/

























































































































































































Author: Крючкова Г.А.
Tags: швейная промышленность производство одежды индустрия красоты швейное производство
ISBN: 5-7695-1240-7
Year: 2003




Text
Федеральный комплект учебников
>. —4^ “ ' ' ’j&‘
- :• 1
*W'
Профессиональное образование
Легкая промышленность
Технология
и материалы швейного
производства
Учебник
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Г. А. КРЮЧКОВА
ТЕХНОЛОГИЯ И МАТЕРИАЛЫ
ШВЕЙНОГО ПРОИЗВОДСТВА
УЧЕБНИК
Допущено
Экспертным советом по начальному профессиональному образованию Минобразования России в качестве учебника для учреждений начального профессионального образования
Москва
ACADEMA 2003
УДК 687.023
ББК 37.24я722
К858
Рецензенты:
заведующая швейным производством ГУП Комбината бытовых услуг Управления делами Президента РФ НА.Жадкевич, директор швейного ателье мод «Несси» С. Н Самотес, генеральный директор швейного предприятия «ЗАО АЗ-Стиль» Е. В. Ершова
Крючкова Г. А.
К 858 Технология и материалы швейного производства: Учеб-
ник для нач. проф. образования / Галина Алексеевна Крючкова. — М.: Издательский центр «Академия», 2003. — 384 с.
ISBN 5-7695-1240-7
Рассмотрена технология изготовления швейных изделий различного ассортимента с учетом использования современных тканей и оборудования. Дана подробная характеристика традиционных и современных материалов швейного производства. Отражена специфика профессиональной деятельности предприятий с разной формой организации труда, дана сравнительная характеристика массового и индивидуального производства одежды.
Для учреждений начального профессионального образования.
УДК 687.023
ББК 37.24я722
ISBN 5-7695-1240-7
© Крючкова Г. А., 2003
© Образовательно-издательский центр «Академия», 2003
© Оформление. Издательский центр «Академия», 2003
ВВЕДЕНИЕ
Эстетические, конструктивно-эргономические и технологиче-:кие требования к одежде из года в год возрастают. На предприя-пиях появляются новые ткани, прокладочные и другие материалы. что требует от специалистов, несущих ответственность за ка-ство изделий, высокой квалификации. Швейные изделия изготавливают по индивидуальным заказам и в условиях массового производства. При изготовлении по индивидуальным заказам каждое изделие исполняется строго на определенную фигуру, которая может иметь большие и малые отклонения от типовой. При массовом производстве в разработке моделей участвует экспериментальная группа, в которую входят художники, конструкторы, портные и др. Модель утверждается на художественном совете и запускается производство мелкими и крупными партиями. Модели для массового производства конкретного размера на типовую фигуру раз-• .батываются компьютером.
На каждую модель составляется техническое описание с подробной информацией об изготовлении данной модели. Если для -орговой сети требуются модели нескольких размеров, детали ти-овой модели увеличивают или уменьшают, т.е. размножают.
При изготовлении модели в малом или большом потоке соблюдают технологию согласно техническому описанию.
Как в индивидуальном, так и в массовом производстве качество и количество выпускаемой продукции зависят от уровня организации производства и степени его механизации.
Наряду с ниточным способом соединения деталей одежды швейные предприятия применяют безниточные: высокочастотную, ультразвуковую и термоконтактную виды сварки, клеевой способ и др.
При индивидуальном производстве одежды, как и при массовом. могут создаваться потоки или бригады, состоящие при изго--овлении, например, брюк из 4—32 чел., легкого платья — из
. 58 чел.
Это может быть секционный поток с выделением заготовитель--ой секции, где ведется подготовка изделий к первой примерке, и из монтажной и отделочной секций, где изделия после первой -римерки доводят до готовности.
При изготовлении верхней одежды могут быть организованы _^кционные потоки, состоящие из заготовительной, монтажной и делочной секций, включающие 8... 100 чел.
На предприятиях применяются рациональные методы организации труда, соблюдаются технические требования и условия на изготовление моделей согласно современным журналам и работам художников-модельеров.
Работник швейных предприятий обязан знать свойства применяемых тканей, прокладочных и других материалов, меха, ниток, фурнитуры, меловые знаки, проставляемые на деталях изделия, устройство и назначение швейных и других машин, уметь определить основные дефекты в готовом изделии, причины их возникновения, меры предупреждения и способы устранения, знать нормы выработки, системы оплаты труда, иметь основные понятия о себестоимости продукции, учете производства; знать и соблюдать правила внутреннего распорядка на производстве, организацию своего рабочего места.
В данном учебнике автор стремился учесть специфику подготовки высококвалифицированных портных для швейных предприятий.
Автор приносит благодарность Н.А.Жадкевич, С.Н.Самотес и Е. В. Ершовой за ценные замечания, сделанные при рецензировании рукописи.
Все советы и пожелания по этому учебнику, а также приобретению кинофильмов по швейному производству («Организация раскройно-подготовительного производства», «Конструирование брюк», «Конструирование основы блузки и узкого втачного рукава», «Моделирование основы блужи», «Организация работы закройщиков и производство одежды в ателье мод», «Отделка легкого платья буфами, воланами, рюшами и бейками») следует направлять по адресу: Москва, 125319, ул. Черняховского, д. 9, ИРПО (Институт развития профессионального образования).
1. ЭЛЕМЕНТЫ ОРГАНИЗАЦИИ РАБОТЫ ШВЕЙНЫХ ПРЕДПРИЯТИЙ
1.1. Экономические затраты на производство швейных изделий
Социально-экономическое значение предприятий швейного -эофиля, как и любых других предприятий, определяется их доходами и расходами.
Доходы предприятие получает от реализации продукции.
Каждое предприятие анализирует и планирует свои затраты и доходы, стремится получить как можно больше прибыли и распределить ее с учетом уплаты налогов, выплаты премиальной заработной платы всем сотрудникам на основании положения о премировании, а также вложить средства в развитие производства.
Получение большей прибыли и сокращение затрат — это основа деятельности предприятия.
Увеличение прибыли может быть достигнуто путем увеличения объема производства, который, в свою очередь, может возрасти в результате увеличения численности работающих, вовлечения в производство дополнительных площадей, более рационального использования имеющихся трудовых ресурсов, повышения производи-ттльности труда каждого работающего (табл. 1.1).
Таблица 1.1
Примерное планирование доходов и расходов
V 1 и Калькуляционная статья Фактические затраты или доходы, % от реализации продукции Плановые затраты, % от реализации продукции
I Сырье и материалы 3,8 4,4
Материалы дополнительные 0,6 0,7
Топливо и электроэнергия 1,0 1.0
Аренда помещения 5,0 5,2
* Основная заработная плата производственных рабочих 37,9 44,3
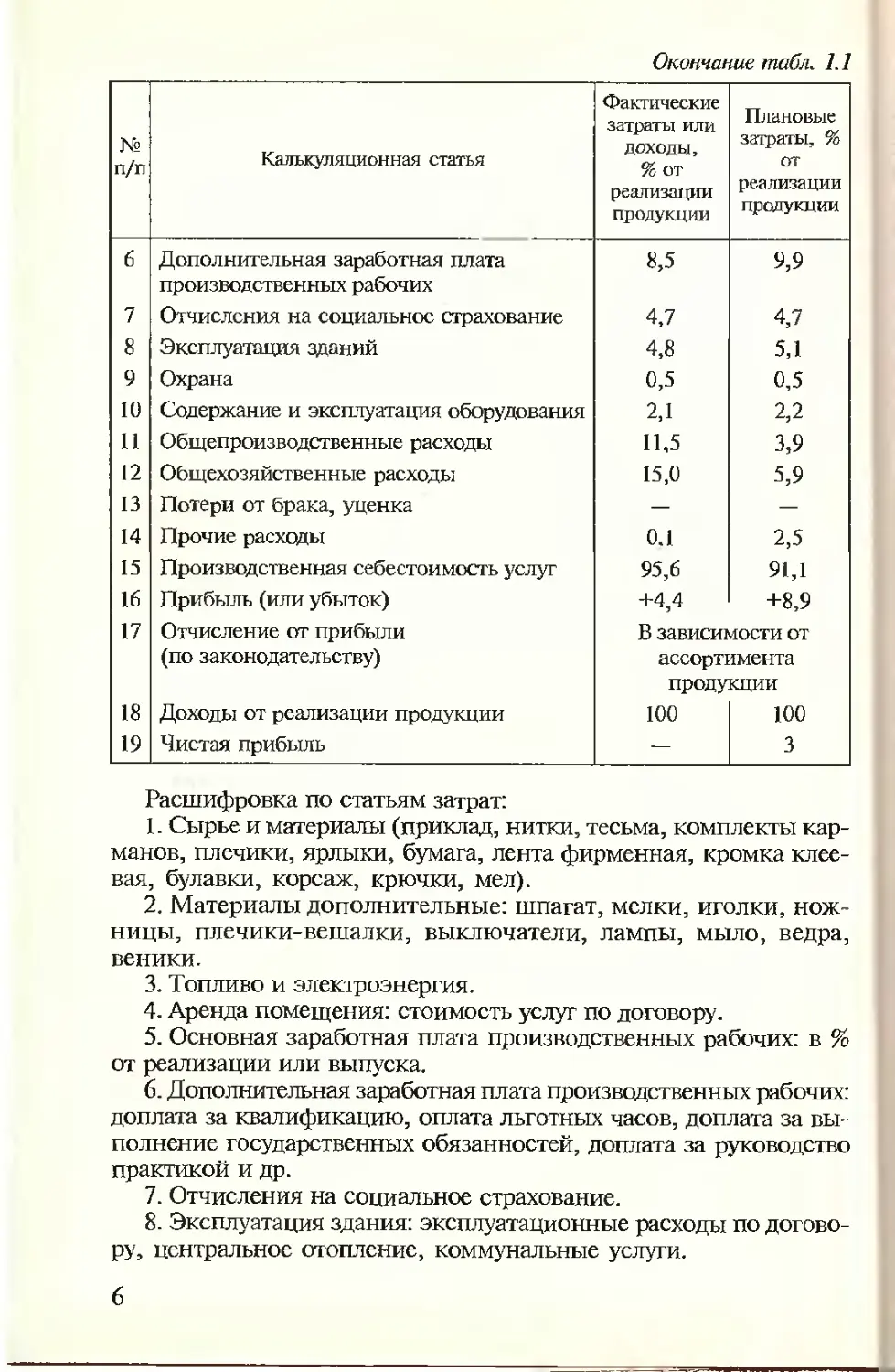
Окончание табл. 1.1
№ п/п Калькуляционная статья Фактические затраты или доходы, % от реализации продукции Плановые затраты, % от реализации продукции
6 Дополнительная заработная плата производственных рабочих 8,5 9,9
7 Отчисления на социальное страхование 4,7 4,7
8 Эксплуатация зданий 4,8 5,1
9 Охрана 0,5 0,5
10 Содержание и эксплуатация оборудования 2,1 2,2
11 Общепроизводственные расходы 11,5 3,9
12 Общехозяйственные расходы 15,0 5,9
13 Потери от брака, уценка — —
14 Прочие расходы 0.1 2,5
15 Производственная себестоимость услуг 95,6 91,1
16 Прибыль (или убыток) +4,4 +8,9
17 Отчисление от прибыли В зависимости от
(по законодательству) ассортимента
продукции
18 Доходы от реализации продукции 100 100
19 Чистая прибыль — 3
Расшифровка по статьям затрат:
1. Сырье и материалы (приклад, нитки, тесьма, комплекты карманов, плечики, ярлыки, бумага, лента фирменная, кромка клеевая, булавки, корсаж, крючки, мел).
2. Материалы дополнительные: шпагат, мелки, иголки, ножницы, плечики-вешалки, выключатели, лампы, мыло, ведра, веники.
3. Топливо и электроэнергия.
4. Аренда помещения: стоимость услуг по договору.
5. Основная заработная плата производственных рабочих: в % от реализации или выпуска.
6. Дополнительная заработная плата производственных рабочих: доплата за квалификацию, оплата льготных часов, доплата за выполнение государственных обязанностей, доплата за руководство практикой и др.
7. Отчисления на социальное страхование.
8. Эксплуатация здания: эксплуатационные расходы по договору, центральное отопление, коммунальные услуги.
9. Охрана.
10. Содержание и эксплуатация оборудования: стоимость смазочных, обтирочных материалов, основная и дополнительная зарплата механиков, отчисления на услуги по наладке оборудования.
11. Общепроизводственные расходы: содержание персонала, содержание и текущий ремонт здания, инвентаря, инкассация, расходы на квитанционные книжки, бланки.
12. Общехозяйственные расходы: содержание централизованных вспомогательных цехов, учебных заведений, складов сырья, фурнитуры, оборудования, зарплата обслуживающего персонала, рекламные и транспортные расходы.
13. Потери от брака, уценка (испорченные заказы, оплаченные за счет предприятия).
14. Прочие расходы: вывоз мусора, телефон, радио, канцелярские товары, электроизмерительные работы.
15. Производственная себестоимость услуг (сумма всех затрат).
16. Прибыль (или убыток) — это разница между стоимостью услуг (реализация) и себестоимостью.
17. Отчисление от прибыли (по законодательству).
18. Доходы от реализации продукции.
19- Чистая прибыль, остающаяся в распоряжении предприятия, или убыток.
Рост производительности труда на предприятии повышает его экономическую эффективность, которая зависит от соотношения затрат на производство и доходов от реализации продукции.
Отрасли промышленности делятся на две группы:
группа А — отрасли, производящие средства производства; группа Б — отрасли, производящие предметы потребления.
Швейная промышленность — одна из отраслей легкой промыш-тенности.
Многие отрасли промышленности тесно связаны между собой.
Швейная промышленность изготавливает швейные изделия, в том числе верхнюю мужскую и женскую одежду, легкое платье, детскую одежду, рабочую одежду, специальную одежду, спортивную одежду, форменную, историческую, театральную и др.
Текстильная промышленность поставляет швейному производству ткани и нитки, транспорт перевозит грузы, химическая — снабжает фурнитурой, синтетическим клеем и др., меховая — поставляет мех, машиностроительная — обеспечивает оборудованием, приспособлениями малой механизации, инструментами, запчастями и др., топливная — снабжает теплом. В свою очередь, швейная промышленность обеспечивает другие отрасли хозяйства производственной и специальной одеждой.
Повышение качества продукции на современном этапе приобретает первостепенное значение для швейной промышленности:
отечественная продукция должна соответствовать мировым образцам, быть конкурентоспособной, удовлетворять высокие запросы населения.
Под качеством продукции понимается совокупность ее потребительских свойств.
В качестве продукции, в том числе и швейной, находит свое конечное выражение качество работы конструкторов и технологов; на качество продукции влияют техника, используемые материалы и организация труда. В основе каждого из этих факторов лежит работа конкретных исполнителей, от их добросовестности и квалификации зависит качество продукции.
Для оценки качества применяется ряд показателей, зависящих от характера продукции и ее назначения.
Оценка качества продукции производится в соответствии с государственными стандартами РФ на сырье, материалы, применяемые в производстве (прочность, окраска, усадка ткани и т.д.), оборудование (мощность, производительность, точность, грузоподъемность и т.д.).
1.2. Ассортимент швейных изделий
Швейные изделия подразделяются на бытовые, спортивные, специальные, форменные, ведомственные, национальные и т.д. В ассортименте швейных изделий ведущее место занимает бытовая одежда.
К бытовой одежде относятся пальто, полупальто, плащи, костюмы, пиджаки, брюки, блузки, платья и т.д.
К спортивной одежде относятся костюмы для спорта, куртки, штурмовые куртки, брюки-гольф, бриджи и др.
К специальной одежде относятся швейные изделия, необходимые для защиты рабочих от производственных вредностей: плащи-пальто, плащи, костюмы и куртки ватные, брюки, комбинезоны и полукомбинезоны.
К ведомственной одежде относятся различные виды изделий, принятые ведомствами для своих сотрудников: шинели форменные, бушлаты шерстяные и хлопчатобумажные для работников морского и речного флота, куртки ватные, гимнастерки, шинели, кители, тужурки.
К национальной одежде относятся различные халаты, шинели для чабанов, сарафаны.
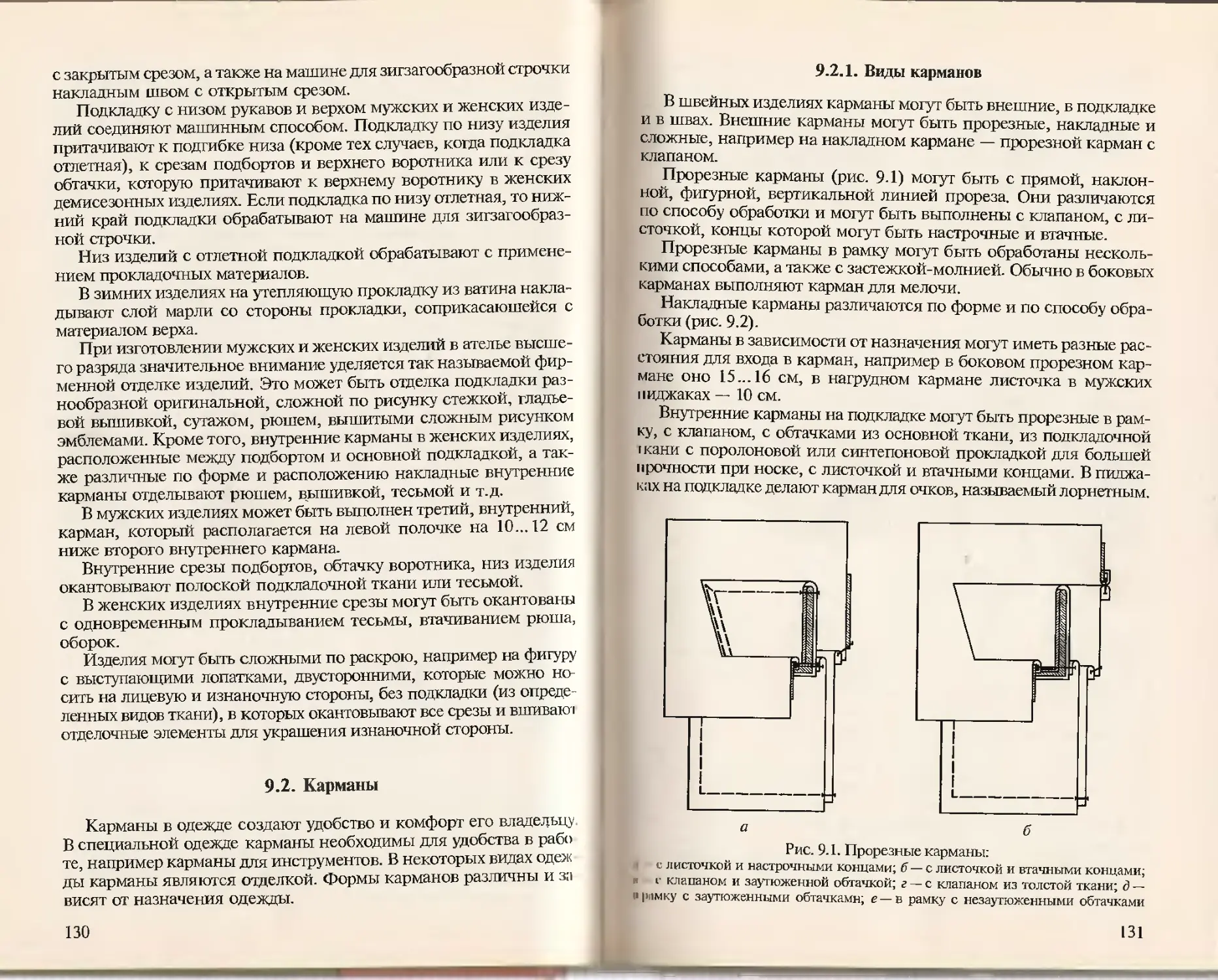
В практике швейной промышленности и торговли каждый класс изделий в зависимости от назначения подразделяют на несколько групп: верхняя одежда; легкое платье; белье и предметы женского туалета; головные уборы; инвентарь и снаряжение (сумки, рюкзаки и т.д.).
Рис. 1.1. Примеры одежды классического стиля и ее деталей
Рис. 1.2. Примеры одежды спортивного стиля и ее деталей
Рис. 1.3. Примеры одежды фольклорного стиля и ее деталей
Каждая группа одежды делится на подгруппы, объединяющие изделия, близкие по модели, конструктивным признакам и употреблению: пальто, плащи, костюмы и т.д.
Изделия, входящие в подгруппу, подразделяются по следующим признакам:
по вицу — пальто, костюмы, блузки и т.д.;
в зависимости от пола и возраста — мужские, женские и детские; по сезону — зимние, летние, демисезонные и внесезонные;
по материалу верха — шерстяные, меховые, хлопчатобумажные, прорезиненные, хлорвиниловые и т.д.;
по назначению — нарядные, выходные, повседневные, домашние, рабочие и специальные.
Швейные изделия имеют различные фасонные особенности: могут быть строгой и фантазийной форм; однобортными и двубортными; с потайной застежкой, с застежкой-молнией; прилегающего, полуприлегающего, прямого, свободного силуэтов; с рукавом втачным, реглан, цельнокроеным и комбинированным; с воротниками и карманами различной формы.
Изделия могут быть выполнены в классическом, спортивном, фольклорном стилях.
Одежде классического стиля свойственны сдержанные формы, четкие линии, строгость образа, официальность, практичность, стабильность, удобство. К одежде классического стиля относится костюм (от французского слова «кутюм», что означает «традиция», «обычай»). Для смягчения официальности и «строгости» классического костюма можно использовать блузки, воротники и банты, кокилье, защипы, пластроны. Для одежды классического стиля могут быть использованы ткани с грубоватой фактурой в сочетании с мягким шелком при сохранении основных его особенностей: сдержанности, лаконичности, простоты (рис. 1.1).
Одежда спортивного стиля отличается практичностью, удобством, легкостью, демократичностью и универсальностью (рис. 1.2).
Фольклорный стиль одежды отличается удобством, романтичностью, многослойностыо, наличием забавных деталей, красочностью отделки (рис. 1.3).
1.3. Квалификационные характеристики
На швейных предприятиях используется труд работников разных специальностей и квалификации. Профессионализм работника, его знания и умения определяются квалификационной характеристикой. Ниже приведены квалификационные характеристики некоторых профессий швейного производства, указаны разряды по Единому тарифно-квалификационному справочнику работ и профессий рабочих.
Профессия «швея», 2-й и 3-й разряды
111вея должна:
I) выполнять работы на универсальных и специальных швейных машинах с приспособлениями и без них в соответствии с установ-< । гн । [ ыми технологическими требованиями;
2) проверять правильность установки машинной иглы, регулировать натяжение нити, заправлять верхнюю и нижнюю нити; ликвидировать обрывы нити;
Ч устанавливать и регулировать высоту подъема лапки и давле-и ис ее на ткань, регулировать длину стежка (в миллиметрах);
4) регулировать скорость машины при выполнении швов разни чных видов;
5) распознавать виды швейных материалов, их лицевую и изнаночную стороны;
6) проверять качество кроя, соответствие цвета деталей изде-лий, ниток, пуговиц и прикладного материала техническому описанию и эстетическим показателям;
7) проверять качество выполнения предыдущей операции;
8) осуществлять самоконтроль в процессе выполнения работы;
9) соблюдать правила санитарно-гигиенические, внутреннего распорядка, безопасности труда и пожарной безопасности;
10) знать:
устройство и назначение универсальных и специальных швейных машин, приспособлений, номера игл, правила ухода за ними;
правила работы на машине, регулирования длины стежка (в миллиметрах) и натяжения нити, правила смены игл и шпуль:
ассортимент изделий;
виды основных и вспомогательных швейных материалов, их назначение, пошивочные свойства;
наименование деталей изделий и способы их обработки;
технические условия на выполнение операций, последовательность обработки деталей изделий в потоке;
виды и причины дефектов, возникающих в процессе выполнения машинных работ, способы их предупреждения;
передовые приемы и способы организации труда;
правила безопасности труда и организации рабочего места; нормы и правила охраны труда и пожарной безопасности.
Профессия «оператор швейного оборудования», 3-й и 4-й разряды
Оператор швейного оборудования 3-го разряда должен:
1) выполнять на автоматическом и полуавтоматическом швейном оборудовании работы по обработке клапанов, хлястиков, манжет, листочек, шлиц, пат; стачивание швов, вытачек; обметывание петель, отверстий; соединение фурнитуры; скрепление деталей одежды;
2) обеспечивать бесперебойную работу оборудования;
dte>
3) устранять мелкие неполадки в работе оборудования;
4) контролировать качество кроя, соответствие друг другу по цвету деталей, изделий, ниток, пуговиц и прикладных материалов;
5) знать:
технологические параметры обработки деталей;
виды швов;
виды и свойства применяемых материалов;
назначение и правила пользования различными приспособлениями, устройствами и средствами автоматизации.
Оператор швейного оборудования 4-го разряда должен:
1) выполнять на автоматическом и полуавтоматическом швейном оборудовании обработку воротников, бортов, лацканов, карманов; выстегивание полотен фигурными строчками;
2) участвовать в подналадке автоматов и полуавтоматов;
3) предупреждать и устранять дефекты продукции;
4) применять передовые методы труда и опыт работы новаторов;
5) экономно и рационально использовать материалы;
6) вести техническую документацию;
7) подготавливать к работе оборудование, инструменты, приспособления и содержать их в надлежащем состоянии, принимать и сдавать смену;
8) своевременно и рационально подготавливать рабочее место;
9) соблюдать правила безопасности труда, противопожарной безопасности и внутреннего распорядка;
10) пользоваться средствами пожаротушения на своем рабочем месте, на участке;
11) анализировать результаты своей работы;
12) знать:
технологические параметры обработки деталей;
ассортимент изделий;
последовательность выполнения работ;
причины возникновения дефектов и меры их предупреждения;
назначение и принцип работы обслуживаемых автоматов и полуавтоматов; правила подналадки;
причины неполадок текущего характера при производстве швейных работ;
правила технической эксплуатации и ухода за оборудованием, приспособлениями и инструментом;
требования к качеству выполняемых работ;
рациональную организацию труда на своем рабочем месте;
безопасные методы труда, основные средства и приемы предупреждения и тушения пожара;
производственную инструкцию и правила внутреннего трудового распорядка;
основные сведения по комплексной механизации и автоматизации производства;
основные положения и формы подготовки, переподготовки и повышения квалификации рабочих на производстве;
< >сновные полномочия членов трудовых коллективов и формы уча-< ши рабочих в управлении производством в соответствии с ТК РФ.
Профессия «портной с умением производить раскрой», 3-й и 4-й разряды
Портной, обладающий умением производить раскрой, должен:
1) выполнять все виды работ по изготовлению мужской и жен-< кой одежды;
2) изготовлять образцы изделий заданной модели с применением современной технологии, оборудования, инструментов и при-ci юсоблений;
3) выполнять работы в соответствии с техническими условиями и технологией обработки, применять рациональные методы организации труда;
4) проверять состояние универсальных машин, утюгов, инструментов и приспособлений;
5) заправлять, чистить и смазывать швейную машину, регулировать натяжение нитей, устранять мелкие неполадки в работе машины;
6) регулировать степень нагрева утюга:
7) определять качество кроя и готового изделия;
8) производить подрезку деталей после примерки;
9) выполнять несложную переделку изделия;
10) осуществлять самоконтроль в процессе выполнения производственной работы;
11) правильно организовывать свое рабочее место, поддерживать на нем чистоту и порядок в течение рабочего дня, принимать его в начале и сдавать в конце смены;
12) соблюдать требования безопасного труда, электробезопасности, гигиены труда, пожарной безопасности и внутреннего распорядка;
13) выполнять нормы выработки при высоком качестве выпускаемой продукции;
14) знать:
ассортимент мужской (женской) верхней одежды;
технологию выполнения машинных, ручных и утюжильно-прессовых работ всех видов, требования к их качеству;
терминологию ручных, машинных и влажно-тепловых операций;
условные обозначения и меловые знаки на деталях изделий;
швейные прикладные материалы и их основные свойства, качество материалов и фурнитуры, ее соответствие основному материалу;
организацию обозначения и меловые знаки на деталях изделий при проверке кроя после первой примерки, второй примерки и при переделке изделий;
технологию раскроя;
организацию ремонта изделий с разделением труда и без разделения труда между портными;
способы рационального использования материалов и нормы расхода материала на изделия;
швейные материалы верха и их основные свойства, качество материала;
устройство и взаимодействие основных механизмов универсальных и специальных швейных машин, а также приспособлений;
основные дефекты готового изделия, их причины, меры устранения и предупреждения;
нормы выработки, расценки и систему оплаты труда портных;
степень готовности изделия к первой примерке, ко второй примерке;
передовые методы организации труда и рабочего места;
основы экономики;
инструкции по охране труда, противопожарные мероприятия (нормы и правила охраны труда, электробезопасности, гигиены труда, пожарной безопасности и внутреннего распорядка).
Профессия «закройщик», 4... 6-й разряды
Закройщик 4-го разряда должен:
1) раскраивать для пошива и перекраивать при ремонте нательное и постельное белье, корсетные изделия, снимать мерки с фигуры в соответствии с лекалами, полученными от моделирующих организаций;
2) выбирать фасон изделия, подгонять его по фигуре заказчика, выполнять обмелку и подрезку деталей после примерки, сдавать готовое изделие заказчику;
3) согласовывать с заказчиком характер ремонта нательного белья, корсетных изделий;
4) выявлять дефекты материалов для изделий при работе под руководством закройщика более высокой квалификации.
Закройщик 5-го разряда должен:
1) раскраивать при пошиве и перекраивать при ремонте, обновлении, перешиве изделия пальтово-костюмного и платьевого ассортиментов, производственной одежды, снимать мерки в соответствии с лекалами, полученными от моделирующих организаций;
2) раскраивать для пошива и перекраивать нательное и постельное белье, корсетные изделия по лекалам или путем построения чертежей деталей непосредственно на материале;
3) подбирать по журналу мод фасон изделия, раскраивать для пошива бытовую одежду, примерять изделие на фигуре заказчика, производить обмелку и подрезку деталей после примерки, сдавать готовое изделие заказчику;
4) зарисовывать выбранный фасон в паспорте заказа, снимать мерки с фигуры заказчика;
5) согласовывать с заказчиком характер ремонта изделий паль-i ово-костюмного и платьевого ассортиментов, производственной одежды, нательного и постельного белья, корсетных изделий;
6) выявлять дефекты материалов для изделий при работе под руководством закройщика более высокой квалификации;
7) изготавливать лекала для раскроя изделий выбранных фасонов;
8) примерять изделие на фигуре заказчика в процессе изготовления, производить обмелку и подрезку деталей после примерки;
9) инструктировать портных;
10) проверять качество готовых изделий по эстетическим и конструктивно-эргономическим показателям;
11) сдавать готовые изделия заказчику;
12) выявлять дефекты материалов или изделий, принесенных для ремонта;
13) знать:
основы конструирования и раскроя, технологию раскроя, пошива, ремонта, обновления и перешива изделий пальтово-костюмного и платьевого ассортиментов, производственной одежды;
современные направления в моделировании одежды;
свойства применяемых материалов;
прогрессивные методы конструирования и раскроя, технологию раскроя, пошива и ремонта нательного и постельного белья, корсетных изделий и бытовой одежды;
особенности выбора фасонов, материалов, конструирование, моделирование изделий для заказчиков разных возраста, фигуры и внешности;
способы устранения дефектов и подгонки изделий по фигуре;
способы рационального использования материалов и нормы расхода материалов на изделие;
технику зарисовки фасонов;
действующую техническую документацию;
организацию пошива при ремонте с разделением труда и без разделения труда.
Закройщик 6-го разряда должен:
1) раскраивать при пошиве и перекраивать при ремонте, обновлении и перешиве изделия пальтово-костюмного и платьевого ассортиментов, производственной одежды по лекалам или путем построения чертежей деталей непосредственно на материале;
2) выбирать фасон с зарисовкой его в паспорт заказа, снимать мерки с фигуры заказчика;
3) изготавливать лекала для раскроя изделия выбранного фасона;
4) выполнять примерку изделия на фигуре заказчика в процессе изготовления, обмелку и подрезку деталей после примерки;
5) проводить инструктаж портных;
6) проверять качество готовых изделий по эстетическим и конструктивно-эргономическим показателям;
7) сдавать готовые изделия заказчику;
8) согласовывать с заказчиком характер ремонта одежды;
9) выявлять дефекты материалов или изделий, сданных заказчиком для ремонта, обновления, перешива.
10) знать:
прогрессивные методы конструирования и раскроя;
технологию раскроя, пошива и ремонта одежды указанного ассортимента;
особенности выбора фасонов, материалов, конструирования, моделирования изделий для заказчиков разных возраста, фигуры и внешности;
способы устранения дефектов и подгонки изделий по фигуре;
способы рационального использования материалов и нормы их расхода на изделие;
технику зарисовки фасонов;
действующую техническую документацию;
организацию пошива одежды при работе с разделением и без разделения труда независимо от того, выполняют работы один или несколько закройщиков.
1.4. Сравнительная характеристика массового производства и индивидуального изготовления одежды
Для массового производства одежды базовые лекала, по которым производится раскрой ткани, выполняются на условно-пропорциональную фигуру.
Выбор ассортимента изделий, моделей, материалов, методов обработки производится на основании исследования спроса. Выбор оборудования, нормирование неделимых операций, выбор типа потока производятся на основе анализа технико-экономических показателей швейного предприятия.
Ассортимент и количество намечаемых к выпуску видов изделий определяют в соответствии с заказами торгующих организаций.
В массовом производстве одежды потоки по выпуску швейных изделий проектируются многоассортиментными, ориентированными на изготовление нескольких технологически однородных моделей или видов изделий.
Особенностью потоков массового производства в отличие от технологических процессов в ателье мод является ограниченное число одновременно изготовляемых в потоке моделей.
Число моделей в потоке массового производства колеблется от одной до девяти. Для одновременного изготовления девяти моделей в одном потоке их подбирают близкими по трудоемкости, конст
руктивно-технологической однородности, технологической последовательности обработки, пошивочным свойствам материалов.
В массовом производстве применяют однотипные методы обработки, одинаковые оборудование, средства малой механизации, режимы работы, используют нитки одних номеров и одного цвета. В потоке изготавливаются модели партиями в несколько сотен и даже тысяч единиц.
В массовом производстве имеется возможность узкой специализации рабочих. При точном выкраивании изделий нет необходимости в подгонке изделия по фигуре, уточнении формы отдельных деталей, сметывании детали (сметывание применяют лишь для наиболее сложных узлов, таких, как воротники и рукава). В связи с этим затраты времени на пошив изделия в массовом производстве в три — пять раз меньше, чем при выполнении индивидуальных заказов.
В массовом производстве выбирают методы обработки моделей с учетом полной загрузки оборудования (при сохранении изделий надлежащего качества) и снижения трудоемкости работ.
В массовом производстве при составлении технологической последовательности операций не допускаются нарушения поточности, нормы времени устанавливаются методами технического нормирования с учетом степени механизации, мощность потока определяется на основе масштаба производства.
Существуют конвейерные потоки со строгим ритмом, многомодельные потоки с последовательно-ассортиментным запуском, многомодельные потоки с циклическим запуском, секционные потоки, агрегатно-групповые потоки, потоки малых серий, сквозные потоки с различной формой запуска.
В массовом производстве по заказам торгующих организаций изделия отбираются и утверждаются на художественном совете. Изготовление изделий осуществляется целой системой производства — подготовительно-раскройным, швейным, отделочным, экспериментальным цехами.
В подготовительно-раскройном производстве применяется автоматизированная система раскроя, которая включает перенос контуров деталей изделия в компьютер. При помощи компьютера создаются рациональные раскладки, которые передаются на плоттер, где раскладка изготавливается на кальке.
Ткани настилаются вручную с многорулонных накопителей. Столы для настилания тканей имеют воздушные подушки для удобства перемещения настила на компьютерную установку для раскроя. Перед раскроем настил закрывается прозрачной пленкой для создания вакуума, что исключает смещение настила. Раскрой осуществляется на компьютерной установке автоматически и при помощи передвижных электрораскройных ручных машин с вертикальным и дисковым ножами. На этих машинах настил разрезают
на части, а на стационарных ленточных машинах вырезают детали. Детали кроя снимают и комплектуют в пачки. Каждая пачка состоит из 10... 15 изделий.
Из раскройного цеха в швейный скомплектованный крой транспортируется в контейнерах.
Выпуск конкурентоспособных изделий возможен при использовании тканей, соответствующих требованиям государственных стандартов по поверхностной плотности, усадке при влажно-тепловой обработке (ВТО), структурно-колористическому оформлению, имеющих стабильную ширину и минимальное число пороков внешнего вида.
Работу ателье мод, домов моделей характеризуют индивидуальный характер каждого заказа, ограниченные масштабы производства вследствие привязки их к определенным территориям, разное число заказов по сезонам, необходимость соблюдения назначенных сроков первой примерки и сдачи готового изделия.
При изготовлении одежды по индивидуальным заказам применяется в основном бригадно-групповой метод организации с разделением труда между членами бригады и наличием одного закройщика на бригаду или без разделения операций между портными.
В бригаде с одним закройщиком рабочие специализируются по видам работ — машинные, ручные, утюжильные.
При изготовлении женской и мужской верхней одежды бригада может состоять из одного закройщика и девяти портных по пошиву пиджаков и пальто и четырех портных по изготовлению брюк.
При изготовлении одежды по индивидуальным заказам не удается избежать возврата изделий из-за их разного фасона и необходимости наиболее полного использования специального оборудования, поэтому возможности организации потоков ограничены.
При изготовлении одежды по индивидуальным заказам можно разделить технологические процессы на секционные и несекционные. В первом случае целесообразно выделить секцию по подготовке изделий к примерке, секцию заключительной обработки и отделки или весь процесс разделить на заготовительную, монтажную и отделочную секции.
Возможна организация секционных потоков при разделении труда закройщиков в разных пунктах по приему и выдаче заказов, что требует слаженной работы закройщиков, их высокой квалификации, четкой работы диспетчерской службы, наличия переде-лочников-портных.
Технологический процесс может быть съемным и несъемным, сквозным, выполняемым рабочими двух смен или более. В настоящее время в ателье преобладают съемные технологические процессы. Несъемные процессы целесообразно применять при наличии значительного стабильного числа заказов на определенную
। руппу изделий. В несъемном процессе возможны сокращение сроков исполнения заказов, увеличение выработки за счет сокращения времени на подготовительно-заключительную работу.
Наряду с бригадами в ателье часть портных работает индивидуал ьно, без разделения труда; при этом производительность труда па 20... 30% ниже, чем в бригадах, так как их труд менее механизирован и специализирован. Пошив одежды без разделения труда можно допустить лишь при изготовлении очень дорогих, уникальных изделий в ателье высшего разряда, «люкс», в именных ателье.
К недостаткам массового производства следует отнести сложность подбора изделий по фигуре, невозможность удлинить или расширить изделие, удлинить рукав. При носке одежды массового производства человек теряет свою индивидуальность, люди становятся похожими друг на друга.
Достоинствами массового производства следует считать очень высокую производительность труда вследствие внедрения автоматов и полуавтоматов, оснащения рабочих мест манипуляторами для автоматического отделения деталей от пачек кроя и других функций, совершенствования средств транспортирования полуфабриката.
Применение САПР и ЭВМ для проведения расчетов при проектировании технологических процессов позволяет повысить качество работы, вводить в действие быстроперестраиваемые потоки, комплексно-механизированные линии, оснащенные микропроцессорной техникой, робототехническими средствами и манипуляторами, позволяющими совершенствовать и обновлять ассортимент швейных изделий.
При массовом производстве сокращаются сроки обучения рабочих выполнению мелких организационных операций.
Недостатки изготовления одежды по индивидуальным заказам заключаются в необходимости использования закройщиков и портных только высокой квалификации, что требует продолжительного времени на обучение и приобретение навыков в работе.
Необходимость использования услуг художников-модельеров делает производство одежды по индивидуальным заказам или убыточным, или очень дорогим для заказчика.
Качество изделий зависит от соблюдения каждым портным технических условий на определенную модель, что требует перехода портного на новые способы изготовления индивидуальной модели и увеличения времени на операции. Это создает трудности при создании производственного цикла, назначении примерок и определении срока готовности изделия.
Несоблюдение сроков примерок и сдачи изделий зависит от состояния здоровья членов бригады, так как при индивидуальном пошиве трудно заменить портного, выполняющего определенную операцию.
Достоинством индивидуального производства одежды является то, что такая одежда приносит моральное удовлетворение заказчику, так как соответствует его образу, требованиям времени, удобна в носке и неповторима.
1.5. Сфера услуг
Предприятия, выполняющие индивидуальные заказы на изготовление одежды, ее обновление и ремонт, относятся к сфере услуг.
Главной задачей предприятий сферы услуг является удовлетворение потребностей населения в услугах высокого качества.
В настоящее время вырабатывается новый подход к предоставлению услуг жителям разных городов и сел и формам их обслуживания. Большой популярностью пользуются высокоразрядные предприятия сферы услуг — ателье первого, высшего разрядов, дома моды, именные ателье и мастерские.
Коллектив каждого швейного предприятия обладает большим творческим потенииалом, способностью оказывать услуги населению на уровне мировых требовании.
Для улучшения работы предприятий сферы услуг разрабатывается все больше различных современных материалов, совершенствуются методы кроя, предлагаются новое оборудование и технологии.
Вся деятельность предприятий сферы услуг направлена на удовлетворение рынка товаров и услуг, улучшение гигиенических, эстетических, конструктивно-эргономических, технологических показателей их качества, сокращение сроков исполнения заказов, улучшение культуры обслуживания, усовершенствование формы общения закройщика и заказчика, приемщика и заказчика, кассира и заказчика, заведующего ателье и заказчика, увеличение прибыли предприятий.
В настоящее время все предприятия сферы услуг стали частными. Особое значение для процветания предприятия имеет имя. Престижно, например, носить платье от Лены Макашовой, вечерний наряд от Славы Зайцева. В настоящее время каждое предприятие применяет свою, особую, технологию изготовления одежды, являющуюся коммерческой тайной. В зависимости от вида выполненных работ ателье и мастерские могут быть специализированными (например, ателье по изготовлению спецодежды) и неспециализированными. Требования к качеству изготовления и ремонта одежды регламентируются действующими стандартами, техническими условиями.
В настоящее время действуют стандарты Р и классификаторы ТНВ и ОКП:
Р — стандарт России;
I НВ — классификатор продукции «Товарная номенклатура внеш-। н- жономической деятельности Содружества независимых госу-|.1|>ств»;
()КП — общероссийский классификатор продукции.
Все предприятия обязаны иметь фирменные вывески, оформит |ие которых согласовывается с вышестоящей организацией в у* тновленном для предприятия порядке, и таблички с указанием режима работы. Наряду с изготовлением одежды в ателье могут оказываться такие услуги, как химчистка, ремонт, перелицовка, обновление одежды. Положения о деятельности ателье разрабатываются вышестоящей организацией на основе законодательства.
Особенности технологической обработки изделий учитываются и прейскуранте, по которому определяется стоимость работы.
Предприниматель может зарегистрировать свое предприятие как предприятие высшего, первого или второго разряда.
В ателье высшего разряда изготавливают одежду новых моделей нобой сложности, особо оригинальные изделия, соответствующие современным направлениям моды и индивидуальным запрети и вкусам заказчика.
Ателье высшего разряда может изготавливать одежду, сопут-। гвующие изделия (шарфы, галстуки, перчатки, головные уборы, украшения и т.п.).
Прием и выдача заказов осуществляются в приемном салоне агслье, который должен быть оформлен в соответствии с требованиями современного интерьера, обставлен удобной мебелью, иметь достаточную площадь для обслуживания заказчиков; примерочные кабины должны быть хорошо освещены, их число должно соответствовать пропускной способности салона. В салонах должен быть разнообразный ассортимент тканей, прикладных и отделочных материалов, фурнитуры, а также современные журналы мод. В салоне может быть стол справок, обеспечивающий информацию о готовности заказа.
Ателье высшего разряда оказывает заказчикам следующие услуги: а) консультант-диспетчер салона информирует заказчика о видах выполняемых в ателье работ и предоставляемых услуг, дает советы по использованию и расходу тканей верха и подкладки, фурнитуры и отделочных материалов. Консультант-диспетчер салона должен обеспечивать высокую культуру обслуживания, четкий ритм работы салона, своевременный квалифицированный прием заказов в соответствии с индивидуальными запросами и । ребованиями заказчика, контроль за исполнением заказов в установленные сроки;
б) художник-модельер консультирует заказчика при выборе тканей и фасона в соответствии с фигурой, обликом и требованиями заказчика и направлением моды сезона, осуществляет моделирование изделий, зарисовку моделей;
в) закройщик снимает мерки с заказчика, создает конструкцию изделия в соответствии с выбранным фасоном и особенностями фигуры заказчика, определяет расход ткани верха и подкладки, прикладных материалов, осуществляет раскрой, примерки, инструктаж исполнителей, контролирует качество выполнения заказов, сдачу готового изделия заказчику;
г) приемщик принимает и оформляет заказ, принимает и. оценивает ткань; если она принадлежит заказчику, промеряет и просматривает ткань, фурнитуру, отделку.
Ателье высшего разряда изготавливает изделия с различными видами отделок, фирменной монограммой, маркировкой, в фирменной упаковке согласно требованиям Госстандарта России.
В ателье высшего разряда все основные портные должны иметь высший квалификационный разряд, а вспомогательные работы могут выполнять портные, разряд которых соответствует разряду выполняемыхними работ.
Ателье высшего разряда обязано обеспечить обработку изделий в соответствии с требованиями технологии, проводить для населения демонстрацию коллекций моделей одежды, иметь постоянно действующую выставку образцов модной одежды и вести прием по образцам и моделям, разработанным ведущими специалистами, художниками-модельерами, а также по их зарисовкам и журналам мод. К работе ателье высшего разряда предъявляются особые, повышенные, требования: выполнение одежды особого ассортимента (визитки, фраки, смокинги, дамские вечерние туалеты).
Визитка состоит из прямого однобортного пиджака с закругленными фалдами сзади и полосатых брюк.
Фрак — это относительно короткий пиджак из черной ткани, который впереди не застегивается и имеет узкие фалды, отрезанные на бедрах и висящие сзади, лацканы и воротник из блестящей ткани.
Смокинг — это пиджак, но более приталенный, чем визитка. Сорочка впереди очень открытая, лацканы могут быть типа шали и из блестящей ткани (натурального или искусственного шелка).
Дамский вечерний туалет — это может быть длинное платье из бархата, парчи или кружева, со шлейфом, с пелериной, с богатой вышивкой и отделкой, модных фасона и направления.
Ателье первого разряда осуществляет изготовление, обновление и ремонт одежды любой сложности, может выполнять заказы из заранее изготовленного полуфабриката.
Таким образом, ателье первого разряда выполняет те же функции, что и ателье высшего разряда, но использует труд портных более низкой квалификации, хотя имеющих 5-й и 6-й разряды.
Ателье второго разряда обеспечивает выполнение всех видов работ по изготовлению, обновлению и ремонту одежды. Ателье мо-
жст выполнять заказы на пошив одежды из заранее изготовленно-к> полуфабриката, т.е. те же работы, что и ателье высшего и первого разрядов, но работающие в ателье второго разряда портные имеют 2-й и 3-й разряды.
Мастерская обеспечивает изготовление и обновление неслож-। юй одежды, а также ее ремонт.
Заказы выполняются в основном из полуфабриката, изготовленного на специализированных предприятиях, высокопрофессио-11альными специалистами-портными или в мастерских.
2. ОХРАНА ТРУДА НА ШВЕЙНЫХ ПРЕДПРИЯТИЯХ
2.1. Основы гигиены труда
Руководство и работники предприятия обязаны выполнять все рекомендации санитарно-эпидемиологических станций (СЭС). В целях соблюдения правил гигиены на предприятии проводятся: косметический ремонт цехов один раз в год;
мытье оконных стекол два раза в год;
влажная уборка производственных помещений два раза в день.
В производственных цехах необходимо поддерживать в рабочем состоянии приточно-вытяжную вентиляцию.
На предприятии должны быть оборудованы душевые комнаты, комната психологической разгрузки, достаточное количество туалетов с биде и сушилками для рук.
Должна быть выделена комната для приема пищи с холодильником и электроприборами.
Уборщики помещений должны иметь ведра и инструменты, отдельные для уборки цехов и туалетов, перчатки и другие необходимые для уборки инструменты.
2.2. Техника безопасности
Для каждого швейного предприятия индивидуально разрабатываются, утверждаются и контролируются в определенном порядке правила техники безопасности и пожарной безопасности. Эти правила должны соблюдаться каждым работником.
По утвержденным инструкциям проводится инструктаж всех работников один раз в месяц, о чем делается запись в журнале, где работник, прошедший инструктаж, расписывается. Несоблюдение правил техники безопасности и пожарной безопасности преследуется законом.
Ниже приведены правила техники безопасности и пожарной безопасности для швейного предприятия Москвы.
Широкое использование на предприятиях электрической энергии увеличивает опасность поражения током при пользовании электрическими приемниками, двигателями, утюгами, плитами, осветительными и другими приборами и аппаратами. Поражения
!i травмы могут произойти под воздействием электрического тока как высокого, так и низкого напряжения. Большинство несчастных случаев вызывает ток напряжением 220 и 380 В, но бывают случаи поражения током напряжением 65 В и ниже. Особенность шектрического травматизма заключается в том, что поражения юком значительно чаще имеют смертельный исход, чем другие поражения.
Тело человека способно проводить ток. Электрическое сопротивление тела человека при протекании через него тока состоит из внутреннего сопротивления и сопротивления на входе и выходе, ।. е. сопротивления кожи. Мокрая и потная кожа, наличие царапин н другие повреждения рогового слоя значительно снижают, а то и вовсе уничтожают защитные свойства кожи. Сопротивление протеканию тока через тело человека зависит еше от многих условий, в частности от размера поверхности прикосновения и его характера (плотный охват или случайное кратковременное прикосновение), состояния пострадавшего и др.
Один и тот же ток воздействует по-разному на разных людей и на одного и того же человека в зависимости от его состояния в момент поражения. Во всяком случае, токи силой порядка 25... 30 мА уже могут быть опасными для жизни и вызывать паралич дыхания и остановку сердца. Ток силой 0,1 А является смертельным.
Поражения человека электрическим током можно разделить на три основных вида:
поражения вследствие недопустимого приближения к частям, находящимся под напряжением, в результате чего может возникнуть электрическая дуга через тело человека и, как следствие, — ожоги рук, глаз и т.д.;
поражения вследствие прикосновения к частям, находящимся под напряжением, а также к металлическим частям электроустановок или корпусам электроприемников, оказавшихся под напряжением в результате повреждения электрической изоляции;
прикосновение к металлическим корпусам при повреждении их изоляции, если не предусмотрены защитные меры, равносильно прикосновению к оголенным частям, находящимся под напряжением;
поражения, вызываемые так называемым напряжением шага, возникающие вблизи мест повреждения электрической изоляции или мест замыкания токоведущих частей на землю.
Поражение электрическим током происходит главным образом из-за несоблюдения правил технической эксплуатации и техники безопасности, поспешных непродуманных действий, неосторожного обращения с электроприемниками, прикосновения к токоведущим частям, из-за дефектов конструкций электроприемников и т.д. Таким образом, при обращении с электрическими устройствами нужно всегда соблюдать следующие меры предосторожности.
Во избежание повреждения изоляции проводов и возникновения коротких замыканий не разрешается вбивать в стены гвозди, костыли для развешивания лекал, выкроек и других предметов. На осветительной арматуре не разрешается развешивать нитки, сантиметровые ленты, елочные украшения и другие посторонние предметы.
Запрещается под напряжением проводить замену осветительных ламп, а также очистку ламп и осветительной арматуры от пыли и грязи.
При пользовании электроплитами нужно строго соблюдать правила их содержания. Нельзя проводить чистку плиты, не отключив ее от сети. Включать плиту в сеть следует только после наполнения кастрюли или другой посуды жидкостью и установки их на конфорку. При пользовании плитой нельзя одновременно прикасаться к ее корпусу и к установленной на ней посуде, к водопроводному крану, раковине или трубам отопительной системы. В случае любой неисправности плиты необходимо вызвать электромонтера.
Включение и отключение электронагревательных приборов, чайников, утюгов, настольных вентиляторов и прочих переносных приборов в штепсельную розетку следует осуществлять с помощью штепсельной вилки, беря ее за изолированную часть — колодку. Вытягивать вилку из розетки за шнур недопустимо во избежание обрыва шнура или оголения и замыкания проводов.
Необходимо пользоваться огнестойкими подставками для утюгов, изготовленными из металла, асбоцемента и других огнестойких материалов; стоять на диэлектрическом коврике или настиле из диэлектрической резины. Перед работой необходимо осмотреть провод в местах выхода из утюга и штепсельной вилки, а в случае излома и оголения жил провода вызвать электромонтера.
При работе на швейном оборудовании надо помнить, что защитной мерой от поражения током является зануление корпусов электрических двигателей и светильников, т. е. соединение нулевого провода с корпусами. В случае пробоя изоляции автоматически отключается аварийный участок.
В случае обрыва нулевого провода корпус электрического двигателя или светильника может оказаться под напряжением, поэтому запрещается касаться корпусов швейных машин, моторов, светильников одновременно с трубами отопления, батареями и трубами подводки воды, имеющими связь с землей.
До начала работы необходимо путем внешнего осмотра определить целостность нулевых проводов.
При уборке помещений запрещается обтирать двигатели, светильники, щитки и другое электрооборудование при неотключен-ном напряжении.
Внешним признаком неисправности проводки или электрических приборов являются специфический запах подгорающей резины или пластмассы, искрение, перегрев штепсельных розеток и вилок.
При любом сомнении в исправности провода или электроприборов необходимо отключить соответствующий участок и вызвать »исктромонтера.
На каждом предприятии как массового производства, так и работающего по индивидуальным заказам должны быть инструк-। щи по технике безопасности, утвержденные руководителем организации, с указанием ответственных за охрану труда лиц.
Ниже приведены примеры таких инструкций.
Инструкция по технике безопасности для работы на универсальных и специальных швейных машинах
К работе допускаются лица, прошедшие инструктаж по технике безопасности.
I. До начала работы
1. Приведите в порядок свою одежду.
2. Проверьте свое рабочее место, подготовьте его так, чтобы работать оыло удобно и безопасно.
3. Проверьте, установлена ли лапка с предохранителем от прокола пальцев, имеются ли ограждения на вращающихся частях швейной машины.
4. Убедитесь, что все в порядке, и приступайте к работе.
II. Во время работы
1. Не отвлекайтесь и не отвлекайте соседей посторонними разговорами.
2. Выполняйте только ту работу, которая вам поручена.
3. Не кладите около вращающихся частей машины ножницы, отвертку, пинцет и другие инструменты.
4. Не пользуйтесь для работы затупленной или искривленной иглой, петлителем с затупленным носиком.
5. Тормозите машину только педалью, не тормозите маховое колесо и не ускоряйте его движением руки.
6. Не производите чистку и смазку машины на ходу.
7. Не надевайте ремень машины на шкив самостоятельно, вызывайте механика.
8. Не допускайте к рабочему месту посторонних лиц.
9. Следите за состоянием проходов, не устраивайте завалов в местах встречных движений работающих.
III. По окончании работы
1. Приведите в порядок рабочее место, отключите машину от сети
2. Вычистите и смажьте машину.
3. Сообщите мастеру о неполадках, если они имеются.
При несчастных случаях сообщите о происшествии администрации и обратитесь за медицинской помощью.
За нарушение настоящей инструкции виновные несут дисциплинарную ответственность согласно правилам внутреннего распорядка.
Инструкция по технике безопасности для работающих с электроутюгом
Работа утюжильницы связана с применением утюга массой до 8 кг, нагретого при помощи электрического тока.
I. До начала работы
1. Проверьте изоляцию шнура (нет ли на нем оголенных мест). Убедитесь в исправности утюга и отсутствии открытых клемм.
2. На полу у гладильного стола положите диэлектрический коврик.
3. При включении утюга беритесь только за деревянную ручку рубильника либо за пусковую кнопку, следите, чтобы рубильник был закрыт предохранительным кожухом, и не снимайте его.
И. Во время работы
1. Работайте стоя на диэлектрическом коврике.
2. Не работайте стоя без обуви на голом, даже деревянном полу.
3. Утюг в нерабочем положении держите на подставке.
4. Не допускайте падения утюга, перекручивания провода, образования на нем петель и узлов.
5. Не ставьте утюг (даже холодный) на провода, не касайтесь их горячим утюгом, не охлаждайте перегретый утюг погружением в воду.
6. Не работайте с неисправным утюгом.
7. Не переувлажняйте изделие, так как при этом можно получить ожог РУК.
8. Для увлажнения изделий пользуйтесь только пульверизатором.
9. Не ударяйте утюгом о стол, так как при этом электрический элемент утюга может соединиться с корпусом, в результате чего можно пострадать от тока.
III. По окончании работы
Отключите электропитание утюжильных столов с помощью кнопочного выключателя, утюг и рабочее место приведите в надлежащий порядок.
За невыполнение правил техники безопасности виновные привлекаются к дисциплинарной ответственности.
3. РУЧНЫЕ РАБОТЫ
3.1. Организация рабочего места
В массовом производстве и в ателье, где изделия изготавливают-। я ио индивидуальным заказам, каждая работница имеет свой стол.
В зависимости от характера работы швея-ручница может выполнять ее сидя или стоя, располагать на столе одну деталь или н новое изделие. В связи с этим оборудование и организация рабочего места различны. Правильная организация рабочего места способствует повышению производительности труда на операциях и обеспечивает высокое качество работы.
Рабочее место для ручных работ при изготовлении верхней и ил кой одежды состоит из стола, стула и подставки для ног (рис. 3.1). Конструкция стула может быть различной, но она должна обеспечивать возможность поворота и изменения высоты сиденья и опоры для спины. Справа от работницы (в зоне действия рук) на стоне устанавливается специальная подставка для катушек с нитками. 11еобходимые для выполнения ручных работ инструменты и предметы ухода за рабочим местом хранятся в выдвижных ящиках стопа, а во время работы их раскладывают на столе справа от работающего или на полках.
Для размещения деталей и полуфабриката в течение рабочей смены к крышке стола может быть шарнирно прикреплен горизон-
Рис. 3.1. Рабочее место для выполнения ручных работ
б
Рис. 3.2. Передвижные кронштейны: а — для плечевых изделий; б — для поясиых изделий
тальный кронштейн, установлен передвижной кронштейн (рис. 3.2) или передвижной стеллаж.
Для уборки производственного мусора имеется съемный мусоросборник. В крышке стола может быть закреплен магнит для постоянного размещения ножниц.
Размеры рабочих мест различны и зависят от вида изделия и выполняемой операции, т.е. расположения изделия.
По окончании работы рабочее место следует тщательно убрать, все обрабатываемые детали, инструменты, приспособления уложить в определенном порядке в ящики столов или в шкафы.
Большое влияние на самочувствие работницы и качество ее работы оказывает правильная посадка. Расстояние от глаз до изделия или детали должно быть в среднем равно 30 см (не менее 25 и не более 35 см). Оно регулируется как при ручной, так и при машинной работе опусканием или подъемом сиденья винтового стула. Ноги следует держать на подставке или перекладине. Очень важно правильно использовать перерывы, выполнять физические упражнения до начала работы и в течение рабочего дня.
3.2. Инструменты и приспособления
К инструментам для ручных работ относятся ручные иглы, наперсток, ножницы, сантиметровая лента; к приспособлениям манекен, лекала, кольцо с ножом, распарыватель, колышек, булавки и т.д. (рис. 3.3).
В процессе работы качество изделия, производительность труда работающих, их работоспособность и настроение во многом зависят от правильности подбора инструментов и приспособлений. Их
Рис. 3.3. Инструменты и приспособления:
а — ножницы для раскроя; б — портновские ножницы; в — игольница; г — наперсток без донышка; д — наперсток с донышком; е — сантиметровая лента; ж — приспособление для намелки; з — мел; и — расларыватель; к — резец для перевода линий; л —резец; м — кольцо с ножом; и —колышек для удаления строчек временного назначения; о —нитки
подбирают в соответствии с тканью, из которой изготавливают изделие, и видом выполняемых работ.
Ручные иглы должны быть острыми, упругими, неломкими, хорошо отполированными, с ушком достаточных размеров и без заусенцев. Иглы различаются по диаметру (толщине), длине, размеру ушка. В зависимости от длины и диаметра иглы подразделяют по номерам: от 1 до 12 (табл. 3.1). Все иглы нечетных номеров длиннее, чем иглы четных номеров.
Иглы подбирают в зависимости от вида изделия, обрабатываемой ткани и выполняемой операции (табл. 3.2).
Соответственно иглам и обрабатываемым тканям следует подбирать и номера ниток.
Наперсток предназначен для предохранения пальца от укола при проталкивании иглы в ткань. Его надевают на средний пален правой руки.
На поверхности наперстка имеются углубления, расположенные в шахматном порядке, которые препятствуют соскальзыванию иглы. Наперсток подбирают соответственно толщине среднего
Таблица 3.1
Размеры и назначение игл
Номер иглы Диаметр, мм Длина, мм Ткани
1 0,6 35 Легкие хлопчатобумажные, шелковые и шерстяные
2 0,7 30 Легкие хлопчатобумажные, шелковые и шерстяные, а также средней толщины — трико, легкие камвольные и т. п.
3 0,7 40
4 0,8 30 Средней толщины —- трико, легкие камвольные и т. п.
5 0,8 40
6 0,9 35
7 0,9 45
8 1,0 40 Толстые — бобрик, сукно и т. п.
9 1,0 50
10 1,2 50
И 1,6 75 Мешковина и т. п.
12 1,8 80
s
S
Номера игл по операциям Изготовление о § § S § =3 « 5 И о< о\ со 1 2 04 04
Пришивание пуговиц ео 40 6, 7, 8 ео 40 ео 40 со 40 со
D S Й а § S о э со 4сГ 40 40 40 1 1 1 со
3 и fl я S 1 а 1 1 1
£ ей и S 3 § 2, 3, 5, 6 £ ‘Т 1,2,3 л 2, 3, 4, 5 1, 2, 3 сч
5 S ей 0 g V S J 5, 6, 7, 8 3, 5, 6 3,5,6 3, 5, 6 ео 40 3, 5, 6 3, 5, 6 1 2,3,5 1, 2, 3
Изделие Мужское зимнее и демисезонное пальто Мужское летнее пальто Мужской пиджак 1 Мужские брюки Женское зимнее и демисезонное пальто Женское летнее пальто I Женский жакет *! учениках легкая одежда
пальца руки так, чтобы он плотно охватывал палец. Наперстки бывают с донышком и без него. При выполнении ручных работ по изготовлению леткой женской и детской одежды пользуются наперстком с донышком, при изготовлении верхней одежды — наперстком без донышка. Наперстки № 8, 10, 12 относятся к мужским, для женщин предназначены наперстки № 2, 3, 4, 5 (табл. 3.3).
Таблица 3.3
Основные размеры наперсткоа по номерам
Номер наперстка Диаметр, мм Высота, мм
большой малый
2 15 11 15 ...19
3 16 12 15...20
4 17 13 15 ...20
5 18 14 15...21
8 17 14 15 ...21
10 18 15 15
12 19 16 15
В массовом производстве, где процесс раскроя тканей и материалов механизирован, ножницы (рис. 3.4) применяют для подрезки деталей или обрезки ниток. При изготовлении изделий по индивидуальным заказам ножницы служат как для раскроя тканей, так и для подрезки деталей и других ручных операций.
Рис. 3.4. Ножницы
Ножницы, применяемые в швейном производстве, выпускают рашых номеров. Их подбирают в зависимости от выполняемой операции и обрабатываемой ткани.
Ножницы должны закрываться без резкого звука; их лезвия долж-нм одинаково хорошо резать по всей своей длине. Для обрезки концов ниток применяют специальные ножницы.
Сантиметровая лента представляет собой мягкую прорезиненную ленту с нанесенными на нее сантиметровыми и миллиметро-14»! ми делениями. Она применяется для снятия мерок с фигуры че-ювека и измерения деталей изделия. В процессе работы лента вытя-। и кается, поэтому ее длину необходимо систематически проверять. ('ледует пользоваться одной и той же сантиметровой лентой.
Металлические измерительные рулетки с сантиметровыми и миллиметровыми делениями обычно прикрепляют к краю раскройного стола.
Кольцо с ножом (рис. 3.5, а) применяют для обрезания ниток после окончания работы. Кольцо надевают на указательный палец новой руки. Для обрезания ниток на рабочем месте может быть установлено стационарное приспособление (рис. 3.5, б) в виде уголка, на котором пластинкой и винтами закрепляется лезвие от безопасной бритвы. Для предохранения пальцев от пореза служат два крючка. Применение кольца с ножом и стационарного приспособления вместо ножниц способствует экономному использованию времени портных и повышению производительности труда.
Колышек с одним заостренным концом применяют для выправления углов борта, воротника, петель, различных фигурных швов, а также для удаления ниток. Колышек может быть изготовлен из дерева, кости или металла и представляет собой круглый стержень длиной 100... 120 мм, диаметром 7 мм.
приспособление для обрезания ниток (б) Рис. 3.6. Манекен
Рис. 3.7. Резцы:
« — тупой; б—зубчатый; в —двойной
Манекен (рис. 3.6) используется для проверки правильности изготовления изделий как в процессе их обработки, так и в готовом виде. На манекенах проверяют, например, положение боковых и плечевых швов изделия, правильность вметывания воротника в горловину и рукавов в проймы и т.д.
Женские и мужские манекены 44, 46, 48, 50, 52, 54, 56, 58 и 60-го размеров одного среднего (третьего) роста и трех полнот. Детские манекены 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 44 и 46-го размеров. Существуют раздвижные манекены, размеры которых можно уменьшить или увеличить. Можно заказать манекен на определенную фигуру в модельной мастерской.
Для удобства пользования манекен укрепляется на подставке, чтобы его можно было свободно поворачивать и поднимать. Высоту манекена регулируют упорным винтом.
Лекала представляют собой детали изделия, вырезанные из картона или других материалов. Различают лекала-эталоны, рабочие и вспомогательные.
Лекала-эталоны не используют для очерчивания контуров деталей на ткани. Они служат только для изготовления и проверки комплектов лекал в массовом производстве. По рабочим лекалам, имеющим припуски на швы, усадку и уработку, очерчивают контуры деталей на ткани, наносят контрольные надсечки для правильного соединения деталей изделия.
Вспомогательные лекала используют для намелки вытачек, петель, пуговиц, обмелки уголков бортов, воротников.
Резцы бывают нескольких видов. Тупой резец (рис. 3.7, а) применяют для перенесения контура деталей с бумаги на ткань, с ткани на бумагу, линий складок, вытачек, рельефов и т.п. Резец ведут диском по линиям, и на ткани остается след в виде сплошной линии. Зубчатый резец (рис. 3.7, б) служит для перенесения контура деталей с бумаги на бумагу или на картон, с ткани на бумагу, линий складок, вытачек, карманов и др. После обводки
Рис. 3.8. Линейки, угольники, лекала
таким резцом намеченных линий остаются следы в виде точек, расположенных по контуру деталей. Двойной резец (рис. 3.7, в) используют в основном при размножении лекал.
Мелом наносят линии и знаки при раскрое тканей и примерке изделий. Для швейной промышленности мел выпускают разных цветов. Чтобы все проведенные линии были тонкими, края мела следует постоянно затачивать. Ширина мела должна быть от 0,5 до 1,5 мм.
При нанесении линий по линейке мел держат всей плоскостью вплотную к линейке или шаблону и перпендикулярно поверхности ткани (без уклона в какую-либо сторону). Намел ку линий производят в направлении от себя (карандашом линии проводят наоборот в направлении к себе).
Вырезать детали нужно по внутренней стороне меловой линии. Иногда вместо мела пользуются тонко заточенным сухим мылом. Линейки, угольники и лекала (рис. 3.8) в швейном производстве применяют при построении чертежей деталей изделий, а также при раскрое тканей и пошиве изделий.
Приспособление для работы с иглой применяется для зажима ткани во время таких работ, как подшивание низа, и т. п. Оно состоит из стойки (рис. 3.9), на которой укреплен зажим с верхней и нижней губками, шарнирно связанными между собой. Рабочий зажимает край изделия между губками зажима и обрабатывает нужный участок. Зажим может быть укреплен не на стойке, а непосредственно на рабочем столе.
Булавки в изготовлении легкой одежды используют для скалывания деталей при переводе линий с одной половины изделия на другую, при уточнении конструктивных линии во время примерки. Длина булавок 3...4 см. Они должны быть тонкими, острыми, хорошо отшлифованными.
Для перевода меловых линий в деталях легкого платья используют доски с нанесенной на них влажной меловой пылью. На высохшие доски кладут детали и по меловым линиям проводят резцом — линии отпечатываются на детали.
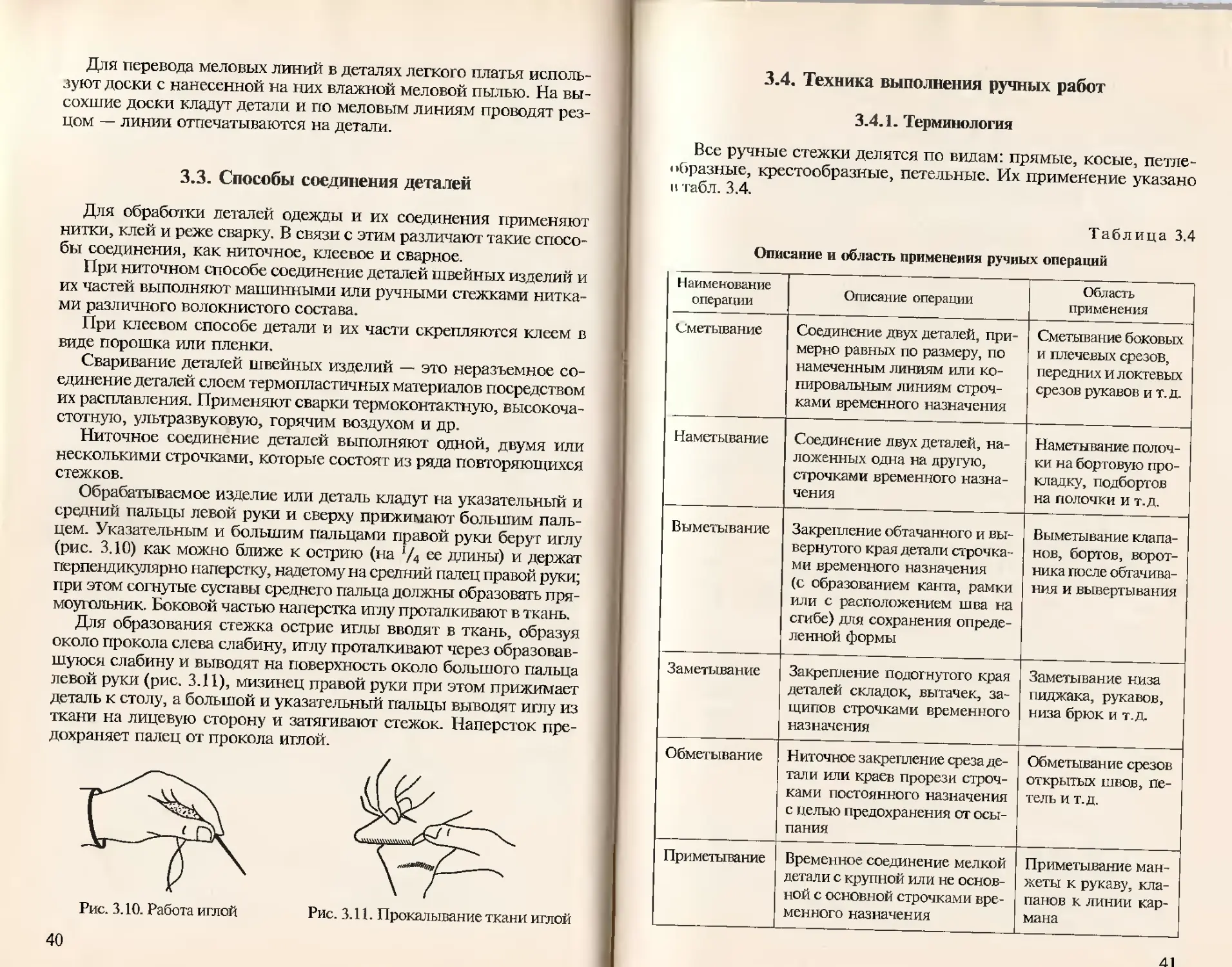
3.3. Способы соединения деталей
Для обработки деталей одежды и их соединения применяют нитки, клей и реже сварку. В связи с этим различают такие способы соединения, как ниточное, клеевое и сварное.
При ниточном способе соединение деталей швейных изделий и их частей выполняют машинными или ручными стежками нитками различного волокнистого состава.
При клеевом способе детали и их части скрепляются клеем в виде порошка или пленки.
Сваривание деталей швейных изделий — это неразъемное соединение деталей слоем термопластичных материалов посредством их расплавления. Применяют сварки термоконтактную, высокочастотную, ультразвуковую, горячим воздухом и др.
Ниточное соединение деталей выполняют одной, двумя или несколькими строчками, которые состоят из ряда повторяющихся стежков.
Обрабатываемое изделие или деталь кладут на указательный и средний пальцы левой руки и сверху прижимают большим пальцем. Указательным и большим пальцами правой руки берут иглу (рис. 3.10) как можно ближе к острию (на '/4 ее длины) и держат перпендикулярно наперстку, надетому на средний палец правой руки; при этом согнутые суставы среднего пальца должны образовать прямоугольник. Боковой частью наперстка иглу проталкивают в ткань.
Для образования стежка острие иглы вводят в ткань, образуя около прокола слева слабину, иглу проталкивают через образовавшуюся слабину и выводят на поверхность около большого пальца левой руки (рис. 3.11), мизинец правой руки при этом прижимает деталь к столу, а большой и указательный пальцы выводят иглу из ткани на лицевую сторону и затягивают стежок. Наперсток предохраняет палец от прокола иглой.
Рис. 3.10. Работа иглой Рис. 3.11. Прокалывание ткани иглой
3.4. Техника выполнения ручных работ
3.4.1. Терминология
Все ручные стежки делятся по видам: прямые, косые, петлеобразные, крестообразные, петельные. Их применение указано и табл. 3.4.
Таблица 3.4
Описание и область применения ручных операций
Наименование операции Описание операции Область применения
Сметывание Соединение двух деталей, примерно равных по размеру, по намеченным линиям или копировальным линиям строчками временного назначения Сметывание боковых и плечевых срезов, передних и локтевых срезов рукавов и т.д.
Наметывание Соединение двух деталей, наложенных одна на другую, строчками временного назначения Наметывание полочки на бортовую прокладку, подбортов на полочки и т.д.
Выметывание Закрепление обтачанного и вывернутого края детали строчками временного назначения (с образованием канта, рамки или с расположением шва на сгибе) для сохранения определенной формы Выметывание клапанов, бортов, воротника после обтачивания и вывертывания
Заметывание Закрепление подогнутого края деталей складок, вытачек, защипов строчками временного назначения Заметывание низа пиджака, рукавов, низа брюк и т.д.
Обметывание Ниточное закрепление среза детали или краев прорези строчками постоянного назначения с целью предохранения от осыпания Обметывание срезов открытых швов, петель и т.д.
Приметывание Временное соединение мелкой детали с крупной или не основной с основной строчками временного назначения Приметывание манжеты к рукаву, клапанов к линии кармана
Окончание табл. 3.4
Наименование операции Описание операции Область применения
Вметывание Временное соединение двух деталей по овальному контуру строчками временного назначения Вметывание воротника в горловину, рукавов в проймы и т.д.
