рис. III,5, а)
и «перехвата» стержня—начало образования замыка-
ющей головки (рис. Ш.5, б). Необходимым условием
для начала образования замыкающей головки является
создание усилия клепки Р, достаточного для'деформи-
рования стержня в области замыкающей головки. При
41
достижении такого усилия образуются две зоны с раз- -i
личными скоростями течения материала: первая — зо- ]
на А замыкающей головки, вторая—зона Б, заключен-
ная в пакет. • ]
В связи с этим материал вокруг отверстия находит- ;!
ся в сложном напряженно-деформированном состоянии, ;
что существенно влияет на несущую способность закле- j
пряных соединений. С увеличением степени деформиро-
вания отверстия значительно снижаются прочность и
долговечность заклепочных соединений [8, с. 74], по- ,
этому клепку необходимо проводить так, чтобы дефор- i
мация пластмассы была минимальной. Деформации ,при
клепке пластмасс зависят от свойств соединяемых ма- 1
териалов и материала заклепки, параметров заклепоч-
ного шва и способа клепки.
По характеру деформирования стержня клепку под-
разделяют на ударную, прессовую и клепку раскатыва- i
нием [52]. *
Ударную клепку выполняют преимущественно юнев-
магическими клепальными молотками, выбираемыми в
зависимости от диаметра и материала заклепки [15, л
с. 79]; молоток делает 1300—1800 ударов в минуту при
давлении сжатого воздуха 0,5 МПа. ;
Ударную клепку в зависимости от расположения i
клепального молотка по отношению к замыкающей го-
ловке, можно выполнять прямым или обратным спосо- ?
бами.
При клепке прямым способом удары молотка нано- i
сят со стороны замыкающей головки, при этом под-
держка находится со стороны закладной головки. Та- ’
кой способ кнопки предпочтителен при постановке по-
тайных заклепок, так как в случае клепки этих закле-
пок обратным способом при малейшем наклоне обжим- , i
ки молотка на поверхности пластмассы образуется вмя-
тина или царапина. '
При клепке обратным способом поддержка распола- ;
гается со стороны замыкающей головки, что облегчает
контроль процесса ее образования. Кроме того, при ра-
боте молотком со стороны закладной головки предот-
вращается соскальзывание обжимки на пластмассу. Все
это существенно снижает напряжения в материале де-
талей и почти полностью исключает повреждение пласт-
массы в зоне отверстия,
4§
Прессовая клепка обладает рядом Преимуществ йб
сравнению с ударной клепкой: 'облегчаются условия
труда, появляется возможность частично механизиро-
вать процесс и исключить вибрации и шум, а также
повреждения поверхности пластмассы; обеспечивается
высокая прочность и стабильность свойств швов по дли-
не, создаются условия организации поточной сборки,
а следовательно, и повышается производительность тру-
да при сборке.
Прессовую клепку производят на стационарных прес-
сах для групповой или одиночной клепки или с по-
мощью переносных клепальных прессов [52].
Тип пресса выбирают с учетом формы и размеров
собираемого изделия, а также усилий, необходимых
для образования замыкающих головок.
Давление р, необходимое для формования из моно-
литного стержня заклепки выступающей замыкающей
головки при условии, что оно идет на пластическое де-
формирование стержня заклепки и преодоление сопро-
тивления склепываемого материала, можно найти но
формуле [8, с. 78]:
ф 0,33 г—
п
где <тр — разрушающее напряжение материала заклепки при растя-
жении; ер — относительная деформация при растяжении, отвечаю-
щая моменту образования устойчивой шейки (для алюминиевых спла-
вов равна 0,16, а для сталей марок 10 и 15 — 0,20); п— -—Е—;
]р_
ф =/+ —— —(I—if)У/ (здесь / — коэффициент трения металла по
4 1
пластмассе — для стеклопластиков равен 0,25—0,33; I — длина стерж-
ня заклепки, R — наружный радиус стержня заклепки); вг=ДЛ/Л —
относительная деформация выступающей части стержня заклепки
(см. рис. III.5); Оси — разрушающее напряжение пластмассы при
сжатии в направлении, перпендикулярном соединяемым поверхно-
стям; Л —длина стержня под замыкающую головку.
Необходимое усилие клепки возрастает, если оформ-
ляется потайная замыкающая головка; желательно ее
оформлять из пустотелого стержня. Давление при осад-
ке таких стержней .рассчитывают по формуле [8, с. 87];
43
ffD Г 1 4-/i Z?
P = vrT------S7/7- B+ -7- (i + Ш sS +
у 3 (1 — ep) ep (1 4-ri) [ 3 ft J
4-О,33ф(уж r• +^rcp 1 (П1.4)
где В=уз+ф‘~2<рЧ-ф21п[(ф2+уз+<р‘)/3)]; m=l—- Sq^+S/p3 (здесь
Ф=г//?; г—внутренний радиус стержня заклепки); /?г и hT — соот-
ветственно радиус и высота головки заклепки; <гГ(;р = (Я/q) [К—уи+,
+ N (sin2a + Z( cos2a)] (здесь — Н — натяг стержня в отверстии;
С=(1—E$+KR}; К=1/Е{1'Ег-, Д12, Щ1— коэффициенты Пуассо-
на для пластмассы в двух взаимно перпендикулярных направлениях;
ЛГ=У(2Л—Ды) + (£i/O); а —угол радиуса-вектор а точки, в Которой
определяют напряжение (Тгср; G — модуль-сдвига пластмассы в плос-
кости, перпендикулярной оси заклепки; Е\, Ег — модули упругости
при растяжении пластмассы в двух взаимно перпендикулярных на-
правлениях).
На основании результатов, полученных при расчетах
но формуле (III.4), было установлено, что существует об-
ласть оптимальных значений отношений R/h и r/R. При
равенстве этих значений 0,5—0,6 обеспечивается запол-
нение гнезда материалом заклепки и образованиепо-
тайных замыкающих головок.
Приняв в формуле (111,4) tp=O, получим выражение
для расчета давления расклепывания монолитных за-
клепок.
Анализируя формулу (Ш.З), придем к выводу, что
давление при клепке стеклопластиков без применения
шайб несколько меньше, чем при -клепке легких спла-
вов [8, с, 78]. Однако при клепке без подкладок под
.замыкающую головку возможно незначительное искрив-
ление слоев наполнителя в стеклотекстолите под влия-
нием заклепки, что- указывает на некоторое смятие ма-
териала-при соединении. В связи с этим рекомендуется
увеличивать опорную поверхность головки заклепки
[31].
Давление при клепке стеклопластиков с применени-
ем шайб и давление при клепке легких сплавов одина-
ково для одних и тех же марок материала заклепок.
Недостатком клепки .прессовым способом является
значительная деформация стержня в зоне отверстия,
особенно при получении потайной замыкающей головки
[8, с, 86]. При 'этом может произойти разрушение ма-
териалу соединяемых деталей, а при клепке тонкостен-
ных деталей —его выпучивание; кроме того, этим ме-
44
- годом нельзя создать- подвижные шарнирные соедине-
ния. Можно несколько облегчить клепку, дроводя ее в
два приема [8, с. 85].
Одним из наиболее эффективных путей снижения
деформации пластмасс при их клепке явлйется умень-
шение усилия, необходимого для осадки стержня за-
клепки, что может быть достигнуто в случае примене-
ния клепки раскатыванием. Однако при раскатывании
оправкой, оснащённой с торца двумя или тремя роли-
ками, поверхность головки имеет низкое качество, а са-
ми ролики, быстро изнашиваются.
Устранить 'недостатки, характерные для описанных
методов, удается, применяя клепку орбитальным мето-
дом. [22, с. 160; 56], являющимся разновидностью мето*
да клепки раскатыванием.
Орбитальный метод клепки имеет следующие пре-
имущества: осевое усилие расклепывания меньше, чем
прй остальных методах, что позволяет полностью пред-
отвратить деформацию стержня заклепки и таким об-
разом снизить нагрузку на пластмассу и выполнить
подвижные, шарнирные соединения; опорные части при-
способлений и станков испытывают меньшие нагрузки;
снижаются вибрации и шум; появляется возможность
использовать заклепки диаметром 0,75—19 мм, в том
.числе из сталей (например, марки 12Х18Н9Т), которые
другими методами не расклепываются.
Клепку орбитальным методом подразделяют на кру-
говую, при которой, пуансон в процессе работы покачи-
вается, но не вращается вокруг своей оси, и радиаль-
ную, при которой пуансон совершает равномерное пла-
цетарное движение, одновременно вращаясь вокруг соб-
ственной оси и перемещаясь по круговой орбите.
Первый вариант проще в осуществлении и пригоден
для выполнения 95% всех встречающихся видов закле-
почных работ. Второй вариант Связан с усложнением
конструкции применяемого оборудования.
При круговой клёпке ось инструмента описывает в
пространстве поверхность прямого кругового конуса с
вершиной в точке Л (рис. IIL6, а), лежащей на оси вра-
щения шпинделя. При таком перемещении инструмента
исключается возникновение сил трения в зоне контакта
инструмента с заклепкой. Материал заклепки смещает-
ся в .радиальном направлении, при нтом толщина'де-
45
Рис. Ш.6. Схема круговой (а) и радиальной {6} клепки:
1 — соединяемые детали; 2 — заклепка; 3 — инструмент; 4 — шпиндель.
формируемого слоя стержня за один проход инструмен-
та невелика.
Таким образом, создание напряжений, превышаю-
щих предел текучести в деформируемом материале,
обеспечивается малой площадью контакта рабочей по-
верхности инструмента с поверхностью стержня заклеп-
ки, что приводит к уменьшению в 6—9 раз усилий осад-
ки по сравнению с прессовым методом [56].
Уменьшение- усилия осадки позволяет получить со-
единение с натягом, не превышающим критический, что
в итоге обеспечивает более высокие прочность, выносли-
вость и долговечность швов по сравнению со швами,
полученными при клепке другими способами ,[56].
При меньшей степени увеличения диаметра заклеп-
ки требуется меньший зазор между стержнем и стенка-
ми отверстия.
При радиальной клепке (рис. Ш.6, б) происходит
бесшумное смещение материала головки в трех взаим-
но перпендикулярных направлениях под воздействием
инструмента, совершающего радиальное и тангенциаль-
ное движения. При этом только небольшая площадь
46
головки зайлепки контактирует £ инструментом при
его перемещении. При таком обжатии разрушающее
напряжение металла заклепки и его микроструктура не
меняются, форма головки получается правильной, от-
сутствует брак.
Радиальная клепка может быть использована для
получения головок у заклепок из черных и цветных ме-
таллов. При этом обеспечивается более высокое ка-
чество соединения. Продолжительность клепки в зави-
симости от размера и формы головки составляет 0,5—
2,0 с. При радиальной клепке затрачиваются усилия,
на 10—20% меньшие, чем при круговой клепке. Поэто-
му такую клепку можно применять для хрупких, тонких
и слоистых материалов.
Радиальная клепка применяется для образования
головок у мелких заклепок.
Расклепывание пустотелых и полупустотелых-закле-
пок, за исключением двухсторонней потайной клепки
[8, с. 86; 57, с. 79], заключается в «статическом» раз-
вальцовывании выступающего над поверхностью детали
трубчатого конца заклепки.
Выбор 'способа постановки заклепок для односторон-
ней клепки (см. рис. III.2) и инструмента зависит от
типа заклепки [50]. Для образования замыкающих го-
ловок у заклепок с сердечником используют специаль-
ные ручные клещи или пневморычажные прессы, при
помощи которых в случае постановки втулки с сердеч-
ником последний вытягивается при одновременном при-
жатии головки заклепки к детали [58]. Обрыв стержня
идет по перемычке. Сердечник зак'лепки, показанной на
рис. Ш.2,а, вытягивается ив тела заклепки, но не об-
рывается. Выступ конца сердечника удаляется при по-
следующей операции.
Сердечник заклепки, изображенной на рис. Ш.2,д,
приводится во вращение специальным инструментом.
В результате стенка тела заклепки расширяется с об-
разованием замыкающей головки.
Заклепки с вбиваемым штифтом (см. рис. II 1.2, е)
расклепывают, ударяя молотком по штифту, который,
входя в тело заклепки, раздвигает ее выступающую
разрезную часть.
Для постановки заклепок типа гайка-пистон 1
применяют инструмент 2, например переносной гайко-
47
Рис. Ш.7. Соединение заклепками типа гайка-пистон:
а — гайка-пистон с ввернутым наконечником перед клепкой; б— заклепка
в склепываемом пакете перед расклепыванием;, в — образование замыкающей
головки; г — ^пользование гайки-пи стон а для резьбового соедпн&ння пласт*
массовых деталей с металлической; Jгайка-пистон; 2 — инструмент; S—< на-
конечник; 4 — винт; 5 — элемент жесткости; б пластмассовая деталь.
верт пистолетного типа [22, с. 171] с наконечником 3,
имеющим .резьбу (рис. Ш.7, а). Наконечник ввертывают
в резьбовое отверстие пистона, который вставляют в
отверстие склепываемого пакета (рис; Ш.7, б) или в
отверстие одной из деталей (в основном пластмассовые
в коМ'бинированных пакетах), входящей в узел. Замы-
кающая головка образуется в результате поворота ин-
струмента с наконечником вокруг оси пистона при од-
новременном прижиме инструмента к закладной голов-
ке, заклепки (рис, Ш.7, в). Резьба при этом поврежда-
ется не полностью; не менее шести ниток остается це-
лыми, что позволяет использовать заклепку в качестве
гайки для резьбового соединения склепанных деталей 6
с элементом жесткости 5 (рис. Ш.7, е). Винт 4 закры:
вает отверстие и повышает прочность заклепки на срез.
Различные машины и устройства, применяемые для
клепки, описаны в соответствующей литературе [22,
с. 163; 52].
Клепка с помощью пластмассового крепежа
Известные способы соединения деталей заклепками
из реактопластов имеют много недостатков.
В работе [59] исследовалась возможность осадки
цилиндрических стержней диаметром 4 мм из отверж-
денных реактопластов с. помощью ультразвука при со-
единении пластмассовой детали, с металлической шай-
48
бой толщиной 2,5 мм. Осадка стержня ультразвуком
проводилась в течение 0,4—1,0 с при усилии прижима
200—400 Н. Было установлено, что вследствие больших
нагрузок происходит сильный износ рабочей поверхно-
сти инструмента. Поэтому рекомендуется применять ми-
нимальные амплитуды колебаний-й тщательно центри-
ровать инструмент относительно расклепываемой по-
верхности.
При смачивании водой расклепываемой поверхности
стержня значительно улучшается качество заклепки,
Формование замыкающих головок у заклепок из тер-
мопластов производят на холоду или при нагревании
[29,40].
В случае холодной клепки (при температуре 291—:
296 К) с помощью пластмассового крепежа замыкаю-
щая головка образуется из конца, стержня.заклепки или
имеющегося на детали выступа при приложении к ним
сжимающей нагрузки, превышающей предел текучести
От материала, равный (в МПа) [21]:
Полиметилметакри-
лат ...............40—60
Поливинилхлорид . , 35—56
Полисульфон . . . 70—80
Поликарбонат . . . 56—63
Полиамид 6 . 77—85
Полиэтилен НП . , 9—10
Полиэтилен ВП . . 22—26
Полипропилен . . . 15—25
Полиамид 6,6 ... 49
Полиформальдегид . 50—75
В принципе все термопласты можно применять в ка-
честве крепежа для холодной клепки. Но по комплексу
физико-механических свойств лучшими являются кри-
сталлические термопласты [15], в частности полифор-
мальдегид и полиамид [19].
Длина стержня, необходимая для образования за-
мыкающей головки, зависит от его диаметра и типа
материала и может быть рассчитана из условия равен-
ства объема головки объему ‘выступающей части стерж-
ня при отношении диаметра головки к ее высоте, рав-
ном 2: 1 [29].
Обжатие соединяемого пакета удобно производить
подпружиненным полым стаканом, в котором переме-
щается пуансон, осаживающий головку заклепки
(рис. Ш.8). Ниже приводятся значения усилий обжа-
тия Робж склепываемого пакета и осадки Рос головки
4—829
49
Рис. If 1.8. Схема холодной клепки с помощью термопластичных закле-
пок и соотношение размеров соединения и клепального инструмента;
а — положение перед клепкой; б — оформление (осадка) -замыкающей голов-
ки; в — готовое соединение;
/ — стерж ен ь на пл а ст м а ссово й д етали; 2 — пр исо един немал дета ль; J — н а
прэвляющнй стакан; 4—'Пуа-псощ 5 — пружина; 6 — аа-ньпсаинцая головка.
для заклепок из полиформальдегида различных диамет-
ров d:
d, мм
.2 3 4 5 6 8 10
. 200 450 800 1200 2000 3000 5 000
. 400 900 1600 2400 4000 6000 10000
Преимуществом холодной клепки является высокая
производительность процесса. Однако соединения, по-
лученные холодной клепкой, чувствительны к измене-
ниям температуры и,могут ослабевать в результате ре-
лаксации эластических деформаций в стержне заклепки.
Кроме того, при проведении процесса возможно ухуд-
шение механических свойств материала заклепки.
Более стабильное по свойствам соединение получа-
ется, если расклепыванию подвергают полую часть
стержня. При этом образование головки происходит при
меньшем усилии, в результате чего тело крепежа в
50
Меньшей степени пОДйергаётся пластическим деформа-
циям, которые релаксируют после снятия давления.
Соединение, более устойчивое к нагреванию, получа-
ют, осуществляя клепку при повышенных температурах
[29, 40]. Восстановление первоначальной формы стерж-
ня не наблюдается, если образование головки Термо-
пластичной заклепки проводить при нагревании высту-
пающей части стержня до температуры текучести ма-
териала. При клепке таким способом исключается пол-
зучесть пластмассовой детали в отличие от расклепы-
вания на холоду.
Замыкающие головки у термопластичных заклепок
можно оформлять при помощи открытого пламени, на-
гретого инструмента или инструмента, к которому под-
веден ток высокой частоты, а также в струе нагретого
газа.
Из.способов горячей клепки пластмассовыми заклеп-
ками наибольшее распространение получила клепка с
помощью ультразвука [45, 29, 40, 60—62]. Этот метод
обеспечивает наиболее высокую производительность и
возможность механизации и автоматизации процесса
сборки (скорость соединения приблизительно в 2 раза
больше, чем при формовании нагретым инструментом).
Клепка с помощью ультразвука заключается в раз-
мягчении и деформировании стержня инструментом, по-
верхность рабочего конца которого подобна поверхности
замыкающей головки, В результате превращения меха-
нической энергии ультразвуковых колебаний в тепло-
вую. При этом сам инструмент остается холодным, что
способствует быстрому охлаждению размягченного ма-
териала головки.
• Известен [63] способ соединения деталей из термопластов с ме-
таллическими или пластмассовыми деталями, по которому шипы,
имеющиеся на деталях из термопластов, вставляются в соответству-
ющие отверстия других деталей и оплавляются под действием уль-
тразвука с целью оформления замыкающей головки.
Преимуществом ультразвуковой клепки является
также то, что после достижения температуры текучести
тепловыделение прекращается, в результате, чего пред-
отвращается термическое разложение материала за-
клепки. Для ускорения образования головки рабочий
конец инструмента в начале клепки соприкасается со
стержнем по линии (по длине окружности основания
4*
51
Рис. IL'.9. Схема ультразвукового расклепывания термопластичных
стержней с образованием полукруглой (а, б) или полутороидальной
(а, г) замыкающих головок; 1
а, е — положение деталей и инструмента перед расклепыванием; б, i — собран-
ный узел;
1 — нормальный профиль головки; 77 — низкий профиль; 7 — пластмассовая
деталь; 2 — прйсоедиияимая деталь; 3 — стержень; 4 — головка. заклепки;
Д—инструмент.
стержня) или в точке (в центре основания). В зависи-
мости от этого он имеет .сферическую рабочую поверх-
ность и оформляет полукруглую замыкающую толовку
(рис. II 1.9, а) или выступ и оформляет разваль-
52
цованную полутороидальную замыкающую головку
(рис, Ш.9,б). Полукруглую головку можно оформить
для стержней диаметром 1—3 мм из жестких и элас-
тичных термопластов [64],. а полутороидальную— для
стержней диаметром 3—10 мм. Оформляя в инструменте
несколько полостей, можно выполнять групповую
клепку. .
При ультразвуковой клепке в противоположность
сварке необходимо создавать сдвиг фаз между колеба-
ниями инструмента и поверхности пластмассовой де-
тали [62]. Легкий прижим в начале клепки является
условйем для несинфазности колебаний в ограниченной
области -контакта. -
Параметры ультразвуковой клепки (амплитуда ко-
лебаний инструмента или потребляемая мощность уль-
тразвукового генератора, продолжительность расклепы-
вания, осевое усилие на стержень) зависят от формы
головки, материала и диаметра стержня заклепки
(табл. III. 1). Амплитуда колебаний инструмента при
клепке составляет 15—100 мкм [65].
Потребная мощность при клепке инструментом с
выступом, создающим полутороидальную поверхность
головки (-см. рис. Ш.9,б), в течение 1 с составляет
215- Вт, а осевое усилие осадки инструментом стержня—
640 Н [64].
Ультразвуковую клепку наиболее широко использу-
ют для соединения пластмассовых деталей с металличе-
скими или с деталями из реактопластов. Полученные
соединения имеют небольшие остаточные напряжения,
способны работать при высоких нагрузках и мало чув-
ствительны к изменениям температуры.
С помощью ультразвука можно расклепывать не
только монолитные, но и полые термопластичные стерж-
ни [62]. Детали из термопластов можно соединять, с
помощью термопластичных заклепок по принципу
сварки, т. е. приваривая заклепку, имеющую замыкаю-
щую головку. Для ультразвуковой клепки применяют
оборудование, используемое для других способов соеди-
нения деталей с помощью ультразвука.
Оригинальна технология механического крепления,
при которой заклепки из термопластов, целиком оформ-
ляются при введении в отверстия соединяемых деталей
расплава полимерного материала литьем под давлени-
53
Таблица 111.1. Параметры ультразвуковой клепки
(N — мощность электрических колебаний, Вт; Л,о — усилие
Осадки стержня заклепки, Н) термопластичными заклепками
С полукруглой головкой нормального профиля (см. рис. НЕ,9,а)
для различных диаметров стержней*.
Материал заклепки Диаметр, стержня, мм
2,0 2,5 3,0
N рос N Л) с ЛГ
Линейный полиэфир 100 220 124 340 150 280
Полиамид 86 210 107,5 320 129 280
Полиамид, наполненный 81,5 210 102 320 122,5 270
стекловолокном
Поливинилхлорид жесткий 54,5 180 68 300 81,5 260
или пластифицированный
Поликарбонат — 85 320 102,5 280
Поли мети л метакрилат 54,5 180 68 310 81,5 260
(литьевой)
Полипропилен 63,5 190 79 300 95 260
Полистирол 45 170 56,5 300 68 250
Полиформальдегид и со по- 90 220 ИЗ 320 136 280 '
лимеры формальдегида
Полиэтилен 54,5 180 68 300 81,5 260
Производные целлюлозы 54,5 180 68 300 84,5 260
Сополимер АБС 54,6 170 56,5 300 68 250
Сополимер стирола и акри- 50 180 62 310 75 260
лони тр ила; пол исти ро л,
наполненный стекловолок-
НОМ
* Продолжительность расклепывания стержней диаметром 2 в 2,5 мм со-
ставляет 1 с, а диаметром 3 мм — 1,5 с.
ем [60]. Это позволяет ставить несколько заклепок од-
новременно и в труднодоступных местах. По своем экс-
плуатационным характеристикам этот способ превосхо-
дит все остальные способы горячей клейки. Однако для
его проведения требуется дорогое оборудование и ос-
настка (литьевые машины и формы). Если детали и за-
клепки изготовлены из одинаковых материалов, то спо-
соб их соединения правильнее называть точечной свар-
кой литьем под давлением (см. гл. V).
Для соединения различных материалов, в том числе
и пластмасс, разработаны специальные типы пластмас-
совых заклепок, расклепывание которых производится
при упругом деформировании элементов крепежа [40],
54
Некоторые детали из пластмасс и металлов можно
соединять с помощью распорных заклепок. Крепление
с помощью этих заклепок обеспечивается благодаря
наличию выступов снаружи и внутри разрезанного по-
лого стержня заклепки и введению в нее монолитного
стержня.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовые соединения классифицируют на болтовые,
винтовые и соединения, осуществляемые с помощью
резьбы на 'соединяемых поверхностях скрепляемых де-
талей или На специальных металлических элементах.
Болтовые соединения
Соединение болтами применяют для деталей с тол-
щиной-стенок'более 4—6 мм, а также для деталей, ко-
торые нуждаются в периодической замене или частом
ремонте. Болтовые соединения хорошо выдерживают
статические нагрузки. Они могут быть использованы так-
же в конструкциях, испытывающих динамические на-
грузки, если есть возможность предотвратить самоот-
винчивание гаек. Болтовые, соединения вместо винтовых
рекомендуется применять тогда, когда требуются боль-
шие стягивающие усилия и при этом в соединяемых
деталях допускаются сквозные Отверстия, :
Надежная работа бцлтовых соединений зависит от
правильности выбора крепежных элементов (в том чис-
ле их геометрических размеров и материала); конструк-
ции соединения, точности расчета усилия предваритель-
ной затяжки и его обеспечения при сборке, а также от
правильного учета рабочих нагрузок.
Крепежные элементы
Для крепления конструкционных пластмасс применя-
ют стандартные болты из углеродистой стали, а для
тяжело нагруженных соединений композиционных по-
лцмерных материалов—болты из легированной стали
(например, марки ЗОХГСА).
Для повышения коррозионной устойчивости стальной
крепеж: иногда покрывают кадмием, цинком, Никелем
или хромом,
55
-Титановые сплавы благодаря их низкой плотности
(на 40% меньшей, чем у стали), высокой прочности на
срез, а также коррозионной стойкости к агрессивным
средам широко используют для изготовления крепежа,
применяемого в летательных аппаратах. В баллистиче-
ских ракетах и космических аппаратах применяют бе-
риллиевый крепеж.
Для облегчения конструкций применяют полые бол-
ты диаметром 6—-50 мм, у которых при той же массе,
что и у монолитных болтов, площадь, работающая на
смятие, больше.
Описано также применение металлических болтов с
пластмассовой головкой, изготавливаемой литьем под
давлением. Перспективно применение крепежа, изто^
товленного целиком из пластмасс [2, с. 280]. К его пре-
имуществам перед металлическим крепежом относится
отсутствие требований к специальной обработке или
защите против коррозии, хорошие тепло- и электроизо-
ляционные характеристики, небольшая масса, что поз-
воляет использовать его в производстве летательных
аппаратов и средств транспорта.
Крепежные элементы из пластмассы во многих слу-
чаях прозрачны в диапазоне радиочастот и поэтому мо-
гут быть применены в оборудовании обнаружения ле-
тательных аппаратов.
Большинство крепежных элементов из пластмасс
можно окрашивать в любой цвет, что удобно для коди-
рования электронных цепей.
Крепежные элементы можно изготовлять из термо-
пластов и реактопластов^
Крепежные элементы из термопластов. Крепежные
элементы из полиамидов самоконтрятся. Они стойки к
действию слабых кислот, масел, жиров и многих рас-
творителей. Их применяют в качестве соединительных
элементов технологического оборудования в пищевой
и химической промышленности. Полиамидные винты и
гайки больших размеров несколько дороже стальных
или. латунных, но дешевле крепеж:а из нержавеющей
стали. Мелкий крепеж из полиамидов дешевле -крепежа,
изготовленного из лнЗбых металлов.
Из поливинилхлорида изготовляют болты, эксплуа-
тирующиеся на открытом воздухе и в контакте с ми-
неральными кислотами,
Политетрафторэтилен приМеия1рт для получения кре-
пежа, используемого в различных конструкциях специ-
ального назначения. Для него характерны высокая хи-
мическая стойкость и термостойкость (473 К), но низ-
кая прочность при растяжении. При необходимости
обеспечить большую жесткость и сопротивление ползу-
чести крепежные элементы следует изготовлять из по-
лиформальдегида или поликарбоната.
Крепежные элементы из полиэтилена имеют низкую
стоимость, они характеризуются хорошими электроизо-
ляционными свойствами и высокой эластичностью. Они
удобны в обращении при эксплуатации на холоду (на-
пример, при сборке палаток и домиков из полиэфирных
стеклопластиков).
Крепежные элементы из реактопластов. Соединения
с помощью болтов из реактопластов с волокнистым на-
полнителем [66] обладают большей прочностью, чем
соединения с использованием болтов из термопластов.
При работе болтов на -растяжение максимальная
прочность достигается, если армирующий материал кре-
пежного элемента ориентирован в направлении нагру-
жения. В условиях сложно-напряженного состояния бо-
лее эффективно применять армирующие материалы с
явно выраженной анизотропией свойств (например, руб-
ленную стеклянную ткань)' или комбинированные ма-
териалы (ровничную ткань со стекломатом в отноше-
нии 6:4).
Прочность гаек из стеклопластика максимальна, ес-
ли армирующие волокна в них расположены перпенди-
кулярно‘оси резьбы.
При сопоставлении болтов с резьбами различных
типов было установлено, что предпочтение следует от-
давать крепежным элементам со стандартной резьбой.
Из полимерных материалов, в том числе армирован-
ных волокнистыми наполнителями, можно изготовлять и
прокладочные шайбы.
Использование выпуклых шайб типа тарельчатых
пружин из стеклопластика способствует снятию .пиков
напряжений в болтовых соединениях и обеспечивает по-
стоянство заданного усилия предварительной затяжки.
Такие пружины -из стеклопластиков сохраняют свои
упругие свойства после теплового старения под нагруз-
кой [66].
57
конструирование* соединений
Детали из пластмасс соединяют с помощью болтов
аналогично соединению деталей заклепками [внахлест-
ку, встык с одной или двумя стыковочными пластинами,
внакладку (см. рис. Ш.4)]. Кроме того, болтовые со-
единения применяют во 'фланцевых узлах. Болтовое со-
единение Листовых материалов рассчитывают подобно'
заклепочным соединениям.
Для обеспечения равномерного распределения экс-
плуатационных нагрузок необходимо, чтобы отношение
диаметра болта d к толщине 6 листа пластмассы, было
не менее единицы [46].
Ниже приведены значения t?/5 для двухсрезного..бол-
тового соединения при различных направлениях нагру-
жения:
Стеклотекстолит с параллельной структурой ук-
ладки наполнителя при нагружении
вдоль основы или вдоль утка..................0,8
под углом 0,785 рад к оснОве . .' . 1,0
Стеклотекстолит с параллельно-диагональной
структурой укладки наполнителя при любом
угле нагружения........................... . 1,0
Диаметр болта можно выбирать, исходя из условия
равнопрочности при срезе стержня болта и разрыве
пластмассы:
2nd3 (/ — d)6
Тс₽ ' 4 ~ °₽ К
Отсюда диаметр болта находится из следующего со-
отношения:
d=-^(lA-l)6
Если исходить из равной вероятности среза стержня
болта и смятия пластмассы, то
2nd2
Тер ~ й о
4
Откуда
d = §
лтср
где Тер — разрушающее напряжение при срезе материала болта; <тр
и Пон — разрушающие напряжения пластмассы соответственно при
растяжении и смятии; К — эффективный коэффициент концентрации.
58
напряжений при разрушении пластмассы в болтовом соединении по
ослабленному сечению; — относительный шаг болтов в'ряду.
Учитывая влияние диаметра болта на прочность со-
единения (см. стр. 68), необходимо выбирать мини-
мально возможное значение d. Чем меньше диаметр
болта, тем больше крепежных элементов, а следова-
тельно, тем больше объем материала, воспринимающе-
го напряжение.
При использовании крепежных элементов диаметром
1 мм относительная прочность шва составляет 0,9, а
долговечность при вибрационных нагрузках увеличива-
ется в 18 раз [68].
Одновременно с выбором диаметра болта определя-
ют диаметр отверстия под крепеж. Зазор между стерж-
нем болта и стенкой отверстия зависит от номиналь-
ного диаметра болта; он не должен превышать
(0,015—0,02) d. Болты не рекомендуется устанавливать
в отверстия с натягом. Оптимальной посадкой являет-
ся Лз/С3.
Шаг t болтов и расстояние Л до края детали при
креплении полимерных композиционных материалов вы-
бирают с учетом типа наполнителя и направления его
ориентации в материале [46, 54], от которых зависит
чувствительность последнего к концентрации напряже-
ний и разрушающее напряжение при смятии. Материал
на основе стеклянного мата из-за .беспорядочного рас-
положения волокон чувствителен к надрезам и смятию
при действии нагрузки в любом направлении. При этом
болтовое соединение хорошо работает, если 6^4,5rf' и
^3,5 d.
Материал на основе тканого наполнителя имеет по-
вышенную прочность на смятие. Для того, чтобы разру-
шение шва происходило по1 основному материалу со-
единения, рекомендуется в этом случае принимать 6,
равным 3d, (2,5—3,0)d.
Крепежные элементы следует по-возможности . рас-
полагать в несколько рядов. Многорядные швы с та-
ким же числом крепежных элементов, что и одноряд-
ные, оказываются более прочными. При этом желатель-
но шаг между болтами во внешних рядах брать боль-
шим, чем в среднем ряду [54]. При односрезном соеди-
нении стеклопластиков расстояние между рядами
>:4d, а при двухсрезном соединении
Зависимость разрушаю-
рушагсицего напряжения при
смятии <том болтового соеди-
нения из эпоксидного боропла-
стика толщиной 1,6 мм от ве-
личины tjd при различных d:
Г—10,4 мм; 2 — 8,1; 2 — 6,2 им.
Ориентация волокон 0 рад ±я,ft рад.
Относительное увеличен не диамет-
ра отверстия 1,0%.
щего напряжения при смя-
тии сгсм болтового соедине-
ния деталей из карбоплас-
тика от h (для материалов
с ориентацией волокон
О рад;' ±0,785 рад и
О ±0,785 рад по отношению
к направлению нагрузки при
относительном увеличении
диаметра отверстия в ре-
зультате смятия 0,5%) име-
ет максимум при А л? 3,2 d;
3,0 d и 2,2 d [69], Для со-
единений деталей из карбо-
пластика на основе волокна
ВМН-3 и связующего
ЭДТ-10 оптимальным явля-
ется значение ti, равное
(2,5—3)d, незначительно изменяющееся при изменении
структуры материала вокруг отверстия [70]*.
Значение <тсм возрастает с увеличением диаметра
болта _и зависит от ориентации волокон в карбопла-
стике.
Для карбопластика с ориентацией волокон
±0,785 рад оптимальное значение параметра if состав-
ляет 3,5 d.
При соединении ^болтами деталей из боропластика
.оптимальное значение <6 почти в 2 раза больше
(рис. III.10), чем для деталей из карбопластика '(69],
Параметры t, ti, /2 могут быть найдены расчетным
путем из условия равнойрочности .пластмассы при смя-
тии и разрыве по ослабленному сечению; шаг болтов
определяется подобно шагу заклепок по формуле
(III.2).
Параметр 6 для двухсрезного стыкового соединения
пластика, осуществляемого с помощью двух металли-
* Найденная зависимость параметра ti от структуры материала
не согласуется с результатами работы [69], Этот вопрос должен
быть признан изученным не до конца, так как характеристики компо-
зиционного материала, влияющие на выбор параметра %, зависят от
изменения ориентации волокон в материале.
6Q
Рис. Ш.11. Фланцевое соединение трехслойных панелей:
/ — панель; 2 — фланец; 3 — болт; 4 — накладка,
ческих накладок, рассчитывают из условия рашюпроч-
..пости при срезе болта и при срезе пластмассы до двум
площадкам в направлении от отверстия к поперечной
кромке, что может быть представлено равенством
тср— =2т;рб^-—J
Если принять d = 6, ТО МОЖНО ВЫЧИСЛИТЬ ti'.
d(nTCP+т;р)
где Тср, т^р~ разрушающее напряжение при срезе материала болта
н пластмассы соответственно.
Для того- чтобы предотвратить смятие материала
под головками болтов и. под гайками при их затяжке и
обеспечить распределение рабочих нагрузок на боль-
ший объем материала, под гайки и головки болтов под-
кладывают общие или индивидуальные шайбы.
Фланцевые соединения болтами относят к прочно-
плотным разъемным соединениям арматуры (клапаны,
тройники и т. д.), корпусных частей машин и приборов,
панелей (рис. III.11), и главным образом трубопрово-
дов (рис. III.12) ,[67].
По конструктивному исполнению .фланцы разделяют
на цельные (см. рис. III.12, а) и свободные (см.
рис. III.12, б). Они могут иметь круглые, овальные и
прямоугольные кольца. Цельные фланцы изготовляют
прессованием, литьем, намоткой совместно с арматурой
(клапанами, тройниками и т. д.), корпусом аппарата,
днищами оболочек, или приваркой их элементов к труб-
кам, арматуре или корпусу аппарата из термопласта
[48, с. 80].
61
Рис. IIIJ2. Фланцевое соединение трубопроводов с цельным (а) и со
свободным (б) фланцем;
1 — фланец; 2 — болт; 3 — упругая прокладка; 4 — кольцо; 5 — груба с отбор-
товкой.
Свободный фланец состоит из свободного кольца,
которое опирается на кольцо, приваренное или прикле-
енное на раструб к трубе, или на отбортовку трубы
[26, с. 81; 7.1, с. 154].
При соединении труб с помощью свободных фланцев
можно применять уплотнительные втулки, имеющие с
внешней стороны небольшую конусность (рис. III. 13).
Со стороны торца трубы у втулки делают отбортовку,
выполняющую роль уплотнительной прокладки.
Для получения высокопрочного соединения деталей
из композиционных материалов (КМ) с помощью сво-
бодного фланца металлический элемент, например гоф-
рированный патрубок с отбортовкой, закрепляют в про-
цессе изготовления деталей. Такое соединение патрубка
с деталью из КМ, например заметкой, предпочтитель-
нее, чем механическое крепление и^и склеивание, так
как позволяет исключить перерезание упрочняющих во-
локон КМ.
При закреплении цельных фланцев или трубчатЫх
элементов с отбортовкой в деталях из КМ стремление
предотвратить перерезание волокон в соединительных
узлах привело к возникновению петлевого соединения
специальных зубцов, расположенных по всему перимет-
ру металлического трубчатого элемента, который мо-
жет иметь отбортовку под свободный фланец [39]. Об-
разование петлевого соединения происходит в процессе
изготовления детали, например трубы, путем огибания
зубцов однонаправленной дейтой.
62
Петлевое ббеДйнёнйе
применили при формовании
из композиционных матери-
алов цельного флацца лопа-
сти летательного аппарата
[72]. Отверстия под болты
создавали путем' обмотки
формующих шпилек.
Свободные фланцы для
труб из полиэтилена и по-
Рис. 111.13. Фланцевое соедине-
ние труб с помощью резиновой
уплотнительной втулки:
/ — труба; 2 — свободные фланцы;
3 — уплотнительная втулка; ' 4 —
болты,
ливинилхлорида вследствие
больших напряжений, воз-
никающих при неравномер-
ной затяжке болтов, или не-
перпендикулярности плоско-
сти^фланцев к оси труб, из-
готавливают из более прочных материалов (стали, алю-
миния, стеклопластика и т, д.).
-Преимуществами свободных фланцев по сравнению
с цельными являются, во-первых, удобство сборки со-
единения, заключающееся в легком совмещении отвер-
стий для болтов путем поворота колец фланцев и, во-
вторых, возможность изготовления кольца фланца из
другого, более дешевого материала, чем материал на-
конечника. Недостатки свободных фланцев состоят в их
меньшей прочности и жесткости, так как свободные
кольца не закреплены по внутреннему краю, а также
в трудности создания прочной отбортовки наконеч-
ника.
Технология соединений
Технология болтовых соединений деталей из пласт-
масс мало чем отличается от технологии болтовых со-
единений металлических конструкций. Однако при прав-
ке и подгонке деталей приходится соблюдать некоторые
меры предосторожности, а работу проводить в опреде-
ленной последовательности.
На поверхности пластмассовых деталей всегда име-
ются неровности, которые являются ^причиной их не-
плотного прилегания в узле после сборки. Устранять
неплотности прилегания усилением затяжки болтов не-
допустимо, так как в этом случае возможны местные
63
перенапряжения пластмассы и разрушение конструкции
В области шва ври напряжениях,' меныцих расчетных.
Для обеспечения плотного прилегания соединяемых
элементов конструкции проводят наформовку материал
ла в местах увеличенных зазоров (например, при изго-
товлении деталей контактным формованием) или сни-
мают механической обработкой часть материала в мес-
тах выступов.
Твердость пластмасс невелика [21, 73], поэтому они
легко повреждаются при ударе инструментом, острыми
краями металлического крепежа и т. д. Образующиеся
при этом вмятины и царапины становятся дополнитель-
ными центрами концентрации напряжений. Чтобы избе-
жать этого, необходимо применять крепежные элементы
со скругленными углами, а тело болта в зоне контакта
с пластмассой должно быть гладким, без резьбы.
Для обеспечения плотного соединения необходимо
также тщательно удалять заусенцы, металлическую
стружку и другие частицы инородных тел из -зоны кон-
такта соединяемых деталей. Иначе возможны «нестес-
'ненное смятие» пластмассы стержнем болта, т. .е. бес-
препятственное деформирование ее в направлении вдоль
оси болта, и резкое ослабление осевого усилия затяжки
с течением времени.
При сборке болтовых соединений выполняют сле-
дующие’ операции: наживление гайки, предварительное
ее навинчивание, затяжку, при необходимости дотяжку,
контроль; наиболее важными являются затяжка и ее
контроль.
При затяжке болтового соединения пример’но 90%
работы тратится на преодоление сил трения и упругое
закручивание элементов соединения и только"10% свя-
.зано ссозданием в болте необходимого усилия натя-
жения Q. "
Сборку болтовых соединений производят приложени-
ем статического крутящего момента; с помощью удар-
ных импульсов или путем приложения осевых усилий к
соответствующим деталям соединения [22, с. 86].
Наиболее универсальным методом является сборка
приложением статического крутящего момента с- по-
мощью ручных сборочных инструментов, ручных завер-
тывающих машин или автоматических И полуавтома-
тических стационарных установок. „Основными преиму-
64 1
ществами такого, слособа сборки являются простота И
высокая производительность, а недостатками — возмож-
ность появления в 'болте-касательных напряжений, что
снижает несущую способность болтового соединения,
невысокая точность контроля крутящего момента при
затяжке, обусловленная изменениями коэффициента
трения, деформированием пластмассы и др. Приклады-
ваемый к соединению крутящий момент (момейт на
ключе.) Мкл при затяжке уравновешивается моментом
сил. трения в резьбе Л'1Р и на торце гайки Мт [74].
- -- Мр Мт
Момент в резьбе определяют по следующей прибли-
женной формуле: ,
Q' tg(P + р')
где <2— усилие натяжения болта; dcp —средний диаметр резьбы;
Р —угол подъема винтовой линии; pz=arctg р7 —угол трения в резь-
бе (здесь p/^p/cos-^—приведенный коэффициент трения в резьбе;
р — коэффициент трения пары болт — гайка; а — угол профиля
резьбы).
Момент трения торца гайки по поверхности сопри-
касающейся с ней детали при равномерном распределе-
нии давления (что наблюдается в большинстве практи-
ческих случаев), можно найти из выражения:
= -4"
<5
O3-dg
где go — коэффициент трения на кольцевой опорной поверхности
гайки с диаметрами D и йо.
Заданные значения Мкл и Q можно обеспечить, вос-
пользовавшись методикой, изложенной в работе [75].
Согласно этой методике определяют» максимальное
МКлтах и минимальное Мклт1п значения крутящих мо-
ментов на ключе, если известны коэффициенты трения
и заданы пределы изменения Q:
Л1клтах ~
SvnQT [~~ tg (Р + ~~ ~
L “ 3 ZJ —
у I +0,75 |^ер fg(P +р )max
S—829
65
Г 1 D* cfi
^клт1п=0>5 5о’[“^ tg<₽ + Р')тад Ч- “ Di_ iJomax
где S—площадь сечения болта; vn — коэффициент использования
предела текучести материала болта сгт; Жр — полярный момент инер-
ции сечения болта.
Если сумма-верхнего и нижнего отклонений Л1ил для
технологического инструмента превышает разность
^клшах —’ то с вероятностью 6 можно утверж-
дать, что фактическое усилие Q натяжения болта будет
находиться в пределах:
______’ ___ ^Клтах _____________ -> Л >
<р - , • 1 о3 - rfg 4
— tg(₽+P)min + 3 £)3_ d2 %in
-___________________________________
> dcp 1 D3 — d%
~ %(& + Р')тзх + " 4m
Величина 0 определяется по произведению вероят-
ностей того, что величины tg.(₽+p') 11 P-о лежат в интер-
валах tg('₽+p')min-Etg(p+p')max и роЫп-Е!1Оп,ах. Если
разность Л4тйх —^клщ1п мень,ше суммы верхнего и
нижнего отклонения А1КЛ для инструмента, то следует
уменьшить интервалы tg,(ifl4-.р') И Цо.
При выборе крутящего момента можно воспользо-
ваться практическими рекомендациями. Так, например,
при сборке болтами из термопластов крутящий момент
рекомендуется принимать в пределах 3—6 кН-м.
Для всех ответственных болтовых соединений необ-
ходимо контролировать усилие затяжки, так как при
чрезмерной- или недостаточной затяжке наблюдались
случаи поломки резьбовых элементов и узлов в целом.
Степень затяжки, осуществляемой путем приложе-
ния статического крутящего, момента, контролируют по
его величине, по степени деформации болта или про-
межуточных деталей или по углу поворота гайки [22,
с. 101; 74, с. 229],
Новый метод контроля степени затяжки болтовых
соединений основан на том, что при достижении необхо-
димого осевого -усилия, -изменяется характер зависимо-
сти крутящего момента от угла поворота.
При ударной затяжке гайке от гайковерта ударного
действия передаются последовательные ударно-араща--
66
тельные импульсы [76], Это позволяет создавать необ-
ходимые усилия затяжки при небольшой мощности при-
вода машин и практически полном отсутствии реактив-
ного момента. Благодаря небольшим габаритам и мас-
се. гайковерты ударного действия [22, с, 147] можно
использовать при работе в стесненных условиях монта-
жа. В.зависимости от энергии единичного удара гайко-
верта и требуемых параметров затяжки необходимое
число импульсов может достигать 100 и более. С умень-
шением частоты ударов снижается вибрация и шум и
увеличивается надежность работы устройств, обеспечи-
вающих заданное значение параметров затяжки. Этот
способ может найти применение при сборке конструк-
ций из композиционных материалов.
Об Использовании метода сборки болтовых соедине-
ний конструкций из пластмасс путем приложения осе-
вых усилий [22, с. 129] в литературе сведений не име-
ется.
Свойства болтовых и заклепочных -соединений
Болтовые и заклепочные, соединения оценивают
прежде всего, in о их прочности. Наличие отверстия в из-
делии при болтовом или заклепочйом соединении влия-
ет на его поведение в, нагруженном состоянии. Это же
относится и к резьбовым (винтовым) соединениям (см.
стр, 80).
Факторы, влияющие на прочность соединения
Прочность соединения при механическом креплении
деталей из пластмасс, в том числе композиционных, за-
висит "главным образом от концентрации напряжений
[31, 77, 78], вызванной наличием отверстий в изделии.
Это явление вынуждает ограничивать допустимые на-
грузки значениями, намного (на -50—60%) меньшими
рассчитываемых ,по разрушающему напряжению мате-
риала.
Коэффициент концентрации напряжения К в стекло-
пластиковом образце, в котором имеется отверстие, зна-
чительно больше, чем в аналогичном металлическом
образце, вследствие того, что в пластике невозможны
пластические деформации.' Коэффициент концентрации
5* 67
<1'отв,мм
напряжении д зависит от
многих факторов: геометри-
ческих размеров, в особен-
ности от диаметра отвер-
стия (рис. III.14); природы
полимера и наполнителя
и т. Д- При одном и том же
диаметре отверстия увели-
чение относительного рас-
стояния между отверстиями
X приводит к возрастанию
прочности деталей вследст-
вие [54] увеличения объема
материала, воспринимающе-
го нагрузку. Если диаметр
отверстия увеличивается, а
1 остается без изменения.
Рис. 111.14. Зависимость коэф-
фициента концентрации напря-
жений Л от абсолютного раз-
мера круглого отверстия dor в
при растяжении плоского об-
разца из стеклопластика на
основе полиэфирного связую-
щего.
то прочность материала уменьшается, что объясняется
[54] неравномерностью распределения напряжений в
,изделии и, кроме того, влиянием масштабного фактора
и статистической природой армированных пластмасс.
О степени влияния различных факторов на концен-
трацию напряжений можно судить по отношению проч:
ности v реальных деталей или образцов соединений к
прочности стандартных образцов. Прочность пластины
из стеклопластика с многорядным расположением отвер-
стий приблизительно,на 20% меньше прочности пластин
с однорядным расположением таких же отверстий.
На величину К оказывает влияние природа мате-
риалу Так, чем больше хрупкость связующего в пласт-
массе, тем больше^ коэффициент концентрации напря-
жений при растяжении.. Направление приложения на-
грузки по отношению’ к ориентации упрочняющего на-
- полпителя в материале также влияет на значение К
[31]. Величина К минимальна, если направление дей-
ствия силы составляет 0,785 рад по отношению к’оси
ориентации упрочняющего наполнителя.
При проектировании механического крепления необ-
ходимо помнить, что механические характеристики ма-
териала, влияющие на прочность соединительного шва
(особенно при смятии), снижаются с уменьшением тол-
щины деталей. Заметное падение механических харак-
теристик эпоксидных и фенолоформальдегидных стекло:
68
пластиков наблюдается при толщине материала менее
1,6 мм. Ниже приведены значения относительной проч-
ности образцов из полиэфирного стеклопластика различ-
ной толщины б при сдвиге vCKB и смятии vCM:
6, мм
Тода .
Vox .
. 3 2,5 2,0
, 1,00 0,98 0,94
. 1,00' 0,92 0,81
1,5 1,0 0,5
0,88 0,74 0,50
0,70 0,50 0,20
г При динамическом нагружении концентрация напря-
жений в образцах с отверстиями под крепеж возрастает
с увеличением числа циклов нагружения [79]. Это осо-
бенно характерно для материалов с дефектами в виде
нарушений сплошности (пузырьков воздуха, разрушен-
ных волокон и т. д.).
Концентрация напряжений в пластмассах увеличи-
вается при наличии в отверстиях крепежных элементов
[78, 79]. Так, разрушение образцов из стеклопластика,
в которых сделаны отверстия, происходит при напряже-
ниях, равных 0,66—0,72 прочности при растяжении це-
лого материала, а после установки крепежных элемен-
тов — происходит при напряжениях, составляющих всего
0,41—0,67 прочности [78]. Другим примером могут
служить следующие данные: при растяжении коэффи-
циент концентрации напряжений в образцах из стекло-
текстолита на основе полиэфирной смолы ПН-3 и стек-
лянной ткани АСТТ(б)-'С2-О в
кфепежа возрастает в 1,5—1,8 ра-
за [77]. Поэтому при расчете
прочности изделия с механиче-
ским ' соединением необходимо
учитывать коэффициент концен-
трации напряжений К для соеди-
нительного шва, который опреде-
ляется экспериментально.
' Для заклепочных соединений
характерно повышение К также
с увеличением натята при рас-
ширении стержня (рис. III. 15).
Прочность многорядных со-
единений выше, чем Однорядных
[78], что объясняется более 'рав- __ ~
результате установки
2,0 Г
Рис. 111.15. Зависимость
коэффициента концентра-
ции напряжений К для
стеклотекстолитов ВФТ-С
(/) и КАСТ-В: (2) отца-
тяга Я (в; % диаметра -
отверстия), возникающе-
69
- номерным распределением нагрузки на каждый ряд
крепежа. При использовании механического крепежа
прочность соединения возрастает с увеличением числа ря-
дов до трех [8, с. 25]. ОдНадо повышение прочности со-
единения при увеличений числа рядов свыше двух на-
столько незначительно, что из конструктивных и эко-
номических соображений лучше использовать одно- и
двухрядные соединения.
, Упрочнение изделий, ослабленных отверстиями
Снижение прочности изделия при механическом кре-
плении деталей по сравнению с исходным материалом,
вызванное наличием отверстий под крепеж и концен-
трацией напряжений, пытаются компенсировать различ-
ными способами: применением накладок из более проч-
ного,, чем соединяемый, материала; утолщением; арми-
рованием; введением в материал прокладок из более
прочного материала.
Прим ей ей и е местных усиливающих накладок в двух-
срезном стыковом соединении недостаточно эффективно,
а в некоторых случаях, если жесткость материала уси-
ливающей накладки и пластмассы различаются значи-
тельно, разрушение «усиленного» соединения может
произойти даже при меньших напряжениях, чем исход-
ного [78].
В несимметричном соединении (внахлестку) утолще-
ние пластмассы с помощью накладок производить неже-
...„лательно, так как в результате увеличения эксцентрик
ситета приложения нагрузки и жесткости деталей воз-
можно возрастание изгибающих напряжений.
Утолщение соединяемых деталей можно выполнять'
в процессе их изготовления. Детали толщиной менее
1 мм, предназначенные для механического соединения
[54], рекомендуется утолщать .на 50—1.00%. Такие же
утолщения применяют в деталях с раззенкованными от-
верстиями; при раззенковке прочность соединения сни-
жается на 5^8%.
Утолщения в зоне шва деталей, из стеклопластика
можно получить, укладывая между основными слоями'
дополнительные вставки различной длины из стеклянной
ткани, пропитанной связующим, [80]... (рис. Ш.16). Са-
мую короткую вставку помещают в середину утолще-
73
Рис. 111.16. Утолщение стеклопластика в зоне шва при контактном
формовании деталей:
------- основные слон; —.—. — дополнительные вставки. Буквы на рисунке
обозначают основные размеры конструкции.
ния, от ее длины зависит длина комля (утолщенной
кромки) конструкции. По отношению к основной части
конструкции комель может быть симметричным или не-
симметричным. Каждая вставка отличается по длине
от предыдущей и последующей на шаг т утолщения.
При симметричном утолщении Si, равном ‘(1,5—2,5) б0,
рекомендуется постоянный, а при несимметричном — пе-
ременный шаг, увеличивающийся по мере удаления от
исходной вставки.
Для расчета числа и длины вставок необходимо
знать толщину детали до и число п слоев армирующего
материала, например ткани, толщину комля 61 и его
длину Ьа. Минимальная длина комля при расположении
крепежных элементов в два ряда равна:
= “1“
где б, /2, >г — расстояния соответственно от второго ряда отверстий
до поперечной кромки, между рядами крепежных элементов, от на-
чала ската до оси первого ряда крепежных элементов.
Число вставок щ находят по формуле:
Длина первой вставки bi равна
= &о + 2 т
Шаг т утолщения обычно принимают равным 10 мм;
допускается и 5 мм.
71
Зависимость относительной прочности сбёдййёния 6Т
утолщения стеклопластика нелинейна. Это объясняется
тем, что с увеличением толщины материала в зоне шва
приходится увеличивать и диаметр крепежа,, в резуль-
тате чего возрастает коэффициент концентрации напря-
жений /<'. Фактическое повышение относительной проч-
ности v определяют из соотношения:
к к ~ •
Коэффициент концентрации напряжений можно сни-
зить, располагая основу стеклянной ткани в соседних
слоях под углом друг к.другу («параллельно-диагональ-
ная структура» стеклопластика). Прочность деталей из
стеклопластика с такой структурой, ослабленных кре-
пежом, значительно больше, чем деталей из материала-
с параллельной структурой; кроме того, она в меньшей
степени зависит от угла приложения нагрузки. Ниже
приведены значения коэффициента концентрации на-
пряжений Л [77] для образцов из стеклопластика* с
различной структурой:
!Х(А,=.О,25); fX(X=0,33)
Образцы с параллельной структурой
пластина с отверстием...................1,44 1,35
двухсрезное стыковое соединение . . . 2,46 1,84
Образцы с параллельно-диагональной структу-
рой . ’ • '
пластина с отверстием ...... 1,40 1,28
двухсрезное стыковое соединение . . . 1,72 1,58
Одним из эффективных способов повышения прочно-
сти изделий при механическом креплении композици-
онных полимерных материалов является армирование
соединяемых элементов конструкции высокопрочной
(стальной или титановой) фольгой толщиной 0*03—
0,1 мм ф8, с. 30; 68, 70, 80] или борной пленкой {81 ],
укладываемыми между основными слоями материалов.
Если разрушение происходит при растяжении, то об-
щую толщину слоёв фольги бф, необходимую для обес-
* Применяли стеклотекстолит па основе смолы ПН-3 и стеклян-
ной ткани АСТТ (б)-Сг-О. Основа половины числа слоев ткани
совпадает с направлением нагружения, а основа остальных слоев
ткани располагается поровну под углом +0,785 и —0,785 рад по от-
ношению к оси образца.
72- ‘
печения относительной прочности v=l, определяют из
условия равнопрочности по формуле:
я _ 5сгр Г г 1 V*Ф*|
Оф — —---- Лф -г----— -----g-
0р. ф L (* “7 М Л J
где б —: толщина композиционного' материала; <тр и ф — разруша-
ющие напряжения при растяжении соответственно композиционного
материала й фольги; Л’ф, К—коэффициенты концентрации напряже-
ний около отверстия соответственно в фольге и композиционном
материале; у — коэффициент, учитывающий увеличение прочности
основного материала при армировании фольгой '(принимают равным
1,00—1,05).
В случае разрушения соединения в ., результате смя-
тия 5ф находят по формуле:
ь - б °СМ / Пр У , \
Оф -- -----1 --- —. — 1 1
Оси. ф \ Нем «I /
где (Нм, Осм. ф — разрушающие напряжения при смятии соответст-
венно композиционного материала и фольги; i — число рядов в сое-
динении.
При разрушении соединения в результате среза-ма-
териала в направлении от шва к-свободному краю, бф
вычисляют следующим образом:
. 6*Р ( ЧЪ • 1
Оф = I: ~Г~ 1 1
Тср, ф \ i Тер К J
где т^р и Тир. $ — разрушающие напряжения при срезе соответст-
венно композиционного материала н фольги.
Принято [68] число слоев упрочняющей фольги ха-
рактеризовать величиной
Применяя прокладки нз кбррозионностойкой сталь-
ной фольги, удалось повысить относительную прочность
стеклопластиков на основе однонаправленного стеклян-
ного волокна с 0,5 до 0,84—1,0 [80], При армировании
карбопластика на основе волокна ВМН-3 и связующе-
го ЭДТ-10 стальной фольгой СН-2 толщиной 0,05 мм
прочность материала па срез повысилась до 115—125
МПа, а на смятие — до 600—640 кПа; при этом
w=0,27—0,3 [82], Для стеклопластиков ЭДТ-10 на ос-
нове различных, стеклянных тканей в результате’фоль-
гирования относительная прочность шва возросла до
0,94—0,98 [8, с. 31], ;
73
Большее возрастание v было достигнуто при исполь-
зовании фольги (со = 0,127) из борной пленки, арми-
рующей эпоксидный графитопласт [81].
Вследствие изотропии свойств борная пленка одина-
ково эффективна при работе материала на растяжение,
срез и смятие. Дополнительный эффект от применения
борной пленки заключается в уменьшении относитель-
ного смешения элементов в стыковом соединении с на-
кладками [81]. Фольгирование позволяет также повы-
сить прочность соединений при' механическом креплении
трехслойных панелей с сотовым заполнителем [70, 82].
При этом, кроме упрочнения обшивок фольгой, произво-
дят упрочнение сот в зоне соединения путем заливки
их ячеек компаундом (например, на основе эпоксидной
смолы, наполненной стеклянными микросферами) [82].
Поведение при нагружении и прочность
соединительных швов
Несмотря на усиление пластмассы в месте располо-
жения крепежного элемента, разрушение изделия всегда
происходит в области соединения.
По сравнению с такими способами соединения, как
склеивание и сварка механическое крепление лучше
применять в конструкциях, работающих на расслаива-
ние.
Соединения внахлестку и встык с накладками ис-
пользуют в конструкциях, в которых рабочие нагрузки
действуют преимущественно в плоскости скрепляемых
деталей. По сравнению с изгибом и сжатием растяжение
является более опасным видом нагружения. При дейст-
вии на соединение растягивающей нагрузки может про-
изойти разрушение материала по линии крепежа (раз-
рыв), срез по площадкам, параллельным приложенной
нагрузке, в направлении от отверстия к кромке детали,
а также смятие пластмассы стержнем крепежа, что при-
водит к увеличению диаметра отверстия и выворачива-
нию крепежа. При нагружении вдоль волокон (напри-
мер, в карбопластике) разрушение может произойти в
результате раскалывания материала [169].
При сжатии нагрузка передается от одной детали к
другой через стержень крепежа, и в этом случае основ-
ным видом разрушения является смятие пластмассы
в области отверстия.
74
Наибольшая прочность соединения при растяжении
достигается в том случае, когда при заданных парамет-
рах механического крепления равновероятны смятие
пластмассы стержнем болта и ее разрыв по ослаблен-
ному сечению, Характер разрушения пластмассовой
детали в соединении меняется в зависимости от пара-
метра шва. Переход от разрыва материала по ослаблен-
ному сечению к его смятию стержнем крепежа, как пра-
вило, характеризуется изломом графика зависимости v
от К (здесь k-d/t) [77],
Показатели абсолютной прочности изделий при ме-
ханическом креплении деталей зависят в основном от
размеров И расположения крепежа, а также от проч-
ности соединяемого материала.
При испытании образцов оДнйсрезных заклепочных
соединений стеклопластиков было установлено [46], что
зависимость разрушающей нагрузки от площади попе-
речного сечения стержня заклепки почти линейна.
