/























































































































































































































































































































































































Author: Пичугин А.М.
Tags: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс техника средств транспорта химическая промышленность химические производства
ISBN: 978-5-903767-01-4
Year: 2008




Text
а. м. пичугин
МАТЕРИАЛОВЕДЧЕСКИЕ
АСПЕКТЫ СОЗДАНИЯ
ШИННЫХ РЕЗИН
Москва 2008
Compiled by
ComSat
УДК 678-19:678.065:629.114-6
Рецензент: заслуженный деятель науки и техники РФ, доктор технических
наук, профессор Корнев А. Е.
Пичугин А. М.
Материаловедческие аспекты создания шинных резин. Научное издание-
Москва, 2008, 383 с, 173 табл., 99 рис., 456 библиографических ссылок
В книге рассматриваются:
современные представления об основных выходных свойствах резин
(упруго-гистерезисные свойства при различных режимах нагружения,
коэффициенты трения с сухой, мокрой и обледенелой поверхностями,
истираемость, адгезия к металло- и текстильному корду при различных
видах статического и динамического старения);
влияние основных выходных свойств резин на эксплуатационные
характеристики шин (расход топлива автомобилем, коэффициент
сопротивления качению шин при свободном качении и при нагружении
боковой и продольной силами, тормозные пути, устойчивость и
управляемость автомобиля и коэффициент сопротивления боковому уводу,
износостойкость при усталостном и абразивном типе износа, износе
посредством образования «скаток» и «скалывания», ремонтопригодность);
зависимость свойств резин от физико-химического состава,
структуры и типа полимеров, наполнителей, армирующих материалов,
вулканизующих агентов, модификаторов, технологических добавок;
новые типы полимеров и наполнителей;
подходы к построению и рекомендации по рецептуре покровных,
обкладочных, бортовых резин, резин для герметизирующего слоя,
ездовых камер и диафрагм форматоров-вулканизаторов;
контроль качества сырья, материалов и резиновых смесей;
технологические процессы изготовления резиновых смесей
различного назначения.
Предлагаемая читателю книга адресована, главным образом,
специалистам шинной промышленности, студентам и аспирантам кафедр «Химия
и технология переработки эластомеров».
ISBN 978 - 5 - 903767 - 01 - 4
© Пичугин А. М.
© Типография ОАО «ВПК НПО «Машиностроение»
СОДЕРЖАНИЕ
Стр.
Введение 7
1. Взаимосвязь выходных показателей резин и резино -
кордных систем с эксплуатационными свойствами
шин 11
1.1. Режимы нагружения резин в основных деталях шин 11
1.2. Упруго-гистерезисные свойства резин, потери на качение
шин и расход топлива автомобилем 14
1.2.1. Сопротивление качению шин и расход топлива
автомобилем 14
1.2.2. Упруго-гистерезисные свойства резин и сопротивление
качению шин 17
1.3. Коэффициент трения резин и сцепление шин с
различными поверхностями 28
1.3.1. Механизм взаимодействия шины с различными дорожными
поверхностями 29
1.3.1.1. Сцепление шины с сухими твердыми шероховатыми
покрытиями 29
1.3.1.2. Сцепление шин с мокрыми твердыми дорожными
покрытиями 30
1.3.1.3. Сцепление шин со льдом 31
1.3.2 Зависимость сцепления от вязкоупругих свойств резин 33
1.4. Истирание резин и износостойкость шин 41
1.4.1. Механизм истирания резин 41
1.4.2. Связь между интенсивностью истирания и механическими
свойствами резин 44
1.5. Прочность связи резины с кордом, долговечность
и ремонтопригодность шин 51
1.5.1. Резинометаллокордные системы 51
1.5.2. Крепление резин к текстильному корду 56
1.5.3. Работоспособность каркаса, долговечность и
ремонтопригодность шин 60
2. Влияние состава и структуры шинных материалов на
выходные характеристики резин 65
2.1. Химическое строение, структура и тип полимеров 65
2.1.1. Химический состав и молекулярная структура полимеров 65
2.1.2. Тип полимера 83
2.1.3. Новые типы полимеров 94
2.1.3.1. Стереорегулярные полибутадиены, полиизопрены и
их сополимеры 94
2.1.3.2. Каучуки анионной полимеризации 105
2.1.3.3. Каучуки эмульсионной полимеризации 123
2.2. Физико - химические характеристики, тип и содержание
наполнителей ' 134
2.2.1. Физико - химические характеристики технического
углерода 135
2.2.2. Физико - химические характеристики минеральных
наполнителей 148
2.2.3. Новые типы наполнителей 160
2.2.4. Тип и содержание наполнителей 172
2.3. Физико - химические характеристики, тип и содержание
пласстификаторов и технологических добавок 183
2.3.1. Пластификаторы на основе нефтяных и растительных
масел 184
2.3.2. Технологические добавки 196
2.4. Физико-химические характеристики и тип химикатов-
добавок 206
2.4.1. Вулканизующие агенты 208
2.4.2. Ускорители, активаторы и замедлители вулканизации 214
2.4.3. Стабилизаторы 225
2.4.4. Модификаторы 232
2.5. Структура и тип армирующих материалов и адгезивов 246
2.5.1. Металлокорд 246
2.5.2. Текстильный корд 255
2.5.3. Латексные адгезивы 261
3. Особенности построения рецептуры и технологии
изготовления резин для шин различных типов и
назначений 264
3.1. Технологические свойства резиновых смесей 264
3.2. Покровные резины 271
3.2.1. Резины бегового слоя (протекторные резины) 271
3.2.1.1. Протекторные резины для грузовых шин 280
3.2.1.2. Протекторные резины для легковых радиальных
шин с дорожным рисунком протектора 286
3.2.1.3. Протекторные резины всесезонных и зимних легковых
и легко-грузовых шин 291
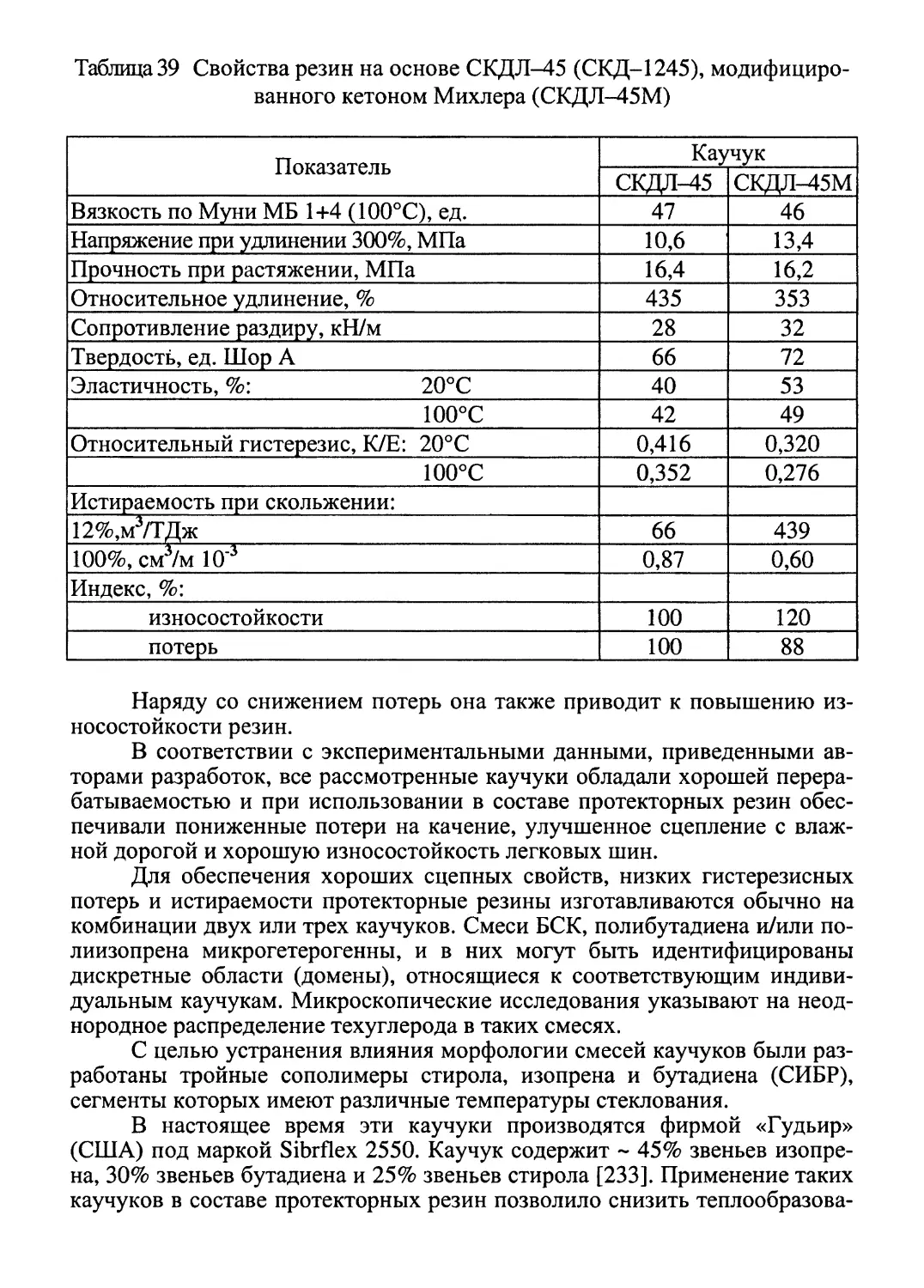
3.2.1.4. Протекторные резины «зеленых» шин 296
3.2.2. Резины подканавочного слоя 298
3.2.3. Резины для боковин 299
3.3. Резины для металлокордного брекера 304
3.4.Резины для обрезинивания текстильного корда 309
3.5. Бортовые резины 313
3.6. Резины для герметизирующего слоя 316
3.6.1. Герметические характеристики шин 316
3.6.2. Влияние рецептурных факторов на свойства резин
герметизирующего слоя на основе ХБК и ББК 319
3.7. Резины для ездовых камер 325
4. Технологический процесс изготовления резиновых
смесей 332
4.1. Подготовка материалов для изготовления резиновых
смесей 332
4.2. Технологический процесс смешения и обработки резиновых
смесей 334
4.3. Контроль состояния основного технологического
оборудования, материалов и параметров технологического
процесса 340
4.4. Маркировка резиновых смесей и их паспортизация 351
4.5. Условия и сроки хранения резиновых смесей 351
4.6. Контроль качества резиновых смесей 352
4.7. Основные требования к качеству изготовления
резиновых смесей и пути их достижения 355
Библиографический список 362
ВВЕДЕНИЕ
Структура выпуска шин в России за последние годы претерпела
значительные изменения и приблизилась к мировым тенденциям.