Разметывание Раскладывание припусков швов или складки на две стороны и закрепление их строчками временного назначения. Прикрепление разметочными стежками подкладки изделия к швам втачивания рукавов Разметывание припусков на швы и складки, разметывание проймы
Подшивание Прикрепление подогнутых краев одной детали к другой или к той же детали строчками постоянного назначения Подшивание низа рукавов, низа изделия и подкладки
Пришивание Прикрепление одной детали к другой, фурнитуры и отделочных элементов строчками постоянного назначения Пришивание пуговиц, крючков, кнопок и т.д.
Вспушивание Закрепление и отделка обтачанного и выметанного краев детали потайными петлеобразными строчками постоянного назначения с расположением их внутри скрепляемых материалов Вспушивание краев клапанов, бортов, воротника, низа пиджака и т.д.
Распошивание Соединение двух деталей потайными строчками постоянного назначения в месте шва. чтобы сделать этот шов менее заметным Распошивание швов притачивания обтачек (в женских пальто и костюмах)
Соштуковыва-ние Соединение двух деталей потайными строчками постоянного назначения срезами встык с сохранением рисунка и кипера Соштуковывание различных надставок деталей
3.4.2. Размеры и виды ручных стежков
Стежок — это переплетение ниток между двумя проколами ткани иглой. Строение стежков различное и зависит от расположения ниток на поверхности и внутри ткани.
42
Длина стежков определяется длиной нитки и интервала на лицевой стороне материала (рис. 3.12), видом стежка и толщиной обрабатываемого материала.
Стежки бывают машинные и ручные. Наибольший экономический эффект дает выполнение стежков на специальных машинах.
Число ниток, участвующих в образовании стежка, может быть различным.
Ручные стежки выполняют одной ниткой (рис. 3.13), для выполнения машинных стежков применяют разное число ниток. В связи с этим стежки имеют разное строение.
Все стежки должны быть ровными и однородными, расстояние между ними как с лицевой стороны, так и с изнанки — одинаковым, а нитки затянуты равномерно. Размеры и частота стежков могут быть различными. При определении частоты стежков подсчитывают число стежков в 1 или в 5 см строчки.
Ручные стежки и строчки широко применяют при изготовлении изделий по индивидуальным заказам, а также в домашних условиях.
Строчка — это ряд повторяющихся стежков. Шов — это соединение деталей строчкой.
Схемы, наименование и применение ручных стежков приведены в табл. 3.5.
Рис. 3,12. Размеры прямого (с) и косого (б) стежков: /—длина прямого стежка; h— длина лицевой нитки; /; — лицевой интервал;
с — длина косого стежка
Рис. 3.13. Способы образования ручных стежков
43
Виды ручных стежков и области их применения
Схема стежка Наименование стежка Область применения
Прямой сметочный стежок; строчка временного назначения; операция сметывания; длина стежка 0,5...4 см Соединение перед стачиванием боковых, плечевых швов, деталей изделия, передних и локтевых срезов рукавов и т.д.
^/7//^ Косой сметочный стежок; строчка временного назначения Наметывание одной детали на другую разных по величине
Фигурный крестообразный стежок; строчка постоянного назначения; операция подшивания; длина стежка 0,5...0,7 см Подшивание низа изделия, отлета, воротников
Разметочный стежок; строчка постоянного назначения; операция разметывания; длина стежка 0,3...0,5 см Рг змс кав тывание пройм ов
Петельный стежок; строчка постоянного назначения; операция обметывания петель Обметывание петель
Схема стежка Наименование стежка Область применения
1 Ё27 Сметочный прямой стежок, строчка временного назначения; операция сметывания Смен одеж; ывание вытачек в (е
‘—t ' Л \ у
- Сметочная строчка временного назначения; операция образования сборок Изготовление О' ных деталей (бу рок) ) ММ П гделоч-ф обо-
Ill '''' Ц^'' ! Прямой наметочный стежок; строчка временного назначения; операция наметывания; длина стежка 0,5 ...1,5 см Наметывание подкладки на передние половинки брюк (с), наметывание полочки верха пиджака или пальто на
5ортову юп рокладку (б) о -л
а б
Схема стежка
Наименование
стежка
Область применения
Прямой сметочный стежок; строчка временного назначения; операция заметывания; длина стежка 0,7... 1 см
Заметывание края детали с открытым (а) и с закрытым (б) срезами, например заметывание боковых срезов подкладки в пальто
Прямой сметочный стежок; строчка временного назначения; операция выметывания; дайна стежка 1,5...2 см
Выметывание деталей, например борта с образованием канта
Копировальный стежок; строчка временного назначения; операция копирования; дайна стежка 0,5...0,7 см
Перенесение линий вытачек полузаноса талии и других с одной детали на другую, симметричную ей
Схема стежка Наименование стежка Область применения
ГЙ Косой выметочный стежок; строчка временного назначения; операция выметывания В Л( н н П HJ ымет .НИС DBpCN ием ж вы ЯКОВ, X XXX X ывание и з края борт? енным o6j канта, нап метывании клапанов /"/ 1 L г акр с >азо рик вор и т. еп-од-ва-iep or-д.
Обметочный косой стежок; строчка постоянного назначения; операция обметывания; длина стежка 0,5... 1 см Обработка среза детали для предохранения его от осыпания
¥
Подшивочный стежок; строчка постоянного назначения; операция подшивания; частота стежков 2...3 в 1 см строчки Подшивание края летали
Стачной стежок; строчка постоянного назначения; операция стачивания; частота стежков 3...4 в 1 см строчки Применяется в местах, где машинная строчка невозможна
Схема стежка Наименование стежка Область применения
Стегальный стежок; строчка постоянного назначения; операция выстегивания; длина стежка 0,5...0,7 см Соединение прокладок с основной деталью для увеличения упругости и жесткости, например
/
выст ПИД» 1,5 1,5 f саков Ж г/ йу ^иния // у перегиба// лацкана//
Штуковочный стежок; строчка постоянного назначения; операция штуковки; длина стежка 0,1 ...0,2 см Незаметное соединение неосыпаюшихся спезов
f /
Уг- тканей при ремонте одежды б
Подшивочный стежок; строчка постоянного назначения; операция подшивания; частота стежков 3...4 в 1 см строчки Подшивание подклада к изделию, при обработке низа легкого платья и т.д.
Вспушной стежок; строчка постоянного назначения; операция вспушивания; частота стежков 3...4 в 1 см строчки Закрепление канта по борту и в других деталях по краю
Схема стежка Наименование стежка Область применения
Распошивочный стежок; строчка постоянного назначения; операция стачивания и распошивания; частота строчки 3...4 стежка в 1 см строчки при стачивании, 5...6 стежков в 1 см строчки при рас-пошивании Незаметное соединение срезов при ремонте изделий. Разрез стачивают на машине, разутюживают, затем распоши-
Петельный стежок с использованием каркасной нити;строчка постоянного назначения; операция выметывания петель; частота стежка 5... 7 в 1 см строчки Изготовление петель мужской верхней одежды (о), пробивных {б) и отделочных (в) 1 н 11111111UUJ HN LH11111 •^ГГГ^ а
б
в
3.4.3. Выполнение ручных работ
Ручные работы при изготовлении мужской, женской и детской одежды необходимо выполнять при соблюдении следующих технических условий:
1) намелку вспомогательных линий (меловых линий обтачивания углов бортов и воротника, отделочных строчек и т.п.) проводят по подсобным лекалам или линейкам. Толщина меловых линий не должна превышать 0,1 см;
2) при проверке кроя по лекалам внутренняя сторона меловой линии должна совпадать с контурами лекала;
3) концы надсечек и линий разрезов деталей не должны доходить до линии строчек на 0,1 ...0,15 см;
4) при переводе меловых линий резцом колесико резца должно проходить посередине этих линий;
5) при подготовке изделия к примерке и выполнении строчек временного назначения следует применять хлопчатобумажную крученую пряжу, а также цветные или белые нитки соответствующих номеров. Сметывание деталей выполняют в тех случаях, когда стачивание без предварительного сметывания затруднено: при соединении двух деталей с посадкой одной из них, при обтачивании деталей с фигурными краями, при совмещении прямых линий и фигурных в середине деталей и по швам соединения. Чтобы облегчить, ускорить сметывание и улучшить его качество, предварительно скалывают булавками вытачки, складки, детали с фигурными срезами, боковые срезы, части спинки или переда, полочки по срезам и т. п. Детали в изделиях из бархата, шифона и т. п. материалов сметывают частыми стежками двумя строчками с расстоянием между ними 0,5 см, чтобы они не смещались при стачивании. Шов располагают между строчками сметывания. Скалывают и стачивают детали точно по намеченным линиям или проложенным ниткам;
6) все сметочные строчки проходят на расстоянии 0,1 ...0,15 см от намеченной меловой линии в сторону среза детали так, чтобы при дальнейшей обработке они не попадали под машинные строчки;
7) концы сметочных строчек закрепляют 1...2 стежками в обратном направлении;
8) для удаления ниток сметывания их необходимо разрезать ножницами через каждые 10... 15 см, а затем вытянуть из ткани;
9) для ручных строчек постоянного назначения применяют нитки, совпадающие по цвету с материалом. Отделку пришивают нитками в цвет отделки. Пуговицы со сквозными отверстиями пришивают нитками в цвет пуговиц, а пуговицы со стойкой — нитками в цвет ткани.
К строчкам временного назначения относят выметочные и наметочные, а к строчкам постоянного назначения — обметочные, стегальные, подшивочные и строчки для незаметного соединения деталей, применяемые в основном при ремонте одежды.
Сметочные строчки, выполненные прямыми и косыми сметочными стежками, легко распускаются.
Прямые стежки (рис. 3.14, с) наиболее часто употребляются при изготовлении одежды.
Для выполнения сметочной строчки две детали складывают лицевыми сторонами внутрь, выравнивают по краям или наме-
чснным линиям и соединяют прямыми стежками строго по намеченным линиям или на одинаковом расстоянии от них.
Соединение двух деталей сметочными строчками выполняют при равном натяжении обеих деталей, т.е. без посадки, или с небольшой слабиной одной из деталей, т.е. с посадкой. Длина прямого стежка при этом зависит от толщины ткани, назначения из-целий и колеблется от 0,5 до 2,5 см.
Косые стежки (рис. 3.14, б) по своему строению незначительно отличаются от прямых стежков. Разница состоит в их расположении на ткани. Если при выполнении прямых стежков не делают никаких отклонений от прямой линии, прокалывая ткань иглой, го при выполнении косых стежков эти отклонения обязательны на наружной и внутренней сторонах детали.
Косые стежки применяют при изготовлении легкой и верхней одежды. Косыми стежками могут выполняться строчки как временного, так и постоянного характера.
Сметочные строчки косыми стежками применяют при обработке верхней одежды в случаях, когда требуется получить устойчивое соединение деталей, так как при этом исключается возможность сдвига деталей в процессе их дальнейшей обработки. Сметочная строчка косыми стежками более эластична и не препятствует растяжению тканей, более прочно закрепляет посадку ткани, чем сметочная строчка прямыми стежками.
Сметочными строчками выполняют временное соединение боковых и плечевых срезов, срезов рукавов и других срезов при изготовлении верхней и легкой одежды по индивидуальным заказам.
Выметочные строчки прямыми стежками (рис. 3.15, а) выполняют при обработке изделий из тонких тканей и тканей в полоску и клетку, чтобы закрепить швы в деталях, предварительно соединенных машинной строчкой и вывернутых на лицевую сторону так, что срезы швов расположены внутри деталей.
Выметочные строчки косыми стежками (рис. 3.15, б) применяют при обработке изделий верхней одежды из тонких и толстых сканей без рисунка для закрепления краевых швов в деталях, предварительно соединенных машинной строчкой и вывернутых на
а о а о
Рис. 3.14. Сметочные строчки Рис. 3.15. Выметочные строчки
Рис. 3.16. Обработка края клапана выметочной строчкой косыми стежками
лицевую сторону, с расположением швов внутри деталей, например при выметывании краев накладных карманов, имеющих подкладку, краев клапанов прорезных карманов и отделочных клапанов, краев бортов, воротника и других деталей. Длина стежка 0,5... 1 см. Строчку прокладывают со стороны той детали, на сторону которой перепускают шов, образуя кант.
Выметочной строчкой косыми стежками закрепляют краевые швы при обработке верхней одежды, располагая их точно на сгибе или
перепуская в сторону одной из деталей — наружной или внутренней (чаще всего — на внутреннюю сторону). Например, края клапанов выметывают (рис. 3.16), располагая шов в сторону подкладки клапана, края бортов — располагая шов в сторону подборта.
Длина стежка 0,7... 2 см. Косые стежки в выметочных строчках применяют только при соединении гладких тканей.
Обметочные строчки косыми стежками (рис. 3.17) применяют для предохранения срезов деталей от осыпания при изготовленш-1 по индивидуальным заказам изделий без подкладки. Для выполнения обметочных строчек косыми стежками иглу вводят в ткань снизу и выводят сверху. Строчку прокладывают справа налево. Стежки не затягивают. Частота стежков 3...4 в 1 см. Длина стежков 0,5...0,7 см. Расстояние проколов от среза детали 0,3...0,5см. Обметывание выполняют армированными и неармированными нитками.
При обметывании углов и срезов по надсечкам при выводе иглы на лицевую сторону детали конец ее огибают нитью и только тогда затягивают стежок. Стежки располагают на одинаковом расстоянии от среза и друг от друга. Частота стежков 6... 10 в 1 см.
Наметочные строчки прямыми стежками (рис. 3.18) выполняют также для временного соединения деталей, уравниваемых между собой по плоскости, например наметывание полочек на бортовую прокладку. Строчками из прямых стежков наметывают без посадки
Рис. 3.17. Обметочная строчка косыми стежками
Рис. 3.18. Наметочная строчка прямыми стежками
п с посадкой одной из деталей, например при операции «наметывание подбортов» в пальто, пиджаках, жакетах.
Детали из ткани с рисунком в полоску и клетку соединяют наметочной строчкой из прямых стежков, так как при косых стежках в процессе влажно-тепловой обработки может исказиться рисунок в результате стягивания поперек строчки.
Заметочные строчки прямыми стежками (рис. 3.19) выполняют для временного закрепления подогнутых краев деталей при обработке верхней и легкой одежды. Например,
Рис. 3.19. Заметочная строчка прямыми стежками
заметочной строчкой закрепляют подогнутые обрезные края низа изделия и низа рукавов. Длина стежка при этом 1... 3 см. Расстояние строчки от края зависит от его ширины и дальнейшей обра-
ботки.
Строчки для образования сборок применяют при изготовлении некоторых моделей женской и детской верхней и легкой одежды (рис. 3.20).
Для образования сборок прокладывают две параллельные строчки прямых стежков длиной 0,3...0,7 см с расстоянием от среза детали до первой строчки 0,2... 0,5 см, между строчками — 0,1... 0,4 см.
Копировальные строчки (силки) (рис. 3.21) применяют для точного перенесения намеченных линий и контрольных знаков с одной детали на другую, симметричную ей, а также в тех случаях, когда намеченные линии необходимо сохранить продолжительное время.
Две одинаковые детали складывают лицевыми сторонами внутрь,
уравнивают срезы и по намеченным линиям прокладывают строчку из прямых стежков; при этом нить не затягивают, на поверхности оставляют петельки высотой 0,2... 0,7 см в зависимости от толщины ткани. Частота стежков 4... 5 в 5 см.
Стегальные строчки косыми стежками (рис. 3.22) применяют для соединения основных деталей с прокладочными при обработ-
Рис. 3.20. Строчка для образования сборок
Рис. 3.21. Копировальная строчка прямыми стежками
1 ке верхней одежды с целью при-
дать устойчивость и упругость отдельным участкам изделия (лацкану, воротнику и т.д.).
Стегальные строчки являются разновидностью наметочных строчек косыми стежками и отличаются от них тем, что обраба-
Рис. 3.22. Стегальные строчки тываемый участок детали держат
на весу левой рукой перпендикулярно своему корпусу и строчки
косыми стежками
прокладывают сверху вниз и снизу вверх. При этом верхнюю из соединяемых тканей прокалывают насквозь, а нижнюю — на половину ее толщины, т. е. захватывают одну-две ниточки.
При выполнении этих строчек указательный палец левой руки контролирует глубину прокола нижней детали. Нитки стежков видны только с лицевой стороны. Со стороны нижней детали проколы не должны быть видны, для чего .рекомендуется не затягивать туго нитку.
Строчки располагают параллельными рядами. Верхнюю ткань слегка посиживают. Строчки выполняют со стороны прокладочных деталей нитками в цвет основного материала. Длина стежка и расстояние между строчками должно быть 0,5 — 1 см, ширина 0,3 ...0,5 см в зависимости от операции. В некоторых случаях, например при стежке волосяной прокладки, стегальные строчки могут быть сквозными.
Стегальными строчками выстегивают лацканы, воротники и другие детали. Длина стежков зависит от выполняемой операции.
С помощью подшивочных строчек косыми стежками (рис. 3.23, а) прикрепляют (подшивают) края кромки при обработке бортов, а также подогнутые края деталей с открытым срезом при изготовлении из неосыпающихся тканей верхней одежды, например срезы низа рукава к прокладке, внутренние края подборта к прокладке и т. п. При изготовлении легкой одежды из тонких осыпающихся тканей подшивочные строчки применяют для прикрепления подогнутых краев деталей с закрытым срезом (рис. 3.23, б).
Рис. 3.23. Подшивочные строчки косыми стежками
При выполнении подшивочных строчек иглу вводят в ткань около подогнутого среза, прокалывая основную деталь примерно на половину толщины ткани, а подогнутый срез — на всю толщину. Для выполнения следующего стежка иглу вновь вводят в нижний слой ткани на уровне первого прокола на подгибе или на 0,2... 0,3 см левее его. Нитки сильно не затягивают. Частота стежков 2... 4 на I см. Расстояние от проколов иглы до среза подшиваемой ткани 0,2... 0,3 см на подогнутых краях с открытым срезом и до 0,1 см на подогнутых краях с закрытым срезом. Длина стежка 0,3...0,5см. 1-сли прикрепляются открытые срезы одних деталей к другим, например внутренние края подбортов к бортовой прокладке или подогнутые края верхнего воротника к нижнему воротнику, то для Польшей прочности расстояние от прокола иглы до среза увеличивают до 0,3... 0,4 см. Длина стежков при прикреплении внутренних краев подбортов 0,7... 1 см, краев воротника — 0,4...0,5 см.
Подшивочные строчки петлеобразными стежками (рис. 3.24) применяют для постоянного закрепления подогнутых краев деталей с закрытым срезом (при изготовлении верхней одежды по индивидуальным заказам), например для подшивания деталей подкладки к деталям верха по низу изделий, для соединения деталей из основного материала, накладных карманов с изделием, нижнего воротника с горловиной и т.п.
Подшивочные строчки петлеобразных стежков выполняют в основном так же, как подшивочные строчки косых стежков. Иглу сначала вводят в сгиб подогнутого края верхней детали, а затем на уровне прокола этой детали прокалывают нижнюю деталь на половину ее толщины (в отличие от подшивочной строчки косыми стежками, при выполнении которой захват нижней детали делают с небольшим смещением в сторону). Частота стежков 3... 5 на 1 см.
Крестообразными стежками (рис. 3.25) прочно закрепляют срез, чтобы предохранить его от осыпания. Крестообразными стежками выполняют подшивочные и отделочные строчки. Эти стежки применяют для подшивания подогнутых краев деталей изделия из толстой осыпающейся ткани (низа рукава, отлета воротника и т.п.).
Строчку выполняют слева направо, прокалывая ткань в обратном направлении, параллельно срезу подгиба. Проколы чередуют по подгибу и по основной детали, при этом подогнутый край детали
Рис. 3.24. Подшивочная строчка петлеобразными стежками
Рис. 3.25. Подшивочная строчка крестообразными стежками
прокалывают насквозь, а основную деталь — на половину ее толщины. Расстояние прокола от среза детали 0,3... 0,5 см в зависимости от осыпаемости ткани. Частота стежков 2...3 в 1 см. Сильно стежки не затягивают.
Строчка крестообразными стежками получается открытая, поэтому нитки могут быстро перетираться. Рекомендуется применять такие стежки для подшивания только в редких случаях.
Крестообразные стежки выполняют роль отделки при изготовлении легкой женской и детской одежды и при обработке подкладки в женской верхней одежде.
Петлеобразными стежками выполняют стачные, разметочные, подшивочные и вспушные строчки.
Стачные строчки петлеобразными стежками (рис. 3.26) применяют для постоянного соединения двух деталей в тех случаях, когда машинное выполнение строчки затруднено, например при соединении верхнего воротника с подбортами по линии раскепов или при индивидуальном изготовлении изделий, когда требуется получить шов повышенной растяжимости, например соединить средние срезы брюк (в случае отсутствия специальной машины цепного стежка).
Две детали складывают лицевыми сторонами внутрь, обрезные края уравнивают и по намеченной линии вводят иглу сверху вниз и выводят на лицевую сторону так же, как при выполнении сметочных строчек прямыми стежками. Но затем иглу снова вводят в первую точку прокола и выводят на поверхность, при этом длина шага с нижней стороны должна быть в два раза больше, чем с верхней стороны. В результате многократного повторения образуется цепочка плотно примыкающих друг к другу стежков. Частота стежков 3...5 в 1 см.
Стачные строчки петлеобразными стежками дают прочное и эластичное соединение деталей. В отдельных случаях их применяют вместо машинных строчек. Например, петлеобразными строчками выполняют подшивочные работы при соединении подкладки с верхом в случае индивидуального изготовления верхней одежды, соединительные работы на участках, где невозможно или затруднено машинное выполнение строчек. Петлеобразными стежками закрепляют концы строчек, выполняемых другими стежками.
Рис. 3.26. Стачная строчка петлеобразными стежками
Рис. 3.27. Разметочная строчка петлеобразными стежками
Разметочные строчки петлеобразными стежками (рис. 3.27) применяют для постоянного соединения подкладки изделия с проймой рукава (со швом втачивания) в мужской и женской одежде, которая изготавливается по индивидуальным заказам.
По своему строению разметочные строчки напоминают стачные, но в отличие от последних при выполнении разметочных строчек иглу вводят в ткань посередине между двумя предыдущими проколами. Длина стежков 1,5...2 см.
По внешнему виду разметочная строчка с лицевой стороны аналогична сметочной строчке прямыми стежками, но в связи с [см что разметочные стежки имеют петлеобразное строение, достигается более прочное и эластичное соединение.
Вспушные строчки применяют для отделки краев бортов, лацканов, воротника, низа и других деталей изделия.
По своему строению вспушные строчки являются разновидностью петлеобразных стачных строчек и отличаются от них тем, что витки стежков располагаются внутри скрепляемых тканей и строчка мало заметна с верхней и нижней сторон ткани. Частота стежков зависит от толщины ткани и колеблется от 2 до 5 в 1 см.
Вспушные строчки выполняют тонкой иглой, нитками в цвет 1кани. Иглу вводят в ткань с небольшим наклоном вперед, прокалывают верхнюю ткань насквозь, нижнюю — наполовину и выводят иглу вверх, затем вновь вводят в ткань на расстоянии 0,5... 1 см от точки вывода иглы на поверхность или в это же отверстие, давая небольшой наклон игле для продвижения и образования стежка в ткани и т.д. Чтобы строчка не была заметной, стежки не должны затягиваться.
Штуковочные строчки косыми стежками (рис. 3.28) применяют для незаметного соединения деталей изделия из плотных, неосы-пающихся тканей в местах случайного прореза или разрыва. Детали располагают лицевыми сторонами вниз, срезами встык, совмещая рисунок; вводят иглу в ткань на расстоянии 0,2...0,3 см от среза и, прокалывая ее насквозь, выводят в разрез.
Строчки петельными стежками (рис. 3.29) применяют для обметывания прорезных петель вручную (при изготовлении верхней и легкой одежды по индивидуальным заказам в случае отсутствия специальных машин).
Рис. 3.28. Штуковочная строчка косыми стежками
Рис. 3.29. Строчка петельными стежками
Обметанные петли бывают трех видов: с глазком (в костюмах и мужских пальто), прямые (на белье, блузках, брюках) и отделочные, или каркасные (на лацканах костюмов).
Для образования петельного стежка иглу вводят в ткань снизу на расстоянии 0,1 ...0,3 см от прорези петли, конец иглы обвивают нитью и стежок затягивают. Стежки располагают на одинаковом расстоянии от среза и друг от друга; затягивание нитки производят с постоянным усилием.
В конце петли ставят закрепку перпендикулярно линии прореза. Петли различных видов имеют разную длину; выполняют их различными нитками.
При обметывании петель с глазком число стежков равно 6... 10 в 1 см; выполняют их шелковыми нитками.
При обметывании отделочных петель число стежков равно 12... 15 в 1 см. Выполняют их шелковыми нитками. Во избежание осыпания срезы петли предварительно обметывают.
Распошивочные строчки (рис. 3.30) применяют в тех случаях, когда шов притачивания детали или надставки нужно сделать менее заметным. Деталь изделия стачивают, а затем перегибают с лицевой стороны по линии шва изнанкой внутрь.
Иглу вводят в ткань под небольшим углом к линии шва сначала с одной его стороны, затем с другой, прокалывая ткань на поло
вину ее толщины и плотно стягивая нитки.
Ворс поднимают острием иглы, в результате чего шов становится малозаметным с лицевой стороны. Стежки прокладывают справа налево на расстоянии 0,1... 0,2 см один от другого. Для рас-пошивочных строчек используют тонкие шелковые нитки, совпа-
дающие по цвету с тканью.
Закрепки применяют для скрепления концов петель карманов и встречных складок в концах раскепов воротников и т.д.
Закрепки различают прямые (рис. 3.31, а) и фигурные (рис. 3.31, б). Для выполнения прямых закрепок сначала прокладывают две-три продольные скрепляющие нитки перпендикулярно концу прорези кармана или петли, а затем обвивают их поперечными стежками, захватывая ткань. Частота этих стежков 7... 10 в 1 см. Длина закрепки 0,3... 1,5 см. На карманах длина закрепок должна быть равна ширине рамок, а на петлях —- ширине узоров.
______________Нитяные петли (воздушные) являют-ся разновидностью закрепок. Количество стежков, которые их образуют: продольных 4... 7, обвивающих 10... 15, закрепляющих 3 ...4 в 1 см.
Выполняют петли хлопчатобумажны-ми, шелковыми нитками.
Рис. 3.30. Распошивочная Фигурные закрепки ставят в конце строчка встречных складок и чаще всего приме-
Рис. 3.31. Прямая (с) и фигурная (б) закрепки
пяют как отделочные. В фигурных закрепках нитки располагают сплошным застилом. Выполняют закрепки шелковыми нитками.
Пуговицы служат не только для застегивания, но и для отделки. < )бычно их подбирают в цвет или в тон основного материала.
Пуговицы с двумя отверстиями пришивают 4...5 стежками, с четырьмя отверстиями — 3...4 стежками в каждую пару отверстий, при этом образуют стойку высотой 0,1...0,2 см в зависимости от толшины ткани. Стойку обвивают 2...3 витками, закрепляя конец нитки 3 ...4 стежками. В изделиях из хлопчатобумажных и льняных тканей пуговицы допускается пришивать без стойки (рис. 3.32, а).
Для прочности пуговицы пришивают с прокладкой (рис. 3.32, б), которую подкладывают с изнанки основного материала, или с под-нуговицами (в изделиях из толстых тканей).
Крючки, петли и кнопки (рис. 3.33) пришивают машинным способом или вручную. Чтобы придать крючкам и петлям больше устойчивости, их ушки перед пришиванием слегка раздвигают.
а б
Рис. 3.32. Способы пришивания пуговиц: ч - без стойки, б — с подпуговицами
Рис. 3,33. Пришивание крючка (а), петли (б), кнопки (в)
Ручным способом крючки из проволоки пришивают в трех местах; за каждое ушко и у места изгиба, делая 3...4 стежка прикрепляющих и 3...4 закрепляющих. Металлические петли пришивают в четырех местах: за каждое ушко и перед ним, делая 3...4 стежка прикрепляющих и 3 ...4 закрепляющих.
Места пришивания крючка и петли чаще всего закрывают тканью, оставляя на поверхности только «носик» крючка и дужку петли.
Для большей прочности с изнанки изделия в местах расположения крючка и петли прокладывают долевик — прокладку из хлопчатобумажной ткани.
Кнопки состоят из двух металлических частей: головки и накладки (с пружиной). Пришивают кнопки различными способами, делая по 4... 5 стежков в каждое отверстие. В изделиях из тонких тканей со стороны изнанки под кнопки подкладывают прокладку из хлопчатобумажной ткани.
4. МАШИННЫЕ РАБОТЫ
4.1. Организация рабочего места
Рабочее место для выполнения машинных работ (рис. 4.1) состоит из стола с индивидуальным электроприводом, а также винтового стула, в котором можно регулировать высоту сиденья. На столе устанавливают головку швейной машины и раскладывают необходимые инструменты и приспособления.
Электродвигатель включают нажатием на пусковую кнопку выключателя или на педаль машины.
Рабочее место должно иметь местное освещение в виде светильника, расположенного отдельно или вмонтированного в кор-
1060... ноо
Рис. 4.1. Рабочее место для машинных работ:
I бобинодержатсль; 2— планшет; 3 — магнит; 4— подставка для масленки; 5— и.шина; б— резиновые башмаки; 7—коленный рычаг для подъема лапки; 8— педаль; 9 — выдвижной ящик; 10 — съемный мусоросборник; 11 — крышка стола; 72—съемный бортик (размеры даны в миллиметрах)
Рис. 4.2. Откидная подставка:
1, 5—кронштейны; 2—сетка; 3 — шарниры; 4— фанера подставки; 6— угольник; 7— фиксатор
пус машины. Для подъема лапки ногой под крышкой стола оборудован коленчатый рычаг. Поверхность стола должна быть гладкой. На столе должно быть укреплено специальное оборудование для наматывания ниток на шпульку. Площадь рабочей поверхности стола определяется размерами оборудования и приспособлений, размерами деталей изделия и характером выполняемой операции.
На столе находятся только обрабатываемые детали и те инструменты и приспособления, которые необходимы для выполнения Рабочее место может иметь от-
данной технологической операции.
кидную подставку (рис. 4.2) или выдвижной стеллаж (рис. 4.3, с).
б
Если передача полуфабриката в потоке осуществляется вручную, го рабочие места оборудуют междустольями, скатами (рис. 4.3, б), желобами.
Если схемой разделения труда предусмотрено обслуживание двух машин одной работницей, то она может свдеть на винтовом стуле пли перемещаться от одной машины к другой на специальном стуле, который устанавливается на колесах.
Освоение основных приемов выполнения машинных работ начинают с освоения рабочей позы. Правильная рабочая поза положительно влияет на самочувствие работницы и облегчает ее труд (рис. 4.4, а).
Стул должен быть установлен точно против игловодителя машины. Работница должна сидеть прямо, так, чтобы ее корпус отстоял от края стола на 10... 15 см, а расстояние от глаз до обраба-[ ываемой детали равнялось приблизительно 30 см. Неправильная рабочая поза (рис. 4.4, б) вызывает быстрое утомление работницы, а следовательно, снижает производительность ее труда.
Кисти рук должны лежать на платформе машины в устойчивом положении, локти — на одном уровне со столом (рис. 4.4, е). Ступни ног должны быть установлены следующим образом: правая нога немного выставлена вперед, а левая расположена ближе к переднему краю педали.
По окончании работы необходимо провести тщательную уборку рабочего места, положить обрабатываемые детали в шкафы, а инструменты и приспособления — в ящики стола. Правильная организация рабочего места повышает производительность труда и улучшает качество продукции.
в
Рис. 4.4. Правильная (о) и неправильная (б) рабочие позы; положение рук на платформе машины (в)
4.2. Приспособления для машинных работ
Приспособления, используемые для машинных работ, являются средствами малой механизации (рис. 4.5). Они делятся на несколько групп:
направляющие приспособления (линейки-ограничители, лапки для соединения деталей и прокладывания строчек);
Рис. 4.5. Средства малой механизации:
а — приспособление для обработки правой полочки мужской сорочки при раскрое без кромок; б—то же при раскрое по кромке; е — приспособление для соединения кокетки со спинкой мужской сорочки; г — приспособление для подгибки низа мужской сорочки навыпуск; д — лапка-рубильник для получения среза шва шириной 5 мм; е — то же 4 мм; ж —лапка для настрачивания шва соединения рукава с проймой; з — лапка-запошиватель для шва; и — специальная лапка для соединения рукавов с проймой мужской сорочки; к — лапка для обработки шлицы рукава мужской сорочки; л —нажимная лапка с пружинным бортиком на 7 мм; м — то же на 5, 2,1 мм; н — нажимная лапка для шитья поролона; о — универсальная державка; п — откидная направляющая линейка
приспособления для подгибки края детали без соединения ее с другой деталью;
приспособления для соединения двух или более деталей без подгибки и с подгибкой края, которые подаются из рулона в виде полоски материала;
приспособления для окантовывания открытых срезов;
приспособления к машинам-полуавтоматам для прикрепления фурнитуры;
приспособления и устройства, улучшающие условия труда работающих.
4.3. Машинные швы н строчки
Ниточные машинные швы очень разнообразны (табл. 4.2).
Таблица 4.2
I1 |4<i*li<uua
65
Название шва Схема шва Сборочная схема шва
Соединительный настрочной с одним закрытым срезом ygf -
Соединительный накладной с открытыми срезами —J- - /—С—/
Соединительный накладной с закрытым срезом
Соединительный двойной с.| - —
М /
Соединительный в замок /
Соединительный запошивочный i Й
Соединительный встык - U-J
Название шва Схема шва Сборочная схема шва
(. 'оеданнтельный расстрочной
Краевой обтачной в канг
Краевой обтачной в рамку =1=
Краевой обтачной в раскол £ //
краевой впод-1 ибку с откры-п»1м срезом
Краевой впод-। ибку с закрывши срезом ф )
Краевой впод-। ибку с окантованным срезом / /
Название шва Схема шва Сборочная схема шва
Краевой окантовочный с открытым срезом /
Краевой окантовочный с закрытым срезом
Краевой, окантованный тесьмой / /
Отделочный вытачки вытачной /
Отделочный вытачки застрочной Л? Ln
Отделочный вытачки-складки 5S
Отделочная односторонняя складка —
Название шва
Схема шва
Сборочная схема шва
Отделочная встречная складка
Отделочные рельефы за-строчные
Отделочная сложная складка
Отделочные рельефы вытач-пые
(лделочные рельефы со шнуром
Для соединения и обработки краев деталей, а также для отдел-। и изделий применяются ниточные швы. В зависимости от назначения и конструкции швы подразделяют на соединительные, краевые и отделочные.
Соединительные швы применяют для скрепления деталей швейных изделий. К основным типам соединительных швов относятся: < I. ci ной, настрочной, накладной, шов встык и группа бельевых шпов — запошивочный, двойной, в замок.
( гачные швы наиболее распространены, применяются для со- чтения двух или нескольких слоев ткани.
Соединительные швы используют также при обработке деталей верха одежды, подкладки, бельевых изделий.
На некоторых предприятиях швейной промышленности швы выполняют на специальных машинах с одновременным обметыванием
и приутюживанием срезов.
Ширина стачного шва (расстояние от среза до строчки) зависит от его назначения, вида ткани и применяемого оборудования.
Для изготовления деталей используют краевые и отделочные швы. Способы обработки каждого шва зависят от его назначения, вида ткани, оборудования.
Основным видом технологического оборудования в процессах по изготовлению швейных изделий являются швейные машины. Их можно разделить на машины общего назначения (стачивающие), специализированные по виду выполняемых работ или строчек, и полуавтоматы.
При использовании машин, особенно специальных и полуав
томатов, во много раз сокращаются затраты времени на выполнение операции и повышается качество обрабатываемой детали.
Соединение деталей на стачивающих машинах происходит с помощью двух переплетающихся ниток иглы и челнока. По способу переплетения ниток машинные стежки подразделяют на цепные и челночные (рис. 4.6)- Наиболее часто при соединении тканей применяются машины с челночным стежком, а при соединении деталей из трикотажных полотен, а также других эластичных материалов — машины с цепным стежком.
Машинные стежки образуют следующие строчки (см. рис. 4.6): стачивающие, обметочные и комбинированные (стачивающие с
Рис. 4.6. Виды машинных стежков и строчек
одновременным обметыванием).
При образовании челночного стежка основным рабочим органом машины является челнок: одна нитка вдет сверху (от иглы), другая — снизу (со шпульки челнока), и переплетение ниток происходит внутри сшиваемых тканей. Нитки имеют определенное натяжение, и ткани после выполнения ряда стежков оказываются плотно соединенными.
На рис. 4.7 показана схема образования челночного стежка. Чаще всего применяют челночный двухниточный стежок При образовании такого стежка игла прокалывает ткани и сквозь них проходит петля сходящей с ка-
Рис. 4.7. Последовательность образования челночного стежка: Л —верхняя нитка; Б—нижняя нитка
1 ушки нитки иглы. Под тканями челнок расширяет петлю и обводит ее вокруг шпульки, на которую намотана нитка челнока. После полного обхода петли вокруг шпульки образуется переплетение нитки иглы с ниткой челнока. Затем нитепритягиватель, вытягивая вверх нитку иглы, втягивает внутрь ткани нитку челнока до |<*х пор, пока узел переплетения не расположится в середине сшиваемых тканей. После этого ткань продвигается механизмом дви-। а геля ткани на длину стежка, и процесс повторяется. В результа-гг повторения стежков образуется строчка. Челночные стежки, а следовательно, и строчки, ими образуемые, могут быть выполнены двумя нитками — двухниточная строчка (рис. 4.8, а), тремя нитками — трехниточная строчка (рис. 4.8, б), четырьмя нитками - четырехниточная строчка (рис. 4.8, в), пятью нитками — пя-11 пшточная строчка (рис. 4.8, г, д').
В образовании цепных стежков также может участвовать различное число ниток. Цепные стежки могут быть одно-, двух-, трех-п чггырехниточными (рис. 4.9). При образовании цепных стежков вместо челнока применяется петлитель.
11ри образовании цепных стежков несколько увеличивается рас-мщ ниток по сравнению с образованием челночных стежков, но ш'иные стежки более эластичные и прочные.
Рис. 4.8. Виды челночных строчек (стрелками показано направление образования стежка)
г
Рис. 4.9. Схемы образования цепных строчек: а — однониточной; б—двухниточной; в — трехниточной; г—чстырехниточной;
д
Рис. 4.9. Схемы образования цепных строчек (продолжение):
<т «днониточной краеобметочной; е — двухниточной краеобметочной; ж — ц» \ниточной краеобметочной; з — четырехниточной краеобметочной; и —
i i.ip ех ниточной стачивающей и одновременно краеобметочной; к —то же шестпнпточной
4.4. Техника выполнения машинных работ
В швейной промышленности используется специальная терминология машинных операций (табл. 4.3).
Таблица 4.3
Описание и область применения машинных операций
Операция Характер операции Область применения
Стачивание Ниточное соединение по совмещенным краям двух или нескольких равных или приблизительно равных по размеру деталей Стачивание боковых и плечевых срезов, срезов рукавов и т.д.
Притачивание Соединение двух или нескольких разных по размеру деталей Притачивание надставок к подбортам, клапанов к полочкам, манжет к рукавам и т.д.
Обтачивание Соединение двух деталей по краю с последующим вывертыванием их на лицевую сторону Обтачивание клапанов, воротника, бортов, хлястиков и т.д.
Втачивание Ниточное соединение по овальному контуру двух деталей Втачивание рукавов в проймы, нижнего воротника в горловину и ластовиц в изделиях с цельнокроеными рукавами
Настрачивание Прокладывание строчки при наложении одной детали на другую для их соединения; закрепление припусков шва или складки, направленных в одну сторону Настрачивание боковых и плечевых швов, кокеток, накладных карманов и т.д.
Расстрачивание Прокладывание строчек на деталях для закрепления припусков шва или складки, направленных в противоположные стороны Расстрачивание швов рукавов, спинок, швов соединения полотнищ юбки, встречных складок и т.д.
Операция Характер операции Область применения
Застрачивание Прокладывание строчки для закрепления подогнутого края детали или изделия, складок, вытачек, защипов Застрачивание внутренних краев обтачек, низа платьев и рукавов в изделиях из хлопчатобумажных тканей, низа блузок, заправляемых в юбку, и т.д.
Окантовывание Обработка срезов деталей или швов полоской основного либо другого материала, тесьмой для отделки края или предохранения срезов от осыпания Обработка горловины, пройм, бортов и других срезов в легкой одежде, обработка внутренних краев подбортов, срезов швов и низа изделия в верхней одежде
Выстегивание Соединение двух или более деталей либо слоев материала, наложенных друг на друга, потайными или сквозными стежками на отдельных участках или по всей поверхности для придания устойчивости, упругости или для отделки Выстегивание лацканов пальто и пиджаков на специальной машине
11одшивание, выметывание, заме-плвание, приме-1ывание, сметывание, пришивание Характер операций и назначение аналогичны ручным (см. табл. 3.4). Операции выполняются на специальных машинах
Все операции машинных работ выполняются на универсальных и специальных машинах. К универсальным относятся те машины, миорые изготавливают строчки соединительных, краевых и отде-||< ишых швов.
К специальным относятся швейные машины, выполняющие операции выметывания петель, обметывания срезов деталей изде-'П1Я, выстегивания нижних воротников, лацканов одежды, а также наметывания полочек верха на бортовую прокладку и др.
1аправив верхнюю нитку (рис. 4.10, а), вложив шпульку в челнок, выводят наверх нижнюю нитку. Для этого иглу сначала опус-
Рис. 4.10. Заправка верхней нитки (с) и вытягивание нижней нитки (б)
б
а
б
в
Рис. 4.11. Качество машинной строчки Рис. 4.12. Конфигурация строчек
кают до конца, придерживая конец верхней нитки, а затем поднимают и вытягивают нижнюю нитку (рис. 4.10, 6).
Качество строчки определяется натяжением верхней и нижней ниток. Если натяжение одинаково, то с обеих сторон ткани стежки будут одного размера (рис. 4.11, я). При излишнем натяжении верхней нитки на верхней стороне ткани образуются петельки из ниток челнока (рис. 4.11,6). Если нижняя нитка натянута излишне, то на нижней стороне ткани образуются петельки из верхней нитки, т.е. из нитки иглы (рис. 4.11, в), что требует регулировки натяжения нитки.
Освоение машинных работ начинают с выполнения параллельных строчек (рис. 4.12).
4.5. Соединительные швы
Соединительные швы применяют для скрепления деталей швейных изделий. К ним относятся стачной, настрочной, накладной швы, шов встык и группа бельевых швов — двойной, запошивоч-ный, шов в замок.
Стачные швы наиболее распространены, применяются для соединения двух или нескольких слоев материала (рис. 4.13, а). При соединении деталей верха одежды швы, как правило, разутюживают (рис. 4.13, б), а в деталях подкладки, бельевых изделий и деталях верха отдельных моделей — заутюживают (рис. 4.13, в). Иногда стачной шов просто приутюживают. В изделиях без подкладки (брюках, юбках, женских платьях) из легкоосыпающихся тканей срезы деталей в стачных швах обметывают на специальной машине (рис. 4.13, г). Стачные швы с обметанными срезами можно выполнять на стачивающе-обметочных машинах.
Ширина стачного шва (расстояние от среза до строчки) в зависимости от его назначения и вида материала может быть от 0,5 до 1,5 см. Швы шириной 0,5 см применяют для притачивания надставок к подбортам и нижним воротникам из неосыпающихся материалов, швы шириной 0,7 см — для притачивания надставок из легкоосыпающихся материалов и стачивания вытачек на деталях из любых материалов, швы шириной 1,1 см — для соединения всех основных деталей верха и подкладки изделий пальтово-кос-гюмного ассортимента, а швы шириной 1,2... 1,5 см — для соединения основных деталей женских платьев. В одежде по индивидуальным заказам ширина швов при стачивания частей полочек, спинки, рукавов, боковых и плечевых швов, швов брюк зависит от припуска на запас.
Расстрочной шов является разновидностью стачного. В нем разнеженные на две стороны припуски закреплены параллельными строчками (рис. 4.13, Э). Расстрочной шов применяют при соединении надставок подбортов, частей нижнего воротника в изделиях из плащевых материалов, тканей с пленочным покрытием, для которых исключена влажно-тепловая обработка. Расстрочной шов также используют при соединении различных деталей верха, если >го предусмотрено моделью. Ширина расстрочного шва 0,7... 1 см, ширина отделочной строчки 0,2... 0,5 см.
Настрочные швы бывают с открытыми (рис. 4.13, е) и одним «акрытым (рис. 4.13, ж) срезами. Швы выполняют двумя строчками. Первой строчкой стачивают детали. После стачивания детали раскладывают в разные стороны, а срезы шва отгибают в одну из сторон согласно модели и закрепляют с лицевой стороны отделочной строчкой на расстоянии, зависящем от модели. Ширина шва с открытыми срезами 1 см, ширина отделочной строчки 0,2... 0,5 см. Ширина шва с одним закрытым срезом со стороны
Рис. 4.13. Схемы соединительных швов
верхней детали (при стачивании) 0,5 см, нижнюю деталь выпускают по отношению к верхней на ширину отделочной строчки, которая в зависимости от модели может быть 0,7... 1 или 1,5...2 см.
Настрочные швы широко применяются при изготовлении верхней одежды, потому что отделочная строчка делает шов устойчивее и прочнее, а также предотвращает смещение припусков на швы, что важно для одежды из хлопчатобумажных, льняных тканей, плащевых материалов, в которых припуски на швы недостаточно фиксируются при влажно-тепловой обработке. Кроме того, отделочная строчка украшает изделие.
Настрочной шов с открытыми срезами применяют для скрепления основных деталей верхней одежды из хлопчатобумажных и прорезиненных тканей (в пальто, полупальто, куртках, брюках) и отдельных моделей верхней одежды из шерстяных тканей.
В изделиях без подкладки срез нижней детали перед стачиванием обметывают. Обметанный срез выпускают по отношению к верхней детали на 0,2 см, для того чтобы необметанный срез был закрыт.
Настрочной шов с одним закрытым срезом применяют главным образом в изделиях из толстых пальтовых материалов.
Накладные швы, как и настрочные, бывают с одним открытым срезом и одним закрытым срезом. Накладной шов с двумя открытыми срезами (рис. 4.13, з) выполняют стачивающей или зигзагообразной строчкой. Он не требует влажно-тепловой обработки. Его применяют для соединения прокладок (бортовой, нижнего воротника и др.). Ширина этого шва (заход одной детали на другую) 1 см. Для выполнения накладного шва с закрытым срезом (рис. 4.13, и) край верхней детали предварительно заметывают и наметывают на нижнюю деталь, затем настрачивают на расстоянии, предусмотренном моделью. Накладной шов с закрытым срезом применяют для соединения накладных карманов, кокеток, планок и др. Ширина его зависит от модели.
Шов встык заменяет накладной шов с открытым срезом. Применяется он при обработке бортовой прокладки в изделиях из юнких тканей. Соединяют детали швом встык с помощью дополнительной полоски ткани шириной 2...2,5 см зигзагообразной (рис. 4.13, к) или двумя параллельными (рис. 4.13, л) строчками.
Двойной шов (рис. 4.13, м) применяется при изготовлении постельного белья (наволочек, пододеяльников). Первую строчку шва выполняют при складывании деталей изнаночными сторонами внутрь, вторую — после вывертывания деталей. Ширина первого шва 0,3...0,4 см, второго — 0,5...0,7 см.
Запошивочный шов (рис. 4.13, н) применяется при изготовлении нательного белья, рабочей одежды (халатов, курток, комбинезонов и др.), гимнастерок. Ширина шва в готовом виде в зависимо-v । и от толщины материала 0,4... 0,6 см, ширина припусков на шов со стороны верхнего материала 0,4...0,6 см, со стороны нижне-|о — 0,9... 1,4 см. Отделочную строчку располагают на расстоянии I мм от подогнутого края нижнего материала.
Шов в замок (рис. 4.13, о) аналогичен запошивочному и отличается от него лишь тем, что две его строчки видны с обеих сторон деталей. Выполняется шов на двухигольной машине с использованием специальных приспособлений. Расстояние между строчками (1,6...0,7 см, припуск на шов в каждой детали 1,2... 1,4 см. Применяется этот шов при изготовлении белья.
4.6. Краевые швы
Краевые швы применяются для обработки краев деталей. К ним относятся швы окантовочные, вподгибку и обтачные.
Окантовочные швы выполняют с помощью полоски подкладочной ткани или тесьмы с одним открытым или двумя закрытыми срезами.
Шов с открытым срезом (рис. 4.14, а) обрабатывают полоской подкладочной ткани шириной 2... 2,5 см, выкроенной вдоль нитей основы или под углом 45° к ним. Полоску соединяют с основной деталью швом шириной 0,4 см (строчка 7). После огибания среза детали полоской прокладывают строчку 2.
В шве с закрытыми срезами ширина полоски 3... 3,5 см. В этом шве к основной детали притачивают полоску, предварительно сложенную вдоль посередине (рис. 4.14, б), или одинарную (рис. 4.14, в). Обрабатывая шов одинарной полоской, при прокладывании второй строчки край полоски подгибают внутрь.
Шов с тесьмой (рис. 4.14, г) выполняют одной строчкой с помощью специального приспособления (окантовывателя). Ширина тесьмы 1,1 см.
Окантовочный шов с открытым срезом полоски и с тесьмой применяют для обработки внутренних срезов подбортов, низа пальто. Окантовочные швы с закрытыми срезами полоски и с тесьмой применяют в изделиях без подкладки, а также для отделки краев деталей изделий платьевого ассортимента.
Швы вподгибку бывают с открытым или обметанным срезом, закрытым срезом, с окантованным срезом и притачанной подкладкой.
Шов вподгибку с открытым срезом (рис. 4.14, д) применяют в изделиях из плотных материалов с неосыпающимися срезами, для обработки низа пальто и других изделий, низа рукавов, внутренних краев подбортов в изделиях из плащевых материалов, обтачек изделий платьевой группы и др. Подогнутый край закрепляют стачивающей или потайной строчкой.
Шов вподгибку с обметанным срезом (рис. 4.14, е) применяют для обработки низа юбок, женских пальто, внутренних срезов подбортов, обтачек женских и детских платьев из материалов с осыпающимися срезами.
Шов вподгибку с закрытым срезом (рис. 4.14, ж) широко используется при обработке изделий из легкоосыпающихся тканей (брюк, юбок, женских платьев, белья и др.). При изготовлении одежды из хлопчатобумажных тканей и белья из различных материалов подогнутый край закрепляют стачивающей строчкой челночного стежка, при подшивке низа подкладки женских пальто — зигзагообразной строчкой, в изделиях платьевого ассортимента из шерстяных и шелковых тканей — потайными стежками. Ширина внутренней подгибки 0,3...0.7 см, внешней — 0,4...4 см.
Рис. 4.14. Схемы краевых швов
Шов вподгибку с притачанной подкладкой (рис. 4.14, з) применяют при обработке низа изделия и рукавов изделий с подкладкой.
Шов вподгибку с окантованным срезом (рис. 4.14, и) исполь-|уют для обработки низа мужских пальто. Окантованный срез защепляют стачивающей строчкой.
Обтачные швы бывают в кант, в рамку и враскол. Для выполнения обтачных швов в кант (рис. 4.14, к) две детали, сложенные лицевыми сторонами внутрь и уравненные по срезам, стачивают и том шириной 0,5... 0,7 см, затем вывертывают на лицевую сторону и выметывают, образуя из одной детали кант шириной <», I ..0,3 см или располагая шов точно на сгибе (шов враскол).
< Мугачной шов в кант применяют при обработке краев клапанов, бортов, воротников, карманов и других деталей. Кант распо-1.П.ПОТ так, чтобы с лицевой стороны шва не было видно. При ифаботке прорезных карманов, обтачных петель, разрезов кант р и полагают с лицевой стороны изделия, заполняя им отверстие, онр.| ювавшееся после вывертывания деталей. Обтачные швы в • «ни могут быть с отделочной машинной строчкой или без нее.
Ширина отделочной машинной строчки зависит от модели. В некоторых случаях применяют две-три отделочные строчки. В швах без отделочной строчки, применяемых в бортах и воротниках пиджаков, жакетов и пальто, срезы одного припуска на шов (со стороны подбортов и верхнего воротника) пришивают к прокладке подшивочной строчкой, для того чтобы кант не смещался во время носки изделия. Шов обтачивания можно закрепить клеевым способом или вспушнымв стежками.
Обтачной шов в рамку (рис. 4.14, л) выполняется одной строчкой, которой сложенную вдвое обтачку притачивают к основной детали, после чего припуски на шов перегибают в сторону изнанки основной детали. Ширина рамки 0,3... 0,5 см, ширина шва 0,4. ..0,7 см. Шов применяют для изготовления обтачных петель женской одежды и прорезных карманов с клапаном и без него. При выполнении обтачного шва в рамку на толстых плотных материалах припуски на шов раскладывают на две стороны и закрепляют второй машинной строчкой по шву притачивания обтачки, из которой образована рамка (рис. 4.14, м).
4.7. Отделочные швы
Отделочные швы служат для образования складок, рельефных швов и швов с кантом.
Складки бывают простые и сложные.
Простые складки образуют прямолинейные перегибы материала или линии с небольшим изгибом. Складки могут быть одно- и двусторонними, отделочными и соединительными Отделочные складки получают из одной детали (рис. 4.15, а... г). При изготовлении этих складок деталь перегибают и складку сметывают по предварительно нанесенным линиям, затем стачивают на участке,
д е эю
Рис. 4.15. Схемы отделочных швов
предусмотренном моделью. В односторонних складках весь припуск перегибают в одну сторону (см. рис. 4.15, а, б), в двусторонних — раскладывают на две стороны (см. рис. 4.15, в, г). Складки заутюживают на прессе или утюгом, выполняют отделочную строчку, если это требуется. Сметочную строчку удаляют обычно при окончательной отделке изделия.
Соединительные складки выполняют из двух деталей (рис. 4.15, д, е) или из двух деталей и дополнительной полоски материала, подкладываемой под основные детали (рис. 4.15, ж, з). Эти складки применяют, когда линии перегиба материала имеют небольшие изгибы, а также когда складка располагается на небольшом участке детали.
Сложные складки отличаются от простых крутыми изгибами линий перегибов материала.
Складки используют в качестве украшения верхней одежды и легкого платья. Складки могут быть расположены по всему изделию, например юбки, по всей поверхности детали, на ее участке, в среднем шве переднего или заднего полотнища юбки, в боковых швах и т.д. Уровень расположения складок может быть различным: от линии талии, от кокетки, от подрезов, от рельефов, от линии бедер, колена и др. Складки могут быть симметричными и асимметричными, прямолинейными, криволинейными, сложной конфигурации, переходить в сборки и буфы.
Иногда в изделиях сложных фасонов вытачки переходят в сложные складки, которые выполняют в такой технологической последовательности: стачивают вытачки, проутюживают их и делают отдельную строчку, подкладывая дополнительную полоску из ткани (рис. 4.16).
Сложные соединительные складки выполняют при соединении кокетки со спинкой или полочкой (рис. 4.17). Край верхней детали заметывают и приутюживают. Затем верхнюю деталь наметывают
Рис. 4.17. Схема образования сложной соединительной складки
Гис. 4.16. Схемы образования сложной отделочной складки
на нижнюю и выполняют отделочную строчку или настрачивают ее без наметывания.
Рельефные швы используются двух видов — вытачные и настроч-ные. Вытачной шов получают вытачиванием отвернутой и перегнутой на лицевую сторону ткани на расстоянии 0,15...0,2 см от края перегиба (рис. 4.18, а). Для получения настрочного шва со шнуром выполняют две параллельные строчки с расстоянием 0,5... 1 см, подкладывая снизу ватин или мягкий драп (рис. 4.18, б). Для большей рельефности шва снизу подкладывают прокладочную ткань и между строчками продергивают шнур (рис. 4.18, в). Рельефный шов можно выполнять на двухигольной машине (рис. 4.18, г). Для этого необходимо на игольной пластинке сделать выступ, а в подошве лапки — выемку для выгибания ткани в процессе образования строчки.
Швы с кантом применяют в форменной одежде (например, боковой шов брюк) и в женских платьях (в кокетках, накладных карманах, по краям воротника и т.д.). Чаще всего используют швы с втачным кантом, которые могут быть соединительными и крае-
Рис. 4.18. Схемы рельефных швов
Рис. 4.19. Схемы образования швов с кантом
выми (обтачными). В том и другом случае полоски канта перегибают пополам и настрачивают на лицевую сторону одной из соединяемых деталей (рис. 4.19, а). Эту деталь складывают с другой деталью лицевыми сторонами внутрь и около строчки канта выполняют стачивающую или обтачивающую строчку (рис. 4.19, б). Далее шов разутюживают (рис. 4.19, в), заутюживают или вывертывают, если он обтачной. В накладных швах полоску канта вместе с краем детали перегибают и настрачивают на другую деталь (рис. 4.19, г, д).
В женских платьях могут быть швы с двойным кантом из ткани различных цветов. В этом случае на край детали настрачивают лве полоски канта, перегнутые пополам, а затем эту деталь соединяют с другой так же, как при одинарном канте (рис. 4.19, е).
При выполнении швов широко применяются разнообразные приспособления к стачивающим машинам, позволяющие усовершенствовать процесс прокладывания строчек, существенно улучшить качество изделий.
В производстве одежды по индивидуальным заказам наибольшее применение получили приспособления для выполнения строчек на заданном расстоянии от срезов соединяемых деталей, ранее проложенной строчки, подогнутого края детали. Обычная откидная направляющая линейка (рис. 4.20, а) применяется при выполнении стачных швов заданной ширины и отделочных строчек на расстоянии 0,7... 2 см от края детали. Обычная линейка крепится к платформе машины на определенном расстоянии от иглы, равном ширине шва. Эту линейку используют для получения швов одной ширины.
При выполнении на машине разных швов применяют откидные одно- или двухрожковые направляющие линейки; каждую линейку можно устанавливать на нужную ширину шва. При стачивании пальтовых и костюмных материалов бортик линейки служит не только ориентиром, но и ограничителем ширины шва.
Для прокладывания отделочных строчек на расстоянии от края детали (или другого ориентира) не более 0,7 см применяют лапки с ограничительным бортиком; чтобы выполнять на одной и гой же машине строчки, используют лапку с подпружиненным бортиком. Для настрачивания деталей, наложенных одна на дру-। ую (накладного кармана, кокетки), а также швов и складок применяют лапку с направителем (рис. 4.20, б). Для стачивания деталей, верхняя из которых смещена относительно нижней, применяют лапку с ограничительным бортиком и направляющую линейку (рис. 4.20, в).
Для выполнения запошивочных швов широко применяется специальная лапка-запошиватель (рис. 4.20, г), для швов в замок на двухигольной машине — специальное приспособление (рис. 4.20, д), которое одновременно подгибает края двух деталей и направляет
их под иглы. При изготовлении изделий платьевого ассортимента, сорочек широко используются специальные приспособления для настрачивания тесьмы (рис. 4.20, е), сутажа (рис. 4.20, ж).
Чтобы получить на одной и той же машине строчки с помощью разных лапок, используют специальную державку для двух, лапок (рис. 4.20, з).
5. УТЮЖИЛЬНЫЕ РАБОТЫ
5.1. Организация и оборудование рабочего места
Под влажно-тепловой обработкой (ВТО) швейных изделий понимают специальную обработку деталей или изделия влагой, теплом и давлением с помощью специального оборудования. При изготовлении одежды на долю ВТО приходится приблизительно 15...25 % всей трудоемкости обработки изделия (в зависимости от вида изделия и ткани).
ВТО может производиться в процессе обработки изделий (внутрипроцессная) и при отделке готовой продукции (окончательная).
Качество изделий и их внешний вид во многом зависят от ВТО как в процессе пошива, так и при окончательной отделке. Эта обработка применяется в основном для придания объемно-пространственной формы деталям изделия и обработки различных по виду швов, для окончательной отделки, соединения деталей клеем.
ВТО включает в себя следующие процессы: утюжку, прессование и отпаривание. В зависимости от плотности переплетения нитей тка
ни по-разному поддаются ВТО.
Оборудование для ВТО может быть электрическим, элек-гропаровым и паровым.
К основному оборудованию и приспособлениям для ВТО при изготовлении одежды относятся утюжильный стол с утюгом, прессы, паровоздушные манекены, утюги и различные колодки.
Утюжильный стол (рис. 5.1) представляет собой доску 1 с крышкой 2, обтянутой сукном пли парусиной. Сверху укрепляют специальную колодку с резиновой подошвой, светильник 3 г i ибким шлангом, реле 4 к терморегулятору и выключатель
Рис. 5.1. Утюжильный стол
для электроутюга. Сбоку от доски устанавливают подставку с асбестовой прокладкой 7 для утюга 5, пульверизатор 6, два выдвижных ящика 9 для личного пользования. Стол должен быть таких размеров, чтобы обрабатываемые детали изделия полностью на нем размещались.
Под столом располагают педаль <5? для выключения пульверизатора, работающего от компрессорной установки. На полу возле стола должен быть резиновый коврик.
Для подвешивания обрабатываемых изделий рабочее место может быть дополнено передвижными кронштейнами.
В зависимости от обрабатываемых материалов гладильные поверхности утюжильных столов и колодок обшивают грубым шерстяным или полушерстяным сукном, льняной или полульняной тканью. Кроме того, они могут иметь и более мягкую утюжильную поверхность или быть покрыты кардолентой (материал с поверхностью из тонких металлических игл, расположенных пол углом). При обработке изделий из светлых материалов сукно покрывают отбеленной льняной тканью. Детали изделий из плотных толстых тканей обрабатывают на поверхности без суконной прокладки. На обтянутых мягких поверхностях обрабатывают изделия из тонких материалов, а также материалов с рельефным рисунком или ворсовой поверхностью.
Декатиры применяют для обработки ткани паром в целях ее усадки.
ВТО изделий выполняют на прессе с различными подушками (прессование) или утюгом на столе с использованием утюжильных колодок, специальных подушек или без них (утюжение), на столе с паровым обогревом рабочей поверхности в комплекте с электропаровым утюгом и на паровоздушных манекенах (пропаривание).
В зависимости от выполняемых операций и вида материала применяют утюги различных массы, мощности и площади подошвы. При использовании утюгов рекомендуется применять комплект из пяти съемных утюжильных колодок: для разутюживания прямых швов (рис. 5.2, а), швов рукавов (рис. 5.2, б), швов обтачивания (рис. 5.2, в), плечевых швов и швов втачивания воротника в горловину (рис. 5.2, г), коротких швов (рис. 5.2, 3). Для обработки плечевой части пиджаков и пальто рекомендуются две колодки с несъемными основаниями (рис. 5.2, е).
Прессы в зависимости от способа нагрева установленных на них подушек делятся на электрические, электропаровые и паровые, а в зависимости от применяемого привода — на электромеханические, гидравлические и пневматические. Прессы с пневматическим приводом надежны в эксплуатации, экономичны по расходу электроэнергии, имеют сравнительно небольшую массу, но они могут использоваться только на предприятиях, имеющих мощ-
Рис. 5.2. Утюжильные колодки
। <ую компрессорную установку. В связи с этим в производстве одежды ио индивидуальным заказам применяют в основном прессы с гидравлическим и электромеханическим приводами и индивидуальными парогенераторами. В зависимости от выполняемых операций па всех прессах могут быть установлены различные по форме и размерам подушки.
5.2. Сущность и значение ВТО
Влажно-тепловая обработка является важной частью техноло-। ического процесса изготовления одежды. Ее назначение — придание требуемой формы деталям изделия, обработка различных швов, мкончательная отделка изделий, а также склеивание деталей.
Увлажненный и нагретый материал легче поддается различным щ> ^действиям. В процессе ВТО с помощью утюгов и прессов изде-•II по придают необходимую пространственную форму, загибают края, образуют складки, устраняют неровности и замины. Для закрепления формы, приданной деталям, влагу удаляют и материал охлаждают.
11роцесс ВТО подразделяют на три стадии: подготовка материала к формованию, формование материала и фиксация полученной формы. В процессе ВТО материал подвергается деформации, ыпорая заключается в распрямлении, изгибании, растяжении и । ж.1 пт волокон. На первой стадии процесса тепло и влага ослабли ют действие межмолекулярных сил в волокнах. Благодаря этому н>| второй стадии процесса изменяется конфигурация волокон.
Удаление влаги из материала и его охлаждение способствуют Ц|»сс1<1новлению связей между молекулами при новой конфигура
ции волокон. Вследствие этого на третьей стадии процесса фиксируется форма, приданная материалу на второй стадии.
Под воздействием тепла материал может находиться в трех состояниях: стеклообразном (упругом), высокопластическом и вязкотекучем. В соответствии с этим принято различать три вида деформаций: упругую, эластическую и пластическую. При ВТО подавляющее большинство тканей испытывают эластическую деформацию при температуре 110... 120°C.
Для придания швейным изделиям заданной формы необходимо пластическое состояние волокон, при котором можно получить необратимую деформацию.
Нагревание выше температуры 120 °C для тканей из натуральных волокон и синтетических в смеси с натуральными волокнами недопустимо.
Подготовка материала к формованию должна заканчиваться при температуре, не превышающей 90... 100°C.
Температура рабочей среды на второй стадии (формование материала) должна быть 105... 120°C.
На третьей стадии полученная форма должна фиксироваться при быстром охлаждении волокон ткани до температуры ниже температуры стеклования.
Иногда изделие утюжат горячим, а потом сразу холодным утюгом.
ВТО изделий выполняется утюжением, прессованием и пропариванием.
Утюжение — это способ, при котором гладящая поверхность перемещается по материалу и одновременно оказывает на него давление.
Прессование — способ, при котором материал сжимается между двумя горячими поверхностями без их перемещения.
Пропаривание — способ, при котором материал обрабатывается паром без воздействия горячей поверхности.
5.3. Техника выполнения ВТО
ВТО деталей проводят на специальном оборудовании с использованием влаги, тепла и давления в процессе обработки и при окончательной отделке. Основные операции ВТО рассмотрены ниже.
Сутюживание и оттягивание — наиболее трудоемкие и ответственные операции. Их выполняют для придания деталям пространственной формы. Во время сутюживания деталь подвергают принудительной усадке, а при оттягивании — принудительному растяжению. Вогнутая форма (рис. 5.3, а) достигается сутюживанием в середине детали, если этот участок в процессе носки подвергает
ся сжатию, или оттягиванием по краям, если края закрепляются. В ряде случаев для получения вогнутой формы детали выполняют обе операции — сутюживание в середине детали и оттягивание по краям. Выпуклая форма (рис. 5.3, б) детали создается или оттягиванием в середине детали, или сутюжива-пием по краям с последующим закреплением формы кромками либо швами. Сутюживание и оттягивание могут выполняться способами утюжения и прессования.
Сутюживание выполняют утю-
б
Рис. 5.3. Вогнутая (а) и выпуклая (б) формы детали
гом, начиная с тех участков дета-
лей, где требуется небольшая посадка, постепенно переходя к участкам с большей посадкой ткани. При этом применяют различные колодки (рис. 5.4), обеспечивающие укладывание деталей с обра-юванием необходимой формы.
Сутюживание прессованием выполняют одновременно по всем участкам. В этом случае при укладывании детали на выпуклую поверхность подушки пресса по краю детали образуют волны. При сближении подушек пресса крупная волнистость материала разбивается на более мелкую, в результате чего образовавшаяся слабина материала сутюживается (рис. 5.5). Для выполнения сутюживания
прессованием применяют специальные подушки.
Способом прессования сутюживают заранее посаженные и закрепленные временной строчкой края наметанных подбортов, верхнего воротнпка, вметанного в пройму рукава, и т.д. Операции эти могут выполняться и утюгом, и на прессе.
Оттягивание с помощью утюга начинают с участков наибольшего растяжения, постепенно переходя на соседние участки с меньшей деформацией (например, оттягивание задних половинок ирюк, передних срезов верхних частей рукавов и т.д.).
Оттягивание прессованием выполняют на прессах со специаль-Ш.1МИ подушками, имеющими гофрированную поверхность на уча-»: । ках, соответствующих местам растяжения материала в деталях. В<> время прессования гофрированные участки верхней и нижней подушек совмещаются, зажимая и растягивая материал.
В массовом производстве эти операции в основном выполня-юг на прессах со специальными подушками. В условиях производства одежды по индивидуальным заказам возможность применения таких прессов ограничена, поэтому основным направ-
h'iihcm совершенствования является достижение максимального формообразования деталей конструктивным путем (с помощью
а б в
Рис. 5.4. Колодки:
а —бортовая; б— для разутюживания прямых швов; в, г —для разутюживания шва притачивания подборта; д — для разутюживания плечевых швов; е —для разутюживания горловины; ж —для сутюживания посадки на рукавах; з, « — для отпаривания окатов рукавов; к — комбинированная; л — для разутюживания швов рукава; м — для разутюживания шаговых швов брюк
| Рис. 5.5. Схема расположения подушек, пресса и сугюживаемого материала
| швов, вытачек, рельефов и других конструктивных линий). Эго направление диктуется и свойствами новых материалов с боль-| Шим содержанием синтетических волокон (лавсана, терилена,
нитрона и др.), в которых деформация нитей почти не закреп-
। ляется ВТО.
Прессование выполняют для утонения краев деталей, складок, рельефов, вытачек и т.п. и при обработке швов. Прессованием выполняют приутюживание, заутюживание и разутюживание.
Приутюживание — прессование готовых узлов, деталей (карманов, воротника, выметанных мелких деталей, краев изделия, бортов, заметанного низа).
Заутюживание — это прессование швов, складок и т.л. с предварительным отгибанием краев деталей.
Разутюживание — прессование швов, складок с предварительным раскладыванием припусков в разные стороны.
Операции прессования выполняются с помощью утюгов и прессов. При выполнении этих операций широко применяются универсальные и специальные колодки и подушки прессов. Для при-утюживания низа, бортов, воротников и других узлов изделий пальтово-костюмного ассортимента используют универсальные цилиндрические подушки. Эти подушки служат также для одновременного приутюживания мелких деталей (клапанов, хлястиков и др.) и разутюживания коротких швов (швов стачивания частей подбортов, нижних воротников). Операции разутюживания и заутюживания швов утюгом выполняют на специальных колодках и подушках, причем припуски на швы предварительно раскладывают или перегибают на сторону утюгом массой более 1 кг. Прессование и выравнивание краев обтачанных мелких деталей (клапанов, манжет и др.) изделий из шерстяных тканей выполняют с помощью раздвижных шаблонов, имеющих форму детали (рис. 5.6, а).
Утюжильную обработку деталей выполняют для удаления сгибов, заминов, неровностей на материале, а также для окончательной ВТО готовых изделий, которая может производиться централизованно на специально выделенных участках; при этом для изделий пальтово-костюмного ассортимента возможно максимальное использование прессов.
Для утюжения участков одежды, имеющих объемную форму (верхних краев брюк, отворотов пальто и пиджаков и др.), используют цилиндрические и универсальные сферические подушки. Плече-игле участки и окаты рукавов утюжат на специальном прессе, за-
Рис. 5.6. Раздвижной шаблон (а) и специальные подушки (б)
утюживание нижних участков и сгибов брюк выполняют на специальных подушках (рис. 5.6, б).
При окончательной ВТО мужских сорочек применяют специальные подушки для манжет и воротника, полочек и спинки, для изделии платьевого ассортимента используют столы с паровым обогревом рабочей поверхности в комплекте с электропаровыми утюгами.
Отпариванием удаляют ласы с изделия, возникшие в результате прессования и утюжения. Отпаривание выполняется одновременно с утюжильной обработкой или может быть самостоятельной операцией. Так, при утюжении изделий на паровых прессах или утюгами с пропаривателями отпаривание выполняют путем кратковременного пуска пара. При обработке же изделий утюгами без пропаривателя или на электропрессах отпаривание выделяется в самостоятельную операцию. Простейшим, но трудоемким способом удаления лас является кратковременное воздействие на материал утюгом через увлажненный проутюжильник с минимальным давлением.
ВТО швейных изделий из ткани различного волокнистого состава не обеспечивает достаточной устойчивости формы в процессе носки изделий. Поэтому при изготовлении одежды применяют прокладки в полочках, воротниках, кромку в бортах, пройме и на других участках изделий, производят формование путем оттягивания или сутюживания ткани в соответствии с деформацией деталей во время носки изделий.
ВТО деталей рекомендуется выполнять вдоль нитей основы. Большое влияние на создание форм оказывает также и обработка швов, которая помогает сглаживать или обострять линии силуэта одежды.
Ткани из натуральных волокон, поступающие на швейные предприятия, целесообразно подвергать декатированию, т.е. проводить ВТО перед их раскроем при помощи увлажнения, пропаривания с последующей сушкой с использованием специального оборудования или утюга.
Готовое изделие подвергают окончательной ВТО на паровоздушном манекене или на прессе. В результате этих операций изделие насыщается паром, высушивается с закреплением необходимой формы, удаляются замины.
Существует несколько видов паровоздушных манекенов, предназначенных для обработки разных видов тканей: в основном для тканей с незначительным содержанием синтетических волокон. Устройство паровоздушных манекенов позволяет использовать их для одежды разных размеров. Оборудование для ВТО обычно устанавливают в отдельном помещении.
Характеристика и область применения операций ВТО приведены в табл. 5.1.
Таблица 5.1
Виды влажно-тепловой обработки
Операция Характер операции Область применения
Сутюживание Сокращение края или отдельных участков изделия для получения выпуклых форм на смежном участке (в изделиях из шерстяных тканей) Сутюживание краев полочек для получения выпуклости в области груди; сутюживание посадки окатов рукавов, сутюживание слабины в концах вытачек и т.д.
Оттягивание Удлинение края детали для получения вогнутой формы на смежном участке Оттягивание переднего среза рукава, среза стойки нижнего воротника, воланов, беек и т.д.
Прессование Выполнение ряда операций при помощи пресса для уменьшения толщины шва, края или закрепления швов в нужном положении Прессование краев бортов, низа изделия, складок и т.д.
Утюжильная обработка деталей Выполнение ряда операций при помощи утюжильного оборудования Придание деталям желаемой формы и выполнение операций по обработке швов и краев деталей
Приупоживание Уменьшение толщины шва, сгиба складок или края детали с помощью утюга или пресса Приутюживание карманов, бортов, воротников, складок и т.д.
Разутюживание Раскладывание припусков швов или складок в разные стороны и закрепление их в таком положении с помощью утюга или пресса Разутюживание боковых, плечевых швов, швов рукавов и т.д.
Заутюживание Укладывание краев деталей, припусков шва или складок на одну сторону и закрепление их в таком положении с помощью утюга или пресса Заутюживание среднего шва спинки, швов юбки, рельефов, складок и т.д.
Окончание табл. 5.1
Операция Характер операции Область применения
Проупоживан ие Удаление сгибов и зами-нов на ткани или деталях изделия утюгом Проупоживание ткани перед раскроем, деталей — перед обработкой
Отпаривание Обработка изделия паром для удаления с деталей лас, возникших в результате утюжки Отпаривание готовых изделий
Пропаривание Насыщение изделия паром Пропаривание изделия или отдельных деталей перед прессованием или одновременно с ним
Декатирование материала Обработка материала паром и просушивание для предотвращения последующей усадки Декатирование тканей и материалов перед раскроем
ВТО деталей и готовых изделий с лицевой стороны выполняют через проутюжильник, с изнаночной стороны — без него. В качестве проутюжильника при обработке изделий пальтово-костюмного ассортимента применяют бортовую ткань, изделий платьевого ассортимента — отбеленную льняную или хлопчатобумажную ткань, изделий из тканей, содержащих синтетические волокна, — марлю и мягкие хлопчатобумажные ткани типа байки, фланели. Детали изделий из хлопчатобумажных материалов обрабатывают без проутюжильника.
До выполнения ВТО линии, нанесенные мелом или просушенным мылом, удаляют, так как горячая гладильная поверхность закрепляет их и от расплавленных линий могут остаться неудаляе-мые следы.
При изготовлении изделий из шерстяных и полушерстяных материалов перед ВТО детали или узлы увлажняют. Изделия из шерстяных тканей типа габардина, плохо поддающихся ВТО, слегка увлажняют, так как при большом увлажнении и недостаточном просушивании материала происходит сморщивание деталей, швов, вытачек, а при достаточном просушивании образуются почти неустранимые ласы.
