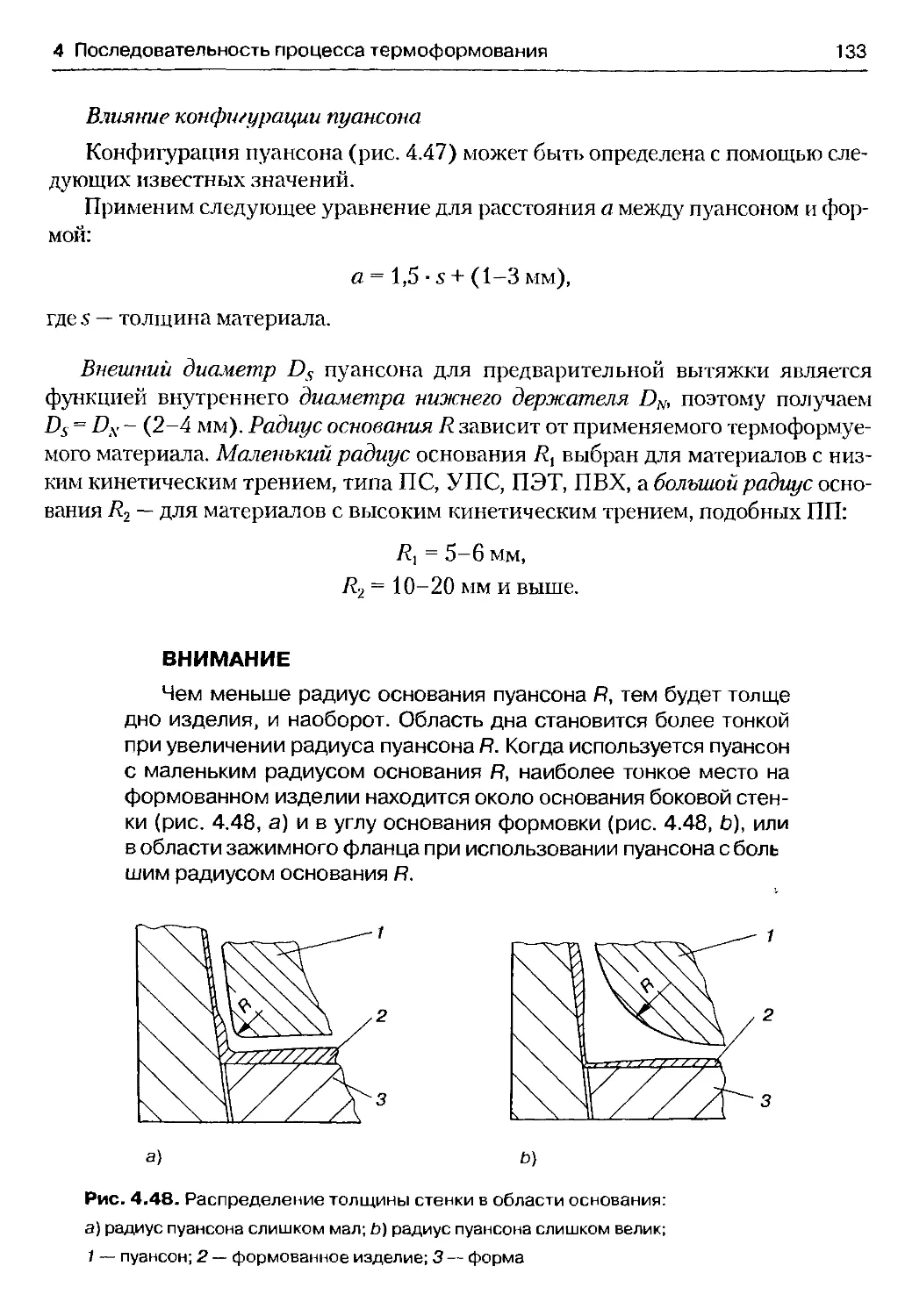
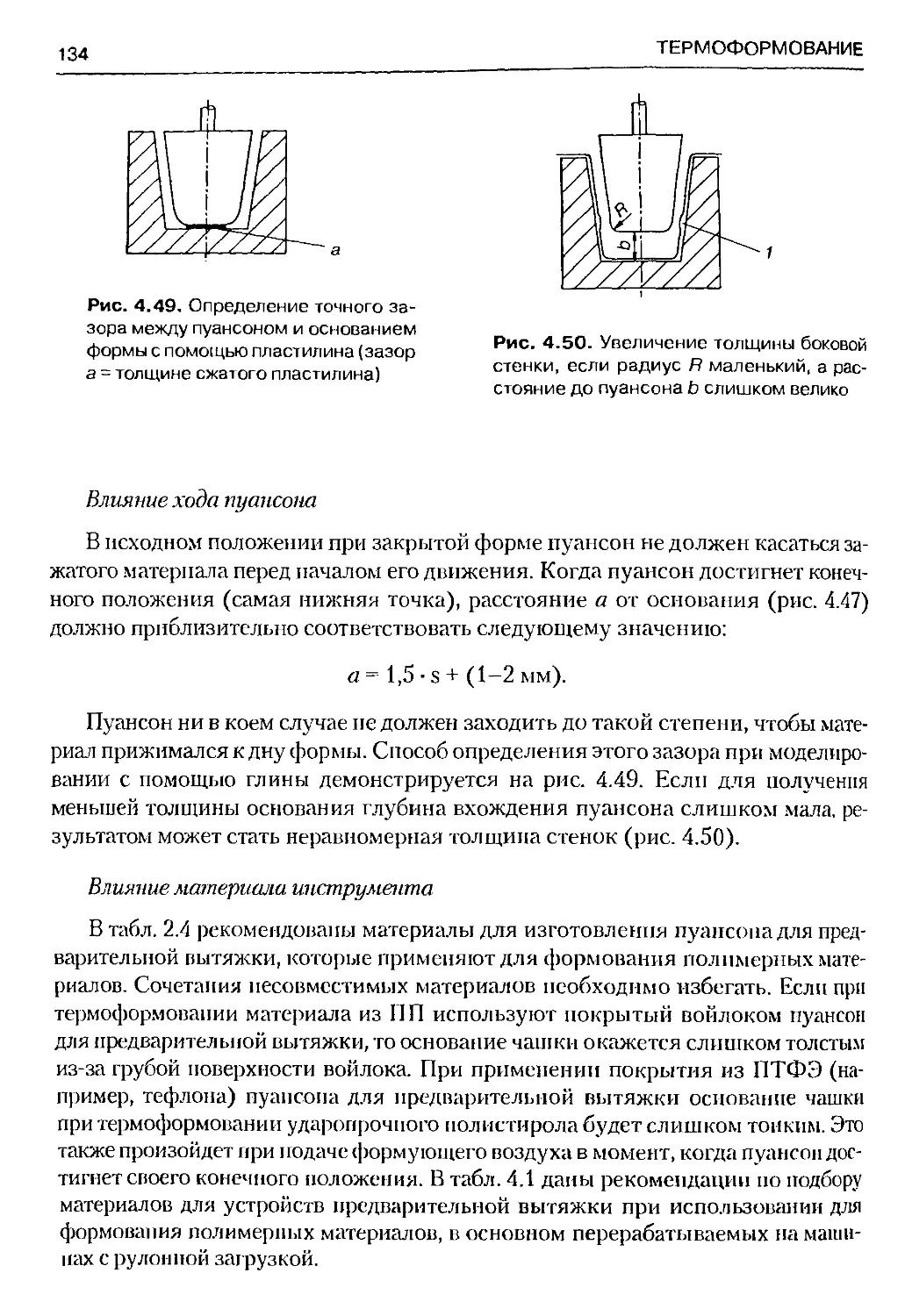
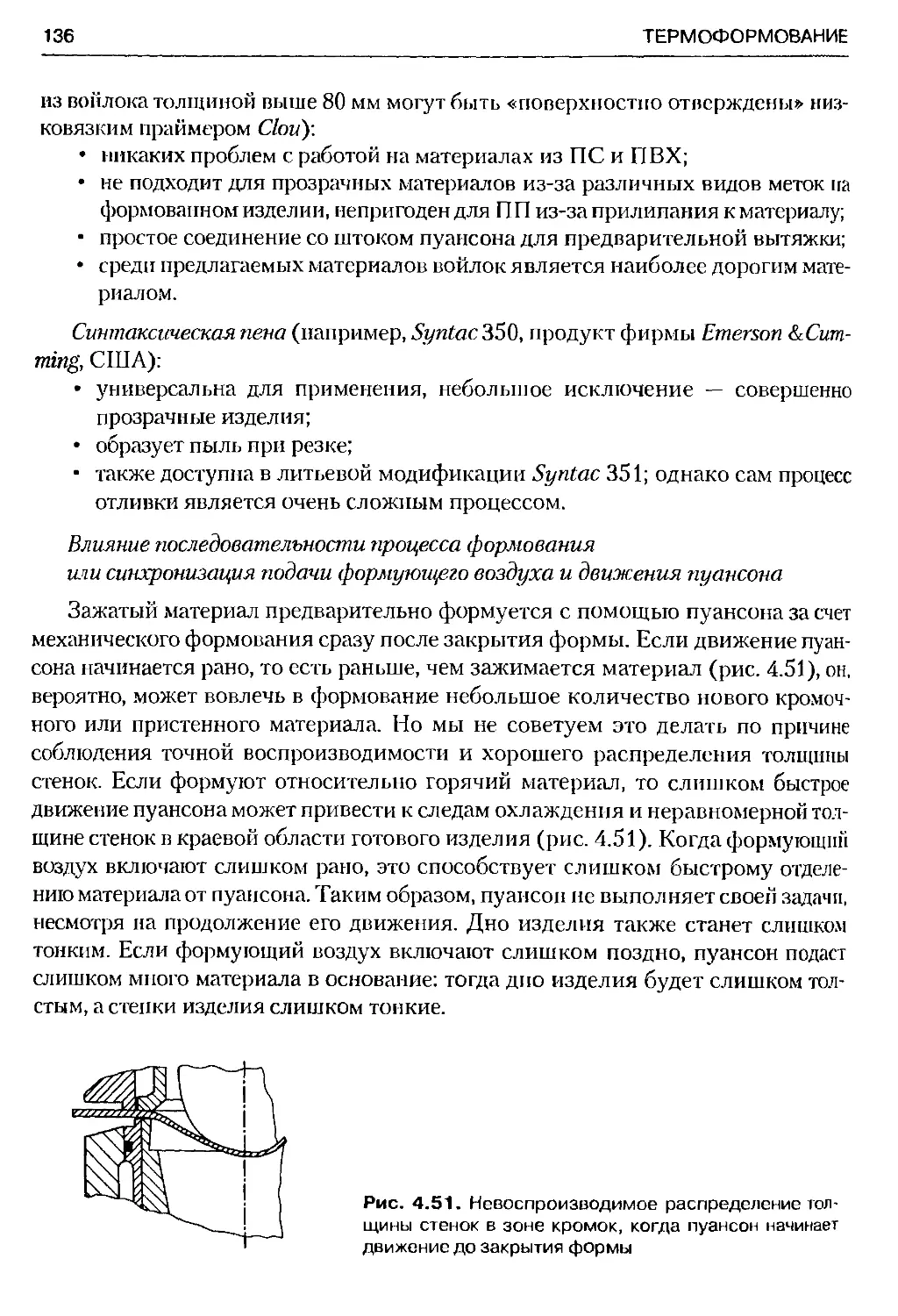
/

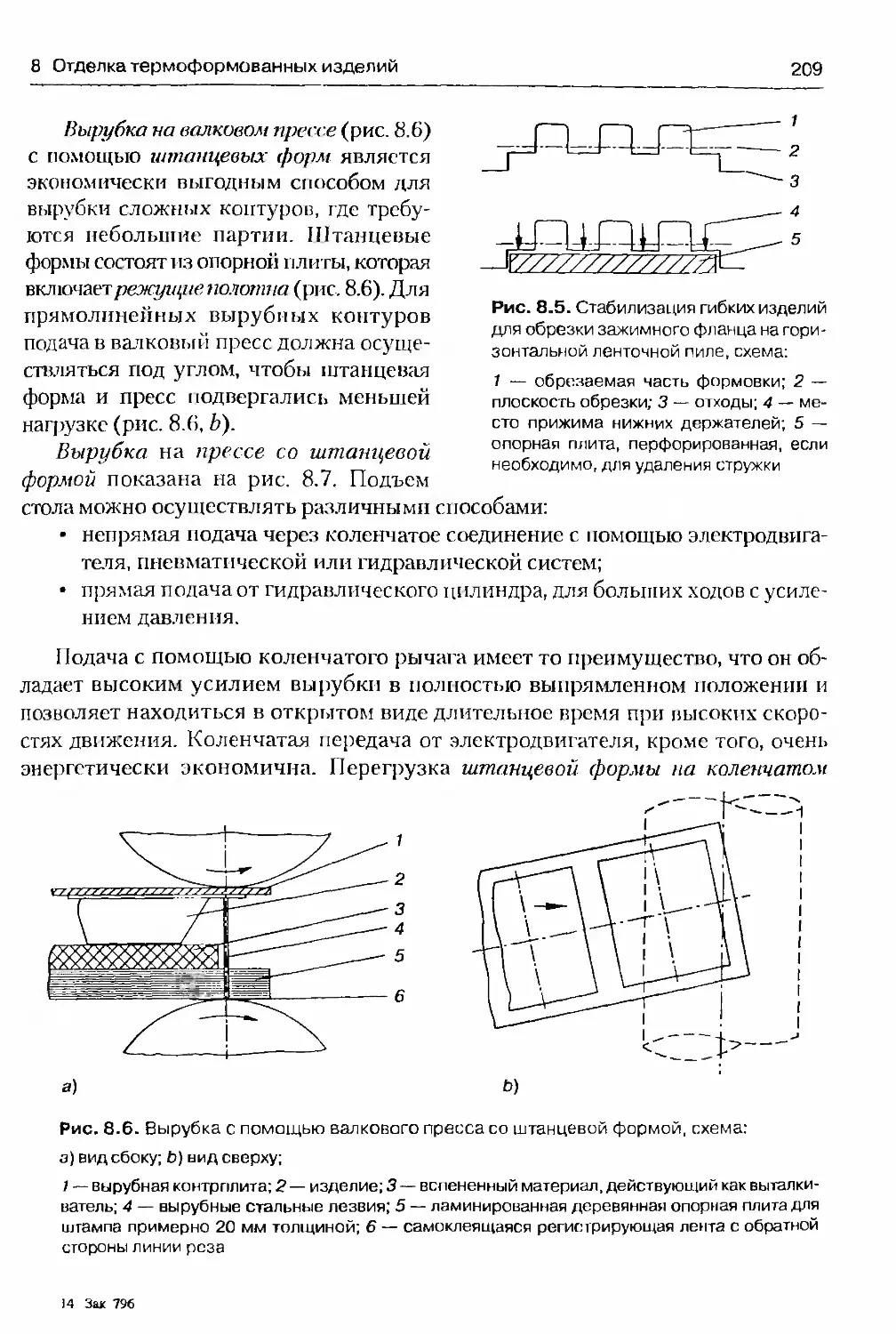
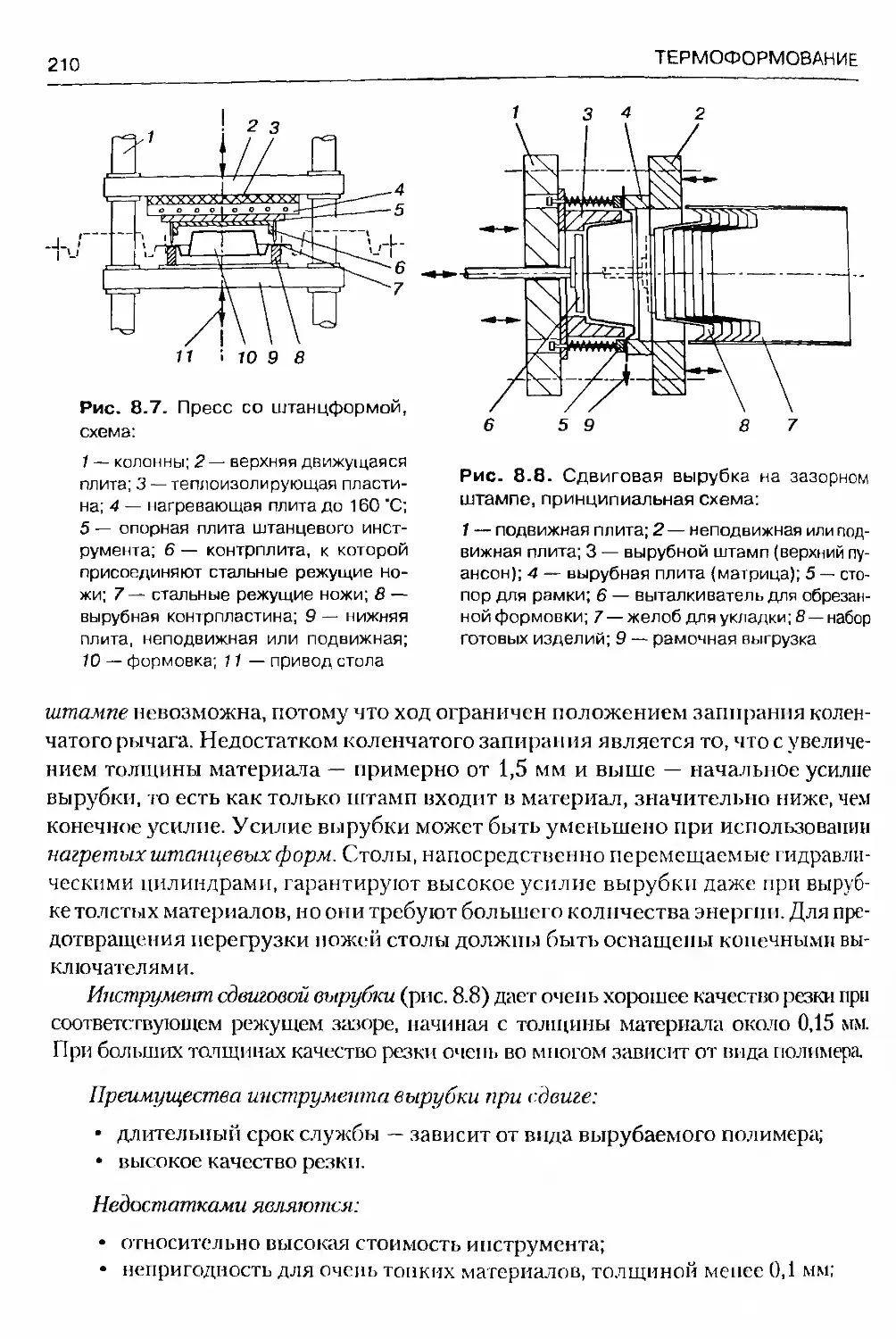
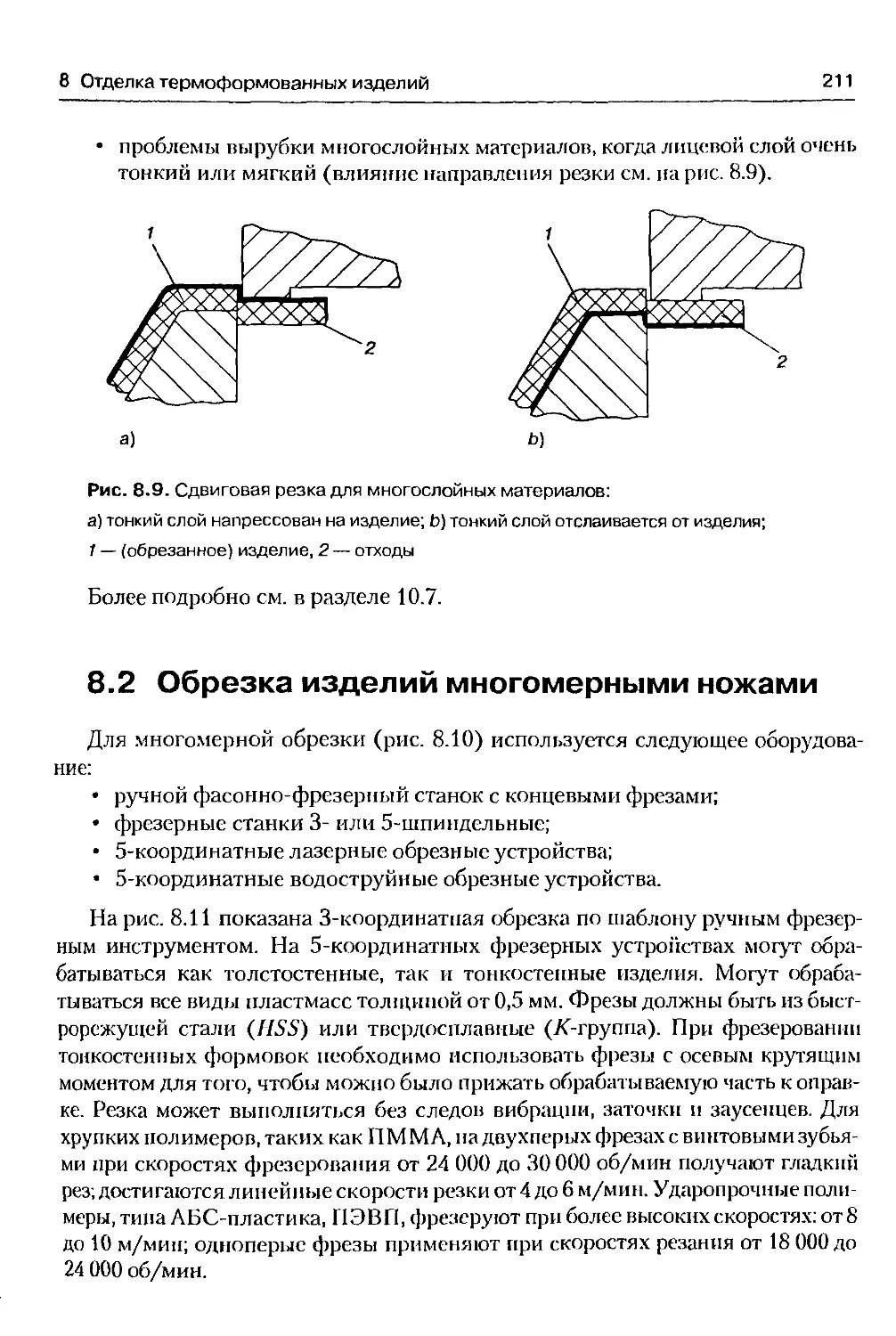



Text
Шварцманн ПИллиг АТЕРМОФОРМОВАНИЕПРАКТИЧЕСКОЕРУКОВОДСТВОматериалыпроцессыинструменты
Peter SchwarzmannThermoforming
A Practical GuideEdited by Adolf IllingHANSERHanser Publischers, MunichHanser Gasdner Publications, Inc., Cininnati
Петер ШварцманнТЕРМОФОРМОВАНИЕ
Практическое руководствоПод редакцией Адольфа ИллигаПеревод с англ. яз. под редакцией
д-ра техн. наук, проф. М.А. ШерышеваСанкт-Петербург2007
УДК 678.01:53
ББК 35.710Англ
ШЗЗШварцманн П.ШЗЗ Термоформование. Практическое руководство / Иллиг А. (ред); пер. с англ. под
ред. М.А. Шерышева — СПб.: Профессия, 2007. — 288 стр., ил.ISBN 5-93913-117-4ISBN 3-446-21451-8 (CarlHanser Verlag)ISBN 1-56990-275-5 (Hamer Gardner Publications)Настоящее издание дает исчерпывающее представление о принципах и процес¬
сах термоформования. Автор приводит большое число развернутых ответов и
практических советов на отдельные проблемы для квалифицированных инжене¬
ров и технологов, уже имеющих опыт в данной области. Кроме того, книга может
служить учебным пособием для студентов, знакомящихся с одним из крупных сег¬
ментов переработки пластмасс.Помимо термопластичных полимеров, применяемых в качестве термоформуе¬
мых материалов, в данной книге подробно рассмотрены, с использованием практи¬
ческих примеров, все технологические этапы, наиболее важные модели машин, а
также принципы, применяемые для изготовления форм и инструментов.УДК 678.01:53
ББК 35.710 АнглAll right reserved. Carl Hanser Verlag, Munich/FRG.Authorized translation from the original English language edition published by Carl Hanser Verlag,Muhich/FRGВсе права защищены. Никакая часть данной книги не может быть воспроизведена в какой
бы то ни было форме без письменного разрешения владельцев авторских прав.ISBN 5-93913-117-4 © Carl Hanser Verlag, 2001ISBN 3-446-21451-8 (Carl Hanser Verlag) © Абрамушкина О.И., перевод, 2006ISBN 1-56990-275-5 (Hanser Gardner Publications) © Изд-во «Профессия», 2007
IСОДЕРЖАНИЕПредисловие 13
1 Введение 152 Термопласты 192.1 Химическое строение и структура термопластов 192.2 Свойства термопластов и их влияние на процесс термоформова¬
ния 242.2.1 Абсорбция влаги 242.2.2 Фрикционное поведение (трение) материала при термофор¬
мовании 252.2.3 Уменьшение размеров и усадка термопластов 272.2.4 Ориентация 292.2.5 Статический заряд термопластичных формуемых материа¬
лов 322.2.6 Поведение термопластов при нагревании 322.2.6.1 Влияние времени нагрева 332.2.6.2 Расширение и провисание 342.2.6.3 Интервал температур формования . 362.2.7 Вытяжка термопластичного материала 362.2.8 Оформление деталей изделия 372.2.9 Поведение термопластов при охлаждении 392.3 Процессы производства термопластичных термоформуемых ма¬
териалов 432.3.1 Производство листового материала экструзией 442.3.2 Производство пленки с помощью раздувной головки (рукав¬
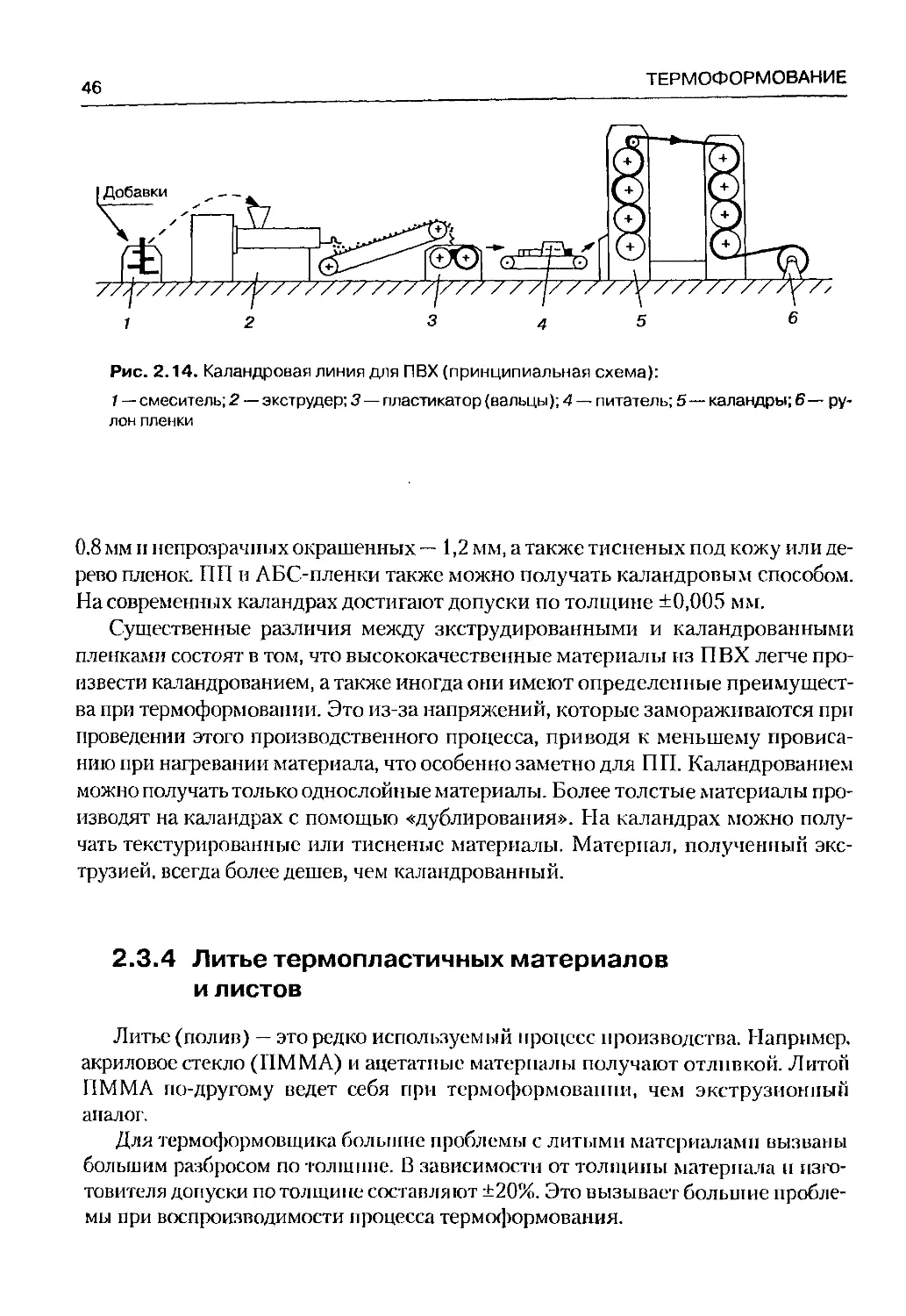
ная пленка) 452.3.3 Производство пленки на каландрах или вальцах 452.3.4 • Литье термопластичных материалов и листов 46
6ТЕРМОФОРМОВАНИЕ2.3.5 Специальные процессы производства термоформуемых ма¬
териалов 472.3.6 Методы улучшения термопластичных термоформуемых ма¬
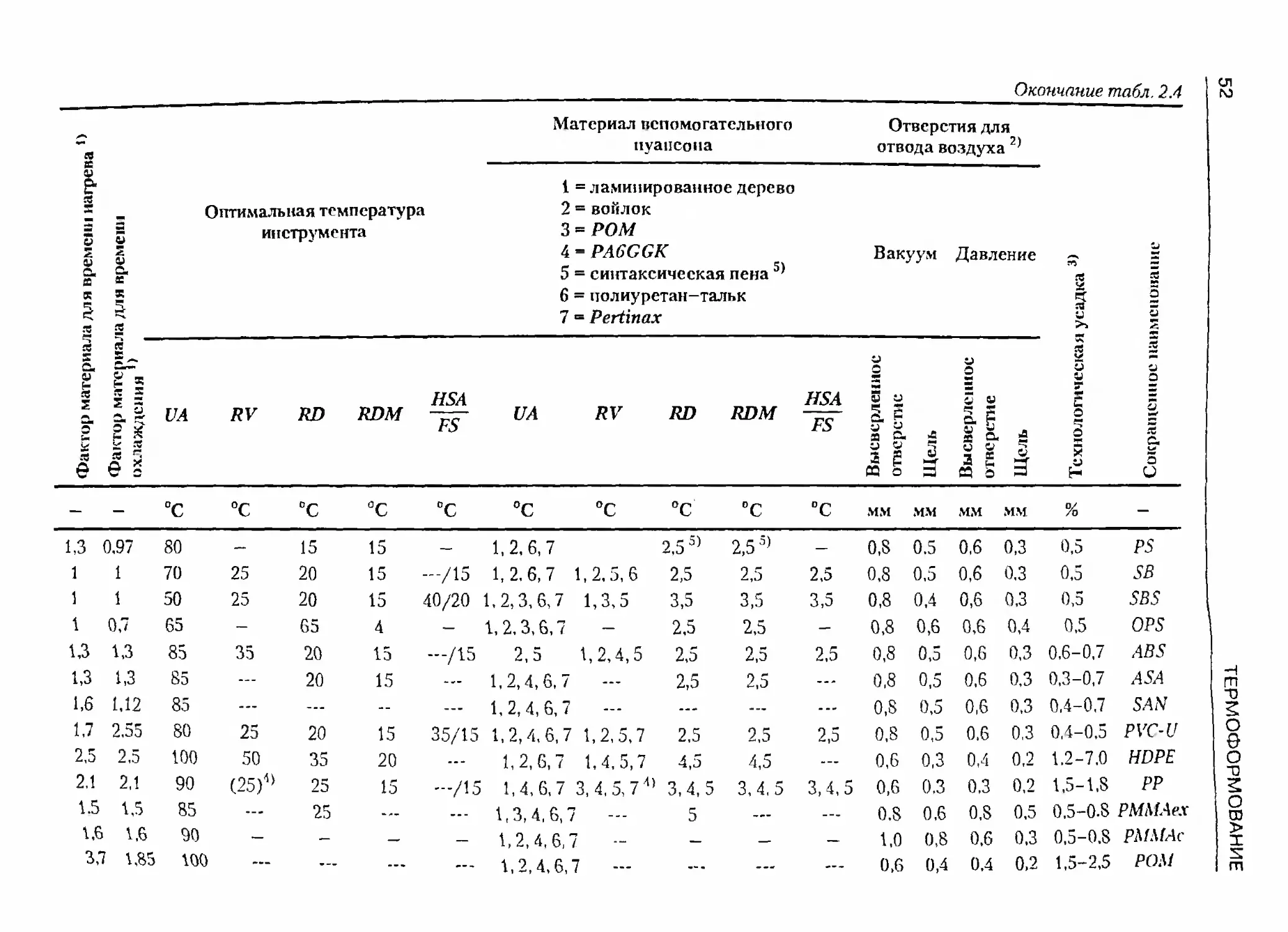
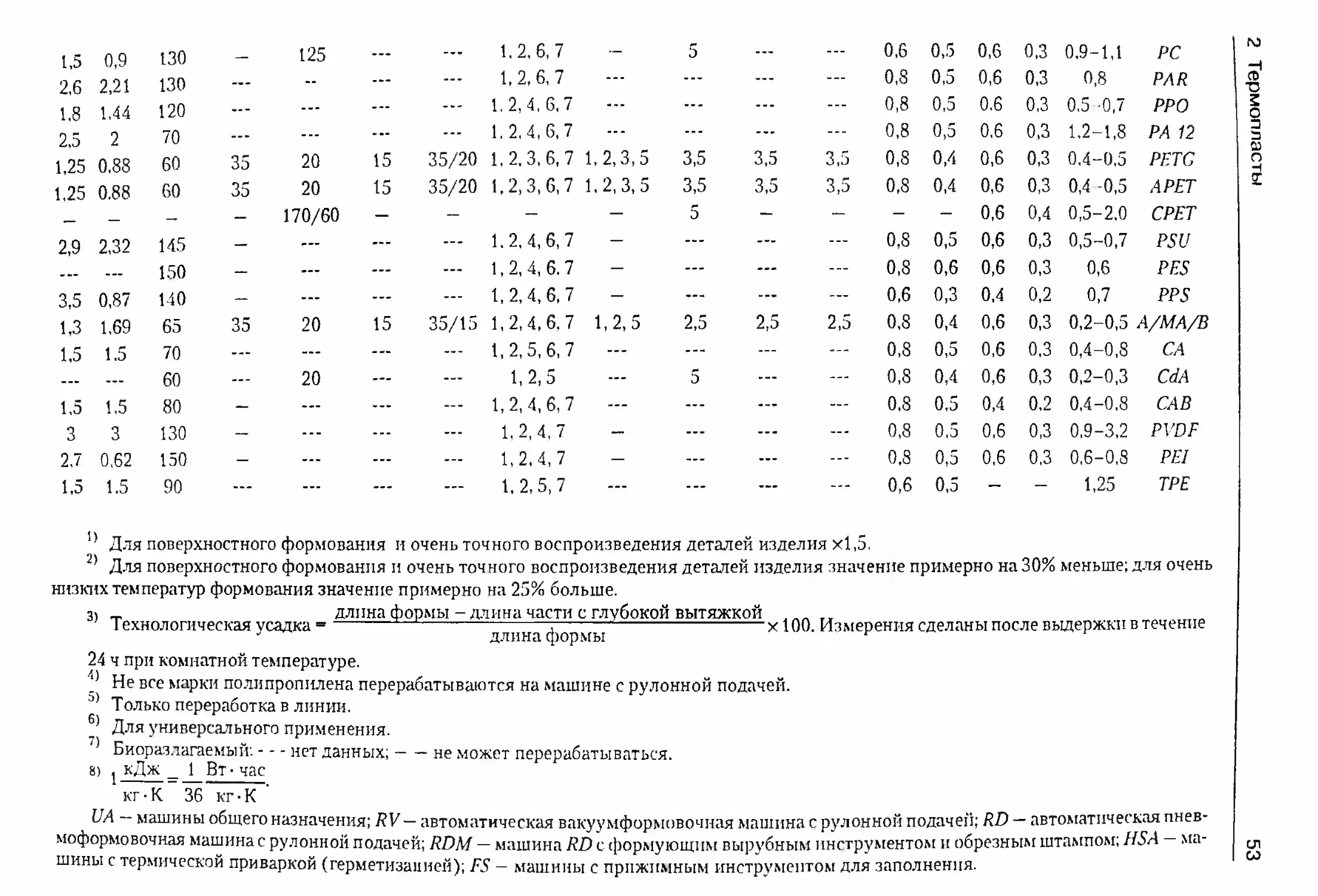
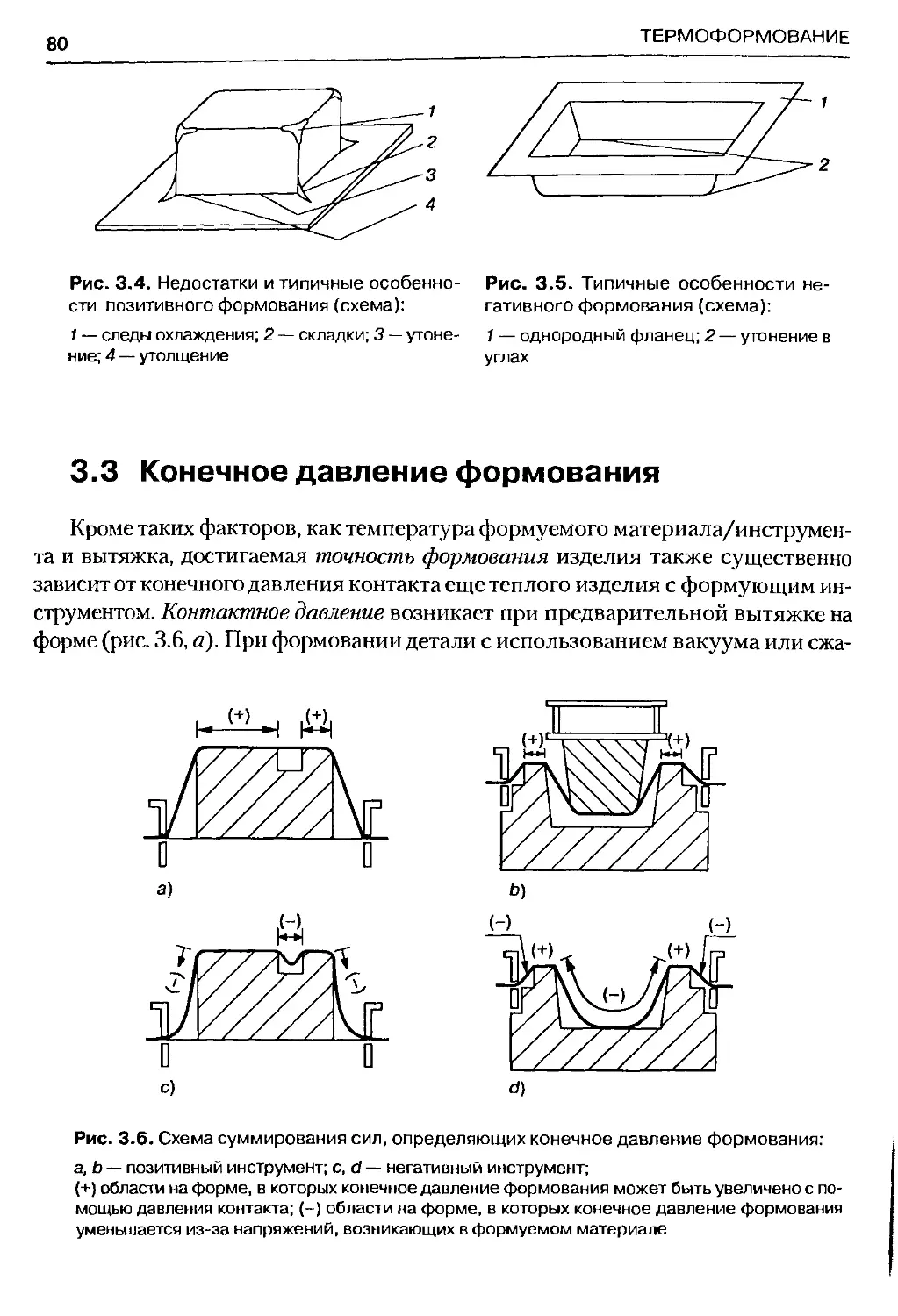
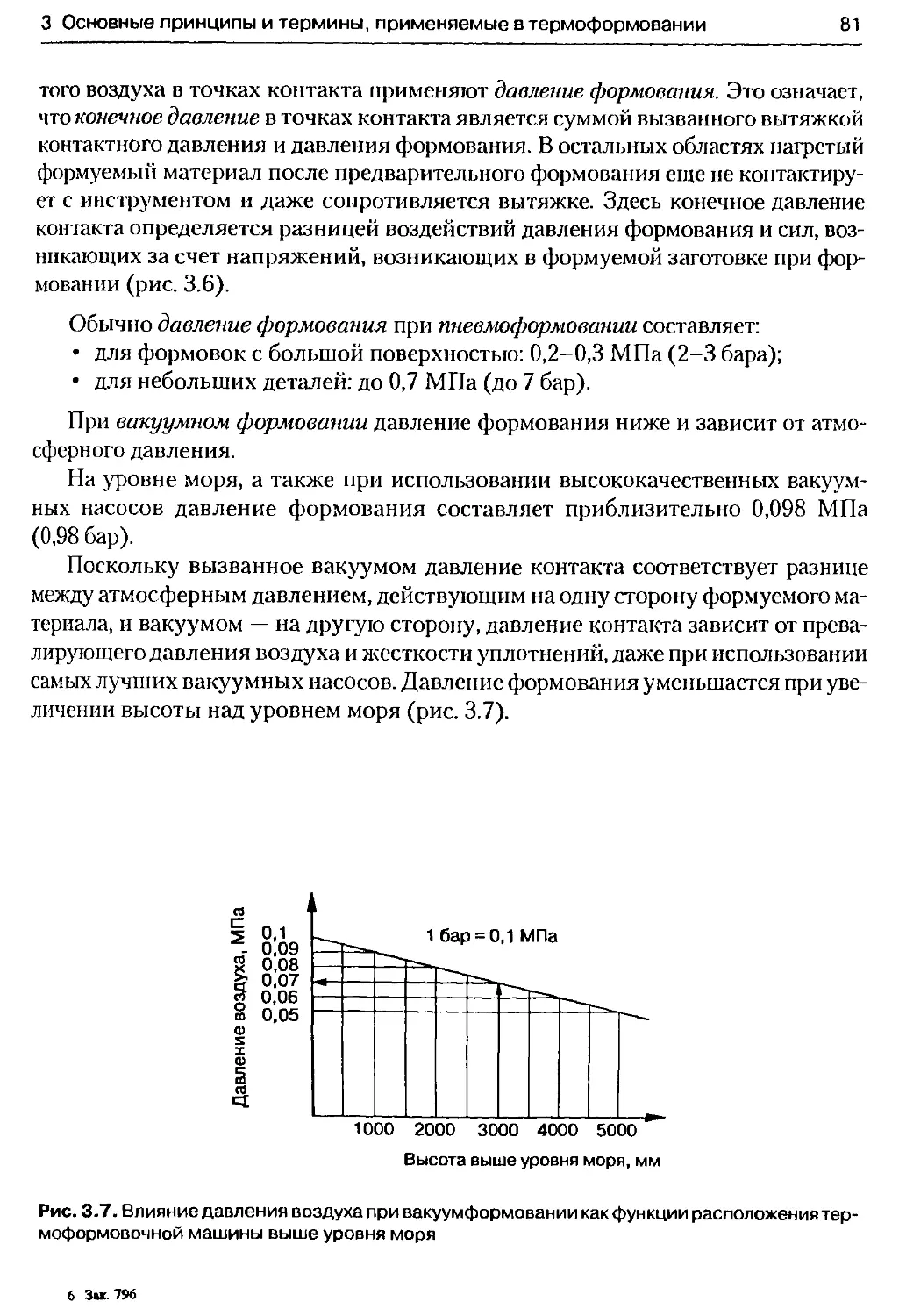
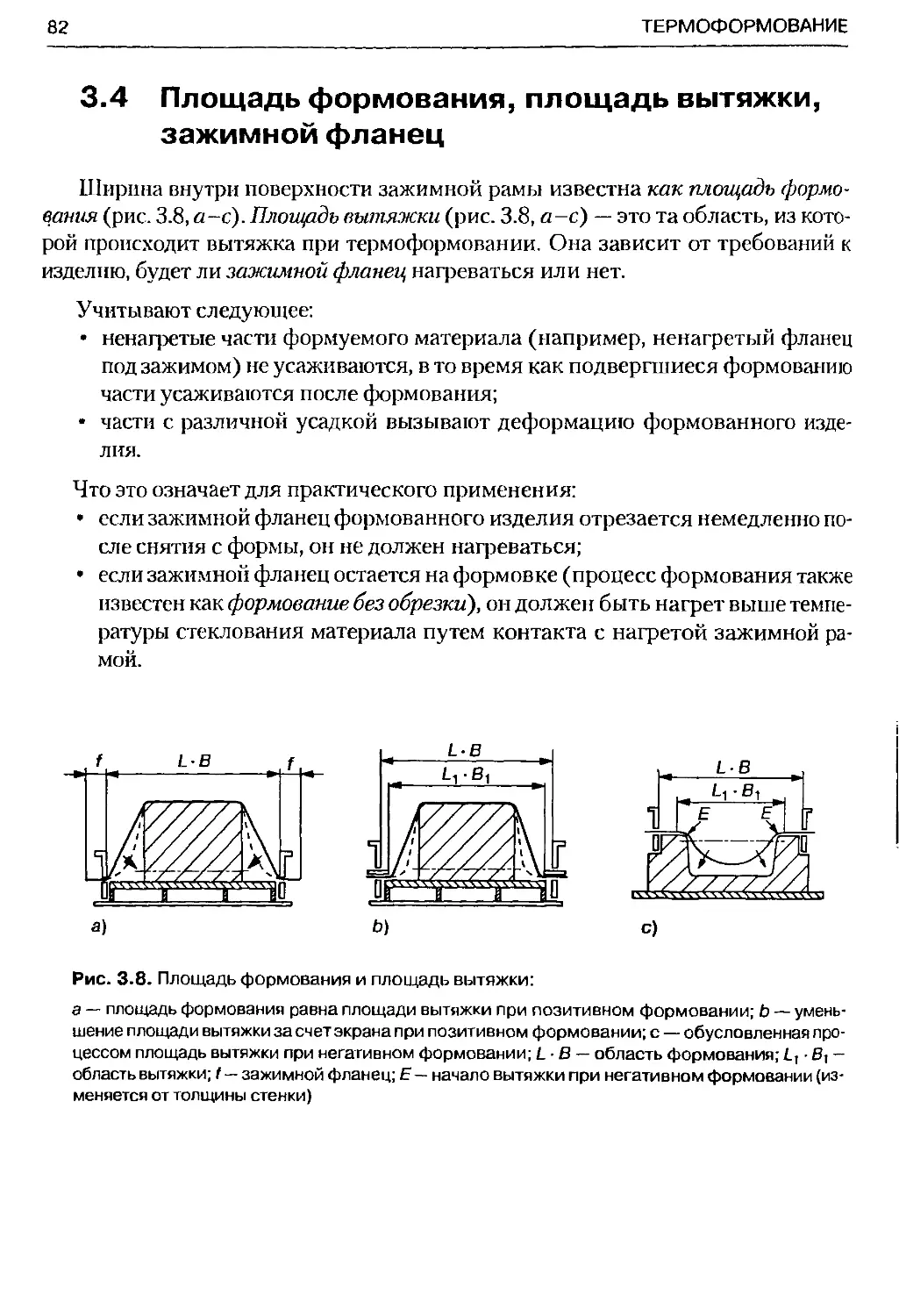
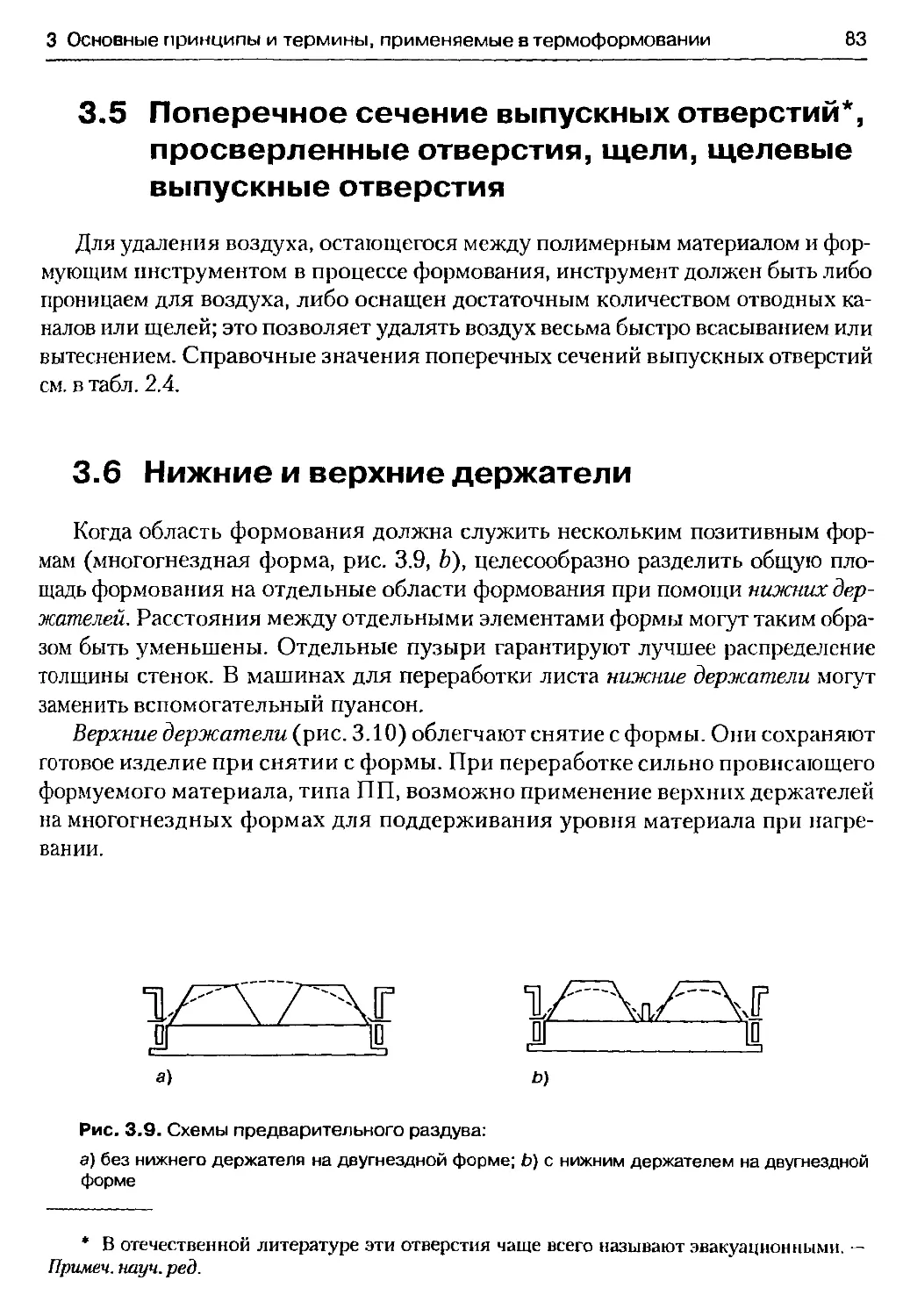
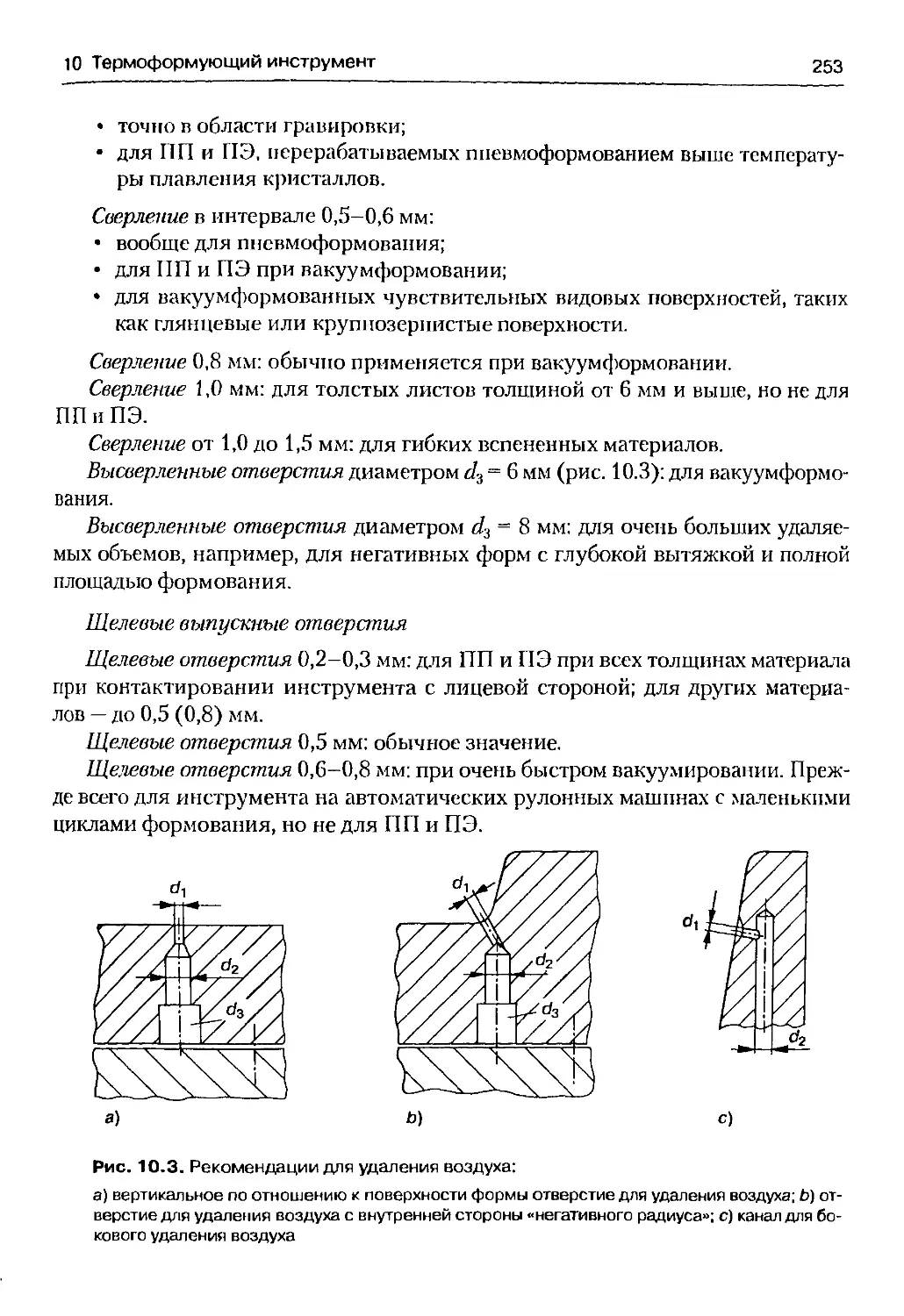
териалов 472.4 Подробно о термопластах для термоформования 482.4.1 Полистирол (стандартный полистирол) 482.4.2 Ударопрочный полистирол 542.4.3 Блок-сополимер стирол-бутадиен-стирол 552.4.4 Ориентированный полистирол 562.4.5 Сополимеры акрилонитрил-бутадиен-стирол 572.4.6 Сополимеры акрилонитрил-стирол-акрилат 582.4.7 Сополимеры стирола с акрилонитрилом 592.4.8 Непластифицированный поливинилхлорид (жесткий). . 602.4.9 Полиэтилен высокой плотности 612.4.10 Полипропилен 622.4.11 Полиметилметакрилат 632.4.12 Полиоксиметилен 652.4.13 Поликарбонат 652.4.14 Полиэфиркарбонат 662.4.15 Полифениленовый эфир (ранее полифениленоксид) . . 672.4.16 Полиамид 672.4.17 Полиэтилентерефталат аморфный 682.4.18 Полиэтилентерефталат некристаллизующийся 702.4.19 Полиэтилентерефталат кристаллизующийся 712.4.20 Полисульфоп 722.4.21 Полиэфирсульфон 732.4.22 Сополимер акрилонитрил/метакрилат/бутаднен 732.4.23 Производные целлюлозы . 742.4.24 Диацетат целлюлозы (CdA) 752.4.25 Поливинилиденфторид 752.4.26 Полиэфиримид 763 Основные принципы и термины, применяемые в термоформовании 773.1 Станция формования 773.2 Позитивное и негативное формование 773.3 Конечное давление формования 803.4 Площадь формования, площадь вытяжки, зажимной фланец. . 823.5 Поперечное сечение выпускных отверстий, просверленные отвер¬
стия, щели, щелевые выпускные отверстия 83
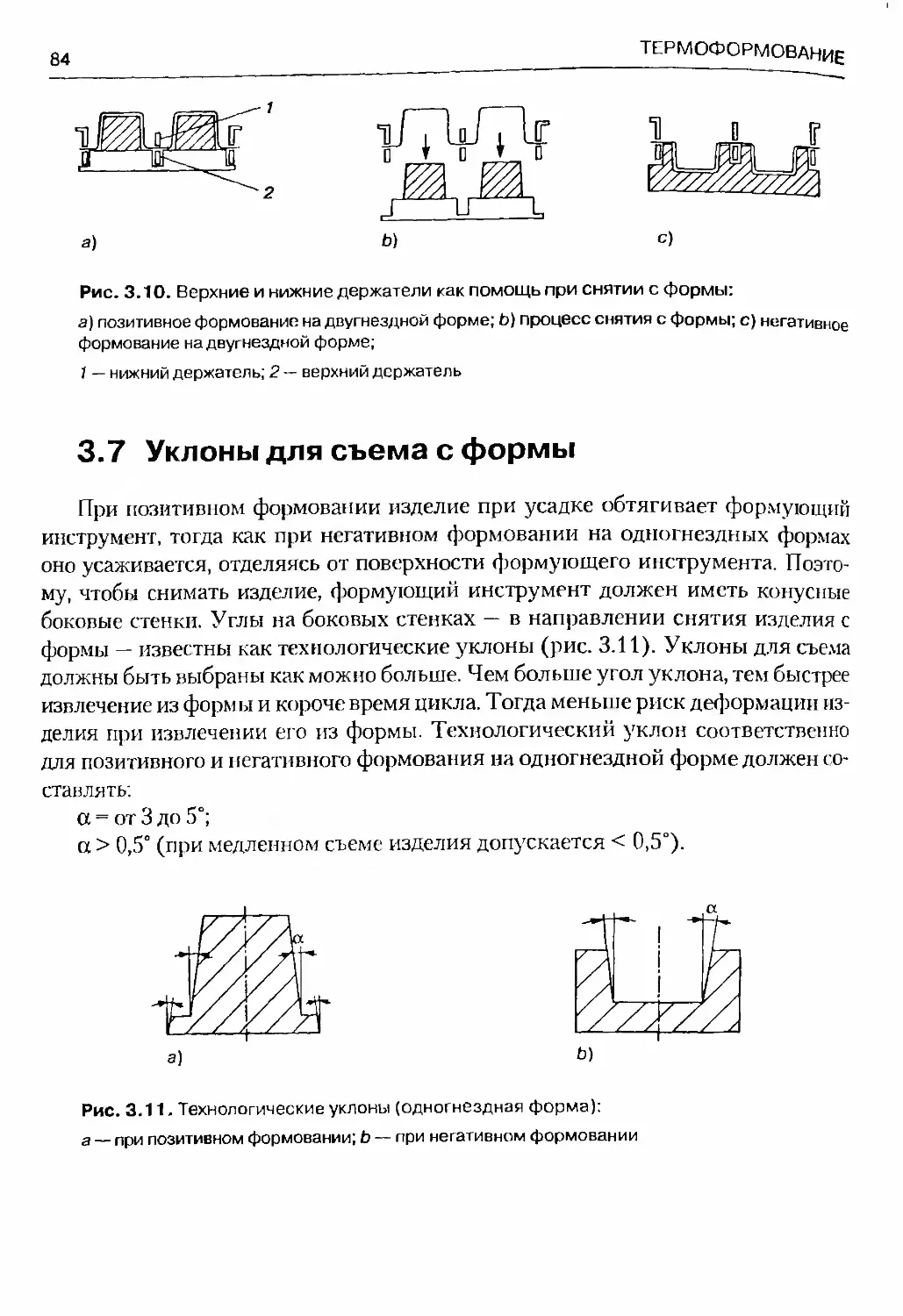
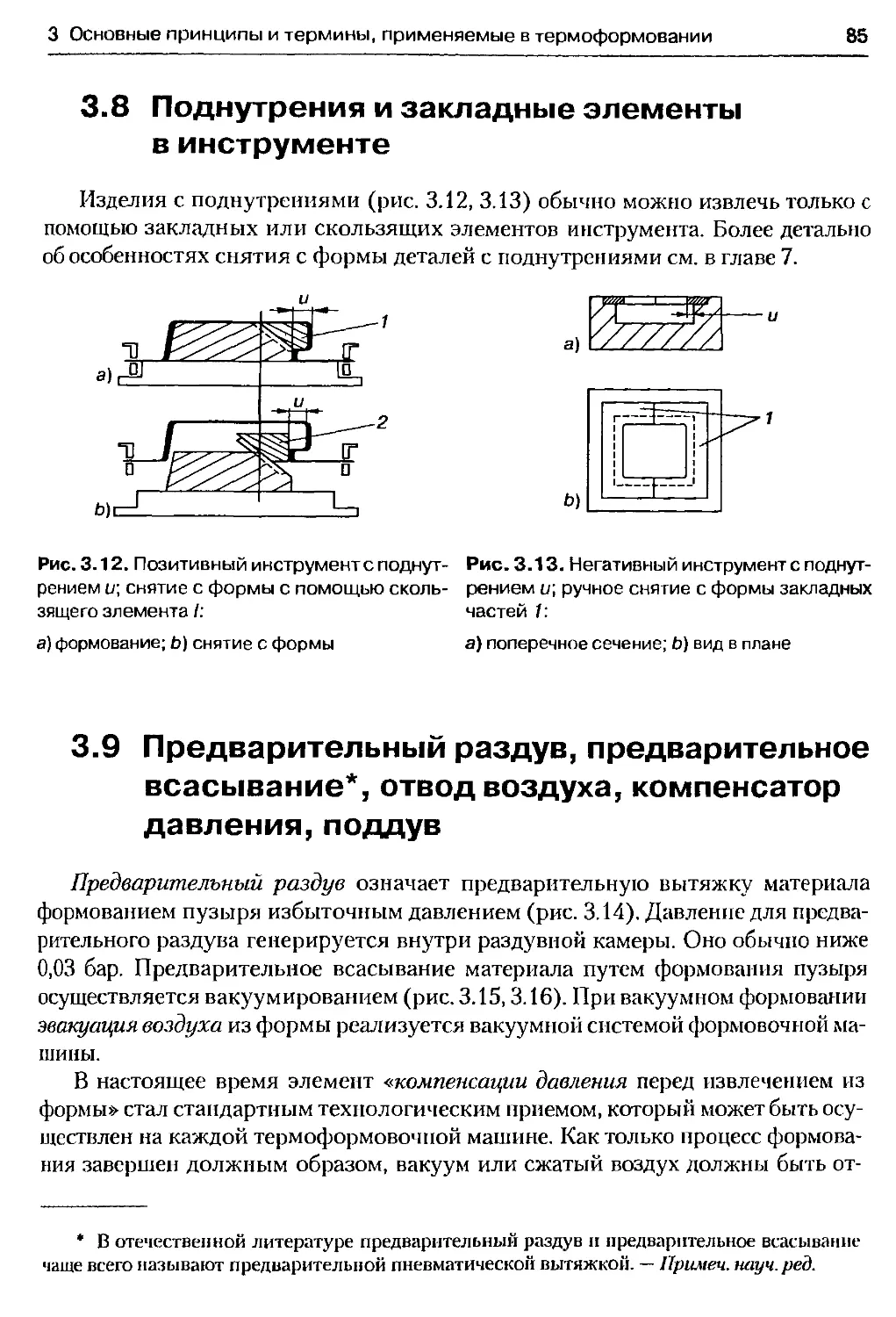
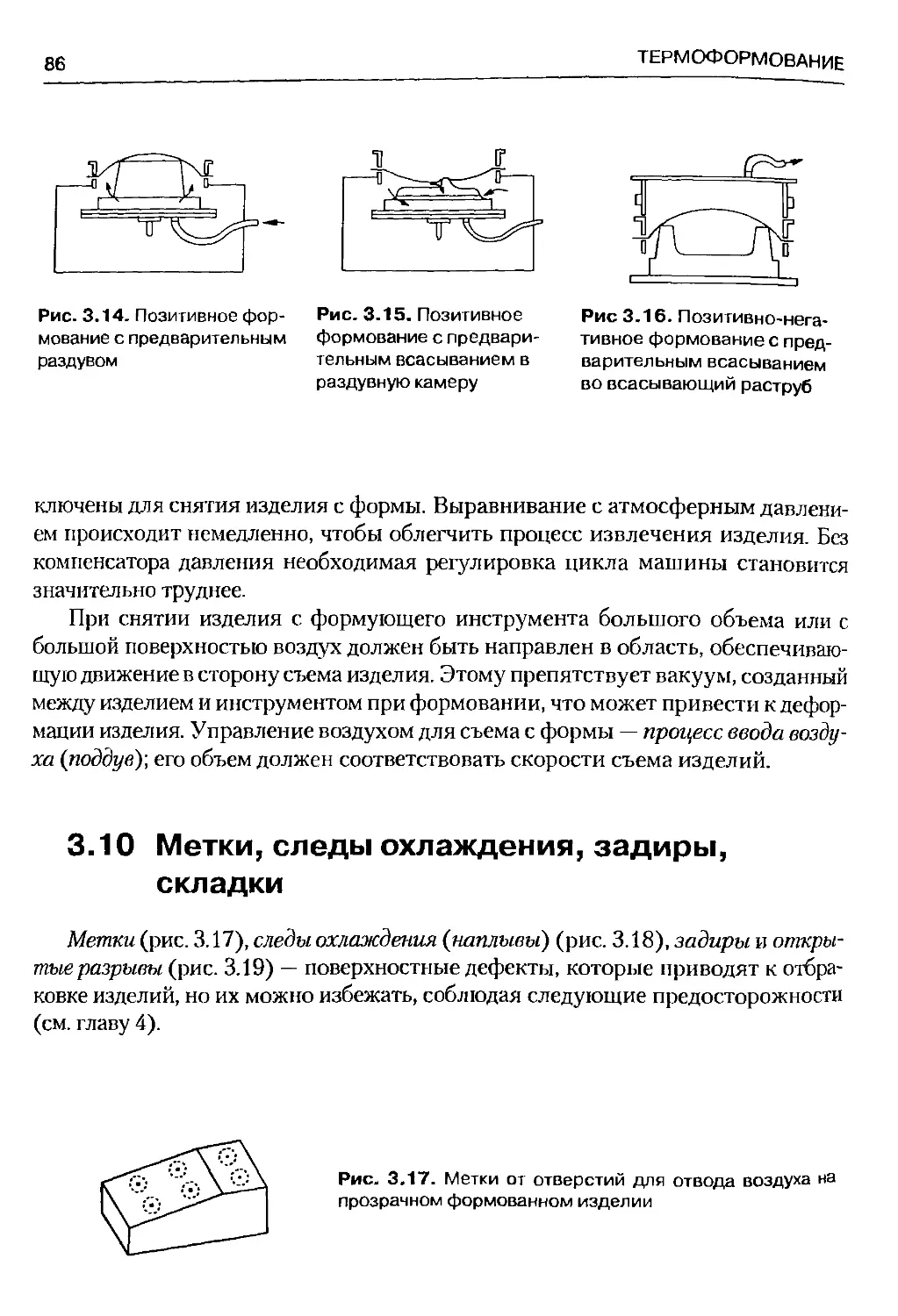
Содержание73.6 Нижние и верхние держатели 833.7 Уклоны для съема с формы 843.8 Поднутрения и закладные элементы в инструменте 853.9 Предварительный раздув, предварительное всасывание, отвод воздуха,
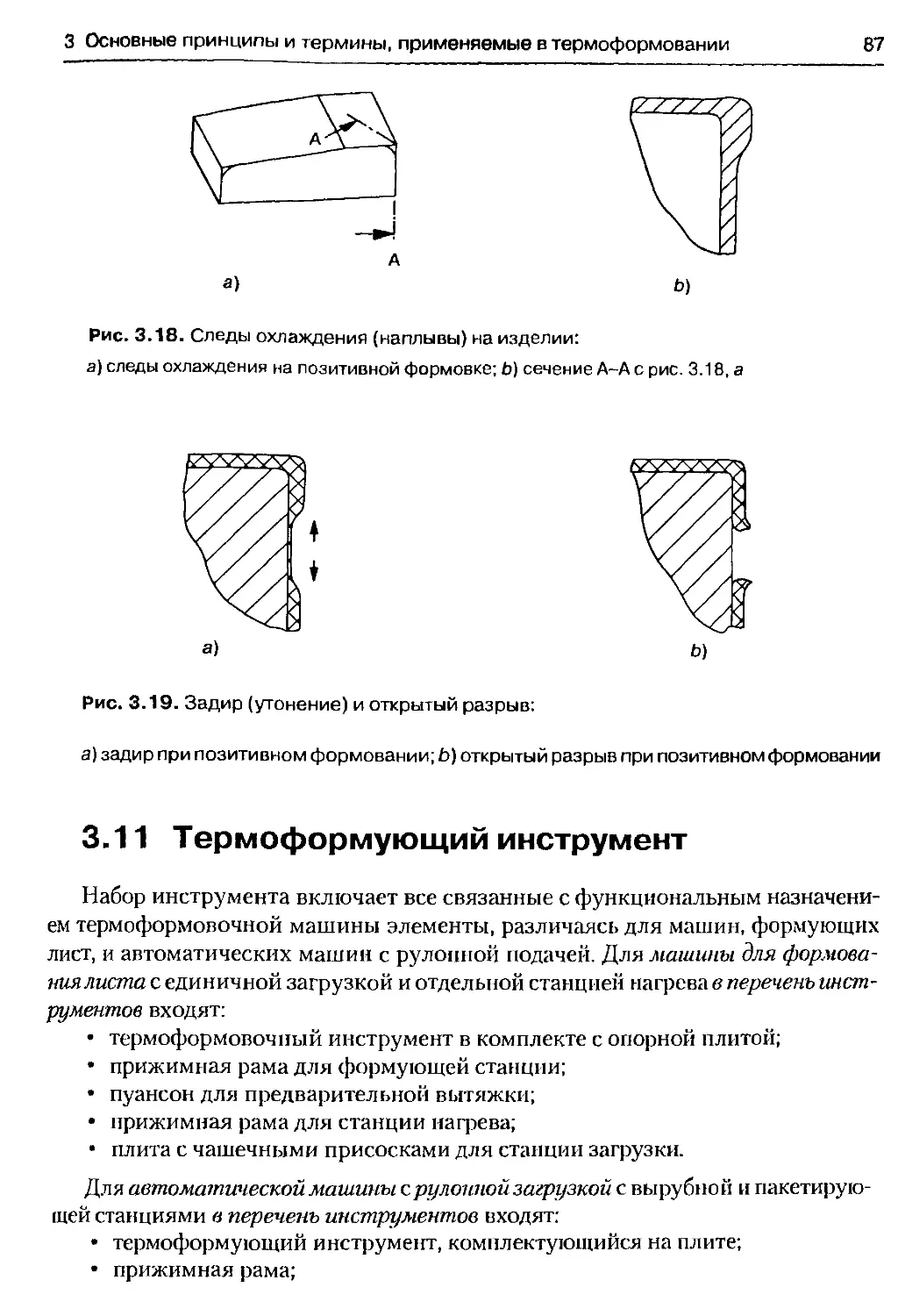
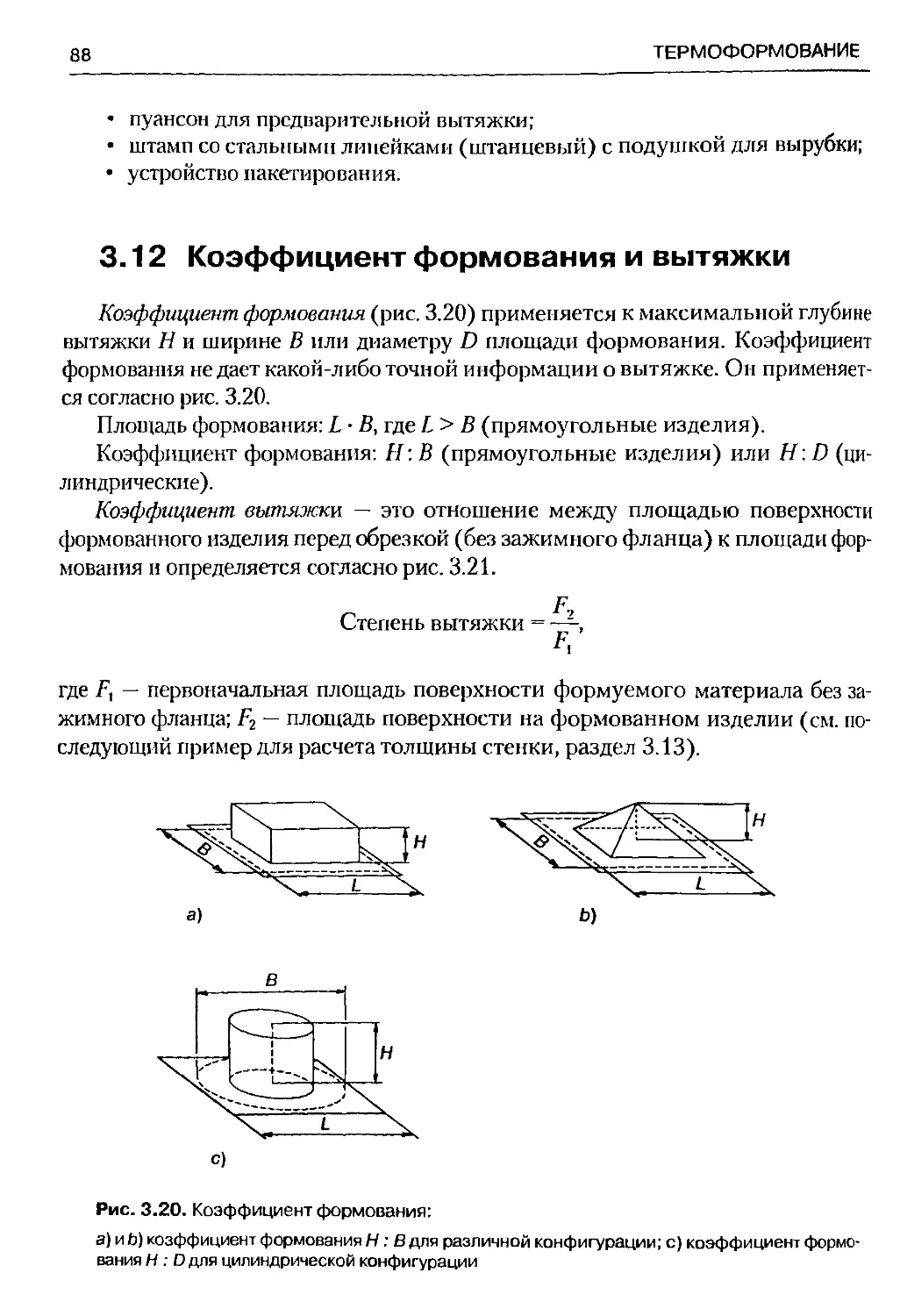
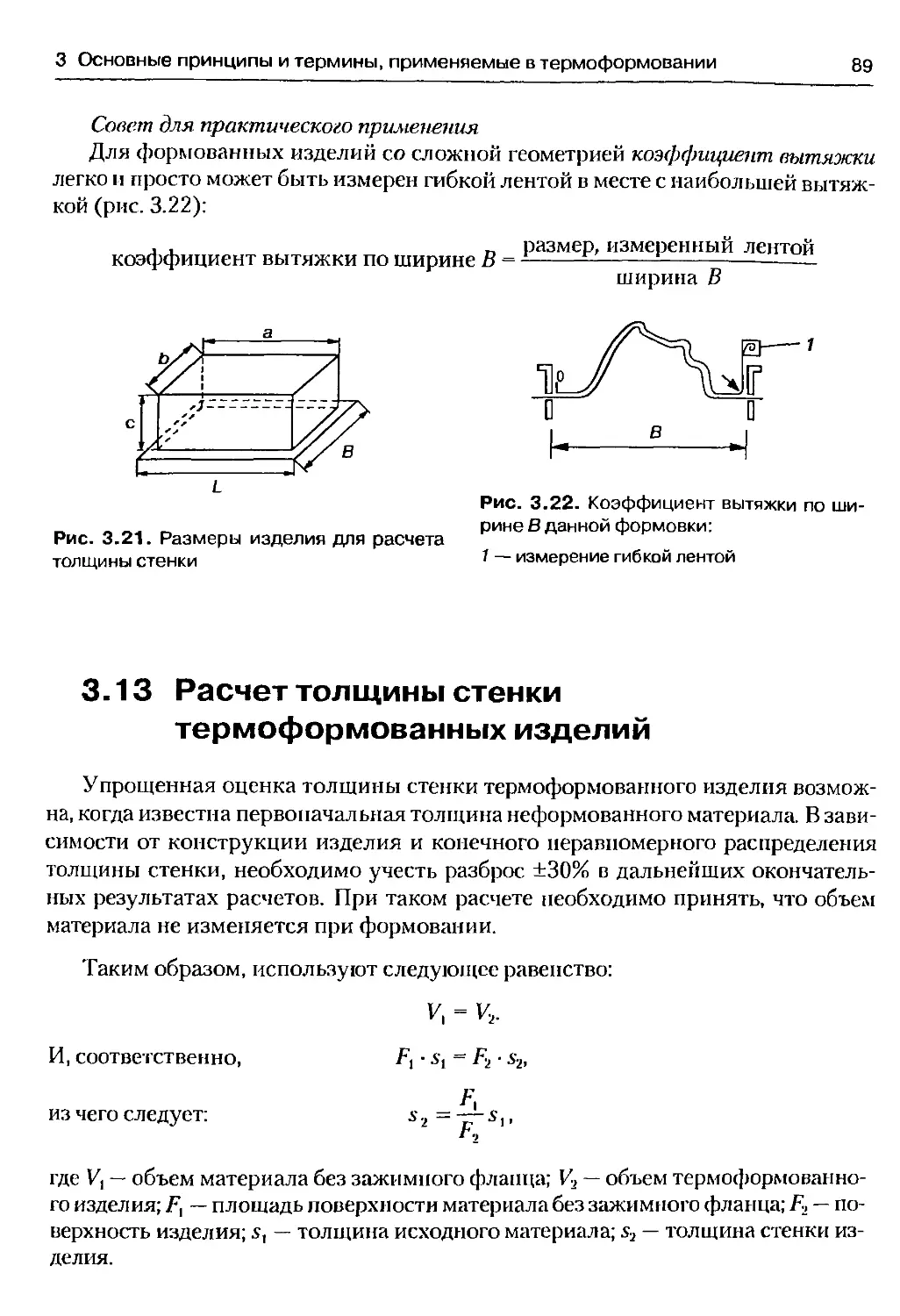
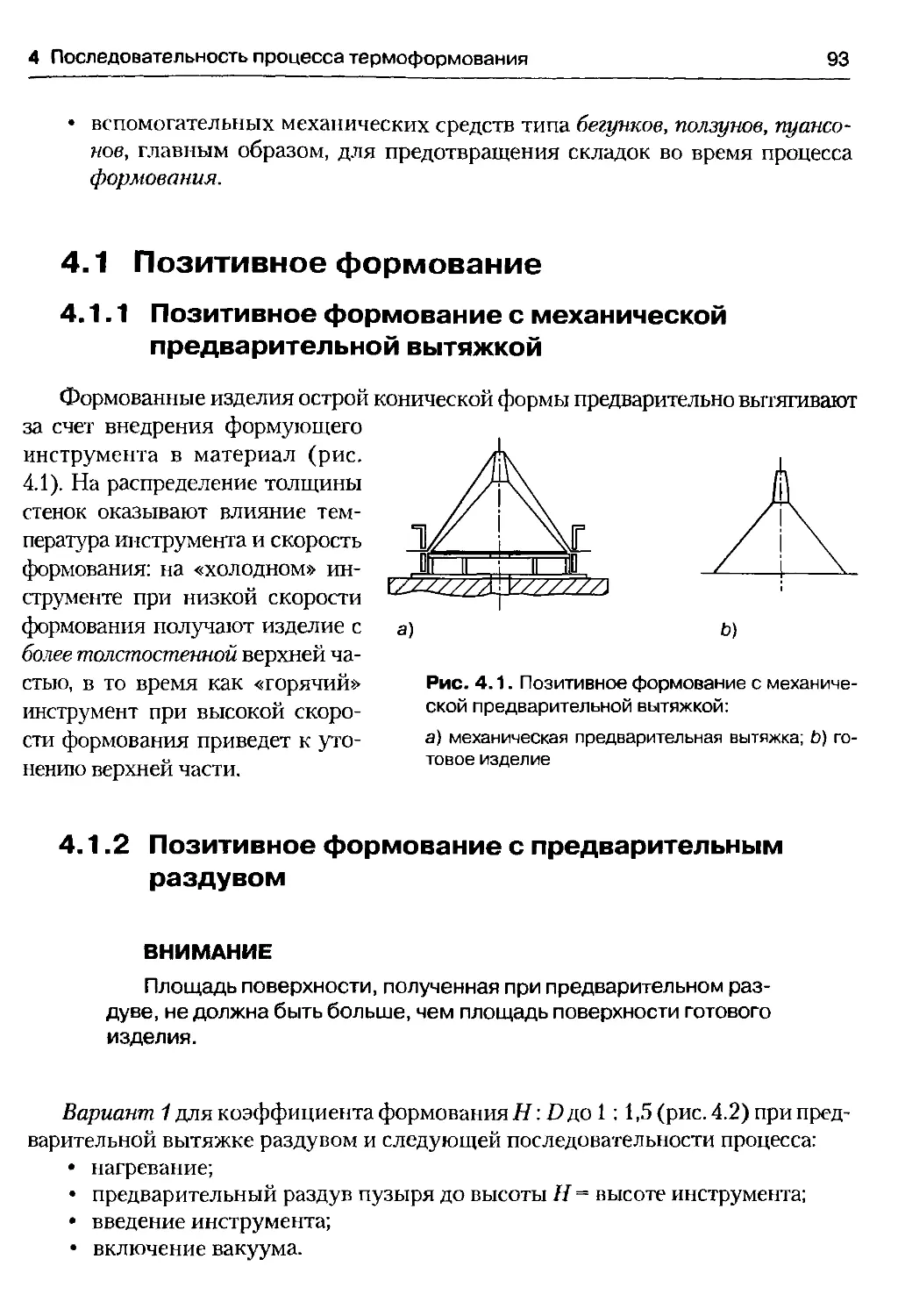
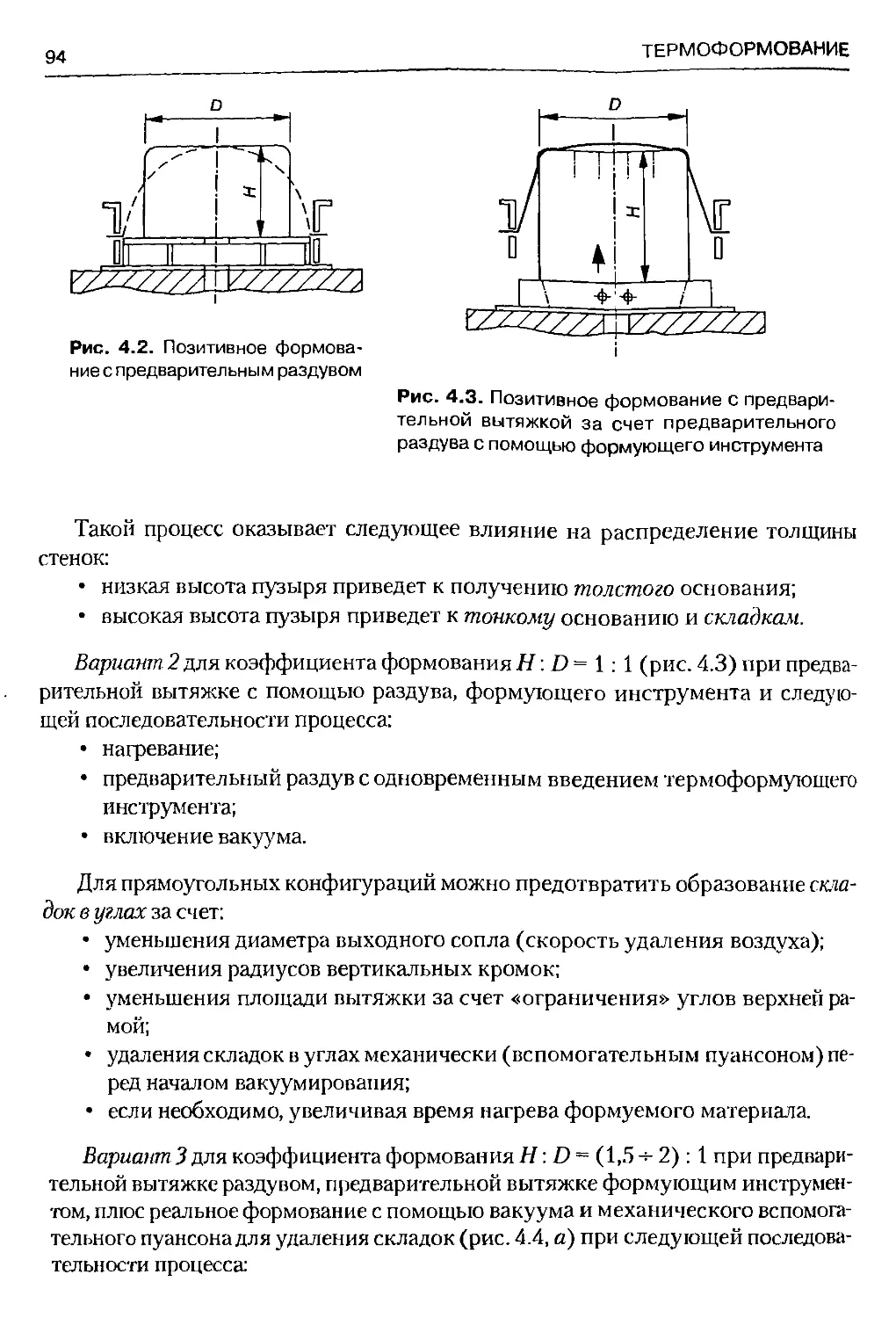
компенсатор давления, поддув 853.10 Метки, следы охлаждения, задиры, складки 863.11 Термоформующий инструмент 873.12 Коэффициент формования и вытяжки 883.13 Расчет толщины стенки термоформованных изделий 893.14 Усадка и деформация термоформованных изделий 914 Последовательность процесса термоформования 924.1 Позитивное формование 934.1.1 Позитивное формование с механической предварительной
вытяжкой 934.1.2 Позитивное формование с предварительным раздувом . . 934.1.3 Позитивное формование с предварительным раздувом и
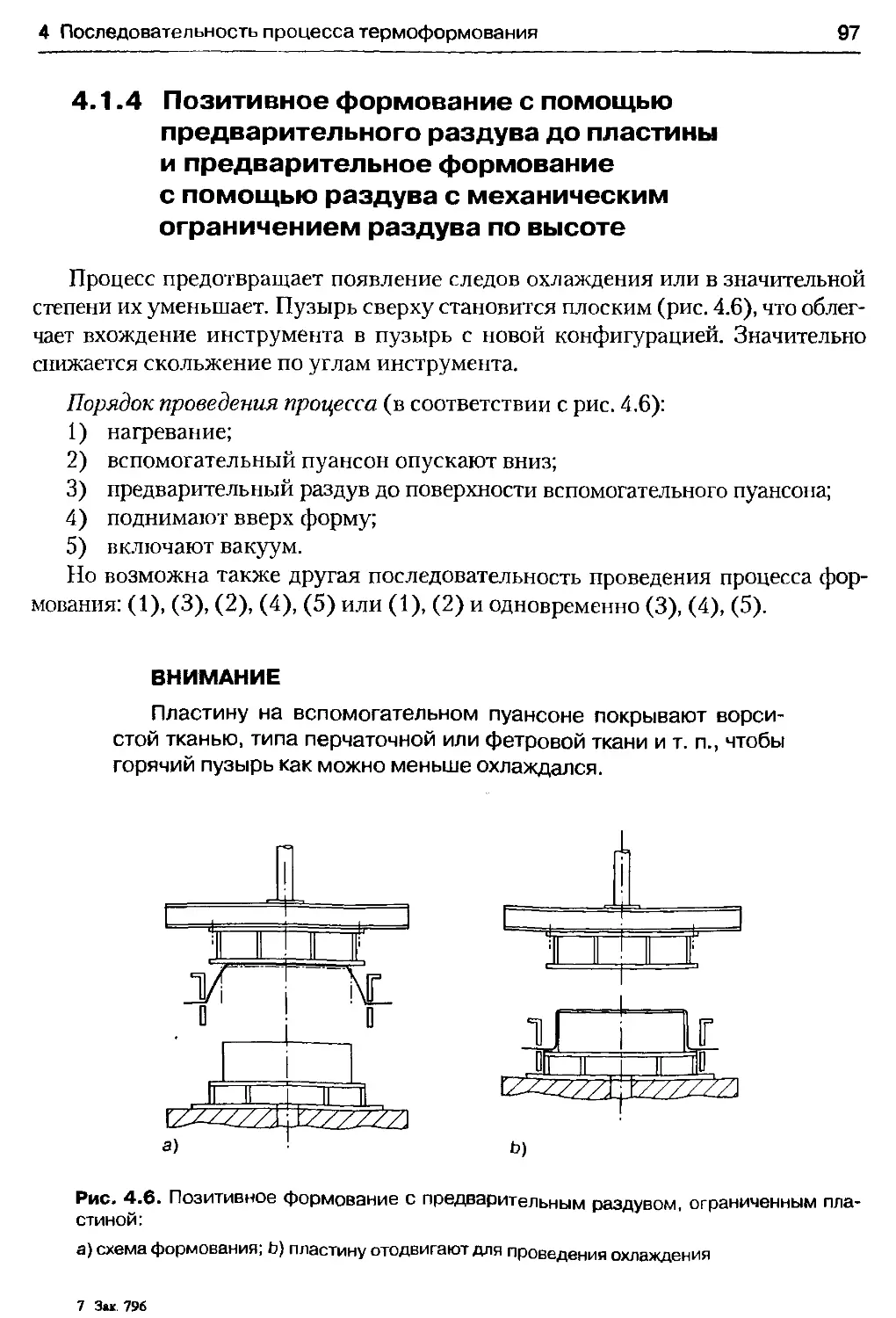
соплами для обдува углов 964.1.4 Позитивное формование с помощью предварительного раз¬
дува до пластины и предварительное формование с помощью
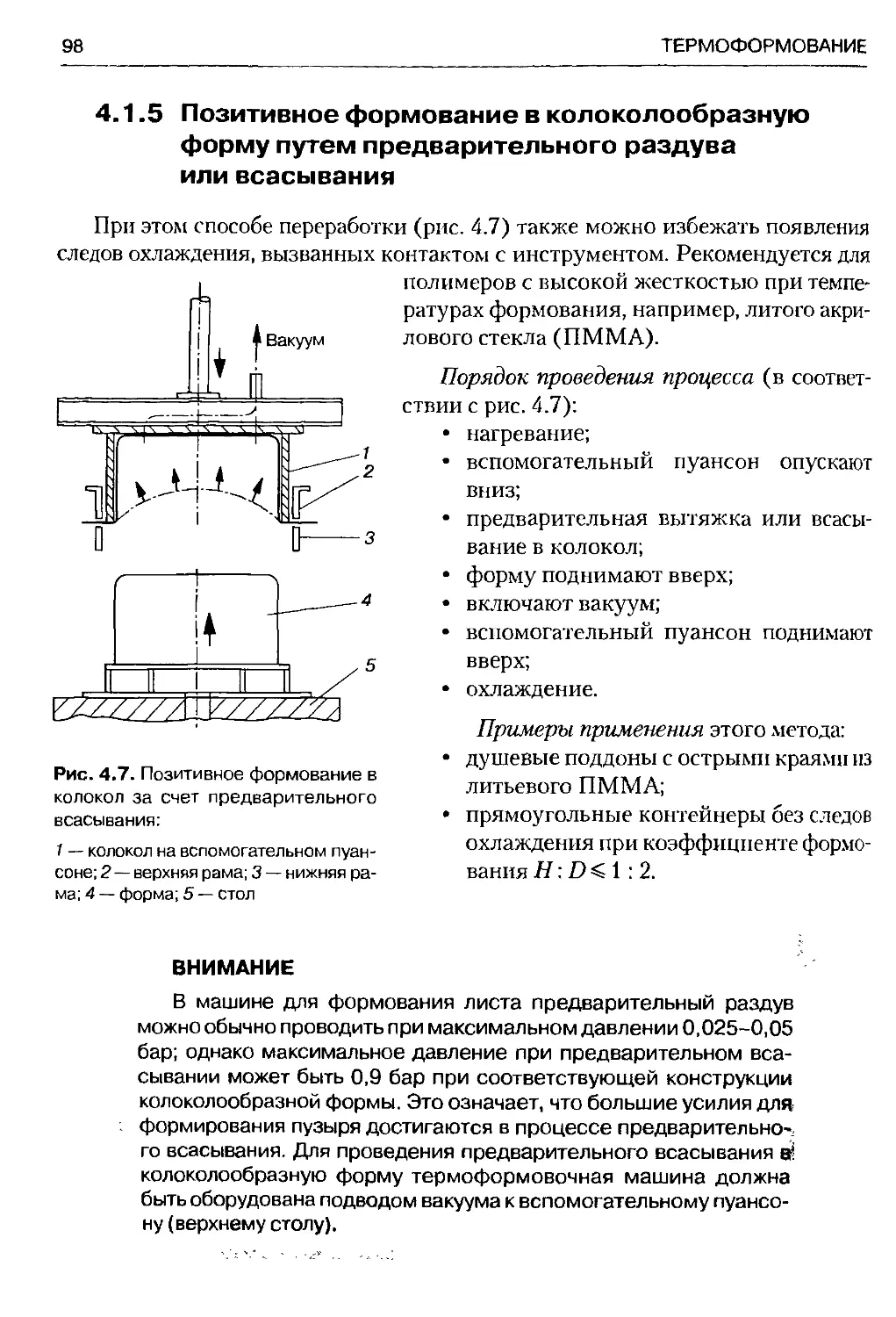
раздува с механическим ограничением раздува по высоте 974.1.5 Позитивное формование в колоколообразную форму путем
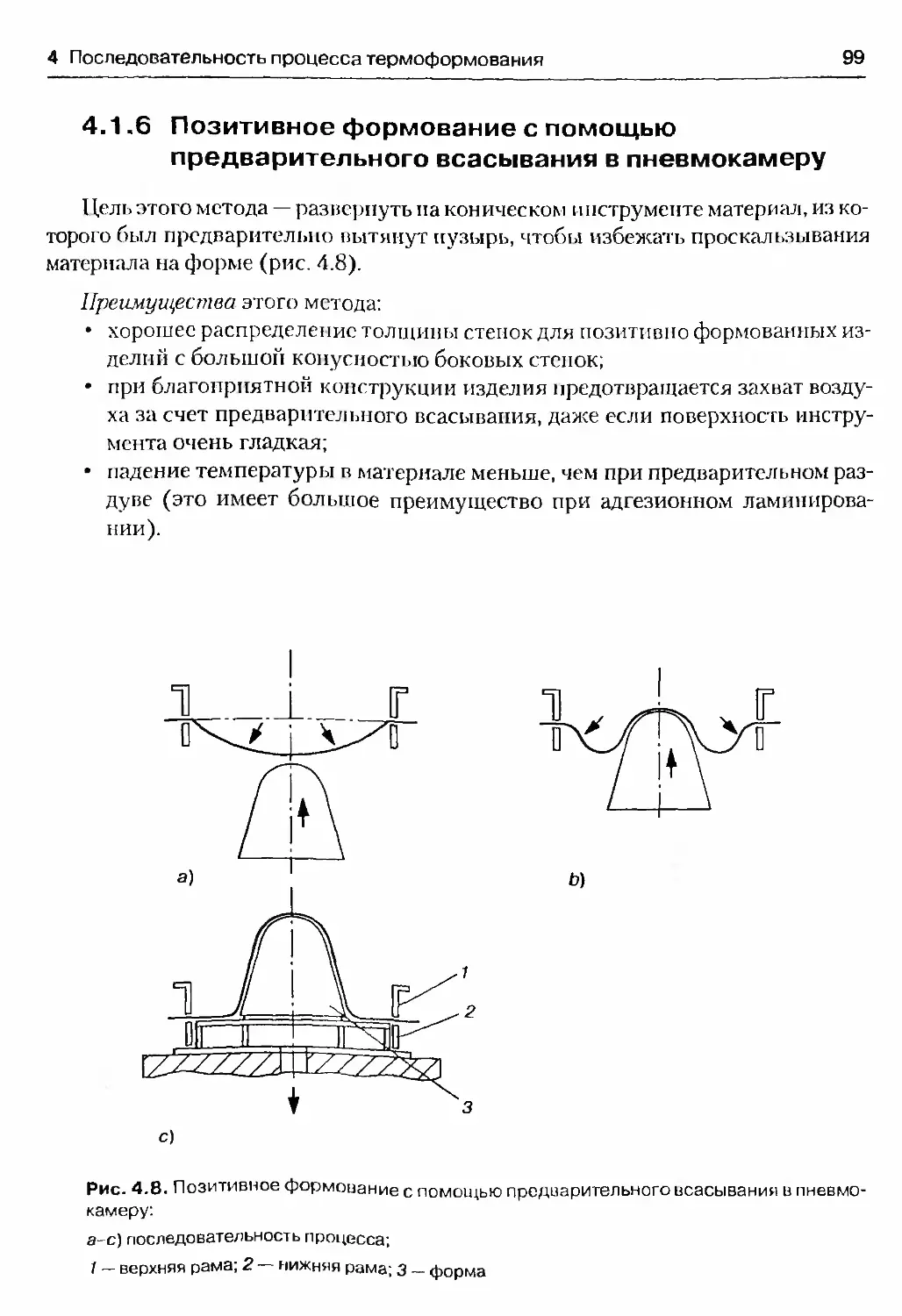
предварительного раздува или всасывания . . 984.1.6 Позитивное формование с помощью предварительного всасы¬
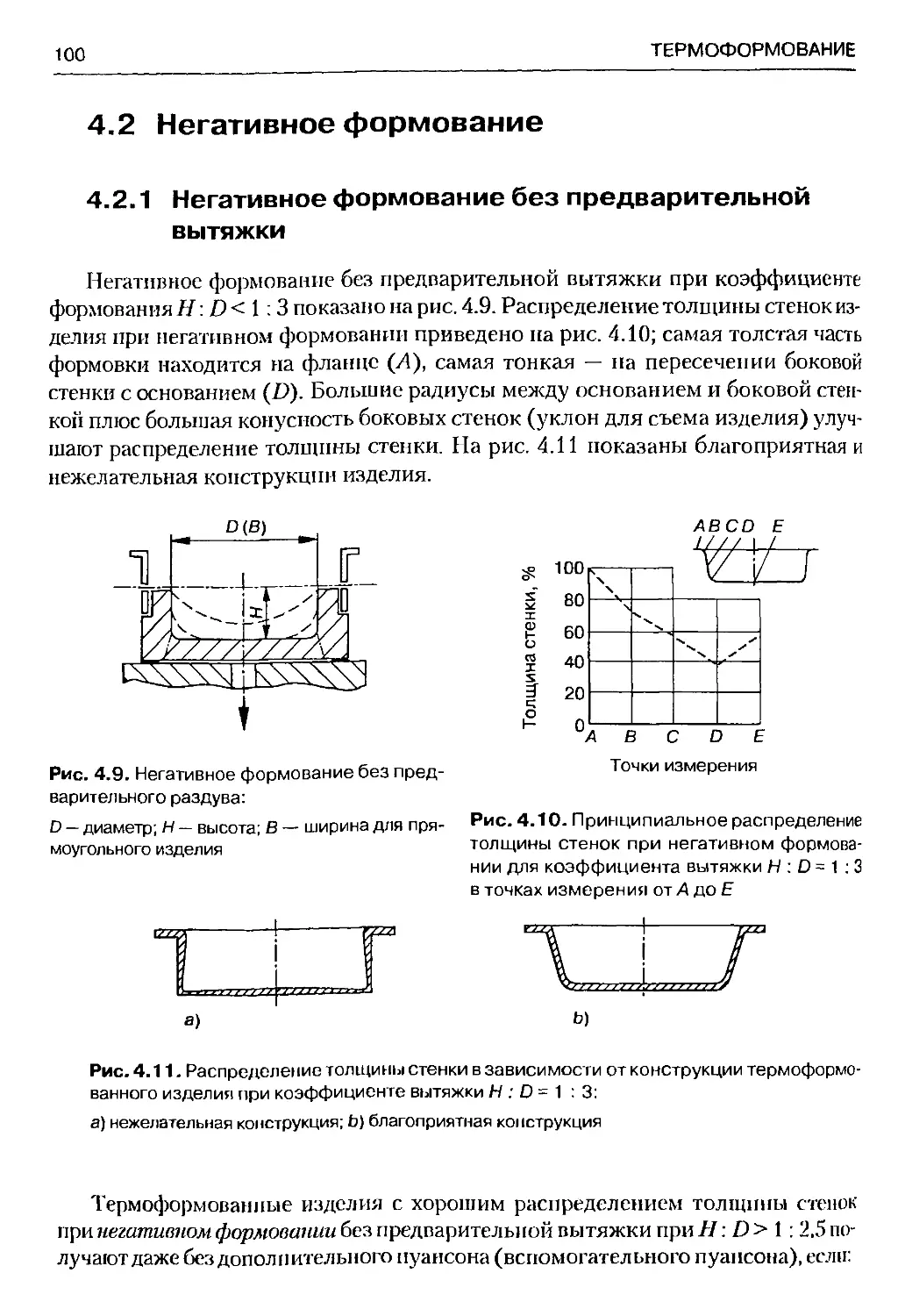
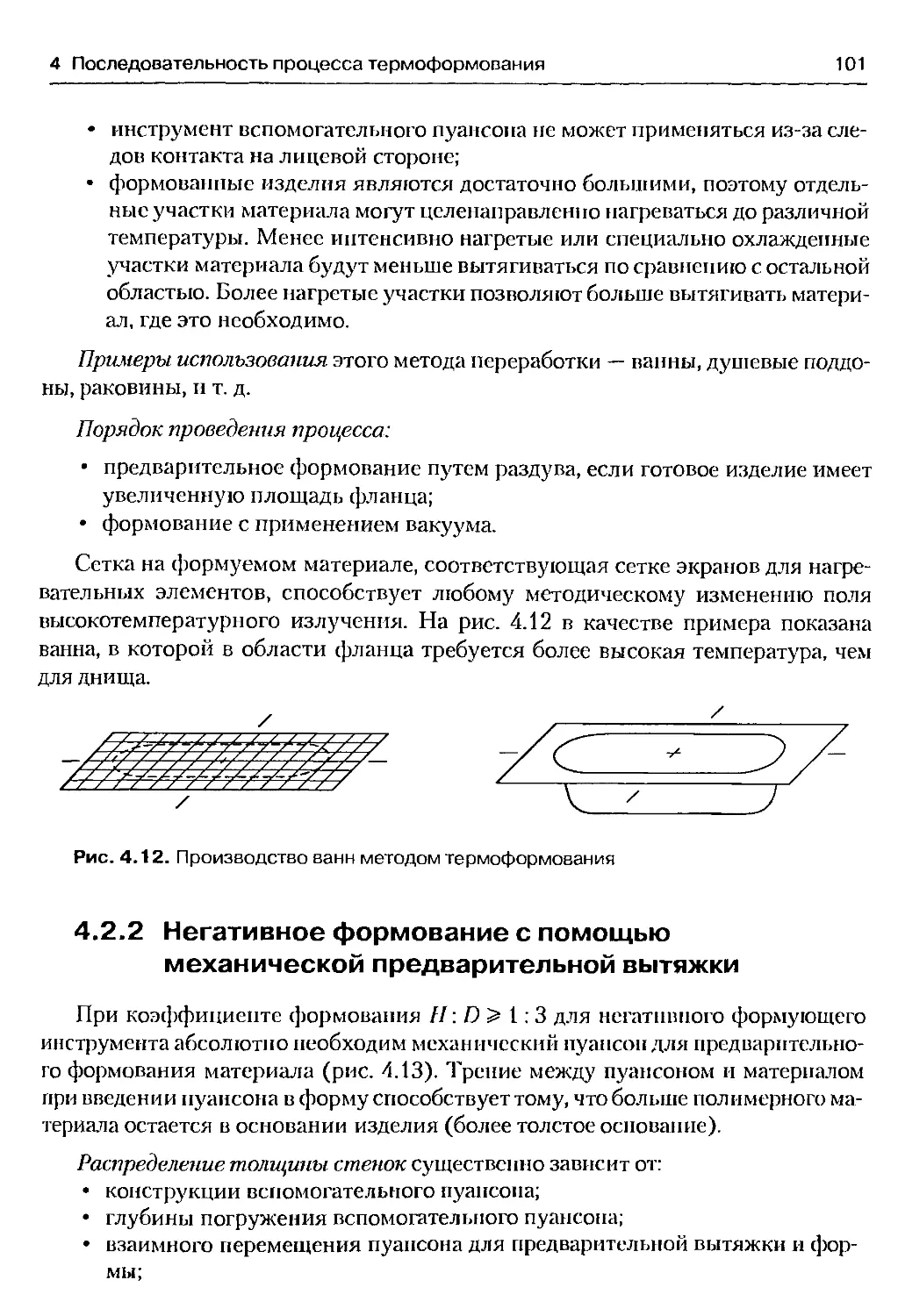
вания в пневмокамеру 994.2 Негативное формование 1004.2.1 Негативное формование без предварительной вытяжки . 1004.2.2 Негативное формование с помощью механической предвари¬
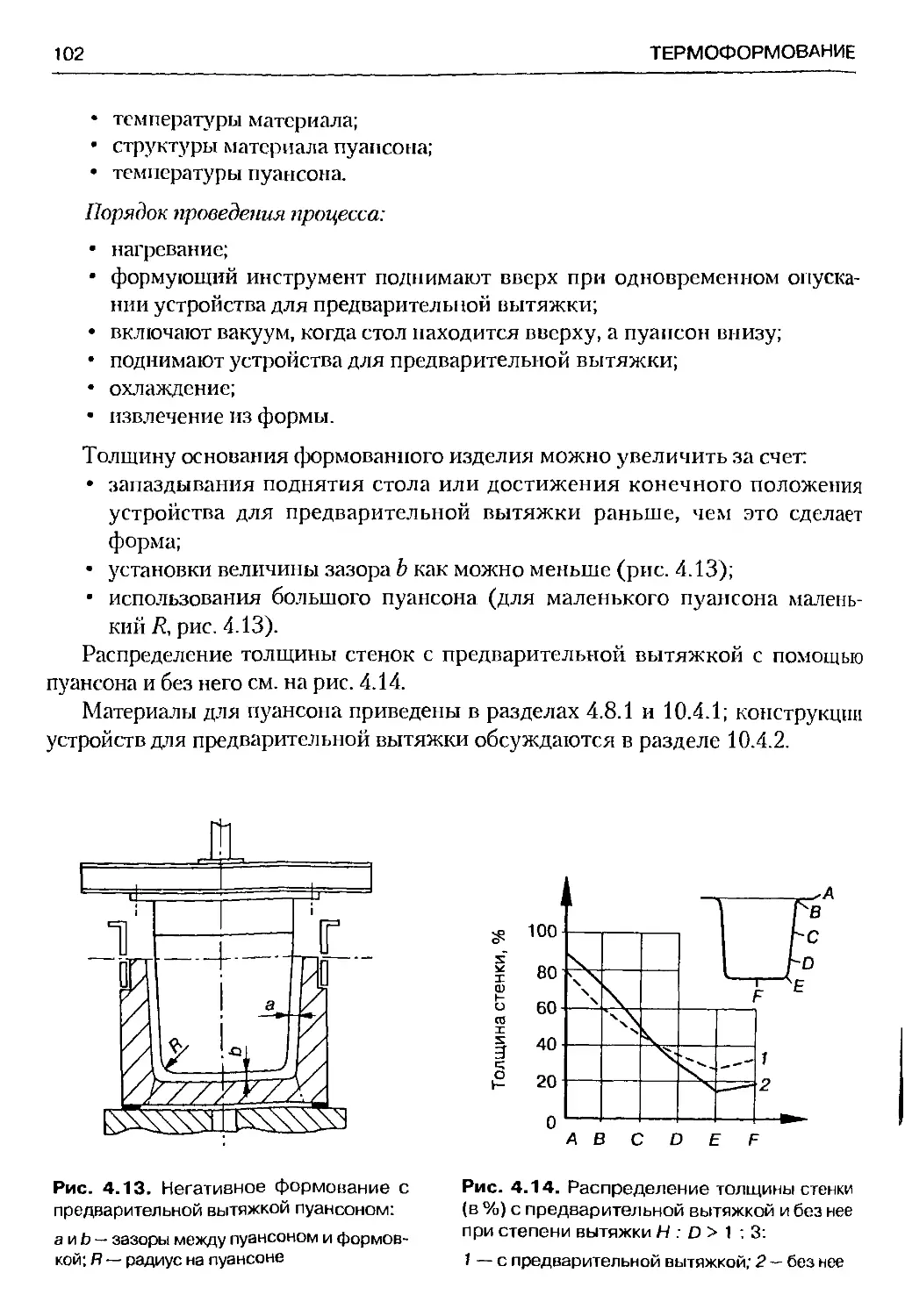
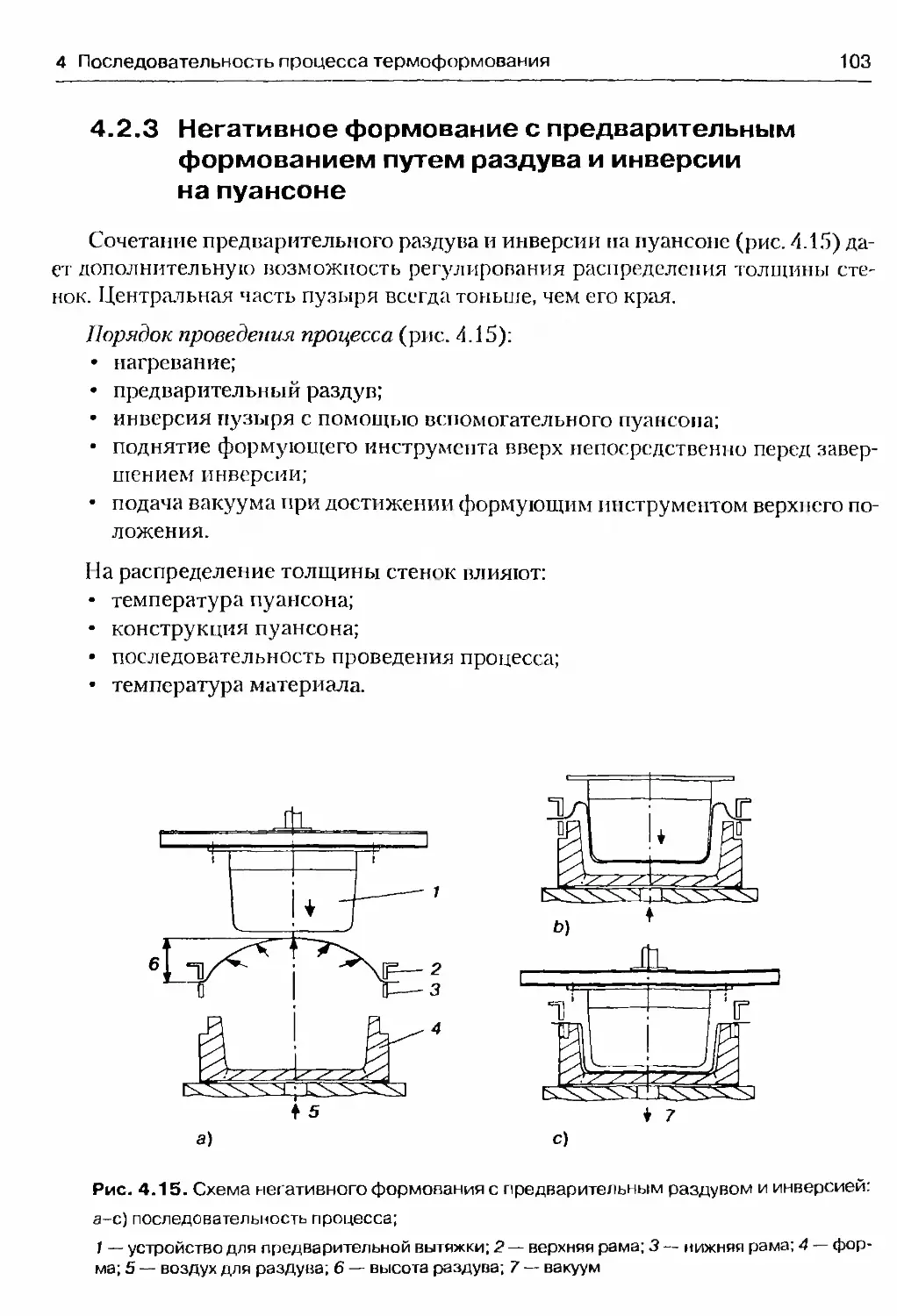
тельной вытяжки 1014.2.3 Негативное формование с предварительным формованием
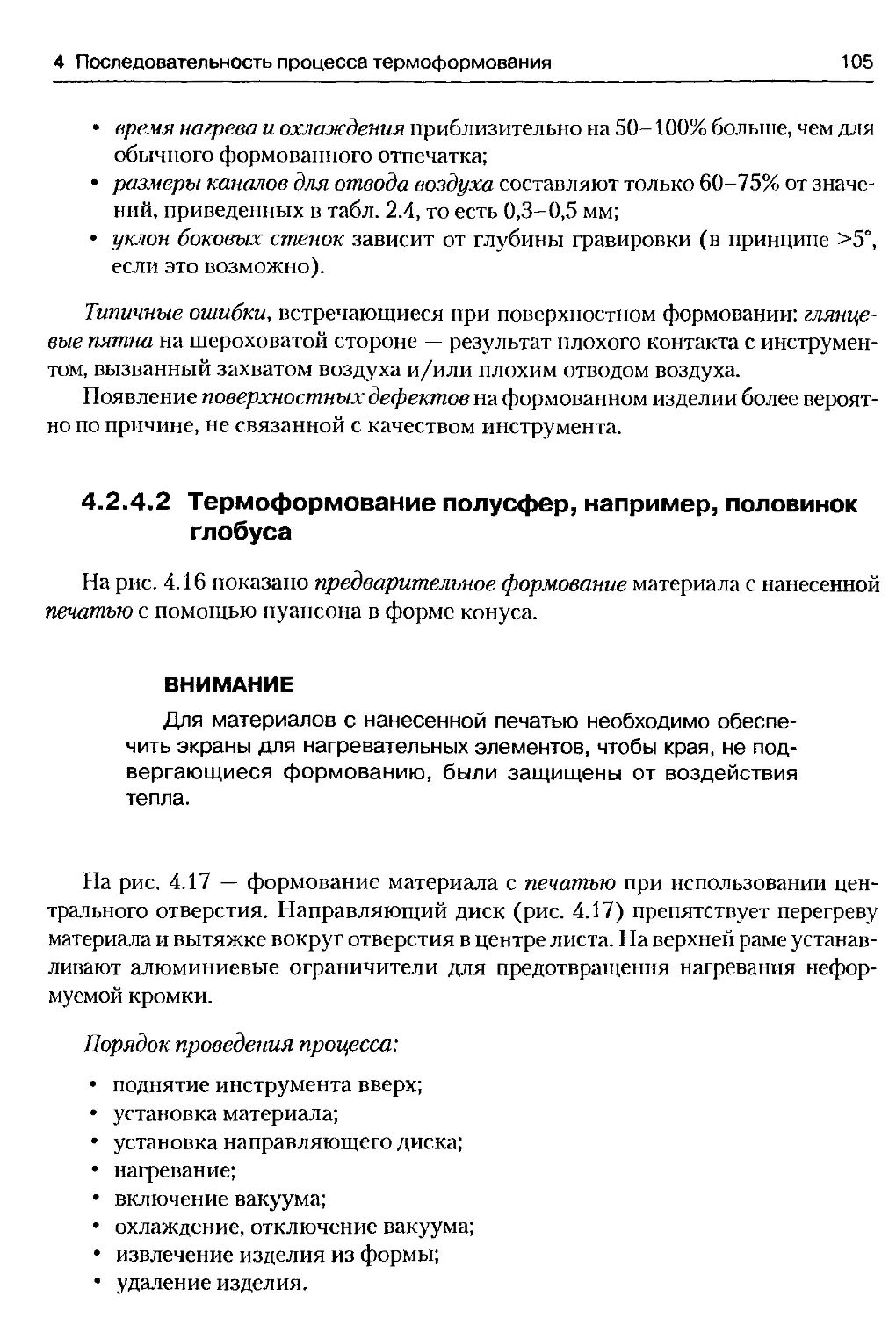
путем раздува и инверсии па пуансоне 1034.2.4 Специальные процессы при негативном формовании . . . 1044.2.4.1 Воспроизведение структуры поверхности формую¬
