/










































































































































Text
Г. И. БЕЛЬДЯГИН
ПЛАСТМАСС
РЕМОНТНОМ
ЕЛЕ
Г. И. БЕЛЬДЯГИН
ПРИМЕНЕНИЕ
ПЛАСТМАСС
В РЕМОНТНОМ ДЕЛЕ
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва —1967
THORNado
УДК 678.004.67
В книге рассмотрены свойства пластических масс
как материала, применяемого при ремонте машин. Да-
но представление о технологии изготовления пластмасс
и об исходных материалах, из которых пластмассы по-
лучают. Приведены примеры применения пластмасс
при ремонте различных деталей машин. Особо отмечены
способы ремонта, применение которых возможно в ус-
ловиях небольших ремонтных мастерских.
В книге описан опыт применения пластмасс ремонт-
ными службами Уральского завода тяжелого маши-
ностроения и опыт ряда других машиностроительных
заводов.
Книга предназначена для механиков и слесарей-
ремонтников, занятых на ремонте промышленного обо-
рудования. Книга также может быть использована в
качестве учебного пособия при подготовке слесарей-
ремонтников в профессионально-технических училищах.
Рецензент канд. техн, наук В. Н. Кестелъман,
Редактор инж. О, В. Маргулис
3-13-1
289-67
ПРЕДИСЛОВИЕ
Увеличение выпуска пластмасс и смол создает воз-
можность для более широкого использования этих ма-
териалов в ремонтном деле, позволяет усовершенство-
вать конструкции выпускаемых машин, а также
повысить эксплуатационные возможности существую-
щего оборудования и значительно сократить трудоза-
траты и средства по обслуживанию машин.
Пластические массы являются сравнительно новым
конструкционным материалом, который можно приме-
нять не только в качестве заменителя металлов, но и
как основной материал. Синтетические материалы бла-
годаря своей дешевизне, простоте переработки и ис-
ключительно ценным и разнообразным свойствам все
более активно вытесняют металлы. Недоверие к пласт-
массам как к конструкционным материалам порож-
дается недостаточно обоснованным применением их в
тех узлах машин, где пластмассы не удовлетворяют
предъявляемым техническим требованиям. Замена ме-
талла или других конструкционных материалов пласт-
массами без конструктивных изменений деталей или
узлов машин во многих случаях является неоправдан-
ной.
.Применение пластмасс в машиностроении и, в част-
ности, в ремонтном деле требует конструктивной и экс-
периментальной разработки новых методов расчета и
обязательной проверки новых деталей в производствен-
ных условиях.
АВТОР
ВВЕДЕНИЕ
Пластическими массами называют материалы, полу-
ченные на основе высокомолекулярных веществ, кото-
рые на определенных этапах переработки могут приоб-
ретать пластические свойства.
Высокомолекулярные вещества — смолы — получают
полимеризацией или поликонденсацией мономеров.
Реакция полимеризации — это химический процесс
создания смолы (полимера), в котором участвует одно
исходное простое вещество—мономер. При полимериза-
ции молекулы мономера соединяются между собой,
образуя длинные цепочки атомов нового вещества.
Полимеризоваться могут и молекулы разнородных
веществ. Процесс химического взаимодействия разно-
родных молекул называют совместной полимеризацией
или сополимеризацией. В процессе сополимеризации к
линейным макромолекулам одного полимера присоеди-
няются молекулы другого полимера, в результате чего
материал приобретает новые свойства, отличные от
свойств полимеров исходных мономеров, полимеризо-
ванных в отдельности.
Реакция поликонденсации — это химический процесс,
в котором при образовании полимера взаимодействуют
два или несколько различных химических веществ.
В результате получается новое вещество (полимер) и
побочные продукты: вода (конденсат), аммиак, хлори-
стый водород, сероводород и т. п.
Обычно пластические массы не состоят из одного
полимера (смолы), а представляют собой композицию
(смесь) различных веществ, где, кроме полимеров, вы-
полняющих роль связующих, имеются наполнители,
пластификаторы и специальные добавки.
Наполнители придают пластическим массам новые
свойства: улучшают качество материала, повышают
твердость, способствуют увеличению теплостойкости,
4
уменьшают усадку литьевых композиций и т. п. Пласти-
фикаторы повышают пластичность материала, снижают
хрупкость и жесткость. Специальные добавки в неболь-
ших количествах вводят в пластмассу для придания ма-
териалу особых свойств: водостойкости, светостойкости
и т. п. К добавкам также относятся отвердители, уско-
рители, пигменты и др.
Пластические массы находят широкое применение
при изготовлении различных деталей машин и прибо-
ров. Пластмассы обладают малым удельным весом, вы-
сокой химической стойкостью, достаточной прочностью
(по прочности пластмассы занимают промежуточное
место между металлами и древесиной), антифрикцион-
ными свойствами и другими ценными качествами, кото-
рые позволяют применять пластмассы во всех отраслях
народного хозяйства. Из пластмасс изготовляют шестер-
ни, гайки, шкивы, подшипники, пружины, кузова авто-
мобилей, шарикоподшипники, уплотнительные кольца
и другие детали машин. Пластмассы применяют не
только как заменители металлов и древесины, но и как
основной материал, наилучшим образом обеспечиваю-
щий производительную работу оборудования. Пласт-
массовые детали по качеству не уступают металличе-
ским, а стоимость их намного ниже. Химическая
промышленность достигла такого уровня развития, что
возможен выпуск пластмасс с регламентированными
свойствами.
Для восстановления^ изношенных деталей машин
применяют многие виды пластических масс. Особенно
широко распространены эпоксипласты, амидопласты,
акрилопласты, стеклопласты, фенопласты и др.
Пластмассы по своим основным свойствам подраз-
деляются на две группы — термопластичные и терморе-
активные. Термопластичные пластмассы при нагревании
переходят из твердого состояния в жидкое, а при ох-
лаждении вновь затвердевают. Эти пластмассы можно
подвергать многократной переработке4 без существен-
ных изменений их физико-механических и химических
свойств. Термореактивные пластмассы при нагревании
не плавятся и не размягчаются, а при повышении тем-
пературы до 250 °C и выше обугливаются.
В зависимости от состава пластические массы под-
разделяются на чистые (состоящие из одного полиме-
5
ра) и композиционные. Смола и наполнители составля-
ют основу композиции. Как правило, чистые пластиче-
ские массы менее прочны, чем композиционные, это
ограничивает применение их в машиностроении. Введе-
ние соответствующих наполнителей значительно повы-
шает прочность пластических масс.
Применение пластмасс в ремонтном деле позволяет
улучшить конструкцию существующего оборудования и
технико-экономические показатели машин, резко сокра-
тить трудоемкость ремонтных работ, повысить коэффи-
циент равнопрочности машины, увеличить срок службы
деталей и, следовательно, сократить затраты на обслу-
живание и ремонт оборудования.
При использовании деталей из пластмасс уменьша-
ются вибрации и шум, значительно снижается трение
в подшипниках и других трущихся деталях машин. При-
менение пластмасс для изготовления деталей управле-
ния и защитных устройств улучшает внешний вид ма-
шины или прибора.
Детали из пластмасс получают прессованием, литьем
под давлением, формованием и другими методами. Они
могут дополнительно подвергаться и механической об-
работке. Механическую обработку производят инстру-
ментами, применяемыми при обработке металлов. Ре-
жимы резания и геометрия режущего инструмента для
пластмасс определяют в основном опытным путем, так
как еще не создана единая, строго обоснованная тео-
рия резания пластмасс. Ручную обработку пластмасс
можно производить шаберами, напильниками, наждач-
ной бумагой и другими слесарными инструментами.
Применение пластических масс в различных отрас-
лях народного хозяйства расширяется с каждым годом.
Увеличивается выпуск, улучшается качество продукции,
создаются новые виды пластмасс и совершенствуется
технология производства.
Применение пластмасс в машиностроении создает
необходимость в изучении способов восстановления де-
талей машин с применением пластических масс. Пред-
лагаемая книга знакомит механиков и слесарей-ремонт-
ников с некоторыми способами восстановления деталей,
а также с пластическими массами, чаще всего приме-
няемыми при ремонте промышленного оборудования.
Глава I
ПРИМЕНЕНИЕ ЭПОКСИПЛАСТОВ
ЭПОКСИПЛАСТЫ
Эпоксипласты — термореактивйые композиционные
пластмассы, полученные на основе эпоксидных смол.
Методом «холодного» литья из них можно изготовлять
различные малонагруженные детали машин и приборов.
В ремонтном деле эпоксипласты в основном применяют
в качестве антифрикционных материалов при восста-
новлении подшипников скольжения, гидро- и пневмоци-
линдров, направляющих металлорежущих станков и
других трущихся деталей машин. Часто эпоксипласты
применяют в качестве клея или герметизирующего ма-
териала.
Эпоксипласты представляют собой композицию, со-
стоящую из эпоксидной смолы, наполнителя, пласти-
фикатора и отвердителя.
Эпоксидная смола в составе композиции выполняет
роль связующего вещества, обладает хорошей адгезией
и обеспечивает необходимую прочность массы. Получа-
ют эпоксидные смолы химическим путем при взаимо-
действии эпихлоргидрина с дифенилолпропаном в ще-
лочном растворе.
В зависимости от соотношения веществ, участвую-
щих в образовании смолы, и процесса производства
получают жидкие или твердые смолы с различными фи-
зико-механическими свойствами.
Для изготовления эпоксидных пластмасс применяют
смолы ЭД-6 п ЭД-5 отечественного производства, в
качестве заменителя можно применять смолу Э-40. Из
твердых смол используют смолу Э-41.
Эпоксидные смолы ЭД-5 и ЭД-6 представляют собой
вязкие жидкости светло-желтого или светло-коричне-
вого цвета. Наиболее вязкой является смола ЭД-6.
7
Свойства пластических масс можно изменять, полу-
чая их на основе модифицированных эпоксидных смол.
Медифицируют эпоксиды полиэфирными, фенолофор-
мальдегидными смолами, полиамидами, тиоколами,
стиролом, метилметакрилатом и др. Модифицирующие
добавки вводят в количестве от 10 до 30 вес. ч. на
100 вес. ч. смолы.
В табл. -1 приведены физико-механические свойства
отвержденной немодифицированной смолы ЭД-6 без
наполнителей, а также свойства других пластических
масс, рассмотренных в данной книге.
Испытания пластических масс на механическую
прочность производят на растяжение по ГОСТу 4649—
62, на сжатие — по ГОСТу 4651—63, на статический
изгиб — по ГОСТу 4648—63, удельную ударную вяз-
кость определяют по ГОСТу 4647—62, твердость — по
ГОСТу 4670—62, теплостойкость — по ГОСТу 9551—60.
Наполнители, применяемые для приготовления эпок-
сипластов,— обычно твердые порошкообразные веще-
ства. Они не вступают во взаимодействие с основной
массой связующих, образуя с ними гетерогенные смеси.
В качестве наполнителей применяют неорганические
вещества: окись цинка, железный порошок, стеклово-
локно, каолин, алюминиевую пудру, окись железа, чу-
гунный порошок, фарфоровую муку, цемент, асбестовую
муку, маршалит и др. Наполнители равномерно распре-
деляются по всей массе связующих, находясь в ней во
взвешенном состоянии.
Введение наполнителей способствует улучшению ме-
ханических свойств пластмассы, уменьшению усадки и
текучести, повышению способности материала погло-
щать удары и вибрации. Применяя соответствующие
наполнители, можно снижать относительный темпера-
турный коэффициент линейного расширения эпоксидных
композиций.
В качестве пластификатора для эпоксидов обычно
применяют дибутилфталат. Дибутилфталат — дешевый
недефицитный продукт. Введение дибутилфталата повы-
шает эластичность отвержденной смолы и уменьшает
хрупкость. Пластификатор должен обладать свойством
совместимости со смолой, т. е. способностью образовы-
вать со смолой однородную массу без последующей
выкристаллизации или выпотевания. Проникая внутрь
8
о
Таблица 1
Материал Удельный вес в Г/см3 Пределы прочности в кГ/см2 Удельная ударная вязкость в КГ'СМ/СМ2 Тепло- стойкость по Мартен- су в °C Твер- дость по Бри- неллю в кГ/мм2 Темпера- тура плав- ления в °C
при растяже- нии при сжатии при изгибе
ЭД-6 1,15—1,2 600—800 1100—1300 800—1000 15—20 105—110 25—30
ЭТС-52 1,43 365 1000 380 — — 24 —
Капрон 1,13 600—650 700—800 700—900 150—170 50—55 10—12 215
Смола 68 1,Н 500—600 800—1000 800—900 100—120 60—65 10—15 220
Смола АК-7 Стеклопласты кон- 1,14 500-650 750—950 1000—1200 130—160 55—60 15—18 240
тактного типа . . . 1,6—2,1 2800—3000 2100—4200 2500—3500 250—300 170-200 28—30 —
АСТ-Т 1,14—1,18 450—500 650—800 450—500 8—12 50 13—19 106—110
Стиракрил ТШ ... 1,16—1,18 300—350 500—750 400—450 12—15 44 12—15 93
Текстолит Б 1,3—1,4 500—1200 1200—2000 900—2000 20—64 120 30 —
Текстолит ПТ .... 1,3—1,4 850—1500 1300—2300 1450 25—35 120 34 —
Текстолит 2 1,3—1,4 500—1200 1500-2200 1200 25 120 10 —
ДСП-А 1,3 2600 1800 2700 70—80 140—150 25 —
ДСП-Б 1,3 2200—2600 1550—1600 2600—2800 70—80 140—150 25 —
ДСП-В 1,3 1100—1400 1200—1250 1500—1800 30 140—150 25
ДСП-Г 1,3 — 1250 1500 30 140—150 25 —
Прессованная береза . 1,12 — 1200 2100 — 130 12 —
Прессованная осина . 0,83 — 760 — — — 9 •—
Полиформальдегид . 1,4 700—735 1300 750—1100 70—130 120 20—40 170—185
Поликарбонат . . . 1,2 670—800 900—950 1000—1200 135—220 130—140 15—16 220—230
Пентон 1,4 420 900 770 180 — 100 180
Полипропилен . . . 0,9 300—380 600—700 700—800 80—85 90—95 85—95 166—178
смолы, пластификатор заполняет пространство между
молекулами. При этом межмолекулярные связи ослаб-
ляются, подвижность молекул увеличивается, а следова-
тельно, повышается упругость и эластичность массы.
Для отверждения смолы применяют различные от-
вердители. Наиболее распространен полиэтиленполиа-
мин.
Полиэтиленполиамин представляет собой масляни-
стую жидкость светло-желтого цвета. Этот отвердитель
при отверждении смолы не образует летучих веществ
(газовых скоплений) внутри массы, что дает возмож-
ность производить склеивание эпоксидными клеями без
применения давления.
Кроме полиэтиленполиамина, можно применять ме-
тафенилендиамин, триэтаноламин, гексаметилендиамин
и другие соединения, содержащие аминогруппы.
Процесс приготовления пластмассы состоит в следу-
ющем. В нагретую до 50—80 °C эпоксидную смолу вво-
дят дибутилфталат и тщательно перемешивают в тече-
ние 10—15 мин. Затем смесь охлаждают до комнатной
температуры, вводят полиэтиленполиамин и вновь пере-
мешивают в течение 5—6 мин до получения однородной
сметаноподобной массы. Эпоксидную смолу с отверди-
телем нужно перемешивать в широкой открытой посуде
небольшими порциями по 80—100 Г, так как при сме-
шивании происходит значительное выделение тепла.
Нельзя смешивать смолу с отвердителем при темпера-
туре выше 35°C во избежание резкого возрастания тем-
пературы и быстрого отверждения массы.
Наполнители вводят в смолу в виде порошков или
паст и также тщательно перемешивают до получения
однородного состава.
Как бы аккуратно ни производилось смешивание,
при приготовлении композиции в нее попадает некото-
рый процент воздуха, и отвержденная масса получается
пористой. Для уменьшения пористости смесь после при-
готовления рекомендуется прогревать. Композицию на
основе смолы ЭД-6 прогревают в течение часа при
80 °C или в течение 1,5 ч при 60 °C, затем в компози-
цию вводят отвердитель. Композицию на основе смолы
ЭД-5 прогревают при 40 °C в течение 15 мин. Нагревать
смолу ЭД-5 до 80 °C не рекомендуется, так как при этой
температуре происходит распад смолы.
10
СКЛЕИВАНИЕ
В ремонтной практике все шире применяется метод
соединения деталей при помощи клея. Склеивание —
наиболее доступный и рациональный метод. Процесс
склеивания значительно проще, чем сварка или пайка,
и не требует применения специального оборудования.
Склеивать можно практически все материалы, приме-
няемые в машиностроении.
Для получения прочного соединения склеиваемые
поверхности следует тщательно очистить и обезжирить.
Шероховатость поверхности должна быть не выше 3—
4-го классов чистоты и иметь правильную геометрическую
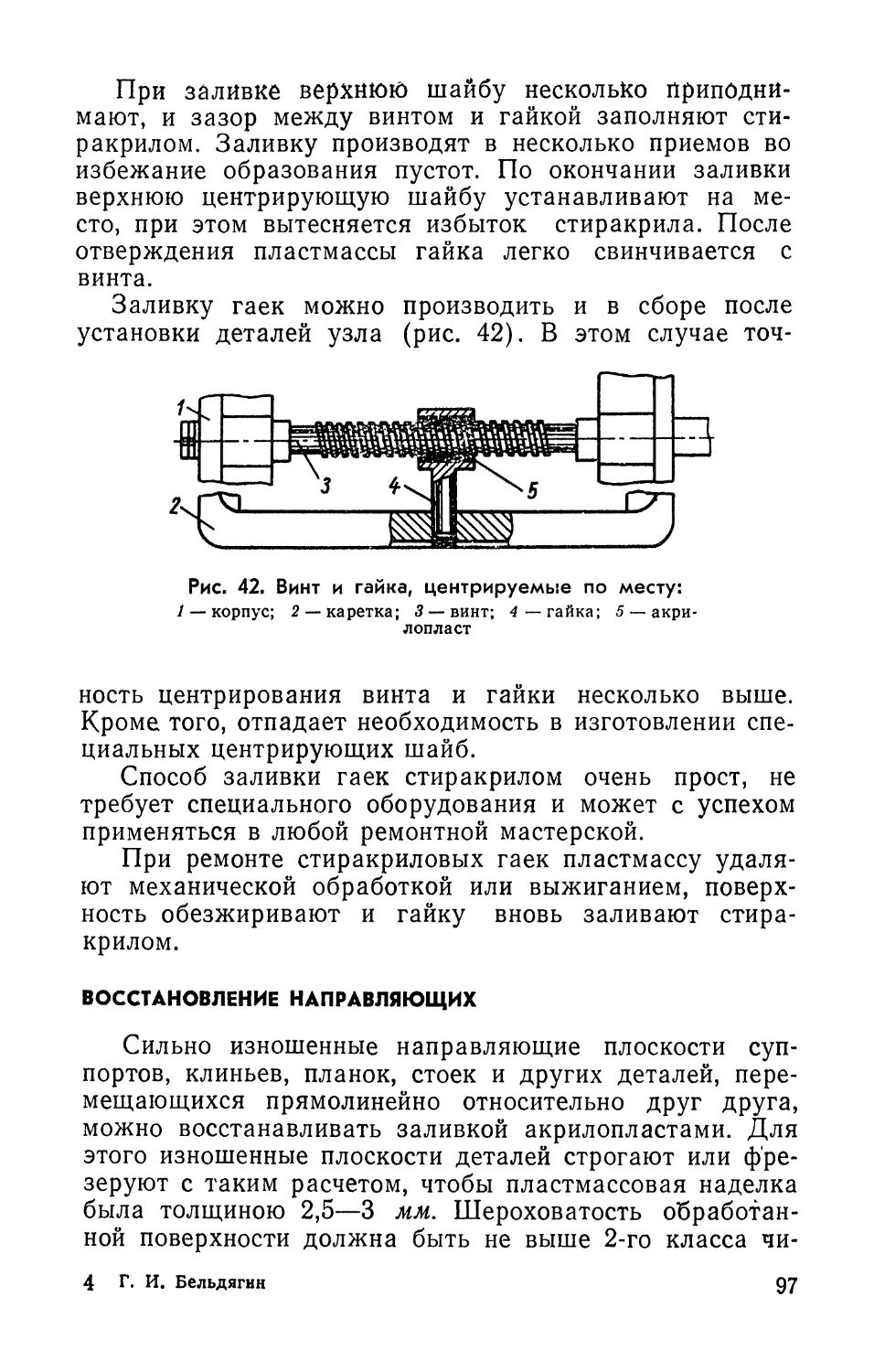
Рис. 1. Схемы совмещения деталей
при склеивании
форму. Склеиваемые детали должны пригоняться друг
к другу. Пригонка необходима для получения тонкой,
равномерной клеевой пленки. Зазор между склеиваемы-
ми поверхностями должен составлять не более 0,05—
0,10 мм. Склеивать можно поверхности, обработанные
на токарных, строгальных, фрезерных и других метал-
лорежущих станках. Очень чистые поверхности (6—
14-го классов чистоты) склеиваются хуже и их нужно
обрабатывать пескоструйной обдувкой или грубой наж-
дачной бумагой.
Обработанные поверхности промывают растворите-
лями: ацетоном спиртом или авиационным бензином.
Особенно чисто нужно обезжиривать чугунные поверх-
ности, вымывая графитные скопления с поверхности
детали.
Клей нужно наносить через 5—10 мин после про-
мывки поверхностей растворителем, остатки которого
также являются загрязнением и ухудшают адгезию
клея с материалом детали. Применяемые растворители
легко испаряются, и отсутствие запаха говорит об их
полном удалении.
11
Клей наносят на поверхность равномерным слоем
кистью или шпателем. Толщина клеевого слоя должна
быть не более 0,1 мм. Клей нужно наносить сразу в ко-
личестве, достаточном для сплошного заполнения зазора
между склеиваемыми поверхностями. Детали совме-
щают надвиганием их друг на друга так, чтобы между
ними не оказалось пузырьков воздуха (рис. 1). Вытес-
ненный клей удаляют чистой тряпкой, смоченной в рас-
творителе, или механической обработкой после отверж-
дения клея.
После совмещения детали скрепляют так, чтобы ис-
ключалась возможность самопроизвольного смещения
их во время отверждения клеевого слоя. Рекомендуется
склеиваемые детали нагружать равномерным по всей
поверхности давлением порядка 8—9 кГ/см2. Нагрузка
на детали способствует плотному прилеганию деталей
друг к другу, клеевая прослойка получается равномер-
ной, без пустот.
Отверждение клеевого слоя при нормальной темпе-
ратуре длится 25—30 ч. Для сокращения времени от-
верждения детали можно нагревать в термостате до
120 °C, тогда процесс отверждения продолжается 2 —
3 ч. Можно ускорить процесс отверждения нагреванием
деталей электролампами или электронагревательными
приборами.
Клеевые соединения контролируют осмотром и спе-
циальными приборами. Вначале обращают внимание на
подтеки клея у клеевых швов. Наличие небольшого рав-
номерного вытекания свидетельствует о качественной
склейке деталей. Затем щупом 0,03 мм отыскивают воз-
можные краевые пустоты.
При отсутствии прибора контроль можно произво-
дить простукиванием, дефекты определяют на слух по
изменению тона звука. Допустимое наличие пустот
(зазоров) составляет пе более 5% от длины клеевого
шва.
Для изделий, работающих в условиях резких темпе-
ратурных изменений, чистый без наполнителей клей не-
пригоден. Разница в значениях относительного темпе-
ратурного коэффициента линейного расширения клея и
склеиваемого материала неизбежно приводит к возник-
новению напряжений в клеевом шве. Для того чтобы
клеевой шов не разрушался, в состав клея вводят плас-
12
тификаторы и наполнители. Пластификаторы снижают
хрупкость клея, делая его эластичным; наполнители
снижают температурный коэффициент линейного рас-
ширения клея, но делают клей более хрупким. Количе-
ство добавочных компонентов (пластификатора и
наполнителя) ограничено. Избыток пластификатора
уменьшает прочность клея, снижает теплостойкость,
увеличивает влагопроницаемость. Избыток наполнителя
ухудшает адгезию клея, снижает прочность и эластич-
ность. Оптимальное количество пластификатора 20 вес.
ч. на 100 вес. ч. смолы, наполнитель же можно вводить
до 300 вес. ч. (но не более) на 100 вес. ч. смолы. Сле-
довательно, применяя различного рода наполнители,
можно изменять значение температурного коэффициента
линейного расширения клея в широких пределах, при-
ближая его к значению коэффициента линейного рас-
ширения склеиваемого материала.
По формуле (1) по количеству введенного наполни-
теля, взятому в весовом отношении к количеству чис-
того клея, можно определить относительный темпера-
турный коэффициент линейного расширения клея с на-
полнителем (в \1граду.
аК = ас----(% — “„)> (1)
Ун + °Yr
где ас, — относительные температурные коэффи-
циенты линейного расширения соответ-
ственно: чистого клея и наполнителя в
Х/град-,
Yc, Yk — удельный вес соответственно: чистого
клея и наполнителя в Г/см3',
6 — отношение количества наполнителя
(в вес. ч.) к количеству чистого клея
(в вес. ч.).
Произведя ряд пробных предварительных расчетов
по формуле (1), можно подобрать состав клея с тем-
пературным коэффициентом линейного расширения,
близким к значению этого коэффициента для склеивае-
мого материала.
При ремонтных работах обычно применяют клей
следующего состава (в вес. ч.):
эпоксидная смола........................... 100
пластификатор.............................. 20
отвердитель................................. 10
наполнитель.................................до 300
13
Применение эпоксидного клея в ремонтной практике
обусловлено его универсальностью и технологичностью
соединения деталей. Эпоксидным клеем можно склеи-
вать сталь и пластмассы, сталь и бронзы, сталь и чугун,
сталь и дерево и другие материалы, встречающиеся в
ремонтируемых машинах.
Склеивание во многих случаях заменяет сварку,
клепку, пайку, запрессовку и соединение деталей бол-
тами.
Клеевые соединения устойчивы к воздействию сма-
зочных масел, керосина, бензина, не взаимодействуют
с кислородом воздуха и водой. При отверждении клей
не выделяет летучих веществ, дает небольшую усадку
(не более 0,5%) и не образует усадочных трещин при
переходе в твердое состояние.
Клей приготовляют непосредственно перед примене-
нием, так как жизнеспособность его не велика. Время
с момента приготовления композиции до начала отвер-
ждения не более 30 мин. Срок жизнеспособности клея
можно продлить до 60 мин введением в его состав раз-
бавителей: окиси стирола, ацетона, спирта или эпихлор-
гидрина.
При ремонтных работах применяют и другие
эпоксидные композиции с тем или иным соотношенйем
исходных материалов. Для склеивания небольших по
размерам деталей можно применять клей-эпоксид ПР,
приготовленный на основе твердой эпоксидной смолы
Э-41. Клей-эпоксид ПР обладает большой жизнеспособ-
ностью (до 6 мес.) и совершенно безвреден.
Эпоксидные клеи на основе жидких смол ЭД-6 и
ЭД-5 имеют существенные недостатки. Жизнеспособ-
ность этих клеев невелика 30—60 мин. Кроме того,
жидкие клеи токсичны, и работа с ними требует приня-
тия соответствующих мер по технике безопасности.
Для склеивания сталей применяют клей следующего
состава (в вес. ч.):
эпоксидная смола Э-41................................ 100
дициандиамин................................... 7
железный порошок...............................100
Эпоксидную смолу и отвердитель, взятые в необхо-
димом количестве, тщательно измельчают и просеивают
через сито. В полученный порошок добавляют наполни-
14
тель. Приготовленную смесь расплавляют при темпера-
туре 100—ПО °C и отливают в бруски.
При склеивании детали нагревают до температуры
ПО—120°C и натирают бруском клея. Клей плавится
на нагретой детали и растекается по поверхности равно-
мерным слоем. После покрытия поверхностей слоем
клея детали соединяют и стягивают струбцинами или
прижимными планками. Собранные детали помещают
в термостат, где происходит полимеризация клея.
Термостат представляет собой термоизолированную
камеру, в которой поддерживается постоянная темпера-
тура. Обогревается термостат омическими или индукци-
онными нагревательными приборами. Кроме того, на-
гревать камеру можно кипящим маслом. Детали выдер-
живают в термостате 1—2 ч при 195—200 °C или 10 ч
при 120 °C.
Детали, склеенные эпоксидом ПР, имеют достаточ-
ную прочность на разрыв, легко выдерживают все опе-
рации механической обработки, хорошо противостоят
ударным и вибрационным нагрузкам. Клеевые соедине-
ния устойчивы к переменам температур в диапазоне от
—60 до +100 °C.
При помощи клея можно наращивать изношенные
детали наклеиванием наделок, восстанавливать посадоч-
ные места подшипников, заделывать трещины и произ-
водить ряд других ремонтных работ.
Эпоксидный клей нейтрален к металлам, не вызы-
вает коррозии и не способствует ее развитию. При от-
верждении клей не образует летучих веществ, а это
очень важно при склеивании металлов, так как метал-
лы непроницаемы. Клей хорошо заполняет зазоры меж-
ду склеиваемыми поверхностями и дает достаточно
прочные и устойчивые клеевые швы.
Прочность клеевого шва зависит не только от каче-
ства компонентов, входящих в состав клея, но и от
материала склеиваемого изделия и от качества поверх-
ностей, подлежащих склеиванию. Так, при склеивании
стали по полированным поверхностям предел прочности
при сдвиге намного ниже, чем при склеивании по грубо
отшлифованным или отпескоструенным поверхностям.
Предел прочности при склеивании стали со сталью вы-
ше, чем при склеивании бронзы • с бронзой.