Изделия из материалов с большим содержанием синтетических волокон, натуральной и искусственной кожи, замши, велюра, спилка, трикотажного полотна, искусственного меха обрабатывают без увлажнения или с легким увлажнением. Сильно ув
лажняют материалы при дублировании их клеевым прокладочным материалом.
Приутюживание, прессование выметанных краев деталей (бортов, воротников, клапанов, хлястиков и т.д.) и заметанных участков изделий (рельефов, низа изделия и рукавов и т.д.) во избежание появления трудноудаляемых следов от стежков выметывания, заметывания производят в два приема. Сначала края деталей слегка приутюживают, иногда немного увлажняя, выправляют неровности краев деталей, а после удаления ниток выметывания или заметывания окончательно прессуют или приутюживают. При обработке деталей с отделочной строчкой нитки удаляют после прокладывания отделочной строчки. Затем деталь приутюживают.
ВТО изделий из тканей с повышенным содержанием синтетических волокон выполняют, вначале сутюживая образовавшуюся небольшую посадку от строчки, а затем разутюживая или заутюживая швы.
Во избежание проявления с лицевой стороны изделия контуров швов после их разутюживания или заутюживания с изнаночной стороны изделия припуски на обработку швов приподнимают, приутюживая участки деталей под ними. В отдельных случаях разутюживают или заутюживают швы, подкладывая под припуски проутюжильник или полоску бумаги. В этом случае дополнительная обработка деталей под припусками на обработку швов не требуется.
При разутюживании или заутюживании швов на прессе их предварительно слегка разутюживают или заутюживают утюгом. Если швы прямые не по всей длине, то на прессе разутюживают только прямой их участок (от линии талии или бедер до низа), а криволинейный разутюживают или заутюживают утюгом.
ВТО мелких деталей (клапанов, листочек, хлястиков, воротников и др.) производят со стороны нижней детали.
Выполнение ВТО изделий из бархата требует особой тщательности во избежание сминаемости ворсового покрова: утюжильные работы следует выполнять на утюжильных столах и колодках, покрытых кардолентой или поролоном, а также на щетке из щетины пни конского волоса, как бы на весу.
Изделия из ворсовых материалов можно пропаривать на прессах, работающих на технологическом паре, без опускания верхней подушки.
При утюжильной обработке детали изделий из рыхлых матери-и нов или с рельефным рисунком не прижимают, чтобы не уплотни (ь рыхлую структуру и не испортить рельеф рисунка.
При ВТО изделий из формоустойчивого трикотажного полотна ш-обходимо внимательно следить за равномерным распределением п иния по всей поверхности детали и не допускать перекоса полотна.
11ри окончательной ВТО для удаления лас с поверхности излети их необходимо отпаривать с помощью отпаривателя. После • ни о готовые изделия должны быть просушены или охлаждены
(в подвешенном виде или на манекене) до полного закрепления приданной им формы; продолжительность просушки пальто из шерстяной ткани составляет 70... 120 мин, из хлопчатобумажной ткани — 40... 60 мин, костюма из шерстяной ткани — 50...70 мин, из хлопчатобумажной ткани — 30... 45 мин. При выполнении окончательной ВТО изделия из ворсовых тканей рекомендуется увлажнять и оставлять в подвешенном состоянии на 75... 120 мин.
5.4. Режимы ВТО
Основными параметрами ВТО являются температура, давление прессования (давление рабочих инструментов), время обработки и степень увлажнения. В соответствии с физико-химическими свойствами материалов различного волокнистого состава, плотности, вида поверхности установлены предельные параметры ВТО. В указанных пределах выбирают оптимальные параметры, обеспечивающие лучшие результаты при выполнении каждой конкретной операции. Так, для прессования бортов, лацканов, низа изделия следует выбирать наибольшее время выдержки и близкие к предельным значениям температуру и давление. Операции отпаривания изделий выполняют при минимальных давлении и времени обработки.
ВТО требует установления точных режимов работы и постоянного контроля за их соблюдением. От правильности режимов обработки зависит качество изделия. Превышение установленных параметров обработки приводит к различным дефектам, в том числе и к неустранимым. Так, при превышении рекомендуемой температуры появляются ласы, пятна, внешние и внутренние опалы, происходят тепловая усадка и повреждение волокон, расположенных на поверхности материала. Светлые, в том числе белые, материалы желтеют; голубые, светло-синие и цвета морской волны красители также очень чувствительны к повышению температуры. Превышение давления гладильной поверхности пресса или утюга на детали изделий при сохранении рекомендуемых температуры и увлажнения также приводит к незаметным на глаз, но необратимым изменениям в структуре материала и сокращению срока носки изделий. Увеличение времени воздействия ВТО изделий при сохранении рекомендуемых температуры и давления приводит к необратимой де формации волокон, что ухудшает физико-механические свойства материалов. Повышенное увлажнение приводит к неполному удалению влаги из обрабатываемого изделия, снижает возможность сохранения его формы. При недостаточном увлажнении не создаются необходимые условия для формообразования. Таким образом, oi правильности выбранных режимов обработки, их точного соблюде ния зависят внешний вид изделий, устойчивость при данной фор ме, сохранение физико-механических свойств материала.
5.5. Сварные швы
Одной из особенностей синтетических материалов является термопластичность. На использовании этого свойства основан метод безниточного соединения деталей одежды — сварка. Сваркой на-1ывают процесс соединения двух или нескольких деталей из термопластичных материалов под действием тепла и давления. Сварной шов образуется без применения какого-либо постороннего вещества. Этим сварка и отличается от склеивания.
Сварка термопластичных материалов представляет собой сложный процесс, зависящий от химической природы и физического состояния материала, температуры, способа сварки. Существует несколько способов сварки термопластичных материалов. В швейной промышленности находят практическое применение в основном три способа: термоконтактньш, высокочастотный и ультра-щуковой. Сваркой изготовляют изделия из пленочных материалов, и j полиамидных и других химических волокон, а также материалов с покрытием.
При термоконтактной сварке место соединения термопластичных материалов нагревают до температуры их размягчения путем непосредственного контакта с нагревателем; после охлаждения на месте размягчения материалов образуется сварной шов. Термокон-шкгную сварку можно выполнять ручным или механизированным < । юсобом. При ручном способе применяют электроутюги, электропаяльники или нагреваемые ролики. Ручной способ непроизводителен и не позволяет достаточно точно выдержать технологические режимы сварки. При механизированном способе используют машины типа стачивающих швейных, нагревательным элементы которых является ролик или клин.
Высокочастотная сварка осуществляется в поле высокой часто-III при помощи электродов, одновременно являющихся зажимами для свариваемых деталей. При высокочастотной сварке термо-п частичные материалы подвергаются равномерному внутреннему прогреву по всей толщине. Этот метод высокопроизводителен.
Существует два метода высокочастотной сварки: параллельный <ня прессе) и последовательный (точечный или роликовый). При параллельном методе детали 3 (рис. 5.7, а) сваривают на прессе, мнпактные поверхности которого являются электродами 2, под-I- аючснными к высокочастотному генератору 1. Верхний электрод июгвстствует по форме контурам выполняемых швов. Сварочные ! регаты для последовательного метода сварки построены по принципу швейных машин. Свариваемые материалы 3 (рис. 5.7, б) перемещаются между двумя подвижными электродами (роликами) 2, ппцкдюченными к генератору 1.
При ультразвуковой сварке термопластичный материал подверни-icm воздействию ультразвуковых колебаний и одновременно
Рис. 5.7. Схемы параллельного (а) и последовательного (б) методов высокочастотной сварки
давлению, создаваемому металлическими излучателями, которые преобразуют электрические колебания в механические.
Под воздействием ультразвуковых колебаний свариваемые поверхности термопластичных материалов нагреваются до вязкотекучего состояния и свариваются.
Сварку ультразвуком применяют в основном для соединения тканей и трикотажных полотен, содержащих термопластичные волокна из полиэтилена, полиамида и полиэтилентерефталата.
Методом сварки можно получать швы различной конструкции: соединительные, краевые вподгибку и комбинированные. Основными требованиями к сварным соединениям являются прочность на сдвиг и расслаивание, простота конструкции и соединения. Этим требованиям в наибольшей степени отвечают сварной накладной шов с открытым или закрытым срезом и шов вподгибку с открытым срезом.
Сварной накладной шов с открытым срезом работает на сдвиг, обеспечивая во всех случаях высокую прочность. Его целесообразно применять в однородных материалах типа пленочных. Прочность соединения обеспечивается одной линией сварки шириной 0,2...0,3 см. В материалах с покрытием этот шов работает как на сдвиг, так и на расслаивание, поэтому прочность шва больше при расположении его поперек нитей основы. Ширина шва 0,1 см. Водостойкость сварного накладного шва зависит от специальной пропитки ткани.
Сварной накладной шов с закрытым срезом работает одновременно на сдвиг и на расслаивание. Этот шов обеспечивает соединение более высокого качества и может быть использован на любых участках одежды из материалов с термопластичным покрыта ем. Ширина шва со стороны верхней детали 0,1 см, нижней — 1,5 см. Шов практически водонепроницаемый.
Сварной стачной шов работает на расслаивание. Прочность та кого шва ниже прочности других швов. Его целесообразно приме нять там, где необходима водонепроницаемость и не требуется высокой прочности шва на разрыв.
Экзотермический | Эндотермический
Рис. 5.8. Способы сварки деталей одежды
Сварной шов вподгибку с открытым срезом применяют главным образом для пленочных материалов при обработке краев деталей.
По прочности только стачные сварные швы уступают ниточным. По жесткости сварные швы обладают свойствами, присущими обрабатываемому материалу. В целом же сварка открывает широкие возможное™ для механизации и автоматизации швейного производства при изготовлении одежды из синтетических материалов.
Сварные соединения деталей из термопластичных материалов могут быть выполнены различными методами, применение которых определяется в первую очередь свойствами свариваемого материала, требованиями к прочности и внешнему виду сварных соединений.
В настоящее время сварку полимерных материалов осуществляют с нагревом зоны соединения. В зависимости от нагрева способы сварки могут быть с экзотермическим и эндотермическим нагревом (рис. 5.8). К первому виду относятся способы сварки, в которых теплота передается к свариваемым поверхностям путем конвекции, теплопроводности и частично лучеиспускания. Ко второму виду относятся способы сварки, при которых теплота генерируется внутри материала вследствие преобразования различных видов энергии.
В зависимости ст применяемых источников нагрева экзотермические способы сварки могут быть осуществлены с помощью газовых теплоносителей, экструдированной присадки, нагретых инструментов. Эндотермические способы сварки осуществляются с помощью токов высокой частоты, ультразвуковых колебаний, инфракрасного излучения и т. п. Эти признаки положены в основу классификации сварных соединений.
При делении сварных соединений на виды был взят признак, характеризующий метод осуществления сварки (последовательный или параллельный), так как это определяет вид оборудования и его производительность. Так, экзотермический нагрев осуществляется с помощью нагретых клина (точечная сварка) или роликов (роликовая сварка), а также с помощью электродов (термоимпульсная сварка). Также могут быть осуществлены высокочастотная и ультразвуковая сварки (точечная, роликовая и прессовая).
Из всего многообразия видов сварки в швейной промышленности находят применение только три: нагретым инструментом, высокочастотная (ВЧ), ультразвуковая (УЗ).
5.6. Основные направления совершенствования ВТО швейных изделий
Совершенствование ВТО идет в следующих направлениях: разработка малооперационной однопроцессной технологии, со вмещающей операции формования, обработки и сборки деталей и узлов одежды;
совершенствование рабочих органов прессов, обеспечивающих придание деталям одежды заданной объемной формы при наименьших деформациях ткани;
разработка паровоздушных манекенов с жесткой оболочкой, внешнее воздействие рабочих сред для окончательной отделки и формования одежды.
При объемном формовании деталей одежды после соединения основных деталей верхней одежды с клеевыми прокладками при совпадении направлений нитей основы и утка сохраняется подвижность структуры обеих тканей, что позволяет формовать дублированные детали путем изменения угла между нитями основы и утка. Вместе с этим повышаются жесткость и упругость дублированных деталей.
Для повышения устойчивости формы в полочках женской одежды применяют вытачки, которые выполняют после дублирования полочек клеевой прокладкой; в мужской одежде для повышения устойчивости выпуклости груди дублированных полочек применяют дополнительную бортовую прокладку.
Для улучшения качества окончательной ВТО и повышения производительности труда используют паровоздушный манекен с жесткой вибрирующей оболочкой. Возникающие при вибрации жесткой оболочки манекена в вертикальном направлении колебания участков ткани вызывают дополнительные динамические усилия, которые при правильном выборе амплитуды и частоты способствуют ликвидации помятостей, складок и морщин. При этом устраняются ручные приемы и появляется возможность автоматического управления процессом.
На текстильных предприятиях пропитывают термореактивны-ми смолами ткани из натуральных волокон, а также из смеси натуральных и синтетических волокон способом форниз. Форниз — >то формование несминаемых тканей: ткани, пропитанные термореактивными смолами, пропускают через движущиеся нагре-। не валики.
На этапе моделирования и конструирования деталей из тканей • пропиткой встречаются определенные трудности. Конструкция п 1ЛСЛИЯ должна содержать минимальное число швов, при этом исключается внутрипроцессное формование деталей для придания им определенной формы путем оттягивания и сутюживания. Via соединения деталей рекомендуется применять безусадочные ши и повышенной прочности.
Изделиям из несминаемых тканей трудно придать требуемую пространственную форму во время ВТО, при которой происходит «.иличная утрата эффекта несминаемости.
11 е ре численные факторы ограничи ли широкое внедрение спо-1 <>o.i форниз в практику швейных предприятий.
6. КЛЕЕВЫЕ ШВЫ И МАТЕРИАЛЫ
6.1. Классификация клеевых швов и требования к ним
При изготовлении одежды наряду с ниточным широко применяется клеевое соединение деталей. При использовании высококачественных клеевых материалов и рациональном выборе операций такой способ значительно повышает производительность труда, улучшает качество изделий, дает большой экономический эффект. К клеям, применяемым при изготовлении одежды, предъявляются следующие основные требования:
высокая адгезия (взаимодействие клея с материалом);
высокие эластичность и гибкость соединений;
устойчивость к воде и химическим веществам, применяемым при чистке одежды;
устойчивость к температурам, при которых изделия находятся в носке;
устойчивость к воздействию светопогоды;
возможность использования простых и эффективных способов применения клея в условиях швейного производства;
небольшая стоимость клеевых материалов.
Клеевые швы имеют высокую прочность на сдвиге, прочность же при расслаивании у них существенно ниже, чем у ниточных швов. Однако в одежде имеется множество соединений (соединение кромки с основными деталями, краев клапанов, бортов, воротников, низа изделия и др.), которые во время носки подвергаются незначительным нагрузкам. Для таких соединений эффективно применение клеевого метода обработки.
Как уже отмечалось, в большинстве случаев для одежды требуются высокие гибкость и эластичность соединений. Эластичность клеевых соединений зависит от их структуры, свойств клея, толщины его слоя, жесткости прокладочных материалов. Прочность соединения полиамидными клеями деталей одежды с прокладочными материалами со сплошным покрытием увеличивается примерно в пять раз по сравнению с ниточным соединением. Для уменьшения жесткости клей в кромочных, прокладочных материалах используют в виде порошка. Благодаря этому структурные элементы текстильного материала не наполняются клеем и клеевое соединение получается эластичным. При этом расход клея уменьшается более чем вдвое,
что снижает стоимость прокладочных материалов; кроме того, повышаются их гигиенические свойства вследствие достижения высокой паро- и воздухопроницаемости.
Основными видами клеевых материалов, используемых при изготовлении швейных изделий, являются клеевая кромка, различные виды клеевых прокладочных материалов, клеевая нить и клеевая паутинка.
Клеевая кромка изготавливается из мадаполама различных артикулов, покрытого с одной стороны порошкообразным полиамидным клеем. Клеевая кромка заданной ширины (0,6... 1,4 см в зависимости от назначения) получается при разрезании кромочной ткани на рулонорезальной машине. Ее прокладывают в бортах, по низу, пройме и в других местах изделий для повышения их устойчивости при растяжении. Кромку предварительно прикрепляют утюгом, образуя посадку основной детали. Окончательно соединяют кромку с материалом на прессах с соблюдением установленных режимов. Для предотвращения налипания порошка клея на подошву утюга рекомендуется покрывать его гладильную поверхность пленкой из фторопласта. Ширина кромки в бортах пиджака 1 см, и пальто — 1,2 см, в деталях без прокладки — 0,6 см.
Клеевые прокладочные материалы в зависимости от назначения могут быть различными. Для прокладок в нижний воротник, чацканы, плечевые накладки служат бортовые льняные ткани с односторонним покрытием из полиамидного клея; для бортовых прокладок — волосяные (капроновые) ткани; для дублирования деталей изделий (полочек, шлиц, накладных карманов и др.) — клеевые ворсовые ткани; для дублирования деталей пальто — суровая хлопчатобумажная, вискозная ткань с односторонним покрытием порошкообразным полиамидным клеем; для деталей изделий из легких шерстяных и полушерстяных тканей и формоус-юйчивых трикотажных полотен — ткань с регулярным клеевым «очечным покрытием; в качестве прокладки в воротник и манже-। ы сорочек и женских платьев — воротничковая прокладочная ткань <• регулярным точечным полиэтиленовым покрытием, подвергну-। ая пропитке полиамидной смолой, в верхней одежде — нетканое полотно с клеевым покрытием (прокламилин).
Клеевые прокладочные детали соединяют с деталями из основного материала на прессах или с помощью утюга.
Клеевая нить — это моноволокно толщиной 0,3...0,5 мм из по-чиамидной смолы или полиэтилена. Клеевую нить применяют для hi «утреннего закрепления края бортов, воротников, клапанов, при-। |н*иления прокладок к полочкам, рукавам. Ее прокладывают по । раям деталей перед их выметыванием, по припуску обтачного hi на на стачивающей машине выполняют челночную строчку, нижняя нитка которой — клеевая нить. Для закрепления подогнутого । рая в изделиях из осыпающихся тканей без подкладки вдоль среза
детали выполняют трехниточную машинную обметочную строчку с одной клеевой нитью. После выметывания или заметывания края деталей закрепляют приутюжпванием.
Клеевая паутинка — волокнистый нетканый материал с хаотичным расположением скрепленных полиамидных или полиэтиленовых волокон. Ее используют для закрепления подогнутых краев низа и рукавов, прикрепления швов притачивания подкладки к подбортам и др. Полоски паутинки настрачивают на припуск к подгибке деталей или прикрепляемого шва. Клеевое соединение происходит при последующей ВТО.
В промышленности применяется метод параллельной обработки узлов клеевого соединения деталей, которое выполняется на специальных аппаратах-полуавтоматах.
Клеевые соединения делятся на два класса (рис. 6.1).
При классификации клеевых соединений за основу был взят признак, характеризующий вид выполняемой операции. Так, параллельным методом соединяют поверхности деталей, последовательно-параллельным — скрепляют детали соединительными швами и предохраняют края от растяжения.
Следующий по значимости признак — вид клеевого материала — был принят главным при делении клеевых соединений на группы. В соответствии с этим все клеевые соединения были разделены на соединения, образованные клеевыми прокладками, пленками, клеевыми нитками, порошком.
На свойства клеевых соединений существенно влияет вид клеевой прокладки, которая может быть со сплошным или с несплошным (точечным) клеевым покрытием. Клеевые пленки могут быть перфорированными и неперфорированными. Этот признак был принят за основу при делении клеевых соединений на виды.
Соединение поверхностей деталей клеевыми прокладками или пленками может быть осуществлено без подгиба краев и с подгибом. Этот признак был базовым при делении этого вида соединений на типы.
Для предохранения краев от растяжения клеевыми прокладками (кромками) со сплошным и с несплошным покрытием предварительно прокладывают кромку на универсальной машине или утюгом. Этот признак принят основным при делении этого вида клеевых соединений на типы.
На структуру шва и его свойства существенно влияют наличие и число сгибов. По этому признаку в каждой группе выделено несколько видов: швы без сгиба, швы с одним, двумя или тремя сгибами.
Далее все швы разбиты на три типа, внутри которых они имеют общие признаки. Так, для швов стыкового соединения, но без сгиба ткани характерным признаком является наличие накладок, которые могут быть со сгибом и без него. Поэтому за основу при
Рис. 6.1. Классификация клеевых соединений деталей одежды
делении на типы этой группы швов было взято два признака — число накладок и их форма.
Второй тип объединяет все соединительные и краевые швы как стыкового соединения, так и соединения внахлестку со сгибами. Основные общие признаки д ля второго типа швов — внешний вид сгиба (одинарный или двойной) и расположение сгиба (лежачий, стоячий, односторонний и т.д.).
Для третьего типа швов, в который вошли соединительные швы внахлестку, но без сгиба, за основной взят признак, характеризующий расположение краев ткани относительно друг друга.
По приведенной классификации все основные швы получили свое название, которое характеризует их структуру, а отсюда и свойства. Этим исключаются такие неопределенные названия, как, например, «запошивочный шов», «двойной шов» и т.п., бытующие в производственной терминологии швейников. В соответствии с описанной классификацией «запошивочный шов» относится к классу соединительных швов, к группе соединения внахлестку с двумя (вид) одинарными лежачими разносторонними (тип) сгибами и называется «соединительный шов внахлестку с двумя одинарными лежащими и разносторонними сгибами».
Клеевые соединения деталей одежды образуются вследствие адгезии (взаимодействия) клеящего вещества со склеиваемым материалом. Клеевые соединения могут быть получены параллельным или последовательно-параллельным методом.
Как известно, при параллельном методе все переходы (элементы операции) выполняют при одновременном воздействии инструмента на все обрабатываемые участки полуфабриката. При последовательном методе все переходы выполняют последовательно, все участки изделия обрабатывают инструментом также последовательно. Последовательно-параллельный метод обработки является комбинацией обоих методов: часть переходов или участков обрабатывают последовательно, а часть — параллельно.
6.2. Способы соединения клеем деталей одежды
При изготовлении одежды используют тканые и нетканые прокладочные материалы с клеевым покрытием.
Для получения клеевых прокладочных материалов используют текстильные и нетканые материалы путем нанесения на них клеевого точечного покрытия из полиамидных смол.
Применение клеевых материалов позволяет исключить ряд операций (наметывание, выстегивание и т.д.) и тем самым сократить затраты времени на обработку отдельных деталей, узлов изделий. Прокладочные материалы с полиамидным клеевым покрытием стойки к химчистке. Клеевая ткань — это прокладочная ткань с регулярным
клеевым точечным покрытием, например бортовая льняная ткань с клеевым покрытием, бортовая ткань с капроновым волокном (искусственный волос), клеевая кромочная ткань, клеевая нить разной толщины, клеевой флизелин.
На каждый вид материала выдается гигиенический сертификат, который разрешает использовать ткань для одежды человека.
Клеевые прокладочные материалы применяют для обработки изделий из синтетических и искусственных волокнистых материалов, односторонних материалов разреженной структуры, трикотажных формоустойчивых полотен.
При изготовлении изделий с применением клеевых прокладочных материалов из пошивочного процесса исключается целый ряд операций, в результате чего производительность труда повышается на 3... 4 %. Так, при склеивании (дублировании) полочек клеевым прокладочным материалом из процесса обработки изделия исключаются следующие операции: притачивание надставок к бортовой прокладке, выстегивание бортовой прокладки, настрачивание прокладки под петли, наметывание полочек на бортовую прокладку, прокладывание кромки по плечевым срезам и проймам полочек, прокладывание кромки по борту.
Склеивание полочек с клеевыми прокладочными материалами производят до или после ВТО в зависимости от конструкции изделия.
Соединение деталей с клеевыми прокладочными материалами проводят на прессах или с помощью утюгов до обработки вытачек. карманов, рельефных и других соединительных швов по следующей технологической схеме: на стол или на нижнюю подушку пресса кладут основные детали изнанкой вверх, затем прокладочные детали клеевой поверхностью вниз, прессуют (или приутюживают), снимают их со стола или с пресса и складывают обработан-
Рис. 6.2. Дублируемые детали одежды
« кокетка; б—воротник: в — клапан; г — накладной карман; д — пата; е — хлястик
ные детали. Детали верха соединяют с клеевым прокладочным материалом при увлажнении несколько большем, чем при обычной ВТО (табл. 6.1). На рис. 6.2 показаны детали одежды, требующие соединения с прокладочным материалом.
При раскрое прокладочных материалов направления нити основы деталей прокладок и основного материала должны совпадать.
Прокладку на участке вытачек и прорезных карманов разрезают. Для лучшего сутюживания ткани прокладку вырезают на 1,5... 2 см выше конца вытачки на основной детали.
Клеевая прокладка может быть цельной или состоять из нескольких частей, срезы которых должны заходить друг на друга на 2 см.
В зависимости от модели клеевая прокладка может располагаться на всей поверхности крупных (полочки, отрезные бочки и т.д.) и мелких (кокетки, воротники, клапаны, накладные карманы, хлястики и т.д.) деталей или на их отдельных участках так, чтобы обрезные
Таблица 6.1
Режимы склеивания деталей и узлов одежды с клеевыми прокладочными материалами
Клеевой материал Клей Режим склеивания при давлении 0,03...0,05МПа
Температура прессующей поверхности, °C Время прессования, с
Кромочная ткань П-54 П12-АКР 100... 150 130... 140 20 ...30 15...30 1
Бортовая льняная ткань (типа арт. 78) 1154 П12-АКР 100... 150 130... 140 20...40 15...30
Бортовая тканье капроновым волокном (типа арт.81) П-54 П12-АКР 150... 160 130... 140 20...40 15... 30
Ворсовая прокладочная ткань (типа арт. 109) П-54 150... 160 20...40
Прокладочная ткань (типа арт. 92) П-548 П 12-АКР 130... 140 140... 150 20...40 15... 30
Прокламилин (типа арт.924506) П-54 П 12-АКР 150... 160 130... 140 20...40 15...30
Клеевая нить П-548 П12-АКР 140... 160 130... 140 20...40 15...30
края прокладки входили в швы стачивания или обтачивания либо доходили до обрезных краев деталей верха (рис. 6.3,
В отдельных моделях женской и мужской верхней одежды можно дублировать только подборта. В изделиях с цельнокроеными подбортами клеевую прокладку можно располагать на всей поверхности подборта с переходом за линию перегиба борта на 1,5...2см (рис. 6.3, е).
Внизу подбортов или полочек прокладка должна доходить до среза низа или до линии подгибки низа в зависимости от толщины ткани.
Рис. 6.3. Расположение прокладки на поверхности детали
В изделиях с дублированными полочками на утепляющую прокладку до ее соединения с полочкой настрачивают по намеченной линии полоску бязи, коленкора шириной 4... 6 см, выкроенную по косому или поперечному направлению нити (рис. 6.3, ж).
Обработка дополнительных накладок н соединение их с дублированными полочками верха. При изготовлении верхней мужской одежды с дублированными полочками для создания большей фор-моустойчивости в области груди применяют дополнительные накладки из малоусадочной льняной бортовой ткани, полушерстяной бортовой ткани, нетканых прокладочных материалов про-кламилина или флизелина с клеевым покрытием или без него.
Дополнительную накладку полочек, состоящую из основного слоя (без лацкана) и плечевой накладки, располагают на расстоянии 5... 6 см от края борта, 1... 1,5 см от линии перегиба лацкана, по линии горловины, плечевому срезу и пройме — вровень со срезами и заканчивают на уровне талии (рис. 6.3, з, и).
Плечевую накладку соединяют с основным слоем дополнительной накладки полочки на машине для зигзагообразной строчки. По линии отрезного лацкана дополнительной накладки настрачивают на этой же машине с небольшим натяжением клеевую кромку или вырезанную по долевой нити полоску клеевого материала, накладывая их клеевыми покрытиями на полочку верха.
Сдублированные полочки наметывают на дополнительную накладку вручную, затем приутюживают, приклеивая к полочке в области лацкана дополнительную накладку с ранее настроченной клеевой кромкой или полоской клеевого материала.
Дополнительная накладка может быть с плечевой накладкой или состоять из двух слоев: основного, который выкраивают из льняной бортовой ткани, и второго, выкраиваемого из флизелина или прокламилина с клеевым покрытием или без него. Оба слоя накладки выкраивают без лацкана. В случае использования дополнительной накладки, состоящей из двух слоев, полочка может быть дублирована клеевым прокладочным материалом до линии перегиба лацкана. Двухслойную дополнительную накладку располагают по линии горловины, плечевому срезу и пройме (до линии отрезного бочка), от линии перегиба лацкана на I... 1,5 см и на 8... 10 см выше линии талии. Второй слой короче основного на 2 см и уже: по линии проймы — на 0,5 см, по линии горловины и отреза лацкана — на 1 см, по плечевому срезу — на 3 см.
Второй слой дополнительной накладки соединяют с основным при помощи утюга (в случае применения для второго слоя прокладочного материала с клеевым покрытием) или на машине для зигзагообразной строчки (в случае применения для второго слоя прокладочного материала без клеевого покрытия). Вытачки двух слоев дополнительной накладки соединяют клеевой кромкой или на машине для зигзагообразной строчки.
Рис. 6.4. Соединение полочки (а) с накладкой (б)
Полочку, дублированную дополнительной двухслойной накладкой, соединяют с помошью детали, которую выкраивают по форме лацкана из прокладочного материала, с которым сдублирована полочка верха. Эту деталь накладывают так, чтобы внутренний срез ее «аходил за линию отрезного лацкана дополнительной накладки на 3,5... 4 см, а внешний доходил до среза полочки верха (рис. 6.4).
Женские верхние изделия с дублированными полочками обрабатывают без дополнительных накладок (рис. 6.5).
Обработка лацканов. При обработке изделий с основной бортовой прокладкой из неклеевого материала в качестве лацкана может быть применен прокладочный материал с клеевым покрытием, при этом основную бортовую прокладку выкраивают без лацкана (см. рис. 6.5, а). Бортовую прокладку без клеевого покрытия в области лацкана прострачивают рядом строчек, применяя клеевую нить (см. рис. 6.5, б, в). После ВТО бортовой прокладки на нее настрачивают клеевую прокладку, располагая ее клеевым покрытом в сторону полочки верха (см. рис. 6.5, г).
Клеевую прокладку соединяют с полочкой верха утюгом или па прессе после соединения основной бортовой прокладки с по-иочкой.
Клеевую нить прокладывают на стачивающей машине в несколько рядов с расстоянием между строчками 1... 1,5 см (см. рис. 6.5, в, д, е).
После соединения полочки верха с бортовой прокладкой сутю-живают полочки в области груди и одновременно приклеивают к мл гсриалу верха бортовую прокладку в области лацкана.
Прокладывание кромки по борту изделий. Клеевые стороны лац-। л на из прокладочного материала и кромки должны быть направ-14*111*1 в одну сторону (см. рис. 6.5, в).
Рис. 6.5. Обработка лацканов
При обработке мужских и женских изделий с цельнокроеными подбортами (без отделочной строчки) для закрепления края борта основную бортовую прокладку можно обрабатывать с настрачива
нием на нее клеевой кромки. Последнюю настрачивают на бортовую прокладку по краю борта строчкой, которая состоит из клеевой нити (нижняя нить на шпульке) и хлопчатобумажной нити (верхняя нить).
Клеевую кромку клеевой поверхностью накладывают на бортовую прокладку со стороны, соприкасающейся с полочкой, клеевую нить — со стороны, соприкасающейся с подбортом.
В мужских и женских изделиях с полочками, дублированными клеевыми прокладками, борта обрабатывают без клеевой кромки или с кромкой в зависимости от конструкции.
Закрепление края борта. Край борта можно закреплять клеевой нитью. При закреплении края борта, обтачанного подбортом, клеевую нить прокладывают по припуску на шов обтачивания борта, располагая ее со стороны, прилегающей к бортовой прокладке. Клеевую нить прокладывают на стачивающей машине, заправляя ее в шпульку челночного комплекта, или на специальной (выметочной) машине. Затем борт приутюживают, и клеевая нить, расплавляясь, прикрепляет шов обтачивания к бортовой прокладке.
Для закрепления края бортов, цельнокроенных с подбортами, обработанных без отделочной строчки, предварительно на бортовую прокладку по линии борта настрачивают клеевую кромку строчкой, состоящей из клеевой и хлопчатобумажной ниток.
Хлопчатобумажная нить (верхняя) проходит по кромке, клеевая нить (нижняя на шпульке) — по бортовой прокладке.
Обработка шлицы. Клеевые прокладки при обработке шлицы располагают со стороны припуска на обработку шлицы и соединяют с помощью утюга или пресса (рис. 6.6, а) или настрачивают на стачивающей машине. При соединении клеевой прокладки на стачивающей машине внешние края шлицы не закрепляют.
Прокладку с клеевым покрытием настрачивают на верхнюю половину шлицы, согнув ее внутренний срез на 1 см неклеевой поверхностью внутрь, и на нижнюю половину шлицы, сложив прокладку вдоль пополам неклеевой поверхностью внутрь, прокладывают строчку на расстоянии 0.1... 0,2 см от сгиба. Кромку по краям шлицы не прокладывают (рис. 6.6, б).
Шлицы могут быть обработаны с прокладками без клеевого покрытия, но прикрепленными к основным деталям или припускам на обработку шлицы клеевой нитью. Для этого по прокладкам па расстоянии 1 см от внутренних краев на стачивающей машине прокладывают строчку, состоящую из клеевой и хлопчатобумажной ниток. Клеевую нить на прокладке из хлопчатобумажного ма-1 с риала располагают со стороны, соприкасающейся с основной Че талью, на прокладке из нетканых материалов — со стороны, соприкасающейся с припусками на обработку шлицы. Прокладки п.|кладывают на материал верха и приутюживают. Клеевая нить плавится и прикрепляет прокладки (рис. 6.6, в).
в
Рис. 6.6. Обработка шлицы
Закреплять внешний край шлицы можно клеевой нитью, прокладывая ее на стачивающей машине со стороны припуска на обработку шлицы (в процессе приутюживания шлицы клеевая нить плавится, закрепляя край).
Обработка низа изделия. Низ изделий с отлетной или притачанной подкладкой можно обрабатывать с применением клеевых прокладочных материалов. Обработка выполняется в тех случаях, когда длина изделия уточнена и не будет изменяться (рис. 6.7, а).
В изделиях с отлетной подкладкой прокладку из материала с клеевым покрытием выкраивают и соединяют с припуском на об-
а б
Рис. 6.7. Обработка низа изделия
работку низа изделия так же, как и прокладки из хлопчатобумажных и нетканых материалов без клеевого покрытия. Прокладку к изнаночной стороне верха изделия прикрепляют, приутюживая низ изделия.
В изделиях с притачанной подкладкой прокладку из клеевого материала соединяют с изнаночной стороной припуска на обработку низа.
Обработка низа клеевой нитью. Клеевую нить по низу изделия прокладывают на стачивающей или специальной краеобметочной машине (рис. 6.7, б). При прокладывании строчки с лицевой стороны припуска на обработку низа клеевую нить наматывают на шпульку, а в иглу заправляют хлопчатобумажную нить и, наоборот, при прокладывании строчки со стороны изнанки припуска на обработку низа в иглу заправляют клеевую нить, а на шпульку наматывают хлопчатобумажную.
В изделиях из осыпающихся материалов клеевую нить на деталях прокладывают на специальной машине при обметывании срезов деталей, располагая эту нить с изнаночной стороны. При использовании специальных краеобметочных машин двухниточного цепного стежка клеевую нить заправляют в левый петлитель, хлопчатобумажные нитки трехниточного цепного стежка — в иглу и правый петлитель. Хлопчатобумажная нить поступает свободно, а клеевая — с натяжением. Таким образом, клеевая нить укладывается на поверхность материала, а хлопчатобумажная проходит сквозь материал и охватывает клеевую нить.
Низ изделий закрепляют, приутюживая его на прессе или утюгом, при этом клеевая нить плавится.
Перед приутюживанием низ изделия увлажняют несколько больше, чем при обычной ВТО.
Обработка нижних воротников. Соединение клеевых прокладок с нижними воротниками производят утюгом или на прессе.
При обработке нижнего воротника в зимних изделиях с прокладкой из клеевого материала утепляющую прокладку настрачивают на прокладку со стороны неклеевой поверхности на стачивающей машине зигзагообразными строчками с расстоянием между ними 3,5...4 см.
Обработка низа рукавов с клеевым прокладочным материалом. Прокладочный материал с клеевым покрытием выкраивают по форме низа рукава и накладывают клеевым покрытием на изнаночную сторону припуска на подгибку низа, при этом верхний срез прокладки не должен доходить до линии подгибки низа рукава на
Рис. 6.9. Обработка низа рукава клеевой нитью
0,1 см, нижний срез должен заканчиваться на уровне среза подгибки, боковые срезы должны входить в шов соединения локтевых срезов. Прокладку соединяют с изделием на прессе или при помощи утюга (рис. 6.8, а).
Прокладку кладут клеевым покрытием на основную деталь так, чтобы верхний срез прокладки заканчивался на 1,5...2 см выше линии подгибки низа, а нижний — на 1,5 см ниже этой линии (рис. 6.8, б).
Подкладку притачивают к низу рукава и прикрепляют шов соединения к швам рукавов.
Обработка низа рукавов клеевой нитью. По изнаночной стороне прокладки без клеевого покрытия прокладывают клеевую нить на расстоянии 0,2... 0,5 см от верхнего среза. По лицевой стороне клеевую нить прокладывают на расстоянии 2... 3 см от нижнего среза и на 3... 4 см от боковых срезов (рис. 6.9). Прокладывание нити производят на стачивающей машине: в строчке одна нить клеевая, другая — хлопчатобумажная.
Прокладку накладывают на низ рукава, располагая ее так, чтобы верхний срез клеевой нитью был обращен в сторону изнанки рукава, а нижний — в сторону изнанки припуска на обработку низа рукава.
Припуск на обработку низа рукава подгибают, заметывают на расстоянии 1... 1,5 см от сгиба и соединяют при помощи утюга или на прессе, при этом клеевые нити расплавляются и соединяют припуск низа рукава с прокладкой, а прокладку — с рукавом.
В этом случае отсутствуют операция ниточного прикрепления припуска на подгибку низа рукава и операция ниточного прикрепления подкладки по низу рукава.
6.3. Физико-механические свойства клеевых материалов
Процесс склеивания представляет собой превращение клеящего вещества в клеевой слой, прочно соединяющий склеиваемые материалы. При склеивании прочность шва зависит от адгезии и когезии клеев.
Пригодность клеев для склеивания тканей, их качество определяют на основании данных, полученных при испытании шва, выполненного с помощью определенного вила клея.
Склеивание как метод скрепления материала широко применяется в промышленности. Сущность явлений при склеивании объясняется теориями адгезии: механической, адсорбционной, диффузионной, электрической.
При склеивании текстильных материалов проявляется суммарный эффект названных выше видов адгезии.
Клеи для соединения деталей одежды обеспечивают прочность и эластичность клеевых швов как при нормальных условиях носки, так и при резких изменениях температуры и влажности, они устойчивы при химчистке. Клеи, применяемые при изготовлении одежды, не содержат веществ, вредно действующих на организм человека, устойчивы к старению. Старение клеев выражается в том, что с течением времени под действием солнца, кислорода воздуха, тепла, холода, трения, изгибов в структуре клея происходят изменения, приводящие к ухудшению физико-механических и химических свойств клея: уменьшаются прочность и эластичность, увеличиваются жесткость и хрупкость.
Клеи, выпускаемые отечественными и зарубежными производителями, обладают определенными свойствами, позволяющими разрабатывать простую и безопасную технологию их применения в швейной промышленности.
Предприятия, вырабатывающие клеи, проводят испытания каждого вида клеевого материала на сдвиг, на расслаивание, жесткость, разрыв, морозостойкость, эластичность и получают гигиенический сертификат, а также сертификат качества, где для каждого вида клея указаны режимы соединения клеевых материалов при изготовлении одежды.
Устойчивость клеевого шва к действию воды и кипячению в воде или мыльно-содовом растворе является важной характеристикой, определяющей виды швейных изделий, в которых этот клей может быть использован.
Испытание на морозостойкость клеевых пленок швейных изделий проводят в холодильных камерах. Эластичность клеевых пленок характеризуется относительным удлинением при разрыве образца определенной формы и размера.
Основные показатели свойств клеевых соединений, которые влияют на изготовление одежды:
высокая адгезия (сцепление), обеспечивающая необходимую прочность швов;
высокие эластичность и гибкость соединений;
устойчивость к воде и химическим веществам, применяемым при чистке одежды;
устойчивость к воздействию светопогоды;
устойчивость к температурам, при которых изделия находятся в носке;
возможность использования простых и эффективных способов применения клея в условиях швейного производства.
При разработке технологии склеивания проводятся испытания швов на прочность, жесткость, водостойкость, морозостойкость, возможность удаления следов клея с целью повторного использования ткани. Старение клеевых швов наступает через 3... 5 лет, что равно срокам носки одежды.
7. КОМБИНИРОВАННЫЕ СОЕДИНЕНИЯ
Для более точного соединения материалов с термопластичным покрытием применяют комбинированные швы с использованием сварки (рис. 7.1). Эти швы прочны и герметичны. Стачивающую строчку прокладывают на расстоянии 1 ...2 мм от линии сваривания деталей. Ширина сварного шва 1 см.
Комбинированные соединения получают сочетанием двух соединений: ниточного и клеевого или ниточного и сварного. Как и
Рис. 7.1. Схемы комбинированных швов:
ii стачной с предварительной термоконтактной сваркой; С... г —разновидности । пн точного шва с герметизацией лентой; д,е — стачные швы с одно- и двусторонней и рмстизацией жидким клеем; ж —стачной с герметизацией лентой; з, 4/ —швы in п.1К с одно- и двусторонней герметизацией лентой; к...м — накладные швы с щ посторонней (с лицевой стороны или изнанки) и двусторонней герметизацией 'пигой, выполненной одной строчкой; н...п — то же двумя; р— шов вподгибку с герметизацией
для ниточных швов, конструкция комбинированных соединений определяется расположением срезов и строчек в шве, величиной припусков на швы и, кроме того, видом герметизации. Герметизацию швов можно осуществить сваркой, а также приклеиванием жидким клеем либо специальными прорезиненными лентами с лицевой или изнаночной стороны изделия либо с обеих сторон.
В зависимости от сочетания способов комбинированные соединения (швы) делят на два класса: 1) образованные ниточным и клеевым способами; 2) образованные ниточным и сварным способами.
В зависимости от назначения комбинированные швы, образованные ниточным и клеевым способами, можно разделить на два подкласса: соединительные и краевые.
Из комбинированных швов, образованных ниточным и сварным способами, в практике швейного производства известны только соединительные швы.
Соединительные швы, как и ниточные, делят на стыковые и внахлестку (группа), на швы без сгиба и со сгибом (рис. 7.2),
В швейном производстве ниточный способ соединения деталей одежды имеет большее распространение, чем клеевой и сварной: на его долю приходится 75... 80 %, на долю клеевого и сварного — 25...20%. Ниточный способ не является универсальным с точки зрения обеспечения соединения высокого качества. Для получения прочных герметичных соединений деталей одежды применяют комбинированные швы, которые выполняют нитками, клеем и сваркой. Эти швы используют в тканях из термопластичных синтетических или смешанных волокон, содержащих не менее 60% термопластичных волокон и 40%, например, натуральных. В настоящее время все большее распространение получают материалы из синтетических термопластичных волокон, особенно полиэфирных (лавсановых), поэтому соединение деталей прочными герметичными комбинированными швами находит все большее применение. Такие швы выполняют на тканях с резиновым покрытием и на материалах с термопластичным полимерным покрытием.
Чтобы получить герметичный комбинированный шов, нужно срезы ткани протереть бензином, несколько раз покрыть клеем и высушить. Это делается вручную.
Существует способ прокладывания по ниточному шву специальной пленки или ленты и выдерживания для полной вулканизации клея в течение 24...48 ч.
Получение герметичных швов может быть достигнуто при сварке срезов шва термоконтактным, высокочастотным или ультразвуковым способом.
Комбинированные швы ввиду сложности и трудоемкости их получения применяются там, где другие способы соединения деталей не могут обеспечить требуемой герметичности: при изготовлении одежды для космонавтов, исследователей морских глубин и т.д.
Комбинированные соединения деталей одежды
Рис. 7.2. Классификация комбинированных соединений деталей одежды
8. НОВОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ОДЕЖДЫ
Фирма Krauss und Reichert GmbH+Co KG (Германия) создала автомат Zat Y1 для раскроя технических текстильных материалов, пленок, армированных стекловолокон, стеклоткани и изоляционных материалов, который может применяться для серийного получения деталей кроя в швейной промышленности. Он имеет следующие технические характеристики: максимальную скорость раскроя 90 м/мин, скорость позиционирования раскройного инструмента 100 м/мин, рабочую ширину 1,6... 3,7 м (в зависимости от модели), рабочую длину (основной модуль) 4 м, массу 310 кг. Этот автомат отличается высоким качеством и скоростью раскроя, легкой приспосабливаемостью к разным помещениям благодаря модульной конструкции, быстрой сменой режущих инструментов и режущей головки, совместимостью с большинством систем автоматизированного проектирования и изготовления одежды и соответствием европейским нормам и требованиям безопасности.
Автоматические настилочные машины разработала фирма Walter GmbH Maschinen und Geratebau (Германия). У этих машин валы подачи материалов синхронизированы со штангами для разматывания рулона ткани, что обеспечивает регулирование положения кромки и линейное транспортирование без сдвига рулонов ткани и валов для подачи материала. Особенно эффективно применение этого оборудования при переработке эластичных материалов. Верхняя тележка с рулонами материалов после их полного расходования самостоятельно возвращается в положение для загрузки, что является важным при замене рулонов.
Фирма А.М.Р. Pisani (Италия) создала намоточно-резальную машину класса ТЗОО для автоматического разрезания рулонов пленки, натуральной и искусственной кожи, клеевых прокладочных и многих других материалов.
Новой разработкой фирмы Sewing Machine Parts (Великобритания) является простая в обслуживании машина ЕС 5000 для разрезания полотен ткани и обрезания кромок.
Новое поколение свободно программируемых швейных машин серии В с полем для шитья от 30x40 до 600x300 мм создала фирма
TecTeam Sewing Machines GmbH (Великобритания). Эти машины отличаются универсальностью применения. Наиболее интересными являются двухигольная машина с отключаемой иглой L Т2-2250-В1АТ и машина для переработки тяжелых материалов с тройной подачей LU 2-4730-BIT.
Фирма Kansai Special Europe GmbH (Германия), являющаяся дочерним предприятием компании Morimoto MFGCo Ltd (Япония), разработала цилиндрическую швейную машину серии FX 4400 для втачивания резинки в пояса спортивной и женской верхней одежды. Она оборудована приспособлением для обрезания нити. У этой машины возможно вертикальное перемещение петлителя и применение до 12 игл. Создана также новая швейная машина с цилиндрическим рукавом диаметром 180 мм серии MZ-1100, предназначенная для изготовления одежды.
Немецкий концерн G.M. Pfaff AG разработал гибкий автомат Pfaff 3588 для пришивания карманов к сорочкам, блузкам и в джинсовой одежде. Его особенность состоит в том. что в момент вхождения иглы в материал его подача прекращается и игла не отклоняется. В этом случае значительно уменьшается износ петлителя. В процессе шитья можно вносить изменения в программу работы автомата, а для его переоборудования на другую форму кармана требуется 3 мин. Продолжительность пришивания стандартного кармана к джинсам составляет 9 с, а к сорочке — 8 с.
Машины Pfaff 1053 и 1183 являются новым поколением скоростных швейных машин, которые отличаются новым дизайном и работой без использования масла.
Фирма Diirkopp Adler (Германия) создала недорогую швейную установку 743-121/221 для автоматизированного стачивания вытачек и получения сборок на поясе, а также рабочее место 550-2-1, на котором можно обрабатывать 500...600 брюк за 8 ч.
Швейная установка 174-140 FD оборудована новым отклоняющимся и плавно регулируемым устройством для подачи ленты шириной 16...25 мм. Без этого устройства она может применяться для выполнения других операций в полуавтоматическом режиме.
Другой разработкой фирмы являются машины класса 45-223 двойного потайного стежка и ажурного шва, которые рассчитаны на обработку легкого и среднетяжелого трикотажа.
Специально для втачивания нижнего воротника в горловину курток и пальто частыми стежками концерн Strobel создал машину 218 D с новой системой опускания плунжера. Она фиксирует начало и окончание шитья и позволяет изменять параметры стежка во время шитья без ухудшения его качества.
Фирма Gerliani (Италия), специализирующаяся на выпуске петлителей и шпульных колпачков, выпускает петлители, покрытые вольфрамом, которые выделяют меньше теплоты и применение которых требует меньшего расхода масла. Также меньше теплоты
выделяют шпуледержатели, покрытые тефлоном, которые обеспечивают равномерное натяжение нити.
Фирма FrankI & Kirchner GmbH & Со KG разработала бесщеточный мотор постоянного тока компактной конструкции, являющийся альтернативой интегрированному приводу рабочего места швеи и одинаково успешно применяемый для всех швейных машин, но прежде всего для швейных автоматов при ограниченном пространстве для монтажа. Для этой же цели применяют блоки управления АВ85А, АВ180А, JU182V и AB200V, которые также можно использовать для компактных серводвигателей с минимальной потерей мощности и оптимальным временем ускорения и торможения. Так, блок AB200V обеспечивает выполнение всех функций швейных машин цепного, краеобметочного и челночного стежков. Другая разработка фирмы — две новые панели для управления, которые можно использовать во всех типах швейных машин. Они позволяют с помощью пиктограмм устанавливать вид шва и контролировать рабочее состояние машины в любой момент времени. Эти панели имеют компактную квадратную конструкцию и могут устанавливаться для управления любой швейной машины.
Фирма Assyst (Германия) разработала математические программы для конструирования изделий, позволяющие применять векторную и растровую графику. Система Assy Form обеспечивает интеграцию всего процесса создания образцов и коллекций, а система Assy CAD 50 выполняет более 350 функций, прежде всего в области конструирования.
Систему объемного изображения деталей одежды, которая имеет большое значение для создания моделей и маркетинга, создала немецкая фирма CAD Cutting Line Entwicklung und Vertrieb GmbH. Эта система обеспечивает выбор рисунка материала и его соединение с системой расположения лекал.
Другой разработкой фирмы является система автоматизированного проектирования NovoCut с модульной структурой, которая подразделяется на отдельное рабочее место Standard, объединенную систему рабочих мест Extended и систему разработки модели, градации лекал и оптимизации раскроя Basic. Она обеспечивает максимально возможную степень использования материалов, предварительное установление минимальных расстояний между лекалами и приспособление их к раппорту.
Фирма Pohl Softwear (Германия), специализирующаяся на разработке математических программ для швейной промышленности, создала новый модуль «Информационная система менеджмента», который быстро и просто выдает сведения о деятельности предприятия: обороте, сбыте продукции и удовлетворенности спроса населения. Эти цифры могут быть представлены в сопоставлении с данными за предыдущий год, месяц и день.
Другие задачи решает компьютерная программа Pre Determined Motion/Time System фирмы General Sewing Data (Великобритания). Она служит для разработки прогнозов о необходимых инвестициях, объемах производства, возможной экономии затрат и ожидаемой прибыли. Ее отличает способность анализировать прежние методы работы, влияние изменений, вносимых в эти методы, и оценивать их эффективность до начала инвестиций. Эта система используется на более чем 3000 предприятиях в 40 странах.
Избежать ошибок и повысить эффективность работы от создания модели до получения готового изделия позволяет математическая программа Style Manager французской фирмы Lectra System. Ее принцип действия основан на использовании банка данных, любая выборка из которого предоставляется быстро, надежно и удобно. Эта система позволяет реализовывать продукцию по оптимальной цене. Особенностью системы является передача информации без бумаги и телефона.
Фирма Camptel International SPA (Италия) создала установки для фиксирования и стабилизации формы одежды: серии Mistral 30 со встроенным паровым котлом или с возможностью присоединения к внешнему источнику пара, а также серии Mistral 31с автоматическим зажимным устройством. Их преимущественно применяют при изготовлении джинсовых рубашек и курток. Для окончательной отделки изделий фирма применяет установку Top-jet 1330.
Оригинальный прибор Big jim для точного измерения ширины пояса и длины шагового среза брюк при их изготовлении разработала фирма Pantex B.V. (Нидерланды). Главным достоинством этого прибора, который применяется для контроля качества, является возможность измерения размеров брюк во время их окончательной отделки и оценки влияния любой химической обработки и способа стирки на размеры изделия.
Большой интерес вызывают сканирующая система тела человека с получением объемного изображения и система измерения его контура в сочетании с возможностью автоматизированного создания индивидуальной конструкции на основе измерения параметров юла человека. Эта разработка является первым результатом совмест-। юй работы по теме «Одежда по размеру», в которой участвуют фирмы Techmath GmbH, Expert Systemtechnik, G.M. Pfaff AG.
Устройство для печатания этикеток ТА 765 с высокопроизводительной системой печати предлагает фирма Marken GmbH (Германия). Оно обеспечивает сокращение расхода материалов и за-i рат на обслуживающий персонал на 30 % по сравнению с применением термопереводной печати и горячего тиснения. Габаритные размеры 75x22x75 см, масса 68 кг.
Оборудование серии TDJ для печатания отдельных этикеток, этикеток, складывающихся в виде гармошки, и этикеток в вице полос представляет фирма Avery Dennison Deutschland GmbH (Германия).
Оно обеспечивает четкую печать с очень большим выбором типа шрифта и штриховых кодов на этикетках шириной не более 154 мм благодаря применению печатной головки, работающей по новой технологии и с большим сроком службы. Это оборудование может быть подключено к персональному компьютеру и электронным средствам связи.
Систему идентификации деталей одежды и изделий Tag, которая защищает продукцию от промышленного пиратства, опознает ее на складе, в торговле и при стирке, создала фирма Diirkopp Fordertecllnik GmbH (Германия). Система представляет собой гибкую в определенных пределах пластинку из эпоксидной смолы, содержащую микроэлектронное устройство с антенной и фиксируемую на этикетке изделия или на специальной упаковке, причем охранное и идентифицирующее составляющие объединены в один блок, что облегчает обращение с ним. Это устройство отличается быстротой передачи информации и высокой скоростью ее считывания благодаря применению повышенной частоты работы — 13,56 МГц. Информация, вводимая в него, включает данные о фирме и стране-изготовителе, форме, цвете и размере изделия, дате его изготовления, покупателе, номере заказа и другие сведения. Наличие антенны делает возможным автоматический учет изделий при быстропротекающих процессах, например при сортировке. Мощность этой системы составляет более 1000 млрд сигналов опознания.
Новое поколение модульных автоматов, создающих возможность соединения отдельных операций, разработала фирма Rombold Systems GmbH (Германия). Они позволяют повысить производительность труда на 250...350% в зависимости от вида изделия и операции и сократить затраты при сохранении качества изготовления. При этом один человек может обслуживать от двух до пяти рабочих мест, а в отдельных случаях и больше.
9. ОБРАБОТКА ДЕТАЛЕЙ ВЕРХНЕЙ ОДЕЖДЫ
9.1. Особенности изготовления одежды в ателье мод
Верхнюю одежду в ателье мод изготавливают индивидуально и с разделением труда между членами бригады. В именных ателье и в ателье высшего разряда одежду изготавливают только индивидуально.
В ателье высшего разряда используются ручные методы обработки на операциях сметывания, выметывания, при переводе меловых линий с одной детали на другую с помощью силков, выполнении подшивочных и стегальных работ.
Все ткани перед раскроем обязательно декатируют на декоти-ровочном аппарате или утюгом.
Выстегивание лацканов и нижних воротников всегда выполняют ручным способом, прокладывая строчки на расстоянии 0,3... 0,5 см одна от другой параллельно линии перегиба лацкана и средней линии нижнего воротника. В изделиях из тонких материалов на выстеганных лацканах и концах нижних воротников помещают прокладки из хлопчатобумажных или нетканых материалов во избежание провисания стежков выстегивания.
Закрепление шва обтачивания полочки подбортом (в изделиях без отделочной строчки по краю борта) производят ручным способом.
В мужских изделиях в боковом прорезном кармане делают карман для мелочи.
Обработку воротников в женских изделиях производят обтачным швом на стачивающей машине. Соединяют воротники с горловиной также на стачивающей машине.
В женских изделиях к верхнему воротнику по горловине спинки прикрепляют обтачку из основного материала.
В зимних изделиях меховые воротники обрабатывают со стойкой из основного материала в зависимости от модели изделия и I'.i шера мехового воротника.
Соединение воротников в мужских демисезонных изделиях про-н шодят обтачным швом на стачивающей машине или швом впод-। пбку с открытым срезом на машине зигзагообразной строчки, а «нкже на машине для подшивочных работ или ручным способом.
(’оединение воротников с горловиной в мужских изделиях про-н июдят на стачиваюшей машине стачным или накладным швом
1 I' |11<1>п<ова 129
с закрытым срезом, а также на машине для зигзагообразной строчки накладным швом с открытым срезом.
Подкладку с низом рукавов и верхом мужских и женских изделий соединяют машинным способом. Подкладку по низу изделия притачивают к подгибке низа (кроме тех случаев, когда подкладка отлетная), к срезам подбортов и верхнего воротника или к срезу обтачки, которую притачивают к верхнему воротнику в женских демисезонных изделиях. Если подкладка по низу отлетная, то нижний край подкладки обрабатывают на машине для зигзагообразной строчки.
Низ изделий с отлетной подкладкой обрабатывают с применением прокладочных материалов.
В зимних изделиях на утепляющую прокладку из ватина накладывают слой марли со стороны прокладки, соприкасающейся с материалом верха.
При изготовлении мужских и женских изделий в ателье высшего разряда значительное внимание уделяется так называемой фирменной отделке изделий. Это может быть отделка подкладки разнообразной оригинальной, сложной по рисунку стежкой, гладье-вой вышивкой, сутажом, рюшем, вышитыми сложным рисунком эмблемами. Кроме того, внутренние карманы в женских изделиях, расположенные между подбортом и основной подкладкой, а также различные по форме и расположению накладные внутренние карманы отделывают рюшем, вышивкой, тесьмой и т.д.
В мужских изделиях может быть выполнен третий, внутренний, карман, который располагается на левой полочке на 10... 12 см ниже второго внутреннего кармана.
Внутренние срезы подборгов, обтачку воротника, низ изделия окантовывают полоской подкладочной ткани или тесьмой.
В женских изделиях внутренние срезы могут быть окантованы с одновременным прокладыванием тесьмы, втачиванием рюша, оборок.
Изделия могут быть сложными по раскрою, например на фигуру с выступающими лопатками, двусторонними, которые можно носить на лицевую и изнаночную стороны, без подкладки (из определенных видов ткани), в которых окантовывают все срезы и вшиваю i отделочные элементы для украшения изнаночной стороны.
9.2. Карманы
Карманы в одежде создают удобство и комфорт его владельцу. В специальной одежде карманы необходимы для удобства в рабо те, например карманы для инструментов. В некоторых видах одеж ды карманы являются отделкой. Формы карманов различны и за висят от назначения одежды.
9.2.1. Виды карманов
В швейных изделиях карманы могут быть внешние, в подкладке и в швах. Внешние карманы могут быть прорезные, накладные и сложные, например на накладном кармане — прорезной карман с клапаном.
Прорезные карманы (рис. 9-1) могут быть с прямой, наклонной, фигурной, вертикальной линией прореза. Они различаются по способу обработки и могут быть выполнены с клапаном, с ли-сточкой, концы которой могут быть настрочные и втачные.
Прорезные карманы в рамку могут быть обработаны несколькими способами, а также с застежкой-молнией. Обычно в боковых карманах выполняют карман для мелочи.
Накладные карманы различаются по форме и по способу обработки (рис. 9.2).
Карманы в зависимости от назначения могут иметь разные расстояния для входа в карман, например в боковом прорезном кармане оно 15... 16 см, в нагрудном кармане листочка в мужских пиджаках — 10 см.
Внутренние карманы на подкладке могут быть прорезные в рамку, с клапаном, с обтачками из основной ткани, из подкладочной гкани с поролоновой или синтепоновой прокладкой для большей прочности при носке, с листочкой и втачными концами. В пиджаках на подкладке делают карман для очков, называемый лорнетным.
Рис. 9.1. Прорезные карманы:
I с листочкой и настрочными концами; б—с листочкой и втачными концами; я г клапаном и заутюженной обтачкой; г — с клапаном из толстой ткани; д — п рпмку с заутюженными обтачками; е— в рамку с незаутюженными обтачками
В брюках кроме боковых карманов, которые могут быть со скосом, в боковом шве с листочкой, с втачными или настрочными конца ми, выполняют карман для часов, расположенный в шве прита чивания пояса, а задний карман — с фигурным клапаном. В джип сах и другой спортивной одежде делают накладные карманы ело» ной формы с клапанами, с листочками и накладные одновремсн но (рис. 9.3).
Фантазировать при обработке карманов можно безгранично. Mojm каждого сезона наряду с ассортиментом одежды, тканей верхи, подкладочных и др. касается и обработки карманов.
Рис. 9.2. Формы и отделка накладных карманов
г
Рис. 9-3. Накладные карманы:
а — с клапаном; 6—карман в шве с листочкой и настрочными концами; в — карман в шве без листочки; г — нагрудный карман на подкладке с полоской из основной ткани
9.2.2. Направление нити основы в деталях кроя прорезных карманов
Детали прорезного кармана в рамку верхние
Подзор из основной ткани; ширина 5 см, длина в зависимости от длины входа в карман 3...4 см
Первая обтачка из основной ткани; ширина 3...4 см, длина равна длине подзора
Вторая обтачка из основной ткани; ширина 4 см, длина равна длине подзора
Мешковина из карманной ткани; ширина равна двойной глубине кармана, длина — длине обтачки
Долевик из прокладочной ткани; ширина равна ширине входа в карман плюс 2 см, длина должна быть такой, чтобы передний край заходил за шов закрепления уголка кармана на 2 см, а второй конец долевика должен быть на уровне бокового среза изделия
Детали прорезного кармана с клапаном иа полочке
Клапан из основной ткани; ширина зависит от моды, длина равна длине входа в карман; передний край должен быть параллельным краю борта
Подклапан из подкладочной ткани должен быть меньше основного клапана на 0,5 см
Обтачка из основной ткани
Долевик из прокладочной ткани
Детали ирорезиого кармана с листочком и иастрочными концами
Листочка — из основной ткани с под-листочкой, линия посередине отделяет листочку От подлисточки
Мешковина из карманной ткани
Долевик из прокладочной ткани
I
Прокладка в листочку из хлопчатобумажной или клеевой ткани
Детали прорезного кармана с листочкой и атачными концами
Листочка и подлисточка. Линия посередине является сгибом. Выкраивается из основной ткани; ширина ее равна двойной ширине листочки плюс 2 см. Долевая нить должна совпадать с долевой нитью основной детали
Подзор из основной ткани. Долевая нить должна совпадать с долевой нитью ос новной летали
Долевик из прокладочной ткани
Прокладка в листочку из прокладочной ткани
9.2.3. Раскрой деталей карманов
Детали кроя прорезного кармана в рамку на полочке верха раскраиваются с учетом направления нити основы ткани.
Ширина подзора 5...6 см, направление долевой нити проходит но ширине, как указано стрелкой в п. 9.2.2. Длина подзора на 3... 4 см больше длины входа в карман, который выкраивается из основной ткани.
Обтачки (2 шт.) кармана в рамку шириной 4...5 см в зависимости от ширины рамки в готовом виде выкраиваются из основной ткани. Длина обтачек на 3...4 см больше длины входа в карман.
Долевая нить должна проходить по длине обтачки.
Мешковина кармана выкраивается из специальной ткани (мешковины); длина ее равна удвоенной глубине кармана с прибавкой 2...3 см на обработку: если глубина кармана 17 см, то длина мешковины 36 см. Ширина мешковины должна быть равна длине обычки, т.е. длине входа в карман с прибавкой 3...4 см.
Долевик выкраивается из прокладочной ткани или из ткани с клеевым покрытием. Он должен быть длиннее входа в карман и мходить за его конец на 3...4 см в сторону борта и доходить до чокового среза. Один конец долевика может быть прикреплен к чоковому шву изделия, а другой заходить за край бортовой про-кпадки на 3...4 см. Ширина долевика зависит от формы кармана, '(олевик необходим для придания карману большей прочности.
Детали для кармана с клапаном выкраиваются по направлению ипги основы, как указано стрелкой в п. 9.2.2. Клапан выкраивается ini кани согласно основной детали, на которой обрабатывается кар-лi.i11. Долевая нить на клапане должна совпадать с долевой нитью на полочке. Длина клапана равна длине входа в карман с прибавкой на initial по 0,5 см с каждой стороны и по 0,5 см на обработку.
Ширина клапана зависит от модели и для пиджака составляет 5,5 ...6 см.
Подклапан выкраивается из ткани подкладки на 0,2... 0,5 см меньше основного клапана со всех сторон.
Остальные детали выкраиваются так же, как для кармана в рамку.
В деталях прорезного кармана с листочкой и настрочными концами листочку выкраивают по направлению нити основы основной детали. Листочка выкраивается вместе с подлисточкой, долевая нить должна проходить так же, как на основной детали. Если карманы расположены вертикально, то долевая нить должна проходить вдоль листочки. Обтачки в этом кармане отсутствуют.
Прокладки в листочку и долевик выкраивают из прокладочной ткани.
Мешковина выкраивается из ткани для карманов; долевая нить всех деталей этого кармана указана в п. 9.2.2.
Детали прорезного кармана с листочкой и втачными концами раскраивают аналогично, но с учетом того, что этот карман имеет обтачку из основной ткани, долевая нить в обтачке проходит с учетом долевой нити на полочке верха (см. п. 9.2.2).
9.2.4. Технология обработки карманов
Последовательность операций и сборочные схемы разных карманов приведены в табл. 9.1 ...9.20.
Таблица 9-1
Обработка прорезного кармана в сложную рамку
Наименование операции Выполнение операции Сборочная схема
I. Уточнение линии входа в карман и наметка вспомогательных линий Вход в карман намечают тремя линиями (одной долевой и двумя поперечными) и наносят две вспомогательные линии выше и ниже средней. Расстояние между линиями должно быть равно удвоенной ширине двух рамок кармана плюс 0,3... 0,5 см ( Д н (4 - •-* н- Г -
2. Прикрепление долевика с изнаночной стороны Центр долевика совмещают с серединой кармана и прикрепляют двумя долевыми строчками прямых
Наименование операции
Выполнение операции
Сборочная схема
наметочных стежков длиной 3 см на расстоянии 0,5 см от края. Один конец долевика должен доходить до бокового среза, а другой — заходить за конец переднего края на 1... 1,5 см
3. Приупожи-вание обтачки
И. Притачивание обтачки на универсальной машине
Разрезание инода в карман
Верхнюю обтачку перегибают посередине вдоль, изнанкой внутрь, нижнюю обтачку перегибают так, чтобы один край выступал по отношению к другому на 1... 1,5 см. Изнанка ткани должна быть внутри.
Обтачки заутюживают до полного прилегания обрезных краев. В рыхлых тканях верха можно с изнаночной стороны обтачек проложить клеевую ткань
Обтачки приметывают или притачивают без предварительного приметывания, располагая их сгибами встык к намеченным вспомогательным линиям. Притачивают на расстоянии 0,3...0,5 см от сгибов обтачек в зависимости от ширины рамки. Концы строчек закрепляют
Отверстие для кармана разрезают со стороны долевика, начиная от середины
Наименование операции Выполнение операции Сборочная схема
кармана в обе стороны, не доходя 1 см до концов кармана и 0,1...0,2 см до строчек
6. Вывертывание обтачки Обтачки вывертывают на изнаночную сторону, расправляют
7. Притачивание мешковины Один конец мешковины и нижнюю обтачку складывают лицевыми сторонами внутрь и стачивают швом шириной 0,7 см, шов отгибают в сторону мешковины. Другой конец мешковины складывают с подзором лицевыми сторонами внутрь и стачивают подзор с мешковиной швом шириной 0,7 см, шов отгибают в сторону мешковины. Тот конец мешковины, к которому притачан подзор, уравнивают с краем верхней обтачки и прокладывают строчку в шов притачивания обтачки или рядом с ним ГГ /у уу у уу ДДД у YvVvJ
Наименование операции
Выполнение операции
Сборочная схема
8. Закрепление концов кармана
9. Приутюжи-иание обрабо-ганного кармана с изнаночной стороны; закрепки в концах кармана
Выправляют рамки кармана, сметывают их крестообразными стежками и закрепляют уголки кармана со стороны долевика обратной машинной строчкой по основанию уголков, одновременно стачивают боковые края мешковины кармана
Карман выправляют и приутюживают. В конце кармана ставят закрепки на специальной машине или вручную. Длина закрепки равна ширине верхней и нижней рамок кармана. Закрепки выполняют параллельно концам кармана
На рис. 9.4 показана полная сборочная схема кармана в сложную рамку.
В легкой одежде обработку входв в карман выполняют одной обтачкой (рис. 9.5). В изделиях из тонких тканей в качестве долевика применяют мешковину кармана (см. рис. 9.5, а). В этом случае подзор из основной ткани настрачивают на мешковину (см. рис. 9.5, б) с предварительным обметыванием нижнего края подзора или с подгибом обрезного края внутрь на 0,5...0,7 см. Обрезной край нижней обтачки также настрачивают на мешковину с предварительным об
метыванием нижнего среза обтачки или с подгибом обрезного края внутрь. Обтачку, настроченную на мешковину, перегибают приблизительно пополам и застрачивают на расстоянии от сгиба, равном половине ширины рамки кармана (см. рис. 9.5, в). Мешковину кармана притачивают к обтачкам до обработки прорези кармана или после нее (см. рис. 9.5, в, г). При обработке кармана на полуавтомате мешковину притачивают к обтачкам после обработки краев кармана.
Для обеспечения удобства в эксплуатации в мужских пальто и пиджаках в мешковине правого бокового кармана (прорезного) делают карман для мелочи. Посередине входа в основной карман верхнюю часть мешковины разрезают вдоль до линии настрачивания подзора в двух местах, как показано на рис. 9.6, а. Средняя надрезанная часть основной мешковины образует одну сторону мешковины кармана для мелочи; вторую часть мешковины раскраивают отдельно.
Части мешковины кармана для мелочи стачивают со стороны основной мешковины швом шириной 0,7...0,8 см (рис. 9.6, б).
Обтачанную часть мешковины отгибают вниз по линии входа в карман. На верхнюю часть мешковины настрачивают подзор, располагая подогнутый край его по линии входа в карман для мелочи (рис. 9.6, в).
По верхнему краю накладных карманов, а также по верхнему краю листочек вместо кромки может быть использована прокладка из хлопчатобумажной ткани.
При обработке внутренних карманов в мужских пальто и пиджаках в качестве отделки могут быть применены различного рода клапаны, в женских пальто — рюши по краю кармана.
Рис. 9.5. Обработка входа в карман одной обтачкой
Рис. 9.6. Обработка карманов для мелочи
Обработка прорезного внешнего кармана в простую рамку
Наименование операции Выполнение операции Сборочная схема
1. Уточнение линии входа в карман Вход в карман намечается тремя линиями: одной долевой и двумя поперечными 1—1
2. Прикрепление долевика с изнаночной стороны Центр долевика совмещают с серединой кармана и прикрепляют долевик двумя долевыми строчками прямых наметочных стежков длиной 3 см на расстоянии 0,5 см от края. Один конец долевика должен доходить до бокового среза, а другой — заходить за конец кармана на 1... 1,5 см 1—1
3. Притачивание подзора к мешковине кармана В изделиях из толстых тканей подзор накладывают на мешковину лицевыми сторонами внутрь и притачивают, ширина шва 0,5... 0,7 см. Отгибают шов в сторону мешковины — 3
4. Притачивание обтачки На лицевую сторону детали к горизонтальной намеченной линии лицевыми сторонами вниз, срезами вплотную друг к другу накладывают обтачки и притачивают на 0,4... 0,5 см от срезов. В конце и в начале машинной строчки делают закрепки обратной машинной строчкой —
Наименование операции Выполнение операции
5. Проверка правильности притачивания обтачек Расстояние между строчками должно быть равно ширине двух кантов рамки кармана. Строчки должны быть параллельными и заканчиваться на одном уровне. Правильность их притачивания проверяют со стороны долевика
6. Разутюживание швов притачивания обтачек после предварительного разрезания входа в карман Разрезают вход в карман со стороны долевика, начиная от середины в сторону концов кармана, не доходя до них на I и 0,1 см до строчек. Швы притачивания обтачек разутюживают на специальной колодке
7. Вывертывание обтачки на изнаночную сторону и закрепление рамки Через прорезы кармана обтачки вывертывают наизнанку, края выправляют и образуют из обтачек рамки шириной 0,4...0,5 см так, чтобы края их соединялись встык. Рамки закрепляют, предварительно выметывая их косыми стежками длиной 0,7... 0,8 см на расстоянии 0,2 см от шва притачивания обтачек, или без выметывания. Нижнюю и верхнюю рамки кармана закрепляют строчкой в шов притачивания обтачки с изнанки рядом со строчкой притачивания обтачки
Сборочная схема
-
> <
i
Е
Наименование операции
Выполнение операции
Сборочная схема
8. Прикрепление конца мешковины с подзором к верхней обтачке, второго ее конца к нижней обтачке
Конец мешковины с подзором складывают с верхней обтачкой лицевыми сторонами внутрь и приметывают прямыми стежками длиной 2 см. В шве притачивания верхней обтачки закрепляют верхнюю рамку кармана (как и нижнюю). Второй конец мешковины притачивают к нижней обтачке швом шириной 0,5 см, складывая срезы лицевыми сторонами внутрь
9. Закрепление уголков карманов
10. Закрепление и приутю-живание кармана
Рамки кармана выправляют и сметывают крестообразными стежками, уголки кармана выправляют и закрепляют обратной машинной строчкой по основанию уголков. Одновременно стачивают мешковину кругом, закругляя строчку в углах
Закрепки проставляют в концах карманов с лицевой стороны вручную или на специальной машине нитками в цвет ткани, если это необходимо. Концы долевика прикрепляют к боковому шву и к прокладке. Приутюживают карман с изнанки и с лицевой стороны, выправляя неровности
Прорезной внешний карман в простую рамку выполняют в изделиях из тонких тканей.
На рис. 9.7 показана полная сборочная схема кармана в простую рамку из толстой ткани.
Рис. 9-7. Обработка кармана в простую рамку из толстой ткани
Рис. 9.8. Обработка фигурного кармана в простую рамку (обтачки выкроены под углом 45° к долевой нити)
Если карман имеет фигурную прорезь, то его обрабатывают так же, как и карман в простую рамку, с той лишь разницей, что в этом случае обтачки выкраивают под углом 45° к нитям основы или по форме прорези кармана. С изнанки вместо долевиков может быть подложена одна из частей мешковины (нижняя). Тогда внутренний срез нижней или передней обтачки настрачивают на мешковину. В изделиях из тонких тканей срезы подгибают внутрь на 0,7 см на расстоянии 0,1 см от сгиба, в изделиях из толстых тканей обметывают внутренние срезы обтачек и настрачивают их на мешковину на расстоянии 0,3 см от срезов или огибают мешковиной внутренние срезы обтачек и прокладывают строчку на расстоянии 0.5 см от сгибов (рис. 9.8).
Таблица 9.3
Обработка клапанов
Наименование операции Выполнение операции Сборочная схема
1. Дублирование клапана Прокладку из ткани с односторонним клеевым покрытием накладывают на изнанку клапана из основной ткани клеевым покрытием вниз так, чтобы края прокладки отстояли
Наименование операции Выполнение операции Сборочная схема
от краев клапана на 0,6...0,8 см и не попадали в швы обтачивания клапана. Прокладку соединяют с клапаном при помощи утюга или на прессе
2. Обтачивание клапана подклапаном Клапан с подклапаном складывают лицевыми сторонами внутрь и сметывают, уравнивая края, прямыми стежками длиной 0,5... 1 см на расстоянии 0,3... 0,4 см от срезов. В уголках клапана ткань верха припосаживают. Величина посадки зависит от структуры ткани и составляет в каждом уголке 1,5...3 см на 10 см строчки. Клапан с подклапаном сметывают со стороны подклапана. Посадку супо- t
живают и обтачивают клапан со стороны подклапана, ширина шва 0,5 см. Можно применить направляющую линейку для более ровной строчки.