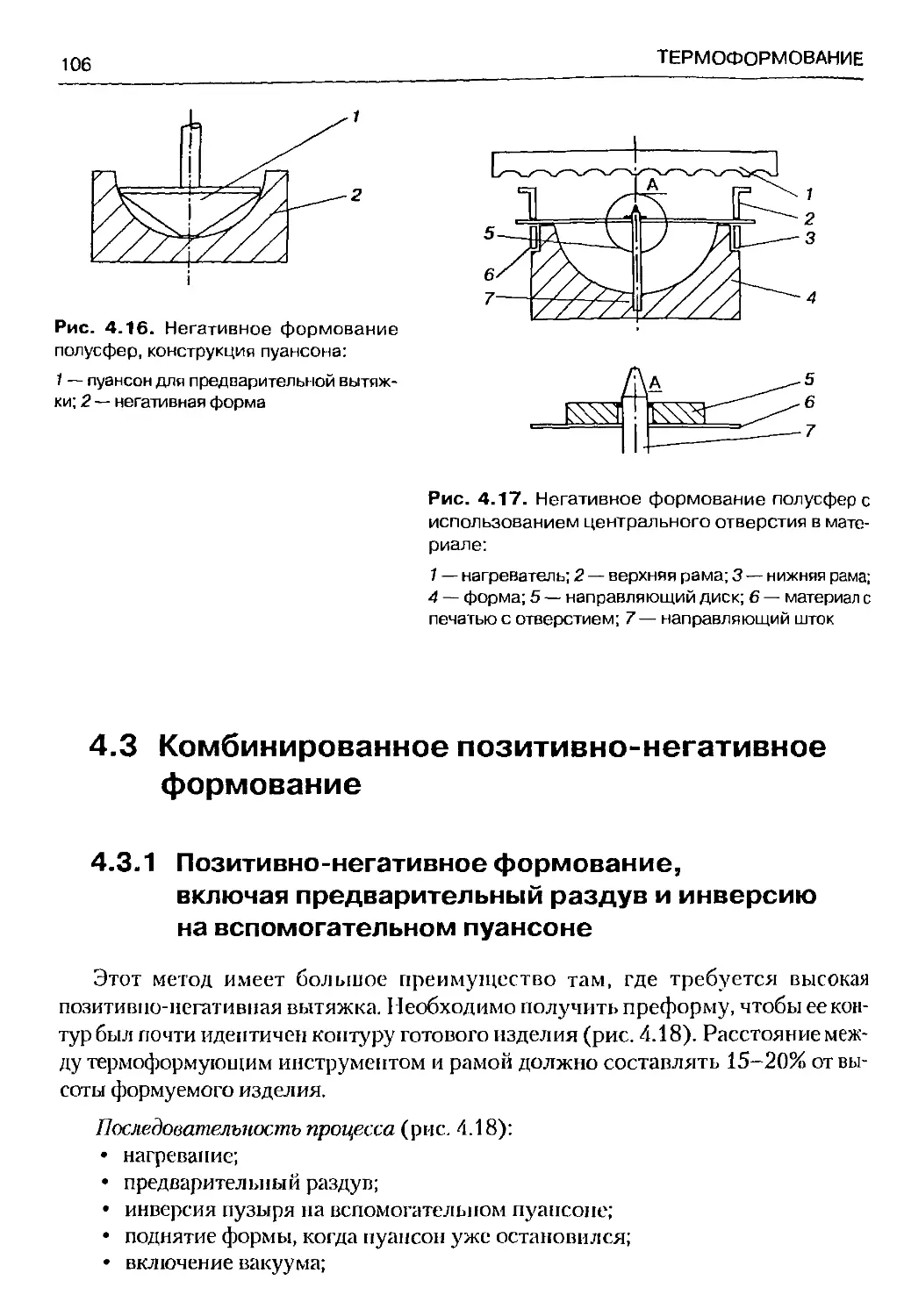
щего инструмента 1044.2.4.2 Термоформоваиие полусфер, например, половинок
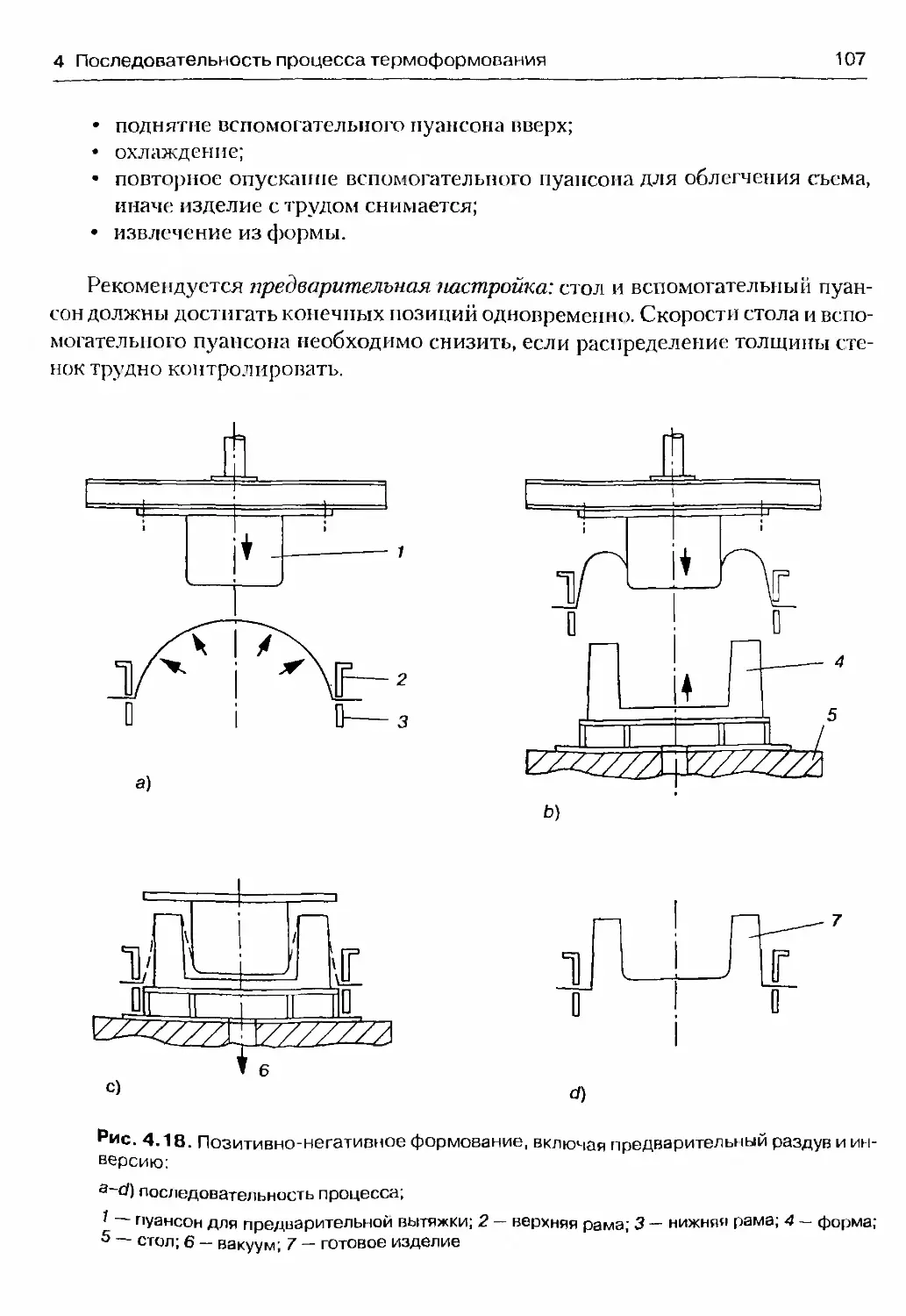
глобуса 1054.3 Комбинированное позитивно-негативное формование 1064.3.1 Позитивно-негативное формование, включая предваритель¬
ный раздув и инверсию на вспомогательном пуансоне . . 106
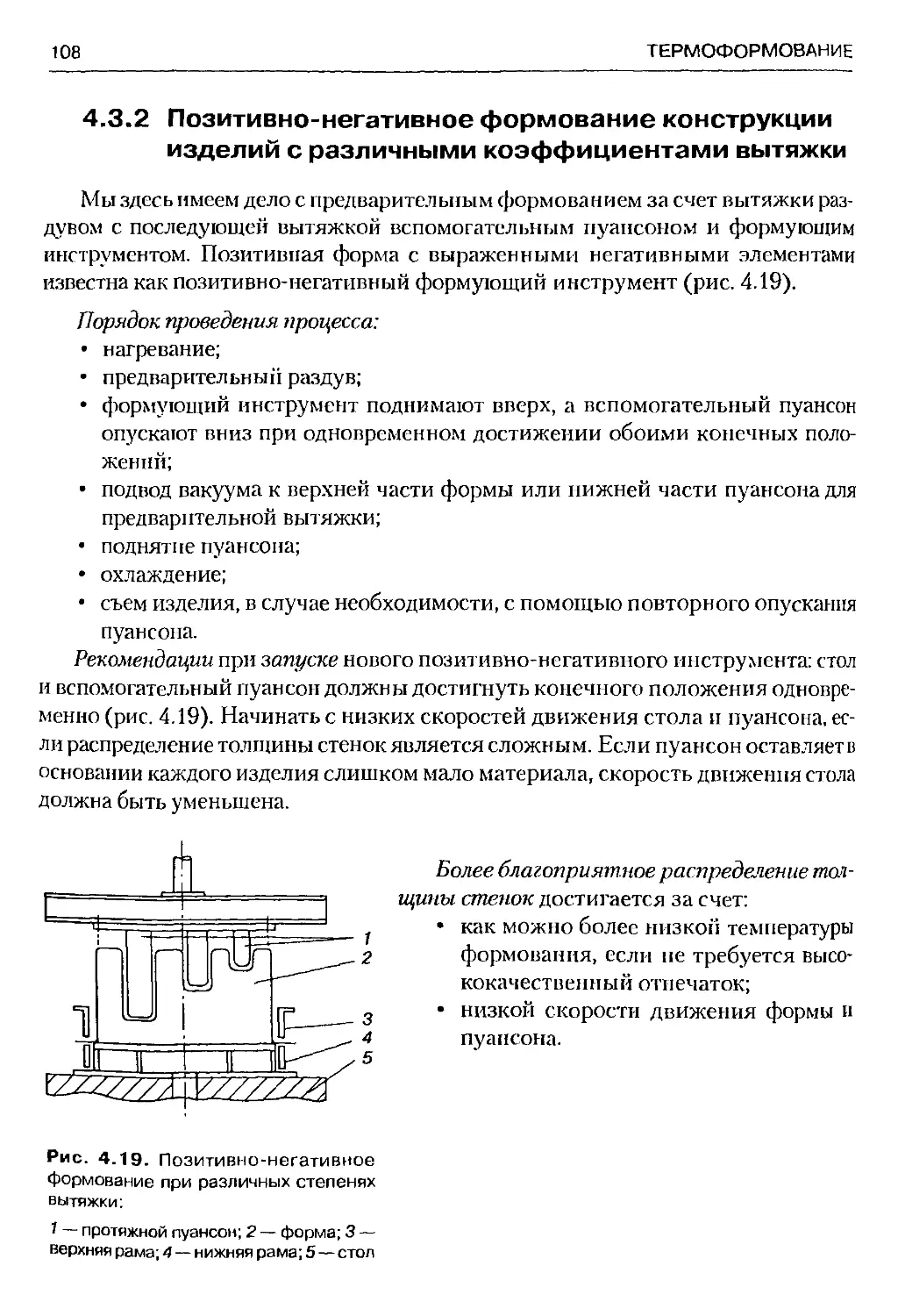
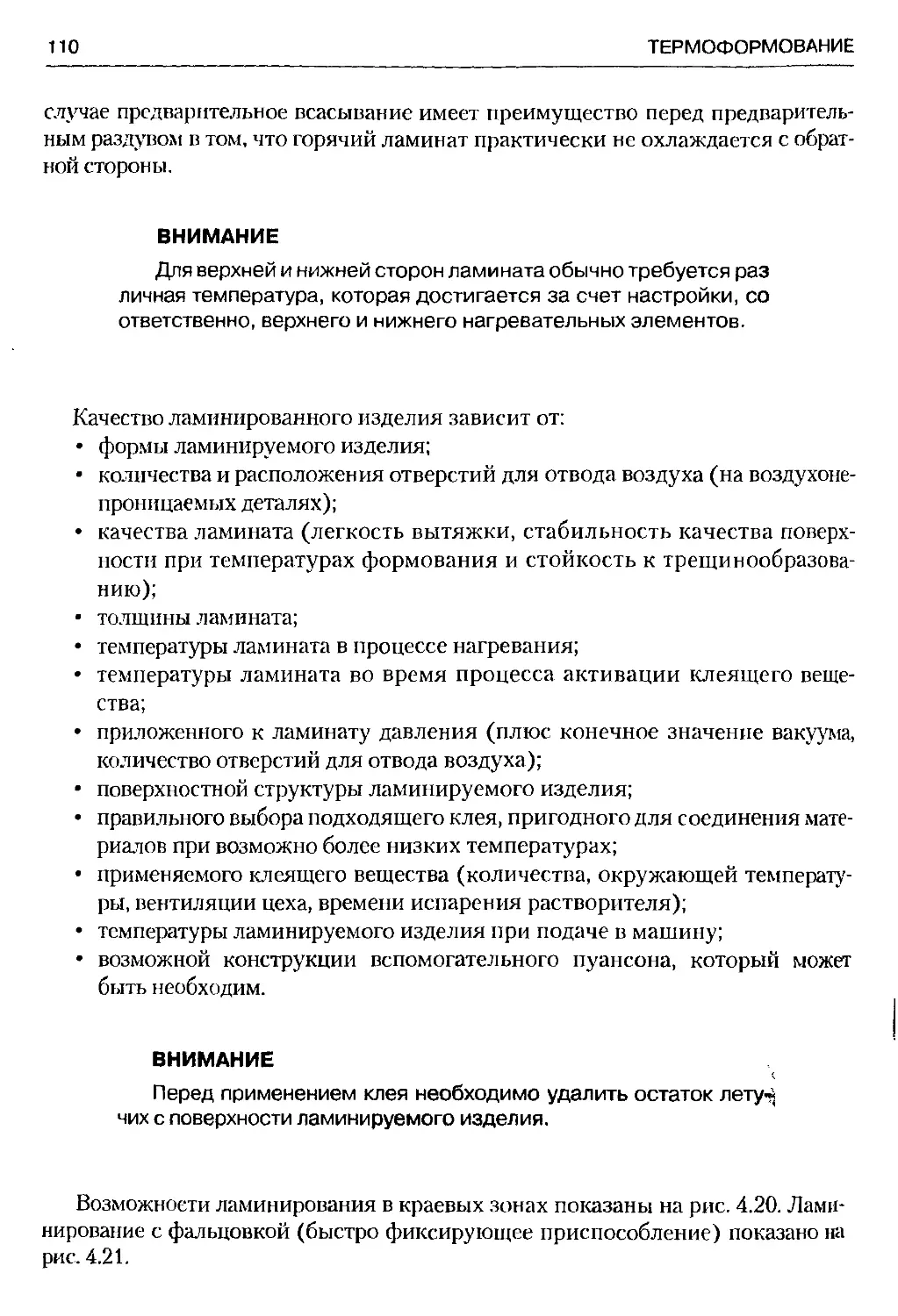
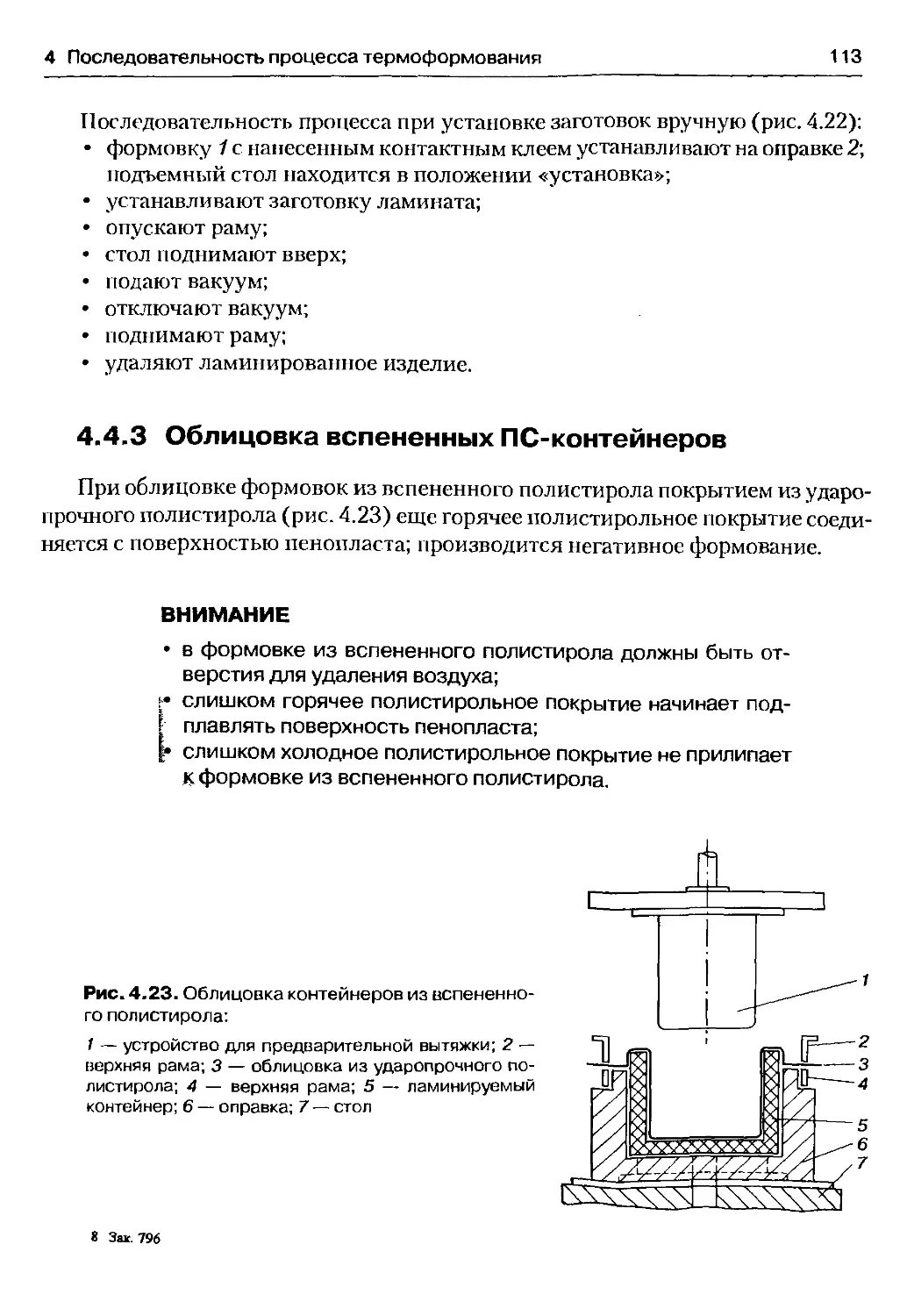
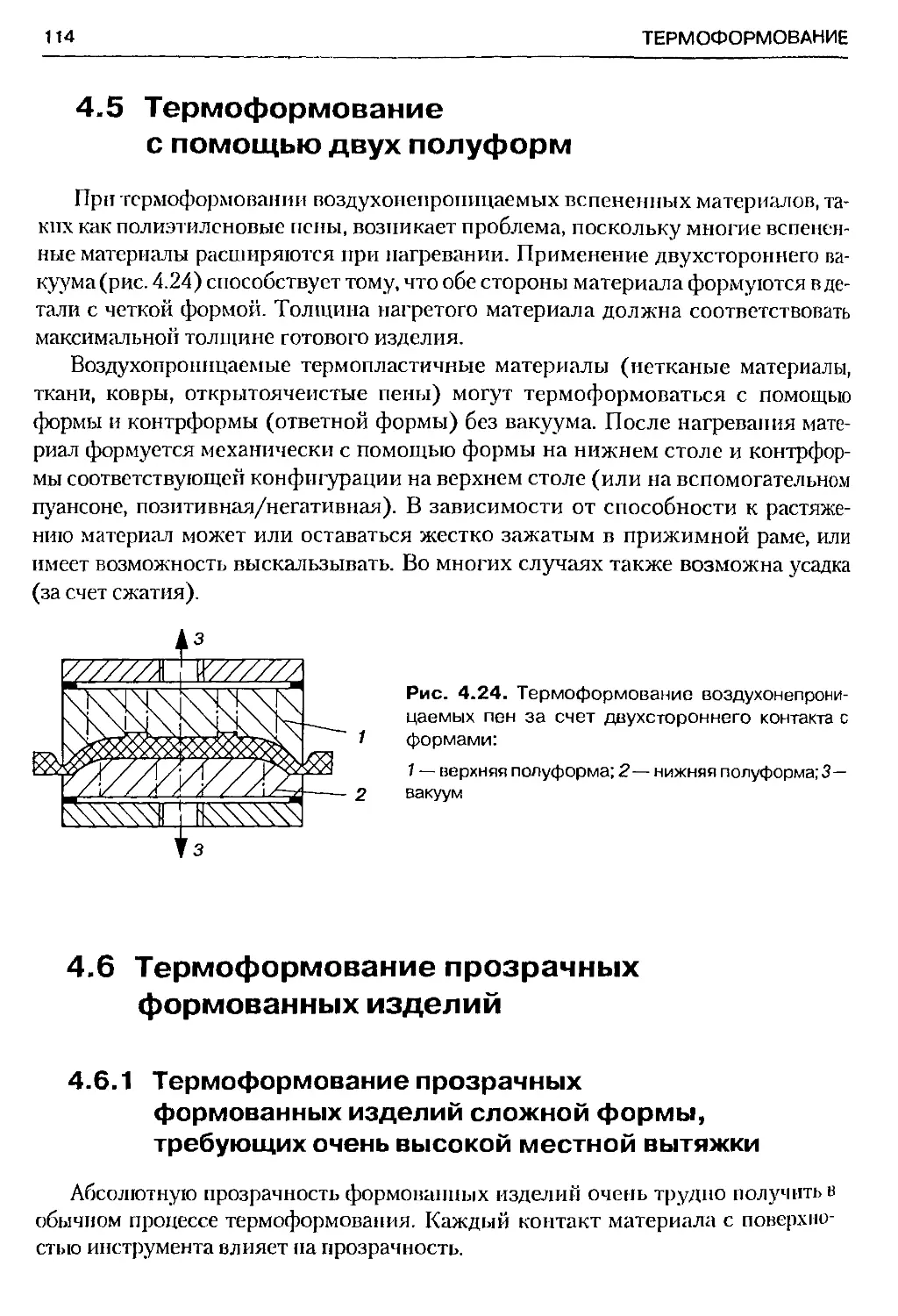
8ТЕРМОФОРМОВАНИЕ4.3.2 Позитивно-негативное формование конструкции изделий сразличными коэффициентами вытяжки 1084.4 Ламинирование и облицовка 1094.4.1 Ламинирование воздухонепроницаемыми материалами . 1094.4.2 Ламинирование воздухопроницаемыми материалами. . . 1124.4.3 Облицовка вспененных ПС-контейнеров 1134.5 Термоформование с помощью двух полу форм 1144.6 Термоформование прозрачных формованных изделий 1144.6.1 Термоформование прозрачных формованных изделий слож¬
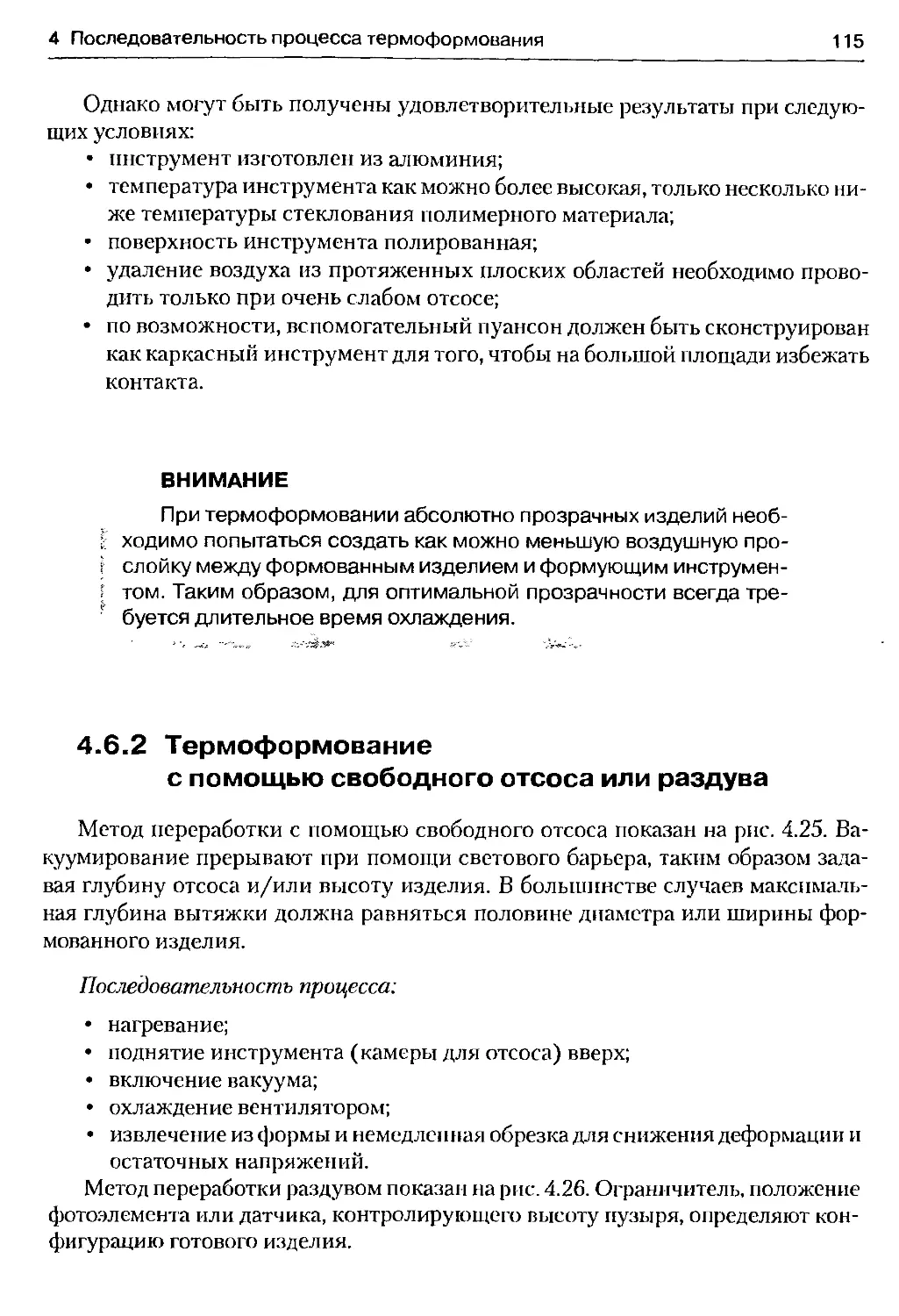
ной формы, требующих очень высокой местной вытяжки 1144.6.2 Термоформование с помощью свободного отсоса или раз¬
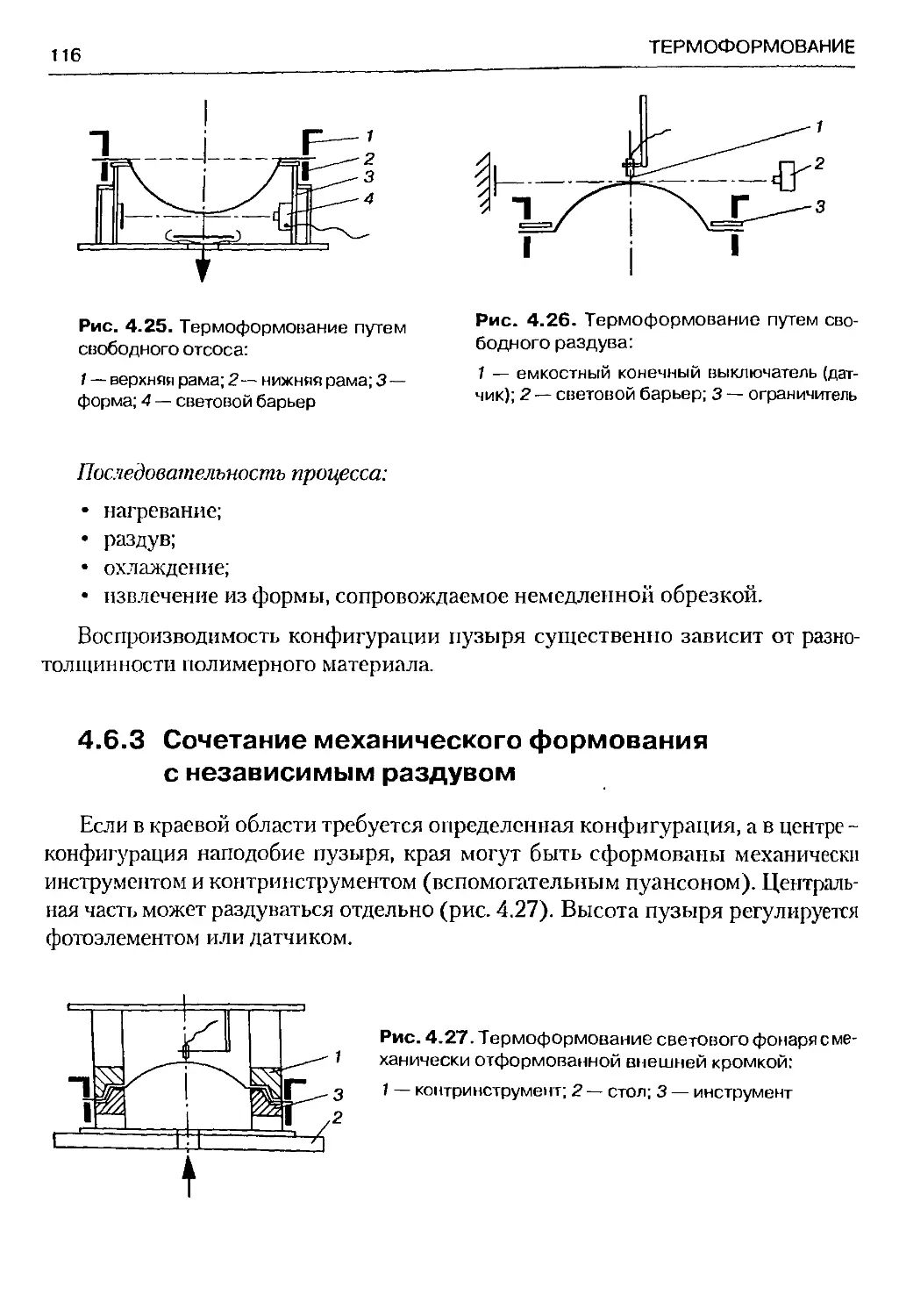
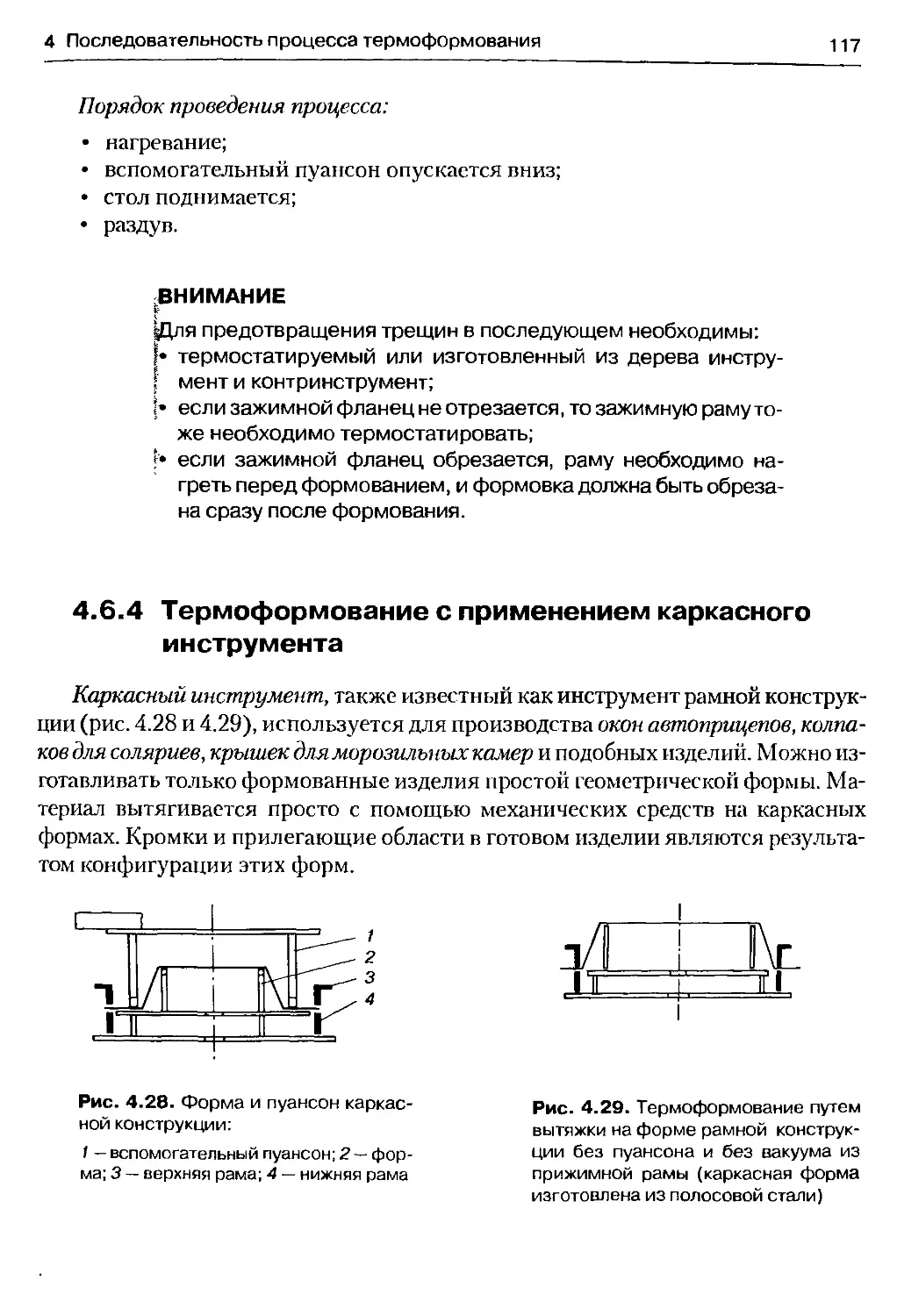
дува 1154.6.3 Сочетание механического формования с независимым раз¬
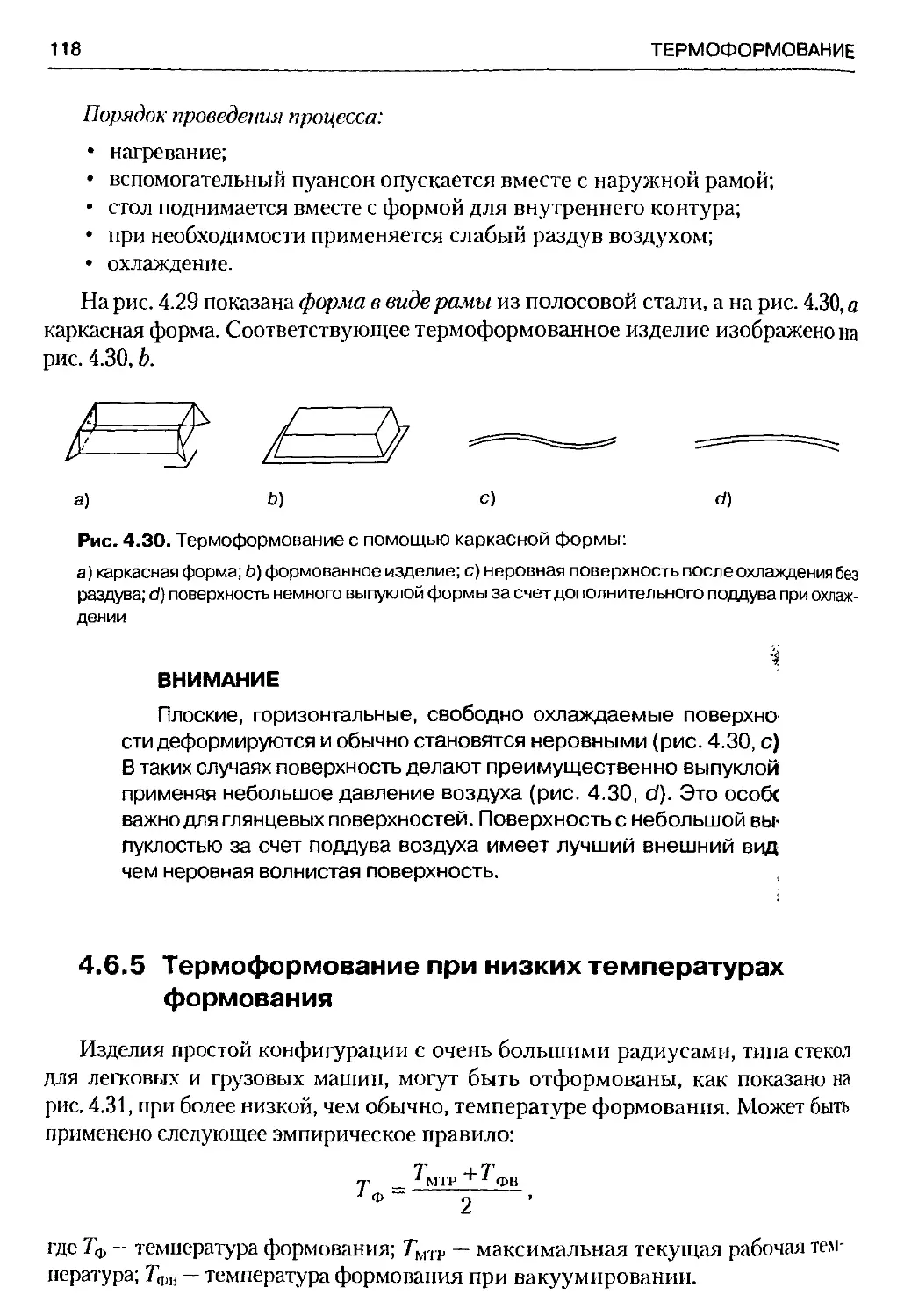
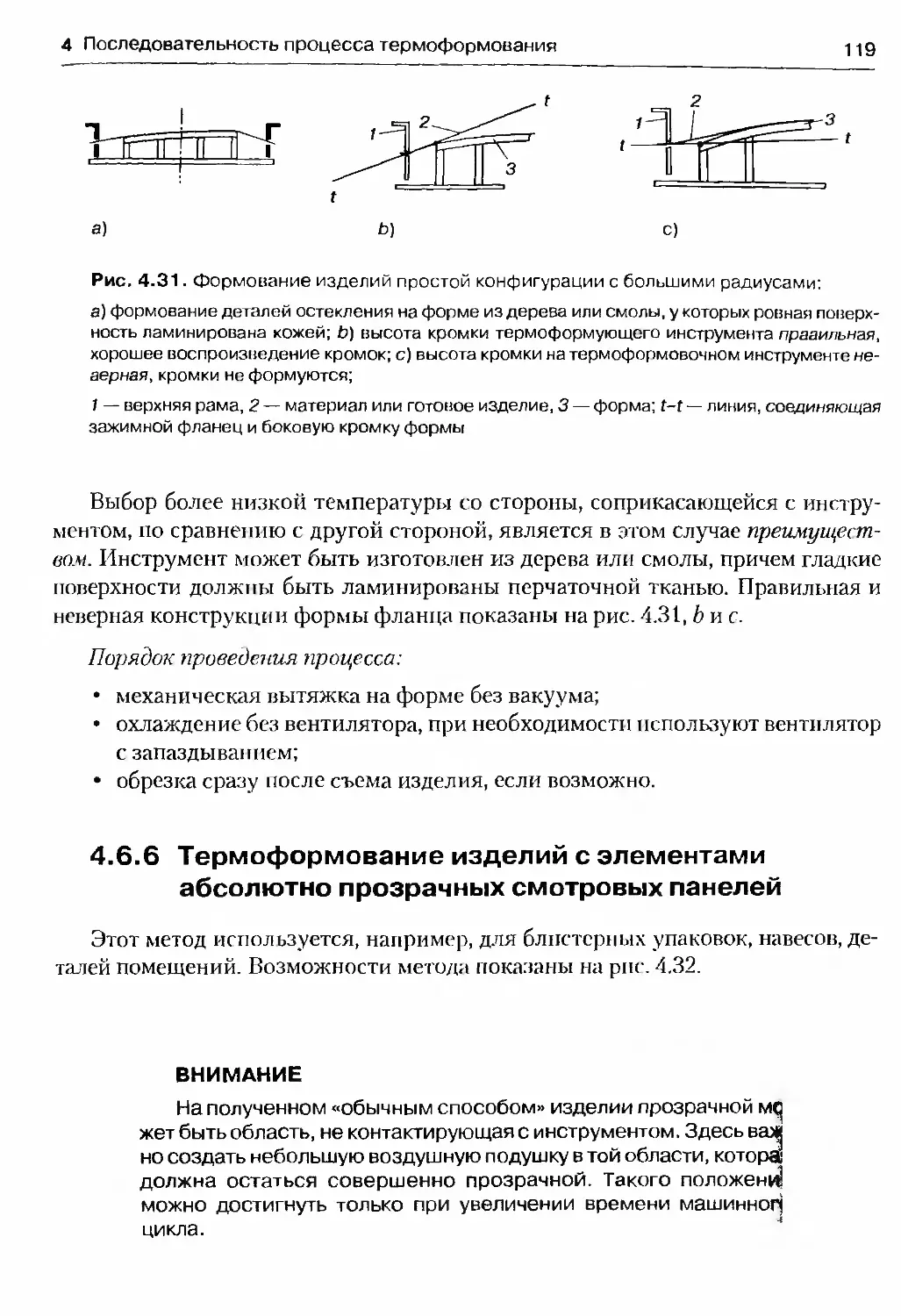
дувом 1164.6.4 Термоформование с применением каркасного инструмента 1174.6.5 Термоформование при низких температурах формования 1184.6.6 Термоформование изделий с элементами абсолютно прозрач¬
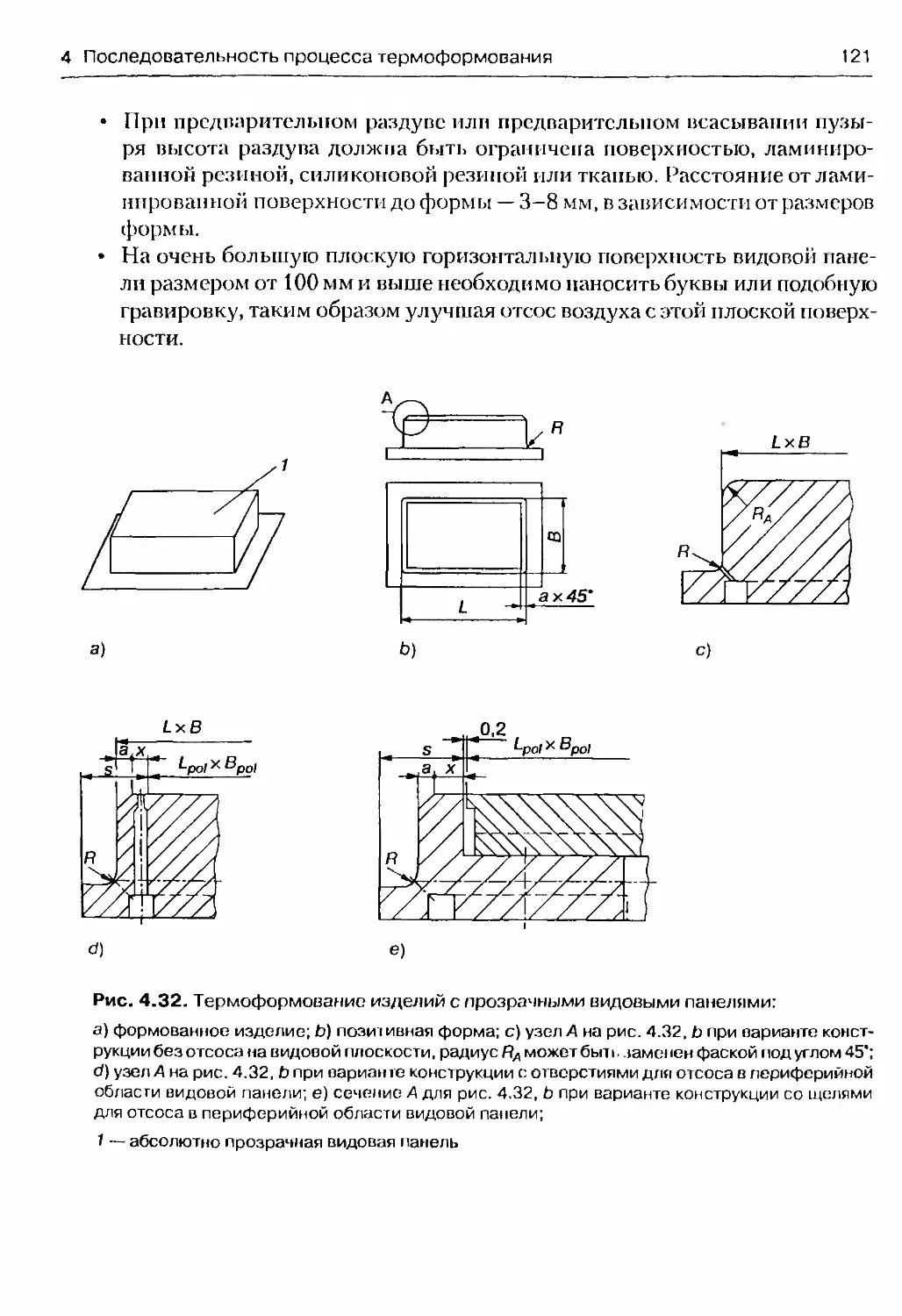
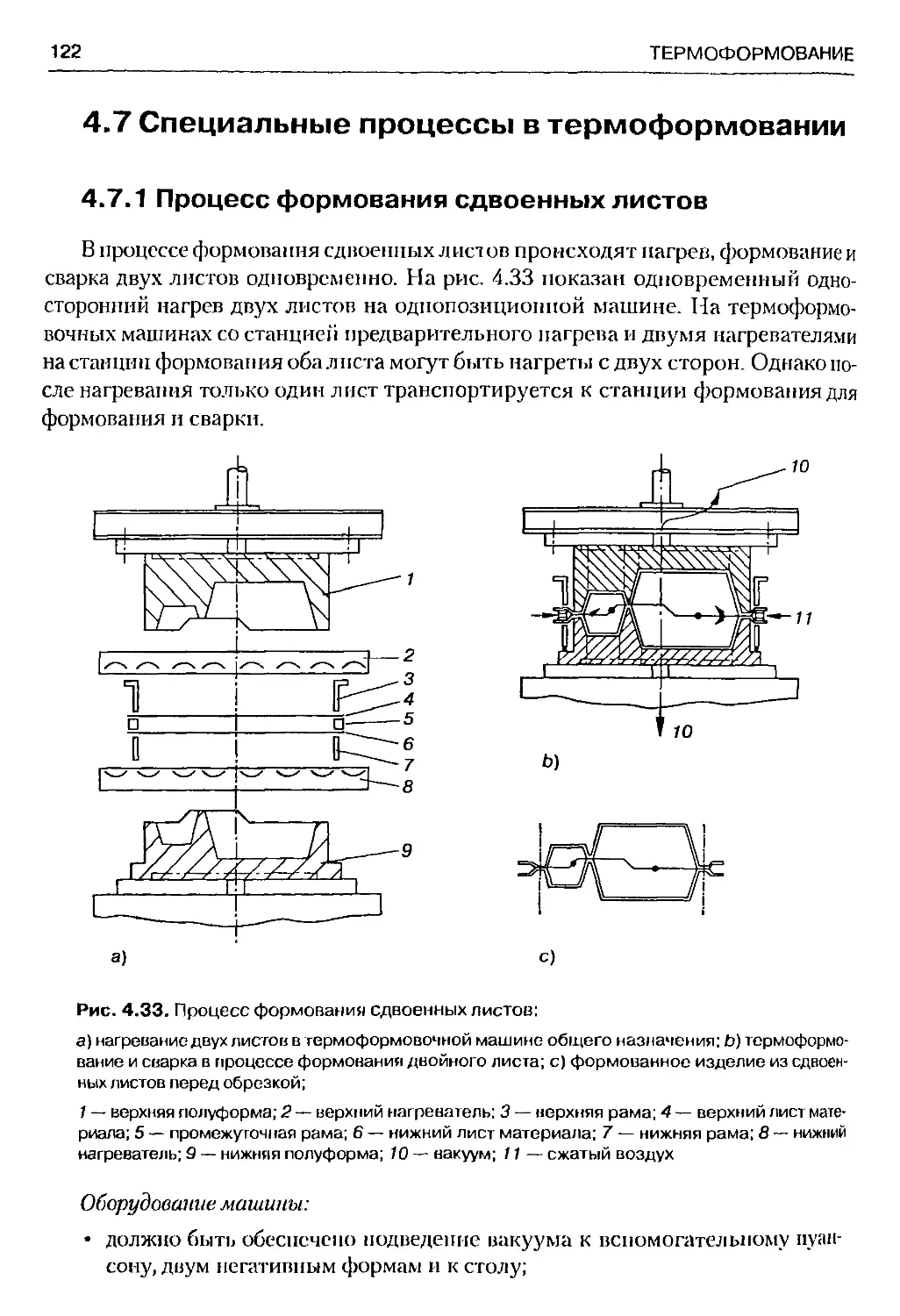
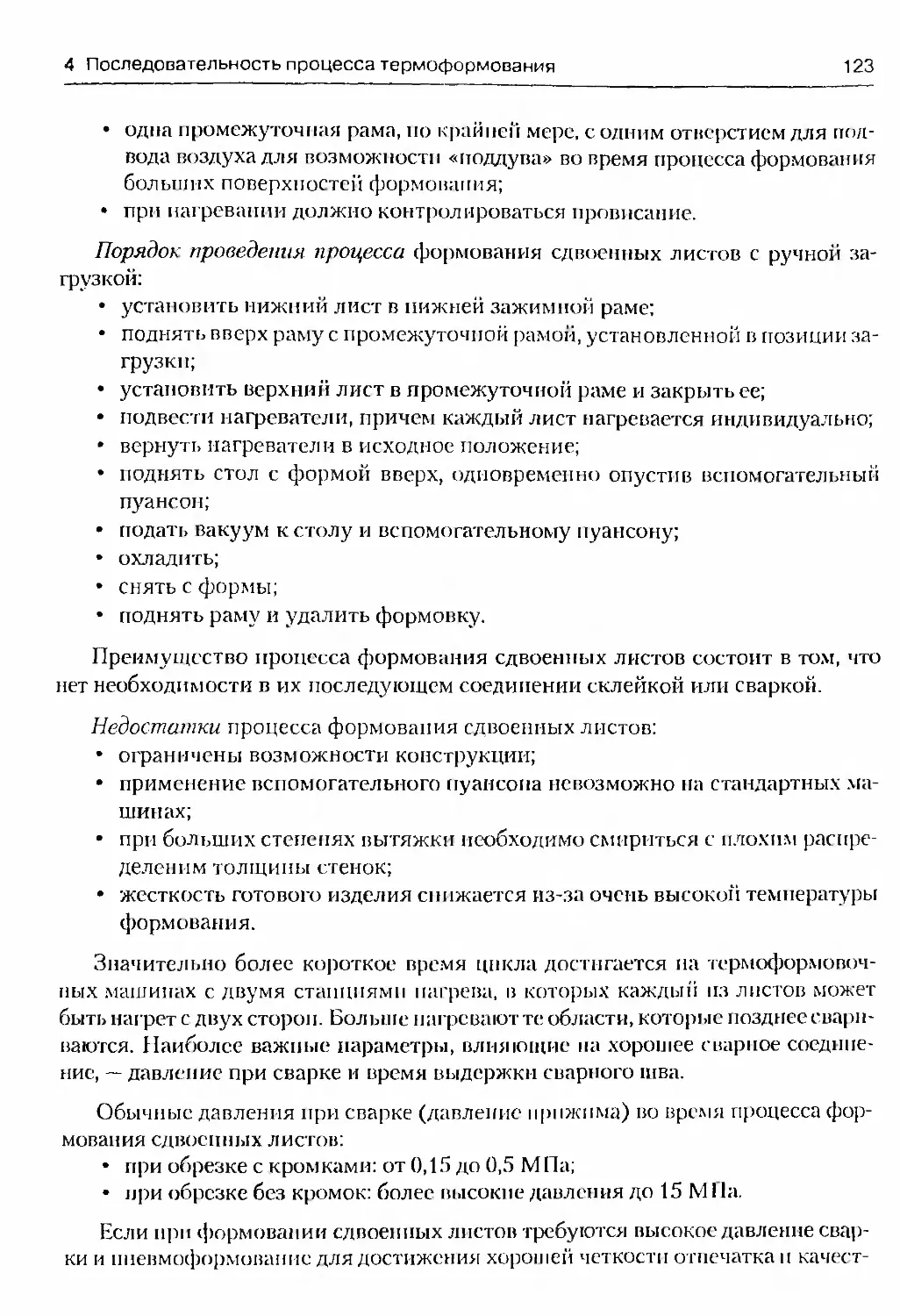
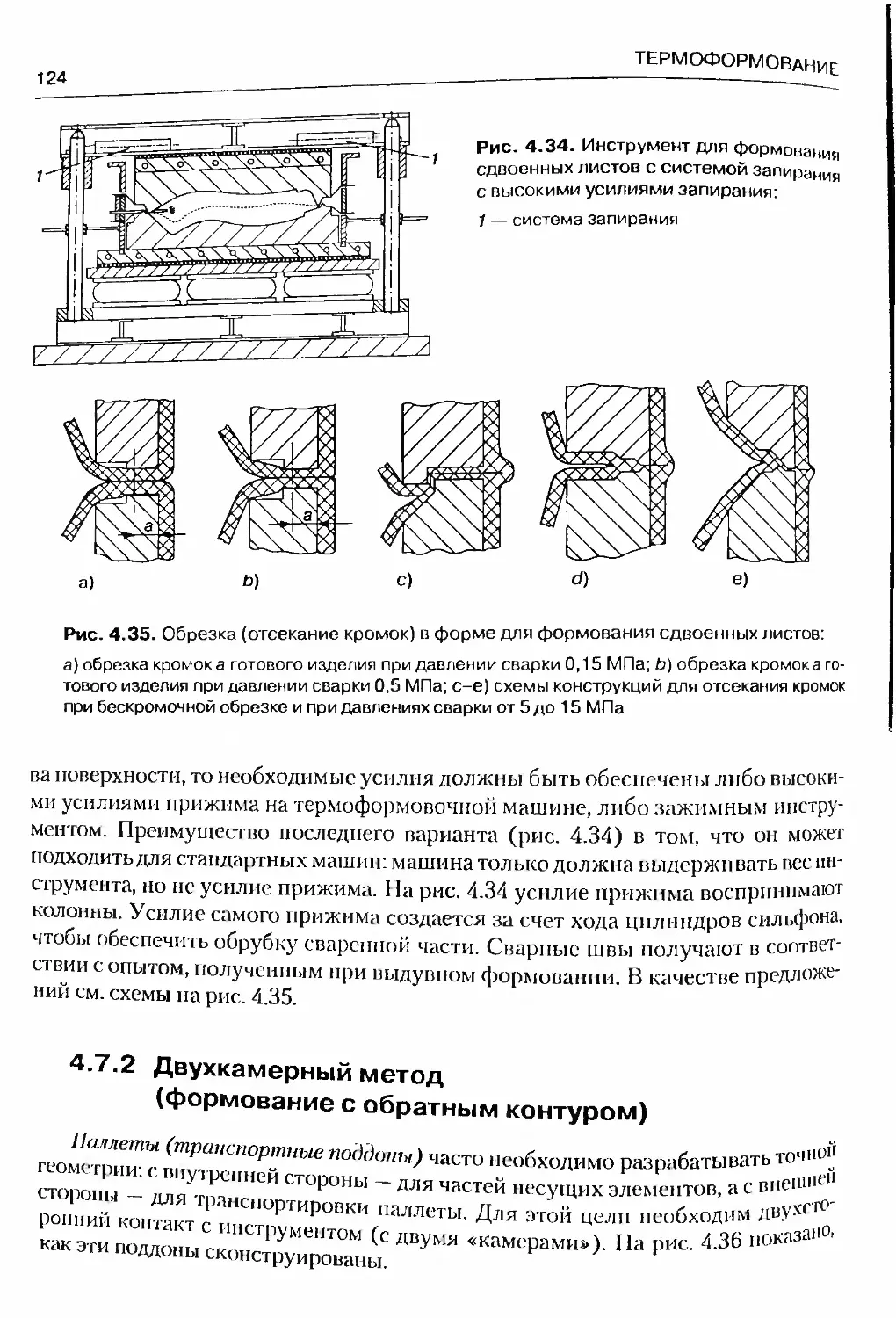
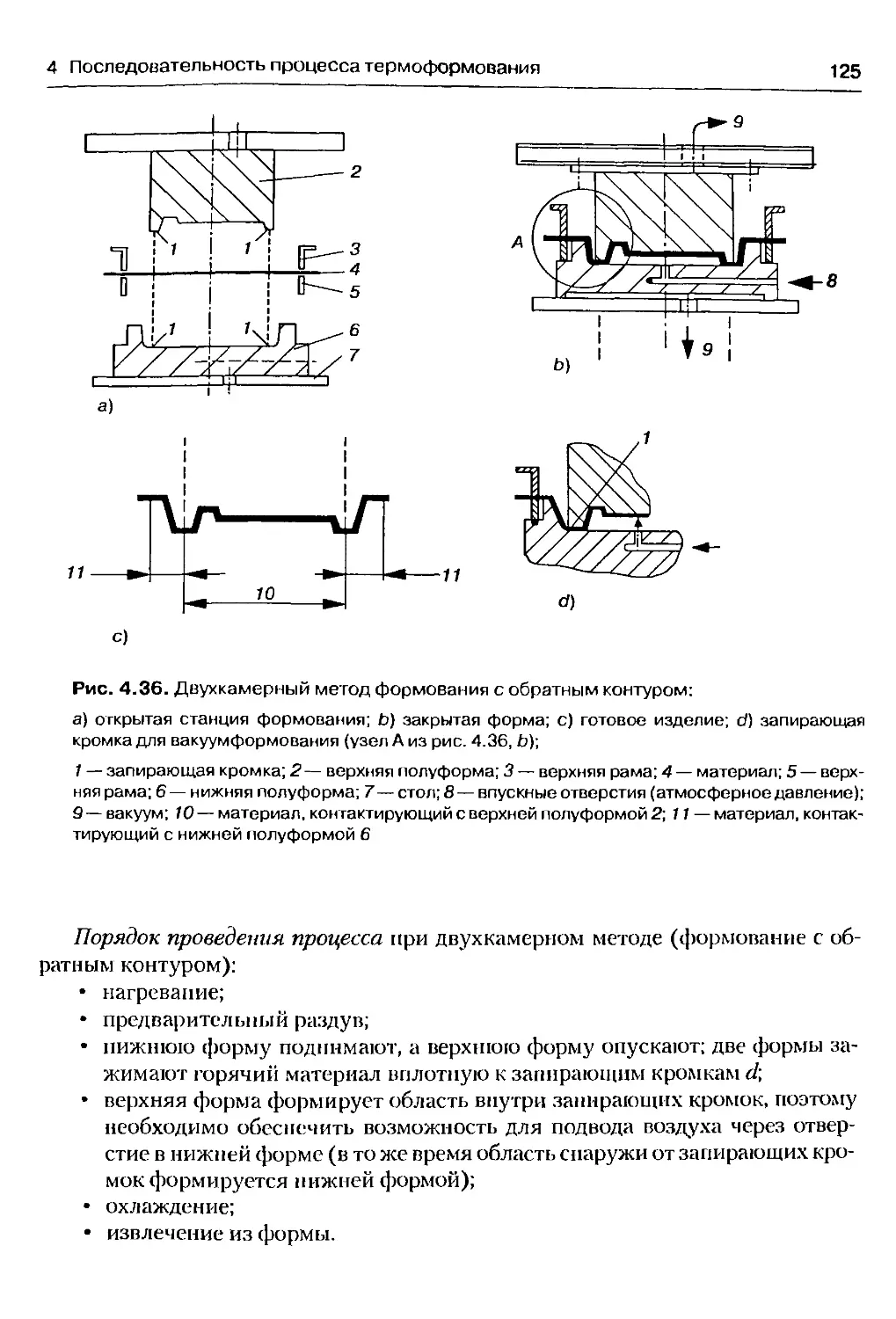
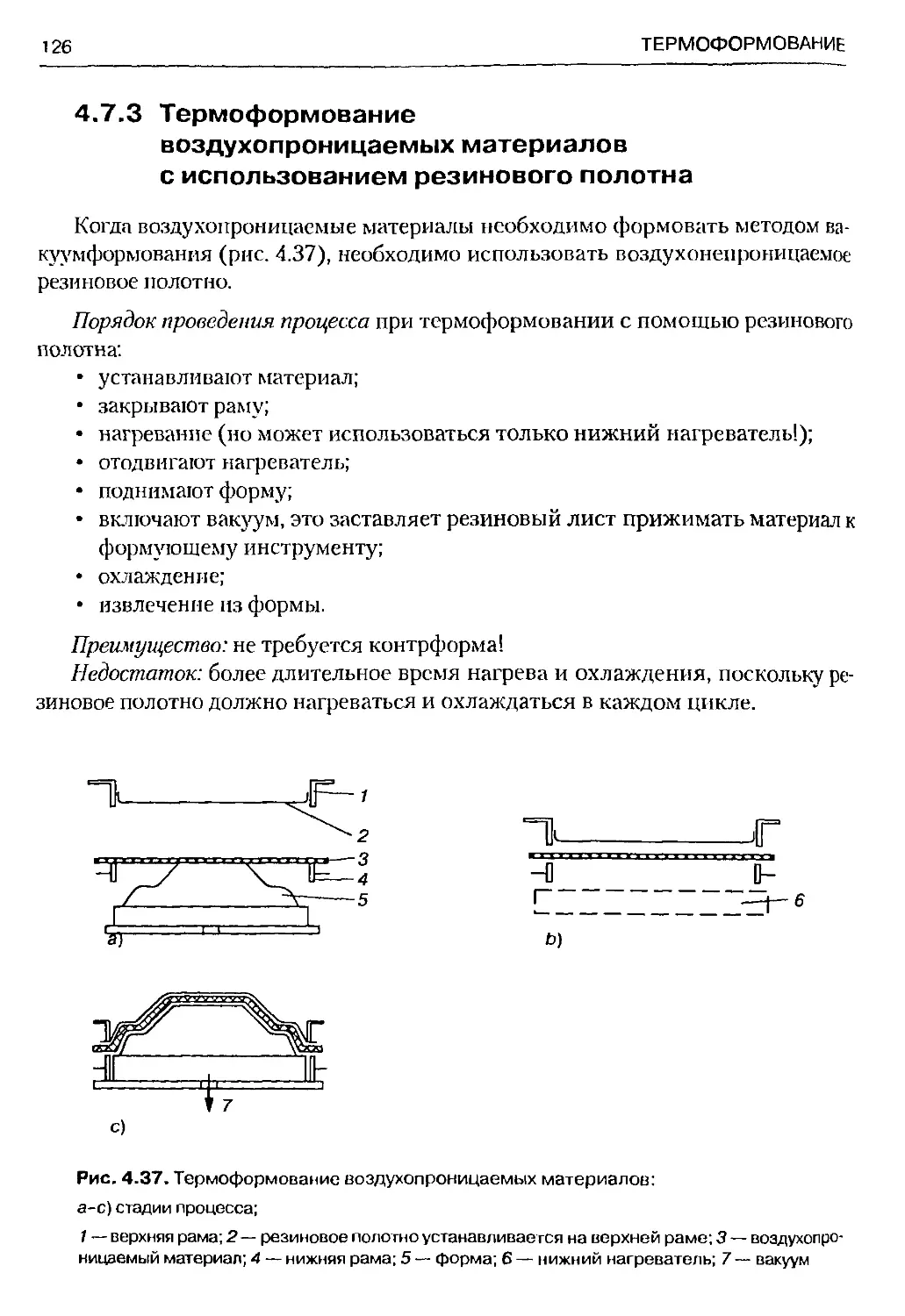
ных смотровых панелей 1194.7 Специальные процессы в термоформовании 1224.7.1 Процесс формования сдвоенных листов 1224.7.2 Двухкамерный метод (формование с обратным контуром) 1244.7.3 Термоформование воздухопроницаемых материалов с ис¬
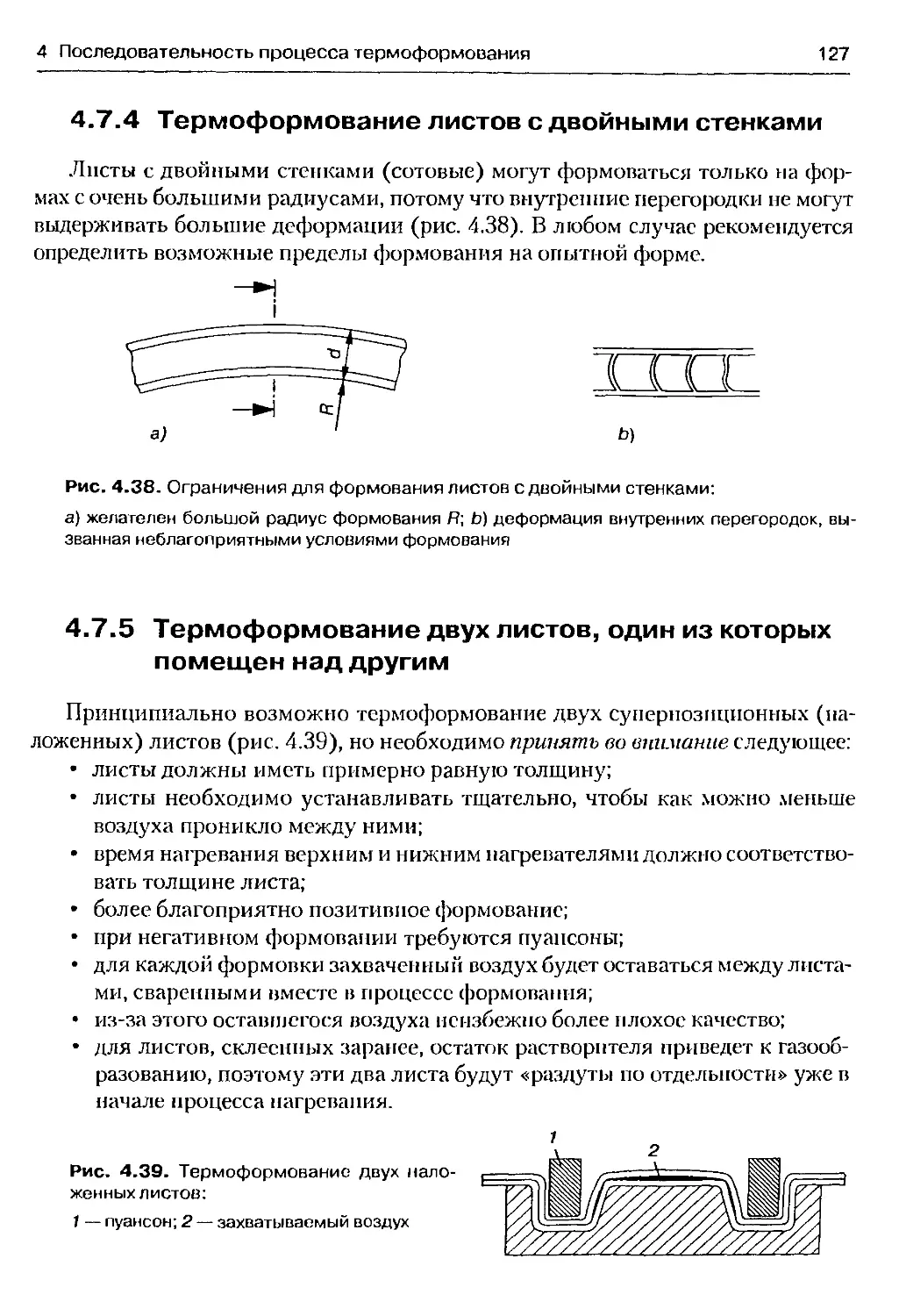
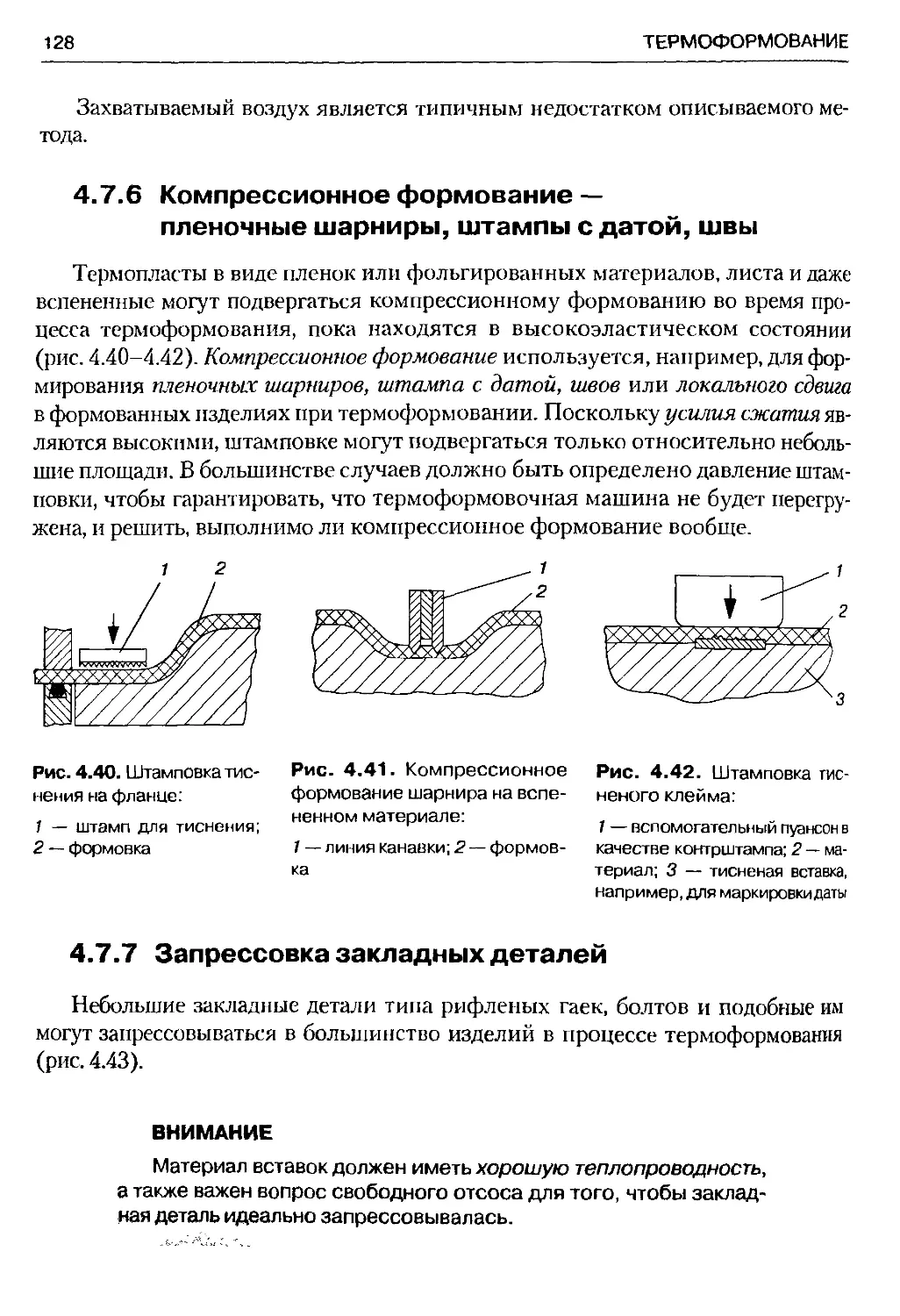
пользованием резинового полотна 1264.7.4 Термоформование листов с двойными стенками 1274.7.5 Термоформование двух листов, один из которых помещеннад другим 1274.7.6 Компрессионное формование — пленочные шарниры, штам¬
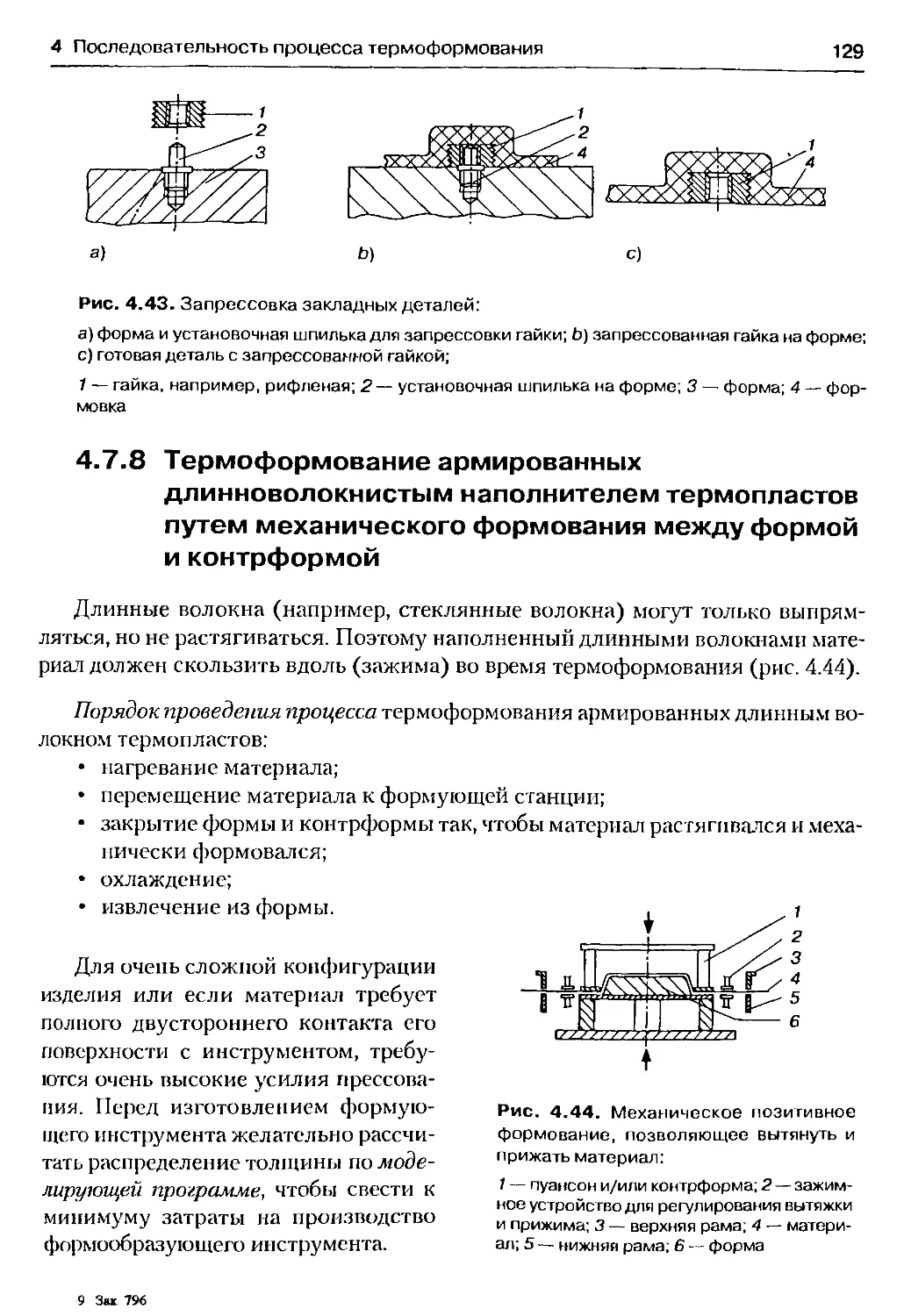
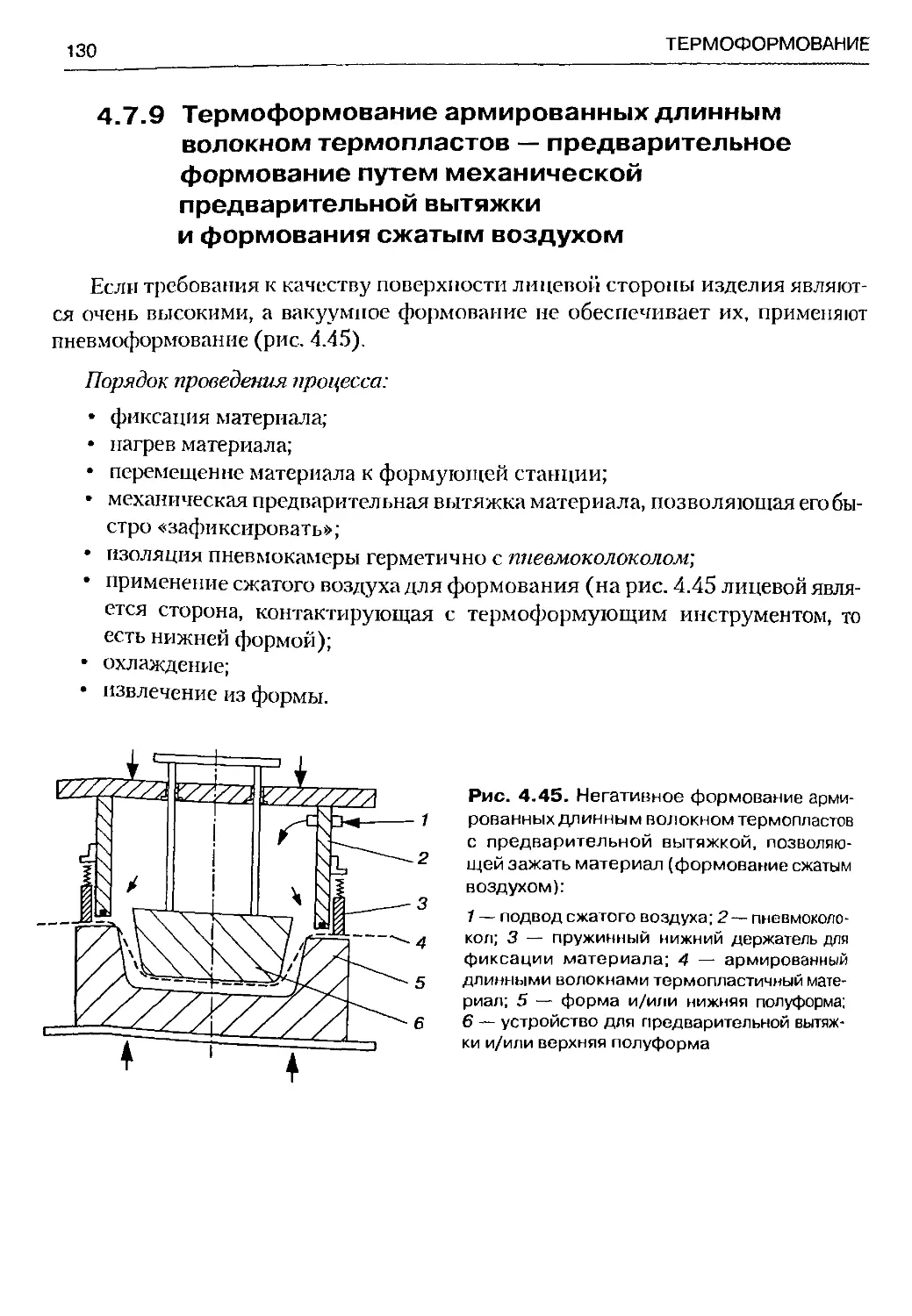
пы с датой, швы 1284.7.7 Запрессовка закладных деталей 1284.7.8 Термоформование армированных длинноволокнистым на¬
полнителем термопластов путем механического формования
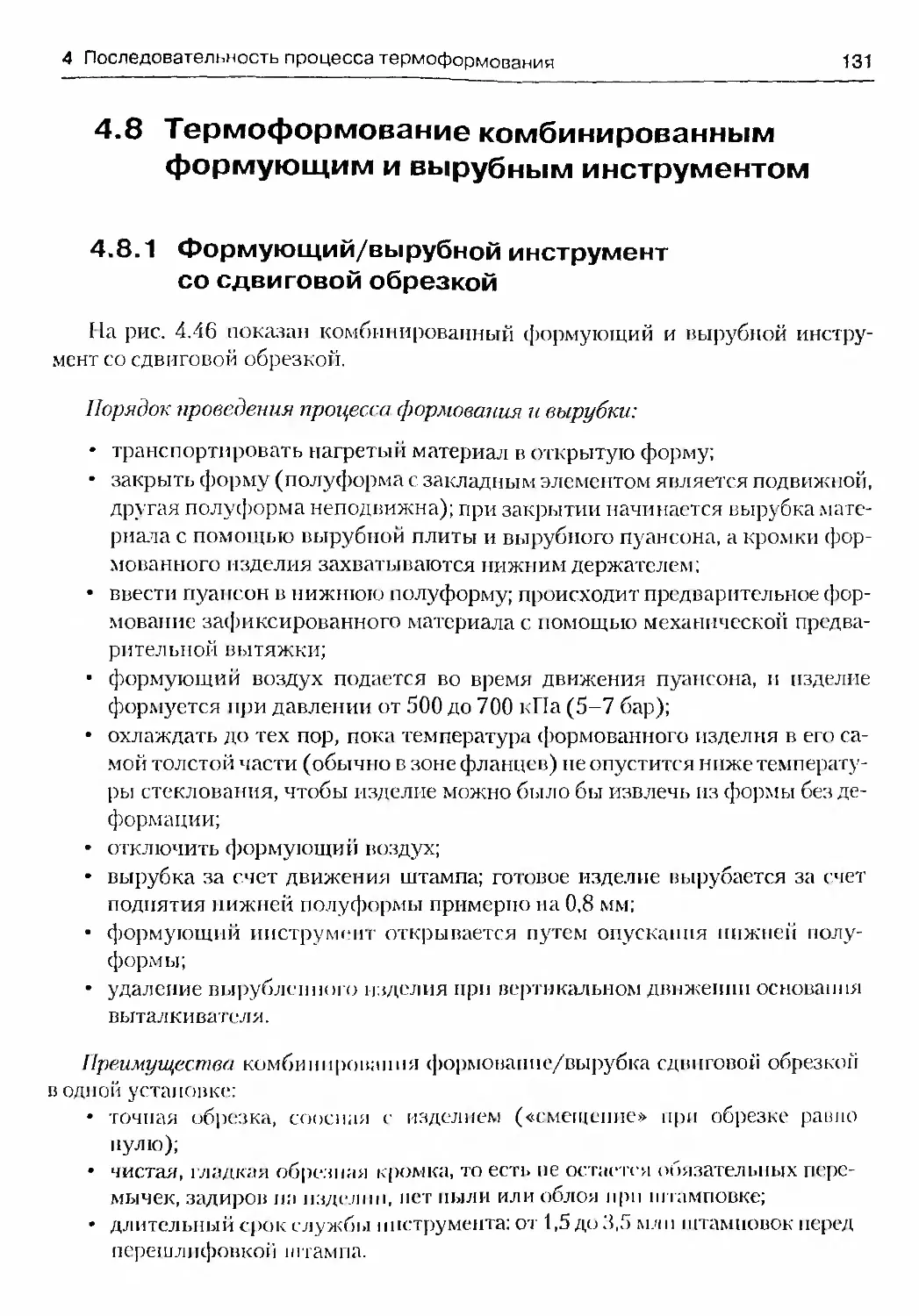
между формой и контрформой 1294.7.9 Термоформование армированных длинным волокном тер¬
мопластов — предварительное формование путем механиче¬
ской предварительной вытяжки и формования сжатым воз¬
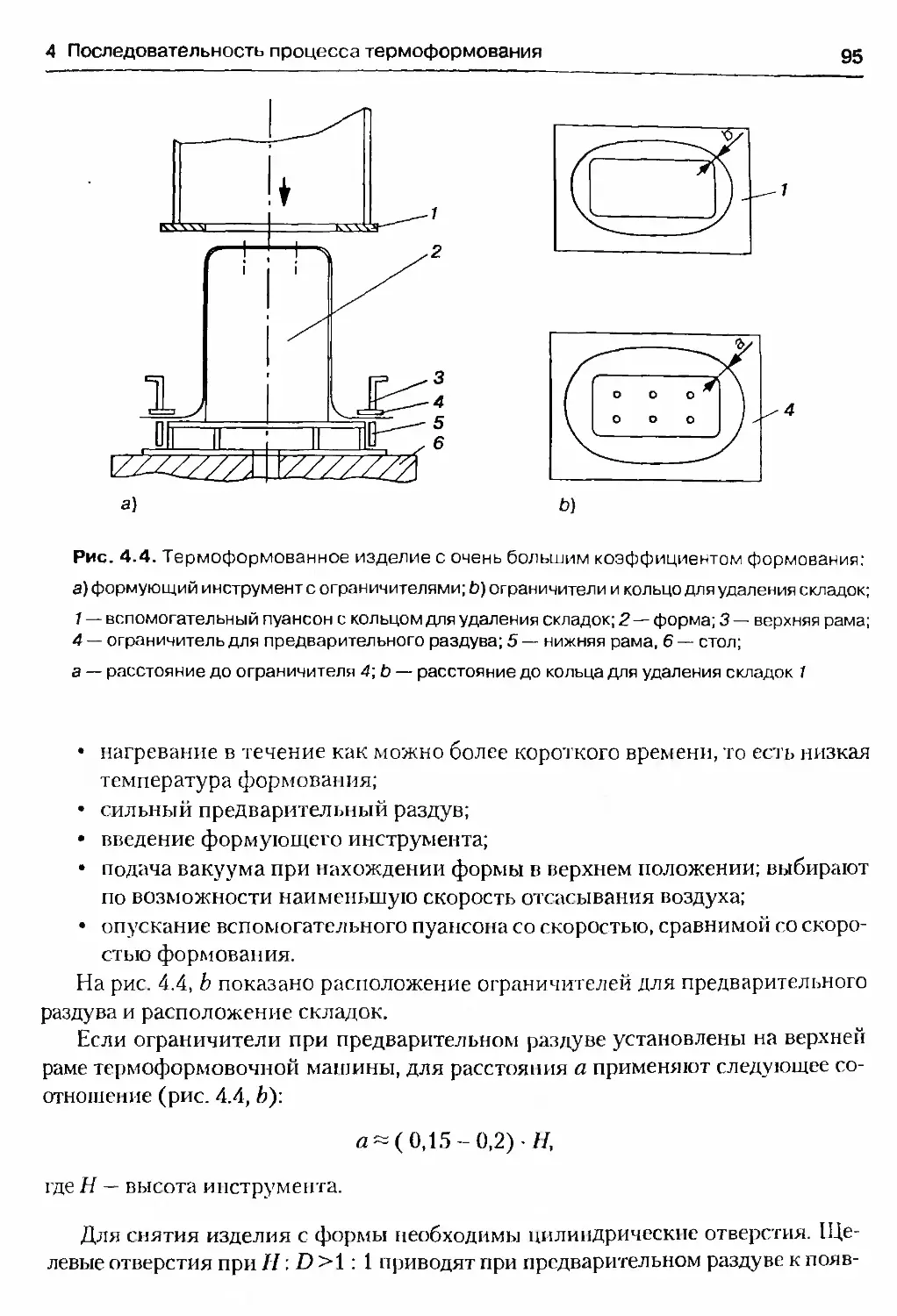
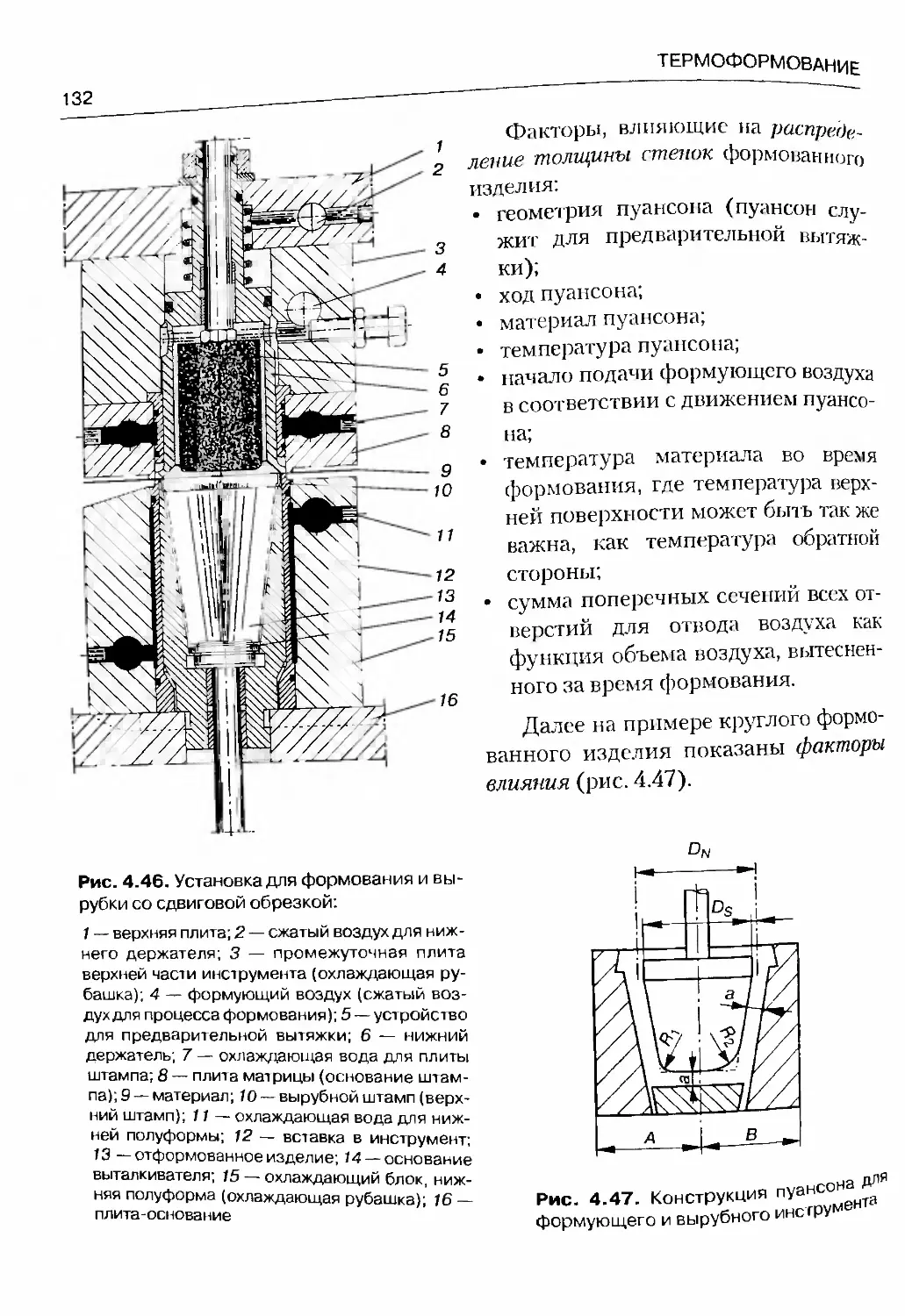
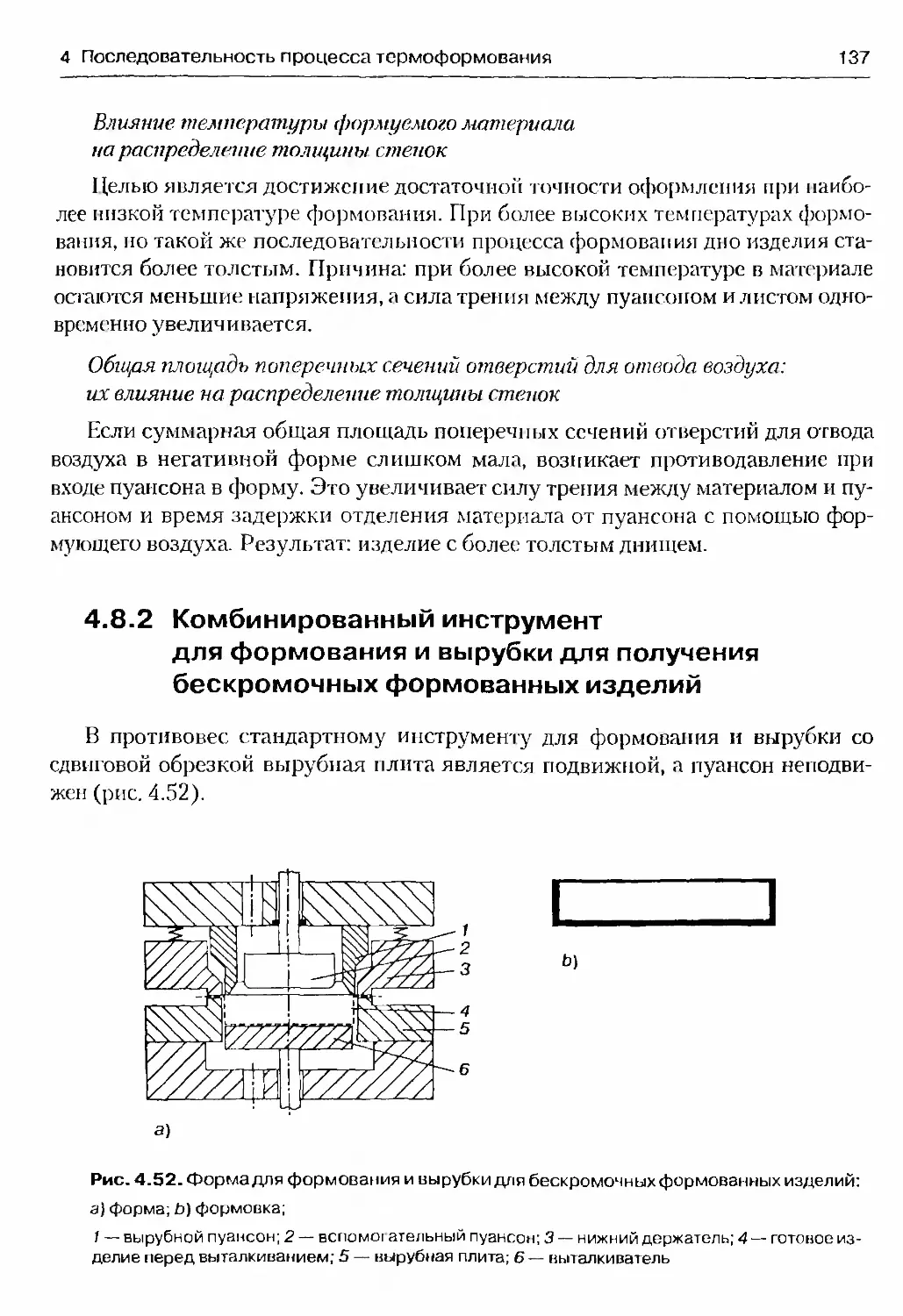
духом 1304.8 Термоформование комбинированным формующим и вырубныминструментом 1314.8.1 Формующий/вырубной инструмент со сдвиговой обрезкой 131
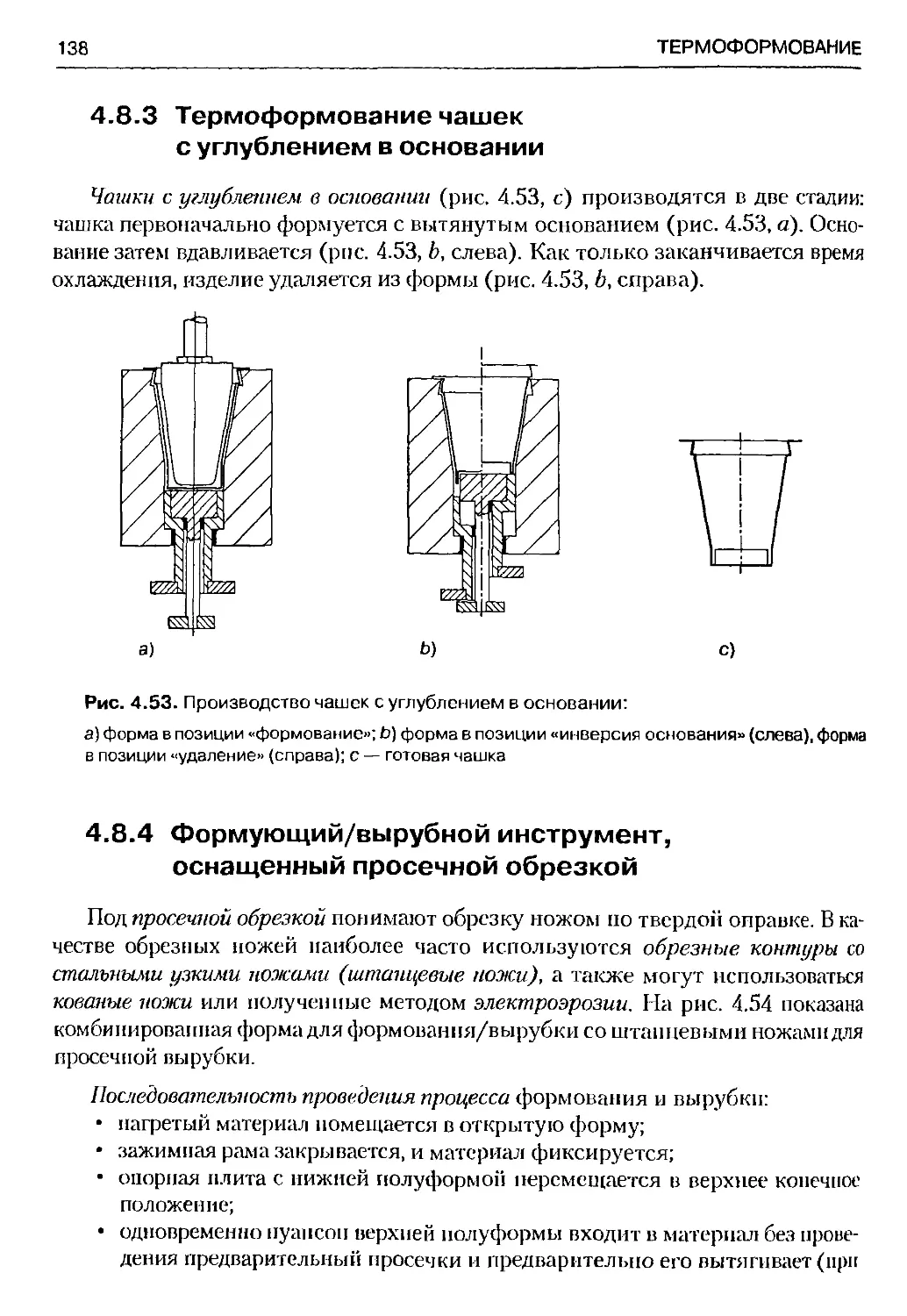
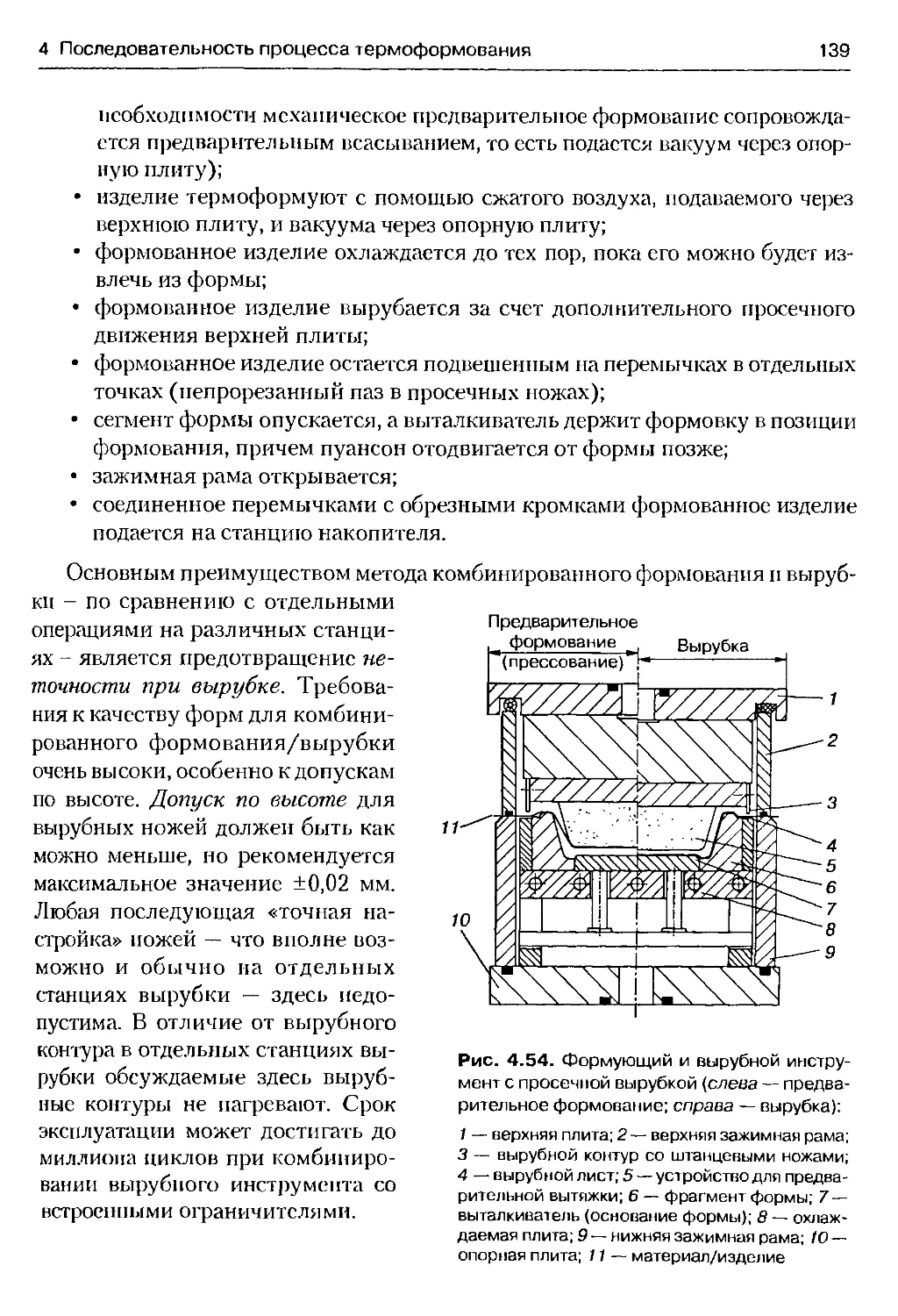
Содержание94.8.2 Комбинированный инструмент для формования и вырубкидля получения бескромочных формованных изделий . . . 1374.8.3 Термоформование чашек с углублением в основании . . . 1384.8.4 Формующий/вырубной инструмент, оснащенный просечной
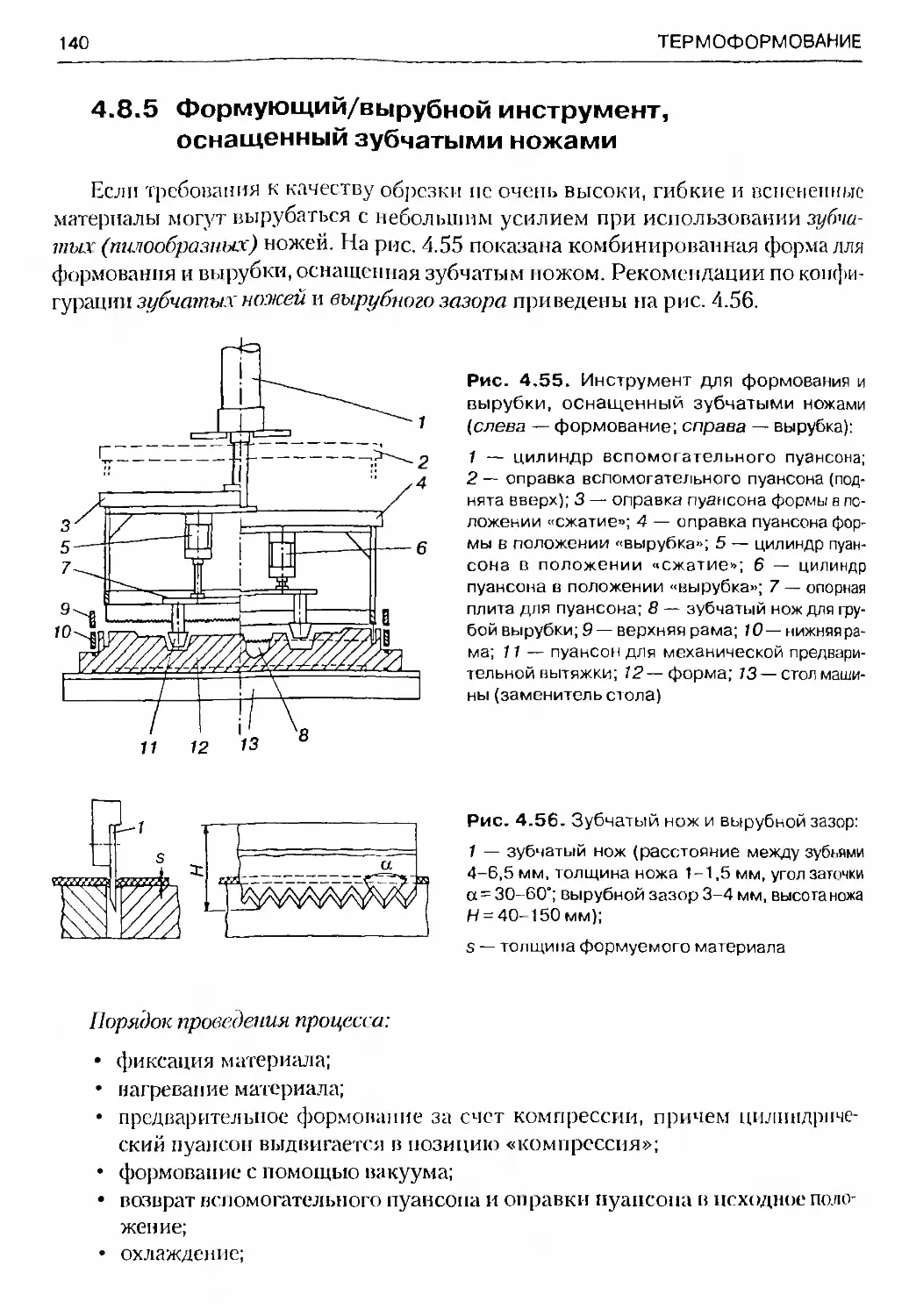
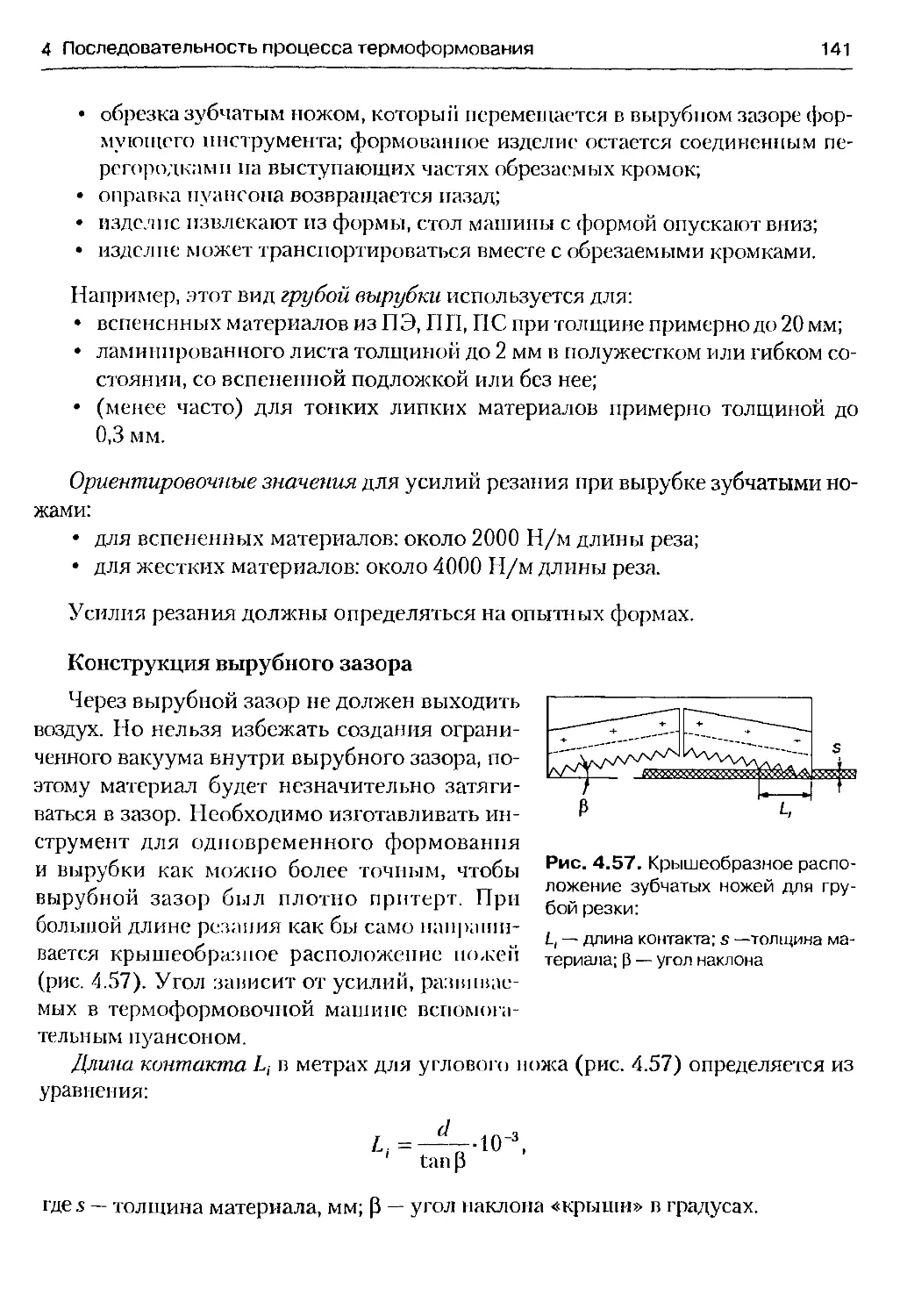
обрезкой 1384.8.5 Формующий/вырубной инструмент, оснащенный зубчаты¬
ми ножами 1404.9 Специальные процессы при термоформовании на машинах с рулон¬
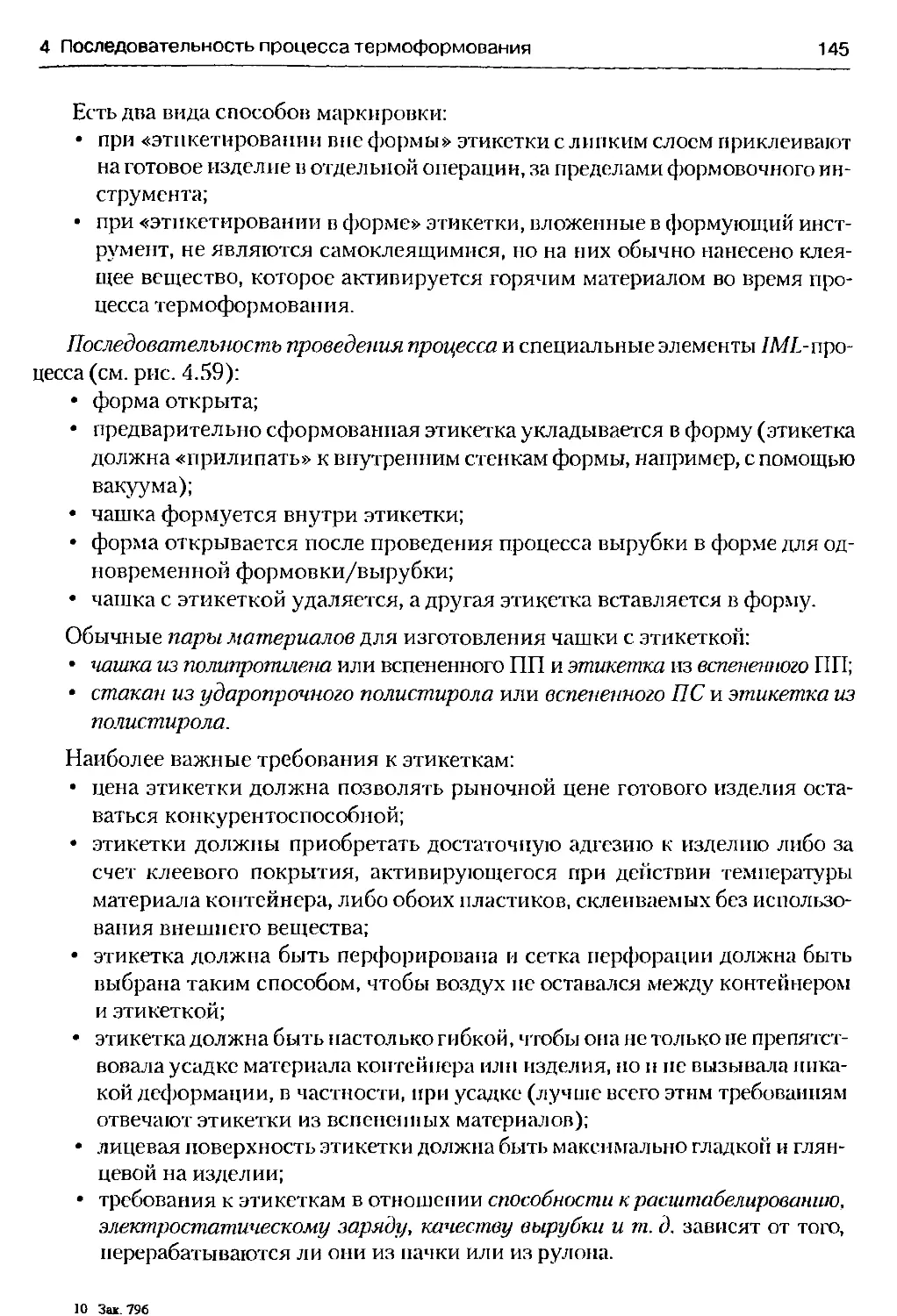
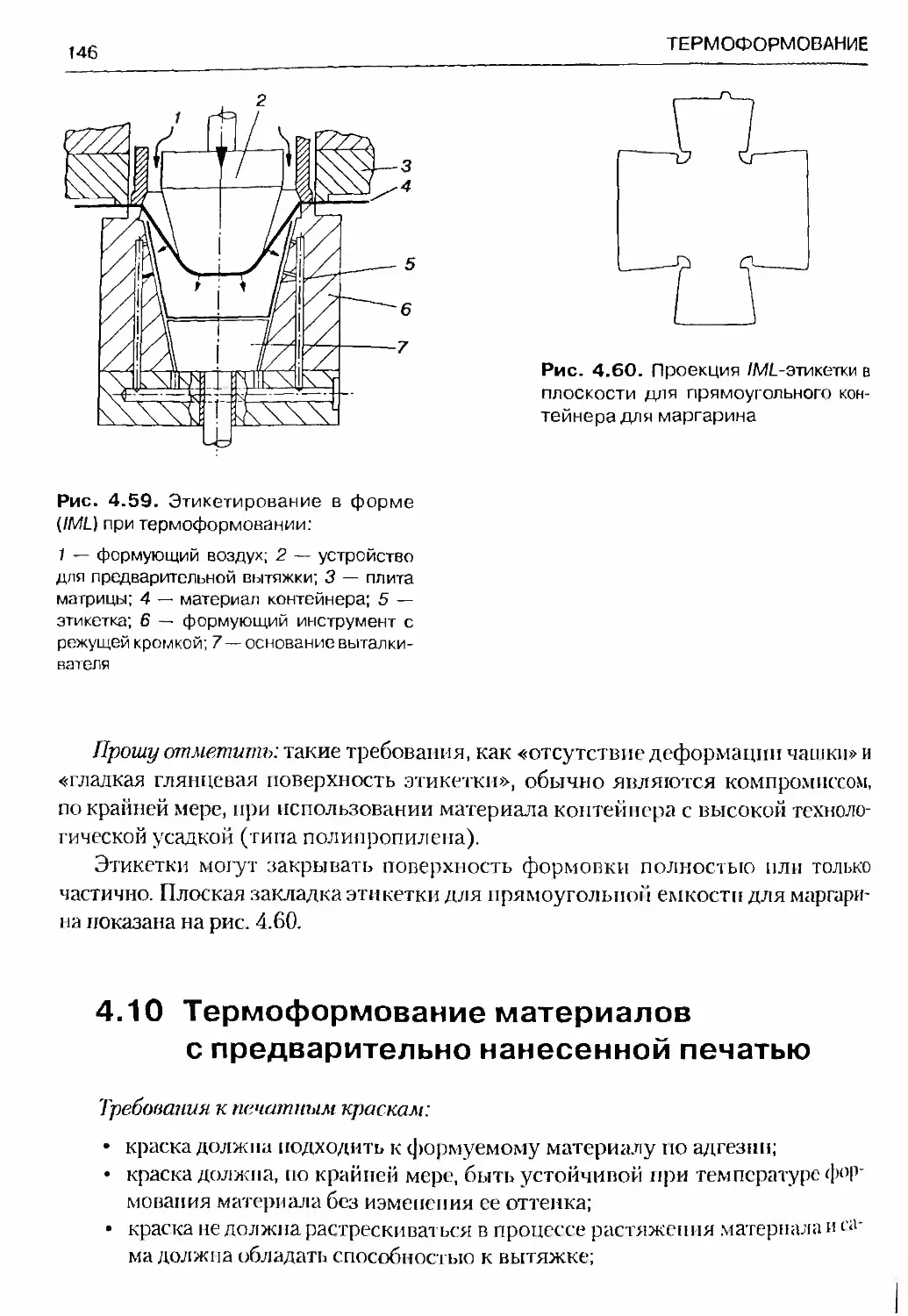
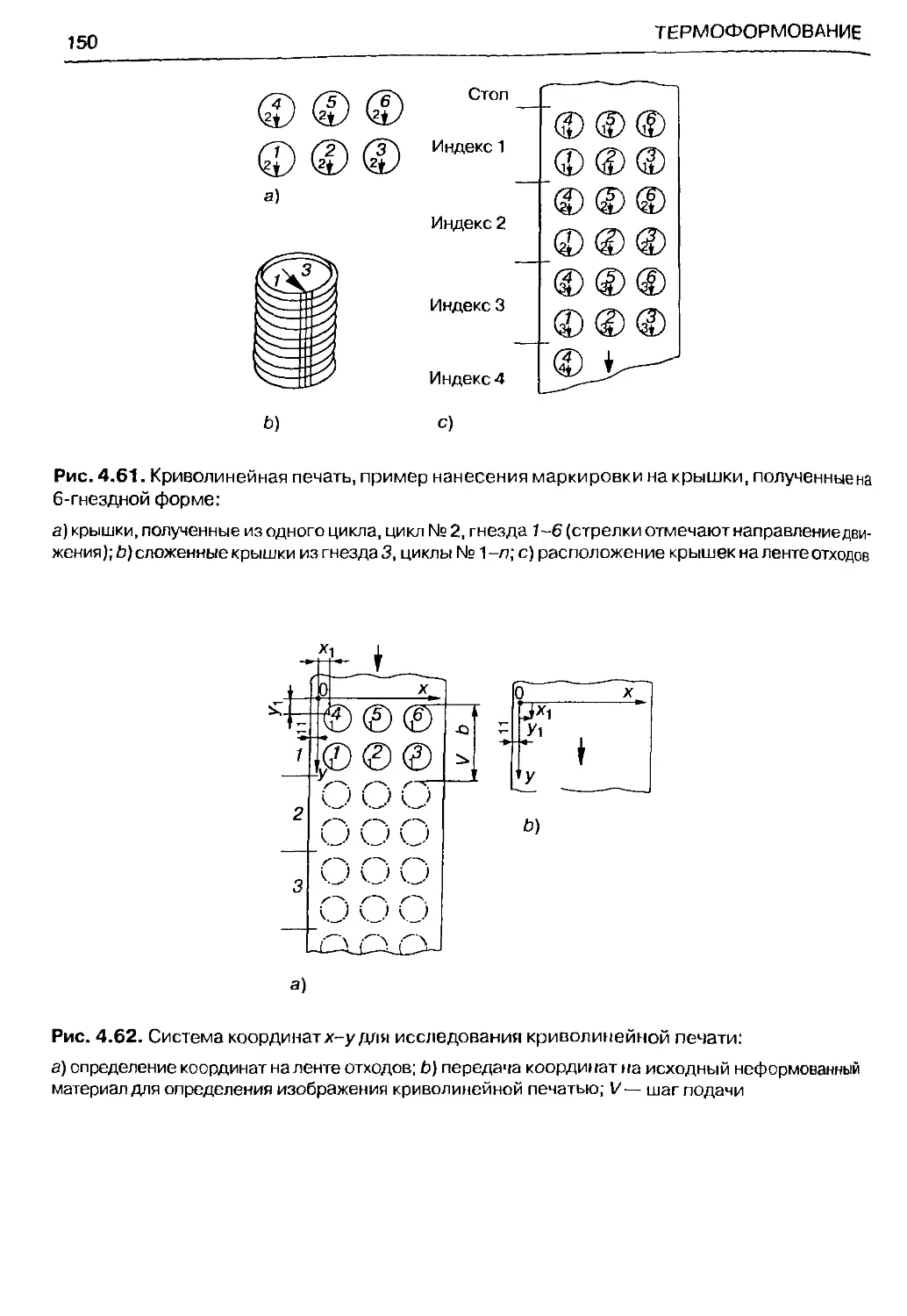
ной загрузкой 1434.9.1 Ламинирование чашек, тарелок и подносов 1434.9.2 Этикетирование в формующем инструменте (этикетированиев форме, In Mould Labeling, IML) 1444.10 Термоформование материалов с предварительно нанесенной
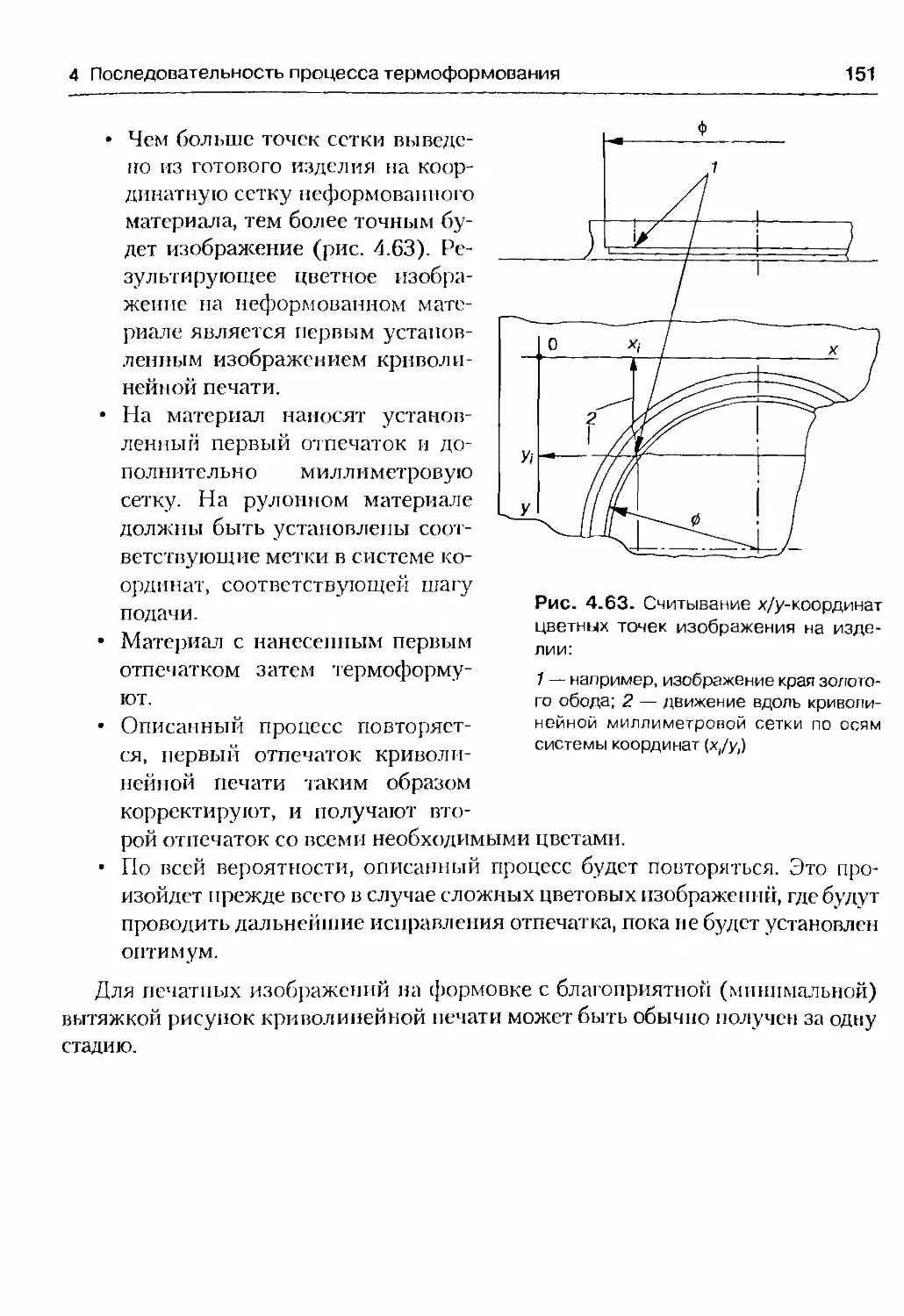
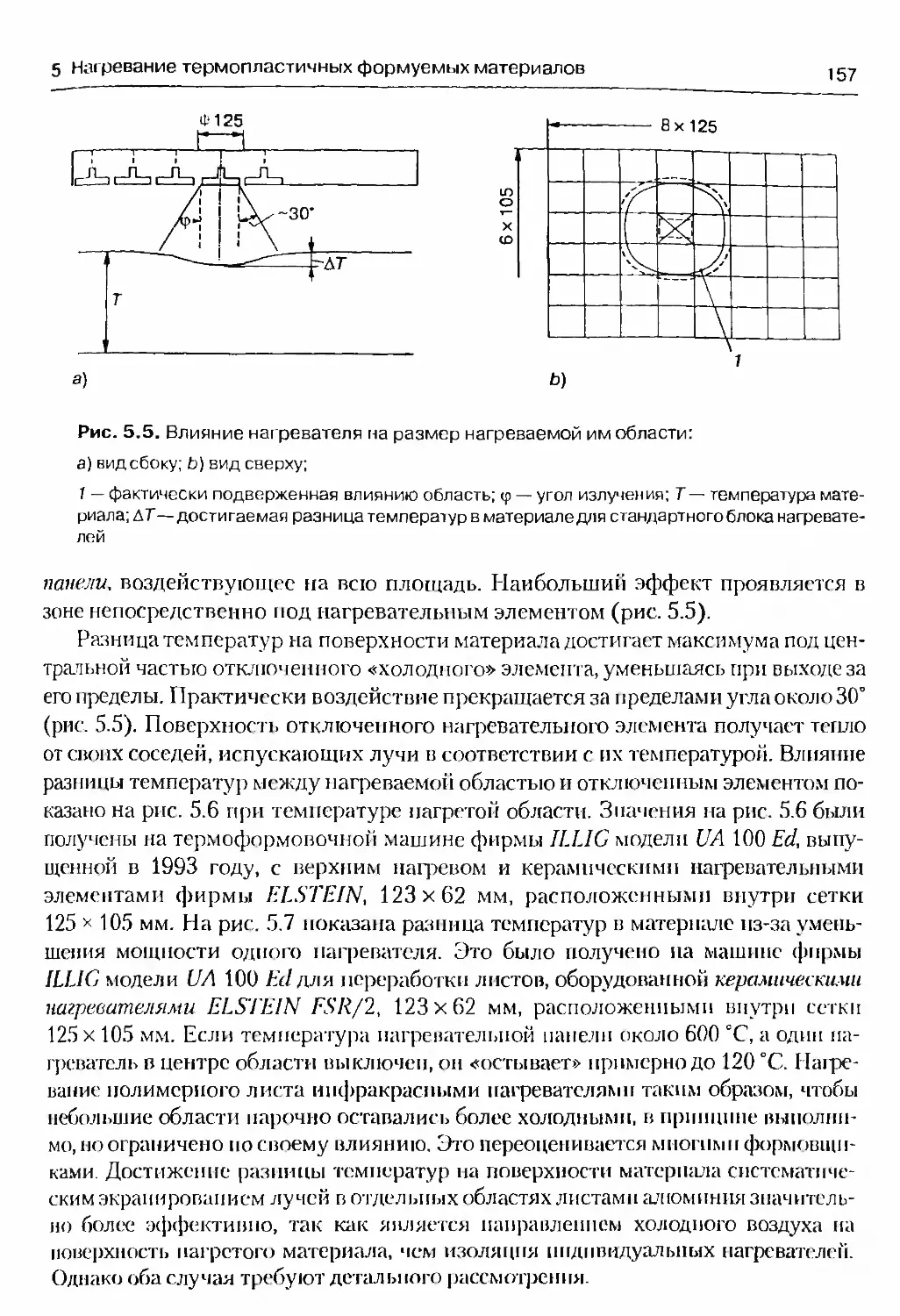
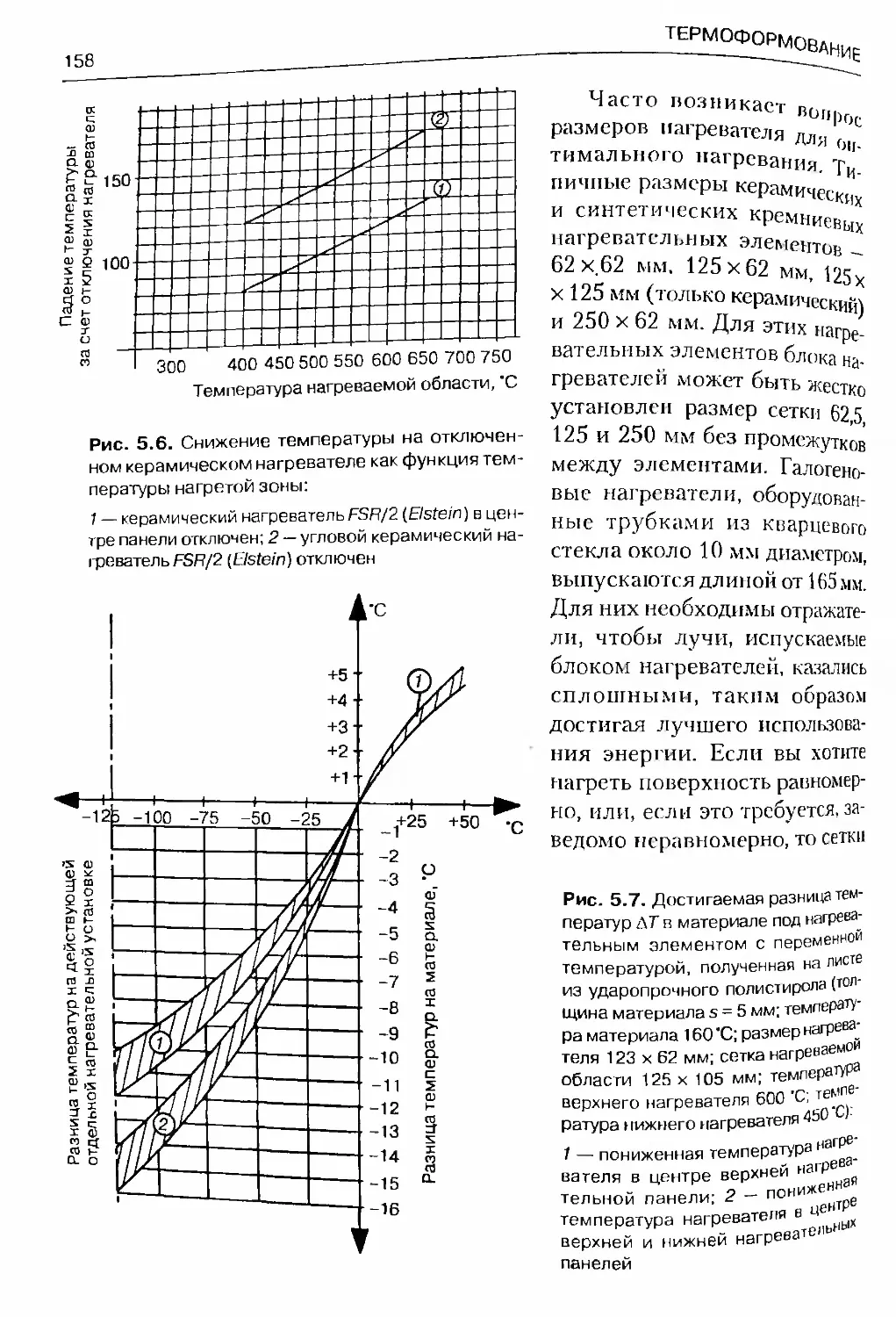
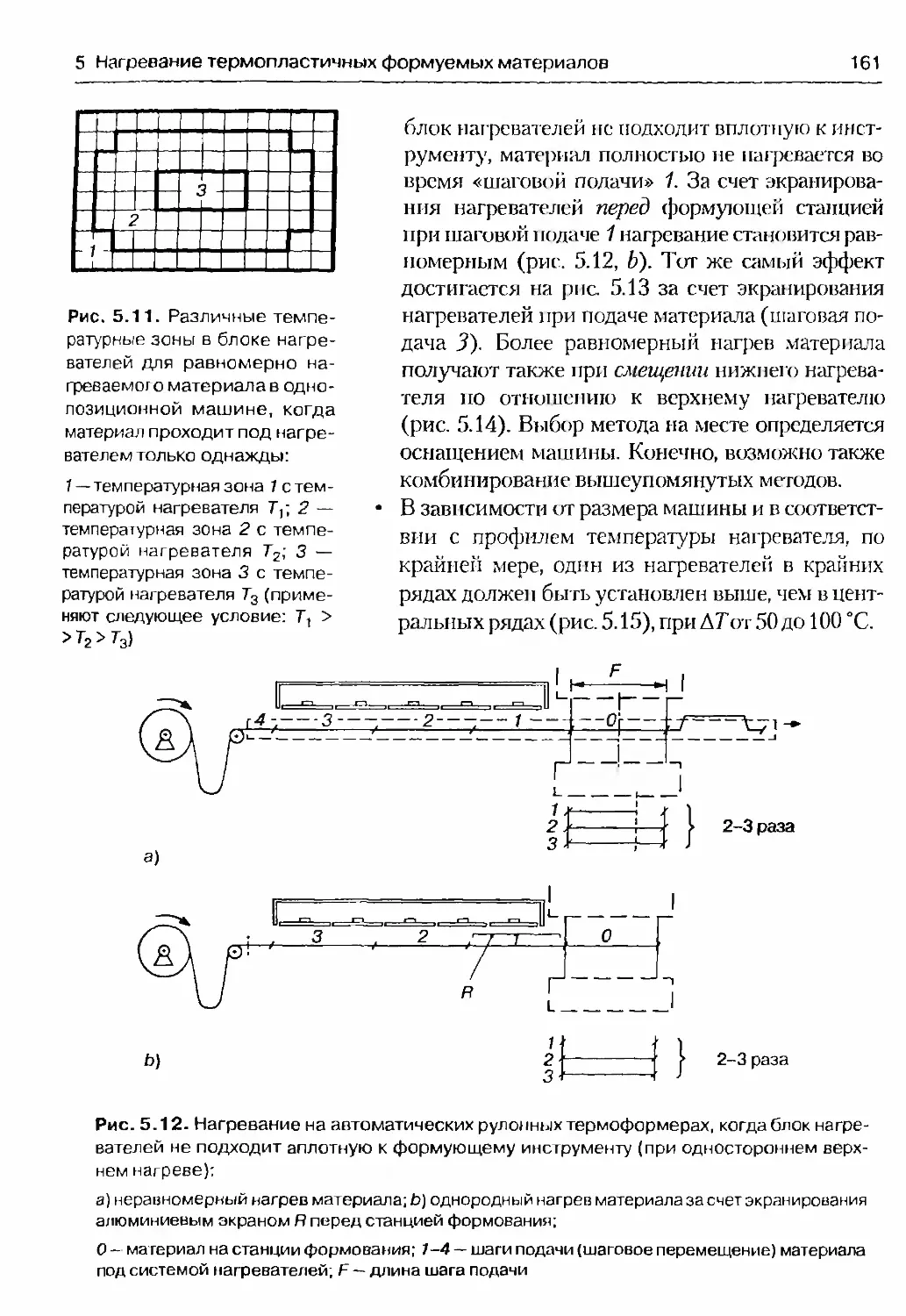
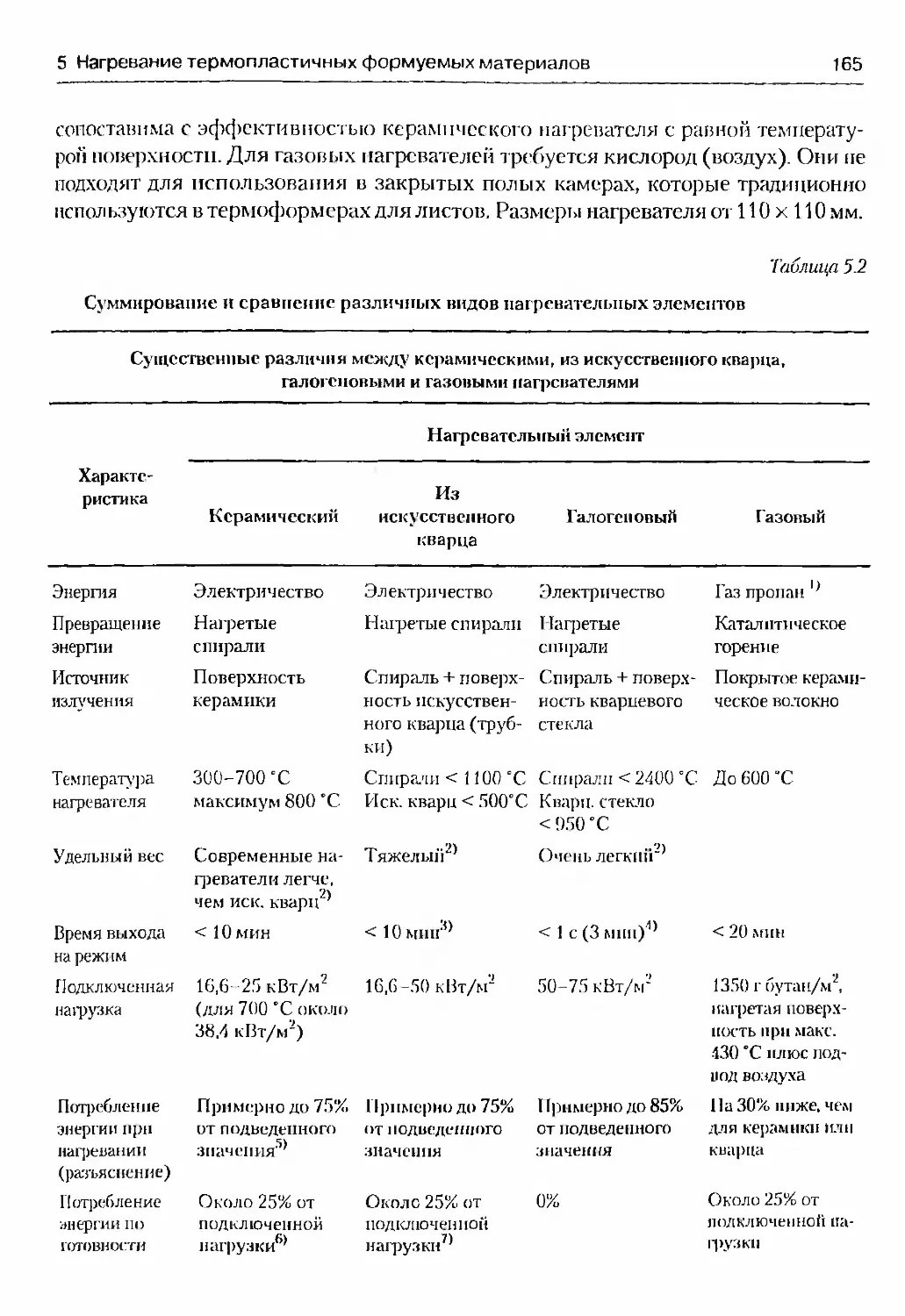
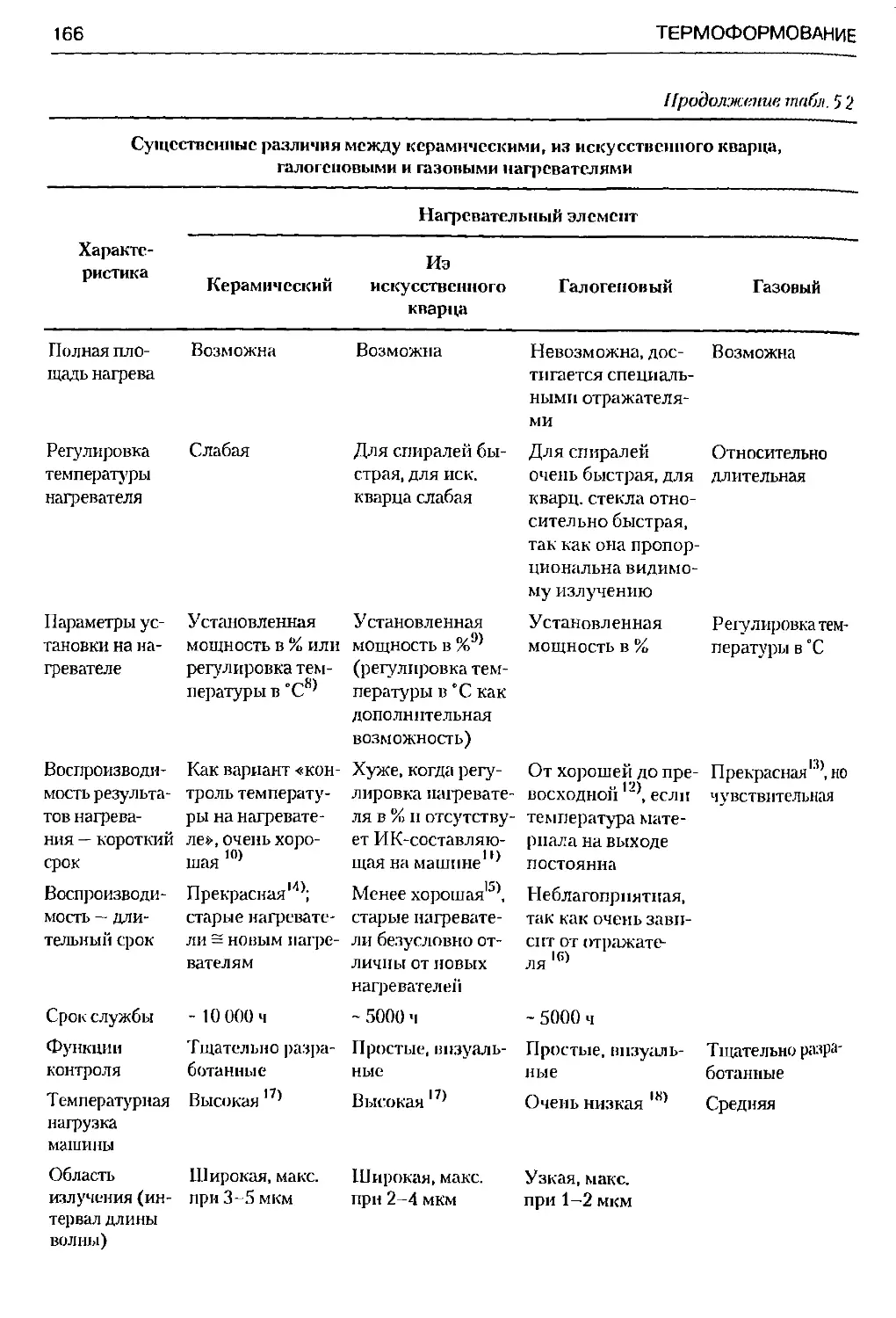
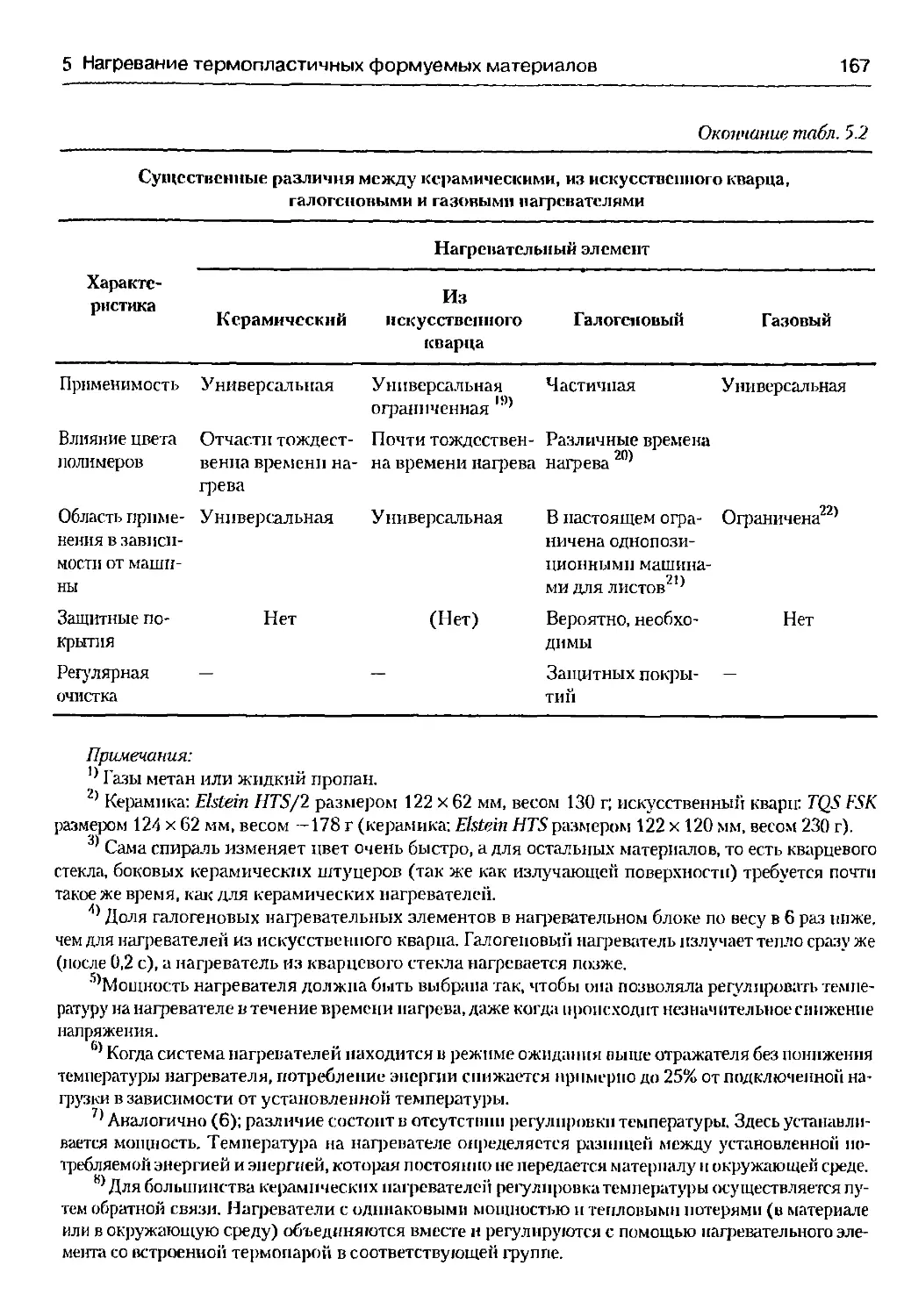
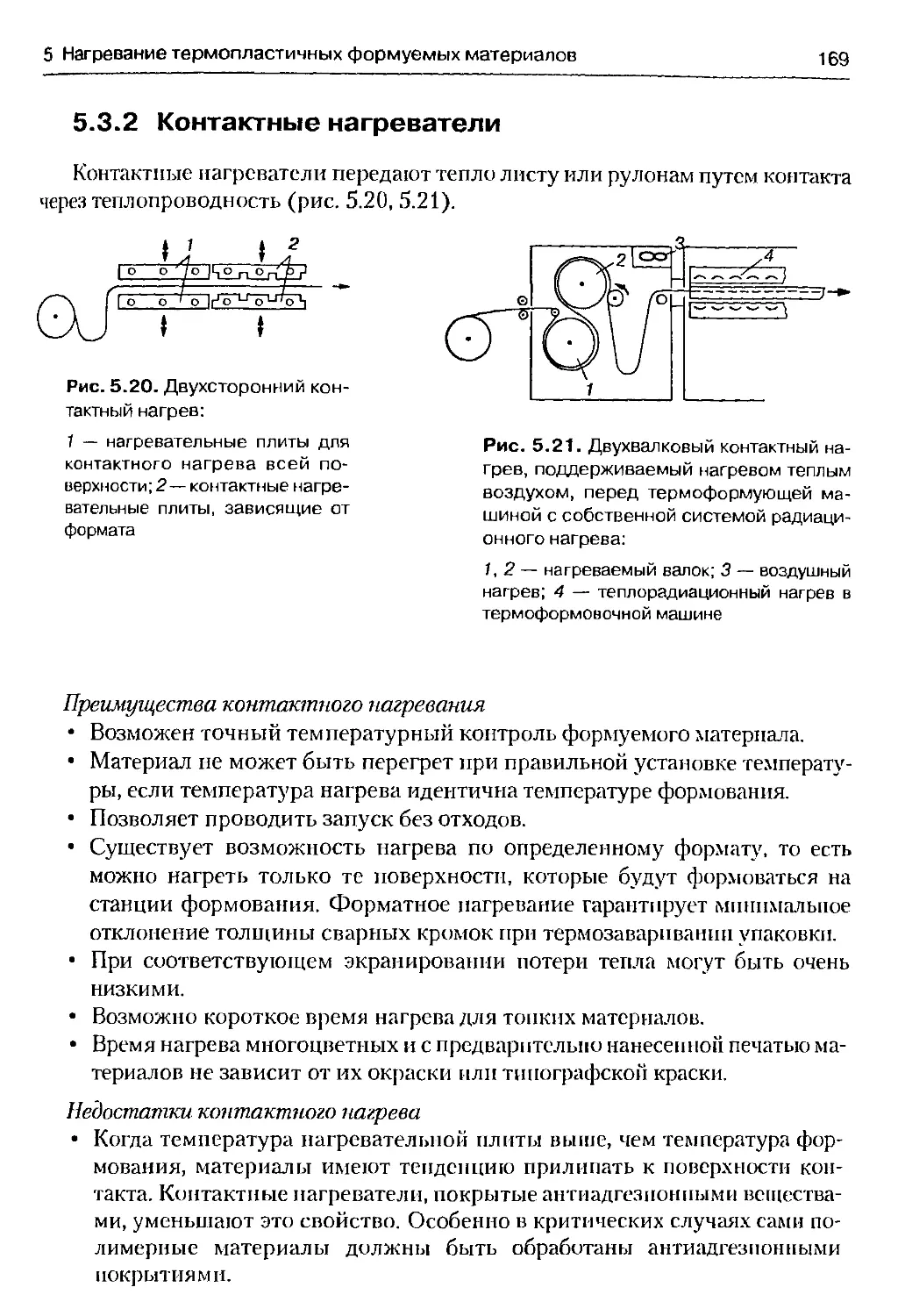
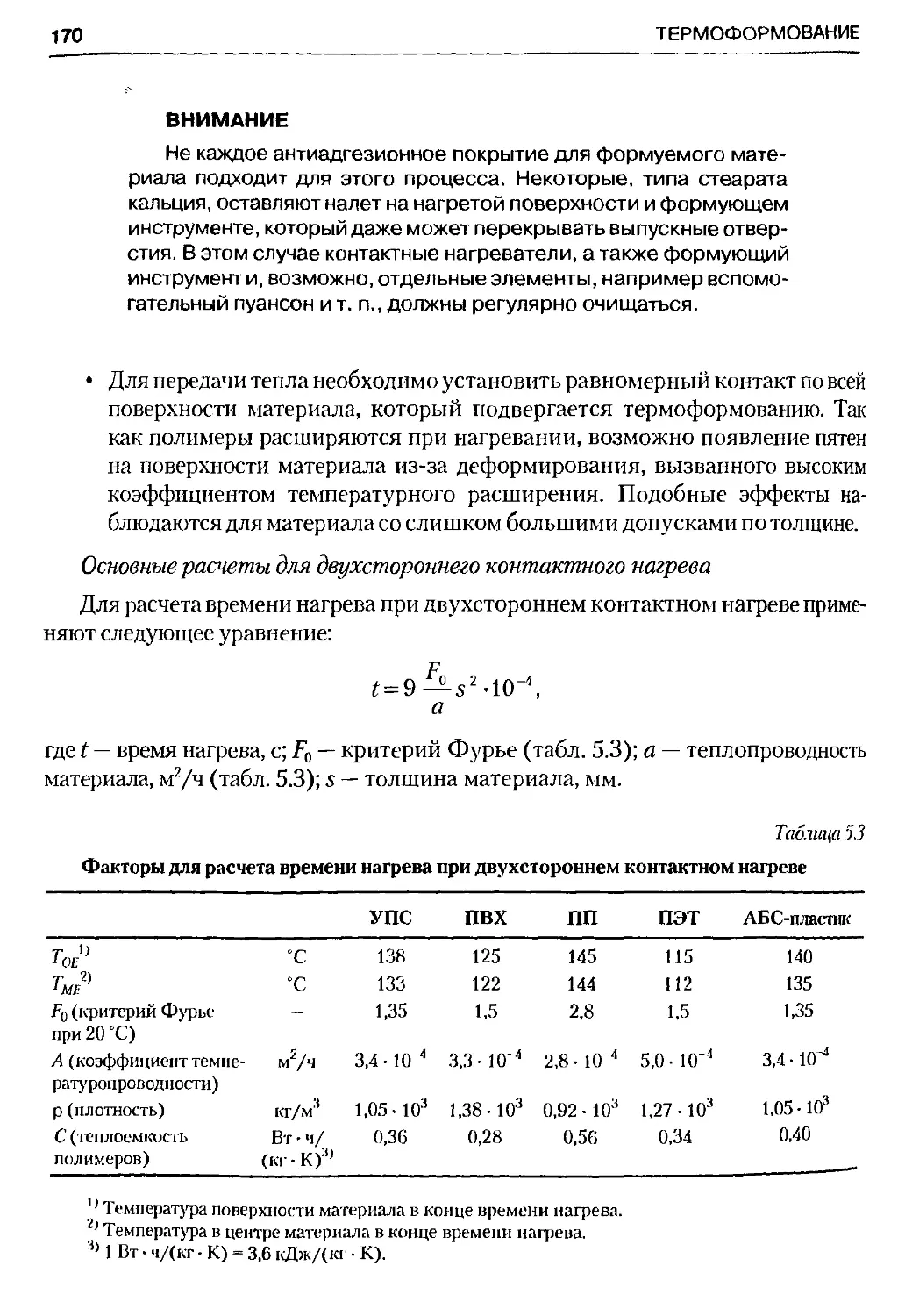
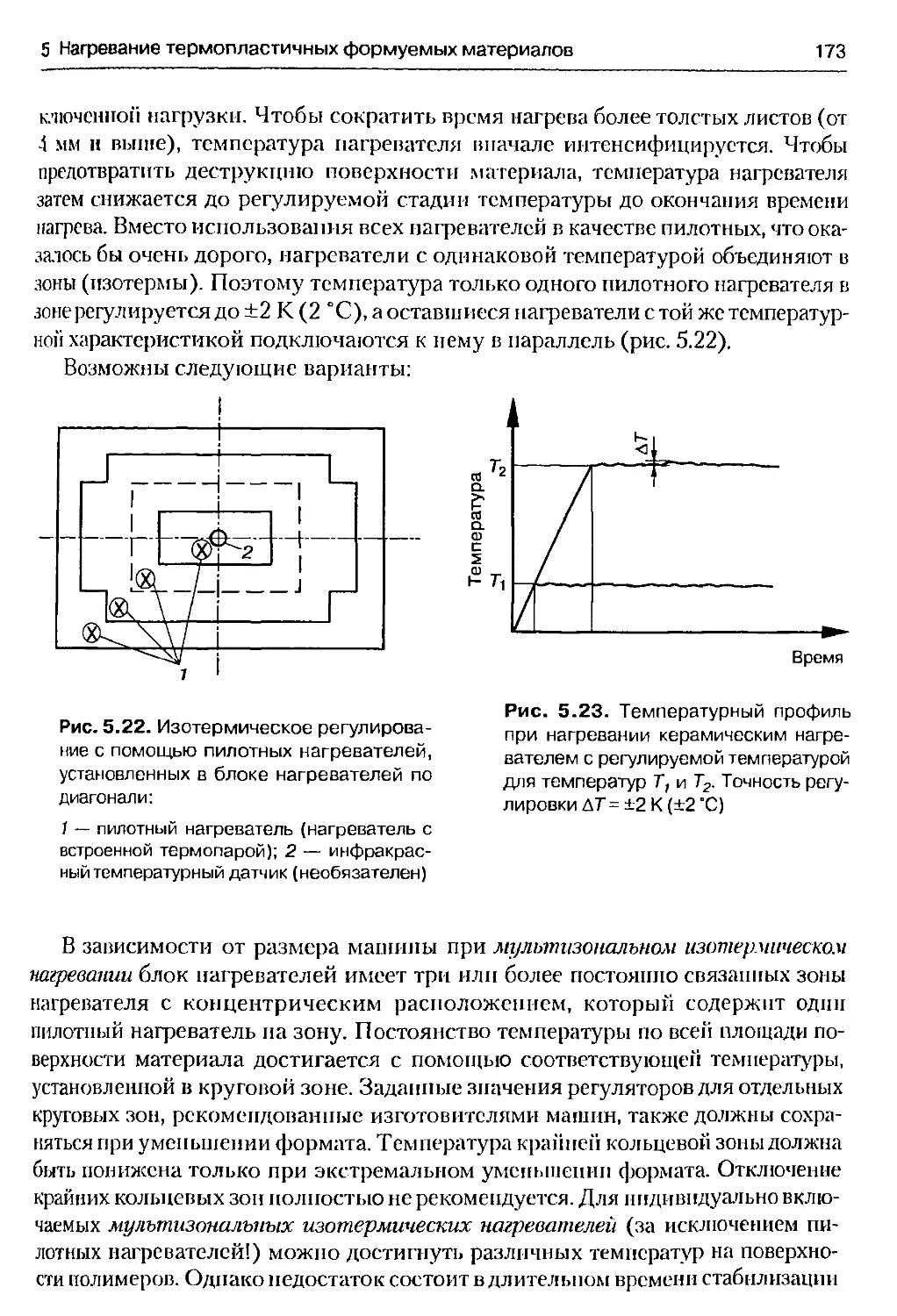
печатью 1465 Нагревание термопластичных формуемых материалов 1525.1 Требования к нагреванию материалов на термоформовочных ма¬
шинах для листов 1525.2 Нагревание формуемых материалов на автоматических термо-
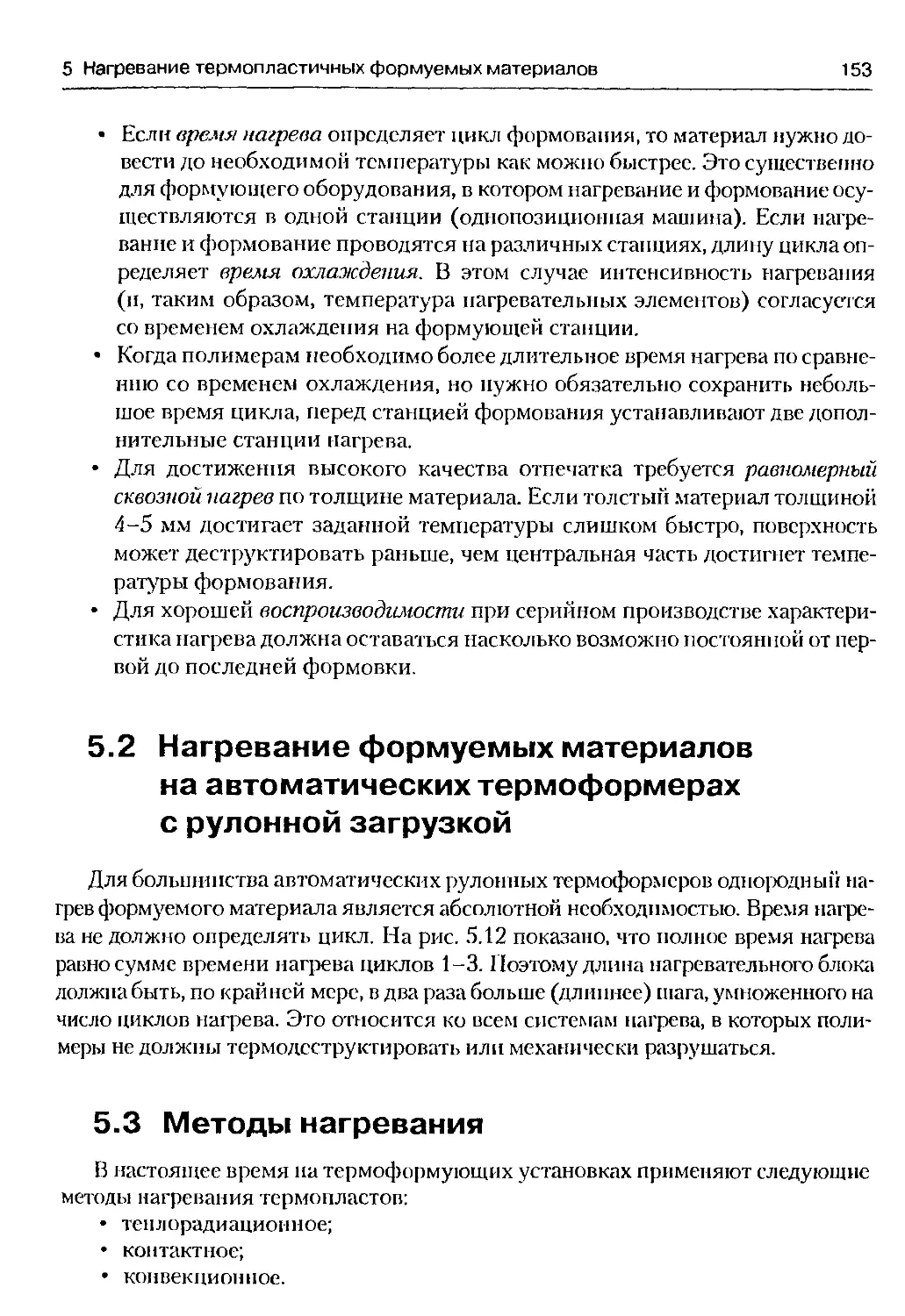
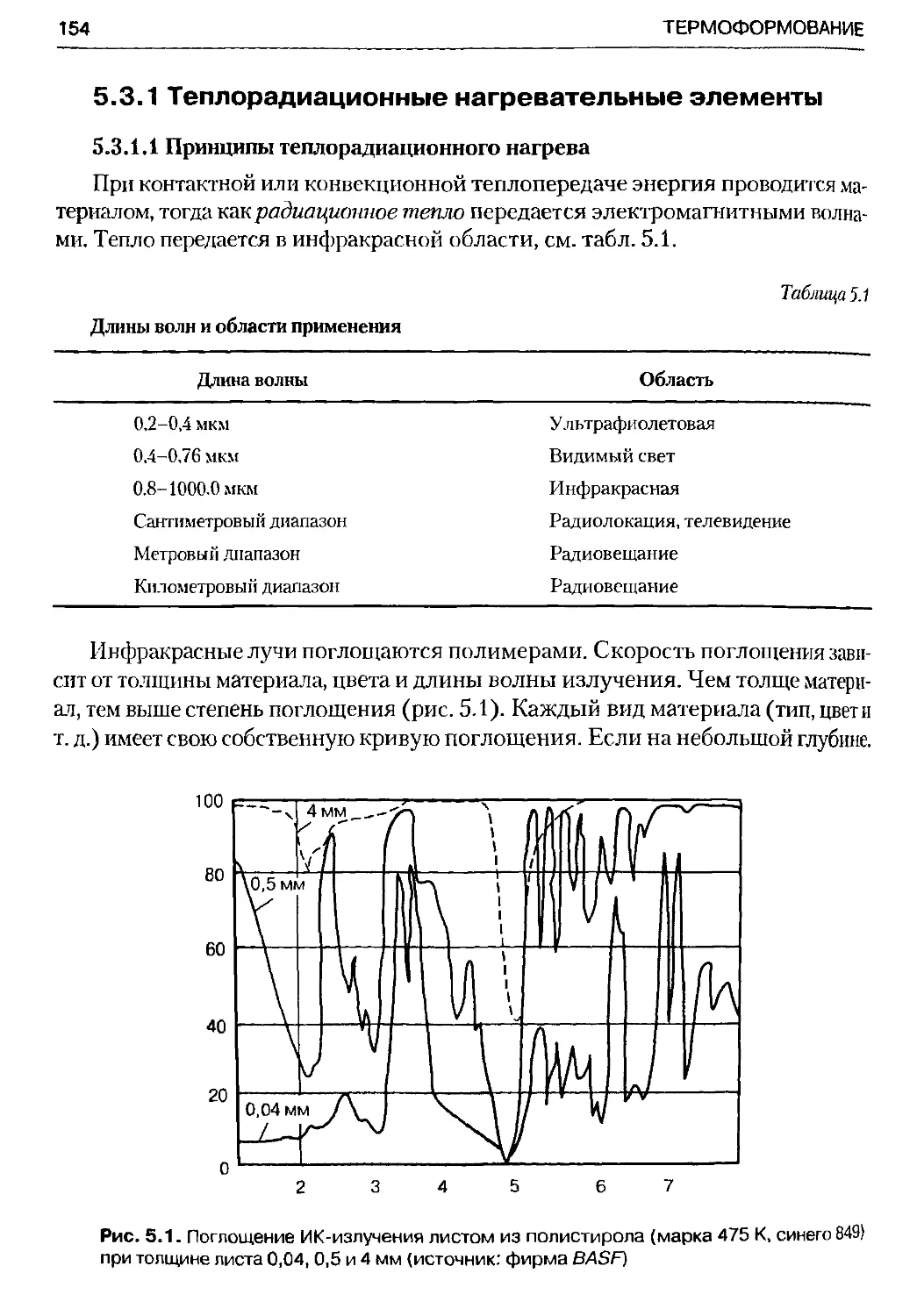
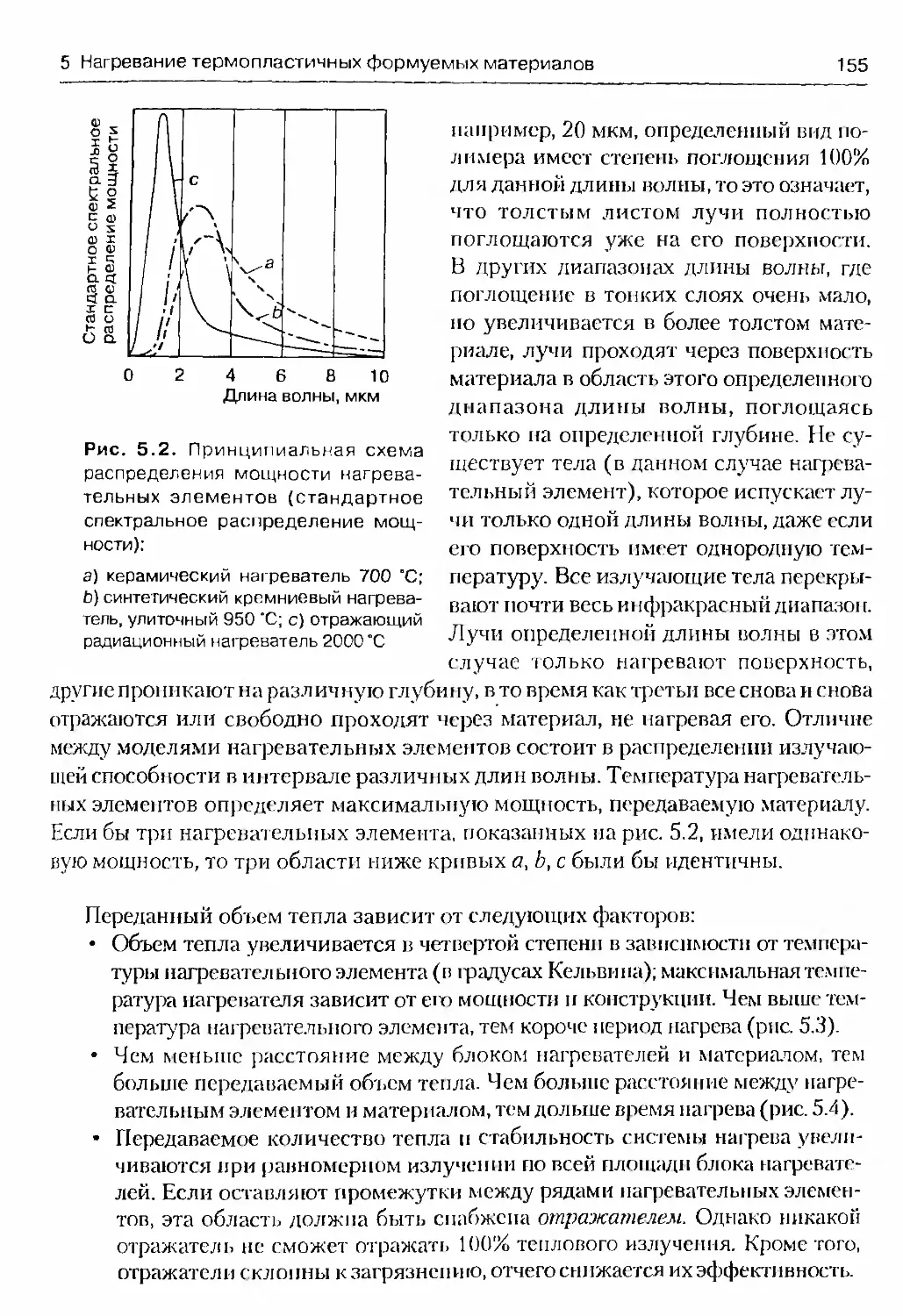
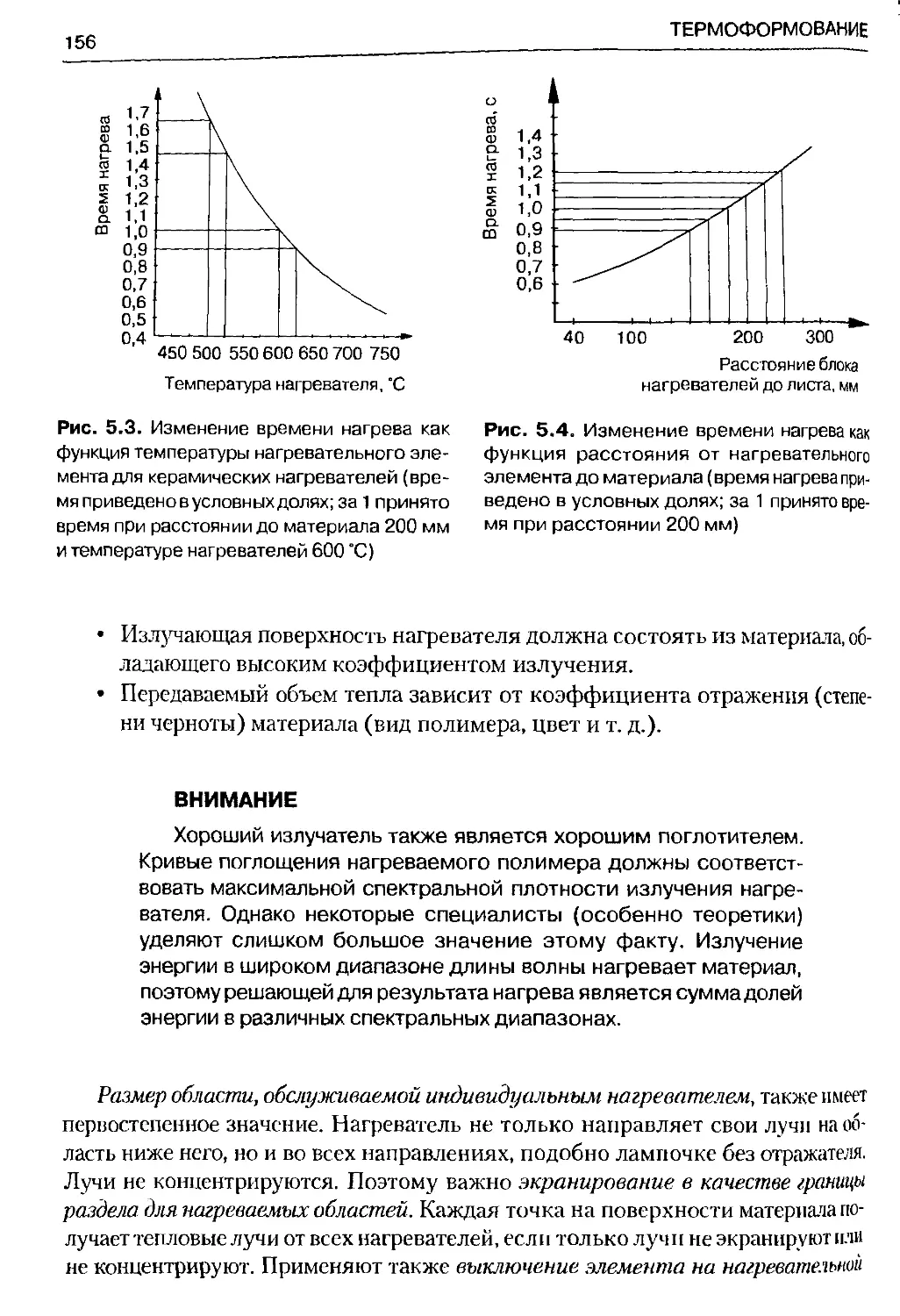
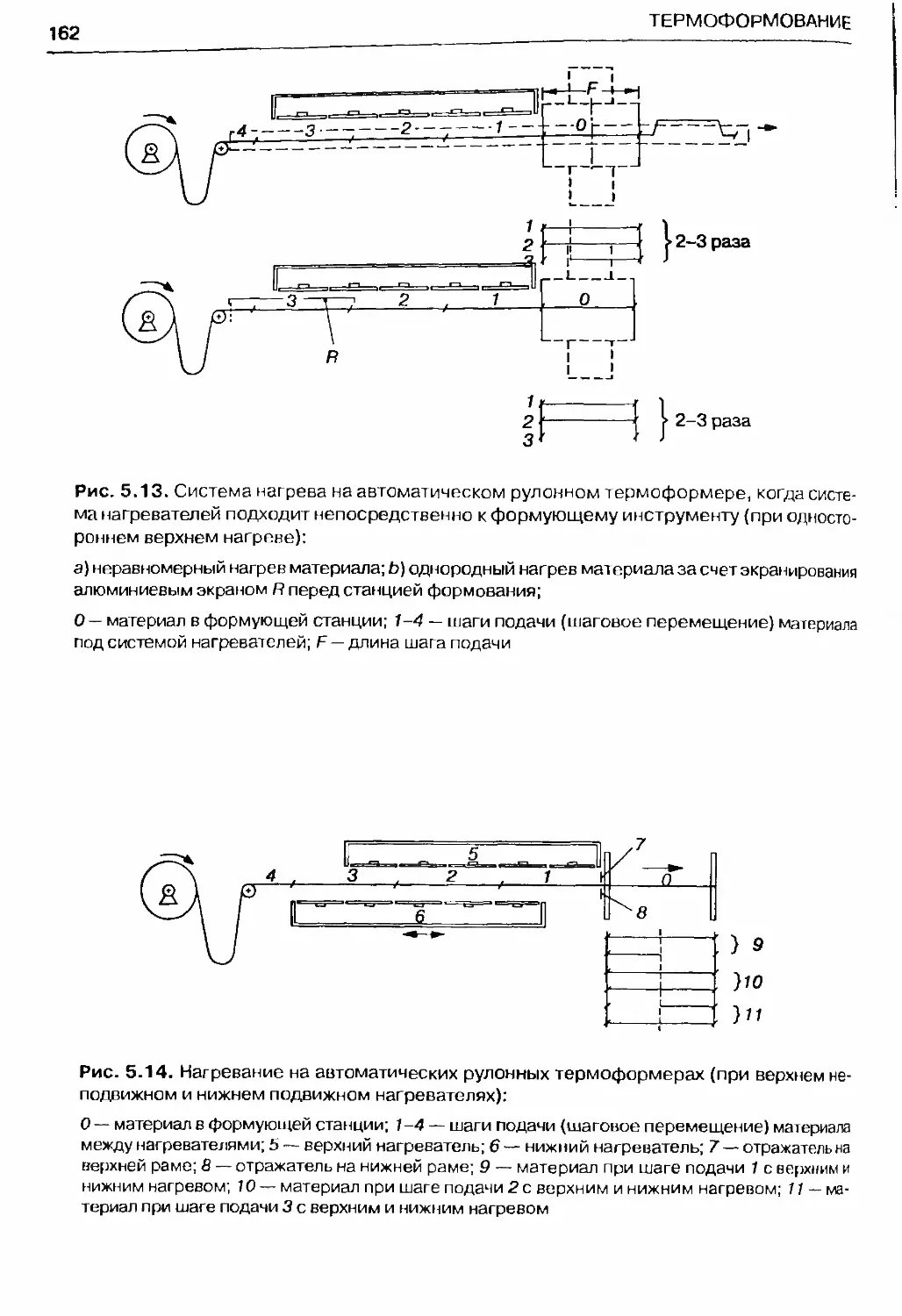
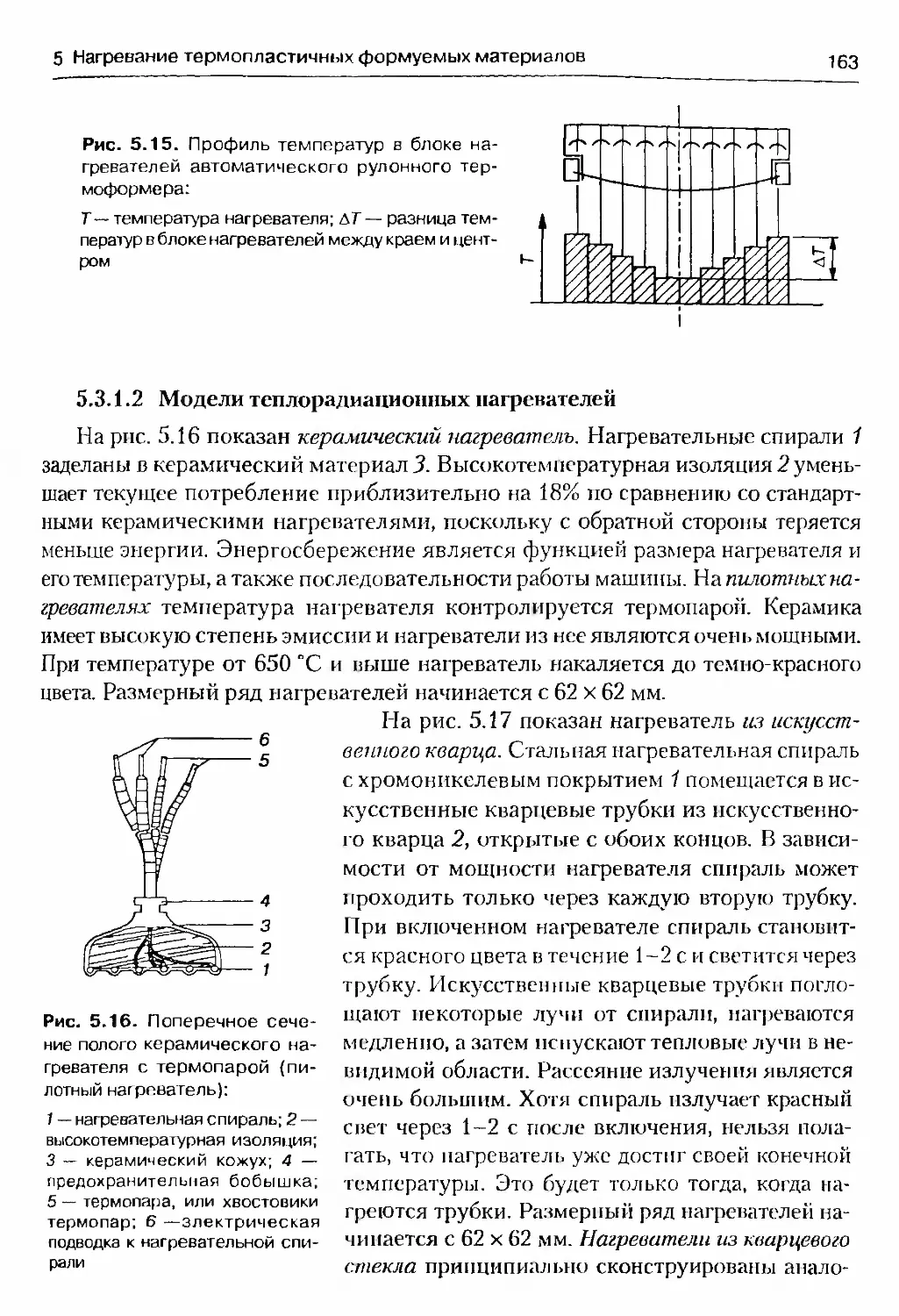
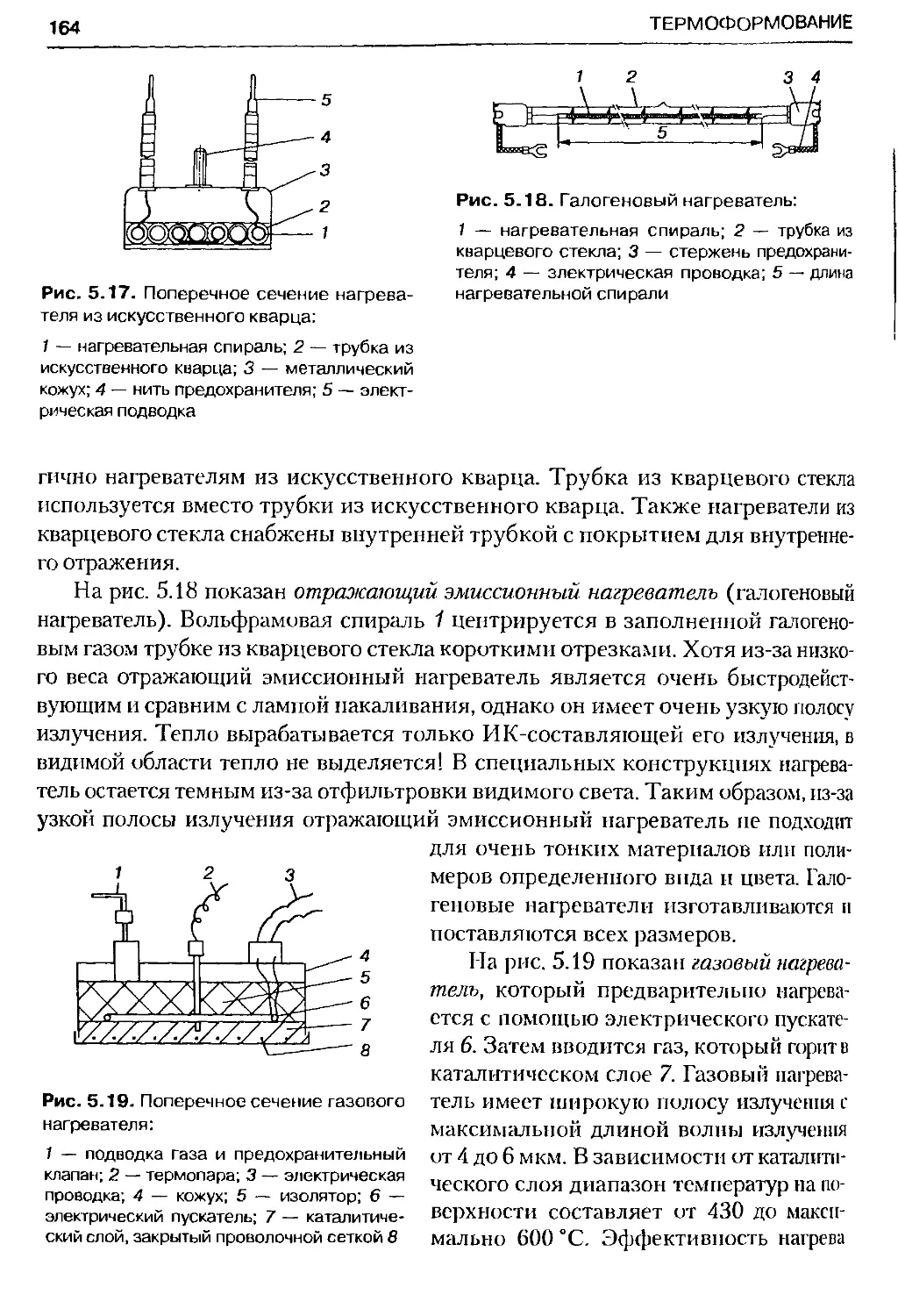
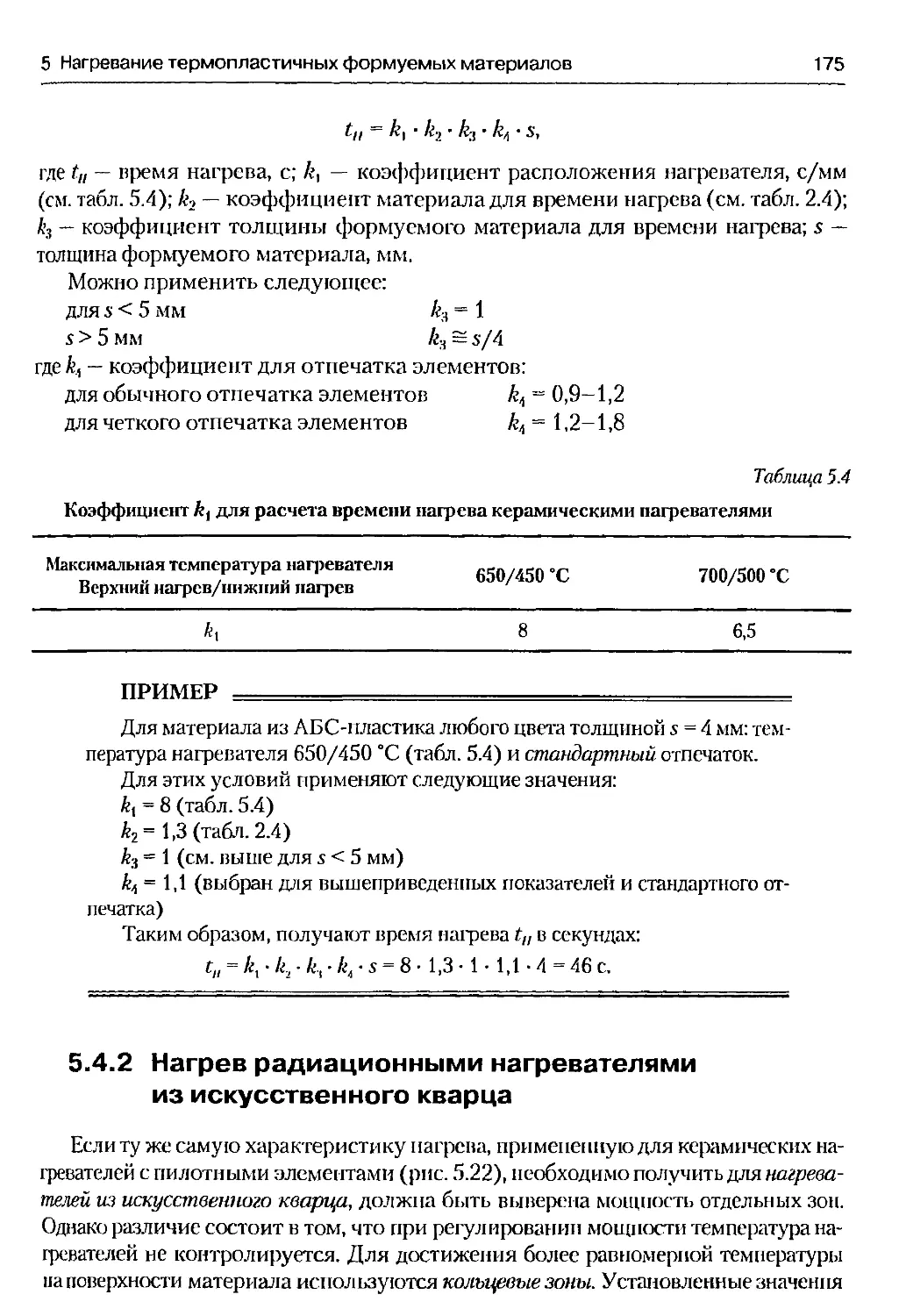
формерах с рулонной загрузкой 1535.3 Методы нагревания 1535.3.1 Теплорадиационные нагревательные элементы 1545.3.2 Контактные нагреватели 1695.3.3 Конвекционный нагрев 1715.4 Радиационный нагрев в листовых линиях 1725.4.1 Нагрев радиационными керамическими нагревателями 1725.4.2 Нагрев раидационными нагревателями из искусственного
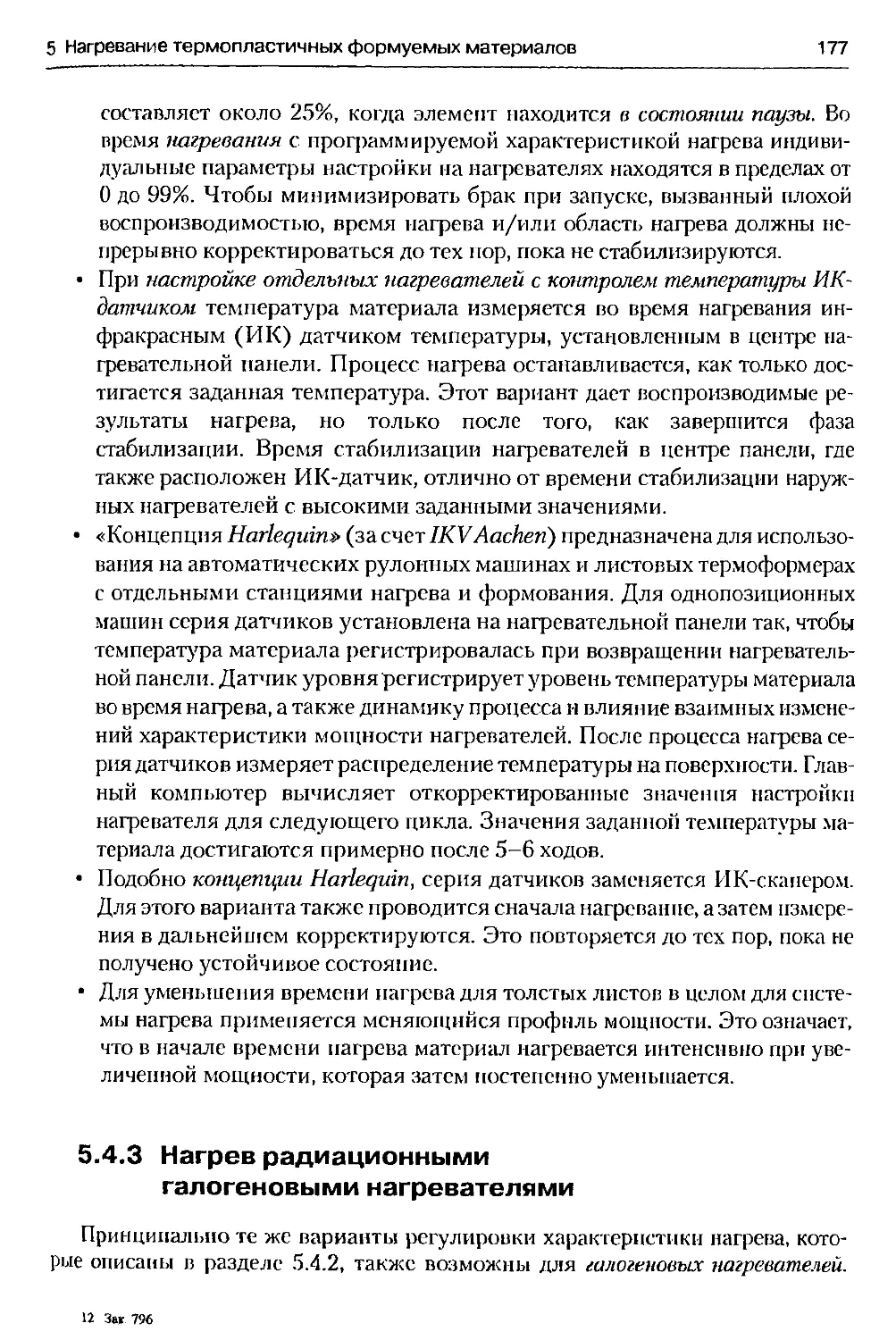
кварца 1755.4.3 Нагрев радиационными галогеновыми нагревателями . . 1775.5 Радиационный нагрев для автоматических термоформовочных
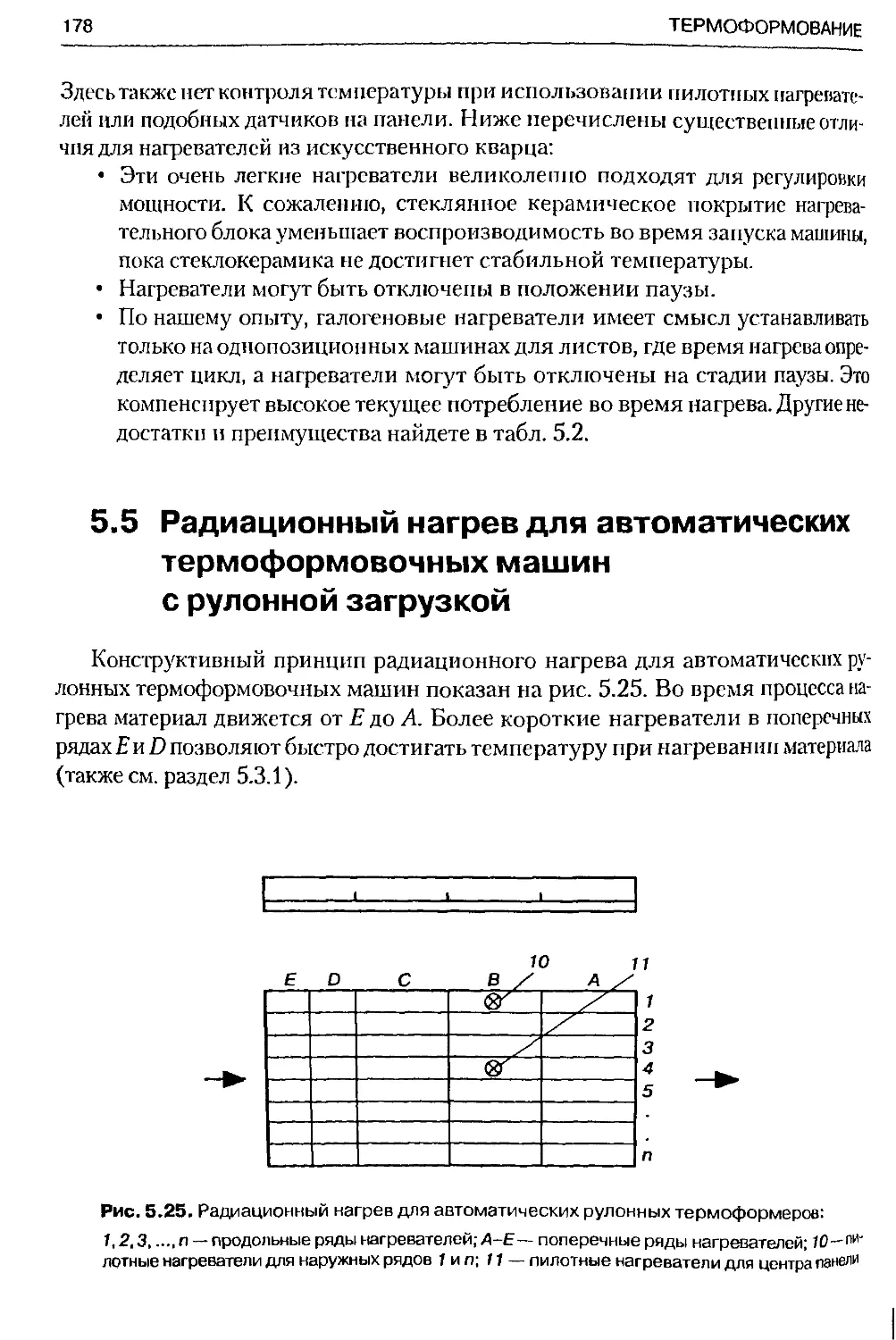
машин с рулонной загрузкой 1785.5.1 Нагрев радиационными керамическими нагревателями . 1795.5.2 Нагрев радиационными нагревателями из искусственного
кварца 1805.5.3 Регулировка температуры с обратной связью для термофор¬
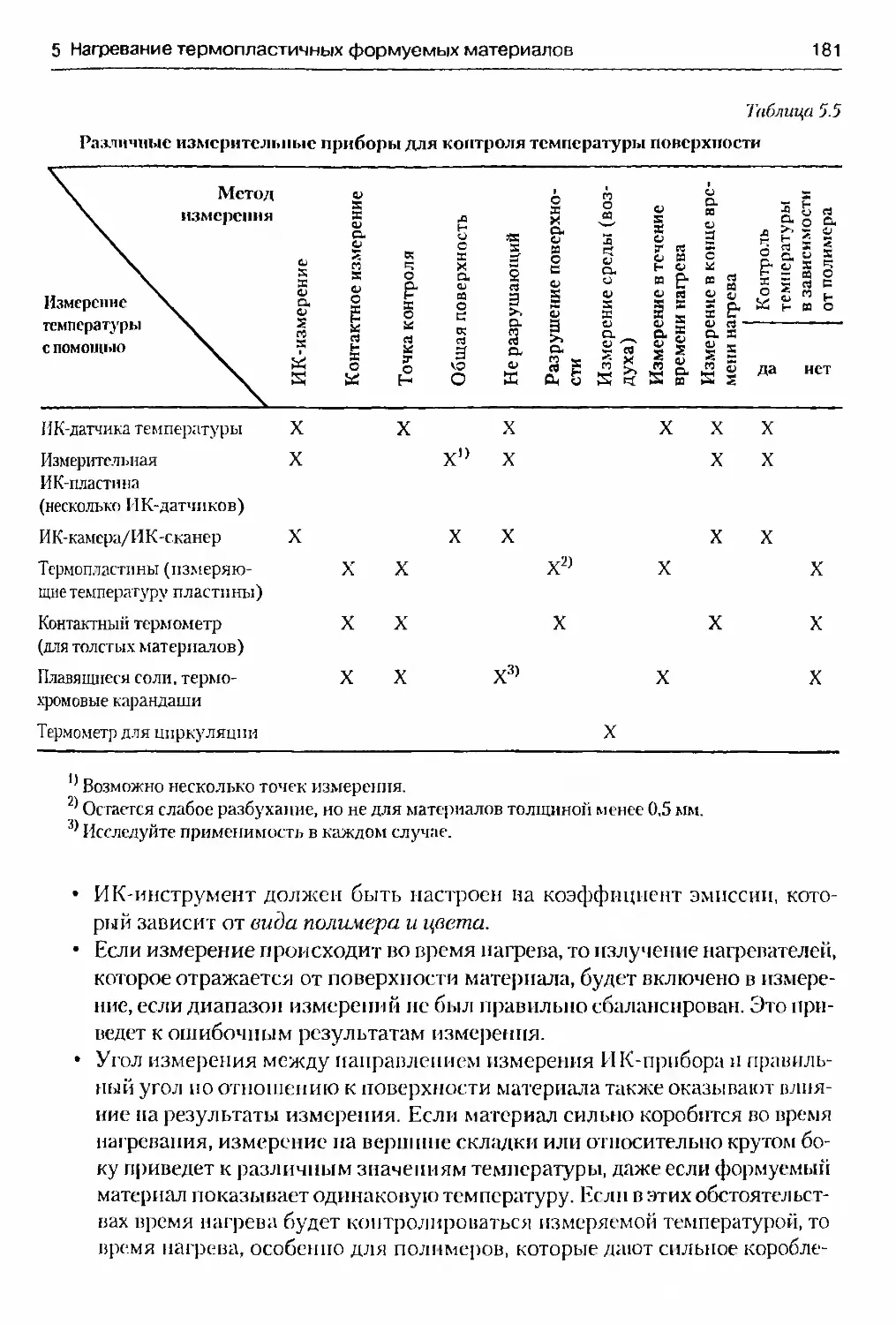
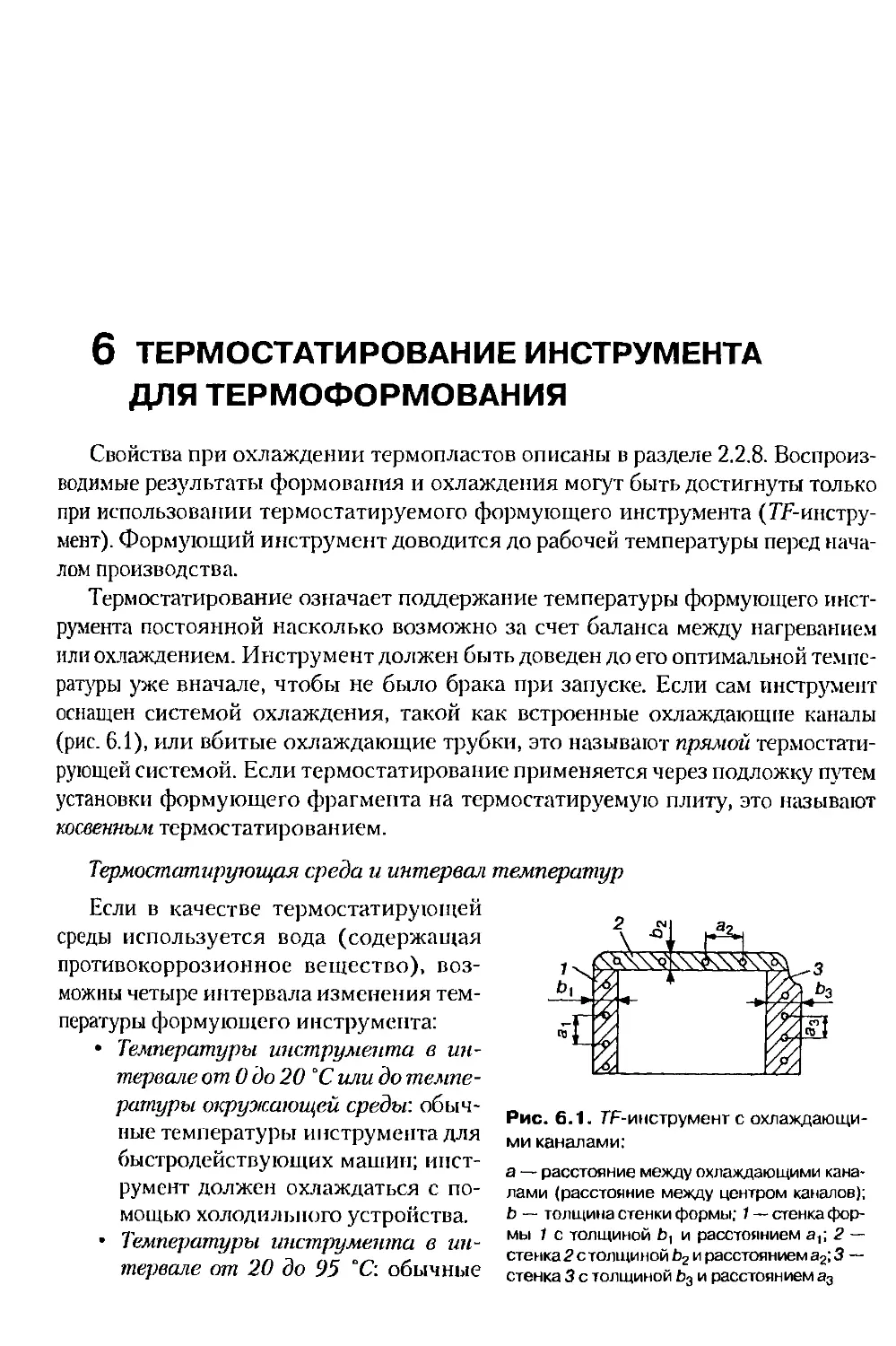
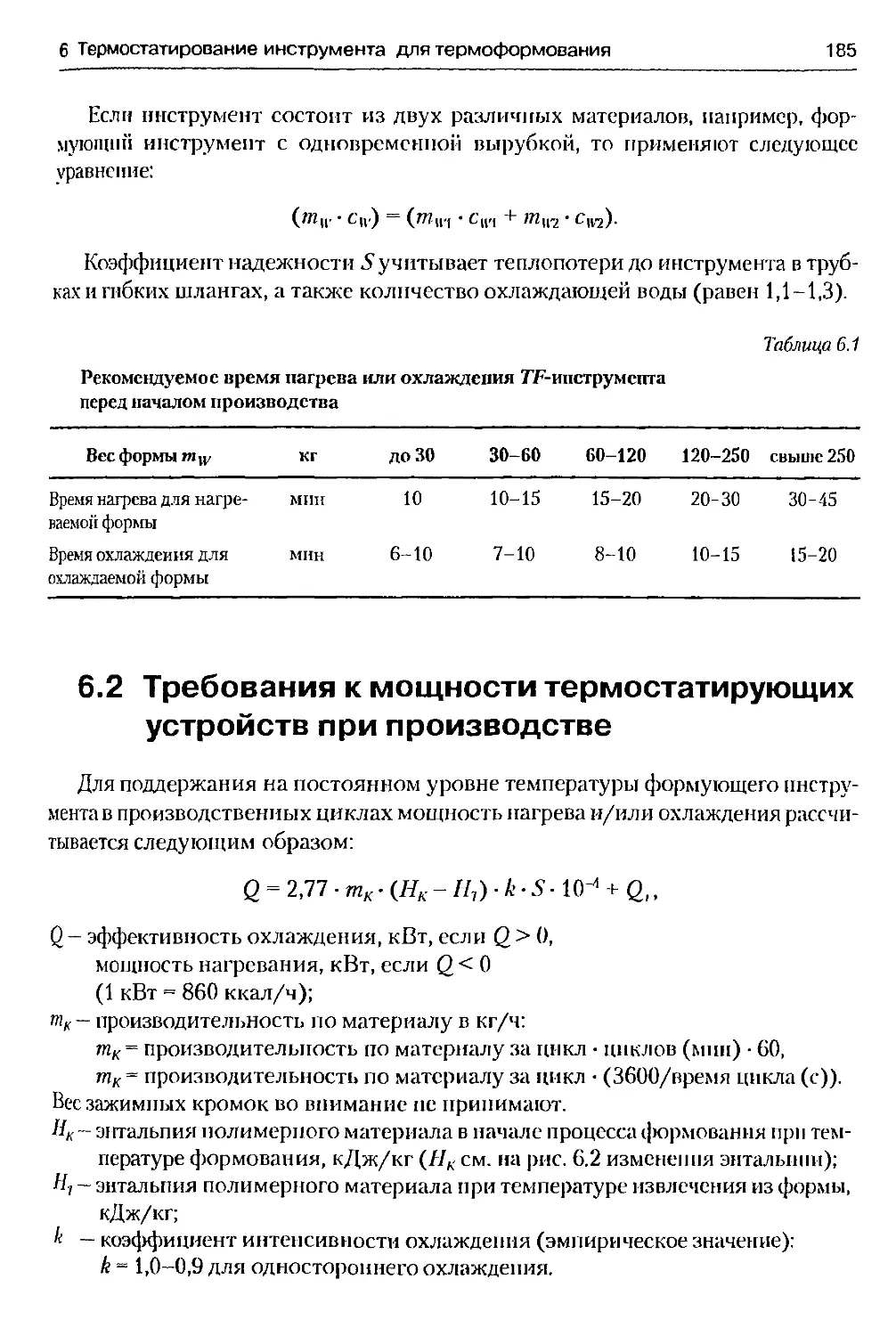
мовочных машин с рулонной загрузкой 1805.6 Измерение температуры на поверхности формуемых материалов 1806 Термостатироваиие инструмента для термоформования 1836.1 Требования к мощности термостатируемого термоформующегоинструмента перед началом производства 184
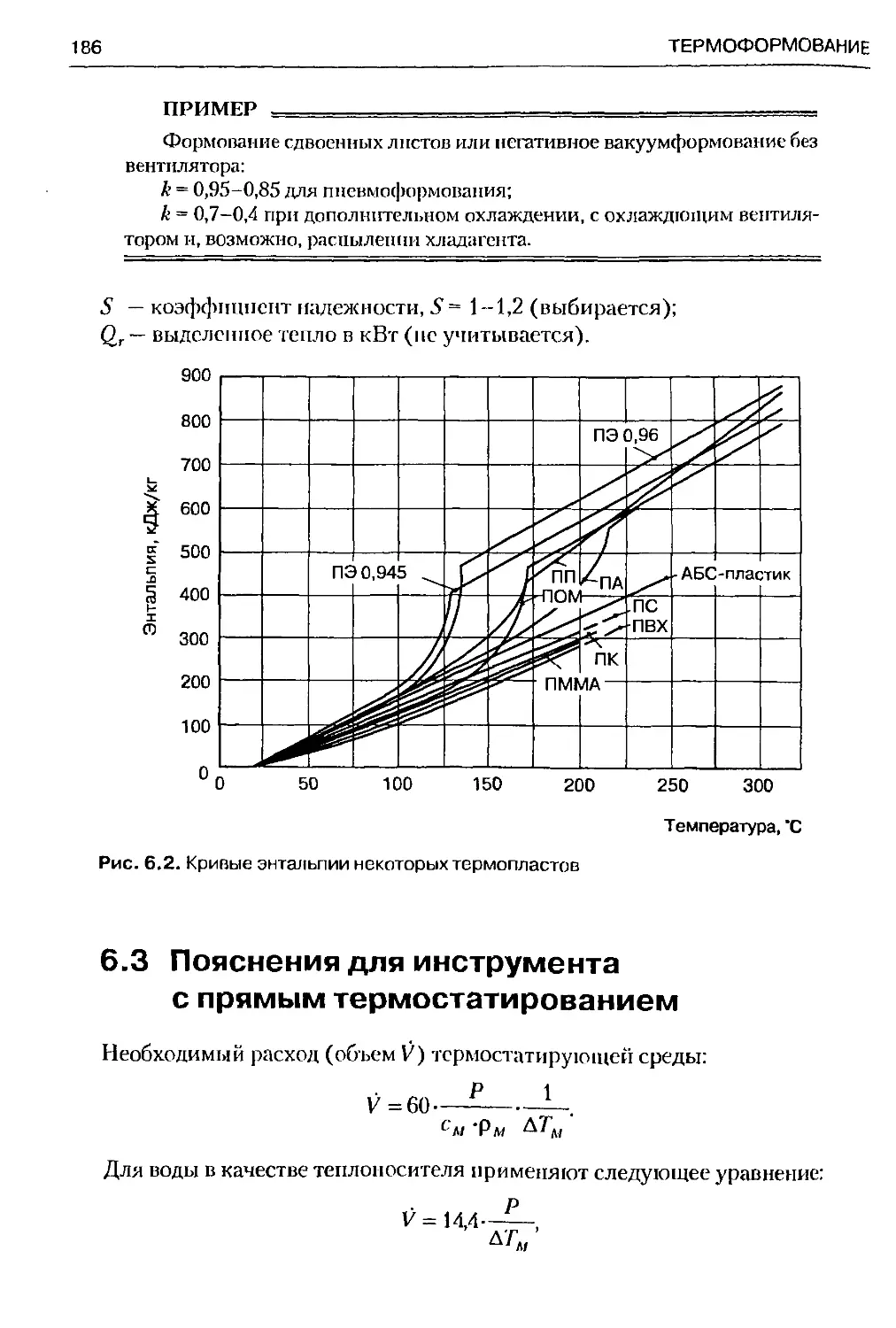
10ТЕРМОФОРМОВАНИЕ6.2 Требования к мощности термостатиругощих устройств при произ¬
водстве 1856.3 Пояснения для инструмента с прямым термостатированием . . 1866.4 Пояснения для инструмента с косвенным (опосредованным) тер¬
мостатированием 1896.5 Пояснения для электрического нагрева 1896.6 Примеры для расчета мощности термостатирования 1906.6.1 Термоформующий инструмент (165 кг) на машине для пе¬
реработки листов 1906.6.2 Термоформующий инструмент (400 кг) на машине для пе¬
реработки листов 1926.6.3 Формующий и вырубной инструмент на автоматической
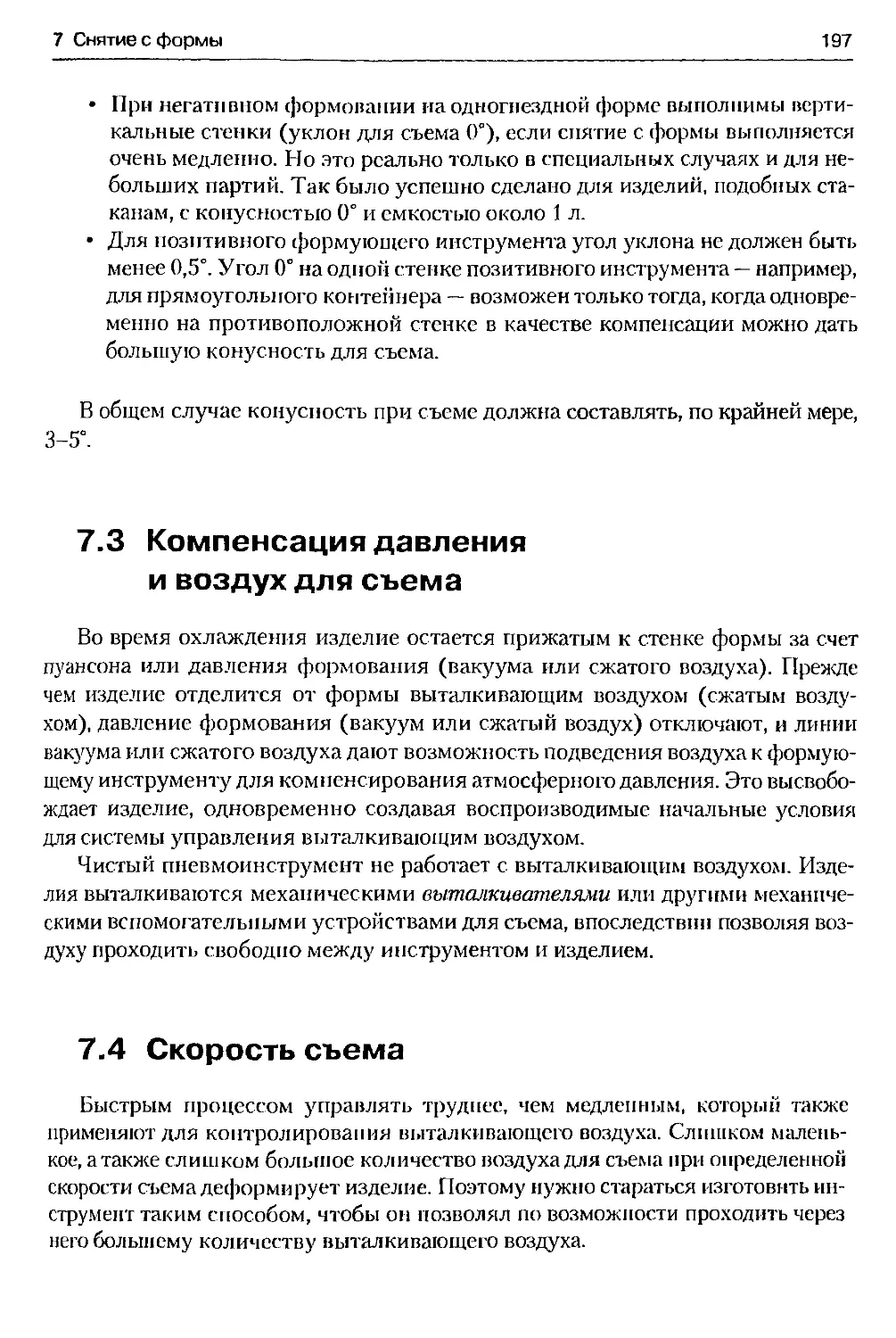
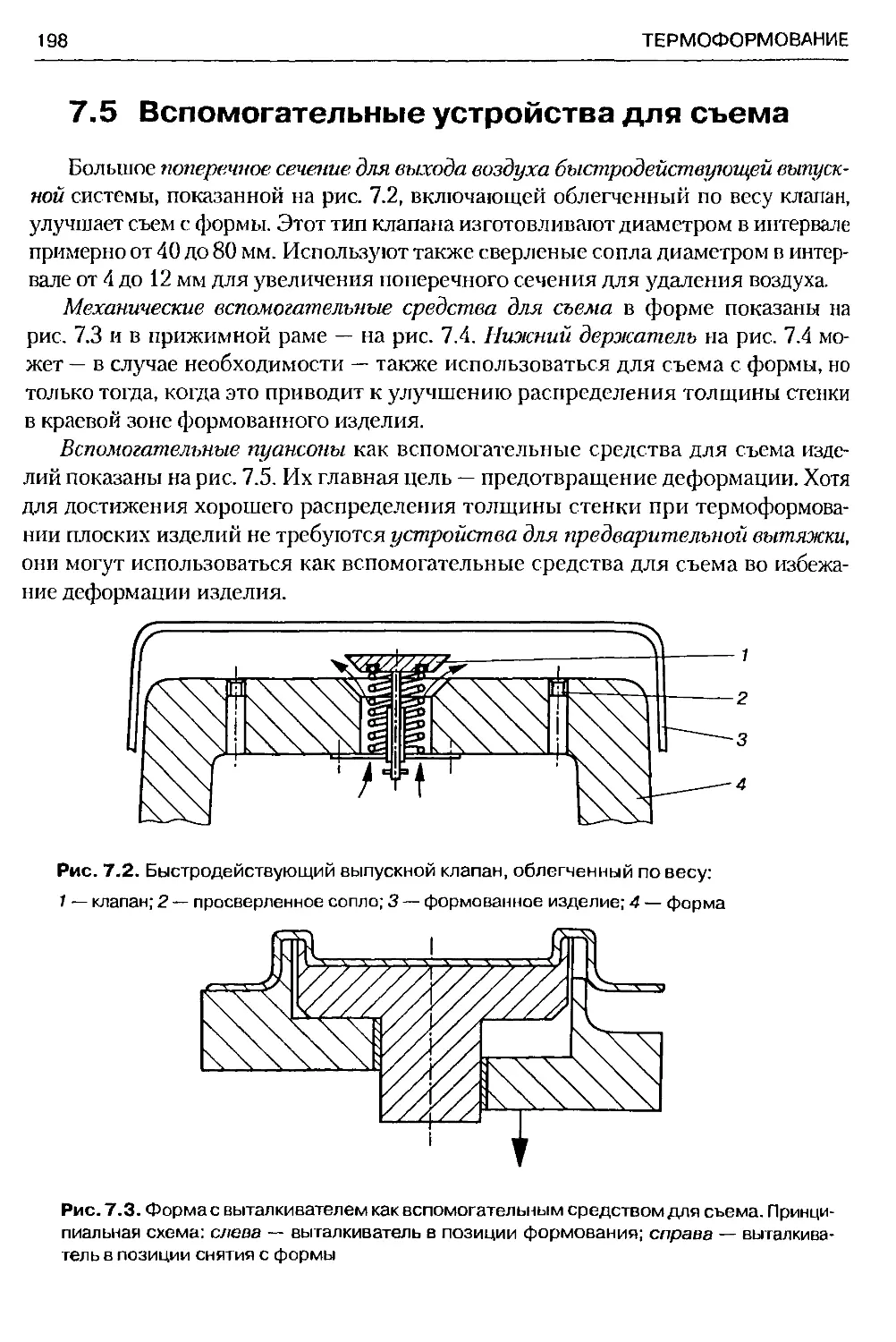
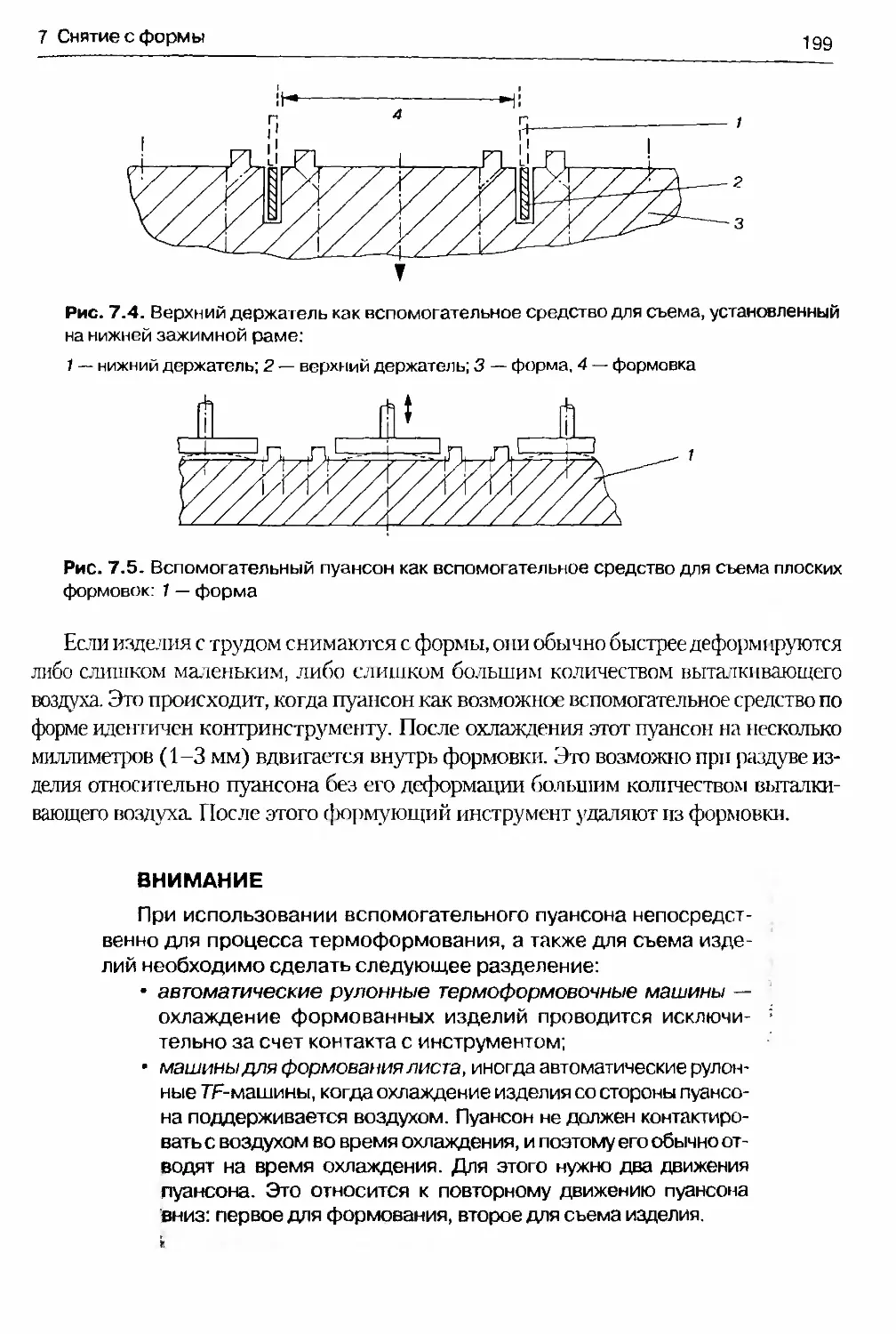
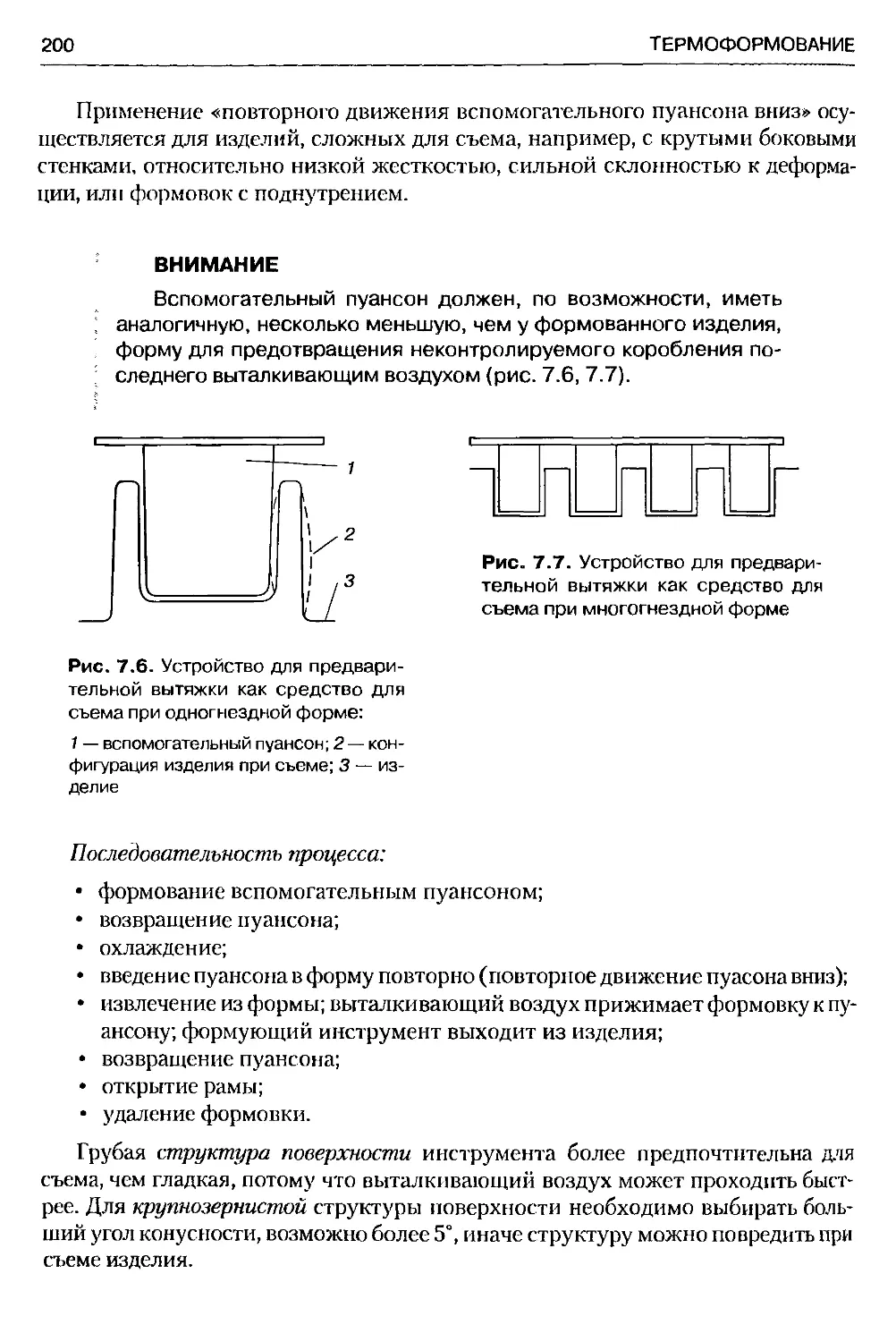
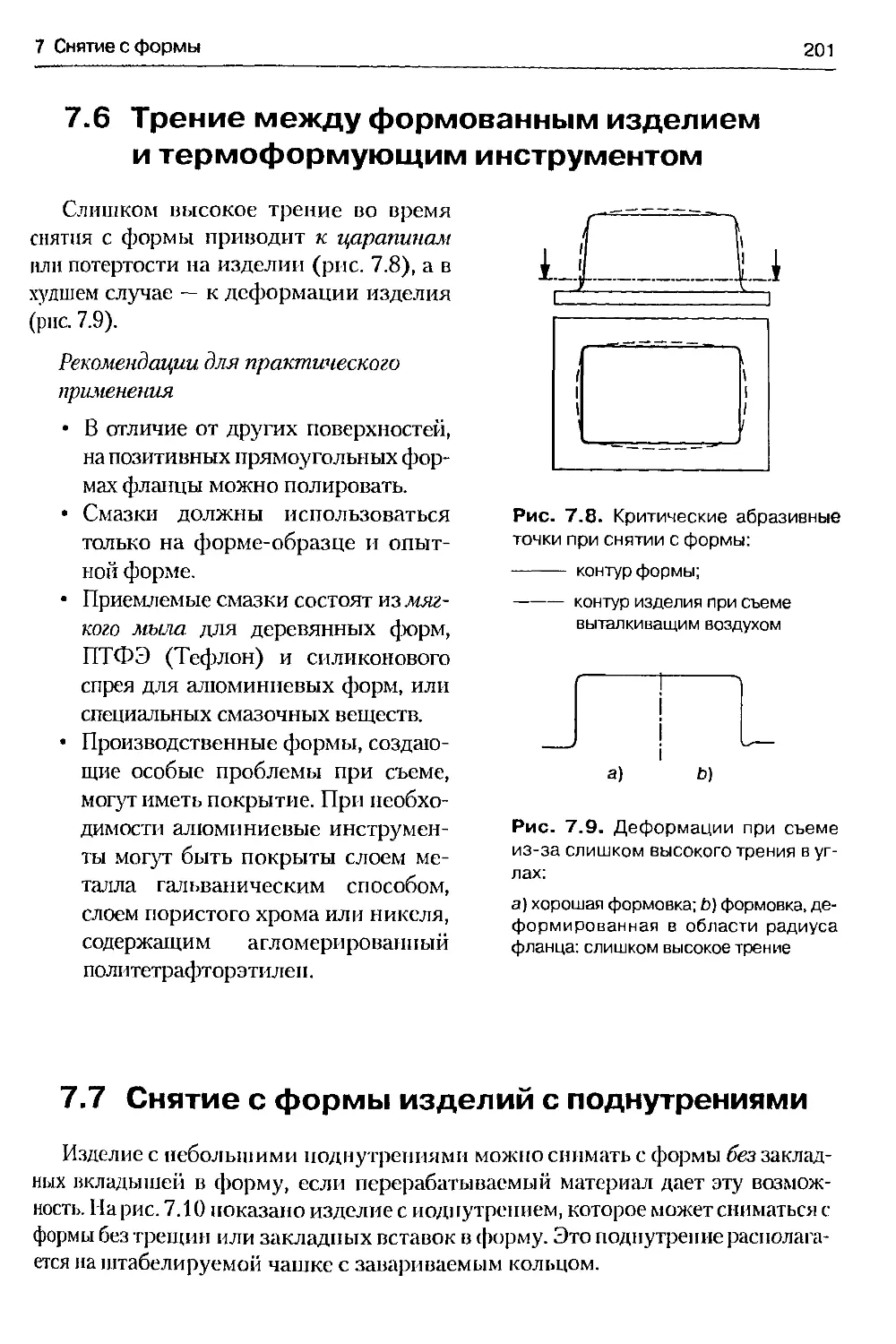
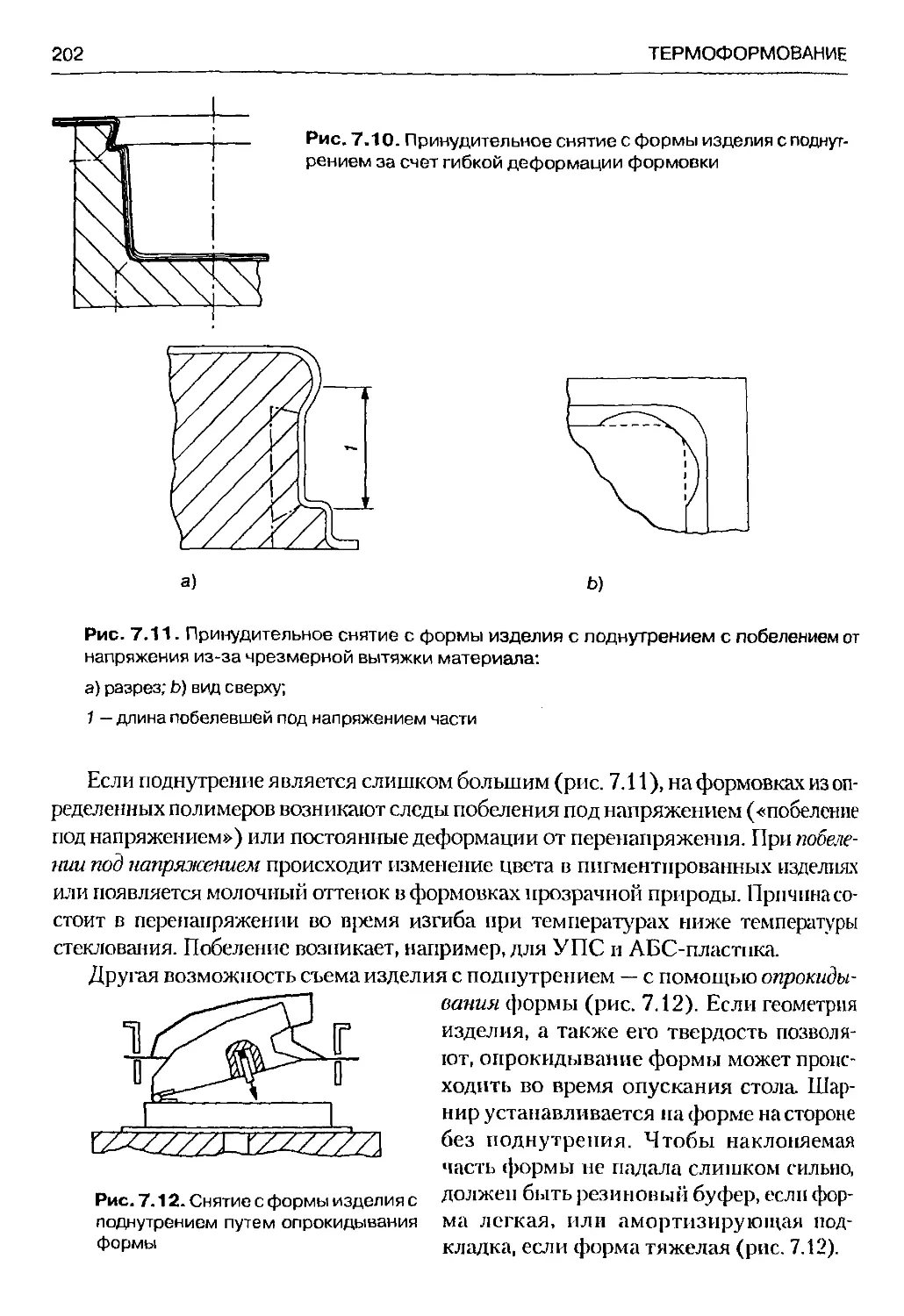
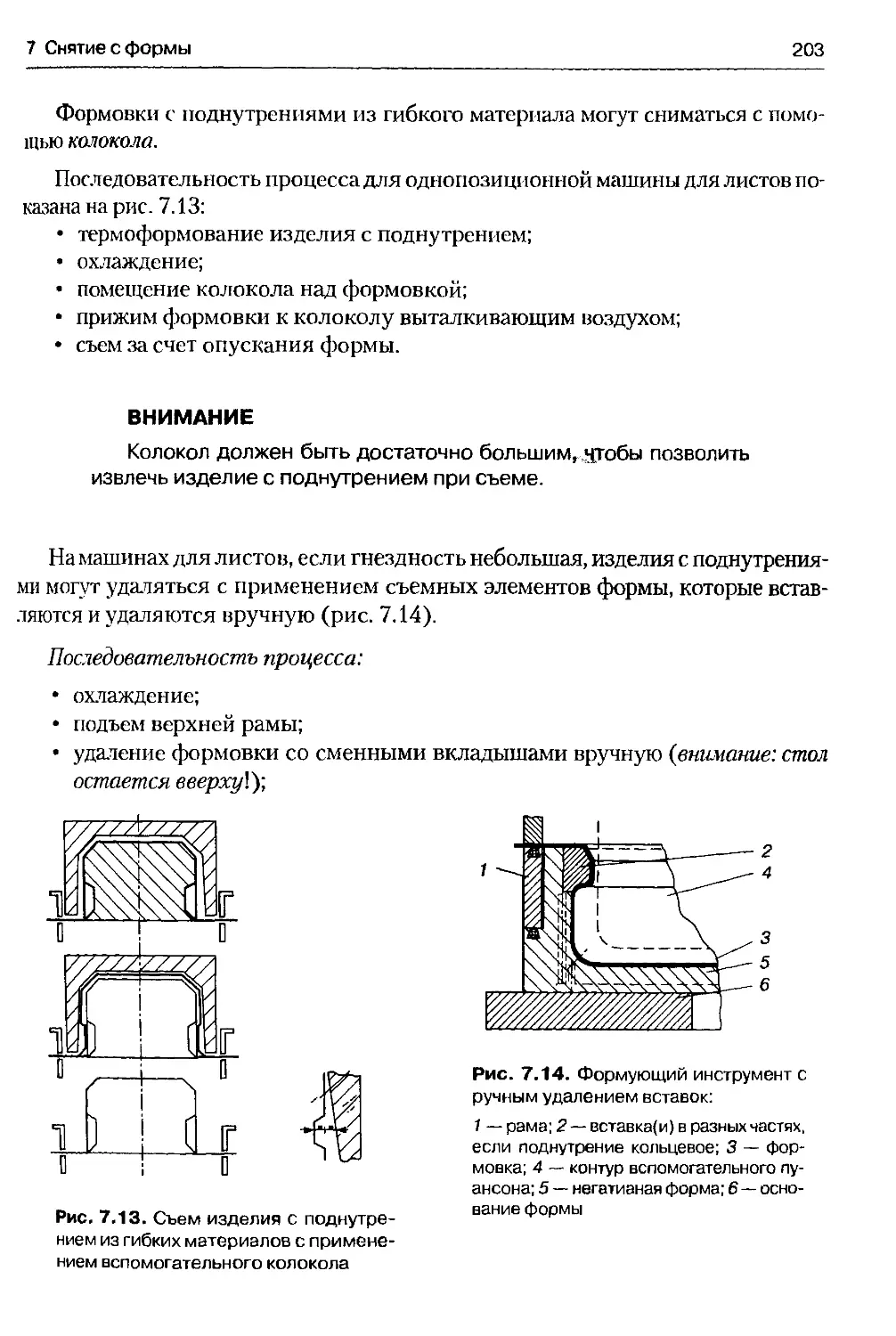
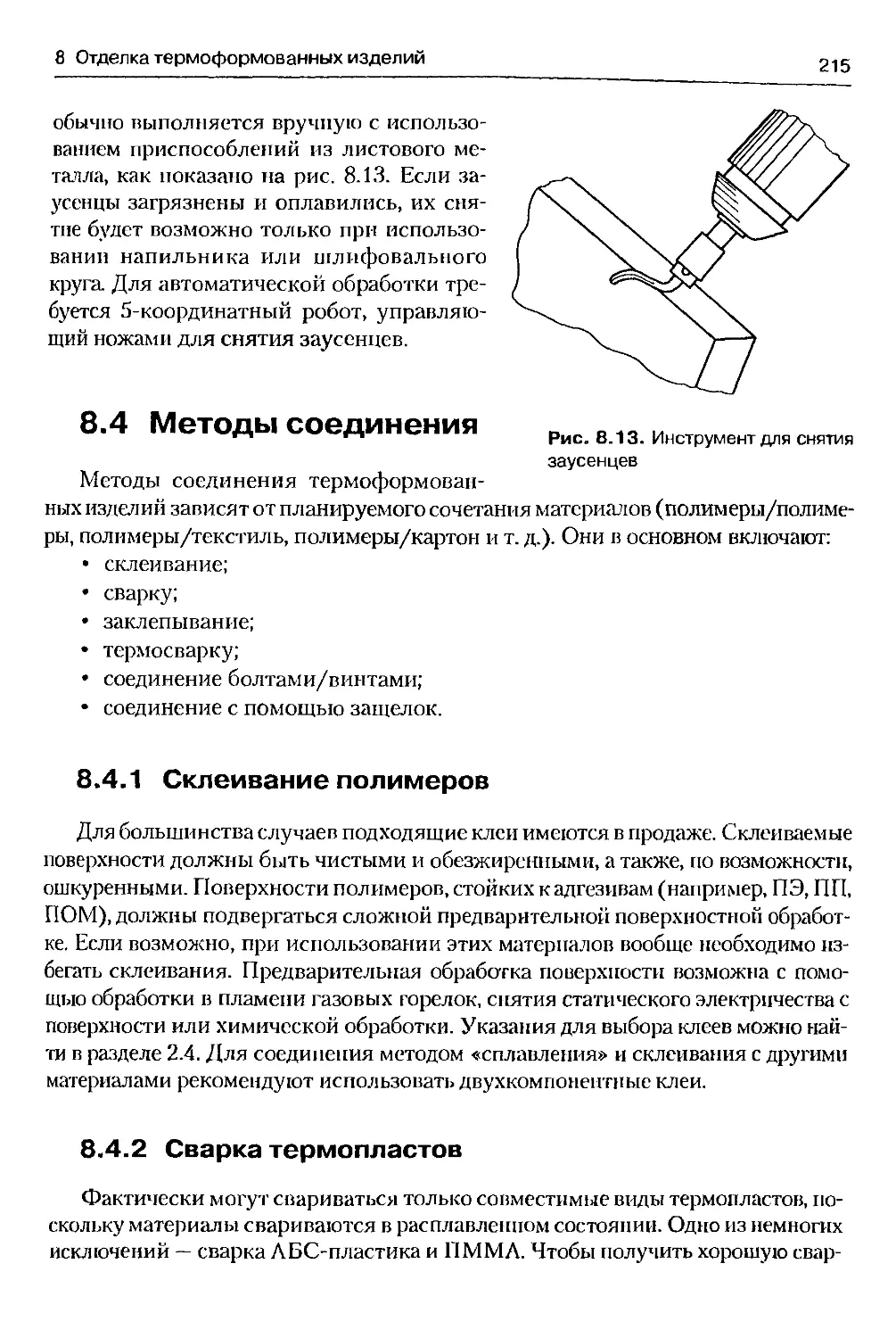
термоформовочной машине с рулонной загрузкой 1937 Снятие с формы 1957.1 Температура при съеме 1957.2 Конструкция формы для облегчения съема 1967.3 Компенсация давления и воздух для съема 1977.4 Скорость съема 1977.5 Вспомогательные устройства для съема 1987.6 Трение между формованным изделием и термоформующим