Сравнение стеклопластиков с различными связую-
щим и наполнителем показало, что с повышением содер-
жания стекловолокнистого наполнителя прочность из-
делий повышается, а при введении наполнителя другого
типа (например, порошкообразного) прочность изделия
с болтовым соединением снижается. При этом стекло-
текстолиты более эффективны, чем стеклопластики на
основе стеклянного мата.
Испытания болтовых, соединений на прочность пока?
зали, что большей несущей способностью обладают ма-
териалы на основе эпоксидных нежели чем полиэфир-
ных связующих.' * •
Наиболее высокая прочность изделий при механиче-
ском креплении деталей из карбопластика, эксплуати-
рующихся в различных условиях, обеспечивается при
укладке волокон под углом 0 рад, 1,57 рад и ±0,785 рад
[69,83].
Решающим фактором, определяющим прочность из-
делий при соединении пластмассовыми болтами и гайка-
ми, является прочность болтов. Существенна также вы-
сота гаек. В соединениях стальными болтами с пласт-
массовыми гайками прочность изделия возрастает ли-
нейно с увеличением высоты гайки Н до Н ж 3d, где d—
диаметр болта [66], Это объясняется сочетанием низ-
кого модуля упругости пластмассы (около 5000 МПа) и
75
высокой жесткостью болта, в результате чёго нагрузка
распределяется между большим числом витков резьбы
гайки.
При высоте гаек H<l,8d возможно повреждение
резьбы болтов, при 27= (1,8—2,8) d— одинаково вероят-
ны повреждения резьбы и разрыв болтов, при H>2,8d—
происходит преимущественно разрыв болтов.
Ослабление затяжки болтового соединения
Для обеспечения прочного и надежного соединения
.болтами необходимо при сборке создать определенное'
усилие затяжки, которое не .должно измениться в про-
цессе эксплуатации. Однако при механическом крепле-
нии пластмасс, в отличие от металлов, часто наблюда-
ется ослабление затяжки собранного узла. Это обуслов-
лено в первую очередь деформацией пластмассовой де-
тали- вследствие ползучести материала под .действием
усилия затяжки болтов.
Наиболее склонны к ослаблению затяжки при меха-
ническом креплении соединения из термопластов, и реак-...
топластов, изготовленных холодным отверждением. Зна-
чительное ослабление соединения происходит вскоре по-
сле затяжки. Так,-например, при креплении механиз-
мов к полиэфирному стеклотекстолиту СТ-ПНЧ холод-
ного отверждения’ослабление затяжки происходит уже
в течение первых 24 ч [84, с. 60] (рис. Ш.17).
Вибрационные нагрузки, повышенная влажность и
колебания температуры способствуют быстрому ослаб-
лению соединения. При действии вибрационных и удар-
ных нагрузок в результате ослабления соединения про-
исходит истирание поверхности стеклопластика под
шайбами, а на стенках отверстий под крепежные эле-
менты появляются царапины и сколы. С увеличением
размера подкладочной шайбы ослабление механиче-
ского крепления становится менее заметным (см. рис.
Ш.17).
При сильном охлаждении соединяемых деталей, на-
пример, в конструкциях криогенной техники, ослабление
соединения также возможно.
Часто встречающейся причиной ослабления затяжки
является также самоотвинчивание гаек при динамиче-
ских нагрузках.
76
Предотвратить ослабле-
ние соединения можно до-
полнительным подтягивани-
ем крепежного элемента
(однако это увеличивает
трудоемкость сборки болто-
ного соединения), примене-
нием подкладочных ; метал-
лических шайб под головки
болтов и под гайки. Однако,
учитывая различие’ между
температурными коэффищь
ентами линейного расшире-
ния металла и пластмассы,
рекомендуется [85] отка-
заться от оплошных метал-
лических колец и приме-
нять их в виде кольцевых
сегментов [85].
Казалось бы, что наибо-
лее простым способом пред-
отвращения ослабления со-
Рис. П1.17. Зависимость дефор-
мации б стеклотекстолита
СТ-ПН-1 толщиной 25 мм от
продолжительности t действия
усилия затяжки, создающего в
материале болта (М16) напря-
жение, равное 0,6 от его преде-
ла текучести: для образцов с
шайбой диаметром равным
35 мм (/) и 40 мм (2), а также
образцов с подкладкой разме-
рами 120X100X10 мм (3).
единения является применение крепежа, который оста-
вался бы в затянутом состоянии до конца срока службы
изделия. Теоретически такая оптимальная затяжка обес-
печивается, если крепежный элемент удерживается в
затянутом состоянии силами трения. Однако на практи-
ке приходится применять стопорящие устройства.
Стопорящиеся крепежные элементы подразделяют
на свободно вращающиеся, с предварительно повышен-
ным крутящим моментом сопротивления отвинчиванию
и крепежные элементы с клеевым («химическим») сто-
порением.
j К крепежным элементам первого типа относят зуб-
1 чатые и пружинные стопорные шайбы, а также болты
с зубчатыми головками; Если крепеж и детали имеют
зубчатые опорные поверхности, то болт и гайка не мо-
гут выйти из зацепления с зажимаемой поверхностью.*'
В этом случае крутящий момент, при котором происхо-
дит потеря затяжки, больше, чем момент при завинчи-
вании. Однако при использовании зубчатых и пружин-
ных шайб на поверхности хрупких термопластов могут
образовываться риски.
77
Создание предварительно. задаваемого повышенного
момента сопротивления отвинчиванию обеспечивается
увеличением трения в резьбе при деформации профиля
резьбы одного из сопрягаемых резьбовых элементов;
увеличение трения достигается также установкой на
гайке или болте вкладышей из полимерных (полиамид-
ных или полиэфирных) материалов, . обеспечивающих
плотное контактирование сопрягаемых резьб.
Вкладыши из полимерных материалов пригодны для
многократного использования, но их применение значи-
тельно повышает стоимость крепежа и накладывает оп-
ределенные ограничения по температуре эксплуатации.
Стопорение с помощью клеев (анаэробных, эпоксид-
ных микрокапсулированных и эпоксидных двухкомпо-
нентных), можно производить только однократно. Од-
нако выполнить такое стопорение значительно проще
и оно обходится намного дешевле, чем стопорение с по-
мощью шайб и крепежных элементов с деформирован-
ной резьбой.
Стабильная затяжка болтов возможна при введении
в пластмассу металлических вставок, не уступающих по
прочности болту [84, с. 39]. В этом случае усилие за-
тяжки болта воспринимается вставкой, а пластмасса
остается разгруженной. Однако высокая прочность та-
кого соединения при механическом креплении может
быть обеспечена лишь при надежном закреплении встав-
ки в пластмассе.
Способы распределения нагрузок в слоистых конструкциях
Слоистые конструкции, в которых заполнителем слу-
жат пенопластовые или сотовые материалы, не выдер-
живают сосредоточенных нагрузок. Кроме того, такие
изделия недостаточно жестки по краям, чтобы выдер-
живать рабочие нагрузки.
Вначале эти проблемы решали, используя проклад-
ки, увеличивающие площадь соприкосновения головки
болта и гайки со скрепляемой поверхностью. Но полно-
стью этот вопрос был решен после разработки типовых
методов заделки кромок панелей, а также стыковых уз-
лов (рис. III.18), Сохранить размеры и форму панели
можно, применяя монолитные или полые вкладыши ко-
робчатого сечения.
78
Рис. 111.18. Заделка кромок трехслойных панелей совмещением обши-
вок друг с другом (ар с помощью дополнительного Z-образного
профиля (б); присоединением уголкового профиля (а).
1 — обшивка; 2 — заполнитель; 3 ™ вкладыши; 4~ профили.
Рис. 111.19. Соединение упрочненных кромок панелей встык (а, 6} и
уголком (б):
1 —. обшивка; 2 — заполнитель; 3 — вкладыши; 4 — профили.
В панелях, разрушаемых действием ударных нагру-
зок, для равномерного их распределения кромку конст-
рукций усиливают прокладками. При небольших нагруз-
ках сотовый заполнитель по краям панели может быть
деформирован с целью повышения его жесткости. Уси-
лить кромку можно применением обшивки коробчатой
формы.
Упрочненные кромки панелей соединяют с профиль-
ными рамками встык с помощью монолитных вклады-
шей (рис, 111,19, а) или уголком (рис. III. 19, в). В ка-
честве уголков можно использовать специальные прес-
сованные металлические профили. Панели стыкуют так-
же с помощью профилей, служащих элементами каркаса
(рис. III, 19, б).
Механизмы к трехслойным панелям с различными
заполнителями можно крепить с помощью вкладышей
7?
Рис. И1.20. Присоединение болтами механизмов к трехслойным па-
нелям с пенопластовым (а) и сотовым (б) заполнителями:
1 — об шавка кэ стеклопластика; 2 — зал о ли и те ль; 5 — лапа ысханизъта; 4 —
бслТ; 5—• шайба; б — -вкладыш; 7 —.распорная этулка.
(рис. Ш.20, а) и распорных втулок (рис. Ш.20,6) [18,
с. 318; 84, с. 22]..чПеред наложением верхней обшивки
в намеченных зонах расположения болтов часть запол-
нителя удаляют и пустоты заполняют заранее изготов-
ленным вкладышем из более жесткого, чем заполнитель
материала или же в этих зонах рассверливают отвер-
стия и устанавливают распорные втулки из металла.
Аналогичным образом, трехслойные конструкции соеди-
няют с элементами каркаса [86, с. 56].
Винтовые соединения
К винтовым'относят‘резьбовые соединения, в кото-
рых гайкой служит одна из "соединяемых деталей. Такие
соединения более дешевы, чем болтовые, но менее эко-
номичны, чем заклепочные. Кроме того, винтовые со-
единения можно применять только при большой
толщине стенки хотя бы одной из соединяемых дета-
лей. Винтовые соединения предпочтительнее болтовых в
конструкциях, для которых по условиям эксплуатации
не допускаются сквозные отверстия и которые долж-
ны иметь малую массу. Однако такие соединения не ре-
комендуются для изделий, подвергающихся частой сбор-
ке и разборке, так как вследствие износа резьбы может
произойти ослабление соединения.
Винтовые соединения подразделяют на соединения с
помощью: винтов и резьбы, нарезаемой в материале
соединяемой детали, и винтов и промежуточного резь-
бового элемента, устанавливаемого в пластмассе [40].
§<?
Соединение с помощью винтов и резьбы,
нарезаемой в пластмассе
Для соединения деталей из пластмасс применяют
винты трех типов: винты для металлов (с потайной, по-
лукруглой, полупотайной, цилиндрической и другими го-
ловками); самонарезающие винты и формующие винты
(шурупы).
Соединение с помощью винтов для металлов
Крепежные элементы. Для соединения пластмассо-
вых деталей не рекомендуется применять винты боль-
ших диаметров, так как для их завинчивания требуются
значительные крутящие моменты, в результате чего воз-
можно повреждение пластмассы.
Размеры и форма головки винта не влияют на удер-
живающую силу. В корпусных деталях, которые услов-
но рассматриваются как гайки с бесконечной толщиной
стенки, рекомендуют применять метрический профиль
резьбы. Вместе с тем с целью увеличения несущей спо-
собности резьбовых соединений деталей Из пластмасс
вершины выступов резьбы у винта и впадину резьбы в
отверстии скругляют [16]. Радиус скругления должен
„ составлять не более 5,5% шага резьбы. С этой целью
можно уменьшить также высоту профиля резьбы на
45% от высоты остроугольного профиля, уменьшив на-
ружный диаметр винта.
Винты для крепления пластмасс изготовляют из кон-
струкционной углеродистой стали. В изделиях электро-
технического назначения применяют винты из сплавов
меди. Крепежные элементы можно изготовлять из мате-
риала соединяемой детали или из полиамида, поликар-
боната, полиацеталей. Высокая прочность крепления до-
стигается при использовании винтов из композиционных
полимерных материалов.
Геометрические параметры. Параметры винтового со-
единения (шаг i между резьбовыми отверстиями, мини-
мальное расстояние от края детали до шва и т, д.),
при которых обеспечивается равнопрочность соединяе-
мых деталей *и кр.епежа, можно выбирать на оснований'
рекомендаций, приведенных выше для болтового соеди-
нения. .
6-82У ’ 81
Минимальные значения t и ti для соединения дета-
лей из стеклопластиков, найденные эмпирически [87],
составляют соответственно (1,3—1,7)d и (1,4—2,0) d
(здесь d~диаметр винта).
Параметры затяжки винтового соединения. Проч-
ность винтового соединения зависит от.затяжки винтов,
при выборе параметров которой можно воспользоваться
данными, приведенными для болтового соединения.
Для создания определенного усилия затяжки Q Не-
обходим крутящий момент Л1кл> который затрачивается
та преодоление момента трения в резьбе Л1р и момента
трения головки винта Мг. Составляющие Л'1Р и Мг рас-
считывают по следующим формулам:
Мр — Qc-rp tg( Р 4" Р )
Л1г Q гтЩо
где rTp=(d-hD1)/4 — радиус трения в резьбе с учетом степени пере-
крытия профилей резьбы пинта и отверстия. Здесь d — внешний диа-
метр резьбы винта; — внутренний диаметр резьбы в отверстии);
Р — угол подъема винтовой линии (tg р— ; i — шаг резьбы;
“ср
с/ср — средний диаметр резьбы винта); p'=arctg р/ (р' — коэффи-
циент трения в резьбе); гг1= (Pr-brfi)/4радиус трения головки
винта по поверхности детали (здесь DT — диаметр головки, d, — диа-
метр отверстия в детали); — коэффициент трения в зоне контакта
головки винта с поверхностью детали.
Совместное решение уравнений для Л1Р и Мг даст
почти линейную зависимость <2 от Мкл:
Q— Л-!Кл/[гтр tg(fi -ф р ) -)-Г'ггРо]
Эксперименты [88], однако, показали, что линей-
ный характер зависимости <2=[(Мкл) сохраняется толь-
ко на определенном участке кривых (рис. Ш.21). Если
свойства материала винта чувствительны к влаге, то для
обеспечения заданного усилия затяжки требуется прило-
жить больший крутящий момент вследствие увеличе-
ния коэффициентов трения ц' и р.о и посадки с натягом
разбухшего винта. Необходимость создания повышен-
ных крутящих моментов при затяжке характерна для
винтов, хранящихся во, влажных условиях, у которых
зазор в резьбе мал. Основной причиной повышения мо-
мента затяжки считают увеличение диаметра винта
в результате поглощения воды,
Рис. Ш.21. Зависимость усилия затяжки’Q от крутящего момента
Л1НЯ при завинчивании винтов М6Х20 с цилиндрической головкой из
полиамида 6 (а) и полиформальдегида (б), полученных литьем под
давлением, в резьбовое отверстие в стальной детали после хранения
винтов при следующих условиях;
1 н 5 “-.а сухом э-'кенкаторе при 293 К; 2 и $ —в течение 35 суток при 293 К
и относительной влажности 3 и 7 —в течение 1 сутотс в дистиллирован-
ной воде при ,293 К; 4 н S’ — то же, но ts течение 7 суток.
Исходе!ос содержание влаги в винтах, %:
J — ОД’; 2 — 2.3; 3 — 3,2; 4 — 6, V; 5 — 0,2; d и 7 — 0,3; S — 0,4.
Твердость поверхности винта с увеличением содер-
жания поглощенной воды уменьшается. Это частично
компенсирует возрастание Л4к;т для винтов большого
диаметра. При возрастании содержания влаги в поли-
амидных винтах максимальное усилие затяжки, которое
можно создать с их помощью, снижается. Этого-не на-
блюдается для винтов из поликарбоната и полиформаль-
дегида (рис. П1.21, б), что объясняется их меньшей вла-
гоемкостью, а следовательно, и меньшим снижением
Прочности материала при сорбции воды '[88].
В результате трения в резьбе и под головкой винта
снижается теоретически достижимое усилие затяжки и
повышаются напряжения кручения, которые действуют
на винт. Поэтому при расчете крутящего момента необ-
ходимо знать коэффициенты трения пар: винт —отвер-
стие и головка — подложка [88]. При использовании
подложек из термопластов или реактопластов и посто-
янном крутящем моменте достигают большие усилия,
чем при использовании подложек из стали (рис. 111,22),
а коэффициент трения ц0 при этом снижается [88].
6*
83
# 1О 4(/ 60 SI! WO
Рис. П1.22. Зависимость усилия
затяжки Q от крутящего мо-
мента Мкл при завинчивании
винта Мб с цилиндрической
головкой, изготовленного из
полиамида 66 литьем под дав-
лением и выдержанного перед
испытанием в течение 23-х су-
ток- при 293 К и относительной
влажности 65%. Подложки под
головкой изготовлены из:
1 — политетрафторэтилена; 2 — уда-
рюйрочного полистирола; J — поли-
винилхлорида-; 4 — стали.
В случае прймеиейЙя
винтов из пластмасс необ-
ходимо [88] прикладывать
крутящий момент, соответ-
ствующий концу, линейного
участка («пределу пропор-
циональности») кривой Q =
=/(Л/кл). При этом не воз-
никают повреждения профи-
ля резьбы.
Для винтов из различ-
ных полиамидов и поли-
формальдегида рекомендуе-
мые значения крутящих мо-
ментов примерно одинаковы
(45-7-55 Н-см).
Большинство резьбовых
крепежных элементов за-
вертывается вручную клю-
чами и отвертками стан-
дартного и специального ис-
полнения. По способу кон-
троля точности затяжки от-
вертки (ключи) подразде-
ляют [22, с. 155] на: динамометрические, предельные
(ключи с. регулируемым моментом затяжки), а также
ключи без ограничения крутящего момента.
Для сборки резьбовых соединений наибольшее рас-
пространение получили резьбозавертывающие ручные
машины, что объясняется простотой их конструкции, на-
дежностью в эксплуатации, экономичностью [срок оку-
паемости от двух недель до двух месяцев) и высокой
производительностью.
РезьбозавертыДающие машины классифицируют в за-
висимости от их конструкции и вида потребляемой энер-
гии. Для сборки деталей из пластмасс рекомендуется
применять резьбозавертывающие машины безударного
статического действия. Достоинством таких машин яв-
ляется постоянство крутящего момента. Однако в ре-
зультате возникновения большого реактивного момента,
Действующего на руку рабочего, их применение возмож-
но для резьб диаметром только до 12—16 мм. Установив
на такой машине ограничительную муфту, можно пройз-
84
водить затяжку е тарирован-
ным крутящим. моментом,
В крупносерийном и массо-
вом производстве для сборки
резьбовых соединений рента-
бельно использовать автоматы
и полуавтоматы. С целью со-
кращения затрат на сборку
применяют транспортирующие
устройства и крепеж, изготов-
ленный в виде ленты.
Прочность соединения. Кон-
струкции, соединяемые с по-
мощью винтов для металлов,
лучше противостоят статиче-
ским нагрузкам, чем динами-
ческим.
• Прочность соединения за-
висит от вида пластмассы,
диаметра винта, глубины за-
винчивания, направления на-
гружения [46] и способа из-
готовления резьбы. Удержива-
ющая сила возрастает с повы-
шением прочности соединяемо-
го материала; наибольших
значений она достигает в вин-
товых соединениях деталей из
стеклотекстолита, особенно на
основе тканей и* крученого
стеклянного волокна.
Рис. 111.23. Зависимость осе-
вой удерживающей силы Руи
от глубины завинчивания I
в стеклопластики марок
АГ-4В (/, 2) и АГ4С (3—5)
различного диаметра:
/ —М16; 2. •S — №IT, 4 — 1Л1<Т,
5 —’ М5. Кр&стик-сш на' кривых
обозначены усилия, при кото-
рых происходит разрыв а к игл.
С увеличением диаметра винта и глубины завинчива-
ния возрастают как осевая, так и поперечная удержи-
вающие силы [89, с. 117]. Прочность резьбрвого соеди-
нения (осевая удерживающая сила Руя) почти линейно
возрастает с увеличением глубины завинчивания винта
в стеклопластик (рис. 111.23) , что возможно при равно-
мерном распределении нагрузки между витками резьбо-
вого отверстия. Равнопрочность резьбы в деталях из
стеклопластика и тела винта достигалась при глубине
завинчивания, равной (3—4)d (d —диаметр резьбы).
При глубине Завинчивания, меньшей 3d, срезаются вит-
ки в отверстии детали, большей 3d— винт-разрывается
85
S.mm
Рис. H1.24. Зависимость осе-
вой удерживающей силы
Руд от шага S рЁзьбы при
завинчивании в стеклопла-
стики марок АГ-4В (7) и
АГ-4С (2) винтов различно-
го диаметра:
1— М14; 2 — ЛЦО. Резьба на-
резана метчиками; глубина за-
винчивэния составляет 2d.
по первому витку. Разрыв вин-
та при его извлечении из по-
лиэфирного стеклотекстолита
происходит при глубине завин-
чивания ^'2 d.
В деталях из пресс-порош-
ков, выполненных прессовани-
ем, с резьбовыми отверстиями
диаметром М3—М5 глубина
завинчивания допускается рав-
ной (2—3)d. Для резьб мень-
шего диаметра глубину завин-
чивания можно увеличить, но
при этом конец винта не дол-
жен упираться в дно глухого
отверстия.
С уменьшением шага резь-
бы осевая удерживающая си-
ла винтов понижается (рис.
111.24) [89],
В материале вокруг отвер-
стия с прессованной резьбой
упрочняющие волокна наполнителя располагаются ха о-
тически. В образцах с резьбой, нарезанной метчиками,
обнаруживается преимущественная ориентация волокон
в плоскости, перпендикулярной оси отверстия. В резуль-
тате, несмотря на меньшую площадь рабочего сечения
винта и менее равномерную (вследствие зазоров) на-
груженность витков, удерживающая сила оказывается
более высокая, чем в образцах с прессованной резьбой.
При исследовании [90] изделий из тонкостенных де-
талей па основе порошкообразных пресс-материалов
(например, К-211-2), соединенных с помощью винтов
для металлов, не было обнаружено разрушения соедине-
ния в результате смятия или среза витков резьбы, ха-
рактерного для резьбовых соединений металлических
деталей. Решающее влияние на прочность оказывают
напряжения, возникающие в стейке детали с резьбой.
Достаточно прочное соединение обеспечивается при от-
ношении наружного диаметра D ступицы к диаметру
резьбы d, равном 2,25—2,50 (для резьб диаметром -До
М18). Дальнейшее увеличение отношения (D/d) не име-
ет практического смысла.
86
В резьбовом отверстии при отношении Did— (2,25—
2,50) рационально выполнить 9—10 витков резьбы. Уве-
личивать число витков свыше 10 нецелесообразно вслед-
ствие неравномерного распределения нагрузки между
витками и малой величины усилия, приходящихся на
последние витки.
Прочность соединения деталей пластмассовыми вин-
тами увеличивается с повышением прочности материала
винтов.
На практике очень важно знать, как меняется удер-
живающая сила при действии на винтовое соединение
влаги. Если соединение сухое, то осевая удерживающая
сила одинакова для винтов из полиамида 6 и полиами-
да 6,6, однако она на 20% меньше удерживающей силы
для винтов из полиамида 6,10, поликарбоната и поли-
формальдегида .[88]. Во влажной среде лучше всего
эксплуатировать винты из полиамида 6,6. По сравнению
с винтами из поликарбоната и полиформальдегида они
менее чувствительны к-изгибающим нагрузкам.
Прочность резьбовых соединений в случае, когда
винты вворачиваются в предварительно нарезанные (или
отформованные) отверстия, зависит от усилия затяжки
крепежа, которое может, как и при болтовом соедине-
нии, со временем ослабевать.
Для предотвращения ослабления и самопроизволь-
ного отвинчивания винтов (особенно в соединениях, под-
вергнутых действию динамических нагрузок) применяют
пружинные шайбы. Однако они иногда повреждают
поверхность пластмассовой детали под головкой крепе-
жа. Для стопорения винтов используют также упругие
полиамидные вставки, свободно помещаемые или за-
прессованные в полость резьбовой части винта, так что-
бы они входили в резьбу на глубину не менее трех ша-
гов и выступали над ее поверхностью на 0,5 шага {91,
с. 149]. Резьба во вставке формируется при завинчива-
нии .винта в резьбовое отверстие. Упругая вставка
(кольцевой формы) прижимается в радиальном направ-
лении к резьбе детали, обеспечивая тем самым герме-
тичность соединения, а также прижимает винт к резьбе
в отверстии. Обладая высокой стопорящей способно-
стью, полиамидные или полиформальдегидные вставки
не затрудняют вывинчивание винта, что позволит приме-
нять их в разъемных соединениях. Такие вставки при-
87
годны для многократного использования, так как разви-
вающиеся незначительные пластические деформации
почти не .влияют на качество соединения.
При использовании самонарезающих винтов (мет-
чикового типа) или формующих винтов (шурупов) обес-
печивается посадка с натягом винта в детали из пласт-
массы, и соединение остается достаточно прочным, не-
смотря на возможную ползучесть материала.
Соединение с помощью самонарезающих
и формующих винтов
Соединение деталей винтами, нарезающими или фор-
мующими резьбу при завинчивании, является наиболее
дешевым и простым методом винтового крепления, по-
скольку при его использовании упрощается операция
формования деталей и исключается необходимость на-
резки резьбы. Кроме того, вследствие отсутствия, зазо-
ров между винтом и резьбовым отверстием повышается
вибрационная стойкость соединения.
При использовании самонарезающих или формую-
щих винтов в пластмассовой детали высверливают глад-
кие цилиндрические (направляющие) отверстия диамет-
ром, как .правило, равным 0,8—0,9 диаметра винта
[16, 85, 92].
Самонарезающие винты имеют режущую кромку,
обеспечивающую нарезание резьбы в отверстии. В зави-
симости от формы режущей части их подразделяют на
винты [93]: с пятью равномерно расположенными по
окружности режущими кромками и канавками для сбо-
ра стружки (рис. Ш.25,а,с0 (между канавками нахо-
дится резьба); с глухой (рис. 111,25, б) или сквозной
(рис. 111.25, в) прорезью, образующей, соответственно,
одну или две режущие кромки; с выборкой (желобком),
сделанной под углом 1,57 рад для размещения стружки
(рис. Ш.25, а). Резьба у самонарезающих винтов (а—в)
такая же, как. у винтов для металлов, или разрежена
(г, д)> а концы имеют небольшую конусность.
Выбор типа винта зависит от .вида соединяемой пла-
стмассы и глубины завинчивания. Для винтов типа а,
б, в, д (по рис. Ш.25) требуется малый установочный
момент, поэтому их можно применять для хрупких пла-
стмасс (например, фено- и аминопластов, полиакрила-
тов, полистирола).. При завинчивании на большую глу-
a
Рис. 111.25. Резьбовая часть самонарезающих винтов для пластмасс.
Маркировка по стандарту В18.6.4— 1967 (США):
а — F; б — £>; в — Q; г — Т; S — BF.
3
Рис. 111.26. Резьбовая часть формующих винтов для пластмасс; Мар-
кировка по стандарту В 18.6.4— 1967 (США) :
а — А; б — В; в — С; г — V.
в
бину .предпочтительнее использовать винты типа в, г и
д. Благодаря упругости разрезной части винта типа в
обеспечивается его хорошее сцепление с резьбой пласт-
массовой детали. В случае правильной подготовки от-
верстий соединяемых деталей при ввинчивании самона-
резающих винтов остаточные напряжения в материале
незначительны, при этом обеспечиваются достаточное,
усилие затяжки и возможность разборки соединения.
Формующие винты (рис. III.-26) создают резьбу
путем перемещения и уплотнения материала стенок' от-
верстия sb детали, т. е. без образования стружки. При
таком способе оформления резьбы обеспечивается хоро-
шее прилегание резьбовых поверхностей, а следователь-
но, и увеличение трения между ними. Это обеспечивает
самостопорение винта, что особенно .важно при вибро-
нагрузках. В формующих винтах резьбовая часть может
89
быть выполнена с коническим или тупым концом, е
большим или малым шагом. Первые витки резьбы, как
и у саманарезающих. винтов, срезаны или сведены на
конус для облегчения ввода винта в отверстие. Винты с
малым шагом резьбы благодаря их большой поверхно-
сти оцепления менее склонны к самоотвинчиванию при
вибронагрузках. Кр^ме того, они, в отличие от винтов
других типов, при одинаковых установочных крутящих
моментах создают наибольшее осевое удерживающее
усилие. Винты с многозаходной резьбой и большим уг-
лом подъема вводят в отверстие ударом молотка или
,пуансо1на пресса. Такие винты эффективно применяют в
.неразборных конструкциях, испытывающих вибрацион-
ные нагрузки. Однако толщина деталей, в которые вво-
дят такие винты, должна быть ^d.
Интерес представляют также винты типа «Taptite»
,[94]. Их поперечное сечение по форме напоминает тре-
угольник. При .ввинчивании в гладкое отверстие они об-
разуют в нем метрическую резьбу с прфилем, отвечаю-
щим рекомендациям ISO.
Самонарезающие и формующие винты для соедине-
ния деталей из стеклопластиков изготовляют из качест-
венных малоуглеродистых сталей с последующей цемен-
тацией и закалкой. Характерным для них является на-
личие резьбовых участков повышенной твердости.
При соединении деталей из фенопластов и аминопла-
стов с порошкообразным наполнителем и термопластов
винты изготовляют из малоуглеродистой стали (для де-
шевых изделий), монель-металла и коррозионпостойкой
стали (для предотвращения коррозии и придания из-
делиям хорошего внешнего вида), а также из латуни
или бронзы —для изделий электротехнического назначе-
ния, когда винт является токонесущей деталью.
Чтобы предотвратить выкрашивание первых витков
резьбы на детали и облегчить ввод винта, рекоменду-
ется снимать фаску под углом 2/Зл рад ца входе отвер-
стия или .нарезать не менее двух — трех ниток полной
резьбы.
Крутящий момент Мк.-ь создаваемый при установке
самонарезающего или формующего винта, больше кру-
тящего момента, необходимого для завинчивания винтов
для металлов в резьбовое отверстие. Крутящий момент
Л1кл=Мр4-Л49 (здесь Мр — момент для образования
90
резьбы; Af3—момент, обеспечивающий затяжку винта),
не должен быть чрезмерно большим, , чтобы не перегру-
жать пластмассу стягивающим усилием. С увеличением
диаметра отверстия под самонарезающий винт крутящий
мом.ент при завинчивании уменьшается [19]. При уста-
новке шайбы под головку винтов можно увеличить уси-
лие затяжки.
Для создания необходимого крутящего момента Л4ИЛ
рекомендуется применять механизированный инструмент
с регулируемыми параметрами затяжки. Высокая про-
изводительность достигается при использовании пневма-
тического винтоверта с регулируемым крутящим момен-
том и прутковой загрузкой винтов. Винтоверт с программ
иным управлением '[95] предназначен для завертывания
пяти самонарезающих винтов в пластмассовую магни-
тофонную кассету.
Прочность соединения, обеспечиваемая применением
самонарезающих или формующих винтов, зависит от ди-
аметра предварительно просверленного или отформован-
ного отверстия и глубины завинчивания. Основные виды
нагрузок, возникающие при сборке,— это крутящий мо-
мент и осевая нагрузка, сохраняющаяся также при экс-
плуатации собранного узла.
Для полиэфирных стеклопластиков с содержанием
50% стеклянной ткани или 37% стеклянного мата удер-
живающая сила винтов снижается с увеличением диа-
метра отверстия [46] в результате уменьшения площади
контакта крепежного элемента с пластмассой. Для
пластмассы с низким (15%) содержанием стеклянного
мата существует оптимальный размер отверстия, . при
котором достигается максимальная удерживающая сила.
В соединениях с отверстиями малых диаметров низкая
удерживающая сила обусловлена расслоением пласт-
массы при завинчивании [96] и действием остаточных
напряжений в пластмассе. Для. формующих шинтов ха-
рактерны меньшие значения удерживающей силы, чем
для самонарезающих такого же диаметра [46].
При увеличении содержания стеклянного волокнисто-
го наполнителя ® пластмассе^ но не более чем до 85%,
прочность’соединения повышается; минеральный порош-
кообразный наполнитель, введенный в стеклопластик,
способствует уменьшению прочности соединения (крутя-
щий момент при1 срыве резьбы снижается приблизитель-
91
Рис. 1П.27. Зависимость удер-
живающего момента Л'1УИ ——
й осевой удерживающей силы
/\д (----"•“) самонарезаюше-
го винта (см. рис. Ш.25, а) диа-
метром 4,8 мм в зависимости
от диаметра направляющего
отверстия с/отр в полиформаль-
дегиде (/, 2) и в полиамиде
(3) при шаге резьбы:
но на 10%). Менее прочны-
ми являются соединения де-
талей из стеклопластика на
основе матов, нежели ткани
при одинаковом содержа-
нии смолы. Структура стек-
лянного мата (из рублено-
го или непрерывного стек-
лянного волокна) не влия-
ет на удерживающую силу
винтов.
С увеличением глубины
завинчивания, удерживаю-
щая сила возрастает вплоть
до достижения разрушаю-
щего напряжения i[46].
Предотвратить г расслоение
материала (например, стек-
лотекстолита) и обеспечить
о,8 мм; 2 - 1,о мм. разрушение соединения в
результате среза винтовой
дорожки в отверстии можно при глубине 'Завинчивания
более 12 мм. Глубина завинчивания всегда должна быть
не меньше 3-х витков.
Для аморфных термопластов рекомендуется [13]
применять самонарезаклцие винты, так как они' создают
меньшие тангенциальные.напряжения в пластмассовой
детали чем. формующие винты. .Однако последние при-
годны для кристаллизующихся, в том числе стеклона-
полненных, термопластов.
Для соединения термопластов самонарезающими вин'
тами предпочтительнее применять крепеж с обычной
резьбой нежели винты с разреженной резьбой. Винты с
мелким шагом резьбы обеспечивают максимальную виб-
рационную стойкость конструкции и наибольшую удер-
живающую силу при осевом и аксиальном статическом
нагружении.
Оптимальный диаметр направляющего отверстия ра-
вен внутреннему диаметру резьбы самонарезаюдцего вин-
та. При меньЬих размерах отверстия увеличивается
крутящий момент при срыве резьбы (удерживающий
момент), но уменьшается отношение этого- момента к
крутящему моменту при завинчивании винта. При боль-'
92
ших размерах отверстия снижаются удерживающий мо- ,
мент и осевая удерживающая сила (рис. III.27).
Минимальная глубина отверстия под резьбу в тер-
мопластах должна быть такой, чтобы два или три пол-
ных витка резьбы находились п зацеплении с винтом.
Практически максимальная глубина отверстия''соответ-
ствует равенству между- моментами, при которых про-
исходит срыв резьбы и скручивание винта. Для винтов
с мелкой резьбой эта глубина соответствует высоте 8—
12 витков, а для винтов с крупной резьбой — высоте 3—
8Г витков. Удерживающая сила Руд самонарезающего
винта, ввинченного в деталь из полиформальдегида, из-
меняется в зависимости от длины I цилиндрического
участка с резьбой у винта следующим образом:
I*, мм...............6,3? 9,55 12,7
Руц, кН ...... 2,7 4,6 8,2
* Диаметр винта 4,Я мм; шаг резьбы I мм.
Прочность соединения деталей из термопластов с по-
мощью самонарезающих винтов зависит от толщины
слой пластмассы (прилив, бобышка, втулка) вокруг от-
верстия ['19]. С увеличением отношения диаметра сту-
пицы к диаметру винта (либо шага между отверстиями
или расстояния от отверстия до края детали)' возраста-
ют осевая удерживающая сила и крутящий момент при
срыве резьбы, но лишь до определенного уровня, после
которого они остаются постоянными. Для обеспечения
высокого значения удерживающей силы диаметр ступи-
цы должен не менее чем в 2,5 раза превосходить диа-
метр винта, Наибольший прирост прочности с увеличе-
нием диаметра ступицы достигается при соединении пла-
стмассы винтами с мелкой резьбой.
При оптимальной толщине .слоя пластмассы вокруг
отверстия осевая удерживающая сила самонареза-
ющих винтов, приблизительно равна разрушающей на-
грузке при срезе пластмассы по цилиндрической поверх-
ности с тем же диаметром,, что и у винта, -и высотой, рав-
ной осевой длине полного винтового зацепления. Пото-
му Руд может быть определена по формуле:
Руд Т П d /дф-
где Г—разрушающее напряжение при срезе пластмассы; d~ диа-
метр винта; 10ф — эффективная длина зацепления (расстояние меж-
ду, поверхностью детали и концом цилиндрической части винта). .
93
Таблица III.2. Изменение осевой удерживающей силы Дуд
в зависимости от размеров соединения, создаваемого
Размеры винта*, мм
6,9
7,5
8,2
9,5
10 8
12,5
2,1
2,3
2,4
2,8
8,2
3,7
8,9
10,0
10,8
12,2
14,0
16,2
2,9
3,3
3,5
4,1
4J
5,5
* Глубина завинчивания 2(5 </.
* * При данном значении происходит разрушение пластмассовой ступицы,
Показатели прочности для формующих винтов, ввер-
нутых в детали из термопластов, приведены в табл.
Ш.2. -
Как видно из таблицы, Руд при соединении деталей
из наполненных стеклянным волокном термопластов
меньше, чем для деталей из неиаполнанных материалов,
но Л1уд для них больше. При осевом нагружении конст-
рукции из наполненных термопластов, детали которой
соединены винтами диаметром более 4 мм, работоспо-
собность соединения лимитируется прочностью соединяе-
мого материала при растяжении.
Высокие значения Руд и Муд, характерные для поли-
амидов по сравнению с полиформальдегидом, согласу-
ются с их более высокой прочностью. При глубине за-
винчивания формующих винтов в термопласты, большей
(2—2,5)d, .существенного изменения прочности не про-
исходит [92].
Во время эксплуатаций узлов, собранных с помощью
самонарезающих или формующих винтов, даже при нор-
мальной влажности и комнатной температуре удержива-
ющая сила может уменьшиться до 50% и менее от пер-
94
(кН) и удерживающего момента Л1Ул {кН-см) в'термопластах
с помощью формующего винта, (см. рис. Ш.27, а) [15]
.Полиформ- альдегид ПЬлиформ альдегид с 20% стеклянного волокна Пол вами д G,G Полиамид 6»6 с 33% стеклянного волокна
Руд ' л*уд Руд 1 л?уд Руд. л/уд Руд 1 ЛУуд
3,0 0,2 3,47 0,22 6,65 0,32 4,65 0,31
4,0 0,3 4,30 0,33 7 40 0,38 5,75 0,49
5,0 0,4 4 80** 0,45 8 20 0,45 6 45** 0 59
6,5 0,5 6 20** 0,55 и,о 0,85 8 00** 0,75
8,0 0,7 6,50** 1,Ю 14,0 1,20 9 20** 1,30
10,0 СО 9,75** 1,20-* 15,0 1,80 14,60** 1,35
воначального значения вследствие релаксации напря-
жений в резьбе пластмассовой детали.
Повышенные температура и влажность способству-
ют ускорению релаксации. Износу резьбового отверстия
. п, следовательно, ослаблению соединения способствуют
повторные (более 5—6: раз) вывертывание и ввертыва-
ние крепежа.
У самонарезающих и формующих винтов режущий
участок (у винтов метчикового типа) и конусный конец
(у винтов — шурупов) не участвуют в передаче усилия
от винта к детали. Поэтому при одинаковой эффектив-
ной длине зацепления такие .винты, в отличие от винтов
для металлов, должны иметь большую общую длину
и. для них требуется большая глубина отверстия.
Соединение с помощью резьбы, нарезанной непосред-
ственно в соединяемой детали,, можно выполнять, если
диаметр резьбы не менее М4—М.5 при условии, что в
материале вокруг отверстия не происходит образования
трещин, а сама резьба при частом ввинчивании и вы-
винчивании крепежного элемента не выкрашивается.
В пластмассовые детали для обеспечения разборно-
сти соединения, а также для получения резьб малого
диаметра и резьб в деталях из материала с низкой проч-
95
'Костью, устанавливают промежуточные резьбовые эле-
менты (резьбовые вставки), выполненные из материала
в большей прочностью и стойкостью-к истиранию.
Соединение с помощью винтов и промежуточного
резьбового элемента
Наиболее простым из способов соединения деталей
является крепление с помощью разрезной вставки, из-
готовленной из упругой пластмассы, например из поли-
амида [40] (рис. 111.28). Разрезную .вставку с гладким
отверстием вводят в гнездо одной из соединяемых де-
талей, к которой затем с помощью винта присоединяют
вторую деталь. Благодаря тому, что отверстие во встав-
ке коническое, ее разрезные части несколько расходятся
(«раздаются»), обеспечивая плотную посадку винта.
При использовании таких вставок, например для со-
единения деталей из термопластов, создаются предпо-
сылки для повышения прочности соединения за счет
увеличения глубины завинчивания я оформления резьбы
Рис. Ш.28. Соедине-
ние деталей с по-
мощью разрезной по-
лиамидной вставки:
во вставке, выполненной из более
прочного и упругого материала, чем
соединяемые детали.
Обычно в качестве промежуточ-
ных резьбовых элементов попользу-
ют металлическую арматуру с внут-
ренней резьбой. Арлгатура в пласт-
массовых деталях не только играет
роль резьбового элемента с малым
диаметром и шагом [48, с. 92], но
и выполняет- другие функции.
Соединение конструируют таким
.образом, чтобы рабочая нагрузка
воспринималась арматурой, а
пластмасса то возможности раз-
гружалась.
Арматура может служить токо-
ведущим элементом в изделиях
электротехнического назначения.
Она упрочняет также некоторые
1 — деталь; 2 — формую-
щий винт: 5 — разрез-
ная вставка.
узлы и конструкции и способствует
более равномерному распределению
тепла в деталях. При сборке по
96
базовым отверстиям арматуру используют иногда в ка-
честве установочных деталей. Многочисленные примеры
функционального многообразия арматуры указывают на
то, что использование металлических вставок только
для того, чтобы исключить нарезку или формование
резьбы в пластмассе, не всегда оправдано;
Арматуру изготавливают обычно из латуни, алюми-
ния или стали и снабжают резьбой, аналогичной нарез-
ке винтов для металла, а также резьбой специального
профиля. Наружная поверхность арматуры может иметь
насечку, канавки, охранения, резьбу и т. д.
1 До установки в'пластмассовую деталь металличе-
скую арматуру, как правило, подвергают чистовой обра-
ботке, Но иногда при монтаже используют лишь частич-
но обработанную арматуру, а ее чистовую обработку
производят после закрепления в пластмассе. Такая тех-
нология способствует повышению точности сборки со-
единения, но увеличивает трудоемкость и себестоимость.
Пластмассовые детали с арматурой изготавливают,
устанавливая в формы для их литья под давлением или
прессования так называемые металлические знаки. Воз-
можно также закрепление арматуры в готовых деталях.
Выбор метода монтажа арматуры определяется с
учетом требований к прочности, технологичности изго-
товления и точности получаемых изделий, а также кон-
структивных особенностей самой арматуры.
Для процесса получения изделий из пластмасс с
металлической арматурой формованием характерны
следующие недостатки: 1) сложность конструкции фор-
мующего инструмента; 2) применение ручного труда;
3) низкая производительность труда: (однако трудоза-
траты в этом случае все же меньше, чем при формова-
нии резьб в готовых изделиях) [2, с. 287]; 4) прерыви-
стость технологического цикла литья под давлением и
прессования, что влечет за собой увеличение простоев
оборудования; 5) сравнительно высокий процент брака.
Механизация и автоматизация установки металлической
арматуры в формах значительно увеличивают стоимость
оборудования для переработки пластмасс. Усилие, необ-
ходимое для извлечения арматуры из детали (так на-
зываемая удерживающая сила), составляет в зависимо-
сти от природы полимера и размеров резьбы от 0,6 до
1,2 кН [2, с. 288_]. Изменение'формы наружной поверх-
7—829 ’ 97
йостй арМатурЫ, установленной в изделиях из термо
пластов, оказывает влияние на величину осевой удер-
живающей силы и слабо влияет на значение удержива-
ющего момента [92].
В тех случаях, когда установка резьбовой арматуры
в литьевых формах и пресс-формах невозможна, исполь-
зуют специальные резьбовые вставки, вводимые в дета-
ли после.их формования [ii8, с. 814]. Этот метод по срав-
нению с применением металлической арматуры позволя-
ет [97, 98]: снизить затраты на изготовление оснастки,
благодаря замене съемных резьбовых знаков стацио-
нарно устанавливаемыми в формующем инструменте
цилиндрическими штифтами; отказаться от свинчиваю-
щих приспособлений при механизации процесса прессо-
вания; уменьшить простои и повысить степень загрузки
основного перерабатывающего оборудования; исключить
ручные операции и обеспечить непрерывность производ-
ства, а также возможность одновременного обслужива-
ния персоналом нескольких установок; автоматизиро-
вать процесс изготовления деталей; повысить точность
установки вставок в пластмассовые детали; расширить
применение высокопроизводительного оборудования для
литья под давлением; сократить процент брака получае-
мых изделий.
Резьбовые вставки подразделяют на монолитные и
легко деформируемые. Они состоят из одной или не-
скольких деталей, включая элементы с внутренней резь-
бой и фиксаторы (стопоры) вставок. В одних случаях
для установки вставок требуется гладкое отверстие, в
других —необходимо отверстие с резьбой.
Наиболее простые соединительные элементы — резь-
бовые легко деформируемые (спиральные) вставки,
представляющие собой по форме обычную пружину, на-
витую в холодном состоянии из прутка нержавеющей
стали или фосфористой бронзы [99] (рис. Ш.29). Се-
чение прутка имеет вид ромба с двумя срезанными про-
тивоположными вершинами, стороны которого образуют
угол, равный углу профиля резьбы. Такая ..вставка плот-
но заполняет канавки нарезки в отверстии детали и об-
разует прочнукь металлическую «облицовку» резьбы.
После ввинчивания вставки-.в гнездо ее наружный диа-
метр уменьшается, а внутренние размеры отвечают стан-
дартной метрической резьбе. Основная особенность
98
Рис. I1L29. Спиральная упругая вставка в отверстии с резьбой:
/ — пластмассовая деталь; 2 — вставка; J — захват.
резьбового соединения со спиральной вставкой состоит
в большой податливости резьбы, способствующей рав-
номерному распределению нагрузки по виткам.
Спиральные вставки ввинчивают, с помощью дрели
специальной конструкции. Патрон дрели удерживает ко-
нец вставки, отогнутый в радиальном направлении. Опи-
санные соединительные элементы .могут устанавливаться
в гладкие отверстия на прессовой посадке [19].
По Сравнению с применением монолитных резьбовых
элементов армирование резьбовых отверстий спиральны-
ми вставками имеет следующие преимущества: 1) обес-
печивает фиксацию соединения при вибрационных на-
грузках, так как благодаря упругости вставки не ’про-
являют склонности к «самоотвинчиванию»; 2) предот-
вращает возникновение больших напряжений в пласт-
массовых деталях и, следовательно, их растрескивание.
Кроме того, при использовании таких вставок снижается
стоимость изделия, повышается срок службы конструк-
ций, упрощается их монтаж, упрощается и удешевляет-
ся ремонт поврежденных или изношенных резьб, а так-
же снижается масса узла («сборки»).
Ремонт выполняют в такой последовательности:
1) рассверливают отверстие до диаметра, несколько
большего, чем диаметр впадин поврежденной резьбы;
2) нарезают новую резьбу в полученном отверстии;
3) ввинчивают в него спиральную вставку с размерами,
аналогичными поврежденной резьбе.
Монолитные вставки [100] в резьбовом отверстии
можно фиксировать от вывинчивания различными ешь
7*
99
собами. Вставки в гладких отверстиях крепятся с по-
мощью клея или резьбы, выполненной на наружной по-
верхности вставки; с использованием прессовой посадки;
навинчиванием на крепежный элемент, прижимающий
вставку к стенкам отверстия или паза. Кроме того, креп-
ление вставок в пластмассовых деталях может дости-
гаться за счет их упругого деформирования.
Резьбовые вставки, закрепляемые в гладких отвер-
стиях с помощью клеев, как правило, имеют цилиндри-
ческую форму. Максимальный зазор между вставкой и
деталью составляет ле более 0,3 мм1. В качестве клея
применяют полимерные композиции, способные отверж-
даться без давления, например, анаэробные однокомпо-
нентиыеклеи типа «Loctite».
Удерживающую осевую нагрузку Руд' для вставок,
закрепляемых с помощью клея, рассчитывают по фор-
муле Руд=тш// (здесь т — разрушающее напряжение
клеевого соединения на сдвиг при растяжении; d и I —
соответственно внешний диаметр и длина вставки).
Установка резьбовых вставок с применением клеев—
длительная операция. Кроме того, достижение высокой
прочности клеевого соединения в таких полимерах, как
полиэтилен, полипропилен, полиамид, полиформальде-
гид,.возможно только при сложной И трудоемкой подго-
товке поверхности отверстия. Поэтому экономически бо-
лее выгодна установка резьбовых вставок без примене-
ния клеев, например, на 'прессовой посадке.
При закреплении вставок в отверстиях пластмассо-
вых деталей прессовой йосадкой очень важно правиль-
но выбрать натяг [101]; при чрезмерно большом натяге
возможно образование трещин в детали, а при слишком
малом — снижение прочности соединения. Чтобы исклю-
чить появление зон с локальной концентрацией напря-
жений, ‘ рекомендуется использовать вставки круглой
формы без цриливов и накатки.
Максимальный натяг Нтах можно рассчитать по
формулам:
„ _ 2(7 М + М . _ 4 — rt
Е \ Е L~ rl-Я
где о —допустимое напряжение; гв— соответственно внутренний
и наружный ’ радиусы детали до запрессовки вставки; § — модуль
упругости Падчмера;д1 —коэффициент Пуассона,
10.0
Максимальный натяг практически мало зависит от
природы поли мер a-и снижается с уменьшением толщи-
ны стенки «ступицы» (толщины слоя пластмассы вокруг
вставки) [21].. Наружный диаметр ступицы должен в
2—3 раза превышать наружный диаметр резьбовой
вставки.
При использовании прессовой посадки необходимо
учитывать снижение прочности соединения вставки с
пластмассой (за год приблизительно на 40%- [19]) в ре-
зультате релаксации напряжений и изменение размеров
детали вокруг вставки, которое зависит от типа пласт-
массы, отношения диаметра вставки к толщине.слоя
охватывающего материала и натяга. Так, например, в
зависимости от значения' предварительного натяга диа-
метр пластмассовой ступицы может увеличиться прибли-
зительной 1,5 раза [19].
Менее склонны к ослаблению самонарезающие, фор-
мующие и разжимные (распорные) вставки (табл. III.3),
которые применяют как для глухих, так и для сквозных
отверстий. Другое достоинство названных соединитель-
ных элементов состоит в том, что они требуют для своей
установки оборудования и приспособлений малой мощ-
ности.
Самонарезающие вставки (см. табл. III.3, рис. 7,
//)—вставки типа «Ensat» и другие (см. табл. 1II.3
рис. Ill),'-представляют собой втулки с наружной и вну-
тренней резьбами, имеющие па нижнем конце конус и
один или два продольных шлица с острыми режущими
Кромками. При завинчивании вставки ее разрезные сег-
менты прогибаются внутрь [98]. При вворачивании вин-
та во вставку, ее разреЗная часть вдавливается в стенки
отверстия, что обеспечивает фиксацию винта и вставки.
Жесткость такого «стопора» можно регулировать изме-
нением диаметра отверстия. Внутренняя резьба нераз-
резанной части вставки предназначена для- передачи
усилия от винта.
Соединения, выполненные с помощью вставок «Ел-
sat», обладают высокой усталостной прочностью, обес-
печивают практически неограниченное число' сборок и
разборок без извлечения вставок из материалов, имею-
щих различные коэффициенты трения. При использова-
нии таких вставок исключается необходимость приме-
нения для пластмасс с низкой прочностью винтов увели-
10J
чёййЫх размеров по сравнению со стандартными винта-
ми. Элементы «Ensat» изготавливают из закаленной или
незакаленной стали, в том числе с гальваническим по-
крытием, а также из латуни. -
Вставки (см. табл. Ш.З, рис. III) обычно снабжают
внутренней резьбой М12—М26. Их устанавливают с по-
мощью инструмента с цилиндрическим хвостовиком та-
кого размера, чтобы отклонение разрезной части встав-
ки было незначительным,
Самонарезающие вставки можно завинчивать шести-
гранным инструментом, если на их внутренней резьбе
предусмотрены продольные прорези для зацепления
[ЮО].
Ниже приведены соотношения между диаметром от-
верстий D и основными размерами вставок, рекомендуе-
мые для различных .пластмасс:
Термопласты
мягкие........................D—di
жесткие....................D=4l+ (0,4—0,6) h
Отвержденные реактопласты '
мягкие........................г Z>=di-j-(0,6—0,8)/i
жесткие....................(1,0—1,2)А
Слоистые пластики.............D=d14-(0,6—0,8)А
Примечание: di — диаметр тела вставки; ft — высота профиля резьбы.
Нарезка резьб в соединяемых деталях с помощью
таких вставок может быть обеспечена за счет двух или
трех отверстий на их заходной части [100, 102]. Для
предотвращения проворачивания при завинчивании и
вывинчивании винтов на внешней по1верхности встя!вок
выполняют паз полукруглого сечения [ 102]. После
ввинчивания вставки в стенке пластмассовой детали
рассверливают отверстие, образующее вместе с лазом
вставки общий канал круглого сечения, в который за-
тем вводят штифт.
Оптимальное значение отношения диаметра ступицы
пластмассовой детали к внешнему диаметру вставки со-
ставляет 3,0—3,5 [19]. Соединение обладает высокой
надежностью при минимальном расстоянии /j от свобод-
ного края соединяемых деталей до оси винта, ввернуто-
го в самонарезающую .вставку, большем 10—12 мм
[ЮЗ].
Осевая удерживающая сила само1нарезающ«х резь-
бовых в'ставок определяется главным образом.внешним
103
диаметром Л12 и длиной L .вставки, а также прочность^
соединяемых материалов цри срезе тср. Зная эти пара-
метры, осевую удерживающую силу Рул вставок с до-
статочной точностью можно определить по формуле:
Руд == /С
где /( — поправочный коэффициент (К ==0,8 для вставок с внутрегь
ним диаметром Л/ =£ 6 мц или /<=0,7 при М > 6 мм).
Значения Л< 1, так как вставки описываемого типа
передают усилия затяжки от крепежных элементов к
соединяемым пластмассовым деталям только частью
своей длины; в передаче усилия не участвует конический
участок вставки, шлицами которого осуществляется, на-
резка резьбы в пластмассе, так что несущая (рабочая)
часть вставки составляет только 0,7—0,8 ее полной
длины. •
С увеличением размеров самонарезающих ‘ вставок
повышается осевая удерживающая сила, кроме того,
при их завинчивании необходимо прикладывать боль-
ший момент (рис. Ш.ЗО) [103].'
Размеры вставок (см. рис. Ш.ЗО) приведены ниже:
Тип вставки d Aft L дотв ftmin
М3 3 5,0 6 4,6 . 6
М4 ' 4- 6,5 8 5,9 8
Мб -б 9,0 12 8,0 12
М12 12 18 22 16,8 22
В материале вокруг отверстия в пластмассовой дета-
ли с самонарезающими вставками не возникает высоких
напряжений, поэтому удерживающая сила в таких со-
единениях со временем уменьшается незначительно.
Формующие резьбовые вставки используют также
для получения резьбы в слоистых, пластиках и в эла-
стомерах. Для облегчения установки их снабжают фас-
кой под углом л/4 рад и коротким цилиндрическим уча-
стком в нижней части (см. табл. Ш.З, рис. IV). Длина
внутренней метрической нарезки приблизительно равна
диаметру ее резьбы, в то время как общая длина может
достигать 30 мм. Вставки изготавливают из стали, ла-
туни и алюминиевых сплавов и ввинчивают в отверстия
104 '
Рис: Ш.ЗО, Зависимость осевой удерживающей силы Ртд (/) и мо-
мента~ Л1 (2) при завинчивании самонарезающих резьбовых вставок
в жесткий поливинилхлорид от их диаметра.
пластмассовых деталей с помощью отверток. Ниже при-
ведены диаметры вставок М2 и отверстий d0TB:
М2........... 8 . .10 12 16 18 20 25 32
</0Тп........ 6,5 8 10 14 16 17 22 29
Простейшие разжимные ('самоконтрящиеся) вставки
состоят из одного элемента (рис. 111.31) [97]. Наиболее
распространены разжимные вставки, конструкция кото-
рых показала на рис. II.J. 32 [104].-Благодаря разрезам
в нижней части они упруго деформируются при введе-
нии в гладкое отверстие и после завинчивания винта,
плотно закрепляются в пластмассе за счетлнасечки или
кольцевых выступов на наружной поверхности вставки.
* |05
II. б в
Рис. Ш.31. Крепление с помощью разжимной резьбовой вставки:
а—отверстие в пластмассовой детали; б — вставка и инструмент в исходное.!
положении; в — вставка с инструментом в крайнем нижнем положении; г —
собранный узел;
/ — пластмассовая деталь; I — резьбовая вставка; •?— запрессовывающий ин-
струмент; 4 — присоединяемая деталь; 5 — винт.
Механические свойства соединений, выполненных с
помощью разжимных вставок, зависят от прочности со-
единяемых материалов и диаметра отверстия, при
уменьшении которого до определенного значения возни-
кает опасность ..разрушения соединения из-за радиаль-
ных напряжений, превышающих по величине разрушаю-
щее напряжение материала при растяжении.
При увеличении диаметра отверстия больше опти-
мального (от 5,1 до 5,3 мм) усилие, необходимое для из-
влечения разжимной вставки с резьбой М4 из реакто-
пластов, перерабатываемых прессованием, уменьшается
от 1,25 до (0,4—0,5) кН, а удерживающий - крутящий
момент — от 0,45 до (0,20—0,27) кН-см [97]. Менее рез-
ко с увеличением диаметра отверстия снижаются ука-
занные характеристики для вставок в термопластах.
Внешний диаметр вставки должен быть больше диамет-
ра отверстия на 0,10 мм для деталей из эластичных или
волокнистых материалов и на 0,05 мм больше при со-
единении хрупких материалов. С увеличением диаметра
резьбы разжимных вставок «Ваис-Lok» типа MV3 (от
М3 до Мб) осевая удерживающая сила в полиформаль-
дегиде возрастает от 1,00 до 2,85 кН [92].
Толщина ступицы вокруг, вставки должна быть не
.менее номинального диаметра d резьбы для эластичных
и не менее 1,5 d для хрупких материалов [92, 97]. Для
обеспечения более надежной фиксации вставки в пласт-
массовой детали глубина отверстия должна в 1»5 раза
Юб
Рис, 111.32. Разжимная резьбовая вставка;
/ — накатка для удержания, вставки; 5 —кольцевой выступ.
Рис. 111.33. Вставка типа «Dodge» (/) и фиксирующая шайба (2).
превышать длину 'вставки, так чтобы конец винта не
выступал из нее {97].
При многократных циклах сборки (ввинчивании и-
вывинчивании винтов) характеристики соединений с по-
мощью разжимных вставок изменяются незначительно.
При .вывертывании, винта из разжимной вставки (см.
рис. III.32) возможно уменьшение размеров ее разрез-
ной части, что крайне нежелательно. Ничего подобного
не происходит в случае использования распорных вста-
вок типа «Dodge» (рис. Ш.ЗЗ) [99], так как .благодаря
наличию стопорящего элемента— шайбы обеспечивается
их постоянная Фиксация. Шайба имеет четыре усика, ко-
торые перемещаются в пазах вставки, способствуя ее
упругому деформированию при ввинчивании крепежной
детали (рис. III.34). Вставки типа «Dodge» более эф-
фективны по сравнению с другими резьбовыми встав-
ками [2, с. 288; 98; 99]. Их применяют не только в сов-
ременном машиностроении и электротехнике, но и при
проведении ремонтных работ. Изготавливают Такие
(Вставки в основном из латуни и снабжают внутренней
метрической резьбой. При единичном или мелкосерий-
ном производстве вставки вводят в отверстия пластмас-
совых деталей вручную, а при крупносерийном — спе-
циальными инструментами или автоматически.
При иопользовании вставок «Dodge» особое внима-
ние рекомендуется обращать на размеры отверстия под
вставку, чтобы, достичь оптимальных показателей проч-
ности соединения .[99]. При правильном выборе диамет-
Рис. Ш.34. Крепление с помощью разжимных резьбовых вставок ти-
па «Dodge»:
л ™ отверстие в пластмасеопоП детали; 5 — вставка в исходном положении;
в — йста-вка-в отверстии; а — собранный узел;
/ — пластмассовая деталь; 2*-вставка; 3 — фиксирующая шаййа; —ннстгру-
мент; 5 — винт; 6 — присоединяемая деталь.
ра и высококачественной сборке осевая удерживающая
сила в соединениях достигает значений, превышающих
предельно допустимые. нагрузки винтов, уменьшаясь с
увеличением диаметра отверстия в пластмассовой дета-
ли. Сказанное характерно также для удерживающего
момента [99]. Даже при наличии зазора между стен-
кой’отверстия и устанавливаемой вставкой удержание
.последней обеспечивается благодаря деформированию
ее посадочной части, при завинчивании винта. Диаметр
отверстия под вставку d0TD должен превышать диаметр
вставки D на 0,05—0,08 мм*.
При больших рабочих нагрузках и зазорах для более
Прочного крепления -вставки в отверстии рекомендуется
применять клеи.
Толщину стенки ступицы вокруг вставки принимают
равной не менее 0,6 d0TB, а толщину донышка детали
под вставкой — не менее половины ее длины [2, с. 288].
Крепление резьбовых вставок в пластмассовых дета-
лях за счет прижима к стенкам отверстия при вворачи-
вании во вставки крепежных элементов, а в некоторых
* Рекомендация относительно диаметра отверстия под вставки
«Dodge», приведенная в работе [98], не согласуется с данными по
зависимости удерживающей силы от этого параметра.