Наиболее высокими темпами развивалось производство легковых
шин. Фактический рост с 2001 по 2007 год составил 140%, при этом доля
легковых шин в общем объеме производства составила 63%. Для примера,
в Западной Европе и США этот показатель составляет от 70 до 90%.
Динамика выпуска шин по группам представлена на рисунке 1[1].
Видно, что к 2010 году прогнозируется увеличение объемов производства
легковых шин на 23,4%, грузовых - на 41,2% и сельскохозяйственных - на
22,2%. При этом наблюдается существенный рост объемов производства
шин западными производителями, имеющими заводы в России. По
заявлению компаний к 2010 - 2011 г.г. российский завод «Нокиан» будет
производить 10 млн. шин, а «Мишлен» - 7 млн. шин.
1 - легковые; 2 - грузовые; 3 - сельскохозяйственные;
4 - Нокиан (завод в России); 5 - Мишлен (завод в России)
Рис. 1 Динамика выпуска шин по группам в России за 1994 - 2007 г.г. и
прогноз до 2010 г.
Согласно официальным данным таможенной статистики - 30% объ
ема рынка шин в России составил в 2007 году импорт. На рисунке 2 пред
ставлена сегментация российского рынка легковых шин и прогноз сегмен
тации на 2010 год. Видно, что спрос на шины смещается в сегмент «пре
миум - класса».
С - недорогие шины для массовых автомобилей российского производства;
В ~ средние шины по качеству и цене, второстепенные марки ведущих
мировых производителей;
А ~ дорогие шины, соответствующие мировым стандартам качества («пре-
миум - класс»)
Рис. 2 Сегментация российского рынка легковых шин
К 2010 году планируется организация производства грузовых и
автобусных шин с металлокордом в каркасе и брекере (ЦМК шин) в г.
Нижнекамске объемом 1,0 млн. шин в год и нового производства ЦМК шин в г.
Ярославле мощьностью 1,0 млн. шин в год.
Изменение структуры выпуска шин повлекло за собой и изменения
требований как к их выходным характеристикам, так и процессам их
производства. Наиболее приоритетными для потребителей шин стали тягово-
сцепные свойства на разных дорожных покрытиях (асфальт, мокрый
асфальт, снег, лед), потери на качение, силовая и геометрическая
неоднородность шин (рис. 3).
Исходя из приоритетных требований к выходным характеристикам
шин изменились и ужесточились требования к резинам и материалам, а
также к технологическим процессам по всем переделам производства шин
(рис. 4).
Наиболее актуальными становятся:
• однородность резиновых смесей;
• материалоемкость;
• экологичность на стадии производства и эксплуатации шин.
однородность резиновых смесей
стоимость резиновых смесей
материалоемкость
энергоемкость производства
экологичность на стадии производства и эксплуатации шин
Рис 4 Изменение требовании к процессам производства шин
По материаловедению и рецептуростроению шинных резин имеется
достаточно большое количество публикаций. Однако последнее
обобщение материала по этой проблеме, относящееся к 1996 году [2],
ограничивалось только легковыми шинами и не учитывало новых тенденций в
создании материалов и резин для современных шин в связи с изменившимися
приоритетными требованиями к их выходным характеристикам.
Кроме того, в [2] отсутствует характеристика ассортимента и свойств
новых типов каучуков, наполнителей, кордов, химикатов и особенностей
технологического процесса изготовления и переработки резиновых смесей.
Целью настоящей монографии является подробное исследование
взаимосвязи выходных свойств резин и эксплуатационных характеристик
шин, влияние различных материалов на свойства шинных резин и
особенности построения рецептуры и технологии изготовления резин для шин
различных типов и назначений,
Для этого на основе широкого обобщения литературных данных,
включающих исследования автора, рассматриваются:
современные представления об основных выходных свойствах резин
(упруго-гистерезисные свойства при различных режимах нагружения,
коэффициенты трения с сухой, мокрой и обледенелой поверхностями,
истираемость, адгезия к металло- и текстильному корду при различных
видах статического и динамического старения);
влияние основных выходных свойств резин на эксплуатационные
характеристики шин (расход топлива автомобилем, коэффициент
сопротивления качению шин при свободном качении и при нагружении
боковой и продольной силами, тормозные пути, устойчивость и
управляемость автомобиля и коэффициент сопротивления боковому уводу,
износостойкость при усталостном и абразивном типе износа, износе
посредством образования «скаток» и «скалывания», ремонтопригодность);
зависимость свойств резин от физико-химического состава,
структуры и типа полимеров, наполнителей, армирующих материалов,
вулканизующих агентов, модификаторов, технологических добавок;
новые типы полимеров и наполнителей;
подходы к построению и рекомендации по рецептуре покровных,
обкладочных, бортовых резин, резин для герметизирующего слоя,
ездовых камер и диафрагм форматоров-вулканизаторов;
контроль качества сырья, материалов и резиновых смесей;
технологические процессы изготовления резиновых смесей
различного назначения.
Предлагаемая читателю книга адресована, главным образом,
специалистам шинной промышленности, студентам и аспирантам кафедр «Химия
и технология переработки эластомеров». Она отражает опыт автора,
накопленный в течение многолетней работы в научно-исследовательском
институте шинной промышленности (НИИШП), и построена на базе курса
лекций, проводимых им для специалистов шинных заводов России, Ирана,
Кубы и Вьетнама.
Ее написанию в значительной степени способствовала поддержка и
участие сотрудников отдела разработки и исследования материалов и
резин НТЦ «НИИШП». Автор выражает признательность Титовой Т. В. и
Сафроновой Л. В. за просмотр рукописи и создание электронной версии
макета книги.
1. ВЗАИМОСВЯЗЬ ВЫХОДНЫХ ПОКАЗАТЕЛЕЙ РЕЗИН И
РЕЗИНОКОРДНЫХ СИСТЕМ
С ЭКСПЛУАТАЦИОННЫМИ СВОЙСТВАМИ ШИН
1.1.РЕЖИМЫ НАГРУЖЕНИЯ РЕЗИН В ОСНОВНЫХ ДЕТАЛЯХ ШИН
Как известно, в простейшем случае симметричного
(синусоидального) нагружения резин обычно рассматривают три режима: заданной
деформации (е = const), заданного напряжения (а = const) и заданной энергии
цикла (W = const). Режим динамического нагружения имеет
принципиальное значение для выбора резин, обеспечивших максимальную усталостную
выносливость, минимальные теплообразование и гистерезисные потери.
Поскольку в режиме заданных деформаций величина деформации не
зависит от упругих свойств резины, то в более жестком материале развиваются
большие напряжения, т.е. эта резина находится в менее выгодных
условиях и характеризуется меньшей усталостной выносливостью (рис. 5) [2].
Напротив, в режиме заданных напряжений более жесткая резина меньше
деформируется и, следовательно, находится в более выгодных условиях. В
режиме заданной энергии цикла (W = const) независимо от упругих
свойств резины работа деформации остается постоянной, т.е. сохраняется
постоянным произведение е х о.
Рис. 5 Зависимость усталостной выносливости N от деформации £
протекторных резин с условным напряжением при удлинении 300%:
1 - ♦ - 8,5 МПа; 2-й - 13,0 МПа; 3 — А — 16,0 МПа
При эксплуатации шин резины работают в импульсном режиме
«шинной трапеции» и находятся в сложнонапряженном состоянии.
Показано, что гистерезисные потери резин в режиме «шинной трапеции» и в
синусоидальном режиме существенно различаются [3, 4].
В связи с этим простые режимы нагружения, как правило, не
реализуются, поэтому более верно говорить о преобладающем режиме
нагружения конкретной детали шины.
Суммарный режим нагружения резины в протекторе весьма сложен,
причем количественное соотношение простых режимов зависит от
конструкции шины и условий ее эксплуатации.
Необходимо различать режим нагружения резины бегового слоя шин
(элементы рисунка протектора) и подканавочного слоя.
При прохождении зоны контакта элементы рисунка протектора
подвергаются деформациям сжатия за счет контактного давления и
деформациям изгиба при входе и выходе из контакта.
При сжатии резина выступов протектора работает в режиме
заданного напряжения, а при изгибе - в режиме заданной деформации.
Соотношение этих режимов зависит от геометрических параметров рисунка
протектора, то есть, от так называемого фактора формы [5]. В общем случае
суммарный режим работы протекторной резины близок к режиму заданной
энергии цикла.
Резина подканавочного слоя воспринимает усилия, определяемые
деформацией каркаса, а также усилия, передаваемые элементами рисунка
протектора.
Расчеты ряда авторов показывают, что режим работы
подканавочного слоя грузовых шин близок к режиму заданной энергии цикла, а
легковых - к режиму заданной деформации [6, 7].
Деформация боковин определяется, в основном, прогибом шины и
не зависит от упругих свойств резины, то есть, режим её нагружения
близок к режиму заданных деформаций [6]. Поэтому с точки зрения
обеспечения высокой работоспособности боковин, необходимо применение
относительно низкомодульных резин.
Брекер радиальных шин является основным силовым элементом
шины. Чем ниже профиль шины, тем большая нагрузка от внутреннего
давления и внешних динамических воздействий воспринимается брекерной
зоной.
Преобладающей деформацией брекерной резины является
деформация сдвига, наибольшая - на границе протектор-брекер. Максимальные
сдвиговые деформации реализуются ближе к краю брекера.
Режим работы брекерной резины между слоями также различен. В
центральной зоне он близок к режиму заданной энергии цикла (W = const),
в зоне кромок брекера - к режиму заданных напряжений (a=const) [8].
Наибольшим напряжениям подвержена резина на границе резина-
металлокорд, особенно в зоне кромок брекера. Поэтому один из самых
распространенных дефектов легковых радиальных шин - разрушение
шины по кромкам брекера с выходом металлокорда.