Если прокладка неклеевая, то обтачивание производят так, чтобы прокладка попала в шов обтачивания клапана
3. Вывертывание клапана, выметывание канта Нитки сметывания удаляют. Шов обтачивания клапана подрезают до ширины 0,3 см, а в уголках — 0,1... 0,2 см. Клапан вывертывают на лицевую сторону, края и углы выправляют и выметывают со стороны подклапана на рас- III
Наименование операции Выполнение оперании Сборочная схема
стоянии 0,5 см от края сметочными стежками длиной 0,6... 0,8 см. Можно применить специальную машину. При выметывании клапана из ткани верха образуют кант 0,1... 0,2 см
4. Прокладывание отделочной строчки Если по краю клапана предусмотрена отделочная строчка, то клапан приутюживают и прокладывают отделочную строчку
5. Определение ширины клапана На клапане со стороны подклапана намечают линию притачивания к изделию, которая определяет ширину клапана
Если для изделия используется ткань в клетку или в полоску, то рисунок на клапане подбирается так, чтобы клапан сливался с верхом.
Если клапан отделочный, то подклапан выкраивается из основной ткани.
Дальнейшую обработку клапана выполняют обычным способом.
Таблица 9.4
Обработка кармана в рамку с клапаном (рнс. 9.9)
Наименование операции Выполнение операции Сборочная схема
1. Определение входа в карман Вход в карман намечают с лицевой стороны полочки 4 линиями. С изнаночной стороны прокладывают прокладку или дублируют См. табл. 9.1, п. 1
2. Сметывание клапана с подклапаном Уравнивают срезы, делают посадку из клапана в углах См. табл. 9.3, п. 2
Наименование операции Выполнение операции Сборочная схема
3. Обтачивание клапана Со стороны подклапана прокладывают строчку, ширина шва 0,7 см
4. Подрезание припуска шва обтачивания клапана Припуск на шов обтачивания клапана подрезают в уголках, оставляя 0,2 см от строчки
5. Вывертывание и отутюживание клапана Вывертывают и выметывают клапан со стороны подклапана, образуют кант из клапана 0,2...0,3 см л
। ।
6. Притачивание обтачки Обтачку складывают лицом наверх, приутюживают, накладывают на полочку сгибом встык к намеченной линии срезом к середине. Обтачка должна выходить на 15 см с каждой стороны в концах кармана См. табл. 9.1, п- 4
7. Разрезание входа в карман Разрезают вход в карман с изнаночной стороны, начиная от середины, не доходя до концов кармана на 1 см, затем под углом к строчкам разрезают, не доходя до строчки 0,1... 0,2 см
’-У
8. Вывертывание обтачек Обтачки вывертывают и выправляют ।
9. Притачивание клапана Клапан вкладывают в выровненные обтачки срезом вверх. В шов притачивания обтачки прокладывают строчку
10. Притачивание мешковины К краям обеих обтачек притачивают мешковину кармана, ширина шва 0,7 см
Наименование операции Выполнение операции Сборочная схема
11. Стачивание уголков Основную деталь отгибают, уголки выправляют и прокладывают строчку со стороны долевика
12. Стачивание мешковины Выполняют на универсальной машине
13. Приутюживание готового кармана Соблюдая режимы ВТО, приутюживают карман с двух сторон
Рис. 9.9. Прорезной карман с клапаном и с заутюженными обтачками
Если ткань имеет рисунок, то его подгоняют к рисунку верха. Дальнейшая обработка производится обычным способом. При обработке следят за тем, чтобы листочка и основная деталь были как одно полотно.
Поперечный разрез прорезного кармана показан на рис. 9.10.
Таблица 9-5
Обработка бокового прорезного кармана с клапаном в изделии из толстой ткани
Наименование операции Выполнение операции Сборочная схема
1. Уточнение места расположения кармана Место кармана намечают тремя линиями: одной долевой и двумя поперечными
2. Прикрепление долевика С изнанки двумя долевыми строчками прикрепляют долевик к основной детали на расстоянии 0,5 см
Наименование операции Выполнение операции Сборочная схема
от среза. Центр долевика совмещают с центром кармана, учитывая, что один конец долевика должен доходить до бокового среза, а другой — перекрывать внутренний срез бортовой прокладки на 1... 1,5 см. Долевик приметывают прямыми сметочными стежками длиной 3 см с 1
3. Притачивание клапана Уточнив ширину клапана, его накладывают на лицевую стерону полочки к намеченной линии, лицевой стороной вниз, обработанным краем вверх, совмещая намеченные линии на клапане и полочке, следя за совмещением рисунка в передней части кармана (до боковой вытачки), приметывают и притачивают клапан, закрепляя строчки в концах. Шов отгибают в сторону клапана
4. Заготовка мешковины На лицевую сторону одного из концов мешковины накладывают обтачку лицевой стороной вниз, уравнивают срезы и притачивают ее к мешковине швом шириной 0,7 см, шов отгибают в сторону мешковины. На другой конец мешковины накладывают подзор, уравнивают верхние и боковые срезы, нижний срез подзора J
Наименование операции Выполнение операции Сборочная схема
подгибают внутрь на 0,7... 1 см и настрачивают на расстоянии 0,1... 0,2 см от подогнутого края
5. Притачивание обтачки Встык к шву притачивания клапана на лицевую сторону лицевой стороной вниз укладывают обтачку с мешковиной так, чтобы ее концы выходили за концы клапана на 1... 1,5 см с каждой стороны, обтачку притачивают швом шириной 0,4...0,5 см, концы строчек закрепляют / / / / / /
6. Проверка качества С изнаночной стороны проверяют расстояние между строчками притачивания клапана и обтачки, которое зависит от ширины рамки или канта. Строчки должны быть параллельными и заканчиваться на одном уровне
7. Разутюживание шва притачивания обтачки При разутюживании полочку перегибают по шву притачивания обтачки
S. Разрезание входа в карман Вход в карман разрезают обычным способом
Наименование операции Выполнение операции Сборочная схема
9. Вывертывание обтачки Обтачку вывертывают на изнаночную сторону, выправляют, образуя рамку шириной 0,4...0,5 см, выметывают косыми сметочными стежками длиной 0,5... 0,7 см на 0,1...0,2 см
10. Закрепление рамки кармана Выправленную рамку кармана закрепляют машинной строчкой в шов притачивания обтачки или вручную вспушными стежками )
11. Отделка нижнего края кармана Нижний край кармана может быть отделан строчкой, предусмотренной моделью
J
12. Закрепление второго края мешковины с подзором Мешковину с настроченным на нее подзором складывают с припуском на шов притачивания клапана так, чтобы она выходила за шов притачивания клапана на 2... 2,5 см, а боковые стороны одинаково выходили с двух сторон клапана. Мешковину притачивают со стороны долевика, в шов притачивания клапана
Наименование операции Выполнение операции Сборочная схема
13. Закрепление уголков кармана и стачивание мешковины Чтобы карман не провисал по отношению к клапану, кант кармана приметывают к шву притачивания клапана. Уголки кармана выправляют и скрепляют обратной машинной строчкой по основанию уголков, одновременно стачивая мешковину. При стачивании мешковины нужно помнить, что расстояние между строчками стачивания ее боковых сторон должно быть на 0,5 см больше длины клапана (чтобы клапан свободно лежал в кармане) См. табл. 9.2, п. 9
14. Прокладывание отделочной строчки с верхней стороны клапана Шов притачивания клапана расправляют, выметывают с лицевой стороны на расстоянии 0,7... 0,8 см от шва притачивания клапана и приутюживают. Верхний край клапана может быть отделан строчкой. Длина отделочной строчки должна быть такой же, как и нижней. Строчку начинают и заканчивают на уровне концов кармана
)1 -
15. Установка «акрепки Для большей прочности в концах кармана можно поставить закрепки на специальной машине или вручную
16. Приутюжи-нание кармана Карман приутюживают с изнаночной стороны, удалив нитки сметывания
Рис. 9.10. Прорезной карман с клапаном и незаутюженной обтачкой
Таблица 9.6
Обработка бокового прорезного кармана с клапаном
Наименование операции Выполнение операции Сборочная схема
1. Уточнение места расположения кармана Намечают вход в карман линией и от нее на расстоянии, равном удвоенной ширине рамки в готовом виде, проводят вспомогательные линии. При ширине рамки 0,5 см расстояние от линии притачивания клапана должно быть 1 см
2. Прикрепление долевика Обычным способом
3. Притачивание клапана То же
4. Заутюживание обтачки кармана Край обтачки перегибают в сторону изнанки на ширину, равную ширине рамки в готовом виде плюс 0,5...! см, и сгиб заутю-
Наименование операции Выполнение операции Сборочная схема
живают до полного прилегания обрезанных краев
5, Притачивание обтачки Заутюженную обтачку прикладывают сгибом к вспомогательной линии (в противоположную сторону от линии прореза кармана) меньшим срезом вниз и притачивают от сгиба на расстоянии, равном ширине канта обтачки
6. Проверка качества и соблюдение технологии предыдущих операций Расстояние между строчками притачивания клапана и обтачки к полочке зависит от ширины рамки в готовом виде, но должно быть не менее 0,5 см к
7. Разрезание входа в карман Обычным способом
8. Вывертывание обтачки на изнаночную сторону То же
9. Закрепление нижнего края кармана Отделочную строчку прокладывают ниже шва притачивания обтачки с лицевой стороны по модели
10. Притачивание мешковины к нижней обтачке Один конец мешковины притачивают к нижней обтачке, ширина шва 0,5... 0,7 см, шов заутюживают в сторону мешковины
11. Притачива-U ие подзора к концу мешковины К другому концу мешковины притачивают подзор, шов отгибают в сторону подзора и заутюживают
Наименование операции Выполнение операции Сборочная схема
12. Закрепление второго края мешковины с подзором Обычным способом
13. Закрепление уголков карманов и стачивание мешковины То же
14. Прокладывание отделочной строчки по верхней стороне кармана »
15. Установка закрепок в концах кармана »
16. Приутюжи-вание кармана С лицевой стороны
Полная сборочная схема обработки прорезного кармана с клапаном приведена на рис. 9.11.
Рис. 9.11. Прорезной карман с клапаном и заутюженной обтачкой
Обработка листочек
Наименование операции Выполнение операции Сборочная схема
1. Дублирование листочки С изнаночной стороны клеевая прокладка не должна доходить на 0,5 см до срезов листочки 0,5
2. Стачивание уголков листочки Складывают детали лицевыми сторонами внутрь и стачивают концы листочки, делая закрепки, ширина шва 0,7 см
3. Рассекание припусков на швы в уголках Рассекают швы, не доходя до строчки 0,1 ...0,2 см Рассечь
4. Разутюживание швов стачивания листочки На колодке или на столе разутюживают швы стачивания листочки
5. Вывертывание листочки на лицевую сторону, вправление углов При помощи колышка расправляют швы в уголках, листочку вывертывают и выметывают а
б. Приутюжи-вание листочки Листочку приутюживают через увлажненный про-утюжильник, соблюдая режимы ВТО
7. Настрачивание отделочной шрочки По боковым сторонам и сгибу готовую листочку настрачивают, ширина шва зависит от модели
X. Наметка ширины листочки л готовом виде Со стороны подлисточки по лекалу намечают ширину листочки в готовом виде, что зависит от модели. Обычно ширина листочки 3,5 см
Обработка кармана с листочком и настрочными концами
Наименование операции Выполнение операции Сборочная схема
1. Установление места расположения кармана на полочке С лицевой и изнаночной сторон тремя меловыми линиями намечают место расположения кармана
2. Прикрепление долевика С изнаночной стороны полочки срез долевика смещается от линии притачивания листочки на 1,5...2 см вниз, боковые стороны долевика выходят за боковые стороны листочки, как и в кармане с клапаном
3. Притачивание листочки к полочке Совместить меловые линии на полочке и на листочке, сложить детали лицевыми сторонами внутрь, направляя срез листочки вверх или к боковому срезу (в зависимости от наклона кармана), ширина шва 1 см
4. Притачивание части мешковины к листочке в шов притачивания листочки к полочке со стороны долевика Мешковину положить на листочку, совмещая срезы листочки и мешковины, верхняя часть мешковины должна выходить за боковой конец листочки на 1,5...2 см. Далее прокладывают строчку, ширина шва 1 см
5. Протачивание второй части мешковины к полочке Ширина шва 1 см. Мешковину наложить на лицевую сторону полочки срезом встык ко шву притачивания листочки и мешковины. Верхняя часть мешко-
Наименование операции Выполнение операции Сборочная схема
вины должна выходить за боковой конец листочки на 1,5... 2 см, строчка не должна доходить до боковых концов листочки на 0,5 см
6. Прорезание входа в карман в два приема Сделать разрез от середины к концам строчек, не доходя до концов кармана на 1... 1,5 см, и далее — под углом к строчке шва притачивания листочки, не доходя до строчки на 0,1...0,2 см /»/
7. Стачивание мешковины по периметру Мешковину стачивают со стороны мешковины, притачанной к листочке, совмещая срезы мешковины, ширина шва 1 см
8. Настрачивание концов листочки на полочку Настрачивают концы листочки параллельными строчками 1, 2; ширина шва зависит от модели 2' — ~й
9. Приутюжи-вание кармана в готовом виде Операция выполняется через увлажненный про-утюжильник г
10. Проверка качества готового кармана Проверить: ширину листочки на всем протяжении; параллельность боковых сторон листочки; отсутствие складок и дыр в концах кармана; отсутствие дыр при стачивании мешковины; параллельность отделочной строчки по сгибу; отсутствие лас
На рис. 9.12 показан разрез кармана с листочкой и настрочным концом.
Рис, 9-12. Карман с листочкой и настрочными концами
Таблица 9.9
Обработка кармана с листочкой (концы втачные) с цельнокроеной подлисточкой
Наименование операции Выполнение операции Сборочная схема
1, Установление линии расположения кармана на полочке С лицевой и изнаночной сторон наметить расположение листочки тремя меловыми линиями
2. Прокладывание долевика Долевик проложить с изнаночной стороны полочки, срез долевика сместить от шва притачивания листочки вниз на 1,5... 2 см от боковых его сторон, долевик расположить, как и в карманах с клапаном
3. Притачивание листочки, предварительно заутюженной Выкроенная цельнокроеная листочка с подлисточкой должна быть больше, чем листочка в готовом виде, со стороны листочки и подлисточки на 2 см. Листочку заутюжить по намеченной линии, складывая ткань изнанкой внутрь. Со стороны подлисточки проставить клеевую ткань и наметить линию листочки в готовом виде. ' [шз
J
Наименование операции Выполнение операции Сборочная схема
Готовую листочку положить подлисточкой вверх, совместив намеченные линии на полочке и листочке в готовом виде, наложить сверху мешковину лицевой стороной вниз и притачать листочку по намеченной линии к полочке со стороны мешковины одной строчкой
4. Притачивание подзора Притачивать подзор с другой стороны по намеченной линии
5. Проверка качества Необходимо проследить, чтобы расстояние между строчками соответствовало ширине листочки в готовом виде. Чтобы строчка заканчивалась на уровне намеченных линий, в конце и в начале строчек должны быть машинные закрепки
6. Разрезание входа в карман Вход в карман разрезать с изнанки обычным способом
7. Закрепление уголков кармана, стачивание мешковины Мешковину притачивать к подзору, шов отогнуть в сторону мешковины. Обтачку и листочку вывернуть, выправить и закрепить уголки, одновременно стачивая мешковину и закругляя ее углы —
X. Приутюживание кармана Карман с изнанки и с лицевой стороны приутюжить
Карман листочки можно обрабатывать другим способом: обра-ьагывают листочку, заутюживая полоску ткани и прокладывая । ромку по сгибу со стороны подлисточки, притачивают листочку
Рис. 9.13. Разрез кармана:
а — листочка с притачными концами; б — притачивание конца листочки
по намеченной линии, чтобы концы выходили за наметки кармана с двух сторон на 1,5... 2 см. Сверху от листочки притачанными концами накладывают мешковину и прокладывают строчку на 0,5... 1 см от притачанной листочки. Затем карман разрезают, вывертывают, выправляют и настрачивают концы листочки с внутренней стороны (рис. 9.13, а, б).
Таблица 9.10
Обработка кармана в шве с листочкой
Наименование операции Выполнение операции Сборочная схема
1. Заготовка детали для кармана Заготовить листочку из основного или отделочного материала, две части мешковины кармана ) /^—1)
2. Установление места расположения кармана На листочке наметить линию притачивания, на основной детали — расположение кармана надсечками или меловыми линиями
3. Притачивание листочки Листочку наложить лицевой стороной вниз на основную деталь согласно намеченным знакам так, чтобы срезы листочки располагались в направлении срезов основной детали, и притачать, предваритель- (fl
Наименование операции Выполнение операции Сборочная схема
но приметав. Ширина шва 1... 1,5 см
4. Притачивание мешковины На притачанную листочку наложить одну часть мешковины лицевой стороной вниз, соединяя ее верхний край с верхним краем листочки, и притачать. Можно мешковину и листочку притачать одной строчкой
5. Притачивание другой части мешковины из основной ткани Другую часть мешковины притачать к нижней части основной детали швом шириной 1 см. Мешковину отогнуть на изнанку основной детали
6. Стачивание мешковины кармана Мешковину стачать с трех сторон, закругляя строчку в углах
7. Закрепление концов карманов Концы карманов закрепить машинной закрепкой. Если необходимо, то срезы мешковины обметать
8. Приутюжи-иание кармана Готовый карман приутюжить с изнаночной и лицевой сторон
Таблица 9.11
Обработка кармана в шве без листочки
Наименование операции Выполнение операции Сборочная схема
1. Притачивание обтачки кармана На лицевую сторону нижней и верхней частей основной детали наложить по намеченным контрольным знакам части мешковины (кромка со стороны верхней детали) лицевой сто-
Наименование операции Выполнение операции Сборочная схема
роной вниз и притачать на расстоянии 1 см от края. Части мешковины вывернуть и швы проутюжить
2. Стачивание частей основной детали и одновременно стачивание мешковины Стачать шов, в котором расположен карман, одновременно с мешковиной кармана, закругляя углы. В концах кармана сделать закрепку обратной машинной строчкой
3. Прокладывание отделочной строчки Если по модели требуется отделочная строчка, то ее проложить
4. ВТО готового кармана Готовый карман отутюжить обычным методом
Фасоны карманов в шве и деталях изделия очень многообразны (рис. 9.14).
Таблица 9.1?
Обработка накладных карманов с подкладкой ручным способом
Наименование операции Выполнение операции Сборочная схема
1. Прикрепление кромки к краю кармана и долевика с изнаночной стороны кармана К припуску накладного кармана кромку прикрепить со стороны припуска на подгибку. Долевик прикрепить к изнанке полочки обычным методом J
2. Заутюживание припусков на обработку Припуски на обработку заметать и заутюжить до полного прилегания обрезных краев (можно применить шаблон) V А 1 у
Наименование операции Выполнение операции Сборочная схема
3. Прикрепление подкладки кармана и отутюживание кармана Подкладку кармана прикрепить, предварительно приметав, оставив кант на 0,5 см с боков и на 1,5... 2 см вверху, косыми подшивочными стежками. Карман утюжить с изнаночной стороны до полно го высыхания и прилегания краев кармана
4. Пришивание готового кармана к полочке Карман приметать стежками 0,7... 1 см и пришить вручную. Если есть отделочная строчка, то отстрочить соответственно модели с лицевой стороны Х\ 1 AXv । 1
Рис. 9.14. Обработка карманов в деталях изделия:
общий вид изделия; б —детали кармана; е — обтачивание кармана; г — I ычивание мешковины; д — стачивание основных швов; 1 — верхняя часть детали н целил; 2—- нижняя часть детали изделия; 3—деталь для обтачивания мыса кармана
Обработка накладных карманов при соединении их с подкладкой машинным способом
Наименование операции Выполнение операции Сборочная схема
1. Прикрепление кромки вплотную со стороны припуска к линии входа в карман. Притачивание подкладки кармана к срезу припуска на подгибку Кромку прикрепить к припуску на подгибку кармана. Подкладку и карман сложить лицевыми сторонами внутрь и стачать швом шириной 0,5 см со стороны подкладки \ 7
2. Обтачивание кармана подкладкой Подкладку сложить с карманом лицевыми сторонами внутрь и обтачать с трех сторон, припоса-живая карман в уголках (можно предварительно сметать). Строчку проложить со стороны подкладки, оставляя отверстие величиной 3...4 см с боковой стороны кармана
|| -Ч 1 1 1 1
3. Вывертывание кармана, расправление, выметывание. Зашивание отверстия и приутюживание Карман вывернуть через оставленное отверстие, выправить, выметать кант из основной ткани 0,2...0,3 см, приутюжить карман с изнанки, отверстие зашить потайными подшивочными стежками. Еще раз приутюжить карман
4. Настрачивание готового кармана Готовый карман настрочить на деталь на 0,2 см от края и вторую строчку проложить по модели
Обработка накладного кармана при соединении его с полочкой машинным способом
Наименование операции Выполнение операции Сборочная схема
1. Установление линий расположения кармана На полочке наметить две линии кармана. Первую линию по размеру кармана в готовом виде, а вторую — параллельно первой и отступая от нее на 0,5 см внутрь
2. Притачивание подклада кармана к полочке Положить подклад кармана лицевой стороной вниз, обрезными краями к внешней намеченной линии. Подогнуть подклад вверху у входа в карман на 1,5 см на изнаночную сторону. По боковым сторонам и низу со стороны подклада проложить строчку на 0,5 см от (фая (т.е. по внутренней намеченной линии)
3. Заутюживание подклада Заутюжить внутрь припуск на шов притачивания подклада
4. Прокладывание кромки по верхнему краю кармана Проложить кромку по верхнему краю кармана со стороны припуска на подгибку обычным способом
5. Заутюживание припуска на подгибку в верху кармана Припуск на подгибку кармана по верхнему краю перегнуть по линии входа в карман и заутюжить до полного прилегания обрезных краев
6. Установление контрольных отметок Положить карман на полочку, совместить намеченную верхнюю линию на полочке с верхним краем кармана
Наименование операции Выполнение операции Сборочная схема
7. Притачивание кармана к полочке Совместить край кармана с внутренней намеченной линией, вход кармана совместить с верхней намеченной линией и проложить строчку, совмещая контрольные отметки, на 0,5 см от края (т. е. по внешней намеченной линии). В конце и в начале машинной строчки сделать закрепки |ТХ
8. ВТО кармана Карман необходимо отутюжить с лицевой стороны через увлажненный проутюжильник ? 1 V i 1 1
9. Прикрепление подкладки кармана к верхнему краю кармана Приметать и пришить потайными подшивочными стежками подкладку к карману по верхнему краю
10. Настрачивание кармана Настрочить карман с лицевой стороны, ширина шва зависит от модели, обычно 1...2 см
11. Отутюживание готового кармана Готовый карман отутюжить, снимая ласы
При обработке такого кармана можно прокла дывать клеевую нить по трем сторонам кармана . При отутюживании кармана он приклеивается к основной детали, и отделочная строчка не потрс буется (рис. 9.15).
Начальная обработка кармана такая же, как н карманах, описанных выше.
Рис. 9.15. Клеевой способ обработки накладного кармана
Обработка накладного кармана без подкладки
Наименование операции Выполнение операции Сборочная схема
1. Установление места расположения кармана Если отделочная строчка настрачивания кармана на основную деталь проходит на расстоянии 0,5 см от края, то припуск по боковым и нижним сторонам должен быть равен 1,5... 2 см. По верхнему краю припуск на подгибку равен 4...5 см
2. Притачивание кромки Кромку притачивают по верхнему краю кармана со стороны припуска на расстоянии 0,1 см от сгиба кармана 1
3. Застрачивание припуска Срез припуска на подгибку верхнего края перегибают и застрачивают по верхнему краю кармана. Ширина шва 0,1...0,2 см от подогнутого края HJ
4. Застрачивание углов кармана В хлопчатобумажных тканях обтачать верхние углы кармана. Ширина шва в этом случае равна ширине припуска по боковой стороне кармана ш
5. Подрезание припуска на шов в углах кармана. Вывертывание угнан Припуск в застроченных углах кармана подрезать, оставляя 0,5... 0,7 см. Углы вывернуть на лицевую сторону, выправить и проутюжить
Наименование операции Выполнение операции Сборочная схема
6. Настрачивание кармана на изделие Карман настрочить на изделие швом шириной 0,2...0,3 см, как предусмотрено по модели, подгибая края и низ кармана согласно припуску
Застрачивание припуска на подгибку и разрез накладного кармана показаны на рис. 9.16.
Накладные карманы без подкладки могут быть с бейкой (рис.
9.17, а), с кантом (рис. 9.17, б), с кружевом (рис. 9.17, в).
Накладной карман можно обработать машинным способом (см. табл. 9.16).
Рис. 9.16. Застрачивание припуска на подгибку (с) и разрез накладного кармана (б)
Рис. 9.17. Разновидности накладных карманов
Обработка накладного кармана машинным способом
Наименование операции Выполнение операции Сборочная схема
1. Установление места расположения кармана Наметить с лицевой стороны по лекалу с трех сторон место расположения кармана. Одновременно проставить контрольные знаки для точного совмещения кармана с намеловкой
2. Уточнение кроя накладного кармана По лекалу уточнить крой кармана, излишки ткани срезать и проставить отметки в местах контрольных знаков глубиной 0,3... 0,4 см и намелить линию перегиба верхнего края кармана
3. Прокладывание кромки в верхний край кармана и долевика Клеевую кромку проложить со стороны припуска на подгибку на расстоянии 0,1 см от линии перегиба. Можно проложить неклеевую кромку, притачать ее на расстоянии 0,5 см от линии перегиба
ч J
4. Притачивание одной части мешковины к верхнему сре-iy накладного кармана Карман и мешковину сложить лицевыми сторонами внутрь, срезы уравнять и притачать швом шириной 0,7 см по верхнему краю
5. Заметывание верхнего края кармана и наме-। ывание на карман подкладки Припуск на подгибку перегнуть в сторону изнанки по меловой линии или по наметкам и заметать пря-мыми сметочными стежками длиной 1...1,5 см. Вторую часть подкладки сложить с первой лицевыми сторонами внутрь и стачать швом шириной 1 см
' 1,5
Наименование операции Выполнение операции Сборочная схема
6. Притачивание к мешковине второй части мешковины кармана (стачивание мешковины кармана) Вторую часть мешковины сложить с первой частью лицевыми сторонами внутрь и стачать с трех сторон швом шириной 1 см — -
7. Приутюжи-вание кармана Приутюжить карман с лицевой стороны через увлажненный проупо-жильник до полного удаления влаги
8. Притачивание основной детали кармана к полочке без захвата мешковины кармана Притачать основную деталь швом шириной 0,5 см, совмещая контрольные знаки на кармане с контрольны-ми знаками намеловки кармана на полочке. В уголках кармана равномерно распределить посадку to
9. Настрачивание на полочку верхней части второй детали мешковины кармана Настрочить верхнюю часть второй детали мешковины на полочку с лицевой стороны швом шириной 0,1.„0,2 см, закрепить уголки
—
Наименование операции Выполнение операции Сборочная схема
10. Удаление ниток временного назначения Очистить карман от производственного мусора
Ч. У
11. Приутюжи-вание кармана Приутюжить карман с увлажнением, выправляя его форму
12. Настрачивание кармана Настрочить карман швом, ширина которого зависит от модели. В верхних уголках кармана выполнить поперечные закрепки двойной обратной строчкой на расстоянии 0,2 см от сгиба кармана
Таблица 9.17
Обработка внешнего накладного кармана с клапаном
Наименование операции Выполнение операции Сборочная схема
1. Изготовление па детали накладного кармана, кармана с клапаном На детали основного накладного кармана обрабатывают карман с клапаном обычным способом (см. табл. 9.3 и 9.5)
1 1 1 1 1— 1 11— 1 1 1 1 1 3
_У
Наименование операции Выполнение операции Сборочная схема
2. Приутюживание кармана и притачивание мешковины Детали накладного кармана с обработанным карманом с клапаном утюжат и излишки подрезают, чтобы мешковина не доходила до краев накладного кармана на 0,5... 1 см
3. Обработка накладного кармана и соединение его с основной деталью Дальнейшая обработка кармана в зависимости от толщины ткани (см. табл. 9.12...9.14, 9.16)
Рис. 9.18. Обработка фигурного прорезного кармана в рамку на накладном
Прорезь кармана можно обработать заутюженными обтачками.
Карман отутюживают с изнанки и с лицевой стороны.
Накладной карман может быть обработан с фигурным карманом в рамку с незаутюженными обтачками, выкроенными под углом 45° к долевой нити.
Обработка фигурного кармана в рамку на накладном кармане аналогична обработке накладного кармана с подкладкой, соединенной с верхом кармана об тачным швом, за исключением обработ ки прорези кармана (рис. 9.18).
Таблица 9.18
Обработка внутреннего кармана с обтачкой из осноаной ткани
Наименование операции Выполнение операции Сборочная схема
1. Настрачивание подзора на верхнюю часть мешковины Подзор из подкладочной ткани наложить на верхнюю часть мешковины изнанкой вверх и настрочить на расстоянии 0,2 см от сгиба
Наименование операции Выполнение операции Сборочная схема
2. Заутюживание обтачки Обтачку заутюжить, перегибая изнанкой внутрь в долевом направлении
3. Притачивание заутюженной обтачки к нижней части полочки подкладки Заутюженную обтачку положить на лицевую сторону нижней части подкладки изделия сгибом вниз, уравнять обрезные края, сверху положить одну часть мешковины и стачать одной строчкой швом шириной 0,7... 1 см
ь
4. Притачивание к верхней части подкладки мешковины с подзором Ширина шва притачивания 0,7... 1 см. По середине кармана необходимо вставить петлю 1 1 1 1 1 1 1 1 1 111 1
5. Скрепление швов кармана Нижнюю часть полочки наложить на верхнюю, уравнивая сгиб обтачки со швом притачивания подзора. Концы кармана скрепить машинной строчкой с лицевой стороны
6. Стачивание мешковины Стачать мешковину
7. Приутюживание готового кармана Готовый карман приутюжить, пришить пуговицу
Внутренние карманы в мужских пальто и пиджаках можно отделать клапаном-петлей (рис. 9.19, а). Для изготовления такого клапана из подкладочной ткани вырезают полоску длиной и шириной 13... 14 см, перегибают ее вдоль посередине и намечают место расположения петли. Для этого полоску перегибают еще раз и отмечают линию середины, на которой затем, в свою очередь, намечают петлю; расстояние от конца петли до сгиба равно 1 см.
Петлю выметывают на специальной машине. Затем концы петли перегибают так, чтобы долевые сгибы ее проходили параллель-
но намеченной средней линии на расстоянии 0,1 см от нее, образуют клапан-петлю в форме треугольника (рис. 9.19, б).
Клапан-петлю втачивают при одновременном соединении мешковины кармана с верхним ее краем.
Пуговицы для застегивания клапана пришивают на подкладку соответственно расположению петель, захватывая при этом ткань мешковины кармана.
В женском пальто внутренний карман отделывают рюшем различной формы или тесьмой.
При обработке рюша в складку (рис. 9.20) полоску ткани шириной 3,5 см перегибают вдоль посередине изнанкой внутрь. На полоске по намеченным линиям закладывают складки шириной 0,7 см в готовом виде (см. рис. 9-20, а). Складки заметывают на расстоянии 1 см от обрезных краев и приутюживают. Внешние углы складок отгибают по всей ширине складки на лицевую сторону и прикрепляют каждую складку одним потайным стежком, захватывая нижний слой ткани (см. рис. 9.20, б).
При обработке рюша с зигзагообразным краем полоску шириной 4 см разрезают на квадраты (рис. 9.21, а). Каждый квадрат перегибают изнанкой внутрь по диагонали (рис. 9.21, б), образуя треугольник, так, чтобы все обрезные края располагались с одной стороны треугольника, и приутюживают (рис. 9.21, в). Сложенные таким образом части рюша вкладывают одна в другую (рис. 9.21, г), образуя зигзагообразный край шириной 0,7 см, сметывают на расстоянии 1 см от обрезных краев и приутюживают (рис. 9.21, д').
Рюш приметывают и притачивают к мешковине кармана.
Рис. 9-19. Клапан-петля для мужских пальто
а б
Рис. 9-20. Обработка рюша в складку
Рис. 9-21. Обработка рюша с зигзагообразным краем
Таблица 9.19
Обработка внутреннего кармана в рамку с двумя обтачками
Наименование операции Выполнение операции Сборочная схема
1. Заутюживание обтачки карманов Обтачки кармана сложить лицевой стороной вверх и заутюжить до полного прилегания обрезных краев, предварительно стачав их до намеченного знака входа в карман г/
2. Притачивание верхней обтачки Верхнюю обтачку сложить с верхней частью полочки, вставляя петлю, и притачать швом шириной 0,7... 1 см
3. Притачивание нижней обтачки Нижнюю заутюженную обтачку наложить на нижнюю часть полочки и притачать одновременно с мешковиной См. табл. 9.18, п. 1
4. Настрачивание подзора На второй конец мешковины настрочить подзор из подкладочной ткани, подгибая срез на 0,5 см. Ширина шва настрачивания 0,2 см от сгиба подзора
Наименование операции Выполнение операции Сборочная схема
5. Закрепление верхней части мешковины с подзором и стачивание мешковины кармана Верхний конец мешковины с подзором прикрепить к обтачке в шов притачивания обтачки к детали полочки. Углы кармана закрепить с верхней стороны. Мешковину стачать обычным методом
6. Приутюжи-вание кармана и пришивание пуговицы Готовый карман приутюжить с изнаночной и лицевой сторон; пришить пуговицу
Если обтачки кармана выполнены из подкладочного материала,
то для большей устойчивости в обтачки вкладывают клеевую ткань.
В области кармана на подкладку тоже ставят клеевую ткань или
флизелин.
При обработке в рамку с двумя обтачками карманов на под
кладке верхнюю часть последней по линии кармана делают отрезной. С изнанки обтачек (верхней и ниж-
б
Рис. 9.22. Обработка кармана на подкладке из двух обтачек
ней) намечают линии сгибов рамок и длину входа в карман (рис. 9.22, а). Обе обтачки складывают лицевыми сторонами внутрь и стачивают их концы по линии сгиба рамок до отметок, определяющих вход в карман. Концы закрепляют двойной машинной строчкой. Шов разутюживают, заутюживая сгибы рамок по линии входа в карман.
При обработке нижнего края кармана обтачки накладывают на лицевую сторону подкладки, уравнивая срезы. На обтачку накладывают одну часть мешковины и притачивают к подкладке швом шириной 0,7—1 см (рис. 9.22, б). При обработке верхнего края кармана верхнюю часть полочки подкладки лицевой стороной накладывают на лицевую сторону верхней обтачки и притачиваю'! швом шириной 0,7... 1 см, подкладывая с изнанки верхней обтачки мешковину
с подзором и петлю. Мешковину кармана стачивают. Концы кармана с лицевой стороны закрепляют на закрепочной или стачивающей машине. Готовый карман приутюживают.
Карманы на подкладке можно обработать другими способами, как указано на рис. 9.23.
При обработке кармана на подкладке с листочкой из основной ткани (рис. 9.24) подкладку полочки рекомендуется выкраивать с отрезным бочком (см. рис. 9.24, а). Полочки подкладки могут быть разрезными по линии расположения кармана. Полоску ткани для листочки складывают вдвое изнанкой внутрь и приутюживают. В изделиях из тканей, легко поддающихся растяжению, внутрь листочки вкладывают прокладку из клеевой ткани или нетканых материалов типа флизелина и прокламилина.
Листочку вкладывают между нижней частью подкладки полочки и мешковиной и стачивают их, вкладывая петлю (см. рис. 9.24, б). Мешковину отгибают на изнанку нижней части подкладки полочки. Листочку выправляют и приутюживают. Другой конец мешковины притачивают к верхней части подкладки полочки, выпуская срез мешковины за срез подкладки полочки на 3... 4 см (см. рис. 9.24, в). Шов заутюживают в сторону подкладки полочки (см. рис. 9.24, г).
На кармане необходимо сделать закрепки в концах и притачать бочок подкладки полочки (см. рис. 9.24, д').
При изготовлении внутреннего кармана с обработкой прорези обтачкой из подкладочной ткани (рис 9.25) необходимы следующие детали: две обтачки из подкладочной ткани, мешковина, подзор из подкладочной ткани, полоска из подкладочной ткани для петли. В этом прорезном кармане отсутствует долевик. Поэтому мешковину выкраивают так, чтобы нить основы проходила поперек детали.
Рис. 9.23. Обработка нагрудного кармана на подкладке, окантованной полоской ткани (с), и в рамку (6)
Рис. 9.24. Обработка кармана на подкладке с листочкой из основной ткани
Петлю обрабатывают так же, как и в кармане с листочкой. На один конец мешковины накладывают подзор лицевой стороной
Рис. 9.25. Обработка прорези обтачкой из подкладочной ткани
вверх, уравнивая срезы, нижний срез подзора подгибают на 0,5 см внутрь и настрачивают на расстоянии 0,1 см от подогнутого края.
На подборте или на полоске из ткани верха намечают место расположения и размер кармана. С изнанки подборта или полоски прямыми стежками длиной 3 см приметывают свободный конец мешковины так, чтобы ее верхний и боковые срезы выходили за намеченные линии на 2 см.
Срезы обтачек, выкроенных по нити основы, перегибают в сторону изнанки на 0,7... 1 см и заутюживают. Обтачки накладывают на лицевую сторону подборта лицевой стороной вниз,
сгибами к намеченной линии, приметывают, а затем притачивают на расстоянии 0,3... 0,4 см от краев. Строчки заканчивают строго у намеченных линий, определяющих размер кармана.
Прорезь кармана разрезают с изнанки обычным методом. Края карманов огибают обтачками (окантовывают) и выметывают, образуя канты шириной 0,3...0,4 см. Нижний кант закрепляют в шов притачивания обтачки. Срез нижней обтачки подгибают на 0,5...0,7 см внутрь и настрачивают на один срез мешковины на расстоянии 0,1... 0,2 см от подогнутого края. Другой срез мешковины с подзором приметывают к верхней обтачке, одновременно вкладывая посередине прорези кармана ранее заготовленную петлю.
Затем закрепляют верхний кант, прокладывая строчку в шов притачивания верхней обтачки. Одновременно притачивают второй срез мешковины.
Концы кармана закрепляют обратной машинной строчкой по основанию уголков, затем стачивают мешковину с трех сторон
кармана, закругляя строчку в углах.
При закреплении конца кармана со стороны проймы одновременно прикрепляют долевик так, чтобы его конец доходил до линии проймы. В концах кармана ставят закрепки. Длина закрепки должна равняться ширине двух кантов.
Если карман обработан на отдельной полоске, то ее притачивают к подборту по контрольным меткам; ширина шва 1 см. Шов увлажняют и разутюживают. Карман в готовом виде приутюживают с изнанки и с лицевой стороны через увлажненный проутю-жильник.
Часто используют утепляющую прокладку, выстеганную вместе с подкладкой на одноигольной или многоигольной машине.
При такой обработке карманы на подкладке полочки отделывают полоской из основной ткани, окантованной подкладочной тканью по верхнему краю (рис. 9.26).
К верхней части подкладки полочки притачивают первую часть мешковины кармана, одновременно вставляя в шов маркировку (рис. 9.27, а). Окантовывая полоску по верхнему краю, складывают мешковину с полоской изнаночными сторонами друг к другу (рис. 9.27, б). К нижней части основной полоски притачивают нижнюю часть подкладки полочки. Затем стачивают мешковину кармана с трех сторон обычным способом (рис. 9.27, в).
Рис. 9.26. Общий вид (с) и сборочная схема (6) карманов на подкладке полочки
Рис. 9.27. Последовательность обработки узлов кармана на подкладке полочек
а б
Рис. 9.28. Общий вид (с) и сборочные схемы (6) нагрудного кармана, отделанного полоской из подкладочной ткани
Карманы могут быть отделаны полоской из подкладочной ткани по верхнему и нижнему краям (рис. 9.28).
9.3. Погоны, паты, хлястики, пояса и шлевки
Для отделки женских и мужских швейных изделий используют такие мелкие детали, как погоны, паты, хлястики, пояса. Эти детали могут быть разными по форме и размерам, только из основной ткани или из основной ткани с подкладкой.
Погоны — это отделочные детали, которые закрепляются в горловине и располагаются на уровне плеча (табл. 9.20).
Паты (рис. 9.29) — это детали, более узкие и короткие, чем погоны, которые используются для отделки рукава по низу. Один конец пат вкладывают между срезами переднего шва рукава и прокладывают строчку, а другой закрепляют пуговицей.
Хлястики в отличие от пат длиннее и закрепляются на изделиях разными способами. Чаще всего один конец хлястика свободен, а другой втачан в шов. Свободный конец хлястика может быть украшен пряжкой или пуговицей, может удерживаться шлевками.
Пояс — отделочная деталь изделия, подчеркивающая линию талии (табл. 9.21).
По конструкции пояса могут быть различными (рис. 9.30).
Рис. 9.29. Пальто с патами на рукавах и спинке
Рис. 9.30. Конструкции поясов
Обработка погон и пат
Наименование операции Выполнение операции Сборочная схема
1. Стачивание деталей погон по длине Деталь сложить вдвое лицевой стороной внутрь и стачать по длине швом шириной 0,5 ...0,7 см, шов разутюжить до полного прилегания обрезных краев
2. Обтачивание конца детали погон Конец детали обтачать, расположив шов посередине. Если ткань тонкая, то шов обтачивания можно расположить по краю детали, образовав в сторону подкладки кант шириной 0,1 ...0,2 см. В этом случае конец детали и ее край следует обтачать одновременно I
3. Вывертывание детали погон и прокладывание отделочной строчки Деталь вывернуть на специальном приспособлении, расправить и приутюжить на прессе, используя специальные шаблоны, или выметать вручную прямыми стежками длиной 0,7... 1 см и приутюжить утюгом. Отделочную строчку проложить по модели
4. Обработка петли погон Петли прямые или с глазком обработать на специальной машине обычным способом. Если петли обтачные, то их обработать до обтачивания детали
5. Обработка пат Производится аналогично обработке погон. Если де-
Наименование операции Выполнение операции Сборочная схема
тали погон и пат на подкладке (из основной или подкладочной ткани), то ее выкраивают уже деталей из основной ткани на 0,4... 0,6 см. В таком случае при обтачивании деталей основную ткань припо-саживают в углах на 0,2... 0,3 см. Швы в углах подрезают, оставляя припуск 0,2...0,3 см, детали вывертывают, выметывают, приутюживают И прострачивают
ч г?
Погоны и паты можно обработать на двухигольной машине. В этом случае детали складывают вдвое по длине и стачивают, подгибая долевые срезы внутрь на 0,7 см с помощью специального приспособления и уравнивая края. Строчку прокладывают на 0,1 см от подогнутых краев.
Обработка хлястиков аналогична обработке погон и пат (рис. 9.31). При обработке хлястиков в мужских жилетах долевые стороны полосок ткани подгибают, накладывая их одна на другую (см. рис. 9.31, а). Срез верхней стороны подгибают на 0,5... 0,7 см и настрачивают посередине хлястика на расстоянии 0,1 см от подогнутого края. Одновременно подгибают на 0,7... 1 см и застрачивают края узких концов хлястика. Левый застроченный конец хлястика продевают в пряжку, подгибают на 2 см и застрачивают тремя строчками на расстоянии 0,2 см от края (см. рис. 9.31, б). Паты, хлястики, погоны втачивают в швы изделий или соединяют пуговицами.
Хлястики бывают цельнокроеные с подхлястиком, с подхлястиком из основной или подкладочной ткани, окантованные по краям тесьмой, прямые и фигурные.
а б
Рис. 9.31. Обработка хлястика
Обработка пояса
Наименование операции Выполнение операции Сборочная схема
1. Стачивание пояса по всей длине и притачивание надставки К поясу притачать надставки, если они имеются, складывая детали лицевыми сторонами внутрь; ширина шва 0,5 см. Шов притачать до полного прилегания обрезных краев. Затем пояс сложить, перегнуть вдоль и стачать по длине, предварительно сметав, или без сметывания. Ширина шва 0,5...0,7 см >
2. Разутюживание шва стачивания пояса Шов стачивания пояса разутюжить
3. Обмелка конца пояса по форме мыса со стороны изнанки При обмелке нужно следить. чтобы стороны мыса пояса были симметричны >
4. Обтачивание конца пояса по намеченной линии Обтачать по намеченным линиям на машине, в конце строчек сделать машинные закрепки
5. Подрезание шва обтачивания уголка мыса Припуск на шов обтачивания мыса пояса подрезать, оставляя 0,3...0,4 см
6. Вывертывание пояса на лицевую сторону через необработанный конец Вывернуть пояс на специальном приспособлении Я. Ч
7. Выметывание пояса Выметать пояс на специальной машине или вручную прямыми стежками длиной 0,7... 1 см t -
Наименование операции
Выполнение операции
Сборочная схема
8. Приутюжи-вание пояса
9. Прострачивание пояса с лицевой стороны
10. Приутюжи-вание пояса после удаления ниток выметывания
11. Прикрепление ко второму концу пояса пряжки пленочного или металлического наконечника
Приутюжить пояс утюгом или на прессе
Прострочить пояс; ширина строчки зависит от модели
Приутюжить пояс на прессе или утюгом до полного высыхания
Перемычку пряжки обогнуть необработанным концом пояса, перепуская детали на 2,5 см. Край пояса подогнуть и подшить потайными подшивочными стежками или на машине либо поставить заклепки
Шлевки применяются для удерживания ремня в брюках и пояса в верхней одежде. Шлевки несложной формы стачивают без предварительного сметывания. Детали шлевок выкраивают из основной ткани. Один край ткани, предназначенной для шлевок, обметывают, затем складывают лицевой стороной вверх (обметанный край должен доходить до середины шлевки) и прокладывают строчку (рис. 9.32, а).
Если шлевка предназначена для соединения с поясом, то она состоит из верхней и нижней деталей. Нижняя деталь может быть из основной или из подкладочной ткани и выкраивается на 0,5 см уже верхней детали.
Детали шлевки складывают лицевыми сторонами внутрь и обтачивают с двух сторон, ширина шва 0,5 см (рис. 9.32, б).
Обтачанную шлевку вывертывают, выметывают из верхней де-1али кант шириной 0,2 см, проутюживают, наметку удаляют. Если । плевка заменяет пряжку в поясе, то ее перегибают внешней стороной внутрь, совмещая обрезные концы, и стачивают швом шириной 0,7 см (рис. 9.32, в). Шов разутюживают и подрезают так, чтобы концы не были видны с лицевой стороны (рис. 9.32, г).
При соединении шлевки с поясом на ее внутреннюю сторону, закрывая шов соединения концов, накладывают внешней стороной вверх необработанный конец пояса и пришивают его.
Обрезной необработанный край пояса из тонких тканей подгибают внутрь на 0,7... 1 см и располагают подогнутый край на расстоянии 0,1... 0,2 см от одной боковой стороны шлевки. Шов шлевки должен проходить посередине пояса. Необработанный край пояса из толстых тканей не подгибают. Отгибая пояс в сторону, пришивают его к другой боковой стороне шлевки на расстоянии 0,1 ...0,2 см от среза (рис. 9.32, д).
Пояс можно пришивать к обеим боковым сторонам шлевки потайными стежками. Шлевку вывертывают на лицевую сторону, выправляют и приутюживают. Крючок вставляют в шов пояса на расстоянии 2 см от его конца, располагая ушки между слоями ткани, пришивают ручным способом за ушки и около изгиба.
Для крючка изготавливают нитяную петлю.
10. ИЗГОТОВЛЕНИЕ ВЕРХНЕЙ ОДЕЖДЫ
Верхняя одежда имеет свои особенности в зависимости от направления моды, сезона, назначения и т.д. Характеризуют ее и конструктивные особенности, современность эстетического решения, художественно-колористическое оформление.
При создании современной одежды используют как ручные, гак и машинные операции, очень широкое применение имеет клеевое соединение деталей.
Нельзя представить швейное производство без универсальных и специальных стачивающих швейных машин, машин зигзагообразной строчки, краеобметочных и т.д.
Верхняя одежда предназначена для защиты тела человека от воздействия светопогоды. Одежда сохраняет тепло, позволяет регулировать температуру тела, создает благоприятный микроклимат вокруг человека.
Развитие одежды связано с трудовой деятельностью людей, с 1'сографическими и климатическими условиями обитания, с обычаями народов.
Требования к одежде постоянно усложняются в зависимости от изменяющихся условий жизни человека.
Одежда отражает эстетические, культурные требования людей, |>ыт. Люди постоянно стремятся разнообразить внешние формы одежды. Создание одежды является искусством.
10.1. Подготовка тканей к раскрою
Все шерстяные ткани для верха изделий перед раскроем дека-। ируют (для искусственной усадки ткани и снятия лас в готовой одежде) на декатировочном аппарате. При отсутствии указанного аппарата декатировку выполняют утюгом, предварительно равномерно и тщательно увлажнив ткань и дав ей отлежаться в течение К... 12 ч.
При раскрое изделий предусматривается наименьшее число над-((явок, которые допускаются только в соответствии с государственным стандартом.
10.2. Виды одежды
В зависимости от назначения различают одежду спортивную, специальную рабочую, для повседневной носки, нарядную, для особых случаев и т.д.
Каждый вид одежды делится по сезонам: летняя, демисезонная, зимняя одежда.
Одежда различается по силуэтам: прямой, прилегающий, по-луприлегающшЧ, трапеция.
Одежда различается также по покрою, а каждый покрой одежды зависит от ткани: ее цвета, структуры, толщины и т.д.
10.3. Потребительские требования к одежде
Потребительские требования к одежде — это требования к качеству ее изготовления, для оценки которого определяются эстетические, конструктивно-эргономические и технологические показатели.
Эстетические показатели отражают соответствие композиции (стиля, формы, покроя, отделки, колорита и рисунка ткани) изделия облику, телосложению, возрасту человека, целостность композиции изделия и его адекватность направлению моды.
Соответствие изделия направлению моды характеризуется современностью силуэтной формы и покроя изделия, материалов и фурнитуры, отделки, цветовых и тональных сочетаний материалов.
Современность силуэтной формы определяется соответствием объема изделия по линиям груди, талии, бедер и низа, длины изделия и рукавов, высоты и длины плеча, расположения линии талии и других конструктивных линий направлению моды с учетом индивидуальных особенностей человека.
Современность покроя определяется его соответствием направлению моды с учетом индивидуальных особенностей человека, модным расположением конструктивно-декоративных линий, размером, формой, размещением декоративных деталей и их числом, соразмерностью и соподчиненностью линий, деталей, а также един ством стиля и назначения отделки и изделия.
Соответствие использованных материалов и фурнитуры силу этной форме, покрою, назначению изделия определяется их струк турой, цветовым оформлением, эксплуатационными и гигиен и ческими свойствами материалов, гармоничностью сочетаний ма териалов и фурнитуры по структуре и форме.
Эстетические показатели качества одежды оцениваются визу ально.
Конструктивно-эргономические показатели качества изделия характеризуются соответствием конструкции изделия фигуре че
ловека, обеспечивают правильную посадку изделия на фигуре, удобство конструкции при эксплуатации изделия, ее рациональность.
Соответствие конструкции изделия фигуре человека, правильная посадка изделия на фигуре определяются размером, ростом, полнотой фигуры, правильностью расположения бортов, шлиц, боковых швов, рукавов, воротника, складок, фалд.
Удобство конструкции при эксплуатации изделия определяется свободой движения, пользования карманами, застежками и другими отдельными элементами.
Рациональность конструкции, характеризуемая возможностью снижения трудоемкости и материалоемкости изготовления изделия, соблюдением при его раскрое требовании стандартов, оценивается визуально.
Технологические показатели характеризуются соответствием качества пошива и влажно-тепловой обработки требованиям технической документации и степенью использования прогрессивных методов обработки.
Соответствие пошива и влажно-тепловой обработки требованиям технической документации определяется качеством выполнения машинных, утюжильных и ручных работ.
Качество готовых изделий по технологическим показателям определяется при помощи линейки, сантиметровой ленты, а также визуально.
При оценке изделия по технологическим показателям могут быть выявлены такие дефекты, как обуживание, укорочение изделия; резко выраженные заломы на полочках, спинке, других участках; гаметно выраженные текстильные дефекты; нарушение требований, регламентированных стандартом.
10.4. Производственные требования к одежде
Способы и режимы обработки изделий выбирают в соответствии с действующим государственным стандартом, типовыми методами пошива одежды и разработанной технологией обработки изделий. При этом предусматривают унификацию обработки однотипных узлов в различных изделиях, максимальное применение машинных методов обработки, использование клеевых методов крепления деталей.
Копировальные строчки (силки) для перевода меловых линий с одной половины изделия на другую прокладывают на специальных машинах или ручным способом строго по меловым линиям, Нез отклонений.
На некоторых участках, например по низу изделия, где не требуется большая точность в переводе меловых линий, допускаются
отклонения в 0.2...0,3 см. Линии переводят путем перебивания с одной детали на другую. По намеченным линиям на машине прокладывают нитки.
Детали сметывают по проложенным ниткам, силкам или меловым линиям. Для удобства сметывания неразрезных вытачек и рельефов намечают их средние линии, по которым деталь перегибают; сметывают по одной из намеченных линий контура. При подготовке изделий к примерке детали сметывают на специальной машине, за исключением вметывания рукава и нижнего воротника. При сметывании на машине детали можно предварительно сколоть булавками. В процессе пошива изделия детали сметывают преимущественно ручным способом.
Перед выполнением машинных работ детали сметывают только в тех случаях, когда соединение их без предварительного сметывания (наметывания) затруднено, например при соединентш деталей с посадкой одного слоя ткани, при соединении срезов тканей, имеющих повышенную растяжимость, а также при соединении деталей с точн'ым подгоном рисунка, с широкими (более 1...2см) и неодинаковыми припусками на швы.
Во всех остальных случаях соединение деталей выполняют без предварительного сметывания, например притачивание обтачек, стачивание передних срезов рукавов, деталей подкладки, боковых срезов брюк. Стачивают сметанные детали на расстоянии 0,1 см от линии сметывания так, чтобы нитки сметывания не попадали под строчку.
Перед выполнением выметочных работ после вывертывания деталей одежды края и углы выправляют, в углах припуски на швы подрезают до 0,2... 0,3 см. При выметывании выпускают кант из основной детали. Выметывают со стороны образования канта преимущественно на специальной машине. Ручным способом ре • комендуется выметывать только детали с краями сложной конфи гурации.
Для выполнения сметочных, наметочных, выметочных опера ций ручным способом применяют нитки или пряжу белого цвета
После сметывания деталей проложенные нитки, или силки, удаляют. Нитки сметывания удаляют после выполнения машин ных работ. В дальнейшем при изложении методов обработки эти операции указываться не будут.
Детали верха, подкладки, приклада соединяют швами, обеспе чиваюшими прочность изделий в эксплуатации. Строчки, швы, рельефы, срезы обработанных деталей не должны иметь искривлс ний. В деталях изделия должны отсутствовать излишняя посадка натянутость, перекос ткани.
Машинные строчки должны быть ровными, без пропусков, < равномерно затянутыми нитками стежков в середине сшиваемьо тканей.
При выполнении швов допускаются следующие отклонения по их ширине, искривление строчек и смещение ткани по длине шва в симметричных деталях (в пределах одного отклонения): в особо заметных швах (бортов, раскепов и т.п.) — до 0,1 см; в менее заметных швах (боковых, вытачках) — до 0,2 см; в незаметных швах (соединение прокладок и т.п.) — до 0,3 см.
Искривления в отделочных строчках и обработанных краях, отклонения по ширине кантов и рамок не должны превышать 0,05, 0,1 и 0,2 см при расположении строчки от края соответственно на 0,2; 0,3...0,7 и более 0,7 см.
Максимальную частоту машинных строчек применяют д ля наиболее ответственных соединительных швов (стачивания боковых и плечевых срезов, втачивания рукавов и др.). Конны строчек, выполняемых на стачиваемых машинах, закрепляют двойной строчкой длиной 0,7... 1 см, а концы строчек, выполняемых на специальных машинах, — одной строчкой длиной 1,5...2 см.
Цвет ниток в лицевых строчках должен соответствовать цвету 1каней, если в модели не предусмотрен другой цвет ниток как отделочный.
Обметывание петель как ручным, так и машинным способом должно быть плотным, без просветов между стежками.
Пуговицы, предназначенные для застегивания, пришивают машинным или ручным способом с «ножкой», т.е. с промежутком между тканью и пуговицей 0,3... 0,5 см. Пуговицы пришивают ручным способом вдвое сложенными нитками: пуговицы с двумя отверстиями — пятью-шестью стежками, с четырьмя отверстиями — 1ремя-четырьмя стежками в каждую пару отверстий. Пуговицы без нодпуговиц пришивают, захватывая только ткань верха и прокладку. В однобортных изделиях пуговицы допускается пришивать сквозными стежками.
Крючки и металлические петли пришивают машинным или ручным способом с кромкой или без нее. Применяемые материалы приклада по толшине, усадке, растяжению должны соответствовать ткани верха и выбранным методам обработки.
В зависимости от назначения, фасона, использованных тканей верхняя одежда может изготавливаться как с бортовыми прокладками, так и без них.
10.5. Наименование деталей кроя пальто
Конструкция и фасон одежды определяются формой и числом не галей, конфигурацией и расположением швов. Детали пальто раз-целяются на детали верха, подкладки, прокладок и отделочные.
Женское демисезонное пальто простого фасона состоит из 9... 16 не галей верха: двух полочек, спинки, верхних и нижних частей
рукавов, верхнего и нижнего (из двух частей) воротника. В пальто также могут быть два отрезных подборта для обработки краев бортов, не имеющих цельнокроеных припусков, и три-четыре обтачки петель. Подкладка выкраивается из 10 деталей: двух полочек, спинки, верхних и нижних частей рукавов, полодержателя, внутреннего кармана из двух частей. Прокладка состоит минимум из шести деталей: двух бортовых прокладок полочек, прокладки в воротник из двух частей, прокладок в низ рукавов. В зимних пальто имеется еще утепляющая прокладка из пяти деталей ватина и марли или других утеплителей.
В пальто сложного фасона число деталей верха может возрасти до 25... 30 за счет отделочных деталей (пояса, манжет, канта, карманов, имеющих как декоративное, так и утилитарное назначение), а также за счет членения основных деталей (полочек, спинки, рукавов) фасонными и конструктивными линиями на несколько частей. Фасонные и конструктивные линии (швы, складки и пр.) могут обрабатываться и без разрезания деталей. Путем применения указанных линий и вытачек, проходящих на отдельных участках деталей, достигаются необходимая форма и отделка изделия.
В мужских пальто, как правило, деталей больше, чем в женских, вследствие обязательного наличия двух-трех внешних и двух внутренних карманов, каждый из которых монтируется из четы рех—шести деталей, и более жесткой прокладки полочек, состоя щей нередко из нескольких деталей для каждой полочки.
10.6. Наименование линий и срезов деталей кроя
В моделировании, конструировании и производстве одежды при няты единые названия срезов и линий деталей (рис. 10.1).
Спинка (рис. 10.1, о) мужского пальто: конструктивные линии и срезы середины спинки 1, горловины 2, плечевого среза 3, npoii мы 4, талии 5, бокового среза 6, низа 7.
Полочка (рис. 10.1, б) мужского пальто: конструктивные ли нии, срезы и точки борта 1, лацкана 2, уступа лацкана 3, точки уступа 4, верхней вытачки 5, горловины 6, плечевого среза 7, проймы 8, бокового среза 9, низа 10, бокового кармана 11, полу заноса 72, перегиба лацкана 13, талии 14.
Конструктивные линии верхних и нижних половинок руками (рис. 10.1, в, г) носят следующие названия: окат верхней поли винки 1, окат нижней половинки 2, локтевые срезы 3, передни" срезы 4, низ 5, подгиб 6, передний перекат верхней половинки
Конструктивные линии, срезы и точки подборта (рис. 10.1, <0 имеют следующие названия: наружный срез 1, уступ 2, раскоп I вершина 4, внутренний срез 5, низ 6.
Рис. J 0.1. Детали кроя верха мужского демисезонного пальто: ч -спинка; б—полочка; в —верхняя половинка рукава; г—нижняя половинка рукава; д— подборт; е — нижний воротник; ж — верхний воротник; з —клапан кармана; и — обтачка
Конструктивные линии и срезы нижнего воротника (рис. 10.1, е) носят следующие названия: середина воротника 1, отлет 2, концы 3, раскеп 4, линия втачивания в горловину 5, сгиб стойки 6.
Конструктивные линии и срезы верхнего воротника (рис. 10.1, ж) называются так: сгиб середины воротника У, отлет 2, концы 3, рлскеп 4, линия втачивания в горловину 5, сгиб стойки 6.
Конструктивные линии деталей подкладки имеют те же названия, что и деталей верха (рис. 10.2).
10.7. Направление нитей основы в деталях кроя пальто
10.7.1. Детали верха
Детали верха должны быть выкроены согласно техническим ус-кшиям на раскрой.
11о спинке нить основы должна проходить параллельно линии • редины спинки. Допускаются отклонения от нормального направления нити основы для гладкокрашеных тканей — 2%, для и «и icit с рисунком в полоску или клетку — 0,5 %.
Рис. 10.2. Детали кроя подкладки мужского демисезонного пальто: а — спинка; б — полочка; в — верхняя половинка рукава; г — нижняя половинка рукава; д —подклапан; е — подзор бокового кармана; ж —подзор внутреннего кармана
Величина отклонения от основной или уточной нити определяется в зависимости от длины детали. Например, длина спинки пальто равна 110 см. Значит, отклонение от основной нити в низу спинки составит 110 х 0,02 = 2,2 см.
При раскрое из тканей в полоску' или клетку долевая полоска должна проходить параллельно линии середины спинки, попереч ные полоски в клетчатых тканях должны совпадать в боковых сре зах и особенно в среднем шве спинки. На спинке обязательно доля ны быть намечены две надсечки: по боковым срезам на 7...8 см ниже линии проймы и в пройме — соответственно локтевому шву рукава.
В полочке нить основы должна проходить параллельно линии полузаноса на участке ниже верхней бортовой петли. Для гладко крашеных тканей допускаются отклонения от нормального напрев ления нити основы I %, для тканей с рисунком в полоску или клетку отклонения не допускаются.
Для правильного соединения с другими деталями на полочках ставят надсечки: на боковых срезах — соответственно надсечкам на боковых срезах спинки и в пройме — соответственно переднему шву рукава.
На полочках обязательно должны быть нанесены линия получи носа и линия расположения бокового кармана. Ширина полуза! ю са определяется на линии талии расстоянием от края борта до ли нии середины переда. Ширина полузаноса для однобортного паль то равна 7... 8 см, для двубортного — 11... 13 см. Расположен иг
боковых карманов на полочках зависит от моды и покроя. Длина прорези бокового кармана для 48-го размера равна */4 мерки полуобхвата груди плюс 4...5 см.
В верхней и нижней половинках рукава нить основы должна проходить параллельно линии, соединяющей верхний и нижний углы переднего среза рукава.
Для гладкокрашеных тканей допускаются отклонения от нормального направления нити основы в верхней половинке рукава 3...4%, в нижней — 6%; для тканей с рисунком в полоску или клетку допустимые отклонения: в верхней половинке — 1%, в нижней — 3 %.
Для соединения верхней и нижней половинок рукава и правильного распределения посадки в процессе соединения деталей на локтевых и передних срезах верхней и нижней половинок должны быть нанесены надсечки.
Надсечки ставят на 10... 12 см ниже и выше линии локтя и на высшей точке оката рукава. Ширина подгиба низа рукава должна быть не менее 3 см.
В нижнем воротнике нить основы проходит по-разному в зависимости от формы воротника.
Воротник у демисезонных пальто может быть с открытой застежкой и с застежкой до верха. На нижнем воротнике с застежкой до верха нить основы должна проходить параллельно концам воротника. Допускаются отклонения от нормального направления нити основы на 20 %. На воротнике с открытой застежкой нить основы должна проходить строго параллельно линии раскепа. Отклонения от нити основы не допускаются.
Нижний воротник выкраивают из двух частей, для экономного расхода ткани — из трех-четырех частей. Надставки по ширине воротника не допускаются. Они могут быть выкроены только в поперечном или косом направлении. Шов стачивания надставок нижнего воротника должен отстоять от среднего шва нижнего ворот-пика не менее чем на 5 см. От переднего конца нижнего воротника по отлету надставка должна быть длиной не менее 9 см, по срезу стойки — не менее 7 см.
В готовом изделии шов стачивания частей и надставок нижнего воротника не должен совпадать с плечевым швом и должен отстоять от него не менее чем на 2 см. Не допускается, чтобы шов над-сгавки попадал на линию перегиба лацкана и воротника.
Верхний воротник должен быть выкроен цельным. При соединении верхнего воротника с нижним вручную верхний воротник выкраивают по отлету и концам на 4.5... 2 см, а по срезу стойки — па 0,5 см шире нижнего воротника. При машинной обработке припуск по отлету и концам воротника должен быть равен 0,75 см.
При выкраивании верхнего воротника из ткани в полоску или клетку надо следить за тем, чтобы рисунок в концах воротника
Прокладку для нижнего воротника выкраивают из двух частей так, чтобы нити основы в прокладке совпадали с направлением нити основы на нижнем воротнике.
Прокладку в низ рукавов выкраивают из коленкора или бязи так, чтобы нити утка проходили параллельно линии, проведенной посередине и вдоль детали. Длина прокладки зависит от ширины низа рукава, ширина равна 6...7 см.
Волосяную прокладку выкраивают для придания большей устойчивости и упругости полочки в области груди. Волосяная прокладка состоит из двух частей: волосяной накладки и волосяного столбика. Волосяную накладку и волосяной столбик выкраивают так, чтобы нити волоса на накладке проходили поперек, а на столбике — вдоль.
Сводку для прокладывания по краям волосяной накладки выкраивают из хлопчатобумажной ткани. Нить основы должна проходить поперек детали. Ширина сводки 3 см, длина равна сумме длин двух боковых и нижней сторон волосяной накладки.
Мешковину кармана выкраивают из специальной карманной ткани. Нить основы должна проходить посередине и вдоль детали. Отклонения от нормального направления нити основы не допускаются. Ширина мешковины должна быть равна длине обтачки и подзора. Средняя длина мешковины 40... 42 см.
10.8. Подготовка деталей кроя к пошиву
10.8.1. Пришивание талонов
При массовом изготовлении верхней одежды из одного настила выкраивают несколько изделий. Для того чтобы не перепутать детали кроя в процессе обработки и сборки, к ним прикрепляют талоны. Их пришивают к лицевой стороне крупных деталей на расстоянии 10... 15 см от срезов и посередине — мелких. Крой одного пальто должен быть скомплектован из деталей с одинаковыми номерами.
При индивидуальном изготовлении к деталям изделия прикреи ляются кусочек бумаги или ткани с номером квитанции, а на ни i верхней половинки левого рукава (при готовности к первой при мерке) прикрепляют квитанцию, которая сопровождает изделие на всех этапах его изготовления.
10.8.2. Проверка деталей кроя
Прежде чем приступить к изготовлению пальто, необходимо ознакомиться с документацией: техническими условиями (ТУ) при массовом производстве одежды; записями и зарисовкой в квита и ции при индивидуальном изготовлении одежды.
Проверку деталей кроя производят в такой последовательности. Сначала проверяют наличие деталей кроя; затем правильность раскроя по основным и уточным нитям, рисунку, ворсу; наличие текстильных пороков на деталях.
Правильность раскроя проверяют путем наложения лекал на соответствующие детали и обводки их тонко отточенным мелом (толщина линий не должна превышать 0,1 см). Внутренняя сторона меловой обводки должна совпадать с контурами лекала. Одновременно ставят все имеющиеся на лекалах контрольные знаки (надсечки). Надсечки делают концами острых ножниц, глубина их не должна быть более 0,5 см.
При проверке деталей кроя по лекалам допускаются следующие отклонения в срезах: по плечевым срезам, проймам, окатам рукавов ±(0,1 — 0,15) см; в бортовых и боковых срезах полочек, локтевых и передних срезах рукавов, срезах воротников, накладных карманов ±(0,15...0,2) см; по низу полочек и спинок, верхних и нижних половинок рукавов ±(0,25—0,4) см; перемещение надсечек относительно друг друга не должно превышать ±0,2 см.
Одновременно с проверкой кроя по вспомогательным лекалам намечают места расположения карманов, вытачек, петель и линии перегибов лацкана.
10.9. Обработка кокеток
Кокетки по своей конфигурации могут быть прямые, овальные, с углами, вогнутые, отлетные, притачные и накладные; от-истные могут быть на подкладке или без нее.
Кокетки могут выкраиваться вместе со спинкой или с полочкой.
Соединение кокеток с изделием может производиться стачным, настрочным, накладным швами.
Последовательность обработки кокеток дана в табл. 10.1.
Таблица 10.1
Характеристика операций обработки кокеток
Наименование операции Выполнение операции Сборочная схема
Обработка кокетки при соединении с изделием накладным швом
1 Оттягивание и вогнутых ме-I I ах нижнего греза кокетки В вогнутых плавных линиях кокетки припуск на шов оттянуть так, чтобы линия низа кокетки не была искривлена
Наименование операции Выполнение операции Сборочная схема
2. Разрезание нижнего края кокетки При необходимости разрезать в вогнутых местах нижний край кокетки припуск на шов стачать или кокетку обработать дополнительней полоской ткани. В выступающих углах кокетки ткань вырезать, оставляя припуски на стачивание. Если ткань толстая и несыпучая, то край можно сшить швом встык
3. Заметывание нижнего края кокетки Обтачанный угол выметать при одновременном заметывании кокетки
4. Приупожива-ние заметанного края кокетки Заметанный край кокетки приутюжить до полного прилегания обрезных краев
5. Соединение готовой кокетки с изделием Соединить готовую кокетку с изделием накладным швом. Строчка зависит от модели
Обраб 6. Приметывание дополнительной полоски к изнаночной стороне кокетки отка углов кокетки дополниг Для обеспечения прочности углы кокетки можно обработать дополнительной полоской ткани, выкроенной по форме кокетки. Полоску выкроить из хлопчатобумажной ткани и приметать с изнаночной стороны пельной полоской
Наименование операции Выполнение операции Сборочная схема
Обработка 7. Соединение кокетки с изделием кокетки при соединении с из Кокетку в уголке рассечь, не доходя до строчки 0.1 см, и шов обметать вместе с другим краем полоски из хлопчатобумажной ткани Зелие L м стачным швом
8. Стачивание кокетки с изделием Если кокетка имеет прямую форму, то ее складывают с изделием лицевыми сторонами внутрь, сметывают и стачивают на 0,7...] см —'—"—
9. Настрачивание шва Настрачивание шва после заутюживания его на сторону' кокетки. Для устойчивости шва можно подложить дополнительную полоску ткани 1 1
К). Обработка кокетки без подкладки. Застрачивание ниж-। nix краев швом вподгибку с предварительным заметыванием Обработка отлетной ко Кокетку наложить на изделие, совмещая срезы проймы и горловины; ширина шва зависит от модели <етк и ' к
11. Обработка кокетки на псд-к палке Кокетку сложить с подкладкой лицевыми сторонами внутрь, обтачать, вывернуть, выметать кант из основной ткани кокетки и приутюжить II Ж» 1ПТ ж
шенование ’перации
Выполнение операции
Сборочная схема
12. ( кою том
5тки с кан-
Ткань для канта перегнуть посередине на лицевую сторону и заутюжить. Наложить на кокетку на лицевую сторону; уравнять обрезные края и обработать накладным швом. Шов стачивания канта заутюжить на изнаночную сторону кокетки. Кокетку наметать на изделие и настрочить на 0,1... 0,2 см от края кокетки. Ширина канта и ширина настрачивания кокетки зависят от модели
10.10. Обработка вытачек
Д зависимости от конструкции изделия вытачки обрабатывают на полочкаХ} на спинке, на рукавах, воротниках и накладных карману
Цытачки бывают разрезные, неразрезные и вытачки-складки.
Йри обработке вытачек выполняют следующие операции.
прежде всего определяют середину вытачки. Если вытачка по Рехс>дит в складку, то намечают линию, перпендикулярную сере дин^ вытачки, от которой вытачка будет переходить в складку ^азрезные и короткие неразрезные вытачки стачивают без пред зрительного сметывания. Сметывание вытачек или стачивание ин ^ез ^предварительного сметывания выполняют на одной из намечен ных. сторон вытачки, перегибая деталь по средней линии вытачки
^3 мужских и женских изделиях на подкладке, где не требуется. что<бы вытачки имели рельефную линию, стачивание неразрезнын выт,ачек ведут, подкладывая полоску основной или хлопчатобу махкной ткани. При обработке неразрезных вытачек полоску ткани накладывают под строчку по всей длине, при обработке разрез
вытачек — только в их концы. Вытачки стачивают, подклады вая под строчку полоску ткани так, чтобы она выступала на 1 ...2 см за Нижний конец вытачки. При этом шов стачивания в концах вы тач*ек сводят на нет. Один слой полоски ткани в конце вытач» ч. Рас'секают до строчки стачивания и раскладывают на две стороны (РИЮ. 10.3, а).
Для обработки разрезных вытачек деталь складывают лицевыми сторонами внутрь, сметывают и стачивают, начиная от основания и сводя на нет, подкладывая в конце шва кусочек ткани. Затем наметку удаляют и вытачку разутюживают, полоску ткани в конце вытачки с одной стороны рассекают (рис. 10.3, б).
При этом вытачки, стачанные с полосками ткани, разутюживают, располагая припуски вытачек в одну сторону от шва стачивания. а притачанные полоски — в другую. Неразрезные вытачки в зависимости от фасона разутюживают или заутюживают на сторону (рис. 10.3, в, г).
Вытачки, переходящие в односторонние складки, стачивают сначала поперек припуска на вытачку, затем по боковой стороне, постепенно сводя шов к концу на нет (рис. 10.3, д'). Вытачки, переходящие во встречные складки, стачивают, начиная от поперечной линии разметки.
В зависимости от фасона вытачки могут быть обработаны с полоской ткани или без нее.
ВТО вытачек выполняют с изнанки деталей без проутюжиль-ника. Стачанные вытачки увлажняют и, выравнивая швы, утюжат до полного удаления влаги из ткани.
Образовавшуюся слабину ткани в концах вытачек сутюживают. В изделиях на подкладке рекомендуется для закрепления сутюжен-пой слабины на концах вытачек приклеивать во время утюжки кусочек ткани с клеевым покрытием, если вытачка в конце обработана без полоски ткани.
Рис. 10.3. Обработка вытачки
10.11. Обработка складок
Складки широко применяются в женской и детской верхней одежде. Они могут быть односторонними (рис. 10.4, а), двусторонними, или встречными (рис. 10.4, б).
Односторонние и двусторонние (встречные) складки обрабатывают следующим способом. Складку перегибают по средней линии, сметывают по всей длине по намеченной линии на машине или вручную, а затем стачивают. Строчку заканчивают на определенной длине (по модели). В конце одностороннюю складку закрепляют, прокладывая строчку стачивания по припуску на складку, при этом в углу строчку закругляют, чтобы в дальнейшем при носке изделия избежать разрывов ткани в конце складки. Концы двусторонних (встречных) складок закрепляют двумя машинными строчками. После стачивания складки расправляют, припуски односторонних складок заметывают на сторону, припуски двусторонних раскладывают и разметывают на две стороны.
Заметывание или разметывание складок выполняют на машине или ручным способом.
Односторонние складки заутюживают, двусторонние разутюживают.
В зависимости от модели односторонние и двусторонние складки настрачивают с лицевой стороны, применяя малую механизацию, или по намеченным линиям, если линия настрачивания фигурная.
Рис. 10.4. Обработка складок
Бантовые складки представляют собой две односторонние складки, у которых сгибы с лицевой стороны находятся на некотором расстоянии друг от друга и направлены в противоположные стороны. Обрабатывают бантовые складки аналогично односторонним.
При обработке соединительных, т. е. расположенных в шве, односторонних складок детали складывают лицевыми сторонами внутрь и сметывают по намеченной линии складки на машине или ручным способом.
