/











































































































































































































































































































































Text
ВБК_37;24-2
Н19
УДК 687.1.02.072 @75.8)
Рецензенты: канд. техн. наук Л. А'. Бекмурзаев (Шахтин-
ский технологический институт бытового обслуживания),
канд. техн. наук Т. Н. Реут (Минбыт РСФСР)
Назарова А. И., Куликова И. А., Савостицкий А. В.
Н19 Технология швейных изделий по
индивидуальным заказам.— Учеб. для вузов.— 2-е изд., испр. и
доп.— М.: Легпромбытиздат, 1986.— 336 с: ил.
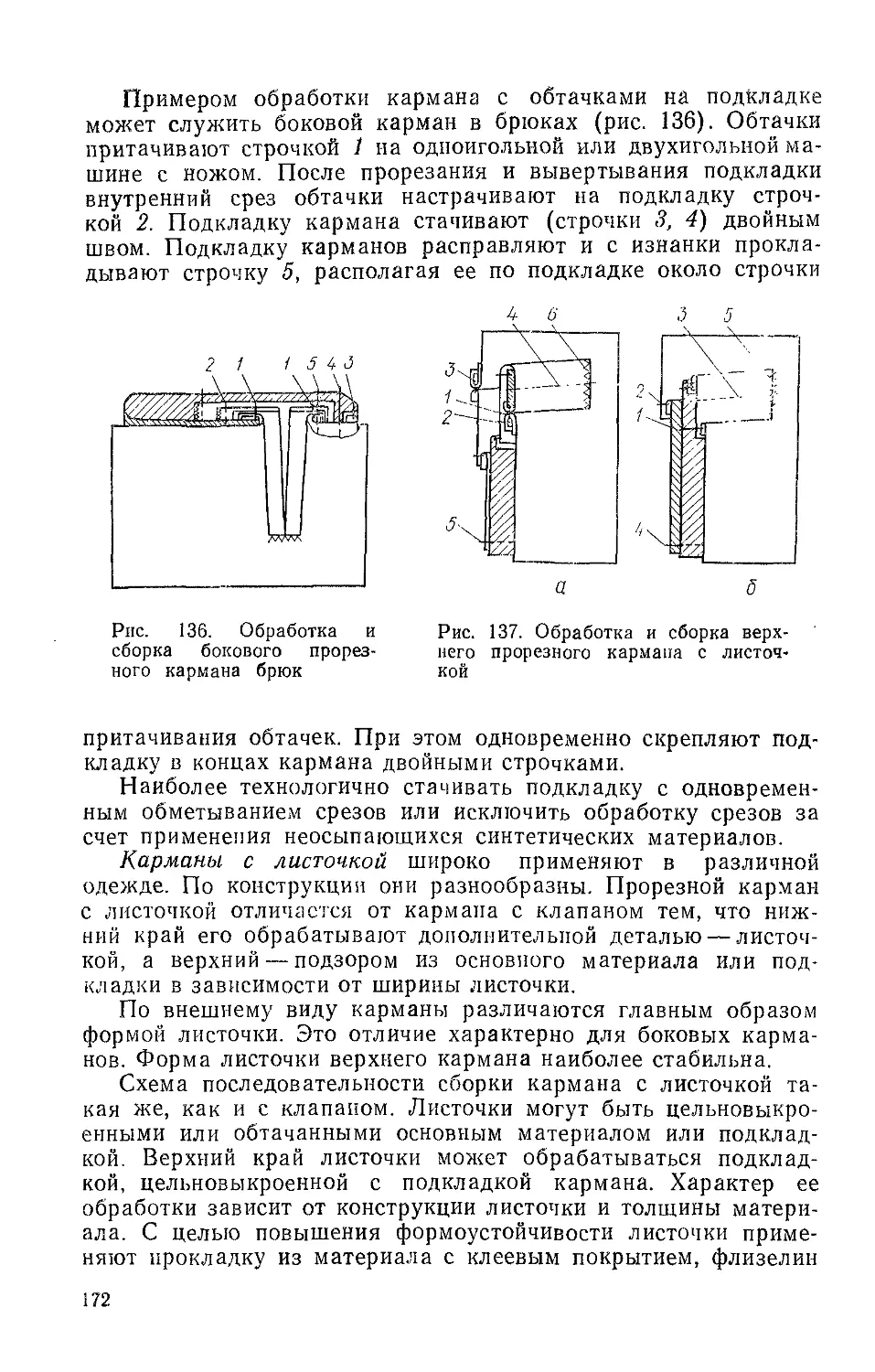
Изложены основы технологии швейных изделий, раскройного
производства и процессы изготовления одежды по индивидуальным
заказам. Даны особенности процессов изготовления одежды на швейных
предприятиях бытового обслуживания в зависимости от различных
видов услуг, особенности обработки изделий из различных
материалов, обработки корсетных изделий и головных уборов. Рассмотрены
способы ремонта одежды.
В отличие от 1-го издания большое внимание уделено вопросам
совершенствования влажно-тепловой обработки швейных изделий,
комплексной механизации процессов ремонта и изготовления одежды.
Для студентов вузов отрасли бытового обслуживания.
Издательство «Легкая
индустрия», 1975
Издательство «Легкая
промышленность и бытовое
обслуживание», 1986, с изменениями
ВВЕДЕНИЕ
Забота о человеке с его растущими материальными
и культурными потребностями служит главным ориентиром
экономического и социального развития страны. Народное
благосостояние предстоит поднять на качественно новую ступень,
улучшить весь комплекс условий жизни советских людей, в том
числе потребление товаров и услуг.
В стране последовательно осуществляются меры по улучше-
-нию бытового обслуживания населения, развивается и
укрепляется материально-техническая база отрасли.
Главными направлениями в развитии бытового
обслуживания являются расширение услуг по восстановлению
потребительских свойств находящихся у населения изделий и
изготовлению изделий по заказам населения, отличающихся высоким
качеством. Предусматривается комплекс мероприятий,
направленных на ускорение научно-технического прогресса в
отрасли.
Предприятия пошива и ремонта одежды занимают важное
место в удовлетворении спроса населения на индивидуальную
высококачественную, оригинальную, особо модную одежду,
изделия, обогащенные разнообразными отделками.
В соответствии с Комплексной программой развития
производства товаров народного потребления и системы услуг
проводится работа по интенсификации производства на базе
увеличения масштабов внедрения передовой технологии,
прогрессивного оборудования, вычислительной техники, лучшего
использования оборудования и производственных мощностей.
В отраслевой группе бытовых услуг пошива и ремонта
одежды постоянно осуществляется работа по расширению и
обновлению ассортимента швейных изделий, совершенствованию
проектирования одежды, в том числе методом гибкой
конструкции, повышению классности оказываемых услуг и созданию
комфортных условий заказчикам в контактной зоне.
Ускорению научно-технического прогресса служит широкая
комплексная механизация технологических процессов на основе
применения новых материалов, комплектов машин и
малооперационной технологии изготовления и ремонта одежды.
Высокие требования, предъявляемые к качеству
изготовляемых изделий, возможно удовлетворить постоянно
совершенствуя технологию пошива одежды. При этом повышение
эффективности процессов изготовления одежды на предприятиях
бытового обслуживания может быть достигнуто за счет
использования прогрессивных способов обработки, обеспечивающих
производительность труда и влияющих на создание
эстетического уровня изделий.
Прогрессивные способы изготовления и ремонта одежды
предусматривают расширение сферы применения клеевых
материалов, специального оборудования, прессов, различных
вариантов фирменных отделок, использование передовых методов
подготовки и раскроя материалов. Этим создаются возможности
для комплексной механизации и автоматизации
технологических процессов.
ГЛАВА I
ОСНОВЫ ТЕХНОЛОГИИ ШВЕЙНЫХ
ИЗДЕЛИЙ
§ I. ОБЩИЕ СВЕДЕНИЯ ОБ ОДЕЖДЕ
АССОРТИМЕНТ ОДЕЖДЫ. Одежда
подразделяется на два класса: производственную и бытовую одежду.
К производственной одежде относят специальную
санитарную и форменную одежду. Производственная одежда
предназначена для ношения в производственных условиях различных
отраслей народного хозяйства. Санитарная одежда
предназначена для защиты работающего от общих производственных
загрязнений и предметов труда от работающего. Форменная
одежда предназначена для военнослужащих, работников
специальных ведомств и учащихся школ и училищ, для которых
установлена форма.
Бытовая одежда отличается наибольшим многообразием и
подразделяется на подклассы, группы, подгруппы, виды и типы.
Для классификации одежды в общегосударственном
классификаторе продукции (ОКП) выделен самостоятельный класс
«Изделия швейные». В основу классификации заложены основные
положения единой десятичной системы классификации и
кодирования продукции (ЕДСКП). Код одежды обозначает
совокупность взаимно увязанных шифров, являющихся условным
обозначением признаков одежды по различным ступеням
классификации (класс, подкласс и т. д.). В общем виде бытовую
одежду можно классифицировать следующим образом:
Подкл асо Группы
Верхняя одежда Пальто, полупальто, плащи, жакеты,
пиджаки, смокинги, жилеты, куртки
визитки, фраки, брюки, платья, блузки,
сорочки верхние, юбки, платья-костюмы,
фартуки, сарафаны, халаты,
комбинезоны и др.
Нательное белье Сорочки нижние трусы, сорочки ночные,
распашонки, кальсоны и др.
Корсетные изделия Бюстгальтеры, грации, корсеты, полу-
корссты и др.
Головные уборы Кепи, фуражки, береты, шапки, шляпы,
панамы, шлемы, пилотки, чепчики и др.
Пляжная одежда Плавки, купальники и др.
Каждая группа бытовой одежды подразделяется на подгруппы
по половозрастному назначению — мужскую, женскую, для
мальчиков и девочек старшей и младшей групп, школьной и
дошкольной группы, для детей ясельного возраста и
новорожденных, а подгруппы — на виды в зависимости от сезона —
демисезонную, летнюю, зимнюю, межсезонную.
Каждый вид одежды может быть различного типа —
повседневного, торжественного, домашнего и спортивного.
Кроме того, одежда подразделяется по виду волокна
материала — одежда из шерстяных, шелковых, хлопчатобумажных,
искусственных, синтетических материалов.
Бытовая одежда отличается также большим разнообразием
моделей по каждому виду, определяемым формой, силуэтом,
конструкцией узлов и деталей одежды.
Для всех видов одежды установлены размер (номер) и
длина (рост). Размер определяется обхватом груди, а длина —
длиной тела человека и модой. В соответствии с этим одежда
имеет следующие размеры, см: а) для взрослых — 88—120;
б) для детей: подростковой группы — 88, 92; старшей школьной
группы — 76, 80, 84; младшей школьной группы — 64, 68, 72;
дошкольной группы — 56, 60; ясельного возраста — 48, 52.
В таких изделиях, как мужские сорочки, имеющие большие
припуски на свободное облегание, номер определяют не только
по размеру обхвата груди, но и по размеру обхвата шеи как
наиболее облегаемой изделием части тела. Здесь номера
находятся в следующем соотношении:
размер обхвата груди 68, 72, 76, .... 88, 92, 96. ..
размер обхвата шеи 32, 33, 34. . , ., 37. 38, 39 ...
Верхняя одежда для взрослых имеет шесть длин, для детей
ясельного возраста—две, для детей остальных возрастов—
три. Интервалы между смежными длинами в пальто и женских
платьях 6 см, в пиджаках и жакетах 2 см.
Помимо размеров и длин одежда для взрослых имеет пол-
нотные группы в зависимости от обхвата бедер и талии. Для
мужчин — три группы в зависимости от обхвата талии, а для
женщин — четыре в зависимости от обхвата бедер.
В соответствии с размерной характеристикой одежда
маркируется числами, обозначающими длину, обхват груди "и обхват
талии и бедер. Например, мужские пальто третьей длины,
среднего размера, второй полнотной группы имеют маркировку 170—
100—88.
При изготовлении одежды размерную характеристику
изделия устанавливают при оформлении заказа.
Каждая модель определенного вида одежды состоит из
изделия минимальной сложности и усложнякшях элементов в
соответствии с прейскурантом Б-01 @1-15) на изготовление
швейных изделий по индивидуальным заказам населения.
Изделия "минимальной сложности характеризуются наиболее
типовыми конструкциями, силуэтом и деталями одежды, как
правило, не зависящими от изменений моды.
К усложняющим элементам относятся линии на основных
деталях в виде складок, швов, подрезов и др.; дополнительные
детали в виде сложных по форме карманов, увеличенного числа
карманов по сравнению с изделиями минимальной сложности,
шлиц или разреза в боковых швах, манжет и др; отделочные
элементы в виде отделочных строчек, меховых, кожаных,
трикотажных отделок по воротнику, рукавам, бортам, а также тесьмы,
сутажа, вышивки и др.; более сложные конструкции изделий по
силуэту (трапециевидный, значительное расширение книзу
и др.), рукавов в женской одежде платьевой группы и др.
Основными видами услуг по изготовлению и ремонту одежды
являются: изготовление одежды по индивидуальным заказам,
изготовление одежды-полуфабрикатов, ремонт и обновление
бывшей в употреблении одежды.
При индивидуальных заказах новой одежды имеется
возможность создать изделия в полном соответствии с
назначением, выбранным материалом, фасоном, типом телосложения,
возрастом, полнотой, обликом и индивидуальными запросами
заказчика.
Одежду-полуфабрикаты предлагают заказчику в определен'
ной степени готовности, поэтому ограничивается возможность
выбора фасона, материала и подбора изделия для конкретной
фигуры. Однако этот вид услуг обеспечивает сокращение
сроков изготовления одежды для заказчиков, так как после заказа
изделие нуждается только в окончательной обработке.
При ремонте и обновлении одежды ликвидируют местный
износ или случайные повреждения без изменения фасона,
фасон может быть изменен частично в отдельных узлах и, кроме
того, одежда может быть полностью обновлена по фасону,
силуэту, а иногда и виду. Эти услуги являются экономически
целесообразными, так как позволяют вторично использовать
материалы морально устаревших изделий, продлить срок службы
изделий.
ТРЕБОВАНИЯ К ОДЕЖДЕ. Одежда создает вокруг тела
человека микроклимат, обеспечивающий оптимальные условия
для поддержания постоянной температуры тела. Одежда
помогает человеку в любых метеорологических условиях сохранить
здоровье и работоспособность. В зависимости от климатических
условий и назначения одежда может быть выполнена из одного
или нескольких слоев различных материалов. Медицинская
климатология выделяет пять основных зон, которые определяют
различные требования к защитной одежде.
Для зон с наиболее суровым и резко континентальным
климатом к теплозащитным свойствам одежды предъявляются
повышенные требования. В зимний период лучшей одеждой
является мехоЁая, а в переходный — демисезонные пальто,
утепленные костюмы, плащи, костюмы из шерстяных и
хлопчатобумажных материалов.
Для зоны с умеренным климатом в зимний период требуется
одежда с утепляющей прокладкой, а в переходный —
демисезонные пальто и плащи.
Для зоны с влажным климатом рекомендуется одежда,
защищающая организм человека от повышенной влажности.
В зимний период достаточно иметь облегченные зимние или
демисезонные пальто, верх которых выполнен из материала
с малой водопроницаемостью.
Для зоны с жарким климатом необходима одежда,
защищающая организм человека от перегрева. В зимний период для
этой зоны требуются демисезонные пальто и плащи с
повышенной ветростойкостью, а в летний период — одежда с хорошей
воздухопроницаемостью.
, Качество одежды характеризуется совокупностью
потребительских и производственных свойств изделия, определяющих
степень его пригодности для использования по назначению.
Потребительские свойства одежды определяются гигиеническими,
эксплуатационными и эстетическими требованиями;
производственные — экономичностью и технологичностью конструкции
изделий.
Гигиенические требования к одежде включают защиту тела
от воздействия неблагоприятных факторов внешней среды, от
механических повреждений, обеспечение нормальной
жизнедеятельности организма (кожное дыхание, газообмен, выделение
пота), поддержание теплового баланса (стабильную
температуру на поверхности тела человека). Гигиенические требования
обеспечиваются соответствующим подбором материалов для
одежды, многослойностыо и конструкцией изделий.
Эксплуатационные требования обеспечивают соответствие
изделий условиям труда или отдыха, прочность и надежность
одежды в эксплуатации. Одежда должна обеспечивать свободу
движения и дыхания человека, свободное надевание и снимание
ее. Сьобода движения создается за счет специальных
припусков к размерам деталей и за счет наличия складок, разрезов
или расширения формы книзу. Удобство пользования решается
в одежде конструкцией отдельных участков, например
доступным расположением застежки, карманов и т. д. Одежда должна
обладать необходимой прочностью, чтобы обеспечивать
сопротивление усилиям, действующим на детали изделия и их
соединения при различных движениях человека. Под надежностью
одежды следует понимать ее безотказную службу на
протяжении всего периода носки в определенных условиях до момента
морального или физического износа.
Одежда должна не только обеспечивать сопротивление
износу, но и сохранять форму деталей, полученную в процессе
8
обработки. Вместе с тем одежда должна быть гибкой и мягкой,
чтобы не создавать неудобства при движении человека. Эти
требования зависят от правильного подбора прокладок для
изделий, конструкции узлов одежды.
Эстетические требования включают художественное
оформление одежды, подбор материала по цвету, рисунку, отделке,
соблюдение пропорций частей одежды.
Производственные требования направлены на обеспечение
изготовления одежды с рациональным использованием материа-
Рис. 1. Основные детали верха одежды
лов и минимальной трудоемкостью обработки, которые являются
основными факторами снижения себестоимости изделий. На
различных этапах производства одежды возникают потери
материалов, снижение которых обеспечивает уменьшение
материалоемкости изделия.
При разработке конструкции деталей предусматривают припуски на ура-
ботку материала и на формирование деталей изделия. В этих припусках
заложены излишки материала, которых можно избежать, проектируя детали
конструкции с учетом их формовочных свойств. Например, после сутюжива-
ния полочек обязательной операцией является обрезание края борта для
получения окончательного контура борта. В юбке, расклешенной книзу
(солнце), после небольшого периода носки боковые края провисают и
требуют подрезания.
В настоящее время разрабатывают технологичные
конструкции изделий, позволяющие сократить потери на обрезание краев
деталей и обеспечить создание формы деталей без применения
принудительных деформаций материала влажно-тепловой
обработкой. Применение единых методов конструирования одежды,
обеспечивающих хорошую посадку изделий, позволяет
проектировать только минимально необходимые припуски на уточнение
параметров изделия. Большие потери материала возникают при
9
раскрое изделий. Уменьшение их возможно за счет раскроя
материалов не одним полотном, а настилами, применения много-
комплектных раскладок.
Уменьшение трудоемкости обработки изделий определяется
упрощением способов обработки, ликвидацией отдельных
операций, созданием условий для максимальной механизации
технологических процессов и повышеиия производителыюсти труда.
СВЕДЕНИЯ О КОНСТРУКЦИИ ОДЕЖДЫ. Конструкция
одежды определяется формой и количеством деталей, строением
и расположением ее швов и узлов. Разнообразие конструкций
зависит от таких факторов, как вид модели, материал,
назначение одежды и применяемые методы обработки. Несмотря на
значительное разнообразие конструкций, современная одежда
имеет много общего в деталях, узлах и швах. Детали одежды
разделяются на детали верха, подкладки, прокладок,
отделочные детали. Контуры деталей называют срезами. Приведем
название срезов и осиовных деталей одежды.
Детали Срезы и их обозначение
Полочка и спинка Срезы горловины 1—2, плечевые срезы
(рис. 1, а) 1—3, срезы проймы 3—4, боковые
срезы 4—5, срезы низа 5—6, срезы борта
6—7, срезы шлицы спинки 6—8,
средний срез спинки 2—9, срез уступа
шлицы спинки 8—9, срез отворота 2—7
(лацкана)
Верхняя и нижняя части Срез оката 1—2, передние срезы 2—3,
рукава (рис. 1, б) срезы низа 3—4, срезы шлицы 4—5,
локтерые срезы 1—6
Передняя и задняя поло- Верхние срезы /—2, средние срезы
винки брюк (рис. 1, в) 2—3, шаговые срезы 3—4, боковые
срезы 1—5, срезы низа 4—,5
Наиболее разнообразны по конструкции детали верха и
отделочные детали, определяющие фасон изделия.
Основные детали верха плечевых изделий (см. рис. 1, а, б) —
полочка, спинка, рукава, а поясных изделий (см. рис. 1, в) —
задняя и передняя половинки — образуют форму и силуэт
одежды. Мелкие детали (клапаны, обтачки, подборта, пояс,
листочки, оборки, рюши и др.) являются отделкой одежды или
используются для обработки краев основных деталей.
Основные детали могут состоять из одной или нескольких
частей в зависимости от модели, силуэта, формы и вида одежды.
Разнообразие конструкции спинки и полочек, состоящих из
одной части, определяется наличием отделочных швов, деталей и
вытачек.
Детали из двух и трех частей могут быть разной
конструкции в зависимости от расположения шва, соединяющего эти
части? вдоль детали на уровне талии (рис. 2) или на уровне
лопаток, груди. Комбинации этих разновидностей создают
различия в конструкциях деталей.
10
Для создания формы основных деталей применяют вытачки
(швы, которые проходят не по всей детали), например верхняя
и боковая вытачки полочек, вытачка по талии на спинке или
на задних и передних половинках брюк и др.
Рукава изделий могут состоять из одной, двух или трех
частей (рис. 3). Кроме того, конструкция рукавов может быть
разной в зависимости от конструкции нижних и верхних срезов.
Конструкция верхних срезов рукавов (втачные, реглан и
рукава, выкроенные вместе с полочками и спинкой) определяет
покрой рукава.
Воротник одежды состоит обычно из двух деталей —
верхней (рис. 4, а, б) и нижней (рис. 4, в), в женском платье может
состоять из одной детали.
Нижний воротник
верхней одежды придает и
удерживает форму
воротника изделия, он
состоит из двух частей.
Верхний воротник
состоит из одной части, за
исключением отдельных
изделий со стойкой (рис.
4, >). Обычно
конструкцию воротника из двух
частей применяют в
изделиях из материалов,
трудно поддающихся
формованию.
Подборт служит для
оформления и обработки
края борта, поэтому по внешнему срезу он соответствует срезу
бортов полочек.
Пояс в плечевых изделиях является дополнением к фасону,
а в поясных изделиях — деталью, обеспечивающей посадку
брюк и юбок на фигуре человека.
Подкладка применяется при изготовлении верхней одежды
и состоит из постоянного числа деталей (рис. 5), форму которых
меняют в соответствии с формой основных деталей верха.
Подкладка закрывает внутреннюю часть изделия и предохраняет
изнаночную сторону деталей верха от трения и срезы деталей
от осыпания. Для того чтобы обеспечить удобство носки
изделия верхней одежды, подкладка должна иметь скользящую и
гладкую поверхность. Детали подкладки должны быть немного
больше деталей верха.
Прокладочные детали одного назначения для одежды всех
видов по конструкции почти одинаковы. Их располагают внутри
изделия и применяют для придания устойчивости, сохранения
формы, увеличения прочности отдельных участков одежды, для
Рис. 2. Основные детали
одежды из двух и трех
частей
11
повышения теплозащитных свойств одежды. Прокладку для
сохранения формы используют в бортах, воротниках, для
устойчивости краев в карманах, поясах, по низу рукавов, по краям
шлицы.
Утепляющую прокладку из ватина или из синтетических
материалов применяют в зимней одежде и располагают ее между
подкладкой и верхом основных деталей изделия.
С целью экономии материала детали, невидимые с лицевой стороны
изделия, могут иметь надставки, например нижний воротник, подборт, пояс,
подкладка. При изготовлении одежды в
ателье высшего разряда надставки к этим
деталям могут допускаться только
при согласовании с заказчиком.
Возможные надставки на подкладке спинки и
полочки показаны на рис. 5 штриховыми
линиями.
Конструкция одежды
разделяется на узлы, по которым
последовательно обрабатывают и
собирают изделия. Узел может
состоять из нескольких деталей.
В верхней одежде основными
узлами, определяющими всю
конструкцию изделия, являются
полочки и спинка, карманы,
борта, воротник, рукава и подкладка; в женском платье —
полочка, спинка, карманы, застежка, воротник, рукава; в
брюках и юбках — передняя и задняя половинки, карманы,
застежка, узлы верхних и нижних краев. Обработку и соедипе-
LLL/
Рис. 3. Детали рукавов одежды
7
a S
Рис. 4. Воротники верхней одежды
ние деталей в узлах выполняют с помощью различных швов
(ниточных, клеевых, сварных).
Для швов в одежде предусматривают припуски. Величина
припуска на шов зависит от свойств материала, от усилий,
действующих на шов в процессе носки изделия, и от конструкции
шва. Некоторых припусков на швы можно избежать только при
условии выкраивания цельновыкроенных деталей (например,
рукава с одним швом, неотрезного подборта) и применения
деталей без надставок.
НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ. К
нормативно-технической документации относятся стандарты,
техническое описание на конкретную модель вместе с образцом
12
изделия, лекала, технические условия, инструкции, методики,
нормативы и др. Эта документация разрабатывается с учетом
стандартизации требований к качеству готовых изделий,
материалов, определения единой системы показателей качества,
установления единых систем документации и др.
В СССР разработана единая государственная система стандартизации,
которая предусматривает четыре категории стандартов: государственные
стандарты СССР (ГОСТ), отраслевые (ОСТ), республиканские (РСТ) и
стандарты предприятий (СТП).
Государственные стандарты устанавливают единые требования для всех
швейных изделий и нормы общетехнических показателей, допустимые
отклонения и чистоту обработки, определяющие выпуск одежды определенного
качества. Стандарты утверждаются Государственным комитетом СССР по
стандартам. Государственные
стандарты обязательны к применению
всеми предприятиями независимо от
их подчинения. В швейной
промышленности применяются стандарты на
термины и определения,
классификацию стежков, строчек и швов,
определение сортности изделия,
маркировку и упаковку и др.
Отраслевые стандарты
устанавливают общие технические
требования и требования к качеству одежды
одного или нескольких сходных
видов для всех предприятий отрасли.
Стандарты утверждаются ведущими
министерствами производства
соответствующего вида продукции.
В швейной промышленности
отраслевая документация имеется на измерения типовых фигур, на технические
требования к стежкам, строчкам и швам.
Республиканские стандарты устанавливают основные технические
требования к изготовлению одного или нескольких видов сходных изделий для
всех предприятий республиканского и местного подчинения данной союзной
республики. Стандарты утверждаются министерствами союзных республик.
При изготовлении одежды по индивидуальным заказам республиканские
стандарты имеют наибольшее распространение в виде нормативно-технической
документации. В республиканских стандартах на одежду по
индивидуальным заказам предусмотрены общие технические требования, которые не
зависят от изменения моды. В этих стандартах указаны необходимые припуски
к деталям определенного вида одежды, направление нитей основы и утка,
допустимые отклонения к ним, допустимые надставки к деталям, вид
маркировки готовых изделий (товарный знак) и условия транспортировки
изделий на приемные пункты. Для обеспечения выпуска разнообразного
ассортимента изделий по индивидуальным заказам с частым изменением модного
направления в стандартах указывают общие требования к качеству посадки
изделий на фигуре заказчика и соответствия каждого заказа современному
направлению моды по форме, силуэту и применяемым материалам.
Республиканские стандарты разработаны на основные группы одежды: одежды
верхней мужской и для мальчиков, одежды верхней женской и для девочек
и др. В республиканских стандартах установлены также требования к
ремонту на различные виды одежды.
Стандарты предприятий устанавливают на нормы, правила, требования,
методы и т. п., применяемые только на данном предприятии. Они
утверждаются руководителями предприятия. В производстве одежды по
индивидуальным заказам при внедрении КСУ КБО (комплексной системы управления
качеством бытового обслуживания) стандарты предприятий приобрели
Рис. 5. Основные детали подкладки
13
большое значение как организационно-методическая основа КСУ КБО. В
помощь предприятиям ЦОТШЛ (Центральная опытно-техническая швейная
лаборатория) разработала типовые стандарты, которые при уточнении с учетом
местных условий могут бить приняты предприятием в качестве стандарта.
Стандарты предприятий разработаны на порядок проведения дня
качества на предприятии, методы приемочного и операционного контроля
качества при изготовлении и ремонте одежды и др.
Техническое описание составляют на модель. Оно содержит рисунок
модели, описание ее внешнего вида, перечень рекомендуемых материалов верха,
подкладки, прокладки и фурнитуры, размеры, длины и полнотные группы.
В техническом описании даны особенности обработки узлов модели. К
техническому описанию прилагается один комплект лекал-эталонов
(оригиналов), по которым затем составляют чертеж деталей на все размеры и длины,
и табель мер.
Табель мер (таблица измерений лекал и готовых изделий) содержит
перечень основных мест измерений в деталях и готовом изделии, величины
этих измерений, допустимые отклонения от них и припуски на обработку.
Его используют при контроле лекал и приемке готовых изделий.
В условиях производства одежды по индивидуальным
заказам техническое описание составляют только при изготовлении
одежды-полуфабрикатов и моделей одежды, заказываемых по
образцам. Для одежды-полуфабрикатов описание составляют
на группу фасонов, являющихся семейством фасонов одной
базовой модели-конструкции. Групповое техническое описание по
содержанию соответствует описанию на модель, но все
положения даны применительно к семейству фасонов. К техническому
описанию прилагают табель мер, рисунки всего семейства
фасонов с указанием варианта — номера фасона, комплект
основных лекал с дополнением лекал на отдельные детали, имеющие
конструктивную особенность для конкретного фасона семейства.
В техническое описание включены оперативные нормы
расхода материалов на верх, подкладку по каждому размеру и
длине на все семейство фасонов.
При изготовлении одежды по индивидуальным заказам в
качестве нормативно-технической документации используют
лекала базовых конструктивных основ, универсальные и
унифицированные лекала. Лекала базовых конструктивных основ и
универсальные применяют при раскрое деталей верха изделий по
индивидуальным заказам, а унифицированные — для раскроя
настилами прокладочных деталей.
Лекала-эталоны базовых конструктивных основ применяют
для изготовления чертежей лекал всех размеров и длин
(чертежи технического размножения лекал). Каждая базовая
конструктивная основа представляет собой конструкцию основных
деталей (полочки, спинки, рукава) определенной формы,
силуэта, покроя изделия в соответствии с современным
направлением моды. Комплект основных деталей может быть дополнен
вспомогательными лекалами для обрезания бортов, воротников,
для нанесения мест фасонных линий и др. К лекалам базовых
конструктивных основ прилагают рисунки силуэтных форм
изделий и технические условия с расчетами основных конструк-
14
тивиых участков лекал, необходимыми измерениями типовых
фигур, использованных при расчете, и прибавками на свободное
облегание.
Универсальные лекала в отличие от лекал базовых
конструктивных основ выполняют на основе универсальной базовой
конструкции, которая включает максимальное число
конструктивных элементов, создающих определенную силуэтную форму,
линии возможных модных сечений деталей, линии разных длин,
ширин и покроев рукавов, различные формы воротников
увязанных с линией горловины лекал основных деталей.
Унифицированные лекала используют для раскроя бортовых,
плечевых, утепляющих прокладок, подкладки карманов.
Величина партии прокладочных деталей может быть ограничена, поэтому
для использования более высоких настилов унифицированные лекала
создают на размерные группы C8—92; 96—100 и т. д.).
Лекала для бортоных прокладок имеют три конструктивные основы
в зависимости от покроя рукавов (втачные, цельновыкроенные, реглан);
лекала подкладки карманов имеют две размерные группы (88—!00; 104—116);
лекала утепляющей прокладки выполнены по конструкции без боковых
швов, шов предусмотрен только посередине спинки для получения
необходимой ширины прокладки по ширине верха изделия.
Технические условия включают описание основных
требований, предъявляемых к качеству изделия при изготовлении
лекал, раскладок, при раскрое деталей. Технические условия
могут быть в цифровой или словесной форме.
При цифровом выражении требований к качеству изделий в процессе
изготовления и в готовом виде указывают номинальные размеры, допустимые
отклонения от них и припуски. Припуски гарантируют готовые изделия от
уменьшения размеров в процессе обработки (припуски на швы, на уточнение
параметров изделий по фигуре заказчика при примерке и др.). Допустимые
отклонения определяют пределы, внутри которых находится номинальный
размер. Они необходимы для объективной оценки качества обработки.
Например, номинальный размер 1100 мм, а допустимое отклонение ±10 мм.
В швейных изделиях допустимые отклонения предусмотрены
от нитей основы и утка в деталях, отклонения от размеров
деталей кроя и готовых изделий, выполняемых без примерки по
фигуре заказчика.
Технические требования к раскладке лекал предусматривают
правильное расположение лекал на материале с учетом
направления нитей основы и размещения лекал по длине
раскладки.
Для контроля направления нити основы и утка в деталях на лекалах
наносят номинальное направление нитей и допустимые отклонения (см.
рис. 1,в), Допустимые отклонения Р (в °/о)—это отношение абсолютной
величины отклонения d (рис. 6) к длине детали в долевом направлении /,
т. е. P-lOOd/Z.
Правильное расположение детали относительно нитей основы проверяют
путем измерения расстояния от кромки материала до линии номинального
направления нитей основы в начале пив конце Ъ детали. Разность этих
величин должна быть меньше или равна величине допустимого отклонения,
т. с. а—Ъ^й. При правильном положении детали величина а, отложенная
в конце детали, должна находиться в пределах допустимого отклонения d.
15
В технических условиях указывают расположение лекал но
длине раскладки в зависимости от вида поверхности материала.
Например, на материалах с ворсом, начесом, направленным рисунком
лекала располагают в одном направлении по длине раскладки, а на
материалах гладкокрашеных и клетчатых с симметричным расположением
полос в раппорте лекала деталей допускается раскладывать в
противоположных направлениях для сокращения межлекальных отходов,
В технических условиях к раскрою деталей указано
направление ворса, начеса материалов в готовых изделиях, которое
необходимо учитывать в раскладке и настиле.
В изделиях из материалов типа плюша, бархата, бобрика ворс должен
быть направлен снизу вверх, чтобы обеспечить матовый оттенок материала.
В изделиях из материалов типа байки,
драпа, сукна, замши, вельветона ворс
должен быть направлен сверху вниз.
Допустимые отклонения от
номинальных размеров готовых изделий
представляют сумму всех отклонений,
возникающих при раскрое и обработке изделий. Эти
отклонения зависят от способов раскроя,
свойств материалов, способов обработки
изделий и применяемого оборудования.
Рис. 6. Определение пра- Величина допустимых отклонений по сре-
вильного расположения де- зам деталей от лекал зависит от значения
тали на материале срезов в деталях. Например, в особо
ответственных срезах (проймы, горловины
и др.) отклонения составляют ±1—1,5 мм,
а в неответственных (низ верха, подкладки карманов и др.) ±2,5—4 мм.
Кроме стандартов и технических условий качество изделий,
изготовляемых по индивидуальным заказам, регламентируется
нормативно-технической документацией (например, единые методы конструирования одежды
разных видов, прогрессивная технология изготовления одежды различных
видов, типовые методы ремонта одежды, инструкция по определению
процента износа швейных изделий при приеме заказов в ремонт и
перелицовку и др.).
Учитывая, что швейные изделия бытового назначения имеют широкий
ассортимент и сравнительно короткий срок службы из-за быстрого
морального старения, необходима большая гибкость, маневренность технической
документации. Стандартизация швейных изделий должна стать общим
правилом, единым законом производства, стимулируя применение новых
материалов и оборудования при изготовлении изделий новой моды.
§ 2. СТЕЖКИ, СТРОЧКИ И ШВЫ
Для соединения деталей одежды и обработки ее
срезов используют ниточные, клеевые и сварные швы.
Ниточными швами (рис. 7, а) обрабатывают или соединяют один или
несколько слоев материала строчками. Клеевыми швами (рис. 7,
б) материалы скрепляют клеем в виде паутинки, порошка или
ниток. В сварных швах (рис. 7, в) используют
термопластические свойства синтетических волокон тканей или пленочных
материалов.
Ниточные швы выполняют одной или несколькими строч-
16
ками. Строчки состоят из ряда стежков, которые являются
элементами строчки. Стежки представляют собой переплетение
ниток между проколами ткани иглой. В зависимости от характера
переплетения ниток и расположения стежков на ткани строчки
разнообразны по внешнему виду и строению. Многие
одинаковые по своему строению строчки различаются по назначению:
например, машинная строчка 1 (см. рис. 7, а) в настрочном
шве является скрепляющей, а такая же строчка 2 —
отделочной. Процесс выполнения каждой из этих строчек имеет свои
технологические особенности и требует применения различных
2 У
а б
Рис. 7. Ниточный, клеевой и сварной швы
приемов и приспособлений. Многие одинаковые по своему
строению строчки выполняют па различных швейных машинах.
Стежки и строчки в зависимости от способа их выполнения
разделяют на ручные и машинные. Наиболее эффективными по
скорости выполнения, прочности соединения и качеству
обработки деталей являются машинные строчки.
Ручные стежки и строчки
Ручные стежки выполняют с помощью швейных
игл 12 номеров диаметром от 0,6 до 1,8 мм и длиной от 30 до
75 мм.
Ручные стежки образуются двумя способами в зависимости
от того, как прокалывают материал: или игла вводится в
материалы и выводится из них при проколе с одной стороны
(рис. 8, а), или игла вводится с одной, а выводится с другой
стороны материалов (рис. 8, б). Наибольшее применение имеет
первый способ, так как он производительнее. Второй способ
применяют при обметывании петель и срезов деталей, а также
при скреплении концов карманов и складок, когда приходится
прокалывать насквозь несколько слоев материала.
Строение ручных стежков зависит от расположения
образующих их ниток на поверхности л внутри материалов (прямое,
косое, крестообразное, петлеобразное), а также от соотношения
@ 4<М. рис; 8, в, г) на лицевой стороне и интервалов Ь.
17
Длина стежка определяется длиной а и Ь. Величина косого,
крестообразного и петельного стежков определяется также
шириной с.
Длина различных ручных стежков изменяется от 2 до 50 мм в
зависимости от вида стежка и строчки и от толщины сшиваемых материалов.
Длина стежков обычно больше при обработке толстых материалов. Ширина
различных стежков также зависит от вида стежка, строчки и толщины
материала и изменяется от 1 до 7 мм.
При изготовлении одежды применяют пять основных видов
ручных стежков: прямой (см. рис. 8, в), косой (см. рис. 8, г),
крестообразный (рис. 8, д), петлеобразный (рис. 8, е) и петель-
Рис. 8. Способы образования и виды ручных стежков
ный. Петельные стежки имеют специальное назначение — их
применяют для обметывания петель. Все остальные стежки
универсальные, т. е. их применяют для выполнения различных
строчек при соединении и обработке деталей одежды.
СТРОЧКИ ПРЯМОГО СТЕЖКА. Прямые стежки —
наиболее простые по строению; они образуют непрочные, легко
распускающиеся строчки. Вследствие этого их используют для
временного скрепления деталей.
Сметочную строчку (рис. 9, а) применяют для
предварительного соединения деталей, которые складывают вместе и
выравнивают по срезам (сметывание боковых, плечевых срезов,
вметывание рукава в пройму изделия и т. д.). Длина прямого
стежка при сметывании деталей без посадки 15—25 мм, с
посадкой 7—15 мм.
Наметочной строчкой (рис. 9, б) скрепляют две детали,
которые накладывают одну на другую и выравнивают по
поверхности, например, наметывают полочку на бортовую прокладку.
Длина стежка 30—50 мм.
Заметочной строчкой (рис. 9, в) закрепляют подгибаемый
край детали, например заметывают низ изделия и рукавов.
Длина стежка 10—30 мм.
18
Выметочной строчкой (рис. 9, г) скрепляют края деталей,
которые предварительно соединены машинной строчкой и
вывернуты швом внутрь, например при обработке края клапанов,
бортов, воротника. Длина стежка 7—10 мм.
Копировальную строчку (рис. 9, д) применяют при
изготовлении одежды по индивидуальным заказам для перенесения
линий разметки с одной детали на другую. Длина стежка 10—
15 мм. После выполнения строчки детали, сложенные лицевой
стороной внутрь, раздвигают, натягивая незатянутые стежки, и
разрезают нитки стежка между деталями. Оставшиеся в
материале концы ниток образуют линии на лицевой стороне детален.
Рис. 9. Строчки прямого стежка
СТРОЧКИ КОСОГО СТЕЖКА. Косые стежки образуют
более прочное и эластичное скрепление материалов, чем прямые.
Ими выполняют строчки для временного (наметочные и выме-
точные) и постоянного (обметочные, стегальные, подшивочные
и строчки для незаметного соединения материалов) скрепления
деталей.
Наметочную строчку (рис. 10, а) выполняют при
расположении строчки на небольшом расстоянии A0—30 мм) от
срезов деталей, например при наметывании подбортов и воротника.
Длина стежка 7—20 мм.
Выметочную строчку (рис. 10, б) применяют для
выметывания краев клапанов, бортов и воротника верхней одежды из
всех материалов, кроме тонких платьевых и костюмных тканей
в полоску, так как косые стежки могут исказить рисунок ткани
в результате стягивания ее поперек строчки. Длина косых
стежков в выметочных строчках та же, что и при выполнении этих
строчек прямыми стежками.
Обметочную строчку (рис. 10, в) выполняют по срезам
деталей с целью закрепления гех от осьщашщ нитей. Такую строчку
применяют при изготовлении»одежды по, индивидуальным
заказам для обработки срезов деталей Р изделиях без подкладки
(брюки, юбки, женские платгьяТ из. легкоосыпающихся тканей.
Длина стежка 5—10 мм, ширина Ф—4 м».
19
Стегальную (рис. 10, г) строчку применяют для скрепления
основного и прокладочного материалов с целью повышения их
упругости, например стегают лацканы, нижний воротник. Длина
стежка 5—7 мм, ширина — 3—5 мм, расстояние между
строчками 5—7 мм.
Подшивочную строчку (рис. 10, д) применяют для
закрепления (подшивания) подогнутого края детали с открытым срезом
Рис. 10. Строчки косого стежка
из неосыпающихся тканей (подшивание низа пальто, брюк,
юбки) и краев деталей с закрытым срезом из тонких
материалов. Длина стежка 3—5 мм, ширина при обработке края с
открытым срезом 2—3 мм, с закрытым — до 1 мм. Подшивочную
строчку применяют также для прикрепления открытых срезов
одних деталей к другим, например для пришивания
внутреннего среза подборта к бортовой прокладке (см. рис. 10, б) или
среза верхнего воротника к нижнему воротнику (рис. 10, е).
В этом случае для большей прочности прикрепления среза
ширина стежка должна быть 3—4 мм, длина 7—10 мм (при
обработке подборта) или 4—5 мм (при обработке воротника).
Строчки для незаметного скрепления деталей (рис. 10, ж,
з)—штуковочные и распошивочные — применяют при ремонте
20
одежды. Штуковочными строчками скрепляют неосыпагощиеся
ткани швом встык. Распошивочные строчки применяют при
обработке изделий из легко осыпающихся тканей, чтобы сделать
малозаметным шов, выполненный на швейной машине. Длина
стежков в штуковочных и распошивочных строчках 1—2 мм.
В стегальной, подшивочной и штуковочной строчках нитки
Рис. 11. Строчки крестообраз- Рис. 12. Строчки петлеобразных стежкоп
пого стежка
стежков заметны только со стороны их выполнения, так как
материалы прокалывают иглой не насквозь.
СТРОЧКИ КРЕСТООБРАЗНОГО СТЕЖКА.
Крестообразные стежки состоят из перекрещивающихся ниток, которые
прочно закрепляют срезы, предохраняя их от осыпания (рис. 11).
Строчки крестообразного стежка применяют для подшивания
Рис. 13. Специальные ручные
строчки
низа женских платьев, юбок, брюк из легко осыпающихся
тканей. Длина и ширина стежков 5—7 мм.
СТРОЧКИ ПЕТЛЕОБРАЗНОГО СТЕЖКА. Петлеобразные
стежки дают наиболее прочное соединение материалов. Ими
выполняют подшивочные, разметочные строчки, а также
закрепляют конец строчки: строчки временного соединения деталей
закрепляют одним-двумя стежками, а постоянного — двумя-
тремя петлеобразными стежками.
Разметочная строчка (рис. 12, а) отличается от отделочной
размером стежков ¦—длина их 15—20 мм. С лицевой стороны
разметочная строчка не отличается от строчки, выполненной
21
прямыми стежками, но, поскольку она имеет петлеобразное
строение, соединение ткани получается более прочным и
эластичным по сравнению с соединением прямыми стежками.
Применяют разметочную строчку для прикрепления подкладки
изделия в пройме рукавов.
Подшивочную строчку (рис. 12, б) применяют для
подшивания подогнутых краев с закрытым срезом, например низа юбки,
брюк, подкладки но низу изделия и в пройме рукавов,
накладных карманов и других деталей. Частота стежков 3—4 в 10 мм
строчки.
СПЕЦИАЛЬНЫЕ СТРОЧКИ. Эти строчки применяют для
изготовления петель, закрепок, пришивания пуговиц, крючков и
кнопок.
Петли обметывают петельными стежками (рис. 13, а). Они
бывают трех видов: с глазком, прямые и широкие (рис. 13, б).
Петлю с глазком применяют в пиджаках и пальто (длина 25—
40 мм), прямую — в белье, платьях, брюках (длина 15—25 мм),
широкую — для отделки лацканов пиджаков и пальто (длина
25—30 мм). Широкую петлю обычно делают непрорезной,
остальные петли перед обметыванием прорезают специальным
приспособлением (просечкой) или ножницами. При
обметывании петель на верхней одежде по краю разреза
прокладывают укрепляющую нитку для прочности петли и рельефности
узора.
Один конец любой петли закрепляют двумя поперечными
(скрепляющими) стежками, которые обвивают 2—3 витками
нитки. Длина закрепки должна быть равна ширине узора петли.
Закрепки (рис. 13, в) применяют для закрепления концов
карманов, разрезов, складок и петель. Выполняют 2—3 прямых
скрепляющих стежка, которые обвивают затем косыми
стежками, располагая нитки вплотную друг к другу. Конец нитки
закрепляют на изнаночной стороне изделия. Длина закрепки
3—15 мм, частота обвивки стежков 7—10 на 10 мм строчки.
Пуговицы пришивают на ножке и вплотную к материалу
(рис. 13, г). Пуговицы на ножке пришивают, не затягивая
стежков, чтобы между пуговицей и тканью получился зазор для
образования ножки. Нитки стежков между пуговицей и тканью
обвивают четырьмя — шестью витками, конец нитки закрепляют
тремя петлеобразными стежками. Пуговицу вплотную к
материалу пришивают, полностью затягивая стежки. Конец нитки
закрепляют также тремя стежками. Пуговицы с четырьмя
отверстиями пришивают шестью — восемью стежками, с двумя —
четырьмя-пятью стежками.
Отделочные и бельевые пуговицы пришивают вплотную к
материалу.
Крючки, металлические петли и кнопки пришивают косыми
стежками в трех-четырех местах тремя-четырьмя стежками
в каждом месте (рис. 13, д).
22
Машинные стежки и строчки "
Машинные стежки, выполняемые на швейных
машинах, разных по конструкции и назначению, разделяются на
челночные и цепные.
СТРОЧКИ ЧЕЛНОЧНЫХ СТЕЖКОВ. Челночные стежки
состоят из двух ниток: верхней А (рис. 14), или нитки иглы, и
нижней В, или нитки челнока. Верхняя и нижняя нитки
переплетаются обычно внутри сшиваемых материалов и образуют
на их поверхности непрерывный ряд лицевых ниток, которые
имеют прямолинейное, зигзагообразное или другое
расположение. На швейных машинах челночного стежка выполняют
строчки двух основных видов: стачивающую и зигзагообразную.
1_
Рис. 14. Челночная строчка
Рис. 15. Челночная зигзагообразная
строчка
Стачивающая строчка (см. рис. 14) является наиболее
распространенной машинной строчкой. Стачивающая строчка
выполняется на различных швейных машинах, различающихся
процессом образования стежка, скоростью работы и
конструкцией механизмов. Применяются также двухигольные и
многоигольные машины, на которых одновременно выполняется
несколько параллельных строчек челночного стежка, называемых
соответственно двухлинейными и многолинейными.
Зигзагообразная строчка отличается от стачивающей тем,
что лицевые нитки располагаются зигзагообразно (рис. 15). Эта
строчка выполняется на машинах, в которых игла кроме
движений вверх и вниз совершает отклонения поперек строчек. В
некоторых машинах зигзагообразное расположение стежков
достигается благодаря смещению материалов поперек строчки
(в машинах для изготовления закрепок и пришивания пуговиц).
Зигзагообразная строчка может быть с частым, узким или
широким зигзагом в зависимости от длины и ширины стежков.
Длину стежков на машинах можно изменять от 0 до 5 мм,
а ширину — до 9 мм.
Зигзагообразная строчка обеспечивает более эластичное
соединение материалов, чем стачивающая строчка, и позволяет
предохранить срезы от осыпания нитей. Зигзагообразную
строчку применяют для выстегивания бортовых прокладок, сое-
23
дииения тканей швом встык или накладным швом, для
обметывания петель, изготовления закрепок, пришивания кружев и т. д.
СТРОЧКИ ЦЕПНЫХ СТЕЖКОВ. Они бывают однониточ-
ные и двухниточные. Сверху стачивающая цепная строчка
ничем не отличается от челночной, снизу она состоит из ряда
петель, образующих цепочку. Переплетение ниток в цепных
стежках происходит на поверхности материала.
В одногшточных стежках цепочка образуется из верхней
нитки, петли которой выходят одна из другой, т. е. в каждую
предыдущую петлю d (рис. 16, а), проведенную иглой сквозь
материалы, вводится следующая петля а2, полученная таким же
образом из той же нитки. В двухниточных стежках нижняя
Рис. 16. Цепные стежки
нитка В (рис. 16, б) переплетается с петлями верхней нитки А
и проходит вдоль строчки тремя рядами, т. е. в каждую петлю
Ci верхней нитки А вводится петля bi нижней нитки В, в
которую затем вводится вторая петля а2 верхней нитки А.
На швейных машинах цепного стежка, применяемых при
изготовлении одежды, выполняются следующие основные строчки;
стачивающие, двухлинейные с одной нижней ниткой,
зигзагообразные, обметочные и потайные.
Стачивающая строчка однониточного цепного стежка (см.
рис. 16, а) легко распускается, поэтому ее применяют главным
образом для временного скрепления деталей (заметывание и
выметывание). Стачивающая строчка двухпиточного цепного
стежка (см. рис. 16, б) применяется при изготовлении белья и
трикотажных изделий.
Двухлинейную строчку (рис. 17, а) применяют для
закрепления подогнутых краев трикотажных изделий и при
изготовлении шлевок.
Зигзагообразная строчка однониточного стежка (рис.
17, б) по своему строению отличается от однониточной
стачивающей строчки только расположением стежков. Ее применяют
для обметывания петель, деталей белья и женских платьев.
Зигзагообразная строчка двух ниточного стежка
(петельная) отличается от стачивающей строчки дьухниточноп?
24
стежка тем, что в одну петлю а.\ (рис. 17, в) верхней нитки А
вводится вторая петля а2 той же нитки. Нижняя нитка В
располагается примерно так же, как и в стачивающей строчке.
Сначала в петлю ао верхней нитки вводится петля в\ нижней
нитки, в которую входит петля а\ верхней нитки, а затем
в петлю ui вводится петля а2 той же нитки. Эту строчку
применяют для обметывания петель на верхней одежде.
Рис. 17. Строчки цепных стежков
Обметанные строчки предназначены для стачивания
материалов при одновременном обметывании срезов. Эти строчки
бывают одно-, двух- и трехниточными. Они отличаются от
стачивающих цепных строчек пространственным расположением
ниток в стежках. Переплетение ниток одно- и двухниточной об-
меточных строчек примерно такое же, как и в стачивающей
строчке цепного стежка. В однониточной обметочной
строчке в предыдущую петлю ах (рис. 17, г) после ее
проведения иглой через материал и обвода вокруг среза материала
при проколе материала иглой вводится следующая петля й2-
При развертывании шва, выполненного этой строчкой, нижний
материал перемещается по ниткам стежков и располагается
срезом почти встык к срезу верхнего материала. Шов
получается тонкий и эластичный. Обметочные строчки однониточ-
ного стежка применяют для соединения меховых шкурок.
25
При переплетении ниток двух ниточной обметочной
строчки в каждую петлю щ (рис. 17, д) верхней нитки Л,
проведенную иглой через материал и выведенную к его срезу,
вводится петля 01 нижней нитки В, которая в свою очередь
выводится на верхний материал и закрепляется следующей петлей
а2 нитки Л. Эту строчку применяют для обметывания срезов
легко осыпающихся материалов, а также для подшивания
подогнутых краев трикотажных изделий.
При переплетении ниток трех ниточной обметочной
строчки в петлю п\ (рис. 17, е) нитки иглы вводится петля в\
нижней нитки. После вывода этой иглы к срезу материала в нее
вводится петля вг третьей нитки, которая выводится на
верхнюю поверхность материала и закрепляется следующей петлей
иг нитки иглы. Эту строчку применяют для стачивания деталей
трикотажных изделий.
Для стачивания деталей бельевых изделий из тканей
используется четырехниточная обметочная строчка, которая
имеет две нитки иглы (рис. 17, ж).
Вместо этой строчки для стачивания деталей изделия из бельевых и
платьевых тканей применяют стачивающе-обметочные строчки с челночной
или цепной стачивающей и трехниточной обметочной строчками.
Потайная строчка цепного стежка (рис. 17, з) по своему
строению и переплетению ниток похожа на однониточную обме-
точную строчку. Она образуется при проколе ткани иглой
поперек линии строчки и отличается от обметочной тем, что ее
стежки несквозные. Применяют эту строчку для подшивания
подогнутых краев деталей, а также для выстегивания лацканов
и нижнего воротника.
ч- •
Ниточные швы
При изготовлении одежды ниточные швы
применяют для соединения и обработки краев деталей, а также для
отделки изделий. По внешнему виду и конструкции ниточные
швы разнообразны. Их конструкция определяется
расположением деталей и строчек в шве и величиной припуска на швы.
В зависимости от конструкции и назначения ниточные швы
делят на соединительные, краевые и отделочные.
СОЕДИНИТЕЛЬНЫЕ ШВЫ. К соединительным швам
относятся: стачной, рассточной, настрочный, накладной и
бельевые швы.
Стачной шов (рис. 18, а) является наиболее простым по
выполнению и экономичным по расходу материала, поэтому он
наиболее распространенный. Для соединения деталей верха
одежды стачной шов разутюживают (рис. 18, б), а в деталях
подкладки, бельевых изделиях и деталях верха отдельных
моделей— заутюживают (рис. 18, в). В изделиях без подкладки
(брюках, юбках, женских платьях) из легко осыпающихся ткз-
26
ней срезы деталей в стачных швах обметывают на специальной
машине. Стачные швы с обметанными срезами (рис. 18, г)
деталей можно выполнять на стачивающе-обметочных машинах.
В женских платьях из плотных шелковых тканей вдоль срезов,
чтобы предохранить их от осыпания, вырезают зубцы (шаг
4 мм).
м
Рис. 18. Соединительные швы
Ширина стачного шва (расстояние от среза до строчки)
принимается равной 5, 7, 10, 12, 15 мм в зависимости от его
назначения и вида материала. Швы шириной 5 мм применяют для
притачивания надставок подбортов и нижних воротников из не-
осыпающихся материалов, 7 мм — для притачивания надставок
из легко осыпающихся тканей и стачивания вытачек на деталях
из любых материалов, 10 мм — для соединения основных
деталей верха и подкладки верхней одежды, 12 и 15 мм — для
соединения основных деталей женских платьев.
Расстронной шов является разновидностью стачного. В нем
разложенные на две стороны припуски закреплены
параллельными строчками (рис. 18, д). Расстрочной шов применяют для
скрепления надставок подбортов и нижнего воротника в плащах
27
срезами был тоньше, его можно выполнить с одинарной
полоской (рис. 19, в).
Окантовочный шов с тесьмой (рис. 19,г) выполняется
с помощью специального приспособления — окантовывателя.
Ширина тесьмы 11 мм, ширина шва до 5 мм.
Окантовочные швы с открытым срезом полоски и с тесьмой применяют
для обработки внутренних срезов подбортов, срезов низа в мужских пальто.
Рис. 19. Краевые швы
Окантовочные швы с закрытыми срезами полоски и с тесьмой применяют
для отделки краев деталей женских платьев.
Швы вподгибку бывают с открытым или обметанным срезом,
закрытым срезом, с окантованным срезом и притачанной
подкладкой.
Шов вподгибку с открытым срезом (рис. 19, д)
применяют для обработки низа плащей, юбок и женских пальто из
шерстяных неосыпающихся тканей, краев воротника пиджаков,
жакетов и пальто из различных шерстяных материалов,
внутренних срезов подбортов, низа изделия и рукавов плащей из
тканей с пленочным покрытием, в которых подогнутый край
ткани закрепляется стачивающей строчкой челночного стежка.
Во всех остальных изделиях шов закрепляют потайными
строчками. Ширина шва вподгибку 7—40 мм.
30
Шов вподгибку с обметанным срезом (рис. 19, е)
применяют для обработки низа юбок, женских пальто, внутренних
срезов подбортов, обтачек женских и детских платьев из
материалов с осыпающимися срезами.
Шов вподгибку с закрытым срезом (рис. 19, ж) имеет
более широкое применение при обработке изделий из легко
осыпающихся тканей (брюк, юбок, женских пальто, летних
пиджаков, жакетов, белья и женских платьев).
При изготовлении изделий верхней одежды из хлопчатобумажных
тканей подогнутый край закрепляют стачивающей строчкой челночного стежка,
при подшивании низа подкладки женских пальто — зигзагообразной
строчкой. В верхней одежде и женских платьях из шерстяных и шелковых
материалов подогнутый край закрепляют потайными стежками. Ширина
внутренней подгибки 3—7 мм, внешней 4—40 мм.
Шов вподгибку с окантованным срезом (рис. 19, з)
применяют для обработки низа мужских пальто; окантованный
срез чаще всего закрепляют стачивающей строчкой челночного
стежка.
Шов вподгибку с притачанной подкладкой (рис.
19, и) применяют для обработки низа изделия и рукавов
верхней одежды с подкладкой. Подкладку к подогнутому краю
притачивают чаще всего стачивающей машинной строчкой до или
после заметывания шва в зависимости от способа соединения
подкладки с изделием или рукавами. Если по подогнутому краю
детали прокладывание отделочной строчки не
предусматривается, подогнутый край прикрепляют потайными стежками,
чтобы во время носки изделия шов не смещался.
Наиболее простым по выполнению и экономичным по расходу
материала является шов вподгибку с открытым срезом. Поэтому его целесообразно
применять, если изделия не подвергаются стирке и нити ткани сильно не
осыпаются. В изделиях с подкладкой для обработки низа рекомендуется
шов вподгибку с притачанной подкладкой.
Обтачные швы бывают в кант и в рамку. Обтачной шов
в кант (рис. 19, к) применяют для обработки срезов
клапанов, бортов, воротника, карманов и других деталей. Линия
соединения деталей в обтачном шве смещается для
образования канта. В большинстве случаев (в бортах, воротнике,
клапанах) кант располагают на внутренней (нелицевой) стороне
изделия, чтобы не было видно шва с лицевой стороны. При
обработке прорезных карманов, обтачных петель, разрезов кант
располагают с лицевой стороны изделия, заполняя им
отверстие, образовавшееся после вывертывания деталей. Ширина
канта в клапанах, бортах и воротнике 1—2 мм в зависимости
от толщины материала, в карманах, петлях и разрезах — 2—
3 мм. Ширина обтачного шва в верхней одежде 3—4 мм,
в платьях и белье 5—7 мм в зависимости от осыпаемости
материала.
31
из прорезиненных тканей и тканей с пленочным покрытием,
в которых разутюживание швов не допускается, так как при
этом может расплавиться пленочное покрытие. Расстрочной шов
применяют также для скрепления и отделки частей полочек и
спинок отдельных моделей женской одежды. Ширина расстроч-
ного шва 7—10 мм, ширина отделочной строчки 2—5 мм.
Настрочной шов бывает с открытыми срезами (рис. 18, е) и
с одним закрытым срезом. Настрочной шов по сравнению со
стачным сложнее по выполнению и менее экономичен по
расходу материала, так как он имеет отделочную строчку, а в шве
с закрытым срезом увеличивается припуск на шов, если
ширина отделочной строчки (расстояние от шва до отделочной
строчки) более 10 мм. Несмотря на это, настрочные швы
широко применяются при обработке верхней одежды, потому что
отделочная строчка делает шов устойчивее и прочнее и
предотвращает смещение припусков на швы, что важно для одежды
из хлопчатобумажных, льняных и прорезиненных тканей, в
которых припуски на швы недостаточно фиксируются при влажно-
тепловой обработке. Кроме того, отделочная строчка настроч-
ного шва украшает изделие.
Настрочной шов с открытыми срезами применяют для
скрепления основных деталей верхней одежды из хлопчатобумажных
и прорезиненных тканей (пальто, полупальто, куртки, брюки)
и иногда отдельных моделей верхней одежды из шерстяных
тканей. Ширина шва 10 мм, ширина отделочной строчки 2—5 мм.
В изделиях без подкладки (брюки, летние пиджаки, куртки)
срез нижней детали перед стачиванием обметывают. В этом
случае срез выпускают по отношению к верхней детали на 2 мм
для того, чтобы необметанный срез был закрыт и не осыпался.
Настрочной шов с одним закрытым срезом (рис. 18, ж)
применяют при изготовлении отдельных моделей мужских
демисезонных и зимних пальто из шерстяных тканей. Ширина
шва со стороны верхнего материала равна 5 мм; нижний
материал выпускают по отношению к верхнему на ширину
отделочной строчки, которую принимают равной 7—10 и 15—20 мм
в зависимости от модели.
Накладной шов, как и настрочной, бывает с открытыми и
с закрытыми срезами. Накладной шов с открытыми срезами
(рис. 18, з) — самый простой соединительный шов. Он
выполняется на машине стачивающей или зигзагообразной строчки и
не требует влажно-тепловой обработки. Применяется для
соединения прокладок (бортовой, нижнего воротника и др.), которые
закрыты в изделии подкладкой. Ширина этого шва 10 мм.
Накладной шов с закрытым срезом (рис. 18. и) сложнее
предыдущих соединительных швов. Край верхней детали
предварительно заметывают и наметывают на нижнюю деталь. Его
применяют вместо настрочного, когда шов имеет сложную
форму, или для соединения деталей со сборками. Наибольшее
28
применение накладной шов с закрытым срезом находит при
изготовлении женских платьев, а в верхней одежде — для
соединения накладных карманов, фигурных кокеток и манжет
с основными деталями. Ширину шва в верхней одежде
принимают равной J0 мм, в женском платье—12—15 мм; ширина
отделочной строчки 2—5 мм.
Шов встык (рис. 18, к) заменяет накладной шов с
открытыми срезами при стачивании частей или вытачек
прокладочных деталей в изделиях с верхом из тонкого материала.
Соединение швом встык выполняют с помощью дополнительной
полоски материала двумя параллельными строчками, или одной
зигзагообразной строчкой, или клеевой полоской ткани.
Двойной шов (рис. 18, л) применяют при изготовлении
постельного белья (наволочек, пододеяльников) и иногда
летних пиджаков и жакетов. Первую строчку шва выполняют при
складывании деталей изнаночными сторонами внутрь, вторую
строчку — после вывертывания деталей. Ширина первого шва
3—4 мм, второго — 5—7 мм.
Запошивочный шов (рис. 18, м) применяют при
изготовлении нательного белья, рабочих халатов, курток,
комбинезонов, гимнастерок. Ширина этого шва в готовом виде в
зависимости от толщины материала 4—6 мм; ширина припусков на
шов со стороны верхнего материала 4—6 мм; со стороны
нижнего— 9—14 мм. Отделочную строчку располагают на
расстоянии 1 мм от подогнутого края нижнего материала.
Шов взамок (рис. 18, к) является наименее трудоемким
бельевым швом, так как он выполняется на двухигольной
машине. Его применяют вместо запошивочного шва. Ширина шва
взамок в готовом виде для белья 6—7 мм; припуск на шов
в каждой детали 12—14 мм.
При наличии стачивающе-обметочпых машин для соединения деталей
вместо двойного, запошивочного швов применяют стачной шов взаутюжку
с обметанными срезами, который экономичнее по расходу материала и
трудоемкости.
КРАЕВЫЕ ШВЫ. Их можно разделить на окантовочные,
вподгибку и обтачные.
Окантовочные швы выполняют с помощью полоски
подкладочной ткани или тесьмы; они бывают с одним открытым или
с двумя закрытыми срезами полоски или тесьмы.
Шов с открытым срезом (рис. 19, а) обрабатывают
полоской подкладочного материала шириной 20—25 мм,
выкроенной вдоль нитей или под углом 45° к нитям основы. Полоску
соединяют с основной деталью швом шириной 4 мм (строчка /).
После огибания полоской среза детали прокладывают строчку 2.
В шве с двумя закрытыми срезами (рис. 39, б) ширина
полоски 30—35 мм. Этот шов отличается от предыдущего тем,
что с основной деталью соединяют предварительно сложенную
вдоль посередине полоску материала. Чтобы шов с закрытыми
29
Обтачные швы в кант могут быть с отделочной или без
отделочной строчки. Ширина отделочной строчки 2, 5, 7, 10, 15,
20 мм в зависимости от модели изделия. В некоторых случаях
прокладывают две отделочные строчки по краю: узкую A,5—
2 мм) и широкую A0, 15, 20 мм).
В швах без отделочной строчки, применяемых в бортах и
воротниках пиджаков, жакетов и пальто, срезы одного припуска
на шов (со стороны подбортов и верхнего воротника)
пришивают к прокладке подшивочной строчкой, для того чтобы кант
не смещался во время иоски изделия. В этом случае припуск
на шов со стороны подбортов и верхнего воротника
увеличивают до 6 мм.
Из всех обтачных швов в кант наименее трудоемким
является шов с отделочной строчкой, так как выполнение
отделочной строчки на стачивающей машине занимает меньше
времени, чем па машинах потайного стежка. Кроме того, этот шов
в ряде случаев выполняют без предварительного выметывания
шва.
Обтачной шов в рамку (рис. 19, л) имеет одну строчку,
которой закрепляют два слоя одной и один слой второй
детали. Ширина рамки 3—5 мм, ширина шва 4—7 мм. Его
применяют для изготовления обтачных петель женской одежды и
прорезных карманов с клапаном и без клапана.
При выполнении обтачного шва в рамку на толстых
плотных материалах припуски на шов раскладывают на две
стороны и закрепляют второй машинкой строчкой по шву
притачивания обтачки, из которой образована рамка (рис. ]9,м).
Распускаемость машинных строчек
Для обеспечения соответствующей прочности
ниточных швов прежде всего необходимо, чтобы нитки стежков не
распускались во время носки изделий. Этому условию в
наибольшей степени отвечает челночный стежок.
Челночный стежок относится к числу нераспускающихся при
условии, что переплетение ниток находится внутри материала
и натяжение их в шве таково, что слои материала прижаты
друг к другу. Если нитки в строчке переплетаются на
поверхности материала (рис. 20, о), строчка неплотно прижимает
соединяемые материалы; она имеет небольшое удлинение и при
разрыве любой нитки легко распускается. Такую строчку
применяют для образования сборок на материале.
Зигзагообразную челночную строчку с переплетением
швейных ниток на поверхности материалов применяют при
изготовлении петель (рис. 20, б). Количество ниток в стежке в месте
переплетения в два раза больше, чем в обычной
зигзагообразной строчке. Однако стачивающая челночная строчка
непригодна для трикотажа вследствие ее небольшого удлинения при
32
растяжении вдоль строчки (до 15%, если строчка из
хлопчатобумажных ниток),
Однониточный цепной стежок распускается легко: если
потянуть за конец нитки, освобожденной из последней петли,
строчка распускается от одного конца до другого (рис. 21,а), по
этому однониточный цепной стежок применяют прежде всего
Рис. 20. Челночные
строчки с переплетением
ниток на поверхности
материала
для временного скрепления деталей (выморочные, заметочные
строчки), а также для постоянного скрепления деталей
строчками, закрытыми в изделии (выстегивание клапанов, нижних
воротников, настрачивание боковой кромки, соединение деталей
из меха).
Потайную строчку однониточного цепного стежка
применяют для подшивания низа женских платьев и пальто, юбок и
брюк. При выполнении этой строчки необходимо следить за тем,
Рис. 21. Распускание
строчек однониточного цепного
стежка
чтобы конец нитки выходил из последней петли на 5—6 мм
(рис. 21,6). В случае соединения деталей, в которых конец
строчки подвергается растягивающим нагрузкам, необходимо
однониточную строчку начинать с этого конца, чтобы стежки не
распускались во время носки.
Например, при соединении потайной одноииточной строчкой подкладки
брюк без боковых швов строчку надо начинать снизу, чтобы
распускающийся конец строчки находился вверху брюк, где он закрыт подкладкой
пояса.
Однониточный цепной стежок используют для
пришивания пуговиц и обметывания петель на одежде. Петли одно-
нитрчного стежка (рис. 21, в) образуют на нижней поверхности
материала ряд узелков, которые исключают возможность
случайного роспуска стежка. Роспуск стежка в обметанных петлях
предотвращается тем, что в частой зигзагообразной строчке
2 Закяз № 23!3
33
узелки узора скрепляют друг друга (рис. 21,г).
Зигзагообразная -однониточная строчка сверху петли имеет более красивый
внешний вид и поэтому используется чаще, чем бисерная строчка
челночного стежка. ' .,
Двухниточный цепной стежок относится к числу
распускающихся стежков. Чтобы распустить строчку из таких стежков,
надо освободить из последней петли верхней нитки конец
нижней нитки и вытянуть сначала нижнюю, затем и верхнюю
нитки (рис. 22, а). При слабом затягивании стежков или
несоответствующем соотношении натяжения ниток при образовании
стежков строчка легко распускается (рис. 22,6). Двухниточная
обметочиая строчка распускается после освобождения из
последней петли нитки иглы нитки петлителя путем поочередного
натягивания концов этих ниток на каждом стежке.
а 5
Рис. 22. Распускание строчек двухчиточпого цепного стежка
Строчки цепного стежка требуют большего расхода ниток
по QpaBHeiinio с челночными. Расход ниток на стачивающую
строчку цепного стежка по сравнению с такой же строчкой
челночного переплетения при одноииточном стежке больше почти
в 1,5 раза, а при двухниточном стежке — больше чем в 2 раза.
Однако надо учитывать, что нижняя нитка двухниточпого
цепного стежка не несет больших нагрузок при образовании
самого стежка и носке изделия и может быть заменена дешевыми
нитками и даже пряжей. Производительность машин цепного
стежка выше производительности машин челночного стежка,
при обслуживании которых требуется дополнительное время па
смену шпулек; кроме того, они имеют большую обрывность
ниток. В машинах цепного стежка нижняя нитка, как и верхняя,
подается с катушки. На смену катушек и ликвидацию обрывов
ниток в машинах цепного стежка затрачивается 2,5—2,7 %
рабочего времени, а в машинах челночного стежка — 4—5%.
Использование обметочных швов, выполняемых цепными
строчками, для сшивания меховых шкурок, деталей трикотажных
изделий, платьев из тканей позволяет экономить материалы
благодаря уменьшению припусков на швы.
Все это свидетельствует об экономической целесообразности
более широкого применения цепных строчек при изготовлении
одежды.
34
Расход ниток на машинные строчки
Расход ниток на те или иные строчки необходимо
знать для экономической оценки данной строчки и
установления норм расхода ниток при изготовлении одежды, которые
определяют экспериментально путем распускания строчки и
измерения длины ее ниток или путем измерения длины ниток до
выполнения строчки и вычитания остатка ниток после
выполнения строчки. Расход ниток на строчки можно определить также
с помощью специального счетчика оборотов, небольшой шкив
которого приводится в движение от нитки. Экспериментальным
путем можно установить длину каждой нитки одного стежка
а ' 6
Рис. 23. Определение расхода ниток на машинные строчки
для строчки любой частоты и вида, толщины материала и вида
шва. Расход ниток для строчки любой длины определяют по
формуле, см:
L = тп„,
где т — число стежков в 1 см строчки; /— длина строчки, см; /от—-длина
ниток одного стежка, см.
Длину ниток одного стежка можно определить также
расчетным путем. Длина нитки машинного стежка любой строчки
складывается из суммы длин частей нитки двух видов
(рис. 23,а): частей, огибающих другую нитку в узлах
переплетения стежка 1.а, и частей находящихся между узлами
переплетения стежка /чо-4ь Нитки стежка между узлами переплетения
имеют форму кривой линии, которая получается в результате
действия сил упругости при сжатии материалов натянутыми
нитками стежка. Форма этой кривой при соединении жестких
материалов напоминает прямоугольник с закругленными углами,
а при соединении мягких материалов — эллипс. Из-за этой
особенности сложно найти точный метод определения длины нитки
стежка расчетным путем. Но любая форма стежка может быть
приведена к прямоугольной форме путем равномерного сжатия
материалов в плоскости стежка по длине строчки (рис. 23,6).
Поэтому длину ниток стежка любой формы можно определить
приближенно, если ввести поправочный коэффициент К,
учитывающий сжатие материалов и частей ниток в переплетениях, и
принять форму стежка прямоугольной без закругленных углов.
г* 35
Тогда каждая нитка стежка будет состоять из нескольких п
прямолинейных частей, длина которых определяется длиной
стежка 1/т (в см), шириной строчки b (в см) и толщиной
сжатого материала h (в см), умноженной на поправочный
коэффициент К. В нашем примере (см. рис. 23, а) получаем
следующие части четырех видов:
часть /, расположенная вдоль строчки, длина которой равна2/Ч1=«1//п;
часть 2, расположенная поперек строчки, длиной 2/Ч2 = л2&;
часть 3, расположенная под углом к линии строчки (по гипотенузе
прямоугольного треугольника, катетами которого являются длина \/т и ширина
стежка Ь), длиной 2/4g -- ns л/\/т2-\- b2 — n3lm~[/\ -j- m262;
часть 4, расположенная в толщине и по срезу материала, длиной 2/ч4 =
Сложив эти четыре части и умножив сумму на количество
стежков в строчке, получаем общую формулу для определения
расхода ниток на различные строчки:
[ У" т (пф +
Чтобы пользоваться этой формулой для какой-то конкретной
строчки, надо подсчитать но ее схеме количество частей ниток
в одном стежке, расположенных вдоль строчки щ, поперек
строчки п% под углом к линии строчки пл и в толщине
материала п4.
Пример. Требуется найти расчетную формулу для определения расхода
литок на стачивающую однолинейную челночную строчку, для которой «1 = 2,
п2—п3—0, ,т4=2, ?>=0. Подставив значения параметров в общую формулу,
получим расчетную формулу L — 2l(\+Kmh).
Применяя общую формулу, необходимо учитывать, что
длина частей, расположенных под углом к линии строчки,
установлена применительно к зигзагообразным строчкам, в
которых эти части проходят по всей длине стежка от одного прокола
материала иглой до другого. В обметочных строчках эти части
не проходят по всей длине стежка, так как идут от одного
прокола к срезу материала и от среза к другому проколу. Чтобы
не вводить дополнительных параметров в общую формулу и
не осложнять расчетов, половину всех наклонных частей
стежков в обметочных строчках с достаточной точностью можно
считать частями, расположенными поперек строчки, т. е. пг.
Например, требуется найти расчетную формулу для обметоч-
ной строчки однониточного цепного стежка. В стежке данной
строчки число частей ниток, расположенных вдоль строчки,
«1 = 1, в толщине материала, считая и части, расположенные
по его срезу, пц=4. Общее число частей ниток стежка,
расположенных под углом к линии строчки, равно 4, но, учитывая
указанное ранее замечание для обметочных строчек, половину из
них принимаем за части, расположенные поперек строчки, т. е.
Па —2 и Пз = 2. При этих параметрах расчетная формула для
86
обметочной строчки однониточного цепного стежка имеет вид
L = 1[\ + 2 л/Y^hW + 2т (Ь + 2/С/г)].
При определении расхода ниток расчетным способом
толщина шва определяется как сумма толщин отдельных слоев
материала, которые измеряют толщиномером или берут из
справочных таблиц. Поправочный коэффициент К находят для
строчки каждого вида и материала в отдельности на основе
длины ниток в строчке, установленной экспериментальным
путем; длину нитки L и параметры I, m, h подставляют в
расчетную формулу для данной строчки.
Приближенные расчеты можно выполнять при среднем
значении коэффициента К, установленном для нескольких
однородных материалов при различных частоте стежков и толщине шва.
На стачивающую челночную строчку средние значения
поправочного коэффициента принимают следующие: для бельевых,
платьевых и подкладочных тканей — 0,6, костюмных и
пальтовых— 0,5, ворсовых мягких (бобрик, фланель, сукно)—0,4,
плюша — 0,3, утепляющей прокладки — 0,2.
Значение коэффициента К для цепных строчек больше, чем
для стачивающих челночных строчек.
Прочность ниточных швов
Швы в одежде подвергаются растяжению,
истиранию и изгибу. Растяжение может быть в поперечном или
продольном направлении относительно шва при периодической или
многократной нагрузке. В соответствии с этим прочность швов
характеризуется следующими показателями: максимальной
нагрузкой при растяжении в поперечном направлении,
удлинением при разрыве в продольном направлении, выносливостью
шва при многократном растяжении вдоль и поперек строчки.
Максимальная нагрузка при растяжении шва в поперечном
направлении определяется на разрывной машине и для швов
челночной строчки при пошиве хлопчатобумажными нитками
составляет в среднем 50—60 Н, а шелковыми 76—88 Н на 1 см
шва.
Максимальная нагрузка при растяжении настрочных и запо-
шивочных швов в поперечном направлении, которые имеют две
челночные строчки, больше максимальной нагрузки стачных
швов в среднем в 1,5 раза.
Максимальная нагрузка стачных швов в том же
направлении зависит от прочности ниток, частоты строчки и вида
стежков, а также от плотности и толщины материалов, Н на 1 см
шва
где /я-—число стежков в 1 см строчки; Q— максимальная' нагрузка нитки,
3*7
I
Н; т) — поправочный коэффициент, посредством которого учитывается
снижение прочности ниток при прокладывании строчки на машине и
соотношение прочности петли стежка в шве и прочности ниток.
По экспериментальным данным, значение коэффициента ц
для различных материалов и челночных стежков' разной
частоты колеблется от 0,8 до 1,2. Для ориентировочных расчетов
максимальной нагрузки швов т] принимают равным 1. При этом
прочность каждой петли (звена) челночного стежка равна
прочности одной нитки, несмотря на то, что петля состоит из
двух ниток. Это объясняется тем, что при растяжении стачного
шва в поперечном направлении
в переплетении ниток челночного
стежка, расположенном между
двумя слоями материала (рис. 24, а),
нитка подвергается не только
растяжению, но и сжатию. В
результате этого сопротивление нитки
растяжению к моменту разрыва шва
значительно снижается.
Уменьшение сопротивления нитки
растяжению происходит также из-за
снижения прочности нитки при пошиве,
которое на машинах челночного
стежка в среднем составляет 10—
15 %. Снижение прочности ниток
при пошиве на стачивающей
машине двухниточиого цепного стежка меньше, чем на машинах /
челночного стежка, примерно в 2 раза, или па 5—8 °/о.
В двухниточном цепном стежке во время растяжения шва
в поперечном направлении переплетение ниток находится на
поверхности материала и максимальную нагрузку
воспринимает верхняя нитка, которая в каждом стежке располагается
по линии соединения материала в виде двух параллельных
отрезков (рис. 24,6). Благодаря этому максимальная нагрузка
стачного шва, выполненного двухпиточной цепной строчкой,
в 2—3 раза больше, чем у челночной строчки. Для
ориентировочного расчета максимальной нагрузки стачного шва,
выполненного двухниточной цепной строчкой, можно применять
формулу для определения максимальной нагрузки при растяжении
шва в поперечном направлении, полагая, что поправочный
коэффициент rj~2. Результаты расчета по формуле достоверны,
когда максимальная нагрузка шва меньше разрывной нагрузки
материала. При этом необходимо учитывать возможность
осыпания ткани в шве, снижение его прочности от прокалывания
иглой, которое при пошиве плотных материалов может быть
более 10%.
Осыпаемость ткани в шве при растяжении его в поперечном
направлении зависит от вида волокна и структуры ткани, щи-
Рис. 24. Деформация ниток
в стежке при растяжении шна
рины и вида шва. В большинстве случаев при разрыве стачных
швов в поперечном направлении ткань не осыпается при ширине
швов 5—7 мм. Обметывание срезов стачных швов не
увеличивает стойкость тканей к осыпанию при разрыве шва. Оно
задерживает осыпание нитей открытых срезов при трении,
возникающем во время носки изделия. Стойкость тканей к осыпанию
по линии шва в настрочных и запошивочных швах примерно
в 1,5 раза больше, чем в стачных швах, благодаря тому что
ткани соединены двумя строчками. В швах всех видов стойкость
тканей к осыпанию возрастает при расположении линии шва
под углом (не менее 10°) к нитям основы или утка.
Удлинение шва при разрыве в продольном направлении
определяют на разрывной машине путем растяжения до разрыва
ткани или ниток строчки. При растяжении шва в продольном
направлении сопротивление растяжению оказывают нитки и
ткань (нагрузка на ткань и нитки распределяется в
зависимости от их удлинения), ткань в шве утоняется, вследствие чего
удлинение стежков строчки происходит не только из-за
удлинения, но и из-за распрямления ниток (рис. 24, б). Поэтому при
разрыве шва в продольном направлении часто разрывается
сначала ткань, а затем нитки строчки, несмотря на то что
удлинение хлопчатобумажных ниток меньше, чем ткани
(удлинение хлопчатобумажных ниток не превышает 5—6%, а
удлинение при разрыве швов в продольном направлении,
выполненных этими нитками на стачивающей машине челночного стежка,
составляет 10—15 %, на машине двухниточного цепного
стежка— 30—35%)- При сшивании тканей шелковыми или
капроновыми нитками удлинение швов при растяжении их до
разрыва ниток значительно больше, чем при сшивании
хлопчатобумажными нитками.
Выносливость шва при многократном растяжении вдоль и
поперек строчки определяется на специальном приборе —
пульсаторе. Испытание проводят при небольшом удлинении образца
(на 1,5—5%) и скорости многократной деформации 100
циклов в 1 мин. Продолжительность испытания устанавливают от
нескольких сот до нескольких десятков тысяч циклов в
зависимости от того, когда прекращается рост остаточных удлинений,
образец разрушается или шов начинает работать как упругое
тело. Пределом выносливости при многократном растяжении
считают максимальную нагрузку (или деформацию), при
которой рост остаточных удлинений в начале испытания
прекращается и образец не разрушается при очень большом числе
циклов.
При испытании швов с двухниточной цепной строчкой в
поперечном направлении отмечен немного больший рост
остаточных удлинений при небольшой амплитуде растяжения B—3%)
и более высокие показатели выносливости, чем у швов с
челночной строчкой при амплитуде растяжения 4—6%. Отсюда
39
следует, что у швов, выполненных цепной строчкой, предел
выносливости выше, чем у швов с челночной строчкой. Несколько
больший рост остаточных деформаций при небольшой
амплитуде растяжения объясняется неодинаковым натяжением ниток
в стежках, которое в цепной строчке значительно меньше, чем
в челночной. Выносливость швов при многократном растяжении
во многом зависит от частоты стежков в строчке.
Испытания швов на многократное растяжение показывают, что
установленная из опыта работы частота стежков стачивающих челночных строчек
обеспечивает надежность соединительных швов во время носки изделий.
Существенным недостатком применяемой методики исследований
прочности ниточных швов является отсутствие рекомендаций для объективной
оценки прочности швов при изготовлении одежды. В настоящее время
объективными показателями оценки прочности швов при изготовлении и приемке
одежды является частота строчек и номер ниток.
Для объективной оценки прочности ниточных швов при изготовлении
и приемке одежды наряду с частотой строчки, номерами и прочностью ниток
в техническую документацию должны быть включены нормы допустимого
удлинения швов при растяжении в продольном направлении и допустимой
нагрузки на раздвижку швов. Для установления этих норм должна быть
проведена соответствующая научно-исследовательская работа.
§ 3. ПРОЦЕСС ОБРАЗОВАНИЯ
МАШИННЫХ СТЕЖКОВ И СТРОЧЕК
ПРИНЦИПЫ ОБРАЗОВАНИЯ СТЕЖКОВ. При
образовании стежков на швейных машинах происходит
прокалывание сшиваемых материалов иглой с ниткой, вдетой в ушко,
образование петли из нитки иглы, переплетение и затягивание
ниток стежка и продвижение материала на длину стежка.
Прокалывание материалов иглой может быть сквозным или
несквозным.
При сквозном проколе иглой материал располагается
на игольной пластине и прижимается к ней лапкой, поэтому
материал не деформируется при проколе и обратном ходе иглы.
Игла прокалывает материал и проходит в отверстие игольной
пластины (рис. 25,а).
При несквозном проколе материал располагается под
игольной пластиной с пазом. Материал снизу вверх подается
к игле выдавливателем (рис. 25,6). Изогнутая игла
прокалывает сшиваемые материалы не насквозь, а только на часть их
толщины. Такой способ прокалывания материала применяется
при выполнении потайных строчек.
При сквозном и несквозном проколах игла проводит через
материал заправленную в ее ушко нитку. При обратном ходе
иглы нитка задерживается в отверстии прокола вследствие ее
трения о материал и образует петлю около ушка иглы
(рис. 25, в).
Переплетение ниток челночных стежков происходит с
помощью челнока / (рис. 26, а), внутри которого находится
40
Рис. 25. Образование петли из нитки
иглы
шпулька 2 с ниткой. Челнок захватывает своим носиком петлю
нитки иглы, расширяет (рис. 26,6) и обводит ее (рис. 26, в)
вокруг половины шпульки. При подтягивании нитки иглы
происходит переплетение ниток стежка.
Переплетение ниток цепных стежков выполняется петлите-
лем путем последовательного ввода предыдущей петли в
последующую. При переплетении ниток однониточного стежка пет-
литель захватывает и удерживает петлю а (рис. 27, а) нитки
иглы. После перемещения материала на величину стежка пет-
литель подводит под иглу (при
следующем ее проколе)
предыдущую петлю иглы (рис.
27, б) и отходит в исходное
положение (рис. 27, в). Далее
процесс повторяется.