108
Рис. Il 1.35. Штифто-болтовое соединение при стыковке двух секций
(а) и при креплении цилиндра к фланцу (б):
/ “ цилиндрическая секция: 2 —штифт; J — шпилька;' 4~ шайба; 5 — гайка;
6 — деталь с фланцем; 7 винт.
случаях дополнительно за счет клеевого слоя, обеспечи-
вается при так называемом штифтовое ['105] или штиф-
то-болтовом [8, с. 18] способе соединения (рис. Ш.35).
Такие соединения можно относить к болтовым, если
штифт -(вставку) рассматривать как гайку. С целью
предотвращения выпадания штифтов из отверстий на их
концах нарезают резьбу для навинчивания гаек. Штиф-
то-болтовое соединение нашло преимущественное при-
менение при так называемой бесфланцевой стыковке
оболочек (обечаек) из композиционных материалов [105,
106]. Для облегчения установки крепежных элементов
в отверстиях стыка вместо винтов целесообразно исполь-
зовать шпильки, .
Основные параметры штифто-болтового соедине-
ния— диаметр стягивающей шпильки dm, диаметр
штифта t/mr, шаг между штифтами t, расстояние от оси
Штифта до кромки стыка толщина стыкуемой части
бу и число шпилек п — находят из условия равнопроч-
ности 1при различных видах нагружения, т. е. при рав-
109
иых разрушающих нагрузках при разрыве, снятий й
срезе:
У}. gp. ш . ----У <ф|(^ — dnrr)6yi —
где Рш, Рос, Pc-.t, РСр — нагрузки, при которых происходит разру-
шение соединения соответственно по стягивающей шпильке, ослаб-
ленному сечению, в результате смятия стенок отверстия штифтом,
среза полимерного материала в направлении от отверстия под штифт
к кромке детали; Пр, Счи. тор — разрушающие напряжения, возника-
ющие в материале соответственно при растяжении, смятии и срезе
в заданном направлении; <гр.ш —разрушающее напряжение при рас-
тяжении шпильки; Л — эффективный коэффициент концентрации на-
пряжений в зоне вокруг отверстия-под штифт.
С увеличением числа стягивающих шпилек умень-
шаются размеры крепежных элементов, габариты и .мас-
са соединительного узла (рис. III.36).
Разрушающие нагрузки и вид .разрушения соедине-
ний зависят от характера перехода от утолщенной зоны
стыка к основному материалу изделия .[105]. При угле
0 40 3(1 HU Й
Рис, 4П.36. Зависимость пара-
метров t (/), (2), йшт (3),
Au (4) и массы G (5) штифто-
щго со единения трехслойных
панелей с обшивкой из стекло-
текстолита ЭДТ-10 и пенополи-
уретановым заполнителем от
числа п шпилек. Штифты из
стали ЗОХГСА, шпильки из ти-
танового сплава ВТ-14,
Ф скоса утолщения, равном
0,088 рад, разрушение про-
исходит в зоне штифтового
соединения в результате
расслоений и смятия стек-
лопластика в .направлении
приложения нагрузки. При
большом угле скоса утол-
щения (.ф=О,2б рад) узел
разрушается по линии пере-
хода от утолщения к основ-
ной стенке оболочки в ре-
зультате концентрации на-
пряжений в этой зоне.
При штифто-болтовом
соединении элементов трех-
слойных конструкций не-
прочный заполнитель в зоне
расположения штифта заме-
110
няют вкладышем из материала, аналогичного по свой-
ствам материалу наружных слоев (обшивки), а послед-
ние подвергают фольгированию. :'
Соединения с помощью резьбы, оформленной
на поверхности соединяемых деталей
Резьбовые соединения деталей из композиционных
пластиков в основном являются несиловыми. Резьба в
этом случае играет роль уплотняющего элемента, а уси-
лия воспринимаются стенкой трубы, сосуда иди аппа-
рата. Силовое соединение выполняют с помощью ме-
таллических резьбовых элементов. Наиболее широкое
применение оно нашло для крепления секций труб и
других тел вращения между собой, гидравлической ар-
матуры к отрезкам труб, крышек и заглушек к аппара-
там.
' При соединении труб из термопластов и других изде-
лий, которые условно можно отнести к изотропным, спо-
соб формования резьбы не оказывает существенного
влияния на прочность соединения. Однако в деталях из
слоистых пластиков резьбу рекомендуется выполнять
так, чтобы волокна армирующего наполнителя распола-
- гались перпендикулярно к направлению действующей
нагрузки. При нарезке резьб в таких изделиях (трубах
и оболочках) слои дапсмгнителя оказываются перерезан-
ными, и прочность резьбового соединения определяется
не столько механическими свойствами пластика, сколько
прочностью связующего при сдвиге (равной приблизи-
тельно 5—10 МПа) [39; 48, с. 72]. Наибольшая проч-
ность резьбовых соединений достигается в тех случаях,
когда волокна наполнителя «повторяют» рисунок профи-
ля резьбы. При этом разрушающее напряжение матери-
ала при сдвиге, а следовательно, и несущая способность
резьбы, повышаются в 3—4 раза [48, с. 72]. Резьбы та-
кого типа создают различными методами формования
материалов.
Выбор профиля резьбы зависит от назначения резь-
бового соединения, механических характеристик, струк-
туры и технологических свойств пластика, а также ме-
тода получения резьбы. Учитывая чувствительность
пластмасс к ^концентраторам напряжений, обычно ре-
комендуют применять резьбу с круглым профилем.
Ш
К труднообрабатываемым резьбам относятся круг-
лые симметричные, упорные симметричные и трубные
конические профили нарезки. Наибольшей прочностью
при сдвиге (срезе) обладают резьбы с несимметричным
треугольным, прямоугольным, трапециевидным и упор-
ным профилями.
При расчете резьбовых соединений определяют ос-
новные параметры резьбы (длину L, шаг t, высоту h
профиля и др.). Длину и шаг резьбы вычисляют по сле-
дующим формулам:
2F I- 2F
лф,т[т]’* лф|Лт[т]
где Л—усилие, воспринимаемое резьбой; d0 — диаметр резьбы;
т — коэффициент зацепления, характеризующий одновременность ра-
боты витков соединения и зависящий от конструкция и точности
резьбы (для треугольных и упорных профилей величину т прини-
мают равной 0,95—0,98 [48, с. 78]); [г]—допускаемое напряжение
для пластмасс при сдвиге (срезе); п — число витков.
Для цилиндрических^оболочек и труб, работающих
под внутренним давлением р, длину резьбы и шаг рас-
считывают по формулам:
240т [т] ’ 2т» [т]
где D — вЕтутренний диаметр трубы или крышки.
Высота профиля резьбы не должна превышать ]/3
толщины стенки детали.
При расчете резьбовых соединений деталей из раз-
нородных материалов необходимо учитывать их механи-
ческие свойства. Так как для пластмасс разрушающее
напряжение при срезе намного меньше, чем для метал-
лов, применять для них резьбу с симметричным профи-,
лем не рекомендуется. Профиль и размеры резьбы необ-
ходимо выбирать из условия равнопрочности витков
пластмассовой и металлической резьб [48, с. 102]; в
этом случае получаются, соединения, обладающие .мень-
шими габаритными размерами.
Выбор места расположения металлического резьбо-
вого элемента (фитинга) осуществляют с учетом разл.и-4
чия в упругих свойствах соединяемых материалов. Так'
как модуль упругости пластмасс на один-два порядка
меньше, чем для сталей, фитинги в трубах, сосудах и ап-
112
паратах, работающих под
внутренним давлением,
приходится располагать
над пластмассовой де-
талью. Дело в том, что
под действием,внутренне-
го давления стенки пласт-
массовой детали, дефор-
мируясь, плотно'прилега-
ют к фитингу. Располо-
жение пластмассовой де-
тали над фитингом сни-
жает надежность соеди-
нения, так как при опре-
деленном давлении неиз-
Рис. Ш:37. „Соединение пласт мае-
совой трубы с металлической с по-
мощью накидной гайки:
1, 5 — соответственно пластмассовая и
металлическая труба; S« пластмас-
совая втулка с отбортовкой; 3 — уплот-
нение; 4 — резьбовая втулка; 6 — на-
кидная гайка.
бежно происходит его расслоение. Для компенсации’
деформаций, возникающих при изменениях температуры
эксплуатации, и предотвращения отслоения фитинга от
пластмассы используют дополнительную клеевую про-
слойку.
В изделиях, работающих при высоком внешнем дав-
лении (поплавки, барокамерные корпуса вакуумных ус-
тановок и т. п.), наоборот, расположение металлическо-
го элемента .должно быть внутренним. Такая конструк-
ция сочетает в себе много достоинств: при заданном на-
ружном давлении пластмассовая деталь не отслаивается
от фитинга, обеспечивая тем самым -прочное и герметич-
ное соединение; при температурном расширении метал-
лического элемента не происходит его - отслоения от
пластмассовой детали, а усадка .полимера при формова-
нии обеспечивает обжатие металлического элемента; ме-
таллический фитинг не выходит за габариты пластмас-
совой детали.
Основной недостаток внутреннего расположения ме-
таллического элемента в том, что при эксплуатации со-
единения в жидких средах, вызывающих набухание по-
лимера, может произойти его отслоение от фитинга.
Соединения труб с помощью накидных гаек (рис.
III.37) во многом аналогичны соединениям, выполняе-
мым с помощью резьбы, оформленной на скрепляемых
поверхностях. Такой способ применяют для соединения
пластмассовых и металлических труб, а также для обес-
печения разъемности трубопроводов. В первом случае
8—829
113
Рис. J//.5S.. Соединение пластмассовых труб (1} с помощью металли-
ческой резьбовой арматуры (2) и накидных гаек (3).
•крепежные резьбовые элементы целесообразно выпол-
нять из металла; втулку с отбортовкой приклеивают или
приваривают к пластмассовой трубе .[107, с. 163].
Хорошо известен способ соединения полиэтиленовых
труб с помощью металлической арматуры (рис. III.38),
Концы труб в нагретом состоянии натягивают на кони-
ческую часть арматуры и зажимают с помощью накид-
ных гаек. Резьбовую арматуру подобного типа можно
изготавливать литьем под давлением из поливинилхло-
рида [107, с. 296]. В этом случае раструб полиэтилено-
вой трубы формуют с помощью конического инструмен-
та. Если трубы выполнены из эластичного термопласта,
то формование конийсского раструба на их концах мо-
жет быть выполнено без нагрева материала, только за
счет приложения механической нагрузки. Для обеспече-
ния герметичности соединения применяют уплотнитель-
ные кольца. Уплотнению соединений' способствуют со-
Рчс. Ш.39. Присоединение пластмассовой трубы (/) к резьбовой
арматуре (Д) с помощью накидной гайки (2) с рифленой прижимной
поверхностью.
114
Рас. 111.40. Соединение труб с помощью накидной гайки и промежу-.
точной вставки из полимерного материала:
; „труба; 2 —иаиидная гайка; 3 — промежуточная вставка; 4— зажимная
втулка; 5 — резьбовая втулка; б — прижимная втулка.
Рис. 111.41. Соединение труб с помощью накидной гайки и втулки
с буртиком, выполненных из пластмасс:
/ — труба; 2— втулка.с буртик™; 3 — резьбовая втулка; 4 — .накидная гайка.
пряжение труб и крепежных элементов по коническим
поверхностям и оформление кольцевых канавок на при-
жимной поверхности накидной гайки (рис. Ш.39).
Плотное соединение двух жестких труб достигается при
использовании уплотнительных колец из эластичного
материала (резины, фторопласта), одеваемых на наруж-
ные поверхности концов труб ,[26, с. 83; 71, с. 156].
Более надежно лр сравнению с вышеописанным со-
единение с помощью той же гайки, но с уплотнением по
сферическим поверхностям [107, с. 297]. В этом случае
(рис. Ш.40) используют промежуточную вставку с на-
ружной сферической поверхностью и зажимные сфериче-
ские втулки. Сферический раструб формуют-на предва-
рительно нагретом конце термопластичной трубы, вводя
в полость трубы промежуточную вставку, причем зажим-
ная втулка одновременно служит При этом матрицей.
Для повышения стойкости соединения к коррозии
накидную гайку и резьбовую втулку изготавливают из
полимерных материалов. Применяют также соединения
с помощью втулок с буртиком (рис. Ш.41) ,[107, с. 297].
СОЕДИНЕНИЯ С ПОМОЩЬЮ СПЕЦИАЛЬНЫХ
КРЕПЕЖНЫХ ЭЛЕМЕНТОВ
К специальным крепежным элементам могут быть
отнесены штифты, одновиткбвые гайки и пружинящие
скрепки.
8*
115
7
Рис. IПАЗ. Одновитковая пружинящая гайка (а) в узле соединения
(б);
1 — соединяемые детали; 2 — гайка; 3 — линт.
Штифты для соединения деталей -из пластмасс мож-
но изготавливать как из пластмасс, Так и из металлов.
При креплении пластин из пластмасс к металлическим
деталям штифты из текстолита, полиамида и других
полимерных материалов обычно устанавливают по
“скользящей посадке.
При фиксации пластмассовых элементов в узлах
сборной конструкции металлические штифты должны
иметь, как правило, более тугую посадку, чем при фик-
сации металлических деталей, чтобы предотвратить на-
рушение плотности соединения, которое может.наступить
в результате деформации полимерного материала.
Отверстия - под штифты просверливают так, чтобы
шероховатость их поверхности (среднее арифметическое
отклонение от средней линии профиля неровностей R,a)
составляла 0,32—1,25 мкм.
Штифты для соединения деталей из термопласта с
другими, составными элементами узлов могут быть отли-
ты совместно (заодно) с деталями.
При конструировании штифтовых соединений необхо-
димо добиваться того, чтобы рабочая нагрузка действо-
вала в направлении, перпендикулярном оси штифта. Для
обеспечения работоспособности соединения при продоль-
ной по отношению к оси штифта нагрузке рекомендуется
применять штифты с головкой или шайбы, разрезные
кольца и т. п.
Промышленностью выпускаются одновитков ые гай-*
ки различной формы [108], и из них можно выбрать
крепежные элементы, пригодные для соединения дета-
лей из пластмасс [29, 80]. Гайки указанного типа штам-
пуют из тонколистового металла (обычно из-высокоуг-
116
ЛёроЛйстой стали). Благодаря изогнутой форме (рис.
II 1.42) они подобно пружинным шайбам обладают упру-
гостью. С помощью одновитковых гаек на гладких
стержнях из термопластов могут нарезаться резьбы.
' Такие гайки легче и компактнее многовитковых, имеют
низкую стоимость, способны самостопо.риться, однако
они пригодны только для сборки узлов, работающих
при небольших нагрузках. Гайка размером 13,5X20 мм
из стали толщиной 0,5 iMM, навинченная на стержень из
полиформальдегида диаметром 5 мм, обеспечивает осе-
вое усилие затяжки 0,45—0,50 кН.
•,Превосходным крепежным элементом для соедине-
ния деталей из пластмасс, не испытывающих больших
нагрузок [109], служат пружинящие скрепки. Их широ-
ко используют -в авто- и авиастроении, электронике,
строительстве и других областях промышленности и
техники. -
СОЕДИНЕНИЕ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ
С ПОМОЩЬЮ ОКАНТОВОЧНЫХ РАМОК
Соединение с помощью окантовочных рамок выпол-
няют по двум принципиальным схемам: с помощью, при-
жимных или профильных (окантовочных) рамок без
сквозного прохождения крепежного, элемента через де-
таль либо с помощью элементов, насквозь пронизываю-
щих рамку н деталь. Этот тип креплений нашел наи-
большее применение при сборке изделий из органиче-
ских стекол. •
При креплении пластмассовых деталей в окантовоч-
ных рамках по первой из указанных схем (так называе-
мое жесткое безболтовое крепление) [НО] может быть
обеспечено равномерное обжатие деталей по всему кон-
туру и исключена возможность возникновения сосредо-
точенных нагрузок. Однако для получения герметичного
соединения в этом случае необходимо дополнительное
использование уплотнительных прокладок (профилей)
и герметиков.
Быстроразъемное крепление прозрачных деталей, на-
пример из поликарбоната, рассматриваемым способом,
показано на рис. III.43.
Использование эластичных прокладок между деталя-
ми позволяет с помощью рамок закреплять также не-
117
Рис. Ш.43. Быстро разъ-
ем ное соединение дета-
лей из органического
стекла с помощью за-
жимного устройства:
1 — сосуд; 2 — крышка из
органического стекля; 3 —
при жегм; 4 —• у п л отн нт елъ;
5 — зажимное устройство,
точно изготовленные стекла. Кро-
ме того, применение окантовоч-
ных рамок облегчает замену сек-
ций органического .стекла.
При выборе глубины заделки
пластмассовых деталей в оканто-
вочные рамки необходимо учи-
тывать термические коэффициен-
ты линейного расширения поли-
мерного материала и материала
рамки и большую гибкость и
эластичность, например, органи-
ческих стекол по сравнению с ми-
неральными, чтобы исключить
самопроизвольное «выдвигание»
деталей ИЗ рамок. Для оргстекла
(.полиметилметакрилата) глуби-
на заделки L (рис. III.44) со-
ставляет 20—25 мм, в то время
как для деталей из поликарбона-
та размером* 500X500X2,5,
500X1000X4 и 900X1500X6 мм'
рекомендуют принимать ее рав-
ной соответственно 12, 20 и 30 мм
[И1].
В общем случае полная глубина йаза Н в оканто-
вочной рамке складывается из глубины заделки L и за-
зора h, учитывающего линейное расширение материала.
Зазор h необходим только цри изготовлении рамок из
металлов. Так, для полиакрилатных стекол, заделывае-
мых в рамки из алюминиевых сплавов, величину h вы-
бирают из расчета-4—5 мм на 1м периметра остекле-
ния. В зависимости от названного периметра устанавли-
вают также зазор h в металлических рамках для стекол
из поликарбоната (рис. III.45).
Кроме описанного выше метода соединения известно
несколько вариантов заделки деталей в каркас, а также
стыковка деталей остекления с помощью прямолиней-
ных и уголковых окантовочных рамок (рис. Ш.46).
Монтаж двойного остекления осуществляют аналогично
* Два первых числа (например, 500X500) отвечают размерам
проема.
118
Рис. Ш.44. Крепление полимерных материалов в окантовочных
рамках:
1 — деталь остекления из полимерного материала; 2 — окантовочная рамка;
3 —прижим; 4 — уплотнение; Р — размер проема; <3 — габаритный размер де-
тали; L —• глубина заделки детали; Н — глубина пааа в рамке; h — зазор меж-
ду деталью в каркасом.
Рис. Ш.45. Зависимость величины зазора h от периметра I остекле-
ния из поликарбоната для окантовочных рамок из стали t--------)
и алюминия (-----—) при различных перепадах температуры:
/-10 К; 2-20; 3-30; 4 - 40; 5-50; 5-60; 7-70; 5-80; Р - 90 К.
Рис. 111.46. Заделка органических стекол в окантовочных рамках
бет сквозного прохождения крепежных элементов через деталь:
в — н Н-ойразноЯ рамке; б — заподлицо с иб-шивкойэ а —в рафике из уголков;
-г — в . разъемной Н.-об.разной рамке; д — в уголковых стандартных рампах.
/ — деталь остекления; 2 —рамка; J — уплотнение; 4 — кропеж; 5 — обшивка.
креплению в окантовочных рамках одитарного остекле-
ния. ...... -
В тех случаях, когда на детали остекления действу-
ют большие нагрузки, стремящиеся вырвать их из кар-
каса, надежным оказывается крепление стекол в оканто-
вочных рамках с помощью болтов, винтов и заклепок,
пропускаемых сквозь детали и рамки. При этом исполь-
зуют более жесткие рамки, чтобы исключить концент-
рацию напряжений в зоне вокруг отверстия и умень-
120
Шить чйсло крепёжных элементов. Эластичные проклад-
ки между органическим стеклом и деталями каркаса
обеспечивают герметичность соединения, снижают виб-
рацию, способствуют компенсации разнотолщйнности
пластмассового листа, а также равномерному распреде-
лению нагрузок в соединительных узлах.
Шаг отверстий определяют в зависимости от жестко- >
сти каркаса с таким расчетом, чтобы распределение на-
грузок на детали от затяжки крепежных элементов было
равномерным по всему периметру. Для деталей из поли-
карбоната величину шага выбирают в пределах от 100
до 500 мм [111]. Учитывая различие термических коэф-
фициентов линейного расширения материалов каркаса,
крепежных элементов и остекления, диаметр отверстия
задают большим, чем диаметр крепежа. Например, для
стекол из .полиметилметакрилата сумма всех зазоров
между стенками отверстий и крепежными винтами, уста-
навливаемыми на 1 м периметра остекления, составля-
ет 8—10 мм. Чтобы отверстия в соединяемых элементах
были строго концентричными, первоначально проводят
совместное сверление стекла и рамки, а затем отвер-
стия в органическом стекле .рассверливают до требуе-
мых размеров. Центры отверстий диаметром d в дета-
лях из полиметилметакрилата располагают на расстоя-
нии (2,5—3) d от кромки стекла, а для поликар б он а та-
на расстоянии приблизительно 1,5 d [111].
Соединения с помощью окантовочных рамок и кре-
пежных элементов можно выполнять с применением рас-
порных втулок или без них с использованием винтов с
заплечиками и глухих гаек, ограничивающих воздейст-
вие усилия затяжки на полимерный материал.
СОЕДИНЕНИЕ ШИТЬЕМ
Шитье (сшивание), можно рассматривать как один
из способов механического крепления. Сравнительно лег-
ко сшиваются такие полимерные материалы, как плен-
ки, мягкие пенопласты и синтетические ткани. Лучше
сшиваются пленки, обладающие высокой стойкостью к
растрескиванию и большой прочностью на раздир.
К преимуществам описываемого способа соединения де-
талей и полуфабрикатов отйосятся: высокая производи-
тельность, возможность получения швов различной (в
121 '
Том чйслё и пространственной) конфигураций, простотй
технологического процесса, доступность оборудования.
Однако при этом методе соединения не удается обеспе-
чить герметичность швов из-за образующихся перфора-
ций и высокую прочность изделий вследствие ослабле-
ния сечения соединяемых пленок отверстиями и кон-
центрации напряжений в зонах вокруг них.
Так, например, при расстоянии между отверстиями
1 мм прочность пленок снижается в среднем на 75% по
сравнению с непроКолотыми материалами.
Падение прочности соединения по сравнению с ис-
ходной пленкой выражено еще более резко,, так как при
нагружении усилие от одной пленки к другой передает-
ся через нити по местам проколов, и напряжения рас-
пределяются по всей ширине полотна крайне неравно-
мерно.
Прочность соединения пленок возрастает с увеличе-
нием шага между отверстиями шва. При слишком ма-
лом (критическом) шаге области концентрации напря-
жений вокруг двух соседних отверстий могут наклады-
ваться друг на друга (перекрываться). Возникающие
при этом вокруг отверстий риски «прорастают» навст-
речу друг другу, образуя щель, в результате чего шов
разрушается без нагрузки. Однако при малом шаге (но
больше критического) повышается плотность взаимно-
го прилегания слоев материала.
Установлено, что при постоянстве шага диаметр иг-
лы и ее острота практически не оказывают влияния на
прочность соединения.
При зигзагообразных швах проколы располагаются
В шахматном порядке и по сравнению с прямыми шва-
ми (рис. Ш.47) значительно повышается прочность со-
единений отдельных полотен, накладываемых внахле-
стку.
Прочность соединений пленок с помощью двухряд-
ных и однорядных швов практически совпадает.
Для сшивания полиамидных, полиэфирных и поли-
амидных пленок можно использовать нити из тех же
полимеров, что и соединяемые материалы. , .
При сшивании синтетических тканей показатели их
свойств снижаются в меньшей степени, чем для соедине-
ния пленок. Однако и в этом случае ткани морщинят-
ся, - склонны к скатыванию («шиллингу») вследствие
122-
г-
Puc. ША7. Различные типы швов пленок, изготовленных шитьем:
/ — прямой шов; 2— -прямой-закрытый шов; £“* прямой двойной шов; 4— зиг-
загообразный шов внахлестку: 5 — зигзагообразный шов Т-образногд соеди-
нения; б — зигзагообразный закрытый шов; 7 *—прямая кайма; S — зигзагооб-
разная кайма; 0, 70—«прямая и зигзагообразная коймы, усиленные текстиль-
ным материалом.
усадки нитей, претерпевающих вытяжку при шитье
[112, с. 140].
Если направление шва совпадает с направлением,
так называемой уточной нити в ткани, то возможно ос-
лабление и преждевременное разрушение полотен. Про-
колы снижают герметичность сшиваемых материалов,
особенно пропитанных различными составами.
При высокоскоростном (^0,3 м/с) сшивании мате-
риалов нити и ткань разогреваются, что также ухуд-
шает эксплуатационные характеристики швов.
Для снижения вредного влияния усадки нитей кром-
ки сшиваемых полотен подвергают нагреванию, благо-
даря чему они усаживаются вместе с нитью.
При сшивании тканей на швейных машинах нижний
слой несколько притормаживается, что приводит также
щ
к возникновению морщинистости шва. Это нежелатель-
ное явление предупреждают установкой на швейной ма-
шине сложного привода, например тройного привода,
обеспечивающего синхронную подачу верхнего и нижне-
го слоев ткани.
Нагрев полимерных материалов в местах проколов
иглой предотвращают несколькими способами: 1) швей-
ные машины оснащают приспособлениями для охлаж-
дения рабочего участка иглы струей'холодного воздуха;
2) применяют иглы специальной конструкции с разви-
той поверхностью и малой площадью контакта вместе с
системой воздушного охлаждения; 3) смазывают иглы
или нити жидкостями (например, машинным маслом,
чтобы исключить, коррозию рабочего органа швейной
машины); однако при этом может происходить загрязне-
ние ткани смазкой. '
Соединение деталей сшиванием применяют также
при изготовлении изделий из композиционных материа-
лов: прорезиненных тканей, тканей, дублированных по-
лимерными пленками и т. и.
Известен комбинированный способ соединения мате-
риалов сшиванием и сваркой. Для соединения двух сло-
ев ткани, покрытой или пропитанной, например, пласти-
фицированным поливинилхлоридом (пластикатом),
между кромками полотен помещают полосу или ленту
из термопласта, температура текучести которого ниже,
чем у сшиваемого материала. Края ткани сшивают, а
полученный шов нагревают под давлением при темпе-
ратуре, обеспечивающей размягчение материала проме-
жуточной полосы (ленты), но не достаточной для раз-
мягчения ткани. В результате этого материал проклад-
ки обволакивает нить и прочно сваривает ткань.
ГЛАВА IV
СОЕДИНЕНИЕ ПРИФОРМОВКОИ
Соединение приформовкой заключается в нанёсёнии
на внешние (по отношению к сбединяемым поверхнот
стям) участки деталей накладок (полуфабрикатов) из
стеклянной ткани или стеклянного волокна (рубленого
или непрерывного), пропитанных жидким связующим,
которое затем отверждается, обеспечивая прочную связь
между деталями и приформованн.ыми накладками. Спо-
соб получил широкое распространение в производстве
крупногабаритных изделий сложной формы.
Процесс приформовки по механизму и по природе
вспомогательных материалов * близок к склеиванию, а
соединения под действием нагрузки ведут себя анало-
гично клеевым соединениям внахлестку и встык с на-
кладками.
По технологическому оформлению процесс прифор-
мовки похож на контактное формование. Как прифор-*
мовку, а точнее заформовыванне, можно рассматривать
введение металлической арматуры (вставок) в отвер-
стия пластмассовых деталей с помощью ультразвука и
контактного или индукционного нагрева арматуры без
дополнительных накладок из полимерного материала.
К приформовке целесообразно, видимо, отнести также
присоединение металлических деталей к изделиям из
полимерных пленок без промежуточных слоев»
Основные достоинства метода — не требуется точная
подгонка соединяемых деталей (особенно важно это
при соединении крупногабаритных деталей) и не нужно
прикладывать давление,при отверждении материала на-
кладок.
125
СОЕДИНЕНИЕ ПРИФОРМОВКОЙ ДЕТАЛЕЙ
ИЗ ОТВЕРЖДЕННЫХ ПЛАСТМАСС С ИСПОЛЬЗОВАНИЕМ
НАКЛАДОК
Конструирование соединений
В зависимости от формы соединяемых деталей и ме-
ста расположения шва приформовкой выполняют стыко-
вое [ИЗ], нахлесточное [87], угловое [113, 114] и Т-
образное с накладкой соединения.
Стыковое соединение используют при сборке листо-
вых элементов (полотнищ) и наращиваний длины эле-
ментов жесткости. Для повышения прочности шва эф-
фективно применять ступенчатое С-образное соединение
деталей приформовкой, подобное соединению деталей
из композиционных .материалов с помощью клеев. Од-
нако такой способ соединения является наиболее тру-
доемким из-за необходимости проведения .сложной под-
готовки поверхностей.
При соединении встык допускаются следующие от-
клонения деталей по толщине:
Толщина Детали, мм Разиотолщинностъ, %
До 5 25
5—10 15
Более 10 8
При большей разнотолщйнности требуется обработка
стыкуемых кромок.
Соединять детали внахлестку целесообразно при
комбинировании при'формовки со склеиванием;*
Угловые соединения применяют для крепления эле-
ментов жесткости к листам (полотнищам), переборок к
оболочке или листов под углом.
Детали Т-образным швом соединяют в тех случаях,
когда невозможно другими способами обеспечить точное
совпадение стыкуемых кромок и когда подход к дета-
лям возможен только с одной стороны.
Соединение деталей приформовкой применяют так-
же для крепления различной металлической арматуры,
оборудования и узлов к элементам конструкций из от-
вержденных пластиков; для стыковки металлических
листов, например со стеклопластиковыми; для заделки
в стеклопластиковый корпус элементов из пенопластов.
Для всех способов соединения деталей оптимальной
126
Рис. IV.1. Зависимость относительной прочности v при растяжении
соединений, полученных приформовкой встык образцов из стекло-
текстолита па основе стеклянной ткани Т-П-ГВС-9 и полиэфирной
смолы ПН-3 от длины /п накладки, изготовленной из того же мате-
риала, при различной толщине соединяемых деталей (основа стекло-
ткани в накладке и деталях ориентирована перпендикулярно линии
1стыка; штриховая линия соответствует оптимальной длине накладки):
1 — 3 мм; 2 — 5; 3 — 10; 4 — 15; .5 — 20; 6 — 25 мм.
формой продольного сечения накладок из цриформовоч-
ной массы является сегментообразная. При такой фор-
ме накладок сокращается расход 'связующего и стек-
лянной ткани (на 40—45%), уменьшается трудоемкость
изготовления соединения почти на 40—45%, увеличива-
ется прочность конструкций при изгибе и растяжении,
получаются изделия, характеризующиеся лучшей обте-
каемостью и' большей надежностью в эксплуатации
[113] по сравнению с соединениями, в которых приме-
няются накладки прямоугольной формы.
Относительная прочность соединений приформовкой
снижается с увеличением толщины соединяемых дета-
лей (рис. IV.1). На практике обычно применяют наклад-
ки, длина которых ,значительно больше минимально до-
пустимой (оптимальной) величины, определенной экс-
периментально. Это обусловлено возможностью появле-
ния воздушных включений и других дефектов в контакт-
ном слое в процессе приформовки в производственных
условиях.
При конструировании стыковых соединений прифор-
мовкой пластиков на основе стеклянной ткани и поли-
эфирных смол длину накладки /п принимают равной
(1504-10 6) мм (6 — толщина соединяемых деталей в
области шва, мм).
127
Экспериментально было установлено [1.13], что при
толщине накладки в области стыка; превышающей 40%
толщины соединяемых ’ деталей, прочность соединения
существенно не изменяется. Рекомендуемая толщина
накладки 6Н равна половине толщины соединяемых де-
талей.
Для стыковых соединений приформовкой наиболее
опасным Видом нагружения, является растяжение. Проч-
ность соединения при сжатии и изгибе практически рав-
на прочности материала • соединяемых деталей [113].
Максимальная длила стыкового шва может составлять
50 м.
Для углового соединения наиболее опасный вид на-
гружения— отрыв. Прочность угловых соединений при
изгибе и сдвиге определяется прочностью материала
соединяемых элементов. Оптимальные параметры угло-
вого соединения найдены экспериментально. Высота
вертикальней стороны угольника (с некоторым запасом)
должна быть в 7—8 раз больше толщины элемента же-
сткости, а длина горизонтальной его стороны равна
30 мм. Однако в производственных условиях наиболее
рационально формовать равносторонние угольники.
Длину Ъ стороны приформовочного угольника в случае
соединения элементов жесткости с полотнищами или
соединения -полотнищ под углом можно определить из
соотношения &=(7—8)бМин (здесь 6мип — толщина наи-
более тонкой из соединяемых деталей) [113]. Толщина
приформовочного угольника .в области угла принимает-
ся равной половине толщины наиболее тонкой из соеди-
няемых деталей.
Прн соединении приформовкой с использованием
стеклянной волокнистой массы накладки и угольники
также имеют сегментообразную форму.
При выборе формы приформовочного угольника
[114] необходимо учитывать технологические особенно-
сти приформовки. Наиболее технологичными являются
приформовочные угольники, изображенные на рис. IV.2
(б) и (в). При испытании такие угольники, изготовлен-
ные из стеклянного волокна, с площадью поперечного
сечения, равной площади поперечного сечения прифор-
мювочного угольника, размером ^Х^Хбц=50Х50Х5 мм
и изготовленного из стеклотекстолита, разрушались со-
ответственно при усилии 22,4 й 17,8 кН при отрыве и
128
Рис, IV.2. Приформовочные угольники на основе стеклянной ткани(о)
и стеклянного волокна (б) и (в).
89 и 69,9 кН при сдвиге. В качестве связующего приме-
няли смолу НПС-609-21М, наполнителем служила стек-
лянная ровница РБР 1042X60,3 с длиной волокна
15 мм. В массе содержалось 25% (масс.) наполнителя.
Прочность угольников (б) на 20% больше прочности
угольников (а). Кроме того, они проще в изготовлении.
Угольники, изображенные на рис. IV.2, {б), рекомен-
дуется применять для соединения элементов жесткости
с обшивкой способом, предусматривающим использова-
ние при формовочной массы на основе стеклянного во-
локна. Максимальная толщина 5ц приформовочных
угольников типа (б) и (в) равна 16 и 12 мм.
Материал накладок
Соединение: приформовкой применяют главным обра-
зом при сборке изделий из (стеклопластиков. В этом слу-
чае для" изготовления накладок (приформовочной мас-
сы) используют композиции, содержащие стеклянное
волокно. Связующее, применяемое при получении при-
формовочной массы, должно прочно сцепляться с соеди-
няемым материалов и отверждаться при невысоких дав-
лении и температуре. Этим требованиям, например при
соединении деталей из полиэфирных стеклопластиков,
удовлетворяют полиэфирные и эпоксидные связующие.
Чаще всего применяют связующие на основе полиэфир-
ных смол ПН-1, ПН-3, ПН-61, ПН-63, НПС-609-21М,
НПС-609-22, НПС-609-27. Максимальная прочность до-
стигается при использовании связующего на основе смо-
лы. НПС-609-21М, которое обладает большим периодом
гелеобразования [73]. Связующее на основе смолы
9—829 ' 129
НПС-609-27 характеризуется негорючестью й малой ток-
сичностью.
Для соединения приформовкой можно использовать
модифицированную 20%-ным раствором полиизоциана-
та в стироле полиэфирную композицию, которая обеспе-
чивает высокую' прочность соединения полиэфирных
стеклопластиков [115], Отверждение полиэфирных свя-
зующих происходит в присутствии инициирующей систе-
мы, состоящей из гидроперекиси изопропилбензола и
нафтената кобальта.
При длительной выдержке" готовых деталей перед
приформовкой (больше четырех суток) применяют эпок-
сидные связующие.
Для соединения листовых деталей и полотнищ, под-
верженных действию больших растягивающих и изгиба-
ющих нагрузок, лучше использовать препреги на основе
стеклянной ткани сатинового или полотняного перепле-
тения, в которых содержится 50% связующего,
. Для изготовления при формовочных угольнике® при-
меняют рубленое стеклянное волокно. Прочность стек-
* лопластика, полученного напылением стеклянной ров-
ницы РБР 1042X60,3, в среднем составляет 60% проч-
ности стеклопластика, изготовленного на основе стек-
лянной ткани Т-11-ГВС-9 контактным методом с приме-
нением смолы НПС-609-21М [114]. Однако прочность
при отрыве углового соединения, выполненного напыле-
нием, выше, чем у соединения, выполненного контакт-
ным методом с помощью стеклотекстолита.
Физнко-механические свойства напыленного прифор-
мовочного угольника из стеклопластика улучшаются с
увеличением содержания наполнителя. Однако с повы-
шением содержания наполнителя больше времени за-
трачивается на удаление воздушных включений и обес-
печение равномерного смачивания волокна связующим.
Наибольшая производительность и прочность соедине-
ния достигаются при содержании в приформовочной
массе 20—25% стеклянного волокна. Оптимальная дли-
на стеклянного волокна— 15 мм.
При нанесении приформовочной массы на детали
выдавливанием в нее вводят порошкообразные наполни-
тели: графит (3—5%), тальк (10—15%), каолин (10—
20%), окись цинка (15—20%), асбестовый порошок
(10—15%) и др. Для выполнения соединения деталей
130
приформовкой в вертикальном, 'наклонном или, так на-
зываемом потолочном положениях в связующее добав-
ляют 1,5^—3,0% тиксотропных наполнителей (аэросила
А-175, А-300 и А-380).
Зазоры (но не более 5 мм) между соединяемыми
кромками деталей из стеклопластиков заполняют мас-
сой, в состав которой входят рубленая стеклянная ткань
или стеклянный жгут (например, ЖСН-3) и связующее
в соотношении 1 : 1. При большей величине зазора меж-
ду кромками помещают вкладыши из стеклопластика
того же состава, что и детали, а зазоры между вклады-
шем и деталями заполняют массой на основе стеклян-
ного волокна.
Технология соединения
Технологический процесс приформовки включает
приготовление приформовочной массы, подготовку со-
единяемых поверхностей, нанесение приформовочной
массы, отверждение и контроль качества соединения.
Контроль качества исходных материалов и условия их
хранения аналогичны контролю качества материалов,
перерабатываемых контактным формованием, и услови-
ям их хранения.
Для приготовления приформовочной массы стеклян-
ную ткань в помещении, оборудованном приточно-вы-
тяжной вентиляцией, с влажностью не более 65% и тем-
пературой не ниже 291 К раскраивают па прямолиней-
ные полосы, которые вырезают по линейке остроотточен-
ными ножами или пневматическими машинками; криво-
линейные полотнища, вырезаемые по шаблонам;
заготовки сложной конфигурации. При необходимости
хранения раскроенной ткани более суток ее укладывают
в герметичные полиэтиленовые пакеты.
Процесс приготовления связующего для приформо-
вочной массы аналогичен процессу его приготовления в
случае контактного формования [116, с. 181].
Одной из важнейших операций процесса прнформов-
ки является подготовка соединяемых поверхностей. Наи-
более эффективные способы подготовки поверхностей —
использование так называемых жертвенных слоев и ме-
ханическая обработка.
9*
131
В первом случае соединяемые участки поверхностей
перед формованием деталей покрывают одним слоем
стеклянной ткани так, чтобы исключалась ее сквозная
пропитка. Непосредственно перед соединением прифор-
мовкой этот слой удаляют.
Если этот способ подготовки не приемлем из-за эко-
номических соображений, поверхности зачищают ма-
шинками, снабженными шлифовальными . кругами, до
полного удаления с них лаковой пленки связующего
[87]. При этом прочность при растяжении соединения
встык с накладками тем больше, чем меньше зерни-
стость шлифовальных кругов, поскольку при более глад-
кой поверхности (при меньшей зернистости) обеспечива-
ется более равномерная толщина слоя связующего в зо-
не контакта приформовочной' массы с соединяемой де-
талью. Механизированную обработку можно вести с по-
мощью машинок, снабженных наждачными полотнами,
или обдувая поверхность металлическими опилками.
Способ зачистки не оказывает влияния на прочность уг-
лового соединения при отрыве. После механической об-
работки поверхности очищают тампоном, смоченным рас-
творителем (ацетоном, уайт-спиритом или хлорпроизвод-
ными углеводородов), При разнотолщйнности стыкуемых
кромок, превосходящей допустимые нормы, их выравни-
вают, наформовывая или снимая слои материала.
В случае соединения приформовкой деталей Из ме-
талла и стеклопластика поверхность металла подверга-
ют дробеструйной обработке, наносят приформовочную
марсу и отверждают до отлила.
Способ нанесения приформовочной массы зависит от
типа наполнителя в ней. Приформовочную массу на ос-
нове стеклянной ткани наносят преимущественно вруч-
ную аналогично выкладке слоев материала при контак-
тном формовании. Применяют послойную укладку или
используют пакеты из стеклянной ткани. Прочность сты-
ковых соединений (выполняемых в идеальных условиях)
при послойной укладке приформовочной массы и ис-
пользовании пакетов одинакова [113], Однако проч-
ность соединений, полученных в производственных усло-
виях укладкой пакетов, на 25—34% ниже прочности
соединений, изготовленных способом послойной уклад-
ки, Поэтому ла практике применяют последний метод,
несмотря на его более низкую производительность.
132
При выполнении углового соединения приформовоч-
ную массу целесообразнее наносить в виде пакета из
2—3 слоев стеклянной ткани,' причем первый и послед-
ний слои следует укладывать отдельно. Поверхности
деталей сначала покрывают слоем связующего (преиму-
щественно кистью), затем на них укладывают-первый
слой стеклянной ткани наименьшей длины и пропиты-
вают связующим с помощью кисти, аналогично посту-
пают со вторым и последующими слоями стеклянной
ткани до получения накладки необходимой толщины.
Для окончательной пропитки ткани и удаления из
нее воздушных пузырей накладку прикатывают рифле-
ными валками (с продольными или кольцевыми канав-
ками), валками из перфорированного листа или валка-
ми с поверхностью из проволочной сетки, так как они
не разбрызгивают смолу, хорошо вытесняют воздушные
пузырьки и не приклеиваются к приформовочной массе
в отличие от гладких валков. Чтобы не промывать вал-
ки (например, из полипропилена) после окончания при-
катки, используют сменные чехлы из полиамидного
плюша.
Одним из недостатков приформовки методом, анало-
гичным контактному формованию, является неравномер-
ная пропитка накладок связующим, что объясняется
трудностью поддержания постоянного усилия (50—
160 Н) при ручной прикатке валками. Применение вал-
ков с регулируемым прижимом, например пневматиче-
ским способом, позволяет улучшить качество накладок.
Прочность стыковых и угловых соединений при рас-
положении деталей в нижнем и вертикальном положе-
ниях, практически одинакова, а при расположении дета-
лей в потолочном положении — уменьшается соответст-
венно на 20—40 и 24—30%. Такое снижение прочности
' объясняется трудностью обеспечения качественной при-
катки накладок Вручную и возможностью образования
в'’них пор.
Для фиксации перед приформовкой элементов жест'
кости, соединяемых с корпусной деталью, применяют
деревянные бруски, приклеиваемые к корпусу. Клей вы-
'бирают таким, чтобы бруски можно было бы легко уда-
лить после приформовки. Полку элемента жесткости
'Т-образного профиля крепят с одной стороны к бруску
р гомэшьн) гедздей, а затем приформовыдают с проти-
133
во положи ой ..стороны. После удаления брусков прифор-
мовку проводят по месту их расположения.
Для того чтобы ускорить проведение подготовитель-
ных монтажных работ и снизить затраты на производ-
ство, с одной стороны элемента жесткости экструзией
наносят уголок из полиэтилена.
Для .ускорения нанесения ириформовочных накладок
можно использовать предварительно пропитанную сы-
рую .ткань. Однако укладка сырой ткани — достаточно
трудоемкий .процесс, при котором к тому же труднее
обеспечить нормальные санитарные условия труда.
Более совершенна нриформовка так называемым
симплекс-методом, сущность которого заключается в
пропитке уложенной ткани одновременно с уплотнением
формуемой накладки. Связующее подается по шлангу
непосредственно в прикатывающие полые рифленые
валки с отверстиями.
Отверждение связующего при приформовке проис-
ходит без приложения давления и преимущественно без
подогрева. Выдержка при комнатной температуре со-
ставляет не менее трех суток. Более прогрессивной яв-
ляется технология соединения приформовкой, п.ри кото-
рой предусматривается дополнительная обработка шва
в поле токов высокой частоты, в электростатическом по-
ле, у-излучением, с помощью ультразвука или электро-
магнитных вибраторов [118]. Наиболее целесообразно
проводить обработку шва через 30 ч (но не позднее, чем
через 70 ч) после нанесения приформовочной массы. Уп-
рочнение соединения при его обработке в поле токов вы-
сокой частоты и электростатическом поле объясняется
дальнейшей полимеризацией связующего, ориентирова-
нием диполей вдоль -силовых линий поля, а следова-
тельно, и усилением их взаимодействия, и возрастанием
глубины диффузии связующего в материал соединяемых
деталей. При ультразвуковой обработке и обработке
'электромагнитными вибраторами происходит главным
образом уплотнение материала накладок.
При использовании в качестве приформовоч1ной мас-
сы композиций на основе рубленого стеклянного волок-
на операцию нанесения материала накладок можно ме-
ханизировать. Особенно это эффективно при угловом
соединении полотнищ или оболочки с элементами жест-
окости, так как, например, трудоемкость изготовления
34
ириформовочных угольников в зависимости от их типо-
размера, массы и конфигурации составляет .от 25 до
30% общей трудоемкости изготовления корпуса судна,
В последнее время широкое распространение получил
механизированный способ приформовки элементов же-
сткости к обшивкам корпусов судов из стеклопластика,
основанный на напылении приформовочной массы [114].
Этот способ характеризуется производительностью в
3—3,5 ]|аза большей, чем при контактном формовании,
и, кроме того, позволяет применить более дешевые ма-
териалы по сравнению с приформовкой методом контак-
тного формования, снизить массу ириформовочных
угольников и увеличить прочность углового_соединения
при отрыве. ' -
Центральным научно-исследовательским институтом
технологии судостроения создана специальная установ-
ка для напыления (марки УНПС) [114], снабженная
специальными устройствами. регулирования и настрой-
ки, позволяющими изменять производительность ианы-
. лепия, соотношение между связующим и стеклянным
волокном в ирифо.рмовочной массе, а также, длину во-
локон. С помощью такой установки материал угольни-
ков можно напылять в горизонтальном, наклонном и
вертикальном положениях, т. е. при угле наклона об-
шивки к горизонтальной плоскости 0—1,57 рад.
Приформовка при сборке изделий, имеющих форму
тел вращения (трубопроводы,'цилиндрические контейне-
ры и др.), .выполняется подобно намотке. Места стыка
или перекрытия деталей заматывают лентой из-стеклян-
ного волокна, стеклянной ткани или другого наполните-
ля, пропитанного, полиэфирным или эпоксидным связу-
ющим, которое затем отверждают, в ряде случаев при-
меняя высокочастотный нагрев.
Заключительной операцией в технологическом про-
цессе приформовки является контроль качества соеди-
нения. При визуальном контроле проверяют наличие
складок в материале, смещений наружных слоев накла-
док, разрывов армирующих наполнителей, участков с
неоднородной пропиткой связующим. С помощью разру-
шающих методов контроля определяют прочность соеди-
нения образцов при .различных видах нагружения.
Качеств^ приформовки (в судостроении) оценивают
главным образом по непроницаемости и наличию сквоз-
!35
tibix Й внутренний дефектов. Ёолее удобным и более чув-
ствительным методом контроля непроницаемости по
сравнению с известным методом «керосин—мел» явля-
ется люминесцентный [119]. Дефекты обнаруживаются
по яркому желто-зеленому, свечению люминесцентной
жидкости, освещаемой источником УФ-света. Таким ме-
тодом контроля удобно пользоваться для оценки плот-
ности узлов прохода продольных элементов жесткости
через непроницаемые переборки.
Из современных методов неразрушающего контроля
соединений применительно к прйформовке наибольший
интерес представляют ультразвуковая дефектоскопия и
рентгенография [120].
Применение .ультразвука при дефектоскопии основа-
но на способности ультразвуковых упругих колебаний с
большой скоростью (до 12000 м/с) распространяться в
твердых телах и отражаться от границы еред с различ-
ными акустическими свойствами. Известны три основ-
ных метода применения ультразвука для обнаружения
внутренних дефектов: теневой,. эхо-метод, резонансный.
Теневой метод основан на получении звуковой тени в местах
. нарушения сплошности материала. Этот методу позволяет определять
размеры, а иногда и конфигурацию дефектов, но не дает возможно-
сти судить о глубине их залегания, Для проведения контроля в этом
случае необходимо иметь двухсторонний доступ к проверяемой кон-
струкции, а также обеспечить надежный акустический контакт излу-
чателя и приемника с поверхностью изделия, который создают при-
менением иммерсионной-среды (чаще всего воды). Возможность
использования теневого метода зависит от размеров иммерсионной
ванны и конфигурации изделия.
Эхо-метод основан на отражении ультразвуковых колебаний от
границы раздела двух сред с различными акустическими свойствами.
Его можно применять при одностороннем доступе к изделию. Им-
пульс ультразвуковых колебаний отражается от противоположной
поверхности изделия (дна) и во время паузы в работе генератора
принимается на ту же пьезопластинку искательной головки. Если па
пути ультразвуковой волны встречается какой-либо дефект, то часть
энергии отразятся от границы дефекта и бу де!* принята раньше,, чем
«донный» сигнал (рис. IV.3). В результате преобразования ультра-
звуковых колебаний в электрические на экране электроннолучевой
трубки появляется начальный (зондирующий) импульс и отраженный
от противоположной стороны изделия донный импульс. При наличии
дефекта между этими импульсами возникает импульс, отраженный
от поверхности дефекта.
Этим методом можно контролировать изделия из стеклопласти-
ков толщиной не более 50 мм. Кроме того, область применения эхо-
метода ограничивает также и то, что п пределах 10—15 мм от по-
верхности изделия, со стороны которой производится контроль, де-
136
Рис. IV.3. Схема контроля эхо-методом (а) и изображение импуль-
сов на экране электроннолучевой трубки (б):
/ — искательная головка; 2 — контролируемое изделие; 3— дефект; з —зонди-
рующий сигнал: д — донный сигнал; лсигнал; отраженный от дефекта;
6 — толщина контролируемого участка; t — глубина расположения дефекта,-
фекты не обнаруживаются. Это так называемая мертвая зона.
Импульсный эхо-дефектоскогьуЦУК-12 дает возможность возбуждать
ультразвуковые колебания в материале при. наклонном положении
искательной головки, что при выбранной рабочей частоте 0,8 МГц
уменьшает глубину мертвой зоны до 1 мм. Создание этого прибора
решило проблему дефектоскопии крупногабаритных конструкций из
стеклопластиков, собираемых с применением приформовки. Качество
соединения проверяется беглым прозвучиванисм всей конструкции.
Порядок передвижения искательной головки по поверхности изделия
зависит от его размера, конфигурации и назначения. С помощью
люминесцентно-световой дефектоскопии^ выявляют сомнительные
участки, определяют их границу и затем эти участки подвергают
более детальному обследованию с помощью импульсного эхо-дефек-
тоскопа ДУК-12.
Резонансный метод основан на возбуждении в объеме материала
непрерывных ультразвуковых колебаний, частота которых периоди-
чески меняется. Плавно изменяя частоту, получают эффект резонанса
ультразвуковых колебаний, который фиксируется в виде импульсов
на экране электроннолучевой трубки. Эффект резонанса наступает
всякий раз, когда толщина изделия равна целому числу полуволн
ультразвука, т. е. в случае возникновения стоячих волн ультразву-
ковых колебаний, иэлучаёмых и отраженных от противоположной,
стороны изделия.
Момент возникновения стоячих волн фиксируется на экране элек-
троннолучевой трубки go всплескам импульсов (рис. 1V.4). Если В
материале имеется дефект, то резонанс возникнет раньше и на экране
появится измерительный импульс. Прибор в этом случае указывает
толщину материала над дефектом. По принципу резонансного метода
работают приборы УРТ-7 и ДУК-10. [120].
Эффективным средством контроля соединений в крупногабарит-
ных конструкциях является также ультразвуковой вел оси м метриче-
ский метод [121]. Метод основан на изменении скорости распр остра-
137
нения и амплитуды упругих волн в
материале шва при наличии в нем
b
rt a i а. a a
Рас. IVA. Изображение,
появляющееся на экране
электроннолучевой трубки
при контроле резонансным
ультразвуковым методом:
а—резонансные импульсы;
Ъ — измерительный импульс;
6 — толщина материала в зоне
шва; Ад — толщина материала
над дефектом.
дефекта и может применяться при
одностороннем й двухстороннем под-
ходе к изделию.
Применяя велосимметрический
метод, можно обнаружить зоны на-
рушения соединений на глубине до
25 мм. Минимальная площадь выяв-
ляемого дефекта составляет 1,5—
15 см2 в зависимости от глубины за-
легания и характеристик материала.
Велосимметрический метод допу-
скает контроль изделий е гладкими
и шероховатыми поверхностями. Бла-
годаря сухому точечному контакту
вибраторов с изделием, переменная
кривизна приформовочных накладок
не создает затруднений. Для контро-
ля этим методом используют дефек-
тоскоп типа УВФД-1, Однако на точ-
ность показаний при контролу этим методом влияют помехи интер-
ференционного характера. Основными из них являются помехи, на-
блюдаемые при расположении искательной головки вблизи края
изделия. Краевой эффект проявляется на расстояниях до 5—6 см
от границы контролируемого изделия.
Импедансный метод и метод вибрации способны выявить дефек-
ты при соединении не только однородных, но и разнородных мате-
риалов [120]. Импедансный метод [122] основан па сравнении
жесткости отдельных участков соединений конструкции. Если стер-
жень, совершающий продольные колебания, соприкасается с моно-
литным участком изделия, то вся конструкция колеблется как единое
целое и механическое сопротивление (механический импеданс), ока-
зываемое изделием стержню, определяется жесткостью всей конст-
рукции. Нарушение сплошности материала вызывает изменение его
жесткости. Сила реакции при этом резко уменьшается, что приводит
к падению напряжения на пьезоэлементе датчика. Эти изменения
импеданса материала шва фиксируются стрелочным индикатором или
оповещаются световыми сигналами.
Для контроля по этому методу созданы приборы ИАД-2 и
ИАД-3. Усовершенствованным импедансным акустическим дефекто-
скопом является прибор АД-40И [123, с. 490].
Метод вибрации основан на возбуждении свободных колебаний,
соответствующих собственным механическим колебаниям материала
изделия. При наличии дефекта изменяются упругие свойства мате-
риала, в результате чего при возбуждении в нем механических коле-
баний возникает спектр частот, отличающийся от спектра, соответ-
ствующего качественному соединению. Молоточек вибратора е часто-
той 50 Гц ударяет по поверхности изделия, возбуждая в материале
упругие колебания, которые затем улавливаются приемником. Эти
колебания, преобразованные в электрические сигналы, усиливаются
по всему частотному спектру и пропускаются через фильтр. При этом
основной спектр частот, соответствующий качественному шву, отСе-
138
Рис. IV.5. Контроль качест-
ва стыкового соединения
методом рентгеновского про-
свечивания;
1 — рентгеновская трубка; Й —
контролируемое изделие; 3 —
дефект; 4— пленка; 6 — изобра-'
жение дефекта на пленке; б —
при фор и овинные накладки.
/ lM\
\\\
кается. Принцип обнаружения дефек-
тов этим методом применяется в при-
борах типа ЧИКП.
Контроль качества соединения
просвечиванием рентгеновскими лу-
чами основан на различной интенсив-
ности излучения в местах дефекта и
бездефектного материала. Излучение,
прошедшее через сплошной шов, бу-
дет больше ослаблено, чем излучение,
прошедшее через шов, имеющий де-
фекты. Однако ввиду длительности
процесса просвечивания и фотообра-
бртки -пленки рентгенографию приме-'
няют лишь при выборочном контроле
и для расшифровки дефектов, выяв-
ленных другими методами.
При выполнении соединений при-
формовкой в ответственных конст-
рукциях после наложения накладок
зазор между стыкуемыми кромками
соединяемых деталей можно устано-
вить только при просвечивании сты-
» ков рентгеновскими лучами (рис.
IV.5). Если зазор превышает 1 мм,
то на рентгеновской пленке этот де-
фект проявляется довольно четко. Из-за низкой плотности полимер-
ных материалов для контроля их соединений следует применять мяг-
кое рентгеновское'излучение (напряжение от 50 до 120 кВ [120]),
позволяющее подучать снимки с высокой контрастностыб. Для кон-
троля в этом случае применяют аппараты РУГ1-5, РУП-60-20-1,
РУП-150-10-1, УРПН-70-1 или портативный аппарат РУП-120-5-1.
В аппарате РУП-150-10-1 имеется остр о фок ус пая трубка с диамет-
ром фокусного пятна 0,3 X 1.4 мм, что позволяет использовать его
для контроля изделий толщиной > 3 мм.
СОЕДИНЕНИЕ ПРИФОРМОВКОЙ МЕТАЛЛИЧЕСКИХ
ДЕТАЛЕЙ С ПЛАСТМАССОВЫМИ
БЕЗ ДОПОЛНИТЕЛЬНЫХ НАКЛАДОК
Соединение металлических деталей с пластмассовой
приформовкой без дополнительных накладок выполня-
ется с помощью ультразвука. Способ получил широкое
распространение лишь в последние годы.
При соединении этим способом в пластмассовой де-
тали предварительно оформляют гладкое отверстие, ди-
аметр которого несколько меньше посадочного диаметра
арматуры. Введение металлических деталей в пласт-
массовые с помощью ультразвука [8, 124—127] произ-
водится по той же схеме, что и сварка пластмасс: меха-
139
Рис. 1V.6. Соединение металлической арматуры с пластмассовой де-
' талью с помощью ультразвука прямым (й) . и обратным (б) мето-
дами:
/ — арматура; 2 — инструмент; 3деталь; 4, 5 — направляющая и посадочная
части арматуры; / — начало введения арматуры, //—собранные детали.
нические колебания ультразвуковой частоты, передава-
емые к деталям, и давление при сборке действуют по
одной линии.
Энергию ультразвуковых колебаний можно подво-
дить при соединении пластмассовой детали с металли-
ческой прямым или обратным методами. При прямом
методе энергию подводят со стороны металлической ар-
матуры (рис, IV.6, а), а при обратном (только для же-
стких пластмасс с модулем упругости при растяжении
5; 2000 МПа) со стороны пластмассовой детали (рис.
IV.6, б). Под действием ультразвуковых колебаний про-
исходит локальное размягчение слоя пластмассы, при-
легающего к металлической арматуре, а под действием
осевого усилия Р со стороны инструмента или опоры
арматура вводится в пластмассу. Прсле прекращения
— действия ультразвука тепло быстро отводится из пласт-
массы в.холодную арматуру. Считают [101, 126], что
нагрев пластмассы происходит в результате трения меж-
ду соприкасающимися участками деталей. В результате
размягчения пластмассы обеспечивается плотное обле-
гание ею арматуры, а также прочное сцепление с метал-
лом. Образующаяся под действием ультразвуковых
колебаний размягченная пластмасса (расплав) запол-
140
йяет имеющиеся в арматуре полбстй, а ёе избыток ча-
стично выдавливается наружу, так что арматура с на-
тягом вводится в отверстие [128]. При остывании рас-
плава происходит его усадка, что приводит к возникно-
вению на боковой поверхности арматуры радиального
давления дополнительно К давлению, созданному в ре-
зультате упругого деформирования пластмассы.
Для более прочного закрепления арматуры в дета-
лях из термопластов на ней оформляются канавки (но
не более четырех), а на посадочной части — насечка или
накатка [129]. Благодаря наличию в арматуре направ-
ляющей части, диаметр которой равен диаметру отвер-
стия, достигается точная посадка ее в пластмассовую
деталь. Такое оформление арматуры особенно важно в
тех Случаях, когда она играет роль осей, направляющих
штифтов и им подобных деталей.-
Отвержденные реактопласты обладают незначитель-
ной остаточной пластичностью, поэтому оформление
поднутрений у металлической арматуры, вводимой в де-
тали из этих материалов, не дает такого же эффекта,
как при введении ее в детали1 из термопластов [126].
При соединении металлической арматуры с деталями
из реактопластов с помощью ультразвука [126] проис-
ходит лишь снижение усилия запрессовки (по сравне-
нию с прессовыми соединениями). Удерживающая сила
оказывается больше для вставок, которые перед вводом
в отверстия деталей из фенопластов смачивали водой
[59]. Можно предположить, что в этом случае абсор-
бированная полимером вода, превращаясь в пар, раз-
рыхляет его структуру и этим самым способствует ог-
раниченному течению материала' и достижению плот-
ного контакта его с (вставкой.
Осевое усилие Q, удерживающее арматуру в пласт-
массовой детали, складывается из силы F сцепления
пластмассы с. боковой поверхностью арматуры и .._££лы
G, которую необходимо приложить, чтобы срезать пла-
стмассу в кольцевой канавке арматуры:
Q=fTG
Силу G можно рассчитать по формуле:
G = тлД>Лг
где т — разрушающее напряжение при срезе пластмассы; h2 — раз-
меры частей арматуры (рис. IV.7).
141
s
Рис. IV.7. Основные размеры элементов соединения («) и схема дей-
ствующих радиальных давлений в разных частях арматуры i(6):
1 — пластмассовая деталь; 2 — арматура.
Силу F можно определить из уравнения:
• F = PiF -I- Pzf" ndjft, + p3f” ndsh3
где pt, ръ рз — радиальные давления в разных частях арматуры;
f и j" — коэффициенты трения; dt, hi, di, h«, ал, Л3— размеры частей
арматуры (см. рис. IV. 7).
Давление pi возникает в арматуре в результате на-
тяга и усадки расплава пластмассы в углублениях на-
сечки, р2— при усадке расплава в кольцевой канавке,
а рз —в результате усадки расплава в зазоре между
отверстием и направляющей частью арматуры (вслед-
ствие малого значения этого зазора давлением р2 в рас-
четах можно пренебречь).