Складку стачивают сначала по намеченной линии до определенной длины, при этом строчку заканчивают поперек припуска на складку, скругляя угол. Затем стачивают шов, в котором складка обрабатывается.
При обработке соединительных двусторонних складок (рис. 10.4, в) детали складывают лицевыми сторонами внутрь, сметывают по намеченной линии и стачивают до определенной длины, закрепляя складку в конце двумя обратными строчками. Шов разутюживают.
С изнанки под складку подкладывают полоску из основной ткани и притачивают с двух сторон. Верхний край полоски закрепляют, прокладывая строчки с двух сторон складки поперек припуска на складку с закруглением в углах (рис. 10.4, г).
С лицевой стороны детали, если необходимо, прокладывают отделочные строчки. Складки приутюживают.
Складки могут быть заутюженными до бедер, ниже бедер и до линии низа.
10.12. Обработка рельефов
Рельефными швами, или рельефами, называют швы, имеющие декоративное назначение. Рельефные швы в сочетании с вытачками дают возможность придать деталям одежды необходимую форму (рис. 10.5).
По конструкции рельефы делятся на неразрезные и разрезные. Неразрезными делают чаще всего рельефы с прямой линией стачивания, разрезными — с фигурной линией.
К неразрезным рельефам относятся также рельефы со шнуром (выпуклые рельефы) и рельефы-защипы.
10.12.1. Неразрезные рельефы
При намелке неразрезного рельефа, так же как и неразрезной вытачки, должны быть намечены средняя линия рельефа и линия одной из его сторон.
Сметывание рельефов выполняют на машине или вручную. Для «того деталь перегибают по средней линии рельефа и сметывают по намеченной линии, после чего стачивают. При сметывании рельефов
Рис. 10.5. Модели одежды с рельефами
машинным способом во избежание возможного перекоса ткани, а также для удобства выполнения операции допускается ткань вдоль рельефа предварительно скалывать булавками.
Стачанный рельеф заутюживают на сторону без предваритель ного заметывания. Если рельеф отделывают строчкой, то после стачивания его заметывают на машине или ручным способом. За тем прокладывают отделочную строчку (рис. 10.6, а). Обработан ный рельеф приутюживают со стороны изнанки.
В изделиях, где величина припуска на обработку рельефа с oi делочной строчкой недостаточна, под рельеф подкладывают по лоску из основного материала или из хлопчатобумажной ткани. близкой по толщине к основному материалу (рис. 10.6, б). Шири на полоски зависит от ширины отделочной строчки, для чего сред нюю меловую линию рельефа переводят на лицевую сторону. С и i нанки детали под меловую линию подкладывают полоску ткани, притачивают ее, прокладывая строчку с лицевой стороны по на меченной линии. Деталь перегибают по строчке притачивания но лоски лицевой стороной внутрь, сметывают, а затем стачиваю i рельеф.
Рис. 10.6. Обработка неразрезных рельефов
Стачанный рельеф заметывают на специальной машине или ручным способом. После этого с лицевой стороны детали вдоль рельефа прокладывают отделочную строчку. Обработанный рельеф приутюживают со стороны изнанки.
Рельефные швы со шнуром (рис. 10.6, в) выполняют в такой последовательности. На детали с лицевой стороны намечают одну из линий рельефа. С изнанки детали подкладывают полоску ткани из коленкора или бязи и притачивают ее, прокладывая строчку с лицевой стороны детали по намеченной линии. Между тканями вкладывают шнур и застрачивают его, плотно огибая верхней тканью, используя для этого однорожковую лапку или специальную лапку для втачивания шнура (с пазом в подошве).
При отсутствии указанных лапок рельефы можно обработать следующим образом. На детали с лицевой стороны намечают две линпи рельефа. С изнанки детали подкладывают полоску ткани и притачивают ее, прокладывая строчки с лицевой стороны по намеченным линиям. Затем между тканями продергивают шнур.
Рельефы-защипы (рис. 10.6, г) обрабатывают следующим способом: на лицевой стороне детали намечают линию рельефа, деталь перегибают по намеченной линии и застрачивают на расстоянии 0,2... 0,3 см от сгиба.
10.12.2. Разрезные рельефы
Разрезными, как правило, делают фигурные рельефы. Наиболее сложными в обработке из них являются рельефы, линии которых образуют углы (рис. 10.7. а).
При обработке таких рельефов стачным швом припуск на обработку рельефа в углу одной из деталей (в данном случае передней члети полочки) рассекают, не доходя до намеченной линии стачивания на 0,1 ...0,2 см (рис. 10.7, б). Детали складывают лицевыми
а б
Рис. 10.7. Обработка разрезных рельефов
сторонами внутрь, сметывают и стачивают по намеченным линиям. Стачанный шов разутюживают или заутюживают.
Затем, если предусмотрено моделью, рельефы расстрачива-ют или настрачивают с лицевой стороны при помощи откидной
линейки-направителя.
Если рельефы обрабатывают накладным швом, то сначала об-
рабатывают углы рельефа, а затем соединяют детали. Обработка углов рельефа и соединение деталей соответствуют обработке кокетки с аналогичной по оформлению линией нижнего края.
10.12.3. Неразрезные рельефы, переходящие в складки
Рельефы, переходящие в складки, являются разновидностью рельефов и складок. Обработка их аналогична обработке неразрезных рельефов и односторонних складок.
Неразрезные рельефы, переходящие в складки, обрабатывают (рис. 10.8) на целых деталях с помощью дополнительных полосок из основного материала или хлопчатобумажной ткани.
Нанесение средней линии рельефа, притачивание полоски ткани выполняют так же, как при обработке неразрезных рельефов, а сметывание, стачивание, закрепление складки внизу — как при обработке односторонних складок. При этом, если рельеф вверху заканчивается вытачкой, то при стачивании строчку в конце рельефа сводят на нет. Полоску ткани в этом случае в конце вытачки надсекают. Затем рельеф заметывают. С лицевой стороны детали по рельефу прокладывают отделочную строчку и приутюживают рельеф со стороны изнанки.
10.13. Придание формы плоским деталям
Форму плоским деталям кроя можно придать при разработке конструкции с помощью вытачек, складок, рельефов, подкрой-ного бочка, а также путем ВТО (рис. 10.9).
10.14. Дублирование деталей кроя
В зависимости от вида ткани и способа изготовления изделий прокладка из клеевых материалов в области груди может быть бо лее или менее упругой. Если ткань рыхлая, то детали дублируюг
Рис. 10.8. Пальто с неразрезными рельефами, переходящими в складки
Рис. 10.9. Мужское демисезонное пальто с вытачками и подкройным бочком
(рис. 10.10... 10.12). При дублировании деталей клеевые прокладки должны входить в швы соединения деталей не менее чем на 0.1... 0,2 см (или закрепляться при прокладывании отделочных строчек) и выходить за срезы деталей.
Дублирование полочек производят до стачивания вытачек, рельефов, обработки карманов и выполнения других соединительных швов.
Дополнительно прокладки ставят в шлицу спинки. В изделии при необходимости используют задние плечевые накладки, под-окатники по окату рукава со стороны его втачивания.
Прокладки ставят под петли, а при обработке карманов проставляют долевики для придания им большей устойчивости и прочности.
Как бы ни старались конструкторы отработать лекало, как бы совершенна ни была конструкция, все равно приходится примерять изделие, которое изготавливается на конкретную фигуру индивидуально, и вносить изменения в конструкцию, так как фигуры людей разные, а одеждой закройщики и портные обязаны скрыть недостатки фигуры, сделать ее зрительно пропорциональной, без недостатков.
Можно изготавливать изделия без бортовой прокладки.
Рис. 10.10. Способы дублирования деталей кроя демисезонного пальто: 1 — основная прокладка; 2 — первый слой бортовой прокладки; 3 — плечевая накладка; 4 — волосяная накладка бортовой прокладки; 5— отрезная часть бортовой прокладки в лацкан
Рис. 10.11. Дублирование полочек пальто:
1 — основная клеевая прокладка; 2 — дополн1пел1лая клеевая прокладка
Если изделие не дублируется, а это зависит от желания заказчика, структуры ткани, замысла художника, конструктора, закройщика, то используется бортовая прокладка, которая соединяется с полочками верха для улучшения внешнего вида изделия, придания ему упругости и красоты (рис. 10.13).
Прокладка подвергается технологической обработке.
Для мужских пиджаков и пальто бортовую прокладку выстегивают на машине зигзагообразной строчки со стороны накладок долевыми строчками с расстоянием между ними 0,5... 1 см.
Бортовая прокладка (рис. 10.14) в изделии необходима для придания устойчивости и упругости бортам, отворотам лацканов, плечевым участкам полочек. Она также сохраняет форму, приданную изделию в процессе обработки. Форма бортовой прокладки и ес обработка зависят от вида одежды. Бортовая прокладка может иметь различное число вытачек, а также разные форму и размеры деталей при сборе. Так, например, в одежде строгой формы нагрудные вытачки располагают от горловины. В изделиях, прилегающих по линии талии, на бортовой прокладке делают передние вытачки, которые подчеркивают облегание в талии и образуют выпукл осп» в области груди.
Рис. 10.12. Дублированные детали кроя пиджака: подборт; б — полочка; в — бочок полочки; г — спинка; д — нижняя половинка рукава; е — верхняя половинка рукава; ж —верхний воротник; з — нижний воротник; и —стойка воротника; к...« — детали карманов
Рис. 10.13. Детали кроя прокладки без клеевых материалов:
а — бортовая прокладка; б—волосяная пластина; в — волосяной столбик; г ~ плечевая накладка; д — прокладка в воротник; е — прокладка в низ рукавов
Вытачки бортовой прокладки стачиваю! накладным швом. При стачивании вытачек ширина шва вверху 1 см, внизу 0,4 см.
В некоторых изделиях бортовая прокладка может иметь дополнительный слой бортовой ткани в виде накладки 1 (см. рис. 10.14). Вытачки на нем должны быть смещены относительно вытачек основной бортовой прокладки, чтобы не создавать излишнюю тол щину прокладки. Бортовую прокладку увлажняют и проутюжива ют, слабину в концах вытачек сутюживают.
Для придания большей упругости в области груди на выпуклую часть бортовой прокладки на расстоянии 10... 12 см от плечевою среза накладывают в долевом направлении полоску из волосяной ткани — столбик. На столбик накладывают волосяную пластинку, располагая ее на расстоянии 2...3 см от линии сгиба лацкана. 10... 12см от плечевого среза и 3...4 см от среза проймы. Волося ной столбик и прокладку приметывают к бортовой прокладке од ной долевой строчкой посередине. Длина стежков 2,5... 3 см.
Затем на прокладку накладывают плечевую накладку так, что бы ее срезы совпадали с плечевым срезом и срезом проймы борзо вой прокладки.
Все детали бортовой прокладки скрепляют ручными прямыми сметочными стежками и стегают долевыми строчками, начиная oi
Рис. 10.14. Бортовая прокладка без клеевых материалов: / — дополнительная накладка; 2 — сводка; 3 — плечевая накладка;
4 — прокладка под петли
Рис. 10.15. Обработка бортовой прокладки
центра груди к боковым сторонам вручную или на машине прямолинейной либо зигзагообразной строчкой (рис. 10.15).
Волосяную накладку можно выстегать вручную косыми стегальными стежками с расстоянием между строчками 1 см.
Для предохранения краев волосяной накладки от осыпания, а также для сохранения формы в области груди по боковым и нижнему краям волосяной накладки настрачивают полоску хлопчатобумажной ткани — сводку 2 (см. рис. 10.14) так, чтобы ее середина совпадала с краями волосяной накладки. Одну строчку прокладывают по сводке на расстоянии 0,1 ...0,2 см от ее краев и одну — посередине, делая посадку бортовой прокладки по боковым сторонам на уровне центра выпуклости груди. По нижней стороне сводку настрачивают без посадки бортовой прокладки.
В массовом производстве допускается прокладывать сводку из । кани с односторонним клеевым покрытием с помошыо утюга.
Для придания устойчивости лацкану и прочности петлям вдоль (юрта и по лацкану приметывают прокладку под петли из хлопча-юбумажной ткани так, чтобы внешний срез прокладки отстоял от среза бортовой прокладки на 1,5 см. Прокладку настрачивают на (юртовую прокладку по внутреннему и нижнему срезам на расстоянии 0,1 ...0,2 см от среза.
В изделиях из дорогих тканей на волосяную прокладку накла-цывают дополнительный слой бортовой прокладки так, чтобы он
д
Рис. 10.16. Приемы обработки бортовой прокладки на колодке
не доходил до линии талии на 2... 3 см, до линии перегиба лацкана на 1... 2 см, а по плечевым срезам и проймам располагался вровень с основной бортовой прокладкой.
Для придания бортовой прокладке определенной формы ее обрабатывают утюгом или на прессе. При выполнении ВТО утюгом бортовую прокладку для правой и левой полочек обрабатывают раздельно, пользуясь описанными ниже приемами. Формование бортовой прокладки на прессе выполняют за один прием.
В индивидуальном производстве ВТО бортовой прокладки вы полняют на колодке, покрытой сукном, следующими приемами (рис. 10.16).
Первый прием (см. рис. 10.16, а). Бортовую прокладку кладут на колодку лацканом к работающему, совмещая центр выпуклости груди на прокладке с центром овала колодки так, чтобы на оваль ном краю колодки находилась примерно */3 плечевого среза (oi горловины), а на другом краю колодки — борт на уровне линии талии. Бортовую прокладку увлажняют. Образовавшуюся слабину ткани сутюживают. Степень сутюживания зависит от конструкции изделия и фигуры заказчика.
Второй прием (см. рис. 10.16, б). Бортовую прокладку кладут пл колодку бортом к работающему, располагая срез борта параллель но основанию колодки. Бортовую прокладку увлажняют, проул» живают борт от лацкана до низа, слабину сутюживают.
Третий прием (см. рис. 10.16, в). Бортовую прокладку кладут на колсдку проймой к работающему, совмещая центр выпуклости груди на бортовой прокладке с центром овала колодки так, чтобы с одной стороны на колодке находился весь плечевой срез бортовой прокладки, с другой стороны на овальном краю колодки находился внутренний срез бортовой прокладки на уровне линии талии. Бортовую прокладку увлажняют, образовавшуюся по краю проймы слабину сутюживают.
Четвертый прием (см. рис. 10.16, г). Бортовую прокладку кладут на колодку плечевым срезом к работающему, совмещая центр выпуклости груди на бортовой прокладке с центром овала колодки так, чтобы плечевой срез полочки и верхняя часть лацкана располагались на колодке. Бортовую прокладку увлажняют. Образовавшуюся по горловине слабину сутюживают, слабину по плечевому срезу полочки сутюживают по направлению к центру выпуклости Груди.
Пятый прием (см. рис. 10.16, д'). Бортовую прокладку кладут на колодку нижней частью к работающему, совмещая центр выпуклости груди на бортовой прокладке с центром овала колодки, и проутюживают бортовую прокладку на участке ниже выпуклости груди. Затем проутюживают бортовую прокладку с двух сторон до полного удаления влаги. Чтобы бортовая прокладка в плечевой части не стягивала изделие, плечевой срез бортовой прокладки надсекают: основной слой — на расстоянии 2 см от высшей точки плечевого среза и горловины, а дополнительный слой —- на расстоянии 4 см от первой надсечки. Глубина надсечки 3 см.
Если бортовые прокладки для правой и левой полочек обрабатывают раздельно, то затем их складывают вместе и повторяют все приемы ВТО.
Для скрытия дефектов фигуры и придания ей зрительно правильной формы используют различные накладки (рис. 10.17).
Рис. 10.17. Виды накладок:
и задняя плечевая накладка; б— плечевая накладка для втачного рукава; в — плечевая накладка для рукава реглан; г — подокатник
10.15. Обработка плечевых накладок подокатннков
Верхние плечевые накладки (рис. 10.18) обычно изготавливают на централизованных предприятиях из поролона или другого прокладочного материала.
Плечевые накладки выкраивают по подсобному лекалу из двух слоев бортовой ткани. Между двумя слоями бортовой ткани настилают слой ваты, толщина которого зависит от желаемой высоты плеч. К овальным срезам накладки слой ваты уменьшают и сводят на нет. Стегают накладки с внутренней стороны на универсальной машине строчками с редкими стежками параллельно овальному краю. Расстояние между строчками 0,5... 1 см. Во время стежки накладкам придают вогнутую форму.
Подокатники — это полоски шириной 3... 5 см, вырезанные из ватина, синтепона или из другой мягкой ткани (рис. 10.19). От под-окатника зависит красота оката рукава. Длина подокатника равна длине оката рукава от его переднего переката до локтевого шва. Толщина подокатника зависит от формы плеча и оката рукава.
Накладки в верхней одежде применяют для придания изделию определенной объемной формы, а также чтобы скрыть некоторые недостатки фигуры. Накладки изготавливают из двух одинаковых по форме слоев бортовочной ткани или марли, между которыми настилают слои ваты, ватина, синтепона соответствующей толщины, или из поролона.
Задние плечевые накладки выкраивают в соответствии с контуром проймы спинки шириной 6...8 см. В пальто с долевыми накладками около проймы спинки нижние срезы накладок совмещают с боковыми швами.
В пальто без долевых накладок, т. е. с плотным облеганием, на кладка своим нижним краем должна заходить за боковой шов и совмещаться с внутренним краем бортовой прокладки.
При изготовлении задних плечевых накладок между двумя ело ями марли настилают слой ваты, толщина которого около среза проймы зависит от выступа лопаток и колеблется от 0,5 (для лопа ток с небольшим выступанием) до 1 см и более (для лопаток и
Рис. 10.18. Плечевые накладки для втачных рукавов (с) и рукавов реглан (б)
Рис. 10.19. Подокатн ик
большим выступанием). К внутреннему краю накладки слой ваты постепенно уменьшают и сводят на нет (рис. 10.20). Для фигур с различным выступанием лопаток слой ваты в накладках может быть различным.
Плечевые накладки стегают долевыми строчками параллельно срезу проймы насквозь стежками длиной 1... 1,5 см. Расстояние между строчками составляет 1 см.
Рис. 10.20. Уменьшение толщины задней плечевой накладки
Допускается выполнять стежку на специальной машине с зигзагообразной строчкой параллельно срезам. Расстояние между строчками 3 см.
10.16. ВТО полочек верха
В мужских пальто из толстых драпов ВТО каждой полочки верха выполняют раздельно. В изделиях из тонких тканей полочки складывают лицевыми сторонами внутрь; чтобы верхние, боковые и передние вытачки совпали, уравнивают срезы и производят ВТО на прессе или вручную утюгом на колодке следующими приемами.
Первый прием (рис. 10.21, а). Полочки кладут на поверхность колодки лацканом к работающему, совмещая центр выпуклости груди на полочке с центром овала колодки так. чтобы с левой стороны на овальном краю колодки находилась примерно ]/з плечевого среза (от горловины), а на правом — борт на уровне линии «алии или первой бортовой петли. Полочки увлажняют и образовавшуюся на лацканах слабину сутюживают. Степень супоживания твисит от конструкции изделия и фигуры заказчика.
Второй прием (рис. 10.21, б). Полочки кладут на поверхность колодки бортом к работающему, располагая его параллельно основанию колодки. Борт увлажняют и приутюживают от лацкана до низа. Имеющуюся слабину сутюживают.
Третий прием (рис. 10.21, в). Полочки кладут на поверхность колодки линией проймы к работающему, совмещая центр выпук-н ости груди на полочке с центром овала колодки так, чтобы линия проймы и весь плечевой срез полочки находились на поверхности колодки, на овальном краю колодки с левой стороны лежал боковой срез до линии талии, а с правой стороны — горловина в । очке уступа лацкана. Полочку увлажняют, образовавшуюся по срезу проймы слабину сутюживают.
Четвертый прием (рис. 10.21, г). Полочки кладут на поверхность колодки плечевым срезом к работающему, совмещая центр выпуклости груди на полочке с центром овала колодки так, чтобы иесь плечевой срез полочки и верхняя часть лацкана располагались
Рис. 10.21. Приемы ВТО полочек
на поверхности колодки. Полочки увлажняют, образовавшуюся слабину по линии горловины сутюживают, а слабину, возникшую от плечевого среза полочки, сутюживают по направлению к центру выпуклости груди.
Пятый прием (рис. 10.21, д). Полочки кладут на поверхность колодки нижней частью к работающему, совмещая центр выпуклости труди с пентром овала колодки, и проутюживают участок полочки под грудью; слабину, возникшую у передней вытачки, сутюживают по направлению к центру выпуклости груди. Затем проутюживают выпуклость на полочке, приподнимая при этом края полочек.
В зависимости от конструкции может быть предусмотрено оттягивание плечевого среза на участке ниже высшей точки плечевого среза на 1,5 см от середины плечевого среза.
Если ВТО подвергают сразу две полочки, то после утюжки е одной стороны полочки перевертывают и повторяют обработку всеми описанными выше приемами с другой стороны. Край борта должен лежать параллельно линии полузаноса.
10.17. ВТО спинки
Части спинки складывают лицевыми сторонами внутрь, срезы уран нивают и производят ВТО. В полуприлегающих и прилегающих гю линии талии пальто боковые срезы и середину спинки на участке
линии талии оттягивают для получения плавной вогнутой линии, в пройме сутюживают, а в области лопаток вновь оттягивают для получения выпуклости на облегание лопаток. Степень супоживания и оттягивания зависит от конструкции изделия и фигуры заказчика.
В спинках пальто свободной формы ВТО производят только в области лопаток. Для сохранения формы, созданной в процессе ВТО, по краю проймы приметывают долевик из бязи или другой хлопчатобумажной ткани так, чтобы при соединении боковых и плечевых срезов концы его попали в шов. Или приметывают долевик прямыми стежками длиной 1,5 см, или участок дублируют клеевой тканью (см. рис. 10.12, г).
10.18. ВТО рукавов
Рукава бывают втачные, реглан, цельнокроеные и др.
Если рукава втачные двухшовные, то ВТО подвергают верхнюю и нижнюю половинки по переднему шву после его стачивания. Рукав кладут низом влево, нижней половинкой к работающему и разутюживают передний шов (рис. 10.22); при этом необходимо следить, чтобы утюг не заходил за линию переката рукава. Левой рукой берут за шов внизу рукава и отводят его от себя на 3...4см, сутюживая рукав в области линии переката, по локтевому шву нижнюю половинку растягивают до полного высыхания. ВТО рукавов зависит от конструкции рукава.
Если рукав реглан, то ВТО производят, оттягивая передний срез рукава до линии переднего переката, но ВТО зависит от конструкции рукава реглан, и в каждой модели необходимо уточнять ВТО рукава.
Если рукава цельнокроеные, то ВТО рукава будет производиться вместе с кокеткой спинки. В таких сложных фасонах ВТО (рис. 10.23) производится эксклюзивно.
После ВТО втачного рукава проверяют его форму. При этом рукав перегибают по переднему перекату и кладут на поверхность стола нижней половинкой вверх, выравнивая низ рукава.
Рис. 10.22. Разутюживание переднего шва рукава
Рис. 10.23. Влажно-тепловая обработка спинки с рукавом (а) и полочки с рукавом (б)
10.19. Соединение полочек с прокладкой, выстегивание лацканов
Для соединения с полочкой бортовую прокладку раскладывают на столе бортом к работнице, дополнительным слоем бортовой прокладки вверх. На нее накладывают полочку лицевой стороной вверх так, чтобы центры выпуклости груди на полочке и на бортовой прокладке совпадали. Срезы бортовой прокладки должны выходить за срезы полочки по горловине, пройме и плечевому срезу на 0,5... 0,75 см, а по лапкану — на 1,5 см. Затем полочку наметывают на бортовую прокладку, не допуская ее перекоса относительно прокладки. Наметывание выполняют тремя строчками прямыми сметочными стежками длиной 3...4 см. Первую строчку прокладывают посередине выпуклости в области груди, начиная от линии талии или от переднего конца бокового кармана через центр выпуклости груди по направлению к середине плечевого среза.
Вторую строчку прокладывают, отступив от низа изделия на 5...8 см (в зависимости от величины подгиба), параллельно краю борта на расстоянии 4 см от него, далее параллельно линии сгиба лацкана на расстоянии 2 см в сторону пройм, параллельно горловине на расстоянии 5 см от среза по направлению к плечевому срезу.
Третью строчку начинают от низа изделия на уровне второй строчки параллельно внутреннему краю бортовой прокладки на расстоянии 1,5...2 см от него, затем параллельно пройме на расстоянии 5...6 см от среза и параллельно плечевому срезу на расстоянии 8... 10 см от него.
Рис. 10.24. Соединение полочек с бортовой прокладкой
Рис. 10.25. Обработка лацкана со стороны подборта
Наметывание на бортовую прокладку левой полочки начинают снизу по направлению к плечевому срезу, а правой полочки — от плечевого среза вниз (рис. 10.24).
При обработке бортов выстегивание лацканов может быть выполнено ручным способом долевыми строчками параллельно линии перегиба лацкана с расстоянием между ними 0,3... 0,5 см.
В изделиях из тонких тканей в лацканах должны быть две прокладки (из хлопчатобумажной ткани или нетканого материала); при этом одну прокладывают со стороны полочек для придания устойчивости при выстегивании лацканов, вторую — со стороны подборта (рис. 10.25) после выстегивания для предохранения от пролегания стежков выстегивания. Полочки верха еще раз приутюживают и сметывают изделие для примерки.
10.20. Последовательность подготовки изделия к первой и второй примеркам в ателье мод и обязанности исполнителей
В ателье мод в изготовлении заказов на верхнюю мужскую одежду могут участвовать малые секционные группы (секции). Ниже дан примерный набор операций, выполняемых последовательно каждой работницей в секциях заготовки, монтажа, отделки изделий. В секции заготовки три исполнителя. Конечным результатом их деятельности является подготовка изделия к первой примерке. В секции монтажа четыре исполнителя. Они готовят изделие ко второй примерке. В секции отделки два исполнителя, результат деятельности которых готовое изделие. Наряду с этими секционными группами в .1 гелье мод работает один закройщик, в подчинении которого могут находиться еще четыре исполнителя (изготовление брюк).
Ниже приводится примерная последовательность операций, выполняемых каждой работницей секции при изготовлении верхней плечевой одежды.
Первая операция — ручная (исполнитель — бригадир).
Рабочее место — стол.
Получить крой, проверить наличие деталей.
Получить фурнитуру, приклад, маркировочную документацию.
Вести контроль за выполнением норм на рабочем месте.
Вести контроль за качеством обработки, соблюдением техноло-ши. Прикрепить к каждой детали изделия номер, соответствующий номеру квитанции.
Выдать определенному исполнителю фурнитуру и другие необходимые для работы материалы.
Сделать подрезку мелких деталей.
Проверить крой подкладки.
Вести контроль за экономным расходованием фурнитуры. Сэкономленные материалы в конце месяца сдать на склад.
Следить за загрузкой членов бригады на каждой операции; если возникают «завалы» в работе, организовать помощь.
Следить за нормальным психологическим климатом в коллективе.
Ежедневно запускать в работу три-четыре изделия и сдавать три-четыре изделия на первую примерку.
Ежедневно сдавать три-четыре готовых изделия на склад.
Проверить степень готовности изделия к первой примерке, качество обработки.
Получить со склада изделия с меловыми линиями после проведения примерки.
Уточнить расположение намеченных линий после первой примерки.
Проложить нитки по вновь намеченным меловым линиям.
Наметить линию входа в карман.
Приметать долевик к местам растяжения карманов.
Уточнить длину рукава, наметить шлицу в низу рукава.
Наметить шлицу на спинке в низу среднего шва или боковых швов. Ежедневно начислять заработную плату портным каждой секции. Отвечать за качество обработки изделия и соблюдение технологии.
Вести журнал учета незавершенного производства и уточнять с диспетчером сроки проведения первой и второй примерок и сдачи готового изделия заказчику.
Вторая операция — ручная (исполнители — двое портных). Рабочее место: универсальная швейная машина, утюг, спецмашина.
Получить у бригадира крой деталей и подготовить изделие к первой примерке.
Проставить силки, наметить все контрольные знаки, загото вить бортовую прокладку.
Выполнить ВТО полочек, рукавов, спинки, бортовой проклад ки, которая может быть заготовлена централизованно.
Дублировать необходимые детали.
Изготовить плечевые накладки.
Стачать вытачки, рельефы, средний шов спинки, притачать ко кетку.
Изготовить верхний карман «листочка» (в пиджаке).
Стачать, притачать надставки к нижнему воротнику, стачан, средний шов нижнего воротника.
Наметать полочку верха на бортовую прокладку.
Сметать боковые швы и заметать их на сторону спинки.
Сметать плечевые швы и заметать их на сторону спинки.
Заметать низ изделия.
Выполнить ВТО полочек после наметывания полочки верха n.i бортовую прокладку.
Вметать в горловину нижний воротник, капюшон.
Сметать передний шов рукава, заметать его.
Сметать локтевой шов рукава, заметать его.
Прикрепить заднюю плечевую и плечевые накладки.
Сдать бригадиру готовое к первой примерке изделие.
Выстегать лацканы, нижний воротник.
Третья операция — машинная (исполнитель — швея). Рабочее место: универсальная швейная машина.
Сделать отделочную строчку по рельефам, кокетке, воротнику, бортам, низу изделия, на поясе, патах, погонах и других деталях.
Стачать подклад, обработать нагрудный карман, притачать маркировку.
Стачать передний шов рукава.
Стачать локтевой шов рукава.
Обработать шлицу в низу рукавов.
Обработать прорезные карманы на полочках.
Стачать швы пояса, погон, хлястиков, пат, шлевок, заготовить вешалку.
Притачать подклад по низу рукавов.
Стачать подкладку.
Четвертая операция — установочная с проверкой качества обработки всех узлов изделия (исполнитель — утюжильница). Рабочий инструмент — утюг.
Проутюжить мелкие детали карманов для машинной работы.
Проутюжить обтачки, паты, погоны, пояс.
Разутюжить плечевые швы.
Заутюжить низ рукавов, шлицы в низу рукавов.
Проутюжить карманы в готовом виде.
Проутюжить верх перед соединением с подкладом.
Проутюжить подклад верха и рукавов.
Сделать ВТО рукавов.
Разутюжить передний шов рукава.
Разутюжить локтевой шов.
11роутюжить готовые рукава.
11 рол ожить клеевую прокладку в шлицу спинки.
Ьутюжить припуск на шлицу спинки.
('делать ВТО верхнего и нижнего воротников.
Разутюжить шов втачивания нижнего воротника.
О сутюжить готовое изделие.
(’пять ласы.
Пятая операция — обработка бортов (исполнитель — портной). Г<иючее место: стол, универсальная швейная машина, утюг (пресс).
< 'делать ВТО подбортов, подрезать прокладку по борту.
Г 11лметать подборт на полочки.
I Проложить кромку по борту, по перегибу лацкана, наметить И । VII Лацкана.
< Нггачать борта.
Ра (утюжить шов обтачивания бортов.
Подрезать шов, обтачать борта.
Обработать борта.
Выметать борта, лацканы.
Обработать борт для петель.
Наметить петли.
Изготовить обтачные и пробивные петли.
Проутюжить готовые борта на прессе (утюге).
Притачать надставки к подбортам.
Выметать пояс, паты, погоны, шлевки и другие мелкие детали.
Шестая операция — соединение подкладки с верхом (исполнитель — портной). Рабочее место: машина, утюг, стол.
Проверить контрольные знаки на полочках, спинке.
Сметать боковые плечевые швы.
Стачать боковые плечевые швы.
Удалить наметку.
Разутюжить боковые швы.
Обмелить подборта согласно стандарту и техническим условиям.
Притачать подкладку к подбортам, низу, обработать подкладку по низу.
Прикрепить задние плечевые накладки.
Подшить низ изделия.
Заметать низ изделия.
Стачать плечевые швы подкладки.
Прикрепить подкладку к верху.
Удалить наметку боковых и плечевых швов.
Седьмая операция — обработка воротника (исполнитель — пор! ной). Рабочее место: стол, утюг, специальное оборудование.
Вметать нижний воротник перед второй примеркой, уточнить правильность расположения нижнего и верхнего воротников.
Выстегать, подрезать нижний воротник по линии втачивания и горловину, проложить кромку со стороны воротника по линии сто втачивания.
Подрезать верхний воротник.
Наметить линию раскепа.
Прикрепить вешалку7.
Вметать окончательно нижний воротник после второй примерки
Втачать нижний воротник в горловину.
Втачать верхний воротник по раскепам и горловине подкладки
Наметать верхний воротник по поверхности на нижний ш» ротник.
Прикрепить шов втачивания верхнего воротника по раскепам и по всей горловине к нижнему воротнику.
Обработать отлет и концы воротника.
Проверить качество своей работы.
Если воротник обтачной, обработать его полностью.
Разутюжить шов притачивания нижнего воротника.
Разутюжить шов притачивания верхнего воротника.
Очистить все изделие от производственного мусора и отдать на окончательную ВТО.
Получить пуговицы У бригадира.
Пришить пуговицы к изделию.
Проверить качество обработки изделия в готовом виде.
Восьмо» операция — обработка рукавов и подготовка изделия к сдаче (исполнитель — портной). Рабочее место: стол, универсальная швейная машина.
Вметать рукава перед второй примеркой.
Уточнить длину рукава, правильность линии проймы, совмещение оката рукава с проймой.
Проверить правильность вметывания рукавов после второй примерки.
Выпороть рукава после второй примерки.
Уточнить линию проймы.
Вметать рукава, распределяя посадку и совмещая намеченные Шаки.
Уточнить длину рукава после второй примерки.
Втачать рукава в пройму.
Распошить пройму изделия, вставляя верхние плечевые накладки и подокатники.
Удалить наметку.
Прикрепить подокатники.
Прикрепить верхние плечевые накладки.
Прикрепить задние плечевые накладки по пройме.
Разметать пройму.
Подшить подкладку по пройме.
Проверить качество своей работы.
При изготовлении изделий по индивидуальным заказам в игелье портные используют условные обозначения операций (г<1бл. 10.2).
Таблица 10.2
Условные обозначения операций
Операция Описание условного обозначения Условное обозначение
1. Оттянуть грез Зигзагообразная линия в месте оттягивания
’ Сутюжить «1.। пухлость Несколько полукруглых линий в месте сутюжива-ния
Окончание табл. 10.2
Операция Описание условного обозначения Условное обозначение
3. Подложить прокладки в области груди, спины и т.д. Несколько двусторонних полукруглых линий в местах накладок
4. Подложить плечевую накладку Несколько полукруглых линий, указывающих границы накладок >
5. Удлинить деталь или изделие Поперечная линия, указывающая степень удлинения, и пересекающие ее две продольные линии ——F 1——
6. Укоротить деталь или изделие Поперечная линия, указывающая степень укорочения —
7. Расширить изделие или деталь Продольная линия, указывающая степень расширения, и пересекающие ее две поперечные линии
8. Сузить изделие или деталь. Такой же линией уточняют пройму и закругление бортов Продольная пунктирная линия, указывающая степень сужения 1 1 1 1 !
9. Поднять или опустить деталь Короткая линия, которую проводят ниже или выше надсечки на детали в зависимости от того, требуется деталь поднять или опустить —
10. Переместить линию кармана Перемещение детали —
10.21. Предупреждение растяжения срезов деталей
Для предупреждения растяжения срезов и в целях сохранения конструктивных линий такие срезы, как срезы проймы полочки и спинки, плечевые, горловины спинки и др., закрепляют кромкой или полоской хлопчатобумажной ткани с односторонним клеевым покрытием или без клеевого покрытия из коленкора, миткаля, бязи, ситца и других тканей, по структуре аналогичных коленкору.
По срезам пройм полочек и спинки кромку или полоску хлопчатобумажной ткани, выкроенную по форме срезов пройм, притачивают на универсальной машине или приклеивают; при изготовлении одежды по индивидуальным заказам приметывают, а после окончательного уточнения пройм притачивают или пришивают вручную. Кромку по проймам прокладывают с небольшим натяжением на таком расстоянии от края, чтобы она вошла в швы соединения рукавов с проймами (рис. 10.26).
По горловине спинки прокладывают прокладку, выкроенную по форме горловины, по плечевым срезам полочек; кромку или полоску ткани прокладывают в случаях, предусмотренных конструктивными требованиями модели.
В изделиях из тканей, легко поддающихся растяжению, кромку или прокладки прокладывают с посадкой основной детали, а в изделиях из сухих тканей — без посадки. Степень натяжения кромки, или посадка основной детали на кромку, зависит от структуры ткани, конструкции изделия, фигуры человека.
В изделиях из легкоосыпающихся тканей с подкладкой, отлетной по низу, боковые срезы, средние срезы спинки и другие сре-»ы отделочных швов и складок обметывают. Обметывание выполняют на машине снизу вверх на участке длиной 40... 50 см в пальто для взрослых и на расстоянии 25... 30 см в пальто для детей.
В пальто с подкладкой до линии талии открытые срезы деталей окантовывают полосками подкладочной ткани (окантовочным швом с одним открытым срезом) или специальной лентой (тесьмой).
Прежде чем прокладывать кромки по срезам полочек, необходимо выстегать лацкан, обмелить и подрезать край борта.
Выстегивание лацканов. Эта операция необходима для обеспечения устойчивости формы лацканов. В изделиях с за-слежкой до верха и с дублированными полочками лацканы не выстегивают.
Лацканы выстегивают на специальной машине или вручную стегальными г । рочками, прокладывая их параллельно линии перегиба лацкана. При высге-
Рис. 10.26. Прокладывание кромки по пройме
Рис. 10.27. Подрезка края борта
Рис. 10.28. Прокладывание кромки по борту и лацкану
гивании посаживают бортовую прокладку для правильного прилегания лацканов к полочкам. Первую строчку прокладывают параллельно линии перегиба лацкана на расстоянии 2 см от нее в сторону проймы, расстояние между следующими строчками 0,3 - - - 0-5 см в зависимости от толщины ткани. Выстегивание заканчивают на расстоянии 1,5 см от края лацкана. После выстегивания лацканы приутюживают. Одновременно сутюживают полочки в области груди со стороны бортовой прокладки.
Прокладку по горловине, проймам и бортам, плечевым срезам подрезают соответственно срезам полочки верха; каж
дую полочку подрезают отдельно. В изделиях с отлетной подкладкой, обрабатываемых без отделочной строчки по борту, бортовую прокладку прикрепляют на машине потайного стежка к полочке по всей длине борта на расстоянии 4... 5 см от его края.
Подрезка края борта (рис. 10.27). Наметив линию лацкана и борта, обмеляют лацкан, борт по линейке параллельно нитям основы или используют подсобное лекало.
В женских изделиях обмеляют правую полочку, в мужских — левую. После обмелки полочки складывают прокладкой внутрь, совмещая срезы, и обрезают по внутреннему контуру намеченной линии. В изделиях из тканей в полоску или клетку каждую полочку подрезают отдельно и намечают линию перегиба лацкана следующим образом. На уровне верхней петли у края борта намечают первую точку. От верхнего угла горловины на линии продолжения пле-
чевого шва намечают вторую точку на расстоянии, равном высоте стойки нижнего воротника минус 1 см (на шов втачивания). Две точки соединяют прямой линией, которую копируют на вторую полочку. Петли намечают в соответствии с отметками, сделанными на примерке Длина петли должна быть на 0,2...0,5 см больше диаметра пуговицы. Расстояние готовых петель от края борта зависит o i фасона, но должно быть не менее 3/4 ли:1 метра пуговицы. По линиям петель, пред назначенным для обметывания, прокла дывают нитки.
Прокладывание кромки (рис. 10.28) По борту и лацкану прокладывают кром
ку. Предварительно бортовую прокладку обрезают по краям: в горловине от линии перегиба лацкана до уступа — 1,2 см, в уступах и лацканах — 0,7 см, по борту — 0,9 см, по низу — на 0,2 см выше линии подгиба низа. При прокладывании клеевой кромки вырез прокладки увеличивают на 0,3 см.
Клеевую кромку накладывают на край борта клеевой стороной вниз и сначала прикрепляют утюгом без увлажнения, выдерживая его Ю с на каждом участке. Середину кромки располагают по срезу бортовой прокладки. На участке лацкана кромку слегка натягивают. Внизу полочек кромку прокладывают на расстоянии 30 см от края борта; в изде-
Рис. 10.29. Подкладывание дополнительной прокладки под лацкан
лиях из тканей с повышенной растяжимостью — по всему низу. По перегибу лацкана кромку прикрепляют на расстоянии 1 см от намеченной линии в сторону проймы; в изделиях с застежкой до верха кромку по перегибу не прокладывают. Окончательно при-
клеивают кромку к полочке на прессе или утюгом с предварительным увлажнением (рис. 10.29).
Неклеевую кромку предварительно декатируют, приметывают, внешний край кромки пришивают вручную косыми стежками, незаметными с лицевой стороны, внутренний — на машине потайного стежка. В изделиях из толстых тканей кромку допускается подшивать с двух сторон на специальной машине. В изделиях из । каней костюмного типа кромку подшивают только с внутренней стороны; обтачивают борта в этом случае по наружному краю кромки. Кромку увлажняют и приутюживают на прессе или утюгом.
Для предохранения обрезных краев от растяжения и сохранения конструктивных линий по проймам полочек, плечевым сре-uim полочек, по линиям втачивания ластовиц (если изделие с цельнокроеными рукавами) прокладывают клеевую или неклеевую
кромку.
По пройме полочки клеевую кромку прокладывают с помощью утюга на уча-I' гке длиной 8... 10 см, начиная от плечевого среза; кромку располагают со стороны припусков на шов-
Кромку по срезам спинки прокладывают по всей длине проймы от плечевого до бокового среза (рис. 10.30). На указанных участках прокладывают клееные кромки с помощью утюга. Кромки
Рис. 10.30. Прокладывание кромок по срезам спинки
располагают со стороны припусков на обработку на расстоянии 0,2 см от намеченных линий. Неклеевые кромки притачивают на стачивающей машине, располагая их серединой по намеченным линиям.
Для предохранения обрезных краев деталей от растяжения и сохранения конструктивных линий по проймам спинки, горловине спинки, плечевым срезам полочек проставляют прокладки из хлопчатобумажной или клеевой ткани, выкроенные по форме указанных срезов. Ширина их по горловине спинки 2,5 см, по пройме спинки на уровне ее середины 5...6 см, по плечевому срезу полочек 2,5 см. Полоски приметывают прямыми сметочными стежками так, чтобы наружный край их заходил на намеченные линии на 1... 1,3 см и попадал под строчки соединения деталей; клеевые прокладки прикрепляют при помощи утюга.
10.22. Предохранение участков деталей, подвергающихся разрыву и растяжению, от истирания
Швейные изделия в процессе носки постепенно изнашиваются, теряют первоначальный вид, а также морально устаревают. Эксплуатационный износ характеризуется возникновением дефектов различного рода. Морально устаревшими являются изделия, не соответствующие современной моде по форме, силуэту, покрою, а также по структуре, цвету и рисунку материала.
Характер и интенсивность эксплуатационного износа швейных изделий зависят от множества разнообразных факторов: физикомеханических свойств материала, его структуры, трудовой деятельности и индивидуальных особенностей человека. При этом степень износа отдельных участков изделий различна. Наибольшему износу подлежат те участки, которые в процессе эксплуатации изделия подвергаются истиранию. Так, в пальто, пиджаках быстрее всего изнашиваются низ рукавов, край борта, петли, обтачки карманов, верхний воротник, низ изделия, локтевая часть рукавов, места пришивания пуговиц, рельефы; в брюках — низ, пояс в области застежки, верхние участки шаговых швов и в районе коленей; в подкладке — рукава, низ, места пришивания вешалки, расположения карманов верха, подкладка брюк, подкладка карманов.
Для продления срока службы изделия, поддержания его внеш него вида, приведения изделия в соответствие с требованиями моды необходимо в процессе изготовления одежды эти участки укрс пить прокладками.
Вид ремонта одежды зависит от степени износа изделий и на значения работ: обновление одежды с полным или частичным пг рекроем; перешив одежды из взрослой в детскую; мелкий, сред ний, крупный ремонт и утюжка одежды.
10.23. Обработка спинки
Порядок обработки спинки со шлицей в среднем шве приведен в табл. 10.3.
Таблица 10.3
Обработка спинки со шлицей
Наименование операции
Выполнение операции
Сборочная схема
1. Обозначение линии: сгибов шлицы, низа, уголка стачивания
На левой половинке линию сгиба наметить на продолжении среднего шва спинки шириной 1 см; на правой — от среза шлицы на 1,5 см; подгибка низа — 4 см; уголок стачивания наметить прямой линией, проходящей через две точки: первая точка располагается на срезе шлицы на расстоянии, равном удвоенной ширине подгибки низа, вторая точка — на срезе низа на расстоянии, равном удвоенной ширине припуска шлицы
Правая Левая
полочка полочка
2. Прокладывание клеевой кромки
Проложить кромку:
1) по линии низа левой половинки встык к намеченной линии сгиба шлицы по основной детали с небольшим натяжением;
2) по линии низа правой половинки встык к намеченной линии шлицы по основной детали с небольшим натяжением;
3) по линии сгиба шлицы правой половинки спинки встык к намеченной линии шпицы, делая посадку 1 см и располагая ее ближе к верхнему срезу шлицы
Правая Левая
полочка
полочка
Продолжение табл. 10.3
Наименование операции Выполнение операции Сборочная схема
3. Притачивание клеевой прокладки к левой половинке спинки Прокладку перегнуть на 1 см клеевым покрытием вверх, уложить сгибом к намеченной линии шлицы левой половинки и притачать на расстоянии 0,1 см от сгиба; верхний край клеевой прокладки должен быть выше верхнего среза шлицы на З...4см, нижний — вровень с намеченной линией низа; притачать со стороны припуска на шлицы швом шириной 0,2... 0,3 см
3...4 Т1 Г" 1^0,1 j_0,2.„0,3
4. Стачивание уголка шлицы на левой половинке спинки Нижнюю часть спинки перегнуть лицевой стороной внутрь и стачать уголок по намеченной линии, ставя закрепки
Левая полочка
5, Высекание уголка При высекании уголка оставить припуск 0,5 см
6. Разутюживание шва стачи- Разутюжить шов на колодке до полного прилегания
вания срезов
7. Стачивание среднего шва спинки Стачать средний шов спинки со стороны правой половинки шлицы, верхние срезы шлицы. Строчка не должна доходить до среза правой стороны на 1,5 см
С
8. Заметывание края шлицы Заметать края, перегнуть правую половинку шлицы по кромке, левую половинку шлицы по строчке притачивания клеевой прокладки, низ левой половинки — по кромке
Наименование операции Выполнение операции Сборочная схема
9. Рассекание верхнего угла шлицы Рассечку ставят со стороны правой половинки спинки, не доходя до шва на 0,1...0,2 см
10. Разутюживание среднего шва спинки, приутюжи вание птицы Спинку расположить низом с левой стороны, средний шов параллельно краю стола, разутюжить до полного прилегания срезов. Шлицу приутюжить —
'
11. Постановка закрепки на спинке Поставить закрепку с лицевой стороны под углом 45° к концу шлицы, начиная с середины закрепки и не доходя до срезов шлицы на 1,5 см
Ьг —
В изделиях без подкладки все срезы, в том числе и срезы припусков на обработку шлицы спинки, окантовывают специальной тесьмой или полосками подкладочной ткани. В шлицу спинки прокладку и кромку прокладывают так же, как в изделиях на подкладке.
В спинках с насгрочным средним швом вначале окантовывают срезы припуска на обработку нижней половинки шлицы, а затем средний шов спинки и срезы припуска на обработку верхней половинки шлицы (рис. 10.31, а).
В спинках с разутюженным стачным средним швом окантовывают срезы шва правой половинки спинки и припуска шлицы, а затем срезы шва левой половинки спинки и припуска шлицы (рис. 10.31, б).
В изделиях из толстых тканей срезы шлицы могут быть окантованы отрезком ткани (рис. 10.31, в). В этом случае окантовывают срез шва правой половинки спинки и верхний срез припуска нижней половинки шлицы, а также срез шва левой половинки спинки п срез припуска верхней половинки шлицы. Срез припуска нижней половинки шлицы окантовывают вместе с отрезком ткани. Вверху шлицы на шве правой половинки спинки делают надсечки. Средний шов спинки разутюживают, шлицу закрепляют вверху, если это предусмотрено по модели. Отрезок ткани вверху шлицы прикрепляют к среднему шву на стачивающей или специальной ыкрепочной машине.
а б в
Рис. 10.31. Обработка шлицы в изделиях без подкладки
Уголки шлицы стачивают по намеченной линии подгиба низа, перегибая припуск шлицы лицевой стороной внутрь. Затем окантовывают срезы припуска на подгиб низа спинки и шлицы (рис. 10.32, а).
Уголки шлицы вывертывают на лицевую сторону, выправляют и закрепляют на стачивающей машине по шву окантовки (рис. 10.32, б).
В изделиях из толстых тканей припуск на подгиб низа верхней половинки шлицы вырезают (рис. 10.32, в), уголок шлицы вывертывают на лицевую сторону и закрепляют на стачивающей машине по шву окантовки (рис. 10.32, г). Припуск нижней половинки шлицы перегибают по линии подгиба низа, конец шва окантовки подгибают в сторону изнанки и закрепляют на стачивающей машине по шву окантовки (рис. 10.32, д).
Окантованные края шлицы прикрепляют к спинке на участке длиной 5...6 см клеевой ниткой, клеевой паутинкой или кромкой, которые прокладывают со стороны изнанки припуска. Клеевую нитку прокладывают на стачивающей машине по шву окантовки; клеевую паутинку — при прессовании шлицы; клеевую кромку — одновременно с окантовкой шлицы, располагая клеевым покрытием к спинке. Припуск шлицы закрепляют со спинкой на прессе.
В изделиях из тканей с повышенным содержанием синтетических волокон внутренние окантованные края шлиц можно не прикреплять.
10.24. Обработка рукавов
При обработке двухшовных втачных рукавов без шлицы в локтевом шве после проверки кроя верхние и нижние половинки рука-
Рис. 10.32. Обработка уголков шлицы в изделиях без подкладки
вов складывают лицевой стороной внутрь, уравнивают по переднему срезу и стачивают, предварительно сметав; ширина шва стачивания 1 см. Стачивание производят со стороны верхних половинок на левом рукаве от оката к низу, а на правом — от низа до оката рукава. Начало и конец строчки закрепляют обратной машинной строчкой. Шов разутюживают и одновременно оттягивают. Утюг при этом не должен заходить за линию переката. Локтевой срез нижней половинки оттягивают. Оттянутый передний шов должен точно перегибаться по линии переката.
После разутюживания намечают длину рукава от высшей точки оката на вертикали посередине рукава и линию подгибки низа
рукава. Для большей прочности в низ рукава вставляют прокладку из хлопчатобумажной ткани или низ рукава дублируют.
Прокладку накладывают на изнанку рукава так, чтобы нижний срез ее проходил на расстоянии 0,1 см от намеченной линии подгибки низа, а концы доходили до локтевых срезов. Прокладку приметывают и прикрепляют внизу (рис. 10.33, а). Низ рукава заметывают и заутюживают, рукава складывают с подкладкой по низу лицевыми сторонами внутрь и стачивают. Ширина шва 0,7... i см, шов отгибают в сторону подкладки. Затем рукав сметывают по локтевому шву, уравнивая срезы низа рукава, и стачивают; предварительно сметав и припосадив верхнюю половинку, одновременно стачивают и подкладку по локтевому шву. Локтевой шов разутюживают, а шов притачивания подкладки к низу рукава прикрепляют к прокладке рукава и прикрепляют швы рукава. Подкладку рукава наметывают на 5... 6 см от низа рукава. Вверху наметку прокладывают прямыми стежками величиной 2,5...3 см на расстоянии 5...6 см от линии оката рукава и параллельно ей (рис. 10.33, б). Готовый рукав отутюживают. Если прокладка в рукаве клеевая, то обработка рукавов будет проще. При такой обработке клеевая прокладка должна быть точной. В таком случае рукав, подкладку рукава и клеевую прокладку складывают по низу рукава; срез подкладки и срез рукава уравнивают, а клеевую прокладку кладут клеевой стороной вниз и обрезным краем к намеченной линии низа рукава (рис. 10.33, в). По низу рукава прокладывают строчку, одновременно скрепляя подкладку рукава, рукав по верху припуска на подгибку низа и клеевую прокладку. Дальнейшая обработка аналогична описанной выше. Исключаются операции прикрепления прокладки и низа рукава, так как при утюжке клеевая прокладка приклеится.
Рис. 10.33. Обработка двухшовного втачного рукава без шлицы в локтевом шве
Порядок обработки двухшовных втачных рукавов с вытачной шлицей в локтевом шве приведен в табл. 10.4.
Таблица 10.4
Обработка двухшовных втачных рукавов с вытачной шлицей
Наименование операции Выполнение операции Сборочная схема
1. Стачивание передних срезов рукавов Стачать срезы швом шириной 1 см
2. Разутюживание передних швов рукавов При разутюживании утюг не должен заходить за линию переката рукава. Разутюжить шов и сформировать по форме руки локтевой срез. При проверке правильности ВТО рукав сложить изнанкой внутрь, нижней половинкой вверх, линия переката должна быть параллельна переднему шву рукава
3. Прокладывание прокладки в низ рукава Прокладка может быть клеевая или хлопчатобумажная. Проложить прокладку так же, как в рукавах без шлиц См. рис. 10.33
4. Обмеловка шлицы и стачивание локтевого шва Шлицу обмелить, локтевой шов стачать, предварительно сметав, строчку проложить по обмеленной шлице. Локтевые срезы рукавов сметать со стороны верхних половинок, поса-живая их в области локтя. Посадку супожить. Стачать локтевые срезы со стороны верхних половинок на правом рукаве, начиная от верхнего среза рукава вниз, 1 1 1 I 1 1
Наименование операции Выполнение операции Сборочная схема
на левом рукаве — снизу вверх. Срезы стачать до шлицы, затем обтачать шлицу с трех сторон (по верхней, боковой и по низу) и строчку проложить по подгибке низа
5. Надсекание со стороны нижней половинки ШЛИЦЫ в углах. Разутюживание локтевого шва В верхнем и нижнем углах шлицы нижние половинки надсечь, не доходя до строчки 0.1 см. Локтевой шов разутюжить, шлицу заутюжить в сторону верхней половинки U=1 А —
6. Прикрепление припуска шлицы Припуск шлицы прикрепить к прокладке вручную или при помощи клеевой нити или паутинки
7. Заметывание низа рукава и проутюжива-ние Низ рукава заметать прямыми стежками и приутюжить на приспособлении. Дальнейшая обработка, как и для рукава без шлицы
После стачивания локтевого шва к припуску на подгибку ни ш рукава притачать подкладку рукава (рис. 10.34).
Низ рукава с отлетной шлицей в локтевом шве показан на рис. 10.35, а.
При изготовлении одежды по индивидуальным заказам неоЬ ходимо сохранить припуск на запас по низу рукава. Изделия u i тонких тканей обрабатывают следующим методом. После стачиил ния передних срезов строчкой 1 (рис. 10.35, б) и пришивания про кладки строчкой 4 стачивают локтевые срезы и шлицу до нижнп среза рукава строчкой 3. Локтевой шов надсекают внизу и в верх нем конце шлицы со стороны нижней части рукава. Локтевой шов
Рис. 10.34. Стачивание подкладки в рукавах без шлицы (а) и в рукавах с вытачной шлицей (б)
г
Рис. 10.35. Обработка отлетной шлицы
и шов шлицы на участке от надсечек до низа рукава разутюживают. Затем обтачивают (строчка 2) нижний угол шлицы. Для этого верхнюю часть рукава перегибают по намеченной боковой линии шлицы (лицевой стороной внутрь) и прокладывают строчку по линии подгибки низа от края полученного сгиба рукава до локтевого шва. Строчку продолжают вниз по локтевому шву. Рукав вывертывают на лицевую сторону, выправляют застроченный угол шлицы и заметывают низ рукава и шлицу. Припуск шлицы прикрепляют к прокладке.
При обработке отлетных шлиц в изделиях из толстых тканей их боковые стороны и нижние углы подшивают вручную. После стачивания передних срезов (строчка 7, рис. 10.35, в) и прикрепления прокладки к низу рукава (строчка 3) заметывают строчкой 5 припуск на подгибку низа рукава, не доходя до линии шлицы нижней половинки на 0,5 см. Локтевые срезы и шлицу стачивают строчкой 2, отвертывая припуск на подгиб низа рукава со стороны нижней половинки, чтобы он не попал под строчку; впоследствии этим припуском закрывают шов стачивания шлицы. По линии сгиба шлицу заметывают (строчка 4) для удобства заутюживания.
В верхнем конце шлицы припуск на локтевой шов со стороны нижней части рукава надсекают, не доходя до строчки на 0,1 см; стачанный шов на участке от верхнего края до надсечки разутюживают, шлицу рукава заутюживают в сторону верхней части (рис. 10.35, г). Затем срезы шлицы пришивают к прокладке и к припуску на обработку низа рукава (строчка 6).
В массовом производстве отлетные шлицы обрабатывают полностью машинным способом. После пришивания верхнего края прокладки в низу рукавов припуск на обработку шлицы со стороны верхних половинок отгибают на лицевую сторону, складывают пополам и обтачивают нижние углы шлицы (рис. 10.36, а), оставляя припуск на шов стачивания боковых сторон 0,5 см; соединяют локтевые срезы, одновременно соединяют верхние и боковые стороны шлицы (рис. 10.36, б). Припуски швов в верхних и нижних
а б в
Рис. 10.36. Обработка отлетной шлицы рукава машинным способом
углах шлиц надсекают со стороны нижних половинок рукавов. Нижние стороны шлиц вывертывают, уголки выправляют.
Локтевые швы разутюживают, шлицы заутюживают в сторону верхних половинок Низ рукавов перегибают по намеченным линиям, заметывают и приутюживают (рис 10.36, в).
Углы открытой шлицы в локтевом шве рукава (рис. 10.37, а) обрабатывают после стачивания передних срезов (строчка 1. рис. 10.37, б) и прикрепления прокладки в низ рукава (строчка 2). Сначала обрабатывают углы шлиц верхних частей. Припуск на подгибку низа рукава перегибают на лицевую сторону рукава и стачивают (строчка 4) по намеченной линии под углом 45°. Обтачанный угол вывертывают на лицевую сторону, выправляют, припуск в углу расклады-
Рис. 10.37. Обработка открытой шлицы в локтевом шве
вают на две стороны, угол выметывают.
На нижней части рукава припуск на подгибку низа перегибают на лицевую сторону по намеченной линии низа и боковую сторону шлицы стачивают под прямым углом (строчка 5); ширина шва 0,5 см. Угол вывертывают и выметывают, одновременно заметывая припуск на подгибку низа рукава. Затем стачивают локтевые срезы и срезы шлицы. Локтевой шов разутюживают, шлицу заутюживают в сторону верхней части рукава.
10.25. Обработка бортов и подбортов
10.25.1. Обработка подбортов и соединение их с изделием
Перед проверкой правильности срезов бортов, лацканов и низа изделия полочки обязательно проутюживают, сутюживая слабину. Сутюживание выполняют со стороны бортовой прокладки каждой полочки отдельно. Полочки верха складывают бортовыми прокладками внутрь, совмещают вытачки, боковые карманы, уравнивают боковые срезы, срезы пройм, плечевые сре-п>1 и срезы горловины. Сложенные таким образом полочки раскладывают на столе левой полочкой вверх, бортом к работающему и уточняют форму лацкана, борта, расположение петель; при этом можно использовать подсобное лекало. Его накладывают так, чтобы внешний край лекала (на прямом участке) совпадал с направлением нитей основы на полочке. При этом срез борта не должен выступать за срез лекала более чем на 0,5 см,
по горловине и плечевым срезам срез лекала должен совпадать с этими срезами. Одновременно намечают места расположения петель, линию перегиба лацкана и уточняют место нахождения точки уступа.
При отсутствии подсобного лекала сначала уточняют расположение петель, затем намечают линию перегиба лацкана; горловину и лацканы обмеляют по линиям, нанесенным закройщиком, а борт от верхней петли до линии низа изделия — с помощью линейки. Петли намечают в соответствии с меловыми знаками, сделанными закройщиком в процессе примерки.
Для нанесения линии сгиба лацкана при отсутствии подсобного лекала необходимо наметить две точки. Для этого надо продолжить плечевой срез на расстояние, равное высоте стойки нижнего воротника минус 1 см (на шов втачивания), это и будет первая точка. Вторую точку намечают по краю борта на уровне верхней бортовой петли. Найденные точки соединяют прямой линией, получая линию перегиба лацкана.
Борта и лацканы обрезают по внутренней меловой линии. Линию сгиба лацкана переводят на правую полочку. По меловым ли
ниям прокладывают нитки.
Борта обрабатывают подбортами — отрезными или цельнокроеными и полочкой по всему борту либо по нижней части до лацканов (рис. 10.38).
До обработки полочек отрезными подбортами обрабатывают подборта, соединяют полочки верха с бортовой прокладкой или дублируют полочки верха, производят выстегивание лацканов, подрезку края борта, обработку обтачанных петель в женских изделиях, прокладывание кромки.
Надставки к подбортам притачивают стачным швом, совмещая рисунок ткани, если он ярко выражен. Швы разутюживают при не-
Рис. 10.38. Обработка борта подбортом в области лацкана
обходимости, если ткань в полоску; подборта на участке лацканов по внешнему срезу оттягивают, а по внутреннему — сутюживают, придавая необходимую форму. Внутренние края подбортов обме ляют и обрезают.
В изделиях без подкладки вну i ренние края подбортов обрабаты вают швом вподгибку с откры тым срезом шириной 0,2... 0,3 см или окантовывают. В изделиях и i легко осыпающихся тканей об резные края предварительно об метывают. Края подбортов мох но обработать швом вподгибку <
закрытым срезом, ширина шва в готовом виде 0,4...0,5 см. Внутренние срезы подбортов в изделиях с подкладкой и без нее могут быть окантованы полоской из подкладочной ткани или тесьмой.
В изделиях без подкладки подборта иногда обрабатывают с прокладкой из хлопчатобумажной ткани, выкроенной по форме подборта. Подборта и прокладку складывают лицевыми сторонами внутрь и обтачивают швом шириной 0,5 см, затем вывертывают на лицевую сторону, выметывают со стороны подбортов кант шириной 0,2 см, прокладывают строчку на расстоянии 0,3 см от края так, чтобы внешний край подкладки попал под строчку.
При соединении обработанных подбортов с полочками верха полочку кладут на стол лицевой стороной вверх. На нее накладывают лицевой стороной вниз подборт, выпуская его срезы по лацкану и уступу на 0,1 см за край полочки. Затем подборт наметывают двумя строчками. Первую строчку прокладывают прямыми стежками от внутреннего его края к углу лацкана, посажпвая подборт. Вторую строчку прокладывают косыми стежками, начиная от точки уступа лацкана на расстоянии 0,1... 1 см от края, по всему подпорту. При наметывании подборт поезживают в углу лацкана и на участке расположения обтачных петель. В изделиях из гладкокрашеных тканей незначительную посадку дают и на всем протяжении лацкана. Степень посадки зависит от свойств материала и конструкции изделия. От нижней петли до низа подборт наметывают ровно, в ниж-11 их углах полочек — с небольшим натяжением. Посадку подбортов сутюживают на расстоянии 2... 3 см от края (рис. 10.39).
В изделиях с лацканами борта обтачи-н. нот со стороны бортовой прокладки, располагая строчку на участке лацканов около края кромки, затем по краю бор-i.i - на расстоянии 0,2 см от края кром-। и. В изделиях с застежкой до верха борта оплачивают на расстоянии 0,2 см от края |- ромки. Если кромка подшита только по ннутренней стороне на специальной Main пне, строчку прокладывают по наружному краю кромки.
В изделиях из гладкокрашеных тканей "орта можно обтачивать на специальной кинине без предварительного наметывания подбортов. В этих случаях требуется inыее точный крой подбортов с нанесением на подборта и полочки контрольных и мков.
Рис. 10.39. Наметывание отрезного подборта на полочку
Рис. 10.40. Обработка низа подборта в женских изделиях с отлетным подбортом
В изделиях с притачной подкладкой нижние углы бортов обтачивают одновременно с бортами на 0,1... 0,2 см Ниже линии подгиба низа. Строчку заканчивают на расстоянии 0,1... 0,5 см от внутренних краев подбортов.
В женском пальто нижние углы бортов обрабатывают с отлетным подбортом (рис. 10.40). При обтачивании борта края припусков на подгибку подборта и низа изделия уравнивают и стачивают швом шириной 1 см, отступая от внутренней стороны подборта на 3 см. Затем подборт перегибают по линии подгибки низа лицевой стороной внутрь и обтачивают внугренний отлетной угол. У среза под
гибки низа изделия оставляют нестачанным шов на 1,5 см и делают надсечки на подборте и припуске на его подгибку (рис. 10.40, а). Обтачанный угол вывертывают на лицевую сторону (рис. 10.40, б).
В женских демисезонных и летних пальто, а также в жакетах борта часто обрабатывают вместе с воротником. При этом обрабатывают плечевые швы, соединяют нижний воротник с горловиной, воротник притачивают к подбортам по линии раскепов, стачанные швы раскепов разутюживают, подборта и воротник наметывают на полочки и нижний воротник, борта и воротник обтачи-
вают одновременно.
Затем швы обтачивания бортов разутюживают и подрезают, оставляя припуск на полочке 0,3 см, со стороны подборта 0,4 см. В точке уступа лацкана подборт и полочку надсекают перпенди кулярно линии горловины, не доходя до строчки 0,1...0,2 см.
В тех женских пальто, где расстояние от нижней петли до низа
Рис. 10.41. Полочка с петлей-держателем
изделия значительное (более 50 см), правую полочку борта обрабатываю! с петлей-держателем (рис. 10.41), ко торую располагают на расстоянии 25... 30 см от низа борта.
Петлю-держатель выкраивают in основной (если ткань тонкая) или и । подкладочной ткани. В готовом виде длина петли 5...6 см, ширина 3. 3,5 см.
Деталь обтачивают обтачкой швом шириной 0,5... 0,7 см, вывертывают ii.i лицевую сторону и выметывают пи
краям обтачивания. В конце держателя выметывают петлю. Обработанную деталь притачивают к внутреннему краю правого подборта швом шириной 0,5 см, чтобы в дальнейшем строчка притачивания была закрыта подкладкой.
На левую полочку пришивают пуговицу.
Отделкой бортов может служить окантовка внутреннего края подбортов полоской подкладочной ткани или специальной тесьмой.
10.25.2. Обработка цельнокроеных бортов с подбортами
Рис. 10.42. Обработка цельнокроеных бортов с подбортами
В изделиях с цельнокроеными подбортами без отделочной строчки можно прокладывать клеевую кромку при обработке бортовой прокладки. Кромку настрачивают на бортовую прокладку, совмещая край кромки с бортовым срезом прокладки. Для последующего закрепления края борта нижняя нить (на шпульке) должна быть клеевой, а верхняя — хлопчатобумажной. Клеевую поверхность кромки на бортовой прокладке располагают со стороны, соприкасающейся с полочкой верха, клеевую нить — со стороны, соприкасающейся с подбортом. Для закрепления бор-га вместо клеевой кромки бортовой срез прокладки можно обработать полоской клеевого материала (рис. 10.42) или хлопчатобумажной тканью. Бортовой срез прокладки огибают вдвое сложенной полоской клеевой стороной наружу и соединяют на машине. После соединения полочек с бортовой прокладкой подборт перегибают по линии сгиба на прокладку. Попочку приутюживают, приклеивая бортовую прокладку с помощью клеевой полоски или кромки и клеевой нити к попочке верха и краю подборта.
В изделиях с дублированными полочками кромку прокладывают, если это предусмотрено по модели.
10.25.3. Обработка бортов без отделочной строчки
При обработке бортов без отделочной строчки («в чистый край») шва обтачивания бортов подбортами шов обтачивания бортов прикрепляют различными способами.
В индивидуальном пошиве в основном срез шва обтачивания борта пришивают к прокладке, закрывая срез шва полочки. Эту операцию пслают вручную косыми стежками, частота стежков 2...3 стежка в I см строчки. Необходимо следить, чтобы машинная строчка по шикану располагалась по сгибу, а по борту перетягивалась в сто-I к >i iy прокладки. Затем борта выметывают и прокладывают строчку
вспушными стежками. Можно прикрепить шов обтачивания на машине после выметывания бортов.
В массовом производстве подборт прикрепляют клеевым способом. Если используется клеевая пленка, то ее размещают по про кладке около строчки обтачивания борта. Если подборт прикрепляют клеевой ниткой, то ее прокладывают по подбортам.
В изделиях из тонких тканей шов обтачивания бортов прикрепляют на универсальной машине. На участке лацканов в таком случае припуск на шов перегибают в сторону полочки и сверху с изнаночной стороны лацкана прокладывают строчку на расстоянии 0,1 ...0,2 см от шва обтачивания подборта (рис. 10.43, а), а на участке от первой петли до низа строчку прокладывают со стороны подборта, шов обтачивания полборта при этом направляют в сторону подбортов (рис. 10.43, б).
В одежде из дорогих тканей не рекомендуется закреплять шоп обтачивания бортов на стачивающей машине, т. е. способом, при котором на лацкане с лицевой стороны подборта и полочки образуется строчка.
В изделиях без отделочной строчки швы обтачивания бортов прикрепляют к бортовой прокладке на машине потайного стежка (или на стачивающей машине) или с помощью клеевых материа
лов — пленки, нитки, паутинки.
Клеевые материалы прокладывают перед вывертыванием и выметыванием бортов. Клеевую пленку прокладывают на специ альной машине или с помощью приспособления со стороны бортовой прокладки на расстоянии 0,1 см от строчки обтачивания бортов.
Клеевую паутинку в виде полоски шириной 1,3... 1,5 см прита
чивают к шву обтачивания бортов
Рис. 10,43. Закрепление канта машинным способом по лацкану и по борту
на стачивающей машине со сто роны, прилегающей к полом ке, или подкладывают при об тачивании бортов. Клеевую ни i ку накладывают на шов обта чивания бортов по подбортам со стороны, прилегающей i полочке, на стачивающей ма шине, заправляя ее в шпульку
При закреплении шва об| я чивания борта на стачивающеп машине его не разутюживаю i а обрезают: в изделиях с з;к тежкой до верха — только с*» стороны подбортов, в издели ях с открытыми лацканами im борту подрезают полочку п подборт, в лацканах обреза к и
Рис. 10.44. Обработка подборта с застежкой до верха
шов обтачивания только со стороны полочек, оставляя припуск 0,3 см.
В изделиях с застежкой до верха весь шов настрачивают на подборт (рис. 10.44). Строчку прокладывают со стороны полочки на расстоянии 0,2...0,3 см от шва обтачивания борта.
Швы обтачивания бортов или бортов и воротника прикрепляют к бортовой прокладке на машине потайного стежка после выметывания бортов. При подрезке ширину шва со стороны подборта оставляют равной 1... 1,*2 см, со стороны полочек — 0,3 см.
При отсутствии специальной машины и клеевой пленки швы обтачивания бортов прикрепляют к бортовой прокладке вручную косыми стежками.
Борта выметывают на специальной машине. Лацканы выметывают со стороны полочек, выпуская кант из подборта шириной 0,1...0,2 см, борта — со стороны нодбортов, выпуская кант из полочки; углы выметывают вручную. В изделиях с отделочной строчкой борта выметывают двумя строчками на расстоянии от края пер
вой на 0,5...0,7 см, второй — на 0,5 см большем ширины проек-1ируемой отделочной строчки. В изделиях без отделочной строчки (юрт выметывают на расстоянии 0,2...0,4 см от края. При отсутствии выметочной машины борта выметывают вручную косыми стежками; если ткань с рисунком (полоска, клетка), то выметывание подбортов производят прямыми стежками. В пальто без отде-ючной строчки подборт дополнительно прикрепляют к прокладке от нижней петли до низа на расстоянии 2 см от края борта.
Обработанные подборта утюжат на прессе, выправляя неровности.
В изделиях без отделочной строчки край борта может быть закреплен вспушной строчкой вручную. Такое закрепление края борта
рекомендуется только в изделиях из шерстяных рыхлых тканей с незначительным содержанием синтетического волокна, на которых не остается сметных следов вспушной строчки. Расстояние вспушной строчки от края 0.2... 0,6 см. Длина стежка 0,3... 0,4 см (рис. 10.45).
Рис. 10.45. Закрепление края борта вспушной строчкой
10.25.4. Обработка бортов с отделочной строчкой
Обработку полочек подбортами, если по модели есть отделочная строчка по борту, выполняют в такой последовательности: проверяют полочки, высекают бортовую прокладку; прокладывают кромку; наметывают подборта на полочки; обтачивают борта; шов обтачивания разутюживают.
Если изделие из толстой ткани, то при разутюживании ворс соскабливают в области шва. Шов обтачивания борта подрезают на 0,2...0,4 см, края подрезанного шва прикрепляют к бортовой прокладке обычным способом.
Борта выправляют и выметывают кант шириной 0,2 см со стороны лацкана из подборта, по краю борта — из полочки. Борта утюжат на прессе. Если борта выметывают на специальной машине, то прокладывают две строчки, для того чтобы не было перекоса при прокладывании отделочной строчки. Отделочную строчку прокладывают после прессования бортов по лацканам и бортам с лицевой стороны на расстоянии от края, зависящем от модели. Отделочную
Рис. 10.46. Пальто с отделочной строчкой по краю борта
Рис. 10.47. Пальто с потайной внутренней застежкой
строчку по борту целесообразно выполнять одновременно с прокладыванием отделочной строчки по воротнику и низу изделия.
Перед прокладыванием отделочной строчки борта лацканы, низ и шлицу утюжат через увлажненный проутюжильник, выправляя неровности, при этом лацканы утюжат со стороны полочек, борта — со стороны подбортов, низ и шлицу — со стороны подгибки
низа.
Отделочную строчку по лацканам, бортам и низу прокладыва
ют с лицевой стороны изделия нитками в цвет ткани верха при помощи приспособления на расстоянии от края, предусмотренном моделью. При этом строчку по лацканам выполняют со стороны подбортов, по бортам — со стороны полочек, по низу — с лицевой стороны изделия (рис. 10.46).
На полочке от точки уступа лацкана и до нижней надсечки для
закрепления застежки прокладывают строчку (если она предусмотрена моделью) на расстоянии 5... 7 см от края борта (рис. 10.47).
Строчку прокладывают в три приема: 1) от верхней петли правой полочки по лацкану до точки уступа лацкана; 2) от точки уступа лацкана левой полочки до первой петли; 3) от уровня первой петли по борту правой полочки, по низу, далее по борту левой полочки до уровня первой петли. Концы строчек закрепляют и обрезают. Нитки выметывания бортов и заметывания низа удаляют. Борта, лацканы и низ еще раз приутюживают.
Обработку и сборку бортов в изделиях с внутренней (потайной) застежкой выполняют обычным способом (рис. 10.48).
После прокладывания по краю борта кромки на полочке намечают длину застежки, делая надсечки глубиной 0,6... 0,8 см вверху и внизу. Затем на лицевую сторону полочки накладывают обтачку
из подкладочной ткани лицевой стороной вниз так, чтобы внизу и вверху она заходила на одинаковое расстояние за надсечки, и притачивают, отступив 0,5 см от края.
Обтачку отвертывают на изнанку борта. Участок застежки выметывают, выпуская из полочки кант шириной 0,3 см.
Борт приутюживают с изнанки, предвари-гельно увлажнив ткань.
Оформленный край полочки прострачивают с лицевой стороны между надсечками, ширина строчки зависит от ширины отделочных строчек в изделии.
Обработанный соответствующим образом нодборт лицевой стороной накладывают на
Рис. 10.48. Обработка бортов в изделиях с потайной застежкой
ницевую сторону полочки и закрепляют в местах надсечек несколькими стежками, причем обработанный край подборта должен рас-
Рис. 10.49. Обработка внутренней застежки без отделочной строчки
полагаться на расстоянии 0,3 см от обработанного края полочки в сторону проймы. Наметывание подборта и сутюживание посадки производят обычным способом.
Обтачивание лацкана начинают от точки уступа и заканчивают у верхней надсечки. Машинная строчка должна проходить рядом с кромкой. Нижнюю часть борта обтачивают от нижней надсечки до низа из
делия. Машинная строчка должна проходить на расстоянии 0,2 см
от кромки.
