/
















































































































































































































































Text
Н. Ф. БОГДАНОВ, А. Н. ПЕРЕВЕРЗЕВ
ДЕПАРАФИНИЗАЦИЯ
НЕФТЯНЫХ ПРОДУКТОВ
г в4
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
НЕФТЯНОЙ И ГОРНО-ТОПЛИВНОЙ ЛИТЕРАТУРЫ
Москва 1961
14-5-3
АННОТАЦИЯ
В книге подробно описаны процессы депара-
финизации нефтяных масел и обезмасливания
парафинов. Изложены теоретические основы этих
процессов, приведены технология и технологи-
ческие схемы различных способов депарафиниза-
ции, данные для выбора наиболее экономичных
условий их промышленного осуществления и
вопросы теории и технологии' процессов депара-
финизации.
Книга предназначена для инженеров нефте-
перерабатывающих заводов, проектных органи-
заций и работников научно-исследовательских
учреждений, занимающихся вопросами производ-
ства смазочных масел и парафина.
ПРЕДИСЛОВИЕ
Общим требованием, предъявляемым всем нефтяным маслам
независимо от целей, для которых они предназначаются, является
необходимость сохранения их подвижности при температурах
применения. Для выполнения этого условия нефтяные масла не
должны содержать значительных количеств твердых парафино-
вых углеводородов, которые, выкристаллизовываясь из масла,
лишают его подвижности и обусловливают застывание.
Для получения из парафинистых нефтей масел с достаточно
низкими температурами застывания в технологию производства
масел необходимо вводить процесс депарафинизации. В настоящее
время процесс депарафинизации является неотъемлемым звеном
технологической цепи нефтеперерабатывающих заводов масляного
направления, на которых перерабатывают парафинистые нефти.
Кроме того, парафины, нежелательные в нефтяных маслах,
после выделения в процессе депарафинизации и обезмасливания
являются ценными продуктами (технические парафины и техни-
ческие церезины).
Депарафинизацию применяют не только в производстве масел.
В дизельных топливах и некоторых других продуктах присутствие
твердых кристаллических углеводородов также недопустимо.
Поэтому для получения низкозастывающих сортов этих продуктов,
а также для расширения сырьевых ресурсов для их производства
применяют процесс депарафинизации.
Одна из основных задач данной книги — дать сравнительную
оценку различных способов депарафинизации, охарактеризовать
их технические и физико-химические особенности и определить
области наиболее целесообразного применения отдельных про-
цессов.
Процессы депарафинизации относятся к числу наиболее техни-
чески сложных процессов технологии переработки нефти. Поэтому
1*
3
особенно важное значение имеет выбор наиболее благоприятных
условий их осуществления и оптимальных режимов проведения.
Такой выбор может быть сделан только на основе правильного
понимания принципов данных процессов и закономерностей, ими
управляющих. В связи с этим в настоящей монографии значи-
тельное внимание уделяется рассмотрению теоретических проблем,
относящихся к процессу депарафинизации.
♦ ♦♦
Глава I
НИЗКОТЕМПЕРАТУРНЫЕ СВОЙСТВА МАСЕЛ И ЗАДАЧИ
ДЕПАРАФИНИЗАЦИИ
Требования к маслам в отношении их поведения
[при низких температурах
При всем многообразии свойств, которыми должны обладать
нефтяные масла различного назначения, одно свойство является
общим и обязательным для любых нефтяных масел. Этим свой-
ством, отличающим масла от консистентных смазок, является
подвижность (текучесть) при температурах их применения.
Требование относительно подвижности масел при температурах
их применения обусловливается в различных случаях разными
причинами. Так, моторные масла, применяемые для смазки дви-
гателей, должны обеспечивать нормальное поступление их по
маслопроводной системе ко всем смазываемым деталям двигателя.
Кроме того, масла должны сохранять подвижность при низких
температурах, при которых проводят запуск остывшего двига-
теля. Недостаточная подвижность масла при температуре запуска
двигателя затрудняет процесс запуска и приводит к значитель-
ному повышению износа трущихся деталей двигателя И, 2].
Не меньшее значение имеет подвижность и для трансмиссион-
ных масел. Эти масла должны оставаться текучими при темпера-
турах эксплуатации смазываемых передач. При недостаточной
подвижности трансмиссионных масел при этих температурах
ухудшаются условия смазки, повышается износ узлов трения,
увеличиваются энергетические потери в передаче [3, 4].
. / Нефтяные масла несмазочного назначения также должны
сохранять подвижность при температурах их применения. Так,
трансформаторные масла должны оставаться подвижными, чтобы
обеспечивать сплошное заполнение залитых ими аппаратов,
а также для ^нормальной циркуляции в аппарате с целью отвода
тепла, выделяемого его рабочими узлами.
Б зависимости от условий применения или эксплуатации неф-
тяных масел температуры, при которых те или иные сорта этих
а
масел должны сохранять свою подвижность, варьируют в весьма
широких пределах.
Менее жесткие требования в отношении сохранения подвиж-
ности предъявляются к маслам, идущим для приготовления раз-
личных композиций, например к парфюмерным и некоторым
Другим, сохранение подвижности которых требуется только для
удобства хранения и транспорта. Также и для некоторых смазоч-
ных масел, например компрессорных и сепараторных, которые
применяют в механизмах, работающих, как правило, в теплых
помещениях, допускаются повышенные температуры потери
подвижности. Так, например, температура застывания сепаратор-
ных масел должна быть не выше +5°, а для компрессорных масел
марок 12 (М) и 19 (Т) она вообще не нормируется [51.
D Моторные масла, применяемые в машинах, которые работают
на открытом воздухе, должны сохранять подвижность при более
низких температурах, определяемых климатическими условиями./
Так температура застывания дизельных масел не должна пре-
вышать: —15° для масла Дп-11 и —25° для масла Дп-8.
/ Наиболее жесткие требования в отношении сохранения подвиж-
ности предъявляются к маслам, предназначаемым для использо-
вания в арктических условиях или в высотной авиации. Низкими
температурами застывания должны обладать также и электро-
изоляционные масла — трансформаторные и конденсаторные,(тем-
пература застывания которых не должна превышать —45°, а для
некоторых сортов, предназначаемых для работы в арктических
условиях, —60°.
Теория подвижности и застывания масел
Формы застывания масел
Подвижность масел, как и жидкостей вообще, может быть
определена как способность их частиц смещаться друг относи-
Рис. 1. Схема перемещения двух слоев жидкости
относительно друг друга.
тельно друга под действием внешних усилий. Для пояснения этого
определения представим себе некоторый объем жидкости (рис. 1),
ограниченный с одной стороны слоем этой жидкости АВ, который
будем считать базовым и неподвижным. Приложим к этой жид-
6
кости некоторое усилие F, направленное параллельно слою АВ.
Приложение указанного усилия вызовет смещение частиц жид-
кости, например, в точке С, в направлении к точке D, т. е. слой
жидкости CD начнет смещаться относительно слоя АВ с какой-то
скоростью V. При некотором расстоянии у между слоями АВ и CD
и при определенной величине усилия F эта скорость будет харак-
теризовать подвижность данной жидкости — чем выше скорость v,
тем подвижнее будет данная жидкость.
Для любой же точки жидкости подвижность ее будет характе-
ру
ризоваться величиной отношения при вполне определенной,
разумеется, величине силы F.
Количественные соотношения между указанными выше вели-
чинами выражаются известным уравнением Ньютона [6]:
F dv dv F
— Ц “а- > ИЛИ -z— = -----тг >
S г ду ду у S
(1.1)
где р. — коэффициент вязкости; v — скорость частиц жидкости,
находящихся на расстоянии у от слоя, принятого за неподвиж-
ный; F — сила взаимодействия слоев жидкости, разделенных пло-
щадкой S, параллельной слою жидкости, принятому неподвиж-
dv
ным; — градиент скорости перемещения частиц жидкости,
характеризующий ее подвижность при заданной силе F.
Жидкости, подчиняющиеся уравнению Ньютона, именуются
«ньютоновскими жидкостями» в отличие от структурных жидкостей,
которые будут рассмотрены ниже.
Из уравнения (1.1) видно, что подвижность ньютоновской
dv
жидкости, характеризуемая отношением зависит от коэффици-
ента вязкости: чем выше вязкость жидкости, тем менее подвижной
она будет. Из этого уравнения также следует, что как велика
ни была бы вязкость ньютоновской жидкости, она сохраняет
подвижность при любой величине приложенного к ней усилия,
хотя при этом сама подвижность может стать исчезающе малой.
Данный вывод является совершенно точным и правильным толь-
ко теоретически. Практически же нельзя ни в какой мере считать
подвижным весьма высоковязкое вещество, способное смещаться
под действием больших усилий лишь на ничтожную величину.
.. В связи с этим возникает понятие о практической
потере подвижности той или иной жидкости, в данном случае
нефтяных масел, которое может быть определено как снижение
. подвижности до некоторого условно заданного предела, ниже
' которого данная жидкость (масло) считается уже застывшей.
Величина такого предела подвижности жидкости представляет
У некоторый условный показатель ее качества. Для нефтяных масел
подвижность изменяется с изменением температуры и с понижением
7
температуры уменьшается. Температура, при которой подвиж-
ность масла, снижаясь, достигает указанной выше условно
предельной величины, именуется температурой потери подвиж-
ности жидкости или ее Температурой вязкостного застывания.
Температура застывания нефтяных масел не является физи-
ческой константой в строгом смысле этого слова, как, например,
температура плавления кристаллических тел. Но тем не менее,
несмотря на условность, величина температуры застывания масла
при достаточно строгом регламентировании условий, ее опреде-
ляющих, характеризует то или иное масло совершенно одно-
значно и воспроизводимо, вследствие чего в прикладном смысле
данный показатель качества масла является по значимости прак-
тически равноценным физическим константам жидкостей.
Уравнению (4.1) подчиняются только совершенно однородные
(гомогенные) жидкости, не содержащие дисперсной фазы (взвеси)
ни в коллоидном, ни в макродисперсном состоянии. При наличии
в жидкости дисперсной фазы уравнение Ньютона оказывается
неприменимым. Это обусловливается тем, что частицы дисперсной
фазы вызывают дополнительное сопротивление перемещению слоев
жидкости друг относительно друга, причем соотношение между
величиной этого дополнительного сопротивления и величиной ос-
нЬвного сопротивления, обусловливаемого истинной вязкостью
самой жидкой фазы данной дисперсной системы, изменяется
в зависимости от скорости относительного смещения слоев жид-
кости или от величины действующего на жидкость усилия. При
этом при уменьшении усилия относительная значимость дополни-
тельного сопротивления, обусловленного присутствием дисперс-
ной фазы, возрастает.
Вследствие этого присутствие в жидкости дисперсной фазы
внешне выражается в том, что объемная скорость истечения такой
жидкости (расход), например, в капиллярном канале при лами-
нарном режиме потока перестает быть пропорциональной дей-
ствующему перепаду давления, в результате чего создается эффект
зависимости вязкости такой жидкости, точнее кажущейся ее
вязкости, от величины действующего на жидкость усилия или
величины перепада давления.
Данное явление получило название аномалии вязкости, а сама
вязкость дисперсных систем именуется «кажущейся вязкостью»,
«псевдовязкостью», «структурной вязкостью» и т. д. [7].
При повышении концентрации дисперсной фазы может насту-
пить момент, когда между частицами дисперсной фазы возникнет
связь, достаточно прочная, чтобы противостоять приложенному
к жидкости усилию. В этом случае данное усилие уже не сможет
вызывать относительного перемещения частиц жидкости, т. е.
жидкость потеряет подвижность, и только приложение более
значительных усилий может вновь придать ей подвижность.
« Следовательно, жидкости, содержащие дисперсную фазу,
в отличие от чисто гомогенных, ньютоновских жидкостей приобре-
8
тают подвижность не при всяком приложенном к ним усилии,,
а лишь при усилиях, превышающих некоторый определенный
минимум, способных преодолеть и разрушить создаваемую диспер-
ной фазой структуру, иммобилизующую данную жидкость, т. е.
делающую данную жидкость неподвижной.
Жидкости, содержащие дисперсную фазу в коллоидном либо
в макродпсперсном состоянии и характеризующиеся аномалией
вязкости, называются «структурными жидкостями». Для охарак-
теризования структурных жидкостей Бингам [7] предложил
уравнение
F 0 dv dv F — Qs /о тх
-X---9 = щ или -д- =-----------%— , (2. I}-
о г L ду ду S х 7
где 9 — предельное напряжение сдвига (предел текучести); Qs =
= 6S; F — сдвигающее усилие, отнесенное ко всей площадке S',
остальные обозначения те же, что и для уравнения (1.1).
Уравнение Бингама отличается от уравнения Ньютона только
величиной 9, учитывающей усилие, необходимое для преодоле-
ния сопротивления сдвигу структурной жидкости и придания ей
подвижности.
Уравнение Бингама относится к идеальному случаю, при кото-
ром дисперсная система после преодоления сопротивления сдвига,
т. е. после разрушения структуры, сразу же начинает вести себя
как ньютоновская жидкость, и при этом вязкость ее становится
независимой от движущего усилия. В действительности лишь
очень немногие дисперсные системы приближаются к этому
идеальному случаю. В большинстве же реальных дисперсных
систем практически независимость вязкости от приложенного
к жидкости усилия наступает лишь при применении больших
усилий, а при меньших усилиях наблюдается только аномалия'
вязкости. Для некоторых других дисперсных систем, например
для систем с высокой истинной вязкостью жидкой среды и при
относительно небольшой концентрации дисперсной фазы, можно
наблюдать только аномалию вязкости, но при отсутствии предель-
ного напряжения сдвига (т. е. при 8 = 0). Иными словами, эти
дисперсные системы, характеризующиеся аномалией вязкости,,
способны проявлять подвижность при самых малых усилиях.
Чтобы описать математически указанные выше особенности
реальных дисперсных систем, в уравнение Бингама необходимо
внести следующие уточнения:
у а) оговорить, что кажущаяся вязкость pi является функцией
действующего на жидкость удельного усилия F/S, истинной вязко-
сти жидкой (дисперсионной) среды ц и концентрации дисперсной
фазы, размера ее частиц и связи между этими частицами;
V б) указать, что величина 9 может изменяться до нуля вклю-
чительно.
&
Для учета этих уточнений авторы предлагают представить ура-
внение подвижности структурной жидкости в следующем общем
виде:
F Л it F \ dv dv F — Qs тч
—-9=/^, <p или = —(3.1)
где ji — истинная вязкость жидкой (дисперсионной) среды; <р —
параметр, учитывающий концентрацию дисперсной фазы, форму
ее частиц, связь между этими частицами; 0 — величина предельного
напряжения сдвига, способная изменяться от нуля до соответству-
ющих положительных величин; остальные обозначения те же, что
и для уравнения (1.1).
В качестве частного случая уравнения (3.1) могут быть ука-
заны, например, уравнение Эйзеншитца [8] или уравнение Филип-
пова [9] и др.
Следовательно, подвижность структурных жидкостей опреде-
ляется не только вязкостью жидкой среды, как ньютоновских, но
и характером и количеством содержащейся в ней дисперсной
фазы. Это относится к дисперсной фазе как в коллоидном, так и
в макродисперсном состоянии. По этой причине структурная
жидкость при наличии в ней достаточно высокой концентрации
дисперсной фазы и должной связи между ее частицами может
потерять свою подвижность даже при невысоких значениях
вязкости жидкой среды, при которых она оставалась бы в данных
условиях совершенно подвижной в случае отсутствия дисперсной
фазы.
При изменениях температуры подвижность структурных жид-
костей изменяется в том же направлении, как и ньютоновских,
а именно снижается при понижении температуры, поскольку при
охлаждении повышается вязкость жидкой среды, а для нефтяных
жидкостей, в частности нефтяных масел, увеличивается также и
выделение дисперсной фазы в виде парафина и возрастает связь
между ее частицами, что в конечном итоге при определенной тем-
пературе приводит к потере подвижности.
Большинство нефтяных масел в зависимости от температурных
условий может вести себя как ньютоновская жидкость при повы-
шенных температурах и как структурная жидкость при охлажде-
нии. Картина изменения данного свойства нефтяных масел при
изменении температуры такова. В области повышенных температур
масло, будучи полностью гомогенной жидкостью, подчиняется
уравнению Ньютона; при охлаждении масла наступает момент,
когда в нем начинает образовываться дисперсная фаза вследствие
снижения растворимости части входящих в состав этого масла
парафинов. Вначале, пока концентрация дисперсной фазы остается
низкой и связь между ее частицами слабой, появляется только
аномалия вязкости при отсутствии предельного напряжения
сдвига. При дальнейшем охлаждении концентрация дисперсной
фазы растет, связь между ее частицами усиливается, и по-
10
являются пластические свойства, характеризуемые наличием пре-
дельного напряжения сдвига. При последующем охлаждении пре-
дельное напряжение сдвига растет, и, наконец, наступает момент,
когда масло при данных условиях, в частности при данной вели-
чине смещающего усилия, теряет свою подвижность — засты-
вает.
Следовательно, для нефтяных масел при охлаждении можно
наблюдать две формы потери подвижности или застывания:
первая форма вязкостное застывание, когда масло теряет
(условно) свою подвижность вследствие возрастания вязкости;
вторая форма — структурное застывание, при котором масло
становится неподвижным вследствие повышения концентрации
образующейся в нем дисперсной фазы и усиления связи между ее
частицами.
Возможны, разумеется, и смешанные формы застывания, но
они самостоятельного рассмотрения здесь не требуют.
При разных формах застывания масел необходимо применять
различные меры для понижения температуры застывания. Напри-
мер, при структурном застывании для понижения температуры
застывания масла должно быть снижено содержание в нем пара-
финов, образующих при охлаждении дисперсную фазу, или
должны быть введены присадки-депрессаторы, уменьшающие
связь между частицами дисперсной фазы. При вязкбстнбм”жё
застывании указанные выше средства являются недействен-
ными, и для снижения температуры вязкостного застывания
масла необходимо принимать меры для уменьшения его вязкости
при низких температурах. Об этом более подробно сказано ниже.
Как уже отмечалось, вязкостное застывание является поня-
тием условным. Не в меньшей мере условным является и струк-
турное застывание. Здесь имеются две причины условности.
Первая причина условности заключается в том, что предельное
напряжение сдвига, которое может быть использовано в качестве
объективного критерия оценки потери подвижности структурных
масел, не является однозначным понятием, а имеет разные значе-
ния при разных температурах масла. Поэтому приходится обусло-
вливать величину предельного напряжения сдвига, при которой
масло следует считать застывшим.
V- Второй причиной условности структурного застывания масла
является зависимость самой величины предельного напряжения
сдвига при данной температуре от7 многих внешних факторов,
в частности от условий подготовки образц'Щ'масла к испытанию,
от техники и способа испытания' и дрку Большую роль играет
^скорость охлаждения масла, условия приложения к нему сме-
) щающих усилий при испытании и т. д. И только при строгом и
’ разностороннем регламентировании условий определения пре-
> дельного напряжения сдвига масла или температуры его струк-
турного застывания данный показатель качества может получить
. однозначное и воспроизводимое числовое значение.
И
Для определения температуры потери подвижности нефтяных
масел как вязкостной, так и структурной, имеется много весьма
разнообразных способов и методов [10—12].
... К первой наиболее часто применяемой группе методов устано-
вления потери подвижности масел относится определение темпе-
ратуры застывания в пробирках. В Советском Союзе для опреде-
ления температуры застывания масел и темных нефтяных про-
дуктов применяют метод, регламентированный ГОСТ 1533-42.
Другую группу методов составляют так называемые методы
определения температуры потери подвижности масел. В эту
группу входит метод определения величины смещения масла
в капиллярных трубках при разных температурах и при устано-
вленном перепаде давления. Методы данной группы несколько
сложнее, чем методы определения температуры застывания.
Наиболее отработанным и употребимым является метод Фукса и
Смолиной (ГОСТ 3336-46).
В отмеченных выше группах методов условия определения тем-
пературы застывания или температуры потери подвижности масел
значительно отличаются от условий использования данных масел
в машинах. По этой причине результаты определения не во всех
случаях характеризуют фактическое поведение масел в машинах.
Известны, например, случаи, когда некоторые нефтяные продукты
с успехом прокачиваются по трубопроводам при температурах,
значительно более низких, чем температура их застывания.
С другой стороны, наблюдались случаи, когда масло переставало-
циркулировать в машине при температурах, превышающих его
температуру застывания.
Для оценки подвижности масла в рабочих условиях был
предложен ряд методов определения так называемой прокачивае-
мости масел. В этих методах воспроизводится в какой-то мере
маслопроводная система того или иного двигателя и опреде-
ляются параметры, характеризующие поведение масла в двига-
теле. К этой группе методов относятся, например, метод Рамайя
[1], по которому прокачиваемость определяют на приборе, вос-
производящем маслопроводную систему автомобильного двига-
теля, затем метод Лимаря и Сидорова [13], по которому опреде-
ляют прокачиваемость масел применительно к авиационному
двигателю и др. Эти методы значительно сложнее и более гро-
моздки, чем указанные выше лабораторные методы, и используют
их главным образом в качестве подготовительных или вспомога-
тельных определений при эксплуатационных испытаниях масел.
По этой причине и до настоящего времени наиболее распро-
страненным и принятым показателем подвижности нефтяных про-
дуктов при низких температурах является температура их засты-
вания. В частности, в технологии нефтепереработки температура
застывания является основным нормируемым в стандартах и кон-
тролируемым в производственных условиях критерием низко-
температурных свойств вырабатываемых продуктов. Необходимые
12
низкотемпературные свойства продуктов в ряде случаев дости-
гаются соответствующим снижением температуры застывания взя-
того в переработку сырья.
Пути снижения температуры застывания нефтяных ч
продуктов
Чтобы определить способы понижения температуры застывания
нефтяных продуктов, необходимо выяснить, от присутствия
каких компонентов она зависит. При рассмотрении данного во-
проса следует помнить, что нефтяные продукты, в частности
нефтяные масла, являются смесью широкого фракционного состава,
в которую входят компоненты с разнообразнейшими свойствами.
В этих смесях имеются как компоненты с низкими температурами
застывания, так и высокозастывающие вещества, которые повы-
шают общую температуру застывания продукта. По этой при-
чине решение задачи о понижении температуры застывания
нефтяных продуктов сводится либо к удалению из этих продуктов
веществ, повышающих температуру застывания, либо к нейтра-
лизации их действия.
Характер и природа веществ, обусловливающих застывание
нефтяных продуктов является различной для разных форм засты-
вания. Вязкостное застывание вызывается веществами, вязкость
которых при охлаждении повышается до значительной величины
вследствие либо высокого уровня их вязкости вообще, либо кру-
той вязкостно-температурной кривой (т. е. низкого индекса вяз-
кости). Вязкость, при которой в условиях принятых методов
определения наступает вязкостное застывание, является вполне
определенной величиной. Так, Д. С. Беликовский [14] оценивает
величину этой вязкости в пределах 2 105 — 6 10s сст, Хен-
ненгофер дает для этой вязкости величину порядка 3 • 10е сст
и т. д.
Работами авторов было установлено, что для фракций, полу-
ченных при глубокой депарафинизации деароматизированного
авиационного масла МС-20, вязкостное застывание которых насту-
пало при температурах минус 34—38°, вязкость при этих темпера-
турах находилась на уровне 3 106 — 4,5 • 106 сст, что отвечало
порядку величины, указанной Хенненгофером.
Чем выше вязкость масла при обычных стандартизованных
температурах (например, при +50° или +100°), тем при более
высокой температуре оно достигнет вязкости, отвечающей его
вязкостному застыванию. По этой причине для масел с более
высокой вязкостью допускаются более высокие температуры
застывания, чем для маловязких масел.
Для масел, обладающих при стандартизованных температурах
близкими уровнями вязкости, решающее значение в отношении
вязкостного застывания имеет пологость вязкостно-температур-
ной кривой или индекс вязкости. Для низкоиндексных масел
13
вязкость, отвечающая вязкостному застыванию, будет наступать
при более высоких температурах, чем для высокоиндексных масел.
Следовательно, компонентами нефтяных масел, повышающими их
вязкостное застывание, являются содержащиеся в этих маслах
вещества с наиболее крутой вязкостно-температурной кривой.
Исследования связи между характером вязкостно-температур-
ной зависимости как индивидуальных углеводородов, так и
фракций нефтяных масел и их химической природой и структурой,
проводившиеся в течение ряда лет многими исследователями,
позволяют обобщить основные положения этой связи [15 —18].
Наихудшеп вязкостно-температурной зависимостью обладают
находящиеся в нефтях и в некоторых нефтяных продуктах высоко-
молекулярные асфальто-смолистые вещества, а также полицикли-
ческие углеводороды, особенно полициклические ароматические
углеводороды с короткими боковыми цепями. Наилучшей вяз-
костно-температурной зависимостью обладают углеводороды,
имеющие длинную алифатическую цепь, в частности алкиларома-
тические и алкилнафтеновые углеводороды. Увеличение числа,
боковых цепей, а также их разветвление ухудшают вязкостно-
температурную характеристику углеводородов.
О влиянии на индекс вязкости углеводорода числа входящих
в его состав колец и длины алифатических цепей можно найти,
например, в работах Россини [19] или Микеска [20] и др.
Структурное застывание нефтяных продуктов вызывается обра-
зованием в них при охлаждении твердой фазы, частицы которой,
достигнув известной концентрации, связываются между собой и
образуют структуру, иммобилизующую всю массу продукта.
Веществами, способными выделяться из нефтей и нефтяных про-
дуктов описанным выше образом, являются содержащиеся в них
кристаллизующиеся парафиновые углеводороды. Природа этих
веществ была объяснена еще в двадцатых годах В. С. Твер-
циным [21], Б. Г. Тычининым [22], Л. Г. Гурвичем [23],
Н. Д. Граменицким [24], Гольде [25] и другими исследователями
и далее подтверждена многочисленными последующими работами.
Здесь следует только уточнить, что термин «парафины» нужно
понимать в данном случае не как обозначение углеводородов
ряда алканов, а как наименование твердых, способных кристалли-
зоваться углеводородов нефти, в число которых могут входить,
не только собственно парафиновые углеводороды, но и твердые
кристаллические нафтеновые и ароматические углеводороды.
Общим для этих углеводородов является их способность выде-
ляться в тех или иных кристаллических формах из раствора
в нефтяных продуктах при охлаждении.
Характер застывания нефтяных продуктов, вызываемого выде-
лением парафина, в основных чертах описал Л. Г. Гуревич [23],
а далее сформулировал в трудах ГрозНИИ А. Н. Саханов [26,
27]. При этом А. Н. Саханов указывает, что парафинистые про-
дукты, находящиеся выше температуры насыщения, предста-
14
вляют истинный раствор парафина, ниже температуры насыще-
ния — суспензию кристаллического парафина в насыщенном рас-
творе. Застывание продукта наступает тогда, когда кристаллики
парафина соединяются между собой и образуют в продукте кри-
сталлическую сетку, ячейки которой иммобилизуют оставшуюся
не застывшей жидкость. В подтверждение возможности этого
даже при невысоких концентрациях парафина А. Н. Саханов
приводит пример образования сетки парафином в уксусной кисло-
те всего при 0,2%-ной концентрации парафина.
В последующем отдельные исследователи возражали против
описанного выше объяснения механизма структурного застывания
нефтяных продуктов и делали попытки дать иное разъяснение
этому явлению. Так, например, указывалось, что структурное
застывание масел наступает в ряде случаев до того момента, когда
кристаллы парафина образуют сплошную пространственную сетку.
К. О. Рамайя [28] считает, что структура застывшего продукта
обусловливается не кристаллической сеткой парафина, а обра-
зующимися в масле мицеллами высокоассоциированных «масля-
ных молекул», которые, по мнению Рамайя, и обусловливают
образование гелеобразной структуры и застывание масла.
Д. О. Гольдберг [29], не отрицая роль парафина в застывании
нефтяных продуктов, объясняет явление самого застывания воз-
никновением вокруг кристалликов (частичек) парафина сольват-
ных оболочек, которые, по мнению Д. О. Гольдберг, дости-
гают якобы таких размеров, что иммобилизуют всю массу
масла.
Однако подобные объяснения механизма структурного засты-
вания в значительной доле составлены на основании умозритель-
ных построений и не подтверждаются в должной степени прямым
опытом. При более же глубоком анализе этих объяснений,
а также при попытках проверить и подтвердить их эксперимен-
тально возникают несоответствия, не позволяющие эти объясне-
ния принять и подтверждающие еще раз справедливость теории
кристаллической сетки, сформулированной в ГрозНИИ А. Н. Са-
хановым. В частности, исследования и наблюдения, проводив-
шиеся авторами, показали, что структурное застывание нефтяных
продуктов всегда сопряжено с образованием связанной кристал-
лической сетки парафина. При этом видимость отдельных
кристалликов, составляющих сетку, оказывается различной: наи-
более видимыми являются кристаллики, лежащие на ребре по
отношению к плоскости поля зрения; менее видимыми остаются
кристаллики, наклоненные к плоскости поля зрения; и с трудом
различимыми оказываются кристаллики, расположенные парал-
лельно плоскости поля зрения. При мелкой кристаллической
структуре парафинов и при не вполне удачно подготовленном
препарате и недостаточно благоприятных условиях наблюдения
плоско расположенные и слабо наклоненные кристаллики могут
оставаться невидимыми, что будет производить впечатление пре-
15
рывности кристаллической сетки. Действительно же несвязан-
ные кристаллы или кристаллические агрегаты парафина могут
наблюдаться при температуре застывания лишь тогда, когда вяз-
кость дисперсной среды достигает величины, близкой к вязкост-
ному застыванию, раньше, чем образуется связанная парафиновая
кристаллическая сетка. Но в этом случае будет не структурное,
а вязкостное застывание, несмотря на то, что перед наступлением
застывания в масле вследствие выделения дисперсной фазы могут
наблюдаться некоторые явления, в частности аномалия вязкости,
обычно предшествующие структурному застыванию.
Здесь следует отметить, что появление в масле твердой фазы
в виде кристалликов парафина, хотя еще и не связанных между
собой, несколько повысит общую (структурную) вязкость такой
смеси, что, разумеется, скажется и на температуре застывания
в сторону повышения ее. Но тем не менее этот случай застывания
будет относиться к форме вязкостного застывания, но не струк-
турного.
Что же касается попыток приложения теории образования
гелей как результата возникновения вокруг мицелл коллоидных
частиц сольватных оболочек к объяснению процесса структурного
застывания нефтяных продуктов, то такое приложение вряд ли
является правомерным. В коллоидных растворах размер мицелл
дисперсной фазы остается в какой-то мере соизмеримым с возмож-
ной толщиной сольватной оболочки или толщиной слоя адсорбиро-
ванных на поверхности мицелл компонентов растворителя. В неф-
тяных же продуктах выделяющиеся кристаллики парафина, даже
при самом мелком их размере, остаются несоизмеримо более
крупными по сравнению с возможными размерами сольватных
оболочек, вследствие чего в последних не может иммобилизоваться
такое количество жидкой фазы, чтобы вся масса раствора оказа-
лась застывшей.
Точка зрения, согласно которой структурное застывание неф-
тяных продуктов вызывается выделением кристалликов парафина
с последующим соединением их в кристаллическую сетку, позво-
ляет хорошо и исчерпывающе объяснить все происходящие при
структурном застывании явления. Так, аномалия вязкости,
возникающая при охлаждении нефтяного продукта незадолго до
наступления структурного застывания, объясняется с этой точки
зрения появлением дисперсной фазы в виде кристалликов пара-
фина (а в ряде случаев ультрамикроскопических кристаллических
зародышей), еще не связанных между собой вследствие недоста-
точной их концентрации или присутствия мешающих соединению
кристаллов веществ (смолистых, присадок-депрессаторов и т. д.),
но уже способных вызывать аномалию вязкости.
Разжижение застывших нефтяных продуктов при перемешива-
нии и возможность их перекачек после этого при температурах
ниже температуры застывания (структурного) объясняется разру-
шением кристаллической парафиновой сетки и освобождением
16
заключенной в ее ячейках жидкости. Восстановление темпера-
туры структурного застывания при хранении продукта, ранее
разжиженного перемешиванием, или после нагрева и повторного
охлаждения этого продукта обусловливается восстановлением
кристаллической сетки вследствие рекристаллизации. Снижение
температуры застывания некоторых высокосмолистых парафинис-
тых продуктов (например некоторых мазутов) после их пере-
грева выше известных температур обусловливается активацией
находящихся в этих мазутах смолистых веществ, препятствующих
соединению кристаллов парафина в кристаллическую сетку.
Следовательно, разные формы застывания нефтяных продук-
тов (вязкостное и структурное) обусловливается различными
причинами и вызывается разными компонентами этих про-
дуктов.
Вследствие различной природы веществ требуются различные
методы обработки этих продуктов для понижения температуры их
застывания. Так, для продуктов, имеющих вязкостную форму за-
стывания, температура застывания может быть понижена улучше-
нием их вязкостно-температурных свойств путем удаления низко-
индексных компонентов (асфальто-смолистых веществ, аромати-
ческих углеводородов с короткими и разветвленными алифати-
ческими цепями и т. п.). Удаление этих компонентов осуществля-
ется различными методами очистки и деароматизации. При этом
очисткой и деароматизацией можно понизить температуру засты-
вания только тех нефтяных продуктов, которые имеют именно
вязкостную форму застывания.
Примером этого может служить наблюдавшееся авторами изме-
нение низкотемпературных свойств масла при деароматизации
адсорбентом глубоко депарафинированного остаточного масла
(табл. 1).
Для нефтя
же продуктов со структурным застыванием
вания и вязкости
Таблица 1
Изменение1 Температуры з
глубокодепарафк^гирфййннрго остатр^ог^ масла при деароматизации
i = *®го адср^^^том
и Продукт I л | -i * : Выходов искодно- ' вес. Темпера- тура застыва- ния, °C Вязкость (в ест) при температуре Индекс вязко- сти
100° 50° —20°
Исходное низкозасты-
вающее масло .... 100 -30 22,6 201 4 -105 60
Деароматизированный
компонент Ароматический компо- 60 -36 17,8 130 1 105 84
нент 40 -20 36,0 440 30 • 105 50
2 Заказ 11 59.
17
процессы очистки и деароматизации приводят обычно к по-
вышению температуры застывания. Последнее объясняется двумя
причинами. С одной стороны, при деароматизации и очистке,
например, избирательными растворителями в удаляемый отход
уходят главным образом некристаллические компоненты. Вслед-
ствие этого в очищенном продукте концентрация кристаллизую-
щихся компонентов (парафинов) повышается, что вызывает повы-
шение температуры структурного застывания этого продукта.
С другой стороны, присутствующие в неочищенных продуктах
асфальто-смолистые вещества и некоторые ароматические углеводо-
роды играют роль естественных депрессаторов температуры струк-
турного застывания, т. к. препятствуют соединению выделяющихся
кристалликов или кристаллических агрегатов парафина в свя-
занную кристаллическую сетку, способную иммобилизовать всю
жидкость. Удаление этих веществ при очистке или деароматиза-
ции облегчает соединение кристаллов парафина в кристалли-
ческую сетку, что также повышает температуру застывания данных
продуктов.
При структурном застывании нефтяных продуктов понижать
температуру застывания можно либо удалением кристаллизую-
щихся компонентов методами депарафинизации, либо ограни-
чением их способности вызывать застывание вводом присадок-де-
прессаторов.
О механизме действия присадок-депрессаторов
О механизме действия депрессаторов имеются разнообразные
мнения. Так, Л. Г. Гурвич [23], рассматривая способность неко-
торых смолистых веществ нефти понижать температуру застыва-
ния нефтяных продуктов, считал, что эти смолы препятствуют
кристаллЕзации парафина и удерживают его в растворенном
состоянии или в состоянии мельчайшего распыления.
Н. И. Черножуков и И. П. Лукашевич [17] объясняют дей-
ствие некоторых депрессаторов, в частности, их способностью
образовывать с парафином эвтектические смеси, имеющие пони-
женные температуры плавления, и этим снижать температуру
застывания продукта. Д. О. Гольдберг [29] полагает, что депрес-
саторы нарушают сольватную оболочку кристаллов парафина,
обусловливающую, по ее мнению, застывание нефтяных продук-
тов. Г. И. Фукс [30] относит действие депрессаторов за счет изме-
нения ими компактности кристаллов парафина. П. И. Санин [31 ]
объясняет действие депрессаторов типа парафлоу ориентацией
молекул парафина относительно алкильных цепей молекул при-
садки и т. д.
Не останавливаясь на рассмотрении и анализе существующих
теорий механизма действия депрессаторов и отсылая читателя
к имеющимся обстоятельным литературным материалам [17, 18,
30, 31], приведем здесь лишь кратко точку зрения, которой
18
авторы будут придерживаться в данном вопросе при последующем
изложении.
По мнению авторов, депрессаторы, будучи веществами поверх-
ностно-активными по отношению к парафину, оказывают тормо-
зящее действие на развитие кристаллов и препятствуют образова-
нию новых кристаллических зародышей. Вследствие этого повы-
шается предельная степень пересыщения растворов парафина
в период кристаллизации, не вызывающая появления новых
кристаллических зародышей, что приводит к укрупнению обра-
зующихся кристаллических структур и к уменьшению их числа
на единицу объема раствора. При этом кристаллообразование
начинает идти не в направлении свободного роста протяженных
индивидуальных кристаллов, а путем дендритной (агрегатной)
кристаллизации с образованием компактных кристаллических
скоплений, не спаянных друг с другом в единую кристаллическую
сетку и по этой причине не способных иммобилизовывать всю
массу раствора, что сказывается в виде понижения температуры
застывания данного продукта.
У В связи с тем, что способность депрессаторов снижать темпера-
туру застывания некоторых нефтяных продуктов обусловливается
их действием на кристаллическую структуру этих продуктов, ста-
новится понятным известный факт, что депрессаторы могут пони-
жать температуру застывания не всех нефтяных продуктовг
а только тех из них, которые имеют структурное застывание,
вызываемое выкристаллизовыванием парафинов. Температуру же
вязкостного застывания нефтяных продуктов~“депрёссаторы;
изменить не могут. Поэтому нефтяные масла, которые в процессе
изготовления прошли достаточно глубокую депарафинизацию в
после этого стали вязкостно застывающими или близкими
к этому, оказываются неприемистыми к депрессаторам. Ла
масла же недепарафинированные и особенно на масла, под-
вергнутые достаточно глубокой очистке, при которой в значитель-
ной мере были удалены низкоиндексные компоненты и смолистые
вещества, игравшие в известной мере роль естественных депресса-
торов, присадки действуют весьма эффективно и температура
застывания таких масел может быть понижена на 40° и более
по сравнению с начальной температурой застывания.
Однако снижение температуры застывания нефтяных продук-
тов при помощи депрессаторов является паллиативной мерой, по-
скольку кристаллические углеводороды остаются неудаленными и
при охлаждении выделяются в виде парафиновой взвеси, хотя и не
вызывают при этом застывание продукта. При хранении такого
продукта эта взвесь может частично оседать на дно сосуда. При
циркуляции такого продукта по маслопроводящей системе машины
парафиновая взвесь способна накапливаться в сужениях масло-
провода и в маслоподающих насосах, а также засорять и выводить
из строя масляные фильтры. Поэтому во многих ответственных
механизмах, в частности в некоторых двигателях, не допускается
2*
19-
применение масел и топлив, температура застывания которых
была снижена путем добавки депрессаторов.
Наконец, депрессаторы действуют неэффективно или даже
совсем не действуют на продукты, содержащие большое коли-
чество кристаллизующихся компонентов, а также на продукты,
характеризующиеся агрегатной кристаллизацией парафинов,
не дающей парафиновой сетки. Последнее также ограничивает
применимость депрессаторов.
ЛИТЕРАТУРА
1. Рамайя К. С. Труды Первой всесоюзной конференции по трению
и износу в машинах, т. 1, изд. АН СССР, 1939, стр. 417.
2. Воларович М.П. Вязкость смазочных масел при низких тем-
пературах, ч. 1, изд. АН СССР, 1944, стр. 4.
3. Воларович М.П. Труды Второй всесоюзной конференции по
трению и износу в машинах, т. III, изд. АН СССР, 1949, стр. 266.
4. Воронов. Труды Второй всесоюзной конференции по трению
и износу в машинах, т. III, изд. АН СССР, 1949.
5. Нефтепродукты и продукты переработки твердых топлив. Техниче-
ские условия. Стандартгиз, 1959, стр. 188.
6. Физический словарь, т. III, ОНТИ, 1937, стр. 807.
7. Физический словарь, т. I, ОНТИ, 1936, стр. 323.
8. Eisenschitz В. Kolloid. Z., 64, р. 184, 1933.
9. Р h i 1 i р о f f W. Kolloid. Z., 71, p. 1, 1935.
10. Л учинский И. Грозненское нефт. хоз., № 1, 18, 1922.
И. Ф у к с Г. И., Смолина Е. А. Сб. «Исследование и применение
нефтепродуктов». Гостоптехиздат, 1949, стр. 37.
12. Воларович М. П. Изв. АН СССР, сер. физ., т. II, № 1, стр. 7,
1947.
13. Л и м а р ь В. К., Сидоров В. Г. Труды совещания по вязко-
сти жидкостей и коллоидных растворов, т. II, изд. АН СССР, 1944.
14. В е л и к о в с к и й Д. С. Труды Первой Всесоюзной конференции
по трению и износу в машинах, т. I, изд. АН СССР, 1939.
15. Schissler Р. W. Proc. API, 24/III, 49, 1943.
16. D о s s М. Р. Physical constants of the principal hydrocarbons. Te-
chnical and Research Divison of the Texas company, Fourth Edition, New Jock
city, 1943.
17. Черножуков H. И., Крейн С. Э., Лосиков Б. В.
Химия минеральных масел. Гостоптехиздат, 1951, 1959.
18. Ф у к с Г. И. Вязкость и пластичность нефтепродуктов. Гостоп-
техиздат, 1951.
19. В о s s i n i F. D. Oil a. Gas J., v. 37, No. 27, 18/XI, 1938.
20. M i k e s k a L. A. Ind. Eng. Chem., No. 8, 970, 1936.
21. T в e p ц и н В. С. Грозненское нефт. хоз., № 2—3, 1922.
22. Тычинин Б. Г. Грозненское нефт. хоз., № 3—4, 1923.
23. Г у р в и ч Л. Г. Научные основы переработки нефти. Гостоптех-
издат, 1940.
24. Граменицкий Н. Д. Грозненское нефт. хоз., № 1, 1922.
25. Hol de. Z. ang. Chem., 2143, 1908.
20
26. С ах а и о в А. Н. Химический состав нефтей и нефтепродуктов.
Труды ГрозНИИ, ОНТИ НКТП СССР, 1935.
27. С ахав о в А. Н. Нефтяное и сланцевое хозяйство, № 5—6,
стр. 820, 1924.
28. Р а м а й я К. С. Вязкость жидкостей и полимеров, т. II, 1944,
стр. 178.
29. Г о л ь д б е р г Д. О. Азерб. нефт. хоз., № 7, 1939.
30. Фукс Г. И. Сб. «Присадки к смазочным маслам». Гостоптех-
издат, 1946, стр. 37.
31. Санин П. И. Сб. «Присадки к смазочным маслам». Гостоптех-
издат, 1946, стр. 63.
Глава II
ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА МАСЛЯНОГО
СЫРЬЯ И ЕГО КОМПОНЕНТОВ
Классификация сырья для депарафинизации
Процесс депарафинизации применяют при получении разно-
образных нефтяных продуктов, начиная от дизельных топлив,
кончая тяжелыми остаточными маслами.
Сырье для депарафинизации можно разделить на две значи-
тельно различающиеся между собой по фракционному составу
группы: дистиллятные продукты и продукты остаточного проис-
хождения.
Если конец кипения дистиллятного сырья находится в преде-
лах от 320—380° для дизельных топлив и до 520—550° для тяже-
лых дистиллятных масел, то н. к. остаточного сырья равно 400—
500° и оно содержит фракции наиболее высококипящих компонентов
нефти с температурами кипения намного выше 600°. Различие в
температурах кипения дистиллятного и остаточного сырья связано
с различием молекулярных весов этих продуктов, вследствие
чего и остальные их свойства также оказываются разными.
Так, остаточные продукты по сравнению с дистиллятными обла-
дают более высокими вязкостями, плотностями; в растворителях
остаточные продукты растворяются значительно труднее. По
химическому составу и строению молекулы остаточного сырья
значительно сложнее, в остаточных продуктах содержится
намного больше смолистых веществ, полициклических и высоко-
конденсированных ароматических углеводородов и т. д.
В связи с различными физическими свойствами и химическим
составом остаточного и дистиллятного сырья необходимо приме-
нять разные методы депарафинизации. Так, депарафинизация
фильтрпрессованием или депарафинизация карбамидом, будучи
весьма эффективной для легких дистиллятных продуктов, непри-
емлема для тяжелого остаточного сырья.
По технологической подготовке сырье для депарафинизации
разделяется на очищенное и неочищенное. В большинстве случаев
22
на депарафинизацию направляют сырье, очищенное разными
способами, главным образом избирательными растворителями.
Из дистиллятного сырья в неочищенном виде депарафинируют
продукты, которые по технологии изготовления вообще не тре-
буют очистки, например дизельные топлива некоторых нефтей,
легкие индустриальные масла невысокого качества и некоторые
другие. Также без очистки депарафинируют и парафиновые
дистилляты, целевым продуктом переработки которых является
не депарафинированное масло, а парафин.
Остаточные же продукты депарафинируют в неочищенном виде
лишь в исключительных случаях, в частности, тогда, когда при-
меняют процессы, в которых депарафинизация совмещается с очист-
кой, например, при процессе совместного осаждения смол и пара-
фина серной кислотой, при совместной депарафинизации и деас-
фальтизации пропаном и т. д. Однако эти процессы применяют
очень редко, и остаточные продукты идут на депарафинизацию,
как правило, в очищенном виде.
Технические свойства основных видов сырья
для депарафинизации
Чтобы охарактеризовать сырье для депарафинизации, рас-
смотрим свойства некоторых наиболее типичных и важных нефтя-
ных продуктов, направляемых на депарафинизацию. Остановимся
только на тех свойствах, которые в какой-либо мере прямо или
косвенно имеют отношение к процессу депарафинизации.
Дизельные топлива
Дизельные топлива — дистиллятные фракции нефти с преде-
лами кипения в зависимости от сорта от 150 до 360°. Одним из
важнейших свойств дизельных топлив является температура их
застывания.
Чтобы выдержать требуемую температуру застывания, обычно
стремятся либо готовить дизельное топливо из малопарафинистых
нефтей, дающих дистилляты с достаточно низкими температурами
застывания, либо понижают конец кипения дизельного топлива,
чтобы уменьшить содержание концевых фракций с наиболее
высокими температурами застывания. Однако такие пути улучше-
ния температуры застывания дизельных топлив значительно
снижают их ресурсы.
Для более широкого вовлечения в выработку дизельных топ-
лив парафинистых продуктов прибегают к депарафинизации
дизельных дистиллятов. При этом в ряде случаев депарафиниза-
цию проводят, например, при выработке летних марок дизельных
топлив неглубоко, лишь в той мере, в какой это требуется для
доведения температуры их застывания или помутнения до
23
установленных норм. Излишне же глубокая депарафинизация для
дизельных топлив нежелательна, так как она снижает его цета-
новое число.
Парафиновые дистилляты
Парафиновыми дистиллятами именуются 1 фракции нефти,
являющиеся сырьем для выработки парафина в основном методом
фильтрпрессования и потения. Целевым продуктом переработки
парафиновых дистиллятов является парафин. Фильтраты же,
получаемые от фильтрации парафиновых дистиллятов, остаются
обычно депарафинированными не полностью, характеризуются
повышенными температурами застывания, большей частью
около 0° и выше, и используются в основном как сырье для кре-
кирования или для выработки некоторых индустриальных масел
невысокого качества.
Вследствие указанного выше целевого назначения парафино-
вых дистиллятов все их свойства подчиняются целям получения
из них парафина требуемого качества. В свете этого основными
свойствами парафиновых дистиллятов является количество содер-
жащегося в них парафина, его кристаллическая структура и
фракционный состав. К показателям качества парафинового
дистиллята, используемым для контроля при его получении и пере-
работке, относятся температура насыщения парафином, вязкость,
микроструктура, фильтруемость и фракционный состав.
Содержание парафина в парафиновом дистилляте определяет
выход товарного парафина при его переработке, а следовательно,
и его ценность как сырья для парафинового производства. Кри-
сталлическая структура охлажденного парафинового дистиллята
имеет решающее значение при его фильтрации, поскольку от
величины кристаллов парафина зависят скорости фильтрации,
а следовательно, и производительность фильтровального оборудо-
вания, а также эффективность процессов обезмасливания гачей,
получаемых после фильтрации, особенно процесса потения.
Чтобы достичь в парафиновом дистилляте высокого содержания
парафина, этот продукт стараются вырабатывать из наиболее
высокопарафинистых нефтей. Для получения хорошей кристал-
лической структуры парафинового дистиллята пределы его кипе-
ния (особенно конец кипения) должны быть строго ограничены.
Оптимальные установленные практикой пределы выкипания пара-
финовых дистиллятов лежат в интервале 325—460° 1 2. Сужение
1 Здесь следует дать терминологическое уточнение. «Парафиновый
дистиллят» означает сырье для выработки парафина как целевого продукта;
это понятие нельзя смешивать с понятием «парафинистый дистиллят», отно-
сящимся к дистилляту любого фракционного состава и любого качества,
полученному из парафинистой нефти и содержащему парафин.
2 Здесь и далее температуры кипения углеводородов и фракций нефти
приведены к атмосферному давлению по номограмме VOP.
24
фракционного состава парафинового дистиллята с приближением
начала и конца его кипения к 400° улучшает его кристаллическую
структуру и повышает содержание парафина, а расширение
фракционного состава с повышением конца кипения выше 460°
резко ухудшает кристаллическую структуру. При этом для полу-
чения хорошей крупнокристаллической структуры особенно важ-
ной является четкость отделения парафинового дистиллята от
более высококипящих фракций. Попадание в дистиллят при
нечеткой фракционировке даже самых незначительных количеств
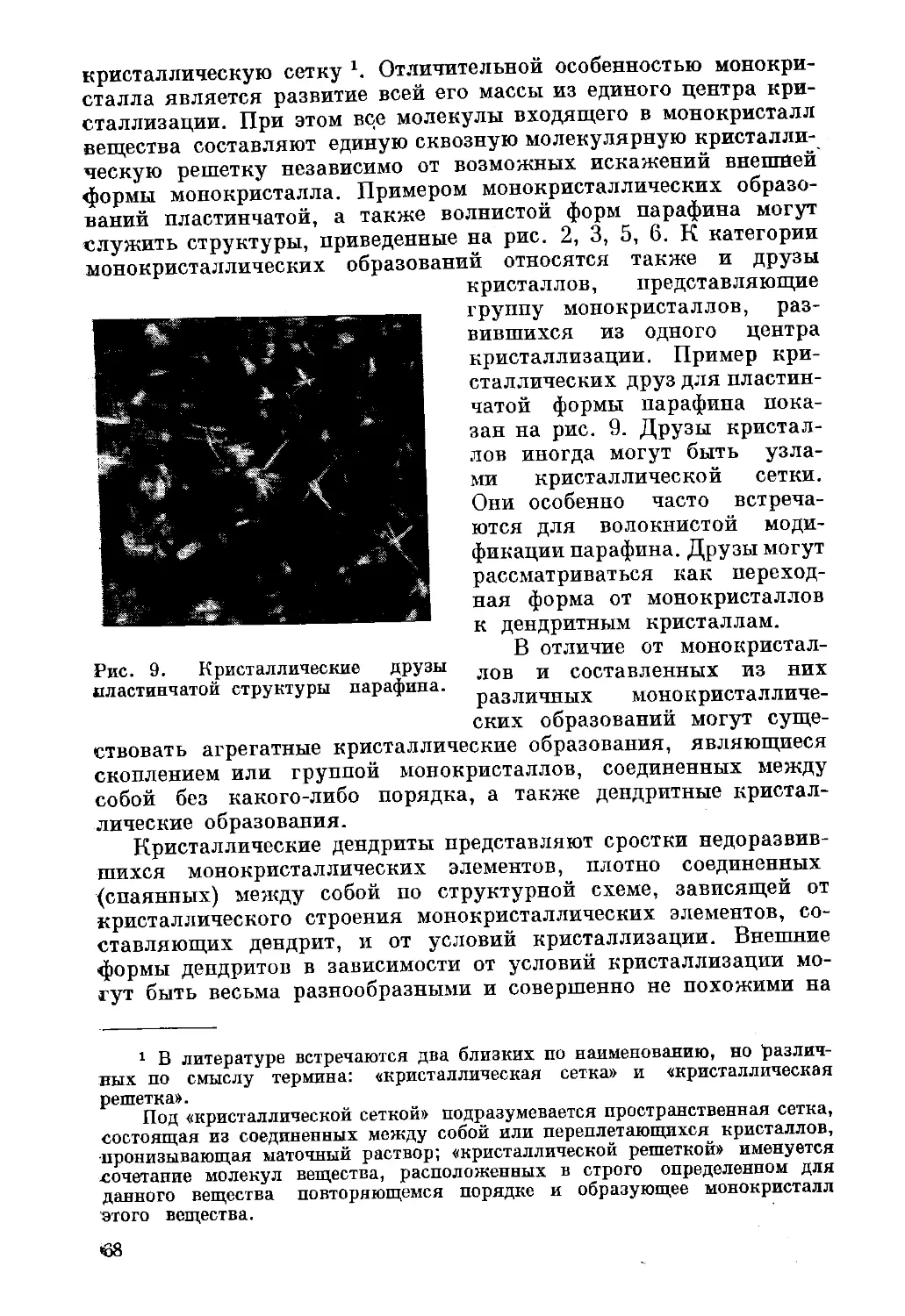
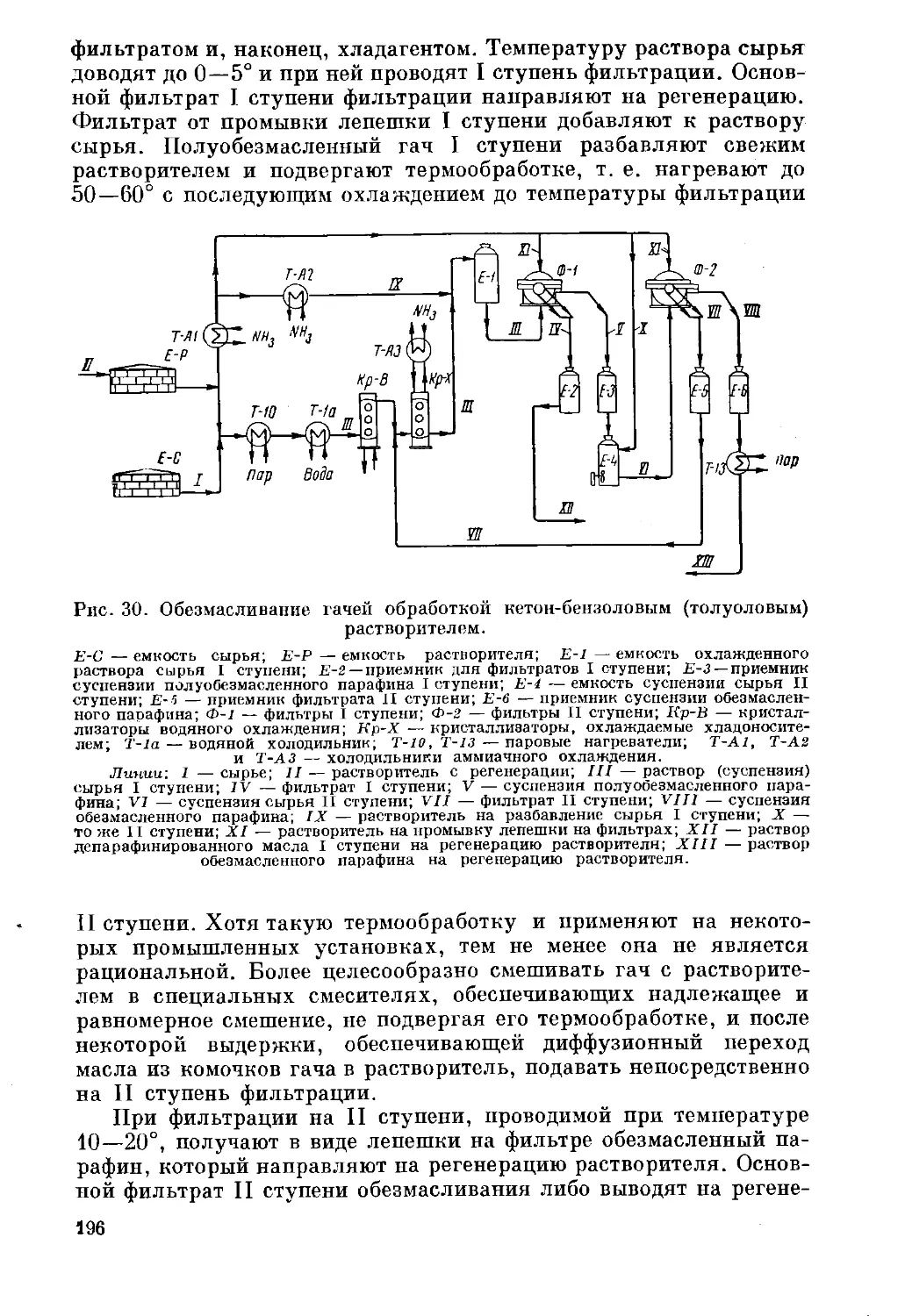
Рис. 2. Микрофотографии образцов парафиновых дистиллятов с различной
четкостью отфракционировки.
а — четко отфракционированный; б — нечетко отфракционированный.
мелкокристаллических высококипящих фракций весьма резко
ухудшает кристаллическую структуру всей массы дистиллята.
При выработке парафинового дистиллята на хорошо работающих
ректификационных колоннах с четкой расфракционировкой полу-
чаемых продуктов к. к. может быть повышен до 470—485°. При
плохой же работе ректификационных колонн температуру конца
кипения парафинового дистиллята приходится снижать ниже 460°.
На рис. 2 показаны микрофотографии образцов парафиновых
дистиллятов, полученных из одной и той же нефти, имеющих
одинаковые вязкости и выкипающих на 95% в одинаковых преде-
лах, но отличающихся друг от друга четкостью отфракциони-
ровки. Разница в кристаллической структуре этих образцов
настолько очевидна, что пояснений не требует.
Содержание парафина в основной фракции парафинового ди-
стиллята той или иной нефти (т. е. фракции, выкипающей в пре-
делах 325—460°) зависит от природы и качества этой нефти и
25
может служить весьма характерным критерием для оценки ее
парафинистости. Так, в нефтях средней парафинистости, напри-
мер в грозненских, дагестанских, мухановской девонской, содер-
жание парафина во фракции парафинового дистиллята составляет
14—17%. В нефтях с пониженной парафинистостью, например
карачухурской, сураханской отборной, содержание парафина
в этой фракции снижается до 10—14%. В высокопарафинистых
нефтях, например в западно-украинских, туркменских парафи-
нистых, содержание парафина в данной фракции повышается
до 20—25%. В некоторых нефтях затеречной равнины (озек-
суатской, нефтях Зимней Ставки), обладающих исключительно
высокой парафинистостью, содержание парафина в основной
фракции парафинового дистиллята достигает 38—42%.
В табл. 2 по данным Н. Ф. Богданова и Т. И. Правенькой
(ГрозНИИ) приводятся основные свойства фракции парафинового
дистиллята ряда парафинистых нефтей Советского Союза и
Румынии. Там для сравнения приведены свойства такой же
фракции, выделенной из нескольких малопарафинистых нефтей.
Таблица 2
Основные свойства парафиновых дистиллятов, выкипающих
в пределах 320—460°
Дистиллят из нефти Выход от нефти, % вес. Плотность (/°( г! см3 Темпера- тура насы- щения па- рафином, °C Вязкость при 50°, сст Содержа- ние пара- фина, % вес. Температу- ра плавле- ния выде- ленного па- рафина, °C
Озек-суатской . . . Долинской Туркменской . . . Грозненской нефте- смеси Гура Окницей . . . Цинтей Дагестанской . . . Туймазинской . . . Жирновской . . . Карачухуро-сура- ханской 32,0 28,1 33,4 28 32,1 31,0 31,4 30,5 0,852 0,874 0,869 0,870 0,874 0,866 0,880 0,880 0,870 0,883 38 30 31 27,0 22,5 23 27 17 16 17 8,8 11,2 12,6 10,1 8,2 7,3 12,4 11,0 10,9 12,3 44,6 23,9 19,8 18,3 16,5 13,8 14,0 9,0 6,0 5,9 45,2 46,2 49,5 45,0 48 48 52 48 50,0 47,5
Из данных табл. 2 видно, что вязкость основных парафиново-
дистиллятных фракций нефтей при 50° находится в пределах 7,7—
12,6 сст. Средняя температура плавления содержащегося в этих
фракциях парафина лежит в пределах 45—50°. Температура
насыщения фракций парафином 1 колеблется от 16 до 38°. Темпе-
1 С температурой насыщения фракции нефти парафином связана темпе-
ратура ее застывания, которая обычно на 2—4° ниже температуры насыще-
ния.
26
ратура насыщения для фракции установленного фракционного
состава характеризует с известным приближением содержание
в ней парафина. Однако для фракций различного фракционного
состава температура насыщения будет зависеть в большей мере
от конца кипения фракции (значительно возрастая с повышением
конца кипения) и характеризовать содержание парафина уже
не будет.
Фильтруемость парафиново-дистиллятных фракций при уста-
новленном фракционном составе этих фракций и равной четкости
их фракционировки зависит от содержания в них парафина. Нор-
мальной величиной является фильтруемость на уровне 68—
75 пунктов. Дистилляты фильтруемостью выше 75 пунктов оцени-
ваются как весьма удовлетворительные, а ниже 60 пунктов —
неудовлетворительные. При фильтруемости же ниже 50 пунктов
дистиллят следует считать вообще не пригодным для фильтр-
прессования.
В отношении кристаллической структуры парафиново-
дистиллятных фракций, выделенных из нефтей различной при-
роды и происхождения, работами ГрозНИИ установлено сле-
дующее обстоятельство, имеющее весьма важное прикладное и
теоретическое значение. Оказалось, что фракции парафинового
дистиллята, полученные при одинаково высокой четкости ректиг
фикации из нефтей любого происхождения и состава, выкипающие
в одинаковых пределах (325—460°) и охлажденные в равных
условиях, дают крупные, хорошо выраженные кристаллические
структуры, совершенно одинаковые как по характеру, так и по
форме кристаллов. Отличаются эти фракции лишь количеством
выделившегося парафина. Данное положение было проверено и
оказалось действительным не только для нефтей Советского Союза,
но и для ряда зарубежных нефтей самого различного происхо-
ждения.
Никаких мелкокристаллических «игольчатых церезиновых»
структур, о которых упоминается в некоторых литературных
источниках, авторами ни разу для данных фракций в указанных
выше условиях ни для каких нефтей получено не было. Струк-
туры с мелкими кристалликами, напоминающими по внешнему
виду при рассмотрении в микроскопе штрихи или мнимые иго-
лочки, наблюдались в этих фракциях только при загрязнении их
более высококипящими фракциями вследствие нечеткой фрак-
ционировки при перегонке или при слишком высокой скорости
охлаждения препаратов при микрофотографировании.
Здесь мы остановились подробно на ряде отдельных свойств
парафиново-дистиллятных фракций по той причине, что отме-
ченные в связи с этим общие положения и закономерности (связь
между температурой насыщения, пределами кипения и содержа-
нием парафина, зависимость кристаллической структуры от фрак-
ционного состава и четкости фракционировки, идентичность
размера и формы кристаллов для одинаковых дистиллятов нефтей
27.
различного происхождения и т. д.) свойственны также и другим
дистиллятным парафинистым продуктам как очищенным, так
и неочищенным, о которых сказано ниже.
Очищенное дистиллятное сырье
В эту категорию входит подавляющее большинство нефтяных
дистиллятных продуктов, которые могут служить сырьем для
депарафинизации. Однако для характеристики сырья этой кате-
гории можно ограничиться рассмотрением лишь отдельных наи-
более типичных их представителей.
Такими наиболее характерными представителями очищенного
дистиллятного масляного сырья для депарафинизации могут слу-
жить рафинаты двух основных масляных потоков, получаемых
по масляно-парафиновой ветви принятой в настоящее время ти-
повой технологической схемы нефтеперерабатывающих заво-
дов, осуществляемой на восточных заводах.
Эти продукты вырабатывают при следующих технологических
условиях. При перегонке нефти на АВТ отбирают две масляно-
парафиновые дистиллятные фракции — фракцию 350—420°, по-
лучившую наименование в заводской практике «среднего дистил-
лята» по месту вывода из вакуумной колонны, и фракцию 420—
500°, называемую «нижним дистиллятом». Указанные пределы
кипения этих фракций являются лишь номинальными, а
фактически в этих пределах выкипает только основная доля
данных продуктов с отклонением действительного начала и конца
их кипения в сторону более или менее значительного расширения
фракционного состава.
Средний и нижний дистилляты очищают фенолом. Очищенные
фенолом продукты именуют средним и нижним рафинатами и
далее направляют на депарафинизацию. Полученные после депа-
рафинизации дистиллятные масла обычно еще дополнительно
очищают отбеливающей землей, после чего выпускают как товар-
ные продукты, либо смешивают друг с другом, а иногда и с оста-
точным маслом, получая широкий ассортимент автотракторных,
дизельных, индустриальных и других товарных масел.
На некоторых заводах средний и нижний дистилляты на АВТ
не разделяют, а выводят из колонны и далее перерабатывают
в виде широкой фракции, которую при необходимости разгоняют
на компоненты только после ее очистки и депарафинизации.
На строящихся же заводах очистку дистиллятов фенолом
предполагают заменить очисткой фурфуролом при сохранении
в остальном описанной выше схемы.
В табл. 3, составленной по материалам ГрозНИИ с учетом
других источников, в том числе и работы, проведенной во ВНИИ
НП А. А. Карасевой, Л. Г. Жердевой и Е. В. Вознесенской [1],
приводятся важнейшие свойства рассматриваемых рафинатов для
28
т/а"б лица 3
Основные свойства рафинатов средних и нижних дистиллятов
туймазинской, мухановской девонской и некоторых другах нефтей
Рафинат Плотность (/° Вязкость в сст при температу- ре Показатель преломления Б0 nD Температура вспышки в от- крытом тигле, °C Коксуемость, % Температура плавления, °C Содержание парафина, % вес.
50° 100°
Туймазинская нефтесмесь
Среднего Нижнего дистиллята » 0,845 0,860 9,8 27,3 3,37 6,5 1,4700 185 206 0,04 0,07 20 36 5,8 9,2
Среднего Муз дистиллята а н о 0,852 века 9,3 я д ев 3,1 о н с к а 1,4622 я н е ф т 1 196 Сле- 26 12,5
Нижнего 0,879 33,3 7,3 1,4715 210 ды 0,07 38 11,4
Среднего дистиллята 0,853 [о Л И 1 9,7 т с к a f 3,2 н еф т 1,4715 ь 0,06 31,4 28,4
Нижнего » 0,872 28,0 6,9 1,4833 — 0,06 47,4 26,7
Среднего дистиллята Р о 0,859 и а ш к 6,6 и н с к 2,4 а я н е < 1,4731 > т ь 25 12
Нижнего 0,875 24,4 5,86 1,4779 — — 36 —
образцов, получаемых из некоторых характерных нефтей Совет-
ского Союза. Вследствие различных пределов кипения средний
и нижний рафинаты отличаются друг от друга по молекулярному
весу, вязкости, температуре застывания и другим свойствам.
Определяющим показателем качества этих продуктов является
их вязкость, находящаяся для среднего рафината на уровне
7—10 сст при 50° и для нижнего рафината на уровне 6—8 сст
при 100°. Важной различительной особенностью этих продуктов,
имеющей большое значение при их депарафинизации, является
природа входящих в эти продукты твердых углеводородов, т. е.
парафинов.
Температура плавления парафинов среднего дистиллята от-
носительно невысокая (на уровне 50—54°); при охлаждении такого
дистиллята или его растворов получают крупную кристаллическую
структуру, разумеется, при четком отделении его от более высоко-
кипящих фракций. Поэтому рафинат хорошо отректифицирован-
ного среднего дистиллята хорошо депарафинируется при высоких
скоростях фильтрации на вакуумных фильтрах, а полученные
гачи далее эффективно обезмасливаются, давая товарный пара-
фин средних температур плавления высокого качества.
29
Нижний же рафинат, имея более высокие пределы кипения,
содержит более высокоплавкие парафины с температурой плавле-
ния на уровне 56—60°, обладающие более мелкой кристалличе-
ской структурой. Депарафинизация этого рафината более затруд-
нительна, чем среднего рафината. И еще труднее протекает обез-
масливание полученного гача. По этой причине для нижнего дис-
тиллята еще более, чем для среднего, имеет значение четкость
фракционировки его от более высококипящих фракций, влияющих
на его микрокристаллическую структуру. При нечеткой фракцио-
нировке этого продукта и при растянутости его к. к. выше 500°,
а иногда и выше 525° (как это иной раз наблюдается на некоторых
восточных заводах) нижний дистиллят становится настолько за-
Рис. 3. Микрофотографии дистиллятного
рафината до и после вторичной перегонки.
грязненным мелкокристал-
лическими высокомолеку-
лярными компонентами,
что его кристаллическая
структура приближается к
структуре остаточных ра-
финатов, однако без свой-
ственного остаточным про-
дуктам агрегирования
кристаллических образо-
ваний, значительно об-
легчающих фильтрацию
последних. Поэтому на-
блюдаются случаи, когда
рафинаты нижних дистил-
лятов поддаются депа-
рафинизации значительно
труднее, чем рафинаты ос-
таточных продуктов. Ра-
дикальным способом улуч-
шения депарафинизации
является повышение четкости отфракционировки концевых фрак-
ций нижнего дистиллята.
Для иллюстрации влияния фракционного состава на микро-
структуру авторы в лабораторных условиях подвергли вторичной
перегонке образцы среднего и нижнего рафинатов, полученные
в промышленных условиях на одном из восточных заводов. При
разгонке из испытуемых продуктов было удалено небольшое ко-
личество (около 5%) начальных и концевых фракций, чтобы
фракционный состав этих продуктов стал более четким, но основ-
ные их свойства существенно не изменились. На рис. 3 показаны
микрофотографии одного из продуктов до и после обработки. Из
рис. 3 видно, насколько сильно влияет на кристаллическую струк-
туру этих продуктов четкость отделения их от более высококипя-
щих фракций. При этом нужно отметить, что в заводской практике
четкости фракционировки исходных продуктов, являющихся
30
после очистки сырьем для депарафинизации, далеко не всегда
придается должное значение, что без надобности затрудняет про-
цессы депарафинизации и снижает производительность депарафи-
низационных установок.
На кристаллической структуре депарафинируемых продуктов
положительно сказывается их предварительная очистка, в част-
ности очистка избирательными растворителями. После очистки
продукта его кристаллическая структура становится более круп-
ной и четко выраженной. Это обусловливается тем, что при очистке
частично удаляются вещества коллоидного характера, препятст-
вующие кристаллизации. При очистке может быть удалена не-
которая доля высокомолекулярных кристаллизующихся веществ,
приводящих к измельчению кристаллической структуры основной
массы парафинов. И, наконец, при очистке парафинистых про-
дуктов избирательными растворителями в них существенно повы-
шается содержание парафина, что также в известной мере сказы-
вается положительно на его кристаллической структуре.
Депарафинизация рафинатов широкой фракции при совмест-
ной переработке среднего и нижнего дистиллятов протекает более
затруднительно, чем раздельная депарафинизация хорошо отрек-
тифицированных среднего и нижнего рафинатов. При совместной
переработке получают парафины значительно более низкого каче-
ства. Поэтому не имеет смысла без особой необходимости заменять
раздельную переработку среднего и нижнего дистиллятов пере-
£ работкой широкой фракции.
Очищенное остаточное сырье
В качестве типичных примеров остаточного сырья депарафини-
зации могут быть указаны:
1) рафинаты от очистки фенол-крезоловой смесью в растворе
пропана (дуосол-процесс) концентратов жирновской и карачу-
хуро-сураханской нефтей, из которых после депарафинизации и
контактной доочистки получают авиамасло МС-20;
2) очищенный кислотно-контактным способом гудрон, из ко-
торого после депарафинизации получают авиамасло МК-22;
3) рафинат от очистки фенолом деасфальтированного гудрона
сернистой масляной нефтесмеси восточных районов, из которой
по типовой схеме нефтеперерабатывающих заводов после депара-
финизации и контактной доочистки вырабатывают остаточный
компонент товарных масел.
Основные свойства указанных рафинатов приведены в табл. 4.
Как видно из табл. 4, эти продукты, несмотря на различное про-
исхождение и разные технологические методы их получения, об-
ладают относительно близкими свойствами.