При переплетении ниток
двухниточного цепного стежка
петлитель захватывает петлю
а (рис. 27, г) нитки иглы и
одновременно вводит в нее
петлю b своей нитки. После
перемещения материала на
величину стежка петлитель
подводит под иглу свою петлю b (рис. 27, д) и сбрасывает
петлю а нитки иглы (рис. 27, е). Далее процесс
повторяется.
Петлители, применяемые для переплетения ниток цепных
стежков, различаются по устройству и характеру движения.
Так, петлитель для образования двухниточных цепных стежков
имеет ушко на остром конце. По своему устройству и принципу
действия он напоминает машинную иглу. При движении в
одном направлении петлитель вводит в петлю а нитки иглы
петлю b своей нитки, а при обратном ходе образует напуск из
этой нитки. При этом он захватывает петлю верхней нитки
с одной стороны иглы, а подводит свою петлю под иглу с
другой стороны (см. рис. 27,г, д). В соответствии с этим петлитель
совершает движение в двух плоскостях, так что траектория
движения иглы находится внутри замкнутой траектории его
движения (рис. 27,ж). Петлитель для выполнения однониточ-
ной стачивающей строчки совершает качательные или
вращательные движения. Применяются петлители, совершающие
сложные пространственные движения, имеющие особое
устройство или дополнительные рабочие инструменты (для
расширения петли —ширители). Поэтому процесс переплетения ниток
различных цепных стежков имеет свои особенности; принцип
последовательного ввода одной петли строчки в другую петлю
характерен для работы всех петли-телей независимо от их
особенностей.
41
Итак, челнок и петлитель выполняют ввод одной петли
в другую, а окончательное переплетение ниток происходит при
затягивании стежка.
г Затягивание стежков выполняется нитепритягивателем,
который в большинстве случаев представляет собой рычаг 1
(рис. 28, а) с ушком для нитки. Неотъемлемой частью нитепри-
Рис. 26. Переплетение
ниток челноком
тягивателя является регулятор 2 натяжения нитки,
находящейся между шайбами, прижатыми друг к другу пружиной
и регулировочной гайкой. В процессе образования стежков
ушко нитепрнтягнвателя сначала опускается вниз, а затем
поднимается вверх. На машинах челночного стежка при опускании
д е " - ж
Рис. 27. Образование цепных стежков
ушка нитепритнптатель подает нитку игле и челноку, при
подъеме подтягивает нитку (рис. 28,6), обводит ее вокруг
второй половины шпульки и затягивает стежок. В начале
затягивания стежка нижняя нитка подтягивается верхней до нижней
поверхности материала (рис. 28,в). Затем начинается
втягивание нитки в отверстие прокола и происходит окончательное
затягивание стежка так, что переплетение ниток располагается
внутри материала (рис. 28, г).
42
При затягивании челночного стежка движение нижней нитки
тормозится со стороны шпульки регулятором натяжения
в шпульном колпачке. Поэтому в результате натяжения
верхней нитки нитепритягивателем в стежке оказываются
натянутыми та и другая нитки и при определенном соотношении
натяжений узел переплетения ниток располагается в середине, снизу
или сверху сшиваемых материалов. В конце затягивания
челночного стежка, когда перемещение нитки со стороны строчки
прекращается, нитепритягиватель сматывает нитку с катушки.
Рис. 28. Затягивание
ниток челночных и цепных
стежков
Нижняя нитка сматывается со шпульки во время затягивания
стежка и продвижения материалов.
Затягивание цепных стежков отличается от затягивания
челночных тем, что нитка иглы в момент затягивания
перемещается между двумя отверстиями прокола. Кроме этого, ушко ни-
тепритягивателя укрепляется на игловодителе и перемещается
вверх и вниз вместе с иглой. Нитепритягиватель подает нитку
игле до тех пор, пока игла не войдет в свою предыдущую петлю
или в петлю нитки петлителя. После этого нитепритягиватель
подает меньшее количество нитки, чем это требуется.
Благодаря этому происходит предварительное затягивание стежка
иглой, которая перетягивает нитку со стороны стежка из
предыдущей своей петли (рис. 28, д). При окончательном
затягивании цепных стежков нитка иглы натягивается со стороны ните-
притягивателя и петлителя (рис. 28, е, ж), потому что она
находится на петлителе, который перемещается в сторону,
противоположную движению ушка нитепритягивателя.
Натяжение нижней нитки цепных стежков создается нитепо-
датчиком, который подтягивает излишнюю нитку после
образования из нее петли, освобождает ее перед окончательным
затягиванием нитки иглы и натягивает в копне затягивания стежка.
43
Продвижение материала на величину стежка во многих
швейных машинах осуществляется зубчатой рейкой,
расположенной в прорези игольной пластины; сшиваемые материалы
прижимаются лапкой к рейке и игольной пластине (рис. 29).
Рейка в процессе образования стежка совершает движения по
эллипсу: вверх, вперед, вниз и назад (на рисунке показано
стрелками). При подъеме она захватывает материалы,
перемещает их на величину стежка, опускается вниз и возвращается
в исходное положение. Когда рейка опускается вниз,
возвращается в исходное положение и поднимается вверх, выполняются
операции образования стежка
(прокалывание материалов,
переплетение и затягивание стежка).
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ПРОЦЕССА ОБРАЗОВАНИЯ
МАШИННЫХ СТЕЖКОВ.
Технологической схемой называют последова-
тельность выполнения технологиче-
ского процесса по операциям.
*~ Технологическая схема образо-
Рис. 29. Продвижение матери- вания челночных стежков состоит
алов рейкой из следующих основных операций:
прокалывание материала иглой и
проведение через него нитки; образование петли из нитки иглы;
захват и расширение петли носиком челнока; обвод петли
вокруг шпульки; затягивание ниток стежка; продвижение
материала на величину стежка.
Для образования челночных стежков применяется
качающийся или вращающийся челнок. При переплетении ниток
носик качающегося челнока захватывает петлю нитки иглы
(рис. 30,а), расширяет ее и обводит вокруг челнока, а
следовательно, и вокруг шпульки, расположенной внутри него
(рис. 30,6, в). При образовании стежка петля из нитки иглы
после ее захвата и первоначального расширения носиком
вращающегося челнока располагается поперек направляющего паза
челнока в том месте, где шпуледержатель не имеет ободка.
При дальнейшем движении челнока петля задерживается
концом ободка шпуледержателя. При этом ветвь петли, идущая
от иглы, заводится внутрь челнока, а ветвь, идущая от строчки,
проходит с наружной стороны шпуледержателя. После того как
петля обведена вокруг половины шпуледержателя, происходит
подтягивание нитки со стороны иглы. Петля сдергивается с
носика челнока и обводится вокруг второй половины
шпуледержателя (рис. 30, г).
Таким образом, при переплетении ниток вращающимся
челноком петля нитки иглы вводится внутрь челнока и обводится
вокруг шпуледержателя, в котором находится шпулька с ниткой
(рис. 30, д, е).
44
Наиболее совершенным Является вращающийся челнок, ОН
позволяет осуществить процесс образования стежка при
высокой частоте вращения и выполнять различные челночные
строчки.
Технологическая схема образования цепных стежков состоит
из следующих основных операций: прокалывание материала
иглой и проведение нитки через материал; образование петли
Рис. 30. Образование
челночных стежков
из нитки иглы; захват петли петлителем; продвижение
материала на величину стежка; подача петли петлителем на линию
движения иглы; прохождение иглы в петлю предыдущего
стежка: сбрасывание петли петлителем; затягивание ниток
стежка. Первые четыре операции выполняются так же, как и при
образовании челночных стежков, остальные четыре —
различными способами.
Однониточные цепные стачивающие строчки
образуются с помощью качающегося или вращающегося петли-
теля, В процессе образования стежка петлитель захватывает
петлю п\ (рис. 31, а) нитки иглы, петля расширяется носиком /
и удерживается петлителем 2, материал перемещается на
величину стежка (рис. 31,6). Петлитель захватывает следующую
петлю а2 (рис. 31, в) и вводит ее в предыдущую петлю аь
которая при дальнейшем движении петлителя сходит с него,
образуя переплетение ниток стежка (рис. 33, г). Стежок
затягивается петлителем и нитепритягивателем, которые в этот момент
перемешаются в противоположных направлениях.
45
Одноннточные цепные стежки обметочнои и потайной
строчек образуются петлителем, который совершает
пространственные движения.
При образовании стежков обметочнои строчки петлю а\
(рис. 32,а), проведенную иглой через материал, Захватывает
петлитсль, обводит вокруг среза материала и выводит на ли-
а б В г
Рис. 31. Образование стежка однониточпой стачивающей строчки
нию следующего прокола иглы (рис. 32,6). Материал переме--
щается на величину стежка, петля удерживается петлителем
до тех пор, пока игла не войдет в нее. При проколе материала
иглой в петлю а\ вводится следующая петля а2; петлитель со-
а,
а б
Рис. 32. Образование стежка одноннточной обметочнои строчки
вершает холостой ход на другую сторону материала. После
этого процесс повторяется (рис. 32,в). Когда петля а2 проходит
через материал, происходит предварительное затягивание
стежка и сматывание нитки с катушки. Окончательное же
затягивание стежка выполняется петлителем после захвата им
петли о2.
Образование стежков потайной строчки отличается от
образования стежков обметочнои строчки тем, что петли
потайных стежков не обводятся вокруг среза материала, а
переносятся с линии выхода иглы из материала иа линию входа ее
в материал. При образовании потайной строчки изогнутая игла
46
/ (рис. 33, а) прокалывает материал, выдавленный через
прорезь игольной пластины, и на обратном своем ходу образует
петлю аи в которую входит петлитель 2. Он переносит петлю
на линию входа иглы в материал. Одновременно материал
перемещается на величину стежка. При вторичном проколе игла
входит в петлю, удерживаемую петлителем (рис. 33,6). Петли-
а 5 "-' б
Рис. 33. Образование стежка однониточной потайной строчки
тель выходит из петли и перемещается через выгиб материала
для захвата следующей петли а2 (рис. 33,в).
Затягивание потайного стежка происходит сначала при
проколе материала иглой (в этот момент сматывается нитка с
катушки) и окончательно, когда петлитель перемещается на ли-
а 5 б
Рис. 34. Образование двухниточпой обметочиой строчки
нию выхода иглы из материала, а материал — на величину
стежка (см. рис. 33,6).
Двухннточная стачивающая цепная строчка
образуется с помощью иетлителя, в ушко которого заправляется
нижняя нитка. Качающийся петлитель совершает движение в двух
плоскостях. При образовании стежков в петлю а (см. рис. 27, г),
проведенную иглой через материал, петлитель вводит свою
петлю Ь. Игла в этот момент поднимается вверх, петля верхней
47
нитки удерживается петлителем, который, совершив движение
в одном направлении (указано стрелкой влево), начинает
двигаться в противоположном направлении. Материал
перемещается на величину стежка, петлитель при выходе из петли иглы
образует следующую петлю из своей нитки, в которую
попадает игла при следующем проколе материала (см. рис. 27,5).
После этого процесс повторяется (см. рис. 27, е).
Верхняя нитка предварительно затягивается иглой, когда
она входит в петлю петлителя (см. рис. 27, д). Окончательно
верхняя нитка затягивается нитепритягивателем и петлителем,
2 1 2 1
а 5 б
Рис. 35. Образорание трехпиточной обметочлой строчки
когда игла поднимается вверх, а петля перемещается
петлителем в противоположном направлении (см. рис. 28,ж). В этот
же момент затягивается нижняя нитка.
Двухни точная обметочная строчка образуется
двумя рабочими органами — петлителем и ширителем,
качающимися в двух параллельных плоскостях. Петлитель имеет
ушко для нижней нитки, а ширитель выполнен в виде крючка
для захвата петли нижней нитки. Петлитель, двигаясь слева
направо, вводит в петлю а (рис. 34, а) верхней нитки петлю b
нижней нитки. Продолжая движение в том же направлении,
петлитель подводит петлю b к срезу материала, а ширитель,
двигаясь навстречу петлителю, подхватывает ее (рис. 34,6).
Захватив петлю Ь, ширитель обводит ее вокруг среза
материала (рис. 34, в) и подводит под иглу (к этому моменту
материал переместился на величину стежка). Игла начинает
прокалывать материал, ширитель сбрасывает петлю, оставляя ее на
игле, и возвращается в исходное положение. Петлитель
выходит из петли а и также возвращается в исходное положение.
В этот момент происходит затягивание стежка и сматывание
48
ниток с катушек. Верхняя нитка затягивается иглой, которая
подтягивает предыдущую петлю стежка при проведении через
материал новой петли (см, рис. 34,в), нижняя — нитеподатчи-
ком.
При образовании строчки игла проходит впереди петлителя
(см. рис. 34, а) и позади ширителя (см. рис. 34, в).
Трехниточная обметочная строчка образуется
двумя петлителями по схеме двухниточной обметочной строчки.
Второй петлитель 2 (рис. 35,а), проходя сзади первого /,
входит в петлю в (рис. 35, б) его нитки вместе со своей петлей с.
Когда петлитель 2 выходит на верхнюю поверхность
материала, он подводит петлю под иглу, игла входит в нее и проводит
через материал петлю а (рис. 35, в) верхней нитки. Петлитель
возвращается в исходное положение.
§ 4. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ИНСТРУМЕНТОВ
С МАТЕРИАЛОМ ПРИ ОБРАЗОВАНИИ СТЕЖКОВ
ПРОКАЛЫВАНИЕ МАТЕРИАЛА ИГЛОЙ. Сила
прокола Р (рис. 36, а) действует вдоль оси иглы, обычно
перпендикулярно поверхности материала; сила упругости q
материала направлена перпендикулярно оси иглы, а сила трения,
определяемая нормальным давлением N и коэффициентом
трения ц,— по касательной к поверхности иглы.
При исследовании этого взаимодействия будем
рассматривать иглу на конус, образованный вращением вокруг оси иглы
некоторой кривой линии y = f(x) (рис. 36,6). Выделим на
поверхности иглы бесконечно малый элемент, площадь которого
где г/йф — размер элемента по дуге окружности; j/l+y2dx=dS—размер
элемента по образующей.
При проколе материала на элемент dp действуют
элементарные силы прокола dP и упругости материала dq. Реакциями
этих сил будут dN — нормальное давление и \xdN — сила
трения, направленная по касательной к поверхности иглы под
углом а к оси X.
Сила прокола имеет максимальное значение в интервале от
момента входа острия в материал до момента выхода его из
материала и определяется по формуле А. В. Савостицкого
B)
где Г: — условный модуль упругости материала при проколе; D •— диаметр
стержня иглы, мм; ц' — поправочный коэффициент, учитывающий
уменьшение сопротивления материала проколу иглы; h — толщина материала, мм;
а — угол заточки острия иглы, град.
40
Эта формула справедлива при проколе иглой толстых
материалов, толщина которых h>l—S или h> (D/2tga)—S. S
определяется по формуле S = —^— л i —^3 для тонкого мате-
риала, когда h^(D/2tga)—5, максимальная сила прокола
зависит только от сопротивления материала острию иглы.
Jr.
\р
Рис. 36. Схема действия сил при
проколе материала иглой
Рис. 37. Проведение нитки иглой
через материал
Полагая, что в этом уравнении S~ (D/'2lga)—h, находим
формулу для определения максимальной силы прокола для
тонкого материала:
nEh ., .
2=— — (tga4
о
З/Зф-3/itga)
Максимальная сила прокола материала возрастает при
увеличении всех основных параметров (ц, D, h, a), поэтому чис
тота обработки поверхности иглы и правильный выбор номера
иглы имеют первостепенное значение для улучшения условий
прокола материалов разной толщины.
Толстые иглы, предназначенные для соединения толстых материалов,
могут иметь больший угол заточки острия, чем тонкие. В применяемых для
изготовления одежды иглах 0277 это условие учитывается так: при
изменении диаметра стержня иглы от 0,65 до 1,9 мм угол заточки острия
увеличивается от 5 до 13°.
ПРОВЕДЕНИЕ НИТКИ В ОТВЕРСТИЕ ПРОКОЛА. При
прокалывании материала игла проводит нитку, заправленную
в ее ушко, в виде петли, облегающей иглу. При этом нитка
в ушке сначала остается неподвижной (рис. 37,а), а затем
перемещается в нем в сторону стежка (рис. 37,6) или нитепритя-
гивателя (рис. 37, е).
50
Нитка проводится в отверстие прокола без перемещения
в ушке до тех пор, пока не израсходуется ее напуск со стороны
предыдущего стежка, нитка в сторону стежка перемещается
в челночных строчках, где игла не принимает участия в
затягивании стежка. В цепных строчках, при образовании которых
игла предварительно затягивает стежок, нитка во время ее
проведения через материал перемещается в сторону нитепритя-
гивателя.
Нитка проводится иглой с одной стороны материала на
другую при определенном соотношении натяжений нитки со
стороны стежка Тс и иитепритягивателя Г„.
Без перемещения в ушке иглы нитка протягивается до тех
пор, пока ее натяжение со стороны стежка или, наоборот, со
стороны нитепритягивателя не преодолеет силу трения F нитки
в ушке: при прокладывании челночных строчек ТС>ТП при Тс =
~TB+F или Тс = Тнем'а; при прокладывании цепных строчек
ТВ>ТО при Tn = Tc + F или Та = Тсет , \х — коэффициент
трения нитки об иглу, а' — угол обхвата ниткой иглы.
Нитка проводится через материал с перемещением ее в
сторону стежка, если Tc^TV1"* (челночные строчки), и в
сторону нитепритягивателя, если Гн>71се1)'а (цепные строчки).
В промышленных швейных машинах нитка проходит через
материал с большой скоростью (более 15 м/с). Однако
вследствие небольшой массы ниток влияние на них центробежной
силы незначительно, например для ниток № 30 центробежная
сила составляет 0,6 сН. Поэтому для оценки натяжения нитки
при проведении ее через материал будем считать, что движение
нитки только начинается и натяжение ее со стороны стежка
Т0 = Тнем'а (челночная строчка), а со стороны
нитепритягивателя 7\, = Тсет (цепные строчки).
Для оценки влияния иглы на нитку во время ее проведения
через материал наиболее показательна величина давления на
нитку в ушке иглы, так как нитка соприкасается с иглой на
очень небольшой площади. Среднее давление на нитку PC = N/Q,
где N — нормальное давление по всей трущейся поверхности; Q — площадь
соприкосновения нитки с трущейся поверхностью.
Сила трения F = ji/V, предположим, что
¦ F = r-r,, = ro(el"'-l). Q = arfr{.
тогда
Рс = Г0(г|1в'-1)/|ла'гЛГ. D)
где То — натяжение ведомой ветви нитки; г—радиус закругления граней
ушка; {— толщина нитки; ц" — поправочный коэффициент, учитывающий
сплющивание нитки.
Для оценки условий проведения иглы через материал важно
знать среднее давление в местах наибольшего воздействия иглы
51
на нитку. Нитка при прохождении ее через материал на
стачивающих машинах челночного стежка огибает иглу в трех
местах: две грани верхней стенки ушка с углами обхвата а/, а2'
и одну кромку короткого желобка с углом а3'* причем а/ =
= О,2 — (Хз == Я/2.
В стачивающих двухниточных машинах цепного стежка
нитка огибает только грани ушка иглы с углами обхвата а/ =
= а2'*=я/2.
Среднее давление больше в тех местах, где ведущая ветвь
нитки имеет большее натяжение: для челночных строчек —
у кромки короткого желобка (угол аз'), для цепных —у грани
ушка, около длинного желобка (угол а/). В соответствии
с этим на основе формулы D) наибольшее среднее давление
иглы на нитки будет:
для челночных строчек
ц-0,5лф)
для цепных строчек
; E)
* с. и — ; ; = ; . (о)
f 05ф'
Из формул E) и F) следует, что среднее давление
пропорционально натяжению ведомой ветви нитки, которая находится
при образовании челночных строчек со стороны нитепритягива-
теля, а цепных — со стороны стежка. Ведомая ветвь нитки
в челночных строчках освобождается нитепритягивателем, и ее
натяжение Тн меньше натяжения Гс ведомой ветви цепных
строчек, где она перетягивается из предыдущего прокола для
предварительного затягивания стежка. Однако угол обхвата
ниткой ушка иглы в цепных строчках меньше, чем в челночных.
Но в том и другом случае условия проведения нитки через
материал во многом зависят от радиуса закругления (затупления)
граней ушка и кромки желобка.
Так, подставляя в формулы E) и F) значения ц = 0,2, г = 0,05 мм,
f=0,3 мм и т)"=1, находим Рс.ч = 145Т„, Рс. ц=105Гс.
Для проведения нитки иглой необходимо, чтобы длина
нитки, освобождаемая нитепритягивателем и перетягиваемая
со стороны предыдущего стежка, была не меньше длины нитки,
проводимой через материал. Во всех случаях независимо от
того, освобождается ли нитка нитепритягивателем или
перетягивается со стороны предыдущего стежка, длина нитки, прово-
П2
Димой иглой через материал, равна удвоенному рабочему ходу
иглы, т. е. LH^=2/P (рис. 38), или
где /о — общий ход иглы; 1\— ход ушка иглы до игольной пластины
(холостой ход); h — толщина сшиваемых материалов.
Величины 10 и U для разных швейных машин различны. Например, для
стачивающей машины челночного стежка 1022-М кл. общий ход 31 мм, а
холостой — 20 мм.
Толщина сшиваемых материалов не должна превышать максимально
допустимую толщину материалов для каждой машины. Длина проводимой
Рис. 38. Общий и
рабочий ход иглы
Рис. 39. Проведение
нитки через ушко
иглы
через материал нитки для каждой машины 1022-М кл., например, при
ft=5 мм будет LB=2C1— 20+5) =32 мм.
Если величина ЬИ превышает максимально допустимую длину
для данной машины, то при образовании челночных строчек
в конце рабочего хода иглы происходит обрыв нитки. Обрыв
нитки челночной строчки может произойти и при обработке
тонкого материала, если в момент подхода верхней стенки ушка
к материалу нитка будет подтянута (распрямлена) со стороны
стежка из-за того, что регулятор натяжения верхней нитки
настроен неправильно.
В машинах цепного стежка неправильно отрегулированная
подача нитки нитепритягивателем во время его проведения
через материал вызывает сматывание излишней нитки с катушки,
что приводит к слабому затягиванию стежков.
Во время подхода иглы к материалу, а также в процессе
переплетения ниток и затягивания стежка нитка проходит вдоль
ушка иглы в сторону нитепритягивателя или челнока и пет-
лителя (рис. 39). При этом нитка испытывает наибольшее на-
тяжсние во время затягивания стежка.
образование петли-напуска из нитки. При
движении иглы вверх из крайнего нижнего положения (рис. 40, а)
нитка, заправленная в ушко иглы, отходит в сторону и
образует петлю-напуск, которую захватывает челнок или петлитель
для переплетения ниток стежка. Образование петли в начале
движения иглы вверх происходит вследствие взаимодействия
сил трения Ft и F2 (рис. 40,6) нитки о материал и сил
упругости q нитки. При дальнейшем движении иглы возникает
дополнительная сила Ра (рис. 40,в), действующая на нитку в
результате соприкосновения с ней нижней стенки ушка иглы. Под
действием этой силы может увеличиваться размер петли, а сама
петля смещаться в сторону
короткого желобка.
Силы трения Fi и F2
задерживают продвижение нитки
вместе с иглой. Сила трения
F\, действующая со стороны
короткого желобка иглы,
возникает благодаря тому, что
игла прижимает нитку к
материалу, а коэффициент трения
этой пары щ больше коэффи-
Рис. 40. Образование иглой петли- циепта трения Цг пары игла-
напуска из нитки нитка. Вследствие этого Fi =
Со стороны длинного желобка нитка располагается свободно
и в начале подъема иглы прижимается к материалу. Между
ниткой и материалом возникает сила трения, превышающая
силу трения между ниткой и иглой. В результате этого нитка
со стороны длинного желобка также не перемещается вместе
с иглой.
Отход нитки в стороны от иглы (образование петли)
сначала одинаковый с обеих сторон иглы, а потом со стороны
короткого желобка больше, так как в отверстие прокола ветви
петли смещены относительно оси иглы в сторону короткого
желобка (см. рис. 40,6). После того как нижняя стенка ушка
иглы подошла к петле, начинает действовать сила Ря, петля
расширяется и смещается в сторону короткого желобка (см.
рис. 40,в). Смещение возможно потому, что нижняя стенка
ушка иглы расположена несимметрично относительно длинного
желобка. Благодаря этому вдоль касательной к петле
под некоторым углом а действует сила т.,
вызывающая смещение петли в сторону короткого желобка
(рис. 40,г). Действие этой силы при использовании
существующих игл незначительно; больше того, при выполнении строчек
тонкими нитками и иглами со сравнительно большой длиной
ушка петля захватывается челноком до того, как нижняя
стенка ушка подходит к петле.
54
Размеры петли и ее смещение в сторону короткого желобка
увеличиваются также под действием сил инерции нитки, когда
машина работает с большой частотой вращения. В этом случае
петля смещается не только в сторону, но и вниз ниже ушка
иглы. На размеры петли и начало ее образования оказывают
влияние и другие факторы: плотность материала, крутка и
неуравновешенность ниток, подъем материала вместе с иглой,
жесткость и упругость ниток.
При пошиве мягких тканей и трикотажных полотен петля получается
меньше, чем при пошиве плотных тканей и упругих материалов. Если нитки
неуравновешены по крутке, петля может сместиться в направлении
движения носика челнока; от этого размеры ее уменьшатся. Ткань может
подниматься вместе с иглой, если диаметр отверстия в игольной пластине
большой или если игла прокалывает ткань на большом расстоянии от края
зажимного устройства в машинах-полуавтоматах. Последнее отрицательно
сказывается на условиях образования петли и может вызвать пропуски
стежков.
Нормальная ширина (просвет) петли, необходимая для образования
стежков, равна 1,5—2 мм. Наибольшую ширину петля имеет на уровне 1,5—
2 мм выше верхней стенки ушка. Поэтому в момент захвата петли челноком
или петлителем их носик должен располагаться на 1,5—2 мм выше верхней
стенки ушка. В соответствии с этим устанавливается игла в игловодителе.
Челнок должен подходить к плоскости образования петли после подъема
иглы в среднем на 2,5 мм, так как петля нормальных размеров и формы
образуется при подъеме иглы на 2—-3 мм. При подъеме иглы больше чем на
4—5 мм петля начинает отклоняться от споен нормальной плоскости в
сторону и просвет ее уменьшается. Чтобы улучшить условия захвата петли
челноком, иглы изготовляют с выемкой со стороны короткого желобка.
ЗАХВАТ ПЕТЛИ-НАПУСКА ВЕРХНЕЙ НИТКИ. Для
захвата петли важно, чтобы носик челнока своевременно и как
можно ближе подходил к игле (зазор 0,1—0,2 мм), но в то же
время между ними не должно быть трения. Длина носика
челнока влияет на продолжительность захвата петли и начало
обвода петли челноком. Расширение петли вращающимся
челноком происходит одновременно с ее захватом. Для стачивания
очень плотных материалов (тяжелый брезент, плотная кожа,
картон и др.) петля должна расширяться после того, как игла
выйдет из материала, чтобы во время расширения нитка
проходила в отверстие прокола свободно. Поэтому в машинах,
предназначенных для соединения плотных материалов, челнок
имеет удлиненный носик (рис. 41). Во время захвата петли
челноком игла выходит из материала и нитка при расширении
петли проходит в отверстие прокола, не подвергаясь
истиранию и перенапряжению (рис. 42).
Своеобразно осуществляется захват петли при выполнении
зигзагообразной и двухлинейной строчки с одной нижней
ниткой.
Зигзагообразные строчки образуются при отклонении
материала под лапкой, иглы вместе с петлителем или только иглы.
Первый способ применяется при изготовлении закрепок и
пришивании пуговиц, а также при выполнении двухниточного
55
цепного стежка на краеотделочных машинах. В этих машинах
вовремя захвата петли положение носика челнока илипетлителя
относительно ушка иглы не изменяется и захват петли
выполняется так же, как в стачивающих машинах.
При образовании зигзагообразных строчек путем
отклонений только иглы осложняются условия захвата петли верхней
нитки носиком челнока, так как игла на всех машинах при
отклонении в обе стороны образует петлю нормальных
размеров приблизительно на одном и том же уровне (рис.. 43).
При образовании двухлинейной строчки с одной нижней
ниткой условия захвата петли сходны с условиями ее захвата
ft
1
Рис. 41. Челнок с уд- Рис. 42. Захват петли
линейным носиком челноком с
удлиненным носиком
Рис. 43. Образование
петли при отклонении
иглы
при получении зигзагообразной строчки. Носик петлителя после
захвата петли одной иглы захватывает петлю другой иглы,
которая оказывается выше первой. Для улучшения условий
захвата петли вторая игла обычно устанавливается ниже первой,
чтобы носик петлителя проходил на 1,5—2 мм выше ушка
второй иглы.
После захвата петли челнок расширяет ее и обводит вокруг
половины шпульки. В этот момент в отверстие прокола
проводится челноком 75 % длины нитки, прошедшей через материал
в процессе образования стежка. Длина нитки, которую челнок
протягивает через материал для обвода петли вокруг шпульки,
зависит от объема шпульки, системы и конструкции челнока.
Нитка по всей длине подвергается истиранию в ушке иглы.
Кроме того, во время расширения петли челноком игла
перемещается в сторону, противоположную движению носика челнока,
и в ушко иглы проходит дополнительная часть нитки, которая
также подвергается истиранию в ушке. Поэтому длина нитки,
проводимой через ушко иглы и подвергающейся в нем
истиранию, больше общей длины нитки, проводимой через материал
при проколе его иглой и расширении петли челноком.
По экспериментальным данным, для машины 1022-М кл. при
общей длине нитки, проводимой через материал, равной 99 мм,
длина трущейся в ушке иглы нитки равна 112 мм. В процессе
выполнения строчки на этой машине при одной и той же
толщине материала длина трущейся части нитки остается
постоянной
/.тр = ГТр + 2(Л—Ло),
где 7"Тр — длина трущейся части нитки, установленная для данной машины
при допустимой толщине материала An, mm; h — толщина материала, на
котором выполняется строчка, мм.
Вместо расходуемой на образование каждого стежка не
большой части нитки /и поступает такая же часть новой нитки,
которая нитепритягивателем сматывается с катушки. С
момента поступления части /и в зону трения и до расходования
ее при образовании стежка нитка подвергается различным
воздействиям в ушке иглы, через которое она проходит с различной
скоростью и разным натяжением. В начале выполнения строчки
происходит нарастание числа перетираний нитки в ушке иглы,
но после выполнения ряда стежков число перетираний
стабилизируется и становится равным некоторой величине п. Таким
образом, на длине трущейся нитки Lrp нитка последовательно
истирается п раз и выходит из зоны истирания небольшими
частями 1п после образования каждого стежка. Таккак/ия = ?Тр,
находим число перетираний п нитки в ушке иглы при
выполнении строчки, т. е. n = LTP/ln. Длина /и нитки, выходящей из зоны
истирания,— это расход нитки иглы на один стежок. Он
зависит от длины и вида стежка, толщины и вида материала,
переплетения ниток стежка (внутри, сверху, снизу материала).
Нитка подвергается истиранию не только в ушке иглы, но
и в отверстии прокола материала, в ушке нитепритягивателя
и других местах. Поэтому на стачивающих машинах
челночного стежка, у которых длина трущейся нитки очень большая,
снижение прочности нитки иглы может достигать 40 %,
а в среднем составляет 13—15 %.
Снижение прочности ниток от истирания во многом зависит
также от направления крутки ниток.
УСЛОВИЯ ЗАТЯГИВАНИЯ ЧЕЛНОЧНЫХ СТЕЖКОВ.
Величина Ln подаваемой нитепритягивателем нитки в машинах
челночного стежка равна длине 1И нитки, проводимой иглой
через материал, длине Ьч для расширения петли челноком и
длине LP резервной нитки, т. е.
+ Ip, или LH = 2 (/о —/0 + L4 + LP,
где 10— общий ход иглы; /,—ход ушка иглы до игольной пластины; 2(/0—
—1{)—длина нитки, необходимая для проведения ее до крайнего нижнего
положения иглы.
Длина Lp резервной нитки должна быть достаточной для
соединения материалов различной толщины h, т. е. Z,p = 2/imax.
57
При стачивании материалов толщиной h<hmn нитка, подаваё
мая нитепритягивателем, провисает и может попасть под иглу.
Чтобы этого не происходило, регулятор натяжения снабжен
пружинным компенсатором 1 (рис. 44), подтягивающим нитку
до момента соприкосновения острия иглы с материалом; при
этом нитка не должна натягиваться со стороны стежка в
начале прокола материала иглой, иначе она
обрывается ушком иглы по
погружении его в материал. Когда ушко ните-
притягивателя поднимается вверх, нитка
иглы натягивается — в это время стежок
затягивается и с катушки сматывается
новая часть нитки.
Обозначив через Ти, Тп и Тр
натяжения нитки соответственно со стороны
стежка, нитепритягивателя и регулятора
натяжения, q)t и ерг — углы обхвата
ниткой ушка иглы и нитепритягивателя,
ц — коэффициент трения нитки в ушке
иглы и нитепритягивателя, по формуле
Эйлера определим натяжение нитки. В
момент затягивания стежка при ее
перемещении от иглы в сторону
нитепритягивателя, а от него в сторону
регулятора натяжения
или Гр =
т,
Рис. 44. Затягивание
верхней нитки
челночных стежков
нитепритягивателем
Отсюда
= TJ
и,-
В момент сматывания с катушки
нитка перемещается от регулятора
натяжения в сторону нитепритягивателя, который натягивает нитку
со стороны иглы. По формуле Эйлера находим
Т _ т
* и — ' Р
н — ' ие
ИЛИ
_ Т pll<t>*
Откуда Ги = Г
Как видно, натяжение Ти„ нитки во время сматывания ее
с катушки больше натяжения TWl нитки в момент затягивания
стежка. Следовательно, окончательное затягивание стежков
происходит при меньшем натяжении, чем натяжение при
сматывании нитки с катушки.
58
При высокой частоте вращения главного вала швейной
машины могут возникать большие ускорения в движении нитки,
которые не учитываются в формуле Эйлера. Чтобы учесть
ускорение при затягивании стежков, можно воспользоваться
формулой проф. А. П. Минакова:
Т == Toem + m°aR (em — 1),
где m0 — масса нерастянутой нитки; а — ускорение нитки; R — радиус
огибаемой ниткой поверхности.
При затягивании стежка 7"Р=Г, Тп = Т0, следовательно,
Т —Т ^ф Л- m0aR (.№ 1 ^
или Ти=
Отсюда следует, что при высокой частоте вращения
натяжение Ги нитки со стороны иглы может уменьшаться с
увеличением ускорения а, массы т0 нитки, а также радиуса R
огибаемой ниткой поверхности. В результате стежки могут меньше
затягиваться, что и встречается на практике. От затягивания
стежков в процессе их образования зависит качество строчек
и швов. А. В. Савостицким проведены исследования условий
затягивания стежков, в результате которых получены формулы
для определения натяжения ниток челночных и цепных
стежков и усилий прижатия ими материалов друг к другу *.
Общее уравнение для определения натяжения ниток при
затягивании челночных стежков имеет вид
" = cos Pl + * ^ + "'
где Тщ — натяжение нитки иглы; Тч — натяжение нитки челнока;
(х—коэффициент трения нитки о нитку; FB и F4 — силы трения узла переплетения
в отверстии прокола каждой ветви верхней и нижней ниток в отдельности;
Pi и Р2—углы между ветвями ниток, расположенных со стороны стежка,
соответственно для верхней и нижней нитки.
На основе исследований, проведенных в МТИЛПе, установлены
приближенные соотношения натяжений нитки иглы и челнока. При сшивании
различных материалов натяжение верхней нитки для переплетения внутри
материалов B,27\,—АТЧ) значительно меньше натяжения для переплетения
ниток сверху материалов D,57V— 5,4ГЧ) и больше натяжения при
переплетении ниток снизу материалов (Г,—1,67",). Благодаря этому при
соответствующем натяжении верхней нитки, установленном для какого-то
конкретного материала, на швейных машинах челночного стежка обеспечивается
устойчивое качество строчки с переплетением ниток внутри материалов. При
* Л. В. Савостицкий, Е. X. Меликов. Технология швейных изделий. М.,
1982.
69
этом натяжение верхней нитки может отклоняться от установленного для
этого материала, но не оказывать влияния на качество стежков с
переплетением ниток внутри материалов. Величина отклонений зависит от толщины,
жесткости, упругости, коэффициента трения ниток и материала и натяжения
нижней нитки. \
С уменьшением толщины материала переплетение стежков становится
более заметным с внешней стороны, вследствие этого уменьшается величина
допустимых отклонений натяжения верхней нитки. Поэтому для получения
высококачественной строчки на тонких бельевых и платьевых тканях в
челночном устройстве швейных машин применяют специальное приспособление,
обеспечивающее равномерное натяжение верхней нитки.
Допустимое отклонение натяжения верхней нитки больше при
выполнении строчки на жестких материалах, так как с увеличением жесткости
уменьшается угол между нитками внутри материала и переплетение стежков
становится менее заметным, когда оно отклоняется от середины отверстия
прокола. Допустимое отклонение натяжения ниток увеличивается с
увеличением коэффициента трения нитки о нитку и о материал.
Для получения высококачественной строчки необходимо, чтобы нитки
строчки, находящиеся под натяжением, достаточно плотно прижимали друг
к другу сшиваемые материалы. При указанных значениях натяжения нитки
иглы сила, прижимающая материалы стежками стачивающей челночной
строчки, Р, = 2,ЗГч.
УСЛОВИЯ ЗАТЯГИВАНИЯ ЦЕПНЫХ СТЕЖКОВ. При
затягивании цепных стежков нитка иглы перемещается в двух
отверстиях прокола материала, а в челночных — в одном.
Кроме этого, цепные стежки предварительно затягиваются
иглой; окончательное затягивание стежков производится
вначале нитепритягивателем, а в конце — петлителем, причем
наибольшее натяжение нитки иглы получается со стороны петли-
теля.
Для двухниточной цепной стачивающей строчки натяжение
нитки иглы Та определяется по формулам:
в начале окончательного затягивания стежка
* Н| * ПС '
в конце затягивания стежка
где Ти — натяжение нитки петлителя; ц — среднее значение коэффициента
трения нитки о нитку и материал.
При [г = 0,3 по этим формулам находим, что в начале
затягивания стежка ТИ1---10,6Тп, а в конце ТК[ — 2\,2Тп.
Как известно, в челночной стачивающей строчке натяжение
верхней нитки больше натяжения нижней нитки в 2—4 раза.
Следовательно, в двухниточной цепной стачивающей строчке
натяжение нижней нитки в конце затягивания стежка примерно
в 5—10 раз меньше натяжения той же нитки в челночной
строчке. Благодаря этому для нижней нитки двухниточной
цепной стачивающей строчки можно применять нитки пониженной
прочности и даже пряжу, тем более что основную нагрузку при
растяжении швов, выполненных цепной строчкой, воспринимает
верхняя нитка,
60
Последняя формула устанавливает определенное
соотношение между натяжением ниток иглы и петлителя, при котором
двухниточная цепная строчка имеет нормальное затягивание
стежков:
Рис. 45. Незатянутые
стежки двухниточной и од-
нониточной цепных
стачивающих строчек
В случае уменьшения этого соотношения более чем в 2 раза
петли нитки иглы будут заметно вытянуты вдоль строчки снизу
материала (рис. 45).
При указанных значениях натяжения нитки иглы сила Рц,
прижимающая материалы друг к другу стежками стачивающей
двухниточной цепной строчки, в
начале окончательного затягивания
РЦ1 = 0,85Г„, в конце РЦ2=1,7ГИ.
Величина силы, прижимающей
материалы друг к другу в двухниточной
цепной стачивающей строчке, мало
отличается от ее величины для
челночной строчки РЧ=2,ЗГИ- Поэтому при
соответствующей конструкции
рабочих инструментов и регулировке
машин стачивающей строчки двухпиточ-
ные цепные стежки можно применять для изготовления
изделий из бельевых, платьевых и костюмных тканей.
Силу РЦй можно увеличить, если снизить коэффициент
трения нитки о нитку и о материал (заменить хлопчатобумажные
нитки шелковыми или капроновыми). Однако на современных
стачивающих машинах увеличение силы Рц, может
сопровождаться уменьшением натяжения ниток в строчке после
окончательного затягивания стежка, так как после выхода петлителя
из петли иглы его петля некоторое время остается свободной.
Именно из-за этого натяжение нитки в строчке может быть
меньше, чем при окончательном затягивании стежка. Для
устранения этого недостатка необходимо вместо лапки с пазом
применять лапку с отверстием, при использовании которой во
время продвижения материала на величину стежка происходит
изгибание, а следовательно, закрепление натяжения нитей
иглы.
Однониточные цепные стежки стачивающей строчки
затягиваются при подъеме иглы нитеиритягивателем и петлителем.
Окончательное затягивание этих стежков выполняется петли-
телем при натяжении нитки:
со стороны петлителя Г„ - Тс (ёщя 4- eU5lin— e°'5iw);
со стороны иглы Ги = 71сеC!''~м") '.
где Тв — натяжение нитки со стороны предыдущего стежка; ц и Hi —
коэффициенты трения нитки о материал и петлитель.
Для [х = 0,3 и jii = 0,15 rn=26rc, ТИ—1\ТС. Как видно, при
окончательном затягивании однониточных цепных стежков
натяжение нитки со стороны иглы почти в 2,5 раза меньше
натяжения нитки со стороны петлителя, под действием которого
затягивается стежок. Сила, прижимающая материалы друг к
другу однониточными стежками стачивающей строчки, Р =
— 0,7Ти. При одном и том же натяжении ниток со стороны иглы
однониточные цепные стежки прижимают материалы друг
к другу примерно в 3 раза слабее, чем челночные стежки.
Окончательное затягивание стежков однониточной
потайной строчки выполняется петлителем при натяжении нитки:
со стороны иглы Тя — Тсе(ш~11') +F;
со стороны петлителя Ta = Tcei>l*-\-F.
Согласно первой из этих формул при окончательном
затягивании стежка нитка иглы в потайной строчке испытывает
такое же натяжение, как и в стачивающей однониточной
строчке. Натяжение нитки иглы со стороны
петлителя при окончательном затягивании стежка потайной
строчки, определяемое по последней формуле при условии, что
|i — 0,3, a /-"-=0, будет Тп--43ТС, т. е. оно намного больше
такого же натяжения нитки в стачивающей строчке (ГП = 26ГС).
При этом необходимо учитывать, что в потайной строчке
натяжение нитки со стороны стежка должно быть меньше, чем
в стачивающей, иначе может произойти стягивание материала
стежками.
Для улучшения качества однониточного цепного стежка вместо
хлопчатобумажных ниток применяют шелковые.' Это приводит к значительному
улучшению условий затягивания стежков потайной строчки, так как
натяжение ниток со стороны петлителя и иглы уменьшается с уменьшением
коэффициента трения нитки.
ПРОДВИЖЕНИЕ МАТЕРИАЛОВ. Во время продвижения
материала на рейку действует сила давления N лапки, которая
создает силы трения: Fi — ]i]N—между рейкой и материалом,
Fo = h,2jV — между слоями материалов и F$—-ii3N—между
материалом и лапкой (|Х|, Ц2, ц.3— коэффициенты трения
соответственно между рейкой и материалом, материалами, материалом
и лапкой). Силы трения Гх и F2 должны быть достаточно
большими по величине, чтобы преодолеть не только силу трения F3,
но и силу трения между материалом, столом и платформой
машины, возникающую под действием силы тяжести
обрабатываемого материала, давления на него рук работающего,
сопротивления набеганию материала перед лапкой машины, силы
инерции массы материала и других причин. Поэтому
коэффициенты трения р.] и цг должны быть значительно больше
коэффициента трения (,1з. Следовательно, давление лапки должно
быть оптимальным, т. е. исключающим проскальзывание рейки
и повреждение материала ее зубцами.
62
Несмотря на то что коэффициент трения р,2 мало отличается
от коэффициента трения ^ь на машинах с однореечным
механизмом перемещения материала нижний слой материала имеет
посадку относительно верхнего.
Основными причинами посадки являются: растяжение Еерх-
ней ткани при набегании ее на лапку, изгибание нижнего
материала зубцами рейки, проскальзывание нижней ткани
относительно верхней (рис. 46).
При большой скорости работы машины наблюдается
проскальзывание всех слоев материала в конце их перемещения.
Причиной является сила инерции материала, которая должна
преодолеть лишь небольшую силу трения материала о гладкие
Рис. 46. Образование по
садки материала рейкой
Рис. 47. К.ач.-пошяяся, роликовая и
нращмющаясн прижимные лапки
поверхности игольной пластины и лапки, когда рейка
опускается вниз. Кроме того, спиральная пружина лапки в результате
большого количества толчкообразных воздействий не
успевает срабатывать полностью и давление лапки на ткань
понижается. Следствие проскальзывания — неравномерная
строчка (в начале ее стежки имеют меньшую длину, чем в
середине).
На машинах с однореечным механизмом перемещения
материала материалы, содержащие синтетические волокна,
стягиваются нитками строчки и больше посаживаются.
Значительно осложнены условия выполнения строчек на
тканях с покрытиями, которые имеют большой коэффициент
трения о лапку. Нормальную работу механизма перемещения
материала обеспечивает правильный выбор рейки по высоте и
шагу зубьев.
Чтобы улучшить условия перемещения материалов реечным
механизмом, применяют различные конструкции прижимных
лапок, двойные рейки и другие усовершенствования.
Для механизмов перемещения материалов с одинарной
рейкой используют качающиеся и роликовые прижимные лапки.
Качающаяся лапка (рис. 47,а) шарнирно соединена с
основанием. При выполнении строчек в утолщенных местах передний
конец подошвы лапки приподнимается, что обеспечивает
свободный проход ткани под лапкой. Роликовая лапка (рис. 47,6)
63
имеет на подошве вращающиеся ролики. Ее целесообразно
применять при обработке изделий из материалов с пленочными
покрытиями, дублированных и синтетических.
Вращающаяся лапка (рис. 47, в) имеет ролик, с рифленым
ободком для машин, которые предназначены для соединения
деталей изделий из кожи и утепляющих прокладок.
На машинах однониточного цепного потайного стежка
одинарная рейка располагается сверху материала зубьями вниз и
совершает такие же движения, как и в стачивающих машинах.
Рис. 48. Механизмы перемещения Рис. 49. Механизмы перемещения
материала машин потайного материала с двумя рейками и
стежка и беспосадочного шва рифлеными роликами
В продвижении материала принимает участие также выдав-
ливатель (рис. 48,а). В машинах челночного потайного стежка
лапка располагается под материалом, т. е. там, где находится
выдавливатель ткани.
Для устранения посадки нижнего материала используют
комбинированный механизм перемещения материала, рейка
которого во время продвижения материала перемещается вместе
с иглой (рис. 48,6). Во время перемещения игла находится
в нижнем положении и препятствует образованию посадки
нижнего материала, но не полностью, так как не полностью
устраняется растяжение верхнего материала вследствие набегания
его на лапку и изгибания нижнего материала зубьями рейки.
Машины с таким механизмом перемещения материала
называются машинами беспосадочного шва.
В машинах беспосадочного шва материалы не прижимаются к лапке
около прокола иглы во время затягивания стежка, так как в этот момент
рейка находится в нижнем положении. Из-за этого тонкие ткани стягиваются
нитками стежков, особенно если частота строчки небольшая. Чтобы
устранить этот недостаток, применяют тянущие валики, расположенные за лапкой.
Нижний ролик получает прерывистое движение от механизма рейки, верхний
является обычной вращающейся лапкой и прижимается к нижнему валику
регулируемой пружиной. Чтобы улучшить захват и продвижение материала,
тянущие ролики обтягивают резиной. Они хорошо оттягивают материал
из-под лапки машины, при этом полностью устраняется стягивание матери-
64
ала нитками строчки и перекос материала между параллельными строчками
в двух- и многоигольных машинах.
Значительным усовершенствованием реечного механизма
перемещения материала является применение двух реек,
расположенных с одной или двух сторон материала.
При расположении двух реек с одной стороны материала
(снизу) одна рейка проталкивает материал под лапку, а другая
выводит его из-под нее (рис. 49,а). Величину хода каждой
рейки можно регулировать отдельно. Этот механизм
перемещения материала применяется на машинах двух-, трех- и четы-
рехниточных цепных обметочных строчек и стачивающих
машинах челночного стежка, предназначенных для выполнения
строчек на тканях с синтетическими волокнами и в случае
применения синтетических ниток. В обметочных машинах ход
задней рейки меньше, чем передней. Этим устраняется
растягивание среза ткани или трикотажного полотна в процессе
выполнения строчки. Чтобы устранить стягивание строчки стежками
на тканях из синтетических волокон, в стачивающих машинах
челночного стежка, наоборот, увеличивают ход задней рейки
по сравнению с ходом передней. При выполнении строчки ткань
несколько растягивается, а после выполнения приходит в
нормальное состояние под действием релаксации ниток.
Стачивающие машины с двумя рейками, расположенными снизу
материала, называют машинами с дифференциальным продвигате-
лем материала.
Рейки, расположенные с двух сторон материала (рис. 49,6),
служат для выполнения швов с посадкой одной из соединяемых
деталей (рис. 49, в). Нижняя рейка располагается в прорези
игольной пластины, верхняя — в прорези лапки. Ход каждой
рейки регулируется отдельно. Между материалами помещается
разделительная пластина. Материал продвигается на длину
стежка рейкой, расположенной с противоположной стороны
рейки, образующей посадку. Во время образования посадки и
продвижения материала лапка приподнимается и материал
перемещается рейками по разделительной пластине. Движение
рейки, создающей посадку, регулируется в процессе
выполнения строчки.
Механизм с рейками, расположенными с двух сторон
материала, применяется в машинах для соединения подбортов с
полочкой и рукавов с проймой.
В машине однониточной цепной обметочпой строчки,
предназначенной для сшивания меховых шкурок, в челночной
машине для соединения подкладки изделия к пройме рукава
применяется механизм перемещения материала с двумя
рифлеными роликами (рис. 49,г). В обметочной машине один ролик
получает прерывистое движение от механизма перемещения
материала, второй выполняет роль вращающейся лапки. В
челночной машине оба ролика получают прерывистое движение от
3 Закпз Лв 2313 ¦ 65
Механизма перемещения материала, что исключает посадку
материала.
Реечные механизмы перемещения материала улучшают
условия работы на швейных машинах, но имеют общий
недостаток— они не являются средством подачи материала под иглу,
поэтому рабочему приходится непрерывно направлять
материал. Это осложняет процесс выполнения операций при
изготовлении одежды и требует от рабочего большого навыка при
сохранении высокого качества выполнения операций и высокой
производительности труда.
Вместе с тем использование различных механизмов перемещения
материала позволяет создавать специализированные машины, использование
которых исключает ручные строчки при изготовлении одежды, в результате чего
повышается производительность труда. Так, применение в
специализированных стачивающих машинах механизма перемещения материала с двумя
рейками позволяет устранить наметочные и сметочные строчки при
соединении подбортов с полочкой и рукавов с проймой, за счет чего
производительность труда повышается в 2—4 раза. Использование стачивающих машин
с дифференциальным механизмом перемещения материала при изготовлении
изделий из материалов с синтетическими волокнами значительно улучшает
качество этих изделий благодаря устранению стягивания швов нитками
строчки.
Чтобы усовершенствовать процесс прокладывания строчек
на машинах с реечным механизмом перемещения материала,
применяют различные приспособления для подгибания срезов
ткани, выполнения строчек параллельно срезам или
обработанным краям деталей, образования сборок и др. В результате
производительность труда при выполнении отдельных операций
повышается на 5—10 % и улучшается качество строчек.
Производительность труда и качество строчек значительно повышаются
при автоматической подаче материала под иглу, которая применяется
в швейных машинах-полуавтоматах (для изготовления петель, закрепок
и т. д.).
Итак, для выполнения стежков и строчек на швейных
машинах необходимо строгое согласование работы инструментов
во времени, так как при несвоевременном исполнении даже
одного элемента процесса не может быть получен стежок.
§ 5. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА
ШВЕЙНЫХ МАШИН И ИХ ПРИМЕНЕНИЕ
Швейные машины, применяемые при изготовлении
одежды, можно подразделить на машины общего назначения
(универсальные), определенного назначения (специальные),
специализированные и специальные полуавтоматы.
К машинам общего назначения (универсальным) относятся
стачивающие машины челночного стежка, применяемые для
выполнения различных строчек (операций): стачивающих,
обтачивающих, стегальных, отделочных и временного
скрепления.
66 ,
К машинам определенного назначения (специальным)
относятся машины, на которых выполняются определенные
операции: временного скрепления (выметочные, заметочные), обме-
точные, подшивочные и отделочные (вышивка). К этим
машинам относятся стачивающие одпониточного стежка, обметочные
одно-, двух- и трехниточного цепного стежка, подшивочные одно-
ниточного и челночного потайного стежка, вышивальные и др.
К специализированным относятся машины,
предназначенные для выполнения определенных операций путем
конструктивного изменения универсальных и специальных машин. Это
машины для втачивания рукавов, разметывания проймы рукава,
обтачивания бортов, стачивания боковых срезов и срезов
рукавов сорочек, выстегивания утепляющих прокладок и др.
К специальным полуавтоматам относятся машины для
изготовления закрепок и петель, пришивания фурнитуры (пуговиц,
крючков, петель), обтачивания манжет, клапанов, воротников,
изготовления карманов и др.
Применение стачивающих машин
На стачивающих машинах выполняются
различные скрепляющие и отделочные строчки.
СКРЕПЛЯЮЩИЕ СТРОЧКИ. К скрепляющим строчкам
относятся внутренние строчки, нитки которых не видны с
лицевой стороны изделий, применяемые при соединении деталей
рукавов, полочек, спинки, а также все строчки при обработке
бортовых прокладок и других деталей, которые в готовом виде
закрыты подкладкой.
К основным скрепляющим строчкам, выполняемым на
стачивающих машинах, относятся стачивающие и обтачивающие.
Стачивающие строчки применяются для получения
различных соединительных швов.
Когда срезы деталей ровно совмещены по длине, применяют
обычную (рис. 50, а) или откидную (рис. 50, б) направляющую
линейку. Обычная линейка — это пластинка с прорезью
посередине и с бортиком слева. Она крепится к платформе машины
винтом на определенном расстоянии от иглы, равном ширине
шва. Эту линейку используют, когда на машине выполняются
стачные швы одинаковой ширины.
При выполнении на одной машине швов разных ширин
применяют откидные одно- или двухрожковые направляющие
линейки. Откидная линейка состоит из основной линейки
прикрепляемой к платформе машины, и собственно откидной
линейки, соединенной с основной шарнирным винтом.
Поворачивая откидную линейку, можно поставить ее в рабочее или
нерабочее положение. Каждую линейку можно устанавливать
на нужную ширину шва.
3* . 67
Направляющие линейки целесообразно применять при
стачивании пальтовых и костюмных материалов, когда бортик
линейки служит не только ориентиром, но и ограничителем
ширины шва.
Для стачивания деталей, верхняя из которых смещена
относительно нижней (рис. 51, а), целесообразно применять кроме
направляющей линейки лапку с направляющим бортиком
(рис. 51,6). Чтобы выполнять на одной и той же машине
строчки, не требующие направи-
теля для верхней ткани,
направляющий бортик лапки
делается подпружиненным.
Стачивание деталей при выполнении
узкого запошивочпого шва
выполняется с помощью специальной
лапки-запошивателя (рис. 52, а,
б). С помощью лапки-запошива-
Рис. 50. Направляющие линейки теля образуется и вторая строч-.
ка запошивочного шва (рис.
52, в).
Для получения швов вза-
мок (рис. 52, г) на двухиголь-
ных машинах применяют
специальное приспособление (рис.
52,д), которое одновременно
загибает края двух деталей и
направляет их под иглы.
Для стачивания шелковых
тканей из натуральных и
искусственных волокон, а также
материалов, содержащих
синтетические волокна, применяют стачивающие машины беспосадочного
шва. Посадка получается особенно большой, когда внизу
находится более гладкий и тонкий материал, чем сверху, поэтому
стачивающие строчки, скрепляющие детали подкладки и
материала верха изделия, выполняют со стороны подкладки
(например, когда притачивают подкладку к подбортам.
Кроме посадки нижнего материала реечный механизм
перемещения материала, как известно, растягивает верхний
материал, особенно если срезы расположены под углом к нитям
материала (косые срезы). Чтобы устранить этот недостаток,
надо сверху расположить ту деталь, срез которой образует
меньший угол с нитями материала (например, боковые срезы
стачивают со стороны спинки, так как у полочки срез более
косой).
При стачивании деталей с косыми срезами могут
растягиваться одновременно обе детали, если рабочий натягивает их
за лапкой. Тогда на готовом изделии получается искривленный
Рис. 51. Линейка и ланка для
выполнения стачивающих строчек
настрочного и запошивочного
швов
68
шов. Поэтому детали с косыми срезами нельзя натягивать
во время стачивания, за исключением стачивания средних
срезов половинок брюк, которые растягивают, чтобы увеличить
растяжимость челночной строчки во время носки.
Стягивание материала нитками строчки на стачивающей
машине челночного стежка наблюдается при пошиве изделий
из бельевых, тонких платьевых и подкладочных материалов при
переплетении стежков на поверхности материала, чрезмерном
натяжении нитки или редкой строчке.
Наиболее сложно выполнять стачивающие строчки с
посадкой одной из соединяемых деталей. Швы с посадкой материала
Рис. 52. Лупку-эшюшивлтсль и приспособление
д для выполнения шва взамок
бывают двух видов: посадка задается и располагается по линии
скрепляющей строчки (рис. 53,а); посадка по линии строчки не
задается, но образуется в припуске на шов вследствие
различной кривизны срезов соединяемых деталей (рис. 53,6). Детали
с заданной посадкой стачивают со стороны посаживаемой и
непосаживаемой ткани в зависимости от величины посадки и
вида шва. В настрочных швах с закрытым срезом и в запоши-
вочных швах, в которых соединяемые детали имеют
неодинаковые припуски на швы, строчку всегда выполняют со стороны
детали, имеющей меньший припуск на шов, независимо от
величины посадки материала.
Детали с одинаковыми припусками на швы при наличии
большой посадки стачивают со стороны посаживаемой детали,
чтобы можно было наблюдать за распределением посадки и
следить за тем, чтобы не закладывались складки. Таким образом
втачивают рукава в пройму и стачивают плечевые срезы. При
небольшой посадке материала (например, в переднем и
локтевом швах рукава) стачивающие строчки выполняют со стороны
непосаживаемого материала, так как небольшая посадка
образуется рейкой машины при небольшом натяжении верхнего и
ослаблении нижнего материала.
69
Если на одном участке шва посажпваетси одна деталь, а на
втором другая, то детали стачивают со стороны той, срез
которой образует меньший угол с нитями материала.
Втачивание рукавов на универсальных машинах выполняют
после предварительного их вметывания ручным способом, так
как сложно правильно распределить посадку материала
рукавов.
При стачивании деталей со срезами разной кривизны
приходится одновременно делать посадку припуска на шов в одной
детали и растягивать его в другой. Стачивающие строчки таких
швов, наиболее удобно выполнять, располагая внизу посажнва-
емую деталь, а вверху растягиваемую. Поэтому детали с вог-
Рис. 53. Виды швов с посадкой
материала
Рис. 54. Лапки для образования
сборок
нутым п выпуклым срезами или с вогнутым и прямым срезами
стачивают со стороны детали с вогнутым срезом.
Кроме швов с посадкой материала бывают также швы со
сборками, которые обычно применяются в женских платьях.
Эти швы выполняют с помощью специальной лапки, которая
отличается от обычной тем, что имеет на передней части
подошвы зубцы (рис. 54, а). Зубцы лапки задерживают
продвижение верхнего материала, вследствие чего образуются сборки
на нижнем материале. Величина сборок регулируется
изменением размера стежка и давления лапки на материал: с
увеличением или уменьшением размера стежка и давления лапки
соответственно увеличивается или уменьшается величина
сборок. Величину сборок можно регулировать также изменением
натяжения верхнего или нижнего материала.
Если сборки располагаются не по всей длине шва,
применяют лапку, приведенную на рис. 54,6. Это обычная
безрожковая лапка, подошва которой соприкасается с рейкой только
передней частью, до отверстия иглы. Сборки образуются
вследствие стягивания нитками стежков материала, находящегося
в свободном состоянии под подошвой лапки за иглой машины.
Применение специальных машин и приспособлений
позволяет сократить затраты времени на выполнение стачивающие
70
строчек. Наиболее эффективное направление снижений затрат
времени на выполнение стачивающих строчек — это применение
специализированных и специальных стачивающих машин,
позволяющих или исключить ручные операции, или совместить
выполнение стачивающих строчек с другими операциями, или
одновременно прокладывать две параллельные строчки.
Применение машин беспосадочного шва и с
дифференциальным механизмом перемещения материала позволяет повысить
качество швов и производительность труда при пошиве одежды
из материалов, содержащих синтетические волокна, материа-
а ..- ¦ ff
Рис. 55. Обтачивающие строчки
лов с пленочным покрытием, а также дублированных,
соединяемых синтетическими нитками.
Обтачивающие строчки являются скрепляющими строчками
краевых швов, к которым относятся швы края борта, воротника,
клапана, прорезных карманов и др. Обтачивающими строчками,
так же как и стачивающими, в большинстве случаев
скрепляются две детали, которые сложены лицевыми сторонами внутрь
и выравнены по срезам. Края деталей, скрепляемые
обтачивающими строчками, почти всегда имеют одинаковую форму
срезов, например срезы клапана кармана и подкладки клапана,
хлястика и подкладки подхлястика, верхнего и нижнего
воротника. Из детали верха выпускается кант, чтобы нижняя
деталь (подкладка клапана, нижний воротник) не была видна
с лицевой стороны во время носки изделия (рис. 55,а).
Ширина канта в изделиях из бельевых и платьевых материалов до
1 мм, из костюмных 1,5—2 мм, из пальтовых 2—3 мм. В
соответствии с этим подкладка клапанов, хлястиков выкраивается
меньших размеров с каждой обтачиваемой стороны: в
костюмах на 1,5—2 мм, в пальто на 2—3 мм.
При обтачивании без предварительного сметывания среза детали
складывают ровно, в углах делают посадку на 1—2 мм в зависимости от
толщины материала (рис. 55, б). Для ускорения процесса обтачивания и
получения ровного шва применяют направляющие линейки.
Обтачивающие строчки выполняют на стачивающих
машинах. В изделиях верхней одежды из шерстяных тканей
воротники и борта обтачивают после выполнения ряда других
операций (соединение деталей с прокладкой, прокладывание кромки
в бортах, предварительное наметывание верхнего воротника на
71
нижний и подбортов на борта) на машине с ножом. Края в
углах деталей подрезают вручную, так как нож машины на
поворотах отключается. Обтачивание бортов и воротников без
предварительного наметывания можно выполнять на
специализированной стачивающей машине.
Для обтачивания (рис. 55, в) клапанов, воротников и
манжет сорочек созданы специальные полуавтоматы, в которых
обтачиваемые детали закладываются в кассеты.
Совершенствование технологических процессов таких
трудоемких узлов, как борта и воротник, заключается в примене-
Рис. 56. Стегальные строчки и лапка с направителем для их
выполнения
нии цельновыкроенных деталей (полочек с неотрезными подбор-
тами, воротников без отрезных нижних воротников) и
комплексной механизации обработки этих узлов. При обработке
деталей небольших размеров (клапанов, хлястиков, воротников
сорочек) целесообразно заменять ниточное соединение клеевым
или применять швейные полуавтоматы, в которых
предварительно подогнутые края закрепляются отделочными строчками
без вывертывания деталей.
ОТДЕЛОЧНЫЕ СТРОЧКИ. Эти строчки, выполняемые на
стачивающих машинах, почти всегда являются и
скрепляющими, так как они не только украшают детали, но и скрепляют
их. К основным отделочным строчкам относятся стегальные,
настрачивающие и строчки, выполняемые по краю детали.
Стегальные строчки — это строчки, выполняемые на
поверхности деталей для увеличения их упругости или скрепления
с ними утепляющей прокладки. Если стегальные строчки рас-
1 полагаются с лицевой стороны изделия, они одновременно
являются отделочными. К ним относятся строчки, скрепляющие
нижний воротник с прокладкой (рис. 56,а), и строчки,
расположенные с лицевой стороны изделия, скрепляющие основ-
72
ные детали верха с утепляющей прокладкой. Стегальные
строчки, закрытые в готовом изделии подкладкой, относятся
к скрепляющим — это строчки плечевых накладок (рис. 56, б)
и бортовой прокладки.
С лицевой стороны стегальные строчки выполняют с
помощью приспособления — лапки с направителем (рис. 56,а).
Рис. 57. Настрачивающие строчки и
лапка с направителем g
Прогрессивным направлением является замена ниточного
соединения клеевым. Для этого применяют прокладочные
материалы, покрытые порошком клея, которые соединяют с
основными деталями при прессовании.
Рис. 58. Приспособления
для выполнения
накладных швов,
настрачивания кокетки, тесьмы и
сутажа
Настрачивающие строчки используют для скрепления и
отделки деталей, наложенных одна на другую, а также швов и
складок, припуски которых перегнуты на одну сторону (рис. 57,
а, б). Строчки выполняют с лицевой стороны деталей
параллельно швам на расстоянии 2—20 мм.
Для выполнения строчек применяют лапку с направителем
(рис. 57, в). Направитель ланки может быть установлен на
расстоянии 2—30 мм от иглы. Используют также лапки с бортиком
73
Рис. 59. Лаики-рубилышки
для определенной ширины строчки (см. рис. 51,6). Чтобы
получить на одной и той же машине и другие строчки, кроме
настрачивающей, ставят лапки с подпружиненным бортиком.
Для выполнения прямых настрачивающих строчек при
изготовлении сорочек и женских платьев применяют специальные
приспособления: для накладных швов с закрытым срезом и
соединения деталей двойных и одинарных кокеток мужских
сорочек и платьев (рис. 58,а, б), для настрачивания тесьмы и
сутажа (рис. 58,в).
Фигурные строчки при изготовлении складок и отделочных
швов выполняют по меловым линиям, которые наносят с
помощью шаблонов.
Настрачивающие строчки
выполняют на тех же
машинах, что и стачивающие.
Строчки по краю детали
применяются для закрепления
и отделки краев бортов,
воротников, клапанов,
хлястиков, низа изделий и т. д. Края
деталей перед выполнением
строчки выметывают или
заметывают и приутюживают.
По предварительно
обработанным краям бортов, лацканов, воротников, низу изделия,
а также по клапанам и хлястикам при ширине шва не более 7 мм
строчку прокладывают с лицевой (наружной) стороны изделия;
по клапанам и хлястикам с предварительно обработанными
краями при ширине шва более 7 мм — со стороны подкладки,
так как при таком расстоянии строчки от края подкладка поса-
живается рейкой машины. По незакрепленным краям деталей
строчку выполняют со стороны подгиба или каита обтачного
шва, чтобы можно было регулировать их ширину с помощью
направляющей линейки.
Швы вподгибку с закрытым срезом выполняют с помощью
лапки-рубилышка или направляющей трубочки-рубильника..
Лапку-рубильник (рис. 59, а) используют при пошиве сорочек
и платьев из хлопчатобумажных материалов (ширина внешнего
края подгиба 4—6 мм), трубочку-рубильник (рис. 59,6) —при
пошиве платьев из шелковых и других упругих материалов
(ширина внешнего края подгиба 2—4 мм) и
хлопчатобумажных (ширина подгиба 10—25 мм). Во всех случаях строчку
располагают на расстоянии 1—2 мм от внутреннего края
подгиба. На пальтовых материалах срез подгибаемого края
окантовывают полоской подкладочного материала или тесьмой и
закрепляют строчкой в шов окантовывания (рис. 60,а).
Для окантовывания срезов деталей применяют специальные
приспособления — окантовыватели: срезы полоски подгибают
74
внутрь (рис. 60,6, в), края тесьмы не подгибают (рис. 60,г).
Приспособления крепятся к игольной пластине. Их применяют
также для обработки срезов платьев.
Чтобы получить на одной и той же машине строчки с
помощью различных лапок, используют специальную державку
для двух лапок (рис. 61). Она крепится на стержне лапки ма-
Рис. 60. Приспособления для окан-
тонки срезов деталей
шины с помощью кронштейна 2, который имеет лапкодержа-
тель 3. К нему прикреплен рычаг 4 с пружиной /. Чтобы
установить лапку в рабочее положение,, нужно нажать на рычаг 4 —
лапкодержатель 3 освободится. Теперь его можно из
фиксированного положения повернуть и
зафиксировать в новом положении.
Процесс выполнения строчек по
краю обтачных швов деталей и
изделий целесообразно совершенствовать
за счет применения специальных
приспособлений и машин, исключающих
обтачивание; по краю швов впод-
гибку — в направлении расширения
области применения приспособлений,
исключающих заметывание, а также
за счет замены ниточных соединений
клеевыми, а на синтетических
материалах— сварными соединениями,
позволяющими эффективно
механизировать подгибание и закрепление краев деталей одновременно по
всей длине шва, а при обработке некоторых деталей (бортов
с неотрезными подбортами, целыювыкроенных воротников)
одновременно выполнять и другие операции.
Технологическая характеристика стачивающих машин дана
в табл. 1.
Рис. 61. Державка для
двух лапок
Применение специальных машин *
Специальные машины применяют для временных
и постоянных строчек. Для строчек временного скрепления
вместо ручных строчек прямого и косого стежка (сметочных, вы-
меточных и заметочных, а также копировальных) используют
специальные машины 1622 кл., 2222 кл. и 822 кл.
75
Табл. 1. Технологическая характеристика стачивающих машин
Машина
Назначение
Стежок
022-М кл. Изготовле- Двухни-
ние костю- точный
мов и челноч-
пальто из ный
различных
материалов
97-А кл. Изготовле- То же
ние жен-
• ских
платьев и
костюмов
597-М кл. Различные »
операции
при
изготовлении
изделий из
натуральных и
синтетических
материалов
Движение
иглы
Возвратно-
поступательное
То же
Возвратно-
поступательное
и
отклонение
вдоль
строчки
Челнок
Вращающийся
центральный
шпульный
То же
Ните-
притяги-
ватель
Кулисный
Вращаю
щийся
То же
Механизмы
перемещения
Однорееч-
ный
То же
Рейка и
игла
о стеж-
в ни-
Числ
KOD
иуту
i 2 J:
5 =¦ "
Ms
Макс
пая
сте ж
4500 5
5500 4
4200 4
1ИИ
и номер
иглы
0203,
№ 100—150
0052,
Ма 75—120
0052,
№ 75—120
Примечание
Толщина
сшиваемых
материалов
до 5 мм
Наибольшая
толщина
сшиваемых
материалов 4 мм
Беспосадочная
строчка
осуществляется
синхронным
движением
механизма
перемещения
материала и
иглы,
отклоняющейся
в направлении
подачи
совместно с
материалом
Продолжение табл.
Машина
Назначение
862 кл.
Изготовление
верхней одежды
697 кл.
Изготовление одежды
из тканей
костюмной и
платьевой
группы
.. . с большим
содержанием
синтетических
волокон
297 кл. Стачивание
деталей
при
изготовлении
/ верхней
одежды с
одновременной
посадкой
нижней
ткани и
обрезкой
края
Стежок
Двухни-
точный
челночный
То же
Двухни-
точный
челночный
Движение
иглы
Возвратно-
поступательное и
отклонение вдоль
f\ р- «Ч f-~ T 7 VPT*
строчки
Возвратно-
поступательное
То же
Челнок
Вращающийся с
вертикальной осью
Вращающийся
То же
Ните-
притяги- •
ватель
Кулисный
Вращающийся
То же
Механизм
перемещения
материала
Рейка и
игла
Дифференциальный
Две рейки
о стеж-
в ми-
5 >.
S а н
?§?
:ималь-
длина
ка, мм
Макс
пая
стеж
4500 4,5
4500 4
2500 3
Тип
и номер
иглы
0203,
К° 100- -150
0052,
Л% 75—120
То же
Примечание
Толщина
сшиваемых
материалов до
7 мм
Толщина
сшиваемых
материалов до
4 мм
Посадка до
25%.
Нож для
обрезания
материала па
расстоянии
3 —1 мм от
строчки.
Толщина
сшиваемых
материалов до
8 мм
Машина
Назначение
302 кл. Втачивание
рукавов из
платьевых,
костюмных
и
пальтовых ма-
/ тсриалов
2022 кл. Стачивание
и
сметывание
деталей
65 кл.
Разметывание
проймы
изделий
верхней
одежды
Стежок
Двухнн-
точный
челночный
Двухни-
точный
челночный
или
однони-
точный
цепной
Двухни-
точиый
челночный
Движение
иглы
Возвратно-
поступательное
То же
Возвратно-
поступательное
в
горизонтальной
плоскости
Челнок
Вращающийся с
вертикальной осью
Вращающийся
центральный
шпульный
челнок и
вращающийся
петли те ль
Вращающийся с
вертикальной осью
Ните-
прнтяги-
ватель
Кулисный
То же
Шарнир-
но-стер-
жневой
Механизм
перемещения
материала
Две рейки
То же
¦
Два
рифленых
ролика
о »
Числ
ков
нуту
2000
3500
300
П
' Я g
Макс
пая
СТСЖ1
4,5
12
9
и 12
р о д о л ж е
Тип
и номер
иглы
0205,
№ 75—130
0203,
,№75—150
0800
Л° 120
и и е табл. 1
Примечание
Величина
посадки
материала до
25 %.
Толщина
сшиваемых
материалов до
5 мм
Толщина
сшиваемых
материалов до
6 мм.
При длине
стежка от 5
до 12 мм
число стежков
в минуту
1000 "
Толщина
сшиваемых
материалов до
18 мм в
сжатом состоянии
и до 25 мм
в несжатом
Окончание табл. 1
Машина
Назначение
Стежок
Движение
иглы
Челнок
Ните-
притяги-
ватель
Механизм
перемещения
материала
¦*»
О
о е
л
нуту
аль-
а
Мак
а
пая
|
стеж
Тип
и номер
Примечание
28 кл.
Выполнение
различных
операций
при
обработке
мужских
головных
Однони-
точный
цепной
Возвратно-
поступательное
Ротационный
От игло-
водителя
уборов
Рейка
3000
Машина
с рукавом на
подставке
высотой 160 мм
М-12
(двенад-
цати-
иголь-
ная)
Выстегивание
утепляющей
прокладки
Двухнн-
точный
цепной
Два петли-
теля для
каждой
иглы
От игло-
водителя
Тянущие
валики
600 12
Расстояние
между иглами
60 мм
1276-6 кл.
Изготовление изделий
из
трикотажных
полотен
То же
Возвратно-
поступательное
То же
Дифференциальный
5200 3,2
0518,'
100, 90
Толщина
сшиваемых
материалов до
4 мм
На машине 1622 кл. прокладывают копировальные строчки
для переноса мест расположения деталей, линий швов на
симметричные детали. Копировальная строчка выполняется на
двухигольной машине без затяжки петель в строчках. При
разделении деталей одна строчка остается на верхней детали,
вторая— на нижней.
На машине 2222 кл. выметывают клапаны, хлястики, борта,
лацканы, воротники. Выметочную строчку выполняют со
стороны образования канта на расстоянии 5—7 мм от края детали
так, чтобы она не попадала под отделочные строчки деталей.
При выметывании шов полностью выправляется и образуется
кант шириной 1—3 мм в зависимости от толщины материала.
Заметочные строчки применяют для временного закрепления
подгиба низа изделия, рукавов, краев кокеток и др. Края
деталей заметывают, подгибая материал по линии копировальных
строчек или меловым линиям.
При выполнении швов вподгибку с закрытым срезом
предварительно заметывают край детали или застрачивают его на
стачивающей машине челночного стежка. При этом перегибают
край детали на 7 мм, а строчку располагают на 2—4 мм от
края.
На машине 822 кл. выполняют сметочные строчки деталей
костюмных и платьевых изделий.
Для выполнения наметочных строчек может быть
применена машина 63 кл. (для наметываний полочек на бортовую
прокладку), где использована челночная строчка с ручным
продвижением деталей. Наметывание выполняется со стороны
полочки, которая совмещена с бортовой прокладкой.
Платформа машины имеет форму детали.
В производстве одежды есть ряд операций, требующих
применения специальных машин: обметочные, стегальные и
подшивочные. Для выполнения обметочных строчек применяют
машины 10-Б кл. с однониточпым цепным стежком, 51-А кл.,
208-Г кл. с двух- и трехниточным стежками.
Машину однониточного цепного стежка применяют как
скорняжную для стачивания меховых шкурок и меховых деталей.
Меховой воротник при обтачивании на машине 10-Б кл.
складывают кожевой тканью с прокладкой нижнего воротника,
который по отлету предварительно заметан по линии
расположения среза мехового воротника в готовом виде.
Машины двух- и трехниточных стежков применяют для
обметывания открытых срезов и для стачивания деталей бельевых
трикотажных изделий. Для обметывания срезов обычно
применяют двухниточную обметочную строчку, а для обработки
трикотажных изделий — трехниточную строчку.
Для выполнения стегальных и подшивочных строчек
применяют машины с потайной строчкой цепного стежка — 761 кл.
фирмы «Паннония» (ЧССР), 85 кл. При изготовлении верхней
80
одежды применяют машину 761 кл. для выстегивания
воротников, лацканов, обтачивания бортов при обработке их без
отделочной строчки, внутреннего края кромки к бортовой
прокладке и др., подшивания отлета воротника, низа пальто при
обработке их швами вподгибку с открытым срезом. Чтобы
повысить надежность строчки во время носки изделий,
подшивание срезов изделия необходимо выполнять тонкими нитками и
строго следить, чтобы в конце строчки конец нитки находился
в последней петле строчки. При подшивании отлета воротника
в углах закрепление строчек необходимо выполнять ручными
стежками.
При подшивании изделий из очень тонких материалов
используют машину 85 кл., которая имеет дополнительный
механизм, позволяющий захватывать иглой нижнюю ткань через
один прокол. Это обеспечивает подшивание подогнутых срезов
незаметными стежками с лицевой стороны.
Технологическая характеристика машин дана в табл. 2.
Применение машин для пришивания пуговиц
и изготовления закрепок и петель
Пришивание пуговиц, изготовление закрепок и
петель выполняют на специальных машинах-полуавтоматах.
Работающий только закладывает в машину изделие или его
детали, включает машину и вынимает изделие после выполнения
строчки. В конце выполнения строчки машины-полуавтоматы
останавливаются автоматически при верхнем исходном
положении иглы. В некоторых машинах в конце строчки обрезаются
нитки, размечаются, подаются и устанавливаются на место при-
шивания пуговицы.
Применение машин-полуавтоматов в несколько раз
повышает производительность труда. Качество и прочность строчек
машин-полуавтоматов при нормальной их работе превосходят
качество и прочность ручных строчек.
ПРИШИВАНИЕ ПУГОВИЦ. При изготовлении одежды
применяется разнообразный ассортимент пуговиц,
отличающихся по внешнему виду, материалу, назначению и способу
прикрепления. На машинах-полуавтоматах пришивают
пуговицы, изготовленные из различных материалов, с
разнообразной отделкой, с различным профилем сечения (вогнутые,
выпуклые и др.), с двумя и четырьмя отверстиями и с ушком.
Перечисленные пуговицы имеют наиболее широкое
применение в производстве всех видов пальто, костюмов и женских
платьев. Их используют также в специальной одежде.
Пуговицы пришивают челночными и однониточными цепными
стежками обычно при сквозных проколах материала иглой.
Пуговицы с двумя отверстиями пришивают за 14 проколов
иглой с расположением стежков по одной линии (рис. 62,я).
81
Табл. 2. Технологическая характеристика специальных машин
Машина
2222 КЛ.
1622 кл.
J 63 кл.
85 кл.
761 кл.
Назначение
Выметоч-
ные работы
изделий
верхней
одежды
Прокладывание
пировальных
строчек на
деталях кроя
Наметывание
полочек
верха на
бортовую
прокладку
Выполнение
подшивочных
строчек из-
¦ делий из
топких
материалов
Выполнение
стегальных и
подшивочных
строчек
Стежок
Однони-
точный
цепной
Двухнн-
точный
с
тянутыми
петлями
Двухни-
точный
челночный
Однонн-
точпый
цепной
То же
Движение
иглы
Возвратно-
поступательное
То же
(две иглы)
То же
По дуге
То же
Челнок или
петлитель
но-вращающийся
Два
петлите л я
Вращающийся
с
вертикальной
осью
Петлитель
со
сложным
странственным
движением
То же
Нитепри-
тягява-
тель
От ИГ-
ловоди-
теля
То же
Кулисный
От иг-
ловоди-
теля
То же
'¦ -
Г'
Механизм
перемещения
материала
Рейка
»
¦ -.
Вручную
Одно-
реечный
То же
исло
ежко
1 мин
3000
900
130
и 300
2600
3500
Длина
стежка,
мм
12
5
Согласно ТУ
7
8
Тип и номер
иглы
0634,
№ 120—150
—
0203,
J\o 110—130
0873,
№ 65—75
0876.
№90—130
Примечание
Толщина
сшиваемых
материалов до
8 мм
Расстояние
между
односторонними
стежками от
5 до 10 мм,
высота
стежков 4 мм
—
Толщина
сшиваемых
материалов
0,2—1 мм
-¦"
Толщина
сшиваемых
материалов до
5 мм
51-А кл. Обметыва- Лвухни- Под углом Петлитель
3500
208-Г кл.
1097 кл.
(двух-
нголь-
ная)
J 335 кл.
822 кл.
ние срезов
деталей из
костюмных
и
платьевых
материалов
Обметывание
срезов деталей
изделий
Стачивание
с
одновременной
обрезкой и
обметыванием края
при
обработке
средней тол-
пишы
материалов
Стачивание
зигзагообразной
строчкой
Сметывание деталей
костюмных
и
платьевых
изделий
точный
цепной
Двухни-
точный
цепной
Для
стачивания
двухни-
точный
челночный; для
обметывания
трехни-
точный
цепной
Двухни-
точный
челночный
Двухни-
точный
челночный
к
игольной
пластине
Под углом
к
игольной
пластине
Возвратно-
поступательное
Возвратно-
поступательное и
(дополнительно)
поперек
строчки
Возвратно-
поступательное
и
ширите ль
Петлитель »
и шири-
тель
Челнок и Врашаю-
два петли- шийся
теля от игло-
водителя
0029,
As 75—100
ренциальный
5000
4200
0052 и
0277,
№ 75—120
Вращающийся с
вертикальной осью
Равномерно
вращающийся
челнок
Шар- То же 4000
нирко-
стержне-
вой
То же Рейка 1000
0203,
№¦90—110
Ширина
строчки
3—6 мм. Одно-
временно вы-
полн яется
обрезание
срезов
материала
Ширина
строчки 5 мм
Ширина
обметочной
строчки 5 мм,.
расстояние
между иглами.
3 мм
Ширина
строчки до
10 мм
12 0277, Толщина сши-
№ 75—!00 ваемых
материалов до
5 мм
Игла прокалывает материал, опускаясь то в одно, то в другое
отверстие. При последних двух проколах игла опускается в одно
отверстие для закрепления концов ниток.
Пуговицы с ушком устанавливают в машине с помощью
специального пуговицедержателя (рис. 62,6). Ушко
располагается горизонтально, и игла прокалывает материал, опускаясь
то по одну, то по другую сторону изогнутого участка ушка.
Последние два прокола A3-й
и 14-й) игла делает в одно и
то же место материала для
закрепления концов ниток.
Пуговицы с четырьмя
отверстиями пришивают за 20
прокол иглой при параллель-
пом расположении стежков
(рис. 62, в). Первые 10
проколов игла делает в первые два
отверстия пуговицы, следующие 8 — во вторые и 2 прокола —
в одно отверстие.
Пуговицы на машинах пришивают вплотную к материалу
(рис. 63, а) или на ножке (рис. 63,6).
Пуговицы вплотную к материалу пришивают в белье,
женских платьях, плащах, брюках и в таких изделиях из хлопчато-
Рис. 62. Расположение стежков при
пришивании пуговиц
а й В г
Рис. 63. Схемы пришивания пуговиц на машине
бумажных материалов, как костюмы, пальто, производственная
и специальная одежда. Вплотную к материалу пришивают
также отделочные пуговицы на рукавах, карманах, хлястиках,
полочках и других деталях всех видов верхней одежды.
Пуговицы с ножкой необходимы для застегивания бортов
пальто, пиджаков, жакетов, курток и других изделий из
пальтовых и костюмных материалов. Для пришивания пуговиц с
ножкой в пуговицедержатель машины устанавливают пластинку,
толщина которой равна высоте ножки. Пластинку размещают
между пуговицей и материалом для образования зазора между
ними во время выполнения строчки. Обвивка ножки пуговицы
выполняется на специальной машине.
В пальто из шерстяных тканей и в плащах из капроновой
ткани с пленочным покрытием пуговицы пришивают на
машинах с подпуговицей для прочности и улучшения внешнего вида
со стороны подкладки (рис. 63,в). Пуговицы на машинах мо-
84
жно пришивать потайными стежками с помощью специальных
приспособлений (рис. 63,г). Перед пришиванием пуговиц
размечают место расположения их на деталях мелом или
карандашом.
Пуговицы с двумя и четырьмя отверстиями пришивают на
одних и тех же машинах при различном движении иглы и
материала во время образования
стежков между отверстиями пуговицы.
В одних машинах игла совершает
только вертикальные движения, а
материал вместе с пуговицей
перемещается вдоль и поперек
платформы. В других машинах игла,
кроме вертикальных перемещений
отклоняется поперек платформы,
а материал — только вдоль
платформы.
Обвивка НОЖКИ пуговицы необхо- вицы на полуавтомате 59-Акл.
дима для прочности пришивания
пуговицы и придания ей устойчивого положения на
поверхности материала.
Обвивка выполняется однониточными стежками на машине-
полуавтомате 59-А кл., которая снабжена специальным
держателем. Пуговица размещается по одну сторону держателя, а ма-
Рис. 64. Обвивка ножки пуго-
17 15 13 11 9 7
3836343230282624222018 № 14
? ? ? ? ? ?¦?? ? ? ? ? ? Я
о
11
42414039373533312927252321 19 17 15
S
21201918 16 14 12 10 8
а
Рис. 65. Расположение проколов иглы при изготовлении закрепок
териал — по другую (рис. 64,а). Ножка пуговицы в этом
держателе располагается в направляющих; игла машины проходит
то по одну, то по другую сторону от ножки, которая
перемещается после образования каждого стежка держателем. Первые и
последние проколы игла делает в ножку пуговицы для
скрепления с ней обвивочной нитки. Обвивка ножки выполняется
в один ряд (рис. 64,6) за 21 прокол иглой и в два ряда за
42 прокола. Высота ножки в готовом виде для костюмов 3 мм,
для пальто 4 мм D2 прокола).
На всех машинах для пришивания пуговиц должны быть установлены
защитные приспособления (пластинка из плексигласа), предохраняющие
85
глаза работающего от возможного повреждения. Должны быть также
закрыты ограждениями шкивы и приводные ремни машины, чтобы
предотвратить производственные травмы соседних работающих.
ИЗГОТОВЛЕНИЕ ЗАКРЕПОК. На машинах-полуавтоматах
челночными стежками выполняют малые и большие закрепки.