Разутюживание и подрезание швов обтачивания, выметывание и приутюживание борта выполняют обычным способом, затем прокладывают отделочную строчку по краю.
При отсутствии отделочной строчки внутренние края обтачек подборта и борта стачивают и пришивают к бортовой прокладке, внутренний край подборта отвертывают в сторону края борта и пришивают к бортовой прокладке на расстоянии 5... 7 см от края борта потайными стежками (рис. 10.49). В концах застежки и между петлями ставят закрепки. Дальнейшая обработка соответствует обработке обычных бортов.
Рис. 10.50. Женское пальто с верхним воротником, выкроенным вмеси с подбортами
Если борта цельнокроенные с воротником, то их наметывают на изделие и обтачивают вместе с воротником (рис. 10.50).
В женских пальто с верхним воротником, выкроенным вместе с подбортами, борта обтачивают с обтачиванием воротника.
10.26. Обработка воротников
Обработка воротников в одежде, очень разнообразной по конструкции и фасону, имеет много общего. Наиболее распространены отложные воротники с застежкой до верха и до перегиба лацкана, а также воротники типа шаль, апаш. Воротник состоит из нижнего воротника, прокладки и верхнего воротника. Иногда верхний воротник может быть цельновыкроенным с нижним воротником по отлету. Воротники изготавливаются из основной или отделочной ткани, из меха. Воротник обрабатывают в несколько приемов: обработка нижнего воротника, обработка верхнего воротника, соединение верхнего воротника с нижним воротником.
10.26.1. Обработка нижнего воротника
Как правило, нижний воротник выкраивают из двух частей, которые могут иметь надставки (рис. 10.51, аь б). В некоторых моделях нижний воротник имеет отрезную стойку. Сначала стачивают составные части и разутюживают швы. Неклеевую прокладку из двух частей стачивают накладным швом с открытым срезом или швом встык.
С нижним воротником прокладку соединяют клеевым (на прес-(с или с помощью утюга) или ниточным (на машине потайного сгсжка или стачивающей) креплением. Выстегивание выполняют с припосаживанием прокладки.
На машине потайного стежка узкие нижние воротники высте-швают со стороны прокладки строчками, параллельными срезу
i юйки, с расстоянием между ними0,5...0,7 см (рис. 10.52, а). 111 ирокие нижние воротники вы-i гсгивают поперечными строч-t-.iMH (рис. 10.52, б).
Нижний воротник для пиджаков строчат на стачивающей мп шине и выстегивают со стороны нижнего воротника. Сна-|пла прокладывают строчку параллельно срезу стойки от ее । рая на расстоянии 1,2 см. Затем, П.1Чиная от середины, строчат
Рис. 10.51. Нижний воротник для пиджака (о) и для пальто (б)
в г
Рис. 10.52. Выстегивание нижнего воротника
нижний воротник зигзагообразными строчками с расстоянием у основания 1,5...2 см (рис. 10.52, в). Так обычно обрабатывают воротники в мужских изделиях.
Если в воротнике пиджака следует усилить жесткость стойки, предварительно намечают линию ее перегиба и нижний воротник строчат в два приема — сначала по стойке, затем по отлету. Стойку строчат параллельно ее срезу; расстояние между строчками 0,5 см; первую строчку прокладывают на расстоянии 1,2 см от среза. Отлет строчат зигзагообразными строчками (рис. 10.52, г). Если воротник имеет вытачки по стойке, их вырезают, оставляя припуск на шов стачивания. Швы стачивают и разутюживают.
Нижние воротники в меховых воротниках мужских, а иногда и женских изделий обрабатывают со слоем ватина или ваты. При ис пользовании клеевой прокладки на нее настрачивают ватин или слой ваты, располагая его с неклеевой стороны. Зигзагообразные строчки прокладывают на стачивающей машине с расстоянием у основания 3,5... 4 см. Затем прокладку приклеивают к нижнему во ротнику. При использовании неклеевой прокладки нижний во ротник строчат, начиная с середины, строчками, параллельны
ми концам воротника.
После выстрачивания ниж ний воротник приутюживают с<» стороны прокладки и формую i если форма не создана кони рукгивными приемами. При этом его оттягивают (рис. 10.53, л) вначале по краю стойки влево
и вправо от середины на 5,5
б
Рис. 10.53. ВТО нижнего воротника
6 см, затем по отлету. В мужски изделиях линию перегиба стон ки, как правило, заутюжииак>1
(рис. 10.53, б).
Форму и размер нижнего воротника окончательно уточняют во время примерки изделия. После примерки по намеченным закрой-шиком линиям подрезают левую в мужских или правую в женских изделиях сторону нижнего воротника. Вторую сторону нижнего воротника намеляют для обрезки, складывая пополам нижний воротник лицевой стороной внутрь и совмещая линии его вметывания.
В изделиях из тонких тканей в концы нижнего воротника и на участки раскепов прикрепляют прокладки из коленкора или нетканых материалов для предотвращения пролегания швов и стежков на верхнем воротнике.
Снижение трудоемкости обработки достигается при использовании для нижнего воротника нетканого материала типа фильц, с применением которого отпадают многие операции по его обработке.
10.26.2. Обработка верхнего воротника
В целях декатирования воротник увлажняют и приутюживают, 1 [ри необходимости оттягивают по стойке и отлету. Отрезную стойку притачивают к воротнику, шов разутюживают, расстрачивают или застрачивают в сторону нижнего среза.
К воротникам из меха с непрочной кожевой тканью пришивают прокладку из коленкора или бязи на машине потайного стежка пли вручную стегальными строчками с расстоянием друг от друга I...4 см. Если меховой воротник имеет вытачки, их вырезают и стачивают швом встык на скорняжной машине или вручную, заправляя мех внутрь. При прочной кожевой ткани прокладку не применяют, а притачивают по стойке кромку для предохранения греза от растяжения. Для создания объемности мехового воротни-|.л на прокладку из хлопчатобумажной ткани наметывают ватин и пришивают к ткани косыми стежками.
10.26.3. Соединение верхнего воротника с нижним воротником накладным швом
Верхний и нижний воротники соединяют или на стачивающей Мишине обтачным швом по концам и отлету, или на машине зиг-IIIсообразной строчки с подгибом срезов верхнего воротника в сторону нижнего, или на машине потайного стежка, или вручную н.1 хладным швом.
Соединять верхний и нижний воротники можно до соединения нижнего воротника с горловиной или после соединения.
При соединении верхнего воротника с нижним на машине зиг-пообразной строчки на лицевую сторону нижнего воротника на-• 'ыцывают по намеченной линии верхний воротник лицевой сто-11 и юй вверх и настрачивают его по отлету зигзагообразной сгроч-
|| |>|<1чкова 257
Рис. 10.54. Соединение верхнего воротника с нижним концам и отлету, не доходя до
кой, концы подшивают (рис. 10.54). В воротниках с закругленными углами по краю всего воротника прокладывают строчку, не доходя 2... 3 см до среза стойки в концах.
При подшивании краев на машине потайного стежка верхний воротник наметывают на нижний, заметывают, а затем подшивают края верхнего воротника по среза стойки на 2...3 см.
Соединение верхнего воротника с нижним после соединения нижнего с горловиной применяют при изготовлении зимних пальто и пиджаков. Обработанный нижний воротник соединяют с горловиной стачным или накладным швом. Верхние края подбортов расправляют и приметывают к полочкам. На подбортах намечают линии раскепов, ставя в концах линий поперечные контрольные отметки. Подкладку и утепляющую прокладку в зимних изделиях рас-
правляют по горловине и пришивают к шву втачивания нижнего воротника на стачивающей машине или вручную.
Перед соединением проверяют соответствие верхнего воротника нижнему и намечают на верхнем линии раскепов. Для этого верхний воротник накладывают на нижний со стороны прокладки лицевой стороной вверх так, чтобы он выходил по отлету, концам и стойке на 1,5... 2 см, за линию раскепов — на 1... 1,5 см. На верх ний воротник с подбортов переносят меловые линии раскепов; участки раскепов обрезают, оставляя припуск на шов 1 см.
При соединении верхнего воротника с нижним первый накла дывают на второй по нижнему краю стойки и сметывают. Строчку прокладывают, соединяя верхний воротник с подбортами, совме щая намеченные линии раскепов, и с подкладкой по горловине При стачивании воротника с подбортами строчку прокладываю! по намеченным линиям раскепов; при стачивании с подкладкой одновременно втачивают концы вешалки (рис. 10.55). Шов в кон цах раскепов по подборту надсекают и на участках раскепов раз утюживают. Верхний воротник отвертывают лицевой сторонол
Рис. 10.55. Соединение верхнего воротника с подкладкой по линии расксппп и с подкладкой по горловине
вверх, разутюживают шов раскепа и прикрепляют его, наметывая по подборту на расстоянии 0,2...0,3 см от шва. Воротник с подбортами и подкладкой прикрепляют к нижнему воротнику, закрепляя концы вешалки. Воротник отгибают на прокладку и наметывают по поверхности тремя строчками. Первую строчку прокладывают на 0,2 см от шва втачивания верхнего воротника, вторую строчку — от сгиба стойки, оставляя слабину ткани на перегиб воротника, третью строчку — по отлету и концам; в углах воротника делают незначительную посадку верхнего воротника. Воротник приутюживают и обрезают по отлету и концам, оставляя припуск на подгиб 1... 1,5 см. Припуск верхнего воротника по отлету и концам перегибают в сторону нижнего воротника и заметывают прямыми стежками на расстоянии 0,8 см от края. Край подшивают на машине потайного стежка или вручную.
10.26.4. Соединение верхнего воротника с нижним воротником обтачным швом
При соединении верхнего воротника с нижним воротником об-1ачным швом воротник собирают как самостоятельный узел изде-1ия. При этом возможна большая механизация обработки, однако ребуется особенно точное соответствие размеров и формы верх-
него воротника нижнему и горловине (рис. 10.56). При обработке воротника вместе с бортами нижний воротник также сначала соединяют с горловиной, после чего одновременно обтачивают борта и нижний воротник подбортами и верхним воротником, предварительно стачанными по раскепам пни цельновыкроенными.
При соединении с нижним воротником обтачным швом верхний и» >ротник выкраивают болы не нижнего по краям обтачивания на 0,1... 0,5 см, а по краю стойки — на ПЛ см (рис. 10.57, а). Если воротник обрабатывают без отделочной । |рочки. припуск по краю отлета ш-личивают до 1 см для закреп-и пия края. Верхний воротник складывают с нижним лицевыми сторонами внутрь, уравнивают срезы но концам и отлету и наметывают прямыми стежками на расстоянии
Рис. 10.56. Женское демисезонное двубортное пальто с воронкообразной стойкой
а б
Рис. 10.57. Соединение верхнего воротника с нижним обтачным швом
1... 1,5 см от краев с посадкой верхнего воротника в концах. При отсутствии отделочной строчки край верхнего воротника по отлету выпускают на 0,3 см. Посадку воротника сутюживают. Воротник обтачивают со стороны нижнего воротника. Шов разутюживают и подрезают до ширины 0,3 см. Воротник вывертывают и выметывают, выпуская из верхнего воротника кант шириной 0,1 ...0,2 см. Обработанный воротник прессуют или приутюживают.
При обработке воротника без отделочной строчки шов обтачивания со стороны верхнего воротника не подрезают, а прикрепляют к нижнему воротнику клеевыми материалами (паутинкой, нитью) на стачивающей либо специальной машине или вручную. Клеевую нить или паутинку настрачивают на шов обтачивания верхнего воротника, располагая ее со стороны прокладки (рис. 10.57, б).
При закреплении шва обтачивания по отлету на стачивающей машине воротник вывертывают на лицевую сторону. Шов настра чивают на нижний воротник по его лицевой стороне на расстоя нии 0,2... 0,3 см от строчки. Затем воротник выметывают по краям Срезы шва обтачивания воротника прикрепляют к прокладке, ос тавляя расстояние от края до 0,5 см (рис. 10.57, в, г).
Обтачным швом соединяют верхний воротник с нижним в ос новном в женских изделиях, в изделиях из плащевых тканей, кожи и замши.
10.27. Соединение боковых срезов и обработка низа изделия
Полочки и спинку складывают лицевыми сторонами внутрь совмещая контрольные надсечки на их боковых срезах.
Боковые срезы сметывают со стороны спинки, поезживая спи нм на расстоянии 8... 10 см ниже среза проймы; посадка 0,5...0,7 ем Полочку посаживают в области боковых карманов на участке дли ной 10... 12 см; посадка 0,3...0,5 см. Сметывание производят при
в
Рис. 10.58. Соединение боковых срезов и обработка низа изделия
мыми стежками длиной 1... 1,5 см, одновременно прикрепляют концы прокладок спинки к пройме и долевики боковых карманов (рис. 10.58, а).
Степень посадки полочки и спинки зависит от фигуры человека к конструкции изделия. Если боковые швы в конструкции расположены посередине проймы, то посадку увеличивают; если боковые швы в изделии смещены в сторону спинки, то посадку уменьшают.
Посадку полочки не делают в пальто свободной формы на уча-пке боковых карманов, в изделиях с боковой вытачкой на боковых швах.
В пальто с хлястиком и другими отделочными деталями, выхо-'1ИЩИМИ из боковых швов, при стачивании боковых срезов по кон-। рольным надсечкам одновременно втачивают отделочные детали. < ' сшивание боковых срезов производят по спинке на расстоянии и 1 см от линии сметывания. Начало и конец строчки закрепляют, пики сметывания удаляют, швы разутюживают.
При разутюживании шва следят за тем, чтобы он ровно лежал im колодке. Искривление и вытягивание швов не допускаются. При
этом левый боковой шов разутюживают сверху вниз, а правый — снизу вверх (рис. 10.58, 0.
В изделиях, прилегающих по линии талии, разутюживание выполняют в два приема: от проймы до линии талии и от линии талии до линии низа изделия.
Если по модели швы должны быть настрочными, то после разутюживания припуск шва со стороны спинки подрезают до 0,5 см, срезы швов отгибают в сторону спинки, заметывают и приутюживают до плотного прилегания. Настрачивание выполняют с лицевой стороны по спинке на машине при помощи приспособлений. Расстояние между отделочной строчкой и швом соединения зависит от модели.
В пальто с поясом по линии талии уточняют места расположения шлевок в боковых швах. Конпы шлевок притачивают с внутренней стороны четырьмя обратными строчками или каждый конец пришивают вручную 10... 12 стежками. Концы шлевок подрезают, оставляя припуск в 0,3...0,5 см, и приутюживают.
При обработке низа изделия его кладут на стол лицевой стороной вверх. Линию низа изделия выравнивают и уточняют величину подгибки. Затем низ изделия заметывают, приутюживают и подшивают.
В женских демисезонных и зимних пальто из тонких тканей, при обработке которых происходит пролегание швов и срезов на лицевую сторону, низ изделия рекомендуется обрабатывать с про кладкой из хлопчатобумажной ткани. Ширина прокладки должна быть больше припуска на подгибку низа изделия на 2... 2,5 см (рис. 10.58, в).
Прокладку пришивают к полочкам и спинке ручными подши вечными стежками, незаметными с лицевой стороны деталей. За тем припуск на подгибку низа изделия заметывают, приутюжива ют и пришивают к прокладке на специальной машине или ручны ми подшивочными стежками. В женских и мужских изделиях ши изделия может быть окантован полоской подкладочной ткани.
10.28. Соединение плечевых срезов
Полочку со спинкой складывают лицевыми сторонами вну цн-так, чтобы срез спинки совместился с проложенными на полом н нитками, а концы намеченной линии по горловине спинки с<» вместились с линиями, намеченными по горловине полочки и сметывают со стороны спинки прямыми стежками длинен 0,5... 1 см, ширина шва 0,9 см от плечевого среза спинки. При см< тывании спинку поезживают, отступив 1,5...2 см от горловины и не доходя до среза проймы на 3... 4 см. Степень посадки указы вас i ся закройщиком и зависит в основном от фигуры человека, а так -и
or структуры ткани и конструкции изделия. Наибольшую посадку делают посередине этого участка в изделиях из тканей, трудно поддающихся ВТО; на этом участке может быть запроектирована вытачка. Участок полочки шириной 2... 3 см сутюживают на специальной колодке. Стачивание плечевых срезов выполняют по полочке на расстоянии 0,1 см от линии сметывания. Нитки сметывания удаляют. Швы увлажняют и разутюживают (рис. 10.59).
Если по модели плечевые швы должны быть настрочными, то
1,5...2
Рис. 10.59. Обработка плечевых срезов
их разутюживают, потом заутюживают с изнанки в сторону спинки, заметывают и с лицевой стороны настрачивают.
10.29. Соединение воротника с изделием
10.29.1. Соединение накладным швом
Перед соединением нижнего воротника с горловиной проверяют срез горловины. Параллельно этому срезу на расстоянии 1 см от пего намечают линию, по которой будут соединять нижний воротник с горловиной. Нижний воротник лицевой стороной вверх накладывают на лицевую сторону изделия, совмещая середину нижнего воротника со средним швом спинки. Предварительно нижний воротник из таких тканей по линии соединения с горловиной подгибают на 1 см и прокладывают строчку на расстоянии (1.2... 0,3 см от подогнутого края. Подогнутый край нижнего воротника совмещают с намеченной меловой линией и наметыва-юг прямыми стежками.
Наметывание начинают от середины нижнего воротника, ширина шва 0,8... 0,9 см. Сначала наметывают левую сторону нижнего воротника. Над плечевыми швами на участке длиной 1,5...2 см в ' ।орону спинки и на участке длиной 3...4 см в сторону полочки к-лают посадку нижнего воротника. Выше линии сгиба лацкана на участке длиной 2... 3 см делают посадку полочки. Степень посадки () >...0,3 см. После наметывания левой части нижнего воротника уточняют длину его правой части. Правую половину нижнего воротника наметывают от точки уступа лацкана до середины нижнего воротника. После наметывания нижнего воротника изделие складывают п<| среднему шву спинки лицевой стороной внутрь и проверяют
Рис. 10.60. Соединение воротника с изделием накладным швом: I...IV — места посадки
правильность вметывания воротника в горловину, при этом пле чевые срезы, точки уступа лацканов, концы лацканов и концы нижнего воротника должны совпадать (рис. 10.60, а).
Вметанный нижний воротник втачивают в горловину изделия накладным швом на расстоянии 0,1... 0,2 см от подогнутого края Если ткань толстая, то нижний воротник по линии втачивания н горловину не подгибают, а соединяют с горловиной швом вразу тюжку; край среза нижнего воротника прикрепляют к прокладке
Можно втачивать нижний воротник на участках раскепов стам ным швом (рис. 10.60, б), а на остальных — накладным (рис. 10.60, м) Нижний воротник на поперечном участке горловины втачиваю! одновременно со стачиванием по линии раскепов верхнего ворси ника и подбортов строчкой 1 (см. рис. 10.60, б). Полочки и подбор та в углах горловины рассекают, не доходя до строчки на 0,3 см швы разутюживают. На остальном участке горловины нижний во ротник втачивают накладным швом 2.
10.29.2. Соединение воротника с горловиной стачным швом вразутюжку
При соединении нижнего воротника с горловиной стачным швом нижний воротник вметывают в горловину в два приема пр я мыми стежками длиной 0,8... 1 см, начиная от середины по h.i
правлению к концам. При вметывании совмещают середины нижнего воротника и горловины, следя за тем, чтобы расстояние от концов воротника до плечевых швов было одинаково, причем посередине между плечевыми швами и точками уступа посаживают горловину, а над плечевыми швами — нижний воротник (на расстоянии 1,5 см от плечевого шва — по спинке и 3...4 см — по полочке).
Вметанный нижний воротник втачивают в горловину со стороны нижнего воротника. Шов втачивания нижнего воротника разутюживают на специальной колодке. В случае необходимости плечевые срезы и средний шов спинки распарывают, не доходя до строчки втачивания подворотника на 0,5 см (чтобы края шва лучше прилегали при разутюживании).
Шов втачивания нижнего воротника прикрепляют к прокладке нижнего воротника на стачивающей машине, прокладывая строчку на расстоянии 0,2 см от шва втачивания нижнего воротника с лицевой его стороны. Допускается прикрепление указанного шва ручным способом косыми стежками. На участках раскепов шов, кроме того, прикрепляют к бортовым прокладкам полочек.
При соединении обработанного воротника с горловиной (рис. 10.61) верхний воротник обрезают по краю стойки, оставляя припуск относительно нижнего воротника на перегиб стойки шириной 0,5 см; в концах воротника припуск сводят на нет.
Верхний воротник краем стойки складывают с подбортами ли-11евыми сторонами внутрь и сметывают по линии раскепов. Затем в горловину вметывают нижний воротник в два приема, начиная от середины по направлению к концам. При этом над плечевыми
б
а
Гис. 10.61. Соединение нижнего воротника с изделием, верхнего воротника но линии раскепов за один прием (о), соединение воротника с изделием стачным швом вразутюжку двумя строчками (б)
швами посиживают нижний воротник (на участке длиной 1,5 см от плечевого шва по спинке и 3...4 см по полочке); горловину посиживают на участке на 4...5 см ниже плечевого шва и не доходя 4... 5 см до линии полузаноса. Верхний воротник стачивают с подбортами по линиям раскепов, а нижний втачивают за один прием строчкой 1 (см. рис. 10.61, б). При стачивании швы обтачивания воротника в концах раскладывают на две стороны. Строчку прокладывают со стороны воротника. Средний участок верхнего воротника соединяют впоследствии с подкладкой.
Шов втачивания нижнего воротника разутюживают на специальной колодке. В уступах припуск шва воротника высекают. Чтобы предотвратить затягивание, плечевые швы подпарывают, не доходя до строчки втачивания на 0,5 см. Излишки прокладки нижнего воротника и полочек по шву вырезают, оставляя 0,2 см. Припуски швов раскепов соединяют с припусками шва втачивания нижнего воротника клеевой паутинкой на стачивающей машине или вручную (строчка 2). Верхний воротник приметывают к нижнему по линии стойки на специальной машине или вручную, создавая припуск на перегиб. Концы воротника и уступы лацканов скрепляют со стороны нижнего воротника пятью-шестью потайными стежками.
10.29.3. Обработка меховых воротников
Меховые воротники соединяют с нижними воротниками различными способами: обтачным швом на стачивающей или скорняжной машине; швом вподгибку с застрачиванием срезов верхнего воротника на машине зигзагообразной строчки (или потаи ного стежка) либо с подшивкой вручную. Сборку выполняют до соединения нижнего воротника с горловиной или после нее.
Перед соединением на скорняжной машине мехового воротам ка с нижним из легкоосыпающихся тканей срезы нижнего ворот ника окантовывают по отлету и концам на стачивающей машине или обрабатывают швом вподгибку (строчка 7, рис. 10.62). При этом края перегибают на 1... 1,2 см в сторону прокладки. Затем меховом воротник накладывают волосом на основную ткань нижнеп»
Рис. 10.62. Соединение мехового воротника с нижним воротником no ouir i \ и концам
воротника, наметывают, посиживая меховой воротник, и обтачивают на скорняжной машине, заправляя волос внутрь, строчкой 2. Заканчивают строчку на расстоянии 1 см от среза стойки. Воротник вывертывают, выправляя края, и выметывают на специальной машине или вручную, образуя кант шириной 0,5 см.
При соединении мехового воротника с нижним, втачанным в горловину, швом вподгибку его накладывают волосом вверх на прокладку нижнего воротника, совмещают середины и наметывают косыми стежками по стойке и отлету; длина стежка 2,5 см. Края нижнего воротника пришивают к меховому воротнику на машине потайного стежка или вручную косыми стежками. Припуск мехового воротника по концам и отлету перегибают на нижний воротник и подшивают на машине потайного стежка или вручную. По краю стойки меховой воротник подшивают потайной строчкой с подгибом среза внутрь, перекрывая меховым воротником срезы подбортов и подкладки по горловине. Воротник из меха с толстой кожевой тканью подшивают, не подгибая край.
При любом способе соединения мехового воротника с нижним воротником завершающим является дополнительное прикрепление его поверхности потайной строчкой, которую начинают прокладывать от среднего шва в обе стороны на 10... 12 см от середины. В воротниках «шаль» такое закрепление по поверхности делают на участке лацканов.
Перспективным направлением совершенствования обработки воротников мужских пиджаков является сборка их за один этап с помощью специального аппарата по двум вариантам
По первому варианту верхний и нижний воротники выкраивают из основной ткани, прокладку — из клеевого материала. Для исключения подшивания верхнего воротника по концам и отлету по срезы предварительно обметывают трехниточной обметочной строчкой с нижней клеевой нитью (рис. 10.63, а). Обметанные края верхнего воротника соединяют с нижним воротником, загибая их горячим прессованием при повышенном давлении, обеспечивающем закрепление краев и нитей.
Для исключения подшивания верхнего воротника по концам и отлету его срезы подгибают и к ним горячим прессованием присоединяют нижний воротник при жщовременном соединении с ним прокладки (рис. 10.63, б).
В этих случаях верхний воротник вытаивают из основной ткани, нижний — в i фильца с односторонним клеевым покрытием, прокладку — из материала без кпесвого покрытия.
а
б
Рис. L0.63. Соединение верхнего воротника с нижним
10.30. Соединение рукавов с подкладкой и изделием
Соединять рукава с подкладкой можно до и после обработки локтевого шва.
Если подкладку пришивают по низу рукава до обработки локтевых швов, то ее складывают лицевой стороной внутрь с припуском на подгибку низа рукава; при этом совмещают передние швы верха рукава и подкладки; притачивают обычным способом. Локтевые швы разутюживают, а швы подкладки заутюживают на верхнюю половинку, рукава заметывают по линии низа, срезы шва притачивания подкладки прикрепляют к прокладке. Подкладку по низу рукава припускают так, чтобы от линии низа она отстояла на 1,5... 2 см. Подкладку прикрепляют к локтевым швам верха на стачивающей машине, строчка должна отходить от линии низа на 7... 8 см и заканчиваться, не доходя до оката рукава на 8... 10 см.
Рукав вывертывают на лицевую сторону. Подкладку расправляют и приметывают по окату кругом прямыми стежками длиной 2,5...3 см на расстоянии 6 см от линии оката рукава. Излишки подкладки по окату рукава обрезают, оставляя припуск 1 см. Готовый рукав приутюживают.
Подкладку по низу рукавов можно соединить с верхом рукавов ручным способом.
Верх рукавов до соединения с подкладкой отутюживают, про утюживая низ, передние и локтевые швы.
Затем верх рукава раскладывают на столе изнанкой наружу ниж ней половинкой вверх, на них накладывают подкладку нижними половинками вниз так, чтобы срезы подкладки выходили за срезы верха рукава по окату на 2 см, а по низу — на 1...1,5 см. Срезы локтевых швов подкладки пришивают к срезам локтевых швов верх ней половинки рукава прямыми стежками длиной 1 см, делая нс большую посадку подкладки (0,4...0,5 см) по всему локтевому шву (рис. 10.64). Строч ки должны заканчиваться на расстоянии 7... 8 см от низа и 10... 12 см от среза окаы рукава.
Рукава вывертывают на лицевую стор<» ну, подкладку внутри рукава расправляй»i и приметывают косыми стежками на р;и стоянии 10... 12 см от среза оката и пи 6... 7 см — от низа. Длина стежков 2,5... 3 см В женских зимних пальто рукава вьн к »и няют с муфтами из подкладочной ткани (рис. 10.65), выкроенными в долевом ii.i правлении, длиной 20 см. Ширина их доп i на соответствовать ширине рукава в ши ней части.
Рис. 10.64. Соединение подкладки и верха рукава
Шов муфты стачивают и заутюживают на сторону. Нижний край муфты перегибают в сторону изнанки на 4 см, затем обрезной край подгибают внутрь на 0,7 см и прокладывают первую строчку на расстоянии 0,1 см от подогнутого края, оставляя отверстие диаметром 2... 2,5 см. Для продергивания резинки прокладывают вторую строчку на расстоянии 1 см от первой. Верхний край муфты обрабатывают швом вподгибку с закрытым срезом. Ширина шва в готовом виде 1 см.
Рис. 10.65. Муфта рукава
Обработанные муфты приутюживают, по нижнему краю про-
дергивают резинки и пришивают к подкладке рукавов подшивоч-
ными стежками.
10.31. Обработка пройм
Перед соединением рукавов с проймами проверяют правильность оката верхних половинок и верхних срезов нижних половинок рукавов. Затем измеряют окружность проймы и длину оката рукава. Длина оката рукава должна быть больше окружности прой-мы на 3...7 см. Разница между длиной оката рукава и окружностью проймы необходима для образования посадки рукава. Степень посадки зависит от размера проймы, структуры ткани и указывается мкройшиком. На левой пройме в мужских изделиях, на правой в •конских закройщик наносит после примерки три основные точки. соответствующие на рукаве высшей точке оката, переднему перекату и локтевому шву.
Кроме того, ориентировочно пройму рукава делят на шесть уча-<• псов. Каждому участку проймы соответствует определенная степень посадки оката рукава. Если степень посадки рукава по всему окату принять за 100 %, <> по участкам ее распределяют следующим образом (%): на участке 1-2 (рис. 10.66) она • оставляет 28, на 2-3 — 34, на 3-4— 10, на ’/ 5— 20, на 5-6 — 12 и на 6-1 — 6. Так, если p.i м гость между длиной проймы изделия и । пиита рукава составляет 5 см, посадку по уча-। псам распределяют следующим образом [гм): на участке 1-2 она составит 1,4, на 2-I 1,2, на 3-4 — 0,5, на 4-5- 1, на 5-6 — <*.(» и на 6-1 — 0,3. В женских изделиях вметы-|ч । inc начинают с правого, в мужских — с и 1*юго рукава. В указанных точках тремя-
Рис. 10.66. Соединение рукавов с проймой
четырьмя стежками рукав прикрепляют к пройме. Рукава вметывают в проймы по проложенным ниткам, делая посадку рукава между надсечками. Вметывание выполняют по рукаву. Ширина шва вметывания со стороны рукава 0,8 см. Правильность вметывания рукава проверяют на фигуре человека или на манекене.
Правильно вметанный рукав должен закрывать 2/3 разреза бокового кармана, а передний край рукава в отвесном положении должен быть расположен параллельно краю борта. Посадка рукава должна быть правильно распределена по пройме. Если левый рукав вметан правильно, измеряют расстояние (по пройме) от плечевого среза до передней контрольной надсечки и до локтевого шва и по полученным размерам находят расположение контрольных надсечек на правой пройме. Сначала рукав прикрепляют в намеченных точках и, проверив его положение в пройме, вметывают по надсечкам прямыми стежками длиной 1... 1,5 см, закрепляя посадку рукавов на отдельных участках разметочными стежками.
Указанное распределение посадки не является постоянным и изменяется в зависимости от моды. В некоторых моделях посадка по окату рукавов отсутствует.
При вметывании рукавов в некоторых изделиях на расстоянии 8... 10 см от плечевых срезов вниз подкладывают со стороны полочек косые полоски из ткани верха. Полоску располагают так, чтобы строчка проходила по ее середине. Во избежание образования складочек и сборочек в шве край рукава шириной 2... 3 см в месте посадки увлажняют и сутюживают на специальной колодке.
В проймы рукава втачивают со стороны рукава на расстоянии 0,1 см от линии сметывания. Правый рукав втачивают, начиная см переднего шва рукава вверх, а левый рукав, наоборот, от локтево го шва вверх. При наличии отделочной строчки на верхней поло винке рукава следят за точным совпадением этой строчки с плечевым срезом и втачивание начинают от отделочной строчки на верх ней половинке рукава.
Нитки вметывания из шва удаляют и швы втачивания рукава n.i участке, где подложена полоска, разутюживают на специальней! колодке. При этом шов отгибают в одну сторону, а притачанную полоску — в другую (в сторону полочки).
В изделиях из рыхлых тканей допускается втачивать рукава вместе с бортовой прокладкой. В этом случае при наметывании поло чек на бортовую прокладку строчку, параллельную пройме, н|м> кладывают на расстоянии 1,5... 2 см от срезов. Прокладку обрезан и вровень со срезами пройм.
В массовом производстве рукава втачивают с бортовой прокл.п кой без предварительного вметывания на машине.
Рукава в месте посадки сутюживают на специальном прессе-
Если рукава втачивают без бортовой прокладки, то бортовую прокладку по пройме тщательно расправляют и приметывают си»
цевой стороны прямыми стежками длиной 2 см на расстоянии 1 см от шва втачивания рукава. При этом на правой полочке бортовую прокладку приметывают от плечевого шва вниз, а на левой — от внутреннего края бортовой прокладки к плечевому шву. Бортовую прокладку прикрепляют к шву втачивания рукава прямыми стежками длиной 1 см.
Плечевые накладки укладывают на плечевые участки изделия между подкладкой и прокладкой так, чтобы середина накладок совпадала с плечевыми срезами, а внешний край был вровень со срезом шва втачивания рукава, и прикрепляют их со стороны рукавов сквозными разметочными стежками длиной 1...1,5 см; при этом строчку прокладывают на расстоянии 0,1 см от машинных строчек.
Если плечевые накладки тонкие, то их пришивают на стачивающей машине.
Внутренние края плечевых накладок прикрепляют к бортовой прокладке над плечевыми срезами 6...7 ручными стежками. Плечевые срезы полочки подкладки прикрепляют к плечевым накладкам прямыми сметочными стежками. Затем срез подкладки спинки подгибают внутрь и приметывают к плечевому срезу полочки подкладки прямыми стежками длиной 1... 1,5 см, делая посадку подкладки спинки соответственно посадке спинки верха. Заметанный край спинки подкладки должен совпадать с плечевым срезом верха. Подкладку изделия по пройме расправляют и приметывают вокруг проймы с лицевой стороны изделия на расстоянии 1,2 см от срезов сквозными стежками длиной 2... 3 см так, чтобы боковые и плечевые срезы подкладки совпадали с боковыми и плечевыми срезами верха.
Подкладку по проймам прикрепляют разметочными стежками со стороны рукава длиной 1... 1,5 см, ширина шва 0,2... 0,3 см от строчки втачивания рукава. Прикрепление плечевых накладок и разметку проймы в массовом производстве выполняют на специальной машине.
Подкладку изделия по проймам подрезают вровень со срезами верха. Подокатники прикрепляют со стороны рукава разметочны-ми стежками (ширина шва 0,1 см) от строчки втачивания рукава, < > г передней надсечки на полочке до локтевого шва рукава. Частота с гежков 2 в I см.
Подкладку рукава по проймам расправляют так, чтобы локтевой шов подкладки совпадал с локтевым швом верха, а передний шов подкладки — с линией переднего переката верха рукава. Сре-п.1 подкладки рукава подгибают внутрь, закрывая строчки разме-плиния подкладки изделия по проймам, и заметывают прямыми • южками длиной 1... 1,5 см, распределяя посадку рукава по проймам соответственно посадке верха рукава.
Подкладку прикрепляют потайными подшивочными стежками ।чистота стежков 4... 5 в 1 см): подкладку правого рукава — от пе
реднего шва к локтевому шву, а левого — от локтевого шва к переднему.
В массовом производстве все ручные работы при обработке проймы верха и подкладки и соединение по пройме выполняют на машине.
10.32. Обработка подкладки
Боковые срезы стачивают, начиная от срезов пройм. До линии талии ширина шва 1 см, от линии талии ширину шва постепенно сводят на нет, заканчивая его на 2 см ниже концов разреза. Неразрезные вытачки складывают и стачивают по намеченным линиям.
Половинки спинки складывают лицевыми сторонами внутрь, срезы уравнивают и стачивают по среднему срезу со стороны левой половинки, начиная от среза горловины. Ширина шва 1 см. Начало и конец строчки закрепляют, спинку проутюживают. Шов заутюживают в сторону левой половинки. Передние и локтевые срезы верхней и нижней половинок подкладки рукавов стачиваю! по нижней половинке. Ширина шва I см. Подкладку полочек и рукавов проутюживают. Локтевые и передние швы подкладки ру кавов заутюживают в сторону верхней половинки. Вешалку изго тавливают из полоски подкладочной ткани, из специальной тесь мы либо шнура.
При индивидуальном производстве боковые срезы подкладки ст и чивают на универсальной машине со стороны спинки, совмещая koi i i рольные меловые знаки. Ширина швов должна быть не менее 1 см
Боковые швы и вытачки на полочках заутюживают в сторощ
спинки.
Для обеспечения прочности подкладки на участке вешалки и женских зимних пальто используют специальный усилитель, вы кроенный из подкладочной ткани (рис. 10.67). Верхний край yeti л и теля оформляют соответственно контуру горловины спинки, пш рина его в готовом виде посередине 6... 8 см. Нижнюю и верхи к ян
Рис. 10.67. Усилитель прочности подкладки на участке горловины со стороны спинки
детали усилителя стачивают по n.i ружному краю швом ширшн'П 0,7 см, деталь вывертывают на ни цевую сторону и приутюживаю i
Усилитель приметывают к пт кладке у горловины спинки и ши чивают в горловину спинки шн-кладки одновременно с соединит ем подкладки с изделием, npii ним втачивают и концы вешалки
В демисезонных и зимни \ 11. i • 11 то подкладка может быть опи и in i
фигурной стежкой, которую выстегивают полностью по всей площади полочек и спинки или только на отдельных участках, например в нижних углах бортов, по низу.
В женских пальто при стачивании правых боковых срезов подкладки в шов вкладывают концы полодержателя, располагая его в изделиях, прилегающих по талии, на уровне талин, в изделиях свободной формы — на 2... 3 см ниже проймы.
Полодержатель изготавливают из полоски ткани, которую стачивают, вывертывают на лицевую сторону, выправляя шов на ребро, и приутюживают. Затем полодержатель перегибают пополам швами внутрь, на перегибе складывают мысом и делают закрепку по основанию мыса на скрепочной или стачивающей машине. Вторую закрепку для образования петли располагают от первой на расстоянии, равном диаметру пуговицы полодержателя. Полодержатель можно изготовить также с петлей, обметанной на специальной машине. Завязывающийся полодержатель изготавливают из двух частей полоски с обтачанными концами.
Обработанную подкладку приутюживают с изнанки. Боковые швы подкладки заутюживают на сторону полочек, средний шов спинки — на сторону левой половинки спинки.
Перед соединением подкладки с изделием ее подгоняют по верху (до стачивания плечевых срезов верха). Наложив подкладку на верх изделия, уточняют ее длину и ширину, разрезают подкладку над шлицей, намечают контрольные знаки на подкладке и изделии по бортовым срезам, разрезам шлиц, низу (в изделиях с притачанной по низу подкладкой), по срезам стойки воротника и горловины подкладки. 11амечают линии стачивания плечевых срезов, если это необходимо.
Обработку нагрудных карманов и подкладки в пальто с подкладкой до линии талии выполняют так же, как в пальто с подкладкой до низа изделия.
Боковые срезы подкладки в пальто с подкладкой до линии тапни стачивают на машине. Для этого полочки со спинкой подкладки складывают лицевыми сторонами внутрь, уравнивают срезы и стачивают по спинке. Ширина шва 1 см. Срез низа подкладки обрабатывают обычным способом с отлетной по низу подкладкой.
Пальто раскладывают на столе лицевой стороной вниз. На изнанку пальто накладывают подкладку лицевой стороной вверх, совмещая боковые швы подкладки с боковыми швами верха, уравнивая подкладку с верхом по горловине, плечевым срезам и проймам. Срезы борта подкладки укладывают под внутренние края окан- овинных подбортов и наметывают параллельно краям, плечевым • рс им, проймам, срезам горловины и боковым швам (по полоч-। ам) на расстоянии 6... 8 см от них, а по низу — на расстоянии 3 см ।»। края. Длина стежков 3... 4 см. Подкладку по краю борта прикреп-чч1ог к бортовой прокладке косыми стежками длиной 1... 1,5 см. *1. и гота стежков 2 в 1 см. Подборта расправляют и приметывают
I
прямыми стежками длиной 1,5...2 см на расстоянии 1,5...2 см от внутренних срезов. Пальто перевертывают на столе подкладкой вниз, проверяют правильность соединения подкладки с верхом. Излишки подкладки отрезают, оставляя припуск 1,5 см по горловине, проймам, плечевым срезам и низу.
Внутренние срезы подбортов до нижнего края подкладки пришивают к подкладке потайными подшивочными стежками. Частота стежков 3... 4 в 1 см. От низа подкладки до низа пальто внутренние края подбортов прикрепляют к полочкам верха подшивочными стежками, незаметными с лицевой стороны. Частота стежков 2...3 в 1 см.
Нижний край подкладки прикрепляют к боковым швам, карманам и бортам подшивочными стежками, делая по 5 ...6 стежков в каждой закрепке. Если подкладку прикрепляют на машине, то ее прокладывают к срезам шва окантовки бортов.
10.33. Соединение подкладки с изделием
10.33.1. Изделия с окантованными подбортами
В изделиях с окантованными подбортами внутренние края под бортов наметывают на подкладку ручным способом (рис. 10.68) п настрачивают в шов канта, одновременно подкладывая под строч ку клеевую паутинку. Внутренние края подбортов в этом случае прикрепляют к бортовой прокладке прессованием (рис. 10.69).
Подкладку полочек расправляют и наметывают на полочки верхи прямыми стежками длиной 3 ...4 см на расстоянии 3 ...4 см от бо
Рис. 10.68. Наметывание подкладки с окантованными подбортами
Рис. 10.69. Соединение подкладки с изделием с окантованными подбортами: 7 —окантовка; 2— подборт; 3— клеевая паутинка; 4— подкладка
ковых швов, срезов пройм, плечевых срезов и срезов горловины. По низу изделия подкладку наметывают на расстоянии 6... 8 см от края (рис. 10.70). В изделиях, прилегающих по линии талии, на месте боковой вытачки может быть заложена складка.
Боковые срезы подкладки прикрепляют к боковым швам верха, делая небольшую слабину на участке бокового кармана. Прикрепление выполняют прямыми стежками длиной 1 см, отступив от среза проймы на 8... 10 см и не доходя до низа изделия на такую же величину. Начало и конец строчки закрепляют.
Спинку подкладки лицевой стороной вверх накладывают на изнанку спинки верха, уравнивают по срезам пройм, плечевым срезам, горловине спинки, боковым швам и низу изделия.
Первую строчку приметывания спинки подкладки к верху прокладывают вдоль среднего шва спинки около шлицы, закладывая излишнюю слабину подкладки по ширине в складку, затем приме-। ывают подкладку спинки параллельно боковым швам на расстоя-пии 3... 4 см, делая небольшую слабину в области лопаток в верхней
Рис. 10.70. Соединение подкладки с изделием ручным способом
части бокового шва параллельно срезам пройм, плечевым срезам, горловине и низу изделия на расстоянии 6...8 см от срезов (см. рис. 10.70). Длина стежков 3...4 см.
Изделие перевертывают на столе лицевой стороной вверх, проверяют правильность соединения подкладки с верхом, излишки подкладки отрезают, оставляя припуск по горловине, плечевым срезам, проймам и низу 1,5 см.
Подгибают внутрь и заметывают срезы подкладки спинки. Подогнутые края подкладки подшивают.
10.33.2. Изделия с неокантованными подбортами
Перед соединением с подкладкой верх изделия с неокантованными подбортами утюжат (или прессуют) с лицевой стороны и с изнанки в такой последовательности: средний шов спинки, шлицу и низ спинки, боковые швы, полочки, спинку, лацканы, борта и низ полочек. При этом лацканы, борта, низ, карманы, боковые швы, шов спинки и шлицу утюжат с лицевой стороны через увлажненный проутюжильник, выправляя обработанные края.
Полочки и спинку утюжат с изнанки, выправляя форму выпуклости груди.
Перед соединением подкладки с верхом изделия задние плечевые накладки приметывают к верху прямыми стежками, совмещая края плечевых накладок с проймой по спинке, и прикрепляют к боковым швам ниже проймы на 2,5... 3 см и к бортовой прокладке по плечевым срезам. При наличии прокладки по горловине спин ки ее приметывают так же, как задние плечевые накладки.
Существует три способа соединения подкладки с верхом: ма шинный, ручной и комбинированный (машинный с ручным).
В индивидуальном производстве широкое распространение имс ют последние два.
На изнаночную сторону верха накладывают подкладку, наме чают контрольные знаки. Затем подкладку складывают с подбор том лицевыми сторонами внутрь, уравнивая срезы, и приметыва ют по контрольным знакам прямыми стежками. Подкладку прита чивают на расстоянии 0,1 см от строчки приметывания. Нитки при метывания удаляют. Притачанную полочку отвертывают на полом ку верха и внутренний край подборта приметывают к ней прямы ми стежками длиной 3...4 см с лицевой стороны подборта на рас стоянии 0,1 ...0,3 см от шва притачивания подкладки к подбортам Для закрепления’ шва подкладку отгибают в сторону подборта < притачанной подкладкой. Шов притачивания подкладки к подбор там прикрепляют к бортовой прокладке вручную косыми стежка ми или на специальной машине. Одновременно к бортовой п]к> кладке пришивают верхние, боковые и нижние края мешковины нагрудного кармана. Частота стежков 2 в 1 см.
Боковые срезы подкладки прикрепляют к припуску бокового шва верха. При наметывании подкладки спинки в среднем шве подкладки закладывают складку. Подкладку по шлице и линии внутреннего кармана (если он обработан отдельно от подкладки полочек) разрезают, срезы подгибают внутрь, заметывают и подшивают вручную (см. рис. 10.70)
При соединении подкладки с изделием притачиванием по низу и подбортам (рис. 10.71) требуется точный подкрой подкладки. Во избежание провисания подкладки по низу в готовом изделии необходимо, чтобы припуск на обработку низа подкладки был меньше припуска, предусмотренного для верха изделия, на 1... 1,4 см в пиджаке, жакете (при ширине канта по низу изделия 0,5... 0,7 см) и на 2... 3 см в пальто (при ширине канта по низу изделия 1... 1,5 см). Припуск на обработку подборта в нижней части должен быть равен припуску на обработку низа изделия.
По нижнему краю подборта намечают середину по ширине, а на внутреннем крае подборта вверх от линии низа откладывают отрезок, равный 1... 1,4 см (при ширине канта по низу изделия 0,5... 0,7 см); полученные точки соединяют прямой линией (см. рис. 10.71, а). Так же оформляется край припуска на обработку верхней стороны шлииы.
При обтачивании нижнего утла борта строчку от угла к внутреннему краю подборта постепенно ведут ниже намеченной линии низа на 0.5... 0,7 см (на ширину канта по низу изделия), т. е. строчку прокладывают по линии припуска на подгибку низа изделия (см. рис. 10.71, 0. Обтачанный угол по низу выметывают по намеченной линии, при этом кант у внутреннего края подборта должен равняться 0,5...0,7 см (см. рис. 10.71, в). Также обрабатывают и нижний угол верхней стороны шлицы.
Подкладку с верхом изделия, плечевые срезы которого еще не обработаны, соединяют в такой последовательности.
Подкладку приметывают к внутренним срезам подбортов по всей их длине и к припуску на подгибку низа изделия, уравнивая контрольные знаки и срезы подкладки и припуска, и совмещают боковые швы. Приметывая подкладку к припуску на обработку нижней стороны шлицы, подкладку закладывают внизу складкой, чтобы сгиб подкладки отстоял от линии низа изделия на 0,5 ...0,7 см (см. рис. 10.71, г), т.е. на ширину канта по низу изделия. Подкладку приметывают также по всей длине внутреннего края припуска на обработку верхней стороны шлицы.
Подкладку притачивают сначала к подбортам, потом к припуску на подгиб низа правой стороны изделия, далее к припуску на обработку нижней стороны шлицы, обтачивая при этом угол внизу, затем к припуску на обработку верхней стороны шлицы, застрачивая одновременно подкладку в верхнем ушу шлицы вытачкой и, наконец, к припуску на подгиб низа левой стороны изделия. Притачивают подкладку к припускам на обработку шлицы в два приема.
Вытачку в верхнем углу шлипы стачивают следующим образом. При притачивании подкладки к припуску верхней стороны шлицы строчку начинают на 1... 1,5 см выше конца разреза подкладки на ее сгибе, при этом следят, чтобы верхний край припуска нижней стороны шлицы вместе с притачанной подкладкой попал под строчку. Строчку прокладывают около линии приметывания подкладки к припуску верхней стороны шлицы (рис. 10.72).
Шов притачивания подкладки прикрепляют к подбортам так
же, как в изделиях с отлетной подкладкой.
В пиджаках и жакетах с отрезными бочками, рельефами, спинкой из двух частей, где до соединения подкладки с изделием низ
изделия был только заметан, шов притачивания подкладки к при-
Рис. 10.72. Притачивание подкладки по шлице в среднем шве спинки
пуску на подгибку низа изделия прикрепляют к бортовой прокладке, среднему и боковым швам, рельефам. В зимних пальто шов притачивания подкладки к припуску на подгибку низа изделия пришиваю-i к утепляющей прокладке.
При соединении подкладки с изделием по бортам и низу машинным спосо бом допускается боковые швы подкладки не прикреплять к боковым швам верха. Если подкладку соединяют с верхом и j делия после обработки плечевых срезов и воротника, ее приметывают и притачи вают не только к срезам подборгов и низа, но и к краю стойки воротника. При этом варианте обработки плечевые срезы под
кладки могут быть стачаны. Вывертывают изделие через оставленный пропуск в среднем шве спинки подкладки, который затем стачивают через пройму или неподшитый участок плечевого среза.
Соединение нижних углов подкладки вручную применяют в изделиях с отделочной строчкой по низу. Подкладку в этом случае подрезают по низу с таким расчетом, чтобы она в готовом виде отстояла от низа изделия на 2...2,5 см.
Соединяют подкладку с верхом в та-
Рис. 10.73. Притачивание подкладки в изделиях с окантованными срезами подбортов и низом
кой последовательности: подкладку приметывают и притачивают к правому подборту, к припуску на подгиб низа изделия, далее, если изделие со шлицей, к припуску на обработку нижней и верхней сторон шлицы.
Особенностью этого способа соединения подкладки с изделием
является то, что конец строчки притачивания подкладки к подбортам и припускам на обработку шлицы находится на расстоянии 2... 2,5 см от низа изделия. Дальнейшая обработка аналогична вышеуказанной. После вывертывания изделия на лицевую сторону и приметывания подкладки по проймам, горловине, плечевым срезам не-притачанные утлы подкладки в бортах и шлице подшивают потайными подшивочными стежками с частотой стежков 3... 4 на 1 см. В зимнем пальто вручную может быть подшита также подкладка вдоль шлицы. Изделия с окантованными срезами подбортов и низа можно
соединить с верхом как до, так и после стачивания плечевых срезов.
При подгонке подкладки к верху изделия по ее бортовым срезам предусматривают припуск 3 см, который должен заходить за внутренний срез подборта; нижний срез подкладки располагают по линии подгибки низа изделия, с тем чтобы образовать напуск подкладки 1... 1,5 см.
При соединении ее по низу припуск на подгибку низа изделия отвертывают, срезы подкладки подгибают в сторону изнанки на 0,8 см, накладывают на припуск подгибки низа со стороны изнанки и приметывают так, чтобы подогнутый край ее был направлен к сторону сгиба канта и закрывал строчку закрепления канта на О, I ...0,2 см (рис. 10.73). Притачивают подкладку, прокладывая строчку со стороны припуска на подгибку низа в шов закрепления канта.
10.34. Изделия с отлетной по низу подкладкой
Отлетную по низу подкладку изготавливают в женских изделиях.
Подкладку приметывают к внутренним срезам подбортов и краю • гойки верхнего воротника или только к подбортам (если плече
вые срезы не стачаны), совмещая контрольные знаки и посаживая подкладку в области груди. Если спинка подкладки шире изделия, то ее излишек закладывают вверху складкой по среднему шву, располагая сгиб в сторону левой половинки спинки. Одновременно приметывают к подборту нижнюю сторону внутреннего кармана. Притачивание подкладки по борту выполняют со стороны подкладки швом шириной 0,9 см. При этом в стойку воротника одновременно притачивают конпы вешалки.
Изделие вывертывают на лицевую сторону. Внутренние края подбортов приметывают к полочкам около шва притачивания на машине или вручную стежками длиной 2,5...3 см.
Изделие вывертывают наизнанку и внутренний край подборта вместе с подкладкой прикрепляют к бортовой или утепляющей прокладке на машине потайного стежка или вручную.
Мешковину карманов в верхней части прикрепляют к бортовой или утепляющей прокладке. Боковые швы подкладки прикрепляют к боковым швам верха на стачивающей машине или вручную. Изделие вывертывают на лицевую сторону. Подкладку расправляют и приметывают параллельно краям пройм и плечевым срезам или срезам на расстоянии 6...8 см.
При соединении подкладки с верхом изделия, у которого обработаны плечевые срезы, допускается плечевые срезы в подкладке не стачивать. Притачивая подкладку к срезам стойки воротника, плечевые срезы спинки у вершины горловины накладывают на плечевые срезы полочек, подгибая срезы внутрь. При дальнейшеп обработке плечевые срезы подкладки соединяют вручную.
Неровности подкладки по низу подрезают. Обрезанный кран перегибают на сторону изнанки подкладки так, чтобы сгиб ее oi стоял от низа изделия на 2,5... 3 см. Линию сгиба отмечают мелом в нескольких местах, подкладку по низу заметывают одной строп кой, подгибая срезы внутрь, и подшивают на машине с зигзаги образной строчкой или на стачивающей. Если предусмотрено при крепление низа подкладки над боковыми швами шлевками, при застрачивании подкладки под подогнутый край подкладываю! и притачивают концы шлевок. Затем свободный конец шлевки при крепляют вручную к боковому шву.
В изделиях с утепляющей прокладкой низ прокладки огибаю i подкладкой, которую приметывают прямыми стежками на р;н стоянии 0,2...0,3 см от подогнутого края и подшивают на машш н зигзагообразной строчкой. При подшивании низа подкладки на с!;» чивающей машине низ подкладки с утепляющей прокладкой oi i н бают в сторону подкладки по строчке заметывания и строчат стороны утепляющей прокладки, захватывая верхний слой марли п небольшой слой прокладки. Строчка должна проходить на расе гои нии 0,1 ...0,2 см от сгиба марли и на 0,3...0,4 см от подгибки ион кладки (рис. 10.74). После этого подкладку на расстоянии 4 см oi •
низа скрепляют с утепляющей прокладкой вручную крестообразными или фигурными стежками на участках длиной 6 см посередине полочек, спинки и над боковыми швами.
Подкладку в углах низа бортов закрепляют скрепками, проставляя их на расстоянии 1 см от строчки притачивания подкладки к подбортам.
Для сохранения формы и
Рис. 10.74. Соединение низа изделия с подкладкой в зимнем пальто
исключения пролегания среза
низ изделия рекомендуется обрабатывать клеевой или неклеевой прокладкой. Прокладку выкраивают по форме низа изделия. Верхний срез хлопчатобумажной прокладки обметывают. Прокладку накладывают с изнаночной стороны припуска на подгиб низа так, чтобы нижний срез на 0,1 см не доходил до линии подгиба низа, а верхний располагался на 2... 3 см выше края припуска, и настрачивают со стороны припуска на обработку низа. Припуск на подгиб низа заметывают на изнаночную сторону изделия. Неклеевую прокладку на расстоянии 0,1 см от ее верхнего среза прикрепляют кверху изделия на машине потайного стежка (рис. 10.75, а). Клеевую прокладку прикрепляют к изнаночной стороне верха изделия, приутюживая низ изделия (рис. 10.75, б).
При закреплении низа клеевой паутинкой ее соединяют с изнаночной стороной припуска на подгиб низа изделия, подкладывая паутинку под строчку обметывания среза припуска. При закреплении припуска клеевой нитью ее прокладывают на краеобметочной машине при обметывании среза припуска на подгиб низа, располагая нить также с изнаночной стороны. Затем низ изделия заметывают и
мкрепляют клеевым соединением с помощью утюга или пресса.
В изделиях с закругленными бортами уголки подкладки можно скруглить и одной строчкой притачать подкладку по борту и низу 1вделия(рис. 10.76).
Низ пальто можно обработать, применяя клеевой флизелин с односторонним клеевым покрытием, который притачивают к под-। нбу низа на машине (рис. 10.77).
Рис. 10.75. Прикрепление подкладки по низу изделия
Рис. 10.76. Притачивание подкладки в изделиях с закругленными бортами
Рис. 10.77. Притачивание флизелина на машине:
7 — полочка; 2 — флизелин; 3 — подгиб низа
Рис. 10.78. Застрачивание внутренних сгибов складок
Рис. 10.79. Прикрепление отлетной подкладки по низу над боковыми швами
Рис. 10.80. Обтачивание нижних углов подбортов
Рис. 10.81. Закрепление подбортоп внизу изделия
Внутренние сгибы складок застрачивают после обработки ни и если они имеются (рис. 10.78).
Подкладку по низу у боковых швов прикрепляют к основнсш детали держателем из тесьмы, ленты, полоски подкладочной ie.i ни, сплетенного из ниток шнура (рис. 10.79).
Низ подкладки застрачивают на машине. После этого притачп вают подкладку к подбортам (на непритачанных участках), одни временно обтачивая нижние углы подбортов (рис. 10.80).
Подборта внизу изделий прикрепляют ручным способом пятью-шестью стежками. Закрепки располагают на уровне низа изделия (рис. 10.81).
10.35. Окончательные отделки и ВТО изделия
Готовое изделие очищают от ниток сметывания, подрезают оставшиеся концы ниток, удаляют следы мела, пыли и волокон, применяя для удаления ниток колышек, а для очистки изделия — специальную щетку. Изделие чистят с лицевой стороны и с изнанки.
Оставшиеся следы мела на деталях верха легче всего удалить, очищая изделие кусочком из ткани верха. Для окончательной чистки применяют механическую щетку.
В пальто, пиджаке, жакете намечают места расположения петель. Намелку петель на бортах выполняют со стороны подборта, па лацкане — со стороны полочек.
Обметывание петель выполняют на специальной машине. Концы петель закрепляют.
Окончательную утюжку изделий выполняют в той же последовательности и теми же приемами, что при их изготовлении.
Сначала изделие раскладывают на столе подкладкой вниз, воротником к работающему и утюжат через увлажненный проутюжильник поочередно правый лацкан, воротник со стороны нижнего воротника и левый лацкан, выпрямляя неровные края и углы.
Затем изделие перевертывают и раскладывают на столе подкладкой вверх и приутюживают правый борт, низ, шлицу и левый (юрт. Утюжку бортов, лацканов и воротника производят через увлажненный проутюжильник.
При наличии пресса борта, лацканы и воротник лучше утю-.кить на нем. Затем утюгом проутюживают подкладку, устраняя воз-никшие в результате обработки складочки и замины.
Плечевые участки изделия и окаты рукавов утюжат на специ-u явных колодках.
Рукава проутюживают через увлажненный проутюжильник со । троны нижних половинок, низ приутюживают, вкладывая внутрь рукава специальную подушечку.
После окончательной утюжки и отпаривания изделие оставляют па манекене или вешают на специальный кронштейн на 1.5... 2 ч inn полного просушивания и закрепления формы.
Для определения места расположения пуговиц изделие надева-н и на фигуру или на манекен. Места пришивания пуговиц намеча-ии мелом через глазки петель.
11уговицы пришивают вручную со стойкой, для большей прочности подкладывая со стороны подкладки маленькие пуговицы — П«ЫПуГОВ1ШЫ.
Пуговицы на левом борте, предназначенные для отделки, пришивают без стойки. В массовом производстве для пришивания пуговиц применяют специальные машины. Пуговицы пришивают одновременно с подпуговицами с образованием и обвиванием стойки.
Отделочные пуговицы пришивают без стойки.
После пришивания пуговиц изделие еще раз очищают, проверяют качество и сдают на склад готовых изделий.
Пуговицы пришивают ручным способом по борту изделия с захватыванием бортовой прокладки или с подпуговицами сквозными стежками вместе с подбортом в однобортных изделиях.
11. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИИ РАЗНЫХ ФАСОНОВ
11.1. Изделия с цельнокроеными рукавами
Подготовку деталей верха, подкладки и приклада к шитью, обработку мелких деталей, карманов, бортов, воротника и низа вы
полняют так же, как при изготовлении изделий с втачными рука-
вами, меняется лишь последовательность операций.
Представленная на рис. 11.1 модель мужского пальто является
1иповой; она обрабатывается в такой технологической последо-
вательности: обработка карманов на попочках; соединение кокетки с полочкой; обработка спинки; соединение кокетки со спинкой; ВТО полочек, спинки и рукавов; соединение боковых срезов; обработка бортов и низа; обработка подкладки и соединение ее с верхом; соединение верхних срезов полочек и спинки и верхних срезов рукавов; соединение рукавов с проймой; обработка рукавов; обработка воротника; окончательная отделка пальто.
На рис. 11.2 даны детали кроя мужско-lo пальто с рукавами, цельнокроенными с кокеткой.
Перед обработкой верхнего узла полочку со спинкой складывают лицевыми сторонами внутрь, уравнивают верхние сре-11.1 и сметывают со стороны спинки ручными сметочными стежками длиной 1... 1.5 см на расстоянии 0,9 см от срезов, де-паи посадку спинки в плечевой части для получения выпуклости на облегание лона гок. Посадку образуют на участке, от-< |упив от горловины спинки на 1,5... 2 см и не доходя до проймы представленного тачного рукава на 3...4 см. Наибольшая
Рис. 11.1. Типовая модель мужского пальто
посадка должна быть посередине этого у метка. При этом левый рукав сметыва-
Рис. 11.2. Детали кроя верха пальто с рукавами, цельнокроенными с кокеткой: а — кокетка спинки; б — спинка; в — кокетка полочки; г — полочка; д — подборт; е — верхний воротник; ж— нижний воротник; з — клапан; и — обтачка; к — подзор;
л — пояс
ют, начиная от низа по направлению к горловине, а правый — оч горловины к низу. Правильность сметывания срезов проверяют при проведении примерки. Посадку спинки на участке шва сутюжива ют. Детали стачивают со стороны полочек на расстоянии 1 см o i срезов; при этом стачивание левого рукава производят снизу вверх по направлению к горловине, а правого — от горловины по на правлению к низу рукава. Нитки сметывания из швов удаляю!, швы разутюживают в два приема: сначала плечевую часть, а затем участок от плеча до низа; при этом следят за тем, чтобы не было растяжения и искривления шва.
Если по модели верхние швы должны быть настрочными, к» при раскрое полочек и спинки к верхним срезам должны бы и. даны припуски в зависимости от ширины отделочной строчки. Шан после разутюживания необходимо заутюжить с изнанки в сторон \ спинки, заметать и настрочить, ширина шва зависит от модели
Боковые срезы полочек и спинки в данной модели с рукавами цельнокроенными с кокеткой (рис. 11.3), соединяют так же, как и изделиях с обычными втачными рукавами. Нижние срезы рукавов сметывают со стороны локтевой части рукава прямыми стежками длиной 1 см на расстоянии 0,9 см от срезов, делая посадку лок к вой части рукава на линии локтя, при этом левый рукав сметы im ют от проймы по направлению к низу рукава, а правый — от i ш ш к пройме.
Посадку сутюживают и нижние срезы стачивают на расстоянии 0,1 см от линии сметывания; при этом на левом рукаве стачи на 11111
Рис. 11.3. Пальто с рукавами, цельнокроенными с кокеткой
выполняют от проймы по направлению к низу, а на правом — от 11иза к пройме. Нитки сметывания удаляют, швы разутюживают на специальной колодке.
В нижней части проймы рукава вметывают со стороны рукава на расстоянии 0,9 см от срезов, целая незначительную посадку рукава. Втачивание выполняют так-кс по рукаву на расстоянии 0,1 см <и линии сметывания. Нитки сме-। ывания удаляют, шов приутюживают.
В моделях пальто с цельнокроеными рукавами без ластовиц боковые и нижние срезы рукавов ‘ мстывают со стороны спинки прямыми сметочными стежками клиной 1 см на расстоянии 0,9 см t»i срезов. При этом на левой половине изделия срезы сметывают <н низа изделия вверх по боково-MV срезу в направлении к низу рукава, делая посадку локтевой ча- । и рукава в области локтя, совмещая контрольные меловые таки. На правой половине изде
лия сметывание выполняют со стороны рукава от его низа, а далее • метывают боковые срезы в направлении к низу изделия.
В таком же порядке стачивают срезы. Нитки сметывания из шва являют, швы разутюживают.
В моделях пальто с цельнокроеными рукавами с ластовицами, п"( иедние вметывают после обработки верхнего и нижнего швов рукава и бокового шва изделия. Обработку верхнего и нижнего швов рукавов и боковых швов изделия выполняют так же, как в издели-ич i рукавами, цельнокроенными с кокеткой.
11олочку и спинку на участке втачивания ластовицы сутюжива-•«II для предохранения косых срезов от растяжения.
Для предохранения срезов от осыпания в швы втачивания угол-• <ш ластовип к уголкам полочек и спинки со стороны изнанки при (ачивают кусочки хлопчатобумажной ткани шириной 2...3 см, н и роенные по форме уголков ластовицы. Ширина шва 0,5... 1 см. 111 ш .1 в уголках надсекают до строчки их притачивания. Края ласто-|||Iы складывают со срезами полочки и спинки лицевой стороной •Н\|рь, совмещая уголки ластовицы с уголками, притачанными
к полочке и спинке, и вметывают со стороны полочки и спинки по намеченным линиям прямыми сметочными стежками длиной 0,5... 1 см. Втачивание производят со стороны полочки и спинки на расстоянии 0,1 см от линии вметывания, а в уголках строчка должна проходить около строчки притачивания уголков из хлопчатобумажной ткани. Нитки вметывания удаляют, швы разутюживают или заутюживают в зависимости от модели.
Низ рукавов перегибают наизнанку, заметывают, приутюживают и пришивают к прокладке так же, как при обработке низа втачных рукавов. л
Обработка хлястиков и манжет, которые могут быть предусмотрены по модели, и соединение их с рукавами выполняют так же, как в пальто с втачными рукавами.
11.2. Обработка подкладки и соединение ее с верхом изделия
Для изделий с рукавами комбинированного покроя подкладку кроят с втачными рукавами. Подкладка имеет следующие детали: полочка — 2 шт., спинка (из двух частей) — 1 шт., нижняя половинка рукава — 2 шт., верхняя половинка рукава — 2 шт.
Предложенная конструкция подкладки необходима для облегчения соединения верха с подкладкой и для улучшения качеств.! изделия.
При изготовлении изделий с двумя примерками перед соеди нением верха с подкладкой боковые срезы полочек и спинки верха можно не стачивать.
Перед соединением верха пальто с подкладкой верх утюжат. После этого пальто раскладывают на столе лицевой стороной вниз, бортом левой полочки к работающему. На изнанку полочки верха накладывают подкладку лицевой стороной вверх так, чтобы сре» подкладки перекрывал внутренний срез подборта на 2...2,5 см, а плечевой срез и предполагаемую линию проймы втачного рукава на 1,5... 2 см, и наметывают строчками, параллельными краю бор та, плечевому срезу, боковому шву и низу, на расстоянии 6...7 см от низа, а срез проймы — на расстоянии 1... 1,5 см от него. Длина стежков 3... 4 см.
Сначала прокладывают строчку параллельно краю борта, делая посадку подкладки в области груди, затем при наличии боковой вытачки на полочке закладывают складочку и заметывают ее по линии этой вытачки и далее наметывают подкладку параллельно плечевым срезам, проймам, боковому шву и низу изделия.
Боковой срез подкладки полочки прикрепляют к боковому пип верха за срез спинки сметочными стежками длиной 1 см, начиная от проймы, и заканчивают строчку, не доходя до низа изделия на
10... 15 см. После наметывания подкладки на левую полочку изделие перевертывают на столе бортом правой полочки к работающему и приметывают на правую полочку подкладку так же, как на левую.
Затем расправляют спинку верха, на нее накладывают подкладку лицевой стороной вверх и наметывают, совмещая боковые срезы подкладки с боковыми швами верха. Первую строчку прокладывают посередине спинки, закладывая излишки подкладки по ширине в складку. Затем прокладывают строчки параллельно боковым швам на расстоянии 2...2,5 см от них, плечевым срезам и низу на расстоянии 5...7 см от срезов.
Изделие перевертывают на столе подкладкой вниз, проверяют правильность наметывания подкладки на верх, подкладку по низу подрезают, оставляя припуск 1,5 см. Затем изделие перевертывают подкладкой вверх, подкладку полочек по линии нагрудных карманов разрезают по прямой, а на концах — треугольником. Срезы । юдкладки подгибают внутрь так, чтобы подогнутый край подкладки отстоял на линии прореза кармана на 1 — 1,5 см; одновременно подгибают и заметывают срезы подкладки по бортам, низу, закладывая излишки подкладки по длине в складочку по низу глубиной 0,7... 1 см. Боковые срезы спинки подгибают внутрь так, чтобы подогнутые края перекрывали строчки прикрепления боковых сре-юв подкладки полочки на 0,1 ...0,2 см.
В спинках со шлицей подкладку спинки разрезают на уровне подогнутого края правой половинки спинки, не доходя на 1 см до поперечной строчки, скрепляющей спинку; в конце подкладку разрезают треугольником. Срезы подкладки подгибают внутрь на 0,5...0,7 см и заметывают.
Подкладку по бортам, низу, боковым швам, нагрудным карманам и шлице подшивают потайными подшивочными стежками. Ча-i юта стежков 3...4 в 1 см. Нитки заметывания из краев удаляют.
Бортовую прокладку расправляют по пройме и приметывают с ипцевой стороны прямыми стежками длиной 1 ...2 см на расстоянии 1 см от среза бортовой прокладки.
Верхний край бортовой прокладки прикрепляют к разутюженному верхнему шву за срез спинки разметочными стежками. Под-I' влдку полочек и спинки в нижней части проймы пришивают ко шву втачивания рукава разметочными стежками. При наличии пле-|гвы|накладок их вкладывают между бортовой прокладкой и под-। '1.1ДКОЙ. При этом середина плечевой накладки должна совпадать ппечевым швом, середину плечевой накладки пришивают к пле-к ному шву за срез спинки. Боковую сторону плечевой накладки пришивают к бортовой прокладке полочки косыми стежками. Чаппл стежков 2... 3 в 1 см. Плечевой срез подкладки полочки припивают к плечевым накладкам, а при отсутствии их — к плечевым рг ым верха за срез спинки прямыми стежками. Затем плечевой
срез подкладки спинки накладывают на полочку, подгибают его внутрь и заметывают так, чтобы подогнутый край перекрывал строчки прикрепления подкладки полочки и совпадал с плечевым срезом верха. При заметывании подкладку спинки поезживают соответственно посадке верха. Подкладку подшивают по плечевым срезам подшивочными стежками. Частота стежков 3 в 1 см.
Срез подкладки полочки по пройме пришивают к бортовой прокладке разметочными стежками. Верхние и нижние срезы подкладки рукавов стачивают. Ширина шва 1 см.
Рукав верха вывертывают наизнанку и прикрепляют швы подкладки к швам верха прямыми стежками длиной 0,7... 1 см. Отступив от низа на 5...6 см и не доходя до верхних срезов подкладки на 3... 5 см, делают небольшую посадку подкладки на уровне локтя.
Рукав вывертывают на лицевую сторону, подкладку расправ ляют и приметывают по низу рукава кругом на расстоянии 5 см от низа, срез подкладки низа рукава перегибают в сторону изнанки и заметывают так, чтобы подогнутый край подкладки от стоял от подогнутого края верха на 2,5... 3 см. Подкладку по низу подшивают потайными подшивочными стежками. Частота стеж ков 3 в 1 см.
Подкладку рукава по пройме расправляют, срез подкладки ру кава подгибают и заметывают так, чтобы подогнутый край под кладки перекрывал строчку разметывания подкладки по проймам полочек и нижней части проймы спинки. При заметывании под кладку посаживают, швы подкладки должны совпадать со швами верха.
Рукавную подкладку пришивают в нижней части к шву пройми и далее к подкладке полочек и спинки потайными подшивочными стежками. Частота стежков 3 в 1 см. Подкладку можно соедини-! ь » изделием обычным машинным способом.
11.3. Пальто с рукавами реглан
Рукава реглан могут быть одношовными, двухшовными и т|х-\ шовными. В мужских изделиях наиболее приемлемым является г|к < шовный рукав реглан.
Рукав реглан чаще всего делают в летних и демисезонных шип то и очень редко — в зимних.
Пальто с рукавом покроя реглан обычно делают прямым • заниженной проймой. В зависимости от фасона для прилегания п делия по линии талии делают пояс или хлястик (рис. 11.4). П;i и i.t * может быть однобортным и двубортным. Наибольшее распросцм нение имеют пальто однобортные с потайной застежкой. Карманы могут быть прорезными и накладными, но чаще всего с лисп» и в долевом направлении под небольшим углом к краю б<>|и ।
Воротник пальто с рукавом покроя реглан обычно несколько уже обыкновенного, чтобы не закрывать конструктивных линий.
Детали кроя пальто с рукавами реглан имеют те же названия, что детали пальто с втачными рукавами (рис. 11.5).
Обработка бортов, воротника, карманов, спинки и шлицы пальто покроя реглан ничем не отличается от обработки этих деталей в пальто с втачными рукавами. ()собенность состоит в обработке рукавов, пройм, соединении рукавов с проймами.
Так как верхняя часть рукава является составной частью горловины, меняется последовательность обработки и соединения основных деталей изделия по ••равнению с изделиями с втачными рукавами.
После соединения боковых срезов обрабатывают проймы, борта, низ изделия, рукава, а затем соединяют их с изделием; п последнюю очередь соединяют воротник < горловиной.
Срезы пройм спинки сутюживают для получения выпуклости на облегание лопа-
Рис. 11.4. Пальто с рукавами реглан
Рис. 11.5. Детали кроя пальто с рукавами реглан:
полочка; б — спинка; в — локтевая половинка рукава; г — передняя половинка tvnin,i; д — нижняя половинка рукава; е— подборт; ж — верхний воротник; з — нижний воротник; и — листочка
а б
Рис. 11.6. Прокладывание кромки по проймам пальто с рукавами реглан: а —полочка; спинка
ток. Степень сутюживания зависит от фигуры человека и структуры ткани и в среднем равна 0,5 ...0,7 см.
В полочках для получения выпуклости в области груди сутюживают срезы пройм и бортов. Величина посадки зависит от фигуры и структуры ткани.
Для предохранения срезов пройм от растяжения, а также д ля закрепления сутюживания на расстоянии I см от срезов пройм спинки и полочек прокладыва
ют кромку (рис. 11.6). Кромку прокладывают с натяжением. Края кромки пришивают к спинке и полочкам подшивочными стежка ми, незаметными с лицевой стороны. Частота стежков 2... 3 в 1 см Можно использовать клеевую кромку или полоску клеевой ткани
Если срезы пройм спинки не были предварительно сутюжены, при прокладывании кромки делают посадку спинки для получе ния выпуклости на облегание лопаток между контрольными мело выми знаками. Далее обрабатывают средний шов спинки и шлицу, боковые карманы и борта.
11.4. Обработка бортов в пальто с потайной застежкой
В пальто с потайной застежкой после наметывания полочек ив бортовую прокладку и выстегивания лацканов производят обрс и-.у бортов. При этом уточняют размер потайной застежки, делая паи сечки, глубина которых 0,8... 1 см.
Правый борт обрабатывают так же, как в пальто с открышП застежкой. Обработку левого борта можно подразделить на следу"• щие основные этапы: обработка подборта; обработка борта; об г. мн вание борта подбортом и окончательная отделка застежки. Зашел । обрабатывается разными способами. Рассмотрим один из них
Обработка подборта. На подборте делают две надсечки, onprni ляющие месторасположение и размер потайной застежки. С ii4ii.ui ки между надсечками приметывают прокладку под петли, ра< пи лагая ее на расстоянии 1 см от наружного среза подборч а и р| надсечки на 1 ...2 см (рис. 11.7, а).
Нить основы в прокладке должна проходить по направлении петель. Прокладку приметывают двумя долевыми строчками I н предохранения края подборта от растяжения на прокладку п.п «ь дывают кромку с натяжением. Допускается прокладывание i- рп • ки методом клеевого крепления.