Суммарный режим работы брекерной резины радиальных шин
близок режиму заданных напряжений [6, 7]. Это подтверждает снижение
температуры в зоне брекера с уменьшением гистерезисных потерь брекерных
Рис. 6 Зависимость
температуры в зоне
брекера от
гистерезисных потерь
брекерной резины в
режиме заданных
напряжений
В связи с этим в этой детали шин наиболее целесообразно
применение высокомодульной резины. Кроме этого, применение в брекере
легковых шин резины с высоким модулем упругости приводит к улучшению
ряда выходных характеристик шин: уменьшается деформация беговой
дорожки, что приводит к снижению неравномерности износа; улучшаются
скоростные характеристики шин.
Резина в слое каркаса работает в режиме, близком к режиму
заданной деформации [6]. Величина деформации резины каркаса определяется
нагруженностью боковой стенки (радиальным прогибом) и относительным
резиносодержанием в слое (частота нитей корда).
Правильный выбор частоты кордных нитей крайне важен. С
увеличением частоты корда увеличивается деформация резины в слое.
Исследования усталостной работоспособности резинокордного слоя
каркаса легковых радиальных шин показали, что, хотя несущим элементом
каркаса в однослойной легковой шине, как и в грузовой многослойной,
является корд, в легковом каркасе существенно возрастает нагруженность
резины, особенно на границе стыка материалов и деталей покрышки. Такое
перераспределение относительной нагруженности материалов в каркасе и
снижение роли корда как армирующего материала приводит к качественно
иному механизму усталостного разрушения слоя. Если в многослойном
грузовом каркасе усталостное разрушение слоя (излом, разрыв) обычно
сопровождается разрушением корда, то в малослойных (1-2 слоя)
легковых каркасах, как правило, наблюдается отслоение кордной нити. При
резин в режиме заданного напряжения (рис. 6).
этом жесткость в месте отслоения становится меньше, чем на соседних
участках. Наличие зон разной жесткости приводит к увеличению сдвига
между нитями и дальнейшему разрастанию очага расслоения как по
границе нить-резина, так и по резине.
Зарождение усталостной микротрещины может начинаться как на
границе резины с кордной нитью, так и в резине при наличии
микродефектов. В этой зоне существенно возрастают деформации резины и сдвиг на
границе резина - корд [8].
Бортовая зона радиальных шин значительно более нагружена, чем
диагональных, и является одним из наиболее сложных элементов шины.
Борт шины сформирован из материалов с различными
физико-механическими характеристиками, и поэтому его работоспособность
обусловлена уровнем концентрации напряжений на их границах.
Исследование напряженно-деформированного состояния бортовой
зоны показало, что концентрация сдвиговых напряжений находится на
концах заворотов каркаса. На остальной части наполнительного шнура они
невелики [9].
Сравнение открытой (2*0) и закрытой (1х1) схем борта показывает,
что кромки заворотов в значительно большей степени нагружены в
открытой схеме борта. Увеличение длины заворотов приводит к снижению
напряжений на кромках. Увеличение модуля сдвига резины наполнительного
шнура приводит к заметному снижению напряжения на кромках заворотов,
что характерно, главным образом, для открытой схемы борта, где их
уменьшение оценивается примерно до 30%. При закрытой схеме борта
напряжения практически не изменяется [8].
Применение комбинированного наполнительного шнура, в котором
часть, примыкающая к бортовому кольцу, выполнена из жесткой резины, а
другая, где оканчиваются кромки заворотов, из мягкой, позволяет снизить
напряжения на кромках в пределах до 20%. Влияние такого
наполнительного шнура в большей степени сказывается также в открытой схеме борта.
Высокий уровень касательных напряжений наблюдается на границе
бортовой ленты и наружного слоя каркаса в надбортовой зоне. Увеличение
жесткостных характеристик резины для бортовой ленты, а также
использование резинокордных бортовых лент приводит к снижению напряжений.
1 Л.УПРУГО-ГИСТЕРЕЗИСНЫЕ СВОЙСТВА РЕЗИН, ПОТЕРИ НА
КАЧЕНИЕ ШИН И РАСХОД ТОПЛИВА АВТОМОБИЛЕМ
1.2.1. Сопротивление качению шин и расход топлива автомобилем
Снижение потерь на качение шин является одним из основных
направлений работ по повышению топливной экономичности автомобилей.
В связи с этим большое значение приобретает нефтяной эквивалент или,
так называемая «нефтеемкость» шины. По оценочным данным [10, 11]
средний расход нефти на производство шинных материалов для одной
легковой шины составляет 20 литров, а для переработки этих материалов в
готовую шину - 12-18 литров. Расход энергии легковым автомобилем на
преодоление сопротивления качению (эксплуатации) шины только в
течение одного года эквивалентен 95-105 литрам нефти, т. е. почти в 3 раза
больше нефтяного эквивалента на производство шин. По некоторым
данным энергия, затрачиваемая на качение шины на протяжении всего срока
ее эксплуатации, примерно в 20 раз больше энергии, затрачиваемой на
создание резин для шин [12].
Еще более важное значение приобретает уменьшение потерь энергии
в шинах транспортных средств с альтернативными источниками топлива.
Наиболее перспективными из подобных транспортных средств являются
электромобили [13, 14]. При этом, поскольку к.п.д. двигателя
электромобиля примерно в 4 раза выше к.п.д. двигателя внутреннего сгорания,
влияние шин электромобилей на расход топлива (запас хода) более
значительно, чем шин обычного автомобиля.
Однако до сих пор нет четкого представления о количественной
взаимосвязи сопротивления качению шин и расхода топлива автомобилем,
что связано с зависимостью расхода топлива от многообразных
эксплуатационных факторов и индивидуальной манеры вождения. К числу этих
факторов относятся дорожно-климатические условия, скорость движения,
насыщенность маршрута транспортом, степень загрузки, характеристики
состояния узлов автомобиля и т.п.
В связи с этим исследований [15-21], касающихся проблемы
изучения количественной связи между сопротивлением качению шин и
расходом топлива автомобилем, проведено относительно мало. Некоторые
авторы [15, 17-19] пытались установить теоретические зависимости. Однако,
принимая во внимание сложный и случайный характер действия многих
факторов на расход топлива, вряд ли следует ожидать хорошего
совпадения теоретических результатов с практическими. В ряде публикаций [16,
20, 21] приведены экспериментальные результаты. Однако проведенные
исследования обладают недостатками, к которым следует отнести,
например, бессистемность изменения сопротивления качению в большинстве из
них, отсутствие сведений о том, за счет каких факторов (рецептурных,
конструктивных) добивалисть изменения потерь на качение шин.
Установленные аналитические зависимости между сопротивлением
качению и расходом топлива очень сложны, несмотря на большое
количество допущений и упрощений при их выводе.
В общем случае они имеют следующий вид:
где qe—удельный расход топлива; г)„ - коэффициент, учитывающий
влияние нагрузки на потери в трансмиссии; у - удельный вес топлива; Pv -
сила сопротивления дороги; Рв - сила сопротивления воздуха; Рхх - сила
сопротивления трансмиссии на холостом ходу; Pj - сила инерции
автомобиля.
В свою очередь, для расчета сил также требуется большое
количество показателей. Существует графоаналитический метод [15], позволяющий
несколько быстрее аналитического оценивать влияние изменения
сопротивления качению шин на расход топлива. Однако в этом случае
необходимо построить большое количество сложных графиков. В дальнейшем эта
утомительная процедура была вытеснена компьютерной моделью,
разработанной «Дженерал Моторс» [18]. Для легковых автомобилей,
работающих в режиме постоянных скоростей, зависимость между расходом
топлива и потерями на качение может быть упрощена до линейного
соотношения [19]:
Qs=QSo+k-G^f (2)
где Qs0 и к - комплексные функции типа автомобиля и скорости; Ga -
масса автомобиля. Из этого соотношения следует, что AQS = к • Ga • Af.
Член k-Ga-Af определяет вклад шин в общий расход горючего, а член
Qs0 соответствует части горючего, потребляемой автомобилем без потерь в
шинах. Во всех рассмотренных экспериментальных исследованиях
сопротивление качению шин варьировали или, изменяя конструкцию шины, или
одновременно меняя конструкцию и состав резин. В работе [16] авторы
изменения расхода топлива добивались варьированием только состава
протекторных резин.
Анализ полученных данных [20, 21] показал, что с увеличением
скорости движения величина изменения расхода топлива за счет изменения
сопротивления качению шин снижается (т.е. крутизна кривых на
зависимости расхода топлива от сопротивления качению с увеличением скорости
уменьшается). Уменьшение сопротивления качению шин на 10% позволяет
снизить расход топлива на 2 - 2,5% при движении с установившимися
скоростями и на 3,0-3,5 % - при движении по городскому циклу.
Следовательно, при изменении сопротивления качению шин на одну и ту же
величину расход топлива при движении в городе на 30 - 50% выше, чем при
движении по автомагистрали (с постоянными скоростями).
Для транспортных средств с альтернативными источниками энергии,
в частности, электромобилей, за расход топлива принимают средний
расход электороэнергии, отданный аккумуляторной батареей при движении
электромобиля. Зависимости, определяющие расход энергии, имеют
следующий вид [22]:
где 1 - длина мерного участка; пдп - коэффициент полезного действия
электродвигателя и преобразователя; v - скорость движения; Рк, Ра.с, РТр. -
мощности на преодоление, соответственно, сопротивления качению,
аэродинамического сопротивления и потерь в трансмиссии; Рк~ f 'М^/ g-v,
где f - коэффициент сопротивления качению; Мэл - масса электромобиля;
g - ускорение свободного падения; Рлс -Kv где Kv - коэффициент
аэродинамического сопротивления; Sv - площадь лобовой поверхности
кузова электромобиля. Ртр. составляет 10 % от суммарных затрат мощности
на преодоление сопротивлений движению электромобиля.
Из имеющихся немногочисленных данных [22] следует, что при
движении электромобиля с постоянной скоростью уменьшение
сопротивления качению шин на 10% позволяет снизить расход энергии
аккумуляторной батареи в среднем на 6%.
Исследуя зависимость между сопротивлением качению шин и
расходом топлива автомобилем, не следует забывать, что от пневматической
шины в значительной степени зависят тяговые и тормозные свойства
автомобиля, проходимость, управляемость, устойчивость, плавность хода. В
связи с этим каждому эксплуатационному свойству автомобиля
соответствуют определяющие его выходные характеристики шин [23]. Большинство
выходных характеристик связаны между собой, поэтому любые резкие
изменения какой-либо одной из них, как правило, приводят к изменению
других. Несмотря на трудности определения связей между выходными
характеристиками необходимо находить их оптимальное сочетание для шин,
имеющих практическое применение [24].
1.2.2. упруго-гистерезисные свойства резин и сопротивление
качению шин
Важно отметить, что помимо положительного влияния на топливную
экономичность, снижение потерь на качение и, следовательно,
теплообразование, имеет принципиальное значение в обеспечении
высокоскоростных свойств и долговечности шин.
Сопротивление качению шин определяется внутренними (гистере-
зисными) потерями, вызванными деформацией материалов, и внешними,
связанными с преодолением сопротивления воздуха, трения в контакте,
деформации дорожной поверхности.