Машинные закрепки, как и ручные, состоят из скрепляющих
и обвивающих стежков. В малой закрепке
размером от 3 до 7 мм скрепляющие
стежки образуются за 6 проколов иглы,
обвивающие— за 13 проколов (рис. 65, а).
В большой закрепке размером от 7 до
16 мм скрепляющие стежки образуются за
13, обвивающие — за 27 проколов иглы
(рис. 65, б). Последние три прокола при
изготовлении малой и большой закрепок
игла делает в одно и то же место
материала для закрепления концов ниток.
Скрепляющие стежки образуют пять
строчек, расположенных вдоль закрепки,
каждая из которых состоит в малой закрепке
из одного стежка, в большой — из трех.
Обвивающие стежки располагаются в
закрепке друг около друга, образуя частую
зигзагообразную строчку, которой
закрываются скрепляющие стежки.
Малые закрепки применяют для закрепления
конца петли двухниточной цепной строчки, карманов
и складок в костюмах; большие — для закрепления
карманов и складок в пальто. Закрепки
изготовляют шелковыми, комплексными синтетическими и
хлопчатобумажными нитками.
ИЗГОТОВЛЕНИЕ ПЕТЕЛЬ. Петли
изготовляют (обметывают)
зигзагообразными строчками челночного, однониточного и
двухниточного цепных стежков.
Челночными и однониточными цепными стежками
обметывают прямые петли, которые применяются в белье, женских
платьях и брюках. Петли челночного стежка выполняют
простой или бисерной зигзагообразной строчкой с закрепками из
нескольких стежков; петли однониточной цепной строчки также
имеют закрепки на концах (рис. 66).
В процессе работы машины вначале обметывается левая
кромка петли путем отклонения иглы поперек платформы и
продвижения материала после двух проколов вдоль платформы
к работающему. Затем в конце петли выполняется закрепка, для
чего отклонение иглы увеличивается в 2 раза. Правая кромка
петли обметывается так же, как и левая,-но при перемещении
материала от работающего. На втором конце делается также
Рис. 66. Схема
прямой петли
челночного и однониточного
цепного стежков
86
закрепка, прорезается материал, машина автоматически
останавливается. При нажиме иа педаль приподнимается зажим
материала, в этот момент ножи для обрезки ниток отсекают
верхнюю и нижнюю нитку.
Петли зигзагообразной строчки двухниточного цепного
стежка имеют закрепку только в одном конце. Они изготовляются
с глазком (рис. 67,а), или без глазка (рис. 67,6), с прямой
или суживающейся закрепкой (рис. 67,в). Для прочности
петли по ее краю с лицевой стороны материала прокладывают
укрепляющую толстую нитку, которая обметывается вместе
Рис. 67. Петли, выполненные двухниточ-
д g пой цепной строчкой
с краем материала. Петля получается более красивой и
устойчивой.
Петли, обметанные двухниточной цепной зигзагообразной
строчкой, применяют при изготовлении верхней одежды.
Причем используют главным образом петли с глазком, так как они
наиболее удобны при застегивании и обеспечивают плотное
прилегание бортов изделия друг к другу.
Для того чтобы изготовить петлю с закрепкой на одном
конце, петлители и иглу (шьющий механизм) машины после
обметывания одной стороны петли поворачивают на 180°,
создавая несколькими стежками закругление, затем обметывают
вторую сторону петли.
Работающий закладывает обработанный борт изделия под
приподнятые лапки, опускает их, зажимая край борта в том
месте, где должна быть изготовлена петля. После пуска
машины нож прорубает отверстие петли нужных формы и
размера. Перед выполнением строчки автоматически расширяется
зажимом прорез петли, чтобы игла, проходя через него, не
касалась срезов материала.
Зажим имеет постоянный ход /0, который больше длины
петли /п (рис. 68). Поэтому после расширения петли
автоматически производится сначала холостой ход Lx зажима, а затем
его рабочий ход, во время которого обметывается правая сто-
87
-ос Табл. 3. Технологическая характеристика специальных машин-полуавтоматов
Машина
295 кл.
1095 кл.
59-А кл.
220-М кл.
Назначение
Пришивание
плоских
пуговиц к
сорочкам, платью
Пришивание
с ножкой или
без пожки
плоских
пуговиц с подпу-
говицей с
двумя и
четырьмя
отверстиями к изделиям
верхней
одежды
Обвивка
ножки под
плоской
пуговицей
Изготовление
прямых
закрепок на
изделиях верхней
одежды
Стежок
Однонн-
точнын
цепной
То же
Двухни-
точный
челночный
Движение
иглы
Возвратно-
поступательное
То же
Возвратно-
поступательное
и
дополнительно
отклонение
поперек
строчки
Возвратно-
поступательное
Челнок
или
петлитель
Вращающийся
петлитель
То же
Вращающийся
петлитель
Колеблющийся
Нитепритя-
гиватель
От иглоно-
дителя
То же
»
Шарнирно-
стержневой
Механизм
перемещения
материала
Аппарат
от копир-
ного диска
То же
Специальный
аппарат
Специальный
аппарат от
копирного
диска
Число
стежков
в 1 мин
1200
1500
1200
1200
Тип и номер
иглы
0141,
№90--100
0724,
ЛЬ 75-130
0724,
№ 130—150
0519,
Л° 100, 120
Примечание
_
—
Высота
ножки на
костюмах
3 мм, на
пальто
4 мм
Длина
малой
закрепки
3—7 мм,
большой —
7—16 мм.
Ширина
525-А кл.
62761-P3Z
73401-РЗ
Изготовление
прямых петель
на бельевых,
платьевых и
костюмных
тканях с
закрепками на
концах и
с прорубанием
ткани после
обметывания
Изготовление
фигурных
петель с
глазком и
поперечной
закрепкой на
верхней
одежде
Изготовление
петель с
закрепкой и
без закрепки
То же
Двухии-
точный
цепной
То же
Возвратно-
поступательное
и
дополнительно
отклонение
поперек
строчки
Возвратно-
поступательное
и
дополнительно
отклонение
поперек
строчки
То же
811 кл. Изготовление Однони-
прямых петель точный
ценной
Вращающийся с
горизонтальной
осью
Два
петли те л я
То же
Два
качающихся
петлителя
То же
Специальный
аппарат с
прерывистой
подачей
2800
0203,
№75—110
закрепок
2—3 мм.
Длина
петли
9—24 мм..
Ширина
кромки
петли
1—2,5 мм
От игло-
водителя
То же
Специальный
аппарат
То же
1300
1800 7D
2200
0277,
№ 90—120
3000
3-Ф
№75-100
оо
Длина
петли —
13-35 мм
Ширина
кромки
петли —
2,4—3,4 мм
Длина петли
с поперечной
закрепкой
12-35 мм,
без
закрепки —
10 -50 мм,
ширина
кромки —
2—4 мм
Длина
петли 8 —
36 мм,
ширина
кромки петли
1,2—2 мм
poiia петли при отклонении иглы поперек платформы и
движении зажима к работающему. На закруглении петли зажим
смещается поперек платформы и шьющий механизм
поворачивается против часовой стрелки. После обметывания глазка
обметывается левая сторона петли при движении зажима от
работающего. В конце петли автоматически выключается рабочий
ход зажима, останавливается шьющий механизм и второй раз
включается холостой ход зажима.
Зажим перемещается в исходное
положение, его лапки приподнимаются,
освобождая изделие, и машина
останавливается.
Перед изготовлением петли размечают мелом
с изнанки изделия по лекалу двумя линиями —
вдоль петли и поперек ее около края борта.
В случае выполнения петли без закрепки концы
ниток строчки и каркасную нитку продергивают
через отверстие петли наизнанку и ставят
закрепку с лицевой стороны на закрепочной
машине. Концы ниток петли обрезают ножницами.
Длина закрепки 3—4 мм.
Технологическая характеристика
специальных машин дана в табл. 3.
§ 6. ОТДЕЛКА ДЕТАЛЕЙ
ОДЕЖДЫ
Отделка играет важную
роль в художественном оформлении
одежды и обеспечивает
индивидуальность заказов. Кроме того, она является
одновременно самостоятельным видом
^ 4
Рис. 68. Схема изготов- УСЛУГ- Особ°е значение отделка приоб-
ления петли на машине- ретает при обновлении одежды. Все ви-
полуавтомате двухни- Ды отделок в соответствии с прейскуран-
точной цепной строчки том Б-01 @1-15) относят к
усложняющим элементам изделий.
По способу изготовления отделки условно можно разделить
на три группы.
К первой группе относятся отделки, выполненные
непосредственно на поверхности деталей одежды, и отделки,
заменяющие частично участки в деталях или целые детали одежды.
Ко второй группе относят отделки, обеспечивающие
объемную форму изделия и отдельных деталей его.
К третьей группе относят дополнительные аксессуары
. к одежде.
К отделкам, выполненным на поверхности деталей одежды,
относят отделочные строчки н швы, вышивки, аппликации,
настроченную тесьму, шнур и др. Отделочные строчки с криволи-
90
нейным контуром выполняют по намеченным линиям,
остальные — с использованием спецприспособлений в виде лапки
с направляющей линейкой или откидной направляющей
линейки.
К отделочным швам относят вытачные, рельефные и швы
с кантом.
Вытачные отделочные швы (рис. 69, а) имеют такой же
внешний вид, как соединительные стачные и настрочные швы.
Рис. 69. Вытачные отделочные швы
Вытачные швы отличаются от соединительных тем, что они
выполняются на одной детали. Их применяют для отделки
полочек, спинок, рукавов, накладных карманов в женской и детской
одежде. Для выполнения вытачного шва на изнанке детали
наносят линии шва, перегибают материал по этой линии и застра-
Рис. 70. Рельефные
швы
а
о
чивают ее около перегиба на расстоянии 1,5—2 мм, подклады-
вая снизу полоску материала (рис. 69,6). Шов разутюживают
(рис. 69, в) или дополнительно заутюживают и выполняют
отделочную строчку с лицевой стороны детали, если она
требуется по модели (рис. 69,г).
Рельефные швы используют двух видов — вытачные и ны-
строчные.
Вытачной рельефный шов получают застрачиванием
перегнутого па лицевую сторону материала на расстоянии 1,5—
2 мм от края перегиба (рис. 70,а). Для получения
выстроченного рельефного шва выполняют две параллельные строчки
с расстоянием между ними 5 мм, цодкладывая снизу ватин или
Рис. 71. Швы с кантом
мягкий драп (рис. 70,6). Для большей рельефности шва снизу
подкладывают подкладочную ткань и между строчками
продергивают шнур (рис. 70,в). Рельефный шов (рис. 70,г)
можно выполнять на двухиголыюй машине с одним челноком или
петлителем. Для этого необходимо на игольной пластине
сделать выступ, а в подошве лапки выемку для выгибания
материала в процессе образования строчки.
Швы с кантом применяют в форменной одежде (например,
в боковом шве брюк) и в женских платьях (в кокетках,
накладных карманах, по краям воротника и др.). Чаще всего
используют швы с втачным кантом, которые могут быть
соединительными и краевыми
(обтачные). В том и другом случае
полоску канта перегибают пополам
и настрачивают на лицевую
сторону одной из соединяемых
деталей (рис. 71,а). Эту деталь
складывают лицевой стороной
внутрь с другой деталью и около
строчки канта выполняют
стачивающую или настрачивающую
строчку (рис. 71,6). Далее шов
разутюживают (рис. 71, в) или
заутюживают, или вывертывают,
если он обтачной. В накладных
швах полоску канта перегибают, а край детали подгибают и
настрачивают их одновременно на другую деталь (рис. 71, г, д).
В женских платьях можно применять швы с двойным кантом из
материалов различных цветов. В этом случае на край детали настрачивают две
полоски канта, перегнутые пополам, а затем эту деталь соединяют с другой
так же как при одинарном канте (рис. 71, е).
Вышивку выполняют ручным и машинным способами,
обеспечивающими максимальное разнообразие отделок. Качество
вышивки в значительной мере зависит от точности и
аккуратности перенесения рисунка с оригинала па деталь или изделие.
Для этой цели применяют трафареты из кальки.
С помощью ручной вышивки можно получить
разнообразный орнамент на любых материалах. Она выполняется
шерстяными, шелковыми вискозными нитками и с одновременным
использованием бисера, стекляруса, бус, камней, соломки, шнура,
тесьмы. Вышивка может осуществляться прямыми,
крестообразными, петлеобразными стежками, с помощью которых
выполняются различные строчки.
Машинная вышивка применяется в виде различных строчек
на специальных машинах. Для отделки белья, женских платьев
применяют специальные швейные машины, выполняющие
зигзагообразную, ажурную, краеотделочную строчки и вышивки.
92
На машинах 26 кл., 75-А кл. выполняют вышивки ришелье,
обычные вышивки по заданному рисунку.
Ришелье представляет собой вышивку, в которой рисунок
образован в виде отверстий, вырезанных около зигзагообразных
строчек. При изготовлении вышивки ришелье сначала
выполняют частую зигзагообразную строчку по нанесенному на мате-
тлплл
7V7V7V7V7V7U
TXZXZXZXZ.
4
Ч-
Рис. 72. Строчки, выполняемые па машине 75 кл.
риале рисунку, а затем вырезают материал около стежков
строчки. Вышивку ришелье применяют в платьях, блузках,
столовом и постельном белье. На машине 26 кл. также
закрепляют и отделывают края отделочных деталей женских платьев
(оборок, воланов, рюшей).
Аппликация—материал, выкроенный по определенному
рисунку и настроченный на основной материал зигзагообразной
строчкой; для настрачивания аппликаций целесообразно
применять однорожковую лапку. Аппликации используют в
детской одежде и трикотажных изделиях.
Для отделки женского белья, платьев, детской одежды и
столового белья применяются также различные строчки
машины 75 кл. (рис. 72).
93
Ажурная строчка может выполняться на машине 43 кл.
ПМЗ. Строчка представляет собой ряд отверстий, обметанных
зигзагообразными челночными стежками (рис. 73,а). Она
выполняется следующим образом. Шило прокалывает материал;
после перемещения его на величину шага строчки в отверстие
пходит расширитель, который получает движение от самостоя-
' ¦¦ 1 J
Рис. 73. Ажурные
строчки, выполняемые
на машине 43 кл.
тельного механизма. Отверстие обметывается с боковых сторон
двумя зигзагообразными стежками, которые образуются между
тремя проколами иглы: 1-й прокол в отверстие, 2-й — в
материал, 3-й — в отверстие. При перемещении материала к
следующему отверстию получается стежок, закрепляющий столбик
ажурной строчки.
Рис. 74. Строчки крае-
отделочной машины
42 кл.
Ажурная строчка применяется для отделки платьев, блузок,
столового и постельного белья. Ажурной строчкой отделывают
и закрепляют швы вподгибку с закрытым срезом (рис. 73,6)
и выполняют вышивки по рисунку. Рисунок наносят на ткань
по трафарету. Ажурную строчку используют также для
обметывания срезов косынок и отделочных деталей женских платьев
(оборок, воланов, рюшей). В этом случае ажурную строчку,
выполненную около срезов деталей, разрезают по столбикам
(рис. 73,в).
Для отделки краев женского и детского белья из тканей
и трикотажного полотна используют строчки машины 42 кл.
94
Строчки различаются сочетанием широких и узких петель,
которые получаются прикреплением цепочки к краю детали
(рис. 74). Образование каждой из этих цепных строчек на
машине производится при соответствующем сменном копирном
диске.
Рис. 75. Строчки вышивальной машины ВМ-50
Для выполнения вышивок в женских платьях, детской
одежде, постельном и столовом белье различными отделочными
строчками применяют машину ВМ-50.
Для получения различных строчек (рис. 75) машина ВМ.-50
имеет дополнительно подключаемый рабочий инструмент-нитево-
дитель и сутажный катушкодержатель с направителем.
95
Используя Дополнительные устройства, на машине ВМ-50
при работе одной или двумя иглами можно выполнять кроме
однолинейной и двухлинейной цепных строчек ряд других
отделочных строчек:
/, 2—цепные однолинейные с частой и редкой обкруткой;
3, 4 — цепные двухлинейные с частой и редкой обкруткой; 5,
6 — тонкий и толстый шнуры, которые получаются как
однолинейная и двухлинейная строчки с частой обкруткой и
дополнительной каркасной ниткой (шнуром); 7 — «барашек» — строчка
Табл. 4. Технологическая характеристика машин для отделочных работ
Машина
Назначение машины
75-Л кл. Отделка деталей
сложными
зигзагообразными
строчками
55 кл. Пришивание кружен
к бельевым
изделиям
зигзагообразной строчкой с
обрезкой материала
под кружевами
43 кл. Отделка ажурной,
столбиковой, с
прямоугольными
отверстиями строчками
различных швейных
изделий из
хлопчатобумажных и льпя-
ных тканей
Стежок
Двух-
ниточ-
пый
челночный
То же
Челночный
загообразный
и
скрепляющий
поперечной
Движение иглы
Возвратно-поступательное и
дополнительно отклонение
поперек строчки
То же
Две иглы:
возвратно-поступательное и
дополнительно
отклонение поперек
строчки
Челнок или
петлитель
Ротационный
То же
Два
челнока с
вертикальной
осью
ВМ-50 Вышивка женского,
детского платья
1026 кл. Выполнение простой
зигзагообразной
строчки, вышивки
ришелье по рисунку
42 кл. Отделка краев
женского и детского
белья из ткани и
трикотажного
полотна
питыо
Цепной
Двух-
ниточ-
пый
челночный
Цепной
Возвратно-поступательное и
дополнительно поворот
вокруг оси
Возвратно-поступательное и
дополнительно поперек
строчки
Три иглы
Специальный
обводчик
Вращающийся
Петлитель,
совершающий
движения
поперек и вдоль
строчки и
отклоняющийся в
сторону
вместе
с иглой
96
из шерстяных или шелковых ниток со слабой круткой без
переплетения стежков для образования начеса; 8 — «отхлестка» —
строчка из вытянутых петель с частой обкруткой,
расположенных на поверхности материала по дуге; 9 — строчка с сутажом.
Длина цепных стежков каждой из этих строчек не больше
3 мм. Указанными строчками выполняются различные вышивки
по основным линиям рисунка, нанесенным на материал, и
полному рисунку вышивки, помещаемому перед работающим на
пюпитре.
Ните-
притяги-
Механизм
перемещения
материала
Длина
стежка,
мм
Тип и номер
иглы
Примечание
Шар-
нирно-
стержне-
вой
То же
Зубчатая
рейка
То же
2000
2000
До
До
10
4
№
№
9-Д,
120—150
0203,
90—120
Однорееч-
ный
1400
Ширина
ажурной
строчки до
3,5 мм,
шаг
строчки 5 мм
0149,
№ 90—100
Ширина стежков для
обметывания боковых
сторон отверстия до
2 мм
От иглы
Шар-
нирно-
стерж-
невой
От игло-
води-
Специаль
ный
Однорееч
ный
Однорееч
ный
1200
4500
2400
4,5
0895,
№ 75—130
0203,
№ 75—120
0277,
№ 75—90
Ширина строчки до
6 мм. Толщина
сшиваемых материалов
до 6 мм
Наибольшее
отклонение верхней иглы
от среза материала
6 мм
4 Заказ № 2313
97
Выполнение вышивок сложным рисунком требует
перезаправки ниток, переналадки машины с одной строчки на
другую и большого опыта работы. Применение машины ВМ-50
обеспечивает высокое качество выполнения вышивки и в
несколько раз повышает производительность труда.
Технологическая характеристика машин
для отделочных работ дана
в табл. 4.
Тесьму и сутаж (рис. 76, а,
б) настрачивают (строчки /,
2) на основную деталь по
намеченным линиям на
универсальной машине с помощью
специальной лапки.
К отделкам, заменяющим
детали или их участки, отно-
Рис. 76. Настрачивание тесьмы и су- сят втачивание кружев, беек,
тажа деталей из отделочных
материалов и др.
Для втачивания кружев используют машину 55 кл.
Материал с наложенным на него кружевом располагают на
игольной пластине так, чтобы край материала находился под ножом,
а кружево над ним (рис. 77). Применение машины 55 кл.
повышает производительность труда примерно в 1,5 раза и улуч-
Рис. 77. Пришивание
кружев на машине 55 кл.
шает качество пришивки кружев по сравнению с
настрачиванием их на машине 26 кл. и ручной обрезкой материала.
Бейки в платьях применяют одинарные и двойные.
Одинарные соединяют с основной деталью настрачиванием и
втачиванием (рис. 78, а, б, в). Двойные соединяют притачиванием
одного края с последующим настрачиванием второго края на
деталь (рис. 78,г).
98
К отделкам, обеспечивающим объемную форму деталей и
изделий, относят складки, плиссе, гофре, защипы, буфы,
воланы, оборки и др.
Складки бывают простые и сложные.
Простые складки имеют прямолинейные линии перегибов
материала или с небольшим изгибом. Они могут быть
односторонние и двусторонние, отделочные и соединительные. Отделоч-
/-
1 !—S
а д
Рис. 78. Соединение беек
2
ные складки получают из одной детали (рис. 79, а, б). При
изготовлении этих складок материал перегибают и складку
сметывают по предварительно нанесенным линиям (рис. 79,в).
Строчку выполняют на выметочной машине с однониточным
цепным стежком или на стачивающей машине челночного
Рис. 79. Простые отделочные складки Рис. 80. Простые соединительные
складки
стежка, если складка не проходит по всей детали. Складки
заутюживают на прессе или утюгом, наносят отделочную строчку,
если это требуется. Сметочную строчку удаляют обычно при
окончательной отделке изделия: однониточную распускают,
а челночную разрезают ножницами. Соединительные
односторонние и двусторонние складки изготовляют из двух
соединяемых вместе деталей (рис. 80, а, б). Эти складки применяют,
когда линии перегиба материала имеют небольшие изгибы,
а также когда складка располагается на небольшом участке
детали, где использование отделочной складки вызывает
излишний расход материала. Например, когда складка расположена
на небольшом участке внизу спинки, а выше складки спинка
99
имеет соединительный шов, для которого требуется значительно
меньший припуск материала, чем для складки. При изготозле-
нии соединительных складок детали складывают ровно по
срезам и выполняют сметочную строчку так же, как и в
отделочных складках (рис. 80, в). Полученный шов разутюживают
или заутюживают, стачивают припуски односторонней складки.
Рис. 81. Двусторонняя
соединительная складка
Рис. 82. Отделочные заутюженные
складки
В двусторонней складке под пестачанную часть складки к
припускам притачивают дополнительную деталь, предварительно
обметанную по верхнему краю (рис. 81). Швы притачивания
деталей обметывают.
Отделочные заутюженные складки на детали заметывают по
намеченным линиям, приутюживают и застрачивают строчкой
\W
L
Г
I ? ! j 1 \\г
Рис. 83. Сложная
отделочная складка
по линиям соединения детали со складками с другими
деталями (рис. 82).
Сложные складки бывают отделочные и соединительные;
они отличаются от простых складок крутыми изгибами линий
перегибов материала.
Сложная отделочная складка изготовляется из одной целой
детали (рис. 83,а). На лицевой стороне детали размечают
линии внутренних 1 (рис. 83, б) и внешних 2 перегибов
материала и выполняют стачивающую строчку по линии внутреннего
перегиба, подкладывая снизу полоску материала. Далее
100
складку заметывают, перегибая материал по линии 2 (рис. 83,
в), приутюживают и выполняют отделочную строчку.
Сложные соединительные складки получают из двух
деталей (рис. 84). Край верхней детали заметывают и
приутюживают. Затем верхнюю деталь наметывают на нижнюю и
выполняют отделочную строчку или настрачивают ее без
наметывания.
Плиссе и гофре выполняют ручным и машинным способами.
При ручном способе предварительно изготовляют форму из
Рис. 84. Сложная со- Рис. 85. Складки плиссе, выполняемые
единительная складка ручным способом
плотной бумаги, на которой размечают и закладывают складки.
Деталь укладывают между двумя формами и закладывают
складки вместе с бумагой. Форму с деталью укладывают на
подушку пресса и прессуют.
После прессования с изнанки временно скрепляют
полученные складки клеевой кромкой (рис. 85). По верхнему краю
складки скрепляют стачивающей строчкой.
При машинном способе применяют плиссировочные машины
различных марок. В машинах сгибание материала
осуществляется с помощью ножа 2 (рис. 86) или пары ножей. Материал 3
зажимается, образуя складку, и подается к рабочим валам /.
При повороте валов / сложенный в складку материал 3
захватывается, а нож 2 в это время отходит в первоначальное
положение.
Под действием нагретых до определенной температуры
валов и давления, создаваемого ими, происходит образование
складок. Аналогично устроены и гофрировочные машины.
Используют плиссировочные машины «Рабо-75» (ФРГ). Это
ми-пшат, на котором рисунок складок задается перфорационной
лентой. Машина предназначена для плиссирования тканей и
трикотажных полотен из натуральных, искусственных и
синтетических волокон и их смесей, а также пластических пленок,
бумаги и других материалов. На машине можно получить более
30 видов непрерывных и групповых складок плиссе. Машина
101
работает с частотой вращения валов от 12 до 80 мин ', что
позволяет получать складки желаемых размеров.
Буфы в отличие от обыкновенных сборок образуют не по
краю детали, а на самой детали. В зависимости от конструкции
буфы могут быть обыкновенные, со шнуром и вафельные.
Рис. 86. Схема процесса образования
складок на плиссировочных машинах
Рис. 87. Обыкновенные
буфы
При изготовлении обыкновенных буф (рис. 87) деталь
строчат по намеченным линиям с помощью специальной лапки
для сборок. Образовавшиеся сборки равномерно распределяют
по всему участку детали и застрачивают складки в концах
Рис. 88. Буфы со шнуром
Рис. 89. Вафельные буфы
строчек буф. С изнаночной стороны прикрепляют прокладку из
основного материала.
При выполнении буф со шнуром (рис. 88) деталь
строчат с лицевой стороны по намеченным линиям, подклады-
вая снизу шнур и полоску другого материала. Шнур
втачивают с помощью специальной лапки, имеющей в подошве паз.
Материал стягивается на шнур, образуя сборки.
Заключительной операцией является закрепление концов шнура.
102
Вафельные буфы (рис. 89) намечают с лицевой
стороны детали долевыми и поперечными линиями. Материал
скрепляют ручными стежками согласно рисунку буф, делая
по 4—5 стежков в каждой закрепке.
Воланы и оборки (рис. 90, а, б) по отлетному краю
обрабатывают различными способами в зависимости от вида мате-
Рис. 90. Соединение воланов, оборок и рюшей - '
риала и фасона. Оборки и воланы соединяют с основными
деталями стачным, накладным или настрочным швом.
В рюшах сборки образуют со стороны обоих отлетных
краев (рис. 90, в). Для образования рюшей полоску
материала строчат посередине двумя параллельными строчками /
7
Рис. 91. Отделочные
воротники
и 2 со слабо затянутыми стежками. Обработанные рюши
настрачивают (строчка 3) посередине, а строчки 1 и 2 удаляют.
К дополнительным аксессуарам одежды относят съемные
отделочные детали — шарфы, косынки, галстуки, цветы;
элементы— кокилье, жабо, вставки, воротники (рис. 91),
манжеты, вязаные детали, пуговицы, пояса.
Кокилье в платье может быть одинарное и двойное.
Одинарное кокилье после обработки отлетных краев притачивают
по намеченной линии к основной детали, слегка посаживая.
Двойное кокилье к основной детали притачивают или
пристегивают. В первом варианте кокилье обтачивают по всему
контуру, оставляя пропуск в шве для вывертывания. После
выметывания края пропуск в шве зашивают ручным способом.
При обработке пристегивающегося кокилье (рис. 92, а) обта-
103
чивают только отлетной край. К внутреннему краю кокилье
притачивают и настрачивают обтачку. Заключительной
операцией является обметывание петель.
Жабо выполняют из кружев или легкой ткани.
Обработанную по отлетным краям деталь для жабо строчат двумя
строчками для образования сборок. Жабо наметывают на
полоску материала. Затем
заутюженную планку
наметывают и настрачивают на
жабо (рис. 92, б).
К отделкам относят
также эмблемы, монограммы,
отделочную фурнитуру;
различные пояса; детали из
меха, кожи, замши,
бархата; вязаные детали и т. д.
Технологическая харак-
а 5 • теристика машин для
отделочных работ приведена в
Рис. 92. Кокилье и жабо табл. 4.
§ 7. КЛЕЕВОЕ СОЕДИНЕНИЕ И СВАРИВАНИЕ
ДЕТАЛЕЙ ОДЕЖДЫ
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
КЛЕЕВЫХ СОЕДИНЕНИИ. Клеевые соединения широко
распространены во всех отраслях промышленности, так как в
зависимости от состава и природы клея можно получить соединение
с любыми физико-механическими свойствами. Для швейной
промышленности в ЦНИИШПе разработана рецептура,
способы применения, режимы обработки и области применения
синтетических клеев. Наибольшее значение приобрели
адсорбционная, электрическая, диффузионная и химическая теория
адгезии, объясняющие процесс склеивания.
Адгезия — взаимодействие клея с материалом. Она
характеризует прочность склеивания. Для швейных материалов
важное значение имеет и когезия — сцепление внутри клеевых
материалов.
Адгезионные и когезионные свойства клеев зависят от
химического, электростатического, поверхностного
взаимодействия, диффузионного проникновения и механического
сцепления. В зависимости от природы и свойств материалов
наибольшее значение будет иметь тот или иной фактор.
Исходя из общих условий носки одежды и назначения
швов и других соединений к клеям, применяемым в
производстве одежды, предъявляются следующие основные
требования: .
104
высокая адгезия;
высокие эластичность и гибкость соединений;
устойчивость к воде и химическим веществам,
применяемым при чистке одежды;
устойчивость к температурам, при которых изделия
находятся в носке;
устойчивость к воздействию светопогоды;
возможность использования простых и эффективных
способов применения клея в условиях швейного производства,
недефицитность и небольшая стоимость клеевых материалов.
Наибольшее распространение из термопластов для
клеевых соединений получили сополиамиды и полиэтилены: для
верхней одежды сополиамиды из полиамидных смол
ПА-6/6,6/6,10 (П-548), ПА-6/6,6 (П-54), ПА-12/6/6,6 (П-12-
АКР), для легкой одежды — полиэтилены.
Физико-механические свойства клеевых соединений зависят
главным образом от правильности подбора клеевых
материалов и конструкции соединения. Выбор рациональной
конструкции соединения определяют испытанием швов на прочность,
жесткость, водостойкость, морозостойкость, возможность
удаления следов клея с целью повторного использования
основных материалов при обновлении и ремонте одежды. Для
клеевых соединений швейных материалов важной оценкой
служит прочность швов на расслаивание и сдвиг.
В соответствии с ГОСТ 12807—79 выделяют три вида
клеевых швов: соединительный по поверхности (накладной с
открытыми срезами), вподгибку с открытым и закрытыми
срезами.
Клеевые соединения имеют высокую прочность на сдвиг
и мало отличаются от прочности ниточных стачных швов.
Например, соединение тканей клеевой нитью на основе смолы П-548
толщиной 0,3 мм имеет прочность на сдвиг 15 Н/см, толщиной 0,5 мм —
81 Н/см, стачных швов, выполненных шелковыми нитками,— 76—88 Н/см.
Прочность клеевых соединений на расслаивание ниже
прочности ниточных стачных швов. Так, прочность клеевых
прокладочных материалов на расслаивание составляет 2,5—
5 Н/см, стачных швов—около 50 Н/см. Однако в одежде
имеется большое количество соединений (обработка краев
клапанов, хлястиков, бортов, воротника, низа изделия и др.),
которые подвергаются незначительным нагрузкам во время носки.
Для них может применяться клеевой метод, а при наличии
в краях деталей одежды отделочной строчки,
комбинированный — клеевой с ниточным.
В большинстве случаев для одежды требуется высокая
гибкость и низкая жесткость соединений. Жесткость клеевых
соединений зависит от свойств клея, толщины его слоя,
жесткости прокладочных материалов и структуры клеевого соеди-
105
нения (сплошное или регулярное). При соединении с деталями
одежды прокладочных материалов со сплошным покрытием
(пленкой) жесткость клеевого соединения полиамидными
клеями увеличивается примерно в 5 раз но сравнению с
ниточным соединением.
Для уменьшения жесткости сополиамиды используют в
виде порошка. Благодаря этому структурные элементы
текстильного материала в значительной части остаются
свободными и клеевое соединение, несмотря на большую жесткость
самих клеев, получается эластичным. Кроме того, они
дешевле, так как на точечное покрытие расходуется вдвое
меньше клея, чем на сплошное. Прокладочные материалы
с клеевым порошком дают соединения высокой паро-,
воздухопроницаемости, что улучшает их гигиенические свойства.
В этом случае сохраняется сетчатая структура прокладочного
материала, позволяющая формовать клеевые прокладки так
же, как и основные детали изделия, за счет изменения угла
между нитями основы и утка ткани.
Клеи ПА-6/6,6/6,10, ПЛ-6/6,6, ПА-12/6/6,6 устойчивы ко
всем органическим растворителям, применяемым при
химической чистке, по неустойчивы к воде, особенно при
кипячении. Поэтому при изготовлении одежды, подвергающейся
стирке, применяют полиэтилены.
Надежность клеевых соединений во время длительной носки,
их морозостойкость являются важными характеристиками
физико-механических свойств одежды.
ЦНИИШП проводил специальные исследования, в результате которых
установлено, что применяемые при изготовлении одежды термопластические
клеи дают надежные клеевые соединения при эксплуатации изделий в
различных климатических условиях.
При обновлении одежды большое внимание уделяется подготовительным
работам. В связи с этим необходимо иметь характеристику клеевых
соединений по возможности удаления слоеп клея с поверхности материалов.
Рекомендуемые ЦНИИШПом клеи являются термопластичными, поэтому легко
удаляются с поверхности материалов с помощью их растиорнтелей.
ПРИМЕНЕНИЕ КЛЕЕВЫХ МАТЕРИАЛОВ. В
зависимости от назначения применяют клеевые материалы с порошком
ПА-6/6,6/6,10, ПА-6/6,6, ПА-12/6/6,6 следующих видов:
кромочные для кромки (мадаполам различных артикулов); бортовые
для прокладки в лацканы, нижний воротник и плечевые
накладки; волосяные (капроновые) для изготовления бортовых
прокладок. В качестве прокладки для легкой одежды
используют миткаль, бязь или мадаполам с двусторонним покрытием
полиэтиленовым порошком.
Высокой эластичности и несминаемости одновременно
с мягкостью и стойкостью в верхней одежде достигают путем
клеевого точечного соединения материалов верха с
прокладками, изготовленными из хлопчатобумажных тканей
разреженных структур с односторонним начесом.
106
Используемые в настоящее время материалы с
химическими волокнами, неустойчивыми к высоким температурам,
вызывают потребность в клеевых веществах с более низкой
температурой плавления. Для этих целей ЦНИИШП
рекомендует полимер ПА-12/6/6,6, который может быть использован
в виде клеевого порошка, нанесенного на прокладочные
материалы. Преимущество таких прокладок состоит в том, что они
позволяют вести процесс склеивания при более низких
температурах. Клей ПА-12/6/6,6 может быть использован и для
соединения материалов из натуральных волокон, что значительно
сокращает время обработки и уменьшает расход
электроэнергии.
Клеевую кромку получают при разрезании кромочной
ткани на рулонорезальной машине шириной от 6 до 14 мм
в зависимости от ее назначения. Ее прокладывают в бортах,
по низу, пройме и других местах деталей изделия для
повышения их устойчивости к растяжению.
Клеевые прокладочные материалы используют при
обработке и сборке бортовой прокладки, низа рукавов,
воротников и др.
Клеевая нить— это моноволокно толщиной 0,3 и 0,5 мм из
сополиамидов или полиэтиленов. Сопротивление
расслаиванию клеевого соединения на бязи не менее 30 Н/см. Клеевая
нить стабилизирована путем вытяжки. Клеевую нить
применяют для внутреннего закрепления краев бортов, воротников,
клапанов, прикрепления прокладок к полочкам, рукавам. При
закреплении краев деталей строчку выполняют около их
срезов параллельно соединительной строчке. Кроме того, клеевую
нить применяют для закрепления подогнутого края детали
в изделиях без подкладки из осыпающихся тканей. В этом
случае вдоль среза детали выполняют трехниточную
машинную обметочиую строчку с одной клеевой нитью.
Клеевая паутинка — волокнистый нетканый материал из
расплава сополиамидов или полиэтиленов, скрепленных
между собой. Масса 1 м2 25—60 г, толщина волокна B5—
45) 10 мкм. Клеевую паутинку используют для закрепления
подогнутых краев низа изделия и рукавов.
МЕТОДЫ ОБРАБОТКИ ДЕТАЛЕЙ ОДЕЖДЫ. При
изготовлении одежды по индивидуальным заказам клеевые
соединения (прокладывание кромок, соединение деталей по
поверхности, закрепление и отделка краев деталей, обработка
краев швами вподгибку с открытым срезом) возможны без
применения специальных механизмов.
Особенность процесса прокладывания кромки состоит в
последовательном ее прикреплении по длине с одновременным
образованием посадки основной детали. При этом кромка
приклеивается по всей своей площади. Предварительное
прикрепление осуществляют утюгом. Окончательно соединяют
107
кромку с материалом на гладильных прессах с соблюдением
установленных режимов. Для предотвращения налипания
порошка клея на подошву утюга рекомендуется покрывать
гладильную поверхность утюга пленкой фторопласта-4 или
надевать на него специальный чехол из фторопласта по размеру
и форме утюга. Слой фторопласта или пленки не должен
превышать 1 мм, так как при более толстом слое ухудшается
теплопередача. Ширина кромки в бортах пиджака 10 мм,
Рис. 93. Соединение
клеевых прокладочных
деталей по поверхности
в пальто 12 мм; в деталях, где она приклеивается без
прокладки, 6 мм.
При прокладывании кромки способ соединения остается
последовательным, но по сравнению с ниточным соединением
сокращаются такие операции, как приметывание кромки, су-
тюживание посадки на кромку и подшивание кромки по
краям.
Такой вид соединения используют при обработке нижних
воротников (рис. 93, а), исключая операцию выстегивания,
при сборке бортовой прокладки и соединении ее с полочкой
(рис. 93, б, в).
К. соединению деталей по поверхности относится и
дублирование деталей. Операцию дублирования выполняют на
прессах перед формованием деталей при использовании
конструктивного способа обеспечения формы.
Процесс закрепления и отделки краев состоит в
прокладывании на стачивающей машине клеевой нити или паутинки в
процессе сборки деталей и соединении их во время
окончательного прессования обрабатываемого узла. Закрепление и
отделку краев деталей применяют при обработке бортов, ворот-
108
ников и низа изделий, не имеющих машинной отделочной
строчки по краям.
Клеевая нить является нижней ниткой в машине и
прокладывается на расстоянии 2—3 мм от строчки обтачивания
или линии подгиба до выметывания или заметывания краев
деталей. Клеевую паутинку в виде полоски настрачивают на
припуск к подгибке деталей.
Сущность процесса обработки краев деталей швами впод-
гибку с открытым срезом состоит в использовании материала
с клеевым покрытием, загибании краев и окончательном
соединении в процессе влажно-тепловой обработки. Обработку
Рис. 94. Технологическая
схема обработки краев деталей
1 вподгибку с открытым срезом
края такого вида используют при сборке низа рукавов, шлиц
спинки пальто и воротников.
Эффективность клеевых соединений значительно
повышается при изготовлении одежды-полуфабрикатов, изделий по
образцам за счет применения специальных аппаратов в
процессе обработки краев деталей швами вподгибку с открытым
срезом, когда совмещаются операции нанесения линии
подгиба, прикрепления прокладки, заметывания края и
присоединения подогнутого края к прокладке.
Технологическая схема работы такого аппарата
разработана А. В. Савостицким. Аппарат имеет внутренний и
внешний шаблоны, устанавливаемые на прессе. Форма краев
шаблонов соответствует форме краев обрабатываемых деталей.
Внешние шаблоны служат для огибания края детали вокруг
внутреннего шаблона. Поэтому внешний шаблон совершает
движение поперек подушки пресса в пределах 2—3 мм, а
внутренний является откидывающимся и используется только
в момент загибания краев.
На гладильных прессах-полуавтоматах, оснащенных
шаблонами для изготовления соответствующих деталей, сборка
происходит по следующей технологической схеме:
укладывание деталей на нижнюю подушку пресса так, чтобы край
материала располагался на внешнем шаблоне (рис. 94, а);
опускание внутреннего шаблона и промин материала, при котором
загибаемый край поднимается вверх (рис. 94, б);
загибание края материала внешним шаблоном в момент перемещения его
в сторону внутреннего шаблона (рис. 94, а);
109
удаление от загнутого края материала и отвод в исходное положение
внутреннего шаблона (рис. 94, г);
прессованно деталей (рис. 94,E);
отвод прессующей подушки и внешнего шаблона в исходное положение
(рис. 94, е);
съем обработанной детали.
На основе этой технологической схемы созданы аппараты
полуавтоматы для обработки низа рукава (ОНК-6), шлицы
спинки пальто (ОК.Ш-1), воротника мужского демисезонного
пальто и пиджака (ОВК-6 и ОВК-7) и др. Аппараты
обеспечивают переход от метода последовательной обработки к
параллельной.
В массовом производстве в настоящее время применяют более
современные прессы полуавтоматы для обработки низа рукава мужского пальто
~ 6
Рис. 95. Взаимодействие
шаблонов с материалом при
соединении деталей на аппаратах
и шлицы спинки (ГПКС-Р, ГПКСд, ГПКСЛ), в которых, прокладка из рулона
автоматически укладывается на материал и клеевые нитки подаются
с. катушек.
ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ИНСТРУМЕНТОВ
МАШИН. На качество обработки деталей при клеевом
соединении на аппаратах большое значение оказывает правильная
укладка деталей, величина промина материала, величина
зазора между шаблонами, чистота обработки рабочих
поверхностей шаблонов, давление, величина движения табло
нов и др.
Сборка деталей на аппаратах требует точного кроя.
Допустимое отклонение по срезам 1 —1,5 мм. Деталь укладывают
на нижнюю подушку пресса, располагая припуск на подгибку
на внешний шаблон по ограничительному бортику (рис. 95, а).
Вторую деталь располагают по линии подгибки нижней
детали по второму ограничительному бортику. Точность укладки
по бортикам 1—1,5 мм.
Промин осуществляется внутренним шаблоном, край
которого при опускании должен располагаться по линии подгибки
края детали (рис. 95, б). Величина промина
где hi — толщина загибаемого материала, мм; h2 — толщина материала
прокладки и других деталей, мм; 6 —толщина внутреннего шаблона, мм.
ПО
Между внутренним и внешним шаблонами должен быть
определенный зазор, обеспечивающий свободное опускание
внутреннего шаблона при промине. Величина зазора z
устанавливается в зависимости от толщины материалов и формы
контуров деталей и может быть определена по формуле
г =@,75. . . 1)АЪ
где 0,75 — для деталей с криволинейным срезом; 1 — для деталей с
прямолинейным срезом.
Загибание края детали происходит вследствие движения
внешнего шаблона относительно края внутреннего шаблона
(рис. 95, в). При этом вследствие действия сил упругости
материала возникает давление между материалом и внешним
шаблоном, величина которого зависит от толщины материалов
и величины перемещения внешнего шаблона. В соответствии
с этим для костюмных материалов, которые имеют толщину
около 0,5 мм, минимальный ход внешнего шаблона должен
быть 1,5 мм, а для пальтовых при толщине их 2—4 мм.
В процессе загибания края возникает трение между
внешним шаблоном и материалом, которое оказывает
сопротивление движению внешнего шаблона. Сила G, необходимая для
загибания, зависит от силы трения и от формы края внешнего
шаблона (рис. 95, г, д).
Исследованиями установлено, что наиболее
целесообразным является параболическая форма с шириной скоса 7 мм
при толщине внешнего шаблона 1,5 мм, так как в нем угол
скоса переменный. Угол скоса и усилие загибания
уменьшаются (см. рис. 95, г) по мере продвижения внешнего
шаблона на материал. Такое условие и необходимо для загибания
края деталей, так как наибольшее усилие требуется в начале
процесса загибания для преодоления упругих сил материала.
На заключительном этапе обработки необходимо
обеспечить удаление внутреннего шаблона с силой Fi. При
удалении шаблона (рис. 95, е) возникает трение между шаблоном
и деталью F3, а также между деталью и подушкой пресса F2.
Необходимое условие для окончания процесса F2>Fi>F13- Сила
F2 удерживает деталь на подушке, а сила F3 не должна
препятствовать удалению внутреннего шаблона. Для уменьшения
трения шаблона поверхность его обрабатывают с повышенной
чистотой, а на подушку пресса укладывают суконную
прокладку с целью увеличения силы трения детали о подушку.
СВАРКА ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ. Сварка
является прогрессивным методом безниточного соединения
деталей одежды и основана на термопластичности
материалов. Сваривание термопластичных материалов представляет
собой сложный процесс, зависящий от химической природы,
физического состояния материала и многих других факторов.
При соединении однородных термопластичных материалов под
воздействием температуры и давления происходит процесс
самослипания (аутогезия). Поскольку в результате
диффузионного процесса граница контакта частично или полностью
исчезает, то и прочность сварного соединения обеспечивается
в основном когезионной прочностью полимера. Процесс сварки
должен происходить при температуре выше температуры
размягчения свариваемого материала.
Существует несколько способов сварки термопластичных
материалов. В швейной промышленности для изготовления
одежды различного назначения способом сварки находят
а 5
Рис. 96. Схема сварки термоконтактным способом
практическое применение в основном три способа:
термоконтактный, высокочастотный и ультразвуковой. Методом сварки
изготовляют изделия из пленочных материалов, материалов
с покрытием и материалов с полиамидными и другими
химическими волокнами.
При термоконтактном способе параметры процесса
сваривания во многом зависят от вида поверхности материалов
(внутренний или внешний). Выбор вида нагрева зависит
главным образом от толщины материала. Для сваривания
пленочных материалов толщиной до 0,2 мм рекомендуется внешний
нагрев поверхностей, а свыше 0,2 мм и для материалов с
термопластичным покрытием — внутренний нагрев.
Внешний нагрев может быть одно- и двусторонний
(рис. 96, а, б). Непосредственная передача тепла от
нагревателей / при контактном нагреве наружных поверхностей
вызывает прилипание материала 3 к нагревателю. Для
устранения этого явления требуются специальные прокладки 2. При
одностороннем нагреве (см. рис. 96, а) возможен перегрев
поверхностного слоя материала, что устраняется при
двустороннем нагреве (см. рис. 96, б) благодаря уменьшению перепада
температур за счет дополнительной передачи тепла от
нижнего нагревателя.
112
Внутренний нагрев поверхностей материалов (рис. 96, в)
не требует применения специальных прокладок и обеспечивает
условия для получения высококачественных соединений.
Клиновидный нагреватель / имеет температуру, при которой
термопластичное вещество в материалах 3 с покрытием 4
разлагается с образованием газообразного слоя 2,
предохраняющего размягченный поверхностный слой от прилипания
к клину. Во время движения материал 3 соскальзывает с
нагревателя и попадает под прессующие и транспортирующие
ролики 5, которые осуществляют соединение свариваемых
поверхностей. При движении свариваемого материала нроисхо-
а
Рис. 97. Схема сварки токами высокой частоты
дит непрерывный процесс газообразования. Вследствие этого
обе детали как бы скользят по газовой защитной подушке.
Термоконтактную сварку можно выполнять ручным или
механизированным способом. При ручном способе применяют
электроутюги, электропаяльники или нагреваемые ролики.
Ручной способ непроизводителен и не позволяет достаточно
точно выдерживать технологические режимы сварки, что
отрицательно сказывается на качестве соединения. При
механизированном способе используют машины типа стачивающих
швейных, нагревательным элементом которых является ролик
или клин.
Высокочастотная сварка осуществляется в поле токов
высокой частоты при помощи электродов / (рис. 97, а),
одновременно служащих зажимами для свариваемых деталей.
Высокочастотный способ отличается от других тем, что
термопластичные материалы 2 подвергаются равномерному
внутреннему нагреву 3 по всей толщине. При этом электроды
сохраняют относительно низкую температуру, вследствие чего
не перегревается наружная поверхность материала, так как
тепло уходит из них в электроды. Концентрация нагрева на
свариваемых поверхностях обеспечивает высокую
производительность процесса. Например, поливинилхлоридная пленка
толщиной 0,15—0,2 мм сваривается за 2—3 с.
113
Рис. 98. Схема сварки ультразвуком
Существует два метода высокочастотной
сварки: параллельный (на прессе) и
последовательный (точечный или роликовый).
Методом параллельной обработки
сварку деталей осуществляют на прессе, контактные
поверхности которого являются электродами 2
(рис. 97,6), подключенными к высокочастотному
генератору 1. Верхнему электроду,
соответствующему но форме соединяемым контурам
деталей, давление передается от пресса с
механическим, гидравлическим или пневматическим
- приводом.
При последовательном методе сварочные агрегаты
построены по принципу швейных машин. В машинах с
возвратно-поступательным движением электрода свариваемый
материал продвигается роликом или рейкой, а шов образуется
подвижным электродом 2 (рис. 97, в), к которому подводится
ток.
Высокочастотная сварка осуществляется на установках
УЗП2-2.5Е и УЗП-2500А соответственно с частотами 40,63
и 27,12 МГц.
При ультразвуковом способе сварки термопластичный
материал подвергается воздействию ультразвуковых
колебаний и одновременно давлению, создаваемому металлическими
излучателями, преобразующими электрические колебания в
механические. Вибратор 1 (рис. 98) преобразует
электрическую энергию высокой частоты в механические колебания
сердечника с частотой ультразвука. Колебания передаются от
вибратора к концентратору 2, являющемуся волноводом.
Конец волновода служит сварочным инструментом
(электродом) или опорой, если в качестве электрода используются
наконечники. Колебания от волновода передаются материалу
3, который укладывают на опору 4 (отражатель),
расположенную на поверхности стола. Питание вибраторов
осуществляется от генераторов ультразвуковой частоты.
Сварку ультразвуком применяют в основном для
соединения материалов с низкой электро- и теплопроводностью. К ним
относятся текстильные материалы, содержащие
термопластичные волокна из полиэтилена, полиамида и полиэтилентереф-
талата.
Для соединения ультразвуковой сваркой тканей и
трикотажных полотен из термопластичных волокон ВНИИЛтек-
машем создана безниточная швейная машина БШМ, на
которой можно выполнять все виды швов и работ, как на
универсальных стачивающих машинах. Кроме того, на ней
114
можно выполнять любые декоративные строчки за счет
установки фигурного рабочего наконечника. Эта машина не
требует ниток и исключает затраты времени на смену шпули,
катушки, ликвидацию обрывов и обрезку концов ниток.
В настоящее время создан пресс УПУ-1 для изготовления
петель и закрепок.
Методом сварки можно получать швы различной
конструкции: соединительные, краевые вподгибку и комбинированные.
В соответствии с ГОСТ 12807—79 выделяют следующие свар-
Рис. 99. Сварные шны
ные швы: стачной, стачной с одновременным закреплением
срезов, настрочной с открытыми срезами, настрочной с одним
открытым срезом, накладной с открытым и закрытым
срезами, встык, взамок, двойной, окантовочный с открытым
и закрытым срезами, вподгибку с открытым или закрытым
срезом. Большую группу составляют комбинированные швы:
стачной с предварительной термоконтактной сваркой, стачной
с односторонней и двусторонней герметизацией жидким клеем
и лентой, накладной, выполненный одной и двумя строчками,
с односторонней и двусторонней герметизацией лентой; шов
встык с одно- и двусторонней герметизацией лептой, шов
пподгибку с герметизацией. Наибольшее распространение имеют
накладной шов с открытыми срезами, накладной шов с
закрытым срезом, стачной, комбинированный ниточно-сварной
(стачной с предварительной сваркой).
Основными требованиями к сварным соединениям
независимо от способа сварки являются прочность на сдвиг и
расслаивание, простота конструкции соединения. Этим требова-
115
ниям в наибольшей степени отвечают сварной накладной шов
с открытым срезом, с закрытым срезом, шов вподгибку с
открытым срезом.
Сварной накладной шов с открытым срезом (рис. 99, а)
работает на сдвиг, обеспечивая во всех случаях высокую
прочность. В накладном шве вся площадь сварки и
околошовные участки находятся в одной плоскости (рис. 99, б). При
такой конструкции шва возникают главным образом
растягивающие усилия, которые распределяются по всей рабочей
площади шва. Эти швы целесообразно применять в
однородных материалах типа пленочных. Необходимая прочность
соединения обеспечивается одной линией сварки шириной
2—3 мм.
В материалах с покрытием накладной шов с открытым
срезом (рис. 99, в) при больших нагрузках работает как на
сдвиг, так и на расслаивание вследствие растяжения
материала на шве. Поэтому прочность шва больше при
расположении его поперек нитей основы ткани, так как в направлении
нитей основы ткань обычно оказывает большее сопротивление.
Ширина шва 10 мм. Водостойкость сварного накладного шва
зависит от пропитки ткани.
Сварной накладной шов с закрытым срезом (рис. 99, г)
работает одновременно на сдвиг и расслаивание. Этот шов
обеспечивает более качественное соединение и может быть
использован на любых участках одежды из материалов с
термопластичным покрытием.
Ширина шва со стороны верхней детали 10 мм, нижней —
15 мм. Сварной накладной шов с закрытым срезом
практически водонепроницаем.
Сварной стачной шов (рис. 99, д) работает на
расслаивание. Прочность шва ниже прочности других швов для пленок,
а также и материалов с пленочным покрытием. Это
объясняется главным образом характером действия усилий (рис.
99,е). В материалах с покрытием прочность этого шва зависит
от адгезии и когезии покрытия: чем они выше, тем прочнее
шов. Данный шов может применяться для любых материалов.
По выполнению он является наиболее простым сварным. Его
целесообразно применять для соединения, где необходима
водонепроницаемость и не требуется высокая прочность шва на
разрыв.
Для более прочного соединения материалов с
термопластичным покрытием можно применять комбинированный
шов — стачной с предварительной сваркой (рис. 99, ж). Этот
шов прочный, герметичный и надежный при носке изделий из
материалов с термопластичным покрытием. Стачивающая
строчка находится на расстоянии 1—2 мм от линии
сваривания деталей. Ширина сварного шва 10 мм, а ниточного —
8—9 мм.
116
Сварной шов вподгибку с открытым срезом (рис. 99, з)
применяют главным образом для пленочных материалов при
обработке краев деталей. Прочность обеспечивается одной
линией сварки. В качестве отделки края может служить
сплошная или пунктирная строчка.
При сравнении с ниточными швами прочность только
сварного стачного шва намного ниже аналогичных ниточных
соединений.
Это обусловливается ослаблениями околошовного участка. Основными
причинами считают передавлипание материалов в околошовной зоне и
термоокислительную деструкцию волокон. Исследованиями установлено, что
повышение прочности сварных швов может быть за счет установления
рациональных параметров и конструктивного совершенствования сварочного
инструмента.
По жесткости сварные швы обладают свойствами,
присущими обрабатываемому материалу. Влияние способа сварки
па размерные характеристики шва кроме параметров процесса
определяется шириной сварочных инструментов. Установлено, •
что в любом случае ширина шва не должна быть меньше двух
толщин свариваемого материала.
Качество сварных соединений во многом зависит от
строгого соблюдения параметров процесса сварки. Поэтому
сварочные машины должны быть снабжены аппаратурой для
автоматического регулирования режимов процесса.
Сварка открывает широкие возможности для механизации
и автоматизации швейного производства при изготовлении
одежды из синтетических материалов. Особенно перспективен
этот способ при изготовлении петель, при соединении эмблем,
аппликаций, фирменных знаков, соединении различных
прокладок с деталями изделий и др.
§ 8. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА
ШВЕЙНЫХ ИЗДЕЛИЙ
ПРОЦЕСС ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ
МАТЕРИАЛОВ. Влажно-тепловую обработку при
изготовлении одежды применяют для придания формы деталям одежды
и окончательной отделки швов и изделий, а также склеивания
деталей. В верхней одежде процесс влажно-тепловой обработки
составляет 20—25 % общей трудоемкости на изготовление
изделия. Процесс влажно-тепловой обработки может быть
представлен в виде непрерывного цикла, при котором па материал
воздействуют влагой, теплом, давлением с помощью утюга или
пресса.
По исследованиям ЦНИИШПа весь цикл влажно-тепловой
обработки может быть разбит на четыре периода: перевод
волокон материала в высокоэластическое состояние;
формование материала; сушка материала и фиксация формы;
117
охлаждение материала и окончательная фиксация полученной
формы изделия.
Перевод волокон материала в высокоэластическое
состояние происходит под воздействием влаги и тепла. Влага для
текстильных волокон является пластификатором, при введении
которого полимер набухает, но не растворяется. Под
действием пластификатора понижается температура стеклования,
ускоряется процесс перехода в высокоэластическое состояние,
увеличивается подвижность структуры волокон. При
высокоэластическом состоянии увеличивается способность к
деформациям, хотя они и обратимы.
Влага может иметь с текстильными волокнами
химическую, физико-химическую и физико-механическую связи.
Химически связанная влага не участвует в процессе
влажно-тепловой обработки, ее удаление из волокон может привести только
к их разрушению.
Физико-химически связанную влагу волокна материала
имеют в обычном состоянии. Проведение процесса влажно-
тепловой обработки приводит к неравномерному прогреву
материала, так как при обычном (воздушно-сухом) состоянии
волокна материала обладают малой теплопроводностью.
По исследованиям И. В. Орлова и Н. П. Березненко, при нагревании
трех слоев костюмной ткани без увлажнения в течение 20 с верхняя ткань
имела температуру 170 °С, а нижняя—100 °С (при температуре 200 °С
греющей поверхности).
Для создания равномерности прогрева материалов
необходимо дополнительно придать материалу физико-механически
связанную влагу, которая повышает теплопроводность
материала.
По исследованиям И. В. Орлова и А. Г. Павленко, чстырехслойный
пакет, дополнительно обработанный с помощью влажного проутюжильника,
после соприкосновения с нагретой гладильной поверхностью электропресса
через 2—4 с прогревается равномерно до 97-—100 "С. Затем наступает период
постоянной температуры во всех слоях в течение 6—43 с и только после
этого возникает неравномерность прогрела по слоям пакета.
В первоначальный момент прогрева влага в виде пара
и частиц воды проникает во все слои материала, создавая
благоприятную среду для распространения тепла. В период
стабилизации температуры влага превращается постоянно в
пар. Дальнейший приток тепла приводит к повышению
температуры в слоях материала, что вызывает удаление физико-
механически, а затем и физико-химически связанной влаги.
Неравномерное удаление влаги по слоям вызывает и их
неравномерный прогрев. Периоды прогрева и постоянной
температуры материалов оказывают основное влияние на
длительность процесса. Период стабилизации температуры
зависит от нагрева верхней подушки. Увеличение температуры
нагрева со 160 до 250 °С в 7,2 раза сокращает период
стабилизации температуры, зато увеличивает температурный перепад
118
в слоях материалов. Все это вызывает
затруднения в процессе
влажно-тепловой обработки и приводит к снижению
качества обработки.
Формование материала
осуществляется при помощи влаги и тепла.
В период насыщения материала
влагой ослабляются отдельные меж- и
ВНутрИМОЛекуЛЯрНЫе СВЯЗИ ВОЛОКОН, Ol.acmlmim- Температурах
увеличивающие возможность
деформации материала. С помощью
давления греющей поверхности обеспечива- Рис. 100. Термодинамиче-
ется необходимое изменение конфигу- екая кривая монолитного
рации молекулярных цепей, в резуль- полимера
тате чего происходит необходимое
формование материала. Подготовка материала к формованию
должна заканчиваться при температуре, не превышающей 90—
100 °С, при которой происходит конденсация пара на волокнах
и материал переходит в стадию высокоэластического состояния.
Высокополимерные материалы при воздействии на них
тепла могут находиться в трех состояниях: стеклообразном,
высокоэластическом и вязкотекучем (рис. 100). Каждое из
этих состояний характеризуется определенными физическими
свойствами материала. В стеклообразном состоянии
деформации очень малы и обратимы (область температур до /с). При
дальнейшем нагревании высокополимерный материал
переходит в высокоэластическое состояние, вследствие чего
происходит увеличение деформации, хотя она и остается
обратимой. Это область температур tc — U. При влажно-тепловой
обработке используется высокоэластическая деформация при
температуре /с — U. Нагревание выше температуры /т приводит
к резкому и необратимому росту деформации в результате
перехода полимера в вязкотекучее состояние. При влажно-
тепловой обработке швейных изделий используют
высокоэластическое состояние полимерных материалов.
Исследования текстильных материалов показали, что
термодинамические кривые материалов подобны
термодинамическим кривым монолитных полимеров. Для влажно-тепловой
обработки особо важное значение имеет температура
теплостойкости, при которой свойства материала изменяются
обратимо при нагреве и охлаждении до комнатной температуры.
По данным Г. Н. Кукина и А. Н. Соловьева, температура
теплостойкости для шерстяных волокон составляет до 135 °С, хлопка и льна —до
120 "С, шелка —до 170 °С, вискозных — до 130 °С, медно-аммиачных — до
120 °С, ацетатных —до 100 °С, полиэфирных — до 170 °С.
Нагревание материалов выше температуры теплостойкости
вызывает потерю прочности, изменение цвета и др. Следова-
119
тельно, влажно-тепловую обработку целесообразно
производить до температуры теплостойкости материалов в интервале
наибольших деформаций.
Сушка и фиксация формы изделия сопровождаются
удалением влаги и образованием новых меж- и внутримолекулярных
связей, за счет чего происходит частичная фиксация новой
формы.
Молекулярная структура разных волокон различна, поэтому эффект
закрепления формы деталей неодинаков. В волокнах шерсти в
высокоэластическом состоянии под действием тепла и давления происходит разрыв ди-
сульфидных связей кератина, поэтому шерстяные материалы сохраняют
устойчивую форму после сушки. В молекулах натуральных и искусственных
волокон из полимеров линейной структуры отсутствуют поперечные
химические связи, что затрудняет закрепление формы материалов после сушки.
Затруднения по приданию и закреплению формы возникают и в
синтетических материалах.
Окончательная фиксация полученной формы наступает в
период охлаждения материала, когда материал окончательно
высушивается и охлаждается до равновесного состояния
в нормальных условиях.
Исследованиями ЦНИИШПа установлено, что отсос влаги
и воздуха из материала сокращает период сушки и ускоряет
охлаждение материала, обеспечивая лучшую фиксацию формы.
При использовании отсоса влаги деформация материалов
увеличивается на 4—12%, что обусловлено лучшим
высушиванием по сравнению с сушкой без отсоса.
Влажно-тепловая обработка изделий не может обеспечить
полностью устойчивость формы в процессе носки, так как
волокна материала, попадая в благоприятную влажную среду,
принимают первоначальную форму.
При выполнении влажно-тепловой обработки все четыре
фактора (влага, тепло, давление и время выдержки) тесно
связаны друг с другом. Для выполнения процесса влажно-
тепловой обработки необходим равномерный нагрев
материалов до температуры, не превышающей температуру
теплостойкости материала. При этом температура греющей
поверхности зависит от времени воздействия ее на материал.
Для равномерного нагрева материалов увлажнение должно
составлять 20—30% массы воздушно-сухого материала, а
нижняя подушка пресса должна иметь температуру 110 °С,
чтобы не создавать охлаждения нижних слоев материалов.
По исследованиям ЦНИИШПа, при увлажнении паром оптимальное
время прессования 3 с при пропаривании через верхнюю или нижнюю
подушку пресса. Способ пропаривания определяется назначением
технологической операции. Увлажнение через нижнюю подушку целесообразно при
отпаривании изделия и необходимости выправления детали перед
влажно-тепловой обработкой. С повышением давления на материал до 1,5 - 10s Па
время обработки сокращается. Дальнейшее увеличение давления существенно
не влияет на длительность процесса, но приводит к образованию лас
(сильного блеска). Ласы образуются на поверхности материала из-за сшнощива-
120
пня поверхностных волокон, которые значительно меньше рассеивают
отраженный свет. Степень появления лас зависит от вида, структуры материала
и от режимов влажно-тепловой обработки. Удаление лас с поверхности тре-
Оует дополнительного времени и специального оборудования. При
превышении времени снятия лас может произойти частичная релаксация материала.
СПОСОБЫ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ.
РАБОЧИЕ ОРГАНЫ УТЮГОВ И ПРЕССОВ, Влажно-тепловая
обработка изделий выполняется глажением, прессованием и про-
париванием.
Глажение характеризуется перемещением гладильной по-
нерхности по увлажненному материалу при одновременном
давлении на него, осуществляется утюгами.
Прессование — способ, при котором увлажненный материал
сжимается между двумя гладильными поверхностями без
перемещения, —
осуществляется на прессе.
Пропаривание — обработка
материала паром под
давлением без воздействия горячей
поверхности —
осуществляется на паровоздушных
манекенах и с помощью отпарива-
¦гелей.
Основным рабочим Орга- Рис. 101. Утюг и его электронагрева-
ПОМ утюга (рис. 101, а) ЯВЛЯ- тельные элементы
ется подошва, выполненная из
чугуна толщиной 15—20 мм для накопления тепла и
обеспечения давления на материал. Для свободного перемещения по
материалу гладильная поверхность подошвы шлифуется и
полируется.
В швейном производстве применяют утюги с электрическим
нагревом, который осуществляется спиральными (рис. 101,6)
или трубчатыми (рис. 101, в) электронагревательными
элементами.
Из-за отсутствия герметичности и наличия ударных
нагрузок при глажении спираль недолговечна, поэтому
спиральный элемент делается съемным.
Трубчатый электронагревательный элемент (ТЭН)
представляет собой стальную трубку, в которую вложена спираль,
засыпанная кристаллической окисью магния (периклазом).
Периклаз обладает хорошей теплопроводностью, является
члектроизоляцией и одновременно предохраняет спираль от
ударных нагрузок. ТЭН заливается расплавленным металлом
и подошве утюга, обеспечивая тем самым герметичность
(отсутствие воздушной прослойки) подошвы. Применение в
утюгах ТЭНа обеспечивает более равномерный нагрев
подошвы, лучшую теплоотдачу, экономию электроэнергии.
Гладят изделие или с лицевой стороны через проутюжиль-
мик (прокладку), или с изнанки без прокладки. В качестве
121
прокладок применяют наиболее устойчивые к температурам
и влаге льняные суровые или отбеленные ткани.
Глажение шерстяных, хлопчатобумажных, льняных и
вискозных материалов осуществляют при температуре 180—
200°С, а материалов из натурального шелка и содержащих
лавсановые, капроновые и ацетатные волокна — при
температуре 140—160 °С. При глаженьи с проутюжильником
температура может быть повышена на 20 °С. При таких температурах
Рис. 102. Подушки прессов
можно воздействовать на материал не более 15—20 с при
увлажнении 20—30% по отношению к массе воздушно-сухого
материала. Увлажнение материалов из натурального,
вискозного шелка и содержащих ацетатное волокно производят
только в том случае, когда на материале не остаются следы
(пятна) влаги и без увлажнения затруднен процесс влажно-
тепловой обработки.
Кроме электрических утюгов применяют электропаровые
и паровые утюги, а также утюжильные столы с подогревом их
гладильной поверхности и отсосом пара. Электропаровой утюг
имеет трубчатый электронагреватель с терморегулятором. На
подошве утюга находятся отверстия, через которые выходит
пар. Пар к утюгу поступает по резиновому шлангу. Паровой
утюг нагревается паром, поступающим от парогенератора
через резиновый шланг в камеру подогрева подошвы. Этот
пар используется также для пропаривания материала.
Рабочими органами прессов являются верхние и нижние
прессующие подушки, отлитые из чугуна, алюминия или силу-
122
мина. Подушки прессов могут быть с паровым или
электрическим нагревом в зависимости от теплоносителя.
Паровой нагрев обычно совмещается с увлажнением
материала паром, поэтому в этих прессах верхняя подушка
состоит из двух камер. Верхняя камера / (рис. 102, а)
является камерой подогрева и обеспечивает нагрев верхней
подушки. Нижняя камера 2 является камерой пропаривания, куда
пар поступает только в период увлажнения (пропаривания)
материала. В верхнюю камеру пар поступает постоянно по
паропроводу от группового или индивидуального
парогенератора под давлением 0,4—0,5 МПа с температурой 140—150°С.
Нижняя камера подключается к паропроводу периодически
посредством клапана. Поверхность плиты нижней камеры
покрыта мелкими отверстиями (на 1 см2 одно отверстие
диаметром 0,8—1 мм), через которые пар попадает на материал.
Нижняя подушка пресса имеет одну или две камеры
подогрева, верхняя из которых служит для отсоса пара из
материала вентилятором.
В прессах с электрическим нагревом устройство подушек
аналогично устройству подошвы утюга, так как нагрев
осуществляется также спиральным (рис. 102, б) или трубчатым
(рис. 102, в) электронагревательным элементом.
Для лучшего прессования в прессах применяют прокладки
па подушках. Поверхность нижней подушки покрывают
жесткой или мягкой прокладкой, а верхней — парусиновой в виде
откидного проутюжильника. В прессах с подушками из сулу-
мина при паровом нагреве проутюжильник не применяют.
Жесткая прокладка состоит из трех слоев сукна, покрытых
сверху парусиновой прокладкой, а мягкая — из пружинного
мата, покрытого двумя слоями сукна и сверху одним слоем
парусиновой прокладки. Пружинный мат представляет собой
железный (хромированный) или алюминиевый лист / (рис.
102, г) с большим числом отверстий, в котором через 14—
15 мм запрессованы пружины 3 диаметром 12 мм, покрытые
мелкой латунной сеткой 2 с отверстиями диаметром 1 мм.
Сетка покрыта двумя слоями сукна и парусиновой прокладки,
чтобы пружины и сетка не отпечатывались на материале.
Мягкая прокладка с пружинным матом обеспечивает
равномерное давление на изделие с различными утолщенными
участками, уменьшает образование лас на изделии и обеспечивает
обработку изделий с пришитыми пуговицами. Кроме того,
пружинные маты создают свободное прохождение пара, что
способствует лучшему закреплению формы изделия. Нижняя
подушка в прессах с электрическим нагревом может быть с
жесткой и мягкой прокладкой. При мягкой прокладке нижняя
подушка обязательно должна иметь нагрев до 110 °С, чтобы
пар не конденсировался на ее поверхности. Жесткие
прокладки используют для обработки деталей в процессе изго-
123
Рис. 103. Амортизирующее покрытие
подушки пресса
товления изделии, а мягкие —для окончательной влажно-
тепловой обработки деталей и всего изделия.
Для обеспечения равномерного распределения
технологического пара при подаче его к изделию через нижнюю подушку
и распределения потоков воздуха при стабилизации изделия
с помощью вакуум-отсоса применяют амортизирующее
покрытие марки АПНП. Оно включает упругий элемент (мат),
выравнивающий и обтягивающий элементы (рис. 103).
Материалы с ворсом (бархат, плюш и др.) целесообразно
гладить с помощью прокладок с частой игольчатой
поверхностью. Такая прокладка обеспечивает глажение основы
материала, а ворс
располагается между иглами.
В утюгах и прессах с
электрическим нагревом
необходимо 'регулирование
температуры греющей поверхности и
увлажнение материала с
помощью дополнительных
устройств.
Автоматическое регулирование температуры
осуществляется с помощью терморегуляторов. В утюгах со спиральным
электронагревательным элементом используют
биметаллический терморегулятор, основанный на принципе различного
расширения твердых тел при нагревании. Биметаллическая
пластина / (рис. 104) в терморегуляторе состоит из двух
металлов (инвара и маломагнитной стали) с различным
коэффициентом расширения. При нагревании верхняя пластина
(инвар) изгибается и поднимает пружину 5, которая
размыкает контакты 2, 4. Настраивают утюг на определенную
температуру нагрева регулировочным винтом 3 в соответствии со
шкалой, установленной на корпусе утюга. Точность -работы
терморегулятора 3—5 %, но ввиду большой тепловой инерции
подошвы утюга колебание температуры гладильной
поверхности достигает ±10%. Для удлинения срока службы
терморегулятор работает через промежуточное реле с силой тока
до 0,1 А.
В прессах применяют терморегулятор ТР-200, принцип
действия которого основан на различных коэффициентах
расширения латуни и инвара. Терморегулятор ТР-200 состоит из
латунной трубки 2 (рис. 105), инварных пластин 3, контактов
5 и винта 6 для регулирования температуры. Латунная трубка
имеет хвостовик 4, который вставляется в шайбу инварных
пластин. Зазор б между шайбой пластин 3 и хвостовиком 4
уменьшается до тех пор, пока температура подушки пресса не
станет равной заданной. При дальнейшем повышении
температуры пластины деформируются (удлиняются), что приводит
к размыканию контактов. При понижении температуры длина
124
латунной трубки уменьшается, пластины занимают исходное
положение и контакты замыкаются.
Рис. 104. Биметаллический
терморегулятор
Рис. 105. Терморегулятор ТР-200
Для подключения к сети головка терморегулятора имеет
выводы /. Терморегулятор находится в центре гладильной
поверхности с внутренней ее стороны.
Для увлажнения материалов используются опрыскиватели
разных конструкций. Например, опрыскиватель ЛПК.-1М
состоит из корпуса 6 (рис. 106), насадки
2 с распылителем / и клапана 3,
подпружиненного в пробке 4. Внешний
конец клапана 3 связан с вилкой
металлического рычага 5. Нижним
концом корпус распылителя вставляется
в резиновый шланг, связанный с
водопроводной сетью. Для нормальной
работы опрыскивателя давление воды
должно быть 0,1—0,15 МПа.
Утюги и прессы с паровым
нагревом не требуют устройств для
увлажнения материала водой. Они
обеспечивают высокое качество
влажно-тепловой обработки, по имеют
сравнительно длительный аехнологический
цикл из-за увеличения времени
прессования и сушки изделия C0—60 с),
так как температура греющей
поверхности не более 120—140 СС.
Температура верхней подушки в прессах с
электрическим нагревом должна
находиться в пределах 140—160 °С при времени прессования 20—
40 с. Давление между подушками в зависимости от операций
и материала может быть в пределах 0,02—0,1 МПа и для
толстых пальтовых материалов до 0,15 МПа.
Эффективность применения паровых прессов повышается
за счет отсоса пара. Время обработки при этом сокращается
Рис. 106. Опрыскиватель
лпк-ш
125
примерно в 2 раза. Сокращение длительности обработки
возможно также за счет использования комбинированного,
электропарового нагрева. Однако наиболее значительное
сокращение времени и улучшение качества могут быть
достигнуты при автоматическом отключении пресса с повышенным
нагревом верхней подушки (до 200 °С) в момент нагревания
материалов до оптимальной температуры 00—120 °С, при
этом время прессования может быть снижено до 7 с.
Табл. 5. Техническая характеристика утюгов
Тип утюга
и утюжильного
стола
Назначение
2
я
и
и
я
¦s.
эле-
а ^
S 3
?¦5 ь
л
н
о
О t-
Терморегулятор
У-5
У-6А
УПП-5М
CS-392
«Панпония»
в комплекте
со столом
CS-394E
УПП-ЗМ-Орл.З
«Легмаш»
в комплекте
со столом
СУ-ОК
Для
пальтовых и
костюмных
материалов
Для
окончательной
отделки
изделий
Для
различных швейных
изделий
То же
Для изделий
из шелковых,
льняных и
хлопчатобумажных
материалов
5
5
50
вме'
сте
со
столом
То же
тэн
тэн
13Н
Элек-
гропаро-
пой
тропаровой
1000 Биметаллический
i500 Выносной,
состоящий из термопары
ТХК-539,
милливольтметра М-ЗОЗК и
промежуточного реле
1500 Биметаллический и
устройство для про-
паривания, давление
пара 0,4—0.6 МПа
— С индивидуальным
малогабаритным
парогенератором
— То же
Для автоматического отключения пресса в КТИЛПе
разработан регулятор-оптимизатор ВТО-7. Он автоматически
открывает верхнюю подушку в зависимости от нагрева верхних
слоев материала изделия, а также по сигналу «мало влаги»
в конце влажно-тепловой обработки. Температура материала
контролируется термопарами.
Для контроля температуры греющих поверхностей утюгов
и прессов, а также слоев материалов в процессе их влажно-
тепловой обработки в КТИЛПе создан прибор ИТ-3,
состоящий из милливольтметра и двух датчиков температуры в виде
термопар для измерения температуры греющей поверхности
126
утюга или пресса в пределах 50—250 °С и внутри слоев мате
риала в пределах 50—150°С. Точность измерения ±3°С.
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА УТЮГОВ
И ПРЕССОВ. В зависимости от выполняемых операций и вида
материала применяют утюги (табл. 5) различной массы,
мощности и площади подошвы. При использовании утюгов
рекомендуется применять комплект из пяти съемных утюжильных
колодок (для разутюживания прямых швов, швов рукавов,
швов . обтачивания, плечевых швов и шва втачивания
воротника в горловину, коротких швов), надеваемых на металличе-
Рис. 107. Утюжильные колодки
ское основание (рис. 107, а—д). Для обработки плечевой
части пиджаков и пальто рекомендуются две колодки с
несъемными основаниями (рис. 107, е, ж).
Для повышения качества влажно-тепловой обработки
глаженье возможно выполнять с помощью утюжильного
комплекта, состоящего из гладильного стола с двумя подушками
(универсальной и овальной) и электропаровыми или
паровыми утюгами и вентилятором для отсоса влаги. Подача пара
в утюг и основную подушку обеспечивается индивидуальным
электрическим парогенератором. Для окончательной влажно-
тепловой обработки женских платьев применяют утюжильные
линии Л1-СУ, состоящие из нескольких столов (четырех-шести)
и паровых утюгов.
Применяемые в настоящее время прессы (табл. 6)
изготовляют с пневматическим, гидравлическим и
электромеханическим приводами.
Прессы с пневматическим приводом надежны в
эксплуатации, экономичны по расходу электроэнергии, имеют срав-
127
нительно небольшую массу, но они могут быть использованы
только на предприятиях, имеющих компрессорные установки
с давлением 0,7 МПа. В связи с этим в производстве одежды
по индивидуальным заказам применяют в основном прессы
с гидравлическим и электромеханическим приводами и
индивидуальным парогенератором.
Табл. 6. Техническая характеристика прессов
Тип
Назначение
н ^
У Е5 В
и К ж
Вид
нагрева
подушек
as
u
s:
тныо раз-
та 3
Ю О.
Примечание
CS-363
«Паинония»
ПГУ-ЗГЗ
«Легмаш»
Выполнение
различных
технологических операций
Влажно-тепловая
обработка
швейных и
трикотажных
изделий
20
20
Комбинированный
(верхней
подушки —
электрический.
нижней —
паровой)
Электрический
560—
690
406
1200Х
XI270
1400Х
Х1180Х
Х1300
Время про-
паривания.
прессования, отсоса
в
отдельности от
0 до 40 с
Производительность
5,2
изделия в час
В зависимости от выполняемых операций на всех прессах
могут быть установлены различные по форме и размерам
подушки.
ОПЕРАЦИИ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ.
Операциями влажно-тепловой обработки являются сутюживание
и оттягивание, прессование, отглаживание, отпаривание.
Сутюживание и оттягивание применяют для придания
деталям пространственной формы в соответствии с силуэтной
формой изделий. Во время сутюживания деталь подвергают
принудительной усадке, а при оттягивании — принудительному
растяжению. Одна и та же форма детали может быть
получена сутюживанием или оттягиванием в зависимости от вида
деформации детали в процессе носки и от закрепления
приданной формы. Вогнутая форма (рис. 108, а) детали может быть
получена сутюживанием в середине детали, если этот участок
в процессе носки подвергается сжатию или оттягиванию по
краям, если край закрепляется швом. Например, цельновы-
кроенную спинку женского жакета можно сформировать
сутюживанием в области талии или одновременно сутюживанием
на этих участках и оттягиванием боковых срезов.
128
Выпуклая форма (рис. 108, 6) детали создается или
оттягиванием в середине детали, или сутюживапием по краям
с последующим закреплением формы кромками или швами.
Сутюживание и оттягивание можно выполнять глаженьем
и прессованием. Сутюживание глаженьем выполняют, начиная
с участков малой посадки материалов, постепенно переходя
к участкам с большой посадкой. Для этого применяют
колодки. Так, сутюживание полочек выполняют на
универсальной колодке с одним овальным
краем (рис. 109, а).
Сутюживание прессованием
выполняют одновременно по всем
участкам. При сближении
подушек пресса крупная
волнистость материала (рис. Рис. 108. Формы деталей, создавае-
109, б) разбивается на более мые сутюживанием и оттягиванием
мелкую, незаметную, в
результате образовавшаяся слабина материала сутюживается.
Для выполнения сутюживания прессованием применяют специальные
подушки. Например, для создания формы бортовой прокладки в области груди
и мужских изделиях рекомендуется применять прессы с подушками ПО-
ПМП-П и ПО-ПМП-Л. Для сутюживания посадки рукавов после втачивания
а
Рис. 109. Сутюживание детали
рукаиа в пройму может быть применен специальный пресс СПР-Г, который
имеет три подушки (рис. ПО). На нижней подушке располагают пройму
рукава. Средняя подушка, опускаясь, сутюживает посадку в верхнем участке
проймы (по окату). Верхняя подушка сутюживает посадку по остальной
части проймы.
Оттягивание деталей утюгом начинают с участков
наибольшего растяжения, постепенно переходя на соседние участки
с меньшей деформацией (например, оттягивание задних поло-
шшок брюк в области среднего шва и т. д.).
С помощью оттягивания можно осуществлять перевод
фалды в любой участок детали.
Для сокращения затрат времени операцию оттягивания
ныполияюг па прессах со специальными подушками, имеющими
гофрированную поверхность в местах, где соответственно
требуется оттягивание. Во время прессования гофрированные
участки верхней и нижней подушки совмещаются, зажимая
и растягивая материал (рис. 111).
№ 2313
129
Рис. 111. Оттягивание деталей
прессованием на гофрированных
подушках
Рис. ПО. Подушки пресса для сутю-
живаиия посадки рукавов
В связи с применением материалов с большим содержанием
синтетических волокон деформация нитей материала почти не закрепляется влажно-
тепловой обработкой, поэтому формование решают в основном
конструктивным путем. В деталях предусматривают вытачки, дополнительные разрезы,
уменьшают кривизну формы деталей, например сгиба задней половинки
брюк и др.
Прессование применяют для утонения материала, краев
деталей, складок и обработки швов. Операция выполняется
с помощью утюгов и прессов. Прессование, выполняемое для
утонения и выправления краев деталей, называют приутюжи-
ванием, если край предварительно закреплен временной
строчкой, и заутюживанием, если закрепление отсутствует. При
обработке бортов, воротников и низа изделий из шерстяных
материалов обычно после выметывания и заметывания краев
проводят предварительное прессование, чтобы выровнять их
и уменьшить толщину швов. После удаления временной
строчки и выполнения отделочной строчки прессуют вторично,
чтобы удалить следы выметочной строчки и окончательно
обработать край.
Для приутюживания низа, бортов, воротников и
других узлов верхней одежды можно использовать
универсальные цилиндрические подушки. Эти подушки также можно
использовать для одновременной обработки мелких деталей
(клапанов, хлястиков и др.) и разутюживания коротких швов
(швов стачивания частей подбортов, нижних воротников).
Заутюживание краев выполняют на мелких деталях,
предварительно обтачанных по краю (клапаны, хлястики,
манжеты и др.). Для прессования используют специальные
шаблоны (рис. 112), имеющие форму края детали. Обычно
изготовляют раздвижные шаблоны для удобства вкладывания
их внутрь детали и использования для всех размеров деталей.
При заутюживании огибают край детали по шаблону утюгом,
затем прессуют, не снимая с шаблона.
Заутюживание незакрепленных складок или сгибов (в
юбках, брюках) выполняют на прессах с плоскими
специальными подушками. Подушка (рис. 113) для заутюживания
сгибов брюк имеет выемку для верхней части брюк.
130
Прессование применяют для разутюживания и
заутюживания швов. Эти операции выполняют на узких различной длины
колодках или подушках в зависимости от способа влажно-
тепловой обработки. Например, для разутюживания шва
обтачивания бортов верхней одежды применяют подушки с
заостренными концами для выправления углов борта и
раздвижными посередине по длине борта, а при разутюживании
утюгом — аналогичную колодку (рис. 114). Для
разутюживания передних и локтевых швов применяют колодки (рис. 115)
или специальные подушки и др. Для выполнения прессования
швов на прессах припуски на швы при разутюживании пред-
Рис. 112. Шаблон для
заутюживания клапана
Рис. 113. Подушка для
заутюживания сгибов
брюк
варительно раскрывают утюгами небольшой массы (до 1 кг),
при заутюживании перегибают на сторону.
Операции отглаживания применяют для промежуточной
обработки деталей и окончательной влажно-тепловой
обработки изделий с целью удаления заминов материалов,
неровностей и окончательного формования деталей в готовом
изделии. Окончательная влажно-тепловая обработка изделий
может производиться централизованно на специально
выделенных участках, поэтому для верхней одежды возможно
максимальное использование прессов. Для отглаживания на
прессах с электрическим нагревом используют
цилиндрические и универсальные сферические подушки для
отглаживания участков одежды, имеющих объемную форму (например,
верхних краев брюк, отворотов пальто и пиджаков). Плечевые
участки и окаты рукавов отглаживают на специальном прессе
1ЮРГ-0,5. Для отглаживания изделие надевают на нижнюю
подушку пресса, и во время прессования оно находится
в подвешенном состоянии. Отглаживание нижних участков
и заутюживание сгибов брюк выполняют на специальных
подушках. В массовом производстве для отглаживания пальто
применяют три подушки: для обработки правой и левой поло-
131
чек и спинки. При окончательной влажно-тепловой обработке
мужских сорочек применяют специальные подушки: для
манжет и воротника, полочек и спинки. Для отглаживания
изделий верхней и легкой одежды целесообразно применять
утюжильные столы, на которых можно отгладить все участки
одежды без появления лас, так как универсальная подушка
имеет паровой нагрев, а применяемый в комплекте со столом
утюг оснащен нропаривателем.
Отпаривание применяют для удаления лас с поверхности
изделия после прессования и отглаживания. Отпаривание мо-
Рис. 114. Колодка для
разутюживания шва обтачивания
бортов
Рис. 115. Колодка для
разутюживания швов рукавов
жет производиться одновременно с отглаживанием. При
отглаживании изделий на паровых прессах или утюгами с иро-
паривателями отпаривание выполняют путем
кратковременного пуска пара после операции отглаживания.
При обработке изделий утюгами или прессами с
электронагревом отпаривание является самостоятельной операцией.
Простейшим способом удаления лас является
кратковременное воздействие на материал утюгом через увлажненный про-
утюжильник с минимальным давлением, чтобы влага не успела
распространиться по всей толщине материала. Однако этот
способ требует значительных затрат времени и физических
усилий. Поэтому отпаривание выполняют в основном на
специальных отпарочпых аппаратах ОАБ-3. Рабочим органом
аппарата является резиновая щетка, на поверхности которой
имеются отверстия для выхода пара. Изделие надевают на
манекен и пар подают под углом к поверхности, чтобы
нагревались и увлажнялись только поверхностные волокна.
Вследствие релаксации волокон ласы исчезают. Воздействие пара
на поверхность изделия должно быть не более 5 с.
ОСНОВНЫЕ НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ВЛАЖНО-
ТЕПЛОВОИ ОБРАБОТКИ. Основными задачами совершенствования влажно-
тепловой обработки являются сокращение затрат времени и улучшение
качества операций.