Характерной особенностью остаточного сырья для—депарафи-
низации является то, что в его состав входят все наиболее высоко-
кипящие и высокомолекулярные углеводороды соответствующих
нефтей, в том числе и наиболее высокомолекулярные твердые
31
Таблица 4
Основные свойства остаточных рафинатов
Рафинат т-г 20 Плотность Вязкость кинема- тическая при 100°, ест Коксуемость, % Температура плавления, °C Температура вспышки в от- крытом тигле, °C Содержание серы, % Показатель пре- 60 ломления Пр
Рафинаты от очисти (И фено л - крезо л о вой смесью воре пропана
в р а с т
Жирновской нефти Карачухуро-сураханской неф- 0,883 19,0 0,23 43 220 — 1,4800
ти 0,883 19,2 0,23 46 217 0,1 —
Бугульминской нефти .... 0,885 18,7 0,27 — 205 0,67 1,4810
Эмбенских нефтей Деасфальтированного гудрона 0,888 16,7 0,27 29 205 0,4 1,4820
мухановской нефти .... 0,882 21,4 0,42 54 208 — 1,4825
Рафинаты от очистки фенолом гудронов деасфальтированных
Туйма; инской нефти .... 0,885 17,6 0,35 53 216 0,5 1,4815
Мухановской девонской нефти 0,878 17,9 0,33 55 230 — 1,4790
Озек-суатской нефти .... 0,872 15,9 — 61,5 — — 1,4785
Рафинаты кислотно-контактной очистки гудрона
Сураханской нефти....10,8971 18,5 I 0,641 54 I 228 I — 1 -
углеводороды. Это обусловливает большую сложность и
разнообразие химической структуры и свойств составляющих оста-
точные продукты как жидких, так и твердых компонентов. Вслед-
ствие высокого молекулярного веса входящие в состав остаточных
продуктов твердые углеводороды (высокомолекулярные парафины)
обладают весьма мелкой кристаллической структурой.
Выделение твердых углеводородов, находящихся в таком
мелкокристаллическом состоянии, из остаточных продуктов при
их депарафинизации было бы крайне затруднительным, если бы
в этих продуктах не содержались также и некоторые активные
вещества, природа которых остается пока малоизученной. Эти
вещества оказывают влияние на общую кристаллическую струк-
туру твердых углеводородов и способствуют соединению отдель-
ных мелких кристалликов в относительно крупные и более или
менее компактные агрегаты (наподобие коагуляции коллоидных
систем). Соединение кристалликов в агрегаты значительно облег-
чает отделение мелкокристаллических углеводородов от жидких
компонентов или их растворов и делает возможной депарафини-
зацию последних.
32
Кристаллическая структура остаточного сырья для депарафи-
низации существенно зависит от природы нефти, из которой это
сырье было приготовлено. Например, рафинаты карачухуро-су-
раханской нефти дают мелкую, но компактно-агрегированную
структуру, хорошо поддающуюся депарафинизации центрифу-
гированием. Рафинаты же жирновской нефти образуют хотя и
более крупную, но менее агрегированную структуру с более про-
тяженными кристаллическими образованиями, поддающуюся
центрифугированию значительно хуже.
Зависимость кристаллической структуры остаточных продук-
тов от их происхождения, не наблюдаемая у дистиллятных про-
дуктов, может быть объяснена тем, что фракционный состав оста-
точных продуктов по температурам кипения искусственно ограни-
чивается только началом кипения, в то время как для дистиллят-
ных продуктов он ограничивается также и концом кипения. По-
скольку же конец кипения остаточных продуктов, а следовательно,
и верхний предел молекулярного веса входящих в них компонен-
тов не ограничивается (при перегонке), то этот предел будет оп-
ределяться теми наиболее высокомолекулярными веществами, ко-
торые первоначально находились в исходной нефти и перешли
в остаточный продукт, т. е. будет зависеть от природы исходной
нефти. Поэтому от природы исходной нефти будут зависеть также
и свойства остаточных продуктов, являющиеся функцией моле-
кулярного веса составляющих их компонентов, в том числе и их
кристаллическая структура.
Другой причиной зависимости кристаллической структуры
остаточных продуктов от природы исходной нефти является нали-
чие в них активных веществ, вызывающих агрегацию кристал-
ликов твердых углеводородов. Эти активные вещества относятся,
по-видимому, к категории высокомолекулярных высококипящих
соединений, поскольку при перегонке нефти они не переходят
в дистиллят, а сосредоточиваются в остатке. В нефтях эти актив-
ные вещества могут содержаться в различных количествах, и их
природа, а также и активность тоже могут быть различными, что
и сказывается на кристаллической структуре твердых углеводо-
родов, находящихся в остаточных продуктах различных нефтей.
Кристаллическая структура остаточных продуктов, так же
как и дистиллятных, зависит от степени их очистки, но эта зави-
симость для первых выражена значительно более резко. Послед-
нее обусловливается тем, что при очистке в значительно большей
мере изменяется состав остаточных продуктов, чем дистиллятных.
На фракционном составе и свойствах остаточных продуктов зна-
чительно сказывается деасфальтизация пропаном, поскольку при
деасфальтизации компоненты разделяются не только по химиче-
ской природе, но в значительной мере и по молекулярному весу.
При этом наиболее высокомолекулярные компоненты переходят
в остаток от деасфальтизации, т. е. в асфальт, вследствие чего
деасфальтируемый продукт может освободиться от некоторой
3 Заказ 1159.
33
доли самых высокомолекулярных и высокоплавких твердых угле-
водородов, что определенным образом также скажется на его кри-
сталлической структуре.
Кроме того, при деасфальтизации и очистке, особенно очистке
избирательными растворителями, можно в значительной мере
удалить из остаточных продуктов активные вещества, влияющие
на кристаллическую структуру твердых углеводородов. Это тоже
способствует изменению кристаллической структуры остаточных
продуктов при их деасфальтизации и очистке.
Компоненты сырья для депарафинизации
Сырье для депарафинизации состоит из большого числа ин-
дивидуальных веществ, главным образом углеводородов, обла-
дающих весьма разнообразными как физическими, так и хими-
ческими свойствами. Эти вещества можно классифицировать по
самым различным признакам в зависимости от цели, которую
ставят этой классификацией.
Компоненты нефтяных продуктов для процессов депарафини-
зации целесообразно различать по признакам, специфическим для
этих процессов. Таким признаком может служить характер засты-
вания рассматриваемых продуктов.
Компоненты, входящие в сырье для депарафинизации, можно
подразделить на две основные группы: на вещества, неспособные
кристаллизоваться и теряющие при охлаждении свою подвиж-
ность вследствие вязкостного застывания (застекловывания),и на
кристаллизующиеся компоненты, затвердевающие при охлажде-
нии в кристаллическую массу. В прикладном отношении те из
кристаллизующихся компонентов, которые обладают низкими
температурами кристаллизации, лежащими примерно на уровне
температур вязкостного застывания некристаллизующихся ком-
понентов, не проявляют при процессах депарафинизации кристал-
лических свойств. Поэтому данные вещества целесообразно рас-
сматривать вместе с некристаллизующимися и всю эту категорию
веществ именовать «низкозастывающие компоненты».
В свою очередь застывающие кристаллизующиеся компоненты
можно подразделять на твердые компоненты, обычно именуемые
«твердыми парафинами», с температурой плавления выше +30°
и на легкоплавкие компоненты с температурой плавления ниже
+30°.
Некристаллизу rojm, и е ся kJo м п'онен т ы
Общей и характерной особенностью некристаллизующихся
компонентов сырья для депарафинизации является их способность
сохранять жидкое состояние до низких температур, отвечающих
эксплуатационным требованиям к соответствующим маслам, и
терять свою подвижность вследствие вязкостного застывания.
При процессах депарафинизации некристаллизующиеся компо-
34
ненты сырья переходят в основной своей массе в депарафиниро-
ванное масло и образуют его главнейшую составную часть. Так^
например, как показали исследования авторов [3], в вырабаты-
ваемых отечественной промышленностью авиационных маслах
содержание некристаллизующихся компонентов превышает 90 %.
При этом чем выше вязкость масла и ниже температура его засты-
вания, тем большую долю в его массе должны составлять некри-
сталлизующиеся компоненты. В маслах с невысокой вязкостью
и не очень низкими температурами застывания содержание не-
кристаллизующихся компонентов будет меньшим, чем в вязких
маслах с той же температурой застывания; но температура засты-
вания самих некристаллизующихся компонентов будет для ма-
ловязких масел более низкой, чем высоковязких.
Температура вязкостного застывания некристаллизующихся
компонентов того или иного масла является пределом, до которого-
можно снизить температуру его застывания путем депарафини-
зации. Это положение обусловливается тем, что при депарафини-
зации снижение температуры застывания масла вызывается уда-
лением из него кристаллизующихся компонентов, которые при-
дают данному маслу повышенное застывание структурного харак-
тера. И когда эти кристаллизующиеся компоненты окажутся
удаленными из масла настолько глубоко, что перестанут прида-
вать ему структурное застывание и депарафинированное масло»
станет обладать уже вязкостным застыванием, т. е. будет пред-
ставлять собой некристаллизующийся компонент данного масла,
дальнейшее углубление депарафинизации снизить его темпера-
туру застывания уже не сможет [3].
Если рассматривать индивидуальные углеводороды, которые-
могут входить в состав вязкостнозастывающего компонента
масел, то не все они должны быть обязательно веществами, вообще»
неспособными кристаллизоваться. Среди них существенную
долю могут занимать углеводороды, хотя и способные кристал-
лизоваться вообще, но имеющие температуры кристаллизации
более низкие, чем температуры застывания основных вязкостно-
застывающих компонентов, и по этой причине не придающие
последним структурное застывание.
Однако, несмотря на возможное присутствие в вязкостноза-
стывающих компонентах некоторых количеств низкозастывающих
или растворенных кристаллизующихся углеводородов, вещест-
вами, определяющими характер этого компонента, будут все же
некристаллизующиеся вещества и отличительной особенностью
этого компонента будет оставаться потеря им подвижности вслед-
ствие вязкостного застывания.
Присутствие в вязкостнозастывающих компонентах некоторого
количества углеводородов, способных кристаллизоваться, может
проявиться при какой-либо дополнительной обработке этого ком-
понента, например, при его очистке растворителем или адсорбен-
тами. Если при такой очистке из этого компонента будет удалена!
3*
35
значительная доля некристаллизующихся веществ, то очищенный
продукт может вновь приобрести структурную форму застывания,
поскольку в нем возрастает концентрация углеводородов, способ-
ных кристаллизоваться. При этом температура структурного за-
стывания очищенного продукта может оказаться как более вы-
сокой, так и более низкой, чем температура вязкостного застыва-
ния, которую имел исходный компонент.
Низкозастывающие вещества могут встречаться среди всех
категорий углеводородов, входящих в масляные фракции нефтей,
кроме алканов нормальной структуры, которые все без исключе-
ния являются кристаллизующимися веществами. Каких-либо
общих и строгих закономерностей между химической структурой
углеводородов, их способностью кристаллизоваться и темпера-
турой застывания до настоящего времени еще не установлено.
Имеются лишь отдельные частные правила, относящиеся к тем
или иным группам химических структур углеводородов, показы-
вающие некоторую приближенную зависимость между строением
их молекул и температурой застывания. Здесь может быть отме-
чено только одно общее, имеющее ряд исключений приближенное
правило — углеводороды простой, симметричной, малоразвет-
вленной структуры более склонны к кристаллизации, чем углево-
дороды других структур. Внесение асимметрии и разветвленности
в молекулу снижает способность углеводорода кристаллизоваться.
Говорить о химической природе и структуре низкозастываю-
щих компонентов, которые входят в различные нефтяные про-
дукты, являющиеся сырьем для депарафинизации, это значит
рассматривать химическую природу нефтяных масел вообще,
поскольку низкозастывающие компоненты составляют основную
долю их массы. По вопросам химической природы нефтяных ма-
сел имеется обширная литература [4, 5, 6, 7, 8], что позволяет
опустить в настоящем изложении подробный разбор и примеры
возможных химических составов низкозастывающей части масля-
ного сырья и привести лишь краткие резюмирующие положения.
Основой низкозастывающих компонентов нефтяных масел
являются алкилнафтеновые 1 и алкилнафтено-ароматические угле-
водороды. Под алкилнафтеновыми углеводородами подразуме-
ваются моно- и полициклические нафтены, имеющие боковые
алкильные (парафиновые) цепи. Алкилнафтено-ароматические пред-
ставляют собой полициклические углеводороды, содержащие как
нафтеновые, так и ароматические кольца и алкильные боковые
цепи. В маслах могут присутствовать и алкилароматические
углеводороды, не имеющие нафтеновых колец, хотя некоторые
авторы, например Ван-Нес и Ван-Вестен [8], полагают, что угле-
водороды такого типа содержатся только в низших фракциях неф-
тей (бензинах, керосинах). Нафтены представлены в маслах угле-
1 «Алкилнафтеновые» в ряде литературных источников именуются «пара-
фино-нафтеновые».
3G
водородами с пятичленными и шестичленными кольцами, являют
щимися наиболее устойчивыми из всех возможных нафтеновых
колец. Присутствие углеводородов с нафтеновыми кольцами,
состоящими из иного числа атомов углерода, является маловероят-
ным, и в нефтяных маслах они обнаружены не были.
Что же касается чисто нафтеновых и чисто ароматических
(не алкилированных) углеводородов, то их присутствие в нефтя-
ных маслах отрицается. И когда говорят об ароматических угле-
водородах масел, то имеют в виду алкилнафтено-ароматические
и алкилароматические углеводороды, называя их просто «арома-
тическими» для сокращения.
Присутствие же низкозастывающих изоалканов в нефтяных
маслах остается пока еще спорным. Так, Россини [9] и некоторые
другие авторы отрицают присутствие изоалканов в исследовав-
шихся ими масляных фракциях нефтей. С. С. Наметкин [7],
А. Н. Саханов [10] и другие считают возможным присутствие
изоалканов в масляных фракциях нефтей, хотя относят их глав-
ным образом к твердым углеводородам.
Величина вязкостного застывания некристаллизующихся ком-
понентов зависит от величины их определяющей вязкости 1 и от
крутизны наклона вязкостно-температурной кривой. Чем выше
определяющая вязкость, тем выше будет и температура вязкост-
ного застывания данного вещества, поскольку более высокой
определяющей вязкости при данной крутизне наклона вязкостно-
температурной кривой отвечает более высокий уровень его вяз-
кости при всех температурах, вследствие чего возрастает и тем-
пература, при которой вязкость этого вещества достигает вели-
чины, соответствующей застыванию (3—4-106 сст).
По этой же причине температура вязкостного застывания
будет повышаться при возрастании крутизны наклона вязкостно-
температурной кривой, так как чем круче кривая данного ве-
щества, тем при более высокой температуре его вязкость достиг-
нет величины, отвечающей вязкостному застыванию.
Поскольку вязкостно-температурные кривые вещества с различ-
ной химической структурой могут пересекаться, то возможны
случаи, часто встречающиеся в практике, когда масло относитель-
но невысокой определяющей вязкости, но обладающее крутой
вязкостно-температурной кривой будет характеризоваться бо-
лее высокой температурой вязкостного застывания, чем другое
вещество более высокой определяющей вязкости, но с пологой
вязкостно-температурной кривой. Следовательно, температура
вязкостного застывания некристаллизующихся компонентов неф-
тяных масел зависит от тех же факторов, химической структуры,
1 Под «определяющей вязкостью» в настоящей книге имеется в виду
величина вязкости данного продукта при некоторой принятой температуре
(например 100 или 50° и т. д.), характеризующая общий уровень вязкости
этого продукта и являющаяся его физической константой в отличие от просто
«вязкости», которая меняется в зависимости от температуры.
37
от которых зависит величина их определяющей вязкости и поло-
гость вязкостно-температурной кривой.
Величина определяющей вязкости того или иного углеводо-
рода или той или иной фракции нефти зависит в основном от мо-
лекулярного веса (а следовательно, и температуры кипения),
а также и от химической природы. Чем выше молекулярный вес
и температура кипения данного углеводорода (в пределах гомо-
логического ряда или структуры определенного типа), тем выше
его определяющая вязкость, а также и температура вязкостного
застывания, если этот углеводород не является кристаллизую-
щимся.
При равном молекулярном весе, точнее при равном числе ато-
мов углерода в молекуле, наименьшей вязкостью характеризуются
алканы. При этом повышение разветвленности алкильных цепей
ведет к возрастанию определяющей вязкости. Циклические
углеводороды обладают более высокими вязкостями, причем наф-
теновые кольца повышают вязкость углеводорода в большей мере,
чем ароматические; из нафтеновых колец больше повышают вяз-
кость шестичленные кольца, чем пятичленные. Систематизирован-
ные примеры зависимости определяющей вязкости углеводородов
синтетических масел от их структуры помещены в монографии
А. И. Динцеса и А. В. Дружининой [11] по синтетическим ма-
слам.
Относительно зависимости крутизны наклона вязкостно-тем-
пературной кривой углеводородов, характеризуемой, в частности,
их индексом вязкости (ИВ), от химической структуры их моле-
кул также имеется многочисленная литература, что позволяет нам
ограничиться кратким рассмотрением основных итоговых поло-
жений. В частности, данный вопрос подробно разбирается в рабо-
тах, упоминавшихся выше при рассмотрении зависимости вяз-
кости углеводородов от их химической природы, а также в работе
Г. И. Фукса [12].
Характеризуя крутизну наклона вязкостно-температурной
кривой индексом вязкости, можно отметить следующие основные
закономерности в его связи с химической структурой.
У алканов ИВ снижается по мере увеличения числа и развет-
вленности боковых алкильных цепей. Это относится в равной
мере также и к циклическим углеводородам, имеющим боковые
алкильные цепи. В циклических углеводородах при одинаковом
составе циклической части ИВ будет тем выше, чем выше будет
относительное содержание углеродных атомов в алкильных це-
пях. ИВ циклических углеводородов будет уменьшаться при уве-
личении числа циклов, приходящихся на молекулу. При этом
конденсированные циклы в большей мере снижают ИВ, чем изо-
лированные.
Следовательно, для получения масел с низкими температу-
рами вязкостного застывания желательно иметь алканы наиме-
нее разветвленной структуры, малоциклические углеводороды
38
предпочтительно ароматического характера с длинными малораз-
ветвленными алкильными цепями, не содержащие конденсирован-
ных колец. Однако такая рекомендация ограничивается тем, что
именно среди отмеченных выше углеводородов, которые могли бы
иметь наиболее низкие температуры вязкостного застывания,
особенно часто встречаются кристаллизующиеся углеводороды
вообще и в том числе кристаллизующиеся углеводороды с высо-
кими температурами кристаллизации. Поэтому из приведенных
выше углеводородов желательными компонентами масел будут
те, которые не обладают повышенной температурой кристалли-
зации.
Рассмотренные выше положения и закономерности в связях
между некоторыми свойствами углеводородов и их химической
структурой, несмотря на известную их приближенность, позволяют
сделать ряд выводов, имеющих важное прикладное значение при
процессах депарафинизации. Так, для получения низкозастываю-
щих масел необходимо подбирать сырье высокого индекса вяз-
кости и достаточно глубоко очищать его, чтобы удалить из него
компоненты низкого индекса вязкости, имеющие повышенные
температуры вязкостного застывания. В этом случае при депара-
финизации из низкозастывающих фракций высокого индекса
вязкости остается удалять только такие же компоненты, но спо-
собные кристаллизоваться. Из сырья же низкого индекса вязкости
и недостаточно глубоко очищенного нельзя получить путем
депарафинизации, как бы глубоко она ни проводилась, такие
низкозастывающие масла, которые могут быть изготовлены из
высокоиндексного хорошо очищенного сырья.
Кристаллизующиеся углеводороды и их
химическая структура
Основной характерной особенностью данных компонентов
масляного сырья является их способность переходить в твердое
состояние (застывать) с образованием кристаллической твердой
фазы.
Индивидуальные представители этих компонентов в чистом
виде переходят из жидкого состояния в твердое и обратно при
строго определенной температуре \ являющейся физической кон-
стантой данного вещества и именуемой температурой плавления
или температурой кристаллизации.
Кристаллизующиеся вещества из раствора в различных рас-
творителях выпадают в виде кристаллических образований той
или иной структуры и формы.
1 Здесь имеется в виду исключение условий, приводящих к явлению
переохлаждения с временным существованием нестабильной жидкой фазы
ниже температуры плавления.
39
Способность индивидуальных углеводородов кристаллизовать-
ся, а также их температура кристаллизации (или плавления) за-
висят от строения молекул, в частности, от их симметричности
и степени разветвленности входящих в них радикалов.
Температура плавления кристаллизующихся углеводородов
имеет тенденцию к повышению с увеличением молекулярного
веса, усилением поляризуемости и симметричности молекул. По-
вышение температуры плавления с увеличением молекулярного
веса закономерно для углеводородов одного гомологического ряда
и однотипной структуры. Температура плавления кристалли-
зующихся углеводородов с молекулами различной структуры
зависит в основном от строения молекул. Углеводороды с несим-
метричной, разветвленной структурой характеризуются низкой
температурой кристаллизации, а в некоторых случаях вообще
неспособны кристаллизоваться. Симметричность молекул и про-
стота их строения способствуют образованию кристаллических
структур и повышению температуры плавления углеводородов.
Ван-Нес и Ван-Вестен [8] считают, что разветвление молекул
оказывает решающее влияние на температуру плавления угле-
водородов, и отмечают общее правило, что наиболее симметрич-
ные молекулы имеют наиболее высокую температуру плавления.
Это правило указанные авторы объясняют тем, что чем более
симметрична молекула, тем больше имеется способов построить
из нее кристаллическую решетку, что согласно статистическим
положениям приводит к более высокой температуре плавления.
Правило молекулярного веса, указывающее, что температура
плавления углеводородов возрастает с их молекулярным весом,
может быть подавлено правилом симметрии.
Из отдельных элементов структуры молекул на величину
температуры плавления углеводорода сказывается местоположе-
ние боковых радикалов, их число в молекуле, длина входящих
в молекулу прямых алкильных цепей и т. д. На способность кри-
сталлизоваться и на величину температуры плавления цикличе-
ских углеводородов оказывает большое влияние также и место-
положение колец среди других радикалов.
Для характеристики кристаллизующихся углеводородов, вхо-
дящих в те или иные группы однотипных структур, имеет значе-
ние не только сама величина температуры плавления, но и соот-
ношение или связь ее с температурой кипения или молекулярным
весом, иными словами, температура плавления углеводородов
данной группы, отвечающая тому или иному молекулярному
весу или температуре кипения. Это соотношение или форма связи
между молекулярным весом углеводорода и его температурой
плавления, зависящей от структуры молекул, определяет темпе-
ратуру плавления и химическую природу кристаллизующихся
и, в частности, твердых углеводородов, которые могут входить
в ту или иную фракцию нефти, в то или иное сырье для депара-
финизации. Однако аналитическое выражение этих соотношений
40
или связей, несмотря на их важное прикладное значение, остается
еще мало изученным. Количественное выражение этих соотноше-
ний в аналитической форме в виде приближенных эмпирических
уравнений было предложено лишь для н-алканов [8, 13 и 141
и для некоторых групп алкилбензолов.
Вещества, способные кристаллизоваться, известны среди всех
групп углеводородов, входящих в нефтяное масляное сырье. Из
компонентов масляного сырья не обнаружено кристаллизующихся
компонентов только среди смолистых веществ.
В отношении способности кристаллизоваться и температур
плавления особое место среди различных углеводородов занимают
углеводороды ряда алканов нормальной структуры СпН2п+2- На-
чиная с первого представителя этого ряда — метана, все углево-
дороды данной структуры образуют при застывании кристалличе-
скую твердую фазу. Эти углеводороды являются важной состав-
ной частью практически всех промышленных нефтей, а в парафи-
нистых нефтях составляют основную массу их твердых кристал-
лических компонентов. При характеристике твердых углеводо-
родов других рядов и структурных групп их температуры пла-
вления целесообразно сравнивать с температурами плавления
н-алканов равного молекулярного веса или с равным содержанием
атомов углерода в молекуле.
Основные свойства н-алканов, в том числе их температуры
плавления, начиная от С14, приведены в табл. 5. н-Алканы до тет-
радекана С14 с температурами плавления ниже 0° имеют темпера-
туру кипения ниже 250° и в масляных фракциях нефтей не встре-
чаются. В дистиллятах дизельных топлив, получаемых из пара-
финистых нефтей, могут находиться н-алканы до С21 включительно
с температурой плавления +40° и температурой кипения при ат-
мосферном давлении 358°. Наиболее тяжелые представители этой
группы примерно от С17 до С21 обусловливают повышенную тем-
пературу застывания дизельных топлив и подлежат удалению
из него при депарафинизации.
Основную массу н-алканов, содержащихся в дистиллятах
нефтяных масел, составляют углеводороды от С18 с температурой
плавления 28° и температурой кипения 318°, примерно до С-ц
с температурой плавления 74,6° и температурой кипения 498°,
а в отдельных случаях и до С40 с температурой плавления 81°
и температурой кипения 536°. В парафиновые дистилляты, кипя-
щие обычно в пределах от 300—325 до 450—475°, могут входить
н-алканы от С17 и С18 с температурами плавления 21 и 28° до С3о
и С32 с температурами плавления 64,7 и 69,6° и температурами
кипения 456 и 476°.
В средний масляный дистиллят (номинальная фракция 350—
420°), предусматриваемый технологической схемой типового нефте-
перерабатывающего завода (НПЗ) или НПЗ Восточных райо-
нов, могут входить н-алканы, примерно от С21 с температурой
плавления 40° до С27 с температурой плавления 59,1°. В нижний
4t
Таблица 5
Основные свойства «-алканов
Углеводо- род Молеку- лярный вес Температура, °C Вязкость кинема- тическая (в ест) при температуре
пла- вления пере- хода кипения 50° 100°
С14Н30 198,41 5,5 253,6
с16н32 212,44 9,81 — 270,6 — —
СцНз4 226,46 18,14 16,2 286,1 2,44 1,26
Ci?H3e 240,48 21,72 10,5 306,7 2,8 1,40
^18-Ч3в 254,50 28,0 27,3 317,5 3,07 —
С1»Н4о 268,53 32,0 22,8 331,7 — —
^20^42 282,56 36,6 36,2 345,3 —. —
с21н14 296,58 40,3 32,5 358,4 4,65 2,07
о22н4в 310,61 44,5 43,0 370,8 — —
^23^48 324,63 47,5 40,5 382,7 2,92 (90°) —
СМН5п 338,66 50,6 48,1 394,6 6,77 2,80
Q15H52 352,69 53,5 47,0 403 7,60 2,95
^2вНй4 366,72 56,2 53,3 416 8,43 3,23
^27^58 380,74 59,1 53,0 425 — —
^28^58 394,76 61,2 58,0 444 4,45 (90°) —
^29-Н«о 408,78 63,4 58,2 447 — —
^зоНв2 422,80 64,7 62,0 455 —. 4,36
Сз1На4 436,83 67,2 61,8 468 5,67 (90°) —
'-'32^68 450,85 69,6 65,3 476 — 5,36
^33^88 464,87 71,8., — 483 — —
*34^7 0 478,90 72;?' 69,3 490 6,65 (90°) —
С36н,2 492,93 74,6 71,9 498 — 5,99
ОиН74 506,95 75,8 74,0 504 — —
С37Н7в 520,98 77,4 — 516 — —
^38^78 535,00 79,3 — 522 — —
^39^80 549,03 80,1 — 529 — —
^40^82 563,06 81,4 — 536 — —
С41Н84 577,08 80,7 — — — —
'-'«Пае 591,11 82,9 — — — —
^43-^88 605,13 85,3 — — — 9,15
С44Н90 619,16 86,4 85,8 ~~ — —
^Б^вг 633,19 —. — — —
*-'5oii1O2 703,32 93 — — — —
'-'52^1108 731,37 94 — — — —
С54Н110 759,42 95 — — — —
*-'80^122 843,58 98,9 — — — —
^вг-Нпв 871,63 100,5 — — — —
^84^130 899,68 102 — — — —
^ввН134 927,73 103,6 — — — —
с„н13. 941,76 104,1 — — — —
^7оН442 983,84 105,2 — — — —
с71н144 997,96 93—113 1 —
42
масляный дистиллят, который по схеме типового НПЗ должен
выкипать в пределах 420—500°, могут входить н-алканы от С27
с температурой плавления 59,1° до С35 с температурой плавления
74,6°. Однако в практике восточных заводов этот дистиллят
часто отбирается в более широких пределах кипения (до 520°
и выше), вследствие чего в него могут входить н-алканы до С38.
У Сырье для получения тяжелых остаточных масел, имеющее
обычно начало кипения порядка 450—500°, может содержать вы-
сокоплавкие н-алканы, начиная от С30 и С35 с температурой пла-
вления 64,7 и 74,6°, кончая наиболее высокомолекулярными
представителями этого ряда, которые содержатся в данной нефти.
Алканы изостроения при равном числе атомов углерода в мо-
лекуле в зависимости от структуры молекулы могут иметь самые
разнообразные температуры плавления. Среди изоалканов наряду
с кристаллическими углеводородами, в отдельных случаях имею-
щими высокие температуры плавления, превосходящие для
особо симметричных структур даже температуры плавления алка-
нов нормального строения, встречаются отдельные представи-
тели с весьма низкими температурами плавления и даже углево-
дороды, вообще неспособные кристаллизоваться.
В виде примера можно привести температуры плавления и за-
стывания изомеров гексакозана С26Н54 [16]. Температура пла-
вления нормального гексакозана равна 56,2°, температура кипе-
ния 416°. Его разветвленные изомеры, например:
C2H5V
>сн - СН2Ч
с2н/ \
3-этил-5-(2-этилбутил)-октадекан }СН— (CH2)(s—СН3
С2н5ч /
>сн-сн/
с2н5/
и 11-(3-пентил)-генэйкозан
С2Н5Ч /(СН2),-СН,
\ch-ch
С2И5 \(СН2),-СН3
неспособны кристаллизоваться вообще р при низких температу-
рах порядка — 40° застекловываются. Другие разветвленные его
изоморы, например
10,11-диизопропилэйкозан СНЗЧ
>СН-СН- (СН2)8—СН3
СН/
снзх
)СН-СН- (СН2)8-СН3
СН/
хотя и способны кристаллизоваться, но обладают низкими темпе-
ратурами плавления, которая для 10,11-диизопропилэйкозана
равна —46°.
43
Более симметричные изомеры этого же углеводорода, имеющие
длинные алкильные цепи, например:
(СН2)И-СН3
13-метилпентакозан СН3—СН\ т. пл. 28,9°
\СН2)П-СН3
СН3- (СН2)3
5-бутилдекозан \СН— (CH2)i6—СН3 т. пл. 20,8°
СН3 (СН2)3
сн3-сн2
3-этилтетракозан ^СН— (СН2)20—СН-, т. пл. 30,1°
сн3-сн/
хорошо кристаллизуются и характеризуются повышенными тем-
пературами плавления (примерно 20—30°).
Особенно высокими температурами плавления характеризуются
углеводороды с короткой цепью, в молекулах которых все атомы
водорода основной цепи замещены одинаковыми радикалами.
Примером такого изомера может служить 2,2,3,3-тетраметилбу-
тан или гексаметилэтан С8Н18, температура плавления которого
равна 101,6°, температура кипения 106°. Однако изоалканы с тем-
пературой плавления более высокой, чем температура плавления
н-алканов равного молекулярного веса, встречаются редко, и
сведений об их присутствии в нефтях не имеется. Изоалканы,
встречающиеся в нефтях, имеют температуры плавления более
низкие, чем н-аиканы, и значительная их часть даже не относится
к категории твердых углеводородов.
С повышением температуры кипения, т. е. с возрастанием моле-
кулярного веса и увеличением числа атомов углерода в молекуле,
температуры плавления изоалканов различной структуры, как
и других углеводородов, повышаются. Вследствие этого с возра-
станием температуры кипения фракции увеличивается возмож-
ность существования и количество изоалканов с повышенными
температурами плавления, относящихся к твердым кристал-
лическим углеводородам.
Так, если среди твердых углеводородов дизельных топлив
вероятность присутствия твердых изоалканов незначительна,
вследствие того, что изоалканы с температурой плавления выше 0°
встречаются лишь в виде редких исключений, то среди твердых
углеводородов, входящих в состав парафинового или «среднего»
дистиллятов, количество твердых изоалканов может уже быть
существенным, особенно среди легкоплавкой части этих углево-
дородов. Еще больше содержится твердых изоалканов среди за-
стывающих углеводородов «нижнего» дистиллята и остаточного
сырья.
На температуру плавления алкилнафтеновых углеводородов,
кроме разветвленности молекул и других отмечавшихся выше
факторов, влияет также и местоположение кольца. При располо-
жении кольца в середине алкильной цепи получаются низкоза-
стывающие углеводороды, а смещение кольца к концу цепи повы-
44
тает температуру плавления. Наиболее высокой температурой
плавления обладают углеводороды, имеющие нафтеновое кольцо
в конце неразветвленной цепи.
Что же касается соотношения между молекулярным весом
и температурой плавления, то для алкилнафтенов остаются дей-
ствительными положения, которые были описаны выше для изо-
алканов, а именно: при небольшом молекулярном весе и темпе-
ратуре кипения число твердых компонентов среди различных
возможных изомеров незначительно. С возрастанием температуры
кипения и молекулярного веса оно резко увеличивается и среди
углеводородов с температурами кипения порядка 350—500°,
из которых состоит большая часть дистиллятного масляного
сырья; значительная доля твердых компонентов (парафинов) мо-
жет состоять из твердых кристаллических алкилнафтенов. Для
остаточного же сырья относительная возможность присутствия
в нем твердых алкилнафтенов возрастает еще более.
В зависимости от строения молекул среди ароматических угле-
водородов, так же как и среди изоалканов и алкилнафтенов, при
равном числе атомов углерода могут быть изомеры как с высокими,
так и с низкими температурами плавления и застывания. Среди
ароматических углеводородов при равном числе атомов углерода
твердые изомеры известны в большем количестве, чем среди
изоалканов и алкилнафтенов. Так, для ароматического углево-
дорода С26 описано более 10 изомеров, твердых при комнатной
температуре, хотя среди других изомеров с тем же числом атомов
углерода имеются индивидуумы с низкими и очень низкими тем-
пературами застывания.
Среди ароматических углеводородов низкозастывающие ин-
дивидуумы встречаются при наличии у бензольного ядра несим-
метричных разветвленных цепей различной структуры, а высоко-
застывающие—при бензольном ядре, расположенном в конце
длинной алкильной цепи.
При увеличении числа ароматических ядер в молекуле возра-
стает число изомеров с повышенными температурами плавления.
Для ароматических углеводородов остаются в силе положе-
ния, отмечавшиеся выше для изоалканов и алкилнафтенов о том,
что при возрастании молекулярного веса и температуры кипения
увеличивается число твердых изомеров, причем более резко,
чем для изоалканов и алкилнафтенов. Поэтому твердые углево-
дороды высококипящих фракций нефти обычно более обогащены
твердыми ароматическими компонентами, чем кристаллические
углеводороды легких фракций.
Химическая природа твердых компонентов нефти
К исходному сырью для выработки основных дистиллятных
масел относятся фракции нефти, кипящие в пределах от 300—
325 до 500 —530°. В соответствии с этим в состав масляного дистил-
45
лятного сырья могут входить н-алканы от С17 с температурой
кипения 306° и температурой плавления 21° и до С38 с температу-
рой плавления 79,3°.
Относительно химической природы твердых углеводородов,
входящих в масляные дистилляты нефти, можно получить сужд5^
ние в первую очередь по материалам исследований химического
состава товарных парафинов, вырабатываемых из этих дистил-
лятов.
, Химический состав парафинов исследовали многие авторы раз-
личными методами: чисто химическими, физико-химическими
и масс-спектрометрическими.
При исследовании химическим методом (нитрованием по Ко-
новалову) состава образца товарного парафина грозненского и
образца одного из американских парафинов С. С. Наметкин и
С. С. Нифонтова нашли, что в них содержится до 25—35% соеди-
нений с третичным углеродом, которые авторы относят к типу
изоалканов [17].
Феррис с сотрудниками [18] исследовали твердые углеводо-
роды, входящие в состав парафина-сырца и полуфабрикатов пара-
финового производства. Путем многократной перекристаллиза-
ции из дихлорэтана они выделили твердые компоненты (пара-
фин). Обезмасленный и перекристаллизованный парафин ра-
зогнали под вакуумом на узкие фракции. Фракции от разгонки
далее разделили путем перекристаллизации на компоненты с раз-
личными температурами плавления. Оказалось, что только около
60% полученных твердых углеводородов отвечало по температуре
плавления н-алканам. Остальные компоненты имели более низкие
температуры плавления, что авторы объясняли их изостроением и
присутствием в них нафтеновых колец.
Другие исследователи [19, 20, 21] получили результаты,
в общих чертах аналогичные приведенным выше. Они показали,
что основная масса товарных парафинов состоит из алканов нор-
мальной структуры и что наряду с н-алканами в них содержится
большее или меньшее количество твердых изоалканов и твердых
алкилнафтеновых углеводородов. При сопоставлении результа-
тов исследований разных парафинов различными авторами ока-
залось, что чем выше молекулярный вес, температура плавления
или температура кипения исследовавшегося парафина, тем меньше
в нем н-алканов и тем больше твердых нафтенов (алкилнафте-
нов) и изоалканов.
В последние годы при применении для исследований масс-
спектрометрических методов значительно расширились сведения
о химическом составе парафинов. Так, Тарнер с сотрудниками
[22] исследовали масс-спектрометрическим методом состав 16 об-
разцов парафинов. Среди этих образцов 9 относились к товарным
парафинам различных температур плавления, а остальные при-
готовлены в лаборатории. В табл. 6 приведен состав товарных
парафинов, а в табл. 7 показано распределение углеводородов
46
по структурным признакам для каждой группы с равным числом
атомов углерода.
Таблица 6
Химический состав нефтяных парафинов (в % вес.),
определенный масс-спектрометрическнм методом [22]
Парафин с т. пл. 53,3° Парафин с т. пл. 58° Парафин с т. пл. 66°
ч S tH S ф 3 3 я 3 я 3 з 1 ф 3 п Я ф 3 я
>2 ч Я о о S я сб о
§ я g Сб й к ч я ф 2 s Сб Я ч ф Н ф Сб 5Г< сб Ч Я ф
s 3 о ч сб сб С >& сб S к О о ф Ч сб 05 О >е< сб g И О ф Я* ф ч сб О со >е< Сб
к S Й Я и- сб Я *• Я сб Я = s Я
16 0,3
17 0,5 — — .— ! — .— / — [ . 1 — —
18 0,7 — — — 1 — — — 1 — —-
19 1,3 — — — 1 — — — 1' — —
20 3,9 — . i — — । _ 1 — 02 । - 1 —
21 7,2 — — 0,2 — *1 — 1 i — 1 03 — 1 —
22 9,6 -— .— 1,0 ; — 1 0,4 1 —
23 10,3 0,1 — — 2,8 — — — 04 1 —
24 10,3 0,6 0,2 — 5,2 — — — 1,1 — 1, —
25 9,0 0,8 0,5 — 7,3 — — — 0,8 — —
26 8,5 1,0 0,5 — 9,2 - 0,4 — 1,9 0,1 —
27 6,8 0,8 0,9 — 10,5 0,9 — 4,9 0,6 —
28 6,1 1,0 0,8 0,1 10,1 — 1,3 — 8,1 0,6 —
29 4,5 0,6 1,2 0,1 9,8 0,3 1,5 — 11,1 0,6 —
30 3,4 0,7 0,8 0,1 7,6 0,6 1,7 — 12,2 0,5 —
31 2,0 0,4 0,8 0,1 6,5 1,0 1,7 — 12,7 1,7 —
32 1,2 0,2 0,8 0,1 4,4 0,9 1,7 — 11,6 1,7 —
33 0,4 0,1 0,4 — 3,0 1,0 1,3 0,1 8,5 2,3 0,3
34 0,1 — 0,2 — 1,9 0,7 1,0 — 4,9 1,8 0,4
35 — — — — 1,0 0,7 0,8 0,1 3,0 1,6 0,7
36 — — 0,4 0,4 0,3 — 1,7 1,1 0,7
37 — — — 0,2 0,2 0,2 — 0,6 0,5 0,1
38 — — -—. — — 0,1 — — 0,2 —
39 — — — — — — — — 0,1 —
Из табл. 6 и 7 видно, что с повышением числа атомов углерода
в молекуле содержание н-алканов уменьшается в результате воз-
растания изоалканов и циклических углеводородов.
Аналогичные масс-спектрометрические исследования для
шести образцов парафина были проведены также Эдвардсом [23].
Групповой химический состав пяти из этих образцов, определен-
ный масс-спектрометрическим методом, показан в табл. 8.
Данные табл. 8 подтверждают отмеченную выше закономер-
ность в отношении уменьшения содержания н-алканов по мере
роста температуры плавления и молекулярного веса рассматри-
47
£
Таблица 7
Распределение структурных групп углеводородов по фракциям парафинов, имеющих
равное число атомов углерода в молекуле
Число углеродных атомов в моле- куле Парафин ст. пл. 53,3° Парафин с т. пл. 58° Парафин ст. пл. 66°
содержание фракции в парафине, % вес. содержание структурных групп во фракции, % вес. содержание фракции в парафине содержание структурных групп во фракции, % вес. содержание фракции в парафине, % вес. содержание структурных групп во фракции, % вес.
н-ал- каны лзоал- каны нафтено- вые аромати- ческие I н-ал- каны изоал- каны нафте- новые i аромати- ческие н-ал- каны изоал- каны нафте- новые
16 0,3 100,0 — — — — — — —
17 0,5 100,0 — — — — — — — — — — — —
18 0,7 100,0 — — — — — — — — — — —
19 1,3 100,0 — — — — — — — — — — — —
20 3,9 100,0 — — — — — — — — 0,2 100,0 — —
21 7,2 100,0 — — — 0,2 100,0 — — — 0,3 100,0 •— —
22 9,6 100,0 — — — 1,0 100,0 —. — — 0,4 100,0 — —
23 10,4 99,0 1,0 — — 2,8 100,0 — — — 0,4 100,0 — —
24 11,1 92,8 5,4 1,8 — 5,2 100,0 — — — 1,1 100,0 — —
25 10,3 87,4 7,8 4,8 — 7,3 100,0 — — — 0,8 100,0 — —
26 10,0 85 10,0 5,0 — 9,6 96,0 — 4,0 — 2,0 95,0 5,0 —
27 8,5 80 9,4 10,6 — 11,4 92,0 — 8,0 — 5,5 89,1 10,9 —
28 8,0 76,3 12,5 10,0 1,2 11,4 88,5 — 11,5 — 8,7 93,1 6,9 —
29 6,4 70,3 9,4 18,7 1,6 11,6 84,5 2,6 12,9 — 11,7 94,9 5,1 —
30 5,0 68,0 14,0 16,0 2,0 9,9 76,8 6,0 17,2 — 12,7 96,1 3,9 —
31 3,3 60,7 12,1 24,2 3,0 9,2 70,6 10,9 18,5 — 14,4 88,2 11,8 —
32 2,3 52,1 8,7 34,9 4,3 7,0 62,8 12,9 24,3 — 13,3 87,2 12,8 —
33 0,9 44,5 11,0 44,5 — 5,4 55,4 18,5 24,1 2,0 11,1 76,6 20,7 2,7
34 0,3 33,3 —. 66,7 — 3,6 52,7 19,5 27,8 — 7,1 69,0 25,4 5,6
35 —. —. —. 2,6 38,3 26,9 30,8 4,0 5,3 56,6 30,2 13,2
36 — — — 1,1 36,3 36,3 27,4 — 3,5 48,5 31,4 20,1
37 __ __ — — — 0,6 33,3 33,4 33,3 — 1,2 50,0 41,6 8,4
38 — — — — — 0,1 — 100,0 — — 0,2 — 100,0 —
39 —• — — — — — — — — — 0.1 — 100,0 :
Таблица 8
Групповой химический состав парафинов [23]
Показатели Образец парафина
А В С D Е
Температура плавления, °C . . 52,8 57,8 58,1 59,4 63,0
Содержание масла 0,3 <0,2 <0,2 <0,2 0,5
Нормальные алканы 94,0 86,4 81,9 82,2 66,5
Изоалканы 2,6 6,3 10,4 8,2 17,9
Моноциклические нафтены . . . 3,4 7,1 7,4 9,0 13,4
Полициклические нафтены . . . Моноциклические ароматические 0,0 0,1 0,3 0,5 1,9
углеводороды Ароматическо-нафтеновые углево- 0,0 Следы 0,0 0,1 0,3
дороды 0,0 0,0 0,0 0,0 Следы
ваемых твердых углеводородов. Это положение иллюстрируется
также проведенными Эдвардсом масс-анализами фракций от раз-
гонки исследовавшихся парафинов. На рис. 4 проведены резуль-
таты масс-анализа трех
фракций и остатка от
разгонки парафина С.
Комплексное исследо-
вание твердых углеводо-
родов, входящих в состав
масляных фракций туй-
мазинской девонской неф-
ти, которая широко ис-
пользуется для произ-
водства масел и пара-
фина, было выполнено
Н. И. Черножуковым и
Л. П. Казаковой [24, 25,
26]. Для этого из иссле-
дуемой нефти ими приго-
товлено три исходных
продукта: легкий дистил-
лят, выкипающий в пре-
делах 300—400°, тяжелый
дистиллят, выкипающий
в пределах 400—500°, и
деасфальтированный про-
паном остаток выше 500°.
Каждый из исходных про-
дуктов исследовали от-
дельно. Выделение и раз-
деление входящих в состав
4 заказ 1159.
J45 464 456 456 536 573
Температура, кипения н-алканов “t
Рис. 4. Химический состав фракций и
остатка парафина С.
а — отгон в интервале от 20 до 25%; б — отгон
в интервале от 60 до 65%; « — отгон в интер-
вале от 85 до 90%; г —остаток 5%.
1 — н-алканы; 2 — изоалканы.
49
исследуемых продуктов твердых углеводородов проводили
последовательным применением процессов адсорбционного
разделения силикагелем, депарафинизации в смеси ацетона,
бензола и толуола, обработки карбамидом, разделения активиро-
ванным углем. Краткие результаты указанных исследований по-
мещены в табл. 9.
7 Проведенные исследования показали, что дистиллят 300—400°
содержал только твердые углеводороды, образующие комплекс
с карбамидом, т. е. алканы нормального строения с небольшими
разветвлениями, и нафтены с длинными неразветвленными ал-
кильными цепями. Содержание твердых ароматических углеводо-
родов было незначительным. В дистилляте 400—500Q содержание
«-алканов и нафтенов с длинной алкильной цепью снизилось
и появились изоалканы и нафтены с разветвленной цепью, не
дающие комплекса с карбамидом. Стало существенным содержа-
ние твердых ароматических углеводородов. У нафтеновых углево-
дородов возросло число циклов в молекуле. Если твердые нафтены
дистиллята 300 —400° имели по одному циклу в молекуле, то для
твердых нафтенов, входящих в дистиллят 400—500°, среднее
число циклов в молекуле было больше двух.
Прежде чем рассматривать химическую природу твердых
углеводородов, входящих в состав остаточного масляного сырья,
необходимо остановиться на некоторых особенностях этих про-
дуктов, весьма осложняющих исследование и вносящих значи-
тельную приближенность в получаемые результаты.
уС В отличие от рассматривавшихся выше твердых углеводоро-
/дов, входящих в дистиллятные масляные фракции, твердые угле-
! водороды, содержащиеся в остаточных нефтяных продуктах,
' имеют более высокий молекулярный вес, намного более высокие
температуры кипения и главное — значительно более мелкую
кристаллическую структуру. Высокие температуры кипения
1 этих углеводородов затрудняют их разделение перегонкой и не
позволяют получить такую четкую фракционировку компонен-
тов по температурам кипения, какая достижима для углеводоро-
дов, составляющих дистиллятное сырье.
Крайне мелкая кристаллическая структура этих твердых угле-
водородов весьма осложняет их очистку и освобождение от низко-
Л застывающих компонентов и высоковязких веществ полицикли-
| веского и смолистого характера путем перекристаллизации, по-
скольку образующиеся кристаллики оказываются настолько мел-
кими, что крайне трудно поддаются отделению от маточного
раствора как фильтрацией и центрифугированием, так и всеми
другими обычно применяющимися для данной цели средствами.
Поэтому исследователи, изучавшие остаточные углеводороды,
заменяли действительную их перекристаллизацию повторными
переосаждениями. При переосаждении к растворителю добавляли
компоненты, снижавшие растворимость не только твердых, но и
некоторых жидких наиболее тяжелых, высокомолекулярных угле-
50
Таблица 9
Характеристика твердых углеводородов, выделенных из дистиллятов и из деасфальтированного концентрата
туймазинской девонской нефти [26]
Фракция углеводородов Выход, % вес. Плот- ность 20 °4 Средний молеку- лярный вес Удельная диспер- сия Темпера- тура плавле- ния, °C Элементарный состав, % Величина х в формуле спн2п + х
на исход- ный ди- стиллят на твер- дые угле- водороды
С Н S
’ИЛЛЯТ -400° Парафиновая Triepi 3,5 ые углевод 12,5 ороды, обр 0,819 азующие к 360 эмпленс с 88,9 карбамидом 53 85,22 14,83 0 1,84
оо Нафтеновая 3,3 11,8 0,833 369 90,3 49 85,20 14,45 0 0,5
Яо Цсо Ароматическая 0,2 0,7 — — — 42 — — — —
о о о ю 1 Парафиновая Твердые’углеводороды, обр 0,7 I 2,5 I 0,826 азующие к 456 омплекс с 88,6 карбамидом 69 I 85,20 14,75 0 1,98
о Нафтеновая 1,5 5,4 0,836 502 90,6 57 85,72 13,93 0,22 —2,35
ф Ароматическая 1,0 3,6 0,912 5 56 162,0 56 86,25 11,77 3,89 -15
ТЙЛЛЯТ Парафиновая Твер 0,7 дне углево 2,5 породы, не 0,738 образуют 410 ие комплек 90,8 с с карбам 4 3 идом 85,39 14,85 0 2,0
Нафтеновая 2,6 9,3 0,859 4 72 94,2 34 85,86 13,99 0 —2,1
ц Ароматическая 1,3 4,7 0,940 515 183 35 88,19 11,50 0,9 — 16,9
в 3 к Я с Парафиновая Твердые уг 0,8 леводородн 2.S , образуют 0,868 цие компле 425 кс с карба! 92,8 лидом 65 85,47 14,46 0 0,92 .
д Л Нафтеновая 3,0 10,7 0,869 540 94,6 63 85,82 13.97 0,37 —2,41
О Л Я. & В Я Ароматическая 0,6 2,2 0,942 538 148,4 53 85,55 12,21 2,25 — 11,02 .
»а Е л со о в* и Парафиновая Твердые уг 0,3 леводороды 1,1 > не образу 0,895 гющве комг 411 глеис с кар 93,1 бамидом 35 85,70 14,21 0,16 —0.77
Нафтеновая 6,4 23,6 0,898 510 95,8 25 86,28 14,04 0,21 —1,74
Ароматическая 1,8 6,5 0,935 631. 125.2 34 85,30 12,80 1,75 . —8,93
водородов. Так, при осаждениях из серного эфира к нему доба-
вляли этиловый спирт; при осаждениях из бензола — кетон
либо дихлорэтан, либо еще какой осадитель. Некоторые исследо-
ватели вели перекристаллизации, точнее переосаждения из рас-
творителей, вообще не полностью растворяющих не только твер-
дые углеводороды, но и часть жидких компонентов изучаемого
продукта, например, из растворов в чистом дихлорэтане или
в метилэтилкетоне и др. Введение же в растворитель осадителя
вызывало выделение некоторых количеств, возможно, самых не-
значительных, жидких наиболее высокомолекулярных и высоко-
вязких компонентов, которые способствовали соединению отдель-
ных кристалликов в комки и агрегаты, уже поддающиеся отде-
лению из маточного раствора путем фильтрации или другими
способами. Но такие переосаждения позволяют очищать твердые
углеводороды лишь от основной массы загрязнений и масляных
компонентов. Освободить же таким образом твердые углеводо-
роды полностью от сопутствующих компонентов, особенно высоко-
молекулярных полициклических веществ, не представляется воз-
можным, так как при повторении переосаждений в конце концов
наступает своего рода равновесие, при котором соотношение
между осаждаемым парафином и сопутствующими компонен-
тами становится постоянным и дальнейшие переосаждения уже
не могут изменить это соотношение и повысить степень очистки
исследуемых твердых углеводородов.
Кроме того, вследствие весьма мелкой кристаллической струк-
туры твердых углеводородов этой категории, при которой размер
их кристалликов приближается к размерам мицелл коллоидных
растворов, приобретают большие значения величины относитель-
ной поверхности этих кристалликов, приходящихся на единицу
их массы. Так, при размерах кристалликов 0,01 X 0,01 X
X 0,0002 мм поверхность кристалликов на 1 г их массы соста-
вляет около 10 .и2. При такой величине относительной поверх-
ности твердых углеводородов количество адсорбируемых ими
из раствора при перекристаллизациях (а тем более при переоса-
ждениях) различных сопутствующих компонентов становится уже
существенным, что еще более препятствует должной очистке оста-
точных твердых углеводородов и получению их в достаточно чи-
стом виде.
Вследствие этого оказывается возможным, что исследователи,
изучавшие высокомолекулярные твердые кристаллические угле-
водороды остаточного происхождения, фактически имели дело
не с чистыми представителями этих углеводородов, а с их сме-
сями с высокомолекулярными и, возможно, с полициклическими
жидкими масляными компонентами, что вносило, разумеется,
известные искажения в результаты определения их химической
природы и состава. Возможно, что этим могут быть также объяс-
нены те отдельные противоречия, которые встречаются в резуль-
татах определений химического состава аналогичных остаточных
52
твердых углеводородов, полученных различными методами раз-
ными исследователями.
С учетом изложенного выше описанные в литературе резуль-
таты исследований твердых углеводородов остаточного происхо-
ждения следует рассматривать в известной мере приближенными
и при выводах иметь в виду возможные искажения, обусловлен-
ные неполной очисткой изучавшихся продуктов.
Среди ранних работ, проведенных по изучению природы и
состава твердых углеводородов остаточного происхождения, после
известных исследований Залозецкого [271 и Гурвича [28] должны
быть отмечены выполненные в ГрозНИИ А. Н. Сахановым,
Л. Г. Жердевой и Н. А. Васильевым [29, 101 исследования твер-
дых углеводородов остаточного происхождения («церезинов»),
выделенных из сураханской и грозненской парафинистых неф-
тей. В результате проведенных исследований авторы пришли к вы-
воду, что эти углеводороды являются в основном алканами, но
имеют разветвленное строение. Этим авторы и объяснили отличие
их свойств от свойств твердых углеводородов, входящих в состав
парафинов дистиллятного происхождения. Было высказано пред-
положение, что входящие в состав так называемого «церезина»
твердые углеводороды якобы образуют даже свой самостоятельный
гомологический ряд.
Химический состав твердых углеводородов остаточного про-
исхождения изучали далее С. С. Наметкин и С. С. Нифонтова [301.
Для исследований были взяты тяжелые твердые углеводороды
сураханской нефти, оседающие при ее хранении и перекачках
в виде так называемой «пробки», а также углеводороды, выде-
ленные из челекенского озокерита. Химический состав изучалц
методом нитрования по Коновалову. В результате проведенных
исследований они также пришли к выводу, что твердые углево-
дороды сураханского «церезина» состоят в основном из алканов
изостроения.
Однако последующие исследования твердых углеводородов,
входящих в остаточные нефтяные продукты, показали, что их со-
став оказывается значительно сложнее, чем это было найдено
указанными выше авторами. Среди твердых углеводородов были
обнаружены в значительных количествах н-алканы, твердые ал-
килнафтены и в большом количестве твердое алкилароматиче-
ские и алкилнафтено-ароматические углеводороды.
Так, исследования твердых остаточных кристаллических угле-
водородов туймазинской нефти, проведенные Н. И. Черножуко-
вым и Л. П. Казаковой [26], показали, что содержащиеся в деас-
фальтированном концентрате этой нефти твердые углеводороды
состояли в основном из нафтенов и ароматических углеводородов
как с длинными алкильными цепями, дающих комплексы с кар-
бамидом, так и с разветвленными цепями, не дающих комплекса
с карбамидом. Нафтены содержали при этом в среднем два-три
кольца в молекуле, а ароматические углеводороды — от одного
53
Таблица 10
Свойства и кольцевой состав компонентов петролатума и фракций
от разгонки петролатума [31]
Продукт Выход (в % вес.) от Температура плавле- ния, °C __ 80 Плотность Q 20 Вязкость кинематиче- ская при 100°, сст Показатель преломле- 70 НИЯ Пр Молекулярный вес (расчетный) Среднее число колец в мо- лекуле
1' петролатума фракции ароматиче- ских нафтеновых
Исходный петро- латум .... 100 | - 60 0,822 15,4 1,4560 559 0,2 2,0
Компоненты, полученные
при адсорбционном анализе
Очищенный петро- латум .... Аромати ческие 96,2 — 62 0,815 12,6 1,4543 512 0,1 1,9
углеводороды 2,1 —- 39 — — 1,5023 — — —
Смолистые веще- ства и потери 1,7 — — — — — — — —
Фракции от разгонки
450—500° . . 5,6 51 0,806 5,3 1,4474 417 0,2 1,2
500—550° . . 20,1 — 56 0,810 6,8 1,4491 442 0,2 1,3
550—600° . . 23,9 — 63 0,816 10,0 1,4516 474 0,2 1,5
600—650° . . 17,4 — 68 0,820 13,5 1,4551 536 0,2 1,6
Остаток выше 650° То же после об- 31,8 — — 0,839 42,9 1,4647 — •—• —
работки адсор- бентом .... 26,9 — 65 0,828 29,4 1,4595 700 0,1 2,6
Углеводороды, образующие комплекс с карбамидом
Из фракции: 450—500° . . 2,7 47,5 58 0,781 4,3 1,4359 438 0,1 0,5
500-550° . . 8,6 42,6 64 0,787 5,7 1,4390 443 0,3 0,4
550—600° . . 8,4 35,0 71 0,796 7,4 1,4427 476 0,4 0,6
600—650° . . 4,4 25,3 78 0,802 11,2 1,4471 545 0,3 1,0
Из остатка выше 500° * 4,2 15,6 83 0,806 27,8 1,4532 750 0 1,7
Углеводороды, не образующие комплекс с карбамидом
Из фракции: 450—500° . . 2,9 51,9 25 0,838 7,0 1,4580 390 0,3 2,1
500-550° . . 11,4 56,8 35 0,829 7,6 1,4568 436 0,2 2,1
550-600° . . 15,3 64,1 42 0,827 10,5 1,4564 473 0,2 2,1
600—650° . . 12,8 73,8 43 0,829 17,2 1,4580 582 0,2 2,2
Из остатка выше
650° * .... 22,3 83,0 45 0,832 32,0 1,4606 688 0,1 2,7
Исследовали остаток, очищенный адсорбентом.
Продолжение табл. 10
Продукт Выход (в % вес.) от Температура плавле- ния» °C „ 80 Плотность о 20 Вязкость кинематиче- ская при 100°, ест Показатель преломле- 70 НИЯ Пр Молекулярный вес (расчетный) Среднее чис- ло колец в молекуле
петролатума фракции ароматиче- ских нафтеновых
не образующих комплекс
Застывающий компонент углеводородов,
Из фракции: 450-500° . . 1,2 20,5 34 081 3 5,9 1,4503 364 0,1 1,6
500-550° . . 6,3 31,3 39 0„814 7,0 1,4511 426 0,1 1,6
550-600° . . 11,1 46,4 45 0,817 6,5 1,4530 475 0,1 1,8
600—650° . . 10,3 59,3 44 0,823 14,7 1,4559 529 0,1 2,0
Из остатка выше
650° * 20,5 76,2 46 0,831 31,0 1,4601 671 0,1 2,6
Низкозастывающий компонент углеводородов, не образующих комплекс
Из фракции: 450—500° . . 1,8 31,3 -9 0,856 7,8 1,4630 394 0,3 2,5
500—550° . . 5,0 25,0 —8 0,849 10,5 1,4643 442 0,2 2,7
550-600° . . 4,1 17,0 —6 0,853 14,6 1,4653 477 0,3 2,7
600—650° . . 2,5 14,2 —7 0,859 20,2 1,4666 533 0,4 2,9
Из остатка выше 650° * 1,6 6,2 -8 0,842 40,2 1,4679 960 0,1 3,7
* Исследовали остаток, очищенный адсорбентом.
до трех колец. «-Алканы же находились в составе исследованных
твердых остаточных углеводородов в относительно небольшом ко-
личестве, а алканы изостроения по мнению авторов отсутствовали
вовсе.
Твердые остаточные углеводороды, входящие в состав кара-
чухуро-сураханской нефти и выделяемые из нее в виде петрола-
тума при депарафинизации вырабатываемого из этой нефти авиа-
масла МС-20, были исследованы В. А. Богдановой [31]. В этом
исследовании исходный петролатум был разогнан до 650° под
глубоким вакуумом на 50-градусные фракции. Полученные фрак-
ции обработкой адсорбентом, карбамидом и растворителями были
разделены на компоненты. Выделенным компонентам были опре-
делены свойства и установлен кольцевой состав. Некоторые из
основных результатов этих исследований помещены в табл. 10.
Приведенные в табл. 10 данные показывают, что значительную
долю твердых углеводородов петролатума карачухуро-сурахан-
ской нефти составляют нафтены с числом колец на молекулу, до-
ходящим до трех. При этом число колец, приходящихся на моле-
55
кулу, возрастает с повышением предела кипения исследуемой
фракции. Вместе с этим с повышением пределов кипения фракций
снижается содержание в них углеводородов с прямой цепью,
образующих комплексы с карбамидом, за счет роста содержания
углеводородов, не образующих комплекса с карбамидом. Так, если
во фракции 450—500° комплексообразующих углеводородов было
47,5% от фракции, то в остатке выше 650° оно снизилось до 15,6%.
Аналогичное снижение содержания комплексообразующих угле-
водородов по мере повышения температуры кипения фракций твер-
дых углеводородов наблюдали Н. И. Черножуков и Л. П. Каза-
кова для твердых углеводородов туймазинской нефти.
Представляют интерес выделенные В. А. Богдановой из фрак-
ций петролатума компоненты с пониженными температурами за-
стывания, промежуточные между твердыми углеводородами петро-
латума и жидкими углеводородами масла. В состав этих промежу-
точных компонентов входили не образующие комплекс с карбами-
дом нафтено-ароматические углеводороды с разветвленными ал-
кильными цепями и с общим числом колец в молекуле на уровне
трех и выше. В исследованном петролатуме были обнаружены
также весьма интересные некристаллизующиеся ароматические
высокомолекулярные углеводороды с высокими температурами
вязкостного застывания. Эти углеводороды при температуре +39с
застывали в некристаллическую стекловидную массу.
На основании обобщения результатов рассмотренных выше
исследований химической природы твердых кристаллизующихся
углеводородов, входящих в состав как дистиллятных, так и оста-
точных фракций нефти, могут быть отмечены следующие три ос-
новных положения.
1. Среди нефтяных углеводородов равного или близкого мо-
лекулярного веса наиболее высокими температурами плавления
обладают алканы нормального строения. Углеводородов же изо-
строения, а также циклических структур с температурами пла-
вления более высокими, чем н-алканов равного молекулярного
веса или с равным числом атомов углерода, известных средн
синтетических индивидуальных углеводородов, в нефтяных про-
дуктах пока обнаружено не было.
2. С повышением температуры кипения и молекулярного веса
масляных фракций нефти относительное содержание н-алканов
в находящихся в данной фракции твердых углеводородах умень-
шается при возрастании содержания углеводородов изостроения
и циклических структур.
3. Цикличность, т. е. среднее число колец, приходящееся на
одну молекулу, для смесей твердых углеводородов, выделяемых
из масляных фракций нефтей, с повышением молекулярного веса
или температуры кипения этих смесей возрастает.
Отмеченные выше положения, касающиеся связи между хи-
мической природой твердых углеводородов нефти, их молекуляр-
ным весом и температурой кипения, обусловливаются относитель-
56
ной вероятностью существования углеводородов тех или иных
структур. Так, структура углеводородов относительно невысокого
молекулярного веса, например, входящих в легкие масляные
фракции, должна быть простой и симметричной, чтобы они могли
кристаллизоваться при повышенных температурах и относиться
к категории твердых углеводородов. Такими углеводородами
могут быть главным образом н-алканы и небольшое количество
изоалканов и циклических углеводородов, обладающих длинной
алкильной цепью и способных, в частности, давать комплексы
с карбамидом.
По мере повышения температуры кипения и молекулярного
веса масляной фракции все большая доля углеводородов даже
при меньшей симметричности и простоте структуры приобретает
способность кристаллизоваться при повышенных температурах
и переходит, таким образом, в категорию твердых углеводородов.
Поэтому относительное содержание н-алканов в составе твердых
углеводородов с повышением их температуры кипения снижается
в результате увеличения содержания твердых циклических угле-
водородов и, возможно, изоалканов. Здесь нужно отметить,
что и общее содержание н-алканов во всей массе данной фракции
с повышением ее температуры кипения обычно также снижается.
Это обусловливается тем, что с возрастанием молекулярного веса
относительная численность н-алканов среди других возможных
изомеров с равным числом атомов углерода резко уменьшается.
Поэтому для большинства нефтей содержание н-алканов во фрак-
циях светлых продуктов значительно больше, чем в масляных
фракциях, а в остаточных продуктах меньше, чем в дистиллят-
ных масляных фракциях. Вместе с этим в тяжелых остаточных
продуктах вероятность существования твердых циклических
углеводородов и твердых алканов изостроения возрастает на-
столько, что эти углеводороды могут оказаться уже главным ком-
понентом твердых углеводородов, которые входят в состав этих
продуктов.
Следовательно, изложенное выше поясняет, почему в техниче-
ских парафинах, вырабатываемых из более высококипящих
фракций нефти, содержится более высокое количество твердых
изоалканов и алкилнафтенов, чем в парафинах, изготовленных из
более легких масляных фракций нефти.
Аналогично можно объяснить также и наблюдаемое различие
в химическом составе технических парафинов, получаемых при
различной глубине депарафинизации перерабатываемого сырья.
, При неглубокой депарафинизации (например, методом фильтрпрес-
сования) в гачи переходят в основном углеводороды с наиболее
! высокими температурами плавления, которыми, как это было
выяснено выше, являются н-алканы. Поэтому гачи от неглубокой
депарафинизации маслянопарафинового сырья и вырабатываемые
из этих гачей парафины будут иметь высокое содержание н-ал-
канов.
57
При глубокой же депарафинизации (например, при депарафи-
низации избирательными растворителями при низких температу-
рах) в гач перейдет также и значительное количество твердых ком-
понентов с температурами плавления пониженными для данного
интервала температур кипения или для данного молекулярного
веса. Эти компоненты будут состоять в значительной своей доле
из циклических углеводородов и изоалканов. Полученные из та-
ких гачей технические парафины будут также содержать повы-
шенное количество циклических углеводородов и углеводородов
изостроения, если при обезмасливании таких гачей не будут при-
няты специальные меры для предотвращения перехода этих
компонентов в целевой парафин.
Наконец, из изложенных выше положений о связи между хи-
мической природой твердых углеводородов нефти и их физико-
химическими свойствами следует, что парафины с равной темпе-
ратурой плавления, но выделенные из сырья различного фракцион-
ного состава не являются равноценными по химической природе.
Так, технический парафин с температурой плавления 50—52°,
полученный из легкого дистиллята, выкипающего в пределах 350—
420°, может представлять в основном смесь «-алканов примерно
от С21 до С27 с относительно небольшой примесью циклических и
изомерных углеводородов. Но если парафин с той же температурой
плавления 50—52° будет выделен тем или иным способом из более
тяжелого сырья, например из дистиллята с пределами кипения
420—500° путем дробного осаждения, то такой парафин будет
содержать высокий процент углеводородов циклических и изо-
строения. Точно так же и легкоплавкие парафины, получаемые
для синтеза высокомолекулярных жирных спиртов, из конце-
вых фракций дизельных топлив и состоящие в основном из «-ал-
канов, совершенно не будут идентичны легкоплавким парафинам,
которые могут быть выделены из фильтратов парафинового произ-
водства при их дополнительной депарафинизации избирательными
растворителями.
Это обстоятельство не всегда еще учитывается при решении
вопросов о выработке парафинов, предназначенных для тех или
иных специальных целей, для которых имеет значение их химиче-
ский состав. В таких случаях для парафина необходимо норми-
ровать пределы температур не только плавления, но и кипения,
имея при этом в виду, что чем выше при заданном фракционном
составе нефтяного парафина будет его температура плавления,
тем больше будет содержаться в этом парафине алканов нормаль-
ного строения.
Данное правило является действительным в полной мере для
нефтяных парафинов и может иметь исключения для парафинов,
например, синтетического происхождения, которые здесь не рас-
сматриваются.
58
Кристаллическая структура твердых углеводородов
(парафинов)
Кристаллическая структура входящих в состав нефтяных фрак-
ций твердых углеводородов имеет весьма важное значение при про-
цессах депарафинизации, поскольку эти процессы в большинстве
основаны на отделении теми или иными способами выкристалли-
зовавшихся твердых углеводородов от низкозастывающих компо-
нентов или от их растворов в различных растворителях.
Вследствие большой важности данного вопроса, а также на-
личия в нем некоторых отдельных издавна укоренившихся не-
верных представлений, приводящих к ошибочным прикладным
выводам, необходимо дать здесь более подробное рассмотрение
явлений, связанных с кристаллизацией твердых углеводородов
нефти, и попутно отметить и разобрать существующие в данной
области основные и наиболее существенные неточности.
Особенностью смесей твердых углеводородов, входящих в раз-
личные фракции нефти, иными словами — парафинов \ является
наличие двух аллотропных форм, в которых парафины могут
существовать в твердом состоянии. Отвечающие этим аллотроп-
ным формам модификации существенно отличаются друг от друга
как по физическим свойствам, так и по кристаллической струк-
туре. Одна из этих модификаций способна существовать при по-
вышенных температурах вплоть до температуры плавления дан-
ного парафина, другая является устойчивой при пониженных
температурах ниже некоторой вполне определенной для данного
парафина температуры перехода.
Характерной чертой модификации парафина, устойчивой при
повышенной температуре, является пластичность и способность
отдельных частичек парафина полностью сливаться или спаиваться
при сжатии. По некоторым свойствам физическое состояние дан-
ной модификации несколько приближается к состоянию так назы-
ваемых жидких кристаллов. Вторая же модификация парафина,
устойчивая при низких температурах, является типичным твер-
дым кристаллическим телом и отличается твердостью, хрупкостью,
неспособностью отдельных частиц спаиваться при сжатии. Пере-
ход кгарафина из одной модификации в другую сопровождается
тепловым эффектом в виде поглощения или выделения при тем-
пературе перехода скрытого тепла. Сама же величина температуры
перехода имеет для данного парафина характер физической Ф
константы, аналогичной температуре плавления или кипения.
При переходе парафина из одной модификации в другую наблю-
дается скачок в изменении его физических свойств, зависимых
1 Напомним, что здесь и далее под термином «парафин» будет подра-
зумеваться смесь твердых кристаллических нефтяных углеводородов неза-
висимо от их химической природы и не обязательно состоящей из одних
только алканов.
59
от температуры, например плотности, теплоемкости, коэффи-
циента расширения и др.
Для индивидуальных углеводородов температуры перехода
из одной модификации в другую изучены только для н-алканов.
Для изоалканов и циклических углеводородов данные по темпе-
ратурам перехода имеются только для некоторых главным образом
низкомолекулярных представителей этих углеводородов. Эти
значения температур перехода для н-алканов приведены в табл. 5.
Из данных табл. 5 видно, что для твердых н-алканов разность
между температурами плавления и температурой перехода со-
ставляет примерно 3—12° при некоторой тенденции этой разности
к уменьшению по мере повышения температуры плавления
н-алканов, хотя строгой закономерности в этом и не наблюдается.
Для технических же парафинов (средняя температура плавления
порядка 50°) разница между температурой плавления и темпера-
турой перехода составляет 15—20° и существенно уменьшается
с повышением температуры плавления. При этом для парафинов
широкого фракционного состава отмечается более высокая вели-
чина этой разности, чем для узких его фракций. Для большинства
товарных парафинов, вырабатываемых из парафиновых дистил-
лятов, температура перехода из мягкой волокнистой аллотропной
формы в хрупкую пластинчатую лежит в пределах 30—33°.
Здесь следует отметить, что температура перехода для техниче-
ских парафинов и зависимость ее от температуры плавления,
молекулярного веса, фракционного состава, химической природы
остается еще весьма мало изученной, несмотря на большую важ-
ность этого вопроса.
Важнейшей особенностью модификации (аллотропных состоя-
ний) парафина, наиболее ярко отличающей их друг от друга и
имеющей большую прикладную значимость, является кристал-
лическая форма.
Первая модификация парафина (устойчивая при повышенных
температурах) кристаллизуется в форме длинных, относительно
крупных кристаллов, напоминающих по внешнему виду волокна,
возможно, шестигранного сечения и заканчивающихся пирами-
дами. Характерные образцы этой структуры показаны на рис. 5.
Эта структура упоминается в литературе под наименованиями
«ленточная», «волокнистая» и т. д. Из этих названий наиболее
близко форму кристаллов данной модификации описывает наи-
менование «волокнистая структура». Это наименование и будет
оставлено при дальнейшем изложении, хотя оно и не уклады-
вается в строгую кристаллографическую терминологию. В соответ-
ствии с этим и модификация парафина, дающая эту кристалличе-
скую форму, будет именоваться «волокнистая модификация».