Гистерезисные потери составляют 90 - 95 % от общего
сопротивления качению шины [25,26].
К упруго-гистерезисным свойствам резин относится комплекс
показателей, характеризующих взаимосвязь между напряжениями и
деформациями. Сложный характер этой взаимосвязи обусловлен релаксационной
природой высокоэластичности, т.е. процессами перехода участков
макромолекул от неравновесного состояния в равновесное, протекающими во
времени. Вследствие ограниченности времени воздействия силы и высокой
вязкости системы участки макромолекул не успевают переместиться в свое
равновесное состояние, и поэтому деформация всегда отстает от
напряжения, что проявляется в сдвиге фаз, характеризующимся углом «8» между
напряжениями и деформациями при синусоидальном режиме нагружения.
Важнейшим следствием сдвига фаз между напряжением и
деформацией является динамический гистерезис, приводящий к механическим
потерям и теплообразованию при циклическом нагружении резины.
Энергия, рассеиваемая в единице объема за цикл нагружения,
пропорциональна углу сдвига фаз, который поэтому называют иногда углом
потерь.
Для количественной оценки упруго-гистерезисных свойств резины в
условиях гармонического динамического нагружения, помимо
динамического модуля Е (коэффициента пропорциональности между амплитудными
значениями напряжения и деформации) и угла сдвига фаз 5, широко
используется комплексный модуль Е*, состоящий из вещественной
составляющей Е', совпадающей по фазе с функцией деформации, и мнимой Е",
сдвинутой относительно нее на угол 71/2.
Комплексный модуль позволяет характеризовать упруго-гистере-
зисные свойства двумя независимыми показателями (Е* и Е"), первый из
которых характеризует только упругость, а второй - только внутреннее
трение. Широко применяемый в настоящее время для характеристики
протекторных резин тангенс угла потерь представляет собой отношение
мнимой составляющей к вещественной составляющей комплексного модуля:
tgS = E"/E' (5)
Как известно, упруго-гистерезисные свойства резин вследствие
своей релаксационной природы зависят от частотности (времени воздействия
силы) и температуры. В соответствии с принципом температурно-вре-
менного приведения изменения, происходящие с повышением
температуры, соответствуют изменениям, происходящим с понижением частоты
деформации.
При высоких температурах в зоне каучукоподобного состояния
полимерные цепи являются гибкими, и поэтому на гистерезисные процессы
затрачивается мало энергии; Е" и tg 8 невысоки и уменьшаются с ростом
температуры, а Е' также невысок и почти постоянен.
При низких температурах материал находится в застеклованном
состоянии: только короткие сегменты макромолекул принимают участие в
деформации, на гистерезисные потери затрачивается мало энергии. При
этом Е' имеет высокое значение, а Е" и tg 8 невысоки.
В переходной зоне от каучукоподобного к стеклообразному
состоянию молекулы полимера не успевают быстро реагировать на приложенное
напряжение, и наблюдаются резкое падение Е' и высокие гистерезисные
потери.
Таким образом, Е" и tg 8 в зависимости от температуры (частоты)
изменяются по кривым с максимумом. Положение максимума
определяется температурой стеклования полимера (резины) Tg. Для резин на основе
полимеров с различной Tg вследствие различного расположения
максимума Е" и tg 8 кривые их зависимостей от температуры (частоты) могут
пересекаться [27].
Как отмечалось выше, выходные характеристики резин, влияющие
на основные эксплуатационные показатели шин (потери на качение,
сцепление с дорогой и износостойкость) определяются их упруго-гисте-
резисными свойствами, оцениваемыми в соответствующих диапазонах
частот или температур. На рисунке 7 представлены температурные
интервалы оценки tg. 8, соответствующие основным эксплуатационным
характеристикам шин [2].
На основе изучения корреляционных зависимостей
эксплуатационных характеристик шин с упруго-гистерезисными свойствами резин,
определенными при различных температурах [28-30], для прогноза потерь на
качение рекомендуется оценивать tg 8 при температуре 50-70°С. Чем
тангенс потерь ниже, тем меньше потери.
При прогнозировании сцепления шин с мокрой дорогой наибольшее
распространение получила оценка tg 8 при 0°С. Чем тангенс потерь выше,
тем выше сцепление, так как при низкой эластичности возрастает
вязкостная составляющая модуля потерь и, соответственно, коэффициент трения
резины.
Однако выбор этой температуры справедлив лишь в первом
приближении. Очевидно, что температура определения tg 8, обеспечивающая
наилучшую корреляцию, зависит от Tg полимера и, следовательно,
различается для резин с различными Tg.
Тангенс потерь, определенный при минус 20 - минус 10°С,
характеризует сцепление шины со льдом и снежной дорогой. В данном случае,
наоборот, чем тангенс потерь выше, тем хуже сцепление, так как при таком
высоком тангенсе потерь и низкой температуре резины теряют
эластичность и стеклуются.
Температурные области: 1 - истирание; 2 - сцепление со льдом; 3 -
сцепление с мокрой дорогой; 4 - потери на качение
Рис. 7 Зависимость tg 6 от температуры для резин на основе БСК
Как известно [31], характер зависимости удельных гистерезисных
потерь AW и теплообразования резин от упруго-гистерезисных свойств
существенно зависит от режима нагружения:
- в режиме заданной деформации (8=const) AW ~ aiK (6)
- в режиме заданной энергии цикла (W=const) AW ~ аг (К/Е) (7)
- в режиме заданного напряжения (CJ=const) AW ~ аз (К/Е2), (8)
где К - модуль потерь, пропорциональный мнимой составляющей
комплексного модуля потерь (К = 2лЕ").
Очевидно, что простые режимы нагружения можно характеризовать
показателем п при динамическом модуле в отношении К/Е". В режиме
заданной деформации п = 0, в режиме заданной энергии n = 1, в режиме
заданного напряжения п = 2. В сложнонапряженном состоянии в
зависимости от вклада простых режимов нагружения показатель «п» может
принимать любое значение от 0 до 2 и взаимосвязь потерь на качение шин f с уп-
руго-гистерезисными свойствами резин можно представить в виде [32]:
f~(pKIEn (9)
Таким образом, исходя из результатов работ, изложенных в главе
1.1, гистерезисные потери в резине каркаса и боковин прямо пропорцио-
нальны модулю потерь К (Ем), а в резине металлокордного брекера -
отношению К/Е2.
Режим нагружения резин в деталях шин изменяется в зависимости от
условий нагружения и эксплуатации шин. При повышении нагрузки и
снижении внутреннего давления наивысший коэффициент корреляции
сдвигается в сторону меньших значений «п» [33-35]. Это связано с
увеличением прогиба шин и, соответственно, с увеличением доли гистерезисных
потерь в режиме заданной деформации.
С целью прогнозирования общих потерь энергии на качение шины,
определения режимов работы и вклада отдельных элементов шины в
сопротивление качению разработано множество различных моделей
механизма рассеяния энергии пневматическими шинами, которые можно
разделить на четыре группы: эмпирические, термические, вязкоупругие и
термовязкоупругие [36].
Примером эмпирических моделей может служить уравнение,
используемое для характеристики изменения уровня потерь на качение в
зависимости от изменений внутреннего давления (Р) и нагрузки (Q) на шину
[37].
f = CrQ + C2-(Q/P)2 (10)
При отсутствии деформации в каркасе (когда второй член уравнения
стремится к нулю) коэффициент Q определяет потери на качение за счет
деформации резины протектора. Коэффициент Сг отражает вклад
остальной части шины в изменение потерь на качение.
Данный подход позволил определить режим работы протектора
шины [38]. Сравнивали потери качения грузовых шин, существенно
различающихся составом протекторных резин, с удельными гистерезисными
потерями резин. Был сделан вывод, что суммарный режим работы
протекторной резины в грузовых шинах близок к режиму заданной энергии
деформации.
В подобных исследованиях, выполненных для легковых [4, 32] и
целиком металлокордных шин [39], зависимость суммарных потерь на
качение шин (f) от упруго-гистерезисных свойств протекторных резин
представлена в виде эмпирического уравнения:
f = A + C-(K/En)9 (П)
где А - отрезок, отсекаемый прямой на оси ординат и равный
потерям на качение за счет каркаса (при отсутствии гистерезисных потерь в
протекторе), С - тангенс угла наклона прямой, определяющий вклад
протектора в потери на качение шин. Гистерезисные потери протекторных
резин определяли как при гармоническом (синусоидальном), так и при
негармоническом (трапециевидном) нагружении в режимах заданных
деформаций, энергии цикла и нагрузки на приборах, работающих в
соответствующем режиме.
Из полученных результатов следует, что наибольший коэффициент
парной корреляции с сопротивлением качению легковых шин имеют гис-
терезисные потери, определенные в трапециевидном режиме при заданной
деформации.
Наилучшая корреляция между сопротивлением качению шин и
отношением модуля потерь К к динамическому модулю Е в степени п (К/Еп),
определенными на приборе маятникового типа КМР-01, нашедшего
широкое применение в отечественной практике, достигается для легковых шин
при п = 0,5 (К/Е0,5), для ЦМК шин при n = 1 (К/Е) (табл. 1).
Таблица 1 Коэффициент парной корреляции между f и п
Показатель «п»
Коэффициент парной корреляции
165/70R13
11.00 R20
0,0
+ 0,91
+ 0,85
0,5
+ 0,96
+ 0,86
1,0
+ 0,87
+ 0,95
1,5
+ 0,16
+ 0,38
2,0
-0,58
-0,69
Определен вклад протектора в общие потери на качение шин. Доля
потерь в протекторе в общих потерях на качение легковых шин 165/70R13
составляет 23-37 %, для ЦМК шин 11.00 R20 - 38-53 %, и с повышением
гистерезисных потерь протекторных резин она возрастает [40] (табл. 2).
Таблица 2 Доля потерь в протекторе (A f) в общих потерях на качение шин
№ резины
К/Е0,5
К/Е
Af, %
165/70R13
11.00 R20
1
0,64
0,29
21
38
2
0,51
0,34
19
42
3
1,23
0,48
33
53
4
1,29
0,47
36
50
5
0,92
0,40
30
46
Область применения эмпирических моделей ограничена типом шин
и конкретными условиями их эксплуатации. Она может быть расширена,
если эмпирические модели будут заключать в себе некоторые общие
концепций, известные из какой-то другой области технологии. Примером
служат модели [41, 42], в которых были получены эмпирические формулы
для оценки вклада различных компонент в общие потери энергии в шине,
зависимости этих компонент от вязкоупругих свойств шинных материалов,
прогиба шины и параметров нагружения. Расчет потерь проводился на ос-
новании следующих допущении: материал шины подвергается только
изгибающим и сжимающим нагрузкам, потери при изгибе и сжатии
аддитивны, причем взаимодействие между ними отсутствует. Эти допущения
приводят к уравнению:
Pf =Yj(A-E"+B-E"/E2) + Pfk (12)
i
где п - число рассматриваемых элементов.