Склеивание имеет целый ряд преимуществ по сра-
15
внению со сваркой, пайкой и другими способами соеди-
нения деталей, но это не значит, что клей везде и всегда
можно применять.
Склеивание имеет свои пределы рационального при-
менения и свои недостатки. К недостаткам относятся
сравнительно недолгая жизнеспособность клея и очень
длительный период отверждения. Самый серьезный не-
достаток—низкая теплостойкость клеевого шва (105—
110°C по Мартенсу), тогда как заклепочные, сварные
и болтовые соединения могут работать при более высо-
ких температурах. При склеивании металлов прочность
отвержденного клея значительно ниже прочности склеи-
ваемого материала. С повышением температуры проч-
ность соединения понижается. Полное разрушение смо-
лы (деструкция) происходит при 350 °C.
Эпоксидные композиции можно применять и в каче-
стве герметиков, так как они обладают высокой газо-
непроницаемостью и достаточно хорошей адгезией к
металлу.
Отверждение эпоксидных герметиков происходит при
комнатной температуре. Герметики холодного отверж-
дения более удобны, для их применения не требуется
специального оборудования как для герметиков горя-
чего отверждения. Эпоксидные герметики при отвержде-
нии не образуют пористости, так как эпоксидные компо-
зиции не содержат летучих веществ. Наличие наполни-
телей уменьшает усадку, поэтому в герметизирующем
слое не образуются усадочные трещины.
Герметизирующий слой не разрушается от воздейст-
вия кислорода воздуха, воды и минеральных масел.
Эпоксидные герметики применяют для герметизации
неразъемных соединений.
ЗАДЕЛКА ТРЕЩИН И НАЛОЖЕНИЕ ЗАПЛАТ
Ремонт корпусных деталей эпоксидными пластиками
производится только в тех случаях, когда детали мало-
нагружены, и заделка трещин и пробоин нужна для вос-
становления герметичности корпуса.
Трещину обрабатывают с V-образным разделом кро-
мок, как под сварку. Размеры канавки зависят от тол-
щины стенок корпуса. Края трещины обрабатывают на
ширину 8—10 мм по обе стороны от трещины. По кон-
цам трещин сверлят отверстия диаметром 3—3,5 мм.
16
Обработанную поверхность тщательно промывают
ацетоном или спиртом. Через 10—15 мин (т. е. после
испарения растворителя) на обработанную поверхность
наносят замазку, состав которой (в вес. ч.) приведен
ниже:
эпоксидная смола ЭД-6........................ 100
дибутилфталат............ . . . ............. 20
полиэтиленполиамин............................. 10
железный порошок ..............................100
Для того чтобы заделанная трещина не отличалась
по цвету от детали, в композицию вводят соответствую-
щие наполнители или добавляют пигменты.
Детали после ремонта выдерживают в течение 25—
30 ч.
Обработку шва после заделки трещин можно произ-
водить любым режущим инструментом: шабером, на-
пильником, фрезой и т. п.
Трещину можно заделывать и жгутом из стеклово-
локна, пропитанного эпоксидной смолой. Жгут прокла-
дывают по V-образному пазу и придавливают гладким
металлическим листом. После отверждения лист сни-
мают.
Пробоины перед заделкой обрабатывают абразивным
кругом или напильником для придания правильной гео-
метрической формы (окружности или овала). По краю
пробоины снимают широкую фаску. Затем края про-
мывают и смазывают эпоксидной смолой. В обработан-
ное отверстие закладывают нужное количество стекло-
ткани, пропитанной эпоксидной смолой, и придавливают
листом, прикрывающим скосы фаски. Для лучшего при-
легания листов можно применять соответствующие
прессформы, стягиваемые скобами или прижимными
планками.
Пробоины можно заделывать и заплатами из .тонкой
жести. Заплату очищают от окислов и обезжиривают.
На поврежденное место наносят эпоксидный клей, затем
прикладывают приготовленную заплату. Поверх запла-
ты накладывают стеклотканевый пластырь, смоченный
клеем, и плотно прижимают грузом. После отверждения
пластмассы груз снимают, а деталь зачищают напиль-
ником или шабером.
Заплаты можно устанавливать только в тех случаях,
когда давление на стенку детали невелико.
17
ЗАДЕЛКА ЗАБОИН И ЗАДИРОВ
При длительной эксплуатации металлорежущих
станков на установочных поверхностях столов появля-
ются задиры, забоины. Для восстановления первона-
чальной формы стола можно с успехом применять ме-
тод заделки поврежденных мест наделками (рис. 2).
стола с наделкой на эпоксидном клее
Забоину высверливают или выфрезеровывают, по
форме полученного паза изготовляют наделку. Наделку
изготовляют по 4—5-му классу точности из материала
ремонтируемой детали. Высота наделки должна быть
больше глубины паза на 1—2 мм. Сопрягаемые поверх-
ности паза и наделки промывают растворителем и по-
крывают слоем клея. Устанавливают наделку и прижи-
мают грузом, создающим давление 8—9 кГ/см2,
После отверждения пластмассы наделку опиливают
заподлицо с установочной плоскостью стола или среза-
ют после установки стола на этом же станке.
Для устранения задиров на направляющих станин
применяют эпоксидные замазки того же состава, что и
для заделки трещин корпусных деталей.
Поврежденные поверхности зачищают шабером или
абразивным кругом и тщательно промывают раствори-
телем. После испарения растворителя на поврежденную
поверхность наносят замазку и выравнивают шпателем.
Слой замазки должен несколько выступать над тру-
щейся поверхностью. После отверждения замазки за-
деланные места дополнительно обрабатывают шабером
с проверкой по краске.
18
Замазкой можно выравнивать вмятины, небольшие
забоины, раковины и другие повреждения трущихся по-
верхностей.
При помощи эпоксипластов можно корригировать и
недостаточно точно обработанные привалочные и поса-
дочные поверхности сопрягаемых деталей.
УСТАНОВКА ШПИЛЕК
При установке шпилек в корпусную деталь машины
или прибора один конец шпильки туго закручивается
в корпус, а другой служит для крепления деталей: кры-
шек, кронштейнов и т. п. При сборке нужно обеспечить
надежное крепление шпильки в корпусе. В противном
случае шпилька выкручивается, а резьба корпусной де-
тали изнашивается. Чтобы этого не происходило,
шпильку при сборке смазывают эпоксидным клеем. Осо-
бенно целесообразна установка шпилек на эпоксидном
клее, когда нужно обеспечить герметичность резьбового
соединения.
Обычно в изношенное резьбовое отверстие ставят
новую шпильку большего диаметра, но изготовление
нестандартных шпилек связано с некоторыми затруд-
нениями. При наличии эпоксидного клея можно в изно-
шенное отверстие корпуса ставить обычную стандарт-
ную шпильку, а при небольшом износе резьбы можно
ставить и старую шпильку. При этом резьбовое отвер-
стие в корпусе и резьбу шпильки тщательно очищают
от загрязнений и окислов, обезжиривают ацетоном и
смазывают клеем. После установки предохраняют
шпильку от случайных смещений до полного отвержде-
ния клея.
В лаборатории кафедры «Технология машинострое-
ния» МВТУ им. Баумана изучали возможность поста-
новки шпилек на эпоксидном клее без нарезания
резьбы.
В корпусной детали сверлят отверстие на 0,2—0,3 мм
больше диаметра ненарезанного конца шпильки. По-
верхности отверстия и шпильки зачищают, обезжири-
вают и смазывают клеем. Шпильку вставляют в отвер-
стие. Крепление получается надежным благодаря хоро-
шей адцезии эпоксидного клея к металлу.
19
Проведенные исследования показали возможность и
целесообразность установки шпилек в корпусные дета-
ли на эпоксидном клее без нарезания резьбы.
ПРИКЛЕИВАНИЕ НАДЕЛОК НА ЦАПФЫ ВАЛОВ
При вращении вала в подшипнике скольжения изна-
шивается как подшипник, так и цапфа вала. Для вос-
становления сопрягаемых поверхностей подшипник рас-
тачивают до удаления следов износа, а на цапфу вала
приклеивают наделку в виде тонкостенной втулки
(рис. 3), наружный диаметр ко-
торой равен внутреннему диа-
метру подшипника.
Цапфу вала протачивают с
таким расчетом, чтобы толщина
наделки была не менее 2 мм. За-
тем промывают внутреннюю по-
верхность наделки и наружную
Рис. 3. Цапфа вала ПОВерХНОСТЬ цапфы И ПОКрЫВВЮТ
с наделкой их слоем клея. При посадке на-
делки на цапфу вала клей равно-
мерно заполняет зазор. Клей следует наносить в таком
количестве, чтобы он полностью заполнял зазор, а не-
прерывный валик клея выдавливался до окончания по-
садки .
Насаживать наделку-втулку нужно без проворачи-
вания, в противном случае в соединении образуются
воздушные пузырьки. Избыток клея, выдавленный при
посадке, снимают смоченной в ацетоне тряпкой. Эпок-
сидный клей хорошо заполняет все микронеровности на
поверхностях деталей. После отверждения клея наделка
достаточно прочно закрепляется на цапфе вала, поэто-
му не требуется установка стопорных винтов.
В некоторых случаях при помощи эпоксидного клея
можно устанавливать на вал зубчатые колеса, шкивы и
другие детали. Такое крепление по силе сцепления не
уступает соединениям, полученным прессовыми посад-
ками.
ПРИКЛЕИВАНИЕ НАДЕЛОК НА НАПРАВЛЯЮЩИЕ ПЛОСКОСТИ
При эксплуатации металлорежущих станков осо-
бенно сильно изнашиваются направляющие плоскости
20
станин, суппортов, салазок, трущиеся плоскости клинь-
ев, планок и других деталей, перемещающихся прямо-
линейно относительно друг друга. Износ направляю-
щих плоскостей резко снижает точность обработки,
поэтому их ремонтируют при каждом среднем и капи-
тальном ремонтах. Трудоемкость ремонта направляю-
щих составляет 30—40% от общей трудоемкости ре-
монта станка.
При ремонте направляющих плоскостей обычно уда-
ляют следы износа с проверкой на прямолинейность и
на правильность взаимного расположения поверхностей
или устанавливают на направляющие наделки при по-
мощи крепежных деталей с последующей пригонкой и
проверкой.
Применение эпоксидного клея позволяет быстро и
надежно производить ремонт направляющих установкой
наделок без применения крепежных деталей.
Изношенные направляющие строгают или грубо
пришабривают. Предварительная обработка обеспечи-
вает плотность прилегания наделок к направляющим и
правильное их расположение. После механической об-
работки направляющие тщательно промывают, высуши-
вают и покрывают тонким слоем клея. После некоторой
выдержки на подготовленные поверхности устанавли-
вают наделки и закрепляют по концам штифтами.
Штифты смазывают клеем и ставят в заранее подготов-
ленные отверстия широкоходовой посадкой по 4—5-му
классам точности. Для лучшего прилегания наделку на-
гружают грузом, обеспечивающим необходимое равно-
мерное давление на склеиваемые поверхности.
Качество склеивания проверяют внешним осмотром
и простукиванием на слух. После отверждения клее-
вого слоя трущиеся поверхности наделок окончательно
обрабатывают обычными методами.
При повторном ремонте изношенные паделки отры-
вают, поверхность направляющих тщательно очищают
от остатков клея и приклеивают к ним новые наделки.
Толщина наделок должна быть не более 6 мм.
Применение эпоксидного клея позволяет ставить на-
делки толщиной 2—3 мм практически из любого анти-
фрикционного материала. Так, материалом для наделок
может служить чугун, бронза, текстолит и другие мате-
риалы, которые не применяли ранее из-за ненадежности
21
их крепления. Особенно широко распространены надел-
ки, изготовленные из металлургического текстолита
марки Б и сплава ЦАМ.
Для приклеивания наделок на направляющие плос-
кости можно применять различные эпоксидные компо-
зации.
Наибольшее распространение в ремонтной практике
получили клеи следующих составов (в вес. ч.):
1) эпоксидная смола ЭД-6........................ 100
дибутилфталат................................ 20
полиэтиленполиамин .......................... 10
портландцемент 400 .......................... 40
2) эпоксидная смола ЭД-5........................100
жидкий тиокол ............................... 20
полиэтиленполиамин........................... 10
кварцевая мука............................... 75
В качестве заменителя эпоксидного клея при уста-
новке текстолитовых наделок может служить карби-
нольный клей.
Клей приготовляют из карбинольного сиропа и пе-
рекиси бензоила. Сироп наливают в стеклянную или
фарфоровую посуду и добавляют смоченную в сиропе,
хорошо измельченную, перекись бензоила. Растирать
сухую перекись бензоила нельзя ввиду ее взрывоопас-
ности. Смесь тщательно перемешивают в течение 30—
35 мин до получения однородной прозрачной массы.
Затем в приготовленную смесь вводят наполнитель.
Жизнеспособность клея 3—4 ч.
Карбинольный клей обладает хорошей стойкостью
по отношению к минеральным маслам, керосину, бен-
зину, не окисляется кислородом воздуха и не раство-
ряется в воде. Отверждается клей при температуре
15—30°С за 25—30 ч, при нагревании соединения до
60 °C срок отверждения сокращается до 8 ч, Теплостой-
кость клея 65—70°C (по Мартенсу).
Для ремонтных работ применяют клей следующего
состава (в вес. ч.):
карбинольный сироп............................ 100
перекись бензоила................................ 3
портландцемент 400 ........................... 50
22
УСТАНОВКА ПОДШИПНИКОВ
При посадке подшипников качения в корпус маши-
ны деформируются как подшипник, так и гнездо кор-
пуса. При замене изношенного подшипника новым со-
прягаемые поверхности уже не смогут обеспечить
нужного характера соединения. В таких случаях можно
восстанавливать посадочные места подшипника с по-
мощью эпоксидного клея (рис. 4, а).
Рис. 4. Клеевые соединения:
а — шарикоподшипник; б — втулка
Гнездо корпуса и наружное кольцо подшипника за-
чищают и тщательно обезжиривают. После испарения
растворителя гнездо смазывают клеем. Затем в корпус
осторожно вставляют подшипник. Во избежание пере-
косов по возможности нужно ставить одновременно оба
подшипника в сборе с валом.
На эпоксидном клее можно устанавливать подшип-
ники и в том случае, когда гнездо корпуса разработано.
Даже при сильном износе гнезда не обязательно раста-
чивать поверхность. Достаточно зачистить задиры ша-
бером и тщательно промыть посадочные места ацето-
ном или спиртом.
На эпоксидном клее можно устанавливать и втулки
(рис. 4, б). Обычно при запрессовке втулки деформиру-
ются и внутреннюю поверхность приходится разверты-
вать или пришабривать. При установке втулок на эпок-
сидном клее отпадает необходимость в этой трудоемкой
операции, что дает возможность достаточно точно обес-
печить соосность собираемых деталей. Втулки изготов-
ляют без припусков на последующую пригонку. Внут-
23
ренний диаметр втулки растачивают по валу, наруж-
ный выполняют ходовой посадкой по 3-му классу
точности. Перед сборкой сопрягаемые поверхности обез-
жиривают и покрывают слоем клея. Втулки нужно
вставлять в сборе с валом и после сборки надежно за-
креплять во избежание самопроизвольного смещения.
Применение клея упрощает ремонт и процесс сборки.
С помощью клея устраняются погрешности обработки
посадочных поверхностей деталей. Особенно целесооб-
разна установка втулок на клею, когда нужно создать
герметичность соединения.
Основные недостатки сборки подшипников на эпок-
сидном клее — недостаточная жизнеспособность клея
и длительный период его отверждения.
РЕМОНТ КОЛОДОЧНЫХ И ЛЕНТОЧНЫХ ТОРМОЗОВ
Колодочные и ленточные тормоза предназначены
для остановки механизма и его стопорения в нерабочем
состоянии. Трущиеся поверхности тормозных устройств
сильно изнашиваются и ремонт их обычно сводится к
замене облицовочного фрикционного материала. При
этом особое внимание обращают на крепление облицов-
ки к металлу колодки или ленты. Облицовочный мате-
риал крепят латунными, алюминиевыми или медными
заклепками. Облицовка должна плотно без складок и
выпучивания прилегать к колодке или ленте. Поверх-
ность контакта фрикционной облицовки с металлом
должна составлять не менее 80% от всей рабочей пло-
щади тормоза. Допускаемые местные зазоры — не более
0,3 мм.
Применение эпоксидного клея упрощает ремонт тор-
мозов и во многих случаях улучшает конструкцию узла.
При износе облицовки выступающие заклепки изнаши-
вают тормозной барабан, а наличие отверстий снижает
механическую прочность. При замене клепки склеива-
нием увеличивается срок службы тормозных устройств,
устраняются вибрации облицовочного материала при
торможении, потому что облицовка на клею плотнее сое-
динена с металлом, чем приклепанная. Прочность креп-
ления облицовки на клею значительно выше. Концен-
трация напряжений в отдельных точках рабочей поверх-
ности полностью исключается.
24
Технология ремонта тормоза с применением клея
очень проста.
Детали очищают от загрязнений и окислов, промы-
вают ацетоном или спиртом и подсушивают до удале-
ния растворителя. На подготовленные поверхности
наносят слой клея и выдерживают 10—15 мин, затем
детали соединяют. Склеенную колодку или ленту ста-
вят на тормозной барабан и плотно прижимают к плос-
кости трения барабана. В собранном виде тормоза вы-
держивают в течение 25—30 ч до полного отверждения
клея.
Применение клея вместо заклепок не только увели-
чивает срок службы тормозных устройств, но и сокра-
щает трудоемкость ремонтных работ.
РЕМОНТ МУФТ СЦЕПЛЕНИЯ
При помощи фрикционных муфт сцепления осуще-
ствляется плавное включение и выключение передач
вращения без остановки ведущего вала. Трущиеся по-
верхности муфт сильно изнашиваются, особенно при
пробуксовке фрикционного соединения в момент пуска.
При ремонте муфт сцепления в основном приходится
заменять облицовочный материал, приклепывая или
приклеивая его к металлу диска муфты. Можно ремон-
тировать диски муфт и при помощи эпоксидных компо-
зиций.
Для этого в стальном диске сверлят большое коли-
чество отверстий диаметром 3—4 мм, после чего диск
промывают и тщательно обезжиривают. Подготовлен-
ный диск устанавливается в специальное приспособле-
ние и покрывают с обеих сторон тонким слоем пласт-
массы толщиной 1—2 мм. Отверждение пластмассы
может происходить па открытом воздухе или в термо-
стате.
Фрикционная пластмасса, приготовленная на основе
эпоксидной смолы, имеет следующий состав (в вес. ч.):
эпоксидная смола ЭД-6........................... 100
дибутилфталат................................. 20
полиэтиленполиамин.............................. 10
волокнистый асбест............................ 65
графит........................................ 50
карборунд....................................... 45
порошок олова................................... 15
25
Порошковые наполнители (карборунд, графит и оло-
во) тщательно перемешивают, а затем растирают вме-
сте с асбестом в ступке до получения однородной смеси.
После этого в смесь вводят эпоксидную смолу, пласти-
фикатор и отвердитель и массу снова тщательно пере-
мешивают. Вместо полиэтиленполиамина для увеличе-
ния теплостойкости пластмассы можно применять спе-
циальные отверждающие v добавки, способствующие по-
вышению теплостойкости эпоксидной смолы.
Диски, облицованные пластмассой, хорошо работают
в паре со стальными. Замена обычных фрикционных
материалов фрикционной пластмассой дает возмож-
ность в несколько раз увеличить срок службы трущихся
поверхностей муфт сцепления.
ВОССТАНОВЛЕНИЕ ГИЛЬЗ
И ПОДШИПНИКОВ
Основной частью гидравлических и пневматических
приводов является цилиндр. Стальные гильзы рабочих
цилиндров при эксплуатации быстро изнашиваются.
Для восстановления первоначальных размеров трущих-
ся поверхностей гильз можно применять пластические
массы.
Изношенную гильзу растачивают до удаления сле-
дов износа и промывают растворителем. Одну из сто-
рон гильзы плотно закрывают крышкой, заливают
пластмассу и гильзу закрывают второй крышкой. Ко-
личество неотвержденной пластмассы (в Г), необходи-
мое для восстановления, определяют по формуле
Q - ст^М, (2)
где С=1,04 — коэффициент, учитывающий усадку
пластмассы при отверждении;
Y — удельный вес пластмассы в Г1см3;
d — средний диаметр пластмассового слоя
в см;
t — толщина пластмассового слоя в см;
I — длина гильзы в см.
Гильзу устанавливают в центрах токарного станка.
При вращении возникает центробежная сила, которая
прижимает жидкую пластмассу к стенкам гильзы и
покрывает их равномерным слоем. Станок можно вы-
26
ключить лишь после полного отверждения пластической
массы.
Пластмассу можно заливать и после установки
гильзы на станок через отверстие, просверленное в
крышке.
Число оборотов шпинделя в минуту определяют по
формуле
где d — внутренний диаметр гильзы в см.
От правильного выбора скорости вращения шпинде-
ля зависит качество заливки и правильность формы
внутренней поверхности ремонтируемой детали.
Метод центробежной заливки очень прост и может
применяться в любой ремонтной мастерской.
Можно ремонтировать гильзы и другим способом:
заливкой пластмассы в зазор, образованный специаль-
ной оправкой и внутренней поверхностью гильзы.
В качестве антифрикционного слоя при ремонте
гильз служит эпоксидная смола с добавлением графита
или каолина. Отвердителем является полиэтиленполиа-
мин.
Центробежной заливкой или заливкой в зазор можно
восстанавливать не только поверхность гильз цилинд-
ров, но и подшипников скольжения. Наличие в эпоксид-
ной композиции графита делает подшипник самосмазы-
вающимся.
При незначительном равномерном износе поверх-
ность подшипников можно восстанавливать простым
смазыванием. Внутреннюю поверхность подшипника
зачищают наждачной бумагой или шабером, тщательно
обезжиривают и покрывают равномерным слоем эпок-
сидной композиции. После отверждения пластмассы
подшипники можно дополнительно обрабатывать на
станке.
Для восстановления поверхностей подшипников
скольжения применяют пластмассу следующего соста-
ва (в вес. ч):
эпоксидная смола ЭД-6......................... 100
порошок графита................................ 30
полиэтиленполиамин............................. 10
27
Для восстановления подшипников применяют и ан-
тифрикционный материал ЭТС-52, состав которого в
вес. ч. приведен ниже:
эпоксидная смола ЭД-6 100
тиокол ЛП-2 .... 25
дибутилфталат ... 10
полиэтиленполиампн . 10
маршалит ...... 80—100
графит СКЛН .... 50-80
Пластмасса обладает хорошими антифрикционными
свойствами, эластична и влагонепроницаема, не раство-
ряется в бензине, керосине и маслах. Коэффициент тре-
ния в паре со сталью без смазки — 0,02. Пластмасса
обладает высокой адгезией к металлу; это позволяет
успешно применять эпокситиоколовые композиции для
восстановления металлических подшипников, а также
для изготовления новых металлопластмассовых под-
шипников.
Подшипники из эпоксидных композиций ЭТС-52 мож-
но получать и отливкой в формы с последующей меха-
нической обработкой.
Приготовляют пластмассу следующим образом.
Эпоксидную смолу нагревают до температуры 40—
50 °C в течение 30—40 мин. По достижении необходи-
мой вязкости в смолу вводят жидкий тиокол и дибу-
тилфталат. Полученную массу тщательно перемеши-
вают, затем вводят отвердитель и наполнители — мар-
шалит и графит. Смесь снова тщательно перемешивают
до получения массы однородного состава.
Отверждается пластмасса через 5—6 ч. При темпе-
ратуре 60—70 °C время отверждения сокращается до
1,5—2 ч. Физико-механические свойства отвержденной
пластмассы ЭТС-52 приведены в табл. 1.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ МЕТОДОМ «ХОЛОДНОГО ЛИТЬЯ»
При ремонте машин часто приходится восстанавли-
вать или заменять сломанные или изношенные детали:
крышки, кожухи, кронштейны, втулки, стаканы и др.
Восстановление таких деталей обычно связано с боль-
шими трудностями. Применение эпоксипластов дает
возможность в условиях ремонтных мастерских доста-
точно быстро и качественно изготовлять детали мето-
дом холодного литья в формы. Этим методом можно
получить детали самой различной конфигурации.
28
Эпоксидная композиция, применяемая для холодного
литья, имеет следующий состав (в вес. ч.):
эпоксидная смола ЭД-6......................... 100
дибутилфталат................................... 25
полиэтиленполиамин.............................. 15
цемент марки 400 или 500 ....................... 200
Необходимое количество пластмассы (в Г) опреде-
ляют по формуле
Q = 1,1 Y (4)
где 1,1—коэффициент, учитывающий потери пласт-
массы;
у — удельный вес пластмассы в Г!см3\
Рис. 5. Приспособление для изготовления формы:
/ — модель; 2 — подмодельиая плита; 3 — нижняя опока;
4 — верхняя опока
Формы для отливок изготовляют следующим обра-
зом. Модель 1 (рис. 5) устанавливают на подмодель-
ной плите 2 в опоке 3, и в опоку заливают магнезито-
вую композицию следующего состава (в вес. ч.):
магнезит.......................................100
маршалит....................................... 50
хлористый магний............................... 80
вода........................................... 40
После отверждения композиции опоку переворачи-
вают, снимают подмодельную плиту, смазывают разде-
лительным слоем поверхность разъема формы и на за-
формованную половину модели накладывают вторую ее
часть. Затем верхнюю опоку 4 ставят на нижнюю 3,
устанавливают модели летников и выпора и заливают
магнезитовую композицию. После полного отвержде-
29
ния композиции модель удаляют и в образовавшуюся
форму заливают эпоксипласт.
Приготовляют магнезитовую композицию следующим
образом. 80 вес. ч. хлористого магния растворяют в
40 вес. ч. воды. Тщательно смешанные навески магне-
зита и маршалита постепенно вводят в водный раствор
хлористого магния. Полученная композиция отверж-
дается через 6—8 ч.
Форму изготовляют также из цемента, гипса или
формовочного песка, смешанного со связующими.
Модели делают из дерева, пластмассы, стали, алю-
миния и других материалов. Можно изготовлять моде-
ли и из воска или его заменителей. После отверждения
заливочной массы восковую модель выплавляют. Часть
воска остается на стенках формы и служит раздели-
тельным слоем, препятствуя сцеплению эпоксипласта с
материалом формы.
Для повышения прочности эпоксидные детали мож-
но армировать металлической сеткой, стекловолокном,
алюминиевыми или стальными волокнами, металличе-
скими стержнями и т. п. Сильно нагруженные детали
должны иметь прочный пространственный каркас из
арматуры, служащий опорой для всей эпоксидной ком-
позиции.
При отливке можно заделывать в изделие шпильки,
планки, втулки и другие детали.
Металлическую арматуру и закладные металличе-
ские детали следует тщательно очищать от окислов и
обезжиривать.
Обезжиривание можно производить в растворе сле-
дующего состава (в вес. ч.):
фосфорнокислый натрий........................... 25
углекислый натрий............................... 25
препарат ОП-10.................................. 15
вода............................................500
Температура раствора 80—90 °C. Время обезжири-
вания стальных и латунных деталей 10 мин. алюминие-
вых до 3 мин. Обезжиренные детали промывают в го-
рячей воде, протирают и смазывают эпоксидной смолой.
Для получения отверстий в отливке в форму уста-
навливают стержни, смазанные разделительным слоем.
Резьбовые отверстия можно получить установкой резь-
бовых стержней.
30
Термообработку литых деталей производят вместе с
формой. Деталь нагревают в электропечи до температу-
ры 30 °C и выдерживают при этой температуре в тече-
ние 8 ч. Затем температуру в печи повышают до 50 °C
и деталь выдерживают 24 ч, после чего температуру
снижают до 30 °C и выдерживают деталь 12 ч. Далее
деталь медленно охлаждают вместе с печью. Термооб-
работка ускоряет процесс полимеризации пластической
массы, устраняет внутренние напряжения и увеличивает
прочность отливок.
Детали из эпоксипластов наиболее распространены
в производстве оснастки (штампов, копиров, деталей
станочных приспособлений и т. д.). Основные недостат-
ки литых эпоксидных деталей — относительно низкая
ударная вязкость и недостаточная прочность.
ТЕХНИКА БЕЗОПАСНОСТИ
При работе с эпоксидными композициями нужно
помнить, что в основном вещества, входящие в их со-
став, токсичны. Попадая на незащищенные участки те-
ла, они могут вызвать кожные заболевания. При нагре-
вании эпоксидных смол до 60 °C и выше из них выделя-
ются летучие вещества, в состав которых входят эпи-
хлоргидрин и толуол. Пары этих веществ токсичны и
вызывают заболевание глаз, дыхательных путей и нерв-
ной системы. При длительном воздействии пары эпи-
хлоргидрина вызывают изменения в бронхах, легких,
почках и в сосудистой системе. Пары толуола вызы-
вают заболевания слизистых оболочек глаз и крови.
Предельная концентрация паров эпихлоргидрина в воз-
духе рабочего помещения 0,001 мГ/л, а паров толуола
0,05 мГ!л.
Дибутилфталат (пластификатор) вызывает зуд и да-
же ожоги незащищенных участков кожи лица и рук, а
при попадании на слизистые оболочки глаз — тяжелые
заболевания.
Отвердители эпоксидных смол также токсичны. По-
лйэтиленполиамин при попадании в организм нарушает
деятельность дыхательных путей, поражает нервную си-
стему, а при длительном воздействии на кожу вызы-
вает тяжелые язвенные заболевания. Особенно токси-
чен гексаметилендиамин. Проникая в организм через
31
кожу и органы дыхания, он снижает уровень кровяного
давления и уменьшает содержание гемоглобина в кро-
ви. Во всех случаях, где только возможно, следует за-
менять высокотоксичный гексаметилендиамин на менее
токсичный полиэтиленполиамин.
Допустимая концентрация паров полиэтиленполиа-
мина в рабочем помещении мастерской 0,001 мГ/л, гек-
саметилендиамина 0,0005 мГ/л.