Вторая модификация парафина (устойчивая при пониженных
температурах) кристаллизуется в форме протяженных тонких
пластинок. В неискаженном виде эти пластинки имеют контур ром-
бов, а иногда продолговатых шестигранников. Характерные об-
60
разцы этой структуры показаны на рис. 6. Эта структура фигури-
рует в литературе как «пластинчатая», «чешуйчатая» и т. д.
В дальнейшем изложении будет оставлено название «пластин-
чатая», и отвечающая этой кристаллической структуре модифи-
кация будет именоваться «пластинчатая модификация».
Применение для обозначения кристаллических форм парафина
указанных выше описательных наименований вместо строгой
кристаллографической терминологии вызвано тем, что до настоя-
щего времени кристаллографическая категория кристаллических
форм парафина остается еще окончательно не установленной.
Рис. 5. Микрофотография волокни- Рис. 6. Микрофотография пластин-
стой структуры парафина. чатой структуры парафина.
Довольно многочисленные исследования, которые проводились
в этом направлении, в том числе и рентгенографическими мето-
дами, дали несколько противоречивые результаты. По этой при-
чине для кристаллических форм парафина целесообразно сохра-
нить указанные выше описательные наименования до тех пор,
пока вопрос об их отнесении к тому или иному кристаллографи-
ческому классу и группе не будет решен окончательно и одно-
значно.
Кроме указанных двух кристаллических форм, других форм
у монокристаллических образований парафина не наблюдается.
Здесь делается оговорка относительно монокристаллических об-
разований потому, что парафин, как и другие кристаллические
вещества, обладает способностью давать в определенных условиях
агрегатные и дендритные кристаллические образования, в част-
ности, под воздействием находящихся в растворе поверхностно-
активных веществ.
Эти агрегатные и особенно дендритные образования в зави-
симости от условий кристаллизации могут принимать весьма
разнообразные и подчас причудливые очертания. Но тем не ме-
61
нее при всем многообразии внешнего вида этих образований их
монокристаллическая основа остается единой и имеет одну из двух
рассмотренных выше кристаллических форм, в подавляющем
большинстве случаев пластинчатую.
Во многих литературных источниках можно встретить разде-
ление кристаллических образований твердых углеводородов
нефти на крупнокристаллическую пластинчатую форму, свойствен-
ную парафинам, и мелкокристаллическую «игольчатую» форму,
якобы присущую так называемым «церезинам». Некоторые ав-
торы, основываясь на этом разделении, даже определяют различ-
ные фракции нефтей как «парафинистые» или «церезинистые»
и т. д. Однако такое разделение кристаллических форм твердых
углеводородов нефти является следствием недоразумения. Иголь-
чатой, «церезиновой» формы кристаллов твердых углеводородов
нефти в действительности не существует. Впечатление «игольчатой»
формы создается при рассмотрении в поляризационном микро-
скопе мелких пластинчатых образований при недостаточно
высоком увеличении и недостаточно сильном освещении. Воз-
никающая в этих условиях иллюзия «игольчатой» формы кристал-
лов обусловливается тем, что плосколежащие кристаллики
вследствие крайне малой толщины очень слабо поляризуют свет
и могут остаться невидимыми в поле зрения микроскопа. Ви-
димыми же оказываются только кристаллики, стоящие на ребре.
Но при таком положении эти кристаллики просматриваются или
проектируются на фотопленку в форме штрихов, напоминающих
мелкие иголочки, в результате чего и создается впечатление мни-
мой «игольчатой» структуры парафина.
Для выяснения указанных выше обстоятельств авторы про-
вели многочисленные исследования в поляризационном микро-
скопе препаратов самых разнообразных нефтяных продуктов,
создававших при первом рассмотрении впечатление «игольчатой»
структуры. И во всех случаях без исключения при более тщатель-
ных наблюдениях (при усилении увеличения и освещения) все
эти структуры неизменно оказывались пластинчатыми структу-
рами. Авторы вели, в частности, наблюдение за такими структу-
рами, производя медленное перемешивание препаратов при по-
мощи стеклянного острия, чтобы наблюдаемые кристаллики
меняли свое положение. При таком перемешивании было видно,
% как яркий «игольчатый» кристаллик, поворачиваясь, превращался
f во все менее и менее освещенную пластинку и наоборот.
Перейдем к рассмотрению условий, в которых данный пара-
фин будет образовывать ту или другую форму кристаллической
структуры \
1 Здесь и в последующем изложении будут иметься в виду процессы
кристаллизации парафина, происходящие при охлаждении его растворов
или расплавов.
62
Образование одной из двух возможных кристаллических форм
парафина, отвечающих его двум аллотропным состояниям, будет
происходить в зависимости от того, при каких температурах будет
идти его кристаллизация. Если кристаллизация будет протекать
при температурах выше температуры перехода, при которых ус-
тойчивой является волокнистая модификация, парафин будет обра-
зовывать волокнистые кристаллы. При кристаллизации же пара-
фина при температурах ниже температуры перехода кристаллы
парафина будут образовывать пластинчатую форму.
Кристаллизация парафина при повышенных температурах
может проходить либо при образовании твердой фазы из распла-
вов, либо при выделении его из растворов высокой концентрации.
По этой причине расплавы парафина, богатые парафином гачи
и оттеки, а также другие подобные им продукты кристаллизуются
с образованием волокнистой структуры.
Из растворов же невысокой концентрации с температурами
насыщения ниже температуры перехода, например из парафино-
масляных дистиллятов, из их растворов в избирательных рас-
творителях, применяемых при депарафинизации, и т. д. парафин
будет выкристаллизовываться только в пластинчатой форме.
Волокнистые формы при невысокой концентрации парафина
в растворах могут образовываться лишь в тех случаях, когда
парафин растворен в растворителе, обладающем низкой раство-
ряющей способностью, например, в одном из низших спиртов,
в низкомолекулярных органических кислотах и если температура
насыщения такого раствора лежит выше температуры перехода
парафина. При этом волокнистую структуру даст только та доля
парафина, которая выкристаллизуется из такого раствора выше
температуры перехода. Парафин же, который будет выделяться
далее из того же самого растворителя, но уже ниже температуры
перехода, даст опять пластинчатую структуру. Поэтому наблю-
дение таких закристаллизовавшихся растворов при невысокой,
например, комнатной температуре даст картину двоякой струк-
туры, а именно волокон с рассеянными между волокнами пластин-
ками.
Такую двоякую структуру могут давать растворы парафина
не только в слабых растворителях, но и в любых других раство-
рителях, в том числе и в нефтяных маслах, если концентрация
парафина в растворе будет такой, что процесс кристаллизации
будет начинаться выше температуры перехода данного парафина,
а заканчиваться ниже этой температуры. К нефтяным продуктам,
которые могут давать двоякую кристаллическую структуру,
относятся некоторые не очень богатые парафином гачи. Пример
структуры такого гача показан на рис. 7. В этом гаче‘часть па-
рафина выкристаллизовалась выше его температуры перехода,
дав волокнистую структуру, а некоторая его доля выделилась
вследствие повышенного содержания в этом гаче масла ниже
температуры перехода и образовала пластинчатую структуру.
63
Рис. 7. Микрофотография гача, дающего
при охлаждении смешанную (волокнистую
и пластинчатую) структуру.
Это дает объяснение тому факту, что бедные парафином гачи плохо
поддаются потению, поскольку хорошо потеть могут только про-
дукты, имеющие волокнистую структуру, а наличие в этих продук-
тах значительного количества пластинчатых кристаллов, имею-
щих сильно развитую поверхность, препятствует потению.
Величина температуры перехода парафина связана с его тем-
пературой плавления. При этом температура перехода с ростом
молекулярного веса и температуры кипения парафина повышается
быстрее, чем температура плавления, в результате чего разность
между температурой перехода и температурой плавления высоко-
плавких парафинов ока-
зывается значительно
меньшей, чем низкоплав-
ких. Вследствие умень-
шения этой разницы для
высокоплавких парф инов
суживается область кон-
центраций, при которых
эти парафины способны
давать волокнистую струк-
туру. Поэтому для высо-
коплавких парафинов го-
раздо труднее получить
волокнистую структуру,
чем для низкоплавких, и
эти парф ины могут <б ра-
зовывать волокнистые кри-
сталлы только при доста-
точно глубокой степени
их обезмасливания.
Нужно отметить, что сформировавшиеся кристаллы парафина
волокнистой структуры при охлаждении их ниже температуры
перехода, сохраняя в течение продолжительного времени внеш-
нюю форму волокон, внутри тела волокон перекристаллизовы-
ваются в пластинчатую структуру. При механическом разрушении
таких псевдоволокнистых кристаллов они расчленяются на пла-
стинки. Это привело некоторых авторов, например Каца [32]
и др., к ошибочному выводу о том, что кристаллы парафина во-
локнистой формы якобы являются не монокристаллическими об-
разованиями, а агрегатами пластинчатых кристаллов. Эта ошибка
была следствием того, что волокнистая форма кристаллов парафипа
изучалась при температурных условиях (при комнатной темпера-
туре), при которых устойчивой являлась пластинчатая форма,
что приводило к внутренней рекристаллизации изучавшихся
кристаллов и влекло за собой неверные заключения.
Для процессов депарафинизации весьма важное значение
имеет не только форма кристаллов парафина, образующихся при
кристаллизации обрабатываемых продуктов, но и самый размер
64
этих кристаллов. Чтобы показать значение величины кристаллов
парафина в процессах депарафинизации, достаточно сказать,
что эффективность применяемых при депарафинизации операций
фильтрования оказывается пропорциональной второй степени
линейного размера отфильтровываемых кристалликов. Размеры
же кристаллов парафина, образующихся при кристаллизации
нефтяных продуктов, могут изменяться в весьма значительных
пределах в зависимости, с одной стороны, от таких условий кри-
сталлизации, кадГскОроитьохлаждений? вязкость~средыг. разба-
вление растворителями и др., и, с другой стороны, от природы
кристаллизующегося парафина, а именно от его молекулярного
веса или температуры кипения. Зависимость размера-кристаллрв
парафина от условий кристаллизации рассмотрена нище
при изложении теоретических основ процесса кристалли-
зации.
Здесь мы остановимся на связи между величиной кристаллов
парафина и его молекулярным весом при равнозначных условиях
кристаллизации.
Зависимость между молекулярным весом парафина и разме-
рами образующихся кристаллов обусловливается в основном
следующим. С повышением молекулярного веса уменьшается
подвижность молекул парафина. Это затрудняет их диффузию
к ранее возникшим центрам кристаллизации и вызывает ново-
образование дополнительных кристаллических зародышей. По-
этому при кристаллизации высокомолекулярного высококишпцего
парафина выделяющаяся из раствора твердая фаза распределяется
среди большого числа возникающих центров кристаллизации,
вследствие чего размер образовавшихся кристалликов оказы-
вается мелким. Детальный разбор и аналитическое обоснование
описанного выше механизма влияния молекулярного веса пара-
фина на размер образуемых им кристалликов был дан одним из
авторов в работе [331.
Следовательно, с повышением молекулярного веса и темпера-
туры кипения парафина его кристаллическая структура стано-
вится все более мелкой. При этом повышению температуры кипения
соответствует весьма резкое уменьшение размера кристаллов. Для
иллюстрации этого на рис. 8 приведена серия микрофотографий
последовательных фракций одной из парафинистых нефтей, за-
кристаллизованных в равных условиях. Из рис. 8 видно, что даже
при относительно небольшом повышении температуры кипения
фракции, например на 50° (от 400—450° до 450—500°), умень-
шаются линейные размеры кристалликов парафина более чем
в 2 раза.
Пользуясь приведенными микрофотографиями фракций (см.
рис. 8), нужно еще раз отметить, что, несмотря на резкое умень-
шение размеров кристаллов парафина при повышении темпера-
туры кипения фракции, форма их остается неизменной, и они пред-
ставляют тонкие мелкие пластинки, а форма мнимых иголочек
5 Заказ И 59.
65
Рис. 8. Микрофотографии структур последовательных фракций нефти.
Фракции: а — 300—350° б — 350—400°; в — 400—^50°; г — 450—500°; д — 500—550°;
е — остаток выше 550 .
6S
для высококипящих фракций является только кажущейся по
причинам, рассмотренным выше.
Весьма большую роль в кристаллообразовании парафинов;
играют мелкокристаллические высококипящие парафины, вли-
яющие на структуру парафинов с более низкими температурам®
кипения. При добавке к раствору крупнокристаллического пара-
фина даже самых незначительных количеств высококипящих мелко-
кристаллических парафинов сразу же резко снижаются размеры
образующихся кристаллов. Это обусловливается тем, что высоко-
кипящие парафины, будучи менее растворимыми в различных
растворителях, в том числе и в нефтяных маслах, начинают выкри-
сталлизовываться первыми и образуют большое число центров,
кристаллизации. Последующее выделение менее высококипящих
и по природе крупнокристаллических парафинов происходит
на уже образовавшихся многочисленных центрах кристаллиза-
ции, вследствие чего вся выкристаллизовавшаяся масса парафина
рассеивается по этим многочисленным центрам кристаллизации,
приобретая в результате этого мелкую структуру отвеча-
ющую наиболее высококипящей высокомолекулярной ее
части.
Данное положение имеет очень важное прикладное значение,
поскольку при получении на перегонных установках парафино-
масляных дистиллятов не всегда достигается должная четкость
фракционировки основной массы дистиллята от более высококи-
пящих фракций. Попадание же в дистиллят этих высококипящих
фракций даже в самых небольших количествах резко ухудшает,
т. е. измельчает кристаллическую структуру всего дистиллята
в целом, что приводит затем к значительному снижению произво-
дительности и ухудшению качественных показателей работы де-
парафинизационных установок.
Формы процесса кристаллизации парафинов
из растворов
Изложенное выше рассматривалось применительно к наибо-
лее простой и общей форме процесса кристаллизации парафина^
а именно к процессу кристаллизации монокристаллическими об-
разованиями. Но, кроме этой простейшей формы, процесс кристал-
лизации парафинов может протекать также и в других, более
сложных формах, а именно в формах агрегатной и дендритной
кристаллизации.
Перед рассмотрением этих сложных форм процесса кристалли-
зации необходимо дать некоторые относящиеся к этим процессам
пояснения и определения.
Под монокристаллическим образованием подразумевается
структура, состоящая из отдельных монокристаллов более или
менее правильно выраженной формы, либо свободно взвешенных
в растворе, либо соединенных между собой в пространственную
5*
67.
кристаллическую сетку \ Отличительной особенностью монокри-
сталла является развитие всей его массы из единого центра кри-
сталлизации. При этом все молекулы входящего в монокристалл
вещества составляют единую сквозную молекулярную кристалли-
ческую решетку независимо от возможных искажений внешней
«формы монокристалла. Примером монокристаллических образо-
ваний пластинчатой, а также волнистой форм парафина могут
служить структуры, приведенные на рис. 2, 3, 5, 6. К категории
монокристаллических образований относятся также и друзы
кристаллов, представляющие
группу монокристаллов, раз-
вившихся из одного центра
кристаллизации. Пример кри-
сталлических друз для пластин-
чатой формы парафина пока-
зан на рис . 9 . Друзы кристал-
лов иногда могут быть узла-
ми кристаллической сетки.
Они особенно часто встреча-
ются для волокнистой моди-
фикации парафина. Друзы могут
рассматриваться как переход-
ная форма от монокристаллов
к дендритным кристаллам.
В отличие от монокристал-
₽ис. 9. Кристаллические друзы лов и составленных из них
пластинчатой структуры парафина.
r различных монокристалличе-
ских образований могут суще-
ствовать агрегатные кристаллические образования, являющиеся
скоплением или группой монокристаллов, соединенных между
собой без какого-либо порядка, а также дендритные кристал-
лические образования.
Кристаллические дендриты представляют сростки недоразвив-
шихся монокристаллических элементов, плотно соединенных
(спаянных) между собой по структурной схеме, зависящей от
кристаллического строения монокристаллических элементов, со-
ставляющих дендрит, и от условий кристаллизации. Внешние
формы дендритов в зависимости от условий кристаллизации мо-
гут быть весьма разнообразными и совершенно не похожими на
1 В литературе встречаются два близких по наименованию, но различ-
ных по смыслу термина: «кристаллическая сетка» и «кристаллическая
решетка».
Под «кристаллической сеткой» подразумевается пространственная сетка,
состоящая из соединенных между собой или переплетающихся кристаллов,
пронизывающая маточный раствор; «кристаллической решеткой» именуется
сочетание молекул вещества, расположенных в строго определенном для
данного вещества повторяющемся порядке и образующее монокристалл
этого вещества.
«68
монокристаллическую форму данного вещества. Молекулы ве-
щества в дендритном кристалле не образуют единой сквозной
молекулярной кристаллической решетки по всему дендриту;
участки сквозной молекулярной решетки имеются только в пре-
делах отдельных составляющих его монокристаллических эле-
ментов.
На рис. 10 приведены примеры дендритных кристаллических
образований парафина. Бывают дендриты и многих других очер-
таний.
Кристаллизация парафина в форме монокристаллических
образований наблюдается в тех случаях, когда в растворах отсут-
ствуют поверхностно-активные вещества, препятствующие кри-
сталлизации. В форме монокристаллических образований кри-
сталлизуются обычно парафины дистиллятных фракций нефтей,
как полученных непосредственно после перегонки, так и прошед-
ших ту или иную очистку. Но если в нефтяном продукте окажутся
или будут в него введены поверхностно-активные вещества, ко-
торые могут воздействовать на его кристаллизацию, то процесс
кристаллизации будет протекать иначе и пойдет по схеме ден-
дритной кристаллизации.
Процесс дендритной кристаллизации ряда веществ неорга-
нического и органического происхождения был глубоко исследо-
ван, систематизирован и описан Д. Д. Саратовкиным [341 и им
были сформулированы основные положения механизма этого про-
цесса. Нами также изучались явления дендритной кристаллиза-
ции парафинов (из растворов). Сущность и механизм процесса
дендритной кристаллизации применительно к парафинистым неф-
тяным продуктам и к растворам парафина вообще с учетом общих
представлений, предложенных Д. Д. Саратовкиным, сводится
к следующему.
При наличии в растворе парафина поверхностно-активных
веществ, способных адсорбироваться твердыми углеводородами,
на поверхности выделяющихся кристаллов парафина образуется
защитный слой, состоящий из поверхностно-активного вещества
и препятствующий свободному дальнейшему отложению на этой
поверхности новых слоев парафина. Присутствие активных при-
месей затрудняет также новообразование и развитие кристалли-
ческих зародышей 2, поскольку возникающие зародыши тотчас
блокируются концентрирующейся около них поверхностно-ак-
тивной примесью, и требуются особо благоприятные местные ус-
ловия, чтобы возникающие зародыши могли укрепиться и далее
развиваться. Затруднения при выделении из раствора твердой
1 Под «зародышем кристалла» понимается минимальный агрегат молекул
кристаллизующегося вещества, расположенных в позиции, соответствующей
их размещению в молекулярной решетке кристалла, который способен
противостоять рассеивающему действию молекул растворителя и обладаю-
щий при данном состоянии раствора тенденцией к дальнейшему росту за
счет отложения на его поверхности кристаллизующегося вещества [33].
69
о
Рис. 10. Примеры ден-
дритных кристалличе-
ских образований.
а— ветвистые дендриты; б—
ветвистый дендрит в боль-
шом увеличении; в — пери-
стые дендриты; г — шаро-
образные дендриты.
фазы на поверхности имеющихся кристаллов и препятствия к об-
разованию и развитию новых центров кристаллизации повышают
степень пересыщенности раствора; внешне это может проявиться
в снижении температуры насыщения раствора парафина при
добавлении к нему соответствующего поверхностно-активного
вещества.
Вследствие затруднений с образованием новых кристалличе-
ских зародышей при повышенной перенасыщенности раствора
роль центров кристаллизации принимают на себя вершины и
ребра ранее возникших кристаллических образований, а также
места на их гранях, оказавшиеся по какой-либо причине не бло-
кированными поверхностно-активной примесью. На этих центрах
Начинается быстрое нарастание кристаллизующегося вещества по
схеме монокристаллического образования, которое продолжается
до тех пор, пока в данном микроучастке раствора не снизится его
пересыщенность, а поверхность этого монокристаллического
новообразования не окажется снова блокированной поверхностно-
активной примесью. Тогда нарастание образовавшегося таким
путем монокристаллического элемента приостановится, а от
его вершин и ребер (после возникновения в данном микроучастке
раствора повышенной пересыщенности), как от новых центров
кристаллизации, начнут расти (в сторону наиболее высокой кон-
центрации раствора) новые монокристаллические образования
с самостоятельными молекулярными кристаллическими решетками.
В результате такого цепного течения процесса кристаллиза-
ции из раствора выделяются не монокристаллы парафина, вырос-
шие из единого центра кристаллизации единой молекулярной
кристаллической решеткой, а сросток монокристаллических
элементов, которые вырастали на многих центрах кристаллиза-
ции. Для ряда веществ, а в некоторых случаях и для парафинов
эти кристаллические сростки приобретают внешнюю форму вет-
вистых, перистых или шарообразных образований, вследствие
чего им и было присвоено наименование «дендритов» (от грече-
ского слова дендрон — дерево) или «дендритных кристаллов»,
а процессу кристаллизации, дающему образование дендритов, —
«дендритная кристаллизация».
При дендритной кристаллизации парафинов наблюдается одно
явление, имеющее для нефтяных продуктов большое прикладное
значение. Введенные в растворы парафина, в частности в парафи-
нистые нефтяные продукты, поверхностно-активные примеси,
вызывающие дендритную кристаллизацию, препятствуют вместе
с этим свободному протяженному прорастанию монокристалли-
ческих образований и соединению их в пространственную кри-
сталлическую сетку, как это наблюдается в растворах нефтяных
продуктов, не содержащих таких поверхностно-активных при-
месей. Образующиеся же вследствие действия этих примесей ден-
дриты не связываются друг с другом, и поэтому их возникновение
в растворе при его охлаждении не иммобилизует всю массу
71
жидкости, как при выделении парафина монокристаллами. Потеря
подвижности таких растворов наступит либо тогда, когда в рас-
творе при малом содержании поверхностно-активной примеси
запас ее иссякнет, и из раствора, кроме дендритов, начнут возни-
кать протяженные монокристаллические формы с образованием'
пространственной сетки, либо когда при достаточном содержании
поверхностно-активной примеси количество образовавшихся ден-
дритов возрастет настолько, что они приведут к механическому
загустеванию всей массы жидкости.
В результате жидкость при дендритной кристаллизации содер-
жащегося в ней парафина будет терять подвижность, т. е. засты-
вать, только при повышенной концентрации образовавшейся
в ней твердой фазы, что будет наступать при более низкой темпе-
ратуре, чем это было бы при свободной монокристаллической
форме процесса кристаллизации. Следовательно, присутствие
в растворах парафина таких поверхностно-активных веществ будет
вызывать снижение (депрессию) температуры застывания. Поэтому
такие поверхностно-активные вещества получили наименование
депрессаторов температуры застывания или просто депрессато-
ров.
Поверхностно-активные вещества, способные изменять форму
процесса кристаллизации парафина, содержатся в тех или
иных количествах в большинстве сырых нефтей. Эти вещества,
называемые иногда естественными депрессаторами, относятся
к категории высокомолекулярных высококипящих соединений
и при разгонке нефти не перегоняются с дистиллятными фрак-
циями, а концентрируются в остатке от перегонки. В литератур-
ных источниках такими естественными депрессаторами считаются
асфальтены и смолы. Мы полагаем, что этими веществами являются
главным образом высокомолекулярные полициклические угле-
водороды, возможно, с конденсированными кольцами, как арома-
тическими, так и нафтеновыми, имеющие длинные алкильные
цепи, а также высокомолекулярные кислородсодержащие, а воз-
можно, и серусодержащие соединения, тоже обладающие длин-
ными алкильными цепями. Наличие у этих веществ алкильной
цепи обусловливает их адсорбируемость на поверхности кристал-
лизующегося парафина, а имеющиеся у них полярные или цикли-
ческие группы образуют защитный слой, препятствующий
выделению твердой кристаллической фазы (парафина) на поверх-
ности ранее выкристаллизовавшегося парафина.
Однако естественные депрессаторы, присутствующие в неф-
тях и остаточных нефтяных продуктах, не всегда имеют достаточно
высокую активность, и кроме того, обладают рядом отрицатель-
ных свойств, из-за которых введение их в нефтяные продукты
может быть нежелательным, а иногда даже и совсем недопусти-
мым.
7 Значительно более активными являются синтетические депрес-
саторы, специально изготовляемые как присадки к маслам. В ка-
72
честве синтетических присадок-депрессаторов было предложено-
и используется большое число различных веществ. Но, несмотря
на их разнообразие, общей и характерной особенностью этих
веществ является наличие, с одной стороны, алифатической,
цепи и, с другой стороны, присутствие той или иной полярной
группы.
К синтетическим депрессаторам, оказавшимися достаточно вы-
сокоэффективными и получившими широкое техническое распро-
странение, относится продукт конденсации нафталина с хлори-
рованным парафином (депрессатор АзНИИ, парафлоу), а также
продукты конденсации фенола, алкилированного хлорированным
парафином, с фталилхлоридом, выпускаемые зарубежной про-
мышленностью под названием сантопур.
К присадкам другого типа относятся соли (мыла) ряда метал-
лов и высокомолекулярных алифатических кислот, например,
стеараты алюминия, марганца и др.
Весьма активными депрессаторами являются продукты оки-
сления твердых нефтяных углеводородов — парафина и особенно
петролатума. Использовать окисленный петролатум в качестве
депрессатора, а также добавки, изменяющие кристаллическую
структуру депарафинируемых растворов, впервые предложил
Н. И. Черножуков, и окисленный петролатум успешно приме-
няли одно время в промышленных условиях.
Как показали наши дальнейшие исследования совместно-
с Н. И Черножуковым, окисленный петролатум действует на
кристаллическую структуру парафинистых продуктов двояко:
присутствующие в петролатуме неокислившиеся высокомолеку-
лярные, мелкокристаллические твердые углеводороды вызывают
измельчение структуры парафинов, находящихся в обрабатывае-
мом парафинистом продукте; активным же веществом, обусло-
вливающим дендритную форму процесса кристаллизации, являются
продукты окисления, которые представляют собой кислород-
содержащие соединения с алкильными цепями. При отделении
от окисленного петролатума неокислившихся твердых углево-
дородов, например, путем экстракции горячим бензином или
жидким пропаном, которые очень слабо растворяют продукты
окисления, нами получен весьма активный депрессатор, вызываю-
щий дендритную кристаллизацию парафина без предварительного
измельчения его структуры.
Значение добавки активных веществ (депрессаторов) к парафи-
нистым нефтяным продуктам не ограничивается снижением
температуры их застывания. Образующиеся под действием депрес-
саторов дендритные кристаллы парафина оказываются значи-
тельно более компактными, чем монокристаллические формы,
возникающие при свободной кристаллизации без депрессаторов.
Вследствие этой компактности, а также несвязанности отдель-
ных дендритных кристаллических образований между собой и
их подвижности облегчаются процессы отделения твердой фазы
73
ют жидкой, являющиеся основой большинства процессов депара-
финизации и осуществляемые фильтрацией или центрифугирова-
нием. При добавке соответствующих активных веществ можно
существенно повысить эффективность процессов депарафинизации.
Рассмотрим агрегатную форму процесса кристаллизации пара-
финов. Явление агрегатной кристаллизации наблюдается в основ-
ном для высококипящих мелкокристаллических парафинистых
нефтяных продуктов главным образом остаточного происхожде-
ния и заключается в следующем. Высококипящие высокомоле-
кулярные парафины дают при кристаллизации весьма мелкую
кристаллическую структуру. По величине образующиеся кристал-
лики парафина приближаются, особенно для многих тяжелых
продуктов остаточного происхождения, к размерам мицелл кол-
лоидных растворов. Поэтому продукты, содержащие взвесь из
таких мельчайших кристалликов парафина, проявляют ряд
свойств, присущих коллоидным системам, — например анома-
лию вязкости, дают явления, аналогичные гелеобразованию, и
др. К числу таких свойств относится способность микрокристал-
лической взвеси собираться при определенных условиях в ско-
пления или агрегаты, как это происходит при коагуляции кол-
лоидных растворов. Одной из причин такой «коагуляции»
(точнее агрегации) является выделение на поверхности кристал-
ликов парафина вязких масляных компонентов, способствующих
соединению отдельных кристалликов в агрегаты. Возможно, что
в процессе агрегации кристаллов парафина существенную роль
играют также и электростатические явления.
Процесс кристаллизации парафина, при котором вместе с обра-
зованием кристаллов протекает также и их агрегация, будем име-
новать в дальнейшем «агрегатной кристаллизацией».
Характерная картина образования кристаллических агрегатов
может наблюдаться при добавлении к раствору мелкокристалли-
ческого парафинистого продукта в углеводородном растворителе
какого-нибудь осадителя, например кетона, дихлорэтана и др.
При этом происходит следующее. При растворении продукта
в бензоле или в бензине и последующем охлаждении образуется
раствор, содержащий неагрегированные кристаллики парафина,
относительно равномерно рассеянные по всей массе раствора;
при добавлении к раствору осадителя понижается растворимость
находящихся в нем как твердых, так и жидких компонентов обра-
батываемого продукта. Это приводит к выделению из раствора и
адсорбции на поверхности кристалликов некоторого количества
наиболее высокомолекулярных и малорастворимых жидких ком-
понентов. Введение осадителя сопровождается, возможно, также
и изменением электрического заряда частиц (кристаллов) пара-
фина. В результате указанных явлений разрозненные кристал-
лики парафина начинают собираться сначала в хлопья, а затем
в комки, т. е. происходит агрегация кристалликов, аналогичная
коагуляции дисперсной фазы коллоидного раствора. На рис. 11
74
показаны при большом увеличении агрегатные кристаллические
образования парафина.
Наличие у взвешенных в растворителе кристалликов парафина
электростатических зарядов нами было установлено в опытах
по выяснению возможности осаждения кристалликов путем воз-
действия электрическим полем высокого напряжения. Для этого
Рис. 11. Примеры агрегатных кри-
сталлических образований парафина
при большом увеличении.
а — неагрегированная мелкокристалличе-
скал пластинчатая структура б — слабо
агрегированная структура; в — плотно
агрегированная структура.
в хорошо просушенный раствор мелкокристаллических остаточных
парафинов в маловязких растворителях (в бензоле, уайт-спирите,
дихлорэтанебензоловой смеси и др.) вводили электроды, к кото-
рым подводили напряжение постоянного тока от 1 до 20 кв.
При подаче на электроды такого напряжения кристаллики пара-
фина, первоначально рассеянные по всему раствору, оседали на
одном из электродов, и раствор полностью просветлялся. Опыты
проводили с растворами очищенного и неочищенного остаточного
петролатума, технического церезина, парафинистых цилиндровых
дистиллятов и других парафинистых продуктов. Проведенные
опыты показали наличие у взвешенных в растворителях кристал-
75
ликов парафина существенных зарядов и значимость их при
процессах агрегации и осаждения кристалликов.
При кристаллизации парафинов непосредственно из смесей
растворителя и осадителя, например из смеси дихлорэтана с бен-
золом или кетона с бензолом, образование кристаллов парафина
и их агрегация будут проходить одновременно и, следовательно,
будет наблюдаться процесс агрегатной кристаллизации.
Вызвать агрегатную кристаллизацию можно не только вводом
осадителя, но и добавлением к кристаллизуемому продукту или
его раствору высокомолекулярного труднорастворимого вязкого
полярного вещества, способного выделяться на кристаллах пара-
фина.
Из естественных продуктов такими веществами могут
быть содержащиеся в остаточных нефтяных продуктах смолы,
высокомолекулярные полициклические соединения и др. Из син-
тетических продуктов это могут быть, например, высокомолеку-
лярные продукты вольтолизации масел, продукты глубокой кон-
денсации и полимеризации, такие, как полиметакрилат и др.
Агрегатную кристаллизацию могут вызвать, будучи введенными
в небольших количествах, также и рассматривавшиеся выше
поверхностно-активные вещества (депрессаторы), обусловливаю-
щие при более высоких их концентрациях дендритную кристал-
лизацию парафинов.
При агрегатной кристаллизации, так же как и при дендритной,
выделяющаяся на поверхности кристаллов парафина промежуточ-
ная фаза препятствует прорастанию кристаллов через всю массу
жидкости и спаиванию их в пространственную кристаллическую
сетку. Получающиеся при агрегатной кристаллизации скопления
(агрегаты) кристаллов оказываются не связанными или мало
связанными друг с другом, вследствие чего они при не очень
высокой их концентрации в растворе не иммобилизуют всю массу
этого раствора. Поэтому при агрегатной кристаллизации, так же
как и при дендритной, снижается температура застывания про-
дукта, продукт приобретает текучесть, несколько улучшаются
его фильтруемость и центрифугируемость.
Возможен также и процесс агрегатной дендритной кристалли-
зации, где отдельными образованиями, входящими в агрегат,
являются не монокристаллы парафина, а его дендриты.
Дендритная кристаллизация протекает наиболее характерно
для относительно крупнокристаллических парафинов, хотя она
может наблюдаться и для мелкокристаллических. Наиболее часто
дендритную кристаллизацию можно наблюдать в парафинистых
нефтяных продуктах, главным образом смазочных маслах, содер-
жащих добавку депрессаторов для снижения их температуры
застывания. Дендритная кристаллизация используется для улуч-
шения кристаллической структуры и облегчения процессов депа-
рафинизации легких масел, осуществляемых фильтрпрессованием
без применения растворителей.
76
Агрегатная кристаллизация встречается наиболее часто для
мелкокристаллических структур. Обычно агрегатную кристал-
лизацию можно наблюдать в растворах нефтяных продуктов,
особенно остаточных, в избирательных растворителях, применяе-
мых для депарафинизации.
О парафинах и церезинах
Следует внести некоторую ясность и изложить нашу точку
зрения на вопрос о «парафинах» и «церезинах».
В некоторых литературных источниках и исследовательских
работах до последнего времени можно встретить деление твер-
дых углеводородов нефти на две различные группы, а именно на
«парафиновые» и на «церезиновые» углеводороды с отнесением
этих углеводородов к различным самостоятельным классам и
даже к самостоятельным гомологическим рядам. Эти группы угле-
водородов рассматриваются иной раз как вполне обособленные
и каждой из них приписывается особый химический состав и
структура и специфические физические свойства. Указывалась
также возможность совместного присутствия «парафинов» и
«церезинов» в одних и тех же фракциях нефти и чуть ли не воз-
можность их отделения друг от друга.
С нашей точки зрения, на которой будет основываться после-
дующее изложение, такое подразделение твердых углеводородов
нефти является устаревшим и ошибочным, возникшим в свое
время вследствие недостаточности материалов по этому вопросу.
В настоящее время речь может идти только о различных техни-
ческих продуктах, именуемых «парафинами» и «церезинами»,
вырабатываемых из разных видов сырья в различных технологи-
ческих условиях и отвечающих по свойствам соответствующим
стандартам или техническим условиям. Что же касается инди-
видуальных твердых углеводородов, то для них деление на
«парафины» и «церезины» или на «парафиновые» и «церезиновые»
углеводороды является неправомерным, лишенным основания,
и может приводить лишь к ошибочным заключениям.
Различие между свойствами технических парафинов и церези-
нов обусловливается с нашей точки зрения главным образом
разным соотношением между количествами основных групп угле-
водородов, составляющих данные два продукта, разными интер-
валами молекулярных весов представителей этих групп и, нако-
нец, присутствием в церезинах существенных количеств вязких
высокомолекулярных компонентов, не относящихся к твердым
углеводородам, которые в техническом парафине отсутствуют.
Такая разница в составе технических парафинов и церезинов
вызывается в основном различием сырья, из которого эти про-
дукты вырабатываются, и в известной мере разными технологи-
ческими условиями их изготовления.
77
Так, технические парафины вырабатывают из дистиллятного
сырья с началом кипения 300—350° и с ограниченным концом
кипения, не превышающим для основных сортов товарных пара-
финов 450—475° и для высокоплавких сортов 500—510°. Это
ограничивает молекулярный вес составляющих технические
парафины углеводородов пределами от 250 до 450 и для высоко-
плавких сортов примерно до 500. Вследствие не очень высокого
молекулярного веса составляющие парафин углеводороды обла-
дают относительно крупной кристаллической структурой, что
позволяет достаточно полно их обезмасливать. В состав парафинов
входят главным образом н-алканы, а также некоторое количество
твердых углеводородов изостроения и циклических структур,
обладающих длинными алкильными цепями. При этом основную
массу технического парафина составляют н-алканы, а остальные
углеводороды образуют меньшую долю его массы и по хими-
ческому строению представляют собой не очень сложные малораз-
ветвленные структуры, близкие к н-алканам. Какие-либо высоко-
молекулярные конденсированные вещества в технических пара-
финах отсутствуют.
Церезины же вырабатывают из остаточных продуктов нефти
с началом кипения не ниже 450—500°, а иногда и выше. В состав
церезина входят все наиболее высококипящие кристаллические
углеводороды нефти молекулярного веса от 450—500 и выше.
Вследствие высокого молекулярного веса входящие в состав
церезина твердые углеводороды обладают весьма мелкой кристал-
лической структурой, которая определяет в значительной мере
их физические свойства, а также ограничивает возможность
достижения высокой чистоты их при обезмасливании. По хими-
ческой природе входящие в состав церезина углеводороды отно-
сятся к тем же гомологическим рядам и группам, к каким отно-
сятся углеводороды, составляющие парафин. Но разница заклю-
чается в том, что в церезины входят наиболее высококипящие и
высокомолекулярные представители этих групп, в то время как
члены этих групп, составляющие технический парафин, обладают
средними температурами кипения и средними молекулярными
весами. Различным является и соотношение количеств углево-
дородов разных групп, входящих в церезин и в технический
парафин. Если в техническом парафине преобладают н-алканы,
то в церезине н-алканы содержатся в значительно меньшем отно-
сительном количестве и обычно составляют меньшую долю его
массы.
В церезине содержится существенное количество твердых* аро-
матических углеводородов, которые в технических парафинах
либо отсутствуют вовсе, либо находятся в очень небольших коли-
чествах. Содержащиеся в церезине изоалканы и углеводороды
циклических структур вследствие их более высокого молекуляр-
ного веса являются более сложными по строению, обладают боль-
шей разветвленностью и более высокой цикличностью, чем анало-
78
гичные углеводороды, входящие в состав технического парафина.
Вследствие трудностей обезмасливания, вызываемых мелкой кри-
сталлической структурой твердых углеводородов церезина, в
церезин входит большее, чем в парафин, количество компонентов,
не относящихся к твердым углеводородам. Эти компоненты обла-
дают высокой вязкостью и высоким молекулярным весом. Кроме
того, в церезине содержится некоторое количество высокомоле^
кулярных и высококонденсированных веществ, частично даже \ .
неутлеводородного характера и содержащих серу илй кислород, ' \ V
с' высокими плюсовыми температурами вязкостного застывания ' У
трудно растворимых в растворителях и адсорбируемых твердыми
углеводородами при их осаждении из растворителей в процессе
выработки церезина. Эти высокомолекулярные вещества оказы -
вают влияние на кристаллическую структуру твердых углеводо-
родов церезина, кристаллизующихся из растворов в тех или иных /\
растворителях, в том числе и из нефтяных продуктов, и выде=“
ляющихся обычно в виде дендритных образований, что придает
растворам церезина характерную микроструктуру. Парафины же , г
поскольку они указанных выше веществ не содержат, кристалли-
зуются из растворителей в монокристаллической форме, образуя
четко выраженные монокристаллы того или иного размера.
Различные соотношения входящих в технический парафин и
в церезин углеводородов разных групп обусловливают разницу
химических свойств этих продуктов. Поскольку технические пара-
фины состоят в основном из н-алканов и из углеводородов, близ-
ких к ним по структуре, их химические свойства приближаются
к химическим свойствам н-алканов; технические парафины явля-
ются химически малоактивными веществами, слабо реагируют со
многими реагентами, энергично действующими на церезин, и
способны образовывать в значительной доле своей массы ком-
плексы с карбамидом. Церезины же вследствие присутствия в них
ароматических углеводородов, углеводородов сильно разветвлен -
ных структур и высокомолекулярных конденсированных соеди-
нений обладают повышенной реакционной способностью, в част-
ности, энергично реагируют с хлорсульфоновой кислотой, олеумом
и др. С карбамидом лишь относительно небольшая часть массы
церезина способна образовывать комплексы. ——----
Различие в физических свойствах технического парафина и
церезина обусловливается разницей размеров образующих их
кристалликов и различным составом по температурам плавления.
Относительно узкий состав технического парафина по темпера-
турам плавления, низкое содержание в нем масел, крупная кри-
сталлическая структура составляющих его твердых углеводородов
придают ему твердость и хрупкость (имеется в виду ниже темпера-
туры перехода). Пластичность же церезина обусловливается его \ /
широким составом по температурам плавления и содержанием /
существенных количеств высоковязких некристаллизующихся
компонентов.
79
Рассмотренная выше разница в свойствах углеводородов, кото-
рые входят в технический парафин и в церезин, обусловливающая
различие показателей качества этих продуктов, не позволяет,
однако, провести объективную границу между этими углеводоро-
дами и не дает оснований выделять их в самостоятельные ряды
или группы точно так же, как нет оснований выделять в самостоя-
тельные ряды и группы углеводороды, составляющие, например
трансформаторное масло и авиамасло или какие-нибудь иные
продукты, несмотря на значительную разницу в их составе и
свойствах. Также не могут быть выделены в категорию «церези-
новых углеводородов» те высокомолекулярные примеси, возможно,
не относящиеся даже к кристаллическим веществам, которые,
находясь в некотором количестве в церезине, придают составляю-
щим его основную массу твердым углеводородам специфические
дендритные формы кристаллической структуры. Поэтому де-
ление твердых углеводородов на «парафиновые» и «церезиновые»
нецелесообразно, лишено основания и в последующем изложении
употребляться не будет.
В соответствии со сказанным выше следует внести некоторые
уточнения в употребление терминов «парафин» и «церезин» и ука-
зать в каком значении они будут применяться в дальнейшем изло-
жении. Название «церезин» будет сохранено только за соответ-
ствующими техническими или товарными продуктами. Парафины
как товарные и технические продукты будут называться «техни-
ческий парафин» или «товарный парафин». Термин же «парафин»
будет применяться как обобщающее понятие для обозначения все!
твердых кристаллических углеводородов, входящих в состав раз-
личных нефтяных продуктов, независимо от их молекулярного
веса и химического строения, а также от того, в какие исходные
нефтяные продукты — в дистиллятные или остаточные, в техни-
ческие парафины или церезины, либо в какие-нибудь еще продукты
эти углеводороды входят. Название «парафин» может при необхо-
димости поясняться тем или иным определением, например «легко-
плавкий», «мелкокристаллический» и др. Чтобы избежать смеши-
вания понятия «парафин» в указанном выше смысле со старым
термином «парафин», обозначавшим в прежней литературе угле-
водороды гомологического ряда алканов и встречающимся в этом
значении в некоторых литературных источниках, особенно зару-
бежных, и в настоящее время, то здесь будет использована уста-
новленная в органической химии терминология и углеводороды
ряда алканов будут именоваться только алканами. Все же другие
применявшиеся иногда в литературе для этих углеводородов на-
звания (например парафиновые, метановые, жирного ряда и пр.)
употребляться не будут.
Растворимость
Определение понятия
В процессах депарафинизации нефтяных продуктов, особенно
в тех, которые осуществляются путем охлаждения и кристаллиза-
ции, важнейшую роль играет растворимость парафина1 как в
масле своей фракции, т. е. в масляной части нефтяного продукта,
в котором этот парафин содержится, так и в различных раствори-
телях, применяемых в процессах депарафинизации. При этом
имеют значение величина растворимости парафина в тех или
иных условиях и характер изменения ее с температурой, или
температурная кривая растворимости.
Под растворимостью парафинов, так же как и под раствори-
мостью других веществ вообще, подразумевается наибольшее
количество вещества, которое способно раствориться в рассмат-
риваемом растворителе при данной температуре. Другими сло-
вами, растворимость может быть определена как концентрация
вещества, образующая в растворителе при данной температуре
насыщенный раствор. Величина растворимости может выражаться
в тех же единицах, как и концентрация, например количеством
долей растворенного вещества в единице количества раствора.
Числовое значение растворимости обычно обозначается буквой х.
Часто величина растворимости выражается количеством долей
растворенного вещества, приходящегося на единицу чистого
растворителя и обозначается в этом случае буквой г. Раство-
римость может выражаться также молярными долями 7?м или £м.
Пересчет числовых значений растворимости из одной системы
в другую проводится по следующим соотношениям:
где Л/р — молекулярный вес растворителя; Мп — молекулярный
вес парафина.
Растворимость веществ в том числе и парафина зависит от
размера частиц твердой фазы, равновесной с насыщенным раство-
ром. При уменьшении размера частиц растворимость возрастает.
Связь между растворимостью и размером частиц, определяется
следующим уравнением:
= (2Л1)
где х — растворимость в крупнодисперсном состоянии; xQ' — рас-
творимость при размере частиц радиусом г; 6 — поверхностное
1 Здесь, так же как и в других местах текста, под термином «парафин»
подразумеваются кристаллические компоненты нефтяного продукта любой
химической структуры, не обязательно принадлежащие к ряду алканов.
6 заказ 1159. 81
натяжение на грани кристалл — раствор; V — молекулярный объем
растворенного вещества; Т — абсолютная температура; R — газовая
постоянная.
Размеры частиц парафина начинают заметно сказываться на
его растворимости при величине кристалликов ниже 0,1—0,01 мм.
Обычно же значения растворимости вещества даются для крупно-
кристаллического состояния.
При известном содержании парафина а в растворе и известной
его растворимости х при данной температуре из уравнения (З.П)
можно определить количество твердой фазы у, которое выделится
из раствора при охлаждении его до этой температуры. Из уравне-
ния (4.II) можно найти количество твердой фазы ylt отнесенное
к единице количества полученного фильтрата:
у = тЕ^ (з.п)
Уг = • <4. П)
Растворимость парафина в углеводород-
ных растворителях
В отношении растворимости парафина имеются следующие
основные положения:
а) парафин является кристаллическим телом и при раство-
рении в нефтяных продуктах и растворителях, применяемых при
депарафинизации, образует истинные, т. е. молекулярные растворы;
б) при температуре плавления парафин смешивается со всеми
нефтяными растворителями в любых соотношениях;
в) при понижении температуры растворимость парафина во
всех растворителях уменьшается;
г) растворимость парафина будет тем выше, чем ниже его тем-
пература плавления, а для гомологов идентичной структуры —
чем ниже молекулярный вес и температура кипения,
д) чем ниже плотность и температура кипения нефтяного
растворителя, тем выше растворимость в нем парафина.
Эти положения о растворимости парафинов впервые сформули-
рованы и экспериментально доказаны в ГрозНИИ в 1924 г.
А. Н. Сахановым и Н. А. Васильевым [35]. При этом был окон-
чательно решен и доказан бывший до того времени спорным вопрос
о том, являются ли парафины кристаллическими или аморфными
телами и образуют ли они в нефтяных продуктах коллоидные или
истинные растворы. В исследованиях последующих лет, прово-
дившихся Н. И. Черножуковым, Л. Г. Жердевой и другими совет-
скими и зарубежными авторами, эти положения неизменно подт-
верждались и развивались далее. Отдельные исключения из
этих положений дают в определенных условиях сжиженные
нефтяные газы. Случаи таких исключений рассмотрены ниже.
Растворимость очищенных товарных парафинов разных темпе-
ратур плавления в нефтяных растворителях с различными преде-
82
лами кипения изучал и Берн с сотрудниками [36]. Они нашли, что
изменение логарифма растворимости парафина по температуре
выражается прямыми линиями. На основании полученных данных
для определения растворимости парафина было предложено слет
дующее эмпирическое уравнение:
г = (1120 - 2,97 /кип) 1,1357' ~'пл, (5. II)
где г — растворимость парафина в г на 100 мл растворителя;
/кип — средняя температура кипения растворителя (в °C), построен-
ная по точкам разгонки его по ASTM; /пл — температура плавле-
ния парафина в °C; t — равновесная температура раствора в °C.
Для упрощения нахождения величины растворимости пара-
фина по этому уравнению Дэвис [37] составил номограмму
(рис. 12).
Однако наши исследования и проведенная проверка уравне-
ния Берна показали, что изменение логарифма растворимости
парафина по температуре отклоняется от закона прямой, вслед-
ствие чего предложенные Берном и Дэвисом уравнение и номо-
грамма могут рассматриваться только как приближенные, при-
емлемые лишь для ориентировочных расчетов.
Растворимость парафинов в низкомолекулярных жидких алка-
нах изучали Вебер и Дюнлоп [38]. Результаты, полученные
для парафина с /пп = 5б°, помещены в табл. 11.
Таблица if
Растворимость парафина с температурой плавления 56°
в низкомолекулярных жидких углеводородных растворителях [38]
Температу- ра, °C Растворимость (в г на 100 мл растворителя)
пентана гексана гептана октана изодекана
0 2,77 1,37 0,99
5 — 3,69 2,18 1,69 0,94
10 5,11 4,81 3,55 2,90 1,44
15 6,94 6,07 5,06 4,24 2,74
20 9,53 8,31 7,18 5,93 4,98
25 17,16 16,23 14,36 11,66 9,17
Необходимо отметить, что растворимость парафина в угле-
водородных растворителях в значительной мере зависит также и
от химической природы растворителя. При этом в алканах и
нафтенах парафины растворяются лучше, чем в ароматических
углеводородах.
Возрастание растворимости парафина с понижением молеку-
лярного веса углеводородного растворителя наблюдается только
в* 83
до С6. При дальнейшем снижении молекулярного веса раствори-
теля растворяющая способность его в отношении парафина начи-
нает резко падать, и в сжиженных нефтяных газах растворимость
парафина от бутана к метану уменьшается. Изменение раствори-
мости парафина £Пл = 50° с изменением молекулярного веса
углеводородного растворителя, по данным Бальке с сотрудни-
ками [39], показано на рис. 13.
Рис. 12. Номограмма для опреде-
ления растворимости парафина в
легких нефтяных растворите-
лях [37].
Рис. 13. Растворимость парафина
(температура плавления 50°) в угле-
водородных растворителях различ-
ного молекулярного веса [39].
При повышенных температурах, близких к критической, сжи-
женные газы проявляют аномалию растворяющей способности
как к парафинам, так и к другим веществам. Так, растворимость
с повышением температуры начинает уменьшаться и парафин
может стать не полностью растворимым, даже будучи в распла-
вленном состоянии. При низких же температурах, далеких от кри-
тической, эти аномалии исчезают.
Растворимость парафинов в сжиженном пропане изучал один
из авторов настоящей монографии [401. Были исследованы раство-
римости парафинов inn от 35 до 69°, выделенных из 50-градусных
фракций от разгонки грозненской парафинистой нефтесмеси в
пределах 300—550°. Полученные данные показаны в
табл. 12.
84
Таблица 12
Растворимость парафинов различного фракционного
состава в пропане
Растворимость в пропане парафинов, выделенных из еле-
дующих продуктов (в г парафина на 100 г пропана)
Температура, о । А ®
°C И О S Ю я 8 Ч'?’ я о я чэ я" т* я О S Ю ЕС ей >9-2 те Си о _f t=c s g К ес £ 0 сб Я СО Ч и g « a S*
Й > й ° >9* со я я А *9-оо 5 Сб , я So >-9'-<г Йо 5*0 ОЗ о Ч о- 0 ч сб ф S К Я Н ЦИЛИ вого ТИЛЛ: рафи ГНМ; Q Ф сб ft u Ф s ф Ч н £
Температура
плавления 35 42 49 57 62 47 65 68 69
парафина, °C
-35 2,4 2,0
—30 2,7 2,2 — — — — — —
-25 3,3 2,5 2,0 — — — — —
—20 3,9 2,9 2,3 — .— 1,9 — —
-15 5,1 3,6 2,7 2,2 1,8 2,3 — —
-10 7,2 4,7 3,2 2,5 2,1 2,8 — — —
—5 10,4 6,7 3,9 3,1 2,4 3,6 1,9 1,1 —
0 16,6 10,0 5,0 3,7 2,9 5,2 2,2 2,0 1,3
5 25,0 16,6 7,6 5,2 8,6 8,8 2,7 2,4 1,6
10 37,0 25,0 13,3 8,3 4,8 22,2 3,6 2,9 1,9
15 45,5 33,3 29,0 14,9 7,2 29,0 5,1 3,9 2,9
20 58,2 41,0 35,0 25,0 11,1 37,5 8,3 5,8 3,7
25 83,2 59,0 45,1 32,9 19,1 47,8 14,1 9,4 5,1
30 — 71,5 58,9 40,0 29,5 63,1 24,1 16,4 6,2
35 — 87,0 71,0 47,2 37,8 77,0 31,3 26,2 8,1
40 — — 83,0 58,1 48,0 92,0 38,4 35,8 12,2
45 — — —. 72,6 61,9 45,5 40,1 19,7
50 — — — 91,0 82,0 — 52,6 50,1 31,7
55 — — — — — — 59,0 66,5 48,3
60 — — — — — — 83,3 84,0 63,0
Растворимость парафинов в
фракции
масле своей
При процессах депарафинизации особенный интерес предста-
вляют температурные кривые растворимости парафинов в масле
своей фракции. В частности, величина этой растворимости опре-
деляет связь между содержанием парафина в данном продукте
и его температурами насыщения и застывания. Температурные
кривые растворимости парафинов в масле своей фракции исследо-
ваны нами для некоторых парафинистых продуктов различ-
ного фракционного состава как дистиллятного, так и остаточного
происхождения. Полученные данные показаны на рис. 14. Кривая
для парафинового дистиллята 1 оказалась в области температур
до 25°, близкой к аналогичной кривой, составленной в 1934 г.
85
A. M. Равиковичем [41], несмотря на то, что состав нефтей, из
которых этот дистиллят был получен, за истекшее время сущест-
венно изменился. Это показывает, что эта кривая не устарела и ею
можно пользоваться и при соответствующих технологических
расчетах как для грозненской, так и для других нефтей. Нужно
подчеркнуть, что эта кривая является действительной для дистил-
лятов, выкипающих в пределах примерно 325—460°. Для дистил-
Рис. 14. Температурные кривые растворимости
парафина в масле своей фракции для нефтяных
продуктов различных пределов кипения.
1—парафиновый дистиллят; 2 —то же по Равиковичу [40];
i — цилиндровый дистиллят; 4 — рафинат; 5 — деасфаль-
тированный гудрон.
лятов другого фракционного состава она неприемлема. Для удоб-
ства пользования кривой Равиковича в некоторых расчетах нами
было составлено эмпирическое уравнение следующего вида [42]:
*= 10Й&7-36’7’ <6-П)
где х — растворимость парафина в % от раствора при темпера-
туре t.
Растворимость в избирательных
растворителях
Широко поставленные и обстоятельно выполненные исследо-
вания растворимости парафинов с различными температурами
плавления в весьма разнообразных растворителях, как углево-
дородных, так и полярных, провел Пул с сотрудниками [43].
Параллельно исследовали также и растворимости масла. Работы
Пула имели целью изыскание для процесса депарафинизации
86
наиболее эффективных растворителей. В результате проведен-
ных работ для температурных кривых растворимости парафинов
с различными температурами плавления в разных растворителях
предложено следующее эмпирическое уравнение:
1g 7? = Л (lg Г — Ks), (7. II)
где R — растворимость парафина в г на 100 г растворителя;
Т — абсолютная температура; А — константа, зависящая от свойств
парафина; Ks — константа, зависящая от свойств растворителя.
Для парафина с температурой плавления 50° и близких к нему
значение константы А равно 38,5. Значения константы Ке для
ряда растворителей приводятся в табл. 13.
Таблица 13
Значения Ks для различных растворителей [43]
Растворитель Ks Растворитель к,
Ацетон 2,4792 Дихлорэтан 2,4320
н-Амиловый спирт 2,4700 Бромистый этил .... 2,4320
Изоамиловый спирт 2,4688 Этилкарбонил 2,4773
«тор-Амиловый спирт .... 2,4661 Этилхлоркарбонил . . . 2,4630
Диэтил карбинол 2,4628 Этиловый эфир муравь-
Пентазол 2,4690 иной кислоты .... 2,4691
Хлористый амил 2,4335 Этил пропионат .... 2,4576
Бромистый бензол 2,4370 Бромистый этилен . . . 2,4507
Уксуснобутиловый эфир . . . 2,4577 Метилацетат 2,4968
н-Бутиловый спирт 2,4651 Метилэтилкетон .... 2,4280
50% м-бутилового спирта и Легкий лигроин .... 2,4271
50% ацетона 2,4651 Тяжелый лигроин . . . 2,4324
Изобутиловый спирт 2,4688 Петролейный эфир . . . 2,4277
м-Масляный альдегид .... 2,4555 Пятихлористый этан 2,4325
Хлористый бутил 2,4312 Изопропиловый спирт 2,4844
Муравьинокислый бутил . . . 2,4626 Пиридин 2,4578
Хлористый бензол 2,4351 Четыреххлористый
Хлороформ 2,4240 этилен 2,4265
Кротоновый альдегид .... 2,4702 Треххлористый этилен 2,4266
Параальдегид 2,4733 Толуол 2,4307
Растворимости парафинов, выделенных из туймазинской нефти,
с температурами плавления 42—44,6, 51,6 и 58—61° в кетонах
и их смесях с бензолом и толуолом исследованы во ВНИИ НП
Е. В. Вознесенской, Г. В. Шахсуваровой и Г. Н. Сочевко [44].
Основные результаты показаны в табл. 14.
Исследования растворимости компонентов дистиллятного
масляного сырья в бутиловых, изопропиловом, изоамиловом спир-
тах и их смесях с кетонами проводились в МНИ Линь Цзи под
87
8?
Таблица 14
Растворимость парафинов туймазинской нефти при различных температурах [44]
Растворимость в г при температуре 1
Растворитель 0° 5° 10° 15° 0’ 5° 10° 15° 0° 5° 10° 15°
температура плавления 42—44,6° температура плавления 51,6° температура плавления 58—61°
Толуол 1,28 2,7 5,5 10,5
Бензол — — 10 — 0,44 1,1 2,8 7,0 0,22 0,5 1,15 2,51
Метилизобутилкетон 0,46 0,9 1,79 3,4 0,095 0,17 0,32 0,57 0,025 0,046 0,088 0,16
Метилэтилкетоп 0,063 0,13 0,27 0,56 0,023 0,047 0,10 0,21 0,0 0,0 0,011 0,026
Ацетон 0,031 0,06 0,12 0,24 0,0 0,0 0,0135 0,03 0,0 0,0 0,0 0,0125
МЭК : бензол:
70 : 30 0,4 0,75 1,45 2,7 0,06 0,12 0,25 0,5 0,012 0,023 0,046 0,051
50 : 50 — — — — — — — — 0,028 0,063 0,14 0,33
Ацетон : бензол:
80 : 20 0,047 0,06 0,21 0,44 0,01 0,02 0,04 0,08 0,0 0,0 0,0 0,019
40 : 60 0,45 0,52 1,9 4,0 0,12 0,23 0,48 0,95 0,0125 0,03 0,071 0,17
30 : 70 0,58 1,4 3,5 8,5 0,14 0,32 0,69 1,5 0,028 0,063 0,14 0,33
20: 80 1,0 2,6 7,0 10 0,21 0,5 1,2 2,8 0,05 0,115 0,25 0,56
Ацетон : толуол:
40 : 60 __ — — — 0,165 0,36 0,8 1,76 0,0195 0,05 0,125 0,325
1 Количество парафина в растворяющегося в 100 г растворителя.
руководством Н. И. Черножукова [45]. Установлено, что из ис-
следованных спиртов лучшей депарафинирующей способностью
обладает вторичный бутиловый спирт.
При оценке неуглеводородных жидкостей как растворителей
для депарафинизации важное значение имеет также и раствори-
мость в них масел, поскольку масла с этими растворителями
в отличие от углеводородных жидкостей далеко не при всех темпе-
ратурах смешиваются в любых соотношениях. Данные о раство-
римости ряда масел различной вязкости дистиллятного и остаточ-
ного происхождения в кетонах и их смесях с толуолом имеются
в работе 3. П. Слугиной, Е. В. Вознесенской и Н. И. Васильевой,
проводившейся во ВНИИ НП [46]. Аналогичные данные о рас-
творимости зарубежных масел в 18 различных кетонах с указа-
нием основных свойств этих кетонов можно найти в работе Тидье
и Маклеода [47].
Избирательная способность
растворителей
Для растворителей, применяемых при депарафинизации,
весьма важное значение имеет их избирательная растворяющая
способность в отношении низкозастывающих и застывающих
компонентов обрабатываемого сырья. Под избирательной способ-
ностью растворителя подразумевается различие растворимости
в нем этих компонентов. От избирательной способности при-
меняемого растворителя в большой мере зависит эффективность
того или иного процесса депарафинизации. Для углеводородных
и других растворителей, в которых масло растворимо во всех
соотношениях при любой температуре, избирательная способность
определяется растворимостью в них парафина. При этом, чем выше
растворимость парафина, тем хуже избирательная способность.\
Для растворителей же, в которых масло растворяется ограни-
ченно, избирательная способность выражается разностью рас-
творимостей в них низкозастывающего компонента и парафина или
их отношением.
Имеется общее правило, согласно которому избирательная
способность растворителя при повышении его растворяющей спо-
собности ухудшается. При понижении температуры избиратель-
ная способность растворителя улучшается, поскольку при пони-
жении температуры его общая растворяющая способность умень-
шается и растворимость парафина снижается при этом быстрее,
чем масел. Избирательная способность растворителя зависит
также и от природы обрабатываемого сырья. В отношении легкого
масляного сырья с относительно низкими пределами кипения
она оказывается более низкой, чем в отношении тяжелого высоко-
кипящего сырья. На избирательной способности растворителя
сказывается также и химический состав сырья.
89
ЛИТЕРА ТУРА
1. Карасева А. А., Жердева Л. Г., В взнесен сн'ая Е. В.
Смазочные материалы, присадки к ним и парафины. Труды ВНИИ НП,
вып. VII, 1958, стр. 8—19.
2. Мартыненко А. Г., Артемьева О. А., Митрофа-
нов М. Г. Технология переработки нефти и газа и нефтехимия. Труды
ГрозНИИ, вып. VII, 1960.
3. Богданов Н. Ф., Б р е щ е н к о Е. М. Азерб. нефт. хоз., № 1,
1960.
4. П е т р о в А. Д. Химия моторных топлив. Изд. АН СССР, 1953.
5. Ж е р д е в а Л. Г. НХ., т. 24, № 10, стр. 236—242, 1932.
6. Че рножу ков Н. И., Крейн С. Э., Л о с и к о в Б. В.
Химия минеральных масел. Гостоптехиздат, 1951, 1959.
7. Н а м е т к и и С. С. Химия нефти. Изд. АН СССР, 1955.
8. Ван-Нес К., Ван-Вестен X. Состав масляных фракций
нефти и их анализ. Изд. иностранной литературы, 1954.
9. Россини Ф. Д., М э й р Б. Д., С т р е й ф А. Д. Углеводороды
нефти. Гостоптехиздат, 1957.
10. Саханов А. Н. Химический состав нефтей и нефтепродуктов.
ГНТИ, 1931.
11. Д и н ц е с А. И., Дружинина А. В. Синтетические смазоч-
ные масла. Гостоптехиздат, 1958.
12. Фукс Г. И. Вязкость и пластичность нефтепродуктов. Гостоптех-
издат, 1958.
13. Etessam А. Н., S a w у е г М. F., J. Inst. Petrol., v. 25, No. 187,
p. 253—262, May 1939.
14. Seyer W.F., Patterson R.F., Keays J.L., J. Amer.
Chem. Soc., Febr. 1944, v. 66, No. 2, p. 179—182.
15. Frencis A. W. Chemical Reviews, v. 42, No. 1, p. 107—162,
Febr. 1948.
16. Оболенцов P-Д- Физические константы углеводородов жидких
топлив и масел. Гостоптехиздат, 1953.
17. Н а м е т к и н С. С., Нифонтова С. С. Журнал прикладной
химии, № 6, 248, 1933.
18. Ferris S. W., Cowles Н. С., Henderson L. М., Ind.
Eng. Chem., v. 21, No. 11, 1929; Ind. Eng. Chem., v. 23, p. 681, 1931.
19. 3 и м и н а К. И. Переработка нефти. Материалы межвузовского
совещания по вопросам новой техники в нефтяной промышленности, т. 2.
Гостоптехиздат, 1958.
20. М a i г В. J., S chi ckt anz S. Т. Ind. Eng. Chem., v. 28, No. 9,
p. 1056, 1936.
21. Гольдберг Д. О. Азерб. нефт. хоз., № 4—5, 1935.
22. Turner W., Brown D., Harrison D. Ind. Eng. Chem.,
v. 47, No. 6, June 1955.
23. Edwards R.T. Petrol. Refiner, No. 1, p. 180, Jan. 1957.
24. Ч ерно жуков H. И., Казакова Л. П. НХ, № 8, стр. 75,
1955.
25. Черножуков Н. И., Казакова Л. П. Химия и техноло-
гия топлива, № 1, стр. 57, 1956.
26. Черножуков Н. И., Казакова Л. П. Химия и техноло-
гия топлива и масел, № 1, стр. 27, 1957.
27. Zaloziecki. Zt. ang. Chem., p. 261 u 318, 1888.
28. Г у p в и ч Л. Г. Научные основы переработки нефти. Гостоптех-
издат, 1940.
29. С а х а н о в А. Н. Химический состав нефтей и нефтяных продук-
тов. Труды ГрозНИИ, ОНТИ НКТП СССР, 1935.
30. Н а м е т к и н С. С., Н и ф о и т о в а С. С. Журнал прикладной
химии, т. IX, № 5, стр. 834, 1936.
90
31. Богданова В. А. Известия высших учебных заведений. Нефть
и газ, № 9, стр. 73, 1958.
32. К a t z Е. J. Inst. Petrol., v. 16, р. 870, 1930.
33. Богданов Н.Ф. Проблемы переработки нефти. Труды Гроз-
НИИ. Гостоптехиздат, 1946, стр. 5—23.
34. С а р а т о в к и н Д. Д. Дендритная кристаллизация. Металлург-
издат, 1957.
35. Саханов А. Н., Васильев Н. А. Нефтяное и сланцевое
хозяйство, № 5—6, 1924, стр. 820.
36. Berne-Allen A. Jr., Work L. Т. Ind. Eng. Chem., v. 32,
No. 10, p. 1253, 1940.
37. Davis. Ind. Eng. Chem., v. 32, No. 10, p. 1293, 1940.
38. Weber P., Dunlop H. Ind. Eng. Chem., v. 20, No. 4, p. 383,
1928.
39. В a h 1 k e W. H., Giles R. N., Adams С. E. Refiner, v. 12,
No. 6, p. 229, 1933.
40. Переверзев A. H. Технология переработки нефти и газа
и нефтехимия. Труды ГрозНИИ, вып. VII. Гостоптехиздат, 1960.
41. Голомшток И. С., Алафузов Н.М. Грозненский нефтя-
ник, № 11—12, стр. 31, 1934.
42. Богданов Н.Ф. Грозненский нефтяник, № 9—10, стр. 62, 1935.
43. Poole John W. Ind. Eng. Chem., v. 21, No. 11, p. 1098, 1929;
v. 23, No. 2, p. 170, 1931; v. 24, No. 11, p. 1215, 1932.
44. Вознесенская E. В., Шахсуварова Г. В., С о ч e-
в к о Т. И. Смазочные материалы, присадки к ним и парафины. Труды
ВНИИ НП, вып. VII. Гостоптехиздат, 1958, стр. 239.
45. Линь Цзи, Черножуков Н. И. Новости нефтяной тех-
ники. Нефтепереработка, № 1, стр. 3, 1958.
46. Слугина 3. П., Вознесенская Е. В., Васильева Н. И.
Переработка нефти. Материалы межвузовского совещания по вопросам
новой техники в нефтяной промышленности, т. 2, Гостоптехиздат, 1958.
47. Т i е d i е, McLeod. J. Inst. Petrol., v. 47, No. 373, p. 37, 1955.
Глава III
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССОВ
ДЕПАРАФИНИЗАЦИИ
Возможные принципы процессов депарафинизации
Целью процессов депарафинизации нефтяных продуктов
является удаление из них высокозастывакпцих кристаллических
компонентов — парафинов, чтобы понизить их температуру за-
стывания, а в ряде случаев также и получить выделяемый пара-
фин в качестве целевого продукта. Парафины можно выделять
при помощи разнообразных технических средств, основанных
на различных физико-химических принципах.
Подавляющее большинство промышленных процессов депара-
финизации основано на свойстве парафинов снижать при охла-
ждении растворимость в различных растворителях, в том числе
и в нефтяных продуктах, выделяясь при этом из раствора в виде
кристаллических образований. Выкристаллизовавшийся парафин
отделяют от раствора в большинстве случаев либо фильтрацией,
либо центрифугированием.
Глубина извлечения парафина, т. е. глубина депарафинизации
обрабатываемого сырья в этих процессах, зависит от температуры
охлаждения обрабатываемого раствора, природы применяемых
растворителей и кратности разбавления исходного продукта
растворителями. Процессы депарафинизации данной группы будут
именоваться в последующем изложении обобщающим наименова-
нием — депарафи>мзаци.якрисгпаллизаци:ей.
Другим свойством парафина, используемым при депарафини-
зации, является его способность образовывать с некоторыми веще-
ствами твердые комплексы, не растворимые в нефтяных про-
дуктах. В этих процессах парафин из раствора выделяют не
охлаждением, а посредством связывания его в такие нераствори-
мые комплексы. В качестве веществ, образующих с парафином
нерастворимые комплексы, в настоящее время применяется кар-
бамид (мочевина). Комплекс от депарафинированного раствора
отделяют фильтрацией, центрифугированием или отстоем. Глу-
92
бина депарафинизации при этих процессах зависит в основном от
кратности обработки исходного продукта карбамидом. Процессы
депарафинизации, основанные на образовании комплексов пара-
фина с карбамидом, известны под наименованием карбамидной
депарафинизации.
Третий принцип депарафинизации исходит из способности
некоторых растворителей по-разному растворять низкозастываю-
щие и высокозастывающие компоненты нефтяных продуктов,
что позволяет извлекать низкозастывающие компоненты экстраги-
рованием такими растворителями.
Процессы депарафинизации, основанные на принципе экстраги-
рования, получили название процессов экстракционной депара-
финизации.
Четвертый принцип депарафинизации основан на способности
некоторых адсорбентов избирательно адсорбировать из нефтяного
сырья либо застывающие, либо низкозастывающие его компоненты.
Так, активированный уголь способен адсорбировать из нефтяных
продуктов застывающие компоненты (парафины). Обрабатывая
нефтяной продукт активированным углем, можно провести весьма
глубокую его депарафинизацию.
Процессы, в которых депарафинизацию осуществляют адсор-
бентами, называются адсорбционной депарафинизацией.
Из отмеченных выше групп процессов депарафинизации наи-
более известными и получившими наиболеее широкое промыш-
ленное применение являются различные и многочисленные раз-
новидности процессов депарафинизации кристаллизацией. Ис-
пользуя принцип кристаллизации при охлаждении, положенный
в основу этих процессов, и сочетая его с применением избиратель-
ных растворителей, можно депарафинировать самые разнообразные
нефтяные продукты, начиная от дистиллятов дизельных топлив
и кончая тяжелыми остаточными рафинатами.
Процессы депарафинизации, основанные на принципе комплек-
сообразования, стали применять в промышленных условиях
сравнительно недавно, и объем нефтяных продуктов, депара-
финируемых этим способом, остается еще относительно неболь-
шим. Данные процессы используются в настоящее время только
для депарафинизации дистиллятов дизельных топлив и некоторых
легких нефтяных масел главным образом для получения про-
дуктов с низкими температурами застывания.
Процессы экстракционной и адсорбционной депарафинизации
были разработаны и подготовлены к промышленному применению
лишь в самое последнее время и распространения еще не получили.
Депарафинизация кристаллизацией
Процессы депарафинизации нефтяных продуктов кристаллиза-
цией по технологическому оформлению являются весьма много-
численными и разнообразными. Отличаются они по условиям
93
кристаллизации, применению и типу используемых раствори-
телей, способу отделения выкристаллизовавшегося парафина
от депарафинированного раствора и другим технологическим
признакам. Классификацию этих процессов удобно провести
по типу применяемых растворителей, разделив их на следующие
группы: депарафинизация непосредственной кристаллизацией без
растворителей, депарафинизация в углеводородных растворителях-
разбавителях или в избирательных полярных растворителях.
Наиболее простыми и дешевыми являются процессы депара-
финизации непосредственной кристаллизацией без применения
растворителей. В этих процессах исходный продукт охлаждается
в кристаллизационных устройствах до нужной температуры
и выкристаллизовавшийся парафин из охлажденного продукта
удаляется фильтрацией на фильтрпрессах под повышенными
давлениями. В результате фильтрации получаются два продукта:
фильтрат, являющийся депарафинированным продуктом, и гач,
представляющий собой концентрат парафина с содержанием
парафина примерно 60—80%. Гач направляется далее на обез-
масливание для изготовления технического парафина-сырца, а из
него после очистки получают товарный технический парафин.
Глубина депарафинизации фильтрата при этих процессах
определяется температурой охлаждения и фильтрации пере-
рабатываемого продукта, а также чистотой удаления из него
твердой фазы. При полном удалении при фильтрации выкристал-
лизовавшегося парафина температура насыщения фильтрата ока-
зывается равной температуре фильтрации или ниже ее на 0,5—1°.