Первый член уравнения (А Е") представляет собой потери резин в
основных элементах шины за счет изгиба при заданной деформации,
второй (В-Е'ТЕ2) - потери за счет сжатия при заданном напряжении;
соответствует потерям энергии в корде. Константы А и В представляют собой
функции условий проведения опыта, они разные для каждой шины и
определяются экспериментально. Недостатки модели этого типа совершенно
очевидны. Наиболее серьезным из них является пренебрежение влиянием
отдельных элементов шины друг на друга. Допущение о типах
деформации некоторых элементов шины в рассматриваемых моделях также
недостаточно убедительно.
Значительные проблемы возникают при экспериментальном
определении большого числа констант и характеристик материала. Довольно
широкое применение этой модели объясняется тем, что с ее помощью можно
получить некоторое представление относительно распределения потерь
энергии на качение между отдельными элементами шины.
При построении термических моделей структура шины разбивается
на множество отдельных элементов, для каждого из которых составляется
уравнение теплового баланса. Эти уравнения содержат члены,
учитывающие интенсивность теплопередачи от данного элемента и по направлению
к нему, а также члены, отражающие конвекцию, излучение и генерацию
тепла [43]. В то же время не принимаются во вниманиие такие факторы,
как динамические характеристики материала. Общие потери энергии на
качение рассчитываются из суммы всех составляющих, деленной на
скорость шины. Так как каждое из уравнений теплового баланса содержит два
неизвестных: интенсивность теплообразования и среднюю температуру -
необходимо каким-либо образом установить хотя бы одно из них. Авторы
[43] решили эту проблему на основании допущения того, что
теплообразование протекает по всем направлениям через поверхность сечения каждого
элемента с последующим замером температуры на поверхности каждого
элемента с помощью инфракрасного термометра. Другие исследователи
[44] разработали более простую термическую модель для расчетов
равновесных потерь энергии на качение шин по данным измерений исходных
(холодных) потерь на качение. Данная модель отличается от описанной
выше [43] тем, что интенсивность теплообразования всех элементов шины
изначально предполагается равной потерям энергии на единицу объема
холодной шины. По мере нагревания шины интенсивность
теплообразования уменьшается по экспоненциальному закону в соответствии с
изменением потерь.
По этой причине при более высоких температурах интенсивность
теплообразования для каждого из элементов определяется уже с учетом
температуры элемента и физических констант элемента. Совпадение
теоретических расчетов с экспериментальными данными хорошее.
В вязкоупругих моделях потери энергии на качение определяются на
основании деформаций и напряжений. Так как напряжения и деформации с
трудом поддаются измерениям, их, как правило, рассчитывают, что может
привести к неправильным результатам.
Была разработана [45] вязкоупругая модель расчета потерь энергии в
элементах шины исходя из известного по эксперименту напряженного или
деформированного состояний, возникающих при различных видах
нагружения шины. С учетом реального характера нагружения действующие в
элементах шины напряжения и деформации раскладывают как функцию
времени в ряды Фурье, основываясь на результатах работы [46]. Были
сделаны допущения, что элементы рисунка протектора испытывают только
деформации сжатия и сдвига, подканавочный слой деформируется
совместно с жестким каркасом, резина и корд представляют собой линейные
вязкоупругие материалы, модуль упругости резины и угол сдвига фаз не
зависят от частоты. На этом основании рассчитали потери энергии в
элементах рисунка и подканавочном слое протектора, резине каркаса и корде.
Показали, что при свободном качении потери в протекторе складываются
из двух составляющих, одна из которых (за счет сжатия элементов
протектора) пропорциональна Е"/Е2, а вторая (за счет сдвига элементов рисунка и
деформации подканавочного слоя) - модулю потерь Е" (что соответствует
модели, описанной ранее [41, 42]). Суммарные потери в протекторе будут
приближенно пропорциональны Е"/Е. Прямой подход к указанной
проблеме должен дать более надежные результаты по распределению потерь
энергии в объеме шины, чем рассмотренные выше [41, 42] косвенные
методы. Однако измерение деформаций и напряжений в структуре шины
представляет практически трудную задачу. Кроме того, в модели [45] не
учитывается взаимное влияние элементов шины, некорректен метод
определения упруго-гистерезисных характеристик материалов, неверно
принято допущение о наполненной резине как о линейном вязкоупругом
материале.
В наиболее успешных вязкоупругих моделях [47] шину
рассматривали как структуру, состоящую из трех элементов: протекторного пояса,
включающего в себя подканавочный слой, брекер и коронную зону
каркаса; рисунка протектора; боковых стенок. Каждый элемент характеризовали
несколькими основными параметрами жесткости, при расчете которых
учитывали конструкцию элемента и характеристики материала. Общая
система уравнений описывает деформации всех трех элементов, их
взаимное влияние, а также силы и моменты, характеризующие состояние
равновесия. Потери на качение, соответствующие каждому виду деформации,
рассчитывали с помощью ряда Фурье. Эта модель была с успехом
применена на практике [48].
В термовязкоупругих моделях напряженное состояние шин
описывается с помощью систем нелинейных уравнений термоупругости и
теплопроводности. Поля деформаций и напряжений, рассчитанные или
определенные экспериментально, позволяют определить внутренние источники
тепла и температурное поле шины в зависимости от режимов нагружения и
движения. В модели подобного типа [49] рассчитали силу сопротивления
качению шин с помощью значений мощности внутренних источников
тепла в элементах шины для заданного режима нагружения. Расчет
выполнялся по следующей схеме: в каждом элементе меридианального сечения
шины вычисляли интенсивность деформации и площадь поперечного
сечения; для найденных интенсивностей деформации и температуры
срединной поверхности каждого элемента оценивали потери энергии в единице
объема материала, на основании которых рассчитывали мощность
внутренних источников тепла и определяли потери на качение шины как
тепловую энергию, генерируемую на единице пути.
В дальнейшем была сделана попытка [50] разделить их вклады в
потери энергии на качение шин, основываясь на тепловых измерениях и вяз-
коупругих свойствах корда и резины. Однако большое число допущений
(деформации изменяются синусоидально; амплитуды напряжений как в
корде, так и в резине эквивалентны для всех элементов шины;
распределение напряжений носит линейный характер) не позволяет с достаточной
достоверностью воспринимать полученные результаты.
Хорошая термовязкоупругая модель [51], подобная описанной выше
[49], содержит три основных блока, которые позволяют рассчитать во-
первых, напряженно-деформированное состояние (НДС) элементов шины
(блок деформации); во-вторых, по параметрам НДС - интенсивность
теплообразования элементов сечения в зависимости от режима нагружения,
свойств материала и температуры шины (блок диссипации); в-третьих, по
найденным значениям интенсивности теплообразования - температурное
поле шины в установившемся режиме (блок температуры). Общие потери
энергии на качение находят путем интегрирования по объему шины
локальных интенсивностей теплообразования в установившемся
температурном режиме.
Таким образом, все рассмотренные типы моделей механизма
рассеяния энергии пневматическими шинами обладают недостатками и содержат
большое количество допущений. По этой причине режимы работы и вкла-
ды различных элементов шины в общие потери энергии на качение шин,
определенные разными авторами, существенно отличаются друг от друга.
Вклад деталей шины в общие потери на качение зависит от нагрузки,
внутреннего давления, конструкции, применяемых конструкционных
материалов и (в зависимости от того, какую модель применил автор) и
оценивается следующим образом: протектор - 30-60 %, боковина - 1.0-15 %,
брекер - 8-12 %, каркас - 10-15 %, борт - 8-12 %. В связи с этим при
изучении возможности снижения потерь на качение шин основное внимание
уделяют снижению гистерезисных потерь протекторных резин.
Как известно, в реальных условиях эксплуатации (особенно при
движении автомобиля в городском цикле, на криволинейных участках
пути и т.д.) шина подвергается нагружению боковой и продольной силами.
При этом в протекторе возникают дополнительные потери на качение [53].
Было проведено исследование зависимости сопротивления качению
легковых шин при воздействии их продольной (тяговой и тормозной) и боковой
(угла увода) силами от упруго-гистерезисных свойств протекторных резин
[54, 55]. Объектами исследования являлись шины 165/70Р13 с
протекторными резинами, существенно различающимися по значению
динамического модуля (в 3,5 раза) и модуля внутреннего трения (в 5 раз).
Оценку коэффициента сопротивления качению шин, нагруженных
продольной и боковой силами, проводили на стенде специальной
конструкции [56]. На рисунке 8 приведены коэффициенты сопротивления
свободному качению и качению при нагружении продольной (1000 Н) и
боковой (1000 Н и 2000 Н) силами. Это приблизительно соответствует углам
увода, равным I и 2 градусам, имеющим место при эксплуатации шин.
Штриховкой выделены дополнительные потери.
Как видно из рисунка 8, вклад дополнительных потерь больше в тех
шинах, которые имеют минимальную боковую жесткость т.е.
протекторную резину с наименьшим значением динамического модуля.
С увеличением боковой силы вклад дополнительных потерь резко
возрастает. При боковой силе в 2000 Н дополнительные потери для трех
вариантов шин составляют соответственно 49,1%; 68,4%; 52,8% от общих
потерь, т.е. по абсолютному значению они равны или превосходят уровень
потерь при свободном качении.
Полученные результаты подтвердили сформулированные ранее [53]
представления о том, что дополнительные (от воздействия продольных и
боковых сил) потери на качение обратно пропорциональны
динамическому модулю Е протекторной резины и не зависят от модуля внутреннего
трения К.
Таким образом, при нагружении боковой и (в меньшей степени)
продольной силами зависимость сопротивления качению легковых шин от уп-
руго-гистерезисных свойств протекторных резин носит существенно
потери при свободном качении
дополнительные потери на качение за счет нагружения
боковой или продольной силой
Рис. 8 Изменение коэффициента сопротивления качению шин 165/70 R13 с
протекторными резинами 1, 2, 3 с различными упруго-гистерезисными
свойствами:
- при свободном качении (А),
~ при нагружении продольной силой 1000Н (Б),
- при нагружении боковой силой 1000 Н (В),
- при нагружении боковой силой 2000 Н (Г)
иной характер, чем в случае свободного качения. Это в значительной
степени обусловливает различие в подходе к построению рецептуры
протекторных резин, обеспечивающих снижение потерь на качение шин и,
следовательно, расхода топлива в условиях свободного качения легковых шин и
в условиях их реальной эксплуатации. Для случая свободного качения шин
наибольшее внимание следует уделять снижению модуля потерь
протекторных резин, тогда как для шин, эксплуатирующихся при нагружении
продольной и боковой силами, существенно большее значение
приобретает повышение динамического модуля (при минимально возможном при
этом значении модуля потерь).