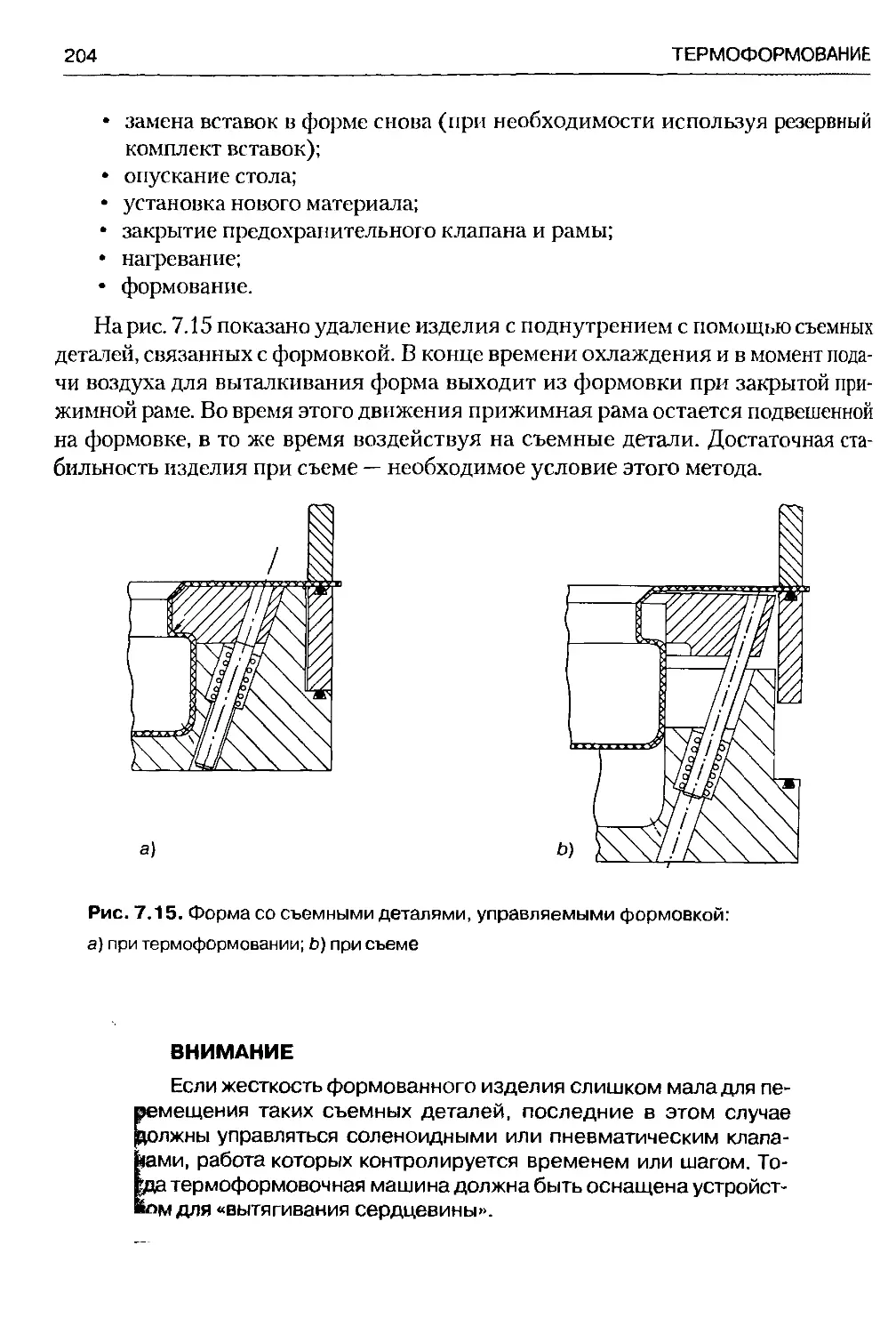
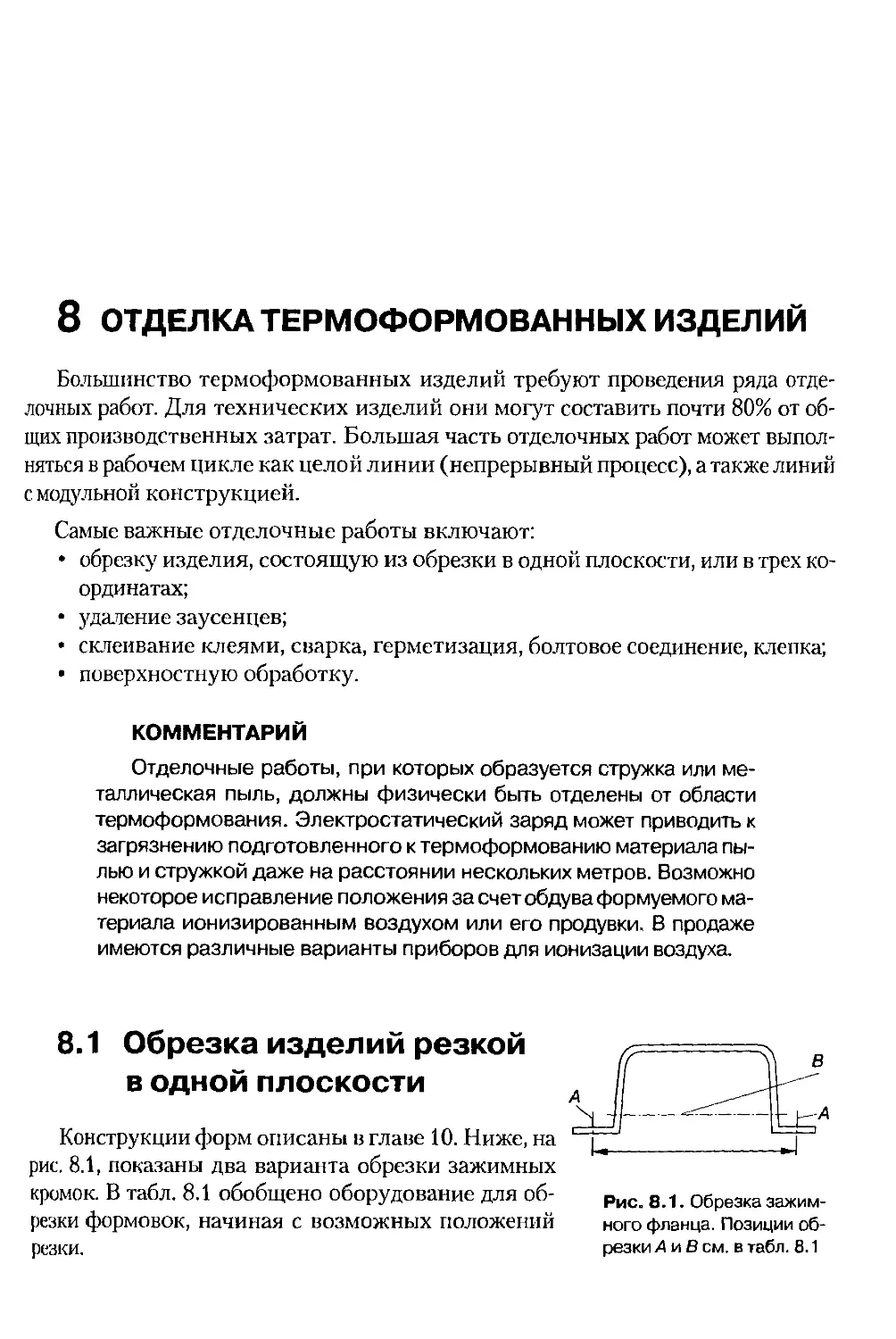
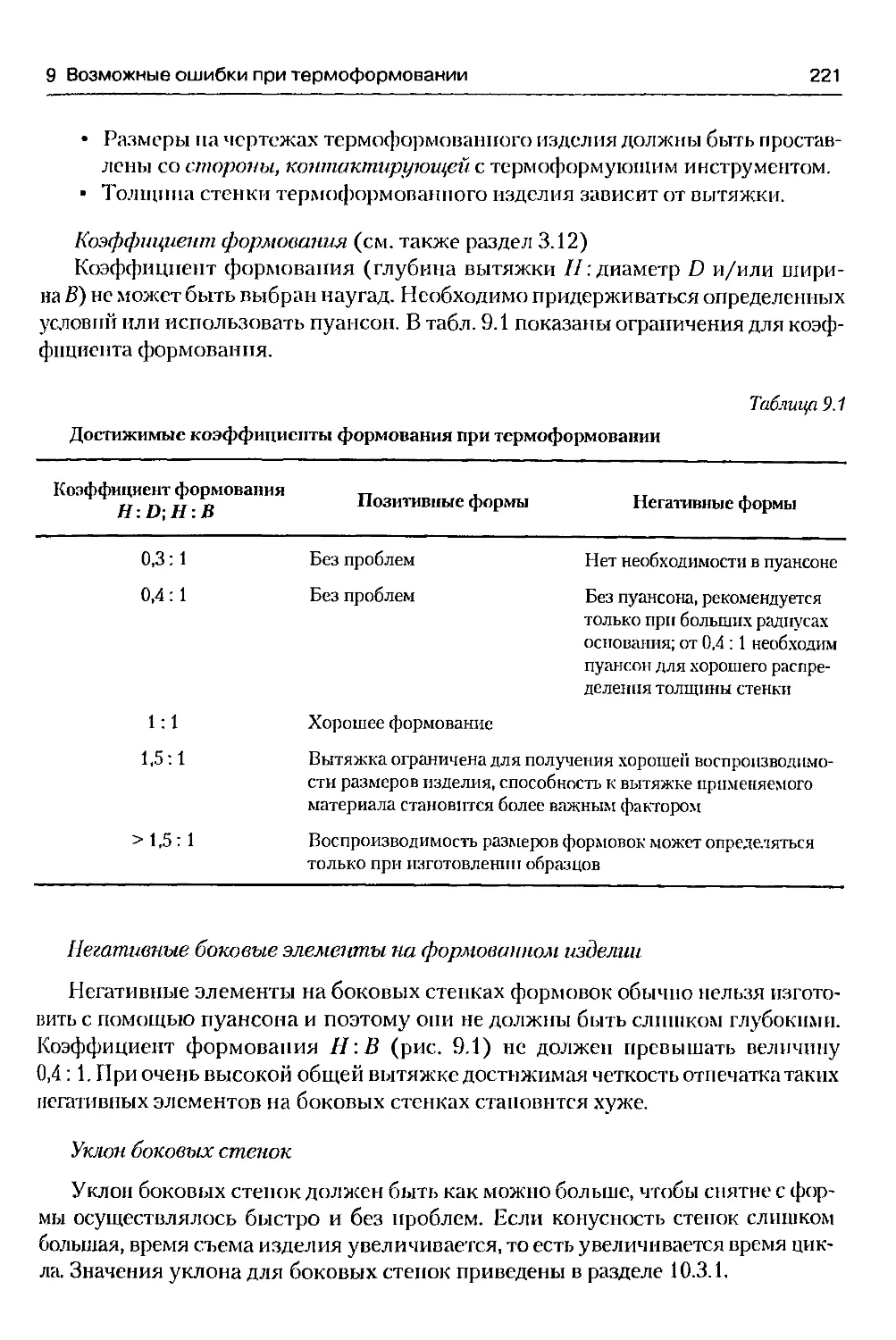
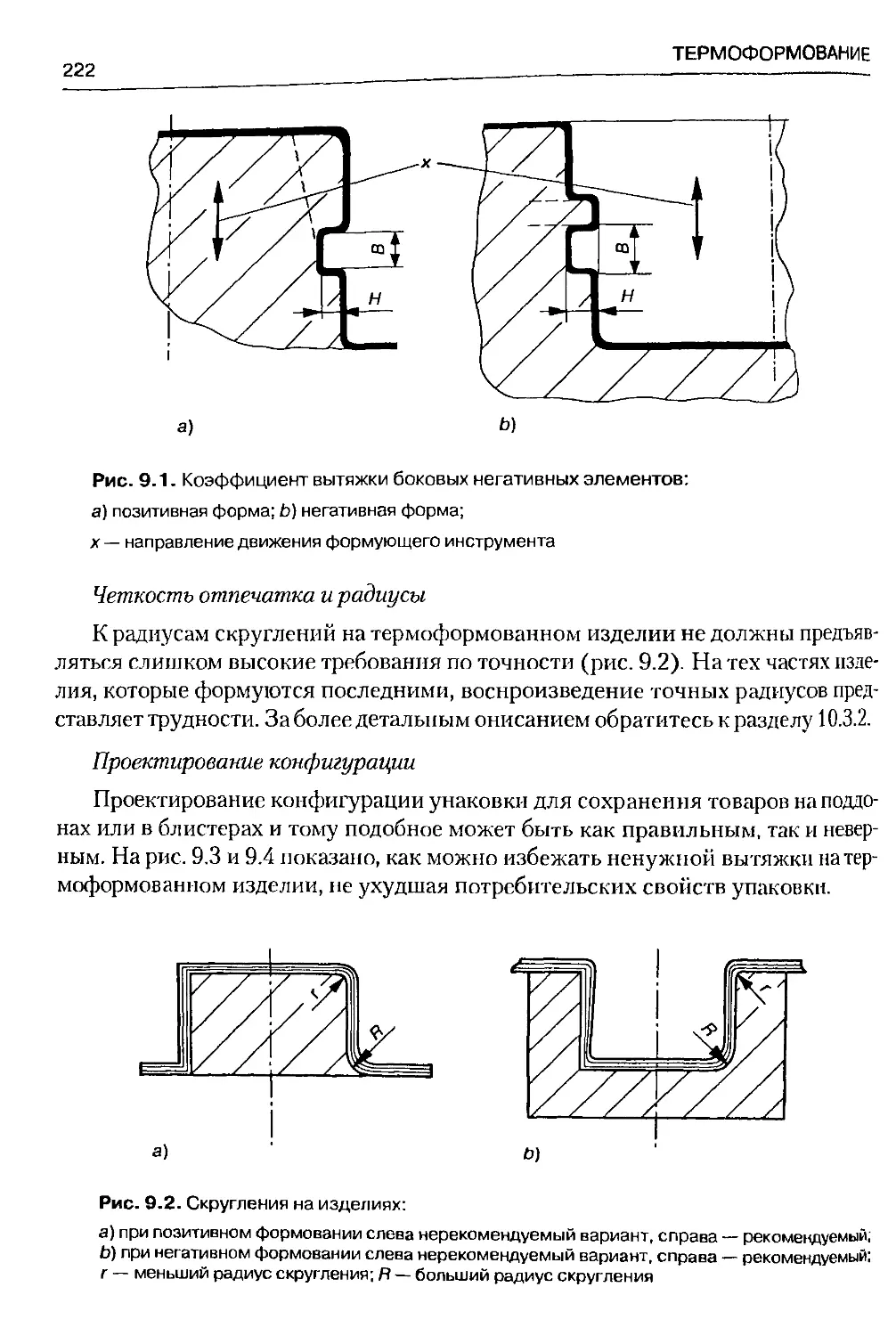
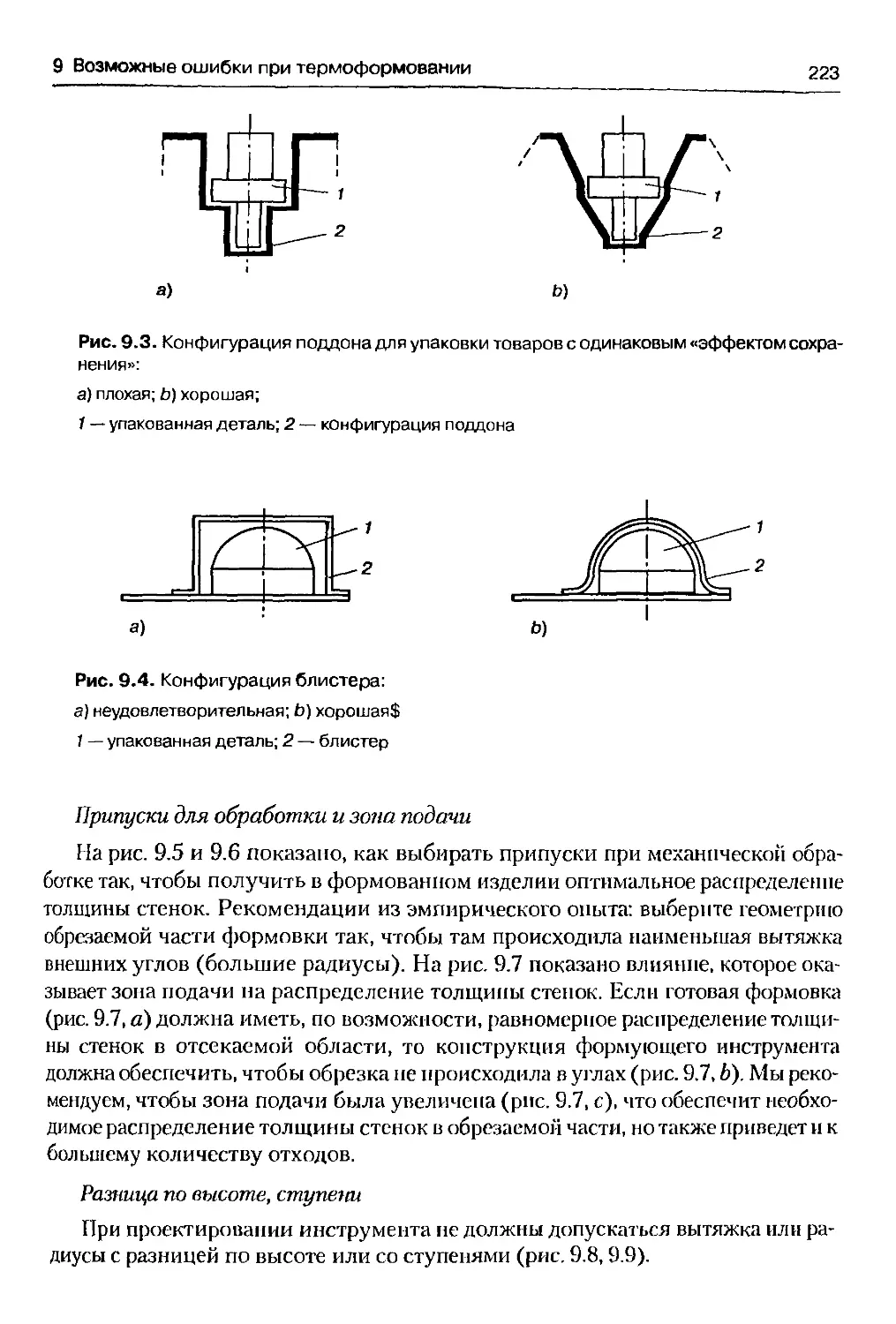
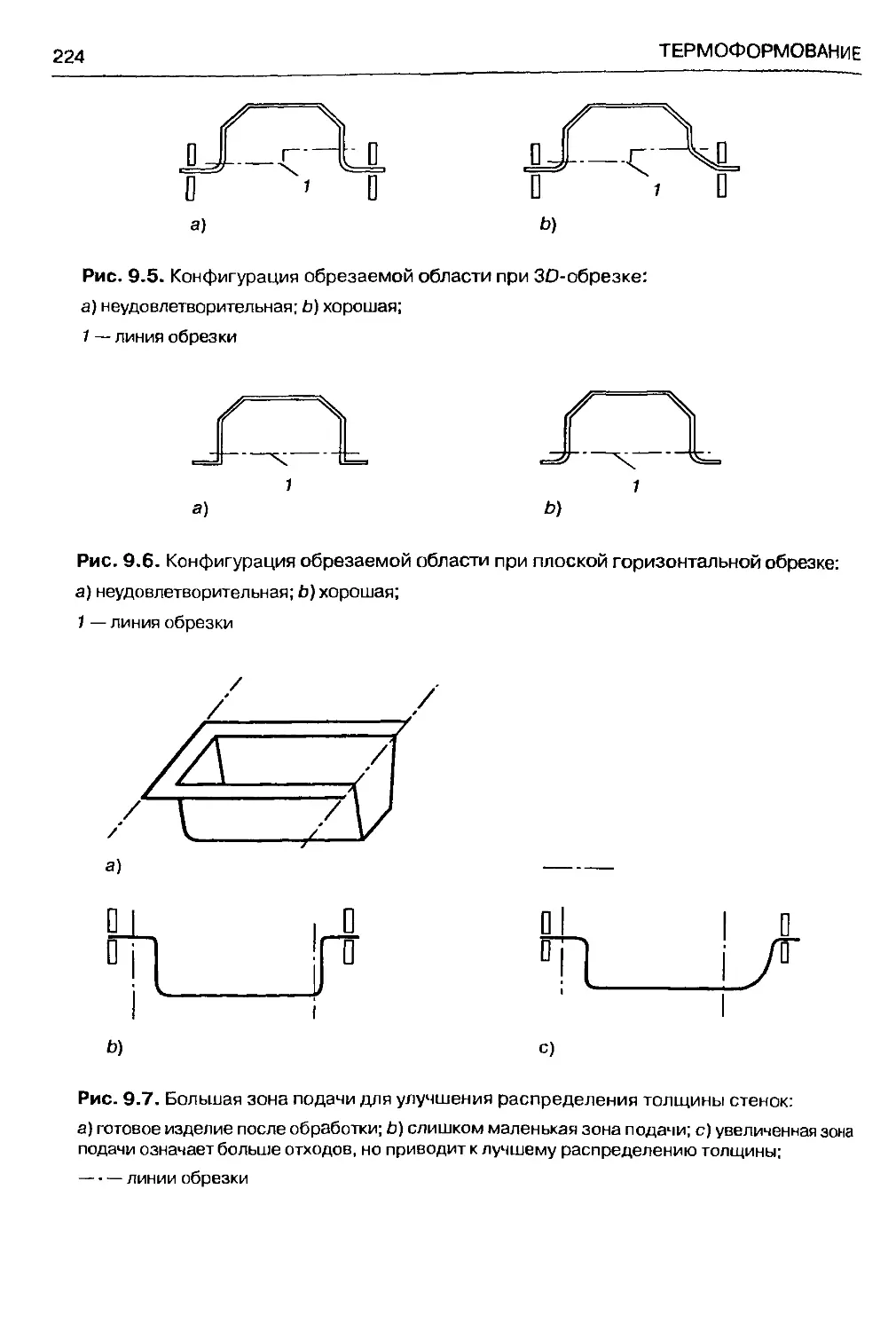
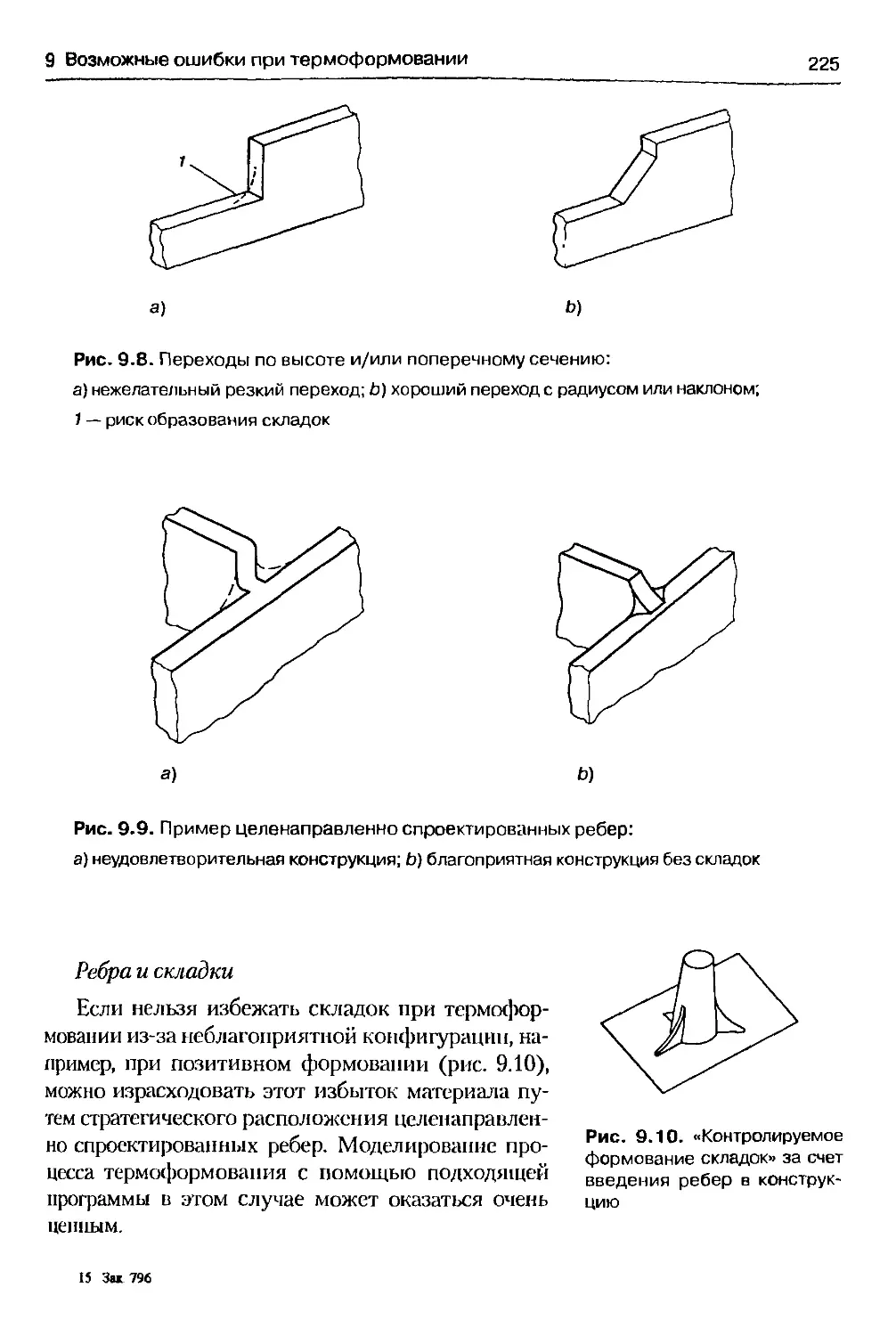
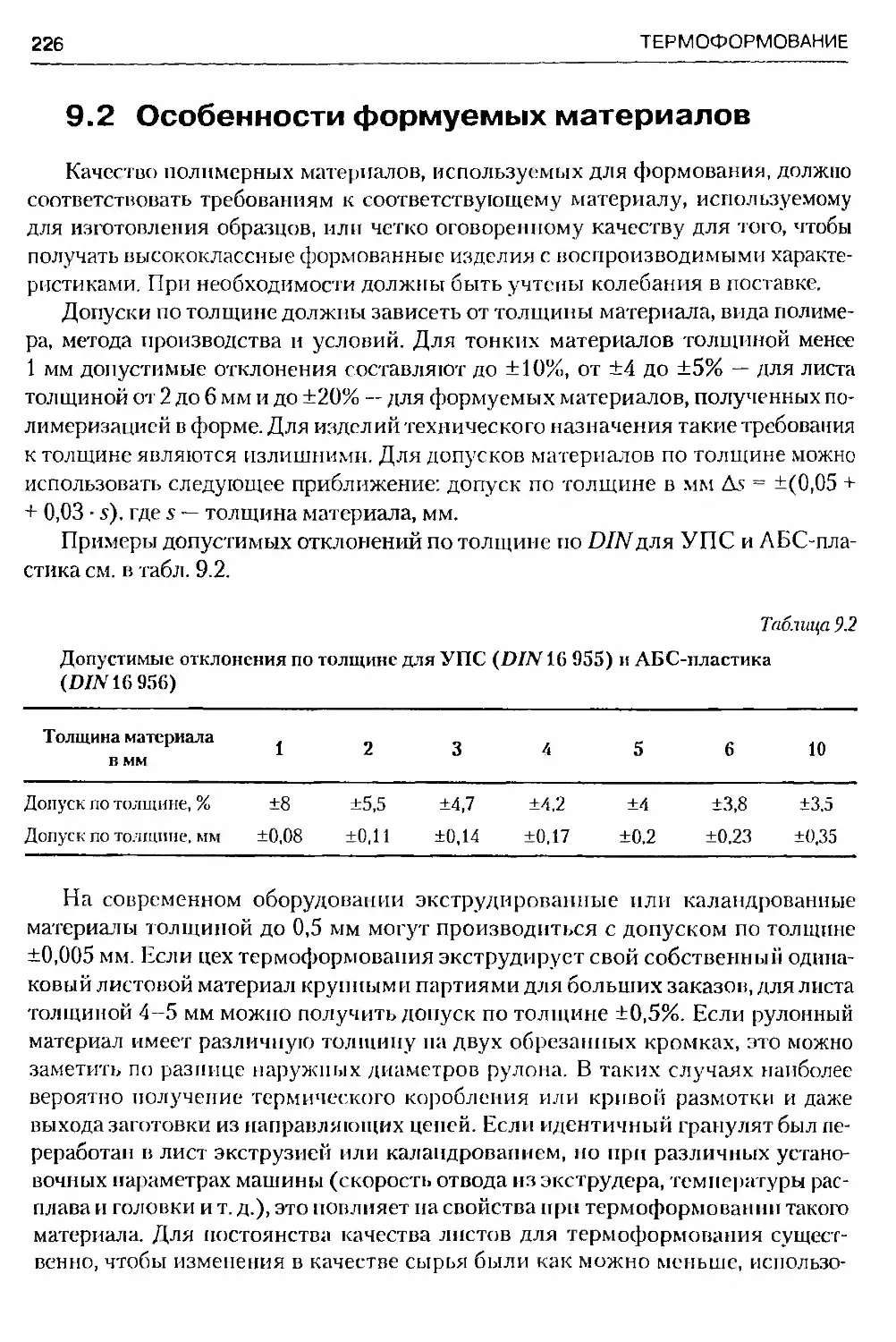
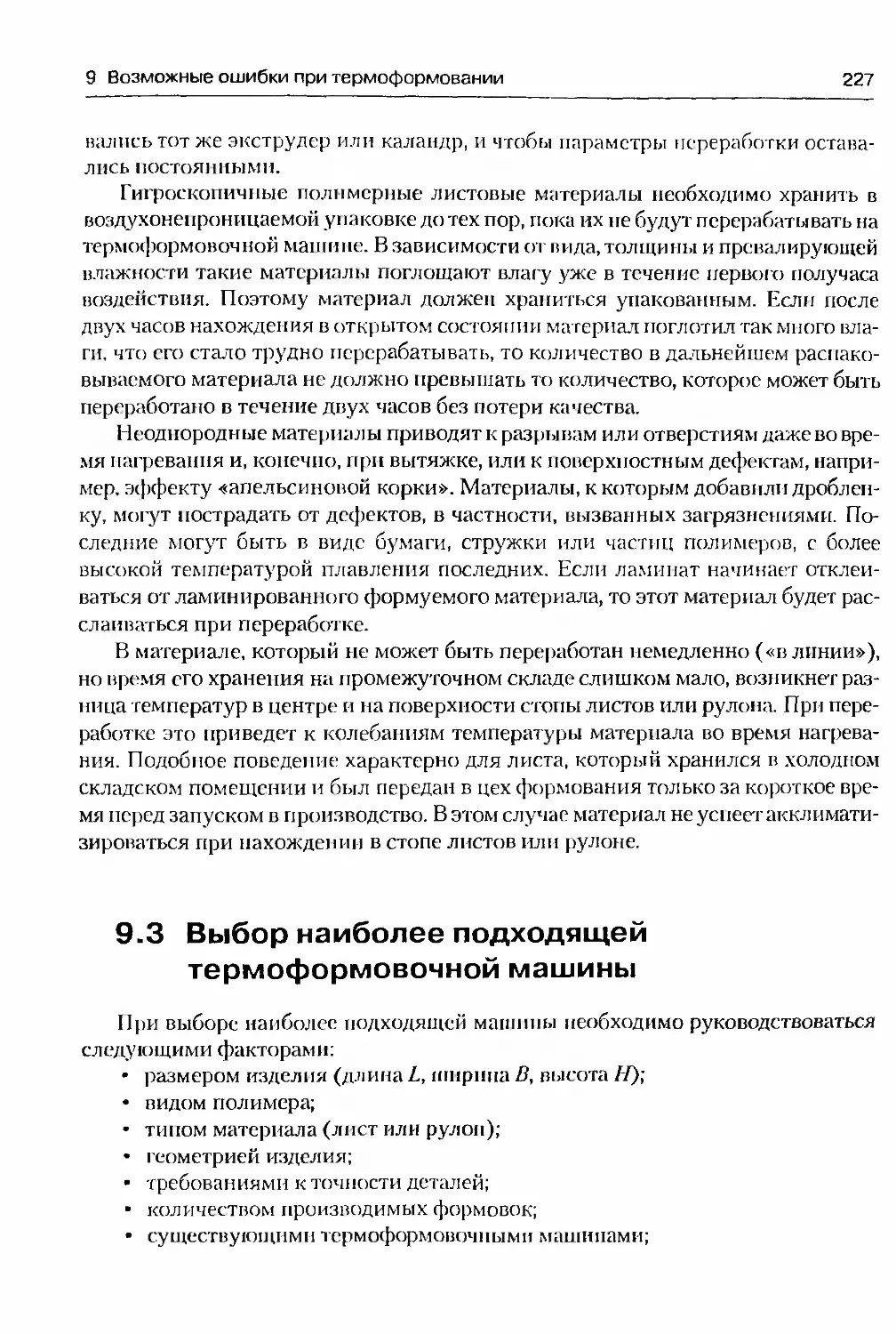
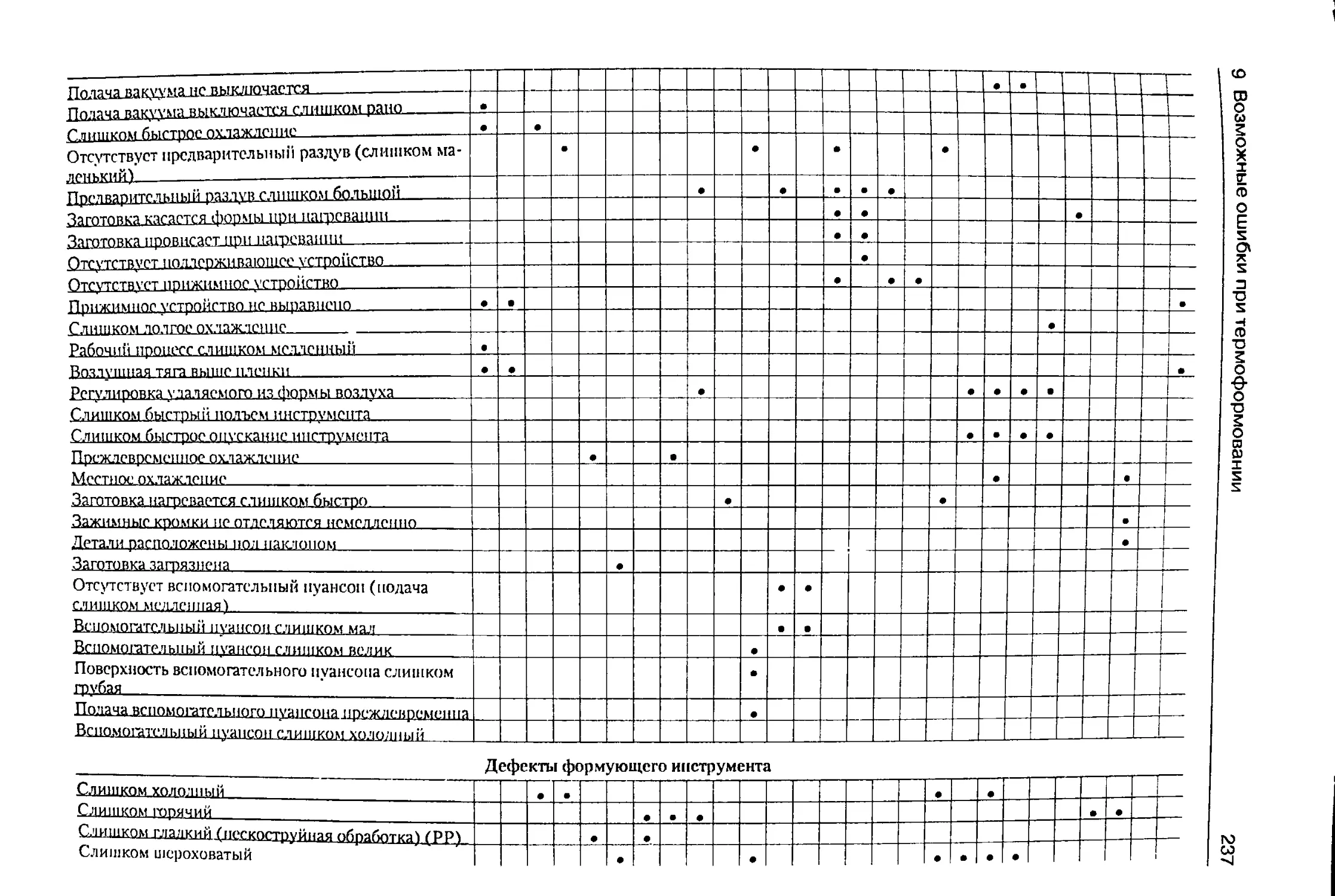
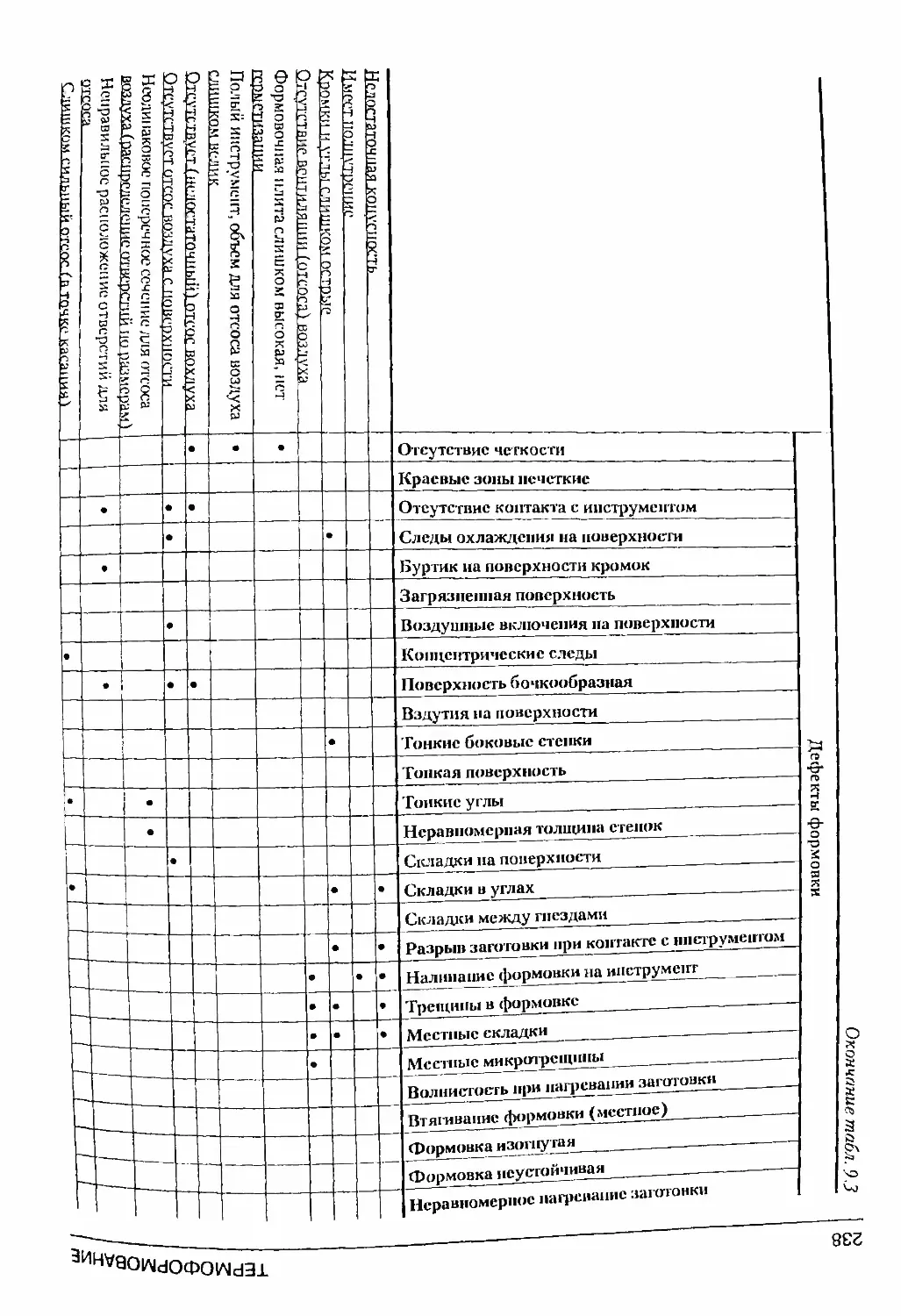
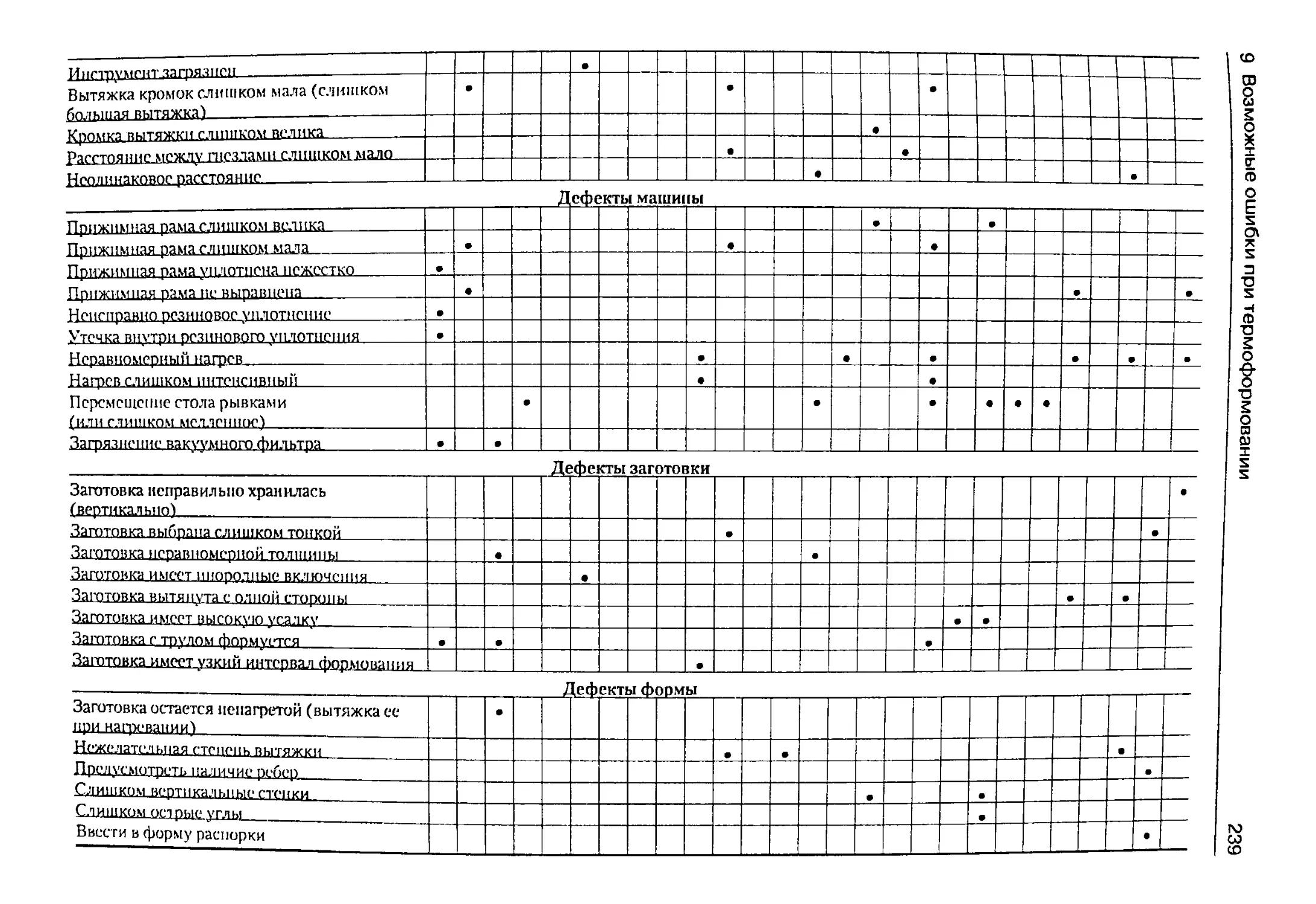
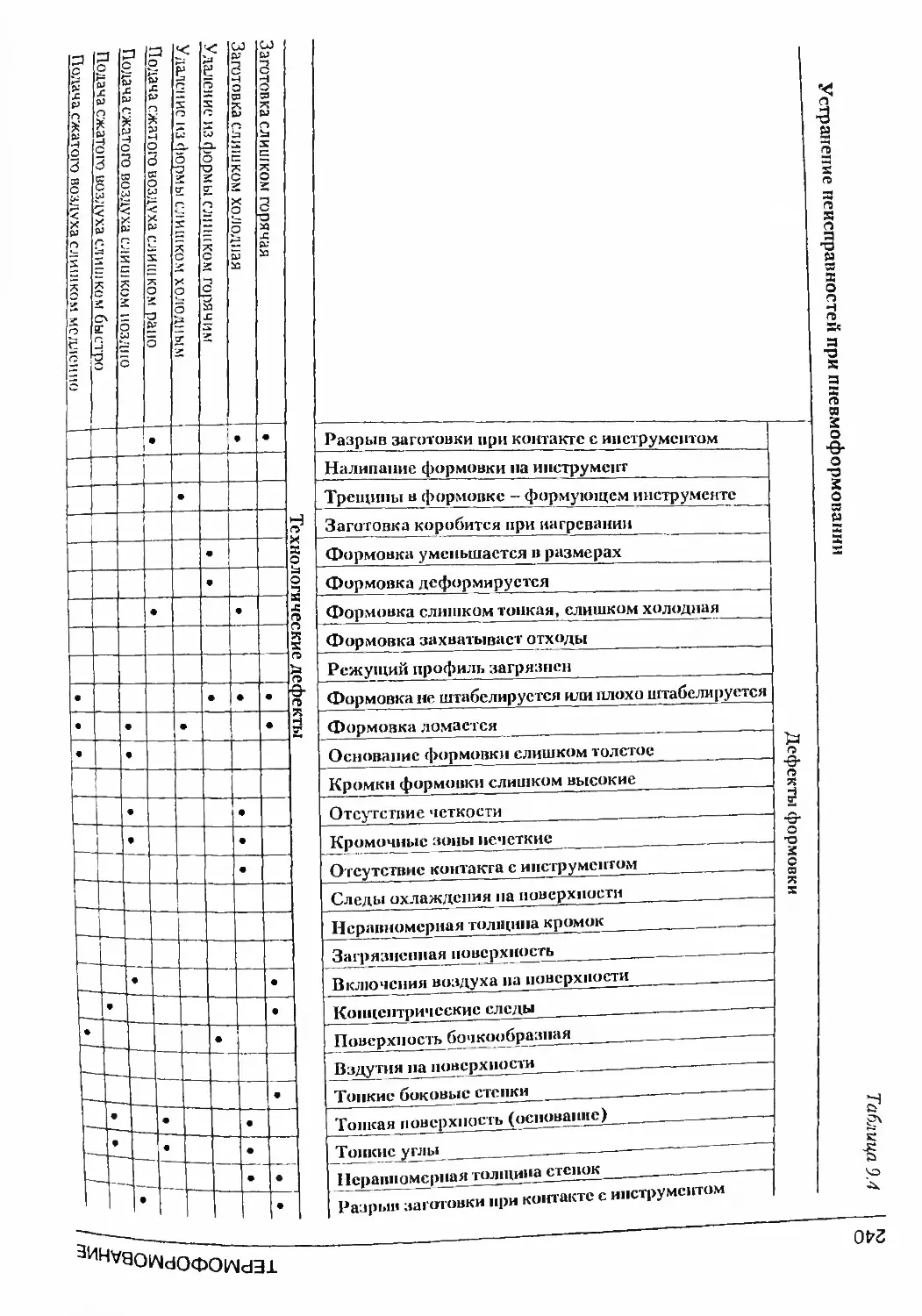
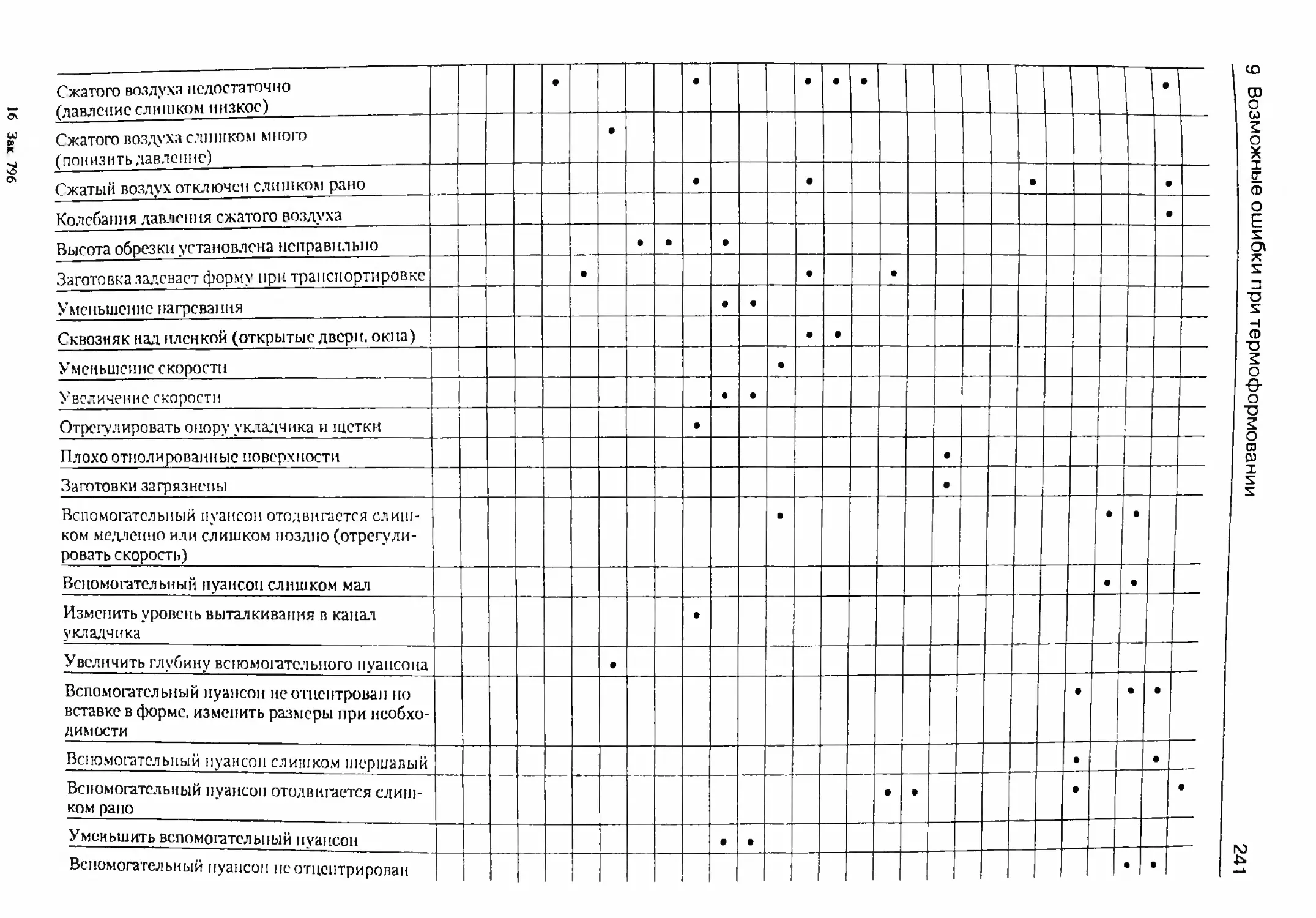
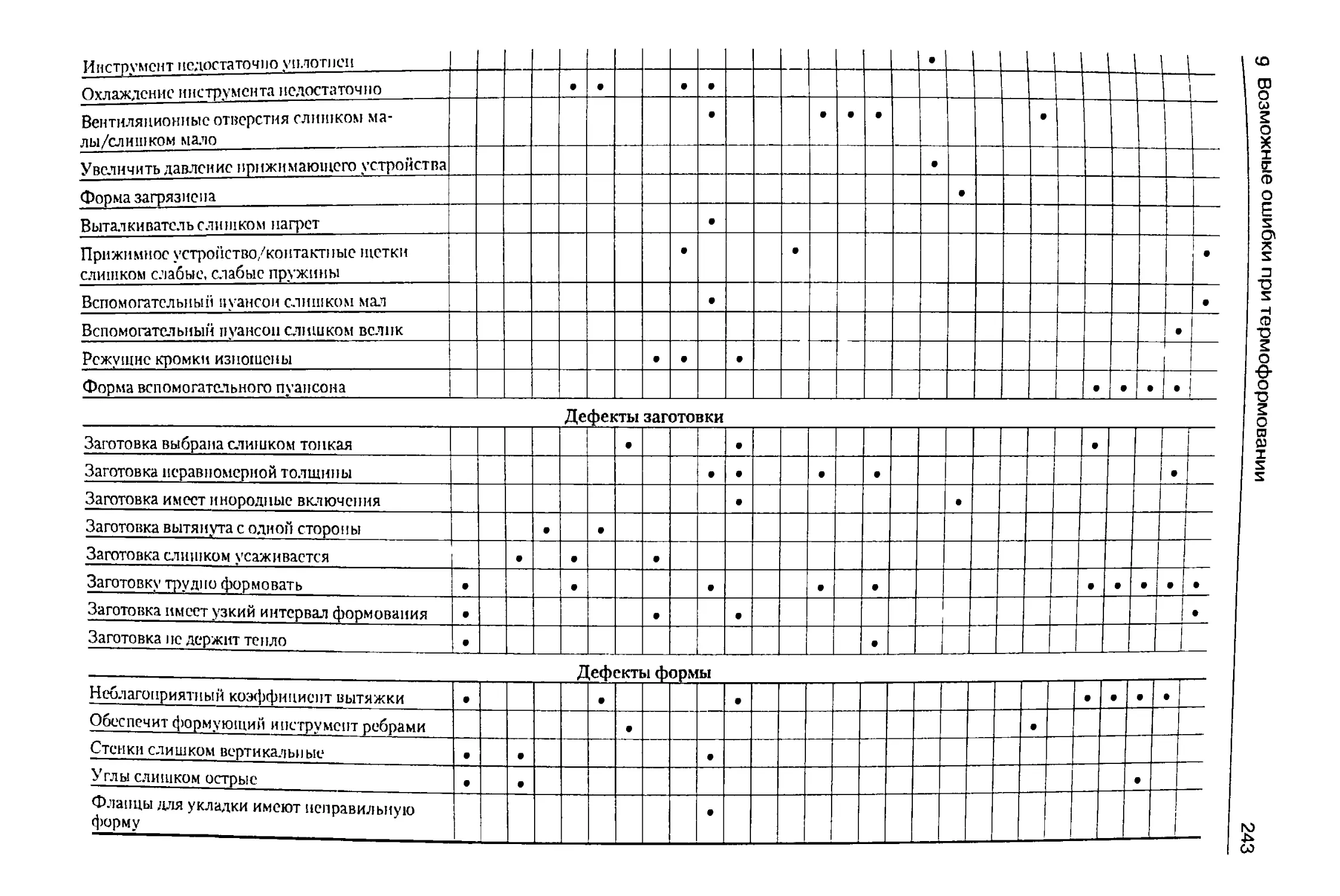
инструментом 2017.7 Снятие с формы изделий с поднутрениями 2018 Отделка термоформованных изделий 2058.1 Обрезка изделий резкой в одной плоскости 2058.2 Обрезка изделий многомерными ножами 2118.4 Методы соединения 2158.4.1 Склеивание полимеров 2158.4.2 Сварка термопластов 2158.4.3 Термосварка 2168.4.4 Соединение с помощью винтов и/или заклепок 2188.5 Упрочнение 2188.6 Варианты поверхностной обработки 2199 Возможные ошибки при термоформовапии 2209.1 Неправильная конструкция изделия 2209.2 Особенности формуемых материалов . 2269.3 Выбор наиболее подходящей термоформовочной машины. ... 2279.4 Возможные ошибки, допускаемые при установке/монтаже тер¬
моформовочных машин ..... 228
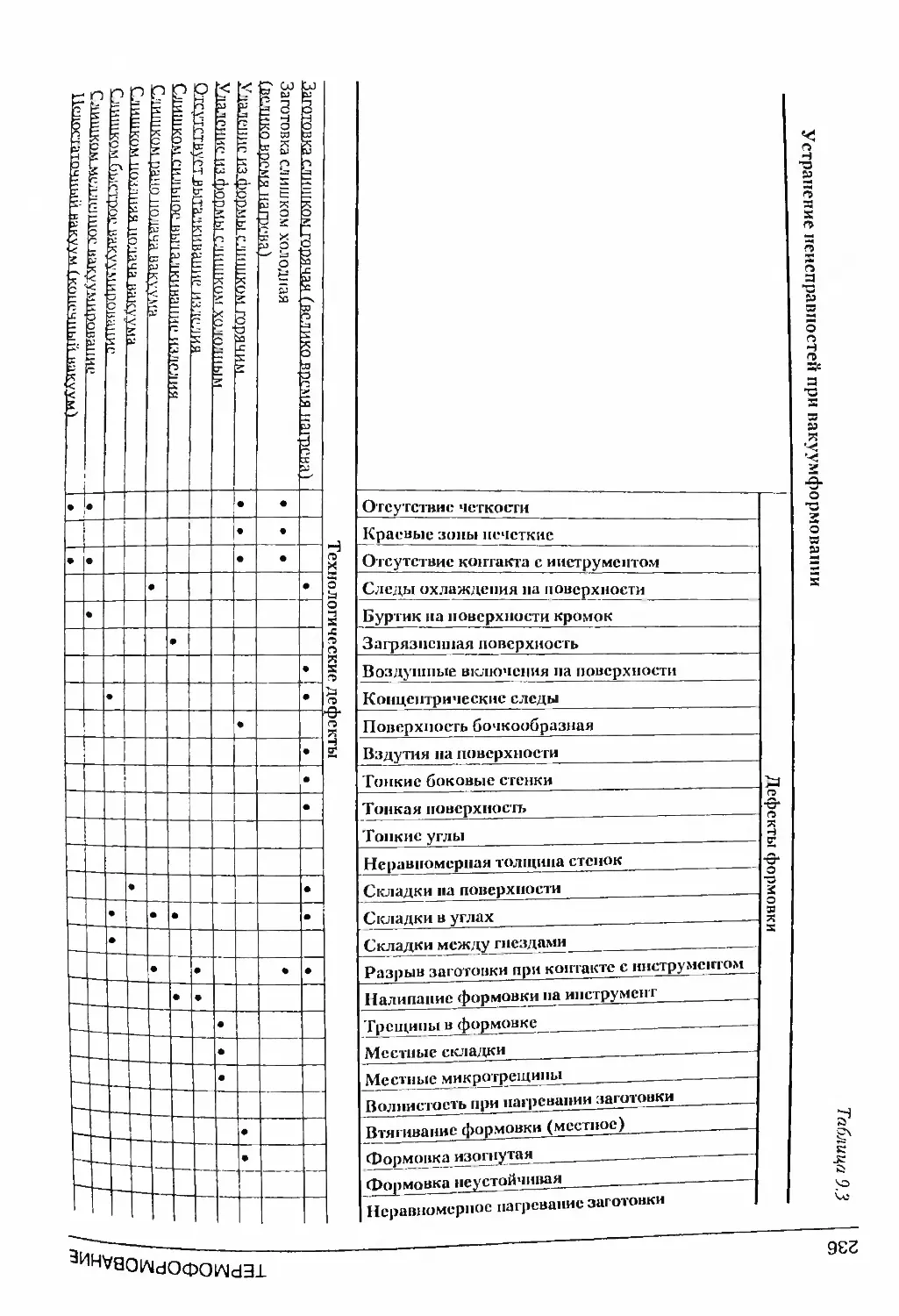
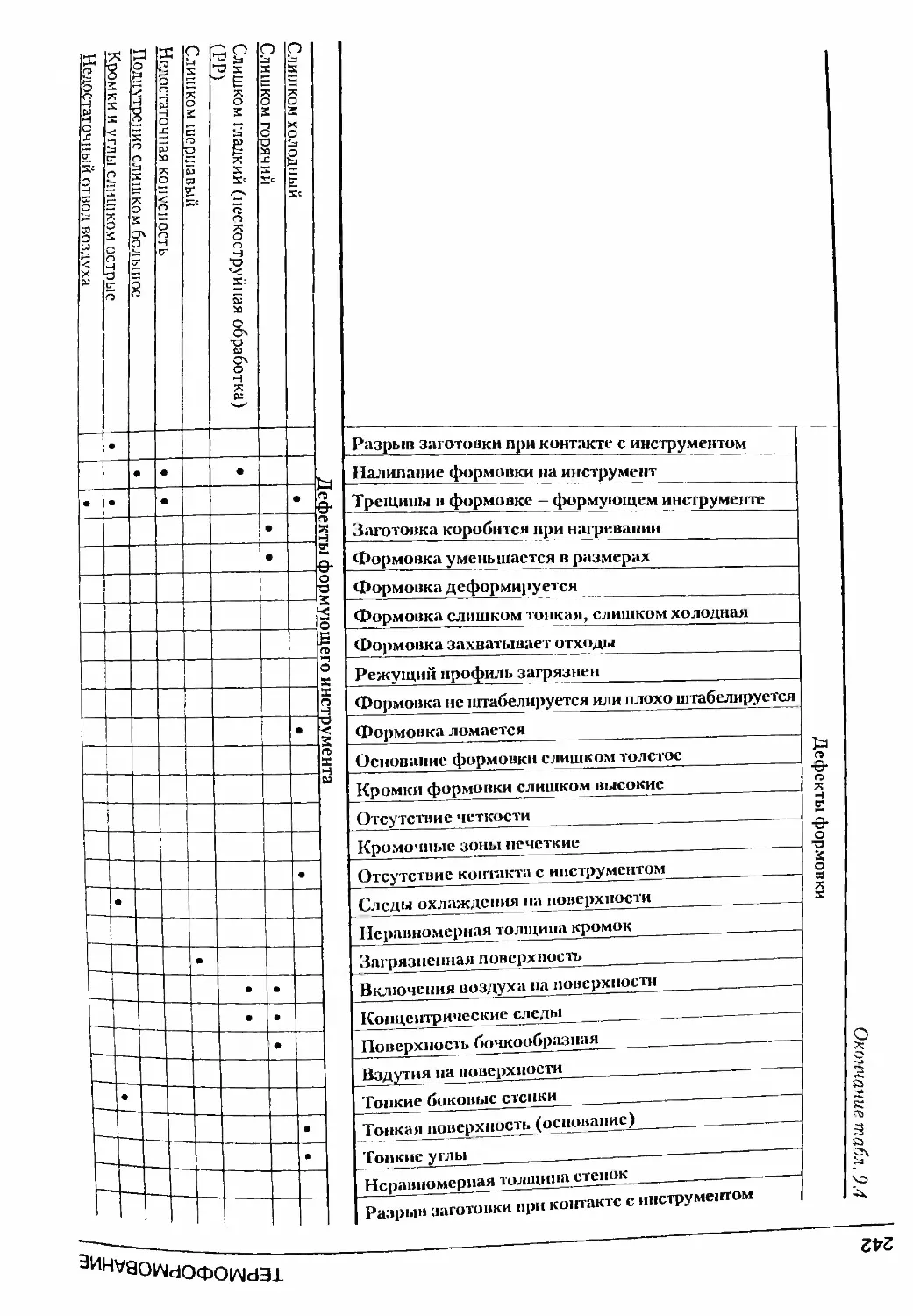
Содержание119.5 Возможные дефекты термоформующего инструмента 2299.6 Возможные ошибки/дефекты при запуске нового термоформу¬
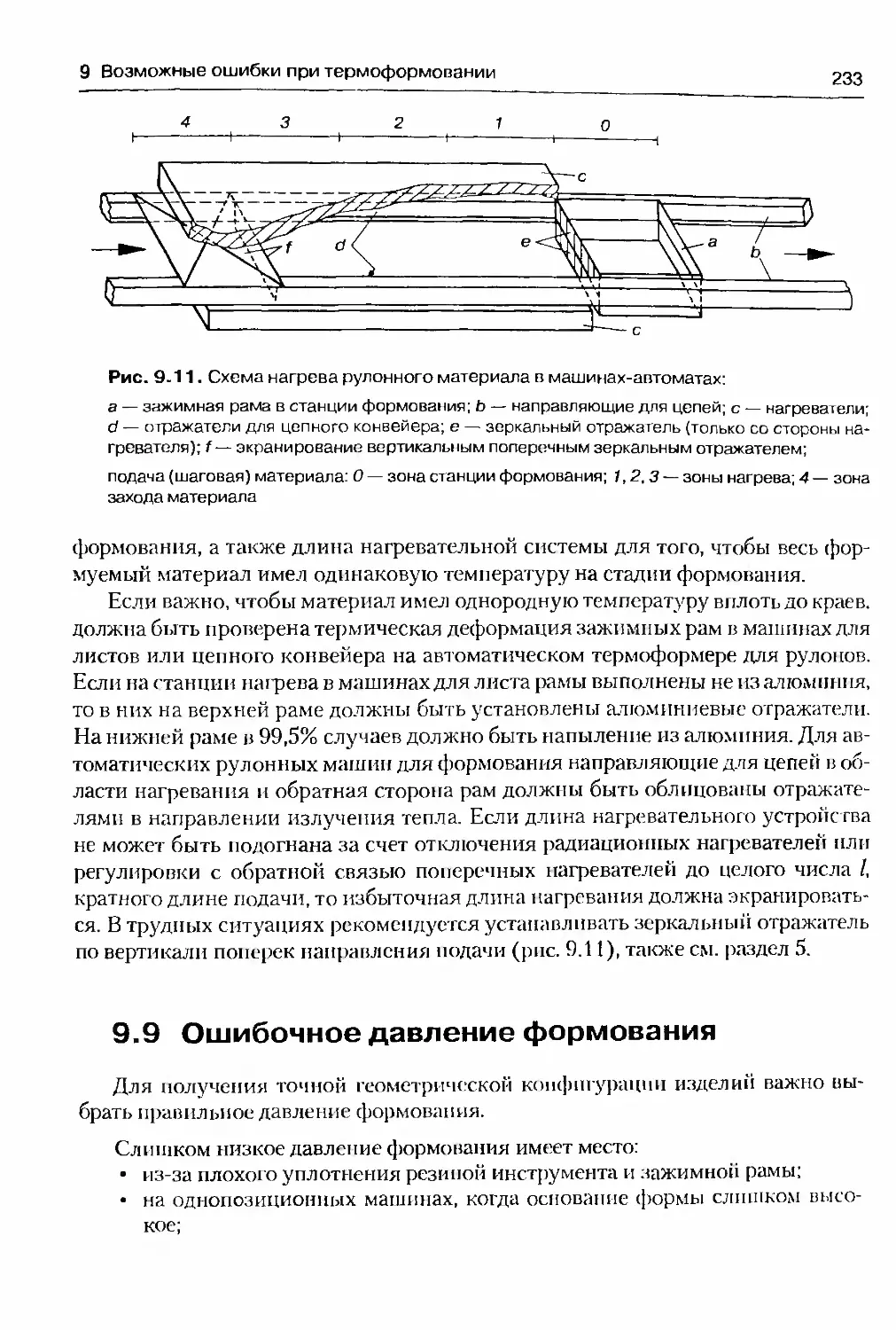
ющего инструмента 2319.7 На что обращать внимание при изготовлении образцов 2319.8 Как избежать ошибок при нагревании радиационными инфра¬
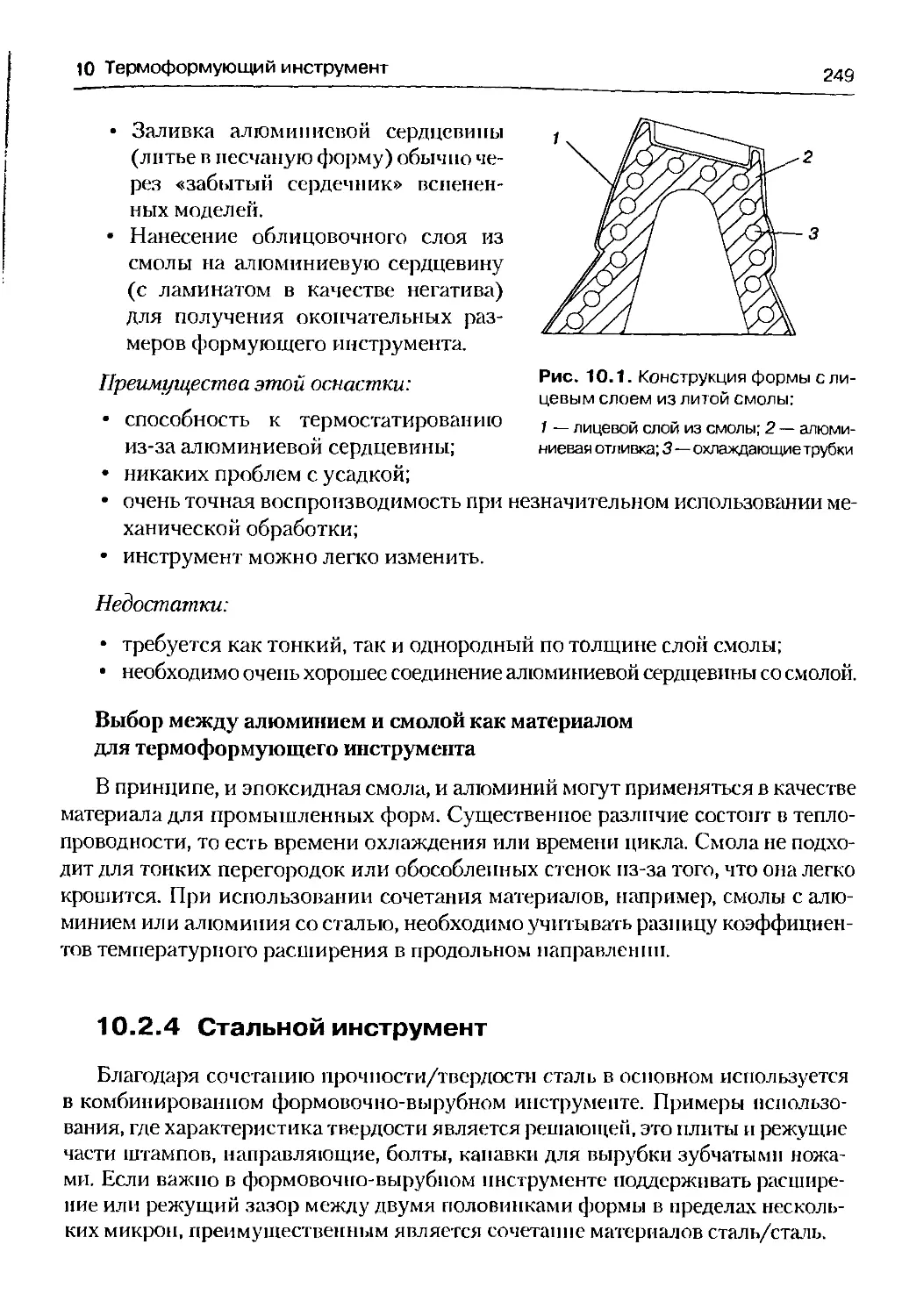
красными устройствами 2329.9 Ошибочное давление формования 2339.10 Предотвращение складок 2349.11 Устранение неисправностей 23510 Термоформующий инструмент 24410.1 Основополагающие принципы 24410.2 Выбор материала для термоформующего инструмента 24610.2.1 Деревянный инструмент 24610.2.2 Оснастка из смолы 24710.2.3 Алюминиевый инструмент 24810.2.4 Стальной инструмент 24910.2.5 Специальные материалы для термоформующего инстру¬
мента 25010.3 Руководящие указания по проектированию термоформовочного
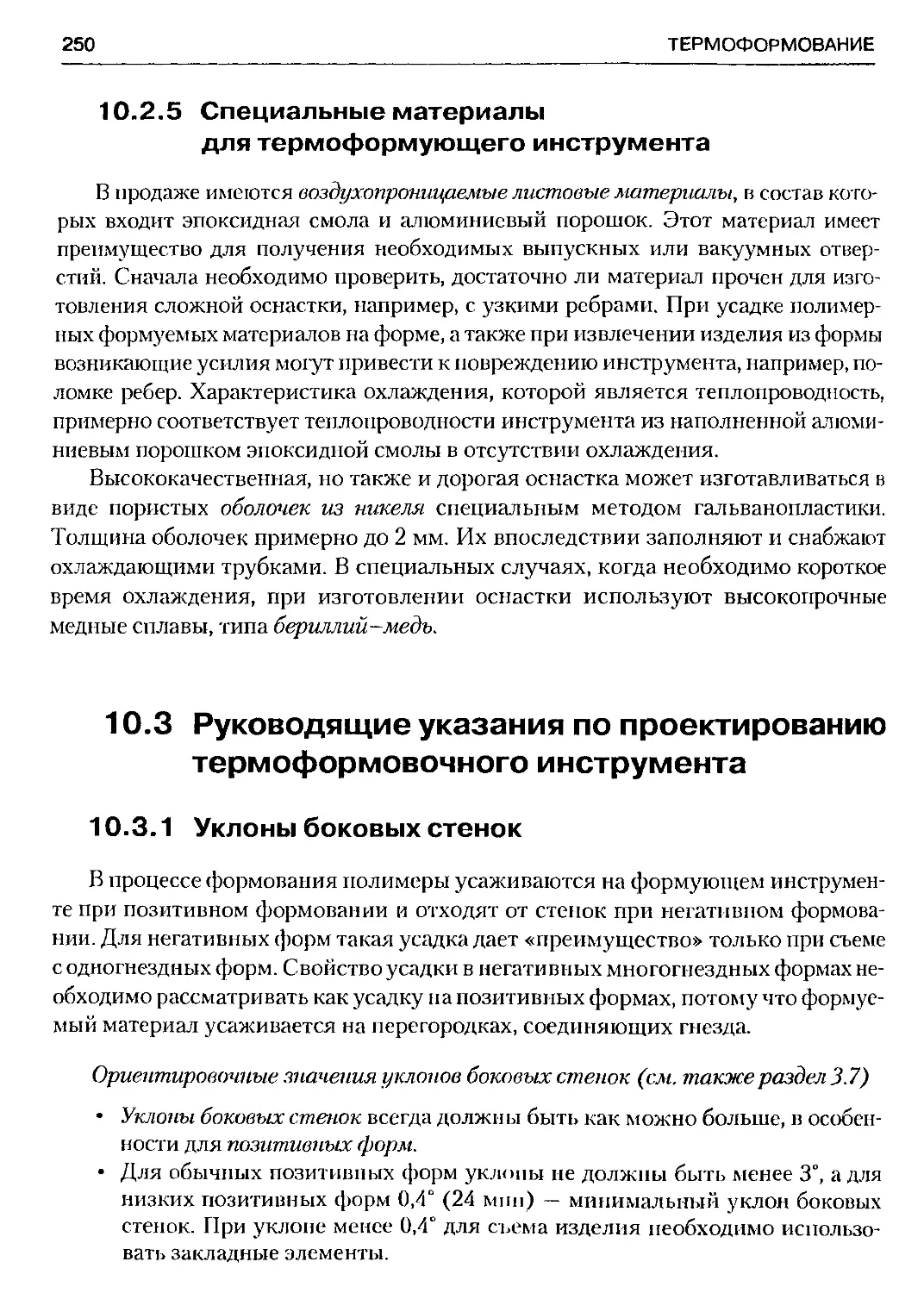
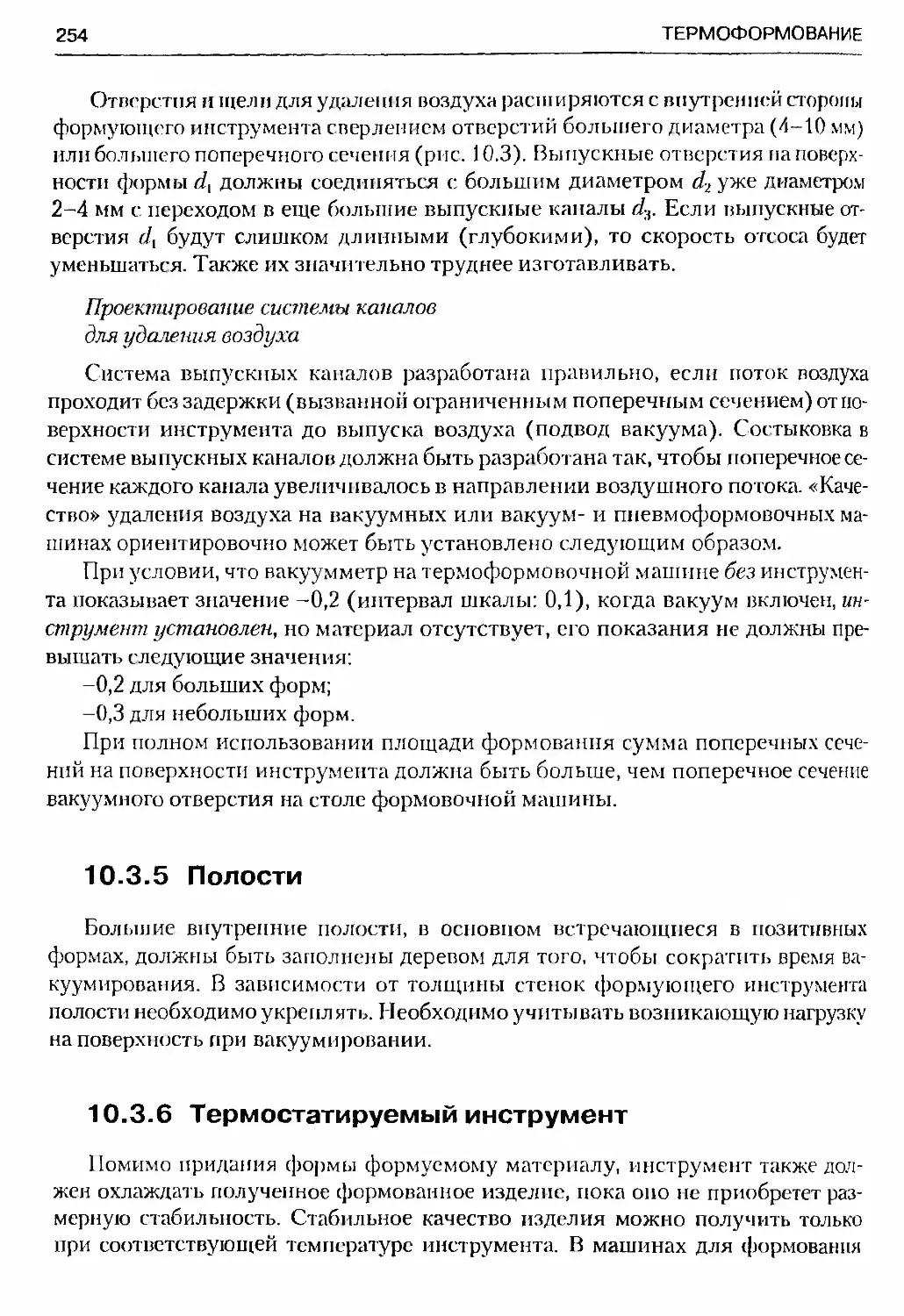
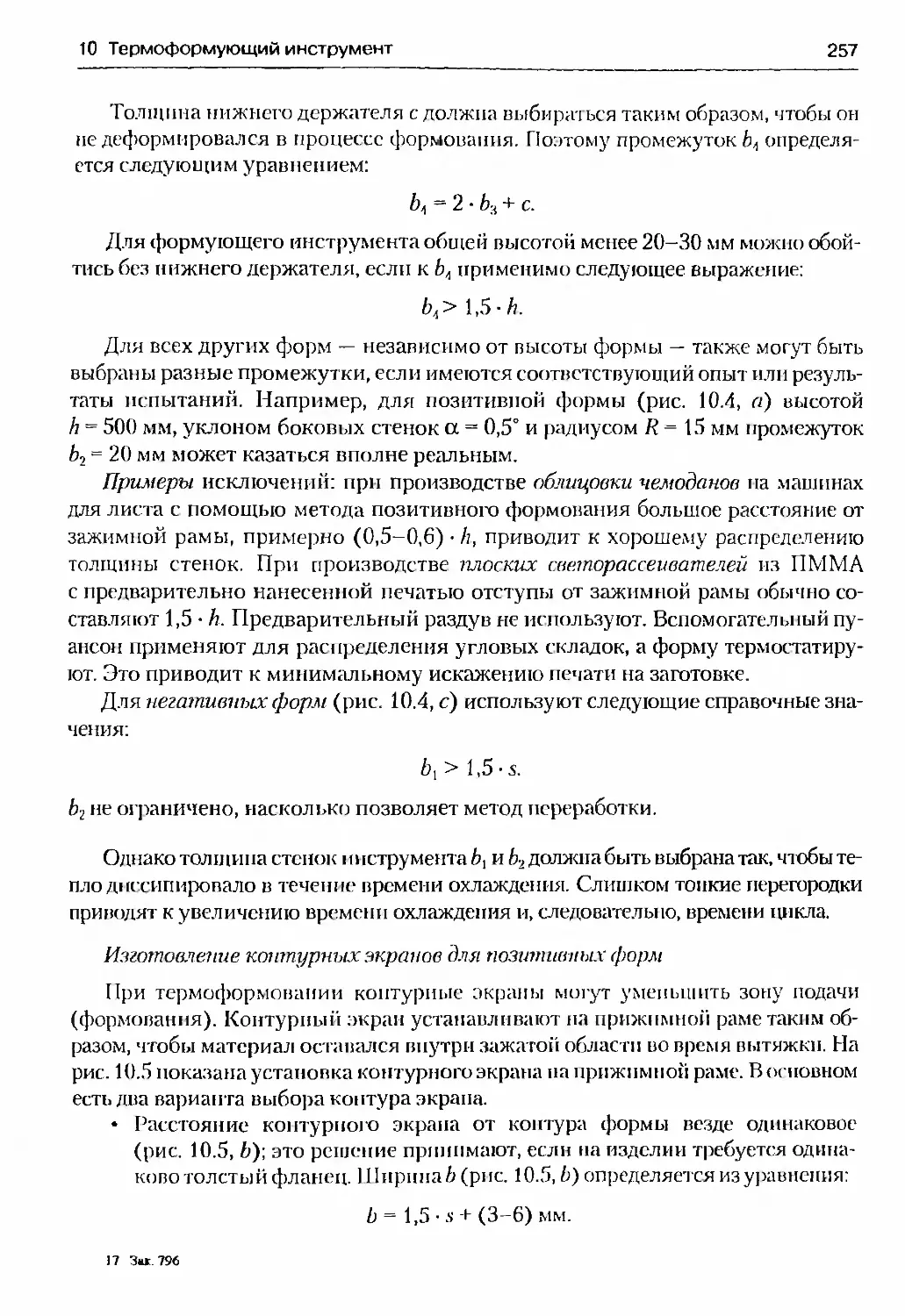
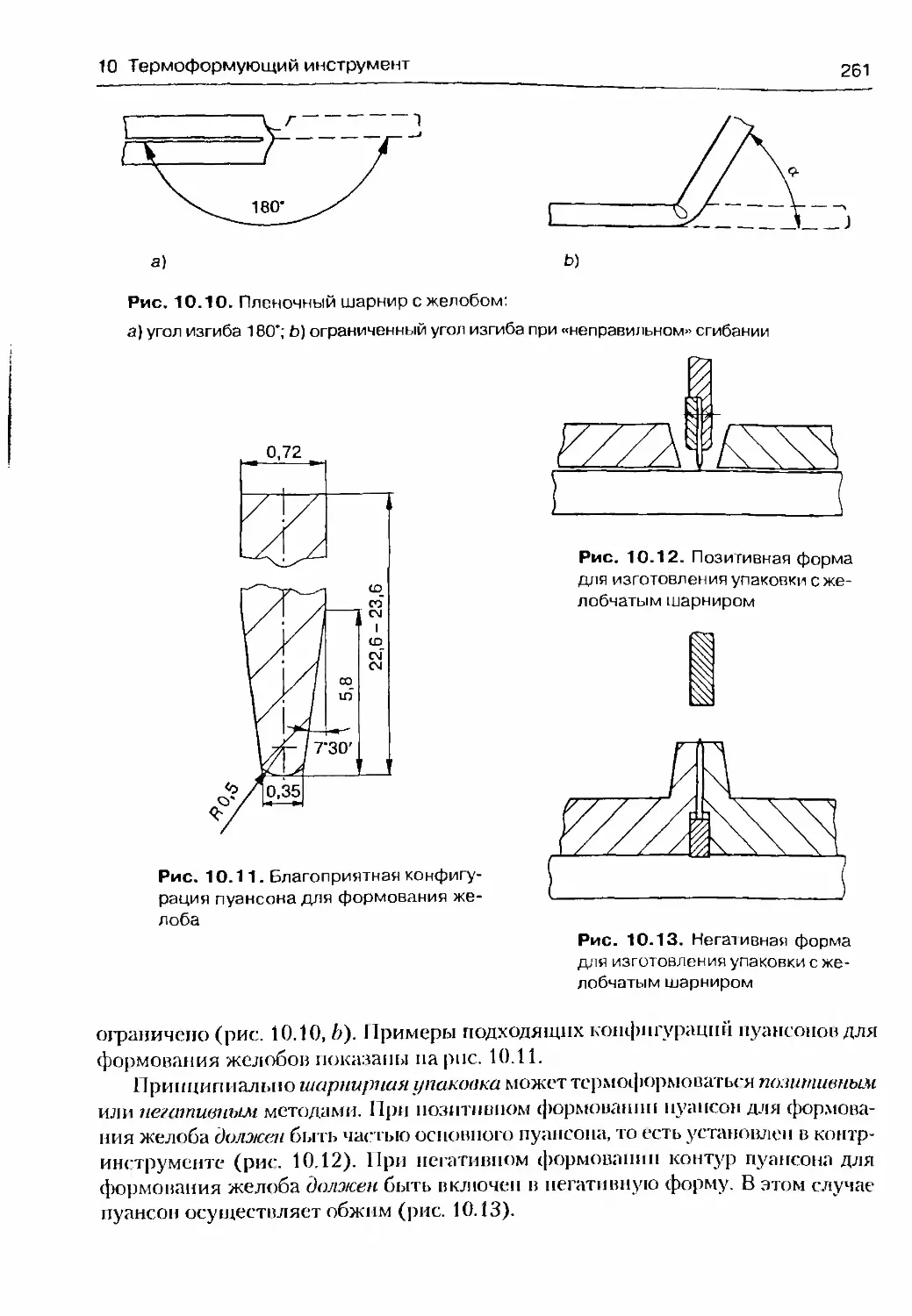
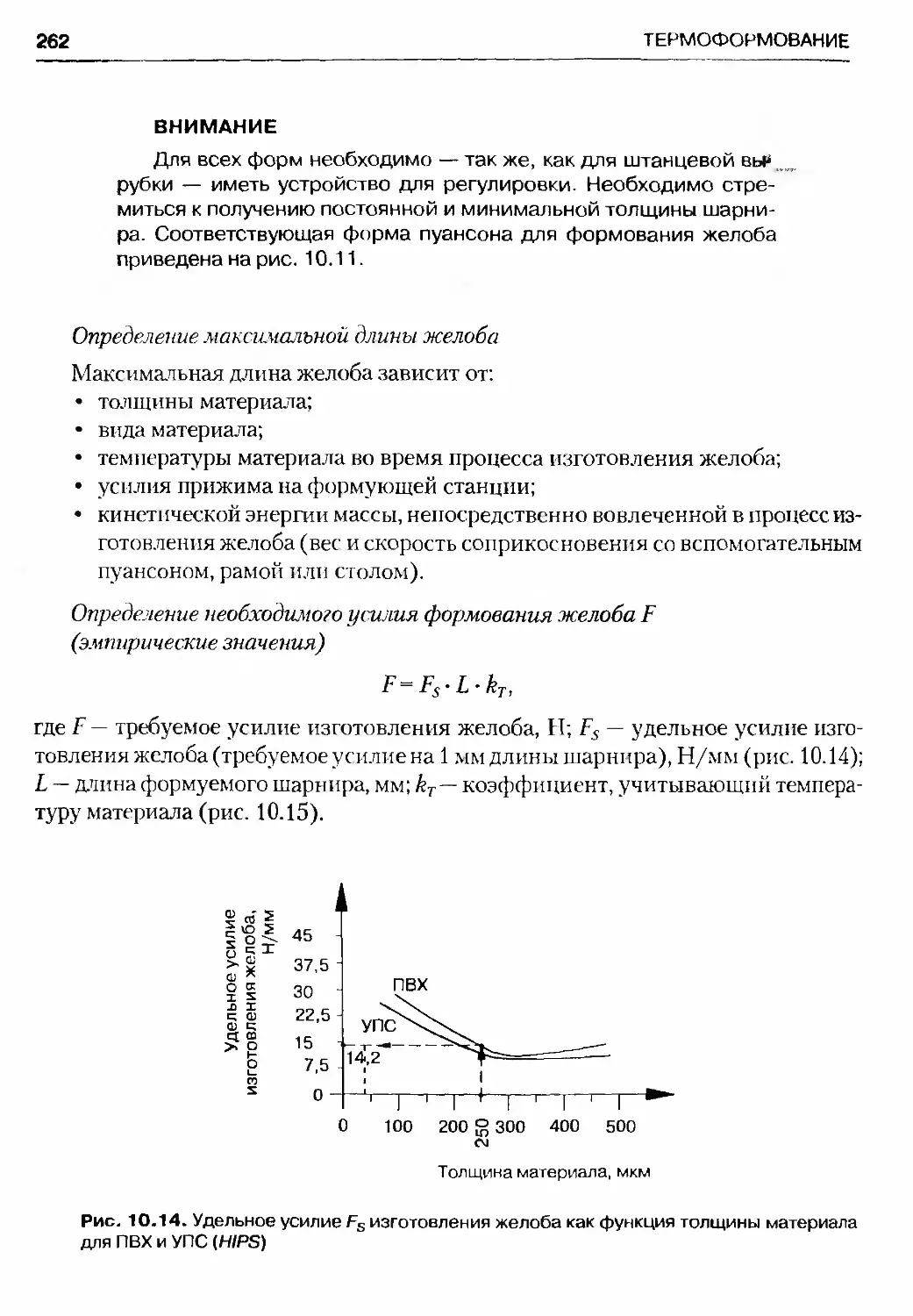
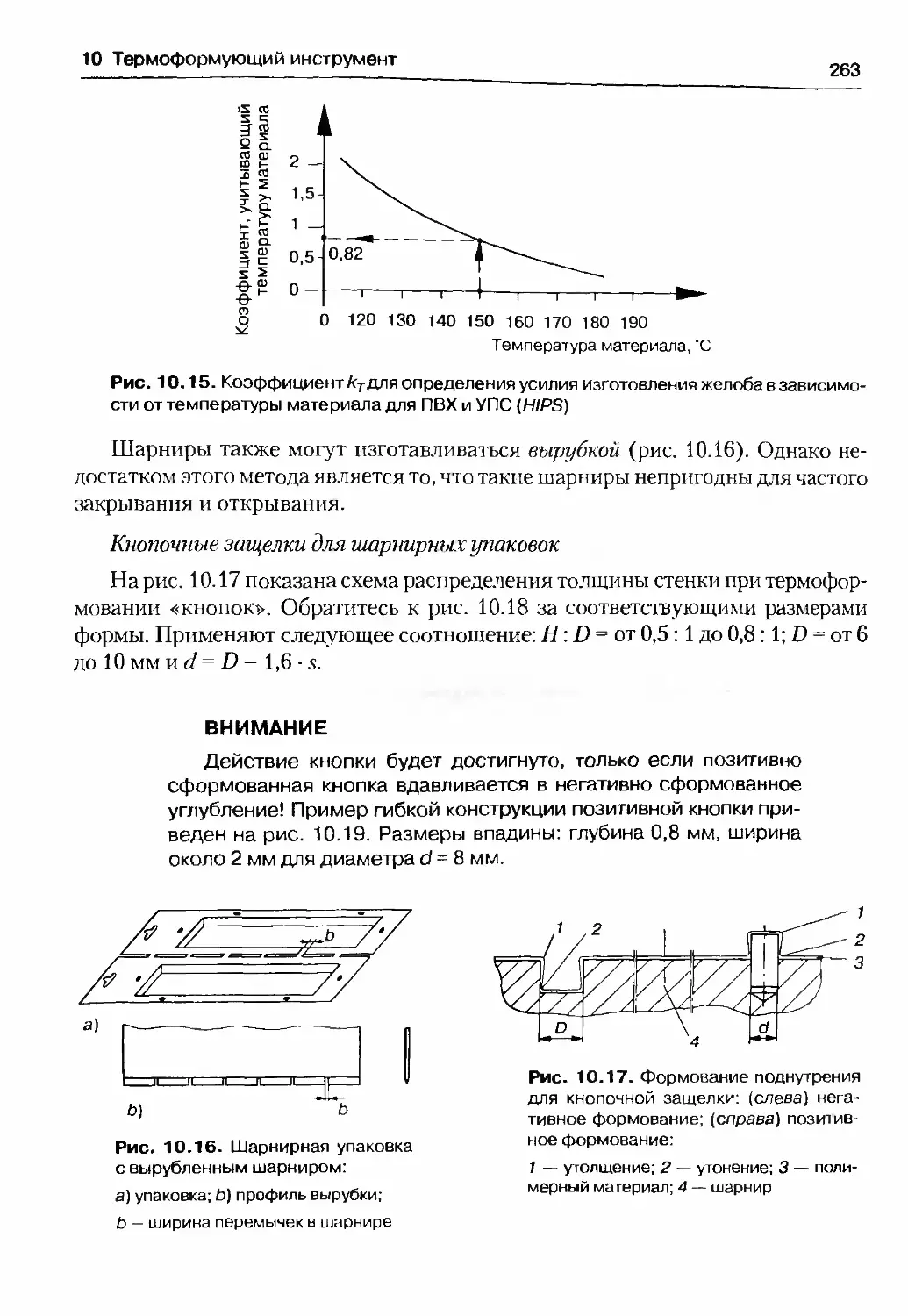
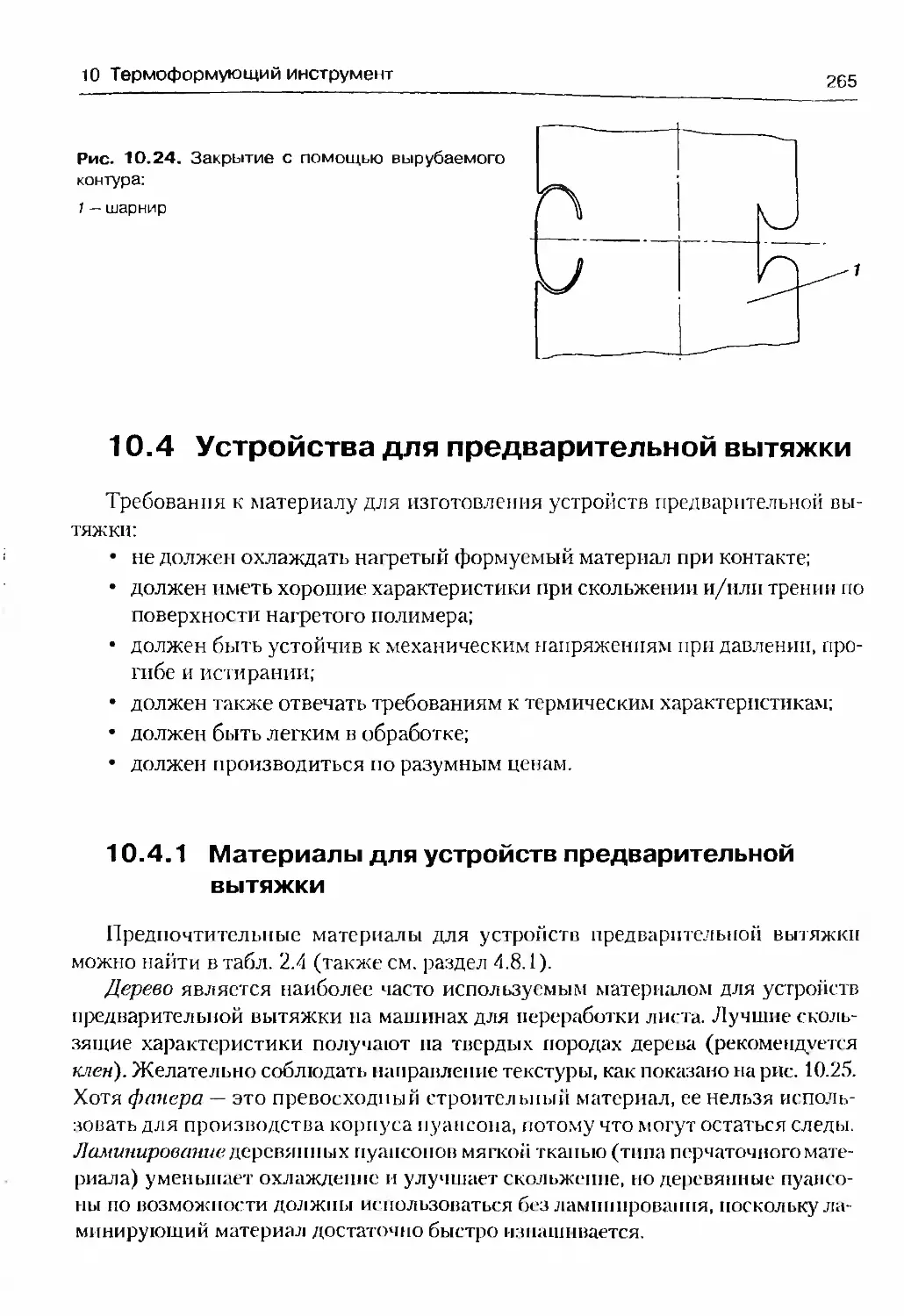
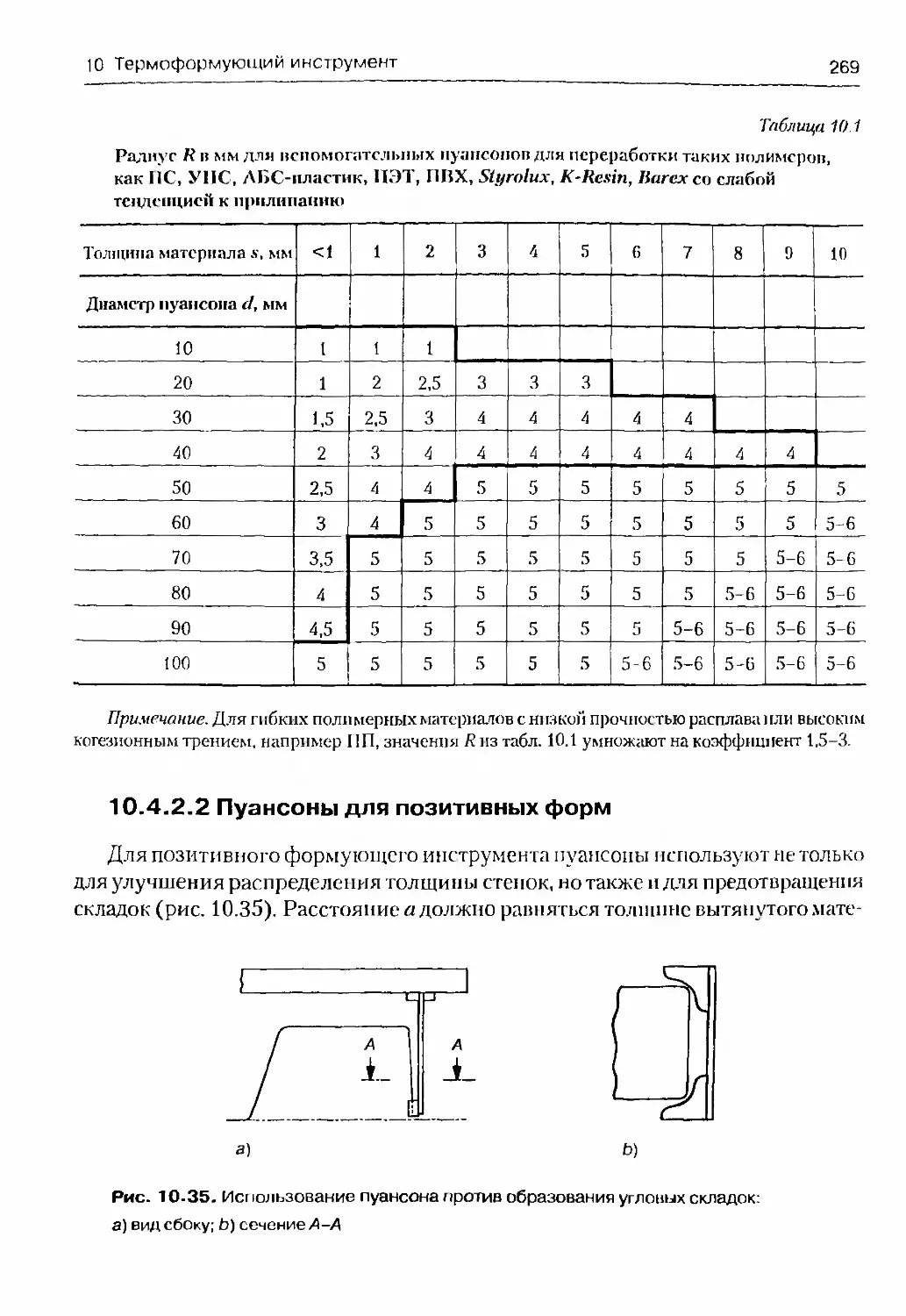
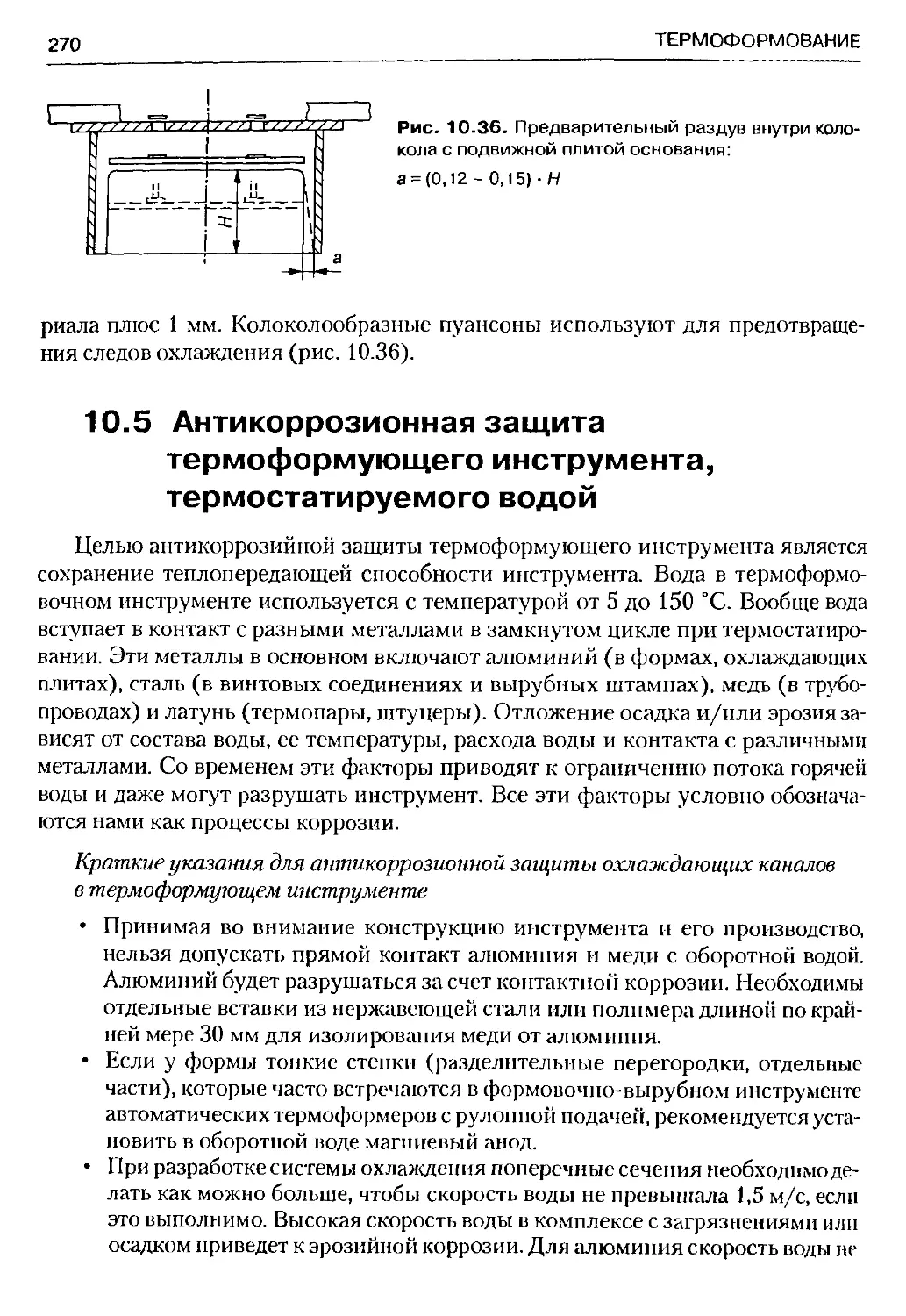
инструмента 25010.3.1 Уклоны боковых стенок 25010.3.2 Радиусы 25110.3.3 Шероховатость поверхности формующего инструмента 25210.3.4 Поперечные сечения каналов для выхода воздуха .... 25210.3.5 Полости 25410.3.6 Термостатируемый инструмент 25410.3.7 Расположение области формования 25610.3.8 Формы для пленочных шарниров и кнопочных защелок 25910.4 Устройства для предварительной вытяжки 26510.4.1 Материалы для устройств предварительной вытяжки . . 26510.4.2 Конструкция устройств для предварительной вытяжки. 26710.4.2.1 Вспомогательные пуансоны для негативных форм 26710.4.2.2 Пуансоны для позитивных форм 26910.5 Антикоррозионная защита термоформующего инструмента,
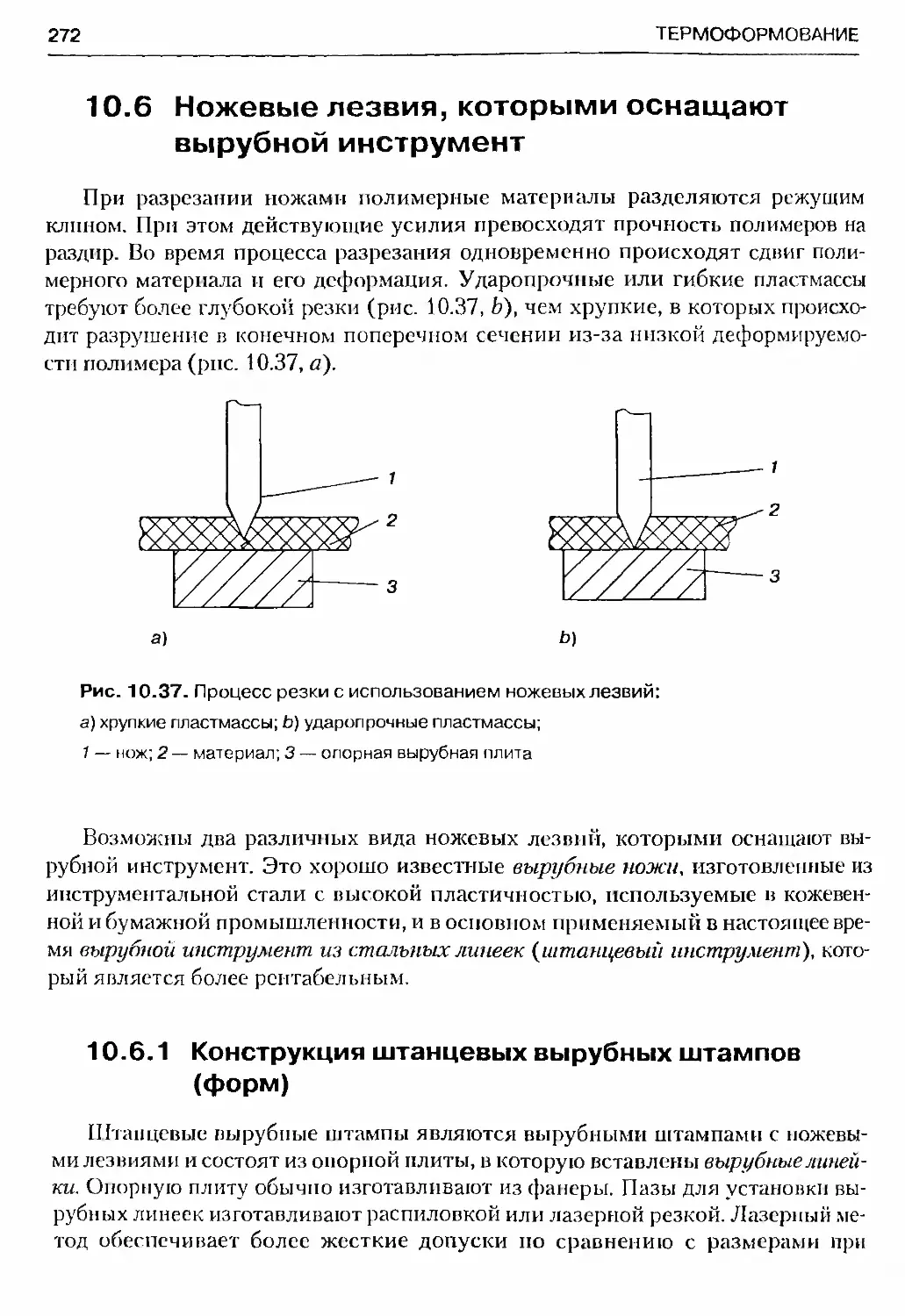
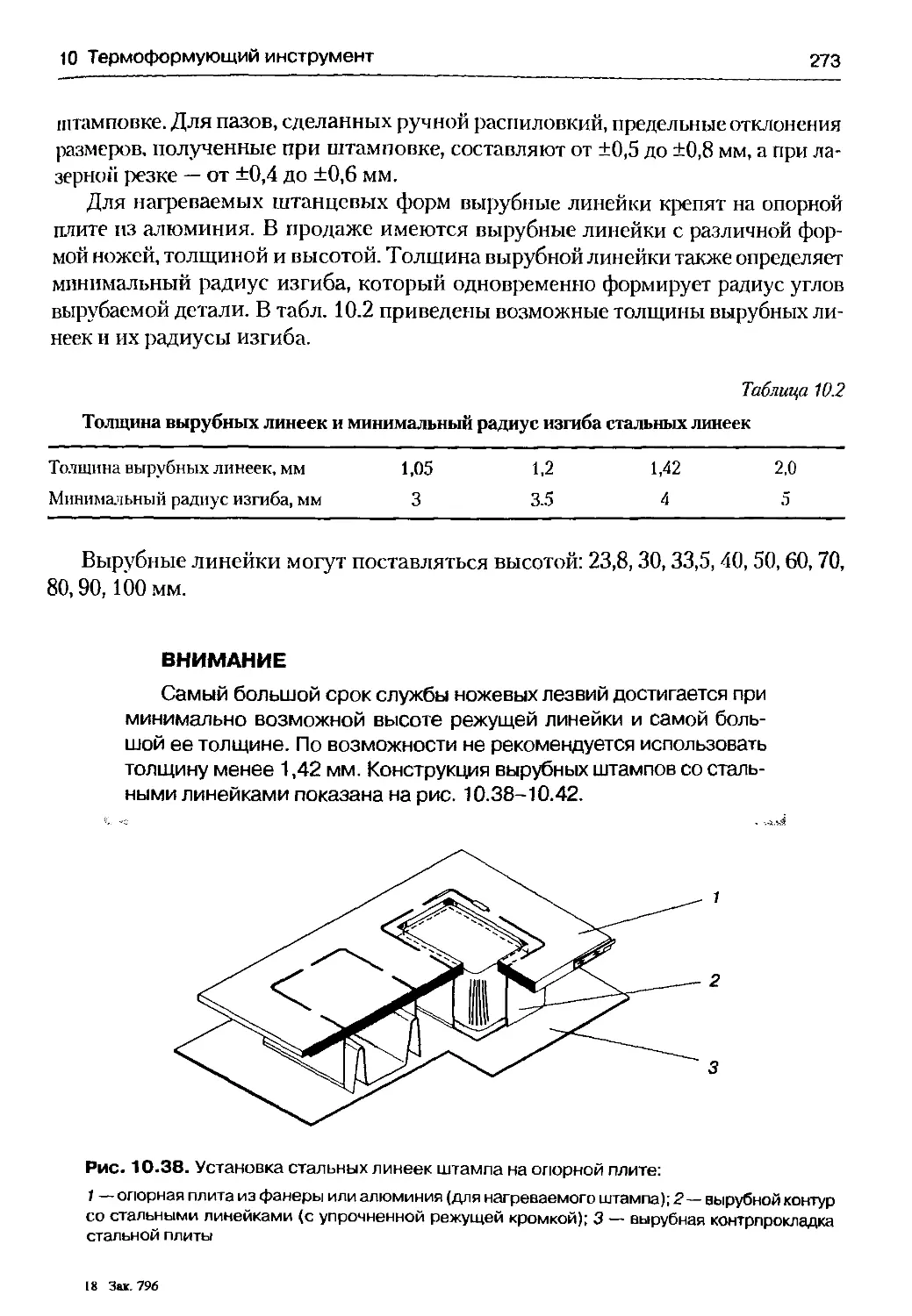
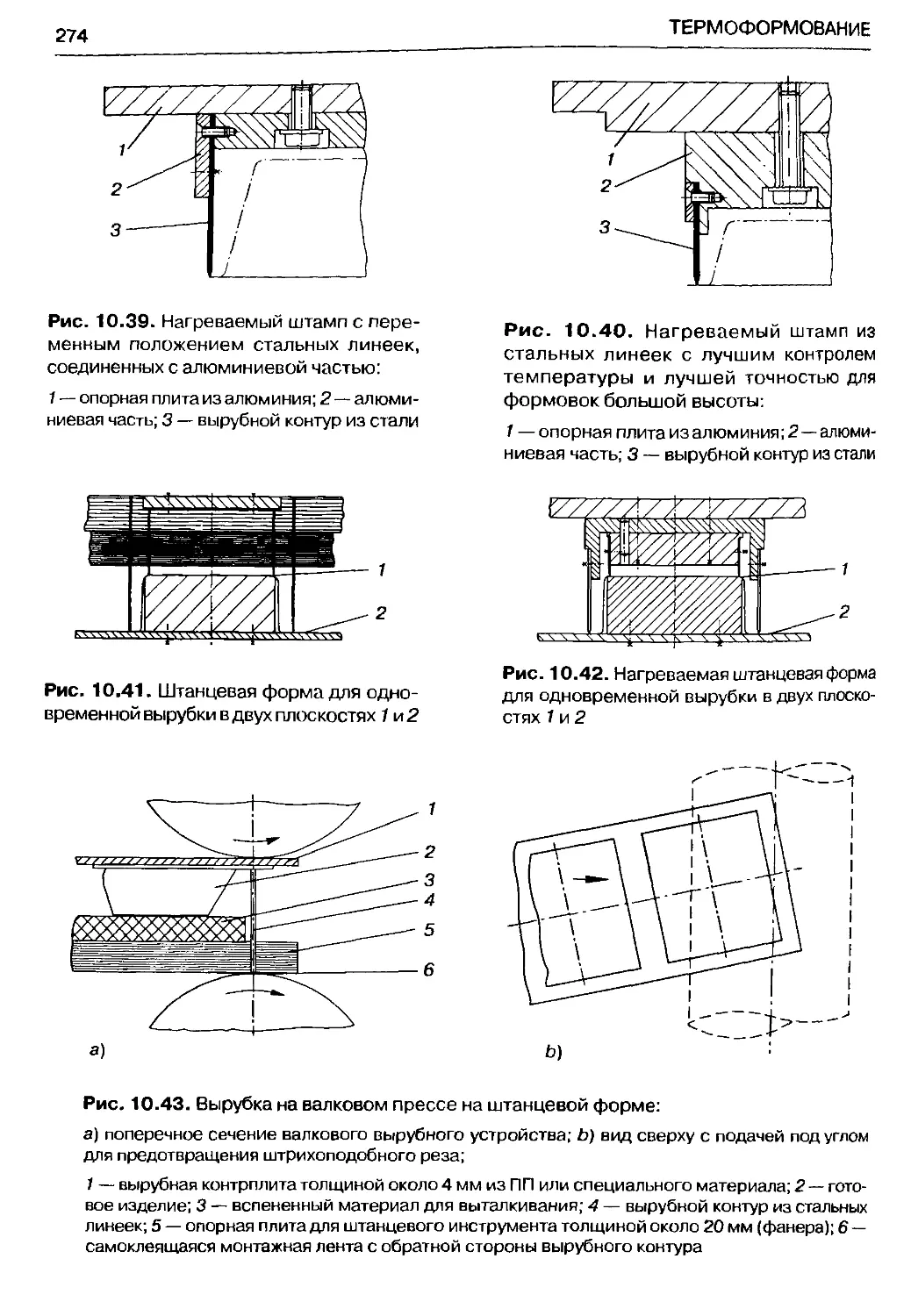
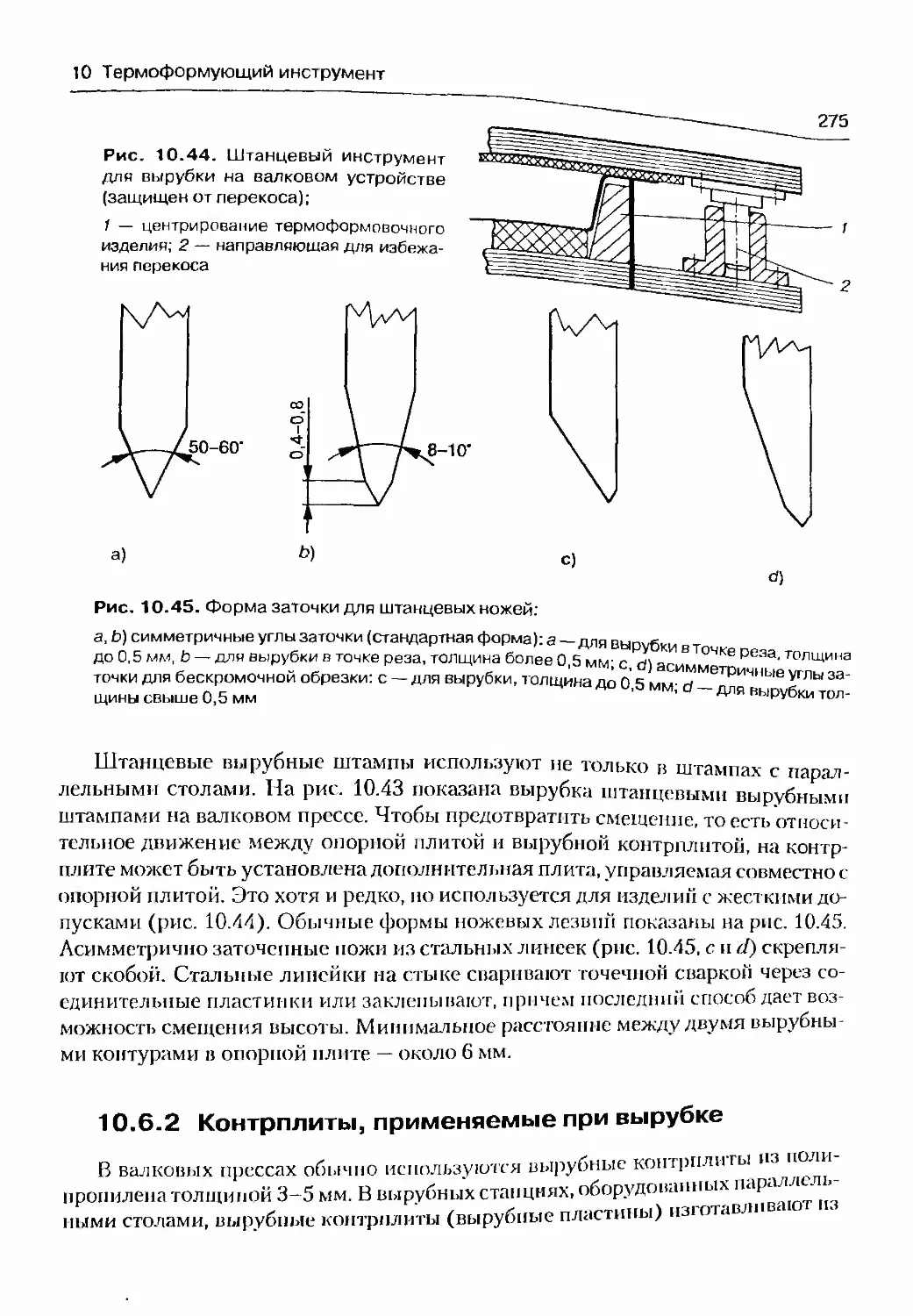
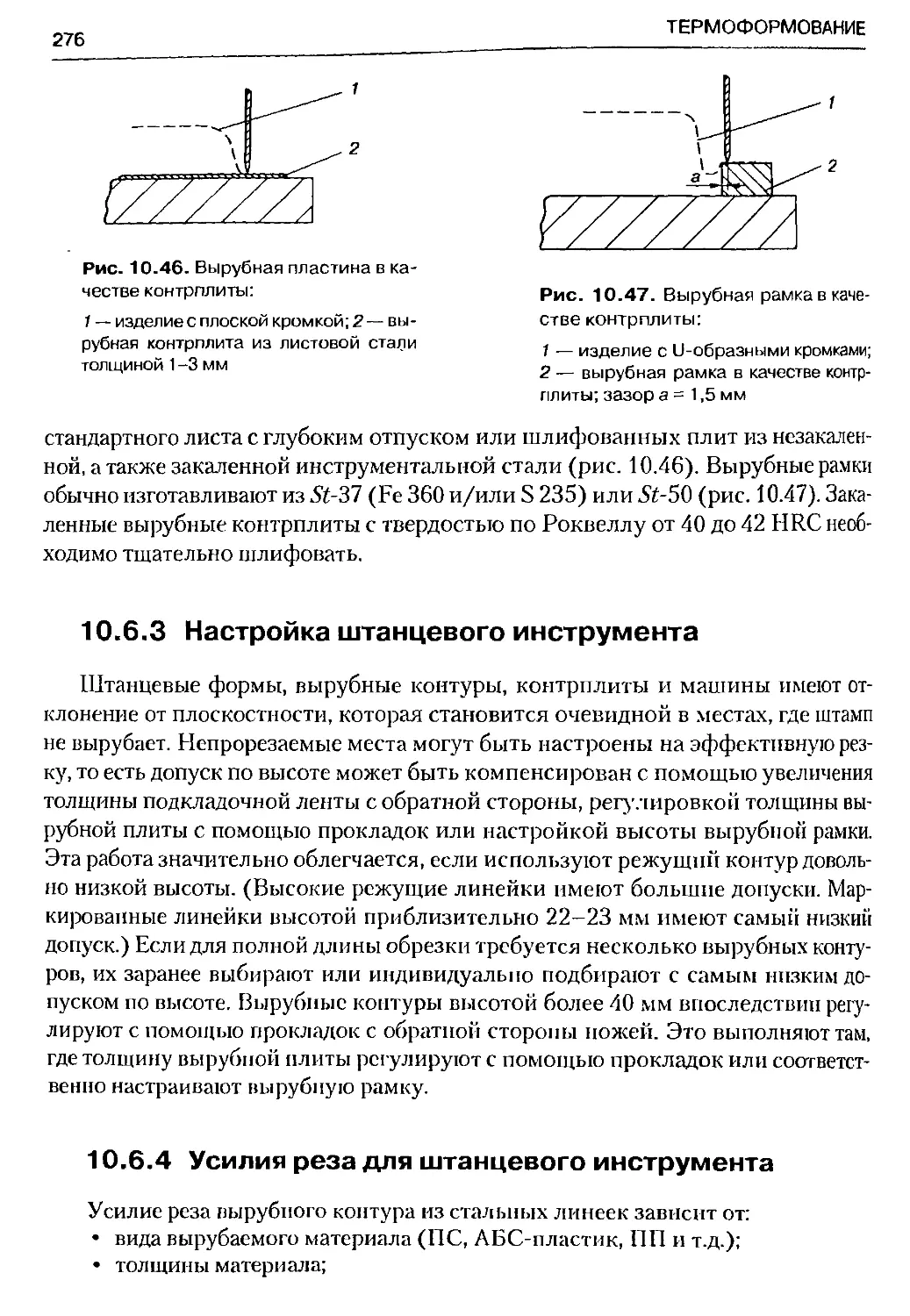
термостатируемого водой. 27010.6 Ножевые лезвия, которыми оснащают вырубной инструмент . 27210.6.1 Конструкция штанцевых вырубных штампов (форм) . 27210.6.2 Контрплиты, применяемые при вырубке 27510.6.3 Настройка штанцевого инструмента 276
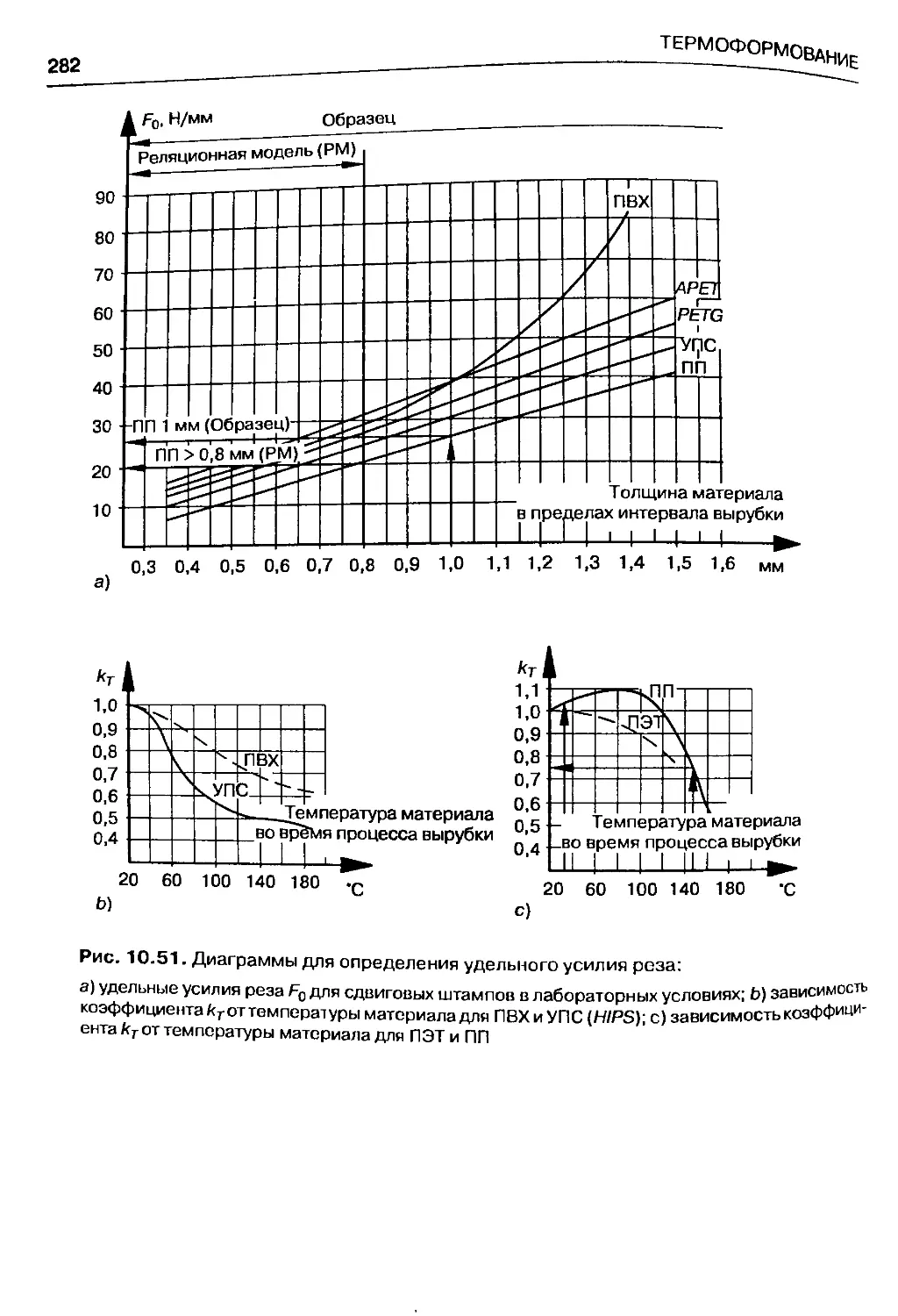
12ТЕРМОФОРМОВАНИЕ10.6.4 Усилия реза для штанцевого инструмента 27510.7 Сдвиговой штамповочный инструмент 27д10.7.1 Расчет усилия вырубки для формовочно-вырубного инст¬
румента со встроенным сдвиговым штампом 2§q10.7.2 Сдвиговые штампы с горизонтальной поверхностью выруб¬
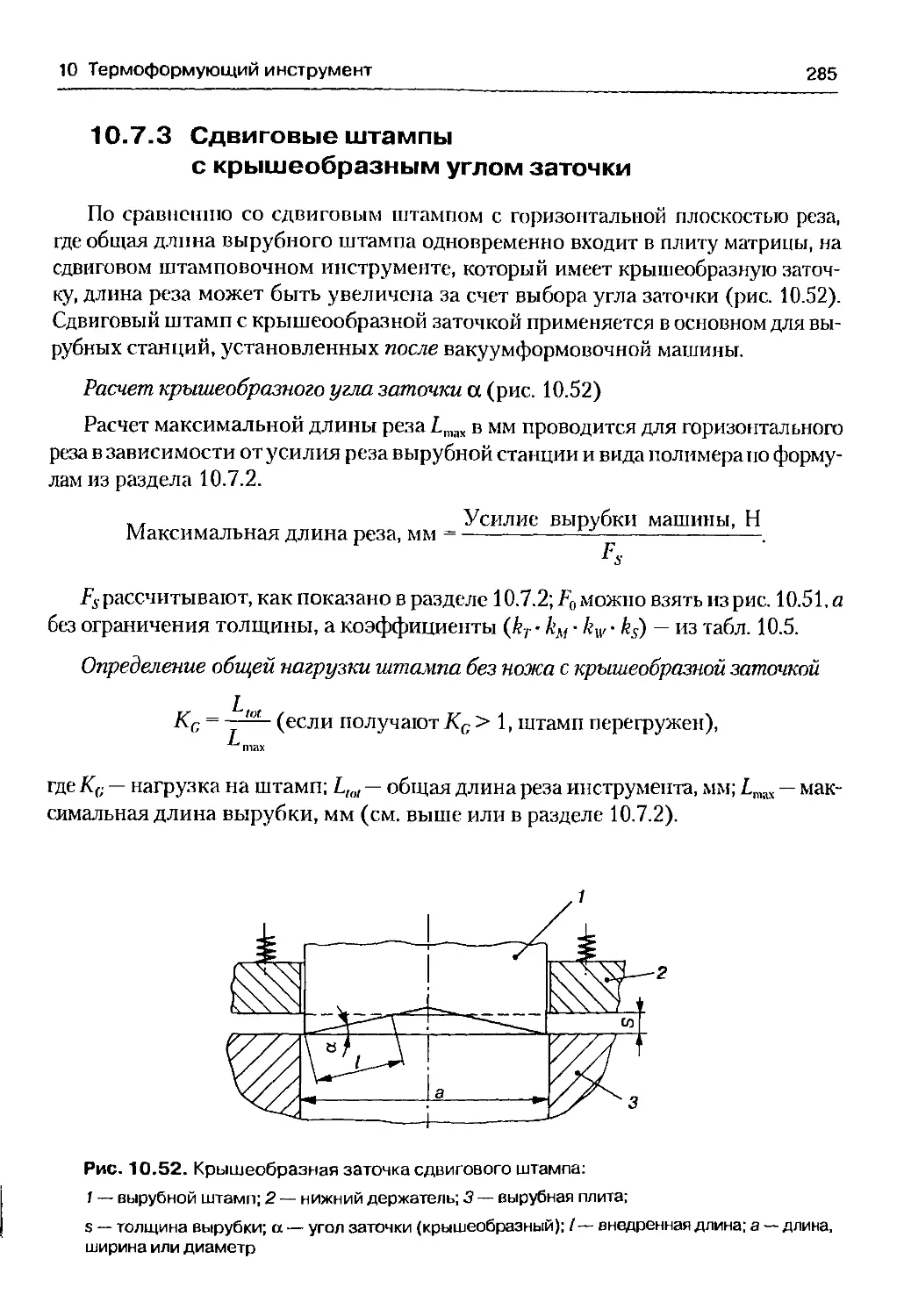
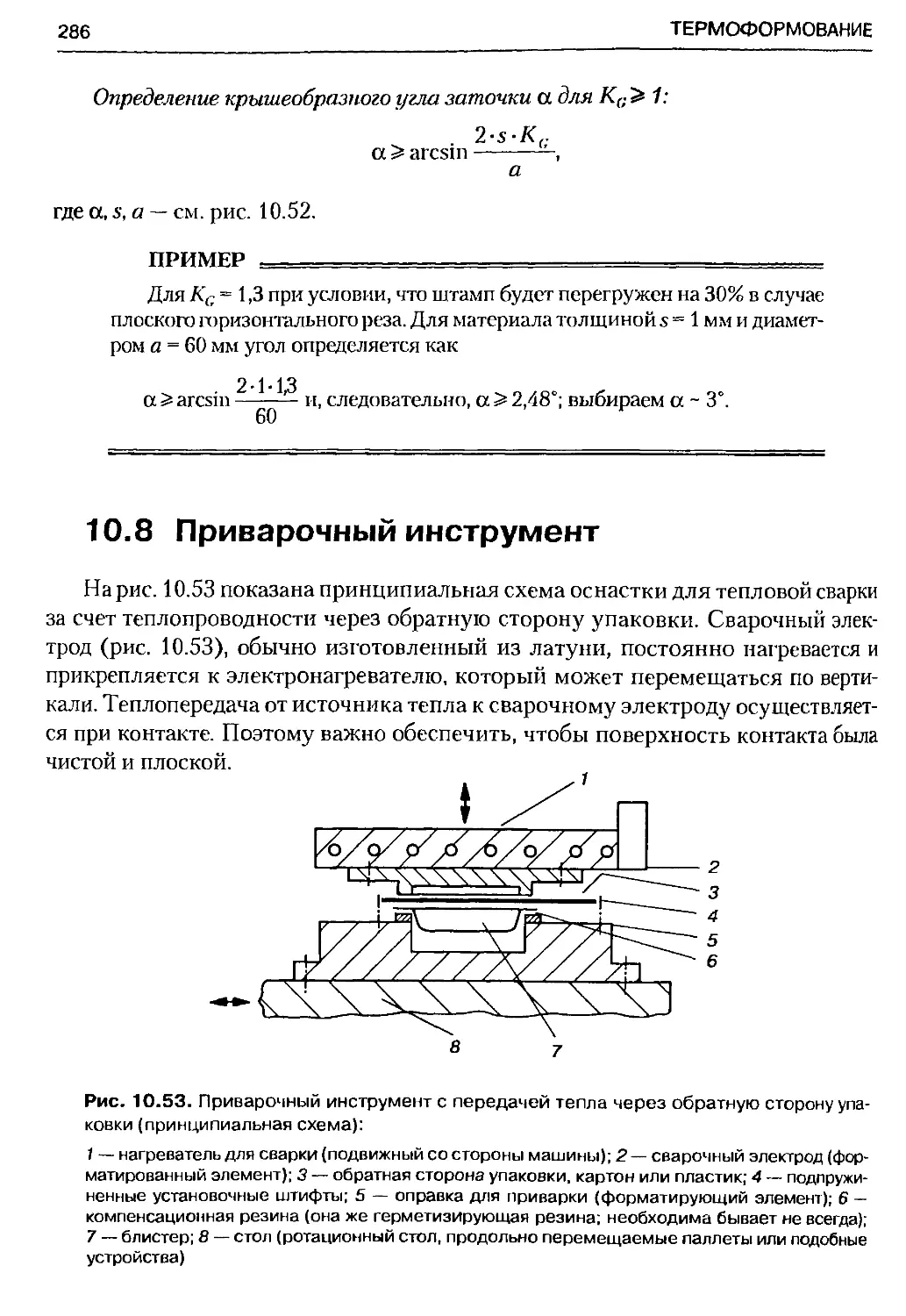
ки для последующих вырубных станций 28з10.7.3 Сдвиговые штампы с крышеобразным углом заточки 28510.8 Приварочный инструмент
ПРЕДИСЛОВИЕВ настоящее время термоформование используется для различных областей
применения в таком значительном объеме, который всего несколько десятиле¬
тий назад считался бы невозможным.Помимо таких традиционных сфер применения, как вакуумное формование
листа для производства дисплеев, холодильников или деталей автомобилей,
термоформование вместе с методом пневмоформования упаковки завоевало
важную часть рынка. Постоянное улучшение свойств термопластичных мате¬
риалов вместе с использованием самого современного оборудования привело не
только к увеличению производительности, но также к улучшению качества и
точности формованных изделий.Хотя изначально способ термоформования был в большей степени ручным
процессом, со временем он утвердился как технология, которая основана на на¬
учных данных о материалах, а также на методе управления производством путем
измерений с использованием обратной связи. Воспроизводимость параметров
процесса позволяет использовать термоформование на высокоэффективных
промышленных предприятиях. Помимо многочисленных публикаций фирмы
ILLIG в технических журналах, основные принципы термоформования в тече¬
ние многих десятилетий преподавались на курсах обучения персонала компа¬
нии ADOLF ILLIG Maschinenbau GmbH & Со. Однако до сих пор не издана книга
со всесторонним описанием принципов и процессов технологии, которая могла
бы служить введением в этот специальный предмет для студентов, а также со¬
держала бы наиболее полные ответы, необходимые для решения большого числа
частных проблем для квалифицированных инженеров и техников, уже имею¬
щих опыт в этой области.Цель данной книги — удовлетворить эту потребность.Помимо описания термопластов, используемых в качестве термоформуемо¬
го материала, в этой книге с помощью практических примеров подробно объяс¬
няются и показываются все стадии обработки, приводятся наиболее важные мо¬
дели машин, а также принципы, применяемые для создания форм и инструмен¬
та. Создание книги тесно связано с 50-летней историей фирмы ILLIG. Поэтому в
14ТЕРМОФОРМОВАНИЕнее было включено множество идей и результатов опытных наработок, за наибо¬
лее полное изложение которых я выражаю мою особую благодарность Петеру
Шварцманну.За критическую экспертизу рукописи, а также многочисленные предложе¬
ния но улучшению и дополнению книги благодарю главу отдела развития фир¬
мы ILLIG Гюнтера Кифера, а также профессора Гюнтера Харша.Я также благодарен Е. Дж. Треммелю за профессиональный перевод книги
на английский язык.Редактор и авторы надеются, что предлагаемая вашему вниманию книга об¬
легчит новичкам введение в курс термоформования и будет полезной при поис¬
ке решений проблем даже опытными работниками.Адольф Иллиг
1 ВВЕДЕНИЕТермоформование — это изменение формы плоских заготовок (листов или