Для расчета составляющей ры радиального давления
Pi можно воспользоваться уравнением Ламе:
Н
dl + % &+% ,
С1“ d*-dl Сг ~ +
где Ei, Ег— модули упругости материала охватываемой (металличе-
ской) и охватывающей (пластмассовой) детали соответственно; щ,
щ — коэффициенты Пуассона (щ для стали и р2 Для жестких пласт-
масс типа полистирола равны 0,3).
Натяг Н задают с учетом объема пластмассы, иду-
щей на заполнение канавки, углублений в насечке и за-
142
зоров, а также с учетом усадки расплава пластмассы:
- Я-фг-'|/ 4°Z_-S7b) „ +7у
\ Г л Л
где /( — коэффициент, учитывающий вытекание материала; di — диа-
метр арматуры; V —объем пластмассы вокруг отверстия длиной L
и диаметром d, перекрытый арматурой; 3VB — суммарный объем
канавки и зазоров; й=й(-|-Л2+й3 — высота арматуры; ЯУ=ДЯН —- на-
тяг, создаваемый усадкой пластмассы (здесь Д— коэффициент усад-
ки; ЯП = ^ЯЯ-^—начальный натяг).
При действии на пластмассовую деталь давления р}
в ней возникают распорные ere и радиальные о,- напря-
жения, которые можно рассчитать по формулам:
D*+dj
°r~ ~P1
Под действием осевой нагрузки в кольцевом выступе
пластмассы, образованной канавкой, создаются каса-
тельные напряжения среза: ‘
G
т - ..-
Ttd2ht
Главные нормальные напряжения Сть <т2, <т3 в месте
соединения пластмассы и арматуры определяют по фор-
мулам: -
<Т1 = Од т ст2 “ g От + ЙТ2 р
о3 сг — У' 4т3
Анализируя приведенные выше формулы, можно сде-
лать вывод, что при увеличении натяга одновременно
возрастают удерживающая сила и напряжения в пласт-
массовой детали.
, Для того чтобы обеспечить прочность пластмассовой
детали, должны выполняться следующие условия:
< стр ИЛИ а3 < о£ж
где .<Тр и аож — разрушающие напряжения пластмассы соответствен-
но при растяжении и сжатии.
U v,i 1>Л <>Л
Рис. IV.8. Зависимость удержи-
вающей силы Q арматуры с на-
сечкой и кольцевой канавкой
(/), с кольцевой канавкой (II)
и с гладкой цилиндрической
поверхностью (параметр шеро-
, ховатости /?а=2,5 мкм) (III)
от натяга II. Образцы в форме
цилиндров высотой 6 мм с на-
ружным диаметром 18 мм;
диаметр отверстия 8 мм; ампли-
туда колебаний 25 мкм; уси-
лие прижима арматуры 440 Н.,
Найденный эксперимен-
тально [125, 128] оптималь-
ный .натяг при введении ар-
матуры из стали Ст. З в де-
тали из ударопрочного по-
листирола УП-1 составляет
0,3 мм (рис. IV.8), что со-
гласуется с данными, при-
веденными в других рабо-
тах [62, 130, 131]. Натяг,
полученный расчетным пу-
тем для таких соединений,
незначительно отличается
от найденного эксперимен-
тально. При значениях на-
тяга, больших оптимально-
го, возможно появление
трещин в пластмассе и рез-
кое уменьшение удержива-
ющей силы.
Сравнивая _ результаты
испытания образцов с ар-
матурой типа II и III (см.
рис. IV.8), можно определить составляющую G удержи-
вающей силы, которая обеспечивается кольцевой канав-
кой в арматуре. Насечка способствует не только увели-
чению поверхности сцепления, но и увеличению объема
материала, работающего на срез.
Как видно из рис. IV.9, оптимальное соотношение
наружного и внутреннего диаметров пластмассовой де-
тали или ступицы Did, при котором обеспечивается мак-
симальная удерживающая сила Q, составляет 2,0—2,25.
Остальные размеры (см, рис. IV.7} рекомендуется при-
нимать равными: d% = d—(1—2) м.м; d4=d-|-r мм; L =
= (/ii-t-fts-J-ftg)—.[(I—2) мм]. Когда арматура играет
роль резьбовой вставки и не имеет буртика, то она дол-
жна выступать над поверхностью пластмассовой детали
на 0,1—0,2 мм [130] .
Основными параметрами, определяющими качество
соединения,- которые можно регулировать при настройке
оборудования на оптимальный режим, являются ампли-
туда колебаний инструмента, оказываемое на арматуру
давление и продолжительность обработки ультразвуком.
144
Рис. IV.9. Схема испытания (а) и кривые зависимости (б) удержи-
вающей силы Q от соотношения D'/a наружного и внутреннего диа-
метров детали из ударопрочного полистирола УП-1, полученные экс-
периментальным (сплошная линия) и расчетным (пунктирная линия)
путем. Арматура имеет кольцевую канавку и насечку; <Л = 8,6 мм;
d—8 мм.
Свойства полимерных материалов мало влияют на вы-
бор указанных параметров. Описываемым. способом
лучше всего соединять детали из жестких термопла-
стов* [59, 126, 132].
При введении с помощью ультразвука в пластмас-
совые детали металлической арматуры, диаметр поса-
дочной части которой равен 6—12 мм, е увеличением
амплитуды колебаний от 25 до 40 мкм скорость' нагре-
вания контактирующих участков и производительность
процесса возрастают незначительно. При этом диаграм-
ма «путь инструмента — время» (рис. IV.10) не изменя-
ется. Поэтому за оптимальную принята амплитуда, рав-.
пая 25—30 мкм.
Отрезок аб на диаграмме характеризует продолжи-
тельность холостого хода инструмента, которая зависит
от расстояния между арматурой и рабочим концом ин-
струмента и от скорости применяемого привода. Чтобы
* В некоторых работах [62, 131] отмечалось, что все термо-
пласты (кроме поливинилхлорида и производных целлюлозы [62]) в
том числе и ст^клонацолненные, можно также соединять с металли-
ческой арматурой с помощью ультразвука. - •
10—829
145
Рис, IV. 10. Диаграмма «путь S
инструмента — время tv.
а — включение привода вертикаль-
ного перемещения инструмента
{начало холостого хода инструмен-
та); —касание инструмента с ар*
матурой; о*- включение ультразву-
ка; а — начало введения арматуры;
Э—'посадка арматуры на место;
е.— отключение ультразвука; ж —
снятие усилия прижима; з — воз-
вращение инструмента а исходное
положение.
пластмасса размягчается и
исключить удары инстру-
мента об арматуру рекомен-
дуется применять привод с
плавным ходом. За. время,
соответствующее отрезку бв,
давление прижима возрас-
тает до значения, обеспечи-
вающего плотный акустиче-
ский контакт инструмента с
арматурой. .В случае преж-
девременного включения
ультразвука происходит ин-
тенсивный износ арматуры
и .рабочего конца инстру-
мента.
В течение времени, соот-
ветствующего. отрезку ее, в
пластмассовой детали появ-
ляются сдвиговые деформа-
ции, 'фиксируемые по подъ-
ему температуры. При этом
начинают вводить арматуру.
Введение арматуры происходит на отрезке гд.
Натяг влияет не только на прочность .соединения, но
и па технологические параметры процесса [127]. Как
видно из рис, IV.11, при увеличении натяга повышается
продолжительность введения арматуры в пластмассо-
вую деталь. Для равномерного расплавления термопла-
ста у поверхности арматуры ультразвук целесообразно
отключить через 0,2—0,5 с после ее посадки (точка е
на диаграмме; см. рис. IV. 10). Оптимальная продолжи-
тельность обработки ультразвуком возрастает с увели-
чением диаметра арматуры [131] и при введении арма-
туры в детали из термопластов и реактопластов состав-
ляет соответственно от долей секунды [62, 130] до 1,5—
2,0 с [425, 131] и 2,0—4,0 с [59].
После отключения ультразвука начинается быстрое
охлаждение, в результате которого через 1 с пластмас-
са вблизи арматуры охлаждается до 313—323 К (рис.
IV.12), Охлаждение сначала происходит под давлением
(отрезок еж на диаграмме; см. рис. IV. 10), затем усилие
прижима снимается (точка ж) и инструмент возвраща-
ется в исходное положение,
146
Рис. IV.11. Зависимость продолжительности t действия ультразвука
при вводе арматуры с кольцевой, канавкой и насечкой в ударопроч-
ный полистирол (}) и полиэтилен (2) от натяга Н. Амплитуда коле-
баний инструмента 25 мкм, усилие прижима 0,45 кН; диаметр отвер-
стия в пластмассе 8 мм.
Рис. IV. 12. Изменение температуры Т пластмассы в зоне поднутре-
ния арматуры (di = 9 мм; dz=7,5 мм; dt—11 мм), при ее введении
(/) в ударопрочный полистирол СНП-2 (й=8 мм; £>=20 мм) и по-
вторной обработке соединения ультразвуком (2):
б — продолжительность обработки ультразвуком; ^ — продолжительность ох-
лаждения. Амплитуда кол обаяний инструмента 25 мкм; усилие прижима
0,45 кН.
Качество соединения арматуры с деталями из отвер-
жденных реактопластов не зависит от того, будет ли
проводиться охлаждение под давлением или в свобод-
ном состоянии [59].
Весь цикл ультразвуковой сборки пластмассовой де-
тали с металлической арматурой длится несколько се-
кунд. '
При повторной обработке ультразвуком пластмассо-
вой детали с введенной в нее арматурой наблюдалось
незначительное повышение температуры в зоне, приле-
гающей к арматуре [;124].
Качество полученных соединений во многом зависит
от усилия прижима инструмента к арматуре. При ма-
лых усилиях прижима вследствие плохого контакта ин-
струмента с арматурой не обеспечивается равномерного
и быстрого размягчения пластмассы,. а при больших —
происходит преждевременная посадка арматуры в не-
размягченную пластмассу, т. е. до момента включения
ультразвука, что приводит к появлению в изделиях
больших остаточных напряжений. Оптимальное усилие
10* ' 147
Прижима Инструмента к арматуре с Диаметром посадоч-
ной части 8—10 мм составляет 0,4—0,5 кН [ 124]. В слу-
чае соединения деталей из реактопластов с металличе-
ской арматурой, имеющей четыре кольцевые канавки и
посадочную часть с диаметром около 10 мм, усилие при-
жима принимают равным 0,6—1,2 кН при продолжи-
тельности воздействия ультразвука 2—4 с [59].
Для введения металлической арматуры в детали из
пластмасс с помощью ультразвука применяют оборудо-
вание, используемое для ультразвуков'ой сварки пласт-
масс и других процессов соединения деталей [.126, 130,
132].
Описываемый способ соединения металлических де-
талей о пластмассовыми получил широкое распростра-
нение при массовом изготовлении армированных изде-
лий из термопластов [130] в электротехнике, авиацион-
ной промышленности, автомобилестроении [ 124], в
производстве предметов домашнего обихода, игрушек,
изделий оптического назначения и т. д. В детали из
пластмасс этим способом вводят резьбовые втулки,—.
шарниры,- оси, контакты, проволоку, штифты |126].
Вводя резьбовой штифт, а затем вывинчивая его^ мож-
но оформить резьбу в |Пластмассе;
По сравнению с литьем'под давлением изготовление
армированных изделий из пластмасс с помощью: уль-
тразвука имеет следующие преимущества:
значительно упрощается конструкция пресс-формы
для литья детали;
исключается’ опасность повреждения пресс-формы
арматурой; .. . '
появляется возможность проводить литье, неармиро-
ванных деталей в автоматическом режиме при одновре-
менном обслуживании нескольких машин; -
повышается производительность процесса и снижает-
ся стоимость изделий; -
снижается уровень остаточных напряжений в зоне
материала, окружающей арматуру.
По сравнению со сборкой с помощью прессовой по-
садки при сборке с помощью ультразвука повышается
качество изделий и получаются более стабильные во
времени соединения. Кроме того, появляется возмож-
ность производить разборку,и повторную сборку [101]
соединений.
14«
Рис. 1VJ3. Расположение вставок в деталях из термопластов перед
сборкой (/) и после сборки (//), закрепляемых с помощью ультра-
звука, при сварке двух деталей (о) и формований буртика (б):
/—детали; 2 — вставка; 3 —сварной шов; 4 — инструмент; 5 — буртик.
С помощью ультразвука можно заформовывать (за-
креплять) вставки в детали из термопластов по схемам,
приведенным на рис. IV-13 [8].
.Вставки в детали из термопластов .можно закреп-
лять также по схеме рис. IV. 14 путем осадки инструмен-
том 3 материала пластмассовой детали 1 в зоне, окру-
жающей вставку 2.
Ультразвук к детали, в которую заформовывают
вставку, подводят по схемам, применяемым при введе-
нии металлической арматуры в пластмассовую деталь
и при сварке. Вместе с тем при формовании буртика ре-
шающую роль играют не соударение поверхностей дета-
лей и не трение между ними, вызывающие нагревание
зоны контакта деталей, а поглощение энергии объемом
материала детали.
149
Рис. EV,14. Заформовывание
вставки в детали из термо-
пластов осадкой части мате-
риала детали;
1 — деталь; 2 — вставка;
инструмент; 4 — Вуртик.
Сущность формования буртика
с помощью ультразвука может быть
объяснена следующим образом. В ус-
ловиях высокочастотных переменных
напряжений наблюдается явление ги-
стерезиса, эффект которого тесно
связан с релаксационным характером
эластичности. В общем случае отно-
сительная деформация полимера еОбщ
складывается из упругой деформации
еупр, эластической деформации еэя
н пластической Впл. т. е. ;еОбщ=|Еупр-|-
+'Вэл + Сил*
При приложении переменного на-
пряжения с амплитудой Со и часто-
той <д потери энергии Q в переходной
области между стеклообразным и эла-
стическим состоянием составят [127,
133, с. 61]: Q = l/2 (ooQdEo sin ср)f
(здесь <р —угол сдвига фаз между
напряжением и деформацией; iEo —
амплитуда деформации). Заменив ео
на TTtjAE't (здесь Et.—модуль, характеризующий деформацию, кото-
рая развивается за промежуток времени 1), получим
3 —
_ coog sin ф
2Et
В стеклообразном состоянии Et равен модулю упругости Е полимера,
а в эластическом, состоянии равновесному модулю Е-гл эластичности.
Анализируя полученное уравнение, можно заключить, что тепло,
выделяющееся в полимере, зависит от модуля упругости. При этом
чем он больше, тем меньше тепла выделяется в материале при про-
хождений ультразвуковых колебаний.
Размер заформовываемой детали зависит от разме-
ров применяемого ультразвукового инструмента, макси-
мальный диаметр которого при частоте колебаний
20 кГц может составлять 75—100 мм.
Детали из термопластов к металлическим деталям
можно приформовьввать также методом индукционного
или контактного нагрева [101, 134, 135]. При этом про-
исходит плявление пластмассы вокруг вставки и проч-
ное схватывание ее с последней после охлаждения.
Основной опасностью при введении вставок за счет
их нагрева является появление трещин в пластмассовой
детали после ее охлаждения (в результате усадки). Пре-
имуществом же такого способа служит низкая стоимость
оборудования по сравнению со стоимостью' ультразвуко-
вого оборудования, что обусловливает его применение
150
в основном при изготовлении небольших партий изде-
лий. Способ легко автоматизируется, однако по сравне-
нию с ультразвуковым способом занимает много вре-
мени.
Приформовкой соединяют полимерные пленки с ме-
таллическими фланцами и штуцерами в конструкциях
из пленок [135]. Прочность таких соединений обуслов-
лена силами адгезии и зависит от температуры. Макси-
мальная прочность достигается при.температурах, близ-
ких к температурам деструкции соответствующих тер-
мопластов: 693—708 К (для системы политетрафтор-
этилен-сталь) и 433 К (для соединений полиэтилен—
сталь). При повышении температуры происходит сни-
жение вязкости расплава, благодаря чему улучшается
контакт между полимером и металлом. Предполагается
также, что при высоких температурах между полиме-
ром и металлом в соединении могут возникать химиче-
ские связи.
Для повышения прочности соединений и снижения
температуры процесса перед приформовкой рекоменду-
ется проводить химическую модификацию поверхности
металла продуктами, содержащими активные функцио-
нальные группы [135]. В качестве химических модифи-
каторов применяют кремнийорганические продукты: для
полиолефинов — насыщенные кремний орг эпические мо-
номеры, для галогенсодержащих полимеров — кремний-
органические продукты, содержащие амидогруппу, или
полимеры, содержащие изоцианатные группы. Листы
термопласта можно соединять с металлическими листа-
ми за счет перфорации последних [134].
ГЛАВА V
СВАРКА
Сварка пластмасс представляет собой процесс не-
разъемного соединения элементов конструкции, основан-
ный на взаимной диффузии или химическом взаимодей-
ствии макромолекул полимеров, в результате которых
между соединяемыми поверхностями исчезает граница
раздела [3; 136, с. 9; 137, с. 5; 138].
Прочность связи между свариваемыми слоями опре-
деляется когезионной прочностью полимеров [141, с. 21],
и следовательно зависит от размеров, конфигурации, по-
лярности и ориентации макромолекул и.условий испы-
тания.
Сварку предпочитают другим методам соединения в
тех случаях, когда: I) детали изготовлены из однород-
ных материалов; 2) не допускается использование кре-
пежных элементов и'клеев из материалов, отличных от
материала соединяемых деталей; 3) требуется обеспе-
чить высокую производительность труда, а -также меха-
низацию и автоматизацию процесса.
Важным преимуществом сварных соединений яв-
ляется возможность получения конструкции минималь-
ного веса.
Ограничивают применение сварки неразъемность со-
единения, трудности при соединении разнородных поли-
мерных материалов, низкая прочность швов при рас-
слаивании, затруднения при соединении толстостенных
(жестких) деталей из композиционных полимерных ма-
териалов. .
Впервые сварка пластмасс была применена при из-
готовлении коррозионнострйких конструкций из поливи-
нилхлорида.В дальнейшем сваркой соединяли детали из
пластифициро1ванного поливинилхлорида. Особенно ши-
роко ее стали использовать при массовом производстве
различных полуфабрикатов из полиэтилена (пленок,
труб, профилей и т. д.). Создание более сложных конст-
рукций и разработка новых полимерных материалов
152
(полиароматических, термопластов на основе сшитых
полимеров, ориентированных пленок из кристаллизую-
щихся термопластов), а также появление новых методов
нагревания обусловили возникновение различных спосо-
бов сварки [142].
Сварку полимерных материалов подразделяют в за-
висимости от механизма процесса — на диффузионную
и химическую; в зависимости от способа активирова- '
ния —на тепловую и сварку с помощью растворителей
['136, с, 6]; в зависимости от.источника нагревания [138;
143, с. 3] — на две группы, к первой из которых относят-
ся методы сварки с использованием, постороннего тепло-
носителя (сварка нагретыми газом, инструментом или
присадочным материалом), а ко второй —методы, при
котррых тепло генерируется внутри свариваемого мате-
риала путем преобразования различных видов энергии
(высокочастотная,-или диэлектрическая сварка, сварка с
применением инфракрасного или светового излучения,
сварка трением, ультразвуковая и лазерная сварка); в
зависимости от способа передачи тепловой энергии —на
четыре группы: сварка с передачей тепла конвекцией
(сварка нагретым газом), теплопроводностью (сварка
нагретым инструментом), теплоотдачей (сварка при на-
гревании инструментом соединяемых поверхностей), из-
лучением (лазерная сварка).
Однако при классификации по способу передачи теп-
ловой энергии не учитывается, например, ультразвуко-
вая сварка и сварка трением. Классифицировать спосо- /
бы сварки по процессам превращения энергии, в зависи-
мости от области применения, уровня механизации не-
целесообразно, так как в этих случаях возможны мно-
гочисленные повторения.
За рубежом сварка нагретым инструментом называ-
ется сваркой твердым телом, ультразвуковая^сварка и
сварка трением — сваркой движением, а высокочастот-
ная сварка — сваркой электрическим током.
МЕХАНИЗМ СВАРКИ
„ Пластмассы на основе линейных и разветвленных по-
лимеров могут соединяться по механизму как диффузи-
онной, так и химической сварки. Пластмассы на основе
полимеров с пространственной структурой могут быть .
соединены лишь химической сваркой.
153
Диффузионная сварка
Диффузионную сварку осуществляют нагревом или
с помощью растворителей [136, с, 9; 146]. Принцип
сварки основан на способности /термопластов и эласто-
пластов при нагревании или в процессе набухания пере-
ходить в вязкотекучее состояние, При котором макромо-
лекулы полимера могут свободно перемещаться в по-
граничных слоях в результате макроброуновсКого дви-
жения и диффундировать в полимер, находящийся в та-
ком же состоянии. После охлаждения или улетучивания
растворителя полимер вновь приобретает первоначаль-
ные свойства.
Движущие силы диффузии имеют термодинамиче-
ский характер и обусловлены стремлением системы, к
выравниванию по объему термодинамического потен-
циала и снижению свободной, энергии. При этом пред-
полагается, что перемещение центра тяжести макромо-
лекул из одного объема полимера в другой происходит
вследствие большого числа последовательных переме-
щений сегментов [141, с, 26], В результате взаимного
смешения макромолекул полимера в зоне контакта сое-
диняемых поверхностей образуется структура, характер-
нар для материала соединяемых деталей. Толщина пере-
ходного слоя от одного полимера к другому может быть
весьма малой.
Под действием внешних сил на поверхности контак-
та 'пластмассовых деталей происходит необратимое пе-
ремещение макромолекул (течение) и их ориентация.
Однако после прекращения действия силы макромолеку-
лы вновь принимают термодинамически наиболее веро-
ятные конфигурации благодаря энтропийной упругости,
обусловленной движением сегментов. 'Примерно так же
описывается механизм сварки термопластов в зарубеж-
ной литературе [107, с. 90; 140, 147, 148].
Правильность предположения, что сварка термопла-
стов обусловлена диффузией макромолекул из одного
слоя в другой, подтверждается тем, что качество соеди-
нения улучшается при создании условий, способствую-
щих диффузии, т. е. при увеличении температуры'и про-
должительности контакта, введении в полимер пласти-
фикаторов и т, д. [141, ,с. 30]. Протекание диффузии
можно установить по размытости границы раздела, с по-
154
мощью меченых атомов [149, 150, 151], по равенству
энергий активации процесса сварки и диффузии макро-
молекул полимера {152] или процесса сварки и вязкого
течения расплава полимера [153] и т. д.
Тепловую сварку можно проводить по двум схемам
[154]: 1) приведение поверхностей .в контакт под дав-
лением с последующим их нагревом (схема «давление-
температура»); 2) нагрев соединяемых поверхностей с
последующим приведением их’в контакт 'под давлением
(схема «температура — давление»).
При сварке по первой схеме происходит увеличение
числа контактных площадок под действием упругих и
эластических деформаций, возникающих в микронеров-
ностях при приложении давления. При этом, если кон-
тактные напряжения превосходят предел текучести или
рекристаллизации' термопласта, наблюдается перетека-
ние материала из зоны контактных площадок в соседние
полости. В этом случае обеспечивается беспористый кон-
такт Поверхностей. При последующем нагревании систе-
мы *под давлением происходит релаксация упругих и
эластических деформаций, что способствует получению
ненапряженного шва и протеканию диффузии.
При сварке по второй схеме после соприкосновения
нагретых поверхностей происходит сглаживание мате-
риалу в местах выступов, сопровождающееся сфероиди-
зацией и изоляцией пор, находящихся между‘выступами.
Для того чтобы удалить пузырьки воздуха из шва соеди-
нения и получить монолитный шов, необходимо обеспе-
чить течение материала вдоль соединяемых поверхно-
стей.
Качество соединения пластмасс диффузионной свар-
кой зависит от условий проведения процесса, строения
полимерной фазы и совместимости полимеров. Из Всех
свойств на качество соединений, получаемых сваркой,
наибольшее влияние оказывают теплофизические свой-
ства. Для пластмасс, за исключением металлонаполнен-
ных, характерны низкая теплопроводность и высокая
теплоемкость*. Сварка, основанная на диффузии макро-
молекул, происходит толькб в интервале температур, при
которых полимер находится в вязкотекучем состоянии.
* Коэффициент теплопроводности составляет 0,16—0,349
Вт/(м-К); удельная теплоемкость равна 1,0—2,86 кДж/(кг-К1.
155
Если материал шва во время сварки находится в вязко-
текучем состоянии, то шов имеет однородную структуру
и термодинамически устойчив. Кроме того, сварка в этом
случае проводится довольно быстро i[155, с. 389].
Кристаллизующиеся термопласты соединяют сваркой '
только после переведения их ,в аморфное состояние, т. е.
после нагревания до температуры, превышающей их тем-
пературу плавления Тпл. В противном случае не обеспе-
чивается образование шва с однородной структурой. Бы-
ло установлено [152], что наличие прочных надмолеку-
лярных структур препятствует свободной диффузий мак-
ромолекул' или их участков. Поэтому для получения
прочного соединения необходимо разрушить надмолеку-
лярные структуры полимеров.
При исследовании температурной зависимости рабо-
ты А при расслаивании образцов изотактического поли-
стирола д аморфном и закристаллизованном состояниях
,в координатах’ 1gА—1/Т было установлено [156], что
для закристаллизованных образцов кривая резко сдви-
гается, в область более высоких температур вследствие
повышения упорядоченности в первичных надмолекуляр-
ных структурах и возникновения вторичных надмолеку-
лярных образований — сферолитов. Кроме того, было
выяснено, что изотактические полимеры в аморфном со-
стоянии труднее соединять сваркой, чем атактические,
так как они имеют более упорядоченную структуру.
Полимер с большой молекулярной массой при темпе-
ратурах выше Тпл, перейдя в аморфную фазу, еще сохра-
няет твердое агрегатное состояние и только при дальней-
шем повышении температуры постепенно становится
вязкотекучим. Чем выше молекулярная масса полимера
и его полярность, тем больше интервал между ГПл и
Тт. Кристаллизующиеся полимеры, как’правило, имеют
более низкую молекулярную массу, чем . аморфные. По-
этому создание условий, необходимых для прохождения
взаимной диффузии макромолекул в зоне контакта де-
талей из термопластов на -основе кристаллизующихся
полимеров, не вызывает особых затруднений.
Термопласты можно соединять и при температурах,
меньших Тт, т. е. когда полимер находится в эластиче-
ском состоянии [141, с. 97; 157, 158]. Однако такие сое-
динения нельзя относить к соединениям, полученным
сваркой, так как s этом случае происходит только пере-
156
мещсние небольших сегментов макромолекул [159,
с, 562], т. е, микроброуновское движение [141, с. 26].
Вероятность перехода всей макромолекулы через грани-
цу контакта (поверхностей в этом случае чрезвычайно
мала; для реализации этой вероятности продолжитель-
ность сварки должна быть слишком большой [155,
с, 389], что неприемлемо для производства. Кроме того,
при сварке в области эластического состояния полный
контакт между поверхностями достигается при сравни-
тельно высоких давлениях ,[158], в результате чего в
зоне шва после застекловывания полимера возникают
остаточные напряжения. При'иагревании или проникно-
вении жидкостей в шов межмолекулярное взаимодейст-
вие между соединяемыми материалами снижается вслед-
ствие релаксации эластических деформаций, и соедине-
ние разрушается по поверхности первоначального кон-
такта. При рассмотрении под микроскопом поперечного
среза такого шва заметна граница раздела между дета-
лями. Таким образом, утверждение, что для сварки до-
статочно взаимного зацепления сегментов на поверхно-
сти контакта, ошибочно, и доказательством этого яв-
ляется невозможность осуществить сварку вулканизатов
или термопластов на основе сшитых полимеров, не при-
бегая к специальным приемам.
Из термопластов в эластическом состоянии «свари-
вается» лишь фторопласт-4, который из-за высокой мо-
лекулярной массы не может находиться в вязкотекучем
состоянии.
Некоторые термопласты способны набухать и рас-
творяться в органических растворителях. Термопласты
в аморфном состоянии растворяются сравнительно лег-
ко. При набухании аморфных термопластов снижаются
их твердость, температуры стеклования и текучести, но
увеличиваются упругие и эластические деформации, что
позволяет регулировать эксплуатационные и технологи-
ческие свойства материалов. Растворитель, способствуя
увеличению подвижности макромолекул, позволяет осу-
ществить сварку при комнатной температуре. Диффузи-
онной сваркой с,помощью растворителя можно соединять
и частично закристаллизованные полимеры, содержащие
значительную долю аморфной фазы.
На сварку термопластов существенное влияние ока-
зывает изменение структуры и состава поверхности ма-
157
териала в процессе хранения. Под влиянием света, теп-
ла, кислорода воздуха в полимере образуются простран-
ственные структуры, в результате чего сварка становится
возможной только при более высокой температуре [155,
с. 389] или невозможной вовсе [161]. Качество сварных
швов при соединении материалов, подвергшихся старе-
нию, зависит также и от упорядоченности структуры ма-
териала, т. е. степени его кристалличности [162].
Затрудняет сварку образование на поверхности
пластмасс диффузионных барьеров... из абсорбированных
газов, талька, пыли, поверхностно-активных веществ, ве-
ществ, диффундирующих на поверхность из объема ма-
териала. Поэтому перед сваркой диффузионные барьеры
должны быть удалены, а процесс следует приводить та-
ким образом, чтобы слои, подвергшиеся старению, раз-
рушились или были удалены из зоны контакта деталей
[145, с. 22].
Если во время сварки происходит окисление"распла-
ва полимера, а в зону контакта между поверхностями
захватываются пузырьки воздуха, то важную роль в
образовании- соединения играют процессы перемешива-
ния макрообъемов [163]. Однако макропроцессы явля-
ются этапом, обеспечивающим возможность протекания
в дальнейшем диффузионных микропроцессов.
В некоторых работах [141, с. 106; 164, 165] говорит-
ся о влиянии ориентации макромолекул в полимере на
его способность свариваться. Однако-следует помнить,
что сварка происходит при температурах, при которых
ориентированная структура полимеров в зоне контакта
нарушается. Поэтому, очевидно, говорить можно лишь о
влиянии на прочность соединения направления ориента-
ции материала в околошовной зоне по отношению к на-
правлению шва [166] и о влиянии этой ориентации на
-остаточные напряжения, возникающие в шве после ох-
лаждения.
- Сварка разнородных полимеров возможна лишь для
немногих пар материалов ,[132]. С помощью ультразвука
сваривают полистирол с сополимерами стирола, сополи-
меры стирола с поливинилхлоридом и полиметилметак-
рилатом, поливинилхлорид с полибутилентерефталатом
и полиметилметакрилатом, полиамид 6 с полиамидом 6,6
[167]. Многие из этих пар мргут быть сварены трением
[168]. Прочное соединение было получено при сварке
[58
Полиэтилена с полипропиленом [169]. Однако, несмотря
на эти известные факты, соединение сваркой деталей из
разнородных полимерных материалов, а также деталей
из свежего термопласта с деталями из того же термо-
пласта, подвергнутого многократной Переработке, ос-
тается одной ИЗ' важнейших проблем в области сварки
изделий из пластмасс.
Несовместимость полимеров препятствует их соеди-
нению диффузионной сваркой. Известно всего несколько
пар полимеров, взаимно растворимых друг в друге в
различных соотношениях [21, с. 143].
В работе [170] за критерий способности к сварке
разнородных термопластов принимается равенство их
плотностей и вязкости расплавов.
Считают [171], что ультразвуковой сваркой разно-
родные термопласты можно соединять в том случае, если
температуры их текучести отличаются между собой не
более, чем на 15 градусов.
Наиболее^точно о способности пластмасс свариваться
можно судить по параметрам растворимости S полиме-
ров. Качественное соединение при сварке разнородных
пластмасс получается в том случае, если указанные па-
раметры близки друг к другу по значению. Близкими
значениями б обладают поливинилхлорид и полиметил-
метакрилат, полистирол и сополимеры стирола, поли-
этилен и полиизобутилен, полиизопрен и натуральный
каучук.
При сварке разнородных фтор содержащих сополиме-
ров прочность, сравнимая с прочностью одного из соеди-
няемых материалов, достигается, если они содержат
>50% одинаковых звеньев [172]. Исключением явля-
ются материалы, включающие полностью фторирован-
ные звенья тетрафтбрэтилена и гексафторпропилена, ког-
да содержание последних в сополимерах должно быть не
меньше 90%.
С уменьшением молекулярной массы совместимость
полимеров увеличивается [173], благодаря чему на гра-
нице раздела двух полимеров, молекулы которых доста-
точно подвижны, возможно протекание взаимной диффу-
зии концевых сегментов. Следует отметить, что для об-
разования переходного слоя обязательным является
взаиморастворимость мономеров, из которых получены
соединяемые полимеры.
159
Увеличить прочность соединений разнородных .поли-
меров представляется возможным путем модификации
свариваемых полимеров либо введением низкомолеку-
лярных добавок'[148, 173], либо привитой сополимери-
зацией [148; 174, с. 366]. В качестве промежуточного
слоя при сварке разнородных пластмасс можно исполь-
збвать [148] блок- или привитой сополимер, полученный
привитой сополимеризацией мономеров, на основе кото-
рых получены свариваемые материальГ [175].
Для соединения разнородных термопластов по прин-
ципу диффузионной сварки совместимых полимеров бы-
ло предложено [172] использовать промежуточный слой
из сополимеров, содержащих звенья обоих соединяемых
полимеров. При сварке полимеров, значительно разли-
чающихся по свойствам, ; применяют промежуточные
слои, состоящие из нескольких прослоек сополимеров.
Так, при сварке пленок гидрофильного поливинилового
спирта и гидрофобного полиэтилена прочность, сопоста-
вимая с прочностью полиэтиленовой пленки, достигается
при использовании не менее двух прослоек на основе
омыленного сополимера этилена с винилацетатом, со-
держащего. соответственно 20—30 и 70—80% этилено-
вых звеньев. Прослойки сополимеров являются как бы
переходными фазами, обеспечивающими плавное изме-
нение химического строения и свойств материала в зоне
шва при переходе от одного полимера к другому.
Для соединения разнородных термопластов можно
использовать смесь мономеров, из которых получены
соединяемые полимеры [176].
Предположение о том, что соединение несовместимых
(разнородных) термопластов [163] сваркой возможно за
счет перемешивания макрообъемов, скорее всего являет-
ся ошибочным, так как полученное соединение не обла-
дает такой же устойчивостью, как и соединяемый мате-
риал, поскольку частички одного материала, механиче-
ски распределенные в другом, не смачиваются, а удер-
живаются за счет эффекта заклинивания.
Расчетным путем выбрать оптимальные режимы
сварки не представляется возможным. Для нахождения
оптимальных условий диффузионной тепло-вой сварки
необходимо в.первую очередь знать интервал темпера-
тур, при которых пластическая масса находится в вязко-
текучем состоянии, реологические характеристики мате-
160
риала в этом интервале температур (например, показа-
тель текучести расплава [164, 177]) и допустимую про-
должительность пребывания его при выбранной темпера-
туре.
Температуру нагревания при сварке устанавливают с
учётом минимально и максимально допустимых темпе-
ратур Tmin inTmax для термопласта:
7,т;п.= Тт+(5-20)КИЛИ 7’min=7’IIJI+(5-20}K; 7mflx = Тд-30К
Сварку проводят обычно в , интервале температур
Тт—Гд (здесь Тд — температура деструкции). Значения
Тд, оцениваемой с помощью термогравиметрического ме-
тода по температуре,- при которой начинаются потери
массы, приведены в работе [21, с. 74].
При введении термостабилизаторов в термопласты
(особенно в такие, как поливинилхлорид, полиформаль-
дегид, иолифениленоксид, полиамиды и др.) значитель-
но повышается термостойкость полимеров^ а следова-
тельно, расширяется температурный интервал сварки.
Поскольку термопласты и эластопласты в вязкотеку-
чем состоянии обладают высокой вязкостью, для обес-
печения полного контакта и взаимного смешения в зоне
соприкосновения соединяемых поверхностей необходимо
прикладывать определенное давление, зависящее от вяз-
кости материала при температуре уварки, размеров шва,
жесткости деталей в зоне шва, допустимой осадки шва.
Прочность шва увеличивается с повышением давле-
ния. Однако при высоких давлениях возможно искаже-
ние формы деталей и изменение их размеров. Так как
давление прижима оказывает влияние на Тт, то темпе-
ратуру сварки необходимо выбирать с учетом величи-
ны давления.
Кроме температуры и давления необходимо опреде-
лить продолжительность выдержки при температуре
сварки. Она зависит от скорости достижения полного
контакта между поверхностями при выбранных давле-
нии й температуре и ограничивается началом деструкции
материала. Выдержка может быть закончена, как-только
будет достигнут полный контакт между поверхностями.
За счет реологических процессов в зоне контакта мо-
жет произойти перемешивание материалов, Но оно не
является обязательным условием получения шва высо-
кого качества.
11—829 '• 161
Йа продолжительность выдержки влияют степень
подгонки поверхностей и вязкость материала при темпе-
ратуре сварки, поскольку для обеспечения полного кон-
такта необходимо вытеснить воздух, захваченный мик-
ронеровностями, При сварке1 легкоплавких полимеров
с низкой молекулярной массой, а также-при сварке с за-
полнением полостей деталей размягченным присадоч-
ным материалом полный контакт между поверхностями
достигается при низких давлениях почти мгновенно по-
сле разогрева материала в зоне шва до температуры
сварки.
За оптимальную продолжительность сварки прини-
мают [179] время, по истечении которого прочность
соединения становится равной прочности материала.
Этот момент определяют по изменению характера раз-
рушения сварных швов (вместо расслаивания в зоне шва
происходит разрыв материала). Продолжительность
контакта соединяемых деталей с инструментом, (/св) оп-
ределяют по формуле:
где ta — константа, имеющая размерность времени и зависящая от
толщины и типа соединяемого материала и способа нагревания; Q —
энергия активации диффузии; /? — газовая постоянная; TVs— темпе-
ратура сварки.
Энергию активации Q диффузии рассчитывают по
углу наклона прямых, построенных в координатах
Ig^ce—1/Гсв-
При малой скорости диффузии макромолекул поли-
мера рекомендуется использовать присадочный матери-
ал [180], представляющий собой тот же полимер с до-
бавкой пластификатора или полимер с меньшей молеку-
лярной массой. Процесс сварки в этих случаях обеспечи-
вается за -счет диффузии более подвижных макромоле-
кул присадочного полимера в пограничные слои свари-
ваемых деталей.
При тепловой сварке термопластов в результате ин-
тенсивного теплового воздействия на материал возмо-
жен разрыв макромолекул и рекомбинация макроради-
калов с возникновением в зоне шва химических связей
[181],
При диффузионной сварке в результате необходимо-
сти перевода соединяемых материалов (в зоне шва) в
162
вязкотекучее состояние создаются определенные трудно-
сти при получении высококачественных соединений как
аморфных, так и кристаллизующихся термопластов.
Так, охлаждение материала шва после сварки кри-
сталлизующихся термопластов сопровождается перекри-
сталлизацией полимера. При этом, как правило, кри-
сталлические образования в материале шва и в основ-
ном материале различны [182, 183, 184], что неблаго-
приятно сказывается на эксплуатации конструкции в тя-
желых условиях: 'при перепаде температур, контакте с
агрессивными средами и т. п.
При нагревании до температур выше Тт изделий из
кристаллизующихся термопластов с ориентированной
структурой наблюдается не только перекристаллизация
полимера, но и разориентация структуры, вследствие че-
го материал шва но свойствам отличается от основного
материала. Шов является наиболее слабым участком при
нагружении соединения в плоскости ориентации. Только
в соединениях, работающих на расслаивание, разориен-
тация способствует повышению прочности шва [166,
185J.
Структурные изменения характерны также для
аморфных термопластов, перерабатываемых Литьем,
экструзией, штамповкой.
Для некоторых термопластов близка к Гд, поэто-
му .при их сварке может произойти деструкция полимер-
ной фазы [186], вызывающая снижение прочности швов.
Однако для объяснения происходящих при сварке про-
цессов недостаточна данных по прочности сварных швов
при сдвиге и расслаивании.
Снижение прочности сварных соединений по сравне-
нию с прочностью пленки может быть связано не толь-
ко с изменением свойств материала шва и околошовной
зоны, но и с концентрацией напряжений в околошовной
зоне [185]. Для оценки влияния условий сварки на
свойства материала шва проводят испытания образцов,
показанных на рис. V.I.
В процессе соединения диффузионной сваркой стаби-
лизированного полимерного материала происходит рас-
пад стабилизатора [186], в результате чего ухудшаются
эксплуатационные свойства изделия.
При тепловой сварке и сварке с помощью раствори-
теля в. шве и в слоях материала, лежащих вблизи шва,
11* 163
Рис. V.l. Схема испытания,,
для определения изменения
свойств материала соедине-
'ния (а) по сравнению со
свойствами основного мате-
риала (б); *
1 — соединяемые. материалы;
** 2 — шов*
возникают остаточные напря-
жения [137, с. 7; 145, с. 20;
148, 187]. При тепловой свар-
ке эти напряжения являются
следствием локального нагре-
ва материала, теплоизоляци-
онного по своей природе и
имеющего высокий термиче-
ский коэффициент линейного
расширения. При сварке с по-
мощью растворителя набуха-
ние . полимера происходит
только в зоне шва.
Если считать, что основной
составляющей о-статочных напряжений являются тер-
мические (усадочные) напряжения стОст. т, то их величи-
ну можно определить по формуле:'
Прст. т —-
где а — температурный коэффициент линейного расширения; £т =
~Ейе~кт — модуль упругости пластмассы при температуре сварки Т
(здесь Яо —модуль упругости при 293 К, k~~ константа; для поли-
пропилена k—0,0153); ДГ — приращение температуры от комнатной
до Т.
Если не учитывать изменения а с температурой, то
получим:
С —ьт
вЪст. т = <хЯ, I & d.7
'г
Для полипропилена, сварку которого проводили при
433 К, напряжения оост. т равны 11,4 МПа, В пластмас-
сах на основе кристаллизующихся полимеров возникают
также остаточные напряжения сгСК1 вызываемые объем-
ным сжатием в процессе кристаллизации. Для полипро-
пилена с 5%-ной линейной усадкой эти напряжения со-
ставляют 7,5 МПа. Тогда суммарная величина остаточ-
ных напряжений равна 18,9 МПа, что близко к экспери-
ментально найденному значению 18—19 МПа [137, с. 8],
Остаточные напряжения, возникающие непосредст-
венно после охлаждения сварного шва, с течением вре-
мени уменьшаются вследствие развития эластических
деформаций [145, с. 48; 188]. Поэтому сварные изделия
из термопластов,' испытывающие (5сгдь1фйе; остаточные
164
напряжения, необходимо подвергнуть выдержке, продол-
жительность которой зависит от релаксационных свойств
материала и температуры окружающей среды .[183]. ,
Повышению качества соединений, получаемых диф-
фузионной тепловой сваркой, способствуют: создание
условий, обеспечивающих нагревание материала только
в контактирующих слоях [166]; термообработка [148,
187] при температуре, близкой к температуре стеклова-
ния, или отжиг; введение в зону шва структурообразо-
вателя [189] и/или усиливающих наполнителей [189].
Для предотвращения разориентации материала шва
необходимо исключить его усадку во время сварки,' а
чтобы предупредить термоокислительную деструкцию,
сварку следует проводить в инертной среде.
Компенсировать распад стабилизатора при тепловой
сварке можно введением в зону шва его избытка по
сравнению с содержанием в основном материале.
Химическая сварка
Химическая сварка основана на образовании химиче-
ских связей между полимерами, приведенными в кон-
такт, либо в результате взаимодействия функциональ-
ных групп полимеров, либо с помощью присадочного ма-
териала, введенного в зону шва. При этом, в отличие от
склеивания, не образуется самостоятельной непрерыв-
ной фазы.
Химической сваркой соединяют материалы, не под-
дающиеся диффузионной сварке —отвержденные реак-
топласты, вулканизаты (резины), редкосетчатые поли-
меры, линейные полициклические полимеры (с лестнич-
ной структурой), а также некоторые термопласты с кри-
сталлической и ориентированной структурой, способные
соединяться диффузионной сваркой.
Способ соединения [148] реактопластов в неотверж-
денном состоянии, проводимый аналогично прессованию
слоистых пластиков, можно отнести к химической сварке.
Сварка отвержденных реактопластов [190, 191] зави-
сит от природы функциональных групп полимера, а сле-
довательно, и от механизма отверждения материала, а
также от степени отверждения, которая влияет на кон-
центрацию функциональных групп и пластичность.ма-
териала.
16Е
Соединение химической сваркой реактопластов, свя-
зующее которых отверждено в процессе поликонденса-
ции [136, с. 26; 191], обусловлено наличием функцио-
нальных групп в связующем и остаточной пластичностью
[117, 191]. При нагревании до температуры, превышаю-
щей температуру отверждения связующего, в условиях
плотного контакта соединяемых поверхностей обеспечи-
вается химическое взаимодействие между оставшимися
в поверхностных слоях реакционноспособными группа-
ми. Так, удается соединить детали, изготовленные на ос-
нове' фенолоформальдегидных, фенол офур фур о ло форм-
альдегидных, фенолоанилиноформальдегидных, крезоло-
фенолоформальдегидных смол.
Критерием способности пластмасс с различной сте-
пенью отверждения свариваться может служить твер-
дость[116, 191], замеряемая, например, нагретой иглой,
и теплостойкость по Мартенсу [59].
Процесс химической сварки можно регулировать,
изменяя режим нагревания, осуществляя подготовку по-
верхностей, регулируя степень отверждения связующе-
го на стадии формования деталей.
Возможность проведения химической сварки увели-
чивается с возрастанием температуры нагревания шва
и давления контакта. С ростом степени отверждения
связующего в пластике необходимо повышать давление
в температуру сварки [191].
Отсутствие пластических деформаций в материале с
высокой степенью отверждения существенно сказывается
на прочностных характеристиках соединения [117]. Да-
же при условии обеспечения наиболее полного контакта
между соединяемыми поверхностями не удается полу-
чить соединение с удовлетворительной прочностью. Если
соединять детали, на поверхности которых при выбран-
ных условиях контактирования возможна пластическая
Деформация, то прочность соединения-может быть равна
прочности отвержденной смолы.
Поскольку материал на поверхности деталей имеет
более высокую степень отверждения [ 192], удаление
. поверхностного слоя, например, зашкуриванием облег-
чает сварку. Хорошо свариваются материалы с низкой
плотностью структуры, например содержащие органиче-
ский Наполнитель [59] или отвержденные при малых
давлениях [193].
1бв
Для сваркй деталей из пластмасс с высокой стеПейьЮ
отверждения связующего или деталей сложной конфи-
гурации приходится применять присадочные материалы
в виде пленки на основе полимера, .аналогичного свя-
зующему свариваемой пластмассы [193—195].
При сварке реактопластов, например на основе нена-
сыщенных полиэфиров, используют привитую сополиме-
ризацию [136, с. 31; 196]. Для этого перед сваркой на
соединяемые- поверхности наносят раствор инициатора
полимеризации, например перекиси бензоила, в ненасы-
щенном мономере (стироле, винилтолуоле, диаллилфта-
лате) или неотвержденную полиэфирную смолу [197] в
виде тонкой пленки.
Химическую сварку пластмасс на Основе отвержден-
ных кремнийорганических смол [136, с. 27; 196] прово-
дят с помощью органических перекисей, наносимых на
соединяемые поверхности, или растворов кремнийорга-
нических соединений с температурой разложения ниже
573 К [198].
Сварку пластмасс на основе эпоксидных полимеров
выполняют с помощью метилолфенолов [199], обеспе-
чивающих химическое взаимодействие эпоксидных, гидр-
оксильных и других групп, имеющихся.в эпоксидном по-
лимере.
Технологический процесс сварки отвержденных реак-
топластов включает следующие операции: подготовку по-
верхностей, нанесение присадки, нагревание. Механиче-
ская подготовка при сварке отвержденных пластмасс в
отличие от склеивания не играет существенной роли.
Однако для обеспечения плотного контакта поверхности
должны быть гладкими. Поэтому их целесообразно за-
шкуривать с целью удалить более отвержденный слой
или смазку'.
Соединение отвержденных реактопластов целесооб-
разно проводить при нагревании в поле токов высокой
частоты [136, с. 31;' 191] или с помощью ультразвука
[59; 136, с. 31; 200]. Специфика подвода энергии в зону
соединения, присущая этим способам нагревания, по-
зволяет реализовать остаточную пластичность в контак-
тирующих слоях и закончить сварку до того, как в ма-
териале шва начнется процесс отверждения. Тонкостен-
ные детали удается соединить при передаче тепла от
нагретого инструмента.
167
Сварку полиэфирных пЛастМйсЬ, inoBepXHOCtb которых
после отверждения остается липкой, можно производить
ионизирующим излучением, например от источника Со60
[201], с помощью присадки из неотвержденной поли-
эфирной’смолы.
Для приведения в контакт поверхностей деталей из
отвержденных реактопластов необходимо, чтобы усилие
и продолжительность его действия были большими, чем
при сварке термопластов вследствие высокой вязкости
этих материалов по сравнению с вязкостью термопла-
стов.
Опыт, полученный, при сварке отвержденных пласт-
масс, был использован для разработки технологии хими-
ческой сварки резин [199, 202].
Химическая сварка сшитых полимеров; полученных
на основе термопластов воздействием на них ионизирую-
щих излучений (облучение быстрыми электронами, рент-
геновскими или у-лучами), заключается во введении в-
зону шва присадочного реагента, в результате чего в
шве создается структура, близкая к структуре материа-
ла соединяемых деталей. Так, при сварке сшитого поли-
этилена в качестве реагента используют соединения, лег-
ко распадающиеся на радикалы (перекиси, пербораты,
персульфаты и др.) [203]. Детали из сшитого поливи-
нилхлорида можно соединять с использованием только
нагревания или нагревания и присадочного реагента (на-
пример, диамина) [204].
Химическая сварка некоторых термопластов и линей-
ных полициклических полимеров с использованием при-
садочных реагентов возможна при следующих услови-
ях: 1) скорость взаимодействия реагента с термопластом
больше скорости диффузионных процессов; 2) дйя вы-
бранного способа подвода тепла к изделию пластическое
течение материала обеспечивается только в контакти-
рующих слоях, в то время как в остальном объеме ма-
териал находится при температуре, меньшей температу-
ры его плавления или разориентации; 3) растворитель
для присадочного реагента способен вызывать набухание
полимера и быстро испаряться с поверхности последнего.
Особенно эффективна' химическая сварка ориентиров
ванных пленок из термопластов, сварные швы которых
должны сохранять физико-механические свойства ос-
новного материала.
168
Для химической сварки полиамидных пленок [189;
205] и волокон [206] в качестве присадочных реагентов
лучше всего применять многоосновные-" кислоты (адипи-
новую и себациновую) и ид хлор ангидриды.
Для сварки пленок полиэтилентерефталата исполь-
зуют диизоцианаты или органические перекиси [207],
наносимые на соединяемые поверхности из раствора в
кетоне, в смеси с раствором низкомолекулярного поли-
эфира в метиленхлориде [180, 185] или в смеси с окси-
производными бензола [180]. Химической сваркой сое-
диняют как тонкие (2 мкм),'так и толстые (^250 мкм)
пленки полиэтилентерефталата. Прочность их соедине-
ния при этом близка к прочности основного материала,
а стойкость к действию растворителей и теплостойкость
выше, чем для соединений, полученных: диффузионной
сваркой. .
^Химической сварке с помощью диаминов подвергают
фторполимеры [172] в различных сочетаниях.
Возможность соединения полиимидных пленок хими-
ческой сваркой [209] обусловлена наличием в них боль-
шого числа функциональных групп (имидных; амидных,
карбоксильных) и переходом полиимидов в эластиче-
ское состояние при высоких температурах, Приемы хи^
мической сварки полиимидных пленок разработаны на
основе исследования химической "активности различных
реагентов по отношению к полипиромеллитимиду [207,
210]. К присадочным реагентам, наиболее пригодным
для промышленного использования при сварке пленок из
полипиромеллитимида, относятся гекса метилен ди амин и
гексаметиленднизбцианат.
Химическую сварку применяют также для соедине-
ния разнородных полимеров [172, 211]. Соединение хи-
мической сваркой металлизированных алюминием пле-
нок полиэтилентерефталата [212] и полипиромеллити-
мида [213] основано на свойстве полиизоцианатов и по-
лиаминов вступать в химическое взаимодействие как с
полимером, так и с гидроксидной пленкой металлов.
Химическая сварка термопластов без применения приса-
дочных материалов может быть выполнена при действии
на материал в зоне шва нейтронного [214] или рентге-
новского излучения [148] достаточной мощности.
Характер процессов, происходящих цри химической
сварке, определяют, исследуя материал шва и свойства
169
полученного соединения известными методами. Об об-
разовании химических связей судят по результатам
ИК-'Спектроскопии [172, 210] или изучения растворимо-
сти материала шва и вязкости растворов [189, 205, 207,
210]; по невозможности получить соединение при выпол-
нении сварки без присадочных реагентов или с помощью
однофункциональных присадочных реагентов [207, 210];
по образованию высокопрочного соединения при сварке
с помощью присадочных реагентов, природа которых со-
ответствует природе функциональных групп полимера
[202, 204, 207, 210]; по высокой устойчивости соедине-
ния к действию повышенных температур и растворите-
лей [172, 185, 189, 191, 202, 207, 210] и т. д. Пластиче-
ские деформации материала'в зоне шва определяют,
рассматривая в микроскоп поперечные срезы сварного
шва [190].
ТЕХНОЛОГИЯ СВАРКИ
1 Очередность, условия и режимы выполнения опера-
ций, возможность изготовления сварных швов различ-
ной формы, выбор сварочных приспособлений и обору-
дования зависят от механизма сварки и способа ее ак-
тивирования, типа соединяемых материалов, конструк-
ции изделия, требований, предъявляемых к шву, осна-
щенности и масштаба производства.
Наиболее целесообразно дать описание методов свар-
ки в зависимости от способа ее активирования и, в ча-
стности, способа нагревания материала в зоне шва.
Сварка нагретым газом
При такой сварке соединяемые поверхности деталей
сначала нагревают струей разогретого газа, а затем при-
водят в контакт с нагретым той же струей присадочным
материалом или друг с другом. Различают сварку нагре-
тым газом с применением присадочного материала и без
него.
Специфика способа заключается в подводе тепла не-
посредственно к соединяемым поверхностям и последо--
вательно от одного участка шва к другому. Такой свар- .
кой можно соединять детали практически любых разме-
ров и конфигураций. Сваркой нагретым газом цедесооб-
170
разно соединять материалы, чуйствительные к перегре-
ву, а также изготавливать изделия в монтажных усло-
виях.
Наряду с последовательной сваркой возможна так-
же сварка по всей поверхности шва за один прием.
Сварка с применением присадочного материала [136,
с. 37] используется для соединения деталей из поливи-
нилхлорида, полиолефинов, полиметилметакрилата, по-
листирола, полиамидов, пентапласта, полиформальдеги-
да. Качество получаемых соединений зависит от свойств
основного и присадочного материалов, формы сварного
шва, подготовки поверхности деталей 'и точного соблю-
дения технологических приемов и режимов сварки. При-
садочный материал изготовляют из материала деталей
в виде прутка круглого (диаметром 2—6 мм), прямд.-
угольного или треугольного сечения. Для сварки толсто-
стенных деталей за один проход используют цилинд-
рические прутки диаметром до 10—20 мм.
Для снижения температуры текучести и повышения
пластичности в присадочный материал добавляют
пластификатор в количестве 3—10% (масс.). Однако
его не рекомендуется вводить в присадочный материал
для сварки изделий, эксплуатируемых в агрессивных
средах [139] и при повышенных температурах.
При сварке пенопластов в присадочный материал с
целью обеспечения идентичности свойств сварного шва
и основного материала добавляют порофор [215].
Сваркой нагретым газом можно выполнять стыковые
(всех видов), угловые, тавровые и торцевые соедине-
ния, а также соединения внахлестку [136, с. 38; 138],
Принцип сварки этим способом заключается в за-
полнении разделанного под шов участка присадочным
материалом в последовательности, обеспечивающей рав-
номерность нагревания материала в зоне шва [139],
При этом присадочный пруток удерживают под углом
1,57 рад к плоскости соединяемых деталей. Соединяе-
мые поверхности нагревают горячей газовой струей, вы-
ходящей из наконечника сварочного аппарата, располо-
женного на расстоянии около 5 мм от места сварки, при
этом наконечник сварочного аппарата совершает коле-
бательные движения между основным и присадочным
материалом. Угол наклона наконечника к направлению
шва для деталей толщиной до 5 мм составляет 0,35—
171
0,44 рад, а более 5 мм— 0,52—0,785 рад. При выполне-
нии V-образного стыкового и углового шва в заклю-
чение сварки делают проход со стороны самой узкой
части (корня) шва, предупреждая этим непровар [107,
с. 111]. Зачистка выступающего над поверхностью изде-
лия валика шва не требуется [32].
Основными параметрами сварки нагретым газом с
применением присадочного материала являются: темпе-
ратура Тнг, расход газа (теплоносителя), скорость свар-
ки и давление на присадочный материал, В качестве
теплоносителя чаще всегЬ используют воздух. Однако
при сварке термопластов, подверженных сильной термо-
окислительной деструкции (полиолефинов, полиамидов),
применяют инертные газы, главным образом азот.
Температуру сварки нагретым газом 7НГ не удается
точно определять по температуре текучести Тт и темпе-
ратуре деструкции Тд. В работе [178, с. 162] приводится
одна из возможных методик определения области тем-
ператур теплоносителя, при которых происходит раз-
мягчение полимера, и продолжительности нагревания до
начала протекания в полимере процессов деструкции.
Для компенсации потерь тепла газовой струей тем-
пература, газа на выходе из сопла должна на 50—100‘К
превышать Тт термопласта [136, с. 45]. Давление газо-
вой струи может изменяться в- пределах от 0,035 до
0,1 МПа. . ‘
С увеличением диаметра прутка от 2 до 6 мм усилие,
оказываемое вручную на присадочный материал, повы-
шают от 10 до 20 Н при сварке полиолефинов и поли-
амидов и от 15 до 40 Н при сварке жесткого поливи-
нилхлорида. Прижимные ролики применяют для мяг-
ких присадочных прутков, не выдерживающих осевого
давления. Усилие прижима ролика составляет 10—30 Н.
Скорость укладки прутка (обычно 0,1—0,2 м/мин),
зависящая от температуры газа, с увеличением диаметра
прутка уменьшается. Однако общая скорость заполне-
ния шва (скорость сварки) при этом возрастает.
Число проходов на практике принимается на один
больше, чем толщина основного материала в мм. Руч-
ная сварка нагретым газом с применением присадоч-
ного материала — дорогой и трудоемкий процесс. Про-
должительность сварки листа длиной 1 м и толщиной
5 мм составляет 35—55 мин.
172
Сварка нагретым газом с применением присадочно-
го материала получила распространение при изготовле-
нии различной химической аппаратуры и емкостей, при
футеровке электролизных и травильных ванн, при обли-
цовке хранилищ для агрессивных жидкостей, при сты-
ковке труб, листов линолеума и т. д. Для проведения
сварки используют различную по конструкции ручную
сварочную аппаратуру [136, с. 58; 437; 216; 217], в ко-
торой газ нагревают с помощью электроэнергии или га-
зового пламени. Диаметр сопла наконечника должен
быть равен диаметру присадочного прутка.
Сварка описанным методом имеет существенные не-
достатки: низкая производительность, трудность под-
держания заданных технологических параметров (тем-
пературы, давления, скорости). Были разработаны спо-
собы сварки, свободные от этих недостатков. Так, повы-
шению производительности процесса в 3—4 раза (иногда
в 5—10 раз) способствует предварительный подогрев
(с помощью специальных насадок на сварочном аппара-
те) основного и присадочного материалов до темпера-
туры, близкой к Тт. Соединение деталей при-такой
сварке происходит при более высоких температурах теп-
лоноситедя; расход газа в этом случае на 5—10 л/мин
больше, чем при сварке без подогрева [2, с. 277]. Ско-
ростную ручную сварку целесообразно применять для
соединения плоских и цилиндрических изделий, имею-
щих швы большой протяженности. Преимуществом та-
кой сварки является возможность прижима прутка ро-
ликом или насадкой, укрепленными па сварочном аппа-
рате [136, с. 53]. Пруток, приваренный к детали, втяги-
вается в канал насадки. Тем самым обёспрчивается
стабильный прижим прутка к кромкам. Сварку можно
осуществить за один проход, если сечение предваритель-
но подогретого' прутка соответствует форме разделки
кромок.
Прочные соединения обеспечиваются при скоростной
сварке полиэтилена высокой плотности и полипропиле-
на с помощью ручных, а также полуавтоматических и
автоматических сварочных аппаратов срегуляторами
температуры нагревания, скорости и направления пода-
чи присадочного материала.
Сварка нагретым газом без присадочного материала
применяется для соединения деталей по непрерывной
173
Рис, V.2. Схема сварки горловины сосуда по периодической схеме:
а — нагревание соединяемых поверхностей; б — приведение их в контакт.
/ — сосуд; 2 — наконечник нагревателя; Л —прижимные губки; 4 — шов.
или периодической схемам. В первом случае соединяе-
мые поверхности нагревают последовательно (отдельны-
ми участками), а во втором одновременно (целиком).
Тепло при сварке пленок подводят либо к внешней
поверхности свариваемого пакета, либо к выступающим
над поверхностью ограничительных губок кромкам сло-
женного пакета [136, с. 55]. В последнем случае дли
оплавления кромок часто применяют источник открыто-
го пламени.
При сварке по периодической схеме соединяемые де-
тали сначала нагревают, а затем приводят их в контакт
(рис. V.2). Этот метод находит применение при упаков-
ке различных продуктов и материалов.