Отвержденная эпоксидная смола теряет свои токсич-
ные свойства и становится совершенно безвредной. Од-
нако пыль, возникающая при механической обработке
смолы, вызывает раздражение слизистых оболочек глаз
и дыхательных путей.
При работе с эпоксипластами необходимо знать и
соблюдать следующие правила техники безопасности.
1. Все химические вещества, обладающие токсичны-
ми свойствами, следует хранить в герметически закры-
той таре под вытяжкой в специальном помещении.
2. Приготовление композиции, ремонтные работы с
применением неотвержденных смол и механическую об-
работку отвержденных изделий необходимо производить
на рабочих местах, оборудованных местной вытяжной
вентиляцией. Помещение должно быть оборудовано
приточно-вытяжной вентиляцией.
3. Излишки и подтеки неотверждешюй смолы нужно
снимать бумагой, а затем ветошью, смоченной ацето-
ном. Для этих целей нельзя применять токсичные ра-
створители: толуол, бензол и др.
4. Отверждение эпоксипластов должно происходить
под вытяжкой.
5. Уборку рабочих мест и помещения следует произ-
водить ежедневно в конце рабочего дня или смены.
Пыль в производственном помещении можно удалять
только влажным способом. Для сбора отходов и загряз-
ненного обтирочного материала нужно использовать
небольшую бумажную или картонную тару, которую
после потребления надо сжигать.
6. Кисти, шпатели, лопаточки и другой инструмент
должны быть снабжены защитными экранами, изготов-
ленными из металла или плотного картона.
7. Необходимо следить за чистотой рабочего места,
инструмента и спецодежды. При работе с токсичными
веществами нужно одевать полиэтиленовые перчатки
32
или смазывать руки специальными пастами. Состав па-
сты на основе метилцеллюлозы (паста Селисского)
(в вес. ч.):
метилцеллюлоза...................................5,8
глицерин.........................................17,0
белая глина......................................11,4
тальк............................................11,4
вода............................................100,0
Приготовляют пасту следующим образом. Метилцел-
люлозу растворяют в воде. Глину и тальк растворяют
в глицерине. Полученные растворы смешивают. Высох-
шая паста образует на руках тонкую эластичную плен-
ку, которая предохраняет кожу от поражений. По окон-
чании работ пасту смывают водой с мылом.
Состав пасты на основе казеина (в вес. ч.):
казеин ........................................33,6
глицерин.........................'............33,6
аммиак 25%-ный.................................3,2
этиловый спирт................................100,0
Казеин замачивают в воде и оставляют на 15—
20 ч. Набухший казеин отжимают от избытка воды и
смешивают с глицерином, этиловым спиртом и аммиа-
ком. Смесь нагревают до полного растворения казеина.
Полученный раствор отфильтровывают.
2 Г. И. Бельдягин
Глава И
ПРИМЕНЕНИЕ АМИДОПЛАСТОВ
АМИДОПЛАСТЫ
Амидопласты относятся к конструкционным пласти-
ческим материалам, полученным на основе полиамид-
ных смол.
Полиамидные смолы — это термопластичные полиме-
ры, полученные сложным химическим путем. В настоя-
щее время существует несколько видов полиамидных
смол.
В машиностроении наиболее распространены капрон
(капроновая смола), смола 68 и смола АК-7.
Исходным сырьем для получения капрона служит
капролактам — светло-желтый порошок с температурой
плавления 67—71 °C. В капролактам вводят небольшое
количество воды и уксусной кислоты и нагревают до
температуры плавления. Расплавленный капролактам
направляют в автоклав, где под защитой инертного га-
за при температуре 250 °C происходит реакция полиме-
ризации. Молекулы мономера капролактама соединя-
ются между собой, образуя гиганские ^вытянутые моле-
кулы поликапролактама. По окончании реакции капрон
из автоклава выдавливается в воду. Затвердевший кап-
рон измельчают в гранулы или порошок, промывают и
в таком виде поставляют потребителю. Хранят капрон
в специальной, герметически закрытой таре.
Полученная масса полиамида неоднородна по сво-
ему химическому составу. Наряду с полимерными со-
единениями в массе содержится от 10 до 30% мономе-
ра и некоторое количество димерных и тримерных про-
дуктов. Мономерные продукты можно удалить вымачи-
ванием полиамида в воде. При этом нарушается равно-
34
веское состояние массы и значительно изменяются фи-
зико-механические свойства. При повторном плавлении
снова образуется мономер и равновесное состояние
восстанавливается.
Смола 68 — твердое роговидное вещество белого или
светло-желтого цвета. Получают смолу полимеризацией
соли СГ (гексаметилендиамин и себациновая кислота).
Выпускают смолу в виде крошки или гранул.
Смола АК-7 — твердое роговидное вещество белого
или светло-желтого цвета. Исходными продуктами для
получения смолы служат гексаметилендиамин и адипи-
новая кислота (соль АГ).
Поликонденсацию соли производят в автоклаве при
температуре 260—280 °C. Расплав выдавливается из
автоклава в виде лент, измельчается и тщательно про-
сушивается. Поставляют смолу потребителю в виде
крошки или гранул.
Полиамиды, изготовленные на основе солей СГ и
АГ, по сравнению с капроном менее гибки, имеют не-
сколько большую прочность и твердость, в остальном
же они весьма схожи.
Для изготовления деталей машин можно применять
и вторичное сырье — отходы текстильного производства.
Отходы (сгустки и путанка волокон, обрезки капроно-
вой ткани, бракованные изделия и т. п.) подвергают
вторичной переработке. Физико-механические свойства
материала и качество изделий из вторичного сырья ме-
няются незначительно.
Для ремонтных работ в мастерские вторичное поли-
амидное сырье следует поставлять в виде брикетов.
Переработка вторичного сырья в брикеты может
быть организована на базе текстильных предприя-
тий.
При поступлении небрикетированного сырья отходы
очищают от посторонних примесей и обезжиривают ки-
пячением в щелочном растворе в течение 3—5 ч. Для
лучшего обезжиривания в раствор добавляют препарат
ОП-Ю (препарат представляет собой продукт обработ-
ки смесей высокомолекулярных моно- и диалкилфено-
лов окисью этилена и является синтетическим смачи-
вающим и моющим веществом). После кипячения поли-
амидное сырье промывают в чистой теплой воде и про-
сушивают.
2* 35
Раствор для обезжиривания вторичного сырья при-
готовляют по одному из следующих рецептов (в вес. ч.):
1) сода каустическая. . 20 препарат ОП-Ю ... 5
вода..............100 вода................100
2) сода каустическая . . 15
Для повышения твердости, износостойкости и улуч-
шения других качеств в полиамидные смолы вводят
различные наполнители: дисульфид молибдена, графит,
тальк, сернокислый барий, иодистый кадмий, металли-
ческие порошки и др.
Наполнители вводят в расплав смолы в виде мел-
козернистых порошков. Можно холодную смолу расте-
реть и тщательно перемешать с порошком наполните-
ля. Наполнитель должен равномерно заполнять массу
полиамида, образуя с ней однородную смесь. Неравно-
мерное распределение наполнителя приводит к мест-
ным концентрациям напряжений и преждевременному
разрушению деталей.
Введение наполнителей способствует снижению коэф-
фициента трения и водопоглощения деталей, увеличению
жесткости деталей. Металлические наполнители способ-
ствуют отводу тепла из зоны трения. К теплоотводящим
наполнителям относится алюминиевый порошок, а так-
же порошки других теплопроводящих металлов. Графи-
товые наполнители применяют в узлах трения с обед-
ненной смазкой.
Детали, содержащие наполнители, обладают боль-
шей твердостью и теплостойкостью, чем детали, изго-
товленные из чистых смол. Однако наполнители сни-
жают прочность и ударную вязкость пластических масс,
поэтому количество их не должно превышать опреде-
ленного оптимального значения. Содержание сернокис-
лого бария может доходить до 20 вес. ч., графита — до
10 вес. ч., бронзовой пудры — до 5 вес. ч. (на 100 вес.
ч. смолы). Содержание других наполнителей должно
быть значительно ниже. Введение большого количества
наполнителей изменяет структуру полиамида и отрица-
тельно сказывается на работоспособности детали.
Пластификаторы вводят в полиамиды при изготовле-
нии деталей, работающих на растяжение. В качестве
пластификаторов применяют дибензилфенол, диоксиди-
фенол, резорцинфосфат и др. Пластификаторы должны
36
обладать способностью смешиваться с полиамидами в
широких пределах и не выделяться из отвердевшей
массы в процессе эксплуатации изделия.. Известные до
сегодняшнего дня пластификаторы плохо смешиваются
с полиамидами, поэтому их применение ограничено.
Содержание пластификаторов не должно превышать
20 вес. ч. на 100 вес. ч. полиамида. Более высокая до-
зировка снижает прочность деталей.
Рис, 6. Детали машин, изготовленные из амидо-
пластов:
а —втулка; б — штуцер; в — коническое зубчатое колесо;
г — шкив плоскоременной передачи; д — шкив круглоремен-
ной передачи
Пластификаторы вводят в заранее расплавленный
полиамид и тщательно перемешивают до образования
гомогенной смеси.
Амидопласты обладают антифрикционными и анти-
коррозийными свойствами, высокой прочностью, хорошей
теплостойкостью и целым рядом других свойств, поз-
воляющих широко использовать их в машиностроении.
Из амидопластов изготовляют подшипники, шестерни,
манжеты, шкивы и другие детали машин (рис. 6).
37
При изготовлении из амидопластов деталей управ-
ления и отделки (рукояток, маховичков, а также кры-
шек, щитков и других деталей) в расплав или в поро-
шок смолы можно вводить различные красители. Это
улучшает внешний вид машины или прибора. Напри-
мер, введение в расплав 0,3% двуокиси титана придает
изделиям красивую матово-белую окраску.
Амидопласты плавятся при высокой температуре,
поэтому для крашения можно применять только термо-
стойкие красители неорганического происхождения:
окись хрома, железа, кадмия, двуокись титана и т. п.
При введении красителей следует учитывать, что избы-
ток красящего вещества так же, как и наполнителей,
приводит к понижению механических свойств изделий.
Детали можно окрашивать и после их изготовления.
Для этого применяют различные водные растворы ани-
линовых красителей.
Красители растворяют в подкисленной воде, нагре-
той до 70—80 °C. Для ускорения процесса крашения р
воду можно добавлять препарат ОП-Ю. Ниже приве-
ден состав (в Г) красящего раствора:
анилиновый краситель .......................0,1—0,5
уксусная эссенция.............................. 0,1
препарат ОП-10.............................. 3—4
вода........................................ 1000
Детали выдерживают в растворе от 5 до 30 мин в
зависимости от требуемой интенсивности окраски. Пос-
ле крашения детали промывают в подогретой воде и
просушивают на воздухе.
Под действием солнечных лучей изменяется струк-
тура полиамидов, снижается прочность, возрастает хруп-
кость, изменяется окраска. Для предохранения пласт-
массы от воздействия света в расплав вводят специ-
альные добавки: нафтенат меди, дибензнлфенол, карба-
зол, бромиды металлов и др.
Замена металлических деталей амидопластами поз-
воляет экономить более ценные материалы, такие, как
бронза, латунь, баббит, медь, нержавеющая сталь и дру-
гие антифрикционные и антикоррозийные материалы.
Относительно низкая стоимость исходных материалов и
простота изготовления деталей способствует широкому
применению амидопластов в ремонтной практике.
38
Наиболее целесообразно применять детали из амидо-
пластов в узлах трения, работающих в условиях за-
трудненного подвода смазки — в ходовой части экска-
ваторов, в сельскохозяйственных машинах, вагонетках,
транспортерах и других машинах, работающих в ана-
логичных условиях. Коэффициент трения амидопластов
равноценен коэффициентам трения лучших антифрик-
ционных металлических сплавов. В табл. 2 приведены
коэффициенты трения антифрикционных материалов при
трении по стали.
Таблица 2
Вид смазки Капрон Бронза Баббит
Масло Вода Без смазки 0,014—0,020 0,020-0,050 0,170—0,200 0,010 0,450 0,005 0,280
Использование полиамидных деталей в машинах по-
вышает срок службы узлов трения, что позволяет уве-
личивать межремонтный период.
При наличии несложного оборудования детали из
амидопластов можно изготовлять в условиях любой ре-
монтной мастерской.
Амидопласты являются безвредными материалами, и
некоторые их марки применяют в пищевом машино-
строении, вытесняя дефицитные высоколегированные
нержавеющие стали и дорогостоящие цветные металлы.
Основные физико-механические свойства амидопла-
стов (капрона, смол 68 и АК-7) приведены в табл. 1.
Физико-механические свойства амидопластов во мно-
гом зависят от степени полимеризации, а также от спо-
собов изготовления деталей из полимеризованной смо-
лы. Детали, полученные из амидопластов, неоднородны
и состоят из двух фаз — кристаллической и аморфной.
Кристаллическая фаза имеет упорядоченное располо-
жение молекул. В аморфной фазе молекулы расположе-
ны беспорядочно. Изменение структуры полиамидов
производится термообработкой. Особенно изменяется
структура при закалке.
Амидопласты устойчивы к действию химических ве-
ществ. Амидопласты не растворяются в ацетоне, керо-
39
сине и бензине, устойчивы к действию минеральных
масел, слабых кислот и щелочей. Только вещества, об-
ладающие свойствами сильных кислот, разрушают или
растворяют амидопласты. Лучшими растворителями ами-
допластов являются фенол, крезол, муравьиная кисло-
та, хлоральгидрат, концентрированные серная и уксус-
ная кислоты.
ПОЛУЧЕНИЕ ЗАГОТОВОК МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
Заготовки для заменяемых деталей машин в усло-
виях ремонтных мастерских можно получить методом
центробежного литья в специальные формы и литьем
под давлением.
Центробежной отливкой в основном получают тол-
стостенные крупногабаритные заготовки для деталей,
представляющих собой тела вращения.
Рис. 7. Форма для центробежной от-
ливки заготовок:
/ — цилиндр; 2 —крышка; 3 — стяжной
болт, 4 — заготовка
Формой для такого литья служат металлические
цилиндры с крышками. Полиамидные композиции в
виде однородной смеси порошков смолы и наполнителя
загружают в форму (рис. 7). Форму плотно закрывают
крышками и устанавливают в центрах токарного стан-
ка. Необходимое количество сырья определяют по фор-
муле (2), а число оборотов шпинделя — по форму-
ле (3).
Для плавления композиции к цилиндру подводят га-
зовую горелку.
Центробежные силы, возникающие при вращении,
прижимают расплавленные частицы пластмассы равно-
мерным слоем к стенкам формы.
40
В начале плавления композиции устанавливают не-
большие числа оборотов шпинделя, затем обороты уве-
личивают. По окончании процесса формирования за-
готовки газовую горелку отводят и цилиндр охлаждают
струей воздуха. Заготовка из формы вынимается сво-
бодно, так как из-за разности линейных усадок полиа-
мида и металла наружный диаметр заготовки после
охлаждения становится меньше внутреннего диаметра
формы. Кроме того, внутренние стенки формы можно
смазывать разделительным слоем.
Плавить композицию можно и не на станке. Для
этого плотно закрытый цилиндр-форму помещают в
термокамеру или муфельную печь, где нагревают до
температуры, превышающей температуру плавления по-
лиамида на 25—30 °C. Затем цилиндр устанавливают
на станок.
Термокамера представляет собой металлический
шкаф с двойными стенками, пространство между кото-
рыми заполнено теплоизоля-
ционным материалом. Под чу-
гунным подом камеры распо-
ложены электронагреватели.
Температурный режим регу-
лируется терморегулятором и
контролируется термопарой.
Нагревать форму до темпе-
ратуры выше 300 °C не сле-
дует, так как при этой темпе-
ратуре происходит термиче-
ское разложение полиамида.
Метод центробежной от-
ливки не требует специальной
оснастки и может с успехом
применять в любой ремонтной
мастерской. Заготовки полу-
чаются плотными, без усадоч-
ных раковин и пустот. В слу-
чае применения теплоотводя-
щих металлических наполнителей частицы металла под
действием центробежных сил концентрируются на на-
ружной поверхности заготовки, а внутренняя рабочая
поверхность остается свободной от примесей и полно-
стью сохраняет свои антифрикционные свойства.
Рис. 8. Форма для центро-
бежной отливки прутков:
1 — стяжной болт; 2 — крышка
корпуса; 3 — корпус; 4 — фор-
мообразующие цилиндры; 5 —
крышка цилиндра
41
Распределение примесей в стенке заготовки по
удельным весам дает возможность использовать вто-
ричное сырье, которое не всегда бывает достаточно чи-
стым. Все тяжелые примеси при вращении формы будут
вытеснены на наружную поверхность заготовки, а бо-
лее легкие сконцентрируются на внутренней поверхно-
сти. Загрязненные слои заготовки удаляют при снятии
стружки в процессе последующей механической обра-
ботки.
Методом центробежного литья можно получать не
только пустотелые цилиндрические заготовки, но и
прутки, используя для этого цилиндр типа «паук»
(рис. 8).
ПОЛУЧЕНИЕ ЗАГОТОВОК МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Методом литья под давлением можно получать за-
готовки для деталей различной формы. Осуществляется
литье с помощью специальных литьевых машин, авто-
клавов, гидравлических прессов, ручных прессов типа
«шприц».
На Уралмашзаводе в течение ряда лет для изготов-
ления мелких полиамидных деталей применяют ручной
пресс типа «шприц» с индукционным обогревом ци-
линдра. Движение поршня осуществляется вручную.
Шприц-пресс легко изготовить в небольшой ремонтной
мастерской.
Пресс с гидравлическим приводом (рис. 9) представ-
ляет собой установку, основной частью которой является
тигель 3 с поршнем 2. В тигель загружают полиамид-
ное сырье, которое расплавляется электронагревателя-
ми. Температура расплава контролируется терморегу-
ляторами и термопарами с записью показаний на диа-
грамму.
Движение поршня осуществляется гидроцилинд-
ром /, установленным на верхней плите 11. Гидроци-
линдр можно отводить в сторону, при этом открывается
доступ к тиглю.
В нижней части каркаса 9 на площадке 8 распола-
гается насосная установка 7 для нагнетания масла в
рабочий гидроцилиндр 1 и в гидроцилиндр 6 подъем-
ного стола 5.
Работа на прессе происходит следующим образом.
42
После загрузки сырья в тигель включаются электрона-
греватели.
Когда температура расплава достигает 260 °C, вклю-
чается гидроцилиндр /, затем гидроцилиндр 6. Подъ-
емный стол вместе с установлен-
ной на нем прессформой подни-
мается до упора в наконечник
сопла 10 и происходит вспрыск.
После вспрыска и некоторой вы-
держки под давлением стол опу-
скается и прессформа снимается
со стола. Затем цикл повто-
ряется.
Разогрев полиамидной смолы
в тигле может производиться не
только электронагревателями, но
и с помощью масляной рубашки,
в которую помещают тигель.
Применение масла обеспечивает
более равномерный прогрев мас-
сы полиамида. Однако в этом
случае не исключена опасность
взрыва и выброса горячего мас-
ла. Применение индукционных
обогревателей значительно улуч-
шает условия труда и увеличи-
вает безопасность работы.
Жидкотекучесть расплава не
позволяет применять открытые
сопла свободного истечения. При
Рис. 9. Гидравлический
пресс для литья полиа-
мидных деталей:
1 — рабочий гидроцилиндр;
2 — поршень; 3 — тигель; 4—
нагреватели; 5 — подъемный
стол; 6 — гидроцилиндр сто-
ла; 7 — насосная установка;
8 — площадка; 9 — каркас;
10 — сопло; 11 — верхняя пли-
та
открытом сопле в момент вспры-
ска происходит утечка материа-
ла, образуя сгустки, что препят-
ствует нормальному прохожде-
нию процесса заливки. Поэтому
тигель и прессформа соединяют-
ся посредством самозапираю-
щихся сопел.
Самозапирающееся сопло
(рис. 10) состоит из корпуса 3, наконечника /, обой-
мы 2, клапана 5 и пружины 4, Клапан соединен с обой-
мой и перемещается относительно корпуса сопла вместе
с ней. Пружина закладывается в выточку обоймы и
43
прижимает клапан к гнезду, перекрывая канал а. При
нажатии прессформы на наконечник сопла пружина
сжимается, клапан отходит и расплав по каналу а по-
Рис. 10. Самозапирающееся сопло:
/ — наконечник; 2 — обойма; 3 — корпус; 4 — пружина; 5 —
клапан; а — каналы клапана
ступает в прессформу. По окончании заливки прессфор-
ма отводится, и клапан под действием пружины воз-
вращается в исходное положение.
Рис. 11. Самозапирающееся сопло с электрообогре-
вом:
/ — корпус; 2 — наконечник, 3 — клапан; 4 — электрообогре-
ватель; 5 —упорная шайба; 6 — пружина; 7 — обойма
Для этих же целей можно применять специальное
сопло с электрообогревом (рис, 11), закрывающееся и
открывающееся при изменении литьевого давления в
тигле. Сопло состоит из корпуса /, наконечника 2, обой-
мы 7, игольчатого клапана 3, упорной шайбы 5 и пру-
жины 6. При давлении поршня на расплав в зоне
игольчатого клапана возникает давление, под действием
44
которого клапан отходит от гнезда и через упорную
шайбу сжимает пружину. Сопло открыто. По окончании
процесса заливки гидроцилиндр отключается, давление
падает и клапан под действием пружины отходит в ис-
ходное положение. Сопло закрыто. Для предотвраще-
ния отверждения полиамида в зоне клапана и в кана-
лах наконечника предусмотрен дополнительный элект-
рообогреватель 4.
При конструировании прессформ следует также учи-
тывать жидкотекучесть полиамидов. Плоскости разъема
формы следует выполнять по скользящей посадке или
посадке движения. Чтобы облегчить удаление отлитой
заготовки из формы, стенки формы шлифуют.
Рис. 12. Обогреватели прессформ
При выдавливании расплава в холодную пресс-
форму пластмасса затвердевает. Это препятствует за-
полнению формы. Чтобы процесс заливки шел нормаль-
но и не образовывались спаи, первую холодную порцию
расплава направляют в карман, предусмотренный при
конструировании формы. Можно при конструировании
прессформ предусмотреть и местный подогрев встроен-
ными электронагревателями (вмонтированными в пли-
ты) или электронагревателями в виде хомутов различ-
ной формы (рис. 12).
Летник нужно располагать так, чтобы пстзк рас-
плава не разделялся, а заполнял форму сразу по всему
ее периметру. При заливке отдельными потоками каче-
ство отливки значительно снижается.
Основным недостатком литья амидопластов при по-
мощи прессов является недостаточная герметичность
45
тигля, а также вдзможность проникновения воздуха в
зону плавления. /Кислород даже в небольшом количе-
стве окисляет расплав и снижает механическую проч-
ность детали. Поэтому в процессе плавки необходимо
предохранять расплав от соприкосновения с воздухом
или другими газами, содержащими кислород, и стре-
миться поддерживать постоянную температуру плав-
ления, избегая перегрева расплава.
Рис. 13. Схема сушильного шкафа:
/ — рабочая камера; 2 — металлическая коробка; 3 — асбестовая изоляция;
4 — электронагреватели; 5 — изоляция электронагревателей; 5 — внутренняя
коробка; 7 — наружная коробка; 8 — теплоизоляционный материал; 9 — выдвиж-
ные ящики; 10 — терморегулятор; // — обойма термометра
Большое влияние на качество изделий оказывает и
влажность исходного сырья. Поэтому перед загрузкой
в плавильную установку или в форму (при центробеж-
ной отливке) смолу следует тщательно высушить. Допу-
стимая влажность полиамидной смолы 0,3%. Сушку по-
лиамидов -производят в сушильном шкафу, оснащенном
вакуум-насосом^ 'при'-температуре 70—80 °C в течение
25—30 ч. При плавлении влажных полиамидных смол
происходит испарение влаги и вспенивание расплава.
Детали, отлитые из такого материала, имеют сравни-
тельно низкие механические свойства.
46
При отсутствии сушильного шкафа с вакуум-насо-
сом можно использовать электрический сушильный
шкаф конструкции завода «Карболит». Схема этого
шкафа дана на рис. 13.
Сушильный шкаф состоит из металлической короб-
ки 2, изолированной листовым асбестом 3, электрона-
гревателей 4 с изоляцией 5.
Металлическая коробка с электронагревателями
вставлена в коробку с двойными стенками 6 и 7,
между которыми закладывают теплоизоляционный ма-
териал 8. В передней стенке шкафа имеются четыре
отверстия, в которые вставляются выдвижные ящи-
ки 9. Температура рабочей камеры 1 регулируется тер-
морегулятором 10 и контролируется термометром, ко-
торый помещается в обойме 11. Ширина сушильного
шкафа 378 мм, глубина 315 мм, высота 210 мм. По-
требляемая мощность 350—400 вт, температура нагре-
ва рабочей камеры до 170—180 °C. Сушильный шкаф
имеет небольшие размеры, прост по конструкции и мо-
жет быть легко изготовлен в условиях ремонтной ма-
стерской.
Для плавления амидопластов применяют и автокла-
вы, в которых рабочее давление создается Сжатым азо-
том. Плавление пластмассы происходит без доступа
воздуха, и качество изделий, отлитых в автоклаве, зна-
чительно выше. На рис. 14 приведена схема автокла-
ва для отливки полиамидных деталей весом 11—
14 кГ, изготовленного на Запорожском заводе «Ком-
мунар».
Автоклав представляет собой цилиндрический со-
суд 8, изготовленный из стандартного кислородного
баллона. Нижний конец сосуда заканчивается сфериче-
ской горловиной со сквозным резьбовым отверстием, в
которое ввернут корпус выпускного крана 12. К горло-
вине приварена плита с кронштейном для крепления к
фундаментной раме. К верхнему концу сосуда приварен
фланец. Сосуд герметично закрывается плоской крыш-
кой 2, которую крепят к фланцу шестью откидными бол-
тами. В сосуде имеются два резьбовых отверстия для под-
вода азота. Внутри сосуда установлена торпеда 5 для
более равномерного прогрева полиамидной массы. Че-
рез крышку в автоклав пропущена труба 7 с термопа-
рами для контроля температуры в трех зонах плавле-
47
ния — верхней средней и нижней. На цилиндрической
части автоклава смонтированы индукционные подогре-
ватели 6. На корпусе выпускного крана установлен ин-
дивидуальный электроподогреватель 9 с независимой
Рис. 14. Схема автоклава для плавления амидопластов:
/ — рама; 2 — крышка; 3— выпускная труба; -/ — вентиль выпуска
азота из автоклава; 5 —торпеда; 6 — электроподогреватели; 7 — тру-
ба с термопарами; 8 — цилиндрический сосуд; 9 — электроподогрева-
тель крана; 10 — пневмоцилиндр; // — пневмокран; 12 — сопло; 13 —
рукоятка; 14 — манометр; /5 — предохранительный клапан; 16 — вен-
тиль подачи азота в автоклав; 17— баллон; 18— металлические шкафы
регулировкой. Выпускной кран управляется рукоят-
кой 13.
Устройство для поджима прессформ представляет
собой пневмоцилиндр 10 со штоком, управляемым пнев-
мокраном И.
Сварная фундаментная рама 1 служит для крепле-
ния всех узлов установки. На раме предусмотрена пло-
щадка для удобства обслуживания автоклава при его
загрузке и очистке от нагара.
Электрооборудование для обогрева расплава и ре-
гулирования его температуры смонтировано в двух ме-
48
таллических шкафах 18, установленных около автокла-
ва. Давление на расплав создается азотом, находя-
щимся в баллоне 17, Трубопровод, соединяющий бал-
лон с плавильной камерой, изготовлен из цельнотяну-
тых бесшовных труб. Для контроля давления азота на
трубопроводе установлен манометр 14, Предохрани-
тельный клапан 15 отрегулирован на давление
30 кГ!см2, Для подачи азота в автоклав и выпуска его
из автоклава в атмосферу установлены два вентиля 4
и 16, Для того чтобы получить полиамидные детали
хорошего качества, необходим постоянный отсос лету-
чих веществ из расплава во время плавки. Для этого
выпускную трубу 3 подключают к вытяжной вентиля-
ции.
Перед выпуском полиамида отсос отключают, и
открывают вентиль 16 подачи азота для создания за-
данного давления над слоем расплава. Затем выпуска-
ют расплавленный полиамид, открывают крышку 2 и
очищают стенки баллона, торпеду и трубки термопар от
нагара. После чистки можно снова загружать авто-
клав.
Индукционный подогреватель 6 состоит из трех сек-
ций, создающих три независимые зоны электрообогрева.
В каждой зоне поддерживается температура в задан-
ных пределах, что исключает перегрев и деструкцию
расплава. Торпеда 5 способствует равномерному про-
греву массы и создает повышенную температуру в ниж-
ней зоне — зоне выпуска. Равномерный прогрев массы
при значительной емкости автоклава позволяет отли-
вать заготовки для тонкостенных и крупногабаритных
деталей высокого качества.
Для повышения физико-механических свойств отли-
тые заготовки следует подвергать термической обра-
ботке.
Термообработку амидопластов производят в специ-
альных электрованнах (рис. 15). Во время термообра-
ботки устраняются внутренние напряжения, стабилизи-
руются размеры и изменяется структура матери-
ала.
Нормализацию заготовок для подшипников сколь-
жения нужно производить в масляной ванне при тем-
пературе 170—180 °C. Хорошие результаты дает норма-
лизация заготовок в полиорганосилоксановых жидко-
49
стях ГКЖ-94 и № 5. Время выдержки при нормали-
зации — 5 мин на 1 мм толщины .стенки.
Закалку амидопластов производят нагревом деталей
в инертной среде до температуры 180 °C с последую-
щим медленным охлаждением. При медленном охлаж-
дении в структуре амидопласта повышается содержание
кристаллической фазы. После закалки детали облучают
инфракрасными лучами.