пленок) из термопластичного полимерного материала при повышенных темпе¬
ратурах в объемные формованные изделия.При термоформовании различают следующую последовательность процес¬
сов:• нагревание формуемого материала до температуры, при которой он спосо¬
бен изменять форму, то есть до температуры высокоэластического со¬
стояния (глава 5);• формование на специальной оснастке для термоформования (глава 4);• охлаждение в форме до температуры, при которой конфигурация отфор¬
мованного изделия приобретет стабильные размеры (глава 6);• извлечение из формы изделия со стабильными размерами (глава 7).В большинстве случаев необходима та или иная последующая обработка
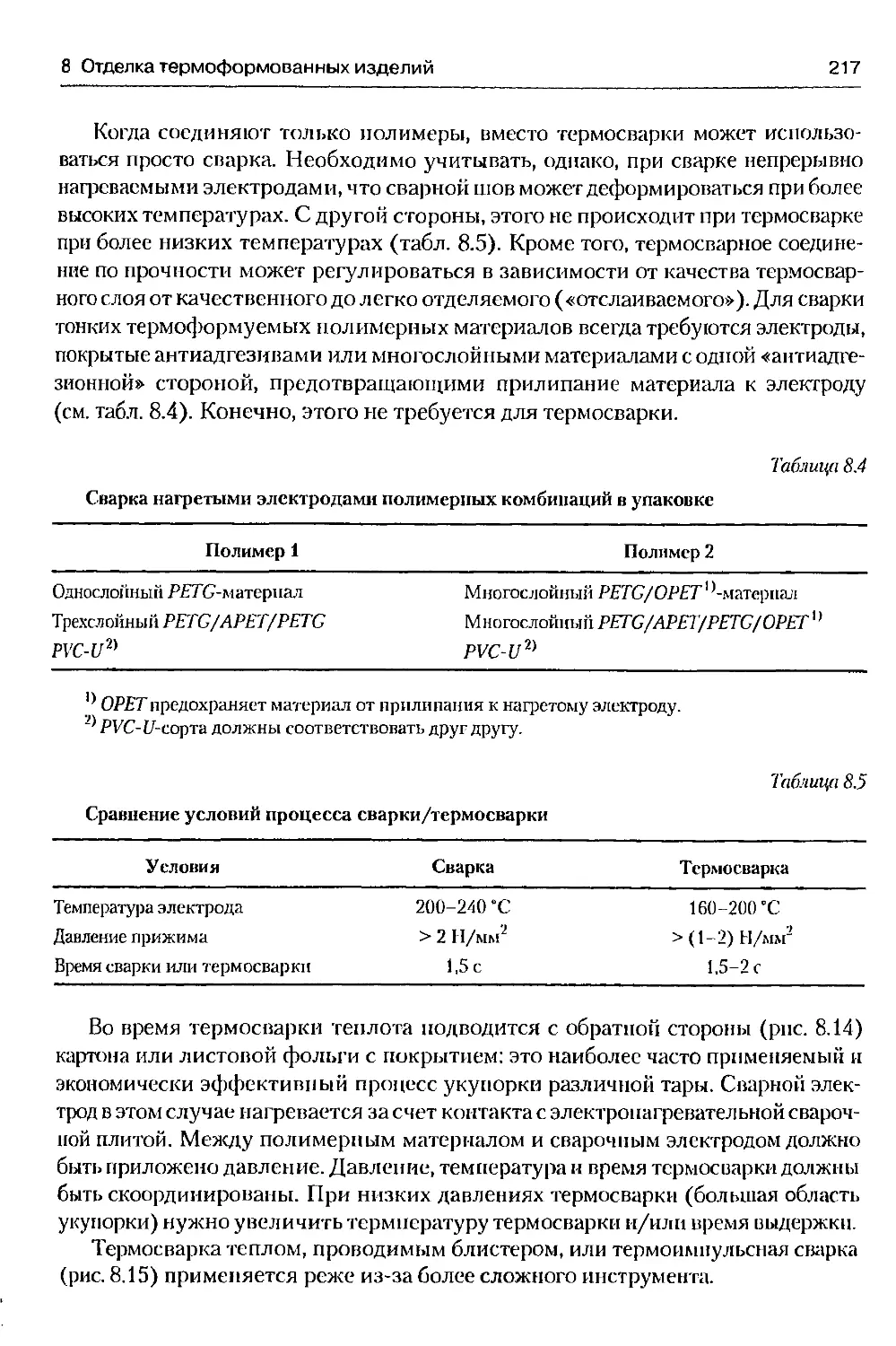
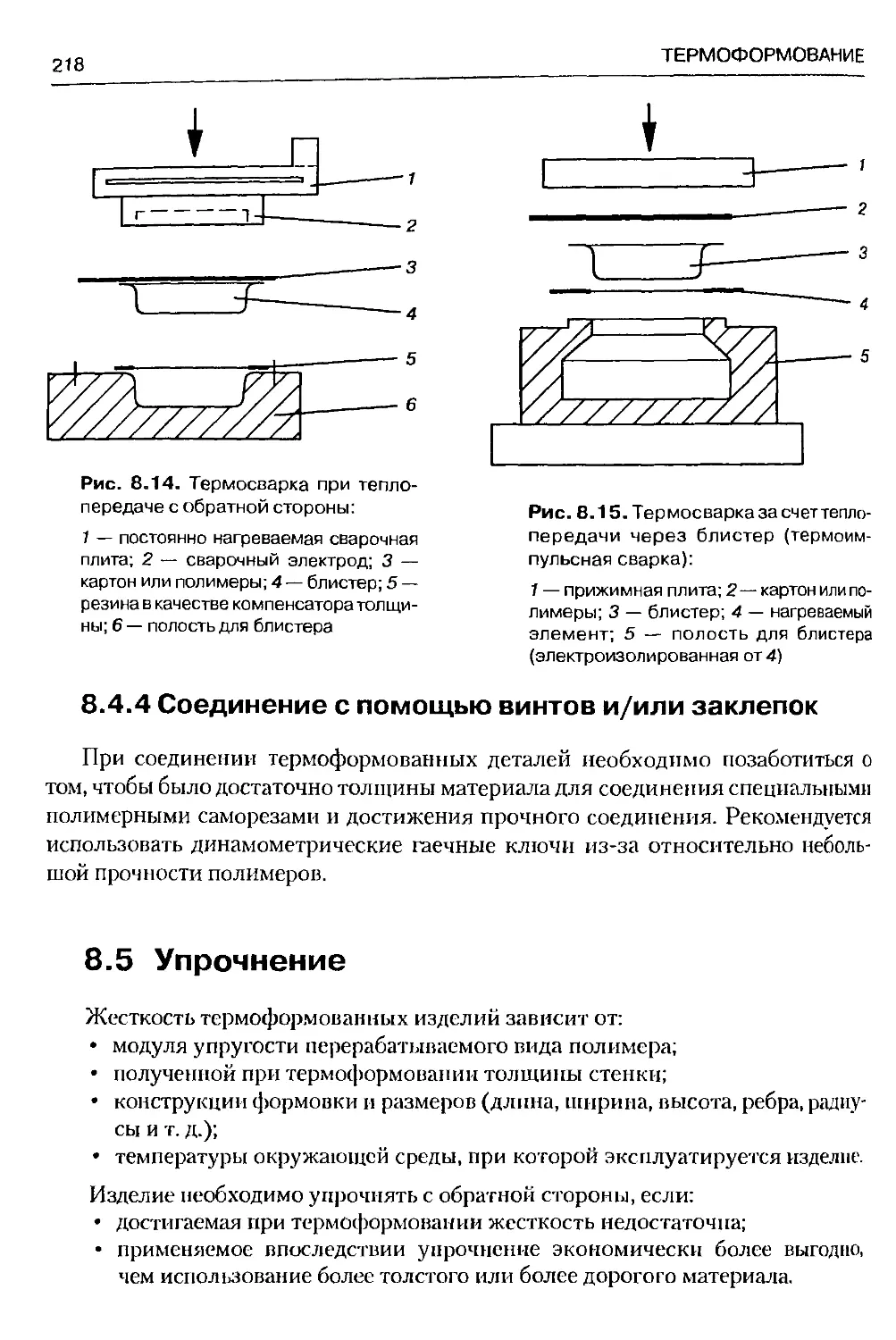
формованного изделия, а именно:• отделка (обрезка);• сварка;• соединение (склеивание);• горячее запаивание;• печать;• металлизация;• флокирование/распыление флока.Термоформование* в настоящее время стало распространенным наименова¬
нием этого технологического процесса. Термин «глубокая вытяжка», в частно¬
сти, применяется к металлам, а «вакуумное формование» и «пневматическое* Термин «термоформование», вообще говоря, может быть использован по отношешпо к
большинству способов получения изделий из пластмасс, в которых перед непосредственно
формованием изделия полимер нагревается до тон нлп иной температуры. Однако на Западе
именно этот термин чаще всего используется в технической литературе. В отечественных из¬
даниях чаще применяется термин «пневмовакуумное формование». — П}пшеч. науч. ред.
16ТЕРМОФОРМОВАНИЕформование» относятся к различным достаточно специфическим процессам
(см. главу 4).Преимущества и недостатки термоформованияЛюбой процесс производства будет успешным, если полученные с его помо¬
щью изделия будут более рентабельны, чем полученные по другой технологии,
или, иначе говоря, если они могут быть изготовлены при одинаковых производ¬
ственных издержках, но лучшего качества. Есть области применения, в которых
литье под давлением или раздувное формование конкурируют с термоформова¬
нием. Однако в области, к которой имеет отношение технология упаковки, ме¬
тод термоформования в большинстве случаев оказывается вне конкуренции, ес¬
ли только в качестве альтернативных упаковочных материалов не применяют
картон или бумагу.Существенными преимуществами термоформования являются рентабель¬
ный инструмент для термоформования, разумная стоимость термоформовоч¬
ных машин, возможность переработки многослойных и вспененных материалов,
а также материалов с предварительно нанесенной на них печатью. Из формуе¬
мых материалов с высокой вязкостью расплава могут быть получены чрезвы¬
чайно тонкостенные изделия, в то время как при литье под давлением для таких
изделий требуется гранулят с низкой вязкостью расплава.Относительно невысокие цены на оснастку дают еще одно преимущество
термоформованию для производства небольших партий изделий; достоинства
термоформования для больших партий состоит в достижении очень низких тол¬
щин стенок и высокой производительности термоформовочных машин.Самые маленькие по размеру детали, производство которых термоформова¬
нием еще экономически выгодно, это упаковка для таблеток или батареек для
часов; большие формованные изделия, такие как садовые водоемы, могут быть
длиной от 3 до 5 м.Диапазон толщин формуемых материалов от 0,05 до 15 мм, а для вспененных
материалов даже до 60 мм. Любые термопласты или материалы с аналогичными
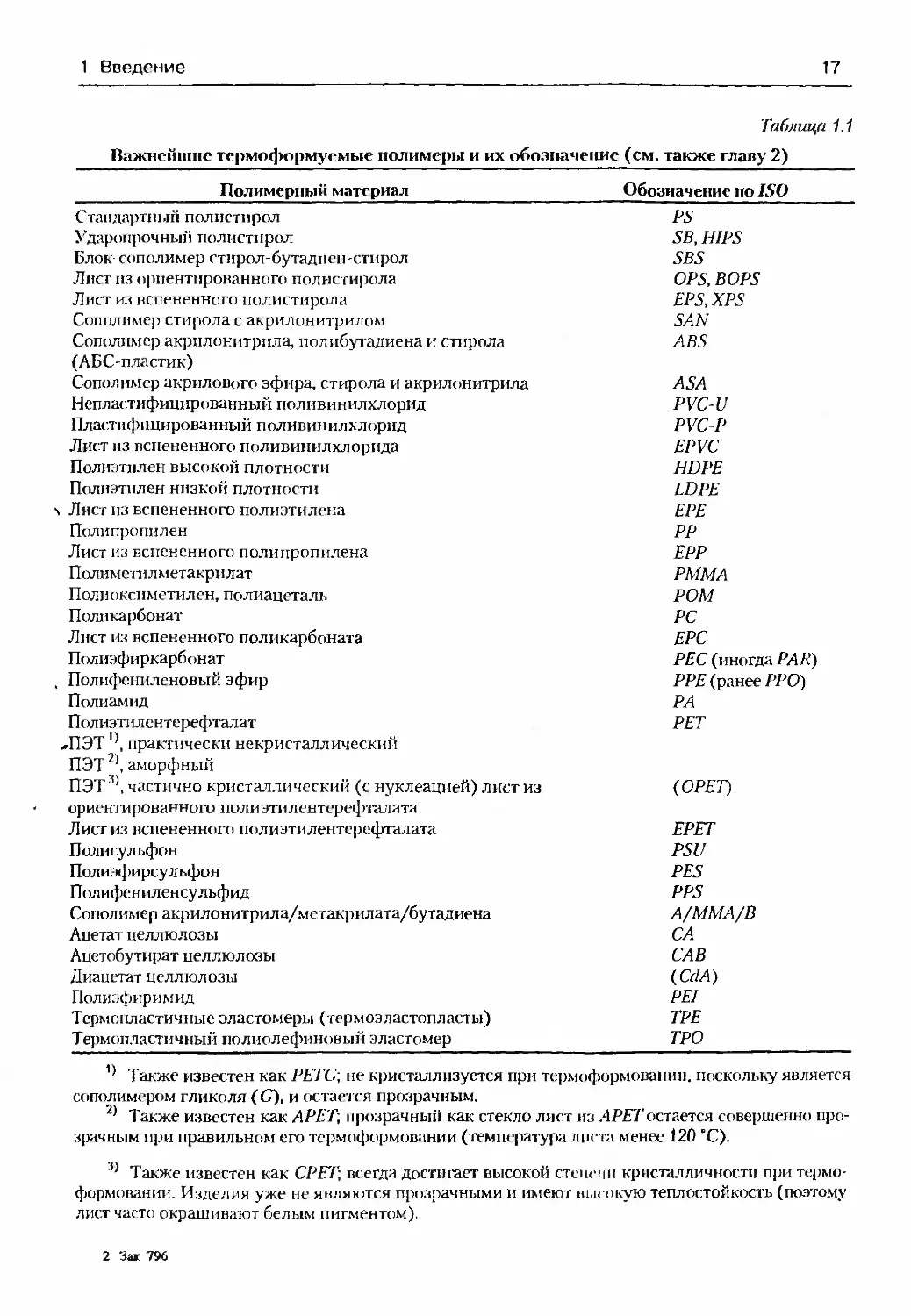
свойствами являются в принципе термоформуемыми. В табл. 1.1 приведены
термопластичные материалы, перерабатываемые термоформованием, и их со¬
кращенные обозначения, рекомендуемые ISO.Лист или пленку производят из грапулята или порошка, получая полуфаб¬
рикат (полупродукт). Конечно, это означает дополнительные затраты на сырье
по сравнению с литьем иод давлением. Необходимость закрепления листа при
термоформовании и последующий процесс обрезки приводят к отходам, кото¬
рые возвращаются в производственный цикл путем их дробления. Полученный
вторичный материал затем может добавляться к исходному материалу при про¬
изводстве листа.В зависимости от применяемого процесса только одна поверхность листа на¬
ходится в контакте с формующим инструментом. Поэтому только одна сторона
t Введение17Таблица 1.1Важнейшие термоформуемые полимеры и их обозначение (см. также главу 2)Полимерный материалОбозначение по ISOСтандартный полистиролPSУдаропрочный полистиролSB, HIPSБлок-сополимер стирол-бутадиен-стиролSBSЛист нз ориентированного полистиролаOPS, BOPSЛист из вспененного полистиролаEPS, XPSСополимер стирола с акрилонитриломSANСополимер акрилонитрила, полибутадиена и стирола
(АБС-пластик)ABSСополимер акрилового эфира, стирола и акрилонитрилаASAНепластифицированный поливинилхлоридPVC-UПластифицированный поливинилхлоридPVCPЛист из вспененного поливинилхлоридаEPVCПолиэтилен высокой плотностиHDPEПолиэтилен низкой плотностиLDPEЛист нз вспененного полиэтиленаEPEПолипропиленPPЛист из вспененного полипропиленаEPPПолиметилметакрилатPMMAПолиоксиметилен, полиацетальPOMПоликарбонатPCЛист из вспененного поликарбонатаEPCПолиэфиркарб онатPEC (иногда PAR)Полифениленовый эфирPPE (ранее PPO)ПолиамидPAПолиэтилентерефталат-ПЭТ практически некристаллическийПЭТ 2\ аморфныйPETПЭТ3\ частично кристаллический (с нуклеацией) лист из
ориентированного полиэтилентерефталата(ОРЕТ)Лист из вспененного полиэтилентерефталатаEPETПолисульфонPSUПолиэфирсульфонPESПолифениленсульфидPPSСополимер акрилонитрила/метакрилата/бутадиенаA/MMA/BАцетат целлюлозыCAАцегобутират целлюлозыCABДиаиетат целлюлозы(CdA)ПолиэфиримидPEIТермопластичные эластомеры (термоэластопласты)TPEТермопластичный полиолефиновый эластомерTPOТакже известен как РЕТС\ не кристаллизуется при термоформовании, поскольку является
сополимером гликоля (С), и остается прозрачным.2) Также известен как АРЕТ, прозрачный как стекло лист из АРЕТ остается совершенно про¬
зрачным при правильном его термоформовании (температура листа менее 120 'С).Также известен как СРЕТ; всегда достигает высокой степени кристалличности при термо¬
формовании. Изделия уже не являются прозрачными и имеют высокую теплостойкость (поэтому
лист часто окрашивают белым пигментом).2 За» 796
ТЕРМОФОРМОВАНИЕI ks - , точно повторять конфигурацию формы; коифигу.
формованного “ .юверхпости будет зависеть от вытяжки (см. главу 4>,Будущие РазРаб"™В пластмасс термоформование относится к способа»
в отрасли переработки темпами роста. Это верно для формования тех-
переработки с С^‘МИ высок^ упак0ВКи. Термоформование все еще яв-нических изделии, а также ^ „Обходимы высокое мастерство и опыт. В на-
ляется процессом, для котор°мпьЮ ного моделирования и термоформование
стоящее время с °управЛяемым методом переработки с воспроизво¬димой технологией. ^vnnnR (пециклинг) от процесса термоформованияВторичная перера от с значение. Утилизация производственныхприобрела в последние Г°ДЫ исходным материалом была искусствомотходов путем дробления и смешения с ис Д переработки брако-Гмио^ случаях отработана, цо все еще продолжает развиваться.
2 ТЕРМОПЛАСТЫ2.1 Химическое строение и структура
термопластовТермопластичные полимеры состоят из макромолекул длиной до 10'3 мм.