Наиболее трудоемкими и мяло поддающимися объективному контролю
являются операции глажения. При выполнении этих операций ¦ качество во
многом зависит от мастерства исполнителя.
132
Для повышения .качества одним из направлений совершенствования
влажно-тепловой обработки является применение утюгов с терморегулятором
и пропаривателем в комплекте с утюжильными столами. Целесообразно
также максимально заменить утюги прессами с паровым или электропаровым
(комбинированным) нагревом. Для предприятий небольшой мощности
рекомендуется для выполнения различных операций применять легкий пресс
CS-351 с ручным или ножным приводом.
Трудоемкими операциями являются сутюживание и оттягивание. При
выполнении этих операций утюгами требуется точная проверка полученной
формы, осуществляемая в основном при примерке на фигуре заказчика. При
выполнении этих операций на прессах требуется применение комплекта
специальных подушек, соответствующих необходимым формам деталей. Однако
d условиях производства одежды по индивидуальным заказам применение
полного комплекта специальных подушек нецелесообразно из-за отсутствия
полной повторяемости форм и размеров в заказах. Поэтому основным
направлением совершенствования в данном случае является максимальная
замена формообразования деталей конструктивным путем и за счет
формовочных свойств материалов. Это направление согласуется и со свойствами
новых материалов, имеющих в своем составе значительную долю
синтетических волокон.
Для обеспечения высокого качества влажно-тепловой обработки при
минимальных затратах времени прессования необходимо строго соблюдать и
контролировать установленные технологические режимы. В связи с этим
одним из направлений совершенствования процессов влажно-тепловой
обработки является оснащение прессов регуляторами-оптимизаторами типа ВТИ-7
для контроля нагрева материала и греющих поверхностей.
При применении прессов с электрическим нагревом необходимо строго
соблюдать режимы увлажнения. Увлажнение ручным опрыскивателем не
дает равномерного распределения влаги и требует дополнительного времени
для процесса влажно-тепловой обработки. Увлажнение целесообразно
производить через проутюжильпик специальным дозатором.
Для окончательной влажно-тепловой обработки помимо прессов следует
применять паровоздушные манекены, которые позволяют повысить
производительность труда, сократить обьем работ по отглаживанию, совмещая их
с отпариванием. В перспективе возможно дополнительное оснащение
манекенов подушкой для отглаживания плечевых участков и воротников.
Применение паровоздушных манекенов наиболее эффективно в ателье
по ремонту и обновлению одежды.
Для обработки плечевых изделий из различных материалов предназначен
автоматизированный паровоздушный манекен ПВМГ-1. Он состоит из
камеры основания, стойки и плечевого участка, па который надевается эла-
сгичиый чехол. Изделие надевают на чехол и закрепляют специальными
зажимами. В чехол через отверстия стойки и плечевого участка подается под
давлением 0,3—0,7 МПа пар. Проникая через чехол, пар пропаривает
изделие. Время пропаривапия регулируется от 1 до 80 с. Затем вместо пара
поступает под . давлением горячий воздух, который высушивает изделие
в расправленном состоянии. Во время пропаривапия ласы с поверхности
изделия удаляются, а надутый чехол устраняет возможность релаксации
материала. Время просушки изделия —-от 1 до GO с. Объем чехла
регулируется с помощью шнуров.
Для отпаривания и отглаживания верхних участков брюк и юбок можно
применять паровоздушный манекен МБ-401, принцип действия которого
аналогичен действию манекена ПВМГ-1. Применение паровоздушных манекенов
возможно на предприятиях, оснащенных централизованной системой подачи
пара и компрессорной установкой.
Проведенные во МТИЛПе исследования показали перспективность
применения паровоздушных манекенов с жесткой оболочкой. В этом случае
после обработки паром с внешней стороны изделия и горячим воздухом
прочно закрепляется форма детален, приданная за счет перекоса нитей
ткани,
133
В настоящее время паровоздушные манекены «Хогесс» объединения
«Текстима» (ГДР) получили широкое распространение для отглаживания
изделий после химической чистки.
Для отпаривания и отглаживания трикотажных изделий целесообразно
применять отпарочные столы «Текстима» (ГДР). Отпариватель состоит из
рабочего стола и верхней рамы, обтянутой байкой. Стол подогревается
паром под давлением 0,4—0,5 МПа. Поверхность стола имеет отверстия, через
которые пар пропаривает уложенное на стол изделие. После отключения
пара включается отсос влаги с одновременным опусканием на изделие
верхней рамы, обеспечивающей закрепление изделия в расправленном виде во
время сушки.
Для влажно-тепловой обработки женских головных уборов
целесообразно использовать полуавтомат ПОК-1. В нем автоматически
контролируются режимы обработки, регулируются размеры электроформ. Полуавтомат
может работать и от ручного управления.
Одно из перспективных направлений улучшения качества швейных
изделий— их термофнксация после окончательной влажно-тепловой обработки
в специальных термокамерах. Термофиксация обеспечивает стойкое
закрепление складок, формы краев за счет химической обработки материала на
текстильных предприятиях. Такая пропитка обеспечивает устойчивость формы
и после стирки.
В настоящее время выпускаются хлопчатобумажные одежные материалы
с химической обработкой форниз (формирование несминаемых изделий).
Применение химических пропиток требует отказа от внутрипроцессной
влажно-тепловой обработки. Ее применяют в основном на заключительном
этапе технологического процесса изготовления изделий.
§ 9. МЕТОДЫ ПРИДАНИЯ ДЕТАЛЯМ ОДЕЖДЫ
ТРЕБУЕМЫХ СВОЙСТВ
ПРИДАНИЕ ДЕТАЛЯМ ОДЕЖДЫ ФИЗИКО-
МЕХАНИЧЕСКИХ СВОЙСТВ. Для придания деталям
необходимых физико-механических свойств (жесткости, упругости,
плотности, теплозащитных свойств и др.) важное значение
имеет выбор материалов, конструкции, способа соединения.
В качестве критерия формоустойчивости приняты показатели
жесткости и упругости пакетов одежды. В большинстве
случаев для одежды требуются высокая гибкость и низкая
жесткость соединений.
Плотность, упругость и жесткость часто повышают
изготовлением деталей одежды из двух и более слоев материалов,
а также выполнением ряда параллельных строчек вдоль или
поперек детали.
Установлено, что при изгибе вдоль строчек деталь проявляет большую
упругость, чем при изгибе поперек строчек. Это объясняется тем, что при
изгибе в продольном и поперечном направлениях детали находятся не в
одинаковых условиях и имеются различные возможности для их относительного
смещения. Если изгиб вдоль строчек, то участки материала оказываются
зажатыми нитками строчки п н большей степени там, где проявляется
сопротивление относительному смещению. В случае изгиба деталей поперек
. строчек каждый участок нижнего слоя материала может не только сжаться,
но и изогнуться. Кроме того, скрепляющие строчки оказывают меньшее
сопротивление смещению верхнего и нижнего материала в целом. Такое
влияние строчек и учитывают при обработке отдельных деталей.
Соединение прокладок с деталями осуществляют сквозными челночными
134
и потайными цепными строчками и клеевым способом. Потайные строчки
способствуют относительному сдвигу материалов при их изгибе.
Ниточное соединение при прочих равных условиях более
эластично, чем клеевое. При клеевом соединении изгиб
обусловливается, как правило, растяжением верхнего материала
и сжатием материалов без относительного нх смещения. Это
и делает детали одежды более жесткими и упругими.
Прокладка в воротнике верхней одежды соединяется
с нижним воротником ниточными швами с различным
расположением строчек и клеевым креплением. Например, для
мужского зимнего пальто линии выстегивания нижнего ворот-
пика (рис. 116, а) располагают параллельно концам, что
придает большую устойчивость воротнику в приподнятом положе-
Рис. 116. Обработка нижних воротников
иии. Для увеличения жесткости часто в нижний воротник
прокладывают слой ватина, особенно в отлетную часть.
В воротниках мужских пиджаков (рис. 116, б), где
необходима повышенная формоустойчивость стойки, ее
выстегивают на стачивающей машине строчками, параллельными
линии перегиба стойки, а отлет — зигзагообразными
строчками. Такое расположение строчек обеспечивает нужную
плотность, устойчивость и не препятствует его перегибу в
готовом виде по линии стойки.
Во всех видах верхней одежды, где по модели воротники
должны быть мягкой формы, прокладку соединяют с нижним
иоротником на машине потайного стежка (рис. 116, в).
Применение клеевой прокладки (рис. 116, г) создает
требуемую упругость и жесткость воротнику за счет создания
более монолитной системы из материала верха и прокладки.
Для обеспечения пышности и устойчивости мехового ворот-
пика в нем делают прокладку из ватина или поролона.
Для повышения формоустойчивости полочек при носке
одежды, прочности пришивания пуговиц, обметывания петель
применяют бортовые прокладки. Наиболее сложную
конструкцию имеют бортовые прокладки для верхней мужской одежды,
где создается более четкая и строгая силуэтная форма
полочек.
Ьортовая прокладка должна обладать высокой устойчи-
ноотыо, поэтому на плечевом участке и в области груди
изделия она многослойна и состоит из материалов разной
жесткости и упругости. Для основной детали прокладки / (рис. 117)
135
Рис. 117. Бортовая прокладка для мужской одежды
U
используют материалы, обладающие
достаточной устойчивостью за счет их жесткости
(полушерстяная бортовая, льняные и
полульняные бортовые ткани и др.)- Для
создания повышенной упругости иногда применяют
ткани, имеющие в утке волос, оплетенный
ниткой. Широкое применение за последние
годы получили нетканые материалы с
клеевым покрытием или без покрытия.
Для дополнительной детали используют
волосяную ткань, бортовую ткань с
капроновой щетиной (прокладка 2 в области груди и столбик), края
которой закрепляют полоской хлопчатобумажной ткани
(сводкой 3). Одновременно сводка придает некоторую объемную
форму прокладке за счет посадки основной детали /.
Дополнительно формоустоичивость повышается выстегиванием
прокладки зигзагообразной строчкой или прямой строчкой вдоль
волосяной накладки (строчка 4). Полоску ткани 5 под петли
применяют в том случае, если бортовая прокладка высекается
в местах расположения петель и не закрепляется клеевой
эмульсией.
Для материалов облегченных и разреженных структур,
а также при ремонте и обновлении одежды
формоустоичивость полочек обеспечивают дублированием с клеевыми
прокладочными материалами разной степени упругости и
жесткости.
При подборе материалов в пакет одежды необходимо
учитывать поверхностную плотность материала верха и степень
усадочиости всех материалов.
Существует большое разнообразие прокладок,
различающихся по конструкции, сырьевому составу материалов,
количеству слоев накладок и способу их соединения,
расположению нитей основы одних слоев по отношению к нитям основы
других, направлению линий выстегивания и т. д.
Применение тех или иных бортовых прокладок зависит
в основном от назначения изделия, материала верха,
требований моды, применяемой технологии. При выстегивании
бортовых прокладок с целью придания им упругости и жесткости
слои соединяемых материалов скрепляют строчками.
Бортовая прокладка при этом теряет формовочную способность.
Для увеличения упругости бортовые прокладки делают
многослойными, что приводит к увеличению толщины пакета
одежды, его массы, расходу материала. Однако увеличение
количества слоев бортовой прокладки незначительно
повышает ее формоустоичивость.
136
С целью обеспечения требуемых свойств отдельные края
деталей одежды (низки брюк) обрабатывают специальной
тесьмой, предотвращающей истирание. Для предохранения
краев деталей (борта, карманов и др.) от растяжения
применяют кромки, а от осыпания открытых срезов в верхней
одежде—подкладку, обметывание или окантовывание срезов швов
и т. д.
Для сохранения приданной формы и повышения
устойчивости плечевого участка изделия и спинки применяют верхние
плечевые и задние накладки. Их изготовляют из поролона,
ватина, синтетической ваты и т. п.
В климатических условиях нашей страны весьма важной
задачей является придание одежде требуемых теплозащитных
свойств, которые обеспечивают главным образом за счет ткани
верха и теплоизоляционного слоя (утепляющей прокладки).
Утепляющие (теплозащитные) прокладки должны обладать
упругостью, малой массой и высокими теплозащитными
свойствами. Этими показателями в наибольшей степени обладают
натуральные меха. В качестве материалов для утепляющих
прокладок одежды применяют ватин, синтетическую вату
и др.
Устойчивости утепляющего слоя достигают выстегиванием
на стачивающей или многоигольной машине ватина с одним
слоем марли долевыми строчками с расстоянием между ними
80—100 мм. Утепляющая прокладка может быть выстегана
фигурными строчками одновременно с подкладкой.
Большое значение для сохранения защитных свойств
зимней одежды имеет стабильность толщины утепляющих
прокладок в процессе носки изделия. Уменьшение толщины
прокладок приводит к снижению их теплозащитных свойств,
увеличению объемной массы и уменьшению коэффициента
теплопроводности.
ФОРМОВАНИЕ ДЕТАЛЕЙ ОДЕЖДЫ. Формование
деталей одежды является сложным процессом, состоящим из
двух взаимосвязанных этапов: придания объемной формы
деталям из плоского материала и ее закрепления. Форма деталей
должна соответствовать силуэтной форме одежды и фигуре
человека.
Формование деталей выполняют несколькими способами:
конструктивным с помощью швов, вытачек; влажно-тепловой
обработкой; за счет использования способности материала
принимать объемную форму вследствие изменения угла
между нитями основы и утка; комбинированным.
Целесообразность применения того или иного способа
определяется фасоном, конструкцией изделия, величиной
объемной поверхности, формовочными свойствами материала,
способом закрепления формы деталей, небольшими трудовыми
и материальными затратами.
137
Первый способ обеспечивает создание формы за счет
соединения частей или участков деталей с различными
конструктивными линиями, создающими разнообразные заданные
формы. Прилегающую и полуприлегающую формы придают
изделию вытачки в области талии. Верхняя вытачка, кокетка,
подрезы на полочке позволяют создать выпуклость в области
груди, вытачка от плечевого среза, горловины, кокетка по
линии спинки — облегание лопаток. Этот способ обеспечивает
изготовление изделия с наименьшими затратами труда за
счет значительного сокращения доли влажно-тепловой
обработки. Кроме того, этот способ дает наиболее устойчивую
форму детали и широко применяется при изготовлении одежды
из синтетических материалов.
Второй способ более трудоемкий. Формование деталей
верхней одежды осуществляют главным образом за счет
принудительного растяжения или сжатия материала на отдельных
участках деталей. Приданная деталям одежды таким способом
форма является неустойчивой и со временем изменяется.
Величина и участки влажно-тепловой обработки основных
деталей зависят от фасона изделия, индивидуальных
особенностей фигуры заказчика и в каждом отдельном случае
указываются закройщиком.
Часто в производстве одежды по индивидуальным
заказам при создании формы деталей одежды используют первые
два способа в комбинации друг с другом.
Третий способ является наиболее производительным, так
как создание формы при соответствующих предварительных
разработках осуществляется без больших усилий и выделения
специальных операций па формование. Формование деталей
сочетается обычно с окончательным приутюживанием детали.
Этот способ дает возможность получать форму деталей при
минимальном расходе материалом за счет рациоиалыюи конструкции деталей. Но
применение его связано с созданием первоначальной конструкции деталей и
требует точных знаний формовочных свойств материалов. Поэтому данный
способ наиболее приемлем в условиях массового производства, где имеется
возможность на каждую модель создать манекен внутренней формы
с целью разработки конструкции и выполнить большую партию моделей из
одного и того же материала.
С целью сохранения формы одежды при носке
выкраивают детали из ткани с направлением нитей основы и утка,
совпадающим с направлением возможных наибольших
растягивающих усилий, в местах возможного действия
растягивающих усилий прокладывают кромки, полоски ткани,
специальные прокладки. Необходимую устойчивость к растяжению на
отдельных участках обеспечивают выполнением закрепок,
машинных строчек. Кроме того, закрепляют деформацию
химической стабилизацией материалов и дублированием их.
Наиболее перспективным способом формования деталей
одежды из тканей является использование формовочных
138
свойств, заключающихся в изменении сетевых углов. Этот
способ дает возможность исключить ряд швов и вытачек,
изготовлять изделия с целыювыкроенными деталями, уменьшать
затраты времени и расход материалов, осуществить переход
к малооперационной технологии обработки и сборки
отдельных деталей и узлов одежды.
СОЕДИНЕНИЕ ЧАСТЕЙ И ДЕТАЛЕЙ ОДЕЖДЫ.
Соединение частей и деталей должно обеспечивать заданную
форму и качество изделия. В зависимости от места расположения
соединений к их конструкции предъявляются различные
требования. Например, боковые срезы, нижние или передние
срезы рукавов, надставки к подбортам, все срезы подкладки
соединяют стачными швами вразутюжку или взаутюжку,
обеспечивая главным образом прочность соединения и простоту
выполнения; соединения частей полочек, спинки, верхних
срезов рукавов выполняют швами, обеспечивающими не только
прочность, но и отделку деталей (настрочными и накладными
швами).
Срезы одежды, подвергающиеся растяжению в процессе
носки, предварительно закрепляют кромкой, полосками ткани,
дополнительными строчками (срез проймы, плечевой и др.).
Для создания соответствующей формы отдельные детали
соединяют посадкой. Величина посадки и место ее
расположения определяются конструкцией изделий. Посадка
материалов может выполняться разными способами в зависимости
от ее величины и формы среза. В деталях с небольшой
посадкой ее образуют при стачивании, располагая посаживаемую
деталь с нижней стороны. При наличии большой посадки
материалов, вызванной индивидуальностью фигуры заказчика,
детали соединяют с предварительным сметыванием.
В отдельных случаях форма детали обеспечивается
влажно-тепловой обработкой, выполняемой до соединения.
Например, средние срезы брюк стачивают после
предварительного оттягивания задних половинок.
При изготовлении одежды по индивидуальным заказам
наличие увеличенных припусков к деталям, сложных
фасонных линий требует предварительной разметки места
расположения их соединения. С этой целью выполняют
копирование меловых линий с помощью копировальных строчек. На
участках, где требуется длительное сохранение линий,
например линии низа изделия, пройм и др., прокладывают нитки.
При дублировании полочек с клеевой бортовой прокладкой
не рекомендуется на участках склеивания деталей
копирование меловых линий с помощью копировальных строчек из-за
трудности их удаления. В этом случае перевод меловых
линий осуществляют перебиванием их с последующим
прокладыванием ниток с лицевой стороны материала. Для
выполнения копировальных строчек применяют специальные машины.
139
ного застила на поверхности среза (обметывание петель и
др.).
Обметывание с целью закрепления нитей в срезах
применяют в швах изделий без подкладки или с отлетной по низу
подкладкой (брюки, платье, куртки и др.). Открытые срезы
деталей трикотажных изделий и срезы соединительных швов
обметывают на двух- или трехниточных краеобметочных
машинах. Обметывание края машинными строчками требует
правильного подбора ниток, частоты и ширины стежков. В
ателье высшего разряда срезы швов платьев из шелковых и
шерстяных тканей рекомендуется обметывать шелковыми
нитками.
В зависимости от конструкции швов срезы их обметывают
до или после стачивания деталей. В стачных швах взаутюжку
обметывают два среза одновременно. Срезы других
соединительных швов обметывают до стачивания деталей, причем
в настрочных швах обметывают только один верхний срез.
Возможно совмещение операций стачивания и обметывания.
Обработку с целью отделки и закрепления нитей в срезах
применяют при обработке петель. Для создания прочности
петель в верхней одежде между материалами верха
располагают прокладку, которая имеет меньшее удлинение.
В изделиях из плотных шелковых и других материалов,
сравнительно устойчивых к осыпанию нитей, и там, где обме-
точная строчка может дать пролегание с лицевой стороны
изделий, срезы обрабатывают, вырезая края зубчиками на
специальной машине или специальным приспособлением. Обработка
срезов зубчиками уменьшает силы сдвига нитей в переплетении
и обеспечивает большую устойчивость края в целом.
Открытые срезы в изделиях из натуральной кожи и замши могут
быть обработаны вырезами различной формы.
Обработка срезов краевыми швами вподгибку с открытым
срезом на стачивающей машине требует увеличения припуска
на шов. Данный способ применяется при изготовлении платьев,
платьев-костюмов из неосыпающихся материалов при
выполнении стачных швов вразутюжку. Края деталей из малораспу-
скаемых трикотажных полотен обрабатывают швом вподгибку
с открытым или закрытым срезом.
Окантовывание срезов полоской из тонкой ткани или
специальной лентой получило широкое распространение при
изготовлении одежды из сравнительно толстых материалов для
обработки срезов швов и открытых краев деталей (например,
внутренние срезы подбортов, срез низа изделия, горловины,
проймы и др.). При обработке срезов применяют окантовоч-
ный шов с открытым срезом, а для краев деталей — с
закрытым срезом. Окантовывание срезов осуществляют на
стачивающей машине с использованием специального
приспособления — окантовывателя.
142
Срезы отделочных деталей обрабатывают на машинах
ажурной и зигзагообразной строчки.
Срезы в материалах из синтетических волокон
обрабатывают оплавлением. Оплавление может быть совмещено с
вырезанием деталей. В процессе резания материалов из
термопластичных волокон микроплазменной струей происходит
закрепление нитей по краю, характеризующееся увеличением
сопротивления осыпаемости материала в 5—10 раз с
достаточной устойчивостью к стирке. Рекомендуемое
дополнительное обметывание срезов деталей из термопластичных
материалов с минимальной частотой стежков B—2,5 стежка
на 10 мм) необходимо только для получения застила
оплавленного среза с гигиенической точки зрения. Способ
оплавления, особенно при раскрое деталей одежды, дает экономию
не только по затрате времени за счет одновременной обработки
всех слоев настила, но и по расходу материала за счет
сокращения ширины шва.
Срезы можно обрабатывать с помощью клеевого
крепления, если край не подвергается истиранию.
Благодаря специфическим свойствам пленочных
материалов срезы отдельных деталей из пленок (низ изделия,
рукавов, срезы воротника и др.) не обрабатывают или
выполняют одну отделочную линию сварки с одновременной
обрезкой края.
В перспективе при изготовлении одежды из материалов
с химическими волокнами возможен метод обработки срезов
различными химическими веществами.
ОБРАБОТКА КРАЕВ ДЕТАЛЕЙ ОДЕЖДЫ. Качество
изделий во многом зависит от тщательности оформления краев
деталей. Выбор метода обработки края одежды зависит от вида
изделия, свойств материалов, характера носки одежды. Края
деталей верхней одежды обрабатывают главным образом
краевыми швами двух видов: вподгибку и обтачными. Края
с прямыми линиями можно обрабатывать за счет припусков
к деталям. Края со сложным контуром обрабатывают
дополнительными деталями (обтачками, подбортами) с
перемещением линии соединения на внутреннюю деталь. Такой
характер соединения обеспечивается обтачным швом в кант, так
как величина канта позволяет получать необходимый контур
края.
Края разрезов на деталях обрабатывают обтачками,
соединенными с основной деталью, обтачными швами в рамку,
обеспечивающими заполнение прорези.
Простейшим случаем обработки краев деталей швами
мнодгпбку может служить обработка однослойного края,
но подвергающегося сложным деформациям в процессе носки
одежды. В этом случае последовательность обработки края
б следующая: подрезание края и нанесение линии под-
143
Кожевая ткань многих видов натурального меха в
процессе пошива ослабляется или прорубается иглой. Поэтому
копирование меловых линий с помощью копировальных
строчек не применяют, особенно в изделиях из шубной овчины,
где кожевая ткань является лицевой стороной изделия.
Контрольными знаками в данных изделиях являются меловые
линии или надсечки.
Примерка требует временного соединения основных
деталей изделия. В зависимости от толщины материалов
выполняют только сметывание или дополнительно заметывание
независимо от конструкции окончательного соединения деталей.
Временная сборка верхней одежды состоит из сметывания
и заметывания боковых и плечевых срезов, вметывания или
прикалывания одного или двух рукавов в проймы и
вметывания воротника в горловину, заметывания низа изделия и
рукавов.
К зимним изделиям в момент временной сборки
приметывают утепляющую прокладку.
Качество соединения боковых, плечевых срезов, а также
вметывание нижнего воротника и рукавов определяет
правильную посадку изделия на фигуре заказчика. Поэтому при
выполнении данных операций временной сборки изделия
независимо от степени его готовности к примерке необходимы
особая точность и строгое соблюдение технических условий.
Например, при сметывании боковых срезов верхней одежды
учитывают кривизну их в зависимости от степени прилегания
изделия по линии талии. В изделиях прямого покроя спинку
по боковому срезу посаживают на 5—7 мм на расстоянии
80—100 мм от проймы для свободного облегания лопаток,
остальные участки соединяют без посадки. В изделиях
прилегающей формы дополнительно посаживают полочку на
5 мм в области бедер на протяжении 12—15 см. Во всех
случаях боковые срезы сметывают со стороны спинки.
Плечевые срезы полочек и спинки сметывают со стороны
спинки, при этом посаживая ее. Посадку распределяют по
линии плечевого среза от горловины на расстоянии 15 мм
и от проймы — 30—40 мм. Иногда вместо посадки по
плечевому срезу спинки предусматривают вытачку.
Вметывание нижнего воротника в горловину является
ответственной и сложной операцией, связанной с общим
балансом изделия. Поэтому к этой операции предъявляются
повышенные требования. Горловина изделия должна быть
укреплена кромкой, чтобы предохранить ее от изменений. Для
обеспечения симметричности концов воротника, формы и
размеров горловины нижний воротник вметывают, начиная от
середины. При этом на расстоянии 15 мм от плечевого
шва по спинке и 30—40 мм по полочке нижний воротник
посаживают на 5—7 мм. Для предохранения от растяжения
140
участок горловины, расположенный на 30—50 мм от уступов,
посаживают на 5—7 мм.
Величина и характер распределения посадки рукава
зависят от его конструкции и телосложения заказчика.
Качество временной сборки изделия зависит также от
выполнения сметочных строчек. Поэтому в зависимости от вида
услуг, используемых материалов, категории ателье
устанавливаются соответствующие технические условия на их
выполнение. Так, при сметывании деталей одежды-полуфабрикатов
частота строчки увеличивается, концы строчек закрепляют,
так как возможна неоднократная примерка изделия на
фигуру заказчика.
Вследствие особенностей структуры и фактуры бархата длина
сметочного стежка уменьшается и составляет 5—7 мм. Сметывание производят
двумя строчками во избежание сдвига деталей в процессе стачивания с
расстоянием между ними 2—3 мм и располагают их: одну строчку сверху иниз,
вторую — снизу вверх. Машинную строчку прокладывают между двумя
строчками сметывания.
При использовании стачивающих машин, не дающих
посадку нижнего слоя материала, сметывать можно одной
строчкой. Стачивание всех срезов выполняют в направлении
ворса.
Для рационального использования сметочных строчек
рекомендуется предварительное сметывание и приметывание
деталей для последующего выполнения машинных работ
только в тех случаях, когда соединение их без сметывания
затруднено (например, при соединении деталей с посадкой
одного слоя материала, а также при соединении деталей
и срезов, где требуется точная подгонка рисунка).
Для временной сборки изделия в ателье всех категорий
рекомендуется использовать специальное оборудование как
один из источников улучшения качества и повышения
производительности труда.
ОБРАБОТКА СРЕЗОВ МАТЕРИАЛОВ. Срезы материалов
в одежде обрабатывают для предохранения края от осыпания
нитей во время носки изделий и отделки деталей. Способы
обработки срезов зависят главным образом от назначения края,
осыпаемости материала, вида изделия, места расположения
края и условий носки одежды. Срезы обрабатывают
обметыванием, высеканием зубцов, краевыми швами различных видов
и оплавлением.
Широкое распространение имеет способ обработки срезов
ниточными об меточными строчками. В зависимости от
расположения срезов в изделии обметывание выполняют на обычных
обметочных машинах, обеспечивающих только закрепление
нитей в срезах, или на специальном оборудовании,
дополнительно придающем краю красивый внешний вид за счет плот-
141
гибки; заметывание или заутюживание края но намеченной
линии; закрепление края; удаление ниток заметывания и при-
утюживание края. Если требуется подкладка, то после
заметывания или приутюживания края ее присоединяют к припуску
на подгибку.
В края деталей, подвергающиеся в процессе носки
растяжению, прокладывают кромку. Например, по верхнему краю
накладного кармана кромку притачивают на стачивающей
машине (рис. 118, а) со стороны припуска на подгибку,
пришивают на специальной
машине (рис. 118, б) или
приклеивают к основной детали.
Для обеспечения
устойчивости деталей во время носки
изделий применяют прокладки
из различных материалов.
Прокладку по низу рукавов
соединяют по верхнему краю
подшивочной строчкой /
(рис. 119, а)* на машине
потайного стежка до обработки
а п края или одновременно с
притачиванием подкладки (рис.
Рис. 118. Обработка краев наклад- И9, а, б). После соединения
пых карманов подкладки с рукавом
строчкой 3 срезы шва
прикрепляют (строчка 4) вручную или на специальной машине к
прокладке или только к швам рукава до заметывания края
(строчка 2). Совершенствование обработки низа рукава возможно за
счет использования прокладки с клеевым покрытием (рис. 119,
в, г), в результате чего сокращаются операции по прикреплению
прокладки, припуска на подгибку низа рукава.
С целью предохранения края от растяжения и сохранения
устойчивости прокладывают кромку и прокладку. Например,
в шлице спинки пальто соединение прокладки и кромки
выполняют строчкой 1 (рис. 120, а, б) до обработки краев.
В зависимости от способа обработки прокладку и кромку
соединяют на машине потайного стежка или па стачивающей
машине или применяют клеевую кромку. Открытые срезы
прокладки прикрепляют строчкой 2 на машине потайного
стежка и выполняют отделочные строчки 3. Края шлицы
заутюживают утюгом или па прессе при заутюживании шва
спинки и скрепляют двойной строчкой верхний конец шлицы.
Совершенствование обработки краев шлицы возможно за счет
* Здесь и далее цифры в сборочных схемах показывают
последовательность выполнения машинных операций.
144
применения материала с клеевым покрытием, заменяющим
кромку и прокладку (рис. 120, в, г). Клеевую прокладку,
заранее закрепленную по сгибу, соединяют с основной деталью
(строчки 1, 2) при заметывании припусков на шлицу. При
применении прокладки в один слой ее притачивают к припуску
о. 5
Рис. 119. Обработка низа рукава
шлицы до обработки краев (см. рис. 120, г). Во время приутю-
живания краев происходит присоединение прокладки к
основной детали и припуска к прокладке.
Более сложную обработку краев швами вподгибку
применяют в воротниках мужской верхней одежды. Сложность об-
2 3 12 3
Рис. 120. Обработка краев шлицы спинки
работки вызывается наличием трех деталей в крое —
верхнего и нижнего воротников и прокладки. Кроме того, воротник
в процессе носки подвергается деформации изгиба и частично
растяжению, поэтому прокладку с нижним воротником для
создания большей устойчивости соединяют рядом строчек по
всей поверхности. Для получения соответствующей формы
оттягивают край стойки нижнего воротника и заутюживают ее
сгиб. Для правильного прилегания воротника к изделию верх-
145
ний воротник наметывают на нижний воротник с посадкой
в углах и посадку сутюживают. Края верхнего воротника
подшивают на машине потайного стежка (рис. 121, а) с
закреплением концов строчки ручным способом, настрачивают на
машине зигзагообразной строчки (рис. 121, б) или обтачивают
на стачивающей машине обтачным швом в кант (рис. 121, в).
Если материал тонкий, то в острых углах закладывают
складочки или образуют сборки, а если толстый—высекают
кусочек материала и выполняют вытачку (рис. 122, а, б). Для
а б'
Рис. 121. Обработка краев воротника
обработки внутренних углов материал рассекают и
закрепляют дополнительную полоску (рис. 122, в).
Широкое применение при обработке краев деталей одежды
получил обтачной шов в кант. Типовой схемой обработки края
обтачным швом в кант в несложных деталях (клапанах,
хлястиках и др.) является следующая: обтачивание края детали,
подрезание шва и вывертывание, выметывание края детали,
отделка края.
Особенность такой обработки состоит в том, что обе детали
имеют одинаковый контур краев. Для образования канта одну
из деталей выкраивают больших размеров на величину канта
с каждой стороны. Перед обтачиванием детали, как правило,
сметывают с посадкой верхней детали в углах. Швы
высекают и деталь выворачивают на лицевую сторону и
выметывают. Величина канта зависит от толщины материала. Отделку
края выполняют согласно фасону.
Совершенствование обработки края возможно за счет
применения механизированных шаблонов, имеющих форму
детали. Использование шаблонов дает возможность заменять
две операции (выметывание и приутюживание) одной —
заутюживанием, что упрощает обработку и повышает
производительность труда.
146
Обтачной шов в кант применяют при обработке краев
сложных узлов одежды. Примером может служить край борта
верхней одежды из шерстяных материалов. Сложность
обработки данного узла состоит в дополнительном соединении
полочки по борту с бортовой прокладкой, прокладывании по
краю кромки. В области лацкана для создания большей
устойчивости соединяют прокладку с материалом с помощью ряда
Рис. 122. Обработка уг--
лов воротника
/7
строчек, выполняемых на специальной машине. Выстегивание
может быть заменено соединением клеевой прокладки по
поверхности лацкана.
С целью фиксации формы, приданной полочкам,
повышения устойчивости края полочки в процессе носки и
закрепления бортовых срезов прокладки прокладывают неклеевую или
а 5
Рис. 123. Обработка края бортов
6
клеевую кромку. Предварительно край борта обмеляют и
обрезают по специальным лекалам. Для утонения края
прокладку по краю бортов и лацканов вырезают. Неклеевую кромку
прокладывают несколькими способами. Способ соединения
неклеевой кромки зависит главным образом от вида изделия
и материала. Неклеевую кромку соединяют на машине
потайного стежка, на стачивающей машине или ручным способом
с предварительным приметыванием.
В пальто и костюмах из тонких шерстяных материалов
внешний край кромки присоединяют при обтачивании бортов
иодбортами, располагая обтачивающую строчку на расстоянии
1 мм от края кромки (рис. 123, с).
В изделиях из толстых шерстяных материалов внешний
и внутренний края кромки пришивают на машине потайного
стежка (рис. 123, б).
147
В изделиях из хлопчатобумажных тканей без подкладки
и прокладки кромку прокладывают на стачивающей машине
во время обтачивания бортов с расположением строчки на
1 мм от внешнего края кромки (рис. 123, в).
В первом и втором вариантах внутренний край кромки
пришивают к бортовой прокладке на специальной машине.
В пальто и костюмах из дорогостоящих материалов кромку
можно пришивать ручным способом. В этом случае возможно
совмещение операций приметывания и подшивания внешнего
края путем закрепления кромки через 50—60 мм строчки.
Обтачивающую строчку располагают по лацкану около
кромки, а в бортах — на расстоянии 1,5—2 мм от кромки.
Посадка материала па кромку определяется конструкцией
изделия и свойствами материалов. Посадку на кромку сутю-
живают прессованием края полочки на расстоянии 8—10 см
от среза борта и лацкана.
При дублировании полочек и в изделиях из шерстяных
материалов с повышенным содержанием химических волокон
края бортов обрабатывают без кромки (рис. 123, г.) При
неклеевой прокладке края бортов обтачивают по прокладке,
при клеевой, отступя от прокладки на 1 мм.
Клеевую кромку в изделиях из различных материалов
прокладывают утюгом, выпуская ее внешний край на 5—6 мм
за срезы бортовой прокладки. Для окончательного
прикрепления клеевой кромки края полочки прессуют. Обтачивающую
строчку при обработке бортов с клеевой кромкой
прокладывают по лацканам около кромки, по бортам — на расстоянии
1,5—2 мм от края кромки.
При обтачивании бортов по кромке в изделиях из
шерстяных костюмных материалов толщина края увеличивается
на 20—25%. Это ухудшает внешний вид по сравнению с
бортами, обтачанными около кромки.
Дальнейшую обработку края борта выполняют в такой
последовательности: наметывание подборта, сутюживание
посадки подборта, обмеливание уголков лацканов и бортов
для обтачивания, обтачивание бортов, удаление нитей
наметывания подбортов, разутюживание шва обтачивания,
подрезание швов обтачивания и вывертывание края детали на
лицевую сторону, выметывание края борта, прнутюживание края,
выполнение отделочной строчки, удаление нитей выметывания,
вторичное приутюживание края.
Перед наметыванием в подбортах соединяют надставки,
а в изделиях из материалов в полоску выполняют влажно-
тепловую обработку для образования соответствующей
формы. В подбортах полоска должна проходить параллельно
краю лацкана. Подборта наметывают ручным способом или
на специальной машине; при этом подборт посаживают в
углах лацканов на 5—7 мм для образования канта, в остальной
И8
части лацкана — на 4—5 мм для прилегания края лацкана к
изделию; между петлями по 2 мм ыа две петли, чтобы петли
в готовом изделии не расходились. В случае применения
прокладки из материала с клеевым покрытием посадку между
петлями не проектируют. В нижнем углу посаживают полочку
на 2—4 мм для образования из нее канта. Посадку подбортов
сутюживают на расстоянии 30—40 мм от срезов полочки
утюгом или на прессе со специальной подушкой.
Обмеливание уголков выполняют по специальным лекалам
для получения симметричных краев лацканов и бортов.
Обтачивают края бортов, лацканов всегда со стороны бортовой
прокладки по кромке или около нее. Часто для выполнения
этой операции используют машину с ножом. Шов обтачивания
борта разутюживают утюгом или на прессе со специальной
подушкой для создания более тонкого края и для облегчения
выполнения операции выметывания. В бортах без отделочной
строчки срез полочки подрезают, чтобы прикрепить шов к
прокладке без утолщения края. Припуск на шов со стороны под-
борта прикрепляют вручную, на машине потайного стежка,
клеевой нитью или настрачивают на стачивающей машине.
Выметывание края выполняют на специальной машине для
предварительного закрепления канта. В хлопчатобумажных
изделиях можно закреплять кант отделочной строчкой без
предварительного разутюживания шва и выметывания края.
Совершенствование обработки края бортов в изделиях из шерстяных
материалов возможно за счет комплексной замены трудоемких операций
клеевым креплением (дублирование полочек клеевыми прокладками,
закрепление краев клеевой нитью или паутинкой). Применение специализиропанной
машины позволяет для гладкоокрашенных материалов исключить
наметывание подбортов путем совмещения этой операции с обтачиванием и
обрезанием краев бортов. Применение иеотрезного подборта обеспечивает хороший
инешний вид и высокую устойчивость к растяжению вследствие того, что
it нем по сгибу расположена бортовая прокладка и кромка. Кроме того,
гокращается ряд операций, связанных с обработкой края борта
(наметывание подборта, сутюживаиие посадки, разутюживание шва обтачивания,
удаление ниток наметывания подбортов). Окантовывание краев бортов
специальной тесьмой не только значительно упрощает процесс сборки, но и обес-
пепшает переход к малооперационной технологии.
Примером обработки краев обтачным швом в простую
рамку могут служить обтачные петли и боковые карманы
м рамку. Петли обрабатывают одной или двумя обтачками
и выполняют строчки / и 2 (рис. 124, а, б). Заутюженные
обтачки притачивают по заранее намеченной линии. Основную
деталь разрезают в концах уголками. После вывертывания
ибтачек наизнанку концы петли закрепляют машинной
строчкой 3 (рис. 124, в). Совершенствование обработки края
обтачным швом в рамку возможно за счет выполнения
одновременно строчек притачивания обтачек и разрезания детали па
диухигольной машине с ножом. При серийном выпуске изде-
149
лий целесообразно применение полуавтомата, который
обеспечивает обработку краев в два этапа: одновременное
притачивание обтачек, разрезание основной детали и вывертывание
обтачки; закрепление концов.
Обработка обтачных петель может быть заменена
обметыванием на специальных машинах, а в изделиях из
термопластичных материалов — сваркой срезов петель.
Обтачной шов в сложную рамку применяют при обработке
нижнего края прорезного кармана с клапаном в костюмных
изделиях. Совершенствование при сохранении конструкции
края невозможно из-за необходимости раскрытия или разутю-
/ 2
а б
Рис. 124. Обработка обтачных петель
живания шва перед закреплением рамки, поэтому повысить
производительность можно только за счет применения двух-
игольной машины, обтачного шва в простую рамку;
присоединения клапана, обтачек накладным швом с открытым срезом
на машине с зигзагообразной строчкой.
НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ МЕТОДОВ ПРИДАНИЯ
ДЕТАЛЯМ ОДЕЖДЫ ТРЕБУЕМЫХ СВОЙСТВ. Проводится много
научных работ в области изыскания путей обеспечения высокого качества
швейных изделий за счет совершенствования процесса формования деталей,
создания устойчивой формы, придания необходимых теплозащитных свойств
и ветростойкости деталям одежды. Важное значение по решению данной
проблемы имеют работы, проведенные в МТИЛПе.
Совершенствование процесса формования проходит по пути
использования конструктивного способа и формовочных, свойств материалов за
счет изменения сетевых углов ткани. Дополнительное закрепление
полученной формы кромками, прокладками, швами обеспечивает надежную
сохранность формы в процессе носки.
Одним из эффективных путей придания деталям одежды заданной
устойчивой формы является использование метода вибрационного
формования, который принципиально отличается от существующих методов тем, что
нагрузка, прикладываемая к формуемой детали, многократного действия.
Этот метод обеспечивает однопроцессное формование полочек и бортовой
прокладки совместно с закреплением формы без зажима деталей по контуру.
Наилучшие условия обеспечивает однопроцессное формование деталей и их
дублирование.
В настоящее время доказана возможность формования и получения
устойчивой формы изделий пропариванием на ПВМ с жесткой оболочкой.
Для этого ПВМ должен быть раздвижным на участках, расположенных
ниже опорной поверхности.
150
В массовом производстве перспективным направлением является
формование деталей одежды непосредственно из волокон и полимерных
связующих веществ, минуя процессы прядения, ткачества, раскроя и пошива
одежды. Сущность этого способа состоит в том, что на объемную
перфорированную форму изготовляемой детали или изделия наносится волокнистый
слой, скрепляемый затем полимерным связующим веществом. Исследования,
проведенные ЦНИИШПом, подтвердили возможность и экономическую
целесообразность данного метода.
Совершенствование методов придания деталям одежды требуемых
свойств идет по пути повышения производительности труда и качества об-
Нлеебая пронладт
ЁЕЕЕ1 бортобая пронладт
ESS3 -дортобаи пронпадна
с нпввбым покрытием
Рис. 125.
Конструкция бортовой
прокладки
Рис. 126. Обработка пиджака прокладками с
клеевым покрытием
работки изделий за счет замены многослойных бортовых прокладок
однослойными и улучшения их конструкции.
В перспективе для обеспечения различной степени жесткости на разных
участках деталей одежды может служить многозональная (четыре зоны
жесткости) прокладка. Однако при ее использовании возникает ряд проблем,
связанных с соблюдением длин зон жесткости при раскрое настилами,
расположением зон для разных изделий и др.
В МТИЛПе по предложению А. В. Савостицкого разработаны
рекомендации по повышению формоустойчивости деталей за счет совершенствования
конструкции и способа обработки бортовой прокладки.
В бортовой прокладке уменьшено число слоев и определено
рациональное расположение долевых нитей и утка относительно нитей ткани основной
детали. Пакет бортовой прокладки состоит из двух слоев бортовой ткани:
основной детали и накладки с клеевым покрытием, выкроенной под углом
30—45° к нитям ткани основной детали (рис. 125). При таком расположении
нитей накладки устойчиво закрепляется форма выпуклости груди на
полочке и повышается на этом участке жесткость бортовой прокладки без
капроновой накладки. Сводку по контуру объемной поверхности груди и
кромку по линии перегиба лацкана не прокладывают. Дублирование и фор-
мопапие выполняют одновременно на прессах с подушками для формования
полочек.
151
Бортовая прокладка, сформованная за счет изменения сетевых углов
ткани и закрепленная прокладкой с помощью клея, не имеет вытачек, у нее
небольшая толщина и масса. При использовании такой бортовой прокладки
сокращается расход материалов и затрата времени на обработку.
На спинке изделий с недостаточной объемной поверхностью в области
лопаток часто образуются косые заломы и поперечные морщины по среднему
шву спинки у воротника. Этот недостаток устраняется путем закрепления
деформированных в процессе формования сетевых углов спинки
аналогичными прокладками с клеевым покрытием.
Способ повышения упругости и жесткости с помощью клеевых
прокладок, выкроенных под углом 30—45° к нитям основных деталей,
целесообразно применять также при обработке шлицы, пройм, окатов рукавов
(рис. 126).
Основой обеспечения требуемых свойств деталей одежды служит более
широкое использование различных клеевых материалов.
В настоящее время взамен дублирования деталей одежды разработан
новый способ — прямое стабилизирование. Сущность этого способа состоит
в нанесении полимерного покрытия на изнаночную сторону основного
материала изделия, заменяющего прокладочные детали.
Повышение теплозащитных и петростойких свойств одежды возможно
за счет правильного подбора материалов в пакет одежды, проектирования
прокладок с заданными свойствами.
В настоящее время определена рациональная конструкция пакета
зимней одежды (покровный материал, ветростойкая прокладка,
теплоизоляционные прокладки, подкладка). Теплозащитные функции разных его слоев
неодинаковы, поэтому их структура и физико-механические свойства также
должны быть различны. В качестве ветростойкой прокладки могут быть
использованы различные топкие, плотные и легкие материалы, паро- и
воздухопроницаемые пленки и др. Применение пакета рациональной конструкции
позволяет в ряде случаев бе? снижения теплозащитных свойств значительно
уменьшить массу изделия.
ГЛАВА II
ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ШВЕЙНЫХ
ИЗДЕЛИИ
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ
ИЗГОТОВЛЕНИЯ ШВЕЙНЫХ ИЗДЕЛИЙ
Детали одежды обрабатывают различными
методами, представляющими собой всевозможные сочетания
операций, выполняемых в определенной последовательности.
Обработка деталей обеспечивается выполнением различных швов,
формованием, влажно-тепловой обработкой и отделкой изделий.
Методы обработки при изготовлении одежды по
индивидуальным заказам регламентируются государственными
отраслевыми республиканскими стандартами и стандартами
предприятий, прогрессивной технологией, разработанной ЦОТШЛ.
Также с учетом новых направлений моды ЦОТШЛ даются
методические рекомендации по особенностям технологии
обработки модных форм ассортиментных групп одежды из
различных материалов.
При изготовлении различных изделий применяют методы
152
последовательной, параллельной и
параллельно-последовательной обработки.
Метод последовательной обработки характеризуется
последовательным выполнением всех операций на всех участках
детали одним или несколькими инструментами. К этому методу
относится выполнение различных ниточных швов на швейных
машинах, влажно-тепловая обработка утюгами.
При параллельном методе обработки выполняют
одновременно все операции одним или несколькими инструментами
(например, формование полочки на прессе, когда сутюжива-
ние осуществляется одновременно по всем участкам за один
переход пресса с помощью специальной подушки, соединение
прокладки из материала с клеевым покрытием с нижним
воротником на прессе).
Метод параллельно-последовательной обработки
представляет собой сочетание последовательного и параллельного
выполнения операций. Этим методом обрабатывают края
прорезных карманов на полуавтомате 596 кл., стачивают и
обметывают швы на машине 797 кл. и т. д.
Метод параллельной обработки является наиболее
эффективным и требует применения специального оборудования или
инструментов, приспособленных только для выполнения одной
операции (например, обработка низа рукавов мужского пальто
и шлицы спинки на прессах-полуавтоматах и др.).
Использование такого вида оборудования эффективно только при
выпуске изделий большими сериями в массовом производстве.
Метод параллельно-последовательной обработки дает
возможность повысить производительность труда за счет
применения оборудования, выполняющего одновременно несколько
операций. Например, машины для втачивания рукавов в проймы
и обтачивания краев бортов могут быть использованы как
универсальные и специальные.
Метод последовательной обработки менее
производительный из-за последовательности всех переходов и выполняемых
операций. Существующее оборудование, применяемое при этом
методе, носит универсальный характер (стачивающая машина,
утюг) и позволяет полностью изготовлять изделия разных
видов.
Методы обработки зависят в основном от
физико-механических свойств материалов, вида изделия, мощности процесса.
При изготовлении одежды в ателье высшего разряда
значительное место занимает оформление внутренней стороны
изделий—фирменная отделка, отделка подкладки
разнообразной, оригинальной, сложной по рисунку стежкой; вышивкой,
сутажом, рюшем. Изделия платьевой группы могут быть
выполнены на подкладке, чехле, нижней юбке. Уникальность
изделий, высокая сложность фасонов требуют увеличения доли
ручных работ.
153
В основе изготовления швейных изделий по
индивидуальным заказам положена прогрессивная технология. Она
обеспечивает высокое качество изделия, рост производительности
труда. Прогрессивная технология предусматривает соединение
деталей за один технологический проход (одновременное
соединение в изделиях платьевой группы с горловиной нижнего
и верхнего воротников, с рукавом — верхней и нижней частей
манжеты и др.), исключение из технологического процесса
ряда операций за счет рациональных способов обработки,
применения различного рода приспособлений (например,
обработка хлястиков, поясов из толстых материалов на машине без
последующего вывертывания и др.), широкого применения
клеевых прокладочных материалов и т. д.
Индивидуальность заказов, высокий художественный
уровень, многообразие форм, различные технологические свойства
материалов позволяют устанавливать только групповые
технологические параметры и режимы обработки применительно
к деталям, узлам и изделиям, к которым можно отнести
следующие: ширину швов, строчек, частоту или длину стежков,
температуру, давление и время прессования при
влажно-тепловой обработке, области использования специальных машин,
прессов, приспособлений.
Все необходимые технические условия выполнения операции
и допустимые отклонения устанавливаются стандартами и
нормативно-технической документацией. При ремонте, обновлении,
а также при изготовлении новой одежды могут быть
допущены отклонения, согласованные с заказчиком и не влияющие
на внешний вид и посадку изделия.
Методы обработки и сборки деталей узлов одежды
отражают в инструкционных и инструкционно-операционных
картах. Их составляют на различные конструкции одного узла
одежды или на ручные, машинные, спецмашинные и
утюжильные работы в соответствии со схемой разделения труда на
пошив одежды. Карты содержат сборочные схемы деталей и
узлов одежды, графические модели, схемы обработки и сборки
деталей с указанием последовательности операций, технических
условий, времени выполнения операций, оборудования,
инструментов, приспособлений и разряда работ.
§ 2. ЭКОНОМИЧЕСКАЯ ОЦЕНКА МЕТОДОВ
ОБРАБОТКИ
Степень прогрессивности, совершенства методов
обработки прежде всего характеризуется высоким качеством
одежды, уровнем механизации, возможностью изготовления
одежды по индивидуальным заказам с учетом всевозрастающих
требований к изделиям в технологических процессах с
высокими технико-экономическими показателями.
154
Экономическую эффективность методов обработки изделий
определяют показателями экономии трудовых, материальных
и денежных затрат. В случае применения новых основных,
прокладочных, скрепляющих материалов, технологичных
конструкций деталей одежды, нового оборудования (с учетом
изменения расходов на его содержание и эксплуатацию)
эффективность определяют в денежном выражении.
Для оценки методов обработки деталей и узлов изделия
можно ограничиться расчетом снижения только трудовых
затрат и повышения качества (например, определением
сокращения штучного времени выполнения операции (в %) в тех
случаях, когда экономия времени достигается благодаря
исключению или замене операции, выполняемых ручным способом
или на универсальных машинах; применению более
эффективных режимов влажио-тепловой обработки или более
полному использованию оборудования, оснащенного
приспособлениями; использованию специализированных и специальных
машин).
Производительность труда Я, или выработка изделий на
одного рабочего, определяется делением выпуска М изделий
в смену на число рабочих N, занятых в технологическом
процессе, т. е. I7 = M/N.
Если заменить выпуск изделия продолжительностью
рабочего дня R, а число рабочих временем Т изготовления одного
изделия, то производительность труда можно определить по
формуле I7 = R/T.
Повышение производительности труда определяют из
соотношения, %,
Рп = 100 (Я„-Пс)/Пс; Рп = 100 (Гс- Г„)/7„,
где П„ и Т„ — производительность труда и затрата времени после
применения наиболее эффективных методов обработки; Яс и Тс—соответственно
производительность труда и затрата времени в действующем технологиче-
гком процессе.
Методы обработки узлов оценивают не только по
повышению производительности труда, но и по сокращению затрат
времени:
Рз.в=100(Гс-Г„)/7'с.
Экономическую оценку методов обработки в целом по
изделию в зависимости от сокращения затрат времени по
отдельным узлам определяют по формуле
Р„ = Рзиа/100,
где а — удельный вес затраты времени данной операции в общей
трудоемкости изделия, %.
Рост производительности труда возможен при
увеличении производительности машины и повышении числа машин,
155
обслуживаемых одним рабочим. Производительность машин
определяют по формуле
Ям=1/*о, или nM = R/ta,
где to — оперативное время выполнения операции, мин.
Для оценки методов обработки при изготовлении одежды
по индивидуальным заказам важное место занимает загрузка
оборудования на операциях данного метода и узла или в
целом по секции или процессу. Коэффициент загрузки (в %) Кз~
= 100 М/Ям.
Для повышения производительности машины необходимо
сокращать основное и вспомогательное время операции. В
стачивающих машинах наибольшую долю составляет время на
вспомогательные приемы, выполняемые вручную.
Вспомогательное время операции может быть уменьшено
при применении приспособлений малой механизации, которые
сокращают время на перехваты деталей, на направления
деталей под иглу. В большой степени вспомогательное время
может быть уменьшено при применении машин-полуавтоматов.
При использоиапии машин-автоматов отсутствуют вспомогательные
приемы, зависящие от рабочего. При применении автоматов повышение
производительности осуществляется не только за счет эффективности
оборудования, но и возможности обслуживания нескольких машин одним рабочим.
При сравнительной оценке методов последовательной,
параллельно-последовательной и параллельной обработки
исходят из затраты времени на выполнение операции одним или
несколькими инструментами. Предположим, что надо
выполнить на детали две параллельные строчки одинаковой длины.
Возможны два варианта:
1) выполнение операции на одноигольной швейной машине.
Теоретическая производительность Ят может быть определена
по формуле
ЯТ==1/BГС +Гп + гу),
где Тс — премя выполнения одной строчки, с; Та — время на перестановку
полуфабриката для выполнения следующей строчки; tv — время на
первичную установку и съем полуфабриката, с;
2) выполнение операции на двухигольной швейной машине.
Теоретическая производительность
tfT=l/(Tc-Неэкономический эффект определяют и от применения средств
малой механизации. Например, при обработке краев деталей
легкой женской одежды окантовочным швом с использованием
окантовывателя ликвидируется пять ручных операций, затрата
времени на выполнение узла сокращается на 72 % и
значительно повышается качество обработки,
156
Оценку стабильности качества выполнения oriepiimn'i,
обработки узла одежды можно осуществить по доле мехапн.чпро
ванных работ и труда на операциях, обеспечивающих каче-спш
узла. При высоком уровне механизации работ снижается
влияние на качество такого субъективного фактора, как
квалификация рабочих.
Степень механизации См определяют в процентном
соотношении времени механизированных операций tM к общей
затрате времени /„бЩ на узел одежды, т. е. CM = tM/to6ux- 100.
Кроме того, при оценке качества учитывают улучшение
физико-механических свойств узла одежды.
Методы обработки оценивают и по технологичности. Этот
показатель имеет значение только при разработке схем
разделения на изготовление и ремонт одежды. При технологичном
методе узел одежды обрабатывают на меньшем числе рабочих
мест с наиболее однородным оборудованием или
инструментами и сокращаются затраты времени на приемы «взять и
отложить детали». Технологичность метода обработки определяют
путем подсчета числа переходов от операции к операции
с разным видом работ.
Прогрессивность методов характеризуется также
возможностью рационального использования того или иного
метода в процессе заданной мощности и категории
предприятия.
Экономичность проектируемых методов обработки изделий
в целом по технологическому процессу может оцениваться
обобщенным показателем и выражаться количественно как
в баллах, так и процентом сдачи изделий заказчикам с
первого предъявления.
Формирование показателя степени совершенства технологии
одежды следует рассматривать как комплексную систему,
включающую целую группу факторов. Эффективность
взаимодействия технологии с уровнем развития техники,
прогрессивностью материалов, конструкции изделий определяется
степенью реализации научно-технического прогресса.
§ 3. ОБЩАЯ СХЕМА СБОРКИ ШВЕЙНЫХ ИЗДЕЛИЙ
И ЕЕ ИЗМЕНЕНИЯ В ЗАВИСИМОСТИ
ОТ РАЗЛИЧНЫХ ФАКТОРОВ
Современная одежда чрезвычайно разнообразна.
Ее формы и размеры изменяются в зависимости от
назначения и вида одежды, требований, свойств материалов и других
факторов. Однако даже при изготовлении одежды различных
видов имеется много общего в последовательности обработки,
характере операций, содержании основных работ и приемок
по обработке отдельных деталей, особенно в пределах каждой
группы верхней одежды — плечевой и поясной. Это д.-кч-
157
возможность процессы изготовления одежды представлять
в виде типовой последовательности сборки узлов.
При изготовлении одежды по индивидуальным заказам
типовая последовательность сборки имеет целый ряд
дополнительных операций, которые дают возможность обеспечить
точную подгонку изделия по фигуре заказчика (схемы 1, 2).
Приведенные схемы могут меняться в зависимости от
конструкции изделия, методов обработки и других факторов.
Начальная
~ обработка
основных
деталей
Примерка
изделия
Обработка и
соединение
подкладки
с верхом
Обработка
верхних краев
и застежки
Плечевые изделия
Обработка
карманов
Обработка
бортов
Временная
сборка
изделия
Уточнение
деталей
после
примерки
Окончательная
отделка
Соединение
основных
частей
Flonctibie изделия
Обработка
низа
Обработка
воротника
Обработка
ринавав
Схема 1. Последовательность сборки верхней одежды
Например, рукава реглан в пальто соединяют с проймой раньше, чем
воротник с горловиной; в изделиях с цельновыкроенными рукавами
обработку рукавов осуществляют одновременно с основными деталями. В
некоторых изделиях могут отсутствовать карманы, воротник, подкладка.
Соединение подкладки с верхом выполняют перед соединением воротника
с горловиной и перед окончательной отделкой изделия. В изделиях
платьевой группы соединение основных деталей выполняют после или до
обработки рукавов, застежки. В мужских сорочках сборку рукавов
осуществляют до соединения боковых срезов.
Степень готовности изделия к примерке может быть
различной в зависимости от фигуры заказчика, вида изделия,
сложности фасона, конструкции изделия, свойств материалов,
квалификации закройщика, числа примерок и др.
Во всех случаях степень готовности должна быть
рациональной, а затраты времени на повторное выполнение отдель-
158
пых операций после проведения примерок ¦•-минимальными.
Кроме того, изделие, подготовленное к примерке, должно дать
заказчику полное представление о форме, размерах деталей
и отделочных элементов. На схеме 3 представлены этапы
подготовки верхней одежды к примерке. По схеме видно, что
многие операции имеют временное назначение и при
необходимости после примерки могут быть изменены. Операции влажно-
тепловой обработки, создающие форму отдельных деталей и
изделия в целом, должны быть выполнены к примерке. Все
конструктивные срезы (рельефы, вытачки на полочках)
обрабатывают окончательно. Рекомендуется также обрабатывать
Начальная
обработка
основных, деталей
¦ . .*.
Подготовка
изделия к
примерке
—^
Уточнение
изделия после
примерки
Обработка
карманов
Э~
Обработка
3 ас те тек
| *¦
Обработка.
воротника.
Обработка
рукавов
Соединение
основных
деталей
Окончательная от -
делка, присоединение
отделочных элементов
Схема 2. Последовательность сборки изделий платьевой группы
карманы и борта. При изготовлении верхней одежды сложной
конструкции, на фигуры с существенными отклонениями от
типовых, а также при сборке бортов одновременно с
воротником, края бортов к примерке не обрабатывают.
Рукав вметывают (один или два) в зависимости от
сложности конструкции изделия, особенностей фигуры заказчика и
свойств материалов. В случае необходимости к примерке
готовят верхние плечевые, передние и задние накладки.
В зимних изделиях дополнительно включают операции по
временному соединению утепляющей прокладки с верхом
изделия. Для сокращения этой операции в швейном цехе в
салонах можно иметь комплект готовых утепляющих прокладок
определенных размеров.
Одежда по индивидуальным заказам в зависимости от
сложности конструкции, особенностей фигуры заказчика и
свойств материалов может изготовляться с одной или двумя
примерками. При изготовлении одежды оригинальных
фасонов из материалов с малоизвестными технологическими
свойствами и па фугуры с резким отклонением от типовой
возникает необходимость повторной примерки. С повторными
примерками изготовляют также отдельные виды мужской одежды,
159
Начальная
обработка
полочек и
спинки
1 * 1
Прокладывание копира
Вольных
стежков по
I намеченным
линиям
Обработка карманов
±
Соединение
полочек с
бортовой
прокладной
Обработка
рукавов
Обработка
нижнего
воротника
I]
I Наметыва-\
J нив полочсн\-
\ на I
I 6'ортоВую j
I прокладку j
I 1
I Соединение |
передних 1~
I срезов J
J рукавов j
I 1
I Соединение \
J частей |_
нижнего 6о-\
I ратника it j
I прокладки
L
Сметывание и заметыва
ние полочек и спинки
по боковым и плечевым
срезам
±
Вметывание нижнего
Воротника в горловину
| Обработка
\ вытачек,
~\ складок,
[соединение
| гпепшвных
| чист ей по-
I лочек I
I и спинки I
U- 1
\8ыстегива j
J ние |—
j лацканов I
r
i
I Сметывание |
i i/ заметы-
I fJiiHue |
\локтеВых сре-\
ho6 рукабоб I
Вь/cmesuSa-
I нижнего I
I воротника I
i С_ J
Придание
j деталям
! нужной
I срормы с
| помощью
I влажно -^
j тепловой
I обработки
I С I
I Обработка j
.J краев |
I бортов I
|
I низа. |
I рукавов I
I Формова - j
I ни/кнего |
I воротника I
Вметывание
рукава
(прикалывание)
в пройму
±
Заметывание
низа изделия
Схема З. Подготовка верхней
одежды к примерке
1G0
например визитки, фраки, смокинги и др. Повторную примерку
проводят главным образом для уточнения правильности
вметывания рукавов в проймы, а в женской одежде и для
уточнения длины изделия.
На схеме 4 представлена последовательность подготовки
верхней одежды к первой примерке.
Начальная
обработка
полочек и
спинки.
! Проклады - I
I вание но- I
j пировальныхТ
строчек по
\намеченныщ
I линиям |
Обработка карманов
Обработка '
вытачек,
складок,
соединение
составных
частей
полочек и
спинки
Придание
деталям
нужной
срормы с
[помощью
| влажно -
| тепловой
[обработки
| .
"I
Соединение по-
л очен с бортовой
про кладкои
1
Наметывание \
полочек на борга-1
бук прокладку
! выстегивание I
лацканов j
I , J
Обработка
рукавов
Г
Обработка
нижнего
воротника
Соединение I
1 передних I""
I срезов |
I рукавов j
| Соединение
~| частей
I нижнего
I ротника [
j и прокладки \
j и
I Сметывание^
~\ и заметы -
Iвание лок-
\тедых ере- j
\зов рукавов]
Выстегива-\
ние
j нижнего
воротника \
! i
I ЗаметываА
ние низа I
рцкавоВ |
!___ J
i—¦ — -1
j Формование I
нитнего j
.Воротника !
Временная
сборка изделия
к примерке
Схема 4. Подготовка верхней одежды
к первой примерке
К повторной примерке в изделии должны быть обработаны
борта, стачаны боковые и плечевые срезы, соединены
подкладка или утепляющая прокладка с подкладкой и изделием,
обработан и соединен с горловиной воротник, вметаны
к проймы рукава, заметан низ изделия. Степень готовности
может быть изменена в зависимости от сложности фасона и
особенностей телосложения. Например, ко второй примерке пле-
чеиые швы могут быть не соединены.
Проведение новторной примерки увеличивает трудоемкость
попита изделия в среднем на 10 % за счет повторения целого
О ;jai<a:i JV« 2313
161
ряда технологических операций и двойной прерывности
технологического процесса.
Применение единого метода конструирования одежды,
точное снятие мерок, точные данные об особенностях фигуры
заказчика, использование лекал базовых конструкций при
раскрое, высокая квалификация закройщиков и рабочих, передо-
Ч истка
изделия
Распарывание
деталей одежды
Чистки и влажно
тепловая обработка
деталей
Перекрои
деталей
Ремонт изношен -
ных участков
деталей и замена
отдельных деталей
новыми
—>~
Начальная
одра6~огпка
основных деталей
Обработка
карманов
Обработка
0~Ор /77 О в
Обработка
пит него
воротника.
-*-
Начальная
обработка
рукавов
Временная
с бор к а
изделия
Примерка
изделия
Уточнение
деталей
после
примерки
Обработка
воротника
Обработка
рукавов и соединение
их
с проймами
Обработка
и соединение
подкладки
с верхом
Окончатель -
пая
отделка
Схема 5. Последовательность сборки одежды при обновлении
вые методы обработки обеспечивают изготовление изделий
с одной примеркой.
При обновлении одежды может быть принята такая же
последовательность сборки, как и для одежды из новых
материалов, изготовляемой с одной примеркой. Однако схема
сборки изделия будет иметь дополнительные операции,
связанные с подготовкой изделия к частичному или полному
перекрою. Такими операциями являются чистка изделия,
распарывание деталей одежды, ремонт изношенных участков и
влажно-тепловая обработка деталей одежды. В общем виде
последовательность сборки при обновлении одежды
представлена на схеме 5.
В условиях производства одежды по индивидуальным
заказам одной из форм услуг является изготовление одежды-
162
полуфабрикатов. Степень готовности одежды-полуфабрикатов
повышается по сравнению с изделиями, изготовленными с
одной примеркой, за счет окончательной обработки рукавов,
воротника, обработки и соединения подкладки по бортовым
краям изделия. В зимних изделиях утепляющую прокладку
пришивают только по бортам, а по боковым швам, горловине,
проймам и плечевым швам приметывают. Меховой воротник и
меховая отделка могут быть подобраны заказчиком во время
Плечевые изде
Начальная
о брабоглка
основных
деталей
Обработка
Бортов
Обработка
карманов
Обработка \
I рукавов \
i ¦ i
Обработка
I воротника
I
Обработка верхних] I Соединение
краев и застежки [Ч ^'"
J
I Соединение
Ч ^те'а" ~~
l j
Окончательная
отделка
_L
I Обработка у
[и соединение^
подкладки I
с верхом |
1_
Обработка
низа
Поясные изделия
Схема 6. Типовая последовательность сборки верхней одежды
примерки. Сметывание боковых срезов, вметывание рукавов и
заметывание низа изделия обеспечивают в основном уточнение
длины изделия и посадки рукавов. Данная степень готовности
полуфабриката позволяет в короткий срок выполнить заказ на
окончательное изготовление изделий после примерки за счет
резкого сокращения производственного цикла.
При изготовлении одежды по образцам последовательность
сборки изделий аналогична последовательности сборки изделий
при массовом производстве (схема 6).
Учитывая особенности изготовления различных фасонов
изделий в одном технологическом процессе необходимо
установление единой схемы сборки и степени готовности изделий
к примерке для ателье всех разрядов. Автоматизация процессов
измерения фигуры, конструирования швейных изделий
открывает перспективы изготовления одежды по индивидуальным
заказам без примерки при высоких технико-экономических
показателях процесса.
163
В решении вопросов повышения качества одежды, снижения
трудоемкости их обработки важное место занимает
совершенствование методов изготовления одежды, применение
прогрессивной технологии, разработанной ЦОТШЛ. Исходя из
преимуществ графических изображений в технологической
документации, целесообразно методы обработки и сборки узлов одежды
рассматривать в виде сборочных схем (графических моделей)
с указанием последовательности операций.
§ 4. НАЧАЛЬНАЯ ОБРАБОТКА
ОСНОВНЫХ ДЕТАЛЕЙ ВЕРХНЕЙ ОДЕЖДЫ
Перед начальной обработкой выполняют работы,
связанные с запуском деталей в процесс. На всех деталях
изделия производят копирование меловых линий, определяющих
места расположения вытачек,
рельефов, карманов,
отделочных деталей и т. п. В
условиях производства одежды по
индивидуальным заказам,
поскольку процесс обработки
длительный и связан в
большинстве случаев с примеркой
Рис. 127. Обработка неразрезных и
разрезных вытачек
изделия на фигуре заказчика,
эту операцию выполняют
главным образом копировальными
строчками на специальной
машине. Для сохранения линий (например, линии низа изделия,
пройм и т. д.) прокладывают нитки на выметочной машине или
ручным способом. На полочках, дублированных с клеевой
прокладкой, копирование меловых линий выполняют перебиванием
линий с последующим прокладыванием ниток, не захватывая
изнаночной стороны материала.
В изделиях из тканей с повышенной осыпаемостью нитей
и обрабатываемых с отлетной по низу подкладкой в начальную
обработку входит обработка открытых срезов верха, подкладки
и бортовой прокладки.
Основные детали (полочки, спинка, рукава, передние и
задние половинки брюк, передние и задние полотнища юбки) в
зависимости от фасона изделия имеют различную конструкцию.
Наиболее разнообразны детали женской одежды из-за
отделочных элементов.
В результате начальной обработки основных деталей
создают форму, соответствующую фигуре заказчика, удобную
в носке, и выполняют отделку изделия.
Вытачки обрабатывают стачными швами вразутюжку или
взаутюжку.
Неразрезные вытачки с небольшим припуском стачивают
1E4
с подкладыванием снизу полоски основного или другого
материала (рис. 127, а, б). Для закрепления сутюживания и
обеспечения плавного перехода в конце вытачки приклеивают кусочек
материала с односторонним клеевым покрытием Неразрезные
вытачки в изделиях из синтетических материалов (искусствен-
Рис. 128. Придание
формы деталям полочки
и спинки влажно-тепло-
ной обработкой
пая кожа, стеганые полотна и др.) стачивают с последующим
настрачиванием.
Разрезные вытачки стачивают, начиная от обрезных краев
деталей, сводя на нет шов на протяжении 1 —1,5 см ниже
разреза. Разрезные вытачки, так же как и неразрезпые, обраба-
Рис. 129. Придание формы целыювыкроенмой полочке и спинке
тывают с дополнительной полоской материала, располагая ее
только в конце вытачек (рис. 127, в).
Основные детали могут состоять из нескольких частей,
которые в зависимости от модели могут быть соединены
стачными, настрочными, накладными или отделочными швами.
В цельных спинках формование деталей в зависимости от
моделей может быть выполнено или с помощью неразрезных
нытачек или с помощью влажно-тепловой обработки. В
изделиях прилегающего и полуприлегающего силуэтов в области
165
\
талии производят сутюживание. Влажно-тепловая обработка
полочек и спинки показана на рис. 128.
В изделиях с цельновыкроенными рукавами правильное их
положение в некоторой степени обеспечивается
влажно-тепловой обработкой (рис. 129). Верхний и нижний срезы рукавов
со стороны спинки сутюживают и слегка оттягивают по линии
сгиба в локте. Верхние и нижние срезы рукавов со стороны
полочки оттягивают, а затем слегка сутюживают по линии
переднего сгиба. Для обеспечения свободы движения края
рукавов на участке конструктивной точки сочленения руки с
плечом оттягивают. Оттягивание делают
постепенно, сводя его на нет к линии
перегиба рукава. В нижней части
проймы полочку, спинку оттягивают
для свободного подъема руки. По
линии сочленения руки с туловищем
в верхней части изделия
прокладывают кромку, предохраняющую
соответствующие участки в процессе носки
от деформации.
В брюках передние и задние
половинки также подвергают
влажно-тепловой обработке для придания им
соответствующей формы (рис. 130).
Обеспечение свободы движения
при носке и сохранение формы
изделия могут быть достигнуты за счет
разрезов в основных деталях,
предусмотренных по конструкции (шлицы на спинке пальто,
пиджаках, а также в боковых швах изделия).
Разрезы на основных деталях, состоящих из двух частей,
обрабатывают обычно швом вподгибку или обтачным швом
в кант и в рамку на цельных деталях.
Шлица в среднем шве спинки является примером обработки
разреза с помощью припусков, данных при раскрое. Обработка
краев шлицы состоит из двух стадий: сначала оформляют
боковые стороны шлицы, а затем одновременно с оформлением
низа пальто обрабатывают углы краев шлицы. Способы
обработки шлиц зависят от конструкции изделия (в боковых швах,
среднем шве спинки, цельной спинке), вида применяемых
материалов и прокладок.
Рис. 130. Придание формы
деталям брюк
Шлицы, расположенные в среднем шве, в боковых и отделочных швах
мужских и женских верхних изделий, обрабатывают с прокладками из
хлопчатобумажных (бязь, коленкор и др.), нетканых (прокламелин, флизе-
лин) материалов с клеевым покрытием и без него. Нижняя половинка
шлицы может быть обработана с кромкой без прокладки.
При обработке шлиц с прокладками из нетканых прокладочных
материалов без клеевого покрытия их располагают по припускам на обра-
166
Потку верхней и нижней стороны шлицы, прикрепляя на стачивающей
машине. Кромку по краям шлицы не прокладывают (рис. 131, а).
При обработке шлицы неклеевыми прокладками последние соединяют
с изделием клеевой кромкой, клеевой паутинкой или на стачивающей
машине. Клеевую паутинку притачивают к шлице вместе с прокладкой на
стачивающей машине. Ее также можно соединить с деталью на прессе. При
соединении кромки и прокладки па стачивающей машине кромка может
быть расположена клеевой стороной вверх для последующего закрепления
края шлицы (рис. 131, б).
Клеевую прокладку или кромку соединяют со шлицей по намеченным
линиям со стороны припуска на ее обработку на стачивающей машине или
С ffii^'y
г 5
Рис. 131. Обработка шлицы
j с клеевыми и неклеевыми
прокладками и кромками
соединяют на прессе или утюгом. Клеевую прокладку притачивают к
верхней половинке шлицы с подгибом среза на 1 см неклеевой стороной внутрь,
а к нижней половинке — складывая ее по длине клеевой стороной наружу
(рис. 131, в).
В костюмных изделиях из материалов с повышенным содержанием
химических волокон, а также из хлопчатобумажных тканей верхнюю
половинку шлицы можно обрабатывать с кромкой без прокладки, нижнюю —
без кромки и прокладки (рис. 131, г).
В изделиях на подкладке, изготовляемых из плащевых
хлопчатобумажных и прорезиненных тканей, материалов, дублированных поролоном,
а также из натуральной и искусственной кожи и замши шлицы могут быть
обработаны без прокладок или с прокладками из нетканых материалов
(рис. 131, д) или хлопчатобумажной ткани. Прокладки в этих изделиях
соединяют так же, как и в изделиях из шерстяных тканей на подкладке.
В изделиях на подкладке, изготовляемых из стеганых полотен, срезы
спинки окантовывают или обметывают.
Дальнейшая обработка шлицы состоит в стачивании средних срезов
спинки строчкой 1 (рис. 131, е), разутюживании шва с одновременным
заутюживанием краев шлицы по линиям разметки, выполняют отделочные
строчки 2, 3 и закрепляют конец шлицы вперху строчкой 4 (если они
предусмотрены моделью).
На полочках и спинке иногда проектируют отрезные
кокетки. Соединяют их с основными деталями стачным или
накладным швом в зависимости от модели (рис. 132, а). В
кокетках овальной формы перед соединением необходимо
проложить кромку по краю, чтобы предохранить срез от
растяжения. При отделочной строчке (более 1 см) край овальных
кокеток обтачивают полоской из основного материала,
выкроенной по форме края кокетки. В кокетках с углами
предварительно обрабатывают углы: внутренние — полоской материала,
167
внешние — путем стачивания уголков, их разутюживания и
вывертывания на лицевую сторону (см. рис. 122).
Для отделки деталей применяют отделочные сложные
складки, дополнительные отделочные детали из различных
материалов и вышивку.
При начальной обработке для предохранения обрезных
краев деталей от растяжения и сохранения конструктивных
линий по проймам полочек и спинки, горловине, плечевым
срезам полочек прокладывают неклеевую кромку,
поскольку во время примерки может быть
изменение по этим срезам. Кроме того, для этих
целей используют полоски из хлопчатобумажной
ткани шириной 25—60 мм, выкроенные по форме
срезов.
Направление совершенствования начальной
обработки основных деталей возможно главным
образом за счет совершенствования конструкции
изделия, сокращения влажно-тепловой
обработки, создания объемной формы деталей
благодаря формовочным свойствам материалов,
использования унифицированных, прогрессивных
Рис 132. Обра- методов обработки на базе максимального ис-
ботка кокетки пользования машинного и клеевого способов.
§ 5. ОБРАБОТКА КАРМАНОВ
ПРОРЕЗНЫЕ КАРМАНЫ. Прорезные карманы
разнообразны по конструкции и методам обработки. В верхней
одежде наибольшее распространение получили прорезные
карманы с клапаном, обтачками и с листочкой. Обработка
прорезных карманов состоит из трех этапов: обработки подкладки,
обработки отделочных деталей (клапана, обтачки, листочки)
и сборки кармана.
Боковые карманы с клапаном отличаются между собой
формой клапана, обработкой нижнего края и срезов
подкладки.
Подкладка в прорезных и непрорезных карманах является
общей деталью, которая в прорезе кармана закрывается
подзором из подкладочной ткани, или специальной ленты, или
основного материала. В изделиях из плащевых материалов
подкладку обычно выкраивают из основного материала и этим
исключают потребность в подзорах.
Для обработки нижнего края кармана к подкладке
притачивают обтачку. Присоединение обтачки и подзора может быть
выполнено при обработке подкладки или во время сборки
кармана. Для синтетических материалов в качестве обтачки
может служить подкладка.
С изнанки полочки по линии кармана располагают долевик
168
из коленкора, или бязи, или из прокладочных материалов
с клеевым покрытием. Его назначение — предохранить карман
от растяжения и создать возможность дополнительного
прикрепления кармана к боковому шву и бортовой прокладке. За счет
этого повышается износостойкость, так как в процессе носки
возникшие усилия на карман частично передаются на
бортовую прокладку и боковой шов. Кроме того, функции долевика
может выполнять подкладка, которую вкладывают в нижнюю
обтачку или подкладывают на изнанку основной детали перед
сборкой кармана.
В моделях одежды с горизонтальным расположением
прореза боковых карманов и расположением нитей основы в под-
Рис. 133. Обработка
и сборка бокового j
прорезного кармана I
с клапаном
кладке карманов параллельно линии прореза, а также в
изделиях с дублированными полочками карманы обрабатывают без
долевиков.
Выбор того или иного способа обработки подкладки
определяется конструкцией кармана и видом изделия. По
конструкции подкладка прорезных карманов может быть с
обработанными и необработанными срезами.
В изделиях без подкладки или с подкладкой,
заканчивающейся на 15—20 см ниже линии талии, срезы подкладки
обрабатывают двойным швом на стачивающе-обметочной машине
или окантовочпым швом. При использовании в качестве
подкладки неосыпающихся синтетических материалов срезы ее не
обрабатывают.
Сборка клапана заключается в обработке его краев
обтачным швом в кант с последующим закреплением отделочной
строчкой или клеевой ниткой. В изделиях из натуральной кожи
клапаны в случае применения подкладки клапана из
основного материала могут быть обработаны накладным швом с
открытыми срезами или с открытым и закрытым срезами.
Нижний край кармана в зависимости от толщины
материала верха может быть обработан обтачным швом в кант,
в рамку (сложную и простую). Перед началом сборки кармана
169
по намеченным линиям прикрепляют временно долевик или
внутреннюю часть подкладки.
Обработка кармана с клапаном представлена на рис. 133, а.
Сборку кармана начинают с притачивания клапана и обтачки
(строчки /, 2). Нижнюю рамку закрепляют строчкой 3.
Полочки прорезают со стороны долевика в концах карманов под
углом, не доходя до строчек на 1 мм. Подкладку с подзором
притачивают к шву клапанов строчкой
4, после чего стачивают подкладку
(строчка 5). В отдельных моделях по
верхнему краю выполняют отделочную
строчку 6.
Совершенствование данного способа
возможно за счет применения машины с ножом
для разрезания полочки и обработки нижнего
края кармана обтачным швом в простую рамку.
Такое решение целесообразно принять при
обработке прорезных карманов с клапанами и двумя
обтачками в костюмных материалах. Наличие
дополнительной верхней обтачки позволяет
создать одинаковую толщину верхнего и нижнего
краев кармана. Такой способ обработки
исключает выметывание нижней рамки и
настрачивание клапана в шов притачивания обтачки.
Рис. 134. Обработка и
сборка бокового
прорезного кармана с
клапаном па подкладке
В изделиях из толстых материалов
(мужское пальто и др.) нижние края
карманов обрабатывают, как правило,
обтачным швом в кант. После разрезания полочки швы
притачивания клапана и обтачки разутюживают. Нижний край
закрепляют двумя строчками: первая — около шва притачивания
обтачки и вторая — параллельно первой с расстоянием от нее
согласно модели.
В материалах с пленочным покрытием нижняя часть
подкладки может являться обтачкой, что значительно снижает
затраты времени на обработку нижнего края кармана (рис.
133, б). Для плотных материалов исключают прокладку в
клапане и нижний край входа в карман обрабатывают обтачным
швом в простую рамку. Однако в первом варианте нижняя
рамка кармана получается более плотной и устойчивой, что
важно для плащевых изделий.
Прорезной карман с клапаном на подкладке (рис. 134)
в изделиях из шерстяных материалов на подкладке,
заканчивающейся ниже линии талии, имеет некоторые особенности
в процессе сборки.
В этом случае подкладку выкраивают из двух частей: одну —
из основного материала, другую — из подкладочного с
припуском для окантовывания срезов подкладки (строчки 5, 6) и
внутренних срезов обтачек. На изнанку полочки по намеченной
линии приметывают подкладку из подкладочной ткани и обра-
170
батывают (строчки /, 2, 3), как обычные прорезные карманы
с клапаном. Боковые стороны обтачек подрезают, чтобы они
заходили на 10 мм за концы прореза кармана. Нижние срезы
обтачек огибают подкладкой и закрепляют строчкой 4. После
обработки срезов подкладки (строчки 5, 6) присоединяют ее
к шву притачивания клапана (строчка 7). Если верхняя масть
подкладки не закрывается подкладкой изделия, то выполняют
строчку 8 ручным способом. В изделиях из пальтовых
материалов концы кармана закрепляют с лицевой стороны на
специальной машине.
Карманы с обтачками отличаются от карманов с клапаном
тем, что вместо клапана применяется вторая верхняя обтачка.
Рис. 135. Обработка и сборка бокового прорезного кармана с обтачками
В связи с этим внешняя часть подкладки имеет подзор из
основного материала. Линия прореза кармана может быть
прямолинейной или фигурной. В зависимости от этого прорез
обрабатывают обтачным швом в простую (рис. 135, а — строчки 3,
4) или сложную (рис. 135, б — строчки 3—6) рамку. Обтачку
в последнем случае выкраивают по форме линии прореза.
В изделиях из дублированных материалов в прорезных
карманах с обтачками одной частью подкладки может служить
полочка (рис. 135, в). Внутренний край нижней обтачки,
а также края основной части подкладки заранее окантовывают.
На полочке намечают линии кармана и притачивают (строчки 1,
2) обтачки к полочке. После прорезаиия входа в карман
присоединяют по верхнему краю подкладку (строчка 3), подши-
иают (строчки 4, 5) к полочке нижний край обтачки и
подкладки и выполняют отделочную строчку 6, оформляя контур
накладного кармана.
В стеганых полотнах отсутствует подзор и рамки карманов
настрачивают с лицевой стороны, одновременно присоединяют
и подкладку.
171
Примером обработки кармана с обтачками на подкладке
может служить боковой карман в брюках (рис. 136). Обтачки
притачивают строчкой / на одноигольной или двухигольной
машине с ножом. После прорезания и вывертывания подкладки
внутренний срез обтачки настрачивают на подкладку
строчкой 2. Подкладку кармана стачивают (строчки 3, 4) двойным
швом. Подкладку карманов расправляют и с изнанки
прокладывают строчку 5, располагая ее по подкладке около строчки
Рис. 136. Обработка и
сборка бокового
прорезного кармана брюк
... \_ \
1
F-f
Ш
Рис. 137. Обработка и сборка
верхнего прорезного кармана с листоч-
кой
притачивания обтачек. При этом одновременно скрепляют
подкладку в концах кармана двойными строчками.
Наиболее технологично стачивать подкладку с
одновременным обметыванием срезов или исключить обработку срезов за
счет применения неосыпающихся синтетических материалов.
Карманы с листочкой широко применяют в различной
одежде. По конструкции они разнообразны. Прорезной карман
с листочкой отличается от кармана с клапаном тем, что
нижний край его обрабатывают дополнительной деталью —
листочкой, а верхний — подзором из основного материала или
подкладки в зависимости от ширины листочки.
По внешнему виду карманы различаются главным образом
формой листочки. Это отличие характерно для боковых
карманов. Форма листочки верхнего кармана наиболее стабильна.
Схема последовательности сборки кармана с листочкой
такая же, как и с клапаном. Листочки могут быть цельновыкро-
енными или обтачанными основным материалом или
подкладкой. Верхний край листочки может обрабатываться
подкладкой, цельновыкроенной с подкладкой кармана. Характер ее
обработки зависит от конструкции листочки и толщины
материала. С целью повышения формоустойчивости листочки
применяют прокладку из материала с клеевым покрытием, флизелин
172
или прокламации. Боковые края листочки могут быть
обработаны обтачным швом в кант или швом вподгибку. В
зависимости от вида прокладки верхний край листочки закрепляют
клеевой нитью или шов обтачивания расстрачивают.
Наиболее сложным по обработке является верхний карман
с листочкой в изделиях из шерстяных материалов.
Притачивание листочки строчкой 1 (рис. 137, а) выполняют
без подкладки. Швы притачивания листочек надрезают и
отгибают в сторону листочки. С изнанки строчкой 2 притачивают
подкладку листочки и подкладку кармана к полочкам на
расстоянии 2 мм от шва присоединения листочки и после этого
Рис. 138. Обработка и сборка бокопого прорезного кармана
с листочкой
притачивают подзор из основного материала строчкой 3. В
материалах с синтетическими волокнами шов притачивания
подзора расстрачивают, затем стачивают подкладку (строчка 5).
Для повышения производительности труда и качества
обработки концы листочки закрепляют на машине зигзагообразной
строчкой б (длина стежка 1—2 мм) с предварительным
приметыванием ее строчкой 4.
В изделиях из хлопчатобумажных, а также в жилетах из
шерстяных материалов листочку обрабатывают без прокладки,
а подкладка может служить и одной частью подкладки
кармана (рис. 137, б).
Боковые карманы могут быть с настрочными или с
втачными концами листочек. В изделиях из тонких материалов
листочку для увеличения упругости обрабатывают с
дополнительной прокладкой из клеевой или неклеевой
хлопчатобумажной ткани или нетканого материала. При обработке бокового
кармана с настрочными концами листочку притачивают
строчкой 1 (рис. 138, а), отгибая нижнюю часть листочки. Шов
разутюживают, а подкладку с нижней частью листочки
притачивают к шву листочки (строчка 2). Вторую сторону подкладки
притачивают на расстоянии 7 — 10 мм от шва притачивания
173
листочки (строчка 3). После стачивания подкладки (строчка 4)
настрачивают концы листочки (строчка 5) на полочку.