Рис. 15. Схема электрован-
ны:
/ — перфорированная обойма
термометра; 2 — крышка; 3 —
штанга для подвешивания дета-
лей; 4 — корпус; 5 — электро-
нагреватели; 6 — металлическая
сетка; 7 — перфорированная тру-
ба
Механические свойства амидопластовых деталей во
многом зависят и от способа их получения. Так, при за-
ливке пластмассы в холодную форму структура наруж-
ной части отливки приобретает аморфное строение, что
способствует повышению эластичности материала. При
заливке в горячие формы структура поверхностных
слоев имеет кристаллическое строение, и детали при-
обретают повышенную поверхностную твердость. Дета-
ли, содержащие больший процент кристаллической
фазы, имеют более высокие пределы прочности на ра-
стяжение и сжатие, а также более высокую твердость.
Детали с аморфной структурой более пластичны, име-
ют больший предел прочности на изгиб и характеризу-
ются повышенной ударной вязкостью.
В зависимости от требуемых свойств деталей формы
перед заливкой пластмассы нагревают до 80—120 °C,
охлаждают до 8—12 °C.
Методом литья под давлением не удается получить
детали с одинаковыми механическими свойствами. Свой-
ства материала детали зависят от целого ряда факто-
ров: от температуры прессформы, от степени окислен-
ности амидопласта, от температуры расплава, давле-
ния на расплав, качества сырья, качества поверхности
прессформы и др. Кроме того, методом литья под дав-
50
лением практически трудно получать заготовки для
крупногабаритных деталей и деталей с разнотолщин-
ными стенками.
ПОДШИПНИКИ ИЗ АМИДОПЛАСТОВ
Основные недостатки амидопластов — относительно
высокая способность к водопоглощению и сравнительно
большой температурный коэффициент линейного рас-
ширения; Максимальное водопоглощение капрона и смо-
лы АК-7 составляет 9—10%, а смолы 68—3% к перво-
начальному весу изделия. Относительный температур-
ный коэффициент линейного расширения амидопластов
колеблется 100 • 10-6—140 • 10~в Х/град.
Повышение влажности подшипника, а также нагре-
вание его от сил трения приводят к увеличению объема
детали и, следовательно, к уменьшению зазора между
подшипником и валом. Для уменьшения изменения объ-
ема нужно стремиться к возможно меньшей толщине
стенки подшипника. Оптимальную толщину стенки под-
шипника в миллиметрах можно определить по формуле
t = 0,06-d, (5)
где 0,06 — коэффициент, отражающий технологические
и конструктивные возможности изготовле-
ния подшипника;
d — внутренний диаметр подшипника в мм.
В старых конструкциях, где производят замену ме-
таллических подшипников на пластмассовые, толщину
стенки выбирают в соответствии с размерами вала и
гнезда, но и в этих случаях нужно стремиться подшип-
ник из амидопласта делать как можно меньше, заклю-
чая его в металлическую обойму.
От величины зазора между подшипником и валом
зависит точность работы сопряжения и износостойкость
подшипника. При малых зазорах происходят заклини-
вание и усиленное истирание; при больших — потеря
точности вращения (перекос, биение) и увеличение
удельной нагрузки на подшипник. Для сохранения по-
стоянного зазора повышения точности работы сопря-
жения и уменьшения износа применяют подшипники с
различными компенсирующими устройствами. При тол-
щине стенки 3 мм и допускаемом зазоре 0,1 мм увели-
51
чение объема подшипника не отражается на работе
сопряжения, и подшипники можно изготовлять без ком-
пенсаторов.
На рис. 16 показан подшипник без компенсирующих
устройств. Втулка в обойме фиксируется прессовой по-
Рис. 16. Металлопластмассо-
вый подшипник
садкой. Величину натяга по-
садки можно определить по
табл. 3.
После запрессовки втулку
развертывают вручную или
растачивают на станке. Мон-
тажный зазор для подшипни-
ков из амидопластов без ком-
пенсирующих устройств мож-
но определять по табл. 4.
Амидопласты с течением
времени способны изменять
свои первоначальные свойства.
По сравнению с другими
пластмассами у амидопластов особенно резко выражено
свойство ползучести и последействие. Поэтому плот-
ность посадки втулки в обойму или корпус подшипника
не остается постоянной, а уменьшается с течением вре-
мени. Это свойство нужно учитывать, и если прокручи-
вание втулки нежелательно, то следует предусмотреть
дополнительное крепление.
Таблица 3
Диаметр сопря- жения в мм Натяг в мм
От 10 ДО 30 0,2—0,4
» 30 » 50 0,4-0,5
» 50 » 80 0,5—0,6
» 80 » 120 0,6-0,8
» 120 » 180 0,8—1,2
» 180 » 260 1,2—1,5
Таблица 4
Диаметр сопря- жения в мм Зазор в мм
От 10 ДО 30 0,10—0,15
» 30 » 50 0,15—0,20
» 50 » 80 0,20—0,25
» 80 » 120 0,25—0,35
» 120 » 180 0,35—0,45
» 180 » 260 0,45-0,55
На рис. 17 показан подшипник с компенсатором —
канавкой. При увеличении объема подшипника ширина
канавки уменьшается, сохраняя постоянный зазор меж-
ду валом и подшипником. Ширина канавки делается
1,5—3 мм. Втулку от проворачивания предохраняет паз
обоймы. В некоторых устройствах (когда вращение
52
втулки вместе с валом не
можно
в работе машины)
ки, т. е. втулки без фик-
сирующего выступа.
вызовет никаких неполадок
ставить и плавающие втул-
Рис. 17. Металлопластмассовый
подшипник с компенсатором
Существуют и другие
виды подшипников. На
рис. 18 показан упругий
Рис. 18. Упругий подшипник
с наружной резиновой обой-
мой и внутренней разрезной
полиамидной втулкой:
/ — резиновая обойма; 2 —полиа-
мидная втулка с разрезом-компен-
сатором; 3 — металлический корпус
подшипника
подшипник с наружной
резиновой обоймой и внутренней разрезной полиамид-
ной втулкой.
Особенно интересны пористые самосмазывающиеся
подшипники, изготовленные из полиамидно-соляной ком-
позиции. Для приготовления композиции берут пова-
ренную соль грубого помола с гранью кристалла до
0,3 мм. Количество соли в композиции—10—15%.
Отлитые подшипники протачивают по наружным по-
верхностям на глубину 0,1—0,3 мм для удаления по-
верхностной пленки, закрывающей поры. Затем деталь
проваривают в горячей воде, соль вымывают. При этом
на поверхности и в толще детали образуются глубо-
кие, иногда сквозные поры, которые заполняются
маслом. Насыщение подшипника маслом происходит во
время термообработки.
Подшипники из полиамидов быстро прирабатыва-
ются. В процессе приработки неровности вдавливаются
в тело подшипника, в результате увеличивается поверх-
ность контакта и устраняются местные контактные на-
пряжения. При приработке происходит полирование
53
сопрягаемых поверхностей подшипника и вала, что
значительно снижает коэффициент трения. Амидопла-
сты обладают способностью поглощать попадающие в
подшипник твердые частицы. Благодаря этому при ра-
боте сопряжения не образуются задиры на трущихся
поверхностях. Масляная пленка на поверхностях ами-
допластовых деталей хорошо удерживается и не раз-
рушается длительное время. «Схватывание» материа-
лов подшипника и вала может произойти лишь при пе-
регрузке, при этом расплавленные частицы пластмас-
сы могут налипать на разогретый вал.
Подшипники из амидопластов в некоторых случаях
могут работать и без периодической смазки. Это свой-
ство особенно важно для узлов трения с затрудненным
подводом смазки.
Часто применяются подшипники с тонким слоем
амидопласта 0,1—0,5 мм, который наносят на подшип-
ник газопламенным или вихревым методами. Такие
подшипники обладают большей прочностью и износо-
стойкостью, чем тонкостенные втулки, запрессованные
в металлический корпус. При малой толщине слоя за-
метны влияния неровности поверхности, а также не-
точности изготовления и сборки, поэтому толщина по-
крытия не должна быть меньше 0,1 мм. Частицы изно-
са, попадая между трущимися поверхностями, будут
неполностью внедряться в тонкий слой пластмассы, что
увеличит износ сопряжения.
Подшипники из амидопластов нашли широкое при-
менение в строительных и сельскохозяйственных ма-
шинах. Особенно распространены подшипники из поли-
амидных композиций в приборостроении. Применяют
амидопластовые подшипники и в металлорежущих
станках: в коробках подач, в фартуках токарных стан-
ков, в коробках скоростей и т. п. Тонкостенные под-
шипники можно применять и для шпиндельных групп
металлорежущих станков.
Способность амидопластов поглощать твердые ча-
стицы позволяет применять подшипники из этих ма-
териалов в станках, работающих с абразивным ин-
струментом.
Абразивная пыль, попадая на плоскости трения,
внедряется в тело подшипника и не вызывает износа
шейки вала.
54
Применение амидопластовых подшипников скольже-
ния дает возможность экономить дорогостоящие анти-
фрикционные материалы и снижает затраты на ремонт
оборудования.
РЕМОНТ ПОЛИАМИДНЫХ подшипников
Характер работы и величина износа узла трения
вал — подшипник зависят от антифрикционных свойств
деталей. Обычно при работе узла изнашиваются как
подшипник, так и вал. В случае изготовления подшип-
ника из амидопласта изнашивается только подшипник,
вал же практически не изнашивается и не изменяет
своих размеров и формы. Такая особенность полиами-
дов позволяет ремонтировать только одну деталь вме-
сто двух. Номинальный размер сопряжения после вос-
становления подшипника остается прежним и, следова-
тельно, не снижается прочность узла, чего нельзя из-
бежать при ремонте изношенного вала.
Установка подшипников из амидопласта вместо ме-
таллических увеличивает срок службы узла трения, так
как полиамиды износостойки при различных условиях
эксплуатации. В условиях абразивного трения и трения
без смазки подшипники из полиамидов изнашиваются
значительно меньше металлических.
При ремонте подшипника изношенный полиамидный
слой выплавляют или удаляют механической обработ-
кой. Можно удалить изношенный слой амидопласта и
выжиганием. Полиамиды — трудно-воспламеняющиеся
вещества, но при соприкосновении с огнем и при доста-
точном подводе тепла они горят голубоватым пламе-
нем. Расплавленный полиамид стекает со стенок под-
шипника мелкими каплями.
Удалив изношенный слой, устанавливают тонко-
стенную втулку или производят напыление пластмас-
сы с последующей расточкой рабочей поверхности под-
шипника.
ИЗГОТОВЛЕНИЕ ПОЛИАМИДНЫХ МАНЖЕТ
При ремонте оборудования резиновые и кожаные
манжеты в пневматических и гидравлических системах
можно заменить на манжеты из полиамидных компо-
55
зиций, изготовляя их методом литья под давлением или
центробежной отливкой.
Толщину стенок манжет следует делать как можно
меньше для обеспечения плотного прилегания тру-
щихся поверхностей манжеты к стенкам цилиндра.
Полиамидные манжеты могут работать надежно
только в том случае, когда стенки цилиндров не имеют
задиров и ось штока поршня совпадает с осью цилинд-
ра. При повышенных температурах рабочей среды по-
лиамидные манжеты не применяют.
Рис. 19. Полиамидные манжеты (а)
и прессформы (б) для их отливки
отливки манжет:
1 — цилиндр; 2 и 3 — формооб-
разующие диски; 4 и 5 — крыш-
ки; 6 — держатель
При изготовлении манжет особое внимание обра-
щают на температуру расплава. Длительный перегрев
расплавленной массы приводит к снижению качества
деталей, на поверхности образуются трещины, что аб-
солютно недопустимо.
Отлитые детали, подвергают нормализации кипяче-
нием в воде с последующим прогревом в инфракрас-
ных лучах.
На рис. 19 показаны полиамидные манжеты и пресс-
формы для их отливки. Изготовленные в пресс-формах
манжеты не подвергаются механической обработке,
поэтому качество пресс-форм имеет большое значение.
При центробежной отливке не всегда удается полу-
чить детали заданных размеров, и отлитые манжеты
приходится дополнительно обрабатывать на станке. На
рис. 20 показана прессформа для групповой отливки
манжет.
56
ЗУБЧАТЫЕ КОЛЕСА ИЗ АМИДОПЛАСТОВ
Зубчатые колеса применяют почти во всех сущест-
вующих машинах. При длительной эксплуатации колес
у них истираются или выкрашиваются зубья, смина-
ются посадочные места, иногда происходит растрески-
вание ступицы. Восстанавливают колеса подваркой
зубьев по профилю, заменой венца, установкой стяж-
ных колец. В основном же колеса заменяют. При нали-
чии запасных деталей машину можно быстро отремон-
тировать. Изготовление же новых или восстановление
старых зубчатых колес в условиях ремонтных мастер-
ских связано со значительными трудностями и воз-
можно лишь при наличии в мастерской специального
зубообрабатывающего оборудования.
Рис. 21. Прессформа для отливки ци-
линдрических зубчатых колес:
/ — основание прессформы; 2 — винты; 3 —
обойма; 4 — крышка; 5 —оправка; 6 — ма-
стер-модель; а — пространство, заполняемое
легкоплавким металлом
Применение в ремонтной практике амидопластов
позволяет ускорить ремонт машин, а в некоторых слу-
чаях и улучшить конструкцию зубчатых колес.
Зубчатые колеса из амидопластов по прочности не
уступают металлическим, не корродируют, бесшумны в
работе, могут работать в условиях плохой смазки, име-
ют небольшой вес, хорошо работают в передачах с
ударными нагрузками. Кроме того, они хорошо при-
рабатываются. Упругость полиамида способствует
уменьшению контактных нагрузок в местах неровно-
стей зубьев. Абразивные частицы, попадая в зону за-
цепления, вдавливаются в массу полиамида. При рабо-
те пластмассового колеса в паре с металлическим из-
нашивается практически только полиамидное колесо.
57
Для изготовления зубчатых колес применяют спе-
циальные прессформы (рис. 21). На основании 1 вин-
тами 2 закреплена обойма 3. В обойму по скользящей
посадке вставлена крышка 4. В основании прессфор-
мы и в к'рышке растачивают отверстия, в которые
вставляется центрирующая оправка 5. На оправку на-
р
Рис. 22. Прессформа для изготов-
ления зубчатых колес заливкой
легкоплавкого металла под давле-
нием:
1 — основание; 2 — мастер-модель; 3—
обойма; 4 — пуансон; а — простран-
ство, заполняемое легкоплавким ме-
таллом
саживается мастер-мо-
дель 6 и пространство а
между обоймой и ма-
стер-моделью заполняет-
ся баббитом, оловом или
свинцом. Мастер-модель
изготовляют заранее или
используют аналогичное
зубчатое колесо от дру-
гой машины. После осты-
вания металла мастер-
модель выпрессовывают
и в полученную форму
заливают амидопласт.
При наличии в ре-
монтной мастерской ме-
ханического или ручного
пресса изготовление
форм можно производить заливкой легкоплавких ме-
таллов под давлением. Качество оформляющей полости
в этом случае будет выше.
Основание 1 прессформы (рис. 22) с установленной
на ней мастер-моделью 2 и обоймой 3 нагревают в
электропечи до температуры, близкой к температуре
плавления заливочного металла. Пуансон 4 нагревают
до температуры 60—70 °C. Нагретую прессформу уста-
навливают на плиту пресса и в полость а заливают ме-
талл. Затем в обойму устанавливают пуансон и начи-
нают прессование. Давление не снимают до полного за-
твердевания металла.
По окончании прессования прессформу охлаждают,
мастер-модель выпрессовывают и полученную форму
вместе с обоймой закрепляют в прессформе для отлив-
ки полиамидных зубчатых колес.
Чтобы амидопласт не соединялся с металлом, стен-
ки формы смазывают кремнийорганическими жидкостя-
ми или покрывают серебристым графитом.
58
Баббит, олово и свинец можно заменить эпоксипла-
стами с графитовыми наполнителями или гипсом. Гип-
совые формы можно применять только для изготовле-
ния двух-трех деталей, так как точность изготовления
каждой следующей детали резко снижается. Изделия,
отлитые в гипсовые формы, требуют дополнительной ме-
ханической обработки.
Эпоксидная композиция для изготовления пресс-
форм имеет следующий состав (в вес. ч.):
эпоксидная смола ЭД-6 или ЭД-5.................100
полиэтиленполиамин............................. 10
порошок графита................................200
Для отливки конических зубчатых колес применяют
прессформы с разъемным корпусом (рис. 23). Амидо-
пласт заливают через летник 1 верхней части корпуса 2
в пространство между формообразующей частью 3 кор-
пуса и нижней его частью 4.
После отверждения амидопласта форму разбирают
и колесо снимают с центрирующей оправки. В пресс-
форме можно отливать колеса
с прямыми, косыми и спираль-
ными зубьями.
отливки конических зуб-
чатых колес: /
/ — летник; 2 — верхняя часть 4
корпуса; 3 — формообразую-
щая часть корпуса; 4 —
нижняя часть корпуса
Рис. 23. Прессформа для Рис. 24. Прессформа для отливки
червячных колес:
основание; 2 — крышка; 3 — сегменты;
центрирующая оправка; 5 — стяжные
винты
Для отливки червячных колес применяют разбор-
ную прессформу (рис. 24), которая состоит из основа-
ния 1, крышки 2, сегментов «?, центрирующей оправ-
ки 4 и стяжных винтов 5. На основании прессформы
предусмотрен направляющий поясок, на который укла-
дывают сегменты.
59
Методом литья под давлением трудно получать
крупногабаритные зубчатые колеса большого модуля
из-за образования в толще детали пузырей и возникно-
вения местных внутренних напряжений утяжки. Для
получения таких колес применяют способ центробеж-
ного литья на специальных установках или на токарном
станке.
Полиамидные зубчатые колеса изготовляют на мно-
гих заводах нашей страны, и накоплен достаточно боль-
шой опыт в производстве деталей и конструировании
прессформ. Детали прессформ нормализованы. На по-
добные по форме детали прессформ сделаны типовые
чертежи.
Применение нормализованных деталей и ис-
пользование типовых чертежей для изготовления пресс-
форм сокращает трудоемкость ремонтных работ.
Отлитые зубчатые колеса для улучшения механиче-
ских свойств необходимо подвергать соответствующей
термической обработке. Колеса нагревают до темпера-
туры 160—180 °C в инертной среде, медленно охлажда-
ют, а затем нормализуют проваркой в минеральном
масле. В результате термообработки увеличивается со-
держание кристаллической фазы и, следовательно, по-
вышается твердость и жесткость материала.
При изготовлении амидопластовых зубчатых колес
нужно учитывать условия их работы и среду. Ввиду
сравнительно большого коэффициента теплового расши-
рения и способности изменять свои размеры при изме-
нении влажности окружающей среды зубчатые колеса
из амидопластов не могут работать в передачах с по-
вышенной точностью зацепления, так как зазор между
зубьями не остается постоянным. Кроме того, сам ме-
тод литья не позволяет получить зуб точного профи-
ля — размеры колес не удается получить постоянными
из-за усадки полиамида. Учесть же точно величину
усадки при изготовлении форм не всегда возможно.
Величина усадки колеблется в пределах 1,2—3% и за-
висит от вида и качества полиамидной смолы.
Указанные особенности полиамида вынуждают уве-
личивать зазор между зубьями во избежание за-
клинивания шестерен и преждевременного износа
зубьев. Однако при этом снижается точность пере-
дачи.
60
ГОРЯЧАЯ НАКАТКА ЗУБЧАТЫХ КОЛЕС
Метод горячей накатки мелкомодульных полиамид-
ных зубчатых колес отличается высокой производи-
тельностью, прост и не требует специальной дорого-
стоящей оснастки.
Заготовку зубчатого колеса I (рис. 25) закрепляют
на оправке 2 и устанавливают в патрон токарного
станка. В качестве формооб-
разующего инструмента слу-
жит стальное зубчатое колесо-
ролик 5, который свободно
вращается на оси 4 оправки,
закрепленной в резцедержате-
ле. Ролик нагревают потоком
горячего воздуха, который
подводят по трубопроводу 5
через нагреватель 6 от воз-
душной сети цеха. Формооб-
разующий инструмент можно
также нагревать струей горя-
чего азота от стандартного
баллона. Иногда ролик нагре-
вают в электропечи, а затем
устанавливают в резцедержа-
теле.
Нагретый ролик подводят
к заготовке, размягчают ее в
зоне контакта, и в результате
поперечной подачи суппорта и
вращения заготовки и инстру-
мента происходит формообра-
зование зуба.
Наружный диаметр заготовки должен быть несколь-
ко меньше наружного диаметра зубчатого колеса-роли-
ка, так как при накатке происходит выдавливание по-
лиамида и размер шестерни увеличивается. Для того
чтобы размягченная пластмасса не выдавливалась по
сторонам, с обеих сторон шестерни-ролика установлены
направляющие шайбы 7.
Перед накаткой ролик смазывают смесью стеарина
с воском (соотношение один к одному) или пастой ди-
сульфида молибдена. Дисульфид молибдена обладает
Рис. 25. Схема установки
для горячей накатки зуб-
чатых колес:
1 — заготовка зубчатого ко-
леса; 2 —оправка; 3 — зуб-
чатое колесо-ролик; 4 — ось;
5 — трубопровод; 6 — нагре-
ватель; 7 — направляющие
шайбы
61
хорошими смазывающими свойствами при высоких тем-
пературах; кроме того, он образует устойчивую пленку
на поверхности зуба накатанной шестерни, которая по-
вышает износостойкость и антифрикционные свойства
амидопласта.
НАПЛАВКА И ОПРЕССОВКА ВЕНЦА ЗУБЧАТОГО КОЛЕСА
Изношенные шестерни можно целиком изготовлять
из амидопласта или, используя старую металлическую
ступицу, производить наплавку зубчатого венца. При
наплавке венца на ступицу можно получить более вы-
сокую точность зацепления, чем при изготовлении всей
шестерни из амидопласта. Кроме того, повышается
прочность и долговечность изделия, так как улучшается
отвод тепла, а колебание размеров полученного колеса
будет значительно меньше.
При использовании ступицы зубья шестерни стачи-
вают с таким расчетом, чтобы получился достаточно
Рис. 26. Крепление венца зубчатого колеса к ступице:
а — кольцевыми канавками; б — глухими отверстиями, просверленными по
периферии ступицы; в — кольцевым выступом; г — сквозными отверстиями,
просверленными с торца по периметру ступицы
прочный пластмассовый венец соответствующей толщи-
ны. Допустимую толщину венца (в мм) определяют по
эмпирической формуле
а-^-(«/0+2)4-/г,
(6)
где т — модуль зубчатого колеса;
D — наружный диаметр зубчатого колеса в мм\
h — высота зуба в мм.
Для лучшего сцепления полиамидного венца с ма-
териалом ступицы на поверхности последней делают
фигурные выступы или впадины (рис. 26).
62
4
5
Величина и форма выступов и впадин зависят от
величины окружных усилий зубчатого зацепления. Для
зацепления с незначительными окружными усилиями
применяют варианты крепления, представленные на
рис. 26, а, б. Усиление сцепления венца со ступицей
осуществляется здесь кольцевыми канавками (рис. 26, а)
или глухими отверстиями, просверленными по наруж-
ному диаметру ступицы (рис. 26,6). В передачах с по-
вышенными окружными усилиями применяют варианты,
представленные на рис. 26, в и г. По варианту в вы-
полняется кольцевой фигурный выступ по наружному
диаметру ступицы; по варианту г фигурные выступы об-
разуются сверлением
отверстий с торца по
периметру венца.
Подготовленную для
наплавки ступицу ус-
танавливают на цен-
трирующую оправку
(рис. 27), и простран-
ство между ступицей
и корпусом заливают
амидопластом. Чисто-
та поверхности изго-
товленной шестерни
будет зависеть от чис-
тоты обработки мастер-модели.
Иногда полиамидные зубчатые колеса армируют
стальными дисками (рис. 28). Армирование металличе-
скими дисками повышает механическую прочность
амидопластовых зубчатых колес и позволяет применять
их в прецизионных передачах.
При сильном двустороннем износе зубьев зубчатые
колеса можно восстанавливать методом опрессовки. Для
этого колесо протачивают так, чтобы его наружный диа-
метр уменьшился на 5—6 мм. Затем зубчатое колесо
подрезают по торцам на глубину 2—3 мм. Подрезку
нужно производить до диаметра, который был бы мень-
ше диаметра впадин на 6—8 мм. Затем изношенные
зубья зачищают напильником, стачивают острые кромки
и несколько углубляют впадину зубьев. Подготовленное
зубчатое колесо помещают в прессформу, и зазор меж-
ду стенками формы и колесом заливают амидопластом.
3.
2
Ж!
а
Рис. 27. Прессформа для наплав-
ки венца:
/ — основание прессформы; 2 —винты;
3 — обойма; 4 —крышка; 5 — центриру-
ющая оправка; 6 — ступица зубчатого
колеса; а — пространство, заполняемое
легкоплавким металлом
63
Колесо в прессформе нужно установить так, чтобы зазор
был постоянным. В результате получают зубчатое коле-
со с металлической сердцевиной и оболочкой из амидо-
пласта толщиной 2—3 мм. Оболочка благодаря адгезии
Рис. 28. Полиамидное зубчатое
колесо, армированное стальным
диском
и усадке плотно прилега-
ет к зубьям и торцам.
С целью повышения
срока службы металличе-
ских зубчатых колес
можно покрывать их тон-
ким слоем полиамида ме-
тодом напыления. Благо-
даря хорошей адгезии
обеспечивается достаточная
полиамида к металлам
прочность сцепления. Тонкостенное покрытие шестерен
полиамидными оболочками дает возможность сохранить
все положительные свойства металлических шестерен и
придать им новые свойства пластмасс. Шестерни, покры-
тые слоем амидопласта, работают при повышенных на-
грузках, хорошо противостоят ударам, бесшумны. Бла-
годаря хорошей прирабатываемости амидопласта точ-
ность передачи повышается.
КРЕПЕЖНЫЕ ДЕТАЛИ ИЗ ПОЛИАМИДОВ
При сборке передаточных устройств зубчатые коле-
са, муфты, шкивы и другие детали иногда устанавлива-
ют на специальные шпонки, которые удерживают деталь
на передаточном валу и одновременно выполняют функ-
ции предохранителей. Предохранительные шпонки мож-
но изготовлять из полиамида (капрона или смол 68 и
АК-7). При аварийных нагрузках шпонка срезается и
детали прокручиваются без механических повреждений.
Полиамиды дают возможность применять в переда-
точных устройствах и самовосстанавливающие предо-
хранительные соединения.
На шейку вала 1 (рис. 29) устанавливают металли-
ческие кольца 2, между которыми помещается полиа-
мидная втулка 3\ охватывающая деталь 4 плотной или
скользящей посадкой насаживается на центрирующие
кольца и с помощью гайки 5 жестко фиксируется.
Фиксация детали 4 обеспечивается силами трения,
возникающими под действием радиальных сил при рас-
64
поре полиамидной втулки. При аварийных нагрузках де-
таль свободно, без повреждений проворачивается на по-
лиамидной втулке, а при устранении чрезмерных нагру-
зок— автоматически включается в работу.
Для предохранения резьбовых соединений от самоот-
кручивания применяют гайки с полиамидным кольцом.
В обыкновенной стандарт-
ной гайке вырезают паз,
резьбу гайки заглушают
и в паз заливают полиа-
мид. Благодаря высокой
адгезии к металлу поли-
амид прочно закрепляет-
ся в гайке. После отвер-
ждения заглушку выкру-
чивают и в гайке сверлят
отверстие. При накручи-
вании гайки на болт в
кольце прорезается резь-
ба, материал кольца уп-
лотняется, и гайка плот-
Рис. 29. Самовосстанавливаю-
щееся предохранительное сое-
динение:
/ — вал; 2 — металлические кольца;
<7 — полиамидная втулка; 4 — де-
таль, воспринимающая движение
вала; 5 — гайка; 6 — шайба
но прилегает к нарезке
болта. Гайка не будет от-
кручиваться и в том слу-
чае, если резьбу гайки
(или болта) покрыть тонким слоем полиамида.
Для предохранения гаек от самооткручивания можно
применять и полиамидные шайбы, которые одновре-
менно являются хорошей уплотнительной проклад-
кой.
Для крепления небольших деталей-табличек, щитков
и т. п. можно применять полиамидные винты. Винты на-
дежно закрепляют деталь и не откручиваются при виб-
рации машины. Изготовляют винты без резьбы; резьбу
нарезают в процессе закручивания винта в нарезанное
отверстие. На винтах больших размеров резьбу нареза-
ют резцом или плашкой.
Резьбу на полиамидных деталях можно получать и
методом горячей накатки. Накатку резьбы производят
нагретым роликом, неподвижно закрепленным в оправ-
ке, или призматической плашкой. Формообразование
резьбы происходит в результате сочетания вращатель-
ного движения детали с подачей инструмента. Инстру-
3 Г. И. Бельдягин
65
менту сообщают продольную подачу на величину шага
и поперечную — на глубину нарезки.
Инструмент можно нагревать в электропечи или не-
посредственно на станке от электронагревателей. Для
предохранения рабочей части инструмента от налипания
пластмассы инструмент смазывают смесью стеарина с
воском или пастой дисульфида молибдена. Пррчность
накатанной резьбы на срез значительно выше, чем резь-
бы, полученной нарезкой или при отливке.
СКЛЕИВАНИЕ И СВАРКА
При ремонте изделий из амидопластов часто прихо-
дится склеивать или сваривать различные детали или их
части.
Склеивание можно производить 85%-ной муравьиной
кислотой с добавкой для вязкости некоторого количест-
ва полиамида (до 5%). Склеиваемые поверхности дета-
лей смазывают тонким слоем клея, несколько подсуши-
вают и совмещают с легким нажимом. Выдавленный из
соединения избыток клея осторожно удаляют. Прочность
соединения будет несколько выше, если отверждение
клея происходит при температуре 100—ПО °C.
Склеивание можно производить и клеями, не содер-
жащими кислот: резорциновым (раствор резорцина и
полиамида в бензоле, метаноле или метиленхлориде),
клеями МПФ-1 или ПФЭ-2/10 (спиртовый раствор ме-
тилополиамидной смолы с отвердителем) и др. Основ-
ной недостаток этих клеев—относительно долгое от-
верждение и продолжительная подсушка обработанных
поверхностей.