Эти макромолекулы могут иметь линейную (нитеобразную) структуру, напри¬
мер, полиэтилен низкой плотности (ПЭНП), или разветвленную, например, как
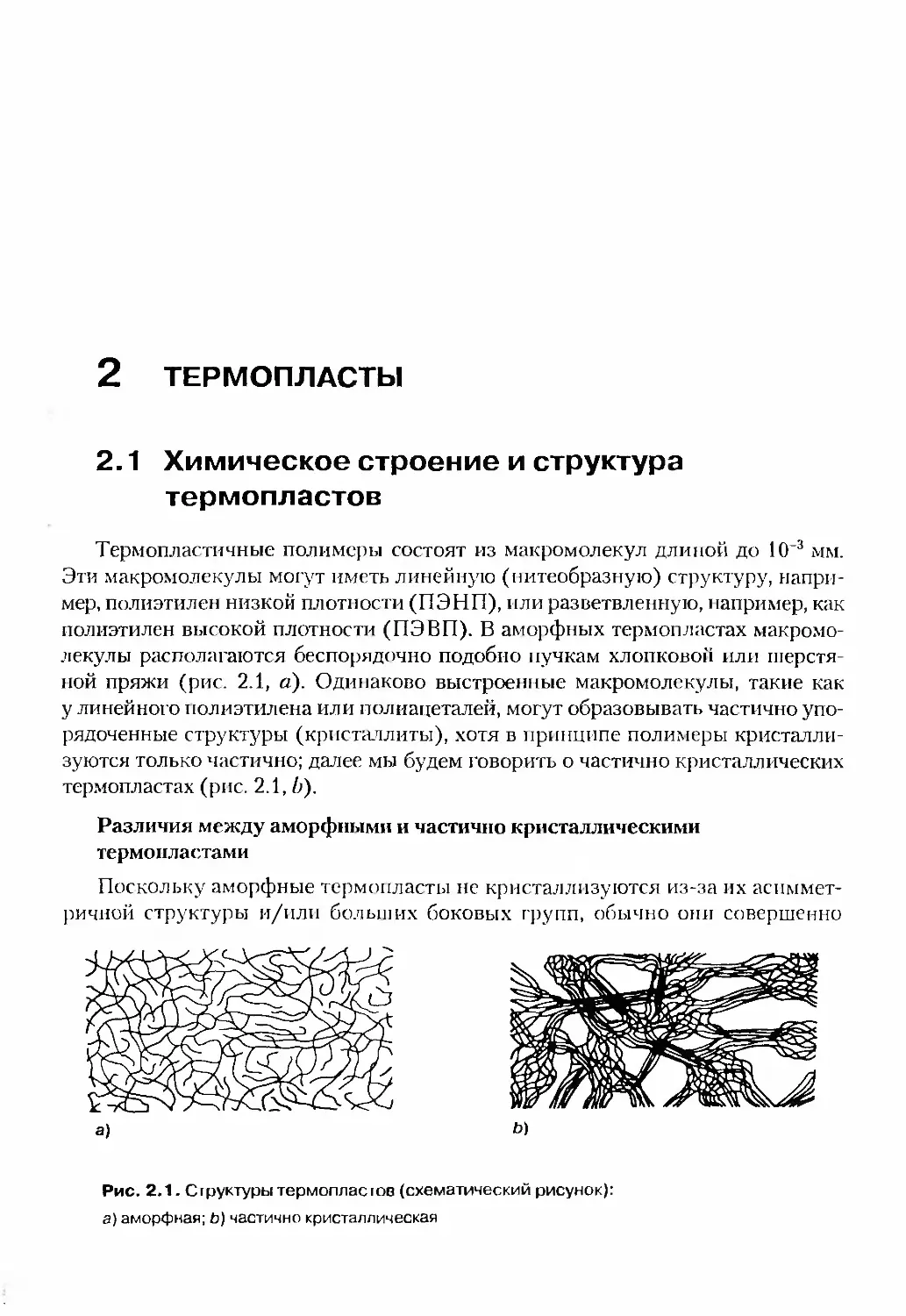
полиэтилен высокой плотности (ПЭВП). В аморфных термопластах макромо¬
лекулы располагаются беспорядочно подобно пучкам хлопковой или шерстя¬
ной пряжи (рис. 2.1, а). Одинаково выстроенные макромолекулы, такие как
у линейного полиэтилена или полиацеталей, могут образовывать частично упо¬
рядоченные структуры (кристаллиты), хотя в принципе полимеры кристалли¬
зуются только частично; далее мы будем говорить о частично кристаллических
термопластах (рис. 2.1, Ь).Различия между аморфными и частично кристаллическимитермопластамиПоскольку аморфные термопласты не кристаллизуются из-за их асиммет¬
ричной структуры и/или больших боковых групп, обычно они совершенноРис. 2.1. Структуры термопластов (схематический рисунок):
а) аморфная; Ь) частично кристаллическая
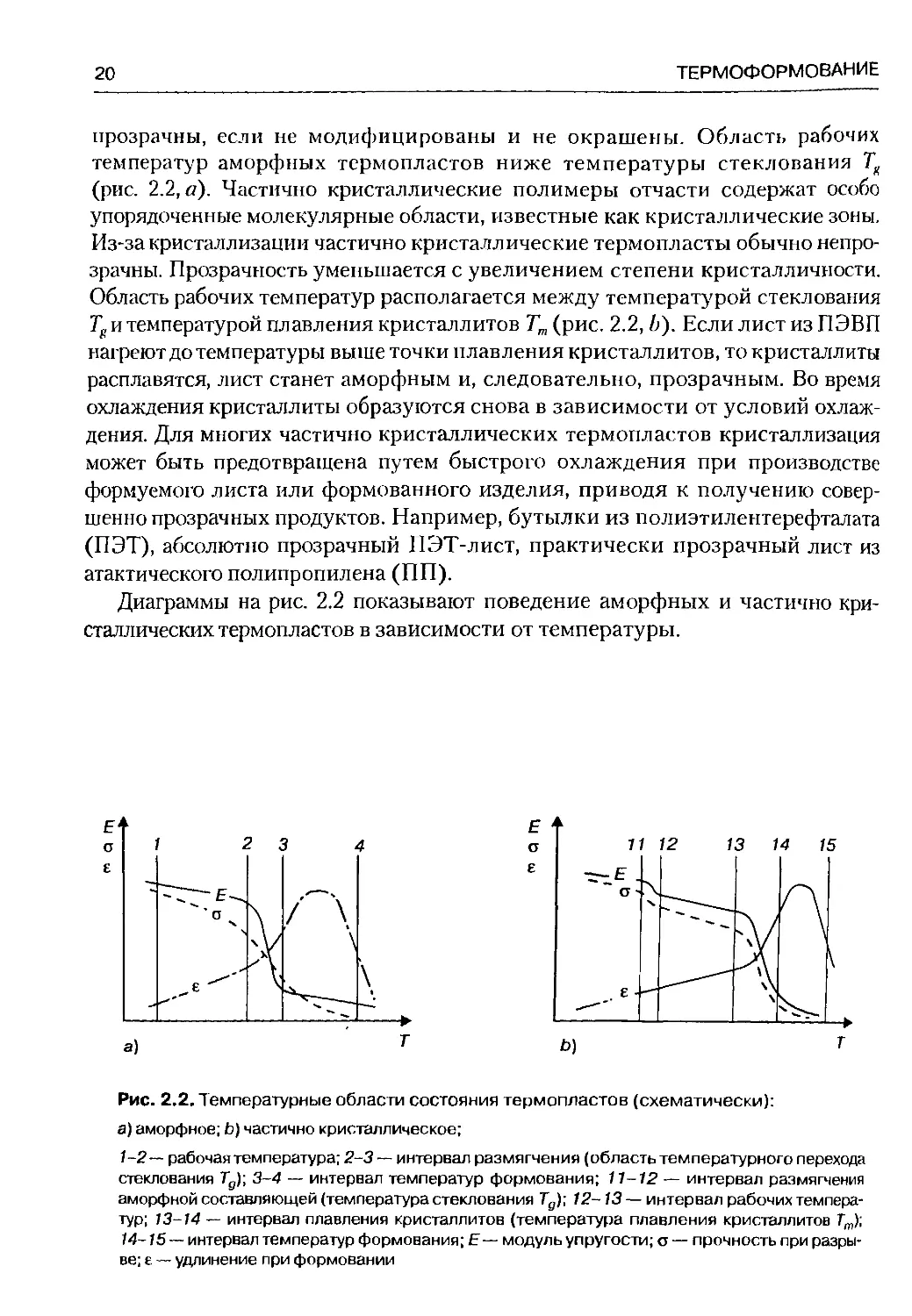
20ТЕРМОФОРМОВАНИЕпрозрачны, если не модифицированы и не окрашены. Область рабочих
температур аморфных термопластов ниже температуры стеклования Тн
(рис. 2.2, о). Частично кристаллические полимеры отчасти содержат особо
упорядоченные молекулярные области, известные как кристаллические зоны.
Из-за кристаллизации частично кристаллические термопласты обычно непро¬
зрачны. Прозрачность уменьшается с увеличением степени кристалличности.
Область рабочих температур располагается между температурой стеклования
Tg и температурой плавления кристаллитов Тт (рис. 2.2, Ь). Если лист из ПЭВП
нагреют до температуры выше точки плавления кристаллитов, то кристаллиты
расплавятся, лист станет аморфным и, следовательно, прозрачным. Во время
охлаждения кристаллиты образуются снова в зависимости от условий охлаж¬
дения. Для многих частично кристаллических термопластов кристаллизация
может быть предотвращена путем быстрого охлаждения при производстве
формуемого листа или формованного изделия, приводя к получению совер¬
шенно прозрачных продуктов. Например, бутылки из полиэтилентерефталата
(ПЭТ), абсолютно прозрачный ПЭТ-лист, практически прозрачный лист из
атактического полипропилена (ПП).Диаграммы на рис. 2.2 показывают поведение аморфных и частично кри¬
сталлических термопластов в зависимости от температуры.Рис. 2.2. Температурные области состояния термопластов (схематически):
а) аморфное; Ь) частично кристаллическое;1-2— рабочая температура; 2-3 — интервал размягчения (область температурного перехода
стеклования Тд)\ 3-4 — интервал температур формования; 11-12 — интервал размягчения
аморфной составляющей (температура стеклования Тд); 12-13 — интервал рабочих темпера¬
тур; 13-14 — интервал плавления кристаллитов (температура плавления кристаллитов Гт);
14-15 — интервал температур формования; Е — модуль упругости; о — прочность при разры¬
ве; е — удлинение при формовании
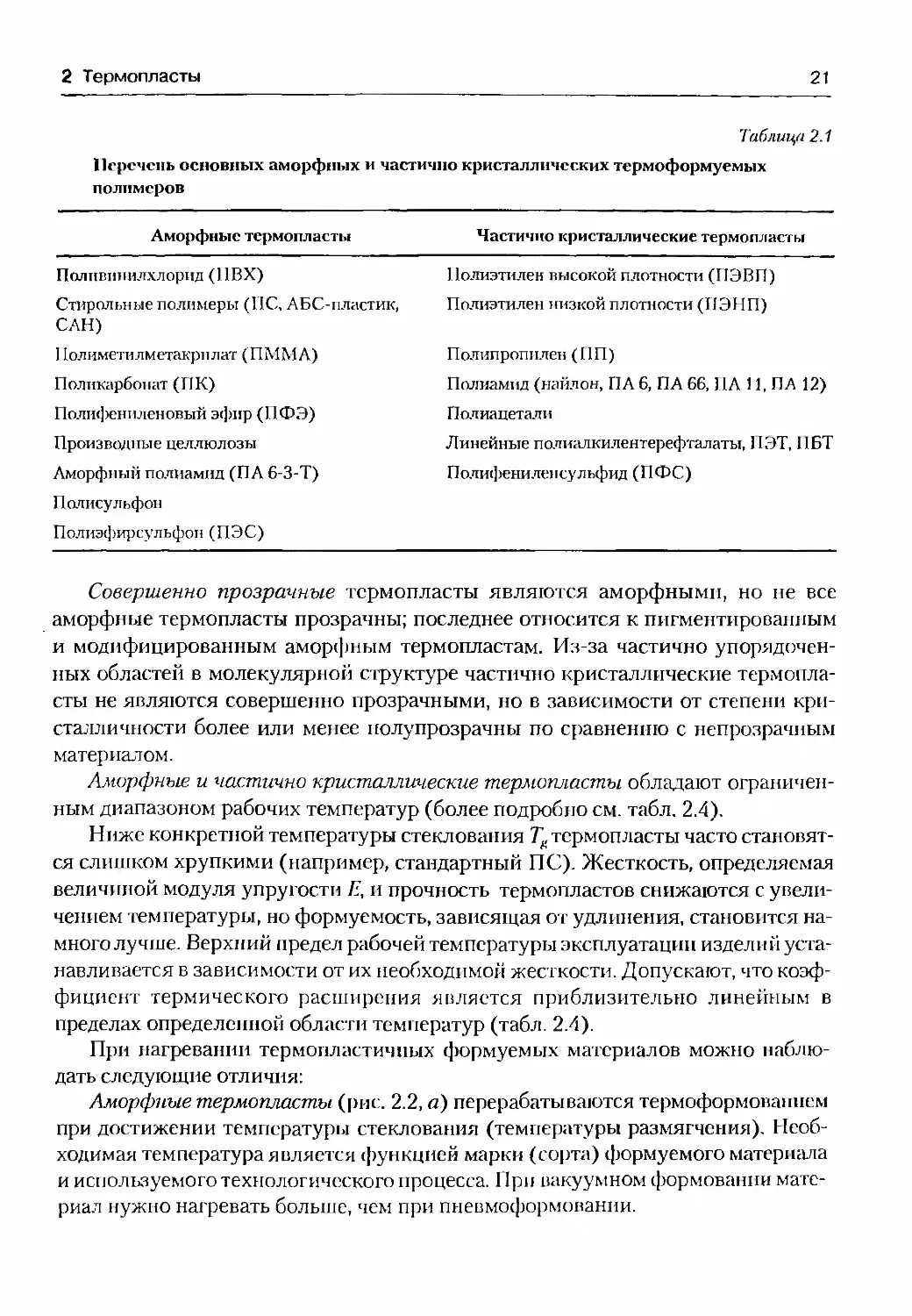
2 Термопласты21Таблица 2.1Перечень основных аморфных и частично кристаллических термоформуемых
полимеровАморфные термопластыЧастично кристаллические термопластыПоливинилхлорид (ПВХ)Полиэтилен высокой плотности (ПЭВП)Стирольные полимеры (ПС, АБС-пластик,Полиэтилен низкой плотности (ПЭНП)САН)Полиметилметакрилат (ПММА)Полипропилен (ПП)Поликарбонат (ПК)Полиамид (найлон, ПА 6, ПА 66, ПА 11, ПА 12)Полифениленовый эфир (ПФЭ)ПолиацеталиПроизводные целлюлозыЛинейные полиалкилентерефталаты, ПЭТ, ПБТАморфный полиамид (ПА 6-3-Т)Полифениленсульфид (ПФС)Полису льфонПолиэфирсульфон (ПЭС)Совершенно прозрачные термопласты являются аморфными, но не все
аморфные термопласты прозрачны; последнее относится к пигментированным
и модифицированным аморфным термопластам. Из-за частично упорядочен¬
ных областей в молекулярной структуре частично кристаллические термопла¬
сты не являются совершенно прозрачными, но в зависимости от степени кри¬
сталличности более или менее полупрозрачны по сравнению с непрозрачным
материалом.Аморфные и частично кристаллические термопласты обладают ограничен¬
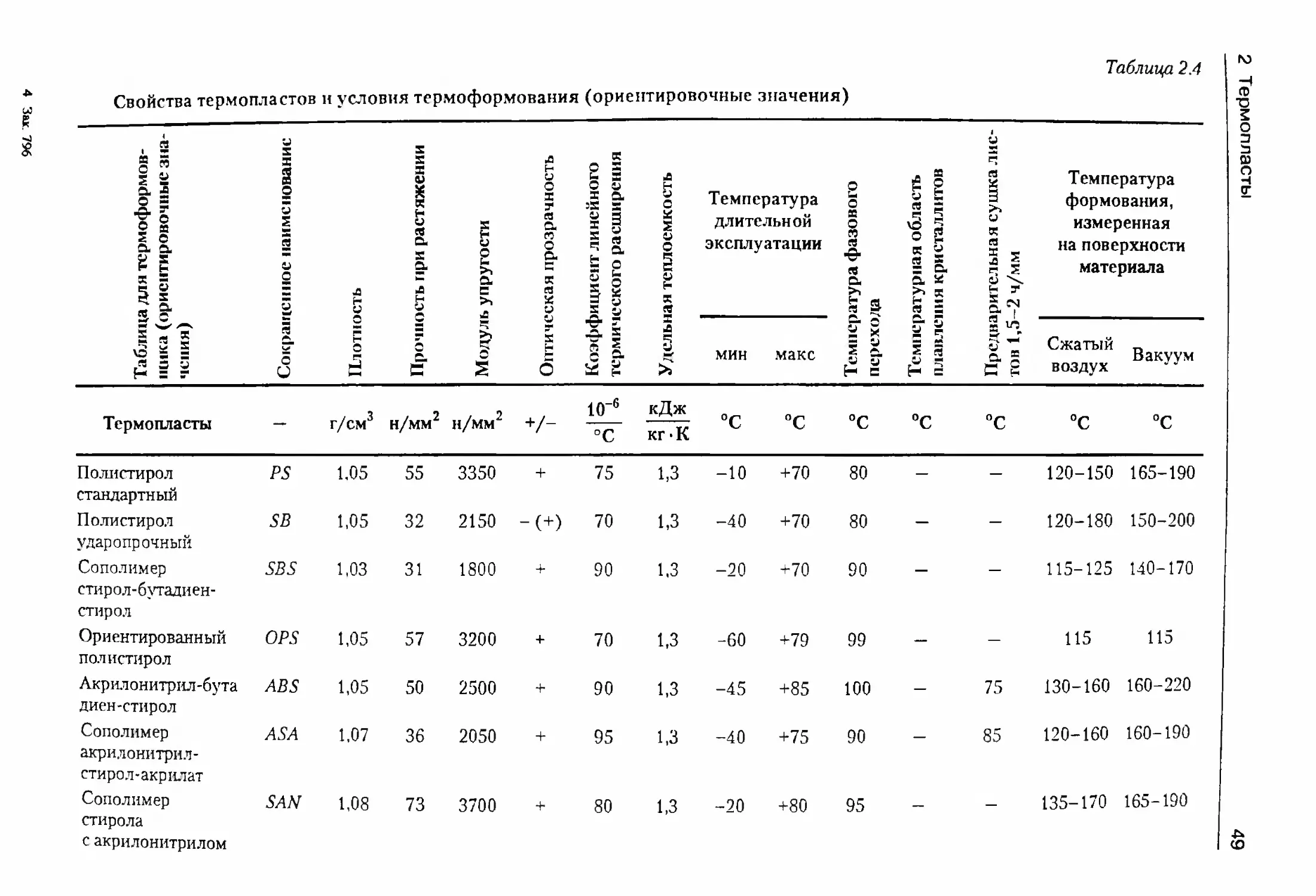
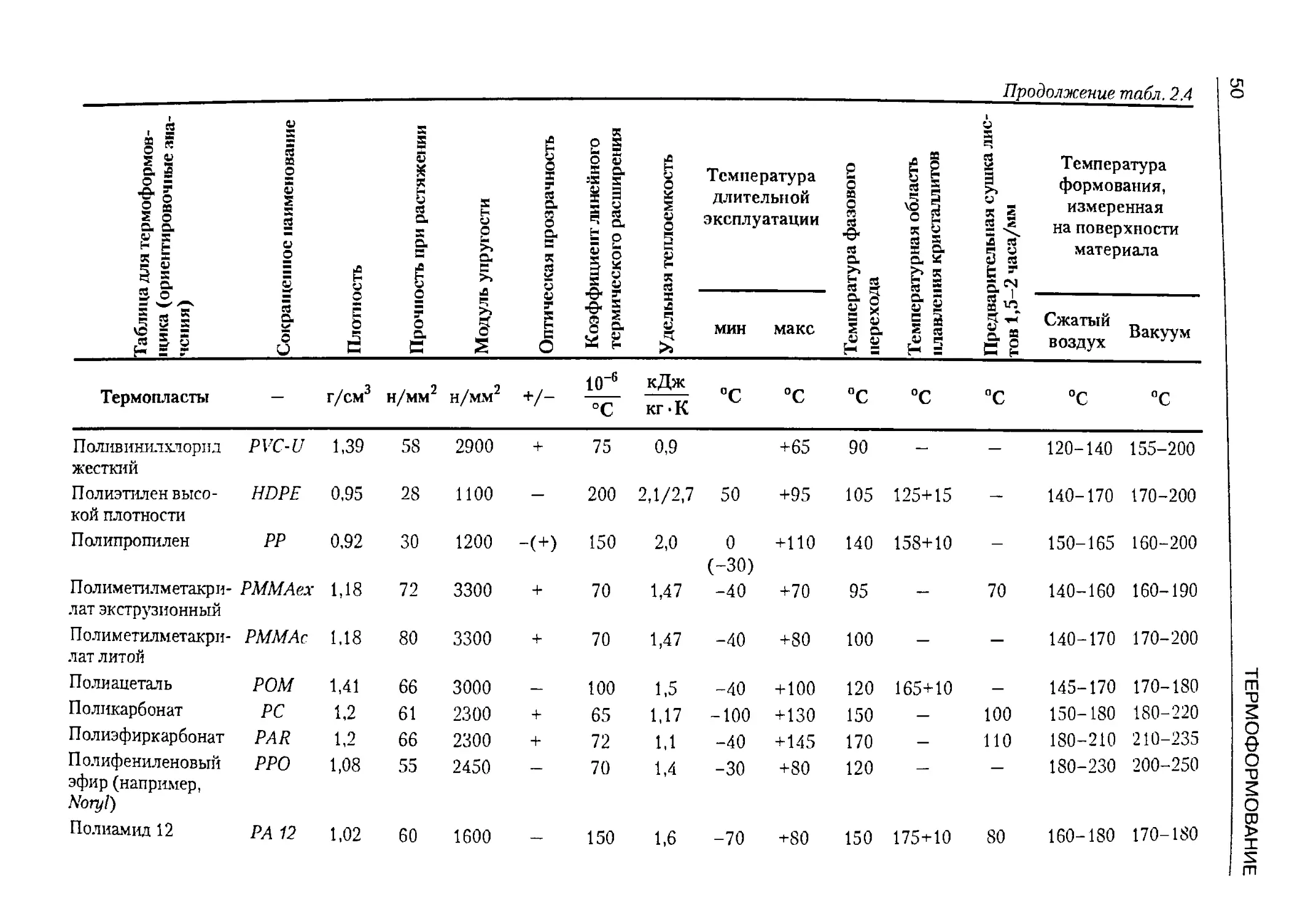
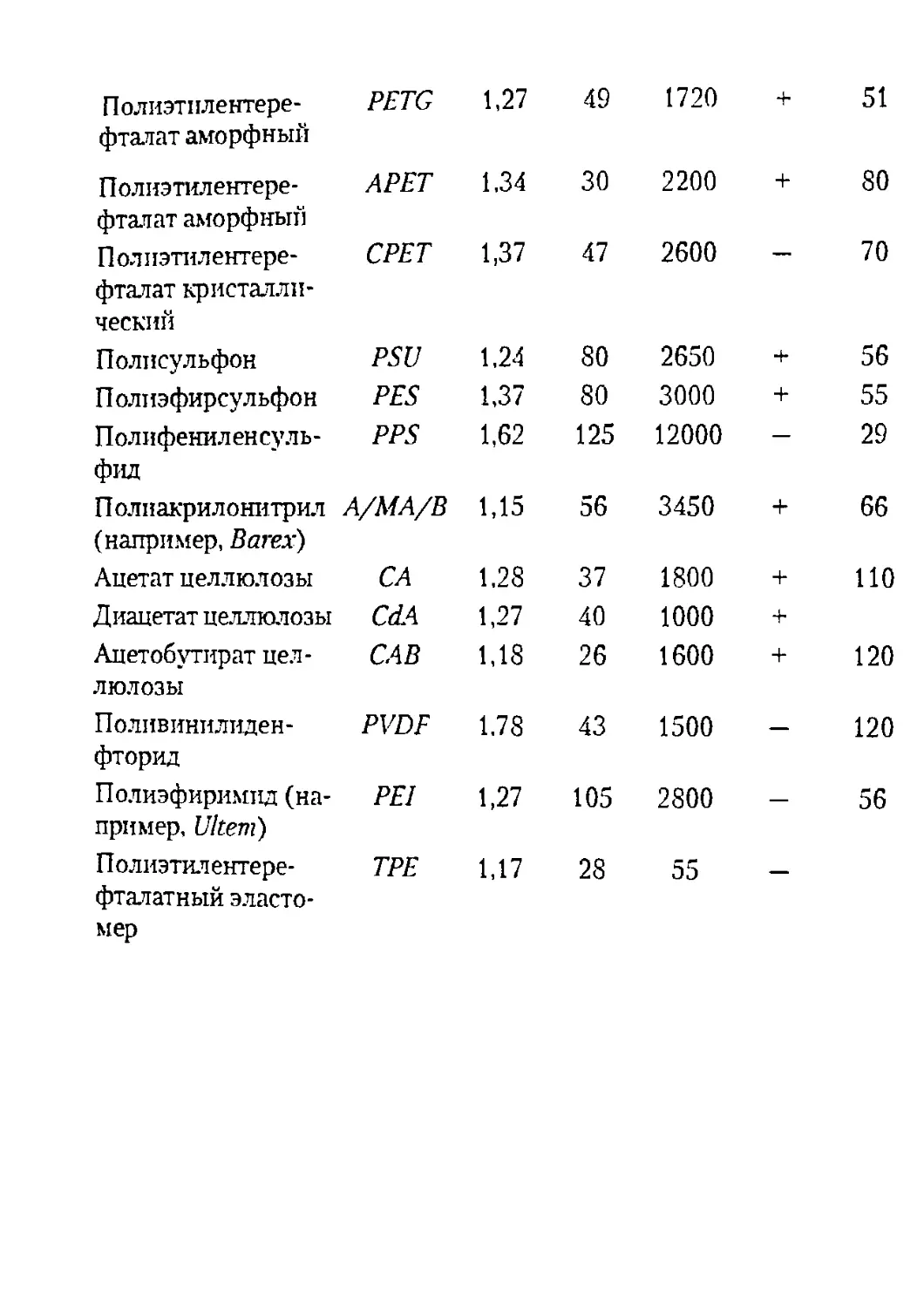
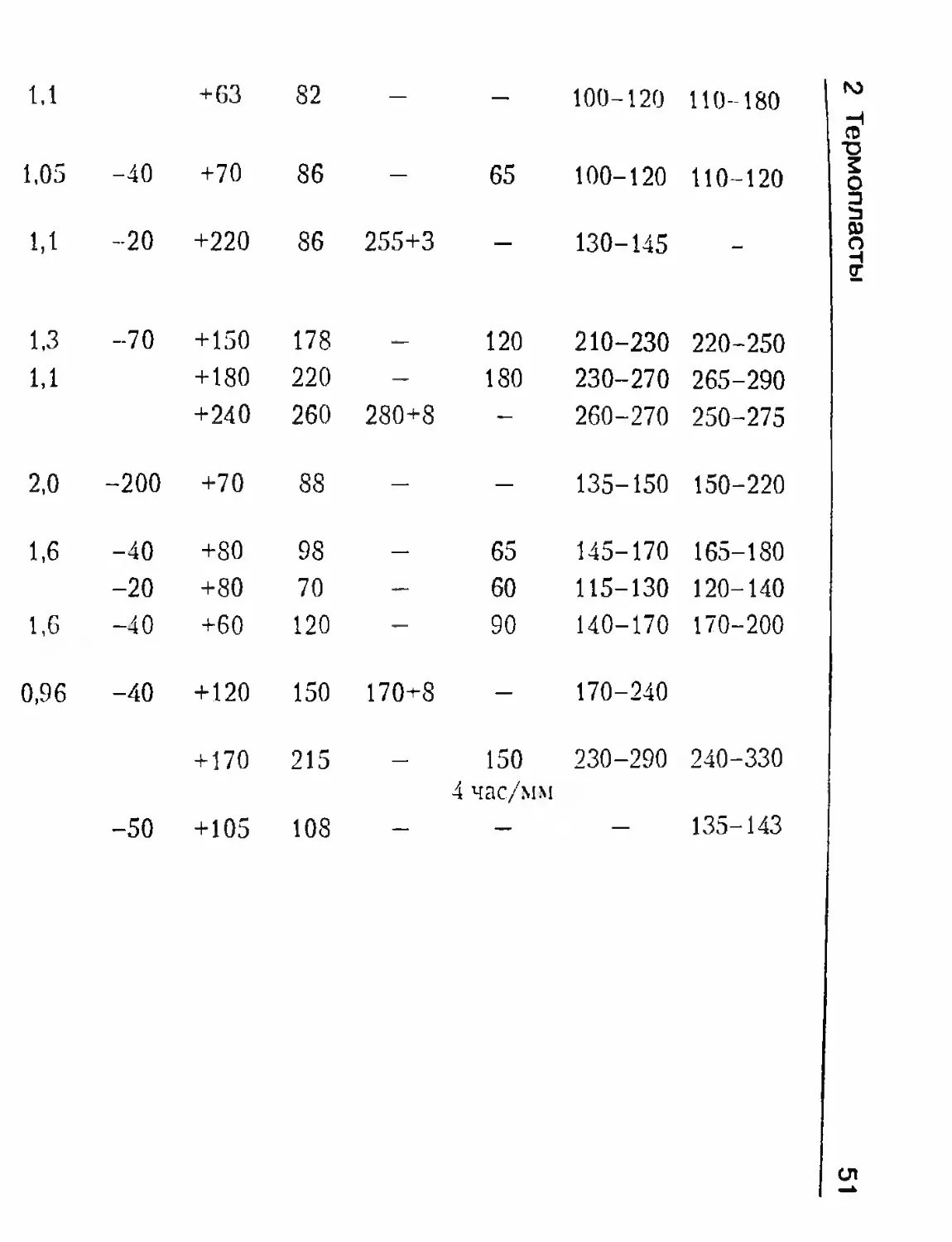
ным диапазоном рабочих температур (более подробно см. табл. 2.4).Ниже конкретной температуры стеклования ^.термопласты часто становят¬
ся слишком хрупкими (например, стандартный ПС). Жесткость, определяемая
величиной модуля упругости Е, и прочность термопластов снижаются с увели¬
чением температуры, но формуемость, зависящая от удлинения, становится на¬
много лучше. Верхний предел рабочей температуры эксплуатации изделий уста¬
навливается в зависимости от их необходимой жесткости. Допускают, что коэф¬
фициент термического расширения является приблизительно линейным в
пределах определенной области температур (табл. 2.4).При нагревании термопластичных формуемых материалов можно наблю¬
дать следующие отличия:Аморфные термопласты (рис. 2.2, а) перерабатываются термоформованием
при достижении температуры стеклования (температуры размягчения). Необ¬
ходимая температура является функцией марки (сорта) формуемого материала
и используемого технологического процесса. При вакуумном формовании мате¬
риал нужно нагревать больше, чем при пневмоформовании.
22ТЕРМОФОРМОВАНИЕЧастично кристаллические термопласты (рис. 2.2, Ь) никогда не будут со¬
вершенно прозрачными, но они имеют аморфную и кристаллическую состав¬
ляющие. При низкой степени кристалличности соответствующий материал мо¬
жет термоформоваться уже несколько ниже температуры плавления кристалли¬
тов] однако при более высоком содержании кристаллитов необходимо выбирать
более высокую температуру формования.Как поведение термопластов влияет па процесс термоформования?Если рабочая температура изделия, полученного из частично кристалличе¬
ского термопластичного материала, высока, или само изделие должно стерили¬
зоваться при высокой температуре, то оно выдержит такие тепловые нагрузки
без деформации, только если зоны с частичной кристалличностью почти полно¬
стью расплавились при нагревании. Это означает, что должна быть выбрана до¬
статочно высокая температура термоформования формуемого материала.На примере чашек (см. рис. 2.3), изготовленных из частично кристалличе¬
ского ПП, показано воздействие различных температур формования на конфи¬
гурацию изделия после термоформования и последующей стерилизации. Раз¬
личие в поведении можно объяснить следующим образом: область температур
плавления кристаллитов ПП находится примерно от 158 до 165 °С. В процессе
термоформования при температуре ниже 158 °С (левая часть на рис. 2.3, с) кри¬
сталлические зоны полностью не расплавились; они ведут себя подобно малень¬
ким частицам в полимере, которые деформируются и сохраняются в твердом со¬
стоянии в аморфной составляющей расплава. Как только аморфные зоны при
повторном нагреве снова становятся формуемыми (например, при стерилиза¬
ции), стакан начинает деформироваться, потому что напряженные кристалличе¬
ские зоны стремятся восстановить свою первоначальную форму. С другой сто¬
роны, если температура формования 163 °С (рис. 2.3, с, справа), кристаллиты
практически полностью расплавились, и формуемый ПП материал стал
аморфным. Затем в зависимости от условий охлаждения образуются новые не¬
напряженные кристаллиты, которые не будут стремиться вернуться в прежнее
состояние при стерилизации при 121 °С, поэтому конфигурация стакана не из¬
менится.Заключение для формовщика: если известно, что термоформованные детали
при эксплуатации будут подвергаться воздействию более высоких температур,
или они должны, например, стерилизоваться, желательно формовать материал
соответственно при более высоких температурах. Для частично кристалличе¬
ских термопластов температура термоформования должна быть, по крайней ме¬
ре, в верхней части температурной области плавления кристаллитов. Способ¬
ность к восстановлении аморфных термопластов также будет снижена, если бу¬
дет использована более высокая температура термоформоваиия.Даже если приведенные рекомендации учитываются на практике, возможно,
что возникнет следующая проблема: лист не может быть переработан, потому
2 Термопластыс)Рис. 2.3. Конфигурации термоформованного химического стакана из ПП (температура
термоформования увеличивается слева направо):левая сторона — температура термоформования 155 ’С; правая сторона — температура тер¬
моформования 163 °С; а) после формования (схематический рисунок); Ь) после стерилизации
при 121 ‘С в течение 1 ч (схематический рисунок); с) фотографии после стерилизациичто на термоформовочной машине нельзя достичь требуемой высокой темпера¬
туры формования (нет «гладкого прохождения через машину»). Причиной это¬
го может быть слишком низкая прочность нагретого полимера, значительное
провисание заготовки при нагреве или материал при соответствующей темпера¬
туре прилипает к форме.Термопласты, которые проявляют способность кристаллизоваться при нагре¬
вании и формовании, такие как СРЕТ (табл. 1.1), являются исключением. Кристал¬
лизующийся ПЭТ — это аморфный ПЭТ (АРЕТ), содержащий нуклеирующие
агенты (центры кристаллизации, зародышеобразования). Поэтому, как формуе¬
мый материал, СРЕТ фактически является аморфным, но имеет особенность — бы¬
стро кристаллизуется при соответствующих рабочих условиях. Скорость кристалли¬
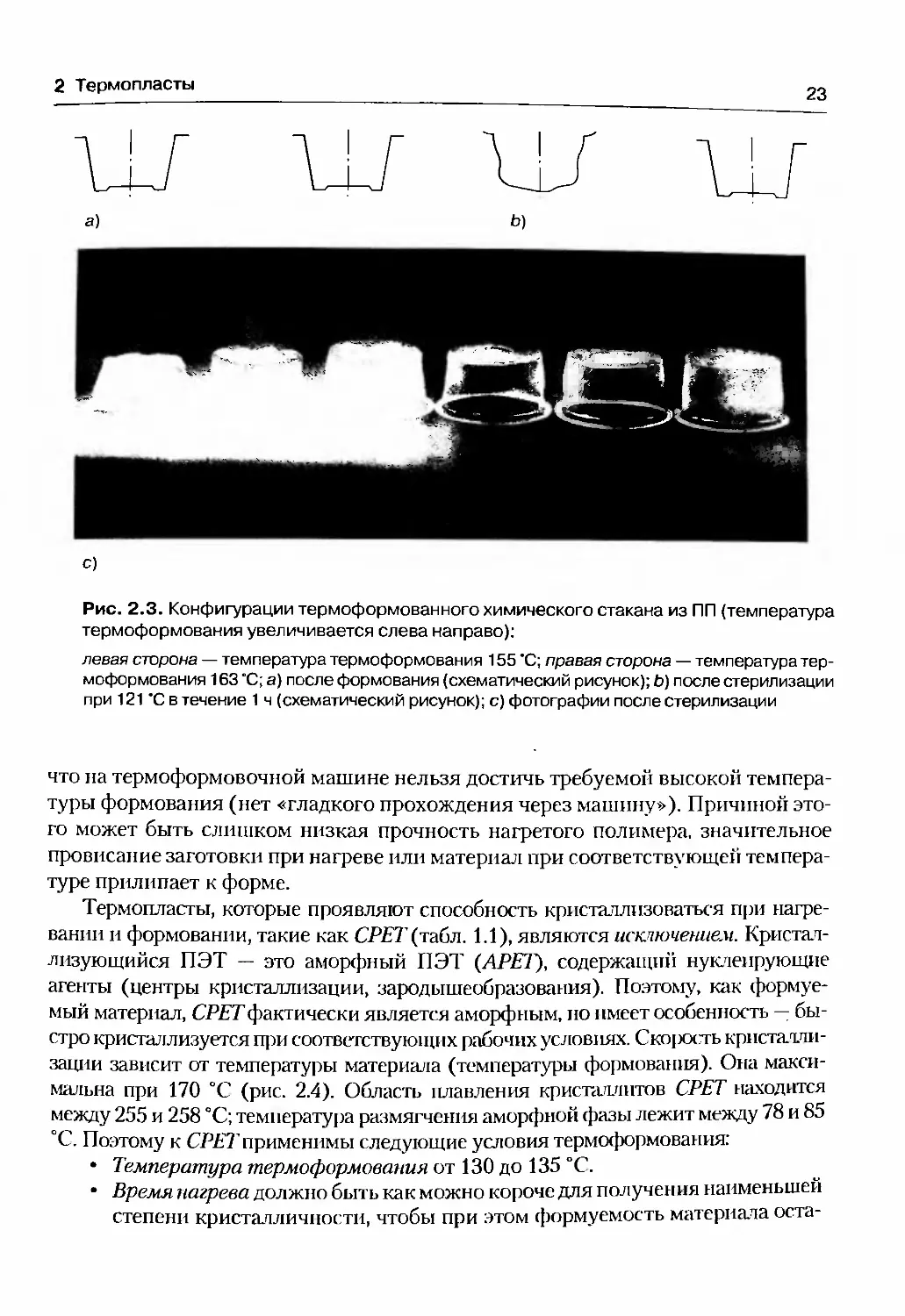
зации зависит от температуры материала (температуры формования). Она макси¬
мальна при 170 °С (рис. 2.4). Область плавления кристаллитов СРЕТ находится
между 255 и 258 °С; температура размягчения аморфной фазы лежит между 78 и 85
°С. Поэтому к СРЕТ применимы следующие условия термоформования:• Температура термоформования от 130 до 135 °С.• Время нагрева должно быть как можно короче для получения наименьшей
степени кристалличности, чтобы при этом формуемость материала оста-
24ТЕРМОФОРМОВАНИЕлась идеальной. Более высокая сте¬
пень кристалличности препятствует
хорошему оформлению изделия.• Инструмент для термоформования
должен быть нагрет до 170 °С. В тече¬
ние времени формования (3,5-4 с
для листа толщиной 0,6-0,7 мм) ма¬
териал может достигнуть степени
кристалличности до 25 или 30%. По¬
сле формования окончательное охла¬
ждение происходит на второй форме
при температуре около 60 °С.Изделия из СРЕТ, полученные тер¬
моформованием, как описано выше, имеют максимальную постоянную рабочую
температуру почти 220 °С. Но необходимо принять во внимание, что при такой
высокой рабочей температуре стабильность изделия зависит только от содержа¬
ния кристаллитов, а для бутылок из СРЕТ, например, содержание кристаллитов
составляет всего лишь от 25 до 30%.2.2 Свойства термопластов и их влияние
на процесс термоформования2.2.1 Абсорбция влагиНекоторые листы из термопластов являются гигроскопичными, то есть они
поглощают влагу, если базовый материал является гигроскопичным, или если
были добавлены в них гигроскопичные добавки типа талька, технического угле¬
рода или особых пигментов. Возможно, в течение таких процессов влага погло¬
щается полимерным материалом или преимущественно остается на поверхно¬
сти. АБС-пластик, сополимер акрилового эфира, стирола и акрилонитрила, про¬
изводные целлюлозы, экструзионный ПММА, ПК, ПЭТ, ПЭС и, прежде всего,
ПА являются гигроскопичными пластмассами. Гигроскопичные формуемые ма¬
териалы обычно поставляют в герметичной упаковке, которую вскрывают толь¬
ко во время процесса переработки, поскольку материалы могут вновь поглощать
влагу, если их хранить во влажной атмосфере. Простых методов для определе¬
ния содержания влаги в формуемых материалах не существует. При нагревании
влажных материалов во время термоформования на поверхности образуются
пузыри. Поэтому гигроскопичные материалы необходимо всегда перерабаты¬
вать в сухом состоянии, то есть непосредственно из герметичной упаковки илиРис. 2.4. Поведение СРЕТ при кри¬
сталлизации (схематический рисунок)
2 Термопласты25немедленно после сушки. В зависимости от марки материала и при нормаль¬
ной относительной влажности 60-70% лист ПК может оставаться на открытом
воздухе от получаса до 5 ч до термоформования, тогда как АБС-пластик может
оставаться незащищенным в течение 2-3 дней. Если нет конкретных рекомен¬
даций изготовителя, соответствующие инструкции для предварительной суш¬
ки можно найти в табл. 2.4. Сушка проводится в сушильных шкафах с циркуля¬
цией воздуха. Листы должны ставиться вертикально с такими промежутками
между ними, чтобы горячий воздух мог циркулировать свободно между обеи¬
ми сторонами. Чрезвычайно редко сушат тонкие листы, полученные экструзи¬
ей. Влажные рулоны требуют нескольких дней сушки. Высушенный формуе¬
мый материал должен немедленно плотно упаковываться в полиэтиленовую
пленку, если его не собираются перерабатывать сразу после сушки.2.2.2 Фрикционное поведение (трение) материала
при термоформованииФрикционное поведение пластмасс при термоформовании становится про¬
блемой, когда существует движение скольжения между материалом и термо¬
формующим инструментом или вытяжным пуансоном. Это может происходить
на установках для негативного формования, при предварительной вытяжке на
пуансоне или при позитивном формовании, когда инструмент контактирует с
материалом во время подачи. Если трение велико, материал будет застревать в
форме или на пуансоне при первом же соприкосновении. Любая дальнейшая
вытяжка материала в таких местах окажется невозможной.Если трение очень незначительно, как, например, для случая с пуансоном с
покрытием или пуансоном, изготовленным из политетрафторэтилена (фторо¬
пласта, ПТФЭ), перерабатываемый материал скользит по контактирующей по¬
верхности очень легко. Это оказывается серьезным недостатком при попытке
продавить полимерный материал в придонную часть такой формы на установке
для негативного формования: материал слишком легко скользит по пуансону.
Донная часть всегда будет слишком тонкой. Таким образом, на фрикционное по¬
ведение при термоформовании нужно обратить особое внимание.Со стороны инструмента на трение влияют:• материал, из которого изготовлен инструмент для термоформовапия, тем¬
пература инструмента в области контакта с термопластом;• шероховатость поверхности инструмента.Со стороны формуемого материала на трение влияют:• природа материала (при многослойных заготовках природа материала со
стороны контакта);
26ТЕРМОФОРМОВАНИЕ• поверхностная обработка и состояние (с добавлением ил и без антиблоки¬
рующего агента или агента для извлечения из формы);• температура формуемого материала во время контакта.Рекомендации для практического применения• Слегка обработанная на пескоструйной установке или полученная вруч¬
ную более грубая поверхность инструмента гарантирует лучшее скольже¬
ние формуемого материала, чем грубо обработанная на пескоструйной ус¬
тановке или хорошо отполированная поверхность. Только углы на пози¬
тивных формах мог}п/должны полироваться до зеркального блеска, что
позволит нагретому материалу относительно легко скользить по поверх¬
ности.• Температура инструмента играет важную роль в тех случаях, когда фор¬
муют материалы, имеющие тенденцию сильно прилипать к инструменту.
Трение уменьшается при понижении температуры инструмента.• При формовании материалов с явно выраженной тенденцией к прилипа¬
нию — таких как многослойные листы с герметизирующими слоями и мно¬
гослойные формуемые материалы — контактирующий слой требует более
низкой температуры формования, чем основной материал. Двухслойные
материалы АБС-пластик/ПММА не вызывают проблем, поскольку
АБС-пластик и ПММА имеют похожие температуры термоформования.
Проблемы возникают при формовании двухслойного листа УПС/ПЭ, ко¬
гда требуется предварительная вытяжка с помощью вспомогательного пу¬
ансона, а ПЭ-стороиа контактирует с поверхностью формы. Это особенно
проблематично при вакуумном формовании, поскольку при термоформо¬
вании УПС требуется температура по крайней мере 160 °С. При этой тем¬
пературе ПЭ и специальные герметизирующие слон становятся уже дос¬
таточно липкими и возможно их прилипание к форме. Многие материалы
с герметизирующими слоями могут термоформоваться, но при этом гер¬
метизирующий слой должен контактировать с «холодным» инструмен¬
том. Подобный прием применяют, конечно, только в тех случаях, когда
нет конструктивных ограничений для процесса или изделия.Практические советы для тру дных случаев «прилипания»• Перерабатывать термоформуемый материал при низких, насколько это
возможно, температурах.• Использовать более низкую температуру для «липкой» стороны по срав¬
нению с противоположной.• Если «липкая» сторона контактирует с инструментом, работать нужно с
настолько холодным инструментом, насколько э го допустимо.• Если «липкая» сторона вступает в контакт с пуансоном для предваритель¬
ной вытяжки, должны использоваться или пуансон из Г1ТФЭ, или алю¬
миниевый пуансон с покрытием из ПТФЭ.
2 Термопласты27• Особое внимание должно уделяться термоформуемым материалам с ан¬
тиблокирующим (например, ПЭТ) покрытием.ВНИМАНИЕФрикционное поведение при скольжении листа с антиблоки¬
рующим покрытием и без него очень различается. Если геометрия
пуансона была установлена для определенного листового фор¬
муемого материала, нужно обратить внимание, чтобы после¬
дующие партии были с идентичным покрытием. Если покрытие от¬
личается, то необходимо попробовать нормализовать процесс
изменением технологических параметров. Кроме того, можно ре¬
комендовать использование набора пуансонов для предвари¬
тельной вытяжки для получения удовлетворительного распреде¬
ления толщины стенок при работе с новым листовым материалом
с другим покрытием.2.2.3 Уменьшение размеров и усадка термопластовПри термоформовании усадка означает изменение размеров, которое проис¬
ходит с термопластичным листом или отформованным изделием под действием
тепла без каких-либо других дополнительных механических воздействии.Целесообразно проводить определение усадки перерабатываемого материа¬
ла перед его термоформованием:• Образец размером 200 х 200 мм точно измеряют и регистрируют эти изме¬
рения; направление экструзии отмечают стрелкой, также отмечают и про¬
тивоположное направление.• Термошкаф нагревают до температуры, при которой лист должен термо-
формоваться.• Образец помещают в термошкаф. Для этой цели пленку из ПТФЭ (напри¬
мер, тефлон или хостафлон) расстилают на деревянной доске, а затем
опудривают «французским мелом», па который кладут образец, и также
опудривают «французским мелом». Систему свободно накрывают фторо¬
пластовой пленкой, которую также прикрепляют к деревянной доске (но
за пределами образца), например, тонкими кнопками (булавками).• Время выдержки в шкафу должно быть, по крайней мере, 30 мин плюс до¬
полнительные 5 мин на 1 мм толщины листа.• Образец извлекают из шкафа и охлаждают.• После охлаждения образец снова измеряют и определяют усадку следую¬
щим образом:
28ТЕРМОФОРМОВАНИЕ(Размер до испытания - Размер после испытания) х 100 и/
Усадка = “ . /о-Размер до испытанияЧтобы определить анизотропию материала, рекомендуется измерить его
продольную и поперечную усадку. Если с вновь поставленным материалом воз¬
никают такие проблемы при формовании, как коробление, вырывание из при¬
жимной рамы или сильная усадка при соприкосновении с контактным нагрева¬
телем, целесообразно сравнить усадку на образцах из старой и новой поставок.
Различные параметры переработки этих двух партий материала приведут к раз¬
личным значениям усадки и, следовательно, разному поведению при термофор¬
мовании.С помощью величин усадки термоформованного изделия необходимо опре¬
делить разницу размеров изделия по сравнению с размерами термоформующего
инструмента (формы). Усадка подразделяется на технологическую усадку, по¬
следующую усадку (постусадку) и полную усадку. Усадку при переработке вы¬
числяют следующим образом:(Размер на форме - Размер на изделии) х 100
Технологическая усадка = " , %.Размер на формеРазмеры на форме и изделии должны устанавливаться по стандартным ме¬
тодикам, то есть через 24 ч после термоформования при температуре 23 °С.В зависимости от условий переработки для некоторых полимеров постусад¬
ка может быть найдена при комнатной температуре уже через некоторое время.
Если термоформованные изделия далее подвергаются обработке, например, за¬
полняются пеной, необходимо знать точные значения постусадки для того, что¬
бы размеры отформованной детали точно соответствовали вторичному инстру¬
менту. Полная усадка вытекает из уравнения:Общая усадка = технологическая усадка + последующая усадка.Например, усадка иеформованного листа АБС-пластнк/ПВХ может про¬
должаться в течение 5 дней. Поэтому должно быть известно поведение при усад¬
ке, а последовательность обработки согласована между поставщиком и потреби¬
телем, потому что также могут возникнуть колебания в составе материала (каче¬
ство материала).Особая проблема состоит в определении размеров как для обрезного устрой¬
ства, входящего в конструкцию формующего инструмента, так и для любого
другого вырубного штампа, занимающего отдельную позицию в термоформо¬
вочной линии. Поскольку усадка не завершается сразу после термоформования,
и при обрезке отформованные изделия остаются еще теплыми, размеры ножей
должны быть определены очень точно. Если отдельные части в обрезном уст¬
2 Термопласты29ройстве могут устанавливаться порознь, это является преимуществом их конст¬
рукции.Значения усадки для отдельных полимерных материалов можно найти в
табл. 2.4. Их можно использовать только как ориентировочные значения, по¬
скольку они в очень большой степени зависят от условий переработки. Для по¬
лимеров с широким разбросом значений усадки желательно определить точные
значения усадки перед началом термоформования или с помощью консульта¬
ции с изготовителем материала, или проведя внутренние испытания. Точные
значения усадки могут быть определены только в результате испытаний на тер¬
моформовочной оснастке, по крайней мере, подобной производимому изделию
конфигурации. Для формованных изделий с очень высокими требованиями к
допускам для их размеров должны быть изготовлены опытные образцы оснаст¬
ки и определена усадка в конкретных частях изделия.К наиболее важным факторам, влияющим на усадку, относятся:• полимеры с нестабильным составом и молекулярной массой;• высокая скорость охлаждения, которая приводит к меньшей технологиче¬
ской усадке;• высокая температура формы (то есть когда формовку извлекают недоох-
лажденной), что приводит к более высокой усадке, чем при извлечении из
более холодной формы;• высокая вытяжка, что в большинстве случаев означает меньшую усадку;• условия производства формуемого материала: из одинакового гранулята
на различных экструдерах или на том же самом экструдере при различных
параметрах переработки можно получить формуемые материалы с раз¬
личным поведением при усадке, причем изделия, полученные позитив¬
ным формованием, обычно имеют незначительную или меньшую усадку,
чем полученные негативным формованием;• для одинаковых термоформованных изделий, полученных из идентично¬
го материала, максимальное колебание усадки обычно составляет ± 10%.Советы для формовщиковОбласти (части) на формованном изделии, которые были измерены для оп¬
ределения усадки, и/или сам метод измерения нужно выбирать таким образом,
чтобы при измерении отсутствовали какие-либо деформации. Никогда нельзя
согласовывать получаемые отклонения величины усадки менее чем ±10%.2.2.4 ОриентацияОпределение усадки (см. раздел 2.2.3) также дает информацию относитель¬
но ориентации макромолекул в формуемом материале и изделии. Если матери¬
ал, например, имеет очень высокую ориентацию в направлении экструзии, то это
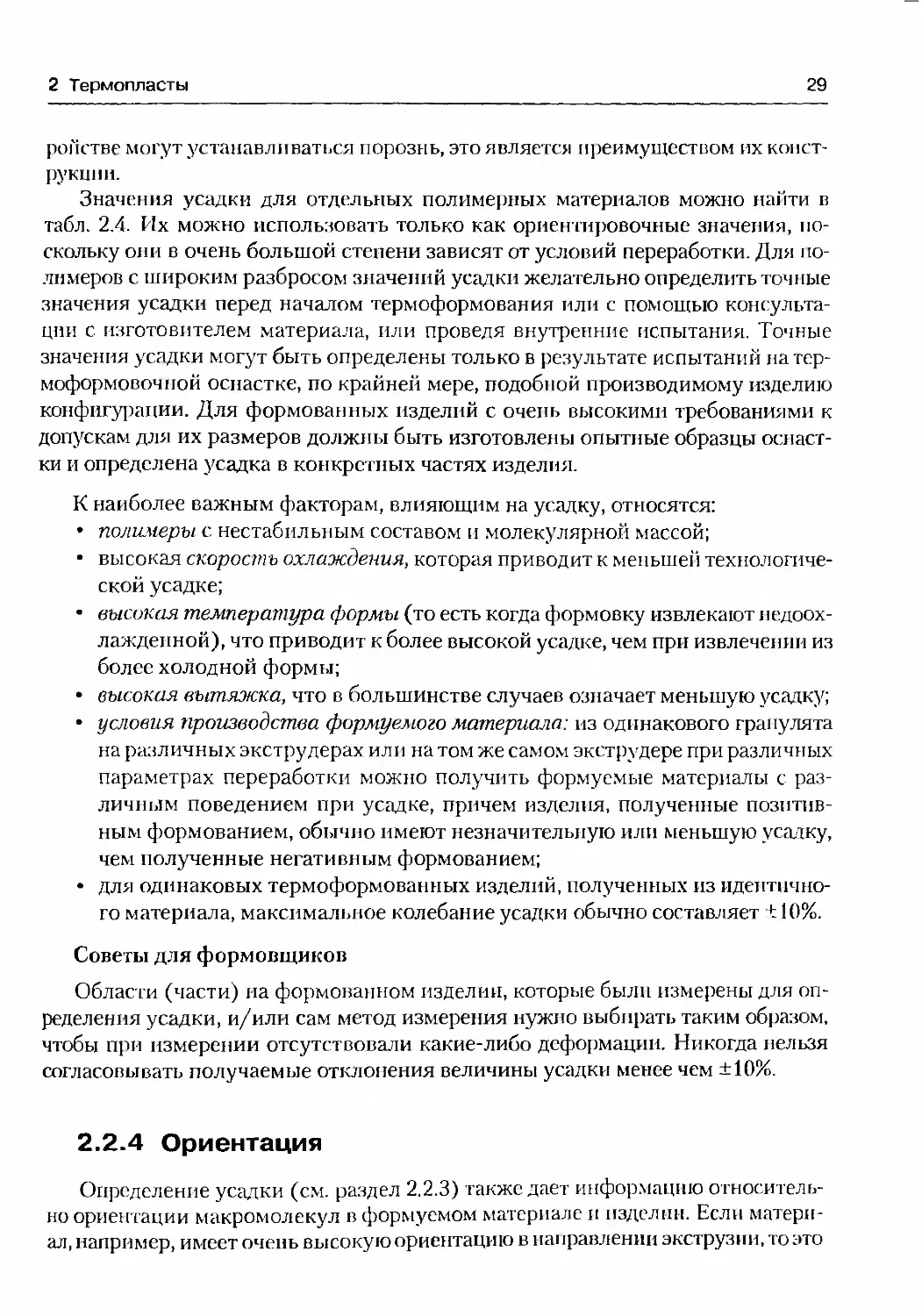
30ТЕРМОФОРМОВАНИЕнеблагоприятно скажется на образовании складок (рис. 2.5). При расположении
на равном расстоянии вдоль и поперек сегментов (гнезд) в многогнездных фор¬
мах складки в направлении экструзии значительно более выражены, чем в попе¬
речном направлении (рис. 2.5, а).При термоформовании происходит дополнительная ориентация макромо¬
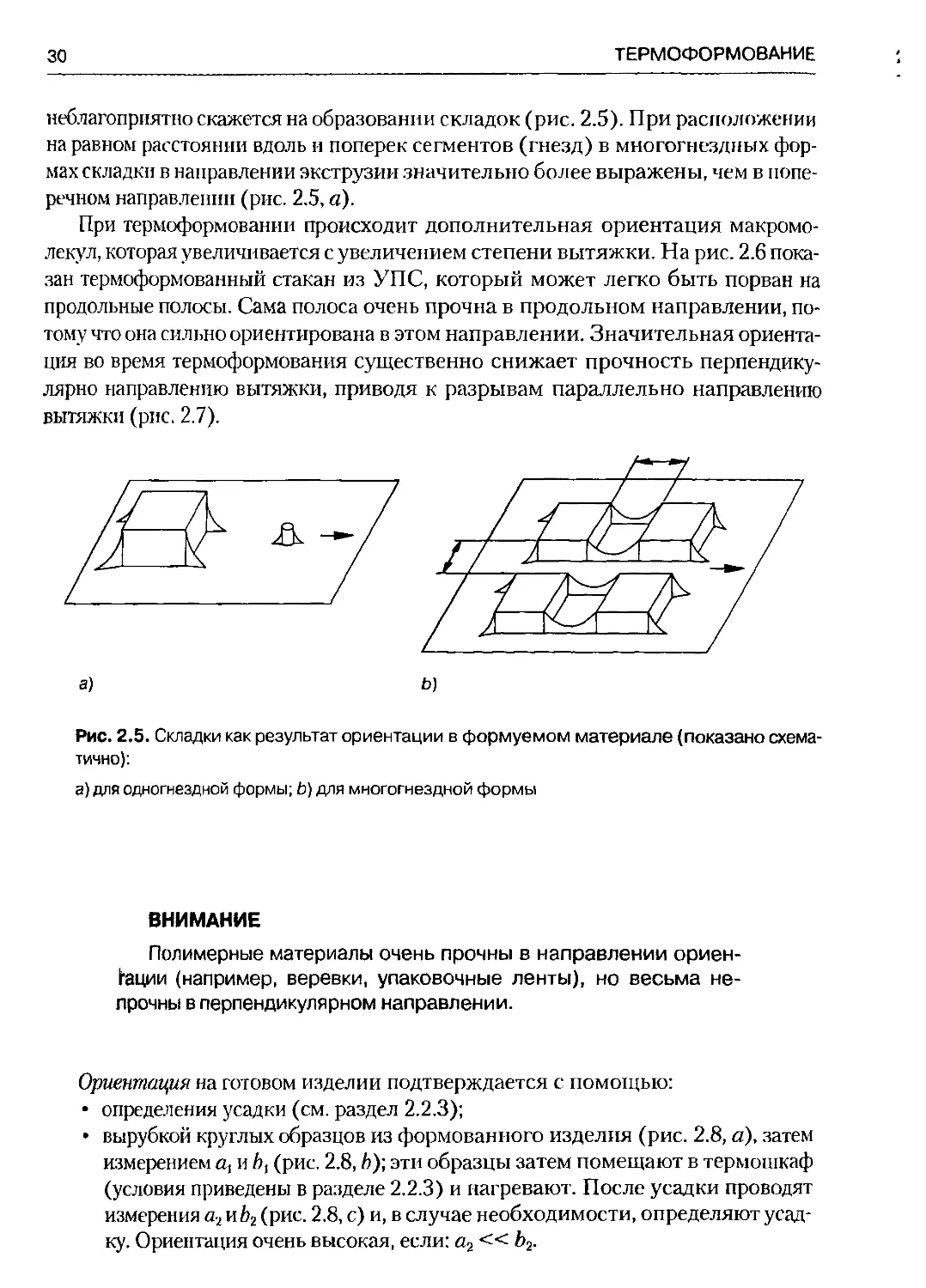
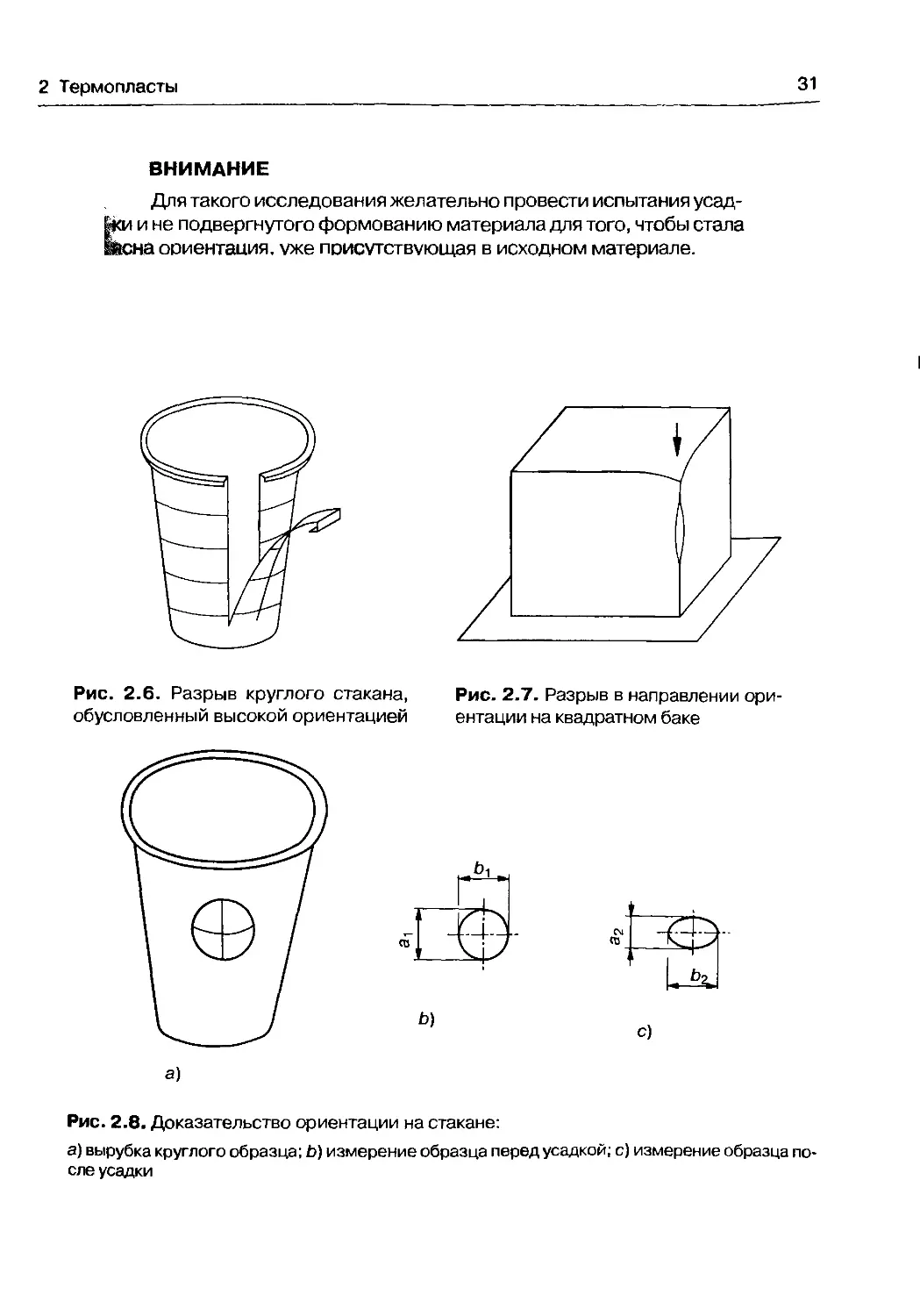
лекул, которая увеличивается с увеличением степени вытяжки. На рис. 2.6 пока¬
зан термоформованный стакан из УПС, который может легко быть порван на
продольные полосы. Сама полоса очень прочна в продольном направлении, по¬
тому что она сильно ориентирована в этом направлении. Значительная ориента¬
ция во время термоформования существенно снижает прочность перпендику¬
лярно направлению вытяжки, приводя к разрывам параллельно направлению
вытяжки (рис. 2.7).Рис. 2.5. Складки как результат ориентации в формуемом материале (показано схема¬
тично):а) для одногнездной формы; Ь) для многогнездной формыВНИМАНИЕПолимерные материалы очень прочны в направлении ориен¬
тации (например, веревки, упаковочные ленты), но весьма не¬
прочны в перпендикулярном направлении.Ориентация на готовом изделии подтверждается с помощью:• определения усадки (см. раздел 2.2.3);• вырубкой круглых образцов из формованного изделия (рис. 2.8, а), затем
измерением ах и bt (рис. 2.8, Ь); эти образцы затем помещают в термошкаф
(условия приведены в разделе 2.2.3) и нагревают. После усадки проводят
измерения а2иЬ2 (рис. 2.8, с) и, в случае необходимости, определяют усад¬
ку. Ориентация очень высокая, если: а2« Ь2.
2 Термопласты31ВНИМАНИЕДля такого исследования желательно провести испытания усад-
|ки и не подвергнутого формованию материала для того, чтобы стала
■юна ориентация, уже присутствующая в исходном материале.Рис. 2.6. Разрыв круглого стакана, Рис. 2.7. Разрыв в направлении ори-
обусловленный высокой ориентацией ентации на квадратном бакеРис. 2.8. Доказательство ориентации на стакане:а) вырубка круглого образца; Ь) измерение образца перед усадкой; с) измерение образца по¬
сле усадки
32ТЕРМОФОРМОВАНИЕ2.2.5 Статический заряд термопластичных формуемых
материаловЗа исключением электропроводящих материалов, например, наполненных
углеродом материалов с гальваническим металлическим покрытием или содер¬
жащих антистатические вещества, термопластичные формуемые материалы
приобретают электростатический заряд во время:• размотки с бобины;• извлечения из упаковки;• снятия защитной пленки с листов;• нагревания;• охлаждения.Неблагоприятные последствия электростатического зарядаЧастицы большого размера, такие как полимерная крошка, образующаяся
при резке, или дробленые отходы (стружка), притягиваются поверхностью фор¬
муемого материала со статическим зарядом и в дальнейшем вдавливаются в его
поверхность. Это приводит к браку, по крайней мере, при формовании ответст¬
венных изделий. Такое негативное влияние можно предотвратить или, по край¬
ней мере, уменьшить за счет:• проведения любой окончательной обработки, включая механическую об¬
работку в отдельном помещении;• направления струи ионизированного воздуха на поверхность формуемого
материала;• очистки формуемого материала проводящими, заземленными щетками.Термопластичные формованные изделия притягивают пыль после процесса
формования, если они изготовлены из материала без антистатической обработ¬
ки. Простой, действующий в течение короткого времени способ состоит из смы¬
вания пыли водой, содержащей жидкое моющее средство.2.2.6 Поведение термопластов при нагреванииВажными факторами при нагревании термопластичных материалов явля¬
ются следующие:• время нагрева;• расширение и провисание;• прочность формуемого материала в диапазоне температур формования;• температурный градиент по толщине формуемого материала.
2 Термопласты332.2.6.1 Влияние времени нагреваНа время нагрева заготовки влияет тип установленных нагревателей
(см. раздел 5.3). При использовании на термоформовочной машине идентичных
параметров время нагрева термоформуемого листа зависит от:• марки полимера (ПС, УПС, ПВХ, ПП и т. д.);• его цвета;• толщины листа.Время нагрева увеличивается пропорционально толщине формуемого мате¬
риала, поскольку пластмассы плохие проводники тепла. Наиболее короткое время
нагревания достигается, когда обе поверхности подвергаются максимальному воз¬
действию тепла в течение всего времени нагрева (но без деструкции полимера). На
практике начинают с максимально возможного воздействия тепловой энергии, за¬
тем постепенно уменьшают тепловую мощность. Как функция интенсивности теп¬
лового воздействия и времени нагрева, по толщине любого формуемого материала,
перерабатываемого таким способом, возникает градиент температуры. Если после
нагревания или во время формования температура формуемого материала будет
ниже минимальной температуры формования, то термоформование либо станет
невозможным, либо приведет к низкому качеству. К сожалению, температуру внут¬
ри материала пока нельзя измерить без его разрушения. Поэтому требуется очень
большой опыт для того, чтобы правильно установить такие оптимальные парамет¬
ры нагрева, как подводимая к нагревателям мощность и время нагрева. В современ¬
ных термоформовочных машинах основные установочные параметры и параметры
нагрева могут быть рассчитаны.ВНИМАНИЕЗаготовку с небольшим перепадом температур по поперечно¬
му сечению, то есть медленно нагреваемый лист, легче формо¬
вать, и конечное изделие будет иметь лучшие механические свой¬
ства. Лист, нагретый вблизи температуры разложения, имеет худ¬
шие механические свойства и распределение толщины стенок
готового формованного изделия. Лист толщиной примерно до2,5 мм может иметь достаточно большое время нагрева при одно¬
стороннем нагревании. Материал толщиной более 2,5 мм необхо¬
димо нагревать с обеих сторон.УПС часто рассматривают как эталонный материал, то есть если время на¬
грева для ударопрочного полистирола известно, то время нагрева для других
пластмасс можно приблизительно вычислить, умножая установленное для УПС
значение на «фактор материала» (табл. 2.4).3 Зак 796
34ТЕРМОФОРМОВАНИЕ2.2.6.2 Расширение и провисаниеДля определения провисания при нагревании термопластичного материм
в термоформовочной машине должен быть известен термический коэффициент
линейного расширения полимера / (табл. 2.4). Расширение пластмасс является
примерно линейной функцией и может быть вычислено при помощи термиче¬
ского коэффициента линейного расширения следующим образом:Д/-/..МГ2-Г,),где Д/ — термическое расширение, мм; /, — длина или размер при температуре Г„
мм; к — термический коэффициент линейного расширения; Г, — начальная тем¬
пература, обычно температура окружающей среды; Т2 — температура в конце
времени нагрева.Вышеупомянутое уравнение верно только для рабочих температур, исполь¬
зуемых в процессе термоформования.Пример расширения в области постоянных рабочих температур:Для заготовки из АБС-пластика длиной /, = 800 мм, X, = 90 • 10'6 • 1/К,
Г, = 20 °С, Т2 = 60 °С линейное расширениеД/= 800 • 90 • 10'6 • 1/К • (60 - 20) К = 2,88 мм.Провисание/ может быть рассчитано в упрощенной форме:/ = 0,62^A&,где/— провисание, мм; Ъ{ — ширина листа в зажимной раме машины или шири¬
на листа в транспортере для подачи материала, мм; Дb — линейное расширение
листав диапазоне температур Т2—Ть рассчитывается по вышеупомянутой фор¬
муле для Д/.ВНИМАНИЕВнутренние напряжения в формуемом материале не учитыва¬
ются при расчете провисания по вышеприведенному уравнению.ПРИМЕР --Для заготовки из ПП с 6, - 700 мм, X = 150 -10 в, Г, = 20 °С, Т2 = 140 °С ли¬
нейное расширение Ab - 700 • 150 • 10 6 • (140 - 20) » 12,6 мм, следовательно:/ — 0,62^700-= 60 мм.
2 Термопласты35При нагревании термопластичного материала в термоформовочной машине
по мере достижения материалом температуры формования происходят следую¬
щие процессы:• Термопластичный лист расширяется, пока не достигнет температуры раз¬
мягчения.• При превышении температуры размягчения (температуры стеклования)
высвобождаются любые «замороженные» внутри (остаточные) напряже¬
ния. Например, высокоориентироваиный лист из ориентированного по¬
листирола (ОПС) или ПЭНП при этой температуре натягивается в за¬
жимной раме или цепи. Другие материалы, такие как ПП или ПВХ, про¬
должают расширяться, пока не достигнут температуры формования.• При нагревании с помощью контактных пластин расширение может вы¬
звать изменение давления контакта, приводя к возникновению полос при¬
липания на поверхности формуемого листа.• При нагревании нагревателями излучения (теплорадиационными нагре¬
вателями) возникают две проблемы.Если провисающий лист не имеет опоры, расширение, вызванное его собст¬
венным весом, должно быть прибавлено к тепловому расширению. Есть риск
возникновения контакта листа с нижним нагревателем и неизбежной поверхно¬
стной деструкции заготовки. При формовании тонкого листа ПП чрезвычайно
трудно подобрать режим таким способом, чтобы лист не провисал при нагрева¬
нии в термоформовочной машине.В процессе поддува воздуха во избежание провисания формуемого материа¬
ла для поддержания его уровня возникает волнистость (складки). Если складки
ярко выражены, то между гребнями и впадинами возникает разница температур,
которая отрицательно влияет на качество формовки.Невозможно сделать приемлемый расчет величины провисания для сильно
провисающих формуемых материалов.Что касается теплового расширения и провисаиня, то формовщик должен
знать следующее:• Провисание является функцией свойств полимерного материала и темпе¬
ратуры формования. Почти для всех листов есть марки с малым провиса¬
нием; при заказе сырья в случае необходимости спросите о них.• При формовании материала из полипропилена, если это возможно, долж¬
ны использоваться смеси, содержащие 10% ПЭ, или наполненные листы,
которые вообще едва провисают. Кроме того, листы с высокой усадкой
меньше провисают при нагревании.• При переработке листов на машинах с использованием воздушной по¬
душки при нагревании необходимо, чтобы полипропиленовые листы не¬
много провисли для компенсации складок при расширении. Помимо ли¬
нейного расширения, если нагретый лист не поддерживается воздухом во
36ТЕРМОФОРМОВАНИЕвремя пли после нагревания, провисание зависит от прочности полимер¬
ного материала при применяемой температуре формования, а также оста¬
точных напряжений, заложенных при производстве листа.2.2.6.3 Интервал температур формованияИнтервал температур формования определяется таким образом:• самая низкая температура та, при которой материал еще может формо¬
ваться с удовлетворительным оформлением детали;• самая высокая температура та, при которой материал еще не начинает де-
структировать. Деструкция вызвана перегревом поверхности, определяе¬
мым по изменению цвета, крайнему осветлению, пузырям, разрывам на
поверхности, или тем, что материал больше не перерабатывается (начина¬
ется его переход в вязкотекучее состояние).ПРИМЕР - - Лист из УПС (HIPS 80 К) с широким интервалом температур фор¬
мования. Температура формования при пневмоформовании: от 120 до
150 (200) °С. Температура формования при вакуумформовании: от
165 (140) до 190 (200) °С.~Лист из ОПС (OPS 10 К) с узким диапазоном температур формования.Температура формования при пневмо- и вакуумформовании: от 110 до 115
(120)°С.Для определения температуры формования см. табл. 2.4.Главная цель во время нагревания термоформуемого листа состоит в дости¬
жении, насколько возможно, однородного прогрева материала по всей поверх¬
ности формования. При использовании нагревателей излучения необходимо
обратить внимание, чтобы зажимная рама и направляющие цепи обеспечивали
хорошее отражение в нагретом состоянии.2.2.7 Вытяжка термопластичного материалаДля каждого термопластичного материала определен свои температурный
диапазон, в котором он может быть в достаточной мере подвержен вытяжке.
В пределах этой оптимальной области температур формования (см. раз¬
дел 2.2.6.3) должны прилагаться относительно небольшие усилия формования.
Если необходимых усилий формования на термоформовочной машине нельзя
достигнуть, то для получения необходимой детали к формуемому материалу
нужно подвести больше тепла (см. раздел 2.2.8). Это означает, что лист не может
формоваться в области оптимальных температур. Формуемый материал также
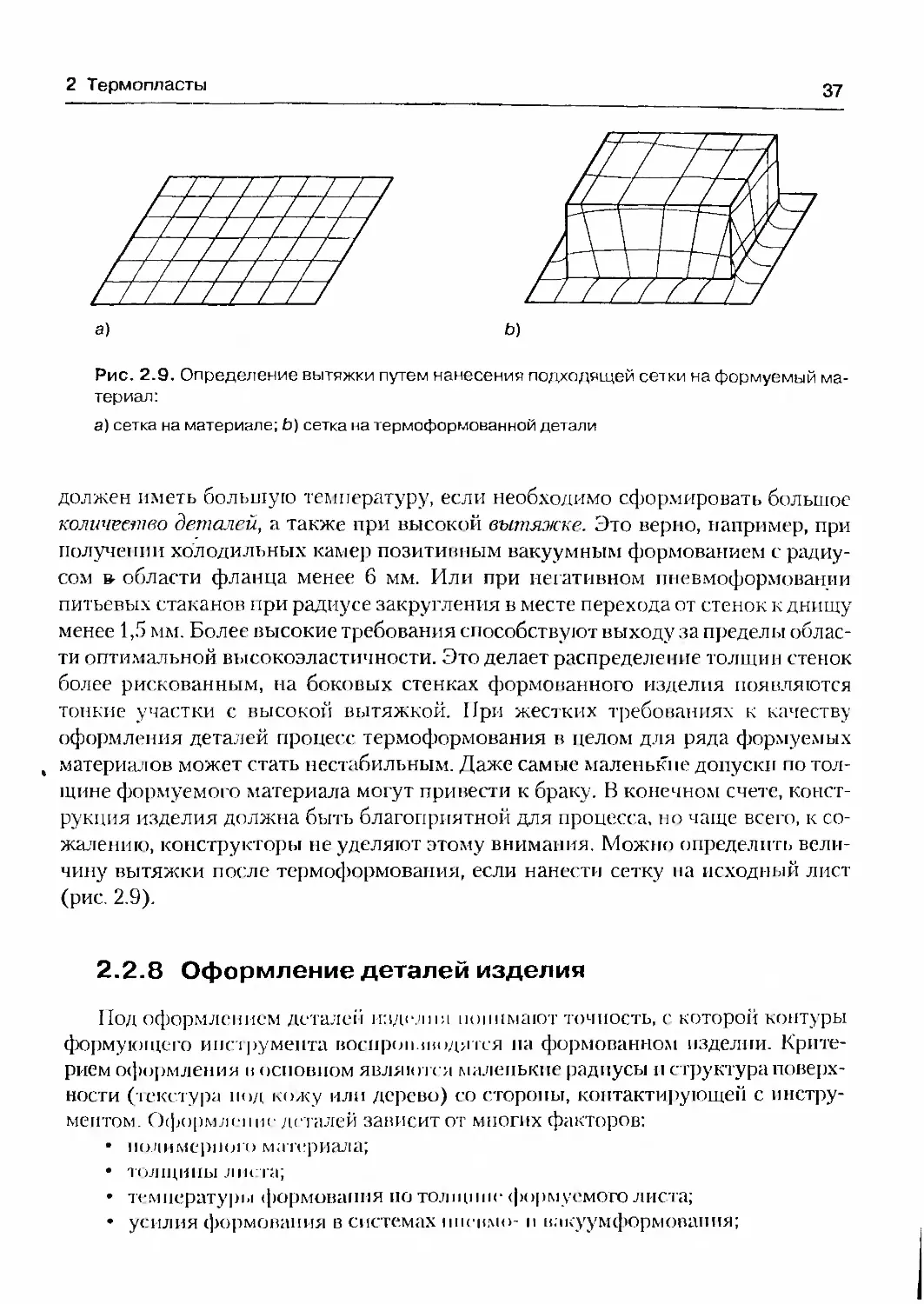
2 Термопласты37Рис. 2.9. Определение вытяжки путем нанесения подходящей сетки на формуемый ма¬
териал:а) сетка на материале; Ь) сетка на термоформованной деталидолжен иметь большую температуру, если необходимо сформировать большое
количество деталей, а также при высокой вытяжке. Это верно, например, при
получении холодильных камер позитивным вакуумным формованием с радиу¬
сом & области фланца менее б мм. Или при негативном пневмоформовании
питьевых стаканов при радиусе закругления в месте перехода от стенок к днищу
менее 1,5 мм. Более высокие требования способствуют выходу за пределы облас¬
ти оптимальной высокоэластичности. Это делает распределение толщин стенок
более рискованным, на боковых стенках формованного изделия появляются
тонкие участки с высокой вытяжкой. При жестких требованиях к качеству
оформления деталей процесс термоформования в целом для ряда формуемых
, материалов может стать нестабильным. Даже самые маленькие допуски по тол¬
щине формуемого материала могут привести к браку. В конечном счете, конст¬
рукция изделия должна быть благоприятной для процесса, но чаще всего, к со¬
жалению, конструкторы не уделяют этому внимания. Можно определить вели¬
чину вытяжки после термоформования, если нанести сетку на исходный лист
(рис. 2.9).2.2.8 Оформление деталей изделияПод оформлением деталей изделия понимают точность, с которой контуры
формующего инструмента воспроизводятся на формованном изделии. Крите¬
рием оформления и основном являются маленькие радиусы и структура поверх¬
ности (текстура под кожу или дерево) со стороны, контактирующей с инстру¬
ментом. Оформление деталей зависит от многих факторов:• полимерного материала;• толщины листа;• температуры формования но толщине формуемого листа;• усилия формования в системах ниеимо- и накуумформопаиия;
38ТЕРМОФОРМОВАНИЕ• температуры термоформующего инстру¬
мента;• расположения отверстий в термоформую¬
щем инструменте;• коэффициента (кратности) вытяжки.УПС, ПП, ПЭ, АБС-пластик и полифе-
ниленовый эфир — это полимеры, которые
могут термоформоваться при высоком каче¬
стве оформления деталей. ПК, ПЭТ и неко¬
торые марки ПВХ могут достигнуть такого
качества только при определенных условиях.Толщина листа определяет конструкцию
термоформующего инструмента и оформле¬
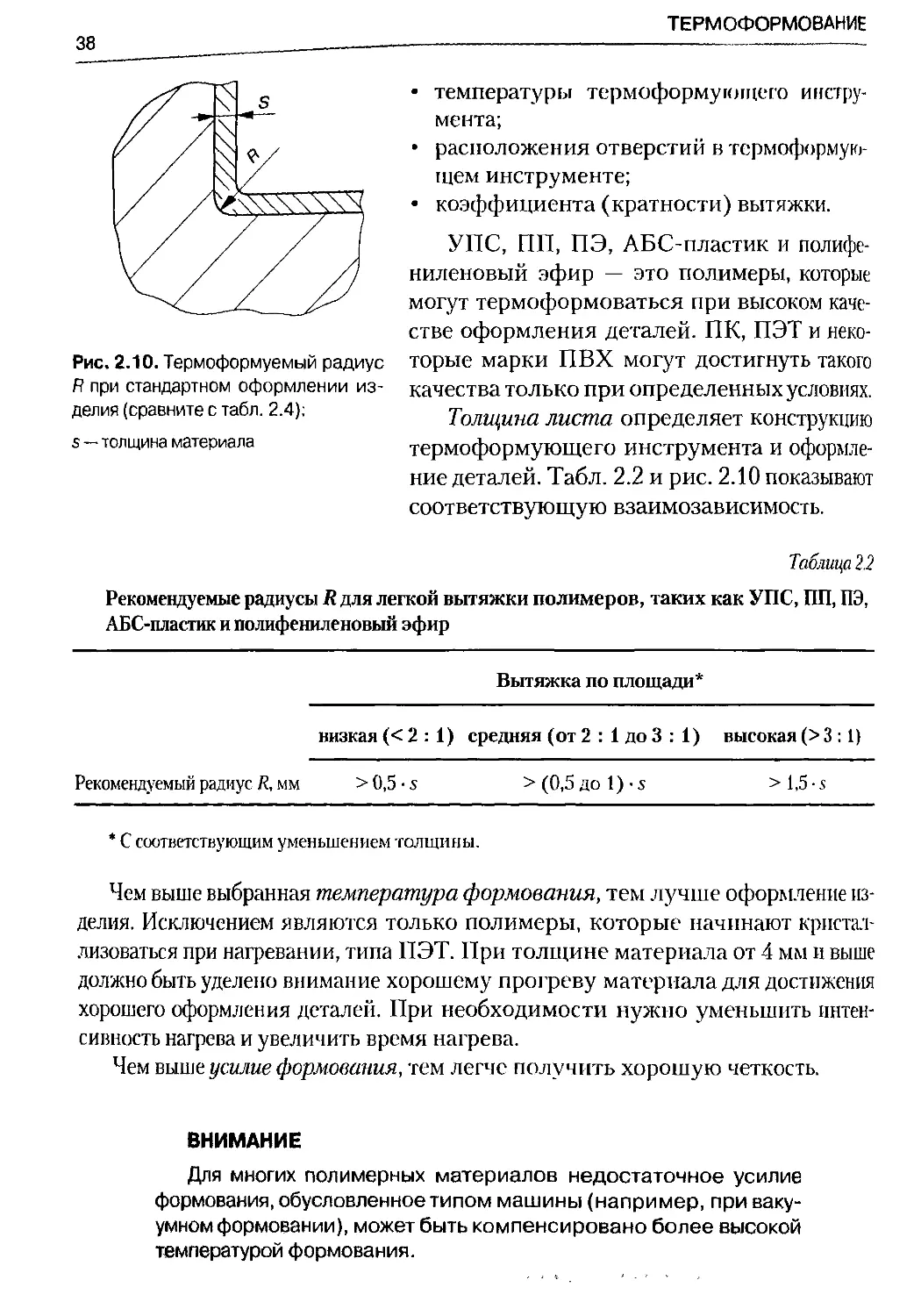
ние деталей. Табл. 2.2 и рис. 2.10 показывают
соответствующую взаимозависимость.Таблица 2.2Рекомендуемые радиусы R для легкой вытяжки полимеров, таких как УПС, ПП, ПЭ,
АБС-пластик и полифениленовый эфирВытяжка по площади*низкая (< 2 : 1) средняя (от 2 : 1 до 3 : 1) высокая (>3:1)Рекомендуемый радиус R, мм > 0,5 • s > (0,5 до 1) • 5 >1,5-5* С соответствующим уменьшением толщины.Чем выше выбранная температура формования, тем лучше оформление из¬
делия. Исключением являются только полимеры, которые начинают кристал¬
лизоваться при нагревании, типа ПЭТ. При толщине материала от 4 мм и выше
должно быть уделено внимание хорошему прогреву материала для достижения
хорошего оформления деталей. При необходимости нужно уменьшить интен¬
сивность нагрева и увеличить время нагрева.Чем выше усилие формования, тем легче получить хорошую четкость.ВНИМАНИЕДля многих полимерных материалов недостаточное усилие
формования, обусловленное типом машины (например, при ваку¬
умном формовании), может быть компенсировано более высокой
температурой формования.Рис. 2.10. Термоформуемый радиус
R при стандартном оформлении из¬
делия (сравните с табл. 2.4):s — толщина материала
2 Термопласты39Это также относится к площади вытяжки, составляющей около 4:1, или ко¬
эффициенту вытяжки высота/шприиа до 2 : 1. При большей вытяжке в сочета¬
нии с очень высокими температурами материала достижение однородной тол¬
щины стенки становится затруднительным.Чем выше температура термоформующего инструмента, тем лучше чет¬
кость деталей. При пневмоформовании низкую температуру инструмента мож¬
но компенсировать более высоким давлением формования. Практически это
применяют, например, к тонкому листу ОГ1С, где слишком холодная форма де¬
лает невозможным достижение хорошей четкости изделия. Если из листа долж¬
ны формоваться технические детали со структурированной поверхностью, ин¬
струмент необходимо нагреть почти до температуры стеклования материала.Для четкого оформления деталей делают хороший отвод воздуха в форме.
При захвате воздуха плоской, структурированной поверхностью формы на от¬
формованной поверхности будет более мелкая глубина этой структуры в сочета¬
нии с более высоким блеском.Чем выше общая вытяжка, тем менее благоприятные условия для достиже¬
ния высокой четкости. При термоформовании формуемый полимерный матери¬
ал все еще сохраняет определенную остаточную эластичность, не является абсо¬
лютно пластичным и поэтому действует как резиновое покрытие. Для лучшего
оформления деталей при увеличении общей вытяжки требуются большие уси¬
лия формования.2.2.9 Поведение термопластов при охлажденииКак только процесс нагрева в термоформовочной машине завершен, напри¬
мер, после удаления источника тепла на однопозпционной машине или переме¬
щения формуемого материала от станции нагрева к станции формования на ма¬
шинах, где эти станции расположены отдельно, материал начинает охлаждаться.
Но для начала процесса термоформования он должен иметь необходимую тем¬
пературу формования.Практически это означает, что интервал между окончанием времени нагрева
и началом формования должен быть как можно короче. Чем дольше это время,
тем более горячим должен быть формуемый материал. Однако некоторые поли¬
меры не должны быть нагреты гораздо выше их температуры формования, по¬
скольку иначе они будут деструктировать, и технологичность переработки боль¬
ше не гарантируется. Удаление источников тепла в однопозпционной машине
должно происходить как можно быстрее. Это же касается транспортировки лис¬
та на термоформовочной машине с отдельными станциями нагревания/формо¬
вания. В начале процесса термоформования во время предварительного формо¬
вания с помощью предварительной вытяжки, раздува или всасывания охлажде-
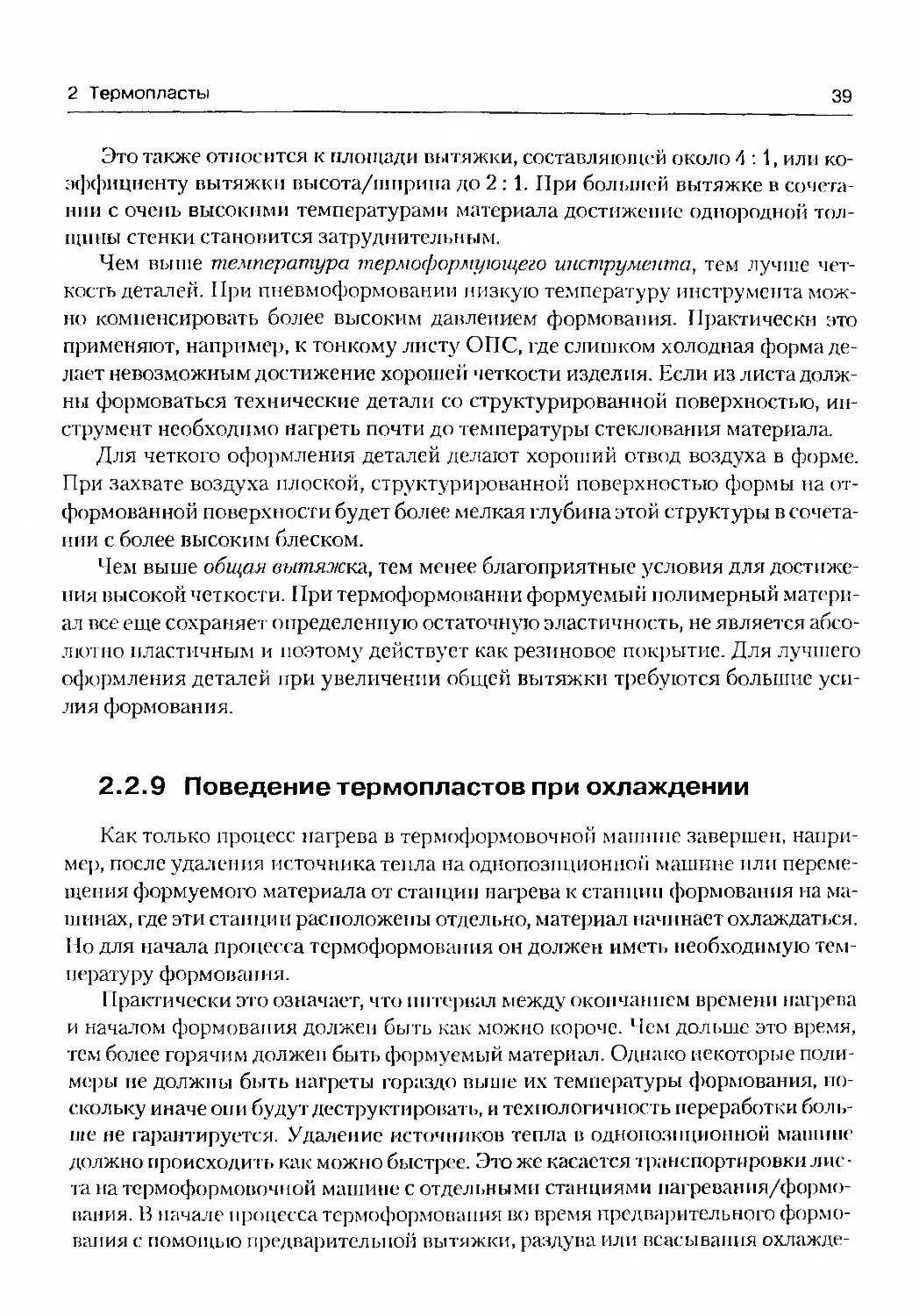
ТЕРМОФОРМОВАНИЕа) 6)Рис. 2.11. Профили температуры как функции времени формования:а) для тонкого листа (при допущении о том, что температура поверхности равняется темпера¬
туре внутри листа); Ь) для толстого листа, у которого температура поверхности (непрерывная
линия) не равна температуре внутри листа (пунктирная линия):RT— комнатная температура; ЕТ— температура размягчения (температура стеклования Тд)\
Ти — температура формования; ГНтах — максимальная температура нагрева листа; Тгаах -
максимальная температура, которую выдерживает лист;1 — окончание процесса нагрева; 2 — начало формования (предварительная вытяжка, раздув
и т. д.); 3 — начало формования; 4 — лист полностью контактирует с формой; 4-5 — время ох¬
лаждения; 5 — извлечение из формыние начинается за счет излучения тепла, конвекции и, частично, при контакте со
вспомогательным пуансоном.Как только начинается формование методами вакуум- или пневмоформова¬
ния, из-за контакта с формующим инструментом интенсифицируется охлажде¬
ние. Интенсивность охлаждения становится еще более сильной при увелнченнн
контакта с формой. В течение времени формования, которое составляет только
несколько десятых секунды для тонкого листа, а для более толстого материала
может составить несколько секунд, для получения качественного изделия лист
должен оставаться достаточно теплым. Собственно, время охлаждения начина¬
ется только после окончания формования. На схематическом рис. 2.11, а пока¬
зан температурный профиль как функция времени во время термоформования
тонкого листа. В этом случае допускается, что температура поверхности равна
температуре внутри листа. Рис. 2.11, Ь, с другой стороны, показывает темпера¬
турный профиль для более толстого листа, где температура поверхности нерав¬
на температуре внутри листа.При термоформоваиии на время охлаждения влияют следующие факторы:• марка полимера;• толщина материала после вытяжки;• температуры формования и извлечения из формы, материал термофор¬
мующего инструмента;• температура термоформующего инструмента;
2 Термопласты41• интенсивность контакта между отформованным изделием и инструмен¬
том;• охлаждение несоприкасающихся с инструментом поверхностей изделия
воздухом или другой средой.Из-за различных значений удельной теплоемкости большое влияние на ха¬
рактеристику охлаждения имеет марка полимера. УПС имеет удельную тепло¬
емкость 0,361 Вт • ч/(кг • К) или 1,3 КДжДкг • К), ПП, с другой стороны, имеет
0,555 Вт • ч/(кг • К) или 2,0 КДжДкг • К), что означает, что время диссипации
тепла при охлаждении ПП в 1,5 раза больше, чем для УПС. Также играет роль,
естественно, различие в теплопроводности полимеров, которая может даже от¬
личаться для разных марок, например, как в случае с ПП.Если известно время охлаждения эталонного материала из УПС tR, то время
охлаждения tx другого полимерного материала идентичной толщины может
быть вычислено следующим образом:Время охлаждения tx = tR • фактор материала для времени охлаждения.Фактор материала можно найти в табл. 2.4.Толщина формуемого материала после растяжения важна из-за теплопро¬
водности, которая прямо пропорциональна площади контакта. Это означает, что
чем больше материал вытянут, тем больше становится площадь, и чем более тон¬
кий материал формуют, тем короче становится время охлаждения.ВНИМАНИЕПроцесс охлаждения закончен только тогда, когда наименее
вытянутая и, следовательно, самая толстая часть формованного
изделия остыла в достаточной степени для извлечения ее из фор¬
мы. Поскольку практически для толстых материалов температуру
внутри материала нельзя измерить, за основу необходимо взять
деформацию формовки, то есть время охлаждения можно после¬
довательно уменьшать до тех пор, пока не будет исключена какая-
либо деформация изделия.Чем выше необходимая температура формования, тем больше тепла будет
выделяться при охлаждении, и тем больше будет время охлаждения. По этой
причине для пневматических термоформовочных машин цикл формования бу¬
дет более коротким, чем при использовании вакуумформовочных систем.В большинстве случаев температура извлечения из формы только незначи¬
тельно ниже температуры стеклования. Чем более твердым должно быть изде¬
лие при извлечении из формы, тем больше время охлаждения. Чем лучше тепло¬
проводность материала термоформующего инструмента, тем короче время ох¬
лаждения. Таким образом, например, отношение времени охлаждения при
42ТЕРМОФОРМОВАНИЕиспользовании инструмента из эпоксидной смолы, алюминия (при отсутствии
термостат»рования) и алюминия (с термостатированном) - 18:12:7.ПРИМЕРПримем, что время охлаждения формовки из листа УПС толщиной3 мм при вытяжке по площади 1: 2, изготовленной на форме из эпоксид¬
ной смолы, 54 с. Тогда па термостатированной форме из алюминия время
охлаждения будет:Для автоматических термоформовочных машин, работающих на рулонных
материалах, части инструмента (формы) частично изготавливают из сплавов
меди с бериллием, лучшая проводимость которых по сравнению с алюминием
позволяет уменьшить время охлаждения тонкого листа толщиной до 0,5 мм от
15 до 20%.Термоформовочный инструмент с низкой температурой требует более ко¬
роткого времени охлаждения; но температуру инструмента нельзя снижать про¬
извольно. Самую низкую температуру инструмента определяют:• полимерный материал;• необходимая четкость отпечатка;• скрытая толщина материала: с увеличением толщины стенки также уве¬
личивается риск деформации, если формуемое изделие не может охлаж¬
даться с двух сторон с равной скоростью (другими словами, более толстые
материалы требуют более высокой температуры инструмента);• форма изделия; изделие с осевой симметрией может извлекаться из
формы в более теплом состоянии, чем изделие с прямыми боковыми
стенками.Если между формованным изделием и инструментом захватывается воздух,
интенсивность контакта плохая, то время охлаждения увеличивается. Плохой
контакт может возникнуть, когда поверхность инструмента слишком гладкая
или содержит слишком мало отводных каналов. Из-за воздушной прослойки в
этих местах наблюдается плохой контакт с инструментом. Это приводит к более
длительному времени охлаждения или, в противном случае, при слишком ко¬
ротком времени изделие деформируется после выемки из формы.При термоформованни охлаждение стороны листа, контактирующей с по¬
верхностью формы, в общем будет более эффективным, чем не соприкасающей¬
ся с ней (табл. 2.3). Предпочтительней было бы, конечно, если бы обе стороны
равномерно охлаждались.
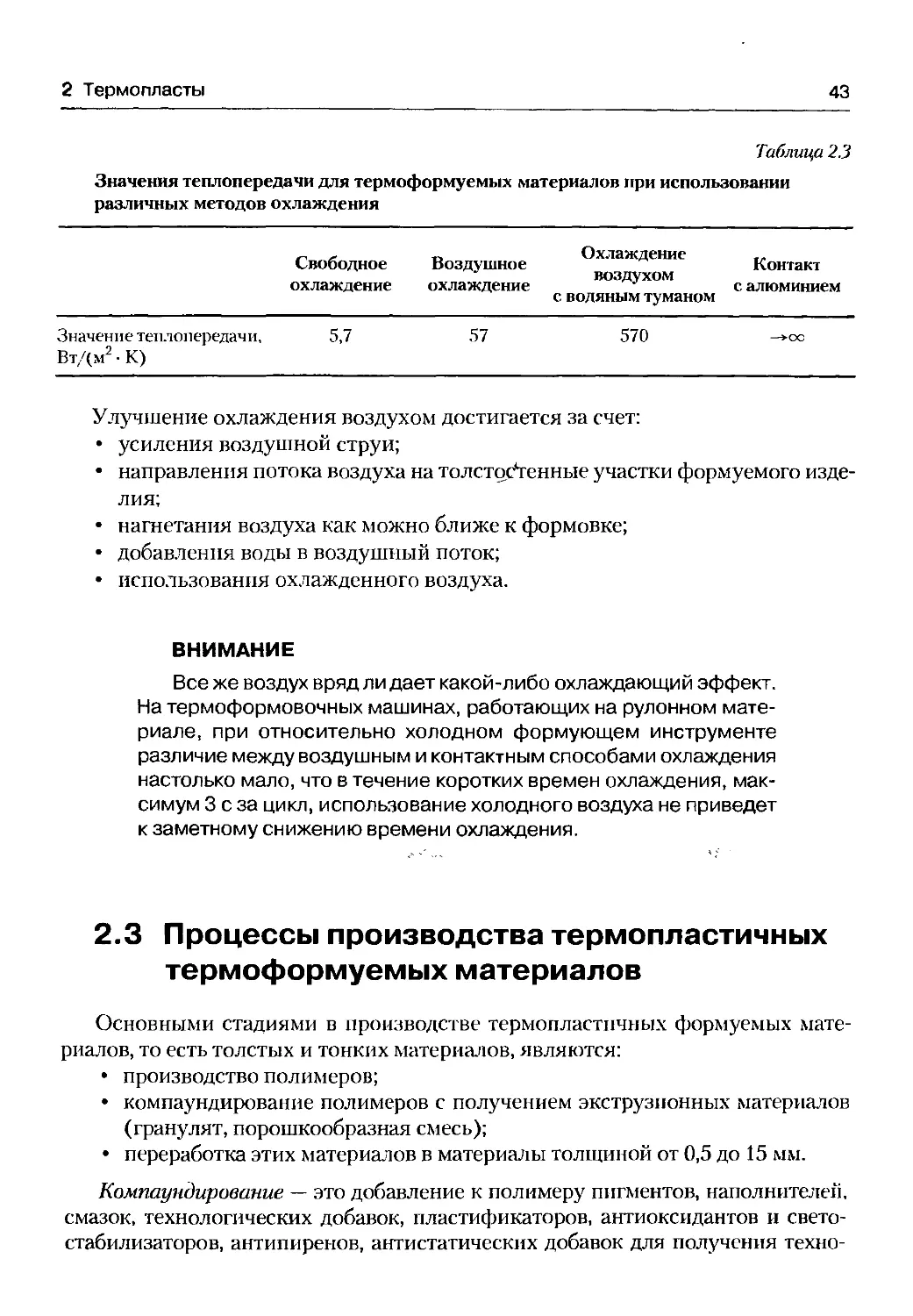
2 Термопласты43Таблица 23Значения теплопередачи для термоформуемых материалов при использовании
различных методов охлажденияСвободноеохлаждениеВоздушноеохлаждениеОхлаждение
воздухом
с водяным туманомКонтакт
с алюминиемЗначение теплопередачи,
ВтДм2 • К)5,757570—>ооУлучшение охлаждения воздухом достигается за счет:• усиления воздушной струи;• направления потока воздуха на толстостенные участки формуемого изде¬
лия;• нагнетания воздуха как можно ближе к формовке;• добавления воды в воздушный поток;• использования охлажденного воздуха.ВНИМАНИЕВсе же воздух вряд ли дает какой-либо охлаждающий эффект.На термоформовочных машинах, работающих на рулонном мате¬
риале, при относительно холодном формующем инструменте
различие между воздушным и контактным способами охлаждения
настолько мало, что в течение коротких времен охлаждения, мак¬
симум 3 с за цикл, использование холодного воздуха не приведет
к заметному снижению времени охлаждения.2.3 Процессы производства термопластичных
термоформуемых материаловОсновными стадиями в производстве термопластичных формуемых мате¬
риалов, то есть толстых и тонких материалов, являются:• производство полимеров;• компаундирование полимеров с получением экструзионных материалов
(гранулят, порошкообразная смесь);• переработка этих материалов в материалы толщиной от 0,5 до 15 мм.Компаундирование — это добавление к полимеру пигментов, наполнителей,
смазок, технологических добавок, пластификаторов, антиоксидантов и свето-
стабилизаторов, антипиренов, антистатических добавок для получения техно-
44ТЕРМОФОРМОВАНИЕлогичных полимерных материалов. Перемешивание компонентов и смешение с
другими полимерами и вторичными материалами также являются частью ком-
паундирования.2.3.1 Производство листового материала экструзиейМатериалы от пленок толщиной 0,1 мм до листов толщиной 50 мм с шири¬
ной до 2000 мм обычно являются экструзионными. Существуют даже линии для
получения материала до 5000 мм шириной. В экструдере перерабатываемый ма¬
териал, то есть гранулят, порошкообразная смесь, агломерат или вторичный ма¬
териал, нагревается, перемешивается и, в случае необходимости, дегазируется,
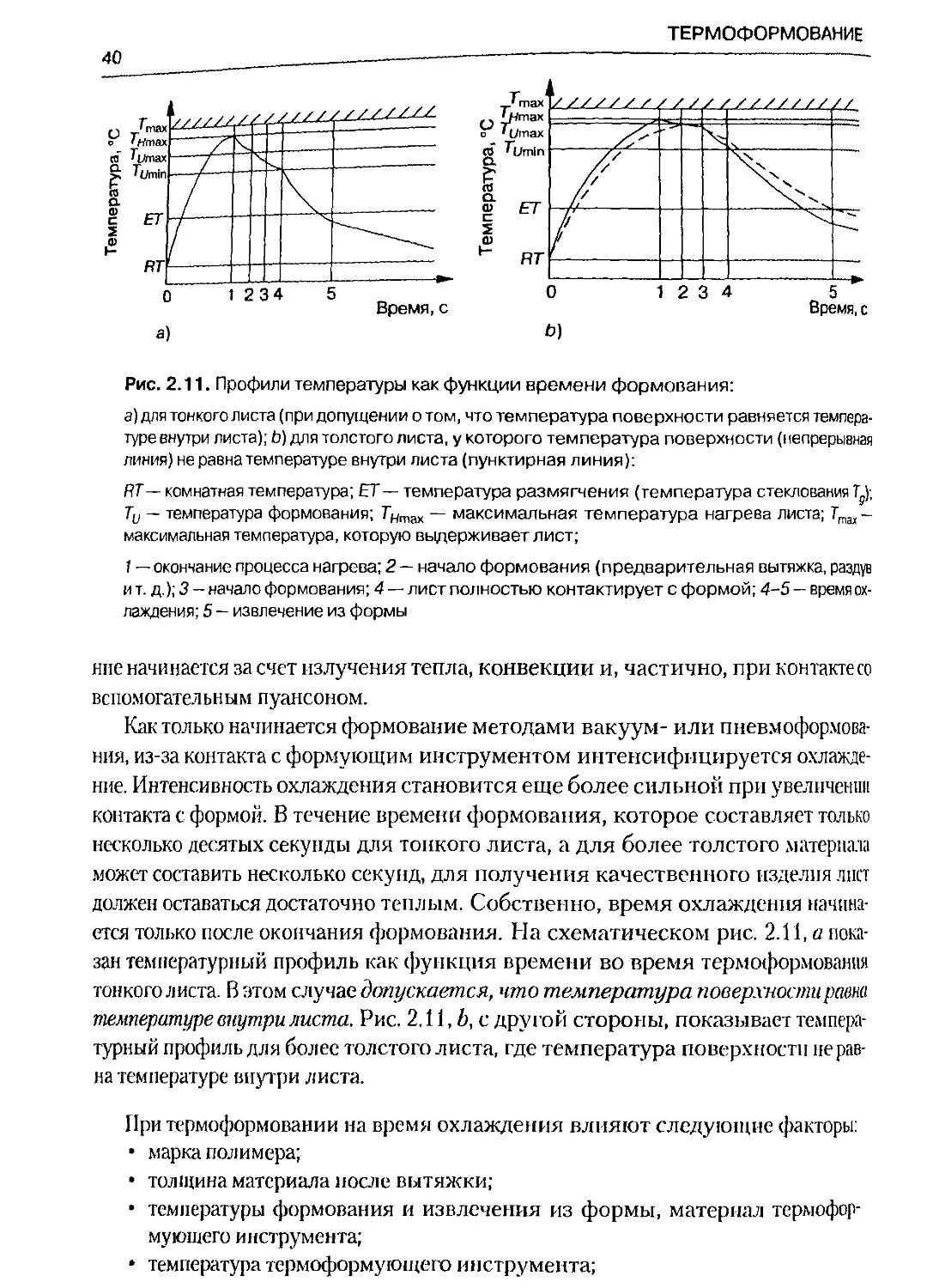
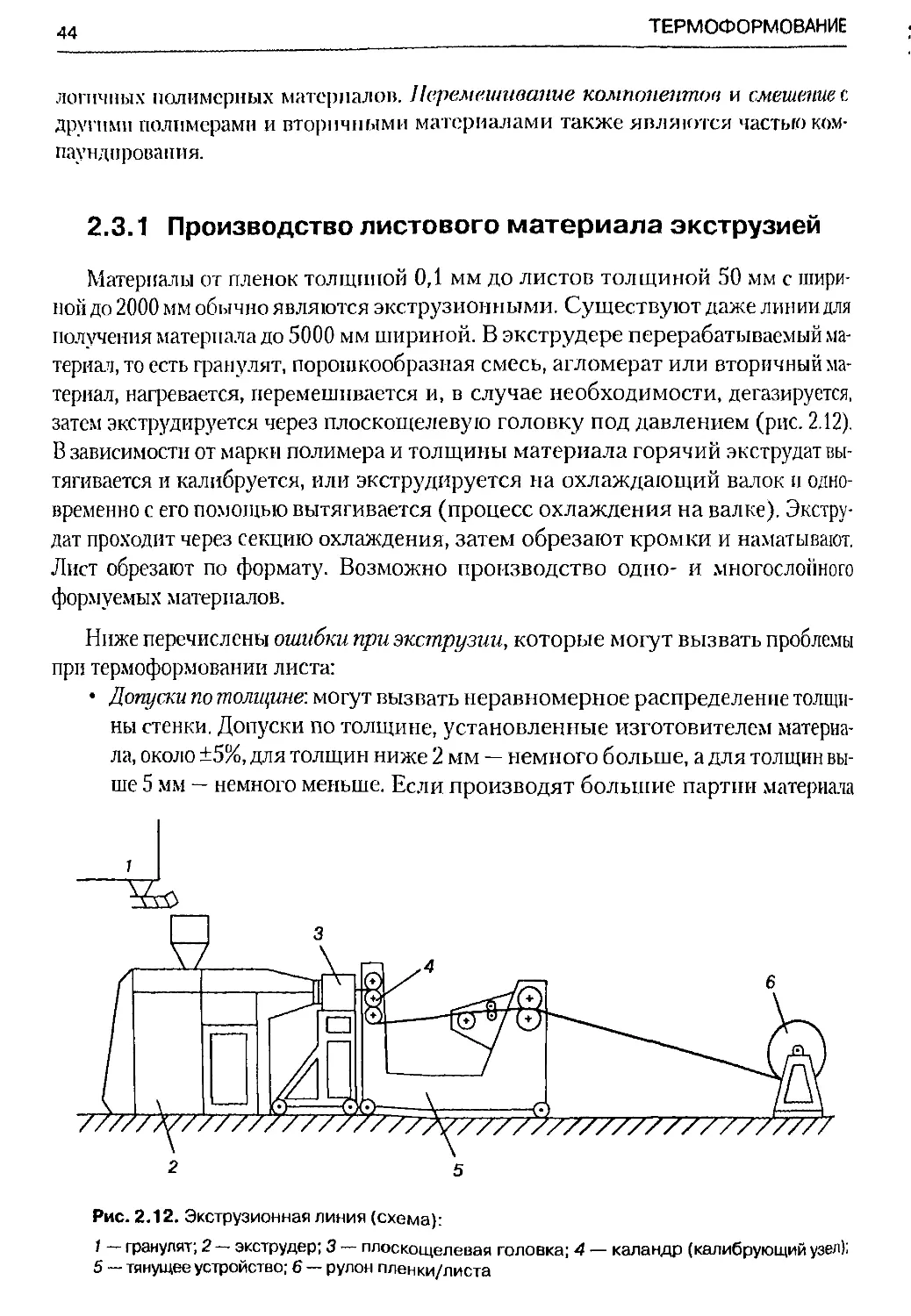
затем экструдируется через плоскощелевую головку под давлением (рис. 2.12).
В зависимости от марки полимера и толщины материала горячий экструдат вы¬
тягивается и калибруется, или экструдируется на охлаждающий валок и одно¬
временно с его помощью вытягивается (процесс охлаждения на валке). Экстру¬
дат проходит через секцию охлаждения, затем обрезают кромки и наматывают.
Лист обрезают по формату. Возможно производство одно* и многослойного
формуемых материалов.Ниже перечислены ошибки при экструзии, которые могут вызвать проблемы
при термоформовании листа:• Допуски по толщине, могут вызвать неравномерное распределение толщи¬
ны стенки. Допуски по толщине, установленные изготовителем материа¬
ла, около ±5%, для толщин ниже 2 мм — немного больше, а для толщин вы¬
ше 5 мм — немного меньше. Если производят большие партии материалаV/////7/Z///////7Рис. 2.12. Экструзионная линия (схема):1 — гранулят; 2 — экструдер; 3 — плоскощелевая головка; 4 — каландр (калибрующий узел):5 VCTnnftr.TBO- И — nvnnn ППоии,./п„л-,п■ Г / ' I /1—1Г I — -- ICUUH5 — тянущее устройство; 6 — рулон пленки/листа
2 Термопласты45для термоформования, могут быть выдержаны значительно более жест¬
кие допуски. Высококачественные экструзионные линии, включающие
автоматический контроль толщины с обратной связью, позволяют полу¬
чить допуск по толщине ±0,005 мм при толщине пленки в пределах от 0,25
до 1 мм.• Если разница температур расплава в экструдере слишком высокая, по¬
страдает качество листа.• Если температура расплава в экструдере слишком низка, или полиро¬
ванные валки слишком холодные, гладкая поверхность листа становится
грубой и уподобляется апельсиновой корке при нагревании в термфофор-
мовочной машине.• Слишком высокая скорость отвода (вытяжки) приводит к высокой ори¬
ентации, которая может вызвать складки в продольном направлении.• Очень низкие внутренние напряжения в листовом материале приводят к
провисанию при нагревании.• Слишком большой наплыв расплава на полированных валках вызывает
пятна, то есть регулярные поперечные полосы на пленке или листе.• Загрязнение головки вызывает продольные линии в виде слабых вмятин
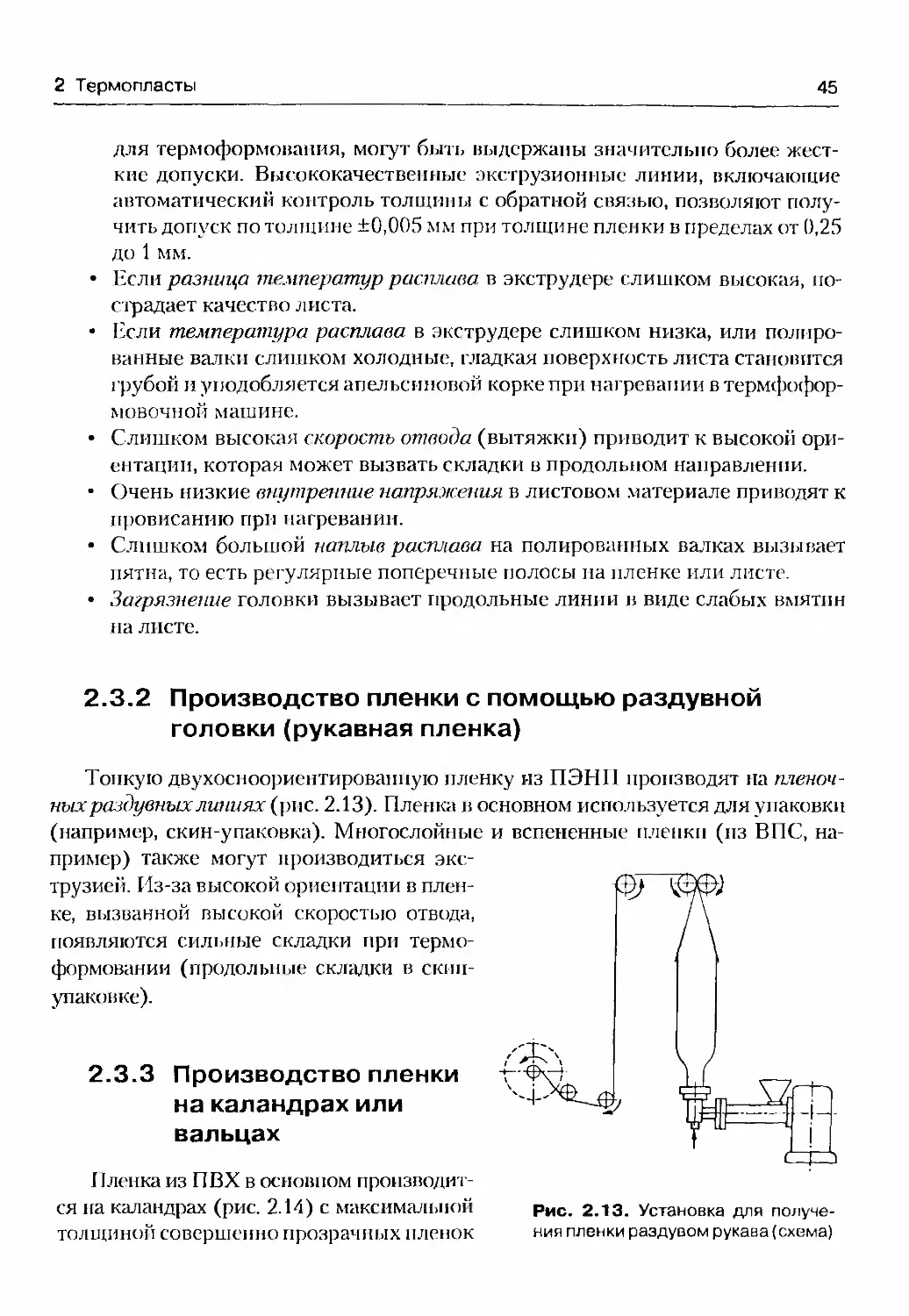
на листе.2.3.2 Производство пленки с помощью раздувной
головки (рукавная пленка)Тонкую двухосноориентированную пленку из ПЭНП производят на пленоч¬
ных раздувныхлиниях (рис. 2.13). Пленка в основном используется для упаковки
(например, скин-упаковка). Многослойные и вспененные пленки (пз ВПС, на¬
пример) также могут производиться экс¬
трузией. Из-за высокой ориентации в плен¬
ке, вызванной высокой скоростью отвода,
появляются сильные складки при термо¬
формовании (продольные складки в скип-
упаковке).2.3.3 Производство пленки
на каландрах или
вальцахПленка из ПВХ в основном производит¬
ся на каландрах (рис. 2.14) с максимальной
толщиной совершенно прозрачных пленокРис. 2.13. Установка для получе¬
ния пленки раздувом рукава (схема)
46ТЕРМОФОРМОВАНИЕРис. 2.14. Каландровая линия для ПВХ (принципиальная схема):1 — смеситель; 2 — экструдер; 3 — лластикатор (вальцы); 4 — питатель; 5 — каландры; 6— ру¬
лон пленки0.8 мм и непрозрачных окрашенных — 1,2 мм, а также тисненых под кожу или де¬
рево пленок. ПП н АБС-пленки также можно получать каландровым способом.
На современных каландрах достигают допуски по толщине ±0,005 мм.Существенные различия между экструдированными и каландрованными
пленками состоят в том, что высококачественные материалы из П ВХ легче про¬
извести каландрованием, а также иногда они имеют определенные преимущест¬
ва при термоформовании. Это из-за напряжений, которые замораживаются при
проведении этого производственного процесса, приводя к меньшему провиса¬
нию при нагревании материала, что особенно заметно для ПП. Каландрованием
можно получать только однослойные материалы. Более толстые материалы про¬
изводят на каландрах с помощью «дублирования». На каландрах можно полу¬
чать текстурированные или тисненые материалы. Материал, полученный экс¬
трузией, всегда более дешев, чем каландрованный.2.3.4 Литье термопластичных материалов
и листовЛитье (полив) — это редко используемый процесс производства. Например,
акриловое стекло (1IMMA) и ацетатные материалы получают отливкой. Литой
ПММА по-другому ведет себя при термоформоваппи, чем экструзионный
аналог.Для термоформовщика большие проблемы с литыми материалами вызваны
большим разбросом по толщине. В зависимости от толщины материала и изго¬
товителя допуски по толщине составляют ±20%. Это вызывает большие пробле¬
мы при воспроизводимости процесса термоформоваиия.
2 Термопласты472.3.5 Специальные процессы производства
термоформуемых материаловЛисты маленького размера из особо высокосортных пластмасс иногда изго¬
тавливают литьем под давлением; например, лист из полиуретана для термо¬
формования компонентов искусственного сердца (единичное производство).Когда двухслойный материал невозможно получить соэкструзией, два слоя
соединяют в процессе ламинирования с использованием высокой температуры
или адгезивов (полиуретановые клеи).ОПС получают двухосным растяжением сразу после экструзии.2.3.6 Методы улучшения термопластичных
термоформуемых материаловПоверхностное тиснение, или текстурирование, проводится немедленно по¬
сле процесса экструзии. Поскольку экструдат остается еще горячим, его поверх¬
ность тиснят горячим тиснильным валком. Тисненая поверхность, полученная в
слишком холодном состоянии, снова регрессирует (возвращается в первона¬
чальное состояние), когда материал нагревается в термоформовочной машине,
то есть поверхность теряет эффект тиснения и снова становится гладкой.Слои для склейки (сварки) пли внешние покрытия обычно получают со¬
экструзией, то есть одновременным экструдированием и соединением двух
слоев внутри щелевой головки или сразу после выхода расплава из этой го¬
ловки.При нанесении печати на термоформуемый материал могут использоваться
термолак, а также защитные краски, не считая цветовой гаммы печати. Для печа¬
ти используются специальные термоформуемые пигменты, которые являются
совместимыми с полимерным материалом, гарантируя хорошую адгезию.<блокирование — это процесс, с помощью которого флок (обычно ПА-во-
локна) наносят на поверхность материала, используя специальные адгезивы для
флока. При термоформоваиии возможно отделение флока от поверхности мате¬
риала вследствие растяжения. Поэтому флокировапная сторона материала не
должна контактировать с инструментом во время термоформования, если это
возможно.При металлизации в высоком вакууме пары алюминия покрывают материал
с одной стороны. Возможна металлизация следующих полимеров: полистирола,
полиэтилептерефталата, поливинилхлорида, полипропилена и других. Полу¬
ченный слой не является плотным. Металлизированный материал можно совер¬
шенно обычным образом термоформовать, но при вытяжке алюминиевое по¬
крытие становится более топким и поэтому прозрачным.
48ТЕРМОФОРМОВАНИЕЛист с гальваническим покрытием, нанесенным плотным слоем, известный
как отражающий лист, может формоваться методом термоформования только в
ограниченно» степени.Металлизированные, также как и гальванизированные, материалы для тер¬
моформования, отражают тепловые лучи радиационных нагревателей от покры¬
той металлом стороны. Поэтому их можно нагревать только со стороны, не по¬
крытой металлом.Если формованные изделия должны быть покрыты гальваническим спосо¬
бом после термоформования, необходимо использовать специальный, способ¬
ный к гальваническому покрытию, материал.2.4 Подробно о термопластах
для термоформованияВНИМАНИЕПроизводители сырья обычно продают термоформуемыи мат?,
териал под разными марками и наименованиями.Свойства термопластов, являющиеся важными для процесса термоформова¬
ния, сведены в табл. 2.4. Более полную информацию о полимерных материалах
можно найти в промышленных журналах (каталогах) и литературе.2.4.1 Полистирол (стандартный полистирол)Общие свойстваПолистирол (ПС) — это материал с высоким блеском и превосходной про¬
зрачностью. Немодифицированный стандартный полистирол очень хрупкий,
из-за этого его невозможно перерабатывать из рулона на стандартных термо-
формовочных машинах. Поэтому он перерабатывается «в линии», то есть непо¬
средственно из экструдера. Стандартный ПС не может транспортироваться в
«холодном» состоянии с помощью цепной передачи. Формованные изделия, по¬
лученные на машинах из листа, должны извлекаться из формы при температуре
немного ниже температуры стеклования.Химическая стойкостьСтоек к воде, растворам щелочей, разбавленным органическим кислотам,
спиртам, за исключением высших спиртов.
4 Зак. 796Таблица 2.4Свойства термопластов и условия термоформования (ориентировочные значения)egI тО 55
5 2
а а■1“
f §
* гаоI 9 Ivo s :Я з уН я гя0-оUяяО)*кнCJеваяаднЬсгоаИ5иSас>»•а>>9Sлн8?яа«aкя*иCJSоЯ35оЯXг?Н3§я■©■-Э-лсЬЙCJонкяз5£Температурадлительнойэксплуатациимин максSоS3
О
Я
я
■©■
ев
а
§■ §
s uS а
ы о
Н ЕЛ вн 8и 55 I'в яо В* aя о,а *S* 5я =s aё ОяИ3и5?ЯX 5Uо \
а *
а-7
я 10a SТемпература
формования,
измеренная
на поверхности
материалаСжатый _KskvvmТермопласты-г/см3h/mm2h/mm2+/-10'6°cкДж
кг - К°c°C°C°C°C°C°CПолистиролстандартныйPS1,05553350+751,3-10+7080--120-150165-190ПолистиролударопрочныйSB1,05322150-(+)701,3-40+7080——120-180150-200Сополимерстирол-бутадиен-стиролSBS1,03311800+901,3-20+7090115-125140-170ОриентированныйполистиролOPS1,05573200+701,3-60+7999——115115Акр илонитр ил-бута
диен-стиролABS1,05502500+901,3-45+85100-75130-160160-220Сополимеракрилонитрил-стирол-акрилатASA1,07362050+951,3-40+7590—85120-160160-190Сополимерстиролас акрилонитриломSAN1,08733700+801,3-20+8095——135-170165-190
Продолжение табл. 2.4сло• в§ S
s ае. £& ?2 =S оа аи Е5 SЙ S2 &
ш* W /—ч5 Ж Кv§ 1 gя 5- w
Н я г4)ЯЙиои5Я2уоачИ55S*нУлаяайуоуоаНSоОU>>ас>>Л5.Эеуояуева«о&яевУуУ£сОXуакaУла-оя °S 143 w5 и
■©< гS s« £5 уМн нЯЛ5с?У£Температурадлительнойэксплуатациимин максSо«5ОП■е*ааI* «Ий хЯ У5 ау иН ял Яё 2л 5ё gо ВR «« ЯЯ CLа *Ь 5л яу §£ я*5 евН яуячаaI.уя s
2^■с я4 и
у л
fc 3*3-7a m5 i
о- 8С gТемпература
формования,
измеренная
на поверхности
материалаСжатыйвоздухВакуумТермопласты-г/см3н/мм2н/мм2+/-1(Г6°скДж
кг - ʰѰѰѰѰѰс°СПоливинилхлориджесткийPVC-U1,39582900+750,9+6590--120-140155-200Полиэтилен высо¬
кой плотностиHDPE0.95281100—2002,1/2,750+95105125+15—140-170170-200ПолипропиленРР0,92301200-(+)1502,00(-30)+110140158+10-150-165160-200Полиметилметакри-
лат экструзионныйРММАех1,18723300+701,47-40+7095—70140-160160-190Полиметилметакри-
лат литойРММАс1.18803300+701,47-40+80100--140-170170-200ПолиацетальРОМ1,41663000-1001,5-40+ 100120165+10_145-170170-180ПоликарбонатPC1.2612300+651,17-100+ 130150_100150-180180-220ПолиэфиркарбонатPAR1,2662300+721,1-40+ 145170_110180-210210-235П олифениленовый
эфир (например,
Noryl)РРО1,08552450—701,4-30+80120——180-230200-250Полиамид 12РА 121,02601600—1501,6-70+80150175+1080160-180170-180ТЕРМОФОРМОВАНИЕ
Полиэтилентере-
фтаяат аморфныйPETG1,27491720+51Полиэтилентере-
фтанат аморфныйАРЕТ1,34302200+80Полиэтилентере-
фталат кристалли¬
ческийСРЕТ1,3747260070ПолисульфонPSU1,24802650+56П олиэфирсульфонPES1,37803000+55Полифенил ен суль¬
фидPPS1,6212512000—29П олиакрилонитрил
(например, Вагех)А/МА/В1,15563450+66Ацетат целлюлозыСА1,28371800+110Диацетат целлюлозыCdA1,27401000+Ацетобутират цел¬
люлозыCAB1,18261600+120Поливинилиден-фторидPVDF1,78431500—120Полиэфиримид (на¬
пример, Ultem)PEI1,271052800—56Полиэтилентере-
фталатный эласто¬
мерТРЕ1,172855—
1.1+6382——100-120110-1801,05-40+7086-65100-120110-1201,1-20+22086255+3-130-145-1,3-70+ 150178 120210-230220-2501,1+ 180220-180230-270265-290+ 240260280+8-260-270250-2752,0-200+7088--135-150150-2201,6-40+8098—65145-170165-180-20+8070-60115-130120-1401,6-40+60120-90140-170170-2000,96-40+ 120150170+8-170-240+ 170215 150230-290240-3304 час/мм-50+ 105108———135-143сл2 Термопласты
Окончание табл. 2.4Материал вспомогательного
пуансонаОтверстия для^
отвода воздуха2)У&яоаюкя~ЯSа.§sS<уас51ячяОптимальная температура
инструментаI 1
2.1
z I
* §
.w я 5
© © са 5-{7Лaя1= ламинированное дерево2 = войлок3 = РОМ4 = PA6GGK5 = синтаксическая пена5)6 = иолиуретан-тальк7 = PertinaxRV RD RDMHSAFSUARVRD RDMHSAFSо5. gу Оs Ia ICC ООv о11у Ух о*Зани оЯи51Я'■>Би-ооXоН25яаоа--°С°С°С°С°Сиоио°С"(°Смммммммм%-1,3 0.9780—1515—1,2, 6,72,55)2,55)—0,80,50,60,30,5PS1170252015-/151,2, 6, 7 1,2, 5, 62,52,52,50,80,50,60,30,5SB115025201540/201,2,3,6,7 1,3,53,53,53,50,80,40,60,30,5SBS10,765-654-1,2,3,6,72,52,5-0,80,60,60,40,5OPS131,385352015-/152,5 1,2,4,52,52,52,50,80,50,60,30,6-0,7ABS1,31,385...2015...1,2,4,6, 7 —2,52,5...0,80,50,60,30,3-0,7ASA1.61,1285......-...1,2,4,6,7 —.........0,80,50,60,30,4-0,7SAN1,72,558025201535/151,2,4,6,7 1,2,5,72,52,52,50,80,50,60,30,4-0,5PVC-U2,52,5100503520...1,2,6,7 1,4,5,74,54,5...0,60,30,40,21.2-7.0HOPE2.12,190(25)м2515-/151,4,6,7 3, 4,5,7 ^3,4,53,4,53,4, 50,60,30,30,21,5-1,8PP1,51,585...25......1,3,4,6,7 —5......0.80,60,80,50,5-0.8 РММАех1,61,690--——1,2, 4, 6,7 -- —1,00,80,60,30,5-0.8PMMAc3,71,85100............1,2,4,6,7 —......0,60,40,40,21,5-2,5POM
1,50,9130—125......1,2, 6,7—2,62,21130...-......1, 2, 6, 7...1,81,44120............1.2,4, 6,7...2,5270............1,2, 4, 6, 7...1,250.886035201535/201,2,3,6, 71,2,3,51,250.886035201535/201,2,3,6,71, 2,3, 5——--170/60---—2,92,32145-.........1.2, 4, 6, 7— ...150—.........1,2,4, 6.73,50,87140-.........1,2,4, 6, 71,31,696535201535/151,2,4, 6, 71 2, 51,51.570.........—1,2,5, 6, 7.........60...20......1,2,5...1,51,580-.........1,2, 4, 6, 7...33130-.........1,2, 4, 7-2,70,62150-.........1,2.4, 7-1,51.590............1,2,5, 7...5......0,60,50,60,30,9-1,1PC.........0,80,50,60,30,8PAR.........0,80,50,60,30,5 -0,7РРО.........0,80,50,60,31,2-1,8РА 123,53,53,50,80,40,60,30,4-0,5PETG3,53,53,50,80,40,60,30,4 -0,5АРЕТ5----0,60,40,5-2,0СРЕТ.........0,80,50,60,30,5-0,7PSU.........0,80,60,60,30,6PES.........0,60,30,40,20,7PPS2,52,52,50,80,40,60,30,2-0,5 А/МА/В.........0,80,50,60,30,4-0,8СА5......0,80,40,60,30,2-0,3CdA.........0,80,50,40,20,4-0,8САБ—......0,80,50,60,30,9-3,2PVDF.........0,80,50,60,30,6-0,8PEI...—...0,60,5——1,25ТРЕ!> Для поверхностного формования и очень точного воспроизведения деталей изделия х1,5.2> Для поверхностного формования и очень точного воспроизведения деталей изделия значение примерно на 30% меньше; для очень
низких температур формования значение примерно на 25% больше.31 длина формы - длина части с глубокой вытяжкой Технологическая усадка = длина формы х Измерения сделаны после выдержки в течение24 ч при комнатной температуре.^ Не все марки полипропилена перерабатываются на машине с рулонной подачей.а> Только переработка в линии.6) Для универсального применения.7) Биоразлагаемый: — нет данных; не может перерабатываться.8) ^ кДж _ 1 Вт • часкг-К 36 кг-КUA — машины общего назначения; RV— автоматическая вакуумформовочиая машина с рулонной подачей; RD — автоматическая пнев-
моформовочная машина с рулонной подачей; RDM — машина RD с формующим вырубным инструментом и обрезным штампом; HSA — ма- ^
шины с термической приваркой (герметизацией); FS - машины с прижимным инструментом для заполнения. 002 Термопласты
54ТЕРМОФОРМОВАНИЕНестоек к органическим растворителям, таким как бензин, кетоны (ацетон),
бензол, хлорированные углеводороды, эфирным маслам, жирам. Полистирол
нестоек к ультрафиолетовому излучению (УФ-излучению).Специальные материалыМногослойный лист ПС/УПС.Примеры примененияСветотехнические технологии, дисплеи, упаковка в линии (in-line).Склеивается клеями на основе растворителей (толуол, дихлорметан, бутил-
ацетат).Сваривается с помощью процессов термосварки, термоимпульсной, ультра¬
звуковой сварки.Условия термоформованияОснащение машины: стандартное.Температуру материала и инструмента при термоформовании см. в табл. 2.4.Последующая обработка: штамповка возможна только в теплом состоянии.2.4.2 Ударопрочный полистиролОбратите внимание: ударопрочный полистирол (УПС, HIPS) часто неверно
называют ПС, также сравните символ для вторичной переработки (рециклинга)
06/ПС, который в основном всегда относится к SB. HIPS — правильное обозна¬
чение.Общие свойстваEGC не является прозрачным из-за бутадиенового компонента. Совершенно
прозрачные марки могут быть получены специальной модификацией, напри¬
мер, стиролюксом (производитель фирма BASF) или К-смолой (производитель
фирма Phillips Petroleum). Из-за его очень хороших свойств при термоформова¬
нии УГ1С может считаться «эталонным полимером» для термоформования.Химическая стойкостьАналогична стандартному полистиролу, отчасти несколько хуже. Из-за бу¬
тадиенового компонента УПС более чувствителен к старению, чем стандартный
ПС. Необходимо избегать УФ-излучспия.Специальные материалыУПС может также поставляться с флокнроиаиным, металлизированным,
электропроводным покрытиями или в другом модифицированном виде.