Для периодической сварки труб встык или симмет-
ричных фасонных частей изделий из термопластов на-
гретый газ подводят одновременно ко всей свариваемой
поверхности с помощью сопел, равномерно расположен-
ных по периметру приспособления кольцевой формы.
Сварка нагретым инструментом
Сущность сварки нагретым инструментом заключает-
ся в подводе тепла к соединяемым деталям от металли-
ческих брусков, лент, дисков, пластин или другого ин-
струмента с последующим спрессовыванием и охлажде-
нием деталей.
174
Сварка нагретым инструментом является наиболее
универсальной для соединения полимерных материалов
(термопластов, реактопластов, вулканизатов).
Такую сварку можно осуществить различными спо-
собами в зависимости от схем и методов подвода тепла,
типа инструмента, технологических приемов выполнения
операций. Обычно при сварке этим способом присадоч-
ный материал не применяют. Тепло можно подводить
инструментом с внешней стороны деталей иди непосред-
ственно к соединяемым поверхностям {136, с. 70].
Сварка нагретым инструментом с подводом тепла с
внешней стороны деталей* подразделяется на контакт-
но-тепловую сварку прессованием (детали нагревают и
спрессовывают одновременно) и термоимпульсную
сварку.
При контактно-тепловой сварке прессованием ис-
пользуют постоянно нагретый инструмент с большой теп-
лоемкостью. Однако при соединении толстостенных де-
талей для достижения необходимой температуры в зоне
сварки требуется много времегЙи. Для обеспечения до-
статочной степени нагревания материала в зоне соеди-
нения за короткое время температура инструмента
должна быть выше температуры текучести.
Скорость нагревания соединяемых 'поверхностей за-
висит от температуры инструмента, от теплофизических
свойств и толщины материала. Перепад температур по
толщине деталей в зоне шва уменьшается с увеличением
продолжительности нагревания; тем не менее в слое,
контактирующем с инструментом, всегда наблюдается
перегрев материала.
Сварка значительно облегчается в случае применения
двухстороннего нагрева. При попытке ускорить сварку
повышением температуры инструмента появляется опас-
ность термодеструкции полимера и возрастает деформи-
рование инструментом размягченного материала в зоне
Шва.'Деформирование материала, можно уменьшить, ес-
ли создать давление не только в зоне сварки, но и в око-
лошовной зоне. Для этого используют инструмент, снаб-
женный боковыми губками {136, с. 74], или ограничите-
ли хода.
* В литературе этот способ иногда называется «сваркой про-
плавлением», однако этот термин не отражает сущности способа.
175
Для предотвращения прилипания пластмассы к на-
гревателю применяют разделительные прокладки из фто-
ропласта-4, полиимида, полиэтилентерефталата, целло-
фана.
Контактно-тепловая сварка прессованием, при кото-
рой. обеспечивается высокое качество соединения, состо-
ит из нескольких операций: нагревание материала в зо-
не шва до температуры сваркц, приложение заданного
да;вления, выдержка, охлаждение и распрессовка. Ох-
лаждение' под давлением позволяет избежать коробле-
ния материала, но процесс при этом сильно удлиняется и
становится менее экономичным. Поэтому охлаждение
под давлением применяют в мелкосерийном производст-
ве, при проведении ремонтных работ и при сварке фто-
ропластов.
При контактно-тепловой сварке прессованием детали
можно соединять .за один цикл одновременно по всей
длине шва или последовательно. Для получения непре-
рывным методом швов большой протяженности исполь-
зуют ручные полозы и механизированные (роликовые
или ленточные) устройства [136, с. 75]. При использо-
вании ленточных нагревательных инструментов имеется
возможность (в отличие от роликовых) охлаждать свар-
ной шов перед снятием давления. Для обеспечения гер-
метичности изделия (например, мешка) при расслаива-
нии соединения, полученного ленточной сваркой, на
кромку сварного шва одевают П-образную накладку.
Контактно-тепловую сварку прессованием наиболее
часто применяют при торцевом соединении и соединении
внахлестку деталей из тонколистовых материалов, а так-
же при соединении «на ус» толстостенных деталей. Этим
методом преимущественно соединяют' жесткие термо-
пласты (полиметилметакрилат, полистирол, поливинил-
хлорид, полиамиды) , а также термопласты, для которых
нельзя применить сварку в поле токов высокой частоты
(полиолефины и фторопласты).
Режим сварки (температура инструмента, давление
и продолжительность) выбирается в зависимости от ти-
па свариваемого материала, конструкции изделий и вида
применяемого приспособления. Режим сварки для боль-
шинства термопластов выбирают с учетом термомехани-
ческих свойств свариваемых материалов и их термо-
стойкости [178, с. 151]. На основании экспериментов
176
[213] были определены оптимальные режимы сварки
фторопласта-4 «на ус» и встык:
Температура нагревания, К - - . ' . ... 653—663
Продолжительность выдержки, мин . . . . , . 10—15
Давление при сварке листов различной толщины, МПа,
2—50 мм . ......................... 0,6—0,8
10—20 мм , . .............................1,5—1,8
Температура после охлаждения водой (не снимая дав-
ления), К ............................... • <(600
Особенность сварки фторопласта-4 заключается в со-
зданий давления после нагревания соединяемых поверх-
ностей. Сварные соединения пленок фторопластов, полу-
ченные при оптимальных режимах, имеют прочность при
сдвиге, близкую (за Исключением фторопласта-30) к
прочности основного материала при растяжении {218].
Режимы сварки дублированных пленок на основе по-
лиимидов и фторопластов '[219] не отличаются от режи-
мов сварки соответствующих фторопластов. Фторопла-
сты наносят на тугоплавкие или,неразмягчающиеся по-
лиимиды для придания последним способности свари-
ваться. Прочностные свойства таких соединений при раз-
личных условиях нагружения, а также их теплостойкость
зависят, от свойств промежуточного (по сути, клеевого)
слоя фторопласта.
Применение контактно-теплового метода наиболее
эффективно при химической сварке неметаллизирован-
пых [210] й металлизированных полиимидных пленок
[213]. Качество сварных швов ® таких соединениях за-
висит от расхода присадочного реагента на единицу пло-
щади шва, температуры нагревания, давления и продол-
жительности сварки. Оптимальные условия для проведе-
ния сварки полиимидных пленок (табл. V.1) определяют
экспериментально. .
С помощью нагретых проволоки или инструмента
[220] с треугольным сечением можно получать одновре-
менно два изделия [168].
Температура нагревания инструмента, с помощью ко-
торого производят резку волокон из термопластов, зави-
сит от типа материала волокон {220].
Для проведения контактно-тепловой сварки прессова-
нием применяют различное оборудование [216, с. 274].
Сварные швы небольшой протяженности получают с по-
мощью ручных приспособлений [136, с. ИЗ].
12-829 177
Таблица V. 1. Оптимальные условия соединения пол и имидных
пленок толщиной 20 мкм
Полнимид- ные пленци п Присадочный реагент Концен- трация раство- ра реа- гента в ацето- не, % Расход реагента ла 1 см2 повер- хности шва, мг Режим нагревания
' темпера- тура, К продолжи- тельность, мин давле- ние» МПа
ПМ-1 ГМДЛ* 10-15 0,20-0,25 473—523 '2,5—3,0 1,6
гмдиц** 10 0,20 493—513 2,5-3,0 1,0
ПМ-1Э-ДА ГМДА*** 10 — 498—518 3,0 0,5—1,5
гмдиц*** Трифенил- триизоциа- 10 ‘— 473—498 з,о 1,0—1,5
• Гексан •* Гексаи натметан*** етнлепдиамин. етилемд инзоци нат. 523-548 2,0-2,5 1,0
Реагент нанесем на ленту из плднкн ПМ-l толщиной 20 мкм, *•** В качестве растворителя применяли дихлорэтан.
При термоимпульсной сварке используют малоинер-
ционный нагреватель (ленту или проволоку), по которо-
, му периодически пропускают' электрический ток. После
отключения электроэнергии сварной шов быстро охлаж-
дается. Наиболее распространенная схема термоимпульс-
ной сварки приведена на рис. V.3. По этой схеме соеди-
няют пленки (главным образом из полиолефинов) тол-
щиной 20—250 мкм.
Пленки Можно сваривать внахлестку или вторец
(рис. V.4), однако в сварных конструкциях пленки целе-
сообразнее соединять внахлестку, так как в этом случае
полученные соединения обладают более высокой проч-
ностью при растяжении {53].
Проплавляя заготовки пакета по всей толщине, на-
пример нагревателем в виде проволоки, можно одновре-
менно получить два торцевых шва, разделяя сваренные
изделия, или отделить припуск материала. Ускорить ох-
лаждение материала шва в этом случае можно сжатым
воздухом.
Оптимальную температуру термоимпульсной сварки
устанавливают эмпирически, путем изменения величины
и продолжительности импульса электрического тока,
пропускаемого через нагреватель. В зависимости от типа
17?
Рис. V.3. Схема соединения полимерных пленок тер мои мп улье ной
сваркой:
I — пленки; 2 —нагреватель; s — тепло- И электроизоляция; 4 — аитиадгезнон-
ная прокладка; 5, 7 = подвижная н неподвижная губки; 6 — эластичная под-
ложка; 3 — шов.
Рис. V.4, Схема сварки пленок вторец:
7 — Пленки; 2 — инструмент; 3 — шов.
материала и его толщины продолжительность нагрева-
ния составляет от десятых долей секунды до нескольких
секунд, давление —от 0,01 до 0,2—0,3 МПа.
Швы длиной >1—1,5 м могут быть изготовлены ша-
говым перемещением материала.
При сварке пленок толщиной больше 200 мкм необ-
ходимо применять двухсторонний нагрев. Для выполне-
ния термоимпульсной сварки используют различные сва-
рочные машины [216, с. 276 ; 221].
Сварка с подводом тепла инструментом непосредст-
венно к соединяемым поверхностям может выполняться
путем одновременного или последовательного нагрева-
ния материала в зоне шва [138].
Периодическая сварка —при одновременном нагре-
вании всей поверхности шва* —широко применяется при
стыковке труб, плит, профилей и других полуфабрика-
тов из жестких пластических масс и считается наиболее
важным способом тепловой сварки пластмасс [222]. Она
выполняется в следующем порядке: нагревание, пауза,
соединение (стыковка с Охлаждением).
Основными параметрами процесса являются: темпе-
ратура нагретого инструмента, продолжительность оп-
* В литературе этот способ иногда называется «сваркой оплав-
лением», однако этот термин не отражает сущности способа.
12* 179
Рис, V.5. Диаграмма давление — продолжительность сварки встык
труб лэ полиэтилена ВП (1) и жесткого поливинилхлорида (2); тол-
щина труб 6 мм.
давления /опл, нагревания tH, соединения /с и паузы tn,
а также давление при оплавлении рОПл, нагревании рн и
соединении р$ [145, 153, 183, 223, 224].
Температура инструмента зависит от типа пластмас-
сы [2, с. 279; 136, с. 99], типа и толщины антиадгезион-
ной прокладки, температуры окружающей среды [224]
и способа нагревания инструмента.
В случае прилипания размягченного материала к ин-
струменту ухудшается соединение последующих дета-
лей. При использовании инструментов из нержавеющей
стали с хромированной или никелированной полирован^
ной поверхностью- или с прокладками из пленки поли-
тетрафторэтилена расширяется диапазон температур,
при которых можно получить высокопрочное соединение.
На рис. V.5 приведена диаграмма изменения давле-
ния в процессе сварки [107, с. 132].
Продолжительность оплавления должна быть доста-
точной для того, чтобы обеспечить плотное прилегание
соединяемых поверхностей к инструментуОднако по
возможности фопл должна быты .минимальной; она зави-
сит от гладкости стыкуемых поверхностей. При этом
давление должно поддерживаться равным 0,15 МПа до
тех пор, пока не будет достигнут полный контакт между
свариваемыми поверхностями и инструментом. Даль-
180
нейшеё нагревание деталей вызвано необходимостью
перевода прилегающих к нагревателю сло^в материала
в вязкотекучее, состояние. Продолжительность нагрева-
ния зависит от количества тепловой энергии, которую
для этого необходимо сообщить материалу. Плотность
теплового потока нагретого инструмента при этом долж-
на составлять около 0,75 Вт/см2 [2, с. 279].
При сокращении продолжительности нагревания при
постоянной' температуре инструмента Гнн ухудшается
качество ш,ва вследствие недостаточного размягчения
материала, а при повышении Тин наблюдается прилипа-
ние материала к инструменту. Отказаться от применения
антнадгезионной прокладки и сократить продолжитель-
ность нагревания до 10—15 с можно, если сварку (на-
пример, деталей из полипропилена толщиной 4 мм) про-
водить при 653 К и после отвода, деталей от инструмента
выключить обогрев не сразу, а спустя 10 с (но не бо-
лее) —.для испарения продуктов разложения.
Давление при нагревании рн должно быть значитель-
но ниже, чем при .оплавлении, чтобы исключить "выдав-
ливание размягченного материала.
Пауза — время, в течение которого осуществляется
переход от нагрева к соединению,— должна быть по воз-
можности минимальной, чтобы свариваемые поверхности
не успевали охлаждаться. Продолжительность паузы не
должна превышать 1—3 с в зависимости от типа сва-
рочного аппарата, его привода и геометрии изделия.
Продолжительность соединения определяют с учетом
толщины стенки свариваемых деталей, температуры ок-
ружающего воздуха и типа пластмассы. Для расчета tc
пользуются следующей эмпирической зависимостью:
tc = tad (здесь d— толщина стенки детали, мм). При
большой продолжительности охлаждения коэффициент
использования оборудования невелик.
Необходимо отметить, что значительно сократить tz
при сварке полиолефинов це представляется возможным,
поскольку из-за рекристаллизации полимера в зоне Шва
охлаждение необходимо проводить,как можно медлен-
нее. .Однако при сварке поливинилхлорида продолжи-
тельность соединения может быть значительно сокра-
щена.
’При соединении деталей следует создать такое Дав-
ление рс, при котором не происходило бы выдавливание
181
Рис. V.S. Схема сварки встык
труб с оформленными в них
полостями:
1 — трубы; 2 — инструмент; 3 —
шов; 4— полости; 5 — наплыв.
размягченного материал!
из шва. По мере охлажде-
ния деталей давление рс
можно повышать.
Качество сварных швов
обычно контролируют визу-
ально по форме наплыва
[226]|. При оформлении по-
лостей н торце у наружной
поверхности трубы удается
избежать наплыва на по-
верхности изделия (рис.
V.6).
Встык сваривают трубы
диаметром более 50 мм.
Трубы диаметром менее
50 мм с толщиной стенки не
более 2 мм соединяют вра-
струб. Сварка враструб
труб с фитингами произво-
дится с помощью инструмента, имеющего дорн и гиль-
зу [137, с. 23].
При изготовлении отводов трубопроводов или для
стыковки одновременно четырех концов труб применяют
уголковые или крестообразные инструменты с плоскими
нагревательными поверхностями.
Обогрев инструментов при сварке с подводом тепла
непосредственно к соединяемым поверхностям главным
образом электрический. Для работы в полевых условиях
используют инструменты, нагреваемые от источника от-
крытого пламени, например пропановой горелки [137,
с. 28; 216, с. 279]. С целью повышения прочности свар-
ного соединения в ГДР был создан инструмент марки
ZIS 894, рассчитанный на применение в полевых усло-
виях при монтаже трубопроводов [227]. Инструмент
представляет собой кольцо, на обеих торцовых поверх-
ностях которого изготовлены .зубчатые венцы (высота
зуба 4 мм, угол при вершине равен 1,05 рад). Выступы
зубьев на одном торце кольца соответствуют впадинам
между зубьями на другом торце. Оформленный при на-
гревании рельеф на торце одной трубы совмещается с
рельефом на торце другой трубы. Прочность сварных
стыковых соединений, выполненных этим инструментом,
182
благодаря развернутой поверхности контакта равна
прочности основного материала. Сварка с помощью на-
гретого профилированного инструмента является пер-
спективным методом сварки труб [228].
Для сварки труб и других деталей выпускают раз-
личное сварочное оборудование [216, с. 278].
Непрерывной сваркой [136, с. 107] соединяют встык
или внахлестку мягкие материалы типа поролона или
пленки.
Разновидностью сварки нагретым инструментом яв-
ляется способ, основанный на нагревании соединяемых
поверхностей с помощью нагревательных элементов, ко-
торые после сварки остаются в шве. Если нагревание
ведут электрическим, током, то в качестве нагревателя
применяют спираль из металла с высоким электросопро-
тивлением. Наиболее детально этот метод разработан
для соединения труб с фитингами [136, с. 110]. При на-
зревании элементов в электромагнитном высокочастот-
ном поле нагревателями могут служить не только ме-
таллические вкладыши из стали, никеля, кобальта [229],
но и тонкоизмельченная окись железа с частицами раз-
мером до 20 мкм [230, 231].
Основным преимуществом индукционной сварки яв-
ляется возможность быстрого соединения деталей в труд-
нодоступных местах; продолжительность нагревания
меньше 1 с.
Сварка нагретым присадочным материалом [136, с. 127]
Принцип сварки этим способом заключается в пода-
че присадочного материала из нагревательного устрой-
ства в зону соединения и передаче тепла контактирую-
щим с ним поверхностям. Процесс осуществляется по
непрерывной или периодической схемам [138].
При проведении процесса по непрерывной схеме при-
садочный материал выходит из нагревательного устрой-
ства непрерывно. По этому способу сваривают внахлест-
ку и встык [137, с. 37] прямолинейным швом изделия
большой протяженности, например пленки, листы, тру-
бы. Для подачи присадочного материала применяют
экструдеры (экструзионная сварка) [232] или 'устрой-
ства прямоточного типа [233]; в последнем случае пру-
ток сматывают с бухты и с помощью тянущих роликов
непрерывно подает в нагревательный цилиндр, откуда
183
расплавленный материал выдавливается через мундштук
на кромки соединяемых деталей.
Экструзионная сварка разделяется на бесконтактную
и контактную [137, с. 35].
При бесконтактной сварке наконечник экст-
рудера не касается свариваемого материала: расстояние
от сопла до шва обычно равно двукратному диаметру
•прутка. При увеличении расстояния возможны значи-
тельные потери тепла. Ролик или ползун, расположен-
ные непосредственно *за экструдером, служат для прика-
тывания и уплотнения присадочного материала в зоне
шва [137, с. 40]. Этот способ сварки применяют преиму-
щественно для соединения материалов небольшой тол-
щины (меньше Змм).
При контактной (к о и т а к т н о-э ik с т р у з и о н-
ио й [234]) сварке наконечник экструдера касается
кромок соединяемых -деталей. При контактно-экструзи-
онной сварке подогрев свариваемых встык кромок с
V-образной разделкой осуществляется с помощью на-
гретого инструмента, имеющего рифления в направле-
нии шва и подсоединенного непосредственно к мундшту-
ку экструдера [235]. Такой подогрев имеет преимуще-
ства перед газовым подогревом [229] .-
Использование профилированного инструмента ис-
ключает выдавливание материала на поверхность дета-
лей, способствует увеличению площади контакта нагре-
того инструмента с поверхностью, а с-ледовательно, и
количества, передаваемого йм тепла, а также обеспечи-
вает перемещение низковязкого присадочного материа-
ла параллельно направлению сварки.
Экструзионной сваркой соединяют материалы, обла-
дающие относительно низкой температурой размягчения
и способные выдерживать значительный перегрев без
заметной деструкции.
Качество сварных швов зависит от многих факторов:
состава, температуры, скорости подачи и формы приса-
дочного материала', давления, оказываемого на него, а
также состава и температуры свариваемого материала
и характера подготовки его кромок. Для обеих разно-
видностей .экструзионной сварки оптимальные режимы
не зависят от толщины материала, а прочность соеди-
нений приближается к прочности основного материала
[234,235]. =* •
184
ЭкструзйоййуЮ сварку рекбмейДуётСя йрймёйять
вместо сварки нагретым газом [228], когда, необходимо
значительно повысить скорость процесса, особенно при
соединении толстостенных деталей [235, 236.]. Экструзи-
онная сварка выполняется при помощи ручных и стацио-
нарных сварочных аппаратов [137, с. 37; 216, с. 281;
234, 235].
При проведении процесса по периодической схеме
нагретый присадочный материал периодически поступает
в зазор между деталями, установленными в форму [136,
с.. 129] или зажатыми в приспособлении [237].
Так как присадочный материал подается преимуще-
ственно литьевыми машинами, способ соединения, вы-
полняемый по этой схеме, называют сваркой литьем под
давлением [136, с. 129]. Сварку таким способом приме-
няют для соединения деталей в труднодоступных местах
(например, в производстве полых изделий), концов ка-
белей [237, 238], тонкостенных труб враструб [239].
Сварку кабелей можно проводить свободным литьем.
Высокочастотная сварка
Способ основан на диэлектрическом нагревании при-
веденных в контакт свариваемых материалов [136,
с. 130; 137, с. 39; 240]. Сварка возможна с применением
присадочного материала или без него. К.достоинствам
способа относятся: высокая скорость и равномерность
нагрева, возможность Локального подвода тепла. Она
проводится между металлическими. электродами-об-
кладками конденсатора, включенного в колебательный
контур лампового генератора, преимущественно по прес-
совой схеме. Этим методом изготавливают швы вна-
хлестку и Т-образные швы. Кроме подвода электриче-
ской энергии к зоне шва инструменты (электроды) вы-
полняют роль элементов, передающих давление на Ма-
териал и.^охлаждающих его поверхность. Если электро-
ды повторяют конфигурацию шва, то этот шов можно
сварить одновременно по всему периметру. Для изделий
с большой протяженностью швов применяется последо-
вательная схема сварки.
Для сварки толстостенных деталей встык применяют
схемы с односторонним или двухсторонним расположе-
нием электродов [136, с. 139].
185:
Высокочастотной сваркой получают конструкций йз
Полимерных материалов, коэффициент диэлектрических
потерь которых £"^0,01 (поливинилхлорид, фторсодер-
жащие полимеры, поливинилиденхлорид, полиамиды,
полиакрилаты, эфиры целлюлозы, полиуретаны, сополи-
меры типа АБС, частично отвержденные реактопласты
и резинк).
Для сварки материалов с низким е", например поли-
олефинов, электроды покрывают материалом с высоким
е" (поливинилхлоридом, прессшпаном). В этом случае
сварку называют [138] контактно-диэлектрической. Кон-
тактно-диэлектрический нагрев был применен при хими-
ческой сварке пленок полиэтилентерефталата [207].
Иногда прокладку из материала, Нагревающегося в
поле ТВЧ, вводят между соединяемыми пластмассами
[241]. Например дифенил [242] или волокнистый цел-
люлозный материал типа бумаги, содержащий 5—8% во-
ды [243], вводят между свариваемыми полиолефинами.
Легкоплавкий присадочный материал применяют при
сварке синтетических тканей [180]; прослойку из моди-
фицированного пентапласта используют при сварке пен-
тапласта [244-].
Определенные затруднения при сварке в поле токов
высокой частоты вызывает контроль температуры в зоне
шва. С достаточной "точностью ее можно измерить диф-
ференциальной термопарой ,[245], основной спай кото-
рой помещают между свариваемыми пленками, а ком-
пенсирующий — между пленками высокочастотного ди-
электрика (например, фторопласта-4). Были предприня-
ты попытки определения температуры путем аналитиче-
ского решения уравнения теплопроводности для полу-
бесконечной пластины [246].
Наиболее важными технологическими параметрами
такой сварки являются напряженность электрического
поля, давление й продолжительность нагревания, кото-
рые обычно устанавливают экспериментально [137,
с. 41].
Многие из генераторов ТВЧ не имеют приборов, из-
меряющих энергию или регистрирующих характер ее из-
менения в течение рабочего цикла. В работе [247] опи-
сана аппаратура, которая позволяет оценивать во вре-
мени основные электрические характеристики сварочно-
го процесса (подводимую мощность, напряжение).
186
Высокочастотные сварочные установки не обеспечи-
вают регулирования частоты электрических колебаний,
и она остается практически постоянной в процессе свар-
ки (13,56 МГц±0,05%, 27,12 МГц ±0,6 % или
40,68 МГц+0,05%)
Было установлено, что при частотах 120 и 150 МГц
можно без вспомогательных средств соединять полиме-
ры с низким значением е" такие, как полиэтилентерефта»
лат [248], политетрафторэтилен [249].
В работе [250] описаны преимущества использова-
ния энергии СВЧ при сварке трудносоединяемых пленок
фторсополимеров.
Напряженность поля при диффузионной сварке тер-
мопластов и продолжительность сварки выбирают та-
кими, чтобы перевести материал в вязкотекучее состоя-
ние. При сварке отвержденных реактопластов в поле
ТВЧ оптимальная напряженность составляет 0,2—
0,6 МВ/м, что позволяет нагреть материал в зоне свар-
ки до температуры 423—473 К.
При выборе теплового режима химической сварки
кристаллизующихся термопластов необходимо учиты-
вать не только условия образования химических связей
между макромолекулами полимер*, но итемпературу
разориентации материала [207]. Чтобы достичь воспро-
изводимых показателей прочности, температура элект-
родов должна быть постоянной.
При сварке термопластов в поле ТВЧ давление р
выбирают в зависимости от формы и размеров шва, вяз-
кости материала при температуре сварки и продолжи-
тельности сварки:
[/AV .1
[\ dt / J /4
где do — толщина деталей до сварки; rfj — толщина шва; т] — динами-
ческая вязкость; & — длина электрода; / — продолжительность свар-
ки.
При сварке отвержденных реактопластов оптималь-
ное давление составляет 2,5—5,0 МПа.
Продолжительность сварки в поле ТВЧ составляет:
доли секунды для пленок поливинилхлорида; несколько
секунд для синтетических тканей, пленок фторсополи-
меров (Ф-26 и Ф-42) и полиамидных пленок (Р-27,
187
АР-27Т); от десятков секунд до нескольких минут для
отвержденных реактопластов.
Для сварки в поле ТВЧ применяют стационарные
(или ручные) прессовые или роликовые установки
[216, с. х82]. Каждая из установок включает генератор
ТВЧ, электрододержатели, механизм привода электро-
дов и устройство для экранирования. Современные уста-
новки (например, ВЧД Т-2,5) снабжены автоматиче-
скими устройствами -отключения генераторов в случае
появления пробоя [251].
Сварка излучением [137, с. 57]
При сварке излучением нагревание производится с
помощью источника электромагнитного излучения види-
мой или инфракрасной области спектра (диапазон длин
волн 0,4—15 мкм) в результате преобразования энергии
излучения, сосредоточиваемой на свариваемом участке, в
тепловую.
В зависимости от источника и характера излучения
различают сварку инфракрасным (ПК) излучением, све-
товым лучом и с применением лазеров.
При сварке инфракрасным излучением [136, с. 182]
на свариваемые поверхности для ускорения нагревания
наносят слой вещества, хорошо поглощающего энергию
ИК-лучей [252], или соединяемые пленки помещают на
подложку из материала [253], поглощающего ИК-лучи,
направленные на внешнюю сторону пленки. В последнем'
случае сварку называют контактно-инфракрасной.
Схема сварки с подводом энергии к внешней "поверх-
ности пленок получила широкое распространение при за-
делке кромок мешков. Известен-способ ИК-сварки кро-
,мок мешков из полимерных пленок с помощью усили-
вающей U-образной накладки. При этом кромки наклад-
ки не привариваются к наружной поверхности мешка
[254]. Этот способ сварки позволяет повысить проч-
ность швов.
Для сварки труб и профилей встык или пленок и ли-
стов- из термопластов внахлестку Применяют нагрева-
тельные элементы с температурой 773—-873 К, помещае-
мые на расстоянии 0,5 мм от соединяемых поверхностей
[255], При увеличении расстояния температуру инстру-
менту необходимо повысить [256], ’ ’
188
Рис. V.7. Схема сварки световым лучом листового термопласта с
применением присадочного материала:
/ — присадочный материал; 2 — подогреватель; 3, 4 —точечный к стержневой
излучатели; '5, 7 — ролики; б — листовой термопласт.
Для 'Проведения ИК-сварки используют ручные аппа-
раты и стационарные установки i[216, с. 289].
Сварка световым лучом (Х=0,5—0,7 мкм) принци-
пиально не отличается от сварки инфракрасным излуче-
нием. Всесторонние исследования этого способа прове-
дены В" Центральном институте сварочной техники,
г. Галле, ГДР .[257]. Сваркой таким способом можно
соединять пленки, трубы, профили и листы с примене-
нием и без применения присадочного материала. В, ка-
честве источника; излучения используют галогено-квар-
цевые лампы с точечным, стержневым или кольцеобраз-
ным излучателем.
На рис. V.7 показана схема сварки световым лучом
листового термопласта 6 с применением присадочного
материала 1 (прутка). Сварочный аппарат перемещает-
ся с помощью транспортирующего ролика 5 вдоль сва-
риваемых кромок. Стержневой излучатель 4 предназна-
чен для предварительного нагревания кромки, а точеч-
ный излучатель 3 — для нагревания прутка, прошедшего
через подогреватель 2, и кромок деталей. Прижим про-
изводится подпружиненным роликом 7. Сварку пленок
световым лучом можно проводить прямым и косвенным
методами. При сварке прямым Методом излучение на-
правлено непосредственно в зону шва (рис. V.8, а)
[258], а при сварке косвенным методом ,[258] на внеш-
нюю поверхность свариваемого пакета -(рис. V.8, б);
Благодаря высокой степени концентрации энергии (до
189
б
Рис. V.S. Сварка полимерных пленок световым лучом прямым (а) и
косвенным (б) методами:
J — источник излучения; 2 — свариваемый материал; 3 — прижимные ролики;
( — прокладка; 5 — кварцевый диск.
4-103 Вт/см3) скорость сварки прямым методом дости-
гает 30 м/мин для ‘полиэтилена и 100 м/мин — для поли-
винилхлорида с черным пигментом.
Лазерная сварка — один из новейших способов свар-
ки [137, с. 61]. Главная особенность лазерной сварки
основана на способности лазера создавать высокую
плотность мощности за' счет фокусирования луча в точ-
ку. Так, у непрерывно действующего лазера, выходной
мощностью 1 кВт в точке диаметром 0,1 мм, лежащей в
фокальной плоскости, обеспечивается плотность мощно-
сти около 3 МВт/см2.
Для сварки полимерных материалов применяют СО-
или СОз-лазеры. Излучение, создаваемое этими лазера-
ми, хорошо поглощается пластмассами. Кроме того, бла-
годаря высокой частоте пульсаций (до 100 в секунду)
обеспечивается возможность непрерывного ведения про-
цесса. К.п.д. СО-лазера составляет 15—20%, что на по-
рядок выше к.п.д. лазеров, рабочим элементом которых
является твердое тело.
Практически опробованной и экономически целесо-
образной является сварка полимерных пленок. Эффек-
тивность ее обусловливается возможностью обеспечения
высоких скоростей — 200—400 м/мин при сварке пленок
из полиолефинов толщиной 50—150 мкм. Лазерной свар-
190
'кои рекой ёйДу&тбя ббеДйнят'ь йбЛймерные йлёйкй тол*
щиной 12—500 мкм.
Примером применения лазерного излучения для мас-
совой сварки деталей из пластмасс может служить при*
варка головок к цилиндрическим корпусам туб из про*
зрачного или цветного полиэтилена ,[137, с. 63].
Сварка трением
Сварка этим способом основана на нагревании дета-
лей в результате трения .[136, с. 196]. В зависимости от
способа создания трения различают сварку вращением и
вибротрением.
Преимуществами сварки трением по сравнению с
другими способами ,[137, c.t48] являются: большие ско-
рости соединения, простота конструкции оборудования,-
легкость проведения процесса, возможность соединения
поверхностей без предварительной их очистки, высокое
качество швов [259] вследствие локального нагревания,
предотвращения окисления расплава и исключения пе-
рерывов между нагреванием и соединением деталей.
Сварка вращением. Ее можно выполнить по несколь-
ким схемам. Наиболее распространена схема, по кото-
рой в контакт приводят соосно закрепленные детали, од-
на из которых неподвижна, а другая вращается (прямой
метод). После достижения необходимой температуры
неподвижную деталь освобождают, а шов охлаждают
под давлением. Таким образом соединяют стержни, тру-
бы, детали, имеющие форму тел вращения, небольшие
детали круглой формы с крупногабаритными деталями.
При этом полученные соединения по прочности не отли-
чаются от основного материала [138].
Подвижная деталь приводится во вращение от элект-
родвигателя непрерывно в течение всего процесса.
Возможна сварка, когда подвижная деталь приво-
дится во вращение перед соединением поверхностей
(инерционная сварка). Подвижную деталь за-
жимают в патроне с маховиком, энергия которого преоб-
разуется в тепло при контакте с неподвижной деталью.
Масса маховика равна I—2 кг на 1 см2 соединяемой по-
верхности [137, с. 51]. Продолжительность нагревания
(время торможения) — менее 2 с. Суммарное сокраще-
ние размеров (осадка) соединяемых деталей составляет
191
десятые доли мм. Инерци-
онной сваркой - соединяют
сферические изделия диа-
метром ==С5ОО мм из поли-
ацеталей и полиамидов.
Фирмой Дюпон разработа-
на для этих целей машина
соответствующей конструк-
ции [137, с. 51].
Для сварки длинных
массивных деталей приме-
няют вращающиеся проме-
жуточные элементы—пласт-
массовые (остающиеся в
соединении) или металличе-
ские (удаляемые после на-
гревания); этот метод на-
зывается косвенным [137,
при сварке необходимо под-
Рас. V.9* .Изменение давления р
в процессе косвенной сварки
поливинилхлорида вращением:
п — продолжительность прижима;
— нагревания; fy — удаления ин-
струмента; fc — соединения; —
выдержки.
с. 48; 259, 260}. Давление
держивать в соответствии с заданным режимом
(рис. V.9). При сварке косвенным методом частота вра-
щения в 3—4 раза больше, чем при сварке прямыМ ме-
тодом, а давление меньше.
Сварку вращением можно использовать для соеди-
нения листовых термопластов, если вращать пруток
[136, с. 198], вводимый в отверстие в пакете, или шарик,
помещенный [168; 261] в коническое отверстие, оформ-
ленное симметрично в стыкуемых деталях.
Сварка вибротрением. Сварка этим способом заклю-
чается в соединении деталей под действием тепла, воз-
никающего в них в результате трения при колебаниях с
частотой 50—400 Гц одной детали относительно другой
или промежуточного элемента относительно неподвиж-
ных деталей. Колебания могут быть прямолинейными с
максимальной амплитудой 1—4 мм («прямолинейная»
сварка) или криволинейными с максимальной амплиту-
дой, равной сотым долям радиана («криволинейная»
сварка). Детали сжимают давлением 2—15 МПа.
Продолжительность сварки составляет несколько се-
кунд и не зависит от толщины соединяемых деталей.
Сваркой вибротрепием соединяют детали любой формы,
если поверхности свариваемых деталей находятся в од-
ной плоскости. Способ «криволинейной» сварки вибро-
192
трением рекомендуется применять Для деталей, отноше-
ние длины которых к ширине не превышает 1,5: 1,0.
Иначе применяют «прямолинейную» сварку [168].
На оборудовании для сварки вибротрением, можно
соединять детали размером в плане от 30X30 до
300X300 мм и более, а также сваривать конструкции из
фторполимеров, полиэфирных эластомеров и других
пластмасс, которые нельзя соединить сваркой с по-
мощью ультразвука. Способ нашел широкое распростра-
нение при изготовлении помп, фильтров, резервуаров,*
крыльчаток насосов, канистр, водопроводной арматуры,
изделий сантехники и т. и. [137, с. 52].
Новые возможности перед сваркой вибротрением от-
крываются при ислользованищэлектромагнитного управ-
ления параметрами процесса [263].
Ультразвуковая сварка
Сущность способа [112, 136, с. 209] заключается в
преобразований энергии механических ультразвуковых
колебаний (частота 15^—50 кГц) в тепло,-под действием
которого происходит переход материала в вязкотекучее
состояние или активирование химической реакции в зоне
контакта соединяемых поверхностей.
При сварке пластмасс с помощью ультразвука на-
правление действия механических колебаний и давления
совпадают [264],
Схемы соединения деталей сваркой с помощью
ультразвука показаны на рис. V.10. Сварка происходит
в момент подачи ТВЧ от ультразвукового генератора на
обмотку вибратора 1, выполненного из магнитострикци-
онного или пьезокерамического материалов. Продольные
высокочастотные механические колебания, возникающие
в нем на основе магнитострикционного или пьезоэлект-
рического эффектов, передаются через волновод 5 и ин-
струмент 3 в зону шва.
На соединение деталей сваркой с помощью ультра-
звука влияют такие свойства пластмасс, как модуль уп-
ругости, плотность, коэффициент трения, коэффициент
теплопроводности, теплоемкость, температура текучести,
тангенс угла механических потерь, стойкость к удару.
Тепло при ультразвуковой сварке выделяется вследствие
соударения деталей при смещении инструмента, а также
13—829
193
Рис. V.10. Схемы сварки с помощью ультразвука пластмасс, зажатых
с усилием Р между концом инструмента и пассивной (а) или актив-
ной (б) опорой:
1 — вибратор; 2 — волновод; 3 — инструмент; 4 — детали; 5 — опоры; 6 — эпю-
ра распределения амплитуды колебаний по длине акустического узла.
в результате трения при сдвиговых колебаниях поверх-
ностей от поперечных волн и внутреннего трения. Основ-
ной причиной нагревания деталей является трение меж-
ду поверхностями; причем поверхность, находящаяся со
стороны инструмента, нагревается сильнее.
Пленки из полиэтилентерефталата и полиамидов
можно сваривать с помощью ультразвука при темпера-
турах, меньших Тт. Это позволило предположить, что
под воздействием ультразвука в микрообъемах происхо-
дит механическая деструкция полимера, способствую-
щая его течению при более низких температурах. Однако
не’ исключена возможность мгновенного и локального
нагревания материала в зоне шва до Тт.
В некоторых работах [1'81, 265] доказано образова-
ние химических связей между соединяемыми поверхно-
стями при ультразвуковой сварке термопластов. На об-
разовании химических связей между функциональными
группами полимеров основана ультразвуковая сварка от-
вержденных реактопластов [59, 190].
194
в
Особенностями сварки с помощью ультразвука явля-
ются: 1) локальное выделение тепла в зоне шва, а сле-
довательно, высокая скорость сварки и незначительные
изменения свойств материала; 2) возможность соедине-
ния загрязненных поверхностей, Taif как все инородные
частицы удаляются из зоны шва благодаря сдвиговым
колебаниям; 3) возможность подвода энергии на зна-
чительном расстоянии от места сварки, что позволяет
сваривать детали большой толщины и в труднодоступ-
ных местах (второй электрод при этом не требуется);
4) возможность сварки различных пластмасс, а также
механизации и автоматизации процесса; 5) экономич-
ность и чистота производства.
Одним из недостатков ультразвуковой сварки явля-
ется опасность повреждения свариваемой детали инстру-
ментом. ;
В зависимости от способа подведения энергии в-зону
шва ультразвуковую сварку подразделяют на контакт-
ную (см. рис. V. 10, а), при которой место ввода ультра-
звука отстоит от соединяемых поверхностей не более чем
на 5 мм, и дистанционную (см. рис. V.10,б), при
которой место контакта инструмента удалено от зоны
шва на расстояние до 250 мм.
Дистанционная сварка применима лишь для термо-
пластов, у которых модуль упругости ^2-103 МПа. Де-
тали из мягких пластмасс (модуль упругости
<2*103 МПа) толщиной 0,2-^1,0 мм лучше сваривать
контактным методом.
По способности соединяться сваркой с помощью
ультразвука термопласты подразделяют на три группы:
хорошо сваривающиеся — полистирол, полиметилметак-
рилат, сополимер АБС, непластифицированный поливи-
нилхлорид (твердость по Шору не ниже 90), полисуль-
фон, наполненный стекловолокном полиамид, поликар-
бонат, полиацеталь; условно сваривающиеся — полиами-
ды 11, 12 и 6,6, ацетат целлюлозы, пластифицированный
поливинилхлорид; не сваривающиеся — политетрафтор-
этилен, фторсополимсры, '
В работе [266] была описана дистанционная сварка
полиэтйлена с предварительным его охлаждением до
температуры, близкой к температуре стеклования. Раз-
работанная технология рекомендована для дистанцион-
ной сварки термопластов, аморфная часть которых при
J3*
195
Puct V.IL Варианты оформления ср един немых деталей перед ультра-
звуковой сваркой:
а—а — соединение крышки с корпусом; г, д— соединение тонкостенных деталей
встык;
/ — детали; 2 — шов.
комнатных условиях находится в эластическом состоя-
нии.
Ультразвуковую сварку можно вести одновременно
по всему контуру шва „(кон т у р на я сварка), при
шаговом или непрерывном перемещении материала или
инструмента. При контурной сварке одним инструмен-
том можно получить шов в виде прямоугольника с пери-
метром 200—240 мм или круглый шов диаметром до
120 мм. При толщине детали больше-2 мм, габариты ко-
торой превышают 12X12X12 см, применяют несколько
инструментов или сварку ведут шаговым методом. При
непрерывной сварке нижнюю опору под деталью заменя-
ют на ролик или сварку осуществляют с помощью
скользящего инструмента.
При сварке скользящим инструментом тонких плёнок
их помещают между прокладками из неразмятчаюшегося
’196 *
Рие. У.-12. Положение деталей перед соединением их прессовым спо-
'' собой с использованием ультразвука:
•п — соединение листовых деталей с помощью штифтов; б — соединение дета-
лей по цилиндрическим поверхностям;
Л—деталь с отверстием; 2— деталь со штифтом; 3'—деталь с цилиндриче-
ской посадочной поверхностью.
материала (например, бумаги) [267]. Чаще всего ульт-
развуковой сваркой соединяют пленки из полиэтиленте-
рефталата. Сварка толстостенных деталей по всему кон-
туру обеспечивается при условии правильной подготовки
соединяемых поверхностей (рис. V.l 1).
Возможности ультразвуковой сварки были расшире-
ны в результате разработки метода соединения плит тол-
щиной до 8.мм; при этом наконечник инструмента про-
ходит сквозь верхнюю деталь и па '/2 толщины входит в
нижнюю [268], а размягченный материал перетекает в
радиальном направлении в зазор между поверхностями.
При ультразвуковой сварке удалось увеличить размеры
получаемого за один прием шва при переходе на частоту
10 кГц [269].
Оптимальный режим сварки с помощью ультразвука,
зависящий от свариваемого материала, размерив и фор-
мы деталей, конструкции установки и других” факторов,
определяется в каждом конкретном случае эксперимен-
тально. Для большинства пластмасс оптимальная ампли-
туда колебаний составляет 20—40 мкм, продолжитель-
ность сварки 1—9 с, давление 1,0—4,0 МПа (для жест-
К1Ц) или 0,5—2,0 МПа (для мягких пластмасс).
"Для обеспечения теплообразования на начальной
стадии процесса рекомендуется прикладывать давление
,[270] в 1,2—-1,7 раза меньше того, которое необходимо
для формирования монолитного шва. Работу ведут на
резонансной частоте акустической системы; Стабильная
197
и надежная сварка обеспечивается при контроле про-
должительности импульса ультразвука по изменению
амплитуды колебаний’опоры, в которую встроен специ-
альный магнитоупругий датчик [112, с. 235].
Промежуточное положение между сваркой ультра-
звуком и прессовой посадкой занимает способ соедине-
ния с помощью штифтов [130] (рис. V. 12, а), вводимых
в отверстие детали с натягом, и способ соединения двух
деталей с натягом (рис. V.12,6) при действии в обоих
случаях на материал ультразвука в зоне сопрягаемых
участков.
Ультразвуковую сварку наиболее эффективно при-
менять в крупносерийном и массовом произйЬдствах (в
автомобильной промышленности, электротехнике, фото-
кинотехнике, для изготовления изделий бытовой тех-
ники, тары и упаковки и т. д. [137, с. 56]).
Сварка с помощью растворителей !
Этот метод сварки [136, с. 229] заключается в сма- )
чивании соединяемых поверхностей составом (приса-
доч'ным материалом), содержащим растворитель, в по- 3
следующем приведении их в контакт и выдержке под
давлением до момента затвердевания шва. При соеди-
нении встык присадочным материалом заполняют раз-
делку шва. Сварку таким способом называют иногда J
«холодной сваркой» и «сваркой набуханием» [170].
О возможности использования данного растворите-
ля для пластмассы судят по разности плотностей энер-
гии когезии для рассматриваемой пары. Она должна
быть не более 2,5 (М.Дж/м8)1/а [7].
Сварку с помощью растворителей применяют в тех '
случаях, когда при тепловой сварке нарушается форма
и размеры деталей; в мелкосерийном производстве; для .1
соединения прозрачных термопластов (полиакрилатов, ?
поликарбоната, полистирола), изделия из которых i
должны быть прочными и иметь хороший внешний вид, 1
а в некоторых случаях быть прозрачными. Для сварки J
рассматриваемым методом применяют растворители, i
растворы полимера в растворителе — лаковые компози- .
цйи; растворы полимера в мономере — полимеризую- i
щиеся’ композиции (для соединения полиакрилатов и по- j
1W
листирола), Соединения наилучшего качества получа-
ются при использовании присадок последнего типа.
Были разработаны [271] полимеризующиеся компо-
зиции на основе литьевых порошков полиметилметакри-
- лата отечественного производства для тепловой и фото-
полимеризации и технология сварки листового полиме-
' тилметакрилата.
Эффективно соединять сваркой с помощью раство-
рителей кристаллизующиеся и ориентированные термо-
пласты [180].
Сочетание химической сварки и. сварки с помощью
растворителей было использовано при разработке тех-
нологии соединения формованных деталей из полиэти-
лснтсрсфталатной пленки толщиной 200 мкм в изделия
цилиндрической"формы (колпаки) [180].
Проводя сварку с помощью растворителей в поле
токов высокой частоты, удалось соединять элементы
струйной техники из наполненного капрона марки
АТМ-2 [180].
При использовании растворителя облегчается сварка
фторсополимсра Ф-26 [218]. Известно много раствори-
телей для сварки аморфных термопластов. Сварку по-
лисульфона и полифениленокСида проводят с помощью
метиленхлорида.
МдЙА VI
СКЛЕИВАНИЕ
Склеивание — это. метод создания неразъемного со-
. единения элементов конструкции с помощью клея, обра-
зующего кйеевую прослойку, между которой и. соединя-
емыми материалами сохраняется граница раздела.
Таким образом, прослойка является самостоятельной
фазой, определяющей свойства соединения [6, с. 503;
.14; 273, с. 149]. Этим склеивание отличается от сварки.
Соединение с помощью клея, при котором клеевая
прослойка не образует самостоятельной фазы, а проис-
ходит (например, вследствие диффузии макромолекул)
непрерывный структурный переход между соединяемы-
ми материалами, правильнее относить не к склеиванию,
а к сварке [274, с. 7].
Следует отметить, что способ соединения термопла-
стов с помощью растворителей некоторые авторы [123]
неправильно относят к склеиванию, а вспомогательные
материалы — к клеяМ, хотя способ по своему механизму
является сваркой [136] и даже ндзван [6, 7] сваркой
растворителем («solvent welding»).
Наряду со сваркой склеивание — один из наиболее
распространенных способов соединения пластмасс. Это
обусловлено следующими преимуществами склеивания
по сравнению с другими способами соединения: возмож-
ностью соединения пластмасс между собой и с другими
материалами; сохранностью структуры и свойств соеди-
няемых материалов; возможностью соединения деталей
с' большими, поверхностями и сложной формы; стой-
костью соединения к распространению трещин.
Применение склеивания для соедйнения деталей из
пластмасс несколько ограничивают значительная про-
должительность рабочего цикла и необходимость при-
менения сложной многостадийной технологии для дости-
жения высокой прочности шва.
.200
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТЬ
КЛЕЕВОГО СОЕДИНЕНИЯ
Прочность клеевого соединения , обусловлена адге-
зионным взаимодействием соединяемых поверхностей с
клеевой прослойкой, а также когезионной прочностью
этой прослойки и соединяемогб материала и конструк-
цией соединительного шва [6, 7, 140, 276, 277].
Прочность клеевого соединения, его качество зави-
сит от ряда факторов [174, 279], многие из которых
являются взаимоисключающими или одновременно из-
меняющими несколько характеристик . клеевого соеди-
нения. К этим факторам относятся; свойства склеивае-
мого материала (структура и полярность его макромо-
лекул, растворимость и смачиваемость, состояние по-
верхности и др.), свойства самого клея (структура и
полярность макромолекул, смачивающая способность,
реологические свойства и др.), а также форма соединя-
емых деталей и площадь контакта, способ нанесения
клея и режим склеивания.
Адгезионное взаимодействие
Из всех теорий адгезии, описанных в литературе
[123, с. 12; 141; 174; 273, с. 21; 274; 280; 281, с. 7; 282],
в которых сделана попытка объяснить причину сцепле-
ния, наиболее признанной является адсорбционная, или,
как она называется в отечественной литературе1 [174,
280], молекулярная теория адгезии; согласно которой,
сцепление между разнородными телами обусловлено
действием межатомных (химических) и (или) межмоле-
кулярных (физических) сил, имеющих электрическую
природу.
В соответствии с этой теорией, для обеспечения вы-
сокой адгезионной прочности необходимо присутствие в
клее и на склеиваемых поверхностях химически актив-
ных, полярных Или способных поляризоваться групп.
В этом случае между соединяемыми поверхностями
^возникают соответственно химические, ориентационные
или индукционные связи. Однако необходимо учиты-
вать, что природа атомных групп в полимерной основе
клея влияет не только на его адгезионное взаимодейст-
вие со склеиваемой поверхностью, о чем преимуществен-
201
но пишут исследователи, но и на когезионную прочность
клеевой прослойки. В связи с этим нельзя считать, что
прочность клеевого соединения обусловлена только ад-
гезионным взаимодействием.
Положительное влияние полярности на прочность
склеивания подтверждается тем, что хорошими клея-
щими свойствами по отношению к полярным полиме-
рам и пластмассам на их основе обладают полимеры,
макромолекулы которых содержат уретановые, изоциа-
натные, гидроксильные, эпоксидные, карбоксильные и
другие полярные группы (полиуретаны, фенопласты,
полиэпоксиды, полиакрилаты, карбоксилсодержащие
каучуки и др.) [273, с. 34; 287, с. 26]. Вместе с тем
известны случаи, когда неполярный полимер, например
полиизобутилен, может б^ть хорошим клеем [273, с. 28],
а полярный полимер, например полиамид, с трудом
склеивается [273, с. 37]. Это свидетельствует о том, что
такие характеристики полярности материала, как ди-
польный момент ц атомных групп или молекул, отно-
шение ц2/е, где в — диэлектрическая проницаемость, или
плотность энергии когезии атомных групп, не могут
являться мерой оценки клеящих свойств.
Повышение полярности клея приводит к росту его
адгезии к полярной подложке, но повышение полярно-
сти клея при неполярном или слабополярном склеивае-
мом материале приводит к снижению прочности соеди-
нения [174, с. 248]. Основной путь повышения адгезии
к таким неполярным полимерам, как полиэтилен, поли-
нзобутилен, политетрафторэтилен, — применение клеев
менее полярных, чем склеиваемые материалы.
Высокая прочность сцепления клея со склеиваемым
материалом, различающихся полярностью, достигается,
если поверхностная энергия первого'равна или меньше
поверхностной энергии второго. При соединении мате-
риалов различной полярности высокая прочность до-
стигается при использовании клея на основе полимера,
макромолекулы которого содержат различные по по-
лярности и реакционной способности группы .[174, с.
365; 273, с. 37].
Зависимость прочности клеевых соединений от со-
держания полярных групп в полимере клея имеет
экстремальный характер [174, с. 40; 273, с. 32; 287,
с. 31]. При изменении содержания полярных групп в
£02
полимере одновременно' с прочностью сцепления изме-
няются (в результате роста жесткости макромолекул
снижается вероятность контакта функциональных групп
клея и 'склеиваемого материала) механические
свойства клеевой прослойки. Одной из причин снижения
прочности после достижения максимального значения
можно считать повышение хрупкости клеевой прослой-
ки. Таким образом, усиление внутри- и межмолекуляр-
ного взаимодействия в пределах одной фазы препятст-
вует взаимодействию на границе раздела фаз. Следо-
вательно, применение клея, в состав которого входят
соединения с оптимальным содержанием .активных
групп, — один из эффективных способов регулирования
прочности клеевых соединений.
Клеевые соединения в большинстве случаев эксплуа-
тируются в условиях действия высоких температур,
агрессивных сред, атмосферных факторов, а межмоле-
кулярпые связи в этих условиях оказываются недоста-
точно устойчивыми. Наиболее высокую прочность соеди-
нения достигают с помощью такого клея, который обе-
спечивает образование межатомных связей между ним
и склеиваемым материалом [273, с. 43; 288].
Для полного использования в процессе склеивания
межатомных и межмолекулярных сил требуется, сбли-
жение молекул клея и подложки на расстояния 0,1—
0,5 нм (1—5 А), т. е. необходимо полное смачивание
клеем склеиваемой поверхности. Полнота смачивания
клеем зависит (в соответствии с уравнением Юнга) от
соотношений поверхностных патяжений на-трех меж-
фазных границах: клей — воздух (уЕ), подложка — воз-
дух (ул) и клей — подложка (у1(П); начальной вязкости
клея; состояния поверхности; прилагаемого давления и
продолжительности смачивания клеем поверхности. Ме-
рой смачиваемости поверхности клеем служит краевой
угол смачивания 0 (рис. VI. I), который уменьшается
с увеличением уп и уменьшением ук. С помощью 0 можно
охарактеризовать клеящую способность полимера [289^—
291], но этого иногда бывает недостаточно, чтобы су-
дить о возможной прочности соединения [292].
Истинная смачиваемость поверхности полимерного
материала клеем может быть искажена наличием на
ней различных загрязнений, низкомолекулярных ве-
ществ, выполняющих функцию вспомогательных ве-
203
г
Рис. V!.l. Краевой угол смачи-
вания на границе между клеем
(!) и подложкой (2).
ществ при переработке или
мигрирующих из объема на
поверхность, продуктов хи-
мического взаимодействия
полимера с окружающей
средой, которые имеют бо-
лее низкое или, наоборот,
более высокое поверхност-
ное натяжение, .чем чистый
полимерный материал. Пол-
ное смачивание соответству-
ет УСЛОВИЮ —Укц, при
котором 0 = 0 рад. Значения
уп и укп не поддаются непосредственному эксперимен-
тальному определению, поэтому для оценки смачивае-
мости часто пользуются эмпирической характеристи-
кой — Критическим поверхностным натяжением смачи-
вания ус-
Клей полностью смачивает полимерный материал
при у'кСус. Если ук>ус (а это можно при склеива-
нии пластмасс), смачивание неполное, но увеличивается
пропорционально адгезии клея к поверхности по мер’е
уменьшения разности ук—ус [286]. Из условия смачива-
ния следует также, что, например, расплавленный поли-,
этилен с критический поверхностным натяжением 31 X
ХЮ~3 Н/м должен иметь отличное сцепление с отверж-
денными эпоксидной, меламино- или карбамидоформ-
альдегидной смолой и другими полимерными материа-
лами, имеющими более высокое значение критического
поверхностного натяжения.. Сополимер тетрафторэтиле-
на с гексафторпррпиленом, критическое поверхностное
натяжение которого равно 16,2-10~3 Н/м, должен бы
быть хорошим клеем для всех материалов.
При полном смачивании значительные различия
между ук и ус нежелательны, так как клеевая прослойка
на основе полумера с низкой поверхностной энергией
имеет низкую когезионную прочность [289]. Именно
этим можно объяснить снижение прочности клеевого
соединения после достижения максимума по мере умень-
шения поверхностного натяжения клея.
Склеиваемая поверхность может быть частично или
полностью покрыта пленкой другого материала, кото-
рая хорошо смачивается клеем, но сама имеет слабую
204
Рис. VI.2. Схема заполнения
клеем (7) углубления (3) на
подложке (2).
полимерные материалы.
адгезию К пбверхйосТиЛ
В этом случае хорошая сма-
чиваемость не обеспечит на-
дежного склеивания,
11оверхностное натяже-
ние клея можно изменить
химической модификацией^
Так, фторирование эпоксид-1
ной смолы й полидиметил-
силоксана снижает поверх-
ностное натяжение соответ-
ственно с 44-10~3 до 20Х
XI О-3 Н/м и с 24-10"3 до
10-Ю-з Н/м [273, с. 45].
Такими клеями могут быть
склеены практически любы
Смачиваемость можно регулировать также, добавляя в
клей поверхностно-активные вещества, разбавители,
пластификаторы, наполнители и др. Чтобы обеспечить
хорошее смачивание и адгезионное сцепление поверхно-
сти с клеем, последний применяют в виде подвижных
жидкостей или вязко-текучих композиций.
На полноту смачивания поверхности клеем влияют
форма и размер углублений и выступов на ней, вяз-
кость клея, продолжительность и давление склеивания
[294—29QJ. Любая поверхность имеет определенную
шероховатость, зависящую от способа обработки. Наи-
более часто встречается и наиболее благоприятна
для полного смачивания призматическая форма углуб-
лений (выступов). Мелкие углубления на поверхности
заполняются клеем под влиянием капиллярного давле-
ния и давления, прилагаемого при нанесении клея и
запрессовке. При этом находящийся в капиллярных уг-
лублениях (порах) воздух сжимается и Препятствует их
заполнению, клеем. Критерием смачивания служит
сумма угла наклона ф углубления и краевого угла 9 сма-
чивания (рис. VI.2). Капиллярное давление превосходит
давление воздуха, и смачивание происходит, если ср +
+0<л рад [297, с. 43]. Чем больше угол ф, тем меньше
глубина h проникновения клея в углубление поверхно-
сти. Зависимость глубины h заполнения клеем неров-
ностей конической формы от прилагаемого давления р,
начального давления рв воздуха в углублениях и поверх-
205
йббтнбго натяжения клея ук выражается формулой:
где Н — средняя глубина поры; 7? — средний радиус поры.
При формировании клеевой прослойки на шерохова-
той поверхности необходимо считаться с тем, что время
достижения равновесного смачивания увеличивается с
повышением вязкости клея, которое может происходить
в результате его отверждения [294]:
3t1^3
Dylr cos0
где Л — глубина затекания клея в пору со средним'диаметром О за
время /; ук — поверхностное натяжение клея; 0 — краевой угол сма-
чивания; я — вязкость клея.
Если скорость растекания клея оказывается ниже,
чем скорость его отверждения, то на склеиваемых по-
верхностях остаются незаполненные клеем полости.
При склеивании, например, отвержденных реактопла-
стов желательно, чтобы поверхность была по возмож-
ности более гладкой.
Однако по мере повышения температуры склеива-
ния скорость растекания клея по шероховатой поверх-
ности становится больше скорости отверждения клея.
Для ’обеспечения полного смачивания необходимо,
чтобы исходная вязкость клея сохранялась в течение
длительного времени. В термодинамически совместимых
системах при достаточно большом периоде индукции
полимеризации основы клея последний успевает не
только смочить поверхность, но и диффундирует внутрь,
что обеспечивает большую прочность и долговечность
клеевого шва [298].
Невозможностью заполнения клеем неровностей по-
верхности в случае его скоростного (например, высоко-
частотного) отверждения можно объяснить факт сни-
жения прочности соединения по зашкуренным поверх-
ностям, обнаруженный в работе [193].
Адгезия, которая была достигнута на стадии форми-
рования клеевого шва, может измениться в процессе
отверждения и/ или затвердевания клеевой прослойки.
Усадка полимера в этом случае может привести к уве;
личению расстояния между взаимодействующими моле-.
206
кулами или атомными группами и снижению в резуль-
тате этого адгезионной прочности или к возникновению
остаточных напряжений.
В процессе эксплуатации соединения адгезионная
прочность может изменяться под влиянием окружающей
среды ^агрессивные среды, температура, постоянно дей-
ствующие нагрузки и др.), а также в результате разли-
чия деформационных, теплофизических и других харак-
теристик клеевой прослойки И соединяемых материалов
или химических и физических процессов, протекающих
внутри клеевого шва и на поверхности его контакта с
соединяемыми материалами.
Когезионная прочность соединяемых материалов
Прочность клеевого соединения, как уже было сказа-
но, зависит от- состояния склеиваемых поверхностей
[273, с. 23, 299—301]. В общем случае свойства поверх-
ности полимеров коррелируют с их когезионной проч-
ностью. Однако возможны и отклонения в случае соеди-
нения полимеров, поверхность которых либо покрыта
веществами с низкой поверхностной энергией и/или низ-
кой когезионной прочностью (жирами, пластификатора-
ми, не вступившими в реакции полимеризации или поли-
конденсации соединениями и др.) [174, с. 370], либо .
имеет ориентированный поверхностный слой [279, 302].
Кроме того, у деталей из отвержденных при нагревании
реактопластов поверхностный слой может иметь более
высокую степень отверждения, чем материал в объеме
[192]. Удаление подобных «слабых слоев» [279, 299] и
предотвращение дальнейшего загрязнения, а также
удаление.механических примесей (пыли, стружки, опи-
лок) — один из эффективных способов повышения проч-
ности склеивания.
Существенное влияние па прочность клеевых соеди-
нений деталей из термопластов оказывает морфология
их поверхности [292], которая, в свою очередь, опре-
деляется технологией изготовления деталей [302, 303].
Измерения краевого угла смачивания отливок тер-
мопластов жидкостями различной полярности показали
[302], что при изменении морфологии поверхности не
происходит существенного изменения критического по-
верхностного натяжения. Поэтому увеличение прочности
207
йббтнбго натяжения клея ук выражается формулой:
где Н — средняя глубина поры; 7? — средний радиус поры.