Амидопласты можно склеивать и эпоксидным клеем.
В качестве наполнителя применяют асбестовую муку,
прокаленную при температуре 500—600 °C. Наполните-
лем может быть и цемент, но ударная прочность клее-
вого шва в этом случае будет несколько ниже.
Сварку амидопластов производят потоком горячего
газа, температура которого должна быть выше темпера-
туры плавления полиамида. Для сварки деталей приме-
няют газовую горелку ГГП-1-56 (рис. 30), в которой
для нагрева пластмассы используется газовая струя, со-
стоящая из смеси продуктов сгорания горючего газа и
сжатого воздуха. Температура газовой струи — 250—
66
300 °C. Нагрев пластмассы должен быть по возможности
непродолжительным, в противном случае может прои-
зойти термическое разложение материала.
Рис. 30. Газовая горелка ГГП-1-56;
/ — мундштук; 2—камера; 3 — кран для подачи газа; 4 —
ствол; 5 — кран для подачи воздуха; 6 — штуцер: 7 — трубка
Питание горелки осуществляется от баллона со сжа-
тым газом, газогенератора или от городского газопрово-
да. Газ через ствол 4 поступает в газовую камеру 2.
При выходе из камеры газ смешивается с воздухом и
сгор.ает. Сжатый воздух подводится к горелке от ком-
прессорной установки, баллона или воздухопровода че-
рез ствол 4, штуцер 6 и трубку 7. В мундштуке 1 сжа-
тый воздух смешивается с продуктами сгорания горю-
чего газа, нагревается и выбрасывается в виде тонкой
струи. Температуру газовой смеси можно регулировать
изменением подачи газа или воздуха с помощью кра-
нов 3 и 5.
Для сварки амидопластов можно применять горелки
и с электрическим обогревом сварочного газа (рис. 31).
Рис. 31. Газовая электрогорелка:
/ — трубопровод, 2 —вен гиль; 3 — электронагреватель;
4 — наконечник
Сварочный газ поступает по трубопроводу 1 через
вентиль 2 и электронагреватель 3. Здесь газ нагревает-
ся до нужной температуры и через наконечник 4 под-
водится к свариваемой детали.
3* 67
Наконечники горелок делают сменными. Подбирая
диаметр выходного отверстия, можно получить газовую
струю нужного сечения.
Полиамиды можно сваривать и нагретым металлом,
используя для этого паяльник или шпатель. Инструмент
нагревают и касаются поверхности детали, оплавляя ее
на глубину 2—3 мм. Затем источник тепла удаляют, а
оплавленные поверхности сжимают. Чтобы свариваемый
материал не налипал на инструмент, его смазывают теп-
лостойкими кремнийорганическими маслами. Нагрев де-
талей при сварке должен быть непродолжительным, так
как при длительном нагреве может происходить терми-
ческое разрушение материала.
Некоторые детали из амидопластов можно сваривать
трением на токарном станке. Сварка амидопластов тре-
нием практически ничем не отличается от сварки трени-
ем металлов. Одну из деталей зажимают в патрон то-
карного станка, а вторую поджимают задней бабкой.
При соприкосновении вращающейся детали с неподвиж-
ной происходит выделение тепла. Материал нагревается
до температуры сварки. При достижении этой темпера-
туры трение деталей прекращают и несколько увеличи-
вают усилие прижима. Увеличение давления в зоне кон-
такта способствует равномерному распределению рас-
плава между свариваемыми поверхностями. Затем по-
степенно освобождают неподвижную деталь и она начи-
нает вращаться вместе с деталью, закрепленной в пат-
роне. Изделие вращается до полного остывания.
Для болёе равномерного нагрева торцы деталей де-
лают несколько выпуклыми.
Детали нагреваются при сварке до вязкотекучего со-
стояния. При дальнейшем повышении температуры про-
исходит термическое разрушение материала, и проч-
ность шва резко снижается. Свариваемость амидопла-
стов объясняется наличием взаимной диффузии между
свариваемыми деталями. Интенсивность взаимодиффу-
зии определяется температурой нагрева свариваемых
материалов.
УСТАНОВКА НАДЕЛОК НА ЦАПФЫ ВАЛОВ
Изношенные опорные поверхности валов можно вос-
станавливать с помощью наделок из амидопластов. Из-
ношенную цапфу вала протачивают до удаления следов
68
износа, изношенный подшипник растачивают. Подшип-
ник нужно растачивать до диаметра, превышающего ре-
монтный размер вала на толщину наделки. По ремонт-
ным размерам вала и подшипника вытачивают амидо-
пластовую втулку, внутренний диаметр которой равен
наружному диаметру вала с учетом величины натяга.
После запрессовки наделку протачивают по диаметру
подшипника.
Для лучшего крепления наделки на цапфе вала мож-
но нарезать пазы или делать накатку. Пазы и накатку
нужно делать параллельно оси вала.
Недостатком полиамидов как антифрикционного ма-
териала является низкая теплопроводность. Полиамид-
ные детали требуют более интенсивного отвода тепла из
зоны трения, чем металлические, поэтому при ремонте
деталей нужно стремиться делать наделки как можно
тоньше. Чем тоньше наделка, тем лучше отводится теп-
ло из зоны трения.
При небольшом равномерном износе вала цапфу
можно покрывать тонкой полиамидной пленкой методом
напыления. Напылением полиамидного порошка можно
получить пленку толщиной 0,1—0,2 мм, которая сохра-
няет все положительные свойства полиамида — низкий
коэффициент трения, высокую износостойкость, хорошую
прирабатываемость. Кроме того, пленка не препятствует
отводу тепла из зоны трения. Зазоры, сопряженные с
пленочным покрытием, можно давать без учета тепло-
вого расширения пленки. По мере износа полиамидной
пленки поверхность вала можно легко восстановить по-
вторным напылением.
ОБЛИЦОВКА ДЕТАЛЕЙ АМИДОПЛАСТАМИ
Изношенные детали типа диска, поршня или ролика,
у которых длина не намного превышает диаметр, можно
восстанавливать по наружному размеру опрессовкой
или центробежным способом.
Изношенную поверхность детали протачивают до
удаления следов износа или несколько больше и под-
резают торцы. Затем на поверхности детали прорезают
канавки трапецеидальной или прямоугольной формы.
Канавки прорезают по окружности и по образующим
параллельно оси для предотвращения проворачивания
69
Рис. 32. Форма для центробежного
покрытия деталей:
/ — цилиндр; 2 —крышка; 3 — справка; 4 —
деталь; 5 — пластмассовый слой
наделки. Подготовленную деталь устанавливают на оп-
равке в прессформе (рис. 32). Необходимое количество
амидопласта загружают в форму, закрывают крышки и
форму помещают в
термокамеру, где на-
гревают до температу-
ры плавления полиа-
мида. После расплав-
ления полиамида фор-
му устанавливают на
токарный станок и
включают его.
Полиамид можно
плавить и непосредст-
венно на токарном
станке, пользуясь газо-
выми горелками.
При изготовлении формы следует учитывать допол-
нительный объем для расплава, который при вращении
создает усилие, прижимающее расплав к наружной по-
верхности детали.
При отверждении про-
исходит усадка амидо-
пласта, благодаря чему
наделка прочно закреп-
ляется на детали. Усадка
вызывает напряжение
пластмассового слоя,
что повышает прочность
Материала. * Рис. зз Поршень тормозного ци-
ОпреССОВКу Деталей линдра, опрессованный пластмас-
производят следующим сой
образом. Изношенную
поверхность протачивают с таким расчетом, чтобы тол-
щина пластмасового слоя была 1 —1,5 мм. Затем подре-
зают торцы детали и прорезают канавки. Острые кром-
ки должны быть закруглены. Подготовленную деталь
помещают в прессформу, в которую под давлением
впрыскивают амидопласт. Деталь в форме нужно уста-
новить так, чтобы зазор между наружной поверхностью
детали и формой был везде одинаков. На рис. 33 пока-
зан алюминиевый поршень тормозного цилиндра, опрес-
сованный полиамидом.
70
НАНЕСЕНИЕ ПОЛИАМИДНЫХ ПОКРЫТИЙ
Метод покрытия деталей тонким слоем полиамида
применяют в ремонтной практике для восстановления
первоначальных размеров изношенной детали, а также
для придания деталям из металла антифрикционных
или антикоррозийных свойств, присущих пластмассам.
Наиболее широко распространены способы вихревого,
вибрационного и газопламенного напыления.
Способ вихревого напыления применяют в том слу-
чае, когда нужно покрыть изделие тонким антифрикци-
онным или антикоррозийным слоем. Толщина получае-
мого слоя полиамида обычно колеблется 0,1—0,5 мм, но
в некоторых случаях может достигать и 1 мм. С по-
мощью вихревого напыления можно покрывать полиа-
мидом изделия сложной конфигурации, получая равно-
мерное качественное покрытие всех поверхностей де-
талей.
Процесс напыления состоит из следующих основных
операций: подготовка детали, нагрев детали, напыление
пластмассы на деталь и отверждение пластмассы.
Для того чтобы обеспечить хорошее сцепление ме-
талла с напыленным полиамидом, деталь тщательно очи-
щают от загрязнений и, если можно, протачивают или
грубо шлифуют. Наилучшие результаты дает песко-
струйная обработка с последующей тщательной очист-
кой пылесосом.
Во избежание образования окисной пленки деталь
желательно фосфатировать. Фосфатирование повышает
прочность сцепления полиамида с металлом и увеличи-
вает срок службы детали. Фосфатирование производят
при комнатной температуре в специальном растворе, со-
став которого (в Г) приведен ниже:
соль Мажеф................................... 50
азотнокислый цинк............................ 92
фтористый натрий.............................. 3
вода.........................................1000
Продолжительность фосфатирования 50—60 мин.
После фосфатирования детали промывают проточной
водой, нейтрализуют 5%-ным раствором кальциниро-
ванной соды и вторично промывают.
71
Поверхности, не подлежащие покрытию амидопла-
стом, смазывают силиконовым лаком, изолируют же-
стью, фольгой, асбестом или другими защитными, сред-
ствами.
Перед напылением деталь нагревают в термокамере
или муфельной печи до температуры 280—300 °C.
Рис, 34. Схема установки для вихревого напыле-
ния:
/ — баллон; 2 — зонт; 3 — верхняя часть камеры; 4 — пре-
дохранительная сетка; 5—-фильтр; 6 — нижняя часть
камеры; 7 — пылесос
(рис. 34). Частицы полиамида попадают на нагретую по-
верхность детали, прилипают к ней, плавятся и обвола-
кивают поверхность детали равномерным слоем. Время
выдержки детали в вихревом слое 5—20 сек.
Установка состоит из камеры, разделенной пористым
фильтром 5. Фильтр может быть изготовлен из войлока,
открытопористого полихлорвинила, керамических пли-
ток и других материалов, способных равномерно распре-
делять поток газа по сечению камеры. Верхняя часть
фильтра покрыта предохранительной металлической сет-
кой 4. Газ (обычно азот) по трубопроводу от баллона/
подается в нижнюю часть 6 камеры и через фильтр
мельчайшими струйками проникает в верхнюю часть 3
камеры, в которую загружен мелкозернистый порошок
амидопласта. Порошок разрыхляется потоком газа и
поддерживается во взвешенном состоянии. В порошок
погружают нагретые детали. В верхней части установки
72
расположен зонт 2, соединенный с пылесосом 7, кото-
рый отсасывает отделившиеся от общего слоя пылинки
амидопласта.
Оплавление амидопласта происходит за счет тепла
нагретой детали. Толщина покрытия зависит от време-
ни пребывания детали в слое порошка, от теплопровод-
ности детали и степени ее нагрева. Тонкостенные, быст-
роохлаждающиеся детали подвергают дополнительному
нагреву в термокамере до полного расплавления полиа-
мида.
Напыленные детали погружают в масляную ванну с
температурой масла 160—170 °C и выдерживают в те-
чение 30 мин, после чего детали медленно охлаждают
вместе с ванной. Закалка в масле предохраняет полиа-
мидную пленку от окисления, повышает прочность по-
крытия и устраняет усадочные напряжения.
Методом вихревого напыления можно восстанавли-
вать поверхности деталей из стали, чугуна, алюминия,
латуни, бронзы и меди. Наиболее прочное сцепление до-
стигается при напылении полиамида на сталь. Проч-
ность сцепления полиамида с медью весьма низкая.
Очень низка прочность сцепления полиамида с оловом
и свинцом. Поэтому детали, имеющие спайку мягкими
припоями, вихревому напылению не подвергают.
Относительный температурный коэффициент линей-
ного расширения у амидопласта значительно выше, чем
у металла, поэтому при охлаждении изделия неизбежна
усадка полиамидного слоя. Это свойство полиамида
нужно учитывать при подготовке поверхностей к напы-
лению. Во избежание разрушения полиамидного слоя
радиусы закругления следует делать не менее 3 мм,
острые кромки необходимо закруглять, так как на
острых кромках возникают более высокие усадочные
напряжения. На правильно подготовленной поверхности
усадочные напряжения не вызывают разрушений, а, на-
оборот, способствуют упрочнению материала и увеличи-
вают сцепление полиамида с металлом. При качествен-
ном напылении полиамида на сталь прочность на
отрыв составляет 120—150 кГ/см2,
В порошок амидопласта можно вводить всевозмож-
ные пигменты и красители. Красящие вещества долж-
ны обладать термостойкостью и достаточной свето-
устойчивостыо. Для получения покрытий белого цвета в
73
Рис. 35. Схема виброус-
тановки:
1 — резервуар; 2 — дно-
мембрана; 3 — якорь; 4 —
электромагнит
порошок вводят двуокись титана; для получения покры-
тия зеленого цвета — зеленый фтороцианиновый пиг-
мент.
В порошок можно вводить также кубовые краси-
тели красного, фиолетового, черного, желтого и других
цветов.
Вибрационный способ напыления по своей сущности
аналогичен способу вихревого напыления полиамидно-
го порошка на нагретую деталь. Разница состоит в том,
что при вихревом способе поро-
шок амидопласта поддерживает-
ся во взвешенном состоянии по-
током газа, а при вибрацион-
ном — прямолинейными колеба-
ниями.
Установка для напыления
представлена на рис. 35. Резер-
вуар 1 наполнен мелкодисперс-
ным порошком. Дно 2 резервуа-
ра связано с якорем 5, под ко-
торым расположен электромаг-
нит 4. Дно резервуара (мембра-
ну) можно изготовить из тонкой
резины с металлическим диском
посередине, в качестве вибрато-
ра можно использовать электро-
вибратор вибрационной стиральной машины.
Вибрационный способ основан на свойстве сыпучих
тел течь под действием колебаний. При колебаниях
уменьшаются силы трения между частицами, и поро-
шок приобретает свойства жидкости. Чем меньше ча-
стицы, тем подвижнее масса. При колебаниях происхо-
дит разрыхление и разбрасывание порошка. Кроме то-
го, при колебаниях в вертикальной плоскости разрых-
ление усиливается изменением давления воздуха, так как
между дном камеры и слоем порошка при подбрасыва-
нии образуется пониженное давление, а при падении
порошка давление повышается.
Вибрационный способ дает возможность получать
покрытия толщиной до 1 мм. Толщина напыленного
слоя зависит от температуры нагрева детали и от вре-
мени пребывания детали в псевдоожиженном слое ами-
допласта. Толщина покрытия также зависит и от тепло-
74
емкости детали. Чем выше теплоемкость, тем дольше
может происходить напыление.
При напылении амидопласта на поверхность тонко-
стенных втулок теплоемкость их можно повысить уве-
личением массы, вставляя эти втулки в толстостенные
обоймы. Обойма позволит достаточно долго сохранить
тепло и защитит наружную поверхность втулки от на-
пыления.
Технологический процесс газопламенного напыления
так же, как и вихревого, складывается из операций под-
готовки и нагрева детали, напыления и отверждения на-
пыленного слоя.
Подготовку детали производят таким же образом,
как и при вихревом напылении, нагрев же детали и на-
пыление существенно отличаются.
Мелкодисперсный порошок амидопласта с помощью
сжатого воздуха вводят в пламя специальной горелки.
Пламя горелки, кольцом окружающее поток воздушно-
полиамидной смеси, расплавляет порошок и мельчай-
шими каплями набрызгивает его на подогретую поверх-
ность детали. Деталь предварительно нагревают пламе-
нем той же горелки. Оплавление полиамида происходит
за счет тепла детали, нагретой в процессе напыления.
Детали, покрытые амидопластом, укладывают на специ-
альные стеллажи, где происходит окончательное оплав-
ление и отверждение пластмассы.
Недостатками способа газопламенного напыления яв-
ляется окисление полиамида в пламени горелки, нерав-
номерность покрытия и низкая производительность про-
цесса.
Качество покрытия повышается, если деталь на-
гревать не горелкой, а в специальной термокамере и на
нагретую поверхность напылять холодный порошок.
Для напыления амидопластов газопламенным спосо-
бом применяют установку УПН-4Л (рис. 36). Сжатый
воздух из баллона 7 через редуктор 4 и вентиль 8 пода-
ется к горелке и бачку 2. В бачке находится мелкозер-
нистый порошок амидопласта или чистого полиамида.
Порошок захватывается воздухом и через шланг пода-
ется в горелку /..Одновременно к горелке от баллона 6
через редуктор 5 подводится горючий газ, который сго-
рает в струе воздуха и расплавляет полиамидный поро-
шок.
75
Питание горелки может осуществляться ацетиле-
ном от отдельного баллона или газогенератора, а также
бытовым газом от городского газопровода. На рис. 37
приведена схема горелки ГЛН-4. Горючий газ засасы-
вается инжектором 6 и поступает в мундштук S. При
выходе из мундштука газ сгорает. Порошок полиамида
засасывается инжектором /, проходит по трубке 3 и по-
Рис. 36. Установка УПН-4Л:
/ — горелка; 2 — бачок; 3 — вибратор; 4 и 5 — редукторы; 6 — баллон с га-
зом; 7 — баллон со сжатым воздухом; 8 — вентиль; 9 — фильтр
ступает в сопло 7 и мундштук 8. Включение подачи
порошка осуществляется скобой 5, которая открывает
клапанное устройство 4. Горелка имеет сменный ком-
плект сопел с мундштуком, который закрепляется на
горелке накидными гайками.
Расплавленный порошок может подаваться в виде
плоской струи через сопло 7 и мундштук 8 или в виде
цилиндрической — через сопло 9 и мундштук 10.
Напыление полиамида на нагретую деталь можно
производить и при помощи краскораспылителя типа
ОР-35. Запорную иглу подачи краски выворачивают
так, чтобы был свободный доступ порошка к выходно-
му соплу.
76
Старое сопло заменяют новым с диаметром торцо-
вого отверстия 5 мм. Газ для создания разрежения,
а также для распыления порошка подается от стан-
дартного баллона.
При отсутствии оснастки порошок полиамида можно
насыпать на разогретую деталь через небольшое сито,
через воронку с узким горлышком или при помощи ре-
зиновой груши. Полиамид, расплавляясь, смачивает по-
верхность детали и, застывая, образует тонкую плот-
ную пленку.
Можно на разогретую деталь укладывать нитевид-
ные волокнистые отходы или мелкую крошку, а для
лучшего оплавления дополнительно нагревать деталь
паяльной лампой или нагретой металлической пластин-
кой. Можно обкатывать разогретую деталь по твердому
куску полиамида или окунать деталь в порошок.
Получение мелкозернистых порошков для напыле-
ния производится механическим и химическим спо-
собами.
Химический способ получения порошков состоит в
растворении полиамида в кислотах, крезоле, спиртах
или в капролактаме с последующим осаждением. После
полного растворения полимера и осаждения смолы в
77
виде белого мелкозернистого порошка раствор фильтру-
ют, порошок нейтрализуют и промывают в воде.
Механический способ получения порошка проще. Он
заключается в дроблении полиамидной крошки в специ-
альных размольных устройствах при пониженных тем-
пературах.
В условиях ремонтной мастерской для получения
порошка можно применять мельницу (рис. 38), изготов-
ленную лабораторией пластмасс УКрНИИСХОМа.
Рис. 38. Мельница для получения полиамидных порошков:
/ — статор; 2 — ножи статора; 3 — ротор; 4 — ножи ротора; 5 — сменное
сито
Принцип действия ее заключается в следующем.
В полости статора 1 с четырьмя регулирующими ножа-
ми 2 вращается трехлопастной ротор 5, также оснащен-
ный регулирующими ножами 4. Последние одновремен-
но являются вентилирующими лопастями, создающими
турбулентный поток частиц полиамида.
Через систему отражателей бункера полиамидная
смола в виде гранул или крошки подается в машину
и при попадании между встречными режущими кромка-
ми измельчается.
В нижней части статора находится сменное сито 5,
выполняющее функции калибрующего элемента. Изме-
няя сечение отверстий сита, можно получить различную
дисперсность зерен порошка.
Исследованиями адгезии полиамидов по отношению
к металлам установлена прямая зависимость между от-
78
рывным усилием и размерами зерен порошка. С увели-
чением размера зерна уменьшается требуемое усилие
для отделения полиамидной пленки от металла детали.
Эта закономерность объясняется низкой теплопроводно-
стью полимеров: чем больше зерно, тем медленнее идет
прогрев и плавление полиамида на металлической по-
верхности, а это приводит к увеличению деструкции по-
рошка и уменьшению механической прочности напылен-
ного слоя. Порошки полиамида, напыляемые на металл,
должны иметь зерно размером не более 200 мкм.
Глава III
ПРИМЕНЕНИЕ СТЕКЛОПЛАСТОВ
СТЕКЛОПЛАСТЫ
Стеклопласты — это группа конструкционных мате-
риалов, получаемых на основе синтетических смол и
стекловолокнистых наполнителей. Физико-механические
свойства стеклопластов зависят от свойств наполните-
лей и связующих смол и могут варьироваться в зависи-
мости от требований, предъявляемых к изделиям. На-
полнители являются основой изделия. Смолы связыва-
ют наполнители и другие вводимые в пластмассу веще-
ства (отвердители, пигменты и т. п.) в единую монолит-
ную массу.
В качестве связующих материалов при изготовлении
стеклопластов применяют составы, содержащие естест-
венные или искусственные смолы. Наиболее распростра-
нены так называемые контактные смолы, не содержащие
растворителей. При отверждении жидкая фаза этих
смол целиком переходит в твердую, не выделяя летучих
веществ. К таким смолам относятся полиэфирные смо-
лы ПН-1, ПН-2, МГФ-2, ТМГФ-11, эпоксидные смолы
ЭД-6, ЭД-5, ЭД-40 и др., выпускаемые отечественной
промышленностью.
Полиэфирные и эпоксидные смолы обладают высо-
кими клеящими свойствами и сохраняют эти свойства
определенное время, необходимое для приготовления
пластмассы. Смолы также обладают хорошей жидкоте-
кучестью и проникают внутрь тканей, склеивая не толь-
ко отдельные слои ткани, но и элементарные волокна.
Для производства стеклопластов в основном приме-
няют ненасыщенные полиэфирные смолы, представляю-
щие собой маслянистые жидкости различной вязкости.
В твердое состояние смола переходит под воздействием
отвердителя, ультрафиолетовых лучей или тепла.
80
Эпоксидные смолы не получили широкого распрост-
ранения для изготовления стеклопластов. Это объясня-
ется более высокой стоимостью и более долгим перио-
дом отверждения эпоксидных смол по сравнению с по-
лиэфирными. Однако во многих случаях применение
эпоксидных смол вполне оправдано, так как эпоксидные
смолы обладают меньшей усадкой, более высокой теп-
лостойкостью и лучшей адгезией. Механическая проч-
ность изделий на основе эпоксидных смол несколько
выше.
Применяемые для изготовления пластмасс стеклома-
териалы недефицитны, дешевы, просты в изготовлении
и обладают высокой прочностью на растяжение. Проч-
ность стеклянных волокон намного выше органических.
Получают стеклянные волокна путем вытягивания их из
расплавленного стекла через отверстия диаметром 5—
10 мкм.
Стеклоткани хорошо окрашиваются всеми красящи-
ми окислами, причем интенсивность окраски зависит от
количества щелочи, содержащейся в стекле.
Выпускают ткань различных типов и размеров. Наи-
более технологичными для стеклопластов контактного
типа являются ткани марок АСТТ(б) С-1, АСТТ(б) С-2,
Ti и Т2.
Для уменьшения усадочных явлений в состав пласт-
массы можно вводить инертные наполнители — мел,
тальк, кварцевую муку, маршалит и др.
Для повышения вязкости в состав смол вводят тик-
сотропные наполнители — каолин, поливинилхлорид, бе-
лую сажу и др. Тиксотропные наполнители устраняют
подвижность массы, придавая ей характер геля (студ-
ня), что дает возможность изготовлять изделия с вер-
тикальными или наклонными стенками.
Если в процессе производства нужно изменить хими-
ческие или физико-механические свойства стеклопла-
стов, то прибегают к специальным добавкам.
Для отверждения пластмассы применяют перекисные
соединения — гидроперекись изопропилбензола (гипе-
риз), перекись метилэтилкетона и циклогексанола и др.
Перекиси вводят в смолу в виде паст или растворов.
Для ускорения отверждения в смолу вводят ускори-
тель— нафтенат кобальта (8%-ный раствор нафтената
кобальта в стироле).
81
Для декоративных целей в связующий можно вво-
дить растворы красящих веществ в стироле или спирте,
а также различные пигменты — окись железа, окись
хрома, сурик и т. п.
Изделия из стеклопластов изготовляют прессовани-
ем и формованием. Прессование изделий на основе смол
горячего отверждения ведут при высоком давлении; при
применении смол холодного отверждения прессование
ведут при низком давлении порядка 0,5—15 к,Г1см2, а
формование — без давления.
Наиболее простым и доступным методом при ремонт-
ных работах является контактный метод формования
изделий. При формовании в стеклопласт можно заде-
лывать винты, шпильки, втулки, гайки и другие метал-
лические детали. Формообразование деталей из стекло-
пластов производят без снятия стружки, в случае необ-
ходимости стеклопласты можно дополнительно обраба-
тывать фрезерованием, опиливанием, сверлением и т. п.
Благодаря высоким физико-механическим свойствам
стеклопласты широко применяются в машиностроении.
Из них изготовляют корпусные детали, предохранитель-
ные кожухи, крышки, резервуары и другие детали ма-
шин. Детали из стеклопластов обладают высокой тепло-
стойкостью, химической стойкостью, высокими звуко-
изоляционными свойствами. Стеклопласты нашли при-
менение и в инструментальном производстве. Из них
изготовляют штампы, кондукторы для сверления, пат-
роны для сверл, рычаги, ручки для слесарных молотков
и другие детали.
Детали из стеклопластиков не уступают по прочности
металлическим. Увеличением толщины стенок изделия
можно повысить прочность деталей. Прочность можно
увеличить и армированием изделия стальными стерж-
нями или лентами. Стеклопласты хорошо противостоят
ударным нагрузкам. Образование трещин на поверхно-
сти детали не опасно, так как они не распространяются
вне зоны повреждений. Эластичность пластмассы исклю-
чает возможность возникновения вмятин. Если при уда-
рах образовались вмятины, то с течением времени они
могут исчезнуть благодаря упругим свойствам мате-
риала.
Физико-механические свойства изделий из стекло-
пластов зависят от метода их получения и от свойств
82
исходных материалов. Свойства детали можно регули-
ровать в процессе ее изготовления изменением соотно-
шения компонентов и режимов обработки.
В табл. 1 приведены основные показатели стеклопла-
стов контактного типа, изготовленных на основе поли-
эфирной смолы ПН-1.
КОНТАКТНЫЙ МЕТОД ФОРМОВАНИЯ ДЕТАЛЕЙ
Изношенные или поломанные детали машин — кожу-
хи, крышки, емкости и др. можно быстро заменить де-
талями из стеклопласта, изготовляя последние методом
формования. Из всех существующих методов наиболее
дешевым и простым является контактный метод формо-
вания в деревянных формах с применением полиэфир-
ных (или эпоксидных) смол холодного отверждения.
Этот метод наиболее доступен, не требует сложной осна-
стки и оборудования и может с успехом применяться
в любой ремонтной мастерской.
При изготовлении деталей контактным методом при-
меняется только одна форма — негативная или позитив-
ная. Позитивная форма обеспечивает чистоту внутрен-
ней поверхности изделия, а негативная форма — наруж-
ной. Обычно корпусные детали машин имеют чистую
поверхность с точными размерами только с одной, на-
ружной, стороны. В случае необходимости изготовления
детали с точными размерами обеих поверхностей при-
меняют вторую форму, которую накладывают на деталь
по окончании формования и стягивают с первой хому-
тами или скобами. Необходимое давление можно также
создать при помощи ручного пресса или домкрата.
Для изготовления форм можно использовать древе-
сину, гипс, цемент, листовой алюминий, пластмассы,
иногда листовую сталь. Для ускорения процесса отвер-
ждения формы можно оснащать нагревательными при-
борами.
При изготовлении разъемных форм нужно стремить-
ся. чтобы формы имели как можно меньше составных
частей. Плоскости разъема должны иметь прямой угол
по отношению к рабочей поверхности формы и плотно
соприкасаться друг с другом. Для более точного сое-
динения частей формы в плоскостях разъема устанав-
ливают направляющие штифты, а для скрепления —
83
зажимные винты. В некоторых случаях зажимные вин-
ты могут выполнять роль направляющих штифтов.
Изготовленную форму покрывают разделительным
слоем, образующим при затвердевании прочную глянце-
вую пленку. Ниже приведем состав (в вес. ч.) компози-
ции, используемой в качестве разделительного слоя:
поливиниловый спирт......................... 22
этиловый спирт...............................100
вода.........................................100
Поливиниловый спирт (белый порошок без вкуса и
запаха) растворяют в смеси воды и этилового спирта.