2 Термопласты55Из-за его низких барьерных свойств по отношению к газу и водяному пару для
упаковочного сектора требуется многослойный лист. УПС/ПЭ, УПС/Г1Э/УПС,
УПС//ЛUS/УПС, УПС/Буен/ПЭ и др.Примеры примененияКамеры холодильников, дверные панели холодильников, одноразовая посу¬
да для пикника (стаканы, тарелки), все виды упаковки.Склеивается клеями на основе растворителей (толуол, дихлорметан, бутил-
ацетат), содержащих до 20% полистирола.Сваривается с помощью процессов термосварки, термоимпульсной, ультра¬
звуковой сварки.Условия термоформованияОснащение машины: стандартное.Температуру материала и инструмента при термоформовании см. в табл. 2.4.Последующая обработка: превосходно поддается штамповке и обрезке.Приваривается к картону с ПС-покрытием, фольге с ПС-покрытием для по¬
крытия стаканов. Температуры сварки (ориентировочные значения): от 170 до
230 °С; время сварки: от 0,7 до 2,5 с.2.4.3 Блок-сополимер стирол-бутадиен-стиролОбщие свойстваЧистый блок-сополимер стирол-бутадиен-стирол (СБС), например, стиро-
люкс, является одним из наиболее рентабельных, абсолютно прозрачным, но
также и ударопрочным полимером. Технологичность при переработке, барьер¬
ные свойства и атмосферостойкость идентичны УПС. Для термоформования в
основном используют смеси СБС со стандартным PC в соотношении 60 : 40.Химическая стойкостьНестоек к жирам, маслам и растворителям. Обратите внимание на набуха¬
ние и возможность образования трещин иод напряжением.Специальные материалыМногослойный материал (СБС+ПС)/ПС; (СБС+ПС)/ПЭТГ **.* Этилеивиниловый спирт.** Полиэтилентерефталатгликоль, ПЭТ не кристаллизующийся.
56ТЕРМОФОРМОВАНИЕПримеры примененияСтаканы, коробки, блистерная упаковка для упаковочного сектора; неприго¬
ден для продуктов с вкусовой чувствительностью. Подходит для медицинских
технических изделий, требующих стерилизации гамма-лучами.Склеивается толуолом или так же, как ПС.Сваривается с помощью процессов термосварки, фрикционной и ультразву¬
ковой сварки.Условия термоформованияОснащение машины: стандартное; СБС имеет тенденцию к прилипанию при
использовании контактного нагрева. Температуры материала и инструмента
при термоформовании см. в табл. 2.4.Последующая обработка: штамповка и обрезка, а также приварка, как для
УПС.2.4.4 Ориентированный полистиролОбщие свойстваДля термоформования подходят только ориентированный полистирол
(ОПС) с низким уровнем напряжений и ОПС со средним уровнем напряжений,
поскольку «замороженные» напряжения и, следовательно, воздействие остаточ¬
ных напряжений на заготовку для этих марок меньше. Остаточные напряжения
зависят от условий, при которых происходила вытяжка (температура материа¬
ла, скорость вытяжки, кратность вытяжки). Для ориентированного материала
трудно поддерживать низкие отклонения по толщине. Для ОПС допуск по тол¬
щине в ±5% считается превосходным.Химическая стойкостьСтоек к фруктовым и овощным сокам, маслу, меду, кофе, пищевой соли,
маргарину, джему, майонезу, хрену, молочным продуктам, горчице, уксусу, жир¬
ным колбасам, лимонной кислоте, быстрорастворимому сахару.Нестоек к эвкалиптовому маслу, условно стоек к острому перцу.Специальные материалыМногослойный материал с покрытием термолаком используется для кры¬
шек и запайки вместо ПС. Также применяется металлизированный материал.Примеры примененияВ основном упаковка пищевых продуктов, например салатов, овощей, бутер¬
бродов, мяса и т. д.
2 Термопласты57Условия термоформованияОснащение машины: термоформовочные машины должны быть оборудова¬
ны замкнутой системой управления нагревательных элементов в линии, а также
поддерживающей цепной передачей. Должна обеспечиваться повышенная ско¬
рость транспортировки листа и, в случае необходимости, термоформовочный
инструмент должен быть подогрет до 60 °С.Температуры материала и инструмента при термоформовании см. в
табл. 2.4.Последующая обработка: возможно применение штамповки и обрезки.
Штамповка и обрезные штампы не вызывают никаких проблем. Штанцевые вы¬
рубные ножи должны быть нагреты до температуры от 110 до 130 °С. ОПС-бли-
стеры могут привариваться к картону, покрытому полистиролом или термокле¬
ем, с помощью термопресса. Температура сварки ОПС-блистера к картону
180 °С при времени сварки 2 с, или покрывного материала из ОПС к стакану из
УПС 180 °С при времени сварки 0,8 с.ВНИМАНИЕОПС теряет тепло очень быстро, поэтому необходимо мини¬
мальное время хода стола при максимальных скоростях, то есть ко¬
роткое время цикла. Нагретый материал натягивается в машине.2.4.5 Сополимеры акрилонитрил-бутадиен-стиролОбщие свойстваОбратите внимание: из-за большого разнообразия АБС-пластиков следует
обратить внимание, что существует разница между марками этого материала.
Поэтому при замене материала абсолютно необходимо проверить, чтобы «но¬
вый» АБС-пластик имел все необходимые характеристики.АБС-пластик можно классифицировать как один из наиболее рентабельных
технических полимеров, в настоящее время даже отчасти конкурирующий с ПП.
Выпускается множество марок с очень разнообразными свойствами. Формован¬
ные изделия из АБС-пластика отличают очень высокая прочность и хорошая те¬
плостойкость. АБС-пластики являются антистатическими без добавления анти¬
статика. АБС-пластик не подходит для применения на открытом воздухе, по¬
скольку очень быстро стареет.Химическая стойкостьСтоек к большинству неорганических химикатов, водяному пару, органиче¬
ским кислотам, а также большинству масел и растительных, и животных жиров.
58ТЕРМОФОРМОВАНИЕНестоек к кетонам, альдегидам, сложным эфирам, ацетону, простым эфирам,
бензолу, толуолу, трихлорэтилену и ксилолу.Специальные материалыМногослойные материалы АБС-пластик/ПММА, АБС-пластик/ПВХ,
АБС-пластик/ПК. Листы из смесей (например, АБС-пластик + ПК; АБС-пла¬
стик + ПВХ).Примеры примененияВ основном для технических деталей, таких как контейнеры, корпусные де¬
тали, облицовка, футляры дипломатов, санитарно-технические изделия, в ос¬
новном полученные из соэкструзионных материалов, в которых вторым мате¬
риалом обычно является ПММА.Склеивается метилэтилкетоном или двухкомпонентными клеями для дол¬
говременного склеивания.Сваривается с помощью процессов термосварки, фрикционной или ультра¬
звуковой сварки. Особенность: АБС-пластик может свариваться с ПММА!Условия термоформованияОснащение машины: стандартное.Температуры формуемого материала и инструмента при термоформовании
см. в табл. 2.4.1ВНИМАНИЕВлажный АБС-лист перед термоформованием должен бып
высушен. АБС-пластик имеет склонность к возникновению следо|
охлаждения от инструмента, поэтому желательно применять «го
рячий» инструмент, хорошо предварительно раздутый пузырь (
высокую скорость рабочего стола.4нПоследующая обработка: штамповка и резка не представляют проблемы.2.4.6 Сополимеры
акрилонитрил-стирол-акрилатОбщие свойстваСополимер акрилонитрил-стирол-акрилат (АСА) имеет свойства, подобные
АБС-пластику, но прекрасные свето- и атмосферостойкость. Поэтому он осо¬
бенно хорошо подходит для применения во внешних условиях.
2 Термопласты59Химическая стойкостьОпоек к минеральным маслам, жирам, йодным растворам солей, разбавлен¬
ным кислотам и растворам щелочей. Нестоек к органическим растворителям и
концентрированным кислотам.Специальные материалыМногослойный лист АСА/АБС-пластик.Примеры примененияГлавным образом для применения во внешних условиях: дорожные знаки,
рекламные доски, чемоданы, оболочки и кожуха для садового инструмента; кор¬
пуса для бытовой техники.Склеивается метилэтилкетоном, дихлорэтиленом, циклогексаноном; двух¬
компонентные клеи дают прочное долговременное соединение.Сваривается термо-, фрикционной и ультразвуковой сваркой.Условия термоформованияОснащение машины: стандартное.Температуры листа и инструмента при термоформовании см. в табл. 2.4.Последующая обработка: штамповка и обрезка как для АБС-пластика.2.4.7 Сополимеры стирола с акрилонитриломОбщие свойстваВысокая поверхностная твердость, самый высокий модуль упругости для
стирольных полимеров, ударная вязкость выше, чем у стандартного полистиро¬
ла, но ниже, чем у УПС.Химическая стойкостьСополимер стирола с акрилонитрилом (САН) имеет лучшую стойкость, чем
стандартный ПС, по отношению к бензину, маслам, жирам, ароматическим ве¬
ществам; стойкость улучшается с увеличением содержания акрилоннтрнла.Нестоек: то же, что для стандартного ПС; боится УФ-излучения.Примеры примененияТехнические изделия, где также важна прозрачность; фурнитура для ванной
комнаты, дисплеи, формованные изделия для рекламных целей.Склеивается клеями на основе растворителей, толуолом пли дихлорме-
таном.Сваривается термо-, термоимпульсной, фрикционной и ультразвуковой
сваркой.
60ТЕРМОФОРМОВАНИЕУсловия термоформованияОснащение машины: стандартное.Температуры материала и инструмента см. в табл. 2.4.Последующая обработка: формованные изделия с более глубокой вытяжкой
имеют тенденцию к образованию трещин, особенно в тонких местах.2.4.8 Непластифицированный поливинилхлорид
(жесткий)Общие свойстваПоливинилхлорид (ПВХ) обладает высокой механической прочностью, же¬
сткостью и твердостью, но марки, не содержащие модификаторы ударопрочно¬
сти, имеют низкую ударную вязкость и высокую чувствительность к надрезам.
Из всех полимерных материалов ПВХ обеспечивает лучшую диффузионную
стойкость (хорошие барьерные свойства). ПВХ состоит только на 50% из угле¬
водородной части; другие 50% — это хлор; данные по воздействию на экологию
для ПВХ по сравнению с другими полимерами не хуже, но должны соблюдаться
специальные меры предосторожности при вторичной переработке.Химическая стойкостьСтоек к кислотам, растворам щелочей, моющим средствам, спиртам, маслам,
животным и растительным жирам, бензину.Нестоек к бензолу, хлорированным углеводородам, кетонам, эфирам.Специальные материалыМногослойные листы ПВХ/ПВДФ*, ПВХ/ПВДФ/ПВХ, ПВХ/ПЭ,
ПВХ/РИ)С/ПВХ/ПЭ, ПВХ/АБС-пластик, ПВХ/ПА, а также металлизирован¬
ные материалы.Примеры примененияУпаковка для пищевой промышленности (большей частью в настоящее вре¬
мя заменен на ПЭТ и ПГ1), формованные изделия для строительной промыш¬
ленности.Склеивание клеями на основе растворителей и специальными клеями для
ПВХ.Сваривается всеми доступными методами, но в особенности высокочастот¬
ной сваркой.* Пол и нии илдеифторид.
2 Термопласты61Условия термоформованияОснащение машины: стандартное.Температуры материала и инструмента при термоформовании см. в
табл. 2.4. Нужно обратить внимание, что материал должен иметь достаточно вы¬
сокую температуру. Недостаточно нагретые листы при термоформовании рас¬
трескиваются.Последующая обработка: при штамповке и обрезке листа из ПВХ толщиной
более 1 мм необходимы усилия больше, чем для полистирола или полипропиле¬
на. При приварке блистеры из ПВХ привариваются к картону с покрытием; тем¬
пературы сварки около 160 и 200 °С при времени сварки 2,5 и 1,5 с. Для всех по¬
лимерных блистерных упаковок используется материал из ПВХ с нанесенным
термолаком.2.4.9 Полиэтилен высокой плотностиОбщие свойстваМеханические и химические свойства зависят от степени кристалличности.
Есть разные сорта полиэтилена, в значительной степени отличающиеся друг от
друга: полиэтилен низкой плотности (ПЭНП), полиэтилен средней плотности
(ПЭСП), линейный полиэтилен низкой плотности (ЛПЭНП) и сверхвысокомо¬
лекулярный полиэтилен (СПЭНП). Однако для термоформования чаще всего
используют полиэтилен высокой плотности (ПЭВП). При толщине материала
до 3 мм качеством ПЭВП, хорошо подходящим для термоформования, является
практическое отсутствие провисания при нагревании в термоформовочной ма¬
шине, но вместо этого возникает натяжение. ПЭВП имеет очень низкую прони¬
цаемость для водяного пара, но относительно высокую для газа. Из-за его
частично-кристаллической природы технологическая усадка очень высока, что
может вызывать размерные или деформационные проблемы.Химическая стойкостьСтоек к кислотам, растворам щелочей, бензину, маслам, спиртам, растворам
солей, воде, почти всем органическим растворителям при температуре до 60 °С.Нестоек к сильным окисляющим агентам, особенно при высокой температу¬
ре; становится хрупким иод воздействием прямых солнечных лучен, если не ста¬
билизирован соответствующим образом.Специальные материалыМногослойные пленки или листы из ПС/ПЭ, YIC/EV0H/Y13, ПС/ПЭ/ПС;
слои для термосварки в сложных пленках обычно состоят из ПЭНП или ПЭСП;
барьерные слои по отношению к водяному мару могут состоять из ПЭВП или
ПЭНП.
62ТЕРМОФОРМОВАНИЕПримеры примененияПищевые контейнеры, панели, кожухи, контейнеры для мусора, ящики для
игрушек, бытовые контейнеры для продуктов, композитные материалы для пи¬
щевого сектора.Благодаря неполярной структуре полиэтилен трудно склеивается и требует
сложной поверхностной обработки.Сваривается значительно легче. Основные методы сварки включают, преж¬
де всего, термо- и фрикционную сварку.Условия термоформованияОснащение машины: рекомендуется предварительный нагрев из-за требуе¬
мой высокой удельной мощности.Температуры материала и инструмента при термоформовании см. в табл. 2 А.Последующая обработка: моиоматериал из ПЭВП можно легко резать. Для
композитов с тонкими слоями из полиэтилена требуется чрезвычайно узкий за¬
зор между режущими кромками при штамповке и обрезке.2.4.10 ПолипропиленОбщие свойстваПолипропилен (ПП) обладает лучшими механическими свойствами, чем
ПЭ, но более низкой ударной вязкостью (испытание с надрезом); очень низкой
проницаемостью для водяного пара, но высокой проницаемостью для газов;
очень высоким коэффициентом температурного расширения, сильной тенден¬
цией к короблению, но это не относится к наполненным материалам.Химическая стойкостьСтоек к спиртам, слабым органическим кислотам и растворам щелочей, раз¬
бавленным раствором органических солей, мытыо мыльными растворами при
температуре до 100 °С.Нестоек к сильным окислителям, галогепизированным углеводородам; на¬
бухает в бензине и бензоле.Специальные материалыМногослойные пленки ПП/EVOH/YIU, ПП/ПВДХ/ПП, наполненный
ПП/Г1, ПП/EVA, ПС/ПВДХ */ПЭ/ПП, наполненный ПП/ПП/наполиеиный
EVOH/ПП/ПГ1, ПП/ЕТОЯ/ПА, ПА/ПП; материалы из ПП, модифицирован¬
ные эластомерами (ПГ1 + СКЭПТ**).* Поливинилденхлорид.** Этилениропиленовый каучук.
2 Термопласты63Примеры примененияПленки 1\ля упаковочных целей в пищевой промышленности (замена других
полимеров); полученная для целевого назначения упаковка из полипропилена
может стерилизоваться до 125 °С. Листовой материал перерабатывают в футля¬
ры для чемоданов, корпуса, стерилизуемое медицинское оборудование. Много
модифицированного эластомером ПП используется в автомобилестроении.Склеивание проблематично, как и для ПЭ. Возможно после предварительной
обработки.Сваривается достаточно успешно термо- и фрикционной сваркой.Условия термоформованияОснащение машины: стандартное, для многих моделей рекомендуется пред¬
варительный подогрев, для машин с рулонной подачей может требоваться кон¬
тролирование нагревания в продольных рядах, плюс растяжение при транс¬
портировке из-за теплового расширения материала. Для точного воспроизве¬
дения отпечатка (поверхностное формование, стерилизуемые контейнеры)
сторона, обращенная к вспомогательному пуансону, должна иметь меньшую
температуру, чем обратная сторона. Если необходимо, инструмент может быть
поднят выше.Температуры материала и инструмента при термоформовании см. в табл. 2.4.Последующая обработка: вырубкой с помощью штампа или обрезки. За¬
зор при обрезке должен быть около 5 мм. При слишком высокой температуре
материала обрезная кромка становится рваной. Необходимы специальные
меры предосторожности для того, чтобы поддерживать минимальную дефор¬
мацию при сварке. Горячая сварка проводится при 150-180 °С и времени
сварки 1 с с применением в качестве покрывного материала ламинированной
фольги.2.4.11 ПолиметилметакрилатОбщие свойстваПолиметилметакрилат (ПММ А) является материалом, полученным экстру¬
зией или полимеризацией в форме.ПММА имеет хорошие прочностные характеристики, но только ограничен¬
ную способность к формоваиию (охрупчивание), которая улучшается при соио-
лимеризации. ПММА довольно стоек к царапанию, имеет высокий поверхност¬
ный глянец и в неокрашенном виде — превосходную прозрачность.ПММА имеет очень хорошую свето-, погодостойкость и стойкость к старе¬
нию. Обрезанные кромки можно полировать.
64ТЕРМОФОРМОВАНИЕХимическая стойкостьСтоек к неполярным растворителям, водным растворам щелочей и кислот,
животным и растительным жирам, этиловому спирту с концентрацией до 30%.Нестоек к этиловому спирту, с концентрацией выше 30%, бензолсодержаще¬
му бензину, спиртам, нитроцеллюлозному лаку и разбавителям, концентриро¬
ванным кислотам, определенным пластификаторам.Специальные материалыСоэкструзионный лист ПММА/АБС-пластик.Примеры примененияВанны, емкости для мытья, душевые поддоны, оборудование для ванной;
плафоны для ламп, неоновые вывески, дорожные знаки, освещенные афишные и
рекламные устройства, дорожные и рекламные щиты, световые фонари для
крыш и окон, листы с двойными стенками (листы сотовой конструкции), корпу¬
са для машин и оборудования.Склеивается специальными клеями для полиметилметакрилата (например,
Acrifix); также склеивается дихлорметаном, чувствительными к контакту и дав¬
лению клеями, а также эпоксидными клеями.Прошу отметить: перед применением клея в формованных изделиях необ¬
ходимо снять напряжения при температуре 60-90 °С.Сваривается ультразвуковым, фрикционным или высокочастотным метода¬
ми сварки.Особенность: ПММА может свариваться с АБС-пластиком.Условия термоформованияОснащение машины: для экструдированного ПММА — стандартное. Для по-
лимеризованного в форме ПММА с большими площадями формовки и высокой
вытяжкой требуется, например, усиление гидравлического привода для стола и
вспомогательного пуансона.Температуры материала и инструмента при термоформовании см. в табл. 2.4.ВНИМАНИЕЭкструзионный ПММА ведет себя как любой «стандартный»
;ермопластичный материал. Литой ПММА имеет большую молеку¬
лярную массу и поэтому требует больших усилий для формования.Последующая обработка: легкая. Сверление, фрезерование, резка лазером
или струей воды не представляют проблемы. Достоинством ПММА является то,
что также его можно полировать.
2 Термопласты652.4.12 ПолиоксиметиленОбщие свойстваПолиоксиметилен (ПОМ) обладает высокой прочностью и жесткостью при
хорошей ударной вязкости даже при низких температурах. Стоек к ползучести.Химическая стойкостьСтоек к спиртам, простым и сложным эфирам, гликолям, бензину, мине¬
ральным маслам, растворам слабых щелочей и кислот; хорошая стойкость к гид¬
ролизу.Нестоек к сильным кислотам, окисляющим средам.Примеры примененияИзделия для занятий спортом и проведения досуга, также технические дета¬
ли для автомобиле- и машиностроения.Склеивается с трудом из-за хорошей химической стойкости, необходима
предварительная обработка при склейке; склеивается в основном реакционны¬
ми или изоцианатными клеями.Сваривается термо-, фрикционной или ультразвуковой сваркой.Условия термоформованияОснащение машины: стандартное, но из-за значительной склонности к ад¬
сорбции воздуха для снижения цикла термоформования требуется инструмент,
обработанный на пескоструйной установке. Очень узкий интервал температур
формования.Температуры материала и инструмента при термоформовании см. в табл. 2.4.Последующая обработка: при штамповке и резке термоформованные детали
склонны к образованию трещин, если они соответствующим образом не термо¬
обработаны.2.4.13 ПоликарбонатОбщие свойстваПокликарбонат (ПК) отличают большая прочность, жесткость и ударная
вязкость, даже при низких температурах; высокая теплостойкость; очень хоро¬
шие электрические и диэлектрические свойства. Превосходная проницаемость.Химическая стойкостьСтоек к разбавленным минеральным кислотам, бензину, жирам, маслам,
спиртам, за исключением метилированных спиртов.S Зш. 796
66ТЕРМОФОРМОВАНИЕНестоек к разбавленным щелочам, ацетону, воде с температурой выше 60 °С
и водяному пару, бензолу.Специальные материалыПолимерные сплавы с АБС-пластиком, ПБТ и АСА: (ПК + АБС-пластик),
(ПК + ПБТ), (ПК + АСА).Примеры примененияФормованные изделия для применения в электротехнической, автомобиль¬
ной промышленности и бытовой технике. Термостойкие покрытия.Склеивается двухкомпонентными материалами, в случае необходимости да¬
же дихлорметаном. Рекомендуется предварительный отжиг при 90 °С, чтобы
противодействовать образованию трещин под напряжением.Сваривается термо-, фрикционной и ультразвуковой сваркой.Условия термоформованияОснащение машины: стандартное.Температуры материала и инструмента при термоформовании см. в
табл. 2.4. Из-за поглощения влаги листовой материал может оставаться на от¬
крытом воздухе максимально в течение только 2 ч. В противном случае его необ¬
ходимо сушить. Извлекать изделия из формы после термоформования при са¬
мой высокой допустимой температуре предпочтительно при 110-125 °С.Последующая обработка штамповкой и резкой с применением очень острого
инструмента. При фрезеровании фрезы охлаждают воздухом.2.4.14 ПолиэфиркарбонатОбщие свойстваПолиэфиркарбонат (ПЭК) отличается повышенной теплостойкостью (до
145 °С) по сравнению с ПК.Химическая стойкость аналогична ПК.Примеры примененияПодобно ПК, с более высокими требованиями к теплостойкости.Склейка и сварка подобно ПК.Условия термоформования подобны ПК, но требуются более высокие темпе¬
ратуры формования.Температуры материала и инструмента при термоформовании см. в
табл. 2.4.Механическая обработка как для ПК.
2 Термопласты672.4.15 Полифениленовый эфир
(ранее полифениленоксид)Общие свойстваАналогичны ПК, но полимер не такой прозрачный, как сополимер.
Химическая стойкостьСтоек к разбавленным минеральным кислотам, растворам щелочей, спир¬
там, растительным и животным жирам и маслам, в зависимости от добавок; сто¬
ек к гидролизу в горячей воде.Нестоек к бензину, маслам и жирам в зависимости от добавок; ароматиче¬
ским и хлорсодержащим углеводородам.Специальные материалы
Полимерная смесь (ПФЭ модиф. + ПА).Примеры примененияКорпуса и детали для электротехнической, автомобильной и транспортной
отраслей промышленности, для экологических целей и строительства.Склеивается клеями на основе растворителей или двухкомпонентными
клеями.Сваривается термо-, фрикционной и ультразвуковой сваркой.Условия термоформования
Оснащение машины: стандартное.Температуры материала и инструмента при термоформованин см. в табл. 2.4.
Последующая обработка превосходна при сверлении, фрезеровании и лазер¬
ной или водяной резке.2.4.16 ПолиамидОбщие свойстваЕсть множество марок полиамидов: ПА 6, ПА 66, ПА 11, ПА 12, ПА 46 и т. д.
Гигроскопичность полиамидов зависит от марки. Изменение соответствующих
свойств ПА обратимо, то есть в сухом климате предварительно поглощенная
влага выделяется вновь. ПА являются очень жесткими и стойкими к истиранию.
Из-за гигроскопичности накопление электростатического электричества в по¬
лиамидах незначительно.
68ТЕРМОФОРМОВАНИЕХимическая стойкостьСтоек к бензинам, маслам, жирам/смазочиым материалам, некоторым спир¬
там, слабым растворам щелочей, простым эфирам, кетонам, сложным эфирам.Нестоек к минеральным кислотам, сильным растворам щелочей, гликолям,
хлороформу.Специальные материалыМногослойные материалы с аморфным полиамидом в качестве барьерного
слоя; многослойный материал с ПА в качестве подложки ПА/ПП/£УОД/ПП.
Полимерные смеси (ПА + ПЭ, ПА + ПТФЭ).Примеры примененияКомплектующие для машиностроительной, автомобилестроительной и
электротехнической отраслей промышленности.Склеивается концентрированной муравьиной кислотой (принять во внима¬
ние Технические правила обращения с опасными материалами!) или двухком¬
понентными клеями.Сваривается термическим, фрикционным или ультразвуковым методами
сварки; тонкие полиамидные пленки — высокочастотной и импульсной свар-Условия термоформованияОснащение машины: стандартное. ПА 6 и ПА 66 термоформу ют с трудом; они
склонны к захвату воздуха между материалом и инструментом в момент контак¬
та. Поскольку полиамиды значительно отличаются друг от друга, их степень вы¬
тяжки различна. Например, ПА 12 превосходно формуется.Температуры материала и инструмента при термоформоваиии см. в табл. 2.4.Последующая обработка: ПА 12 штампуется и режется очень хорошо; ПА 6 и
ПА 66 — особенно в сухом состоянии — имеют склонность к образованию тре¬
щин при резании.2.4.17 Полиэтилентерефталат аморфныйОбщие свойстваПрекрасная прозрачность и хорошая термоформуемость материала толщи¬
ной до 4 мм. Полиэтилентерефталат аморфным (АРЕГ) имеет превосходные
барьерные свойства по отношению к водяному пару, воздуху и кислороду. Одна¬
ко АРЕТ нестоек к УФ-излучению. Он обладает хорошими электроизоляцион¬
ными свойствами.
2 Термопласты69Химическая стойкостьСтоек к маслам, жирам/смазочным материалам, моторному топливу; вод¬
ным растворам солей, растворам щелочей и кислот.Нестоек к концентрированным растворам кислот и щелочей, галогенизиро-
ванным углеводородам.Специальные материалыМногослойный материал П Э Т Г/Л Р/ГГ/ Г1Э Т Г, АРЕТ/Barex*, АРЕТ/ПЭ,
ПЭТ**/алюминий/В агех, ПЭТ/ПВДХ/ПЭ, ПЭТ**/ПВХ/ПЭ, ПЭТ**/ПВХ,
ПЭТ**/£УОЯ/ПЭ.Примеры примененияАльтернативный материал для ПВХ в упаковочной промышленности.Склеивается двухкомпонентными клеями. Гибкие материалы могут быть
склеены полихлоропреновыми клеями или клеями-расплавами на основе ви-
нилацетата.Сваривается термическим, фрикционным или ультразвуковым методами.
Однако способность к сварке после термоформования снижается.Условия термоформованияОснащение машины: стандартное. Для приварки всех полимерных блистер¬
ных упаковок рекомендуются ребристые электроды с покрытием из ПТФЭ.
В случае необходимости герметизирующую резину следует заменить ламина¬
том из стеклоткани с силиконовым покрытием.Температуры материала и инструмента при термоформованни см. в
табл. 2.4.Последующая обработка: превосходно обрабатывается штамповкой и рез¬
кой, но усилия для штамповки на 60% выше, чем для поливинилхлорида. С дру¬
гой стороны, времена обработки соответственно короче. При обрезке нагретыми
штанцевыми ножами длина реза может быть увеличена пропорционально: при
100 °С на 11%, при 130 °С на 25% и при 160 °С на 40%.Приварка АРЕТ-блистеров к картону осуществляется при температуре
190-240 °С и времени сварки от 1,2 до 2,5 с; очень важно покрытие картона тер¬
молаком, А РЕТ- м о и о 11 л е и к и более сложно привариваются, чем многослойные
пленки.Приварка АРЕТ-илсикн к АРЕТ-пленкс с покрытием (од но компонентная
упаковка) проводится при температурах в интервале 160-240 “С при времени
сварки от 0,7 до 2,5 с.* Вагех — торговая марка; материал состоит из акрнлонитрила/метакрилата/бутаднена.** ПЭТ либо как Л РЕТ или ПЭТГ (см. раздел 2.4.18).
70ТЕРМОФОРМОВАНИЕОсобенности термоформованияПри температуре 120 °С и выше АРЕТ становится полупрозрачным, то есть
происходит посткристаллизация, и его барьерные свойства снижаются. При
толщине материала от 3 до 4 мм посткристаллизация начинается уже в процессе
нагревания. В инструменте для термоформоваиия ЛРЕТ требуется примерно на
20-30% больше воздушных каналов, чем это необходимо для УПС или ПВХ.
Формованные изделия с очень точным отображением формы, например, упа¬
ковки для кнопочных замков или пленочных шарниров, необходимо изготавли¬
вать на пневмоформовочных машинах.2.4.18 Полиэтилентерефталат
некристаллизующийсяОбщие свойстваПрочность полиэтилентерефталатгликоля (ПЭТГ) и долговременная рабо¬
чая температура несколько ниже, чем у АРЕТ, а его ударная вязкость больше.
В отличие от АРЕТ (см. раздел 2.4.17), ПЭТГ не кристаллизуется при очень вы¬
соких температурах формования; даже для сложных конфигураций получают
хорошую точность оформления изделия вакуумформованием. ПЭТГ является
более дорогим, чем АРЕТ.Химическая стойкость та же, что для АРЕТ.Специальные материалыМногослойные материалы и листы ПЭТГ/Л/^Г/ПЭТГ, ПЭТГ/ПС/ПЭТГ,
ПС/ПЭТГ, ПЭТГ/ПП.Примеры примененияОбычная упаковка, блистерная упаковка, формы для заливки шоколадных
конфет, контейнеры, покрытия/защита. Горячее заполнение при максимальной
температуре 82 °С (пищевой сектор).Склеивается как АРЕТ.Сваривается как АРЕТ. ПЭТГ также может свариваться высокочастотной
сваркой.Условия термоформоваиияОснащение машины: стандартное.Температуры материала и инструмента при термоформовании см. в
табл. 2.4.Последующая обработка: прекрасно обрабатывается штамповкой п резкой;
при штамповке требуются усилия примерно на 10% меньшие, чем для АРЕТ.
Приварка ПЭТГ к картону с покрытием осуществляется при температурах свар-
2 Термопласты71кн в интервале 180-250 °С и времени сварки от 1,2 до 3 с, к покрытой фольге —
при 170-200 °С и времени 0,7-1,2 с. Все блистеры из ПЭТГ или ПЭТГ/ЛРЕТ/ПЭТГ
термосвариваются.2.4.19 Полиэтилентерефталат кристаллизующийсяОбщие свойстваКристаллизующийся полиэтилентерефталат (СРЕТ) — это ПЭТ с наведен¬
ными центрами кристаллизации, позволяющими ему очень быстро кристалли¬
зоваться при переработке. Теплостойкость является функцией объемной кри¬
сталличности, полученной при термоформовании (максимально достижимая
степень кристалличности 30%). СРЕТ имеет низкую проницаемость для газа и
водяного пара.Химическая стойкость подобна АРЕТи ПЭТГ.Специальные материалыМногослойный СР£У/ПЭТГ, СРЕТ/ПЭ.Примеры примененияТарелки для упаковки пищевых продуктов и готовой к употреблению еды,
которую можно подогревать в традиционных, а также микроволновых печах.
Технические детали с высокой термостойкостью, такие как корпуса для горячих
производственных линий (например, для нанесения эмали или сушильных ус¬
тановок).Склеивается и сваривается подобно АРЕТ и ПЭТГ.Условия термоформованияДля СРЕТ требуется специальное оснащение машины. Оно состоит из верх¬
него нагревателя с замкнутой системой контроля продольных рядов, плюс попе¬
речное отключение, а также нижний нагреватель с контролем температуры по
всему полю и поперечным отключением. Лист под нагревателями необходимо
экранировать алюминием, чтобы за один проход нагревался материал кратной
длины (а именно, двух- или трехкратной). /Для определения точной температу¬
ры материала рекомендуется применять инфракрасный датчик температуры.Температуры материала и инструмента при термоформовании см. в
табл. 2.4.Последующая обработка: для штамповки и обрезки требуются штанцевые
вырубные ножи, нагретые до 130 °С. Приварку СРЕТ-тары к покрывной фольге и
СР£Т-блистеров к картону проводят при 180 °С в течение 2,5 с.
72ТЕРМОФОРМОВАНИЕВНИМАНИЕСРЕТ формуют на инструменте, нагретом до 170 "С, при дав¬
лении формования от 1 до 2 бар; время формования примерно 4 с.
Для изделий, плохо извлекаемых из формы, требуется охлажде¬
ние оснастки до 65 "С. Уклон для съема изделия из конструктив¬
ных соображений и для воспроизводимости процесса должен
быть более 5 ”С.2.4.20 ПолисульфонОбщие свойстваВысокая прочность и хорошая ударная вязкость даже в низких температу¬
рах. Хорошие электрические свойства, не меняющиеся до 200 °С. При поджига¬
нии наблюдается едва заметное образование дыма.Химическая стойкостьСтоек к разбавленным кислотам и растворам щелочей, бензину, маслу, сма¬
зочным материалам, спиртам, горячей воде и пару; очень стоек к гидролизу. Сто¬
ек к радиоактивным излучениям.Нестоек к полярным органическим растворителям, сложным эфирам, кетонам.Примеры примененияКомплектующие детали с механической, термической и электрической
прочностью для электротехнической, электронной отраслей промышленности,
для осветительных приборов и других изделий, где требуется прозрачность; для
медицинской аппаратуры и комплектующих деталей самолетов.Склеивается клеями на основе растворителей или двухкомпонентными
клеями.Сваривается термическим, фрикционным или ультразвуковым методами
сварки.Условия термоформованияОснащение машины: стандартное. Перед началом термоформования необхо¬
димо удостовериться, что материал высушен. В случае необходимости уменьша¬
ют остаточные напряжения в изделии после формования с помощью отжига при
165 °С.Температуры материала и инструмента при термоформовании см. в табл 2.4.Последующая обработка фрезерованием.
2 Термопласты732.4.21 ПолиэфирсульфонОбщие свойства аналогичны молисульфону.Химическая стойкость подобна полисульфону, но пс подходит для наружно¬
го применения.Примеры примененияФормованные изделия для автомобильной и медицинской отраслей про¬
мышленности, подвергающиеся действию высоких температур; внутренняя от¬
делка самолетов.Склеивается клеями на основе растворителей или двухкомпонентными
клеями.Сваривается термическим, фрикционным или ультразвуковым методами.Условия термоформовапияОснащение машины: стандартное, но были бы полезны инфракрасные датчи¬
ки для измерения температуры материала. Поскольку полиэфирсульфон легко
поглощает влагу, материал перед термоформованием нельзя оставлять откры¬
тым в течение более 30 мин, иначе его нужно будет сушить. Оснастка должна
быть разработана с большими радиусами, и ее необходимо нагревать. После по¬
догрева листы материала из нагревателя подают непосредственно в термофор¬
мовочную машину. Регистрируют температуру точно по показаниям инфра¬
красных датчиков. Снимают с формы при температуре материала примерно160 "С.Температуры материала и инструмента при термоформовании см. в
табл. 2.4.Последующая обработка фрезерованием.2.4.22 Сополимер акрилонитрил/метакрилат/бутадиенОбщие свойстваЭтот специальный материал (торговая марка Вагех) обладает превосходны¬
ми барьерными свойствами, и поэтому используется в композитных материалах
для упаковки пищевых продуктов.Химическая стойкость превосходная.Специальные материалыМногослойный Вагех/ ПЭ, ПА/Вагех/ПЭ, ПЭТ /Вагех, ПЭТ/алюмн-
шш/Вагех, бумага/алюминий/Вагех.
74ТЕРМОФОРМОВАНИЕПримеры примененияМатериал или композитные материалы в секторе упаковки пищевых про¬
дуктов, подверженных действию кислорода, а также косметики, туалетных при¬
надлежностей и химических продуктов. Вагех защищает содержимое упаковки
от окисления, потери запаха, а также миграции запаха и вкуса. Он также служит
барьером для смазочных материалов и масел.Склеивается ацетоном, этилметилкетоном.Сваривается ультразвуковым, термоимпульсным и высокочастотным методом.Условия термоформованияОснащение машины: стандартное.Температуры материала и инструмента при термоформовании см. в
табл. 2.4.Последующая обработка: штамповка и резка как для ПВХ. Приварка воз¬
можна только на специально покрытый картон и фольгу. Температура сварки от
170 до 250 °С при времени сварки от 0,7 до 2,5 с.2.4.23 Производные целлюлозыОбщие свойстваПроизводные целлюлозы (ацетат целлюлозы, С А, ацетобутират целлюлозы,
САВ) очень жесткие; они содержат пластификатор. Очень легко окрашиваются.
СА и САВ не притягивают пыль из-за низкой склонности к электростатическому
заряду.Химическая стойкостьСтойкие к воде, бензину, минеральным маслам и смазочным материалам,
слабым растворам щелочей и кислот. САВ обладает превосходной атмосферо-
стойкостыо.Нестойкие к спиртам, сильным кислотам и растворам щелочей.Примеры примененияИнформационные, рекламные и дорожные указатели, световые фонари, пла¬
фоны светильников, абажуры, защитные колпаки, дисплеи.Склеиваются специальными клеевыми растворами.Условия термоформованияОснащение машины: стандартное; очень важно высушить материал заранее.Температуры материала и инструмента при термоформовании см. в табл. 2.4.Последующая обработка штамповкой и обрезкой аналогично полипропилену.
2 Термопласты752.4.24 Диацетат целлюлозы (CdA)Общие свойстваЭто биоразлагаемый «полимерный материал», полученный из целлюлозы.
Он может компостироваться и гореть без выделения экологически вредных ве¬
ществ. Пленка из диацетата целлюлозы (CdA) разрушается биологически, по¬
добно листу дуба.Химическая стойкостьХорошая стойкость к воде, слабым растворам щелочей, маслам, смазочным
материалам и бензину; низкие барьерные свойства по отношению к водяному
пару.Примеры применения: оболочка упаковок.Условия термоформованияОснащение машины: точный температурный контроль, предпочтительно
изотермически замкнутая система или однорядный контроль нагревательных
элементов. Необходима вытяжка воздуха на станциях нагрева из-за высокого
испарения пластификаторов.Температуры материала и инструмента при термоформовании см. в
табл. 2.4.Последующая обработка: при штамповке и обрезке требуются очень низкие
усилия, как для ударопрочного полистирола.2.4.25 ПоливинилиденфторидОбщие свойстваОчень хорошая химическая, термическая и абразивная стойкость. Стоек к
ультрафиолетовому, бета- и гамма-излучению. Огнестоек.Химическая стойкостьСтоек к почти всем химикатам, исключая сложные эфиры и кетоны.Специальные материалыМатериалы из ламинированной ПВДФ-ткани; следовательно, в этом случае
вытяжка невозможна. Производится материал с электропроводной или химиче¬
ски активированной поверхностью.Примеры примененияКоррозионностойкая облицовка, формованные изделия для ядерной техно¬
логии, электроники и технологии производства. Упаковка.
76ТЕРМОФОРМОВАНИЕСваривается термическим, фрикционным и ультразвуковым методами.Условия термоформованияОснащение машины: стандартное.Температуры материала и инструмента при термоформовании см. в табл. 2.4.: 1
ВНИМАНИЕВсе марки имеют очень узкий температурный интервал фор
мования. Высокая технологическая усадка вызывает сильную де
' формацию, особенно в горизонтальных (плоских) областях и во
круг зоны прижима. Плохое скольжение при температуре выпи
170 °С (подобно ПП).Последующая обработка: резка распиловкой или фрезерованием сразу после
извлечения из формы.2.4.26 ПолиэфиримидОбщие свойстваВысокая прочность и высокий модуль упругости при прекрасной теплостой¬
кости; огнестойкость без введения добавок; низкая диэлектрическая проницае¬
мость и низкий, зависящий от частоты, коэффициент диэлектрических потерь.Химическая стойкость, превосходная к большинству углеводородов, авто¬
мобильных топлив и масел. Стоек также к минеральным кислотам, растворам
минеральных солей и разбавленным кислотам.Примеры примененияКомплектующие для электротехнической, электронной, автомобильной и
авиационной отраслей промышленности.Склеивается клеями на основе растворителей или двухкомпонентными клеями.Сваривается термическим, фрикционным или ультразвуковым методами
сварки.Условия термоформоваиияОснащение машины, стандартное.Температуры материала и инструмента при термоформовании см. в табл. 2.4.Очень длительное время предварительной сушки. Полиэфиримид (ПЭН)
очень быстро затвердевает!Последующая обработка: при распиловке требуется мелкозубчатое пильное
полотно (узкая ширина и высокое число TPI), так как ПЭИ легко колется.
3 ОСНОВНЫЕ ПРИНЦИПЫ И ТЕРМИНЫ,
ПРИМЕНЯЕМЫЕ В ТЕРМОФОРМОВАНИИ3.1 Станция формованияКак только материал достигает заданной температуры на станции формова¬
ния, он формуется для придания ему необходимой конфигурации. Принципи¬
ально и вне зависимости от модели машины формующая станция (рис. 3.1, а) со¬
стоит из следующих элементов.Два стола, которые необходимы для установки оснастки, движутся верти¬
кально навстречу друг другу. Формующий инструмент (рис. 3.2) установлен на
одном из столов. На другом столе может быть установлен вспомогательный ин¬
струмент для механической предварительной вытяжки или вспомогательный
пуансон. Оба стола оборудованы штуцерами для подвода вакуума и/или сжато¬
го воздуха. На многих термоформовочных машииах эти два стола идентичны, на
других они устроены по-разному. Высота, на которой материал устанавливают
на станции формования, известна как линия прижима (зажима).Формуемый материал зажимается:• между двумя рамами;• между рамой и формующим инструментом;• между формующим инструментом и контринструментом.На рис. 3.1, Ь, показано, где в станции формования требуются воздухонепро¬
ницаемые уплотнения.3.2 Позитивное и негативное формованиеПри термоформовании только одна сторона нагретого материала вступает в
контакт с формующим инструментом. Точный отпечаток поверхности формую¬
щего инструмента передается контактирующей стороне формуемого материала.
78ТЕРМОФОРМОВАНИЕРис. 3.1. Схема станции формования:а) станция формования термоформовочной машины общего назначения; Ь) уплотнения в
станции формования;1 — верхний стол; 2 — верхний инструмент (вспомогательный пуансон); 3 — верхний нагрева¬
тель; 4 — верхняя рама; 5 — нижняя рама; 6 — нижний нагреватель; 7 — нижний инструмент;
8 — основание; 9 — (нижний) стол; 10 — пневмокамера; 11 — воздух для предварительного
раздува, вакуум или воздух для снятия изделия с формы; 12 — материал; 13 — уплотненияРис. 3.2. Схема конструкции инструмен¬
та в пневмоформовочной машине для
комбинирования термоформования с вы¬
рубкой путем сдвиговой резки:1 — сжатый воздух; 2 — верхний (подвиж¬
ный) стол; 3 — пневмокамера; 4 — плита пу¬
ансона; 5 — уровень прижима; 6 — пуансон
для предварительной вытяжки; 7 — матрица
с режущей кромкой; 8 — нижний стол; 9 —
выталкивательКонтуры, а также размеры формованного изделия со стороны, не контактирую¬
щей с инструментом, определяются толщиной стенки. В зависимости оттого, ка¬
кая сторона формуемого материала контактирует с инструментом, метод назы¬
вается позитивным или негативным формованием (рис. 3.3).При позитивном формовании внутренняя поверхность изделия воспроизво¬
дится точно, потому что эта сторона контактирует с термоформующим инстру¬
ментом.
3 Основные принципы и термины, применяемые в термоформовании79Рис. 3.3. Виды формования:а) схема позитивного формования; Ь) схема негативного формования;7 — толстыеучастки; 2 — тонкие участки; 3 — конечный внутренний размер изделия; 4 — внеш¬
ний размер изделияНапротив, при негативном формовании точно воспроизводится внешняя
сторона изделия, которая четко оформляется, поскольку наружная сторона фор¬
мовки контактирует с термоформугощим инструментом.При позитивном формовании необходимо учитывать следующее:• тенденцию появления складок для высоких, заостренных форм, особенно
при большом расстоянии между инструментом и прижимной рамой
(рис. 3.4);• тенденцию образования следов охлаждения на углах (рис. 3.4);• неравномерную толщину стенок в области фланца (рис. 3.4);• трудности съема с формы, вызванные недостаточным уклоном боковых
стенок;• малые промежутки между элементами многогнездной формы возможны
только при помощи нижнего прижима внутри области формования (при¬
жимной рамы);• инструмент для позитивного формования обычно менее дорогой, чем для
негативного.При негативном формовании необходимо учитывать следующее (рис. 3.5):• толстый обод (фланец);• повсюду однородная толщина фланца;• утонения в углах;• хороший съем изделия для одиогнездных форм;• негативный формующий инструмент обычно стоит дороже, чем позитивный.В разумных пределах любые отрицательные эффекты в каждом случае могут
быть уменьшены применяемыми технологическими и техническими приемами
(см. главу 4).
80ТЕРМОФОРМОВАНИЕРис. 3.4. Недостатки и типичные особенно¬
сти позитивного формования (схема):7 — следы охлаждения; 2 — складки; 3 — утоне¬
ние; 4 — утолщениеРис. 3.5. Типичные особенности не¬
гативного формования (схема):1 — однородный фланец; 2— утонение в
углах3.3 Конечное давление формованияКроме таких факторов, как температура формуемого материала/инструмен¬
та и вытяжка, достигаемая точность формования изделия также существенно
зависит от конечного давления контакта еще теплого изделия с формующим ин¬
струментом. Контактное давление возникает при предварительной вытяжке на
форме (рис. 3.6, а). При формовании детали с использованием вакуума или сжа¬(+)(+),Ь)Рис. 3.6. Схема суммирования сил, определяющих конечное давление формования:
а, Ь — позитивный инструмент; с, d— негативный инструмент;(+) области на форме, в которых конечное давление формования может быть увеличено с по¬
мощью давления контакта; (-) области на форме, в которых конечное давление формования
уменьшается из-за напряжений, возникающих в формуемом материале
3 Основные принципы и термины, применяемые в термоформовании81того воздуха в точках контакта применяют давление формования. Это означает,
что конечное давление в точках контакта является суммой вызванного вытяжкой
контактного давления и давления формования. В остальных областях нагретый
формуемый материал после предварительного формования еще не контактиру¬
ет с инструментом и даже сопротивляется вытяжке. Здесь конечное давление
контакта определяется разницей воздействий давления формования и сил, воз¬
никающих за счет напряжений, возникающих в формуемой заготовке при фор¬
мовании (рис. 3.6).Обычно давление формования при пневмоформовании составляет:• для формовок с большой поверхностью: 0,2-0,3 МПа (2-3 бара);• для небольших деталей: до 0,7 МПа (до 7 бар).При вакуумном формовании давление формования ниже и зависит от атмо¬
сферного давления.На уровне моря, а также при использовании высококачественных вакуум¬
ных насосов давление формования составляет приблизительно 0,098 МПа
(0,98 бар).Поскольку вызванное вакуумом давление контакта соответствует разнице
между атмосферным давлением, действующим на одну сторону формуемого ма¬
териала, и вакуумом — на другую сторону, давление контакта зависит от прева¬
лирующего давления воздуха и жесткости уплотнений, даже при использовании
самых лучших вакуумных насосов. Давление формования уменьшается при уве¬
личении высоты над уровнем моря (рис. 3.7).соQ)SX1000 2000 3000 4000 5000
Высота выше уровня моря, ммРис. 3.7. Влияние давления воздуха при вакуумформовании как функции расположения тер¬
моформовочной машины выше уровня моря6 381.796
82ТЕРМОФОРМОВАНИЕ3.4 Площадь формования, площадь вытяжки,
зажимной фланецШирина внутри поверхности зажимной рамы известна как площадь формо¬
вания (рис. 3.8, а-с). Площадь вытяжки (рис. 3.8, а-с) — это та область, из кото¬
рой происходит вытяжка при термоформовании. Она зависит от требований к
изделию, будет ли зажимной фланец нагреваться или нет.Учитывают следующее:• ненагретые части формуемого материала (например, ненагретый фланец
под зажимом) не усаживаются, в то время как подвергшиеся формованию
части усаживаются после формования;• части с различной усадкой вызывают деформацию формованного изде¬
лия.Что это означает для практического применения:• если зажимной фланец формованного изделия отрезается немедленно по¬
сле снятия с формы, он не должен нагреваться;• если зажимной фланец остается на формовке (процесс формования также
известен как формование без обрезки), он должен быть нагрет выше темпе¬
ратуры стеклования материала путем контакта с нагретой зажимной ра¬
мой.Рис. 3.8. Площадь формования и площадь вытяжки:а — площадь формования равна площади вытяжки при позитивном формовании; Ь — умень¬
шение площади вытяжки за счет экрана при позитивном формовании; с — обусловленная про¬
цессом площадь вытяжки при негативном формовании; L • б — область формования; Ц-В^-
область вытяжки; f — зажимной фланец; Е — начало вытяжки при негативном формовании (из¬
меняется от толщины стенки)
3 Основные принципы и термины, применяемые в термоформовании833.5 Поперечное сечение выпускных отверстий*,
просверленные отверстия, щели, щелевые
выпускные отверстияДля удаления воздуха, остающегося между полимерным материалом и фор¬
мующим инструментом в процессе формования, инструмент должен быть либо
проницаем для воздуха, либо оснащен достаточным количеством отводных ка¬
налов или щелей; это позволяет удалять воздух весьма быстро всасыванием или
вытеснением. Справочные значения поперечных сечений выпускных отверстий
см. в табл. 2.4.3.6 Нижние и верхние держателиКогда область формования должна служить нескольким позитивным фор¬
мам (многогнездная форма, рис. 3.9, b), целесообразно разделить общую пло¬
щадь формования на отдельные области формования при помощи нио/сних дер¬
жателей. Расстояния между отдельными элементами формы могут таким обра¬
зом быть уменьшены. Отдельные пузыри гарантируют лучшее распределение
толщины стенок. В машинах для переработки листа нижние держатели могут
заменить вспомогательный пуансон.Верхние держатели (рис. 3.10) облегчают снятие с формы. Они сохраняют
готовое изделие при снятии с формы. При переработке сильно провисающего
формуемого материала, типа ПП, возможно применение верхних держателей
на многогнездных формах для поддерживания уровня материала при нагре¬
вании.Рис. 3.9. Схемы предварительного раздува:а) без нижнего держателя на двугнездной форме; Ь) с нижним держателем на двугнездной
формеа)* В отечественной литературе эти отверстия чаще всего называют эвакуационными. —
Примеч. науч. ред.
84ТЕРМОФОРМОВАНИЕa) to) с)Рис. 3.10. Верхние и нижние держатели как помощь при снятии с формы:а) позитивное формование на двугнездной форме; to) процесс снятия с формы; с) негативноеформование на двугнездной форме;1 — нижний держатель; 2 — верхний держатель3.7 Уклоны для съема с формыПри позитивном формовании изделие при усадке обтягивает формующий
инструмент, тогда как при негативном формовании на одногнездных формах
оно усаживается, отделяясь от поверхности формующего инструмента. Поэто¬
му, чтобы снимать изделие, формующий инструмент должен иметь конусные
боковые стенки. Углы на боковых стенках — в направлении снятия изделия с
формы — известны как технологические уклоны (рис. 3.11). Уклоны для съема
должны быть выбраны как можно больше. Чем больше угол уклона, тем быстрее
извлечение из формы и короче время цикла. Тогда меньше риск деформации из¬
делия при извлечении его из формы. Технологический уклон соответственно
для позитивного и негативного формования на одногнездной форме должен со¬
ставлять;а = от 3 до 5°;а > 0,5° (при медленном съеме изделия допускается < 0,5°).Рис. 3.11. Технологические уклоны (одногнездная форма):
а — при позитивном формовании; to — при негативном формовании
3 Основные принципы и термины, применяемые в термоформовании853.8 Поднутрения и закладные элементы
в инструментеИзделия с поднутрениями (рис. 3.12, 3.13) обычно можно извлечь только с
помощью закладных или скользящих элементов инструмента. Более детально
об особенностях снятия с формы деталей с поднутрениями см. в главе 7.Рис. 3.12. Позитивный инструменте поднут¬
рением v; снятие с формы с помощью сколь¬
зящего элемента /:а) формование; Ь) снятие с формыРис. 3.13. Негативный инструмент с поднут¬
рением и\ ручное снятие с формы закладных
частей /:а) поперечное сечение; Ь) вид в плане3.9 Предварительный раздув, предварительное
всасывание*, отвод воздуха, компенсатор
давления, поддувПредварительный раздув означает предварительную вытяжку материала
формованием пузыря избыточным давлением (рис. 3.14). Давление для предва¬
рительного раздува генерируется внутри раздувиой камеры. Оно обычно ниже
0,03 бар. Предварительное всасывание материала путем формования пузыря
осуществляется вакуумированием (рис. 3.15,3.16). При вакуумном формовании
эвакуация воздуха из формы реализуется вакуумной системой формовочной ма¬
шины.В настоящее время элемент «компенсации давления перед извлечением из
формы» стал стандартным технологическим приемом, который может быть осу¬
ществлен на каждой термоформовочной машине. Как только процесс формова¬
ния завершен должным образом, вакуум или сжатый воздух должны быть от-* В отечественной литературе предварительный раздув н предварительное всасывание
чаще всего называют предварительной пневматической вытяжкой. — Примеч. науч. ред.
86ТЕРМОФОРМОВАНИЕРис. 3.14. Позитивное фор¬
мование с предварительным
раздувомРис. 3.15. Позитивное
формование с предвари¬
тельным всасыванием в
раздувную камеруРис 3.16. Позитивно-нега¬
тивное формование с пред-
верительным всасыванием
во всасывающий раструбключейы для снятия изделия с формы. Выравнивание с атмосферным давлени¬
ем происходит немедленно, чтобы облегчить процесс извлечения изделия. Без
компенсатора давления необходимая регулировка цикла машины становится
значительно труднее.При снятии изделия с формующего инструмента большого объема или с
большой поверхностью воздух должен быть направлен в область, обеспечиваю¬
щую движение в сторону съема изделия. Этому препятствует вакуум, созданный
между изделием и инструментом при формовании, что может привести к дефор¬
мации изделия. Управление воздухом для съема с формы — процесс ввода возду¬
ха (поддув)-, его объем должен соответствовать скорости съема изделий.3.10 Метки, следы охлаждения, задиры,
складкиМетки (рис. 3.17), следы охлаждения (наплывы) (рис. 3.18), задиры и откры¬
тые разрывы (рис. 3.19) — поверхностные дефекты, которые приводят к отбра¬
ковке изделий, но их можно избежать, соблюдая следующие предосторожности
(см. главу 4).Рис. 3.17. Метки от отверстий для отвода воздуха на
прозрачном формованном изделии
3 Основные принципы и термины, применяемые в термоформовании87Рис. 3.18. Следы охлаждения (наплывы) на изделии:а) следы охлаждения на позитивной формовке; Ь) сечение А-А с рис. 3.18, аРис. 3.19. Задир (утонение) и открытый разрыв:а) задир при позитивном формовании; Ь) открытый разрыв при позитивном формовании3.11 Термоформующий инструментНабор инструмента включает все связанные с функциональным назначени¬
ем термоформовочной машины элементы, различаясь для машин, формующих
лист, и автоматических машин с рулонной подачей. Для машины для формова¬
ния листа с единичной загрузкой и отдельной станцией нагрева в перечень инст¬
рументов входят;• термоформовочный инструмент в комплекте с опорной плитой;• прижимная рама для формующей станции;• пуансон для предварительной вытяжки;• прижимная рама для станции нагрева;• плита с чашечными присосками для станции загрузки.Для автоматической машины с рулонной загрузкой с вырубной и пакетирую¬
щей станциями в перечень инструментов входят:• термоформующий инструмент, комплектующийся на плите;• прижимная рама;
88ТЕРМОФОРМОВАНИЕ• пуансон для предварительной вытяжки;• штамп со стальными линейками (штанцевый) с подушкой для вырубки;• устройство пакетирования.3.12 Коэффициент формования и вытяжкиКоэффициент формования (рис. 3.20) применяется к максимальной глубине
вытяжки Я и ширине В или диаметру D площади формования. Коэффициент
формования не дает какой-либо точной информации о вытяжке. Он применяет¬
ся согласно рис. 3.20.Площадь формования: L ■ В, где L > В (прямоугольные изделия).Коэффициент формования: Н: В (прямоугольные изделия) или Н: D (ци¬
линдрические).Коэффициент вытяжки — это отношение между площадью поверхности
формованного изделия перед обрезкой (без зажимного фланца) к площади фор¬
мования и определяется согласно рис. 3.21.Степень вытяжки =Кгде F, — первоначальная площадь поверхности формуемого материала без за¬
жимного фланца; F2 — площадь поверхности на формованном изделии (см. по¬
следующий пример для расчета толщины стенки, раздел 3.13).Рис. 3.20. Коэффициент формования:а) и Ь) коэффициент формования Н: В для различной конфигурации; с) коэффициент формо¬
вания Н : D для цилиндрической конфигурации
3 Основные принципы и термины, применяемые в термоформовании89Совет для практического примененияДля формованных изделий со сложной геометрией коэффициент вытяжки
легко и просто может быть измерен гибкой лентой в месте с наибольшей вытяж¬
кой (рис. 3.22):, , _ размер, измеренный лентойкоэффициент вытяжки по ширине В = i ширина ВРис. 3.21. Размеры изделия для расчета
толщины стенкиРис. 3.22. Коэффициент вытяжки по ши¬
рине В данной формовки:1 — измерение гибкой лентой3.13 Расчет толщины стенки
термоформованных изделийУпрощенная оценка толщины стенки термоформованного изделия возмож¬
на, когда известна первоначальная толщина неформованного материала. В зави¬
симости от конструкции изделия и конечного неравномерного распределения
толщины стенки, необходимо учесть разброс ±30% в дальнейших окончатель¬
ных результатах расчетов. При таком расчете необходимо принять, что объем
материала не изменяется при формовании.Таким образом, используют следующее равенство:V, = VИ, соответственно, F, ■ 5, = F2 ■ s2,F,из чего следует: s., = — s,," F>где Vx — объем материала без зажимного фланца; V-, — объем термоформованно¬
го изделия; F, — площадь поверхности материала без зажимного фланца; F-, — по¬
верхность изделия; s, — толщина исходного материала; s2 — толщина стенки из¬
делия.
90ТЕРМОФОРМОВАНИЕПример расчета толщины стенкиa) Определение толщины стенки прямоугольного термоформованного из¬
делияВ соответствии с рис. 3.21 зададим следующие размеры:а = 800 мм, b = 500 мм, с = 400 мм, L = 880 мм, В = 580 мм
и используем эти размеры для определения площадей и их соотношения:F, = Z. ■ В = 510 400 мм2,F2 = L- В + 2 Ьс + 2 ас = 1 550 400 мм2,— = 0,3292,F>— = 3,0376.При толщине материала s] = 4 мм и однородном распределении толщины
стенки на термоформованном изделии получаем:Fs., =— -s. =0,3292-4 мм = 1,32 мм.2 F, 1Из-за флуктуаций толщины стенки в формованном изделии на практике
действительная толщина стенки будет составлять от 0,9 до 1,7 мм:s2n,:t = s2 ± 30% = 1,3 ± 0,4 мм ~ от 0,9 до 1,7 мм.b) Определение необходимой толщины материала, если толщина изделия бы¬
ла заданаДеталь, показанная на рис. 3.21, должна иметь среднюю толщину стенки
s2 = 2 мм, необходимо определить толщину материала 5,.Получаем следующую расчетную толщину материала:р.s, = ~'S2 =3,0376-2 мм = 6,075 мм.ЛИз-за неравномерного распределения толщины стенки толщина материала
должна быть выбрана на 30% больше:si mi= 6,075 + 30% ~ 8 мм.
3 Основные принципы и термины, применяемые в термоформовании913.14 Усадка и деформация
термоформованных изделийВ разделе 2.2.3 уже объяснялись термин усадка и сокращение размеров вооб¬
ще. Здесь эти термины будут объяснены с помощью термоформованных изделий.Сокращение размеровФормующий инструмент и воздействующий на него во время охлаждения ва¬
куум или сжатый воздух препятствуют изменению размеров формованного изде¬
лия. Однако при съеме изделие может все равно пострадать, а размеры со време¬
нем могут значительно измениться. Эти изменения размеров известны как усад¬
ка, которая состоит из технологической и последующей усадки (постусадка).ДеформацияПод деформацией понимают изменение формы как отклонение от заданной
геометрии. Изделие, термоформованное на цилиндрической форме, становится
овальным. Поверхность частей термоформованного изделия, сформованных на
плоской горизонтальной поверхности формы, деформируется после съема в
трехмерные поверхности, то есть они коробятся или перекашиваются. Причины
усадки и деформации не могут быть разделены.Обе характеристики зависят от:• полимерного материала;• условий производства материала;• величины вытяжки при термоформовании;• скорости охлаждения;• температуры снятия с формы.
4 ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЦЕССА
ТЕРМОФОРМОВАНИЯПоследовательность процесса термоформования может быть разделена на
две стадии: предварительную вытяжку и процесс реального формования, целью
которых является получение однородного распределения толщины стенок тер-
моформованного изделия.Предварительная вытяжка может быть получена различными способами:• механической предварительной вытяжкой с использованием непосредст¬
венно формующего инструмента;• механической предварительной вытяжкой с использованием вспомога¬
тельного пуансона;• пневматической предварительной вытяжкой за счет предварительного
раздува или вакуумирования;• комбинированной механической и пневматической предварительной вы¬
тяжкой.Цель предварительной вытяжки — создать преформу, конфигурация и рас¬
пределение толщины стенок которой в процессе реального формования приведут
к получению формованного изделия с оптимальным распределением толщины
стенок.В зависимости от оснащения машины и состава формующего инструмента
реальное формование проводится с помощью:• вакуума (вакуумформование);• сжатого воздуха (пневмоформование);• вакуума, применяемого со стороны инструмента, а сжатого воздуха —
с другой стороны;• применения вакуума с двух сторон (например, при формовании газона¬
полненных материалов);• дополнительного обжатия, прижима, калибрования ограниченных участ¬
ков;
4 Последовательность процесса термоформования93вспомогательных механических средств типа бегунков, ползунов, пуансо¬
нов, главным образом, для предотвращения складок во время процесса
формования.4.1 Позитивное формование4.1.1 Позитивное формование с механической
предварительной вытяжкойФормованные изделия острой конической формы предварительно вытягивают
за счет внедрения формующего
инструмента в материал (рис.4.1). На распределение толщины
стенок оказывают влияние тем¬
пература инструмента и скорость
формования: на «холодном» ин¬
струменте при низкой скорости
формования получают изделие с
более толстостенной верхней ча¬
стью, в то время как «горячий»
инструмент при высокой скоро¬
сти формования приведет к уто¬
нению верхней части.VTU2///A У///77Ла)Ь)Рис. 4.1. Позитивное формование с механиче¬
ской предварительной вытяжкой:а) механическая предварительная вытяжка; to) го¬
товое изделие4.1.2 Позитивное формование с предварительным
раздувомВНИМАНИЕПлощадь поверхности, полученная при предварительном раз¬
дуве, не должна быть больше, чем площадь поверхности готового
изделия.Вариант 1 для коэффициента формования Я :D до 1:1,5 (рис. 4.2) при пред¬
варительной вытяжке раздувом и следующей последовательности процесса:• нагревание;• предварительный раздув пузыря до высоты Я = высоте инструмента;• введение инструмента;• включение вакуума.
94ТЕРМОФОРМОВАНИЕт/1¥//£кчон - 1Г“пнYZ^ZZ/zl_<L//ZZZZ2Рис. 4.2. Позитивное формова¬
ние с предварительным раздувомVD! !DРис. 4.3. Позитивное формование с предвари¬
тельной вытяжкой за счет предварительного
раздува с помощью формующего инструментаТакой процесс оказывает следующее влияние на распределение толщины
стенок:• низкая высота пузыря приведет к получению толстого основания;• высокая высота пузыря приведет к тонкому основанию и складкам.Вариант 2 для коэффициента формования Я: £) = 1:1 (рис. 4.3) при предва¬
рительной вытяжке с помощью раздува, формующего инструмента и следую¬
щей последовательности процесса:• нагревание;• предварительный раздув с одновременным введением термоформующего
инструмента;• включение вакуума.Для прямоугольных конфигураций можно предотвратить образование скла¬
док в углах за счет:• уменьшения диаметра выходного сопла (скорость удаления воздуха);• увеличения радиусов вертикальных кромок;• уменьшения площади вытяжки за счет «ограничения» углов верхней ра¬
мой;• удаления складок в углах механически (вспомогательным пуансоном) пе¬
ред началом вакуумирования;• если необходимо, увеличивая время нагрева формуемого материала.Вариант 3 для коэффициента формования Н: D = (1,5 2) : 1 при предвари¬
тельной вытяжке раздувом, предварительной вытяжке формующим инструмен¬
том, плюс реальное формование с помощью вакуума и механического вспомога¬
тельного пуансона для удаления складок (рис. 4.4, а) при следующей последова¬
тельности процесса:
4 Последовательность процесса термоформования95VZZZZZZEJZZZZZZa,а)Рис. 4.4. Термоформованное изделие с очень большим коэффициентом формования:а) формующий инструмент с ограничителями; Ь) ограничители и кольцо для удаления складок;1 — вспомогательный пуансон с кольцом для удаления складок; 2 — форма; 3 — верхняя рама;
4 — ограничитель для предварительного раздува; 5— нижняя рама, 6 — стол;а — расстояние до ограничителя 4; b — расстояние до кольца для удаления складок 7• нагревание в течение как можно более короткого времени, то есть низкая
температура формования;• сильный предварительный раздув;• введение формующего инструмента;• подача вакуума при нахождении формы в верхнем положении; выбирают
по возможности наименьшую скорость отсасывания воздуха;• опускание вспомогательного пуансона со скоростью, сравнимой со скоро¬
стью формования.На рис. 4.4, b показано расположение ограничителей для предварительного
раздува и расположение складок.Если ограничители при предварительном раздуве установлены на верхней
раме термоформовочиой машины, для расстояния а применяют следующее со¬
отношение (рис. 4.4, by.a~( 0,15 - 0,2) • Я,где Н — высота инструмента.Для снятия изделия с формы необходимы цилиндрические отверстия. Ще¬
левые отверстия при Н: D >1 : 1 приводят при предварительном раздуве к появ-
96ТЕРМОФОРМОВАНИЕленшо следов охлаждения. Расстояние b (рис. 4.4, b) до кольца для удаления
складок вычисляется как:6 = 1,5 • толщина материала.4.1.3 Позитивное формование с предварительным
раздувом и соплами для обдува угловЕсли при предварительном раздуве материал в определенных местах охлаж¬
дается холодным воздухом, эта специально охлажденная область будет подвер¬
гаться меньшей вытяжке, то есть углы на позитивных и негативных формовках
будут более толстыми при систематическом охлаждении пузыря угловыми со¬
плами для обдува (рис. 4.5, а и Ь).Преимущества сопел для обдува углов:• отсутствуют следы контакта;• объем воздуха, конус обдува воздухом, направление обдува и время обду¬
ва регулируются в зависимости от модели сопла и программы машины;• очень часто холодный воздух более эффективно влияет на инфракрасные
нагреватели, чем любые другие средства.а)1ж25 ммГIЬ)Рис. 4.5. Позитивное формование с предварительным раздувом и соплами для обдувауглов:а) схема формования; Ь) параметры установки сопел для обдува углов
4 Последовательность процесса термоформования974.1.4 Позитивное формование с помощьюпредварительного раздува до пластины
и предварительное формование
с помощью раздува с механическим
ограничением раздува по высотеПроцесс предотвращает появление следов охлаждения или в значительной
степени их уменьшает. Пузырь сверху становится плоским (рис. 4.6), что облег¬
чает вхождение инструмента в пузырь с новой конфигурацией. Значительно
снижается скольжение по углам инструмента.Порядок проведения процесса (в соответствии с рис. 4.6):1) нагревание;2) вспомогательный пуансон опускают вниз;3) предварительный раздув до поверхности вспомогательного пуансона;4) поднимают вверх форму;5) включают вакуум.Но возможна также другая последовательность проведения процесса фор¬
мования: (1), (3), (2), (4), (5) или (1), (2) и одновременно (3), (4), (5).ВНИМАНИЕПластину на вспомогательном пуансоне покрывают ворси¬
стой тканью, типа перчаточной или фетровой ткани и т. п., чтобы
горячий пузырь как можно меньше охлаждался.лТKLа)1т[1CтJTЬ)Рис. 4.6. Позитивное формование с предварительным раздувом, ограниченным пла¬
стиной:я) схема формования, Ь) пластину отодвигают для проведения охлэждения7 3»*. 796
98ТЕРМОФОРМОВАНИЕ4.1.5 Позитивное формование в колоколообразную
форму путем предварительного раздува
или всасыванияПри этом способе переработки (рис. 4.7) также можно избежать появления
следов охлаждения, вызванных контактом с инструментом. Рекомендуется дляполимеров с высокой жесткостью при темпе¬
ратурах формования, например, литого акри¬
лового стекла (ПММА).Порядок проведения процесса (в соответ¬
ствии с рис. 4.7):• нагревание;• вспомогательный пуансон опускают
вниз;• предварительная вытяжка или всасы¬
вание в колокол;• форму поднимают вверх;• включают вакуум;• вспомогательный пуансон поднимают
вверх;• охлаждение.J■~1| Вакуум=*. fii ^=4 I> м ^ ^ ^ ■» р ,р' |г-1.2D-N♦ '1/1\3NК\Рис. 4.7. Позитивное формование в
колокол за счет предварительного
всасывания:1 — колокол на вспомогательном пуан¬
соне; 2 — верхняя рама; 3 — нижняя ра¬
ма; 4 — форма; 5 — столПримеры применения этого метода:
душевые поддоны с острыми краями нз
литьевого ПММА;прямоугольные контейнеры без следов
охлаждения при коэффициенте формо¬
вания Н: D<: 1 : 2.ВНИМАНИЕВ машине для формования листа предварительный раздув
можно обычно проводить при максимальном давлении 0,025-0,05
бар; однако максимальное давление при предварительном вса¬
сывании может быть 0,9 бар при соответствующей конструкции
колоколообразной формы. Это означает, что большие усилия для
формирования пузыря достигаются в процессе предварительно^
го всасывания. Для проведения предварительного всасывания в!
колоколообразную форму термоформовочная машина должна
быть оборудована подводом вакуума к вспомогательному пуансо¬
ну (верхнему столу).
4 Последовательность процесса термоформования994.1.6 Позитивное формование с помощью
предварительного всасывания в пневмокамеруЦель этого метода — развернуть на коническом инструменте материал, из ко¬
торого был предварительно вытянут пузырь, чтобы избежать проскальзывания
материала на форме (рис. 4.8).Преимущества этого метода:• хорошее распределение толщины стенок для позитивно формованных из¬
делий с большой конусностью боковых стенок;• при благоприятной конструкции изделия предотвращается захват возду¬
ха за счет предварительного всасывания, даже если поверхность инстру¬
мента очень гладкая;• падение температуры в материале меньше, чем при предварительном раз¬
дуве (это имеет большое преимущество при адгезионном ламинирова¬
нии).Рис. 4.8. Позитивное формоиание с помощью предиарительного всасывания и пневмо¬
камеру:a-с) последовательность процесса;1 — верхняя рама; 2 — нижняя рама; 3 — формаа)Ь)с)
100ТЕРМОФОРМОВАНИЕ4.2 Негативное формование4.2.1 Негативное формование без предварительной
вытяжкиНегативное формование без предварительной вытяжки при коэффициенте
формования Н: D< 1:3 показано на рис. 4.9. Распределение толщины стенок из¬
делия при негативном формовании приведено на рис. 4.10; самая толстая часть
формовки находится на фланце (А), самая тонкая — па пересечении боковой
стенки с основанием (D). Большие радиусы между основанием и боковой стен¬
кой плюс большая конусность боковых стенок (уклон для съема изделия) улуч¬
шают распределение толщины стенки. На рис. 4.11 показаны благоприятная и
нежелательная конструкции изделия.D(B)Рис. 4.9. Негативное формование без пред¬
варительного раздува:D — диаметр; Н — высота; В — ширина для пря¬
моугольного изделияizzzx77221vOo'100SV80XCDВО0
а140s?0с;оь0ABCD ЕTtJABODE
Точки измеренияРис. 4.10. Принципиальное распределение
толщины стенок при негативном формова¬
нии для коэффициента вытяжки Н : D = 1 : 3
в точках измерения от А до Еа)Ь)Рис. 4.11. Распределение толщины стенки в зависимости от конструкции термоформо¬
ванного изделия при коэффициенте вытяжки Н : D- 1 : 3:а) нежелательная конструкция; Ь) благоприятная конструкцияТермоформованные изделия с хорошим распределением толщины стенок
при негативном формовании без предварительной вытяжки при H:D> 1 : 2.5 по¬
лучают даже без дополнительного пуансона (вспомогательного пуансона), если:
4 Последовательность процесса термоформования101• инструмент вспомогательного пуансона не может применяться из-за сле¬
дов контакта на лицевой стороне;• формованные изделия являются достаточно большими, поэтому отдель¬
ные участки материала могут целенаправленно нагреваться до различной
температуры. Менее интенсивно нагретые или специально охлажденные
участки материала будут меньше вытягиваться по сравнению с остальной
областью. Более нагретые участки позволяют больше вытягивать матери¬
ал, где это необходимо.Примеры использования этого метода переработки — ванны, душевые поддо¬
ны, раковины, и т. д.Порядок проведения процесса:• предварительное формование путем раздува, если готовое изделие имеет
увеличенную площадь фланца;• формование с применением вакуума.Сетка на формуемом материале, соответствующая сетке экранов для нагре¬
вательных элементов, способствует любому методическому изменению поля
высокотемпературного излучения. На рис. 4.12 в качестве примера показана
ванна, в которой в области фланца требуется более высокая температура, чем
для днища.//Рис. 4.12. Производство ванн методом термоформования4.2.2 Негативное формование с помощью
механической предварительной вытяжкиПри коэффициенте формования II: 1:3 для негативного формующего
инструмента абсолютно необходим механический пуансон для предварительно¬
го формования материала (рис. 4.13). Трение между пуансоном и материалом
при введении пуансона в форму способствует тому, что больше полимерного ма¬
териала остается в основании изделия (более толстое основание).Распределение толщины стенок существенно зависит от:• конструкции вспомогательного пуансона;• глубины погружения вспомогательного пуансона;• взаимного перемещения пуансона для предварительной вытяжки и фор¬
мы;
102ТЕРМОФОРМОВАНИЕ• температуры материала;• структуры материала пуансона;• температуры пуансона.Порядок проведения процесса:• нагревание;• формующий инструмент поднимают вверх при одновременном опуска¬
нии устройства для предварительной вытяжки;• включают вакуум, когда стол находится вверху, а пуансон внизу;• поднимают устройства для предварительной вытяжки;• охлаждение;• извлечение из формы.Толщину основания формованного изделия можно увеличить за счет:• запаздывания поднятия стола или достижения конечного положения
устройства для предварительной вытяжки раньше, чем это сделает
форма;• установки величины зазора b как можно меньше (рис. 4.13);• использования большого пуансона (для маленького пуансона малень¬
кий R, рис. 4.13).Распределение толщины стенок с предварительной вытяжкой с помощью
пуансона и без него см. на рис. 4.14.Материалы для пуансона приведены в разделах 4.8.1 и 10.4.1; конструкции
устройств для предварительной вытяжки обсуждаются в разделе 10.4.2.V.л-4-Рис. 4.13. Негативное формование с
предварительной вытяжкой пуансоном:а и Ь — зазоры между пуансоном и формов¬
кой; Я — радиус на пуансонеРис. 4.14. Распределение толщины стенки
(в %) с предварительной вытяжкой и без нее
при степени вытяжки Н : D> 1 ; 3:1 — с предварительной вытяжкой; 2 — без нее
4 Последовательность процесса термоформования1034.2.3 Негативное формование с предварительным
формованием путем раздува и инверсии
на пуансонеСочетание предварительного раздува и инверсии на пуансоне (рис. 4.15) да¬
ет дополнительную возможность регулирования распределения толщины сте¬
нок. Центральная часть пузыря всегда тоньше, чем его края.Порядок проведения процесса (рис. 4.15):• нагревание;• предварительный раздув;• инверсия пузыря с помощью вспомогательного пуансопа;• поднятие формующего инструмента вверх непосредственно перед завер¬
шением инверсии;• подача вакуума при достижении формующим инструментом верхнего по¬
ложения.На распределение толщины стенок влияют:• температура пуансона;• конструкция пуансона;• последовательность проведения процесса;• температура материала.Рис. 4.15. Схема негативного формования с предварительным раздувом и инверсией:
а-с) последовательность процесса;1 — устройство для предварительной вытяжки; 2 — верхняя рама; 3 —- нижняя рама; 4 — фор¬
ма; 5 — воздух для раздува; 6 — высота раздува; 7 — вакуумt 5* 7a)с)
104ТЕРМОФОРМОВАНИЕОснование становится толще, когда:• глубина пузыря небольшая;• инструмент (стол) достигает своего верхнего конечного положения с за¬
паздыванием;• устройство для предварительной вытяжки входит в форму более глубоко.4.2.4 Специальные процессы
при негативном формовании4.2.4.1 Воспроизведение структуры поверхности
формующего инструментаПри определенных условиях структура поверхности термоформующего ин¬
струмента может быть воспроизведена на формованном изделии. Этот процесс
также известен как поверхностное формование {surface forming, SF). Типичные
структуры поверхности — обработанная пескоструйным устройством поверх¬
ность с различной шероховатостью, тиснение под кожу или дерево. Существен¬
ное ноу-хау поверхностного формования состоит в процессе изготовления инст¬
румента. Есть несколько способов изготовления термоформующего инструмен¬
та для поверхностного формования.На алюминиевом инструменте структура поверхности создается с помощью:• пескоструйной обработки;• травления (фотохимический процесс) для получения текстуры под кожу
или дерево;• получения шероховатой поверхности методом напыления металла.Инструмент из полимерных смол вначале получают с гладкой поверхностью,
на которую затем наносят необходимую структуру поверхности с помощью вы¬
сококачественного двухкомпонентного лака. Шероховатая структура поверхно¬
сти также может быть получена при непосредственной отливке смолы.На гальванический инструмент структура поверхности передается от шаблон¬
ного инструмента на полученную гальваническим способом оболочку из алюминия
или никеля, которая затем упрочняется за счет повторного нанесения металлаДля получения образцов может использоваться деревянный инструмент, по¬
крытый двухкомпонентным лаком.В каждом из вышеупомянутых случаев последними сверлят вакуумные ка¬
налы.Основные правила для воспроизведения поверхностной структуры:• температура формования материала должна быть на верхнем пределе;• температура формующего инструмента несколько ниже температуры
стеклования материала;
4 Последовательность процесса термоформования105• время нагрева и охлаждения приблизительно на 50-100% больше, чем для
обычного формованного отпечатка;• размеры каналов для отвода воздуха составляют только 60-75% от значе¬
ний, приведенных в табл. 2.4, то есть 0,3-0,5 мм;• уклон боковых стенок зависит от глубины гравировки (в принципе >5°,
если это возможно).Типичные ошибки, встречающиеся при поверхностном формовании: глянце¬
вые пятна на шероховатой стороне — результат плохого контакта с инструмен¬
том, вызванный захватом воздуха и/или плохим отводом воздуха.Появление поверхностных дефектов на формованном изделии более вероят¬
но по причине, не связанной с качеством инструмента.4.2.4.2 Термоформование полусфер, например, половинок
глобусаНа рис. 4.16 показано предварительное формование материала с нанесенной
печатью с помощью пуансона в форме конуса.ВНИМАНИЕДля материалов с нанесенной печатью необходимо обеспе¬
чить экраны для нагревательных элементов, чтобы края, не под¬
вергающиеся формованию, были защищены от воздействия
тепла.На рис. 4.17 — формование материала с печатью при использовании цен¬
трального отверстия. Направляющий диск (рис. 4.17) препятствует перегреву
материала и вытяжке вокруг отверстия в центре листа. На верхней раме устанав¬
ливают алюминиевые ограничители для предотвращения нагревания нефор-
муемой кромки.Порядок проведения процесса:• поднятие инструмента вверх;• установка материала;• установка направляющего диска;• нагревание;• включение вакуума;• охлаждение, отключение вакуума;• извлечение изделия из формы;• удаление изделия.
106ТЕРМОФОРМОВАНИЕРис. 4.16. Негативное формование
полусфер, конструкция пуансона:1 — пуансон для предварительной вытяж¬
ки; 2 — негативная форма123Рис. 4.17. Негативное формование полусфере
использованием центрального отверстия в мате¬
риале:1 — нагреватель; 2 — верхняя рама; 3 — нижняя рама;4 — форма; 5 — направляющий диск; 6 — материал с
печатью с отверстием; 7— направляющий шток4.3 Комбинированное позитивно-негативное
формование4.3.1 Позитивно-негативное формование,
включая предварительный раздув и инверсию
на вспомогательном пуансонеЭтот метод имеет большое преимущество там, где требуется высокая
позитивпо-негативиая вытяжка. Необходимо получить преформу, чтобы ее кон¬
тур был почти идентичен контуру готового изделия (рис. 4.18). Расстояние меж¬
ду термоформующим инструментом и рамой должно составлять 15-20% от вы¬
соты формуемого изделия.Последовательность процесса (рис. 4.18):• нагревание;• предварительный раздув;• инверсия пузыря на вспомогательном пуансоне;• поднятие формы, когда пуансон уже остановился;• включение вакуума;
4 Последовательность процесса термоформования107• поднятие вспомогательного пуансона вверх;• охлаждение;• повторное опускание вспомогательного пуансона для облегчения съема,
иначе изделие с трудом снимается;• извлечение из формы.Рекомендуется предварительная настройка: стол и вспомогательный пуан¬
сон должны достигать конечных позиций одновременно. Скорости стола и вспо¬
могательного пуансона необходимо снизить, если распределение толщины сте¬
нок трудно контролировать.а)V_ У\1, .Г7Ш1Гс)d)Рис. 4.18. Позитивно-негативное формование, включая предварительный раздув и ин¬
версию:a~d) последовательность процесса;? ~ пуансон для предварительной вытяжки; 2 — верхняя рама; 3 — нижняя рама; 4 — форма;5 стол; 6 — вакуум; 7 — готовое изделие
108ТЕРМОФОРМОВАНИЕ4.3.2 Позитивно-негативное формование конструкции
изделий с различными коэффициентами вытяжкиМы здесь имеем дело с предварительным формованием за счет вытяжки раз¬
дувом с последующей вытяжкой вспомогательным пуансоном и формующим
инструментом. Позитивная форма с выраженными негативными элементами
известна как позитивно-негативный формующий инструмент (рис. 4.19).Порядок проведения процесса:• нагревание;• предварительный раздув;• формующий инструмент поднимают вверх, а вспомогательный пуансон
опускают вниз при одновременном достижении обоими конечных поло¬
жений;• подвод вакуума к верхней части формы или нижней части пуансона для
предварительной вытяжки;• поднятие пуансона;• охлаждение;• съем изделия, в случае необходимости, с помощью повторного опускания
пуансона.Рекомендации при запуске нового позитивно-негативного инструмента: стол
и вспомогательный пуансон должны достигнуть конечного положения одновре¬
менно (рис. 4.19). Начинать с низких скоростей движения стола и пуансона, ес¬
ли распределение толщины стенок является сложным. Если пуансон оставляет в
основании каждого изделия слишком мало материала, скорость движения стола
должна быть уменьшена.Г—411 ipJJГ 2IF——3иtzz I....IIV//Более благоприятное распределение тол¬
щины стенок достигается за счет:• как можно более низкой температуры
формования, если не требуется высо¬
кокачественный отпечаток;• низкой скорости движения формы и
пуансона.Рис. 4.19. Позитивно-негативное
формование при различных степенях
вытяжки:1 — протяжной пуансон; 2 — форма; 3 —
верхняя рама; 4 — нижняя рама; 5 — стол
4 Последовательность процесса термоформования1094.4 Ламинирование и облицовка4.4.1 Ламинирование воздухонепроницаемыми
материаламиЛаминирование — это приклеивание материалов покрытия или облицовки на
отформованное изделие.Примеры применения ламинированияПриборные панели, дверные панели, центральные стойки в производстве ав¬
томобилей: весы для ванной комнаты, защитные шлемы, чехлы для музыкальных
инструментов и подобные виды продукции. Формованные изделия для ламини¬
рования могут состоять из полимеров, дерева, металлов или других материалов.
В качестве ламинирующего материала может использоваться термопластичный
одно-, многослойный или вспененный ламинат. Для соединения ламинируемо¬
го материала с ламинатом используют клеящее вещество, метод также известен
как «адгезионное ламинирование». Клей обычно наносится на ламинируемое
изделие и активируется при контактировании с горячим ламинатом. Но сущест¬
вуют комбинации материалов, где клеи отсутствуют. Например, при ламиниро¬
вании и облицовке формованных изделий из вспененного ПС полистирольным
ламинатом.Важно, чтобы воздух между двумя ламинируемыми материалами был полно¬
стью удален. Поэтому изделие, которое ламинируют, должно быть воздухопро¬
ницаемым или, иначе, снабжено выпускными отверстиями. Можно обойтись без
отверстий, когда ламинируемое изделие сконструировано таким способом, что¬
бы воздух не задерживался во время процесса ламинирования, а клей обеспечи¬
вал достаточную адгезию даже при низком контактном давлении.Поддерживающая оправка или инструментНеобходимо использовать поддерживающую оправку или инструмент иден¬
тичной ламинируемому изделию конфигурации для противодействия давле¬
нию около 0,1 МПа (1 бар), возникающему при вакуумформоваиии.Процесс ламинированияДля данной геометрии изделия может быть выбран соответствующий метод
ламинирования, при этом ламинируемое формованное изделие рассматривают
в качестве формующего инструмента.Отличие от обычного процесса термоформования состоит в возможности
ламината с нанесенным на иего клеем скользить по инструменту (ламинируемо¬
му изделию). Плоские и воздухонепроницаемые формованные изделия обычно
ламинируют с помощью предварительного всасывания в пневмокамеру. В этом
110ТЕРМОФОРМОВАНИЕслучае предварительное всасывание имеет преимущество перед предваритель¬
ным раздувом в том, что горячий ламинат практически не охлаждается с обрат¬
ной стороны.ВНИМАНИЕДля верхней и нижней сторон ламината обычно требуется раз
личная температура, которая достигается за счет настройки, со
ответственно, верхнего и нижнего нагревательных элементов.Качество ламинированного изделия зависит от:• формы ламинируемого изделия:• количества и расположения отверстий для отвода воздуха (на воздухоне¬
проницаемых деталях);• качества ламината (легкость вытяжки, стабильность качества поверх¬
ности при температурах формования и стойкость к трегцинообразова-
нию);• толщины ламината;• температуры ламината в процессе нагревания;• температуры ламината во время процесса активации клеящего веще¬
ства;• приложенного к ламинату давления (плюс конечное значение вакуума,
количество отверстий для отвода воздуха);• поверхностной структуры ламинируемого изделия;• правильного выбора подходящего клея, пригодного для соединения мате¬
риалов при возможно более низких температурах;• применяемого клеящего вещества (количества, окружающей температу¬
ры, вентиляции цеха, времени испарения растворителя);• температуры ламинируемого изделия при подаче в машину;• возможной конструкции вспомогательного пуансона, который может
быть необходим.ВНИМАНИЕПеред применением клея необходимо удалить остаток лету-*
чих с поверхности ламинируемого изделия.Возможности ламинирования в краевых зонах показаны на рис. 4.20. Лами¬
нирование с фальцовкой (быстро фиксирующее приспособление) показано на
рис. 4.21.
4 Последовательность процесса термоформования111а)Ь)Рис. 4.20. Виды ламинирования при адгезионном ламинировании на термоформовоч¬
ных машинах:а) ламинирование до бордюра; Ь) ламинирование, включая бордюр, при В : Г? 2 : 1; с) лами¬
нирование, включая 2-3-мм сгиб U без фиксирующего устройства, при В : 7> 2,5 : 1; d) лами¬
нирование сгиба U до 10 мм шириной с фиксирующим устройством;1 — ламинат; 2 — ламинируемое изделие; 3 — оправка; U — сгибEZZ/V/11 У////У\а)Ь)34с)d)Рис. 4.21. Ламинирование с фальцовкой:а) ламинирующий инструмент с вдвигающимися вставками стола; Ь) вставки стола вдвинуты;с) фрагмент позиции a; d) фрагмент позиции Ь;1 — верхняя рама; 2 — нижняя рама; 3 — движущийся фиксирующий стол; 4 — фиксирующая
оправка; 5 — стол; 6 — ламинат; 7 — ламинируемое изделие
112ТЕРМОФОРМОВАНИЕПоследовательность процесса:• нагревание;• предварительное всасывание (провисание), предварительный раздув (ис¬
пользуется редко);• подача ламинирующего инструмента с вдвигающимися вставками столав
ламинат (рис. 4.21);• включение вакуума;• движения вставок стола внутрь;• охлаждение;• отключение вакуума и проветривание;• извлечение из формы.4.4.2 Ламинирование воздухопроницаемымиВоздухопроницаемые материалы не могут перерабатываться вакуум- или
пневмоформованием сами по себе. Давление контакта может формироваться,
например, с помощью герметичной листовой резины (рис. 4.22). При использо¬
вании контактных клеев ламинирование может проводиться без подогрева ла¬
мината. В одном из вариантов процесса необходимая резиновая ткань (обычно
на основе силиконового каучука) прикрепляется с обратной стороны верхней
рамы. Она также может контактировать со вспомогательным пуансоном; в этом
случае к последнему прикрепляют контроправку с идентичной конфигурацией.
Чтобы получить равномерное давление контакта, поверхность контроправки
покрывают эластичным вспененным листом.Рис. 4.22. Ламинирование воздухопроницаемых материалов с помощью листовой ре¬
зины:а) схема процесса; Ь) узел А (см. позицию а);1 — ламинируемая формовка; 2 — опорный инструмент (оправка); 3 — воздухопроницаемый
ламинат; 4 — листовая резинаматериаламиА
4 Последовательность процесса термоформования113Последовательность процесса при установке заготовок вручную (рис. 4.22):• формовку 1 с нанесенным контактным клеем устанавливают на оправке 2;
подъемный стол находится в положении «установка»;• устанавливают заготовку ламината;• опускают раму;• стол поднимают вверх;• подают вакуум;• отключают вакуум;• поднимают раму;• удаляют ламинированное изделие.4.4.3 Облицовка вспененных ПС-контейнеровПри облицовке формовок из вспененного полистирола покрытием из ударо¬
прочного полистирола (рис. 4.23) еще горячее полистирольное покрытие соеди¬
няется с поверхностью пенопласта; производится негативное формование.ВНИМАНИЕ• в формовке из вспененного полистирола должны быть от¬
верстия для удаления воздуха;
г слишком горячее полистирольное покрытие начинает под-
I плавлять поверхность пенопласта;р слишком холодное полистирольное покрытие не прилипает
к формовке из вспененного полистирола.Рис. 4.23. Облицовка контейнеров из вспененно¬
го полистирола:1 — устройство для предварительной вытяжки; 2 —
верхняя рама; 3 — облицовка из ударопрочного по¬
листирола; 4 — верхняя рама; 5 — ламинируемый
контейнер; 6 — оправка; 7 — столГ1Г.. . 11IvWWvWiV* За*. 796
114ТЕРМОФОРМОВАНИЕ4.5 Термоформование
с помощью двух полуформПри термоформовании воздухонепроницаемых вспененных материалов, та¬
ких как полиэтиленовые пены, возникает проблема, поскольку многие вспенен¬
ные материалы расширяются при нагревании. Применение двухстороннего ва¬
куума (рис. 4.24) способствует тому, что обе стороны материала формуются в де¬
тали с четкой формой. Толщина нагретого материала должна соответствовать
максимальной толщине готового изделия.Воздухопроницаемые термопластичные материалы (нетканые материалы,
ткани, ковры, открытоячеистые пены) могут термоформоваться с помощью
формы и контрформы (ответной формы) без вакуума. После нагревания мате¬
риал формуется механически с помощью формы на нижнем столе и контрфор¬
мы соответствующей конфигурации на верхнем столе (или на вспомогательном
пуансоне, позитивная/негативная). В зависимости от способности к растяже¬
нию материал может или оставаться жестко зажатым в прижимной раме, или
имеет возможность выскальзывать. Во многих случаях также возможна усадка
(за счет сжатия).Рис. 4.24. Термоформование воздухонепрони¬
цаемых пен за счет двухстороннего контакта с1 формами:1 — верхняя полуформа; 2 — нижняя полуформа; 3—2 вакуум4.6 Термоформование прозрачных
формованных изделий4.6.1 Термоформование прозрачных
формованных изделий сложной формы,
требующих очень высокой местной вытяжкиАбсолютную прозрачность формованных изделий очень трудно получить в
обычном процессе термоформования. Каждый контакт материала с поверхно¬
стью инструмента влияет на прозрачность.
4 Последовательность процесса термоформования115Однако могут быть получены удовлетворительные результаты при следую¬
щих условиях:• инструмент изготовлен из алюминия;• температура инструмента как можно более высокая, только несколько ни¬
же температуры стеклования полимерного материала;• поверхность инструмента полированная;• удаление воздуха из протяженных плоских областей необходимо прово¬
дить только при очень слабом отсосе;• по возможности, вспомогательный пуансон должен быть сконструирован
как каркасный инструмент для того, чтобы на большой площади избежать
контакта.ВНИМАНИЕПри термоформовании абсолютно прозрачных изделий необ-
S: ходимо попытаться создать как можно меньшую воздушную про-
f слойку между формованным изделием и формующим инструмен-
| том. Таким образом, для оптимальной прозрачности всегда тре-
' буется длительное время охлаждения.4.6.2 Термоформование
с помощью свободного отсоса или раздуваМетод переработки с помощью свободного отсоса показан на рис. 4.25. Ва-
куумирование прерывают при помощи светового барьера, таким образом зада¬
вая глубину отсоса и/или высоту изделия. В большинстве случаев максималь¬
ная глубина вытяжки должна равняться половине диаметра или ширины фор¬
мованного изделия.Последовательность процесса:• нагревание;• поднятие инструмента (камеры для отсоса) вверх;• включение вакуума;• охлаждение вентилятором;• извлечение из формы и немедленная обрезка для снижения деформации и
остаточных напряжений.Метод переработки раздувом показан на рис. 4.26. Ограничитель, положение
фотоэлемента или датчика, контролирующего высоту пузыря, определяют кон¬
фигурацию готового изделия.
116ТЕРМОФОРМОВАНИЕРис. 4.25. Термоформование путем
свободного отсоса:1 — верхняя рама; 2 — нижняя рама; 3 —
форма; 4 — световой барьерРис. 4.26. Термоформование путем сво¬
бодного раздува:1 — емкостный конечный выключатель (дат¬
чик); 2 — световой барьер; 3 — ограничительПоследовательность процесса:• нагревание;• раздув;• охлаждение;• извлечение из формы, сопровождаемое немедленной обрезкой.Воспроизводимость конфигурации пузыря существенно зависит от разно-
толщинности полимерного материала.4.6.3 Сочетание механического формования
с независимым раздувомЕсли в краевой области требуется определенная конфигурация, а в центре -
конфигурация наподобие пузыря, края могут быть сформованы механически
инструментом и контринструментом (вспомогательным пуансоном). Централь¬
ная часть может раздуваться отдельно (рис. 4.27). Высота пузыря регулируется
фотоэлементом или датчиком.Рис. 4.27. Термоформование светового фонаря с ме¬
ханически отформованной внешней кромкой:1 — контринструмент; 2 — стол; 3 — инструмент
4 Последовательность процесса термоформования117Порядок проведения процесса:• нагревание;• вспомогательный пуансон опускается вниз;• стол поднимается;• раздув.ВНИМАНИЕ£|Цля предотвращения трещин в последующем необходимы:Ь термостатируемый или изготовленный из дерева инстру-
| мент и контринструмент;!• если зажимной фланец не отрезается, то зажимную раму то¬
же необходимо термостатировать;['• если зажимной фланец обрезается, раму необходимо на¬
греть перед формованием, и формовка должна быть обреза¬
на сразу после формования.4.6.4 Термоформование с применением каркасного
инструментаКаркасный инструмент, также известный как инструмент рамной конструк¬
ции (рис. 4.28 и 4.29), используется для производства окон автоприцепов, колпа¬
ков для соляриев, крышек для морозильных камер и подобных изделий. Можно из¬
готавливать только формованные изделия простой геометрической формы. Ма¬
териал вытягивается просто с помощью механических средств на каркасных
формах. Кромки и прилегающие области в готовом изделии являются результа¬
том конфигурации этих форм.123|/Рис. 4.28. Форма и пуансон каркас¬
ной конструкции:1 — вспомогательный пуансон; 2 — фор¬
ма; 3 — верхняя рама; 4 — нижняя рамаРис. 4.29. Термоформование путем
вытяжки на форме рамной конструк¬
ции без пуансона и без вакуума из
прижимной рамы (каркасная форма
изготовлена из полосовой стали)
118ТЕРМОФОРМОВАНИЕПорядок проведения процесса:• нагревание;• вспомогательный пуансон опускается вместе с наружной рамой;• стол поднимается вместе с формой для внутреннего контура;• при необходимости применяется слабый раздув воздухом;• охлаждение.На рис. 4.29 показана форма в виде рамы из полосовой стали, а на рис. 4.30, а
каркасная форма. Соответствующее термоформованное изделие изображено на
рис. 4.30, Ь.а) Ь) с) d)Рис. 4.30. Термоформование с помощью каркасной формы:а) каркасная форма; Ь) формованное изделие; с) неровная поверхность после охла>кдения без
раздува; d) поверхность немного выпуклой формы за счет дополнительного поддува при охлаж¬
дении$ВНИМАНИЕПлоские, горизонтальные, свободно охлаждаемые поверхно'
сти деформируются и обычно становятся неровными (рис. 4.30, с)В таких случаях поверхность делают преимущественно выпуклой
применяя небольшое давление воздуха (рис. 4.30, d). Это особе
важно для глянцевых поверхностей. Поверхность с небольшой вы¬
пуклостью за счет поддува воздуха имеет лучший внешний вид
чем неровная волнистая поверхность.4.6.5 Термоформование при низких температурах
формованияИзделия простой конфигурации с очень большими радиусами, типа стекол
для легковых и грузовых машин, могут быть отформованы, как показано на
рис. 4.31, при более низкой, чем обычно, температуре формования. Может быть
применено следующее эмпирическое правило:Т +Т_ 1 МТР т 1 ФВ
ф ~ 2где 7ф — температура формования; ТШ1, — максимальная текущая рабочая тем¬
пература; Гфи — температура формования при вакуумировании.
4 Последовательность процесса термоформования119tа) Ь) с)Рис. 4.31. формование изделий простой конфигурации с большими радиусами:а) формование деталей остекления на форме из дерева или смолы, у которых ровная поверх¬
ность ламинирована кожей; Ь) высота кромки термоформующего инструмента правильная,
хорошее воспроизведение кромок; с) высота кромки на термоформовочном инструменте не¬
верная, кромки не формуются;1 — верхняя рама, 2 — материал или готовое изделие, 3 — форма; t-t — линия, соединяющая
зажимной фланец и боковую кромку формыВыбор более низкой температуры со стороны, соприкасающейся с инстру¬
ментом, по сравнению с другой стороной, является в этом случае преимущест¬
вом. Инструмент может быть изготовлен из дерева или смолы, причем гладкие
поверхности должны быть ламинированы перчаточной тканью. Правильная и
неверная конструкции формы фланца показаны на рис. 4.31, Ьнс.Порядок проведения процесса:• механическая вытяжка на форме без вакуума;• охлаждение без вентилятора, при необходимости используют вентилятор
с запаздыванием;• обрезка сразу после съема изделия, если возможно.4.6.6 Термоформование изделий с элементами
абсолютно прозрачных смотровых панелейЭтот метод используется, например, для блистерных упаковок, навесов, де¬
талей помещений. Возможности метода показаны на рис. 4.32.ВНИМАНИЕНа полученном «обычным способом» изделии прозрачной
жет быть область, не контактирующая с инструментом. Здесь важ
но создать небольшую воздушную подушку в той области, котора
должна остаться совершенно прозрачной. Такого положен^
можно достигнуть только при увеличении времени машинной
цикла.
120ТЕРМОФОРМОВАНИЕВажные рекомендации для проведения процесса• Материал необходимо формовать при возможно более низких температу¬
рах. Контактирующая с формой сторона материала должна быть в любом
случае более холодной, чем противоположная сторона.• Должно допускаться получение менее четкого отпечатка формованного
изделия в непрозрачных частях. Радиус R у основания (рис. 4.32) на фор¬
ме гарантирует равномерное формование контура при переработке мате¬
риала при относительно низкой температуре.• Для материала толщиной, превышающей 2 мм, вся поверхность формы
полируется. Не должно быть никаких отверстий для отвода воздуха в
смотровой области. Отсос применим только в зоне радиуса основания R
через отверстия для отвода воздуха или щели. Чтобы свести следы охлаж¬
дения на изделии к минимуму, требуется предварительный раздув. Инст¬
румент должен вводиться в пузырь при высокой скорости стола и только с
применением медленного отсоса. Если воздушная подушка между мате¬
риалом и инструментом остается слишком большой, поверхность инстру¬
мента должна постепенно загрубляться в зоне радиуса /?, (рис. 4.32, с)
в направлении вытяжки материала до тех пор, пока оставшийся воздух не
будет в достаточной степени удаляться через шероховатые края в верхней
части изделия. В различных вариантах без отсоса радиус R, может также
быть заменен фаской под углом 45°.• Для материала толщиной до 2 мм, например, для блистеров из пленки
толщиной от 0,25 до 0,8 мм, рекомендуется более дешевое решение для та¬
кой конструкции формы (рис. 4.32, d):— дуговой радиус R (где это возможно);— угол краевой фаски выбирается под углом 45° при а > 2 мм;— полированная поверхность инструмента;— поверхность с полированным покрытием инструмента (Z.;)uJ ■ Bpiil),
х~2 мм; остальные части формы обрабатываются пескоструйной уста¬
новкой — в них входят боковые стенки, кромочные фаски а, кромки .г
верхней части, зона вокруг радиуса основания R, а также область флан¬
ца и/или опорной плиты;— в области х (рис. 4.32, d) должно быть обеспечено по возможности мак¬
симальное число маленьких отверстий для отвода воздуха диаметром
0,5-0,6 мм при расстоянии от 10 до 20 мм между отверстиями. Недо¬
статком этих отверстий для воздуха является наличие следов, остаю¬
щихся на готовом изделии. Качественно лучшим решением являются
щели для отсоса, показанные на рис. 4.32, е, где используется полиро¬
ванная плита 5/Mj), а остальная поверхность обрабатывается песко¬
струйной установкой.
4 Последовательность процесса термоформования121• При предварительном раздуве или предварительном всасывании пузы¬
ря высота раздува должна быть ограничена поверхностью, ламиниро¬
ванной резиной, силиконовой резиной или тканыо. Расстояние от лами¬
нированной поверхности до формы — 3-8 мм, в зависимости от размеров
формы.• На очень большую плоскую горизонтальную поверхность видовой пане¬
ли размером от 100 мм и выше необходимо наносить буквы или подобную
гравировку, таким образом улучшая отсос воздуха с этой плоской поверх¬
ности.Рис. 4.32. Термоформование изделий с прозрачными видовыми панелями:а) формованное изделие; to) позитивная форма; с) узел А на рис. 4.32, Ь при варианте конст¬
рукции без отсоса на видовой плоскости, радиус RA может быт i. заменен фаской под углом 45';
d) узел А на рис. 4.32, to при варианте конструкции с отверстиями для отсоса в периферийной
области видовой панели; е) сечение А для рис. 4.32, to при варианте конструкции со щелями
для отсоса в периферийной области видовой панели;1 — абсолютно прозрачная видовая панель
122ТЕРМОФОРМОВАНИЕ4.7 Специальные процессы в термоформовании4.7.1 Процесс формования сдвоенных листовВ процессе формования сдвоенных листов происходят нагрев, формование и
сварка двух листов одновременно. На рис. 4.33 показан одновременный одно¬
сторонний нагрев двух листов на однопозициоппой машине. На термоформо¬
вочных машинах со станцией предварительного нагрева и двумя нагревателями
на станции формования оба листа могут быть нагреты с двух сторон. Однако по¬
сле нагревания только один лист транспортируется к станции формования для
формования и сварки.а)Рис. 4.33. Процесс формования сдвоенных листов:а) нагревание двух листов в термоформовочной машине общего назначения: to) термоформо-
вание и сварка в процессе формования двойного листа; с) формованное изделие из сдвоен¬
ных листов перед обрезкой;1 — верхняя полуформа; 2 — верхний наг реватель: 3 — верхняя рама; 4 — верхний лист мате¬
риала; 5 — промежуточная рама; 6 — нижний лист материала; 7 — нижняя рама; 8 — нижний
нагреватель; 9 — нижняя полуформа; 10 — вакуум; 11 — сжатый воздухОборудование машины:• должно быть обеспечено подведение вакуума к вспомогательному пуан¬
сону, дцум негативным формам и к столу;
4 Последовательность процесса термоформования123• одна промежуточная рама, по крайней мере, с одним отверстием для под¬
вода поздуха для возможности «поддува» во время процесса формования
больших поверхностей формования;• при нагревании должно контролироваться провисание.Порядок проведения процесса формования сдвоенных листов с ручной за¬
грузкой:• установить нижний лист в нижней зажимной раме;• поднять вверх раму с промежуточной рамой, установленной в позиции за¬
грузки;• установить верхний лист в промежуточной раме и закрыть ее;• подвести нагреватели, причем каждый лист нагревается индивидуально;• вернуть нагреватели в исходное положение;• поднять стол с формой вверх, одновременно опустив вспомогательный
пуансон;• подать вакуум к столу и вспомогательному пуансону;• охладить;• снять с формы;• поднять раму и удалить формовку.Преимущество процесса формования сдвоенных листов состоит в том, что
нет необходимости в их последующем соединении склейкой или сваркой.Недостатки процесса формования сдвоенных листов:• ограничены возможности конструкции;• применение вспомогательного пуансона невозможно на стандартных ма¬
шинах;• при больших степенях вытяжки необходимо смириться с плохим распре¬
делении толщины стенок;• жесткость готового изделия снижается из-за очень высокой температуры
формования.Значительно более короткое время цикла достигается па термоформовоч¬
ных машинах с двумя станциями нагрева, в которых каждый из листов может
быть нагрет с двух сторон. Больше нагревают те области, которые позднее свари¬
ваются. Наиболее важные параметры, влияющие на хорошее сварное соедине¬
ние, — давление при сварке и время выдержки сварного шва.Обычные давления при сварке (давление прижима) во время процесса фор¬
мования сдвоенных листов:• при обрезке с кромками: от 0,15 до 0,5 М Па;• при обрезке без кромок: более высокие давления до 15 МПа.Если при формовании сдвоенных листов требуются высокое давление свар¬
ки и нневмоформованис для достижения хорошей четкости отпечатка и качест-
124термоформованиеРис. 4.34. Инструмент для формования
сдвоенных листов с системой запирания
с высокими усилиями запирания:j — система запиранияРис. 4.35. Обрезка (отсекание кромок) в форме для формования сдвоенных листов:а) обрезка кромок а готового изделия при давлении сварки 0,15 МПа; Ь) обрезка кромок а го¬
тового изделия при давлении сварки 0,5 МПа; с-е) схемы конструкций для отсекания кромок
при бескромочной обрезке и при давлениях сварки от 5 до 15 МПава поверхности, то необходимые усилия должны быть обеспечены либо высоки¬
ми усилиями прижима на термоформовочной машине, либо зажимным инстру¬
ментом. Преимущество последнего варианта (рис. 4.34) в том, что он может
подходить для стандартных машин: машина только должна выдерживать вес ин¬
струмента, но не усилие прижима. На рис. 4.34 усилие прижима воспринимают
колонны. Усилие самого прижима создается за счет хода цилиндров сильфона,
чтобы обеспечить обрубку сваренной части. Сварные швы получают в соответ¬
ствии с опытом, полученным при выдувном формовании. В качестве предложе¬
нии см. схемы на рис. 4.35.4.7.2 Двухкамерный метод
(формование с обратным контуром)Паллеты (транспортные поддоны) часто необходимо разрабатывать г
геометрии: с внутренней стороны — для частей несущих элементов, а с _т0.
стороны — для транспортировки паллеты. Для этой цели необходим д
ронний контакт с инструментом (с двумя «камерами»). На рис. 4.36 нок
как эти поддоны сконструированы.
4 Последовательность процесса термоформования125а)IV 1110-11с)Рис. 4.36. Двухкамерный метод формования с обратным контуром:а) открытая станция формования; to) закрытая форма; с) готовое изделие; d) запирающая
кромка для вакуумформования (узел А из рис. 4.36, Ь);1 — запирающая кромка; 2— верхняя полуформа; 3 — верхняя рама; 4 — материал; 5 — верх¬
няя рама; 6— нижняя полуформа; 7 — стол; 8— впускные отверстия (атмосферное давление);
9 — вакуум; 10— материал, контактирующий с верхней полуформой 2\11 — материал, контак¬
тирующий с нижней полуформой 6Порядок проведения процесса при двухкамерном методе (формование с об¬
ратным контуром);• нагревание;• предварительный раздув;• нижнюю форму поднимают, а верхнюю форму опускают; две формы за¬
жимают горячий материал вплотную к запирающим кромкам d,• верхняя форма формирует область внутри запирающих кромок, поэтому
необходимо обеспечить возможность для подвода воздуха через отвер¬
стие в нижней форме (в то же время область снаружи от запирающих кро¬
мок формируется нижней формой);• охлаждение;• извлечение из формы.
126ТЕРМОФОРМОВАНИЕ4.7.3 Термоформование
воздухопроницаемых материалов
с использованием резинового полотнаКогда воздухопроницаемые материалы необходимо формовать методом ва-
куумформования (рис. 4.37), необходимо использовать воздухонепроницаемое
резиновое полотно.Порядок проведения процесса при термоформовании с помощью резинового
полотна:• устанавливают материал;• закрывают раму;• нагревание (но может использоваться только нижний нагреватель!);• отодвигают нагреватель;• поднимают форму;• включают вакуум, это заставляет резиновый лист прижимать материал к
формующему инструменту;• охлаждение;• извлечение из формы.Преимущество: не требуется контрформа!Недостаток: более длительное время нагрева и охлаждения, поскольку ре¬
зиновое полотно должно нагреваться и охлаждаться в каждом цикле. V 1с)Рис. 4.37. Термоформование воздухопроницаемых материалов:
a-с) стадии процесса;1 — верхняя рама; 2 — резиновое полотно устанавливается на верхней раме; 3 — воздухопро¬
ницаемый материал; 4 — нижняя рама; 5 — форма; 6 — нижний нагреватель; 7 — вакуум
4 Последовательность процесса термоформования1274.7.4 Термоформование листов с двойными стенкамиЛисты с двойными стенками (сотовые) могут формоваться только на фор¬
мах с очень большими радиусами, потому что внутренние перегородки не могут
выдерживать большие деформации (рис. 4.38). В любом случае рекомендуется
определить возможные пределы формования на опытной форме.-НiтпгЬ)Рис. 4.38. Ограничения для формования листов с двойными стенками:а) желателен большой радиус формования Я; to) деформация внутренних перегородок, вы¬
званная неблагоприятными условиями формования4.7.5 Термоформование двух листов, один из которых
помещен над другимПринципиально возможно термоформование двух суперпознционных (на¬
ложенных) листов (рис. 4.39), но необходимо принять во внимание следующее:• листы должны иметь примерно равную толщину;• листы необходимо устанавливать тщательно, чтобы как можно меньше
воздуха проникло между ними;• время нагревания верхним и нижним нагревателями должно соответство¬
вать толщине листа;• более благоприятно позитивное формование;• при негативном формовании требуются пуансоны;• для каждой формовки захваченный воздух будет оставаться между листа¬
ми, сваренными вместе в процессе формования;• из-за этого оставшегося воздуха неизбежно более плохое качество;• для листов, склеенных заранее, остаток растворителя приведет к газооб¬
разованию, поэтому эти два листа будут «раздуты по отдельности» уже в
начале процесса нагревания.1Рис. 4.39. Термоформование двух нало¬
женных листов:1 — пуансон: 2 — захватываемый воздух
128ТЕРМОФОРМОВАНИЕЗахватываемый воздух является типичным недостатком описываемого ме¬
тода.4.7.6 Компрессионное формование —
пленочные шарниры, штампы с датой, швыТермопласты в виде пленок или фольгированных материалов, листа и даже
вспененные могут подвергаться компрессионному формованию во время про¬
цесса термоформования, пока находятся в высокоэластическом состоянии
(рис. 4.40-4.42). Компрессионное формование используется, например, для фор¬
мирования пленочных шарниров, штампа с датой, швов или локального сдвига
в формованных изделиях при термоформовании. Поскольку усилия сжатия яв¬
ляются высокими, штамповке могут подвергаться только относительно неболь¬
шие площади. В большинстве случаев должно быть определено давление штам¬
повки, чтобы гарантировать, что термоформовочная машина не будет перегру¬
жена, и решить, выполнимо ли компрессионное формование вообще.Рис. 4.40. Штамповка тис¬
нения на фланце:1 — штамп для тиснения;2 — формовкаРис. 4.41. Компрессионное Рис. 4.42. Штамповка
формование шарнира на вспе- неного клейма:
ненном материале:1 — линия канавки; 2 — формов-тис-1 — вспомогательный пуансон в
качестве контрштампа; 2 — ма¬
териал; 3 — тисненая вставка,
например, для маркировки даты4.7.7 Запрессовка закладных деталейНебольшие закладные детали типа рифленых гаек, болтов и подобные им
могут запрессовываться в большинство изделий в процессе термоформования
(рис. 4.43).ВНИМАНИЕМатериал вставок должен иметь хорошую теплопроводность,
а также важен вопрос свободного отсоса для того, чтобы заклад¬
ная деталь идеально запрессовывалась.
4 Последовательность процесса термоформования129а)Рис. 4.43. Запрессовка закладных деталей:а) форма и установочная шпилька для запрессовки гайки; Ь) запрессованная гайка на форме;с) готовая деталь с запрессованной гайкой;1 — гайка, например, рифленая; 2— установочная шпилька на форме; 3 — форма; 4 — фор¬
мовка4.7.8 Термоформование армированных
длинноволокнистым наполнителем термопластов
путем механического формования между формой
и контрформойДлинные волокна (например, стеклянные волокна) могут только выпрям¬
ляться, но не растягиваться. Поэтому наполненный длинными волокнами мате¬
риал должен скользить вдоль (зажима) во время термоформования (рис. 4.44).Порядок проведения процесса термоформования армированных длинным во¬
локном термопластов:• нагревание материала;• перемещение материала к формующей станции;• закрытие формы и контрформы так, чтобы материал растягивался и меха¬
нически формовался;• охлаждение;• извлечение из формы.Для очень сложной конфигурации
изделия или если материал требует
полного двустороннего контакта его
поверхности с инструментом, требу¬
ются очень высокие усилия прессова¬
ния. Перед изготовлением формую¬
щего инструмента желательно рассчи¬
тать распределение толщины по моде¬
лирующей программе, чтобы свести к
минимуму затраты на производство
формообразующего инструмента.1iwВчi— 6tРис. 4.44. Механическое позитивное
формование, позволяющее вытянуть и
прижать материал:1 — пуансон и/или контрформа; 2 — зажим¬
ное устройство для регулирования вытяжки
и прижима; 3 — верхняя рама; 4 — матери¬
ал; 5 — нижняя рама; 6 — форма9 Зак 796
130ТЕРМОФОРМОВАНИЕ4.7.9 Термоформование армированных длинным
волокном термопластов — предварительное
формование путем механической
предварительной вытяжки
и формования сжатым воздухомЕсли требования к качеству поверхности лицевой стороны изделия являют¬
ся очень высокими, а вакуумное формование не обеспечивает их, применяют
пневмоформование (рис. 4.45).Порядок проведения процесса:• фиксация материала;• нагрев материала;• перемещение материала к формующей станции;• механическая предварительная вытяжка материала, позволяющая его бы¬
стро «зафиксировать»;• изоляция пневмокамеры герметично с пневмоколоколом;• применение сжатого воздуха для формования (на рис. 4.45 лицевой явля¬
ется сторона, контактирующая с термоформующим инструментом, то
есть нижней формой);• охлаждение;• извлечение из формы.Рис. 4.45. Негативное формование арми¬
рованных длинным волокном термопластов
с предварительной вытяжкой, позволяю¬
щей зажать материал (формование сжатым
воздухом):1 — подвод сжатого воздуха; 2 — пневмоколо¬
кол; 3 — пружинный нижний держатель для
фиксации материала; 4 — армированный
длинными волокнами термопластичный мате¬
риал; 5 — форма и/или нижняя полуформа;6 — устройство для предварительной вытяж¬
ки и/или верхняя полуформаVZZZZZZ,Y7/////A
4 Последовательность процесса термоформования1314.8 Термоформование комбинированным
формующим и вырубным инструментом4.8.1 Формующий/вырубной инструмент
со сдвиговой обрезкойНа рис. 4.46 показан комбинированный формующий и вырубной инстру¬
мент со сдвиговой обрезкой.Порядок проведения процесса формования и вырубки:• транспортировать нагретый материал в открытую форму;• закрыть форму (полуформа с закладным элементом является подвижной,
другая полуформа неподвижна); при закрытии начинается вырубка мате¬
риала с помощью вырубной плиты и вырубного пуансона, а кромки фор¬
мованного изделия захватываются нижним держателем;• ввести пуансон в нижнюю полуформу; происходит предварительное фор¬
мование зафиксированного материала с помощью механической предва¬
рительной вытяжки;• формующий воздух подается во время движения пуансона, и изделие
формуется при давлении от 500 до 700 кПа (5-7 бар);• охлаждать до тех пор, пока температура формованного изделия в его са¬
мой толстой части (обычно в зоне фланцев) не опустится ниже температу¬
ры стеклования, чтобы изделие можно было бы извлечь из формы без де¬
формации;• отключить формующий воздух;• вырубка за счет движения штампа; готовое изделие вырубается за счет
поднятия нижней полуформы примерно на 0,8 мм;• формующий инструмент открывается путем опускания нижней полу-
формы;• удаление вырубленного изделия при вертикальном движении основания
выталкивателя.Преимущества комбинировании формован и е/вырубка сдвиговой обрезкой
в одной установке:• точная обрезка, соосная с изделием («смещение» при обрезке равно
нулю);• чистая, гладкая обрезная кромка, то есть не остается обязательных пере¬
мычек, задирой на изделии, нет пыли или облоя при ш тамповке;• длительный срок службы инструмента: от 1,5 до 3,5 млн штамповок перед
перешлифовкоп штампа.
ТЕРМОФОРМОВАНИЕФакторы, влияющие на распреде¬
ление толщины стенок формованногоизделия:• геометрия пуансона (пуансон слу¬
жит для предварительной вытяж¬
ки);• ход пуансона;• материал пуансона;• температура пуансона;• начало подачи формующего воздуха
в соответствии с движением пуансо¬
на;• температура материала во время
формования, где температура верх¬
ней поверхности может быть так же
важна, как температура обратной
стороны;• сумма поперечных сечений всех от¬
верстий для отвода воздуха как
функция объема воздуха, вытеснен¬
ного за время формования.Далее на примере круглого формо¬
ванного изделия показаны факторывлияния (рис. 4.47).Рис. 4.46. Установка для формования и вы¬
рубки со сдвиговой обрезкой:1 — верхняя плита; 2 — сжатый воздух для ниж¬
него держателя; 3 — промежуточная плита
верхней части инструмента (охлаждающая ру¬
башка); 4 — формующий воздух (сжатый воз¬
дух для процесса формования); 5 — устройство
для предварительной вытяжки; 6 — нижний
держатель; 7 — охлаждающая вода для плиты
штампа; 8 — плита матрицы (основание штам¬
па); 9 — материал; 10 — вырубной штамп (верх¬
ний штамп); 11 — охлаждающая вода для ниж¬
ней полуформы; 12 — вставка в инструмент;
13 отформованное изделие; 14 — основание
выталкивателя; 15 — охлаждающий блок, ниж¬
няя полуформа (охлаждающая рубашка); 16 —
плита-основаниеРис. 4.47. Конструкция пуансона для
формующего и вырубного инструмента
4 Последовательность процесса термоформования133Влияние конфигурации пуансонаКонфигурация пуансона (рис. 4.47) может быть определена с помощью сле¬
дующих известных значений.Применим следующее уравнение для расстояния а между пуансоном и фор¬
мой:где 5 — толщина материала.Внешний диаметр Ds пуансона для предварительной вытяжки является
функцией внутреннего диаметра нижнего держателя DN, поэтому получаем
Ds = Цу - (2-4 мм). Радиус основания R зависит от применяемого термоформуе¬
мого материала. Маленький радиус основания Rx выбран для материалов с низ¬
ким кинетическим трением, типа ПС, У ПС, ПЭТ, ПВХ, а большой радиус осно¬
вания R2 — для материалов с высоким кинетическим трением, подобных ПП:ВНИМАНИЕЧем меньше радиус основания пуансона R, тем будет толще
дно изделия, и наоборот. Область дна становится более тонкой
при увеличении радиуса пуансона R. Когда используется пуансон
с маленьким радиусом основания R, наиболее тонкое место на
формованном изделии находится около основания боковой стен¬
ки (рис. 4.48, а) и в углу основания формовки (рис. 4.48, Ь), или
в области зажимного фланца при использовании пуансона с боль
шим радиусом основания R.а = 1,5 ■ 5 + (1-3 мм),i?! = 5-6 мм,R2 = 10-20 мм и выше.а)Ь)Рис. 4.48. Распределение толщины стенки в области основания:
а) радиус пуансона слишком мал; Ь) радиус пуансона слишком велик;
1 — пуансон; 2 — формованное изделие; 3 — форма
134ТЕРМОФОРМОВАНИЕРис. 4.49. Определение точного за¬
зора между пуансоном и основанием
формы с помощью пластилина (зазор
а = толщине сжатого пластилина)Рис. 4.50. Увеличение толщины боковой
стенки, если радиус Я маленький, а рас¬
стояние до пуансона Ь слишком великоВлияние хода пуансонаВ исходном положении при закрытой форме пуансон не должен касаться за¬
жатого материала перед началом его движения. Когда пуансон достигнет конеч¬
ного положения (самая нижняя точка), расстояние а от основания (рис. 4.47)
должно приблизительно соответствовать следующему значению:а = 1,5 ■ s + (1-2 мм).Пуансон ни в коем случае не должен заходить до такой степени, чтобы мате¬
риал прижимался к дну формы. Способ определения этого зазора при моделиро¬
вании с помощью глины демонстрируется на рис. 4.49. Если для получения
меньшей толщины основания глубина вхождения пуансона слишком мала, ре¬
зультатом может стать неравномерная толщина стенок (рис. 4.50).Влияние материала инструментаВ табл. 2.4 рекомендованы материалы для изготовления пуансона для пред¬
варительной вытяжки, которые применяют для формования полимерных мате¬
риалов. Сочетания несовместимых материалов необходимо избегать. Если при
термоформовании материала из IIП используют покрытый войлоком пуансон
для предварительной вытяжки, то основание чашки окажется слишком толстым
из-за грубой поверхности войлока. При применении покрытия из ПТФЭ (на¬
пример, тефлона) пуансона для предварительной вытяжки основание чашки
при термоформовании ударопрочного полистирола будет слишком тонким. Это
также произойдет при иодаче формующего воздуха в момент, когда пуансон дос¬
тигнет своего конечного положения. В табл. 4.1 даны рекомендации по подбору
материалов для устройств предварительной вытяжки при использовании для
формования полимерных материалов, в основном перерабатываемых на маши¬
нах с рулонной загрузкой.