Карманы с узкими листочками обрабатывают с подзорами.
Концы листочки настрачивают одной или двумя строчками на
стачивающей машине или на машине зигзагообразной строчки.
Особенность обработки такого вида кармана в изделиях
из дублированных материалов состоит в том, что верхние края
подкладки окантовывают (рис. 138, б). Листочку и одну часть
подкладки притачивают (строчки 2 и 3) к полочке. Вторую
часть подкладки присоединяют (строчка 4) к шву
притачивания листочки после прорезания входа в карман. В этом
случае подкладка может быть полностью обработана до сборки
кармана. Концы листочки закрепляют путем настрачивания
на полочку двумя строчками 5, предварительно высекая
нижнюю часть листочки с боковых концов.
Особенностью обработки кармана с листочкой с втачными
концами (рис. 138, в) является то, что расстояние между
швами притачивания листочки (строчка /) и подзора
(строчка 2) должно соответствовать ширине листочки в готовом
виде. Концы листочки закрепляют одновременно при
стачивании подкладки.
Совершенствование обработки прорезных карманов в условиях
производства одежды по индивидуальным заказам должно идти по пути
сокращения доли ручного труда, применения последовательно-параллельного
метода обработки. Например, использование специального полуавтомата
позволяет совместить не только операции обтачивания и разрезания входа
в карман, но и вывертывание обтачек на изнанку изделия.
НЕПРОРЕЗНЫЕ КАРМАНЫ. К непрорезным относятся
карманы, расположенные в швах, рельефах и складках
полочек (боковой и часовой карманы брюк, расположенные в
боковом шве и шве притачивания пояса) и др. Особенностью
непрорезных карманов является то, что прорез заранее
задается конструкцией изделия. В связи с этим обработка состоит
в оформлении краев входа в карман и соединении подкладки.
Наиболее простой конструкцией является карман,
расположенный в шве полочки (рис. 139, а). По передней части
полочки на участке расположения кармана прокладывают кромку.
Боковую часть полочки сметывают с передней, подкладывая
долевик со стороны боковой части. Сметанные части полочек
стачивают (строчка /), оставляя свободным вход в карман.
Затем заметывают или приутюживают край кармана,
притачивают подкладку к припускам на обработку карманов
(строчки 2, 3). Карманы в концах скрепляют и стачивают
подкладку (строчка 4).
При отсутствии припусков со стороны передней и боковой
частей полочки по линии входа в карман края обрабатывают
с помощью обтачки и подзора строчками /, 2, 3 (рис. 139, б).
Такой способ применяют и в том случае, когда шов соедине-
174
ния частей полочек на участке кармана имеет фигурную
форму. Для обеспечения должного качества сборки кармана
но всех случаях подкладку стачивают (строчка 5) после сое-
линения передних частей полочек с боковыми (строчка 4).
Карманы для часов, расположенные в швах притачивания
пояса, могут быть с клапаном и без него. Прорез кармана
образуют после или во время притачивания пояса брюк. Сборка
таких карманов значительно упрощается и может выполняться
после или до притачивания пояса к брюкам.
Более сложную обработку имеют боковые карманы,
расположенные в шве брюк. Это определяется тем, что со стороны
Рис. 139. Обработка п
сборка непрорезного
кармана
изнанки все срезы должны быть закрыты. Кроме того, края
карманов с целью предохранения их от преждевременного
истирания в процессе носки должны быть тонкими и
эластичными.
Карманы обрабатывают на подкладке, на которую
настрачивают внутренний срез обтачки и подзора швом вподгибку
с закрытым срезом или накладным швом с предварительным
обметыванием срезов. Для предохранения края кармана от
растяжения со стороны передней половинки прокладывают
неклеевую или клеевую кромку. Сборку кармана (рис. 140, а)
начинают с обтачивания (строчка /) передней половинки
(между надсечками) обтачкой. Обтачка может быть цельновы-
кроенной с передней половинкой брюк. К задней половинке
брюк притачивают строчкой 2 одновременно подзор и
подкладку. Швы притачивания подзора и обтачки разутюживают.
Края кармана выметывают или заутюживают. Внутренний срез
подзора настрачивают (строчка 3) на подкладку. Затем
стачивают боковые срезы и по передней половинке по линии
кармана выполняют отделочную строчку 4. Подкладку кармана
стачивают двойным швом (строчки 5, 6) и на специальной
машине закрепляют концы входа в карман (строчка 7).
При использовании данного способа обработки часто возникает
искривление п нижней части кармана в боковом nine из-за перекоса подкладки.
Для ликвидации этого недостатка целесообразно внешний край подзора
окантовывать заранее подкладкой, а внутренний — настрачивать на под-
175
кладку. Соединение задней половинки с этими деталями выполняют после
стачипания бокового шва и подкладки.
Для обработки краев в рамку (рис. 140, б) заднюю
половинку с подкладкой соединяют (строчка /) накладным швом
с закрытым срезом. Край кармана на передней половинке
обрабатывают обычным способом. После стачивания бокового
шва выполняют отделочную строчку 5. Затем настрачивают
заднюю половинку на обработанную подкладку строчкой 5.
Наиболее технологичны карманы на передней половинке
брюк с отрезным бочком (рис. 140, в). Особенность
конструкции таких карманов состоит в том, что верхние боковые части
передних половинок одновременно являются подзорами. Кроме
того, боковые срезы стачивают (строчка 5) без подкладки, что
упрощает выполнение сборочных операций и улучшает
качество обработки. Верхний край кармана можно обрабатывать
обтачкой или за счет припуска основной части половинки брюк.
В последнем случае с изнанки намечают линию сгиба кармана,
в соответствии с которой прокладывают кромку. При
выполнении отделочной строчки / подкладывают срез подкладки.
Предварительно верхний край кармана выметывают.
Внутренний срез припуска основной детали настрачивают (строчка 2)
на подкладку так же, как и срез обтачки. Отрезной бочок
с подкладкой соединяют строчкой 3. Переднюю половинку по
концам линии входа в карман настрачивают (строчка 4) на
бочок. Подкладку с боковым швом в верхней части можно
соединить при стачивании подкладки (строчка 6).
Совершенствование обработки непрорезных боковых карманов брюк
возможно за счет проектирования целыювыкроенной обтачки со стороны
передней половинки, совмещения или сокращения операции по обработке
срезов подкладки, а также замены их прорезными карманами,
расположенными на передних половинках и обработанными на специальном
полуавтомате.
НАКЛАДНЫЕ КАРМАНЫ. Накладные карманы
отличаются от всех видов карманов тем, что их детали не выводят
на изнаночную сторону изделия, а внутренней частью
подкладки часто служит полочка. По конструкции они могут быть
с прямым или фигурным верхним краем, с листочкой, с
различными отделочными швами, прорезные с клапаном или с
обтачками в рамку, с подкладкой или без нее. Обработка
накладных карманов состоит из двух этапов: обработки детали
верха кармана и соединения ее с полочкой изделия.
В карманах с верхним входом, обрабатывают верхний край
кромкой, чтобы предохранить его от растяжения во время носки
изделия. Затем верхний край заметывают, приутюживают.
В карманах с фигурным верхним краем притачивают обтачки
к верхнему краю, одновременно прокладывая кромку и
стачивая боковые стороны на ширину обтачек.
179
В прорезных накладных карманах с клапаном, с обтачками
is рамку прорез обрабатывают так же, как и в обычных
боковых прорезных карманах.
При обработке накладного кармана без подкладки
внутренний срез припуска на подгибку подшивают на машине
потайного стежка или ручным способом. Если карман на
подкладке, обтачку притачивают к ней, как к подкладке в
боковом прорезном кармане. В карманах с прорезным входом
заметывают и приутюживают верхний край. Нижний и боковые
края кармана обрабатывают заранее или в процессе соедине-
32 4 7 f
АЛ \ \ /
32 1 S 6
Рис. 140. Обработка и сборка непрорезного кармана брюк
пия кармана с полочкой, что зависит от способа соединения
кармана с полочкой изделия.
Карманы с полочкой соединяют двумя способами: с
внешней стороны накладным швом, с внутренней — стачным. При
обработке боковых накладных карманов в месте расположения
верхнего края кармана или прореза прокладывают с изнанки
полочки долевик.
При первом способе (рис. 141, а) верхний край накладного
кармана заранее соединяют с подкладкой, а боковые и нижний
края заметывают или заутюживают. Предварительно на
полочке размечают линии, соответствующие обработанным краям
кармана. Вначале подкладку прикалывают и притачивают
(строчка /) по боковым и нижнему срезам к полочке. Верх
кармана наметывают или прикалывают, а затем настрачивают
(строчка 2) на расстоянии 3—10 мм от края. При более
широкой строчке края кармана будут отлетными и потребуется
дополнительное ручное их подшивание. Эта операция является
обязательной при соединении ручным способом подкладки
с верхом кармана по боковым и нижнему краям. Причем верх
накладного кармана настрачивают на полочку вместе с
подкладкой.
В изделиях из дублированных материалов (искусственная
замша на меху и др.) накладной карман выполняют без под-
177
кладки и соединяют его с полочкой в основном двумя
строчками.
При соединении накладных карманов с полочками стачным
швом (рис. 141, б, в) предварительно прокладывают кромку
и заметывают верхний край кармана. Все другие операции
выполняют в процессе сборки карманов с полочками. На полочке
размечают линии, соответствующие срезам подкладки и верха
1 1
1 1
з—
-3
-4
Рпе. 141. Соединение накладных ка;>мапов с полочками
накладного кармана. Соединяют карман с полочкой по частям.
Вначале настрачивают (строчка /) подкладку, а затем
притачивают верх накладного кармана но боковым и нижнему краям
строчкой 2. Присоединение подкладки кармана по верхнему
краю осуществляют ручным способом (строчка 3). Затем
пришивают верхние углы накладного кармана к полочке,
закрывая шов притачивания.
В дублированных материалах из трикотажного полотна
в большинстве случаев создают только внешний вид
накладного кармана отделочными строчками. Для достижения
соответствующего эффекта с изнанки полочки подкладывают долевик
и прокладку. В отдельных моделях верхней одежды накладной
карман обрабатывают с дополнительной подкладкой (рис.
141, г, д) для предохранения полочки от преждевременного из-
178
носа и загрязнения. Отделочный клапан притачивают к
полочке строчкой / (см. рис. 141, д). Затем клапан отгибают и
выполняют вторую строчку 2, подкладывая дополнительную
подкладку кармана. Карман соединяют с полочкой строчками
3 и 4.
Совершенствование обработки накладных карманов возможно за счет
заутюживания краев с помощью шаблонов или на фальцпрессе. Вместо
ручного наметывания карманов на полочки целесообразно применять
специальную машину или выполнять эту операцию с помощью клеевой нити
или паутинки, обеспечивающих временное крепление деталей. В карманах
с отлетными краями и отделочной строчкой возможно соединение кармана
с полочкой клеевой паутинкой. Применение в комбинации машинного и
клеевого способов сборки карманов обеспечивает повышение
производительности труда и качества обработки.
ВНУТРЕННИЕ КАРМАНЫ. Внутренние карманы
расположены на подкладке полочек, подбортах или в шве
притачивания подкладки к подборту. В женской одежде внутренний
карман применяется только в шве притачивания подкладки
к подборту. Наибольшим разнообразием по конструкции
отличаются карманы в мужской верхней одежде. По характеру
обработки в мужской одежде можно выделить три варианта
обработки внутренних карманов: на целы-ювыкроенных полочках
подкладки и на подборте, с отрезными верхними частями.
Обработка внутренних карманов состоит из двух этапов:
обработки деталей и сборки карманов.
На одну из частей подкладки настрачивают подзор. На
подзор левого кармана настрачивают фирменную марку. Петли
карманов изготовляют из специальной тесьмы, подкладочной
ткани или натуральной кожи. На целыювыкроенных полочках
подкладки применяют карманы с листочками из подкладочного
или основного материала, в рамку с обтачками из основного
материала, а также с окантованными краями и накладные
карманы из подкладочного материала.
В кармане с листочкой из подкладочного материала
подкладка служит одновременно прокладкой листочки. Листочка
может быть обработана из подзора или полоски подкладки.
В первом случае (рис. 142, а) вначале притачивают подзор
к подкладке кармана строчками /, 2. Подкладку с подзором
присоединяют к подкладке полочки строчкой 3, предварительно
перегнув ее по линии сгиба листочки. Верхнюю часть подкладки
отгибают, а нижнюю притачивают строчкой 4 на расстоянии
от строчки 3, равном ширине листочки в готовом виде. После
прорезания полочки и подкладки с подзором по линии входа
в карман закрепляют концы листочки и стачивают подкладку
строчкой 5. Для прочности соединения выполняют строчку 6,
подкладывая с изнанки долевик в сторону проймы.
Во втором случае полоску подкладочного материала для
листочки заранее настрачивают на подкладку, а затем
притачивают к подкладке полочки вместе с подкладкой кармана.
179
6 I,
Рис. 143. Обработка и сборка
внутреннего кармана с одной и двумя
обтачками
Рис. 142. Обработка и сборка
внутреннего кармана с листочкой и
окантованным верхним краем
Вторую часть подкладки с подзором присоединяют к полочке
на расстоянии, равном ширине листочки в готовом виде. В этом
случае разрезают по линии входа в карман только полочку.
Все дальнейшие операции аналогичны первому варианту.
Листочку из основного материала обрабатывают без
прокладки. Листочку предварительно складывают вдвое, затем
притачивают к полочке одновременно с одной частью
подкладки. Последующие операции осуществляют по типу
кармана с листочкой из подкладочного материала.
Для упрощения обработки углов кармана с листочкой из
основного материала рекомендуется верхнюю часть подкладки
по линии кармана выкраивать из двух частей. Поэтому
листочка проходит по всей ширине полочки подкладки (рис. 142,6).
Вначале притачивают строчкой / листочку к нижней части
подкладки полочки, одновременно подкладыван подкладку.
Верхнюю часть полочки притачивают к подкладке с
подзором строчкой 2. Концы кармана скрепляют с лицевой стороны
на универсальной машине (строчка 3) и стачивают подкладку
строчкой 4.
Способ отрезания верхней части подкладки использован для
совершенствования обработки кармана с листочкой из
подкладочного материала на утепляющей прокладке, выстеганной
с подкладкой.
При обработке карманов с обтачкой из основного
материала с краями, окантованными подкладкой или тесьмой, на
180
выстеганных полочках подкладки с отрезными верхними
частями верхние и нижние срезы обтачек окантовывают
строчками 1, 2 (рис. 142, в). Причем верхний срез обтачки
окантовывают, подкладывая подкладку. Окантованный нижний срез
обтачки настрачивают строчкой 3 на нижнюю часть подкладки
полочки. Строчку располагают по шву окантовывания. К
верхним частям полочек притачивают строчкой 5 вторую сторону
подкладки с подзором. Нижние части полочек настрачивают
(строчка 6) со стороны пройм параллельно бортовым срезам
полочек. Второй конец закрепляют на 30—35 мм от бортовых
срезов. Затем стачивают подкладку строчкой 7. Можно
обрабатывать карманы без дополнительной обтачки путем
окантовывания края подкладки с прокладкой (рис. 142, г).
Внутренние карманы в рамку обрабатывают с одной или
двумя обтачками. При сборке карманов в рамку с двумя
обтачками (рис. 143, а) обтачки притачивают (строчки 1 и 2)
к полочке на одно- или двухигольной машине с ножом,
совмещая срезы обтачек с линиями разметки кармана. Швы
отгибают в сторону подкладки, края обтачек подгибают, образуя
рамку нужной ширины, и настрачивают (строчки 3 и 4) с
одновременным подкладыванием подкладки под нижнюю обтачку
и подкладку с подзором и петли под верхнюю обтачку.
Заключительными операциями по сборке карманов являются
стачивание (строчка 5) подкладки, закрепление концов
(строчка 6) кармана на специальной машине и
влажно-тепловая обработка.
При сборке карманов с одной обтачкой к полочкам (рис.
143, б) одновременно притачивают строчкой / на двухигольной
машине с ножом обтачку, петлю и часть подкладки, на
которую предварительно настрочен подзор. Передний конец
кармана закрепляют на стачивающей машине двумя обратными
строчками 2, затем стачивают строчкой 3 подкладку и
закрепляют строчкой 4 концы кармана на специальной машине.
Метод сборки карманов с одной обтачкой является
наиболее технологичным, так как обеспечивает совмещение
операций притачивания обтачки и подзора с подкладкой к
полочке и разрезания входа в карман
В моделях одежды, где внутренние края подбортов
окантованы, карман часто располагают в выступе подборта и
обрабатывают окантовочным швом полоской подкладочного
материала. С изнанки подбортов подкладывают и притачивают
строчкой / (рис. 144) подкладку. Обтачки из подкладки
подгибают в сторону изнанки, накладывают на подборта сгибами
в сторону прореза и притачивают строчками 2. Нижний край
кармана огибают обтачкой и настрачивают строчкой 3 на под-
борт по линии притачивания обтачки. Внутренний срез
нижней обтачки подгибают и настрачивают на подкладку
строчкой 4. Верхний край кармана также огибают обтачкой и на-
181
Рис. 145. Обработка
внутреннего кармана
в женских изделиях
Рис. 144. Обработка
и сборка
внутреннего кармана в под-
борте
страчивают строчкой 5, одновременно подкладывая петлю и
подкладку с подзором. Заключительными операциями
являются стачивание подкладки (строчка 6) и закрепление концов
кармана.
В женских изделиях внутренний карман изготовляют в шве
соединения подкладки с подбортом на правой полочке
(рис. 145). Верхний край кармана закрепляют
зигзагообразной строчкой, которая одновременно выполняет роль отделки
и обеспечивает устойчивость краю.
В качестве отделки внутренних карманов могут быть
применены также: в мужских пальто и пиджаках различного рода
клапаны, в женских пальто — рюши, тесьма, вышивка.
Совершенствование способов обработки карманов всех видов возможно
па базе унификации как отдельных деталей, так и процессов сборки.
§ 6. ОБРАБОТКА И СБОРКА БОРТОВ
Обработка и сборка бортов верхней одежды —
трудоемкий и сложный процесс. Он складывается из трех
этапов: обработки бортовой прокладки, обработки подбортов и
сборки бортов.
Конструкция бортовой прокладки различна в зависимости
от вида изделия и применяемых материалов для прокладок,
что определяет особенности способов ее обработки.
Обработка бортовой прокладки для женских и детских
изделий (рис. 146, а) заключается главным образом в
притачивании надставок, стачивании вытачек, настрачивании
плечевой накладки и влажно-тепловой обработке. В изделиях с
отлетной подкладкой внутренние срезы бортовой прокладки
обметывают на специальной машине.
182
Наиболее сложна обработка бортовой прокладки для
мужских изделий (рис. 146, б). Обработку бортовой прокладки
начинают со стачивания вытачек и притачивания надставок.
На основную часть бортовой прокладки накладывают столбик,
нолосяную, а затем плечевую накладки и последнюю
настрачивают (строчка /) по внутреннему краю на основную деталь
бортовой прокладки. Затем прокладку выстегивают долевыми
строчками 2 на универсальной машине или на машине
зигзагообразной строчки. По краям волосяной накладки
настрачивают полоску хлопчатобумажной ткани (сводку) строчками 3
Рис. 146. Обработка
бортовой прокладки
и 4. Вместо волосяной ткани применяют накладку из бортовой
ткани или нетканого материала.
Бортовые прокладки из прокламелина для мужских изделий
можно обрабатывать с применением накладки из волосяной
ткани (натурального или искусственного волоса). В этом
случае волосяную накладку накрывают дополнительной
накладкой из прокламелина. Основную бортовую прокладку вместе
с накладками выстегивают на машине зигзагообразной строчки
(рис. 146, в). Обработанную бортовую прокладку формуют
утюгом или на прессе одновременно для двух полочек с целью
обеспечения симметричности и идентичности придаваемой им
формы. Объемную форму бортовых прокладок из льняной и
полушерстяной бортовой ткани с дополнительными накладками
и области груди создают, подвергая каждую деталь влажно-
топловой обработке.
Дополнительные накладки из материалов с клеевым
покрытием соединяют утюгом после выполнения влажно-тепловой
обработки основной бортовой прокладки.
('(шершепствование обработки бортовой прокладки возможно за счет
улучшении конструкции, устранения многослойное™ и применения клеевого
1ф1чикчши, к.чк и в одежде массового производства.
В моделях изделий, где предусматривается выстегивание
.п.щкапои, основную часть бортовой прокладки выкраивают без
лацканов (рис. 146, г) или с лацканами, на которые
прокладывают па стачивающей машине клеевую паутинку, как и при
183
выстегивании лацканов (рис. 146, д). Прокладку в лацканы,
плечевые и волосяные накладки выкраивают из материалов
с клеевым покрытием. В этом случае детали бортовой
прокладки соединяют на прессе со специальными подушками, на
котором одновременно происходит и формование прокладок.
Обработка подборта зависит от вида изделия и модели. Для
экономии материала подборта часто выкраивают с
надставками. Составные части соединяют стачным швом вразутюжку
и только в прорезиненных, плащевых и дублированных
материалах— расстрочным. В изделиях из толстого материала
г 1
а 5 в
Рис. 147. Обработка подбортов в изделиях с внутренней застежкой
с подкладкой до низа или до талии внутренние срезы
подбортов окантовывают.
В изделиях с внутренней застежкой на подбортах делают
петли, которые могут быть трех видов: с дополнительным
прорезом, расположенным параллельно бортовому срезу, без
дополнительного прореза и для застежки, расположенной по
краю борта.
При обработке петли с дополнительным прорезом на под-
борте намечают линию прореза петли. Прорез может быть
обработан обтачками из подкладки швом в простую рамку или
окантовочным.
При обработке петли швом в простую рамку (рис. 147, а)
обтачку перегибают изнанкой внутрь, накладывают на подборт
и притачивают (строчка 1). Верхний край обтачки отгибают
и выполняют строчку 2 на расстоянии 5—6 мм от строчки 1.
Петлю прорезают, обтачку вывертывают на изнанку подборта.
После обработки продольной петли со стороны изнанки
размечают поперечную петлю, которую обметывают строчкой 3
на специальной машине, подкладывая конец обтачки. Под
прорез петли подкладывают подкладочный материал, который
стачивают (строчка 4) по трем сторонам, одновременно
закрепляя концы петли двумя обратными строчками.
Обработанную петлю приутюживают. После обработки бортов срезы
обтачки петли пришивают потайными стежками к бортовой
прокладке при отсутствии отделочной строчки на полочке. Края
продольной петли можно обрабатывать окантовочным швом
184
Рис. 148. Соединение полочки с
бортовой прокладкой
строчками /, 2, 3, 4 (рис. 147, б). Число поперечных
закреплений (строчка 5) зависит от количества петель. Закрепление
внутренней застежки по борту производится отделочными
строчками 6, 7.
Петлю на подборте без дополнительного прореза
обметывают строчкой / (рис. 147, в) на специальной машине, подкла-
дывая под подборт прокладочный материал, а под него еще
полоску из подкладочного материала. Под обработанную
петлю на бортовую прокладку настрачивают (строчка 2) на
стачивающей или специальной матине полоску подкладочного
материала для того, чтобы в готовом изделии через петлю не
была видна бортовая
прокладка. Петли без
дополнительного прореза на
подборте могут быть и
обтачными. После обработки
петель с изнанки
накладывают полоску
подкладочного материала, который
разрезают над петлей, а его
срезы подгибают и
подшивают.
Внутреннюю застежку,
расположенную по краю
борта, при изготовлении
одежды по индивидуальным заказам применяют редко. Это
позволяет сохранить качество бортов в процессе носки и
унифицированную схему сборки краев бортов независимо от вида
застежки.
Влажно-тепловая обработка подборта заключается в про-
утюживании его по всей длине, сутюживании в области
лацкана, если край борта в области лацкана имеет выпуклую
форму.
Сборку бортов выполняют различными способами в
зависимости от конструкции изделия и применяемых материалов. Все
многообразие способов сборки бортов можно разделить на
четыре основные группы: сборка бортов до стачивания плечевых
срезов; сборка бортов одновременно с воротником; сборка
бортов в изделиях без подкладки; сборка бортов в жилетах.
В сборку бортов входят такие операции, как соединение
полочек с бортовой прокладкой, прокладывание кромки по краю
борта и соединение полочки с подбортом. В изделиях из
синтетических материалов кромка и прокладка по бортам могут
отсутствовать.
Соединение полочек с бортовой прокладкой (рис. 148, а)
выполняют на специальной машине или ручным способом. Эта
операция предназначена для временного соединения при
обязательном совмещении выпуклости в области груди на борто-
185
вой прокладке и полочке, но без натяжения и ослабления
материала верха. Вытачки, рельефные швы прикрепляют к
бортовой прокладке машинным или ручным способом.
В изделиях из недорогостоящих материалов возможно
соединение полочек с бортовой прокладкой на стачивающей
машине (рис. 148, б), располагая строчки по линии перегиба
лацканов, срезам горловины, проймы и плечевым срезам. В
изделиях из толстых материалов бортовую прокладку соединяют
с полочкой только по срезам горловины и пройм. В изделиях
г ' д
Рис. 149. Обработка края борта
из натуральной кожи в случае применения прокладки в бортах
ее соединяют с полочкой также на стачивающей машине,
располагая строчку на 2—3 мм от линии перегиба борта.
Дублирование полочек клеевой прокладкой в ателье, где
отсутствуют прессы со специальными подушками, не
обеспечивает соответствующую форму. Она придается дополнительно
за счет вытачек и влажно-тепловой обработки с помощью
утюга.
Совершенствование процесса соединения бортовой
прокладки с полочками возможно за счет клеевого крепления при
совмещении формования бортовой прокладки и полочек.
Способ дублирования полочек (рис. 148, в) с клеевыми
прокладками сокращает затраты времени за счет исключения таких
операций, как обработка бортовой прокладки, выстегивание
лацканов, вырезание прокладки по краям бортов,
прокладывание кромки по краям бортов, проймам полочек, горловине.
186
Выстегивание лацканов или отворотов выполняют на машине
потайного стежка путем приклеивания прокладки с
односторонним клеевым покрытием.
Способ сборки бортов до соединения плечевых швов
упрощает обработку уступов бортов (рис. 149, а, б) за счет
выполнения сборочных операций при развернутом изделии.
В изделиях из тонких материалов с повышенным
содержанием химических волокон по краю бортов вместо кромки
применяют коленкоровую прокладку, которую заранее
настрачивают на бортовую прокладку. Обтачивают борта вместе с про-
а
2 1
А ]
Рис. 150. Обработка нижних углов бортов
кладкой (рис. 149,0). Бортовую прокладку предварительно
высекают из края борта на 9 мм.
Цельновыкроенные подборта используют главным образом
в изделиях с прямолинейными лацканами и бортами с
застежкой доверху. Если лацкан имеет сложную форму, то
неотрезным подборт проектируют только ниже линии перегиба
лацкана. В изделиях с отворотами шов соединения отрезной части
подборта может совпадать с линией расположения верхней
петли. Применение неотрезного подборта ликвидирует операции:
наметывание подбортов, сутюживание посадки подбортов,
обтачивание края борта, разутюживание шва обтачивания борта,
удаление ниток наметывания подборта. Сборочными
операциями остаются только прокладывание кромки около линии
перегиба борта, обтачивание углов в уступах лацкана и внизу
бортов (рис. 149, б, г).
Применение конструкции полочек с цельновыкроенными подбортами
повышает производительность труда и улучшает качество, так как
устраняются недостатки, возникающие при выполнении обтачного шва (искривление
и излишнее утолщение краев, неровный кант, искривление и
непараллельность расположения полоски ткани около краев лацканов и бортов).
При обработке краев бортов без отделочной строчки шов
обтачивания закрепляют на машине потайного стежка (см.
рис. 149, а) или на стачивающей машине путем расстрачива-
ния шва или с помощью клеевой нити или паутинки.
В синтетических материалах (искусственная кожа и др.)
из-за отсутствия бортовой прокладки и кромки сборка бортов
187
значительно упрощается (рис. 149, д).Для обеспечения
прочности петель и пришивания пуговиц подкладывают усилители из
бязи, коленкора или флизелина.
С целью использования машинного способа обработки
нижних углов борта подборт по длине выкраивают с учетом
припуска на подгибку низа изделия (рис. 150,а). При этом низ
обтачивают обычным способом, а по линии перегиба выполняют
обтачивание подборта на величину подгибки (рис. 150, б, в).
Способ сборки бортов одновременно с воротником
целесообразно применять для изделий, не имеющих уступов в
лацканах, а именно: в изделиях с воротником-
шалыо или без воротника. Такие
конструкции встречаются чаще в женской
одежде, и особенность сборки для данного
вида изделий состоит в том, что после
прокладывания кромки по краю бортов все
сборочные операции выполняют вместе с
обработкой воротника. Поэтому вначале
стачивают плечевые срезы и втачивают
нижний воротник в горловину. Затем верхний
воротник соединяют строчкой / (рис. 151)
с подбортами по линии раскепов. Только
после временного закрепления раскепов
(строчка 2) одновременно наметывают
(строчка 3) подборта на полочки и верхний
воротник на нижний. Этот способ сборки
является эффективным, так как концы и отлет воротника
обрабатывают на машине.
В изделиях из тонких материалов без подкладки отсутствует
бортовая прокладка. В связи с этим значительно упрощается
сборка бортов (рис. 152,а). Борт обтачивают (строчка 3)
обработанным (строчки /, 2) подбортом ч коленкоровой
прокладкой с одновременным прокладыванием кромки. Край борта
закрепляют отделочной строчкой 4.
В изделиях из материалов, дублированных мехом,
шерстяной тканью, без подкладки края бортов обрабатывают швом
виодгибку (рис. 152,6). Срезы бортов обрабатывают также
тесьмой, полоской из отделочного материала обтачным или
окантовочным швом.
В случае применения конструкции изделия с неотрезным
подбортом (рис. 152, в) внутренний срез его обметывают или
окантовывают (строчки 1,2) и пришивают (строчка 5) к
полочке. Предварительно припуск на подборт приметывают
(строчка 3) и выполняют по краю борта отделочную строчку 4.
В изделиях с застежкой на тесьму-молнию борта на участке
отворотов обтачивают строчкой 2 (рис. 152, г, (?) подбортами,
располагая тесьму-молнию между срезами полочек и подбор-
тов. По остальной части борта припуск на подборт обметывают
Рис. 151. Обработка
края борта
одновременно с воротником
188
строчкой / (см. рис. 152,5), а тесьму-молнию настрачивают
(строчки 2, 3) на полочку.
В верхней одежде застежка может быть внутренней на
тесьму-молнию и внешней на петли и пуговицы или кнопки
(рис. 152, е). Для этого подборт (левый в мужской одежде,
правый — в женской) выкраивают из двух частей (в долевом
направлении). Одну часть тесьмы-молнии втачивают в шов
соединения частей подборта и после обтачивания борта выпол-
Рис. 152. Обработка края
борта в изделиях без
подкладки
няют строчку по подборту и полочке. Вторую часть тесьмы-
молнии втачивают при обтачивании борта второй полочки.
Затем обметывают петли и пришивают пуговицы или кнопки.
Борта в жилетах обрабатывают одновременно с
присоединением полочки подкладки (рис. 153). Полочки жилетов из
всех видов материалов обрабатывают с клеевыми или
неклеевыми прокладками, используя нетканый материал (прокламс-
лин) и хлопчатобумажную ткань (коленкор, бязь). Прокладка
может быть расположена на полочке вровень со срезами борта,
плечевого среза, пройм или располагаться только по горловине
и борту. При использовании прокладки из хлопчатобумажного
материала по горловине, борту, низу полочек (на участке
длиной 100—120 мм) прокладывают неклеевую или клеевую
кромку.
К подкладке полочек притачивают обтачки низа, а затем
подборта и обтачку горловины, располагая шов притачивания
обтачки низа в сторону подкладки.
Внутренний срез подборта надсекают на уровне шва
притачивания обтачки к подкладке и шов притачивания подборта на
189
участке обтачки разутюживают. Борта и горловину полочек
обтачивают подбортами и обтачками, а низ полочек —
обтачками, предварительно соединенными с подкладкой полочек.
После закрепления краев бортов обтачивают проймы полочек
подкладкой. Полочки жилета вывертывают через нестачанные
боковые стороны и выметывают борта, низ, горловину, проймы.
Петли обметывают на специальной машине. Отделочную
Рис. 153. Обработка края борта в жилете
строчку прокладывают по проймам, горловине, бортам, низу
изделия после полной сборки нолоче;; со спинкой.
Совершенствование обработки бортов возможно за счет более широкого
применения машинных способов, клеевого крепления, новых материалов,
обеспечивающих совмещение операций, упрощение способов обработки и
улучшение качества.
§ 7. ОБРАБОТКА ВЕРХНИХ КРАЕВ И НИЗА ЮБОК
Юбки имеют свои особенности обработки и сборки.
Основную долю времени от общей трудоемкости занимает
обработка верхних краев. Процесс обработки верхних краев можно
разделить на два этапа: обработку застежек и оформление
верхних краев.
Обработку верхних краев начинают обычно с обработки
застежки, которую выполняют в шве или складке, или в
специальном разрезе. Юбка может иметь застежку на крючки и
петли, кнопки, петли и пуговицы, на тесьму-молнию.
В юбках из толстых материалов края припусков на застежку
обрабатывают с помощью полосок из подкладочного материала
окантовочным швом строчками 2, 3, 4 (рис. 154,а), чтобы
не создавать утолщения края. Для укрепления края застежки
около сгиба припуска притачивают строчкой / долевую полоску
190
хлопчатобумажной ткани или кромку. Припуск на обработку
застежки на передней части юбки закрепляют отделочной
строчкой, если она предусмотрена моделью, или прикрепляют
потайной подшивочной строчкой, или приклеивают к основной
детали с помощью клеевой паутинки или нити.
Припуск на застежку задней части юбки из тонких
материалов обрабатывают дополнительной полоской обтачным швом
в кант, а припуск передней части юбки — швом вподгибку
с открытым срезом или обтачивают двойной полоской.
Застежка на тесьму-молнию получила широкое применение
в юбках разных моделей благодаря удобству пользования,
2 1
а 5 6
Рис. 154. Обработка застежки юбки
хорошему внешнему виду и несложному способу обработки.
При расположении застежки в шве юбки и наличии припусков
на обработку застежки (рис. 154, б) тесьму-молнию
настрачивают (строчкой /) на заутюженные края припусков передней
и задней частей юбки. По краям застежки выполняют
отделочную строчку 2, одновременно подкладывая и притачивая
предохранительную планку к задней части юбки. Планка может быть
из подкладочного материала или подкладочного и основного
материала. Планка служит подзором застежки. Срезы
припусков на застежку в этом случае обрабатывают различными
способами в зависимости от вида и толщины материала.
В случае расположения застежки на целой детали юбки
тесьму-молнию притачивают (строчки 1, 2, 3) с помощью
дополнительных обтачек (рис. 154, в).
Тесьма-молния может быть притачана на двухигольной
машине со специальным приспособлением.
В зависимости от конструкции верхние края юбок
обрабатывают корсажной лентой, отделочным или притачным поясом
(рис. 155).
Способ обработки низа юбки зависит от свойств материала
и модели. В юбках из тонких шерстяных материалов срез низа
191
подгибают и застрачивают на стачивающей машине, из плотных
легко осыпающихся шерстяных материалов — окантовывают
или обметывают на специальной машине, а затем подшивают на
машине потайного стежка. В юбках из шерстяных и шелковых
плотных материалов низ обрабатывают шелковой тесьмой.
Рис. 155. Обработка верхнего края юбки
В юбках из толстых тканей, трикотажных полотен, юбках
плиссе, гофре нижние срезы обметывают и подшивают на
стачивающей машине или машине потайного стежка без подгиба
срезов внутрь.
§ 8. ОБРАБОТКА ВЕРХНИХ КРАЕВ И НИЗА БРЮК
Наиболее сложными из поясных изделий по
конструкции и технологии обработки являются брюки. Это
вызывается тем, что в процессе носки они подвергаются
многообразным деформациям. Кроме того, деталям брюк необходимо
придавать определенную форму. При обработке брюк из
шерстяных материалов под передние половинки прокладывают
шелковую подкладку, которая воспринимает частично
растягивающие усилия и тем самым способствует сохранению формы,
особенно в области колена.
Подкладку с передними половинками временно соединяют
на специальной машине или одновременно с обметыванием
боковых и шаговых срезов верха брюк.
На задних половинках брюк в области среднего шва
применяют накладки (леи), которые прикрепляют во время
стачивания среднего шва. Накладки обеспечивают дополнительную
прочность в области среднего шва и, главным образом,
предохраняют от истирания на этих участках основной материал.
192
Так же как и в юбках, основную долю времени при
обработке брюк составляет обработка застежки и верхних краев.
Последовательность и содержание технологической обработки
верхних краев в основном зависят от конструкции брюк.
В брюках с притачным поясом и застежкой спереди обра
ботку начинают с изготовления мелких деталей — шлевок, хля-
б 6
Рис. 156. Обработка итлевки и хлястика
стиков, гульфика и откоска. Шлевки применяют для
удержания ремня на поясе брюк, а хлястики — для дополнительного
регулирования степени прилегания брюк по липни талии.
Обработку шлевок выполняют или на стачивающей машине, или
клеевым соединением (рис. 156,а,б,в). Хлястики обрабатывают
2, 1 2 1
а 5 0 г
Рис. 157. Обработка гульфика и откоска брюк
с помощью подкладки (рис. 156, г) или из основного материала.
В отдельных моделях применяют хлястики с резинкой.
Обработку гульфика (рис. 157, а) начинают с обтачивания
(строчка /) внешнего края подкладкой. После вывертывания
выполняют отделочную строчку 2 и обметывают петли на
специальной машине с приспособлением, позволяющим исключить
операцию по разметке мест расположения петель. Внутренний
край гульфика обметывают (строчка 3) или окантовывают
(строчки 2—4, рис. 157,6) подкладкой или специальной
тесьмой.
Заказ № 2313
193
Подкладка гульфика может быть цельновыкроенной с
подкладкой банта (рис. 157, е). В этом случае обработку гульфика
начинают с обтачивания (строчка 1) среза гульфика и
обметывания петель. Затем подкладку перегибают по длине лицевой
стороной внутрь, уравнивая сгиб по внутреннему краю
гульфика, и стачивают (строчка 2) подкладку внизу гульфика на
участке его закругленной части на стачивающей машине с
ножом. Гульфик вывертывают и приутюживают. Обработка
упрощается при обтачивании внешнего края гульфика подкладкой
левой передней половинки. Этот способ применяют в изделиях,
изготовляемых из материалов низких прейскурантных групп.
Наиболее эффективным способом является обработка
гульфика на специальном полуавтомате, на котором осуществляется
подгибка внешних краев и подкладки, их совмещение и
соединение путем настрачивания (dhc. 157,г). В спортивных брюках
из хлопчатобумажной ткани гульфик может быть цельновы-
кроенным с подкладкой и с передней половинкой брюк
(рис. 157,5).
Откосок (рис. 157, е) изготовляют с подкладкой и
прокладкой для повышения прочности пришивания пуговиц.
Внутренний край подкладки откоска с прокладкой обметывают или
прокладку окантовывают (строчка /). Затем внешний край
откоска обтачивают (строчка 2) подкладкой. Эффективность
способа повышается за счет применения специального
приспособления, с помощью которого осуществляется подгибание
внешних срезов откоска и подкладки и их соединение.
Совершенствование обработки откоска возможно путем использования
специальной тесьмы вместо подкладки с прокладкой и проектирования цель-
новыкроешюго откоска. В том случае, когда откосок проектируется
цельнокроеным, обтачивают край подкладкой правой передней половинки с
одновременным прокладыванием прокладки. При использовании специальной ленты
сначала откосок притачивают к правой передней половинке брюк, затем
тошко обтачивают по внутреннему краю тесьмой и шов притачивания
откоска закрепляют строчкой.
После обработки мелких деталей к половинкам брюк
притачивают пояс с одновременным вкладыванием шлевок. Для
того чтобы избежать смещения шлевок во время обтачивания
верхнего края пояса, их прикрепляют ручным или машинным
способом.
Обработанные гульфик и откосок соединяют с передними
половинками брюк. Край банта левой передней половинки брюк
(рис. 158,а) обтачивают (строчка /) обтачкой из подкладки,
одновременно притачивая неклеевую или заранее прокладывая
клеевую кромку, предохраняющую край от растяжения в
процессе носки брюк. Гульфик настрачивают на обтачку банта или
подкладку левой передней половинки путем выполнения
закрепок между петлями (строчка 2).
Откосок (рис. 158, б) притачивают (строчка /) к правой
передней половинке брюк, шов разутюживают и прокладывают
194
строчку 2, закрепляющую подкладку откосна. Затем верхний
край пояса обрабатывают специальной лентой. При выполнении
индивидуальных заказов обработку верхнего края правой и
левой половинок брюк рекомендуется выполнять отдельно,
а части пояса стачивать одновременно со средним швом. Это
обеспечивает в случае необходимости изменение ширины брюк
в поясе. В случае применения цельновыкроенного откоска и спе-
a ff
Рис. 158. Соединение гульфика и откоска с основными деталями брюк
циальной ленты для его обработки сборка застежки упрощается
(рис. 158, в).
При обработке верхнего края специальной лентой (рис.
159, а) пояс с половинками брюк соединяют стачным швом
(строчка /) взаутюжку и после обтачивания верхнего края
пояса строчкой 2 выполняют по поясу отделочную строчку 3,
В брюках с удлиненным лоясом шов притачивания пояса
разутюживают или заутюживают. Для первого варианта
верхние края брюк обметывают, хлыстики настрачивают на пояс,
подгибая обрезные края внутрь, удлиненную часть пояса со стороны
левой половинки обрабатывают обтачкой из основного
материала (рис. 159,6). Специальную ленту вначале притачивают
(строчка /) к обтачке, а затем обтачивают (строчка 2)
верхний край пояса левой половинки брюк. Удлиненную часть и
верхний край пояса выметывают на специальной машине. По
левой части застежки выполняют отделочную строчку 3,
закрепляющую внутренний край гульфика. Специальную ленту
7*
195
приметывают посередине, и по шву притачивания пояса
выполняют отделочную строчку 4. Пояс правой половинки брюк
обтачивают специальной лентой по боковой стороне и верхнему
краю пояса.
В условиях производства одежды по индивидуальным
заказам верхний край брюк можно обрабатывать по типу юбки
с притачным поясом. С этой целью проектируют
цельиовыкроенный пояс с подпоясом (рис. 159,б). Пояс вместе с прокладкой
притачивают (строчка 1), захватывая шлевки, одновременно
обтачивают концы пояса. После вывертывания концов пояса
на лицевую сторону выполняют выметывание верхнего края и
концов пояса. Нижний край пояса заметывают и выполняют
а
Рис. 159. Соединение пояса брюк с основными деталями
отделочную строчку 2 по верхнему, нижнему и боковым краям
пояса. Верхние концы шлевок настрачивают (строчка 3) на
пояс на стачивающей или закрепочной машине.
Для повышения производительности труда обработку верхнего края
брюк целесообразно осуществлять на специальной двухигольной машине, где
возможно одновременно подгибать верхний и нижний края пояса,
притачивать пояс, специальную ленту и застрачивать верхний край пояса.
Совершенствование процессов обработки верхнего края брюк возможно также
за счет упрощения конструкции застежки, применения конструкции брюк
с цельновыкроенным поясом, гульфиком и откоском.
Наиболее проста по обработке застежка с помощью тесьмы-
молнии (рис. 160,а, б, в). В этом случае отсутствует гульфик и
обработку левой половинки в области застежки осуществляют
обтачкой из основного материала (см. рис. 160,а).
Предварительно на обтачку приметывают и настрачивают (строчки /, 2)
одну часть тесьмы-молнии. По краю банта левой передней
половинки прокладывают кромку и обтачивают (строчка <?).
обтачкой. Шов обтачивания настрачивают (строчка 4) на
обтачку. Внутренний край обтачки закрепляют отделочной
строчкой 5.
На обработанный откосок (см. рис. 160,6) настрачивают
(строчка 1) вторую часть тесьмы-молнии. Затем еткосок прита-
136
чивают (строчка 2) к правой передней половинке и шов рас-
страчивают строчкой 3.
Застежка на тесьму-молнию дает возможность использовать
двухигольную машину, которая одновременно притачивает от-
косок к правой передней половинке и застрачивает внешний
край откоека.
Особенностью процесса изготовления брюк с цельновыкро-
енным поясом является обработка отверстий для ремня или
хлястика. Отверстия обрабатывают в боковых швах, в вытачках
5
Рис. 160. Обработка застежки брюк с тесьмой-молнией
и складках. Вытачки на задних половинках и вытачки-складки
на передних половинках делают разрезными на расстоянии
40—50 мм от верхних срезов и обтачивают подкладкой.
После обработки верхних краев соединяют щаговые и
средний срезы брюк. Для повышения прочности среднего шва его
стачивают двумя строчками на стачивающей машине или одной
строчкой на машине двухниточного цепного стежка. Срезы
среднего шва брюк и пояса могут быть окантованы.
Обработка низа брюк в зависимости от конструкции
возможна с манжетами, без манжет, с разрезами (шлицами)
с эластичной тесьмой и т. д. Наибольшее распространение
имеют брюки с манжетами и без манжет.
При обработке брюк с манжетами (рис. 161, а) низ по
намеченной линии заметывают, притачивают (строчки 1, 2)
тесьму, предохраняющую край низа от преждевременного
износа. Эту операцию целесообразно выполнять на специальной
двухигольной машине. Сокращение затраты времени на обра-
19?
ботку также возможно за счет применения специального
приспособления для завальцовывания и обрезки низа.
Нижние срезы брюк могут быть обработаны полоской из
капрона (рис. 161,6). При обновлении брюк применяют
одинарные манжеты (рис. 161,в). В этом случае вначале
притачивают (строчка /) тесьму к нижнему срезу, затем низ брюк
п 0 • в
Рис. 161. Обработка низа брюк
подгибают и настрачивают (строчка 2) второй край тесьмы.
Манжеты прикрепляют на шаговых и боковых швах на
стачивающей или закрепочной машине.
В брюках без манжет из шерстяных материалов (рис.
161, г) низ предварительно обметывают (строчка 1) или окан-
Рис. 162. Обработка верхнего края брюк для фрака
товывают, а затем притачивают тесьму (строчки 2) на двух-
игольной машине. После заметывания низа брюк их
подшивают (строчка 3) на машине потайного стежка. Возможна
обработка низа спортивных брюк без манжет и только на
стачивающей машине (рис. 161, д).
Обработка мужских брюк для фрака, визитки, смокинга аналогична
обработке обычных мужских брюк. Низ брюк обрабатывают без манжет.
Кроме того, для фрака застежка может быть расположена в боковых швах
брюк с лацбантом (рис. 162, а, б). На подзорах, притачиваемых к задним
половинкам брюк, обрабатывают карманы в рамку, которые при носке
закрывают передние половинки. Верхний и боковые срезы обрабатывают до
193
уровни нижнего края боковых карманов. Внутренние срезы обтачек
настрачивают на передние половинки брюк, по верхнему и боковым краям
прокладывают отделочную строчку. Пояс задних половинок обрабатывают
специальной тесьмой (см. рис.162, б).
Для носки с фраком, смокингом обрабатывают пояс из шелкового
материала. Пояс может быть гладким или иметь несколько односторонних
складок. Пояс с прокладкой обтачивают подкладкой, оставляя отверстие
для вывертывания, одновременно втачивая в правый конец пояса резиновую
тесьму. Застежка может быть на петли и пуговицы, навесные петли. Пояс
может быть из трех частей — основной, на которой могут быть расположены
складки и двух боковых, в концы которых втачивают резиновую тесьму.
Брюки могут быть изготовлены с лампасами. Для них используют
полоски из шелкового материала, атласной или репсовой ленты шириной 20—
25 мм, которые настрачивают на боковые участки передних половинок брюк.
Лампасы могут быть обработаны из шелковой полоски, сложенной вдвое.
При этом срезы ее втачивают в шов соединения боковых срезов брюк,
а сгиб полоски настрачивают на 1—2 мм на переднюю половинку. При
пошиве брюк с лампасами карманы в шве передних половинок не
обрабатывают.
§ 9. ОБРАБОТКА И СБОРКА ВОРОТНИКОВ
Воротники в одежде отличаются большим
разнообразием как по форме, так и по конструкции. Наибольшее
распространение имеют отложные воротники с застежкой
доверху и до перегиба лацкана, воротники со стойкой.
Воротники изготовляют из основного и отделочного материалов,
натурального или искусственного меха. Несмотря на большое
разнообразие, воротники имеют много общего в обработке.
Составными частями воротника являются нижний воротник,
прокладка и верхний воротник. Нижний воротник и прокладка
чаще всего состоят из двух частей. В некоторых моделях
нижний воротник имеет отрезную стойку. Верхний воротник служит
для внешнего оформления изделия, поэтому его проектируют
почти всегда целым. Исключение составляют отдельные модели
женских пальто. Процесс обработки воротника состоит из трех
этапов: обработки нижнего воротника, соединения его с
верхним воротником и соединения воротника с горловиной изделия.
Методы и последовательность сборки воротника зависят от его
конструкции, свойств применяемых материалов и способов
крепления деталей.
Обработка нижнего воротника начинается со стачивания его
частей. Отрезную стойку притачивают к отлетной части. Швы
разутюживают или расстрачивают. С нижним воротником
соединяют прокладку ниточным или клеевым креплением. В
зависимости от вида изделия и применяемых материалов для
ниточного соединения используют стачивающие или специальные
машины потайного стежка.
Нижний воротник после выстегивания подвергают влажно-
тепловой обработке: приутюживают с целью удаления
неровностей и слабины между строчками и формуют в соответствии
с моделью. При клеевом креплении соединение прокладки и
199
формование нижнего воротника может быть совмещено при
использовании механизированного фальцпресса, который
позволяет одновременно выполнять оттягивание и заутюживание
стойки. После примерки заключительной операцией по
обработке нижних воротников является их обмелка и обрезка и
нанесение контрольных надсечек по срезу стойки для соединения
его с горловиной.
Соединение верхнего воротника с нижним по концам и
отлету во всех видах изделий может быть выполнено двумя
Рис. 163. Обработка воротника и
соединение его с изделием
конструкциями швов: вподгибку с открытым срезом и
обтачным швом в кант. По технологической последовательности
сборку верхнего воротника с нижним выполняют двумя
способами, после или до соединения нижнего воротника с
горловиной.
Первый способ (рис. 163, а) используется главным
образом в изделиях из шерстяных материалов при обработке
концов и отлета воротника швом вподгибку. Этот способ широко
применяют в мужских изделиях. Воротники с горловиной
соединяют стачным или накладным швом. Соответственно
применяют стачивающую машину или машину зигзагообразной
строчки. Способ соединения воротника с горловиной
накладным швом дает возможность не прикреплять и не разутюживать
шов втачивания нижнего воротника. Стачивать раскепы и
втачивать нижний воротник в горловину можно одновременно
(без отрыва нитки).
Операция соединения воротника с горловиной является ответственной,
так как оказывает существенное влияние на посадку изделия. Поэтому в про-
200
изводстве одежды по индивидуальным заказам втачивание нижнего
воротника осуществляют с предварительным вметыванием.
При соединении нижнего воротника г горловиной стачным
швом (строчка /) вразутюжку обрезной край шва прикрепляют
к прокладке нижнего воротника (строчка 2). Бортовую
прокладку изделия пришивают (строчка 3} к шву втачивания
нижнего воротника на машине или вручную.
В изделиях из тонких материалов в конце нижнего
воротника на участке раскепов ручным способом пришивают
прокладку из флизелина.
После влажно-тепловой обработки верхний воротник
приметывают и притачивают (строчка 4) к подбортам по линии
раскепов и к подкладке по горловине. В материалах с повышенной
осыпаемостью предварительно рекомендуется обметывать срезы
верхнего воротника.
Швы соединения верхнего воротника с подбортами и с
подкладкой пришивают к шву втачивания нижнего воротника руч*
ным или машинным способом строчкой 5. Затем верхний
воротник наметывают (строчка 6) на нижний воротник по
линии сгиба стойки, концам и отлету. Припуск верхнего
воротника по отлету и концам заметывают и подшивают строчкой 7
на машине потайного стежка с дополнительным ручным
закреплением концов машинной строчки.
В женских изделиях часто сборку воротника по отлету и
концам осуществляют обтачным швом в кант одновременно с
бортами после соединения нижнего воротника с горловиной (см.
рис. 151).
При использовании отделочного материала (кожи,
бархата, замши и др.) для верхнего воротника обработку его по
отлету и концам выполняют обтачным швом с последующим
закреплением краев на стачивающей машине. Верхний
воротник из трикотажа перед соединением с нижним воротником
настрачивают на прокладку из бязи или коленкора на
расстоянии 2—3 мм от срезов отлета и концов. Все дальнейшие
операции выполняют в той же последовательности.
Второй способ характерен тем, что сборку воротника
выполняют как самостоятельный узел изделия. По сравнению
с первым способом меняется последовательность сборки в связи
с тем, что положение воротника по горловине закрепляют
строчкой 7 после обработки отлета и концов (рис. 163,6).
Сборка воротника таким способом возможна при
максимальной механизации процесса. Так, в технологичных конструкциях
стачивают раскепы и втачивают нижний воротник (на
расстоянии 6—10 см от уступов), не прерывая строчки стачным швом
вразутюжку. На остальной части горловины нижний воротник
настрачивают на машине зигзагообразной строчки.
В изделиях из шерстяных материалов швы раскепов
независимо от способа сборки воротника соединяют со швом втачи-
20! ,
вания нижнего воротника клеевой паутинкой или на
стачивающей машине.
При обработке воротника без отделочной строчки шов
обтачивания воротника прикрепляют на машине потайного стежка,
клеевой нитью или паутинкой на стачивающей машине путем
настрачивания шва на нижний воротник с лицевой стороны.
Второй способ является наиболее эффективным за счет машинной
обработки воротника по отлету, концам и горловине, но требует более
точного сопряжения как по размерам, так и по форме верхнего воротника
с нижним и с горловиной.
Упрощается обработка воротника в изделиях из
натуральной кожи. Воротники обрабатывают с отрезной (рис. 163, в) и
неотрезпой стойками, обтачным,
накладным швом с открытыми или с
открытым и закрытым срезами. Стойка
с отлетом может быть соединена
накладным швом с открытым срезом
(строчка 3). Верхний и нижний ворот-
пики в горловину (строчка 4)
втачивают одновременно, вкладывая их
между полочкой со спинкой и подбор-
том с подкладкой. Шов соединения
закрепляют строчкой 5.
У В изделиях из толстых неосыпаю-
щихся материалов край стойки верх-
пего воротника настрачивают
накладным швом с открытым срезом
(строчка 2, рис. 163, г) для уменьшения
толщины шва по линии горловины.
Сборка воротника и соединение его
с горловиной возможны на машине
зигзагообразной строчки (рис. 164).
Воротники в демисезонных пальто, полупальто, пиджаках,
жакетах могут быть по отлету цельновыкроенными с нижним
воротником. Соединение воротника по концам выполняют на
стачивающей машине обтачным швом в кант.
В изделиях без педкладки (рис. 165, а) нижний воротник
соединяют с горловиной стачным швом взаутюжку (строчка 3).
Верхний воротник в изделиях с отворотами по линии горловины
спинки настрачивают накладным швом с закрытым срезом,
а в изделиях с застежкой доверху — по всей линии горловины
(строчка 4).
В воротниках изделий из дублированных материалов (рис.
165,6) отрезную стойку соединяют с отлетной частью
воротника расстрочным швом (строчки /—4). Для предотвращения
смещения верхний воротник с нижним воротником скрепляют
строчкой 5. Нижний воротник с горловиной соединяют стачным
Рис. 164. Обработка
воротника на стачивающей
машине зигзагообразной
строчки
202
швом (строчка 6), а верхний воротник накладным швом с
закрытым срезом (строчка 7).
Воротник изделий из утепленных материалов на
искусственном меху соединяют с горловиной настрочным швом с
закрытым или открытым срезом. Срез стойки воротника в изделиях
из материалов, дублированных мехом (рис. 165, в),
предварительно окантовывают (строчка 3), затем после втачивания
воротника в горловину (строчка 4) подшивают (строчка 5) руч-
Г.. i
-ч^
Рис. 165. Сборка воротника в изделиях
без подкладки
ным способом, а в случае применения одинарного воротника
настрачивают его на горловину машинным способом.
В изделиях из стеганых полотен обработку одинарного
воротника (рис. 165, г) начинают со стачивания уголков
(строчка 1). Припуск на шов обрезают и уголки вывертывают.
Затем застрачивают (строчка 2) воротник по отлету и концам.
Воротники одинарные соединяют с горловиной на стачивающе-
обметочиой машине (строчка 3). Затем воротник отворачивают
и настрачивают (строчка 4) по шву втачивания.
В обработке и сборке меховых воротников имеется ряд
особенностей, вызванных специфическими свойствами меха.
На меховые воротники с непрочной кожевой тканью (мездрой)
накладывают прокладку из коленкора или бязи и пришивают
ее на машине потайного стежка или ручным способом с
расстоянием между строчками 30—40 мм. Для создания пышности
мехового воротника па прокладку наметывают слой ватина.
203
Чтобы меховой воротник в процессе обрабвтки и носки изделия
не подвергался растяжению и разрыву, по линии стойки
прокладывают полоску хлопчатобумажной ткани (строчка 3, см.
рис. 167, а).
Меховой воротник с нижним воротником по отлету и
концам соединяют обтачным швом или швом вподгибку ручным
способом или на машине с зигзагообразной строчкой, на
стачивающей машине, скорняжной или на машине потайного
J Z
Рис. 166. Обработка
§ г мехового воротника
стежка. Сборку мехового воротника с нижним выполняют после
или до соединения нижнего воротника с горловиной.
При ручкой обработке (рис. 166,а) меховой воротник
наметывают на нижний (строчка 1), пришивают край отлета и
концы нижнего воротника строчкой 2 на машине потайного
стежка. Затем заметывают и пришивают края мехового
воротника к нижнему строчкой 5. В этом случае меховой воротник
соединяют с горловиной машинным способом.
При обработке воротника на машине зигзагообразной
строчки (рис. 166,6) вначале мехоиой воротник наметывают
(строчка /) на нижний воротник, край отлета нижнего
воротника пришивают (строчка 2) к меховому воротнику на
машине потайного стежка. Строчку наметывания удаляют и край
отлета мехового воротника настпачивают (строчка 3) на
нижний воротник. По концам и уголкам воротник подшивают
ручным способом после того, как он будет соединен с горловиной.
Меховой воротник соединяют с нижним (рис. 166, б) на
стачивающей машине обтачным швом (строчка /) с
предварительным наметыванием. Шов обтачивания воротника
пришивают (строчка 2) к прокладке на машине потайного стежка или
204
ручным способом. В мягких меховых воротниках допускается
настрачивание шва обтачивания на стачивающей машине с ли-
девой стороны нижнего воротника. За гем воротник
вывертывают и выметывают по отлету и концам. Особенность
соединения мехового воротника с нижним на скорняжной машине
(рис. 166, г) состоит в предварительном застрачивании
(строчка /) края нижнего воротника по отлету и концам на
стачивающей машине. Меховой воротник складывают с
нижним изнанкой внутрь и в таком виде пришивают (строчка 2)
а 5 .
Рис. 167. Обработка и соединение мехового воротника с изделием
к сгибу нижнего воротника. Закрепление шва обтачивания
выполняют обычным способом.
На рис. 167,я показано соединение мехового воротника
¦ с горловиной изделия. Верх изделия я утепляющую прокладку
соединяют по горловине спинки строчкой 4, одновременно
притачивая коленкоровую полоску шириной 25 мм для
прикрепления шва притачивания подкладки по горловине строчкой 8.
Нижний воротник настрачивают (строчка 6) на горловину на
машине зигзагообразной строчки, предварительно наметывая
его на воротник (строчка 5), а подкладку изделия
присоединяют к меховому воротнику строчкой 7. Такой способ сборки
применяют главным образом в мужских изделиях.
При использовании дорогостоящего меха в женских
изделиях стойку воротника иногда выкраивают из основного
материала (рис. 167,6). Меховой воротник с нижним воротником
по отлету и концам соединяют обтачным швом (строчка 4) на
стачивающей машине. Стойку воротника и нижний воротник
соединяют с горловиной строчками 1, 2, 3. По стойке соединение
мехового воротника выполняют ручным способом строчкой 6.
Срезы мехового воротника заранее обтачивают (строчка 5) на
скорняжной машине специальной тесьмой.
205
Заключительными операциями для всех способов сборки1
является дополнительное соединение мехового воротника с
нижним по среднему шву и на расстоянии 10—12 см от него руч/
ным способом потайными стежками, в воротниках типа шали —
и на участке лацканов.
В отдельных моделях воротники заменяются капюшонами.
Соединяют капюшоны с изделием по горловине при помощи
петель (пристегивающиеся капюшоны) или их втачивают
в горловину. Если изделие и капюшон с утепляющей
прокладкой, то ее пришивают встык к утепляющей прокладке изделия.
Рис. 168. Обработка пристегивающегося мехового воротника
Затем подкладку изделия пришивают к шву втачивания
капюшона.
В пристегивающемся меховом воротнике (рис. 168, а)
нижний воротник не выстегивают, а только срез стойки
обрабатывают окантовочным швом (строчки 1, 2) подкладочным
материалом, который позволяет закрыть все срезы со стороны
изнанки. Срез стойки мехового воротника обтачивают (строчка 3).
подкладочным материалом, одновременно подкладывая петли.,
Шов обтачивания закрепляют строчкой 4 ручным способом или
на специальной машине потайного стежка. На нижнем
воротнике обметывают петли и затем приметывают его к меховому
воротнику. Нижний воротник притачивают (строчка 5) по
отлету и концам к подкладке мехового воротника. Края нижнего
воротника прикрепляют к меховому воротнику по отлету на
машине потайного стежка строчкой 6, воротник развертывают
и настрачивают (строчка 7) по отлету па нижний воротник
на машине зигзагообразной строчки.
Нижний воротник иногда выкраивают без стойки (рис.
168,6). Срез отлета обрабатывают полоской материала
обтачным швом в кант (строчки /, 2). Нижний и меховой воротник
по отлету и концам соединяют на стачивающей машине
(строчки 3, 4).
206
Совершенствование обработки воротников должно идти в направлении
сокращения доли ручных операций за счет применения новых материалов
для нижнего воротника, прокладок с клееным покрытием, более широкого
использования машинных способов сборки воротника, а также
совершенствования конструкции воротников. Применение в качестве нижнего
воротника нетканого материала типа фильц дает возможность заменить асе
операции по обработке нижнего воротника.
При использовании машины зигзагообразной строчки для соединения
мехового воротника с горловиной исключаются трудоемкие операции по
внутреннему закреплению швов прнтачивания воротника к подкладке,
утепляющей прокладке изделия.
§ 10. ОБРАБОТКА И СБОРКА РУКАВОВ
В верхней одежде рукава очень разнообразны.
В зависимости от конструкции верхних краев рукава могут
быть втачные, реглан, полуреглап, цельиовыкроенные с
полочками и спинкой, комбинированные и т. д. По конструкции
нижних краев рукава различают без шлиц и со шлицами,
манжетами, патами, хлястиками и т. д. Наибольшее распространение
в верхней одежде имеют втачные рукава. На
последовательность обработки рукавов в основном оказывают влияние их
конструкция и способ соединения подкладки с верхом изделия.
В условиях производства одежды по индивидуальным
заказам процесс обработки рукавов расчленяется. Начальную
обработку рукавов выполняют к примерке изделия. Во время
примерки уточняют длину, положение рукавов в изделии и в
зависимости от этого осуществляют окончательную их обработку.
Весь процесс изготовления рукавов можно разбить на четыре
этапа: обработка верха рукава, подкладки, соединение рукава
с подкладкой и соединение рукавов с изделием.
Обработку втачных рукавов (рис. 169, а) начинают со
стачивания (строчка /) и разутюживания передних швов.
Одновременно выполняют и формование передних краев верхних
половинок рукавов. На рукаве намечают линию подгиба низа
и шлицы. Для увеличения устойчивости нижнего края рукава
и создания возможности в дальнейшем прикрепления
подогнутого среза низа прокладывают клеевую или неклеевую
прокладку из хлопчатобумажной ткани или нетканого материала
(флизелин, прокламелин). В изделиях из натуральной кожи
прокладка может отсутствовать. Хлопчатобумажную прокладку
прикрепляют (строчка 2) на машине потайного стежка. Затем
стачивают и разутюживают локтевой шов. Рукава могут быть
с вытачными, отлетными и открытыми шлицами.
Рукава без шлиц и с вытачными шлицами в изделиях из
хлопчатобумажных материалов после примерки можно
обрабатывать одновременно с подкладкой. В этом случае подкладку,
соединенную по переднему шву (строчка 5), притачивают
(строчка 4) к низу рукава, находящегося в развернутом виде.
Локтевые швы верха и подкладки можно стачивать (строчка
207
5) одновременно. В рукавах с вытачной шлицей во время
выполнения этой операции стачивают припуск на шлицу. Швы
е верхнем и нижнем углах шлицы надсекают. Локтевые швы
разутюживают, а шлицу заутюживают в сторону верхней
половинки рукава. По линии подгиба низ рукава заметывают и шов
притачнзакия подкладки прикрепляют к прокладке на машине
потайного стежка.
Для устойчивого положения подкладки по отношению
к верху рукава в процессе носки локтевой шов подкладки
прикрепляют к локтевому шву верха на стачивающей машине.
После вывертывания рукава на лицевую сторону подкладку
а о о г
Рис. 169. Обработка низа рукавов со шлицами
приметывают на расстоянии 10 см от верхних срезов дгя
временного закрепления положения подкладки по длине рукава.
В рукавах с отлетными шлицами (рис. 169, б)
вначале полностью обрабатывают верх рукава, а затем только
соединяют его с подкладкой. После заметывания (строчка 3)
низа рукава стачивают (строчка 4) локтевой шов и шлицу, но
без припуска на подгибку низа со стороны нижней половинки.
В дальнейшем этим припуском закрепляют шов стачивания
шлицы. Для удобства заутюживания шлицу сметывают по
линии сгиба строчкой 5. Припуск на шов нижней половинки
рукава в верхнем углу шлицы надсекают и разутюживают
локтевой шов. После заутюживания шлицы (рис. 169, в) подшивают
припуск шлицы к прокладке строчкой 6 и подгибку низа рукава
над шлицей строчкой 7. Подкладку притачивают к низу рукава
па машине, а па участке шлицы подшивают ручным способом.
Дальнейшие операции аналогичны операциям при обработке
рукавов без шлицы.
Совершенствование обработки рукавов с отлетными
шлицами состоит в ликвидации ручных операций по обработке
шлицы.
Для сохранения припуска на запас в нижнем углу шлицы
рукава в изделиях из костюмных материалов
обрабатывают в другой технологической последовательности (рис. 169, г).
Стачивают локтевой шов, припуск на шлицу и на подгибку низа
208
рукава строчкой 3. Затем надсекают локтевой шов рукава на
уровне верхнего конца шлицы и шов шлицы внизу на
расстоянии, равном удвоенной ширине подгиба низа рукава. После
разутюживания локтевого шва и шва шлицы на участке от
надсечек до низа рукава обтачивают (строчка 4) нижний угол
шлицы верхней половинки рукава и припуск на подгибку низа.
Последующая обработка связана с заметыванием низа рукава
и соединением подкладки.
Обработка машинным способом уголка шлицы дает возможность
выполнять рукав с отлетной шлицей в последовательности сборки рукава
с вытачной шлицей. При этом ликвидируются такие ручные операции, как
сметывание шлицы по линии сгиба, прикрепление припуска шлицы к
прокладке рукава, подшивание припуска на подгибку рукава над шлицей и
подкладки по низу рукава на участке шлицы.
В рукавах с открытыми шлицами (рис. 169, Э) обтачивают
(строчки 3, 4) углы шлицы со стороны верхней половинки но
намеченным линиям, а со стороны нижней половинки — по
краю припуска на подгибку низа рукава. В последнем случае
ширина шва обтачивания должна быть 0,5 см, чтобы создать
со стороны нижней половинки подзор для разреза шлицы.
После вывертывания и выметывания углов шлицы на верхней
и нижней половинках заметывают низ рукава. Затем стачивают
локтевые швы. При этом варианте обработки подкладку по
боковым припускам на шлицу подшивают ручным способом.
Совершенствование обработки низа рукава возможно за счет
применения клеевой прокладки. Ее соединяют с низом рукава на прессе'1 или
утюгом, складывая прокладку клеевым покрытием с припуском на подгибку
низа. В изделиях из толстых и плотных материалов прокладку
застрачивают, располагая застроченный край в сторону припуска на подгибку.
Перспективным является и совершенствование ниточного крепления, когда
неклеевую прокладку присоединяют одновременно с притачиванием подкладки
к низу рукава. После заметывания низа рукава прокладку прикрепляют
только к швам рукава на стачивающей машине. Данная обработка
позволяет совместить такие операции, как притачивание подкладки к рукаву,
прикрепление шва притачивания подкладки к прокладке. Кроме того,
ликвидируется операция «пришивание прокладки по всей ее длине по
верхнему краю». Неклеевую прокладку прикрепляют к рукаву с помощью
клеевой нити или паутинки.
В верхней одежде рукава могут быть с притачными и
отложными манжетами из основного материала или меха.
При обработке притачных манжет без застежки
(рис. 170, а) с изнанки манжеты пришивают (строчка 1)
прокладку на машине потайного стежка. Обрезной край прокладки
располагают по линии перегиба манжеты. Затем стачивают и
разутюживают боковые срезы манжеты, заметывают низ по
намеченной линии (строчка 2). Перед соединением манжеты
с рукавом обрабатывают передние, локтевые швы, а также
складки и вытачки внизу рукава, если они предусмотрены по
модели. Манжету притачивают (строчка 3) к низу рукава
вместе с прокладкой. Для упрощения процесса сборки манжету
209
целесообразно соединять с низом рукава до стачивания
локтевого шва. В этом случае боковые срезы манжеты и локтевой
шов стачивают и разутюживают одновременно.
Притачные манжеты из меха (рис. 170,6) служат
для отделки низа рукавов. Особенность обработки их. состоит
в том, что после соединения прокладки полоску меха
притачивают (строчка 1) к манжете из основного материала. Швы
расправляют, полоску меха отгибают и наметывают (строчка
2) на верхнюю часть манжеты на специальной машине.
Верхний край меха настрачивают (строчка 3) на манжету на
машине зигзагообразной строчки. Соединение меховых притачных
Рис. 170. Обработка низа рукавов с манжетами
манжет с рукавами выполняют (строчка 4) аналогично
притачным манжетам из основного материала.
Отложные манжеты из меха изготовляют с
подкладкой и прокладкой (рис. 170, в). Вначале к подкладке
манжеты притачивают (строчка /) прокладку. Верхний край
манжеты обтачивают (строчка 2) подкладкой, шов располагают
в сторону подкладки и настрачивают (строчка 5) вместе с
прокладкой. Затем прикрепляют (строчка 4) подкладку с
прокладкой к кожевой ткани меха ручным способом или на
специальной машине потайного стежка. Нижний край подкладки
манжеты пришивают к подкладке (строчка 5). В таком виде
манжету притачивают (строчка 6) к низу рукава и
прикрепляют в четырех местах ручными потайными стежками.
В отдельных случаях манжету обрабатывают до полной
готовности (рис. 170, г), затем приметывают (строчка 4) и
пришивают (строчка 5) к низу рукава ручным способом.
Обработку манжеты начинают с выстегивания (строчка /)
прокладки. Верхний и нижний края подкладки пришивают
(строчка 2) к кожевой ткани меха. Края манжеты заметывают
и пришивают (строчка 3) к подкладке ручным способом или
на машине потайного стежка. Такой способ обработки
является менее производительным и может быть применен только
для дорогостоящего меха.
Обработка подкладки рукавов состоит в 'стачивании
передних и локтевых срезов. В изделиях из натуральной и искус-
210
ственной кожи и замши, плащевых материалов, у которых
рукава имеют по низу отделочную строчку, подкладку соединяют
с низом рукавов одновременно с выполнением отделочной
строчки. Некоторые особенности в обработке возникают в
зимних изделиях из-за утепляющей прокладки, которую можно
заранее соединить или с подкладкой, или с верхом рукава. При
соединении утепляющей прокладки с припуском на подгиб низа
рукава клеевой прокладкой ее настрачивают на утепляющую
прокладку на стачивающей машине. Выбор того или иного
способа зависит от характера соединения подкладки с верхом
изделия.
В первом способе (рис. 171, а) подкладку рукава по
переднему шву пришивают (строчка /) к утепляющей прокладке
а б б г
Рис. 171. Обработка подкладки и соединение ее с верхом рукава
на стачивающей машине и прокладывают строчки 2, 3
параллельно нижнему и верхнему срезам рукава. Локтевые срезы
подкладки и прокладки стачивают одновременно и только на
расстоянии 12—15 см от верхних срезов их соединяют отдельно.
Это обеспечивает более качественное соединение подкладки
рукавов с изделием по пройме. Подкладку притачивают
(строчка 4) к низу рукава, шов притачивания пришивают
(строчка 5) к прокладке на машине потайного стежка. При
таком варианте нижний срез утепляющей прокладки соединен
только с подкладкой строчкой 3.
Во втором способе (рис. 171, б) утепляющую прокладку
соединяют по локтевому шву с рукавом верха на стачивающей
машине. Рукава вывертывают, прокладку расправляют и
пришивают (строчка 2) к прокладке низа рукава. Затем
утепляющую прокладку приметывают к рукаву по верхнему краю.
Такой способ применяют в том случае, когда подкладку рукавов
втачивают в пройму подкладки до соединения ее с верхом
изделия. Выбор такой схемы сборки определяется наличием
точного кроя верха и подкладки. Утепляющую прокладку можно
также соединять с рукавами клеевой прокладкой вместе с под-
211
кладкой (рис. 171, в). В этом случае к припуску на подгиб низа
рукава одновременно притачивают подкладку рукавов, клеевую
прокладку и утепляющую прокладку (рис. 171, г, строчка /).
Затем подкладку отгибают и настрачивают (строчка 2) на
утепляющую прокладку. Низ рукава заметывают и
приутюживают.
Операции сборки рукавов с изделием являются
ответственными и трудоемкими. Красивый внешний вид изделия,
удобство при носке, свобода движения рук в значительной степени
зависят от правильности соединения рукавов с проймами
изделия.
Последовательность соединения рукава с проймой зависит от
конструкции верхних краев рукрвов. В изделиях с втачными рукавами сборку
рукавов выполняют после соединения воротника с горловиной, а в изделиях
с рукавами покроя реглан вначале соединяют рукава с проймой, а затем
обрабатывают горловину. В изделиях с комбинированными рукавами
(например, асльновыкроенныи с втачным) вначале соединяют часть втачного
рукава со стороны полочки или спинки, а затем уже сметывают и стачивают
плечевой и средний срезы рукава одновременно. В изделиях с рукавами,
нижний шов которых является продолжением бокового шва, рукава с
проймой соединяют до стачивания боковых срезов. В этом случае нижний срез
рукава стачивают одновременно с боковым срезом.
Для сохранения формы и размера проймы в процессе
обработки и носки изделия по пройме предварительно
прокладывают кромку или коленкоровую полоску. Рукава соединяют
с проймами изделия с предварительным вметыванием по
намеченным контрольным знакам. Рукава можно втачивать
в проймы и без предварительного вметывания на специальной
машине, обеспечивающей необходимую посадку рукавов на
различных участках. Величина посадки рукавов и ее
распределение по отдельным участкам проймы зависят от конструкции
изделия и материала и колеблются в пределах от 0,4 до 1,5 мм
на 10 мм длины проймы. Посадка рукавов необходима для
правильного их положения и свободы движения рук. В
зависимости от величины посадки втачного рукава традиционной
классической формы пройму можно условно разделить на
четыре участка (рис. 172, а). Вначале положение рукава
определяется контрольными установочными точками, которые обычно
соответствуют линиям перегиба рукава.
Посадку рукавов после вметывания или втачивания сутю-
живают со стороны рукава, а в мужских изделиях по окату
рукава шов разутюживают за счет присоединения
дополнительной полоски материала со стороны проймы.
В изделиях с целыговыкроепными рукавами часто проектируют
ластовицы, которые служат главным образом для удобства движения рук.
Ластовицы по конструкции могут быть как отрезными, так и цельновыкроен-
ными с нижней половинкой рукава или бочком изделия. Для предохранения
краев подрезов на полочках и спинке от осыпания перед втачиванием
ластовицы (при любой ее конструкции) обрабатывают имеющиеся углы подрезов.
В материалах с легко осыпающимися срезами углы подрезов обрабатывают
212
(рис. 172, б) обтачкой из хлопчатобумажной ткани, выкроенной по форме
прямого угла. Эта обтачка одновременно служит и долевиком под
криволинейные срезы подрезов. Длима обтачки равна длине подреза, а ширина —
удвоенной ширине шва притачивания. Обтачку притачивают (строчка /)
швом шириной 6 мм, постепенно доводя его в углах до 2—3 мм. Обтачку
отгибают в сторону шва притачивания, после чего вметывают и втачивают
(строчка 2) ластовицу. Одну половинку ластовицы вметывают и втачипают
в подрез полочки, совмещая намеченные линии и лицевые стороны деталей.
Вторую половинку ластовицы вметывают и втачивают при одновременном
соединении боковых срезов изделия и нижних срезов рукава. Швы
втачивания ластовицы разутюживают при одновременном разутюживании
боковых швов изделия и" нижних швов рукавов. Углы подрезов настрачивают
(строчка 3) с лицевой стороны на расстоянии 2 мм от линии втачивания
ластовицы по полочке и спинке. При втачивании рукапов в квадратную
пройму в месте расположения углов проймы делают надсечки, которые
укрепляют полосками хлопчатобумажной ткани, или клеевой кромкой, или
полоской прокладки с клеевым покрытием.
Рис. 172. Схема соединении
втачного рукава с проймой
и обработка углов
подрезов в цельновыкроеппых
рукавах
После соединения рукавов с изделием обрабатывают
проймы. К шву втачивания рукава пришивают бортовую
прокладку, верхние плечевые накладки, подкладку или подкладку
с утепляющей прокладкой ручным способом или на
специальной машине. В изделиях с верхними плечевыми накладками
для правильного перехода от плечевого шва к рукавам
присоединяют еще и подокатники. В изделиях, предназначенных на
фигуры с отклонениями от типовой, пришивают задние и
передние накладки. Перед разметыванием проймы подкладку
приметывают с лицевой стороны изделия параллельно пройме на
расстоянии 20—30 мм от шва втачивания рукава.
Трудоемкость обработки пройм может быть снижена за счет
выполнения за один-два приема на специальной машине таких операций, как
присоединение к шву втачивания рукава бортовой прокладки, верхней
плечевой накладки, а также подкладки полочки и спинки.
Заключительной операцией по обработке проймы является
подшивание подкладки рукава. Ручной способ трудоемкий и
не обеспечивает достаточной прочности соединения. В связи
с этим совершенствование операции идет по пути снижения
трудоемкости и улучшения качества.
При изготовлении одежды по индивидуальным заказам возможна
частичная механизация за счет втачивания подкладки рукавов по нижнему
213
участку проймы на стачивающей машине. Дальнейшее совершенствование
окончательной обработки пройм связано с заменой ручного подшивания
машинным втачиванием подкладки рукавов в проймы подкладки изделия и
прикреплением шва только в верхних и нижних участках пройми. В этом
случае меняется последовательность сборки подкладки с изделием и
требуется точный крой деталей верха и подкладки.
Рост производительности труда и улучшение качества обработки
рукавов возможны за счет совершенствования конструкции, наиболее точного
сопряжения его с проймой изделия, широкого применения машинного и
клеевого способов.
§ И. ОБРАБОТКА ПОДКЛАДКИ И СОЕДИНЕНИЕ
ЕЕ С ИЗДЕЛИЕМ
Подкладка закрывает внутреннюю часть изделия
и предохраняет материал верха и срезы швов от трения и
осыпания.
Подкладку обычно выкраивают свободнее верха, чтобы не
искажать форму изделия. В изделиях, подвергающихся
значительным растягивающим усилиям и выполненных из
материалов с большими остаточными деформациями (нетканые
материалы, трикотаж), подкладка одновременно служит каркасом.
В этих случаях на участках, подвергающихся растяжению,
подкладку выкраивают меньше деталей верха для того, чтобы
растягивающиеся усилия воспринимались подкладкой.
Обработка подкладки состоит в стачивании вытачек,
притачивании надставок, обработке внутренних карманов, вешалки и
полодержателя. Детали подкладки соединяют стачным швом
взаутюжку. В изделиях с подкладкой до талии низ подкладки
обрабатывают швом вподгибку с закрытым срезом. В изделиях
с отлетной подкладкой по низу боковые швы и средний шов
спинки обметывают. Для зимних изделий изготовляют
утепляющую прокладку.
При выполнении индивидуальных заказов подкладку с
верхом изделия соединяют после примерки. Во всех случаях перед
соединением подкладки с изделием ее подгоняют по верху.
Для этого подкладку совмещают с изделием; на полочки
подкладки и на подбопта наносят контрольные знаки. В
изделиях с неотлетной подкладкой ее обрезают по низу
изделия.
Подкладку соединяют с изделием или до стачивания
плечевых срезов, или после обработки горловины, или с готовым
верхом изделия.
Способы соединения подкладки с изделием зависят от ряда
факторов: способа сборки воротника -с горловиной, характера
обработки внутренних краев подбортов и низа подкладки
(отлетная или неотлетная). При обработке воротника по отлету
и концам обтачным швом в кант подкладку соединяют с
изделием после сборки воротника с горловиной. В случае обработки
краев воротника швом вподгибку после втачивания нижнего
214
воротника в горловину подкладку целесообразно соединять
с изделием до стачивания плечевых срезов.
Соединение подкладки с изделием (рис. 173, й) выполняют
следующим образом. Подкладку притачивают (строчка /)
к подбортам и низу изделия. Подборт приметывают (строчка
2) по внутреннему краю с лицевой стороны и шов
притачивания подкладки к подборту прикрепляют (строчка 3) к
бортовой прокладке на машине потайного стежка или ручным спосо-
Рис. 173. Соединение подкладки с изделием
бом. При выполнении этой операции создается напуск из под-
борта в области перегиба лацкана.
Затем боковые швы подкладки пришивают (строчка 4) к
боковым швам верха на стачивающей машине. В костюмных
изделиях и детской одежде допускается подкладку по боковым
швам не пришивать, поскольку она закрепляется по низу
изделия, пройме и горловине. При таком способе соединения
подкладки изделие вывертывают на лицевую сторону через
открытые верхние края. После вывертывания изделия на лицевую
сторону подкладку приметывают (строчка 5) по верхним краям.
Этот способ прост по выполнению, так как соединение
подкладки осуществляется в тот момент, когда изделие находится
в развернутом виде.
Сборка подкладки жилета имеет некоторые особенности, связанные
с тем, что спинку верха жилета обычно выкраивают из подкладочного
215
материала. Борта обтачивают (строчка /, рис. 173,6) подбортами с заранее
притачанной (строчка 2) подкладкой полочки, одновременно обтачгшая
полочку верха по низу, горловине и проймам подкладкой на расстоянии
от среза 7—8 мм. На месте наибольшего углубления проймы шои
рассекают в трех-четырех местах. Полочки вывертывают через верхнюю часть
и выметывают края бортои, низа и проймы. Подкладку приметывают по
плечевым и боконым срезам, выполняют влажно-тепловую обработку
полочек и прокладывают отделочную строчку по пройме полочек. Спинку
жилета обрабатывают отдельно. При стачивании среднего среза спинки
подкладки оставляют пропуск в строчке для вывертывания жилета. По горло-
кипе настрачивают хлопчатобумажную полоску для предохранения ее от
растяжения.
Спинку верха и подкладки стачивают по проймам и внизу. Уголок
в шлице спинки рассекают. При сметывании и стачивании боковых и
плечевых срезов вкладывают полочки между подкладкой и верхом спинки, чтобы
лицевая сторона полочки верха совпадала с лицевой стороной спинки.
Стачивают (строчки 3, 4) плечевые и боковые срезы, втачивая хлястики.
Одновременно обтачивают горловину спинки подкладкой спинки. Жилет
вывертывают на лицевую сторону через отверстие в среднем шве подкладки
спинки, которое затем застрачивают.
При соединении подкладки с изделием после сборки
воротника с горловиной обработанную подкладку притачивают
одновременно к подбортам, воротнику и к припуску на подгиб
низа изделия. Внутренние края подбортов вместе с подкладкой
пришивают к бортовой прокладке ручным способом, на машине
потайного стежка или с помощью клеевой паутинки,
проложенной одновременно с притачиванием подкладки к подбортам.
Шов притачивания подкладки к воротнику пришивают к шву
втачивания нижнего воротника или к полоске ткани,
присоединенной к горловине спинки, на стачивающей машине или
ручным способом. При отсутствии отделочной строчки по низу
изделия шов притачивания подкладки к припуску на подгиб
низа прикрепляют к среднему и боковым швам на
стачивающей машине или клеевой паутинкой, проложенной при
притачивании подкладки к низу изделия. Изделие вывертывают на
лицевую сторону через нестачанный участок плечевого шва и
пройму подкладки.
В изделиях с неотлетной подкладкой и обрабатываемых без
отделочной строчки по низу изделия углы подкладки внизу
бортов и шлиц обрабатывают машинным способом.
После соединения подкладки с изделием по низу ее
притачивают к боковым и верхним краям припуска на обработку
шлицы. Внутренние края припуска на обработку шлицы
пришивают к прокладке или утепляющей прокладке на машине
потайного стежка. Последняя операция отсутствует при
использовании клеевой прокладки.
В изделиях с отлетной подкладкой (рис. 173, в) все
операции, связанные с выполнением внутренних строчек 1,3, 4 и
вывертыванием изделия на лицевую сторону, осуществляют
через открытые нижние края изделия. Это в значительной
степени упрощает процесс сборки подкладки.
216
При изготовлении одежды по индивидуальным заказам
сборку подкладки рационально выполнять машинным способом.
С этой целью в изделиях с неотлетной подкладкой срезы
спинки подкладки оставляют нестачанными на длине 30—
35 см, чтобы иметь возможность вывернуть изделие на лицевую
сторону. При соединении передних срезов подкладки рукавов
оставляют н'естачаниым участок длиной 20—25 см.
Обработанную подкладку рукавов втачивают в проймы подкладки
изделия, одновременно притачивая концы долевиков внутренних
карманов и отрезки тканн в верхней части пройм для
прикрепления швов пройм подкладки к шву втачивания рукава верха.
Перед выполнением данной операции рукава и пройму
подкладки обмеляют и подрезают в соответствии с верхом
изделия.
Подкладку притачивают к подбортам, воротнику, к
припуску на подгиб низа изделия. Выполняют все внутренние
строчки и изделие вывертывают на лицевую сторону через не-
стачанный участок среднего шва спинки подкладки. Через
отверстие переднего шва подкладки рукава соединяют участок
шва спинки, притачивают подкладку рукава к низу рукава
верха, разметывают пройму, притачивают локтевой шов
подкладки к локтевому шву верха. Последней операцией является
застрачивание отверстия переднего рукава подкладки. Такой
способ соединения подкладки обеспечивает высокую
производительность, но требует точного кроя и подгонки подкладки по
верху изделия.