Температура же застывания фильтрата лежит еще на 2—3°
ниже температур фильтрации и насыщения, поскольку для засты-
вания фильтрата необходимо, чтобы из него дополнительно
выкристаллизовалось некоторое количество парафина.
Недостатком этих процессов депарафинизации, осложняющим
их использование, является высокая вязкость жидкой фазы
обрабатываемых продуктов при температуре фильтрации. Так,
для парафинового дистиллята (вязкость при 50° равна 10 сст)
вязкость жидкой фазы при 0° повышается до 200 сст, а при — 10°
до 450 сст. Вследствие этого скорости фильтрации продуктов
оказываются низкими, что вызывает необходимость применять
фильтрпрессы рамочного типа, которые имеют весьма развитую
поверхность фильтрации и дают возможность вести процесс
при высоких рабочих давлениях.
Однако применение фильтрпрессов полностью все же не
разрешает вопрос, так как основное масляное сырье (значительно
более тяжелое, чем парафиновый дистиллят) приобретает при
температуре депарафинизации столь высокую вязкость, что непо-
средственная фильтрация его становится невозможной даже
на фильтрпрессах. Кроме высокой вязкости тяжелых продуктов,
переработке их методом фильтрпрессования препятствует также
их мелкая кристаллическая структура.
94
Вследствие рассмотренного выше область применения про-
цессов депарафинизации кристаллизацией без растворителей
ограничивается переработкой сырья невысокой вязкости с ограни-
ченным верхним пределом температуры кипения, хорошо отректи-
фицированного от высококипящих фракций для сохранения его
крупнокристаллической структуры. Процессы депарафинизации
этой группы применяют главным образом для переработки пара-
финовых дистиллятов вязкостью порядка 8—12 сст при 50°,
выкипающих в основном в пределах 325—460°. Целевым продуктом
депарафинизации парафиновых дистиллятов является гач, из кото-
рого после обезмасливания и очистки получают технические пара-
фины различных марок. Депарафинизацию парафиновых дистил-
лятов проводят при температурах порядка 0° и выше, чтобы
вязкость жидкой фазы фильтруемого продукта была не слишком
высокой и процесс фильтрпрессования протекал достаточно про-
изводительно.
Вследствие повышенных температур фильтрации получаемые
фильтраты содержат повышенное количество парафина и имеют
повышенные температуры застывания. Поэтому данные филь-
траты для производства масел без дополнительной их перера-
ботки не используют.
Хорошо поддаются депарафинизации этим методом дистилляты
дизельных топлив. Вследствие низкой вязкости этих продуктов
и крупной кристаллической структуры содержащегося в них
парафина их можно перерабатывать при значительно более
низких температурах, чем парафиновые дистилляты. Нами была
показана возможность высокоэффективной депарафинизации ди-
зельных топлив фильтрпрессованием, а также вакуумной фильтра-
цией без растворителей при температурах до —15° и —25° с по-
лучением депарафинированных продуктов с такими же темпе-
ратурами застывания и с одновременным выделением концен-
трата (гача) легкоплавкого парафина.
Для устранения осложнений и ограничений возможностей
процессов депарафинизации, вызываемых высокой вязкостью
жидкой фазы перерабатываемых продуктов при температуре
фильтрации, прибегают к снижению вязкости этих продуктов
путем разбавления маловязкими растворителями-разбавителями.
Для наиболее значительного снижения вязкости при наименьшем
расходе разбавителя стараются брать наиболее маловязкие угле-
водородные продукты, в качестве которых применяют легкие
узкие фракции бензинов (нафту), гексан, гептан. При аппаратур-
ном оформлении процесса, позволяющем проводить все основные
технологические операции под повышенным давлением, исполь-
зуют сжиженные нефтяные газы, главным образом жидкий про-
пан. Следовательно, возникает новая группа процессов депара-
финизации, отличающаяся от рассмотренной выше как по ап-
паратурному оформлению, так и по технологическому осуще-
ствлению.
95
При применении разбавителей значение вязкости исходного
сырья отходит на второй план, что позволяет расширить ассор-
тимент перерабатываемого сырья и проводить депарафинизацию
даже таких высоковязких продуктов, какими являются тяжелые
остаточные масла. Разбавление сырья растворителями позволяет
также понизить температуру депарафинизации, поскольку свя-
занное с понижением температуры возрастание вязкости жидкой
фазы может быть устранено повышением разбавления. Возмож-
ность понижения температуры депарафинизации позволяет пол-
нее извлекать парафин и получать депарафинированное масло
со значительно более низкими температурами застывания, чем
при депарафинизации без растворителей.
Снижение вязкости жидкой фазы перерабатываемого сырья
и обусловливаемое этим значительное повышение скоростей
фильтрации позволяет применять для удаления выкристаллизо-
вавшегося парафина такие механизированные разделительные
устройства, как барабанные фильтры непрерывного действия,
центрифуги и др.
Но применение растворителей вносит серьезные усложнения
в техническое оформление процесса. Всю аппаратуру, в том числе
и разделительные устройства, приходится тщательно гермети-
зировать и монтировать во взрывобезопасном исполнении. Воз-
никает необходимость сооружения дополнительной аппаратуры
для отделения растворителей от продуктов депарафинизации.
Значительно увеличиваются объемы перерабатываемых продук-
тов, приходящихся на единицу депарафинируемого сырья, что
вызывает возрастание энергетических затрат и т. д.
Использование углеводородных разбавителей не устраняет
трудности, связанные с кристаллической структурой перераба-
тываемого сырья. При переработке высококипящих фракций
кристаллическая структура выделяющегося парафина, несмотря
на разбавление этих фракций маловязкими растворителями,
остается настолько мелкой, что полученные растворы по-прежнему
с большим трудом поддаются фильтрации и центрифугированию. Для
придания этим растворам приемлемой фильтруемости приходится
прибегать к созданию условий для агрегатной или дендритной
кристаллизации, добавляя к ним соответствующие активные ве-
щества (депрессаторы). Возникающие под действием этих актив-
ных веществ кристаллические агрегаты или дендритные кри-
сталлы обладают более крупными размерами и более компактным
строением, чем монокристаллические образования, что позволяет
более легко и эффективно отделять их от маточного раствора.
При переработке же таких продуктов, как остаточные рафинаты,
а также тяжелые дистилляты некоторых нефтей, содержащих
естественные активные вещества, которые могут вызывать агре-
гатную кристаллизацию, ввод депрессаторов не обязателен.
Но тем не менее в большинстве случаев добавка депрессаторов
и здесь будет полезной, поскольку она будет усиливать агрегати-
96
рование и далее повышать эффективность операции отделения
выкристаллизовавшегося парафина от раствора.
При процессах депарафинизации с применением углеводород-
ных разбавителей выкристаллизовавшийся парафин от депара-
финированного раствора отделяют центрифугированием или филь-
трацией. Центрифугирование обычно применяют при переработке
остаточного сырья и при использовании растворителей жидких
при атмосферном давлении таких, как нафта, гептан и др. При
депарафинизации же обрабатываемого сырья в растворе сжижен-
ных газов (в жидком пропане) парафин отделяют фильтрацией
в основном на барабанных фильтрах непрерывного дей-
ствия.
Недостатком процессов депарафинизации с применением угле-
водородных разбавителей является большая величина .разницы
между температурой депарафинизации и температурой засты-
вания депарафинированного масла, т. е. низкий температурный
эффект депарафинизации. Эта разница при депарафинизации
остаточных масел в растворе нафты достигает —20 —24°;
при депарафинизации масел в растворе пропана она составляет
—14 -=--20°. Вследствие этого депарафинируемые растворы при-
' ходится охлаждать до очень низких температур, чтобы получить
масло с нужными температурами застывания. Так, для полу-
чения остаточного масла с температурой застывания —18° рас-
твор исходного продукта в нафте приходится охлаждать до
—40 4- —42°. Необходимость такого глубокого охлаждения усло-
жняет и удорожает процесс, а также ограничивает его возмож-
ности в отношении снижения температуры застывания.
Низкий температурный эффект процессов депарафинизации
данной группы обусловливается слишком высокой растворяющей
способностью применяемых углеводородных разбавителей в от-
ношении застывающих компонентов. Для повышения температур-
ного эффекта депарафинизации к углеводородному растворителю-
разбавителю добавляют растворитель-осадитель, обладающий по-
ниженной растворяющей способностью к перерабатываемому
сырью, главным образом к его застывающим компонентам.
Растворитель-осадитель вводят в депарафинизируемый рас-
твор в таких количествах, чтобы при существенном снижении
растворимости застывающих компонентов низкозастывающие
компоненты оставались полностью в растворенном состоянии.
4 В качестве растворителей-осадителей применяют легкокипящие
полярные растворители, в частности ацетон, метилэтилкетон,
дихлорэтан и др. В качестве же углеводородного компонента
обычно берут низкокипящие ароматические углеводороды —
бензол или смесь его с толуолом, поскольку эти углеводороды
хорошо растворяют входящие в депарафинируемый продукт
низкозастывающие масла.
Процессы, в которых депарафинизацию ведут в растворе
растворителей, содержащих полярный компонент в качестве
7 Заказ 1159.
осадителя, составляют самостоятельную группу процессов
депарафинизации кристаллизацией, а именно группу депарафини-
зации избирательными растворителями.
При введении в состав растворителя полярного осадителя
все положительные особенности, отмечавшиеся выше для про-
цессов депарафинизации в растворе углеводородных разбавите-
лей, в основном сохраняются. Но вместе с тем в значительной
мере устраняется такой серьезный недостаток, как низкий тем-
пературный эффект депарафинизации. Если при депарафини-
зации остаточного масла в растворе нафты температурный эффект
составляет —20 Ч----24°, то при депарафинизации аналогичного
масла в растворе дихлорэтан-бензоловой смеси он повышается
до —6 Ч----10°, а при депарафинизации в растворе смеси метил-
изобутилкетона с бензолом он может быть доведен почти до 0°,
т. е. температура застывания получаемого масла будет равна
температуре депарафинизации. Возможны такие избирательные
растворители, при которых получаемое масло будет иметь тем-
пературу застывания даже более низкую, чем температура депа-
рафинизации, т. е. температурный эффект будет положительным.
Важным является также и действие добавки растворителей-
осадителей на кристаллическую структуру выделяющегося пара-
фина. Как было рассмотрено в предыдущей главе, добавка раство-
рителя-осадителя к раствору, содержащему мелкокристалли-
ческий парафин, вызывает при соответствующих условиях соби-
рание отдельных кристалликов в хлопья и агрегаты наподобие
коагуляции коллоидных растворов. Если же кристаллизация
идет в присутствии растворителя-осадителя, заранее введенного
в раствор, то агрегаты могут образовываться уже при самом
процессе кристаллизации. При объединении мелкокристалличе-
ских образований парафина в присутствии растворителя-осадителя
в агрегаты становится возможным отделение твердой фазы от
раствора фильтрацией или центрифугированием даже при пере-
работке наиболее тяжелого нефтяного сырья.
Проведение депарафинизации в среде избирательных раство-
рителей расширяет возможности этих процессов и делает их
весьма гибкими и универсальными. Изменяя в составе избира-
тельного растворителя соотношение между растворителем-оса-
дителем и углеводородным растворителем, а также варьируя
величиной разбавления и температурой депарафинизации, можно
в значительных пределах изменять как глубину, так и четкость
депарафинизации перерабатываемых продуктов. При помощи
избирательных растворителей становится возможным депарафини-
ровать практически любое нефтяное сырье, начиная от наиболее
легких дистиллятных масел и дистиллятов дизельных топлив
и кончая самыми тяжелыми остаточными продуктами. Можно
также проводить депарафинизацию до любой температуры засты-
вания, которую только позволяют достичь содержащиеся в пере-
рабатываемом сырье низкозастывающие компоненты.
Й8
По технологическому оформлению процессы депарафинизации
с применением избирательных растворителей составляются из
таких же оперций, как и процессы, в которых применялись чисто
углеводородные растворители-разбавители. В эти процессы вхо-
дят: разбавление сырья растворителем, охлаждение и кристал-
лизация, отделение выкристаллизовавшегося парафина от депара-
финированного раствора и регенерация растворителей из про-
дуктов депарафинизации.
Отделение твердой фазы от маточного раствора как для дистил-
лятного, так и для остаточного сырья в большинстве случаев
осуществляется фильтрацией на барабанных вакуумных филь-
трах непрерывного действия. Но при переработке остаточного
сырья с применением избирательных растворителей высокой
плотности, например дихлорэтана и его смесей с бензолом, для
отделения твердой фазы от раствора применяют и центрифуги-
рование. Избирательные растворители из продуктов депарафини-
зации регенерируют так же, как и при углеводородных разба-
вителях, перегонкой. Однако технологическое оформление про-
цессов регенерации избирательных растворителей оказывается
несколько сложнее, чем углеводородных растворителей-разба-
вителей, поскольку при регенерации избирательных раствори-
телей приходится принимать специальные меры для достаточной
осушки их от воды, обычно трудно отделяемой от этих рас-
творителей.
Разбавление растворителями
Назначение растворителей при депарафинизации. Основным
назначением растворителей при процессах депарафинизации
является снижение вязкости обрабатываемого продукта для
облегчения отделения выкристаллизовавшегося парафина от
депарафинируемого масла. Чтобы выполнить это назначение,
сам растворитель должен иметь достаточно низкую вязкость.
Вместе с тем растворитель должен иметь высокую избирательную
способность, т. е. хорошо растворять при температуре депара-
финизации низкозастывающие компоненты сырья, обладая при
этом минимальной растворяющей способностью в отношении
парафинов. Если растворитель при температуре депарафинизации
будет не полностью растворять масла, то они, выделяясь вместе
с парафином в виде вязкой и клейкой массы, при фильтрации
будут создавать непроницаемый осадок, через который дальней-
шая фильтрация идти не сможет. При депарафинизации же цен-
трифугированием в петролатум будет уходить часть масла, что
снизит выход. Высокая растворимость парафина в растворителе
будет препятствовать достаточно глубокому удалению его из
депарафинируемого продукта, и потребуются пониженные тем-
пературы депарафинизации для достижения нужной темпера-
туры застывания целевого масла. Кроме того, растворители
7* 99
'должны иметь невысокие температуры кипения и быть химически
устойчивыми, чтобы их можно было затем легко отделять от
продуктов депарафинизации простой перегонкой.
Разбавление сырья растворителем сказывается на всех основ-
ных показателях процесса депарафинизации: скорости фильтра-
ции или эффективности центрифугирования, отборе депарафини-
рованного масла от потенциала, четкости разделения компонентов,
температурном эффекте депарафинизации, требуемой темпера-
туре депарафинизации и других показателях, поэтому оптималь-
ное разбавление сырья растворителем необходимо выбирать
с учетом его влияния на все отмеченные показатели.
Разбавление и скорость фильтрации. На скорость фильтрации
и эффективность центрифугирования разбавление сырья раство-
рителями влияет двояко: непосредственно, снижая вязкость
обрабатываемого продукта, и косвенно, улучшая его микрострук-
туру. Если рассматривать скорость фильтрации, отнесенную
ко всему отфильтрованному раствору в целом, то добавка мало-
вязкого растворителя повысит ее при любой величине вязкости
растворителя и при любой кратности разбавления. Но введение
растворителя уменьшает концентрацию в фильтрате целевого
масла. Поэтому при увеличении разбавления скорость фильтра-
ции, отнесенная к целевому маслу, будет возрастать в меньшей
мере, чем скорость фильтрации всего фильтрата. И при доста-
точно высоком разбавлении, когда вязкость раствора понизится
настолько, что дальнейшее разбавление (вследствие значительного
уменьшения концентрации целевого масла в фильтрате) не будет
уже существенно снижать вязкость, дополнительный ввод раство-
рителя не увеличивает скорость фильтрации, а уменьшает ее.
Аналитический разбор влияния разбавления на скорость филь-
трации дан одним из авторов [1] для суспензий с нерастворимым
осадком. Выясненные в этой работе положения действительны
и для разбавления сырья при его депарафинизации. Основные
из этих положений заключаются в следующем: а) чем ниже вяз-
кость растворителя, тем эффективнее его действие и тем выше
наибольшая скорость фильтрации, отнесенная к целевому маслу,
которая может быть достигнута при оптимальном разбавлении;
б) разбавители, вязкость которых при температуре фильтрации
превышает 50% величины вязкости исходного продукта, не могут
повысить скорость фильтрации, отнесенную к целевому маслу,
и добавление таких разбавителей в любом количестве будет только
уменьшать эту скорость.
Изложенное выше относится в полной мере также и к связи
между величиной разбавления и эффективностью центрифуги-
рования.
д. Изменение микроструктуры при разбавлении. Снижение вяз-
кости кристаллизуемого раствора , вызываемое разбавлением
растворителями, положительно сказывается на микроструктуре
выделяющегося парафина. Кристаллические образования, возни-
100
кающие из маловязкого раствора, имеют более крупные и четки®,
формы, чем образования, выделяющиеся из высоковязкой жидкости.
Кроме того, введение в кристаллизуемый раствор полярных растлю-,
рителей, особенно содержащих осаждающий компонент, способ-,
ствует соединению кристалликов парафина в более или менее
компактные агрегаты, что также положительно сказывается на
процессах фильтрации и центрифугирования.
Существенно улучшает микроструктуру депарафинируемых
суспензий применение порционной подачи растворителя. При
порционной подаче растворителя и вводе основной его массы,
в конце охлаждения возникающие кристаллические образования
становятся разрозненными^ мало связанными между собой
и хорошо поддающимися фильтрации и центрифугированию..
У Разбавление и отбор масла от потенциала. От величины разбав-,
ления сырья растворителем в большой мере зависят выход депара-
финированного масла и полнота освобождения от масла выделен-,
ного парафина. Это обусловливается тем, что удаляемый из рас-,
твора осадок парафина всегда механически увлекает с собой
значительную долю этого раствора. Количество раствора, удер-,'
живаемого осадком парафина, зависит от условий фильтрации и
структуры осадка и составляет обычно 20—50% от массы осадка, ,
а при центрифугировании и еще больше. Чем выше концентрация,
масла в растворе, пропитывающем осадок, тем большее коли-,
чество его в этом осадке окажется. При повышении же разбавле-
ния сырья растворителем уменьшится концентрация масла во
всем растворе и в той его части, которая остается в осадке-,
парафина. Следовательно, повышение разбавления депарафини-
руемого сырья растворителем способствует повышению четкости,
разделения его застывающих и низкозастывающих компонентов
и несколько увеличивает выход депарафинированного масла.
/ Связь разбавления и температуры депарафинизации. Разбав-
ление сырья растворителем тесно связано с температурой, при
которой необходимо проводить депарафинизацию. Величина ее,
определяется требуемой температурой застывания целевого депа-
рафинированного масла. При депарафинизации без растворителей,
масло приобретает температуру застывания более низкую,, чем
температура депарафинизации. Это обусловливается тем, что
при данной температуре из обрабатываемого продукта удаляется
вся сумевшая выкристаллизоваться из него твердая фаза,
и для дальнейшего ее выделения в количестве, которое сможет
вызвать застывание продукта, потребуется дополнительное охла-
ждение на несколько градусов. Добавление же к сырью раствори-
теля приводит обычно к переходу в раствор при температуре
депарафинизации некоторого дополнительного количества пара-
фина, вследствие чего количество парафина, остающегося в рас-
творенном состоянии и не удаляемого при депарафинизации,
увеличивается, что и вызывает повышение температуры засты-
вания депарафинированного масла выше температуры депара-
101-
финизации. И только в редких случаях с применением раствори-
телей особенно высокой избирательной способности удается
Создать условия депарафинизации, при которых температура
застывания масла остается на уровне или ниже температуры
депа рафинизации.
В ряде литературных источников эта разность между темпе-
ратурой депарафинизации и температурой застывания полу-
чаемого масла именуется перешедшим из зарубежной литературы
неправильным термином «температурный градиент депара-
финизации». Однако слово «градиент» по физическому смыслу
для данного понятия совершенно не подходит и вызывает только
недоразумения, поскольку слово «градиент» во всех случаях обо-
значает меру возрастания или убывания той или иной физиче-
ской величины или свойства, отнесенную к единице этой изменяю-
щейся величины. Поэтому для данного понятия «градиент» целе-
сообразно заменить иным, более правильно выражающим его
Словом, например «эффект», и именовать «температурным эффектом
депарафинизации» (сокращенно ТЭД). Температурный эффект
следует считать положительным в тех случаях, когда температура
депарафинизации превышает температуру застывания, и отрица-
тельным в противоположном случае. Для большинства промыш-
ленных процессов депарафинизации кристаллизацией с приме-
нением растворителей ТЭД имеет отрицательную величину.
При понижении температурного эффекта депарафинизации для
получения масла с нужной температурой застывания требуется
снижение температуры депарафинизации. Это заставляет стре-
миться к повышению ТЭД. Значения ТЭД для ряда процессов
депарафинизации остаточного сырья приводятся в табл. 15.
Величина ТЭД зависит от растворимости парафина в данном
растворителе при температуре депарафинизации и от кратности
разбавления растворителем. Чем выше растворимость парафина,
тем больше его будет оставаться в растворенном состоянии в де-
парафинированном растворе, а следовательно, и в депарафини-
рованном масле, что будет приводить к возрастанию температуры
застывания масла, а следовательно, и к понижению ТЭД. То же
будет происходить и при увеличении разбавления.
Улучшить ТЭД можно снижением растворяющей способности
растворителя, например, путем ввода в него осаждающего ком-
понента и уменьшения разбавления. Однако оба эти пути могут по-
влечь за собой уменьшение выходов масла. Так, снижая растворяю-
щую способность растворителя в результате увеличения содержа-
ния в нем изобутилового спирта с 50 до 80% и уменьшая крат-
ность обработки остаточного сырья растворителем с 1 : 5 до 1 : 4,
Линь Цзи [2] повысил ТЭД с —14 до —3°. Но выход масла при этом
упал с 75,2 до 29,3%, хотя его температура застывания и была
сохранена на прежнем уровне —16 4-----17° путем соответствую-
щего подбора температуры депарафинизации. Приведенный
пример показывает, что улучшение ТЭД не всегда целесообразно
102
Таблица 15
Температурные эффекты депарафинизации остаточных масел для важнейших растворителей
Растворитель Состав раствори- теля, % Характеристика сырья Крат- ность разба- вления сырья раство- рителем Способ отделения твердой фазы Темпера- тура де- парафи- низации, °C Температу- ра застыва- ния депара- финирован- ного масла, °C Величина ТЭД, °C Литера- турный источник
вязкость при 100°, сст темпера- тура за- стыва- ния, °C
Нафта 100 20,6 52 1 :2 Центрифу- —424—43 —144—16 —25ч—29 [84,85]
Пропан 100 17,2 50 1:4 гирование Фильтрация —364—41 —20 :—22 -164—19
Дихлорэтан -|- бензол 224-78 19,2 46 1:4 Центрифу- -244—28 -184—20 - 64—8
1,1-дихлорэтан + + 1,2-дихлорэтан 904-10 — — — гирование То же -25 -25 0 [86]
Ацетон + бензол + 4-толуол .... 30+35 + 35 19,6 49 1:4 Фильтрация -25 —19 -6 [3]
Метилэтилкетон 4- + бензол + толуол 40+40+20 19,6 49 1:4 -28 -23 —3 [3]
Метилизобутилкетон 100 19,6 49 1:4 » -25 —25 0 [3]
н-Бутиловый спирт+ + толуол 50 + 50 17,8 46 1 :4 » -30 -18,5 —11,5 [2,87]
Изобутиловый спирт толуол . . 50 + 50 17,8 46 1:4 -30 -18,5 -11,5
Вторичный бутило- вый спирт-)-толуол 50+50 17,8 46 1:4 -30 —19 —11
Примечание. При депарафинизациях фильтрацией на иремывну дополнительно подавали растворитель в количестве
100 % от сырья.
и должно проводиться в той мере, в какой это не вызывает умень-
шения выходов масла в экономически невыгодных в данных усло-
виях размерах. Повышение ТЭД необходимо вести в основном
путем улучшения избирательной способности растворителя*
С другой стороны, важнейшей характеристикой качества рас-
творителя для депарафинизации должна служить не столько
достигаемая при его применении величина ТЭД как таковая,
а его избирательная способность, позволяющая повышать ТЭД
без уменьшения выхода масла заданной температуры застывания.
7 Выбор растворителя и кратность разбавления. Требуемая при
депарафинизации кратность разбавления сырья растворителем
и состав самого растворителя зависит, кроме рассмотренного
выше, от природы и свойств обрабатываемого сырья, в первую
очередь от его фракционного и химического состава. Для бэлее
легкокипящего сырья, обладающего более высокой раствори-
мостью в различных растворителях, требуются более жесткие
растворители, т. е. с более низкой растворяющей способностью.
Кратность обработки растворителем для легкого сырья должна
быть более низкой, чем для тяжелого. Так, при депарафинизации
дистиллятных масел средней вязкости в кетон-бензол-толуоловом
растворителе применяют кратности разбавления сырья раство-
рителем обычно от 1 : 2,5 до 1 : 3,5, а для остаточного масла
в том же растворителе — от 1 : 4 до 1:5. Для высокоочищенного
сырья, у которого значительная часть высокорастворимых арома-
тических компонентов удалена, а оставшиеся масляные компоненты
обладают пониженной растворимостью, требуются растворители
с повышенной растворяющей способностью или более высокая
кратность обработки, чем для менее очищенного сырья. Необ-
ходимый состав растворителя и кратность разбавления зависят
также и от температуры процесса, определяемой заданной тем-
пературой застывания депарафинированного масла. Так, при
низкотемпературной депарафинизации (—60°) легкого сырья
кратность разбавления приходится увеличивать до 1 : 4 и 1 : 5.
При обработке высокопарафинистого сырья, например гачей
или петролатумов при их обезмасливании, необходимо приме-
нять высокую кратность разбавления (1: 6 и выше). Результаты
депарафинизации различных видов сырья в нескольких кетон-
содержащих растворителях, полученные 3. П. Слугиной, Е. В. Воз-
несенской и Н. И. Васильевой, приведены в табл. 16 [3].
В табл. 17 даны свойства важнейших растворителей или их
компонентов, которые в настоящее время применяют или реко-
мендуют для промышленных процессов депарафинизации [4].
Кристаллизация
При депарафинизации для эффективного и высокопроизводи-
тельного отделения твердой фазы от маточного раствора необ-
ходимо, чтобы возникающие кристаллические образования были
104
Таблица 16
Депарафинизация сырья различного фракционного состава кетонсодержащими растворителями [3]
Растворитель Условия депарафинизации Температур- ный эффект депарафини- зации (ТЭД), °C Выход масла в % к выходу с МЭК •’ Свойства депарафинированного масла Температура плавления гача, °C
соотношение раство- рителя и сырья темпера- тура фильтра- ции, °C
вязкость при 100°, сст индекс вязкости темпера- тура за- стывания, °C
на раз- бавление на про- мывку
Рафинат деасфальтированного гудрона (выше 500°)
Метилизобутилкетон (100) Метилэтилкетон + бензол 4- толуол (40 + 40+20) 4: 1 4: 1 1 : 1 1 : 1 -25 -28 0 —5 102 100 25,5 24,1 83 84 . —25 -23 60,5 50,5
А цетон+бензол + толуол (30+35+35) 4 : 1 1 : 1 -25 —6 111 24,0 86 -19 60,2
Метилизобутилкетон (100) . .... 1.ИСТИЛЛЯ 3 : 1 гный раф1 1 : 1 1нат из ф -25 ракции 35 0 0—500° 99 7,4 84 -25 51.0
Ацетон+бензол+толуол (30+35 + 35) 3 : 1 1 : 1 —25 —7 100 7,3 83 -18 51,6
Метилизобутилкетон (100) 3 : 1 1 : 1 —35 0 105 7,6 78 —35 50,0
Метилэтилкетон + бензол + толуол (40 + 40 4- 20) 3 : 1 1 : 1 —35 —4 100 7,5 80 -31 49,0
Ацетон + бензо л+то луо л (30+35+35) 3 : 1 1 : 1 —35 —7 106 7,3 79 -28 50,0
д Метилизобутилкетон (100) истиллятн 5 : 1 ый рафии ат из фра -60 кции 300 -6 -400° * 98 8,4 76 -54 33,3
Метилэтилкетон+толуол (60 + 40) 5: 1 — -60 —7 100 8,3 78 -58 33,8
А цетон+толуол (35+65) 5 : 1 — —60 -12 103 8,2 77 -48 34,3
Метилизобутилкетон (100) .. ... 5: 1 — -50 —4 97,5 9,1 90 -46 37,5
Метилэтилкетон + толуол (60+40) 5 : 1 — —50 —8 100 9,0 92 -42 38,0
• Подача растворителя на разбавление и на промывку вместе.
•• выход при депарафинизации с метилэтилкетоном принят за 100 %.
sot
406
Таблица 17
Физико-химические свойства основных растворителей, применяемых при депарафинизации [4]
Растворитель Формула Молекулярный вес Плотность е? Температура, °C Критические постоянные Показатель преломления 20 nD
кипения плавле- ния темпера- тура, °C давление, атм ПЛОТНОСТЬ, I г/см3
Ацетон (СН3)2СО 58,05 0,7915 56,1 —95,5 235 47 0,268 1,3591
Метилэтилкетон . . . CH3COC2HS 72,06 0,8054 79,6 —86,4 — — — 1,3791
Метилпропилкетон . , сн3сос3н7 86,13 0,81 101,7 —77,8 — — — 1,3895
Метилбутилкетон . . СН3СОС4Нв 100,16 0,83 (0°) 127,2 —56,9 — — — —
Метилизобутилкетон сн3сос4н9 100,16 0,803 119,0 -84,7 — — — 1,3959
Пропан С3н8 44,06 0,5824 (-42°) —42,06 —187,6 96,84 42,01 0,224 1,3397 (-42°)
Бутан с4н10 58,08 0,6 (0°) 0,6 —135 152,9 37,47 0,225 1,3562 (-15°)
Гептан 100,21 0,6838 98,4 - 91 — — — 1,3878
Нафта ....... 100 0,725—0,726 | н. к. 72—74° к. к. 122—125° — — — — —
Бензол ..... 78,05 0,87896 80,1 5,533 288,5 48,7 0,3045 1,50123
Толуол с„н6сн3 92,06 0,86697 110,63 —94,991 320,6 41,6 0,292 1,4969
Сернистый ангидрид so2 64,02 1,46 (-10,Г) —10,09 -72,7 157,25 77,95 0,516 —
1,1-дихлорэтан . . . СН3СНС12 98,94 1,174 57,3 —96,7 — —- —- 1,4166
1,2-дихлорэтан . . . СН2С1СН2С1 98,94 1,2569 83,7 —35,3 321,9 — — 1,4443
Метиловый спирт . . сн3он 32,04 0,7913 64,7 - 97 240 78,67 0,2722 1,329
М-Бутиловый спирт С4Н„0Н 74,12 0,810 117,7 -89,8 287 48,4 — 1,3993
Иа°бутиловый спирт (СН3)гСНСН3ОН 74,12 0,803 108 —108 —• — 1,3977
(15е)
Растворитель Формула Теплоемкость при 20°, ккал/кг° С
Ацетон (СН3)2СО 0,56
Метилэтилкетон . . . СН3СОС2Н5 0,53
Метилпропилкетон . СН3СОС3Н7 —
Метилбутилкетон . . СН3СОС4Н9 —
Метилизобутилкетон СН3СОС4Н9 —
Пропан с3н8 0,5236 (-53,2°)
Бутан с4н10 —
Гептан с7н1в —
Нафта — 0,5
Бензол свнв 0,41
Толуол с6н5сн3 0,398
Сернистый ангидрид so2 0,314
1,1-дихлорэтан . . (—10,1°)
СН3СНС12 .—
1,2-дихлорэтан . . . СН2С1СН2С1 0,3
Метиловый спирт . . СН3ОН 0,5998
к-Бутиловый спирт С4Н9ОН 0,577
Изобутиловый спирт (СН3)2 СНСН2ОН —
Продолжение табл. 17
Теплота при соответствующих температурах кипения и плав- ления, ккал/кг Вязкость при 20° Растворимость при 20°, % вес. Азеотропная смесь с водой
динамиче- ская, сан- типуазы кинемати- ческая, сст раствори- теля в воде воды в рас- творителе темпера- тура кипе- ния» °C содержание раствори- теля, % вес.
испаре- ния плавле- ния
124,5 23,42 0,325 0,41 оо оо
105,95 — 0,417 0,52 22,6 9,9 73,45 89
— — — — —— ——
82,44 — — — — —• — —
— —— — — — —
100,4 — 0,12 0,24 — — — —
91,5 — — — — —
— — '— — 0,005 (15°) — — —
74 — - - - —
94,38 30,34 0,647 0,735 0,175 (10°) 0,041 (10°) 69,2 91,2
86,55 — 0,59 0,68 0,037 (10°) 0,034 (10°) 84,1 80,4
95,68 27,7 0,438 (-10,1°) 0,3 (-10,1°) 11,27 — —
— — — — —
77,34 — 1,121 (0°) 0,86 (0°) 0,885 0,140 (15°) 72 80,5
262,85 16,39 0,593 0,75 ОО — Л—
141,3 29,94 — — — — — —
—- —- — 9,5 — —
по возможности крупными и плотными. Это нужно для того,
чтобы слагающийся на поверхности фильтра слой осадка был бы
достаточно пористым и проницаемым. Если же парафин будет
выделяться из раствора в виде мелких и рыхлых кристалличе-
ских образований, дающих на фильтрующей поверхности мелко-
пористый или слипающийся и труднопроницаемый осадок, то
фильтрация последующих порций жидкости через такой осадок
проходит с трудом и процесс фильтрации будет неэффективным
и малопроизводительным. Далее нужно, чтобы кристаллические
образования были компактными, мало связанными между собой
и по возможности свободно размещенными в растворе. Это требуется
для того, чтобы связи между кристаллическими образованиями
не иммобилизовывали жидкую фазу раствора и этим не препят-
ствовали ее перемещениям и отделению от твердой фазы. Требо-
вание компактности и свободного расположения в растворе имеет
особенно важное значение при процессах депарафинизации цен-
трифугированием. Протяженность кристаллов и их связанность
между собой, как это наблюдается для ряда растворов очищенных
дистиллятных продуктов, может привести к тому, что они не
будут поддаваться центрифугированию, несмотря даже на доста-
точные размеры отдельных кристаллов.
Зависимость размера кристаллов парафина и характера
(формы) его кристаллизации от природы парафина и состава
продукта, содержащего парафин, разобрана выше при рассмо-
трении физических свойств компонентов сырья для депарафини-
зации. Здесь рассмотрим зависимость кристаллической структуры
от условий и режима кристаллизации.
Размер выделившихся из раствора кристаллов связан с их
численностью. Чем больше образуется кристаллов парафина
при данных условиях, тем мельче будет их размер, поскольку
количество парафина, выделяющееся из раствора, будет распре-
деляться среди большего числа отдельных кристалликов. Следо-
вательно, для получения при кристаллизации крупнокристал-
лических образований необходимо создать такие условия, при
которых данное количество выделяющегося парафина будет
давать наименьшее число кристаллов.
Для вывода условий, способствующих возникновению круп-
ных кристаллических образований, рассмотрим кратко механизм
процесса кристаллизации парафина \
Предположим, что имеется раствор парафина некоторой опре-
деленной концентрации х. Растворимость парафина в данном
растворителе при температуре t обозначим х0. Растворимость
парафина изменяется с изменением температуры, что может быть
1 Здесь дается в сокращенном виде трактовка механизма процесса кри-
сталлизации, предложенная одним из авторов настоящей монографии в ра-
боте «Физико-химические основы процесса кристаллизации парафина из
растворов» (сб. трудов ГрозНИИ «Проблемы переработки нефти». Гостоптех-
издат, 1946).
108
выражено уравнением х0 = /(/). При повышенных температурах,
при которых растворимость х0 превышает концентрацию х, рас-
твор остается ненасыщенным и твердая фазе из него не выделяется.
Па мере охлаждения раствора растворимость х0 будет умень-
шаться и в некоторый момент сравняется с величиной концен-
трации х. В этот момент раствор станет насыщенным. Однако
кристаллизация парафина все же не начнется, так как для начала
кристаллизации требуется пересыщение раствора, т. е. некоторый
избыток концентрации его над растворимостью. При этом избыток
концентрации должен создаваться не только над растворимостью
в крупнодисперсном состоянии х0, но и над растворимостью х0',
отвечающей размеру кристаллов в зародышевом состоянии. При
несоблюдении этого условия процесс кристаллизации ни начаться,
ни идти далее не сможет, поскольку кристаллические зародыши,
если бы они как-нибудь даже и появлялись, немедленно бы рас-
творялись вновь. По достижении указанного выше условия
в растворе начнут возникать кристаллические зародыши, от
которых будет идти дальнейшая кристаллизация парафина.
Скорость образования зародышей может быть определена урав-
нением [5].
di ____ К х — хй'
flfi с х0
(1.Ш)
где i — число зародышей; 6 — время; — скорость образования
зародышей; с — средний весовой размер одного зародыша; х — кон-
центрация парафинов в растворе; х0 — растворимость в крупно-
дисперсном состоянии; х0’ — растворимость при зародышевой сте-
пени дисперсности; К — коэффициент пропорциональности.
С возникновением зародышей и началом кристаллизации
некоторая часть растворенного парафина перейдет в твердую
фазу и концентрация его в растворе х понизится. И если при этом
величина концентрации х упадет ниже растворимости при зароды-
шевой степени дисперсности х0', то разность (х — х0') станет
равной нулю или ниже нуля и дальнейшее образование новых
зародышей прекратится.
Число зародышей i, образовавшихся с момента времени 91,
когда эти зародыши начали возникать, до момента Оз, когда ново-
образование зародышей, прекратилось, можно определить интег-
рированием уравнения (1.III), в результате чего будем иметь
1 = Г (х-х0')<29, (2. III)
схп J
0 91
где х0— средняя растворимость за период времени (9Х — 92), а
остальные обозначения прежние.
109
Из уравнения (2, III) следует, что число образовавшихся
зародышей, а следовательно, и связанный с ним размер кристал-
лов зависят от величины интеграла f (х— aro')d0 и, в частности,
«1
от разности (х—х0'). Эта разность выражает степень пересыщенно-
сти раствора и зависит от скорости охлаждения: чем выше ско-
рость охлаждения, тем больше величина этой разности, тем боль-
шее число кристаллических зародышей образуется в растворе
и тем меньшим будет размер выделившихся кристаллов.
Последующая кристаллизация будет идти на уже образовав-
шихся зародышах. Скорость выделения твердой фазы из раствора
на имеющихся центрах кристаллизации будет определяться
уравнением Андреева [6]
V = = -^-S(x-x') г/сек, (3. III)
где V или — — скорость выделения твердой фазы; D — коэффи-
циент диффузии; 6 — средняя длина диффузионного пути; S — по-
верхность выделившейся твердой фазы; х — концентрация раствора;
х' — растворимость при данной степени дисперсности.
При замене коэффициента диффузии D его значением из урав-
нения Эйнштейна
RT 1
П = (4. Ill)
N бя г т; ' '
получим
тг -R 1 /с ттт\
3/сек- (5 Ш>
где R — газовая постоянная; N — число Авогадро; Т — абсолют-
ная температура кристаллизации; ц — вязкость среды; г — средний
радиус молекулы парафина; остальные обозначения прежние.
Обозначая постоянные величины через В, получим оконча-
тельное выражение для скорости выделения твердой фазы при
кристаллизации:
V = = В-^(х-х') г/сек. (6-III)
Приведенные выше уравнения позволяют определить течение
и результаты процесса кристаллизации в зависимости от условий
его проведения.
С учетом изложенного процесс кристаллизации будет проте-
кать следующим образом. По достижении температуры, при
которой растворимость парафина в мелкодисперсном состоянии
станет ниже концентрации парафина в растворе, начнут воз-
никать кристаллические зародыши со скоростью, определяемой
уравнением (1. III). Концентрация парафина в растворе начнет,
снижаться.
Выделение твердой фазы и снижение концентрации будут-
идти на данной стадии процесса кристаллизации двумя путями:
во-первых, в результате образования новых кристаллических
зародышей, во-вторых, вследствие отложения твердой фазы на
поверхности уже имеющихся кристаллов. Концентрация пара-
фина в растворе за счет выделения его на поверхности ранее
образовавшихся кристаллов будет снижаться со скоростью,
определяемой уравнением (6. III). И если охлаждение раствора
будет идти медленно, а следовательно, и растворимость парафина
будет снижаться также медленно, то при условиях, вытекающих
из уравнения (6. III) и обеспечивающих достаточно высокую,
скорость выделения из раствора твердой фазы, уменьшение кон-
центрации раствора может обогнать обусловливаемое охлажде-
нием уменьшение растворимости, в результате чего степень пре-
сыщения раствора (х—х0'), входящая в уравнение (1. III), может
понизиться до нуля, что вызовет прекращение новообразования
зародышей. Дальнейшая кристаллизация и выделение из раствора
твердой фазы протекает только на поверхности ранее образовав-
шихся кристаллов, и они растут в размере, не увеличиваясь по
количеству. Следовательно, при медленном охлаждении и усло-
виях, обеспечивающих высокую скорость выделения твердой
фазы, в растворе образуется небольшое число крупных кристал-
лов.
При большой скорости охлаждения раствора уменьшение
концентрации в нем парафина не будет успевать за снижением
его растворимости, и высокая степень пересыщения, при которой
может идти новообразование кристаллических зародышей, будет
сохраняться более длительное время до тех пор, пока из раствора
не выделится достаточное число кристаллов с развитой поверх-
ностью, обеспечивающей в соответствии с уравнением (6. III)
такую скорость снижения концентрации парафина, при которой
дальнейшее новообразование зародышей сможет, наконец, пре-
кратиться. Следовательно, при высокой скорости охлаждения
из раствора выделится большое число мелких кристаллов.
Для иллюстрации сказанного на рис. 15 приведены микрофо-
тографии одного и того же образца парафинового дистиллята,
закристаллизованного при различных скоростях охлаждения.
Роль скорости охлаждения иллюстрируется весьма наглядно
этими микрофотографиями и пояснений не требует.
Величина образующихся кристаллов зависит не только от
средней скорости охлаждения раствора, но и от изменений ее
в процессе охлаждения. Резкое повышение скорости охлаждения
может опять привести к появлению новых центров кристаллиза-
ции и образованию мелкой структуры. Для иллюстрации на
рис. 16 показана серия последовательных микрофотографий об-
111
разца охлаждаемого парафинового дистиллята. На рис. 16, а и б,
полученных при умеренной скорости охлаждения, видно, как
из раствора выделилось небольшое число кристалликов, которые
росли без появления новых кристаллов. Затем скорость охлажде-
ния была увеличена, и это привело к немедленному образованию
Рис. 15. Влияние скорости охлаж-
дения на микроструктуру парафи-
нового дистиллята.
Скорость охлаждения: а— 0,05° в минуту;
б — 0,3° в минуту; « — 1,5° в минуту.
новых кристалликов (рис. 16, в). При дальнейшем охлаждении
новообразовавшиеся кристаллики отвлекали на себя выделяю-
щийся парафин, в результате чего структура получилась менее
крупной, чем она могла бы быть, если бы весь парафин выделился
на первоначально имевшемся небольшом количестве центров
кристаллизации.
Приостановка охлаждения с достаточно длительной вы-
держкой кристаллизующегося продукта без изменения темпера-
туры дает укрупнение структуры (рекристаллизация). Это
112
Рис. 16. Последовательные микрофотографии процесса кристаллизации
парафинового дистиллята.
8 Заказ 1159.
113
обусловливается тем, что растворимость вещества зависит от
величины его частиц. Связь между размером частиц вещества и его
растворимостью выражается уравнением (2.II), приведенным на
стр. 81. Вследствие повышенной растворимости мелких кристал-
лов раствор оказывается в'отношении их всегда ненасыщенным,
а в~отношении крупных кристаллов — пересыщенным. Поэтому
при хранении закристаллизованного раствора происходит по-
степенное растворение и исчезновение мелких кристаллов и даль-
нейший рост более крупных.
Здесь нужно отметить, что процесс укрупнения кристалличе-
ской структуры парафина при выдержке раствора без изменения
температуры протекает весьма медленно. Скорость этого процесса
зависит от вязкости раствора и снижение вязкости ускоряет дан-
ный процесс. Так, для получения заметного эффекта от выдержки
охлажденного парафинового дистиллята без растворителей тре-
буется время, измеряемое сутками. Растворы дистиллятных
продуктов в маловязких избирательных растворителях могут
заметно изменить свою структуру в течение нескольких часов.
Особенно важное значение имеет скорость охлаждения рас-
твора в период начала его кристаллизации. В этот период осо-
бенно требуется замедление охлаждения, чтобы образование
зародышей было наименьшим. В последующей же стадии кристал-
лизации, когда уже образуется достаточно большая поверхность
кристаллов, на которой дальнейшее выделение твердой фазы
сможет идти с достаточной скоростью, тогда некоторое повышение
скорости охлаждения может оказаться допустимым, поскольку
оно не будет вызывать образования новых кристаллических
зародышей и обусловливать измельчение кристаллической струк-
туры.
Аналитический разбор влияния скорости охлаждения и других
условий кристаллизации на число и размеры образующихся
кристаллов, а также графическая интерпретация этого процесса
в различных его вариантах изложены в работе [5].
В промышленных процессах депарафинизации в зависимости
от типа этих процессов применяют разные скорости охлаждения
сырья при кристаллизации. В процессах кристаллизации, осно-
ванных на монокристаллическом выделении парафина, а именно
в процессах кристаллизации без растворителей или при примене-
нии углеводородных растворителей-разбавителей, применяют
наиболее низкие скорости охлаждения. В процессах депарафини-
зации, основанных на агрегатной кристаллизации (например
в процессах с применением полярных растворителей, содержащих
растворители-осадители, в которых малый размер выделяющихся
отдельных монокристаллов компенсируется в известной мере их
агрегированием в более крупные образования), допускаются
более высокие скорости охлаждения. В основных промышленных
процессах депарафинизации применяют следующие скорости
охлаждения (в град/час).
114
Кристаллизация парафинового дистиллята при де-
парафинизации фильтрпрессованием без раство-
рителей:
I ступень охлаждения...................... 28—32
П ступень охлаждения...................... 12—18
Кристаллизация остаточных продуктов в растворе
нафты при депарафинизации центрифугированием 2,5—5
Депарафинизация в растворе пропана ........... 60—180
Кристаллизация в растворе кетон-бензол-толуола
при депарафинизации на вакуумных барабанных
фильтрах...................................... от 60—80
до 300
Необходимо отметить, что указанные выше скорости охлажде-
ния, хотя и применяются фактически при промышленных процес-
сах депарафинизации, не являются во всех случаях оптимальными
и в полной мере обоснованными. Имеются возможности повыше-
ния эффективности данных процессов депарафинизации путем
уменьшения указанных выше скоростей охлаждения в экономи-
чески приемлемых пределах.
Было замечено, что если смешивать с растворителем сырье,
предварительно охлажденное и закристаллизованное без раство-
рителя, то полученная суспензия поддается фильтрации или
центрифугированию значительно лучше, чем сырье, закристал^
лизованное в растворенном состоянии. На это указывали, напри-
мер Ривс и Патило [71. Однако далеко не во всех случаях тех-
нически возможно провести полностью раздельное охлаждение
сырья и растворителя до самой конечной температуры охлажде-
ния. Большинство парафинистых нефтяных продуктов при охла-
ждении их без растворителей приобретает при низких температурах
столь высокую вязкость и густую консистенцию, что становится
технически невозможным (в условиях имеющейся на депарафини-
зационных установках аппаратуры) ни провести их охлаждение,
ни смешать их затем с охлажденным растворителем.
В связи с этим в ГрозНИИ М. Г. Митрофановым разработана
и предложена система порционной подачи растворителя, По
этой системе к теплому или частично охлажденному сырью доба-
вляют сначала небольшую долю растворителя в таком лишь количе-
стве, чтобы можно было осуществить его дальнейшее охлаждение.
Такой ввод части растворителя можно проводить в процессе
охлаждения один или несколько раз. Основную массу раствори-
теля, охлажденного до нужной температуры, добавляют уже при
конечной температуре охлаждения. При этом парафин, кристал-
лизуясь в меньшем объеме, дает более компактные кристалличег
ские образования, а ввод основной массы растворителя в конце
охлаждения разразнивает эти кристаллические образования, де-
лает их подвижными в растворе и лучше поддающимися фильтра-
ции и центрифугированию. При порционной подаче растворителя
вводимый растворитель не должен быть холоднее разбавляемого
раствора. Добавление же более холодного растворителя приведет
8* 11S
к резкому снижению температуры растг.ора, что вызовет появле-
ние большого количества мелких кристаллов и сведет на нет
все положительные стороны порционного разбавления.
Система порционной подачи растворителя была осуществлена
на депарафинизационных установках Новокуйбышевского НПЗ
А. Е. Альтшуллером, Е. М. Варшавером и Г. И. Ястребовым сов-
местно с М. Г. Митрофановым и дала положительный эффект
[8]. Лабораторные исследования системы порционной подачи
растворителя применительно к условиям депарафинизационных
установок восточных заводов выполнены во ВНИИ НИ [9].
На процессе кристаллизации парафина весьма отрицательно
сказывается присутствие в сырье механических загрязнений и
коллоидных примесей. Они вызывают появление большого числа
центров кристаллизации парафина. Проведенные нами исследо-
вания и наблюдения показали, что удаление этих примесей и
загрязнений значительно улучшает кристаллическую структуру
продуктов и повышает их фильтруемость. Примеси можно удалять
отстоем, скоростным центрифугированием, электроосаждением,
тонкой фильтрацией и другими средствами.
Удаление примесей и загрязнений, в частности, путем отстоя
оказывается особенно эффективным, если его проводить при
температуре начала кристаллизации обрабатываемого продукта.
В этом случае вместе с загрязнениями удаляется также и значи-
тельная часть выделившихся на них высокомолекулярных мелко-
кристаллических парафинов. Положительно сказывается на кри-
сталлической структуре парафинистых продуктов адсорбционная
очистка и очистка серной кислотой, особенно если она проводится
при температуре начала кристаллизации парафина, содержаще-
гося в обрабатываемом продукте. Но применение этих способов
очистки только для улучшения кристаллической структуры
вряд ли может быть оправдано экономически. Но если обрабаты-
ваемый продукт необходимо очистить данными методами с какой-
либо иной целью, то эту очистку целесообразно проводить перед
депарафинизацией.
Методы отделения твердой фазы
от жидкой
Если первой составляющей рассматриваемой группы процес-
сов депарафинизации является охлаждение обрабатываемых про-
дуктов или их растворов для выделения пз них парафина, то
второй составляющей частью этих процессов является отделение
выкристаллизовавшегося парафина от маточного раствора, т. е.
собственно депарафинизация. Отделение твердой фазы от жидкой —
наиболее технически трудная и дорогостоящая операция
процесса депарафинизации. Техническая трудность ее обуслов-
ливается тем, что при депарафинизации приходится отделять
твердую фазу от относительно вязкой жидкости, причем твердая
116
фаза представляет собой весьма мелкие кристаллические образо-
вания, обладающие к тому же очень неблагоприятным для отделе-
ния строением, а именно сильно развитой поверхностью, прихо-
дящейся на единицу их массы.
Для отделения твердой фазы от жидкой предложено много
различных способов, начиная от различных форм фильтрации,
отстоя и центрифугирования, кончая флотацией, электроосажде-
нием и др. Наибольшее промышленное применение получили
и широко используются в настоящая время вакуумная фильтра-
ция, фильтрпрессование и цен-
трифугирование. Методы отстоя {
и коагуляционного осаждения в т
_рсадкал--^_
f WiF"
Филытут^ материал
о
Р=0
Рис. 18. Схема камеры
фильтрпресса [10].
I — фильтрующий материал;.
J — слой осадка; 3 — камера
фильтрпресса.
Линии: I — подача сырья;
1 [ — выход фильтрата.
Рис. 17. Схема процесса фильтра-
ции [11].
настоящее время почти не употребляют. Методы флотации и
электроосаждения являются пока еще проблемными и смогут
получить промышленное применение только после надлежащей
технической обработки их.
Фильтрация. Процесс фильтрации — один из наиболее универ-
сальных способов отделения твердой фазы от жидкой.
При процессе депарафинизации отделяемый парафин, отлагав-
ясь на фильтрующей поверхности, образует гач или петролатум1.
Техническое оформление процесса фильтрации может быть
самым разнообразным. Он может осуществляться под действием
силы тяжести на фильтрах периодического действия различных
устройств, на фильтрпрессах под давлением, на барабанных
фильтрах непрерывного действия под вакуумом или под давле-
нием и т. д. Но при всем указанном выше многообразии техниче-
ского оформления механизм и сущность этого процесса, а также
1 Гач—осадок от депарафинизации дистиллятных продуктов, петро-
латум — осадок от депарафинизации остаточного сырья.
117.
управляющие им основные принципиальные закономерности ос-
таются общими и одинаковыми.
Процесс фильтрации на любом фильтрующем устройстве
протекает следующим образом (рис. 17). Первые порции филь-
труемой жидкости, пройдя через фильтрующий материал, оста-
вляют на его поверхности слой твердого вещества, и последующая
фильтрация протекает уже через двойной фильтрующий слой,
состоящий из основного фильтрующего материала и слоя отло-
жившегося на нем осадка. Движущей силой фильтрации является
рабочее давление. Сопротивление фильтрации определяется пори-
стостью, структурой и толщиной фильтрующего материала и
отложившегося на нем осадка. По мере фильтрации слой осадка
на фильтрующей поверхности растет и сопротивление фильтрации
увеличивается. И если при этом рабочее давление фильтрации
будет оставаться постоянным, то скорость фильтрации будет
уменьшаться.
По истечении некоторого времени фильтрации осадок отфиль-
трованного твердого продукта удаляется и описанный выше
цикл процесса фильтрации повторяется. В ряде случаев осадок
перед его удалением подвергают на фильтре вспомогательной
обработке: промывают чистым растворителем, просуши-
вают и т. д.
При процессах депарафинизации основную долю сопротивле-
ния фильтрации составляет сопротивление осадка, поскольку
проницаемость для жидкости парафиновых осадков всегда ока-
зывается значительно ниже, чем проницаемость основного филь-
трующего материала. При мелкокристаллической структуре пара-
фина может случиться, что первые же слои осадка создадут на-
столько высокое сопротивление, что последующая фильтрация
станет неэффективной, а в некоторых случаях даже вообще прак-
тически невозможной.
При процессах фильтрпрессования объем гачевой камеры,
т. е. полости, в которой откладывается осадок, является ограни-
ченным, и процесс фильтрации прекращается, когда вся гачевая
камера заполнится осадком (рис. 18). Если процесс фильтрации
будет прекращен до заполнения всей полости камеры осадком,
то накопившийся в фильтрпрессе гач будет представлять смесь
отложившегося осадка с непрофильтрованной жидкостью, которая
заполняет оставшееся пространство гачевой камеры.
При фильтрации продуктов на вращающихся барабанных
фильтрах непрерывного действия объем пространства, предоста-
вляемого для отложения осадка, остается практически неограни-
ченным. Длительность фильтрации определяется временем пре-
бывания рассматриваемого участка фильтрующей поверхности
в ванне с отфильтровываемой жидкостью. По окончании периода
фильтрации отложившийся осадок извлекается из жидкости и
в гач переходит (после промывки) только слой самого
осадка.
118
По процессу фильтрации имеется широкая и разносторонняя
математическая разработка, при помощи которой устанавливается
связь между результатами этого процесса и факторами, его опре-
деляющими.
Для характеристики процесса приведем некоторые из основ-
ных и итоговых уравнений фильтрации и фильтрпрессования
в форме, которая была разработана и предложена одним из авто-
ров, применительно к выделению из растворов парафина [10—12].
Уравнение количества фильтрата, при помощи которого уста-
навливается зависимость между количеством фильтрата V и
продолжительностью "^фильтрации 6, имеет следующий вид1:
— Эм3
(7. III)
или
(8. III)
Члены левой части уравнения (8. III) представляют собой
интегральные функции долей давления фильтрации, расходуемых
на преодоление сопротивления осадка и фильтрующего материала,
а именно:
0
= !' Pq dft т час/м?
о
и
V
В
е
J* Рс() т час/м3.
о
(9.III)
(10- III)
Уравнение скорости фильтрации, в котором определяется
скорость фильтрации в различные моменты процесса фильтрации,
имеет вид:
и = ./ A'’t . - л‘3/“с- <“•1П>
2 г -9* + Ас f Рф(М
о
1 Расшифровка обозначений, применяемых в этой и в последующих
формулах, дается в конце подраздела. При этом в формулы по сравнению с
первоисточниками [И, 12] вместо параметра Е введен более простой по физиче-
скому смыслу параметр
связь между этими параметрами выра-
жается равенствами:
Q2
Э1 2 = ЕАГ или Е = —— .
Ас
119
Уравнение фильтрпрессования, показывающее изменение во
времени содержания парафина в гаче, который находится в ка-
мере фильтрпресса, выражается следующим образом:
или
а — х
i = а
(13. III)
В приведенных выше уравнениях переменное давление филь-
трации Рф и продолжительность фильтрации в выражены инте-
в
гральной функцией JP$d6, где Рф —давление фильтрации
о
в момент 0. Это интегральное выражение может быть раскрыто
для тех случаев, для которых известна форма функции Рф = / (0),
т. е. форма изменения давления во времени. Так, для процессов,
протекающих при постоянном давлении, для которых функция
Рф = /(0) сводится к равенству Рф = Ро = const, приведенное
выше интегральное выражение примет вид:
е
f P$d 0 р _con t = Р^тчас/м2. (14. III)
При замене данной интегральной функции частным ее зна-
чением приведенные выше уравнения получат следующую частную
форму:
уравнения количества фильтрата: V 92-f- ЛРо0- Э № (15. III)
или ~ — Ро 0 т час/м2\ (16. III)
уравнение скорости фильтрации: U = /.AvP° м2/час- (17. III) 2 1/52 + ЛсРов
уравнение фильтрпрессования: l~a+ Hos [V<5»2 + АРо9-5]- (18. Ill)
120
В тех случаях, когда функция Рф = /(9) не может быть
в
раскрыта аналитическим путем, величину интеграла f P$dft
о
для тех или иных конкретных случаев находят графически и
полученные числовые значения подставляют в уравнения, в ко-
торых этот интеграл фигурирует в нераскрытом виде, например,
уравнения (7. III), (11. III), (12. III) и др. При нахождении
величины интеграла f P$df) графическим путем нужно помнить,
о
что этот интеграл на гра-
фике давление — время
(в прямоугольных коорди-
натах) представляет собой
не что иное, как площадь,
очерченную кривой давле-
ния в период времени от О
до 9 (рис. 19).
Входящие в приве-
денные выше уравнения
параметры Э, А,: и В
раскрываются следующим
образом.
Параметр Э характери-
ПроРапжительность фильтрации, часы
Рис. 19. Примерный график изменения
давления при фильтрации [5].
зует соотношение прони-
цаемости (фильтрующей способности) осадка и фильтрующего
материала:
Л:
2Н
Л.3.
(19.III)
5 =
Параметр Av характеризует отлагающийся на фильтре оса-
док:
Av = S2 — -й_- м*/т час. (20-III)
а—х
Параметр В характеризует фильтрующий материал:
В = мутное, (21.III)
где q(.m2), именуемое коэффициентом фильтруемости осадка пара-
фина, равно
4ж2; <22 Ш>
щ (№), именуемое коэффициентом фильтруемости фильтрующего
материала, означает
= Nr' (2злп)
121
Числовые значения параметров Аг. и В для данных конкрет-
ных условий фильтрации легко найти по уравнению (16. III) на
основании результатов опытных фильтраций заданного сырья на
рассматриваемых фильтрах или фильтраций его на лабораторной
аппаратуре. Для этой цели проводят два опытных цикла фильтра-
ции при заданном давлении фильтрации Ро продолжительностью
9. и 92; при этом замеряют количества полученного фильтрата
Vj и У2; найденные значения 61, и 92, V2 при известном Ро под-
ставляют последовательно попарно в уравнение (16. III); решение
полученных таким путем двух уравнений дает значения пара-
метров Av и В.
Вывод приведенных выше уравнений и вспомогательных
зависимостей, характеризующих различные стороны процесса
фильтрации, изложен в работах [11, 12], к которым мы и отсылаем
читателей за подробностями. Здесь же приведем только уравне-
ния, определяющие долю величины давления фильтрации, рас-
ходуемую на сопротивление осадка Ре, и долю давления, рас-
ходуемого на преодоление сопротивления фильтрующего мате-
риала Рс.
Отношение этих долей давлений обозначается у/ и имеет сле-
дующее выражение.
Для случая фильтрации при постоянном давлении Ро
> Р8 (24.Ш)
причем Р 1-Ь Рс. = Р0т/м2. (25.Ill)
Для общего случая Р Рс = Рф т/м2. (26.Ill)
Доли давления Pj и Р( будут иметь следующие значения:
Р8 = Ро] / А'- т/м2; лг + 4В2Р0е (27.Ill)
Рс = Ро ( 1 - -1/ Ап 'l т/м2. Т Av + iB2Po0 / (28.Ш)
Если известна скорость фильтрации U и количество выделив-
шегося к данному моменту времени фильтрата V, то эти доли
давления могут быть найдены по следующим формулам:
pi=W<Lm/M* (29.Ill)
И
Рс =—~ т/м2. (30.Ш)
122
По приведенным выше уравнениям можно установить влияние
всех факторов, определяющих течение процесса фильтрации, на
его технические показатели и провести все относящиеся к нему
расчеты. Эти уравнения применимы к процессам фильтрации,
проводимым на стационарных аппаратах периодического действия
и на различных фильтрах непрерывного действия, в том числе
и на барабанных вакуумных фильтрах.
При анализе процесса фильтрации на барабанных фильтрах
непрерывного действия необходимо рассматривать течение про-
цесса фильтрации, проходящего на одном из элементарных участ-
ков фильтрующей поверхности. При этом длительность фильтра-
ции 9 определяется как время нахождения данного элемента
фильтрующей поверхности в массе отфильтровываемой жидкости
и зависит от скорости вращения барабана фильтра, его диаметра
и глубины погружения в фильтруемую жидкость в ванне фильтра.
Подставляя это значение 9, например, в уравнения (15. III —
17. III), можно найти значения скорости фильтрации и количество
фильтрата, получаемого с данного элемента фильтра, а следо-
вательно, и со всего фильтра в целом за период фильтрации,
в зависимости от факторов, которые влияют на течение процесса
фильтрации. Установив таким путем конкретное значение каж-
дого из этих факторов, определяют оптимальные условия прове-
дения этого процесса для данного конкретного случая.
Обозначения, применяемые в приведенных выше формулах:
9 — продолжительность фильтрации в часах;
V — количество фильтрата, выделившегося из фильтра
за время 9, в .и3;
U — скорость фильтрации в момент времени 9, отнесенная
ко всей площади 5 фильтрующей поверхности, в м3/час;
Рф — полное рабочее давление фильтрации, под которым
протекает процесс фильтрации в момент времени 9,
в mjM2 (рис. 17);
Рй — полное рабочее давление фильтрации для частного
случая, при котором это давление остается постоянным
в течение всего цикла фильтрации, в т/м2',
Ре — доля рабочего давления фильтрации, расходуемого
фильтратом на преодоление сопротивления осадка, в т/м2
(рис. 17);
Ра — доля рабочего давления фильтрации, расходуемого
фильтратом на преодоление сопротивления фильтрую-
щего материала, в т/м2 (рис. 17);
ф = — отношение давлении, расходуемых фильтратом на прео-
доление фильтратом сопротивлений осадка и фильтрую-
щего материала, в долях единицы;
Av — параметр, характеризующий отлагающийся на фильтре
осадок, в м3/тчас;
123
В — параметр, характеризующий фильтрующий материал,
в м?/т час-
А .
Э = ~ —отношение параметров Аг, и 2В в л3; f
S — площадь фильтрующей поверхности в at2;
2Н0 — ширина камеры фильтрпресса в л (рис. 18);
Нс — толщина фильтрующего материала в л\
q — коэффициент фильтруемости осадка, характеризующий
его проницаемость для фильтрата, в at2;
ох — коэффициент фильтруемости материала, характеризую-
щий его проницаемость для фильтрата, в л2;
а — содержание парафина в сырье, находящегося в твердом
и в растворенном состоянии, в долях единицы;
х — содержание парафина в фильтрате в растворенном
состоянии в долях единицы;
b — содержание парафина в слое осадка, отложившегося
на фильтрующей поверхности, в долях единицы;
i — содержание парафина в гаче в твердом и растворенном
состоянии в долях единицы;
Ь—а - ,
а_х--ооъемное количество фильтрата, выделяющегося из
фильтра при отложении на нем единицы объема осадка,
в долях единицы;
р. — вязкость отфильтровываемой жидкости при температуре
фильтрации в т час/л2',
N и Nj — число пор на площади S осадка и фильтрующего
материала;
г и — средние радиусы сечения пор осадка и фильтрующего
материала в at;
а и — коэффициенты, учитывающие кривизну и неравно-
мерность пор осадка и фильтрующего материала,
в долях единицы.
Хотя процессы фильтрации и считаются почти универсальными
для разделения жидкой и твердой фазы суспензий, но тем не
менее имеются области, в которых применение этих процессов
является высокоэффективным и вполне оправдывающим себя,
и области, в которых использование процессов фильтрации ста-
новится затруднительным, и более целесообразными оказываются
другие способы разделения.
Процессы фильтрации целесообразно применять в тех случаях,
когда отделяемая твердая фаза при отложении на фильтрующей
поверхности дает достаточно крупнопористый хорошо прони-
цаемый для фильтрата осадок, не препятствующий высоким
скоростям фильтрации. Для выполнения этого условия частицы
твердой фазы должны представлять собой образования достаточно
124
крупных размеров и обладать достаточной механической проч-
ностью (жесткостью), чтобы выдержать давление фильтрации,
не сливаясь друг с другом в сплошную непроницаемую для филь-
трата массу.
В парафинистых продуктах такую структуру дают монокри-
сталлические образования дистиллятных продуктов средних тем-
ператур кипения, выкипающие примерно до 420—470° (в пере-
счете на атмосферное давление) и хорошо отректифицированные
от более высококипящих фракций. Эти продукты и их растворы
(разумеется, закристаллизованные) хорошо поддаются фильтра-
ции, и для них применять процесс фильтрации наиболеее целесооб-
разно.
Высококипящие же дистилляты, а также очищенные остаточ-
ные продукты при монокристаллическом протекании процесса
кристаллизации дают слишком мелкие частицы твердой фазы,
и фильтрация таких продуктов оказывается совершенно неэф-
фективной и даже практически невозможной. Такие продукты
удается отфильтровывать только в тех случаях, когда их кристал-
лизация осуществляется в дендритной или агрегатной форме.
В этих случаях образующиеся частицы парафина могут при-
обрести размеры достаточно крупные, чтобы их можно было
эффективно отделять путем фильтрации.
Но агрегатные кристаллические образования не всегда обла-
дают достаточной жесткостью и при высоких рабочих давлениях
фильтрации способны сливаться в единую сплошную непроницае-
мую массу. Чтобы избежать этого, процесс фильтрации подобных
продуктов приходится вести при невысоких перепадах давлений,
которые может выдержать механическая прочность отфильтро-
вываемых кристаллических агрегатов. Но уменьшение перепада
давлений снижает эффективность процесса фильтрации. В этом
случае могут оказаться целесообразными другие методы разде-
ления, например центрифугирование, при которых сжимаемость
осадка не имеет такого решающего отрицательного значения.
Из процессов фильтрации в практике промышленной депара-
финизации применяют фильтрпрессование и фильтрацию на
барабанных фильтрах непрерывного действия.
Положительной особенностью процессов фильтрпрессования
является возможность применения в них высоких рабочих давле-
ний фильтрации, а также высокоразвитая фильтрующая поверх-
ность. Так, фильтрующая поверхность современных фильтр-
прессов, применяемых в парафиновом производстве, достигает
1000 м2 и выше; процесс фильтрации можно вести при давле-
ниях до 35—40 ат. Недостатки фильтрпрессов — периодичность
действия и главное необходимость применения физического
труда при выгрузке из них гача. Эти положительные и
отрицательные особенности существующего фильтрпрессного
оборудования определяют и область применения процессов
фильтрпрессования.
125
Достоинством вакуумной фильтрации на барабанных фильтрах
непрерывного действия является полная механизация всех техно-
логических операций, в том числе и выгрузки гача. Барабанные
вакуумные фильтры выпускают в герметичном исполнении, что
позволяет перерабатывать на них продукты, содержащие летучие
растворители. Недостатки барабанных вакуумных фильтров —
малая по сравнению с фильтрпрессами фильтрующая поверхность
(50—70 л2) и относительно невысокие рабочие давления фильтра-
ции, не превышающие 0,6—0,75 ати. Вследствие этого фильтра-
ция на барабанных вакуумных фильтрах вязких и труднофиль-
труемых продуктов, таких как не разбавленные растворителями
парафиновые дистилляты, была бы совершенно неэффективной
и непроизводительной и поэтому барабанные вакуумные филь-
тры для переработки таких продуктов не применяют.
Эффективно перерабатывать на вакуумных фильтрах можно
маловязкие суспензии, обладающие высокой фильтруемостью.
Вследствие этого данные фильтры применяют при процессах
депарафинизации в растворе избирательных растворителей; тем
более, что герметичная конструкция их позволяет вести филь-
трацию продуктов, содержащих наиболее летучие растворители.
Невысокая величина рабочего давления фильтрации на бара-
банных вакуумных фильтрах дает возможность отфильтровывать
суспензии, содержащие сильно сжимаемые осадки, какими яв-
ляются, например, кристаллические агрегаты растворов высоко-
кипящих и остаточных продуктов. Процессы депарафинизации,
основанные на вакуумной фильтрации, являются наиболее уни-
версальными, и сырьем для них могут быть растворы нефтяных
продуктов широкого диапазона — от легких дистиллятов до тяже-
лых остаточных масел.
Иногда в химической технологии при фильтрации трудно-
фильтрующихся, слипающихся осадков применяют вспомогатель-
ные фильтрующие материалы («filteraides»), которые представляют
собой порошкообразную достаточно крупнозернистую пористую
массу, вводимую в фильтруемый продукт. В качестве таких
вспомогательных веществ применяют, например, кизельгур, дре-
весные опилки и другие порошкообразные материалы. Роль их
заключается в том, что они в слое отлагающегося на фильтре
осадка образуют пористый, жесткий, достаточно проницаемый
для фильтрата каркас, на частицах которого располагается
основной труднофильтруемый осадок.
Применение вспомогательных фильтрующихся материалов за
рубежом описано в литературе [13, 14]. В отечественной нефте-
перерабатывающей промышленности распространения при про-
цессах промышленной депарафинизации они не получили.
Осаждение. Другим способом разделения твердой и жидкой
фаз в процессе депарафинизации может служить метод осаждения.
Движущей силой осаждения является разность плотностей вы-
кристаллизовавшего парафина и жидкой фазы. Плотность пара-
126
финов в твердом кристаллическом состоянии находится в пре-
делах 0,90 — 0,95 г/см3. В зависимости от плотности жидкой
фазы парафин может оседать или всплывать. Для разделения
осаждением частицы парафина должны иметь компактную струк-
туру и не быть связанными между собой. Такими частицами
парафина являются дендритные кристаллы или кристаллические
агрегаты. Монокристаллические же образования парафина отделе-
нию отстоем поддаются плохо. Отстою продуктов, кристаллизу-
ющихся в такой форме, способствует добавление депрессаторов,
вызывающих дендритную форму кристаллизации парафина.
Но иногда бывают случаи, когда кристаллики парафина,
даже не связанные между собой и свободно плавающие в растворе,
остаются длительное время во взвешенном состоянии и не оседают.
Причиной аномальной устойчивости таких суспензий парафина
является, по нашим наблюдениям, наличие у взвешенных частиц
парафина значительных электростатических зарядов, которые
препятствуют сближению частиц и их оседанию.
Разделение суспензий парафина осаждением протекает очень
медленно, и осевший (или всплывший) слой осадка парафина
содержит большое количество масла. Это делает данный процесс
малоэффективным. Процессы депарафинизации отстоем применяли
на заре развития депарафинизации растворителями под наимено-
ванием «холодное отстаивание» и теперь уже почти не упо-
требляют их. Но данный процесс вследствие простого аппаратур-
ного оформления его может все же найти в исключительных
случаях некоторое ограниченное применение, например, в север-
ных районах при небольшом производстве масел для местных
нужд с использованием для охлаждения естественного холода.
Коагуляционное осаждение. Разновидностью процесса депара-
финизации отстоем является коагуляционное осаждение. При
этом процессе в депарафинируемом растворе проводят коагуля-
цию третьего компонента, который захватывает взвешенные
в растворе частицы парафина и этим способствует удалению их
из раствора.
Метод депарафинизации коагуляционным осаждением был
впервые разработан в АзНИИ Г. Л. Шапиро [151; в промышлен-
ных условиях его использовали на некоторых зарубежных за-
водах. Этот метод заключается в следующем. К раствору депара-
финируемого продукта в маловязком углеводородном раствори-
теле добавляют некоторое количество смолистого нефтяного
продукта (например битума, гудрона и т. п.). Полученную смесь
охлаждают до температуры депарафинизации и обрабатывают
серной кислотой. Выделяющийся из раствора кислый гудрон
увлекает с собой частицы выкристаллизовавшегося парафина,
в результате чего отстоявшийся от кислого гудрона раствор
оказывается освобожденным также и от взвеси парафина.