При формировании клеевой прослойки на шерохова-
той поверхности необходимо считаться с тем, что время
достижения равновесного смачивания увеличивается с
повышением вязкости клея, которое может происходить
в результате его отверждения [294]:
3t1^3
Dylr cos0
где Л — глубина затекания клея в пору со средним'диаметром О за
время /; ук — поверхностное натяжение клея; 0 — краевой угол сма-
чивания; я — вязкость клея.
Если скорость растекания клея оказывается ниже,
чем скорость его отверждения, то на склеиваемых по-
верхностях остаются незаполненные клеем полости.
При склеивании, например, отвержденных реактопла-
стов желательно, чтобы поверхность была по возмож-
ности более гладкой.
Однако по мере повышения температуры склеива-
ния скорость растекания клея по шероховатой поверх-
ности становится больше скорости отверждения клея.
Для ’обеспечения полного смачивания необходимо,
чтобы исходная вязкость клея сохранялась в течение
длительного времени. В термодинамически совместимых
системах при достаточно большом периоде индукции
полимеризации основы клея последний успевает не
только смочить поверхность, но и диффундирует внутрь,
что обеспечивает большую прочность и долговечность
клеевого шва [298].
Невозможностью заполнения клеем неровностей по-
верхности в случае его скоростного (например, высоко-
частотного) отверждения можно объяснить факт сни-
жения прочности соединения по зашкуренным поверх-
ностям, обнаруженный в работе [193].
Адгезия, которая была достигнута на стадии форми-
рования клеевого шва, может измениться в процессе
отверждения и/ или затвердевания клеевой прослойки.
Усадка полимера в этом случае может привести к уве;
личению расстояния между взаимодействующими моле-.
206
кулами или атомными группами и снижению в резуль-
тате этого адгезионной прочности или к возникновению
остаточных напряжений.
В процессе эксплуатации соединения адгезионная
прочность может изменяться под влиянием окружающей
среды ^агрессивные среды, температура, постоянно дей-
ствующие нагрузки и др.), а также в результате разли-
чия деформационных, теплофизических и других харак-
теристик клеевой прослойки И соединяемых материалов
или химических и физических процессов, протекающих
внутри клеевого шва и на поверхности его контакта с
соединяемыми материалами.
Когезионная прочность соединяемых материалов
Прочность клеевого соединения, как уже было сказа-
но, зависит от- состояния склеиваемых поверхностей
[273, с. 23, 299—301]. В общем случае свойства поверх-
ности полимеров коррелируют с их когезионной проч-
ностью. Однако возможны и отклонения в случае соеди-
нения полимеров, поверхность которых либо покрыта
веществами с низкой поверхностной энергией и/или низ-
кой когезионной прочностью (жирами, пластификатора-
ми, не вступившими в реакции полимеризации или поли-
конденсации соединениями и др.) [174, с. 370], либо .
имеет ориентированный поверхностный слой [279, 302].
Кроме того, у деталей из отвержденных при нагревании
реактопластов поверхностный слой может иметь более
высокую степень отверждения, чем материал в объеме
[192]. Удаление подобных «слабых слоев» [279, 299] и
предотвращение дальнейшего загрязнения, а также
удаление.механических примесей (пыли, стружки, опи-
лок) — один из эффективных способов повышения проч-
ности склеивания.
Существенное влияние па прочность клеевых соеди-
нений деталей из термопластов оказывает морфология
их поверхности [292], которая, в свою очередь, опре-
деляется технологией изготовления деталей [302, 303].
Измерения краевого угла смачивания отливок тер-
мопластов жидкостями различной полярности показали
[302], что при изменении морфологии поверхности не
происходит существенного изменения критического по-
верхностного натяжения. Поэтому увеличение прочности
207
пряжения в клеевом соединении распределяются нерав-
номерно [276, с. 14; 308; 309] (например, в случае сое-
динения внахлестку наблюдается параболическое рас-
пределение напряжений сдвига с максимальными их
значениями по краям нахлестки). Поэтому клеевая
прослойка должна обладать высокой прочностью и до-
статочной эластичностью, способствующей снижению
концентрации напряжений [308]. Связь деформацион-
ных характеристик клея и склеиваемых материалов с
коэффициентом концентрации напряжений п выражает-
ся формулой:
т,пах з/'гТ (F-D-bch/iiT-
тср V W shy'AF
где Тщах и Тер — максимальное и среднее напряжение сдвига;
G/’ „„ .£Л+ЕА
Д= — -,Av^= р—s—•— ; G — модуль сдвига клеевой прослои-
кй; Ej, £s — модули, упругости при растяжении соединяемых мате-
риалов; 61, — толщины соединяемых деталей; d —толщина клеевой
прослойки; /и — длина нахлестки.
Высокая эластичность клея помимо снижения оста-
точных напряжений в шве обусловливает и более пол-
ное смачивание склеиваемых поверхностей [174, с. 178],
Физико-механические свойства. клеевой прослойки
регулируют изменением химического строения макромо-
лекул полимера, их гибкости, молекулярной массы или
стспешГотверждения и т. д.
Гибкость цепи полимера можно повысить, вводя в
линейные макромолекулы следующие химические груп-
пы: СН—С1Ъ, С—СН2, О—СН2, S—СН2, NH—СН2,
O—Si—О и др . Для обеспечения работоспособности
клеевых соединений при повышенных температурах в
качестве основы клея необходимо применять полимеры,
содержащие в своей структуре ароматические ядра
и/или гетероциклы. Однако при комнатной температуре
такие полимеры характеризуются высокой жесткостью.
Желательно наличие в макромолекулах полимеров
(например, полиакрилатов, полиметилметакрилатов, по-
ливинилацеталей) небольшого числа длинных ответвле-
ний, способствующих; уменьшению вязкости клея, уве-
личению его подвижности и площади контакта с поверх-
210
костью. Если же макромолекула полимера имеет много
коротких ответвлений, клей плохо смачивает поверх-
ность и образует жесткое клеевое соединение. Так,
близкое (вдоль цепи) расположение полярных карбо-
ксильных групп в макромолекуле полиметакриловой
кислоты обусловливает сильное межмолекулярное взаи-
модействие, большую жесткость цепей и, следовательно,
снижает скорость образования контакта клея с под-
ложкой и способствует захватыванию клеем пузырьков
воздуха ,[296].
При малой степени полимеризации или низкой мо-
лекулярной массе полимера клеевой слой может иметь
хорошую адгезию, но в то же время низкую когезию,
что не позволяет отнести его к клеящим материалам.
Полимеры же с высокой молекулярной . массой плохо
растворимы, имеют высокую температуру текучести и,
обладая хорошей когезией, не имеют, как правило,
удовлетворительных клеящих свойств.
Увеличение молекулярной массы приводит к сниже-
нию скорости образования истинного контакта или
практически к уменьшению его площади, и к повыше-
нию жесткости полимера, нс позволяющей равномерно
нагружать шов. Оптимальные значения степени полиме-
ризации термопластичных полимеров находятся в интер-
вале 50—300 [273, с. 48J.
При получении клеевого соединения в результате
испарения растворителя или отверждения клея, а также
из-за различий в термических коэффициентах линейно-
го расширения клея и склеиваемого материала происхо-
дит усадка клеевого' слоя, вызывающая появление
остаточных напряжений [174, с. 171]. Кроме того, в
результате усадки в шве могут образоваться трещины
и полости, которые становятся центрами концентрации
напряжений и приводят к снижению показателей меха-
нических свойств клеевого соединения. Усадка и оста-
точные напряжения зависят от природы клея, конст-
руктивных факторов (длины шва, толщины клеевой
прослойки и Др.), условий процесса склеивания. Значи-
тельные усадки наблюдаются при использовании в ка-
честве клеев различных мономеров, например акрила-
тов, растворов ненасыщенных полиэфиров в реакцион-
носпособных мономерах, олигоэфпракрилатов, а также
таких низкомолекулярных смол, как фенолоформальде-
14*
211
гиднай, КарбамидоформальДегиДная и Др. При склеива-
нии пластмасс на основе линейных полимеров с гибкими
цепями даже при большой усадке не возникают боль-
шие остаточные"' напряжения, так как происходит их
релаксация.
В общем случае зависимость прочности соединения,
характеризующегося концентрацией напряжений, от
степени отверждения может -иметь экстремальный ха-
рактер [276, с. 18], так как при отверждении изменя-
ются и релаксационные характеристики клеевой про-
слойки. При увеличении концентрации напряжений в
клеевом соединении релаксационные процессы играют
превалирующую роль и максимальное значение проч-
ности наблюдается. при меньшей степени отверж-
дения.
Для снижения остаточных напряжений лучше в каче-
стве основы клея применять полимеры, характеризую-
щиеся молекулярной однородностью, либо легко-
плавкие или жидкие олигомеры, переход которых в
полимеры может осуществляться в сравнительно .мяг-
ких условиях и не сопровождается большими усадками
(например, кремнийорганические каучуки с молекуляр-
ной массой 15-103— IO* 104). Снижению остаточных на-
пряжений в клеевых прослойках па основе реактопла-
- стов способствует пластифицирование полимера [310].
Один из лучших способов модификации термореак-
тивной основы клея — введение длинноцепного термо-
пластичного полимера [310] или эластомера [311].
Между эластификатором и полимером могут возникать
химические связи {310], но число их невелико, Так что
подвижность макромолекул не ограничивается. Введе-
ние эластификатора приводит' к снижению4прочности и
модуля упругости клеевой прослойки, однако проч-
ность клеевого соединения возрастает [311]. Основной
недостаток эластифицирования — снижение . теплостой-
кости клеевого соединения. ,
Эластифицировать^ клеевой шов: можно, нанося
эластичную прослойку на границу склеиваемого мате-
риала и жесткого клея {312].
При оценке прочности клеевого соединения необхо-
димо учитывать тот факт, что в результате контакта с
поверхностью соединяемого материала [296] происхо-
дят изменения таких характеристик полимерной основы
212
'клея как температура стеклования, теплота плавлений,
плотность упаковки макромолекул [313, 314]. Адсорби-
рованные твердой поверхностью из раствора макромо-
лекулы даже в Присутствии растворителя проявляют
свойства твердого полимера [315]. Общим для всех
систем является увеличение плотности упаковки макро-
молекул полимера, находящихся непосредственно на
границе контакта, на 3—5% и разрыхление последую-
щего слоя независимо от поверхностной энергии субст-
рата [313].
Рассмотренные выше факторы, влияющие на проч- -
ность клеевых соединений, необходимо учитывать при
выборе клеев, конструировании соединения и при вы-
полнении склеивания.'
ВЫБОР КЛЕЕВ
Для склеивания пластмасс существует очень большое
Число клеев на основе почти всех промышленных полиме-
ров [ 123,273]. При выборе клея учитывают прежде всего
химическую природу соединяемых материалов [287, с.
385; 316], полярность, растворимость, реакционную спо-
собность, структуру поверхности [317]. Не меньшую роль
играют условия работы соединения, термический коэффи-
циент линейного расширения соединяемых материалов,
конструктивные особенности изделия и требования к тех-
нологическим свойствам клея [318]. Существуют и уни-
версальные клеи, которыми можно склеивать материа-
лы любой химической природы. Это — клеи на основе
эпоксидных полимеров {319], полиуретановых форполи-
меров [123, с. 172; 273, с. 72], полиакрилатов [123, с.
244; 273, с. 82], каучуков [123, с. 272; 273, с. 89] и др.
Как правило, рекомендуется использовать клеи, одина-
ковые или близкие по химической природе к' полимер-
ной основе материала [12, с. 676; 190; 272; 307; 320].
В этом случае физические и химические свойства клее-
вой прослойки (водо- и термостойкость, диэлектриче-
ские показатели, коррозионная стойкость и т. д.) будут
близки к соответствующим свойствам соединяемого
материала, а условия образования шва будут мало от-
личаться от условий формования деталей и не будут
сказываться на свойствах пластмассы.
213
клеи для соединён ия отвержденных реактопластов
Клеи, рекомендуемые для склеивания отвержденных
реактопластов, приведены ниже:
Фенопласты
для изделий с рабо-
чими температурами
333—398 К
для изделий с рабо-
чими температурами
473—573 К.
Эноксииласты
(стеклопластики, кар-
бопласты, боропластьг,
литьевые изделия)
Пластмассы на основе
полиэфирных смол
Пластмассы на основе
кремпийорг a i шческих
смол
Пластмассы па основе
полиимидов
Фено ло по ли в и н и лацет а л ьн ый, эпоксид-
но-тиокол о в ый, эпоксидно-полиамид-
ный, полиуретановый •
Фенолополивинилацетальный + алкокси-
силан, . фснолокаучуковый/ эпоксидно-
'фенольный, кремпийорганический
Эпоксидный (модифицированный и не-
модифицированпый), феполополиви-
ни л апетальный, фенолокаучуковый,
полиуретановый, полиакриловый, по-
ливинилацетатный, полихлоропрено-
вый, кремнийорганический
Эпоксидный, . фенолоформальдегидный,
полиэфирно-поли изоцианатный, на ос-
нове ненасыщенного полиэфира и не-
насыщенного мономера
Фенолокаучуковый, кремнийоргапиче-
ский, эпоксидно-кремнийорганический,
эпоксидпо-фенольный
На основе циклических эпоксидных смол,
полиимидный, по'либензимидазольный
При использовании для склеивания отвержденных
реактопластов клеев, по химической природе близких к
склеиваемому материалу, следует ожидати участия в
реакции отверждения функциональных групп, имею-
щихся на соединяемых поверхностях, и образования
химических связей. Вместе с тем достаточно прочное
соединение может быть получено и с помощью клеев
на основе термопластов, если температура эксплуата-
ции шва нс превышает теплостойкости последних. При
правильном выборе клея прочность соединения будет
определяться прочностью склеиваемого материала, на-
пример межслойной прочностью слоистых пластиков
[68; 273,. с. 119; 190; 305; 321; 322].
Для склеивания деталей из пластмасс на основе
фенол©формальдегидпых смол рекомендуют
феноло-, резорцино- и мел амино форм альдегидные [323],
эпоксидные и полиуретановые клеи, композиции на ос-
нове полимерно-каучуковых смесей, полиакрилатов,
поливипилацетата, поливинилацеталей, синтетического
каучука [9; 273, с. 124; 307].
214
Клеевые соединения, выполненные эпоксидными и
полиуретановыми клеями, имеют высокую: прочность
после отверждения даже при комнатной температуре
[307]. Отверждение этих клеев при повышенных темпе-
ратурах приводит к получению более теплостойкого и
водостойкого соединения, с лучшими электроизоляцион-
ными свойствами.
Для соединения деталей, изготовленных из пресс-по-
рошков общего назначения, текстолитов и гетинаксов
и работающих при сравнительно невысоких температу-
рах (323—373 К) могут быть применены отечественные
клеи марок БФ-4, К-153, ВК-9, ПУ-2.
Для деталей из теплостойких стеклотекстолитов (на-
пример, марки ВФТ-С) и стекловолокнитов (например,
АГ-4, ДСВ-2Р-2М) целесообразно применять клеи марок
ВС-ЮТ, ВК-32-200, ВК-3, ВК-13, К-300-61, К-400-61 и
ВК-8.
Клеевые соединения на этих клеях можно ис-
пользовать при 473 К (в течение сотен часов), 573 К
(в течение нескольких часов) и кратковременно (не-
сколько минут)' при 673--873 К.
Прочность соединений при 293 К на эпоксидных
(Л-4, К-153, ВК-9) или полиуретановом (ПУ-2) клеях
не превышает прочности соединений на фенолокаучуко-
вых клеях (ВК-32-200, ВК-13, ВК-13М, ВК-3) или кле-
ях на основе фенолоформальдегидных сМол, модифици-
рованных поливинилацеталями (БФ-4, ВС-ЮТ). При
повышенной температуре прочность соединений на
эпоксидных и полиуретановом клеях быстро снижается
[191] и делается намного ниже прочности соединений,
полученных с помощью фенольных или кремнийоргани-
ческих клеев (ВК-2, ВК-8).
Для склеивания деталей с большими поверхностями
(например, деталей из листовых пластиков) целесооб-
разно использовать комбинацию клеев [312, 324] —
эластичного фенолокаучукового (ВК-3 или ВК-32-200),
наносимого в качестве подслоя, и более жесткого — фе-
нолополивинилацеталыюго (например, ВС-ЮТ), -кото-
рый отверждается вместе с подслоем.
Прочность при неравномерном отрыве (которая ха-
рактеризует эластичность шва) таких клеевых соедине-
ний существенно превосходит прочность соединений,
выполненных лишь с помощью одного только клря
215
ВОЮТ, а термостойкость соединения сохраняется на
уровне термостойкости швов на клее ВК-3.
Максимальная прочность при сдвиге (6,5 МПа) при
склеивании образцов из фенопластов (толщиной 1,5 мм)
цианакрилатными клеями с различной вязкостью до-
стигается при использовании клея Fimofix Н [325], име-
ющего высокую вязкость. В то >ке время при склеива-
нии образцов из фенопластов со стальными образцами
(толщиной 1 мм) исходная вязкость клеев нс влияет
на прочность соединения при сдвиге, которая состав-
ляла 6—7 МПа. В работе [326] обнаружено ингибиру-
ющее действие фенопласта на полимеризацию циана-
крилатного клея Истмэн-910, в результате чего клеевая
прослойка сохраняет липкость после выдержки в тече-
ние 8 сут.
Склеивание деталей из прессовочных фенопластов,
гетинакса или текстолита с деталями, из резины, бетона,
древесины и других материалов производится клеями на
основе синтетического каучука (хлоропренового или
нитрильного) [9; 273, с. 124; 307, 327]. Введение в со-
став клея 10% полиизоцианата повышает прочность
соединения. При склеивании фенопластов с термопла-
стами лучшие результаты дают полиуретановые клеи
'[9].
лА ми но пл а сты по способности склеиваться ана-
логичны фенопластам [307]. Для их соединения реко-
мендуют клеи на основе меламино- и карбамидофор-
йальдегидной смол, а также фенолополивннилацеталь-
ные, полиуретановые и эпоксидные клеи [9; 273, с. 125;
307].
Вполне удовлетворительные результаты при обли-
цовке бетона и древесины декоративным бумажно-сло-
истым аминопластом получают, используя клеи на осно-
ве полихлоропренового каучука [307]. Полиуретановый
клей ВК-11 и эпоксидный клей К-153, отверждаемый
продуктом АФ-2, обеспечивающие высокую прочность,
водостойкость и стойкость клеевых соединений к дейст-
вию моющих средств, рекомендованы для внутренней
отделки декоративным бумажно-слоистым аминопластом
пассажирских вагонов.
Для склеивания эпоксидных стекло-, боро- и
карбопластов '[38, 68] и литьевых изделий из эпоксид-
ных компаундов [307] применяют гдавным образом
216
5йОксйДныё йлёщ Ё ТОЙ числе И Модифицириййнныё
(например, ВК-9). Кроме них для склеивания деталей
из эпоксидных пластмасс между собой и с деталями из
других отвержденных реактопластов или металлов при-
годны фенолополивинилацетальные клеи ’ [9], феноло-
каучуковые, полиэфирные [9], кремпийорганические
(для работы при повышенных температурах), полиуре-
тановые, пол иакри латные, поливинил ацетатные (для ра-
боты при 293—333 К) [307, 320, 328]. *
Теплостойкость клеевых соединений металлов опре-
деляется теплостойкостью клея. При исследовании же
теплостойкости соединений эпоксидного боропласта на
эпоксидно-фенольном клее установили, что она зависит
от межслойной прочности соединяемого пластика [69].
Естественно, что при решении проблемы повышения
теплостойкости клеевых соединений упрочненных волок-
нами пластмасс должны уделять внимание не только
теплостойкости клея и склеиваемого материала, но и
прочности последнего.
При исследовании прочности клеевых соединений
эпоксидного стеклопластика со сталью, было показано
[329], что в то время как хорошие деформационные
свойства эластичного клея благоприятно сказываются
на прочности соединений при статическом нагружении,
при динамическом нагружении тот же клей характери-
зуется значительно меньшей усталостной прочностью,
чем более жесткий клей.
Считается /[307], что детали из отвержденных не-
насыщенных полиэфирных с м о л склеиваются
с трудом. При этом указывают различные причины низ-
кой адгезии к ним полимеров, являющихся хорошими
адгезивами для других материалов. Однако полиэфир-
ные пластики, подвергнутые перед склеиванием механиче-
ской обработке (зашкуриванию или опескоструиванию),
склеиваются хорошо [330]. Для склеивания реко-
мендуются [9; 273, с. 119; 306; 316; 323; 330] эпоксид:
ные и фенолоформальдегидные клеи, обеспечивающие
более высокие, чем полиэфирные, прочность соединения,
теплостойкость и стойкость к воздействию щелочей, не-
полярных растворителей и влаги. Однако имеющиеся в
литературе данные [115; 196; 273, с. 119; 306; 331; 332]
свидетельствуют о том, что в некоторых случаях каче-
ственное соединение удается получить и с помощью по-
217
лиэфирных клеев, состав которых близок К составу
полиэфирных связующих. Повысить прочность соедине-
ния полиэфирных стеклопластиков полиэфирными клея-
ми па 27% удается, модифицируя последние полиизо-
цианатами fl 15]. Прочность при сдвиге соединений поли-
эфирных стеклопластиков друг с другом или со сталью
цианакрилатными клеями [325, 326] составляла соот-
ветственно 2—4,9 и 6,5—12,5 МПа.
Для склеивания полиэфирных стеклопластиков с
металлами рекомендуются [330] только эпоксидные и
фенольные клеи. Однако в работах [321, 333] показано,
что приблизительно одинаковую прочность при сдвиге
(10,4—11,8 МПа) можно получить, склеивая полиэфир-
ный стеклопластик со сталью полиэфирным, эпоксид-
ным или полиуретановым клеями. Однако прочность сое-
динений на полиуретановом клее снижается при повы-
шении температуры: при 333 и 373 К она составляет
соответственно 30 и 10% от исходной прочности при
293 К.
Пластмассы на основе аллиловых смол склеи-
ваются лишь после механической обработки поверх-
ности — зашкурив а нием или опеоко струив анием, и про-
мывки ацетоном [330]. Наиболее пригодными клеями
считают эпоксидные, эпоксидно-полисульфидпый, поли-
эфирные, клеи па основе фурановой смолы, на основе
полиэфира, модифицированного диаллилфталатом, по-
.дисульфидные. Эпоксидпо-полисульфидный клей обес-
печивает прочность соединения при сдвиге около 4,6 МПа
и способен работать в интервале температур от 219 до
344 К. Эпоксидно-полиампдпый и полйсульфидный клеи’
пригодны для склеивания аллиловых пластмасс с ме-
таллами и с деталями из реактопластов.
Кремний органические пластмассы, ха-
рактеризующиеся низкой полярностью, склеиваются с
трудом. Наиболее пригодными для их' соединения счи-
тают клеи на основе кремпийорганических полимеров
[273, с. 127; 307] и теплостойкие фенолокаучуковые
клен (например, ВК-13).
Для соединения деталей из пластмасс на основе
ароматических, ’полимеров целесообразно ис-
пользовать термостойкие клеи на основе полиимидов,
полибензимидазолов и т. д. Так, клеевые соединения
титана с полиимидпым гр а фитопластом, выполненные
218
клеями па основе отверждающихся полиимидов и поли-
фенилхиноксалинов, могут эксплуатироваться при тем-
пературах до 593 К в течение 1000 ч [324].
Узлы из полиимидного карбопластика, эксплуати-
рующиеся при невысоких температурах, могут быть со-
браны с помощью эпоксидных (ВК-9, ВК-17, *К-153,
ВК-24М, В К-30), фенолополивинилацетальных (БФ-2,
БФ-4) и феиолокаучуковых (ВК-13М) клеев. Примене-
ние подслоя из фенолокаучукового клея позволяет по-
высить прочность соединения.
* Склеивание полиимидных пленок друг с другом и с
металлической фольгой проводят с помощью полиами-
докислот, растворенных в сильно полярных растворите-
лях, ароматических полиамидов, полиимидов и др. При
этом получаются перасслаивающисся швы, однако про-
цесс склеивания очень продолжителен и трудоемок.
Клеевые соединения полиимидной пленки на поли-
бензимидазольном клее ПБИ-1 могут работать во всем
интервале рабочих температур самой пленки: от 73 до
573 К. Причем указывается, что при испытании на от-
слаивание соединений пленки ПМ-1 с алюминием при
573 К прочность шва составляет около 20%' прочности
пленки при растяжении [335].
Для приклеивания пленки ПМ. к бронзе и стали ис-
пользовали мети лол полиамидный клей МПФ-1 и эпок-
сидные клеи [336]. Клеевые соединения, как и можно
было ожидать, характеризуются низкими прочностью
(она была намного ниже прочности пленки при растя-
жений) и термостойкостью. Высокой прочностью и стой-
костью к действию повышенных температур и искусст-
венного тропического климата [123, с. 368] обладали
клеевые соединения полиимидных пленок ПМ-1 и ПМ-4,
склеенных с использованием подслоя аппрета при ком-
натной температуре кремнийоргаиическим герметиком
марки Виксинт У-2-28.
После обработки в поле тлеющего разряда постоян-
ного тока полиимидная пленка ПМ и полиимидно-фто-
ропластовая пленка ПМФ-351 способны прочно прикле-
иваться к различным металлам эпоксидно-полиамидным
и эпоксидно-кремнийорганическими кл"еями [337].
Для наклеивания электроизоляционных пленок, в том
числе и полиимидных, предложен клей на основе силок-
санедых смол [339]. Известно применение для склеива-
219
ния полиимидных пленок и других типов клеев, напри-
мер на основе фенолоформальдегидной .смолы, модифи-
цированной, нитрильным каучуком '[340];, на основе мо-
дифицированного' сополимера метилметакрилата с гли-
цидил метакрил атом [341],
Клеи для соединения термопластов
По способности склеиваться термопласты могут быть,
разделены [146, 272, 320]' на: легкосклеиваемые (без
специальной подготовки поверхностей), условно'легко-
склеиваемые (требующие несложной подготовки соеди-
няемых поверхностей) и трудносклеивасмыб (требую-
щие сложной подготовки соединяемых поверхностей или
применения специальных клеев, пригодных лишь для
определенного класса пластмасс). Клеи, рекомендуемые
для соединения термопластов трех перечисленных групп,
приведены в табл. VI.1.
Высокопрочные клеевые соединения пластмасс на ос-
нове полиакрилатов и сополимеров метилметакри-
лата друг с другом и с другими материалами . (метал-
лами, отвержденными реактопластами) можно получить,
используя полиуретановые клеи, например ПУ-2 и
ПУ-2Б, цианакрилатные, фенолоформальдегидные, На-
пример В31-Ф9 и ВС-10ТМ, эпоксидные, например
BK-I6, полиэфирные клеи, например ВК-32-70, компо-
зиции на основе нитрильных или полихлоропреновых
каучуков [9; 123, с. 362; 273, с. 117; 327; 342—346].
Одинаково хорошо склеиваются как неориентированные,
так и ориентированные органические стекла.
Для склеивания ориентированных полиакрилатов
во избежание разориентацйи [346] рекомендуются клеи
холодного отверждения. Нежелательны клеи горячего
отверждения и в случае склеивания полиакрилатов с
другими материалами из-за существенного различия'
термических коэффициентов линейного расширения, ко-
торое обусловливает появление остаточных напряжений
в клеевой прослойке.
Клеем ВС-10ТМ [123, с. 68] склеивают теплостойкие
стекла, имеющие пространственную структуру, так как
он отверждается при высоких температурах. Прочность
клеевых соединений органического стекла на клеях
В31-Ф9 и ВС-10ТМ и их длительная прочность низка
220
Таблица VLI. Клеи для термопластов
Термопласты Пластмассы Клен*
Л егкосклеи в аемы е Полиакрилаты ' 1 2, 3, 4, 5
Поливинилхлорид н ев ласти- 3, 6, 7, 8, 9, 10,
\ Условно легко- филированный или с низ- ким содержанием пласти- фикатора- ' Полистирол и сополимеры стирола Поликарбонат Поливинилхлорид пластифи- П 1, з; 5, 7, 8, 10, 11; 12 1, 8, Н, 13 1, 3, 14, 15, 16, 17
склеиваемые цированный Полиэтилентерефталат. 1, 3, 6, 11, 18
Трудпосклеивае- Полиамиды Пентапласт Полиэтилен 1, 3, 4, 10, 19 1, 3, 8, 20 Г, 3,7, 15, 21, 22
мые Полипропилен 1. 2, 3, 11, 15
Фторсодержащие полимеры Полиацетали 1,6, 10, 11, 13, 23 1, 8, 13, 20
* 1.—полиуретановый; 2— эпоксидно-полиамидный; 3 — полихлоропрено-
вый; 4 — фснолоформалъдегидный; 5 — цианаари латный’; 6— и ал и акр платный;
7 — иоливинилацетатный; 8 —полиэфирный; 9 -> перхлор виниловый; 10 w на ос-
ново бутадиен-китрильного каучука; 11 — эпоксидный; ]2 — полисульфидный;
13 — фенолокиучуковый; 14 — полиэфир по-пол и изоцианатный; 15 — полнизоци-
анатный; 15 —ня основе'-" .сополимера винилацетата и винилхлорида; 17— .на
основе сополимера нинилиденхлорида и акрилонитрила; 18 — и а основе насы-
щен и ых иол нэ фи р ов; 19 — м ет алолцолв а мид и ый; 20 — эп оксидн о пол исулъф ид*
ный; 21 — композиция поли бутадиена или поли хлоропрен а с по лиизоциа ката-
ми; 22 — на основе сополимера этилена. и винилацетата; 23 — кромнийоргави-
ческий.
[287, с. 396]. В литературе сообщается о невысокой
прочности клеевых соединений полиметилметакрилата
на цианакрилатных клеях [326]. Однако в опытах, про-
веденных автором по склеиванию органического стекла
СО-90 отечественным клеем циакрин-ЭО, достигнута
прочность при сдвиге 43—15 МПа. В работе [345]! от-
мечается, что циан акрилатный клей может дать поло-
жительные результаты при склеивании сшитых стекол.
Недостатки цианакрилатных кЛеев —их низкая вяз-
кость, при которой требуется особенно тщательная под-
гонка соединяемых поверхностей, и относительно высо-
кая стоимость.
221
Жесткий поливинилхлорид и поливинилхло-
рид, содержащий менее 30 % пластификатора (в том
числе и наполненный), можно склеивать с помощью
композиций на основе нитрилыюго и полихлоропреново-
го каучуков, полиэфирных смол, полиуретанов, полиак-
рилатов,- поливинилацетата, растворов перхлорвинило-
вой смолы [9; 123, с, 359; 273, с, 112; 305; 347] * Эпок-
сидные и фенолоформальдегидные клеи'обладают низ-
кой адгезией к поливинилхлориду [273, с. 113; 307;
348], При склеивании поливинилхлорида со сталью
эпоксидными клеями прочность соединения при сдвиге
достигала 4,7—9 МПа [305, 329], однако она снижалась
приблизительно на 35% после выдержки при 333 К в
воде в течение 100 ч. При динамических нагрузках луч-
ше зарекомендовали себя более жесткие эпоксидные
клен [329]1.
Для повышения клеящей способности эпоксидных
смол их модифицируют перхлорвиниловой смолой [349,
350] (клеи ПЭД-Б, ПЭД, ПК-10) или поливинилхлори-
дом (клей ПФЭД). Клеи ПЭД, ПЭД-Б, ПФЭД реко-
мендуются для склеивания жесткого и пластифициро-
ванного поливинилхлорида с металлом, бетоном, штука-
туркой, древесиной, тканями, термопластами и отверж-
денными пластмассами [123, с. 360].
Соединения поливинилхлорида, выполненные клеями
на основе форполимера метакрилата, стойки (в течение
нескольких месяцев) к действию горячей воды (333 К),
метанола, уксусцод кислоты, атмосферных факторов
[351]. Соединения встык с V-образной разделкой сты-
куемых кромок (подобно разделке при сварке встык
нагретым газом или растворителем, см. гл. V) на этих
клеях имеют относительную прочность при растяжении
0,91—0,94 прочности материала.
Высокой адгезией к поливинилхлориду обладают по-
лиуретаны [307]i Рекомендуется, чтобы изоцианат в со-
ставе клея находился в избытке. Для получения швов
со свойствами, близкими к свойствам соединяемого ма-
териала, целесообразно пользоваться полиуретановой
композицией, модифицированной перхлорвиниловой
смолой (клей ВК-П) [123, с. 179]. С помощью поли-
уретановых клеев ВК-11, ПУ-2, ПУ-2Б приклеивают де-
коративно-облицовочные и пленочные материалы на ос-
нове поливинилхлорида (содержащего не более 35%
222
йлйстификатора) к металлам, поролону., древесине. Для
этих же целей могут быть использованы кЛеи на основе
полихлоропрена (Kneflv88Hn), сополимера бутадиена и
акрилонитрила, сополимеров винилацетата и акриловой
кислоты, сополимеров эфиров акриловой кислоты.'
В нашей стране для склеивания искусственных кож
с поливинилхлоридным покрытием используют комби-
нированные клеи на основе нитрильного каучука и пер-
хлорвиниловой смолы- (клеи ЦНИИ КП-КП-33, НП-9)
1 [352].
Плитки с содержанием 25—30 и 30—60% пластифи-
цированного поливинилхлорида приклеивают к полу со-
ответственно битумно-каучуковыми клеями в виде .рас-
твора или эмульсии и клеями на основе смеси полиак-
рилата и поливинилацетата, декстрина, нитрильного
каучука [353];.
При склеивании поливинилхлорида с полиэфирными
стеклопластиками хорошо себя зарекомендовали поли-
эфирные клеи, содержащие тетрагидрофуран [347]. Вы-
сокая адгезия полиэфирных связующих ’ к поливинил-
хлориду использована [354] при изготовлении днищ
резервуаров, имеющих силовую оболочку из полиэфир-
ного стеклопластика, ' причем формование последней
идет одновременно с приклеиванием поливинилхлорид-
ного покрытия.
В литературе [325, 326, 355] приводятся противоре-
чивые данные относительно прочности соединений поли-
винилхлорида на цйанакрилатных клеях. По-видимому,
это объясняется различиями в составе используемых
клеев. Однако во всех случаях прочность соединений
ниже, чем при использовании полиуретановых клеев и
клеев па основе перхлорвиниловой смолы. Так, проч-
ность при сдвиге соединений поливинилхлорида состав-
ляет 4; 4,5 и 6,5 МПа для цианакрилатных клеев' низ-
кой, средней и высокой вязкости, а соединений поливи-
нилхлорида со сталью — 8,5; 7 и 6 МПа [325].
Для склеивания поливинилхлорида с резиной в про-
цессе вулканизации рекомендуется клеевая композиция
на основе натурального или синтетического бу-
тадиен-стирольного, хлоропренового каучука или
их смеси. В том случае, когда ^применяют клеи, тре-
бующие последующей вулканизации, особое внимание
должно быть уделено взаимодействию между стабили-
223
заторйМЙ пбливиНйлхлорйда й ускорителями вулканиза-
ции, поскольку в ряде случаев в результате реакции
между ними может появляться нежелательная окраска,
а также ухудшаться механическая прочность клеевого
шва. Соединение поливинилхлорида с резиной предло-
жено также проводить с помощью латекса натурального
каучуку с привитым метилметакрилатом [356].
При склеивании пластифицированного (35—50%
пластификатора) поливинилхлорида клеями, которые
хорошо склеивают жесткий поливинилхлорид, через не-
сколько суток или месяцев наблюдается ослабление или
разрушение первоначально безупречного шва, происхо-
дящее под действием пластификаторов, которые диф-
фундируют в клеевую прослойку [273, с. 114; 146; 347;
356]!. Поливинилхлорид с содержанием щластификато-
ра 7>60% вообще не склеивается. Поэтому для склеи-
вания пластифицированного поливинилхлорида необхо-
димы клеи, устойчивые к действию'Пластификатора.
Чтобы предотвратить действие пластификатора на
клеевой шов, на поверхность поливинилхлорида наносят
подслой из полимера, содержащего небольшое количе-
ство или вовсе не содержащего пластификатора [356],
По другому способу на детали из пластифицированного
поливинилхлорида наносят слой, который непроницаем
“для пластификатора, и лишь только затем склеивают
клеями, обладающими адгезией к подслою [356]. В ка-
честве последнего применяют сополимер винилхлорида
и винилацетата [347], смесь из сополимеров винилпро-
изводных, содержащих реакционноспособные группы,
или полиэфиров и полийзоцианатов.
Стойкостью к пластификаторам обладают клеи на
основе нитрйльного каучука с добавками хлоркаучука
или смол. Однако недостатком этих клеев является
слишком короткая открытая выдержка, которая не мо-
жет превышать 5—10 мин, что затрудняет применение
этих клеев при склеивании больших поверхностей. Это-
го недостатка лишены клеи на основе полихлоропрено-
вого каучука. Однако миграция пластификатора в клее-
вую прослойку препятствует кристаллизации полихло-
ропрена и не позволяет, таким образом, достичь требуе-
мой .прочности соединения. Под действием стабилизато-
ров, содержащихся в материале, возможно нежелатель-
ное окрашивание шва.
224
Отлично зарекомендовали себя при склеивании пла-
стифицированного поливинилхлорида полиуретановые
тслеи фирмы «Farbenfabriken Beyer AG» (ФРГ), напри-
мер на основе полиэфира, содержащего изоцианатные
труппы, марки Desmocoll 400. Для получения -более
теплостойкого соединения Desmocoll 400 отверждают
три изоциана та ми.
В качестве основы клеевых композиций для склеива-
ния подошвенных материалов с синтетическими кожза-
менителями, имеющими поливинилхлоридное покрытие,
выбран полиуретановый эластомер УК-1 с концевыми
гидроксильными группами,, отверждаемый продуктом
взаимодействия гексамстилендиизоцйаната с водой
(отвердитель Б-1) в присутствии -ускорителя КСМК.
Для склеивания монолитных деталей из полисти-
рола (пленки, плиты, трубы, литые детали) рекомен-
: дуются [273, с. 118; 357], полиуретановые, стиролсодер-
жащие полиэфирные, циапакрилатные клеи, компози-
ции на основе полихлоропрена, нитрилыгого каучука,
-полиизобутилена или бутилкаучука. То, что полистирол
хорошо растворяется -в растворителе полиуретанового
клея, в стироле, входящем в состав полиэфирного клея,
и в цианакрилате, способствует достижению наиболее
полного контакта клея со склеиваемым материалом.
' Клей, состоящий из 3 ч. жесткоцепного полиэфира
и 1 ч. гибкоцепного,- хорошо зарекомендовал себя при
склеивании полистирола с другими пластмассами —
отвержденными фенопластами, меламинопластами,
эпоксипластами и полиэфирными слоистыми пластика-
ми [357]. Клеи на .основе каучуков применяются для
наклеивания пленок из полистирола на металл, древе-
сину, резину и т. д. Использование бензина в качестве
растворителя клеев исключает образование рисок в по-
листироле. ,
Эпоксидные клеи характеризуются низкой адгезией
к полистиролу. Так, образцы из полистирола и стали,
скленные эпоксидным клеем при 333 К в‘ течение 6 ч,..
разрушаются при испытании на сдвиг при напряжении
9,0 МПа.
Склеива-ние монолитных деталей из полистирола с
бумагой, кирпичом, древесиной производят^дисперсиями
на основе поливинилацетата, полйвипилпропионата и
полиакрилата. Прочность при сдвиге клеевых сбедине-
15—829 225
йий полистирола Со сталью На ЦианакриЛатнЫх кйейх
различной вязкости достигла 4 МПа [325].
Для склеивания полистирольных пенопластов ис-
пользуют клеи, которые не содержат растворителя поли-
стирола, например быстросхватывающие резиновые клеи
в виде бензинового раствора* битумные эмульсионные,
дисперсии на основе регенерированной резины, поливи-
нилацетата, поливиннлпропионата или полиакрилата с
добавками цементов, схватывающихся под действием во-
ды, водные растворы карбамидо-формальдегидной смо-
лы :[273, с. 129; 357], полиуретановые клеи [123, с. 369] ।
Не содержащие растворителя эпоксидные клеи склеива-
ют полистирольный пенопласт с различными материала-
ми. В работе [358] сообщается о склеивании пенополи-
стирола с гофрированным алюминием с помощью поли-
хлоропренового клея. При изготовлении легких ограж-
дающих конструкций — сэндвич-панелей — одним из
наиболее технологичных и дешевых является полихло-
ропреновый клей'88Н. Основной его недостаток — пожа-
рб- и взрывоопасность. Для нужд строительства разра-
ботаны композиции на основе полйвинилацетатной дис-
персии с добавкой финолоформальдегидной смолы ре-
зольного типа (40%) или эпоксидной смолы ЭИС-1
(30%), не имеющие этого недостатка [359]. Полисти-
рольные пенопласты' ПС-1 и ПС-4 можно склеивать
карбамидными клеями при. помощи высокочастотного
нагрева в течение нескольких секунд ]360]L
При склеивании ударопрочных полистиролов наряду
с полиуретановыми клеями (например, ПУ-2, ВК-Г1
[123, с. 366]) применяют эпоксидные клеи, отверждае-
мые аминами или полиамидами [16, 357, 358]. Однако
прочность соединений на эпоксидных клеях невелика;
например, в случае соединения ударопрочного полисти-
рола типа СБ друг с другом или со сталью разрушаю-
щее напряжение на сдвиг при сжатии составляет всего
2,2 и 5,5 МПа [358]. После обработки поверхности пла-
стика в хромово-серной ванне прочность срединения по-
вышается до 18 МПа. Дублирование ударопрочных по-
листиролов с другими материалами выполняют клеями
на основе нитрильного каучука.
Поликарбонат склеивается легче, чем другие
кристаллизующиеся термопласты, что объясняется его
относительно хорошей растворимостью в некоторых ор-
226
ганическцх соединениях [330]i. Наиболее подходящими
для поликарбоната считают эпоксидные клеи [330, 361, ,
362], полиэфирные [330, 363],- полиуретановые [362],
кремнийорганические [361]' и фенолокаучуковые, отвер-
ждение которых происходит при температуре, не превы-
шающей температуры стеклования поликарбоната
(405 К). При склеивании поликарбоната полиуретано-
вым или изоцианатсодержащим клеями можно ожидать,
что при нагревании будет происходить химическое взаи-
модействие полимера с изоцианатными группами [364].
Из эпоксидных клеев предпочтительнее составы, моди-
фицированные тиоколами и отверждающиеся аминами
[363]. Эпоксидные клеи, отверждаемые аминами или
полиамидами, не рекомендуются для работы во влаж-
ной среде при температуре выше 393 К-' При склеива-
нии поликарбоната клеями, отверждаемыми ангидрида-
ми, возникает опасность теплового старения материала
во время термообработки шва [361].
В зависимости от рецептуры эпоксидных клеев раз-
рушающее напряжение при сдвиге клеевых соединений
поликарбоната изменяется от 19,8 до 6,5 МПа и намно-
го уступает разрушающему напряжению сварных соеди-
нений, выполненных с помощью растворителей [362]'.
Данные относительно прочности соединения поли-
карбонатов цианакрилатными клеями, встречающиеся
в литературе, противоречивы. В работе [363] эти клеи
признаны неподходящими для соединения поликарбо-
ната, а в работе [362]—сообщается о том, что с по-
мощью клея Истмэн-910 достигнута прочность соедине-
ния поликарбоната со сталью и алюминием, превосхо-
дящая прочность соединения на эпоксидных, полиурета-
новых и каучуковых клеях.
Материалы на основе полиэтилентерефтала-
та (пленки, волокна, -ткани и т. д.) склеиваются доста-
точно хорошо [330]; однако склеивание сопряжено с не-
которыми трудностями, которые, в частности при со-
единении Пленок, склонны объяснять кристаллической
ориентированной, структурой полимера [273, с. 119], и
исключительно гладкой поверхностью пленки [365]. Од-
нако полностью согласиться с этим нельзя, так как эти
факторы в ряде случаев не снижают, а повышают проч-
ность сцепления клея с подложкой [296]. По-видимому,
низкая прочность клеевых соединений пленок полиэти-*
15* 227
лентерефталата объясняется наличием'на их поверхно-
сти слабого пограничного слоя.
Клеи, предназначенные для склеивания пленок по-
лиэтилентерефталата, должны, обладать высокой термо-
стойкостью, и эластичностью [366], малым модулем уп-
ругости, высокими прочностью и удлинением при растя-
жении, а также должны иметь функциональные группы,
способные взаимодействовать с полимером [367]. Для
создания таких клеев возможны два пути: модификация
универсальных клеев и Создание специальных клеев,
близких по строению к соединяемому материалу. При
выборе типа клея необходимо учитывать, что компози-
ции : на основе эпоксидных, фенолоформальдегидных
смол, полиуретанов и полиакрилатов дают швы с высо-
кой жесткостью, хорошо работающие при отрыве [368],
а потому не могут быть рекомендованы для изготовле-
ния изделий из пленок полиэтилентерефталата. Швы,
работающие . на отслаивание или расслаивание, пред-
почтительнее изготавливать с помощью эластичных
клеев.
Клеи на основе каучуков особенно удобны в тех слу-
чаях, когда нет возможности нагревать места соедине-
ния. Но для увеличения прочности соединения его обыч-
но нагревают до 333 К. В состав клеевой композиции
иногда вводят терпеновые, кумароновые и другие смо-
лы. Швы, полученные с помощью полихлоропренов ого
клея, имеют высокую эластичность, их прочность при
расслаивании составляет около 20% прочности матери-
ала при растяжении, а при сдвиге эти соединения раз-
рушаются по пленке [369], Однако после старения при
повышенной температурех или во влажной атмосфере
наблюдается снижение прочности.
В отечественной промышленности для склеивания
пленок полиэтилентерефталата с другими материалами
(металлами, пластмассами, минеральным стеклом, тка-
нями) при комнатной температуре без давления исполь-
зуют композицию СКТ на основе кремнийорганического
полимера с наполнителем, этиловым эфиром ортокрем-
невой кислоты и. катализатором .[344]. Предварительно
на поверхность полиэтилентерефталата наносят подслой
П-11 или Т. Прочностные характеристики клеевых со-
единений на композиции СКТ достаточно высоки в ши-
роком диапазоне температур,
238
Прочность при растяжении соединений лолиэтилен-
терефталата внахлестку с длиной нахлестки 10 мм, вы-
полненных клеями на основе сополимеров винилхлори-
да с винилацетатом, была равна прочности склеиваемого
материала [369]. Однако эластичность этих клеев ока-,
залась ниже, чем эластичность полихлоропреновых кле-
ев. Клеи на основе виниловых сополимеров длительно
удерживают остатки растворителя и изменяют во вре-
мя старения свои эластичность и прочность. .
Клеевые швы, полученные с помощью раствора или
расплава поликарбоната, обладают более высокой эла-
стичностью по сравнению с эпоксидными клеями и не
требуют длительной термообработки для достижения
необходимой прочности. Аналогичными свойствами, но
несколько меньшей прочностью обладают швы, изготов-
ленные с помощью полиэтилена, имеющего высокий по-
казатель текучести расплава и температуру плавления
423 К.
Для склеивания полиэтилентерефталата с вулкани-
зованными резинами или металлом применяются амино-
силаны, иногда в смеси с эпоксидными соединениями
{356}. Для склеивания полиэтилентерефталатной плен-
ки с электротехническим картоном наиболее подходят'
составы на основе нитриЛьного каучука С КН-40 или фе-
нолоформальдегидной смолы, модифицированных п-трет-
бутилфенольной смолой 101 [370], полиуретановые клеи
на основе модифицированного изоцианатом полиэфира
и клей на основе фенолоформальдегидной смолы и нит-
рильного каучука [330].
Высокопрочные соединения полиэтилентерефталата
друг с другом, с производными целлюлозы, а после со-
ответствующей подготовки и с другими материалами
можно получить, применяя клей на основе модифициро-
ванного изоцианатом полиэфира и смеси его с полиизо-
цйанатом [330]. Специальные полиуретановые клеи ис-
пользуют для создания многослойных" пленок —поли-
этил ентерефта лат + полиолефин, полиэтилентерефта-
лат+алюминий + полиолефин.
Для соединения пленок полиэтилентерефталата на-
шли применение клеи на основе сополимеров терефтале-
вой, себациновой и других кислот с этиленгликолем
[330, 356, 371—374]'. Эти сополимеры характеризуются
лучшей по сравнению с полиэтилентерефталатом рас*
229
творимостью и меньшей склонностью к кристаллизации.
Прочность при сдвиге соединений, выполненных с по-
мощью сополимера ТФ-60, полученного из 60% тере-
фталевой и 40% себациновой кислоты, составляет 80—
100% прочности полиэтилентерефталатной пленки при*
растяжении при температурах от 173 до 333 К- Этот
сополимер характеризуется пониженной по сравнению
с полиэтилентерефталатом температурой плавления,
в результате чего процесс можно вести при температу-
рах, не вызывающих дезориентации пленки. Однако
теплостойкость соединения составляет.около 373 К, что
ниже теплостойкости самой пленки (423 К). Морозо-
стойкость швов (173 К) также меньше морозостойко-
сти пленки (123 К) •
В качестве клея для полиэтилентерефталата предло-
жено [372] использовать композицию, полученную по-
ликонденсацией 65 масс. ч. терефталевой и 35 масс. ч.
себациновой кислот с этиленгликолем. Эту смолу экс-
трудируют в виде нити диаметром 0,3 мм, охлаждают
и сматывают или в нагретом состоянии подают к месту
соединения. Температуру поверхности прикатывающих
роликов поддерживают в пределах до 443 К. За счет
давления нить расплющивается до ширины 1 мм.
В большинстве случаев сополимеры наносят на со-
единяемые поверхности в виде 4—10%-ных или 15—
30%-ных [330] растворов в кетонах, хлорированных уг-
леводородах (метиленхлорид, хлороформ и др.).
Для придания клеевым швам, выполненным клеем
ТФ-60, стойкости к действию растворителей и для по-
вышения прочности соединения при расслаивании и
теплостойкости предложено вводить толуилендиизоциа-
нат (продукт 102Т 2 масс. ч.). Разрушающее напряже-
ние при сдвйге клеевых соединений полиэтйлентерефта-
латных пленок толщиной 40 мкм, выполненных этим
же клеем с добавлением продукта 102Т, при 373 К по-
вышается до 40 Н/см (нагрузка отнесена к ширине об-
разца) по сравнению с"17 Н/см при склеивании чистым
ТФ-60.
Для повышения теплостойкости швов к сополиме-
рам добавляют также отверждающиеся при нагревании
алкилфенолоформальдегидные смолы [371].
Применение в качестве клеев сополимеров с более
жесткими макромолекулами, чем у ТФ-60 приводит к
230
Йбв'ыШёнйю теплостойкости клёёвых сОёдйнейий, расши-
рению интервала рабочих температур, уменьшению ско-
рости кристаллизации в процессе термообработки и уве-
личению морозостойкости.
Полиамиды можно склеивать в принципе любы-
ми клеями ,{376]|. Однако автор работы [273, с. 123]
считает, что для соединения полиамидов подбор клеев
затруднен. Действительно, при склеивании по обычной
технологии, принятой для металлов, отвержденных ре-
актопластов и других материалов, не удается достиг-
нуть удовлетворительных результатов. Исследователи не
совсем обоснованно объясняют этот факт высокой сте-
пенью кристалличности и стойкостью Полиамидов к дей-
ствию большинства растворителей [377, с. 230]. При
этом не учитывают такие явления, как выпотевание на
поверхность полиамида мономеров, не,.вступивших в ре-
акцию, наличие адсорбированной влаги. Последним, ви-
димо, и объясняется то, что при склеивании полиамидов
эпоксидным клеем холодного отверждения без пр едва;
рительной обработки соединяемых поверхностей разру-
шающее напряжение соединения при сдвиге достигает,
по данным [378], лишь 0,8 МПа, а по данным [273,
с. 124] — 2,5 МПа.
Однако в результате специальной обработки поверх-
ности (зашкуривание и очистка четыреххлористым уг-
леродом) прочность капрона, склеенного эпоксидно-по-
лиамидным клеем, при сдвиге достигла 8 МПа, а для
образцов, склепных со сталью,— 14 МПа. Низкой ад-
гезией к полиамидам характеризуются также цианакри-
латные клеи [307]|.
Из универсальных клеев для соединения деталей из
полиамидов, поверхности которых подвергнуты обра-
ботке, применяют составы на основе полиуретанов
[344], фенолоформальдегидных [378] и эпоксидных
[380] смол. . ’
Для склеивания больших поверхностей, например в
случае соединения пленок, пригодны быстросхватываю-
щиеся клеи на основе каучуков, низкомолекулярного,
полиизобутилена или простых эфиров поливинилового
спирта, например поливинилизобутилового эфира. Од-
нако прочность получаемых соединений невысока, что
объясняется низкой когезионной прочностью адгезива.
I.
231
В качестве так йазЫваеМыХ контактных клеев (т. ё.
клеев, отверждающихся при контактном давлении) при-
меняются растворы полярных синтетических каучуков,
например хлоропренового.
Во все. перечисленные выше клеи для улучшения их
клеящих свойств в большинстве случаев вводят актив-
ные наполнители, смолы (кумароноинденовые, феноло-
формальдегидные) или полиизоцианаты. Полихлбропре-
новые клеи, модифицированные полиизоцианатами, ре-
комендуется использовать для соединения полиамидов
Со сталью, латунью, алюминием и древесиной [273,
с. 124].
Для соединения полиамидов друг с другом и с дру-
гими материалами, особенно в случае посадки поли-
амидных подшипников скольжения в металлический,
корпус применяются отверждающиеся клеи на основе
гидроксилсодержащих низкомолекулярных полиэфиров
и полиизоцианатов [123, с. 365]. Высокая прочность со-
единений, сохраняется длительное время при 363 К и
кратковременно при 443 К [376].
Наиболее высоких значений прочность соединений
полиамидов с различными материалами с помощью по-
лиуретанового клея на основе трифенилметан-4,4/,4л'-три-
изоцианата достигает после обработки поверхности по-
лиамидных деталей муравьиной кислотой [381].
Для склеивания полиамидов друг с другом и с та-
кими материалами, как металлы, прессованные реакто-
пласты, термопласты (полистирол, полиметилметакри-
лат), древесина, пригодны отверждаемые на холоду и
растворимые в спиртах фенолоформальдегидные смрлы
резольного типа [378, 382]1. , Металлы в этом случае
предварительно грунтуют совмещающимися с феноль-
ными. смолами растворами поливинилбутираля, содер-
жащими хромовокислый цинк и отвердитель — фосфор-
ную кислоту и термопластичными лаками на основе по-
ливинилацетата или полиметилметакрилата. Прочность
при сдвиге образцов полиамида толщиной 5 мм, склеен-
ных клеем марки Plastaphenal (ГДР) на основе моди-
фицированной поливиннлформалем фенольной смолы
горячего отверждения внахлестку, составляет 4,0—
5,0 МПа [273, с. 124].
Полиамиды можно склеивать друг с Другом и с про-
чими материалами клеями на основе резорциноформаль-
232
дегидных смол [376]. Перед склеиванием детали из по-
лиамидов должны быть зашкурены, а металлические
детали загрунтованы композицией на основе феноло-
формальдегидной смолы и нитрильного каучука, поли-
винилацеталя или хлоропренового каучука. После
отверждения образуется неплавкий резит, который де-
лает клеевой шов жестким и относительно хрупким. Это
обстоятельство затрудняет применение резорциноформ-
альдегидных клеев для ^соединения пленок полиамидов,
но они пригодны'для соединения полиамидов с сыры-
ми резинами с последующей вулканизацией [376].
В настоящее время лучшими клеями для полиамидов
считают [273, с, 124]| растворы легкорастворимых поли-
амидов с добавкой резорцина.
Ароматические полиамиды типа фенилона могут быть
склеены теплостойкими фенолокаучуковыми, эпоксидны-
ми и полиуретановыми клеями.
П е и т а п л а с т хорошо склеивается с различными
материалами. Химическая обработка поверхности позво-
ляет повысить прочность соединения. Для склеивания
необработанного пентапласта, например со сталью, мо-
гут быть применены полиуретановый, полиэфирный,
эпоксидно-тиоколовый и цианакрилатный клеи [363].
Прочность при отрыве таких соединений составила со-
ответственно 6,2; 4,7; 4,2 и 3,6 МПа. После травления
поверхности в хромовокислотной ванне прочность соеди-
нения эпоксидно-тиоколовым клеем возросла до 9’МПа..
Прочность при сдвиге соединений пентапласта со стек-
лотекстолитом (КАСТ-В) эпоксидно-полиамидным кле-
ем ВК-9 и полиуретановым клеем 'ПУ-2 .может достигать
соответственно 6,5 и 7,5 МПа. При футеровке химиче-
ского оборудования, гальванических и травильных ванн
листовым пентапластом применяют полихлоропреновые
клеи 88-Н, 88-НП, СВ-88 и 78-БЦС.
В литературе мало сведений относительно склеива-
ния по л и фен ил ено к с и д а. Имеющиеся данные от-
носятся преимущественно к сварке с помощью раство-
рителей [18, с. 778; 328]. Указывается лишь, что склеи-
вание может быть проведено эпоксидными клеями. Клей
можёт иметь в своем составе растворитель полифени-
леноксида (хлороформ, дихлорэтан и др.), благодаря
чему прочность соединения возрастает.
Для склеивания полисульфона рекомендуют по-
23,?
лиуретановые и эпоксидные клеи [9]. Можно считать
пригодными также теплостойкие фенолокаучуковые
клеи и клеи на основе кремнийорганических каучуков
типа Виксинта У-2-28.
К группе трудносклеиваемых термопластов относят
полиэтилен, полипропилен, полифторолефины и поли-
ацетали.
Полиэтилен без предварительной обработки по-
верхности не может быть прочно склеен, так как боль-
шинство клеев имеют к нему низкую'адгезию. Это объ-
ясняется низкой Полярностью полимера, нерастворимо-
стью его в органических растворителях и высокой сте-
пенью кристалличности. Кроме того, полиэтилен содер-
' жит низкомолекулярные примеси и добавки—- стабили-
заторы, смазки и т. п., которые мигрируют на поверх-
ность и образуют там пограничный слой, уменьшающий
адгезию. Эти примеси могут быть удалены перекристал-
лизацией, экстракцией или другим способом.
Полиэтилен высокой и низкой плотности без подго-
товки поверхностей может быть склеен клеями на осно-
ве полиизобутилена [384], натуралвного каучука, син-
тетического каучука (преимущественно хлоропреново-
го), смеси полиакрилатов и поливинилацетата [273,
с. 120]. Такие клеи пригодны однако лишь для соеди-
нения пленок толщиной до 100 мкм. Теплостойкость
этих клеев не превышает 333 К, а прочность соединения
_меньше прочности соединяемого материала. Склеивая
полиэтилен низкой плотности композицией из смеси вы-
сокомолекулярного (П-200) и низкомолекулярного
(П-20) полиизобутиленов, растворенной в толуоле, до-
стигли прочности при сдвиге 0,3 МПа [385].
Для склеивания необработанного полиэтилена ре-
комендуются также '[238] клеи на основе кремнийорга-
нических соединений и полибутадиена. Особый случай
представляют плиты, например из вспененного или на-
пыленного полиэтилена с открытыми порами, которые
могут быть склеены без подготовки поверхности между
собой и с другими материалами (металл, керамика,
древесина и т. д.) эпоксидными клеями. Эпоксидный
клей механически заклинивается в порах такого поли-
этилена и в результате безусадочного отверждения обес-
печивает безупречное соединение, прочность которого
превышает прочность материала,
?34
Частично гидрированный ноли бутадиен, содержащий
наполнители, вулканизующие агенты и пластификаторы,
в виде растворов в ароматических углеводородах при-
годен для склеивания полиэтилена [287, с. 386];.
В работе [356] описан способ, по которому поли-
этилен соединяется с помощью^ полимеров хлорирован-
ных, олефинов или их сополимеров с содержанием хло-
ра 5—35%. Целесообразно эти вещества наносить из
раствора в растворителях, вызывающих набухание по-
лиэтилена.
_ Соединение полиэтилена с помощью термоплавких
клеев на основе полиэтилена, полиэтилена и натураль-
ного каучука, полиэтилена, бутилкаучука и кумароно-
.вой смолы, полиизобутилеиа при температуре, близкой
к Тап полиэтилена [273, с. 120], по своему механизму
ближе к сварке, так как эти клеи частично или полно-
стью совмещаются с полиэтиленом.
При склеивании предварительно подготовленного по-
лиэтилена получают прочные клеевые соединения [305].
В этом случае хорошие результаты дают полиуретано-
вые [273, с. 122; 287, с. 387; 305; 383; 386] и эпоксидные
клеи [287, с. 387; 305; 358; 383; 387], клён на основе
нитрильного или хлоропренового каучуков, модифициро-
ванных изоцианатами [273, с. 122; 383], клеи на основе
сополимера этилена и винилацетата [251], фенолокау-
чуковые, поливинилацетатные и другие клеи [9, 383]:.
Не более 1 МПа составляет разрушающее напряжение
при сдвиге клеевого соединения полиэтилена толщиной
2 мм и полиэтилена со сталью, изготовленного циан-
акрилатным клеем [325]. Прочность клеевых соедине-
ний полиэтилена низкой плотности с металлами эпоксид-
ным клеем резко снижается после 3 мес. выдержки в го-
рячей воде, метаноле, уксусной кислоте, на открытом
воздухе [351]. Более устойчиво соединение, изготовлен-
ное с помощью клея из сополимера этилена с винил-
ацетатом.
По своему поведению при склеивании полипро-
пилен близок к полиэтилену, однако склеивается еще
труднее из-за более высокой химической стойкости
[273, с. 122]. Пленки, плитЙ1, трубы из необработанно-
го полипропилена хорошо склеиваются клеями на осно-
ве натурального или хлоропренового каучуков [388] с
добавкой полиизоцианата или без него [383]. Тепло-
235
стойкость полученных швов 353—373 К. Вспененный по-
липропилен с открытыми порами хорошо склеивается
эпоксидными клеями.