1.3.КОЭФФИЦИЕНТ ТРЕНИЯ РЕЗИН И СЦЕПЛЕНИЕ ШИН С
РАЗЛИЧНЫМИ ПОВЕРХНОСТЯМИ
Сцепные свойства шин играют важную роль в обеспечении
устойчивости и управляемости автомобиля. Помимо того, что хорошее сцепление
шины с дорогой является важнейшим фактором обеспечения безопасности
движения, оно также дает автомобилю возможность создавать большие
тяговые усилия, что особенно важно при буксировке прицепов, преодолении
подъемов и движении по скользким покрытиям.
Сцепление шины с дорогой обычно характеризуется
коэффициентами сцепления, оценивающими способность шины передавать касательную
силу в контакте с дорогой в продольном и поперечном направлениях.
Коэффициент продольного сцепления рассчитывается как
отношение максимально достижимого в данных условиях тягового или
тормозного усилия к нормальной нагрузке. Коэффициент бокового сцепления
является отношением боковой силы, возникающей в контакте
проскальзывающей вбок шины, к нормальной нагрузке.
Коэффициенты сцепления являются оценочными параметрами для
целого ряда важнейших качеств автомобиля [57].
Так, динамические качества и проходимость автомобиля
определяются коэффициентом продольного сцепления. При этом способность
автомобиля развивать максимальные ускорения при разгоне (особенно в
момент трогания с места) определяется продольным сцеплением в режиме
тяги, а способность обеспечивать максимальное замедление при экстренном
торможении определяется, главным образом, величиной продольного
сцепления при частичном или полном проскальзывании колес. Проходимость
автомобиля характеризуется величиной продольного сцепления шины с
дорогой в режиме частичного или полного пробуксовывания колес.
Пониженное продольное сцепление в режиме тяги может ухудшить
топливную экономичность автомобиля вследствие роста потерь мощности
на буксование.
Управляемость и, особенно, устойчивость автомобиля во многом
зависят от величины коэффициента бокового сцепления шин с дорогой.
Сцепные свойства шин определяются фрикционными свойствами
протекторных резин, типом и степенью износа рисунка протектора,
конструкцией шины, нагрузкой и внутренним давлением шины, скоростью
движения, типом и состоянием дорожного покрытия, факторами внешней
формы. Ввиду сложности расчета величины коэффициентов сцепления
шины с дорожной поверхностью влияние большинства из перечисленных
факторов на сцепление с дорогой определяются различными
исследователями экспериментально.
В зависимости от типа и состояния дорожного покрытия (сухое,
мокрое, лед) степень влияния остальных факторов на сцепление шин
существенно различается.
1.3.1. Механизм взаимодействия шины с различными дорожными
поверхностями
1.3.1.1. Сцепление шины с сухими твердыми шероховатыми
покрытиями
Сухие шероховатые покрытия типа асфальта и асфальтобетона
обеспечивают в большинстве случаев наибольшие значения коэффициентов
сцепления по сравнению с другими видами дорожных покрытий.
В режиме тяги сцепление колес с сухим покрытием, как правило,
полностью не реализуется, так как максимальная сила тяги в этом случае
лимитируется не предельной силой трения поверхности шины о дорогу, а
максимальным крутящим моментом, передаваемым с трансмиссии на
колеса автомобиля.
В режиме торможения сила сцепления нередко достигает своих
максимальных значений, особенно при резких торможениях и в аварийных
ситуациях.
При скольжении шины по сухому шероховатому покрытию в
режиме полной блокировки или буксования колеса имеет место интенсивное
разрушение резины протектора. Однако по характеру взаимодействия эти
режимы отличаются друг от друга [58]. В режиме полной блокировки
колеса один и тот же участок шины в каждый момент времени контактирует
с различными участками поверхности качения, а в режиме буксования на
месте происходит контактирование различных участков шины с одним и
тем же участком опорной поверхности. В результате в последнем случае
имеет место сильное разогревание покрытия в зоне контакта, что приводит
к размягчению вяжущего вещества, входящего в состав асфальтобетона и
слипанию с ним резины протектора шины. Вследствие этого
коэффициенты сцепления в режиме полного буксования оказываются несколько
больше, чем при скольжении полностью блокированного колеса.
Конструктивные особенности шин довольно слабо влияют на
сцепление с сухой шероховатой поверхностью [57]. Сравнительные испытания
радиальных и диагональных шин на сухом асфальтобетоне показали, что
тормозные пути этих шин практически одинаковы. Наибольшие значения
коэффициента сцепления на сухих покрытиях обеспечивают шины,
имеющие большую насыщенность рисунка протектора и большую контурную
площадь контакта. Пределом здесь является, по -видимому, шина с
гладким протектором.
1.3.1.2. Сцепление шин с мокрыми твердыми дорожными покрытиями
Характер взаимодействия шин с мокрым шероховатым дорожным
покрытием существенно отличается от взаимодействия с сухим
покрытием. При скольжении шины по мокрой дороге чаще всего имеет место
жидкостное и полужидкостное трение, и величина силы трения зависит,
главным образом, от площади той части контакта, где водяная пленка между
шиной и дорогой разрушена и наблюдается сухой и полусухой контакт. В
связи с этим при качении шины по мокрой поверхности контакт можно
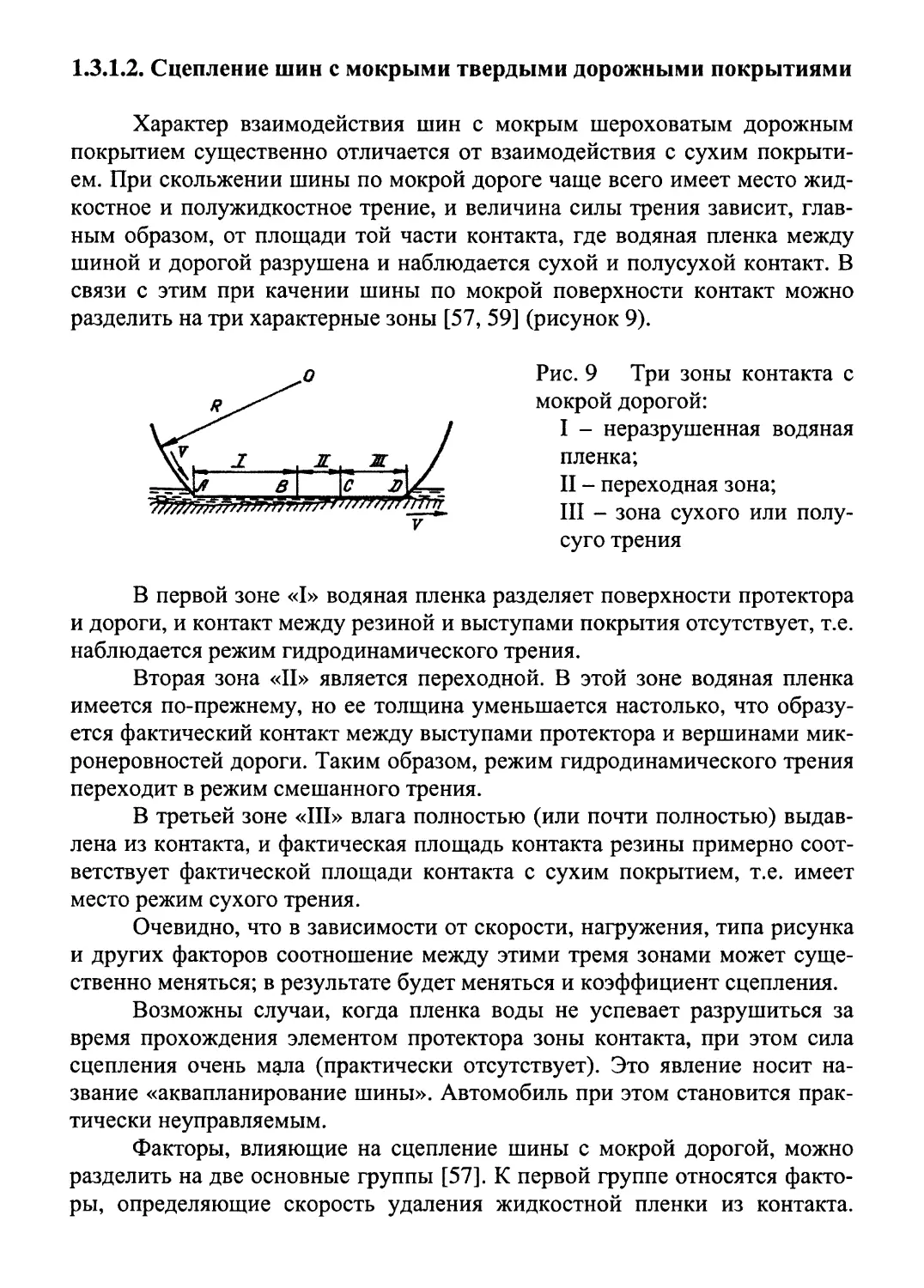
разделить на три характерные зоны [57, 59] (рисунок 9).
v
Рис. 9 Три зоны контакта с
мокрой дорогой:
I - неразрушенная водяная
пленка;
II - переходная зона;
III - зона сухого или полу-
суго трения
В первой зоне «I» водяная пленка разделяет поверхности протектора
и дороги, и контакт между резиной и выступами покрытия отсутствует, т.е.
наблюдается режим гидродинамического трения.
Вторая зона «II» является переходной. В этой зоне водяная пленка
имеется по-прежнему, но ее толщина уменьшается настолько, что
образуется фактический контакт между выступами протектора и вершинами
микронеровностей дороги. Таким образом, режим гидродинамического трения
переходит в режим смешанного трения.
В третьей зоне «III» влага полностью (или почти полностью)
выдавлена из контакта, и фактическая площадь контакта резины примерно
соответствует фактической площади контакта с сухим покрытием, т.е. имеет
место режим сухого трения.
Очевидно, что в зависимости от скорости, нагружения, типа рисунка
и других факторов соотношение между этими тремя зонами может
существенно меняться; в результате будет меняться и коэффициент сцепления.
Возможны случаи, когда пленка воды не успевает разрушиться за
время прохождения элементом протектора зоны контакта, при этом сила
сцепления очень мала (практически отсутствует). Это явление носит
название «аквапланирование шины». Автомобиль при этом становится
практически неуправляемым.
Факторы, влияющие на сцепление шины с мокрой дорогой, можно
разделить на две основные группы [57]. К первой группе относятся
факторы, определяющие скорость удаления жидкостной пленки из контакта.
Этими факторами являются рисунок протектора, характер дорожной
поверхности, толщина пленки воды, скорость движения, величина и характер
распределения удельного давления в контакте.
Ко второй группе относятся факторы, определяющие сцепление
шины на сухих поверхностях, важнейшими из которых (как отмечено выше)
являются шероховатость покрытия, контактное давление и площадь
контакта.