Модель можно покрыть и восковой эмульсией, состав
которой (в вес. ч.) приведен ниже:
воск
25
бензин Б-70...................................... 100
Растворы наносят в один или два слоя по всей по-
верхности формы. Разделительный слой нужен для то-
го, чтобы после отверждения стеклопласта изделие лег-
ко отделялось от формы. Если оставить непокрытыми
хотя бы небольшие участки, то может разрушиться все
изделие.
Для изготовления стеклопластов на основе полиэфир-
ной смолы применяют композиции следующего состава
(в вес. ч.):
полиэфирная смола ПН-1..............., . , . Ю0
стирол.......................................... 40
нафтенат кобальта . , •......................... 7,5
гипериз......................................... 4,5
инертные наполнители........................20—100
тиксотропные наполнители:
белая сажа.................................. 5
или каолин.................................. 30
Связующие приготовляют следующим образом. В по-
догретую до 70 °C полиэфирную смолу небольшими пор-
циями при постоянном перемешивании вводят стирол.
Смесь охлаждают до комнатной температуры и добав-
ляют нафтенат кобальта, а затем гипериз, и смесь сно-
ва перемешивают в течение 10—15 мин до получения
84
однородной массы. Для повышения вязкости и уменьше-
ния усадки в связующие можно добавлять тиксотропные
и инертные наполнители. Полученная полиэфирная ком-
позиция не затвердевает в течение 1,5—2 ч.
Качество связующих зависит не только от качества
смол и компонентов, входящих в ее состав, но и от
того, насколько точно соблюдались правила приготовле-
ния смеси. Компоненты в смеси должны распределяться
равномерно по всей массе связующего; для соблюдения
этого условия смесь необходимо тщательно перемеши-
вать после введения каждого компонента. При неодно-
родном распределении связующих в толще детали бу-
дут образовываться зоны быстрого и медленного отвер-
ждения, что приведет к образованию внутренних тре-
щин. В результате изделие может оказаться совершенно
непригодным к эксплуатации.
Заготовки из стеклоткани вырезают по шаблонам,
окунают в сосуд со связующим, слегка отжимают и об-
кладывают приготовленную форму. По краям стекло-
ткань обрезают ножницами, вырезают углубления, па-
зы и т. п. Места, где требуются утолщения (буртики)
для последующего крепления детали болтами или реб-
ра жесткости, выкладывают жгутами или лентами из
стеклоткани, разравнивают складки ткани и плотно при-
катывают роликами. Чтобы на ролики не налипала смо-
ла, их смазывают ацетоном или стиролом.
Прокатка способствует лучшему прилеганию ткани,
ускоряет пропитку связующими. В процессе прокатки
выдавливаются образовавшиеся под тканью пузырьки
воздуха. Особенно тщательно нужно прокатывать пер-
вый наружный слой, так как оставшиеся пузырьки
впоследствии могут образовывать трещины на поверх-
ности отвержденного изделия.
Укладку второго слоя производят, не дожидаясь от-
верждения первого. При этом второй верхний слой бу-
дет поглощать избыток смолы нижнего слоя. Если нуж-
но получить наружную поверхность детали окрашенной,
то подготовленную форму смазывают полиэфирной смо-
лой с добавками красителя. Смолу наносят на форму
двумя тонкими слоями, после чего делают некоторую
выдержку, пока смола не перейдет в состояние геля,
а уж затем начинают обкладывать форму стекло-
тканью.
85
Металлические детали — болты, шпильки, втулки и
т. п. вставляют в углубление в форме, обкладывают
стеклотканью, пропитанной смолой, и выдерживают до
30 мин. Толщину изготовляемой детали можно легко из-
менять накладыванием различного количества слоев в
определенных местах. Отформованную деталь сушат на
форме в течение 24—25 ч при температуре 25 °C. Пони-
жение температуры до 18—20 °C затягивает процесс
сушки.
При увеличении температуры до 50 °C (в термо-
стате) процесс отверждения завершается за 5—6 ч. Пос-
ле снятия с формы изделие должно пройти старение в
течение 3—4 суток. Процесс старения можно ускорить
выдерживанием изделий в термостате при температуре
80 °C в течение 6—7 ч. Затем производят дополнитель-
ную обработку, зачистку, припиливание плоскостей при-
легания и сверление отверстий. В случае необходимо-
сти деталь красят масляными или эмалевыми красками.
Можно покрыть детали полиэфирным лаком.
Во избежание коробления детали в процессе эксплу-
атации связующие следует равномерно наносить на стек-
лоткань. Изделия обычно коробятся в направлении к
участкам с обильным содержанием смолы вследствие то-
го, что относительный температурный коэффициент ли-
нейного расширения смолы примерно в 10 раз выше,
чем у стекла. Кроме того, при формовании нужно стре-
миться применять больше инертных наполнителей, кото-
рые уменьшают усадку при полимеризации и тем самым
снижают внутренние напряжения.
Экономичность контактного метода изготовления из-
делий из стеклопласта тем выше, чем сложнее геомет-
рическая форма заменяемой детали. В табл. 5 (по дан-
ным Л. О. Маркой) приведены сравнительные данные
о технико-экономической целесообразности изготовления
деталей из стеклопластов контактным методом.
Кроме контактного метода существует еще целый ряд
методов получения деталей из стеклопласта. Из боль-
шого количества применяемых в машиностроении мето-
дов для ремонтных работ наиболее пригодными могут
быть методы навивки и набрызгивания.
Метод навивки является разновидностью контактного
метода формования и применяется при изготовлении де-
талей, представляющих собой тела вращения.
86
Таблица 5
Показатели Значения показателей для изготовления
кожуха перед- ней бабки круглошлифо- вального стан- ка ЗА1 51 кожуха токар- но-револь- верного авто- мата 1А1 1 8 крышки свер- лильного станка НС-1 2
Норма расхода в кГ . . . . 2,7(8,5) 0,55 (2,3) 1,2(8,1)
Вес готовой детали в кГ . . Трудоемкость изготовления 2,5 (7,0) 0,45 (2,0) 1,0(7,3)
оснастки в нормочасах . . Трудоемкость изготовления 40(70) 30 (90) 10(60)
изделия в нормочасах . . 1,0(1,89) 1,2 (2,1) 0,5 (0,7)
Примечание. В скобках указаны значения показателей при изготов-
лении деталей из алюминия, без скобок — при изготовлении деталей из стеклопласта.
На оправку, наружный размер которой равен внут-
реннему размеру будущего изделия, туго навивают ров-
ницу, жгут или ленту, пропитанные связующими. После
отверждения связующих оправку вынимают. Намотку
можно производить на любом токарном станке. Пропит-
ку производят во время навивки пропусканием через
ванну с полиэфирной смолой или нанесением связую-
щих кистью на оправку. Ровницу наматывают прядьщ
шириной 5—10 мм прямой или перекрестной намот-
кой.
Вращение оправки и движение суппорта синхронизи-
ровано, как при нарезании резьбы. Ход суппорта на
один оборот шпинделя равен .ширине намотки. При пе-
рекрестной намотке суппорт должен иметь правое и ле-
вое движение.
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
МЕТОДОМ НАБРЫЗГИВАНИЯ
Метод набрызгивания более сложен и требует спе-
циальной оснастки, которая состоит из передвижной
установки УНС-1 (рис. 39) и специального пульвериза-
тора (рис. 40). В качестве наполнителя применяют стек-
ложгут АС-1 или ПВЭ-3. Стекложгут ПВЭ-3 (с пара-
финовым замасливателем) обладает лучшей распыляе-
87
Рис. 39. Общий вид установки УНС-1:
/ — тележка; 2 — нагнетательные бачки; 3 — телескопический пово-
ротный кронштейн; 4 — пульверизатор
Рис. 40. Общий вид и разрез пульверизатора для набрызгивания
стеклопласта:
/ и 2 — распылители связующего; 3 — направляющее устройство для подачи
стекложгута; 4 — ролик; 5 — распылитель стекловолокна; 6 — режущий бара-
бан; 7 — ручки; 8 — привод режущего устройства
88
мостыо, чем жгут АС-1, но хуже смачивается связую-
щими.
Стекложгут через направляющее устройство 3 втяги-
вается в режущий барабан 6, где измельчается на ко-
роткие пряди длиной 10—20 мм, и потоком воздуха,
подобно струе воды, выбрасывается на форму через
распылитель 5. При выходе из распылителя волокна
смачиваются двумя потоками связующих, поступающих
через распылители 1 и 2. Через распылитель 1 подают-
ся связующие с отвердителем, через распылитель 2—
с ускорителем отверждения.
Пульверизатор подвешивается на кронштейне уста-
новки УНС-1 и может свободно перемещаться в различ-
ных направлениях. Изготовляют пульверизаторы двух
видов: РСП-1 с пневматическим приводом режущего и
подающего устройств и РСП-2 с электрическим приво-
дом на 27 в\ подача смолы в распылители производит-
ся при помощи сжатого воздуха. На рукоятках 7 име-
ются кнопки для управления подачей связующих режу-
щим устройством.
Метод набрызгивания применяют для изготовления
крупногабаритных изделий, а также в тех случаях, ког-
да нужно.получить сложные и разнотолщинные детали.
Выкладка стеклоткани в этих случаях может быть за-
труднена, а набрызгиванием нарубленных волокон можно
получить изделие более сложной конфигурации и с лю-
бой толщиной стенки.
Метод набрызгивания можно применять и для полу-
чения деталей, представляющих собой тела вращения.
Уплотнение массы в этом случае будет происходить за
счет центробежных сил, возникающих при вращении
формы.
Для изготовления изделий с глянцевыми внутренни-
ми и наружными поверхностями применяют комбиниро-
ванный способ. Вначале на одну форму набрызгивают
пластмассу, затем на неотвержденный слой накладыва-
ют вторую форму, которую сверху покрывают резино-
вым листом. Лист прижимают по периметру к форме и
при помощи вакуум-насоса (или пылесосом) из-под ли-
ста отсасывают воздух, в результате чего еще не успев-
шая отвердиться пластмасса обжимается формами с
двух сторон, образуя высококачественные глянцевые
поверхности.
89
Несмотря на низкую производительность и специ-
альную оснастку, метод набрызгивания все шире приме-
няют в машиностроении.
При изготовлении деталей из стеклопластов нужно
учитывать, что пластические материалы в отличие от
металлических гигроскопичны. При нормальных услови-
ях работы поглощение воды стеклопластом незначитель-
но и составляет приблизительно 0,2%. Стекловолокно,
применяемое в качестве основного наполнителя, за счет
капиллярности может удерживать влагу, поэтому стек-
лоткань перед пропиткой связующими нужно высуши-
вать в сушильных камерах. Связующие, обволакивая
стеклоткань во время пропитки, предохраняют волокна
от влаги. Чем тщательнее производилась пропитка, тем
выше водонепроницаемость изготовленной детали.
Дополнительная механическая обработка ухудшает
влагостойкость детали. Поэтому обработанные участки
следует смазывать тонким слоем смеси полиэфирной
смолы с отвердителем.
ТЕХНИКА БЕЗОПАСНОСТИ
При работе с полиэфирными пластическими масса-
ми нужно помнить, что вещества, входящие в состав
композиции, токсичны. Полиэфирные смолы содержат
значительное количество стирола, который при испаре-
нии вызывает раздражение слизистых оболочек глаз и
дыхательных органов. При соприкосновении с кожей
смолы вызывают покраснение и зуд.
Ускоритель (нафтенат кобальта) также вызывает
раздражение слизистых оболочек, а при соприкоснове-
нии с незащищенными участками тела — кожные забо-
левания.
Гидроперекись изопропилбензола и другие отверди-
тели полиэфирных смол оказывают токсичное действие
на кожу рук и особенно на слизистые оболочки
глаз.
Стекловолокнистые наполнители оказывают раздра-
жающее действие на кожу, а при попадании на слизи-
стые оболочки вызывают заболевания.
При изготовлении деталей из стеклопластов приме-
няют растворитель (ацетон). Ацетон растворяет жир на
поверхности кожи, делает ее сухой. Это приводит к рас-
90
трескиванию кожи и образованию воспалительных про-
цессов. Кроме того, ацетон обладает наркотическим дей-
ствием. Допустимая концентрация паров ацетона в ра-
бочем помещении мастерской должна составлять
0,2 мГ1л.
При работе с полиэфирными композициями необхо-
димо знать и соблюдать следующие правила техники
безопасности.
1. Все токсичные химические вещества следует хра-
нить в герметически закрытой таре под вытяжкой в спе-
циальном помещении.
2. Операции по приготовлению связующих, изготов-
ление стеклопластов, ремонтные работы с применением
неотвержденных полиэфирных смол и механическую об-
работку изделий следует производить на рабочих ме-
стах, оборудованных местной вытяжной вентиляцией.
Помещение для выполнения этих работ должно быть
оборудовано общеобъемной приточно-вытяжной венти-
ляцией.
3. Для уменьшения пылеобразования механическую
обработку стеклопластов нужно производить с- водным
или эмульсионным охлаждением.
4. Отверждение стеклопластов следует производить
под приточно-вытяжной вентиляцией.
5. Рабочие места и помещение нужно убирать еже-
дневно в конце рабочего дня или смены. Пыль в произ-
водственном помещении следует удалять влажным спо-
собом. Для сбора отходов и загрязненного обтировоч-
ного материала нужно использовать специальные ящи-
ки, содержание которых надо сжигать в конце каждой
смены.
6. Гидроперекись изопропилбензола взрывоопасна.
Во избежание взрыва воспрещается производить непо-
средственное смешение отвердителя и ускорителя. Ком-
позицию нужно приготовлять в строго определенной по-
следовательности, указанной в рецепте.
7. При работе с полиэфирными композициями необ-
ходимо следить за чистотой рабочего места, инструмен-
та и спецодежды. Работы с токсичными веществами
нужно производить в полиэтиленовых перчатках или
смазывать руки специальными пастами. По окончании
работ руки нужно тщательно вымыть с мылом и сма-
зать жирным кремом.
91
8. Пары веществ, входящих в состав полиэфирных
композиций, образуют в воздухе взрывоопасные смеси.
Поэтому в помещении, где производятся работы, не раз-
решается курить и пользоваться электронагревательны-
ми приборами с открытой спиралью.
Правила по технике безопасности следует выпол-
нять на всех этапах работ со стеклопластами, начиная
от приготовления связующих и заканчивая механиче-
ской обработкой изделия.
Глава IV
ПРИМЕНЕНИЕ АКРИЛОПЛАСТОВ
АКРИЛОПЛАСТЫ
Акрилопласты — это пластмассовые композиции,
в которых в качестве связующих применяют акриловые
смолы, являющиеся продуктами полимеризации метил-
метакрилата и сополимеризации метилметакрилата со
стиролом.
Наиболее распространены в машиностроении такие
акрилопласты, как акрилат АСТ-Т, стиракрил ТШ,
акриловые композиции ПП, ПМ, АКР-7 и др. Акрилопла-
стами восстанавливают поверхности гаек ходовых вин-
тов, направляющих плоскостей кареток, клиньев, при-
жимных планок и других трущихся деталей металлоре-
жущих станков; заделывают раковины. Применяют ак-
рилопласты в качестве клея. Из акрилатов отливают уп-
лотнения для гидроцилиндров.
АСТ-Т (акрилат самотвердеющий технический) —
термопластичная пластмасса, отверждающаяся при ком-
натной температуре и давлении 10—30 кГ)см2 или без
давления. Приготовляют пластмассу из порошка (поли-
мер с катализатором и пигментом) и жидкости (моно-
мер с отвердителем), взятых в отношении 2: 1.
Ниже приведен состав порошка (1) и жидкости (2)
в вес. ч.:
1) полимер (полиметилметакрилат)..................194
катализатор (перикись бензоила) ................ 3
пигмент (окись цинка)........................... 3
2) мономер (метилметакрилат)..................... 97
отвердитель (диметиланилин) .................... 3
Порошок и жидкость тщательно перемешивают в
стеклянной или металлической посуде с крышкой и
оставляют для набухания на 10—15 мин. После загу-
93
стения раствора до сметаноподобного состояния пласт-
масса готова к употреблению. Использовать пластмассу
нужно немедленно, так как с течением времени она гу-
стеет и теряет свойство адгезии.
В пластмассу можно вводить наполнители — метал-
лический порошок, древесные опилки, гипс и др. Количе-
ство наполнителей может доходить до 50 вес. ч. на
100 вес. ч. пластмассы.
Отверждается пластмасса через 10—15 мин. Усадка
при отверждении составляет 0,3—0,5% от первоначаль-
ного .объема массы. Влагопоглощение отвержденной
пластмассы низкое — 0,14%.
Стиракрил ТШ — термопластическая пластмасса, ана-
логичная АСТ-Т. Получают пластмассу из порошка (со-
полимер стирола с метилметакрилатом, катализатор и
пигмент) и жидкости (мономер с отвердителем), взятых
в отношении 2:1.
Состав порошка (1) и жидкости (2) в вес. ч. приве-
ден ниже:
1) сополимер стирола с метилметакрилатом .... 194
катализатор (перекись бензоила) ............... 4
пигмент (окись цинка) ......................... 2
2) мономер (метилметакрилат).................... 98
отвердитель (диметиланилин).................... 2
Порошок засыпают в стеклянную или металлическую
посуду и добавляют жидкость. Смесь тщательно пере-
мешивают в течение 2—3 мин. После этого пластмасса
готова к употреблению. Отверждается стиракрил при
нормальной комнатной температуре • через 40—60 мин.
При отверждении стиракрил выделяет тепло. Кроме то-
го, при заливке больших объемов в массе пластмассы
могут образоваться пустоты. Образование пустот объяс-
няется разложением перекиси бензоила с выделением
углекислого газа, который не успевает удалиться из-за
быстрого отверждения пластмассы. Во избежание пори-
стости, а также для выделения тепла заливку произво-
дят в несколько приемов. Жидкий стиракрил хорошо
соединяется с уже отвердевшим и не образует окисных
пленок. Полностью стиракрил отверждается через 12—
15 ч. Усадка стиракрила составляет 0,2—0,3% от перво-
начального объема массы. Стиракрил нерастворим в
минеральных маслах, кислотах и щелочах.
94
Ниже приведен состав (в вес. ч.) композиции Г1П
(пластифицированного полиметилметакрилата):
полимер (полиметилметакрилат).....................100
мономер (метилметакрилат)......................... 52
пластификатор (дибутилфталат)...................35—45
наполнитель (маршалит)............................ 80
Присутствие пластификатора повышает удельную
ударную вязкость отвержденной пластмассы.
Композиции ПМ (пластифицированный метилмета-
крилат) — недефицитная и дешевая пластмасса. Состав
ее (в вес. ч.) приведен ниже:
мономер (метилметакрилат) ..................... 100
катализатор (перекись бензоила) ............. 3
пластификатор (дибутилфталат)....................10—20
отвердитель (диметиланилин)........................ 2
наполнитель (маршалит)....................... 250—280
Пластик АКР-7 представляет собой смесь полиме-
тилкрилата и мономера (метилметакрилата), взятых в
соотношении 1:1.
На основе вышеприведенных акрилопластов сущест-
вует еще целый ряд композиций, создаваемых путем из-
менения состава компонентов и их весового отношения.
Акриловые пластмассы хорошо обрабатываются ре-
занием, шлифуются и полируются, прочно' склеиваются
с бронзой, чугуном, сталью и другими металлами.
Пластмасса стойка на истирание, не растворяется в ми-
неральных маслах, керосине и бензине. Коэффициент
трения по стали — 0,14—0,16.
Основные физико-механические свойства акрилатов
приведены в табл. 1.
Наполнителями для акрилопластов служат марша-
лит, магнезит, железный порошок, мел, графит и др.
Такие наполнители, как цемент, тальк белая сажа и
алюминиевая пудра, повышают тиксотропные свойства
пластмассы. Наполнители — капроновое волокно, асбе-
стовое волокно, стекловолокно и другие волокна повы-
шают ударную вязкость пластика, образуя плотный кар-
кас, который служит опорой для всей композиции.
Акрилопласты хорошо окрашиваются во все цвега.
Наиболее распространенный пигмент — окись цинка, ок-
рашивающая пластмассу в белый цвет с сероватым от-
95
тенком. Для окраски акрилопластов можно также при-
менять двуокись титана, дающую белый цвет с желто-
ватым оттенком; окись хрома, дающую зеленый цвет;
ультрамарин — синий; кобальт — голубой; мумия — ко-
ричневый; сажа — черный и др. Такие наполнители, как
графит, газовая сажа, алюминиевая пудра, бронзовая
пудра, также окрашивают пластмассы, и в случае их
применения введение пигментов не обязательно.
ВОССТАНОВЛЕНИЕ РЕЗЬБЫ ГАЕК ХОДОВЫХ ВИНТОВ
Рис. 41. Винт и гайка,
центрируемые с по-
мощью шайб:
1 — винт; 2 — центрирую-
щие шайбы; 3 — гайка
при осевых усилиях
Гайки ходовых винтов металлорежущих станков
обычно изготовляют из бронзы или чугуна. Работают
гайки в паре со стальным винтом. При эксплуатации
резьбовой пары в основном изна-
шивается гайка и в меньшей сте-
пени— винт. В соединении обра-
зуется свободный ход, который сни-
жает точность настройки станка.
Винт восстанавливают прореза-
нием резьбы, удаляя следы износа.
При сильном износе винт заменя-
ют. Для восстановления изношен-
ной резьбы гайки на многих заво-
дах успешно применяется метод
заливки гаек стиракрилом ТШ,
приготовленным из 100 вес. ч. по-
рошка и 75 вес. ч. жидкости.
Гайку 3 (рис. 41) растачивают
до диаметра, превышающего на-
ружный диаметр резьбы на 4—
5 мм. На расточенной поверхности
прорезают канавки и оставляют
буртики. Канавки и буртики удер-
живают пластмассу от смещений
винта. Шероховатость поверхности
расточенного отверстия должна быть не выше 1—2-го
классов чистоты. Подготовленную гайку устанавливают
на винт 1 и центрируют шайбами 2. Зазор между вин-
том и нижней шайбой замазывают пластилином или за-
мазкой. Перед установкой винт покрывают тонким раз-
делительным слоем, смазывая его силиконовым маслом
или окуная в расплавленный парафин. Внутреннюю по-
верхность гайки обезжиривают ацетоном или спиртом.
96
При заливке верхнюю шайбу несколько приподни-
мают, и зазор между винтом и гайкой заполняют сти-
ракрилом. Заливку производят в несколько приемов во
избежание образования пустот. По окончании заливки
верхнюю центрирующую шайбу устанавливают на ме-
сто, при этом вытесняется избыток стиракрила. После
отверждения пластмассы гайка легко свинчивается с
винта.
Заливку гаек можно производить и в сборе после
установки деталей узла (рис. 42). В этом случае точ-
Рис. 42. Винт и гайка, центрируемые по месту:
/ — корпус; 2 —каретка; 3 —винт; 4 — гайка; 5-акри-
лопласт
ность центрирования винта и гайки несколько выше.
Кроме того, отпадает необходимость в изготовлении спе-
циальных центрирующих шайб.
Способ заливки гаек стиракрилом очень прост, не
требует специального оборудования и может с успехом
применяться в любой ремонтной мастерской.
При ремонте стиракриловых гаек пластмассу удаля-
ют механической обработкой или выжиганием, поверх-
ность обезжиривают и гайку вновь заливают стира-
крилом.
ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ
Сильно изношенные направляющие плоскости суп-
портов, клиньев, планок, стоек и других деталей, пере-
мещающихся прямолинейно относительно друг друга,
можно восстанавливать заливкой акрилопластами. Для
этого изношенные плоскости деталей строгают или фре-
зеруют с таким расчетом, чтобы пластмассовая наделка
была толщиною 2,5—3 мм. Шероховатость обработан-
ной поверхности должна быть не выше 2-го класса чи-
4 Г. И. Бельдягин
97
стоты. На обработанной плоскости сверлят несколько
отверстий а (рис. 43) на глубину 3—5 мм, которые
должны удерживать наделку от осевых смещений. Пос-
ле механической обработки плоскости тщательно обез-
жиривают ацетоном или спиртом и подсушивают на
воздухе.
На подготовленную плоскость укладывают промы-
тые в растворителе пластмассовые маяки 1. Высота мая-
ков должна быть больше толщины слоя пластмассы на
Рис. 43. Направляющие, подготовлен-
ные под заливку:
а -- крепежные отверстия; 1 — маяки; 2 и
4 — опалубка; 3 — призматическая линейка
0,2—0,3 мм. По краям направляющих устанавливают
опалубку в виде планок 2 или пластилиновой стенки 4.
Опалубку наполняют пластмассой до уровня высоты
маяков.
При заливке пластмассы на V-образные направляю-
щие применяют специальную линейку 3, которую уста-
навливают на маяки 1. Чтобы пластмасса не приклеи-
валась, линейку покрывают тонким слоем воска или сма-
зывают минеральным маслом. Обнаруженные после за-
ливки пустоты можно заливать дополнительно тем же
составом акрилопласта.
После отверждения пластмассы направляющие при-
шабривают по месту или по контрольным инструментам.
Для предохранения пластмассовых направляющих от
попадания абразивных частиц применяют специальные
уплотнения или другие защитные средства. На рис. 44
показано уплотнение каретки токарного станка, которое
с успехом можно применять в случае восстановления
98
направляющих каретки акрилопластом. Корпус 1 уплот-
нения крепится к каретке 5 винтами 4. Внутри корпуса
расположены два уплотнительных слоя — один из мас-
лостойкой резины 7, а другой — из технического фет-
ра 6. Фетр и резина прижимаются планкой 2 к направ-
*4
Рис. 44. Комбинированное уплотне-
ние:
/ — корпус; 2 —планка; 3 — пружина; 4 —
винты; 5 — каретка суппорта; 6 — фетр;
7 — маслостойкая резина; 8 — направляю-
щие станины
ляющим станины 8 пластинчатой пружиной 5, защищая
поверхность от задиров. Резина предохраняет трущие-
ся поверхности от попадания абразивных частиц в зону
трения, а фетр равномерно распределяет смазку.
ВЫВЕРКА ВЗАИМНОГО РАСПОЛОЖЕНИЯ УЗЛОВ МАШИН
С ПРИМЕНЕНИЕМ ПЛАСТМАССОВЫХ КОМПЕНСАТОРОВ
При ремонте оборудования одной из трудоемких
операций является выверка взаимного расположения уз-
лов машин при их установке на базовые плоскости.
Объем пригоночных и регулировочных работ составляет
примерно 20—25% от суммы всех работ при сборке.
Применение пластмассовых компенсаторов при уста-
новке узлов полностью устраняет пригоночные работы
и в значительной степени сокращает ремонтный период.
Материал пластмассового компенсатора должен об-
ладать достаточно высокой механической прочностью
при напряжениях сжатия, хорошо сопротивляться виб-
рациям, обладать хорошей адгезией к металлам, высо-
4* 99
кой стойкостью к минеральным маслам и к окружающей
среде. Всем этим требованиям наиболее полно отвечают
пластмассы холодного отверждения на основе эпоксид-
ных полиэфирных, и акриловых смол. Однако в качестве
материала для компенсаторов эпоксидные и полиэфир-
ные пластические массы из-за своей токсичности не по-
лучили достаточно широкого распространения.
С помощью пластмасс холодного отверждения кор-
регируют недостаточно точно и чисто обработанные по-
верхности корпусных деталей, заполняя зазор между
сопрягаемыми поверхностями после выверки. Прослойка
из пластмассы после отверждения превращается в жест-
кий компенсатор, приобретая ту форму и те размеры,
которые необходимы для обеспечения точности данного
сопряжения. Усадка, возникающая при отверждении, не
превышает допускаемых отклонений.
Заполнение зазоров можно производить различными
способами, зависящими от особенностей сборки данной
машины или механизма. Можно заполнять зазоры спе-
циальными нагнетателями типа «шприц». Количество
пластмасс, необходимое для заполнения зазора, можно
определить по формуле (4).
ВЫВЕРКА СООСНОСТИ ШПИНДЕЛЬНЫХ БАБОК
При ремонте токарных станков одной из трудоемких
операций является выверка соосности отверстий шпин-
дельных бабок. Нарушение соосности происходит из-за
износа основания задней бабки, пиноли и направляю-
щего отверстия корпуса бабки. Соосного расположения
передней и задней бабки добиваются обычно расточкой
корпуса задней бабки на этом же станке, причем пред-
варительно пришабривают основание задней бабки по
станине. По диаметру расточенного отверстия изготавли-
вают новую пиноль.
Применение акрилопласта дает возможность не при-
бегать к замене пиноли и значительно упростить вы-
верку соосности.
Изношенную пиноль шлифуют до удаления следов
износа, а корпус задней бабки грубо растачивают. Рас-
точку корпуса нужно производить с таким расчетом,
чтобы между расточенной поверхностью и пинолью был
зазор не менее 2—3 мм на сторону. После расточки в
100
корпусе сверлят два-три технологических отверстия.
Обработанные поверхности тщательно обезжиривают.
Выверку соосности бабок производят при помощи
специальных оправок, диаметр которых меньше диамет-
ра пиноли на 0,04 мм. Оправку 2 (рис. 45) покрывают
тонким разделительным слоем и вставляют в конусное
Рис. 45. Задняя бабка, центрируемая
с помощью оправки:
/ — корпус задней бабки; 2 —оправка; 3 —
шайбы; 4 — акрилопласт
отверстие шпинделя передней бабки. Совпадение оси
шпинделя с осью оправки проверяют индикатором. Кор-
пус задней бабки 1 подвигают на оправку 2, устанавли-
вают шайбы 3 и пространство между корпусом и оправ-
кой заполняют акрилопластом. Чтобы пластмасса не
вытекала, зазоры заделывают пластилином или масля-
ной замазкой. Заливку пластмассы производят через
одно из технологических отверстий, остальные отверстия
служат выпорами. После отверждения пластмассы эти
отверстия выполняют роль фиксаторов, удерживая об-
лицовку от осевых смещений.
Добиться соосности бабок можно и другим способом.
В конусное отверстие шпинделя вставляют центр 1
(рис. 46), бабку подводят к центру и через ее отверстие
на центр устанавливают оправку. Второй конец оправ-
ки крепят в люнете 5. Совпадение оси оправки с осью
шпинделя проверяют индикатором. Заливку пластмассы
производят так же, как и в первом случае. Второй спо-
соб позволяет более точно установить оправку, так как
положение оправки можно регулировать кулачками лю-
нета.