Полипропилен, поверхность которого предваритель-
но обработана, склеивают эпоксидными и полиуретано-
выми клеями [358, 383, 389]. В последнем случае, в ча-
стности при использовании клея ПУ-2, прочность соеди-
нения при сдвиге превосходит прочность самого поли-
пропилена при растяжении. При склеивании полипропи-
лена со сталью эпоксидно-полисульфидным клеем раз*
рушающее напряжение при равномерном отрыве состав-
ляет 8,9 МПа [363]. Прочность соединений деталей из
полипропилена друг с другом и со сталью эноксидно-
полиамидным клеем и эпоксидным клеем, отверждае-
мым амином [9% (масс.)] составляет 6,5—9 МПа.
Для предотвращения усадки, вызванной различия-
ми термических коэффициентов линейного расширения
полипропилена и материалов, с которыми его склеива-
ют, применяют подслой из эластичного клея, например
на основе полиизобутилена [146] или прокладку из пе-
нополиуретана [383].
Из всех фторо--р панических полимеров
наиболее трудно склеивается политетрафторэтилен. До
сих пор нс существует удобного и доступного способа
склеивания этого материала. Другие фторопласты, на-
пример Ф-26 и Ф-42, склеивать легче, поскольку они рас-
творяются или набухают в некоторых органических рас-
творителях.
Склеивание фторопластов без подготовки поверхно-
стей при комнатной температуре клеями на основе поли-
изобутилена [356] или бутилкаучука может быть приме-
нено лишь для временного соединения [390]. Так,
используя в качестве клея 50%-ный раствор полиизобу-
тилена с молекулярной массой 30-103-—40-105 в толуоле
или бензине, достигают разрушающего напряжения при
расслаивании около 4 Н/см.
Болес пригоден контактный силиконовый клей, кото-
рый под действием перекиси или бутилтитаната при
373'—473 К за несколько минут частично отверждается
и сохраняет клеящие свойства, будучи нанесенным на
ленту фтородласта-4.
Соединение деталей из фторопласта-4 друг с другом
или с металлами без подготовки поверхностей может
236
быть осуществлено с йомощью смеси высокомолекуляр-
ного частично кристаллического политетрафторэтилена и
политрифтормонохлорэтилена при 633 К и. Давлений
25 кПа. Этот способ наиболее подходит для Пленок тол-
щиной 1,5 мм. Более тонкие пленки склонны при таком
склеивании к морщинистости, а более толстые требуют
длительной выдержки >[390]. Другой способ — склеива-
ние с помощью пленки толщиной 20—100 мкм или дис-
персии сополимера тетрафторэтилена и гексафторпропи-
лена [356]. Теплостойкость клеевых швов'в последнем
случае составляет 473 К, а по химической стойкости они
аналогичны сополимеру. Для склеивания фторопласта-4
может быть использован также бензотрифторсилоксан
или сополимер трифторхлорэтилена и винилиденфторн-
да [356].
Склеивание сополимеров перфторпропилеиа с вини-
лиденфторидом проводят с помощью трифенилметан-
4,4',4"-триизоцианата, а также эпоксидных клеев '[390].
При склеивании деталей из фторопластов, поверх-
ность которых подвергнута физической или химической
обработке [390; 391, с. 233], применяют универсальные
клеи на основе эпоксидных смол [9; 287, с. 389; 356, 358,
390], фенолоформальдегидных смол, модифицированных
полиацеталями, полиуретановые клеи [390] (см.
табл. VI.2J. Очень низкие показатели прочности получе-
ны при склеивании политетрафторэтилена цианакрилат-
пыми клеями [325]. '
Таблица VI.2. Прочность склеивания стали 30ХГСА и химически
обработанного политетрафторэтилена различными клеями
Марка клея Рабочая температура, К Разрушающее напряжение при равномерном отрыве, МПа
при 2S3 К при рабочей температуре при 213 К
ВС-350 473 7,7* 4,1* 10,4*
ПУ-2 373 11* 10* 11^
К-153 353 11** 11** 9,9*
ВК-32-200 473 9 3*** 5,7* 10,7*
* разрушение по клею.
•* Соединение не разрушается*
Разрушение по фторопласту.
237
Для склеивания обработанного п олиформальДе-
гида пригодны полиуретановый, полиэфирный, феноло-
каучуковый и другие клеи [328, 363]. Необработанный
полиформальдегид склеивается нс очень хорошо. Так,
разрушающее напряжение при равномерном отрыве об-
разцов стали, склеенных эпоксидно-полиамидным клеем
с необработанным полиформальдегидом, составляет
7МПа. В случае эпоксидно-поли сульфидного клея этот
показатель возрастает до 21,7 МПа,
КОНСТРУИРОВАНИЕ КЛЕЕВЫХ СОЕДИНЕНИИ
Конструирование клеевых соединений .[272, 392]
включает в себя определение формы и расчет размеров
соединения, а также выбор клея и способа его нанесе-
ния. При этом конструктуру необходимо учитывать тип
конструкции, величину, направление и длительность дей-
ствия нагрузки,' условия эксплуатации изделий, а также
его стоимость. При конструировании клеевого соедине-
ния композиционных пластиков необходимо учитывать,
что напряжения сдвига между слоями материала могут
оказаться столь же опасными, как и сдвигающие на-
пряжения в клеевой прослойке.
При создании клеевых соединений необходимо, что-
бы поверхность склеивания была возможно большей и
чтобы нагрузку воспринимала возможно большая ее
часть. Кроме того, надо, чтобы нагружение клеевого Шва
происходило в направлении его максимальной 'Прочно-
сти, конструировать клеевое соединение так, чтобы оно
работало на сдвиг, и исключать отдирающие или рас-
слаивающие напряжения. Эти требования обусловлены
тем, что прочность при сдвипе т у пластмасс меньше, чем
прочность ст при растяжении; например, у карбопластов
т/о= 1/15—1/35 [38]. При соединении слоистых пласти-
ков нагружение шва в направлении, перпендикулярном
слоям наполнителя, не допускается, поскольку, напри-
мер у эпоксидных бороиластов межслойная прочность
при отрыве в 2 раза ниже межслойной прочности при
сдвиге [69].
Большое влияние на работоспособность клеевого со-
единения оказывает его конфигурация. Основные виды
клеевых соединений приведены на рис. VI.3. От вида
клеевых соединений зависит их прочность при растяже-
238
Рис. VI.3. Виды конструкций клеевых соединений:
а — внахлестку; б— встык с подсечкой; s'—в" — встык. с одной и двумя нзкладкахи; г—с двойной нахлесткой; б —встык
с нахлесткой; е — на ус; ас—« — уголковые; к — тавровое; л — двутавровое; м—о — при изготовлении полых профилей: п~с—1
пазовые; г—ф — телескопические (круглые}; х—ч— присоединение донышка или крышки к сосуду; ш — соосное втулки с цн-1
^нядром; и* — соосное двух стержней; ы — присоединение профили к ласту (торцевое соединение).
Таблица VI.3, Концентрация напряжений в клеевых швах
при различных нагрузках
Вид соединения Концентрация напряжений при
растяжении сжатии изгибе
Внахлестку ' На ус Встык Встык с подсечкой Встык с нахлест- кой Внахлестку со ска- шиванием кро- мок Большая Малая Средняя Большая Средняя Малая Большая Малая Малая Большая Малая Малая Большая Большая Большая Большая Большая Средняя
нии, сжатии, изгибе. Некоторые соединения, очень проч-
ные при нагружении в одном направлении, могут быстро
разрушиться при изменении направления действия на-
грузки. Например, соединение встык, характеризующее-
ся высокой прочностью при сжатии, обладает низкой
прочностью при растяжении и особенно при изгибе.
Соединение внахлестку может выдержать относительно
большую растягивающую нагрузку, но при изгибе легко
разрушается. Некоторое представление о концентрации
напряжений в различных соединениях при действии рас-
тяжения, сжатия или изгиба, дает табл. VI.3 [393, с. 14].
Большое значение имеет также равномерность (или не-
равномерность) распределения этих напряжений в клее-
вом шве. Поэтому при конструировании клеевого соеди-
нения необходимо иметь представление о напряжении,
существующем в каждой точке соединения. Вычисленные
или найденные на основании опытных данных средние
значения напряжения не могут дать полного представле-
ния о действительном распределении напряжений, воз-
никающих при нагружении.
Прочность клеевых соединений зависит от многих
факторов: геометрических соотношений, жесткости со-
единяемых элементов, упруго-пластичсских свойств
клеевой прослойки, ее толщины итолщины соединяемых
элементов, эксцентриситета нагружения и от многих
других, иногда трудно учитываемых при расчетах. По-
этому более полно исследована прочность наиболее про-
240
Рис. V1.4. Схематическое изображение деформирования соединен-
ных внахлестку элементов 1 и клеев oil прослойки 2:
а — йена гр ужен ное соединение, р=0; б, а — нагруженные соединения элем ей-
тов из материалов с одинаковыми (5) и разными (б) деформационными свой-
ствами, аъ *г — смещение клеевой прослойки в середине и на конце нахлестки.
Рис. VL5. Схематическое изображение изгиба соединенных внахлест-
ку элементов и напряжений отрыва аОтрФ возникающих по концам
нахлестки:
асоединение перед нагружением, р—0; б — действие изгибающего момента
в области нахлестки; е — окончательное деформирование соединения.
стых видов соединений — нахлесточных и на ус при ра-
стяжении.
Прочность клеевого соединения внахлестку по мень-
шей мере равна прочности образца, изображенного на
рис. VI.3, а и полученного механической обработкой из
листа, толщина которого вдвое больше толщины склеи-
ваемых материалов. Соединения внахлестку характери-
зуются неравномерным распределением напряжений по
длине соединения,- причем максимальные напряжения
могут в несколько раз превышать средние значения
[309; 394, с. 120].
Концентрация напряжений в нахлесточном соедине-
нии обусловлена разностью деформаций склеенных эле-
ментов при нагружении (рис. VI.4) и их изгибом. Раз-
ность деформаций в месте склеивания возникает по той
причине, что каждый из соединяемых элементов на
участке до начала шва подвергается воздействию всей
нагрузки, а передает ее другому элементу через клеевую
прослойку постепенно. В результате этого напряжения
в каждом элементе в начале шва являются максималь-
ными, а затем уменьшаются к концу соединения до нуля.
16—829
241
В нахлесточных соединениях при растяжении возни-
кают преимущественно напряжения сдвига, но на участ-
ках, близких к концам нахлестки, могут появиться и на-
пряжения 'отрыва в направлении, перпендикулярном
плоскости склеивания (рис. VI.5). Максимальное напря-
жение и его отношение к среднему напряжению (коэф-
фициент концентрации напряжений п) является функ-
цией длины нахлестки /н, модуля сдвига G и толщины d
клеевой прослойки, модулей упругости Е>, Е? и толщи-
ны Si, склеиваемых элементов. Эта функциональная
зависимость выражается формулой (VI.1), приведенной
на с. 210. - г
Анализ влияния различных конструктивных факто-
ров на прочностные характеристики клеевого соединения
внахлестку показывает, что концентрация напряжений
возрастает с увеличением длины нахлестки, медленно
повышается с возрастанием модуля сдвига клея и мед-
ленно уменьшается с увеличением модуля упругости и
толщины соединяемых элементов, а также толщины
клеевой прослойки.
Расчет напряжений в соединении встык с нахлесткой
(рис. VI.3, д) двух пластин из разнородных материалов
показал '[395], что в клеевой прослойке по краям шва
имеет место высокий уровень напряжений сдвига, при-
чем максимум наблюдается со стороны менее жесткого
материала (рис. VI.6). С уменьшением толщины клеевой
прослойки эти напряжения сдвига еще больше возраста-
ют [395]. Изменения нормальных напряжений в обоих
материалах до длине соединения показаны на рис. VI.6.
В материалах имеются максимумы напряженного со-
стояния, почти одинаковые по величине для каждого
материала. Эти максимумы дают коэффициент концент-
,рации напряжений около 3 по отношению к равномерно
распределенному напряженному состоянию вдали от со-
единения.
Экспериментальное изучение распределения напря-
жений в клеевых нахдесточных соединениях эластичных
материалов показывает, что касательные напряжения
в клеевой прослойке распределяются неравномерно не
только по длине, но и по ширине нахлестки, причем они
сосредотачиваются в углах нахлестки [396].
Расчет нахлесточного соединения сводится, как пра-
вило, к определению площади склеивания или длины
242
Q 0,5 Ю
jc /
Puc. VI-6. Зависимость коэффициента концентрации касательных Ki
(3) и нормальных К? напряжений в эпоксидном боропластике (/) и
алюминиевом сплаве (2) при соединении встык с нахлесткой от
длины шва:
А — алюминиевый сплав (Ei*=6,9-104 МПа); Б — борол ластик (£S=22,3X
ХЮ* МПа); В — клеевая прослойка (G=Ofll4•10, МПа); 6i=&j=0,I d=
= М1 zH.
нахлестки. Поскольку на оптимальную длину нахлестки
влияет очень много факторов, се значение определяют
опытным путем.
Разрушающая нагрузка при сдвиге нахлесточного
клеевого соединения увеличивается прямо пропорцио-
нально ширине соединения, в то время как разрушаю-
щее напряжение практически остается на одном уровне
(рис. VI.7) [397]. Из рисунка видно, что при испытании
на сдвиг при сжатии в результате более равномерного
распределения напряжений по длине нахлёстки получа-
ются более высокие значения разрушающего напряже-
ния, чем при испытании на сдвиг при растяжении.
Рост прочности соединений наблюдается также при
увеличении длины нахлестки1.- Однако в этом случае пря-
мой пропорциональности нет, поскольку края нахлестки
несут большую нагрузку, чем середина шва. С увеличе-
нием длины нахлестки до определенного предела напря-
жения в средней части приближаются к нулю, и возмож-
ность повышать несущую способность соединения пол-
ностью исчерпывается.
16*
243
Рис. VL7. Зависимость разру-
шающих нагрузки Р (------) и
напряжения т (--------) при
сдвиге клеевых соединений. по-
липропилена ТОЛЩИНОЙ 6 ММ ОТ-
ширины b образца:
1 — испытание на сжатие: 3 — на
растяжение (клей эпоксиды о-поли-
амидный;. длина нахлестки б мм).
ся степень использования
Прочность соединений
внахлестку повышается так-
же с увеличением жесткости
соединяемых * деталей, на-
пример В1 результате увели-
чения толщины [305, 398]
или повышения содержания
наполнителя [398]'. Если
при нагружении разрушает-
ся материал, следует увели-
чить его толщину. Иными
словами, необходимо стре-
миться к обеспечению рав-
нрпрочности клеевого со-
единения и склеиваемого
материала. Прочность клее-
вых соединений пластмасс
с металлами возрастает при
замене менее прочного ме-
талла на более прочный
[69]1. Вместе с том с увели-
чением толщины . пластмас-
совых деталей в клеевых
соединениях их с металли-
ческими деталями снижает-
прочности пластмассы [305,
321] (рис. VI.8)1 Наиболее целесообразно1 нахлесточное -
соединение для деталей толщиной <11,2 мм.
Повышение прочности связи между слоями стекло-
пластика, например при переходе от контактного фор-
мования к прессованию склеиваемых деталей, увеличи-
вает и прочность склеивания [321, 333, 399]. Подобная
картина наблюдается и у карбопластов [38]. Длину на-
хлестки соединения, работающего при статической на-
грузке, можно определить по формуле /н = бстт/т (6 — тол-
щина соединяемого материала; щ —'напряжение,
соответствующее пределу текучести-термопласта или раз-
рушению реактопласта; т — разрушающее напряжение
клеевого соединения при сдвиге) или по эмпирической
формуле /н=(2,5—5) (бтЧ-йа), где 61 и 6а — толщина со-
единяемых деталей. При динамических нагрузках разру-
шающее напряжение при сдвиге принимают равным !/з
его значения при статическом нагружении [2, с. 283].
244
Для практических расчетов'
нахлесточных клеевых соеди-
нений существуют простые за-
висимости [397], связывающие
средние разрушающие напря-
жения при сдвиге с размера-
ми соединения: т=В(У6//Е).
При конструировании клеевых
соединений таких полимерных
материалов, как полиэтилен и
полипропилен, можно пользо-
ваться эмпирическим соотно-
шением: У57/н, где ко-
эффициент А определяется
опытным путем. Например,
для полученных с помощью
эпоксидно-полиамидного клея
нахлесточных соединений по-
лиэтилена и полипропилена А
соответственно равно 15,4 и
22,5 Н/мм1’75 [391],
Анализ напряжений, возни-
кающих в клеевом нахлесточ-
ном соединении (см. форму-,
лу VI.1), приводит к выводу
Рис. Vf.8. Зависимость сте-
пени v использования проч-
ности полиэфирного стекло-
пластика (/) и полиэтилена
(2) в клеевом соединении их
со сталью от толщины t>i
пластмассы при испытании
на сдвиг при растяжении:
----клей на основе эпоксидной
смолы EG К 19 и отвердителя
НЗ;--------— полиуретановый
клей Syspur 8416 (длина на-
хлестки — 30 мм; толщина сталь-
ных образцов 1 мм).
о том, что в конструкциях сле<
дует применять толстую и нежесткую клеевую прослой-
ку. Однако известно, что прочность толстой клеевой про-
слойки обычно ниже прочности более тонкой [399, 400]!,
а клеи чрезмерно большой эластичности отличаются вы-
сокой ползучестью под нагрузкой и не могут быть ис*.
пользованы для клеевых соединений в силовых кон-
струкциях из пластмасс. Вместе с тем жесткие клеевые
прослойки (преимущественно из отвержденных реакто-
пластов) в большинстве случаев хрупки, из-за значи-
тельных остаточных напряжений. В связи с этим пра-
вильный выбор клей, учитывающий конструкционные
особенности соединяемых деталей, является одним из
способов создания работоспособного соединения. Напри-
мер, для соединения внахлестку тонких нежестких ли-
стов необходимо применять возможно более эластичные
клеи, образующие Относительно толстую прослойку. Со-
единяя внахлестку 'толстые, жесткие детали, целесооб-
245
разно применять болеё Жесткий, прочный клей, так кай
распределение напряжений в большой степени опреде-
ляется жесткостью элементов. Клеи, характеризующие-
ся высокой энергией деформации, способствуют сущест-
венному улучшению целостности клеевого шва при ста-
тических и динамических нагрузках. В связи с этим
клеевая прослойка должна обладать высокой прочно-
стью и достаточной для снижения в соединении кон-
центрации напряжений эластичностью.
При конструировании соединений необходимо стре-
миться свести концентрацию напряжений в них к мини-
муму. Для нахлесточных соединений эта задача может
быть решена с помощью некоторых конструктивных
приемов.
Способы снижения концентрации напряжений осно-
ваны на изменении жесткости клеевой прослойки или
соединяемых элементов по длине соединения [309].
Этого можно добиться либо увеличивая по концам на-
хлестки эластичность клея или его толщину, либо умень-
шая по длине соединения поперечное сечение концов
соединяемых элементов, например путем их срезания.
Так, в нахлесточных соединениях жестких стеклопла-
стиков, имеющих у кромок утолщенную клеевую про-
слойку, прочность на сдвиг при растяжении выше на
15—20% прочности соединений без утолщений, В работе
[401] показано, что квадратичное увеличение толщины
клеевой прослойки от середины к краю нахлестки может
привести к повышению прочности соединения. Можно
даже достигнуть равномерного распределения напряже-
ний сдвига вдоль нахлестки.
Эффективным способом уменьшения концентрации
напряжений в нахлесточном соединении может быть
применение комбинации клеев — эластичного по краям
нахлестки и жесткого в ее середине Д310, 402]. В этом
случае на кривой распределения напряжений появляют-
ся вторичные максимумы на участках, где меняется мо-
дуль упругости клеевой прослойки, -©днако эти пики на-
пряжений не являются столь высокими и опасными, как
напряжения, возникающие при склеивании с помощью
лишь одного клея (рис. VI.9).
Результаты испытаний склеенных внахлестку образ-
цов боропластика с металлом подтверждают тот факт,
что клей с низким модулем упругости значительно пре-
246
Рис. V/.9. Зависимость ко-
эффициента Ki концентра-
ции касательный напряже-
ний в нахлесточном соеди-
нении от длины шва:
G — модуль сдвига клеевой про-
слойки (G, > G2> Ot> G<); А—
Г —соединения с различными
клеевыми прослойками.
восходит при комнатной температуре жесткий клей, и
лишь немного лучше, чем комбинация этих двух клеев.
Если же учитывать влияние усталости, ползучести или
сравнительно высоких температур, то результат может
получиться иным. Так, повышение температуры испыта-
ния приводит к более равномерному распределению на-
пряжений по длине нахлестки, и клеевые соединения
с разной нахлесткой характеризуются одинаковым раз-
рушающим напряжением при сдвиге [403].
Разработан способ склеивания прерывистыми швами,
при котором клей наносят в виде полосок перпендику-
лярно действию нагрузки или помещают между деталя-
ми в виде перфорированной пленки [4Q4]. Такой способ
можно рекомендовать для соединения высокопрочных
пластмасс. Оптимальная ширина полосок клея 3—5 мм
при расстоянии между ними 3 мм, а для перфорирован-
ной пленки рекомендуется шахматное расположение
перфораций диаметром 3 мм с шагом 5 мм.
Широко применяемым способом снижения концентра-
ции напряжений в нахлесточном соединении является
247
Рис. VI .10. Схема распределения напряжений сдвига (а) в много-
ступенчатых нахлесточных соединениях (б) титана (/) и эпоксидного
графитопласта с гладкой (2) и ступенчатой (5) наружной поверх-
ностью.
срезание некоторой части склеиваемого материала [393,
с. 36], благодаря чему повышается гибкость оставшейся
части и вероятность отдира сводится к минимуму. Одна-
ко из работы [393, с. 36] видно, что значительный эф-
фект увеличения прочности в -результате - скашивания
концов нахлестки наблюдается лишь при больших дли-
нах нахлестки (7Н>25 мм). При склеивании полипропи-
лена скашивание ведет к снижению прочности соедине-
ния при сдвиге при /Н^Ю мм и к незначительному ее
росту при /п>11 мм [397].
Равномерную передачу нагрузки от одной детали
к другой в клеевом соединении слоистых пластиков мож-
но обеспечить с помощью многоступенчатой нахлестки
(рис. VI.10) [405] с различной длиной нахлестки для
отдельных слоев. Это соединение называют также 'мно-
гослойным швом [69]. При нагружении-таких соедине-
ний боропластика с коррозионно-стойкой сталью меж-
слойное разрушение может не произойти. Выбор конст-
рукции соединения стальной фольги и слоев волокнисто-
го наполнителя пластика зависит от ориентации послед-
него, т. е. от того, какие слои его принимают участие
в передаче усилия. При удачном конструировании при
нагружении разрыв происходит по стали или боропла-
стику [69].
Для карбопластиков этот вид соединения ие приме-
ним из-за большой разницы в термических коэффициен-
тах линейного расширения между ним и сталью, кото-
рая обусловливает высокие остаточные напряжения. Не-
достаток многоступенчатого нахлесточного соединения —
248
трудоемкость й сложность йзгбтовления. Наиболее удоб-
f но склеивание производить одновременно с отвержде-
нием пластика, т. е. как-бы приформовывая его к ме-
таллической детали или пакету из металлической фоль-
ги. Прочность склеивания слоистых пластиков можно
повысить, заформовывая в зоне" шва металлическую
вставку [333].
Стыковые соединения листовых деталей с 1-образным
швом не применяются из-за того, что склеиваемая по-
верхность слишком мала, чтобы передавать напряжения,
соответствующие прочности материала. Наивысшими
показателями прочности при растяжении такие стыко-
вые швы характеризуются при работе на равномерный
отрыв. Однако на практике это реализуется сравнитель-
но редко. Даже при небольшой изгибающей нагрузке
шов'работает на расслаивание, и прочность резко сни-
жается. Для получения стыкового шва по большой по-
верхности без увеличения толщины места соединения
можно производить соединение с V-образной разделкой
кромок, что также встречается на практике крайне ред-
ко, а также соединение на ус (рис. VI.3^). Оптималь-
ный угол (J раскрытия V-образиого стыкового шва при
склеивании поливинилхлорида клеем на основе ненасы-
щенных соединений типа винилпроизводных составляет
1,05 рад, что соответствует оптимальному углу раскры-
тия шва при сварке растворителем полиакрилатов. Раз-
рушающее напряжение соединения при растяжении
(52,5 МПа) находится в пределах прочности материала.
'Соединение на ус наиболее эффективно в случае
склеивания материалов с одинаковыми деформационны-
ми свойствами. Достоинством соединения на ус является
отсутствие.утолщения, в результате чего обеспечивается
гладкий переход между деталями, что важно, например,
при соединении труб. Кроме того, в этом соединении
при растяжении не создается изгибающих напряжений.
Недостатки — сложность подгонки соединяемых деталей,
большая трудоемкость изготовления. В связи с этим
соединение на ус рекомендуется для деталей толщиной
лишь >2.мм.
Теоретически концентрация напряжений в соединении
на ус отсутствует, а практически было найдено, что
коэффициент концентрации напряжений сдвига на по?
верхности клеевой прослойки при склеивании однород-
249
Рис. VI.11. Зависимость коэффициентов концентрации касательных
напряжений Ki в соединении на ус (3} и нормальных напряжений
Kt в боропластике {!) и алюминиевом сплаве -(2) от длины шва
(обозначения те же, что и на рис. VL6; 6 = 0,2 /н, d=6,001 1Я).
них материалов составляет 1,45 [393, с, 19]. Значитель-
но большая неравномерность распределения напряже-
ний обнаружена в соединении на ус разнородных мате-
риалов.
Результаты расчета соединения на ус эпоксидного
боропластика с алюминиевым сплавом (рис. VI.11)
[395] показывают, что кривая изменения напряжений
сдвига в клеевом слое имеет единственный максимум
при х = 0, далее напряжение убывает монотонно до ми-
нимального значения при х=1. Максимум нормального
напряжения имеется в обоих материалах при х=0, и
напряжение монотонно уменьшается до минимального
значения при х=/.,Это распределение напряжений резко
отличается от немонотонного распределения с двумя
максимумами в случае соединения встык с нахлесткой.
Максимальная концентрация напряжений наблюдаемся
в более жестком боропластике (Х2 = 3).
Приведенный анализ свидетельствует о том, что в со-
единении на ус максимальное напряжение сдвига мень-
ше и максимум существует только на одном конце
соединения. Максимальные нормальные напряжения в‘
основном материале также меньше, чем в случае соедине-
ния встык с нахлесткой. Поэтому для соединения компо-
зиционных пластиков с металлами рекомендуется соеди-
250
нение на ус. Разрушающие’
напряжения соединений на
ус намного (на 50%) пре-
восходят разрушающие на-
пряжения соединений' вна-
хлестку, встык с нахлесткой,
встык с двумя накладками
[398], а их разрушающая
нагрузка уступает в 2 раза
разрушающей нагрузке со-
единения встык с двумя на-
кладками.
Так как в соединении на
ус действуют одновременно
растягивающие и сдвигаю-
щие напряжения, то величи-
на их и соотношение будут
зависеть от площади склеи-
вания, т. е, от угла скоса а.
Изменяя угол скоса (рис.
VI.12), можно создать со-
единение на ус такой пло-
1цади, при которой ' проч-
Рис. VI.12. Зависимость разру-
шающего напряжения сц (/),
нормальных сг (2) и касатель-
ных т (5) напряжений в, клее-
вой прослойке при растяжении
в момент разрыва образцов из
полиэфирного стеклопластика
толщиной 7,5 мм, склеенных
на ус полиэфирным клеем, от
угла скоса а.
ность соединения превысит
прочность склеиваемых материалов. Для поливинилхло-
рида и других термопластов оптимальный угол скоса
0,35 рад [397], а для полиэфирного стеклопластика —
0,52 рад [115]. Влияние угла скоса меньше сказывается
при повышении температуры испытания [115]:. Для то-
го чтобы клеевое соединение композиционных пласти-
ков на ус разрушилось не в месте склеивания, угол ско-
са должен быть <0,09 рад.
При выборе конструкции клеевых соединений анизо-
тропных материалов необходимо учитывать, что проч-
ность материала при сдвиге, растяжении и сжатии в
большой'степени зависит от ориентации армирующего
волокна. В частности, соединение стеклопластиков на
ус характеризуется значительно большей прочностью
при сжатии, чем при растяжении.
. Стеклопластик с изотропным наполнителем (стеклян-
ный мат) лучше ведет себя в клеевом соединении на ус,
чем стеклотекстолит. Выбор армирующего наполнителя
и направления его ориентации в области шва диктуется
?5(
соображениями наиболее эффективного использования
его для распределения напряжений. С этой точки зрения
армирующий наполнитель в соединяемых внахлестку
элементах должен располагаться параллельно клеевому
шву, а в соединении на ус — параллельно плоскости
листа или трубчатого элемента.
Прочность при сдвиге нахлесточных соединений об-
разцов боропластика, наружные слои которого располо-
жены под углом ±0,61 рад к направлению действия на-
грузки, меньше прочности образцов боропластика с па-
раллельным действию нагрузки расположением контак-
тирующих с клеем волокон бора. Результатыиспытаний
свидетельствуют о том, что конструктивные возможности
клеевого соединения не могут быть полностью реализо-
ваны до тех пор, пока не повысится прочность при меж-
слойном рдвиге.
. Прочность соединения на ус деталей из материалов
различной жесткости можно повысить, дополнительно
приформовывая материал с более низкой жесткостью
или удаляя часть более^жесткого материала в зоне шва
[393, с. 36], Притупление" кромки более эластичного
(например, стеклопластикового) элемента оказывает не-
значительное влияние на прочность соединения.
Конструкции клеевых соединений,’ показанные на
рис. VI.3, б, в' и д, рекомендуются тогда, когда требует-
ся гладкий переход между деталями. Однако такие
соединения обладают более низкой или такой же проч-
ностью, как нахлесточные соединения [397] и не. реко-
мендуются для тяжело нагруженных узлов.
Соединения с двойной нахлесткой и встык с двумя
накладками (рис. VI.3, г и в") ведут себя при нагруже-
нии лучше, чем односрезные соединения (рис.'УТ.З, а—вг,
д). При увеличении длины нахлестки в клеевом соедине-
нии с двойной нахлесткой стали и боропластика разру-
шающее напряжение снижается [69], как и в случае
простого нахлесточного соединения. При этом изменяет-
ся характер разрушения: если при длине нахлестки
7н=10 мм происходит межслойный сдвиг по пластику
(т = 30 МПа), то при /н = 20 мм идет разрушение по клею
(т=15 МПа). Это объясняется тем, что стальной лист,
характеризующийся большим пластическим удлинением,
отслаивается от пластика в направлении, перпендику-
лярно^ склеиваемой поверхности.
?5?
Длину нахлестки для соединений, изображенных на
рис. VI. 3, д, в' и в", выбирают равной соответственно
(2,5—5)6, (5—10)6 и (10—15)6 (где 6 — толщина дета-
лей) [2, с. 284].
Зависимости разрушающих нагрузки и напряжений
сдвига от длины нахлестки при соединении встык с дву-
мя накладками аналогичны зависимостям для обычного
нахлесточного соединения [397]. Длину нахлестки в со-
единении встык с двумя накладками можно найти из вы-
ражения т=Д]Луб/1н.
Большинство исследователей считает, что скашивание
краев накладок в соединении» показанном на рис. VI.3, в",
__ повышает прочность склеивания. Однако при склеива-
’ нии термопластов (длина нахлестки 5—20 мм) скашива-
ние краев не приводило к повышению прочности [397].
Одним из лучших вариантов считают [406, с. 76] со-
единение на ус со скошенными накладками.
При конструировании уголковых соединений
(рис. VI.3, ж—и), необходимо обеспечить по-возможно-
сти большую площадь склеивания. Расположение угол-
ковых накладок уступами (рис. VI.3, ж) способствует
более равномерному распределению напряжений.- Фор-
ма шва, показанная....на рис. VI.3, и. пригодна также для
выполнения пазовых соединений. В этом случае в угол-
ковом профиле выполняют пазы для присоединения
листов (рис. VI.3, c).
Клеевые швы при изгбтовлении полых профилей не-
обходимо располагать в зоне малой напряженности, на-
пример при работе последних на изгиб — у нейтральной
линии.
В соединениях, показанных на рис. VI.3, т—щ, при
растяжении, сжатии или кручении действуют только
сдвиговые напряжения. Длина нахлестки в круглых со-
единениях должна быть меньше, чем в плоских.
При конструировании соединений полых Деталей, ко-
торые в процессе эксплуатации находятся под давлени-
ем изнутри или извне и из которых одна является ме-
таллической, необходимо учитывать различия в моду-
лях упругости пластиков и металлов. Детали соединяют
таким образом, чтобы при давлении изнутри металличе-
ская деталь охватывала бы пластмассовую; при... внеш-
немдавлении — наоборот, .
' “ ' 253
Рис. VI.13. Схемы соединений, плохо (/) и хорошо (II) работающих
при отслаивании:
а —♦ присоединение тонкостенного уголкового профиля к жесткому основанию;
б — т-обр,взнос соединение двух тонкостенных уголковых профилей и лпсто-
Вых деталей; в — соединение профиля с листовыми деталями в трехслой ной
конструкции; г — присоединение листовой детали к жесткому бруску; / — тон-
костенный уголковый профиль; 2 — жесткое основание; 3 — листовая деталь;
<4 — профиль; 5 — жесткий брусок*
Для пазовых соединений (рис. VI.3, п-—с) или дета-
лей круглой формы необходимо подбирать такие
клеи, которые способны отверждаться в зазоре без дав-
ления.
Основное требование — действие в клеевом шве толь-
ко сдвиговых напряжений— не всегда выполнимо. От-
слаивающие напряжения, особенно опасные при соеди-
нении тонкостенных деталей, могут быть устранены
с помощью ряда конструктивных мер [297, с. 200], схе-
матически показанных на рис. VI.13. Применение комби-
нированных, например клеемеханических соединений,
также решает эту проблему.
Использование заклепок дополнительно к склеива-
нию при соединении боропластика с титановым листом
не влияет на статическую прочность, но повышает уста-
лостную прочность.
Важным моментом в проектировании трехслойных
клееных панелей из стеклопластиков, например с сото-
вым заполнителем, является выбор конструкции закон-
цовки и мест с повышенной концентрацией напряжений
по длине панелей. Законцовка (см. гл. III), которая
может быть выполнена из стеклопластика, древесного
пластика или металла, не только воспринимает нагрузки
при стыковке панелей друг с другом или их заделке
в. корпус, но и уплотняет торец, препятствуя проникнОг
веник» в заполнитель загрязнений и влаги.
254
‘ГЁХндЛОГИЯ СКЛЕИВАНИЯ
1 Технология склеивания пластмасс включает следую-
щие операции: приготовление клея, подготовку соединяе-
мых поверхностей, нанесение клея, открытую выдержку,
приведение соединяемых поверхностей в контакт, от-
верждение .или затвердевание клея, контроль качества
клеевого шва. Расчет каких-либо технологических, пара-
метров процесса склеивания в настоящее время невозмо-
жен.
Приготовление клея заключается в смешивании его
отдельных компонентов в соотношении и последова-
тельности, определяемых рецептурой. Основное правило
при смешивании — введение отвердителя или ускорителя
непосредственно перед применением клея. В ряде слу-
чаев потребитель получает уже готовый клей, так что
необходимость в этой операции отпадает.
Подготовка соединяемых поверхностей является
одной из важнейших операций в технологии склеивания
[406, с. 93], Она заключается в подгонке их друг к дру-
гу и специальной обработке и/или очистке. Ровные, хо-
рошо подогнанные поверхности склеиваемых материа-
лов необходимы для получения тонкой и равномерной
по толщине клеевой прослойки. Особенно тщательная
подгонка поверхностей должна быть при склеиваний
клеями, которые в момент запрессовки обладают как
малой, так и слишком большой текучестью.
Способ обработки поверхностей* зависит от типа
пластмассы и природы клея. Композиционные пластики
и пластмассы на основе отвержденных реактопластов
перед склеиванием обрабатывают преимущественно ме-
ханическим способом (зашкуривание, дробеструйная об-
работка, олескоструивание, снятие стружки) [38, 115, 273,
306, 307, 325, 328]. При этом не только увеличивается
истинная площадь склеивания и на поверхности мате-
риала обнажаются частицы более легко склеивающегося
наполнителя, но и удаляются различные загрязнения,
смазки и т. д. Так, прочность склеивания необработан-
ного полиэфирного стеклопластика может быть на поря-
док ниже прочности обработанного. Механическая
обработка рекомендуется в первую очередь для пласти-
ков с гладкой поверхностью [273, с. 125; 328]. Стекло-
пластики зашкуривают до оголения стекловолокна наж-
255
дачной бумагой средней зернистости (120—140) [398].
Для обработки карбопластиков рекомендуется бумага с
зернистостью не менее 280 [38]. При дробеструйной об-
работке паилучшие результаты получены при использо-
вании отбеленного чугуна с размером частиц 0,2—0,5 мм
[115]. Карбопластики зачищают влажным порошком
карбида кремния. Образовавшиеся при обработке пыль
и стружку отсасывают, удаляют обдувкой воздухом или
щеткой.
Перед нанесением клея обработанные поверхности
промывают растворителем (кетоны, хлорнроизводныс уг-
леводороды, бензин) или протирают тампоном, смочен-
ным в растворителе и сушат при 293—338 К в течение
нескольких минут.
Наряду с механической обработкой для "некоторых
типов отвержденных реактопластов применяют химиче-
скую обработку. Например, фенопласты обрабатывают
ацетоновым раствором оксипроизводных бензола и дру-
гих ароматических соединений.
При склеивании отвержденных реактопластов на
основе кремнииорганичсских смол на склеиваемые по-
верхности наносят в качестве подслоя соединения типа
этоксисиланов или поверхности обрабатывают раствором
окислителя, например серной кислоты.
Эффективный способ повышения прочности склеива-
ния — нанесение подслоев (грунтов) из разбавленных
растворов полимеров. В то время как обработка поверх-
ности полиэфирного стеклопластика разбавленным
(10%-ным) раствором у-амипопропилтриэтокснсилана и
эпоксидным лаком не повлияла на прочность при сдвиге
соединения стеклопластика с металлом, после нанесения
подслоя полиэфира из 20%-ного раствора в стироле или
полиуретана из 10%-кого раствора в ацетоне она возро-
сла на 35% [321, 333].
Одним из современых способов подготовки поверхно-
стей пластиков, упрочненных волокнистым наполните-
лем, служит нанесение перед формованием детали на
участки, подлежащие склеиванию, слоя ткани из тер-
мопластов или стеклянной ткани, покрытой фторопла-
стом или кремнийорганичсским полимером, и удаление
этого слоя непосредственно перед нанесением клея. Эти
защитные слои [409, с. 128], называемые иногда «жерт-
венными», защищают пластик на стадиях переработки,
256
предшествующих склеиванию, и способствуют созданию
шероховатого рельефа поверхности. Из термопластич-
ных тканей наиболее подходящими оказались полиамид-
ные, а также полиэфирные (лавсановые) [409, с. 128]
ткани.
Загрязнения со склеиваемых поверхностей обычно
удаляют с помощью растворителей, быстро испряющих-
ся с поверхности после ее обработки. Положительное
влияние на прочность соединения в ряде случаев оказы-
вает некоторое набухание поверхностного слоя в рас-
творителях [410],
Для обеспечения высокого качества склеивания важ-
но не только удалить с поверхности инородные тела, но
и исключить повторное ее загрязнение [406, с. 98].
Однако даже будучи завернутыми в бумагу детали из
стеклопластиков с подготовленными поверхностями мо-
гут храниться ограниченное время (до двух недель при
296 К и относительной влажности 50%),
Применение клеев, которые адсорбируют жировые и
масляные загрязнения, исключает из технологического
процесса операцию очистки. Таким клеем является
эпоксидный клей марки Epasol FVZIS 939, разработан-
ный в ГДР [411]. Он не чувствителен даже к кремний-
органическим маслам.
Обработку поверхности полиимидных пленок (осо-
бенно полипиромсллитимидных) с целью придания ей
шероховатости для облегчения склеивания с металлами
ври производстве изделий электронного назначения (на-
пример, печатных плат) проводят гидразином. Участки
пленки, не требующие обработки, покрывают защит-
ным гидрофобным слоем.
Полиимиды обрабатывают также при 293—373 К
соединениями щелочных металлов или аммония [412],
однако этот способ имеет ряд существенных недостатков.
Предложен способ обработки полиимидпой пленки элек-
трическим разрядом перед ее приклеиванием к металлу.
Обработку ведут при напряжении 2700 В и частоте
10 кГц со скоростью перемещения пленки 150 см/мин
[340]. Выдержка полиимидных пленок в течение 3—10 с
при 498—548 К после нанесения на их поверхность рас-
твора смеси, содержащей пол и ал кил и мины и полиалкил-
полиамины и хлористую соль четвертичного аммониево-
го основания,, заметно повышает адгезию.
17—829
257
Обработку поверхностей термопластов также произ-
водят механическим, химическим, физическим или ком-
бинированным способами [12], Зашкуриванием и обез-
жириванием можно ограничиться при склеивании
аморфных термопластов — поли акрилатов [358], жест-
кого поливинилхлорида [305, 347], полистирола i[357].
Чтобы исключить образование рисок в результате появ-
ления остаточных напряжений, в некоторых случаях де-
тали из полиакрилатов и полистирола подвергаются
перед склеиванием термообработке при температуре,
близкой к температуре стеклования термопласта [357,
358]. Растворитель для обезжиривания не должен вызы-
вать набухание термопласта. Для ускорения очистки
применяют ультразвук.
Поверхность деталей из поликарбоната перед склеи-
ванием обезжиривают керосином, гептаном, изопропило-
вым спиртом или метанолом и подсушивают при 403 К.
для удаления влаги [361]. При сильном загрязнении по-
ликарбонат очищают теплой водой, в которую добавле-
но моющее средство [111]. Прочность склеивания повы-
шается после шлифования поверхности, опескоструива-
ния или обработки водяным паром.
Существует очень много методов обработки фторсо-
держащих полимеров, полиолефинов, полиамидов и
других кристаллизующихся термопластов |[7, 146, 273,
356, 410, 415, с. 441; 416]. Один из них — дублирование
со стеклотканью, стекловолокном или с другими арми-
рующими материалами, выполняемое на прессах с на-
гретыми плитами или на каландрах. Оклеивание поли-
амидов тканями производят с помощью, например, рас-
твора полиамида в смеси резорцина и спирта таким об-
разом, чтобы ткань не имела сквозной пропитки [344].
В те участки деталей из фторопласта-4, которые подле-
жат склеиванию, вводят, наполнители — оксиды железа
и хрома, кварцевую муку, цемент, порошки металлов,
металлические сетки.
На поверхность полиэтиленовой пленки экструзией
наносят слой полимера (поливиниловый спирт, поливи-
нилацетат, эфиры целлюлозы) [273, с. 121], обладающе-
го более высокой, чем у полиэтилена, поверхностной
энергией. На поверхности полиамидов хорошо удержи-
вается подслой из отвержденного феполоформальдегид-
ного связующего или фурилового лака.
258
Составы ванн и режимы химической обработки тер-
мопластов перед склеиванием приведены в табл. VI.4.
К физическим методам обработки поверхностей перед
склеиванием относятся: электрическая обработка, в том
числе наиболее эффективная се разновидность— обра-
ботка электронно-возбужденным инертным газом [416],
ультрафиолетовое и радиоактивное облучение.
К смешанным способам относят обработку с по-
мощью газовой горелки, радиоактивное облучение в при-
сутствии мономеров и др.
Нанесение клея выполняется вручную с помощью
кисти, шпателя или шприца [417] или механизирован-
ным путем [418]. Пленочные клеи разрезают на куски,
по размеру соответствующие склеиваемым участкам, и
укладывают на подслой жидкого клея (нанесенного
точками) или на подогретую поверхность. Термопластич-
ные клеи могут подаваться в зазор между склеиваемыми
деталями с помощью специальных устройств.
Чтобы обеспечить достижение полного контакта клея
и склеиваемых поверхностей, клеи применяют в виде
растворов, дисперсий или эмульсий в жидких маловяз-
ких средах, а также в виде расплавов. Этому же способ-
ствует давление, предварительный нагрев соединяемых
поверхностей, ультразвуковое воздействие па клеевой
слой.
Открытая выдержка дается Для удаления из клеевого
слоя растворителя, для вытеснения воздуха из пор и
неровностей поверхности и обеспечения дальнейшего за-
полнения их клеем и для выравнивания толщины
клеевого слоя. Продолжительность открытой выдержки
определяется свойствами и консистенцией клея, состоя-
нием поверхности. Ускорению испарения растворителя
способствует нагревание поверхности. Точку перегиба на
кривой испарения можно считать соответствующей опти-
мальной продолжительности открытой выдержки [308].
Приложение давления (запрессовка) во время при-
ведения .соединяемых поверхностей в контакт обеспечи-
вает фиксирование деталей", достижение более полного
контакта между клеем и склеиваемым материалом и
создание клеевой прослойки оптимальной толщины. Чем
меньше толщина клеевой прослойки, тем выше проч-
ность соединения при равномерном отрыве или сдвиге.
Для каждого клея давление определяется эмпирически и
17!
259
Таблица VL4. Химическая обработка термопластов перед склеиванием
I Режим обработки I
И
2
р:
п
зависит от вязкости клея, точности подгонки . поверХНО
стен, жесткости конструкции [115, 123].
Выведена [420] зависимость толщины слоя клея d
от его реологических свойств,- размеров склеиваемых
поверхностей и приложенной нагрузки. При нанесении
клея с избытком
d = FK (-J1
Р /
где Чо—начальная вязкость клея; t—время, за которое вязкость клея
возрастает в е раз; S — площадь клеевого шва; р— давление аапрес-
совки; 1—0,01 У, где У — относительная объемная усадка после
образования геля; -F— коэффициент (в случае склеивания плоских
прямоугольных пластин длиной 1 и шириной b F= j.
При нанесении клея точкой с радиусом г, которая под
действием нагрузки Р растекается между плоскими дис-
ками диаметром D
d_ KY&rD* / TloV/a
16 \ Pi J
Давление при склеивании создают различными спо-
собами {297, с. 67], зависящими от конструкции изде-
лия, формы и размеров шва, типа клея, серийности про-
изводства: с помощью груза, в пневматических или
гидравлических прессах, в автоклавах, с помощью
вакуумного мешка, в прессах с винтовыми или .эксцент-
риковыми зажимами, стягивающими лентами, в сбороч-
ных стапелях, дополнительно оборудованных различны-
ми зажимными устройствами.
Отверждение клеев на основе реактопластов является
наряду с подготовкой поверхностей важнейшей опера-
цией в технологии склеивания. Выбор режимов (темпе-
ратуры, продолжительности, давления) отверждения
клея зависит не только от его природы, но и от типа
соединяемого материала и условий эксплуатации изде-
лий.
Клеевые соединения на основе эпоксидных или поли-
уретановых клеев имеют высокую прочность даже после
отверждения при комнатной температуре. Отверждение
этих клеев при повышенных температурах ведет к полу-
чению более теплостойкого и водостойкого соединения.
Обязательным является нагрев при склеивании компо-
261
зициоппых пластиков феполоформальдегидными, крем-
нийорганическими и полиимидными клеями. Нагрев зоны
шва способствует ускорению отверждения, более полно-
му удалению растворителя, образованию более высоко-
молекулярного полимера и прохождению химических
реакций на границе контакта клея и склеиваемого ма-
териала. При склеивании термопластон температура
отверждения определяется теплостойкостью склеивае-
мых материалов.
Нагрев склеиваемых участков производят в термо-
шкафу, контактными нагревателями, высокочастотным
способом или с помощью ультразвука [409, с. 290; 421].
Давление во время отверждения необходимо увели-
чить по сравнению с давлением в момент запрессовки,
если повышается противодавление летучих продуктов
в клеевом шве [308].
Продолжительность выдержки под давлением и при
температуре склеивания зависит от скорости нагрева
зоны шва до заданной температуры и скорости отверж-
дения клея. Снижению продолжительности нагрева до
температуры склеивания способствует применение высо-
кочастотного или ультразвукового нагрева. Высокотем-
пературный (673 К) нагрев (тепловой толчок) [422]
вряд ли можно рекомендовать для склеивания пласт-
масс. Более подходящим может быть индукционный на-
грев клеевой прослойки.
Определение оптимальной продолжительности от-
верждения производят эмпирически. Ее снижению спо-
собствует введение в состав, например, эпоксидных
клеев, отверждаемых аминами, ускорителей типа трифе-
пилфосфита, отверждаемых дициандиамидом, — октила-
та натрия и т. д.
Затвердевание термопластичных клеев происходит
в результате испарения растворителя или охлаждения
зоны шва.
Получение качественного соединения обеспечивается
постадийным контролем процесса склеивания, который
включает несколько этапов [423]: проверка исходных
свойств клея (вязкости, жизнеспособности, скорости
отверждения, содержания летучих) и чистоты поверх-
ности, регулирование параметров отверждения клея,
контроль склеенных изделий. Контроль качества готовой
продукции производят разрушающими 'и неразрушаю-
263
Щймй Методами. Разрушающими методами определяют
механическую прочность при сдвиге, равномерном и не-
равномерном отрыве, при отслаивании (расслаивании)
[123, с. 462]. Методы и образцы для определения этих
характеристик стандартизованы.
К неразрушающим методам контроля относят визу-
альный осмотр, простукивание, инфракрасную дефекто-
скопию, световой метод, рентгенодефектоскопию, радио-
интроскопию и ультразвуковую дефектоскопию. Наи-
большее распространение получил последний метод, ос-
нованный на измерении длины волны, амплитуды, часто-
ты или скорости распространения ультразвуковых коле-
баний в контролируемом клееном изделии. В ультразву-
ковой дефектоскопии используют несколько разновидно-
стей — теневой метод, эхо-метод, резонансный, импе-
дансный и метод свободных колебаний, для реализации
которых в пашей стране и за рубежом разработаны со-
ответствующие приборы [406, с. 232] (см. гл. IV).
Задача совершенствования методов дефектоскопии
клеевых соединений продолжает оставаться актуальной.
Одними из перспективных представляются тепловой
метод [424] и контроль с помощью жидких кристаллов
[406, с. 254; 409, с. 433].
Литература
1. Практикум по технологии переработки пластических масс. Под
ред. В. М. Виноградова и Г. С. Головкина. М., «Химия», 1973.
236 с.
2. Schaaf W., Hahnemann Л. Verarbeitung von Plaslen, Leipzig, VEB
Deutscher Verlag filr Grundstolfindustrie, 1968. 321 S.
3. Тростянская E. Б., Комаров Г. В. Пласт, массы, 1976, W° 3,
с. 6—10. <-
4, «Plaste u. Kautschuk», 1971, Bd, 18, Wa 8, S. 627.
5. Пласт, массы, 1976, We 3.
6. Encyclopedia of Polymer Science and Technology. V. 1. N. Y.,
1964, p, 445—532.
7. Eilers J. H. «Kautschuk u. Gummi, Kunststoffe», 1966”, Bd. 19,
№ 7, S. 436—442.
8. Догматырский Б. А., Сироткин О. С., Дрковец А. И. Болтовые
и заклепочные соединения конструкций из стеклопластиков.
Под общ. .ред. А. И. Ярковца. М., МАИ им. С. Орджоникидзе,
1972.100 с.
9. Trauernicht J. O'Rinda. Plast. TechnoL, 1970, v. 16, № 9, p. 49—
53.
10. Якушев А. И. и dp. В кн.: Точность, взаимозаменяемость- и
технические измерения в машиностроении. М., «Наука», 1964,
с. 229—237.
11. Белов В. А,, Смирнов Б. И. «Вестник машиностроения», 1963,
т. 43, № 9, с. 16—18.
12. Сагалаев Г. В., Виноградов В. М., Комаров Г. В. Основы тех-
нологии изделий из пластмасс. (Цикл -лекций.) Ч. 2. М.,
МИТ XT им. М. В. Ломоносова, 1974, с. 359—733.
13. Воробьев Ю. А., Бежелукова Е. Ф. Допуски и посадки деталей
из пластмасс. М., «Машиностроение», 1964. 199 с.
14. Cheney A. J., Ebeling W7. Е. Prod. Eng., 1958, v. 29, We 37,
p. 226—228.
15. «Kunststoff-Journai», 1976, Bd. 10, We 7—8, S. 12, 14, 16.
16. Экспресс-информация «Химическая технология переработки вы-
сокополимерных материалов», 1969, We 23, с. 14—.18..
17. Андриевский В. Г. Пласт, массы, 1962, № 5, с. 64—65.
18. Plastics Engineering Handbook of the Society of the Plastics In-
dustry. 4ih Ed. Ed. by J. Frados. N. Y., Van Nastrand Reinhold
Co., 1976, p. 753—837.
19. Peterson R. N., Gender R. H. «Machine Design», 1962, v. 34,
We 22, p. 24—32.
20. Edwards C., Smith E. Mater. Eng., 1974, v. 80, We 12, p. 24—26.
21. Бабаевский И. Г. В кн.: Термопласты конструкционного наз-
начения. Под ред. Е. Б. Тростянской. М., «Химия», 1975,
с. 7—82, 141—186.
264.
22. Итоги науки и техники. Сер. «Технология и оборудован»# М#* /
ханосборочного производства». Т. 4. Автоматизация. процвЯЙВ
механосборочного производства. Под ред. А. В. Фомин*. М.>
ВИНИТИ, 1975. 243 с.
23. Комаров Г. В. «Производство и переработка пластмасс и син-
тетических смол». М., ВНИИТЭХИМ, 1978, № 8, с. 30—35.
24. Бежелукова Е. Ф. и др. Допуски и посадки деталей из пласт-
масс. Под ред. А. И. Якушева. №.. «Стандарты», 1971, с. 224.
25. «Machine Design», 1971, v. 43, № 4, р. 122—124, 126, 128.
36. Дубровкин С. Д. Монтаж пластмассовых трубопроводов в си-
стемах водоснабжения и канализации. М., Изд-во литературы
по строительству, 1965, 196 с.
27. Яп. пат. 49—44814, кл. 53Е 133 (1974); Экспресс-информация
«Детали машин», 1975, 40, с. 2.
28. Schmidt Н. VDI-Zeitschrift, 1972, Bd. 114, №8, S. 606—609.
29. Gemmer H. «Plastverarbeiter», 1972, Bd. 23, № 2, S. 104—109.
30. Erhard G. «Kunststoffe», 1968, Bd. 58, № 2, S. 131—133.
31. Рабинович А. Л., Аврасин fl. Д. В кн.: Стеклотекстолиты и
другие конструкционные пластики. Под ред. Я- Д. Аврасина.
М., Оборонгиз, 1960, с. 78—107.
32. Burns В7. С. «Machine Design», 1965, v. 37, № 12, р. Т99—
ТЮЗ.
33. «Социалистическая индустрия», 13 марта 1976 г.
34. Buckett j. N. Mach. a. Metalwork, 1974, v. 85, № 2, p. 54.
35. «Kunststoffe», 1972, Bd. 62, № 5, S. 307.
36. Куприянов Ю. А., Никифоров В, Г. Пластмассы в строительст-
ве. М„ ЦНИИПИ, 1967. 46 с.
37. Горшков Л. А., Каримбаев Т. Д., Котельникова Г. Г. Пласт,
массы, 1976, № 3, с. 73—75.
38. Sturgeon Г. В. «Composites», 1971, v. 2, № 6, р. 104—109.
39. Куликов Н. В. «Вестник машиностроения», 1967, т. 47, Ks 9,
с. 51—56.
40. Комаров Г. В. «Производство и переработка пластмасс и син-
тетических смол». М., НИИТЭХИМ, 1974, № 1, с. 43—49.
41 . Казанский 10. Н. Механическая обработка пластических масс.
М., МАЛИ им. К. Э. Циолковского, 1975. 117 с.
42. Семка М. Ф. и др. Механическая обработка пластмасс (фре-
зерование). М„ «Машиностроение», 1965. 131 с.
48. Буловскии П. И., Петрова Н. А. Механическая обработка
стеклопластиков. Л., «Машиностроение», 1969. 152 с.
44. Wende A., Moebes IV., Marten Н, Glasfaserverslarkte Plasie. Leip-
zig, VEB Deutscher Verlag fur Grundstoffindustrie, 1963. 402 S.
45. Петрова H. А. Вопросы проектирования и технологии произ-
водства авиационной радиоаппаратуры и приборов. Труды
ЛИАП, 1964, выл. 43, с. 29.
46. IPeiss М. D. Prod. Eng., 1959, v. 30, № 38, р. 368—371.
47. Мордвин А. П., Ершов Е. М., Давыденко В. И. Механическая
обработка стеклопластиков, получаемых методом намотки. Л.,
ЛДНТП, 1966. 39 с.
48. Бокин М. Н„ Цыплаков О. Г. Расчет и конструирование дета-
лей из пластмасс. М,—Л., «Машиностроение», 1966, 175 с.
49. Sonneborn Р. Н. е. a. Fiberglas Reinforced Plastics. N. Y., Rein-
hold Publishing Corp., 1954, p. 244.
5Q. «Machine Design», 1969, y. 41, JJj 21, p. 81—83.
265
51. Freeman T. R. «Machine Design», 1967, v. 39, № 14, p, 83—85.
'52. Григорьев В. П. Сборка клепаных агрегатов самолетов и вер-
толетов. М., «Машиностроение», 1975. 344 с.
53. Wakefield В. D. «Iron Age», 1975, v. 216, We 8, p. 41—44.
54. Reinhardt K.-G. «Plaste u. Kaulschuk», 1969, Bd. 16, № 7,
S. 509—513.
55. Догматырский Б. А., Ярковец А. И., Сироткин О. С. «Вестник
машиностроения», 1969, т. 40, № 2, с. 49—51.
56. Григорьев В. П., Сироткин О. С., Громов В. Ф., Кондра-
шов В. 3. Пласт, массы, 1976, № 3, с. 7'1—73,
57. Григорьев В. И. и др. Технологические процессы и оборудова-
ние для выполнения болтовых и заклепочных соединений в
конструкциях самолетов. Ташкент, Изд-во «ФАН», 1971. 96 с.
58. Mater, in Design Eng., 1959, v. 50, № 3, p. 11, 195.
59. Schonthaler W., Tetz J. «Kunststoffe», 1974, Bd. 64, № 5, S. 239—
240.
60. Horvath L. Kunststoff-Berater, 1977, Bd. 22, № 2, S. 74—77.
61. Пат. США 3499808 (1970).
62. Neiizeri W. A. «Plastverarbeiter», 1971, Bd. 22, № 5, S. 337—347.
63. Пат. США 3367809 (1968).
64, Thews H. «Maschinenmarkt», 1975, Bd. 81, Ws 45, S. 809—812.
65. Wartenberg R. «Maschinenmarkt», 1974, Bd. 80, № 104—105,
S. 2156—2157.
66. Fuchs H. «Kunststoffc», 1974, Bd. 64, № 12, S. 690—696.
67. Волошин А. А., Григорьев T, Г. Расчет и конструирование
фланцевых соединений. Справочник. Л,, «Машиностроение»,
1972. 136 с.
(58. Сироткин О. С. Пласт, массы, 1976, № 3, с. 57—61.
69. Althof W„ Muller /. «Kunststoffe», 1970, Bd. 60, № 12, S. 911—
916.
70. Абибов А. А., Копейкин В. H., Расстригин С. Ф. и др. Пласт,
.массы, 1976, К» 3, с. 62—63.
71. Каган Д. Ф. Трубопроводы из твердого поливинилхлорида.
М.—Л., «Химия», 1064. 27.1 с.
72. Hutter И. Plast. Inst. Trans. J., 1962, v. 32, № 85, p. 16—27.
73, Бабаевский П. Г. В кн.: Пластики конструкционного назначе-
ния (реактопласты). Под ред. Е. Б. Тростянской. М., «Химия»,
1974, с. 105.
74. Биргер И. А.. Иосилевич Г. Б. Резьбовые соединения. М., «Ма-
шиностроение», 1973. 256 с.
75. Борисов В. И., Ицков Л. Я. «Труды ВНИИ по нормализации
в машиностроении», 1973, вып. 15, с. 93—100.
76. Ципенюк Я. И., Гельфанд М. Л. «Вестник машиностроения»,
1973, т. 53, № 11, с. 59—60.
77. Кюпнер А. Б. «Судостроение», 1966, № 2, с. 66—69.
78. Siraup Е. L. «Machine Design», 1960, v. 32, № 6, р. 197—198,
200, 202.
79. Siraup Ё. L. Maier, in Design Eng., 1963, v. 57, № 2, p. 86—94.
80. Р.Ж «Машиностроительные материалы, конструирование и рас-
чет деталей машин. Гидропривод», 1970, 4.48.164,
81. Padawer G. Е. AIAA Paper, 1972, № 382, р. 1—6.
82. Абибов А. Л., Ярковец А. И., Сироткин О. С. и др. Пласт,
массы, 1976, № В, с. 63—'64,
2S6
83. Kim К. У., Whiihey I. M. J. Compos. Mater., 1976, v. 10, Л& 4,
p. 149—155.
84. Раздрогин Ю. В, Крепление механизмов на судах на пласт-
масс, Л,, «Судостроение», 1965. 148 с.
85. Gemmer Н, «Plastverarbeiter», 1972, Bd. 23, Ks 1, S, 12—17.
86. Берсудский В. Е., Крысин В. Н„ Лесных С. И. Технология из-
готовления., сотовых авиационных конструкций. М., «Машино-
строение», 1975. 296 с?
87. Ершов Д. П. «Производство и переработка синтетических смол,
пластмасс и стеклянных волокон». М., НИИТЭХИМ, 1964,
№ 10, с. 19—22.
88. Muller К. «Kunststoffe», 1966, Bd 56, № 4, S. 241—250; № 6.
S. 422—429.
89. Дедюхин В. Г., Ставров В. П. Технология прессования и проч-
ность .изделий иа стеклопластиков. А\., «Химия», 1968. 135 с.