4 Последовательность процесса термоформования135Для многослойного материала с наружным слоем из ПЭ, где сторона из по¬
лиэтилена контактирует со вспомогательным пуансоном, должны использо¬
ваться пуансоны из ПТФЭ.Таблица 4.1Материалы для устройств предварительной вытяжки, используемых на машинах
с рулонной загрузкойФормуемый материалМатериал вспомогательного пуансонаПОМОтверждаемыйвойлокСинтаксическаяпена1*У ПСXStyroluxXXППXXПП (совершенно прозрачный)XПВХXXПВХ (совершенно прозрачный)XПЭТXXПЭТ (совершенно прозрачный)XСтеклянные сферы, инкапсулированные в эпоксидной смоле.Ниже приводятся свойства некоторых конкретных материалов для пуансо¬
нов предварительной вытяжки.Полиоксиметилен (ПОМ), например, делрин (DuPont), ультраформ (BASF),
хостаформ (Hoechst):• рентабельный материал для вспомогательного пуансона;• обрабатывается без проблем;• наилучший материал для совершенно прозрачных изделии;• не подходит для поливинилхлорида;• низкое время выдержки при высокой температуре, максимальная темпе¬
ратура 110-120 °С, поверхность разглаживается, становится коричнева¬
той и растрескивается;• в большинстве случаев поверхность должна повторно загрубляться через
каждые 30-100 ч работы, за исключением полированных пуансонов для
совершенно прозрачных изделий;• при переработке полистирола из-за охлаждения возникают трудности
при запуске, если вспомогательный пуансон холодный.Отверждаемый войлок (отверждаемый композицией 647, фирмы Filzfabrik
Fulda, может поставляться в листах толщиной до 80 мм; неотнержденпые плиты
136ТЕРМОФОРМОВАНИЕиз войлока толщиной выше 80 мм могут быть «поверхностно отверждены» низ¬
ковязким праймером Clou):• никаких проблем с работой на материалах из ПС и ПВХ;• не подходит для прозрачных материалов из-за различных видов меток на
формованном изделии, непригоден для ПП из-за прилипания к материалу;• простое соединение со штоком пуансона для предварительной вытяжки;• среди предлагаемых материалов войлок является наиболее дорогим мате-Синтаксическая пена (например, Syntac 350, продукт фирмы Emerson &Сит-
ming, США):• универсальна для применения, небольшое исключение — совершенно
прозрачные изделия;• образует пыль при резке;• также доступна в литьевой модификации Syntac 351; однако сам процесс
отливки является очень сложным процессом.Влияние последовательности процесса формованияили синхронизация подачи формующего воздуха и движения пуансонаЗажатый материал предварительно формуется с помощью пуансона за счет
механического формования сразу после закрытия формы. Если движение пуан¬
сона начинается рано, то есть раньше, чем зажимается материал (рис. 4.51), он,
вероятно, может вовлечь в формование небольшое количество нового кромоч¬
ного или пристенного материала. Но мы не советуем это делать по причине
соблюдения точной воспроизводимости и хорошего распределения толщины
стенок. Если формуют относительно горячий материал, то слишком быстрое
движение пуансона может привести к следам охлаждения и неравномерной тол¬
щине стенок в краевой области готового изделия (рис. 4.51). Когда формующий
воздух включают слишком рано, это способствует слишком быстрому отделе¬
нию материала от пуансона. Таким образом, пуансон не выполняет своей задачи,
несмотря на продолжение его движения. Дно изделия также станет слишком
тонким. Если формующий воздух включают слишком поздно, пуансон подаст
слишком много материала в основание: тогда дно изделия будет слишком тол¬
стым, а стенки изделия слишком тонкие.риалом.Рис. 4.51. Невоспроизводимое распределение тол¬
щины стенок в зоне кромок, когда пуансон начинает
движение до закрытия формы
4 Последовательность процесса термоформования137Влияние температуры формуемого материалана распределение толщины стенокЦелыо является достижение достаточном точности оформления при наибо¬
лее низкой температуре формования. При более высоких температурах формо¬
вания, но такой же последовательности процесса формования дно изделия ста¬
новится более толстым. Причина: при более высокой температуре в материале
остаются меньшие напряжения, а сила трения между пуансоном илистом одно¬
временно увеличивается.Обги/ая плогцадъ поперечных сечений отверстий для отвода воздуха:их влияние на распределение толщины стенокЕсли суммарная общая площадь поперечных сечений отверстий для отвода
воздуха в негативной форме слишком мала, возникает противодавление при
входе пуансона в форму. Это увеличивает силу трения между материалом и пу¬
ансоном и время задержки отделения материала от пуансона с помощью фор¬
мующего воздуха. Результат: изделие с более толстым днищем.4.8.2 Комбинированный инструмент
для формования и вырубки для получения
бескромочных формованных изделийВ противовес стандартному инструменту для формования и вырубки со
сдвиговой обрезкой вырубная плита является подвижной, а пуансон неподви¬
жен (рис. 4.52).Рис. 4.52. Форма для формования и иырубки для бескромочных формованных изделий:
а) форма; Ь) формовка;1 — вырубной пуансон; 2 — вспомогательный пуансон; 3 — нижний держатель; 4 — готовое из¬
делие перед выталкиванием; 5 — вырубная плита; Б — выталкиватель
138ТЕРМОФОРМОВАНИЕ4.8.3 Термоформование чашек
с углублением в основанииЧашки с углублением в основании (рис. 4.53, с) производятся в две стадии:
чашка первоначально формуется с вытянутым основанием (рис. 4.53, а). Осно¬
вание затем вдавливается (рис. 4.53, Ь, слева). Как только заканчивается время
охлаждения, изделие удаляется из формы (рис. 4.53, Ь, справа).Рис. 4.53. Производство чашек с углублением в основании:а) форма в позиции «формование»; Ь) форма в позиции «инверсия основания» (слева), форма
в позиции «удаление» (справа); с — готовая чашка4.8.4 Формующий/вырубной инструмент,
оснащенный просечной обрезкойПод просечной обрезкой понимают обрезку ножом по твердой оправке. В ка¬
честве обрезных ножей наиболее часто используются обрезные контуры со
стальными узкими ножами (штанцевие ножи), а также могут использоваться
кованые ножи или полученные методом электроэрозии. На рис. 4.54 показана
комбинированная форма для формования/вырубки со штаппевыми ножамидля
просечной вырубки.Последовательность проведения процесса формования и вырубки:• нагретый материм помещается в открытую форму;• зажимная рама закрывается, и материал фиксируется;• опорная плита с нижней полуформоп перемещается в верхнее конечное
положение;• одновременно пуансон верхней иолуформы входит в материал без прове¬
дения предварительный просечки и предварительно его вытягивает (при
4 Последовательность процесса термоформования139необходимости механическое предварительное формование сопровожда¬
ется предварительным всасыванием, то есть подастся вакуум через опор¬
ную плиту);• изделие термоформуют с помощью сжатого воздуха, подаваемого через
верхнюю плиту, и вакуума через опорную плиту;• формованное изделие охлаждается до тех пор, пока его можно будет из¬
влечь из формы;• формованное изделие вырубается за счет дополнительного просечного
движения верхней плиты;• формованное изделие остается подвешенным на перемычках в отдельных
точках (непрорезанный паз в просечных ножах);• сегмент формы опускается, а выталкиватель держит формовку в позиции
формования, причем пуансон отодвигается от формы позже;• зажимная рама открывается;• соединенное перемычками с обрезными кромками формованное изделие
подается на станцию накопителя.Основным преимуществом метода комбинированного формования и выруб¬
ки - по сравнению с отдельными
операциями на различных станци¬
ях - является предотвращение не¬
точности при вырубке. Требова¬
ния к качеству форм для комбини¬
рованного формования/вырубки
очень высоки, особенно к допускам
по высоте. Допуск по высоте для
вырубных ножей должен быть как
можно меньше, но рекомендуется
максимальное значение ±0,02 мм.Любая последующая «точная на¬
стройка» ножей — что вполне воз¬
можно и обычно на отдельных
станциях вырубки — здесь недо¬
пустима. В отличие от вырубного
контура в отдельных станциях вы¬
рубки обсуждаемые здесь выруб¬
ные контуры не нагревают. Срок
эксплуатации может достигать до
миллиона циклов при комбиниро¬
вании вырубного инструмента со
встроенными ограничителями.ПредварительноеРис. 4.54. Формующий и вырубной инстру¬
мент с просечной вырубкой (слева — предва¬
рительное формование; справа — вырубка):1 — верхняя плита; 2— верхняя зажимная рама;3 — вырубной контур со штанцевыми ножами;4 — вырубной лист; 5 — устройство для предва¬
рительной вытяжки; Б — фрагмент формы; 7 —
выталкиватель (основание формы); 8 — охлаж¬
даемая плита; 9 — нижняя зажимная рама; 10 —
опорная плита; 11 — материал/изделие
140ТЕРМОФОРМОВАНИЕ4.8.5 Формующий/вырубной инструмент,
оснащенный зубчатыми ножамиЕсли требования к качеству обрезки не очень высоки, гибкие и вспененные
материалы могут вырубаться с небольшим усилием при использовании зубча¬
тых (пилообразных) ножей. На рис. 4.55 показана комбинированная форма для
формования и вырубки, оснащенная зубчатым ножом. Рекомендации по конфи¬
гурации зубчатых ножей и вырубного зазора приведены на рис. 4.56.Рис. 4.55. Инструмент для формования и
вырубки, оснащенный зубчатыми ножами
(слева — формование; справа — вырубка):1 — цилиндр вспомогательного пуансона;2 — оправка вспомогательного пуансона (под¬
нята вверх); 3 — оправка пуансона формы в по¬
ложении «сжатие»; 4 — оправка пуансона фор¬
мы в положении «вырубка»; 5 — цилиндр пуан¬
сона в положении «сжатие»; 6 — цилиндр
пуансона в положении «вырубка»; 7 — опорная
плита для пуансона; 8 — зубчатый нож для гру¬
бой вырубки; 9 — верхняя рама; 10— нижняя ра¬
ма; 11 — пуансон для механической предвари¬
тельной вытяжки; 12—форма; 13 — стол маши¬
ны (заменитель стола)11 12 13Рис. 4.56. Зубчатый нож и вырубной зазор:1 — зубчатый нож (расстояние между зубьями
4-6,5 мм, толщина ножа 1-1,5 мм, угол заточки
а = 30-60°; вырубной зазор 3-4 мм, высота ножа
Н = 40-150мм);s — толщина формуемого материалаПорядок проведения процесса:• фиксация материала;• нагревание материала;• предварительное формование за счет компрессии, причем цилиндриче¬
ский пуансон выдвигается в позицию «компрессия»;• формование с помощью вакуума;• возврат вспомогательного пуансона и оправки пуансона в исходное поло¬
жение;• охлаждение;
4 Последовательность процесса термоформования141• обрезка зубчатым ножом, который переметается в вырубном зазоре фор¬
мующего инструмента; формованное изделие остается соединенным пе¬
регородками на выступающих частях обрезаемых кромок;• оправка пуансона возвращается назад;• изделие извлекают из формы, стол машины с формой опускают вниз;• изделие может транспортироваться вместе с обрезаемыми кромками.Например, этот вид грубой вырубки используется для:• вспененных материалов из Г1Э, ГШ, Г1С при толщине примерно до 20 мм;• ламинированного листа толщиной до 2 мм в полужестком или гибком со¬
стоянии, со вспененной подложкой или без нее;• (менее часто) для тонких липких материалов примерно толщиной до
0,3 мм.Ориентировочные значения для усилий резания при вырубке зубчатыми но¬
жами:• для вспененных материалов: около 2000 Н/м длины реза;• для жестких материалов: около 4000 Н/м длины реза.Усилия резания должны определяться на опытных формах.Конструкция вырубного зазораЧерез вырубной зазор не должен выходить
воздух. Но нельзя избежать создания ограни¬
ченного вакуума внутри вырубного зазора, по¬
этому материал будет незначительно затяги¬
ваться в зазор. Необходимо изготавливать ин¬
струмент для одновременного формования
и вырубки как можно более точным, чтобы
вырубной зазор был плотно притерт. При
большой длине резания как бы само напраши¬
вается крышеобразное расположение но/кен
(рис. 4.57). Угол зависит от усилий, развивае¬
мых в термоформовочной машине вспомога¬
тельным пуансоном.Длина контакта L, в метрах для углового ножа (рис. 4.57) определяется из
уравнения:Рис. 4.57. Крышеобразное распо¬
ложение зубчатых ножей для гру¬
бой резки:L, — длина контакта; s —толщина ма¬
териала; р — угол наклонагде s — толщина материала, мм; Р — угол наклона «крыши» в градусах.
142ТЕРМОФОРМОВАНИЕПРИМЕР .Конструкции зубчатого ножа для грубой обрезки.Предположим, что:Общее усилие резания (цилиндра вспомогательного пуансона)F= 10 290 НОбщая длина резания L = 8 м
Толщина разрезаемого материала 5 = 3 мм(ПЭ-пена с плотностью 60 кг/м* и удельным усилием реза, найденным
опытным путем) Fs = 2000 Н/мВес вырубного инструмента (вместе со столом) G = 250 кг (—2450 Н)Вариант расчета 1 при горизонтальном положении ножа и запасе прочно¬
сти 5= 1,8 приводит к следующему:L-Fs-SZF+G,L-Fs-S= 8-2000- 1,8 = 28 800 Н,F+ С = 10 290 + 2450 = 12 740 Н < 28 800 Н.Усилия резания термоформовочной машины, следовательно, недостаточно
для резки материала горизонтальными ножами!Вариант расчета 2 при крышеобразном положении ножей (с таким же запа¬
сом прочности 5 = 1,8):количество отдельных ножей х = 16;длина контактирования L, для углового ножа (рис. 4.57).Прих= 16 (отдельные ножи) и 5 = 1,8 (запас прочности), поэтому:x-LrFs■ 1,8 ^F+ G,16 • L, • 2000 • 1,8 ^ 10 290 + 2450 = 12 740 H,57 600- I, <12 740,L, < 0,22 м.Угол P затем рассчитывается как:lanP > j-Ю* -0,01356 или p > 0,78°.IВ зависимости от заданных условий структуры инструмента угол наклона
«крыши» Р> 0,78° должен быть выбран для каждого из 16 вырубных конту¬
ров.
4 Последовательность процесса термоформования1434.9 Специальные процессы
при термоформовании на машинах
с рулонной загрузкой4.9.1 Ламинирование чашек, тарелок и подносовКонтейнеры со стабильными размерами из картона, волокнистых материа¬
лов. твердой пены и подобных материалов могут облицовываться в процессе
термоформования, как показано на рис. 4.58.Последовательность процесса:• форма открыта;• автоматически устанавливается изделие для ламинирования (часть 1);• форма закрывается;• материал 2 (покрытие) формуется по форме изделия;• вырубка ламинированного изделия;• форма открывается;• изделие выталкивается и/или автоматически укладывается.ВНИМАНИЕПленки, которые усаживаются более чем на 0,5-0,6% (напри¬
мер, полипропилен), принципиально не подходят для этого про¬
цесса. Высокая технологическая усадка покрытия вызывает от¬
слоение и деформирование изделия.Необходимые условия для ламинирования• Контейнер (чашка), который ламинируют, должен быть совершенно про¬
ницаем для воздуха; воздух между ламинируемым контейнером и инстру¬
ментом должен удаляться достаточно быстро; следовательно, поверх¬
ность инструмента должна быть грубо обработана на пескоструйной уста¬
новке. Отверстия для отвода воздуха с достаточной площадью
поперечных сечений должны быть распределены по всей плоскости кон¬
такта. В большинстве случаев могут быть сделаны отверстия с большим
диаметром 1 -1,2 мм, а также более широкие щели (0,4-0,5 мм), поскольку
они не будут отпечатываться на ламинированном изделии.• При ламинировании внутреннюю часть контейнера и, возможно, даже ла¬
минирующий материал необходимо покрывать клеем для обеспечения хо¬
рошего соединения. Однако существуют совместимые пары материалов,
хорошая адгезия которых обеспечивается без дополни тельной обработки.
144ТЕРМОФОРМОВАНИЕ• Адгезионное покрытие должно активироваться при возможно более низ¬
кой температуре, то есть количество аккумулированного при термофор¬
мовании тепла в ламинирующем материале должно быть достаточным
для активации клея и/или гарантировать достаточную адгезию между
этими двумя материалами.Прошу отметить: тепло, аккумулируемое материалом, зависит от сорта по¬
лимера, толщины материала и его температуры. Практика показала, что доста¬
точная адгезия не обеспечивается для очень тонких ламинирующих и формуе¬
мых материалов.Если применение клеевого покрытия огра¬
ничено определенными точками контакта,
можно также получить ламинированные кон¬
тейнеры, составные части которых легко отде¬
ляются при рециклинге.Преимущества этого процесса:• при ламинировании картонных подносов
на картон можно нанести печать, пока он
остается плоским, то есть перед ламиниро¬
ванием;• картон может быть «улучшен» с помощью
пленки с низкой усадкой, типа ударопроч¬
ного полистирола;• подносы, полученные из органических или
волокнистых материалов, которые из-за их
химической стойкости не подходят для
прямого контакта с определенным содер¬
жимым, можно ламинировать и сделать
пригодными;• для чувствительного содержимого воз¬
можно ламинирование барьерными мате¬
риалами.Рис. 4.58. Ламинирование в форме
для формования/вырубки: слева —
ламинирование тонким материалом
контейнера с фланцем; справа —
ламинирование толстым материа¬
лом безкромочного контейнера:1 — ламинируемый контейнер; 2— ма¬
териал4.9.2 Этикетирование в формующем инструменте
(этикетирование в форме, In Mould Labeling, IML)Художественное оформление или тексты могут наноситься на чашки, стака¬
ны или подносы с помощью печати пли этикетирования.С точки зрения качества на деталях из пластмасс более эффективна лю/жм-
ровна, чем прямая печать.
4 Последовательность процесса термоформования145Есть два вида способов маркировки:• при «этикетировании вие формы» этикетки с липким слоем приклеивают
на готовое изделие в отдельной операции, за пределами формовочного ин¬
струмента;• при «этикетировании в форме» этикетки, вложенные в формующий инст¬
румент, не являются самоклеящимися, но на них обычно нанесено клея¬
щее вещество, которое активируется горячим материалом во время про¬
цесса термоформования.Последовательность проведения процесса и специальные элементы IML-про¬
цесса (см. рис. 4.59):• форма открыта;• предварительно сформованная этикетка укладывается в форму (этикетка
должна «прилипать» к внутренним стенкам формы, например, с помощью
вакуума);• чашка формуется внутри этикетки;• форма открывается после проведения процесса вырубки в форме для од¬
новременной формовки/вырубки;• чашка с этикеткой удаляется, а другая этикетка вставляется в форму.Обычные пары материалов для изготовления чашки с этикеткой:• чашка из полипропилена или вспененного ПП и этикетка из вспененного ПП;• стакан из ударопрочного полистирола или вспененного ПС и этикетка из
полистирола.Наиболее важные требования к этикеткам:• цена этикетки должна позволять рыночной цене готового изделия оста¬
ваться конкурентоспособной;• этикетки должны приобретать достаточную адгезию к изделию либо за
счет клеевого покрытия, активирующегося при действии температуры
материала контейнера, либо обоих пластиков, склеиваемых без использо¬
вания внешнего вещества;• этикетка должна быть перфорирована и сетка перфорации должна быть
выбрана таким способом, чтобы воздух не оставался между контейнером
и этикеткой;• этикетка должна быть настолько гибкой, чтобы она не только не препятст¬
вовала усадке материала контейнера или изделия, но и не вызывала ника¬
кой деформации, в частности, при усадке (лучше всего этим требованиям
отвечают этикетки из вспененных материалов);• лицевая поверхность этикетки должна быть максимально гладкой и глян¬
цевой на изделии;• требования к этикеткам в отношении способности красштабелированию,
электростатическому заряду, качеству вырубки и т. д. зависят от того,
перерабатываются ли они из пачки или из рулона.10 Зак. 796
146ТЕРМОФОРМОВАНИЕРис. 4.59. Этикетирование в форме
{IML) при термоформовании:1 — формующий воздух; 2 — устройство
для предварительной вытяжки; 3 — плита
матрицы; 4 — материал контейнера; 5 —
этикетка; 6 — формующий инструмент срежущей кромкой; 7 — основание выталки¬
вателяРис. 4.60. Проекция IML-этикетки в
плоскости для прямоугольного кон¬
тейнера для маргаринаПрошу отметить: такие требования, как «отсутствие деформации чашки» и
«гладкая глянцевая поверхность этикетки», обычно являются компромиссом,
по крайней мере, при использовании материала контейнера с высокой техноло¬
гической усадкой (типа полипропилена).Этикетки могут закрывать поверхность формовки полностью или только
частично. Плоская закладка этикетки для прямоугольной емкости для маргари¬
на показана на рис. 4.60.4.10 Термоформование материалов
с предварительно нанесенной печатьюТребования к печатным краскам:• краска должна подходить к формуемому материалу по адгезии;• краска должна, по крайней мере, быть устойчивой при температуре фор¬
мования материала без изменения ее оттенка;• краска не должна растрескиваться в процессе растяжения материала и ('а‘
ма должна обладать способностью к вытяжке;
4 Последовательность процесса термоформования147• если формуемый материал нагревают контактными нагревателями, за¬
щитное покрытие печатных красок должно предотвращать их перенос,
а также прилипание к нагревателю.Требования к формуемому материалу:• у некоторых полимеров (таких как ПП, ПЭ) необходимо предварительно
обрабатывать поверхность, на которую будет наноситься печать, чтобы
обеспечить адгезию печатных красок;• требования к материалу для успешного прохождения через печатную ма¬
шину должны разъясняться производителями принтера или материала.Наиболее важными являются следующие требования:• не допускается скручивание или коробление разматываемого полотна ма¬
териала;• если полотно материала раскручивается на горизонтальной поверхности,
поверхность полотна не должна быть выпуклой;• линия середины разматываемого полотна длиной 5 м может отклоняться
от прямой линии максимально на 3 мм;• допуск по ширине полотна ±0,25 мм;• допуск по толщине материала должен быть как можно меньше, целью яв¬
ляется значение допуска < ±0,01 мм;• при нагревании нагревательными элементами провисание материала
должно быть минимальным;• материал должен обладать по возможности контролируемыми воспроиз¬
водимыми остаточными напряжениями.Продольные и поперечные напряжения могут быть определены при испыта¬
нии на усадку (см. раздел 2.2.3). Поперечная и продольная линии, начерченные
на материале, должны остаться прямыми после прохождения через систему на¬
грева!Технические требования к термоформовочным машинам• Термоформовочные машины должны работать с воспроизводимой точ¬
ностью. Важно следующее:— стабильные температурные свойства материала и формующего инст¬
румента;— точная повторяемость последовательности движения.• На машинах для формовки листа требуются вспомогательные устройства
для загрузки и/или ограничители на раме. Термоформовочная машина
так же, как и печатная машина, должна быть оснащена одинаковыми огра¬
ничителями для кромок на формуемом материале.• Автоматические термоформеры с рулонной загрузкой должны обладать
контролирующей системой разметки для печати, оборудованной фото¬
148ТЕРМОФОРМОВАНИЕэлементами, чтобы иметь возможность выравнивать печатный рисунок в
соответствии с метками для печати на кромках материала.Требования для искаженной печатиПечатное изображение на термоформоваином материале известно как кри¬
волинейная печать, потому что ее конечное изображение становится очевидным
только после термоформования, когда рисунок приобретает точные размеры.Рекомендации для проектирования печатного изображения:• цветовые переходы на готовом изделии не должны совпадать с кромкой
формованного изделия;• нужно избегать прямолинейных, а также и точно симметричных печат¬
ных изображений;• предпочтительным должно быть криволинейное изображение;• при искаженной печати геометрические изображения должны находить¬
ся на расстоянии от края плоской поверхности или кромки формовки ми¬
нимум 10 мм (это расстояние может быть увеличено при увеличении вы¬
тяжки);• отклонение расстояния от рисунка до края материала составляет ±0,5 мм;• отклонение расстояния между двумя соответствующими метками на ма¬
териале ±0,1 мм.В каких случаях можно обойтись без исследования криволинейной печати?Для формованных изделий, требующих минимальной вытяжки и без любых
жестких требований к печатному изображению, можно обойтись без исследова¬
ния криволинейной печати. Печатное изображение без исследования криволи¬
нейной печати может быть допущено при получении материалов с предвари¬
тельно нанесенной печатью при следующих предварительных условиях:• материал не требует какого-либо расширения транспортирующей цепи, то
есть материал существенно не провисает при нагревании;• поперечная и продольная линии, нанесенные па материал, должны оста¬
ваться прямыми после прохождения через станцию формования;• материал должен быть нагрет равномерно;• производимое изделие должно иметь простую геометрию п требовать
только неглубокого формования;• не допускаются цветовые переходы или изображения вблизи кромок.Основные правила для исследования криволинейной печатиПеред началом исследования криволинейной печати необходимо установить
следующее:• перерабатываемый материал;• толщина и н!ирина материала, а также длина для листа;
4 Последовательность процесса термоформования149• модель термоформовочной машины, применяемой в производстве, фор¬
мующий инструмент и детали, определяющие формат;• гарантия, что материал с предварительно нанесенной печатью может по¬
ставляться постоянного качества, особенно это касается характеристик по
усадке и допусков по толщине во всем производственном цикле.Стадии исследования криволинейной печати• Напечатать миллиметровую сетку на материал (толстый или тонкий
лист).• Отформовать материал с предварительно нанесенной сеткой на произ¬
водственной машине, используя производственный инструмент.• Когда получатся формовки с хорошей печатью, остановить машину и со¬
хранить параметры настройки машины на компьютере или вручную за¬
полнить регистрационный лист.• Формованные изделия необходимо снабдить безошибочной идентифика¬
цией:— стрелкой для определения направления транспортировки или положе¬
ния в инструменте;— номером гнезда для многогнездных форм;— номером цикла, например, если в автоматической машине с рулонной
загрузкой формованные изделия, а также лента обрезков сохранились
за несколько циклов (например, 5), а изделия еще держатся на ленте об¬
резков и сохраняются с помощью скотча. Целесообразно идентифици¬
ровать также ленту обрезки. Способ идентификации образцов формо¬
вок и ленты обрезков см. на рис. 4.61.• Подготовить формуемый материал с предварительно нанесенной милли¬
метровой сеткой для исследования криволинейной печати, для чего ис¬
пользовать лист или кусок тонкого материала длиной, по крайней мере,
равной полуторному шагу подачи.• Нанести систему координат (рис. 4.62) на пока еще не нагретый материал
и уже сформованный образец. Для формовок, вырубаемых из тонкого ма¬
териала, это выполняется на ленте обрезков. Нулевые тонки двух систем
координат должны иметь одинаковое расстояние от кромок материала.• Оси системы координат должны совпасть с линиями миллиметровой сет¬
ки. Деформированные линии миллиметровой сетки появляются на уже
сформованном материале!• У казанное печатное изображение на готовом изделии должно передавать¬
ся в форме рисунка или чертежа.• Чтобы сэкономить средства, при получении первого кривол и пенного изо¬
бражения первоначально наносятся только наиболее важные цвета на го¬
товое изделие или формовку.
150ТЕРМОФОРМОВАНИЕа)Стоп
Индекс 1Индекс 2Индекс 3Индекс 4
с)'© ©®
© © (DРис. 4.61. Криволинейная печать, пример нанесения маркировки на крышки, полученные на
6-гнездной форме:а) крышки, полученные из одного цикла, цикл № 2, гнезда 1-6 (стрелки отмечают направление дви¬
жения); Ь) сложенные крышки из гнезда 3, циклы № 1 -л; с) расположение крышек на ленте отходов*1♦>©©
L®©©О О vJЬ)0 X>1У1- t♦уа)Рис. 4.62. Система координатх-у для исследования криволинейной печати:а) определение координат на ленте отходов; Ь) передача координат на исходный неформованный
материал для определения изображения криволинейной печатью; V — шаг подачи
4 Последовательность процесса термоформования151• Чем больше точек сетки выведе¬
но из готового изделия на коор¬
динатную сетку неформоваиного
материала, тем более точным бу¬
дет изображение (рис. 4.63). Ре¬
зультирующее цветное изобра¬
жение на неформоваином мате¬
риале является первым установ¬
ленным изображением криволи¬
нейной печати.• На материал наносят установ¬
ленный первый отпечаток и до¬
полнительно миллиметровую
сетку. На рулонном материале
должны быть установлены соот¬
ветствующие метки в системе ко¬
ординат, соответствующей шагу
подачи.• Материал с нанесенным первым
отпечатком затем термоформу-
ют.• Описанный процесс повторяет¬
ся, первый отпечаток криволи¬
нейной печати таким образом
корректируют, и получают вто¬
рой отпечаток со всеми необходимыми цветами.• По всей вероятности, описанный процесс будет повторяться. Это про¬
изойдет прежде всего в случае сложных цветовых изображений, где будут
проводить дальнейшие исправления отпечатка, пока не будет установлен
оптимум.Для печатных изображений на формовке с благоприятной (минимальной)
вытяжкой рисунок криволинейной печати может быть обычно получен за одну
стадию.Рис. 4.63. Считывание х/у-координат
цветных точек изображения на изде¬
лии:1 — например, изображение края золото¬
го обода; 2 — движение вдоль криволи¬
нейной миллиметровой сетки по осям
системы координат (х,/у,)
5 НАГРЕВАНИЕ ТЕРМОПЛАСТИЧНЫХ
ФОРМУЕМЫХ МАТЕРИАЛОВ5.1 Требования к нагреванию материалов на
термоформовочных машинах для листовТребования к нагреванию термопластичных листовых материалов при тер¬
моформовании могут быть сведены к следующим положениям.• Целыо нагревания должно быть однородное распределение температуры
на поверхности материала независимо от модели машины и готового изде¬
лия. Диапазон температур термоформования для большинства пластмасс
является относительно большим. Для ударопрочного полистирола он со¬
ставляет от 130 до 200 °С. Однако по толщине листа необходимо избегать
такой большой разницы температур, потому что подобная разница позво¬
лит получить удовлетворительные результаты только для простейших из¬
делий. Для лучшего формирования отпечатка и воспроизведения структу¬
ры поверхности сложных изделий температурный диапазон должен быть
ограничен. Подавляющее большинство изделий может быть четко отфор¬
мовано при однородном температурном поле по поверхности материала.• Для некоторых процессов формования может быть необходима рацио¬
нальная разница температур по нагретой поверхности материала. Она
также является желательной при предварительном раздуве двух или бо¬
лее пузырей различной высоты и/или изменении размеров основания из¬
делия в одной и той же области формования.• Для формовок с относительно большой площадью формования при коэф¬
фициенте вытяжки II: IV= 1: 3 и более на распределение толщины стенки
можно повлиять путем целенаправленного нагревания поверхности до
различных температур. Эффективно использовать зоны нагревания по¬
верхности до различных температур можно в том случае, если заготовки
материала длиной L и шириной Wв три раза больше, чем размеры отдель¬
ных нагревательных элементов, а расстояние до заготовки соответствует,
по крайней мере, ширине нагревателя.
5 Нагревание термопластичных формуемых материалов153• Если время нагрева определяет цикл формования, то материал нужно до¬
вести до необходимой температуры как можно быстрее. Это существенно
для формующего оборудования, в котором нагревание и формование осу¬
ществляются в одной станции (однопозиционная машина). Если нагре¬
вание и формование проводятся на различных станциях, длину цикла оп¬
ределяет время охлаждения. В этом случае интенсивность нагревания
(и, таким образом, температура нагревательных элементов) согласуется
со временем охлаждения на формующей станции.• Когда полимерам необходимо более длительное время нагрева по сравне¬
нию со временем охлаждения, но нужно обязательно сохранить неболь¬
шое время цикла, перед станцией формования устанавливают две допол¬
нительные станции нагрева.• Для достижения высокого качества отпечатка требуется равномерный
сквозной нагрев по толщине материала. Если толстый материал толщиной
4-5 мм достигает заданной температуры слишком быстро, поверхность
может деструктировать раньше, чем центральная часть достигнет темпе¬
ратуры формования.• Для хорошей воспроизводимости при серийном производстве характери¬
стика нагрева должна оставаться насколько возможно постоянной от пер¬
вой до последней формовки.5.2 Нагревание формуемых материалов
на автоматических термоформерах
с рулонной загрузкойДля большинства автоматических рулонных термоформеров однородный на¬
грев формуемого материала является абсолютной необходимостью. Время нагре¬
ва не должно определять цикл. На рис. 5.12 показано, что полное время нагрева
равно сумме времени нагрева циклов 1-3. Поэтому длина нагревательного блока
должна быть, по крайней мере, в два раза больше (длиннее) шага, умноженного на
число циклов нагрева. Это относится ко всем системам нагрева, в которых поли¬
меры не должны термодеструктировать или механически разрушаться.5.3 Методы нагреванияВ настоящее время на термоформующих установках применяют следующие
методы нагревания термопластов:• тенлорадиациоиное;• контактное;• конвекционное.
154ТЕРМОФОРМОВАНИЕ5.3.1 Теплорадиационные нагревательные элементы5.3.1.1 Принципы теплорадиационного нагреваПри контактной или конвекционной теплопередаче энергия проводится ма¬
териалом, тогда как радиационное тепло передается электромагнитными волна¬
ми. Тепло передается в инфракрасной области, см. табл. 5.1.Длины волн и области примененияТаблица 5.1Длина волныОбласть0,2-0,4 мкмУльтрафиолетовая0,4-0,76 мкмВидимый свет0.8-1000.0 мкмИнфракраснаяСантиметровый диапазонРадиолокация, телевидениеМетровый диапазонРадиовещаниеКилометровый диапазонРадиовещаниеИнфракрасные лучи поглощаются полимерами. Скорость поглощения зави¬
сит от толщины материала, цвета и длины волны излучения. Чем толще матери¬
ал, тем выше степень поглощения (рис. 5.1). Каждый вид материала (тип, цвети
т. д.) имеет свою собственную кривую поглощения. Если на небольшой глубине.2 3 4 5 6 7Рис. 5.1. Поглощение ИК-излучения листом из полистирола (марка 475 К, синего 849)
при толщине листа 0,04, 0,5 и 4 мм (источник: фирма BASF)
5 Нагревание термопластичных формуемых материалов155о SТ г-I8й IЕ- 3
£ °
О 2
С О)
О 5
G) Xо G)
f §
О. е£СО GJсг а
X с
со оО ас/Л/[/Л\Чч/а/ //•ч.чч/ 1'
'А'— например, 20 мкм, определенный вид по¬
лимера имеет степень поглощения 100%
для данной длины волны, то это означает,
что толстым листом лучи полностью
поглощаются уже на его поверхности.
В других диапазонах длины волны, где
поглощение в тонких слоях очень мало,
но увеличивается в более толстом мате¬
риале, лучи проходят через поверхность
материала в область этого определенного
диапазона длины волны, поглощаясь
только на определенной глубине. Не су¬
ществует тела (в данном случае нагрева¬
тельный элемент), которое испускает лу¬
чи только одной длины волны, даже если
его поверхность имеет однородную тем¬
пературу. Все излучающие тела перекры¬
вают почти весь инфракрасный диапазон.
Лучи определенной длины волны в этом
случае только нагревают поверхность,
другие проникают на различную глубину, в то время как третьи все снова и снова
отражаются или свободно проходят через материал, не нагревая его. Отличие
между моделями нагревательных элементов состоит в распределении излучаю¬
щей способности в интервале различных длин волны. Температура нагреватель¬
ных элементов определяет максимальную мощность, передаваемую материалу.
Если бы три нагревательных элемента, показанных на рис. 5.2, имели одинако¬
вую мощность, то три области ниже кривых а, Ь, с были бы идентичны.о 2 4 6 8 ю
Длина волны, мкмРис. 5.2. Принципиальная схема
распределения мощности нагрева¬
тельных элементов (стандартное
спектральное распределение мощ¬
ности):a) керамический нагреватель 700 "С;b) синтетический кремниевый нагрева¬
тель, улиточный 950 "С; с) отражающий
радиационный нагреватель 2000 'СПереданный объем тепла зависит от следующих факторов:• Объем тепла увеличивается в четвертой степени в зависимости от темпера¬
туры нагревательного элемента (в градусах Кельвина); максимальная темпе¬
ратура нагревателя зависит от его мощности и конструкции. Чем выше тем¬
пература нагревательного элемента, тем короче период нагрева (рис. 5.3).• Чем меньше расстояние между блоком нагревателей и материалом, тем
больше передаваемый объем тепла. Чем больше расстояние между нагре¬
вательным элементом и материалом, тем дольше время нагрева (рис. 5.4).• Передаваемое количество тепла и стабильность системы нагрева увели¬
чиваются при равномерном излучении по всей площади блока нагревате¬
лей. Если оставляют промежутки между рядами нагревательных элемен¬
тов, эта область должна быть снабжена отражателем. Однако никакой
отражатель не сможет отражать 100% теплового излучения. Кроме того,
отражатели склонны к загрязнению, отчего снижается их эффективность.
156ТЕРМОФОРМОВАНИЕаюсО.l_гаiсс5со.ш1,71,61.51,41,31,21,11.00,90,80,70,60,50,4лк450 500 550 600 650 700 750
Температура нагревателя, 'СРис. 5.3. Изменение времени нагрева как
функция температуры нагревательного эле¬
мента для керамических нагревателей (вре¬
мя приведено в условных долях; за 1 принято
время при расстоянии до материала 200 мм
и температуре нагревателей 600 °С)Расстояние блока
нагревателей до листа, ммРис. 5.4. Изменение времени нагрева как
функция расстояния от нагревательного
элемента до материала (время нагрева при¬
ведено в условных долях; за 1 принято вре¬
мя при расстоянии 200 мм)• Излучающая поверхность нагревателя должна состоять из материала, об¬
ладающего высоким коэффициентом излучения.• Передаваемый объем тепла зависит от коэффициента отражения (степе¬
ни черноты) материала (вид полимера, цвет и т. д.).ВНИМАНИЕХороший излучатель также является хорошим поглотителем.
Кривые поглощения нагреваемого полимера должны соответст¬
вовать максимальной спектральной плотности излучения нагре¬
вателя. Однако некоторые специалисты (особенно теоретики)
уделяют слишком большое значение этому факту. Излучение
энергии в широком диапазоне длины волны нагревает материал,
поэтому решающей для результата нагрева является сумма долей
энергии в различных спектральных диапазонах.Размер области, обслуживаемой индивидуальным нагревателем, также имеет
первостепенное значение. Нагреватель не только направляет свои лучи на об¬
ласть ниже него, но и во всех направлениях, подобно лампочке без отражателя.
Лучи не концентрируются. Поэтому важно экранирование в качестве границы
раздела для нагреваемых областей. Каждая точка на поверхности материала по¬
лучает тепловые лучи от всех нагревателей, если только лучи не экранируют или
не концентрируют. Применяют также выключение элемента на нагревательной
5 Нагревание термопластичных формуемых материалов157Ф125Вх 125х
союоГ1Ь)Рис. 5.5. Влияние нагревателя на размер нагреваемой им области:
а) вид сбоку; Ь) вид сверху;1 — фактически подверженная влиянию область; ф — угол излучения; Т — температура мате¬
риала; АТ—достигаемая разница температур в материале для стандартного блока нагревате¬
лейпанели, воздействующее ка всю площадь. Наибольший эффект проявляется в
зоне непосредственно под нагревательным элементом (рис. 5.5).Разница температур на поверхности материала достигает максимума под цен¬
тральной частью отключенного «холодного» элемента, уменьшаясь при выходе за
его пределы. Практически воздействие прекращается за пределами угла около 30°
(рис. 5.5). Поверхность отключенного нагревательного элемента получает тепло
от своих соседей, испускающих лучи в соответствии с их температурой. Влияние
разницы температур между нагреваемой областью и отключенным элементом по¬
казано на рис. 5.6 при температуре нагретой области. Значения на рис. 5.6 были
получены на термоформовочной машине фирмы ILLIC модели UA 100 Ed, выпу¬
щенной в 1993 году, с верхним нагревом и керамическими нагревательными
элементами фирмы ELSTEIN, 123x62 мм, расположенными внутри сетки
125 * 105 мм. На рис. 5.7 показана разница температур в материале из-за умень¬
шения мощности одного нагревателя. Это было получено на машине фирмы
ILLIG модели UA 100 Ed для переработки листов, оборудованной керамическими
нагревателями ELSTEIN FSR/2, 123x62 мм, расположенными внутри сетки
125 х 105 мм. Если температура нагревательной панели около 600 °С, а одни на¬
греватель в центре области выключен, он «остывает» примерно до 120 °С. Нагре-
ьание полимерного листа инфракрасными нагревателями таким образом, чтобы
небольшие области нарочно оставались более холодными, в принципе выполни¬
мо, но ограничено по своему влиянию. Это переоценивается многими формовщи¬
ками. Достижение разницы температур на поверхности материала систематиче¬
ским экранированием лучей в отдельных областях листами алюминия значитель¬
но более эффективно, так как является направлением холодного воздуха на
поверхность нагретого материала, чем изоляция индивидуальных нагревателей.
Однако оба случая требуют детального рассмотрения.
158о;с;О)_ Й
_0 ш
Q. Оasс *i IО) О)
О) о1 50)С 0)Уолсо150100ш:300 400 450 500 550 600 650 700 750
Температура нагреваемой области, 'СРис. 5.6. Снижение температуры на отключен¬
ном керамическом нагревателе как функция тем¬
пературы нагретой зоны:1 — керамический нагреватель FSR/2 (Elstein) в цен¬
тре панели отключен; 2 — угловой керамический на¬
греватель FSR/2 (Elstein) отключен ТЁрМ°Ф0РМ0Вй^Часто возникает По„1)Гк
размеров нагревателя дЛя f
тимального нагревания. Т'
иичиые размеры керамически
и синтетических кремниевых
нагревательных элементов
62 х.62 мм, 125x62 мм, 125*
х 125 мм (только керамический)
и 250 х 62 мм. Для этих нагре¬
вательных элементов блока на¬
гревателей может быть жестко
установлен размер сетки 625
125 и 250 мм без промежутков
между элементами. Галогено-
вые нагреватели, оборудован¬
ные трубками из кварцевого
стекла около 10 мм диаметром,
выпускаются длиной от 165 мм.
Для них необходимы отражате¬
ли, чтобы лучи, испускаемые
блоком нагревателей, казались
сплошными, таким образом
достигая лучшего использова¬
ния энергии. Если вы хотите
нагреть поверхность равномер¬
но, или, если это требуется, за¬
ведомо неравномерно, то сеткиРис. 5.7. Достигаемая разница тем¬
ператур АТ в материале под нагрева¬
тельным элементом с переменном
температурой, полученная на листе
из ударопрочного полистирола (тол
щина материала s = 5 мм; температу
ра материала 160 °С; размер нагрева^
теля 123 х 62 мм; сетка нагреваемо
области 125 х 105 мм; температур
верхнего нагревателя 600 С,
ратура нижнего нагревателя 45/ — пониженная температура на^_
вателя в центре верхней нагр^
тельной панели; 2 - помк g
температура нагревателя в
верхней и нижней нагреватепанелей
5 Нагревание термопластичных формуемых материалов159нагревателей менее 100 х 100 мм неэффективны. Преимущества более мелких
нагревателей (например, 62 х 62 мм) вряд ли можно доказать практически. Для
больших блоков нагревателей размером от 2000 х 1500 мм и выше можно оправ¬
дать выбор отдельных нагревательных элементов размером более 125 х 125 мм.
Длинные, узкие нагреватели не подходят для одиопозициопных машин. Для ав¬
томатических рулонных термоформеров, в которых материал проходит под на¬
гревателями несколько раз, длина нагревателей в направлении транспортировки
фактически является несущественной. Однако перпендикулярно к направлению
подачи, по крайней мере, две наружные и одна центральная температурные зоны
должны быть регулируемыми. Для автоматических машин с рулонной подачей
глубина нагревателя поперек направления подачи, равная 62 мм, а для больших
машин 125 мм — вполне достаточна.Регулировка электронагревательных элементовХарактеристика электронагревательного элемента зависит от температуры
теплоизлучающей поверхности и не связана с нагрузкой, если последняя доста¬
точна для достижения необходимой температуры.Когда температура нагретой поверхности регулируется с обратной связью од¬
ним или несколькими пилотными нагревательными элементами (нагреватели со
встроенной термопарой), то эти пилотные нагревательные элементы и соседние
нагреватели (включенные в параллель) должны быть по возможности близки по
нагрузке, размеру, весу и марке. Потери тепла также должны быть близки.Если температура, излучаемая нагревательными элементами, регулируется
установкой мощности (в %), в электросети не должно происходить колебаний
напряжения. Температуру материала необходимо контролировать для сниже¬
ния отходов при запуске.Как получить равномерно нагретую поверхностьКак идеальный вариант, на рис. 5.8, а изображен равномерный нагрев нагре¬
вательной системы неограниченного размера при нулевой высоте рамы. На
рис. 5.8, b показан случай, нарушаемый, например, зажимной рамой. С помощьюРис. 5.8. Использование нагревателей в краевых зонах:а) как идеальный случай «безграничное» нагревание и «нет» зажимной рамы; Ь) реальные ус¬
ловия при нагревании материала с зажимной рамой
160ТЕРМОФОРМОВАНИЕследующих рекомендаций, приведенных ниже, можно практически приблизить¬
ся к идеалу:• покрыть раму алюминиевыми отражателями (рис. 5.9) или напыленным
алюминием при содержании алюминия 99,5%;• теплоотражатель и отражатель рамы должны быть вертикальными и одина¬
ковыми везде по высоте. Для алюминиевой рамы не требуются отражатели;• выбирать высоту отражателя 1 для системы нагревателей таким образом,
чтобы зазор 2 по вертикали был как можно меньше.На рис. 5. \ 0 показаны области отражения на автоматических рулонных ма¬
шинах для термоформования с цепным транспортером. Поскольку отражатели
никогда не отражают 100% тепловых лучей, и расстояние 2 (рис. 5.10) на практи¬
ке обычно составляет от 20 до 100 мм, потери при нагревании и конвекции в на¬
ружных областях необходимо компенсировать за счет повышения температуры
нагревателя. Крайние ряды нагревателей теряют больше тепла, поэтому они ис¬
пользуют больше энергии, чем нагреватели в центре блока нагревателей
(рис. 5.11). Для равномерного нагревания на автоматическом рулонном термо-
формере важны перечисленные ниже условия:• Нагреваемая область транспортируемого материала должна быть снабже¬
на отражателями (рис. 5.10).• Каждая точка (поверхности) материала должна иметь одинаковую темпера¬
туру на станции формования. Могут применяться следующие способы: эк¬
ранирование нагревателя (рис. 5.12, b и 5.13, b) или, если машина соответст¬
венно оборудована, то отключение поперечных рядов нагревателей. На
рис. 5.12 показана схема неравномерного нагревания материала. Поскольку'6-7Рис. 5.9. Области отражения при уста¬
новке материала в зажимной раме одно¬
позиционных машин:1 — отражатель в системе нагревателей;2 — расстояние между системой нагревате¬
лей и краем рамы; 3 — отражатель на верх¬
ней раме; 4 — материал; 5 — отражатель на
нижней раме; 6 — отражатель на нижнем на¬
гревателе; 7 — расстояние от верхнего на¬
гревателя до материала; в — расстояние от
нижнего нагревателя до материала (зависит
от провисания)Рис. 5.10. Области отражения на цепном
транспортере в автоматических рулонных тер-
моформерах:1 — отражатель для блока нагревателей; 2 — рас¬
стояние при движении от блока нагревателей; 3 —
отражатель на цепном транспортере; 4 — матери¬
ал; 5 — отражатель нижнего нагревателя; 6 — рас¬
стояние от верхнего нагревателя до материала:7 — расстояние от нижнего нагревателя до мате¬
риала
5 Нагревание термопластичных формуемых материалов161з2-1Рис. 5.11. Различные темпе¬
ратурные зоны в блоке нагре¬
вателей для равномерно на¬
греваемого материала в одно¬
позиционной машине, когда
материал проходит под нагре¬
вателем только однажды:/ — температурная зона 7 с тем¬
пературой нагревателя Г,; 2 —
температурная зона 2 с темпе¬
ратурой нагревателя Т2; 3 —
температурная зона 3 с темпе¬
ратурой нагревателя Т3 (приме¬
няют следующее условие: Г, >
>Т2> Т3)блок нагревателей не подходит вплотную к инст¬
рументу, материал полностью не нагревается во
время «шаговой подачи» 1. За счет экранирова¬
ния нагревателей перед формующей станцией
при шаговой подаче 1 нагревание становится рав¬
номерным (рис. 5.12, b). Тот же самый эффект
достигается на рис. 5.13 за счет экранирования
нагревателей при подаче материала (шаговая по¬
дача 3). Более равномерный нагрев материала
получают также при смещении нижнего нагрева¬
теля по отношению к верхнему нагревателю
(рис. 5.14). Выбор метода на месте определяется
оснащением машины. Конечно, возможно также
комбинирование вышеупомянутых методов.В зависимости от размера машины и в соответст¬
вии с профилем температуры нагревателя, по
крайней мере, однн из нагревателей в крайних
рядах должен быть установлен выше, чем в цент¬
ральных рядах (рис. 5.15), при АТ от 50 до 100 “С.2-3 разаРис. 5.12. Нагревание на автоматических рулонных термоформерах, когда блок нагре¬
вателей не подходит аплотную к формующему инструменту (при одностороннем верх¬
нем нагреве):а) неравномерный нагрев материала; Ь) однородный нагрев материала за счет экранирования
алюминиевым экраном R перед станцией формования:О — материал на станции формования; 1-4 — шаги подачи (шаговое перемещение) материала
подсистемой нагревателей; F~ длина шага подачи
162ТЕРМОФОРМОВАНИЕРис. 5.13. Система нагрева на автоматическом рулонном термоформере, когда систе¬
ма нагревателей подходит непосредственно к формующему инструменту (при односто¬
роннем верхнем нагреве):а) неравномерный нагрев материала; Ь) однородный нагрев материала за счет экранирования
алюминиевым экраном R перед станцией формования;О — материал в формующей станции; 1-4 — шаги подачи (шаговое перемещение) материала
под системой нагревателей; F — длина шага подачиРис. 5.14. Нагревание на автоматических рулонных термоформерах (при верхнем не¬
подвижном и нижнем подвижном нагревателях):О — материал в формующей станции; 1-4 — шаги подачи (шаговое перемещение) материала
между нагревателями; 5 — верхний нагреватель; 6— нижний нагреватель; 7 — отражательна
верхней раме; 8 — отражатель на нижней раме; 9 — материал при шаге подачи 1 с верхним и
нижним нагревом; 10 — материал при шаге подачи 2 с верхним и нижним нагревом; 11 — ма¬
териал при шаге подачи 3 с верхним и нижним нагревом
5 Нагревание термопластичных формуемых материалов163Рис. 5.15. Профиль температур в блоке на
гревателей автоматического рулонного тер-
моформера:Т — температура нагревателя; ДТ — разница тем
ператур в блоке нагревателей между краем и цент¬
ромffIIшш5.3.1.2 Модели теплорадиационных нагревателейНа рис. 5.16 показан керамический нагреватель. Нагревательные спирали 1
заделаны в керамический материал 3. Высокотемпературная изоляция 2 умень¬
шает текущее потребление приблизительно на 18% по сравнению со стандарт¬
ными керамическими нагревателями, поскольку с обратной стороны теряется
меньше энергии. Энергосбережение является функцией размера нагревателя и
его температуры, а также последовательности работы машины. На пилотных на¬
гревателях температура нагревателя контролируется термопарой. Керамика
имеет высокую степень эмиссии и нагреватели из нее являются очень мощными.
При температуре от 650 °С и выше нагреватель накаляется до темно-красного
цвета. Размерный ряд нагревателей начинается с 62 х 62 мм.На рис. 5.17 показан нагреватель из искусст¬
венного кварца. Стальная нагревательная спираль
с хромоникелевым покрытием 1 помещается в ис¬
кусственные кварцевые трубки из искусственно¬
го кварца 2, открытые с обоих концов. В зависи¬
мости от мощности нагревателя спираль может
проходить только через каждую вторую трубку.
При включенном нагревателе спираль становит¬
ся красного цвета в течение 1-2 с и светится через
трубку. Искусственные кварцевые трубки погло¬
щают некоторые лучи от спирали, нагреваются
медленно, а затем испускают тепловые лучи в не¬
видимой области. Рассеяние излучения является
очень большим. Хотя спираль излучает красный
свет через 1-2 с после включения, нельзя пола¬
гать, что нагреватель уже достиг своей конечной
температуры. Это будет только тогда, когда на¬
греются трубки. Размерный ряд нагревателей на¬
чинается с 62 х 62 мм. Нагреватели из кварцевого
стекла принципиально сконструированы анало-Рис. 5.16. Поперечное сече¬
ние полого керамического на¬
гревателя с термопарой (пи¬
лотный нагреватель):1 — нагревательная спираль; 2 —
высокотемпературная изоляция;
3 — керамический кожух; 4 —
предохранительная бобышка;
5 — термопара, или хвостовики
термопар; 6 —электрическая
подводка к нагревательной спи¬
рали
164ТЕРМОФОРМОВАНИЕРис. 5.17. Поперечное сечение нагрева¬
теля из искусственного кварца:1 — нагревательная спираль; 2 — трубка из
искусственного кварца; 3 — металлический
кожух; 4 — нить предохранителя; 5 — элект¬
рическая подводкаРис. 5.18. Гапогеновый нагреватель:1 — нагревательная спираль; 2 — трубка из
кварцевого стекла; 3 — стержень предохрани¬
теля; 4 — электрическая проводка; 5 — длина
нагревательной спиралигично нагревателям из искусственного кварца. Трубка из кварцевого стекла
используется вместо трубки из искусственного кварца. Также нагреватели из
кварцевого стекла снабжены внутренней трубкой с покрытием для внутренне¬
го отражения.На рис. 5.18 показан отражающий эмиссионный нагреватель (галогеновый
нагреватель). Вольфрамовая спираль 1 центрируется в заполненной галогено-
вым газом трубке из кварцевого стекла короткими отрезками. Хотя из-за низко¬
го веса отражающий эмиссионный нагреватель является очень быстродейст¬
вующим и сравним с лампой накаливания, однако он имеет очень узкую полосу
излучения. Тепло вырабатывается только ИК-составляющей его излучения, в
видимой области тепло не выделяется! В специальных конструкциях нагрева¬
тель остается темным из-за отфильтровки видимого света. Таким образом, из-за
узкой полосы излучения отражающий эмиссионный нагреватель не подходитдля очень тонких материалов или поли¬
меров определенного вида и цвета. Гало-
геновые нагреватели изготавливаются и
поставляются всех размеров.На рис. 5.19 показан газовый нагрева¬
тель, который предварительно нагрева¬
ется с помощью электрического пускате¬
ля 6. Затем вводится газ, который горите
каталитическом слое 7. Газовый нагрева¬
тель имеет широкую полосу излучения с
максимальной длиной волны излучения
от 4 до 6 мкм. В зависимости от каталити¬
ческого слоя диапазон температур на по¬
верхности составляет от 430 до макси¬
мально 600 °С. Эффективность нагреваРис. 5.19. Поперечное сечение газового
нагревателя:1 — подводка газа и предохранительный
клапан; 2 — термопара; 3 — электрическая
проводка; 4 — кожух; 5 — изолятор; 6 —
электрический пускатель; 7 — каталитиче¬
ский слой, закрытый проволочной сеткой 8
5 Нагревание термопластичных формуемых материалов165сопоставима с эффективностью керамического нагревателя с равной температу¬
рой поверхности. Для газовых нагревателей требуется кислород (воздух). Они не
подходят для использования в закрытых полых камерах, которые традиционно
используются в термоформерах для листов. Размеры нагревателя от 110 х 110 мм.Таблица 5.2Суммирование и сравнение различных видов нагревательных элементовСущественные различия между керамическими, из искусственного кварца,
галогеновыми и газовыми нагревателямиНагревательный элементХаракте¬ристикаКерамическийИзискусственногокварцаГалогсповыйГазовыйЭнергияЭлектричествоЭлектричествоЭлектричествоГаз пропанПревращениеНагретыеНагретые спиралиНагретыеКаталитическоеэнергииспиралиспиралигорениеИсточникПоверхностьСпираль + поверх¬Спираль + поверх¬Покрытое керами¬излучениякерамикиность искусствен¬
ного кварца(труб¬
ки)ность кварцевого
стеклаческое волокноТемпература300-700 °ССпирали<1100 °ССпирали< 2400"СДо 600 "Снагревателямаксимум 800 °СИск. кварц < 500°СКварц, стекло
< 950 “СУдельный весСовременные на-
гревател и легче,
чем иск. кварц2)Тяжелый2'Очень легкий'*Время выхода< 10 мин<10 miiii3)< 1 с (3 мин)1*< 20 минна режимПодключеннаянагрузка16,6-25 кВт/м2
(для 700 СС около
38,4 кВт/м")16,6-50 кВт/м"50-75 кВт/м21350 г бутан/м2,
нагретая поверх¬
ность при макс.
430 "С плюс под-
иод воздухаПотреблениеПримерно до 75%Примерно до 75%Примерно до 85%На 30% ниже, чемэнергии приот подведенногоот подиеде!тогоот подведенногодля керамики илиHaqieuaiiHHзначения5значениязначениякварца(разъяснение)ПотреблениеОколо 25% отОколо 25% от0%Около 25% отанергии поподключеннойподключеннойподключенной на¬готовностинагрузки6*нагрузки7*грузки
166ТЕРМОФОРМОВАНИЕПродолжение тпабл. 5 2Существенные различия между керамическими, из искусственного кварца,
галогеновыми и газовыми нагревателямиНагревательный элементХаракте¬ристикаКерамическийИэискусственногокварцаГалогеновыйГазовыйПолная пло- Возможна
щадь нагреваРегулировка СлабаятемпературынагревателяПараметры ус¬
тановки на на¬
гревателеВоспроизводи¬
мость результа¬
тов нагрева¬
ния — короткий
срокВоспроизводи¬
мость — дли¬
тельный срокСрок службыФункцииконтроляТемпературнаянагрузкамашиныОбласть
излучения (ин¬
тервал длины
волны)Как вариант «кон¬
троль температу¬
ры на нагревате¬
ле», очень хоро¬
шая 10)Прекрасная И);
старые нагревате¬
ли = новым нагре¬
вателям- 10 000 чТщательно разра¬
ботанныеВысокая ,7)Широкая, макс.
при 3-5 мкмВозможнаДля спиралей бы¬
страя, для иск.
кварца слабаяУстановленная
мощность в % или
регулировка тем¬
пературы в °С8)Установленная
мощность в %9*
(регулировка тем¬
пературы в "С как
дополнительная
возможность)Хуже, когда регу¬
лировка нагревате¬
ля в % п отсутству¬
ет ИК-составляю-
щая на машине1Менее хорошая1^,
старые нагревате¬
ли безусловно от¬
личны от новых
нагревателен~ 5000 чПростые, визуаль¬
ныеВысокая |7)Широкая, макс.
при 2-4 мкмНевозможна, дос- Возможна
тигается специаль¬
ными отражателя¬
миДля спиралей Относительноочень быстрая, для длительная
кварц, стекла отно¬
сительно быстрая,
так как она пропор¬
циональна видимо¬
му излучениюУстановленная Регулировка тем-
мощность в % пературы в °СОт хорошей до пре- Прекрасная|3), ночувствительная- 12)восходнои если
температура мате¬
риала на выходе
постояннаНеблагоприятная,
так как очень зави¬
сит от отражате¬
ля '«>- 5000 чПростые, ппзуаль- Тщательно разра-ные ботаниыеОчень низкая |8) СредняяУзкая, макс.
при 1-2 мкм
5 Нагревание термопластичных формуемых материалов167Окончание табл. 5.2Существенные различия между керамическими, из искусственного кварца,
галогсновмми и газовыми нагревателямиНагревательный элементХаракте¬ристикаКерамическийИзискусственногокварцаГалогеновыйГазовыйПрименимостьУниверсальнаяУниверсальная19)ограниченная ;ЧастичнаяУниверсальнаяВлияние цветаОтчасти тождест¬Почти тождествен¬Различные временаполимероввенна времени на¬
гревана времени нагреванагрева 20)Область приме¬
нения в зависи¬
мости от маши¬
ныУниверсальнаяУ ниверсальнаяВ настоящем огра¬
ничена однопози-ционнымн машина-
21)ми для листов ’Ограничена22'Защитные по¬
крытаяНет(Нет)Вероятно, необхо¬
димыНетРегулярнаяочистка —Защитных покры¬
тий—Примечания:Газы метан или жидкий пропан.1) Керамика: Elslein HTS/2 размером 122 х 62 мм, весом 130 г; искусственный кварц: TQS FSK
размером 124 х 62 мм, весом —178 г (керамика: Ektein HTS размером 122 х 120 мм, весом 230 г).Сама спираль изменяет цвет очень быстро, а для остальных материалов, то есть кварцевого
стекла, боковых керамических штуцеров (так же как излучающей поверхности) требуется почти
такое же время, как для керамических нагревателен.^ Доля галогеновых нагревательных элементов в нагревательном блоке по весу в 6 раз ниже,
чем для нагревателей из искусственного кварца. Галогеиовый нагреватель излучает тепло сразу же
(после 0,2 с), а нагреватель из кварцевого стекла нагревается позже.5)Мошность нагревателя должна быть выбрана так, чтобы она позволяла регулировать темпе¬
ратуру на нагревателе в течение времени нагрева, даже когда происходит незначительное снижение
напряжения.(|) Когда система нагревателей находится и режиме ожидания выше отражателя без понижения
температуры нагревателя, потребление энергии снижается примерно до 25% от подключенной на¬
грузки в зависимости от установленной температуры.7* Аналогично (6); различие состоит в отсутствии регулировки температуры. Здесь устанавли¬
вается мощность. Температура на нагревателе определяется разницей между установленной по¬
требляемой энергией и энергией, которая постоянно не передается материалу н окружающей среде.В) Для большинства керамических нагревателей регулировка температуры осуществляется пу¬
тем обратной связи. Нагреватели с одинаковыми мощностью и тепловыми потерями (в материале
или в окружающую среду) объединяются вместе и регулируются с помощью нагревательного эле¬
мента со встроенной термопарой в соответствующей группе.
168ТЕРМОФОРМОВАНИЕч) В этой связи вариант (8) не является принятым, хотя пилотные нагреватели со встроенной
термопарой разработаны давно.Ш) Продукция может производиться без отходов, если сохраняется профиль изменения темпе¬
ратуры, причем регулировка температуры нагревателя осуществляется с помощью достаточного
количества пилотных нагревателен (не менее трех в блоке нагревателей) и при этом нагреватели
достигли заданной температуры.11' Контроль выходной мощности нагревательных систем производится по мощности нагрева¬
тели на входе. Однако температура, достиж1 (мая на нагревателе, зависит также от энергии, передан¬
ной в окружающую среду. Может пройти от 30 до 40 мин, пока вся нагревательная система не до¬
стигнет постоянной мощности излучения, если не используется дополнительное вспомогательное
оборудование (датчики уровня температуры в системе нагревателей, ИК-аппаратура и т.д.) для со¬
кращения стабилизационного периода. Контроль выходной мощности для нагревателей большой
массы не имеет никаких преимуществ.12) Низкий вес радиационных нагревателей (нагреватель весом 25 г, мощностью 70013т, длиной
165 мм) гарантирует очень короткое стабилизационное время для достижения температуры излу¬
чения. Только крайние секции и изолирующее основание нагревателя, которые также передают те¬
пло за счет радиации, требуют большего времени для стабилизации. Без ИК-датчика следует ожи¬
дать отклонении при нагревании первых формованных изделий. При использовании покрытий в
нагревательных системах время стабилизации увеличивается примерно до 20 мин.13) Температура очень сильно зависит от подачи воздуха и поэтому очень чувствительна к тяге.11) При времени нагрева более 200 с практически нет различия между старым загрязненным на¬
гревателем и новым нагревателем.|5) Только при замене старых нагревателен лучшая нагревательная способность новых нагре¬
вателей станет очевидной.'6> Если нагреватель зависит от хорошего отражателя, последствия следующие: со временем
отражатели загрязняются. Если вы хотите предотвратить загрязнение, нагреватель можно защи¬
тить стеклянной керамической пластиной. Она сама по себе превратится в поверхность излучения,
то есть стабилизационное время для системы увеличится из-за увеличения массы. Если вы выби¬
раете нагреватель со встроенным отражателем, то использование энергии н/нлп эффективность
будут худшими, поскольку отражатель не отражает 100%.17> Это утверждение относится только к машинам, в которых система нагревателен передвига¬
ется на станцию паузы в каждом цикле, когда они не нужны. Поскольку тяжелые нагреватели пере¬
мещаются медленно из-за их большой массы, они должны будут находиться при рабочей темпера¬
туре в положении паузы.1К) Для листовых термоформеров нагревание прекращается в положении паузы. Однако окра¬
шенным частям машины коротковолновое излучение передает больше тепла, чем в положении на¬
грева.19) Существует ряд материалов, в основном тонкие прозрачные материалы, которые вряд ли
могут быть полностью нагреты галогеновымп нагревателями.в) Время нагрева очень существенно зависит от цвета. Белые пластики требуют значительно
более длительного времени нагрева, чем черные. Двух- или многоцветные материалы сложно на¬
греть равномерно.21) Неотъемлемым преимуществом этих нагревателен является низкое воздействие тепла на
саму машину. Текущее потребление при нагреве выше, чем для керамических нагревателен или на¬
гревателей из искусственного кварца. Галогеновый нагреватель компенсирует свое более высокое
энергопотребление при нагреваннн на однопозиционных машинах для листов только за счет от¬
ключения во время паузы.22) Поскольку сжигание газа требует подачи воздуха, этот вид нагревания не может использо¬
ваться в качестве нижнего нагревателя на термоформовочных машинах со встроенной нненмокамс-
рой.
5 Нагревание термопластичных формуемых материалов169Рис. 5.20. Двухсторонний кон¬
тактный нагрев:1 — нагревательные плиты для
контактного нагрева всей по¬
верхности; 2— контактные нагре¬
вательные плиты, зависящие от
форматаРис. 5.21. Двухвалковый контактный на¬
грев, поддерживаемый нагревом теплым
воздухом, перед термоформующей ма¬
шиной с собственной системой радиаци¬
онного нагрева:1,2— нагреваемый валок; 3 — воздушный
нагрев; 4 — теплорадиационный нагрев в
термоформовочной машинеПреимущества контактного нагревания• Возможен точный температурный контроль формуемого материала.• Материал не может быть перегрет при правильной установке температу¬
ры, если температура нагрева идентична температуре формования.• Позволяет проводить запуск без отходов.• Существует возможность нагрева по определенному формат}', то есть
можно нагреть только те поверхности, которые будут формоваться на
станции формования. Форматное нагревание гарантирует минимальное
отклонение толщины сварных кромок при термозаварпвашш упаковки.• При соответствующем экранировании потери тепла могут быть очень
низкими.• Возможно короткое время нагрева для топких материалов.• Время нагрева многоцветных и с предварительно нанесенной печатью ма¬
териалов не зависит от их окраски или типографской краски.Недостатки контактного нагрева• Когда температура нагревательной плиты выше, чем температура фор¬
мования, материалы имеют тенденцию прилипать к поверхности кон¬
такта. Контактные нагреватели, покрытые антиадгезпонными вещества¬
ми, уменьшают это свойство. Особенно в критических случаях сами по¬
лимерные материалы должны быть обработаны антиадгезпонными
покрытиями.5.3.2 Контактные нагревателиКонтактные нагреватели передают тепло листу или рулонам путем контакта
через теплопроводность (рис. 5.20, 5.21).
170ТЕРМОФОРМОВАНИЕВНИМАНИЕНе каждое антиадгезионное покрытие для формуемого мате¬
риала подходит для этого процесса. Некоторые, типа стеарата
кальция, оставляют налет на нагретой поверхности и формующем
инструменте, который даже может перекрывать выпускные отвер¬
стия. В этом случае контактные нагреватели, а также формующий
инструмент и, возможно, отдельные элементы, например вспомо¬
гательный пуансон и т. п., должны регулярно очищаться.• Для передачи тепла необходимо установить равномерный контакт по всей
поверхности материала, который подвергается термоформованию. Так
как полимеры расширяются при нагревании, возможно появление пятен
на поверхности материала из-за деформирования, вызванного высоким
коэффициентом температурного расширения. Подобные эффекты на¬
блюдаются для материала со слишком большими допусками по толщине.Основные расчеты для двухстороннего контактного нагреваДля расчета времени нагрева при двухстороннем контактном нагреве приме¬
няют следующее уравнение:агде t — время нагрева, с; F„ — критерий Фурье (табл. 5.3); а — теплопроводность
материала, м2/ч (табл. 5.3); s — толщина материала, мм.Таблица 53Факторы для расчета времени нагрева при двухстороннем контактном нагревеУПС ПВХ ПП ПЭТ АБС-пластикТ 0' ОЕ°С138125145115140Т 2)
1 ME°С133122144112135F0 (критерий Фурье—1,351.52,81,51,35при 20 °С)А (коэффициент темпе¬М2/ч3,4-10 43,3 ■ 10~42,8- 10“45.0- 10~43,4 • 10“4ратуропроводности)1,05-103р(плотность)кг/м*1,05 • 1031,38-1030.92 • 1031,27 ■ 103С (теплоемкостьВт • ч/0,360,280,560.340.40полимеров) (кг-К)‘‘)Температура поверхности материала в конце времени нагрева.
^Температура в центре материала в конце времени нагрева.
ъ 1 Вт • ч/(кг • К) = 3,6 кДжДкг • К).
5 Нагревание термопластичных формуемых материалов171Примеры для материала из ударопрочного полистирола при s = 1,2 ммПрименение уравнения приводит к получению времени нагрева t в секун¬
дах:t = 9- 1,35 - -1.22 •ИГ'1 =5,2 с.3,4-10Время нагрева t соответствует сумме отдельных времен нагрева при шаговой
подаче материала под нагревателями. Для машины определенного назначения
каждое время нагрева определяется самостоятельно.Контактный нагрев как валковый нагревСуществуют валковые нагревательные системы из 1, 2, 3 и 4 валков, а также
валки диаметром до 700 мм. Преимущества валковых систем нагрева:• они позволяют материалу расширяться в двух направлениях: вдоль и по¬
перек направления транспортировки;• материал выходит из нагревательной системы без коробления;• нагревание является непрерывным;• высокая эффективность.Валковые системы нагрева используют в качестве предварительного нагре¬
ва, то есть их устанавливают перед радиационными или двухсторонними кон¬
тактными нагревателями, которыми оборудованы термоформовочные маши¬
ны. Или они встроены в термоформовочную установку в качестве нагревате¬
лей для предварительного нагрева (рис. 5.21). Валковые нагревательные
системы с замкнутым контуром, нагреваемые циркулирующим воздухом, и
с самонастраивающейся скоростью отвода формуемого материала гарантиру¬
ют короткое время запуска из-за хорошей воспроизводимости результатов на¬
грева. Валковые системы нагрева в качестве предварительных нагревателей
позволяют материалу свободно расширяться па стадии предварительного на-
греваперед его передачей в цепь транспортной системы. Цепные транспортеры
могут расширяться для компенсирования поперечного расширения материала.
Однако звездчатая цепь не может расширяться в течение времени нагрева. Это
имеет смысл для пластмасс с особенно высоким коэффициентом температур¬
ного расширения, чтобы как можно большее тепловое расширение происходи¬
ло во время фазы предварительного нагрева, в этом случае валок для предвари¬
тельного нагрева один.5.3.3 Конвекционный нагревПод конвекционным нагревом понимают передачу тепла с помощью среды:
горячий воздух, пар, горячая вода и т. д. При термоформоваиии нагревание горя¬
чим воздухом используется:
172ТЕРМОФОРМОВАНИЕ• для сушки гигроскопичных материалов в сушильных шкафах;• в нагревателях для предварительного нагрева в термоформовочных ма¬
шинах;• реже как самостоятельная система нагрева, то есть во время непосредст¬
венной переработки материала в печи в соответствующих установках, на¬
пример, при формовании изделий из РММА.Даже при конвекционном нагреве точность температуры, достигаемая на по¬
верхности материала, а также в его середине, зависит от времени нагрева. При вы¬
соких скоростях нагрева конечная температура неточна. Высокая равномерность
температуры может быть достигнута только при длительном времени нагрева.
Материалы, толстые или тонкие листы, должны омываться нагревающей средой
подобно воздуху, например, с двух сторон. Сушка рулонов материала требует
много времени и очень редко применяется из-за высоких затрат. Время сушки и
температура сушки зависят от полимера и могут быть найдены в табл. 2.4.ВНИМАНИЕВ противоположность предварительной сушке, где лист мате¬
риала может стоять в сушильном шкафу, он должен быть верти¬
кально подвешен во время окончательного нагревания при тер?
моформовании (выше температуры стеклования) из-за низкоР
механической прочности при этих температурах.5.4 Радиационный нагрев в листовых линиях5.4.1 Нагрев радиационными керамическими
нагревателямиРациационные керамические нагреватели могут использоваться как «пилот¬
ные нагреватели»: для регулировки температуры в блок нагревателей встроена
термопара (рис. 5.22). Температура в блоке керамических нагревателей контро¬
лируется пилотными нагревателями во время фазы нагрева, а также на стадии
паузы. При запуске машины нагреватели доводятся до установленной темпера¬
туры при 100% длительности включения (рис. 5.23). Температура материала яв¬
ляется функцией температуры блока нагревателей и времени нагрева или тем¬
пература измеряется в отдельной точке па материале во время нагревания, кото¬
рое завершается при достижении температурой заданного значения. Во время
паузы блок нагревателей позиционируется выше отражателя. В этом положении
текущее потребление автоматически уменьшается примерно на 25-30% от под-
5 Нагревание термопластичных формуемых материалов173ключсниоп нагрузки. Чтобы сократить время нагрева более толстых листов (от
4 мм и выше), температура нагревателя вначале интенсифицируется. Чтобы
предотвратить деструкцию поверхности материала, температура нагревателя
затем снижается до регулируемой стадии температуры до окончания времени
нагрева. Вместо использования всех нагревателей в качестве пилотных, что ока¬
залось бы очень дорого, нагреватели с одинаковой температурой объединяют в
зоны (изотермы). Поэтому температура только одного пилотного нагревателя в
зоне регулируется до ±2 К (2 °С), а оставшиеся нагреватели с той же температур¬
ной характеристикой подключаются к нему в параллель (рис. 5.22).Возможны следующие варианты:Рис. 5.22. Изотермическое регулирова¬
ние с помощью пилотных нагревателей,
установленных в блоке нагревателей по
диагонали:1 — пилотный нагреватель (нагреватель с
встроенной термопарой); 2 — инфракрас¬
ный температурный датчик (необязателен)Рис. 5.23. Температурный профиль
при нагревании керамическим нагре¬
вателем с регулируемой температурой
для температур Т1 и Т2. Точность регу¬
лировки ДГ= +2 К (+2 °С)В зависимости от размера машины при мультизоналыюм изотермическом
нагревании блок нагревателей имеет три или более постоянно связанных зоны
нагревателя с концентрическим расположением, который содержит один
пилотный нагреватель на зону. Постоянство температуры по всей площади по¬
верхности материала достигается с помощью соответствующей температуры,
установленной в круговой зоне. Заданные значения регуляторов для отдельных
круговых зон, рекомендованные изготовителями машин, также должны сохра¬
няться при уменьшении формата. Температура крайней кольцевой зоны должна
быть понижена только при экстремальном уменьшении формата. Отключение
крайних кольцевых зон полностью не рекомендуется. Для индивидуально вклю¬
чаемых мультизональпых изотермических нагревателей (за исключением пи¬
лотных нагревателей!) можно достигнуть различных температур на поверхно¬
сти полимеров. Однако недостаток состоит в длительном времени стабилизации
174ТЕРМОФОРМОВАНИЕтемпературы, требующемся для отключенных нагревательных элементов. Вы¬
ключенный нагреватель получает тепло от его непосредственного окружения:
он не остается холодным.Если мулыпизоналыюе изотермическое нагревание имеет несколько пилотных
нагревателей на зону, можно располагать отдельные нагреватели по отношению к
пилотным достаточно свободно. Это расположение позволяет получить дифферен¬
цированную температуру в пределах нагреваемой области с тем преимуществом,
что только один пилотный нагреватель требуется для контроля температуры каж¬
дой зоны. За счет случайного расположения нагревателей по отношению к незакре¬
пленным пилотным нагревателям могут быть сформированы дополнительные тем¬
пературные зоны, управляемые с обратной связью. Это означает, например, что
вместо отключаемых нагревателей, которые стабилизируются по температуре
только через 5-15 мин, эти нагреватели объединены с пилотным нагревателем. На
этом пилотном нагревателе устанавливается температура, эквивалентная темпера¬
туре отключенных нагревателей. При запуске машины все нагреватели, таким об¬
разом, нагреваются до их распределенной установленной температуры. Производ¬
ство начинается при стабилизированной нагревательной панели.При совмещении регулировки с обратной связью и настройки значением тем¬
пературы, по крайней мере, в трех кольцевых зонах (изотермах) управляет один
пилотный нагреватель в каждой зоне. Пилотный нагреватель всегда показывает
заданную на нем температуру в °С. На табло нагрева для пилотного нагревателя
заданное значение 100% относится к этой температуре. Связанные в изотерме
другие нагреватели также установлены в процентах, поэтому все значения ото¬
бражаются только в 100%-ном значении, что приводит к однородному нагреву
на базовой нагревательной панели.При регулировке нагревания по температуре материала температура радиа¬
ционных нагревателей регулируется с обратной связью или устанавливается та¬
ким путем, что полимерный материал всегда нагревается до его максимально
возможной температуры. Это требует, чтобы в блоке нагревателей были уста¬
новлены один или несколько инфракрасных датчика для измерения температу¬
ры поверхности материала во время нагревания. Возможно устанавливать до¬
полнительное время выдержки после достижения максимальной температуры
поверхности, чтобы разница температур могла определяться толщиной листа.
Максимально установленная температура поверхности материала соответству¬
ет максимальной температуре формования (см, табл. 2.4).Расчет времени нагрева при использовании керамических нагревателейНеобходимое условие при двухстороннем нагреве: расстояние нагреватель¬
ного элемента от уровня зажима около 200 мм, вся нагреваемая область полно¬
стью оборудована нагревателями. Как упрощенный вариант, для однородного
нагревания применяется базовая нагревательная плита при хорошем приближе¬
нии:
5 Нагревание термопластичных формуемых материалов175t„ = kt • k-j, • ■ kA • 5,где t„ — время нагрева, с; kt — коэффициент расположения нагревателя, с/мм
(см. табл. 5.4); к-, — коэффициент материала для времени нагрева (см. табл. 2.4);
к3 — коэффициент толщины формуемого материала для времени нагрева; s —
толщина формуемого материала, мм.Можно применить следующее:
для s < 5 мм кл = 15>5мм А3 = 5/4где fe, — коэффициент для отпечатка элементов:для обычного отпечатка элементов kA = 0,9-1,2для четкого отпечатка элементов kA = 1,2-1,8Таблица 5.4Коэффициент ki для расчета времени нагрева керамическими нагревателямиМаксимальная температура нагревателя
Верхний нагрев/нижний нагрев650/450 °С700/500 °С*186,5ПРИМЕР ==============^======^_=Для материала из АБС-пластика любого цвеа'а толщиной s = 4 мм: тем¬
пература нагревателя 650/450 °С (табл. 5.4) и стандартный отпечаток.
Для этих условий применяют следующие значения:
kx = 8 (табл. 5.4)
k2 = 1,3 (табл. 2.4)
k3 = 1 (см. выше для s < 5 мм)= 1,1 (выбран для вышеприведенных показателей и стандартного от¬
печатка)Таким образом, получают время нагрева в секундах:
f„ = /г, • к., • к• kt • s = 8 • 1,3 • 1 • 1,1 • 4 = 46 с.5.4.2 Нагрев радиационными нагревателями
из искусственного кварцаЕсли ту же самую характеристику нагрева, примененную для керамических на¬
гревателей с пилотными элементами (рис. 5.22), необходимо получить для нагрева¬
телем из искусственного кварца, должна быть выверена мощность отдельных зон.
Однако различие состоит в том, что при регулировании мощности температура на¬
гревателей не контролируется. Для достижения более равномерной температуры
на поверхности материала используются гюльцевые зоны. Установленные значения
176ТЕРМОФОРМОВАНИЕВремя нагреваРис. 5.24. Время стабилизации fa и tb для температуры нагревателя, настраиваемого по
мощности в процентах для температур Тл и Т2 на этом нагревателе:а, — профиль температуры на нагревателе при низкой стартовой температуре и низком за¬
данном в процентах значении; а2 — профиль температуры на нагревателе при высокой стар¬
товой температуре и низком заданном в процентах значении; — профиль температуры на
нагревателе при низкой стартовой температуре и высоком заданном в процентах значении;
Ь2 — профиль температуры на нагревателе при высокой стартовой температуре и высоком
установленном в процентах значениив процентах для отдельных нагревателей внутри зоны идентичны. Чем меньше
кольцо, тем меньше регулируемое значение. Температура материала является след¬
ствием запрограммированного времени нагрева, регулировочных параметров и не¬
контролируемой температуру нагревателя. Во время нагревания необходимо про¬
верять температуру материала, потому что температура нагревателя из искусствен¬
ного кварца не контролируется. Нагреватели из искусственного кварца не могут
быть отключены. В фазе паузы нагревательная панель передвигается выше отража¬
теля, и его мощность уменьшается примерно до 25%, чтобы элементы не перегре¬
лись, но сохранили более высокую начальную температуру для последующего про¬
цесса нагрева Поскольку мощность каждого отдельного нагревателя регулируется
в процентах, изменять характеристику нагрева очень просто. При установке мощ¬
ности крупногабаритных нагревателей нужно подготовиться к более длительному
времени стабилизации температуры. Чем меньше заданное значение и ниже темпе¬
ратура нагревателя (рис. 5.24, кривые о, и а-,), тем дольше время стабилизации тем¬
пературы (рис. 5.24). Чем больше различаются заданные значения для отдельных
зон нагревательной панели, тем дольше время стабилизации. В экстремальных слу¬
чаях оно может составлять до 40 мин, пока не установится равновесие.Наиболее важные возможные отклонения для нагревателей, настраиваемых
по мощности в процентах:• При индивидуальной настройке радиационного нагревателя без контроли¬
рования температуры па поверхности материала регулируемое значение
5 Нагревание термопластичных формуемых материалов177составляет около 25%, когда элемент находится в состоянии паузы. Во
время нагревания с программируемой характеристикой нагрева индиви¬
дуальные параметры настройки на нагревателях находятся в пределах отО до 99%. Чтобы минимизировать брак при запуске, вызванный плохой
воспроизводимостью, время нагрева и/или область нагрева должны не¬
прерывно корректироваться до тех пор, пока не стабилизируются.• При настройке отдельных нагревателей с контролем температуры ИК-
датчиком температура материала измеряется во время нагревания ин¬
фракрасным (ИК) датчиком температуры, установленным в центре на¬
гревательной панели. Процесс нагрева останавливается, как только дос¬
тигается заданная температура. Этот вариант дает воспроизводимые ре¬
зультаты нагрева, но только после того, как завершится фаза
стабилизации. Время стабилизации нагревателей в центре панели, где
также расположен ИК-датчик, отлично от времени стабилизации наруж¬
ных нагревателей с высокими заданными значениями.• «Концепция Harlequin» (за счет IKVAachen) предназначена для использо¬
вания на автоматических рулонных машинах и листовых термоформерах
с отдельными станциями нагрева и формования. Для однопозиционных
машин серия датчиков установлена на нагревательной панели так, чтобы
температура материала регистрировалась при возвращении нагреватель¬
ной панели. Датчик уровня регистрирует уровень температуры материала
во время нагрева, а также динамику процесса и влияние взаимных измене¬
ний характеристики мощности нагревателей. После процесса нагрева се¬
рия датчиков измеряет распределение температуры на поверхности. Глав¬
ный компьютер вычисляет откорректированные значения настройки
нагревателя для следующего цикла. Значения заданной температуры ма¬
териала достигаются примерно после 5-6 ходов.• Подобно концепции Harlequin, серия датчиков заменяется ИК-сканером.
Для этого варианта также проводится сначала нагревание, а затем измере¬
ния в дальнейшем корректируются. Это повторяется до тех пор, пока не
получено устойчивое состояние.• Для уменьшения времени нагрева для толстых листов в целом для систе¬
мы нагрева применяется меняющийся профиль мощности. Это означает,
что в начале времени нагрева материал нагревается интенсивно при уве¬
личенной мощности, которая затем постепенно уменьшается.5.4.3 Нагрев радиационными
галогеновыми нагревателямиПринципалыю те же варианты регулировки характеристики нагрева, кото¬
рые описаны в разделе 5.4.2, также возможны для галогеновых нагревателей.12 За* 796
178ТЕРМОФОРМОВАНИЕЗдесь также нет контроля температуры при использовании пилотных нагревате¬
лей или подобных датчиков на панели. Ниже перечислены существенные отли¬
чия для нагревателей из искусственного кварца:• Эти очень легкие нагреватели великолепно подходят для регулировки
мощности. К сожалению, стеклянное керамическое покрытие нагрева¬
тельного блока уменьшает воспроизводимость во время запуска машины,
пока стеклокерамика не достигнет стабильной температуры.• Нагреватели могут быть отключены в положении паузы.• По нашему опыту, галогеновые нагреватели имеет смысл устанавливать
только на однопозиционных машинах для листов, где время нагрева опре¬
деляет цикл, а нагреватели могут быть отключены на стадии паузы. Это
компенсирует высокое текущее потребление во время нагрева. Другие не¬
достатки и преимущества найдете в табл. 5.2.5.5 Радиационный нагрев для автоматических
термоформовочных машин
с рулонной загрузкойКонструктивный принцип радиационного нагрева для автоматических ру¬
лонных термоформовочных машин показан на рис. 5.25. Во время процесса на¬
грева материал движется от Е до А. Более короткие нагреватели в поперечных
рядах Е и D позволяют быстро достигать температуру при нагревании материала
(также см. раздел 5.3.1).112345пРис. 5.25. Радиационный нагрев для автоматических рулонных термоформеров:1,2,3 п — продольные ряды нагревателей; А-Е — поперечные ряды нагревателей; /0—пи¬
лотные нагреватели для наружных рядов 1 и гг, 11 — пилотные нагреватели для центра панели10. X<8Г
5 Нагревание термопластичных формуемых материалов1795.5.1 Нагрев радиационными керамическими
нагревателямиВ этом случае также существуют разные варианты нагрева:• Нагревательная панель оборудована двумя пилотными нагревателями:
один — для контроля температуры продольных рядов 2,3 до (п - 1), дру¬
гой — для периферийных продольных рядов 1 и п (рис. 5.25). Если наруж-
ние ряды 1 и п отдельно не регулируются одним (или двумя) пилотным
нагревателем, а применяются нагреватели с высокой мощностью, которые
контролируются пилотным нагревателем в центре панели, система нагре¬
ва потребует при запуске более длительного времени стабилизации тем¬
пературы для наружных рядов нагревателей.• Каждый продольный ряд нагревательной панели имеет свой пилотный
нагреватель (рис. 5.26).• В пределах области формования материала поперечные ряды нагрева¬
тельной панели Ей D могут, кроме того, отключаться или регулироваться
по температуре (рис. 5.27).• На обратной стороне материала от выхода из системы нагрева (попереч¬
ный ряд А) и/или подаче на станцию формования (поперечный ряд С) по¬
перечные ряды могут, кроме того, регулироваться по температуре
(рис. 5.27). Если блок нагревателей может справа достигать области фор¬
мования, поперечные ряды зоны А могут быть исключены, а продольные
ряды зоны В вытянуты (рис. 5.27).В зависимости от системы управления машины возможно при всех выше¬
упомянутых вариантах увеличивать или уменьшать температуру системы на¬
грева в целом./ ®СМ) ^&- Рис. 5.26. Нагрев для авто
матического рулонного тер-
моформера с тремя плотны¬
ми нагревателями:1 — центральная зона; 2 — на
ружные рядыРис. 5.27. Контроль температуры поперечных и
продольных рядов радиационных нагревателей
на автоматических термоформовочных рулонных
машинах
180ТЕРМОФОРМОВАНИЕ5.5.2 Нагрев радиационными нагревателями
из искусственного кварцаВместо применения для регулировки пилотных нагревателей, для нагрева¬
телей из искусственного кварца мощность в продольных или поперечных рядах
и частично даже отдельных элементов регулируют в процентах следующим об¬
разом:• мощности продольных рядов, а также общий уровень мощности блока на¬
гревателей могут изменяться в процентном выражении;• при соединении с индивидуальными регуляторами отдельных зон нагре¬
вательной панели мощность продольных рядов, а также величину общей
мощности нагревательного блока изменяют в процентном выражении;• мощность индивидуальных i шгревателей регулируют в процентах, так же
как величину общей мощности блока нагревателей.5.5.3 Регулировка температуры с обратной связью для
термоформовочных машин с рулонной загрузкойПоскольку практически существует очень небольшое пространство для ус¬
тановки датчиков температуры, регулировка, а также измерение температуры
весьма проблематичны. Температура обычно измеряется рядом с блоком нагре¬
вателей, за которым перед станцией формования остается достаточно большой
зазор для измерения температуры. Иначе он возвращается в область полного
шага подачи. В других случаях блок нагревателей движется за счет шагового пе¬
ремещения, чтобы всегда оставался достаточный зазор для измерения, в кото¬
ром температура материала контролируется или подвижным ИК-датчиком тем¬
пературы, несколькими стационарно установленными ИК-элементами, или ска¬
нером температуры. Температуру материала регулируют воздействием на
температуру нагревателя.5.6 Измерение температуры на поверхности
формуемых материаловИзмерение температуры инфракрасными (ИК)измери?пельньши приборамиНаибольшее преимущество ИК-измерительиых элементов в том, что это и*1'
струмеиты твердого состояния. Однако при их использовании должны соблю-
даться следующие условия:
5 Нагревание термопластичных формуемых материалов181Таблица 5.5Различные измерительные приборы для контроля температуры поверхности<и i п v =5 х 2 « И з £<и ;2 о. ^ Я 41 > °a S § * 11 § £81 P.&I SrjS К Я § § 5 £So OS.O5 W ^ X 2 C rv E- о м P* о s£ V p. £■ § « 0 BE-BS=|“cI I £ § Pi ё SS Ssliss&isiss I—я я 5 2 5* о. _ о. £ о. я? I S 9 g. a К 1? £ g £ яЙ о о S® ®J да нетК И Н О S ^5 SSS» iSs АИК-датчика температуры X X X XXXИзмерительная X Х!) X XXИК-пластина(несколько ИК~ датчиков)ИК-камера/ИК-сканер X XX XXТермопластины (измеряю- X X Х2) X Xщие температуру пластины)Контактный термометр XX X XX(для толстых материалов)Плавящиеся соли, термо- X X Х3) X Xхромовые карандашиТермометр для циркуляции X11 Возможно несколько точек измерения.Остается слабое разбухание, но не для материалов толщиной менее 0,5 мм.
3) Исследуйте применимость в каждом случае.• ИК-инструмент должен быть настроен на коэффициент эмиссии, кото¬
рый зависит от вида полимера и цвета.• Если измерение происходит во время нагрева, то излучение нагревателей,
которое отражается от поверхности материала, будет включено в измере¬
ние, если диапазон измерений не был правильно сбалансирован. Это при¬
ведет к ошибочным результатам измерения.• Угол измерения между направлением измерения ИК-прпбора и правиль¬
ный угол по отношению к поверхности материала также оказывают влия¬
ние на результаты измерения. Если материал сильно коробится во время
нагревания, измерение на вершине складки или относительно крутом бо¬
ку приведет к различным значениям температуры, даже если формуемый
материал показывает одинаковую температуру. Если в этих обстоятельст¬
вах время нагрева будет контролироваться измеряемой температурой, то
время нагрева, особенно для полимеров, которые дают сильное коробле-МетодизмеренияИзмерение
темпера туры
с помощью
182ТЕРМОФОРМОВАНИЕпне, будет отличаться. Это приведет к различным температурам материа¬
ла во время производства и, таким образом, к колебаниям качества фор¬
мованных изделий.• Линзы ИК-инструментов должны регулярно очищаться для получения
воспроизводимых температур материала.Измерение термомерителъпыми пластинамиПреимущества использования температурных мерительных пластин:• рентабельность;• может регистрироваться любое заданное количество точек измерения, да¬
же на любой стороне материала;• температура, контролируемая за счет изменения цвета, устанавливается и
позволяет сделать оценку даже на более поздней стадии;• измерение температуры не дает никакого доказательства излучения поли¬
мерами, то есть оно не зависит от вида и цвета полимеров.Недостатки при использовании температурных мерительных пластин:• постоянная маркировка точек измерения приводит к отбраковке измеряе¬
мых формовок;• температурные мерительные пластины не рекомендуются для тонких ма¬
териалов, менее 0,2 мм;• при интенсивном радиационном нагреве поверхности пластмасс (мощно¬
сти нагревателя примерно от 50 кВт/м2 и выше) могут быть получены не¬
верные результаты измерений, особенно для коротковолнового излучения;• также возникают при измерении ошибки, когда мерительная пластина от¬
ходит от поверхности полимера во время процесса нагрева из-за неудов¬
летворительной адгезии. Часто это происходит с полиолефинами.Измерение встроенными термопарамиДля точного измерения температуры внутри толстых листов (s > 3 мм) могут
использоваться встроенные термопары. С этой целыо в листе сверлится до тре¬
буемой глубины отверстие, а термопара вставляется в это отверстие. Затем оно
завариваривается горячим воздухом устройством для сварки с поверхностью
вокруг отверстия, снова восстанавливая горизонтальную поверхность. Просвер¬
ливая несколько отверстий на различной глубине, можно определить распреде¬
ление температуры по толщине формуемого материала. Этот вид измерения
температуры подходит только для исследования основных закономерностей, но
не в целях производства.При измерении контактными термометрами измерительная головка долж¬
на медленно и монотонно скользить параллельно формуемому материалу Точ¬
ность измерения не очень высока прежде всего из-за того, что измерения не мо¬
гут проводиться в течение времени нагрева.
6 ТЕРМОСТАТИРОВАНИЕ ИНСТРУМЕНТАДЛЯ ТЕРМОФОРМОВАНИЯСвойства при охлаждении термопластов описаны в разделе 2.2.8. Воспроиз¬
водимые результаты формования и охлаждения могут быть достигнуты только
при использовании термостатируемого формующего инструмента (TF-инстру-
мент). Формующий инструмент доводится до рабочей температуры перед нача¬
лом производства.Термостатирование означает поддержание температуры формующего инст¬
румента постоянной насколько возможно за счет баланса между нагреванием
или охлаждением. Инструмент должен быть доведен до его оптимальной темпе¬
ратуры уже вначале, чтобы не было брака при запуске. Если сам инструмент
оснащен системой охлаждения, такой как встроенные охлаждающие каналы
(рис. 6.1), или вбитые охлаждающие трубки, это называют прямой термостати-
рующей системой. Если термостатирование применяется через подложку путем
установки формующего фрагмента на термостатируемую плиту, это называют
косвенным термостатированием.Термостатирующая среда и интервал температурЕсли в качестве термостатирующей
среды используется вода (содержащая
противокоррозионное вещество), воз¬
можны четыре интервала изменения тем¬
пературы формующего инструмента:• Температуры инструмента в ин¬
тервале от 0 до 20 °С или до темпе¬
ратуры окружающей среды: обыч¬
ные температуры инструмента для
быстродействующих машин; инст¬
румент должен охлаждаться с по¬
мощью холодильного устройства.• Температуры инструмента в ин¬
тервале от 20 до 95 °С: обычныеРис. 6.1. ГР-инструмент с охлаждающи¬
ми каналами:а — расстояние между охлаждающими кана¬
лами (расстояние между центром каналов);
Ь — толщина стенки формы; 1 — стенка фор¬
мы 1 с толщиной Ь, и расстоянием а,; 2 —
стенка 2 с толщиной Ьг и расстоянием а2; 3 —
стенка 3 с толщиной Ь3 и расстоянием а3
184ТЕРМОФОРМОВАНИЕтемпературы инструмента для переработки листа, реже для автоматиче¬
ских рулонных термоформеров; должно использоваться термостатирую-
щее устройство.• Температуры инструмента от 95 до 150 °С: для термоформовапия тер¬
мопластов с высокой теплостойкостью. Этих температур можно достиг¬
нуть при работе с закрытой герметичной схемой нагрева. При 150 °С тре¬
буется давление около б бар в оборотной линии. В термоформующем ин¬
струменте в качестве теплопередающей среды редко когда используется
масло.• Если инструмент должен быть только нагрет, могут использоваться
ТЭНы, например, для переработки ПЭТ или термоформования очень
тонкого теплостойкого термопластичного листа. Температурный диапа¬
зон нагреваемого ТЭНами термоформующего инструмента — от 125 до300 "С.6.1 Требования к мощности термостатируемого
термоформующего инструмента
перед началом производстваЕсли Г^-инструмент необходимо нагревать, количество тепла+Qj определя¬
ют следующим образом:1 Tw —т{)+Q.v (™w-cw)-S.Если TF-инструмент необходимо охлаждать, количество тепла -Qs- опреде¬
ляют по следующему уравнению:1 Т() — Tw
Qs _ gQ f '(Phv -cr>S,где Qs — мощность нагрева (+Q.S) Для нагреваемого или мощность охлаждения
(-(2л) Для охлаждаемого инструмента, кВт, перед началом поизводства; Tw— ра¬
бочая температура инструмента, °С; Т{) — начальная температура инструмента,
то есть комнатная температура, °С; I — требуемое время нагрева для нагревания
или время охлаждения для охлаждения инструмента, мин; mw — масса инстру¬
мента, кг; cw — удельная теплоемкость материала инструмента в кДжДкг • К):для алюминия cw = 0,9 кДжДкг • К)для стали cw = 0,49 кДжДкг • К)для меди cw = 0,4 кДж/(кг • К)
6 Термостатирование инструмента для термоформования185Если инструмент состоит из двух различных материалов, например, фор¬
мующий инструмент с одновременной вырубкой, то применяют следующее
уравнение:(тн. ■ с„.) = (тт • ст + тт ■ ст).Коэффициент надежности Sучитывает теплопотери до инструмента в труб¬
ках и гибких шлангах, а также количество охлаждающей воды (равен 1,1-1,3).Таблица 6.1Рекомендуемое время нагрева или охлаждения TF-ипструмсита
перед началом производстваВес формы tnwкгдо 3030-6060-120120-250свыше 250Время нагрева для нагре¬
ваемой формыMIIH1010-1515-2020-3030-45Время охлаждения для
охлаждаемой формымин6-107-108-1010-1515-206.2 Требования к мощности термостатирующих
устройств при производствеДля поддержания на постоянном уровне температуры формующего инстру¬
мента в производственных циклах мощность нагрева и/или охлаждения рассчи¬
тывается следующим образом:Q = 2,77 ■ тк • (Нк - Я,) ■ k- S ■ 10^ + Q,,Q - эффективность охлаждения, кВт, если Q > О,
мощность нагревания, кВт, если Q< 0
(1 кВт = 860 ккал/ч);
тк — производительность по материалу в кг/ч:^“производительность по материалу за цикл ■ циклов (мин) • 60,
тк= производительность по материалу за цикл ■ (3600/время цикла (с)).
Вес зажимных кромок во внимание не принимают.Я* - энтальпия полимерного материала в начале процесса формования при тем¬
пературе формования, кДж/кг {IIк см. на рис. 6.2 изменения энтальпии);Я/ — энтальпия полимерного материала нри температуре извлечения из формы,
кДж/кг;1< — коэффициент интенсивности охлаждения (эмпирическое значение):
k “ 1,0-0,9 для одностороннего охлаждения.
186ТЕРМОФОРМОВАНИЕПРИМЕР -Формование сдвоенных листов или негативное вакуумформование без
вентилятора:к = 0,95-0,85 для ппевмоформопапия;к = 0,7-0,4 при дополнительном охлаждении, с охлаждющим вентиля¬
тором и, возможно, распылении хладагента.S — коэффициент надежности, S= 1-1,2 (выбирается);
Q, — выделенное тепло в кВт (не учитывается).Температура, *СРис. 6.2. Кривые энтальпии некоторых термопластов6.3 Пояснения для инструмента
с прямым термостатированиемНеобходимый расход (объем V) тсрмостатирующей среды:Р 1V =60 см 'Рм А'/д,Для воды в качестве теплоносителя применяют следующее уравнение:, Р
6 Термостатирование инструмента для термоформования187Г - расход в л/мни (опытная величина для формующего инструмента);Р- необходимым расход тепла, кВт:+&-- когда требуется нагревание,Рт |-(2v! ~ когда требуется охлаждение;
см - удельная теплоемкость теплоносителя кДж/(кг • К):
для воды сд, = 4,18;
рм — плотность теплоносителя в г/см3 или кг/дм3:
для воды рд, = 1;ДТч — разница температуры воды между температурой на входе и выходе:АТМ = 3-5 °С (3-5 К), в зависимости от типа и размера инструмента (бо¬
лее низкие значения для формующего инструмента с одновременной вы¬
рубкой).Необходимые размеры охлаждающих каналовСправочный размер — это произведение (d ■ /); рассчитывается как:Р-103 1(</•/) = 60-7С-СС ATMWd— диаметр канала или отверстия, мм;/-длины охлаждающих каналов, м;Р - необходимый расход, кВт;
а — коэффициент теплопередачи в кВт/(м2 • К):
для воды а = 2,3-3,5:Д^ми'- разница температур поверхности инструмента и теплоносителя, °С:
A7),u,= 3-5 °С (3-5 К).Таблица 6.2Рекомендуемый диаметр каналов или отверстий d для термостатирующих каналовРекомендуемый dдля алюмииисиых формВес формы тм>, кг до GO 60-120 120-250 свыше 250Диаметр отверстия, мм 10 12 14 15Эффективную длину охлаждающего капала получают из уравнения:, W-0<? — коэффициент контакта (эмпирическое значение):9 = 1 для инструмента с глубокими просверленными отверстиями и встро¬
енного охлаждающего змеевика;
q •= 1,3-1,6 для секционного охлаждающего змеевика.
•68К Ар
а)термоформованиес)V, Дррис. 6.3. Снижение потерь давления:а) неразделенный контур; Ь) разделенный на два параллельных контура; с) несколько парал¬
лельных контуровДлина охлаждающего канала / разделена внутри формующего инструмента.
При толщине стенки Ь~ 40 мм и диаметре канала d~ 14-15 мм расстояние а ме¬
жду каналами может быть выбрано примерно 120-150 мм. Слишком маленькое
расстояние приводит к увеличению потерь давления и уменьшает поток (объем¬
ный расход).ВНИМАНИЕВ формующем инструменте применение охлаждающего кон¬
тура без ответвлений приводит к ббльшим потерям давления, чем
в контуре с ответвлениями. Поэтому преимуществом является
разделение длинных охлаждающих каналов. При разделении на
два параллельных контура (рис. 6.3) потери давления уменьшают¬
ся с коэффициентом 4. На рис. 6.3 показано разделение на не¬
сколько параллельных контуров.
6 Термостатирование инструмента для термоформования1896.4 Пояснения для инструмента с косвенным
(опосредованным) термостатированиемДля опосредованно термостатируемого инструмента применяется расчет,
приведенный в разделе 6.3, только разницу температур TMW принимают меньше
1-3 °С (1-3 К), чтобы получить такие же температурные и тепловые условия,
как в 6.3.Qs — расход тепла перед началом производства (раздел 6.1), кВт.Q — расход тепла во время производства (раздел 6.2), кВт.V — требуемый расход теплоносителя через термостатируемую плиту (раз¬
дел 6.3), л/мин. Внимание: ввести ATMW= 1-3 °С (1-3 К) (эмпирическое значение).d ■ I — исходное значение для поверхности охлаждающего канала (раз¬
дел 6.3), мм • м.ВНИМАНИЕДля хорошей теплопередачи между термостатируемой пли¬
той и формующим инструментом необходимо учесть следующее:• площадь контакта должна быть загрунтована и покрыта гра-
; фитом, маслом или жиром перед соединением болтами;; • для контакта поверхность только фрезеруют, графит/жир
являются идеальной смазкой для контакта;; • учтите достаточное количество крепежных болтов, препят-
I ствующих отставанию инструмента от термостатирующей
Г плиты при тепловом расширении;\ • поперечные сечения выпускных каналов должны быть вы-
■ браны так, чтобы оставшаяся площадь контакта была как
I можно больше.6.5 Пояснения для электрического нагреваЕсли тепло не должно отводиться во время производства термоформоваи-
ных изделий, применяется электрический нагрев. Нагревательные элементы не¬
обходимо спроектировать так, ч тобы заданная тепловая мощность была дости¬
жима. Расчеты как в разделах 6.1 и 6.2.Q,■ — требуемое тепло перед началом производства (раздел 6.1), кВт.Q — требуемое тепло во время производства (раздел 6.2), кВт.Для Qs> Qприменяют: электрическая подключенная нагрузка(1,2-1,4) • ()?■Для Q> Q.S-применяют: электрическая подключенная нагрузка(1,4-1.6) ■ Q.Расстояние между Т. Шамн в нагревательных пластинах можно определить
следующим образом: (1,5-2,5) • толщина нагревательной плиты.
190ТЕРМОФОРМОВАНИЕf ВНИМАНИЕк.? Нагретый инструмент должен быть изолирован от стола м<| шины термоизолирующими пластинами.6.6 Примеры для расчета мощности
термостатирования6.6.1 Термоформующий инструмент (165 кг) на машине
для переработки листовРасчет термостатирующей мощности при следующих условиях:
инструмент из алюминия, вес mw = 165 кгтеплоемкость для алюминия cw = 0,9 кДжДкг • К)перерабатываемый материал: ПС (HIPS) 5 = 5 мм, L = 760 мм, В = 590 мм,р =1,05 г/см3время цикла tT = 60 стемпература инструмента Tw = 85 °Сначальная температура инструмента Г0 = 22 °С
необходимое время нагрева t =30 мин.коэффициент надежности S =1,1 (выбран)Согласно разделу 6.1, мощность нагрева перед началом производства рас¬
считывается как:Gs=s'^^'(m"'c”')'5=^'?iir'(165'0S)'u=5jKBT'Производительность по материалу тк в соответствии с разделом 6.2 на осно¬
ве вышеприведенных данных определяется по уравнению:тк =L-B-s-pK’^^-i0~e = 760-590-5-1Д)5-^^-10-6 = 141кг/ч
tT 60и для мощности охлаждения при производстве:Q = 2,77 • тк-(Нк - Я,) • k • 5-10 J + Q, =- 2,77-141,3- (295 -85) -0,55- 1,1 • 10 ‘«5 кВт
Нк = 295 кДж/кг (см. рис. 6.2 для ПС при 185 °С)НТ = 85 кДж/кг (см. рис. 6.2 для ПС при 70 °С)
k = 0,55 (принято)5 = 1,1Q, = 0 (не учитывается)
б Термостатирование инструмента для термоформования191В соответствии с разделом 6.3 требуемый расход воды для следующих усло¬
вии рассчитывается как:Р = & =5.7 кВт
см = 4,18 кДжДкг • К)P.U “ 1 г/см3
АТМ ~ 5 °С (5 К)Р 1 57 1J/ = 60 = 60 ! = 16,4 л/мм.сд, -р „ АТи 4,18-1 5Необходимая площадь поверхности охлаждающих каналов согласно разде¬
лу 6.3 рассчитывается для следующих условий:Р = Qs= 5,7 кВт
а = 3,2 кВтДм2 • К)АTMW = 3-5 °С (3-5 К)(rf./)=£d2l._L = ^._^ = 567.- 171-а ДГд/и, я-3,2 ATMW АТШ.Поэтому применяют следующее уравнение:(±1)
dдля глубоких термокомпенсационных каналов, q = 1 (см. раздел 6.3).При ДГА/и. = 4 °С (4 К), диаметре канала d = 14 мм длина глубокого просвер¬
ленного охлаждающего канала 1гц = 10,1 м определяется в соответствии с
табл. 6.3.Таблица 6.3Длина охлаждающего канала как функция диаметра d канала и разшщы температур
ЛГМИ/поверхности инструмента и теплоносителяД^Л/Н’3 °С (3 К)4 ”С (4 К)5 °С (5 К)d= 12 мм15,8 м11,8 м9,5 м</=14 мм13.5 м10,1 м8,1 м</=15 мм12.6 м9,5 м7.6 мПри толщине стенки инструмента около 40 мм расстояние между охлаждаю¬
щими каналами а (рис. 6.1) может быть выбрано от 120 до 150 мм. Для охлаж¬
дающих каналов длиной до 10 м и диаметром 14 мм термостатирующих контур
не должен разделяться.
192ТЕРМОФОРМОВАНИЕ6.6.2 Термоформующий инструмент (400 кг) на машине
для переработки листовРасчет мощности термостатирования для следующих условий:Алюминиевый инструмент, вес mw = 400 кгТеплоемкость для алюминия cw = 0,9 кДж/(кг • К)Перерабатываемый материал: ПС (HIPS) s= 5 мм, L = 1800 мм, В = 590 мм,р =1,05 г/см3Время цикла tr = 60 сТемпература инструмента Tw = 85 °СНачальная температура инструмента Т0 = 22 °С
Необходимое время нагрева t =45 минКоэффициент надежности S = 1,1 (выбран)Согласно разделу 6.1, мощность нагрева перед началом производства
равна:Q =-L.T'v—T° .(m -с ).5 = J_.^5^.(400.0,9)-l,l = 9,2 кВт.60 t 60 45 vДля вышеприведенных данных в разделе 6.3 производительность по мате¬
риалу получаем:тпк ~L-B’S-pK .^^.10~fi = 1800-590-5-1,05•^^■10”6 =335 кг/ч
tT 60и характеристику охлаждения при производстве:Q = 2,77 • тк • (Нк - Нг) ■ k' S ■ 10^ + Q,== 2,77 • 335 ■ (295 - 85) • 0,5 • 1,1 • 10 4 ~ 10,7 кВт
Нк = 295 кДж/кг (см. рис. 6.2 для ПС при 185 °С)Я, = 85 кДж/кг (см. рис, 6.2 для ПС нри 70 °С)
k = 0,5 (выбран)5 = 1,1Qr = 0 (не учитывается)Согласно разделу 6.3, необходимый расход воды определяется при следую¬
щих условиях:Р = |&| =10,7 кВтсм = 4,18 кДжДкг • К)рм = 1 г/см:)АТМ = 6°С
6 Термостатирование инструмента для термоформования 193Р 1 107 1V = 60 —— = 60 : = 25,6 л/мм.см-Рм АТМ /1,18-16Необходимая площадь поверхности охлаждающих каналов — согласно раз¬
делу 6.3 — определяется при следующих условиях:Р = Qs^ Ю,7 кВта = 3,2 кВт/(м2 • К) (для жссткой воды а = 2,9)АТм. - 3-5 °С (3-5 К)я-а. Д Тмп, я-3,2 ДГМП, &TMWПри ATMW = 4 °С (4 К), диаметре канала d= 15 мм и q = 1 получают длину ох¬
лаждающего канала lfjj = 17,7 м.Для снижения потерь давления в очень длинном охлаждающем канале
d= 15 мм при lrjf = 17,7 м он должен быть разделен, как показано на рис. 6.3, b или с.6.6.3 Формующий и вырубной инструмент
на автоматической термоформовочной машине
с рулонной загрузкойРасчет мощности термостатироваиия для следующих условий:Алюминиевый инструмент, вес mw =400 кг(120 кг сталь + 280 кг алюминий)
Теплоемкость для алюминия с,,.. = 0,9 кДж/(кг • К)Перерабатываемый материал: Г1П s = 1,2 ммШирина нагреваемого материала В = 640 мм, шаг продвижения 320 мм
Шаг продвижения L = 320 ммПлотность р = 0,92 г/см3Скорость процесса 21 цикл/мин (1260 цикл/ч), пнев¬моформование
Температура инструмента Тк = 20 °СИз вышеприведенных данных согласно разделу 6.2 получаем следующее вы¬
ражение для производительности по материалу:m^L-B-s- рк- цикл ы/ч -10~е - 320 ■ 64 0 • 1,2 - 0,92 • 1,260-10^= 284,9 кг/ч; и для
мощности при охлаждении при производстве:Q = 2,77 • тпк ■ (IIк - //,) • к • 5 -10-* + Q, == 2,77 ■ 284,9 - (295 - 85) • 0,9 - 1,2 • 101 * 17,9 кВт
НК = 295 кДж/кг (см. рис. 6.2 для ПП при 155 °С)Пг = 85 кДж/кг (см. рис. 6.2 для ПП при 55 °С)
k = 0,9 (эмпирическое значение)S = 1,2 (эмпирическое значение)Q, = 0 (незначительна)»3 Зек 796
194термоформованиеНеобходимый расход «оды согласно разделу 6.3 получают при следу10ЩИх
условиях:р = Q.v= 17,9 кВт
си = 4,18 кДжДкг-К)Рл/ - 1 г/см3
А Тм - ЗХ(ЗК)Р 1 ™ 17,9 1 опг /I/ = 60 - — = 60-———= 85,6 л/мин.с и -Ра, дГл/ 4’18,1 3Формующий инструмент с одновременной вырубкой производится несколь¬
кими профессиональными изготовителями инструмента. Проектирование попе¬
речных сечений каналов требует большого опыта. Общий расход V = 85,6 л/мин,
однако проверяется при вводе инструмента в эксплуатацию. За дальнейшей ин¬
формацией обращайтесь к разделу 10.5.
7 СНЯТИЕ С ФОРМЫСнятие с формы — это извлечение термоформованного изделия из термо¬
формующего инструмента. На процесс снятия с формы существенно влияют
следующие факторы:• температура при съеме;• уклон (конусность) для съема;• поднутрения;• позитивное или негативное формование;• баланс давление/воздух для съема;• скорость съема;• вспомогательные элементы в форме для съема;• структура поверхности формы;• трение между формой и изделием.7.1 Температура при съемеИзделие может быть снято с формы, только когда достаточно охладилась его
самая толстая часть, чтобы его можно было удалить из формы в стабильном со¬
стоянии. Изделие будет деформироваться, если оно будет еще слишком теплым
при извлечении из формы. С другой стороны, если оно будет слишком холод¬
ным при съеме, то время цикла будет излишне завышено.Для позитивного инструмента возникает дополнительное неудобство в том,
что изделие труднее снять с формы при увеличении времени охлаждения, по¬
скольку формовка будет усаживаться на форме. Извлечение из формы при более
высокой температуре означает, что из-за более высокого теплового расширения
изделие будет большего размера, чем при более низкой температуре и поэтому
его легче снять. При позитивном формовании имеет место эффект обжатия на
форме, при негативном — отпускания из формы.В исключительных случаях слишком сильное охлаждение при позитивном
формовании изделий из блочного полистирола или акрилового стекла (ПММА)
приведет к образованию трещин во время или даже перед извлечением из фор-
196термоформованиемы. Другие полимеры, например, полистирол, хотя не будут разрушаться
слишком сильном охлаждении, будут усаживаться на форме так сильно П^И
произвести съем затруднительно или даже невозможно. В этом случае изделие
необходимо вырезать из формы, то есть его можно разрушить, если уклон дЛя
съема является слишком маленьким.7.2 Конструкция формы
для облегчения съемаНа рис. 7.1 показано, что при уклоне формы для съема, который является
слишком острым, выталкивающий воздух должен проходить через всю форму
во время прохождения съема. При более тупоугольном уклоне выталкивающий
воздух при съеме все еще проходит через формующий инструмент, но воздуху
легче проходить через него при увеличении времени съема и непрерывно увели¬
чивающемся зазоре между 77 -инструментом и изделием. На практике это имеет
следующее влияние:• Конусность для снятия с формы, которая является слишком острой, тре¬
бует очень точного подбора потока выталкивающего воздуха и скорости
съема. Но чем выше скорость съема, тем труднее подобрать поток вытал¬
кивающего воздуха. При слишком остром уклоне снятие с формы может
быть выполнено только при низкой скорости.• Если конструкция с маленькими боковыми стенками является частью
требования к изделию, предпочтительно негативное формование пози¬
тивному варианту из-за более легкого съема.Рис. 7.1. Влияние углов для съема на снятие с формы:
а) угол для съема < 0,5"; Ь) угол для съема > 0,5"
7 Снятие с формы197• При негативном формовании на одногнездной форме выполнимы верти¬
кальные стенки (уклон для съема 0°), если снятие с формы выполняется
очень медленно. Но это реально только в специальных случаях и для не¬
больших партий. Так было успешно сделано для изделий, подобных ста¬
канам, с конусностью 0° и емкостью около 1 л.• Для позитивного формующего инструмента угол уклона не должен быть
менее 0,5°. Угол 0° на одной стенке позитивного инструмента — например,
для прямоугольного контейнера — возможен только тогда, когда одновре¬
менно на противоположной стенке в качестве компенсации можно дать
большую конусность для съема.В общем случае конусность при съеме должна составлять, по крайней мере,3-5°.7.3 Компенсация давления
и воздух для съемаВо время охлаждения изделие остается прижатым к стенке формы за счет
пуансона или давления формования (вакуума или сжатого воздуха). Прежде
чем изделие отделится от формы выталкивающим воздухом (сжатым возду¬
хом), давление формования (вакуум или сжатый воздух) отключают, и линии
вакуума или сжатого воздуха дают возможность подведения воздуха к формую¬
щему инструменту для компенсирования атмосферного давления. Это высвобо¬
ждает изделие, одновременно создавая воспроизводимые начальные условия
для системы управления выталкивающим воздухом.Чистый пневмоинструмеит не работает с выталкивающим воздухом. Изде¬
лия выталкиваются механическими выталкивателями или другими механиче¬
скими вспомогательными устройствами для съема, впоследствии позволяя воз¬
духу проходить свободно между инструментом и изделием.7.4 Скорость съемаБыстрым процессом управлять труднее, чем медленным, который также
применяют для контролирования выталкивающего воздуха. Слишком малень¬
кое, а также слишком большое количество воздуха для съема при определенной
скорости съема деформирует изделие. Поэтому нужно стараться изготовить ин¬
струмент таким способом, чтобы он позволял по возможности проходить через
него большему количеству выталкивающего воздуха.
198ТЕРМОФОРМОВАНИЕ7.5 Вспомогательные устройства для съемаБольшое поперечное сечение для выхода воздуха быстродействующей выпуск¬
ной системы, показанной на рис. 7.2, включающей облегченный по весу клапан,
улучшает съем с формы. Этот тип клапана изготавливают диаметром в интервале
примерно от 40 до 80 мм. Используют также сверленые сопла диаметром в интер¬
вале от 4 до 12 мм для увеличения поперечного сечения для удаления воздуха.Механические вспомогательные средства для съема в форме показаны на
рис. 7.3 и в прижимной раме — на рис. 7.4. Нижний держатель на рис. 7.4 мо¬
жет — в случае необходимости — также использоваться для съема с формы, но
только тогда, когда это приводит к улучшению распределения толщины стенки
в краевой зоне формованного изделия.Вспомогательные пуансоны как вспомогательные средства для съема изде¬
лий показаны на рис. 7.5. Их главная цель — предотвращение деформации. Хотя
для достижения хорошего распределения толщины стенки при термоформова¬
нии плоских изделий не требуются устройства для предварительной вытяжки,
они могут использоваться как вспомогательные средства для съема во избежа¬
ние деформации изделия.1234Рис. 7.2. Быстродействующий выпускной клапан, облегченный по весу:1 — клапан; 2 — просверленное сопло; 3 — формованное изделие; 4 — формаРис. 7.3. Форма с выталкивателем как вспомогательным средством для съема. Принци¬
пиальная схема: слева — выталкиватель в позиции формования; справа — выталкива¬
тель в позиции снятия с формы
7 Снятие с формы199Рис. 7.4. Верхний держатель как вспомогательное средство для съема, установленный
на нижней зажимной раме:1 — нижний держатель; 2 — верхний держатель; 3 — форма, 4 — формовка1Рис. 7.5. Вспомогательный пуансон как вспомогательное средство для съема плоских
формовок: 1 — формаЕсли изделия с трудом снимаются с формы, они обычно быстрее деформируются
либо слишком маленьким, либо слишком большим количеством выталкивающего
воздуха. Это происходит, когда пуансон как возможное вспомогательное средство по
форме идентичен контринструменту. После охлаждения этот пуансон на несколько
миллиметров (1-3 мм) вдвигается внутрь формовки. Это возможно при раздуве из¬
делия относительно пуансона без его деформации большим количеством выталки¬
вающего воздуха. После этого формующий инструмент удаляют из формовки.ВНИМАНИЕПри использовании вспомогательного пуансона непосредст¬
венно для процесса термоформования, а также для съема изде¬
лий необходимо сделать следующее разделение:• автоматические рулонные термоформовочные машины —
охлаждение формованных изделий проводится исключи- :
тельно за счет контакта с инструментом:• машины для формования листа, иногда автоматические рулон¬
ные TF-машины, когда охлаждение изделия со стороны пуансо¬
на поддерживается воздухом. Пуансон не должен контактиро¬
вать с воздухом во время охлаждения, и поэтому его обычно от¬
водят на время охлаждения. Для этого нужно два движения
пуансона. Это относится к повторному движению пуансона
вниз: первое для формования, второе для съема изделия.
200ТЕРМОФОРМОВАНИЕПрименение «повторного движения вспомогательного пуансона вниз» осу¬
ществляется для изделий, сложных для съема, например, с крутыми боковыми
стенками, относительно низкой жесткостью, сильной склонностью к деформа¬
ции, или формовок с поднутрением.ВНИМАНИЕВспомогательный пуансон должен, по возможности, иметь
аналогичную, несколько меньшую, чем у формованного изделия,
форму для предотвращения неконтролируемого коробления по¬
следнего выталкивающим воздухом (рис. 7.6, 7.7).Рис. 7.7. Устройство для предвари¬
тельной вытяжки как средство для
съема при многогнездной формеРис. 7.6. Устройство для предвари¬
тельной вытяжки как средство для
съема при одногнездной форме:1 — вспомогательный пуансон; 2 — кон¬
фигурация изделия при съеме; 3 — из¬
делиеПоследовательность процесса:• формование вспомогательным пуансоном;• возвращение пуансона;• охлаждение;• введение пуансона в форму повторно (повторное движение пуасона вниз);• извлечение из формы; выталкивающий воздух прижимает формовку к пу¬
ансону; формующий инструмент выходит из изделия;• возвращение пуансона;• открытие рамы;• удаление формовки.Грубая структура поверхности инструмента более предпочтительна для
съема, чем гладкая, потому что выталкивающий воздух может проходить быст¬
рее. Для крупнозернистой структуры поверхности необходимо выбирать боль¬
ший угол конусности, возможно более 5°, иначе структуру можно повредить при
съеме изделия.
7 Снятие с формы2017.6 Трение между формованным изделием
и термоформующим инструментомСлишком высокое трение во время
снятия с формы приводит к царапинам
или потертости на изделии (рис. 7.8), а в
худшем случае — к деформации изделия
(рис. 7.9).Рекомендации для практическогоприменения• В отличие от других поверхностей,
на позитивных прямоугольных фор¬
мах фланцы можно полировать.• Смазки должны использоваться
только на форме-образце и опыт¬
ной форме.• Приемлемые смазки состоят из мяг¬
кого мыла для деревянных форм,
ПТФЭ (Тефлон) и силиконового
спрея для алюминиевых форм, или
специальных смазочных веществ.• Производственные формы, создаю¬
щие особые проблемы при съеме,
могут иметь покрытие. При необхо¬
димости алюминиевые инструмен¬
ты могут быть покрыты слоем ме¬
талла гальваническим способом,
слоем пористого хрома или никеля,
содержащим агломерированный
политетрафторэтилен._JРис. 7.8. Критические абразивные
тонки при снятии с формы: контур формы; контур изделия при съемевыталкиващим воздухома)Ь)Рис. 7.9. Деформации при съеме
из-за слишком высокого трения в уг¬
лах:а) хорошая формовка; Ь) формовка, де¬
формированная в области радиуса
фланца: слишком высокое трение7.7 Снятие с формы изделий с поднутрениямиИзделие с небольшими поднутрениями можно снимать с формы без заклад¬
ных вкладышей в форму, если перерабатываемый материал дает эту возмож¬
ность. На рис. 7.10 показано изделие с поднутрением, которое может сниматься с
формы без трещин или закладных вставок в форму. Это поднутрение располага¬
ется на штабелируемой чашке с завариваемым кольцом.
202ТЕРМОФОРМОВАНИЕРис. 7.10. Принудительное снятие с формы изделия с поднут¬
рением за счет гибкой деформации формовкиа)Рис. 7.11. Принудительное снятие с формы изделия с поднутрением с повелением отнапряжения из-за чрезмерной вытяжки материала:а) разрез; Ь) вид сверху;1 — длина побелевшей под напряжением частиЕсли поднутрение является слишком большим (рис. 7.11), на формовках из оп¬
ределенных полимеров возникают следы побеления под напряжением («побелсние
под напряжением») или постоянные деформации от перенапряжения. При повеле¬
нии под напряжением происходит изменение цвета в пигментированных изделиях
или появляется молочный оттенок в формовках прозрачной природы. Причина со¬
стоит в перенапряжении во время изх'иба при температурах ниже температуры
стеклования. Побеление возникает, например, для УПС и АБС-пластпка.Другая возможность съема изделия с поднутрением — с помощью опрокиды¬
вания формы (рис. 7.12). Если геометрия
изделия, а также его твердость позволя¬
ют, опрокидывание формы может проис¬
ходить во время опускания стола Шар¬
нир устанавливается на форме на стороне
без поднутрения. Чтобы наклоняемая
часть формы не падала слишком сильно,
должен быть резиновый буфер, если фор¬
ма легкая, или амортизирующая под¬
кладка, если форма тяжелая (рис. 7.12).Рис. 7.12. Снятие с формы изделия с
поднутрением путем опрокидывания
формыЬ)
7 Снятие с формы203Формовки с поднутрениями из гибкого материала могут сниматься с помо¬
щью колокола.Последовательность процесса для однопозиционной машины для листов по¬
казана на рис. 7.13:• термоформование изделия с поднутрением;• охлаждение;• помещение колокола над формовкой;• прижим формовки к колоколу выталкивающим воздухом;• съем за счет опускания формы.ВНИМАНИЕКолокол должен быть достаточно большим, чтобы позволить
извлечь изделие с поднутрением при съеме.На машинах для листов, если гнездность небольшая, изделия с поднутрения¬
ми могут удаляться с применением съемных элементов формы, которые встав¬
ляются и удаляются вручную (рис. 7.14).Последовательность процесса:• охлаждение;• подъем верхней рамы;• удаление формовки со сменными вкладышами вручную (внимание: стол
остается вверхуХ)',Рис. 7.13. Съем изделия с поднутре¬
нием из гибких материалов с примене¬
нием вспомогательного колоколаРис. 7.14. Формующий инструмент с
ручным удалением вставок:1 — рама; 2— вставка(и) в разных частях,
если поднутрение кольцевое; 3 — фор¬
мовка; 4 — контур вспомогательного пу¬
ансона; 5 — негатианая форма; 6 — осно¬
вание формы
204ТЕРМОФОРМОВАНИЕ• замена вставок в форме снова (при необходимости используя резервный
комплект вставок);• опускание стола;• установка нового материала;• закрытие предохранительного клапана и рамы;• нагревание;• формование.На рис. 7.15 показано удаление изделия с поднутрением с помощью съемных
деталей, связанных с формовкой. В конце времени охлаждения и в момент пода¬
чи воздуха для выталкивания форма выходит из формовки при закрытой при¬
жимной раме. Во время этого движения прижимная рама остается подвешенной
на формовке, в то же время воздействуя на съемные детали. Достаточная ста¬
бильность изделия при съеме — необходимое условие этого метода.Рис. 7.15. Форма со съемными деталями, управляемыми формовкой:
а) при термоформовании; Ь) при съемеВНИМАНИЕЕсли жесткость формованного изделия слишком мала для пе¬
ремещения таких съемных деталей, последние в этом случае
[должны управляться соленоидными или пневматическим клапа-Ё1и, работа которых контролируется временем или шагом. То-
термоформовочная машина должна быть оснащена устройст-
«для «вытягивания сердцевины».