В зимних изделиях предварительно соединяют утепляющую
прокладку с изделием по бортовым срезам, горловине, проймам
и низу. Последовательность соединения утепляющей прокладки
с изделием зависит главным образом от того, соединены или
нет боковые срезы прокладки. Во всех случаях вначале
подгоняют прокладку к изделию и ставят контрольные знаки по
бортовым срезам утепляющей и бортовой прокладок.
Если боковые срезы утепляющей прокладки предварительно
не стачаны, то вначале с изделием соединяют полочки
прокладки (рис. 174). Бортовые срезы утепляющей прокладки
пришивают (строчка /) к бортовой прокладке на специальной
машине потайного стежка. В изделиях с дублированными
полочками утепляющую прокладку соединяют с полоской,
настроченной на клеевую прокладку до дублирования ее с полочкой.
В изделиях с отлетной подкладкой по низу утепляющую
прокладку дополнительно пришивают к внутреннему краю
бортовой прокладки от низа до талии на стачивающей машине, на
машине зигзагообразной строчки или потайного стежка.
Боковые срезы полочек прокладки пришивают к боковым
срезам изделия на стачивающей машине или на машине
потайного стежка. Затем спинку прокладки соединяют (строчка
2) с полочками по боковым срезам на стачивающей машине и
217
приметывают утепляющую прокладку по верхним и нижним
краям (строчки 3, 4). Утепляющую прокладку разрезают вдоль
линии шлицы и пришивают ее к прокладке шлицы. Соединяют
плечевые срезы прокладки (строчка 5) и пришивают (строчка
6) утепляющую прокладку по горловине к шву втачивания
нижнего воротника вручную или на стачивающей машине.
В изделиях с неотлетной подкладкой шов притачивания
подкладки к припуску на подгиб низа прикрепляют к
утепляющей прокладке на машине потайного стежка.
Рис. 174. Соединение
утепляющей
прокладки с изделием
В случае применения утепляющей прокладки, соединенной заранее по
боковым срезам, все операции сохраняются, но изменяется
последовательность их выполнения. Вначале наметывают спинку верха на спинку
утепляющей прокладки по боковым швам, проймам, плечевым швам, горловине
и низу. Боковые швы изделия пришивают к боковым швам утепляющей
прокладки. Затем наметывают полочки верха на полочки утепляющей
прокладки по бортам, горловине, плечевым швам, проймам, низу и пришивают
бортовые края утепляющей прокладки к бортовой прокладке. Все
последующие операции аналогичны первому варианту.
Процесс соединения подкладки в изделиях с окантованными
* внутренними срезами подбортов и низа имеет ряд особенностей
(рис. 175, а). В подкладке заранее не стачивают средний срез
спинки. В таком виде подкладку пришивают (строчка /)
к бортовой или утепляющей прокладке на машине потайного
стежка. Затем внутренние края подбортов приметывают
(строчка 2) и настрачивают (строчка 5) на подкладку,
прокладывая строчку по шву окантовывания. После соединения
среднего среза спинки подкладки выполняют все последующие
операции по типовой последовательности.
Подкладку по низу соединяют несколькими способами. В
изделиях, где отделочная строчка совпадает со швом
окантовывания, подкладку приметывают к изделию и притачивают при
218
выполнении отделочной строчки, образуя при этом из
подкладки напуск в 10—15 мм. При отсутствии отделочной строчки
или несовпадении ее со швом окантовывания (строчка 1,
рис. 175, б) припуск на подгиб низа изделия отвертывают,
подкладку приметывают (строчка 2) к припуску подгиба низа и
притачивают (строчка 3), совмещая швы изделия и подкладки.
Таким способом соединяют с изделием подкладку,
выстеганную вместе с утепляющей прокладкой.
При изготовлении изделий с пристегивающейся утепленной
подкладкой (рис. 176) возникают операции обработки внутрен-
а
Рис. 175. Соединение подкладки с
подбортами и низом
изделием с окантованными
них срезов подбортов и соединения подкладки с подбортами.
Внутренние срезы подбортов окантовывают полосками из
подкладочного материала шириной 50—55 мм. Внутренние края
полоски закрепляют строчкой /. На иодбортах обметывают
петли (строчка 2) или притачивают воздушные петли из
специальной тесьмы. В первом случае застежка изделия со
стороны изнанки будет сквозной, во втором — располагаться между
подбортом и верхом изделия.
При сборке бортов подборта по внутренним краям не
приметывают. Подкладку пришивают (строчка 3) к бортовой
прокладке вручную или на машине потайного стежка. Затем
подборта настрачивают (строчка 4) на подкладку. Последующие
операции соединения подкладки с изделием выполняют в той
же последовательности, что и в демисезонном пальто с
окантованными внутренними срезами подбортов.
Утепленную подкладку изготовляют из специальных
теплозащитных материалов, искусственного меха или из ватина
с двумя подкладками. Утепленную подкладку в зависимости
от модели выстегивают сквозными строчками или только с
одним слоем подкладки из хлопчатобумажной ткани.
Подкладку, соединенную с утепляющей прокладкой,
обтачивают по всему контуру вторым (основным) слоем подкладки.
В19
Боковые швы основной подкладки притачивают к боковым
швам подкладки с утепляющей прокладкой. Подкладку
вывертывают на лицевую сторону через пройму и настрачивают по
краям, образуя кант из основной подкладки. Проймы подкладки
окантовывают; по бортовым краям и горловине пришивают
пуговицы.
Если утепленная подкладка с рукавами, то после
стачивания передних срезов рукавов прокладку и подкладку
соединяют по низу, а затем стачивают одновременно локтевые срезы
подкладки и прокладки. Локтевые швы подкладки притачивают
Рис. 176. Соединение пристегивающейся утепленной подкладки с изделием
к локтевым швам прокладки. Рукава вывертывают на лицевую
сторону и выполняют строчку по низу на расстоянии 3 —
4 мм от края, образуя кант из основной подкладки. Ка
нижних частях утепленной подкладки рукавов обметывают петли
для пуговиц.
Рукав с проймой соединяют в два приема. В проймы
подкладки втачивают подкладку рукавов, затем настрачивают
утепляющую прокладку рукава на пройму подкладки, закрывая
швы втачивания рукавов в проймы.
При обработке утепленной подкладки из специальных
теплозащитных материалов соединяют все срезы стачным или
настрочным швом. Заключительной операцией является
окантовывание всех ее срезов тесьмой, лентой или полосками
подкладочного материала.
В случае применения подкладки из искусственного меха
обработка ее состоит и окантовывании срезов горловины, проймы,
низа, борта.
Совершенствование методов обработки и соединения подкладки с
изделием возможно путем применения единого метода сборки для всех
однотипных изделий е максимальной механизацией технологических операций.
§ i2. ОСОБЕННОСТИ ОБРАБОТКИ ФРАКА,
СМОКИНГА, ВИЗИТКИ
Фрак—вид мужской одежды, отрезной по линии
талии (рис. 177, а), борта не застегиваются и заканчиваются
на уровне линии талии. По бортам левой и правой полочек
пришивают отделочные пуговицы. Лацканы фрака или
воротник-шаль, обычно выполняют из шелкового материала.
Передние округленные края юбки, идущие от линии талии,
располагаются на уровне боковых карманов брюк. Фрак имеет
Рис. 177. Фрак,
визитка и смокинг
отрезной бочок, в среднем шве спинки, от талии расположена
шлица, которая вместе с юбкой создает эффект фалд.
В визитке (рис. 177, б) в отличие от фрака передние края
юбки являются продолжением бортов. Борта застегиваются на
петли и пуговицы.
Смокинг — пиджак с застежкой на одну петлю (рис. 177, в).
Смокинг имеет длинные лацканы или воротник-шаль,
которые обрабатывают шелковыми материалами или бархатом.
Пуговицы могут быть изготовлены из отделочного материала
лацканов или воротника-шали.
Фраки, смокинги и визитки выполняют из шерстяных,
полушерстяных, шелковых, хлопчатобумажных и других
материалов. Способы обработки не зависят от назначения изделий
(классический или сценический костюм). Эти изделия часто
носят с жилетом из различных материалов. Под фрак, смокинг
вместо жилета надевают также специальный пояс.
821
Фраки, смокинги и визитки изготовляют в ателье высшего
и первого разрядов с одной или двумя примерками в
зависимости от сложности фигуры заказчика.
Копировальные строчки, а также строчки для временного
соединения деталей выполняют вручную. При изготовлении
фрака, смокинга, визитки применяют прокладочные клеевые
материалы с регулярным точечным покрытием, клеевые нити
и паутинки.
Для ателье высшего и первого разрядов рекомендуется
единая стадия готовности изделий к примерке. Полочки, а также
нижнюю часть спинки фрака и визитки дублируют, стачивают
вытачки, притачивают отрезной бочок, обрабатывают карманы,
сдублированные полочки соединяют с основной бортовой
прокладкой или дополнительной накладкой. Если изделие без
клеевых прокладок, то лацканы и нижний воротник выстегивают.
Борта обрабатывают во фраках и смокингах, не имеющих
воротника-шали. В визитке к полочке приметывают юбку.
Сметывают и заметывают срезы среднего шва спинки,
боковых и плечевых швов, швы соединения полочек с юбкой и
полочек со спинкой (во фраке и визитке). Низ рукавов и изделий
заметывают, вметывают нижний воротник и левый рукав.
При изготовлении изделий с двумя примерками стадия
готовности к первой примерке может быть изменена в
зависимости от особенностей телосложения заказчика: вытачки, срезы
отрезных бочков могут быть только сметаны, а бортовая
прокладка временно соединена с полочками. К повторной примерке
временное соединение имеют только рукава с проймой. Для
фигур заказчиков с резкими отклонениями от типового
телосложения могут быть сметаны плечевые срезы, вметаны
нижний воротник и рукава.
Последовательность обработки и сборки деталей, узлов
фрака, смокинга, визитки в основном аналогична традиционной
мужской плечевой верхней одежде.
К начальной обработке основных деталей можно отнести
влажно-тепловую обработку их для создания соответствующей
формы и обработку шлицы на спинке.
Формование основных деталей выполняют главным образом
утюгом в соответствии с конструкцией и свойствами
материалов. Боковые срезы полочки и отрезного бочка оттягивают
в области талии, образовавшуюся слабину сутюживают к
центру детали и под проймой. Для создания выпуклости в области
груди полочки сутюживают в области лацкана, проймы,
горловины, в визитке и смокинге также по борту на участке
петель. На спинке сутюживают средний шов на участке,
расположенном в области лопаток. Плечевые срезы спинки слегка
сутюживают в средней части. В смокинге боковые срезы и
средний шов спинки в области талии оттягивают, а боковые
срезы от линии бедер до низа слегка сутюживают. На юбке
222
Pj-y-r ¦¦ ¦ f'T'TTT^
фрака и визитки верхний и задний срезы сутюживают, если
в области бедер не предусмотрена вытачка.
Полочки и юбку дублируют по всей поверхности, спинку —
на участке выше линии талии на 30—55 мм и до низа изделия.
По проймам и горловине спинки после обработки среднего
шва прокладывают кромку или настрачивают полоски из
хлопчатобумажного материала, выкроенные по форме
обрабатываемых участков шириной от 15 до 30 мм. Шлицу на спинке
фрака и визитки обрабатывают с прокладками из
хлопчатобумажного или клеевого материала, а в смокинге и из нетканого
материала.
Прокладки из хлопчатобумажных материалов располагают
на основных деталях и прикрепляют на машине потайного
стежка, прокладывая
клеевую или неклеевую кромку.
Прокладки из нетканых
материалов располагают со
стороны припусков на обработку
шлицы и настрачивают на
стачивающей машине.
При использовании
клеевой прокладки нижнюю часть
спинки на участке на 30—
50 ММ выше припусков На об- Рис. 178. Обработка шлицы фрака
работку шлицы до боковых и
нижнего срезов спинки и срезов припусков на обработку
шлицы дублируют.
В смокинге клеевые прокладки также настрачивают па
стачивающей машине на верхнюю и нижнюю половинки шлицы,
перегнув прокладку неклеевой поверхностью внутрь вдоль
пополам. При использовании прокладок из нетканого или клеевых
материалов кромку по краям шлицы не прокладывают.
Во фраке и визитке имеются особенности в обработке
верхнего края выступа шлицы — «замок». Его обрабатывают после
стачивания и разутюживания среднего шва спинки.
Верхний срез выступа шлицы с лицевой стороны подгибают
внутрь, накладывают на нижнюю и настрачивают его (рис. 178)
или подшивают вручную. Верхний срез выступа шлицы
закрепляют также путем настрачивания сквозной строчкой после
соединения верха с подкладкой. Нижние углы шлицы
обрабатывают обычным способом.
Обработку и сборку внешних и внутренних карманов в
основном осуществляют по типовой схеме. Верхний прорезной
карман с листочкой обрабатывают до соединения с основной
бортовой прокладкой или после дублирования полочки и перед
соединением ее с дополнительной накладкой. В смокинге
обрабатывают боковые прорезные карманы в рамку или с клапаном,
при этом обтачки или клапан могут быть из отделочного мате-
223
риала, ' которым обтачивают лацкан и воротник-шаль.
Листочку и клапаны карманов обрабатывают без отделочной
строчки и без вспушивания краев. Основная подкладка по
линии внутреннего кармана может быть отрезкой. В качестве
обтачки используют в основном подкладочный материал.
Обработка и сборка бортов имеют ряд особенностей.
Основную бортовую прокладку обрабатывают обычным способом.
Сдублированные полочки обрабатывают с дополнительными
накладками в области груди из бортовой ткани, нетканого про-
Рис. 179. Обработка и сборка
бортов
кладочного материала, состоящего из основного слоя и
плечевой накладки, соединенных на машине зигзагообразной строчки.
Сдублированную полочку наметывают на дополнительную
накладку ручным способом. Затем приутюживают, приклеивая
к полочке в области лацкана дополнительную накладку ранее
настроченной клеевой кромкой (рис. 179, а).
В изделиях с дублированными полочками подборта из
основной или шелковой ткани также дублируют в области
лацкана, кроме подбортов из шелковых тканей, содержащих
искусственные и синтетические волокна. Если подборта из
основного материала в области лацканов не дублируют, то полочку
в области лацкана дополнительно обрабатывают вторым слоем
клеевой прокладки (рис. 179, б). При обработке полочки
неклеевыми прокладками на выстеганный лацкан накладывают
дополнительную прокладку из ткани типа хлопчатобумажной
фланели и присоединяют ее вручную. В бортах применяют
кромку неклеевую и клеевую,
224
Подборта наметывают вручную. Обтачивают борта,
прокладывая строчку около внешнего края кромки. В визитке и
смокинге одновременно обтачивают нижние углы бортов.
Закрепление края борта в недублированных изделиях
производят на машине потайного стежка. В изделиях с
дублированными полочками края закрепляют отрезками клеевого
прокладочного материала.
Края бортов закрепляют клеевой нитью или паутинкой.
Способ обработки юбки фрака, визитки зависит от вида прокладки.
При обработке юбки с клеевой прокладкой после дублирования
стачивают вытачки и прокладывают по переднему краю и низу
юбки клеевую кромку (рис. 179, в) или на припуск на
обработку юбки настрачивают полоски из коленкора. При
обработке юбки с неклеевой прокладкой ее наметывают на юбку до
припуска на обработку переднего края и низа юбки и
прокладывают клеевую или неклеевую кромку по линии перегиба
припуска на обработку юбки (рис. 179, г).
Юбку во фраке (см. рис. 179, в) притачивают к полочке,
соединенной с отрезным бочком, до припуска на обработку
юбки. В визитке при соединении юбки с полочкой припуск на
обработку переднего края юбки стачивают с подбортом.
Во фраке, визитке в области бедер может быть
предусмотрена накладка из одного-двух слоев ватина. Ее пришивают
ручным способом к шву соединения изделия по линии талии
и к хлопчатобумажной прокладке, а в дублированных деталях
только к шву соединения изделия по линии талии.
Во фраке и визитке спинку с полочками стачивают. На
уровне линии талии припуски шва надсекают, участок шва выше
линии талии разутюживают, ниже линии талии — заутюживают
в сторону юбки.
Подкладку с верхом фрака или визитки соединяют
машинным способом до стачивания плечевых срезов. Во фраке
вручную подшивают подкладку только в начале припуска на
обработку передних краев юбки и участок между швом
притачивания подкладки по низу полочки и к припуску на обработку
переднего среза юбки.
Во фраках, визитках, юбки которых дублированы, при
притачивании подкладки к припускам на обработку передних
краев юбки и низа под строчку через равные промежутки под-
кладывают отрезки клеевого материала для дальнейшего
прикрепления припусков передних швов юбки к основной детали.
Закрепление краев юбки может быть выполнено клеевой нитью
или паутинкой аналогично закреплению краев бортов.
Подкладку на верхнем участке шлицы присоединяют на
машине или вручную в зависимости от способа закрепления
«замка» шлицы. При закреплении «замка» шлицы машинным
способом подкладку на верхнем участке шлицы подшивают
ручным способом. Эффективнее, когда подкладку притачивают
8 Заказ № 2313 225
к припускам на обработку шлицы, включая и верхний участок,
а затем закрепляют «замок», настрачивая его насквозь на
подкладку.
Обработку и соединение подкладки в смокинге выполняют
так же, как в мужском пиджаке.
После стачивания и разутюживания плечевых швов
стачивают плечевые срезы подкладки, соединяют обработанный
воротник с горловиной и к срезу верхнего воротника притачивают
подкладку через отверстия пройм. Шов соединения подкладки
с верхним воротником прикрепляют ко шву втачивания
нижнего воротника машинным или ручным способом. Подкладку
рукавов соединяют вручную или на машине.
При машинном способе с изделием соединяют рукава,
обработанные без подкладки. Локтевые срезы стачивают
полностью, передние — оставляя нестачанным участок на 20—
30 мм от верхних краев. Швы втачивания подкладки рукавов
в проймы подкладки прикрепляют к швам соединения рукавов
с изделием на верхнем участке (по обе стороны от плечевых
швов) через нестачанный участок переднего шва подкладки.
При обработке смокинга с воротником-шалыо подкладку
с изделием соединяют после обработки плечевых швов,
втачивания воротника и рукавов. Подкладку изделия с
обработанными плечевыми швами притачивают к подбортам и к срезу
верхнего воротника. К припуску низа изделия подкладку
притачивают через нестачанный участок в среднем шве спинки.
Припуск на обработку низа прикрепляют используя отрезки
клеевого материала или клеевую паутинку. Шов втачивания
подкладки рукава прикрепляют ко шву соединения рукава верха
с проймой. Средний шов подкладки спинки стачивают
насколько возможно, а оставшийся участок застрачивают.
Обработка и сборка воротника, рукавов осуществляется по
типовой схеме. Верхний и нижний воротники могут быть с
отрезной стойкой. В нижнем воротнике применяют клеевые и
неклеевые прокладки. Концы верхнего воротника могут быть
дублированы клеевым прокладочным материалом. Верхний
воротник-шаль из шелковой ткани дублируют полностью. На
нижний воротник с неклеевой прокладкой располагают
дополнительную прокладку из ткани типа фланели. Верхний воротник
с нижним соединяют на машине зигзагообразной строчки или
ручным способом. Нижний воротник соединяют с горловиной
стачным швом и накладным с открытым срезом на машине
зигзагообразной строчки, накладным швом с закрытым срезом
на стачивающей машине.
При обработке изделия с воротником-шалыо из шелка,
бархата или основного материала верхний воротник притачивают
вначале к верхним краям подбортов, а затем одновременно
обтачивают нижний воротник и борта.
Низ рукавов обрабатывают клеевыми и неклеевыми про-
226
кладками. Рукава втачивают в проймы с предварительным
вметыванием их по контрольным знакам и сутюживанием посадки.
Жилеты для фрака, смокинга имеют увеличенный овальный
вырез горловины. На левой полочке обрабатывают внешний
верхний прорезной карман в рамку или с листочкой. На
полочках может быть один или два боковых прорезных кармана
в рамку или с листочкой. На подкладке левой полочки
обрабатывают внутренний накладной карман.
Для фрака, смокинга изготовляют пояс из шелкового
материала, используемого и для лацканов.
§ 13. ИЗГОТОВЛЕНИЕ ЖЕНСКИХ ПЛАТЬЕВ
И ВЕРХНИХ МУЖСКИХ СОРОЧЕК
НАЧАЛЬНАЯ ОБРАБОТКА ОСНОВНЫХ
ДЕТАЛЕЙ. Основными деталями женского платья являются перед и
спинка, которые могут состоять из лифа и юбки с различным
членением как в долевом, так и поперечном направлении.
Мужские сорочки состоят из двух основных деталей: переда и
спинки. При этом перед в зависимости от застежки может
быть из одной или двух частей. Рукава в платье и в сорочках,
как правило, проектируют из одной детали, но в отдельных
моделях платья могут быть и из двух деталей.
В платьях начальная обработка основных деталей состоит
из обработки срезов и вытачек, выполнения различных складок
и отдельных швов, соединения частей основных деталей,
обработки отделочных деталей и их соединения с основными
деталями. Соединение частей основных деталей одновременно
обеспечивает и создание их формы. Соединение осуществляют
главным образом стачным швом вразутюжку или взаутюжку с
обработкой срезов различными способами в зависимости от вида
материала. Срезы обрабатывают в крое или после соединения
деталей в зависимости от принятой технологии.
Вытачки в платьях обычно делают неразрезные и в
зависимости от модели заутюживают или разутюживают. Рельефы
могут быть разрезные и неразрезные. Кокетки по линии
соединения с основными деталями могут быть прямые и овальные.
В зависимости от конструкции края кокетки соединяют с
основными деталями стачным, накладным или настрочным швом.
В качестве отделки в платьях используют вытачмые и
рельефные швы, всевозможные складки, отделочные детали (бейки,
рюши, воланы, оборки, баски). Отделкой также служат сутаж,
тесьма, кружева, сборки, буфы, жабо, кокилье, различные виды
вышивки, аппликации. Кроме того, применяют бисер, стеклярус,
которые обычно вручную нашивают в соответствии с рисунком
на детали готового платья.
Вставки применяют для оформления полочек лифа платья
в области груди. Несъемные вставки, как и кокетки, соединяют
8* 227
с основными деталями стачным, накладным швом, а съемные —
пришивают потайными подшивочными стежками. В некоторых
моделях платья основные детали могут иметь подрезы, которые
соединяют стачным или настрочным швом.
Начальная обработка основных деталей мужских сорочек
состоит в притачивании надставок и соединении частей спинки,
если сорочка имеет отрезную кокетку. Основные требования
к мужским сорочкам состоят в гигиеничности и прочности
соединений, так как они подвергаются многократным стиркам.
В связи с этим для соединения частей сорочки применяют
стачные швы с одновременным обметыванием срезов, а также
запошивочные или швы взамок на одно- или двухигольной
машине с использованием приспособления и лапки-запошивателя.
Низ в сорочках, заправляемых в брюки, обрабатывают
швом вподгибку с закрытым срезом после соединения боковых
срезов. Низ в сорочках навыпуск может быть обработан поясом
или без него, а также эластичной тесьмой.
- Кокетки в верхних сорочках соединяют со спинкой
накладным швом на стачивающей машине с приспособлением для
одновременного подкладывания нижней части кокетки и
закладывания на спинке по надсечкам складки согласно модели.
Совершенствование способов обработки основных деталей платьев и
верхних мужских сорочек возможно за счет совершенствования
конструкции деталей и их унификации, более широкого применения приспособлений
малой механизации, рациональных способов обработки отделочных
элементов.
ОБРАБОТКА КАРМАНОВ. Карманы женских платьев и
верхних мужских сорочек, так же как и верхней одежды, могут
быть трех видов: прорезные, иепрорезные и накладные. В
верхних мужских сорочках в основном применяют накладные
карманы.
Особенностью прорезных карманов в платье является
отсутствие долевика и подзора, которые заменяются подкладкой из
основного материала. Прорезные карманы по отделке верхнего
края прореза различают с клапаном, листочкой и с обтачкой.
В отдельных моделях платья клапаны и листочки
обрабатывают с прокладкой. Кроме того, клапаны иногда имеют
отделочные детали (втачную оборку, бейку, кант).
При сборке кармана с клапаном (рис. 180, а) обтачку скла- >
дывают вдвое и притачивают (строчки /, 2) клапан и обтачку.
После разрезания входа в карман присоединяют (строчки 3, 4)
подкладку к обтачке и к шву притачивания клапана.
Заключительной операцией является стачивание и обметывание срезов
подкладки (строчка 5). Нижнюю сторону кармана допускается
обтачивать подкладкой. Такой способ более рационален за счет
сокращения строчки 5 и утонения края.
В карманах платья листочки выкраивают обычно вместе
с подкладкой. При сборке кармана концы листочки иастрачи-
228 -
вают на основную деталь или втачивают. В первом случае
предварительно обтачивают концы листочки, затем листочку и
подкладку притачивают по намеченной линии к изделию. После
прорезания входа в карман настрачивают концы листочки. В
карманах с втачными концами (рис. 180, б) необходимо
соответствие расстояния между строчками 1 и 2 ширине листочки.
Прорезные карманы в рамку обрабатывают двумя
обтачками из основного или отделочного материала с предваритель-
Рис. 180. Обработка карманов
ным заутюживанием. Обтачки применяют долевые или подкрой-
ные в зависимости от формы прореза кармана. В карманах
с прямыми прорезами (рис. 180, в) обтачкой может служить
подкладка, соединяемая с изделием строчками /, 2, 3. Карманы
в рамку с фигурным прорезом обрабатывают обтачкой,
выкроенной по форме прореза.
Непрорезные карманы располагают в швах, складках,
рельефах. Они могут быть с прямым, фигурным верхним краем,
а также с отделочными деталями. Обработка карманов в швах
соединения частей основных деталей довольно проста и состоит
главным образом в присоединении частей подкладки.
Усложняется обработка только за счет наличия дополнительных
деталей: листочки, оборки и др.
Припуском детали чаще всего обрабатывают карман с
прямым верхним краем (рис. 180, г). Фигурный край кармана
обтачивают подкройной обтачкой. В первом случае для
предохранения края от растяжения на участке входа в карман к
припуску пришивают кромку и выполняют отделочную строчку /.
Затем притачивают (строчки 2, 3) подкладку и соединяют
части основной детали или складок. Срезы подкладки и швы
притачивания ее к деталям обметывают.
Накладные карманы в женских платьях разнообразны по
форме. Обработка накладных карманов состоит из двух этапов:
обработки верхних, боковых и нижних краев карманов и
соединения карманов с изделием. Верхние края карманов
окантовывают, обрабатывают бейками, каптом, обтачками, оборками,
швом вподгибку с закрытым срезом, отделочным клапаном.
Соединение накладных карманов может быть выполнено
накладным швом (рис. 180, д) при помощи лапки с направителем или
стачным швом.
При овальной форме боковых и нижнего краев и
настрачивании кармана на основную деталь на расстоянии более 5 мм
стороны его обтачивают подкройной обтачкой. При этом
верхние углы обтачивают с одновременным присоединением
обтачки. В накладных карманах прямоугольной формы нижние
углы стачивают и разутюживают.
ОБРАБОТКА ЗАСТЕЖЕК. По конструкции застежки очень
разнообразны как в женских платьях, так и в мужских
сорочках. Несмотря на это, по характеру обработки их можно
разделить на три вида: застежки в виде борта, застежки в разрезах,
обработанные планками и обтачками, и застежки в швах
соединения деталей. В отдельных моделях платья могут
применяться комбинации двух видов застежек. Различают также
застежки, доходящие и не доходящие до низа изделия.
В мужских сорочках в основном применяют первый вид
застежки и располагают ее по линии горловины переда. В
женских платьях применяют все три вида застежек и располагают
их по линии талии или горловины в различных участках: на
спинке, полочке, в плечевом шве. В платьях наиболее
распространенными являются застежки на петли и тесьму-молнию.
В мужских сорочках основной вид застежки на петли.
В платьях петли могут быть обтачными, обметанными, из
вытачного и плетеного шнура, а в мужских сорочках —
обметанные.
Обработка обтачных петель в платье такая же, как и в
верхней одежде, и обычно выполняется одной обтачкой. Петли из
вытачного шнура (рулика) обрабатывают из косой полоски
материала. Полученный шнур нарезают по размеру петли.
Плетеный шнур образуют из нитей основного материала, обычно
плотного шерстяного. Петли из вытачного и плетеного шнура
вначале прикрепляют к краю застежки ручным или машинным
230
способом и закрепляют обтачивающей строчкой по краю
застежки.
Для повышения устойчивости деталей застежки, прочности
петель и пришивания пуговиц борта планки в зависимости от
применяемых материалов могут иметь прокладки из нетканых
клеевых материалов (флизелин, прокламелин), тканых и
нетканых материалов с клеевым покрытием и из
хлопчатобумажных материалов (бязь, коленкор, мадаполам). В детали изделий
из хлопчатобумажного бархата рекомендуется прокладывать
флизелин, выкроенный под углом 45°, или коленкор,
предварительно продекатированный.
В деталях легкой одежды из бархата с химическими волокнами
прокладки не применяют. Рекомендуемые швы для изделий из бархата
стачной, настрочной с одним или двумя закрытыми срезами в зависимости от
толщины материала и высоты ворса. Срезы обрабатывают обметыванием
па специальной машине.
Застежку в виде борта обрабатывают отрезными или
неотрезными подбортами. Внутренние срезы подбортов в
зависимости от вида материала обрабатывают швом вподгибку с
закрытым срезом (хлопчатобумажные, неосыпающиеся материалы),
обметывают на специальной машине (шерстяные, плотные
шелковые, материалы с содержанием синтетических волокон),
а также обметывают с последующим застрачиванием швом
вподгибку с открытым срезом.
В платье при обработке застежки с помощью подборта
(рис. 181, а) при необходимости внутренние края подбортов
заранее обрабатывают (строчки /, 2) прокладочным материалом.
Обработанный подборт совмещают с полочкой и наметывают.
Обтачивание края борта (строчка 3) выполняют со стороны
полочки. В изделиях из легко осыпающихся материалов шов
обтачивания обметывают. Совершенствование обработки
застежки в виде бортов в платьях из иедорогостоящих
материалов возможно за счет настрачивания шва обтачивания на
подборт (строчка 4). Это дает возможность ликвидировать
операцию выметывания края борта и в то же время придать краю
большую устойчивость в процессе носки.
В изделиях с неотрезными подбортами обтачивают только
уступы и нижние углы бортов. Закрепление припуска на
подборт производится петлями и пуговицами.
В мужских сорочках застежку в виде борта обрабатывают
главным образом за счет припусков основных деталей. В левую
часть застежки обычно прокладывают прокладку (рис. 181, б,
строчки /, 2). Срез правой части переда подгибают и
застрачивают (строчка 5). В тонких материалах в качестве прокладки
левой части застежки может служить припуск основной
детали. Закрепляют припуски также с помощью петель и пуговиц.
При наличии кромки материала по краю борта и в неосыпаю-
щихся материалах срезы не обрабатывают.
231
Методы обработки застежек в разрезах деталей
обусловливаются их конструкцией и моделью изделия. Такие застежки
обрабатывают различными способами: настрочными или
втачными планками, одной или двумя обтачками, обтачками-под-
бортами, тесьмой-молнией и др.
Застежка, обработанная в разрезе двумя настрочными
планками (рис. 181, в), может применяться как в мужских
сорочках, так и в женских платьях. Планки притачивают (строчки
1 1
л
У~
Рис. 181. Обработка застежки
/, 2) к переду сорочки и настрачивают (строчки 3, 4, 5) их
на основную деталь с лицевой стороны. В застежках такого
вида часто применяют прокладки и присоединяют планки
стачным швом с обметыванием срезов (рис. 181, г).
При обработке застежки втачными планками (рис. 181, д)
верхнюю и нижнюю планки притачивают (строчки /, 2) к
основной детали по линии разметки. Припуск на шов в углах со
стороны основной детали подрезают, планки накладывают одна
на другую и закрепляют с изнанки двойной обратной
строчкой 3. Швы притачивания планок и нижние концы застежки
обметывают строчкой 4.
В мужских сорочках полочку в области застежки можно
обработать отделочными накладками из пике и других
подобных материалов, отделочными накладками с застроченными
232
складками. В первом варианте (рис. 181, е) края отделочных
накладок заутюживают или заметывают, правую и левую
стороны разреза полочки обтачивают (строчка /) накладками.
Затем накладки отгибают на лицевую сторону и прокладывают
по правой стороне застежки строчку 2. Боковые и нижние
стороны отделочной накладки настрачивают (строчка 3) на
полочки, после чего левую сторону частежки накладывают па
правую, закладывая в середине переда складку, и закрепляют
п конце разреза поперечными строчками 4. Согласно модели по
низу накладки иногда прокладывают дополнительную строчку 5.
При втором варианте (рис. 181, ж) накладки сорочки
перегибают согласно надсечкам и застрачивают (строчка /) складки
при помощи направляющей линейки или лапки. Складки
расправляют, а обработку краев отделочной накладки и
соединение ее с полочкой выполняют так же, как в первом варианте
обработки.
Широкое применение в платьях получили также застежки
в разрезах деталей, обработанные обтачками. В зависимости от
вида материала внутренние срезы обтачек, так же как и под-
бортов, обрабатывают различными способами.
Застежку, имеющую овальную форму (рис. 181, з),
обрабатывают подкройной обтачкой обтачным швом в кант.
Застежки в швах соединения деталей располагают в
основном в боковом шве, складках, вытачках, среднем шве спинки.
Наиболее рациональным способом обработки застежки такого
вида является тесьма-молния. Иногда застежку в боковом шве
изделия обрабатывают двумя обтачками.
ОБРАБОТКА ВОРОТНИКОВ И СОЕДИНЕНИЕ ИХ С
ИЗДЕЛИЕМ. Воротники в женских платьях и мужских сорочках
применяют различной конструкции и изготовляют как из
основного материала, так и из отделочного. В зависимости от
вида материала воротники обрабатывают с клеевой или
неклеевой прокладкой или без нее.
Процесс обработки воротников состоит из двух этапов:
обработки воротников и соединения их с изделием. Выбор
способа обработки воротников определяется их конструкцией и
свойствами материалов. В отличие от верхней одежды
в платьях, мужских сорочках применяют главным образом один
способ соединения верхнего воротника с нижним — до
соединения с горловиной. Перед сборкой воротника в изделии
соединяют плечевые срезы.
Прямые отложные воротники обычно проектируют цельновы-
кроенными с нижним воротником. В связи с этим обработка
такого воротника состоит только в обтачивании концов
обтачным швом в кант. Отложные воротники из двух частей (рис.
182, а) обтачивают (строчка Л по концам и отлету. Воротники
в изделиях из толстых материалов, а также воротники с
острыми углами обтачивают только по отлету. Шов обтачивания
233
настрачивают (строчка 2). После приутюживания воротник
скрепляют по стойке на 15—20 мм от обрезного края прямыми
сметочными стежками (строчка 5).
Воротники верхних сорочек, как правило, имеют кроме
основной прокладки дополнительные усилители, обеспечивающие
повышенную формоустойчивость воротников. Временное
соединение усилителей с основными прокладками выполняют в
нескольких точках на специальном аппарате, а постоянное на
прессе или настрачиванием на стачивающей машине. Если
основная прокладка воротника из хлопчатобумажного материала,
ж
Рис. 182. Обработка во-
ротггака и соединение
его с горловиной
то прокладку с клеевым покрытием (усилители) настрачивают
на основную прокладку накладным швом.
В верхних сорочках наибольшее распространение имеет
отложной воротник со стойкой. В сорочках без отделочной
строчки воротник (рис. 182, б) обтачивают сначала по концам
строчкой 1, а затем по отлету строчкой 2. Прокладку с
воротником по линии отлета соединяют накладным швом (строчка.?).
В воротнике с притачной стойкой отлетную часть воротника
вкладывают между двумя частями стойки и стачивают вместе
с прокладкой, одновременно обтачивая строчкой 3 (рис. 182, в)
концы стойки.
В воротнике с целыювыкроеиной стойкой (рис. 182, г) все
детали по линии перехода отлета в стойку скрепляют на
стачивающей машине (строчка /).
Характер соединения воротника с изделием определяют
конструкцией воротника и застежки, расположенной по линии
горловины. Отложные прямые воротники (см. рис. 182, а) в
изделиях с застежкой доверху соединяют с горловиной путем
втачивания (строчка 4) нижнего воротника и последующего
настрачивания (строчка 5) верхнего воротника на горловину.
Втачивают нижний воротник в горловину, одновременно стачи-
234
вая уступы. Если верхний воротник в изделиях из тонких
материалов имеет припуск по сравнению с нижним воротником на
10—15 мм, то соединение воротника (рис. 182, д) с горловиной
осуществляют в момент стачивания уступов (строчка 1). Срезы
шва огибают припуском верхнего воротника и настрачивают
(строчка 2) по горловине.
В изделиях с отворотами отложные воротники соединяют
с горловиной в момент сборки бортов. Борта обтачивают под-
бортами, одновременно втачивая воротник на участках от
уступов до плечевых швов. По линии горловины спинки втачивают
(см. рис. 182, е, строчка 2) один нижний воротник. В изделиях
из легко осыпающихся материалов шов обтачивания борта и
шов втачивания воротника в горловину до плечевых швов
обметывают. После вывертывания бортов на лицевую сторону
настрачивают (строчка 5) концы подбортов на плечевые швы.
Затем приметывают и настрачивают (строчка 4) край стойки
верхнего воротника между плечевыми швами.
Отложные обтачные воротники соединяют с горловиной с
помощью дополнительной обтачки, так как они не имеют стойки.
В изделиях без застежки в области горловины отложной
обтачной воротник вметывают и втачивают (рис. 182, ж, строчка
/•) в горловину одновременно с обтачкой. Затем настрачивают
(строчка 2) обтачку и выполняют приутюживание воротника.
Примером сборки воротников после соединения нижнего
воротника с горловиной изделия могут служить отложные
воротники-шали. Сборку их осуществляют одновременно с
обработкой бортов.
Воротник с притачной (см рис. 182, в) и целыювыкроенной
стойкой (см. рис. 182, г) втачивают (строчки 4, 2), а затем
настрачивают ее нижний край (строчки 6, 3).
Воротник в изделиях из хлопчатобумажных материалов и
трикотажных полотен можно соединять с горловиной па стачи-
вающе-обметочиой машине.
Совершенствование процесса сборки воротников должно идти по пути
унификации методов, улучшения конструкции воротников, использования
машин-полуавтоматов для обработки воротника мужской сорочки, широкого
использования приспособлений малой механизации.
СОЕДИНЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ. Это стачивание
плечевых, боковых срезов изделия и соединение лифа с юбкой.
В мужских сорочках боковые срезы стачивают одновременно
с нижними срезами рукавов после соединения рукавов с
проймами на стачивающе-обметочной машине. Плечевые, боковые
срезы соединяют стачным швом с одновременным
обметыванием или запошивочным швом на двухиголыюй машине.
В женских платьях от качества соединения основных
деталей зависит в значительной степени правильная посадка
изделия на фигуре. В связи с этим при выполнении индивидуальных
заказов плечевые, боковые срезы, а также лиф с юбкой сметы-
235
вают как при подготовке изделия к примерке, так и перед
окончательной их обработкой. Последовательность сборки основных
деталей платья зависит главным образом от конструкции
изделия.
В платьях при стачивании плечевых срезов со стороны
переда лифа прокладывают тесьму или кромку для
предохранения срезов от растяжения. При обработке плечевых швов без
кромки стачивание выполняют двумя строчками.
В моделях платья прилегающего силуэта боковые края
полочек и спинки перед сметыванием оттягивают. В изделиях из
шерстяных и шелковых материалов боковые швы
разутюживают или заутюживают. В ателье высшего разряда проймы и
горловину можно обработать обтачкой-кокеткой. Срезы
боковых, плечевых швов обметывают, а в ателье высшего разряда
окантовывают шелковой тесьмой или обметывают на
специальной машине шелковыми нитками.
По желанию заказчика в ателье высшего разряда платья из
шерстяных, а также шелковых непросвечивающихся материалов обрабатывают
с подкокеткой на спинке, выкроенной из хлопчатобумажного материала.
В изделиях из шелковых материалов подкокетку соединяют со спинкой при
обметывании срезов деталей.
Лиф с юбкой соединяют стачным или накладным швом.
При использовании стачного шва лиф платья вкладывают
в юбку лицевыми сторонами внутрь, совмещая середины переда
и спинки, боковые швы, вытачки и приметывают. Стачивают
одной строчкой с одновременным или предварительным
присоединением кромки по линии талии юбки. Обрезной край лифа
и юбки обметывают.
При использовании накладного шва нижние срезы лифа
подгибают и заметывают по намеченной линии. Затем
выполняют наметывание и настрачивание лифа на юбку согласно
модели. Фигурный край лифа предварительно обтачивают
обтачкой в случае соединения его с юбкой накладным швом
шириной более 3 мм. В ряде моделей платьев лиф с юбкой может
быть соединен с прокладыванием канта, оборки и волана.
ОБРАБОТКА РУКАВОВ И СОЕДИНЕНИЕ ИХ С
ИЗДЕЛИЕМ. Рукава, применяемые в платьях и сорочках, могут быть
втачные, реглан, полуреглан, цельновыкроенные с полочкой и
спинкой. Разнообразие рукавов в женских платьях
характеризуется также наличием манжет и разных отделочных элементов.
В мужских сорочках применяют в основном втачные рукава
с застегивающимися на пуговицы и петли манжетами.
При совпадении разреза низа с нижним швом рукава
разрез обрабатывают швом вподгибку с открытым срезом, при
расположении его на целой детали — с помощью обтачки окан-
товочным швом (рис. 183, а, строчки /, 2). В платьях участок
низа рукава, где манжету не присоединяют, застрачивают швом
вподгибку с закрытым срезом. Если рукава имеют вытачки,
236
складки, буфы, подрезы, обработку начинают со стачивания
вытачек, изготовления складок и т. д. Эти операции выполняют
так же, как и на основных деталях. Затем соединяют срезы
рукавов и обрабатывают низ.
При обработке низа рукавов с притачными манжетами
вначале изготовляют манжеты. В манжетах из одной части
стачивают поперечные стороны, швы разутюживают или
заутюживают.
Манжеты обрабатывают с прокладкой. После обтачивания
подрезают швы в углах манжет, вывертывают их на лицевую
сторону и приутюживают.
Манжеты с рукавами соединяют (рис. 183, б, в) путем
притачивания нижней части манжеты (строчка /) и настрачивания
Я?
Рис. 183. Обработка низа рукана
(строчка 2) верхней части манжеты. Допускается соединять
замкнутую манжету на стачивающе-обметочной машине (рис.
183, г). По такому же принципу можно присоединять
одинарные или двойные оборки. Отложные манжеты соединяют с
низом рукавов с помощью обтачек.
Обработку отложных манжет осуществляют за счет
припусков рукава (рис. 183, д).
Низ рукавов обрабатывают также окантовочным швом
полосками отделочного или основного материала или
специальной тесьмой.
Рукава втачивают в проймы в мужских сорочках до
стачивания боковых срезов. Это дает возможность упростить
выполнение данной операции и обеспечить повышение
производительности труда при одновременном соединении боковых срезов
сорочки и срезов рукавов.
В женском платье последовательность сборки рукава с
проймой зависит от конструкции рукава. В изделиях с втачным
рукавом из эластичных материалов перед соединением рукавов
по пройме переда и спинки от плечевого шва вниз на 10—12 см
прокладывают строчку. По окату рукава выполняют две
параллельные строчки для равномерного распределения посадки.
237
После втачивания рукавов обметывают срезы пройм на
специальной машине.
Втачные рукава с прямоугольной проймой соединяют в два
приема. Вначале вметывают и втачивают верхнюю (овальную)
часть рукава. Затем обрезной край прямой части рукава
подгибают на 13—15 мм наизнанку, наметывают и настрачивают
на изделие.
В моделях с рукавами, целыювыкроенными с полочками и
спинкой, для обеспечения свободы движения рук применяют
ластовицы, которые присоединяют к основным деталям
изделия.
Концы разрезов основных деталей предварительно
обрабатывают обтачками из основного материала для предохранения
срезов от осыпания.
В моделях платья без рукавов пройму обрабатывают
обтачкой окантовочным швом или двойной настрочкой бейкой после
соединения плечевых и боковых срезов. В ателье высшего
разряда в изделиях без воротника и рукавов горловину и проймы
обрабатывают обтачкой-кокеткой, выкроенной по контурам
срезов горловины, плечевых швов и пройм из основного или
шелкового подкладочного материала под цвет основного
материала.
Внутренние срезы обтачки-кокетки обрабатывают до или
после соединения плечевых швов обтачки.
Совершенствование процессов изготовления изделий должно
идти по пути сокращения числа операций по сборке узлов;
рациональных приемов обработки, совмещения ряда
технологических операций, не влияющих на качество обработки, широкого
применения приспособлений малой механизации.
ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА. Окончательная отделка
состоит в изготовлении петель, пришивании пуговиц, кнопок,
крючков, чистке и влажно-тепловой обработке изделий,
прикреплении съемных отделочных деталей.
Петли в изделиях из любых материалов обметывают на
специальных машинах.
Нитяные петли изготовляют ручным способом в соответствии
с размерами крючков или пуговиц.
Пуговицы пришивают согласно разметке или без
предварительной разметки на специальной машине с приспособлением.
Пуговицы, применяемые в качестве отделки, а также крючки,
кнопки пришивают вручную.
При чистке изделий удаляют концы ниток, оставшиеся следы
меловых линий и т. д. Изделие подвергают влажно-тепловой
обработке.
Во время окончательной отделки женской легкой одежды
пришивают отделочные детали, пристегивают на пуговицы
готовое кокилье, прикрепляют отделочный бант, пояс. Иногда
отложные воротники отделывают мехом.
238
§ 14. ОСОБЕННОСТИ ОБРАБОТКИ
(МЕХОВОЙ ОДЕЖДЫ И ТРИКОТАЖНЫХ ИЗДЕЛИЙ
ИЗДЕЛИЯ ИЗ ИСКУССТВЕННОГО МЕХА.
Способы обработки изделий из искусственного меха зависят
главным образом от вида меха и применяемого оборудования.
На предприятиях бытового обслуживания для соединения
деталей изделий из длинноворсового меха с тканой и
трикотажной основой используют скорняжную машину, а из коротковор-
сового меха и меха, дублированного
поролоном,—стачивающую машину.
При обработке деталей на скорняжной машине
прокладывают кромку по одному из соединяемых срезов, а на
стачивающей машине — только по косым срезам. Срезы деталей из
меха, дублированного поролоном, соединяют без кромки. По
краю бортов, проймам, плечевым срезам и горловине в
изделиях из любого вида меха прокладывают кромку. Борта,
воротник, манжеты, низ рукавов в изделиях из меха с
трикотажной или тканой основой обрабатывают с прокладками, а из
меха, дублированного поролоном, — как с прокладками, так
и без них. В качестве прокладок используют неклеевые
материалы (коленкор, флизелин и др.). Детали сметывают только
в тех случаях, когда соединение их без предварительного
сметывания затруднено. Ворсовая поверхность, латексное
покрытие грунта искусственного меха исключают влажно-тепловую
обработку.
Процесс изготовления изделий из искусственного меха
состоит из обработки тех же узлов, что и в любой верхней
одежде.
Карманы подразделяются на прорезные, непрорезные. Очень
редко применяются накладные карманы. В отличие от
верхней одежды из тканей в изделиях из искусственного меха
полочки в местах расположения карманов можно разрезать
заранее до обработки их краев. Кроме того, вместо долевика
прокладывают клеевую кромку с двух сторон намеченной
линии кармана.
При обработке прорезных карманов в рамку (рис. 184, а)
присоединяют (строчки /, 2) обтачки к полочке по линии
входа в карман. Затем вывертывают обтачки на изнанку
полочек, выметывают и сметывают рамки карманов. Вспушивают
(строчки 3, 4) рамки карманов ручным способом и
притачивают (строчка 5) подзор с подкладкой к шву притачивания
обтачки. Заключительной операцией является стачивание и
обметывание срезов подкладки (строчка 6). При использовании
скорняжной машины края карманов обрабатывают обтачным
швом в кант (рис. 184, б).
Сборку карманов с клапаном и листочкой осуществляют
239
по типовой последовательности. Края клапанов, листочек,
а также швы притачивания обтачек и листочек к полочке вспу-
шивают.
Обработка карманов в швах соединения частей полочки на
скорняжной и стачивающей машине представлена на рис.
184, в, г. При использовании стачивающей машины (см. рис.
184, г) верхний край кармана обтачивают (строчка /)
подкладкой или обтачкой из меха и шов обтачивания закрепляют
(строчка 2) вручную или на машине со стороны подкладки,
К нижней части полочки присоединяют (строчка 3) подзор
з ;
542/ 3.
I 4
81
Рис. 184. Обработка и сборка карманов
из меха, внутренний срез его настрачивают (строчка 4) на
подкладку. В случае применения долевиков концы их
пришивают к бортовой прокладке на специальной машине.
Накладные карманы в изделиях из длинноворсового меха
соединяют с полочкой ручным способом, из коротковорсо-
вого — настрачивают на стачивающей машине.
Спинка может иметь шлицу, обработку которой на
цельной детали выполняют с помощью обтачек.
Обработку бортов выполняют неотрезными или отрезными
подбортами. Прокладку из коленкора, бязи или флизелина
соединяют с полочками по всей длине на машине потайного
стежка тремя долевыми строчками. В изделиях с отложными
лацканами выстегивают лацканы тремя-четырьмя строчками
параллельно линии перегиба лацкана. В отдельных моделях
допускается обрабатывать изделия без прокладок или
применять их только на участке лацканов.
После стачивания боковых срезов и уточнения срезов
бортов и низа подрезают прокладку по горловине и проймам.
Затем не краю борта, горловинг и низу изделия
прокладывают кромку. В изделиях из искусственного меха применяют
застежки на петли из шнура, на металлические кольца,
пряжки, тесьму-молнию. Обтачные петли применяют в изде-
240
лиях из коротковорсового меха, а также в изделиях с
отделочной планкой по борту из кожи или замши.
При обработке бортов неотрезными подбортами (рис.
185, а) после приклеивания кромки по бортам и перегибу
лацкана в местах расположения концов петель прокалывают
отверстия специальным приспособлением. Концы вставленных
петель пришивают к припуску борта со стороны изнанки на
машине потайного стежка или вручную, одновременно
закрепляя отверстия в местах прокола. В участках, где расположена
прокладка, концы петель пришивают к прокладке.
Выметывают и закрепляют (строчка 3) борта после
притачивания строчкой / подкладки к припуску борта и закреп-
VTTW \
J 6 4 Z ! 5
Рис. 185. Обработка края борта
ления шва (строчка 2). В изделиях, в которых края бортов
обрабатывают подкладкой, петли из шнура притачивают
одновременно с подкладкой.
При выполнении индивидуальных заказов широко
применяют внутреннюю застежку на подкладке. Обрабатывают ее
двумя способами: с петлями по бортовому краю подкладки
(рис. 185,6) и на специальной планке (рис. 185, в). Край
борта обрабатывают также планкой из натуральной или
искусственной кожи, цельновыкроенной с подбортом.
Обработку воротника чаще всего выполняют до
соединения нижнего воротника с горловиной изделия. Прокладку
пришивают тремя строчками вдоль нижнего воротника, две из
них располагают на расстоянии 25 мм от края и одну — вдоль
середины нижнего воротника. По срезам стойки верхнего
воротника прокладывают кромку. Верхний воротник соединяют
с нижним обтачным швом в кант (рис. 186, а, строчка /).
Верхний воротник с нижним может быть соединен с
окантовыванием срезов тесьмой. По концам и отлету воротник вспу-
шивают (строчка 2), располагая строчку на расстоянии 20 мм
от шва обтачивания.
Сборку воротника с изделием осуществляют по типовой
последовательности (строчки 3, 4). При втачивании нижнего
воротника в горловину можно одновременно присоединять
241
прокладку нижнего воротника и полочки. В этом случае
отпадает необходимость прикрепления бортовой прокладки к шву
втачивания нижнего воротника (строчки 5 и 6 отсутствуют).
Обработка и соединение воротника с изделием на
скорняжной машине представлена на рис. 186,6. Срезы стойки
воротника окантованы полоской подкладочного материала.
Воротник вспушивают со стороны нижнего воротника
потайными стежками длиной 10—15 мм, располагая строчки
посередине воротника и на уровне плечевых швов.
Низ рукавов часто обрабатывают притачными и отложными
манжетами. Сборку рукавов с проймами, подкладки с верхом
изделия осуществляют по типовой последовательности.
Рис. 186. Обработка воротника и соединение его
с изделием
Для предохранения от истирания меха воротника в
горловину изделия рекомендуется втачивать стойку из
подкладочного материала. Подкладка по низу может быть притачной и
отлетной. Если подкладка отлетная, то припуск на подгибку
низа изделия обрабатывают полоской подкладочного
материала шириной 13—15 см. Подкладку изделия по низу
прикрепляют над боковыми швами специальными держателями.
Верхний срез полоски подшивают к изделию на машине потайного
стежка.
ИЗДЕЛИЯ ИЗ НАТУРАЛЬНОГО МЕХА. В зависимости
от вида применяемых материалов изделия из натурального
меха делятся на две группы: меховые изделия из пушно-мехо-
вых полуфабрикатов и овчинно-шубные изделия. Пушно-мехо-
вые полуфабрикаты и шубная овчина обладают различными
физико-механическими свойствами. Детали мехового верха
соединяют на скорняжной машине, а в овчионо-шубных
изделиях— на стачивающей машине с последующим утонением
и закреплением швов и толстых краев деталей путем проутю-
живания или расправления механическим способом.
242
Физико-механические свойства кожевой ткани, волосяного покрова не
позволяют придавать изделиям нужную форму за счет влажно-тепловой
обработки. В отдельных случаях (эластичная, мягкая кожевая ткань)
требуемая форма некоторых деталей частично достигается за счет правки коже-
1юй ткани посредством закрепления и увлажнения формы на специальном
приспособлении.
Последовательность сборки меховых изделий аналогична
последовательности сборки верхней одежды.
Большое влияние на качество меховой одежды оказывает
способ соединения прокладочного материала с кожевой
тканью мехового скроя. При выборе способа крепления
необходимо учитывать направление волосяного покрова, толщину
кожевой ткани и в соответствии с этим располагать линии
строчек. Прокладку к кожевой ткани мехового верха (скроя)
присоединяют ручным, машинным или клеевым способом.
Ручной способ применяют главным образом для изделий,
изготовляемых из дорогостоящего меха. При машинном способе
прокладку предварительно приметывают к верху изделия
вручную, а затем соединяют с основной деталью на машине
потайного стежка.
При клеевом способе крепления прокладку с нанесенным
клеевым покрытием соединяют с основной деталью с помощью
пресса и только на верхних участках (примерно на 5 см ниже
уровня пройм). На остальном участке изделия применяют
неклеевую прокладку.
Для повышения прочности изделий на соединительных швах
и предохранения их от растяжения осуществляют обработку
срезов мехового верха. В связи с этим выступающие края
прокладки подгибают внутрь или прикрепляют к открытому срезу
мехового верха. Эту операцию выполняют вручную, на
стачивающей или скорняжной машине.
Для предохранения обрезных краев от растяжения,
обеспечения прочности, а следовательно, и сохранения
конструктивных линий прокладывают кромку с небольшим натяжением
по косой стороне вытачек, по одной стороне соединяемых
частей деталей полочек и спинки, а также по линии талии со
стороны верхних частей спинки и полочек и другим срезам.
В изделиях из шубной овчины в начальную обработку
основных деталей входит: обработка пашин и плешин,
подстрижка волоса с краев деталей.
Вытачки, отрезные части полочек и спинки меховых
изделий соединяют на скорняжной машине после скрепления
косыми стежками по контрольным знакам, нанесенным во время
примерки. Разрезные и неразрезпые вытачки в изделиях из
шубной овчины обрабатывают расстрочным или настрочным
швом. Соединение частей деталей выполняют чаще всего
настрочным швом с закрытым срезом.
Разрез спинки в меховых изделиях может быть обработан
только дополнительными полосками из меха (рис. 187, а).
243
По краям разреза спинки в изделях из шкурок мелких и
средних видов прокладку вырезают и прокладывают кромку, закрывая
обрезной край прокладки. К левой и правой частям разреза
спинки притачивают (строчки /, 2) обтачку и подзор. Затем
боковые края шлицы вспушивают (строчки 5, 4). Верхние края
шлицы стачивают, а открытые срезы подзора и обтачки
прикрепляют (строчки 5, 6) к хлопчатобумажной или к утепляющей
прокладке.
Шлицу в изделиях из шубной овчины обрабатывают за счет
припусков частей спинки или дополнительных полосок из
голины (рис. 187,6). Верхнюю часть шлицы обрабатывают
полоской строчками 2, 3, нижнюю часть — строчками 4, 5, 6.
Рис. 187. Обработка
шлицы спинки
Изделия из шубной овчины в основном проектируют с
карманами. Они могут быть прорезные, непрорезные, накладные.
В меховой одежде внешние карманы обрабатывают реже из-за
нарушения целостности кожевой ткани. Однако встречаются
карманы прорезные с клапаном, листочкой, в кант, а иногда
и накладные. В зависимости от толщины кожевой ткани,
густоты и высоты волосяного покрова шкурок карманы
обрабатывают одной или двумя полосками (обтачками) меха.
Независимо от вида меха подкладку обрабатывают до
сборки кармана. В меховых изделиях подзор и обтачку
соединяют с подкладкой стачным или накладным швом, а части
подкладки стачивают с одновременным обметыванием срезов,
оставляя 10 мм до открытых срезов. В зависимости от качества
овчины подкладка кармана может состоять из одной части
голины или овчины и второй — из хлопчатобумажной или
шелковой ткани в цвет волосяного покрова. Прорезные карманы
с имитацией накладных обрабатывают с одной частью
подкладки из овчины. Обтачку и подзор проектируют из полоски
голины.
Клапан и листочка могут быть целыювыкроенными и на
подкладке. В изделиях из шубной овчины клапан, подклапан и
244
листочку выкраивают из голины. Края клапанов, листочек
п меховых изделиях закрепляют путем вспушивания ручным
способом, а в изделиях из шубной овчины — отделочными
строчками. В случае проектирования цельномехового клапана
кармана (рис. 188, а) нижняя часть его может служить
одновременно обтачкой, которую втачивают в полочку
Рис. 188. Обработка и
сборка прорезного
кармана с клапаном
(строчка 1), а вырезанная в этой части с трех сторон полочка
является подзором кармана. Отверстие для входа в карман
разрезают до сборки кармана. С целью предохранения краев
кармана от растяжения по обеим сторонам разреза проклады-
Рис. 189. Обработка и
сборка прорезного
кармана с листочкой
\W\\\\\\\\NW\\
вают кромку. Подкладку кармана притачивают к верхней части
клапана и подзору строчками 2, 3.
В изделиях из шубной овчины свойства кожевой ткани
определяют способ обработки нижнего края кармана —
обтачным швом в простую рамку или кант (рис. 188,6). Сборку
кармана выполняют по типовой схеме (строчки /—7).
Листочку боковых прорезных карманов по концам
настрачивают или втачивают. В меховых изделиях после
притачивания (рис. 189, а, строчка /) листочки и подзора (строчка 2)
концы листочки пришивают к полочке двумя ручными строч-
245
Н I
ками 4, 5. Сборку карманов с листочкой с настрочными (рис.
189,6) и втачными концами в изделиях из шубной овчины
выполняют по типовой схеме (строчки /—7). Верхний открытый
край полочки (в изделиях из овчины с жесткой кожевой
тканью) по линии прореза кармана соединяют с подкладкой
из овчины накладным швом с открытым срезом (строчки 3, 4)
или с закрытым срезом в изделиях из овчины с мягкой
кожевой тканью. Сборка прорезного кармана с листочкой с одной
частью подкладки значительно упрощается благодаря
сокращению операций по соединению
внутренней части подкладки.
Обработку прорезных карманов в
рамку и кант выполняют аналогично
такому же виду карманов в изделиях из
текстильных материалов. В меховых
изделиях нижний край кармана после
выметывания закрепляют вспушиванием.
Накладные карманы в изделиях из
шубной овчины могут быть обработаны
на подкладке и без нее. В карманах без
подкладки после прокладывания кромки
в верхний край припуск заметывают или
заутюживают. Согласно модели
соответственно обрабатывают нижние углы
кармана. Чаще всего накладные карманы
соединяют с полочками накладным швом
двумя строчками.
Края непрорезпых карманов,
расположенных в швах полочек, в зависимости
от формы линии входа обрабатывают подкроиными обтачками из
голины или за счет припусков деталей полочки строчками 1, 2
(рис. 190).
С целью сохранения целостности меха подборта чаще
всего проектируют неотрезными. Края бортов изделий из
шубной овчины также могут быть обработаны подбортом,
полоской голины, полоской меха. В меховой одежде основным
видом застежки является внутренняя на подкладке. В изделиях
из шубной овчины застежка может быть на обтачные и
обметанные петли.
Сборку бортов в основном осуществляют по типовой
последовательности. Прокладку с меховым верхом соединяют
ручным или машинным способом. Как наружный, так и
внутренний края прокладки присоединяют по всей длине. Кромку
по бортам прокладывают ручным, машинным и клеевым
способами. В изделиях из шубной овчины иногда вместо кромки
притачивают прокладку, выкроенную по нити основы. В
зависимости от вида меха края бортов закрепляют отделочной
строчкой или путем вспушивания ручным способом. В изделиях
Рис. 190. Обработка и
сборка непрорезного
кармана
246
из шубной овчины с обтачными петлями после обработки края
борта петли закрепляют с лицевой стороны отделочными
строчками по линиям притачивания обтачек и закрепления
уголков в виде рамки. Со стороны подборта вырезают
излишки кожевой ткани.
Внутреннюю застежку в меховых изделиях располагают по
бортовому краю подкладки или на специальной планке.
В обоих случаях целесообразно проектировать обметанные
петли. Внутреннюю застежку, обработанную по бортовому
краю подкладки (рис. 191, а) в большинстве случаев
применяют для изделий из дорогостоящих видов меха. Внутренний
Рис. 191. Обработка борта
край полочки на участке застежки обтачивают (строчка /)
полоской из подкладочного материала. Этой же полоской
обтачивают (строчки 2, 3) край подкладки, одновременно под-
кладывая прокладку под петли. Внутренний край полоски и
подкладку скрепляют (строчка 5). Планку для петель
внутренней застежки (рис. 191,6) обрабатывают из подкладочного
материала путем обтачивания (строчки /, 2) ее с двух сторон.
Готовую планку часто присоединяют после сборки подкладки
(строчка 4) с верхом изделия ручным способом (строчка 5).
По бортовому краю ее закрепляют между петлями (строчка 6).
Борта изделий из шубной овчины с мягкой эластичной
кожевой тканью (рис. 191, в) часто обрабатывают полоской го-
лины обтачным швом в кант (строчка )). Полоску голины
перегибают в сторону волосяного покрова, приутюживают и
выполняют отделочные строчки 2, 3 в соответствии с моделью.
Воротники отличаются большим разнообразием как по
форме, так и по конструкции. В изделиях из шубной овчины
они могут быть с нижним воротником или без него —
одинарными. Прокладку с нижним воротником соединяют на машине
потайного стежка. В изделиях из шубной овчины части
нижнего воротника, выкроенные из голины, соединяют стачным
или расстрочиым швом. После обрезания края стойки нижнего
247
воротника его соединяют с прокладкой машинным или
клеевым способом. Стойка нижнего воротника может быть
отрезной. Соединение меховых воротников с нижним воротником
по отлету выполняют в основном обтачным швом в кант (рис.
192, а—г).
Воротник в изделиях из шубной овчины может быть
обтачан (рис. 192,6, строчки 1, 2) по краям полоской голины. Края
отлета и концов одинарного воротника обрабатывают за счет
припуска воротника или полоски голипы. В воротнике из двух
Иис. 192. Обработка воротника и
соединение его с горловиной
частей (рис. 192, в) срезы соединяют (строчка /) на
скорняжной машине и шов стачивания закрывают путем притачивания
(строчка 2) и настрачивания (строчка 3) полоски голины.
В изделиях без подбортов (рис. 192,г) срез верхнего
воротника может быть соединен с горловиной во время
настрачивания (строчка 2) шва втачивания (строчка /) нижнего
воротника. Лицевой стороной воротника иногда служит и коже-
вая ткань. В этом случае верхний воротник соединяют с
горловиной изделия швом вподгибку с закрытым срезом.
В изделиях из меха в основном проектируют рукава
втачные, реглан и полуреглан. Чаще всего рукава одношовные.
Низ рукавов отделывают манжетами, а в изделиях из шубной
овчины обрабатывают подкройной обтачкой, полоской меха,
припуском рукава (рис. 193, а) или манжетами (рис. 193,6).
В рукавах, расширенных книзу, изготавливают подрукавники.
Отложной манжетой (рис. 193, в) обтачивают (строчка /)
низ рукава и вспушивают (строчка 2), а боковые стороны ее
соединяют одновременно со стачиванием локтевого шва рукава.
248
Подкладку притачивают (строчка S) к срезу Манжеты, шов
притачивания прикрепляют (строчка 4) к утепляющей
прокладке. По линии перегиба низа рукава выполняют вспушку
(строчка 5). Притачанную манжету скрепляют в нескольких
местах и присоединяют к низу рукава. Затем манжету
отгибают на рукав и вспушивают со стороны подкладки. В случае
применения навесной манжеты (рис. 193, г) нижний ее срез
перегибают в сторону подкладки и пришивают к припуску на
подгиб низа рукава подшивочной строчкой косого стежка1
(строчка 4).
Последовательность соединения рукавов с проймами
зависит от их конструкции. Посадка рукава проектируется неболь-
Рис. 193. Обработка низа рукава • ' ' -'¦
шой, однако величина ее может быть разной в зависимости от
конструкции изделия и свойств кожевой ткани. В изделиях из
овчины особой обработки шов втачивания рукава
окантовывают полоской меха или голины.
В качестве утепляющих материалов для меховой одежды
используют ватин, хлопчатобумажную байку, бумазею и
фланель. В меховых изделиях из крупных и средних видов шкурок,
обладающих густым волосяным покровом и средней по
толщине и плотности кожевой тканью, проектируют прокладку
из ватина только на 2/3 длины изделия. Байку и фланель
применяют на всю длину изделия. Утепляющую прокладку в
меховых изделиях из шкурок с тонкой кожевой тканью по
ширине изделия располагают до линии перегиба края борта.
В женских изделиях из других видов меха утепляющую
прокладку располагают по левому борту до линии полузаноса; по
правому — до линии перегиба борта.
Утепляющую прокладку прикрепляют ручным или
машинным способом к хлопчатобумажной или кожевой ткани. По
линии бортов ее прикрепляют по всей длине. По линии
расположения прорезных карманов утепляющую прокладку
прорезают, выправляют подкладку на поверхность утепляющей
прокладки и прикрепляют ее вручную. В зависимости от вида
249
меха подкладку с верхом соединяют машинным или ручным
способом.
При окончательной отделке в изделиях из шубной овчины
в отличие от меховых изделий после расчесывания,
подравнивания волосяного покрова, чистки утюжат борта, низ, шлицу,
карманы, воротник через хлопчатобумажную или льняную
прокладку утюгом или на прессе.
ТРИКОТАЖНЫЕ ИЗДЕЛИЯ. При изготовлении одежды
все большее применение находят трикотажные полотна.
Изделия из трикотажа отличаются высокими эксплуатационными
свойствами. Ассортимент трикотажных полотен,
вырабатываемых промышленностью, чрезвычайно богат по переплетениям,
видам отделок, волокнистому составу и физико-механическим
свойствам.
По способу получения трикотажные изделия делятся на
регулярные, полурегулярные и кроеные. Детали регулярных
изделий полностью вывязываются на машине, при этом
нижний край их зарабатывается в начале вязания, а остальные
контуры образуются за счет изменения числа игл, т. е. убавок
и прибавок петель. Детали полурегулярных изделий получают
из купонного полотна. Между купонами прокладывается
разделительный ряд петель, нижний край купона имеет нераспу-
скающийся ряд, не требующий дополнительной
технологической обработки.
Процесс изготовления изделий регулярным и
полурегулярным способами является трудоемким.
Изготовление кроеных трикотажных изделий отличается
простотой, не ограничивает возможностей расширения
ассортимента, позволяет проектировать изделия различных форм
и моделей.
В зависимости от назначения трикотажные изделия
подразделяются на верхние, бельевые, чулочно-носочные,
перчаточные, головные уборы и шарфы. По способу изготовления
выделяют три группы: вязаные, кроеные из трикотажных полотен,
комбинированные из деталей вязаных и кроеных
трикотажных полотен, а также с применением материалов других видов
(кожи, замши и др.).
Обработка верхних трикотажных изделий имеет наиболее
сложную технологию. К основным видам верхних
трикотажных изделий относятся: жакеты, джемперы, платья, костюмы
и т. д. Процесс сборки трикотажных изделий, так же как и
изделий из других материалов, состоит из обработки основных
деталей, карманов, бортов, воротников, рукавов и
окончательной отделки.
При разработке конструкции изделия, выборе способов
обработки и оборудования следует учитывать такие факторы, как
растяжимость и прорубаемость полотна.
Высокая эластичность трикотажных полотен вызывает необ-
250
ходимость применения для соединения деталей изделий в
основном машин цепного стежка.
Если в процессе эксплуатации изделие подвергается
небольшим деформациям, то для обработки отдельных деталей и
выполнения некоторых операций используют машины челночного
стежка. При изготовлении трикотажных изделий, особенно
бельевых, широкое применение имеют плоскошовные машины.
Изделия из трикотажа отделывают на кеттельных, вышивальных
н краеотделочных машинах.
Начальная обработка основных деталей состоит из
обработки вытачек, отделочных швов и складок. Неразрезные
вытачки в трикотажных изделиях сметывают и стачивают по
намеченным линиям на машинах челночного или двухниточного
цепного стежка. Отделочные швы и складки обрабатывают
обычным способом.
Карманы в трикотажных изделиях применяют прореалые
с клапаном, листочкой, обтачкой, непрорезные и накладные.
Клапан может быть одинарный, или двойной, или цельновыкро-
енный с подклапаном. Клапаны часто отделывают бейками.
Подкладку кармана выкраивают из трикотажного полотна, что
упрощает обработку и снижает трудоемкость.
В карманах с клапаном притачивают клапан и подкладку,
полочку между строчками разрезают, подкладку и клапан
вывертывают наизнанку. Из подкладки образуют нижнюю
рамку (кант), для закрепления которой прокладывают строчку
в шов притачивания обтачки. Затем закрепляют боковые и
верхнюю стороны разреза с одновременным притачиванием
верхней части подкладки. Подкладку стачивают с
одновременным обметыванием срезов. Верхние срезы подкладки и
клапана одновременно обметывают.
В карманах с листочкой при сборке кармана к полочке
притачивают листочку, одновременно присоединяя уложенную
сверху листочки верхнюю часть подкладки. Нижнюю часть
подкладки притачивают к полочке по верхней линии разметки.
Затем разрезают полочки и вывертывают обе части подкладки
в сторону изнанки. Дальнейшую обработку выполняют так,
как описано выше.
Карманы в рамку обрабатывают одной обтачкой из
основного или отделочного материала.
Непрорезные карманы располагают в боковых швах брюк,
швах, рельефах платьев, жакетов. Непрорезные карманы
обрабатывают главным образом двумя частями подкладки.
В трикотажных изделиях широкое применение имеют
накладные карманы. Верхний срез накладных карманов может
быть обработан отделочной бейкой. Для предохранения
верхних краев карманов от растяжения прокладывают тесьму на
стачивающей машине челночного или цепного стежка. Боковые
и нижний срезы карманов обметывают на трехниточной крае-
251
обметочной машине. Накладные карманы соединяют с
изделием стачным или накладным швом.
Способ обработки бортов (разрезов) зависит от вида и
конструкции изделия. Борта обрабатывают подбортами, швом
вподгибку или отделывают различными бейками.
Обработка борта с цельновыкроенными подбортами состоит
в притачивании тесьмы к подборту с изнаночной стороны по
намеченным линиям расположения петель и пуговиц.
Внутренний край припуска на подборт обметывают. При
использовании в бортах прокладки из ткани или флизелина к подборту
притачивают прокладку, причем строчка должна быть на
расстоянии 5 мм от линии перегиба борта. В моделях с
отрезными подбортами тесьму и прокладку присоединяют обычным
способом.
Края бортов отделывают тканой, вязаной или плетеной
декоративной тесьмой, двойной поперечной бейкой. Тесьму
притачивают к борту на двухигольной машине цепного трехни-
точного стежка. Окончательно закрепляют подогнутые края
бортов пришиванием пуговиц и обметыванием петель. На
участке борта, где нет застежки, края прикрепляют к полочке
на двухниточной краеобметочной машине.
В изделиях с подбортами и прокладками после
обтачивания бортов прокладку по линии шва вырезают. Прокладку из
ткани с клеевым покрытием соединяют с подбортами до
обтачивания бортов. Внутренние края подбортов внизу
настрачивают на припуск к полочке для подгибки низа или
прикрепляют ручными потайными стежками.
В изделиях из трикотажных полотен застежки с тесьмой-
молнией различными планками, одной или двумя обтачками
выполняют так же как и в изделиях из других материалов.
В отдельных моделях тесьму-молнию притачивают к
декоративным планкам.
Воротники трикотажных изделий могут быть
разнообразной конструкции. Наибольшее распространение имеют кроеные
воротники, состоящие из одной или двух деталей, и одинарные.
Кроеные воротники обрабатывают с прокладкой и без нее.
В первом случае на изнаночную сторону нижнего воротника
настрачивают прокладку по отлету и концам. Затем
обтачивают нижний воротник верхним, вывертывают на лицевую
сторону и образуют кант из верхнего воротника и закрепляют
его отделочной строчкой.
В одинарном воротнике боковые срезы обметывают, а затем
подгибают и подшивают на краеобметочной машине. Концы и
края воротника отделывают также бейками, которые
вывязывают тновременно с воротником
Соединение с изделием воротников различных коистпукций
выполняют на стачивающе-обметочной машине или
настрачивают на горловину изделия по линии втачивания воротника
на машине челночной или двухниточной цепной строчкой. Шов
втачивания воротника распошивают на плоскошовной машине.
В моделях одежды без воротника вырез горловины
обрабатывают одинарной или двойной бейкой, двойной долевой
подкроенной бейкой, обтачкой.
Рукава трикотажных изделий не отличаются большим
многообразием. Чаще всего они одношовные. Основное
различие рукавов состоит в конструкции низа, который может быть
с подгибом, с манжетами или обработан ластиком.
Перед соединением рукавов с проймами изделия стачивают
плечевые срезы со стороны полочки, прокладывая в шов
тесьму или долевую полоску из основного полотна. Рукава
втачивают с предварительным вметыванием в открытую или
закрытую пройму. Наибольшее применение имеет первый
способ, обеспечивающий меньшую трудоемкость. Рукава
втачивают в проймы на трехниточной стачивающе-обметочной
машине. Одновременно прокладывают тесьму по окату рукава.
В изделиях с рукавами реглан из полотен повышенной
растяжимости по линии спинки и полочки прокладывают строчку
челночного стежка на 5 мм от края. В такого вида полотнах
при стачивании срезов рукавов и боковых срезов
рекомендуется прокладывать тесьму.
Верхний срез брюк, юбок и других изделий обрабатывают
поясом, выкроенным из полотна, из бейки, а также за счет
припуска основных деталей швом вподгибку с закрытым
срезом.
Припуск на подгибку низа изделия подшивают на машине
потайного стежка. Срез низа изделия может быть обработан
двойной поперечной бейкой с рядами открытых петель по
краям.
При окончательной отделке изделий обметывают петли,
пришивают пуговицы, чистят изделия и подвергают их влажно-
тепловой обработке.
§ 15. ИЗГОТОВЛЕНИЕ КОРСЕТНЫХ ИЗДЕЛИЙ
Корсетные изделия включают две группы: бюст-
гальтерную (бюстгальтер, полуграция,
бюстгальтер-комбинация) и поясную (пояс, пояс-чулкодержатель, пояс-трусы,
полукорсет, корсет, грация). Материалы для изготовления
корсетных изделий выбирают с достаточной прочностью на истирание
как в сухом, так'и мокром состоянии, небольшой
растяжимости и усадки, а также с красивым внешним видом и не
жесткие.
Корсетные изделия рекомендуется изготовлять с примеркой для уточ
нения размера чашки, объема изделия, длины бретелей, места расположе
иия застежки. К примерке заготовляют петли и бретели, соединяют детали
стана, детали чашек и вметывают их в стан изделия. Бретели прикрепляют
253
к верхнему срезу чашек и к спинке. Все детали соединяют редкой
строчкой A2—14 стежков на 5 см) на стачивающей машине или однониточ-
ной цепной строчкой. Для примерки пояса, грации вначале обрабатывают
застежку на передней и боковых деталях. Шнуровку обрабатывают к
примерке полностью. Затем соединяют переднюю, боковые и заднюю детали
в поясе, корсете, грации швами на лицевую сторону. К нижнему срезу
пришивают чулкодержатели.
Все корсетные изделия состоят из большого числа мелких
деталей, поэтому основным видом работ при их изготовлении
является выполнение различных швов. Для соединения частей
основных деталей, а также обработки их краев наиболее
рациональными видами швов являются настрочной и краевой
с хлопчатобумажной обтачкой. Зти швы обладают меньшей
жесткостью, максимальной прочностью на истирание и
экономичны по расходу материалов. При выполнении швов широко
применяются двухигольные машины, а также большое число
специальных приспособлений.
Детали в изделиях из эластомерного гюлиуретанового волокна спапдекс
соединяют накладным швом с открытым и закрытым срезами, стачным
швом на машине цепного стежка с обметыванием срезов. При
использовании эластичного полотна с повышенной растяжимостью детали соединяют
на красобметочной машине трехниточпого цепного стежка. Высокое качество
изготовления корсетных изделий по индивидуальным заказам обеспечивает
применение комплекта машин 203-2 кл., 203-3 кл., 203-4 кл., оснащенных
специальными приспособлениями. При этом машина 203-2 кл. предназначена
для обработки открытых срезов двумя параллельными строчками с
одновременным присоединением снизу тесьмы или бейки. Машина 203-3 кл.
обеспечивает обработку боковых срезов настрочным швом с тесьмой и швом
взамок. Машина 203-4 кл. предназначена для обработки открытых срезов
с одновременным встрачипанием кружев или вьюнчика.
Технологический процесс изготовления корсетных изделий
можно условно разбить на четыре этапа: обработку мелких и
основных деталей, застежек, верхних и нижних краев
основных деталей.
Обработка мелких деталей состоит в изготовлении петель,
бретелей, подвязок для чулок. Для изготовления петли
полоску ткани заправляют в специальное приспособление,
которое подгибает ее с двух сторон. Затем полоску прострачивают
посередине.
Бретели применяют притачные узкие и широкие, с
отделкой и без нее, без регулировки и с регулировкой длины
при помощи петель и пуговиц или специальных пряжек. Их
изготовляют из специальной ленты или основного материала
с помощью специального приспособления для загибания
продольных обрезных краев. Бретели с регулировкой длины
изготовляют из специальной тесьмы с креплением эластичной
вставки с пряжкой, из основного материала со вставкой
боковой петли или из эластичной тесьмы (рис. 194, а, б, в.)
Представляет интерес способ изготовления бретелей с регулировкой
длины путем обработки одного конца на машине зигзагообразной строчки
со специальным режущим устройством для одновременного разрезания по
254
шну стачивания полоски. Этот способ дает возможность повысить
производительность труда и улучшить качество- (конец бретели становится более
ТОПК1ГМ И МЯГКИМ).
Обработка подвязок для чулок из эластичной тесьмы
состоит в обработке верхнего и нижнего концов тесьмы, если
подвязка пристегивается к изделию (рис. 194, г). В этом
случае нижний конец тесьмы продевают через отверстие чулкодер-
жателя и настрачивают на машине зигзагообразной строчки
пли на стачивающей машине с подгибкой среза тесьмы. Для
Рис. 194. Обработка мелких деталей
регулирования длины подвязки на тесьму предварительно
надевают регулятор и зажимают его с помощью специального
приспособления.
Одной из основных деталей бюстгальтеров, граций,
полуграций, является чашка, которая может быть цельновыкроеиной
или из двух, трех и четырех деталей. Кроме того, чашки
проектируют с подкладкой, с отделкой и без нее.
Целыювыкроенные чашки изготовляют с одной или
несколькими вытачками (разрезными или керазрезными). При
обработке чашки из шелковых материалов с лицевой стороны
вытачку расстрачивают на стачивающей машине или на машине
зигзагообразной строчки. Детали чашек соединяют настрочным
или запошивочным швом. Открытые срезы швов обрабатывают
полоской материала (рис. 195, а). На подкладке изготовляют
только нижнюю половинку чашки или верхнюю и нижнюю
половинки. Верхние детали чашек стачивают с нижними вместе
с подкладкой и отделочным кружевом. Предварительно
255
нижние и верхние детали чашек выстрачивают вместе с
подкладкой машинными строчками.
Пояс бюстгальтера может быть из двух и более деталей
из основного материала и из эластичного. Обработка пояса
состоит в соединении деталей различными швами. Части пояса
в бюстгальтерах с деталями из эластичных материалов
соединяют стачным швом на машине цепного или челночного стежка
с обметыванием срезов или без обметывания и с последующим
настрачиванием шва соединения на стачивающей машине или
машине зигзагообразной строчки. Накладной шов возможен
при использовании двухигольной машины с одновременным
а
Рис. 195. Обработка основных деталей
подкладыванием тесьмы со стороны изнанки деталей (рис.
195,6).
Сборочные и отделочные операции в отдельных моделях
выполняют одновременно. Так, при обтачивании верхнего среза
обтачкой одновременно притачивают бретели и кружева.
Чашки со станом соединяют, предварительно сметывая их
(рис. 195, в).
Одним из трудоемких узлов корсетных изделий является
застежка, которая должна быть прочной, плоской и
обеспечивать регулировку длины и ширины изделия. Применяют
застежки на крючки и петли, навесные петли и пуговицы, на
пряжку, обметанные петли, шнуровку, притачные петли и
тесьму-молнию.
В случае применения застежки на навесные петли,
пуговицы или пряжку срезы основных деталей обтачивают
планкой, одновременно вкладывая петли или эластичную
тесьму с деталями пряжки. Петли на планке можно
обметывать на специальной машине. Со стороны петель планку
настрачивают дополнительной строчкой 2 (рис. 196, а, б, в).
В поясах, полукорсетах, корсетах и других изделиях застежку
обрабатывают (рис. 196, г) одновременно с оформлением боко-
256
вых срезов. Для этого с одной стороны заготовленные петли
втачивают (строчки /, 2) между верхом изделия и тесьмой,
а с другой стороны обтачивают (строчки 3, 4) обтачкой из
хлопчатобумажного материала. Вторую сторону застежки
с пуговицами (рис. 196,<3) обрабатывают тесьмой (строчки
/, 2) и планкой (строчки 3—5).
Для обработки застежки на крючки и петли применяют
специальную тесьму с отверстиями для вставки крючков и
9 1
2 1
1 2.
t
/ ^
2 1 4 3, 12 3 4 S
г д
Рис. 196. Обработка застежки
петель. Тесьму с крючками настрачивают с четырех сторон на
край застежки с изнанки, а тесьму с петлями — с лицевой
стороны. В моделях поясов и корсетов из эластичных
материалов тесьму с краями разреза для застежки на крючки и петли
можно соединять стачным или накладным швом с подгибом
среза эластичным материалом.
В изделиях с застежкой на шнуровке (рис. 196,б)
продольные срезы основных деталей обтачивают (строчка /)
обтачками одновременно с прокладками из плотной ткани. Затем
край обтачки настрачивают (строчка 2). Второй срез обтачки
закрывают тесьмой или полоской хлопчатобумажного
материала и настрачивают (строчки 3, 4) с двух сторон, оставляя
отверстие для каркасной пластинки. Обработанные края
застежки пробивают специальным приспособлением с
одновременным зажимом металлических блочков.
9 Заказ JV» 2313
257
В моделях поясов и корсетов из эластичных материалов
на тесьме-молнии левую сторону застежки обрабатывают
полоской материала, срезы которой предварительно обметывают.
Верхний и нижний края корсетных изделий обрабатывают
тесьмой, обтачкой из хлопчатобумажного материала или
припуском основного материала, а также окантовыванием среза
полоской из основного или отделочного материала (рис. 197).
Рис. 197. Обработка верхнего и нижнего краен детали
Выбор способа определяется главным образом видом изделия,
его конструкцией и свойствами материалов.
Совершенствование процесса обработки корсетных изделий возможно за
счет более широкого использования эластичных материалов, улучшения
качества конструкций изделий, широкого применения двухигольных машин и
специальных приспособлений.
§ 16. ИЗГОТОВЛЕНИЕ ГОЛОВНЫХ УБОРОВ
Головные уборы классифицируют в зависимости
от сезона (весенне-осенние, летние, зимние) и назначения
(повседневные, нарядные, спортивные). По технологической
обработке головные уборы можно условно разделить на
формованные, шитые, меховые и из натуральной и вискозной соломки.
Для изготовления головных уборов используется широкий
ассортимент материалов, различных по структуре, физико-
механическим и эксплуатационным свойствам. В качестве
прокладочных материалов применяют бязь, фланель,
полиграфическую марлю, бортовую ткань, флизелин, прокламелин,
полиэтиленовую пленку. Широко применяют растительные
(желатин, крахмал, гуммитрагант), животные (мездровый,
столярный), синтетические (поливинилацетатиая эмульсия, соль-
витоза и др.) клеи.
Формованные головные уборы изготовляют путем
формования фетровых колпаков или мягких материалов, проклеенных
водным раствором клея, на специальных формах. Шитые
головные уборы изготовляют из шерстяных, хлопчатобумажных
258
тканей, кожзаменителей, а также путем раскроя фетровых
колпаков или метражного фетра. Они могут быть па жесткой
основе, полужесткие и мягкие.
Головные уборы из натурального и искусственного меха
изготовляют мягкими или на жесткой основе. Меховые
головные уборы на жесткой основе бывают как целыюмеховые, так
и комбинированные. Самыми распространенными головными
уборами этой группы являются шапки-ушанки целыюмеховые
и комбинированные.
Одной из основных операций изготовления головных уборов
является формование. Для этой цели применяют различные
деревянные формы, металлические раздвижные формы с
электрообогревом.
Наряду с ниточным соединением при изготовлении головных уборов
используют клеевой метод, который позволяет механизировать некоторые
процессы и обеспечивает достаточно прочное и надежное соединение.
Использование клеевых материалов в шитых головных уборах для поверхностного
дублирования позволяет даже при облегченных материалах рыхлых
структур придать изделиям четкую форму, несминаемость. В зависимости от
конструкции и структуры материала верха дублируют все изделие или
отдельные детали, устойчивая форма которых создает хороший внешний вид
(околыш, козырек, клинья и др.). В изделиях из натуральной кожи дублируют
детали подкладки.