Влияние различных факторов на сцепление с мокрой дорогой можно
представить следующим образом (таблица 3) [57].
Таблица 3 Влияние различных факторов на сцепление с мокрой дорогой
Наименование фактора
Относительное
изменение ко-
эффициета
сцепления
Влияние самой лучшей структуры дорожного покрытия
по сравнению с самой скользкой для реально
существующих рисунков протектора
5: 1
Влияние изменения толщины пленки воды, покрывающей
дорожную поверхность, в пределах от 1 до 7 мм
3:1
Влияние рисунка протектора по сравнению с изношенной
шиной (гладкий протектор) при скоростях, км/ ч:
100-130
60-80
8: 1
3:1
Соотношение между различными рисунками протектора
при скоростях, км/ ч:
100-130
60-80
4:1
1,5 : 1
Соотношение между применяемыми в промышленности
протекторными резинами
2: 1
1.3.1.3. Сцепление шин со льдом
Природа льда уникальна в сравнении с простыми твердыми телами.
При относительно высоких температурах поверхность льда покрыта жид-
коподобным слоем, хотя он кажется сухим [60]. Толщина этого слоя
сильно зависит от температуры и уменьшается с ее понижением. Толщина
слоя, наблюдаемая оптическими методами, достигает для воды высокой
чистоты нескольких сотен микрометров вблизи 0°С. При понижении
температуры слой уменьшается и может существовать до минус 20°С и ниже,
в зависимости от атмосферных условий и чистоты воды. Этот слой прояв-
ляет текучее поведение и может быть описан законом вязкости Ньютона.
Для исследования механизма взаимодействия при скольжении резины по
льду применяли [62] прозрачный резиновый образец (СКИ-3,
вулканизованный перекисью дикумила) в виде полусферы. Исследования проводили
при температурах от минус 32 до минус 1°С и скорости скольжения 0,001-
10 мм/с. Коэффициент трения резины на холодном льду (ниже минус 10°С)
достаточно высок и практически не зависит от скорости скольжения. При
повышении температуры (выше минус 10°С) наблюдается резкое
снижение коэффициента трения. Интересно, что при скольжении резиновой
полусферы со скоростью <1мм/с на отполированной поверхности льда с
температурой ниже минус 15°С в пятне контакта образуются волны Шаллама-
ха [63] (см. раздел 1.1). В их присутствии трение высокое и практически не
зависит от скорости скольжения. Повышение температуры льда приводило
к исчезновению волн Шалламаха. Чем выше температура или чем ниже
скорость скольжения, тем менее вероятно образование волн. Показано, что
резиновая полусфера после ее прижатия к поверхности льда образует
вокруг пятна касания валик изо льда, остающийся на поверхности льда после
снятия образца.
Подсчитано [64], что вязкость текучего слоя на поверхности льда
примерно в 10 раз выше при минус 1°С, чем вязкость воды при 0°С. Это
различие увеличивается при минус 2°С.
Все эти и ряд других данных позволили допустить, что сила трения
есть результат потерь на внутреннее трение в жидкоподобном слое льда.
Однако наиболее обоснованное объяснение получаемых результатов
по трению на льду предложено в работе Гроша [65]. Грош предполагает,
что механизм трения и его природа принципиально одни и те же на сухой,
мокрой и ледяной поверхностях. Единственное различие состоит в
изменении температуры на этих поверхностях.
Доказательством правомерности такого допущения может служить
возможность построения обобщенных кривых трения резин на льду. На
рисунке 10 показаны коэффициенты трения по льду четырех ненаполнен-
ных резин при одной скорости скольжения для различных температур [65].
Как можно видеть, форма температурных кривых сильно
различается для различных полимеров, однако, перестроив их в функцию Т - Tg ,
где Tg - температура стеклования, можно видеть, что отдельные участки
сливаются вместе в некоторую единую обобщенную кривую. Таким
образом, фрикционные свойства на льду аналогичны свойствам на гладкой
поверхности пока температура льда достаточно низка, чтобы обеспечить
стабильные условия скольжения.
Рис. 10 Зависимость
коэффициента трения
ц ненаполненненных
резин по льду от
температуры Т (а) и от
Т - Tg (б):
• -ПБ;
А-НК;
▲ - БСК;
о-БНК
1.3.2 Зависимость сцепления от вязкоупругих свойств резин
При конструировании шин рассматриваются два основных фактора,
которые способствуют повышению сцепления с дорогой: конструкция
рисунка протектора и тип протекторной резины.
Одним из важных факторов, определяющих сцепление шин с
дорожным покрытием, является сила трения протекторных резин, возникающая в
контакте с опорной поверхностью.
В общем виде сила трения выражается суммой трех составляющих:
адгезионной Fa, деформационной Рд и вязкостной Fb [66, 67]:
F = Fa + F^+FB (В)
Адгезионная составляющая силы трения возникает в зоне контакта
скользящей шины как следствие разрушения и образования новых
адгезионных связей между поверхностями шины и дороги. Ее величина
определяется гистерезисными потерями на микроуровне. Деформационная
компонента связана с деформацией поверхностного слоя протектора шины,
т.е. определяется гистерезисными потерями на макроскопическом уровне.
В том и другом случаях имеет место рассеяние энергии вследствие вязко-
упругости.
Теоретически и экспериментально [66, 67] показано, что как
адгезионная, так и деформационная составляющие силы трения резины
находятся в прямо пропорциональной зависимости от тангенса угла потерь tg 5.
Влияние адгезионной составляющей силы трения в наибольшей
степени проявляется при трении по относительно гладким и сухим
поверхностям. Однако роль ее резко уменьшается, во-первых, при введении смазки
(воды), во-вторых, при трении по твердым шероховатым поверхностям.
При этом возрастает роль деформационной составляющей.
Гистерезисные потери в резине протектора при трении по твердым шероховатым
поверхностям возникают как за счет воздействия нормальной нагрузки, так
и тангенциальных сил («пропахивание», раздир).
Смазки (в том числе, вода) в сильной степени снижают трение резин
по гладким поверхностям и в меньшей степени - по шероховатым. При
трении резин по поверхностям со смазкой сила трения оценивается исходя
из ньютоновского уравнения гидродинамического сдвига [68]:
V
F = A'7J— (14)
п
где А - эффективная площадь контакта; Т| - вязкость смазки; V -
скорость скольжения; h - толщина смазки.
Свойствами резины определяется показатель «А», три остальные
переменные задаются внешними условиями.
При контакте с дорожной поверхностью деформация протекторной
резины вызывается выступами поверхности. Исходя из расстояния между
выступами на дорожной поверхности и скорости скольжения шины, был
вычислен приблизительный интервал частот деформации протекторной
резины, связанный со сцеплением шин, который по данным различных
авторов [69, 70] составил от 100 КГц до I МГц. С учетом метода температурно-
временного приведения этим условиям при частотах 1-110 Гц,
используемых в большинстве лабораторных методов испытаний, соответствует
температурный диапазон от минус 20°С до плюс 20°С [72].
При этом температура в контакте с сухой поверхностью может
достигать 200 - 300°С, а с мокрой - до 100°С и выше [71].
Большой интерес представляют результаты работ по установлению
корреляционных зависимостей сцепных характеристик шин с упруго-
гистерезисными свойствами протекторных резин.
По данным Вейта [73] взаимосвязь между коэффициентом сцепления
(|lw) на мокром дорожном покрытии различной текстуры и вязкоупругими
характеристиками протекторных резин шин 195/70R13 на основе
различных каучуков, с различным содержанием техуглерода и масла может быть
удовлетворительно описана следующим соотношением (при температуре
испытания 0°С и частоте 10 Гц):
/А,=а0 + а1-Д"+а2-(£")°'5, (15)
где Д" - податливость потерь, равная отношению Е"/Е2.
При 100 % скольжении по грубой мокрой микрошероховатой
поверхности вклад деформационной компоненты (Д") преобладает, при
скольжении по относительно более гладкой мокрой поверхности ее вклад
существенно меньше. На сухой микрошероховатой поверхности
коэффициент трения целиком определяется деформационной компонентой.
Авторы [74] определили корреляционную связь между упруго-
гистерезисными свойствами протекторных резин, различающихся типом
каучуков и содержанием технического углерода и масла, и
коэффициентами сцепления шин 205/70R14 на мокром асфальтобетоне и заснеженном
покрытии (рис. 11).
Рис.11 Корреляция продольного сцепления шин 205/70R14 при
движении по мокрому асфальтобетону и заснеженному покрытию с упруго-
гистерезисными характеристиками шин
Хорошая прямая корреляция со сцеплением на мокром
асфальтобетоне получена с тангенсом потерь tg 8 при 0°С, определенном на
динамической машине Инстрон 8032 при частоте 5 Гц (г = 0,93) и с результатами
прямой оценки коэффициентов трения на мокром покрытии при 20°С на
приборе маятникового типа МП-3 (г = 0,97) и обратная - с эластичностью
по Шобу при 20°С (г = -0,90).
Со сцеплением на заснеженном покрытии значимая обратная
корреляция получена с динамическим модулем Е (г = -0,81) и тангенсом потерь
tg 8 при минус 10°С, определенном на Инстроне 8032 при частоте 5 Гц (г =
-0,93).
Краткое описание приборов МП-3 и Инстрон 8032 дано в работах
[59, 75].
В работах Футамуры [33, 76 - 78] рассмотрено влияние вязкоупругих
свойств резин протектора на сцепление шин 9.00R15 с сухой, мокрой и
обледенелой дорожными поверхностями. Для корреляционного анализа
сцепления с гистерезисными характеристиками резины протектора
определялись: модуль потерь Е", тангенс угла потерь tg 8 и податливость потерь Дм
(Е"/Е2). Температура и частота, при которых получали эти характеристики,
подбирались по максимальному уровню корреляции. На рис. 12 показаны
графики корреляций сцепления на дорожных покрытиях разного состояния
с указанными гистерезисными характеристиками.
г = 0,95
Рис. 12 Корреляция сцепления шин 9.00R15 при движении по сухому
асфальту (а), мокрому асфальту (б) и льду (в) с упруго-гистерезисными
характеристиками протекторных резин
Наилучшая корреляция (г = 0,97) сцепления на мокрой дороге была
получена с модулем потерь Е", на сухой дороге - с Дм (г = 0,88), на
обледенелой дороге получены хорошие обратная корреляция с Е" и
динамическим модулем Е, (г = -0,97) и прямая корреляция с Д" (0,95).
Объяснения полученным результатам авторы дают весьма
неожиданные. По их мнению, протектор шины работает на поверхности различного
состояния в разных механических режимах: на мокрой дороге - в режиме
заданной деформации; на сухой - в режиме заданного напряжения. Для
ледяной поверхности режим не назван, указано лишь, что исключительно
важна наибольшая фактическая площадь контакта резины со льдом, так как
имеет место хорошая обратная корреляция с динамический модулем Е (г =
-0,97). Однако, если продолжить логику авторов, то имея столь же
хорошую корреляцию (г = 0,95) с Д" необходимо признать, что на льду резина
работает в том же режиме, что и на сухой поверхности, т.е. в режиме
заданных напряжений.