8 ОТДЕЛКА ТЕРМОФОРМОВАННЫХ ИЗДЕЛИЙБольшинство термоформованных изделий требуют проведения ряда отде¬
лочных работ. Для технических изделий они могут составить почти 80% от об¬
щих производственных затрат. Большая часть отделочных работ может выпол¬
няться в рабочем цикле как целой линии (непрерывный процесс), а также линий
с модульной конструкцией.Самые важные отделочные работы включают:• обрезку изделия, состоящую из обрезки в одной плоскости, или в трех ко¬
ординатах;• удаление заусенцев;• склеивание клеями, сварка, герметизация, болтовое соединение, клепка;• поверхностную обработку.КОММЕНТАРИЙОтделочные работы, при которых образуется стружка или ме¬
таллическая пыль, должны физически быть отделены от области
термоформования. Электростатический заряд может приводить к
загрязнению подготовленного к термоформованию материала пы¬
лью и стружкой даже на расстоянии нескольких метров. Возможно
некоторое исправление положения за счет обдува формуемого ма¬
териала ионизированным воздухом или его продувки. В продаже
имеются различные варианты приборов для ионизации воздуха.8.1 Обрезка изделий резкой
в одной плоскостиКонструкции форм описаны в главе 10. Ниже, на
рис. 8.1, показаны два варианта обрезки зажимных
кромок. В табл. 8.1 обобщено оборудование для об¬
резки формовок, начиная с возможных положений
резки.Рис. 8.1. Обрезка зажим¬
ного фланца. Позиции об¬
резки А и В см. в табл. 8.1
206ТЕРМОФОРМОВАНИЕВарианты обрезки формовок в одной плоскостиТаблица 8.1Обрезное устройствоПозиция обрезки (см. рис. 8.1)Ударный сдвиг (только для жестких термопластов)ЛЛенточная пила с вертикальным резомЛДисковая пилалЛобзикЛ II вРучной фасонно-фрезерный станок с концевыми или дисковы¬
ми фрезами1*Ап В2-5-координатный фрезерный станокЛ и ВГоризонтальная ленточная пилаВВырубные ножницы1'АВилково-вырубной пресс (штанцевые формы)2'АПресс для вырубки штанцевыми формами3' (вырубка по плос¬
кости)АПоперечно-резательный инструмент с матрицей и пуансоном
(штамп)А11 Рекомендуется направляющая по шаблону (кондуктору) или специальному приспособле¬
нию.2) Рекомендуется для толщины обрезаемой позиции до 1,2 мм; плохое качество обрезки прибольшей толщине.3' Для нагреваемого вырубного инструмента толщина до 2 мм при этой позиции обрезки.На рис. 8.2 показано, как зажимной фланец ванны обрезается ручным фре¬
зерным станком, а на рис. 8.3 — обрезка ручным фрезерным станком по шаблону
для обработки формованных изделий. Обрезка зажимного фланца горизонталь¬
ной ленточной пилой изображе¬
на на рис. 8.4. Качество обрезки
и удаления заусенцев при обрез¬
ке ленточной пилой — функция
конструкции зубьев и угла за¬
точки полотна пилы, скоростей
реза и подачи, а также управле¬
ния ленточной пилой и формов¬
кой. Независимо от толщины
материала в положении обрезки
расстояние между полотном
пилы и ленточным конвейером
Рис. 8.2. Обрезка зажимного фланца ванны не должно быть менее 6 мм. Пи-
ручным фрезерным станком ла практически никогда не ре-
о Отделка термоформованных изделий' “ 207Рис. 8.3. Обрезка по шаблону на ручном фрезерном станке:7 — шаблон для фрезерного станка; 2 — сенсорный ролик; 3 — опорный стол; 4—ручной фре¬
зерный станокРис. 8.4. Горизонтальная ленточная пила, схема: _стп,,!еРМОф°РМОваниое изАелие; 2 — ленточный конвейер, перф^^ованнь^ роликами; 4 _пГКИ;/ ~ п°АпРУжиненные нижние держатели с контак™ я ленточной пилы; 7- сто-^Ропил; 5—ленточное или ножевое полотно; 6 — направляющ Д
°Р. 8 желоб из термоформера (состыковать)
208ТЕРМОФОРМОВАНИЕжетбез грата (заусенцси). Выход ножей из строя из-за «самоналипапия» (оплав¬
ления), покрытия облоем обычно вызывается:• слишком маленькой скоростью подачи;• недостаточным рядом зубьев;• слишком тупыми зубьями.Табл. 8.2 содержит обобщенные данные для пильного и ножовочного полот¬
на для обрезки термоформованиых изделий. Нестабильные изделия, которые
деформируются при обрезке, или под действием усилия резки, или прижима
нижних держателей, можно сделать устойчивыми с помощью опорных приспо¬
соблений (рис. 8.5).Таблица 8.2Варианты пильного или ножевого полотейНожевое полотноДвухстороннее, пригодное
для материала толщиной
менее 0,5 мм
Ножевое полотно
Выпуклое двухстороннее
для материала толщиной
менее 0.5 ммНожевое полотноВыпуклое с альтернативной
заточкой для материала
толщиной менее 0,5 ммНожевое полотноЗубА1 прямой, пригодно
для материала толщиной
от 0,5 ммНожевое полотноНастройка зуба АЗ,
пригодно для материала
толщиной от 4 мм
Ножевое нолотно
Настройка зуба А6,
пригодно для материала
толщиной от 8 мм
Ножевое полотно
Зубья с переменным шагом,
установленным D 1,75, для
хрупкого материала
толщиной от 1 ммПильное полотноШаговые зубья,
установленные D 3, для
хрупкого материала
Пильное металлическое
полотноШаг зубьев А, 14/1" TPI,
пригодное для материала
толщиной от 2 мм
Пильное металлическое
полотноУстановка зубьев А, 8/1"
ТР/ для материала
толщиной от 4 мм
Пильное металлическое
полотноЛ,ЛАЛ/уДД.юлотпо (ХЛЛЛЛ 1?Установка зубьев А, 4/1" зуб | IIна дюйм (ТРГ) для материала
толщиной от 8 мм
8 Отделка термоформованных изделий209-mzzzzzzzzzzWCВырубка на валковом прессе (рис. 8.6)
с помощью гитанцевых форм является
экономически выгодным способом для
вырубки сложных контуров, где требу¬
ются небольшие партии. Штанцевые
формы состоят из опорной плиты, которая
включает режущие полотна (рис, 8.6). Для
прямолинейных вырубных контуров
подача в валковый пресс должна осуще¬
ствляться под углом, чтобы штанцевая
форма и пресс подвергались меньшей
нагрузке (рис. 8.6, b).Вырубка на прессе со штанцевой
формой показана на рис. 8.7. Подъем
стола можно осуществлять различными способами:• непрямая подача через коленчатое соединение с помощью электродвига¬
теля, пневматической или гидравлической систем;• прямая подача от гидравлического цилиндра, для больших ходов с усиле¬
нием давления.Рис. 8.5. Стабилизация гибких изделий
для обрезки зажимного фланца на гори-
зонтальной ленточной пиле, схема:1 — обрезаемая часть формовки; 2 —
плоскость обрезки; 3 — отходы; 4 — ме¬
сто прижима нижних держателей; 5 —
опорная плита, перфорированная, если
необходимо, для удаления стружкиПодача с помощью коленчатого рычага имеет то преимущество, что он об¬
ладает высоким усилием вырубки в полностью выпрямленном положении и
позволяет находиться в открытом виде длительное время при высоких скоро¬
стях движения. Коленчатая передача от электродвигателя, кроме того, очень
энергетически экономична. Перегрузка штанцевой формы на коленчатомРис. 8.6. Вырубка с помощью валкового пресса со штанцевой формой, схема:
а) вид сбоку; £>) вид сверху;1 — вырубная контрплита; 2 — изделие; 3 — вспененный материал, действующий как выталки¬
ватель; 4 — вырубные стальные лезвия; 5 — ламинированная деревянная опорная плита для
штампа примерно 20 мм толщиной; 6 — самоклеящаяся регистрирующая лента с обратной
стороны линии реза14 Зак 796
210ТЕРМОФОРМОВАНИЕРис. 8.7. Пресс со штанцформой,
схема:1 — колонны; 2 — верхняя движущаяся
плита; 3 — теплоизолирующая пласти¬
на; 4 — нагревающая плита до 160 "С;
5 — опорная плита штанцевого инст¬
румента; 6 — контрплита, к которой
присоединяют стальные режущие но¬
жи; 7 — стальные режущие ножи; 8 —
вырубная контрпластина; 9 — нижняя
плита, неподвижная или подвижная;
10 — формовка; 11 — привод стола1 3 4 26 5 9 8 7Рис. 8.8. Сдвиговая вырубка на зазорном
штампе, принципиальная схема:1 — подвижная плита; 2 — неподвижная или под¬
вижная плита; 3 — вырубной штамп (верхний пу¬
ансон); 4 — вырубная плита (матрица); 5 — сто¬
пор для рамки; 6 — выталкиватель для обрезан¬
ной формовки; 7 — желоб для укладки; 8 — набор
готовых изделий; 9 — рамочная выгрузкаштампе невозможна, потому что ход ограничен положением запирання колен¬
чатого рычага. Недостатком коленчатого запирания является то, что с увеличе¬
нием толщины материала — примерно от 1,5 мм и выше — начальное усилие
вырубки, то есть как только штамп входит в материал, значительно ниже, чем
конечное усилие. Усилие вырубки может быть уменьшено при использовании
нагретыхштанцевыхформ. Столы, напосредственно перемещаемые гидравли¬
ческими цилиндрами, гарантируют высокое усилие вырубки даже при выруб¬
ке толстых материалов, но они требуют большего количества энергии. Для пре¬
дотвращения перегрузки ножей столы должны быть оснащены конечными вы¬
ключателями.Инструмент сдвиговой вырубки (рис. 8.8) дает очень хорошее качество резки при
соответствующем режущем зазоре, начиная с толщины материала около 0,15 мм.
При больших толщинах качество резки очень во многом зависит от вида полимера.Преимущества инструмента вырубки при сдвиге:• длительный срок службы — зависит от вида вырубаемого полимера;• высокое качество резки.Недостатками являются:• относительно высокая стоимость инструмента;• непригодность для очень тонких материалов, толщиной менее 0,1 мм;
8 Отделка термоформованных изделий211• проблемы вырубки многослойных материалов, когда лицевой слой очень
тонкий или мягкий (влияние направления резки см. на рис. 8.9).Рис. 8.9. Сдвиговая резка для многослойных материалов:а) тонкий слой напрессован на изделие; Ь) тонкий слой отслаивается от изделия;1 — (обрезанное) изделие, 2— отходыБолее подробно см. в разделе 10.7.8.2 Обрезка изделий многомерными ножамиДля многомерной обрезки (рис. 8.10) используется следующее оборудова-• ручной фасонно-фрезерный станок с концевыми фрезами;• фрезерные станки 3- или 5-шпиндельные;• 5-координатные лазерные обрезные устройства;• 5-координатные водоструйные обрезные устройства.На рис. 8.11 показана З-координатпая обрезка по шаблону ручным фрезер¬
ным инструментом. На 5-координатных фрезерных устройствах могут обра¬
батываться как толстостенные, так и тонкостенные изделия. Могут обраба¬
тываться все виды пластмасс толщиной от 0,5 мм. Фрезы должны быть из быст¬
рорежущей стали (IISS) или твердосплавные (/С-группа). При фрезеровании
тонкостенных формовок необходимо использовать фрезы с осевым крутящим
моментом для тог о, чтобы можно было прижать обрабатываемую часть к оправ¬
ке. Резка может выполняться без следов вибрации, заточки и заусенцев. Для
хрупких полимеров, таких как ПММА, па двухперых фрезах с винтовыми зубья¬
ми при скоростях фрезерования от 24 ООО до 30 ООО об/мин получают гладкий
рез; достигаются линейные скорости резки от 4 до 6 м/мин. Ударопрочные поли¬
меры, типа АБС-пластика, Г1ЭВГ1, фрезеруют при более высоких скоростях; от 8
до 10 м/мин; одноперые фрезы применяют при скоростях резания от 18 000 до
24 000 об/мин.а)Ь)
212ТЕРМОФОРМОВАНИЕРис. 8.10. Многомерный контур
обрезки, схематический рису¬
нокРис. 8.11. Многомерный контур обрезки с на¬
правляемым по шаблону ручным фрезерным
инструментом:1 — сложное изделие, сначала обрезка прижим¬
ного фланца (если это необходимо); 2 — оправка
для изделия; 3 — направляющий шаблон; 4 —
удерживание изделия вакуумом; 5 — подключе¬
ние вакуумаПри фрезеровании 5-координатными машинными центрами (рис. 8.12) фор¬
мовка должна быть закреплена на оправке. Усилие прижима обычно обеспечи¬
вается вакуумом, действующим на формовку. Воспроизводимые размеры фор¬
мовок, полученные при обработке, требуют того, чтобы отклонения толщины
стенок, усадки и деформации были как можно меньше. Неправильный выбор
среды для охлаждения и/или слишком большое усилие прижима могут привес¬
ти к трещинам на формовке.Рис. 8.12. Шпиндельная головка 5-координатной фрезерной машины
(Фото: Huber и Grimme)
8 Отделка термоформованных изделий213Преимущества 5-координатиых фрезерных машин:• высокие скорости резки;• чистый, в основном без оплавлений, рез, если выбранные точные фрезы и
условия резки (число оборотов, скорость подачи) являются для них опти¬
мальными;• могут быть изготовлены даже глухие отверстия;• низкие капиталовложения по сравнению с лазерными и водоструйными
машинами.Для 5-координатных фрезерных машин необходимо принять во внимание:• относительно сложные оправки для формовки из-за высоких усилий реза;• точный выбор фрезы, важный для обрезки без заусенцев.При лазерной обрезке 5-координатный механический инструмент с элемен¬
тами робототехники заменен лазером. Резка проводится в атмосфере инертного
газа, предотвращающего горение полимеров. Мощность обработки С02-лазе-
рами для пластмасс находится в интервале от 250 до 1800 Вт. Ширина линии ре¬
за для полимерных материалов толщиной 3-4 мм составляет примерно 0,2 мм,
толщиной 10 мм — около 0,5 мм, а толщиной 15 мм — около 1 мм. В зависимости
от вида полимера и толщины скорости резания составляют от 3 до 7 м/мин.Преимущества обрезки лазером:• чрезвычайно узкая линия реза;• можно обрезать даже сложные контуры с острыми углами;• чистый срез;• не требуется дальнейшей обработки;• не требуется сложных оправок: усилия резки достаточно низкие;• короткое время настройки.Неблагоприятные аспекты лазерной обрезки:• высокие розничные цены;• дорогая технология утилизации образовавшихся газов;• отдельные термопласты имеют тенденцию образовывать трещины под на¬
пряжением вдоль разрезаемой линии из-за высокого теплового воздейст¬
вия;• формовки, которые подвергались механическому воздействию (статиче¬
скому или динамическому), должны быть испытаны на наличие напряже¬
ний после лазерной резки, чтобы выявить замороженные напряжения.
При лазерной резке с воздействием водораспылителя, очевидно, сущест¬
венно снизится тепловое воздействие.При обрезке водяной струей полимеры удаляют чистой водой или водой с аб¬
разивными веществами. В процессе используют сопло с внутренним диаметром
в интервале от 0,12 до 0,4 мм при давлении от 2500 до 4500 бар. Качество резки
214ТЕРМОФОРМОВАНИЕ(глубина резки и качество обрезной кромки) улучшается при повышении давле¬
ния нагнетання, увеличении диаметра сопла и замедлении хода подачи.Резка водяной струей используется в автомобильной промышленности для
обрезки/обработки приборных панелей, внутренних панелей/облицовки, на¬
польных ковриков, сборной облицовки крыши и коврового покрытия. Для всех
этих изделий качество обрезных кромок не является главным показателем, по¬
этому они могут обрезаться при скоростях подачи до 30 м/мин. Вспененные ма¬
териалы с толщиной реза до 1,5 мм обрезают при скорости 16 м/мин, в то время
как для монолитных термопластов толщиной от 3 до 5 мм достигают скоростей
подачи только 2,5-4 м/мин. Для определенных полимеров, например, полиоле-
финов, очень чистые и гладкие обрезные кромки получают только при низких
скоростях подачи. Для противодействия высоким давлениям при обрезке требу¬
ются оправки.Преимущества резки водяной струей:• нет теплового воздействия на термопластичные материалы;• очень точная линия реза;• можно получать острые кромки сложных внутренних контуров;• отсутствует экологическое загрязнение;• короткое время настройки;• относительно низкие затраты на инструмент для жестких формовок
(только искусственные сапфиры для сопел имеют ограниченный срок
службы);• водой с абразивными добавками могут резаться даже твердые материалы,
такие как керамика или закаленные стали.Отрицательные стороны водяной резки:• высокие первоначальные затраты;• относительно медленный процесс для многих жестких термопластичных
материалов и для гладких поверхностей обрезки;• требуются поддерживающие оправки для менее жестких формованных
изделий;• гигроскопичные полимеры или полимеры, ламинированные тканью, на¬
мокают в области обрезки.Снятие заусенцевВыпускаемые серийно большими партиями изделия должны обрезаться/об-
рабатываться с номощыо простых процессов, после которых обычно остаются
заусенцы, которые желательно также удалить. Заусенцы удаляют после обрезки,
например, пилами, или при механической обработке ручными фрезерными уст¬
ройствами, или даже при обработке 5-координатнымн фрезерными машинами,
когда параметры резки и/или фрезы далеки от идеальных. Снятие заусенцев
8 Отделка термоформованных изделий215обычно выполняется вручную с использо¬
ванием приспособлений из листового ме¬
талла, как показано на рис. 8.13. Если за¬
усенцы загрязнены и оплавились, их сня¬
тие будет возможно только при использо¬
вании напильника или шлифовального
круга Для автоматической обработки тре¬
буется 5-координатный робот, управляю¬
щий ножами для снятия заусенцев.8.4 Методы соединенияМетоды соединения термоформоваи-
ных изделий зависят от планируемого сочетания материалов (полимеры/полиме¬
ры, полимеры/тек стиль, полимеры/картон и т. д.). Они в основном включают:• склеивание;• сварку;• заклепывание;• термосварку;• соединение болтами/винтами;• соединение с помощью защелок.8.4.1 Склеивание полимеровДля большинства случаев подходящие клеи имеются в продаже. Склеиваемые
поверхности должны быть чистыми и обезжиренными, а также, по возможности,
ошкуренными. Поверхности полимеров, стойких к адгезивам (например, ПЭ, ПП,
ПОМ), должны подвергаться сложной предварительной поверхностной обработ¬
ке. Если возможно, при использовании этих материалов вообще необходимо из¬
бегать склеивания. Предварительная обработка поверхности возможна с помо¬
щью обработки в пламени газовых горелок, снятия статического электричества с
поверхности или химической обработки. Указания для выбора клеев можно най¬
ти в разделе 2.4. Для соединения методом «сплавления» и склеивания с другими
материалами рекомендуют использовать двухкомпоиеитные клеи.8.4.2 Сварка термопластовФактически могут свариваться только совместимые виды термопластов, по¬
скольку материалы свариваются в расплавленном состоянии. Одно из немногих
исключений — сварка АБС-пластика и ПММА. Чтобы получить хорошую свар¬Рис. 8.13. Инструмент для снятия
заусенцев
216ТЕРМОФОРМОВАНИЕку, необходимо позволять горячему сварному соединению охлаждаться под дав¬
лением. Давление сварки ниже при высоких температурах сварки (образование
сварного наплыва) и выше при более низких температурах. Термоформоваиные
изделия сваривают в основном с помощью следующих методов:• сварка нагретым инструментом;• фрикционная/вибрационная сварка;• ультразвуковая сварка (во многих случаях не подходит);• высокочастотная сварка (только для полярных термопластов).При соответствующей конструкции термоформованных изделий имеющие¬
ся выступы для сварки могут оплавляться за счет тепла или ультразвука, таким
образом помогая «сплавлению» соединяемых материалов.8.4.3 ТермосваркаТермосварка — это соединение двух одинаковых или различных упаковоч¬
ных материалов с помощью термосварного слоя (табл. 8.3). Термосварной слой
действует как склеивающее вещество и активируется теплом. Упаковочные ма¬
териалы как субстрат для термосварного слоя не плавятся. Обычно только один
соединяемый материал покрывают термосварным слоем. В зависимости от со¬
става температура активации для термосварных слоев находится в интервале от
60 до 140 °С. Сваривание и термосварка являются конкурирующими методами
соединения. Соединение различных материалов, таких как картон и полимеры в
упаковочной промышленности, осуществляется с помощью термосварки с тер¬
мосварным покрытием, всегда наносимым на картон.Таблица 8.3Примеры термосварного соединения в упаковочной отраслиКомбинирование упаковочных
материаловПолимер контейнера,
нанример, блистера или чашкиПокрытиеПолимер/картонПВХ, ПСКартон с термосварным слоем1'ПЭТПолимер/алюминийУПСАлюминий с т/с слоем1’ПЭТилиПВХалюминии/11 А"’ с т/с слоем11Полимер/полимерПЭТПЭТ с т/с слоем1’ПВХПВХ с т/с слоем1’Термосварной слой совместим с применяемым полимером.
2’ ПА-слой дает лучшее сопротивление проницаемости.
8 Отделка термоформованных изделий217Когда соединяют только полимеры, вместо термосварки может использо¬
ваться просто сварка. Необходимо учитывать, однако, при сварке непрерывно
нагреваемыми электродами, что сварной шов может деформироваться при более
высоких температурах. С другой стороны, этого не происходит при термосварке
при более низких температурах (табл. 8.5). Кроме того, термосварное соедине¬
ние по прочности может регулироваться в зависимости от качества термосвар¬
ного слоя от качественного до легко отделяемого («отслаиваемого»). Для сварки
тонких термоформуемых полимерных материалов всегда требуются электроды,
покрытые антиадгезивами или многослойными материалами с одной «антиадге-
зионной» стороной, предотвращающими прилипание материала к электроду
(см. табл. 8.4). Конечно, этого не требуется для термосварки.Таблица 8.4Сварка нагретыми электродами полимерных комбинаций в упаковкеПолимер 1Полимер 2Однослойный РйТС-матерпалМногослойный PETG/OPET1 '-материалТрехслойный PETG/APET/PETGМногослойный PETG/APET/PETG/ОРЕТ1 ’PVC-U2)PVC-U2)ОРЕТ предохраняет материал от прилипания к нагретому электроду.
^ PVC-U-сорта должны соответствовать друг другу.Таблищ 8.5Сравнение условий процесса сварки/термосваркиУсловияСваркаТермосваркаТемпература электрода200-240"С160-200 °СДавление прижима> 2 Н/мм2> (1-2) Н/мм2Время сварки или термосваркн1,5 с1.5-2 сВо время термосварки теплота подводится с обратной стороны (рис. 8.14)
картона или листовой фольги с покрытием: это наиболее часто применяемый и
экономически эффективный процесс укупорки различной тары. Сварной элек¬
трод в этом случае нагревается за счет контакта с электронагревательной свароч¬
ной плитой. Между полимерным материалом и сварочным электродом должно
быть приложено давление. Давление, температура и время термосварки должны
быть скоординированы. При низких давлениях термосварки (большая область
укупорки) нужно увеличить термпературу термосварки и/или время выдержки.Термосварка теплом, проводимым блистером, или термоимнульсная сварка
(рис. 8.15) применяется реже из-за более сложного инструмента.
218ТЕРМОФОРМОВАНИЕРис. 8.14. Термосварка при тепло¬
передаче с обратной стороны:7 — постоянно нагреваемая сварочная
плита; 2 — сварочный электрод; 3 —
картон или полимеры; 4 — блистер; 5 —
резина в качестве компенсатора толщи¬
ны; 6 — полость для блистера*' ~l -—— I2Рис. 8.15. Тер мосварка за счет тепло-
передачи через блистер (термоим¬
пульсная сварка):1 — прижимная плита; 2 — картон или по¬
лимеры; 3 — блистер; 4 — нагреваемый
элемент; 5 — полость для блистера
(электроизолированная от 4)8.4.4 Соединение с помощью винтов и/или заклепокПри соединении термоформованных деталей необходимо позаботиться о
том, чтобы было достаточно толщины материала для соединения специальными
полимерными саморезами и достижения прочного соединения. Рекомендуется
использовать динамометрические гаечные ключи из-за относительно неболь¬
шой прочности полимеров.8.5 УпрочнениеЖесткость термоформованных изделий зависит от:• модуля упругости перерабатываемого вида полимера;• полученной при термоформовании толщины стенки;• конструкции формовки и размеров (длина, ширина, высота, ребра, радиу¬
сы и т. д.);• температуры окружающей среды, при которой эксплуатируется изделие.Изделие необходимо упрочнять с обратной стороны, если:• достигаемая при термоформовании жесткость недостаточна;• применяемое впоследствии упрочнение экономически более выгодно,
чем использование более толстого или более дорогого материала.
8 Отделка термоформованных изделийСледующие методы могут использоваться как пп-
. напыление стекловолокна; ‘ о^можность упрочнения-. нанесение с обратной стороны пены или запот,™. склеивание с усиливающими элементами- ПСН0Й:. заполнение слабых мест заливкой смолы ’8.6 Варианты поверхностной обработкиПоверхности термоформованных изделий могутваться множеством способов. Главным образом они зависят о^бГ РабаТЫ‘зования изделии, и поэтому могут быть либо технически необходимы" "Т™'
гут служить просто как декорирование. Димы, либо мо-Поверхностная обработка может включать-• антистатическую обработку путем напыления антистатика в антистатик
скои ванне или обмывку водными растворами моющих средств-ШЛИФОВКУ И полипгткл/-' ’шлифовку и полировку;
окраску;
печать;металлизацию (напыление) в высоком вакууме;гальванизацию;флокирование.
9 ВОЗМОЖНЫЕ ОШИБКИ
ПРИ ТЕРМОФОРМОВАНИИОшибки, которые обычно допускаются при термоформовании:• неудачная конструкция изделия;• неправильный выбор материала;• выбор неподходящей машины для конкретного применения;• неправильная установка машины/расположение;• неправильный термоформующий инструмент;• запуск нового термоформующего инструмента;• при изготовлении образцов;• неправильное или неадекватное нагревание;• недостаточное усилие «штамповки» при вакуум- и пневмоформовании.
Последующие разделы служат только для ознакомления с наиболее частовстречающимися ошибками. Дополнительные ошибки перечислены в табл. 9.3 и
9.4, озаглавленных «Устранение неисправностей при вакуумформовании».9.1 Неправильная конструкция изделияЧтобы спроектировать оптимальную конструкцию изделия, разработчик
должен быть знаком со всеми возможностями, предлагаемыми процессом тер¬
моформования, включая все граничные условия, такие как крепление, уста¬
новка, процесс механической обработки и так далее.Наиболее важные правила проектирования перечислены ниже.Проектирование изделий для термоформования• Большинство литьевых изделий не может изготавливаться термоформ0'
ванием, а термоформоваиные изделия — литьем под давлением.• Практическая целесообразность производства литьевых изделий терм0'
формованием должна быть проверена сначала по их чертежам. Если это
выполнимо, то их необходимо затем перепроектировать для термоформ0'
вания.
9 Возможные ошибки при термоформовании221• Размеры на чертежах термоформованного изделия должны быть простав¬
лены со стороны, контактирующей с термоформующим инструментом.• Толщина стенки термоформованного изделия зависит от вытяжки.Коэффициент формования (см. также раздел 3.12)Коэффициент формования (глубина вытяжки Я . диаметр D и/или шири¬
на В) не может быть выбран наугад. Необходимо придерживаться определенных
условий или использовать пуансон. В табл. 9.1 показаны ограничения для коэф¬
фициента формования.Таблица 9.1Достижимые коэффициенты формования при термоформованииКоэффициент формования
Н: D; Н: ВПозитивные формыНегативные формы0,3:1Без проблемНет необходимости в пуансоне0,4: 1Без проблемБез пуансона, рекомендуется
только при больших радиусах
основания; от 0,4 :1 необходим
пуансон для хорошего распре¬
деления толщины стенки1:1Хорошее формование1,5:1Вытяжка ограничена для получения хорошей воспроизводимо¬
сти размеров изделия, способность к вытяжке применяемого
материала становится более важным фактором> 1,5: 1Воспроизводимость размеров формовок может определяться
только при изготовлении образцовНегативные боковые элементы на формованном изделииНегативные элементы на боковых стенках формовок обычно нельзя изгото¬
вить с помощью пуансона и поэтому они не должны быть слишком глубокими.
Коэффициент формования И . В (рис. 9.1) не должен превышать величину
0,4:1. При очень высокой общей вытяжке достижимая четкость отпечатка таких
негативных элементов на боковых стенках становится хуже.Уклон боковых стенокУклон боковых стенок должен быть как можно больше, чтобы снятие с фор¬
мы осуществлялось быстро и без проблем. Если конусность стенок слишком
большая, время съема изделия увеличивается, то есть увеличивается время цик¬
ла. Значения уклона для боковых стенок приведены в разделе 10.3.1,
222ТЕРМОФОРМОВАНИЕРис. 9.1. Коэффициент вытяжки боковых негативных элементов:а) позитивная форма; Ь) негативная форма;х— направление движения формующего инструментаЧеткость отпечатка и радиусыК радиусам скруглений на термоформованном изделии не должны предъяв¬
ляться слишком высокие требования по точности (рис. 9.2). На тех частях изде¬
лия, которые формуются последними, воспроизведение точных радиусов пред¬
ставляет трудности. За более детальным описанием обратитесь к разделу 10.3.2.Проектирование конфигурацииПроектирование конфигурации упаковки для сохранения товаров на поддо¬
нах или в блистерах и тому подобное может быть как правильным, так и невер¬
ным. На рис. 9.3 и 9.4 показано, как можно избежать ненужной вытяжки на тер¬
моформованном изделии, не ухудшая потребительских свойств упаковки.Рис. 9.2. Округления на изделиях:a) при позитивном формовании слева нерекомендуемый вариант, справа — рекомендуемый;b) при негативном формовании слева нерекомендуемый вариант, справа — рекомендуемый;
г — меньший радиус скругления; Я — больший радиус скругления
9 Возможные ошибки при термоформовании223а) Ь)Рис. 9.3. Конфигурация поддона для упаковки товаров с одинаковым «эффектом сохра¬
нения»:а) плохая; Ь) хорошая;1 — упакованная деталь; 2 — конфигурация поддонаРис. 9.4. Конфигурация блистера:а) неудовлетворительная: Ь) хорошая$1 — упакованная деталь; 2 — блистерПрипуски для обработки и зона подачиНа рис. 9.5 и 9.6 показано, как выбирать припуски при механической обра¬
ботке так, чтобы получить в формованном изделии оптимальное распределение
толщины стенок. Рекомендации из эмпирического опыта: выберите геометрию
обрезаемой части формовки так, чтобы там происходила наименьшая вытяжка
внешних углов (большие радиусы). На рис. 9.7 показано влияние, которое ока¬
зывает зона подачи на распределение толщины стенок. Если готовая формовка
(рис. 9.7, а) должна иметь, по возможности, равномерное распределение толщи¬
ны стенок в отсекаемой области, то конструкция формующего инструмента
должна обеспечить, чтобы обрезка не происходила в углах (рис. 9.7, Ь). Мы реко¬
мендуем, чтобы зона подачи была увеличена (рис. 9.7, с), что обеспечит необхо¬
димое распределение толщины стенок в обрезаемой части, но также приведет и к
большему количеству отходов.Разница по высоте, ступениПри проектировании инструмента не должны допускаться вытяжка или ра¬
диусы с разницей по высоте или со ступенями (рис. 9.8,9.9).
224ТЕРМОФОРМОВАНИЕРис. 9.5. Конфигурация обрезаемой области при ЗО-обрезке:
а) неудовлетворительная: Ь) хорошая;1 — линия обрезкиа)Рис. 9.6. Конфигурация обрезаемой области при плоской горизонтальной обрезке:
а) неудовлетворительная; Ь) хорошая;1 — линия обрезкиП., Dс)Рис. 9.7. Большая зона подачи для улучшения распределения толщины стенок:а) готовое изделие после обработки; Ь) слишком маленькая зона подачи; с) увеличенная зона
подачи означает больше отходов, но приводит к лучшему распределению толщины; линии обрезки
9 Возможные ошибки при термоформовании225Рис. 9.8. Переходы по высоте и/или поперечному сечению:
а) нежелательный резкий переход; Ь) хороший переход с радиусом или наклоном;
1 — риск образования складокРис. 9.9. Пример целенаправленно спроектированных ребер:
а) неудовлетворительная конструкция; Ь) благоприятная конструкция без складокРебра и складкиЕсли нельзя избежать складок при термофор-
моваиии из-за неблагоприятной конфигурации, на¬
пример, при позитивном формовании (рис. 9.10),
можно израсходовать этот избыток материала пу¬
тем стратегического расположения целенаправлен¬
но спроектированных ребер. Моделирование про¬
цесса термоформовапия с помощью подходящей
программы в этом случае может оказаться очень
ценным.Рис. 9.10. «Контролируемое
формование складок» за счет
введения ребер в конструк¬
цию15 Зм 796
226ТЕРМОФОРМОВАНИЕ9.2 Особенности формуемых материаловКачество полимерных материалов, используемых для формования, должно
соответствовать требованиям к соответствующему материалу, используемому
для изготовления образцов, или четко оговоренному качеству для того, чтобы
получать высококлассные формованные изделия с воспроизводимыми характе¬
ристиками. При необходимости должны быть учтены колебания в поставке.Допуски по толщине должны зависеть от толщины материала, вида полиме¬
ра, метода производства и условий. Для тонких материалов толщиной менее1 мм допустимые отклонения составляют до ±10%, от ±4 до ±5% — для листа
толщиной от 2 до 6 мм и до ±20% — для формуемых материалов, полученных по¬
лимеризацией в форме. Для изделий технического назначения такие требования
к толщине являются излишними. Для допусков материалов по толщине можно
использовать следующее приближение: допуск по толщине в мм As = ±(0,05 +
+ 0,03 ■ s), где 5 — толщина материала, мм.Примеры допустимых отклонений по толщине rio DIN для УПС и АБС-пла-
стика см. в табл. 9.2.Таблица 9.2Допустимые отклонения по толщине для УПС (DIN 16 955) и АБС-пластика
(DJ7V16 956)Толщина материала
в мм12345610Допуск по толщине, %±8±5,5±4,7±4.2±4±3,8±3,5Допуск по толщине, мм±0,08±0,11±0,14±0,17±0.2±0.23±0.35На современном оборудовании экструдированные или каландрованные
материалы толщиной до 0,5 мм могут производиться с допуском по толщине
±0,005 мм. Если цех термоформования экструдирует свой собственный одина¬
ковый листовой материал крупными партиями для больших заказов, для листа
толщиной 4-5 мм можно получить допуск по толщине ±0,5%. Если рулонный
материал имеет различную толщину па двух обрезанных кромках, это можно
заметить по разнице наружных диаметров рулона. В таких случаях наиболее
вероятно получение термического коробления или кривой размотки и даже
выхода заготовки из направляющих цепей. Если идентичный гранулят был пе¬
реработан в лист экструзией или каландрованием, но при различных устано¬
вочных параметрах машины (скорость отвода из экструдера, температуры рас¬
плава и головки и т. д.), это повлияет на свойства при термоформованин такого
материала. Для постоянства качества листов для термоформования сущест¬
венно, чтобы изменения в качестве сырья были как можно меньше, использо¬
9 Возможные ошибки при термоформовании227вались тот же экструдер или каландр, и чтобы параметры переработки остава¬
лись постоянными.Гигроскопичные полимерные листовые материалы необходимо хранить в
воздухонепроницаемой упаковке до тех пор, пока их не будут перерабатывать на
термоформовочной машине. В зависимости от вида, толщины и превалирующей
влажности такие материалы поглощают влагу уже в течение первого получаса
воздействия. Поэтому материал должен храниться упакованным. Если после
двух часов нахождения в открытом состоянии материал поглотил так много вла¬
ги, что его стало трудно перерабатывать, то количество в дальнейшем распако¬
вываемого материала не должно превышать то количество, которое может быть
переработано в течение двух часов без потери качества.Неоднородные материалы приводят к разрывам или отверстиям даже во вре¬
мя нагревания и, конечно, при вытяжке, или к поверхностным дефектам, напри¬
мер. эффекту «апельсиновой корки». Материалы, к которым добавили дроблен-
ку, могут пострадать от дефектов, в частности, вызванных загрязнениями. По¬
следние могут быть в виде бумаги, стружки или частиц полимеров, с более
высокой температурой плавления последних. Если ламинат начинает отклеи¬
ваться от ламинированного формуемого материала, то этот материал будет рас¬
слаиваться при переработке.В материале, который не может быть переработан немедленно («в линии»),
но время его хранения на промежуточном складе слишком мало, возникнет раз¬
ница температур в центре и на поверхности стопы листов или рулона. При пере¬
работке это приведет к колебаниям температуры материала во время нагрева¬
ния. Подобное поведение характерно для листа, который хранился в холодном
складском помещении и был передан в цех формования только за короткое вре¬
мя перед запуском в производство. В этом случае материал не успеет акклимати¬
зироваться при нахождении в стопе листов или рулоне.9.3 Выбор наиболее подходящей
термоформовочной машиныПри выборе наиболее подходящей машины необходимо руководствоваться
следующими факторам и:• размером изделия (длина L, ширина В, высота ГГ);• видом полимера;• типом материала (лист или рулон);• геометрией изделия;• требованиями к точности деталей;• количеством производимых формовок;• существующими термоформовочными машинами;
228ТЕРМОФОРМОВАНИЕ• затратами на инструмент;• потреблением материала и количеством отходов;• затратами на персонал;• затратами па машину.Если изделие, которое будет производиться, должно термоформоваться на
нескольких машинах или в различных вариантах, необходимо вычислить стои¬
мость производства изделия и сравнить для всех этих вариантов. Для малых
партий изделий большое значение имеют затраты па инструмент, при большом
объеме партии большее значение приобретают затраты на материал. При покуп¬
ке новых машин должны учитываться затраты на обслуживание, содержание,
технические и консультационные услуги.9.4 Возможные ошибки,
допускаемые при установке/монтаже
термоформовочных машинДля производства изделий, требующих высокой точности воспроизводимо¬
сти конфигурации и распределения толщины стенок, очень важна правильная
установка термоформовочной машины. Месторасположение не должно выби¬
раться вблизи транспортных проездов, открытой вентиляции или подобных
продуваемых проходах. Если нельзя избежать неудобного месторасположения,
машина обязательно должна быть защищена от сквозняков установкой эффек¬
тивного экрана или стенки.Необходимо обеспечить достаточное пространство для транспортировки
инструментов, листовых материалов н готовых изделий. Должны быть учтены
требования к помещению с точки зрения проезда существующего промышлен¬
ного транспорта.Необходимо обеспечить достаточное пространство между машиной и стена¬
ми для обслуживания термоформовочной машины и, например, для замены
больших вакуумных насосов.При подаче сжатого воздуха, вакуума и охлаждающей воды требования из¬
готовителей машины и оборудования к давлению и потреблению должны чет¬
ко выполняться. Сжатый воздух должен быть сухим и очищенным от масел,
поскольку он проходит через машину. Поперечные сечения подающих трубо¬
проводов не должны быть меньше, чем сечения для присоединения к машине.
Давление подачи пе должно снижаться ниже давления, установленного на впу¬
скном клапане машины. Если несколько машин включены в общую линию,
мощность этой линии должна быть проверена при каждом новом подключе¬
нии.
9 Возможные ошибки при термоформовании2299.5 Возможные дефекты
термоформующего инструментаВыбор материалаВыбор материала для термоформующего инструмента зависит от объема
производимой партии и требований к качеству изделий.Стоимость на материал из дерева, полимерной смолы, алюминия (без термо-
статирования и с термостатированием) увеличивается в этой же последователь¬
ности.ВНИМАНИЕ«Недорогой» инструмент не всегда гарантирует низкие из¬
держки производства термоформованных изделий. Большие пар¬
тии изделий изготавливать более рентабельно на термостатируе-
мых алюминиевых формах. Расчет стоимости производства тер¬
моформованных изделий обеспечивает правильный выбор
наиболее подходящего материала для инструмента. При заказе
инструмента для термоформования необходимо выяснить, вклю¬
чена ли доработка инструмента в цену.Термостатируемый инструментИнструмент для термоформования из полимерной смолы редко термостати-
руют из-за того, что плохая теплопроводность не позволяет полностью использо¬
вать термобалансировку. Короткое время охлаждения можно получить только
при использовании термостатируемых форм из металла с прекрасной теплопро¬
водностью, типа алюминия. Применение длинных каналов для нагревания/охла-
ждения длинномерного, напрямую термостатируемого формующего инструмен¬
та приводит к высоким потерям давления, если поперечные сечения каналов
слишком маленькие. Сильное снижение расхода охлаждающей среды либо
ухудшает термостатирование, либо даже делает его неэффективным. Темпера¬
тура инструмента повышается бесконтрольно. Проектируемые термостатируе-
мые формы в достаточной степени могут быть рассчитаны в соответствии с гла¬
вой 6 «Термостатирование инструмента для термоформования». Для опосредо¬
ванно охлаждаемого формующего инструмента необходимо обеспечить как
можно большую площадь контакта или теплопередачи через охлаждающую
плиту. Формующий инструмент должен иметь, по возможности, несколько
плоскостей разъема, а также не должен снижать диссипацию тепла за счет пере¬
дающей среды в плите.
230ТЕРМОФОРМОВАНИЕКонтроль температуры инструмента и регулировка с обратной связьюТемпература или распределение температуры на поверхности инструмента
для термоформования определяют соответствующее качество формованных из¬
делий. Если единственно возможной является регулировка температуры воды
в термостатирующем устройстве, абсолютно необходимо контролировать тем¬
пературу инструмента. Задачей является регулировка датчиками потока воды
и/или температуры воды в форме так, чтобы температура инструмента была на¬
сколько возможно постоянной. Это определяется уровнем мастерства при изго¬
товлении формующего и вырубного инструмента. Важно установить термопары
в нужных местах. Опыт переработчика, так же как изготовителя инструмента,
имеет здесь особую ценность.Механическая прочность инструмента для термоформованияТермоформующий инструмент должен быть достаточно жестким, чтобы вы¬
держивать давления формования.Поверхность инструмента для термоформованияЕсли на поверхностях изделия появляются маленькие пузыри (воздушные
включения), обычно это является признаком отсутствия или плохого отсоса
воздуха в инструменте. Остающийся между изделием и формующим инстру¬
ментом воздух не может быть удален. Поэтому поверхность формующего инст¬
румента должна обрабатываться пескоструйной установкой пли загрубляться,
если это вообще возможно. Полированные формы являются исключением;
только формы для абсолютно прозрачных изделий или только углы позитивных
форм необходимо полировать.Выпускные каналыЕсли полости в многогнездиых формах все идентичны, необходимо обеспе¬
чить, чтобы были похожими не только выпускные каналы или щелевые отвер¬
стия каждого элемента формы, но также и вакуумные каналы. Каждый канал
для подвода вакуума должен быть примерно одинакового размера вплоть до
подсоединения вакуума к столу машины. В любом случае они не должны быть
меньшими, то есть вакуумиропание должно быть идентичным во всех облас¬
тях. Выпускные отверстия на поверхности формующего инструмента не толь¬
ко служат для удаления воздуха во время процесса формования, но также для
подачи воздуха для съема. В частности, для высоких позитивных форм попе¬
речные сечения каналов должны быть достаточно большими для подачи необ¬
ходимого количества воздуха для быстрого извлечения изделия. Здесь мы ре¬
комендуем использовать высверленные сопла или клапаны. Справочные зна¬
чения соответствующих конструкций каналов для удаления воздуха см. в
разделе 10.3.4.
9 Возможные ошибки при термоформовании2319.6 Возможные ошибки/дефекты при запуске
нового термоформующего инструментаОбнаружение дефектов уже сразу при установке формующего инструмента
в машине экономит затраты, если только это дефекты установки и они устрани¬
мы! Очень важна проверка выпускных каналов и поперечных сечений на фор¬
мах для вакуумформоваиия. Как только инструмент был установлен, необходи¬
мо проверить удаление воздуха. Шкала вакуумметра от 0 до -1 должна показы¬
вать примерно -0,2 при свободном удалении воздуха для больших форм без
материала и примерно -0,3 — для маленьких. Это относится только к формам с
полностью герметичными основаниями. Во время термоформования, то есть с
материалом, окончательно проверяют значение вакуума, которое должно быть,
по крайней мере, -0,9, если машина работает на высоте не более 500 м над уров¬
нем моря (см. рис. 3.1 в разделе 3). Если манометр показывает более низкое зна¬
чение предельного вакуума, машину и инструмент необходимо проверить на на¬
личие утечек, поскольку предельное значение влияет на отпечаток, время нагре¬
ва/охлаждения и, следовательно, непосредственно на цикл формования.Для проверки однородности нагревания желательно начать с установки «об¬
щей нагревательной панели». На современных машинах для термоформования
листа и автоматических рулонных термоформерах такие нагревательные пане¬
ли рассчитывают с помошыо соответствующего программного обеспечения.Данные по настройке термоформовочной машины, определенные при про¬
ведении опытных работ, регистрируют на установочном листе или загружают в
банк данных (жесткий диск или дискета). Практика показала, что имеет смысл
также распечатывать копии установочных данных — по крайней мере, для самых
важных формованных изделий — и заносить их в картотеку.9.7 На что обращать внимание
при изготовлении образцовВсе условия при изготовлении образцов должны быть идентичны условиям
последующего массового производства. Каждый заинтересованный работник,
от инструментальщика до машинного оператора и персонала для механической
обработки, должен быть ознакомлен с размерами и допустимыми отклонениями
производимого термоформовочиого изделия.Если оператор термоформовочной машины ознакомлен с контуром обрезки
формовки, в случае необходимости он будет в состоянии принять свое собствен¬
ное решение относительно точности деталей в обрезаемой области, таким обра¬
зом способствуя снижению отходов и экономии затрат. Чтобы избежать про¬
блем, важно, чтобы используемый материал был идентичным листовому мате¬
232ТЕРМОФОРМОВАНИЕриалу, необходимому для производства, по качеству, сорту полимора, цвету,
усадке и фактуре поверхности. Ирм обрезке и установке заготовок необходимо
учитывать «положение» материала (направление экструзии). Образование
складок и свойства при вытяжке зависят от направления экструзии. Чтобы обес¬
печить оптимальное использование материала, необходимо точно определить
форму инструмента и размер зажимной рамы. Термоформующий инструмент
должен быть спроектирован так, чтобы расстояние от линии обрезки до зажим¬
ной кромки или плоскости зажима было как можно меньше (отходы!). Размеры
зоны формования должны быть идентичными таковым для производственного
инструмента. По возможности изготовление образцов и производство должны
выполняться на той же самой модели машины. Если по причине стоимости при
изготовлении образцов используется позитивная форма, а производство будет
осуществляться па негативных формах, оценка конструкции может проводить¬
ся только в общих чертах, но нельзя будет сделать заключение по стабильности,
распределению толщины стенок и точности отпечатка в производственном
цикле.9.8 Как избежать ошибок при нагревании
радиационными инфракрасными
устройствамиПри запуске нового инструмента на машинах для листа всегда можно пола¬
гаться на основную нагревательную панель, если она оборудована изотермиче¬
ской регулировкой с обратной связью. На одпонозициопных машинах с радиа¬
ционными нагревателями чем толще формуемый материал, тем ниже устанав¬
ливают температуру нагревателя и больше падение температуры в начале и
конце времени нагрева. На машинах для листов с контролируемым с обратной
связью понижением температуры основные параметры настройки машины из¬
меняют вручную. Но время первых циклов производства необходимо проверить
функцию контроля с обратной связью на пилотных нагревателях. Если большое
понижение температур!,I было ошибочно выбрано для короткого времени цикла,
может, например, произойти то, что система пагрева не достигнет снова задан¬
ной температуры на холостом ходу. Тогда материал больше ие будет нагреваться
одинаково. Если необходимо изготовить изделия с высокой степенью вытяжки
и/или высоким качеством воспроизведения деталей, непагретые формующий
инструмент и зажимные рамы необходимо нагреть до рабочей температуры пе¬
ред началом производства.Для достижения однородного нагревания па автоматических рулонных ttitp-
моформерах должны быть выверены расстояние между станциями нагревания и
9 Возможные ошибки при термоформовании2334 3 2 1 оI 1 1 1 , Рис. 9.11. Схема нагрева рулонного материала в машинах-автоматах:а — зажимная рама в станции формования; b — направляющие для цепей; с — нагреватели;d — отражатели для цепного конвейера; е — зеркальный отражатель (только со стороны на¬
гревателя); f — экранирование вертикальным поперечным зеркальным отражателем;подача (шаговая) материала: О — зона станции формования; 1,2,3 — зоны нагрева; 4 — зоназахода материалаформования, а также длина нагревательной системы для того, чтобы весь фор¬
муемый материал имел одинаковую температуру на стадии формования.Если важно, чтобы материал имел однородную температуру вплоть до краев,
должна быть проверена термическая деформация зажимных рам в машинах для
листов или цепного конвейера на автоматическом термоформере для рулонов.
Если на станции нагрева в машинах для листа рамы выполнены не из алюминия,
то в них на верхней раме должны быть установлены алюминиевые отражатели.
На нижней раме в 99,5% случаев должно быть напыление из алюминия. Для ав¬
томатических рулонных машин для формования направляющие для цепей в об¬
ласти нагревания и обратная сторона рам должны быть облнцованы отражате¬
лями в направлении излучения тепла. Если длина нагревательного устройства
не может быть подогнана за счет отключения радиационных нагревателей или
регулировки с обратной связью поперечных нагревателей до целого числа /,
кратного длине подачи, то избыточная длина нагревания должна экранировать¬
ся. В трудных ситуациях рекомендуется устанавливать зеркальный отражатель
по вертикали поперек направления подачи (рис. 9.11), также см. раздел 5.9.9 Ошибочное давление формованияДля получения точной геометрической конфигурации изделии важно вы¬
брать правильное давление формования.Слишком низкое давление формования имеет место:• из-за плохого уплотнения резиной инструмента и зажимной рамы:• на однопозициониых машинах, когда основание формы слишком высо¬
кое;
234ТЕРМОФОРМОВАНИЕ• когда неиспользуемые присоединительные отверстия на столе не заглу¬
шены;• если зажимные рамы на станции формования были деформированы из-за
слишком слабой или слишком сильной затяжки;• если плиты основания неровные;• если в качестве опорной плиты используются воздухопроницаемые слои
из дерева;• если трубопроводы с утечками;• вследствие ошибок, сделанных при установке машины, например, плохой
подачи сжатого воздуха из-за слишком маленьких поперечных сечений
отверстий и трубопроводов.Когда несколько машин объединены в замкнутую линию, и одновременно
все машины работают при полной нагрузке, значения вакуума или давления
формования будут неустойчивыми, если линия не справляется с подачей.9.10 Предотвращение складокПричины образования складок, встречающихся при термоформовании,
можно разделить следующим образом.Складки, связанные с материалом:• поверхностные складки из-за слишком большого провисания материала
во время нагревания;• ориентационные складки, вызванные избыточными ориентационными
напряжениями при экструзии материала.Складки, вызванные конструкцией инструмента:• угловые складки на позитивных формах;• складки при вертикальных стейках в углах, если радиусы или конусность
слишком маленькие;• складки, вызванные недостаточным расстоянием между отдельными
гнездами и миогогнездных позитивных формах;• складки в глубоких негативных формах при коэффициенте формования,
превышающем 1 : 0,4, и очень большом отношении длины L к ширине В.Характерное для процесса образование складок происходит, если:• осуществляется слишком большой по высоте предварительный раздув во
время предварительного формования;• слишком большие скорости формования из-за процесса всасывания через
вакуумное отверстие со слишком большим поперечным сечением;• скорость формования слишком мала, поэтому тонкий материал слишком
сильно охлаждается перед формованием.
9 Возможные ошибки при термоформовании235Складки никогда не образуются при пыгяжке материала, а только при его
усадке, если температура формования слишком низка и/или скорость усадки
слишком высока.Как избежать образования складок:• Меньше нагревать материалы, у которых слишком велико провисание.• Больше нагревать материалы, если не применяется или применяется не¬
большой предварительный раздув, а материал пока еще не слишком силь¬
но провис; увеличить температуру формующего инструмента.• При осуществлении предварительного раздува немного его убавить, при¬
менить меньший нагрев и более медленное всасывание, если возможно.
Увеличить температуру формующего инструмента.• Уменьшить область формования.• Установить пуансоны, заставлять маленькие складки входить в контакт
со вспомогательным пуансоном или снизу подпирать складки пуансоном
соответствующей конфигурации во время предварительного раздува.
Один вспомогательный пуансон используют для предварительной вы¬
тяжки полимерного материала в области образования складок во время
процесса формования.• Изменить конфигурацию формующего инструмента путем создания до¬
полнительных поверхностей: увеличить величину радиусов, конусность
или объем инструмента ниже складок.9.11 Устранение неисправностейВ табл. 9.3 и 9.4 был собран материал для помощи в обнаружении неисправ¬
ностей при термоформовании. Неисправности делятся на ошибки, зависящие от
изделия, технологии, термоформующего инструмента, термоформовочной ма¬
шины, формуемого материала и/или конструкции.
I вIЕёПР= ЯaHHvao^doooiAid3iОтсутствие четкостиКраевые зоны нечеткиеОтсутствие контакта с инструментомСледы охлаждения на поверхностиБуртик на поверхности кромокЗагрязненная поверхностьВоздушные включения па поверхностиКонцентрические следыПоверхность бочкообразнаяВздутия на поверхности'Гонкие боковые стенкиТонкая поверхностьТопкие углы■в-ояНеравномерная толщина стенок
Складки на поверхностиСкладки в углах■в-отз2оаяСкладки^мсжду гнездамиРазрыв заготовки при контакте с инструментом
Налипание формовки па инструмент Трещины в формовке
Местные складамМестные микротрещш шВолнистость при нагревании заготовкиВтягивание формовки (местное) Формонка изогнутаяФормовка неустойчиваяНеравномерное нагревание заготовкиа1g4СVowУстранение неисправностей при вакуумформоваиии
••Пп'П'П РЧГУУМЯ BMlf ПЩЧЖ'ТСЯ СЛИШКОМ рано•Отсутствует предварительны!"! раздув (слишком ма-••••Л^- п п п м— *'ПрГ'ЛЙЯрИТ^ПЬНЫИ рЯЗЛУВ слишком большой..•••••ттоикя кагагтгя Формы при иагповашш•••••Отсутствует поллерживаюшре устройство••••Прижимное устройство не ныравнепо•••Слишком лолгор охлаждение•Рабочий пропрсс слишком медленныйШНозлушная тяга Rhiinr пленки•••Регулировка удаляемого из формы воздуха•••••Слишком быстры!! подъем инструментаСлишком быстрое опускание инструмента••••Преждевременное охлаждение••Местное охлажлеиие••Заготовка нафевается слишком быстро••Зажимные кромки не отделяются нрмрллрнно•Летали расположены по;i наклоном•Заготовка загрязнена•IОтсутствует вспомогательный пуансон (подача
слишком медленная'»••Вспомогательный пуансон слишком мал••Вспомогательный пуансон слишком велик•Поверхность вспомогательного пуансона слишком
гоубая•Пшача .вспомогательного пуансона 1|г>'''ж'|,‘нР('М',нпа1Дефекты формующего инструментаСлишком ХОЛОДНЫЙ••Слишком ГОРЯЧИЙ••Слишком гцанк-мй Спескоструйняя обраГютка) f ppiСлишком шероховатый••••••9 Возможные ошибки при термоформовании
с
*
s в
о wс
н
в
г.5о
§I=2 сг
§5:8чЙsе■<Xс*FfeОтсутствие четкостиКраевые зоны нечеткиеБуртик на поверхности кромокОтсутствие контакта с инструментомСледы охлаждения на поверхностиЗагрязненная поверхностьВоздушные включения на поверхностиКонце!ггрические следыПоверхность бочкообразнаяВздутия на поверхностиТонкие боковые стенкиТонкая поверхностьТонкие углыНеравномерная толщина стенокСкладки на поверхностиСкладки в углах■в-о^32оаяSСкладки между гнездамиРазрыв заготовки при контакте сш1Сфуметом_Налипание формовки на инструмент
Трещины в формовке Местные складкиМестные микротрещнны
Волнистость при нагревании заготовкиВтягивание формовки (мсспюе)_Формовка изогнутая^формовка неустойчиваяНеравномерное нагревание заготовки^HvaowdooowdaiОкончание табл. 9.3
•Вытяжка кромок слишком мала (слишком••••РаггтпянИ'’ мржпу тс.ппмн СЛИШКОМ мало••нрплчнаковос-расстоянцс- ••Дефекты машиныПрижимная рама слишком .велика••Прижимная рама слишком мала•••Прижим пая рама ушютисналежсстко•Ппижимпая пяма не ныпавнеиа ..•••сноГ“■ >
с0
са
с
53. с
с1
сС
. с
X•Уточка внутри резинового уплотнения•Неравномерный нагрев••••••Нагрев слишком интенсивный••Перемещение стола рывками
Сили слишком моллешнмЛ••••••Загрязнение вакуумного фильтра••Заготовка неправильно хранилась
("вертикально’)•Заготовка выбрана слишком тонкой•т.Заготовка неравномерной толщины••Заготовка имеет инородные включения•Заготовка вытянута с олной стороныттЗаготовка имеет высокую усалкут•Заготовка с тпулом фопмуется••Заготовка имеет узкий интервал формования•Заготовка остается ненагретой (вытяжка ее
ши нагревании")•Нежелательная степень вытяжки•Лршмсмотпеть наличие nrfiep•СлщцKOJvLBCOTi 1 калы 1 ые ctoiikh•Слишком острые углы•Ввести в форму распорки•N5СОCD9 Возможные ошибки при термоформовании
s’IFРазрыв заготовки при контакте с инструментомНалипание формовки на инструментТрещины в формовке - формующем инструментеЗаготовка коробится при нагревании
Формовка уменьшается в размерахФормовка деформируетсяФормовка слишком тонкая, слишком холодная
Формовка захватывает отходы Режущий профиль загрязненФормовка не штабелируется или плохо штабелируетсяформовка ломаетсяОснование формовки слишком толстоеКромки формовки слишком высокие
Отсутствие четкости Кромочные зоны нечеткие Отсутствие контакта с инструментомСледы охлаждения на поверхности_Неравномерная толщина кромок
Загрязненная поверхность Включения воздуха на поверхности
Концентрические следы Поверхность бочкообразнаяВздутия на поверхности
Тонкие боковые стенкиТонкая поверхность (основание-)Тонкие углы Нерапномсрная толщина стенок Раярмн заготовки при контакте с инструментомЗао■в*■в*о-оSосояЯ51S'СJ3а'о3ИНуд0|Л|с10ф01Л1с)310PZУстранение неисправностей при пневмоформовании
16 За* 796Сжатого воздуха недостаточно
(давление слишком низкое)••••••Сжатого воздуха слишком много
Спонизитьдавление)•Сжатый воздух отключен слишком рано••••Колебания давления сжатого воздуха•Высота обрезки установлена неправильно•••Заготовка задевает форму при транспортировке•••Уменьшение нагревания••Сквозняк над пленкой (открытые двери, окна)••Уменьшение скорости•Увеличение скорости••Отрегулировать опору укладчика и щетки•Плохо отполированные поверхности•Заготовки загрязнены•Вспомогательный пуансон отодвигается слиш¬
ком медленно или слишком поздно (отрегули¬
ровать скорость)•••Вспомогательный пуансон слишком мал••Изменить уровень выталкивания в канал
укладчика•Увеличить глубину вспомогательного пуансона•Вспомогательный пуансон не отцентрован по
вставке в форме, изменить размеры при необхо¬
димости•••Вспомогательный пуансон слишком шершавый••Вспомогательный пуансон отодвигается слиш¬
ком рано••••Уменьшить вспомогательный пуансон••Вспомогательный пуансон не отцентрирован••g возможные ошибки при термоформовании
Разрыв заготовки при контакте с инструментомНалипание формовки на инструментТрещины и формовке - формующем инструментеЗаготовка коробится при нагреванииФормовка уменьшается в размерахФормовка деформируетсяФормовка слишком тонкая, слишком холоднаяФормовка захватывает отходыРежущий профиль загрязненФормовка не штабелируется или плохо штабелируетсяФормовка ломаетсяОснование формовки слишком толстоеО•0еКромки формовки слишком высокиеот;Отсутствие четкости Е•0еКромочные зоны нечеткие о•оОтсутствие контакта с инструментом 2оаяXНеравномерная толщина кромок Загрязненная поверхность Включения воздуха на поверхности Кпппрнттжческие следы Поверхность бочкообразная Нчпутия на поверхности Т<ч||ГИР боковые стенки — Тонкая поверхность (основание) Тонкие углы — _норпшюмеоная толщина стено контакте с инструментомзинуа01Л1сЮФ01Л1с1Э1Окончание табл. 9.4
Инструмент недостаточно уплотнен•1Охлаждение инструмента недостаточно••••Вентиляционные отверстия слишком ма¬
лы/слишком мало•••••Увеличить давление прижимающего устройства•Форма загрязнена•Выталкиватель слишком нагрет•Прижимное устройство/контактные щетки
слишком слабые, слабые пружины•••Вспомогательный нуансом слишком мал••Вспомогательный пуансон слишком велик•Режущие кромки изношены•••Форма вспомогательного пуансона•••.Дефекты заготовкиЗаготовка выбрана слишком тонкая•••Заготовка неравномерной толщины•••••Заготовка имеет инородные включения••Заготовка вытянута с одной стороны••Заготовка слишком усаживается•••Заготовку' трудно формовать•••••Заготовка имеет узкий интервал формования••••Заготовка не держит тепло••|Неблагоприятный коэффициент вытяжки•еф•дсп>1 фы•••••Обеспечит формующий инструмент ребрами••Стенки слишком вертикальные•••Углы слишком острые•••Фланцы для укладки имеют неправильную
форму•9 Возможные ошибки при термоформовании
1 О ТЕРМОФОРМУЮЩИЙ ИНСТРУМЕНТВ содержании этого раздела изложены только общие рекомендации по отно¬
шению к термоформующему инструменту. Из-за больших различий в областях
применения и типах выпускаемых термоформовочных машин в последние годы
выделилась отрасль специалистов — изготовителей инструмента.10.1 Основополагающие принципыПроектирование термоформующего инструмента зависит от размера пар¬
тии, используемой термоформовочной машины, существующих устройств для
механической обработки, геометрической формы и размерной стабильности,
а также требуемого качества поверхности.Размер партииТолько небольшие количества опытных образцов производят на недорогой
оснастке из дерева или полимерной смолы.В особенности это относится к тем случаям, где изначально это только во¬
прос оценки конструкции изделия. Однако если образцы также предназначены
для получения данных по усадке, стабильности размеров и времени цикла, то не¬
обходимо будет изготовить опытную одногнездную форму, которая способна
работать в условиях производства.Производственная оснастка в основном изготавливается из алюминия или
путем комбинирования алюминия со сталыо.Сочетание алюминий- смола используется редко.Геометрическая формаКонструкцию, стабильность размеров и требуемое качество поверхности
обычно необходимо оценивать одновременно. Однако часто возникает, по край¬
ней мере, одна позиция, где необходим компромисс. Это происходит, например,
когда конструкция изделия и стабильность размеров требуют негативного фор¬
мующего инструмента, а поверхность с высоким глянцем должна находиться на
10 Термоформующий инструмент245стороне, противоположной инструменту, что характерно для позитивного инст¬
румента. Сторона, заказывающая изделие, должна будет уступить по одной из
двух упомянутых позиций для производства изделий в оптимальных условиях.
Опыт показал, что нежелание идти на компромисс и игнорирование техниче¬
ских ограничений переработки приводят в таких случаях к неудаче.Размерная стабильностьСторона изделия, контактирующая с инструментом, всегда имеет большую
стабильность размеров, чем обратная сторона. Если понадобится впоследствии
изменить толщину материала по причине жесткости, это вполне может привести
к изменению позитивного инструмента на негативный. Допустимые отклонения
размеров на формованных изделиях никогда не должны устанавливаться менее
+ 10% от величины усадки!Поверхность формованного изделияСтруктура поверхности на лицевой стороне изделия может быть сформиро¬
вана только со стороны, контактирующей с инструментом, если на формуемом
материале уже не было готовой структуры. Изделия с прекрасной глянцевой по¬
верхностью должны изготавливаться, по возможности, таким способом, чтобы
глянцевая сторона не контактировала с поверхностью инструмента, например,
негативное формование ванн и бассейнов.Механическая обработкаНеобходимо предусмотреть дополнительно 6-8 мм по высоте изделия, если
зажимные кромки должны будут отрезаться на механической горизонтальной
пиле. Также необходимо сделать припуски для другой механической обработки:
фрезерования, лазерной или водяной резки по месту на формующем инструмен¬
те. Также необходимо учитывать минимальный зазор между режущими кромка¬
ми штаицевых ножей, а также ширину зазора при вырубке или штамповке.Усадка и деформацияДля пластмасс, которые подвержены высокой усадке (например, полиэти¬
лен), некоторые изделия все-таки деформируются, несмотря на все известные
предосторожности при охлаждении (термосгатирование инструмента и измене¬
ние времени охлаждения). В этих случаях конфигурация формующего инстру¬
мента может быть изменена в соответствии с отклонением геометрических раз¬
меров изделия.ПРИМЕР - ■ ■ - ■Хотя боковые стенки изделия остаются прямыми, центр основания
сплющивается примерно па 10 мм; можно увеличить размеры основания
формы в соответствии с этой деформацией.
246ТЕРМОФОРМОВАНИЕЗначения усадкиПри производстве термоформующей оснастки необходимо учитывать сле¬
дующие значения усадки:• Технологическую усадку термоформованного изделия (значение усадки
характерно для каждого вида полимера). Если неизвестно точное значе¬
ние усадки, оно должно быть установлено при проведении испытаний об¬
разцов или формованных изделий аналогичной формы.| ВНИМАНИЕI Значение усадки должно определяться таким способом, что-
| бы исключить деформационные изменения размеров.• Усадку промежуточную, если таковая используется, модели (из керамики,
силиконового каучука).• Усадку материала, из которого изготовлен инструмент (например, усадка
алюминия при литье).10.2 Выбор материала
для термоформующего инструментаПри изготовлении оснастки используются следующие материалы:• гипс, неармированный или армированный стекловолокном (в основном
при проектировании моделей);• дерево для получения ограниченного количества образцов;• полиуретановые литые смолы (PU) для изготовления моделей и опытных
образцов;• эпоксидные смолы для изготовления форм небольших объемов партий;• воздухопроницаемые пластины из наполненной алюминием эпоксидной
смолы;• наружняя поверхность из литой смолы с термоконтролируемой алюми¬
ниевой сердцевиной;• алюминий в форме плит, полученных точным литьем в керамику или
литьем в песчаную форму.10.2.1 Деревянный инструментЛюбой вид дерева подходит для изготовления мастер-модели. Если инстру¬
мент требуется только для изготовления образцов, можно использовать мелко¬
10 Термоформующий инструмент247пористую древесину со слабо выраженной склонностью к растрескиванию под
действием тепла, типа клена. Оправки для предварительной вытяжки и деревян¬
ные формы изготавливают из фанеры. Фанера из бука, пропитанная фенольной
смолой, используется как конструкционный материал. Деревянные формы ни¬
когда не окрашивают. Для ухода за деревом в качестве смазки поверхности инст¬
румента может использоваться жидкое мыло.10.2.2 Оснастка из смолыЕсть различные способы изготовления инструмента из смолы.• Литье смеси смол в «негатив» модельной формы подходит для объемов при¬
мерно до 2000 см3 и максимальной высоты инструмента 40 мм. «Негатив»
может изготавливаться из следующих материалов: пластмасс, например,
термоформованное изделие, алебастра, дерева или силиконового каучука.• Поверхностный слой смолы создают с помощью заделки неровностей или за
счет слоистой структуры (качество, достаточное для получения образ¬
цов). Негатив модели покрывают загустевшим верхним слоем, а затем за¬
делывают за счет забивания в пористый материал.Ламинат приклеивается к модели (негативу). В зависимости от размера
эта оболочка ламината затем заделывается и стабилизируется.ВНИМАНИЕЕсли возможно, не используйте перегородки в конструкции!• Отливка лицевой поверхности из смолыПрежде всего, сердцевину как основу для лицевого слоя получают отлив¬
кой смолы. Эта основа состоит из пористого уплотненного материала.
Сердцевину затем вкладывают в негатив или в мастер-модель. При отлив¬
ке лицевой поверхности полое пространство затем заполняют литьевой
смолой. Метод похож на литье металлов.• Формующий инструмент из смолы или металла с напыленным металличе¬
ским покрытиемТонкий слой металла напыляется на инструмент, изготовленный одним
из вышеупомянутых методов, используя процесс напыления металлов.
Благодаря методу напыления этот металлический слой имеет вид «грубо
обработанной пескоструйкой» поверхности. Это гарантирует беспро¬
блемное удаление воздуха. Однако этот метод встречается редко и его
практикуют только несколько фирм.• Заполненная смолой оболочка с металлическим напылением
Негативную модель методом напыления покрывают слоем твердого ме-
248ТЕРМОФОРМОВАНИЕталла толщиной не менее 1 мм, а впоследствии заполняют смолой с метал¬
лическим наполнителем. Применяемая смола должна быть безусадочной.Преимущества смол:• высокая точность воспроизведения (и, следовательно, также воспроизво¬
димость);• легко и быстро перерабатывается;• никаких проблем с усадкой;• в большинстве случаев достаточная прочность.Недостатки смол:• очень плохие проводники тепла (поэтому большое время цикла);• плохая термобалансировка;• снижение прочности при увеличении температуры.10.2.3 Алюминиевый инструментАлюминий является предпочтительным материалом для изготовления тер¬
моформующего инструмента. Преимущества алюминия — его хорошая тепло¬
проводность и легкость обработки. Путем применения определенных сплавов
также удовлетворяет высокие требования к прочности.В настоящее время современные автоматизированные методы фрезерова¬
ния позволяют этот материал использовать даже для совсем небольших форм.
Литье в песчаную форму или точное литье в керамику необходимо использо¬
вать для изготовления алюминиевой оснастки только в тех случаях, когда ме¬
ханическая обработка оказывается неэкономичной. Здесь необходимо пом¬
нить, что даже модель, полученная литьем, как правило, затем обрабатывается
фрезерованием.Изготовление алюминиево-керамических точных литьевых формПоследовательность процесса:• Изготовление модели, обычно из дерева.• Изготовление керамической литой формы по модели.• Изготовление оснастки путем заливки высококачественного алюминие¬
вого сплава в керамическую форму.Формующий инструмент с лицевой литой поверхностью из смолыс охлаждаемой алюминиевой сердцевиной (рис. 10.1)Последовательность процесса:• Получение ламината (стеклопластика) на мастер-модели.• Изготовление модели для отливки алюминиевой сердцевины.
10 Термоформующий инструмент249• Заливка алюминиевой сердцевины
(литье в песчаную форму) обычно че¬
рез «забытый сердечник» вспенен¬
ных моделей.• Нанесение облицовочного слоя из
смолы на алюминиевую сердцевину
(с ламинатом в качестве негатива)
для получения окончательных раз¬
меров формующего инструмента.Преимущества этой оснастки: Рис‘ 10-1 • Конструкция формы с ли¬цевым слоем из литой смолы:способность к термос i атироваш по j — лицевой слой из смолы; 2 — алюми-из-за алюминиевой сердцевины; ниевая отливка; 3—охлаждающие трубки• никаких проблем с усадкой;• очень точная воспроизводимость при незначительном использовании ме¬
ханической обработки;• инструмент можно легко изменить.Недостатки:• требуется как тонкий, так и однородный по толщине слой смолы;• необходимо очень хорошее соединение алюминиевой сердцевины со смолой.Выбор между алюминием и смолой как материаломдля термоформующего инструментаВ принципе, и эпоксидная смола, и алюминий могут применяться в качестве
материала для промышленных форм. Существенное различие состоит в тепло¬
проводности, то есть времени охлаждения или времени цикла. Смола не подхо¬
дит для тонких перегородок или обособленных стенок из-за того, что она легко
крошится. При использовании сочетания материалов, например, смолы с алю¬
минием или алюминия со сталью, необходимо учитывать разницу коэффициен¬
тов температурного расширения в продольном направлении.10.2.4 Стальной инструментБлагодаря сочетанию прочности/твердости сталь в основном используется
в комбинированном формовочно-вырубном инструменте. Примеры использо¬
вания, где характеристика твердости является решающей, это плиты и режущие
части штампов, направляющие, болты, канавки для вырубки зубчатыми ножа¬
ми. Если важно в формовочно-вырубном инструменте поддерживать расшире¬
ние или режущий зазор между двумя половинками формы в пределах несколь¬
ких микрон, преимущественным является сочетание материалов сталь/сталь.
250ТЕРМОФОРМОВАНИЕ10.2.5 Специальные материалыдля термоформующего инструментаВ продаже имеются воздухопроницаемые листовые материалы, в состав кото¬
рых входит эпоксидная смола и алюминиевый порошок. Этот материал имеет
преимущество для получения необходимых выпускных или вакуумных отвер¬
стий. Сначала необходимо проверить, достаточно ли материал прочен для изго¬
товления сложной оснастки, например, с узкими ребрами. При усадке полимер¬
ных формуемых материалов на форме, а также при извлечении изделия из формы
возникающие усилия могут привести к повреждению инструмента, например, по¬
ломке ребер. Характеристика охлаждения, которой является теплопроводность,
примерно соответствует теплопроводности инструмента из наполненной алюми¬
ниевым порошком эпоксидной смолы в отсутствии охлаждения.Высококачественная, но также и дорогая оснастка может изготавливаться в
виде пористых оболочек из никеля специальным методом гальванопластики.
Толщина оболочек примерно до 2 мм. Их впоследствии заполняют и снабжают
охлаждающими трубками. В специальных случаях, когда необходимо короткое
время охлаждения, при изготовлении оснастки используют высокопрочные
медные сплавы, типа бериллий-медь.10.3 Руководящие указания по проектированию
термоформовочного инструмента10.3.1 Уклоны боковых стенокВ процессе формования полимеры усаживаются на формующем инструмен¬
те при позитивном формовании и отходят от стенок при негативном формова¬
нии. Для негативных форм такая усадка дает «преимущество» только при съеме
с одногиездных форм. Свойство усадки в негативных многогнездных формах не¬
обходимо рассматривать как усадку па позитивных формах, потому что формуе¬
мый материал усаживается на перегородках, соединяющих гнезда.Ориентировочные значения уклонов боковых стенок (см. также раздел 3.7)• Уклоны боковых стенок всегда должны быть как можно больше, в особен¬
ности для позитивных форм.• Для обычных позитивных форм уклоны не должны быть менее 3°, а для
низких позитивных форм 0,4° (24 мни) — минимальный уклон боковых
стенок. При уклоне менее 0,4° для съема изделия необходимо использо¬
вать закладные элементы.
10 Термоформующий инструмент251• 11егативные одногнездные формы могут, если это абсолютно необходимо,
изготавливаться с уклонами стенок до 0”. Для негативных многогнездных
форм применяют те же значения, что и для позитивных форм.• Уклоны стенок для гравированных негативных форм зависят от глубины
гравировки.10.3.2 РадиусыРадиусы R в негативных областях необходимо выбирать таким образом, что¬
бы полимерный материал полностью ложился на инструмент при формовании
(рис. 10.2). Отсутствие контакта с инструментом означает более плохую дисси¬
пацию тепла в этих областях, что приводит к увеличению времени охлаждения.
Кроме того, формованное изделие деформируется из-за различия скоростей
усадки в более быстро и медленно охлаждаемых зонах. На изделии, которое не
полностью контактирует с инструментом с «негативным радиусом», также бу¬
дет недостаточная воспроизводимость конечных радиусов, поскольку дня боль¬
шинства изделий процесс будет неконтролируемым. Справочное значение ра¬
диусов R, исходя из средней точности воспроизводимости:где s — исходная толщина материала.На готовых изделиях легче получить острые грани па верхней поверхности
позитивной формы, чем острые грани в нижней части негативной формы. В не¬
гативных зонах (рис. 10.2) почти для всех термопластов независимо от толщины
материала s достижимы минимальные радиусы R около 0,2-0,5 мм. Предвари¬
тельным условием является относительно низкая вытяжка (коэффициент фор-R = 1,5 -s,sа)Рис. 10.2. Радиус Я в негативной области:
а) неправильный; Ь) правильный
252ТЕРМОФОРМОВАНИЕмования Н: 1Удо 0,4 : 1), высокая температура материала и, соответственно, вы¬
сокая температура инструмента. При пневмоформовании желательным, но не
необходимым является высокое давление формования.10.3.3 Шероховатость поверхности
формующего инструментаЛучшие результаты формования достигаются на поверхностях, обработан¬
ных пескоструйной установкой. Если поверхности слишком гладкие, то не уда¬
ется удалить воздух из пространства между инструментом и материалом. Это
приводит к воздушным включениям или кольцевым или волнообразным отпечат¬
кам на изделии. Если поверхности слишком шероховатые, поверхность изделия
будет казаться загрязненной. Также это будет затруднять скольжение материала.
Кромки, по которым полимерный материал должен скользить, могут загруб-
ляться плоским напильником в направлении движения. На высоких позитив¬
ных формах могут полироваться углы. Полученный коэффициент трения влия¬
ет на толщину стенок изделия. Поверхности можно полировать, если воздух не
будет захватываться. Производство абсолютно прозрачных изделий, где захва¬
тываемый воздух является целью, составляет исключение. Абсолютно прозрач¬
ные изделия, формуемые из листа, лучше изготавливать с помощью каркасных
форм (см. раздел 4.6.4). Если это невозможно, инструмент необходимо полиро¬
вать. Прозрачные фрагменты изделий также можно получить при целенаправ¬
ленно применяемом плохом удалении воздуха. Из-за таких недостатков, как не¬
контролируемое охлаждение и коробление изделия или, например, его деформа¬
ция, этот метод вообще нельзя рекомендовать.Деревянную оснастку не окрашивают и не покрывают лаком. Толстые слои
лака отскакивают и скалываются. Гладкие поверхности приводят к захвату' воз¬
духа и неудовлетворительному поведению при скольжении.10.3.4 Поперечные сечения каналов
для выхода воздухаКоличество и диаметры каналов и ширина щелей для выхода воздуха долж¬
ны быть достаточно большими, чтобы быстро удалить воздух (вакуумировани-
ем). С другой стороны, они не должны оставлять никаких следов на поверхности
формованного изделия.Поперечные сечения каналов для удаления воздухаСверление в интервале 0,4-0,5 мм:• для негативных форм с очень высокой точностью воспроизведения;
Ю Термоформующий инструмент253• точно в области гравировки;• для ПП и Г1Э, перерабатываемых ппевмоформованием выше температу¬
ры плавления кристаллов.Сверление в интервале 0,5-0,6 мм:• вообще для пневмоформования;• для ПП и ПЭ при вакуумформовании;• для вакуумформованных чувствительных видовых поверхностей, таких
как глянцевые или крупнозернистые поверхности.Сверление 0,8 мм: обычно применяется при вакуумформовании.Сверление 1,0 мм: для толстых листов толщиной от 6 мм и выше, но не для
ПП и ПЭ.Сверление от 1,0 до 1,5 мм: для гибких вспененных материалов.Высверленные отверстия диаметром = 6 мм (рис. 10.3): для вакуумформо-
вания.Высверленные отверстия диаметром d:i = 8 мм: для очень больших удаляе¬
мых объемов, например, для негативных форм с глубокой вытяжкой и полной
площадью формования.Щелевые выпускные отверстияЩелевые отверстия 0,2-0,3 мм: для ПП и ПЭ при всех толщинах материала
при контактировании инструмента с лицевой стороной; для других материа¬
лов — до 0,5 (0,8) мм.Щелевые отверстия 0,5 мм: обычное значение.Щелевые отверстия 0,6-0,8 мм: при очень быстром вакуумировании. Преж¬
де всего для инструмента на автоматических рулонных машинах с маленькими
циклами формования, но не для ПП и ПЭ.Рис. 10.3. Рекомендации для удаления воздуха:а) вертикальное по отношению к поверхности формы отверстие для удаления воздуха; Ь) от¬
верстие для удаления воздуха с внутренней стороны «негативного радиуса»; с) канал для бо¬
кового удаления воздуха
254ТЕРМОФОРМОВАНИЕОтверстия Fi щели для удаления воздуха расширяются с внутренней стороны
формующего инструмента сверлением отверстий большего диаметра (4-10 мм)
или большего поперечного сечения (рис. 10.3). Выпускные отверстия на поверх¬
ности формы dK должны соединяться с большим диаметром d2 уже диаметром
2-4 мм с переходом в еще большие выпускные каналы d:f. Если выпускные от¬
верстия d{ будут слишком длинными (глубокими), то скорость отсоса будет
уменьшаться. Также их значительно труднее изготавливать.Проектирование системы каналовдля удаления воздухаСистема выпускных каналов разработана правильно, если поток воздуха
проходит без задержки (вызванной ограниченным поперечным сечением) от по¬
верхности инструмента до выпуска воздуха (подвод вакуума). Состыковка в
системе выпускных каналов должна быть разработана так, чтобы поперечное се¬
чение каждого канала увеличивалось в направлении воздушного потока. «Каче¬
ство» удаления воздуха на вакуумных или вакуум- и пневмоформовочных ма¬
шинах ориентировочно может быть установлено следующим образом.При условии, что вакуумметр на термоформовочной машине без инструмен¬
та показывает значение -0,2 (интервал шкалы: 0,1), когда вакуум включен, ин-
струмент установлен, но материал отсутствует, его показания не должны пре¬
вышать следующие значения:-0,2 для больших форм;-0,3 для небольших форм.При полном использовании площади формования сумма поперечных сече¬
ний на поверхности инструмента должна быть больше, чем поперечное сечение
вакуумного отверстия на столе формовочной машины.10.3.5 ПолостиБольшие внутренние полости, в основном встречающиеся в позитивных
формах, должны быть заполнены деревом для того, чтобы сократить время ва-
куумирования. В зависимости от толщины стенок формующего инструмента
полости необходимо укреплять. Необходимо учитывать возникающую нагрузку
на поверхность при вакуумировании.10.3.6 Термостатируемый инструментПомимо придания формы формуемому материалу, инструмент также дол¬
жен охлаждать полученное формованное изделие, пока оно не приобретет раз¬
мерную стабильность. Стабильное качество изделия можно получить только
при соответствующей температуре инструмента. В машинах для формования
Ю Термоформующий инструмент255листа формующий инструмент, а также зажимные рамы в случае необходимости
термостатируются отдельными устройствами нагревания/охлаждения. Вода
используется как нагревающая/охлаждающая среда. В устройстве для нагрева¬
ния/охлаждения вода нагревается электронагревательными элементами с ис¬
пользованном теплообменника для охлаждения либо водопроводной, либо ох¬
лажденной водой. Вода может нагреваться до 150 °С в замкнутом контуре при
напорном давлении 5 бар. В автоматических рулонных термоформерах формую¬
щий инструмент, а также иногда форматные детали типа прижимных рам охла¬
ждают водяными холодильниками.Варианты термостатирования (также см. главу 6)Алюминиевые формы могут термостатироваться прямо или опосредованно.
Прямое термостатирование проводится через систему каналов или трубок, кото¬
рые встроены непосредственно в формующий инструмент. Системы могут со¬
стоять из глубоко просверленных отверстий, залитых (встроенных) трубок,
фрезерованных каналов, заделанных медных трубок. Хотя встроенные трубки
обеспечивают хороший охлаждающий эффект, позднее это может привести к
проблемам. Из-за относительно неточного расположения трубок последующая
доработка (например, сверлением) или ремонт могут оказаться затруднитель¬
ными. При косвенном термостатировании используют термостатируемую плиту
(сегмент опорной плиты), на которой установлен формующий инструмент. Ко¬
личество переданного тепла зависит от площади контакта между термостатн-
руемой опорной плитой и формующим инструментом и теплопроводности при¬
меняемых для форм материалов. Для косвенно термостатируемого формующего
инструмента поверхность контакта должна быть наибольшей, а также плоской с
минимальной шероховатостью. Формующий инструмент необходимо закреп¬
лять достаточным количеством болтов для обеспечения хорошего контакта сег¬
мента формы с охлаждающей плитой. Незначительная шероховатость, типа сле¬
дов от фрезерования от проходов по поверхности, может быть выровнена графи¬
товой или густой консистентной смазкой плн, иначе, теплопроводящен настои.
Если возникает большая разница между температурами опорной плиты и фор¬
мующего инструмента, то теплопередача плохая.Преимущества термостатируемого формующего инструмента:• производство может быть немедленно начато при температуре формова¬
ния: следовательно, меньше отходов при запуске;• короче время охлаждения и цикла;• деформация изделия и точность воспроизведения лучше контролируются;• возможна лучшая воспроизводимость.Термостатирующие шланги и подводки должны выдерживать температуру н
давление охлаждающей среды.
256ТЕРМОФОРМОВднир10.3.7 Расположение области формованияЗдесь важны расстояния между формовкой и прижимной рамой, а также
промежутки между отдельными гнездами формы. Значения необходимых про¬
межутков нельзя задать обобщенным уравнением, потому что они зависят от
размеров формы, геометрии формы, применяемого полимерного материала исложности производства.Для позитивных форм до 200 мм высотой (рис. 10.4, а) необходимые проме¬
жутки могут быть определены с помощью следующих справочных значений:Ь{ = (0,25-0,33) ■ h,где h _ «расчетная» высота формы (как показано на рис. 10.4, а и 10.4, b) и опре¬
деляется по схеме.Нас здесь интересует высота h при таком положении формующего инструмен¬
та, где проведена касательная от уровня прижима к точке, в которой она впервые
контактирует с формой. Таким образом, расчетная высота h не всегда идентична
фактической высоте формы (рис. 10.4, Ь). Необходимо обеспечить, чтобы:Ь2 > 1,5 • s,где 5 — толщина материала.Расстояние между формой и промежуточным прижимом Ь3 (нижний держа¬
тель) определяется как для 6,:Ь3 = (0,25-0,33) • кАY//A2 * ь)Рис. 10.4. Положение области формова¬
ния:a) для позитивных форм до 200 мм высотой,b) определение расчетной высоты формы h,c) для негативных форм;1 — верхний зажим; 2 — нижний зажим
10 Термоформующий инструмент257Толщина нижнего держателя с должна выбираться таким образом, чтобы он
не деформировался в процессе формования. Поэтому промежуток определя¬
ется следующим уравнением:= 2 • b:i + с.Для формующего инструмента общей высотой менее 20-30 мм можно обой¬
тись без нижнего держателя, если к bл применимо следующее выражение:Ьл> 1,5 ■ h.Для всех других форм — независимо от высоты формы — также могут быть
выбраны разные промежутки, если имеются соответствующий опыт или резуль¬
таты испытаний. Например, для позитивной формы (рис. 10.4, а) высотой
h = 500 мм, уклоном боковых стенок а = 0,5° и радиусом R= 15 мм промежуток
Ь2 = 20 мм может казаться вполне реальным.Примеры исключений: при производстве облицовки чемоданов на машинах
для листа с помощью метода позитивного формования большое расстояние от
зажимной рамы, примерно (0,5-0,6) • h, приводит к хорошему распределению
толщины стенок. При производстве плоских светорассеивателей из ПММА
с предварительно нанесенной печатью отступы от зажимной рамы обычно со¬
ставляют 1,5 • h. Предварительный раздув не используют. Вспомогательный пу¬
ансон применяют для распределения угловых складок, а форму термостатиру-
ют. Это приводит к минимальному искажению печати на заготовке.Для негативных форм (рис. 10.4, с) используют следующие справочные зна¬
чения:> 1,5 • s.Ь2 не ограничено, насколько позволяет метод переработки.Однако толщина стенок инструмента 6, и Ь, должна быть выбрана так, чтобы те¬
пло диссипировало в течение времени охлаждения. Слишком тонкие перегородки
приводят к увеличению времени охлаждения и, следовательно, времени цикла.Изготовление контурных экранов для позитивных формПри термоформонании контурные экраны могут уменьшить зону подачи
(формования). Контурный экран устанавливают на прижимной раме таким об¬
разом, чтобы материал оставался внутри зажатой области во время вытяжки. На
рис. 10.5 показана установка контурного экрана па прижимной раме. В основном
есть два варианта выбора контура экрана.• Расстояние контурного экрана от контура формы везде одинаковое
(рис. 10.5, Ь)\ это решение принимают, если на изделии требуется одина¬
ково толстый фланец. Ширина/; (рис. 10.5, Ь) определяется из уравнения:b = 1,5 • 5 + (3-6) мм.17 За* 796
258ТЕРМОФОРМОВАНИЕа) Ь)Рис. 10.5. Контурные экраны:а) контурный экран на прижимной раме; to) контурный экран одинаковой ширины Ь для формы
в плоскости зажима (вид сверху с рис. 10.5, а); с) овальный контурный экран для прямоуголь¬
ной формы, применяемый в плоскости зажима (вид сверху)Толщина
стенкиАу « . « . J г чАСТ12Г.а)Ь)Рис. 10.6. Распределение толщины стенки в плоскости сечения для позитивных форм сбольшой зоной подачи:а) изделие; Ь) распределение толщины стенок в сечении А-А• Недостатком этого вида экрана является очень маленькая область формо¬
вания, что приводит везде к высокой вытяжке и относительно тонким бо¬
ковым стенкам позитивно-формуемого изделия.• Овальный контурный экран для позитивной формы прямоугольного по¬
перечного сечения на прижимной раме (рис. 10.5, с) предотвращает обра¬
зование угловых складок в плоскости прижима. Для определения шири¬
ны b в этом случае применяют следующее соотношение:b = 1,5 • s + (3-6) мм.• Преимуществом овального контурного экрана является увеличенная зона
формования и лучшее распределение толщины стенок. Однако неодина¬
ковая толщина в зоне формования — как показано на рис. 10.6 — является
недостатком.Отступы для колокола и/или больших экранов для позитивных формПри позитивном формовании с предварительным раздувом или всасывани¬
ем в колокол (см. раздел 4.1.5 и рис. 10.36) между колоколом и формой рекомен¬
дуется следующий зазор:а = (0,12-0,15) -h,где h — высота формы.
10 Термоформующий инструмент259Это знамение для зазора а также можно применять для больших овальных
экранов (рис. 10.5, с).Обратитесь к разделу 7.7 за информацией о поднутрениях и вспомогатель¬
ных приспособлениях для съема изделия.10.3.8 Формы для пленочных шарниров
и кнопочных защелокЕсть три различнпых метода изготовления пленочных шарниров:• термоформование с помощью негативного процесса;• изготовление желобов;• вырубка.Варианты конструкции для кнопочных защелок:• сформованные на сменных кнопках;• сформованные на сменных поднутрениях;• вырубленные замкнутые скобы.Схематический чертеж упаковки с пленочным шарниром и кнопочной за¬
щелкой показан на рис. 10.7. Различные варианты термоформованных шарни¬
ров смотрите на рис. 10.8, a-f. На рис. 10.8, а приведен пример относительно же¬
сткого шарнира. Радиус R определяется следующим образом:R = (5-6) -s,то есть при толщине материала 5 = 0,4 мм радиус R = 2,5 мм. На рис. 10.8, b пока¬
заны размеры для более гибкого шарнира, чем на рис. 10.8, а. Для h.: b = 5 : 8 при¬
меняют следующее соотношение:Ь = (15-25)-5.Это означает, что для материала толщиной s = 0,35 мм получаем, что b = 7 мм
и h = 4,5 мм. Прекрасно функционирующий пленочный шарнир показан на
рис. 10.8, с; для h : b = 5:8 применяют следующее соотношение:6 = (10-20)-s.Рис. 10.7. Упаковка с пленочными шарнирами или кнопочными защелками:а) пленочный шарнир и кнопочная защелка; Ь) с круговым центрированием;1 — кнопки или кнопочные защелки; 2 — пленочный шарнир; 3 — круговая термосиарка или
центрирование
260ТЕРМОФОРМОВАНИЕСледовательно, для материала толщиной s = 0,4 мм получаем b = 5 мм и h = 3 мм.
На рис. 10.8, d показана разновидность конструкции, приведенной на рис. 10.8, с.
Если требуется определенный зазор между двумя половинками упаковки, то при¬
меняют конструктивные рекомендации в соответствии с рис. 10.8, е; в этом случае
снова применимо h г. b = 5: 8, а также b = (10-20) • толщина материала s.Шарниры, сформированные путем изготовления при термоформовании же¬
лобов, показаны на рис. 10.9; правильное действие шарнира показано на
рис. 10.10, а. При «неправильном» (то есть обратном) изгибе движение шарнираЬ)4=Т//А/// /С. / /! / /*-¥////)—WРис. 10.8. Конструкции форм для изготовления пленочных ширниров на упаковках:
a-f— примеры конструкцийРис. 10.9. Процесс изготовления желоба для
шарнира:1 — конфигурация пуансона для получения желоба;2 — формуемое изделие; 3 — алюминиевая форма
10 Термоформующий инструмент261Рис. 10.10. Пленочный шарнир с желобом:а) угол изгиба 180"; to) ограниченный угол изгиба при «неправильном» сгибанииРис. 10.12. Позитивная форма
для изготовления упаковки с же¬
лобчатым шарниромРис. 10.11. Благоприятная конфигу¬
рация пуансона для формования же¬
лобаРис. 10.13. Негативная формадля изготовления упаковки с же¬
лобчатым шарниромограничено (рис. 10.10, b). Примеры подходящих конфигураций пуансонов для
формования желобов показаны па рис. 10.11.Принципиально шарнирная упаковка может термоформоваться позитивным
или негативным методами. При позитивном формовании пуансон для формова¬
ния желоба должен быть частью основного пуансона, то есть установлен в контр¬
инструменте (рис. 10.12). При негативном формовании контур пуансона для
формования желоба должен быть включен в негативную форму. В этом случае
пуансон осуществляет обжим (рис. 10.13).
262ТЕРМОФОРМОВАНИЕВНИМАНИЕДля всех форм необходимо — так же, как для штанцевой вьи
рубки — иметь устройство для регулировки. Необходимо стре¬
миться к получению постоянной и минимальной толщины шарни¬
ра. Соответствующая форма пуансона для формования желоба
приведена на рис. 10.11.Определение максимальной длины желобаМаксимальная длина желоба зависит от:• толщины материала;• вида материала;• температуры материала во время процесса изготовления желоба;• усилия прижима на формующей станции;• кинетической энергии массы, непосредственно вовлеченной в процесс из¬
готовления желоба (вес и скорость соприкосновения со вспомогательным
пуансоном, рамой или столом).Определение необходимого усилия формования желоба F
(эмпирические значения)F=Fs-L-kT,где F — требуемое усилие изготовления желоба, Н; Fs — удельное усилие изго¬
товления желоба (требуемое усилие на 1 мм длины шарнира), Н/мм (рис. 10.14);
L — длина формуемого шарнира, мм; kT— коэффициент, учитывающий темпера¬
туру материала (рис. 10.15).О 100 200 g 300 400 500
<мТолщина материала, мкмРис. 10.14. Удельное усилие Fs изготовления желоба как функция толщины материала
для ПВХ и УПС (HIPS)
10 Термоформующий инструмент263Температура материала, "СРис. 10.15. Коэффициент кт для определения усилия изготовления желоба в зависимо¬
сти от температуры материала для ПВХ и УПС (HIPS)Шарниры также могут изготавливаться вырубкой (рис. 10.16). Однако не¬
достатком этого метода является то, что такие шарниры непригодны для частого
закрывания и открывания.Кнопочные защелки для шарнирных упаковокНа рис. 10.17 показана схема распределения толщины стенки при термофор¬
мовании «кнопок». Обратитесь к рис. 10.18 за соответствующими размерами
формы. Применяют следующее соотношение: Я: D = от 0,5 :1 до 0,8 :1; D = от 6
до 10 мм и d = D - 1,6 - 5.ВНИМАНИЕДействие кнопки будет достигнуто, только если позитивно
сформованная кнопка вдавливается в негативно сформованное
углубление! Пример гибкой конструкции позитивной кнопки при¬
веден на рис. 10.19. Размеры впадины: глубина 0,8 мм, ширина
около 2 мм для диаметра d = 8 мм.Рис. 10.16. Шарнирная упаковка
с вырубленным шарниром:а) упаковка; Ь) профиль вырубки;b — ширина перемычек в шарниреРис. 10.17. Формование поднутрения
для кнопочной защелки: (слева) нега¬
тивное формование; (справа) позитив¬
ное формование:1 — утолщение; 2 — утонение; 3 — поли¬
мерный материал; 4 — шарнир
264ТЕРМОФОРМОВАНИЕа)Рис. 10.18. Конструкция формы
для кнопок:а) негативная; Ь) позитивная;1 — отверстия для удаления воздухаРис. 10.19. Форма для гибкой пози¬
тивной кнопочной защелкиРис. 10.20. Овальная конструк¬
ция кнопочной защелкиРис. 10.21. Конструкция кнопочной
защелки с поднутрениямиДля овальных кнопочных защелок используют следующее соотношение
(рис. 10.20):L :Я~(1,5-3,5) : 1.Кнопки также могут быть изготовлены с поднутрениями (рис. 10.21). Пози¬
тивные кнопочные защелки с поднутрениями более гибкие и, таким образом,
обеспечивают лучший захват при вдавливании в негативную впадину. Такие
кнопки показаны на рис. 10.22, а, и с центрированием — на рис. 10.22, Ь. Снаб¬
женные крючками кнопочные защелки показаны на рис. 10.23. Вариант закры¬
тия упаковки может быть получен также вырубкой с перфорацией (рис. 10.24).г-НЖ.Iи.Ж1Рис. 10.22. Кнопочные защелки с высо¬
кой гибкостью:1 — шарнирРис. 10.23. Кнопочные защелки с крючком:
1 — шарнир
Ю Термоформующий инструмент265Рис. 10.24. Закрытие с помощью вырубаемогоконтура:1 — шарнир10.4 Устройства для предварительной вытяжкиТребования к материалу для изготовления устройств предварительной вы¬
тяжки:• не должен охлаждать нагретый формуемый материал при контакте;• должен иметь хорошие характеристики при скольжении и/или трении по
поверхности нагретого полимера;• должен быть устойчив к механическим напряжениям при давлении, про¬
гибе и истирании;• должен также отвечать требованиям к термическим характеристикам;• должен быть легким в обработке;• должен производиться по разумным ценам.10.4.1 Материалы для устройств предварительной
вытяжкиПредпочтительные материалы для устройств предварительной вытяжки
можно найти в табл. 2.4 (также см. раздел 4.8.1).Дерево является наиболее часто используемым материалом для устройств
предварительной вытяжки на машинах для переработки листа. Лучшие сколь¬
зящие характеристики получают на твердых породах дерева (рекомендуется
клен). Желательно соблюдать направление текстуры, как показано на рис. 10.25.
Хотя фанера — это превосходный строительный материал, ее нельзя исполь¬
зовать для производства корпуса пуансона, потому что могут остаться следы.
Ламинирование деревянных пуансонов мягкой ткапыо (типа перчаточного мате¬
риала) уменьшает охлаждение и улучшает скольжение, но деревянные пуансо¬
ны по возможности должны использоваться без ламинирования, поскольку ла¬
минирующий материал достаточно быстро изнашивается.
266ТЕРМОФОРМОВАНИЕХотя войлок более дорогой, чем дере¬
во, он позволяет обойтись без ламиниро¬
вания перчаточным материалом. Ста¬
бильность размеров и стойкость к исти¬
ранию неотвержденного войлока
улучшаются путем поверхностного от¬
верждения за счет обработки его прайме¬
ром глубокого проникновения для дре¬
весины.Синтаксическая пена фактически
является материалом общего назначе¬
ния для пуансонов и часто используется
в автоматических машинах с рулонной
загрузкой.Полимерные смолы, а также смолы,
наполненные тальком для улучшения скользящих свойств, используют для пу¬
ансонов очень сложной конфигурации. Как показала практика, полиуретановые
смолы (PU) являются превосходными для данного применения. Пуансоны мо¬
гут быть изготовлены из чистой смолы или из комбинации дерево/смола.Металл, обычно алюминий, используется как материал для пуансона в сле¬
дующих случаях:• если механическая нагрузка слишком высока для дерева или смолы;• если пуансон в форме контррамы или штампа для тиснения необходимо
термостатировать (например, для ПММА);• если пуансон разработан как составная часть для получения равномерных
толстых кромок при формовании блистеров за счет охлаждения материа¬
ла по фланцу.Нагретые металлические пуансоны используют только в специальных
случаях из-за очень сложного поддержания нагрева и температурного конт¬
роля.В специальных случаях, если требуется очень высокая температура формо¬
вания, в качестве материала пуансона для полиолефинов ПЭ или ПП подходит
политетрафторэтилен (например, тефлон). Для прозрачных изделий в боль¬
шинстве случаях в качестве материала для пуансона используют полиоксгше-
тилен.Рис. 10.25. Направление текстуры
дерева при производстве пуансонов
для предварительной вытяжки:a) направление движения пуансона;b) направление текстуры (твердое де¬
рево); с) склеивание (если требуется)
10 Термоформующий инструмент26710.4.2 Конструкция устройств
для предварительной вытяжки10.4.2.1 Вспомогательные пуансоны для негативных формКонфигурация пуансонов обычно повторяет конфигурацию формованного
изделия за счет сохранения повсюду одинакового зазора а (рис. 10.26). Вспомо¬
гательный пуансон диаметром d < 20 мм также может иметь цилиндрическую
форму. Радиусы R для вспомогательного пуансона см. в табл. 10.1. Для зазора а
может применяться следующее выражение:где 5 — толщина исходного материала.Элементы конфигурации (зазоры и радиусы), рекомендованные здесь для
вспомогательного пуансона, дают исходную форму, которая может быть при не¬
обходимости скорректирована во время испытания формующего инструмента.
Общая методика подбора конфигурации пуансона показана на рис. 10.27. Начи¬
нают с наименьшего радиуса R, то есть самого большого объема. Примеры фор¬
мы вспомогательных пуансонов показаны на рис. 10.28-10.34. В отношении
рис. 10.31 и 10.32 отметим: подобное распределение толщины стенок (однако
без следов инструмента) может быть достигнуто, если вместо фетровых шаро¬
вых наконечников использовать сопла для обдува холодным воздухом. Обяза¬
тельное условие — отсутствие складок, а точность полученного отпечатка явля¬
ется адекватной.а = 1,5 • 5 + (1-3) мм,dРис. 10.26. Определение конфигу¬
рации пуансонов bmin > 0,25 • у для
многогнездной формыРис. 10.27. Методика подбора кон¬
фигурации пуансона
268ТЕРМОФОРМОВАНИЕа)Ь)Рис. 10.29. Пуансон, повторяющий контурРис. 10.28. Пуансон для конических кон¬
фигураций:а) цилиндрический пуансон для малых диа¬
метров d $ 25 мм; Ь) правильный контур пу¬
ансона в области основания изделияРис. 10.30. Простой пуансон для формы с под¬
нутрением7~7~.Рис. 10.31. Негативные угловые детали,
вытянутые с помощью шаровРис. 10.32. Охлаждение с предварительной
вытяжкой для предохранения слишком тонких
угловРис. 10.33. Пуансон «килеподобный» Рис. 0.34. Использование боковых пуансонов
10 Термоформующий инструмент269Таблица 10.1Радиус R it мм для вспомогательных пуансонов для переработки таких иолимероп,
как ПС, УНС, ЛБС-иластик, ПЭТ, I1BX, Styrolux, К-Resin, liarсх со слабой
тенденцией к прилипании)Толщина материала s, мм<112345fi78910Диаметр пуансона d, мм1011120122,5333301,52,5344444402344444444502,544555555556034555555555-6703,5555555555-65-680455555555-65-65-6904,55555555-65-65-65-61005555555-65-65-65-65-6Примечание. Для гибких полимерных материалов с низкой прочностью расплава или высоким
когезионным трением, например ПП, значения R из табл. 10.1 умножают на коэффициент 1,5-3.10.4.2.2 Пуансоны для позитивных формДля позитивного формующего инструмента пуансоны используют не только
для улучшения распределения толщины с гепок, но также и для предотвращения
складок (рис. 10.35). Расстояние а должно равняться толщине вытянутого мате-' ц□ / ~ лА/ *-JLГа) b)Рис. 10.35. Использование пуансона против образования угловых складок:
а) вид сбоку; Ь) сечение А-А
270ТЕРМОФОРМОВАНИЕРис. 10.36. Предварительный раздув внутри коло¬
кола с подвижной плитой основания:а = (0,12 - 0,15) • Нриала плюс 1 мм. Колоколообразные пуансоны используют для предотвраще¬
ния следов охлаждения (рис. 10.36).10.5 Антикоррозионная защита
термоформующего инструмента,
термостатируемого водойЦелью антикоррозийной защиты термоформующего инструмента является
сохранение теплопередающей способности инструмента. Вода в термоформо¬
вочном инструменте используется с температурой от 5 до 150 °С. Вообще вода
вступает в контакт с разными металлами в замкнутом цикле при термостатиро-
вании. Эти металлы в основном включают алюминий (в формах, охлаждающих
плитах), сталь (в винтовых соединениях и вырубных штампах), медь (в трубо¬
проводах) и латунь (термопары, штуцеры). Отложение осадка и/или эрозия за¬
висят от состава воды, ее температуры, расхода воды и контакта с различными
металлами. Со временем эти факторы приводят к ограничению потока горячей
воды и даже могут разрушать инструмент. Все эти факторы условно обознача¬
ются нами как процессы коррозии.Краткие указания для антикоррозионной защиты охлаждающих каналовв термоформующем инструменте• Принимая во внимание конструкцию инструмента и его производство,
нельзя допускать прямой контакт алюминия и меди с оборотной водой.
Алюминий будет разрушаться за счет контактной коррозии. Необходимы
отдельные вставки из нержавеющей стали или полимера длиной по край¬
ней мере 30 мм для изолирования меди от алюминия.• Если у формы тонкие стенки (разделительные перегородки, отдельные
части), которые часто встречаются в формовочно-вырубном инструменте
автоматических термоформеров с рулонной подачей, рекомендуется уста¬
новить в оборотной воде магниевый анод.• При разработке системы охлаждения поперечные сечения необходимо де¬
лать как можно больше, чтобы скорость воды не превышала 1,5 м/с, если
это выполнимо. Высокая скорость воды в комплексе с загрязнениями или
осадком приведет к эрозийной коррозии. Для алюминия скорость воды не
10 Термоформующий инструмент271должна превышать 2,5 м/с. Поэтому при очень высоких скоростях воды
существует дополнительный риск кавитационной коррозии.• Каналы для воды необходимо наиболее тщательно очищать перед тем как
инструмент берут в работу. Если возможно, сначала прогоните воздух в
обоих направлениях, затем проверьте наличие утечек при дальнейшем
продувании. Важно здесь использовать фильтр для того, чтобы стружка
или остатки герметика не остались в оборотной воде инструмента или на¬
соса. Продувать надо сухим воздухом.• При запуске или непосредственно после процесса очистки инструменты не¬
обходимо защитить от коррозии. Рекомендуется использовать охлаждаю¬
щуюся среду, содержащую высокую концентрацию противокоррозийного
вещества (ингибитора). Концентрация зависит от используемого агента.Перед использованием термоформующего инструмента в производстве ре¬
комендуется следующая процедура:• Проверьте качество воды; она должна отвечать следующим требованиям
(справочные значения):— значение pH при 20 °С: 7,0;— общая жесткость: < 30° dH*;— электропроводность при 20 °С: < 250 мСм/м;— вода должна иметь низкое содержание солей и быть очищена, не долж¬
на иметь запаха и осадка.• К открытой системе термостатирования предъявляются дополнитель¬
ные требования. Эти требования выдвигают изготовители форм.• Противокоррозийное вещество (ингибитор), обеспечивающее наиболее
эффективную защиту, необходимо добавлять в закрытую систему тер-
мостатировапия.• Регулярно проверяйте термостатирующую среду.• Очищайте резервуары охлаждающих или термостатирущих устройств, по
крайней мере, один раз в год.• Если в резервуарах с водой найдены отложения осадка, необходимо уста¬
новить тонкие фильтры с размером ячеек 80 мкм.• Убывающие магниевые аноды в инструментах необходимо осматривать
один раз в три месяца и, если требуется, заменить.• Необходимо обеспечить, чтобы снятые инструменты были полностью вы¬
сушены перед хранением.Алюминий, так же, как и медь (но не сталь), образует твердые окисные слои.
Если инструменты хранят во влажной атмосфере или транспортируют морем,
им необходимо иметь антикоррозионную обработку.* Немецкий градус жесткости 1“ с1Н = 10 мг СаО/л.
272ТЕРМОФОРМОВАНИЕ10.6 Ножевые лезвия, которыми оснащают
вырубной инструментПри разрезании ножами полимерные материалы разделяются режущим
клином. При этом действующие усилия превосходят прочность полимеров на
раздир. Во время процесса разрезания одновременно происходят сдвиг поли¬
мерного материала и его деформация. Ударопрочные или гибкие пластмассы
требуют более глубокой резки (рис. 10.37, b), чем хрупкие, в которых происхо¬
дит разрушение в конечном поперечном сечении из-за низкой деформируемо¬
сти полимера (рис. 10.37, а).Рис. 10.37. Процесс резки с использованием ножевых лезвий:а) хрупкие пластмассы; Ь) ударопрочные пластмассы;1 — нож; 2 — материал; 3 — опорная вырубная плитаВозможны два различных вида ножевых лезвий, которыми оснащают вы¬
рубной инструмент. Это хорошо известные вырубные ножи, изготовленные из
инструментальной стали с высокой пластичностью, используемые в кожевен¬
ной и бумажной промышленности, и в основном применяемый в настоящее вре¬
мя вырубной инструмент из стальных линеек (штанцевый инструмент), кото¬
рый является более рентабельным.10.6.1 Конструкция штанцевых вырубных штампов
(форм)Штаицевые вырубные штампы являются вырубными штампами с ножевы¬
ми лезвиями и состоят из опорной плиты, в которую вставлены вырубные линей¬
ки. Опорную плиту обычно изготавливают из фанеры. Пазы для установки вы¬
рубных линеек изготавливают распиловкой или лазерной резкой. Лазерный ме¬
тод обеспечивает более жесткие допуски но сравнению с размерами при
10 Термоформующий инструмент273штамповке. Для пазов, сделанных ручной распиловкий, предельные отклонения
размеров, полученные при штамповке, составляют от ±0,5 до ±0,8 мм, а при ла¬
зерной резке — от ±0,4 до ±0,6 мм.Для нагреваемых штанцевых форм вырубные линейки крепят на опорной
плите из алюминия. В продаже имеются вырубные линейки с различной фор¬
мой ножей, толщиной и высотой. Толщина вырубной линейки также определяет
минимальный радиус изгиба, который одновременно формирует радиус углов
вырубаемой детали. В табл. 10.2 приведены возможные толщины вырубных ли¬
неек и их радиусы изгиба.Таблица 10.2Толщина вырубных линеек и минимальный радиус изгиба стальных линеекТолщина вырубных линеек, мм 1,05 1,2 1,42 2,0Минимальный радиус изгиба, мм 3 3.5 4 5Вырубные линейки могут поставляться высотой: 23,8,30,33,5, 40, 50,60, 70,
80,90,100 мм.ВНИМАНИЕСамый большой срок службы ножевых лезвий достигается при
минимально возможной высоте режущей линейки и самой боль¬
шой ее толщине. По возможности не рекомендуется использовать
толщину менее 1,42 мм. Конструкция вырубных штампов со сталь¬
ными линейками показана на рис. 10.38-10.42.123Рис. 10.38. Установка стальных линеек штампа на опорной плите:1 — опорная плита из фанеры или алюминия (для нагреваемого штампа); 2— вырубной контур
со стальными линейками (с упрочненной режущей кромкой); 3 — вырубная контрпрокладка
стальной плиты18 За*. 796
274ТЕРМОФОРМОВАНИЕРис. 10.39. Нагреваемый штамп с пере¬
менным положением стальных линеек,
соединенных с алюминиевой частью:1 — опорная плита из алюминия; 2 — алюми¬
ниевая часть; 3 — вырубной контур из сталиРис. 10.41. Штанцевая форма для одно¬
временной вырубки в двух плоскостях 1 и2Рис. 10.40. Нагреваемый штамп из
стальных линеек с лучшим контролем
температуры и лучшей точностью для
формовок большой высоты;1 — опорная плита из алюминия;2 —алюми¬
ниевая часть; 3 — вырубной контур из сталиРис. 10.42. Нагреваемая штанцевая форма
для одновременной вырубки в двух плоско¬
стях 1 и 2Рис. 10.43. Вырубка на валковом прессе на штанцевой форме;а) поперечное сечение валкового вырубного устройства; Ь) вид сверху с подачей под углом
для предотвращения штрихоподобного реза;1 — вырубная контрплита толщиной около 4 мм из ПП или специального материала; 2 — гото¬
вое изделие; 3 — вспененный материал для выталкивания; 4 — вырубной контур из стальных
линеек; 5 — опорная плита для штанцевого инструмента толщиной около 20 мм (фанера); 6 —
самоклеящаяся монтажная лента с обратной стороны вырубного контура
Ю Термоформующий инструментРис. 10.44. Штанцевый инструмент
для вырубки на валковом устройстве
(защищен от перекоса);1 — центрирование термоформовочного
изделия; 2 — направляющая для избежа¬
ния перекосаа) с)d)Рис. 10.45. Форма заточки для штанцевых ножей:а, Ь) симметричные углы заточки (стандартная форма); а — для вырубки
до 0,5 мм, Ь — для вырубки в точке реза, толщина более 0,5 мм; с d) асимм^6 РвМ'толщина
точки для бескромочной обрезки: с — для вырубки, толщина лг> п ц ,,„.w метричные Углы за-
щины свыше 0,5 мм Д '5 MMl d ~ вь'РУбки тол-Штанцевые вырубные штампы используют не только в штампах с парал¬
лельными столами. На рис. 10.43 показана вырубка штанцевыми вырубными
штампами на валковом прессе. Чтобы предотвратить смещение, то есть относи¬
тельное движение между опорной плитой и вырубной контрплитой, на контр¬
плите может быть установлена дополнительная плита, управляемая совместно с
опорной плитой. Это хотя и редко, но используется для изделий с жесткими до¬
пусками (рис. 10.44). Обычные формы ножевых лезвий показаны на рис. 10.45.
Асимметрично заточенные ножи из стальных линеек (рис. 10.45, с и d) скрепля¬
ют скобой. Стальные линейки на стыке сваривают точечной сваркой через со¬
единительные пластинки или заклепывают, причем последний способ дает воз¬
можность смещения высоты. Минимальное расстояние между двумя вырубны¬
ми контурами в опорной плите — около 6 мм.10.6.2 Контрплиты, применяемые при вырубкеВ валковых прессах обычно используются вырубные контрили гы из
пропилена толщиной 3-5 мм. В вырубных станциях, оборудованных11а^^''|ОТ |13
ными столами, вырубные контрплиты (вырубные пластины) изютавл!
Рис. 10.46. Вырубная пластина в ка¬
честве контрплиты:1 — изделие с плоской кромкой; 2 — вы¬
рубная контрплита из листовой стали
толщиной 1 -3 ммРис. 10.47. Вырубная рамка в каче¬
стве контрплиты:1 — изделие с U-образными кромками;2 — вырубная рамка в качестве контр¬
плиты; зазор а = 1,5 ммстандартного листа с глубоким отпуском или шлифованных плит из незакален¬
ной, а также закаленной инструментальной стали (рис. 10.46). Вырубные рамки
обычно изготавливают из St-37 (Fe 360 и/или S 235) или 5£-50 (рис. 10.47). Зака¬
ленные вырубные контрплиты с твердостью по Роквеллу от 40 до 42 HRC необ¬
ходимо тщательно шлифовать.10.6.3 Настройка штанцевого инструментаШтаицевые формы, вырубные контуры, контрплиты и машины имеют от¬
клонение от плоскостности, которая становится очевидной в местах, где штамп
не вырубает. Неирорезаемые места могут быть настроены на эффективную рез¬
ку, то есть допуск по высоте может быть компенсирован с помощью увеличения
толщины подкладочной ленты с обратной стороны, регулировкой толщины вы¬
рубной плиты с помощью прокладок или настройкой высоты вырубной рамки.
Эта работа значительно облегчается, если используют режущий контур доволь¬
но низкой высоты. (Высокие режущие линейки имеют большие допуски. Мар¬
кированные линейки высотой приблизительно 22-23 мм имеют самый низкий
допуск.) Если для полной длины обрезки требуется несколько вырубных конту¬
ров, их заранее выбирают или индивидуально подбирают с самым низким до¬
пуском по высоте. Вырубные контуры высотой более 40 мм впоследствии регу¬
лируют с помощью прокладок с обратной стороны ножен. Это выполняют там,
где толщину вырубной плиты регулируют с помощью прокладок или соответст¬
венно настраивают вырубную рамку.10.6.4 Усилия реза для штанцевого инструментаУсилие реза вырубного контура из стальных линеек зависит от:• вида вырубаемого материала (ПС, АБС-пластик, ПП и т.д.);• толщины материала;
10 Термоформующий инструмент277• температуры режущей кромки;• температуры материала;■ температуры вырубной контрплиты;• состояния износа и/или режущего лезвия.Срок службы штанцевого инструмента существенно зависит от нагрузки на
лезвия ножей, а также нагрузки (жесткости) комплектной вырубной установки.
Наполнители в формуемом материале или цветные пигменты на его поверхно¬
сти могут снизить срок службы вырубного инструмента в основном из-за их аб¬
разивного воздействия. Определение удельных усилий вырубки стальных лине¬
ек в зависимости от толщины материала для ударопрочного полистирола пока¬
зано на рис. 10.48. Рабочие диаграммы для удельных усилий вырубки на
штанцевом инструменте из различных полимерных материалов показаны на
рис. 10.49.В соответствии с рис. 10.48 для удельных усилий реза Fs применяется сле¬
дующее эмпирическое выражение:Fs = F0 • k) • k-, • k3 • • S,где Fs — удельное усилие реза для компоновки инструмента, Н/мм; F,, — удель¬
ное усилие реза материала, Н/мм, определенное в лабораторных условиях.Например, при обрезке холодными штанцевыми ножами и новым неизно¬
шенным вырубным контуром коэффициенты необходимо учитывать в ре¬
альных условиях производства и их можно найти на рис. 10.48 (эмпирические
значения):— коэффициент для температуры на режущей кромке вырубного контура;k2 — коэффициент для температуры материала при вырубке;kA — коэффициент для температуры вырубной контрплиты;kA — коэффициент для износа режущей кромки вырубного контура;S — надежность (5 = 1,5 (выбрана)).На рис. 10.49 удельное усилие реза штапцевым инструментом дано для раз¬
личных видов полимеров. Прошу отметить, что эти значения применимы толь¬
ко к условиям, приведенным на этой диаграмме.
278ТЕРМОФОРМОВАНИЕЬ)Температура режущей кромки, ‘Сс)1 ПЛ ■L К3 20 ’С
-9 A • ■1 ,ии
0,98■/fZ?1,9 -0,96Ay1.8 -0,94t /1.7 -0,921,6 -0,90. / 60-С1.5 -0,881,4 «0,861.3 -0,841,2 ■0,821,1 •—>■ -t t ■—t—1 t I 1 t—1——1,0 -Температура режущей кромки, 'С^4 Тупой режущий контур
(режущая кромка)ЕХ1Новая режущая кромка
I4=1 ‘Pid)1 2 3Толщина материала, мме)0,2 0,4 0,6 0,8 1,0 1,2Толщина материала, ммРис. 10.48. Диаграммы для определения удельных режущих усилий стальных линеек на
примере УПС (HIPS), применимые для режущих линеек толщиной 1 и 1,5 мм:а) зона I: заточка симметричная под углом 60"; зона II: заточка с симметричной фаской;
b-е) определение коэффициентов к}-к4
10 Термоформующий инструмент279и.апфааsс;sо>флXлс;Ф510.7 Сдвиговый штамповочный инструментПрименяют два вида сдвиговых штампов:• совмещенные в инструменте для одновременной формовкп/вырубкн (см.
раздел 4.8.1);• стандартный вырубной и обрезной инструмент в отдельной станции или
машине, установленный после формовочной машины.Усилия резания зависят от конструкции формы, а также вида полимера и
толщины вырубки. Если сдвиговый штамп встроен в формовочно-вырубной ин¬
струмент, режущие кромки при ниевмоформовании дополнительно выполняют
функцию герметизирующих кромок. Резка материала начинается уже прн за¬
крытии формы. Это положение сохраняется до завершения процессов формова¬
ния и охлаждения. Усилие для продолжения/завершения резки зависит от ос¬
тавшейся толщины реза и вида полимера. На рис. 10.50 приведен коэффициент
ks для механической нагрузки инструмента формонания и вырубки в зависимо¬
сти от остаточной толщины вырубки (см. раздел 10.3). Видно, что выбранные1/21 УПС (HIPS)\ 2/22АБС-пла-
стик; 3/23 ПЭВП; 4/24 ПП; 5/25
Толщина материала, мм ПВХ; 6/26 ПК; 7/27 ПЭТ; 28 ПСНовый МаксимальныйизносРис. 10.49. Удельные усилия
реза Fs для штанцевого инст¬
румента для различных мате¬
риалов; холодный вырубной контур; вырубной контур, нагретыйдо 80 ’СЗначения верны для температур
материала от 20 до 30 "С, темпе¬
ратура вырубной контрплиты
20 'С и износ кромки вырубного
контура до ширины пика 0,08 мм;
допускаемый запас прочности
S = 1,5 учтен
280ТЕРМОФОРМОВАНИЕмашинные параметры имеют существенное влияние на нагрузку тсрмоформо-
вочнон машины и инструмента.Таблица 103Коэффициент ks (запас прочности) для формовочно-вырубного инструмента
для различных полимеровУПСППPETGЛРЕТПВХКоэффициент ks1,1-1,51-1,71-1,71-1,81-1,7ЁО)21,81,61,41,211 - ПС {HIPS)2 - ПП, PETTG, ПВХ
3-АРЕТПрекращение вырубки,
рез материала сквозьОптимальная вырубкаПоложение максимальной'Прекращение вырубки,
материал на слишком
большом расстояниидлины вырубки| j
Машина перегружена
(громкий удар при выручке)—I I I.. I i О 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
| Вырубка и штамповка
Нет вырубкиОстаточная толщина вырубки
для вырубного шаблона (RDM), ммРис. 10.50. Коэффициент к3 для расчета мехнической нагрузки в зависимости от оста¬
точной толщины вырубки в сдвиговом штампе, которым оборудован формовочно-вы¬
рубной инструмент10.7.1 Расчет усилия вырубки
для формовочно-вырубного инструмента
со встроенным сдвиговым штампомВеличина хода при вырубке для совмещенного формовочно-вырубного ин¬
струмента устанавливается в зависимости от машины. Например, автоматиче¬
ские термоформовочные машины с рулонной загрузкой фирмы Иллиг имеют
ход при вырубке на сдвиговом штампе, которым оснащен формовочно-выруб¬
10 Термоформующий инструмент281ной инструмент (вырубка и штамповка), 0,8 мм независимо от толщины мате¬
риала. Рулонный материал толщиной до s = 2,5 мм формуется и вырубается на
такой оснастке. Особенность в том, что нагретый материал «предварительно вы¬
рубается» при относительно небольших усилиях во время закрытия формы не¬
зависимо от начальной толщины материалах, поэтому после охлаждения выруб¬
ка изделия может быть завершена при ходе вырубки 0,8 мм.Для приблизительного определения усилия реза Fs применяют следующее
равенство (опытная величина):Fs = F0 • kT • kM • kw • ks,где Ff — удельное усилие реза, Н/мм, значение для компоновки инструмента;
F0 — удельное усилие реза для полимеров, Н/мм, определяемое в лабораторных
условиях на новом инструменте в оптимальных условиях (рис. 10.51, a); kT— ко¬
эффициент для температуры материала при вырубке (см. рис. 10.51, b и с); kM —
коэффициент разброса характеристик при резании различных видов полимеров
(могут быть приняты значения: kM = 1-1,2); kw— коэффициент износа оснастки,
для которого принимают значения kw = 1-1,4; ks — коэффициент дополнитель¬
ной механической нагрузки, зависит от остаточной толщины для формовочно¬
вырубного инструмента (табл. 10.3).ВНИМАНИЕДля материалов толщиной s > 0,8 мм значения для F0 применя¬
ются в соответствии с s = 0,8 мм при ходе вырубки 0,8 мм. Для ма¬
териалов толщиной s < 0,8 мм значения для F0 могут быть взяты
непосредственно из рис. 10.51, с. Это означает, что для материа¬
лов толщиной s > 0,8 мм значение для F0 соответствующего фор¬
мовочно-вырубного инструмента не принимают в соответствии с
толщиной материала s, а согласно толщине внутри интервала вы¬
рубки 0,8 мм.Расчет удельного усилия вырубки Fs в Н/мм для компоновки инструмента
подходит для толщины материала s> 0,8 мм и хода вырубки 0,8 мм, см. табл. 10.4.Значения Fs из табл. 10.4 относятся к рекомендуемым опытным значениям и
служат для определения длины реза.
282термоформованиеД F0. Н/мм ОбразецТолщина материала
в пределах интервала вырубкиI I 1 I 1 I I I IkTk1,00,90,80,70,60,50,4Ь)Чч^УПС.пвх^Температура материала
во врёмя процесса вырубки20 60 100 140 180'СТемпература материала
г, л ]_во время процесса вырубки' 41 I I I I II I i ■■■►20 60 100 140 180 *Сс)Рис. 10.51. Диаграммы для определения удельного усилия реза:а) удельные усилия реза F0 для сдвиговых штампов в лабораторных условиях; Ь) зависимость
коэффициента ктогтемпературы материала для ПВХ и УПС (HIPS); с) зависимость коэффици¬
ента от температуры материала для ПЭТ и ПП
10 Термоформующий инструмент283Таблица 10.4Удельное усилие вырубки Fs для схемы формовочно-вырубного инструмента
со сдвиговым штампом для материалов толщиной s > 0,8 ммУПСППPETGАРЕТпвхF0, Н/мм (рис. 10.51, а)24202731.529кт (опытное значение)0,91,10,980,980,94км (опытное значение)1,051,151,101,051,05кц (опытное значение)1.11,251,151,151.1ks (опытное значение)1,351,41,41,41,4(кт-kM -kw- ks)(1,403)(2,214)(1,751)(1,657)(1,52)Fs, в Н/мм3445475345ВНИМАНИЕПри определении усилия машины усилие для нижнего держа¬
теля необходимо рассмотреть дополнительно. Опытные значения
коэффициентов kw и ks даже могут быть выше; например, kw— от 1
до 1,4; ks — в соответствии с табл. 10.3.Максимальная длина реза при проектировании формовочно¬
вырубного инструмента может быть рассчитана для материалов
толщиной s 3s 0,8 мм следующим образом:.. Усилие вырубки машины”, Н
Максимальная длина реза, мм = —— . Fs1) Во время вырубки усилие вырубки машины определяется ее усили¬
ем прижима минус усилия, требующиеся для нижних держателей и съема.10.7.2 Сдвиговые штампы с горизонтальной
поверхностью вырубки для последующих
вырубных станцийЧтобы получить чистый рез, максимальная толщина материала s в позиции
вырубки может быть 1,2 мм. Нагрузка в сдвиговых штампах (также известных
как вырубной или штамповочный инструмент) всегда ниже, чем усилия в ком¬
бинированном формовочно-вырубном инструменте со сдвиговым вырубным
устройством для вырубки материала идентичной толщины.
284ТЕРМОФОРМОВАНИЕРасчет удельного усилия вырубки Fs для вырубного и штамповочного ин¬
струментаFs = F0 • kT' kM • kw ■ ks,где Fs — удельное усилие реза, Н/мм, значение для наладки инструмента; F0 -
удельное усилие вырубки полимеров, Н/мм, определенное в лабораторных ус¬
ловиях с новым инструментом (рис. 10.51, a); kT — коэффициент температуры
материала при вырубке (см. рис. 10.51, Ь, с, а также табл. 10.5); kM — коэффициент
разброса свойств при вырубке различных видов полимеров (kM = 1-1,2); kw—ко¬
эффициент износа инструмента, принимают kw = 1-1,4; ks — коэффициент до¬
полнительной нагрузки машины, зависит от вырубаемой толщины в формо-
вочно-вырубном инструменте (табл. 10.5).Таблица 10.5Коэффициенты для расчета усилия вырубки для сдвиговых штамповУПСППPETGАРЕТпвхh0,951,05110,98Кч1,051,151,101,051,05kw1.11,251,151,151.1ks1,251,251,251,251,25(Mr'^M’kwks)1,371,881,581,511,56ВНИМАНИЕОпытные значения коэффициентов kw и ks также могут быть
выше, например, от 1 до 1,4 для kw и в соответствии с табл. 10.3 —
для ks.Максимальная длина реза при установке со сдвиговым штам¬
пом определяется из соотношения:Усилие вырубки машины1’, Н
Максимальная длина реза, мм = — — Fs11 Во время вырубки усилие вырубки машины определяется ее усили¬
ем прижима минус усилия, требующиеся для нижних держателей и съема.
10 Термоформуюидий инструмент28510.7.3 Сдвиговые штампы
с крышеобразным углом заточкиПо сравнению со сдвиговым штампом с горизонтальной плоскостью реза,
где общая длина вырубного штампа одновременно входит в плиту матрицы, на
сдвиговом штамповочном инструменте, который имеет крышеобразную заточ¬
ку, длина реза может быть увеличена за счет выбора угла заточки (рис. 10.52).
Сдвиговый штамп с крышеообразной заточкой применяется в основном для вы¬
рубных станций, установленных после вакуумформовочной машины.Расчет крышеобразного угла заточки а (рис. 10.52)Расчет максимальной длины реза в мм проводится для горизонтального
реза в зависимости от усилия реза вырубной станции и вида полимера по форму¬
лам из раздела 10.7.2.Усилие вырубки машины, НМаксимальная длина реза, мм = ■Fs рассчитывают, как показано в разделе 10.7.2; F„ можно взять из рис. 10.51, а
без ограничения толщины, а коэффициенты (kT • kM ■ kw • ks) — из табл. 10.5.Определение общей нагрузки штампа без ножа с крышеобразной заточкой
Кс = - "Л (если получают KG> 1, штамп перегружен),maxгде К(; — нагрузка на штамп; L„„ — общая длина реза инструмента, мм; Lm.a — мак¬
симальная длина вырубки, мм (см. выше или в разделе 10.7.2).Рис. 10.52. Крышеобразная заточка сдвигового штампа:1 — вырубной штамп; 2 — нижний держатель; 3 — вырубная плита;s — толщина вырубки; а — угол заточки (крышеобразный); I— внедренная длина; а — длина,
ширина или диаметр
286ТЕРМОФОРМОВАНИЕОпределение крышеобразного угла заточки а для Ки ^ 1:2-s -Кса > arcsin агде а, 5, а — см. рис. 10.52.ПРИМЕР ■ ■Для Кс= 1,3 при условии, что штамп будет перегружен на 30% в случае
плоского горизонтального реза. Для материала толщиной s = 1 мм и диамет¬
ром а = 60 мм угол определяется как2-1-13а 5 arcsin и, следовательно, а > 2,48°; выбираем а ~ 3°.10.8 Приварочный инструментНа рис. 10.53 показана принципиальная схема оснастки для тепловой сварки
за счет теплопроводности через обратную сторону упаковки. Сварочный элек¬
трод (рис. 10.53), обычно изготовленный из латуни, постоянно нагревается и
прикрепляется к электронагревателю, который может перемещаться по верти¬
кали. Теплопередача от источника тепла к сварочному электроду осуществляет¬
ся при контакте. Поэтому важно обеспечить, чтобы поверхность контакта была
чистой и плоской.itК//VРис. 10.53. Приварочный инструмент с передачей тепла через обратную сторону упа¬
ковки (принципиальная схема):1 — нагреватель для сварки (подвижный со стороны машины); 2 — сварочный электрод (фор¬
матированный элемент); 3 — обратная сторона упаковки, картон или пластик; 4 — подпружи¬
ненные установочные штифты; 5 — оправка для приварки (форматирующий элемент); 6 —
компенсационная резина (она же герметизирующая резина; необходима бывает не всегда);
7 — блистер; 8 — стол (ротационный стол, продольно перемещаемые паллеты или подобные
устройства)
10 Термоформующий инструмент287Рис. 10.54. Компенсационная резина, приклеенная к приварочной оправке:а) точно приклеиваемая герметизирующая резина: Ь) для изогнутого по радиусу блистера
сварочную резину устанавливают таким образом, чтобы привариваемый контур лежал на
плоскости (зазор а зависит от геометрии блистера)При приварке картона к полимерному блистеру сварочный электрод мо¬
жет — в исключительных случаях - контактировать с обратной стороной всего
картона. При приварке полимера к полимерному блистеру сварочный электрод
должен быть расположен в углублении. В этом случае контактирующую со сва¬
рочным электродом область делают в виде канавки.Подложка для приварки обычно производится фирмой Pertinax только для
нескольких типовых упаковок. Для изготовления инструмента используется
алюминий. Допуск по толщине фланца блистера до 0,1 мм можно выровнять с
помощью компенсационной резины (рис. 10.54). Если сваривают тонкие мате¬
риалы, а это, главным образом, относится к трудно привариваемым полимерам,
потери тепла через приварочную оправку должны быть минимизированы. Вме¬
сто компенсационной резины на нее приклеивают жесткий изолирующий мате¬
риал. В трудных случаях и в зависимости от вида полимера приварочная оправ¬
ка может быть нагрета до температуры от 60 °С до 90 °С. На рис. 10.54 показано,
как приклеить компенсационную резину.
Адольф Иллиг, Петер ШварцманнТЕРМОФОРМОВАНИЕПрактическое руководствоПеревод с английского языка под редакцией
д-ра техн. наук Шерышева М.А.ISBN 5-93913-117-49785939"131 179Ответственный редактор А.Н. Аввакумов
Обработка иллюстраций Н.В. Красноперое
Верстка И.Л. Актанова
Дизайн обложки Р. В. Бабкиной
Корректоры Г.П. Быстрова, ОД. КамневаИздательство «Профессия»Санкт-Петербург, 191002, а/я 600
Тел./факс: (812) 251-46-76, 740-12-60.URL: www.professija.ru,
e-mail: bookpost@professija.ruИздание осуществлено при участии ЗАО «МастерПресс»
191119, Санкт-Петербург, ул. Марата, д. 41, лит. «В», пом. 14Подписано в печать 10.10.06. Формат 70 х 100'/и;. Печ. л. 18.
Тираж 1000 экз. Заказ № 796Отпечатано с готовых диапозитивов в ОАО «Техническая книга»
190005, Санкт-Петербург, Измайловский, 29