Способ обработки и последовательность сборки головных
уборов определяются главным образом их конструкцией и
видом материала. Несмотря на большое разнообразие головных
уборов, процесс их обработки состоит из следующих этапов:
обработка деталей верха, обработка основы головного убора,
обработка подкладки, соединение основы и прокладки с
деталями верха, соединение подкладки с изделием, окончательная
отделка.
В формованных головных уборах колпаки проклеивают
с целью придания необходимой формы, большей устойчивости
в носке и повышения водонепроницаемости. Для придания
растяжимости и гибкости проклеенный колпак пропаривают
па специальном приспособлении открытым способом или в
закрытых парильных баках. Сразу после пропаривания колпаки
растягивают на форме. Форму с головным убором надевают
па подставку и помещают в сушильный шкаф. Формование,
проклеивание и просушивание головных уборов целесообразно
выполнять на комплексной машине.
На заключительном этапе обработки верха край головного
убора выправляют и подрезают, оставляя припуск на
вшивание подкладки или подгибку полей. Для получения
необходимого размера присадную часть посаживают на кромку или
растягивают на тумбе. Затем во внутреннюю часть шляпы на
машине цепного стежка притачивают полоску фетра или
тесьму. Обрезной край полей окантовывают лентой, кожей или
обрабатывают швом вподгибку.
о* , 259
Шитые головные уборы изготовляют в основном на
прокладке. После клеевого дублирования деталей обрабатывают
вытачки, рельефы, складки и др. Детали верха соединяют
стачным, настрочным или расстрочным швом. Головку с
полями соединяют стачным или накладным швом.
Большое место среди головных уборов этой группы
занимают кепи, составными деталями которых являются: козырек,
околыш, основание. Обработку верха начинают со стачивания
частей стенки и вытачек основания. Затем соединяют стенки
с основанием (рис. 198,а). При втачивании круга верха
в стенки в косых местах слегка посаживают круг, в
продольных и поперечных — стенку.
Козырьки обтачивают (рис.
198, б, строчка 1) по
наружному краю, вывертывают на
лицевую сторону,
одновременно вкладывая картонную
прокладку. Около внутреннего
края прокладки выполняют
машинную строчку 2. Для луч-
Рис. 198. Обработка деталей верха шей затяжки козырька ис-
кепи пользуют специальную лапку.
Козырьки, как правило,
отрезные, разнообразны по форме и ширине. Их обрабатывают
с клеевыми и неклеевыми прокладками обтачным или оканто-
вочным швом.
Околыш обрабатывают с клеевым прокладочным
материалом и с картоном. Картонный околыш (рис. 199, а)
притачивают (строчка 2) к шву соединения (строчка /) околыша из
основного материала с нижним краем изделия. Согласно
модели по краю прокладывают отделочную строчку 3 (рис.
199,6). Нижний край картонного околыша огибают околышем
из основного материала и заметывают (строчка 4) на
специальной машине или ручным способом. Козырек с основанием
кепи соединяют накладным или стачным швом.
Качество обработки деталей верха из меха во многом
зависит от правильности выполнения скорняжных работ
(подборки и сшивания меха). После сшивания, увлажнения и
пролеживания основных деталей меха их правят. Детали
головных уборов из искусственного меха после увлажнения
прессуют до полного высыхания.
На детали изделия, изготовленного из меха со слабой ко-
жевой тканью, настрачивают хлопчатобумажный материал на
машине потайного стежка. При использовании недорогого меха
со слабой кожевой тканью допускается соединение
хлопчатобумажного прокладочного материала с меховым скроем
склеиванием. В мягких головных уборах детали меха стачивают
вместе с прокладкой.
260
В женских шляпах после снятия колпака с формы
скрепляют имеющиеся складки на деталях верха. Нижний срез
подрезают и притачивают кромку. Шов притачивания
прикрепляют к прокладке ручным способом. В шапке-ушанке после
соединения деталей головки обрабатывают козырек, бортик.
Козырек соединяют с головным убором стачным или
накладным швом. К нижнему срезу меховой лицевой части
притачивают подборку из подкладочного материала. Верхний срез
нижней (подлицевой) части шапки обрабатывают мехом
вместе с прокладкой. Одновременно в верхние края наушников
притачивают тесьму для завязок. Затем детали вывертывают
на лицевую сторону, шов обтачивания слегка приутюживают.
Рис. 199. Соединение
основных деталей
а
Для изготовления головных уборов из рисовой соломки
вискозную тесьму и нити моноволокна сплетают в 3—12
сложений. Перед плетением тесьму увлажняют, затем ее
стачивают в полотно. Сплетенные полосы тесьмы укладывают по
форме и сшивают ручными потайными стежками или
стачивают на машине. Концы соломки на головке и полях выводят
на изнаночную сторону и закрепляют. Головку и поля
стачивают.
В зависимости от назначения, конструкции, вида
материала головные уборы обрабатывают на жесткой, полужесткой
и мягкой основе. Жесткую основу заготовляют по форме и
проклеивают водным раствором клея. В зависимости от
материалов верха жесткая основа может быть из фланели с
марлей, бортовой ткани или из фетровых колпаков в меховые
головные уборы.
Для закрепления основу просушивают на деревянной форме
в сушильной камере или при комнатной температуре. Детали
полужесткой и мягкой основы иногда закрепляют булавками
или кнопками в размерной части и по фасонным линиям (рис.
200, а). При обработке основы ручным способом используют
специальную форму (рис. 200,6). Высушенную основу
приутюживают, выдавливая рельефы и устраняя все неровности.
261
Основу подрезают в размерной части, а нижний срез
окантовывают.
Каркас для плетеных головных уборов из рисовой соломки
заготовляют по соответствующему размеру полей и пришивают ,
его ручным способом. j
Основа для полужесткого головного убора имеет головку |
из непроклеенной прокладки и жесткие поля или бортик из
проклеенной марли или проклеенной байки, фланели.
Для изготовления жесткой основы меховых головных
уборов применяют полиграфическую марлю. Она обеспечивает
легкость и устойчивость формы головного убора.
Головные уборы по способу соединения деталей верха с
основой делятся на три группы: частично клееные, неклееные и
клееные. В частично клееных
головных уборах детали
бортика, полей, рельефы
соединяют с основой клеевым
способом, а детали головки—
ручными потайными
стежками.
Верх к основе в неклееных
головных уборах пришивают
Рис. 200. Обработка основы изделия в местах соединения деталей,
в размерной части, в местах
расположения рельефов, складочек и других фасонных линий
ручными потайными стежками. В меховых изделиях детали
верха с основой чаще всего соединяют клеевым способом.
Увлажненный сшитый колпак из натурального меха соединяют
с проклеенной непросохшей основой, закрепляя фасонные линии
булавками или гвоздями через прокладки из бумаги или
картона. Затем основу просушивают открытым способом или в
сушильном шкафу.
Независимо от способа верх изделия соединяют с основой
на деревянных формах соответствующего фасона и размера
после тщательного проутюживания основы. Для большей
устойчивости иногда всю прокладку покрывают слоем марли,
которую также проклеивают. В отдельных случаях марлю
прокладывают для закрепления рельефов и других фасонных
линий. Мех с основой иногда соединяют подетально.
Обработка подкладки для головных уборов состоит
главным образом в соединении составных частей, количество и
форма которых зависят от модели. Подкладка может состоять
из донышка и стенки, из стенки и двух боковых деталей, из
стенки и кружка, из четырех клиньев, донышка и двух
боковых деталей. Подкладку в зимних головных уборах применяют
на утепляющей прокладке.
Подкладку с верхом головного убора соединяют двумя
способами: ручным и машинным. При первом способе обработан-
262
ную подкладку вкладывают в головной убор и прикалывают
к верху булавками в трех-четырех местах. Нижний край
подкладки подгибают и вшивают в размерную часть головного
убора ручными потайными стежками. Затем подкладку
прикрепляют к верху в трех-четырех местах донышка или
дольника ручными потайными стежками. При машинном способе
подкладку соединяют с верхом изделия стачным или
накладным швом. В первом случае оставляют отверстие в области
козырька или деталей подкладки для вывертывания головного
убора на лицевую сторону. В дальнейшем на этом участке
подкладку подшивают ручным способом или застрачивают на
стачивающей машине.
В некоторые головные уборы (из фетра, соломки) вместо
подкладки вшивают налобник из репсовой ленты или других
материалов.
Окончательная отделка содержит различные операции в
зависимости от вида материала и конструкции головных уборов.
Фетровые изделия после снятия лас приутюживают,
расчесывают и укладывают ворс. Для придания блеска и правильного
расположения ворса шляпу протирают кусочком фетра в цвет
колпака, затем ее дополнительно просушивают.
Окончательную влажно-тепловую обработку головных
уборов выполняют на деревянных, паровоздушных или
электрических формах. После утюжки изделие сушат в сушильном
шкафу. Паровоздушные формы позволяют совмещать процессы
отпаривания, правки и сушки.
Головной убор причесывают и отстаивают на форме
соответствующего размера до полного прилегания подкладки
к изделию. Затем прикрепляют отделки. В кепи и другие
изделия вкладывают внутрь по кругу картонную прокладку.
Совершенствование обработки головных уборов идет по пути
максимального применения машинных способов с использованием средств малой
механизации, клеевого крепления деталей, унификации процесса сборки
изделий.
§ 17. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИИ
ПРИ РЕМОНТЕ И ОБНОВЛЕНИИ ОДЕЖДЫ
СВЕДЕНИЯ ОБ ИЗНОСЕ ШВЕЙНЫХ
ИЗДЕЛИЙ. В процессе носки швейные изделия теряют
первоначальный внешний вид, морально стареют. Эксплуатационный
износ характеризуется различного рода дефектами,
возникшими в процессе носки изделия. Моральным износом считается
несоответствие изделия современной моде по силуэтной форме,
фасону, а также рисунку, цвету или структуре материала.
В процессе эксплуатации изделия происходят два износа:
общий и местный. Общий износ характеризуется ослаблением
материала по ассй поверхности изделия в результате старения.
2СЗ
Ремонт одежды в этом случае нецелесообразен. Местный износ
характеризуется образованием дыр, потертостей, значительным
разрушением поверхности на отдельных участках одежды при
достаточной прочности остальных ее частей. Износ одежды при
эксплуатации зависит от механических, физико-химических и
биологических факторов и является результатом целого
комплекса одновременно или последовательно воздействующих
причин. Роль и значение каждого фактора в условиях носки
различны в зависимости от назначения одежды.
Установлено, что в процессе носки мужских костюмов износ материала
происходит главным образом в результате воздействия истирающих
усилий, ориентированных в определенном направлении применительно к
различным участкам одежды. Места наиболее интенсивного истирания
расположены на сгибах материала, имеющих наибольшую жесткость и меньшую
площадь истирания.
Детали одежды в процессе носки изнашиваются
неодновременно. Первыми разрушаются те участки, которые
подвержены наиболее интенсивным воздействиям истирающих
усилий.
Износ брюк происходит в следующем порядке: низки брюк, пояс в
области застежки, верхние участки шаговых швов и в области колен; износ
пиджаков в следующем: низ рукавов, сгиб борта, места входа в боковые
карманы, воротник, локтевая часть рукавов, низ пиджака по сгибу.
На характер износа узлов одежды оказывает влияние и
их конструкция.
В воротниках, прилегающих к шее, быстрее всего изнашивается
верхний воротник по сгибу стойки по краю отлета. В прорезных карманах
в первую очередь изнашиваются обтачки, прорези углов карманов,
подкладка клапанов и карманов. Нередко изнашивается материал верха
вокруг карманов. В накладных карманах большому износу подвергаются
сгибы краев карманов, подкладка. Кроме того, изнашивается материал верха
под карманами.
Для сохранения качества участки одежды должны обладать
определенным запасом прочности в зависимости от
возникающих в процессе носки деформаций. Величина запаса прочности
устанавливается на основе выявления зон концентрации
нагрузок, порядка величин действующих усилий и вызываемых
ими деформаций и направления их действия. Величина и
характер нагрузок в швах плечевой одежды, а также
деформация материала около линии швов зависят от ряда факторов:
телосложения человека, вида совершаемых им движений,
конструкции одежды, наличия различных прослоек между телом
и изделием и свойств материала.
Для предохранения одежды от преждевременного износа,
увеличения срока ее эксплуатации, приведения изделия в
соответствие с требованиями моды необходим регулярный
профилактический осмотр ее и своевременный ремонт и
обновление. Степень износа изделия определяет способ ремонта.
264
ВИДЫ РЕМОНТА ОДЕЖДЫ. Выделяют следующие
пиды ремонта: обновление одежды с полным или частичным
перекроем и перелицовкой; перешив бывшей в употреблении
одежды для взрослых на детскую; мелкий, средний, крупный
ремонт и утюжка одежды.
Технологический процесс обновления и ремонта одежды
можно расчленить на два этапа: подготовка изделия к
ремонту и процесс обработки и сборки деталей, узлов изделия.
Подготовительный этап включает следующие операции:
распарывание деталей одежды, чистка и влажно-тепловая
обработка, перекрой деталей, ремонт участков деталей, оставшихся
после перекроя.
Значительную долю в общем объеме ремонтных работ
занимает распарывание узла или изделия и связанное с ним
выполнение дополнительных операций — чистки, утюжки. При
ремонте только отдельных узлов выбор степени разборки их
определяется удобством выполнения последующих операций и
минимальными затратами времени на операции, которые
непосредственно не связаны с ремонтом данного участка или узла
одежды.
Перед распарыванием в отдельных деталях по
соединительным швам ставят контрольные знаки. Они фиксируют
исходное положение деталей в готовом изделии и будут являться
ориентировочными знаками при повторной сборке деталей
одежды.
Распарывают узлы или изделие в определенной
последовательности. Для распарывания швов одежды целесообразно
использовать специальное приспособление. Следы от клеевых
материалов удаляют, смачивая их с обратной стороны изделия
техническим или гидролизным спиртом. Изделия, полочки
которых сдублированы с клеевым прокладочным материалом, не
перелицовывают.
После распарывания все детали одежды тщательно чистят
и подвергают влажно-тепловой обработке путем пропаривания
деталей и разутюживания швов при соблюдении
соответствующих режимов.
Наиболее ответственным и сложным видом работ при
ремонте одежды является перекрой изделия с целью его
обновления, изменения размера, формы и фасона. Перед перекроем
устанавливают качественное состояние каждой детали и
намечают условными знаками участки, требующие ремонта.
Контрольные знаки позволяют закройщику при перекрое но
возможности освободиться от изношенных участков и этим сократить
затраты на ремонт одежды.
Обновление одежды возможно с сохранением и с измене:
нием ассортимента изделий. В зависимости от характера кроя
изделия, поступившего в ремонт, выполняют частичный или
полный его перекрой.
265
Обновление одежды без изменения ассортимента осуществляют главным
образом с использованием отделочного материала, так как возможности
перекроя любого изделия бывают ограничены характером кроя и
эксплуатационным износом. Отделочные материалы используют при замене и
маскировке изношенных мест и изготовлении новых деталей (воротник, паты,
хлястик, пояс). В качестве отделочных материалов применяют
искусственную кожу и замшу, искусственный мех и др. Отделку и вышивку для
обновления одежды применяют самую различную как по материалам, так и
по рисунку
При восстановлении потребительских свойств одежды
необходимо использовать рациональные методы обработки,
обеспечивающие высокое качество при минимальных трудовых
затратах.
Применяют четыре способа ремонта: ниточный, клеевой,
сварной и комбинированный.
Значительный экономический эффект при ниточном способе крепления
обеспечивает применение специальных машин для выполнения различных
операций. Например, закрепочную машину используют на широком круге
операций — пришивании вешалок, прикреплении шлевок брюк к поясу,
манжет к боковым и шаговым швам брюк, а также на закреплении концов
прорезных карманов. Для закрепления краев деталей необходимо широко
использовать расстрачипание швов обтачивания, клеевую нить, паутинку.
В' специализированных предприятиях по ремонту целесообразно применять
ПВМ для окончательной утюжки, поскольку отремонтированные изделия
требуют тщательного пропаривания.
В результате носки, химической чистки одежды появляется
усталость материалов, выраженная в ухудшении внешнего
вида изделия и нарушения формы деталей. Для придания
необходимой формоустойчивости и улучшения
эксплуатационных качеств одежды рекомендуются прокладочные детали,
образующие каркас изделия, изготовлять из новых материалов
в соответствии с новой формой изделия и выполнять
дублирование деталей с клеевой прокладкой.
При ремонте краев борта, рукавов, клапанов в женской
одежде используют отделочную тесьму, шнур, подкройные
надставки и бейки из основного или отделочного материала. Для
маскировки надставок и следов от распоротых швов, складок
применяют отделочные строчки.
Ремонт поврежденных участков изделия выполняют
художественной штопкой, штуковкой, распошивкой, различными
вставками ниточным или клеевым способом в зависимости от
степени износа, вида изделий и свойств материала верха.
Обработка изделий при обновлении и ремонте производится
в основном аналогично изделиям из новых материалов в
соответствии с прогрессивной технологией. Особенности технологии
вызваны главным образом характером износа и видом
изделий, а также свойствами основных и отделочных материалов.
Ремонт и обновление одежды выполняют, соблюдая
принцип поузловой обработки. Соответственно выделяют
следующие узлы изделия и ремонтные операции: карманы, борта,
266
воротники, рукава, подкладка, пояс или верхний край брюк,
участок банта брюк, низ, удлинение изделия, изменение
ширины. Ремонт и обновление узлов одежды в зависимости от
характера и размера поврежденного участка выполняют при
частичной или полной их разборке.
Ремонт сгиба стойки верхнего воротника выполняют
штопкой или настрачиванием изношенной части воротника, но не
более чем на 7 мм, а также вырезанием и втачиванием вставки
по форме стойки воротника. В последнем случае необходима
полная разборка воротника. Недостающая ширина верхнего
воротника может быть возмещена за счет запаса подкладки
или притачивания надставки к подкладке по линии горловины
спинки. Изношенную стойку воротника заменяют новой из
отделочного материала или близкого к основному. Шов
притачивания настрачивают. Распоротые участки можно сшить ручным
способом. Изношенный отлет и концы воротника можно
обновить отделочной настрочной бейкой или путем окантовывания
тесьмой. При этом воротник из горловины не выпарывают.
При большой степени износа воротника его заменяют новым
из отделочных материалов.
При значительном повреждении материала по сгибу низа
рукава или с целью его удлинения ремонт выполняют с
помощью обтачки. К подкладке и утепляющей прокладке
соответственно притачивают надставки. При удлинении рукавов
со шлицами к вырезанным нижним углам притачивают или
вштуковывают надставки.
На поврежденные концы прорези кармана настрачивают
отрезки основного и отделочного материала, выкроенные по
фигурной форме. При этом увеличивается величина нижней
рамки кармана для заполнения изношенного участка. При
значительном износе материала верха вокруг прорези кармана
присоединяют вставку. Затем обрабатывают новый карман
так, чтобы вставку закрыть клапаном или листочкой. В
карманах в рамку для маскировки притачанных сторон вставки
может служить отделочная строчка вокруг прорези кармана.
При большой изношенности прорезного кармана в рамку
с клапаном можно его заменить карманом с листочкой или
накладным.
Ремонт края борта выполняют путем обтачивания его под-
бортом после предварительной обрезки изношенного края
вдоль всей линии борта и лацкана. Если полочка
дублированная, то изношенную часть борта вырезают вместе с клеевой
прокладкой, а выкроенную для замены этой части вставку
дублируют. Эффективным способом ремонта краев бортов
является окантовывание их специальной тесьмой.
При значительной степени износа край борта обрабаты-
па гот различными планками из отделочных материалов.
Широкое применение в этом случае имеет искусственный мех.
267
К полочке в области борта притачивают на стачивающей машине или
настрачивают на машине зигзагообразной строчки полоску искусственного
меха. В этом случае застежка может быть на навесные петли, на крючки
и петли или внутренняя па пуговицы и петли.
Ремонт обтачных петель выполняют вновь выкроенными
обтачками. Способы ремонта иодборта на участке расположения
петель зависят от износа петель, их числа, а также от
толщины и плотности материала. Так, в толстых плотных
материалах прорези петель сшивают частыми косыми стежками
или заштуковывают, в тонких — застрачивают. При большом
износе петель и наличии дополнительного материала подборт
на всем участке петель вырезают и втачивают надставку.
Подкладка подвергается износу в местах втачивания поло-
держателя и вешалки, нижней части проймы, внизу рукавов
и изделия. При незначительном износе подкладку
ремонтируют при помощи вставок, которые притачивают, втачивают
или настрачивают накладным швом с закрытым срезом. При
большом износе подкладки и утепляющей прокладки их
полностью заменяют новыми.
Ремонт пояса или верхнего края брюк, обработанных без
пояса, в основном заключается в замене подкладки и
прокладки пояса или специальной тесьмы.
При износе левой передней половинки брюк на участке
банта отпарывают гульфик, подкладку банта и кромку.
Выкраивают подкладку, намечают новую линию банта и
обработку выполняют по типовой схеме.
Низ изделий ремонтируют так же, как низ рукава.
Удлинение изделий выполняют, притачивая к низу полоски
(надставки) из различных видов материалов. Удлинение изделий
производят и путем втачивания в полочки и спинки на
различных уровнях вставок из отделочных материалов. В
зависимости от модели швы втачивания разутюживают или
заутюживают или настрачивают. При обработке низа изделий в
зависимости от материала и формы применяют прокладки,
клеевую нить, паутинку.
Наиболее распространенным видом ремонта низа брюк является замена
изношенной тесьмы. В случае износа материала по всему сгибу низа брюк
припуск на обработку низа отрезают и этой полоской материала или вновь
выкроенной обтачкой обтачивают низ брюк. Затем настрачивают тесьму.
Ширину изделия изменяют за счет припусков на обработку
боковых, рельефных швов, среднего шва спинки, вытачек,
складок, а также путем втачивания или притачивания
отделочных вставок. Расширение брюк в области бедер и внизу
осуществляют главным образом за счет припусков по шаговым
швам.
Главным направлением в развитии технологии ремонта является
механизация процесса при широком применении клеевых методов, использовании
многооперационных швейных машин и приспособлений малой механизации.
268
Совершенствование ремонта одежды возможно также путем правильного
подбора прокладочных материалов, обеспечения меньшей жесткости и
толщины краев деталей. Эстетические показатели качества при ремонте и
обновлении могут быть повышены при строгом соблюдении требований моды
при перекрое изделий, художественном решении применения отделочных
материалов и различных видов отделок.
ОСОБЕННОСТИ РЕМОНТА ОДЕЖДЫ ИЗ РАЗЛИЧНЫХ
МАТЕРИАЛОВ. Для ремонта поврежденных участков изделий
из различных материалов применяют в основном два способа:
ниточный и клеевой.
Повреждения в виде дыр, порезов, разрывов в изделиях из
натуральной и искусственной кожи, замши, спилка
ремонтируют вставками, соединяя их с изделием ниточным или клеевым
способом. Вставки настрачивают с подгибкой или без подгибки
обрезных срезов в зависимости от основы и вида покрытия
искусственной кожи и замши. Срезы вставок из натуральной и
искусственной кожи и замши можно обрабатывать
зигзагообразными вырезами.
Для клеевого способа ремонта в изделиях из натуральной и
искусственной кожи применяют клеи «Марс», МА-50, а из
натуральной и искусственной замши — клей ОК-2. Прямые
разрывы ремонтируют, склеивая их края встык. Разрывы и дыры
обрабатывают, вклеивая отрезок материала в поврежденный
участок. С изнаночной стороны подкладывагот полоску
хлопчатобумажного материала.
В изделиях из искуственной кожи с поливинилхлоридным
покрытием повреждения лицевого слоя покрытия можно
ремонтировать свариванием с помощью ролика.
В изделиях из материалов с пленочным покрытием края
прямых разрывов стачивают, сводя постепенно строчку на нет.
Затем шов настрачивают. На другой симметричной детали
обрабатывают такой же шов.
В случае других повреждений настрачивают вставку с
подгибкой или без подгибки ее срезов. На второй симметричной
детали прокладывают строчки, имитирующие форму вставки.
Ремонт изделий из поливинилхлоридной пленки производят
клеевым способом клеем ОК-2 или свариванием при помощи
теплового ролика.
В изделиях из материалов с резиновым покрытием, дублиро-
иаппых поролоном, искусственным мехом или другим
материалом, повреждения ремонтируют клеевым способом с
примененном клея ОК-2 и КП-2.
Ремонт одежды из натурального меха чаще всего
выполняют с целью устранения последствий эксплуатационного
износа. Выбор способа ремонта определяется видом меха,
площадью износа и характером соединения шкурок в
изделии. Специфические свойства такого покровного материала, как
натуральный мех, позволяют применять способы ремонта с не-
:щмотпым соединением на лицевой стороне изделия.
269
В зависимости от вида меха можно выделить два способа
ремонта: за счет дополнительного материала и пластических
свойств кожевой ткани при ниточном или клеевом соединении.
К первой группе относится такой вид ремонта, как прорезка
со вставкой. Вырезание дефекта (потертостей, плешин и др.)
осуществляется в зависимости от вида меха. В завитковой
группе меха применяется любая форма вставок. В овчине,
выдре, кролике под котик лучше вырезать дефект в виде
треугольника, а в нутрии, сурке, колонке, кролике длинноволосом
и др.— овальной формы. Подбор меха для вставок — одна из
ответственных операций, определяющих качество ремонта.
Вставка должна полностью соответствовать по качественным
признакам волосяного покрова детали (направление, высота и
густота волосяного покрова, цвет и характер завитка). Вставки
вшивают машинным или ручным способом. Машинный способ
требует увлажнения кожевой ткани, правки и сушки. Ремонт
с помощью вставок целесообразно применять в изделиях из ка-
ракулево-мерлушечной группы меха.
При клеевом способе вставки прикрепляют клеем ОК-2 и
МА-50. Прямые разрывы кожевой ткани склеивают встык,
а при ремонте дыр вклеивают меховую вставку. Со стороны
кожевой ткани подкладывают полоску хлопчатобумажного
материала с нанесенным слоем клея.
Ко второй группе относятся виды ремонта, осуществляемые
за счет пластических свойств кожевой ткани. На кожевой ткани
на участке дефекта выполняют прорезку, форма которой
зависит главным образом от вида меха. Затем края прорезов
вытягивают и сшивают.
В изделиях из шубной овчины для придания большей
прочности подкладывают полоску меха, кожевая ткань которой
с лицевой стороны аналогична или близка по цвету и качеству
кожевой ткани изделия. С мехового лоскута ножницами
снимают волосяной покров и трут наждачной бумагой его кожевую
ткань, а также края повреждения. Обработку поверхностей
шубной овчины можно выполнять на специальной шкурильной
установке.
Ремонт и обновление узлов одежды из натурального меха
осуществляют путем перемещения изношенного участка в
сторону внутренней части детали, прорезкой с различными
вставками, полным перебором меха в деталях, обработкой бортов,
низа изделия и рукавов дополнительным материалом в виде
планки, заменой верхнего воротника, изготовлением манжет.
Заключительными операциями ремонта являются расправление
швов и расчесывание волосяного покрова.
При ремонте ниточным способом разрывов, дыр, разрезов
в изделиях из искусственного меха на трикотажной основе по
краям повреждений и краям вставки из меха прокладывают
лейкопластырь или клеевую кромку. В изделиях из меха на
270
тканой основе лейкопластырь или клеевую кромку
прокладывают только по краям поврежденного участка. С изнанки
изделия подкладывают отрезки хлопчатобумажных прокладочных
материалов.
Технологический процесс ремонта трикотажных изделий
делится на два вида: ремонт изделий из пряжи и полотна. В
первом случае подбирают пряжу и вяжут детали для ремонта. При
необходимости выполняют перекрой таких изделий, как жакет
и джемпер. При ремонте вновь изготовляют воротник, манжеты,
бейки, пояс. После вязания детали отпаривают. Детали изделия
сшивают на краеобметочной машине, а распошивают швы на
плоскошовной машине. Бейки присоединяют к горловине и
полочкам изделия путем прикеттлевывания ручным или
машинным способом.
Изменение длины жакета возможно путем притачивания
вновь изготовленного пояса. Длину рукавов уменьшают внизу
или в верхних его участках. Ремонт рукавов в области локтя
выполняют втачиванием вязаной локтевой части.
Ремонт кроеных трикотажных изделий из полотна связан
главным образом с уменьшением размеров и длины. Такой вид
ремонта возможен путем перекроя изделия, или изменения
ширины по боковым швам, или уменьшения длины по низу
изделия. При значительном износе отдельных деталей изготовляют
новые из дополнительного материала или вывязывают на
ручной вязальной машине различные вставки.
§ 18. КОМПЛЕКСНАЯ МЕХАНИЗАЦИЯ
И АВТОМАТИЗАЦИЯ ОБРАБОТКИ И СБОРКИ ч
ДЕТАЛЕЙ И УЗЛОВ ИЗДЕЛИЙ
С целью улучшения качества, повышения эффективности
производства в отраслевой группе услуг по пошиву и ремонту одежды
осуществляются специализация и концентрация производства, совершенствование
организации труда, переход к секционным технологическим процессам.
Наличие специализированных швейных фабрик, производственных объединений,
прогрессивных организационных форм технологических процессов, применение
рациональных конструкций, изделий, передовых, методов обработки создают
необходимые предпосылки для осуществления комплексной механизации
процессов изготовления и ремонта одежды.
Очень важным принципом комплексной механизации и автоматизации
технологических процессов является максимальная технологическая
преемственность, предполагающая типизацию методом обработки и
технологических процессов. Конструктивная и технологическая преемственность не
исключает конструктивно-технологические различия изделий, их
индивидуальный характер.
В отраслевой группе услуг по пошиву и ремонту одежды наметилось
несколько основных направлений комплексной механизации и
автоматизации технологических процессов.
1. Дальнейшее оснащение предприятий современными быстроходными
машинами. Машинами 1022-М, 97-А, 597-М, 1862 кл. для пошива изделий
из натуральной кожи, 1276-6 кл. для пошива изделий из трикотажных
полотен, 997 кл. с автоматическим остановом иглы в заданном положении,
271
обрезкой ниток и подъемом лапки, 1852 кл. двухигольной с отключающимися
иглами для соединения или отделки деталей двумя параллельными
строчками и др.
Установлено, что чисто машинное время при работе на швейных
машинах составляет небольшую долю (в среднем около 30 %). Поэтому
повышение производительности труда оператора зависит в первую очередь от
уровня механизации и автоматизации типовых приемов на оборудовании.
В связи с этим создание типовых средств механизации повторяющихся
элементов работы на машине (останов иглы в заданном положении,
обрезка ниток и материала, закрепление шва, укладка готовых изделий и
т. п.) приобретает особое значение. Основой такой автоматизации является
созданный привод «Эра» с регулируемой скоростью.
Машина 997 кл., оснащенная регулируемым приводом «Эра»,
устройством автоматического подъема лапки и механизмом обрезки ниток,
обеспечивает рост производительности труда на отдельных операциях на 15—
20 %.
Более широкое применение получают специальные машины 1622, 2222,
51-А ПМЗ, 285, 65, 63 кл., CS-761-H-12 «Паннония», 335-221 кл. «Минерва»,
822 кл. для прокладывания ниток на деталях легкой одежды, выполнения
сметочных, заметочных, выметочных работ, выполнения отделочных строчек
с увеличенной длиной стежка F—12 мм).
Повышение уровня механизации технологических процессов будет
достигаться за счет максимального использования действующего оборудования.
Внедрение прогрессивных методов обработки оказывает существенное
влияние на освоение оборудования и соответственно на загрузку его за счет
увеличения машинного времени работы оборудования. Значительный эффект
дает оснащение стачивающих швейных машин приспособлениями малой
механизации. Эффективность применения приспособлений малой механизации
может быть увеличена за счет разработки специальных держателей. Они
позволят достаточно легко и быстро устанавливать и снимать
приспособления в процессе выполнения различных машинных операций.
Комплексная механизация и автоматизация требуют оснащения
технологических процессов комплектом оборудования для обработки и сборки
деталей и узлов изделия. Комплексно-механизированные процессы
характеризуются высокой степенью оснащенности специальными машинами,
полуавтоматами и машинами с элементами автоматики.
2. Оснащение предприятий машинами-полуавтоматами и автоматами.
Повышение уровня механизированных работ, качества изготовления петель,
закрепок, пришивания пуговиц обеспечивается применением полуавтоматов
811, 62761, 220М, 627671-P-3Z «Минерва» (одновременное изготовление
петли и закрепки), 525 (обметывание челночными стежками прямых
петель с двумя закрепками), 1095, 1495, 595, 1595 (пришивание плоских и
сферических пуговиц). При ремонте мужских сорочек целесообразно
применение полуавтомата 570-2 ПМЗ для обтачивания манжет и воротников.
Перспективным является использование машин и машин-полуавтоматов,
совмещающих выполнение нескольких операций за один переход: машин 797
и 1097, 508-М кл. для одновременного стачивания и обметывания краев
срезов швов, полуавтоматов 397 кл. для обтачивания краев бортов под-
бортами, 596 кл. для обработки обтачных петель, 852x32 кл. для
обработки пояса мужских брюк, 428 кл. «Минерва», 239 кл. для присоединения
тесьмы к низкам брюк. При обработке корсетных изделий эффективны
машины 203-2, 203-3, 203-4 кл ПМЗ, оснащенные специальными
приспособлениями. Они позволяют обеспечить выполнение одновременно нескольких
операций: стачивание, обработку края тесьмой, встрачивание отделочных
кружев. Внедряются специальные машины и различные приспособления при
изготовлении вышивок (8630, 8632 кл. «Текстима») и отделочной фурнитуры.
При ремонте одежды предусматривается использование станка для
механической чистки изделий.
3. Оснащение технологических процессов многооперационными
швейными машинами. Примером могут служить машины 2022, 426 кл. и комп-
272
лсксная машина для изготовления головных уборов. Машина 2022 кл.
отличается от существующих универсальных машин более широкими
технологическими возможностями и обеспечивает выполнение стачивающих и
отделочных челночных и цепных строчек.
Перестройка машины с челночного стежка на цепной или наоборот
осуществляется оператором. Многооперационная машина 426 кл. рекомендуется
для стачивания и отделки изделий. Особенно необходима она в ателье малой
и средней мощности.
4. Оснащение швейных предприятий современным оборудованием для
влажно-тепловой обработки изделий, а также внедрение объективных средств
контроля параметров влажно-тепловой обработки. Для механизации
процесса влажно-тепловой обработки намечается широко использовать прессы
CS-363 с индивидуальным парогенератором, устройством для пропаривания
и.чделий и отсосом пара, пароэлектрические прессы ПГУ-3.
Важным направлением совершенствования влажно-тепловой обработки
ни прессах может служить разработка и внедрение универсальных
подушек для выполнения различных операций.
Продолжается внедрение утюжильных столов с паровым обогревом
р.чбочсй поверхности CS-395/1, CS-394 Е, СУ-1ПЛ. Для сутюживания по-
г.чдки рукавов, приутюживания окатов рукавов, отпаривания изделия
важное практическое значение приобретают прессы СПР-Г, ПОРГ-0,5, ОАБ-3.
Для окончательной влажно-тепловой обработки женской легкой одежды
целесообразно использование паровоздушных манекенов МПВУ, «Хогесс»
фирмы «Текстима».
На специализированных фабриках, в ателье, салонах по ремонту
верхней одежды перспективным является внедрение паровоздушных манекенов.
Для мужской верхней одежды и изделий, изготовляемых по образцам,
возможно применение паровоздушных манекенов с жесткой оболочкой.
Объемное формование изделий на таких манекенах, совмещенное с окончательной
млажно-тепловой обработкой, обеспечивает получение требуемой формы и
шачительно сокращает время обработки.
5. Внедрение для обработки деталей и узлов одежды клеевого метода
крепления за счет широкого применения клеевых прокладочных материалов,
клеевой кромки, нитей и клеевой паутинки. Создание и применение новых
прокладочных и других клеевых материалов, оборудования с элементами
.штоматики для соблюдения рациональных параметров склеивания
позволят совместить целый ряд трудоемких операций и повысить формоустой-
чмвость деталей и узлов и повысить качество изделия в целом.
При изготовлении одежды-полуфабрикатов и изделий по образцам
найдут применение аппараты для сборки узлов одежды из различных
материалов комбинированным креплением — ниточным и клеевым.
6. Внедрение машин и аппаратов для соединения деталей одежды из
термопластичных и других материалов методом сваривания ультразвуком
и токами высокой частоты. Важность этого направления обусловливается
тем, что с каждым годом расширяется ассортимент и увеличивается
выпуск швейных материалов, содержащих химические волокна. На основе
ультразвука были разработаны и серийно выпускаются машина БШМ-2 и
пресс УПУ-1 для изготовления петель и закрепок.
7. Упрощение технологии, способствующей комплексной механизации
процесса изготовления и ремонта одежды. Упрощению технологии
способствует совершенствование конструкций изделия, сокращение внутрипроцес-
cnofi влажно-тепловой обработки, использование клеевых методов и новых
материалов для одежды.
Конструктивное решение изделия является основой для
проектирования машинного технологического процесса. Исходя из конструкции изделия,
нида материала, выбирают принцип построения операций, количество и вид
оборудования, последовательность работы инструментов и др.
Решение задачи создания машинного процесса связано с выбором
способа обработки (клеевое соединение, ниточное, сварное) и его
технологическими особенностями.
273
Уменьшение доли внутрипроцессной влажно-тепловой обработки
возможно за счет применения технологичных конструкций. В этом случае
сокращается влажно-тепловая обработка для создания и стабилизации форм
основных деталей, обработки швов. Большой интерес в этом направлении
представляет метод обработки материалов специальной несминаемой
отделкой «форниз» (формование несминаемых изделий). Сущность метода
«форниз» состоит в следующем. Материал на текстильных предприятиях
пропитывают противосминаемым аппретом и высушивают до остаточной
влажности 10—12 %.
На швейных предприятиях изделию придают необходимую форму за счет
конструкции (швов, вытачек), технологической обработки, а затем
полученную форму фиксируют в специальных термокамерах (например, ТКМ-1) при
соответствующих, режимах.
Упрощение технологии возможно благодаря максимальному применению
машинных методов обработки, замене некоторых технологических операций
менее трудоемкими и исключению отдельных операций. К числу операций,
выполнение которых возможно полностью машинным способом, относятся
соединение подкладки с верхом изделия, включая обработку нижних углов
бортов и шлиц спинки; обработка рукавов с полуотлетными шлицами при
сохранении припуска в нижнем углу шлицы; обработка листочки верхнего
кармана, воротника.
При этом способе обеспечивается стабильность качества наряду с
повышением производительности труда.
Исключаются некоторые вспомогательные технологические операции, не
влияющие на качество и эксплуатационные свойства одежды. Например,
исключается вспушивание краев воротника, клапанов, листочки;
прикрепление боковых швов подкладки к боковым швам верха при машинном
способе обработки. Соединение боковых швов брюк, передних срезов рукавов,
деталей подкладки, коротких вытачек рекомендуется без предварительного
сметывания.
Упрощению обработки способствует также широкое использование
клеевых методов крепления и новых материалов для одежды.
8. Разработка и внедрение новой технологии изготовления отдельных
деталей путем формования их непосредственно из текстильных волокон или
других полимерных материалов, минуя процессы прядения, ткачества,
раскроя и пошива.
Наиболее приемлемым для предприятий бытового обслуживания
является формование из расплавов полимеров верхних, передних и задних
накладок, подокатников для верхней одежды, каркасов для женских шляп,
основы для мужских шапок-ушанок и других деталей головных уборов,
а также элементов отделочной фурнитуры.
Это позволит значительно повысить производительность труда на данных
операциях за счет полной механизации процесса и сэкономить ценные
швейные материалы.
9. Автоматизация производственных процессов, обеспечивающих
повышение степени совмещения и непрерывности основных этапов изготовления
и ремонта одежды. Решение этой задачи возможно на базе созданного
универсального программно-технологического комплекса ПТК-100. Он
позволяет автоматизировать самый трудоемкий" процесс создания одежды —
проектирование.
В результате решения проблемы автоматизации проектирования и раскроя
материалов должна быть создана база для широкого перехода на качественно
новую ступень механизации процесса обработки и сборки узлов одежды.
10. Оснащение швейных цехов и участков, екпадов подготовленных
к примерке и готовых изделий современными транспортными устройствами
с автоматической подачей и адресованием изделий. Это позволит
ликвидировать ручной труд по транспортировке полуфабриката и готовых изделий,
осуществить автоматическую подачу изделий в примерочные кабины,
сохранить товарный вид изделий и повысить культуру производства.
274
§ 19. ТЕХНИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА
ШВЕЙНЫХ ИЗДЕЛИЙ
ОБЩИЕ СВЕДЕНИЯ- С ростом материального
благосостояния и культурного уровня советского народа
предъявляются повышенные требования к качеству бытовых услуг и
Их ассортименту. Под качеством продукции понимают
совокупность свойств продукции, обусловливающих ее пригодность
удовлетворять определенные потребности. Сложность решения
проблемы повышения качества заключается в том, что она
является комплексной: технической, экономической и социальной.
Одним из важных мероприятий по решению поставленных
Задач перед швейными предприятиями бытового обслуживания
является внедрение комплексной системы управления качест-
iioM бытового обслуживания (КС УКБО) для установления,
обеспечения и поддержания необходимого уровня качества бы-
i<шого обслуживания населения при производстве, реализации
пли потреблении бытовых услуг, осуществляемое путем
систематического контроля и целенаправленного воздействия на
условия и факторы, влияющие на качество исполнения услуг и
обслуживания населения.
Качество бытового обслуживания включает качество
исполнения услуги, обслуживания, а последнее — культуру и
организацию обслуживания.
Под качеством исполнения бытовой услуги понимается со-
иокунность производственных свойств бытовой услуги,
определяющих степень ее соответствия требованиям индивидуального
.заказчика и установкам НТД при фиксированных затратах
средств и труда. Качество исполнения бытовой услуги включает
ее конструктивные, технологические, эстетические свойства.
Для оценки качества любого изделия необходимо иметь
перечень показателей, по которым можно было бы определить
степень соответствия конкретного изделия условиям
потребления и производства.
Важным в оценке качества швейных изделий является
наличие не только совокупности и весомости каждого из
показателей качества, но и объективных методов определения
количественных характеристик этих показателей. В швейной
промышленности при определении количественных характеристик
показателей качества наибольшее распространение имеют тех-
еекие и эвристические методы.
Технические методы измерения наиболее предпочтительны,
так как они дают достаточно надежную и объективную
информацию о величине того или иного показателя качества. Эти
методы основаны на применении соответствующих приборов и
других измерительных средств, предусмотренных методиками дей-
етнующих стандартов и технических условий. К техническим
методам относятся экспериментальный и расчетный.
Экспериментальный метод применяют в тех случаях, когда с помощью
технических измерительных средств или на основе подсчета количества
событий или объектов может быть установлена количественная величина
показателей качества. Измерение с помощью технических средств широко
используется в швейной промышленности, например, для нахождения
числовых значений таких показателей качества, как размеры изделия, толщина
материала, прочность его на разрыв, частота стежков, число
унифицированных деталей, конструкции и т. п.
Расчетный метод применяют в том случае, когда показатель качества
невозможно определить непосредственно при измерении. Вычисление
производят на основе найденных теоретических или эмпирических зависимостей
показателей качества. Подобные расчеты выполняют при определении несми-
наемости, жесткости, драпируемости и др.
Эвристические методы применяют в тех случаях, когда
определяют значения или величины тех показателей качества,
которые нельзя определить с помощью технических средств. К этим
методам относятся органолептический, социологический и
экспертный.
Органолептшеский метод базируется на анализе качества,
производимом с помощью органов чувств (зрения, слуха, обоняния, осязания, вкуса).
В швейной промышленности этот метод широко используется при оценке
показателей эстетических и эргономических свойств одежды, а также при
оценке качества посадки одежды на фигуре человека. Точность определения
показателей качества органолептическим методом зависит от опыта,
квалификации и способностей специалистов, производящих оценку.
Социологический метод основан на сборе и анализе мнений
фактических или возможных заказчиков. Сбор мнений потребителей услуг
осуществляется путем устных опросов или с помощью распространения
специальных анкет-вопросников, проведения конференций, совещаний, выставок.
Широко распространен сбор мнений заказчиков о качестве исполнения
заказов и культуре обслуживания путем фиксирования их в квитанциях
установленной формы (на пошив и ремонт швейных и трикотажных изделий).
Социологический метод может применяться для определения
коэффициентов весомости показателей качества бытового обслуживания населения.
Экспертный метод основан на учете мнений группы
специалистов-экспертов при измерении величины показателей качества, не имеющих
количественных характеристик, таких, например, как эстетичность, товарный
вид изделия и т. п. Экспертный метод широко применяют для определения
числовых значений показателей качества бытового обслуживания. К участию
в экспертном опросе привлекаются высококвалифицированные специалисты,
степень компетентности которых в вопросах оценки показателей качества
бытового обслуживания населения достаточно высока.
Оценивают показатели качества по сорокабалльной системе.
Показатели качества оценивают тремя методами:
дифференциальным, комплексным и смешанным.
Дифференциальный метод основан на сопоставлении
единичных показателей качества оцениваемого изделия с
единичными показателями качества образца изделия — эталона
(базового изделия).
В качестве базового изделия применяют такое, которое соответствует
установленным требованиям, например среднему достигнутому мировому
уровню и др. В результате сопоставления определяют степень соответствия
показателей качества оцениваемого изделия показателям качества базового
изделия.
276
Оценка уровня качества дифференциальным методом состоит
и вычислении значений относительных показателей качества по
формуле
где Pi — значение показателя качества оцениваемого изделия; Pi$ —
значение показателя качества базового показателя.
Недостатком дифференциального метода является то, что он не учиты-
гшет сложной взаимосвязи между показателями и не дает возможности
ныразить показатель качества одним числом, что очень важно при
сравнении показателей качества нескольких однотипных изделий.
Комплексный метод оценки показателей качества
предусматривает определение обобщенного показателя. Для этого
все единичные показатели качества приводят к одному
масштабу, используя безразмерные единицы или баллы.
Комплексный показатель определяют как среднеарифметическое или
среднегеометрическое значение приведенных показателей
качества, умноженных на соответствующие коэффициенты
весомости каждого показателя.
Для определения комплексного показателя качества в
числовом выражении используют различные методы, одним из
которых является метод средневзвешенного. Его применяют в тех
случаях, когда значения всех показателей качества находятся
в экономически и технически целесообразных пределах.
При наличии хотя бы одного показателя с оценкой «плохо»
или ниже установленного уровня, дальнейшую оценку качества
изделий проводить не рекомендуется.
Комплексный показатель качества вычисляют методом
средневзвешенного по формуле
К= t,\4Qi,
где [х<— коэффициент весомости для ?-й группы показателей качества; Qi —
групповой относительный показатель качества, баллы.
Групповой относительный показатель качества Q,
определяют как сумму относительных показателей Кг, • входящих
в одну группу свойств:
В свою очередь
где Pi — абсолютное значение показателя i-го свойства оцениваемого
изделия; Я<ет — абсолютное значение показателя i-ro свойства базового изделия
(эталона).
Смешанный метод оценки показателей качества продукции
предполагает совокупное использование дифференциального и
277
комплексного методов. Этот метод наиболее распространенный,
так как дает возможность получить одновременно общие
сведения о качестве и сделать вывод относительно отдельных
показателей качества.
Учитывая, что в швейной промышленности действует
40-балльная система оценки качества одежды, ЦОТШЛ
предложены следующие значения комплексных показателей
качества: эстетические — 20 баллов,
конструктивно-эргономические— 10 баллов, технологические— 10 баллов.
Для определения номенклатуры показателей качества услуг
но ремонту одежды выделены четыре группы ремонта с общими
свойствами, характеризующими качество:
I группа — обновление п перелицовка с полным или частичным
перекроем изделий D0 баллов);
II группа — изготовление новых или изменение старых деталей, узлов,
существенно влияющих на изменение фасона изделия C0 баллов);
III группа — исправление конструктивных недостатков в изделии B0
баллов); 5
IV группа — починка, изменение или изготовление деталей, узлов, мало
влияющих на изменение фасона A0 баллов).
Для I группы ремонта номенклатура и значение всех
показателей качества такие же, как для новых изделий.
Для обеспечения приоритета индивидуального потребителя
при определении степени удовлетворенности услугой и
обслуживанием необходимо ориентироваться на общую оценку,
данную заказчиком. Такая оценка характеризует качество
оказанной услуги и обслуживания.
На швейных предприятиях бытового обслуживания значения
показателей качества изготовления и ремонта одежды дифференцированы в
зависимости от разряда ателье. Например, обобщенный показатель качества
изготовления и ремонта (в баллах) в ателье высшего, первого, второго
разрядов соответственно равен 37, 34 и 31.
ВИДЫ И МЕТОДЫ КОНТРОЛЯ. Технический контроль —
это проверка соответствия объекта установленным техническим
требованиям. В качестве объекта технического контроля
принимают продукцию, процессы ее создания, транспортировки,
хранения, техническое обслуживание и ремонт оборудования,
а также соответствующую техническую документацию.
Применяют в основном два метода технического контроля —
сплошной и выборочный. В швейной промышленности наиболее
распространен сплошной контроль. В зависимости от характера
производственного процесса контроль может быть входной,
операционный, приемочный и инспекционный.
Особенностью входного контроля при ремонте одежды
является то, что наряду с проверкой качества материалов,
используемых при ремонте, проверяется степень износа каждого
изделия с целью выявления целесообразности требуемого ремонта
и определения приемов и методов его выполнения.
278
В соответствии с НТД «ОС УКБО. Порядок организации
контроля за соблюдением технологической дисциплины на
швейных предприятиях службы быта», разработанной ЦОТШЛ,
объектами контроля на различных этапах производства также
являются: ассортимент, фасон изделия, материалы,
определение размерных признаков, заполнение паспорта заказа (этап
проектирования); соблюдение норм расхода материалов,
технологии раскроя, использования лекал базовых и универсальных
конструкций (этап раскроя); соответствие выполненного объема
работ, технология проведения примерки (этап проведения
примерки); объем выполненной работы при уточнении изделия
после примерки; маркировка и упаковка изделия.
Одним из важнейших условий организации
высокоэффективного операционного контроля в швейном цехе при
бригадной форме организации технологических процессов является
регламентация объемов и объектов контроля.
Основные требования к выбору объектов контроля в
технологическом процессе могут быть сформулированы следующим
образом:
сложность выполнения операции, детали, узла и важность их в
формировании качества обработки, посадки изделия и эстетических требований;
максимальная значимость операции в формообразовании основных,
деталей изделия;
возможность проверки предыдущих операций без дополнительного
времени на укладку деталей;
доступность проверяемого соединения и удобство контроля;
возможность устранения дефектов без изменения физико-механических
свойств материалов с минимальными затратами времени.
В качестве объектов контроля в швейном цехе можно
считать отдельные технологические операции, узлы одежды и
готовое изделие. С целью исключения деталей с технологическими
дефектами из последующих операций сборки предусматривается
контроль за каждой организационной операцией (само- и
взаимоконтроль) и контроль на выделенных установочных
операциях в технологическом процессе.
Приемочный контроль в зависимости от оказываемых услуг
по ремонту в ателье проводят по технологическим показателям
(IV группа ремонта), технологическим и эстетическим
показателям (II группа ремонта), технологическим и конструктивно-
эргономическим показателям при выполнении III группы
ремонта.
Приемочный контроль каждого отремонтированного
изделия по технологическим показателям осуществляет бригадир
или контролер, а при выполнении ремонта без разделения'
труда — портной, выполнивший ремонт.
Отнесение изделий к годным или дефектным по
технологическим показателям производят путем сопоставления изделия
с утвержденным эталоном с использованием перечня недопусти-
279
мых и допустимых отклонений, снижающих оценку
технологических показателей качества ремонта.
Инспекционный контроль проводится с целью обеспечения
достоверности входного, операционного, приемочного контроля
качества и для определения качества труда контролеров.
Его проводит выборочно постоянно действующая в каждом
ателье цеховая комиссия, а на фабрике и в объединении —
общефабричная комиссия по качеству.
По результатам инспекционного контроля могут быть
скорректированы итоговые показатели сдачи изделий с первого
предъявления отдельными рабочими и бригадами.
ГОСТ 4103—82 выделяет два метода контроля качества
швейных изделий: органолептический и измерительный.
Органолептшеский метод применяют в основном для
контроля эстетических показателей. Измерительный метод
обеспечивает достаточную точность за счет соответствующих средств
контроля. В качестве средств контроля служат
образцы-эталоны изделий, манекен, линейки, рулетки, транспортир,
образец-эталон на материалы, текстильная лупа.
Выбор метода измерений и средств контроля определяется
свойствами измеряемого объекта и пределами измерений.
НАПРАВЛЕНИЕ СОВЕРШЕНСТВОВАНИЯ КОНТРОЛЯ КАЧЕСТВА.
Одним из основных направлений совершенствования контроля качества
является применение статистического контроля как научно обоснованного
метода. Он базируется на законах математической статистики и теории
вероятностей и позволяет по результатам проверки небольшой доли изделий
установить причины дефектности и принять меры по их предупреждению.
Статистический контроль применяют в ходе производства и для
проверки готовых изделий (приемочный контроль). Различают выборочный
контроль по количественным и качественным признакам. В первом случае
у каждого контролируемого изделия измеряют один или несколько
параметров, а решение о приемке или забраковании партии принимается в
зависимости от распределения этих параметров.
Во втором случае контролируемые изделия классифицируют по двум
категориям — годное или дефектное, т. е. по качественным признакам, а
решение о приемке или забраковании партии принимается в зависимости от
числа дефектных изделий в выборке. Наиболее распространенным является
контроль по качественным признакам, так как его организация более проста.
План контроля определяется задачами, которые должны быть решены.
Определенная нестабильность технологических процессов изготовления
одежды по индивидуальным заказам, многообразие одновременно
изготовляемых изделий в процессе, значительная затрата времени на пошив
единицы изделия, наличие прерывности технологического процесса из-за
примерки создают трудности выборочного операционного контроля каждого
заказа в ходе технологического процесса. Поэтому в качестве объекта
контроля в технологическом процессе может быть принято условное изделие
с важнейшими технологическими операциями.
В настоящее время ЦОТШЛ рекомендует проведение приемочного
контроля качества ремонта одежды по технологическим показателям
выборочным методом. Применение выборочного контроля при ремонте одежды
наиболее целесообразно ввиду небольшого производственного цикла A—3 дня
или даже несколько часов), большого месячного выпуска одним рабочим.
Для проверки отремонтированных изделий принят контроль по
качественному признаку.
280
Для выборочного контроля отремонтированных изделий рекомендуется
одноступенчатый план контроля, поскольку трудности организационного
характера и затраты для этого типа плана контроля меньше, а суждение
о контролируемых изделиях по одной выборке достаточно достоверно.
Выборочный приемочный контроль по технологическим показателям
осуществляет освобожденный контролер в швейном цехе или на складе
и зависимости от количества отремонтированных изделий.
Планы статистического контроля (частота проверки, правила перехода
от нормального контроля на усиленный, и наоборот) можно
корректировать в зависимости от уровня сдачи изделий заказчику с первого
предъявления с высокой оценкой.
Совершенствование контроля идет в направлении сокращения доли
приемочного контроля и проведения более тщательного контроля в ходе
производства. Система контроля должна устранить лишние перепроверки.
Одним из направлений совершенствонания контроля является разработка
измерительной техники, позволяющей повысить надежность и объективность
контроля.
В швейной промышленности для повышения объективности контроля,
оценки качества продукции все шире применяются методы количественной
оценки качества, разработанные с использованием принципов квалиметрии.
Среди используемых средств метрологии наиболее перспективные
бесконтактные, основанные на применении оптических приборов, обладающих
универсальностью, простотой, удобством пользования, высокой точностью.
МЕРОПРИЯТИЯ ПО УЛУЧШЕНИЮ КАЧЕСТВА. Важнейшей
особенностью производства одежды по индивидуальным заказам является
уникальность каждого изделия по фасону, размеру, материалам, отделке и др.
Поэтому круг проблем, которые связаны с повышением качества
индивидуальной одежды, очень широк. Это сложная, многофакторная задача,
успешное решение которой во многом зависит от дальнейшего
совершенствования процессов проектирования и пошива одежды.
Для формирования качества изделий стадия проектирования является
определяющей. На этой стадии формируются эстетические, конструктивно-
эргономические и технологические показатели качества.
Целенаправленно*е конфекционирование материалов, входящих в пакет
одежды, способствует повышению качества. Располагая знаниями о
степени влияния структуры и физико-механических свойств материалов на
качество, можно технически обоснованно решать задачи о проектировании
рационального пакета одежды. Постоянное обновление ассортимента
материалов вызывает необходимость разработки для ателье отдельных
рекомендаций по подбору материалов пакета одежды, соблюдению режимов их
обработки и использованию различных скрепляющих материалов (нитки,
клеевые нити, паутинки и др.).
Рациональное конструктивное решение изделия является основой для
проектирования машинного технологического процесса высокого качества
изделия.
Определяющее значение для повышения уровня качества,
интенсификации процесса и эффективности методов проектирования одежды
приобретают базовые основы конструкций.
Повышенные эстетические требования к одежде требуют, чтобы
закройщик при разработке конструкции все в большей степени использовал
средства художественного конструирования, обеспечивающие создание
современной композиции изделия для конкретной фигуры.
Внедрение прогрессивной технологии, обучение закройщиков и портных
новым художественным, конструкторским и техническим приемам,
диктуемым модой, обеспечение ателье новой конструкторской и технологической
документацией в соответствии с КТПП к внедрению новой моды
гарантируют стабильное качество одежды.
В перспективе использование универсального
программно-технологического комплекса ПТК-100 позволит улучшить в целом процесс
проектирования и снизить влияние квалификации закройщика на качество одежды.
281
ЛТК-100 предназначен для автоматизированного обмера фигуры человека,
конструирования швейных изделий по индивидуальным заказам,
вычерчивания лекал и подготовки управляющих программ для автоматических систем
раскроя.
Решающую роль в дальнейшем повышении качества играет комплексная
механизация и автоматизация обработки и сборки деталей и узлов одежды.
Это согласуется с общей тенденцией максимальной индустриализации услуг.
Немалые резервы повышения качества одежды, эффективности
производства услуг имеются и в совершенствовании собственно технологии. Для
изготовления индивидуальной одежды нужны такие методы обработки, где
разнообразие свойств материалов- и уникальность изделий резко не
изменяли бы последовательность процесса обработки и сборки изделий,
параметров соединений и влажно-тепловой обработки.
При разработке прогрессивных способов обработки необходимо
рассматривать рационализацию изготовления одежды как единое целое,
включая моделирование, раскрой, пошив, отделку, влажно-тепловую обработку —
весь производственный цикл и организацию технологических процессов.
В настоящее время происходит переход к интегрированным рабочим
местам, т. е. к комбинациям швейных машин и дополнительных устройств
для обеспечения оптимального выполнения рабочей операции за счет
сокращения до минимума вспомогательного времени.
Это позволит оператору сосредоточивать больше внимания на качестве
исполнения работы.
Одним из направлений совершенствования является обработка путем
непосредственного локального нанесения на участки верха изделия
полимерных композиций с исключением применения бортовой прокладки.
Получение и устойчивое закрепление требуемых форм могут быть
обеспечены при наличии соответствующего технологического оборудования и
при оптимальных режимах обработки. Это вызывает необходимость
использования оборудования с автоматическими устройствами для регулирования
и контроля основных параметров процесса, прессов с универсальными
подушками.
Заслуживает интерес технология для изготовления одежды по способу
«суперфорниз». Такая технология способствует повышению устойчивости
пространственных форм и складок на однослойных пакетах швейных
изделий. Совмещение отдельных операций в единый непрерывный
технологический процесс с целью получения новых видов текстильных материалов —
направление, способствующее повышению производительности оборудования,
ликвидации многоступенчатости в технологических переходах, расширению
ассортимента швейных изделий.
В повышении эстетического уровня изделий важная роль должна
принадлежать совершенствованию процесса изготовления отделок. Особое
место должны занять отделки изделий методами термопечати, токами
высокой частоты, ультразвуком.
К числу наиболее важных условий обеспечения заданного уровня
качества изготовления и ремонта одежды следует отнести конструкторско-тех-
нологическую подготовку производства одежды новой моды. Уровень
конструкторско-технологичсскон документации и ее совершенствование
приобретают первостепенное значение. Стандарты, нормативная конетрукторско-
технологическая документация становятся своеобразным кодексом,
определяющим ответственность каждого работника за выпуск изделий высокого
качества.
Наиболее перспективным направлением по выпуску высококачественной
одежды при наименьших трудовых затратах является переход от
существующей многооперационной технологии к малооперационной, безотходной.
Значительная роль в создании современной, красивой и модной одежды
отводится Домам моделей и экспериментальным цехам, призванным
оказывать непосредственное влияние на повышение эстетического уровня
изделий, изготавливаемых по индивидуальным заказам населения, усиление
роли специалистов художественного профиля.
282
ГЛАВА III
ТЕХНОЛОГИЯ ПОДГОТОВКИ
И РАСКРОЯ МАТЕРИАЛОВ
§ 1. РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ
МАТЕРИАЛОВ
Рациональное использование материалов имеет
большое народнохозяйственное значение. Швейные изделия .ма-
териалоемкие. Наибольшие потери материалов возникают при
раскрое. Изделия раскраивают одним или несколькими
полотнами (настилами). Одним полотном раскраивают детали верха
изделий индивидуальных заказов по лекалам базовых конструкций
с учетом измерений фигуры заказчика, настилами — детали
одежды-полуфабрикатов, прокладочные и частично
подкладочные детали по унифицированным лекалам для изделий всех
видов услуг по индивидуальным заказам.
По данным ЦОТШЛ, раскрой прокладочных материалов настилами по
раскладкам лекал в несколько комплектов деталей сокращает расход
материала на 10—15 % по сравнению с индивидуальным раскроем каждого
комплекта по деталям верха изделия.
Сначала на материале выполняют раскладку лекал;
получается определенная рамка, в которую вписаны все детали.
Контуры лекал на многих участках имеют сложную форму,
поэтому даже при плотном укладывании лекал между ними
возникают потери материала, называемые межлекальными
отходами. Главной задачей при выполнении раскладки является
нахождение наиболее рационального расположения лекал с
соблюдением допускаемого числа надставок к деталям,
правильного направления ворса, рисунка и нитей основы материала
и деталях. При раскрое изделий, выполняемых с примеркой,
лекала в раскладке укладывают с учетом припуска к деталям
(по горловине, плечевым, боковым срезам, пройме и др.) для
уточнения изделия по фигуре заказчика.
Экономичность раскладки лекал определяют межлекальные
отходы, %:
flp=-S»~Sjl 100,
где Sp — площадь раскладки лекал, см2; Sa — сумма площадей лекал всех
деталей изделия, см2.
При раскрое изделий настилами имеются также потери
материала по длине из-за припусков на слабину полотен при
укладывании их в настилы, на стыки секций, на отклонения от
прямой линии при обрезании полотен для настила, по
ширине— из-за использования полотен материала разной ширины
в одном настиле. Все эти припуски нормируются в зависимости
от вида материала и длины настилов.
283
Потери возникают также при многократном использовании
куска материала в одном или нескольких настилах, если длина
куска не равна сумме длин полотен, вырезаемых из этого куска.
Показателем экономичности использования кусков материалов
является величина концевых маломерных остатков, из которых
невозможно раскроить детали изделия.
Концевые остатки более 15 см могут быть использованы для деталей
изделий ширпотреба, менее 15 см, кромки материалов, не используемые
в швейных изделиях, относятся к весовым отходам.
При раскрое изделий по индивидуальным заказам из одного полотна
(отреза) наиболее крупные межлекальные отходы и концевой остаток воз-
ш 3. &у<
Z 4 6 8 10 12 Ц 16 18 20 22 24 26 28
Рис. 201. Определение площади лекал комбинированным способом
вращаются заказчику. При раскрое изделия по индивидуальным заказам из
полотна, не отрезанного от куска материала, образуются отходы
межлекальные и по ширине материала.
ИЗМЕРЕНИЕ ПЛОЩАДИ ЛЕКАЛ. Площадь лекал
определяет минимальный расход материала на изделие и зависит от
размера, длины, полноты, модели изделия и припусков на швы
и подгибку низа деталей. Существует несколько способов
определения площади лекал.
При геометрическом способе выполняют разбивку каждого
лекала на ряд геометрических простейших фигур. Площадь
фигур рассчитывают и суммируют.
На участках сложной контурной линии расчеты площади
приближенны.
Способом взвешивания определяют площадь лекал исходя
из пропорционального соотношения площади и массы
материала. Вырезанные лекала из материала взвешивают и сравни-
284
вагот с массой образца материала. В этом случае сумму
площадей лекал определяют по формуле, см2,
где Ма — масса лекал, г; So — площадь образца материала, см2; Мо — масса
образца материала, г.
Способ взвешивания менее трудоемкий, чем геометрический, но точность
расчета площади зависит от равномерности свойств материала (плотности,
толщины).
Комбинированный способ определения площади лекал
заключается в том, что большую часть площади каждой детали
определяют площадью
прямоугольника, а площадь
криволинейных участков лекала
находят с помощью
планиметра. С этой целью
применяют полярный планиметр с
небольшими полюсным и
обводным рычагами. На
обводном рычаге расположено
счетное устройство. При обводе
роликом контура участка
лекал на циферблате, счетном
колесике и веньере
откладываются цифры,
соответствующие площади данного участка.
Измеряемую площадь Sa (рис.
201, а) подсчитывают,
последовательно суммируя И вычи- Рис. 202. Схема фотоэлектронной
тая площади между наиболь- машины ИЛ для определения пло-
шими размахами рычагов щади лекал
планиметра.
Погрешность показаний планиметра 1—2 %. Она возникает при
проскальзывании ролика по поверхности бумаги или картона во время обвода
контура участка лекала. Измеряемая планиметром площадь составляет
обычно не более 10 % площади лекал, поэтому погрешность показаний
незначительна (не более 0,5 %)•
В случае отсутствия планиметра площадь криволинейных
участков (рис. 201,6) определяют по формуле приближенного
интегрирования, см2,
где Л —длина отрезка по оси ОХ, см; у\, у2 уп — ординаты
криволинейного участка, см.
Для простоты подсчета площади при комбинированном
способе рекомендуется пользоваться сеткой (рис. 201,в). По осям
сетки записывают координаты в порядке возрастания или
возрастающую площадь каждого квадрата. На сетку накладывают
285
лекало, совмещая его конец с началом координат, и определяют
площадь описанного около детали или вписанного в деталь
прямоугольника. Площадь криволинейных участков суммируют
с площадью прямоугольника или вычитают из площади в
зависимости от расположения этих участков по отношению к
прямоугольнику. В этом случае площадь лекала, см2,
Se = Snv — (Sl + S* + Sa + Si + Sb + Se + . . . +Sn),
где Snp — площадь прямоугольника, см'2; 5,, 52, S3, ..., Sn— площади
участков, см2.
Механизированный способ определения площади лекал с
помощью фотоэлектронной машины ИЛ позволяет повысить
производительность этой операции в 6 раз по сравнению с
комбинированным способом. В машине ИЛ имеется импульсное
фотоэлектронное устройство. Лекало / (рис. 202), расположенное на
подвижном столе машины, движется вместе со столом над
дуговой щелью 2. При этом площадь лекала раскладывается на
элементарные площадки, которые объективом турели 3
фокусируются на катоде умножителя 4. Скорость движения стола
скоординирована с частотой вращения объективов турели и
частотой импульсов генератора. В момент прохождения конца
первой элементарной площадки через щель подходит второй
объектив турели. Цепь замыкается только в момент затемнения
света в щели лекалом. Подсчет площади осуществляется путем
подсчета импульсов тока, вырабатываемых генератором.
Счетчик 5 фиксирует показатели, когда цепь замкнута
фотоумножителем. Применение машины ИЛ дает возможность получить
точную площадь лекал с погрешностью не более ±0,5 % для
крупных и ± 1 % для мелких деталей. Сокращение затраты
времени на определение площади лекал возможно также за счет
использования малой вычислительной техники
(микрокалькулятор МК-56 и др.).
При наличии большого количества размеров для одного
фасона изделия измеряют только площадь крайних размеров
одной длины, а площадь промежуточных размеров определяют
расчетным путем с помощью прибавления приращений площади
на один размер:
S^S^ + AS; AS^(SAn-Sni)/(k-l),
где 5Л2 — площадь лекал второго размера, см2; AS — приращение площади
на один размер, см2; Sj,n— площадь лекал крайнего большого размера, см2;
Sai — площадь лекал крайнего меньшего размера, см2; k — количество
размеров от 1 до п; например, S.i9e = 5л92 + AS.
Площадь лекал для различных длин подсчитывают путем
прибавления среднего приращения площади между длинами,
которую определяют для каждой детали.
286
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЭКОНОМИЧНОСТЬ
РАСКЛАДКИ ЛЕКАЛ. Переменной величиной раскладки лекал
является площадь межлекальных отходов, зависящая от многих
факторов: ширины и вида материала, формы, размера и числа
деталей в раскладке, вида раскладки, сочетания в ней размеров
и расположения лекал в раскладке. Величина
межлекальных отходов может составить 5—20 % площади раскладки.
Ширина материала имеет большое значение для раскладки
крупных деталей изделия, определяющих основной расход
материала в раскладке. При рациональной ширине, позволяющей
укладывать крупные детали плотно по ширине, межлекальные
отходы отличаются не более чем на 0,4%.
Вид материала оказывает влияние на величину отходов при
раскладке лекал. Наименьшая величина отходов образуется
при раскладке на гладкокрашеных материалах, так как детали
можно раскладывать в противоположных направлениях с
использованием максимально допустимого отклонения от нитей
основы. Для раскроя деталей из материалов с рисунком и
ворсом раскладку лекал выполняют с соблюдением направления
ворса и рисунка, что вызывает увеличение межлекальных
отходов на 1—1,5%. Кроме того, на материалах с рисунком к
деталям карманов, подбортам, полочкам по линии борта, спинке по
среднему срезу предусматривают припуски на подгонку рисунка,
равные '/2, 3А или полному раппорту рисунка.
При раскрое материалов в клетку припуск дается не только по
ширине, но и по длине детали, поэтому расход материала на изделие
увеличивается. При раскрое материалов в полоску дополнительное увеличение
межлекальных отходов (на 0,5 %) происходит из-за уменьшения
допустимого отклонения от нитей основы. Например, по спинке из
гладкокрашеных материалов допустимое отклонение от нитей основы 2 %, а из
материалов в полоску — 0,2 % ¦
Формы и размеры лекал изделий весьма разнообразны.
Лекала, приближающиеся по форме к прямоугольнику или
квадрату, укладываются на полотне с меньшими межлекальными
отходами, чем лекала, имеющие сложные контуры. Наличие
мелких деталей в изделии позволяет использовать материал
рациональной ширины с меньшими отходами благодаря тому, что
в места, не заполненные крупными лекалами, укладываются
мелкие детали.
Вид раскладки характеризуется числом комплектов лекал.
Раскладки бывают одно- и многокомплектные. Однокомплект-
ные раскладки могут быть трех видов: из одного комплекта
лекал при комплектовке деталей изделия из одного полотна
настила, из полукомплекта лекал при комплектовке деталей
изделия из одного полотна, сложенного вдоль посередине, из двух
полукомплектов лекал разных или одинаковых размеров и длин
изделий при комплектовке деталей изделия из двух полотен,
укладываемых лицом к лицу. Многокомплектные раскладки
287
имеют более одного комплекта лекал A,5; 2; 2,5 и т. д.). Они
могут быть использованы при комплектовке деталей изделия из
одного полотна и двух, укладываемых лицом к лицу.
Каждая из раскладок может иметь варианты на материалах
ворсовых, гладкокрашеных и материалах с рисунком.
Наибольшие отходы дают однокомплектные раскладки. Однокомп-
лектная раскладка на материале, сложенном вдоль посередине,
дает на 3—3,5 % отходов больше по сравнению с
двухкомплектной раскладкой. Увеличение отходов объясняется тем, что часть
материала на перегибе не используется. В связи с этим одно-
комплектные раскладки для материалов, сложенных вдоль
посередине, применяют только при раскрое индивидуальных
заказов из материала заказчика и материала предприятия,
отрезанного заранее от куска по норме. Работа закройщика с
полукомплектом лекал на половинной ширине ткани сокращает
время на раскладку и требует уменьшенной рабочей зоны
(размер стола 1100X3200 мм).
Раскладка из двух полукомплектов лекал дает отходов на
0,5—1,5 % больше по сравнению с двухкомплектной
раскладкой лекал. Увеличение отходов объясняется меньшим числом
лекал в первой раскладке.
Раскладки лекал при комплектовке деталей изделия из одного
полотна имеют отходы на 0,5—1 % больше, чем при
комплектовке деталей изделий из двух полотен, уложенных лицом
к лицу. Увеличение отходов в раскладке лекал при
комплектовке деталей из одного полотна объясняется уменьшением
возможных вариантов укладки лекал, так как необходимо помимо
общих технических условий, соблюдать укладывание деталей по
назначению (правые и левые детали). Поэтому
многокомплектные раскладки при комплектовке изделий из одного полотна
применяют только при наличии крупных несимметричных
деталей (в платье — цельная спинка или юбка из одного полотна,
в мужских сорочках — перед или спинка из одной части и др.),
а однокомплектные раскладки — при наличии небольших
отрезов материала (остатков от кусков, отрезов с текстильными
дефектами, отрезов, принесенных заказчиками).
В массовом производстве применяются в основном многокомплектные
раскладки лекал как наиболее экономичные. При раскрое индивидуальных
заказов в крупных ателье целесообразно подбирать заказы из одного и
того же материала и выполнять многокомплектные раскладки лекал,
отрезая полотна от куска только после контроля раскладки лекал. Экономия
материала при этом достигает 3—5 % на изделиях верхней одежды и 7—
10%—на изделиях платьевой группы по сравнению с установленными
нормами расхода материалов на изготовление изделий по индивидуальным
заказам.
Сочетания размеров и длины изделий в раскладках лекал
могут быть различными, но применять из них следует те,
которые дают наибольшую экономию материала.
288
В производстве одежды по индивидуальным заказам
раскрой деталей прокладок ЦОТШЛ рекомендует производить по
нескольким размерным группам, а не по каждому размеру и
длине. Для этого используют унифицированные лекала,
разработанные ЦОТШЛ: для утепляющей прокладки четырех
размерных групп (88—92, 96—100, 104—108, 112—116) трех длин
каждая, для бортовой прокладки четырех размерных групп —
одной длины, для надставки к бортовой прокладке — одного
размера для всех групп, но двух длин. Раскрой деталей верха
для одежды-полуфабрикатов производят по каждому размеру
и длине, но количество размеров и длин каждый фасон имеет
небольшое D—7).
Небольшое число размерных групп прокладок и размеров каждого
фасона одежды-полуфабрикатов позволяет увеличить высоту настилов, но
ограничивает число сочетаний размеров и длин в многокомплектных
раскладках. В этом случае фактор сочетания размеров и длин не оказывает
значительного влияния на экономию материала в раскладке лекал.
Расположение лекал в раскладке в большей степени, чем
остальные факторы, оказывает влияние на величину
межлекальных отходов. Этот фактор зависит от опыта и навыков
раскладчиков, поэтому при одних и тех же исходных данных в
раскладках могут быть разные величины отходов. Среди многообразных
схем раскладок на один и тот же вид изделия всегда можно
найти раскладки с оптимальным расположением лекал и
имеющие минимальное число межлекальных отходов. Исходя из
этого, ЦОТШЛ разработаны типовые схемы раскладок лекал,
представляющие определенное, наиболее рациональное,
расположение крупных основных деталей при соответствующем
диапазоне ширин материалов. Схемы разработаны по группам
фасонов на размерные группы F4—68, 76—80, 88—92, 96—100,
104—108, 112—116) или па каждый размер. Группы фасонов
определены по каждому виду изделий с учетом силуэтной
формы, конструкции основных и декоративных деталей,
влияющих на расход материала.
Например, для мужского пальто первая группа характеризуется
прямым силуэтом без боковых швов, втачными рукапами или реглан спинкой
со шпом посередине; вторая группа — прямым или полуприлегающим
силуэтом, спинкой со шлицей, втачными рукавами; третья группа отличается от
второй рукавами реглан; четвертая группа отличается рукавами, цельно-
пыкроенными с кокеткой полочек и спинки.
Типовые схемы выполнены для материалов, сложенных
вдоль посередине, одной ширины для всех групп фасонов и
размеров (для шерстяных—142 см, шелковых платьевых — 95 см,
подкладочных — 85 см, для бортовки — 89 см).
В типовых схемах для верхней одежды можно выделить два
отличающихся друг от друга положения полочки и спинки,
которые в основном определяют длину раскладки лекал. Первое
характеризуется расположением полочки бортовым срезом по
10 Заказ Л» 2313 289
кромке материалов, спинки — средним срезом по сгибу
материала (рис. 203,а). Второе — расположением полочки и спинки
по кромке материала {рис. 203,6). Первая схема применима
для изделий с втачными рукавами, цельной спинкой, вторая —
для изделий остальных покроев рукавов и спинкой из двух
частей.
При уменьшении размеров изделий в раскладке лекал
первого типа спинка может быть смещена по длине в сторону
бокового среза полочки и таким
образом уменьшена длина
раскладки лекал.
Следовательно, тип раскладки лекал
определяется не только
покроем рукавов изделия, но и
соотношением ширины
полочки и спинки. Ширина
деталей зависит от размера
припуска на свободное
облегание, положения бокового шва,
степени расширения деталей
книзу. В зависимости от
величины этих факторов основные
Рис. 203. Схема расположения
полочек и спинки в типовых
раскладках
детали могут совмещаться по
длине по-разному. Самая
экономичная раскладка лекал
может быть получена, когда ширина полочки и спинки по низу
меньше или равна ширине материала, сложенного вдоль
посередине.
Длину раскладки лекал при заданной ширине определяют
путем расчета, м:
где L]—длин;) типовой раскладки лекал, м; Ш\ — ширина типовой раскладки
лекал, м; шг — заданная ширина раскладки лекал, м.
Использование типовых схем раскладок лекал дает повышение
эффективности труда закройщиков и экономию расхода материалов. В
производстве одежды по индивидуальным заказам типовые раскладки лекал
положены в основу отраслевых и оперативных норм расхода материалов.
СПОСОБЫ РАЦИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ
КУСКОВ МАТЕРИАЛОВ. Материалы, поступающие на
производство, состоят из отрезов и кусков разной длины. При проверке
качества возникают условные разрезы кусков в местах
расположения распространенных дефектов материалов. Длина
отрезов и кусков может быть различна и редко бывает равна или
кратна длине раскладки лекал или настила. Вследствие этого
при раскрое возникают остатки материала от кусков. Остатки
могут быть рациональными и нерациональными.
Рациональными являются те остатки, которые можно использовать по
прямому назначению на данном предприятии. Нерациональ-
290
ными — остатки, которые не могут быть использованы по
прямому назначению. Задачей рационального использования
кусков материалов является сокращение всех видов остатков.
При раскрое изделий по индивидуальным заказам
максимальное использование куска материала может быть достигнуто
раскроем каждого изделия от куска без предварительного
отрезания полотна. Если остаток от куска является
нерациональным, то его используют вместе с последним полотном на заказ
больших размера и длины. При раскрое материалов настилами
применяют безостатковый способ раскроя, при котором от
кусков после настилания могут оставаться маломерные остатки
не более 100—150 мм.
Безостатковый расчет куска материала должен
удовлетворять следующему уравнению:
L — 1„Кп = 0 . . . /д0П, ИЛИ
L — (l1Ki + kKi+ ¦ ¦ ¦ +Wd) = 0. . . /ДОП,
где /доп — допустимый остаток, равный 10—15 см; l\, k, ..., /„—длина
настилов, м; Ки Кг, . ¦ ¦, Кп — число полотен в настилах.
Если кусок не используется полностью в одном настиле, то
его предварительно рассчитывают на два настила и более.
Расчет куска на два настила
1. Максимальное число полотен, которое возможно получить из данного
куска материала для заданных настилов
«mas = Ljl\,
где L — длина куска, м; 1\—длина минимального настила при l\<h, м.
При комплектовке деталей изделия из двух полотей пастила Кт&х
принимают равным четному целому числу.
2. Число полотен для второго настила
K2 = (L — Kmilxll)/(la — li),
где L—Ктл-nU—число остатка материала от куска, полученного при
определении /(щах, м; h—h — разница в длинах настилов, м.
3. Число полотен для первого настила К\ = Кт&%—Кг-
4. Проверяют условие расчета куска без остатка.
L - (hK, + hKt) = 0 . . . /доп.
Это условие может быть выполнено, если
(L — KmltMI{k — h)<Kmm,
где L — сравнительно большая величина B0—30 м); Л и 12— небольшие
величины E—6 м); 12—Ii — не более 0,25 м.
Пример. Z. = 31,9 м; /,=4,4 м; 12=4,в м.
Ктах = 31,9/4,4 = 7 полотен (остаток 1,1 м);
К* = C1,9 — 4,4-7)/D,6 — 4,4) = 5 полотен;
К\ = 1 — 5 = 2 полотна.
Проверка условия Z,—(/i/Ci+/2/C2) =0.. ./Дои при /ДОп==10. ..15 см; ''
31,9 — D,4-2+ 4,6-5) = 31,9-№,8+ 23) = 0.1 м.
|0*
291
Следовательно, кусок распределяется без остатка: на первый настил
2 полотна и на второй 5 полотен.
Расчет кусков на три настила
Расчет выполняют, объединяя длины настилов попарно по очереди
{U и k, U и U, U и la) или одновременно. При одновременном расчете для
первого настила задают число полотен (Ki = 1...2), а оставшийся отрез
рассчитывают на два настила (h и U). При этом
Я max = (L — hKi)/k\
Ks = (L — '1^1 — Wraax)/('a — /a); K2 = ^max — ^3-
Условие расчета куска без остатка L— {lxKi+hK.2+liKi)=0.. Лоп.
Предварительный расчет кусков выполняют аналитическим
методом ручным или механизированным способом.
Ручной способ расчета кусков осуществляют с помощью
вспомогательных таблиц, в которых указаны возможные длины
настилов и соответственно потребная длина куска материала
при разном числе полотен в настиле. Путем сравнения
заданной длины куска материала с длинами кусков в таблице по
определенным настилам находят вариант использования куска
с допустимым остатком или без него. Для ускорения процесса
подбора вариантов используют настольные калькуляторы.
Основным недостатком ручного способа расчета кусков материалов
является трудоемкость нахождения оптимального варианта при расчете
куска на три настила и более.
Механизированный способ расчета кусков материала
осуществляют с помощью специализированных
электронно-вычислительных машин и машин общего назначения. Сущность этого
способа заключается в решении уравнения методом
направленного перебора:
L= Yj atXi + б,
где L — длина куска, см; o,i — длина 1-го настила, см; х< — число полотен для
i-ro настила; б — остаток от куска, см; п — заданное число настилов для
расчета.
Решение этого уравнения представляет собой конечное
множество вариантов раскроя куска материала на настилы.
Варианты решения зависят от комбинации настилов, величины
остатка. Число решений растет также с увеличением длины
куска из-за дополнительных вариантов сочетаний настилов.
Машины последовательно решают следующие уравнения:
L = аххх + бь
L =
292
Общее число уравнений (т) определяется числом сочетаний
в зависимости от заданного числа настилов (я)
т = п+ "С-О «(«-1H.-2)
1-2 ^ 1.2-3
п{п — \)(п — 2) (я — 3) ¦ . .|п —(п — 1)]
1-2-3- . . . -л
о i 3 C — 1) . 3C — 1) C—2)
Если я-3, то т = 3 -\ - -\ ' ^ — = 7.
1-2 1-2-3
Уравнения представляют следующие варианты расчета
куска:
а2хг-{-Ьг= L; агх% + asx9 + 8а = L
Критерием оценки оптимального варианта, определяемого
машиной, является длина минимального остатка, минимальное
число настилов, на которое будет использован кусок
материала.
§ 2. НОРМИРОВАНИЕ РАСХОДА МАТЕРИАЛА
НА ИЗДЕЛИЕ
Для анализа и контроля за расходом материала и
разработки мероприятий по их экономии устанавливают нормы
расхода материала на единицу изделия. Норма расхода —
предельно допустимое количество материала для изготовления
изделия установленного качества в соответствии с существующим
уровнем техники, технологии и организации производства.
Расход материала на единицу изделия по индивидуальным
заказам складывается из площади лекал, межлекальных
отходов и припусков на уточнение изделия по фигуре заказчика.
Расход материала на единицу изделия, раскраиваемого
настилами, складывается из площади лекал, межлекальных отходов
и отходов по длине настила.
Различают индивидуальные и групповые нормы расхода
материала.
Индивидуальная норма определяет расход нормируемого
вида материала на одно изделие конкретного фасона, размера
и длины; при изготовлении одежды по индивидуальным
заказам— на одно изделие определенной фасонно-размерной группы
и длины.
293
Групповая норма рассчитывается на единицу изделия каж
средневзвешенная величина расхода материала с учетом
процентного соотношения фасонных размерных групп и длины.
Для предприятий, занимающихся изготовлением одежды по
индивидуальным заказам населения, устанавливают ряд норм.
Отраслевая норма на единицу изделия каждого вида по
группам фасонов, группам размеров и длине изделий
устанавливается единая для всех предприятий, утверждается
министерством бытового обслуживания населения республики.
Отраслевые кормы разрабатываются по лекалам базовых конструкций
основ силуэтов, а для прикладных материалов, раскраиваемых
настилами, по унифицированным лекалам. В отраслевую норму
включен полный расход материала на раскладку лекал изделия,
определяемый типовыми схемами раскладок лекал, при раскрое
настилами — дополнительно включены отходы по длине
настила. Отраслевую норму на единицу изделия рассчитывают по
формуле, м
Н = (s + s)l00
ОТР
A00-Вср)Шр
где 5Л. ср — средневзвешенная площадь лекал изделия, определяемая в
зависимости от количества (в %) в фасонной группе каждого размера при
конкретной длине изделия, м2; Sep. п — средневзвешенная площадь припусков
к деталям на уточнение изделия по фигуре заказчика, м2; ВСр —
средневзвешенная величина межлекальных отходов, %; "'р — ширина раскладки лекал, м.
Средневзвешенная величина межлекальных отходов
устанавливается в зависимости от величины отходов для различных
видов раскладок лекал и для различной ширины материала,
используемого для выполнения заказов данного вида изделия.
Отраслевые нормы являются обязательными для всех
предприятий и служат для контроля за фактическим расходом
материала при изготовлении изделий по индивидуальным заказам.
Кроме того, отраслевые нормы служат для расчета групповых
норм.
Групповая (средневзвешенная) норма устанавливается на
единицу вида изделия. Ее рассчитывают как средневзвешенную
величину из отраслевых норм одного вида изделия с учетом
процентного соотношения групп фасонов, размеров и длины.
Групповая норма необходима при планировании потребного
количества материала и служит основанием для отпуска
материала в производство.
Оперативная норма на единицу изделия каждого вида
одежды является дополнением к отраслевым нормам для тех
групп фасонов, по которым фактический расход материала
меньше отраслевых норм для ассортимента одежды и вида
материала, не предусмотренных в отраслевых нормах.
Основным способом определения отраслевых норм является
294
опытно-лабораторный, т. е. путем выполнения
экспериментальных раскладок.