Рис. 11.7. Обработка бортов в пальто с потайной застежкой
Посадку подборта на кромку сутюживают. На лицевую сторону под-ипрта лицевой стороной внутрь накладывают обтачку (рис. 11.7, б) а 1 подкладочной ткани, выпуская концы обтачки вверх и вниз за надсечки на 1 ...2 см; обтачки и подборта уравнивают и обтачивают подборт между надсечками. Ширина шва 0,4...0,5 см. Шов разу-ноживают, обтачку отвертывают на изнанку подборта, край выправляют и выметывают, образуя из подборта в сторону обтачки Ы1нт шириной 0,4 см (рис. 11.7, в).
Край выметывают вручную прямыми стежками длиной 1... 1,5 см инн на специальной машине. Подборт на участке потайной зас-К’жки проутюживают и закрепляют отделочной строчкой (по мокли). Нитки выметывания удаляют и подборт еще раз проутюжи-II нот. Затем с изнанки подборта по подсобному лекалу намечают м<т го расположения петель (см. рис. 11.7, в).
11ри отсутствии подсобного лекала петли намечают следующим ч'разом: верхнюю — на 2 см ниже верхней надсечки, нижнюю — IM расстоянии 3,5...4 см выше нижней надсечки, остальные — на кин 1ом расстоянии друг от друга. Длина петли должна быть больше иi.iметра пуговицы на 0,2...0,3 см. Расстояние от петель до края • пр la должно быть равно 3/4 диаметра пуговицы.
< )бработка борта. По борту левой полочки также делают две над-। 'н и, определяющие месторасположение и размер потайной зас-• । и. к и. На лицевую сторону борта левой полочки накладывают об-ni'ii.v из подкладочной ткани лицевой стороной вниз, выпуская Го1пы обтачки вверх и вниз за надсечки на 1...2 см и уравнивая ни (рис. 11.7, г). Участок борта полочки между надсечками об-li'inuaioT швом шириной 0,3...0,4 см. Шов разутюживают, обтачку Впн ршвают на изнанку полочки, образуя из полочки в сторону
обтачки кант шириной 0,4 см, край борта выметывают, проутюживают и закрепляют отделочной строчкой на расстоянии от края, предусмотренном в модели (рис. 11.7, д).
Нитки наметывания удаляют и борт полочки еще раз проутюживают.
Обтачивание борта и окончательная отделка застежки. Обработанный подборт накладывают на лицевую сторону полочки лицевой стороной внутрь и прикрепляют к ней несколькими стежками в начале и в конце застежки, располагая обработанный край подборта у верхней надсечки на расстоянии 0,3 см от обработанного края полочки в сторону проймы, а у нижней надсечки — на расстоянии 0,2 см в сторону низа. Подборт наметывают и сутюживают посадку в области лацкана так же, как при обработке правого борта. Борта обтачивают от точки уступа лацкана вниз до верхней над сечки, при этом машинная строчка должна проходить рядом с кромкой. Строчку в конце закрепляют. Нижнюю часть борта обтачивают от нижней надсечки до низа изделия, при этом машинная строчка должна проходить на расстоянии 0,2 см от края кромки Разутюживание шва обтачивания, вывертывание и выметывание борта производят обычным способом.
Внутренние края обтачек борта и подборта стачивают межд\ собой швом шириной 1 см. Припуски на швы пришивают к борте» вой прокладке открытыми подшивочными стежками. Частота 2... I стежка в I см.
В начале и в конце застежки на участке между петлями подбор i скрепляют с полочкой ручными закрепками.
Верхнюю и нижнюю части борта закрепляют отделочной строч кой (ширина ее предусмотрена моделью), совмещая концы ст|ю чек с отделочными строчками борта и подборта полочки на учаг i ке потайной застежки. Если борт обрабатывают широкой отделе »ч ной строчкой, ее намечают с лицевой стороны полочки на рассто янии 5...6,5 см от края борта. Строчку прокладывают с лицом >п стороны, заканчивая внизу треугольником или закругляя ее окош» узкой отделочной строчки борта полочки. Застежку в готовом вищ приутюживают.
11.5 . Обработка рукавов реглан
Наибольший интерес представляет обработка трехшовною р\ кава, верхняя половинка которого состоит из двух частей: леи. к вой и передней.
Обработку начинают от среднего (верхнего) шва. Если pyi «» имеет внизу хлястик, то его накладывают на лицевую сторону mu. тевой части согласно надсечкам, уравнивая конец со средним (игр ним) срезом, и приметывают одной строчкой посередине При
стачивании средних срезов передней и локтевой частей конец хлястика должен попасть в шов.
Части верхней половинки рукава (переднюю и локтевую) складывают лицевыми сторонами внутрь, уравнивая срезы, и сметывают. Детали стачивают на расстоянии 0,1 см от линии сметывания, левый рукав снизу вверх, а правый — сверху вниз. Нитки сметывания удаляют, шов разутюживают в два приема: сначала плечевую часть, а затем участок от плеча до низа. Потом шов гаутюживают с изнанки в сторону локтевой части. Во избежание перекоса шва при прокладывании отделочной строчки шов заме-1 ывают, а затем настрачивают на расстоянии, предусмотренном в модели.
Обработанные таким образом верхние половинки рукава складывают лицевыми сторонами внутрь, уравнивая срезы, укладывают па колодке или на столе передним срезом к работающему, увлажняют и оттягивают передний срез до линии переднего переката.
Правильность оттягивания проверяют так же, как в обычном пгачном рукаве. Далее последовательность обработки рукава может меняться в зависимости от обработки локтевых швов. Если по мотели швы настрочные, то сначала обрабатывают локтевые швы. Чоктевые срезы верхней и нижней половинок рукава складывают лицевыми сторонами внутрь и сметывают с посадкой верхней по-иовинки на участке локтя. Посадку по краю сутюживают, локге-пые срезы стачивают на расстоянии 0,1 см от линии сметывания. Нитки сметывания удаляют, швы разутюживают, заутюживают с и танки в сторону верхней половинки, заметывают и с лицевой I троны настрачивают.
При уточнении длины рукава от вершины среднего шва отклячивают расстояние, равное ширине плеча плюс длина рукава, и намечают линии подгиба и обрезки низа. С изнанки по намеченной линии подгиба низа приметывают прокладку.
Прокладку пришивают так же, как в обычном втачном рукаве. }птем уравнивают передние срезы рукавов, сметывают и стачива-ин их швом шириной 1 см. Нитки сметывания удаляют, швы разу-ноживают.
Низ рукавов перегибают наизнанку, заметывают и пришивают к прокладке, как в обычном втачном рукаве.
11.6 . Соединение рукавов реглан с проймами
I !ри раскрое изделия закройщик наносит по пройме и рукаву «и сколько контрольных надсечек, положение которых уточняют нри примерке. Рукава вметывают в проймы по контрольным над-। чьим. При этом сначала рукава прикрепляют к пройме по над-> чкам, а затем вметывают правый рукав от горловины полочки
г—по направлению к горловине спинки, а левый — от ГОРЛОВИНЫ спинки по гт—% направлению к горловине полочки.
ад Вметывание производят со стороны ру-
ад \\ \\\ кава, посаживая его. Наибольшую по-I Х'ЙЗХ ад ад JII салку делают по окату на участках, от-
/ \ ад ад /Л ступив от верхней точки рукава на
£ X. 1,5—2 см вниз до надсечек на полоч-
I ке и спинке. В нижней части проймы
рукав поезживают незначительно. Сте 1 пень посадки зависит от структуры
ткани и конструкции изделия и указывается закройщиком. Посадку сутю
Рис. 11.8. Соединение рукава живают небольшими участками, слс реглан с проймой дя за TeMj чтобы швы не растягива лись. Втачивание рукавов в проймы производят со стороны рукава на расстоянии 0,1 см от линии см с тывания, при этом правый рукав втачивают, начиная от горлови ны полочки к горловине спинки, а левый — наоборот (рис. 11.8) В некоторых моделях при втачивании рукавов рекомендуют со сто роны полочки и спинки подкладывать косую полоску из ткани верха шириной 4 см. Участки шва втачивания рукава, на которых притачана косая полоска, разутюживают, заметывают и закрепля ют отделочной строчкой, параллельной шву втачивания рукава, затем соединяют воротник с горловиной.
Бортовую прокладку и подкладку по проймам расправляю! п приметывают с лицевой стороны на расстоянии 0,5 см от шва та чивания рукава, а затем пришивают к шву втачивания рукава pa i меточными стежками. Бортовую прокладку и подкладку по прол мам обрезают. Подкладку рукавов по проймам расправляют, совм< щая локтевые и средние швы подкладки с локтевыми и средними швами верха, срез подкладки рукава перегибают на 0,7...0,9 см впуцн. и заметывают, распределяя посадку подкладки рукава на тех участках, что и при соединении рукавов верха. Подогнутый к pall подкладки рукава должен перекрывать строчку разметывания прпвм на 0,2 см. Подкладку по проймам подшивают косыми стежками Частота стежков 3...4 в 1 см. Нитки сметывания удаляют.
12. ИЗДЕЛИЯ С УТЕПЛЯЮЩЕЙ ПРОКЛАДКОЙ
12.1. Изготовление утепляющей прокладки
Как мужские, так и женские зимние пальто изготавливают с утепляющей прокладкой.
Технология обработки зимних пальто (рис. 12.1) аналогична технологии обработки демисезонных пальто, но имеет ряд дополнительных операций, к которым относятся, например, обработка
Рис. 12.1. Мужские зимние пальто
утепляющей прокладки и соединение ее с верхом, обработка мехового воротника и соединение его с нижним воротником и ряд дополнительных операций по обработке пройм.
Зимнее пальто до соединения его с утепляющей прокладкой обрабатывают так же, как и демисезонное.
Утепляющие прокладки могут быть из ватина обычного и вязально-прошивного, из синтепона, пуха, меха искусственного и натурального. Они могут быть пристегивающиеся и выстеганные вместе с подкладкой. Утепляющие прокладки создают микроклимат вокруг тела человека. Они должны быть более тонкими, легкими, обладать теплозащитными свойствами.
Утепляющая прокладка из ватина может состоять из одного или двух слоев. Обычно второй слой ватина размещают только к верхней части пальто до линии бедер. Для экономного расхода при раскрое ватина могут быть использованы надставки-клинья Их сшивают вручную косыми стежками длиной 0,5...0,7 см, со единяя срезы встык. Верхний и нижний слои ватина складываю ) начесом внутрь, если второй слой выкраивают до уровня талии, накрывают марлей со стороны, имеющей начес, и сшивают вруч ную, на универсальной или на многоигольной машине пара» лельными строчками. Расстояние между строчками 12 см. При стачивании вручную длина стежков 2...2,5 см. Со стороны, где начес открыт, ватин покрывают дополнительно слоем марли, располагая ее без натяжения, и строчат с расстоянием между строп ками 7... 8 см.
Если при обработке пальто применяют ватин, в котором утепли ющий слой не соединен с марлевой основой и расположен с обеих сторон этой основы, ватин также накрывают с одной стороны мар лей и строчат способами, указанными выше. При соединении такоИ утепляющей прокладки с изделием ватин размещают так, чтоы.| слой марли располагался со стороны основного материала.
Из искусственного меха изготавливают в основном пристегни» ющиеся утепляющие прокладки. Для внутренней стороны утепли юшей прокладки из искусственного меха применяют подкладом ную ткань. Меховые полочки и спинки пристегивающейся yrei ih»i юшей прокладки могут иметь надставки, которые притачиваю! швом шириной 0,7... 1 см.
На полочке и спинке меха сначала намечают вытачки, а за и м вырезают их. Вытачки стачивают по намеченным линиям. Чап и спинки, если она состоит из двух половинок, складывают л ши выми сторонами внутрь, уравнивают срезы и стачивают пнюм шириной 1 см. Полочки и спинку меха складывают по боковым срезам лицевыми сторонами внутрь, сметывают или скалы iuku булавками, а затем стачивают швом шириной 1 см. Стачанныг швы разутюживают. Затем обрабатывают подкладку и соединим< । с ней мех. Для этого на мех накладывают подкладку, уравняв.
срезы и ставят контрольные отметки по бортовым краям, низу, шлице (в изделиях со шлицей) и проймам. Затем мех складывают I подкладкой лицевыми сторонами внутрь и сметывают, совмещая контрольные отметки, обтачивают по линии бортов, низу, шлице и проймам.
После обтачивания шлицу разрезают, делая надрезы в верхней части в четырех-пяти местах, не доходя до строчки на 0,1... 0,2 см.
Подкладку через горловину вывертывают на лицевую сторону, расправляют и выметывают обтачанные края, образуя кант из меха. 1атем плечевые края меха полочек складывают с плечевыми краями меха спинки лицевыми сторонами внутрь, сметывают или скалывают булавками, а потом стачивают швом шириной 1 см. Стачанные швы разутюживают или разбивают. После этого плечевые края подкладки спинки накладывают на плечевые края подкладки полочек, подгибая обрезные края внутрь, и настрачивают на расстоянии 0,1...0,2 см от подогнутых краев. При этом необходимо следить, чтобы шов настрачивания совпадал со швом стачивания плечевых краев меха.
Рис. 12.2. Женские зимние пальто без мехового воротника
I
По горловине обрезные края подкладки и меха подгибают внутрь, заметывают и застрачивают на расстоянии 0,1...0,2 см от подогнутых краев.
Подкладку скрепляют с мехом машинной строчкой, которую прокладывают по борту, низу, шлице и проймам на расстоянии 0,3--0,4 см от краев. К бортам полочек утепляющей подкладки из искусственного меха пришивают пуговицы в соответствии с расположением петель на подбортах изделия или вшивают застежку-молнию. Пристегивать к изделию утепляющую прокладку можно с помощью навесных петель из полосок подкладочной ткани, которые втачивают при одновременном обтачивании бортов. На бортах изделия в этом случае пришивают пуговицы в соответствии с расположением петель на утепляющей прокладке.
При изготовлении утепляющих прокладок в качестве дополнительного слоя может быть использован различного рода шерстяной или полушерстяной трикотаж. Кроме того, вместо марли можно использовать различного рода шелковый трикотаж.
Зимние женские пальто могут быть без меховых воротников или меховые воротники могут быть съемными (рис. 12.2).
12.2. Соединение утепляющей прокладки с подкладкой
Подкладку соединяют с утепляющей прокладкой на стачиваю 1 щей одноигольной или специальной многоигольной машине.
Линии для прокладывания строчек на одноигольной машине 1 наносят по лекалу или трафарету. Строчки прокладывают по пол кладке.
На многоигольной стегальной машине подкладку с ватином выстегивают в полотне, до раскроя (рисунок можно задать по про грамме). Если подкладку выстегивают на одноигольной машине, то вначале ее уточняют по размеру, затем намечают нагрудные внутренние карманы на полочках подкладки.
На проймах полочек и спинки ставят контрольные отметки дин втачивания рукава подкладки.
Боковые срезы стачивают со стороны спинки, совмещая вил
1 сечки.
Плечевые срезы стачивают со стороны полочек, посаживая epe u.i 1 спинки в середине шва.
Подкладку рукавов стачивают по переднему шву, притачив;.
надставки к половинкам рукавов. Передние срезы стачиваю i ин верхним половинкам. Если подкладка рукавов будет втачана в прнй му подкладки изделия, то в передних швах рукавов оставляю! п<< середине нестачанный участок длиной 15... 20 см для выверты ид 1 ния, который затем застрачивают.
Локтевые срезы стачивают по нижним половинкам, совмещая надсечки и делая посадку верхних половинок. Ширина швов стачивания 1 см.
12.3. Соединение утепляющей прокладки с подкладкой и с верхом изделия
Перед соединением подкладки и прокладки удаляют нитки заметывания швов, оставляя их только по борту.
Полочки, спинку, боковые швы, рельефы, вытачки приутюживают со стороны изнанки.
Утепляющую прокладку целесообразно соединять с верхом после стачивания в ней боковых швов. Предварительно утепляющая прокладка может быть соединена с подкладкой, ^однако чаще прокладку и подкладку соединяют с верхом порознь. В женских пальто утепляющую прокладку соединяют с верхом как до стачивания плечевых швов верха, так и после; в мужских пальто соединение выполняют обычно до стачивания плечевых срезов.
Перед соединением с верхом уточняют ширину и длину утеп-ияющей прокладки.
Для соединения с изделием прокладку раскладывают на столе швами вниз, на нее изнанкой вниз накладывают изделие, совмещая в верхней части боковые швы. Складки и фалды верха укладывают так, как они должны быть в готовом изделии. Срезы прокладки должны располагаться по проймам и плечевым срезам вровень со срезами верха; по бортам — на 2... 3 см перекрывать внутренние срезы подбортов; внизу — на 2... 3 см выше линии подгибки низа в п |делиях с отлетной подкладкой; на 1... 1,5 см заходить за срез припуска на подгибку низа в изделиях с неотлетной подкладкой.
Спинку верха наметывают на утепляющую прокладку параллельно боковым швам на расстоянии 1 ...2 см от них, параллельно грезам пройм, горловине, плечевым швам (срезам) на расстоянии 8 см от них. В изделиях со шлицей утепляющую прокладку приметывают на расстоянии 5 см от разреза шлицы.
Полочки верха отвертывают на спинку и боковые швы верха пришивают над боковыми швами к утепляющей прокладке вручную или на стачивающей машине. В изделиях свободной формы и расклешенных боковые швы пришивают только до линии талии. Ниеле пришивания боковых швов полочки верха отвертывают и наметывают на утепляющую прокладку параллельно краям бор-uni, горловины, плечевых швов (срезов) и пройм на расстоянии | гм от них. В изделиях с притачанной по низу подкладкой утепляющую прокладку приметывают на расстоянии 6... 8 см от низа.
И вделие перевертывают лицевой стороной вниз. Второй слой инна по бортовым краям прокладки подрезают на 2...2,5 см.
Бортовые срезы утепляющей прокладки пришивают к бортовой прокладке на машине потайного стежка или вручную, посаживая их в области груди. В изделиях с отлетной подкладкой утепляющую прокладку дополнительно пришивают к внутреннему срезу бортовой прокладки от низа до талии на машине.
Утепляющую прокладку7 вдоль линии шлицы разрезают, излишки ее обрезают. Срезы утепляющей прокладки укладывают на 1,5... 2 см под припуски на обработку шлицы и пришивают к прокладкам шлицы на машине потайного стежка или вручную. Если подкладку изделия будут подшивать по шлице вручную, срезы ее припусков пришивают к утепляющей прокладке.
В изделии с воротником, соединенным с горловиной, плечевые срезы утепляющей прокладки сшивают и прокладку по горловине спинки пришивают к шву втачивания подворотника на машине или вручную. В изделиях с дублированными полочками утеп ляющую прокладку притачивают на стачивающей машине к ранее настроченной на клеевую прокладку полоске бязи (рис. 12.3, а). С внутренними срезами подбортов утепляющую прокладку можно соединить полоской прокладочного материала. Расстояние между строчками 2 и 3 (рис. 12.3, б) 2 мм.
Сборочная схема на рис. 12.3, а включает в себя притачивание на клеевую прокладку полоски бязи — строчка 7; притачивание к по лоске бязи утепляющей прокладки — строчка 3; притачивание под кладки по борту — строчка 2; прикрепление подборта — строчка 4.
Сборочная схема на рис. 12.3, б включает в себя соединение про кладки с полоской ткани — строчка 7; соединение полоски с под бортом — строчка 2; притачивание подкладки по борту — строчка 3
При обработке рукавов передние швы подкладки прикрепляют к утепляющей прокладке до стачивания локтевых срезов (рис. J 2.4, После стачивания локтевых срезов подкладки и утепляющей про кладки локтевые срезы утепляющей прокладки прикрепляют клок тевым швам рукава из основной ткани (рис. 12.4, б).
Рис. 12.4. Обработка рукавов с утепляющей прокладкой
Прокладку наметывают по окату и низу рукава, отступая от края 5...6 см, т.е. приметать можно до обработки локтевого среза (рис. 12.4, в) и после обработки локтевого среза (рис. 12.4, г).
12.4. Обработка мехового ворот ника
Части мехового воротника соединяют на специальной скорняжной машине или вручную. Для этого части воротника складывают волосом внутрь, срезы уравнивают, волос заправляют пинцетом внутрь и сшивают. Ширина строчки 0,2... 0,3 см. Частота стежков при сшивании вручную 10... 12 в 1 см строчки в зависимости от юлщины ниток. После соединения частей мехового воротника швы расправляют и со стороны кожевой ткани простукивают деревянным молоточком (рис. 12.5, а).
По стойке мехового воротника с изнанки на 10... 12 см от сере-инны в обе стороны на расстоянии 0,5 см от среза с небольшим натяжением прокладывают полоску хлопчатобумажной ткани чинной 0,5...0,7 см.
Если меховой воротник имеет непрочную кожевую ткань, с его изнанки необходимо проложить про-чадку и стегать воротник со стороны прокладки вручную косыми стежками длиной 2 см. Первую строчку прокладывают посередине вдоль воротника, а последующие — на рас-«1 пинии 3...4 см от первой. В мас-। < «ном производстве прокладку при-। ргиляют на машине, располагая । |рочки параллельно с расстоянием м< жду ними 3...4 см (рис. 12.5, б).
б
Рис. 12.5. Обработка мехового воротника
12.4.1. Соединение мехового воротника с нижним воротником
Меховые воротники соединяют с нижними воротниками различными способами: обтачным швом на стачивающей или скорняжной машине; швом вподгибку с застрачиванием срезов верхнего воротника на машине с зигзагообразной строчкой (или на машине потайного стежка) либо с подшивкой вручную. Сборку выполняют до соединения подворотника с горловиной или после него.
Соединению мехового воротника с нижним воротником из легкоосыпающихся тканей на скорняжной машине (рис. 12.6) предше
ствует застрачивание краев подворотника по отлету и концам на
Рис. 12.6. Соединение мехового воротника с нижним воротником
стачивающей машине, при этом края перегибают на 1... 1,2 см в сторону прокладки. Затем меховой воротник накладывают волосом на основную ткань нижнего воротника, наметывают, поезживая воротник, и обтачивают на скорняжной машине, заправляя волос внутрь; строчку закан-
чивают на расстоянии 1 см от среза стойки. Воротник вывертыва-
ют, выправляя края, и выметывают, образуя кант шириной 0,5 см
В массовом производстве наибольшее распространение имеет способ соединения мехового воротника с нижним воротником об
тачными или накладными швами. Соединение мехового и нижне
го воротников выполняют до соединения нижнего воротника с горловиной.
При обработке обтачным швом нижний и меховой воротники складывают лицевыми сторонами внутрь и соединяют на машине При обработке накладным швом соединение выполняют по отлс ту на машине, а на концах верхний воротник пришивают ручным способом. Воротник вывертывают, края и углы воротника выправ ляют, выметывают или заметывают.
12.4.2. Соединение мехового воротника с изделием
При соединении готового воротника с нижним воротником, вта чанным в горловину швом вподгибку, его накладывают волосом ввср\ на прокладку нижнего воротника, совмещают середины и наметы вают косыми стежками по стойке и отлету. Длина стежка 2,5 см.
Края нижнего воротника пришивают к меховому воротнику пл машине потайного стежка или вручную. Припуск мехового ворог ника на концах и по отлету перегибают на нижний воротник п подшивают.
По краю стойки меховой воротник подшивают с подгибом края внутрь, закрывая обрезные края подбортов и подкладки по горл< >
а б
Рис. (2.7. Обработка воротника в зимних пальто с застежкой в углах
вине. Меховой воротник с толстой кожевой тканью подшивают без подгиба края.
Меховой воротник накладывают на изнанку изделия мехом вниз, срезом стойки ко шву втачивания нижнего воротника так, чтобы середина мехового воротника совпала с серединой нижнего воротника, и пришивают к подбортам со стороны подбортов и подкладки с утепляющей прокладкой без посадки и натяжения на расстоянии 0,3...0,5 см от среза мехового воротника (рис. 12.7, а). Частота стежков 3 в 1 см. Швы раскепов пришивают к прокладке воротника ручным способом. Меховой воротник отгибают в сторону нижнего воротника, расправляют и прокалывают отверстия для крючка и петли. Через полученные отверстия головки крючка и петли выводят на лицевую сторону, а края разреза мехового воротника вокруг крючка и петли пришивают к нижнему воротнику сквозными стежками на расстоянии 0,1...0,2 см от края разреза (рис. 12.7, б). Меховой воротник наметывают стежкамп длиной 2...2,5 см по сгибу стойки, по краям и отлету на 1,5...2 см от срезов, посиживая верхний воротник на углах и на сгибе стойки.
Для большей устойчивости и правильного расположения на нижнем воротнике меховой воротник пришивают к нему тремя поперечными строчками и одной строчкой — вдоль концов и отлета.
Если меховой воротник из каракуля, то поперечные строчки прокладывают со стороны меха, а если из котика, бобра, выдры и других мехов с низким ворсом — со стороны нижнего воротника вспушными стежками. Первые две строчки прокладывают от стойки по направлению к углам воротника, деля углы пополам. Третью строчку прокладывают посередине воротника, вдоль среднего шва. Отлет и концы нижнего воротника пришивают к меховому воротнику. Из-лишки мехового воротника подрезают, оставляя припуск 1,5...2 см.
Краем мехового воротника огибают край нижнего воротника и пришивают (рис. 12.8).
При обработке съемного мехового Рис. 12.8. Обработка отлета воротника (рис. 12.9, а) нижний ворот- воротника в зимних пальто
ник по линии стойки обтачивают подкладкой окантовочным швом. Петли обметывают (рис. 12.9, б).
Меховой воротник обтачивают по стойке подкладкой, вкладывая петли из полоски ткани. Шов обтачивания пришивают к коже-вой ткани (рис. 12.9, в).
Нижний воротник накладывают на меховой, приметывают и вместе с подкладкой притачивают к подкладке мехового воротника (рис. 12,9, г).
Срезы нижнего воротника пришивают к кожевой ткани по концам и отлету. Воротник раскладывают и срез мехового воротника настрачивают на нижний воротник на машине с зигзагообразной строчкой, далее обрабатывают обычным способом.
Рис. 12.9. Обработка съемного мехового воротника
12.5. Соединение пристегивающейся утепляющей прокладки с верхом
Съемная утепляющая прокладка может быть с рукавами (рис. 12.10, а) и без рукавов (рис. 12.10, б). Края пристегивающейся (съемной) однослойной утепляющей прокладки обрабатывают окантовочным швом (рис. 12.11, с), двухслойной — обтачным швом (рис. 12.11,6).
Плечевые срезы двухслойной съемной утепляющей прокладки обрабатывают стачным швом (рис. 12.12, а) с последующим
б
1'нс. 12.10. Съемная утепляющая прокладка с рукавами (а) и без рукавов (6)
Рис. 12.11. Однослойная (а) и двухслойная (б) съемные утепляющие прокладки
настрачиванием спинки на полочку с подгибом обрезного края внутрь (рис. 12.12, б).
При обработке подбортов в изделиях с пристегивающейся утеп ляющей прокладкой к внутренним краям подбортов прикрепляю! полоску подкладочной ткани шириной 5... 7 см. Внутренние края подбортов окантовывают вместе с одним краем полоски ткани. Ни расстоянии 3... 4 см от края на подборте делают петли или кнопки. Окантовочный материал — тесьма.
При изготовлении изделий с пристегивающейся утепляющей прокладкой (см. рис. 10.12, а) возникают дополнительные опера ции, связанные с обработкой внутренних срезов, подбортов и со единением прокладки с подбортами. Это объясняется тем, что для пристегивания утепляющей прокладки основную подкладку изде лия соединяют не с внутренним краем подборта, а на расстоянии от него на 3,5...4 см так, чтобы строчка от второго края полоски ткани проходила на расстоянии 1 см и край был закрыт.
Внутренние срезы подбортов (рис. 12.13) окантовывают полем ками из основной подкладочной ткани шириной 5...5,5 см. Biiyi ренние края полоски закрепляют строчкой 3. На подбортах обме
Рис. 12.12. Обработка п.ч< чевых срезов двухслопиип съемной утепляющей прокладки
тывают петли 2 или притачивают навесные из специальной тесьмы. Строчкой 1 закрепляют край окантовки, для того чтобы со стороны подборта сделать строчку 3 на расстоянии 0,1 см от строчки 1 в сторону внутреннего края подборта и закрьггь обрезной край окантовки. Застежка изделия со стороны изнанки может быть сквозной или расположенной между подбортом и верхом изделия.
При соединении подкладки с внутренним краем борта ее пришивают (строчка 3) к бортовой прокладке. Затем подборта настрачива-
Рис. 12.13. Обработка внутреннего края борта в изделии со съемной утепляющей прокладкой
ют (строчка 4) на подкладку. Последующие операции соединения основной подкладки с изделием выполняют в той же последова-
тельности, как в демисезонном пальто с окантованными внутренними срезами подбортов.
Пристегивающуюся прокладку изготавливают из искусственного меха или из ватина с двумя подкладками: одну из основной подкладочной ткани, другую — из хлопчатобумажной. В утепляющей прокладке без рукавов пройму окантовывают тесьмой или полоской подкладочной ткани. Если утепляющая прокладка с рукавами, то после стачивания передних срезов рукавов прокладку и подкладку соединяют по низу, а затем стачивают одновременно локтевые срезы подкладки и прокладки. Локтевые швы подклад-к и притачивают к локтевым швам прокладки. Рукава вывертывают на лицевую сторону и делают строчку по низу на расстоянии 0,3...0,4 см от края.
Рукава с проймой соединяют в два приема. В проймы подкладки шачивают подкладку рукавов, затем настрачивают утепляющую прокладку рукава на пройму подкладки на расстоянии 0,2... 0,3 см иг шва втачивания подкладки рукава. На верхнюю подкладку приметывают утепляющий слой, через верхние срезы вывертывают ее пл лицевую сторону. Затем закрепляют края отделочной строчкой, наносят рисунок по трафарету или от руки и подкладку с утепляющим слоем сострачивают.
Плечевые срезы соединяют в два приема: вначале стачивают полочку с нижней подкладкой и утепляющей прокладкой спин-I II, а затем верхнюю подкладку спинки настрачивают, закрывая шов. Одновременно застрачивают срезы горловины, подгибая их utiVipb. Дальнейшая обработка производится как обычно.
Если утепляющая прокладка из искусственного меха, то срезы юрловины, проймы, низа, бортов окантовывают.
13. КОРСЕТНЫЕ ИЗДЕЛИЯ
13.1. Специфика корсетных изделий
Во все времена женская одежда развивается на основе четырех классических силуэтов, которые характеризуются мягкостью и пластичностью линий. Силуэтом, конструкцией и декоративными деталями изделий подчеркиваются естественные формы женской фигуры.
линия бедер — большей свободой облегания юбки, мягкими складками и сборками от линии талии;
линия груди — мягким оформлением нагрудной вытачки, большим объемом лифа, занижением проймы и формой рукавов с использованием народного кроя;
линия талии — туго завязанными узкими или широкими по ясами.
Одежда модных силуэтов требует, чтобы корсетные изделия нс только выполняли утилитарные функции, но и формировали фи гуру, подчеркивая особенности модных силуэтов одежды и распо ложение конструктивных и декоративных линий.
трусы с юбкой(б') Рис. 13.2. Грация
Рис. 13.3. Бюстгальтер и трусы (с), пояс-чулкодержатель (б), бюстгальтер-комбинация (в)
В соответствии с модой в одежде, ориентирующейся на естествен-। n»ie пропорции и формы женской фигуры, корсетные изделия мод-। к эго направления характеризуются плавными линиями, которые noil юряют естественные формы тела или воспроизводят эти формы.
Наиболее ярко мода выражена в корсетных изделиях для молодых и стройных женщин. В соответствии с общим романтическим и.травлением моды в женской одежде корсетные изделия для мо-водых отличаются нарядностью, обилием отделок, декоративным «и|юрмлением вырезов горловины, пройм, спинок, увеличением я чины бюстгальтеров-комбинаций, полукорсетов-панталонов и юбок, разнообразием ассортимента изделии. Современные корсетные изделия (рис. 13.1... 13.4) характеризуются легкостью и плас-шчностью, что достигается использованием эластичных и кружевных материалов, мягко облегающих фигуру, подчеркивающих ее 11Тсственную пластику.
Корсетные изделия для женщин с полной фигурой и отклонени-ими от условно-пропорционального телосложения должны равномерно формировать фигуру, дополнительно фиксируя прокладками и усилителяад необходимые участки фигуры в области талии, живо-। бедер, спины, приближая фигуру к условно-пропорциональной.
йдя формирования пропорционально развитой груди рекомендуйся использовать чашки квадратной формы. Для зрительного умень-
Рис. 13.4. Полукорсеты-панталоны
шения грудной железы большого размера — чашки цельнокроеной формы с четырьмя вытачками; для небольшою увеличения высоты груди — чашки овальной формы.
Поставляемые в торгующие организации корсетные изделия (бюстгальтеры, полуграции, грации, корсеты, полукорсеты-панталоны и пояса-чулкодержатели из хлопчатобумажных и шелковых тканей, эластичных материалов, с отделкой кружевом, тесьмой, вышивкой и без отделки) должны соответствовать классификаторам. Разрабатываемые конструкции моделей должны быть экономичны и технологичны, создаваться с учетом возможностей оборудования, имеющегося на предприятиях.
С направлением моды в одежде тесно связан и ассортимент жен ского ночного белья, в котором женственно-романтический стиль подчеркнут художественным оформлением: разнообразными oi делками, рюшами, воланами, оборками, бейками, руликами, вы шивкой и использованием таких отделочных материалов, как кру жево, шитье, тесьма, вышитый батист.
Принцип комплектности в одежде повлиял и на моделирова ние купальных костюмов в комплекте с одеждой для отдыха. При подготовке комплектов для отдыха разных возрастных групп используются разнообразные конструктивные формы купальных ко стюмов и силуэтные решения, декоративное оформление коми лектов, хлопчатобумажные и льняные ткани, различные отделки и отделочные материалы.
Корсетные изделия должны обладать свойствами, обусловлгпы емыми конкретными требованиями, вытекающими из их назначь ния. Корсетные изделия должны быть удобными, не стеснять лип женпй и не причинять неприятных и болевых ощущений при пси ке. Форма и размеры корсетных изделий оказывают значительно» влияние на здоровье, трудоспособность человека и поэтому они должны строго соответствовать его телосложению.
В процессе эксплуатации корсетные изделия повторяют елейные движения тела человека, в результате детали и швы как п«» ширине, так и по длине изделия подвергаются механическим но । действиям: многократному растяжению, изгибу, кручению и щ>
Величина этих деформаций составляет от 1 до 11 %. Растяжение по ширине изделия связано с его поперечным зауживанием относительно соответствующих размеров тела человека, по длине — с изменением размеров бретелей и чулкодержателей. Поэтому ткани, применяемые при изготовлении корсетных изделий, должны быть прочными на разрыв, стойкими к многократным растяжениям, упругими и иметь небольшую растяжимость.
Характерными особенностями корсетных изделий, изготовляемых из ткани, являются их относительно малая жесткость и податливость формы при движении человека. Однако для изготовления ряда узлов корсетных изделий, таких, как чашка бюстгальтера, передняя деталь поясных корсетных изделий и граций, которые должны иметь наиболее устойчивую форму, применяют подкладочные и прокладочные материалы.
Сложная форма корсетных изделий в настоящее время создается с помощью большого числа швов. Во время носки эти изделия плотно прилегают к телу человека, поэтому к конструкции шва и его обработке предъявляются повышенные требования. Швы должны быть обработаны бейкой в цвет основной ткани, обладать большой прочностью при разрыве, быть относительно мягкими, а по конструкции — плоскими.
Для устранения неприятных ощущений при носке соединительные швы в изделиях на подкладке закрывают подкладкой, а краевые обрабатывают бейкой; в изделиях без подкладки соединительные и краевые швы обрабатывают бейкой. Соединительные швы с последующим их обметыванием допускаются только в изделиях из эластичных материалов.
Для уменьшения трения корсетных изделий о верхние слои одежды необходимо, чтобы ткань была с гладкой поверхностью сатинового или атласного переплетения.
Гигиенические требования к плотно прилегающим корсетным изделиям определяются требованиями, предъявляемыми к их конструкции и материалам, из которых они изготавливаются.
Для обеспечения нормальной жизнедеятельности организма человека (в частности, для улучшения кожного дыхания, выделения и поглощения пота) корсетные изделия должны обладать хорошей воздухопроницаемостью, гигроскопичностью. По этой причине плотные прокладочные ткани со специальной пропиткой, а также поролон стараются заменить капроновой сеткой.
Корсетные изделия подвергаются частой стирке, поэтому ткани, из которых они изготавливаются, должны хорошо отстирываться, быть прочными на истирание, иметь стойкую окраску к действию пота и стирке и минимальную усадку при увлажнении.
При определении технико-экономических требований огромное значение имеют стандартизация и унификация деталей и уз-чов корсетных изделий. В настоящее время на каждом предприя
тии, специализирующемся на выпуске корсетных изделий, разработано по каждому из видов корсетных изделий достаточное количество типовых конструкций, размеры и форма которых отвечают лучшим мировым стандартам. Так, унифицированы все основные и мелкие детали корсетных изделий, что привело к единообразию их технологической обработки без ущерба для качества, внешнего вида изделий и интересов потребителей. Это позволило повсеместно применить средства малой механизации и автоматизировать наиболее трудоемкие операции.
Прогрессивное направление в моделировании и конструировании новых моделей корсетных изделий на одной конструктивной основе позволяет значительно разнообразить их ассортимент, сократить трудовые затраты и цикл запуска новых моделей в производство.
13.2. Классификация корсетных изделий
По назначению корсетные изделия можно разделить на косметические и лечебно-бандажные.
Под косметическими корсетными изделиями подразумеваются все виды корсетных изделий, предназначенных для людей без патологических отклонений.
Основной функцией косметических корсетных изделий (далее — корсетных изделий) является принудительное придание формы телу женщины с целью создания модного силуэта одежды, дополнительной функцией — держание чулок с помощью чулкодержа-телей. Поэтому корсетные изделия должны не только копировать форму фигуры человека, но и производить определенную дефор манию тела, способствуя его эстетическому оформлению. Корсеч ные изделия выполняют роль своеобразного каркаса для построе ния формы верхней одежды. Следовательно, нельзя заниматься со вершенствованием одежды, не придав корсетными изделиями жен ской фигуре современной формы. От размеров и формы корсетньп изделий во многом зависят конструкция верхней одежды и виг шний облик человека.
Функции лечебно-бандажных корсетных изделий многогранны и сложны. К лечебно-бандажным корсетным изделиям можно oi нести бандажи трех видов и корсеты.
Лечебные бандажи первого вида применяют при опущении ор ганов брюшной полости и грыже брюшной стенки. Их назначаю । как женщинам, так и мужчинам до операции и в послеоперапн онный период при неокрепших рубцах или в тех случаях, кем па операция противопоказана. К этому же вицу относятся изделии предназначенные для женщин в предродовой и послеродовой периоды. Их изготавливают из плотных хлопчатобумажных и ни и
ковых тканей на подкладке с применением эластичной бандажной резины.
Лечебные бандажи второго вида предназначаются как для жен-шин, так и для мужчин, страдающих вправимыми паховыми, бедренными и другими грыжами. Изготавливают такие бандажи из кожи и эластичных материалов с применением пружин и фиксированных или подвижных деталей.
К третьему виду относятся бандажные изделия, способствующие фиксации брюшного пресса, а также изделия для крепления искусственной молочной железы и др. Изделия этого вида изготавливают из плотных хлопчатобумажных или шелковых тканей с применением специальных прокладок.
Лечебные корсеты применяют также при заболеваниях и искривлениях позвоночника для фиксации его в требуемом положении и частичной разгрузки.
Корсетные изделия общего назначения относятся к плотно прилегающему нательному белью; лечебно-бандажные изделия с медицинской точки зрения являются ортопедическими аппаратами.
Моделирование, конструирование и изготовление лечебно-бандажных корсетных изделий являются сложным производственным процессом.
Лечебно-бандажные изделия профилактического назначения изготавливают на фабриках и продают в аптеках. Во всех других случаях лечебно-бандажные изделия изготавливают индивидуально медицинскими отделами протезно-ортопедических предприятий, имеющихся в областных и краевых центрах РФ.
По половозрастному признаку лечебно-бандажные и косметические корсетные изделия подразделяют на женские, мужские и детские.
Лечебно-бандажные изделия в данном учебнике рассмотрены лишь с точки зрения классификации, так как более подробное их изучение уходит в область медицины.
По сезону корсетные изделия разделяются на летние, зимние и для всех сезонов. К летним изделиям относятся легкие открытой <|юрмы без подкладки бюстгальтеры и короткие пояса с чулкодер-жателями; к зимним — бюстгальтеры закрытой формы на подкладке и прокладке, бюстгальтеры с длинным станом, длинные пояса с чулкодержателями, грации и пояса-панталоны; к изделиям для всех сезонов — пояса-трусы, бюстгальтеры короткие, бюстгальтеры-комбинации и детские лифчики с чулкодержателями.
В зависимости от вида материалов корсетные изделия выполняют из малорастяжимых (хлопчатобумажных и шелковых тканей) и мастичных (трикотажа, спандекса и др.) материалов.
Технико-экономические показатели отражают технические усни вия обработки корсетных изделий (соблюдение номинального направления нитей основы и утка), качество обработки и сборки
отдельных деталей и изделия в целом, строгое соответствие выполнения швов и подбора ниток требованиям государственных стандартов и технических условий.
Ассортимент корсетных изделий расширяется и обновляется в результате создания моделей на основе новых конструктивных решений, применения новых основных и отделочных материалов, в том числе материалов в новом художественно-колористическом оформлении, использования новой фурнитуры и приемов художественного оформления.
13.3. Конструкция корсетных изделий
По конструкции современные корсетные изделия можно разделить на корпусные и поясные. К корпусным изделиям относятся бюстгальтеры с коротким и длинным станом, к поясным — пояса различной длины, полукорсеты, пояса-трусы, пояса-панталоны. Такие изделия, как фация и полуграция, соединяют в себе элементы корпусных и поясных изделий.
Ввиду того что корпусными изделиями являются все виды бюст гальтеров, эту группу изделий на практике чаще называют бюст гальтерной.
К основным деталям корпусных корсетных изделий относятся стан, две чашки и бретели. Стан изделия обычно состоит из не скольких деталей: передней, задней и боковой, причем каждая в зависимости от модели может также состоять из нескольких частей Чашки могут иметь две или три детали, соединяемые продольны ми (боковая и передняя детали) или поперечными (верхняя и ниж няя детали) швами и втачиваемые в стан изделия по кругу, по прямым линиям, или быть цельнокроенными со станом или бретелями.
Бретели по своей конструкции бывают простой прямоугольном формы или сложной, если они делаются цельнокроенными с вер4 ней, нижней, боковой деталями чашки или с боковой деталью спи 1.1
В зависимости от конструкции чашки бюстгальтеры можно pa« делить на четыре основных типа.
КI типу относятся бюстгальтеры без пояска. Чашка бюстгалы* ра, выкроенная с боковой деталью стана, может состоять и i <»<i ной или двух частей. Такие бюстгальтеры выполняют на подклал i • и без нее, на бретелях и без них. К этому типу относятся бюс! i а ш. теры, предназначенные преимущественно для купания.
Ко П типу относятся бюстгальтеры с пояском и без него, ч.ни ки которых выкраивают отдельно от стана и втачивают в пен» и»» линиям, близким к прямым. Чашка бюстгальтера может сое н m 11 из нескольких деталей. Бюстгальтеры II типа изготавливают i ia.
кладке и без нее, на бретелях и без них.
К III, самому распространенному, типу относятся бюстгальтеры, чашки которых также выкраивают отдельно от стана и втачивают в стан по сложной овальной линии. Чашка бюстгальтера может состоять и Jнескольких деталей. Бюстгальтеры этого типа изготавливают преимущественно на подкладке и с бретелями.
К (V типу относятся бюстгальтеры, чашки которых конструируют цельнокроенными с передней деталью стана. Бюстгальтеры этого типа изготавливают короткими и длинными до талии, на подкладке и без подкладки, с бретелями. Этот тип бюстгальтера рекомендуется носить при большом размере груцных желез.
Конструкция бюстгальтеров специального назначения (для кормящих матерей) имеет некоторые особенности: пристегивающиеся бретели и верхнюю деталь чашки, застежку спереди. По конструкции они могут относиться к бюстгальтерам I...IV типов.
14. ЗАСТЕЖКИ ПЛАТЬЕВО-БЛУЗОЧНЫХ ИЗДЕЛИЙ
Важным элементом платьево-блузочных изделий являются застежки.
Застежки могут быть как утилитарными, так и отделочными. Их размещают в швах (например, плечевом) или на поверхности деталей: на спинке, полочках, по низу изделия и т.д. Ниже приведена технология обработки некоторых видов застежек.
14.1. Изготовление петель
Изготовление обтачанных петель. Обтачанные петли обрабатывают одной обтачкой на специальном полуавтомате, двух- или одноигольной стачивающей машине.
При обработке петель на двух- или одноигольной машине об тачку предварительно заутюживают с двух сторон так, чтобы ши рина ее в заутюженном виде была равна удвоенной ширине двух кантов (рис. 14.1, а).
Заутюженную обтачку кладут на деталь изделия согласно размет кам и притачивают, чтобы ширина двух кантов была одинаковой.
Срезы обтачки отвертывают в сторону кантов, деталь и обтачку прорезают между строчками, не дорезая до конца строчек 0,1 см В конце делают подрезы в двух направлениях, не доводя их до строчек на 0,1 см. Концы обтачки с лицевой стороны детали раз резают по прямой линии в направлении петли. Обтачки выверты вают на изнанку детали, выправляют кант и закрепляют концы петли двойной обратной машинной строчкой (рис. 14.1, б).
Петли приутюживают с изнанки, выправляя кант. После обра ботки края борта подборт приметывают к основной детали на рас стоянии 1,5...2 см от края петель.
Подборт по линиям прореза петель разрезают, срезы подгиба ют внутрь на ширину канта и подшивают ручными стежками, делая 3 стежка в 1 см строчки (рис. 14.1, в, г).
В изделиях из плотных неосыпающихся тканей обтачанные i ie i ли могут быть обработаны на специальном полуавтомате. В этм случае обтачки не заутюживают. Притачивание обтачки, прорс и
Рис. 14.1. Изготовление обтачных петель
пие детали и обтачки между строчками, вывертывание обтачки на изнанку изделия выполняются автоматически.
Изготовление петель из шнура. Вытачной шнур для петель изготавливают из полоски основной ткани, выкроенной под углом 45° к долевой линии, полоску для петель складывают вдоль пополам и стачивают. Ширина от сгиба до строчки зависит от толщины ткани.
Шнур вывертывают, расправляют, увлажняют и растягивают, вбивая с двух сторон шнура гвозди или булавки. Вместо такого шнура можно использовать тесьму, изготовленную специально.
На верхней стороне застежки с лицевой стороны намечают ме-сга расположения петель. Вытачной шнур разрезают на равные ча-с ги по размеру петель. Петли накладывают по разметке на лицевую г горону детали так, чтобы их срезы были обращены к срезу дета-
а б е г
Рис. 14.2. Изготовление петель из шнура
ли, и притачивают на стачивающей машине (рис. 14.2, а). Строчку располагают на расстоянии 0,4...0,6 см от среза, чтобы при дальнейшей обработке она была внутри шва обтачивания.
При изготовлении петель из плетеного шнура его не разрезают на части, а перегибают в местах прикрепления, располагая сгибами в сторону среза (рис. 14.2, б).
В изделиях из хлопчатобумажных тканей петли могут быть изготовлены из полоски, застроченной на стачивающей машине. Полоску разрезают на равные части в соответствии с размером петли, укладывают их на деталь и притачивают так же, как петли из вытачного шнура. Петлю на сгибе укладывают в виде треугольника и закрепляют его машинной строчкой (рис. 14.2, в). Для петель может быть использована специальная тесьма, куда вплетены петли для застегивания пуговиц (рис. 14.2, г).
14.2. Обработка застежек
Обработка бортов подбортами. Подборт складывают с полочкой лицевыми сторонами внутрь, уравнивают срезы и обтачивают борт и уступ со стороны полочки, делая посадку в соответствии с кон струкцией со стороны подборта — в углу борта и по лацкану, со стороны полочек — на уровне застежки.
Припуск на шов обтачивания борта в зависимости от ткани настрачивают на подборг на уровне застежки, на борт — на урон не лацкана. Строчку располагают на расстоянии 0,2...0,5 см от шва обтачивания борта.
Уступы бортов обтачивают до надсечки или далее до плечевых срезов в зависимости от способа втачивания воротника.
При обработке бортов в изделиях из толстых трикотажных но лотен и тканей, а также бортов с острыми углами уступы обтачи вают после обработки края борта, располагая припуск на шов об тачивания борта в сторону полочки (рис. 14.3, а).
Нижние концы подбортов в изделиях с застежкой до низа обта чивают по линии подгиба низа согласно разметке. Если подбор i притачивают по линии подгиба низа до обтачивания борта, то при обтачивании его припуск на подгиб низа изделия укладывают пл подборт так, чтобы он попадал под строчку (рис. 14.3, б).
В изделиях из хлопчатобумажных тканей нижний срез подборы складывают с припуском на подгиб низа лицевыми сторонами внутрь и стачивают швом шириной 0,7... 1 см (рис. 14.3, в). HJoit расправляют, направляя его в сторону припуска на подгиб ним Затем припуск на подгиб низа перегибают на лицевую сгорит изделия согласно надсечке, определяющей линию подгиба ни м подборт складывают с полочкой лицевыми сторонами BHyipi. и обтачивают борт и уступ.
I
a 6 e
г de
Рис. 14.3. Обработка застежек до конца изделия
Нижние концы подбортов в блузках, платьях-халатах, куртках для мальчиков дошкольного и ясельного возраста можно оставлять необтачанными, а обрабатывать одновременно с подшиванием низа изделия.
Швы в верхних и нижних углах подрезают, оставляя 0,2... 0,3 см. Борта вывертывают на лицевую сторону и приутюживают, выправляя кант на лацканах из подбортов, на бортах — из полочек.
Внутренние края подбортов прикрепляют к изделию в зависимости от модели: сквозной строчкой на стачивающей машине — в изделиях из хлопчатобумажных, льняных и штапельных тканей; ручным способом через каждые 1,5...2 см — в изделиях из других (каней. В изделиях, застегивающихся до верха обметанными или обтачанными петлями на пуговицы, внутренние края подбортов нс прикрепляют.
В изделиях с отложными лацканами и застежкой на пуговицы обметанными или обтачанными петлями внутренние края подбор
тов не прикрепляют в местах расположения петель и пуговиц, а на уровне лацкана прикрепляют одной закрепкой, располагая ее между плечевым швом и верхней петлей или пуговицей.
В детских изделиях с воротником, где внутренние края подбортов не имеют припуска по плечевому срезу, а доходят до точки баланса или отступают от нее на 1,5... 2 см к середине переда (рис. 14.3, г), внутренние края подбортов в верхней части под воротником прикрепляют на стачивающей машине, располагая строчку на 1,5... 2 см вниз от горловины. В этом случае внутренние края подбортов на уровне лайкана не прикрепляют.
В изделиях с застежкой до низа из трикотажных полотен, шерстяных или шелковых тканей, а также тканей из химических волокон нижние части внутренних краев подбортов притачивают к припуску на подгиб низа на стачивающей машине (рис. 14.3, д), располагая строчку на расстоянии 0,2...0,3 см от края подборта.
Верхние края подбортов накладывают на припуски плечевых срезов изделия с подгибом среза или без подгиба, если срез предварительно обметан, и притачивают к ним на расстоянии 0,2...0,Зсм от подогнутого края или 0,3...0,4 см от обметанного среза (рис. 14.3, е).
Обработка бортов подбортами, цельнокроенными с полочками. Подборт перегибают на лицевую сторону изделия согласно надсечкам, обтачивают уступы до надсечки и нижние концы бортов по линии подгиба низа.
В блузках и куртках, которые носят заправленными в юбку или брюки, нижние концы бортов по линии подгиба низа не обтачивают, а обрабатывают одновременно с подшиванием низа изделия.
Борта вывертывают на лицевую сторону и приутюживают. Внутренние края подбортов прикрепляют к изделию способом, изло женным выше. В блузках из шелковых тканей в зависимости от модели допускается настрачивать внутренние края подбортов на стачивающей машине.
Особенности обработки бортов подбортами с прокладками. В слу чаях, когда прокладка из нетканых клеевых материалов, подбор! складывают с прокладкой, уравнивают срезы по линиям борта п горловины. В жакетах, блузках, платьях-пальто нижний срез про кладки должен располагаться по линии подгиба низа.
Внутренний срез прокладки не должен доходить до внутренне го края подбортов на 1 ...2 см и в готовом виде должен оставаться неприкрепленным. В изделиях из шерстяных и других малоусадоч ных тканей внутренние срезы прокладки и подборга могут быть на одном уровне и обметаны одновременно.
В изделиях с цельнокроеными подбортами прокладку укладываю i на подборт, уравнивают срез прокладки с линией перегиба подборы и среза горловины и настрачивают прокладку на подборт на расе к» янии 0,3...0,5 см от бортового среза прокладки (рис. 14.4, а).
а б
Рис. 14.4. Обработка бортов подбортами, цельнокроенными с полочками
_Если прокладка из тканых и нетканых материалов с клеевым покрытием, ее укладывают клеевой стороной на изнаночную сторону подборта или полочки в зависимости от модели (рис. 14.4, б) и прикрепляют на прессе.
Прокладку из хлопчатобумажных тканей (бязи, коленкора, мадаполама) накладывают на изнаночную сторону подборта и обметывают по плечевому и внутреннему срезам подборта. В изделиях с цельнокроеными подбортами прокладку предварительно
настрачивают на подборг, располагая срез прокладки по линии борта. Строчку прокладывают на расстоянии 0,2 см от бортового среза прокладки.
Обработка бортов подбортами на двухигольной машине с приспособлениями. В изделиях с застежкой до верха борт обрабатывают подбортом на двухигольной машине с приспособлением (рис. 14.5, с).
Подборт в виде полоски ткани шириной 5,6... 5,8 см заправляют в направитель, который обеспечивает подгибание внутреннего и внешнего срезов подборта на 0,7 см. Полочку кладут лицевой стороной вверх так, чтобы срез борта был расположен у ограничителя ширины шва. Внешний край подборта настрачивают на полочку и одновременно застрачивают внутренний край с подгибом срезов. Строчку располагают на расстоянии 0,1...0,2 см от подогнутых краев. Расстояние между строчками 3,8 см.
б
Рис. 14.5. Обработка бортов побортами на двухигольной машине с приспособлениями
При обтачивании нижнего среза борта в изделиях с застежкой до низа, а также при обтачивании уступа лацкана подборт перегибают на лицевую сторону полочки, направляя припуск на шов в сторону подборта и плотно огибая полочкой внешний край подборта. Припуск на шов в углах подрезают, углы вывертывают на лицевую сторону. Нижний срез борта может быть обработан одновременно с низом изделия.
Борт может быть обработан полоской ткани — подбортом на двухигольной машине с приспособлением (рис. 14.5, б), которое позволяет настрачивать одновременно внешний и внутренний края подборта на борт с изнаночной стороны. Полоску ткани шириной 5,6...5,8 см и борт заправляют в направители, которые обеспечивают подгибание внешнего и внутреннего срезов полоски и борта на 0,7 см. Полоску настрачивают, располагая строчки на расстоянии 0,1 ...0,2 см от подогнутых краев полоски.
Полоска ткани для обработки борта может быть настрочена на борт с лицевой стороны изделия с помощью специального при способления.
Полоску ткани шириной 5,6... 5,8 см и борт заправляют в направители и настрачивают полоску на борт с лицевой стороны с подгибом обрезных срезов полоски и среза борта. Под строчку мо жет быть подложена тесьма-вьюнчик (рис. 14.5, в).
Обработка бортов планками, настроченными на лицевую сторону изделия. На лицевой стороне полочки и на изнанке планки намс чают линии подгиба низа. Нижнюю часть планки складывают с нижней частью полочки лицевыми сторонами внутрь, направляя планку в сторону, противоположную полочке, и совмещая линии разметки, стачивают по линии подгиба низа (рис. 14.6, а).
Рис. 14.6. Обработка бортов планками, настроченными на лицевую сторону изделия
Припуск на подгиб низа изделия перегибают наизнанку и подгибают на стачивающей или специальной машине в зависимости от ткани.
* Планку кладут на изнаночную сторону полочки, расправляют шов притачивания по низу, уравнивают срезы и обтачивают борт и уступ лацкана до надсечки (рис. 14.6, б).
Припуск на шов в углах подрезают, планку отвертывают на лицевую сторону изделия, шов выправляют или приутюживают. Свободный срез планки подгибают внутрь и настрачивают на полочку. Расстояние от строчки до подогнутого края устанавливают в зависимости от модели.
В изделиях из хлопчатобумажных тканей борт может быть обработан настроченными планками с помощью окантовывателя. Планку, окантованную по внутреннему краю, настрачивают на лицевую сторону борта, уравнивая внешние срезы борта и планки. Строчку располагают по строчке притачивания окантовки или около окантовки (рис. 14.6, в).
Нижний срез планки подгибают внутрь и настрачивают по низу изделия, уравнивая подогнутые края планки и низа изделия. Внешний срез борта окантовывают, застрачивая часть окантовки длиной 1... 1,5 см за низ изделия. Далее конец окантовки перегибают на изнанку изделия и прикрепляют машинной строчкой к борту, располагая строчку по краю борта.
Обработка застежки построчными планками на двухигольной машине. Планку и край полочки заправляют в направители и далее настрачивают планку на срез борта с подгибом обрезных срезов планки н среза борта внутрь (рис. 14.6, г). Согласно модели в планку может ьыть вложена прокладка (рис. 14.6, д'). Расстояние между строчками 2,5 см, расстояние от подогнутого края планки до строчки 0,5 см, расстояние от подогнутого края полочки до строчки 0,1 ...0,2 см.
Обработка бортов вдвое сложенной планкой на егачивающе-об-меточной машине с приспособлением. Полоску ткани (планку) с кассеты заправляют в направитель. Далее, проходя через приспособление, планка складывается вдвое изнанкой внутрь.
Полочку накладывают лицевой стороной вниз на вдвое сло-«снную планку, уравнивают срезы и притачивают согласно моде-пи по борту или борту и горловине (рис. 14.7, а).
Планку обрезают на уровне нижнего среза полочки. В изделиях с vi стежкой до низа планку обрезают так, чтобы она была на 1 см !1Л иннее обтачиваемого среза. Планку притачивают, не доводя строчку »ц> конца борта на 4... 5 см. Конец планки внизу подгибают внутрь на I см, плотно огибают его припуском на обработку низа изделия и притачивают планку до конца борта (рис. 14.7, б). Планку отгибают и сторону, противоположную полочке; нижний угол выправляют.
В изделиях из тканей и трикотажных полотен нижний конец планки подшивают ручным способом, делая 2...3 стежка в 1 см
строчки. В изделиях из хлопчатобумажных тканей нижний конец планки подшивают на стачивающей машине одновременно с подшиванием низа изделия (рис. 14.7, в). Строчку располагают по низу планки на расстоянии 0,1 см от подогнутых краев, далее по шву притачивания планки и низу изделия.
В отдельных моделях изделий из хлопчатобумажных тканей вдвое сложенной планкой могут быть обработаны борт и низ. В этом случае планку притачивают вначале к низу изделия. Планку к борту притачивают, не доходя до низа на 4... 5 см. Конец планки внизу подгибают внутрь, уравнивают низ изделия и нижний конец планки и далее притачивают планку до низа изделия, оставляя концы ниток 1... 1,5 см от стачивающей и обметывающей строчек. Нижний конец планки подшивают на стачивающей машине, одновременно прикрепляя припуск на шов притачивания планки к изделию и укладывая концы ниток между припуском на шов и изделием. Строчку располагают на расстоянии 0,1 см от края (рис. 14.7, г).
Обработка бортов вдвое сложенной планкой на стачивающе-об-меточной машине без приспособления. В изделиях с воротником и
застежкой до верха планку складывают вдоль посередине лицевой стороной внутрь и обтачивают верхний край до надсечки; в изделиях с застежкой до низа обтачивают и нижний конец планки. VrAi вывертывают и приутюживают, заутюживая планку по линии сгиба.
Планку накладывают на лицевую сторону полочки, уравнивают срезы и притачивают на стачивающе-обметочной машине. В изделиях с застежкой до низа нижний конец планки при притачивании плотно огибают припуском на обработку низа изделия, укладывая припуск на лицевую сторону изделия (рис. 14.7, д).
Обработка бортов подбортами с окантовыванием края борта на специальной машине или на стачивающей машине с приспособлением. Подборг складывают с полочкой изнанкой внутрь, уравнивают срезы и притачивают по горловине, борту и низу. Строчку располагают на расстоянии 0,3... 0,4 см от срезов. Одновременно заправляют в направители полоску для окантовывания и подают к обрабатываемым срезам. Срезы окантовывают на специальной машине или на стачивающей машине с приспособлениями, которые позволяют окантовывать с одновременным прокладыванием тесьмы или канта. Если согласно модели борт окантовывают только по краю, то при окантовывании у верхнего и нижнего краев борта оставляют конец окантовки длиной 1...1,5 см. Концы окантовки перегибают наизнанку и настрачивают по краю или по строчке притачивания окантовки.
Обработка бортов подбортами с окантовыванием среза борта на машине без приспособления. Окантовывание среза борта вдвое сложенной полоской ткани производят обычно.
В изделиях из толстых шерстяных, шелковых и хлопчатобумажных тканей (вельвет-корда, бархата и др.) срез борта окантовывают полоской ткани в один слой с предварительным обметыванием внутреннего среза полоски (рис. 14.7, е). Частота обметывания должна быть не менее 3,5...4 стежков в 1 см строчки. Расстояние от внутреннего среза окантовки до строчки настрачивания его должно быть 0,4...0,5 см.
Обработка подбортами застежек, расположенных в продолжении шва или складки. Борта обрабатывают подбортами. Если борт правой полочки имеет уступ в нижней части, то уступ обтачивают одновременно с обтачиванием среза борта (рис. 14.8, а). Припуск на шов обтачивания борта в нижнем углу правой полочки разрезают, не доходя до строчки 0,1 см. Нижний срез левого подборта обметывают.
В застежках, расположенных в продолжении складки, нижний срез правого подборта настрачивают на припуск складки накладным швом с подгибом среза подборта внутрь на 0,7 см. Строчку располагают на расстоянии 0,1... 0,2 см от подогнутого края (рис. 14.8, б).
Борт правой полочки согласно разметкам складывают с бортом левой полочки лицевыми сторонами вверх, отгибают правую
Рис. 14.8. Обработка застежек, расположенных в продолжении шва или
складки
полочку в сторону левой, уравнивают внутренний край подборга правой полочки с обработанным краем борта левой полочки и соединяют конец застежки строчкой поперек борта (рис. 14.8, в). Далее полочки повертывают на 90° и стачивают шов или обрабатывают складку, как обычно.
При стачивании складки или шва необходимо следить за тем, чтобы строчка заходила за шов обтачивания борта правой полочки на 0,1 см, т.е. чтобы подборт правой полочки не был виден с лицевой стороны изделия.
В изделиях без складки нижний конец застежки и срезы шва обметывают одновременно.
Обработка зас тежек тесьмой-молнией. Части переда или спинки стачивают до разметки, определяющей длину застежки. Срезы при пусков на шов и на застежку обметывают.
Если застежка расположена в заутюженном шве, то припуски на обработку застежки обметывают с одной ее стороны от рассеч ки до горловины, с другой — от горловины до рассечки. Далее до низа изделия обметывают одновременно срезы припусков на швы правой и левой частей спинки (рис. 14.9, а).
В изделиях с воротником верхние концы тесьмы-молнии при тачивают к припуску на обработку застежки и к изделию с изнан ки строчкой, расположенной поперек тесьмы и на расстоянии 0,5 см от среза горловины.
В изделиях без воротника верхние концы тесьмы-молнии при тачивают к лицевой стороне припуска на обработку застежки (рис. 14.9, б) на расстоянии 0,5 см от среза горловины.
Тесьму-молнию притачивают после обработки горловины или втачивания воротника. При притачивании тесьмы-молнии на ол ноигольной машине со специальной лапкой строчку располагаюi
0.5
Рис. 14.9. Обработка застежек тесьмой-молнией
на расстоянии 0,4...0,7 см от края застежки в зависимости от величины ее звеньев. В конце застежки строчка должна проходить перпендикулярно разрезу на расстоянии 0,1 ...0,5 см от конца звеньев молнии.
В зависимости от модели расстояние от строчек до края застежки может быть неодинаковым: с одной стороны 0,1... 0,2 см, а с другой — 1...1,2 см.
При притачивании тесьмы-молнии на двухигольной машине с приспособлением изделие с обработанной горловиной кладут на колонку машины лицевой стороной вверх так, чтобы начало застежки было под лапкой. Звенья тесьмы-молнии закрывают и далее закрепляют начало застежки несколькими стежками. Тесьму-молнию заправляют в прорезь между колодками направителя. Припуски на обработку застежки заправляют в направители приспособления и вводят направители в рабочее положение. Тесьму-молнию притачивают, делая в концах строчки закрепки. Строчки притачивания
должны быть строго параллельны краям застежки и быть на одинаковом расстоянии от них.
Обработка застежки припуском на шов. Согласно модели после обработки среднего шва спинки и обметывания срезов припусков на обработку застежки последние заутюживают или настрачивают на расстоянии 0,5...0,7 см от краев застежки (рис. 14.10).
Если горловину обрабатывают окантовочным швом, то со стороны правой части спинки
Рис. 14.10. Обработка застежки припуском на шов
застрачивают конец окантовки длиной 0,7... 1 см, заходя за внутренний край припуска на обработку застежки.
При окантовывании горловины со стороны левой части спинки припуск на обработку застежки перегибают наизнанку. Для изготавливания петли конец окантовки длиной 6...7 см застрачивают за край застежки. Припуск на обработку правой стороны застежки перегибают на изнанку изделия, конец окантовки вкладывают между припуском на обработку застежки и изделием и притачивают внутренний край застежки к изделию, располагая строчку перпендикулярно окантовке и параллельно краю застежки. Верхний край припуска на обработку застежки не должен быть виден с лицевой стороны изделия.
Конец окантовки с левой стороны застежки складывают петлей и настрачивают на изделие поперек окантовки с подгибом среза внутрь. Строчки располагают на расстоянии 0,1 ...0,2 см от края застежки и на таком же расстоянии от внутреннего края конца окантовки. Если припуск на обработку застежки настрачивают на изделие, то вторую строчку располагают по строчке настрачивания припуска.
Обработка застежки одной обтачкой. Перед обтачиванием срезов застежки, не доходя до низа детали в изделии, прикрепляют петли из шнура к верхней стороне застежки.
При обработке горловины окантовочным швом обтачку для обработки застежки притачивают по линии разреза на стачивающей машине с приспособлением (рис. 14.11, а).
При отсутствии приспособления для обтачивания разреза обтачку накладывают лицевой стороной на изнаночную сторону изделия и обтачивают срезы со стороны изделия. Припуск на шов со стороны основной детали в конце разреза сводят на нет (рис. 14.11, tf).
Обтачку перегибают на лицевую сторону изделия, срез подгибают внутрь и настрачивают его, закрывая шов притачивания. Нижний конец застежки закрепляют строчкой по всей ширине обтач ки, располагая ее под углом к краю застежки (рис. 14.11, в).
При обработке горловины обтачками застежку обрабатывают пос ле обработки горловины. Обтачку для застежки накладывают лицевой стороной на изнанку изделия так, чтобы верхний срез обтачки был выше обработанного края горловины на 0,7 см (рис. 14.11, г).
Обтачку притачивают по линии застежки, одновременно при тачивая и конец обтачки горловины. Обтачку застежки складываю! вдоль посередине лицевой стороной внутрь и стачивают ее верх ние срезы. Углы обтачки вывертывают, шов выправляют. Обрезной срез обтачки подгибают внутрь и настрачивают обтачку7 на изде лие, закрывая шов притачивания обтачки (рис. 14.11, д). Нижний конец обтачки закрепляют способом, изложенным выше.
Обработка выреза каплеобразной формы для застежки. Выре « переда или спинки каплеобразной формы обрабатывают в завися
г д
Рис. 14.11. Обработка застежки одной обтачкой
мости от модели и вида ткани полоской ткани в один слой (окантовочным швом) на стачивающей машине с приспособлением или вдвое сложенной полоской ткани на стачивающей машине без приспособления.
Обработка заст ежки обтачками-под-бортами (типа апаш). Обтачку, обработанную по внутреннему срезу, накладывают на изделие лицевыми сторонами внутрь и притачивают со стороны изделия (рис. 14.12).
В конце застежки припуск на шов сводят на нет, затем его надсекают, не дорезая до строчки на 0,1 см.
Обтачку отгибают на изнанку детали и приутюживают, выправляя кант в сторону обтачки или располагая шов по сгибу (в зависимости от модели).
Рис. 14.12. Обработка застежки типа апаш
Внутренние края обтачки прикрепляют к изделию на машине с потайными стежками или ручными стежками, располагая скрепки согласно модели.
Обработка застежки двумя обтачками с образованием канта из обтачек. Обтачки перегибают в сторону изнанки на величину канта плюс 0,7 см. Обтачки накладывают лицевой стороной вверх по разметкам на лицевую сторону обрабатываемой детали и притачивают так, чтобы сгибы обтачек проходили около намеченных линий, а необработанные срезы были обращены в сторону разреза. Строчки располагают от сгибов обтачек на расстоянии, равном ширине канта. Деталь разрезают между строчками с изнанки, не дорезая на 1... 1,5 см до концов строчек, затем делают подрезы в двух направлениях под углом, не доводя их до концов строчек на 0,1 см. Обтачки отгибают на изнанку изделия, складывают их концы лицевой стороной внутрь и застрачивают, начиная от конца застежки (рис. 14.13, а). Шов разутюживают или расправляют в зависимости от ткани. Конец застежки закрепляют с изнанки двойной обратной строчкой, выправляя при этом канты и кусочек основной детали треугольной формы. Обтачки прикрепляют к изделию ручными потайными стежками, располагая скрепки согласно модели.
Если застежку обрабатывают тесьмой-молнией, то ее подкладывают под обработанные края застежки так, чтобы сгибы обтачек совпадали с краями звеньев тесьмы-молнии, и притачивают строчкой, располагая ее по швам притачивания обтачек, а внизу — по шву закрепления застежки.
В изделиях из легкоосыпающихся тканей тесьму-молнию притачивают строчкой, располагая ее по основной детали на расстоянии 0,1 см от шва притачивания обтачек (рис. 14.13, б).
Обработка застежки втачными планками. Планки (рис 14.14, а} складывают посередине лицевой стороной внутрь и стачивают верх ние срезы швом шириной 0,7 см.
Рис. 14.13. Обработка застежки двумя обтачками с образованием кант
Рис. 14.14. Обработка застежки втачными планками
Планки вывертывают на лицевую сторону, шов выправляют и приутюживают, заутюживая одновременно сгибы планок.
Правую планку, а затем левую накладывают на деталь по разметке с лицевой стороны, уравнивают срезы и притачивают, одновременно подкладывая внизу застежки с изнаночной стороны изделия обтачку П-образной формы. Обтачка может быть предварительно настрочена на изделие с изнанки на расстоянии 0,5... 1 см от обрабатываемых срезов. Расстояние между строчками притачивания планок должно равняться ширине планок в готовом виде.
Припуск на шов в углах разрезают. Правую планку (рис. 14.14, б)
Рис. 14.15. Обработка застежки втачными планками и обтачками-подбортами
накладывают на левую, нижние непритачанные концы планок выправляют в сторону изнанки изделия, основную деталь и обтачку нижней части застежки отвертывают и закрепляют застежку внизу двойной обратной строчкой.
Швы притачивания планок и нижние концы обметывают на специальной машине.
Обработка застежки втачными планками и обтачками-подбортами. Планку складывают с обтачкой-подбортом лицевыми сторонами внутрь и обтачивают внешний срез и уступ до надсечки (рис. 14.15).
Угол вывертывают, шов выправляют и приутюживают. Правую планку, а затем и левую накладывают на основную деталь лицевой стороной вниз, уравнивают срезы планки и изделия и притачивают со стороны планки, подкладывая внизу застежки с изнаночной стороны изделия обтачку П-образной формы. Припуск на шов в углах разрезают.
Нижние концы планок и обтачек-подбортов выправляют на изнаночную сторону изделия, застежку расправляют и скрепляют в конце двойной обратной строчкой.
Нижние концы втачных планок, обтачек-подбортов и обтачки П-образной формы обметывают.
Обработка застежки настрочными планками. Внешнюю и внутреннюю планки накладывают лицевой стороной на изнанку изделия, совмешают срезы планок с линиями разреза и притачивают швом шириной 0,7 см (рис. 14.16, а). Швы расправляют или заутюживают в стороны планок.
Планки перегибают по надсечкам, складывают лицевой стороной внутрь и обтачивают верхние уступы от сгибов до надсечки. Углы вывертывают и выправляют.
Непритачанный срез внутренней планки подгибают внутрь на 0,7 см и настрачивают на изделие по лицевой стороне планки на расстоянии 0,1 см от подогнутого края, одновременно закрывая шов притачивания планки.
Конец внутренней планки выправляют на изнаночную сторону изделия, подгибают нижние срезы внутрь и настрачивают конец по краю, одновременно притачивая его к изделию на 1 см ниже разреза застежки.
Внешнюю планку (рис. 14.16, б) перегибают на лицевую сторону и строчат по краю. Строчку заканчивают на 1 см ниже разреза застежки. Внешнюю планку накладывают на внутреннюю так, чтобы край внешней планки закрывал шов притачивания внутренней планки. Срез внешней планки подгибают внутрь и настрачивают
Рис. 14.16. Обработка застежки настрочными планками
по внутреннему и нижнему краям планки. Застежку в конце скрепляют строчкой, располагая ее поперек внешней планки и выше разреза на 0,5... 1 см.
Обработка тесьмой-молнией застежки, расположенной в боковом шве. После притачивания блузки к юбке и заутюживания краев застежки притачивают тесьму-молнию.
Если юбка со встречными складками, тесьму-молнию притачивают к юбке, не захватывая припуска на складку (рис. 14.17, а).
Тесьму-молнию притачивают к блузке, закрепляя строчку у шва притачивания блузки к юбке; затем тесьму-молнию притачивают
Рис. 14.17. Обработка тесьмой-молнией застежки, расположенной в шве притачивания блузки к юбке
к юбке. Начало и конец строчки на блузке и юбке закрепляют у шва притачивания блузки к юбке двойной обратной строчкой.
Обработка застежки тесьмой-молнией, если в месте расположения застежки одна деталь цельная, а другая со швом. Разрез для застежки на юбке обрабатывают обтачками.
При притачивании блузки к юбке в месте расположения застежки блузку (рис. 14.17, б) складывают с юбкой так, чтобы припуски на обработку застежки блузки огибали края обработанного разреза на юбке, а линии сгибов припуска на обработку застежки блузки совпадали с краями застежки на юбке.
Тесьму-молнию притачивают, располагая строчку на юбке по шву притачивания обтачек и на одинаковом расстоянии от краев на блузке и юбке.
Обработка застежки тесьмой-молнией в платьях, где юбка с односторонними складками. Юбку в месте расположения застежки разрезают по намеченным линиям. Срезы обметывают (рис. 14.17, в). При притачивании блузки к юбке срезы располагают, как показано на рис. 14.17, г.
Тесьму-молнию приметывают к изделию так, чтобы подогнутый для застежки край со стороны спинки располагался около звеньев тесьмы-молнии, не закрывая их, а со стороны переда так. чтобы звенья были закрыты (рис. 14.17, д). Уголок ткани в конце застежки на юбке при приметывании тесьмы-молнии выправляю! на изнанку изделия.
Настрачивание краев застежки на тесьму-молнию начинают со стороны спинки, располагая строчку на расстоянии 0,1 см от по догнутого края (рис. 14.17, е). В конце застежки настрачивают по догнутый уголок на расстоянии 0,1 см от подогнутого края и 0,3 см от звеньев тесьмы-молнии. Затем притачивают тесьму-молнию со стороны переда, располагая строчку на расстоянии 0,8... 1 см oi края застежки и закрепляя концы застежки поперечной строчков В нижнем конце строчка проходит на расстоянии 0,1 ...0,2 см ш конца звеньев.