Этим способом удавалось эффективно депарафинировать тя-
желые дистиллятные и остаточные продукты. При депарафиниза-
<27
ции остаточных продуктов дополнительно вводить в них смоли-
стые вещества не требовалось, поскольку в исходном сырье их
было достаточно.
Другим вариантом способа депарафинизации коагуляционным
осаждением является процесс совместной деасфальтизации и
депарафинизации нефтяных продуктов жидким пропаном. При
этом процессе осаждаемые жидким пропаном асфальто-смолистые
вещества увлекают с собой взвесь твердого парафина, осущест-
вляя этим также и депарафинизацию обрабатываемого продукта.
Данный процесс депарафинизации остается еще мало разработан-
ным технически и широкого промышленного распространения
не получил.
Центрифугирование. Процесс отделения твердой фазы от жид-
кой центрифугированием может рассматриваться как модифика-
ция процесса отстоя, в которой движущая сила отстоя — сила
тяжести — заменена намного более интенсивной центробежной
силой.
Приводимое ниже сокращенное изложение закономерностей
процесса центрифугирования, разработанных В. И. Соколо-
вым 18], дается по Р. Т. Эмирджанову [16] и А. Г. Касаткину [17].
При вращении центрифуги находящиеся в центрифугируемой
жидкости частицы твердой фазы в случае, если их плотность
превышает плотность жидкости, относятся центробежной силой
к стенке барабана. Частицы же более легкие, чем жидкость,
например частицы парафина в растворе масла в дихлорэтан-
бензоловон смеси, направляются к оси барабана и собираются
у поверхности центрифугируемой жидкости. Скорость движения
частиц в жидкости Wo определяется соотношением величины дей-
ствующей на частицу центробежной силы и сопротивления
жидкой среды.
Величина центробежной силы С, действующей на то или иное
тело с массой m.j, определяется равенством1
„ mW2 GW2 Gr^2 Gn2rn2 Gm2 TTT.
где тп=-^-кг сек2/м\ (32.Ill)
W = r<o = м/сек. (33.Ill)
Разделяющая способность центрифуги характеризуется факто-
ром разделения /, представляющим отношение ускорения цен-
тробежной силы W2/R к ускорению силы тяжести g,
W2 _
Rg ~~ §
1 Расшифровка обозначений, используемых в приводимых
мулах и уравнениях, дается в конце настоящего подраздела.
128
т. е.
(34.III)
ниже фор-
Величина центробежной силы, действующей на частицу,
взвешенную в центрифугируемой жидкости, выражается уравне-
нием
C = ^^(Qr-Qc)(02r =—кг. (35.III)
Скорость оседания частицы, расположенной на расстоянии
г от оси вращения барабана центрифуги, равна
IV о = __Нег Це = _RerHcg (36.1II)
dye ' '
где Rer — число Рейнольдса для точки г.
Поскольку скорость оседания частицы в центрифуге не ос-
тается постоянной, а изменяется в зависимости от изменения
ее расстояния до оси центрифуги, то длительность осаждения
необходимо определять в дифференциальной форме на основе
следующих выкладок. За промежуток времени dx частица изменит
свое положение относительно оси центрифуги на расстояние
dr
dr = Wo dx, откуда dx = . Интегрирование этого выражения
в пределах толщины находящегося в барабане слоя жидкости,
т. е. от Ro до R, даст продолжительность оседания частицы от
поверхности жидкости до стенки барабана
R
т= f-^-сек. (37.III)
р'о °
Величина этого интеграла может быть определена, в частности,
графическим путем, путем построения графика функции 1/И70 =
= / (г) и подсчета площади, очерченной полученной кривой
в пределах от Ro до R.
Для случая применимости закона Стокса, т. е. когда Ro < 1,
приведенные выше формулы упрощаются и принимают следующий
вид:
для сопротивления среды
5 = ЗлбцИ'о кг, (38. III)
для скорости оседания частиц
и,»~61 i»;?1 ^-«/»«• оз. ни
для продолжительности оседания т
т = 7—18И^л-а , In сек. (40- Ш)
(Yr — Ye) й2 ш2 Яо
9 Заказ 1159.
129
Для отстойных центрифуг непрерывного действия, которыми
являются все применяемые в настоящее время при промышленной
депарафинизации центрифуги, подачу суспензии и вывод про-
дуктов центрифугирования проводят непрерывно.
Если производительность центрифуги будет U м3/сек, а рабо-
чий объем барабана Vp = Ha(R2— 7?02), то время пребывдния
суспензии в барабане составит
Т = = Н Л (Д2Г~ Д°2) сек. (41. III)
Чтобы в центрифуге могли отделиться все находящиеся в сус-
пензии частицы твердой фазы, время пребывания суспензии
в барабане Т должно быть более продолжительным, чем длитель-
ность осаждения т, т. е.
Т > т или > т, (42. III)
откуда максимальная производительность центрифуги
1/макс = —м3/сек. (43. Ш)
Обозначения, примененные в приведенных выше формулах:
7?0 — внутренний радиус барабана центрифуги в м;
В — средний радиус поверхности жидкости в барабане в м;
Н — длина (высота) барабана центрифуги в м;
Vp — объем рабочего пространства барабана центрифуги в .и3;
Т — время пребывания суспензии в центрифуге в сек.;
U — производительность центрифуги в м3/сек;
W — окружная скорость вращения в м/сек;
со — угловая скорость вращения барабана в сек.-1;
п — число оборотов барабана в минуту;
/ — фактор разделения в долях единицы;
С — центробежная сила в кг;
S — сопротивление жидкой среды движению частиц в кг;
ш — масса частицы в кг сек2/м;
G — вес частицы в кг;
д — диаметр частицы в м;
г — расстояние частицы от оси барабана в м;
Wo—скорость движения частицы в жидкой среде в м/сек;
т — продолжительность оседания частицы от поверхности жид-
кости до стенки барабана или наоборот в сек.;
р, — вязкость жидкой фазы суспензии в кг сек/м2;
Qr — плотность частиц в кг сек2/м^;
рс — плотность жидкой среды в кг сек2/м*;
У г — удельный вес частиц в кг/м3;
Ус — удельный вес жидкой среды в кг/м3;
130
Re — число Рейнольдса в долях единицы;
g — ускорение силы земной тяжести, равное 9,81 м/сек2.
Рассмотренный выше механизм отделения суспензий относится
к центрифугам так называемого «отстойного типа», в которых
разделение твердых и жидких компонентов проходит по принципу
отстоя под действием разности плотностей твердой взвеси и
жидкой среды.
Разделяющее действие «фильтрационных центрифуг» основано
на принципе фильтрации. В этих центрифугах барабан имеет
фильтрующие стенки и суспензии разделяются в результате
отфильтровывания жидкой фазы суспензии через стенку барабана.
При этом твердая фаза суспензии остается внутри барабана и
выгружается из него тем или иным способом периодически или
непрерывно в зависимости от конструктивного устройства цен*
трифуги.
По сущности действия центрифуги этого типа являются раз-
новидностью фильтров, в которых движущая сила фильтрации
создается центробежной силой. Вследствие этого процесс разде-
ления на фильтрационных центрифугах подчиняется законам не
отстоя, а фильтрации, рассмотренным в предыдущем подразделе.
При применении к фильтрационным центрифугам уравнений
фильтрации величина фигурирующего в этих уравнениях рабо-
чего давления должна быть выражена как функция центробежной
силы и факторов, ее обусловливающих.
Фильтрующие центрифуги предложено [19] применять для
разделения жидкости и твердого комплекса при депарафинизации
карбамидом. При процессах же депарафинизации избирательными
растворителями в настоящее время применяют только центрифуги
отстойного типа непрерывного действия.
Процесс отстойного центрифугирования протекает эффективно,
в том случае, если частицы твердой фазы разделяемой суспензии
представляют компактные образования, не связанные между
собой и имеющие возможность свободно перемещаться в жидкой
среде суспензии. Такими суспензиями являются растворы пара-
финистых продуктов, содержащие выделившийся твердый пара-
фин в виде дендритных кристаллов или кристаллических агрега-
тов, например растворы многих парафинистых продуктов оста-
точного происхождения или дистиллятных продуктов с добавкой
депрессаторов и др.
Если же частицы представляют рыхлые хлопьевидные обра-
зования, их разделение центрифугированием будет менее эф-
фективным, поскольку средняя плотность таких частиц по сравне-
нию с плотностью компактных частиц будет меньше отличаться
от плотности жидкой среды. Это объясняется значительным
содержанием жидкой фазы в хлопьевидных образованиях.
Еще хуже поддаются отделению центрифугированием моно-
кристаллические образования, свойственные дистиллятным про-
дуктам, представляющие тонкие протяженные пластинки. Эти
9* 131
пластинки вследствие большой поверхности, приходящейся йа
единицу их массы, испытывают при движении в жидкой среде
большое гидравлическое сопротивление, которое затрудняет их
отделение. Кроме того, протяженность этих кристаллов приводит
к сцеплению их друг с другом и соединению в пространственную
кристаллическую сетку, что нарушает свободу их перемещения
в жидкой среде и ухудшает, а в ряде случаев делает вообще не-
возможным их разделение центрифугированием.
Следовательно, способность нефтяных продуктов к депара-
финизации центрифугированием, будучи тесно связанной со струк-
турой выделяющегося парафина, зависит от природы и состава
этих продуктов, особенностей примененного для их разбавления
растворителя, а также условий кристаллизации.
Изложенные выше положения о значении кристаллической
структуры парафина при центрифугировании можно проиллюстри-
ровать примером из производственной практики. В 1945 г. на
одном из заводов, где остаточные масла депарафинируют центри-
фугированием в растворе смеси дихлорэтана с бензолом, возникла
необходимость привлечь к переработке тяжелое дистиллятное
сырье. Попытки непосредственно центрифугировать это сырье
положительного результата не дали. При центрифугировании
этого сырья кристаллы парафина отделялись от раствора плохо
и неполностью, из-за чего депарафинированное масло имело
повышенные температуры застывания; снижение температуры
обработки не улучшало положения. Большое количество масла
уходило в петролатум. Проведённые в связи с этим ГрозНИИ
совместно с заводом исследования показали, что причиной плохой
центрифугируемости данного сырья была не подходящая для
этого процесса микроструктура — весьма мелкие, но протяжен-
ные пластинчатые кристаллики, легко соединяющиеся в кристал-
лическую сеть [20]. Было найдено, что при добавлении к дистил-
лятному сырью продукта остаточного происхождения резко
изменялась его микроструктура и вместо пластинчатых моно-
кристалликов выделялись плотные, не связанные между собой
дендритные образования. Такая смесь дистиллятного и остаточ-
ного продуктов поддавалась центрифугированию уже вполне
удовлетворительно.
Последующие работы, выполненные в этой области в 1956—
1958 гг. в ГрозНИИ А. Г. Мартыненко и М. Г. Митрофановым [21],
показали, что и среди остаточных видов сырья имеются продукты,
недостаточно хорошо поддающиеся центрифугированию из-за своей
микроструктуры. Так, остаточный рафинат, получаемый из жир-
новской нефти, дает микроструктуру, приближающуюся к струк-
туре дистиллятных продуктов, в то время как аналогичный
рафинат, полученный по той же технологической схеме из кара-
чухуро-сураханской нефтесмеси, образует характерную для оста-
точного сырья дендритную структуру. Такая разница в кристал-
лической структуре этих продуктов обусловливается различием
132
их химического состава и недостаточным содержанием в масля-
ной части рафината жирновской нефти компонентов, способству-
ющих дендритной форме кристаллизации.
При разделении суспензий парафина центрифугированием
большое значение имеет вязкость жидкой среды суспензии. При
высоких ее значениях оседание частиц парафина может настолько
замедлиться, что разделение таких суспензий центрифугированием
станет практически нецелесообразным вследствие снижения про-
изводительности центрифуг, обусловленного повышением дли-
тельности отстоя. Поэтому при депарафинизации разделять
центрифугированием можно только растворы парафинистых
продуктов в маловязких растворителях.
При отстойном центрифугировании решающее значение имеет
разность плотностей частиц парафина и жидкой среды перераба-
тываемой суспензии, поскольку эта разность обусловливает
движущую силу разделения и определяет эффективность центри-
фугирования. Растворы депарафинируемых продуктов в некото-
рых растворителях, например растворы многих очищенных
остаточных масел в кетон-бензол-толуоле, несмотря на весьма
благоприятную в ряде случаев структуру и консистенцию (ком-
пактность и подвижность частиц парафина в жидкой среде), прак-
тически все же не поддаются разделению центрифугированием
вследствие малой разности плотностей частиц парафина и жидкой
среды. Вследствие указанной причины для процессов депарафи-
низации центрифугированием приходится подбирать растворители
такой плотности, чтобы эта разность была достаточно высокой.
При выборе растворителей для процессов депарафинизации цен-
трифугированием нужно иметь в виду, что плотность парафинов
в твердом состоянии равна 0,90—0,93 для дистиллятных продук-
тов и 0,92—0,95 для парафинов, содержащихся в продуктах
остаточного происхождения.
Из легких растворителей (плотностью меньшей, чем плот-
ность твердого парафина) наиболее низкой плотностью обладают
растворители углеводородного характера с наибольшим содержа-
нием алканов и минимальном ароматических углеводородов.
При этом чем меньше молекулярный вес данных растворителей,
тем ниже их плотность. Но с уменьшением молекулярного веса
растворителей снижается их температура кипения и возрастает
летучесть, что приводит к повышению потерь растворителей
и усилению пожарной опасности при их применении. Обычно
при депарафинизации в качестве легкого растворителя исполь-
зуют нафту — узкую бензиновую фракцию парафинистых нефтей
(выкипает в пределах 75—135е, плотность около 0,726). В прак-
тике некоторых зарубежных заводов [22] в качестве легкого
растворителя применяют технический «-гептан (температура кипе-
ния 98,4° и плотность 0,684) или н-гексан.
При депарафинизации центрифугированием более удобно при-
менять растворители с плотностью более высокой, чем плотность
133
твердого парафина. Из таких растворителей наибольшее распро-
странение в промышленности получили хлорсодержащие веще-
ства, в основном 1,2-дихлорэтан (плотность 1,257 и температура
кипения 83,7°), применяемый обычно в смеси с бензолом. Имеются
рекомендации относительно применения трихлорэтана [231
(температура кипения 86,7°, плотность 1,4762 при 15°), а также
других растворителей [24].
При применении растворителей различных типов необходимо:
при легких растворителях использовать центрифуги с выводом
отделяемого парафина с периферии барабана центрифуги, а при
растворителях высокой плотности — с выводом концентрата
твердой фазы из центра барабана.
Области рационального применения фильтрпрессования, ваку-
умной фильтрации и центрифугирования. Фильтрпрессование
(без разбавления сырья летучими растворителями) целесообразно
применять при неглубокой депарафинизации продуктов, обла-
дающих невысокой вязкостью и содержащих парафин крупно-
кристаллического строения, например, при частичной депарафи-
низации парафинового дистиллята в производстве парафина,
а также депарафинизации дизельных топлив для доведения их
температуры застывания до установленных норм.
Вакуумную фильтрацию наиболее целесообразно использовать
главным образом при депарафинизации дистиллятных продуктов
с избирательными растворителями, из которых парафин выделя-
ется в виде протяженных частиц монокристаллического характера.
Центрифугированию следует подвергать растворы остаточных
продуктов, из которых парафин выделяется в виде компактных
не связанных между собой кристаллических образований ден-
дритного характера.
Растворы же продуктов, из которых парафин выделяется
в виде компактных не связанных между собой кристаллических
образований относительно крупного размера, как остаточного
происхождения, так и дпстпллятного с добавкой присадок-депрес-
саторов, можно разделять с достаточно высокой эффективностью
вакуумной фильтрацией и центрифугированием. При этом нужно
иметь в виду, что вакуумная фильтрация является более универ-
сальным способом разделения, так как ее можно применить для
различных видов сырья с различным кристаллическим строением.
При выборе способа разделения следует учитывать также и
то, что в тех случаях, когда приходится депарафинировать на
одном заводе и дистиллятное и остаточное сырье, целесообразно
применять для сырья обоих видов вакуумную фильтрацию, не-
смотря даже на то, что для депарафинизации остаточного сырья
могло бы быть более эффективным центрифугирование.
Параллельное применение центрифугирования и вакуумной
фильтрации не рационально (если для этого нет каких-либо особых
специфических обстоятельств чисто местного характера), так
как это исключает взаимозаменяемость депарафинизационных
установок, расширяет номенклатуру оборудования и вызывает
необходимость применения разных растворителей с различным
подсобным хозяйством для них, что приводит к усложнению и удо-
рожанию депарафинизационных установок и их эксплуатации.
Электроосаждение. Выделять парафины из суспензий можно
действием электрического поля. Этот способ основан на том, что
частицы парафина, взвешенные в неэлектропроводящем раство-
рителе, несут, как было нами показано, значительные электриче-
ские заряды. При воздействии на такие суспензии постоянного
электрического поля высокого напряжения частицы парафина
осаждаются на электроде. Так, нам удавалось осаждать парафин
из растворов в углеводородных и других растворителях остаточ-
ных рафинатов, тяжелых дистиллятных продуктов на электродах,
к которым подводили напряжение постоянного тока выше 10—
15 тыс. в. При этом парафин оседал на соответствующем элек-
троде более или менее плотной массой и раствор очищался
от взвеси парафина.
Консистенция образовавшегося осадка парафина зависела
от его кристаллической структуры. Остаточные продукты, содер-
жащие свободно взвешенные компактные частицы парафина,
давали плотный осадок. Из растворов дистиллятных продуктов
парафин выделялся в виде относительно рыхлого пористого осадка.
Процесс электроосаждения взвеси парафина из растворов под-
чиняется закономерностям, аналогичным тем, которые имеются
при процессах выделения парафина отстоем под действием силы
тяжести или центробежной силы. Разница заключается в том,
что движущей силой осаждения являются в данном случае силы,
обусловленные взаимодействием зарядов частиц парафина с за-
рядом электродов, величину которых необходимо брать в основу
при определении скорости осаждения и вывода относящихся
к ней уравнений.
Процесс электроосаждения парафина остается в настоящее
время еще весьма мало изученным. Сведений о промышленном
применении данного процесса еще не имеется. Известны только
некоторые зарубежные патенты [25], относящиеся к применению
электроосаждения при депарафинизации.
Но тем не менее на основании некоторых наших опытов можно
полагать, что процесс электроосаждения парафина вследствие
простоты аппаратурного оформления при надлежащей его кон-
структивной разработке сможет найти промышленное примене-
ние при депарафинизации и в первую очередь, возможно, для
освобождения от взвеси парафина суспензий с невысокой концен-
трацией твердой фазы.
При удалении из растворов взвеси парафина методом электро-
осаждения остаются в силе излагавшиеся выше (при рассмотре-
нии вопросов отстоя и центрифугирования парафиновых суспен-
зий) соображения относительно влияния на процесс кристалличе-
ской структуры парафина, компактности и типа его кристалличе-
135
ских образований, связи кристаллов между собой и других фак-
торов.
Флотация. Нами было обнаружено, что кристаллики парафина
смачиваются углеводородными растворителями не полностью.,
К этим растворителям относится также и масло фракций, в состав
которых входит данный парафин. Вследствие неполноты смачи-
вания кристаллики парафина стремятся выделиться на поверх-
ность раздела масла и воздуха и плавают, несмотря на то, что
плотность парафина в твердом состоянии выше, чем масла тех
же пределов кипения, и тем более, чем растворов этого масла
в легких углеводородных растворителях.
Размещение кристалликов парафина на поверхности масла
легко обнаружить визуально после встряхивания и некоторого
отстоя какого-либо парафинистого продукта, желательно круп-
нокристаллической структуры в стеклянном сосуде. После встря-
хивания и отстоя на поверхности продукта появляется слой
плавающих и плотно прилегающих друг к другу кристалликов
парафина. При последующем достаточно длительном хранении
продукта эти кристаллики парафина, перекристаллизовываясь
с течением времени, срастаются в сплошную прозрачную тонкую
пленку, покрывающую поверхность продукта.
Неполнота смачивания кристалликов парафина маслом и
стремление их выделиться и удержаться на поверхности раз-
дела масло — воздух позволяют использовать это явление для
отделения парафина от масла, т. е. применить для отделения па-
рафина метод флотации, который заключается в следующем.
Охлажденный парафинистый продукт, содержащий взвесь кри-
сталлов парафина, продувают мелкораспыленным воздухом. При
продувке кристаллики парафина «прилипают» к пузырькам воз-
духа и вместе с ними всплывают на поверхность в виде пены,
обогащенной парафином. При повторных продувках воздухом
можно полностью удалить из обрабатываемого продукта всю на-
ходящуюся в нем взвесь парафина.
Это явление можно наблюдать в резервуарных емкостях,
в которые поступают охлажденные парафинистые продукты.
В пене, находящейся в резервуарах, содержание парафина всегда
повышенное. Так, мы наблюдали, что пена в резервуарах, в ко-
торые поступает холодный фильтрат от фильтрпрессов ания пара-
финового дистиллята, содержит около 25—45% парафина, в то
время как в самом фильтрате его было не больше 4—7%. Анало-
гичные обогащенные парафином отложения п пену можно наблю-
дать также и в сборных резервуарах, в которые поступает охла-
жденный парафиновый дистиллят из кристаллизаторов.
Пользуясь описанным выше принципом флотации, нам удава-
лось проводить в масштабе пилотных установок дополнительную
депарафинизацию фильтрата от фильтрпрессования парафинового
дистиллята с температурой насыщения парафином 4-12° и содер-
жанием парафина около 7% и снижать величины этих показателей
136
соответственно до —5 7° и 1,5—2,0%. Такой результат до-
стигали путем последовательных продувок воздухом и отстоев-
обрабатываемого фильтрата при понижающихся температурах.
Получившийся в виде пены концентрат содержал парафина от
40 до 60%.
В настоящее время метод депарафинизации флотацией остается
еще проблемным и в промышленных условиях пока не приме-
няется.
Депарафинизация комплексообразованием (карбамидом)
Сущность депарафинизации карбамидом
Рассмотренные выше процессы депарафинизации нефтяных
продуктов кристаллизацией основывались на выделении парафина
из раствора в нефтяном продукте или в избирательных раство-
рителях путем выкристаллизовывания при охлаждении. Но ох-
лаждение не является единственным путем перевода парафина
в нерастворимое состояние при удалении его из депарафинируе-
мого раствора. Имеются вещества, которые при взаимодействии
с парафином дают образования (комплексы), не растворимые
в нефтяных продуктах, что позволяет освобождать нефтяной про-
дукт от парафина.
Принципиальная схема процессов депарафинизации комплексо-
образованием заключается в следующем. Комплексообразующее
вещество в твердом состоянии или в виде раствора контактируется
в определенных условиях с парафиносодержащим сырьем в при-
сутствии растворителей, способствующих образованию комплекса.
Образовавшийся при этом нерастворимый твердый комплекс
удаляется из обрабатываемого сырья тем или иным способом,
оставляя депарафинированный продукт. Выделенный комплекс
затем разрушают и получают застывающий компонент (парафин)
и комплексообразующее вещество, которое после освобождения
от парафина используют повторно.
К веществам, способным образовывать с парафинами нера-
створимые комплексы (или, как их иногда называют, «аддукты»),
относятся карбамид [26], а также тиокарбамид, селен-карбамид,
теллур-карбамид [27]. При этом промышленное применение в про-
цессах депарафинизации получил в настоящее время только кар-
бамид.
z NH,
Карбамид, О = С' , называемый также мочевиной,.
NH2
представляет белое кристаллическое вещество, легко растворимое
в воде и низших спиртах и не растворимое в углеводородных рас-
творителях.
Кривая растворимости карбамида в воде при различных тем-
пературах показана на рис. 20. Карбамид кристаллизуется в тет-
137
рагональной системе и плавится при +132°. При нагревании
с водой, особенно в щелочной среде, карбамид разлагается на
двуокись углерода и аммиак. При нагревании в безводном состоя-
нии карбамид разрушается с выделением аммиака и образованием
биурета и других вторичных продуктов.
Образование комплекса карбамида с парафином объясняют
[29] тем, что молекулы карбамида создают в определенных усло-
виях замкнутые пространства, в которых располагаются моле-
кулы парафина.
На основании исследования комплексов и изучения их струк-
туры рентгеновскими методами [28, 30, 31] высказывается предпо-
ложение, что прямая цепь парафина является своего рода осью
или стержнем, вокруг которого закручиваются спиралью моле-
кулы карбамида. Эти спирали образуют ячеистую структуру
наподобие сот, в ячейках которых располагаются прямые цепи
удержанных карбамидом углеводородов: Комплексы в большин-
стве своем кристаллизуются в виде длинных гексагональных
призм или гексагональных пластинок.
Следовательно, комплексообразование является скорее фи-
зико-химическим процессом, чем химическим, хотя некоторые
авторы и относят комплексы к категории химических соедине-
ний[32], поскольку этот процесс по многим признакам подчи-
няется законам, управляющим химическими реакциями.
Физико-химические закономерности
процесса комплексообразования
Образование комплексов карбамида с углеводородами является
обратимым процессом и протекает по схеме
парафин + т карбамид комплекс,
где т — число молей карбамида, необходимое для образования
комплекса с одним молем парафина.
138
Зависимость величины т от числа атомов углерода п в алкиль-
ной цепи обрабатываемого парафина может быть выражена урав-
нением
т = 0,653 п + 1,51.
(44. III)
Количество карбамида, необходимое для образования ком-
плекса с н-алканами от С7 до С1в, равно примерно 2,5 а на 1 а
парафина и 3—4 г и более с углеводородами выше С16.
При взаимодействии растворов комплексообразующих угле-
водородов (парафинов) с карбамидом возникает равновесие между
не вошедшим в комплекс парафином, свободным карбамидом
и образовавшимся комплексом.
Состояние данного равновесия
подчиняется закону действую-
щих масс и согласно этому
закону выражается соотноше-
нием
= (45. III)
где ап, «к, Яком — активные кон-
центрации или активности па-
рафина, карбамида и комплекса;
К — константа равновесия про-
цесса.
Содержание карбамида в воде. % вег
Рис. 21. Зависимость активной кон-
центрации карбамида от его пол-
ной концентрации в водном рас-
творе [33].
Напомним, что активные концентрации тех или иных веществ
являются долей их полной концентрации в растворенном состоя-
нии в зоне реакции и выражаются в таких единицах, в которых
активная концентрация насыщенного раствора оказывается рав-
ной единице. Поскольку образующийся комплекс выделяется
из реагирующей среды в твердом состоянии и избыток его всегда
присутствует в системе в твердой фазе, его активная концентра-
ция Яком в растворенном виде остается в зоне реакции постоян-
ной, равной единице. Это упрощает соотношение (45.III) и при-
дает ему вид:
Яп • <2к — К.
(46. III)
Для выражения зависимости активной концентрации кар-
бамида ак от его концентрации в водном растворе Редлих с сотруд-
никами составили кривые для нескольких температур [33], ко-
торые приводятся на рис. 21. Аналогичные кривые могут быть
составлены также и для растворов парафинов в соответствующих
растворителях.
139
При депарафинизации нефтяных продуктов как твердым кар^
бамидом, так и его водными растворами процесс комплексообразо-
вания протекает обычно не в водной среде, а в среде нефтяного
продукта или растворителя, в котором этот продукт растворен.
Водный же раствор карбамида является в этом случае лишь по-
ставщиком карбамида, пополняющим его расход в зоне реакции.
Поэтому в выражение зависимости активной концентрации кар-
бамида от его концентрации в водном растворе должен быть вве-
ден еще и коэффициент распределения, показывающий отноше-
ние растворимости карбамида в воде к его растворимости в смеси
нефтяного продукта с растворителем.
При наличии в реагирующей системе избытка твердого кар-
бамида или при проведении процесса с твердым карбамидом
вообще активная концентрация карбамида ак становится величи-
ной постоянной, равной единице. Для этого случая соотноше-
ние (46.III) упрощается далее и сводится к равенству.
ап=К. (47. III)
Анализ процесса комплексообразования
в свете закона действующих масс
Соотношение (46.III) показывает, что при повышении в реаги-
рующем растворе концентрации карбамида ак концентрация па-
рафина ап должна уменьшаться. Поэтому для повышения глубины
извлечения парафина стремятся применять растворы карбамида
наибблее высокой концентрации и иметь в зоне реакции избыток
твердого карбамида для пополнения его убыли в реагирующей
среде.
Для полноты комплексообразования необходимо, чтобы из-
быток карбамида сохранялся в системе до конца процесса. Сни-
жение концентрации карбамида способствует течению процесса
в обратном направлении. Поэтому обработка комплекса водой
способствует его разложению.
Из равенства (47.III) видно, что константа равновесия про-
цесса комплексообразования К характеризует предельное сниже-
ние содержания парафина в растворе, которое можно достиг-
нуть обработкой карбамидом. Величина, обратная А, т. е. (1/А).
может служить мерой устойчивости комплекса.
Величина константы К зависит от химической структуры
парафина. Наименьшие значения К наблюдаются для «-алканов.
С повышением молекулярного веса н-алкапа величина К умень-
шается. Появление разветвлений в алкильной цепи, а также при-
соединение к ней колец повышает значение К. Значения К для
н-алканов от С7 до С16 можно найти в работе Редлпха с соавто-
рами [33]. Величина константы К для углеводородов при изме-
нении температуры не остается постоянной и возрастает с повы-
шением температуры. Поэтому повышение температуры сказы-
140
вается на комплексообразовании отрицательно и ухудшает устой-
чивость образующихся комплексов.
-♦Для каждого углеводорода имеется верхний предел темпера-
туры, при которой может существовать его комплекс с карбами-
дом. Выше этого предела данный углеводород образовать комплекс
уже не может, а ранее образовавшийся комплекс распадается
на углеводород и карбамид. Верхний температурный предел
существования комплекса (так же, как и константа равновесия К)
зависит от природы углеводорода и характеризует устойчивость
этого комплекса.
Из углеводородов различных структур наиболее устойчивые
комплексы дают углеводороды, имеющие прямую цепь. Разветвле-
ние углеводорода и включение в него колец препятствуют обра-
зованию комплекса. Для углеводородов различных структур
имеется минимальная длина алкильной цепи, при которой может
образоваться комплекс. Так, «-алканы способны давать комплексы
при длине цепи, состоящей не менее чем из шести атомов углерода;
алканы с одной метильной боковой группой способны образо-
вать комплексы при наличии в боковой цепи не менее 10—13 ато-
мов углерода, углеводороды с боковой этильной группой должны
иметь в прямой цепи не менее 24 атомов углерода, а углеводороды
с более длинными боковыми цепями или с несколькими цепями
или кольцами не образуют комплексы вообще [33 ], несмотря даже
на высокую температуру кристаллизации некоторых из этих угле-
водородов. Способны к образованию комплекса и некоторые цик-
лические углеводороды, имеющие длинную алкильную цепь, на-
пример 1-фенилоктадекан, 1-фенилэйкозан и др. Но циклические
углеводороды с недостаточно длинной цепью или имеющие, кроме
кольца, ответвления цепи не дают комплексов с карбамидом [34].
Отдельные углеводороды, неспособные сами по себе образовывать
комплекс, например 3-метилгептан, в присутствии комплексо-
образующих углеводородов могут также дать комплекс [29].
В пределах однотипных структур устойчивость комплекса
возрастает с удлинением прямой алкильной цепи. Это правило
относится также и к «-алканам; устойчивость комплекса и верх-
ний предел температуры его существования возрастают с увеличе-
нием длины цепи «-алкана, а следовательно, и его молекулярного
веса.
Для наиболее устойчивых комплексов, образуемых высокомо-
лекулярными н-алканами, предел температуры существования
комплекса достигает 120°. Для большинства же комплексообра-
зующих углеводородов, обычно содержащихся в парафинистых
нефтяных продуктах, этот предел лежит в интервале примерно
20—60°; для низкомолекулярных алканов и особенно для угле-
водородов, имеющих разветвления цепи и кольца, этот предел
может быть ниже комнатной температуры.
Из приведенного выше краткого обзора следует, что посред-
ством комплексообразования с карбамидом из нефтяных продуктов
141
выделяются не одни только н-алканы, как это одно время предпо-
лагали, но и многие углеводороды других структур, в том числе
содержащие нафтеновые и ароматические кольца и не обязатеАно
твердые при комнатной температуре. Но в комплекс может не Войти
и остаться не удаленным из нефтяного продукта ряд высокоза-
стывающих кристаллизующихся углеводородов, молекулярная
структура которых, несмотря на высокую температуру их засты-
вания, не предрасполагает к комплексообразованию.
Для выделения карбамидом из смеси углеводородов н-алканов
требуется применять специальные приемы, в которых исполь-
зуется различие между устойчивостью комплексов или условиями
комплексообразования н-алканов и углеводородов других струк-
тур близкого молекулярного веса. Примером использования этого
различия в аналитических целях может служить методика для
определения количества н-алканов в парафине, разработанная
Г. JI. Старобинцем и Т. А. Большовой [35].
Роль растворителей
при комплексообразовании
Чтобы мог образоваться комплекс, необходимо привести реаги-
рующие продукты в достаточно тесный контакт. Непосредственное
механическое смешение депарафинируемого нефтяного продукта
с карбамидом должного эффекта не дает. Это обусловливается
тем, что карбамид в нефтяных продуктах практически не рас-
творяется, а поверхностный контакт является недостаточным.
Применяя при смешении длительное и интенсивное растирание,
удается иногда достичь некоторого комплексообразования. Но
и при этом комплексообразование до конца не проходит. Послед-
нее объясняется, в частности, тем, что очень тонкое истирание
вызывает обратный процесс — разрушение комплекса.
Для достижения благоприятных условий образования ком-
плекса необходимо создать возможность взаимодействия карба-
мида с парафином в гомогенной среде. Но создание таких условий
осложняется тем, что основные растворители, хорошо растворяю-
щие парафин, такие, как углеводородные растворители, не рас-
творяют карбамид, а растворители, хорошо растворяющие кар-
бамид (вода, водные низшие спирты), не растворяют парафин.
Поэтому для создания условий взаимодействия карбамида и па-
рафина в гомогенной среде к ним приходится подбирать и доба-
влять растворители или сочетания растворителей, которые в не-
которой, хотя бы и небольшой степени растворяли одновременно
и парафин и карбамид. Растворителями, более или менее отве-
чающими данным требованиям, могут служить, например, изо-
бутиловый, изопропиловый спирты, метилэтилкетон, метилизо-
бутилкетон, а также дихлорметан [36] и некоторые другие. Но
растворяющая способность этих растворителей, будучи относи-
тельно удовлетворительной для нефтяных продуктов и содержа-
142
щегося в них парафина, остается недостаточно высокой в отно-
шении карбамида. Для повышения их активности и увеличения
растворимости в них карбамида к ним приходится добавлять
растворители, хорошо с ними смешивающиеся и обладающие
достаточной растворяющей способностью в отношении карбамида.
Эти дополнительные растворители получили наименование «акти-
ваторов». Активаторы должны обладать способностью повышать
растворимость одной из реагирующих сторон в применяемом ос-
новном растворителе, не снижая при этом в значительной мере
растворимость в том же растворителе другого реагирующего ве-
щества. В качестве активаторов применяют метиловый и этиловый
спирты, ацетон, воду и другие жидкости. Добавление излишка
активатора может вызвать снижение растворимости второго взаи-
модействующего вещества или привести к образованию второй
жидкой фазы, отвлекающей карбамид из зоны реакции и этим ухуд-
шить условия комплексообразования. Один из ярких примеров
такого отрицательного действия избытка активатора описали
С. Т. Кузьмин и Н. И. Черножуков [37].
Действию активаторов дается много различных объяснений и.
толкований. Однако мы, не оспаривая этих объяснений, считаем
основой действия активаторов указанное выше повышение ими
растворимости того или другого из комплексообразующих продук-
тов, способствующее протеканию процесса в условиях гомогенной
среды.
Кроме активаторов, при процессе карбамидной депарафини-
зации применяют еще и растворители-разбавители. Введение раз-
бавителей имеет целью снизить вязкость среды, если она оказы-
вается слишком большой вследствие высокого содержания твердой
фазы. В качестве разбавителей применяют бензиновые фракции,
бензол и ряд полярных растворителей. При депарафинизации ма-
ловязких продуктов, таких, как лигроиновые фракции, керо-
сины, удается иногда обойтись без разбавителей. При депарафи-
низации же масел применение разбавителей обязательно.
Углеводородные разбавители различного рода, как показал
А. М. Кулиев с сотрудниками, являются практически равноцен-
ными [38]. Вследствие этого такие разбавители можно выбирать
в зависимости от технических обстоятельств и местных условий.
Полярные же растворители-разбавители, такие, как изобу-
тиловый и изопропиловый спирты, кетоны, хлорпроизводные и
др., являются в ряде случаев более эффективными, чем углево-
дородные. И хотя стоимость их превышает стоимость углеводород-
ных разбавителей, но использование их во многих случаях мо-
жет быть оправдано, поскольку эти разбавители повышают эф-
фективность действия активаторов, а иногда даже позволяют
обойтись без активаторов вообще. Последнее обусловливается тем,
что такие растворители обладают способностью не только разба-
влять обрабатываемый продукт, но и растворять некоторое хотя
и небольшое количество карбамида. Действие активаторов в
143.
Таблица 18
Результаты депарафинизации широкой фракции и дистиллята
автола-6 сураханской нефти в присутствии различных
растворителей — активаторов [38]
Условия депарафинизации: кратность обработки карбамидом 100%
• от сырья; температура обработки 40°, продолжительность перемешивания
30 мин.; растворитель-разбавитель — бензиновая фракция 100—150°, расход
растворителя-разбавителя на промывку комплекса 50% от сырья.
Добавка растворителей, % от сырья Результаты депарафинизации
широкой фракции дистиллята автола-6
раствори- теля-акти- ватора раствори- теля-разба- вителя ВЫХОД, % от сырья температу- ра засты- вания, % ВЫХОД, % от сырья темпера- тура засты- вания, °C
Растворитель-активатор •— метиловый спирт
2 50 88,5 —18 91,7 -10
4 50 88,9 —18 88,7 -10
10 50 87,0 -20 87,9 —14
Растворитель-активатор — этиловый спирт
2 50 98,5 4-10 99,2 4-16
4 50 88,4 —16 89,8 -8
10 50 89,0 —20 89,2 —12
Растворитель-активатор — изопропиловый спирт
25
50
100
75 88,0
50 89,2
0 86,1
-20
-20
—22
89,7
89,3
85,3
-10
—12
—12
Растворитель-активатор — метилэтилкетон
25 75 98,8 4-Ю 98,8 4-16
50 50 90,1 —16 88,5 —12
100 100 84,0 —20 84,9 —14
Депарафинизация кристаллизацией из раствора МЭК-бензол-толуола
в соотношении 40 : 30 : 30 при — 22°
200
94,1
—12
144
присутствии углеводородных и полярных разбавителей иссле-
довал С. Т. Кузьмин под руководством Н. И. Черножукова
[37, 39].
Вопросу подбора для разных условий карбамидной депара-
финизации растворителей-активаторов и установлению величины
их оптимальной добавки посвящено большое количество исследо-
ваний как советских, так и зарубежных авторов [40—46, 37—39, I
31, 29]. В перечисленных работах можно найти дальнейшие по-
дробности по выбору активаторов. В работе А. М. Кулиева с со-
трудниками [38] указывается, в частности, что потребное коли-
чество активатора зависит от его природы (табл. 18). Так, при
депарафинизации дистиллятов сураханской нефти в растворе угле-
водородного растворителя оптимальное количество вводимого
активатора составляет: метилового спирта — 2%, этилового
спирта — 4%, изопропилового спирта — 25% и ацетона или ме-
тилэтилкетона — 50%. При применении в качестве активатора
изопропилового спирта важное значение имеет содержание в нем
воды, которое должно составлять 8—9% [38]. Роль воды в этом
активаторе заключается, по мнению авторов, в повышении рас-
творимости в нем карбамида, который в безводном изопропило-
вом спирте, особенно в присутствии углеводородного раствори-
теля, растворяется недостаточно.
Растворители применяют также и для карбамида, и процессы
карбамидной депарафинизации можно проводить не только с твер-
дым карбамидом, но и с его растворами. В качестве растворителя
для карбамида обычно применяют воду. Но иногда для карбамида
можно использовать и другие растворители, например водные
низшие спирты и др. Так, Шампанья с сотрудниками для растворе-
ния карбамида предлагают применять смесь, состоящую из 56%
метилового спирта, 25% моноэтиленгликоля и 19% воды [46].
Карбамид переводят в растворенное состояние для облегчения
его транспортировки и упрощения технического и аппаратурного
оформления некоторых других операций процесса, в частности,
регенерации карбамида и отделения комплекса. Но следует не
упускать из виду, что депарафинизация твердым карбамидом
имеет преимущества, к которым относится более простая схема
процесса и необходимость применения меньших масс реагирующих
веществ.
Выбор температурных условий
комплексообразования
Большое значение при комплексообразовании имеют темпера-
турные условия. Изменения температуры оказывают на процесс
комплексообразования двоякое действие. С одной стороны, при
возрастании температуры повышается взаиморастворимость дей-
ствующих веществ, усиливается диффузия, снижается вязкость
10 Заказ 1159.
145
среды, улучшаются условия контакта, вследствие чего повыше-
ние температуры при комплексообразовании желательно. Но,
с другой стороны, при повышении температуры сужается круг
углеводородов, способных в данных условиях давать комплексы,
и возрастает константа равновесия процесса, что снижает возмож-
ную глубину депарафинизации.
В связи с изложенным температуру комплексообразования
стремятся обычно брать по возможности высокой, насколько это
позволяет заданная глубина депарафинизации. При обработке
светлых продуктов и дизельных топлив следует применять более
низкую температуру, чем при депарафинизации масел; при обра-
ботке продуктов водными растворами карбамида — более низкую,
чем при депарафинизации твердым карбамидом.
Иногда при обработке продуктов водным раствором карбамида
процесс комплексообразования ведут при изменяющейся темпе-
ратуре, — в начале процесса повышенной, а к концу — более
низкой. Это позволяет поддерживать раствор карбамида все время
в насыщенном состоянии и иметь в течение всего процесса макси-
мальную активную концентрацию карбамида, близкую к единице,
несмотря на убыль свободного карбамида для образования ком-
плекса.
В практике депарафинизации карбамидом применяют
примерно следующие температуры комплексообразования. При
депарафинизации светлых продуктов и дизельных топлив вод-
ными растворами карбамида температуру обработки продукта
поддерживают на уровне 15—25° и иногда снижают до 10°. При
обработке этих продуктов твердым карбамидом температуру по-
вышают до 20—30°. Легкие масла депарафинируют твердым кар-
бамидом при 30—40°. Для более тяжелых масел температура
может быть повышена до 40—45°. При депарафинизации масел,
содержащих относительно высокоплавкие парафины, необходимо
проводить предварительную термическую обработку реагирующей
смеси, нагревая ее до 55—60° [37].
При процессе комплексообразования важное значение имеет
также и длительность контакта реагирующих веществ. Большин-
ство авторов считает для этого достаточным 30—40 мин. Но в от-
дельных вариантах процесса длительность контакта приходится
удлинять до 2—2,5 часа. Для ускорения комплексообразования
К. В. Гопалан рекомендует вводить в реагирующую смесь неко-
торое количество ранее приготовленного кристаллического
комплекса [32]. Это облегчает и ускоряет выкристаллизовыва-
ние вновь образующегося комплекса, что снижает его кон-
центрацию в растворе и способствует смещению равновесия
взаимодействующих веществ в сторону образования комплекса.
Имеет значение число ступеней обработки сырья карбамидом.
При двухступенчатой обработке можно снизить температуру
застывания депарафинированного продукта на 4—5°. Дальней-
шее увеличение числа ступеней обработки эффекта не дает.
146
О влиянии загрязнений на процесс
комплексообразования
На процесс образования комплексов отрицательно сказы-
вается присутствие во взаимодействующих веществах примесей
и загрязнений. Так, А. В. Топчиев с сотрудниками установили,
что «-октадекан высокой степени чистоты способен образовывать
комплексы с чистым карбамидом без растворителей-активаторов
[47]. Недостаточно же очищенный «-октадекан комплексов с кар-
бамидом при непосредственном контакте не дает, и для образова-
ния комплекса требуется добавка активатора. Было отмечено
отрицательное влияние на процесс комплексообразования смоли-
стых веществ [48]. Кроме них, отрицательно действуют на про-
цесс комплексообразования также нафтеновые кислоты и про-
дукты окисления обрабатываемого сырья воздухом [38, 49].
Препятствуют комплексообразованию и продукты разложения
карбамида, образующиеся при его регенерации.
Отрицательное действие на процесс комплексообразования
указанных выше продуктов можно объяснить их способностью
адсорбироваться на поверхности взаимодействующих веществ,
препятствуя контакту парафина с карбамидом, а также и на обра-
зующемся комплексе, затрудняя его кристаллизацию и выделе-
ние из раствора. Последнее приводит к повышению концентра-
ции комплекса в растворе, вследствие чего в соответствии
с законом действующих масс затормаживается реакция образо-
вания комплекса.
Для устранения вредного действия смолистых веществ и
других примесей А. М. Кулиев с сотрудниками считают, что
сырье, идущее на карбамидную депарафинизацию, целесообразно
подвергать кислотно-щелочной очистке [38]. А. В. Дружинина
и В. Г. Николаева рекомендуют сырье предварительно подвергать
гидроочистке [44, 45]. На заводе в Хейде [36] для удаления
веществ, тормозящих комплексообразование, раствор карбамида
очищают активированным углем.
Может сказаться и вторая положительная сторона некоторых
активаторов, которые в таких случаях проявляют себя как де-
сорбирующие растворители в отношении веществ, препятствую-
щих комплексообразованию, и этим устраняют или уменьшают
их адсорбционное выделение и обусловливаемое им тормозящее
действие.
Отделение комплекса
Во многих промышленных процессах карбамидной депарафи-
низации для отделения комплекса от депарафинированного
раствора применяют вакуумную фильтрацию на барабанных филь-
трах. При этом в качестве фильтрата получают раствор депарафи-
нированного продукта. В процессах, в которых применяют растворы
10*
147
карбамида, в фильтрат переходит также и водный раствор непроре-
агировавшего избытка карбамида, отделяемый затем от основного
фильтрата в отстойниках. Растворители от депарафинированного
продукта отделяют перегонкой. Отложившийся на фильтрах ком-
плекс с непрореагировавшим твердым карбамидом там же промы-
вают растворителем, после чего отправляют в аппаратуру для
разложения комплекса. В качестве промывочного растворителя
используют обычно те же растворители, которые применялись и
при комплексообразовании. Но иногда промывку комплекса
предпочитают вести самостоятельным растворителем, в качестве
которого используют легкие бензиновые фракции.
В промышленной практике карбамидной депарафинизации
отделение комплекса путем вакуумной фильтрации оказалось
связанным с рядом осложнений, вызываемых в ряде случаев
плохой фильтруемостью комплексов. Особенно трудно протекает
вакуумная фильтрация в процессах с водной фазой. В связи
с этим были предложены другие способы осуществления этой
операции. Так, при депарафинизации дизельного топлива твер-
дым карбамидом для отделения комплекса М. Г. Митрофанов,
Н. И. Бондаренко, В. Е. Гаврун и Ф. А. Березка применили
саморазгружающиеся фильтрующие центрифуги [50, 51].
Были предложены меры для улучшения фильтруемости ком-
плекса. При комплексообразовании рекомендуется применять
кетоны, так как комплексы, образованные в присутствии кето-
нов, лучше поддаются фильтрации, чем комплексы, образованные,
например, с применением изопропилового спирта [38]. При об-
работке продуктов твердым карбамидом В. А. Богданова предла-
гает в конце контактирования добавлять небольшое количество
воды, которая коагулирует трудно фильтруемую взвесь комплекса
и избытка карбамида и превращает ее в крупные комки, легко
отделяемые фильтрацией и даже простым отстоем [43]. На заводе
в Хейде [36], где депарафинизация проводится в растворе ди-
хлорэтана водным раствором карбамида, подбирают оптималь-
ное содержание воды в системе и применяют специальную четы-
рехступенчатую систему контактирования, в результате чего
удается получать крупнозернистый комплекс, который отделяется
от раствора на простейшем ленточном сетчатом фильтре (сите).
При депарафинизации водными растворами карбамида, кроме
фильтрации, применяют различные варианты отделения комплекса
отстаиванием. Однако при отстое возникают свои трудности
в основном из-за того, что поверхность комплекса, будучи гидро-
фобной, предпочтительно смачивается неводными жидкостями.
Поэтому при отстое продуктов комплексообразования комплекс
оказывается в значительной своей массе не в водной фазе, а в среде
раствора депарафинированного продукта, от которого отстаивается
с трудом и не полностью. Часть же комплекса, перешедшая в вод-
ную фазу, удерживает на поверхности значительные количества
раствора депарафинированного продукта. Для удаления из ком-
148
плекса увлеченного им депарафинированного продукта прихо-
дится промывать комплекс большим количеством промывочного
растворителя, что не всегда дает должный эффект. Кроме того,
применение больших масс растворителя согласно закону действую-
щих масс может привести к существенному разложению комплекса
даже при невысокой температуре обработки. Иногда наблюдается
стойкое эмульгирование смеси раствора депарафинированного
продукта, водного раствора карбамида и комплекса, что еще бо-
лее осложняет разделение.
Для облегчения отделения комплекса отстоем применяют
специальные меры. Так Шампанья [46], для улучшения струк-
туры комплекса к рабочему раствору карбамида в воде с мети-
ловым спиртом предлагает добавлять моноэтиленгликоль и про-
дувать реагирующую смесь воздухом. Отстой комплекса после
этого проводят в отстойниках-вибраторах при амплитуде вибра-
ции 1 см и частоте 1000 колебаний в минуту. При комплексооб-
разовании рекомендуется применять поверхностно-активные
(моющие) вещества, например натрийалкилсульфонаты от С8 до С1а
[52]. При добавлении их от 0,3 до 1,5% поверхность комплекса
становится гидрофильной, и это способствует переходу его в вод-s
ную фазу. Однако эта мера вызывает эмульгирование при разло-
жении комплекса.
Изложенное выше показывает, что операция отделения ком-
плекса остается пока еще слабым местом процесса карбамидной
депарафинизации и требует дальнейшего совершенствования.
Разложение комплекса
Чтобы разложить комплекс, нужно создать условия, проти-
воположные тем, которые способствуют образованию комплекса.
Такими условиями являются нагрев его выше температуры, при
которой он теряет устойчивость, а также разбавление водой.
Обычно для этой цели достаточно нагреть комплекс до 70—80°.
Для особенно же устойчивых комплексов требуется нагрев до
100° и выше. Но при температурах порядка 100° становится
заметным разрушение самого карбамида. Для снижения темпера-
туры разложения комплекса применяют обработку его водой,
которая, уменьшая концентрацию равновесного с комплексом
карбамида, направляет согласно закону действующих масс, реак-
цию в сторону разложения комплекса.
При депарафинизации твердым карбамидом разложение ком-
плекса ведут обычно в отсутствии воды при нагреве. Нагрев про-
водят в среде растворителя, не растворяющего карбамид, но хо-
рошо растворяющего входящие в комплекс застывающие угле-
водороды. Такими растворителями могут служить бензиновые
фракции, бензол и др. Для разложения комплексов, полученных
при депарафинизации дизельных топлив, массу нагревают
149
до 60—80°, а для комплексов, полученных при депарафинизации
масел, до 80—100°, а иногда и выше.
При депарафинизации в водном растворе карбамида комплекс
разлагают также в присутствии воды. Для этого комплекс смеши-
вают с оставшимся после комплексообразования водным раство-
ром карбамида и нагревают до температуры разложения. При
этом высвобождающийся карбамид растворяется в водной фазе,
а застывающий компонент отделяется от водного раствора непо-
средственным отстоем или экстрагированием легким углеводо-
родным растворителем.
При регенерации карбамида наблюдается заметное его разру-
шение (в частности, в результате гидролиза) с образованием NH3
и СО2. При повышении температуры на 5—6° скорость гидролиза
карбамида возрастает вдвое [26]. Потери карбамида вследствие
гидролиза, по данным Бейли, составляют от 0,36 до 3,6 кг на 1 т
обрабатываемого продукта [29]. На заводе в Хейде [36] потери
карбамида не превышают 2 кг на 1 т перерабатываемого продукта.
Для уменьшения разрушения карбамида необходимо регене-
рировать его с большой тщательностью и особенно не допускать
местных перегревов в аппаратуре.
Технологическая эффективность
карбамидной депарафинизации
Одной из особенностей карбамидной депарафинизации является
резкое снижение эффективности этого процесса при повышении
пределов кипения перерабатываемого сырья.
Если такие относительно легкокипящие нефтяные продукты
как дизельные топлива и легкие масла могут быть депарафини-
Таблица 19
Влияние пределов кипения масляных фракций туймазинской
нефти на результаты пх депарафинизации карбамидом [37, 39]
Условия депарафинизации: растворитель — метилэтилкетон; разбавле-
ние сырья растворителем 1 : 2; кратность обработки карбамидом 1:1;
температура в начале реакции 50° со снижением к концу реакции до 25°;
продолжительность контактирования 60 мин.
Исходный продукт Депарафинированное масло
пределы кипения, °C температура застывания, °C плот- ность Qi° вязкость (в сст) при температуре темпера- тура засты- вания, °C снижение температу- ры засты- вания, °C
50° 100°
300-400 +12 7,6 -49 61
360-330 +15 0,922 8,5 1,38 -42 57
380-420 +32 0,923 22,2 2,49 —21 53
420—500 +39 0,940 41,4 6,30 +2 37
150
рованы карбамидом до низких температур застывания (порядка
—40 н 45° и ниже), то для вязких масел такую температуру
застывания при депарафинизации карбамидом получить нельзя.
Это положение обусловливается тем, что с повышением темпера-
туры кипения нефтяных фракций в них возрастает содержание
застывающих углеводородов разветвленных структур или имею-
щих кольца, не способных давать комплексов с карбамидом,
несмотря на повышенную температуру их кристаллизации (табл. 19),
что видно из работ Н. И. Черножукова и С. Т. Кузьмина [37, 39].
Аналогичные данные о влиянии фракционного состава сырья
на возможную глубину депарафинизации его карбамидом имеются
также в работе И. Л. Гуревича, Вен Чжень-Яна и В. А. Щерба-
ковой, выполненной во МНИ [31], и в работах других авторов.
Таблица 20
Результаты разделения карбамидом фракций петролатума,
полученного при промышленной депарафинизации остаточного
авиамасла карачухуро-сураханской нефти избирательными
растворителями (дихлорэтан-бензоловой смесью) [45]
Продукты Выход (в %) от Основные свойства Среднее число колец в молекуле
температу- ра плавле- ния, °C плотность Q20 вязкость при 100°, । сет молекулярный вес (расчет- ный)
исходного петрола- 1 тума 1 фракции
нафте- новых “ 1 аромати- ческих
Компоненты, образую-
щие комплекс с кар- бамидом из фракции:
450—500° 2,7 47,5 58 0,781 4,3 438 0,5 0,1
500—550° 8,6 42,6 64 0,787 5,7 443 0,4 0,3
550—600° 8,4 35,0 71 0,796 7,4 476 0,6 0,4
600—650° 4,4 25,3 78 0,802 11,2 545 1,0 0,3
остатка выше 650° * 4,2 15,6 83 0,806 27,8 750 1,7 0
Всего • . . 28,3
Компоненты, не дающие
комплексы с карба- мидом из фракции:
450—500° 2,9 51,9 25 0,838 7,0 390 2,1 0,3
500—550° 11,4 56,8 35 0,829 7,6 436 2,1 0,2
550—600° 15,3 64,1 42 0,827 10,5 473 2,1 0,2
600—650° 12,8 73,8 43 0,829 17,2 532 2,2 0,2 <0,1
остатка выше 650° * 22,3 83,0 45 0,832 32,0 688 2,7
Всего. . . . 64,7 1 1
* Исследовали остаток, очищенный адсорбентом с удалением смол и основной
массы ароматических углеводородов.
151
(Исследования В. А. Богдановой [43] состава петролатума,
получаемого при депарафинизации растворителями (табл. .20),’
показали, что фракция этого петролатума, кипящая в пределах
450 — 500°, содержит 47,5% комплексообразующих веществ,
а фракция 600—650° — всего 15,6%. Остальная же часть высоко-
застывающих компонентов этого петролатума комплекса с кар-
бамидом не образует. Эти данные непосредственно иллюстрируют
невозможность удаления карбамидом из тяжелого сырья ряда
высокозастывающих компонентов, которые извлекаются изби-
рательными растворителями методом охлаждения и кристалли-
зации. Что же касается заявки, имеющейся среди зарубежных
патентов [53], о возможности депарафинизации карбамидом оста-
точных масел в растворе крезола, то исследования, которые под-
тверждали бы достоверность такой возможности и поясняли ее
сущность, цока отсутствуют.
Следует отметить практически важное наблюдение, сделанное
А. В. Дружининой с соавторами [44], относительно того, что
застывающие компоненты, которые не удаляются из масел кар-
бамидом, хорошо поддаются воздействию присадок-депрессаторов.
Применяя депрессаторы, в известной мере можно расширить
область применения карбамидной депарафинизации, поскольку
при этом несколько снижается температура застывания масел
повышенной вязкости, если она не может быть доведена до нуж-
ного уровня одной только депарафинизацией карбамидом.
Получаемый при карбамидной депарафинизации застывающий
компонент обычно содержит значительное количество углеводо-
родов с невысокими и очень низкими температурами застывания.
Это обусловливается, с одной стороны, способностью карбамида
давать комплексы с рядом углеводородов разветвленных и цикли-
ческих структур, не обязательно обладающих высокими темпе-
ратурами кристаллизации, и, с другой стороны, трудностями
освобождения комплекса от увлекаемых им значительных коли-
честв депарафинированного продукта. Для получения из засты-
вающего компонента технических парафинов должной чистоты
и тем более для выделения из них относительно чистых н-алканов
требуется значительная дополнительная обработка этих продук-
тов — обезмасливание, деароматизация, очистка, а иногда даже
и повторное комплексообразование, проводимое, в частности,
при несколько повышенных температурах и при пониженной
кратности обработки карбамидом.
Область целесообразного применения
карбамидной депарафинизации
л 1 Основным достоинством процессов карбамидной депарафини-
,fr J зацйи~является отсутствие необходимости применять охлаждение
V даже при получении из соответствующего сырья низкозастываю-
щих продуктов. Но вместе с этим должна быть отмечена и большая
152
сложность известных вариантов данного процесса как в техни-
ческом, так и в технологическом отношении по сравнению,
например, с процессами депарафинизации кристаллизацией
охлаждением в избирательных растворителях, на что обращал
внимание ряд авторов, в частности Гопалан [32] и др.
Областью целесообразного применения депарафинизации кар-
/ бамидом может являться переработка моторных, в частности ди-
Л зельных и реактивных топлив, а также легких нефтяных масел
) при необходимости иметь низкие температуры застывания де-
л парафинированных продуктов (на уровне —40° и ниже). В этих
[/случаях сложность данного процесса компенсируется тем, что
нет необходимости применять дорогостоящий процесс низкотем-
пературного охлаждения. При получении же масел с температу-
рами застывания —15 Ч-------20° и выше процесс карбамидной
депарафинизации на современной стадии его развития не может
конкурировать с процессами депарафинизации кристаллизацией.
Процесс депарафинизации карбамидом при соответствующей
его доработке может быть использован для выделения из нефтя-
ных продуктов концентратов н-алканов, особенно легкоплавких
н-алканов, требующихся для целей нефтехимического синтеза,
и других надобностей.
При решении вопросов о применении процесса депарафини-
зации карбамидом его возможности не должны переоцениваться.
Экстракционная депарафинизация
Экстракционной депарафинизацией именуются процессы, в ко-
торых разделение застывающих и низкозастывающих компонен-
тов основывается на различной их растворимости в тех или иных
растворителях и выполняется путем экстрагирования этими рас-
творителями. В принципе растворители в зависимости от при-
роды могут растворять как низкозастывающие компоненты,
оставляя застывающий продукт в остатке от экстракции, так и
парафин, оставляя неэкстрагированными низкозастывающие ком-
поненты. В техническом отношении были бы значительно более
удобны те растворители, которые растворяют предпочтительно'
застывающие компоненты. Однако такие растворители, приемле-
мые для промышленного применения, еще не найдены. Что же
касается перфторуглеводородов, способных растворять преимуще-
ственно парафин [54, 55], то данных относительно возможности
их промышленного использования для рассматриваемой цели
не имеется. Вследствие этого предложенные в настоящее время
процессы экстракционной депарафинизации основываются на
экстрагировании из обрабатываемого сырья низкозастывающих
компонентов.
По технологическому осуществлению процессы экстракцион-
ной депарафинизации разделяются на две основные группы?
высокотемпературные процессы, проводимые при температурах
153
выше температуры плавления извлекаемых парафинов, и низко-
температурные процессы, осуществляемые при температурах,
при которых застывающий компонент находится в основной
массе обрабатываемого продукта в закристаллизованном со-
стоянии.
В процессах высокотемпературной экстракционной депарафи-
низации обрабатываемый продукт находится в жидком состоянии
и процесс протекает без образования твердой фазы. По своей
сущности этот процесс близок к процессам очистки избиратель-
ными растворителями и может выполняться в аппаратурном
оформлении, аналогичном очистке растворителями.
\/ По процессам высокотемпературной экстракционной депа-
рафинизации известны: патент Дисборна и Жи от 1937 г. по экс-
тракционной депарафинизации масел фурфуролом, патент
Брауна от 1938 г. по проведению этого процесса с применением
крезола в аппаратах колонного типа и др. Разделение масла и
парафина экстракцией крезолом было также описано Кацем [56].
В статье Хунтера и Брауна [57] описываются работы по экстрак-
ционной депарафинизации парафинистых продуктов ацетоном и
анилином.
Положительным в процессах экстракционной депарафиниза-
ции является простота аппаратурного оформления, поскольку
в этих процессах компоненты разделяют путем экстрагирования,
вследствие чего не требуется сложных разделяющих устройств,
как фильтры или центрифуги. Недостатки этих процессов (речь
идет об их высокотемпературных вариантах) — малые выходы
депарафинированных масел и недостаточно глубокое удаление из
них парафина. Эти недостатки являются следствием недостаточно
высокой избирательной способности известных растворителей при
повышенных температурах в отношении застывающих и низко-
застывающих компонентов масляного сырья.
Имеются рекомендации по применению экстракционной де-
парафинизации для обезмасливания гачей и петролатумов. Так,
в патенте одной американской фирмы [58] предлагается обезма-
сливать гачи путем их обработки нитробензолом с добавкой аце-
тона и моноэтилового эфира этиленгликоля. По опубликованным
данным, при такой обработке гача (температура плавления 45°
и содержание масла 24,2%) был получен парафин с температурой
плавления 53,5° и содержанием масла 0,3%. Имеется предложе-
ние [59] по обезмасливанию гачей в мелкогранулированном
состоянии путем экстракционной обработки дихлорэтаном. На
одном из отечественных заводов С. И. Степуро и Н. А. Тарасо-
вым успешно осуществлено в опытных масштабах обезмасливание
остаточного петролатума в твердом распыленном состоянии
экстрагированием его дихлорэтан-бензоловой смесью.
Для повышения избирательной способности применяемых
при экстракционной депарафинизации растворителей необходимо
понизить температуру процесса, поскольку при снижении темпе-
154
ратуры растворимость парафинов убывает более резко, чем рас-
творимость низкозастывающих компонентов, вследствие чего раз-
ница между этими растворимостями увеличивается. И при темпе-
ратурах, при которых основная масса парафинов закристалли-
зовывается, эта разница достигает величины, достаточной для
эффективной экстракционной депарафинизации. Следовательно,
возникает процесс низкотемпературной экстракционной депарафи-
низации. Этот процесс разработан в ГрозНИИ и на Грозненском
нефтемаслозаводе Н. Ф. Богдановым, С. И. Степуро, М. Г. Мит-
рофановым, Е. М. Брещенко, Н. А. Тарасовым и М. И. Сергеевой.
При обработке закристаллизованного нефтяного продукта изби-
рательным растворителем этими исследователями обнаружено,
что в раствор переходят только низкозастывающие компоненты,
а застывающие вещества — лишь в том количестве, в котором
они способны раствориться в этом растворителе при данной тем-
пературе. Выделившиеся же кристаллы парафина полностью
удерживаются остающейся масляной фазой и в среду раствори-
теля не переходят. Более того, если при охлаждении раствора,
содержащего взвесь кристалликов парафина, выделится масля-
ная фаза, то вся взвесь парафина перейдет в масляную фазу,
а раствор полностью от нее очистится. Выделившуюся таким об-
разом масляную фазу вместе с увлеченным парафином можно
легко отделить от очистившегося раствора простым отстоем.
Эта важная особенность процесса низкотемпературной экстрак-
ционной депарафинизации отличает его от процессов депара-
финизации кристаллизацией, при которых приходится отделять
от раствора мелкодисперсную твердую фазу.
При экстракционной депарафинизации можно применять та-
кие же избирательные растворители, как и при депарафинизации
кристаллизацией. Чтобы процесс протекал в направлении
экстракционной депарафинизации, необходимы растворители не-
сколько пониженной растворяющей способности, обеспечиваю-
щей выделение из раствора к концу охлаждения нужного коли-
чества масляной фазы. Плотности растворителя и масляной фазы
должны отличаться в той мере, в какой это требуется для успеш-
ного разделения их отстоем.
Применяя растворители пониженной растворяющей способ-
ности при экстракционной депарафинизации можно достигать
меньшей разности между температурой обработки и температурой
застывания депарафинированного продукта, чем, например, при
процессах депарафинизации кристаллизацией. Но, с другой сто-
роны, необходимость выделения при экстракционной депарафи-
низации вместе с парафином некоторого количества масляной
фазы приводит к уменьшению выходов целевого продукта.
Недостатком процесса* экстракционной депарафинизации
является трудность переработки высокопарафинистого сырья.
Поэтому процесс экстракционной депарафинизацпи целесооб-
разно применять для сырья либо частично депарафинированного
155
другими способами, либо полученного из малопарафинистых
нефтей.
> Процесс экстракционной депарафинизации можно осуще-
ствлять в различных технологических вариантах: по одноступен-
чатой схеме, по многоступенчатой схеме с подачей свежего
растворителя в каждую ступень и по противоточной схеме. Наи-
более простым в техническом оформлении является односту-
пенчатый вариант.
. ’ Недостаток этого варианта — пониженные выходы целевого
масла. При многоступенчатом варианте можно получать удовле-
творительные выходы масла, но оборотный расход 1 растворителя
оказывается высоким. Хорошие показатели по выходам и по обо-
ротному расходу растворителя дает противоточно-ступенчатый
процесс, особенно если его проводить при разных температурах
по ступеням. Но этот вариант по техническому осуществлению
несколько сложнее, чем предыдущий.
Выход депарафинированного масла при экстракционной де-
парафинизации масла МС-20 смесью дихлорэтана с бензолом при
—35° в зависимости от числа ступеней и кратности обработки
растворителем приведен в табл. 21. Выход и свойства продук-
Таблица 21
Результаты низкотемпературной экстракционной депарафинизации
масла МС-20 различным количеством растворителя [68]
Растворитель — смесь дихлорэтана с бензолом в соотношении 70 : 30;
температура экстракции —35°
я Количество раствори- теля, взятого на экстракцию, % от сырья Выход низкозастывающего масла с температурой застывания — 30 4- — 32, % от сырья 1ЫХОД 1ающего )0 частей ворителя
gs & S Л д С bQ И по ступеням экстракции з о н -
К О еб Ч Л «0 и ф я >> о ф Я >> о с Ръ и-* Ф £ В § I сту- ень II сту- епь V сту- ень д, d *2 5Я 3 ч ф 1=С id >н о га о « S д ч £ га о и Я 2 га
Л ни НИ НН НН НН >-< НН К НН Е нн Е Д S Я
1 200 19,1 . 19,1 9,6
1 400 — — — 42,5 — — — 42,5 10,6
2 200 200 — — 19,1 30,3 — — 49,4 12,4
1 600 — — — 52,5 —— — — 52,5 8,7
3 200 200 200 — 197,1 30,3 16,5 — 65,9 65,5 11,0
1 800 — — — 65,5 — — — 8,2
2 400 400 — — 42,5 28,4 —‘ — 70,9 8,8
4 200 200 200 200 19,1 30,3 16,5 9,3 75,2 9,4
1 Под оборотным расходом растворителя подразумевается расход его,
возмещаемый путем регенерации, иными словами, количество циркулирую-
щего в процессе растворителя.
156
Таблица 22
Выход и свойства продуктов низкотемпературной экстракционной
депарафинизации в условиях пилотной установки масла МС-20
Растворитель — смесь дихлорэтана с бензолом в соотношении 70 : 30,
число ступеней обработки — одна; температура обработки — 35°;
разбавление исходного масла растворителем 1 : 10
Продукт
Основные свойства
вязкость
(в сст) при
температуре
50° 100°
ИВ
<в -
CL, «
i»>S
F. И
Л ей
Сц fl
в g
s §
Жирноеское сырье
Исходное депарафинируемое
масло МС-20...............
Низкозастывающий компонент
То же после деароматизации
Застывающий компонент . .
100 0,889
66 0,893
44 0,883
34 0,878
154
156
110
144
20,2
19,8
15,9
21,6
82
80
83
103
655
650
630
670
-20
-30
—34
—2
Кавказское сырье
Исходное депарафинируемое
масло МС-20...............
Низкозастывающий компонент
То же после частичной деаро-
матизации ................
Застывающий компонент . .
100
55
33
45
0,892
0,899
0,887
0,885
156
167
118
144
20,2
20,1
16,3
20,5
81
71
80
95
640
630
620
645
-20
-30
-34
-10
тов низкотемпературной экстракционной депарафинизации на
пилотной установке (одноступенчатый процесс) такого же исход-
ного масла различного происхождения помещены в табл. 22.
Идентичность растворителей, применяемых при депарафини-
зации кристаллизацией, и растворителей, требующихся для экс-
тракционной депарафинизации, позволяет осуществлять эф-
фективное сочетание этих процессов. Такое сочетание основы-
вается на том, что растворитель одного и того же состава можно
использовать в зависимости от температуры его применения для
депарафинизации кристаллизацией и для экстракционной депа-
рафинизации. Так, при обработке смесью дихлорэтана с бензо-
лом состава 70 : 30 до температур —25 ---30° из растворенного
в ней масляного сырья выделяется только парафин в виде твер-
дой фазы и до этих температур эту смесь можно применять как
растворитель для депарафинизации кристаллизацией. При тем-
пературах же ниже —35 4-----38° эта же смесь при надлежащей
концентрации в ней обрабатываемого продукта начинает выделять
также и масляную фазу, что позволяет использовать ее для эк-
стракционной депарафинизации.
157
Технологическая схема комбинированного процесса, в котором
сочетается депарафинизация кристаллизацией с экстракцион-
ной депарафинизацией, может осуществляться следующим об-
разом. Исходный продукт депарафинируется кристаллизацией
в среде избирательного растворителя по принятым схемам при
умеренно низких температурах для получения масла с темпера-
турой застывания —15 4----20°. Часть раствора масла в количе-
стве, необходимом для получения заданного количества низко-
застывающего масла, отводится в аппаратуру для экстракцион-
ной депарафинизации, где охлаждается до —36 4-----------38°.
Полученное низкозастывающее масло с температурой застыва-
ния примерно —30° выводится в аппаратуру для регенерации
растворителя, а выделенный при этом застывающий компонент
возвращается на депарафинизацию кристаллизацией для извле-
чения из него компонентов со средними температурами засты-
вания.
При такой комбинации этих процессов простейшими техни-
ческими средствами и при высокой технико-экономической
эффективности можно получать низкозастывающие масло в каче-
стве попутного продукта при выработке масел со средними темпе-
ратурами застывания.
Область целесообразного применения процесса экстракцион-
ной депарафинизации можно оценить следующим образом. Экс-
тракционная депарафинизация — менее универсальный про-
цесс, чем процессы депарафинизации кристаллизацией с приме-
нением избирательных растворителей. Ограничение применения
экстракционной депарафинизации обусловливается затрудни-
тельной переработкой высокопарафинистого сырья и недостаточ-
ной избирательной способностью растворителей, используемых
в процессах с повышенными температурами. Простота техниче-
ского осуществления в этом процессе операции разделения фаз,
весьма успешно осуществляемой простым отстоем, делает этот
процесс эффективным при переработке труднофильтруемого
сырья, например, при низкотемпературной депарафинизации
тяжелого сырья. Поэтому процесс экстракционной депарафини-
зации может быть рекомендован для получения низкозастываю-
щих масел, особенно повышенной вязкости, а также при пере-
работке сырья с невысоким содержанием парафина, получаемым
из малопарафинистых нефтей, или прошедшего неглубокую пред-
варительную депарафинизацию другими способами. Целесообразно
сочетать экстракционную депарафинизацию с процессом депара-
финизации кристаллизацией для попутного получения вязких
низкозастывающих масел.
Адсорбционная депарафинизация
Депарафинизация нефтяных продуктов может быть основана
также и на различной адсорбируемости их застывающих и низко-
застывающих компонентов. При этом различные адсорбенты в за-
158
висимости от природы способны действовать на нефтяные про-
дукты по-разному. Так, полярные адсорбенты: алюмосиликаты,
силикагель, активированная окись алюминия, предпочтительно
извлекают компоненты с пониженными температурами застыва-
ния; неполярные же адсорбенты, такие, как активированный
уголь, сажа, адсорбируют застывающие компоненты.