90. Шанников В. М., Менг В. В. «Вестник машиностроения», 1962,
т. 42, № 2, с. 40—43.
. 91. Хуго И. и др. Конструкционные пластмассы. Свойства и при-
менение. Пер. с чешек. М., «Машиностроение», 1969. 336 с.
92. Geyer И., Gemmer Н. «Plastverarbeiter», 1972, Bd. 23, № 7,
S. 471—477.
93. «Machine Design», 1969, v. 41, № 21, p. 27—31.
94. Сейма Акира «Пэдзн то пидзюц-у», 1968, v. 9, № 1, р. 51—60.
95. «Tooling», 1973, v. 27, № 11, р. 29.
96. Dixon В. В. Prod. Eng., 1956, v. 27, № 6, p. 217, 219, 221; 1957,
v. 28, № 15, p. 22—24.
97. Pohrich D. «Plaste it. К au Ischuk», 1972, Bd. 79, № 4, S. 289—
293
98. Kafka. F. «Plastverarbeiter», 1966, Bd. 17, № 5, S. 277—280.
99. Dodge G. P. Mod. Plast., 1962, v. 39, № 8, p. 131, 134, 136, 139—
140, 216, 218, 219, 221.
100. Viscio D. P. «Machine Design», 1969, v. 41, Xs 21, p. 59—62,
101. Mater. Eng., 1974, v. 80, № 7, p. 24—27.
102. «Industrie Anz.eiger», 1975, Bd. 97, № 22, S. 430.
103. Peukert H. «Kunststoffe», 1958, Bd. 48, № 4, S. 189—192.
104. «Kunststoff-Journal», 1976, Bd. 10, ,Vs 7/8, S. 26.
105. Артюхов Al. С. и др. Пласт, массы, 1976, № 3, с. 66—68.
106. Авт. свид. 262375 (1.970); Открытия. Изобр. Пром, образцы.
Товарн. знаки, 1970, № 6.
107. Schrader IF. Kunsts to fihalbzcug— Vcrarbeitung und Schweifiung,
10-te, iiberarb. Aufl. Leipzig, VEB Deutschcr Verlag fur Grund-
stoffindustrie, 1974. 405 S.
108. Seitz W. A., Petrus S. «Alachine Design», 1969, v. 41, №21,
p. 48—50.
109. Seitz W. A., Petrus S. «Machine Design», 1969, v. 41, № 21,
p. 84—89.
ПО. В kh.: Энциклопедия полимеров. T. 2, M., «Советская энцикло-
педия», 1974, с. 509.
111. Belcher Н. «Plastverarbeiter», 1971, Bd. 22, № 8, S. 563—569.
112. Валкое С. С., Орлов Ю. Н., Черняк, Б. Я. Сваркя пластмасс
ультразвуком; М., «Химия», 1974. 264 с.
113. Кушелев В. В. Пласт, массы, 1976, № 3, с. 78—79.
114. Несвит О. Д., Кушем1 в В. В., Сидоров И. П. Пласт, массы,
1976, № 3, с. 75-77.
267
115. Eilers J. H, «Kautschuk u, Gummi, Kunststoffe», 1967, Bd. 20,
Xs 2, S. 87—91,
1 IS. Стеклопластики. Под ред. Ф. Моргана; Пер. с англ. Под ред.
Я. Д. Ларисина. М., Издатинлит, 1961. 481 с. •
1117. Тростянская Е. Б., Шишкин В. А. Гончаренко В, А. Пласт.
массы, 1976, № 3, с. 22—24.
118. Кушелев В. В., Стариков И. Д. В кн.: 'Надежность и долго-
вечность полимерных материалов и изделий из них. М.,
МДНТП им. Ф. Э. Дзержинского, 1969, с. 114—116,
119. Энглин Р. К., Малекес Л. Д., Коваленко Н. П, «Дефектоско-
пия», 1967, Xs 2, с. 69—72.
120. Пятницкий В. И., Саворовский Н. С. Пласт, массы, 1966, Xs 7,
с. 44—52.
121. Данге 10. В., Шишкина Н. В. Зав. лаб,, 1966, т. 32, As 4, с. 34.
,122. Ланге 10. В. В кн.: Клеи и технология склеивания. Под ред.
Д. А. Кардашова. М., Оборонена, 1960, с. 268—282.
123. Кардашов Д. А.' Синтетические .клеи. Изд. 3-е, перераб. и доп.
М,, «Химия», 1976. 504 с.
124. Тарноруцкий В. К.. Комаров Г. В. «Вестник машиностроения»,
1972, т. 52, № 9, с. 51—53.
125. Тарноруцкий В. К-, Комаров Г. В, «Технология автомобиле-
строения», 1972, № 3, с. 53—56.
126. Thews Н. «Kunststoff-Berater», 1976, Bd. 21, № 3, S. 88—93.
127. Тарноруцкий В. К. Канд, дне., Львов, ЛПИ, 1976.
128. Тарноруцкий В. К., Комаров Г. В. «Вестник машиностроения»,
1973, т. 53, А» 1, с. 36—38.
129. Thews Н. «Verbindiingstechnik», 1974, Bd. 6, Xs 10, S. 21—23.
130. Joisien S. «Plastvcrarbeiter», 1970, Bd. 21, Xs 6, S. 545—552.
13'1 . Miller E. ЛД Crafi D. I. Plast. Techno!., 1974, v. 20, Ns 11, p. 44—
47.
132. Eder G. «Mascliinenmarkt», 1975, Bd. 81, № 30, S. 536—538.
133. Каргин В. А., Слонимский Г. Л. Краткие очерки по физикет
химии полимеров. М., Изд-во МГУ, 1960. 175 с.
134. Eurich J. V. «Plastics», 1957, v. 22, Xs 237, p. 202—204.
ГЭ5. Миндлин Я. И., Мацюк Л, II., Богдашевский А. В. и др. В кн.:
Сварка полимерных материалов. М., МДПТП им. Ф. Э. Дзер-
жинского, 1974, с. 77—183.
136. Тростянская Е. Б., Комаров Г. В., Шишкин В. А. Сварка пласт-
масс. М., «Машиностроение», 1967. 252 с.
137. Итоги пауки и техники. Сер. «Сварка». Т. .7. Под ред.
Г. В. Комарова и В. В. Горского. М., ВИНИТИ, 1975, с. 5—71.
138. Комаров Г. В. В кн.: Энциклопедия полимеров. Т. 3. М., «Со-
ветская энциклопедия», 1977, с. 370—383.
139. Behnisch II. «Metallhandwerk+Technik», 1977, Bd. 79, № 6,
S. 342^344,
140. Ullmanns Encyklopadie der technischen Chemie, Dritte, vollig
neugestaltete Aufl. Bd. 11. Munchen — Berlin, Urban Schwarzen-
berg, 1960. S. 52.
141. Вокщкий С. С. Аутогезия и адгезия высокополимеров. М.,
Р'остехиэдат, 1960. 244 с.
142. Kamenarow G., Kdnig D. «Schweifitechnik», 1976, Bd. 26, Xs 3',
S. 101—102.
143. Мацюк Л. H. и др. Сварка полимерных пленок. M., «Маши-
ностроение», 1965. 79 с.
268
144. Комаров Г. В. Пласт, массы, 1977, № 8, с. JU—• М
14'5 . Зайцев К- И-, Истратов Й. Ф., Ляшенко В. Ф, Сиярк* ПЛ* ОТ;
массовых трубопроводов. М., «Недра», 1974. 72 с. .
146, Brockmanfi W., Roeder Е. «Schweifien u. Schneiden», 1972, Bd, 84,
№ 2, S. 58—60.
147. «Schweifien u.-Schneiden», 1969, Bd. 21, № 4, S. 139—143.
148. «Maschinenmarkb, 1963, Bd. 69, № 99, S. 35—38.
149. Морозова Л. П,, Кротова И. А. ДАН СССР, 1957, т. 115, Хи 4,
с. 747—750.
150. Каменский А. И., Фодиман И. М., Вокщкий С. С. Высокомол.
спад., 1965, г. 4, с. 696—700.
151. Бреслер С. Е., Захаров Г. М., Кириллов С. В. Высокомол. соед.,
1961, т. 3, № 7, с. 1072—1076.
152. Штаркман Б, И., Воюцкий С. С., Каргин В. А. Высокомол.
ооед., 1965, т. 7, № 1, с. 135—140.
153. Ханкин IO. В. и др. Сварочн. произв-о, 1976, № 1, с. 41—43.
154. Виноградов В. М В кн.: Термопласты конструкционного назна-
чения. Под ред. Е. Б. Тростянской. М., «Химия», 1975, с. 93—96.
155. Мак.-Келви- Д. М. Переработка полимеров. Пер. с англ. М.,
«Химия», 1965. 444 с.
156, Штаркман Б. И., Воюцкий С. С., Каргин В. А. Высокомол.
соед., 1Q65, т. 7, № 1, с. 141—144.
157. Майю к Л. И., Колобков Ю. М„ Павлова Л. М. Пласт, массы,
1967 Х° 9 с 51_______53
158. Глуде ~Р. К Механ, полимер., 1966, Ке 4, с. 574—579; 1968,
Кт 4, с. 656—660.
159. Энциклопедия полимеров. Т. 1. М., «Советская энциклопедия»,
1972. 1'224. с.
160. Аржанов С. Л., Рылов Е. Е., Штаркман Б. П. Высокомол. соед.,
1959, т. 1, № 9, с. 1337—1360.
161. Мелихова Н. А., Косовова 3. П., Котовщикова О. А., Рейтлин-
гер С. А. Пласт. массы, 1965, Хе 4, с. 36—38.
162. Зайцев К. И., Сергеева И. Л. Сварочн. произв-о, 1976, № 6,
с. 10—П2. .
163. Зайцев К И. Автомат, сварка, 1973, № 9, с. 28—31.
164. ЛТацюк Л. И,, Вишневская Н. В., Котовщикова О. А. В кн.;
Сварка полимерных материалов. М., МДНТП им. Ф. Э. Дзер-
жинского, 1974, с. 29—35.
165. Мишустин В. И. и др. Пласт, массы, 1974, № 2, с. 40—42.
1'66. Гришин И. А. Пласт, массы, 1962, № 10, с. 65—66.
167. Dung G. «Kunststoff-Journal», 1975, Bd. 9, № 1—2, S. 8, 10, 12.
168. Karr F. «Maschinenmarkl», 1975, Bd. 81, We 20, S. 332—334.
169. Pieschel D. «Schweifien it Schneiden», 1975, Bd. 27, Xa 9, S. 377—
378.
170. «Verbindungstechnik», 1975, Bd. 7, Ke 11—12, S. 51—54.
171. «Produktion», 1971, № 7, S. 60—63.
172, Tростянская Е. Б., Комаров Г. В., Рудаков В. И. Пласт,
массы, 1976, № 3, с, 54—57.
173. Кулезнев В. Н. В кп.: Многокомпонентные полимерные систе-
мы, М., «Химия», 1974, с. 10—60.
174. Берлин А. А., Басин В. Е. Основы адгезии полимеров. М., «Хи-
мия», 4974. 392 с.
175. Авт. свид. 144283 (1962); Бюл. изобр., 1962, Ко 2.
269
176. Авт. свид. 5Й5204 (1977); Открытия. Изобр. Пром, образцы.
Товары, знаки, 1977, № 47.
177. Мацюк Л. Н., Вишневская Н. В., Котовщикова О. А. Св ар очи.
проязв-о, 1975, X» 1, с. 25.
178. Комаров Г, В. В кн.: Практикум по технологии переработки
пластических масс. Под ред. В. М, Виноградова, Г. С. Голов-
кина. М., «Химия», 1973, с. ИТЭ—182.
179. Ратнер С. В., До-дин М. Г. ДАН СССР, 1970,. т. 194, № 4,
с. 807—810.
1'80 . Комаров Г. В,, Царахов Ю. С. В кн.: Сварка полимерных ма-
териалов. М., МДНТП им. Ф. Э. Дзержинского, 1974, с, 84—88.
181. Акутан М, С., Сорокин В. А., Осапчик В. С. Пласт, массы,
1967, № 12, с. 16—18.
182. Орлов Э. Б-, Вакула В. Л. Высокомол. соед., 1970, Б, т. 12,
№ .2, с. 119—123.
183. Menges G., Zohren /. «Plastverarbeiter», 1967, Bd. 18, № 3,
S. 165—171.
184. Виндт В. Ф. Автомат. снарка, 1976, № 6, с. 33—135.
185. Тростянская Е. Б., Комаров Г. В., Царахов Ю. С. Механ. по-
лимер., 1974, № I, с. 55—59.
186. Пруслин В. 3.* Автор е<|>. канд. дис. М., МИХМ, 1974.
187. Гирш В. И. Автореф. канд. дис. М., МВТУ им. Н. Э, Баумана,
1972.
188. Menges G., Ehrbar J. «Kunststoffe», 1963, Bd. 53, № 4, S. 233—
243.
189, Тростянская E. Б., Комаров Г. В., Царахов Ю. С. В кн.; Каче-
ство полимерных материалов и изделий из них. М, МДНТП
им. Ф. Э. Дзержинского, 1970, с. 195—208.
1.90. Комаров Г. В. Канд. дисс. М., МАТИ, 1963.
191. Тростянская Е. Б., Комаров Г. В., Шишкин В. А. Пласт,
массы, 10165, № И, с. 22—27.
192. Просвирин В. И., Страуме И. Я. Механ. полимер., 1965, № 5,
с. 11'8—122.
196. Шишкин В. А., Тростянская Е. Б,, Гончаренко В. А., Лап-
шин И. Ф. Пласт, массы, 1974, № 2, с. 37—39. ,
194. Тростянская Е. Б., Комаров Г. В., Шишкин В. А. Пласт, массы,
1902, М 12, с. 30—62.
195. Тростянская Е. Б., Комаров Г. В., Пойманов А. М. Автомат,
сварка, 1968, ,4s 7, с. 64—66.
196, Тростянская Е. Б., Комаров Г. В., Шишкин В. А. Пласт,
массы, 1968, Ns 2, с. 61—63.
197. Пат. США 3891490 (1975).
198. Англ. пат. 1322717 (1973); пат. США 3&98982 (1972).
199. Тростянская Е. Б., Головкин Г. С., Комаров Г, В,, Шиш-
кин В. А. Автомат, сварка, 1967, № 9, с. 63—66,
200. Moller-Obering И. «Technical, 1967, Bd. 16, № 20, S. 1978—
1979.
201. Яп. пат. 21019 (1961); РЖХим, 1962, 1-8Т1921П.
202, Тростянская Е. Б., Головкин Г. С., Комаров Г. В. «Каучук и
резина», 1966, № 40, с. 16—19; Головкин Г. С. Канд, дне., М.,
МАТИ, 1970; Тростянская Е, Б., Шишкин В. А., Комаров Г. В.,
Головкин Г. С. Сварочн. произв-о, 1967, № 6, с. 12—15; Тростян-
ская Е. Б., Головкин Г. С. «Каучук и резипа», 1969, № I,
с. 23—26,
270
203. Пат. США 2936261 (I960); РЖХим, 1962, 16П216.
204. Комаров Г. В., Рузаков В. И., Царахов 10. С. Пласт, массы,
1973, X» 7, с. 28—30.
205. Комаров Г. В., Тростянская Е. Б., Павлова А. И. Пласт, мас-
сы, 1968, № 9, с. 52—55.
206. Комаров Г. В., Царахов ТО. С,, Мусатов В. А., Ерин Н. И.
Текст, пром., 1978, № 6, с, 46—47.
207. Тростянская Е. Б., Царахов Ю. С., Комаров Г. В. В кн.:
Сварка полимерных материалов. М., МДНТП им. Ф.Э. Дзер-
жинского, 1974, с. 96—101.
206. Пат. США 3079293 (1963); РЖХим, 1964, 14С416П.
209. Авт. свид. 296404 (197'1); Открытия. Изобр. Пром, образцы.
.Товары, знаки, 1974, X»’ 22; пат. США 3821054 (1974),
210. Тростянская Е. Б,, Комаров Г, В., Царахов Ю. С. Пласт,
массы, 1'975, .Vs 9, с. 32—35.
211. Царахов ТО, С., Комаров Г. В., Кадыкова Т. Г. Пласт, массы,
1976, X» 3, с. 53—54.
212. Комаров Г. В„ Кодыкова Т. Г., Царахов Ю. С. Сварочн.
произв-о, 1975, № 4, с. 40—41.
213. Авт. 'Овид. 421710 (1974); Открытия. Изобр.' Пром, образцы.
Токари, знаки, 1974, № 42.
214. Баркалов И. М., Гольданский В. И., Дзантиев Б. Г., Его-
ров Е. В. Вы со комол, соед., 1960, т. 2, № 12, с. 1801—1804.
215. Авт. свид. 196282 (1967); Изобр. Пром, образцы. Товары, знаки,
1967, № II.
2Г6. Комаров К. В. В кн.: Оборудование для переработки пласт-
масс, Справочное пособие. Под ред. В. К. Завгороднего. М.,
«Машиностроение», 1976, с, 271—295.
217. Кошелев В. В. и др. Сварочн. произв-о, 1976, № 12, с, 38—39.
218. Мацюк Л, Н. и др. В ки.: Сварка полимерных, .материалов. М.,
МДНТП им. Ф. Э. Дзержинского, 1974, с. 89—94.
219. Мацюк Л. Н. и др. Сварочн. лроизв-о, 1976, № 6, с. 37—38.
220. ABC-Schuhfabr, 1976, Bd. 71, № 9, S. 516—517.
221. Балтруконис Л. ТО. В кн.; Сварка полимерных материалов. М.,
МДНТП им. Ф. Э. Дзержинского, 1974, с. 461—.166.
222. Комаров Г. В. Сварочн. произв-о, 1978, Ха 3, с. 34—86.
226. Зайцев К. И. Автомат, сварка, 1976, X» 5, с. 64—67; Сваррчн.
произв-о, 1976, Ха 8, с. 48—49; Дубровкан С. Д. «Водоснабже-
ние и сапитарнЪя техника», 1976, № 6, с. 3—6.
224. Ляшенко В. Ф., Истратов И. Ф. Сварочн, произв-о, 1975, М> 12,
с. 42—44.
225. Potente И., Pieschel D., Brinken К. «Plastverarbeiter», 1976,
Bd. 27, № 4, S. 189—192.
226; Herforth IT., Nietzei M. «Plastverarbeiter», 1976, Bd. 27, X° 6,
S. 311—316.
227. Tobias №. ZIS-Mitleilungen, 1975, Bd. 17, X° 7, S. 758—768;
Schwarz H., Tobias W. «Plaste u. К an Ischuk», 1974, Bd. 21, X“ 10,
S. 768—770.
228. Schwarz IT., Sieinicke H.-E. ZIS-Mittcilungen, 1976, Bd. 18, № 7,
S. 665—669.
229. Kwr F. «Maschinenmarkt», 1975, Bd, 81, № 37, S. 659—660.
230. Leatherman A. F. Mod. Packag., 1974, v. 47t Xe 6, p. 29—30, 33;
пат. США 3709775 (1973).
231. Chookazian M. SPE Journal, 1970, v. 26, № 10, p. 49—53.
?7|
232. Carley J. F. Mod. Plast, 1956, v. 34, № 2, p. 163—169.
233. Пат. США.3008863 (1961).
234. Соловьев В, П., Мацюк Л. Н. В ки.: Сварка полимерных ма-
териалов. М., МДНТП им. Ф. Э. Дзержинского, 1974,
с. 176—183.
235. Colditz IF., Konig D. «Schweifitechnik», 1975', Bd. 25, № 11,
S. 482—484.
236. Gumm P. e. a. «Kunststoffe», 1971, Bd. 61, № 2, S. 108—114.
237. Stenson D. IF. Plast. a. Polymers, 1975, v. 43, № 168, p. 217—
223.
238. «Engineer», 1962, v. 213, № 5543, p. 701.
239. D., Menges G,, Weld. World, 1975, v. 13, № 1—2, p. 21—
30.
240. Abele O. F. Hochfrequenz — Schweifitechnik. 2-te Aufl. Speyer,
Zechner und Huthig Verlag, 1973. 590 S.
241. Moller A. «Plaste u. Kautschuk», 1973, Bd. 20, № 1, S. 51—53.
242. Авт. свид. 200141 (1967); Изобр. Пром, образцы. Товара. зна-
ки, 1967, № 16.
243. Англ. пат. 1122119 (1968).
244. Глодан Ю. В. и др. В кн.: Свойства, переработка и примене-
ние пентапласта. Л., ОНПО «Пластполимер», 1975, с._26—29.
245. Комаров Г. В., Царахов Ю. С., Рузаков В. И. ~Сварочн.
проиав-о, 1973, № 9, с. 38.
246. Zuger В., Blattan A, «Leder, Schuhe, Lederwarena, 1976, Bd. 11,
№ 7, S. 261—263.
247. Kobersiein E., Kratz IF. «Kunststofi-Rundschau», 1974, Bd. 21,
№ 12, S. 539—543.
248. Black P. B. SPE Journal, 1963, v. 19, № 11, p. 1146—1148.
249. Rubb. Plast. Age, 1966, v. 47, № 5, p. 499.
250. Maugosc Л. И., -Богдашевский А. В. й др. Пласт, массы, 1976,
Кг 3, с. 45—46.
251. Лазарев А. П. и др. Труды Всесоюз. науч.-исслед. и проект.-
конструк. ин-та токов высокой частоты им. В. П. Вологдина,
1974, вып. 14, с. 203—211.
252. Пат. США 3477194 (1969); РТКХим, 1970, 23С508П.
253. Авт. свид. 151017 (1962); Бюл. изобр., 1962, № 20; фр. пат.
1123412 (1956)*.
254. Пат. ФРГ 1779206 (1974).
255. Moller Н. «Technics», 1968, Bd. 17, К? 16, S. 1417—1419.
Й56. Кошелев В. В., Савенков Е. Н. «Строительство трубопроводов»,
1976, № 1, с. 28—29; № 4, с. 19-20.
257. Stelnicke Н.-Е. ZIS-Mitteilungen, 1970, Bd. 12, № 7, S. 829—
843; 1972, Bd. 14, № 7, S. 815—823; 1973, Bd. 15, № 7, S. 786—
797.
258- Patents H., Zeeuw К. «Тага», 1975, Bd. 27, № 312, S. 593—596.
259. Nmkel S. ZIS-Mitteilungen, 1974, Bd. 16, № 10, S. 1264—1272.
260. Pauer A. ZIS-Mlttcllungen, 1970, Bd. 12, № 7, S. 844—851.
261. Abele G. F. «Kunststoff-Rundschau», 1973, Bd. 20, № 2, S. 65—
71.
262. Анисимова А. П., Закат P. И. Сварочн, произв-о, 1964, № 8,
с. 23—24.
263. Пат. США 3920504 (1975); Mengason J. Plast. Eng., '1976, v. 32,
№ 7, p. 33—35.
264. Пат. США 2633894 (1953).
272
265. Тарноруцкий В, Л'., Криворучко Г, С, <Фн»иК1>-химмч«С1Свн ме-
ханика материалов», 1974, № 3, с. 105—1 И,
266. Тарноруцкий В. К., Комаров Г. В. «Технологии очомобижкгтрос-
ния», 1973, № 5, с. 33—34.
267. Фр. пат. 1602976 (1971).
268. Schweiz. Maschinenmarkt, 1976, Bd. 76, № 28, S, 34—85,
269. «Technics», 1976, B.d. 25, K° 3, S. 150.
270. Тарноруцкий В. К.,- Комаров Г. В., Урбан М. П. SljiSKTpOTiJtll,
пром. Сер. «Электросварка», 1971, вып, 9, с. 13—114.
271. Комаров Г. В. Сварочн. произв-о, 1975, №11, с, 40—43,
2712. Комаров Г. В. В кн.: Энциклопедия полимеров. Т. 3. M.t «Со-
ветская энциклопедия»,.,1977, с! 410—417.
273. Dimter L. Klebstoffe fiir Plaste. 2-te, tiberarb. Aufl., Leipzig, VE0
Deutscher Verlag fur Grundstoffindustrie, 1969. 174 S.
274. Дерягин Б. В., Кротова ~H. А., Смилга В. П. Адгезия твердых
тел. М., «Наука», .1973. 280 с.
275. Zade Н. Р. Inst. met. rev. course, 1972, № 9, p. П—35.
276. Фрейд ин A. G, Прочность и долговечность клеевых соединений.
М., «Химия», 1971. 256 с.
277, Комаров Г. В. В кн.: Большая советская энциклопедия. Т. 23.
М., «Советская энциклопедия», 1976, с. 510.
278. 'Fanner G., Endlich IF. «Maschinenmarkt», 1976, Bd. 82, № 56,
S. 1016—1018.
279. Бикерман Л, О; У err. хим., 1972, т. 41, № 7, с. 1431—1441.
280. ' Воюцкий С. С. В кн.: Энциклопедия полимеров, Т. 1, М., «Со-
ветская энциклопедия», 1972, с, 22—29.
281. Белый В. А., Еворенков И. И., Плескачевский К). М. Адгезия
полимеров к металлам. Минск, «Наука и техника», 1971. 288 с.
'282. Lollis N. 7. de. Adhes. Age, 1968, v. 11, № 12, p. 21—25.
283. Воюцкий С. С. В кн.: Клеи и технология склеивания. Под ред.
Д. А. Кардашова. М., Обо.ронгиз, 1960, с. 24—34.
284. Буль В. Е., Кудряшова Д’. Л. В кн.: Адгезия полимеров. М,,
Изд-во АН СССР, 1963, с. 134.
285. Басин В. Е., Берлин 4. А. В кн.: Новые клеи и технология
'склеивания. М., МДНТП им, Ф. Э. Дзержинского, 1973,
с. 7—.12.
286, Басин В. Е„ Берлин А. А. ЖВХО им. Д. И. Менделеева, 1969,
ъ 14, № 1, с. 19—24.
287. Кардашов Д. А. Синтетические клеи. Изд. 2-е, перераб. и доп. .
М., «Химия», 1968. 592 с.
288. Дин. «Химия и технология полимеров», 1966, № б, с. 124—135.
289. Hellwig G. Е. Н., Sell Р. J., Wiest Н. «Adhasion», 1968, Bd. 12,
№ 10, S. 439—443.
290. Sharpe L. H., Schonhorn H., Linen C. !. «Poliplasti», 1967, v. 15,
№ 112, p. 5—7, 9—12.
291. Mitt Chem. Forschungsinst. Wirt. Osterr., 1972, Bd. 26, № 5,
S. 246—248.
292. Schonhorn H., Ryan F. Ц7. J. Polymer Sci., 1969, A, v. 7, № 1,
p. 105—111.
293. Sharpe L. H., Schonhorn H. Chcm. Eng. News, 1967, № 15,
p. 67.
294. Bikermann J. I. «Adhasion», 1961, Bd. 5, № 12, S. 628—630.
295. Гуль В. E., Фомина Л. Л. Высокомол. соед., 1965, А, т. 7,
№ 1, с. 45. .
18-829
273
'296. Бикермая Я. О. Высокомол. соед., 1968, А, л. 10, № 4,
с. 974—979.
297. Schwarz Н., Schlegel Я. Met'allkleben und glasfaserverstarkte
Plaste in der Technik. 5-te, bearbeitete Aufl, Berlin, VEB Verlag
Technik, 19G6. 276 S.
298, Тихонов А, А., Тагер Л. А., Степанов E. С.- Механ. полимер.,
1968, № 4, с. 665—671.
299. Удзимару Т, «Сэттяку», «Adhesion a. Adhesives», 1961, v. 5, № 3,
р. 134—147,
300. Удзимару Т, «Сэттяку», «Adhesion a. Adhesives», 1961, v. 5, Ke 4,
р. 13—19.
601. Киселев Al. Р. и др. Пласт, массы, 1976, № 8, с. 36—38.
302. Калинчев Э. Л., Кацевман Л1. Ш. Пласт, массы, 1976, Ks 3,
с. 20-21.
303. Хара К., Шонхорн X. «Нихон сэттяку кёкайси», J. Adhes Soc.
Japan, 1970, v. 6, № 2, p, 139—142.
304. Гуль В. E., Задоя M. А. Высокомол. соед., 1976, А, т. 18, № 9,
с. 2000—2003.
ЗОБ, Latzusch О. «SchwciBtechnik», 1976, Bd, 26, № 1, S. 28—30.
306. Hempel D. JfL-Mitt, 1967, Bd. 6, № 9, S. 336—341.
307. TtMUtfC, Гроссе. «Химия и технология полимеров», 1960. № 2,
с. ,120—147.
308. Michel М. «Farbe u. Lack», 1971, Bd. 77, № 7, S. 658—665.
309. Шнуров 3. Е. В кн.: Клеи и технология оклеивания. Под ред.
Д. А. Кардашова. М., Оборонена, 1960, с. 56—79.
310. Brockmann W. «Adhasion», 1970, Bd. 14, № 3, S. 93—97.
311. Bascom IP. D. e. a. J. Appl. Polymer Sci., 1975, v. 19, № 9,
p. 2545—2562.
312. Авт. спид. 183858 (1966); Изобр. Пром, образцы. Товарн. знаки,
1966, М 14.
313. Липатов Ю. С- Высокомол. соед., 1975, А, т. 17, № 10,
с. 2358—2365.
314. Липатов Ю. С., Сергеева Л. М. Адсорбция полимеров. Киев,
«Паукова думка», 1972. 218 с.
815. Алексеева Н. Г., Туловская 3. Д. В кн.: Термодинамические и
структурные свойства граничных слоев полимеров. Киев, «Пау-
кова думка», 1976, с. 36.
316. Riley М. ’ПК. Mater, in Design Eng., 1958, v. 47, № 1, p. 129—
144.
317. Eilers Л H. «Kunststoffe», 1961, Bd. 51, № 9, S. 611—615.
318. Latzusch O. ZIS-Mitteilungen, 1973, Bd. 15, № 7, S. 821—825.
319. Кар&ашов Д. А. Эпоксидные клеи. M., «Химия», 1973. 192 с.
820. Комаров Г. В. Пласт, массы, 1976, № 3, с., 11—14.
321. Latzusch О. ZtS-Mitteilungen, 1974, Bd. 16, № 9, S. 1125—
ИЗО.
322. Matting A., Ehrenstein G. «Kunststoffe», 1965, Bd. 55, № 12,
S. 893—899.
323. ' Nightingale R. L Des Eng., 1975, v. 21, № 4, p. 34—36, 38.
024. Богданов А. С., Михалев И. И., Сизова К. В. «Вестник маши-
ностроения», 1968, т. 48, № 7, с. 57—59.
325. Neumann L. ZIS-Mitteilungen, 1970, Bd. 12, № 7, S. 923—927.
326. Bodnar Л4. L, Schrader Г. H. Mod. Plast, 1958, v. 36, № 1, p. 142,
144, 146, 148.
274
32?. Mdlier P. T. U. «Adhasion», 1970, Ed. 14, № 5, $. 183—ISO,
195—196.
328. Lucke H. «KunstStoff-Rundschau», 1965, Bd. 12, № 10, S. 665—
569.
329. Latzusch 0. ZIS-Mitteilungen, 1975, Bd. 17, № 7, S. 801—807.
330. Lucke H. «Runslstoff-Rundschau», 1965, Bd. 12, № 11, S. 622—
628.
331. Menges G., Schmidt P. «Industrie-Anzeiger», 1968, Bd. 90, № 102,
S. 2235—2239. ,
313Й. Губенко A. В., Фрейдин А. С. и др. Пласт, массы, 1964, № 3,
с. 63.
333. Latzusch О. «Plaste u. Ran techuк», 1975, Bd. 22, We 9, S. 742—
743.
334. Vaughan R. IT. Adhes, Age, 1976, v. 19, № 12, p. 47—55.
335. Воробьев В. Д., Доброхотова М. Л. и др. «Производство и пе-
реработка пластмасс и 'синтетических омол». М.,, НИИТЭхим,
1974, We I, с. 38—42.
336, Черкасская И. М. и др. Пласт, массу, 1970, Хе 1, с. 62—63.
337. Обуховская- О. Ф., Стефанович И. И., Владыкин Т. И, В кн.:
Новые клеи и технология склеивания. М., МДНТП им,
Ф. Э. Дзержинского, 1976, с. 71—77.
338. Авт, свид. 324258 (1972); Открытия. Изобр. Пром, образцы.
Товар'Н. знаки, 1972, № 2; РЖХим, 1972, 20С619П.
339. Пат. США 3527842 (1970); РЖХим, 1971, 9С710П.
340. Пат. США 34185734 (1969); РЖХим, 1971, 4С754П.
341. Пат. США 3717543 (1973); РЖХим, 1973, 24С841П. ,
342. Rompf H.’G. «Adhasion», 1968, Bd. 12, № 10, S. 450, 452, 456,
458, 460, 462, 464—666.
343. Варламова И. Л., Михайлов Г. Г. «Технология легких спла-
вов». Науч.-техн. бюл. ВИЛСа, 1975, № 10, с. 58—60.
344. Артамохин И. И., Михеева В. В., Шаронова М С. «Машино-
строитель», 1967, № 12, с. 32—35.
345. Szigeti Р. R. «Adhasion», 1965, Bd. 9, № 9, S. 337—344.
346. Lucke H. «Kunststoff-Rundschau», 1965, Bd. 12, № 9, S. 505—
508.
347. Lucke FL «Kunststoff-Rundschau», 1956, Bd. 12, № 5, S. 271—
275.
348. Каган Д. Ф., Дубровкия С. Д., Гольцман Ш. Л. Пласт, массы,
1965, № 8, с. 65—67.
B4S, Трахтер А. С., Трепешкова Л. И., Палей М. И. Пласт, массы,
1962, № 8, с. 64—67.
350. Игнатова Т, А„ Барштейн Р. С. Пласт, массы, 1962, № 10,
с. 61—62.
351. Binder К-, Fablng J. «Chemie/Kunststoffe—Aktuell», 1976, Bd. 30,
№ 6, S. 259—264.
352. Морозова Л. П. ЖВХО им. Д. И. Менделеева, 1969, т. 14,
№ 1, с. 70—74.
353. Brady F. L. Isolat. et revetcm., 1963, № 38, p. 49—54.
354. Konig S. ZIS-Mitteilungen, 1976, Bd. 18, № 7, S. 907—911.
355. Охаси Кумао, Ито XupooJ Ионэдзава Масадзи, «Сэттяку»,
«Adhesion a. Adhesives», 1962, v. 6, № 9, p. 701—705.
356. Luttgen. C. «Adhasion», 1962, Bd. 6, № 4, S. 161—162, 164—
166.
275
3&7. Lucke Й. «Kunststoff-Rundschau:», 1965, Bd. 15, № 7, S. 388—
392
358. Menges G.. Eilers L H. '«Plastverarbeiter», 1967, Bd. 18, № 3,
S. 172—183.
359. Годило П. В. и др. Пласт, массы-, 1976, № 3, с. 24.
369. Ковальчук Л. Л1. Пласт, массы. 1962, N" .7, с. 32—35.
361. Jacoby Й. Adhes. Age, 1963, v. 6, № 10, р. 20—28.
362. Schirmer. «Plastverarbeiter», 1967, Bd. 18, № 9, S. 595—602.
363. Bodnar M. J., Powers IP. J. Plast. Technol., 1958, v. 4, № 8,
p. 721—725.
364. П у spun Б. С. и др. «.Каучук и резина», 1976, №-2, с, 25—26.
365. Андрианова Н. В., Медведева Ф. М- и др. Пласт, массы, 1967,
№ 12, с. 33—36.
366. Bader F. ZIS-Milteihmgen, 1975, Bd. 17, № 10, S. 1151—1158.
367. Медведева Ф. М., Андрианова Й. В. Пласт, массы, 1971, № 7,
с. 67—68.
368. Asmus К. D. е. a. «Kunststoffe», 1969, Bd. 59, № 5, S. 266.
369. Ruhsland К. ZIS-Mitteilungen, 1970, Bd. 12, № 7, S. 902.
370. Белкина T. M. и др. Пласт, массы, 1964, Ab 8, с. 64—67.
371. Пат. США 2765250 (1956).
372. Пат. ФРГ 1156551 (1964); пат. США 2698239 (1955).
373. Андрианова Н. В., Рейтлингер С. А. и др, Пласт, массы, 1964,
№ 1, с. 73.
374. Медведева Ф, Л1. Канд, дис., М„ НИИПМ, 1970.
375. Пат. США 3170833 (1966); англ. пат. 1.229902 (1971); яп. пат.
- 49—<17653/1974, кл. 24J 64.
376. Kunststoff-Handbuch. Bd. VI. Polyamide. Milnchen, Carl Hanser
VerJag, 1966, S. 408.
377, Хонфф Г., Мюллер А., Венгер Ф. Полиамиды. Пер. с нем. М.,
Гйсхи1миздат, 1958. 452 с.
378. Kiissner К-Й. «Plaste u. Kan Ischuk», 1962, Bd. 9, № 7, S. 322—
324.
379. Menges G., Eilers J. H. «Maschinenmarkt», 1966, Bd. 72, № 68,
S. 1872—1876.
380. Майорова Э. А., Овчинникова T. В. Пласт, массы, 1965, № 11,
с. 61—64.
381. Kilssner К.-H. «Plaste u. Kautschuk», I960, Bd. 7, № 8, 8. 389—
390.
382. Hacquard J. «Industrie des plastiques modcrness-, 1958, v. 10,
№ 7, p. 8, 13.
383. Lucke H. «Kunststoff-Rutidschau», 1965, Bd. 12, Ks 4, S. 210—
216.
384. Nestier W. Chem.-Ing.-Techn., 1970, Bd. 42, № 9/10, S. 606—
608.
385. Лийроя Э. K-. Ле ст T. Ю. Труды Таллинского политехи, ил-та,
1969, А, К» 270, с. 55—61. *
386. Kohler R. «Adhasion», 1968, Bd. 12, № 5, S. 199—203.
387. Brewis D. M, J. Mater. Sci., 1968, v. 3, № 3, p. 262—265.
388. Scheelde D, «Plastverarbeiter», 1960, Bd. 11, № 4, S. 161.
389. Morris С. E. M. J. Appl. Polymer Sci., 1971, v. 15, № 2, p. 501—
505.
390. Lucke H. «Kunststoff-Rundschau», 1965, Bd. 12, № 6, S, 322—
324.
276
391. Лазар М.,’Радо А, Шлиман Н. Фторопласты. Пер. СО СЛбмЦХ-
М.—Л., «Энергия», 1965. 304 с.
392. Царахов Ю. С., Комаров Г. В. Пласт, массы, 1970, №.3,
с.. 45—'18.
393. Перри Г, А. Склеивание армированных пластикон, Пер. с англ.
Под рад. Л. Я. Попилова. Л., Судпромгиз, 1962. 256 с.
394. Адгезия, клеи, цементы, припои. Под ред. Н. ДеброГгна и
Р. Гувипка. М,, Издатиплит, 1954. 584 с.
395. Баркер Р. М., Хэтт Ф. «Ракетная техника и космонавтика»,
1973, г. II, № 12, с. 60—65.
396, Люкайтис И. И. и др. Механ. полимер., 1971, № 2, с. 353—355.
397. Eilers /. П. «Kautschuk u. Gummi, Kunststoffe», 1967, Bd. 20,
№ 3, S. 164—174;
398. Wagener К. «Ad has ion», 1965, Bd. 9, № 1, S. 28—30.
399. Reinhardt K--G. IfL-Mitt, 1967, Bd. 6, № 9, S. 329—336.
400. Санжаровс.кпй A. T„ Дыльков Af. С., Зубов П. И. Пласт,
массы, 1964, Ха 4, с. 43—46.
401. Tfiarnm F. «Plaste и. Kautschuk», 1974, Bd. 21, № 10, S. 747—
751.
402. Markowski II. G. «Oberflachentechnik», 1976, Bd. 53, № 5—6,
S. 210—215. «.
403. Ulmer KI., Draugelates U. «Adhasioti», 1963, Bd. 7, Xs 10,
S. 468—474.
404. Madnikarova S., Hooiizky V., Gorjunow I. «SchweiGtechnik»,
1976, Bd. 26, № 3, S. 103—104.
405. Hart-Smith L. J. 19th. Nat. SAMPE Syrup, a. Exhib., Buena Park,
Calif., 1974, p. 722—737.
406. Кейгл Ч. Клеевые соединения. Пер. с англ. С лредисл, и под
ред, Д. А. Кардашова. М., «Мир», 197,1. 295 с.
407. Калпинь М. М. Синтетические клен и процесс склеивания. Рига,
Латв. респ. ин-т науч и.-техн, информации и пропаганды, 1971.
40 с.
408. Капелюшник И. П., Михалев И. И., Эйдельман Ю. Д. Техно-
логия склеивания деталей в самолетостроении. М., «Машино-
строение», 1972. 224 с.
409. Технология изготовления клееных конструкций. Под ред.
М. Бондара. Пер. с англ. Под .ред. Д, А. Кардашова. М.,
«Мир», 1975. 445 с.
410. Поверхностная обработка пластмасс. Пер. с чешек. Под ред.
Ш. Л. Лельчука. Л.-, «Химия», 1972. 184 с.
411. Kamenarou G. «SchweiBtechnik», 1977, Bd. 27, № 1, S. 18—20;
Ruhsland К- «Urania», 1976, Bd, 52, № 12, S. 44—47.
412. Пат. США 3361.589 (1968).
413. Пат. США 3361586 (1968).
414. Lucke Н. «Kunststoff-Rundschau», 1964, Bd. 11, № 10, S. 569—
577; № 12, S. 675—679.
415. Химические реакции полимеров. Под ред. Е.кФеттеса. Пер. с
англ. Под ред. 3, А. Роговина. Т. 2, М,, «Мир», 1967. 536 с.
416. Lerner R. М. Adhes, Age, 1969, v. 12, № 12, р. 35—36; «Каучук
и резина», 1967, № 3, с. 61; «Adhaslon», 1967, Bd. 11, Ха 6,
S. 266—270.
417. Ruhsland К- ZIS-Mitteilungen, 1974, Bd. 16, Xs 10, S. 1278—
1282.
277
418. Schlegel H. ZlS-Mltfeilungen, 1969, Bd. 11, № 7, S. 1631—1040,
419. Ruhsland K. «Technib, 1975, Bd. 30, №12, S. 759—763, 738,
739; Klingettfup H. «Verbindungstechnik», 1975, Bd. 7, № 9,
S. 19—20; Ramenarov G. ZIS-Mitteilungen, 1973, Bd. 15, № 10,
S. 1172—1179.
420. Горбин И. Д. Высокомол. мед., 1971, Б, г, 13, № 8, с. 605—608.
421. Комаров Г. В., Тарноруцкий В. К„, Новиков В. К. «Производ-
ство и переработка пластмасс и синтетических смол», М.,
НИИТЭХИМ, 1973, № 2, с. 37—40. .
422, Kaliske G. «Plaste и. Kautschuk», 1975, Bd. 22, № 4, S. 338—
342.
423, Bandarak IV. J. Appl. Polymer Sci., 1962, v. 6, № 20, p. 217—
220.
424. Гончаренко В. А. и dp. Пласт, массы, 1976, № 3, с. 32—34.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматы для сборки резьбо-
вых соединений 85
Амплитуда колебаний инстру-
мента при клепке с по-
мощью ультразвука 53
Армирование соединяемых эле-
ментов 72
Бесконтактная экструзионная
сварка 184
Болтовые соединения 55
свойства 67
ослабление затяжки 76
основные параметры 109
Болты с зубчатыми головками
77
Быстроразъемное . крепление
прозрачных деталей 117,
118'
Быстросхватывающиеся клеи
231, 232
Велосимметрический метод кон-
троля 137, 138
Взрывные заклепки 33
В.иксинт У-2-28 219
Винтоверт с программным уп-
равлением 91
Винтовые соединения 80—82
Винты
выбор 88, 89
с малым шагом 90
для металлов из компози-
ционных полимерных ма-
териалов 81
г----конструкционной
углеродистой стали 81
с малозаходной резьбой
90
Винты
из полиамидов 84
типа «ТарШе» 90
Вкладыши из полимерных ма-
териалов 78
Время торможения при инер-
ционной сварке вращени-
ем 191.
Вставки
закрепление в отверстиях
пластмассовых деталей
прессовой посадкой 100
ле гк о деформируемые резь-
бовые 98
монолитные 99, 100
спиральные 98, 99
упругие полиамидные 87
Втулки 62
Высокочастотная сварка 185
Высота поднутрения у замково-
го соединения 21
Гайковерт ударного действия-
66, 67
Гидропрессовый метод про-
дольно-прессовой посад-
ки 12, 13
Глубина завинчивания
винтов для металлов 85
самонарезающих и фор-
мующих винтов 92
заделки пластмассовых
деталей в окантовочные
.рамки 118
поднутрения 49
проникновения клея 205
Головки винтов 81, 84
Горячая клепка 33
279
Давление
газовой струи 172
расклепывания монолит-
ных заклепок 44
Двойное остекление 118, 119
Двухрядные швы 39
Дистанционная сварка ультра-
звуком 195
Диффузионная сварка
с помощью растворителей
157
принцип сварки 154
тепловая 160
Диффузионные барьеры 158
Длина стержня заклепки под
замыкающую головку 41
Жесткое без болтовое крепле-
ние 117
Заделка деталей в каркас 118
Заклепки 37, 38
с вбиваемым штифтом 47
виды 33, 54
для двухсторонней клеп-
ки пластмасс 35
для односторонней клепки
34
с увеличенным размером
головки 38
Заклепочные соединения 30,
32, 33, 67
Замки типа Лаваля 27
Замковые соединения
гребенчатой конструкции
27
елочной конструкции 27
качество 18
неразъемность 23
несущая способность 18,
19
применение 26
работоспособность 27, 28
разъемность 23
специальные виды 26
Замок ласточкин хвост 26, 27
Запрессовка 259
Зубчатые пары 30
Импепдансйый метод 138
Инерционная сварка 191, 192
Клеевые соединения
адгезия 206
конструирование 238
Клееные соединения
применение 200
прочность 201, 202, 207,
208
работоспособность 238
теплоемкость 217, 230
Клеи ,
выбор 213, 228
контактные 232
получение 228
“ полярность 202
приготовление 255
термостойкие 218
универсальные 213, 231
Клеи для соединения
аминопластов 216
ароматических полимеров
218—220
деталей из отвержденных
ненасыщенных смол 217
— — прессовочных фено-
пластов, гетинакса или
текстолита с деталями
из резины, бетона 216
с большими поверхностя-
ми 215
монолитных деталей из
полистирола 225
отвержденных реактоплас-
тов 214
кремнийорганических
пластмасс 218
поливинилхлорида с поли-
эфирными стеклопласти-
ками 223
— — резиной 223, 224
поликарбоната 226
термопластов 220
ударопрочных полистиро-
лов 226
эпоксидных полимеров
214, 216
Клепка
орбитальным методом 45
— — круговая 45
----радиальная 45, 46
полиакрилатных стекол 33
с помощью крепежа ме-
таллического 40
— — — пластмассового
48, 49
— — ультразвука 51.
раскатыванием 45
ударная 42, 43
28Q
Клеят Ай способность полиме-
ров 203
Когезионная прочность клеевых
прослоек 202, 209
— соединяемых материа-
лов 207
Комель 71
Компенсация потерь тепла га-
зовой струей 172
Композиции клеевые 225
Конструирование соединений
болтовых 58
заклепочных 38
замковых 19-1—22
полученных приформовкой
126
прессовых 10
Контактная сварка ультразву-
ком 195
Контактно-диэлектрическая
сварка см. Высокоча-
стотная сварка
Контактно-инфракрасная свар-
ка 188
Контактно-тепловая сварка-
прессованием 175
Контактно-экструзионная свар-
ка 184, 185
Контактные клеи 232
Контроль качества соединений,
полученных приформов-
кой 135—139
Контурная сварка 196
Концентрация напряжений в
клеевых швах 240
Коэффициент
диэлектрических потерь
186
- концентрации напряжений
для стеклопластиков 67,
J8, 72
прочности шва 35, 37
Краевой угол смачивания 203,
205, 207
Крепежные элементы
болты из углеродистой и
легированной стали 55
с клеевым стопорением
77
пластмассовые 56
из реактопластов
--------с волокнистым на-
полнителем 57
ревой
. со скрумй1Ш^....ЭДЙЙИК:'
64 . ,
стопорящиеся 77
из термопластов КФ
Крепление резьбовых
в пластмассовых
лях 108
— с помощью конувИ0$|м|
клипа 29 /лгу»
Криволинейная сварка сд;?:;
Сварка вибротрением
Критерий смачивания 205 . , ?
Критическое поверхностное
натяжение смачивания
204, 207
Лазерная сварка 190 •
Л егкоде формируемые резьбо*.
вые вставки 98
Ленточные нагревательные ин-
струменты 176
Материал (ы) накладок 129
для изготовления винтов
81, 90
Машины безударного статиче-
ского действия 84, 85
Металлическая арматура с
внутренней резьбой 96
Металлические знаки 97
Метод (ы)
вибрации 138, 139
обработки поверхности
при склеивании 259
Механизм
сварки 153
соединения . деталей при-
формовкой 125
Механическая подготовка при
сварке отвержденных
пластмасс 167
Механическое крепление ?0
деталей из пластмасс 30
без крепежа 7
снижение прочности из-
делия 70
Модификация
клеев 212
свариваемых полимеров
.160 ’
универсальных клеев 228
281
Натяг
выбор 8, 9
определение 142, 143
расчет 9, 10
Непрерывная сварка нагретым
инструментом 183
Неразъемность замкового сое-
динения 23—26
Несваривающиеся термопла-
сты 195
Несовместимость полимеров
159
Нестесненное смятие 64
Несущая способность замко-
вых соединений 18
Одинарное остекление П8
Одновитковые гайки 116, 117
Однорядные швы 39
Ослабление затяжки болтово-
го соединения 76
Основные параметры штифто-
болтовых соединений
109
Остаточные напряжения в
клеевых соединениях 211
Отверждающиеся клеи 232
Отверждение клеев 261
Оформление замыкающих го-
ловок у заклепок из тер-
мопластов 51
Пазовые соединения 254
Периодическая сварка нагре-
тым инструментом 179
Петлевое соединение 62, 63
Пластмассовые винты 84, 85
— заклепки 36
Поведение при нагружении
клеевых соединений 252,
253
соединительных швов 74—
76
Подготовка поверхности
при склеивании 255—259
соединяемых приформов-
кой 131—132
Поднутрение 18
Полиуретановые клеи 220
Полиэфирные клеи 220
Полнота смачивания клеем
203
Полуавтоматы для сборки
резьбовых соединений 85
Полукруглая, головка S3, 81
Полупотайная головка винтов
81
Полупустотелые заклепки 33
Полуторой да льная головка 53
Получение клеев для склеива-
ния пленок из полиэти-
леитерефталата 228
Полярность клеев 202
Поперечно-прессовый способ
соединения 9
Посадка крупногабаритных
деталей 13
Постановка заклепок
для односторонней клеп-
ки 47
типа' гайка-пистон 47, 48
Потайная головка винтов 84
Потребляемая мощность уль-
тразвукового генератора
53
Прессовая клепка 43
Прессовые соединения 7, 15
Применение замковых соедине-
ний 26
— прессовых соединений 7
Приформовка
изделий, имеющих форму
тел вращения 135
металлических деталей к
пластмассовым методом
индукционного или кон-
тактного нагрева 150,
151
----------с ПОМОЩЬЮ
ультразвука 139—141
симплекс-методом 134
элементов жесткости ме-
ханизированным спосо-
бом 135
Приформовочная масса 129—
’ 131
Продолжительность сварки
162
Продольно-прессовая посад-
ка 10
Продольно-прессовый способ
соединения 9
Промежуточные резьбовые
элементы 96
Прочность
болтов 75
винтовых соединений 85
282
Прочность
клеевого соединения на ус
252
— полученного прифор-
мовкой 128,132, 133,151
------г- с помощью само-
нареэающих и формую-
щих винтов 91, 93, 94
клеевых соединений 241,
246
многорядных соединений
69
сварного шва 161
соединительных швов 74—
76
Пружинные шайбы 87, 117
Пружинящие скрепки 117
Прямолинейная сварка см.
Сварка вибротрением
Прямолинейные окантовочные
рамки 118
Пустотелые заклепки 33
Работоспособность замковых
соединений 27, 28
— клеевого соединения 238
Радиальная клепка 47
Разжимные вставки 105, 106
Разрушение материала по ли-
нии крепежа 74
— соединения при смятии
и срезе 73
Разъемные соединения--15
Разъемность замкового сое-
динения 23
Раскалывание материала сое-
динений 74
Расклепывание
монолитных и полых тер-
мопластичных стержней
53
пустотелых и полупустоте-
лых заклепок 47
Расстояние от края детали до
шва винтового соединения
81
Раструбные соединения 15
— —-с уплотнительными
кольцами 16
Расчет натяга для прессовых
соединений 9, 10
Режим контактно-тепловой
сварКи 176, 177
Резьба с круглым профилем
Резьбовые вставки см. Про-
межуточные резьбовые
элементы
Резьбовые соединения 30, 55
Резьбозавертывающие машины
84 '
Рентгенография 136
Резонансный метод 136, 137
Самоконтрящиеся вставки см.
Разжимные вставки
Самонарезагощие винты 81, 88
Самоотвинчивание гаек 76
Сварка 152
вибротреннем 192
вращением 191, 192
высокочастотна^ 185'
деталей из пластмасс с
высокой степенью от-
верждения связующего
167
диффузионная 162—165
излучением 188
инерционная 191, 192
кристаллизующихся поли-
меров 156
механизм 153
набуханием см. Сварка с
помощью растворителей
нагретым, газом без при-
менения присадочного
материала 170, 173
— — с применением при-
садочного материала 171
— инструментом встык
182
— — враструб 182
с подводом тепла с
внешней стороны 174—
178
— ----.---тепла непо-
средственно к соединяе-
мым поверхностям 179—
183
------температура^ инст-
румента 180
------продолжительность
оплавления 180, 181
— присадочным материа-
лом 183—185
-------по непрерывной
схеме 183
283
Сварка
-----------по периодической
схеме 185
отверждённых реактопла-
стов 165
особенности 162—165, 176,
177, 195
с помощью растворителей
198
продолжительность 162
разнородных полимеров
158, 159
— — с помощью ультра-
звука 159
----трением 158, 159
— фтор содержащих сопо-
лимеров 159
световым лучом 189
термоимпульсная 178
термопластов 156, 157
— влияние термостабили-
заторов 161
— разнородных термопла-
стов 160
трением 191
химическая 153
Сверление 31
Свободно-вращающиеся стопо-
рящиеся крепежные эле-
менты 77
Свободные фланцы 61—63
Свойства соединений
болтовых 67
заклепочных 67
замковых 23 *
клеев 228
прессовых 13—15
Склеивание 200
аморфных неориентиро-
ванных термопластичных
полимеров 208
деталей из пресс-порошков
215
жесткого поливинилхлори-
да 222
обработанного полиформ-
альдегида 238
— полиэтилена 234
пептапласта 233.
полиамидов 231
полипропилена 235, 236
полисульфона 233, 234
по ли фениле но к си да 233
Склеивание
фторорганических полиме-
ров 236, 237
Скорость заполнения шва кле-
ем 172
— отверждения клея 206
— растекания клея 206
— сварки нагретым газом
172
— укладки прутка 177
Слоистые конструкции 78
СОг-.тазеры 190
Смятие пластмассы в области
отверстия 74
Соединение (я)
внахлестку 74
встык 74
Соединение
деталей приформовкой без
дополнительных накла-
док 139
— г. использованием на-
кладок 126
— — из отвержденных
пластмасс 126
---Т-образным швом
126
пластмассовых деталей с
помощью окантовочных
рамок 117
полиэтиленовых труб с по-
мощью металлической ар-
матуры 114
с помощью винтов для
металлов 804
-------и резьбы, наре-
заемой в пластмассе 81
-----самонарезающих и
формующих винтов. 88
-----свободных фланцев
62
------ резьбы, оформлен-
ной па поверхности сое-
диняемых деталей 111
— — срециальных кре-
пежных элементов 115
.прессовой посадкой 7
------ свойства 13
приформовкой 125
труб с помощью накидных
гаек ИЗ
на ус 176, 250, 251
шитьем 31, 121
Соединительные элементы 98
284
Спиральные вставки 98, 99
Способность пластмасс сва-
риваться 166
Степень .деформации болта 66
— затяжки болтовых сое-
динений 66
Стойкость клеевых соединений
к растворителям 230
Стопорение
винтов 87
с помощью клеев 78
Стопорный угол 18
Стопоры см. Фиксаторы
Стопорящиеся крепежные эле-
менты 77
Стыковое соединение 126
Схемы
сварки нагретым инстру-
ментом без присадочно-
го материала 173, 174
— непрерывная 173
— периодическая .174
соединения сваркой с по-
мощью ультразвука Г93
Сшивание
изделий, из композицион-
ных материалов 124
полимерных пленок 122
синтетических тканей 122,
123
Температура
нагревания при поперечно^
прессовом способе сое-
динения 13
— охватывающей детали
13
охлаждения, охватываемой
детали 13, 14
сварки 161
— нагретым газом 172
склеивания 213
Теневой метод 136
Тепловая диффузионная свар-
ка 160
Теплоемкость клеевых соеди-
нений 230
— ----- металлов 217
Теплота плавления 21.3
Термоимпульсная сварка 178
Термостойкие клеи 218
Угловые соединения 126
Угол -:i
встречи 18t
наклона наКОН
— углубления Й08
поворота гайки 60
удержания 18, 23
Уголковые окантовочные • В
ки 118, 119 г
Ударная клепка
обратным способом 42
прямым способом 42, .43
Ультразвуковая дефектоскопия
136
$
— сварка 193
Универсальные клеи 213, 231
Уплотнительные втулки 62 - ' '
Упрочнение изделий, ослаблен-
ных отверстиями 70
— кромки панелей 79
Упругая втулка 17
Упругие полиамидные вставки
87
Уравнение Ламе для опреде.че- -
ния радиального давле-
ния 142
Усадка клеевого слоя 211
— полимера 206
Усилие
выпрессовки 13, J 4
запрессовки при продоль-
но-прессовой посадке 9
- затяжки 76
— болтовых соединений
66
— винтового "соединения
82
прижима инструмента к
арматуре 147
Условия, образования замыкаю-
щей головки 41
— проведения химической
..сварки 168
Условно сваривающиеся тер-
мопласты 195
Утолщение
в зоне шва 70
пластмассы с помощью
накладок 70, 71
Факторы
влияющие на качество сое-
динения пластмасс диф-
фузионной сваркой 155,
156, 158, 159
285
Факторы
— —- коэффициент кон-
центрации напряжений
68, 69
---- полноту смачивания
поверхности клеем 205
— прочность болтовых
соединений 67
------ — клеевого соеди-
нения 201—207
-------соединений, по-
лученных приформовкой
146
- - - -------шитьем 122,
123
---- свойства заклепоч-
ных соединений 67—69
— — усилие запрессовки
11, 12
определяющие протекание
диффузии в клеевых
соединениях 154, 155
способствующие ослабле-
нию соединения 76
Фиксаторы 98
Фиксация элементов жесткости
133, 134
Фиксирование монолитных
вставок в резьбовом от-
верстии 99, 100
Фитинг 112
Фланцевые соединения 61
Фольгирование 73, 74
Формование
замыкающих головок у
заклепок из термопла-
стов 49
резьбы 111
Формула (ы)
для расчета длины и шага
резьбы в резьбовых сое-
динениях 112
Лаяв для расчета ради-
ального давления при
продольно-прессовой посад-
ке 10
Формующие
винты 88, 89
резьбовые вставки 104
Характер зависимости прочно-
сти прессовых соедине-
ний от различных фак-
торов 13, 14
Характер зависимости прочно-
сти прессовых соедине-
ний от различных факто-
ров
— усилия запрессовки от
натяга 11, 12 .
Химическая сварка 153
реактопластов 167
— отвержденных 165, 168
сшитых полимеров 168
Холодная сварка см. Сварка с
помощью растворителей
198
Цельные фланцы 61, 63
Цианакрилатные клеи 221
Цилиндрические головки вин-
тов 81
Число проходов 172
Шаг
между заклепками 38
утолщения 71
— резьбовыми отверстия-
ми 81, 82
Шайбы 57, 77
Шарнирные соединения 30
Шерохование 209
Шитье см. Соединение шитьем
Шплинтовые соединения 30
Штамповка 31
Штифто-болтовое соединение
109
---- — элементов трех-
слойных конструкций
110
Штифты для соединения дета-
лей из термопластов 116
Шурупы 81
Экструзионная сварка 184
Эластифицирование клеевой
прослойки 212
Электрическая обработка
склеиваемых поверхно-
стей 259
Эпоксидные клеи 220, 225, 226
Эхо-метод 136
286
ГЕРМАН ВЯЧЕСЛАВОВИЧ КОМАРОВ
СПОСОБЫ
СОЕДИНЕНИЯ
ДЕТАЛЕЙ
ИЗ ПЛАСТИЧЕСКИХ
МАСС
Редактор
Молитни4а Н. С.
Художник
Сумммтельный Е. А.
Художественный редактор
Носов Hr В.
Технический редактор
Сангина В. М.
Корректоры
КОРОБОВА Л.,
ЛАЗУТКИНА Л. В.
ИБ № 429
Сдано в наб. 26.08.78, Подп. в печ. 11,01.79. Т04503. Формат бумаги 84 X IW«.
Бумага тип. <№3. Гари, литературная. Печать высокая. Уел, печ* л. 15.12.
Уч.-изд. л. 15,86. Тираж 7700 экз. Заказ № 829. Цена 1 р. 10 к. Изд. М 1342,
Ордена «Знак Почета» издательство «Химий®, 107076, Моснваг Стромынка, 13.
Московская типография № 11 Союзполиграфлрома при Государственном коми-
тете СССР по делам издательств, полиграфии и книжной торговли,.
Москва, 113105, Нагатинская ул,, д, 1,