После отверждения пластмассы направляющая по-
101
верхность корпуса задней бабки получается достаточ-
но чистой и не требует при сборке дополнительной под-
гонки.
Рис. 46. Шпиндель и задняя бабка, центрируемые
с помощью оправки и люнета:
/ — центр; 2 — корпус задней бабки; 3 — оправка; 4 — шай-
бы; 5 — люнет; 6 — акрилопласт
Повторный ремонт направляющего отверстия задней
бабки сводится к удалению старой облицовки и залив-
ке новой.
УПЛОТНИТЕЛЬНЫЕ ПРОКЛАДКИ ИЗ АКРИЛОПЛАСТОВ
Для герметизации соединений гидравлических и
пневматических устройств применяют различные уплот-
нительные прокладки.
Прокладки изготовляют из кожи, резины или цвет-
ных металлов. При эксплуатации оборудования уплот-
нения сильно изнашиваются, поэтому при ремонте их
заменяют. При этом расходуется большое количество
дефицитных материалов. Во многих случаях уплотни-
тельные прокладки с успехом можно заменить на уплот-
нения из акрилопластов. Технология изготовления про-
кладок очень проста.
Отлитые в специальных формах изделия подверга-
ют механической обработке. Уплотнительные прокладки
отличаются хорошими пружинящими свойствами и вы-
сокой износостойкостью.
Уплотнительные прокладки кольцевой формы отли-
вают в типовых металлических формах (рис. 47). Внут-
ренний диаметр прокладки оформляется стержнем 5,
102
наружный диаметр — матрицей 2. Высота прокладки
ограничивается снизу подкладкой 1, а сверху — торцами
стержня и матрицы. Шероховатость формообразующих
поверхностей не должна быть ниже восьмого класса чи-
стоты.
Для изготовления прокладок без внутреннего отвер-
стия применяют форму, показанную на рис. 48. Отвер-
стие в этих прокладках можно получить сверлением.
Рис. 47. Типовая форма для
отливки кольцевых уплот-
нительных прокладок из
стиракрила:
/ — подкладка; 2 —матрица; 3—
стержень
-D+20-
Рис. 48. Типовая форма для
отливки уплотнительных
прокладок из стиракрила
без внутреннего отверстия:
/ — подкладка; 2 — матрица
На рис. 47 и 48: d и D — диаметры, h — высота де-
тали.
После заливки делают выдержку на 2—3 ч для от-
верждения пластмассы, после чего прокладку извле-
кают.
ТЕХНИКА БЕЗОПАСНОСТИ
Исходные вещества, применяемые для приготовления
акриловых пластмасс, обладают токсичными свойствами.
Эти свойства сохраняются до полного отверждения
пластмассы. Только полностью отвердевшая пластмасса
безвредна.
Все применяемые мономеры — метилметакрилат, бу-
тилметакрилат, стирол и др. представляют собой легко-
воспламеняющиеся жидкости, поэтому при их хранении
следует соблюдать все правила хранения огнеопасных
жидкостей.
Перекись бензоила взрывоопасна, поэтому ее следует
хранить в отдельном помещении. Сухую перекись бензо-
ила хранят в увлажненном состоянии с водой или ди-
бутилфталатом.
103
Метилметакрилат при длительном воздействий на
кожу лица и рук вызывает сильные раздражения и
язвы.
Ацетон и стирол растворяют жир на поверхности ко-
жи, делают ее сухой, что приводит к растрескиванию и
образованию воспалительных процессов. Кроме того,
ацетон обладает наркотическим действием. Допустимая
концентрация паров ацетона в рабочем помещении ма-
стерской составляет 0,2 мГ1л.
Летучие вещества, выделяемые при работе с диме-
тиланилином, действуют на слизистые оболочки глаз и
дыхательных путей.
При механической обработке акрилопластов в возду-
хе образуется токсичная пыль, которая также раздра-
жает слизистые оболочки и может вызвать заболевания.
При работе с акрилопластами нужно знать и соблю-
дать следующие правила техники безопасности.
1. Все химические вещества, обладающие токсичными
свойствами, следует хранить в герметически закрытой
таре под вытяжкой в специальном помещении.
2. Помещение для приготовления акриловых компози-
ций должно быть оборудовано приточно-вытяжной вен-
тиляцией. Перемешивание и выдержку акриловых ком-
позиций нужно производить в вытяжных шкафах.
3. Отверждение акрилопластов следует производить
под приточно-вытяжной вентиляцией.
4. Ремонтные работы с применением неотвержден-
ных акриловых композиций и механическую обработку
отвержденных акрилатов нужно производить на рабо-
чих местах, оборудованных местной вытяжной венти-
ляцией.
5. При работе с акрилопластовыми композициями не-
обходимо следить за чистотой рабочего места, инстру-
мента и спецодежды. Для сбора отходов и загрязнен-
ного обтирочного материала нужно использдвать спе-
циальные ящики, содержание которых следует сжигать
в конце каждой смены. Работы с токсичными вещества-
ми нужно производить в полиэтиленовых перчатках или
смазывать руки специальными пастами. По окончании
работ руки нужно тщательно вымыть водой с мылом и
смазать жирным кремом.
6. Метилметакрилат, растворители, перекись бензои-
ла и другие подобные вещества, входящие в состав
104
пластмассы, огнеопасны. Пары этих веществ образуют
взрывоопасные смеси. Поэтому в помещении, где при-
готовляют композиции и работают с неотвержденными
акрилопластами, не разрешается курить или пользо-
ваться нагревательными приборами с открытой спи-
ралью.
Правила по технике безопасности следует выполнять
на всех этапах работы с акрилопластами, начиная от
приготовления композиции и заканчивая механической
обработкой отвержденной пластмассы. Только при нор-
мальных условиях работы, при строгом соблюдении
правил гигиены труда и техники безопасности можно из-
бежать воздействия токсичных и огнеопасных веществ,
входящих в состав пластмасс.
5 Г. И. Бельдяги^
Глава V
ПРИМЕНЕНИЕ ФЕНОПЛАСТОВ
ФЕНОПЛАСТЫ
Фенопласты — это термореактивные пластические
массы, представляющие собой композиции на основе
фенолоформальдегидных смол с тканевыми, древесными,
бумажными и другими наполнителями. Фенопласт — од-
на из старейших пластмасс. Впервые фенольный пла-
стик— карболит — был получен русским ученым
Г. С. Петровым в 1913 г. Несмотря на появление боль-
шого количества других пластмасс, фенопласты не ут-
ратили своего значения и широко применяются во всех
отраслях машиностроения. Наиболее часто применяют
слоистые фенопласты — текстолит и ДСП.
Текстолит представляет собой слоистую пластмассу,
полученную путем горячего прессования на основе фе-
иоло- или крезолоформальдегидных смол с тканевыми
наполнителями. Применяют текстолиты для изготовле-
ния различных деталей машин: зубчатых колес, подшип-
ников, наделок на направляющие металлорежущих стан-
ков, лопаток ротационных насосов, прокладок и др.
Выпускают текстолит в виде листов, плит, стержней или
трубок различных размеров.
Текстолиты хорошо обрабатывать резанием, легко
шабрить, строгать и фрезеровать.
Для ремонтных работ применяют металлургический
текстолит Б, поделочный ПТ и текстолит 2.
Металлургический текстолит Б обладает более вы-
сокой износостойкостью по сравнению с текстолитом ПТ
и 2 и является основным материалом для изготовления
наделок па направляющие плоскости металлорежущих
станков. Из текстолита Б изготовляют подшипники про-
катных станов, зубчатые колеса и другие детали машин.
Текстолиты ПТ и 2 используют только как заменители
106
текстолита Б. Текстолит Б выпускают в виде плит тол-
щиной 20—70 мм, шириной 400—1000 мм и длиной
900—1500 мм. Наполнителем является крупноплетепая
ткань.
Поделочный текстолит ПТ и текстолит 2 изготовля-
ют из легких сортов ткани (бязь, батист, миткаль, ши-
фон и др.) и применяют для производства различных
деталей машин и приборов. Стоимость текстолитов ПТ
и 2 значительно выше стоимости металлургического тек-
столита Б.
Для изготовления прессованных деталей применяют
текстолиты из крошки. Физико-механические свойства
этих пластмасс значительно ниже свойств текстолитов
с тканевыми наполнителями.
Текстолиты обладают хорошими антифрикционными
свойствами — низким коэффициентом трения, хорошей
прирабатываемостью и сравнительно высокой механиче-
ской прочностью.
Минимальных значений коэффициента трения (0,02—
0,05) достигают при смазке текстолита маслом. При
смазке водой коэффициент трения увеличивается до
0,03—0,07. При работе без смазки текстолиты имеют вы-
сокий коэффициент трения 0,25—0,40 и используются в
качестве фрикционного материала.
Текстолитовые подшипники хорошо прирабатывают-
ся по шейке вала. Приработка происходит за счет исти-
рания неровностей подшипника и выглаживания тру-
щихся поверхностей по форме вала.
Основные физико-механические свойства текстолита
приведены в табл. 1.
Основными недостатками текстолитов являются во-
допоглощение и низкая теплопроводность. Величина
водопоглощения зависит от содержания смолы в пласт-
массе и от типа наполнителя. Кроме того, водопоглоще-
ние зависит от степени полимеризации смолы в процес-
се прессования. При эксплуатации текстолитовых дета-
лей в обычных условиях водопоглощение уменьшается,
и влага поглощается лишь внешней поверхностью на
глубину нескольких десятых долей миллиметра. После
проварки текстолита в масле водопоглощение полностью
устраняется.
Теплопроводность текстолитов низкая. Ввиду плохо-
го отвода тепла при больших скоростях скольжения мо-
5* 107
жет происходить обгорание трущихся поверхностей тек-
столитовых деталей. Отвод тепла от зоны трения осу-
ществляется только через металлические детали, напри-
мер, через вал в узле трения вал — подшипник.
Древесно-слоистые пластики (ДСП) изготовляют из
древесного шпона на основе феноло- или крезолофор-
мальдегидных смол путем горячего прессования под вы-
соким давлением. Шпон для производства ДСП полу-
чают путем лущения древесины; толщина шпона колеб-
лется в пределах 0,55—1,5 мм.
Рис. 49. Схема расположения волокон шпона
а - ДСП-A; б-ДСП-Б; в —ДСП-В; г - ДСП-Г
Для изготовления деталей машин применяют древес-
но-слоистые пластики общего назначения—ДСП-А.
ДСП-Б, ДСП-В и ДСП-Г. Выпускают ДСП-A, ДСП-Б
и ДСП-В в виде листов и плит толщиной 1—60 мм, ши-
риной 800—1200 мм и длиной 700—5600 мм. ДСП-Г
выпускают в виде восьмигранных плит толщиной 15—
60 мм, расстояние между параллельными сторонами
восьмигранника 600—1000 мм.
Структура ДСП зависит от расположения шпона в
толще пластмассы (рис. 49). В ДСП-A волокна шпона
расположены параллельно друг другу во всех слоях.
Пластик обеспечивает максимальную прочность на рас-
тяжение или сжатие только в одном направлении.
В ДСП-Б каждые 10—20 слоев шпона с параллельным
направлением волокон перемежаются с одним слоем,
расположенным под углом в 90°. В ДСП-В каждый
слой шпона с параллельным направлением волокон
перекрывается слоем с перпендикулярным направлени-
ем волокон. В ДСП-Г волокна шпона имеют звездооб-
разное, радиальное, направление, т. е. волокна в смеж-
ных слоях последовательно смещены на угол 25—30°.
Пластик имеет равную прочность на растяжение и сжа-
тие во всех направлениях.
108
Кроме ДСП общего назначения выпускают Пласти-
ки: с повышенной механической прочностью — ДСП-Б-а
(авиационный); с повышенной химической стойкостью —
ДСП-ф; для деталей высоковольтной аппаратуры —
ДСП-Б-э и ДСП-В-э; пластики, пропитанные минераль-
ным маслом — ДСП-Б-м и ДСП-В-м. Применяют также
и специальные виды древесных пластиков: арктилит —
древесный пластик, армированный березовым шпоном,
хлопчатобумажной тканью и тонкой стальной сеткой;
капролит — пластик, содержащий помимо древесного
наполнителя вторичный капрон; древовинил — слоистый
пластик, в котором шпон пропитан полимерами диви-
нилацетилена и др.
Рис. 50. Изделия из ДКП:
а — кольцо; б — прокладка; в — втулка; г — шкив клиноременнон передачи
Из древесно-слоистых пластиков изготовляют зубча-
тые колеса, втулки, шкивы, подшипники прокатных ста-
нов ползуны пилорам и другие детали машин.
Широко применяют древесные композиционные пла-
стики (ДКП), содержащие помимо древесных наполни-
телей (опилок и крошек шпона), графит, тальк, алюми-
ниевую пудру и другие не древесные наполнители. Из
композиционных пластиков методом прессования в
прессформах изготовляют втулки, шкивы, кольца, про-
кладки и др. (рис. 50). Особенно целесообразно из ДКП
109
изготовлять самосмазывающиеся втулки для узлов тре-
ния, где затруднена подача смазывающего вещества.
При изготовлении самосмазывающихся втулок в компо-
зицию добавляют графит или минеральное машинное
масло.
Применяют в машиностроении и прессованную древе-
сину (ДП). Ее используют для изготовления подшипни-
ков скольжения, уплотнительных колец, зубчатых колес
и других деталей машин. Прессованная древесина —
хороший заменитель чугуна и бронзы при ремонте стро-
ительного, подъемно-транспортного и промышленного
оборудования.
Древесно-слоистые пластики обладают низким ко-
эффициентом трения. При смазке водой коэффициент
трения составляет 0,01—0,05; при смазке маслом —
0,04—0,08. Водопоглощение ДСП — высокое и составля-
ет 22%.
Объемное увеличение размеров (разбухание)
составляет 20—25%. При эксплуатации изделий из
ДСП в обычных атмосферных условиях разбухание не
превышает 5—8%.
Теплостойкость ДСП низкая. При использовании пла-
стиков в узлах трения нужно предусматривать устройст-
ва для отвода тепла от трущихся поверхностей. При
конструировании деталей из ДСП не всегда можно
полностью копировать конструкцию металлической де-
тали.
Успешное применение ДСП возможно только в том
случае, если правильно будет определена конструкция
пластмассовой детали с учетом конкретных условий ра-
боты узла.
Основные физико-механические свойства древесно-
слоистых пластиков общего назначения приведены в
табл. 1.
Смолы, идущие на изготовление фенопластов, полу-
чают взаимодействием фенола или крезола с водным
раствором формальдегида (формалином). Фенол и кре-
зол получают перегонкой каменно-угольной смолы, а
формальдегид — окислением метилового спирта при не-
полном сгорании. В результате взаимодействия этих
веществ образуется формальдегидная смола (баке-
лит).
Формальдегидная смола непостоянна по своим свой-
110
ствам. В начальной стадии А (смола носит название
резола) опа обратима, т. е. затвердевает при охлажде-
нии и плавится при повторном нагревании. В этой стадии
смола хорошо растворяется в ацетоне или спирте.
В промежуточной стадии В (смола носит название ре-
зитола) она не плавится, а только размягчается, раство-
римость смолы — низкая. В конечной стадии С (смола
носит название резита) она не плавится и не раство-
ряется. Переход смолы из стадии А в стадию С проис-
ходит при повышении температуры с 80 до 150 °C. Эти
свойства смолы используют при изготовлении пла-
стиков.
В качестве связующих фенолоформальдегидные смо-
лы получили наибольшее распространение, так как они
полнее, чем другие искусственные смолы, удовлетворя-
ют требованиям, предъявляемым к связующим пластиче-
ских масс. Фенолоформальдегидные смолы обладают хо-
рошей текучестью и способны при прессовании пропи-
тывать ткани, бумагу и другие волокнистые наполнители.
Кроме того, они во много раз дешевле других смол.
Из чистых формальдегидных смол детали машин не
изготовляют. Прочные и износостойкие детали получают
из смол, армированных наполнителями. В качестве на-
полнителей применяют хлопчатобумажную и асбесто-
вую ткани, стеклоткань, древесный шпон, бумагу и т. п.
Наполнители пропитывают раствором резольной смо-
лы, высушивают, а затем прессуют при температуре
150—160 СС. При этом происходит полимеризация смо-
лы, и смола переходит в необратимое состояние (ста-
дия С). Фенопласты прессуют на многоэтажных гидрав-
лических прессах, фасонные изделия из фенопластов из-
готовляют в прессформах. При прессовании смола про-
никает внутрь наполнителя, надежно защищает его
от влаги и воздуха и обеспечивает монолитность из-
делия.
На основе формальдегидных смол можно изготовлять
пластики и с комбинированными наполнителями:
ткань — древесная мука, бумага — асбестовая крошка и
т. п. Особенно широкое распространение получили на-
полнители— хлопчатобумажная ткань и древесина.
При изготовлении изделий из опилок или текстолито-
вой крошки иногда применяют специальные добавки —
слюду, тальк, графит и др.
111
НАДЕЛКИ ИЗ ФЕНОПЛАСТОВ
Для уменьшения истирания направляющих плоско-
стей металлорежущих станков и предохранения их от
задиров устанавливают пластмассовые наделки. Надел-
ки из текстолита, ДСП, кордоволокнита, гетинакса, ви-
нипласта и других пластических масс устанавливают
в основном при ремонте станков для восстановления
первоначальных размеров изношенных деталей. Наилуч-
шие результаты достигнуты при применении текстоли-
товых наделок. Установка наделок улучшает эксплуа-
тационные возможности станка, удлиняет срок его служ-
бы и значительно снижает стоимость ремонтных работ.
Применение текстолитовых наделок особенно целе-
сообразно для крупных металлорежущих станков и ме-
нее оправдано для средних и легких станков с высоки-
ми скоростями скольжения трущихся поверхностей. При
ремонте средних и легких станков выгоднее применять
кордоволокнитовые наделки. Наполнителем для кордо-
волокнита служат очищенные от резины нити ткани
корд — отходы от переработки изношенных автопокры-
шек. Кордоволокнит значительно дешевле текстолитов и
обладает большей износостойкостью на истирание. Ви-
нипласт и гетинакс можно применять только в качест-
ве заменителей текстолитов, и наделки из этих пластмасс
можно устанавливать только на плоскости деталей, ско-
рости движения которых сравнительно небольшие. При
повышенных скоростях скольжения эти пластмассы ра-
ботать не могут.
Наделки из пластмасс нужно ставить на закрытые
направляющие — на направляющие суппортов, столов,
бабок, стоек и т. п., но не на станины, так как попа-
дание стружки и пыли вызывает повышенный износ тру-
щихся поверхностей. В случае установки наделок на
открытые направляющие нужно предусмотреть специаль-
ные защитные устройства: щитки (рис. 51), уплотнения
(см. рис. 44), скребки и т. п.
Наделки на направляющие плоскости приклеивают
эпоксидным клеем или крепят винтами и штифтами
(рис. 52). Винтами наделки прижимают к ремонтируе-
мой плоскости, а штифты препятствуют сдвигу наделки.
Винты изготовляют из латуни или меди, штифты — из
чугуна или текстолита. Можно крепить наделки и сталь-
ными оцинкованным или оксидированными винтами.
112
Для предохранения винтов от самооткручйвайия ИХ
перед сборкой смазывают бакелитовым лаком. Головки
винтов и штифтов должны быть утоплены на 2—3 мм
в тело наделки. В случае применения стальных винтов
отверстия под головку заделывают текстолйтовыми за-
глушками.
Головки текстолитовых штифтов, и заглушек обраба-
тывают заподлицо с плоскостью скольжения при при-
шабривании наделок.
Рис. 51. Откидной щит для предохранения пластмассовых на-
правляющих
Заготовки для наделок вырезают из плит. Если на-
делки будут подвергаться масляной пропитке, то с за-
готовки снимают поверхностный уплотненный слой. Для
уменьшения деформации уплотненный слой снимают с
обеих сторон (при приклеивании наделок нельзя про-
питывать их в масле). Длина наделки не должна пре-
вышать 500—600 мм. В противном случае затрудняется
их механическая обработка, а при проварке в масле
увеличивается величина деформации. Если длина ли-
ста менее 600 мм, то можно вырезать заготовки под
углом, однако нужно стремиться, чтобы волокна напол-
нителя располагались вдоль длины наделки. Торцы пла-
стин обрабатывают под углом в 90°. При укладке на на-
11?
правляющиё станка составных наделок зазор между
ними должен быть не менее 0,1 мм.
Привалочную плоскость наделки после механической
обработки пришабривают с точностью до 6—8 пятен на
квадрат 25X25 мм, трущиеся поверхности — с точно-
стью до 10—15 пятен.
2}
Рис. 52. Крепление текстолитовых наделок:
а — латунными или медными винтами; б — чугунными штиф-
тами; в — стальными винтами с текстолитовой заглушкой; г —
текстолитовыми штифтами
Прилегание привалочной плоскости к ремонтируе-
мой детали проверяют щупом, допускаемый зазор — не
более 0,03 мм. В местах, где проверку щупом произ-
водить нельзя, наличие зазора определяют простукива-
нием или специальным прибором. Трущиеся поверхно-
сти наделки пришабривают на станине. Прилегание про-
веряют количеством пятен.
Для предупреждения износа текстолитовых наделок
чистота поверхности направляющих должна быть не-
114
сколько выше, чем обычно. Наличие па направляющих
задиров, раковин, вмятин и других дефектов недопусти-
мо. Смазочные канавки прорезают после пришабрива-
ния наделок, причем глубина канавки должна быть мень-
ше толщины наделки.
ПОДШИПНИКИ ИЗ ТЕКСТОЛИТА
Из текстолита изготовляют подшипники различных
размеров — от самых маленьких для приборов до самых
больших для тяжелого металлообрабатывающего обору-
дования. Подшипники изготовляют цельными или набор-
ными (рис. 53). Подшипники небольших размеров изго-
товляют прессованием в специальных прессформах или
вытачивают из текстолитовых труб, стержней или плит.
Рис. 53. Наборный текстолитовый
подшипник
Подшипники из текстолита по сравнению с металли-
ческими отличаются низким коэффициентом теплопро-
водности и высоким температурным коэффициентом
линейного расширения. Тепло, возникающее в зоне кон-
такта, отводится только валом, а при наличии приточ-
ной смазки — и смазывающей средой. При постановке
тонкостенной втулки в металлический корпус часть теп-
ла будет отводиться и через втулку, но чрезмерное
уменьшение ее толщины приведет к быстрому износу
подшипника.
115
Для определения толщины стенки (в мм) текстоли-
товой втулки можно пользоваться приближенной эмпи-
рической формулой
t = (0,05 4- 0,15)d, (7)
где d — внутренний диаметр втулки в мм;
0,05—0,15 — коэффициент, учитывающий техноло-
гические и конструктивные особенно-
сти изготовления подшипника; мень-
шее значение коэффициента следует
применять при изготовлении втулок
больших диаметров, большее — при из-
готовлении втулок малых диаметров.
При ремонте сильно изношенного узла трения не
всегда удается после удаления следов износа вала и
втулки получить зазор, равной толщине стенки, опреде-
ленной по формуле (7). Но и в этом случае нужно
стремиться делать толщину стенки втулки близкой к
расчетной. Длину втулок по возможности нужно делать
больше, так как удлиненные втулки воспринимают
большую нагрузку.
При установке текстолитовых втулок в металличе-
ский корпус нужно учитывать, что деформации будут
происходить только за счет втулки и поэтому внутрен-
ний размер втулки уменьшится на величину натяга.
Можно устанавливать текстолитовые втулки в ме-
таллический корпус и на эпоксидном клее.
На Ленинградском станкостроительном заводе
им. Свердлова при изготовлении продольно-фрезерных
станков некоторые бронзовые втулки заменены металло-
текстолитовыми. По данным завода, износостойкость
этих втулок в 4—5 раз выше бронзовых.
Текстолитовые втулки хорошо гасят вибрации, возни-
кающие при вращении вала. Попавшие на поверхность
трения твердые частицы вдавливаются в материал втул-
ки, поэтому шейка вала изнашивается незначительно.
подшипники из ДСП
Для изготовления подшипников применяют древесно-
слоистые пластики марок А и Б. Древесные пластики не
только заменяют дорогостоящие цветные металлы: баб-
бит и бронзу, но и обладают по сравнению с ними це-
116
лым рядом преимуществ. Подшипники из ДСП не обра-
зуют задиров на трущихся поверхностях и почти не
изнашивают шейки вала. Смазку подшипников можно
производить водой или водными эмульсиями.
Древесно-слоистые пластики изготовляют из дешево-
го недефицитного сырья — древесины. Содержание смо-
лы невысокое—до 20% (содержание смолы в текстоли-
тах 40—50%).
Подшипники из ДСП обладают высокой усталостной
прочностью, упруги и при нагрузках способны увеличи-
вать угол охвата вала, снижая тем самым удельное дав-
ление на плоскость трения. Свойство ДСП деформиро-
ваться под нагрузкой предохраняет подшипник от кон-
центрации перегрузок.
Основным недостатком подшипников из ДСП явля-
ется свойство пластиков разбухать в воде, что вынуж-
дает изготовлять сопряжение с большим зазором.
Подшипники из ДСП нашли применение в прокат-
ных станах, грузоподъемных кранах, экскаваторах, уг-
летранспортерах, камнедробилках, бетономешалках и в
других машинах и механизмах.
В соединениях, где преобладает абразивный износ,
ДСП показали большую износостойкость, чем металли-
ческие подшипники. В пищевой, бумажной и текстиль-
ной промышленности, где смазка подшипников мине-
ральными маслами нежелательна, подшипники из ДСП
незаменимы.
При изготовлении подшипников нужно иметь в виду,
что наибольшей износостойкостью обладает поверхность
торцов волокон, поэтому в подшипниках должно быть
обеспечено перпендикулярное расположение волокон по
отношению к трущейся поверхности вала. Изготовляют
подшипники из ДСП в основном составные, больших
размеров. Плиты разрезают поперек волокон на отдель-
ные бруски. Для придания брускам формы трапеции их
фрезеруют или строгают. Из полученных трапецеидаль-
ных брусков набирают подшипник, склеивают, стягива-
ют хомутами и окончательно обрабатывают на токарном
станке. На рис. 54 показана заготовка наборного под-
шипника из ДСП.
Втулки из ДСП запрессовывают в металлические
обоймы посадками ПР13 или ПР33. При запрессовке
внутренний диаметр втулки уменьшается примерно на
117
величину натяга, поэтому окончательную расточку втул-
ки нужно производить после запрессовки.
Заготовки для подшипников небольших размеров
40—50 мм можно склеивать из квадратных брусков с
последующим высверливанием и обточкой. Можно не-
большие подшипники вытачивать и из целого бруска
ДСП.
Изготовленные втулки могут быть подвергнуты про-
питке в машинном масле. Для этого их помещают в
масляную ванну на 8—10 суток. Вначале температура
Рис. 54. Заготовка наборного под-
шипника
масляной ванны составляет 30—35 °C, затем, через 2—
3 суток, температуру ванны повышают до 50 °C. Изме-
нение формы и размеров втулки при пропитке незначи-
тельно и находится в допускаемых пределах. Можно
производить пропитку и ускоренным методом, провари-
вая втулки в машинном масле при температуре
110 °C в течение 1 ч с последующим медленным охлаж-
дением вместе с ванной.
При изготовлении подшипников из ДСП необходимо
учитывать ряд существенных факторов, вытекающих из
особенностей строения и физико-механических свойств
древесины. Стенки втулок и вкладышей из ДСП легко
скалываются вдоль волокон. Чтобы не допустить скалы-
вания, необходимо втулки запрессовывать в металличе-
ские обоймы и в подшипнике устанавливать соответст-
вующие упорные шайбы, которые вместе с обоймой со-
здадут надежную опору для древесины втулки.
Втулки под действием воды и влаги способны набу-
хать в направлении, обратном прессованию, поэтому
следует избегать применения этих материалов для под-
шипников, работающих в воде или сильно увлажненной
118
среде. В этих случаях можно применять втулки, про-
варенные в обезвоженном минеральном масле. Пропи-
танные маслом подшипники не набухают и после при-
работки хорошо сохраняют свои линейные размеры.
Нестабильность размеров подшипников позволяет
устанавливать подшипники только в тех узлах трения,
где оптимальный зазор для подшипников из ДСП не
превышает допустимых значений зазора ремонтируемо-
го соединения.
Подшипники из ДСП могут обеспечить точность со-
пряжения не выше 3—4-го классов точности, при этом
шероховатость поверхности вала должна быть не ниже
9—10-го классов чистоты, а внутренней поверхности
втулки — не ниже 6—7-го классов.
Оптимальный зазор (в мм) подшипников из ДСП
определяют по формуле
° — с • dH0M, (8)
где dH0M — номинальный диаметр сопря-
жения в мм\
С = 0,002 4- 0,004 — коэффициент, учитывающий
факторы, которые влияют на
величину зазора; меньший
предел коэффициента следует
применять при небольших
удельных давлениях порядка
20 кГ1см2, а больший — от
20 кГ/см2 и выше.
ЗУБЧАТЫЕ КОЛЕСА ИЗ ТЕКСТОЛИТА И ДСП
Текстолитовые зубчатые колеса обладают рядом пре-
имуществ по сравнению с металлическими. Зубчатые
колеса могут работать в передачах с ударными нагруз-
ками, хорошо гасят вибрации, бесшумны в работе. Тек-
столитовые зубчатые колеса обычно работают в паре
с колесами из стали. Коэффициент трения в этих слу-
чаях ниже, чем у металлических или текстолитовых
пар. Для малонагруженных передач зубчатые колеса
изготовляют сплошными из одного листа. Толщина коле-
са в этом случае не превышает 70 мм. Для силовых
передач колеса изготовляют сборными (рис. 55).
119
Вначале изготовляют металлическую ступицу-втулку.