Депарафинирующая способность полярных адсорбентов была
впервые отмечена в 1947 г. в работе М. С. Богуславской и
А. С. Беликовского [62]. В ней показано, что при обработке
полугудрона силикагелем можно выделить фракции нафтенов
вязкостью в пределах 14,6—15,8 сст при 100°, значительно от-
личавшиеся друг от друга по температурам застывания (от —19
до 35°). В том же году во МНИ И. Л. Гуревичем [63] было обна-
ружено депарафинирующее действие активированных углей,
противоположное по направлению действию полярных адсорбен-
тов. Депарафинирующее действие углей было использовано за-
тем Г. И. Кичкиным для выделения из нефтяных масел фракций
с низкими температурами застывания [64]. Далее С. Э. Крейн
предложил снижать температуру застывания кабельного масла
обработкой активированным углем. В 1955 —1957 гг. в Гроз-
НИИ Н. Ф. Богданов и Е. М. Брещенко разработали технологию
процесса адсорбционной депарафинизации масел активированными
углями [65—70]. Была установлена возможность депарафиниза-
ции активированными углями разнообразных нефтяных продук-
тов и определены основные закономерности, управляющие этим
процессом. В табл. 23 приведены результаты депарафинизации
активированным углем некоторых нефтяных масел.
/ Различие депарафинирующего действия полярных и неполяр-
ных адсорбентов обусловливается следующим. Полярные адсор-
бенты разделяют углеводороды в зависимости от их химической
природы. По адсорбируемости на полярных адсорбентах углево-
дороды, по данным Россини, можно расположить в следующий
ряд: полициклические ароматические углеводороды, моноцикли-
ческие ароматические углеводороды, нафтены, алканы [71]. По-
скольку среди углеводородов, предпочтительно адсорбируемых по-
лярными адсорбентами, наиболее часто встречаются представи-
тели с низкими температурами застывания, постольку адсорбенты
и обладают депарафинирующим действием. Следовательно, спо-
собность разделения полярными адсорбентами по температурам за-
стывания является сопутствующей и проявляется лишь в той
мере, в какой различным химическим компонентам разделяемого
продукта соответствуют различные температуры застывания. По-
этому депарафинирующее действие полярных адсорбентов ока-
зывается обычно слабо выраженным и нечетким, вследствие чего
эти адсорбенты для депарафинизации не применяют.
Активированные же угли действуют на компоненты масляного
сырья иначе. Как было установлено в ГрозНИИ Е. М. Брещенко
механизм депарафинирующего действия углей заключается
159-
Таблица 23
Результаты адсорбционной депарафинизации различных масляных
нефтяных продуктов активированным углем [69]
Исходный продукт Кратность обработки углем, % вес. Температура засты- вания исходного продукта, °C Низкозасты- вающий ком- понент Застывающий компонент
выход, % от ИСХОДНОГО температура застывания, °C । ВЫХОД, % от ИСХОДНОГО температура застывания, °C
Авиамасло МС-20 грозненское 200 —20 71,9 —29 15,9 —6
Кабельное масло С-110 . . . 200 -19 70,6 -32 8,6 +1
Парафиновый дистиллят . . 800 +22 25,2 -30 18,7 +37
Деароматизованный веретен- ный дистиллят 500 +6 55,9 —36 35,1 +16
.Деароматизованное транс- форматорное масло .... 200 -48 43,0 -66 —
2.48 А
В
Рис. 22. Строение кристаллита активированного угля.
а — общий вид; б — базисная плоскость в плане [88].
160
в следующем [72, 73]. Адсорбционные грани кристаллитов угля
состоят из правильных шестиугольных ячеек, в вершинах углов
которых расположены атомы углерода (рис. 22). Такая система
ячеек образует параллельные зигзагообразные цепочки атомов
углерода со строением и конфигурацией, аналогичной строению
алкильной цепи неразветвленного углеводорода. При этом про-
екция расстояний между атомами углерода на ось цепочки
для обеих этих цепочек практически одинакова. Такое подобие
геометрического расположения атомов в алкильных цепях угле-
водородов и на поверхности кристаллитов угля позволяет
представить адсорбцию молекул этих углеводородов на угле как
ассоциацию их алкильных цепей с цепочками атомов углерода
на активной поверхности угля наподобие их ассоциации с поверх-
ностью кристаллов тех же углеводородов при процессе кристал-
лизации.
Следовательно, адсорбция углеводородов на активированных
углях и процесс кристаллизации обусловливаются аналогичными
молекулярными явлениями и протекают принципиально одинаково.
Иными словами, застывающие углеводороды как бы выкристал-
лизовываются на активной поверхности угля и таким путем
выделяются из обрабатываемого раствора. Поэтому те из углево-
дородов, которые склонны к кристаллизации и способны кристал-
лизоваться при наиболее высоких температурах, оказываются
наиболее адсорбируемыми также и на активированных углях.
Следовательно, депарафинирующее действие активированных
углей является результатом прямой их способности извлекать
застывающие компоненты по тем же признакам, которые обусло-
вливают их повышенное застывание, в отличие от полярных ад-
сорбентов, депарафинирующее действие которых является кос-
венным, сопутствующим разделению по признакам химической
природы. Вследствие этого депарафинирующее действие акти-
вированных углей является значительно более эффективным и
четким, чем полярных адсорбентов.
Что же касается разделения по признаку химической при-
роды, то на активированном угле такое разделение возможно
лишь в той мере, в какой строение молекулы того или иного угле-
водорода способствует его склонности к кристаллизации. По этой
причине активированный уголь способен одновременно извлекать
из нефтяных продуктов застывающие углеводороды, относящиеся
к различным химическим группам, если только строение молекул
этих углеводородов способствует повышенной кристаллизуе-
мости, т. е. если они имеют повышенные температуры застыва-
ния. Другие представители тех же химических групп углеводо-
родов могут остаться не адсорбированными активированным
углем, если структура их молекул не будет благоприятна для
кристаллизации и они поэтому будут иметь пониженные тем-
пературы застывания. Высказывавшееся одно время предпо-
ложение о том, что активированные угли якобы способны
И Заказ 1159.
161
непосредственно разделять твердые алканы от твердых нафте-
нов и н-алканы от твердых изоалканов, экспериментально
не подтвердилось.
При рассмотрении адсорбционного действия углей нужно
иметь в виду, что, кроме рассмотренных выше активных поверх-
ностей неполярного характера, имеются также и активные центры,
которые работают по принципу полярных адсорбентов. Но эти
центры составляют, по М. М. Дубинину, всего 2% от общей
активной поверхности угля, и поэтому их действие оказывается
обычно незаметным [74]. Но при очень высокой кратности обра-
ботки нефтяного продукта углем деятельность этих центров может
стать существенной и сказаться на результатах адсорбционного
разделения. Для активированных же углей, имеющих высокое
содержание активных минеральных компонентов, например для
костяных углей, полярная адсорбционная активность может
стать преобладающей и подавить их депарафинирующее действие.
Поэтому костяные и другие активированные угли для целей адсорб-
ционной депарафинизации не подходят. Из активированных углей,
вырабатываемых в настоящее время промышленностью, для
адсорбционной депарафинизации можно применять угли мирок
БАУ, КАД, АГ-2, АР-3 и др. Из этих марок наиболее подходящим
для процесса адсорбционной депарафинизации является уголь
марки АР-3.
Процесс адсорбционной депарафинизации нефтяных масел
активированными углями успешно протекает при комнатной тем-
пературе и охлаждения не требует. При обработке легкокипящих
продуктов охлаждение может сказаться положительно на пока-
зателях процесса. Нагревание же сказывается на адсорбционной
депарафинизации отрицательно. Но десорбцию удержанных углем
застывающих компонентов целесообразно проводить при повы-
шенных температурах порядка 80—150°.
Кратности обработки исходных продуктов активированным
углем зависят от содержания в них застывающих компонентов
и составляют 200—400% для угля марки АР-3.
При депарафинизации активированными углями можно до-
стигнуть очень низких температур застывания депарафинирован-
ного продукта. Возможное снижение температуры застывания
ограничивается только вязкостным застыванием низкозастываю-
щего компонента обрабатываемого продукта.
Технологически процесс адсорбционной депарафинизации осу-
ществляется по следующему принципу. Исходный продукт рас-
творяют в легкокипящем углеводородном разбавителе, не содер-
жащем ароматических углеводородов. Раствор пропускают
через активированный уголь, и он освобождается от застывающих
компонентов. Когда уголь отработается, отмывают механически
удержанные им низкозастывающие компоненты тем же раствори-
телем, который был применен для разбавления исходного сырья.
Затем этот растворитель удаляют из угля пропаркой водяным па-
162
ром. Десорбцию застывающих компонентов из угля проводят об-
работкой горячим бензолом. Оставшийся на угле бензол удаляют
также пропаркой водяным паром. Затем уголь просушивают
током горячего воздуха, после чего он становится пригодным
для повторного использования. Присутствие в угле до 5—7%
влаги не препятствует адсорбционной депарафинизации, хотя
и нежелательно, поскольку это увлажняет депарафинированный
продукт.
При переработке полностью обессмоленных продуктов опи-
санный выше способ регенерации угля позволяет практически
полностью восстанавливать его активность. На одной и той же
порции угля АР-3 проведено более 70 циклов адсорбционной де-
парафинизации и регенерации, после чего уголь сохранил актив-
ность на уровне, приемлемом для дальнейшего его использования
[67]. Но при переработке недостаточно высокоочищенных продук-
тов активированный уголь теряет значительную долю активности
уже через несколько циклов.
Достоинства процесса адсорбционной депарафинизации: воз-
можность получения низкозастывающих масел, в том числе и вы-
сокбвязких с предельно низкими температурами застывания,
какие только допускает вязкостное застывание низкозастываю-
щего компонента, простота и дешевизна аппаратурного оформле-
ния. Недостаток процесса на данной с.тадии его разработки —
необходимость глубокой предварительной очистки сырья для
освобождения его от смолистых веществ, необратимо удёрживаемых
углем“”Вслёдствйе указанных выше положительных и отрйцатёль-
ных~сторон процессы депарафинизации активированным углем
на современном этапе их развития можно эффективно применять
при производстве высокоочищенных низкозастывающих масел,
особенно при, относительно небольшом объеме их производства.
О возможности депарафинизации адсорбентами типа
молекулярных сит
В последнее время начали применять еще один тип адсорбен-
тов, способных фракционировать углеводороды, получивших наи-
менование «молекулярных сит». По характеру действия эти ад-
сорбенты отличаются от адсорбентов, рассмотренных выше. Если
полярные адсорбенты делят смеси углеводородов по их химиче-
ской природе, а активные угли — по склонности к кристаллиза-
ции, то молекулярные сита разделяют углеводороды в зависи-
мости от формы и размера их молекул [75—78]. Это направление
разделяющего действия молекулярных сит также может быть ис-
пользовано для целей депарафинизации.
Адсорбенты типа молекулярных сит — кристаллические ве-
щества, кристаллы которых пронизаны порами молекулярных раз-
меров. Особенность данных адсорбентов — однотипность размера
11*
163
этих внутрикристаллических пор. В эти поры способны проникать
и удерживаться там только вещества, у которых так называемый
поперечный размер молекул, т. е. максимальный диаметр сечения
молекулы, перпендикулярного к ее оси, оказывается меньше раз-
мера пор.
Из углеводородов различных структур с равным числом ато-
мов С наименьшим поперечным размером обладают молекулы
углеводородов нормальной структуры. Так, н-алканы от С3 до
С14 имеют поперечный размер молекул, мало изменяющийся
с удлинением цепи и равный примерно 4,9А. Присоединение
к такой молекуле боковой метильной цепи сразу увеличивает
ее поперечный размер до 5,6А. Молекулы большей разветвлен-
ности имеют еще более крупный поперечный размер.
Присоединение к цепи нафтенового или ароматического кольца
увеличивает поперечный размер молекулы выше 6А.
Следовательно, если смесь углеводородов до С14 будет обра-
ботана молекулярным ситом с размером пор 5А, то из этой смеси
будут извлечены все углеводороды нормальной структуры, а
остальные перейдут в неадсорбированный остаток.
По химической природе адсорбенты типа молекулярных сит
относятся к категории естественных или синтетических цеолито-
вых минералов. Кристаллы этих адсорбентов состоят из переме-
жающихся групп SiO4 и А1О4, между которыми расположены
ионы щелочных или щелочноземельных металлов. Размеры пор
молекулярных сит зависят от природы этих ионов, их положения
в кристалле, а также от условий кристаллизации. Из молекуляр-
ных сит естественного происхождения известен минерал шаба-
зит. Шабазит способен избирательно адсорбировать //-алканы до
С3—С5, а по некоторым сведениям — и до С7 [79].
Одна из зарубежных фирм [78] выпускает синтетические мо-
лекулярные сита с размером пор до 5А, способные адсорбировать
н-алканы до С14. Но н-алканы выше С14 этим адсорбентом уже не
извлекаются. Синтез молекулярных сит с размером пор от 4—
5А и выше освоен также в ГрозНИИ Я. В. Мирским [80]. В по-
следнее время были синтезированы молекулярные сита с размером
пор 10 и 13А [81]. В поры этих адсорбентов способны проникать
уже не только н-алканы, но и некоторые ароматические углево-
дороды и алканы с разветвленной цепью. При этом оказалось,
что из углеводородов, способных по поперечному размеру молекул
проникать в крупнопористые адсорбенты, лучше всего удержи-
ваются ароматические углеводороды, а затем нафтены и алканы.
Следовательно, крупнопористые молекулярные сита действуют
на способные проникать в их поры углеводороды так же, как и
обычные полярные адсорбенты.
Молекулярные сита в настоящее время применяют при пере-
работке нефтяных газов и легких бензиновых фракций [82, 83]
164
для выделения из них н-алканов, т. е. для своего рода депарафи-
низации этих бензиновых фракций. Углеводородные смеси можно
обрабатывать молекулярными ситами как в жидкой, так и в па-
ровой фазах.
Сведения об использовании молекулярных сит для депарафи-
низации нефтяных масел еще отсутствуют, но возможность такого
применения, безусловно, имеется.
При этом можно полагать, что молекулярными ситами требуе-
мых размеров пор целесообразно будет депарафинировать узкие
масляные фракции, не содержащие низкомолекулярных нафтенов
и ароматических углеводородов, способных проникать в поры ад-
сорбента и препятствовать адсорбции основной массы «-алканов.
Из легкого масляного сырья, температура застывания которого
обусловливается в основном w-алканами, можно ожидать получе-
ния этим способом достаточно низкозастывающих масел. Для сред-
него же и тяжелого масляного сырья, содержащего застывающие
компоненты разветвленных и циклических структур, метод де-
парафинизации молекулярными ситами может оказаться неэф-
фективным. Но тем не менее не исключена возможность, что моле-
кулярные сита получат применение при обработке средних и
вязких масляных фракций не для снижения их температуры за-
стывания, а для выделения из них w-алканов как целевого про-
дукта, необходимого для большого ряда технических надобностей.
Процесс обработки молекулярными ситами сможет найти приме-
нение также и для выделения н-алканов из технических парафи-
нов или их узких фракций.
ЛИТЕРА ТУРА
1. Богданов Н. Ф. НХ, № 11, стр. 26, 1950.
2. Линь Цзи, Черножуков Н. И. Новости нефтяной техники.
Нефтепереработка, № 1, стр. 3, 1958.
3. Слугина 3. П., Вознесенская Е. В., Васильева Н. И.
Переработка нефти. Материалы межвузовского совещания по вопросам
новой техники в нефтяной промышленности. Гостоптехиздат, 1958, т. 2,
стр. 202.
4. Г у р в и ч В. Л., Сосновский Н.П. Избирательные раство-
рители в переработке нефти. Гостоптехиздат, 1953.
5. Б о г д а н о в Н. Ф. Проблемы переработки нефти. Сборник трудов
ГрозНИИ. Гостоптехиздат, 1946, стр. 23.
6. Андреев. Журнал Русского физико-химического общества,
стр. 397 и 442, 1908.
7. Reeves Е. J. Pattilo G. Е. Petrol. Refiner, v. 27, No. 3,
p. 80, 1948.
8. В a p ш а в e p E. M. Куйбышевская нефть, № 1—2, 1957.
9. Слугина 3. П., Вознесенская Е. В., Васильева Н. И.
Смазочные материалы, присадки к ним и парафины. Труды ВНИИ НП,
вып. VII. Гостоптехиздат, стр. 328, 1958.
10. Б о г д а н о в Н. Ф. Вестник инженеров и техников, № 2, 1951.
11. Б о г д а н о в Н. Ф. Вестник инженеров и техников, № 6, 1951.
12. Б о г д а н о в Н. Ф. Вестник инженеров и техников, № 1, 1953.
13. Weir J. W. USA Pat. No. 1509325, 23, IX 1924; USA, Pat.
No. 2005062, 8. VI 1935.
14. Weir J. W. Oil and Gas J., v. 24, No. 17, p. 24, 84—86, 1925.
165
15. Шапиро Г. Л. Азерб. нефт. хоз., № 11, 1937.
16. Э мирджанов Р. Т. Основы расчета нефтезаводских процессов
и аппаратов. Азнефтеиздат, 1956, стр. 345—350, 374—379.
17. Касаткин А.Г. Основные процессы и аппараты химической
технологии. Госхимиздат, 1950.
18. С о к о л о в В. И. Трубчатые сверхцентрифуги. Госхимиздат, 1949.
Соколов В. И. Центрифуги, Машгиз, 1950.
19. Митрофанов М. Г., Левченко Е. С., Артемьева О. А.,
Гаврун В. Е., Бондаренко Н. И., Шульга Л. П. Труды
второй научно-технической конференции ГрозНИИ. Чечено-Ингушское
книжное издательство, 1957, стр. 342.
20. Богданов Н. Ф. Отчет ГрозНИИ по теме № 16, 1945.
21. Митрофанов М.Г., Мартыненко А.Г., Ар-
темьева О. А. Отчет ГрозНИИ по теме № 48, 1957. Отчет ГрозНИИ
по теме № 59, 1958.
22. Nat. Petr. News, р. R-9, 3/1 1945.
23. В а с k 1 u n d N. О. J. Inst. Petrol. Techn., v. 19, p. 1—34,
1933.
24. Каличевский В. А. Современные методы производства сма-
зочных масел. Гостоптехиздат, 1947, стр. 38.
25. Stanton R. Е. USA Pat. No. 1940654, 19/XII, 1933; Subkow R.
USA Pat., No. 2054273, 15. IX 1936.
26. Bing em M. E. DR Pat. No. 123438, 1940.
27. Fetterly L. USA Pat. 2520716, 1950.
• 28. В e i 1 y. Ind. Eng. Chem., No. 9, p. 2125, 1951.
29. Powell H. M. I. Chem. Soc., p. 61, 1948.
< 30. S c h 1 e n k К W. Chemie et Jnd., v. 69, No. 3, p. 454, 1953.
< 31. Гуревич И. Л., Вэн-Чжэн Ян, Щербакова В. А.
Химия и технология топлив и масел, № 8, 1957.
32. Г о п а л а н К. В. IV международный нефтяной конгресс, т. IV.
Гостоптехиздат, 1956, стр. 330.
33. R е d 1 i с h О., G a b 1 е С., D u n 1 о р А., М i 1 1 а г Е. J. Amer.
Chem. Soc., v. 72, No. 9, p. 4153, 1950.
34. M c L a n g h 1 i n R. L. «The Chemistry of Petr, hydrocarbon», New
York, v. 1, p. 241—274, 1954.
35, Старобинец Г. Л., Большова Т. А. Журнал аналити-
ческой химии, т. 13, вып. 2, стр. 235, 1958.
36. Н о р р е A. Erdol u. Kohle, IX, v. И, No. 9, р.'618, 1958.
" 37. Кузьмин С. Т., Черножуков Н. И. Известия высшпх
учебных заведений. Нефть и газ, № 1, 1958, стр. 114.
38. К у л и е в А. М., К у л и е в Р. Ш., Алиев М. И. Технология
получения и исследование масел из бакинских нефтей. Азнефтеиздат, 1958,
стр. 190, 212, 382.
• 39. Черножуков Н.И., Крейн С. Э., Лосиков Б.В.
Химия минеральных масел. Гостоптехиздат, 1959, стр. 216—228.
40. Кулиев А. М., О ру д ж е в а И. М., М и р д ж а в а д о в а М. М.,
Л ючинов а С. Н. Новости нефтяной техники. Нефтепереработка, № 5,
1957.
41. М и р д ж а в а д о в а М. М., Оруджева И. М. НХ, № 12,
1956. Азерб. нефт. хоз., № 5, 1957.
42. Мирджавадова М.М. Ученые записки АГУ им. Кирова,
№ 7, 1957.
43. Богданова В. А. Известия высших учебных заведений. Нефть
и газ, № 9, стр. 73, 1958.
44. Дружинина А. В., Рысаков М.В., Г о л ь д ш т е й н Д. Л.,
Николаева В. Г., М я ч и н а М. С., Рогов С. П. Смазочные
материалы, присадки к ним и парафины. Труды ВНИИ НП, вып. VII. Гос-
топтехиздат, 1958, стр. 166.
45. Н и к о л а е в а В. Г., Духнина А. Я., Попова Э. М.,
Б а е в и ч Ю. А., Самгин И. Б., Перченко А. А., Левин-
166
сон Г. И. Смазочные материалы, присадки к ним и парафины. Труды
ВНИИ НИ, вып. VII. Гостоптехиздат, 1958, стр. 253.
46. Шампанья А. IV международный нефтяной конгресс в Риме,
т. IV. Гостоптехиздт, 1956, стр. 305.
47. Топчиев А. В., Розенберг Л. М., Нечитайло Н. А.,
Терентьева Е.М. Докл. АН СССР, т. 98, 412, стр. 223, 1954.
48. Д у х н и н а А. Я., Николаева В. Г., Левинсон Г. И.
Новости нефтяной техники. Нефтепереработка, 1958.
49. Jata. J. Chem. Japan, Industr. Chem. Soc., 59, No. 12, p. 1411—
1415, 1956 (Реферативный журнал. Химия № 4, Реферат № 12533, 1958).
50. Митрофанов М. Г., Левченко Е.С., Артемьева О. А.,
Г а в р у н В. Е., Бондаренко Н. И., Шульга Л. П. Труды
второй научно-технической конференции ГрозНИИ. Чечено-Ингушское
книжное издательство, 1957, стр. 342.
51. Митрофанов М.Г. Новости нефтяной техники. Нефтепере-
работка, № 8, 1958.
52. Г о л с б р у Л. Н. IV международный нефтяной конгресс в Риме,
т. IV. Гостоптехиздат, стр. 320, 1956.
53. King, Meyers. USA Pat. No. 2642379, 1953.
54. USA P. No. 2663670, Chem. Eng., v. 61, No. 4, 1954.
55. Mair B. J. Anal. Chem., v. 28, No. 1, 1955.
56. Katz E. Przemysl Chemierny, v. 18, p. 408, 1934.
57. -H u n t e г T., Brown T. J. Inst. Petr., v. 35, No. 302, p. 73,
1949.
58. G a i 1 о r P. USA Pat. No. 2541338, Petrol. Process., v. 6, No. 5,
p. 523, 1951.
59. F i s h e г W. Petrol. Refiner, IX, v. 36, No. 9, p. 236, 1957.
60. Богданов. H. Ф., Степуро С. И. Отчет ГрозНИИ по теме
№ 6, этап 7, 1958.
61. Богданов Н. Ф., Степуро С. И., Брещенко Е. М.,
Сергеева М. И. Отчеты ГрозНИИ по теме № 35, 1956; по теме № 43,
1955.
62. Богуславская М. С., Беликовский А. С. НХ, № 3,
1947.
63. Гуревич И. Л. Авторское свидетельство № 7531, 1947.
64. Кичкин Г. И. НХ, № 7, 1955.
65. Богданов Н. Ф., Брещенко Е.М. Отчет ГрозНИИ по
теме № 43, 1955.
66. Богданов Н. Ф., Брещенко Е.М. Отчет ГрозНИИ по
теме № 39, этап 3, 1956.
67. Богданов Н. Ф., Брещенко Е.М. Отчет ГрозНИИ
по теме № 49, этап 1, 1957.
68. Богданов Н. Ф., Степуро С. И., Митрофанов М. Г.
Технология переработки нефти и газа и нефтехимия. Труды ГрозНИИ,
вып. VII, 1960.
69. Богданов Н. Ф., Степуро С. И., Брещенко Е. М.,
С е п г е е в а М. И. Труды второй научно-технической конференции Гроз-
НИИ. Чечено-ИнгушСкое книжное издательство, 1957, стр. 403.
70. Б р е щ е н к о Е.М. Химия и технология топлив и масел, № 3,
1959.
71. Россини Ф. Д., М э й р Б. Д., С т р е й ф А. Д. Углеводороды
нефти. Гостоптехиздат, 1957.
72. Б р е щ е н к о Е.М. Диссертация ГрозНИИ, 1956.
73. Брещенко Е.М. Химия и технология топлив и масел, № 9,
1957.
74. Дубинин М. М. Успехи химии, 24, № 5, 1955.
75. В а г г е г R. М., Baynham J. W. J. Chem. Soc., р. 2882,
2892, 1956.
76. В а г г е г R., Berchelz L., J. Soc. Chem. Ind. (London), v. 64,
p. 131, 1945.
167
77. В а г г е г R., Riley D. J. Chem. Soc., р. 133, 1948.
78. Nelson К., Grimes М., Heinrich В. Anal. Chem.,
v. 29, 1016, 1957.
79. Linde Air Product Co. «Molecular Sieves for selective Adsorption»,
New York, 1955.
80. Мирский Я. В. Докл. АН СССР, т. 130, № 1, стр. 115, 1960.
81. Mair Shameiengar. Anal. Chem., v. 30, p. 276, No. 2, 1958.
82. Franz W., Christensen E., May J., Hass H. Petr.
Refiner, v. 38, No. 4, 1959.
83. Braughton D., Carson D., Oil a. Gas Journ., v. 57, No. 15,
1959.
84. Гусейнов Д.А. Технология производства смазочных масел.
Азнефтеиздат, 1956, стр. 315—319.
85. Ч е р н о ж у к о в Н. И. Технология нефти, часть III. Гостоптех-
издат, 1952.
86. Р о е 1 1 Н. Ill, World Petroleum Congress, Haugue, sect. Ill, 1951.
87. Ч ерн ожуков H. И., Линь Ц з и. Диссертационная работа.
МНИ, 1958.
88. Брещенко Е.М. Азерб. нефт. хоз., № 4, стр. 30, 1957.
Глава IV
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОЦЕССОВ
ДЕПАРАФИНИЗАЦИИ
Депарафинизация кристаллизацией охлаждением
без растворителей
Область применения. Процессы депарафинизации кристалли-
зацией без растворителей применяют для переработки маловяз-
ких парафиновых дистиллятов с получением гача как целевого
продукта для последующей выработки из него парафина. Депара-
финизацию перерабатываемого продукта проводят неглубоко для
получения фильтратов с температурой застывания порядка 0°
и выше.
При помощи этих процессов возможно депарафинировать ди-
зельные топлива, при этом основным целевым продуктом будет
фильтрат. Депарафинизацию дизельных топлив можно проводить
при температурах от —15 до —30° в зависимости от требуемых
свойств дизельных топлив.
Способ отделения застывающих компонентов. В этих процес-
сах депарафинизации выкристаллизовавшийся парафин отделяют
от депарафинированного продукта фильтрпрессованием под давле-
нием на рамочных фильтрпрессах периодического действия.
Депарафинизация дизельных топлив возможна также и на
вакуумных фильтрах.
Технологические схемы процесса. В промышленности приме-
няют три основных варианта технологической схемы рассматри-
ваемого процесса: одноступенчатая фильтрация, двухступенча-
тая фильтрация по грозненскому методу (по фильтрату) и
двухступенчатая фильтрация по дрогобычскому методу (по гачу).
Схемы этих вариантов процесса показаны на рис. 23.
Одноступенчатый вариант технологической схемы (рис. 23а)
заключается в следующем. Компоненты сырья (парафиновый
дистиллят и первый оттек камер потения) закачивают в сырье-
вую емкость 1 при температуре выше их температуры застывания..
Весьма полезна выдержка сырья в емкости перед взятием его в пе-
реработку. Сырьевую смесь из емкости 1 подают в холодильник
предварительного охлаждения 2, в котором охлаждают водой до
169
'температуры, близкой к температуре насыщения ее парафином.
После холодильника сырьевая смесь поступает для дальнейшего
охлаждения в кристаллизаторы 3, где охлаждается хладагентом
до конечной температуры, при которой проводится фильтрация.
В качестве хладагента применяют водные растворы хлористого
кальция или хлористого натрия. Для устранения коррозии ап-
паратуры солевые растворы целесообразно заменять керосиновой
фракцией, кипящей в пределах 200—275°. Охлаждать можно и
непосредственным испарением аммиака в рубашках кристаллиза-
Рис. 23. Депарафинизация фильтрпрессованием без растворителей.
а — одноступенчатая фильтрация; б — двухступенчатая фильтрация по грозненскому
методу (по фильтрату); в — то же по дрогобычскому методу (по гачу).
Линии: I — парафиновый дистиллят; II — первый оттек камер потения; III — гач;
ПГ — гач I ступени; 111" — гач II ступени; IV — фильтрат; IV' — фильтрат I ступени;
IV" — фильтрат II ступени.
торов. В более совершенных вариантах технологической схемы
процесс охлаждения сырья в кристаллизаторах проводят сначала
водой, затем отходящим фильтратом и только в конце охлажде-
ния — хладагентом. Такая система охлаждения существенно со-
кращает энергетические расходы.
Охлаждать сырьевую смесь необходимо с умеренной скоростью.
Стремление вести ускоренное охлаждение для экономии числа
кристаллизаторов созданием, например, более высокого перепада
температур между охлаждаемым продуктом и хладагентом не
оправдывает себя, поскольку ускорение охлаждения ухудшает кри-
сталлическую структуру и фильтруемость сырья, что снижает
производительность фильтрпрессного оборудования и всей уста-
новки в целом.
При охлаждении в кристаллизаторах сырье непрерывно пере-
мешивается скребками, которые очищают поверхность охла-
470
ждения от застывающего на ней продукта. Интенсивность пере-
мешивания сырья в кристаллизаторах также существенно влияет
на его кристаллическую структуру. На кристаллизаторах неко-
торых конструкций перемешивание ведется со скоростью вращения
скребков 60—70 об/мин. Но такие высокие скорости бесполезны,
так как при этом ухудшается кристаллическая структура сырья
и непроизводительно затрачивается электроэнергия, повышается
износ деталей кристаллизаторов. Вполне достаточна скорость
6—12 об/мин.
Из кристаллизаторов охлажденное сырье поступает в сборную
емкость (на схеме не показана) и из нее подается на фильтрпрессы 4.
Фильтрпрессование сырья ведут при давлениях, зависящих от
конструкции фильтрпрессов. На фильтрпрессах старых конструк-
ций фильтрацию проводят под давлением 6—10 атпм. На фильтр-
прессах современных конструкций давление фильтрации дости-
гает 35—40 атм и выше. Чем под более высоким давлением
протекает фильтрация, тем выше производительность фильтрпрес-
сов. Работа фильтрпрессов при пониженном давлении является
скрытым простоем.
При одноступенчатой фильтрации получаемые гач и фильтрат
являются конечными продуктами процесса. При двухступенча-
той фильтрации по грозненскому методу (рис. 23, б) первичную
фильтрацию ведут при повышенной температуре. Полученный
фильтрат собирают в емкостях 5 и затем подают на вторую ступень
охлаждения 6 и фильтрации 7. Вторую ступень фильтрации про-
водят при конечной температуре процесса.
При двухступенчатом варианте процесса по дрогобычской
схеме (рис. 23, в) первичная фильтрация проводится при конеч-
ной температуре процесса. Но длительность цикла фильтрации
устанавливается сокращенной, в результате чего гач I ступени
(«минус-гач») имеет пониженное содержание парафина. Для по-
вышения содержания парафина гач плавят, затем охлаждают
в кристаллизаторах 6 и фильтруют на фильтрпрессах 7 при
повышенной температуре (порядка 20—30°). Получаемый при этом
гач II ступени («плюс-гач») является уже целевым продуктом
процесса. Фильтрат II ступени добавляют к исходному сырью
для повторной переработки.
Наиболее простым и экономически рентабельным является
вариант одноступенчатой фильтрации, который и рекомендуется
применять не прибегая без необходимости к вариантам двухступен-
чатой фильтрации. Варианты же двухступенчатой фильтрации
связаны с дополнительными энергетическими и другими эксплу-
атационными расходами, а также со снижением общей произво-
дительности аппаратуры, поскольку в этих вариантах часть
продуктов приходится перерабатывать дважды.
Грозненский вариант двухступенчатой схемы фильтрации до-
пустимо применять при переработке весьма богатого парафином
сырья, которое при непосредственном охлаждении его до конечной
171
температуры фильтрации приобрело бы столь густую конси-
стенцию, что его невозможно было бы ни пропускать через кри-
сталлизаторы, ни перекачивать насосами по трубопроводам.
Дрогобычский вариант целесообразно использовать при низ-
кой конечной температуре фильтрации или при переработке
сырья повышенной вязкости и ухудшенной фильтруемости, когда
непосредственное доведение содержания парафина в гаче до нор-
мального (до 68—72%) потребовало бы большой продолжитель-
ности цикла фильтрации, т. е. значительного снижения произво-
дительности фильтрпрессов. Но при использовании дрогобыч-
ского варианта нужно иметь в виду, что гач приходится выгру-
жать из фильтрпрессов дважды: один раз при холодной фильтра-
ции и второй раз при теплой, что удваивает затраты ручного
труда.
Таблица 24
Режим и технологические показатели депарафинизации
фильтрпрессованием без растворителей парафиновых
дистиллятов грозненских нефтей и дистиллята
дизельного топлива
Показатели Парафиновый дистиллят Дистиллят дизельного топлива
I II ступень ступень I ступень
Взято, %
дистиллята 90 — 100
первого оттека 10 — —
Получено, %:
гача I ступени 13 — 11,5
гача II » — 15 —
фильтрата II (I) ступени 87 72 88,5
Температура фильтрации, °C Средняя скорость охлаждения 15 +2 —12
в кристаллизаторах, град/час 25 15 20
Давление фильтрации на фильтрпрессах, атм . . . Продолжительность цикла 20—25 33-35 30
фильтрации, часы Средняя скорость фильтрации, 3—3,5 7—8,5 2,5
кг/час мг 9—11 4-5 25
В табл. 24 приводятся режим и технологические показатели
переработки смеси парафиновых дистиллятов грозненских и за-
теречных нефтей по грозненскому варианту двухступенчатой
схемы фильтрации. В табл. 24 помещены также результаты де-
парафинизации дистиллята дизельного топлива на опытной уста-
новке ГрозНИИ по одноступенчатому варианту. Свойства исход-
ных продуктов и полученных продуктов депарафинизации
приведены в табл. 25.
172
Таблица 25
Свойства исходных продуктов и продуктов депарафинизации
фильтрпрессованием без растворителей парафиновых дистиллятов
грозненских нефтей и дистиллята дизельного топлива
Продукт Плотность Вязкость (в сст) при температуре Температура насыщения или плавления, °C Содержание парафина, %
о О LQ фильтра- ции
Парафиновый дистиллят 0,866 9,3 28 22
Первый оттек 0,857 8,8 — 29 42
Сырьевая смесь 0,865 9,2 — 29 24,0
Гач I ступени 0,835 7,9 — 51 74
Гач II » 0,831 8,2 — 43 71
Фильтрат I ступени 0,871 9,4 60 17 16
Фильтрат 11 » 0,879 9,6 140 5 5,2
Дистиллят дизельного топлива . . 0,854 9,4 (при 20°) — 2,3 8,1
Фильтрат дизельного топлива . . . 0,860 9,7 (про 20°) 26 —И —
Легкоплавкий гач 0,816 3 2 (при 70°) — 38,5 68,8
Примечание. Повышенная температура насыщения фильтратов по сравнению
с температурой фильтрации обусловливается пропусками в фильтрпрессах неотфиль-
трованного продукта.
Депарафинизация кристаллизацией из углеводородных
растворителей-разбавителей
К процессам депарафинизации кристаллизацией из углеводо-
родных растворителей-разбавителей относятся две группы про-
цессов, существенно отличающихся друг от друга по технологи-
ческому оформлению: группа процессов депарафинизации в рас-
творе жидких углеводородов, в частности бензиновых фракций,
и группа процессов депарафинизации в растворе сжиженных
углеводородных газов — пропана, бутана, главным образом в рас-
творе пропана.
Главные различия этих двух групп процессов как в техноло-
гическом, так и в аппаратурном оформлении обусловливаются
различным физическим состоянием применяемых растворителей.
В первой группе процессов все технологические операции — охла-
ждение, отделение твердой фазы и др. — проводят при давлениях,
близких к атмосферному. Во второй группе процессов все основ-
ные технологические операции приходится осуществлять при по-
вышенных давлениях.
173
Различное физическое состояние применяемых растворителей
обусловливает, в частности, и различие способов отделения твер-
дой фазы от жидкой. При процессах депарафинизации в бензи-
новых фракциях для отделения твердой фазы применяют центри-
фугирование. При депарафинизации же в пропане для отделения
твердой фазы используют барабанные фильтры, так как отсут-
ствуют центрифуги, которые работали бы при повышенных давле-
ниях. Имеются различия также и в способах охлаждения перера-
батываемого раствора и других деталях технологического офор-
мления процессов.
Депарафинизация в бензиновых фракциях
Область применения. Процессы депарафинизации кристалли-
зацией охлаждением из растворов в жидких углеводородных
растворителях-разбавителях применяют почти исключительйо
для депарафинизации тяжелого остаточного сырья. Перед депа-
рафинизацией сырье проходит деасфальтизацию и очистку изби-
рательными растворителями. Применяют предварительную
очистку сырья и кислотно-контактным методом.
Рис. 24. Депарафинизации кристаллизацией в углеводородных раствори-
телях.
1 — емкость сырья; 2 — емкость растворителя-разбавителя; 3 — смеситель; 4 — сме-
сительная емкость; 5 — кристаллизационные башни, охлаждаемые раствором депарафи-
нированного масла; 6 — кристаллизационные башни, охлаждаемые аммиаком; 7 —
напорные бачки; 8 — центрифуги I ступени; 9 — емкость раствора депарафинированного
масла; 10— емкость масляного петролатума; 11 — подогреватель; 12 — смесительная
емкость для масляного петролатума; 13 — регенеративные кристаллизаторы; 14 — ам-
миачные кристаллизаторы; 15 — центрифуги II ступени; 16 — емкость раствора засты-
вающего масла; 17 — емкость сухого петролатума.
Линии: I — сырье; II — растворитель-разбавитель; III — охлажденный раствор
сырья; IV — раствор депарафинированного масла; V — масляный петролатум; VI —
растворитель-разбавитель на смешение с масляным петролатумом; VII — раствор засты-
вающего масла; VIII — сухой петролатум; IX — на отгон растворителя; X — вода;
XI — пары аммиака.
174
Можно применять данные процессы и для переработки дистил-
лятного сырья. Но в этом случае в депарафинируемый раствор
необходимо вводить поверхностно-активные вещества (присадки-
депрессаторы, естественные депрессаторы), придающие выкристал-
лизовывающемуся парафину компактную дендритную структуру.
Без добавки депрессаторов дистиллятное сырье данным способом
не поддается депарафинизации.
Способ отделения застывающих компонентов. Застывающие
компоненты в данной группе процессов выделяют из охлажден-
ного депарафинируемого раствора методом центрифугирования
на центрифугах непрерывного действия с выводом суспензии пет-
ролатума с периферии центрифуги.
Технологическая схема процесса. Нагретое исходное сырье
(рис. 24) смешивается в потоке в диафрагменном смесителе с 2—
2,5 частями растворителя-разбавителя и поступает в сборный
(смесительный) резервуар, оборудованный пропеллерной ме-
шалкой для выравнивания концентрации полученного раствора.
В качестве растворителя-разбавителя применяют обычно бен-,
зиновую фракцию парафинистых нефтей плотностью 0,724—
0,727, кипящую в пределах 75—135° (нафта). В более совершенных
вариантах этого процесса в качестве растворителя используют тех-
нический гептан или гексан, которые обладают меньшей растворя-
ющей способностью в отношении парафинов и дают более низкую
вязкость рабочего раствора. Перед смешением сырье нагревают
до такой степени, чтобы температура раствора в сборном резер-
вуаре была 50—60°. Иногда смесь сырья с растворителем пропу-
скают перед смесителем через однопоточный (т. е. типа «труба
в трубе») подогреватель. Далее раствор сырья направляют для
охлаждения и кристаллизации в кристаллизационные башни,
которые представляют вертикальные сосуды, оборудованные
внутри вертикальными охлаждающими змеевиками. В первых
по ходу раствора башнях раствор для экономии холода охла-
ждают депарафинированным продуктом, отходящим из центри-
фуг на регенерацию. В последних башнях охлаждение ведут ис-
парением жидкого аммиака в змеевиках.
Из кристаллизационных башен охлажденный и закристал-
лизованный раствор поступает в напорный бачок и оттуда по рас-
пределительному трубопроводу параллельно направляется на
центрифуги I ступени.
Центрифугирование раствора на I ступени ведут при конеч-
ной температуре процесса. Раствор депарафинированного масла
отходит при этом к центру ротора центрифуг, оттуда его выводят
и собирают в приемном резервуаре. Из приемного резервуара
холодный раствор депарафинированного масла откачивают че-
рез змеевики кристаллизационных башен в аппаратуру для от-
гона растворителя.
Для вывода из центрифуг суспензии петролатума, которая от-
лагается на периферии ротора, в петролатумную чашку подают
175
горячую воду (температура 60—65°). Вода, подплавляя петрола-
тум, позволяет непрерывно выводить его из центрифуги'. Пребыва-
ние горячей воды в центрифуге очень кратковременно, вслед-
ствие чего холодный раствор не успевает нагреться в ней и по-
дача горячей воды в центрифугу не ухудшает результаты депара-
финизации. Выходящая из центрифуг смесь петролатума с водой
поступает в водоотделитель, где петролатум отделяется от воды
и направляется на дальнейшую переработку. Вода собирается
в сборнике, подогревается до требуемой температуры и вновь по-
дается в центрифуги.
Полученный при I ступени центрифугирования петролатум
содержит повышенное количество масла и именуется масляным
петролатумом. Для уменьшения содержания в петролатуме
масла с целью повышения общего отбора целевого масла от сырья
петролатум подвергают вторичному центрифугированию. Для
этого его подогревают и смешивают со свежей порцией раствори-
теля, подаваемой в количестве пяти-шести объемов на один объем
масляного петролатума. Полученный раствор петролатума затем
охлаждают, сначала в холодильниках отходящим из центрифуг
холодным раствором масла, затем в кристаллизаторах испарением
жидкого аммиака до температур менее низких, чем при охлажде-
нии раствора сырья на I ступени центрифугирования. Охлажденный
раствор петролатума подают на центрифуги II ступени, т. е.
на вторичное центрифугирование, выполняемое технически так
же, как и первичное.
Полученный после вторичного центрифугирования раствор
сухого петролатума направляют в аппаратуру для отгона рас-
творителя. Раствор же застывающего масла, извлеченного из
петролатума при вторичном центрифугировании, добавляют к ис-
ходному рабочему раствору.
Эффективность рассматриваемого процесса значительно за-
висит от кристаллической структуры охлажденного раствора.
Для достижения нужной кристаллической структуры охлаждение
раствора в кристаллизационных башнях ведут медленно со ско-
ростью, не превышающей 4—5 град/час. Ускорение охлаждения
резко ухудшает центрифугирование и является недопустимым.
Для улучшения кристаллической структуры рабочих раство-
ров полезно добавлять присадки-депрессаторы не только к дистил-
лятному сырью, но и к остаточному. На результатах депарафи-
низации рассматриваемым методом положительно сказывается
рекомендованная Н. И. Черножуковым добавка к сырью оки-
сленного петролатума.
Ниже приведены основные технологические показатели депа-
рафинизации кристаллизацией в растворе нафты сырья для вы-
работки масла МК-22.
Взято, частей.'.
исходного рафината.......................................... 100
нафты................................................... 230
176
Получено, частей:
раствора депарафинированного масла . . . 245
раствора петролатума.................... 75
в том числе:
депарафинированного масла без раствори-
теля ...................................... 68
петролатума без растворителя.................. 32
Потери растворителя, части......................... 10
Плотность раствора сырья в нафте ................. 0,785
Плотность раствора депарафинированного масла
в нафте.......................................... 0,779
Температура охлаждения I ступени, °C ... . —384—-45
» » II » °C ... . —20
Температурный эффект депарафинизации, °C —25
Скорость охлаждения раствора сырья в кристал-
лизационных башнях, град/час ............. 4—5
Длительность пребывания раствора в центри-
фуге, мин................................... 0,3—0,5
Производительность центрифуги (по раствору),
т/час....................................... 0,6—0,9
Число оборотов ротора центрифуги, об/мин . . 15 000—17 000
В табл. 26 приведены свойства продуктов, полученных при
депарафинизации кристаллизацией в растворе нафты.
Таблица 26
Продукт Плот- ность е24° Вязкость при 100°, сст Коксуе- мость, % Темпера- тура застыва- ния, °C
Исходный рафинат . . Депарафинированное 0,892 20,6 0,41 +52
масло 0,908 23,3 0,56 —14
Петролатум 0,875 17,3 — +62
Процесс описан в основном по материалам работ [1—3] с уче-
том более поздних сведений о работе соответствующих промышлен-
ных установок. Подробности технического осуществления дан-
ного процесса можно найти в работе [1].
Депарафинизация в пропановых
растворах
Область применения. Процесс депарафинизации нефтяных
продуктов в пропановом растворе применяют для переработки
широкой гаммы масляного сырья, начиная от легких дистиллятных
фракций вязкостью при 50° на уровне 6 сст и кончая тяжелыми
остаточными продуктами, имеющими вязкость, доходящую до
60 сст при 100°. Данный процесс применяют также для обез-
масливания гачей и петролатумов с целью получения техниче-
ских парафинов и церезинов.
12 Заказ 1159.
177
Посредством депарафинизации масляного сырья в пропановом
растворе обычно изготовляют масла с температурами застывания
порядка —15 ч- —20°, а при обезмасливании гачей — техниче-
ские парафины с низким содержанием масла (ниже 0,5—1,0%\.
При применении процесса пропановой депарафинизации к пе-
реработке остаточных продуктов можно создать комбинирован-
ные установки, на которых в растворе пропана будет проводиться
полная переработка масляного сырья до получения целевого
масла с включением процессов деасфальтизации, очистки рас-
творителями, депарафинизации и доочистки адсорбентом.
Применяемый растворитель. При процессах депарафинизации
данной группы в качестве растворителя используют сжиженный
технический пропан. В отношении углеводородного состава к тех-
ническому пропану, применяемому при депарафинизации, предъ-
являются менее жесткие требования, чем к пропану, употребляе-
мому при деасфальтизации. Технический пропан, применяемый
для депарафинизации, может содержать без ущерба для пока-
зателей процесса до 25—30% бутанов. Присутствие пентанов
и высших нежелательно, в частности, из-за более затруднитель-
ной их отгонки при регенерации растворителя.
Процесс депарафинизации можно осуществлять также и с при-
менением в качестве растворителя технического бутана. Требо-
вания к его качеству аналогичны указанным для технического
пропана.
Способ охлаждения. Растворы перерабатываемого сырья в про-
пане можно охлаждать хладагентами или «самоохлаждением»,
т. е. охлаждением за счет испарения из раствора части пропана.
Охлаждение хладагентами проводят в аппаратуре непрерывного
действия.
При температурах, превышающих температуру начала кристал-
лизации сырьевого раствора, охлаждение осуществляют в обычных
теплообменных аппаратах, а в области температур, при которых
из раствора выкристаллизовывается твердая фаза, — в обычных
вертикально или горизонтально расположенных цилиндрических
емкостях высокого давления или в скребковых кристаллизаторах
типа «труба в трубе». В качестве хладагента в большинстве слу-
чаев применяют испаряющийся аммиак, но можно применять
также и сжиженный пропан. В начальной стадии охлаждения
в качестве хладагента используется отходящий холодный филь-
трат.
При охлаждении в скребковых кристаллизаторах растворов
остаточного ^сырья в пропане иногда наблюдается налипание вы-
деляющейся твердой фазы (петролатума) на скребках.
Охлаждение за счет испарения из раствора части пропана
проводят в аппаратах периодического действия либо башенного
типа, либо представляющих собой горизонтальные емкости.
Скорость охлаждения регулируют скоростью снижения давле-
ния в аппарате путем откачки компрессором паров пропана.
178
Для поддержания при «самоохлаждении» нужной степени раз-
бавления сырья в раствор вводят избыток пропана перед
началом охлаждения или добавляют холодный пропан по окон-
чании охлаждения.
При добавке холодного пропана к охлажденному сырью до-
стигается более благоприятная для фильтрации кристаллическая
структура раствора. Охлаждение за счет испарения самого про-
пана приходится вести в аппаратах периодического действия по
той причине, что в аппаратах непрерывного действия не удается
постепенно охлаждать раствор, поскольку раствор, непрерывно
вводимый в аппарат с пониженным давлением, резко самоохпа-
ждается с большей скоростью, что приводит к ухудшенной кри-
сталлической структуре, резко затрудняющей последующую его
фильтрацию.
Способ отделения твердой фазы. Выкристаллизовавшийся
парафин отделяют от раствора масла при депарафинизации в про-
пановом растворе фильтрацией на барабанных фильтрах непре-
рывного действия, работающих под небольшим избыточным да-
влением в корпусе фильтра. Отдувка лепешки осадка с фильтрую-
щей поверхности осуществляется парами пропана. Поскольку
весь процесс фильтрации протекает в атмосфере паров пропана,
то инертные дымовые газы на установках пропановой депара-
финизации не требуются.
Успешно отделять твердую фазу при пропановой депарафи-
низации можно было бы и центрифугированием. Однако центри-
фугирование для этих процессов в настоящее время еще не при-
меняют вследствие отсутствия герметизированных центрифуг
непрерывного действия, которые могли бы работать при некотором
избыточном давлении. Создание таких центрифуг является одной
из проблем дальнейшего развития техники депарафинизации.
Технологическая схема процесса. Приведенная на рис. 25*
технологическая схема депарафинизации масляного сырья в про-
пановых растворах составлена на основании описаний промышлен-
ных вариантов этого процесса, помещенных в ряде зарубежных
литературных источников [4—7 и др.].
Эта схема относится к варианту процесса, в котором охлажде-
ние сырьевого раствора ведут методом «самоохлаждении». Вари-
ант процесса с внешним охлаждением аналогичен по схеме
описываемым ниже процессам депарафинизации с кето-н-бензол-
толуоловыми растворителями, вследствие чего описание такого
варианта здесь опускается.
Процесс в рассматриваемом варианте протекает следующим об-
разом. Исходное сырье смешивают с двумя-тремя объемами жид-
кого пропана и нагревают для полноты растворения в пропане
до температуры, превышающей на 5—10° температуру застыва-
ния сырья. Полученный раствор охлаждают водой, затем фильт-
ратом и собирают в емкости теплого раствора, из которой рас-
твор направляют в один из кристаллизаторов самоохлаждения,
12*
179
работающий периодически. Температура в кристаллизаторах по-
нижается в результате постепенного снижения в них давления
путем откачки паров пропана компрессором. Скорость охлаждений
сырьевого раствора не должна превышать 1—3 град/мин. Повы-
шение скорости охлаждения, например, до 10 град/мин сильно
уменьшает выходы масла и ухудшает показатели фильтрации.
Л
Рис. 25. Депарафинизация в пропановом растворе.
I — емкость сырья; 2 — емкость пропана; •? — нагреватель; < — холодильник; 5, 15,
1в — теплообменники; 6 — сборник теплого раствора сырья; 7 — кристаллизаторы
самоохлаждения периодического действия, работающие попеременно; я — каплеотбой-
ники; 9 — сборник охлажденного раствора сырья; 10 — барабанный фильтр; 11 —
емкость охлажденного пропана; 12 — приемник суспензии гача (петролатума); 13 —
приемник пропана от промывки лепешки на фильтрах; 14 — приемник раствора депара-
финированного масла.
Линии: I — сырье; II —пропан; III —теплый раствор сырья; IV — охлажденный
раствор сырья; V — суспензия гача (петролатума); VI — пропан от промывки лепешки
на фильтрах; VII — раствор депарафинированного масла; VIII — охлажденный пропан
на разбавление лепешки гача; IX — охлажденный пропан на промывку лепешки на
фильтрах; X — охлажденный пропан на разбавление охлажденного раствора; XI — ох-
лажденный пропан на добавку к сырьевому раствору для компенсации убыли его при
самоохлаждения; XII —отсос паров пропана компрессором; XIII —раствор депарафи-
нированного масла на регенерацию растворителя; XIV — раствор гача (петролатума)
на регенерацию растворителя.
Испарившийся пропан пополняется либо непрерывно в процессе
охлаждения либо сразу в конечной стадии охлаждения. Раствор
охлаждают до —35 -----42°. Затем охлажденный раствор пере-
водят в сборную емкость и оттуда подают на барабанные фильтры
непрерывного действия, работающие при избыточном давлении.
Рабочее давление фильтрации поддерживают в пределах 0,2 —
0,7 атм.
Барабан вращается со скоростью 5—20 об/час, которая устана-
вливается так, чтобы толщина лепешки осадка на фильтре не превы-
шала 6—8 мм. Отфильтрованную лепешку промывают на фильтре
100—150% пропана (% объемн. от сырья). Иногда для поддержа-
ния в корпусе фильтра повышенного давления с целью увеличе-
ния скоростей фильтрации на промывку лепешки подают пропан
180
с более высокой температурой, чем температура основного рабо-
чего раствора. Фильтрат от промывки, содержащий в этом слу-
чае масло с повышенной температурой застывания, используют
для разбавления сырья.
Процесс пропановой депарафинизации можно проводить также
и в две ступени как по гачу, так и по фильтрату. Система двух-
ступенчатой обработки позволяет увеличить выход масла и сни-
зить содержание его в гаче (петролатуме). Но при этой системе
работы общая производительность фильтровального оборудова-
ния снижается.
Эффективность депарафинизации в пропановых растворах за-
висит в большой мере от кристаллической структуры выделяю-
щегося из раствора парафина. Наилучшей является компактная
дендритная структура, при которой скорость фильтрации может до-
стигать 800—1200 кг!м2 час по сырью. Такую структуру дает
обычно остаточное сырье. При монокристаллической же струк-
туре, свойственной дистиллятному сырью, скорость фильтрации
снижается до 50—70 кг!м2 час. Для перевода монокристалличе-
ской структуры раствора в дендритную к дистиллятному сырью
добавляют от 5 до 15% остаточного сырья или присадку-депрес-
сатор. В отдельных случаях для этой цели к сырью добавляют
небольшие количества тяжелых асфальто-смолистых веществ.
Технологические показатели процесса пропановой депарафини-
зации и свойства перерабатываемых продуктов приводятся
в табл. 27 и 28.
Депарафинизация кристаллизацией из избирательных
растворителей
Процессы депарафинизации нефтяных продуктов из раство-
ров в избирательных растворителях — наиболее универсальные
процессы, применяемые для переработки наиболее широкого ас-
сортимента сырья, начиная от легких дистиллятных масляных
фракций и кончая тяжелыми очищенными остаточными продук-
тами. И в отношении глубины депарафинизации эти процессы
позволяют получать масла, как частично депарафинированные
с температурами застывания —10 -4---20°, так и глубоко осво-
божденные от кристаллизующихся компонентов с температурами
застывания вязкостного характера, достигающими для легких
масел —45 4- —50° и ниже. Данные процессы применяют также
для обезмасливания гачей и петролатумов с целью изготовления
из них технических парафинов и церезинов.
В качестве растворителей в этих процессах можно применять
довольно разнообразные вещества, в большей или меньшей сте-
пени отвечающие требованиям, которые были рассмотрены в пре-
дыдущей главе для данных растворителей. В промышленных про-
цессах депарафинизации применяют главным образом следующие
растворители: смеси кетонов с бензолом и толуолом, смеси
18.‘.
Таблица 27
Основные технические показатели депарафинизации
кристаллизацией из растворов в пропаце
Показатели
Кратность разбавления |
сырья пропаном, % вес. i
от сырья.................I 45
Температура депарафинпза- |
цпи (фильтрации), °C . . I —18
Температурный эффект де- j
парафпнизации .... 1 —13
Скорости фильтрации, отне- 1
сенные к исходному i
сырью, кг/м2 час . ... \ 148
Количество активной добав-
ки, % от сырья:
петролатума ............. —
окисленного петрола-
тума ................ 0,5
115 125 150
—32 —35 —42
—14 —17 —20
I I
I 200 | 190 | 90
I
0,3 I — —
I _ к -
120 172 170
-37 —42 -38
315 190 165
дихлорэтана или высших галоидопроизводных с бензолом, смесь
SOa с бензолом, смесь изобутилового спирта с бензолом, смеси
спиртов и др.
Несмотря на большое разнообразие применяемых раствори-
телей, процессы депарафинизации этой группы по принципиаль-
ной технологической схеме весьма близки между собой и заклю-
чаются в следующем. Обрабатываемый продукт смешивают с рас-
творителем и полученный раствор охлаждают с целью выкристал-
лизовывания находящихся в нем твердых углеводородов. Для
улучшения кристаллической структуры охлажденного продукта
растворитель можно добавлять к сырью не весь, а порциями в про-
цессе охлаждения. От охлажденного раствора затем отделяют
выкристаллизовавшуюся твердую фазу либо фильтрацией на ваку-
умных фильтрах непрерывного действия, либо центрифугированием
на центрифугах непрерывного действия. После отделения твер-
дой фазы получается раствор целевого депарафинированного
масла. Растворители из продуктов депарафинизации удаляют пе-
регонкой.
Для улучшения технологических показателей процессов де-
парафинизации этой группы иногда применяют несколько ступеней
обработки, в большинстве случаев две. Двухступенчатое проведение
182
Таблица 28
Свойства сырья и продуктов, получаемых при депарафинизации
кристаллизацией в растворе пропана
Показатели Парафиновый дистил- лят Дистиллят легкого ав- тола Рафинат автолового дистиллята Тяжелый цилиндровый дистиллят Рафинат остаточного концентрата Рафинат деасфальтиро- ванного гудрона Неочищенный гудрон малосмолистой нефти
Исходное сырье
ПЛОТНОСТЬ §2° 0,872 0,875 0,865 0,933 0,883 0,900 0,890
Вязкость при 100°, сст . . 3,3 5,7 9,6 23,0 19,2 29,7 —
Температура застывания,
(плавления), °C .... 27 15 32 54 46 — —
Коксуемость, % — — 0,02 — 0,23 0,86 —
Содержание парафина, % 18,6 — — 16,0 20,1 12,3
Депарафинированное масло
Выход, % от исходного
сырья 77,2 85,0 61,7 76,3 72,0 85,0 87,0
Плотность 0,883 — 0,882 — 0,894 0,906 0,900
Вязкость при 100°, сст . . 3,4 — 12,0 — 21,3 33,0 29,2
Температура застывания, °C —5 — 18 —18 —22 -18 —21 -18
Коксуемость, % — — 0,03 — 0,30 1,09 —
Гач или петролатум
Выход, % от исходного
сырья 22,8 15 32,3 23,7 28 15 13
Температура плавления, °C 49 44 50 73 62 — —
Содержание парафина, % 76 — 62 70 75 —
процессов депарафинизации можно выполнять в двух вариантах:
в две ступени по фильтрату и в две ступени по гачу (петролатуму).
При двухступенчатой обработке по фильтрату процесс прово-
дят следующим образом. Раствор исходного продукта охлаждают
до некоторой промежуточной температуры, при которой проводят
первую ступень отделения твердой фазы. Полученный фильтрат
(или центрифугат) охлаждают далее до конечной температуры про-
цесса, после чего осуществляют вторую ступень отделения твер-
дой фазы. Целевое масло получают в растворе от второй ступени
отделения твердой фазы.
При двухступенчатой обработке по гачу исходный раствор
охлаждают сразу до конечной температуры обработки (как и при
одноступенчатом процессе) и при ней проводят первую ступень
отделения твердой фазы от жидкой с получением в качестве
183
фильтрата раствора целевого депарафинированного продукта. По-
лученный при первой ступени обработки гач разбавляют свежим
растворителем и подвергают вторичной фильтрации или центри-
фугированию при более высоких температурах, чем на первой
ступени обработки. Полученный при вторичной обработке гача
фильтрат, содержащий масло с повышенной температурой засты-
вания, добавляют к исходному продукту и вместе с ним обраба-
тывают на первой ступени процесса при конечной температуре
депарафинизации.
Процесс двухступенчатой обработки по фильтрату целесообраз-
но осуществлять при переработке сырья, богатого твердыми углево-
дородами, когда отделение их всех сразу в одну ступень оказы-
вается затруднительным. Этот вариант процесса можно приме-
нять также, если необходимо выделять отдельно твердые угле-
водороды с повышенными температурами плавления.
Процесс двухступенчатой обработки по гачу следует приме-
нять, если необходимо увеличить глубину извлечения масла от
потенциального содержания его в сырье.
Возможны и многоступенчатые варианты процесса, например,
трехступенчатая переработка, представляющая сочетание двух-
ступенчатой обработки по фильтрату с двухступенчатой обработ-
кой по гачу. При этом варианте исходный продукт сначала депара-
финируют в две ступени по фильтрату. Затем гач, полученный
от одной из ступеней обработки, большей частью от второй, или
смесь гачей от обеих ступеней обработки, разбавляют раствори-
телем и обрабатывают при повышенных температурах.
Фильтрат, полученный от третьей ступени обработки, доба-
вляют к фильтрату первой ступени обработки.
При получении из сырья, кроме масла, также и обезмаслен-
ного парафина применяют четырехступенчатую переработку. При
этом варианте гач, полученный от депарафинизации в две ступени
по гачу, для полноты отделения от него масла еще дважды раз-
бавляют растворителем и дважды фильтруют. Две вторые ступени
обработки проводят большей частью по схеме двухступенчатой
фильтрации по гачу.
В зависимости от конкретных задач можно применять и другие
многочисленные варианты трех- и четырехступенчатых процессов.
В частности, двух- и многоступенчатые варианты процесса при-
меняют, если необходимо вырабатывать технические парафины
различных температур плавления, а также для расфракциони-
ровки парафина по температурам плавления.
Однако при применении двух- и многоступенчатых вариантов
процессов депарафинизации нужно всегда иметь в виду, что при
этом производительность оборудования для депарафинизации
резко снижается, а себестоимость переработки сырья возрастает,
поскольку требуется большое количество оборудования на пере-
работку единицы сырья. При этих вариантах значительно воз-
растают энергетические затраты, связанные с дополнительными
184
перекачками и повторными обработками. Поэтому двух- и много-
ступенчатые варианты процесса без особой на то необходимости и
без тщательного экономического обоснования их для данного кон-
кретного случая применяться не должны. При тенденции же к вве-
дению дополнительной ступени обработки должны быть предвари-
тельно испытаны другие меры улучшения показателей процесса,
такие, как повышение качества сырья, в частности улучшение его
кристаллической структуры, техники фильтрации и особенно про-
мывки лепешки на фильтрах и др. И только тогда, когда этими
средствами невозможно достигнуть нужного результата, можно
прибегать к крайней мере — введению дополнительной ступени,
обработки.
Кетон-бензо л-то лу ол овый процесс
Область применения. Кетон-бензол-толуоловый процесс в на-
стоящее время — наиболее распространенный и универсальный
процесс депарафинизации. Его применяют при депарафинизации
дистиллятных и остаточных масел. При этом процесс выработки
масел этих видов является однотипным по технологическому
оформлению, и его можно осуществлять на одних и тех же уста-
новках. Данный процесс применим как для депарафинизации
масел, так и для обезмасливания гачей и петролатумов с целью
изготовления технических парафинов и церезинов. Этот процесс
можно использовать также и для низкотемпературной депарафи-
низации легких масел для получения масел с температурами
застывания —45 4----50°.
Используемые растворители. В кетон-бензол-толуоловых про-
цессах депарафинизации в качестве кетона используют обычно
ацетон и метилэтилкетон (МЭК). В последнее время стали получать
распространение метилизобутилкетон и другие высшие кетоны.
Кетон-бензоловые смеси без добавки толуола применяют в ка-
честве растворителя в процессах, проводимых с повышенными
температурами, например, при обезмасливании гачей и петрола-
тумов. При низкотемпературной депарафинизации можно приме-
нять кетон-толуоловые растворители, не содержащие бензола.
Кетон-бензол-толуоловые растворители используют для депара-
финизации при температурах порядка —20 4-------35°. Толуол
обычно вводят в состав растворителя в той мере, в какой это
необходимо для снижения температуры кристаллизации раство-
рителя ниже температур, при которых приходится его охлаждать
в процессе. Если процесс депарафинизации проводят вместе
с процессом обезмасливания гача (петролатума), то для обесмасли-
вания также берут кетон-бензол-толуоловый растворитель вместо
кетон-бензолового (который можно было бы вполне применять
по температурным условиям процесса), чтобы избежать усложне-
ний, связанных с параллельным применением двух растворителей
различного состава.
185
Способ отделения твердых компонентов. При кетон-бензол-
толуоловых процессах для отделения выкристаллизовавшихся
компонентов применяют фильтрацию под вакуумом на барабан-
ных вакуумных фильтрах непрерывного действия. Образую-
щуюся лепешку осадка промывают там же на фильтре охлажден-
ным свежим растворителем для уменьшения содержания в ней
удержанного масла. Фильтраты от основной фильтрации и от
промывки лепешки осадка выводят из фильтра раздельно. За
фильтратом от промывки лепешки на заводах укоренилось назва-
ние «фильтрат верхнего вакуума». Процесс фильтрации на ваку-
умных фильтрах проводят в атмосфере инертного газа, почти не
содержащего кислорода. В качестве инертного газа берут дымовые
газы, получаемые сжиганием топлива без избытка воздуха на спе-
циальной газогенераторной установке. Давление инертного газа
в системе поддерживают на уровне 0,5—0,7 ати и в кожухе
фильтра около 0,01—0,015 ати. Лепешку, промытую на фильтре
растворителем, удаляют с фильтрующей поверхности путем от-
дувки ее инертным газом, подаваемым под давлением с обратной
стороны фильтрующего материала. Отделенная от фильтрующей
ткани лепешка подхватывается далее ножом и шнековым устрой-
ством выводится из фильтра.
Если лепешку осадка снимать путем среза ее ножом без отдувки
газом от ткани, то это приведет к замазыванию ткани гачем и
прекращению фильтрации.
Чтобы обеспечить дальнейшую транспортировку лепешки,
к ней в шнеке добавляют некоторое количество растворителя. Для
очистки фильтровального материала от парафина, который прони-
кает в его поры, а также размазывается на его поверхности, ухуд-
шая этим проницаемость (фильтрующую способность) материала,
фильтр промывают теплым растворителем или фильтратом.
Фильтры приходится промывать несколько раз в сутки в зависи-
мости от консистенции отлагающегося осадка. Для эффективной
работы фильтров большое значение имеет качество фильтроваль-
ной ткани. Наличие в ткани неплотностей приводит к уходу части
неотфильтрованного продукта в фильтрат, что резко снижает
показатели процесса, так как для компенсации вызываемого этим
повышения застывания масла приходится снижать температуру
фильтрации, что уменьшает выходы масла, ухудшает фильтруе-
мость и т. д. Более подробное описание устройства барабан-
ных вакуумных фильтров и их работы можно найти в работах
[2, 8-12, 46).
Технологические схемы кетон-бензол-толуоловых процессов
депарафинизации. Из различных вариантов процессов депарафини-
зации в кетон-бензол-толуоловых растворителях здесь будут
описаны лишь основные и наиболее характерные и даны технологи-
ческие показатели для некоторых типичных видов сырья. Приво-
димые примеры процессов не относятся к каким-либо конкретным
установкам, работающим на тех или иных нефтеперерабатываю-
186
щих заводах, а являются обобщением ряда процессов, описанных
в различных литературных источниках [3,7, 13—23].
На приводимых ниже схемах индексация аппаратов сохранена
для однотипности примерно такой же, какая применялась в указан-
ной выше литературе при описаниях аналогичных установок.
Одноступенчатый процесс. Описываемый ниже одноступенча-
тый вариант процесса депарафинизации, схема которого показана
на рис. 26, применим для переработки дистиллятного и остаточ-
Рис. 26. Депарафинизация кристаллизацией в кетон-бензол-толуоловом
растворе (одноступенчатый процесс).
Е-С — емкость сырья; Е-6 — емкость сухого растворителя; E-GA — емкость влажного
растворителя; Е-1 — емкость охлажденного раствора сырья; Е-2 — приемник основного
фильтрата; Е-2А — приемник фильтрата промывки; Е-3 — приемник для суспензии
гача (петролатума); Е-4 —емкость раствора депарафинированного масла (основного
фильтрата); Е-5 — емкость раствора гача; Ер-Р — регенеративные кристаллизаторы,
охлаждаемые фильтратом; ЕрА-1, КрА-2 — кристаллизаторы аммиачного охлаждения;
7-10, Т-13 — подогреватели; Т-23 — водяной холодильник; Т-з, Т-А —аммиачные
охладители; Т-Р, Т-11, Т-12 — теплообменники; Ф-1 — вакуумный фильтр.
Линии: I — влажный растворитель с регенерации; II —сухой растворитель с регене-
рации; III — сухой растворитель на смешение с сырьем; IV — сырье; V — раствор
охлажденного сырья на питание фильтров; VI — основной фильтрат (раствор депарафи-
нированного масла): VII — фильтрат от промывки лепешки (верхний фильтрат); VIII —
суспензия (раствор) гача; IX —сухой растворитель (общий поток); X— сухой раство-
ритель на промывку лепешки в фильтре; XI — растворитель на разбавление раствора
сырья; XII — фильтрат или вода; XIII — раствор депарафинированного масла на
регенерацию; XIV — раствор гача на регенерацию.
ного сырья. Целевым продуктом процесса обычно является масло
с температурой застывания порядка —12-4---25е. Процесс прово-
дится при конечных температурах обработки —20 -4---35°. Для
специальных целей процесс можно осуществлять и при более вы-
соких температурах с получением масла с повышенными темпера-
турами застывания. При применении этого варианта процесса для
низкотемпературной депарафинизации, при температуре —45 -4-
-4---63° и ниже для получения масел с температурами застывания
187
ниже —30 4-----50° описываемая далее технологическая схема
дополняется блоком низкотемпературного охлаждения, которое-
осуществляется специальными хладагентами, в большинстве слу-
чаев жидким этаном.
Технология этого процесса заключается в следующем (рис. 25).
Исходное сырье из емкости Е-С и сухой растворитель из емкости
Е-6 смешивают в тройнике смешения и направляют для термообра-
ботки в подогреватель Т-10, где нагревают до несколько более
высокой температуры, чем температура застывания сырья, чтобы
достигнуть полного смешения его с растворителем.
На начальное смешение с сырьем подают лишь часть необходи-
мого растворителя (80—100% от сырья). Остальное количество
растворителя вводят в раствор по мере его охлаждения и после
охлаждения до температуры фильтрации. Добавляемый в процессе
охлаждения растворитель предварительно охлаждают до такой
же температуры, до которой был охлажден раствор к моменту
добавления к нему растворителя.
После подогревателя Т-10 смесь сырья с растворителем ох-
лаждают в водяном холодильнике Т-23 до температуры, не дости-
гающей температуры начала кристаллизации смеси, чтобы предот-
вратить выделение в холодильнике парафина и отложение его на
поверхности охлаждения. Последующее охлаждение ведут в кри-
стализаторах, оборудованных скребками, которые непрерывно
счищают застывший продукт, откладывающийся на охлаждаемой
поверхности. Раствор сырья в первой группе кристаллизато-
ров Кр-Р (регенеративные кристаллизаторы) охлаждают отходящим
фильтратом. Это делают для использования холода фильтрата
и для создания более мягких условий охлаждения в начале-
кристаллизации парафина, чтобы улучшить кристаллическую
структуру охлажденного раствора. Дальнейшее охлаждение
осуществляют в кристаллизаторах Кр-А1 и Кр-А2 посредством
испарения аммиака в рубашках кристаллизаторов.
По выходе раствора из кристаллизаторов Кр-Р к нему до-
бавляют очередную порцию охлажденного растворителя. Следую-
щую порцию растворителя вводят в раствор между кристалли-
заторами Кр-А1 и Кр-А2. В этой же точке к раствору добавляют
также и фильтрат от промывки лепешки осадка на фильтре. Оста-
вшееся количество растворителя добавляют к раствору уже после
охлаждения его до конечной температуры перед поступлением
в емкость охлажденного раствора сырья Е-1, из которой питают
фильтры. Подаваемый растворитель при этом также охлаждают до
температуры фильтрации.
/ По мнению Е. М. Варшавера [13], подтвержденному опытом
промышленной эксплуатации депарафинизационных установок,
для окончательного разбавления сырьевого раствора можно ис-
пользовать охлажденный влажный растворитель, поскольку со-
держащаяся в растворителе влага вымерзает при охлаждении и не-
препятствует депарафинизации.