Оперативная норма устанавливается и утверждается предприятием,
поэтому является более гибкой и маневренной при изменении моды, чем
отраслевая норма. Для одежды-полуфабриката разрабатывают оперативные
нормы по всем размерам и длинам каждого фасона, поэтому
опытно-лабораторный способ значительно удлиняет срок подготовки технической
документации. Вместе с тем срок действия норм ограничен, так как каждый
фасон одежды-полуфабриката выпускается очень небольшой партией.
Для сокращения затраты времени на разработку
технической документации целесообразно применять расчетный метод
нормирования расхода материала для одежды-полуфабриката.
В основу расчетного метода положены отраслевые нормы
расхода материала на одежду, изготовляемую по
индивидуальным заказам, с использованием расчетных основных и
дополнительных коэффициентов. Основной коэффициент отражает
изменение расхода материала на единицу изделия за счет
применения двухкомплектных раскладок при укладывании полотна
материала по всей ширине.
Дополнительные коэффициенты зависят от наличия в
изделии дополнительных деталей и конструктивных линий по
сравнению с характеристикой аналогичной группы фасонов,
положенной в основу установления отраслевой нормы.
Оперативную норму расхода материала на каждый фасон
одежды-полуфабриката определяют по следующей формуле, м:
На = #Отр — (^отр2&),
где ЯОтр — отраслевая норма расхода материала на данный фасон изделия,
м; 2? — сумма коэффициентов; 2й=йо+^д1+йд 2 + .. +6д„ (k0 — основной
коэффициент, kKl, ka2 feBrt—дополнительные коэффициенты).
Пример. Выбранный фасон женского пальто для одежды-полуфабриката
по сравнению с аналогичной группой фасонов по отраслевым нормам имеет
дополнительно прорезные карманы с листочкой и отрезные боковые части
к спинке. Основной коэффициент при двухкомплектной раскладке 6о = О,ОЗ;
кА1 (для прорезного кармана) равен 0,02; /гД2 (для 0трезных боковых
частей спинки) равен 0,01; 2/ЫО,03+0,02+0,01=0,06; #ОтР=2,41 м.
Следовательно, ЯП = 2,41 —B,41 -0,06) =2,27 м.
Оперативная норма Н„ соответствует норме расхода
материала на длину раскладки лекал единицы изделия. Так как
раскрой одежды-полуфабриката осуществляют настилами,
устанавливают также норму на настил, м:
где Яр — норма на длину раскладки лекал, м; Ош — потери по длине
настила (на слабину полотен, на неточность обрезки концов полотен), м; h—
число полотен в настиле.
Норму на длину раскладки лекал получают путем
умножения расчетной нормы Нп на число комплектов лекал изделия
295;
в раскладке. Потери по длине настила не должны превышать
0,02 м на каждое полотно настила.
Расход материала на единицу изделия с учетом потерь по
длине настила при раскрое одежды-полуфабриката
составляет, м:
HPi=HJ2h,
где 2 — число комплектов лекал изделия в раскладке.
При нормировании на единицу изделия пушно-мехового и
овчинно-шубного полуфабриката площадь потребного
полуфабриката (шкурки или нескольких шкурок) складывается из
площади лекал изделия и площади отходов.
Величина отходов зависит от степени полезного
использования полуфабриката, характеризующейся процентом
использования площади шкурок и.
В зависимости от категории дефектности шкурок процент
использования площади шкурок имеет различное нормативное
значение. Следовательно, потребное количество пушно-мехового
и овчинно-шубного полуфабриката Sn на изделие определяют
на основе площади лекал его 5Л и процента использования
шкурок и, т. е. 5п=1005л/«.
Если для одного изделия используют шкурки с разной
категорией дефектности, то полезную площадь шкурок определяют
как сумму площадей шкурок с учетом соответствующих
процентов использования, т. е. приводят площадь всех шкурок
различной сортности к I сорту по коэффициентам:
Sn = SAkA + SBkB+ . . . +Snkn,
где Sa, Sb. •. •> Sn—площади шкурок разной категории дефектности, дм2;
Ад, йб, • ¦ •, kn—коэффициенты использования шкурок при различной
категории дефектности, %.
Аналогично определяют норму расхода натуральных
кожевенных материалов (кожи, велюра, спилка, замши).
Для определения нормы расхода сырья на трикотажные
изделия, изготовляемые регулярным и полурегулярным способом
вязания, в качестве исходных данных используют:
поверхностную плотность полотна; площадь полуфабриката, поступающего
в подкрои по видам переплетений; площадь лекал изделия;
величину отходов, полученных на технологических переходах
при изготовлении изделий (перематывание пряжи, вязание, под-
крой). Нормы устанавливают в массовых единицах.
В массовом производстве одежды раскрой материалов
производят только настилами, поэтому на каждом этапе процесса
раскройного производства устанавливают индивидуальные
нормы расхода, обеспечивающие строгий контроль за расходом
материала. К индивидуальным нормам относят нормы на
длину раскладки лекал, на настил и на модель изделия.
296
Норму расхода материала на длину раскладки лекал —
контрольную норму для раскладчиков — разрабатывают на
каждый фасон изделия при определенных видах поверхности и
ширине материала, на принятое сочетание размеров и длин
с учетом числа комплектов лекал в раскладке.
Норма на длину раскладки лекал необходима для раскроя
изделий с наименьшими межлекальными отходами. Она
определяется по формуле
Яр=1005л/A00-Я)шР,
где Sn — площадь лекал изделия, м2; В — межлекальные отходы, %; шр —
ширина раскладки лекал, м.
Для установления норм расхода материалов на длину
раскладки лекал выполняют 5—6 экспериментальных раскладок
лекал для каждого фасона изделия.
При использовании большого диапазона ширин материалов
экспериментальные раскладки выполняют на часто
встречающиеся ширины. Норму расхода для смежных ширин материалов
определяют путем пересчета их по площади выполненной
раскладки лекал пропорционально изменению ее ширины, т. е. при
тех же межлекальных отходах.
Пример. Яр = 4,99 м при шр=1,4 м.
При шр = 1,38 м, Яр = 4,99 • 1,4/1,38=5,06 м.
Экспериментальные раскладки лекал выполняют
квалифицированные раскладчики, предварительно устанавливая
контрольную норму длины раскладки лекал с учетом норматива
межлекальных отходов.
Норму расхода материала на настил используют для
проверки экономичности выполненных настилов материалов.
Длина настила складывается из длины раскладки лекал и
технологически неизбежных отходов по длине настила, зависящих
от качества работы настильщиц, от организации труда в
раскройном цехе. Длина раскладки лекал является постоянной
величиной для данного настила, а отходы — переменной
величиной. Благодаря уменьшению отходов возможна экономия
материала в настиле. К отходам материала по длине настила
относят потери на слабину полотен при настилании, на обрезку
концов полотен и на стыках полотен внутри настила.
Норму расхода материала на настил определяют по
формуле
Ян = //рАA+ Яд/100),
где Яд— предельный норматив отходов по длине настила данной группы
материалов, %; h — число полотен в настиле.
Норма расхода материала на модель изделия применяется
для контроля за фактическим расходом материала на единицу
изделия определенного фасона и расчета норм на вид изделия.
297
Она отражает средневзвешенный расход на единицу изделия и
определяется по формуле, м,
Я r= S--'-cP-100 Л |
СР !00-Scp Ч
100
где ВСр — средневзвешенная величина межлекальных отходов в раскладках
лекал с учетом удельного веса вида поверхности материала, числа
комплектов лекал, %; Яд — предельный норматив потерь по длине настилов, которые
включают потери по длине настила и концевые остатки от кусков до 15 см
для шерстяных материалов и до 10 см — для остальных, %; Пк — норматив
потерь на ширину кромок материала, расход по которому списывают вместе
с кромками (за исключением пальтовых и костюмных шерстяных тканей), %¦
где Бщ, Sij, .... San — площади лекал изделий каждого размера и длины,
м2; р\, />2> • ¦ ч Рп — число изделий каждого размера и каждой длины
в шкале размеров и длин, %.
К групповым нормам относят нормы на вид изделия и на
группу одежды.
Норма расхода материала на вид изделия предназначена
для расчета норм расхода материалов на планируемый период
на единицу каждого вида изделия. Норму расхода материала
на вид изделия рассчитывают на основе средневзвешенных
норм по моделям изделия с учетом запланированного по ним
выпуска
где С\, С2, .,., С„ — выпуск изделий по каждой модели данного вида
изделия.
Норма расхода материала на группу одежды предназначена
для планирования потребного количества материала,
необходимого для выполнения производственной программы
предприятия. Норма на группу одежды является единой для всех
швейных предприятий и устанавливается на основе
средневзвешенных норм расхода материалов по видам изделий с учетом
нормативов количества маломерных (нерациональных)
остатков материалов.
где По — норматив количества маломерных (нерациональных) остатков от
кусков материала, которые не могут быть использованы на планируемый
ассортимент одежды, %.
§ 3. МЕТОДЫ РЕЗАНИЯ ШВЕЙНЫХ МАТЕРИАЛОВ
Операции по разрезанию материалов используют
в раскройном и в швейном производстве одежды. В швейном
производстве — уточнение контуров и размеров деталей после
298
примерки изделия, прорезание входа в карман, вырезание
прокладки под кромку и т. д. Все эти операции связаны с
резанием одного или двух слоев материала. Наиболее широко
используют резание в раскройном производстве, где детали
вырезают из одного полотна или настила полотен, а также
отрезают полотна от куска материала.
Резание можно выполнять механическим, термофизическим,
термомеханическим и химическим способами.
Механическое резание материалов представляет собой
механическое воздействие режущего инструмента на материал
путем расклинивания материала по линии разрезания. При
вырезании деталей из настила механическим способом возникают
дополнительные деформации, зависящие от удлинения
материала при определенной нагрузке, соотношения упругой,
эластической и пластической деформаций полотна, коэффициента
тангенциального сопротивления поверхности полотна, его массы
и жесткости и от натяжения полотен в настиле. К
механическому резанию относятся способы резания ножом, ножницами,
пилением, вырубанием, катком и гидроструей.
Термофизическое резание характеризуется разрушением
материала за счет термического эффекта, создающегося
физическими явлениями. При термофизическом резании весьма
эффективен бесконтактный способ резания с помощью лучей,
плазменной струи или электрического разряда.
Термомеханическое резание характеризуется воздействием
на материал двух или более видов энергии, в результате чего
разрушение материала происходит термическим способом, а
отделение части настила механическим воздействием режущего
инструмента. К термомеханическому резанию относятся
способы резания токами высокой частоты, электротермическим и
ультразвуковым способами.
Химическое резание заключается в разрушении материала
химическими веществами (кислотами, щелочами и др.).
Резание материалов может быть выполнено различными
режущими инструментами, которые делятся на две группы:
универсальные и специальные. Универсальные инструменты
(ножницы, пилы, ножи) позволяют выкраивать из разных
материалов детали различных контуров и размеров без переналадки
оборудования. Однако траектория движения инструмента
зависит от конфигурации линии резания деталей, поэтому этот
способ затрудняет процесс автоматизации раскроя. Кроме того,
процесс подготовки к раскрою насыщен дополнительными
операциями (копирование контуров лекал на полотне, настилание
материалов).
С помощью специальных инструментов выкраивание
деталей может производиться параллельным (резак, штамп и др.)
или бесконтактным высокопроизводительным методом (луч
лазера, электроразряд). При параллельном методе вырезания
299
деталей движение инструмента упрощается, но теряется его
универсальность. При изменении контура деталей необходимо
менять соответственно режущий инструмент.
Бесконтактные способы резания требуют настройки
инструмента для материалов с различным волокнистым составом.
Однако эти способы резания более прогрессивные и обеспечивают
возможность автоматизации раскроя.
МЕХАНИЧЕСКОЕ РЕЗАНИЕ УНИВЕРСАЛЬНЫМИ
ИНСТРУМЕНТАМИ. Механический способ резания швейных
материалов с помощью универсальных инструментов получил
наибольшее распространение.
Режущие инструменты (нож) обычно имеют форму лезвия
в виде клина. Разрушение материала резанием осуществляется
движением ножа на материале или материала на нож. В
зависимости от характера движения инструмента угол резания
может быть равен углу заточки ножа или меньше его.
Соотношение этих углов влияет на чистоту срезанного слоя материала и
усилие резания.
Угол резания зависит от скорости перемещений ножа,
материала и расположения лезвия ножа по отношению к
разрезаемому материалу. Чем меньше угол резания, тем выше чистота
среза кроя и меньше усилие резания. Резание швейных
материалов можно выполнять способами ножа, пиления и ножниц.
Каждый из них имеет свои преимущества и недостатки.
Наиболее распространенным для вырезания деталей из одного
полотна является резание ножницами, а для настилов — резание,
пилением.
Резание материалов ножом характеризуется тем, что
движется только нож с односторонней или двусторонней заточкой
по линии резания материала. Режущий инструмент
взаимодействует с материалом при резании под различными углами
наклона режущей кромки к плоскости разрезаемого материала.
При этом лезвие ножа испытывает сопротивление материала
смятию, раздвиганию нитей материала и усилие трения ножа
о материал. Следовательно, усилие резания зависит от
состояния режущего инструмента и свойств материала. Усилие
резания понижается при уменьшении толщины материала и угла
заточки ножа. При движении ножа под прямым углом к
плоскости материала угол резания ар (рис. 204) равен углу
заточки а3. Для уменьшения угла резания подачу ножа на
материал следует осуществлять под углом у к линии разрезания
материала. При сравнении двух подобных прямоугольных
треугольников abiCj (при угле наклона ножа, равном 0°) и аЪс
(при угле наклона ножа, равном у) получим tgap=tga3 ас^ас.
"В прямоугольном треугольнике ассх ac\jac = cosy, который
всегда меньше 1, следовательно, tgap=tga3cosY и tgap<
<tga3.
При движении ножа под углом к плоскости материала воз-
300
иикает нежелательное усилие сдвига материала относительно
ножа. Из рисунка видно, что сила Р, действующая на материал
при наклоне ножа под углом у, раскладывается на усилие
резания Рр и усилие сдвига Рсд.
Из параллелограмма разложения силы Р следует, что Pv —
= Pcosy, Pce=/3sinv. При увеличении угла у Рсл резко
возрастает, поэтому угол наклона ножа к линии резания должен
быть не более 40°.
Резание ножом применяют для прорезания петель, для обрезания конца
яолотна при настилании материалов. Сдвигающие усилия требуют постоян-
•1ч
Рис. 204. Схема резания
материалов ножом
Рис. 205. Схема резания
материалов методом
пиления
яого закрепления материала во время разрезания. Поэтому при прорезании
отверстия для петли ножом петельной машины материал закрепляют
прижимной лапкой, а при обрезании полотна в¦пастиле конец полотна
прижимают концевой линейкой.
Резание материалов пилением осуществляется движением
яожа в двух направлениях относительно настила материала.
Резание происходит при движении ножа машины
перпендикулярно поверхности настила и движении машины или
разрезаемого материала вдоль линии разрезания. Относительно большая
скорость движения ножа в вертикальной плоскости
обеспечивает чистоту срезаемого слоя и небольшие усилия резания
(рис. 205).
Если разрезать настил при движении ножа только в
горизонтальной плоскости, то ар = а3. За время t точка А проходит
путь, равный отрезку AA{ — Sh При одновременном движении
ножа в вертикальном и горизонтальном направлениях нож
входит в материал наклонно к направлению разрезания под углом
р. Точка А за это же время t в данном случае проходит путь
S2 = AA2, который больше пути Su так как общая скорость
движения vo = Vvl + v\ ¦ Из прямоугольного треугольника
301
AAiA2 получим AA2=AAi/cosp, a cosp<l, следовательно,
AA2>AAi. В прямоугольных треугольниках AiABt и A2AB2
При одной и той же продолжительности резания Si = vrtt
a S2 — vot, следовательно,
и
ПОЭТОМУ Or/ tg —— = Уо^
2 " " 2
Из полученного равенства следует
Так какиг<Уо, то vr/v0<l,n, следовательно, tg-
2 ° 2
т. е. угол резания ар меньше угла заточки аэ.
Пример. При а3=20°, ив=15 м/с и иг=0,15 м/с, аР=0°5'. Благодаря тому
что ар<а3, разрезание настила машиной осуществляется с меньшими
усилиями, чем при движении ножа только в одной плоскости.
При ав = 0 работа резания Ai=SiPlf или Ai = vrtPu Если
ОпФО, то работа A2 = S2P2, или Л2 = о0^2- Считая, что
затраченная работа одинакова, т. е. А\=А2, можноv написать, что
vitP]^=votP2, или P2 = vrP}/vo, но так как vr/v0<l, то Р2<Р\,
т. е. усилие резания Я2 при комбинированном двилсении ножа
меньше усилия резания Pi при движении ножа только в
горизонтальной плоскости.
Резание методом пиления используют при вырезании
деталей из настилов материалов раскройными передвижными и
стационарными машинами. В машинах с
возвратно-поступательным (в машине с прямым ножом) и поступательным
(в ленточной машине) движением ножа все точки режущей
кромки ножа по всей толщине настила совпадают с линиями
разметки деталей на верхнем полотне. Это обеспечивает
совпадение размеров деталей верхних и нижних полотен настила.
Машины с прямым ножом обладают большой маневренностью
благодаря небольшой ширине ножа, однако чистота
получаемых срезов невысокая из-за наличия возвратных движений
ножа, при которых нарушается сцепление полотен в настиле.
В связи с этим машины с прямым ножом применяют для
рассечки настилов на участки, а также для вырезания крупных
деталей из материалов с большим коэффициентом трения и
сцепления волокон. В процессе работы машины угол резания может
изменяться в зависимости от скорости ее движения. При
вырезании крупных деталей машиной с прямым ножом скорость
302
перемещения машины снижают (vT значительно меньше ув):
поэтому угол резания значительно уменьшается, обеспечивая
чистоту среза. Для окончательного вырезания деталей из частей
настила применяют ленточные машины. Они имеют более
высокую производительность и обеспечивают большую чистоту
среза благодаря увеличенной скорости только поступательного
движения ножа. Небольшая ширина A5 мм) ножа
обеспечивает высокую маневренность машины при вырезании деталей
любых контуров. Кроме того, применение ленточных машин'
повышает оборачиваемость настилочных столов. Однако
стационарность машины требует ручную подачу материала на нож при
вырезании деталей. Это определяет
промежуточную операцию
рассекания настила на части, которые ра-
бочий в состоянии перемещать при
вырезании деталей на ленточной
машине.
Резание материалов ножницами
(рис. 206) осуществляется двумя
режущими лезвиями, расположен- рИс. 206. Схема резания мате-
ными по обеим сторонам материя- риала ножницами
ла. Сначала в материале
возникают деформации смятия, а при дальнейшем продвижении
лезвий — деформации среза. Этот способ применяют для
разрезания материалов небольшой толщины, так как усилия резания
возрастают пропорционально увеличению толщины материала.
Угол раствора ножниц у зависит от толщины разрезаемого
материала. Из прямоугольного треугольника ABC следует, что
где ВС — половина толщины материала.
Для осуществления резания усилие Р, прикладываемое
к ножницам, раскладывают на усилие резания материала Рр
и усилие сдвига материала Рсд.
] PD = Pcos-*—, Рсд = Р sin-^-•
2 2
Общие усилия, прикладываемые к ножницам, составляют
2Р, поэтому усилия резания и сдвига также удваиваются. По
значениям усилий видно, что при увеличении угла раствора
ножниц, а следовательно, и толщины материала, усилие сдвига
увеличивается и ухудшается качество резания.
Ручные рычажные ножницы являются наиболее
универсальным инструментом для резания швейных материалов и
широко применяются в производстве одежды по
индивидуальным заказам. Несмотря на универсальность и хорошее
качество среза, ручные ножницы не обеспечивают высокую произ-
303-.
водительность. В электрических ножницах и машинах
с дисковым ножом принцип резания ножниц заменен
комбинированным, что позволяет относительно повысить
производительность при раскрое.
При комбинированном резании один нож крепится на
платформе неподвижно, а второй выполнен в виде вращающегося
диска или многогранника. В электрических ножницах нож
имеет восьмигранную форму, каждая грань которого
соприкасается в начальной точке с неподвижным ножом, образуя нож-
Рис. 207. Схема
резания настила
машиной с вращательным
движением ножа
Рис. 208.
Определение высоты настила
при резании
дисковым ножом
яицы. Частота вращения диска-ножа намного больше скорости
поступательного движения, поэтому дисковый нож режет и по
принципу пиления.
Машины с дисковым ножом предназначены для рассекания
на части настилов. Чистота получаемых срезов при вырезании
дисковым ножом выше, чем при использовании машины с
прямым ножом, так как при вращении диска-ножа происходит
дополнительное уплотнение слоев настила по линии резания. При
вращательном движении ножа его режущая кромка по толщине
настила проходит по кривой наклонной линии ВС (рис. 207),
т. е. радиус контура верхнего и нижнего полотен настила
неодинаков из-за дисковой формы ножа. В одно и то же время нож
на верхнем полотне настила находится в точке В, а на
нижнем — в точке С. Радиус контура, соответствующий точке В,
равен /?, а в точке С — R + AR. При разрезании настила по
прямолинейным контурам нож движется вдоль линии, не вызывая
бокового сжатия материала. При разрезании по
криволинейным контурам нож движется по касательной к линии контура
детали, вызывая боковое сжатие и отгибание материала.
304
Форма дискового ножа допускает вырезать детали только
с малой кривизной из настилов небольшой высоты. Если
известна кривизна контура детали, размеры дискового ножа и
необходимая точность вырезания, то можно заранее установить
допустимую высоту настила (рис. 208). Высоту настила
определяют в зависимости от параметров ножа, мм:
h = r—(AF + DE) = r — (rcosp-fz),
или h — r{\—cosp)—Z,
где г — радиус диска ножа, мм; р* — угол между вертикальной линией и
линией, соответствующей верхней точке В настила, град; Z —глубина
погружения ножа в платформу машины, мм.
На рисунке видно, что L — BF— CD. Эти отрезки находят
из соответствующих треугольников ABF и ACD, где BF—
= rsinf}, CD = r sin а, следовательно, L = rsin|} — г sin а, откуда
sin p= (L + rsma)/r. Угол а можно определить по cos а,
который находят из треугольника ACD:
cos a ~ A Dlr, или cos а = (г—Z)lr.
По таблицам определяют угол а и sin а, значение которого
подставляют в формулу sin р = (L+r sin а)/г. Величина L
зависит от кривизны контура детали, поэтому из треугольника
Л\ВуС\ находят
—р, или L
По sin p находят cosp и затем высоту настила h.
Все способы механического резания универсальными
инструментами относятся к последовательной обработке, так как
ржание происходит последовательно в соответствии с
различными контурами деталей на полотне.
Технологическая характеристика раскройных машин дана
и табл. 7.
МНХЛНИЧиСКОЕ РЕЗАНИЕ СПЕЦИАЛЬНЫМИ
ИНСТРУМЕНТАМИ. Резание специальными инструментами
относится к более эффективным способам раскроя материалов.
Они позволяют вырезать детали параллельным методом
обработки.
Вырубание деталей из настила относится к процессам
резания материала ножом и осуществляется на специальных
прессах. При вырубании в качестве режущего инструмента
применяют резаки (стальной нож), имеющие форму выкраиваемых
деталей. Это исключает копирование контуров деталей на
иерхпсм полотне настила. При вырезании резак сначала сжи-
млет слои настила и затем только разрезает сжатый материал
(рис. 209). Сжатие, или уплотнение слоев, достигает 70—80%
общей иысоты настила. При высоких настилах в
первоначальный момент верхние слои несколько сдвигаются, происходит
выпучивание слоя внутри резака, поэтому после вырезания
U Заказ J* 23I3 305
Табл. 7. Технологическая характеристика раскройных машин
Машина
Назначение
Движение
ножа
Угол
заточки,
град
Ширина, мм
Средняя
частота
вращения
ножа, м/с
Высота
настила, мм
Масса, кг
Примечание
ЭЗМ-2 Для рассекания Возвратно-
с верти- настилов и выре- поступа-
кальным зания крупных де- тельное
ножом талей из
материалов натуральных
волокон И/
трикотажных полотен
Передвижные машины
18 20—22
2.8
До 100
14
Cs-529-l-K То же, для белье-
с верти- вых изделий, верх-
кальным ней одежды и из-
ножом делий из
искусственных материалов
То же
20
20
2 о
До 130
9,1
Cs-530 To же, для тяже- Возвратно-
с верти- лых материалов и поступа-
кальным трикотажных по- тельное
ножом лотен
20
22
О Q
До 160
18
ЭЗДМ-1 То же, для деталей Вращатель-
с дисковым несложной конфи- ное, вто-
ножом гурации из легких рой нож
материалов нату- неподви-
ральных волокон и жен
трикотажных
полотен
9, Диаметр
неподвиж- ножа —
ного — 30 120
9—10
20-25
Продолжение табл. 7
Машина
Назначение
Движение
ножа
Угол
заточки,
град
'Ширина, мм
Средняя
частота
вращения
ножа, м с
В ысота
настила, мы
Масса, кг
Примечание
ЭЗДМ-2
с дисковым
ножом
То же, из матери- Вращатель-
алов с синтетиче- ное, вто-
скими волокнами рой кож
и трикотажных по- неподви-
лотен жен
15
Диаметр
ножа—120
9—10
До 20
7,2
Cs-539-Ш То же, для платье-
с дисковым вых, бельевых, под-
ножом кладочных
материалов
То же
100
До 25
Стационарные ленточные машины
РЛ-ЗЛ Для вырезания да- Поступа-
четырех- талей из материа- тельное
шкивная лов натуральных сверху
волокон и с добав- вниз
лением не более
30 % химических
волокон
18—20
15
20
До 250
420
Длина
рабочего
вылета
1256 мм
РЛ-ЗБ То же, для сикте-
четырех- тических материа-
шкивная лов и материалов
с добавлением
более 30 %
химических волокон
То же
18—20
15
8—18
До 250
445
То же
Машине
Окончание т а б л. 7
Назначение
Движение
ножа
Угол
заточки,
град
Ширина, мм
Средняя j
частота | Высота
вращения | настила, мм Масса, кг
ножа, м,с | !
Примечание
РЛ-4
четырех-
шкивная
РЛ-5
четырех-
шкивная
То же, для
материалов, имеющих
повышенное
сопротивление к
резанию, включая
дублированные и с
пленочным
покрытием
То же, для .мелких
деталей из
различных материалов
Поступательное
сверху
вниз
То же
18—20
15
20
До 250
18—26
15
До 120
600 Длина
рабочего
вылгта
1000 мм
180
Длина
рабочего
вылета
600 мм
S-50
электрические
S-52
электрические
Л 527-74/1,
механические
Для вырезания де- Враща-
талей из одного- тельное,
двух полотен на- второй нож
стила
неподвижен
То же, для
различных материалов из
натуральных и
синтетических волокон
То же, для
различных материалов и
трикотажных
полотен
То же
Ножницы
Диаметр
50
То же
5—7
8—10
До 12
0,7
0,75
0,65
Подвижной
нож в виде
восьми) ран'
ного или
круглого
диска
Нож
в виде
восьмигранного диска
размеры деталей верхних слоев оказываются больше нижних.
Однако при раскрое малодеформирующихся материалов и
материалов с клеевым покрытием отклонения в размерах деталей
незначительны.
При вырубании требуются прессы с большим давлением
между подушками, поэтому их целесообразно применять при
вырезании деталей небольших
размеров (рукавицы, плечевые
накладки, детали корсетных изделий,
прокладки в воротники сорочек
и др.).
Одновременно с этим
применение прессов экономически
оправдано ТОЛЬКО при выпуске деталей ИЛИ Рис- 209- Вырубание деталей
изделий большими партиями без
изменения режущего инструмента. Поэтому вырубание деталей
швейных материалов не может быть широко использовано,
несмотря на повышение производительности труда.
При катковом и ротационном способах резания
применяют групповые резаки, т. е. резаки, закрепленные на плите по
форме вырезаемых деталей. При катковом способе детали
вырубаются из одного полотна материала / (рис. 210), который
Рис. 210. Схема процесса вырубания деталей Катковым способом
продвигается между плитой с резаками и валиками путем
прижимания материала к режущей кромке резаков. Точность
вырезания при катковом способе повышается, а усилие резания
уменьшается по сравнению с вырубанием деталей из настила
на прессе, поэтому можно использовать резаки более легкой
конструкции. Материал продвигается между плитой с резаками
// и валиками 9 и 10 путем прижимания материала к режущей
кромке резаков. Для создания давления к а резаки
воздействуют нажимные валики 12 и 13, Материал из рулона в зону
раскроя проходит через направляющие
ков 3—8.
и систему вали-
При ротационном (валичном) способе материал
продвигается между двумя вращающимися валами, на одном из них
(ножевом) прикреплены резаки. Второй вал обеспечивает
прижимание материала к режущей кромке резаков. Вырубленные
детали остаются на валу или сбрасываются с него.
Катковый и ротационный способы эффективны только для раскроя
деталей изделий, выпускаемых большими партиями. Непрерывность раскроя
деталей из полотна материала обеспечивает возможность автоматизации
раскроя при высоком качестве кроя деталей.
Резание гидроструйным способом представляет собой
процесс резания материалов струей жидкости, движущейся под
давлением со сверхзвуковой скоростью из сопел специальной
конструкции. Резание гидроструей за-
К источнику висит от целого ряда факторов и лара-
бысото напряжения . метров процесса резания, от свойств
обрабатываемых материалов и
используемой жидкости для резания.
ТЕРМОФИЗИЧЕСКОЕ РЕЗАНИЕ
БЕСКОНТАКТНЫМ СПОСОБОМ.
Бесконтактные способы обладают
большей универсальностью по
сравнению с механическим резанием специ-
Рис. 211. Схема резания альными инструментами и обеспечи-
электроразрядом вают высокую производительность
процесса резания.
Резание электроразрядом основано на использовании в
качестве режущего инструмента электрического разряда с
получением эффекта электрической эрозии. Разрушение материала
по линии разрезания производится с предварительным
нанесением на нее токопроводящего вещества — графита / (рис..
211), к которому присоединяется подвижной электрод 2. Второй
электрод 3 располагается над другим концом графитовой
линии. К электродам подводится ток высокого напряжения, под
действием которого материал под графитом сгорает. Для
пробивания отдельных отверстий электроразрядом могут быть
использованы неподвижные электроды в виде игл.
По линии разрезания материалов из натуральных волокон
образуется - зона повреждения, а из синтетических
материалов — срезы оплавляются, что предотвращает их от осыпания.
Скорость' резания и качество линии резания с помощью
электроразряда значительно ниже, чем при резании
плазменным и лучевым способами.
Плазменный способ основан на использовании в качестве
режущего инструмента плазменной дуги, тепловая энергия
которой прогревает разрезаемый материал до температуры потери
прочности.
Плазменное состояние вещества представляет собой
источник энергии с особо высокой температурой (до 40 000 °С). Для
310
Практических целей в швейном производстве такая температура
не требуется, поэтому для резания используют
микроплазменную дугу (струю). Микроплазменная дуга генерируется
плазмотроном и характеризуется малыми токами (до нескольких
десятков ампер), меньшей мощностью разряда, факел плазмы
может быть диаметром менее 1 мм.
Плазменная дуга получается при дуговом разряде между
электродами и отжатии столба (продувкой газа) газа аргона
или смеси его с другими газами. Большое значение имеет
центральная струя пламени (плазменный шнур), образуемая при
сжатии пламени магнитным полем дуги или внешним
охладителем. Характерной особенностью микроплазменного способа
резания материалов является то, что качество линии резания
практически не зависит от скорости подачи плазмы, ширина
резания может быть 0,5 мм. Защитный газ, подаваемый через
специальное сопло, защищает от обугливания разрезаемые
участки материала.
Исследования, проводимые в Киевском технологическом институте,
показали, что можно создать систему непрерывного раскроя материалов с
использованием микроплазменной дуги. Перемещение материала и управление
режущим инструментом можно осуществлять автоматически с применением
ЭВМ.
Лучевой способ основан на использовании в качестве
режущего инструмента луча лазера, тепловая энергия которого
сжигает материал по заданной линии.
Лазеры — это оптические квантовые генераторы, усиливающие
электромагнитные колебания за счет индуцированного излучения. Сущность
лазерного излучения состоит в том, что атом, переходя в более высокое
энергетическое состояние, излучает энергию самопроизвольно. Для возбуждения
атомов к системе подводится электромагнитная энергия (подкачка) по
длине волны, отличающейся от длины волны излучения. При
самопроизвольном излучении фотоны испускаются атомом, что усиливает световую
волну. При достаточно большом усилении часть пучка света выходит в виде
мсшохроматичного луча, обладающего высокой когерентностью во времени.
Исследования по изучению возможности луча лазера
показали, что для раскроя швейных материалов в качестве
излучателя в оптических квантовых генераторах следует применять
газ СО2.
Наиболее важными факторами, влияющими на качество
резания, являются плотность мощности луча в фокусе, диаметр
фокального пятна, скорость перемещения, толщина и плотность
материала, вид волокна материала.
В настоящее время лазерное оборудование начинают включать в
технологические комплексы и линии. Создана лазерная технологическая
установка «Катунь 1», которая позволяет перемещать режущий инструмент —
луч газового лазера по поверхности настила через оптический резак. Резак
с помощью специального механизма плавания постоянно находится над
поверхностью настила в процессе раскроя и фокусирует на нее лазерный
луч. Излучение лазера передается на резак с помощью системы зеркал.
ЗЦ
При резании токйми высокой частоты и ультразвуком
используется термомеханическое резание.
При резании токами высокой частоты в результате действия
поля переменного электрического тока высокой частоты на
материал с полярной структурой тепло образуется внутри
разрезаемого материала. Последний при нагревании переходит в вяз-
котекучее состояние и разделяется под воздействием
небольшого усилия. В швейном производстве ТВЧ в сочетании со
сваркой и резанием могут применяться для изготовления
изделий из поливинилхлоридных пленок.
При раскрое ультразвуком материал разрезается вследствие
повторяющихся импульсов. Этот способ применяется в
сочетании со сваркой. Одним из недостатков устройства, режущего
ультразвуком, является быстрый износ режущей кромки и
раскрой только по прямой линии.
Каждый из рассмотренных способов раскроя швейных материалов имеет
свои достоинства и недостатки. Наиболее перспективными способами
являются резание лучевым и плазменным способами при внедрении в
производство автоматизированных установок с программным управлением
раскроя. Автоматизированный раскрой швейных материалов может
выполняться с помощью раскройных комплексов, в которые могут входить
устройства для автоматического обмера фигуры, построение чертежей
деталей с необходимыми припусками и раскроя материала. Применение новых
методов автоматизированного программного раскроя материалов увеличит
производительность труда, снизит трудоемкость технологического процесса
подготовительно-раскройного производства.
§ 4. ПРОЦЕССЫ ПОДГОТОВИТЕЛЬНОГО
И РАСКРОЙНОГО ПРОИЗВОДСТВА
Процессу выкраивания деталей из полотен
материала предшествует подготовительный процесс производства,
который заключается в приеме заказов на изготозление
изделий, подготовке технической документации и соответствующих
материалов для выкраивания деталей изделий.
ПРИЕМ ЗАКАЗОВ. Характерной особенностью
изготовления одежды по индивидуальным заказам является ее
неповторимость и полное соответствие размерным характеристикам
фигуры и требованиям заказчика. Заказы на одежду
принимают в специально оборудованной контактной зоне предприятии
(салоне, приемном пункте).
Выбор фасона для одежды по индивидуальным заказам
в соответствии с направлением моды, выбранным материалом,
внешними данными заказчика по форме, силуэту,
художественному оформлению и т. п. в ателье высшего и первого разрядов
осуществляется при консультации художника, в ателье второго
разряда — при консультации закройщика. В салоне обязательно
должны быть современные журналы мод, образцы материалов,
отделок, каталоги моделей, образцы моделей и др.
Прием заказов по готовым образцам на комплект одежды
осуществляется при наличии образцов в салоне, по которым
художник-консультант помогает заказчику выбрать
соответствующий комплект.
Выбор фасона на одежду-полуфабрикат осуществляют по
представленному в салоне большому числу изделий,
разнообразных по ассортименту материалов, размерам, длинам и
фасонам. При выборе определенного изделия художник определяет
соответствие его облику заказчика по фасону, фактуре и цвету
материала. Закройщик уточняет длину и посадку изделия на
. фигуре заказчика.
При обновлении одежды закройщик устанавливает
возможность и степень ее обновления (частичный или полный
перекрой, с перелицовкой или без нее, использование
дополнительного материала и др.). Выбрать фасон обновляемой одежды
помогает художник.
Измерение фигуры заказчика производят контактным
способом с помощью сантиметровой ленты, измерительным жилетом-
макетом, механическими контактными полуавтоматами,
антропометрами.
Наиболее распространенный способ измерения посредством
сантиметровой ленты, которой закройщик обмеряет фигуру человека, очень простой,
но не гарантирует точность измерений и не дает полных сведений о
фигуре.
Измерительный жилет-макет позволяет изготовлять изделие без
примерок, так как за счет наличия самозакрепляющихся застежек на полочках
и спинке жилета фиксируют размеры фигуры и форму будущего изделия.
Процесс снятия измерений фигуры с помощью жилета трудоемок, так как
необходимо выбрать конструкцию жилета, наиболее соответствующую типу
фигуры заказчика и установить баланс жилета на фигуре.
Механические полуавтоматы фиксируют с помощью выдвижных штоков
или контактных скоб и линеек размеры на характерных участках фигуры
и автоматически регистрируют результаты обмера. Полуавтоматы точнее
документируют данные о фигуре человека и исключают влияние
квалификации закройщика при измерении фигуры. Но они не дают полных
сведений о фигуре за счет фиксации измерений только ее определенных участков.
Универсальный программно-технологический комплекс ПТК-100
позволяет аптоматизировать процесс измерения фигуры с помощью
автоматического тпнгеппиалыю-ленточного антропометра. Автомат вращает вокруг
фигуры гибкую ленту, ведомую перемещением роликового блока по
вертикали, что приводит к непрерывному обкатыванию фигуры по спиралевидной
траектории. Благодаря множеству расчетов после вычислений компьютером
обмеряемая фигура фиксируется в виде набора горизонтальных сечений
с определенным шагом по высоте.
С помощью ЭВМ строятся продольные линии координатной сетки на
поверхности фигуры и создается пространственная модель фигуры.
Оформление заказа начинают с составления паспорта
заказа, который является основным документом при раскрое и
изготовлении изделий. После выбора фасона
художник-консультант в паспорте заказа выполняет рисунок изделия, словесное
описание особенностей фасона и указывает перечень
усложняющих элементов. Измерения фигуры заказчика приемщик
3!3
записывает в паспорт во время проведения измерений
закройщиком.
Если заказ выполняется из материала заказчика, то при
оформлении заказа подготовляют материал к раскрою. Отрезы
материалов промеряют по длине и ширине, проверяют их
качество, устанавливают основной волокнистый состав и
стоимость материала. На основе этих данных закройщик
определяет возможность использования материала на выбранный
фасон заказанного изделия.
При приеме заказа на ремонт изделий приемщик определяет
объем и возможность ремонта перед оформлением заказа и
устанавливает степень износа изделия.
Стоимость услуг определяется по прейскуранту Б-01 @1-15)
на изготовление швейных изделий по индивидуальным заказам.
В прейскуранте установлены цены на изготовление швейных
изделий дифференцированно по категориям предприятий
(высшего, первого, второго разрядов, мастерские) и по группам
материалов в зависимости от трудоемкости их обработки.
В зависимости от числа усложняющих элементов стоимость
изготовления изделия может быть различна. Усложняющие
элементы сгруппированы по трудоемкости и сложности выполнения
и выделены в три группы усложняющих элементов. К первой
группе относятся более простые элементы, принимаемые за
один усложняющий элемент (рельефы, пояс, манжеты и др.),
ко второй группе — принимаемые за два элемента
(пояс-кулиска, отлетная кокетка и др.), к третьей группе —
принимаемые за четыре элемента (сложная драпировка платья,
подкладка из натурального меха, съемная пелерина и др.), в
мужских сорочках усложняющие элементы третьей группы
принимаются за три элемента (пройма фигурная, квадратная и др.).
Оплата за особенности изготовления швейных изделий, не
отмеченные в усложняющих элементах прейскуранта,
предусмотрена в таблице надбавок к ценам прейскуранта.
Оформление заказов заканчивается заполнением квитанции в
соответствии с действующими инструктивными документами.
ПОДГОТОВКА МАТЕРИАЛОВ К РАСКРОЮ.
Индивидуальные заказы могут быть выполнены из отрезов материала,
готовых изделий, бывших в употреблении, или спорков,
принесенных заказчиком, и из материала предприятия.
Принятые готовые изделия проходят этап подготовки к
ремонту или перекрою деталей для обновления на специальном
участке распарывания и чистки. К подготовке относятся
отпарывание отдельных изношенных деталей, распарывание
отдельных узлов одежды для дальнейшего его ремонта или
распарывание всех швов изделия для полного перекроя. Детали чистят
по швам и проутюживают. Эти операции выполняют на рабочих
местах, снабженных местным отсосом пыли и ниток, используя
приспособления, инструменты и малогабаритные механические
314
щетки для чистки швов. При чистке изделий, изготовленных
с применением клеевых материалов, следы клея с поверхности
материала удаляют соответствующими его растворителями.
Очищенные детали подвергают влажно-тепловой обработке при
соблюдении режимов в зависимости от волокнистого состава
материала.
Изготовление одежды или ее отдельных деталей
(утепляющая, бортовая прокладка и др.) из материала предприятия
снижает материалоемкость изделий. Использование материалов
предприятия позволяет совершенствовать процессы
подготовительно-раскройного производства.
Материал поступает в упакованном виде. Куски свернуты
в рулоны или сложены «в книжку», широкие материалы в
рулонах сложены вдоль посередине для лучшей
транспортабельности. Грубосуконные материалы поступают обычно в мягкой
упаковке, чтобы предохранить их от загрязнения. Ворсовые
(вельвет, плюш и др.) и шелковые материалы поступают в
жесткой упаковке, когда рулоны, завернутые в бумажный или
упаковочный материал, дополнительно закреплены деревянными
прокладками. Разгрузка материалов с доставившего их транспорта
и подача его в распаковочную зону подготовительного цеха
являются трудоемкими операциями. При больших объемах
централизованного подготовительного производства разгрузка
и подача материалов должны быть механизированы. В
большинстве случаев используют подъемно-транспортные средства,
конструктивно связанные со складским помещением, такие, как
скаты со свободным пробегом груза за счет определенного угла
наклона ската или пластинчатые и ленточные конвейеры.
Разгружать материал можно с помощью подъемно-транспортных
средств свободного перемещения, если складское помещение
связано эстакадой через проем в стене. Материал нагружают
на лотковую тележку, которая с эстакады перемещается в зону
распаковки с помощью штабелера с подъемной платформой.
Перед распаковкой проверяют соответствие номера и числа
кусков в кипе сопроводительному документу. Кипы материалов
подвергают распаковке и куски укладывают штабелями на
поддоны или в лотковые тележки. Для вскрывания проволочной и
ленточной упаковки кип или рулонов применяют специальные
ножницы для распаковки кип материалов.
В зону временного хранения поддоны со штабелем
доставляют с помощью электротележек или ручных тележек с
подъемной платформой, лотковые тележки и поддоны могут быть
доставлены с помощью штабелера. При наличии штабелера
хранение материалов на поддонах или в тележках возможно
в секциях двухъярусных стеллажей. При таком способе
экономится площадь зоны временного хранения.
Качественная и количественная приемка материалов
проводится для проверки соответствия сортности, указанной в марки-
315
ройке куска, для отметки дефектов и для получения более
полных размерных характеристик кусков материалов (длина,
ширина, длина бездефектных участков кусков).
Качество материалов контролируют в соответствии с
государственными стандартами при внешнем осмотре их
поверхности с лицевой стороны во время равномерного движения
материала по столу или экрану разбраковочной машины. При
этом выявляют дефекты. Их отмечают ниткой или мелом; на
кромке в соответствующем месте также делают отметку
полоской материала или цветной ниткой. Дефект, распространенный
по леей ширине материала, отмечают как условный разрез.
Одновременно для облегчения работы в раскройном цехе
отмечают направление ворса или начеса на материале на обоих
концах куска.
Сорт материалов определяют по сумме баллов оценок за
распространенные местные дефекты внешнего вида и за
показатели физико-механических свойств. Качество материалов по
физико-механическим свойствам определяют лабораторным
путем по стандартным методам испытаний.
Количественная приемка материалов заключается в
измерении ширины и длины куска материалов с точностью до 10 мм.
Более точное и правильное определение ширины и длины
кусков необходимо для рационального использования куска при
раскрое.
Ширину куска проверяют через каждые 3 м. Фактическую
ширину куска материала платьевой, сорочечной групп и
подкладочных материалов устанавливают по минимальной ширине,
если она встречается не менее 2—3 раз на протяжении 40 м,
шерстяных (пальтовых и костюмных) — по наиболее часто
встречающейся ширине, дополнительно отмечая минимальную
и максимальную ширину куска.
Измеряют длину всего куска и между дефектами.
Фактические размеры проставляют в паспорте куска. При
несоответствии фактических данных по качеству и количеству материала,
указанному в сопроводительных документах, оформляют акт
и предъявляют претензии поставщикам в течение определенного
срока.
Качественная проверка и измерение длины и ширины куска
обычно осуществляются одновременно на механизированных
столах или браковочно-промерочных машинах.
Механизированный трехметровый промерочный стол (рис. 212) имеет две
измерительные линейки: одну на правом конце для измерения
ширины материала, другую вдоль по краю для измерения длины
оставшегося конца куска менее 3 м. Длину куска измеряют,
делая отметки через каждые 3 м механическим отметчиком при
помощи мелового карандаша. Промерочный стол снабжен
намоточным приспособлением, обеспечивающим наматывание
материала в рулон после измерения на вращающийся вал. Стол
316
?
снабжен счетчиком числа трехметровых длин в куске. Точность
измерения длины куска находится в пределах ±0,5—0,8 %
длины за счет неточного совмещения отметок на материале
с нулевым делением на столе и различной толщины меловых
отметок. На погрешность результата длины куска также влияет
способность материала к растяжению при продвижении его по
поверхности стола. При совмещении измерения куска
материала с контролем его качества скорость продвижения
материала по поверхности стола снижают
в 2—3 раза. Промерочный стол
целесообразно использовать на
предприятиях небольшой мощности при
наличии широкого ассортимента материа
лов.
Для измерения длины куска к
установления координат расположения
дефектов возможно использовать более
производительную промерочную
машину с регистрацией длины счетчиком 3 (рис. 213), связанным
с транспортирующей лентой 2. Образование запаса материала
перед транспортером, синхронное вращение намоточных валов 5
и б и скорости транспортера обеспечивают минимальное
натяжение материала при его движении, а следовательно, более
точные показания счетчика длины и качественное наматывание ма-
4 6
Рис. 212. Схема
механизированного промерочного
стола
3 2
Рис. 213. Схема промерочной машины
териала в рулоны. Координаты расположения дефектов
определяются с помощью визирного устройства /. Конечной операцией
при измерении длины куска является сматывание материала
в рулон 4 на вращающийся вал. От качества выполнения этой
операции зависит сохранение стабильных линейных размеров
куска в процессе хранения. Этому способствует получение
рулона с равномерным, достаточно плотным прилеганием слоев
материала друг к другу. Форма рулона должна быть близка
к цилиндрической без образования конических форм с торцовых
317
сторон куска. Плотность наматывания в рулон зависит от
натяжения материала и его физико механических свойств.
Промерочные машины как наиболее производительные
можно использовать в централизованном подготовительном
производстве крупных объединений.
Для контроля качества больших партий материала с
одновременным измерением линейных размеров применяют брако-
вочно-промерочные машины: БПМ-2 — для контроля и измере-
Рис. 214. Схемы
устройств для
разматывания рулонов материала
2 3 5
Рис. 215. Схема браковочной
машины
ния узких материалов (до 1200 мм); БПМ-3 — для широких
материалов (до 1500 мм); универсальная машина УПРО-1 —
для широких материалов (до 1800 мм). Несмотря на
имеющееся разнообразие типов машин, принцип их действия
аналогичен и они имеют много одинаковых устройств — это
устройство для разматывания рулонов материала, наклоненный
под углом 70—80° просмотровый экран, устройство для
подсчета длины куска материала и устройство для наматывания
материала в рулон или укладывания его в свободном состоянии
«в книжку». При прохождении материала через все эти
устройства машины в нем возникают деформации растяжения. При
разматывании рулонов наименьшие деформации растяжения
обеспечивают ленточный транспортер (рис. 214, а) и двухбара-
баниый механизм (рис. 214, б).
Значительное влияние на растяжение материала оказывает
система валиков, направляющих полотно материала к
смотровому экрану (чем меньше число направляющих валиков, тем
меньше деформация растяжения). Смотровой экран должен
318
иметь гладкую ровную поверхность. Его выполняют из
оргстекла, снижающего заряды статического электричества при
движении материала по экрану. Способствует значительному
растяжению материала также намоточное устройство после
прохождения полотна по экрану, поэтому наименьшее
растяжение материала возникает при укладывании его в свободном
состоянии — «в книжку».
Измерение ширины материала осуществляют с помощью
фотоэлектронного устройства, связанного со счетно-печатаю-
щим аппаратом. Подсчет длины куска производят контактным
и бесконтактным способами. При контактном способе в брако-
ночно-промерочных машинах для измерения длины служит
измерительный диск, получающий вращение от контакта с
движущимся материалом. Ось диска связана со счетно-печатающим
устройством, фиксирующим длину куска. При бесконтактном
способе в промерочных машинах счетчик длины фиксирует
линейное перемещение цепи привода транспортера, с помощью
которого продвигается материал. Погрешность измерения длины
материала на промерочной машине составляет 0,06 %, а на
браковочно-промерочной машине с измерительным диском —
0,9%.
Для совершенствования качественной и количественной приемки на
крупных предприятиях с большим объемом подготовительных работ
целесообразно применять машины двух видов: браковочную для выполнения
контроля качества, измерения ширины и укладывания материала «в книжку*;
прожфочнуго для измерения длины, установления координат
расположении дефектов и сматывания материала в рулон (см. рис. 213).
Браковочная машина состоит из размоточных валов / и 2
(рис. 215) для вращения рулона материала 3, выравнивателя
5 материала по ширине перед подачей на смотровой экран 6,
транспортирующих валов 9, которые перемещают материал по
экрану и подают его на укладчик 10 для складывания «в книжкуэ
//. Скорость валов 9 синхронизирована со скоростью
размоточных валов. Резерв 4 материала обеспечивает минимальное
натяжение полотна при движении. Фотоэлектронное устройство 7
предназначено для измерения ширины материала. Для
освещения поверхности материала имеются светильники 8, а
смотровой экран имеет прозрачный участок с подсветом, создающий
хорошие условия для контроля материала.
Скорость движения материала регулируют в зависимости от
наличия дефектов, от цвета и сложности рисунка; она может
быть в пределах 10—25 м/мин.
Применение браковочной и промерочной машин
обеспечивает последовательно-параллельное выполнение всех операций
количественной и качественной приемки без затрат на
транспортировку рулонов материалов в этой зоне. Подачу материалов
в аону качественной и количественной приемки осуществляют
на поддонах или в лотковых тележках теми же подъемно-тран-
319
спортными средствами, что и для подачи в зону временного
хранения.
Для быстрого подбора необходимого материала в
раскройный цех для раскроя настилами, для отправки партий на
фабрики или в структурные подразделения куски материалов
целесообразно хранить скомплектованными по виду волокна,
по артикулам, расцветкам и ширине. Комплектование
выполняют после качественной и количественной приемки
материалов. Подбор кусков материалов по расчету их в настилы и для
отправки в структурные подразделения требует наличия адреса
каждого куска, поэтому хранение их в основной зоне
осуществляют поштучно на стационарных многоярусных полочных
стеллажах, стеллажах с ячейками для каждого куска,
обслуживаемых напольным рельсовым штабелером, оборудованным
раздельно-подъемной платформой для рабочего и захватным
устройством для лотковой тележки-накопителя с рулонами
материала.
На стеллажах куски материала располагают так, чтобы
ярлык каждого куска находился снаружи для удобства их
подбора. Хранение может быть также на автоматизированных
элеваторах, обеспечивающих механизированную загрузку и
выгрузку кусков материала из каждой люльки элеватора.
На предприятиях изготовления одежды по индивидуальным заказам
элеваторы могут быть применены при наличии больших партий пальтовых и
костюмных материалов.
Для нормальных условий хранения материалов в помещении
необходимо иметь хорошую вентиляцию, обеспечивающую
постоянную температуру A5—18 °С) и относительную влажность
воздуха F0—65 %). Кроме того, необходимо защитить
материал от моли, пыли, прямых солнечных лучей и т. д.
В зоне хранения должен быть определенный запас
материалов, обеспечивающий бесперебойное снабжение всех фабрик,
входящих в состав объединения, и централизованного
раскройного цеха. При широком ассортименте изделий регулярное
поступление материалов трудно обеспечить, поэтому запасы
должны быть на 10—15 дней. Для материалов, употребляемых
в небольшом количестве (бортовка, коленкор и др.), запасы
могут быть на 20—30 дней. Запасы материалов, употребляемых
посезонно, должны быть на 2—3 мес.
Декатирование материалов является одной из операций
влажно-тепловой обработки. Излишняя усадка затрудняет
процесс обработки изделий, вызывает перекосы, изменение
размеров изделия, дополнительный расход материалов на припуски
к деталям. Изделия, изготовленные из материалов с повышенной
усадкой, быстро теряют форму, как только попадают во
влажную среду (атмосферные осадки, химическая чистка, стирка).
Для швейного производства нужен материал, стабильный по
320
размерам, с очень небольшим процентом усадки A —1,5 %).
Поэтому при изготовлении одежды по индивидуальным заказам
в ателье высшего разряда обязательно дополнительное
декатирование материалов ручным способом или на декатировочном
аппарате.
Декатирование отдельных отрезов, принятых от заказчика
или отрезанных от куска в ателье, можно выполнять на
установке, енабженной переключением на декатирование и на
отпаривание изделий. Для получения пара могут быть использованы
отпариватели. Процесс декатирования осуществляется без
увлажнения водой, материал пропаривается паром в паровой
камере, а затем высушивается под нагретым барабаном.
Расчет кусков материалов в настилы производят в
соответствии с их паспортом, в котором имеются все данные о куске
и номер ячейки или яруса полки, где находится этот кусок.
Куски рассчитывают для изделий одежды-полуфабрикатов,
деталей приклада и подкладки, если их раскраивают в
централизованном раскройном цехе настилами. Куски материалов для
подачи в раскройный цех подбирают с картой расчета
материалов. При многонастильном расчете кусков (для изделий,
выпускаемых большими партиями) могут быть выполнены
дополнительные операции по разрезанию рулона материала на
полотна в соответствии с их длиной, определенной расчетом
кусков материалов, и комплектованию отрезанных полотен по
длинам настилов. Отрезают полотна от рулона ручным
способом или с помощью специальной мерильно-резальной машины.
Предварительное разрезание рулонов материала на полотна
устраняет влияние массы рулона и трения между полотнами
на растяжение материала в процессе настилания.
Для комплектования отрезанных полотен можно применять
колесные тележки или элеватор. Элеватор представляет собой
вертикально-замкнутый цепной конвейер с люльками, в каждую
из которых помещают полотна одного настила. Число люлек
в элеваторе соответствует количеству настилов одного расчета.
Вместо люлек можно использовать валики для намотки
полотен. Элеватор снабжен механизмом для намотки рулонов.
Для изготовления изделий по индивидуальным заказам
в ателье подбор материалов осуществляют по заявкам фабрик,
входящих в состав производственного объединения, путем
комплектования различных материалов для пакета одежды
(материалы верха, подкладки, меховые полуфабрикаты, фурнитура).
Одновременно отправляют на фабрики и готовые прокладочные
детали. При отгрузке отправляемых скомплектованных партий
материалов используют те же транспортные средства, что и
при приемке материалов в подготовительный цех.
Для ателье, расположенных в городе, целесообразно
использовать пакетный способ обеспечения материалами каждого
заказа, принятого от заказчиков из материала предприятия.
321
Пакетный способ заключается в том, что в соответствии с
заявкой от каждого ателье комплектуется материал верха,
подкладки, утепляющей прокладки и прикладные материалы для
каждого заказа в зоне комплектования подготовительного цеха
головного предприятия или центрального склада материалов
фабрики. При отправке партий материалов на фабрики,
расположенные в других городах, могут быть использованы
контейнеры, при отправке мелких партий в структурные
подразделения при небольших расстояниях используют малогабаритный
автотранспорт.
Совершенствование процессов подготовки материалов заключается
в комплексной механизации всего процесса, включая технологические
операции, транспортировку и хранение материалов. Механизация трудоемких
погрузочно-разгрузочных работ и технологических операций приводит к
минимальной потере времени на перекладывание кусков материалов при
передвижении их по участкам цеха, сокращению в потребности больших
физических усилий.
Предпосылкой для комплексной механизации служит организация
централизованных подготовительных цехов при головных предприятиях
производственного объединения.
Комплексная механизация операций, транспортных работ и хранения
материалов создает предпосылки в дальнейшем для внедрения
автоматизированных систем управления технологическим процессом. В массовом
производстве имеются уже элементы автоматической системы управления
технологическими процессами (АСУ ТП) в виде применения
автоматизированного склада хранения материалов на элеваторах, включая подачу
рулонов после качественной и количественной приемки материалов и изъятия
кусков с мест хранения в элеваторах.
ПОДГОТОВКА ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ. Производство
одежды по индивидуальным заказам отличается высокой оперативностью
по конструкторской и технологической подготовке к приему заказов на
одежду новой моды. До начала внедрения новой моды тщательно
подготовляют все производство и техническую документацию к приему и
изготовлению модной одежды по заказам (различной сложности фасонов, из
разных материалов).
ЦОТШЛ за год-полтора до начала внедрения новой моды проводит
республиканские семинары со специалистами предприятий по изучению
особенностей перспективной моды в одежде, материалах, конструкции,
технологии и др.
Первичная техническая документация должна быть в виде рекомендаций
о направлении моды, об особенностях построения конструкций модных
изделий, образцов моделей перспективной моды, лекал базовых конструктивных
основ, универсальных, и унифицированных лекал. Нормативно-техническую
документацию по технологии изготоиления одежды создают в моделирующих
организациях (ЦОТШЛ, Дома моделей) и рассылают на предприятия.
В экспериментальном цехе предприятия производят техническое
размножение .лекал по размерам, длинам. По этим чертежам путем
копирования получают рабочие вспомогательные и подсобные лекала в количестве
экземпляров, необходимом для практической работы. Число лекал базовых
конструктивных основ и универсальных лекал зависит от количества
структурных подразделений, где принимаются заказы на эти виды одежды.
Унифицированные лекала и лекала базовых моделей-конструкций для одежды-
полуфабриката при централизованном раскрое ее и прокладочных деталей
для одежды по индивидуальным заказам изготовляют по 1—3 комплекта
для выполнения раскладок лекал, контроля кроя. Подсобные лекала
изготовляют для вырезания сложных контуров деталей на ленточной машине.
322
Рабочие и вспомогательные лекала изготовляют из картона марок ЭВ,
Г к др., а подсобные — из особо плотного картона толщиной 2—3 мм
с окантовыванием срезов металлической лентой. По всом срезам лекал на
машине КЛС-! ставят клеймо для контроля степени износа лекал.
При централизованном изготовлении лекал в экспериментальном цехе
их вырезание возможно из настила картона в несколько слоев. Слои
картона, нарезанные по определенному размеру, временно скрепляют между
гобой и на верхнем слое картона наносят контуры лекал. Для вырезания
лекал из заготовок картона применяют машины для вырезания внешних и
внутренних контуров лекал. Лекала по внешнему контуру вырезают
настилом на машине ВЛН-1, а по внутреннему контуру каждое лекало отдельно
на машине ВЛВ-1. Окантовывание срезов выполняют на машине с роликами,
прижимающими металлическую ленту но краям лекала.
К нормативно-технической документации относятся типовые схемы
раскладки лекал для всех видов одежды, выполняемые моделирующими
организациями. Типовые схемы раскладок лекал позволяют закройщикам
выполнять раскрой с минимальной затратой времени на укладывание Лекал на
полотне материала. Подбор типовых схем раскладок лекал осуществляют по
фасону и размеру изделия заказа. Кроме того, типовые раскладки
помогают определить норму расхода материала на конкретное заказанное
изделие по соответствию его группе фасонов и размеров, представленных в
раскладке лекал по данному виду одежды.
ИЗГОТОВЛЕНИЕ ЗАРИСОВОК РАСКЛАДОК ЛЕКАЛ И
ТРАФАРЕТОВ. Раскладка лекал, выполненная на бумаге или
материале, называется зарисовкой раскладки лекал. Раскладка
лекал, выполненная на бумаге с последующей пробивкой
отверстий по контуру деталей, называется трафаретом. Зарисовку
раскладки лекал применяют при раскрое изделий по
индивидуальным заказам из полотна материала и для верхнего
полотна настилов. При многократной потребности одной и той же
зарисовки раскладки лекал можно применять трафарет. С
помощью трафарета получают контуры деталей на верхнем
полотне настила в результате пропудривания мелом или синькой
через отверстия трафарета.
Раскладку лекал деталей изделия выполняют согласно
техническим требованиям к раскрою. Ее начинают с размещения
крупных деталей; находят наиболее рациональный вариант или
копируют схему размещения деталей с экспериментальных
раскладок, используя их зарисовки. Обводку контуров деталей
в раскрое лекал выполняют мелом или карандашом. Толщина
линии должна быть не более 2 мм. Внутренняя сторона линии
обводки должна совпадать с контуром лекал. Расстояния
между ответственными срезами деталей в раскладке должно
быть не менее 2 мм.
Для раскладок деталей изделий, выполняемых по
индивидуальным заказам, ЦОТШЛ разработаны практические
рекомендации по использованию лекал базовых конструктивных
основ с учетом конкретных измерений фигуры заказчика и
особенностей его телосложения.
В соответствии с рекомендациями из комплекта лекал
требуемого силуэта подбирают лекала нужного размера для
женских изделий по измерениям обхвата груди третьего Огт, а для
323
мужских изделий — по измерениям обхвата груди Ог и обхвата
талии.
Контурные линии низа, горловины, проймы, линии талии,
рукавов обмеляют по лекалам, а размеры деталей по
конструктивным участкам определяют в соответствии с измерениями,
снятыми с фигуры заказчика. Линии фасонных элементов на
основные детали наносят двумя способами.
Если фасонные элементы оформлены прямыми линиями и
не требуют для их обработки дополнительного припуска
материала, то закройщик наносит их непосредственно на материал
во время обмеливания раскладки лекал. Если фасонные
элементы оформлены сложными линиями, то их наносят на копию
лекала из бумаги. Затем лекало разрезают по фасонной линии
детали на части, которые укладывают в раскладке.
Выполнение зарисовок лекал является трудоемким
процессом. Для сокращения времени на раскладку лекал используют
зарисовки экспериментальных раскладок в масштабе 1 :5;
1 : 10 или 1:15. Копии раскладок лекал в уменьшенном виде
можно получить путем зарисовки вручную, используя лекала
в соответствующем масштабе, на пантографе или
фотографированием. Наиболее производительным и совершенным является
применение электрофотографической установки ПКУ-3.
Изображение раскладки лекал воспроизводится на
фотополупроводниковой бумаге в момент продвижения установки вдоль стола над
раскладкой лекал. Готовая фотография выдается из
проявочной камеры установки.
Уменьшение затрат времени на изготовление зарисовок
раскладок лекал возможно за счет применения трафаретов.
Использование трафаретов дает экономический эффект, если
изготовление их дешевле, чем выполнение зарисовок раскладок
лекал. При изготовлении трафарета время в основном
затрачивают на тщательную раскладку лекал деталей и пробивку
отверстий по контуру лекал. Раскладку лекал выполняют опытные
раскладчики экспериментального цеха. Пробивание отверстий
выполняют на специальной машине, в которой вместо иглы
установлен пробойник диаметром 1,5—2 мм, или ручным
перфоратором. Отверстия на трафарете располагают на расстоянии
3 мм одно от другого. Для трафаретов используют плотную
патронную бумагу марки В или кабельную марок КВМ-170
и КМ-179.
Коэффициент окупаемости трафарета, равный отношению
стоимости трафарета к стоимости зарисовки раскладки лекал,
показывает, сколько раз минимально должен быть использован
трафарет, чтобы окупить затраты на его изготовление.
Трафарет целесообразно изготовлять только при коэффициенте
окупаемости, равном не менее 4. Трафареты могут быть
использованы при раскрое материалов для прокладочных деталей
(бортовки, подкладки карманов и др.) по унифицированным лека-
324
лам. Другой путь сокращения затрат на изготовление зарисовок
раскладок лекал заключается в получении при помощи
светокопировальной машины копий на бумаге раскладок лекал
натуральной величины. Бумагу с копией раскладки лекал
накладывают на настил и прикрепляют зажимами к верхнему
полотну. Этот способ исключает необходимость изготовления
рабочих раскладок лекал на верхнем полотне настила и
изготовления копий раскладки в уменьшенном виде.
Принцип работы светокопировальной машины заключается в облучении
лампами ПРК.-7 светочувствительной бумаги, на которую наложена
зарисовка раскладки лекал, выполненная на кальке. Затем светочувствительная
бумага проходит через сухие пары амми'ака для проявления и закрепления
изображения раскладки лекал. С одной зарисовки раскладки лекал на
кальке можно получить до 100 копни. При существующем способе
изготовления светокопий раскладку лекал деталей предварительно выполняют на
прозрачной бумаге, а контуры лекал обводят специальным карандашом
(светокопия или люмограф).
НАСТИЛАНИЕ МАТЕРИАЛОВ. При изготовлении одежды
по индивидуальным заказам крой деталей получают в
результате, укладывания полотна материала на раскройный стол, об-
меливания разложенных на полотне лекал деталей с учетом
измерений фигуры заказчика и вырезания деталей. Для
изделий или деталей, выпускаемых партией, возникает
дополнительная операция — настилание материалов. Операция настилания
материалов позволяет, используя одну зарисовку раскладки
лекал, получить одновременно при вырезании целую пачку
деталей.
Настилание полотен материалов выполняют лицом к лицу
или лицом вниз. При настилании лицом к лицу полотна
укладывают попеременно лицевой стороной материала вверх и вниз,
при настилании лицом вниз все полотна укладывают лицевой
стороной вниз. Во избежание разнооттеночности деталей
изделия при настилании лицом к лицу необходимо, чтобы оба
полотна были из одного куска материала. Материалы с ворсом
или направленным рисунком необходимо настилать, располагая
ворс или рисунок в одну сторону во всех полотнах настила.
Произвольное расположение полотен допускается только для
гладкокрашеных материалов.
Высота настилов определяется количеством полотен,
которое различно для разных материалов. В метрическом измерении
высота настилов всех материалов почти одинакова и обычно не
превышает 100 мм. Эта величина зависит от конструкции
раскройных машин, толщины материала, от поведения его в момент
настилания и разрезания и от величины выпускаемой партии
данного изделия. При производстве одежды по
индивидуальным заказам партии одной модели или групп размеров изделий
всегда небольшой величины, что ограничивает применение
допустимых высот настилов. Для повышения высоты настилов
практикуют применение авансового раскроя прикладных
325
материалов по унифицированным лекалам. При авансовом
раскрое одна партия деталей, рассчитанная на 5—10 дней, может
быть выкроена за более короткий срок, обеспечивая этим
увеличенный суточный выпуск деталей в раскройном цехе. При
этом создается увеличенный запас кроя деталей на складе
кроя. Авансовый раскрой деталей приклада обеспечивает
уменьшение отходов благодаря применению более длинных и
высоких настилов, снижению расходов на заполнение карт
раскроя настилов.
Для увеличения высоты настилов могут быть использованы
в одном настиле материалы разных артикулов с
последовательным настиланием каждого из них. Между полотнами
материалов разных артикулов укладывают бумагу или цветные отходы
материалов для дальнейшего комплектования деталей.
Длина настилов зависит от вида раскладки лекал и
количества комплектов, т. е. определяется длиной раскладки с
учетом нормативов отходов по длине настила, обеспечивающих
вырезание деталей в заданных размерах.
В соответствии с отмеченной на столе длиной настила
полотна настилают, ровняя кромку с одного края стола и
расправляя без натяжения полотна материала.
Настилание выполняют на специально оборудованных
столах с гладкой поверхностью. По краю стола врезана
измерительная линейка для определения длины настила и промера
концевых остатков. Материалы настилают или ручным
способом, или с помощью настилочных машин.
Настилание ручным способом выполняют путем протягивания полотен
по столу двумя настилыцицами. Для облегчения труда настилыциц при
разматывании рулона материала применяют роликовые конвейеры или
кронштейны, установленные в начале стола. Столы оборудуют линейками для
обрезки концов настила и концевыми прижимными линейками для
закрепления конца полотна, зажимами, устройствами для спекания слоев
настила из синтетических материалов. Для протягивания полотна по
настилочному столу можно использовать простейшие каретки или тележки,
передвигаемые по рельсам вдоль кромки стола. Для легких материалов
применяют тележки с установленным на них размоточным устройством вместе
с куском материала. Для тяжелых материалов тележка тянет полотно от
куска, находящегося на стационарном размоточном устройстве. Работницы
освобождаются от тяжелой операции — протягивания полотна — и только
выравнивают полотна и закрепляют их концы. Применение таких тележек
облегчает труд настильшиц, по заметного повышения производительности
труда и качества кроя не дает.
При механизированном способе настилание материалов
выполняют настилочные машины. Машины обеспечивают
протягивание полотен по столу, выравнивание их с одного края
настила, зажим концов полотен и расправление неровностей
материала при настилании.
Для выкраивания деталей изделий большими партиями
с многонастильным расчетом кусков материалов установились
два направления комплексной механизации настилания: после-
326
дователыюе выполнение настилов при поочередном
использовании кусков материалов в соответствии с картой раскроя;
последовательное выполнение настилов из отрезанных полотен
от кусков и скомплектованных заранее по настилам.
В соответствии с первым направлением разработан полу-
¦ттоматический настилочный комплекс (ПНК). В комплекс
входят настилочная машина, цепной конвейер Для хранения и
подачи в зону настилания рулона материала, устройства для
зажима обоих концов полотен и для обрезки полотен.
Конец полотна / (рис. 216, а) настильщицы укладывают на
платформу 2 до упора, установленного на концевой линейке 3.
Полотно закрепляют зажимом 4 в пазу стола. Заправленная
Рис. 216. Последовательность операций настилания ПНК
концом полотна машина включается в автоматический цикл.
Платформа 2 поднимается вверх, одновременно с ней
происходит подъем и опускание концевой линейки 3 для зажима
предыдущего полотна настила. Машина вместе с платформой
протягивает материал по столу, в конце настила машина
останавливается автоматически и платформа опускается на настил
(рис. 216, б). Закрепление конца полотна осуществляется
подъемом и опусканием зажима 5, после чего зажим 4 поднимается
вверх, освобождая полотно на платформе 2. На полотно
опускается фиксирующий валик 6 (рис. 216, в), который при
обратном движении машины вместе с платформой 2, поднятой
в верхнее положение, обеспечивает равномерное натяжение
полотна и разравнивание его по поверхности настила;
одновременно происходит выравнивание полотна по правой кромке
специальным механизмом. В исходном положении машина
останавливается автоматически, платформа 2 опускается на
концевую линейку на упор 7 (см. рис. 216, а), производится
отрезание полотна.
Применение настилочного комплекса улучшает качество кроя и условия
труда настилыциц, но ряд операций при этом выполняется ручным
способом (смена рулонов материалов и др.), что снижает производительность
комплекса.
При настилании полотен, предварительно отрезанных от
кусков, применяют настилочную машину МНТ. Настилочная
машина представляет собой каретку 1 (рис. 217) с валом, на
котором натянута транспортерная лента 2, закрепленная по
327
концам 3 и 4. На ленте с помощью планки с иглами рабочий
закрепляет край полотна материала, который берут из тележки
9. При движении каретки вдоль настилочного стола лента вместе
с полотном материала огибает вал каретки и полотно
размещается в точке А, соответствующей краю настила. Под
действием силы тяжести полотно соскальзывает с игл кардоленты
и конец его падает на стол. При дальнейшем движении каретки
полотно материала постепенно накладывается на настилочный
стол. При обратном движении каретки конвейер уходит под
стол через направляющие валики 5, 6, 7, 8 в исходное
положение. Полотно, освобождаясь от игл, ложится на стол и удер-
Рис. 217. Схема
настилания отдельных
полотен материала
настилочной машиной
живается на нем под действием своей массы и сцепления
с предыдущим полотном. Чтобы избежать трения этих двух
полотен во время движения, вал после настилания очередного
полотна автоматически поднимается вверх на шаг, зависящий
от толщины материала. Машина снабжена автоматическим
устройством для выравнивания кромки полотен.
Применение такой технологии настилания обеспечивает настилание
материала без растяжения, без дополнительной подачи и откладывания
кусков материала при использовании их в разных настилах, ликвидирует
ручные операции по настиланию, сокращает потери материалов по длине
настилов по сравнению с ручным настиланием.
ВЫРЕЗАНИЕ ДЕТАЛЕЙ. Вырезание деталей изделия
является ответственной операцией раскройного производства, от
которой зависит точность деталей. Обычно вырезание выполняют
после контроля зарисовки раскладки лекал на верхнем полотне
настила и учета фактического расхода материала на изделие
или на настил. При раскрое изделий по индивидуальным
заказам из одного полотна закройщик сам проверяет наличие
деталей в зарисовке раскладки лекал, нанесение контрольных
надсечек для соединения деталей. Закройщик точно вырезает
одновременно с основными деталями все мелкие и средние детали
(за исключением обтачек карманов, петель).
При раскрое изделий без предварительного отрезания
полотна от куска материала после укладывания полотна и
выполнения закройщиком зарисовки раскладки лекал на деталях
пишут номер заказа, проверяют наличие всех деталей, изме-
328
ряют фактическую длину раскладки. После этого закройщик
отрезает от куска полотно и вырезает детали изделия.
Закройщик вырезает детали ручными или электрическими
ножницами. Для раскроя пальтовых материалов применяют
ножницы № 1 и 2, для костюмных — № 2 и 3, для
хлопчатобумажных и шелковых — № 4. Для облегчения труда
закройщиков и улучшения качества кроя применяют электрические
раскройные ножницы для вырезания деталей из любых
материалов в одно полотно или несколько полотен общей высотой
до 5—7 мм.
Вырезание деталей изделий из настилов осуществляют после
его подготовки. Подготовка настила при применении
трафаретов заключается в оттиске контуров деталей через трафарет
порошком мела или синьки и обмеливания неясных контуров
но лекалам. Настил из материалов со скользящей поверхностью
зажимают специальными зажимами во избежание смещения
полотен при разрезании. Чтобы обеспечить правильную
комплектовку деталей кроя, их клеймят: на деталях приклада и
подкладки указывают размерные группы, на деталях верха
изделия указывают размер, длину и номер изделия. Клеймение
выполняют краской, приклеиванием талона или карандашом.
Контроль настила заключается в проверке числа полотен в
настиле, правильности укладки полотен настила.
Фактический расход материала определяет учетчик путем
замера длины настила и остатков от кусков, подсчета числа
полотен в настиле. Остатки менее 150 мм (для шерстяных
материалов) и 100 мм (для остальных материалов) включают
в фактический расход материала. Фактическое количество
полотен и комплектов деталей в настиле записывают в карту
раскроя.
Вырезают детали из настила в два этапа. Сначала
рассекают настил на участки, пригодные для обработки на
ленточных машинах, передвижными раскройными машинами, а затем
окончательно вырезают по контурным линиям деталей на
ленточных машинах. Линии рассекания настила на участки
целесообразно совмещать с прямыми срезами крупных деталей,
оставляя для окончательного вырезания их криволинейные
контуры. В остальных случаях линии рассекания должны
проходить к контурам деталей так, чтобы удобно было вырезать
детали па ленточной машине.
Настил в процессе раскраивания или перемещают к лезвию
ножа но поверхности платформы стационарной раскройной
машины, или удерживают от смещения при подаче на него ножа
передвижной раскройной машины. Во всех случаях возникает
относительное смещение слоев настила.
Исследованиями установлено, что в процессе разрезания
настила по прямой линии полотна материала смещаются
относительно друг друга по направлению движения лезвия ножа.
329
Вырезание деталей со сложными контурами Характеризуется
смещением полотен по направлению к линии разрезания,
а также угловым смещением. Величина смещения зависит от
высоты пастила и размера вырезаемой детали. Чем больше
деталь, тем больше трение между полотнами, а следовательно,
и больше сопротивление сдвигу полотен. Трение между
полотнами возрастает при увеличении числа полотен в настиле.
В настилах трение между нижними полотнами всегда больше,
чем между верхними, поэтому при разрезании верхние полотна
смещаются на большую величину. Для уменьшения смещений
полотен при разрезании настилов применяют специальные
зажимы, а при вырезании деталей на ленточной машине
уменьшению смещения полотен способствуют вспомогательные
лекала. При использовании лекал следят одновременно за
правильностью их наложения относительно контурных линий
деталей на верхнем полотне настила. Транспортировать части
настила к ленточным машинам возможно непосредственным
сдвиганием частей со стола на платформу машины или на
плоскости многоярусного бункера, установленного между
столом и платформой машины. Высота платформы машины
должна быть равна высоте настилочного стола или плоскости
бункера, чтобы избежать смещения полотен в настиле.
Части настилов можно транспортировать к ленточной
машине с помощью двух настилочных столов, установленных
торцами друг к другу, крышки столов должны быть
перемещающимися или покрыты транспортирующими лентами. В том
и другом варианте настилы с первого стола перемещаются
конвейером или вместе с крышкой стола на второй стол, где
производится рассекание настила на части. Периодическим
включением конвейера рассеченные части настила подаются
к ленточным машинам, а с перемещающейся крышки стола
сдвигают части на платформу машины ручным способом.
ЗАКЛЮЧИТЕЛЬНЫЕ ОПЕРАЦИИ РАСКРОЙНОГО
ПРОИЗВОДСТВА. К заключительным операциям относятся
контроль, сборка, нумерация деталей, разметка мест
расположении вытачек, рельефных и других линий и комплектовка
деталей кроя в пачки.
Контроль вырезанных деталей изделия по индивидуальным
заказам из отдельного полотна производится закройщиком,
а деталей, вырезанных из настила,— контролером посредством
наложения лекал на верхнее и нижнее полотна настила. При
необходимости детали подрезают на ленточных машинах.
Крой деталей из настила собирают в пачки, связывая
мелкие детали и укладывая их с крупными в соответствии с
номерами, поставленными при клеймении настила. Крой деталей
изделий по индивидуальным заказам закройщик собирает
в комплект, перевязывает выкроенные детали и прикрепляет
к ним паспорт заказа или укладывает в пакеты из плотной
330
бумаги, пронумерованные по номерам квитанций. В эти пакеты
рекомендуется укладывать одновременно отходы от раскроя,
остатки для подрезания мелких деталей. После примерки
изделий в эти пакеты укладывают отходы от материалов верха и
подкладки для выдачи заказчику вместе с готовым
изделием.
Нумерация деталей кроя необходима для сохранения
комплектности деталей и изделий до конца его обработки в
швейном цехе. На каждую деталь верха изделия прикрепляют талон
с порядковым номером данной единицы изделия, а на изделия
по индивидуальным заказам прикрепляют талон с номером
заказа. Прикрепление талонов к деталям из толстых и средних
материалов осуществляют на специальной машине, ручным
способом карандашом или мелом. Для печатания талонов и
пришивания их однониточной цепной строчкой к деталям исполь-
яуют полуавтомат 68-А кл. На деталях из шелковых материалов
пришивание талонов на машине недопустимо из-за прорубае-
мости материала. На надставках к подбортам и на нижнем
норотнике номера пишут мелом, на деталях приклада — только
па верхней детали.
В раскройном цехе на деталях изделий, раскраиваемых
партиями, выполняют разметку мест расположения отделочных
деталей или фасонных линий на деталях кроя. На деталях из
подкладочных и хлопчатобумажных материалов разметку
выполняют дыроколом, в котором игла, вращающаяся от
электродвигателя, прокалывает весь настил. На деталях из шерстяных,
синтетических и шелковых материалов разметку указанных
линий выполняют мелом или карандашом на каждой детали
отдельно по вспомогательным лекалам. На деталях изделий,
изготовляемых по индивидуальным заказам, закройщики
наносят все фасонные линии на одну сторону изделия после
выкраивания деталей. Для перевода фасонных линий на другую
симметричную деталь по намеченным л'иниям прокладывают
копировальные строчки на специальной машине 1622 кл.,
образующей двухниточный стежок с незатянутыми петлями. На
тонких материалах фасонные линии копируют переводом меловых
линий, В практике предприятий копировальные строчки
прокладывают в швейных цехах.
Подготовленные и пронумерованные детали верха,
подкладки и приклада собирают, связывают в комплекты и
передают в зону хранения кроя. При централизованном раскрое
деталей приклада и подкладки крой комплектуется в пачки
по назначению. На пачку навешивают ярлык с указанием
группы размеров и длины изделия, артикула материала,
количества комплектов в пачке, номера карты раскроя. При
централизованном раскрое одежды-полуфабриката в комплект
собирают детали верха, подкладки и приклада, в ярлыке
дополнительно указывают наименование изделия.
33!
Для дальних транспортировок пачки кроя укладывают
в пледы.
На каждом предприятии обязательно должен быть запас
скомплектованного кроя для обеспечения бесперебойной работы
швейных цехов. В массовом производстве крой хранится на
складе кроя с минимальным запасом, равным сменному
выпуску изделий. Комплекты изделий хранятся с маршрутными
листами, прейскурантными и калькуляционными ярлыками
в контейнерах на многоярусных стеллажах.
Крой верха изделий, выполняемых по индивидуальным
заказам, вместе с паспортом заказа хранится на многоярусных
ячеистых стеллажах на участке запуска. В одну ячейку
укладывают число изделий, указанное в наряде-задании для одного
закройщика. Комплектование деталей верха с прокладочными
деталями осуществляют на участке запуска перед подачей кроя
в швейный цех, а подкладка вырезается по деталям верха
после примерки изделия и комплектуется с изделием перед
подачей в швейный цех для окончательной обработки изделия.
СПИСОК ЛИТЕРАТУРЫ
Базюк Г. П. Резание и режущий инструмент в швейном производстве
М., 1980.
Бирюков А. А. и др. Программный лазерный раскрой текстильных
материалов/Бирюков А. А., Молгачев А. Р., Сафонов Л. М. М., 1978.
Зак И. С. и др. Справочник по швейному оборудовапию/Зак И. С,
Горохов И. К., Воронин Е. И. и др. М., 1981.
Клетки» И. Д. и др. Ультразвуковая сварка при изготовлении одежды/
Клеткин И. Д., Крючков И. В., Морева Р. Ф. и др. М., 1979.
Кокеткин П. П. Механические и физико-химические способы соединения
деталей швейных изделий. М., 1983.
Новогородцев В. А., Мокеева Н. С. Автоматизация изготовления
программоносителей для вышивальных полуавтоматов. М., 1982.
Основные вопросы организации работы подготовительного и раскройного
участков на швейных предприятиях бытового обслуживания. М., 1972.
Поляков В. Г. Компьютер, конструирующий одежду.— Наука и жизнь,
1982, № 9.
Прогрессивная технология изготовления корсетных изделий. М., 1981.
Прогрессивная технология пошива женской легкой одежды по
индивидуальным заказам. М., 1981.
Прогрессивная технология пошива мужской и женской верхней одежды.
Методика внедрения прогрессивной технологии. М., 1978.
Рекомендации по технологии обновления и ремонта мужской и женской
верхней одежды, изготовляемой по индивидуальным заказам. М.,. 1980.
Сикостицкий А. В., Меликов Е, X. Технология швейных изделий. М.,
1982.
Рогова А. П., Табакова А. И. Изготовление одежды повышенной формо-
устойчивости. М., 1979.
Справочник но подготовке и раскрою материалов при производстве
одежды. М., 1980.
Технологическая инструкция пошива мужской и женской верхней
одежды из шубной овчины по индивидуальным заказам населения. М., !974.
Технология влажпо-теиловой обработки верхней одежды, изготовляемой
по индивидуальным заказам (методические указания). М., 1983.
Технология изготовления женских и для девочек головных уборов по
индивидуальным заказал населения. Ростов-на-Дону, 1979.
Технология обработки фраков, смокингов, визиток. М„ 1983.
Технологии ремонта изделий из натурального меха. М., 1978.
Федснюк В. Г., Ягловский В. И. Изготовление одежды из клериялов
с покрытием. М., 1967.
Флерова Л. Н. и др. Технология трикотажио-швейного производства/
Флерова Л, Н., Голикова Т. В., Золотцева Л. В. М., 1976.
Шакьгииа 8, Ф. Оценка качества соединений деталей одежды. М., 1981.
333
ОГЛАВЛЕНИЕ
Введение 3
Глава I. Основы технологии швейных изделий , 5
§ 1. Общие сведения об одежде 5
§ 2. Стежки, строчки и швы 16
Ручные стежки и строчки 17
Машинные стежки и строчки 23
Ниточные швы 26
Распускаемость машинных строчек 32
Расход ниток на машинные строчки . 35
Прочность ниточных швов 37
§ 3. Процесс образования машинных стежков и строчек .... 40
§ 4. Взаимодействие рабочих инструментов с материалом при
образовании стежков 49
§ 5. Технологическая характеристика швейных машин и их
применение . . ; : 66
Применение стачивающих машин . . . .67
Применение специальных машин 75
Применение машин для пришивания пуговиц и изготовления
закрепок и петель 81
§ 6. Отделка деталей одежды 90
§ 7. Клеевое соединение и сваривание деталей одежды 104
§ 8. Влажно-тепловая обработка швейных изделий 117
§ 9. Методы придания деталям одежды требуемых свойств . . . 134
Глава II. Процессы изготовления швейных изделий 152
§ 1. Общая характеристика методов изготовления швейных изделий 152
§ 2. Экономическая оценка методов обработки 154
§ 3. Обшая схема сборки швейных изделий и ее изменения в
зависимости от различных факторов 157
§ 4. Начальная обработка основных детатей верхней одежды . '64
§ 5. Обработка карманов 168
§ 6. Обработка и сборка бортов 182
§ 7. Обработка верхних краев и низа юбок 190
§ 8. Обработка верхних краев и низа брюк 192
§ 9. Обработка и сборка воротников 199
§ 10. Обработка и сборка рукавов . : 207
§ 11. Обработка подкладки и соединение ее с изделием .... 214
§ 12. Особенности обработки фрака, смокинга, визитки . ... 221
§ 13. Изготовление жеисккх платьев и верхних мужских сорочек 227
§ 14. Особенности обработки меховой одежды и трикотажных
изделий . , . . ....,,, 239
§ 15. Изготовление кореетяых изделий . , , 253
334
§ 16. Изготовление головных уборов 258
§ 17. Особенности обработки изделий при ремонте и обновлении
одежды . . . 263
§ 18. Комплексная механизация и автоматизация обработки и
сборки деталей и узлов изделий 27!
§ 19. Технический контроль качества швейных изделий 275
Глава III. Технология подготовки и раскроя материалов 283
§ 1. Рациональное использование материалов 283
§ 2. Нормирование расхода материала на изделие 293
§ 3. Методы резания швейных материалов 298
§ 4. Процессы подготовительного и раскройного производства . .312
Список литературы . ¦. . . 333