Внутреннюю поверхность ступицы растачивают по диа-
метру вала, на наружной поверхности фрезеруют лыс-
ки. Минимальная толщина втулки для зубчатых колес
диаметром 100—250 мм — 5 мм. На один из концов
а) 5)
втулки приваривают диск.
Второй диск должен за-
ходить на лыски втулки
свободно. Диаметры дис-
ков равны диаметру ше-
стерен. По подвижному
стяжному металлическому
диску, как по шаблону,
производят разметку и
вырезку текстолитовых
дисков. Вырезку нужно
производить с припуском
на последующую обработ-
ку. Внутреннюю поверх-
ность дисков припилива-
ют по втулке, наруж-
ную — протачивают до
нужного размера после
сборки. Припиленные
Рис. 55. Сборные текстолито-
вые шестерни:
а — заклепочное крепление; б — бол-
товое крепление
текстолитовые и стальные диски насаживают на втулку
и затем сверлят отверстия, через которые диски стяги-
вают болтами или заклепками.
Тонкие текстолитовые диски (3—5 мм) нужно склеи-
вать между собой. Для склеивания текстолита можно
применять фенолоформальдегидные, эпоксидные или ме-
тилополиамйдные клеи.
Зубья нарезают на металлорежущих станках обыч-
ными зубообрабатывающими инструментами.
Из ДСП изготовляют зубчатые колеса, работающие
при небольших удельных нагрузках в сравнительно бы-
строходных передачах. Такие колеса хорошо поглощают
удары и вибрации, бесшумны в работе. Применяют их
в основном в неточных передачах в паре с металличе-
ской шестерней. Наиболее пригодным материалом для
зубчатых колес является ДСП-Г — пластик со звездооб-
разным расположением волокон шпона. Колеса из
ДСП-Г можно изготовлять с прямыми или косыми
зубьями — цельными или составными.
120
Составные, наборные колеса из древесных пласти-
ков изготовляют так же, как и текстолитовые.
Особенностью зубчатых колес из ДСП и текстолита
является их незначительный удельный вес. Это свойство
имеет большое значение в быстроходных зубчатых пере-
дачах. При быстром вращении на ободе колеса возни-
кают центробежные силы, увеличивающие нагрузку на
зуб, снижая тем самым допускаемое число оборотов
передачи. Применяя в этих случаях пластмассовые ко-
леса вместо металлических, можно значительно повы-
сить допускаемое число оборотов зубчатой передачи.
СКЛЕИВАНИЕ ДСП
Для склеивания древесно-слоистых пластиков в ос-
новном применяют клей БЗ, представляющий собой ком-
позицию на основе фенольно-баритовой смолы. Ниже
приведен состав клея в вес. ч.:
смола БЗ........................ 100
ацетон или этиловый спирт . . 10
керосиновый контакт...... 1400/А, где А — кислот*
ное число контакта.
Приготовляют клей следующим образом. В чистую
стеклянную или фарфоровую посуду помещают нужное
количество смолы и добавляют ацетон или спирт. Смесь
перемешивают до получения однородной массы. Затем
при непрерывном перемешивании вводят керосиновый
контакт Петрова. Правильно подготовленная компози-
ция имеет ровный зеленый цвет. Приготовляют клей в
небольших количествах, так как через 1,5—2 ч он от-
верждается. Клей нужно приготовлять при температуре
не выше 20 °C, так как при повышенной температуре
происходит быстрое отверждение композиции.
Склеиваемые поверхности должны быть ровными без
выступов и впадин и плотно прикасаться друг к другу.
Для увеличения шероховатости их обрабатывают круп-
нозернистой наждачной бумагой. После обработки пыль
удаляют, и поверхности тщательно протирают ацетоном
или спиртом. Затем на поверхности наносят первый слой
клея, и после выдержки в течение 5—10 мин наносят
второй слой. После нанесения второго слоя также дела-
ют выдержку на 5—10 мин, а уж затем соединяют дета-
ли. Соединенные детали стягивают хомутами или поме-
121
щают под пресс. Детали в сжатом состоянии просушивав
ют в термокамере при температуре 50—55 °C в течение
3—4 ч или на воздухе 36—48 ч при нормальной комнат-
ной температуре.
Контролируют соединение по цвету отвержденного
клея. Склеивание считается завершенным в том случае,
если клей приобрел светло-розовый цвет. Темный цвет
клей приобретает при повышенной температуре отвер-
ждения или в результате неправильного приготовления
композиции.
ПОЛУЧЕНИЕ ЗАГОТОВОК
МЕТОДОМ ПРЕССОВАНИЯ ДРЕВЕСИНЫ
0575
'Конденсат
Рис. 56. Схема автоклава для распа-
ривания древесины
Технологический процесс получения заготовок из
прессованной древесины прост и позволяет организовать
производство практически в любой ремонтной мастер-
ской без больших дополнительных затрат на оснастку
и оборудование. Для
прессования древесины
можно применять
прессы любой конст-
рукции, а в отдельных
случаях можно пользо-
ваться ручными прес-
сами или гидравличес-
кими домкратами.
Существуют три
способа получения за-
готовок из прессован-
ной древесины — одно-
осное прессование,
контурное прессование
и гнутье с подпрессов-
кой. Сущность метода
прессования заключа-
ется в уплотнении дре-
весины с целью увели-
чения количества дре-
весного вещества в
единице объема. Исходным материалом для получения
заготовок служат бруски березы, осины, ольхи, бука
и других лиственных пород древесины, предварительно
высушенные до 20—30 %-ной влажности.
122
Высушенную заготовку помещают в автоклав
(рис. 56), где распаривают ее влажным паром при тем-
пературе 100—105 °C. Продолжительность распаривания
зависит от размеров бруска. Для брусков с размером
поперечного сечения 150—
200 мм время распаривания
составляет 2—3 ч. Распарен-
ную древесину охлаждают в
течение 2—3 мин до темпера-
туры 80—90 °C и прессуют од-
ним из вышеуказанных спосо-
бов.
При отсутствии автоклава
распаривание можно произво-
дить в любом металлическом
Рис. 57. Схема одноосного
прессования
сосуде, изготовленном из лис-
товой стали или трубы боль-
шого диаметра.
Одноо сное
прессование при-
меняют для полу-
чения заготовок
подшипников и
других трущихся
деталей машин.
При прессовании
распаренный бру-
сок древесины за-
кладывают в ме-
талличе скую
прессформу (рис.
57) и подвергают
Рис. 58. Схемы контурного прессования:
а — сплошное прессование; б — прессование с
трубой; в — прессование изнутри сердечником;
/ — кольцо; 2 — приемник; 3 — прессформа;
4 — накладка; 5 — стержень или труба-сердеч-
ник; 6 — съемный наконечник сердечника
действию прессу-
ющей силы Р, на-
правленной попе-
рек волокон брус-
ка. Спрессован-
ный брусок за-
крепляют в прессформе и вместе с прессформой подвер-
гают сушке.
Контурное прессование (рис. 58) применяют для по-
лучения заготовок сплошного сечения (цилиндров) и по-
лых заготовок для втулок. При контурном прессовании
123
сплошных цилиндров предварительно пропаренную бол-
ванку цилиндрической формы вдавливают прессом в
металлическую прессформу (трубу).
На один конец болванки устанавливают стальное ко-
ническое кольцо /, которое предохраняет болванку от
растрескивания. Второй конец заводят в конусный при-
емник 2 прессформы 3. Прессформу смазывают солидо-
лом или графитом. Усилие пресса передается на болван-
ку через накладку 4.
Внутренний диаметр прессформы определяется раз-
мерами заготовки. Начальный диаметр заготовки до
прессования (в мм) определяют по следующей фор-
муле]
(9)
у 1 — I
где d — диаметр заготовки (внутренний диаметр пресс-
формы) в мм\
I — коэффициент прессования, зависящий от вида
материала; для березы Z = 0,5, для осины I = 0,4,
для ольхи / = 0,35.
Для получения заготовки в виде полого цилиндра
болванку высверливают и в отверстие вставляют штырь
или трубу (рис. 58,6). После прессования полый ци-
линдр можно подвергнуть дополнительному прессованию
изнутри сердечником (фиг. 58,в). Отпрессованную за-
готовку подвергают сушке вместе с прессформой.
Гнутье древесины (рис. 59) производят обычно вме-
сте с шинкой (стальной лентой), которую закрепляют
на выпуклой стороне заготовки. В момент гнутья или
после гнутья заготовку можно дополнительно подпрес-
совать по оси изгиба, или по радиусу изнутри. Разли-
чают гнутье поперечное, продольное и торцовое.
Для изготовления деталей промышленного оборудова-
ния используют заготовки, полученные поперечным или
продольным гнутьем с последующей подпрессовкой из-
нутри, а также заготовки, полученные торцовым гнутьем
с последующим поперечным прессованием вдоль оси.
Поперечным гнутьем с последующим прессованием
изнутри можно получать вкладыши для подшипников с
толщиной стенки 2—3 мм.
Продольным гнутьем с последующим поперечным
прессованием изнутри можно получать втулки и вкла-
дыши со стенками толщиной 5—20 мм.
124
На шинку полученной заготовки набрасывают фикси-
рующие скобы (рис. 60) и заготовку вместе с шинкой
отправляют в сушку.
Сушат заготовки в сушильных электрошкафах при
температуре 100—120°С в течение 3—4 ч, Интервал
Рис. 59. Матрица с шинкой
для гибки заготовки:
/ — матрица; 2 —шинка; 3 —
пуансон: 4 — заготовка
Рис. 60. Заготовка с фиксиру-
ющими скобами:
/ — скоба; 2—шинка; 3 — заготовка
температур 100—120 °C является оптимальным. Оконча-
тельно высушенные заготовки свободно вынимаются из
прессформы или шинки. После сушки заготовки можно
проваривать в масле. При температуре 25—30°C и нор-
мальном атмосферном давлении детали из ДП легко
впитывают в себя до 15% минерального масла, при этом
линейные размеры детали остаются постоянными.
Основные физико-механические свойства прессован-
ной древесины приведены в табл. 1.
ПОРШНЕВЫЕ КОЛЬЦА ИЗ ТЕКСТОЛИТА
Поршневые кольца пневмоцилиндров ковочных мо-
лотов, компрессоров и других машин изготовляют обыч-
но из чугуна. Чугунные кольца быстро изнашивают
внутреннюю поверхность гильзы и часто ломаются. Наи-
лучшим заменителем металла в этом случае является
текстолит ПТ. Текстолит хорошо противостоит ударным
нагрузкам и почти не изнашивает поверхность гильзы.
Стойкость текстолитовых колец на истирание значитель-
но выше металлических.
Заготовки для колец вырезают из листов соответст-
вующей толщины, обрабатывают по торцам и разреза-
ют замки. Проточку наружной и внутренней поверхно-
125
стей колец производят на токарном станке с помощью
приспособления для обработки металлических поршне-
вых колец. Для большей упругости кольца можно арми-
ровать стальной проволокой, которую вставляют в вы-
точку, прорезанную с внутренней стороны кольца.
ТЕХНИКА БЕЗОПАСНОСТИ
Связующие вещества, входящие в состав фенопла-
стов, токсичны, поэтому при работе с ними следует при-
менять соответствующие меры предосторожности. При
ремонтных работах приходится иметь дело с уже отвер-
девшими пластмассами, которые не представляют опас-
ности для рабочего. Однако при механической обработ-
ке отвержденных фенопластов образуется пыль, кото-
рая вызывает заболевания органов дыхания и слизи-
стых оболочек глаз. Поэтому станки для механической
обработки деталей из фенопластов должны быть обо-
рудованы местной пылеотсасывающей вентиляцией.
При приготовлении клея для склеивания фенопла-
стов выделяются пары фенола, которые заполняют воз-
дух рабочего помещения. Вдыхание воздуха с высокой
концентрацией паров фенола вызывает расстройство пи-
щеварения, головные боли, раздражение дыхательных
путей и слизистых оболочек глаз. Поэтому приготовле
ние клея и склеивание деталей следует производить в
помещении, оборудованном приточно-вытяжной вентиля-
цией с местными отсосами. Допустимая концентрация
паров фенола в рабочем помещении составляет
0,03 мГ)л.
Глава VI
НОВЫЕ ВИДЫ ПЛАСТИЧЕСКИХ МАСС
ПОЛИФОРМАЛЬДЕГИД
Полиформальдегид представляет собой высокомоле-
кулярный полимер, получаемый полимеризацией газооб-
разного формальдегида в среде инертных растворителей
в присутствии катализатора. Полимер термически сто-
ек, может перерабатываться методом литья под дав-
лением и экструзией (выдавливанием) при температу-
рах, превышающих его температуру размягчения. Вы-
пускают полимер в виде листов, полос, стержней и труб,
а также в виде белого кристаллического порошка или
гранул кремового цвета.
Из полиформальдегида изготовляют зубчатые коле-
са, шарикоподшипники, втулки, рукоятки рычагов управ-
ления и другие детали машин. Детали из полиформаль-
дегида непрозрачны.
Изделия из полиформальдегида сохраняют прочность
и жесткость до температуры 80 °C. При нормальных
температурах полимер обладает высокой химической
стойкостью, стоек к кислороду, воде, минеральным мас-
лам. Растворяется полимер в концентрированных неор-
ганических кислотах и щелочах. Наилучшим раствори-
телем полимера является фенол.
Изделия из полиформальдегида отличаются стабиль-
ностью размеров. Это дает возможность при изготовле-
нии деталей применять допуски на металлические мате-
риалы, не увеличивая зазоры и натяги сопрягаемых де-
талей, как это делается для других пластических масс.
Полиформальдегид отличается от большинства пласт-
масс и тем, что имеет строго определенный предел проч-
ности, ниже которого не происходит разрушение образ-
ца, сколько бы раз не прилагали нагрузку. При воздей-
127
ствйи изгибающих усилий пластмасса Подобно стали
способна восстанавливать свою первоначальную форму
при снятии нагрузок.
Полиформальдегид обладает высокой стойкостью на
истирание; коэффициент трения по стали без смазки
0,1—0,3, при смазке маслом 0,05—0,1.
Существенными недостатками полиформальдегида
являются недостаточная светостойкость и способность
разрушаться под действием ультрафиолетовых лучей.
Окрашенные изделия с течением времени изменяют свой
цвет, на изделиях появляется белый матовый налет.
Кроме того, пластмасса обладает очень низкой адгезией
к металлам.
Однако благодаря высокой прочности, износостойко-
сти и термостойкости полиформальдегид может найти
широкое применение в машиностроении. Источники
сырья для получения полимера практически не ограни-
чены, и он может стать одним из самых дешевых маши-
ностроительных материалов.
В табл. 1 приведены основные физико-механические
свойства полиформальдегида.
ПОЛИКАРБОНАТ
Поликарбонат —термопластичный материал, полу-
чаемый сложным химическим путем. Основным сырьем
для получения полимера служат фосген и дифенилол-
пропан. Поликарбонат представляет собой твердые про-
зрачные гранулы от светло-желтого до желтого цвета.
Изделия из поликарбоната стабильны и сохраняют
свою форму и размеры до температуры 140 °C. Водопо-
глощение полимера низкое — 0,1%. Прочность поликар-
боната несколько выше, чем у полиамидов. Изделия из
поликарбонатов можно окрашивать в любой цвет.
Поликарбонаты устойчивы к действию разбавленных
кислот, растворов минеральных солей, смазочных масел,
керосина и бензина. Растворяется полимер в хлориро-
ванных углеводородах, диоксане и тетрагидрофуране.
Из поликарбоната можно изготовлять зубчатые ко-
леса, подшипники, детали прецизионных приборов (ча-
сов, счетных машин), кулачки и др. Изделия из поли-
карбоната хорошо работают в конструкциях, подвер-
женных ударным нагрузкам.
128
Поликарбонаты хорошо обрабатывать резанием, сва-
ривать горячим газом или склеивать растворителями.
Основными методами переработки поликарбонатов яв-
ляется литье под давлением, экструзия, прессование и
вакуум-формование. В табл. 1 приведены основные фи-
зико-механические свойства полимера.
ПЕНТОН
Пентон представляет собой хлорированный поли-
эфир, содержащий до 50% хлора. Получают пентон из
пентаэритрита путем полимеризации. Цвет пентона се-
ровато-желтый. По механическим свойствам пентон бли-
зок к полиамидам, по химической стойкости к золоту и
платине. Износостойкость пентона высокая.
Перерабатывают пентон литьем под давлением.
Усадка пентона незначительная. Размеры и форма дета
лей из полимера стабильны. Из пентона изготовляют
зубчатые колеса, подшипники, клапаны вентилей, дета-
ли приборов и др. Пентон устойчив к тепловым воздей-
ствиям. Он имеет кристаллическую структуру, при плав-
лении переходит в аморфное состояние. Детали из пен-
тона можно соединить сваркой горячим газом. Влаго-
поглощение пентона низкое — 0,01%, поэтому детали из
пентона могут работать во влажной среде. Физико-меха-
нические свойства пентопов приведены в табл. 1.
ПОЛИПРОПИЛЕН
Полипропилен получают полимеризацией пропилена
в растворителе в присутствии катализатора. Возмож-
ность получения полимера из пропилена была установ-
лена русским ученым А. М. Бутлеровым в 1866 г., но
получить полипропилен удалось только в 1952 г.
Полипропилен представляет собой белый порошок
или гранулы цвета слоновой кости. Детали из полипро-
пилена прозрачны.
Полипропилен не набухает в воде. Изделия из него
отличаются стабильностью размеров. Размеры и форма
изделий остаются постоянными и при термических воз-
действиях до 150 °C. Однако морозостойкость полипро-
пилена низкая.
Полипропилен обладает пониженной стойкостью к
ультрафиолетовым лучам. Защитным материалом против
129
воздействия света служит мелкодисперсная газовая са-
жа. Полипропилен окисляется кислородом воздуха, при
этом материал частично разрушается, снижаются его
механические свойства. Для предотвращения окисления
в пластмассу вводят антиокислители. Полипропилен
имеет очень малый удельный вес. Изделия из полипро-
пилена не тонут в воде.
Структура полимера — аморфно-кристаллическая,
причем содержание кристаллической фазы зависит от
способа изготовления деталей и от последующей терми-
ческой обработки. Изделия из материала с кристалли-
ческой структурой имеют большую прочность и твер-
дость, изделия из материала с аморфной структурой —
мягки и эластичны, прочность же их значительно ниже.
Полипропилен перерабатывают в изделия теми же
способами, что и другие термопласты. Из полипропиле-
на изготовляют волокна, пленки, детали машин и при-
боров, трубы и другие изделия. Полипропиленовые по-
крытия наносят на металлические изделия методом на-
пыления или погружением нагретой детали в расплав.
В табл. 1 приведены основные физико-механические
свойства полипропилена.
ЛИТЕРАТУРА
1. Архангельский Б. А. Пластические массы. Л., Суд-
промгиз, 1961, 720 стр.
2. А х м е ч е т Л. С. и др. Применение пластических масс в
технологической оснастке. Киев, Машгиз, 1962, 159 стр.
3. Биммон Л. А. и Громов Л. Н. Изготовление резьбы
в гайках из стиракрила. В сб. «Опыт применения быстроотверде-
вающих пластмасс в машиностроении», вып. 11. М., ЦИТЭИН
1961, стр. 166—167.
4. Бобровников Г. А. Применение синтетических материа-
лов при ремонте и модернизации машин. Киев, Машгиз, 1963,
168 стр.
5. Б у д к о в А. М. и др. Опыт изготовления комбинированных
зубчатых колес с капроновым венцом. М. ГОСИНТИ, 1963, 12 стр.
6. Вадачкория В. И. и Лопатин Ю. Т. Синтетические
конструкционные материалы. — «Машиностроитель», 1963, № 6,
стр. 21.
7. В а с и л ь е в Ю. К. Практика применения прессованной
древесины вместо чугуна и бронзы. «Вестник машиностроения»,
1959, № 12, стр. 62.
8. Горяйнова А. В. Стеклопластики в машиностроении. М.,
Машгиз, 1961, 216 стр.
9. Жуков В. В. Вибрационный способ нанесения пластмас-
совых покрытий. — «Машиностроитель», 1962, № 10, стр. 30.
10. Земляков И. П. Капрон — материал для деталей ма-
шин. М., Машгиз, 1961, 100 стр.
11. Каменецкий В. Я. Изготовление деталей машин и при-
боров из капрона. Киев, Машгиз, 1961, 84 стр.
12. Кестельман Н. Я. Центробежный способ покрытия де-
талей капроном. — «Машиностроитель», 1962, № 5, стр. 29.
13. Криме Э. П. и др. Наплавка порошкообразных пластмасс
в вибрующем слое. — «Пластические массы», 1962, № 7, стр. 35—37.
14. Ковы р ко в А. И. Опыт применения стиракрила ТШ для
наращивания деталей при ремонте оборудования. В сб. «Опыт при-
менения быстроотвердевающих пластмасс в машиностроении», вып.
11, М., ЦИТЭИН, 1961, стр. 159—165.
15. Корсаков В. С. и Лымзин В. Н. Использование
пластмасс для изготовления приспособлений и корпусных деталей
машин. — «Пластические массы», 1960, № 6, стр. 37—42.
16. Корсаков В. С. Применение стиракрила при изготовле-
нии штампов, приспособлений и уплотнительных прокладок. В сб.
«Опыт применения быстроотвердевающих пластмасс в машино-
строении», вып. 11, М., ЦИТЭИН, 1961, стр. 3—50.
131
17. Левин А. И. Новые пластмассы в машиностроении. Ё сб
«Применение полимерных материалов в машиностроении». М., Маш-
гиз», 1962, стр. 29—63.
18. Л и П. 3. и др. Слоистые пластики на основе стекло-
волокна,— «Пластические массы», 1960, № 2, стр. 29—35.
19. Лунев И. М. Поры в клеевом слое и методы их устра-
нения.— «Пластические массы», 1961, № 5, стр. 68—69.
20. М а й о р о в а Э. А. и С о х о р И. М. Пластмассовые по-
крытия деталей станков.—«Станки и инструмент», 1962, № 6,
стр. 25.
21. Маркой Л. О. Стеклопластики в станкостроении.—
«Машиностроитель», № 5, 1962, стр. 9.
22. Мендельсон В. С. и Хризман М. Г. Вихревой и
эжекционный способы покрытия деталей пластмассами. «Машино-
строитель», 1962, № 5, стр. 26.
23. Метелкин А. Ф. Применение эпоксидных смол для
сборки деталей машин. — «Пластические массы», 1960, № 8,
стр. 34—39.
24. М и н к и н А. С. и Гельберг Б. Т. Эпоксидный клей и
его применение в ремонтной практике. Л., изд. Дома научно-техни-
ческой пропаганды, 1960, 32 стр.
25. М у р з и н И. К. Замена металлов при ремонте оборудо-
вания. Свердловск, Машгиз, 1963, 76 стр.
26. О с ь м а ч к о А. и др. Фрикционные диски из пластмасс.—
«Машиностроитель», 1960, № 12, стр. 36.
27. П е к е л и с Г. Д. Внедрение стиракрила при ремонте и мо-
дернизации оборудования. — «Вестник машиностроения», 1961, № 8,
стр. 50.
28. П е т р о в О. Л. и К у р м а е в А. Д. Антифрикционные
композиции на основе тиоколов и эпоксидной смолы. — «Пластиче-
ские массы», 1961, № 1, стр. 46—48.
29. Петров О. Л. и К у р м а е в А. Д. Применение эпоксидно-
тиоколового литья в узлах трения. В сб. «Опыт применения быстро-
отвердевающих пластмасс в машиностроении», Вып. 11, « М.,
ЦИТЭИН, 1961, стр. 155—158.
30. Петриченко В. К. Устройство и эксплуатация текстоли-
товых подшипников прокатных станов. Харьков, Металлургиздат,
i960, 168 стр.
31. Платонов В. Ф. Подшипники из полиамидов. М., Маш-
гиз, 1961, 112 стр.
32. Полевский В. Н. и Братчиков В. Н. Новая конст-
рукция мельницы для получения полиамидных порошков. М.,
ГОСИНТИ, 1963. 8 стр.
33. Полевский В. Н. и Братчиков В. Н. Применение
полиамидных пластмасс при изготовлении и ремонте сельскохозяй-
ственных машин. В сб. «Применение пластмасс в промышленности»;
вып. 1, М., ЦИТЭИН, 1962, стр. 1—31.
34. Полозов Е. М. и др. Гильзы пневматических и гидравли-
ческих цилиндров, футерованных пластмассой. В сб. «Рационализа-
торские предложения», М., ЦИНТИМАШ, 1961, № 8, стр. 52—56.
35. С е м ч е н к о в Г. X. Применение стиракрила при ремонте
оборудования. — «Машиностроитель», 1962, № 5, стр. 19.
36. Стеклопластики. Под ред. Ф. Моргана. М., ИЛ, 1961,
482 стр.
132
37. Т о д е р И. А. и др. Применение полйамйдиых материалов
в подшипниках прокатных станов. — «Вестник машиностроения»,
1962, № 10, стр. 53.
38. Федоров Б. Ф. и Семенов Н. В. Применение пластмас-
совой прослойки при сборке узлов машин. В сб. «Применение
пластмасс в машиностроении и приборостроении». М., ГОСИНТИ,
1964, стр. 33—38.
39. Фельдман Д. И. и Ке стел ь м ан В. Н. Допуски и по-
садки для втулок из капрона. В сб. «Применение пластмасс в про-
мышленности», вып. 9, М., ГОСИНТИ, 1962, стр. 15—20.
40. Фельдман Д. И. и Спектор Р. Т. Автоклав с индук-
ционным обогревом для литья капрона. М., ГОСИНТИ, 1963, 8 стр.
41. Фельдман Д. И. Применение капрона в промышленно-
сти. Л., изд. Дома научно-технической пропаганды, 1961, 44 стр.
42. Хопфф Г. и др. Полиамиды, М., Госхимиздат, 1958,
452 стр.
43. X у х р я н с к и й П. Н. Прессованная древесина как мате-
риал для машиностроения. Материалы всесоюзного семинара. М.,
ЦИНТИМАШ, 1962, стр. 5—18.
44. Ч е р н я к К. И. Эпоксидные компаунды и их применение.
Л., Судпромгиз, 1959, 135 стр.
45. Ч и к а л о в Г. П. и др. Изготовление деталей автомобиля
из капрона. М., Киев, изд. НИИМЕСТТОППРОМ, 48 стр.
46. Шрадер В. Обработка и сварка пластических масс. М.,
Профиздат, 1960, 596 стр.
47. Применение пластмасс для направляющих станков. Изд.
ЦБТИ ЭНИМС, 1956, 67 стр.
48. Э п ш т е й н Г. Склеивание металлов. М., Оборонгиз, 1956,
212 стр.
ОГЛАВЛЕНИЕ
Предисловие ........................................... 3
Введение .............................................. 4
Г лава I. Применение эпоксипластов......................7
Эпоксипласты.................................7
Склеивание . . . . .11
Заделка трещин и наложение заплат ... 16
Заделка забоин и задиров....................18
Установка шпилек ...........................19
Приклеивание наделок на цапфы валов ... 20
Приклеивание наделок на направляющие пло-
скости .....................................20
Установка подшипников ......................23
Ремонт колодочных и ленточных тормозов . . 24
Ремонт муфт сцепления.......................25
Восстановление гильз и подшипников ... 26
Изготовление деталей методом «холодного литья» 28
Техника безопасности ...................... 31
Глава II. Применение амидопластов
Амидопласты..................................
Получение заготовок методом центробежного
литья .......................................
Получение заготовок методом литья под давлением
Подшипники из амидопластов...................
Ремонт полиамидных подшипников . . . .
Изготовление полиамидных манжет . . . .
Зубчатые колеса из амидопластов . . . .
Горячая накатка зубчатых колес . . . .
Наплавка и опрессовка венца зубчатого колеса
Крепежные детали из полиамидов . . . .
Склеивание и сварка . ................
Установка наделок на цапфы валов . . . .
Облицовка деталей амидопластами . . . .
Нанесение полиамидных покрытий . . . .
34
34
40
42
51
55
55
57
61
62
64
66
68
69
71
Глава III. Применение стеклопластов...................80
Стеклопласты................................80
Контактный метод формования деталей ... S3
Изготовление деталей методом набрызгивания . 87
Техника безопасности .......................... 90
134
Глава IV. Применение акрилопластов........................93
Акрилопласты...................................93
Восстановление резьбы гаек ходовых винтов . 96
Восстановление направляющих....................97
Выверка взаимного расположения узлов машин
с применением пластмассовых компенсаторов . 99
Выверка соосности шпиндельных бабок . . . 100
Уплотнительные прокладки из акрилопластов . 102
Техника безопасности ........................ 103
Г лава V. Применение фенопластов.......................106
Фенопласты ...................................106
Наделки из фенопластов......................112
Подшипники из текстолита....................115
Подшипники из ДСП...........................116
Зубчатые колеса из текстолита и ДСП . . .119
Склеивание ДСП..............................121
Получение заготовок методом прессования дре-
весины ..................................122
Поршневые кольца из текстолита . . . .125
Техника безопасности................., . . 126
Глава VI. Новые виды пластических масс................127
Полиформальдегид ...........................127
Поликарбонат ............................... 128
Пентон......................................129
Полипропилен ............................... 129
Литература ............................................131
Григорий Иванович Бельдягин
ПРИМЕНЕНИЕ ПЛАСТМАСС
В РЕМОНТНОМ ДЕЛЕ
Редактор издательства О. В. Маргулис
Технический редактор Н. В. Тимофеева
Корректор И. М. Борейша
Обложка художника А. С. Рыбакова
Сдано в производство 30/VI 1966 г.
Подписано к печати 15/XII 1966 г.
Т-17111 Тираж 12000 экз. Печ. л. 7,14
Бум. л. 2,13 Уч.-изд. л. 7,0 Темплан 1967 г , № 289.
Формат 84Х108’/з2 Цена 25 коп. Зак. № 527
Издательство «МАШИНОСТРОЕНИЕ»,
Москва, Б-66, 1-й Басманный пер., 3.
Московская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Москва, Ж-88, l-й Южно-портовой пр., |7.
Цена 25 коп.
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»