188
Из емкости Е-1 охлажденный до конечной температуры раствор
сырья, разбавленный нужным количеством растворителя, подают
на фильтрацию. Отфильтрованную лепешку гача (петролатума)
промывают на фильтре охлажденным чистым растворителемТТЙро-
мывать лепешки иногда рекомендуется при температуре на 5—8е
выше температуры фильтрации, что улучшает полноту про-
мывки. Но при таком режиме получаемый от промывки фильтрат
содержит продукт с более высокой температурой застывания, чем
основное масло, вследствие чего его обычно к основному фильтрату
не добавляют, а смешивают с сырьевым раствором для повторной
переработки.^ _
При переработке сырья, богатого парафином, образующаяся;
на фильтре лепешка осадка может достигнуть большой толщины,
вследствие чего она промывается плохо и удерживает большое
количество масла, что приводит к снижению отбора масла. Для'
уменьшения толщины лепешки увеличивают скорость вращения
барабана фильтра. Но эта мера не во всех случаях является
в нужной степени осуществимой, а также не всегда дает должный
эффект, поскольку увеличение скорости, уменьшая толщину ле-
пешки, вместе с тем сокращает продолжительность промывки,
что снижает эффект от уменьшения толщины лепешки. Для умень-
шения толщины лепешки осадка применяют вместо увеличения
скорости вращения барабана рециркуляцию основного фильтрата
(раствора масла), добавляя часть его к исходному сырьевому рас-
твору. Это снижает содержание в охлажденном растворе твердой
фазы, что уменьшает толщину отлагающейся на фильтре лепешки
при сохранении длительности ее промывки растворителем. Од-
нако рециркуляция фильтрата, несколько улучшая технологиче-
ские показатели в отношении повышения отбора масла и сниже-
ния его содержания в гаче (петролатуме), уменьшает производи-
тельность фильтров на количество возвращаемого фильтрата и
повышает себестоимость целевых продуктов процесса.
Полученный из фильтра основной фильтрат, представляющий
собой раствор целевого масла, забирается из приемника Е-2,
прокачивается через регенеративные кристаллизаторы Ер-Р, где
отдает часть холода идущему на фильтрацию раствору, проходит
теплообменник Т-11, в котором частично охлаждает идущий для
промывки лепешки растворитель, собирается в емкости Е-4 и
оттуда отправляется в перегонную аппаратуру для регенерации
растворителя^уНа некоторых установках часть потока фильтрата
используется для охлаждения растворителя в теплообменниках
Т-Р. 4
U Снятый с фильтрующей поверхности барабана гач (петрола-
тум) смешивают в шнеке фильтра с некоторым количеством раство-
рителя (около 50—80% от гача) для придания ему подвижности
и собирают в приемнике Е-3. Из приемника Е-3 суспензию гача
откачивают через теплообменник Т-12 и нагреватель Т-13 в сбор-
ную емкость Е-5, из которой отправляют на регенерацию
189
растворителя^Теплообменники Т-12 работают плохо, часто заби-
ваются гачем; поэтому на ряде установок этими теплообмен-
никами не пользуются и суспензию гача непосредственно на-
правляют в нагреватель Т-13.
^Выделенный на регенерационной аппаратуре растворитель
разделяют на безводный (сухой) и влажный; его собирают от-
дельно для раздельного использования в процессе.
Конечное охлаждение сырьевого раствора в кристаллизаторах,
обычно осуществляют непосредственным испарением жидкого
аммиака в рубашках кристаллизаторов .jHo, применяя этот способ
охлаждения, нужно тщательно следить за тем, чтобы температур-
ная разность между охлаждаемым раствором и жидким аммиаком
не достигала значительной величины, чтобы не допустить высоких
скоростей охлаждения, которые могут ухудшить кристаллическую
структуру охлаждаемого раствора и снизить показатели его
фильтрации.
При определении режима работы кристаллизаторов необхо-
димо всегда помнить, что они представляют собой не только тепло-
передающие аппараты, но в первую очередь являются аппаратами,
создающими нужную кристаллическую структуру охлаждаемого
продукта. Поэтому выбор режима охлаждения на кристаллизато-
рах должен быть полностью подчинен целям кристаллизации,
а задача наиболее напряженного использования поверхности
охлаждения кристаллизаторов должна относиться на второй
план.
/ГДвухступенчатый процесс по гачу. Первую ступень процесса
депарафинизации в две ступени по гачу (рис. 27) проводят по
такой же принципиальной технологической схеме, как и процесс
в одну ступень, с той лишь разницей, что к сырьевому раствору
добавляют смесь фильтратов от II ступени фильтрации. Эти филь-
траты вводят в сырьевой раствор обычно после регенеративных
кристаллизаторов Кр-Р вместо подаваемого туда при односту-
пенчатом процессе чистого растворителя. Первую ступень фильтра-
ции в этом варианте процесса ведут при конечной температуре
обработки, и получаемый при этом основной фильтрат предста-
вляет собой раствор целевого масла.
Собираемую в приемнике Е-3 суспензию гача I ступени разба-
вляют чистым растворителем до соотношения, установленного
для II ступени фильтрации. Из приемника Е-3 смесь гача с рас-
творителем поступает в загрузочную емкость Е-5 и оттуда подается
на фильтры II ступени. Вторую ступень фильтрации проводят
при температурах, более высоких, чем I ступень, для более глу-
бокого извлечения масла из обрабатываемого гача. Температуру
фильтрации II ступени регулируют изменением температуры
растворителя, поступающего для разбавления гача I ступени.
Полученный при II ступени фильтрации основной фильтрат, так
же как и фильтрат от промывки лепешки II ступени, содержит про-
дукт, значительно более высокозастывающий, чем целевое масло.
190
Для удаления парафина из фильтратов II ступени их возвращают
для повторной переработки на I ступень фильтрации в виде до-
бавки к сырью.
Гач II ступени фильтрации, освобожденный от некоторой доли
содержащегося в нем масла, собирают в приемнике E-3II и от-
Рис. 27. Депарафинизация кристаллизацией в кетон-бензол-толуоловом
растворе (двухступенчатый процесс по гачу).
Е-С — емкость сырья; Е-в — емкость сухого растворителя; Е-вА — емкость влажного-
растворителя; Е-1 — емкость охлажденного раствора сырья I ступени; Е-2 — приемник
основного фильтрата I ступени (раствора депарафинированного масла); Е-2А — прием-
ник фильтрата промывки I ступени; Е-з — приемник гача I ступени; E-2II — приемник
фильтратов II ступени; E-3II— приемник гача II ступени; Е-4 —емкость раствора
депарафинированного масла; Е-5 — емкость суспензии гача, идущей на II ступень фильт-
рации; E-51I —емкость раствора гача II ступени; Кр-Р — регенеративные кристалли-
заторы, охлаждаемые фильтратом; КрА-1, КрА-2 — кристаллизаторы аммиачного охлаж-
дения; Т-10, Т-13 — подогреватели; Т-23 —водяной холодильник; Т-З, Т-А —аммиач-
ные охладители; Т-Р, Т-11, Т-12 —теплообменники; Ф-1 — вакуумные фильтры I сту-
пени ; Ф-2 — вакуумные фильтры II ступени.
Линии: I —влажный растворитель с регенерации; II —сухой растворитель с реге-
нерации; III — раствор охлажденного сырья на питание фильтров I ступени; IV — ос-
новной фильтрат I ступени (раствор депарафинированного масла)', V' —фильтрат от про-
мывки лепешки I ступени; VI — суспензия гача I ступени; VII — сухой растворитель
на промывку лепешки на фильтрах; VIII — суспензия гача на питание фильтров II
ступени; IX — фильтрат II ступени; X — суспензия (раствор) гача II ступени; XI —
растворитель на разбавление охлажденного раствора сырья I ступени; XII раствори-
тель на разбавление суспензии гача I ступени; XIII — раствор депарафинированного
масла на регенерацию; XIV — раствор гача (петролатума) на регенерацию; XV — фильт-
рат.
туда через теплообменник Т-12 и нагреватель Т-13 направляют
в сборную емкость E-5II и далее в аппаратуру для регенерации
растворителя. 7
Двухступенчатый процесс по фильтрату. При двухступенча-
том процессе по фильтрату (рис. 28) первую ступень также про-
водят по схеме, близкой к схеме одноступенчатого процесса, но
не при конечной температуре обработки, а при повышенной.
Поэтому продукт, находящийся в фильтрате от I ступени фильтра-
ции, не является еще целевым маслом вследствие недостаточно
глубокого удаления из него парафина и повышенной температуры
191
его застыванйя. Для доведения этого продукта до нужной темпе-
ратуры застывания фильтрат I ступени дополнительно охлаждают
в кристаллизаторах КрА-2 до конечной температуры процесса и
при этой температуре фильтруют на фильтрах II ступени Ф-2.
Полученный при II ступени фильтрации основной фильтрат, соби-
раемый в приемнике E-2II, представляет собой уже раствор
Рис. 28. Депарафинизация кристаллизацией в кетон-бензол-толуоловом
растворителе (двухступенчатый процесс по фильтрату).
Е-С — емкость сырья; Е-в — емкость сухого растворителя; Е-6А — емкость влажного
растворителя; Е-1 — емкость охлажденного раствора сырья I ступени: Е-2 — приемник
основного фильтрата I ступени; Е-2 А — приемник фильтрата промывки I ступени; Е-3 —
приемник суспензии гача I ступени; E-IA — емкость охлажденного раствора сырья
И ступени; E-2II — приемник основного фильтрата II ступени (раствора депарафиниро-
ванного масла); E-2AII — приемник фильтрата промывки II ступени; E-3II — приемник
суспензии гача II ступени; Е-4 — емкость раствора депарафинированного масла; E-5I —
емкость раствора гача I ступени; E-5II —емкость раствора гача II ступени; Кр-Р —
регенеративные кристаллизаторы, охлаждаемые фильтратом; KpA-i, hpA-2—кристал-
лизаторы аммиачного охлаждения; Т-10, Т-13 — подогреватели; Т-23 —водяной холо-
дильник; Т-з, Т-А — аммиачные охладители; Т-Р, Т-11, Т-12 — теплообменники; Ф-1 —
вакуумные фильтры I ступени; Ф-2 — вакуумные фильтры II ступени.
Линии: I — влажный растворитель с регенерации; II — сухой растворитель с реге-
нерации; III — раствор охлажденного сырья на фильтры I ступени; IV — основной
фильтрат I ступени; V — фильтрат от промывки лепешки I ступени; VI — суспензия
гача I ступени; VII — основной фильтрат II ступени (раствор депарафинированного
масла); VIII — фильтрат от промывки лепешки II ступени; IX — суспензия (раствор)
гача II ступени; X — растворитель на разбавление сырья I ступени; XI — раствор
сырья II ступени; XII — раствор охлажденного сырья на фильтры II ступени; XIII —
сухой растворитель на промывку лепешки на фильтрах', XIV — сухой растворитель на
разбавление сырья I ступени; XV — фильтрат; XVI — раствор депарафинированного
масла на регенерацию; XVII —раствор гача (петролатума) I ступени на регенерацию;
XVIII — раствор гача (петролатума) II ступени на регенерацию.
целевого масла с заданной температурой застывания. Из прием-
ника E-2II фильтрат II ступени (после использования его холода
в регенеративных кристаллизаторах I ступени Кр-Р и в теплооб-
меннике Т-11) направляют в емкость Е 4 и далее на регенерацию
растворителя. Фильтрат же от промывки лепешки на фильтрах II
ступени охлаждают в кристаллизаторах КрА-3, смешивают с охла-
жденным фильтратом I ступени (т. е. с сырьем II ступени) и вместе
с ним обрабатывают, как описано выше.
192
Суспензии гачей от обеих ступеней фильтрации направляют
на регенерацию растворителя. В тех случаях, когда не требуется
получать гач (петролатум) с повышенной температурой плавления,
гачи обеих ступеней смешивают вместе и освобождают от раствори-
теля на одном блоке регенерационной аппаратуры. В тех же слу-
чаях, когда необходимо получать отдельно гачи (петролатумы),
содержащие твердые углеводороды с повышенной температурой
плавления, регенерацию растворителя из гачей (петролатумов)
обеих ступеней фильтрации проводят раздельно, для чего при-
ходится сооружать на установке дополнительный (третий) блок
регенерационной аппаратуры.
При проведении процесса депарафинизации в две ступени по
фильтрату температуру фильтрации I ступени выбирают так,
чтобы при обеих ступенях фильтрации содержание твердой фазы
в фильтруемом растворе было примерно одинаковым. При выделе-
нии твердой фазы по ступеням толщина образующейся лепешки
осадка будет в 2 раза меньшей, чем в предыдущих вариантах депа-
рафинизации, где вся масса твердой фазы выделяется одновре-
менно. Поэтому при двухступенчатой депарафинизации по филь-
трату лепешка парафина значительно легче и лучше промывается,
что исключает необходимость возврата части основного фильтрата
в сырьевой раствор для снижения содержания в нем твердой фазы.
Но тем не менее при системе двухступенчатой обработки по
фильтрату получаемый гач, поскольку его обрабатывают одно-
кратно, содержит больше масла, чем гач, получаемый при двух-
ступенчатой обработке по гачу, что обусловливает меньший выход
масла от потенциала. Для повышения отбора масла и снижения его
содержания в получаемом гаче иногда прибегают к третьей сту-
пени обработки, при которой гач еще раз обрабатывают раство-
рителем. Эту операцию проводят при более высоких температурах,
чем конечная температура процесса. Трехступенчатая переработка
сырья сильно усложняет процесс депарафинизации, снижает
производительность оборудования, повышает стоимость перера-
ботки сырья и нецелесообразна, если для этого нет особых причин.
Сравнивая процесс одноступенчатой депарафинизации с раз-
личными вариантами двух- и трехступенчатой депарафинизации,
нужно отметить, что двух- и трехступенчатая системы имеют преи-
мущества перед одноступенчатым процессом лишь при ухудшенной
фильтруемости сырья и при плохой работе вакуумных фильтров.
Но чем выше фильтруемость сырья и чем лучше работают
вакуумные фильтры, тем меньшими становятся преимущества
двухступенчатого процесса, и одноступенчатый процесс по таким
основным показателям, как отбор масла, содержание масла в гаче
и др. приближается к показателям двухступенчатого процесса.
Поэтому при высоком качестве сырья, хорошей работе вакуумных
фильтров недостатки двухступенчатых вариантов процесса пере-
стают перекрываться их преимуществами и эти варианты
становятся вообще нецелесообразными.
13 Заказ 1159.
193
Для улучшения показателей процесса депарафинизации и
обезмасливания нецелесообразно применять малопроизводитель-
ные, сложные и дорогие двухступенчатые варианты, а необходимо
улучшать качество сырья, в первую очередь его фильтруемость
путем повышения четкости ректификации на АВТ, улучшения
очистки, использования рациональных режимов его охлаждения
и кристаллизации, добавки присадок, улучшающих его кристал-
лическую структуру, и др., а также общим улучшением работы
фильтров, повышением качества фильтровальной ткани и улуч-
шением промывки лепешки на фильтрах.
Низкотемпературная депарафинизация. Низкотемпературную
депарафинизацию (при температуре порядка —60° и ниже) прово-
дят по технологическим схемам, описанным выше для обычной
депарафинизации. При низкотемпературной депарафинизации
применяют как одноступенчатую схему процесса, так и оба ва-
рианта двухступенчатой схемы.
Отмечавшиеся выше замечания относительно условий целесо-
собразного применения одноступенчатого и двухступенчатого
вариантов процесса остаются в силе и для низкотемпературной
депарафинизации. При этом на эффективности процесса низко-
температурной депарафинизации кристаллическая структура пере-
рабатываемого сырья сказывается особенно сильно.
Низкотемпературной депарафинизации подвергают обычно
легкое масляное сырье с получением маловязких низкозастываю-
щих масел (трансформаторного, веретенного и др.).
Особенность процесса низкотемпературной депарафиниза-
ции — применение этанового охлаждения кристаллизаторов, что
позволяет доводить обрабатываемый раствор до требуемой низкой
температуры.
Принципиальная технологическая схема низкотемпературной
депарафинизации показана на рис. 29.
Обезмасливание гачей и петролатумов. Обезмасливание га-
чей и петролатумов в кетон-бензоловых растворителях проводят
по таким же принципиальным технологическим схемам, какие
были описаны выше для процессов депарафинизации в этих рас-
творителях. Это позволяет ограничиться описанием только наибо-
лее употребительного варианта процесса — двухступенчатой
обработки по гачу, точнее — по парафину.
Основная особенность процессов обезмасливания — осуще-
ствление их при более высоких температурах, чем процессов депа-
рафинизации. Если последний проводят при температуре —20 Ч-
Ч---30°, то обезмасливание гачей осуществляют при температурах
от 0 до 20°, а при обезмасливании петролатумов с получением цере-
зинов и при более высоких.
При обезмасливании обычно применяют вариант процесса
с двухступенчатой обработкой по парафину. При переработке же
четко отректифипированного и хорошо подготовленного к перера-
ботке сырья с крупнокристаллической структурой высокая степень
194
обезмасливания целевого парафина может быть достигнута и при
одноступенчатой обработке гача. Процесс двухступенчатой обра-
ботки по фильтрату применяют иногда при обезмасливании петро-
латумов, когда необходимо получать одновременно церезин двух
разных температур плавления.
Рис. 29. Низкотемпературная депарафинизация кристаллизацией в кетон-
бензол-толуоловом растворителе.
Е-С — емкость сырья; Е-6 — емкость для сухого растворителя; Е-6 А — емкость влаж-
ного растворителя; Е-1 — емкость охлажденного раствора сырья I ступени; Е-2 — прием-
ник основного фильтрата I ступени; Е-2А —приемник фильтрата промывки I ступени;
Е-З — приемник гача I ступени; E-2II — приемник фильтратов II ступени; Е-зII —
приемник гача II ступени; Е-4 — емкость раствора депарафинированного масла; Е-б —
емкость суспензии гача, идущей на фильтрацию II ступени; E-5II — емкость для рас-
твора гача II ступени; Ёг,-Р — регенеративные кристаллизаторы, охлаждаемые фильтра-
том; Кр-А—кристаллизаторы аммиачного охлаждения; Кр-Э— кристаллизаторы эта-
нового охлаждения; Т-10, Т-13 —подогреватели; Т-23 — холодильник; Т-А — аммиач-
ный охладитель; ТЭ-1, ТЭ-2 —этановые охладители; Ф-1, Ф-2 — фильтры I и II ступе-
ней фильтрации; Т-12 — теплообменник.
Линии: I — влажный растворитель с регенерации; II — сухой растворитель с реге-
нерации; III — раствор охлажденного сырья на питание фильтров I ступени; IV — ос-
новной фильтрат I ступени (раствор депарафинированного масла); V — фильтрат про-
мывки I ступени; VI — суспензия гача I ступени; VII — сухой растворитель на про-
мывку лепешки на фильтрах I ступени; VIII — суспензия гача на фильтрацию II сту -
пени; IX — фильтрат II ступени; X — суспензия (раствор) гача II ступени; XI — рас-
творитель на порционную добавку к раствору сырья; XII — растворитель на разбавле-
ние гача I ступени; XIII — растворитель на промывку лепешки на фильтрах II сту-
пени; XIV — охлажденный растворитель на разбавление сырья 1 ступени; XV — рас-
твор депарафинированного масла на регенерацию; XVI — раствор гача (петролатума)
на регенерацию.
Процесс обезмасливания гачей по варианту двухступенчатой
обработки по парафину для получения технического парафина
проводят следующим образом (рис. 30). Исходный гач смешивают
с растворителем и нагревают до 60—70° для полноты смешения.
Затем смесь охлаждают в холодильнике до температуры на 10—
15° выше температуры ее насыщения. Дальше раствор сырья
охлаждают в кристаллизаторах сначала водой, затем отходящим
13*
195
фильтратом и, наконец, хладагентом. Температуру раствора сырья
доводят до 0—5° и при ней проводят I ступень фильтрации. Основ-
ной фильтрат I ступени фильтрации направляют на регенерацию.
Фильтрат от промывки лепешки I ступени добавляют к раствору
сырья. Полуобезмасленный гач I ступени разбавляют свежим
растворителем и подвергают термообработке, т. е. нагревают до
50—60° с последующим охлаждением до температуры фильтрации
Рис. 30. Обезмасливание гачей обработкой кетон-бензоловым (толуоловым)
растворителем.
Е-С — емкость сырья; Е-Р — емкость растворителя; Е-1 — емкость охлажденного
раствора сырья I ступени; Е-2 — приемник для фильтратов I ступени; Е-3 —приемник
суспензии полуобезмасленного парафина I ступени; Е-4 — емкость суспензии сырья II
ступени; Е-5 — приемник фильтрата II ступени; Е-6 — приемник суспензии обезмаслен-
ного парафина; Ф-1 — фильтры I ступени; Ф-2 — фильтры II ступени; Кр-В — кристал-
лизаторы водяного охлаждения; Кр-Х — кристаллизаторы, охлаждаемые хладоносите-
лем; Т-1а—водяной холодильник; Т-40, Т-13—паровые нагреватели; Т-Al, Т-А2
и Т-АЗ — холодильники аммиачного охлаждения.
Линии: 1 — сырье; 11 — растворитель с регенерации; III — раствор (суспензия)
сырья I ступени; IV — фильтрат I ступени; V—суспензия полуооезмасленного пара-
фина; VI — суспензия сырья II ступени; VII —фильтрат II ступени; VIII —суспензия
обезмасленного парафина; IX — растворитель на разбавление сырья I ступени; X —
то же II ступени; XI — растворитель на промывку лепешки на фильтрах; XII — раствор
депарафинированного масла I ступени на регенерацию растворителя; XIII — раствор
обезмасленного парафина на регенерацию растворителя.
II ступени. Хотя такую термообработку и применяют на некото-
рых промышленных установках, тем не менее она не является
рациональной. Более целесообразно смешивать гач с растворите-
лем в специальных смесителях, обеспечивающих надлежащее и
равномерное смешение, не подвергая его термообработке, и после
некоторой выдержки, обеспечивающей диффузионный переход
масла из комочков гача в растворитель, подавать непосредственно
на II ступень фильтрации.
При фильтрации на II ступени, проводимой при температуре
10—20°, получают в виде лепешки на фильтре обезмасленный па-
рафин, который направляют на регенерацию растворителя. Основ-
ной фильтрат II ступени обезмасливания либо выводят на регене-
196
рацию растворителя вместе с фильтратом I ступени, либо добавляют
к сырью I ступени. Фильтрат от промывки лепешки II ступени
возвращают в процесс. В этом варианте процесса обезмасли-
вания применяют одноразовую добавку к сырью всего раствори-
теля перед охлаждением. Однако более целесообразно, так же как
и при процессах депарафинизации, проводить подачу растворителя
порциями, с вводом основной его массы в уже охлажденное
сырье перед фильтрацией. Целесообразность порционной подачи
растворителя при процессах обезмасливания отмечается, в част-
ности, также и в некоторых зарубежных литературных источни-
ках, например, в «Технологических схемах процессов переработки
нефти в США» [241 и др.
При процессах обезмасливания гачей особое значение имеют
фракционный состав и кристаллическая структура обрабатывае-
мых гачей. При переработке гача, температура кипения концевых
фракций которого лежит в широком интервале и который обладает
мелко-кристаллической структурой, процесс обезмасливания про-
текает неудовлетворительно и получить из такого сырья обез-
масленный парафин очень трудно. Для облегчения обезмаслива-
ния на некоторых заводах, где нельзя получить сырье достаточно
хорошо отректифицированным и с хорошей кристаллической
структурой, гач следует перед обезмасливанием перегонять для
удаления концевых мелкокристаллических фракций, портящих
его структуру. Такой перегнанный гач с ограниченным и четко
отфракционированный концом кипения уже хорошо поддается
обезмасливанию и из него удается получать высококачественный
парафин с низким содержанием масла.
Хорошо сказывается на кристаллической структуре перегнан-
ного гача и на его обезмасливании легкое термическое разложение
при перегонке. На эффективность процесса обезмасливания ска-
зывается также и содержание масла в исходном гаче. Гачи с вы-
соким содержанием масла труднее и менее эффективно под-
даются обезмасливанию, чем гачи с низким содержанием
масла.
Весьма важное значение при процессе обезмасливания имеют
техническое состояние фильтров и качество осуществляемых на
фильтрах операций, особенно промывки лепешки. При неудо-
влетворительной промывке лепешки, например, вследствие не-
равномерного распределения растворителя на ее поверхности
полнота обезмасливания резко снижается. Она ухудшается также и
при плохом состоянии фильтровальной ткани, неполадках в работе
вакуумных насосов, недостаточной глубине вакуума в секторе про-
мывки фильтра и других причинах. По данным некоторых зару-
бежных источников [25, 26], для достижения высокой глубины
обезмасливания парафина необходимо применять очень хорошо
обезвоженный растворитель и тщательно следить за отсутствием
в нем даже самых незначительных количеств масла, которое
может попасть в него при регенерации.
197
Таблица 29
Примерные технологические показатели процессов депарафинизации
______и обезмасливания в апетон-бензол-толуоловом растворителе______
Одноступенчатая ( ' 0 о а- эа- две 1ЧУ S
депарафинизация епарафипиз 1Я ДИСТИЛЛ} эго сырья ie ступени 1ЧУ я н е “ Е Н V О Зезмаслива! 1ча в две с !ни по па лну
Показатели дистил- лятного сырья таточ- )ГО 1рья Ниэкотем! турная де финизаци} ступени п
и из О - о ЙЭзнь Оисе
Основные свойства сырья Пределы выкипания 90%
продукта, СС 350—500 Выше 480 350—500 300—400 350—500
Плотность 0,870— 0,880— 0,870— 0,840— 0,850—
0,885 0,890 0,885 0,850 0,865
Вязкость (в сст) при:
50° — — — 6,5-7,0 —
100° 6,0—7,0 16,0— 20,0 6,0—7,0 — —
Температура застывания
или плавления, °C ... Содержание парафина, % 35-42 45-52 35-42 18-22 48—53
14-18 15—20 14—18 12—16 65—70
Температура плавления
аналитически выделенного парафина, °C 55—57 Выше 62 55—57 42-45 55—58
Состав растворителя, %:
ацетона 25—30 25-30 25—30 40 40—35
бензола 40—35 40-35 40—35 15 60—65
толуола 35 35 35 45 —
Выход и основные свойства продуктов депарафинизации Выход депарафинирован-
ного масла (парафина- сырца для процесса обез-
масливанпя), % от исход-
НОГО . 65—68 * 70—73 ** 62—66 68—71 * 72—75 ** | 60-63 40—45
Вязкость масла (в сст) при:
50° — — — 8,0-8,5 —
100° 7,0—8,0 16,5— 20,5 7,0-8,0 — —
Температура застывания
масла, °C -10ч- —18:- —10ч- —45 : 31-33
—20 -20 —20 —48
Основные свойства гача
(па рафина-сы рца )
I ступень:
температура плавле-
ния, °C 48—52 55—60 46-51 25—28 55—58
содержание масла, % II ступень: температура плавле- ния, °C 30—35 40-45 35-40 60—65 4—6
— — 50-53 30—35 58—60
содержание масла, % — — 15-20 35-40 0,8—1,2
* Для депарафинированного масла с температурой застывания — 184--20°.
•• Для депарафинированного масла с температурой застывания— 10 ----14°.
198
Технологические показатели. Технологические показатели про-
цессов депарафинизации и обезмасливания в кетон-бензол-то-
луоловых растворителях приведены в табл. 29 и 30. Эти данные
не относятся к конкретным установкам, а являются обобщением
материалов по рассматриваемым процессам для некоторых типич-
ных видов сырья.
Эти показатели наблюдаются при процессах, в которых в ка-
честве кетона в составе растворителя берут ацетон, как это делают
на ряде действующих заводов. Если же в качестве кетона при-
меняют МЭК, то приведенные показатели изменяются следующим
образом. Содержание кетона в составе растворителя повысится
с 25—40% до 40—60%, а при обезмасливании — даже до 65—
70%. Повысится до —1 4---6° температурный эффект депарафи-
низации, что позволит вести обработку при более высоких темпера-
турах или получать масло с более низкими температурами засты-
вания. Повысится на 2—5% отбор масла вследствие улучшения чет-
кости разделения застывающих и низкозастывающих компонентов.
Содержание же масла в получаемом гаче при этом соответственно
уменьшится. При обезмасливании несколько возрастет выход
целевого парафина-сырца при снижении содержания в нем масла.
При применении МЭК-бензол-толуоловых растворителей можно
уменьшить на 28—32% разбавление сырья растворителем, что
соответствующим образом повысит производительность фильтров.
На 10—15% возрастут скорости фильтрации.
Улучшение показателей процессов депарафинизации при
замене ацетона метилэтилкетоном в кетон-бензол-толуоловых рас-
творителях даст возможность в большинстве случаев (при высоко-
квалифицированном осуществлении процесса и надлежащем
качестве перерабатываемого сырья) исключить II ступень обработки
в тех вариантах процесса, в которых ее применяют, и перейти на
одноступенчатые схемы переработки, что значительно увеличит
производительность основного оборудования депарафинизацион-
ных установок. Отмеченные выше достоинства МЭК-бензол-
толуоловых растворителей указывают на необходимость замены
ацетона метилэтилкетоном на тех установках, которые еще про-
должают работать на ацетон-бензол-толуоловом растворителе.
Депарафинизация в дихл орэтан-бензо л ов ой
смеси
Область применения. Процессы депарафинизации в дихлор-
этан-бензоловых растворах применяют для переработки главным
образом остаточных нефтяных продуктов с получением вязких
масел с температурами застывания порядка —18-4 25°. В ка-
честве сырья для этих процессов могут быть взяты также и тяже-
лые дистилляты и их смеси с остаточными продуктами при усло-
вии, если они при растворении в смеси дихлорэтана с бензолом
после соответствующего охлаждения будут давать кристалличе-
199
Таблица 30
Примерные технологические показатели процессов депарафинизации
и обезмасливания в ацетон-бензол-толуоловом растворителе
Показатели Одноступенчатая депарафинизация Депарафинизация дистиллятного сырья в две ступени по гачу Низкотемпературная депарафинизация в две ступени по гачу Обезмасливание гача в две ступени по па- рафину
дистиллятно- го сырья остаточного сырья
Режим разбавления растворителем и состав растворов Суммарное разбавление сырья растворителем на I ступени от от от ОТ ОТ
1 : 2,5 1=4 1:2,5 1 :4,0 1 =4,5
до ДО до ДО до
1 : 3,5 1:5 1 : 3,5 1 :5,0 1 : 6,0
Подача растворителя в рабо- чий раствор, % от сырья: перед охлаждением . . 50-100 150—200 50—100 30-50 150—200
в процессе охлаждения 30-80 50—100 30—120 100—250 100—250
после охлаждения перед фильтрацией .... 120—250 200—300 100—250 200—350 150—300
Подача растворителя на промывку I ступени . . 100—150 120-150 100—150 100—120 150
Суммарное разбавление рас- творителем на II ступени, % от сырья II ступени 400-550 400—450 550—700
Подача растворителя на промывку II ступени, % от сырья II ступени — 130—150 130—150 150—200
Содержание масла в основ- ном фильтрате, % от фильтрата: 24-30 14-18 25-31 14-17 6-12
I ступени — — 4—10 10-12 4-6
II » Содержание масла в промы- вочном фильтрате, % от фильтрата: I ступени 5-8 3—10 5-8 10—12 6-8
II » — — 3—6 6-8 2-4
Содержание растворителя в лепешке гача, % от ле- пешки: I ступени 50—75 70—85 50-75 70-80 65—75
II ступени — — 65—85 75—85 65-75
Основной температурный режим процесса, °C Температура предваритель- ной термообработки . . 50-60 50—60 50—60 35-40 50—55
Температура после предва- рительного охлаждения 30-40 35-45 30-40 15-10 40-45
200
Продолжение табл. 30
Одноступенчатая депарафинизация щя сы- ;ни по урная ,ия в • гачу te га- нц по
6 Я о а £ и я g £ «5 сб Я О« 03 _ <□ S Я Я Ф- я я я
Показатели к к е Я R <D я я я S Я 2 я 5
ч я >е<ч я e.Q.p 3 Я я
Ч Рч с8 Ч Ч л S- Я
я и о ” Я о 2 к Й л g а о 3 + Я д то Н ” Я о « 5? « я 3 § О rv Е* « Я ° § Я 0) ® О й 3 « 2, £ я Я
о о tttr о." К я ч О Р* я
Температура после регене- ративных кристаллизато- ров +5-4- +5-4- +5- —204- 20—30'
Температура после аммиач- ных (рассольных) кри- сталлизаторов -10 —22-4- -10 —20-4- —10 —22 : —25 -304- 0-5
Конечная температура ох- лаждения (фильтрации) I ступени -30 —22-4- -30 -224- —30 —224- —35 —604- 0-5
Конечная температура ох- лаждения (фильтрации) II ступени -30 -30 —30 04—10 —65 -404- 10—15
Скорости охлаждения в кристаллизаторах, град [час: в регенеративных . . . 120—180 140-180 120-180 -45 150-250 60—80
в аммиачных (рассоль- ных) 140—200 160—230 140—200 50-100 80—100
в этановых — — — 150—300 —
Коэффициенты теплопере- дачи в кристаллизаторах ккал/м2 час 50-80 50-80 50—80 60-90 70-90
Прочие технологические показатели Скорость фильтрации, кг/м* час: I ступени 80—100 35—40 80—100 50—60 50-65
II » —. — 50—80 100-130 55—70
Толщина слоя осадка (ле- пешки) на фильтрах, л<лг. I ступень 3-6 3-6 3-5 4—6 6-8
II » — 2—4 2-4 3-5
Величина вакуума в филь- трах, мм рт. ст Число промывок фильтров в сутки на один фильтр: I ступени 400-600 400—600 400-600 400-600 400—600-
3-6 5-8 3-6 6-8 4-6
II » — — 2-5 4—6 3-5
Примечание. Скорости фильтрации относятся к растворенному сырью (рафи-
нату или гачу без растворителя) и к полной фильтрующей поверхности фильтра,
включая часть этой поверхности, находящейся в зоне промывки, отдувки и пр.
201
скую структуру, состоящую из не связанных между собой компакт-
ных кристаллических образований дендритного или агрегатного
характера. Имеются указания о депарафинизации дихлорэтан-
бензоловой смесью дистиллятных продуктов средней вязкости [29].
Процессы данной группы применяют также и для обезмасли-
вания петролатумов с целью получения высококачественного
технического церезина.
Используемые растворители. В качестве растворителя в про-
цессах депарафинизации рассматриваемой группы берут смеси
дихлорэтана с бензолом, содержащие от 60 до 80% дихлорэтана.
Имеются рекомендации [27, 28] применять для этих процессов
трихлорэтан, ди- и трихлорэтилен и другие хлорпроизводные,
если они обладают более высокой плотностью, чем дихлорэтан, при
достаточно удовлетворительной избирательной растворяющей спо-
собности по отношению к застывающим и низкозастывающим ком-
понентам масляного сырья.
Способ отделения твердой фазы. В процессах депарафинизации
в дихлорэтан-бензоловых растворах твердую фазу отделяют
центрифугированием. Поскольку в этих процессах растворитель,
а следовательно, и раствор масла являются более тяжелыми, чем
взвесь выкристаллизовавшегося парафина, то центрифугирование
осуществляют на центрифугах с выводом суспензии твердой
фазы из центральной зоны. Обычно для этой цели используют
закрытые центрифуги тарельчатого типа диаметром ротора 333 мм
и высотой 233 мм, работающие при 6300 об!мин.
В этих процессах для отделения твердой фазы можно приме-
нять также и вакуумную фильтрацию на барабанных фильтрах
непрерывного действия, так же как и при процессах депарафини-
зации кетон-бензол-толуоловыми растворителями. В этом случае
при помощи дихлорэтан-бензолового растворителя можно пере-
рабатывать также и чисто дистиллятное сырье с обычной для него
кристаллической структурой.
Технологическая схема процесса. Особенностью процессов
дихлорэтан-бензоловой депарафинизации, обусловливаемой при-
менением в этих процессах центрифугирования, является необ-
ходимость выводить из центрифуг суспензию петролатума с по-
вышенным количеством масла. Это делают для того, чтобы эта
суспензия имела достаточно жидкую консистенцию, обеспечиваю-
щую ее беспрепятственный выход из центрифуги. Поэтому при
проведении данного процесса в одну ступень отбор масла будет
невысоким, поскольку значительная его часть будет оставаться
в петролатуме. Для повышения отбора масла дихлорэтан-бензо-
ловые процессы депарафинизации осуществляют в две ступени по
схеме двойной обработки по петролатуму. При этом вторую сту-
пень процесса проводят при температурах более высоких, чем I
ступень, и раствор масла с повышенной температурой застывания
возвращают в исходный рабочий раствор.
Если при процессе дихлорэтан-бензоловой депарафинизации
202
необходимо выделять петролатум, содержащий высокоплавкий
церезин, применяют трехступенчатую схему процесса, предста-
вляющую сочетание двухступенчатой обработки по фильтрату
с двухступенчатой обработкой по петролатуму.
Ниже описывается наиболее распространенный вариант схемы
рассматриваемого процесса — двухступенчатая обработка по пет-
ролатуму с получением в качестве целевого продукта масла с тем-
пературой застывания — 18 ----20°. Схема этого процесса пока-
Рис. 31. Депарафинизация кристаллизацией в дихлорэтан-бензоловом рас-
творе.
1 — емкость сырья; 2 — емкость растворителя; з — диафрагменный смеситель; 4 —
смесительная емкость; <5 — регенеративные кристаллизаторы; 6 — аммиачные кристал-
лизаторы; 7 — фильтр-гряэеотделитель; 8 — центрифуги I ступени; 9 — приемник
раствора депарафинированного масла; ю — приемник раствора масляного петролатума;
11 — центрифуги II ступени; 12 — приемник раствора возвратного масла; 13 — прием-
ник раствора сухого петролатума; 14 — аммиачный холодильник; 15 — теплообменник.
Линии: I —сырье; 11 — растворитель с регенерации; III —раствор депарафини-
рованного масла; IV — суспензия масляного петролатума; V — разбавленная суспензия
масляного петролатума; VI — раствор возвратного масла; VII — суспензия сухого
петролатума; VIII —раствор депарафинированного масла на регенерацию; IX —рас-
творитель на разбавление масляного петролатума; X — раствор сухого петролатума
на регенерацию.
зана на рис. 31 и заключается в следующем. Исходное сырье из
сырьевой емкости 1 и растворитель из емкости 2 подают через
диафрагменный смеситель 3 в смесительную емкость 4. Перед
диафрагменным смесителем к рабочему раствору добавляют
раствор возвратного масла, получаемый от вторичной обработки
растворителем масляного петролатума. После термообработки при
температуре 55—60°, проводимой для полноты растворения сырья
в растворителе, раствор сырья из смесительной емкости 4 напра-
вляют для охлаждения в скребковые кристаллизаторы непре-
рывного действия типа «труба в трубе». В первых кристаллизато-
рах 5 раствор охлаждается раствором масла, отходящим из цен-
трифуг I ступени, а в кристаллизаторах 6 — вследствие испарения
аммиака в рубашках кристаллизаторов. Чтобы охлаждать рабо-
чий раствор с равномерной и умеренной скоростью, в рубашках
кристаллизаторов поддерживается последовательно снижаемое по
ходу раствора давление испаряющегося аммиака.
203
В первых кристаллизаторах по ходу раствора сырья давление
испаряющегося аммиака поддерживается до 0,8—1,0 ат, затем
снижается до 0—0,3 ат, а в последних кристаллизаторах уста-
навливается иногда даже и вакуум до 100—150 мм рт. ст.
Из кристаллизаторов 6 охлажденный до конечной температуры
процесса раствор сырья проходит фильтр 7 для удаления из него
кристалликов льда и грязи и поступает в центрифуги I ступени 8.
Все центрифуги каждой из ступеней обработки работают
параллельно. Производительность центрифуг регулируется да-
влением раствора сырья в коллекторе, из которого питаются
центрифуги. Это давление поддерживается на уровне 0,3—
1,7 ат сами же центрифуги работают при атмосферном давлении.
Консистенция выводимой из центрифуги суспензии петрола-
тума и отбор ее от раствора сырья регулируются изменением
положения относительно оси центрифуги передвижных выводных
петролатумных сопел. Чем больше выводить из центрифуги суспен-
зии петролатума и чем более жидкой она будет, тем больше оста-
нется масла в петролатуме, а следовательно, тем ниже будет отбор
масла от потенциала на данной ступени центрифугирования. Произ-
водительность центрифуг и вывод суспензии петролатума регули-
руются в зависимости от состояния выходящего из центрифуги
раствора масла, который должен быть совершенно прозрачным
и не содержать взвеси петролатума. При этом производительность
центрифуги стремятся держать максимальной, а вывод суспензии
петролатума минимальным. При появлении в растворе масла мути
вследствие неполноты отделения от нее парафиновой взвеси необ-
ходимо либо снизить производительность центрифуги, либо уве-
личить вывод из нее суспензии петролатума.
В процессе работы внутри ротора центрифуг отлагается не-
которое количество петролатума, для удаления которого время
от времени их разбирают и моют. Каждую центрифугу моют
обычно один раз в 4, а иногда и в 5 суток. Продолжительность
сборки, разборки и мойки центрифуги занимает 30 —40 мин.
Полученный на центрифугах I ступени 8 раствор целевого
масла собирают в приемнике 9, затем прокачивают через кристал-
лизаторы 5 для отдачи холода и направляют на регенерацию рас-
творителя. Суспензию масляного петролатума, полученную на
центрифугах I ступени, собирают в емкости 10. Перед поступле-
нием суспензии в емкость 10 к ней добавляют охлажденный чи-
стый растворитель в количестве, необходимом для обработки
на II ступени. Температура обработки II ступени регулируется
температурой растворителя, добавляемого к суспензии масляного
петролатума.
Из емкости 10 разбавленная суспензия поступает на центри-
фуги II ступени 11. Получающуюся на центрифугах II ступени
суспензию более или менее обезмасленного (так называемого
«сухого») петролатума собирают в приемник 13 и затем напра-
вляют на регенерацию растворителя.
204
Раствор застывающего возвратного масла, выделенный из
масляного петролатума при центрифугировании II ступени, посту-
пает в приемник 12, проходит теплообменник 15 для отдачи холода
растворителю, идущему для разбавления суспензии масляного
петролатума, и направляется для смешения с рабочим раствором
сырья I ступени обработки.
Одной из особенностей процесса депарафинизации в растворах
дихлорэтан-бензоловой смеси является возможность перераба-
тывать малоочищенное и даже совсем неочищенное сырье дистил-
лятного и остаточного происхождения. Эта особенность обусло-
вливается, с одной стороны, использованием в качестве раствори-
теля хлорпроизводных, относительно хорошо растворяющих
асфальто-смолистые вещества, и, с другой стороны, применением
центрифугирования, которому не препятствует выделение из
раствора вместе с парафином некоторого количества смолистых
веществ. При депарафинизации же фильтрацией выделение из
раствора такого же количества асфальто-смолистых веществ сде-
лало бы раствор совершенно не фильтрующимся. При дихлорэтан-
бензоловой депарафинизации присутствие асфальто-смолистых
веществ в ряде случаев даже улучшает центрифугирование в той
мере, в какой оно способствует образованию плотных дендритных
кристаллов выделяющегося парафина. Поэтому на некоторых
зарубежных заводах процесс дихлорэтан-бензоловой депарафини-
зации предшествует очистке. Такую же схему предполагалось осу-
ществить по первоначальному проекту и на грозненском заводе.
Указанная выше последовательность процессов дихлорэтан-бен-
золовой депарафинизации и очистки при переработке тяжелого
цилиндрового дистиллята вязкостью 30—45 сст при 100° описана
Н. И. Нюренбергом [299] в работе по обобщению опыта применения
дихлорэтан-бензоловой депарафинизации на некоторых зарубеж-
ных заводах, а также и в других источниках [24] для остаточного
сырья. При выборе последовательности депарафинизации и
очистки нужно иметь, в частности, в виду, что очистка в боль-
шинстве случаев повышает температуру застывания очищаемого
продукта вследствие увеличения концентрации в нем парафина.
Поэтому температуру депарафинизации, если этот процесс про-
водят перед очисткой, устанавливают более низкую, чем при обыч-
ной последовательности данных процессов.
Технологические показатели дихлорэтан-бензоловой депарафи-
низации и свойства получаемых продуктов приведены в табл. 31
и 32. Подробности по этому процессу можно найти в литератур-
ных источниках [7, 24, 29, 30, 31].
Депарафинизация из раствора SO2-бензол
Область применения. Процесс депарафинизации с применением
в качестве растворителя смеси SO2 с бензолом относится к числу
малораспространенных процессов. Его применяют в тех случаях,
205
Таблица 31
Основные технологические показатели депарафинизации кристаллизацией
из раствора в дихлорэтан-бензоловой смеси
Показатели Дистиллят средней вязкости из нефти Понка-Сити Цилиндровый не- очищенный дистил- лят пенсильванской нефти Остаточный рафи- нат мидконтинент- ской нефти Рафинат от очистки смеси концентрата карачухуро-сура- ханской нефти и ци- линдрового дистил- лята грозненской нефти Рафинат от очистки концентрата жир- новской нефти
Суммарная кратность обработ- ки сырья растворителем на обеих ступенях центрифу- гирования, % вес. от сырья Содержание нефтяного про- дукта (в % вес.) в раство- ре: депарафинированного ма- сла 330 440 480 450—550 380—500
19 17 13 10—15 12—18
масляного петролатума 32 35 32 35—40 37—42
возвратного масла .... 4 5 8 4-6 5—7
сухого петролатума . . . 30 28 32 33—37 35—40
Температура центрифугирова- ния, 0 С: I ступени -31 —21 -28 -24 -т- -27 —24-:-—27
II » -18 -20 —20 —9 -=- —15 —9 -т- —15
Температурный эффект депа- рафинизации, °C —11 —10 —7 —6-?-— 9 —6-7-— 9
Скорость охлаждения сырье- вого раствора в кристалли- заторах, г рад;час 180—220 160—200
Производительность центри- фуг, т/час раствора сырья; I ступени 2,4 2,4 2,4 2,5-3,1 2,6—3,3
II » 2,9 2,9 2,9 2,4-3,0 2,6—3,2
Выход депарафинированного масла, % от исходного . . 80 79 83 70—72 82-84
когда очистку исходного сырья проводят сернистым ангидридом.
Если использовать при очистке и депарафинизации раствори-
тель одного типа, то это позволит создавать комбинированные де-
парафинизационно-очистные установки.
Промышленное применение данного процесса известно для
переработки дистиллятного сырья средней и низкой вязкости.
Способ отделения твердой фазы. При процессе депарафиниза-
ции из раствора в смеси SO2 с бензолом твердую фазу от раствора
депарафинированного масла отделяют на барабанных фильтрах
непрерывного действия, приспособленнных для работы при по-
вышенном давлении рабочего раствора.
206
Таблица 32
Свойства сырья и продуктов депарафинизации кристаллизацией
из раствора в дихлорэтанбензоловой смеси
Показатели Дистиллят средней вяз- кости из нефти Понка-Сити Цилиндровый неочищен- ный дистиллят пенсиль- ванской нефти Остаточный рафинат мид- континентской нефти Рафинат от очистки смеси концентрата карачухуро- сураханской нефти и ци- линдрового дистиллята грозненской нефти Рафинат от очистки кон- центрата жирновокой нефти
Исходный продукт
ПЛОТНОСТЬ q2° 0,892 0,897 0,906 0,883 0,883
Вязкость при 100°, сст . . . 8,3 32,8 14,8 20,2 20,1
Температура застывания, °C Содержание твердых углево- 38 38 30 46 43
дородов, % Коксуемость, % Депарафинированного масло —- — — 22 14
0,047 —- — 0,23 0,24
Выход от исходного, % вес. 80,0 83,8 83,0 71,0 83,0
Плотность €>4° 0,903 0,910 0,913 0,893 0,890
Вязкость при 100°, сст . . . 9,2 38 16,4 21,4 21,3
Температура застывания, °C —20 -20 —21 —18 -19
Коксуемость, % 0,052 — — 0,28 0,28
Петролатум
ПЛОТНОСТЬ — — — 0,863 0,862
Температура плавления, °C 51 51 66 61 60
Содержание масла, % . — 5 8 22,0 22,0
Технологическая схема процесса. Принципиальная технологи-
ческая схема процесса депарафинизации из растворов SO2 с бен-
золом близка к схеме процесса депарафинизации в растворах
пропана, поэтому чертеж ее не приводим.
Этот процесс осуществляют следующим образом. Рафинатный
раствор, получаемый на установке очистки масляных дистиллятов
сернистым ангидридом, разбавляют бензолом, содержание кото-
рого в растворителе в зависимости от характера сырья и техно-
логических условий депарафинизации доводят до 75—85%. Полу-
ченный раствор охлаждают в кристаллизаторах сначала раствором
холодного отходящего фильтрата, затем путем испарения в ру-
башках кристаллизаторов хладагента (жидкий SO2). Охлажден-
ный раствор фильтруют на барабанных фильтрах непрерывного
207
действия и полученные продукты депарафинизации после исполь-
зования их холода для охлаждения поступающего на переработку
раствора направляют на регенерацию растворителя.
Процесс депарафинизации в растворе ЭОг-бензол ведут при
—25 -----35°. Температура застывания получаемого масла близка
к температуре фильтрации. Вследствие низкой растворимости масел
в SOa при температурах депарафинизации приходится применять
высокие кратности разбавления, сырья растворителем, которые для
этого процесса достигают 1 : 6 и даже 1 : 10. Низкая раствори-
мость тяжелых масел в SO2 делает рассматриваемый процесс мало-
приемлемым для депарафинизации вязких дистиллятных и остаточ-
ных масел, поскольку в этих случаях потребовалось бы применять
кратности разбавления растворителем, выходящие за пределы
экономической целесообразности. При повышении растворяющей
способности смеси SO2 с бензолом в отношении масел путем даль-
нейшего увеличения содержания бензола уменьшается избиратель-
ная способность растворителя, что приводит к сокращению вы-
хода масла, повышению температуры его застывания и снижению
эффективности процесса.
При низкотемпературной депарафинизации бензол в составе
растворителя можно заменить частично или полностью толуолом
для снижения температуры кристаллизации растворителя.
Недостатком процесса является коррозийность SO2. Для устра-
нения коррозии внутри депарафинизационной аппаратуры
необходимо, чтобы поступающее на переработку сырье и компо-
ненты растворителя были совершенно безводными. Для устране-
ния наружной коррозии аппаратуры на установке должны быть
совершенно исключены даже малейшие пропуски SO2. Устранить
такие пропуски SO2 особенно трудно на барабанных фильтрах.
Рассмотренный процесс описывается в литературных источни-
ках [30, 31, 32].
Депарафинизация карбамидом
Область применения. Предложенные процессы депарафиниза-
ции карбамидом предназначаются главным образом для перера-
ботки светлых нефтяных продуктов — дизельных топлив, кероси-
нов, бензиновых концов и для получения легких нефтяных масел.
Имеются специальные варианты процессов карбамидной депара-
финизации для фракционировки парафинов, получения концен-
тратов н-алканов, н-алкенов и других частных целей.
Способ отделения твердого комплекса. Для отделения твердого
комплекса от жидких продуктов депарафинизации в зависимости
от варианта процесса применяют вакуумную фильтрацию на бара-
банных фильтрах непрерывного действия, центрифугирование
на фильтрующих саморазгружающихся центрифугах и различные
формы отстоя.
Технологические схемы процесса. Технологическое оформле-
ние процессов депарафинизации довольно разнообразно и зависит
208
от агрегатного состояния карбамида, способа отделения твердого
комплекса от жидких продуктов реакции, свойств применяемых
растворителей-разбавителей и растворителей-активаторов.
Известные варианты процессов депарафинизации карбамидом
по технологическому оформлению можно разделить на четыре
основные группы.
VII
Рис. 32. Депарафинизация кристаллическим карбамидом с применением
фильтров.
1 — емкость сырья; 2 — емкость изопропилового спирта; з — емкость бензина; 4 —
поточный смеситель; & — нагреватель или охладитель; 6 — реакторы комплексообразо-
вания; 7 — бункер-дозатор сухого карбамида; 8 — вакуумные фильтры для отделения
комплекса; а — приемник депарафинированного раствора; 10 — реакторы разрушения
комплекса; 11 — нагреватель бензина; 12 — холодильник; 13 — вакуумный фильтр
для отделения регенерированного карбамида; 14 — приемник застывающего компонента.
Линии: I — сырье; II — изопропиловый спирт; III — бензин на смешение с сырьем;
IV — бензин на промывку лепешки на фильтрах; V — бензин на разложение комплекса;
VI — смесь сырья с растворителями; VII —-свежий карбамид; VIII —регенерирован-
ный карбамид; IX— смесь депарафинируемого раствора с комплексом и избытком
карбамида; X — депарафинированный раствор; XI — отфильтрованный комплекс с из-
бытком карбамида; XII — разложенный комплекс с бензином; XIII — раствор засты-
вающего компонента; XIV — регенерированный изопропиловый спирт; XV — регене-
рированный бензин; XVI — раствор застывающего компонента на регенерацию раство-
рителей; XVII — раствор депарафинированного продукта на регенерацию растворителей.
Депарафинизация твердым карбамидом с применением филь-
трации— вариант АзНИИ [55]. Обрабатываемый продукт —
дистиллят трансформаторного масла; растворитель-разбавитель —
бензин, кипящий в пределах 65—130°; растворитель-актива-
тор — изопропиловый спирт; агрегатное состояние карбамида —
твердый, кристаллический; способ отделения комплекса — ваку-
умная фильтрация на барабанных фильтрах непрерывного дей-
ствия.
Технологическая схема процесса следующая (рис. 32). Сырье,
изопропиловый спирт и бензин, из емкостей 7, 2, 5 направляют
через поточный смеситель 4 и аппарат 5 в реактор комплексообра-
зования 6. Аппарат 5 работает как нагреватель или охладитель
в зависимости от температуры поступающего в него раствора. Два
установленных реактора 6 работают попеременно.
14 Заказ 1159. 209
В реактор 6 поступают также регенерированный карбамид из
вакуумного фильтра 13 и свежий карбамид из бункера-дозатора 7.
В реакторе смесь перемешивают при 20—40° в течение 30—40 мин.
и после этого направляют на вакуумный фильтр 8. Раствор депара-
финированного продукта собирается в приемнике 9 и оттуда по-
ступает на регенерацию растворителей.
Отложившуюся на фильтре 8 лепешку комплекса (с избытком
карбамида) промывают бензином и направляют в реакторы раз-
ложения комплекса 10. В реакторы подают бензин, нагретый
в подогревателе 11. Комплекс в реакторе разлагают при 80—90°.
Образовавшиеся в реакторе продукты разложения комплекса
(регенерированный карбамид и раствор застывающего компонента
в бензине) для разделения подают через холодильник 12 в вакуум-
ный фильтр 13. Отфильтрованный раствор застывающего компо-
нента собирают в приемнике и оттуда откачивают на регенерацию
растворителей, а осадок регенерированного карбамида промы-
вают на фильтре 13 бензином и направляют в реакторы комплексо-
образования 6 для обработки новых порций сырья.
Процесс фильтрации на фильтрах 8 и 13, а также операции,
проходящие в реакторах 6 и 10, ведут в атмосфере инертного газа,
вырабатываемого на специальном генераторе.
Ниже приведены технологические показатели депарафиниза-
ции твердым карбамидом (с применением фильтрации) трансформа-
торного дистиллята сураханской нефти [33].
Выход депарафинированного продукта, % вес. . . . 90,3
» застывающего компонента, % вес.................. 9,7
Кратность обработки карбамидом, % вес................ 100
Количество изопропилового спирта, подаваемого на
разбавление, % вес................................... 50
Количество бензина (фракция 65—130°), подаваемого
на разбавление, % вес................................ 50
Количество бензина (фракция 65—130°) па промывку
комплекса, % вес..................................... 50
Температура комплексообразования, °C ................ 40
Продолжительность контакта при комплексообразова-
нии, мин............................................. 30
Температура разложения комплекса, °C............... 80—90
Основные свойства продуктов приведены в табл. 33.
Таблица 33
Показатели Исходный дистиллят Депарафи- нированный дистиллят
Плотность 0,867 0,876
Вязкость, сст:
при 20° 18,6 20,3
» 50° 6,40 7,81
Температура застывания, °C ... . —6 -43
210
Депарафинизация, твердым карбамидом с применением центри-
фугирования — вариант ГрозНИИ, ГНПЗ и Гипрогрознефтц
{34, 35]. Обрабатываемый продукт — компонент дизельного то-
плива; растворитель для промывки и разбавления — бензин,
кипящий в пределах 80—110°; растворитель-активатор — метило-
вый спирт; агрегатное состояние карбамида — твердое, кристал-
Рпс. 33. Депарафинизация кристаллическим карбамидом с применением
центрифуг.
1 — емкость сырья; 2 — емкость метилового спирта; 3 — емкость бензина; 4 — реактор
комплексообразования; .5 — бункер свежего карбамида; 6 — центрифуги для отделения
комплекса; 7 — приемник раствора депарафинированного продукта; 8 — улавливающая
центрифуга; 9 — реактор разложения комплекса; 10 — центрифуга для отделения реге-
нерированного карбамида; 11 — приемник раствора застывающего компонента; 12 —
улавливающая центрифуга; 13, 14 — скрубберы для отмывки метилового спирта; 15 —
нагреватель; 15 — ректификационная колонна для отделения метилового спирта от
воды; 17 — конденсатор-холодильник для метилового спирта.
Линии: I — сырье; II — метиловый спирт; III — смесь депарафинизируемого про-
дукта с комплексом и избытком карбамида на фильтрующие центрифуги I ступени; IV —
добавка свежего карбамида; V — раствор депарафинированного продукта; VI — ком-
плекс с избытком карбамида; VII — уловленный комплекс и карбамид; VIII — раствор
депарафинированного продукта на циркуляцию; IX — разложенный комплекс с бензи-
ном; X — регенерированный карбамид; XI — раствор застывающего компонента; XII—
раствор застывающего компонента на циркуляцию; XIII — уловленный карбамид;
XIV — бензин на промывку осадка в центрифугах; XV — бензин на разложение ком-
плекса; XVI —водная вытяжка метилового спирта; XVII— регенерированный мети-
ловый спирт; XVIII — регенерированный бензин; XIX — растворы на регенерацию;
XX — вода.
лическое; способ отделения комплекса — центрифугирование на
фильтрующих саморазгружающихся центрифугах.
Технологическая схема процесса следующая (рис. 33). Сырье
и метиловый спирт из емкостей 1 и 2 подают в реактор комплексо-
образования 4 непрерывного действия. Вместе с сырьем и метило-
вым спиртом в реактор вводят регенерированный карбамид из
центрифуги 10, уловленную смесь комплекса с карбамидом из
центрифуги 8 и если необходимо, то и свежий карбамид.
К реагирующей смеси в реактор 4 добавляют циркулирующий
депарафинированный раствор для разжижения продуктов реак-
ции. Продолжительность контакта взаимодействующих продуктов
14* 211
в реакторе составляет около 30 мин. Из реактора 4 смесь подают
для отделения комплекса на фильтрующие центрифуги I ступени.
Раствор депарафинированного продукта, освобожденный от ос-
новной массы комплекса, собирают в приемнике и затем дополни-
тельно центрифугируют на улавливающей центрифуге для извле-
чения из него оставшейся тонкой взвеси комплекса и непроре-
агировавшего карбамида. Взвесь, уловленную центрифугой <8, воз-
вращают в реактор 4.
Из улавливающей центрифуги 8 раствор направляют в скруб-
бер 13, где из него водой извлекают метиловый спирт. После скруб-
бера раствор депарафинированного продукта, освобожденный от
метилового спирта, откачивают на регенерацию растворителя
•(бензина).
'Выделившийся в центрифуге 6 комплекс с избытком непроре-
агировавшего карбамида промывают там же бензином и после
выгрузки из центрифуги направляют в реактор 9 для разложе-
ния. В реакторе к комплексу добавляют бензин и циркулирующий
раствор застывающего компонента. Туда же вводят регенерирован-
ный карбамид, улавливаемый центрифугой 12.
Смесь комплекса с указанными выше продуктами в реакторе
нагревают до 80°, в результате чего он разлагается на регенериро-
ванный карбамид и застывающий компонент.
Продукты разложения комплекса подают на центрифугу 10
II ступени. Раствор застывающего компонента, освободившийся
на центрифуге от регенерированного карбамида, собирают в при-
емнике 11 и далее он так же, как раствор депарафинированного про-
дукта, проходит улавливающую центрифугу 12, скруббер 14 и
поступает на регенерацию бензина. Отлагающийся в центрифуге
10 регенерированный карбамид промывают бензином и подают
в реактор комплексообразования 4 для повторного использова-
ния.
Водную вытяжку метилового спирта, отходящую из скруббе-
ров 13 и 14 после промывки растворов продуктов депарафини-
зации, нагревают в нагревателе 15 и направляют в ректификацион-
ную колонну 16 для отделения метилового спирта от воды. Мети-
ловый спирт с верха колонны 16 уходит в виде паров, проходит
конденсатор-холодильник 17 и собирается в емкости 2.
Ниже приведены технологические показатели депарафиниза-
ции твердым карбамидом (с применением центрифуг) компонента
дизельного топлива ДЛ грозненской парафинистой нефтесмеси
134, 35].
Выход депарафинированного продукта, % вес.............86,1
Кратность обработки карбамидом, % вес. . .............. 60
Подача бензина на все стадии обработки, % вес......... 205
В том числе на промывку комплекса, % вес.............. 140
Подача растворителя-активатора (метилового спирта),
% вес.................................................. 2
Температура комплексообразования, °C................. 20
212
Продолжительность контакта при комплексообразовании,
мин................................................ 30
Температура разложения комплекса, °C . ............... 80
Число оборотов центрифуги, об/мин................. . 800
Основные свойства продуктов, приведены в табл. 34
Т а б л и ц'а 34
Показатели Исходный компонент Депарафи- нирован- ный компо- нент Застыва- ющий ком- понент
Плотность 0,863 0,873 0,793
Вязкость, сст.: при 20° 10,8 12,0 __
» 50° 4,60 4,73 3,86
Начало кипения, °C 240 242 —
Температура отгона 80%, °C 357 342 —
Температура застывания, °C 0 -45 +22
Депарафинизация раствором карбамида с применением филъ~
трации [551. Обрабатываемый продукт — газойль; раствори-
тель-разбавитель и растворитель-активатор — метилизобутил-
кетон; агрегатное состояние карбамида — водный раствор; способ:
отделения комплекса — вакуумная фильтрация на барабанных
фильтрах непрерывного действия.
Технологическая схема процесса следующая (рис. 34). Сырье
и раствор карбамида, насыщенный при 35°, подают из емкостей 1
и 2 в первый реактор комплексообразования 4. Туда же вводят
раствор от промывки комплекса на вакуумном фильтре 6 и раствор
от промывки метилизобутилкетоном водного раствора непрореаги-
ровавшего карбамида из отстойника 9. В реакторе 4 смесь обра-
батывают при температуре, повышенной по сравнению с конечной
температурой комплексообразования и близкой к температуре
насыщения рабочего водного раствора карбамида. Из реактора 4
реагирующую смесь перекачивают в реактор 5, в котором процесс
комплексообразования завершается при установленной конечной
температуре. Смесь продуктов реакции, состоящая из раствора
депарафинированного продукта в метилизобутилкетоне, водногц
раствора непрореагировавшего карбамида и образовавшегося твер-
дого комплекса, из реактора 5 подают в вакуумный фильтр 6.
Растворы, отфильтрованные на фильтре 6, поступают в разде-
литель 7. Отстоявшийся раствор депарафинированного продукта
в метилизобутилкетоне (верхний слой) на выходе из разделителя
смешивают с промывочной водой, направляют в водоотделитель 8
и оттуда — на регенерацию метилизобутилкетона.
213
Нижний слой, образовавшийся в разделителе 7 и представ-
ляющий водный раствор непрореагировавшего карбамида, по
выводе из разделителя промывают в потоке свежим метилизо-
бутилкетоном и направляют в отстойник 9. Промытый водный
раствор непрореагировавшего карбамида поступает в подогрева-
тель 10, нагревается до 60° и подается в реактор 11, где ис-
пользуется для разложения комплекса, поступающего из вакуум-
Рис. 34. Депарафинизация раствором карбамида с применением фильтров.
I — емкость сырья; 2 — емкость раствора карбамида; 3 — емкость растворителя (метил-
иэобутилкетона); 4— реактор I ступени; 5 — реактор II ступени; 6 — вакуумный фильтр;
7 — разделитель фильтрата; 8 — водоотделитель; 9 — отстойник; ю — нагреватель;
л — реактор разложения комплекса; 12 — разделитель разложенного комплекса;
13 — водоотделитель.
Линии: I — сырье; II — раствор карбамида; III — растворитель; IV — раствори-
тель на промывку лепешки комплекса в фильтре; V — растворитель на промывку отра-
ботанного раствора карбамида; VI — отработанный растворитель от промывки ком-
плекса; VII —прореагировавшая рабочая смесь на вакуумный фильтр; VIII — фильт-
раты; IX — раствор депарафинированного продукта; X — отработанный раствор карба-
мида; XI — промытый отработанный раствор карбамида; XII — отработанный раство-
ритель от промывки карбамида; XIII — комплекс; XIV — смесь после разложения
комплекса; XV — раствор застывающего компонента; XVI — регенерированный раствор
карбамида; XVII — добавка свежего карбамида; XVIII — регенерированный раство-
ритель; XIX — вода для промывки; XX — отработанная вода; XXI — раствор депара-
финированного продукта на регенерацию; XXII — раствор застывающего компонента
на регенерацию.
ного фильтра 6. Комплекс в реакторе 11 разлагается в результате
нагрева и воздействия воды. Продукты разрушения комплекса,
состоящие из водного раствора регенерированного карбамида и
смеси раствора застывающего компонента с метилизобутилке-
тоном, направляют в отстойник-разделитель 12. Отстоявшийся
в разделителе 12 раствор застывающего компонента промывают
водой и после водоотделителя направляют на регенерацию рас-
творителя, Раствор регенерированного карбамида из отстой-
ника 12 перекачивают в емкость 2 для повторного исполь-
зования.
Ниже приведены технологические показатели депарафини-
зации раствором карбамида (с применением вакуумной фильтра-
ции) газойля калифорнийских нефтей [36].
214
Выход депарафинированного продукта, % объема. . . . 86,3
» застывающего компонента, % объемн................. 13,7
Кратность обработки раствором карбамида, % объемн. 300
Подача растворителя (метилизобутилкетона), % объемн. 70
Температура насыщения раствора карбамида, °C ... 35
Конечная температура комплексообразования, °C ... . 27
Продолжительность контакта при комплексообразовании,
мин................................................... 12
Температура при разложении комплекса, °C.............. 60
Скорость фильтрации, кг/м? час ...................... 2200
Основные свойства продуктов приведены в табл. 35.
Таблица 35
Показатели Исходный продукт Депара- финиро- ванный продукт Застыва- ющий продукт
Содержание парафина, % ... 13 0,1 95
Плотность 0,863 0,877 0,783/25°
Вязкость при 37,8°, сст .... 5,82 6,30 4,47
Температура застывания, °C . . —4 —62 +27
Содержание серы, % Содержание ароматических угле- 0,77 0,85 0,04
водородов, % 28 30 2
Цетановое число 51,5 44,2 95
Пределы кипения, °C 232-388 — —
Депарафинизация раствором карбамида с вибрационным
отстоем [57]. Обрабатываемый продукт — газойль; раствори-
тель-активатор — метиловый спирт; промывочный растворитель—
легкая бензиновая фракция; вспомогательный растворитель для
карбамида — моноэтиленгликоль; агрегатное состояние кар-
бамида — раствор в смеси воды, моноэтиленгликоля и метило-
вого спирта; способ отделения комплекса — вибрационное отста-
ивание.
Технологическая схема процесса следующая (рис. 35). В опи-
сываемом процессе основной период реакции комплексообразо-
вания протекает при интенсивной циркуляции в кольцевой систе-
ме, состоящей из охладителя, трубопроводов и циркуляционного
насоса. При циркуляции скорость движения осадка комплекса
в трубопроводах не должна быть ниже 1,5 м!сек. Такая система
циркуляции осуществляется следующим образом. Сырье из
емкости 1 и раствор карбамида из емкости 2 подают в циркуля-
ционное кольцо III. Сырье и раствор карбамида вводят в удален-
ных друг от друга точках кольца, чтобы избежать прямого кон-
такта свежего сырья со свежим раствором карбамида, что может
привести к быстрой закупорке труб. Циркуляцию в кольце ведут
215
при такой температуре, чтобы равновесный с комплексом рас-
твор карбамида был несколько ненасыщенным. Таких циркуля-
ционных колец на установке делают несколько; в данном случае
два — III и IV. Во втором кольце IV циркуляцию проводят при
температуре более низкой, чем в кольце III, равной заданной
конечной температуре комплексообразования (28°). Из кольца
IV реагирующую смесь выводят в реактор 9 для завершения ком-
Рис. 35. Депарафинизация раствором карбамида с вибрационным отстоем.
1 — емкость сырья; 2 — емкость раствора карбамида; 3 — емкость бензина; 4 — охла-
дитель; 5 — циркуляционный насос I ступени; 6 — охладитель I ступени; 7 — циркуля-
ционный насос II ступени; 8 — охладитель II ступени; 9 — реактор; 10 — вибрацион-
ный отстойник» основной; 11 — поточный смеситель; 12 — вибрационный отстойник
для промывки комплекса; 13 — нагреватель суспензии комплекса; 14 — отстойник-
разделитель застывающих компонентов и регенерированного раствора карбамида; 15 —
регулирующая задвижка.
Линии: I — сырье; II — раствор карбамида; III — циркуляция (циркуляционное
кольцо) реагирующей смеси I ступени; IV —то же II ступени; V —прореагировавшая
смесь; VI — раствор депарафинированного продукта на регенерацию растворителя;
VII — суспензия комплекса; VIII — промывочный растворитель (бензин); IX — смесь
суспензии комплекса с промывочным растворителем; X — промывочный раствор на
регенерацию растворителя; XI — промытая суспензия комплекса; XII — раствор за-
стывающего компонента на регенерацию растворителя; XIII — регенерированный
раствор карбамида; XIV — регенерированный промывочный растворитель (бензин).
плексообразования. Вывод продукта из циркуляционного кольца
в реактор 9 регулируется задвижкой 15.
Из реактора 9 прореагировавшую смесь направляют для раз-
деления в вибрационный отстойник 10. Вибрацию в отстойнике
применяют для улучшения отделения депарафинированного про-
дукта от суспензии комплекса. Освобожденный от комплекса
депарафинированный продукт выводят на регенерацию раство-
рителя.
Отстоявшуюся суспензию комплекса по выводе из вибрацион-
ного отстойника смешивают с растворителем (легкой бензиновой
фракцией) для извлечения удержанного депарафинированного
продукта и через поточный смеситель 11 направляют во второй
вибрационный отстойник 12. Промывочный раствор, освободив-
шийся от комплекса в отстойнике 12, направляют на регенерацию
216
растворителя. Отмытый продукт после отгона растворителя»
можно добавлять к исходному сырью.
Отстоявшаяся в вибрационном отстойнике 12 суспензия ком-
плекса в смеси растворителей поступает в нагреватель 13, где-
ее подогревают до температуры разложения комплекса и напра-
вляют в отстойник-разделитель 14. Перед подачей суспензии ком-
плекса в подогреватель к ней можно добавлять бензиновую фрак-
цию в качестве промывочного растворителя. Из разделителя 14'
отстоявшийся верхний раствор застывающих компонентов напра-
вляют на регенерацию растворителя, а раствор регенерирован-
ного карбамида откачивают в емкость 2 для повторного исполь-
зования.
Ниже приведены технологические показатели депарафиниза-
ции раствора карбамида (с вибрационным отстоем) газойля нефти»
Кувейт [37].
Выход депарафинированного продукта, % объемн. . . . 89,8
В том числе:
при основном отстое.................................. 85
при отмывке комплекса ........................... 4,8
Выход застывающего компонента, % объемн............ 10,2
Температура застывания исходного газойля, °C .... —13.
То же после депарафинизации........................—40
Степень чистоты застывающего компонента, %........... 96
Кратность обработки раствором карбамида, % объемн. 240
Концентрация раствора карбамида, г/л................ 405
Температура насыщения раствора карбамида, °C ... . 38
Конечная температура комплексообразования, °C ... . 28.
Продолжительность контакта при комплексообразовании,
мин................................................. 60
Продолжительность вибрационного отстоя, мин. .... 12
Амплитуда вибраций, см................................ 1
Частота вибраций, мин.-1............................1000
Кратность обработки растворителем (бензином) при про-
мывке комплекса, % объемн............................. 50
Температура разложения комплекса, °C................ 70
Длительность разложения комплекса, мин.............. 36
Состав прореагировавшей смеси, % объемн.:
раствор карбамида................................. 65
депарафинированного продукта...................... 26
кристаллов комплекса............................... 9
твердого карбамида ............................. нет
Состав растворителя для карбамида, части:
вода.............................................. 19
моноэтиленгликоль................................. 25
метиловый спирт.................................. 56
Экстракционная депарафинизация
Принцип процесса. Процесс экстракционной депарафиниза-
ции основан на’ способности ряда избирательных растворителей
экстрагировать при низких температурах из обрабатываемых
продуктов низкозастывающие компоненты, оставляя застываю-
щие компоненты в остатке от экстракции.
217
При этом застывающие компоненты в обрабатываемом про-
дукте и в остатке от экстракции могут находиться в выкристал-
лизовавшемся состоянии. Однако протекание процесса и его
показатели не зависят от кристаллической структуры застываю-
щих компонентов.
Область применения. Процесс предназначается для получения
низкозастывающих масел, в том числе и низкозастывающих вяз-
ких остаточных масел из сырья, уже частично депарафинирован-
ного другими способами. Экстракционную депарафинизацию осу-
ществляют в виде самостоятельного процесса или попутно как
дополнение к обычному процессу депарафинизации кристалли-
зацией, проводимому при средних температурах охлаждения.