Обработка застежек юбок обтачками в заутюженном шве. Обтач ки складывают с припусками на обработку застежки лицевыми сторонами внутрь и стачивают со стороны обтачек (рис. 14.18, а) При обработке верхнего среза юбки корсажной лентой одновре менно обтачивают и верхний угол до надсечки, определяющсн начало пришивания ленты.
Обтачки перегибают в сторону изнанки, выправляют швы и углы и приутюживают. Обтачанный край верхней части застежки строчат с лицевой стороны при помощи лапки с направителем Расстояние от строчки до края устанавливают согласно модели Застежку в конце закрепляют двумя поперечными строчками при стачивании боковых срезов. Крючки пришивают ручным способом к верхней части застежки, нитяные петли — к нижней.
а б в г
Рис. 14.18. Обработка застежек юбок
В застежке, расположенной под складкой (рис. 14.18, б), верхнюю сторону застежки не обтачивают. В этом случае со стороны припуска на складку с изнанки по намеченной линии прокладывают с небольшим натяжением долевик и притачивают его на расстоянии 0,3...0,5 см от края долевика.
Обрезной срез припуска на складку подгибают в сторону изнанки и застрачивают.
В юбках из толстых тканей срез застежки окантовывают или обтачивают полоской тонкой ткани в цвет основной (рис. 14.18, в). Обтачку отвертывают на изнаночную сторону и строчат по лицевой стороне около шва притачивания обтачки. Дальнейшая обработка застежки аналогична описанной выше.
Обработка застежки обтачками в разутюженном шве. Переднее и заднее полотнища юбки стачивают до разметки, определяющей длину застежки.
Обтачку левой стороны застежки складывают вдоль посередине изнанкой внутрь и притачивают к лицевой стороне заднего полотнища юбки (рис. 14.18, г).
Обтачку правой стороны застежки складывают с передним полотнищем юбки лицевыми сторонами внутрь и притачивают, уравнивая срезы. Припуск на шов притачивания обтачки правой стороны застежки настрачивают на обтачку, располагая строчку на расстоянии 0,1 ...0,2 см от шва ее притачивания.
Обтачки притачивают так, чтобы строчки были продолжением бокового шва.
Продольные срезы обтачек обметывают, одновременно обметывая припуски на боковой шов (нижние срезы обтачек обметывают предварительно).
Края застежки приутюживают, разутюживая боковой шов.
Застежку скрепляют в конце поперечной строчкой, укладывая обработанный край правой стороны застежки около шва притачивания обтачки левой стороны застежки и уравнивая внутренний срез обтачки правой стороны с краем обтачки левой стороны застежки.
15. РЕМОНТ И ОБНОВЛЕНИЕ ОДЕЖДЫ
Ремонт поврежденных участков изделия (порезы, разрывы, дыры) выполняют с применением художественной штопки, штуковки, распошивки, различных вставок (при нарушении целостности или значительной степени износа участков материала) ниточным или клеевым способом. Вставку вырезают соответственно
направлению переплетения, ворса, рисунка материала по размеру поврежденного или изношенного участка детали. При значительной площади такого участка применяют машинный метод обработки. Вставки втачивают швом шириной 0,5...0,7 см, который разутюживают (рис. 15.1, а). Для маскировки шва втачивания на тонких легкоосы-пающихся тканях и на видных участках изделий его распошивают с лицевой стороны ручной строчкой. В изделиях из натуральной и искусственной кожи, замши, спилка, материалов с пленочным покрытием вставки настрачивают на поврежденный участок с подгибкой или без подгибки срезов.
Срезы вставок из натуральной и искусственной кожи и замши можно делать зигзагообразными.
Небольшие участки на видном ме сте в изделиях из шерстяных и полу шерстяных неосыпающихся тканей (типа драпа, сукна) ремонтируют пу тем штуковки вставки. Штуковку т ак же применяют при соединении раз рывов, разрезов. В изделия из высо некачественных тканей, а также в и» делия с малой степенью износа встав ку вплетают. Для этого ее вырезан» i на 5 см шире и длиннее поврежден ного участка. На расстоянии 2 см m
краев вставки выдергивают нити и приметывают ее на лицевую сторону поврежденного участка так, чтобы края вставки находили на 0,5 см на основной материал. Нити по краям вставки вплетают иглой в поврежденный материал (рис. 15.1, б).
Для ликвидации незначительных повреждений материала возможно применение штопки, выполняемой вручную (рис. 15.2, а) или на машине (рис. 15.2, б) нитками, аналогичными нитям матсриала изделия (или нитями, вытянутыми из материала изделия на участках припусков на швы, на подгибку низа или из запасного отрезка материала). При штопке вручную образуется переплетение ниток, прокладываемых по направлению основных, а затем уточных нитей. При машинном способе выполнения штопки на поврежденном участке прокладывают несколько зигзагообразных строчек, подкладывая с изнаночной стороны отрезок материала, близкого по цвету и
1
11: : i iJW+H i
ri!J . Ttt!S;ii 11
катам* «гагам
До HitJt j
—.. XLLLiu
a
6
Рис. 15.2. Выполнение штопки
структуре материалу изделия.
Клеевой метод ремонта применяется при выполнении вставок и ликвидации разрезов и разрывов в изделиях из различных видов материалов. Для ремонта изделий из шерстяных, полушерстяных тканей и из формоустойчивых трикотажных полотен используют клей БФ-6; изделий из натуральной и искусственной кожи — клей «Марс», МА-50; изделий из натуральной и искусственной кожи и замши, поливинилхлоридной пленки — клей О К-2; изделий из материалов с резиновым покрытием, дублированных поролоном, искусственным мехом или другим материалом, — клей ОК-2 и КП-2; изделий из натурального меха — клей ОК-2 и МА-50. Прямые разрезы ремонтируют, склеивая их встык. В разрывы и дыры вклеивают вставки с изнаночной стороны, подкладывая полоску или кусок хлопчатобумажного материала.
В изделиях из искусственной кожи с поливинилхлоридным по
крытием повреждения лицевого слоя можно ремонтировать свариванием с помощью теплового ролика. Таким же способом ремонтируют изделия из поливинилхлоридной пленки.
При обновлении и ремонте операции выполняют в основном так же, как при изготовлении изделий из новых материалов.
Ремонтируют и обновляют узлы одежды при частичной или полной их разборке.
Чаще всего приходится выполнять ремонт воротника или замену изношенного верхнего, в том числе мехового, воротника, а также изменять фасон воротника. Изношенную стойку воротника заменяют новой из отделочного материала или близкого к основному. Шов притачивания настрачивают. Изношенный отлет и концы воротника можно обновить, настрочив бейку или окантовав его тесьмой. Почти исчезающим видом работ является ремонт изношенного сгиба стойки воротника, который заключается в штопке или застрачивании изношенной части воротника при частичном или полном отпарывании верхнего воротника. При значительном износе верхний воротник заменяют новым из отделочного материала.
При изменении фасона воротника отпарывают верхний воротник, подрезают нижний и верхний воротники в соответствии с новой формой, после чего их вновь соединяют с изделием. При изготавливании нового воротника полностью отпарывают верхний и нижний воротники и обрабатывают новый воротник.
Характерными видами ремонта рукавов являются починка низа, изменение длины, смена подкладки полностью или в нижней части, изменение ширины или фасона. При значительном повреждении материала по сгибу низа рукавов или при их удлинении ремонт выполняют с помощью обтачек. К подкладке и утепляющей прокладке притачивают надставки. Наиболее сложным видом ремонта является изменение фасона рукавов, требуюшее их перекроя.
Прорезные карманы в зависимости от степени износа для ремонта рас парывают полностью или частично. При частичном распарывании ремон тируют и заменяют новыми изношен ные обтачки, клапан, листочку, подкладку, закрепляют поврежденные концы прорези кармана.
Поврежденные концы прорези кар мана ремонтируют, распарывая старые и ставя новые закрепки. На повреж денные концы карманов могут настра чиваться отрезки отделочного матери ала треугольной или другой формы (рис. 15.3, а). При замене нижней рам ки кармана ширину ее можно менять в зависимости от степени износа уча стка расположения кармана. При ремонте верхней части прорези кармана в случае большого износа участка ма
а
б
Рис. 15.3. Ремонт карманов
териала над клапаном этот участок вырезают и втачивают вставку, которая одновременно является верхней обтачкой (рис. 15.3, б).
При значительном износе прорезного кармана его распарывают полностью и обрабатывают заново. Изношенный участок вокруг кармана может быть вырезан и заменен вставкой. Новый карман обрабатывают так, чтобы клапаном или листочкой закрыть вставку. В карманах в рамку для маскировки притачанных сторон вставки может служить отделочная строчка вокруг прорези кармана. При большой изношенности прорезного кармана в рамку или с клапаном его можно заменить карманом с листочкой или накладным.
В накладных карманах часто приходится менять изношенную подкладку, ремонтировать верхний край кармана обтачкой из отделочного материала. Края борта ремонтируют путем обтачивания их после предварительной обрезки изношенного края вдоль всей линии борта и лацкана. При значительном износе края борта обрабатывают различными планками или фасонными вставками из отделочных материалов.
Обтачные петли ремонтируют вновь выкроенными обтачками. Распоротые при ремонте края борта петли обметывают, как правило, вручную. Способы ремонта подборта на участке расположения петель зависят от износа петель, их числа, а также от толщины и плотности материала. Так, в толстых плотных тканях прорези петель сшивают частыми косыми стежками или заштуковывают, в тонких тканях — застрачивают. При большом износе петель и наличии дополнительной ткани подборт на всем участке петель вырезают и втачивают вставку.
Распространенным видом ремонта является изменение длины изделия. При удлинении изделий часто применяют надставки из отделочных материалов, меха. При удлинении изделий только за счет запаса, а также при сильно изношенном материале на сгибе низ изделия обрабатывают обтачкой. Изделия удлиняют и путем втачивания вставки из отделочных материалов на любых уровнях полочек и спинки.
При ремонте изделия иногда требуется обработать вновь или ликвидировать шлицы в боковых швах или в среднем шве спинки. Следует учесть, что шлицу можно проектировать только при наличии припусков в швах не менее 3 см. В противном случае шов притачивания надставки на участке шлицы будет заметен.
Подкладку ремонтируют, заменяя изношенные участки вставками, надставками, которые втачивают, притачивают или настрачивают накладным швом с закрытым срезом. При значительном износе подкладки ее заменяют полностью или частично (только подкладку полочек, рукавов, полочки и спинки).
Ширину изделия изменяют за счет припусков на обработку боковых, рельефных швов, среднего шва спинки или притачивания отделочных вставок.
Очень распространен ремонт, связанный с изменением длины, ширины брюк, заменой подкладки, устранением износа по низу, карманам, верхнему краю брюк.
При незначительном износе основного материала по сгибу низа брюк припуск на подгибку и тесьму отпарывают, поврежденные участки штопают вручную или на машине и намечают новую линию подгибки низа на 1... 1,5 см выше старой, с тем чтобы заштопанные участки оказались на изнаночной стороне. При износе материала по всему сгибу низа брюк припуск отрезают по сгибу и этой полоской или вновь выкроенной обтачкой низ брюк обтачивают. На припуск или обтачку настрачивают тесьму. Низ брюк подшивают на машине подшивочной строчкой или с использованием клеевой нити. Брюки без манжет удлиняют за счет припуска на подгибку низа или с помощью обтачки. Брюки с манжетами удлиняют, ликвидируя манжеты.
Расширяют брюки внизу за счет припусков по шаговым швам, сужают — по боковым и шаговым швам. Ширину брюк вверху изменяют за счет припуска среднего шва, притачивания клиньев в верхней части среднего шва, а также за счет вытачек или складок передних половинок. Ремонт пояса или верхнего края брюк в основном заключается в замене подкладки и прокладки пояса или специальной тесьмы. Изношенные верхние участки шаговых швов заменяют клиньями, вырезанными из основного или близкого к нему материала.
Для обеспечения высокого уровня качества работ и производительности труда при ремонте одежды необходима максимальная механизация работ и широкое применение клеевых методов крепления деталей, а также паровоздушных манекенов для утюжки одежды- Так, максимально должны быть механизированы работы по подшиванию низа изделий, выметыванию краев деталей. Пришивание вешалок, прикрепление шлевок, манжет брюк к боковым и шаговым швам, закрепление концов прорезных карманов должны выполняться на закрепочной машине. Для закрепления краев деталей следует широко применять расстрачивание швов обтачивания, клеевую нить, паутинку.
К мелкому ремонту относятся следующие виды починочного ремонта: пришивание пуговиц, крючков, петель, изготавливание и пришивание вешалки, полодержателя, обметывание петель, закрепление концов карманов, подшивание распоровшихся участков подкладки, стачивание распоровшихся швов, замена подкладки низа рукавов, штопка, штуковка, вставка заплат, утюжка изделия.
К среднему ремонту относятся починка отдельных деталей, узлов изделий, незначительное изменение размера изделия, а имен но: починка и изменение фасона воротника, починка низа и из менение длины изделия, рукавов, починка и изменение формы бортов, лацканов, починка карманов, петель; замена отдельных
деталей — воротника, карманов, манжет и др.; частичное изменение размера или фасона изделия или его основных деталей (например, расширение или сужение за счет боковых швов без выпарывания рукава и т.п.).
К крупному ремонту относятся изменение размера, фасона, силуэта изделия, связанное с распарыванием основных узлов. Способ распарывания зависит от прочности машинной строчки. Шов, расположенный вдоль нити основы, можно распороть, резко растягивая две детали поперек шва. На сильно ослабленных участках материала швы распарывают с помощью иглы-распарывателя или распуская строчку (цепного стежка).
После распарывания деталь тщательно очищают от пыли и свалявшихся волокон различными щетками. Следы от клеевых материалов удаляют, смачивая загрязненные участки с обратной стороны техническим или гидролизным спиртом. Изделия, полочки которого сдублированы с клеевым прокладочным материалом, не перелицовывают. Очищенные детали подвергают ВТО путем пропаривания и разутюживания швов при соблюдении соответствующих режимов.
Перекрой деталей при обновлении изделий, изменение размера, формы, фасона — наиболее ответственный вид ремонтных работ. Перед перекроем тщательно проверяют состояние каждой детали и определяют участки, требующие замены или ремонта. Обновление одежды может выполняться с полным или частичным перекроем, с изменением ассортимента (из пальто — жакет, пиджак, куртка, жилет, сарафан, из платья — сарафан, блузка, жакет, жилет и т.д.) и без изменения ассортимента. Обновление одежды с полным перекроем может выполняться с перелицовкой и без перелицовки материала.
При изменении размера, формы, фасона изделия допускаются минимальные припуски на швы: в швах большой нагрузки (боковых, плечевых, втачивания рукавов и т.п.) — 0,7 см, в швах незначительной нагрузки (передних швов рукавов, стачивания частей обтачек подворотника и т.п.) — 0.5 см. При ремонте изделий допускается обработка его низа и рукавов обтачками. Оптимальная ширина обтачки низа изделия 5...6 см, низа рукавов 0,4...0,5 см; минимальная ширина обтачки низа изделия 3,5 см, низа рукавов 3 см. Надставки, клинья и другие детали, вставки для ремонта открытых участков выкраивают из основного материала. Допускается также раскраивать их из материалов, близких к основному по цвету и структуре. Детали закрытых участков изделия (подбортов, обтачек низа изделия, нижнего воротника и т.п.) допускается выкраивать из материалов, близких к основному по цвету и структуре. Срезать или вырезать изношенные участки в деталях при ремонте одежды нужно так, чтобы срезы имели достаточную прочность.
Обновляют одежду в большинстве случаев с применением отделочных материалов, так как перекрой деталей из-за членения их
вдоль и поперек, наличия изношенных участков изделия (износ материала по низу рукавов, краю бортов, карманам) невозможен. Отделочные материалы используются при замене и маскировке изношенных мест и деталей, с их помощью изделие приобретает новую форму и пропорции; сочетанием различных по цвету и фактуре материалов достигается новизна восприятия изделия. Манжеты, рукава, воротник, планка, кокетка, хлястики, паты и другие детали, выполненные из нового материала, позволяют не только скрыть эксплуатационные дефекты, но и в случае необходимости изменить размеры изделия, придать ему современный вид.
16. КАЧЕСТВО ШВЕЙНЫХ ИЗДЕЛИЙ
16.1. Требования к качеству изделий, изготовленных в ателье мод
Качество швейных изделии определяется соблюдением правил выполнения технологической обработки узлов и деталей согласно государственным стандартам. За соблюдением этих правил на каждом предприятии ведется строгий контроль.
Порядок и методы проведения контроля регламентированы такими нормативными документами, как Порядок операционного и приемочного контроля и учета качества изготовления одежды по индивидуальным заказам, Порядок проведения входного контроля и учета качества материалов, предназначенных для изготовления и ремонта одежды по индивидуальным заказам, Порядок проведения инспекционного контроля в ателье по пошиву и ремонту одежды, Методы приемочного и операционного контроля при изготовлении и ремонте одежды.
Особенности контроля качества одежды. Качество изготовленной одежды проверяют методами сплошного и инспекционного контроля. Для обеспечения бездефектного изготовления изделий проводят сплошной операционный контроль каждого изделия в технологическом процессе, сплошной входной контроль качества материалов и сплошной приемочный контроль каждого готового изделия.
Приемочный контроль качества одежды по технологическим показателям проводят, просматривая плечевые изделия с застежкой до низа на столе и манекенах, остальные изделия — только на столе.
В изделии, надетом на манекен, проверяют правильность положения рукавов, лацканов, воротника, соединения воротника с горловиной, обработки рукавов и плечевого пояса, бортов, застежки, карманов и отделочных деталей, общей ВТО. В верхней одежде проверяют также соответствие подкладки верху изделия и правильность соединения ее с изделием, для чего изделие надевают на манекен подкладкой вверх. Затем изделие раскладывают на столе лицевой стороной вверх и проверяют обработку низа изделия, наличие прокладок, качество стежков, строчек, швов, надежность скрепления деталей. Со стороны подкладки проверяют правильность применения допусков при раскрое, величину подгибки, обработку срезов, ровноту линии притачивания подкладки.
Контроль качества изделия по эстетическим и конструктивноэргономическим показателям проводят на фигуре заказчика.
В стандарте «Методы приемочного и операционного контроля при изготовлении и ремонте одежды» приведены свойства, характеризующие изделия надлежащего качества, и методы контроля качества изделия, его деталей, узлов, участков, видов работ.
Контроль осуществляется сопоставлением свойств контролируемых изделий с приведенным в стандарте описанием, характеризующим надлежащее качество.
Возможно допустимое отклонение качества изделий от норм стандарта. Суммарная оценка в баллах этих отклонений не должна превышать разности между базовым и нормативным значениями технологических, конструктивно-эргономических или эстетических показателей.
При приемочном контроле все проверенные изделия делят на две группы: годные и дефектные. Надлежащее качество годного изделия гарантируется контролером, который ставит свой личный штамп в гарантийном талоне. Изделия с дефектами, влияющими на его внешний вид, направляют на переделку. В тетради учета качества эти изделия отмечают как несданные с первого предъявления. Изделия с неустранимыми дефектами списываются.
Инспекционный контроль осуществляют выборочно после сплошного приемочного или операционного контроля, устанавливая его объективность и определяя качество труда контролеров. Инспекционный контроль проводят члены общефабричной и цеховых комиссий по качеству и работники ОТК предприятия. Цеховая комиссия проверяет качество изготовления изделий в своем ателье два—четыре раза в месяц. Общефабричная комиссия работает по заранее составленному графику и проверяет качество швейных изделий в каждом ателье не реже одного-двух раз в полугодие.
Комиссии проверяют качество одежды по всем показателям.
Одежду с точки зрения потребителя проверяют заказчики при проведении примерки и при получении готового изделия.
Особенности контроля качества при ремонте одежды. При входном контроле наряду с проверкой качества материалов, используемых при ремонте, проверяют также степень износа каждого поступающего изделия с целью выявления возможности проведения требуемого ремонта и определения приемов и методов его выполнения.
Порядок контроля ремонта изделий с полным его перекроем такой же, как при изготовлении новой одежды.
При ремонте одежды на одного работающего приходится в месяц 100... 150 единиц. При таком большом выпуске сплошной контроль качества был бы очень трудоемким и потребовал бы существенного увеличения штата контролеров. Поэтому предусматривается применение выборочного приемочного контроля, при котором решение о качестве контролируемой продукции прини-
• мается по результатам проверки одной или нескольких выборок из < партии продукции.
Для установления возможности проведения выборочного приемочного контроля выявляют фактическое состояние качества ремонта в данном ателье, для чего оценивают уровень качества ремонта одежды в баллах. По итогам оценки качества ремонта принимают решение о том, какой контроль проводить — сплошной или выборочный. Если установлено, что качество изделия соответствует нормативному, применяют выборочный приемочный контроль.
При показателях ниже нормативных контроль до момента повторной оценки качества ремонта в баллах должен проводиться путем сплошной проверки отремонтированных изделий.
Сплошной контроль по эстетическим и конструктивно-эргономическим показателям при сдаче изделий заказчикам проводит закройщик.
16.2. Оценка качества
Оценка качества готовой одежды в баллах производится в ателье один-два раза в полугодие по выборке, охватывающей 2... 5 % изделий, изготовленных за этот период. Наиболее сложной является оценка изделий по эстетическим и конструктивно-эргономическим показателям. Оценивается готовое изделие в процессе примерки его на фигуре при сдаче заказчику. Оценка производится органолептически. Органолептическая оценка базируется на субъективных суждениях, поэтому ее для повышения степени объективности проводят методом коллективных экспертных оценок, т.е. с участием нескольких (трех—семи) экспертов из администрации ателье. При осмотре изделия на фигуре выявляют соответствие его композиции внешним данным заказчика и направлению моды, соответствие конструкции размерам фигуры, правильность посадки и т.д Отмеченные дефекты оценивают в баллах по перечню допустимых отклонений, снижающих опенку эстетических и конструктивно-эргономических свойств одежды.
Оценка эстетических и конструктивно-эргономических показателей качества изделия (в баллах) определяется как среднее арифметическое оценок всех членов комиссии.
Оценка качества готовых изделий по технологическим показателям производится с помощью инструментов (линейки, сантиметровой ленты и т.п.).
Каждому заказчику предоставляется возможность зафиксировать в документе строгой отчетности — квитанции — субъективную оценку качества полученной услуги и обслуживания по трем градациям: «хорошо», «удовлетворительно», «плохо».
Зафиксированные в документах результаты оценки качества изделий, обслуживания и труда используются администрацией предприятия при выявлении и устранении «узких» мест в производстве, моральном и материальном стимулировании работающих.
16.3. Сертификация швейных изделий массового производства
Продукция массового производства, поступающая на реализацию в торговые предприятия, должна иметь сертификат соответствия классификаторам ТНВ (товарная номенклатура внешнеэкономической деятельности Содружества независимых государств) и ОКП (общероссийский классификатор продукции). В России создан орган по сертификации продукции, который не только присваивает изделиям код соответствия классификаторам ТНВ и ОКП, но и ведет контроль за соблюдением соответствия продукции сертификату качества.
Сертификат качества оформляется на каждый вид швейных изделий. Сертифицированной продукции присваивается код соответствия классификаторам ТНВ и ОКП. Объектом сертификации является продукция текстильной и легкой промышленности, предназначенная для реализации на товарном рынке Российской Федерации, а также поставляемая на экспорт.
Обязательная сертификация продукции проводится на соответствие требованиям, установленным законами, государственными стандартами, санитарными нормами и правилами и обеспечивающим безопасность жизни, здоровья потребителя, охрану окружающей среды и предотвращение вреда имуществу потребителя. Необходимым условием для проведения сертификации является соответствие сертифицируемой продукции показателям качества, обеспечивающим ее функциональное использование. Подтверждение соответствия этим показателям осуществляется путем идентификации, проводимой последовательно на всех этапах сертификации.
Необходимым условием для выдачи сертификата соответствия на продукцию является наличие положительного гигиенического заключения, выдаваемого в установленном порядке.
Каждое предприятие добровольно направляет свою продукцию на сертификацию, т.е. на установление соответствия требованиям, представленным предприятием и согласованным с органом по сертификации. При сертификации продукции применяют схемы, указанные в Порядке проведения сертификации продукции в Российской Федерации.
Схему сертификации продукции, как правило, предлагает предприятие, а окончательно выбирает и утверждает орган по сертификации.
17. НЕКОТОРЫЕ ОТЕЧЕСТВЕННЫЕ ШВЕЙНЫЕ МАТЕРИАЛЫ
Современные текстильные материалы для изготовления верхней одежды подлежат сертификации. На каждый вид ткани выдаются гигиенический сертификат и сертификат соответствия.
Каждая ткань, используемая для изготовления швейных изделий, должна соответствовать государственным стандартам России.
17Л. Шерстяные и хлопчатобумажные ткани
Для изготовления мужских, женских и детских пальто применяют чистошерстяные, полушерстяные и хлопчатобумажные ткани, доля которых составляет около 80 % в ассортименте материалов данного назначения.
Ежегодно швейная промышленность использует шерстяные пальтовые ткани более 400 артикулов. Примерно 25 % общего объема производства шерстяных тканей составляют чистошерстяные ткани, используемые для изготовления женских и мужских пальто, остальные 75 % — смешанные ткани, содержащие шерсть и химические волокна.
Чисто- и полушерстяные ткани для женских пальто представляют собой сочетание камвольной пряжи на лицевой стороне и аппаратной — на изнаночной, а также текстурированных лавсановых нитей (основа) и чистошерстяных (уток). Ткани вырабатывают современными жаккардовыми креповыми переплетениями, с рельефными ткацкими рисунками, в виде сочетания полос пике с мелкоузорчатым переплетением.
Тонкосуконные чистошерстяные ткани выпускают с открытыми рельефными рисунками и ворсовой поверхностью в гладкокрашеном и пестротканом оформлении.
Чистошерстяные драпы вырабатывают в основном гладкокрашеными, часто цвета маренго. Основными характеристиками их внешнего вида являются цвет и отделка поверхности; наиболее распространенными видами отделок являются ратиновая, велюровая и касторовая, позволяющие эффектно использовать в одежде рельефные строчки.
Основным сырьем для выпуска полушерстяных тонкосуконных тканей и драпов являются шерсть и химические волокна, в составе которых 10 % и более приходится на долю гребенных очесов и восстановленной шерсти.
Ткани из смесей волокон, очесов и восстановленной шерсти выпускают гладкокрашеными, ворсовыми и с рельефным рисунком.
Введение в смесь синтетических волокон повышает прочность и износостойкость тканей, но не избавляет их от появления Пиллинга и быстрого вытирания ворса на поверхности.
Все синтетические волокна в отличие от натуральных и искусственных характеризуются низкой влагопоглощаемостью и относительно невысокой термостойкостью. Наибольшая термостойкость из синтетических волокон свойственна полиэфирному волокну. При ВТО изделий оба названных выше показателя являются причиной незначительной сутюживаемости; стягивания швов строчкой и посаживания нижнего полотна при стачивании срезов деталей; тепловой усадки, изменения окраски и появления пятен от воздействия на ткань высоких температур (неустранимый дефект).
Для повышения качества полушерстяных тканей и улучшения их потребительских свойств широко используют новые виды пропиток и отделок, повышающих несминаемость, безусадочность, несвой-лачиваемость, молеустойчивость и водоотталкивающие свойства.
Основными требованиями при выборе тканей являются соответствие их внешнего вида современному направлению моды, высокая износостойкость, обеспечивающая стабильность внешнего вида изделия при эксплуатации, высокие теплозащитные свойства. Толщина современных шерстяных пальтовых тканей колеблется от 1,5 до 5,5 мм и находится в прямой зависимости от ее поверхностной плотности (массы 1 м2). Наибольшую поверхностную плотность (600...750 г/м2) и толщину (3...5,5 мм) имеют чистошерстяные ткани для мужских пальто; поверхностная плотность тканей для женских пальто равна 220... 550 г/м2, для детских пальто — 400... 600 г/м2.
Разработаны нормативы рациональной поверхностной плотности и толщины шерстяных тканей, ориентация на которые позволяет обеспечить теплозащитные свойства летних и демисезонных пальто с учетом особенностей климата разных районов. Поверхностная плотность и толщина основных тканей для зимних пальто ниже, чем для демисезонных, так как в первых теплозащитные функции выполняют утепляющие прокладки.
Воздухопроницаемость шерстяных пальтовых тканей находится в пределах 45...350 дм3/(м2 • с). Чем меньше воздухопроницаемость, тем больше теплозащитность ткани. Оптимальная воздухопроницаемость тканей должна быть не более 100 дм3/(м2 • с). Этому условию удовлетворяет примерно 50% чистошерстяных тканей для мужских пальто и около 20 % полушерстяных тканей для мужских
t и детских пальто. Практически все ткани для женских пальто имеют воздухопроницаемость, превышающую 100 дм3/(м2- с).
Хлопчатобумажные пальтовые ткани подразделяются на глад-I кокрашеные, меланжевые, пестротканые и ворсовые. Гладкокрашеными выпускают диагонали, молескины, плащевые ткани, репсы. Эти ткани предназначены в основном для изготовления спец-I одежды, но применяются также и в качестве пальтовых для бытовой одежды. Их поверхностная плотность составляет 200... 350 г/м2, В толщина — 0,6... 1,2 мм, воздухопроницаемость — 10...200 дм7(м2 • с). Ткани с водоотталкивающей и комбинированной пропитками I имеют воздухопроницаемость менее 40 дм3/(м2 с).
В подгруппе меланжевых и пестротканых тканей основными являются диагонали, коверкоты и джинсовые ткани с поверхностной плотностью около 250 г/м2, толщиной 0,7... 1,0 мм и воздухопроницаемостью 100 дм3/(м2* с).
Ниже дано описание некоторых тканей.
Шерсть — натуральное волокно животного происхождения, сырье шерстеперерабатывающей промышленности. Шерсть явля-I ется ценным сырьем для производства шерстяных тканей, трикотажа, ковров.
Шерстяные ткани вырабатываются из чистошерстяной пряжи или из смеси ее с другими волокнами, а также из пряжи, полученной из шерсти в смеси с другими нитями. В зависимости от вида сырья различают чистошерстяные и полушерстяные ткани. Чистошерстяные могут содержать до 10% химических волокон. Полушерстяные могут иметь до 25 % восстановленной (регенерован-ной) шерсти и от 10 до 80 % волокон других видов. Если химическое волокно смешивается с шерстью в процессе прядения, то I полученные ткани из такой пряжи называют смешанными. Если I ткани получают переплетением шерстяной пряжи с хлопчатобумажной пряжей или с химическими нитями, то их называют неоднородными. Ассортимент шерстяных тканей очень разнообразен по структуре и по внешнему оформлению. Эти ткани прочны в носке, не мнутся, обладают хорошими теплозащитными свойствами. I Шерстяные ткани следует часто чистить. Из шерстяных тканей шьют самые различные веши: платья, юбки, брюки, костюмы, пальто, I полупальто, плащи, куртки и т.д.
В зависимости от способа производства пряжи и качества волокна различают ткани камвольные, тонкосуконные, грубосуконные.
Камеолъные ткани — это шерстяные и полушерстяные ткани, выработанные из пряжи гребенного (камвольного) способа прядения. При этом способе прядения используется длинное шерстяное волокно, однородное по толщине, и многократное прочесывание волокон гребнями при подготовке их к прядению. Гребенным прядением вырабатывается тонкая, гладкая, равномерная по I толщине шерстяная и полушерстяная пряжа, идущая на изготов
ление высококачественных гладких и тонких тканей. По cpsiiun нию с другими видами шерстяных тканей камвольные ткани пм< ют небольшую поверхностную плотность и повышенную проч i к и 11 Камвольные ткани плотны и упруги. Изделия из них долго нося 11 । и хорошо сохраняют первоначальный внешний вид и придан! ню им форму. Недостатком камвольных тканей, особенно тканей и полугрубых волокон, является то, что они лоснятся в местах, нон вергающихся большому трению, и легко осыпаются в местах р;п рыва. Из камвольных тканей шьют мужские и женские кос номы, весенне-летние пальто, а также платья и детскую одежду.
Полушерстяные камвольные ткани вырабатываются из полу шерстяной гребенной пряжи (смеси шерстяного волокна со ши пельным вискозным волокном), из полушерстяных нитей (пин шерстяной или полушерстяной пряжи скручена с нитью хлопни тобумажной пряжи), из смеси хлопчатобумажных и шерсгяпыч нитей (хлопчатобумажные нити в основе, шерстяные в утке инн наоборот). По внешнему виду полушерстяные ткани почти нс <н личаются от шерстяных. Камвольные ткани платьевые — это к pi пы, кашемиры, габардины, фаи, шотландки; костюмные — глады» крашеные крепы, бостоны, фланели, шевиоты и саржи, ipin-»» костюмное и брючное; пальтовые — габардины и коверкоты
Тонкосуконные ткани — это ткани, полученные из легкой при жи аппаратного прядения, из тонкой, полутонкой, короткой пир сти. Наиболее толстые, тяжелые ткани вырабатываются комбики рованным двухлицевым и двухслойным переплетением. Тоню и v конные шерстяные ткани имеют на поверхности ворс, чаш шиш или полностью скрывающий ткацкий рисунок. Ворс может in.ni, специально расчесан, подстрижен или запрессован. Tohkocvm»h ные ткани малоплотные, рыхлые, не вызывают затруднении при пошиве. Из тонкосуконных тканей шьют мужские и женские шм ние пальто и костюмы.
Грубосуконные ткани вырабатываются из грубой шерстя!юн пи паратной пряжи, содержащей ость. Грубосуконные ткани жег и ш и колючие, их специально уваливают и ворсуют. Эти ткани об ад i ют достаточной устойчивостью к истиранию, действию света п mi мической чистке, упругостью, гигроскопичностью, высоким пн ловым сопротивлением. Добавление к шерсти синтетических ш ин» кон (полиамидных, полиэфирных и др.) повышает изш» п стойкость, но несколько снижает их гигроскопичность и увели1 ш вает способность к образованию волокнистых комочков на нов» р ности ткани. Использование вискозного волокна и хлопчатобум.»» ной пряжи делает ткани более сминаемыми. Часть грубосукопим • тканей используется для технических целей, однако основную м.п составляют одежные: костюмные, пальтовые.
Камвольные и тонкосуконные шерстяные и полушерсти!.и платьевые ткани вырабатываются саржевым, полотняным, ме'н
уюрчатым, комбинированным и крупноузорчатым переплетением. Выпускаются они отбеленными, гладкокрашеными, меланжевыми и набивными. Камвольные платьевые ткани сравнительно гонкие и легкие (поверхностная плотность 150... 300 г/м2).
Тонкосуконные платьевые ткани по сравнению с камвольными более рыхлые, мягкие, ворсистые и тяжелые (поверхнос-шая плотность 200...350 г/м2). Из шерстяных и полушерстяных платьевых тканей шьют женские зимние платья, демисезонные костюмы.
Костюмные ткани большей частью являются камвольными (поверхностная плотность 170... 340 г/м2). К чистошерстяным камвольным тканям относятся бостон, креп, трико и др., к полушерстяным — шевиот, диагональ. Распространены также костюмные ткани из смешанной двух- или трехкомпонентной пряжи, которые чаще бывают пестроткаными и по виду напоминают трико. Тонкосуконные костюмные ткани более тяжелые (поверхностная плотность 260...520 г/м2), более рыхлые, чем платьевые, иногда с ворсистой поверхностью. Они характеризуются повышенной теплозащитной способностью и чаще всего используются для изготовле-11 ия зимних повседневных костюмов и пиджаков.
Пальтовые ткани могут быть камвольными, тонкосуконными и 1 рубосуконными.
Камвольные ткани (поверхностная плотность 187...540 г/м2) с огкрытым ткацким переплетением выпускаются гладкокрашеными. Габардин и диагональ вырабатывают из гребенной пряжи саржевым переплетением, букле — из фасонных нитей мелкоузорча-гым переплетением.
Тонкосуконные ткани обычно рыхлые и мягкие, идущие в основном на пошив женских и детских пальто.
Грубосуконные ткани — тяжелые, используемые для пошива <|юрменной одежды.
Пальтовая пестротканая — ткань двухлицевого переплетения, in которой изготавливают женские, мужские и детские пальто.
Диагональ — плотная с рельефными рубчиками на лицевой стороне. Чистошерстяная диагональ вырабатывается из тонкой крученой пряжи, полушерстяная диагональ — из полушерстяной крученой пряжи в основе и в утке или из шерстяной пряжи в основе и хлопчатобумажной в утке. Все диагонали выпускаются гладкокрашеными. Это красивая, прочная ткань, из нее шьют главным образом мужские костюмы и форменную одежду.
Шотландка — легкая пестротканая ткань с более или менее крупным узором клетками яркой расцветки. Шерстяная шотландка вырабатывается из шерстяной крученой пряжи высокого каче-< гва, полушерстяная — из хлопчатобумажной пряжи, скрученной шерстяной, из смеси хлопчатобумажных нитей, вискозного шелка и шерстяных нитей.
Наиболее красиво выглядят шерстяная шотландка и креп-икн ландка. Из шотландки всех видов шьют главным образом юбки, женские и детские платья, верхние рубашки для юношей — ков бойки и женские пальто.
Габардин — шерстяная и полушерстяная ткань. Шерстяной i л бардин вырабатывают из очень тонкой пряжи, крученой для оспе» вы и менее крученой и тонкой одинарной для утка. Благодаря при менению особого вида переплетения — сложной саржи — на ли девой поверхности габардина образуется резко выраженный мел кий рубчик, идущий наклонно, под углом 60...70°. Из габардин.i шьют весенне-летние мужские и женские пальто, костюмы. Полу шерстяной габардин вырабатывается из шерстяной пряжи в осин ве и хлопчатобумажной в утке. Штапельный габардин большей ча стью выпускается с водоупорной пропиткой. Все виды габардина обычно гладкокрашеные.
Шевиот — одно из распространенных названий шерстяных н полушерстяных камвольных и тонкосуконных костюмных ткансп. вырабатываемых саржевым переплетением нитей, вследствие чеш на их поверхности получаются мелкие диагональные полоски. 111г виот изготавливают из шерстяной простой и крученой пряжи, часто с применением хлопчатобумажной пряжи в основе или уткг. а иногда из скрученных вместе шерстяной и хлопчатобумажпеш пряжи. Шевиот выпускают гладкокрашеным, обычно темных щитов, для пошива костюмов, ведомственной одежды и школы юл формы.
Кашемир — легкая гладкокрашеная платьевая ткань. Чисто!лер стяной кашемир вырабатывается под названием кашемир-рекори Он имеет приятный шелковистый блеск, мало мнется и хороню драпируется.
Из кашемира главным образом шьют женские и детские для i i.h
Трико — шерстяная и полушерстяная плотная пестротканая, меланжевая или гладкокрашеная ткань. Трико костюмное имсг i мелкий рисунок, преимущественно продольные полоски. Нан(»<> лее совершенным по структуре и привлекательным по внешнему виду является рисунчатое шерстяное трико из крученой пряжи высокого качества. Полушерстяное трико вырабатывается из нои\ шерстяной пряжи (шерсть в смеси с вискозным штапельным по локном) или из полушерстяных нитей (шерстяная нить скручен к с хлопчатобумажной). По сравнению с шерстяным полушерсти 1ю< трико больше мнется, легче загрязняется.
Трико брючное является разновидностью костюмного, но i»»> лее прочное. Оно вырабатывается шерстяным и полушерстяным (основа из хлопчатобумажной, а уток из шерстяной пряжи).
Трико вырабатывают саржевым или мелкоузорчатым Персии» тени ем нитей с четко выраженным рисунком в виде рубчнмФ полосок, клеток.
Q'yKHO — ткань из шерстяной или полушерстяной пряжи ап пари того прядения, на лицевой поверхности которой в результате ни ики образован войлокообразный застил, скрывающий рисунок •иг|»еплетения нитей, которое обычно бывает полотняным или сар-гвым. В результате усиленной валки происходит усадка сукна по ы и не и особенно по ширине (до 50%), что придает ему большую пиотность. В зависимости от вида и толщины пряжи сукно подраз-лсияется на тонкое, полугрубое и грубое, в зависимости от отдел-||| - на безворсовое и ворсовое. Сукно используют главным обрати для пошива зимних пальто, костюмов, форменной одежды, а t и к же в качестве технических тканей для фильтров, прокладок и <и>нвки автомобилей, мебели.
Драп — тяжелая, плотная суконная ткань, состоящая обычно и i двух слоев, благодаря чему имеет высокие теплозащитные свой-11 на. Лицевая сторона ткани часто вырабатывается из более высококачественной пряжи, чем изнанка. Выпускается одноцветным И иадкокрашеным), меланжевым и пестротканым (с цветным узором, полосами или клетками на изнанке ткани).
По виду и толщине драп подразделяется на тонкосуконный и ||>убосуконный, чистошерстяной и полушерстяной; по массе — на in-[ кий и тяжелый; по строению лицевой стороны — на гладкий ьг торсовый) и ворсовый — с пушистым или запрессованным пирсом; по окраске — на гладкокрашеный и пестротканый — в а истку, елку, из фасонной пряжи, букле и др. К тонкосуконным |уерстяным драпам относится драп дамский, драп-эра, драп-снежинка, к особо тяжелым — драп-деми, драп-ратин, драп-велюр, фиаконе, драп-кастор.
Г Ратин — плотный, мягкий, чистошерстяной драп высокого ка-ii'c iBa с характерной поверхностью, образуемой короткими за-Ш1 гками густого ворса, имеющего волнообразный рисунок.
Ратин получают путем специальной обработки (ратинирования) I ус того подстриженного ворса на лицевой стороне ткани. Выпустился тонкий и утолщенный ратин, гладкокрашеный, преимущественно темных цветов.
В основном из ратина шьют мужские демисезонные пальто с повышенной теплозащитной способностью.
Бобрик — ворсовая грубосуконная шерстяная ткань с густым, поднятым и подстриженным ворсом на лицевой стороне. Выпус-I Bic 1Ся бобрик окрашенный и меланжевый. По массе бобрик может | Пн I ь тяжелым, средним и облегченным. Бобрик — прочная ткань, ми как упругий ворс предохраняет лицевую сторону от истирания и она длительное время сохраняет свой внешний вид без заметных I и вменений. Из бобрика шьют демисезонные пальто мужские и для nmipocTKOB, из облегченных видов — женские и детские пальто.
Фланель — мягкая ткань с легким начесом на обеих сторонах. Ф'мкель вырабатывается из шерстяной пряжи, выпускается глад
кокрашеной, из крученой пряжи высокого качества и использус i ся в качестве легкой (летней) костюмной ткани. Шерстяная фп.1 нель из тонкосуконной пряжи выпускается преимущественно дин детских пальто.
17.2. Шелковые ткани
Ассортимент шелковых платьевых тканей наиболее разнообра и-п по сырьевому составу, структурным параметрам и видам отделки
Вырабатывают эти ткани из натуральных шелковых нитей и при жи, вискозных, ацетатных, триацетатных и капроновых нитей, вп« козного волокна и разнообразных сочетаний этих волокон и нпк-П
В производстве шелковых тканей широко применяют также пч стурированные, объемные, эластичные, бикомпонентные сипи тические нити в чистом виде или в сочетании с другими нитями н волокнами. Для нарядных тканей используют нити различно! о i ip< > филя сечения, а также украшающие нити — метанить и др.
Шелковые ткани вырабатывают жаккардовыми и ворсовыми гладкокрашеными, с печатным рисунком и пестроткаными; с «и делками тиснением, лощением, плиссированием и др.
Среди шелковых тканей наибольшую долю составляют ik.ihh из ацетатных и триацетатных нитей. Эти ткани имеют высок\ и упругость, малую сминаемость, незначительную усадку при с nip ке. Зафиксированные складки хорошо сохраняются в носке, a i л-же после чистки и стирки. После стирки изделия из таких ik.it и и быстро высыхают и требуют только легкого глаженья. Однако 11 кие ткани имеют низкую разрывную прочность, недостаче»чиvh стойкость к истиранию, повышенную раздвижку нитей и псныт кую термостойкость.
Шелковые ткани в зависимости от вида и свойств исполь и ин ся для пошива женских платьев — от нарядных вечерних до ни машних. На нарядные вечерние платья для зимнего сезона пни ткани плотные, массивные, с разноцветной жаккардовой нм pi боткой, с мерцающим блеском.
Для нарядных летних платьев используют ткани из натура ч ы н • го шелка — крепжоржета, крепдешина. Поверхностная плоиви Ц таких тканей полотняного переплетения составляет 58 ...!»> м*
Крепжоржет имеет матовую поверхность благодаря ншям i р повой крутки в обеих системах. Крепдешин приобретает мил nil блеск благодаря наличию в основе нитей шелка-сырца и мг’Ип зернистости, придаваемой креповым утком. Для зимних ина ы и и платьев-костюмов используются утяжеленные ткани сарже тч мелкоузорчатого переплетения. Эти ткани, как правило, i ii.ru к крашеные, но бывают и пестротканые, с эффектными нитями 11 верхностная плотность таких тканей 175... 250 г/м2. Для повссл i к -ш и
платьев, халатов, детских изделий применяются ткани из штапельных нитей, вырабатываемые полотняным переплетением с набивным рисунком. Пестротканые ткани типа шотландки бывают очень отними и внешне эффектными и рекомендуются для платьев-костюмов.
17.3. Определение нитей основы и утка, лицевой и изнаночной сторон ткани
В процессе кроя необходимо учитывать направление долевой нити. При перекосах основы в изделии возможно искажение формы деталей и возникновение разнооттеночное™. Особенно важно правильное определение основы при подкраивании мелких легаций из межлекальных выпадов.
Основные признаки, по которым определяют в ткани направление основы:
основа всегда направлена вдоль кромки;
если ткань имеет ворс, полученный при начесывании, то его направление совпадает с направлением основы;
если при ручной проверке на растяжимость оказывается, что образующие ткань системы растягиваются неодинаково, то менее растяжимая система обычно основная (исключения могут составлять эластичные ткани из текстурированных нитей, крепы);
в малоплотных тканях основа располагается более равномерно и прямолинейно, чем уток, что можно определить на просвет;
направление основы совпадает с направлением полос и просно-1юк (нитей основы, которые различаются по цвету или толщине);
в полушелковых тканях основа обычно шелковая;
в полушерстяных тканях основа обычно хлопчатобумажная (исключение составляют полушерстяные форменные габардины, ко-юрые имеют смешанную основу и хлопчатобумажный уток);
в полульняных тканях основа обычно хлопчатобумажная, а уток чьняной;
в хлопчатобумажных и шерстяных тканях, если одна из систем Крученая, а вторая одинарная, то основа крученая;
в шелковых тканях, если одна из систем некрученый шелк, а вторая шелк-креп, основа обычно некрученый шелк.
В зависимости от отделки лицевой поверхности ткани делятся н.| гладкие, ворсовые, ворсово-начесные и валяные.
Гладкими называются ткани с четким рисунком переплетения. В процессе отделки гладкие ткани опаливаются с лицевой стороны.
Ворсовыми называются ткани, которые вырабатываются вор-«иными переплетениями и имеют на лицевой поверхности разрезной, вертикально стоящий ворс (бархат, велюр, плющ, вельвет, полубархат и др.). В отличие от ворсовых ворсово-начесные ткани
имеют на лицевой поверхности ворс, полученный путем начесы вания (бобрик, драпы-велюр, ворсовые пальтовые ткани и др.).
Валяными называются ткани, которые в процессе отделки про ходят валку и имеют на лицевой поверхности войлокообразны и застил (шинельное сукно, некоторые пальтовые ткани).
Сравнивая вид и отделку лицевой и изнаночной поверхностей, ткани можно разделить на равносторонние и разносторонние.
Равносторонними называются ткани, которые имеют абсолюч но одинаковый вид с двух сторон. Это хлопчатобумажная ткань гарус, имеющая двустороннюю набивку, а также большинство глад ких пестрых тканей полотняного переплетения.
Разносторонние ткани делятся на двулицевые и однояйцевые
Двулицевыми называются ткани, которые имеют различный виц с лицевой и изнаночной поверхностей и могут использоваться пи обе стороны. Изделия, сшитые из двулицевых тканей, можно нс релицовывать. Однолицевыми называются ткани, которые оформ ляются только с лицевой стороны (бархат, вельвет и др.).
При определении лицевой и изнаночной сторон ткани необхо димо учитывать ее назначение, строение и отделку.
Основные признаки для определения в ткани лицевой и изн.ч ночной сторон:
в тканях с печатным рисунком рисунок на липевой сторон» более яркий;
в гладких тканях изнаночная сторона более пушистая, так как » лицевой стороны ткань опаливается; чтобы заметить пушисто» и. ткани, рекомендуется рассматривать ее в проходящем свете на урон не глаза;
отдельные ткацкие дефекты (узелки, петельки) могут выводи i1 ся на изнаночную сторону, поэтому с лицевой стороны колич» ство дефектов меньше;
в тканях саржевых переплетений на лицевой стороне есть рм» чик, идущий обычно снизу вверх, слева направо;
наиболее дорогие нити обычно выводятся на лицевую сторон\ например в полушерстяных тканях на лицевой стороне преобл.пп1 ет шерстяная пряжа, а в полушелковых тканях — шелковые ни in
если рисунок переплетения с двух сторон одинаковый, к» ни лицевой он обычно более четкий;
в драпах и ворсовом сукне на лицевой стороне ворс распоп, и । ется упорядоченно, а на изнаночной — хаотично.
17.4. Утепляющие материалы
Теплозащитные (утепляющие) прокладки в одежде создам и ч1 носительно неподвижный слой воздуха, который является нпочнм проводником тепла. Материалы для теплоизоляционных upoi <ы
'Аж должны быть легкими, пористыми, гладкими, устойчивыми к Ьухому и мокрому трению.
Материалы, применяемые в качестве теплоизоляционного слоя, ролжны обладать низкой теплопроводностью, невысокой поверхностной плотностью, упругостью при сжатии, пористостью, невод ьшой воздухонепроницаемостью.
При изготовлении теплозащитного слоя используется натуральный и искусственный мех, вата, ватин, поролон, пух и синтепон и др.
В качестве теплоизоляционного слоя используется одежная вата. ’ ырьем для получения одежной ваты является хлопок низких ИфТОВ.
При изготовлении утепленной одежды применяют трикотажный и нетканый ватин. Трикотажный ватин — это основовязаное полотно, полученное переплетением трико с уточной нитью. Три-to гажный ватин вырабатывается с одно- и двусторонним начесом.
Нетканые ватины могут быть холстопрошивными, иглопробивными и клеевыми. По волокнистому составу они делятся на хлоп-шгобумажные, полушерстяные и из химических волокон.
17.4.1. Натуральный мех
Натуральным мехом называют шкурки пушных зверей (белка, |пхсц, лисица и др.), домашних животных (овпа, кролик и др.), иг которых видов морских зверей (котик, тюлень и др.), птиц (га-• пра, кайра, пеликан, лебедь). Невыделанные шкурки называют меховым сырьем, выделанные и окрашенные — пушно-меховым П' шуфабрикатом.
В шкурке различают волосяной покров и кожевую ткань.
Волосяной покров состоит из волос трех основных типов:
I направляющих — наиболее толстых, упругих и длинных, распо-шжснных редко и выступающих своими концами над пуховыми;
остевых — толстых и длинных, расположенных более часто, и м направляющие;
пуховых — наиболее тонких, нежных, обычно извитых, coin являющих густой слой волосяного покрова (в большинстве шку-Бж на долю пуховых приходится 94...99 % общего количества пюс).
Ножевая ткань содержит массу плотных переплетающихся меж-собой белковых (коллагеновых) пучков волокон.
Выделка меха включает химические и механические воздействия и । шкурки, в результате чего их кожевая ткань приобретает элас-нппость, хорошую растяжимость (потяжку), стойкость к влаге, а росяной покров — пышность, мягкость. После выделки и устранил дефектов шкурки становятся пригодными для изготовления миичных меховых изделий. Степень опушения и толщина коже-
вой ткани на разных участках полуфабриката (топографических уча стках) неодинаковы, поэтому каждый участок шкурки имеет св» и название.
К пушно-меховому полуфабрикату относятся также пластины и меха. Пластина состоит из однородных шкурок (участков шк\ рок), подобранных по качеству и сшитых вместе. Мехом принят называть две-три однородные пластины, подобранные по качг ству и сшитые вместе. Меховые пластины обычно предназначаюi ся для изготовления крупного изделия — мехового жакета, па ль то, полупальто.
Качество меха зависит от строения шкурки и ее выделки. Сноп ства меха складываются из свойств волосяного покрова и кожевоП ткани. Основные показатели качества волосяного покрова: unci блеск, высота, густота, мягкость, упругость, свойлачиваемое и. которые зависят от географической изменчивости, сезона у*юч возраста и пола животных.
По цвету шкурки могут быть натуральные и крашеные. Il.nv ральные бывают белыми, коричневыми, черными, рыжими, ш лубыми, серыми, бурыми, а также пятнистыми. Пух, остевой и направляющий волос шкурки могут иметь разный цвет или р.п ный оттенок. Чтобы получить однородную окраску, шкурки крап i окуном (шкурка полностью погружается в раствор красителя) пли намазью (загущенный краситель наносится на поверхность во но сяного покрова).
Блеск волоса улучшает внешний вид и увеличивает ценит и, шкурки.
Высота, густота и мягкость волосяного покрова также являин» d важнейшими показателями, определяющими ценность шкурки 1I» высоте волосяного покрова шкурки делятся на длинноволосы» от 4 до 10 см (лисица, песец), средневолосые — от 2 до 4 см О р> лик, норка), коротковолосые — до 2 см (крот, суслик).
Густота волосяного покрова характеризуется числом волн» (I | единице площади шкурки. Высота и густота определяют tcihhhiI щитные свойства меха.
Мягкость (шелковистость) волосяного покрова зависит ел । ip» ения, густоты волосяного покрова, соотношения в составе h»»iii сяного покрова остевых, направляющих и пуховых волос. В к инь и мости от мягкости различают особо шелковистый, шелковп» n iil мягкий, полумягкий, грубоватый, грубый волосяной покров
Упругость — это способность волосяного покрова воссгш мп ш ваться после смятия. Она зависит от строения волоса: чем к « ив корковый слой волоса, тем больше его упругость.
Свойлачиваемость — способность волосяного покрова уши и няться — зависит от соотношения пуховых, остевых и наира и и ни щих волос, густоты и высоты волосяного покрова, ИЗВИНИ III III лоса, характера чешуйчатого слоя волос. Свойлачиваемое ! i. imp i н i
внешний вид шкурки, уменьшает теплозащитные свойства и износостойкость волосяного покрова.
Основные требования, предъявляемые к пушно-меховому полуфабрикату: волосяной покров должен быть очищен от жира, пыли и т.д.; у крашеных шкурок волосяной покров должен быть равномерно окрашен, без пятен; кожевая ткань должна быть мягкой, чистой, хорошо просушенной и пластичной; разрывы должны быть хорошо зашиты прочными хлопчатобумажными нитками тонким швом без захвата волоса; швы должны быть хорошо разглажены и незаметны со стороны волосяного покрова; шкурки со слабой ко-жевой тканью должны быть наклеены на хлопчатобумажную ткань — гладкокрашеный миткаль с мягкой отделкой.
Ассортимент пушно-меховых шкурок очень разнообразен: соболь, куница, норка, колонок, горностай, хорек, лисица, песец, белка, заяц, кошка, крот, суслик, морской котик, речная выдра, ондатра, нутрия, нерпа, каракуль, каракульча, смушка, мерлушка, шленка, козлик, жеребенок, пыжик и т.д.
Лисица отличается большим разнообразием видов: обыкновенная, крестовая, сиводушка, черно-бурая, серебристо-черная, серебристо-черная беломордая, платиновая, снежная. Лисица имеет крупную шкурку с пышным, мягким и длинным волосом.
Обыкновенная (красная) лисица имеет окраску от светло-се- рой и светло-желтой до огненно-красной. Крестовая лисица имеет в центре хребта и на передних лапах темную окраску (в виде креста). Сиводушка бывает по окраске красно-бурая, темно-бурая с голубым пухом и бурая с серебристо-желтой остью. Черно-бурые шкурки добывают охотой на диких лесных лисиц. Серебристо-черные шкурки получают при разведении лисиц в зверосовхозах. Отличие черно-бурой шкурки от серебристо-черной в том, что первая имеет пух бурого (коричневого) пвета, а вторая — черного цвета. На ценность черно-бурых лисиц помимо блеска, густоты, мягкости волоса влияют количество и оттенок «серебра» волосяного покрова. Серебристо-черная беломордая лисица в отличие от серебристо-черной имеет белую полосу в центре морды, белый ошейник, грудь и черево. Платиновая лисица имеет серо-стальную или голубоватую окраску. Снежная лисица имеет чис-го-белую окраску или белый волосяной покров с черными пятнами на лапах, морде и хвосте, с прерывистой черной полосой па хребте. Шкурки лисиц используются в основном на горжеты и воротники.
Песец используется так же, как лисица. Размер шкурки песца немного меньше, чем лисицы. Волосяной покров пышный, мягкий, с хорошо развитой остью и очень густым, плотным пухом. Песец бывает белый и голубой. Белый песец может иметь чистобелую, кремоватую и кремовую окраску. Все шкурки песца, которые не относятся к белым, называются голубыми. По цвету шкур
ки голубых песцов делят на светло-голубые, темно-голубые, свет ло-коричневые и темно-коричневые.
Шкурки кролика могут быть длинноволосыми или стриженными под котик, соболь и норку, натурального цвета или крашеными.
Каракульча — шкурки неродившихся ягнят каракульской овцы.
Они имеют очень тонкую и легкорастяжимую кожевую ткань. Волосяной покров короткий, мягкий, с муаристым рисунком. По цвету каракульча бывает черной (всегда крашеная), серой, корим невой, белой, сур (золотисто-коричневый или серебристо-черный), хулигаз (сочетание белых волос с коричневыми разных оттенков). Каракульча менее прочная, чем каракуль, и используется в основ ном для отделки женских пальто, костюмов, головных уборов, а также для изготовления воротников и женских пальто.
Шкурки ягнят в возрасте 1... 3 дней овец каракульской породы называют каракулем. Эти шкурки имеют шелковистый плотны» волосяной покров в виде завитков самой разнообразной формы.
Основные типы завитков: валек, боб, гривка, кольцо, полукольцо, штопорообразные ласы, горошек.
По окраске волосяного покрова каракуль чистопородный и i к > месных пород может быть черным или серым, коричневым, бе лым, сур (когда основания волос черные, а кончики светлые).
Каракуль сортируют по группам в зависимости от пороков, шита, размера шкурок; по сортам — в зависимости от степени шел ковистости, блеска, формы завитков и их упругости.
Каракуль идет на изготовление женских пальто, жакетов, во ротников, а также шапок, как женских, так и мужских.
17.4.2. Искусственный мех
Искусственный мех — это текстильное изделие, имитирующее натуральный мех. Мех на трикотажной основе вырабатывается ня занием, в процессе которого в основание петли попадают волок на, образующие ворс. Искусственный мех используют для изгою» ления женских и детских пальто, мужских, женских и детских и* ловных уборов.
Недостатки меха: значительная поверхностная плотность (7(Ю 800 г/м2); большое удлинение при разрыве, приводящее к дсфир мации отдельных деталей одежды; высокая сминаемость вследы нш недостаточной упругости; закатывание ворса; повышенная во»л\ хо- и влагопроницаемость.
Мех на тканой основе вырабатывается ворсовым переплете пн ем на специальных ткацких станках. В зависимости от высоты, бин ка, окраски и отделки ворса мех на тканой основе имеет ра птч ный внешний вид и назначение. Мех с густым, упругим сип к-in ческим ворсом предназначается для шуб и головных уборов. Mrs < гладким вискозным ворсом используют в качестве подкладки
Ассортимент тканого меха наиболее разнообразен: «Бобренок» — с меланжевым гладким ворсом, «Лань» — с печатным пятнистым рисунком, «Морозко» — с устойчивой укладкой меланжевого ворса по рисунку, «Мельхиор» — с добавлением профилированных сверкающих волокон, «Котик» —- с гладким черным ворсом, «Шарме» — с неоднородным по высоте коричневым ворсом, включающим серебристо-белые волокна, «Зебрас» — с неоднородным по иысоте полосатым коричнево-белым ворсом, «Пума» — со светло-Лежевым ворсом из крученой спиральной вискозной нити, «Бемом» — с гладкокрашеным ворсом из профилированных вискозных нитей, «Лабрадор» — имитация меха норки, «Мантана» — длинноворсовый мех с крупным пятнистым рисунком, «Аляска» — длинноворсовый мех с неоднородной структурой ворса.
Ассортимент искусственного меха, используемого для изготовления одежды, включает в себя мех одежный (покровный), воротниковый (отделочный) и подкладочный.
Искусственный мех производят трикотажным, тканым и тка-нспрошивным способом.
Одежный (покровный мех) изготовляют всеми способами, за исключением тканепрошивного; подкладочный мех — трикотажным, тканым и тканепрошивным; воротниковый мех — преимущественно трикотажным.
В качестве ворсового покрова искусственного меха применяются химические (искусственные и синтетические) волокна и в незначительном количестве — шерстяные.
Для образования ворса из искусственных волокон наиболее широко используются вискозные и ацетатные, из синтетических воло-юн — полиакрилонитрильные, полиамидные и полиэфирные.
Для формирования грунта (основы) меха используют в основном хлопчатобумажную пряжу и пряжу из разноусадочных синте-। нческих волокон.
Мех выпускают гладкокрашеным, с рисунком, с устойчивой укладкой ворса по рисунку. Рисунок и укладка создают декоративные узоры или имитацию натурального меха.
Для изготовления верхней одежды, головных уборов и воротников применяют искусственный каракуль, который представля-< г собой материал на основе хлопчатобумажной ткани с синелью, приклеенной к одной из ее сторон специальным водостойким клеем, f ннель — ворсистая нить, состоящая из стержневых нитей и огре 5ков нагонной нити, зажатых стержневыми, в качестве которых обычно применяют бумажные нити; нагонные нити могут быть I .1 проновыми или вискозными.
На отечественные швейные предприятия поступает зарубежный ичинноворсовый искусственный мех с ворсом из разноусадочных • пптетических волокон, имитирующий различные виды натурального меха.
При изготовлении спортивной и утепленной одежды исполь iy ют тканый подкладочный мех.
Для подкладки верхней одежды и головных уборов применяю! тканепрошивной мех.
Искусственный мех для одежды должен быть износостойким, сохранять в пропессе эксплуатации форму и первоначальный блей ворсовой покров не должен сваливаться, сминаться; мех должен иметь хорошую драпируемость, незначительно усаживаться нон воздействием атмосферных осадков.
Для обеспечения удовлетворительных эксплуатационных свойг । и искусственного меха в технической документации на его изгогов ление и в технических требованиях к качеству искусственного мечи нормируется комплекс показателей, определяющих его техноло гические, физико-механические и эксплуатационные свойств.!
Основными нормативными показателями для различных внлив искусственного меха являются: поверхностная плотность, волш нистый состав грунта и ворса, прочность закрепления ворса, pa i рывная нагрузка, высота ворса, усадка после замачивания, ускш чивость к смятию и истиранию, устойчивость окраски к сухому и мокрому трению, свету, дистиллированной воде.
17.4.3. Вата, ватин, поролон, синтепон
При изготовлении одежды различного назначения в качс-< । н« теплозащитных прокладок могут использоваться вата, ватин, ни ролон.
Вата бывает хлопчатобумажной и редко шерстяной. Одежiif и > хлопчатобумажную вату вырабатывают из корогковолокнненнп хлопка, хлопкового пуха, угаров хлопчатобумажного произволе i пн т. е. коротких волокон, собираемых с игольчатых поверхностен i гри чистке чесальных машин, а также с пола при чистке помещении В состав низкосортной ваты могут добавляться утильные волен пи хлопка, получаемые при расщипывании изношенной одеж цы и лоскута. В зависимости от состава смеси и ее качества одежная пи । .< делится на три сорта:
вата-люкс вырабатывается из коротковолокнистого хлош н . небольшой примесью хлопкового пуха и угаров; она имеет bcui.iit цвет, отличается от других сортов большей упругостью;
вата-прима по составу аналогична вате-люкс, но имеет щи вую окраску, меньшую упругость;
вата швейная имеет суровую или меланжевую окраску, пыр.ип тывается из наиболее низкосортного сырья с небольшим сидер » нием коротковолокнистого хлопка.
Наибольшей упругостью и хорошими теплозащитными i null ствами обладают ватные прокладки из коротковолокнисто! о - ш> 1। стистого» хлопка.
Шерстяную вату производят из очесов овечьей шерсти, верблюжьего и козьего пуха, отходов шерстеобрабатывающей промышленности, восстановленной шерсти. В состав шерстяной ваты для придания пышности и уменьшения свойлачиваемости добавляют 25... 30% хлопка.
Ватин бывает холстопрошивной, иглопробивной, трикотажный и вбивной (каркасный).
Холстопрошивной ватин применяется наиболее широко. Это нетканый материал, полученный прошиванием волокнистого холста хлопчатобумажной пряжей. Изготавливают его на вязально-прошивной машине путем прошивания редкой зигзагообразной строчкой. Ширина такого ватина 150... 160 см.
Иглопробивной ватин для детской одежды вырабатывают из восстановленной шерсти (100%) на каркасе из нитепрошивного капронового полотна.
Трикотажный ватин, т.е. ватин, полученный на трикотажных машинах, имеет грунт из крученой кардной хлопчатобумажной пряжи и толстую однородную шерстяную уточную нить. Для улучшения теплозащитных свойств ватина уточную шерстяную пряжу начесывают.
Вбивной ватин вырабатывается путем вбивания смеси шерсти и штапельных волокон в малоплотную хлопчатобумажную ткань. Он бывает одно- и двусторонним. Для предохранения от высыпания вбивной ватин покрывают марлей и простегивают.
Синтепон — легкий, мягкий, высокопористый, упругий материал с хорошими теплозащитными свойствами.
Используется он в виде листов и при необходимости складывается в несколько слоев. По теплозащитным свойствам не уступает вате и ватину. Имеет меньшую воздухонепроницаемость и более низкие показатели гигроскопичности. Благодаря высокой пористости легко впитывает влагу, отжимается и быстро высыхает. Высокая упругость прокладки способствует сохранению формы изделия и восстановлению ее после смятия.
ПРИЛОЖЕНЫ
ТЕСТЫ ПО ТЕХНОЛОГИИ
Вопрос 1. Какой шов применяется для соединения деталей бортовой прокладки? а. Стачной. б. Надстрочной. в. Накладной. г. Расстрочной. д. Запошивочный. е. Обметочный.
Вопрос 2. Какой шов применяется для изготовления рельефа на целой детали? а. Окантовочный. б. Стачной. в. Вытачной. г. Накладной. д. Вподгибку.
Вопрос 3. Какая строчка применяется для наметывания полочек на Схч’ товую прокладку? а. Наметочная. б. Копировальная. в. Обметочная. г. Разметочная. д. Стегальная.
Вопрос 4. Как называется операция временного соединения бортом >п прокладки с верхом? а. Наметывание. б. Заметывание. в. Выметывание. г. Сметывание. д. Вметывание.
Вопрос 5. Как называется операция постоянного прикрепления поло гнутого края летали? а. Наметывание. б. Сметывание. в. Подшивание. г. Выстегивание. д. Приметывание.
Вопрос 6. Какой шов применяется для соединения боковых среи>п г пальто?
а. Накладной.
б. Запошивочный.
в. Встык.
г. Расстрочной.
д. Стачной.
Вопрос 7. Какой шов применяется для соединения воротника с горловиной?
а. Стачной.
б. Обтачной.
в. Встык.
г. Вподгибку.
д. Вытачной.
Вопрос 8. Какая строчка применяется для наметывания подбортов на полочки?
а. Наметочная.
б. Разметочная.
в. Обметочная.
г. Стегальная.
д. Копировальная.
Вопрос 9. Как называется операпия временного соединения верхнего воротника с нижним?
а. Наметывание.
б. Заметывание.
в. Выметывание.
г. Сметывание.
д. Вметывание.
Вопрос 10. Как называется операция соединения кокетки с основной деталью?
а. Притачивание.
б. Стачивание.
в. Втачивание.
г. Окантовывание.
д. Обтачивание.
Вопрос 11. Какой шов применяется для обработки низа рукава пальто?
а. Стачной.
б. Накладной.
в. Настрочной.
г. Вподгибку.
д. Встык.
Вопрос 12. Какая строчка применяется для наметывания верхнего воротника на нижний?
а. Разметочная.
б. Обметочная.
в. Стегальная.
г. Наметочная.
д. Косым подшивочным стежком.
СОДЕРЖАНИЕ
Введение................................................. 1
1. Элементы организации работы швейных предприятий...... 5
1.1. Экономические затраты на производство швейных изделий. *>
1.2. Ассортимент швейных изделий........................N
1.3. Квалификационные характеристики.................. '*
1.4. Сравнительная характеристика массового производства и индивидуального изготовления одежды..................IН
1.5. Сфера услуг.......................................'J
2. Охрана труда на швейных предприятиях.................’<»
2.1. Основы гигиены труда.............................’(•
2.2. Техника безопасности............................. '<•
3. Ручные работы........................................ Ч
3.1. Организация рабочего места........................ Ч
3.2. Инструменты и приспособления..................... Ч
3.3. Способы соединения деталей........................ Ml
3.4. Техника выполнения ручных работ................... 11
3.4.1. Терминология................................. । I
3.4.2. Размеры и виды ручных стежков................ I'
3.4.3. Выполнение ручных работ...................... I'1
4. Машинные работы...................................... '!
4.1. Организация рабочего места..................... I
4.2. Приспособления для машинных работ................ <» I
4.3. Машинные швы и строчки............................ ы
4.4. Техника выполнения машинных работ............. ' •
4.5. Соединительные швы................................ /1
4.6. Краевые швы................................... НИ
4.7. Отделочные швы................................. Я
5. Утюжильные работы................................. И1
5.1. Организация и оборудование рабочего места...... НI
5.2. Сущность и значение ВТО........................
5.3. Техника выполнения ВТО.......................... 'Ml
5.4. Режимы ВТО...................................... 'ЭД
5.5. Сварные швы.................................... '*'1
5.6. Основные направления совершенствования ВТО швейных изделий..................................... 1111
6. Клеевые швы и материалы........................... 1'И
6.1. Классификация клеевых швов и требования к ним. НИ
6.2. Способы соединения клеем деталей одежды............108
6.3. Физико-механические свойства клеевых материалов....119
7. Комбинированные соединения.............................121
8. Новое оборудование для производства одежды.............124
9. Обработка деталей верхней одежды.......................129
9.1. Особенности изготовления одежды в ателье мод.......129
9.2. Карманы............................................130
9.2.1. Виды карманов.................................131
9.2.2. Направление нити основы в деталях кроя прорезных карманов.............................................135
9.2.3. Раскрой деталей карманов......................137
9.2.4. Технология обработки карманов.................138
9.3. Погоны, паты, хлястики, пояса и шлевки.............184
10. Изготовление верхней одежды...........................191
10.1. Подготовка тканей к раскрою.......................191
10.2. Виды одежды.......................................192
10.3. Потребительские требования к одежде...............192
10.4. Производственные требования к одежде..............193
10.5. Наименование деталей кроя пальто..................195
10.6. Наименование линий и срезов деталей кроя..........196
10.7. Направление нитей основы в деталях кроя пальто....197
10.7.1. Детали верха...............................197
10.7.2. Детали подкладки...........................201
10.7.3. Детали прокладки...........................201
10.8. Подготовка деталей кроя к пошиву..................202
10.8.1. Пришивание талонов..........................202
10.8.2. Проверка деталей кроя.......................202
10.9. Обработка кокеток.................................203
10.10. Обработка вытачек................................206
10.11. Обработка складок................................208
10.12. Обработка рельефов...............................209
10.12.1. Неразрезные рельефы.......................209
10.12.2. Разрезные рельефы.........................211
10.12.3. Неразрезные рельефы, переходящие в складки.212
10.13. Придание формы плоским деталям...................212
10.14. Дублирование деталей кроя........................212
10.15. Обработка плечевых накладок подокатников.........220
10.16. ВТО полочек верха................................221
10.17. ВТО спинки.......................................222
10.18. ВТО рукавов......................................223
10.19. Соединение полочек с прокладкой, выстегивание лацканов... 224
10.20. Последовательность подготовки изделия к первой и второй примеркам в ателье мод и обязанности исполнителей.......225
10.21. Предупреждение растяжения срезов деталей.........231
10.22. Предохранение участков деталей, подвергающихся разрыву и растяжению, от истирания......................234
10.23. Обработка спинки.................................235
10.24. Обработка рукавов................................238
10.25. Обработка бортов и подбортов.....................245
10.25.1. Обработка подбортов и соединение их с изделием ... 245
10.25.2. Обработка цельнокроеных бортов с подбортами...249
10.25.3. Обработка бортов без отделочной строчки...249
10.25.4. Обработка бортов с отделочной строчкой....252
10.26. Обработка воротников.............................255
10.26.1. Обработка нижнего воротника...............255
10.26.2. Обработка верхнего воротника..............257
10.26.3. Соединение верхнего воротника с нижним воротником накладным швом.........................257
10.26.4. Соединение верхнего воротника с нижним воротником обтачным швом..........................259
10.27. Соединение боковых срезов и обработка низа изделия...260
10.28. Соединение плечевых срезов.......................262
10.29. Соединение воротника с изделием..................263
10.29.1. Соединение накладным швом.................263
10.29.2. Соединение воротника с горловиной стачным швом вразутюжку........................................264
10.29.3. Обработка меховых воротников..............266
10.30. Соединение рукавов с подкладкой и с изделием.....268
10.31. Обработка пройм..................................269
10.32. Обработка подкладки..............................27?
10.33. Соединение подкладки с изделием..................274
10.33.1. Изделия с окантованными подбортами........274
10.33.2. Изделия с неокантованными подбортами......276
10.34. Изделия с отлетной по низу подкладкой............279
10.35. Окончательные отделки и ВТО изделия..............28?
11. Особенности обработки изделий разных фасонов.........285
11.1. Изделия с цельнокроеными рукавами..................28 >
11.2. Обработка подкладки и соединение ее с верхом изделия.288
11.3. Пальто с рукавами реглан.........................290
11.4. Обработка бортов в пальто с потайной застежкой....2*) ’
11.5. Обработка рукавов реглан........................29-1
11.6. Соединение рукавов реглан с проймами.............295
12. Изделия с утепляющей прокладкой......................297
12.1. Изготовление утепляющей прокладки................29/
12.2. Соединение утепляющей прокладки с подкладкой.....300
12.3. Соединение утепляющей прокладки с подкладкой и с верхом изделия......................................301
12.4. Обработка мехового воротника.........................30'
12.4.1. Соединение мехового воротника с нижним воротником........................................301
12.4.2. Соединение мехового воротника с изделием...301
12.5. Соединение пристегивающейся утепляющей прокладки с верхом...............................................30/
13. Корсетные изделия....................................310
13.1. Специфика корсетных изделий......................310
13.2. Классификация корсетных изделий..................314
13.3. Конструкция корсетных изделий....................316
14. Застежки платьево-блузочных изделий..................318
14.1. Изготовление петель..............................318
14.2. Обработка застежек...............................320
15. Ремонт и обновление одежды...........................338
16. Качество швейных изделий.............................345
16.1. Требования к качеству изделий, изготовленных в ателье мод............................................345
16.2. Оценка качества..................................347
16.3. Сертификация швейных изделий массового производства.348
17. Некоторые отечественные швейные материалы............349
17.1. Шерстяные и хлопчатобумажные ткани...............349
17.2. Шелковые ткани...................................356
17.3. Определение нитей основы и утка, лицевой и изнаночной сторон ткани............................................357
17.4. Утепляющие материалы.............................358
17.4.1. Натуральный мех............................359
17.4.2. Искусственный мех..........................362
17.4.3. Вата, ватин, поролон, синтепон.............364
Тесты по технологии.......................................366
Для подготовки квалифицированных кадров в учреждениях начального профессионального образования предназначены следующие учебники и учебные пособия:
М. А. Силаева
Пошив изделий по индивидуальным заказам
Т. В. Могузова и др.
Практикум по производственному обучению профессии «Портной»
Г. А. Крючкова
Технология и материалы швейного производства
Л. Н.Череданова
Основы экономики
и предпринимательства
ISBN 5-7695 1240-7
J785769 512407