Способ отделения застывающих компонентов. Застывающие
компоненты отделяют от раствора целевого низкозастывающего
продукта путем отстоя в отстойниках непрерывного действия.
Технологические схемы процесса. Схемы процесса экстрак-
ционной депарафинизации даются для двух основных вариантов,
разработанных в ГрозНИИ и на Грозненском нефтемаслозаводе
[38]. В первом варианте экстракционную депарафинизацию
проводят в виде самостоятельного процесса, во втором — как
дополнение к процессу депарафинизации кристаллизацией из
раствора в дихлорэтан-бензоловой смеси, проводимому для полу-
чения масел с температурой застывания —18 4-----20°.
В рассматриваемых вариантах процесса в качестве раствори-
теля используют смесь дихлорэтана с бензолом, содержащую
70—75% дихлорэтана. Этот растворитель можно использовать
до температур обработки продукта —40 4- —42°, ниже которых он
начинает кристаллизоваться. Если необходимо проводить про-
цесс при более низких температурах, можно применять смеси
дихлорэтана с толуолом. Возможна также замена и дихлорэтана
другими хлорпроизводными, например дихлорметаном и другими
растворителями.
Приводимые ниже варианты процесса предназначены для
переработки остаточного масла МС-20, не подвергавшегося кон-
тактной доочистке (вязкость на уровне 20 сст при 100°, тем-
пература застывания —18 20°) для получения из него целе-
вого низкозастывающего масла с температурой застывания
-30 4- -32°.
Вариант самостоятельного осуществления процесса. В рас-
сматриваемом варианте (рис. 36) процесс экстракционной депа-
рафинизации осуществляют в три ступени. В I ступени экстрак-
ции на обработку сырья подают 60—70% от общего количества
растворителя, что составляет 400—700% от сырья. Экстракцию
проводят при конечной температуре процесса —35 4—39°. Экс-
тракт I ступени вполне насыщен целевым низкозастывающим
продуктом, поэтому его выводят из процесса и после использова-
ния его холода направляют на регенерацию растворителя. Оста-
ток от экстракции I ступени, в котором содержится значительное
218
Рис. 36. Экстракционная депарафинизация (вариант самостоятельного
осуществления).
1 — емкость сырья; 2 — емкость растворителя; 3 — поточный смеситель; 4, 12 — тепло-
обменники; 6 — кристаллизаторы; в — отстойник I ступени; 7, 9 — дополнительные
кристаллизаторы; 8 — отстойник II ступени; 10 — отстойник III ступени; 11 — охла-
дитель.
Линии: I — сырье; II — растворитель; III — сырьевая смесь I ступени; IV — остаток
от экстракции I ступени; V — экстракт I ступени; VI — сырьевая смесь II ступени; VII —
застывающий компонент II ступени; VIII — экстракт II ступени; IX — сырьевая смесь
III ступени; X — застывающий компонент III ступени на регенерацию растворителя;
XI — экстракт III ступени; XII — раствор целевого ниэкоэастывающего масла на реге-
нерацию растворителя; XIII — хладагент (жидкий аммиак или этан); XIV — теплый
растворитель.
Рис. 37, Экстракционная депарафинизация (вариант попутного осуществле-
ния).
1 — емкость холодного сырьевого раствора; 2 — центрифуги I ступени основной депара-
финизационной установки; 3 — теплообменники регенеративные; 4 — кристаллизаторы;
5 — отстойник.
Линии: I — раствор сырья; II — застывающий компонент в сырьевой раствор ос-
новной депарафинизационной установки; III — раствор целевого ниэкоэастывающего
масла (экстракт) на регенерацию растворителя; IV — охлажденный раствор сырья I
ступени основной депарафинизационной установки; V — раствор депарафинированного
масла основной установки; VI — петролатум I ступени основной установки; VII —
хладагент (жидкий аммиак или этан); VIII —теплый растворитель.
219
количество низкозастывающего компонента, поступает на II
и III ступени экстракции. Эти ступени экстракции осуществляют
противоточно одним и тем же растворителем. На III ступень
экстракции подается остальное количество растворителя; в рас-
сматриваемом случае оно составляет 300—600% от исходного
сырья. Суммарная подача свежего растворителя на все ступени
экстракции равна 800—1200% от исходного сырья. Обработку
продукта во II ступени экстракции ведут экстрактом III ступени
при конечной температуре процесса. Экстракт II ступени содер-
жит целевой компонент с требуемой температурой застывания,
вследствие чего его смешивают с экстрактом I ступени? и после
использования холода направляют на регенерацию растворителя.
На III ступени экстракцию проводят чистым растворителем
при несколько повышенной температуре (—28 33°). Темпе-
ратуру III ступени экстракции выбирают так, чтобы смесь разде-
лялась на две жидкие фазы. Застывающий компонент III ступени
является конечным продуктом процесса и после использования
его холода поступает на регенерацию растворителя. Экстракт III
ступени, содержащий масло с повышенной по сравнению
с целевым продуктом температурой застывания, подают на
обработку во II ступень экстракции. Такая система обработки
сырья позволяет наиболее глубоко извлекать содержащиеся в нем
низкозастывающие компоненты при наиболее полном исполь-
зовании применяемого растворителя.
Вариант попутного осуществления процесса. При попутном
осуществлении экстракционной депарафинизации аппаратуру про-
цесса сооружают на установке обычной депарафинизации кристал-
лизацией. Описываемый вариант попутного проведения экстрак-
ционной депарафинизации может быть осуществлен на установке
депарафинизации остаточных масел в дихлорэтан-бензоловой
смеси с применением центрифугирования (рис. 31).
Схема варианта попутного осуществления экстракционной де-
парафинизации приведена на рис. 37. Сырьем для экстракцион-
ной депарафинизации служит раствор масла с температурой
застывания —18 4 20°, получаемый непосредственно из центри-
фуг I ступени основной депарафинизационной установки. При
этом имеется в виду, что основная установка работает по схеме
двухступенчатой обработки по петролатуму и центрифугат I сту-
пени обработки является раствором целевого депарафинирован-
ного масла основной установки. Этот раствор забирается с основ-
ной установки лишь частично, в таком количестве, в каком это
необходимо для выработки заданного количества низкозасты-
вающего масла.
Раствор масла с основной установки охлаждают до —35 4-
4---39° сначала в теплообменном аппарате за счет холода отхо-
дящего экстракта, затем в кристаллизаторах хладагентом. Далее
продукт направляют в отстойник, в котором раствор низко-
застывающего экстракта отделяется от застывающих компонен-
220
тов. Экстракт из отстойника через теплообменник поступает на
регенерацию растворителя, а застывающий компонент возвращают
для дальнейшей переработки на II ступень основной депарафи-
низационной установки.
Технологические показатели и состав продуктов экстракцион-
ной депарафинизации приведены в табл. 36 и 37.
Таблица 36
Технологические показатели экстракционной
депарафинизации масла МС-20 с получением
низкозастывающего компонента с температурой застывания
— 30 ----------------------32°
Показатели Вариант
самостоя- тельного осуществле- ния попутного осуществле- ния
Суммарная кратность обработки сырья растворителем, весовые ча- сти 1 : 9—1 : 12 1 : 6-1 :9
Подача свежего растворителя, % вес. от исходного сырья: на I ступень обработки .... 400—700 Не
» II и III ступени обработки 300—600 подается
Содержание нефтяного продукта в конечных растворах, % вес. от раствора: в растворе низкозастывающего масла 5,5—9,0 7,0-10,0
то же, застывающего остатка 35—50 35—50
Состав растворителя, % объемн.: дихлорэтана 70-75 70
бензола (толуола) 30—25 30
Температура экстракции и отстоя, °C: на I ступени обработки . . . —35 н- -39 -35 ч- —39
» II » » ... —35 ч- —39 —
» III » » ... -28 -=- —35 —
Продолжительность пребывания про- дукта в отстойниках, мин. . . . 15—30 15-30
Выход низкозастывающего компо- нента, % от исходного 70—85 55—68
Адсорбционная депарафинизация
Принцип процесса. Процесс адсорбционной депарафинизации
основан на способности некоторых адсорбентов, в основном акти-
вированных углей, при обработке ими масляного сырья или его
растворов в легких углеводородных растворителях-разбавителях
221
Таблица 37
Свойства продуктов экстракционной депарафинизации масла МС-20,
изготовленного из сталинградских (жирновской и др.) нефтей
Продукт Выход от ИСХОДНОГО, % Плотность 04° Вязкость (в сст) при ив ввк Температура застывания, °C
s. 100°
Вариант самостоятельного осуществления процесса
Исходное масло МС-20 . . Низкозастывающий компо- 100 0,888 153 20,3 84 0,813 —19
нент То же после деароматиза- 81 0,891 155 20,0 81 0,818 —32
ции 54 0,881 111 16,1 86 0,809 —34
Застывающий компонент 19 0,873 138 21,4 106 0,793 +4
Вариант попутного осуществления процесса
Исходное масло МС-20 . . Низкозастывающий компо- 100 0,889 154 20,2 82 0,815 -20
нент То же после деароматиза- 66 0,893 156 19,8 80 0,820 -30
ЦИИ 40 0,883 110 15,9 83 0,811 —34
Застывающий компонент 34 0,878 144 21,6 103 0,799 —10
адсорбировать застывающие кристаллизующиеся компоненты (па-
рафины) обрабатываемого сырья, оставляя его низкозастываю-
щую некристаллизирующуюся часть в растворе.
Область применения. Процесс адсорбционной депарафиниза-
ции применим для переработки высокоочищенного масляного
сырья, не содержащего необратимо удерживаемых активирован-
ным углем смолистых веществ и предварительно освобожденного
другими способами депарафинизации от основной массы засты-
вающих компонентов. При адсорбционной депарафинизации осу-
ществляют глубокое освобождение обрабатываемого продукта
от застывающих кристаллизирующихся компонентов и получают
низкозастывающее масло с предельно низкой температурой
вязкостного застывания.
При переработке недостаточно высокоочищенного сырья из
него также удается выделить низкозастывающие компоненты,
применяя процесс адсорбционной депарафинизации. Но в этом
случае активированный уголь быстро теряет при регенерациях
активность и становится непригодным для дальнейшего исполь-
зования, что делает процесс неэффективным. Если будет найден
активный десорбирующий растворитель, способный освобождать
отработанный активированный уголь от смолистых веществ,
то процесс адсорбционной депарафинизации можно будет при-
менить также и для продуктов невысокой степени очистки.
222
Особенности процесса адсорбционной депарафинизации — про-
стота его аппаратурного оформления и отсутствие необходимости
применять холод при получении масла с низкими температурами
застывания. Этот процесс является целесообразным для выработки
высокоочшценных низкозастывающих масел при небольшом объеме
их производства.
Способ отделения застывающего компонента. Застывающий
компонент от низкозастывающей части обрабатываемого продукта
отделяют фильтрацией через высокий слой гранулированного
адсорбента. В разработанных вариантах процесса эту опера-
цию проводят в адсорберах периодического или полунепрерыв-
ного действия на стационарном слое адсорбента.
Для данного процесса можно также применять аппараты
непрерывного действия с движущимся адсорбентом, например,
аппараты, подобные разработанным во ВНИИ НИ для адсорб-
ционной очистки масел [39]. Однако использование таких аппа-
ратов для адсорбционной депарафинизации в настоящее время
остается еще проблемным вопросом, не проверенным эксперимен-
тально.
Технологическая схема процесса. Технологическая схема так
называемого динамического варианта процесса адсорбционной
депарафинизации, разработанного в ГрозНИИ, приведена на
рис. 38. Этот процесс эффективнее и производительнее, чем ранее
предложенный статический вариант, описанный в ряде литератур-
ных источников [40,41].
Технологическая схема динамического варианта процесса
адсорбционной депарафинизации следующая. Исходное сырье
разбавляют растворителем-разбавителем (бензином) и профиль-
тровывают через слой гранулированного депарафинирующего
адсорбента. При фильтрации застывающие компоненты сырья
удерживаются адсорбентом, а депарафинированный раствор, со-
держащий не адсорбируемое данным адсорбентом целевое низко-
застывающее масло, выводят из слоя адсорбента и отправляют
на регенерацию растворителя. Отработанный адсорбент для уда-
ления оставшегося раствора сырья промывают чистым раствори-
телем-разбавителем, затем пропаркой водяным паром освобо-
ждают его от растворителя, просушивают воздухом и далее
промывают десорбирующим растворителем (бензолом) для извлече-
ния из него застывающих компонентов и восстановления его
адсорбирующей способности. После отмывки застывающих ком-
понентов адсорбент еще раз пропаривают водяным паром для
удаления из него десорбирующего растворителя, просушивают
воздухом и снова возвращают в процесс для повторных исполь-
зований.
При полунепрерывном процессе адсорбционной депарафини-
зации (рис. 38) описанные выше операции последовательно вы-
полняют в каждом из имеющихся на установке адсорберов без
перемещений адсорбента. Если же данный вариант процесса
223
технически осуществлять в непрерывном исполнении, то каждую
из описанных выше операций нужно проводить в отдельных,
специальных аппаратах, а адсорбент перемещать из аппарата
в аппарат для последовательного прохождения в них описанных
выше стадий обработки.
Рис. 38. Адсорбционная депарафинизация.
•1 — емкость сырья; 2 — емкость бензина; 3 — емкость бензола; 4 — смеситель; 5 —
адсорберы; в — приемник раствора депарафинированного масла в бензине; 7 — приемник
раствора застывающего компонента в бензоле; 3, 9 —водяные холодильники-конденса-
торы; 10 — водоотделитель бензола; 11 — водоотделитель бензина; 12 — сборник бен-
зина от промывки отработанного адсорбента; 13 — подогреватель бензола; 14 — регу-
лятор давления.
Линии: I — сырье; II — бензин; III — раствор сырья в бензине; IV — воздух;
V — бензол на десорбцию застывающего компонента; VI — раствор целевого ниэко-
застывающего депарафинированного масла в бензине; VII — раствор застывающего
компонента в бензоле; VIII — водяной пар с парами бензола; IX — водяной пар с па-
рами бензина; X — бензол из водоотделителя в емкость; XI — бензин, спускаемый из
водоотделителя в емкость 2; XII — бензин, спускаемый из адсорберов после промывки
отработанного адсорбента; XIII — пары бензола в перегонную аппаратуру; XIV —
на регенерацию бензина; XV — на регенерацию бензола; XVI — вода в канализацию;
XVII — вода на охлаждение; XVIII — пар.
Линия поступления бензина на промывку отработанного адсорбента на схеме не
-показана.
Ниже приведены основные технологические показатели ад-
сорбционной депарафинизации активированным углем марки АР-3
деароматизированного продукта, выделенного из масла МС-20,
с получением целевого низкозастывающего масла с температурой
застывания —30 н-----32°.
Адсорбент.............................
Растворитель-разбавитель................
Десорбирующий растворитель..........
Выход низкозастывающего масла, % от
сырья .............................
Т аб легированный
уголь марки АР-3
Фракция 80—110°
алкилбензина
или бензин
«Калоша»
Бензол
75-80
224
Съем низкозастывающего масла с адсор-
бента, % вес. от угля................. 50—55
Кратность разбавления сырья бензином 1 :3
Оборотный расход бензина на промывку
отработанного угля, % от сырья . . . 100—120
Оборотный расход бензола на десорбцию,
% от сырья............................ 300—400
Температура адсорбционных операций . . Температура
атмосферного
воздуха
Температура десорбции, °C............. 100—130
Продолжительность операций в одном ад-
сорбере, часы:
адсорбции и вспомогательных к ней
операций.......................... 42—45
десорбции................................. 6—8
отпарки бензина ........................ 0,7—1
просушки после отпарки бензола . . 2—3
прочих мелких операций...................... 1—2
Продолжительность цикла работы адсор-
бера, часы ................................. 53—60
Потребный объем адсорберов (в м3) на
выработку 1 т целевого низкозасты-
вающего масла в'сутки................. 8,0—8,5
Свойства продуктов адсорбционной депарафинизации приве-
дены в табл. 38.
Таблица 38
Продукт Вязкость при 100°, сст Температура застывания, °C
Исходный Депарафинированный . . . Застывающий 15-16 17—18 9—10 О СО О СМ СО ч-i 1 1 1 -1- -1- ОО О ю 77 1
Обезмасливание гачей и парафинов потением
Область применения. Обезмасливание гачей методом потения
применяют при производстве парафинов средних температур пла-
вления из дистиллятов с концами кипения, не превышающими
450—475°. Обезмасливание потением обычно сочетается с полу-
чением гача фильтрпрессованием без растворителей. Но в зару-
бежной практике потением обезмасливают также и гачи, полу-
чаемые при депарафинизации дистиллятного сырья избиратель-
ными растворителями, в частности кетон-бензол-толуолом.
Обезмасливанию потением поддаются гачи с хорошо выражен-
ной кристаллической структурой волокнистого типа. Для выпол-
нения этого условия конец кипения сырья для потения не должен
превышать 450 —475°, сырье должно быть хорошо отректифици-
ровано от мелкокристаллических высококипящих фракций и
иметь достаточное содержание парафина (на уровне 70—75%
15 Заказ 1159- 225
й во всяком случае не менее 60—65%), чтобы основная масса на-
ходящегося в нем парафина выкристаллизовалась при повышен-
ных температурах, давая волокнистую модификацию. При депа-
рафинизации дистиллятов с более высокими, чем это было
указано выше, концами кипения получаемый гач необходимо
предварительно подвергать разгонке с выделением четко отрек-
тифицированной фракции с концом кипения не выше 450—475е,
которую можно далее обезмасливать потением.
Процесс потения — один из наиболее простых и дешевых
способов обезмасливания гачей, поскольку он осуществляется
на весьма простом и несложном оборудовании и для его- проведе-
ния не требуется применять растворители.
Процесс потения позволяет получать наиболее высококаче-
ственные парафины с содержанием масла, не превышающим
0,5—0,3% и ниже. Этот процесс можно применять также для
разделения парафина на компоненты с различными температурами
плавления, а также для получения парафинов узкого фракцион-
ного состава специального назначения, например медицинских
и др.
Принцип процесса и способ разделения компонентов. Если
обрабатываемый парафиновый продукт (гач или масляный пара-
фин) медленно охладить до температуры на 15—20° ниже тем-
пературы начала кристаллизации, то основная масса находя-
щегося в этом продукте парафина выкристаллизуется в виде
крупных волокнистых кристаллов, несколько напоминающих
грубоволокнистую вату. Содержавшееся же в продукте масло
вместе с растворенной в нем частью парафина останется в жидком
состоянии и будет пропитывать массу выкристаллизовавшегося
парафина. Если охлажденный таким образом продукт поместить
на сетку, то некоторая часть этой масляной жидкости высочится
из него или, как говорят, «отпотеет» и стечет через сетку, обра-
зовав так называемый «оттек».
При медленном нагревании этой массы в оттек будут посте-
пенно переходить наиболее легкоплавкие парафины, вымывая
из остающейся на сетке массы содержащееся в ней масло. Таким
путем из потеющей массы можно удалить полностью все масло,
а также и наиболее легкоплавкие парафины.
Технологическая схема процесса. Процесс потения — периоди-
ческий процесс, осуществляемый в камерах потения. Камера
потения представляет помещение с расположенными в нем тарел-
ками, схематически изображенными на рис. 39. Тарелки (обычно
8—12 штук) располагают в камере потения одну над другой.
По устройству тарелки представляют собой плоские прямоуголь-
ные стальные ящики небольшой высоты с пирамидными дни-
щами. Над уровнем днища внутри тарелки натянута сетка, на
которой помещается потеющий парафин. Пространство тарелки
над сеткой пронизано трубчатыми змеевиками, по которым цир-
кулирует холодная вода при охлаждении гача и горячая вода
226
при потении. Под сеткой расположен паровой маточник, через
который в тарелку подается острый пар для расплавления отпо-
тевшего парафина. Кроме того, камера оборудована устройствами
для загрузки воды и гача на тарелки, для циркуляции горячей
и холодной воды в змеевиках, для нагрева воздуха в камере,
приемниками для оттеков и парафина, контрольно-измерительными
приборами и другим оборудованием. Гач загружают в тарелки
камеры на воду, залитую до уровня сетки. После охлаждения
гача воду спускают, а закристаллизировавшийся гач остается
на сетке. Можно также загружать тарелки камеры эмульсией
охлажденного гача в воде.
Рис. 39. Устройство камеры потения.
а — продольный разрез; б — поперечный разрез.
J — корпус тарелки камеры потения; 2 — пирамидальные днища тарелки; 3 — сетка;
4 — водяные змеевики; 6 — маточник для острого водяного пара; 6 — стояк для залива
тарелки водой; 1 — стояк для загрузки в тарелку гача; 5 — отвод для слива оттека;
9 — воронка для вывода оттека и парафина в приемники.
Наиболее употребительные размеры тарелок камер: длина
12 м, ширина 3 м, глубина 0,25—0,40 м, диаметр нагревательных
трубок 21—27 мм, размер ячеек сетки, поддерживающей потею-
щий парафин, 3—8 мм.
Примерные показатели процесса потения для разных ва-
риантов на сырье среднего качества со средней кристаллической
структурой приведены в табл. 39.
Процесс потения, кроме камер потения, может протекать также
и в аппаратах других конструкций. Известно, например, осуще-
ствление потения в аппаратах резервуарного типа, в аппаратах
типа вертикальных трубчатых теплообменников и др. Но прин-
цип потения во всех этих аппаратах остается тем же, что и для
камер потения.
Имеются предложения о проведении процесса потения под
вакуумом. Вакуум создают под сеткой с потеющим гачем. При
вакууме ускоряется выделение оттека, что позволяет вести про-
цесс при более низкой температуре и сокращает продолжитель-
ность потения в 3—4 раза при увеличении выхода целевого
продукта в 1,5 —1,7 раза. Однако применение метода потения
остается пока еще проблематичным.
Свойства оттеков, выделяющихся при потении, все время
изменяются: температура плавления возрастает, а содержание
масла уменьшается. Получаемые оттеки рассортировывают еле
дующим образом:
15*
227
Таблица 39
Примерные технологические показатели процесса потения
Показатели Гач на полу- фабрикат Гач на спичеч- ный парафин Гач на белый парафин Д Гач на белый парафин А Белый пара- фин Д па белый парафин А Полуфабрикат на белый пара- фин А
Свойства сырья Температура плавления, °C . . • 46 46 47 44 51 48
Содержание парафина, % ... 65 71 72 69 98 88
Свойства отпотевшего продукта Температура плавления, °C . . . 49 51 52 52 54 55
Содержание масла, % 11,0 4,6 2,3 0,9 0,3 0,9
Выход отпотевшего продукта, % от исходного 62 39 26 20 31 37
Продолжительность охлаждения, часы 7 13 10 14 9 8
Продолжительность потения, ча- сы 10 16 27 48 40 28
Температура продукта в конце охлаждения, °C 32 30 31 29 36 38
Начало выделения оттека после начала потения, часы .... 2,5 3 2 2 4 3,5
Температура при начале выделе- ния оттека, °C: воздуха в камере 33 33 35 29 37 40
циркулирующей в змеевиках воды 40 42 40 39 41 48
Скорость повышения температуры воздуха в камере и воды в зме- евиках при потении, град/час 1 1 1 1 1 1
Температура воды в змеевиках перед прекращением ее цирку- ляции 46 45 48 47 48 49
Температура воздуха в камере в конце потения, °C 52 55 56 55 58 59
Температура плавления оттека, •С: в начале потения 29 36 29 35 38 40
в конце потения 43 45 47 | 50 52 , 51
I оттек ..........................
II » .......................
спичечный оттек...................
белый оттек.......................
содержание парафина, %
38-45
60—72
95-96
97—98
Белый оттек выделяется только в конечной стадии потения
при получении высокообезмасленных сортов парафина. Спичеч-
ный и белый оттеки идут как целевые парафины, I оттек воз-
вращают в сырье для фильтрпрессования, II оттек направляют
на повторное потение.
228
Эмульсионное обезмасливание гачей
Принцип процесса. Эмульсионное обезмасливание гачей осно-
вано на способности парафина, выкристаллизовывающегося из
гача в интервале между температурами плавления и перехода
(в котором парафин находится в пластичном волокнистом алло-
тропном состоянии), комковаться при механическом перемеши-
вании, собираясь в крупные комки, и отделяться таким образом
от жидкой фазы — оттека. Содержание растворенного парафина
в части гача, остающейся в жидком состоянии, будет отвечать
растворимости парафина в масле при данной температуре.
Выделяющиеся из гача комки не являются чистым парафином,
а содержат существенное количество масла. Эти комки концен-
трата парафина легко могут быть отделены от оттека простейшей
фильтрацией через сетку или обработкой на фильтрующей центри-
фуге.
Для разжижения смеси гача с комками парафина было пред-
ложено [42—44] добавлять к охлаждаемому гачу теплую воду.
Введенная вода, эмульгируя оттек, увеличивает относительный
объем жидкости в смеси и разжижает ее, что дает возможность
охлаждать смесь до более низких температур и увеличивать выход
концентрата парафина за один проход. Такой способ частичного
обезмасливания гача при эмульгировании его водой был назван
процессом «эмульсионного обезмасливания» и применялся на
некоторых зарубежных заводах в полупромышленном масштабе.
Область применения. Процесс эмульсионного обезмасливания
применим для переработки гачей примерно такого же состава
и свойств, как и гачи, идущие на обезмасливание в камеры поте-
ния. Получаемый при этом концентрат парафина содержит до
85—92% аналитического парафина. При повторных обработках
полученного концентрата тем же способом содержание парафина
в нем можно повысить до 95—96%. Эмульсионное обезмасли-
вание можно применять только для гачей с волокнистой, хорошо
комкующейся структурой. Мелкокристаллические гачи при по-
мощи этого процесса не поддаются переработке.
Процесс эмульсионного обезмасливания можно использовать
как вспомогательную операцию для обогащения сырья, идущего
на другие процессы обезмасливания, например на потение.
Технологическая схема процесса. В процессе эмульсионного
обезмасливания твердую фазу от жидкости отделяют при помощи
фильтрующих центрифуг непрерывного действия. Процесс эмуль-
сионного обезмасливания в варианте, который был предложен
Шютте [42 —44], заключается в следующем (рис. 40).
Исходный гач или масляный парафин забирают из сырьевого
резервуара 1, смешивают с теплой водой и небольшим количе-
ством сжатого воздуха и подают на эмульсификатор 4. Произво-
дительность эмульсификатора в 10—20 раз превышает производи-
тельность центрифуги, й избыток эмульгируемого продукта
229
возвращают в эмульсификатор. Температура эмульсии регули-
руется температурой воды, подаваемой на смешение. Получен-
ную в эмульсификаторе эмульсию подают для разделения на
фильтрующую центрифугу 6. Отлагающийся внутри фильтрую-
щего ротора центрифуги слой парафина промывают теплой водой
и выводят из ротора в верхнюю часть корпуса центрифуги, обо-
рудованную паровым обогревом.
Процесс эмульсионного обезмасливания можно проводить
в несколько ступеней как по парафину, так и по оттеку.
Положительные особенности рассматриваемого процесса —
простота и дешевизна, недостатки — многократность его прове-
дения для достижения нужной глубины обезмасливания целевого
продукта, а также не вполне надежная работа центрифуг.
VI VII
Рис. 40. Эмульсионное обезмасливание.
1 — емкость сырья; 2 — емкость воды; 3 — нагреватель; 4 — эмульсификатор; -5 —
регулирующий вентиль; 6 — фильтрующая центрифуга; 7 — водоотделитель для оттека;
8 — водоотделитель для концентрата парафина.
.Пинии: I—сырье; II — теплая вода; III — сжатый воздух; IV — смесь сырья,
воды и воздуха в эмульсификатор; V — циркуляция эмульсии; VI — эмульсия на центри-
фугирование; VII — теплая вода на промывку осадка в центрифуге; VIII — водный
концентрат парафина; IX— оттек с водой’, X— обезвоженный концентрат парафина;
XI — обезвоженный оттек; XII — вода в канализацию.
Подготовленную таким образом эмульсию гача можно отде-
лять от воды и оттека не только центрифугированием, как это
предлагает Шютте, но и в камерах потения. При загрузке камер
такой эмульсией (вместо расплавленного гача) исключается
время, затрачиваемое на охлаждение и кристаллизацию гача.
Из загружаемой эмульсии на тарелках камеры легко выделяются
вода и оттек, а остающееся на сетке сырье оказывается обога-
щенным парафином, что увеличивает выходы парафина за цикл.
Дальнейшее потение сырья протекает так же, как и потение обыч-
ного гача, закристаллизованного в самой камере.
Обезмасливание экстрагированием растворителями
Принцип процесса. Процесс основан на обработке сырья в твер-
дом гранулированном состоянии экстрагирующим растворителем
в условиях, при которых содержащееся в сырье масло переходит
путем диффузии из гранул в раствор, т. е. экстрагируется рас-
творителем, а обезмасленный парафин остается нерастворенным.
230
Область применения. Процесс обезмасливания экстрагирова-
нием рекомендуют применять для переработки масляных пара-
финов, содержащих от 5 до 10% масла.. Содержание масла в целе-
вом обезмасленном продукте может быть снижено этим способом
до 0,2—0,5%. Имеются сообщения о применении данного процесса
для обезмасливания парафинов, получаемых от депарафинизации
тяжелых дистиллятов и даже остаточных продуктов, не поддаю-
щихся обезмасливанию обычными способами.
Технологическая схема процесса. Технологическая схема про-
цесса обезмасливания экстрагированием (рис. 41) приводится
Рис. 41. Обезмасливание экстрагированием растворителями.
1 — емкость сырья; 2 — емкость растворителя; 3 — охладительная колонна; 4 — пыле-
отделитель (циклон); 5 — экстрактор I ступени; 6 — отстойник I ступени; 7 — экстрактор
II ступени; <8 — отстойник II ступени; 9 — фильтрующая центрифуга; 10 — приемник
раствора; и — приемник парафина; 12 — охладитель растворителя.
Линии: I — сырье на распыление; II — гранулированное сырье; III —суспензия
парафина I ступени в растворителе; IV — промытый парафин I ступени; V — суспензия
парафина II ступени в растворителе; VI — промытый парафин II ступени; VII — обез-
масленный парафин после центрифугирования; VIII — на регенерацию растворителя;
IX — растворитель; X — охлажденный растворитель; XI — растворитель на промывку
осадка в центрифуге; XII— растворитель на промывку парафина во II ступени; XIII —
фильтрат от центрифугирования-,X7V — экстракт I ступени на регенерацию растворителя-,
XV — экстракт II ступени; XVI — воздух в распылительную колонну; XVII — уловлен-
ное в циклоне сырье; XVIII — хладоноситель.
в том виде, в каком она была осуществлена на нефтеперерабаты-
вающем заводе в Гамбурге. Производительность установки
50 т/сутки [45]. Исходное сырье — расплавленный масляный
парафин (возможно, и гач) — при 60—80° подается для образо-
вания гранул из емкости в охладительную колонну. Колонна
представляет высокий полый вертикальный сосуд, через кото-
рый снизу вверх воздуходувкой продувается холодный атмо-
сферный воздух. В жаркое время года воздух перед входом в ко-
лонну предварительно охлаждают. Сырье подают под давлением
5 ат в распылитель, находящийся в верхней части колонны,
где оно распыляется на мелкие капли, которые затем оседают,
двигаясь навстречу восходящему потоку охлаждающего воздуха.
231
Отработанный воздух из верхней части колонны поступает в пыле-
уловитель (циклон) для удаления частиц увлеченного сырья и
далее выводится в атмосферу.
При движении в колонне капельки сырья остывают, кристал-
лизуются и достигают низа колонны уже в твердом состоянии
в виде крупного сухого порошка. Чтобы сформированные таким
путем гранулы сырья не слипались между собой, днище колонны
выполняют в виде крутого конуса, снабженного охлаждающей
рубашкой, в которой циркулирует хладоноситель — охлажден-
ный на холодильной установке соляной раствор. Гранулы сырья
в конусе не задерживаются (чтобы предотвратить слипание),
а сразу же поступают в экстрактор 5, расположенный под кону-
сом и заполненный растворителем, точнее — экстрактом от
II ступени экстракции.
В качестве растворителя для экстрагирования масла из обра-
батываемого сырья в данном процессе применяют дихлорэтан.
Экстрактор 5 представляет сосуд, оборудованный механиче-
ской мешалкой. При помощи мешалки гранулы сырья поддержи-
ваются в массе находящегося в экстракторе растворителя во
взвешенном состоянии, способствующем диффундированию масла
из гранул в растворитель. Из экстрактора взвесь гранул в значи-
тельной мере уже обезмасленного парафина в растворителе пере-
качивается насосом в отстойник 6. Отстойник 6 (а также и 8) —
вертикальная емкость с герметичной конической крышей. В от-
стойнике 6 взвесь гранул в растворителе разделяется; гранулы
всплывают вверх, собираются под конической крышей отстой-
ника и поступают в экстрактор II ступени 7. Отстоявшийся же
от гранул экстракт откачивают из нижней части отстойника 6
на регенерацию растворителя.
В экстрактор 7 для обработки гранул подают чистый раствори-
тель в смеси с фильтратом, отходящим из фильтрующей центри-
фуги 9. В экстракторе 7 гранулы обрабатывают так же, как и
в экстракторе I ступени.
Взвесь гранул в растворителе из экстрактора 7 переводят
в отстойник 8. Экстракт направляют в экстрактор 5 для исполь-
зования на I ступени экстракции, а всплывшие гранулы подают
на автоматическую фильтрующую центрифугу 9. В центрифуге
гранулы в процессе центрифугирования еще раз промывают све-
жим растворителем для более полного обезмасливания. Из центри-
фуги 9 обезмасленный парафин поступает в приемник и далее
на регенерацию растворителя. Фильтрат из фильтрующей центри-
фуги 9 собирают в приемнике 10 и используют в качестве добавки
к растворителю II ступени экстракции.
Процесс обезмасливания парафина экстрагированием дихлор-
этаном проводят при 12—15°. Кратность обработки сырья раство-
рителем составляет 300—400% от сырья при получении целевого
парафина с содержанием масла 0,4% и 500—600% от сырья при
получении парафина с содержанием масла 0,2%.
232
Основные технологические показатели процесса приведены
в табл. 40.
Таблица 40
Технологические показатели процесса обезмасливания парафина
экстрагированием дихлорэтаном [45]
Показатели Парафин от депара- финизации легкого веретенного масла Парафин от депара- финизации машин- ного масла
I ступень II ступень I ступень II ступень
Свойства исходного сырья Плотность при 70° Температура плавления, СС .... Содержание масла, % Целевой парафин 0,780 47 5,0 0,780 47 5,0 0,787 52 8,0 0,787 52 8,0
Содержание масла, % 0,4 0,2 0,4 0,2
Выход от сырья, % Температура обработки, СС .... Кратность обработки растворителем, 73 70 73 70
12 12 15 15
% ОТ сырья Производительность установки, 300 500 400 600
т/сутки Расходные показатели на 1 т сырья 50 50 50 50
Пара, кг/т Электроэнергии, кет/т 1100 1540 1320 1760
86 102 94 100
Воды, м3/т Потери растворителя, % от сырья 37 51 0,41- 45 -0,54 56
В рассмотренном процессе в качестве растворителя можно
применять не только дихлорэтан, но и другие растворители,
например метилэтилкетон, метилизобутилкетон, спирт и т. д.
В этом случае обезмасливаемый парафин не всплывает в верх-
нюю часть отстойников, а оседает на дно, которое в этих случаях
должно быть коническим.
Регенерация растворителей
Растворители во всех описанных выше процессах депарафини-
зации и обезмасливания регенерируют путем перегонки.
По признаку отношения отгоняемых растворителей к воде
различные варианты технологических схем отгона растворителей
от продуктов депарафинизации можно разделить на три основные
группы. В первую группу входят процессы, в которых отгоняемый
растворитель и вода остаются практически взаимно нераствори-
мыми, а также процессы, в которых растворитель отгоняют без
воды и без ввода в систему острого водяного пара. Эти процессы
наиболее просты по технологическому оформлению. К этой группе
233
процессов относятся отгон углеводородных растворителей — бен-
зиновых фракций и сжиженных нефтяных газов, а также регене-
рация смеси ЗОг-бензола.
Ко второй группе относятся процессы, в которых растворитель
и вода частично взаиморастворимы друг с другом, но регенери-
рованный растворитель получается совершенно безводным. При-
мером процессов этой группы может служить отгон от продуктов
депарафинизации дихлорэтан-бензоловой смеси.
И, наконец, третью группу составляют процессы, в которых
весь растворитель или часть его компонентов смешиваются с во-
дой в любых соотношениях, и часть регенерированного раствори-
теля можно использовать при депарафинизации с некоторым
содержанием влаги. К процессам этой группы относится регене-
рация кетон-бензол-толуоловых смесей, в частности смесей, содер-
жащих в качестве кетона ацетон.
Регенерация пропана. Из процессов регенерации углеводород-
ных растворителей процесс отгонки бензиновых растворителей
(технического гептана и др.) от продуктов депарафинизации про-
водят на наиболее простых перегонных устройствах, применяемых
для разделения продуктов на дистиллят и остаток, значительно
отличающихся друг от друга по температурам кипения. Эти
устройства или установки включают нагреватель огневого или
парового нагрева, колонный испаритель, оборудованный двумя-
четырьмя отбойными или ректификационными тарелками, конден-
сационные, теплообменные и вспомогательные аппараты. Раство-
ритель отгоняют в испарителе острым водяным паром. Для пере-
работки растворов с высоким содержанием растворителя можно
применять циркуляционную систему нагрева, а также двухсту-
пенчатый нагрев и отгон.
Общеизвестность принципов технического оформления отгона
этих растворителей позволяет не приводить нам схемы и ее описания
и перейти к рассмотрению процесса отгона пропана, относяще-
гося к этой же группе процессов регенерации, но обладающего
некоторыми специфическими особенностями.
Технологическая схема трехступенчатого отгона пропана из
растворов депарафинированного масла и гача (петролатума)
приведена на рис. .°.
Перегоняемые продукты нагревают водяным паром в горизон-
тальных паровых куб^ х (нагревателях-испарителях с паровым
пространством). Отгон пропана от депарафинированного масла
и от гача (петролатума) ведут параллельно и по одинаковым тех-
нологическим схемам.
Раствор масла из приемной емкости 1 депарафинизационной
части установки поступает в куб I ступени отгона 5, где он нагре-
вается до 65—75° мятым паром невысокого давления. Пропан
испаряется под давлением 18—20 ат. В этих условиях от раствора
отгоняется основная масса (до 70%) содержавшегося в нем про-
пана. Остаток из куба 3 вследствие разности давлений поступает
234
в куб II ступени 4, где его нагревают паром высокого давления.
В этом кубе пропан отгоняют при 130—160° под давлением 16—
18 ат, что позволяет довести содержание пропана в остатке до
3—5%. Из куба 4 депарафинированное масло с оставшимся про-
паном переводят через редукционный клапан 19 в отпарную
Рис. 42. Регенерация пропана из растворов депарафинированного масла
и гача (петролатума).
1 — емкость раствора депарафинированного масла; 2 — емкость раствора гача (петро-
латума); 3,4 — кубы I и II ступеней перегонки раствора депарафинированного масла;
5 — отпарная колонна масла; 6 — паровой нагреватель; 7, 12 — холодильники; 8,9 —
кубы I и II ступеней перегонки раствора гача (петролатума); ю — отпарная колонна
гача (петролатума); 11 — паровой нагреватель; 13 — конденсатор смешения; 14 — брыз-
гоотделитель; 25 — пропановые компрессоры; 13 — пропановый конденсатор смешения;
17 — сборная емкость пропана; 18 — отделитель этана; 19 — редукционные клапаны.
Линии: I — раствор депарафинированного масла с депарафинизационной части уста-
новки; II — раствор гача (петролатума) с депарафинизационной части установки; III —
раствор масла на регенерацию; IV — остаток от отгона пропана из раствора масла; V —
вывод масла на дополнительный подогрев; VI — освобожденное от пропана депарафини-
рованное масло в резервуар; VII — раствор гача на регенерацию; VIII — остаток от
отгона пропана из раствора гача; IX — вывод гача на дополнительный подогрев; X —
освобожденный от пропана гач (петролатум) в резервуар; XI — пары пропана высокого
давления; XII — жидкий пропан на депарафинизационную часть установки; XIII —
пары пропана низкого давления; XIV — пропан на орошение колонн.
колонну 5, работающую при атмосферном давлении. В отпарной
колонне 5 острым водяным паром, подаваемым в низ колонны,
от депарафинированного масла полностью отгоняются остатки
пропана. Масло, освобожденное от пропана, выводят из отпарной
колонны 5 и через холодильник 7 направляют в резервуарный
парк. На некоторых установках для увеличения подачи тепла
продукт выводят из середины колонны через выводную тарелку,
подогревают в паровом нагревателе 6 и вновь возвращают
в колонну.
По такой же схеме отгоняют пропан от раствора гача (петро-
латума) в кубах 8 и 9 и отпарной колонне 10.
235
Пары пропана, выходящие из паровых кубов высокого давле-
ния 3, 4, 8 и 9, собирают вместе и направляют в конденсаторы 26;
сконденсированный пропан поступает в пропановую емкость 17
и затем на депарафинизационную часть установки. Газообразный
же пропан в смеси с водяным паром, выходящий из отпарных
колонн 5 и 10, также собирают вместе и выводят в водяной кон-
денсатор смешения 13. Газообразный пропан, охлажденный и
освобожденный в конденсаторе от основной массы паров воды,
направляют через брызгоотделитель 14 в компрессор 15, сжимают
до 16—10 ат и направляют с пропаном, идущим из паровых ку-
бов, в конденсатор 16 и далее, как описано выше.
На многих регенерационных установках предусматриваются
устройства 18 для удаления из пропана неконденсирующихся
углеводородов (этана и метана), а также более тяжелых компо-
нентов (бутанов и высших) и очистка пропана от сероводорода.
Известны системы регенерации, в которых пропан отгоняют
в четыре ступени. При этом на одной или двух ступенях (первых)
поддерживают повышенные давления (до 25—35 ат) и исполь-
зуют тепло конденсирующегося пропана. На остальных ступенях
отгона устанавливают давления, которые были указаны при опи-
сании схемы.
Подробности процесса регенерации пропана из продуктов
депарафинизации можно найти в литературных источниках
[4, 5, 30].
Регенерация дихлорэтан-бензолового растворителя. Особен-
ностью дихлорэтан-бензолового растворителя, имеющей значе-
ние при его регенерации из растворов продуктов депарафиниза-
ции, является способность составляющего его дихлорэтана вза-
имно растворяться с водой и образовывать азеотропную смесь.
Для использования же при депарафинизации данный растворитель
должен быть совершенно безводным, так как содержавшаяся
в нем вода будет выкристаллизовываться при охлаждении и обра-
зующиеся кристаллики льда будут отлагаться в коммуникациях
и, что особенно важно, забивать выводные сопла центрифуг, нару-
шая этим их нормальную работу. Поэтому в процессе регенера-
ции дихлорэтан-бензолового растворителя важное место зани-
мает его осушка и разделение образующейся в процессе регенера-
ции азеотропной смеси дихлорэтана с водой.
Растворимость дихлорэтана в воде равна 0,885% вес (при 20°)
п воды в дихлорэтане 0,14% вес (при 15°). Азеотропная смесь
дихлорэтана с водой содержит 80,5% вес. дихлорэтана и кипит
при 72°, в то время как чистый дихлорэтан кипит при 83,7° и бен-
зол при 80,1° *. Такая небольшая разница между температурами
кипения компонентов растворителя весьма удобна в том отно-
шении, что облегчает сохранение постоянства его состава при
регенерации.
* Указанные температуры кипения относятся к давлению 760 мм рт. ст.
236
Технологическая схема процесса регенерации дихлорэтан-
бензолового растворителя от продуктов депарафинизации остаточ-
ного сырья показана на рис. 43.
Регенерацию растворителя из растворов депарафинированного
масла и петролатума ведут параллельными потоками по несколько
Рис. 43. Регенерация дихлорэтан-бенаола из растворов депарафинирован-
ного масла и петролатума.
1 — емкость раствора депарафинированного масла; 2 — емкость раствора петролатума;
з, 4, 13—теплообменники; <5, 9, 11, 17 — паровые нагреватели; 6 — испарительная
колонна I ступени; 7 — пародистпллятный куб II ступени; 8 — пародистиллятный куб
Ш ступени; ю — отпарная колонна масла; 12, 18 — холодильник; 14 — пародистил-
лятный куб I ступени раствора петролатума; 15 — пародистиллятный куб II ступени
раствора петролатума; 16 — отпарная колонна петролатума; 19 — осушительная камера;
20, 22 — конденсаторы-холодильники; 23 — водяная колонна; 24 — разделитель (декан-
татор); 25 — дихлорэтановая осушительная колонна; 26 — паровой куб.
Линии: I — раствор масла с депарафинизационной части установки; II —раствор
петролатума с депарафинизационной части установки; III — раствор масла на отгон
растворителя; IV — остаток после частичного отгона растворителя от масла; V — масло,
освобожденное от растворителя в резервуарный парк; VI — раствор петролатума на
отгон растворителя; VII — остаток после частичного отгона растворителя от петролатума;
VIII — освобожденный от растворителя петролатум в резервуарной парк; IX — пары
сухого растворителя; X — жидкий сухой растворитель; XI— пары влажного раство-
рителя; XII — жидкий влажный растворитель; XIII — раствор дихлорэтана в воде;
XIV — регенерированный сухой растворитель на депарафинизационную часть установки;
XV — пары растворителя из куба/; XVI — вода в канализацию.
отличающимся схемам и при разном размере аппаратуры. Это
вызывается, с одной стороны, разницей в количестве растворов
{раствора депарафинированного масла примерно в 4—5 раза больше,
чем петролатума) и, с другой стороны, различными концентра-
циями нефтяного продукта в растворах (для раствора петролатума
33—37%, а для раствора масла всего 10—15%).
В рассматриваемой схеме отгон растворителя от депарафини-
рованного масла проводят в четыре ступени, а от петролатума —
в три.
237
Процесс регенерации растворителя осуществляют следующим
образом. Раствор масла, поступаюпщй с депарафинизационной
части установки в емкость 1, насосом прокачивается через реге-
неративные кристаллизаторы \ теплообменники 3 и 4, в которых
подогревается до 85—95° парами растворителя, отходящими
от II и III ступеней отгона. Далее раствор поступает в паровой
нагреватель бис температурой 135—140° входит в испарительную
колонну I ступени отгона 6. Колонна 6 работает под давлением
3,6—4,2 ат. Такое повышенное давление поддерживается для
того, чтобы отгоняемые пары имели более высокую температуру
для более эффективного их использования в качестве теплоноси-
теля.
Остаток из колонны 6 поступает в пародистиллятный куб
(испаритель) II ступени отгона 7. Этот куб, так же как и паровые
кубы 8, 14 и другие, представляет собой горизонтальный цилин-
дрический сосуд с пучком нагревательных трубок, вмонтирован-
ных в нижней его части, по которым протекает теплоноситель
(в данном случае пары растворителя, а в паровых кубах — водя-
ной пар). Перегоняемая жидкость заполняет куб частично, и над
ней остается пространство для паровой фазы продукта. Отгон
растворителя в пародистиллятном кубе 7 ведут под давлением
0,5—0,7 ати. Теплоносителем в кубе являются пары растворителя,
отгоняемые из колонны I ступени под давлением 3,6—4,2 ати
и под этим давлением конденсирующиеся в нагревательных труб-
ках этого куба. Температуру продукта в пародистиллятном кубе
поддерживают на уровне 100—105°.
Из пародистиллятного куба 7 остаток от перегонки переходит
в паровой куб III ступени отгона 8, где растворитель отгоняют
при 120—125°. Из куба 8 остаток поступает в паровой нагрева-
тель 9, нагревается до 150° и поступает в отпарную колонну 10,
являющуюся IV и последней ступенью отгона. Паровой нагрева-
тель 9 и отпарная колонна 10 работают под давлением, близким
к атмосферному (0,2—0,3 ати). В колонне !# имеется выводная
тарелка, с которой продукт отводят из колонны в паровой
нагреватель 11, где продукт нагревают до 155—160° и возвра-
щают снова в колонну. Для полноты отгона растворителя от
депарафинированного масла в низ отпарной колонны через маточ-
ник подают острый водяной пар. Освобожденное от растворителя
масло с низа отпарной колонны 10 через концевой холодиль-
ник 12 выводят в резервуарный парк.
Аналогичным образом отгоняют растворитель и от раствора
петролатума. Раствор петролатума из емкости 2 поступает в тепло-
обменник 13, в котором нагревается парами растворителя до
60—65°, и далее в паровой куб I ступени отгона 14. Отгон в кубе
14 ведут при 120 —130°. Остаток из куба 14 поступает в паровой
куб II ступени отгона 15, где нагревается до 150°, и затем идет
1 Регенеративные кристаллизаторы и насосы на схеме не показаны.
238
в отпарную колонну 16, которая служит III ступенью отгона.
Обработка петролатума в отпарной колонне 16 протекает так же,
как и обработка депарафинированного масла в отпарной колонне
10. Освобожденный от растворителя петролатум с низа колонны
16 выводят в резервуарный парк.
Пары растворителя, выходящие с верхней части колонны 6,
содержат небольшое количество влаги. Для освобождения от влаги
эти пары после регенерации тепла в нагревателе пародистиллят-
ного куба 7 и в теплообменнике 4, где они в основном конден-
сируются, направляют в осушительную камеру 19. Осушитель-
ная камера представляет собой полый сосуд, в котором разде-
ляются поступающие пары и жидкость. При этом жидкость, выде-
ляющаяся при частичной конденсации паров влажного раство-
рителя, является безводным растворителем, который выводят
из нижней части осушительной камеры 19 и через холодильник 21
направляют на депарафинизационную часть установки. Нескон-
денсированные пары (азеотропная смесь паров дихлорэтана и
воды с избытком паров дихлорэтана) для удаления воды напра-
вляют в осушительную колонну 25.
Пары растворителя, выделяющиеся из кубов 7 и 8, совер-
шенно безводны. Эти пары после использования их тепла в тепло-
обменниках 3 и 13 конденсируются в конденсаторе 20, охла-
ждаются в холодильнике 21 и далее поступают на депарафини-
зационную часть установки.
Пары растворителя, выделяющиеся на всех трех ступенях
перегонки раствора петролатума, являются влажными. Содер-
жат воду также и пары растворителя, выходящие из отпарной
колонны 10, так как растворитель в этой колонне отгоняется
острым водяным паром. Влажные пары, выделяющиеся при
перегонке петролатума и из отпарной колонны 10, поступают
в конденсатор 22.
Поскольку жидкие вода и дихлорэтан взаиморастворимы лишь
в небольшой степени, то после конденсации смеси паров этих
веществ образуются два слоя: верхний — вода с растворенным
в ней дихлорэтаном и нижний — влажный дихлорэтан. Смесь
этих жидкостей из конденсатора 22 поступает в разделитель 24,
называемый иногда «декантатором». В разделителе 24 собираю-
щаяся в верхней его части вода переливается в сливной карман
и направляется в верхнюю часть водяной колонны 23. В низ ко-
лонны подают острый водяной пар для отгонки дихлорэтана
от основной массы воды в виде азеотропной смеси с водой. Пары
азеотропной смеси вместе с некоторым избытком паров воды
с верха колонны 23 поступают в конденсатор 22. Освобожденная
от дихлорэтана вода сбрасывается с низа колонны 23 в канали-
зацию.
Влажный дихлорэтан вместе с растворенным в нем бензолом
из нижней части разделителя перетекает в осушительную ко-
лонну 25. Эта колонна связана с паровым кубом 26, выполняю-
239
щим роль выносного подогревателя. В колонне 25 содержащаяся
в дихлорэтане вода отгоняется в виде азеотропной смеси, так
как температура кипения ее (72°) ниже, чем температуры кипения
обоих компонентов растворителя (80,1 и 83,7°). Пары азеотроп-
ной смеси вместе с избытком паров дихлорэтана также возвра-
щаются в конденсатор 22. Сухой же растворитель, освобожденный
от воды в колонне 25 и паровом кубе 26, поступают в холодиль-
ник 21 и далее на депарафинизационную часть установки.
Описанное разделение азеотропной смеси дихлорэтана и воды
основано на том, что жидкие дихлорэтан и вода не смешиваются
полностью и разделяются на две фазы, значительно отличающиеся
по составу от азеотропной смеси. Эта разница и дает возможность
получать оба компонента в чистом виде, применяя повторные
расслоения сконденсированной азеотропной смеси и отгон вто-
рого компонента от выделяемых слоев.
При регенерации дихлорэтан-бензолового растворителя всегда
нужно иметь в виду способность дихлорэтана несколько разла-
гаться при повышенных температурах (выше 140°) с выделением
хлористого водорода, который корродирует аппаратуру. Чтобы
предотвратить разложение дихлорэтана, необходимо не допускать
излишнего его перегрева, в частности местных перегревов в на-
гревательных элементах аппаратуры. Для нейтрализации выде-
ляющегося хлористого водорода и предотвращения вызываемой
им коррозии на некоторых заводах подают аммиак в места аппа-
ратуры, подверженные хлористоводородной коррозии.
Регенерация ацетон-бензол-толуолового растворителя. При ре-
генерации ацетон-бензол-толуолрвого растворителя следует иметь
в виду две особенности этого растворителя: во-первых, полную
растворимость ацетона в воде при весьма малой растворимости
в воде бензола и толуола и, во-вторых, значительную разницу
между температурами кипения его компонентов (ацетона 56°,
бензола 80,1°, толуола 110,6°).
Схема процесса регенерации ацетон-бензол-толуолового рас-
творителя, осуществляемая на некоторых отечественных нефте-
перерабатывающих заводах,/приведена на рис. 44 [8, 20].
Процесс отгона растворителей для раствора депарафиниро-
ванного масла осуществляют в четыре ступени, а для раствора
гача (петролатума) — в три. Имеется блок для выделения из
растворителя воды. В результате регенерации получают сухой
растворитель с содержанием воды ниже 0,2—0,5% и влажный
растворитель с содержанием воды до 5—7%. Влажный раство-
ритель полностью не осушают и в таком виде используют в про-
цессе депарафинизации. Рассматриваемый процесс регенерации
применим для отделения ацетон-бензол-толуолового раствори-
теля от продуктов депарафинизации как дистиллятного, так и
остаточного происхождения.
Раствор депарафинированного масла, поступающий с депара-
финизационной части установки в емкость Е-4, забирается насо-
240
16 Заказ 1159. 241'
Рис. 44. Регенерация аце-
тон-бензол-толуола из рас-
творов депарафинирован-
ного масла и гача (пе-
тролатума).
Е-1 — емкость раствора депа-
рафинированного масла; Е-5 —
емкость раствора гача (петро-
латума); Е-6 — емкость сухого
растворителя; Е-6 А, Е-7 —
емкости влажного растворите-
ля; Е-7 А — емкость обводнен-
ного растворителя; К-1 — ко-
лонна I ступени отгона рас-
творителя от депарафинирован-
ного масла; К-2 — колонна II
ступени отгона растворителя от
масла; К-3 — колонна II ступе-
ни отгона растворителя от мас-
ла; К-1 — колонна IV ступени
отгона растворителя от масла;
К-5 — колонна I ступени от-
гона растворителя от гача (пе-
тролатума); К-6 — колонна II
ступени отгона растворителя
от гача; К-7—колонна III сту-
пени отгона растворителя от
гача; К-8 — колонна для отгона
ацетона от воды; Т-1, Т-5, Т-6,
Т-7 — паровые подогреватели;
Т-8, Т-9, Т-11 — теплообмен-
ники; Т-15, Т-16, Т-17, Т-18,
Т-20, Т-22, Т-27, Т-2Л—конденса-
торы-холодильники; Т-19, Т-19 А
— паровые выносные нагревате-
ли колонн; Т-21—холодильник.
Линии: I — раствор депарафини-
рованного масла с депарафини-
зационной части установки; II—
раствор гача (петролатума) с
депарафинизационной части уста-
новки; III — раствор масла на отгон растворителя; IV — остаток после частичного отгона растворителя от масла; V — депарафиниро-
ванное масло, освобожденное от растворителя; VI — возврат масла в колонну К-1 в качестве теплоносителя; VII — раствор гача на отгон
растворителя; VIII — остаток после частичного отгона растворителя от гача; IX— гач (петролатум), освобожденный от растворителя в
резервуарный парк; X — возврат гача в колонну К-7 в качестве теплоносителя; XI — пары сухого растворителя; XII — сконден-
сированный сухой растворитель; XIII — обводненный растворитель; XIV — влажный растворитель; XV — орошение колонны сухим
растворителем; XVI — орошение колонны влажным растворителем; XVII — депарафинированное масло в резервуарный парк; XVIII —
сухой растворитель на депарафинизационную часть установки; XIX — влажный растворитель на депарафинизационную часть установки.
сом 1 и прокачивается через систему теплообменников Т-14,
Т-9 и Т-8, в которых нагревается до 97—100° за счет тепла конден-
сации паров растворителя и тепла масла, отходящего с установки,
п поступает в колонну I ступени отгона К-1 (давление 0,7 ати,
температура отходящих паров 93—95°). Остаток с низа колонны
проходит паровой подогреватель Т-6, в котором нагревается до
150—155°, и поступает в колонну II ступени отгона К-2. В ко-
лонне К-2 растворитель отгоняют при повышенном давлении
(2—2,5 ати). Это делают, с одной стороны, для уменьшения раз-
меров колонны и, с другой, — для повышения температуры
паров растворителя и большей эффективности использования их
как теплоносителя в теплообменнике Т-8. Температура паров
растворителя, уходящего из колонны К-2, составляет 130—140°.
В колоннах К-1 и К-2 от раствора отгоняется основная масса
ацетона, значительная часть бензола и некоторая доля толуола.
Из колонны К-2 остаток под избыточным давлением, суще-
ствующим в этой колонне, проходит паровой нагреватель Т-7,
где подогревается до 155—165° и поступает в колонну III сту-
пени К-3 (давление 0,7 ати, температура отходящих паров 145—
150 ). В этой колонне отгоняется почти весь ацетон, бензол и
основная масса толуола. Остаток из колонны К-3 перетекает
в расположенную под ней отпарную колонну IV ступени К-4,
где от него острым водяным паром отгоняют остатки растворителя.
Для поддержания в колонне К-4 нужной температуры часть выхо-
дящего масла забирается насосом, прокачивается через паровой
нагреватель Т-19 и возвращается в верхнюю часть этой колонны.
Отходящие пары растворителя содержат в основном толуол,
частично бензол и небольшое количество ацетона, а также водя-
ной пар, подаваемый в низ колонны для отпарки растворителя.
Масло, освобожденное от остатков растворителя, с низа колонны
проходит в теплообменник Т-9 для отдачи тепла раствору,
идущему на регенерацию, и после охлаждения в водяном холо-
дильнике Т-21 откачивается в резервуарный парк.
Раствор гача (петролатума) перерабатывают следующим обра-
зом. Из емкости Е-5 раствор гача забирается насосом, прокачи-
вается через паровой нагреватель Т-4 и поступает в колонну К-5
(давление 0,7 ати, температура верха 90—100°). Остаток рас-
твора с низа колонны К-5 направляется в паровой нагреватель
Т-5, где нагревается до 150—155° и поступает в колонну II сту-
пени отгона К-6 (давление 0,7 ати, температура верха 145 —
150°). Из колонны К-6 остаток перетекает в отпарную колонну
К-7, где водяным паром отпариваются остатки растворителя.
В колонне К-7, также как и в колонне К-4, для поддержания нуж-
ной температуры обрабатываемого продукта осуществляют цир-
куляцию гача с низа колонны через паровой нагреватель Т-19 А.
1 Насосы на схеме не показаны.
242
Гач, освобожденный от остатков растворителя, с низа колонны
откачивают в резервуарный парк.
Раствор масла, поступающий на регенерационную установку,
практически не содержит влаги. Поэтому пары растворителя,
получаемые в колоннах К-1, К-2 и К-3, также безводные (разу-
меется, при нормальной работе паровых нагревателей). Пары,
выходящие пз этих колонн, после прохождения теплообменников
Т-14 и Т-8 конденсируются в конденсаторах-холодильниках
Т-15, Т-22 и Т-27, и полученный безводный растворитель соби-
рается в емкости Е-6 и далее поступает на депарафинизационную
часть установки.
При регенерации же растворителя из раствора гача отгоня-
емый растворитель получается влажным на всех ступенях отгона,
поскольку в растворе гача собирается влага из всего депарафини-
руемого раствора. Это происходит потому, что влага выделяется
из раствора в виде кристалликов льда, которые затем отлагаются
с гачем на фильтрующей поверхности вакуумных фильтров и
далее переходят в раствор гача. Влажный растворитель, отго-
няемый из раствора гача на колоннах К-5 и К-6, собирают
в емкость Е-6А.
Растворитель, выделяемый от масла и гача на последней сту-
пени отгона в отпарных колоннах К-4 и К-7, еще более обводнен,
чем растворитель, выделяемый из гача на первых двух ступенях,
поскольку в колонны К-4 и К-7 подается острый водяной пар.
Этот растворитель и по составу отличается от растворителя,
получаемого на первых ступенях отгона. Он содержит в основ-
ном толуол и бензол и относительно невысокое количество аце-
тона. Поэтому растворитель после конденсации разделяется на
два слоя: верхний — бензол-толуоловый и нижний — водный.
Ацетон в этих слоях распределяется пропорционально раство-
римости. Такой растворитель на заводах называют обводненным.
Обводненный растворитель после конденсации в конденсаторах-
холодильниках Т-16 и Т-17 собирают в емкости Е-7 А, где он
разделяется на два слоя. Верхний слой растворителя перетекает
в емкость Е-7, где дополнительно отстаивается от воды и
далее перетекает в емкость влажного растворителя Е-6А, а
оттуда поступает на депарафинизационную часть уста-
новки.
Для извлечения ацетона водный слой, отстоявшийся в емко-
стях Е-7 и Е-7А, подают в верхнюю часть колонны К-8 (темпе-
ратура верха 70—75°). В низ этой колонны вводят острый водя-
ной пар, в результате чего ацетон отгоняется от воды и вместе
с некоторым количеством водяных паров поступает в конденса-
тор-холодильник Т-20, где конденсируется и возвращается
в емкость Е-7А. Освобожденную от ацетона горячую воду с низа
колонны 8 спускают в канализацию.
Концентрация ецетона в конденсате значительно выше, чем
вводном слое, отстаивающемся в емкостях Е-7 и Е-7 А. Эту раз-
16*
243
виду в концентрациях ацетона и используют для вывода из си-
стемы воды через колонну К-8.
При переработке на депарафинизационной установке легкого
сырья, содержащего относительно легкокипящие соляровые фрак-
ции, эти фракции при отгоне растворителя на регенерационном
блоке установки могут частично перегоняться вместе с раство-
рителем и этим загрязнять его. Особенно благоприятные условия
для отгона легкокипящих фракций масла и гача имеются в колон-
нах К-3 и К-6. Для предотвращения этого на установках преду-
сматривается подача растворителя на орошение во все колонны
установки. Но подавать орошение в колонны без надобности не
рекомендуется, так как это снижает производительность уста-
новки и увеличивает энергетические расходы при ее эксплуа-
тации.
На некоторых зарубежных заводах для отгона ацетон-бензол-
толуолового растворителя применяют вместо нагрева водяным
паром огневой нагрев сырья в трубчатых печах [30].
Схема регенерации кетон-бензол-толуоловых растворителей,
в которых в качестве кетона используют метилэтилкетон, анало-
гична описанной выше. При этом несколько изменяется режим
процесса в сторону повышения температуры на первых ступенях
отгона, поскольку температура кипения металэтилкетона выше,
чем ацетона (79,6° при 760 мм рт. ст. против 56,1° для ацетона).
Если на депарафинизационной части установки применяют
МЭК в тех случаях, когда нельзя пользоваться влажным раство-
рителем, операция осушки растворителя усложняется вслед-
ствие затруднений с получением безводного МЭК. Эти затрудне-
ния вызываются тем, что МЭК с водой образует азеотропную
смесь, близкую по составу к насыщенному раствору воды
в жидком МЭК. Так, количество воды в этой азеотропной смеси
составляет 11,0%, а растворимость воды в жидком МЭК при 20е
равна 9,9%. При такой близости составов азеотропной смеси и
насыщенного раствора нельзя разделять эту азеотропную смесь
при помощи процесса, рассмотренного для регенерации дихлор-
этап-бензолового растворителя. Поэтому для выделения МЭК
применяют другие методы разделения, в частности, орошение
паров азеотропной смеси сырьем, поступающим на депара-
финизационную часть установки, с целью абсорбции МЭК, хорошо
растворимого в нефтяных продуктах. Возможна осушка смеси
МЭК с бензолом и толуолом путем вымораживания влаги.
ЛИТЕРАТУРА
1. Бутин М. Завод брайтстоков. Устройство и эксплуатация. Аз-
пефтеиздат, 1934.
sj2. Черножуков Н. И. Технология нефти, часть III. Гостоптех-
издат, 1952.
244
- 3. Гусейнов Д. А. Технология производства смазочных масел.
Азнефтеиздат, 1956.
4. Petrol. Refiner, v. 35, No. 9, 268, 1956.
5. . Oil a. Gas Journ., v. 46, No. 48, p. 156, 1/IV 1948.
6. T о p о с я н Г. Я. Производство смазочных масел в США, АзГОНТИ
1939.
".Карасева А. А., Г у р в и ч В. Л. Производство смазочных
масел в США. Гостоптехиздат, 1946.
'8 . Альтшулер А. Е., Коротков П. И., Казане кий В. Л.,
Герасименко Н.М. Производство смазочных масел. Гостоптехиздат,
1959.
9. Ш пан о в Н. В. Фильтры непрерывного действия. Машгиз, 1949.
10. Nafta, V. 14, No. 8, р. 216—219, 1958.
11. Фильтры. Каталог-справочник. 1955.
12. Chem. Eng., No. 12, 160—163, 16/VI 1958.
13. В a p ш а в e p E. M. Химия и технология топлив и масел, № 10,
1957.
14. В а р ш а в е р Е. М. Куйбышевская нефть, № 1—2, стр. 53, 1957.
15. Варшавер Е.М. Новокуйбышевский нефтяник, № 1, 1958,
стр. 9.
16. В а р ш а в е р Е. М., Бернадюк 3. А., Ястребов Г. И.
Куйбышевская нефть, № 1—2, стр. 57, 1957.
17. А л ю к о в Н. Т. Новости нефтяной техники. Нефтепереработка,
.№ 5, стр. 3, 1959.
18. Карасева А. А., Жердева Л. Г., ВознесенскаяЕ. В.
Смазочные материалы, присадки к ним и парафины. Труды ВНИИ НП,
вып. 7. Гостоптехиздат, 1958.
19. Карасева А. А., Ж е р д е в а Л. Г., В о з н е с е н с к а я Е. В.
Химия и технология топлив, № 1, стр. 50, 1956.
20. Вадыштова К. М., Писарчик А.Н. Опыт получения
смазочных масел из восточных нефтей. ГОСИНТИ, 1959.
21. Salmond J. Petrol. Eng., v. 14, No. 8, p. 180, 1943.
22. Konstas A. S. Petrol. Refiner, v. 36, No. 19, p. 241, 1957.
23. Weber G. Oil a. Gas Journ., v. 35, No. 9, p. 46, 16/VII 1936.
24. Технологические схемы процессов переработки в США. Гостоптех-
издат, 1956, стр. 109.
25. Chublikian J.R., Clapham А.В., Dixon W.T.,
W i g f i e 1 d D. E. Oil a. Gas J., v. 57, No. 36, p. 83, 31/VIII 1959.
26. Clapham J.R., Dixon W.T, Wigfield D. E. Chem.
Eng. Progress, v. 55, No. 9, p. 92—99, IX, 1959.
27. Pester. Oil a. Gas Journ., v. 32, No. 1, p. 53—54, 25/V 1933.
28. Ind. Eng. Chem., No. 10, p. 1164—1168, X 1932.
1936^^ Ниренберг H. И. Грозненский нефтяник, № 11—12, стр. 55,
. 30. Г у р в и ч В. Л., С о с н о в с к и й Н. П. Избирательные раство-
рители в переработке нефти. Гостоптехиздат, 1953.
31. Albright J.C. Refiner, v. 15, No. 8, p. 287—293, 1936.
32. World Petroleum Congress Proceeding, 1951.
33. Кулиев A. M., Кулиев P. Ш.,Алиев М.И. Технология
получения и исследование масел из бакинских нефтей. Азнефтеиздат,
1958.
34. МитрофановМ. Г., Л е вченк о Е. С., А ртемье в а О. А.,
Гаврун В. Е., Бондаренко Н. И., Шульга Л. П. Труды
второй научно-технической конференции ГрозНИИ. Чечено-Ингушское
книжное издательство, стр. 342, 1957.
35. Митрофанов М.Г., Левченко Е.С.,АртемьеваО.А.
Новости нефтяной техники. Нефтепереработка, № 8, стр. 3—5, 1957.
36. В е i 1 у. Ill World Petroleum Congress, Haugue, 1951.
37. Ш а м и а н ь я А. IV международный конгресс в Риме. Гостоптех-
издат, т. IV, стр. 305, 1956.
245
38. Богданов Н. Ф., С т е п у р о С. И., М итр о ф а н о в М. Г.,
Сергеева М. И. Технология переработки нефти и газа и нефтехимия.
Труды ГрозНИИ, вып. VII, 1960.
39. Жердева Л. Г., Михайлов И. А., Демченко А.Д.,
Черченко Н. В., Тимофеева К. М. Смазочные материалы, при-
садки к ним и парафины. Труды ВНИИ НП, вып. 7. Гостоптехиздат, 1958.
40. Богданов Н. Ф., Степуро С. И., Брещенко Е. М.,
Сергеева М. И. Труды второй научно-технической конференции Гроз-
НИИ. Чечено-Ингушское книжное издательство, стр. 398, 1957.
41. Брещенко Е.М. Азерб. нефт. хоз., № 4, стр. 29, 1957.
42. Schutte А. Н. Refiner, v. 19, No. И, р. 83, 1940.
43. Schutte А. Н. Oil a. Gas Journ., v. 39, No. 27, p. 113, 1940.
44. S c h u t t e A. H. Nat. Petr. News. Ref. Techn. Ed., v. 32, No. 46,
p. 402, 1940.
45. Fisher W. Petrol. Refiner, v. 36, No. 9, p. 236, 1957.
'j 46. Бражников В. T. Современные установки для производства
смазочных масел. Гостоптехиздат, 1959.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ..................................................... 3
Глава I. Низкотемпературные свойства масел и задачи депарафинизации 5
Требования к маслам в отношении их поведения при низ-
ких температурах................................ 5
Теория подвижности и застывания масел........... 6
Пути снижения температуры застывания нефтяных продуктов 13
Jf-О механизме действия присадок-депрессаторов ..... 18
Литература ............................................ 20
Глава II. Физические и химические свойства масляного сырья и его
компонентов ............................................... 22
Классификация сырья для депарафинизации....... 22
Технические свойства основных видов сырья для депарафи-
низации ................................................ 23
Компоненты сырья для депарафинизации................... 34
'-г-Химическая природа твердых компонентов нефти......... 45
Кристаллическая структура твердых углеводородов (пара-
финов) ............................................... 59
Формы процесса кристаллизации парафинов из растворов 67
О парафинах и церезинах.....................'.......... 77
Растворимость ......................................... 81
Литература ............................................ 90
Глава III. Теоретические основы процессов депарафинизации .... 92
Возможные принципы процессов депарафинизации .... 92
УДепарафинизация кристаллизацией ....................... 93
Депарафинизация комплексообразованием (карбамидом) 137
Экстракционная депарафинизация ....................... 153
Адсорбционная депарафинизация ........................ 158
О возможности депарафинизации адсорбентами типа молеку-
лярных епт ...................................... 163
Литература ........................................... 165
Глава IV. Технологические схемы процессов депарафинизации .... 169
Депарафинизация кристаллизацией охлаждением без раство-
рителей .......................................... 169
Депарафинизация кристаллизацией из углеводородных рас-
творителей-разбавителей ............................. 172
у Депарафинизация кристаллизацией из избирательных рас-
творителей ............................................. 181
Депарафинизация карбамидом ........................... 208
Экстракционная депарафинизация........................ 217
Адсорбционная депарафинизация ........................ 221
Обезмасливание гачей и парафинов потением . ...... 225
Эмульсионное обезмасливание гачей .................... 229
Обезмасливание экстрагированием растворителями . . . 230
Регенерация растворителей............................. 233
Литература ...................................... 2-14
Авторы
Николай Филиппович Богданов,
Анатолий Николаевич Переверзев
ДЕПАРАФИНИЗАЦИЯ НЕФТЯНЫХ ПРОДУКТОВ
Ведущий редактор Т. Д. Ефремова
Корректоры М. О. Яковенко, А. А. Сивакова
Технический редактор И. Г. Федотова
Подписано к набору 13/XII 1960 г.
.Подписано к печати 27/11 1961 г. Формат 60 х 901. i6*
Печ. л. 15,5. Уч.-изд. л. 16,50. Т-00474.
Тираж 2130 экз. Зак. 1159/41. Цена 98 коп.
Гостоптехиздат. Москва, К-12,
Третьяковский проезд. 119.
Типография «Красный Печатник».
Ленинград, Московский проспект, 91.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Строка Напечатано Следует читать
сверху предъявляемым всем предъявляемым ко воен
знизу Л- Г. Гуревич (23) Л. Г. Гурвич (23)