Работа представляет значительный интерес с точки зрения наличия
фактического материала, объяснение полученных результатов основывается
на позиции вязкоупругой природы трения резин. Однако вопрос, каким
образом реализуются разные режимы механического нагружения в тонком
поверхностном слое трения резины при переходе от одной поверхности
скольжения к другой, остается открытым.
Учитывая, что обнаруживается обратная зависимость показателя
сцепления со льдом от тангенса потерь tg 8 и динамического модуля Е, а в
резинах часто Е и tg 8 оказываются взаимосвязанными, авторы [79]
попытались определить, какой из этих показателей является определяющим
фактором трения по льду.
Для этого рецептурными приемами (типом и содержанием
технического углерода, а также дозировками масла) получили ряд резин, в
которых tg 8 и Е изменяются независимо друг от друга.
Испытания этих резин на трение лабораторными методами и
непосредственно на шинах показывают, что трение по льду строго коррелирует
с Е, но не с tg 8 (рис 13).
Таким образом, упругость и мягкость резины определяют величину
ее трения по льду [80]. Но выбор таких критериев дает основание считать,
что процессы диссипации энергии в протекторе непосредственно не при-
частны к возникновению трения резины по льду.
Полагают, что диссипация энергии при этом имеет место в жидкооб-
разном слое на поверхности льда [81], поэтому сила трения резины по льду
определяется как вязкостная компонента по формуле (14) и прямо зависит
от эффективной площади контакта А.
Рис. 13 Корреляционные
зависимости трения по льду резин от
динамического модуля Е и tg 5,
полученные по результатам
лабораторных испытаний (а, б) и
испытаний шин (в).
Значение вязкостной составляющей силы трения резины по льду тем
больше, чем ближе температура к точке плавления льда. При этом
адгезионная и гистерезисная компоненты силы трения стремятся к нулю.
Чем ниже динамический модуль и, соответственно, твердость, тем
лучше поверхность резины отражает топографию поверхности льда, тем
больше вязкая диссипация энергии и жидкообразном слое как источнике
трения и выше сцепление
Кроме того, в работе [79] показано, что не только низкие значения
динамического модуля и твердости определяют высокий коэффициент
трения резин по льду. Для того чтобы резина могла следовать топографии
ледяной поверхности с максимально возможной точностью, нужно, чтобы
резина на неровностях поверхности не только наиболее сильно
деформировалась, но и по возможности быстро восстанавливалась за каждой
неровностью. Это особенно важно при высоких скоростях скольжения.
Последнее реализуется наиболее полно, если резина имеет высокую
эластичность при относительно низких температурах.
Очевидно, что противоречия между «гистерезисной» и «негистере-
зисной» теориями трения резин по льду связаны с различием в
температурных интервалах применимости этих теорий: гистерезисная теория
Гроша - при низких температурах, т.е. при отсутствии жидкообразного слоя
на поверхности льда; а негистерезисная теория - при относительно более
высоких температурах (при наличии жидкообразного слоя).
Таким образом, все три составляющие силы трения Fa, Рд, и Fb
прямо зависят от эффективной площади контакта. Особенно велико ее
влияние на адгезионную,Fa и вязкостную Fb составляющие при трении по
сухой поверхности и по льду, Эффективная площадь контакта повышается с
увеличением нагрузки и мягкости резины.
Однако это увеличение имеет предел, и поэтому увеличение
коэффициента трения резин за счет этого фактора конечно [79].
Эффективная площадь контакта снижается при увеличении
шероховатости как контртела, так и поверхности резины. Шероховатость
поверхности контртела оказывает различное влияние на сопротивление
скольжению при сухом трении и трении со смазкой. При сухом трении увеличение
шероховатости снижает силу трения за счет более существенного
уменьшения Fa по сравнению с ростом Рд. Напротив, при трении со смазкой
увеличение шероховатости контртела способствует повышению силы
трения за счет увеличения Рд (вязкоупругих потерь энергии в объеме).
В работе [82] изучено влияние твердости (модуля 300%)
протекторных резин на сцепление шин с мокрой дорожной поверхностью с
различной шероховатостью (рисунок 14). Показано, что на сравнительно гладкой
мокрой поверхности сцепление шин увеличивается по мере снижения
твердости. В то же время на мокром асфальтобетоне с острыми выступами
влияние твердости на сцепление шин меняется на противоположное, так
Рис. 14 Зависимость
коэффициента сцепления шин
165/70R13 от ско-рости с
мокрым шероховатым (♦) и
гладким (•)
асфальтобетоном для протекторных
резин с условным
напряжением при удлинении
300%-9МПа(1)
и 14 МПа (2)
как в этом случае повышение твердости резины способствует прорыву
пленки воды на острых выступах контртела и, повышая площадь сухого
контакта, способствует увеличению коэффициента трения. В наибольшей
степени положительное влияние твердости протекторных резин
проявляется при оценке сцепления шин с мокрой шероховатой дорогой при
поворотах (рисунок 15).
Рис. 15 Зависимость
сцепления шин с мокрой
шероховатой дорогой при поворотах от
твердости с протекторными
резинами на основе:
1 - БСК;
2-НК;
3 - полибутадиена
Это связано, помимо облегчения удаления пленки воды, с
повышением устойчивости и управляемости автомобиля [83]. Таким образом,
противоречивые данные, появляющиеся в литературе, по влиянию упругих
свойств протекторных резин на сцепление шин с мокрой дорогой
объясняются, по-видимому, различием в шероховатости дорожного покрытия.
Износостойкость является важным показателем качества шин,
определяющим их ресурс. Износ шин происходит вследствие трения
протектора по поверхности дороги. Он зависит от свойств протекторной резины,
конструкции шины, рисунка протектора, типа и текстуры дорожной
поверхности, условий эксплуатации автомобиля и ряда внешних факторов
(содержания кислорода, температуры и влажности воздуха).
Несмотря на большое количество работ в области истирания резин и
износа шин до настоящего времени нет единой теории, дающей научное
объяснение всем процессам, протекающим при истирании резин и
позволяющей достаточно точно прогнозировать износ шин по данным лаоора-
торных испытании. Сложность изучения износа заключается в том, что
при истирании протекают различные по природе явления: механические,
механохимические, термохимические и термоокислительные.
Известно, что в пятнах контакта возникают очень высокие
температуры, достигающие температуры термической деструкции полимера [84,
85]. При этом локальные скорости деформации поверхностного слоя
резины достигают (105 - 106) %/сек. [84].
1.4. Истирание резин и износостойкость шин
1.4.1. Механизм истирания резин
Советскими исследователями [86 - 88] предложено различать
усталостный износ, абразивный, износ посредством образования «скаток» и
посредством «скалывания», соответствующие идеализированным
предельным режимам истирания.
Усталостный износ - наиболее распространенный и наименее
интенсивный вид износа. Он осуществляется при относительно небольшой силе
трения между резиной и истирающей поверхностью и при сравнительно
невысоких контактных напряжениях. Разрушение поверхностного слоя
резины в зоне контакта происходит в результате многократных деформаций.
Под действием механических напряжений, высоких температур и
кислорода воздуха происходят глубокие структурные изменения
поверхностного слоя и, как следствие, снижаются его прочностные свойства.
Число циклов до разрушения является функцией усталостной
выносливости резины и напряженного состояния, зависящего от нагрузки,
скорости, геометрии истирающей поверхности и других факторов.
При остальных видах износа отделение частиц поверхностного слоя
происходит за один или несколько контактов с контртелом. Эти виды
износа относят к «механическим». Очевидно, что при механических видах
износа интенсивность истирания на несколько порядков выше, чем при
усталостном.
Механические виды износа реализуются в том случае, когда работа
трения в контакте образца с контртелом или шины с дорогой превосходит
энергию разрыва или раздира резин.
Абразивный износ реализуется при трении сравнительно твердых
резин по шероховатым поверхностям с острыми выступами при высоком
значении силы трения. На поверхности резины образуются царапины в
направлении скольжения.
Износ посредством «скатывания» реализуется при трении резин по
относительно гладким поверхностям при достаточно высоком значении
силы трения между резиной и истирающей поверхностью. На поверхности
резины образуются гребни, перпендикулярные направлению скольжения
(так называемый «рисунок Шалламаха»). Очевидно, что подобный
характер истирания более вероятен для резин с малым сопротивлением раздиру.
При износе посредством «скалывания» происходит вырыв
относительно крупных кусков материала при разрушении резины в результате
сильных местных воздействий. Данный вид износа обусловлен
случайными факторами, поэтому трудно говорить о каких-либо закономерных
связях между его интенсивностью и структурой резины. Естественно, что чем
выше прочностные характеристики резины, тем меньше вероятность
подобных единичных актов разрушения.
Износ шин в реальных условиях эксплуатации происходит, как
правило, по смешанному механизму с преобладанием усталостного износа.
При эксплуатации шин, в так называемых, мягких условиях, т.е. при
относительно невысоких значениях работы трения на дорогах с
усовершенствованным покрытием, реализуется, в основном, усталостный износ,
в результате которого поверхность шин сохраняется, как правило, гладкой.
Напротив, при эксплуатации шин, в так называемых, жестких условиях,
т.е. при высоких значениях работы трения в контакте (частые и резкие
торможения и ускорения, повороты, повышенные нагрузки и т.д.), на
дорогах с усовершенствованным, сравнительно гладким покрытием возрастает
доля износа посредством образования «скаток», а на дорогах с
повышенной микрошероховатостью возрастает доля абразивного износа.
Анализ работ, посвященных изучению механизма износа резин,
показывает что в последнее время наблюдается постепенный переход от
феноменологического описания явлений к созданию теорий, которые
основаны на исследовании физических, механических и термических процессов.
Получила развитие теория о связи износа со скоростью разрастания
трещин и энергией раздира [89]. При износе отделение частиц материала
начинается с появления и распространения раздира (трещин) в зоне
концентрации напряжений, причем, скорость роста трещин является функцией
энергии раздира Т. Энергия раздира связана с энергией, рассеиваемой при
истирании и, следовательно, зависит от абразивности поверхности
истирания. Чем меньше радиус кривизны неровностей, тем больше локальное
давление и концентрация напряжений на выступах и больше энергия
раздира. Получены аналитические зависимости, связывающие истирание
резин со скоростью роста трещин и энергией раздира. Очевидно, что
усталостный износ проявляется при условии Т < Тс (Тс - критическая энергия
раздира, при которой происходит мгновенный катастрофический раздир).
В области Т > Тс наблюдаются механические виды износа.
Таким образом, эта теория показывает, что истирание резин - это
усталостный процесс, определяемый энергией раздира и обусловленный
скоростью роста трещин.
В работах [90 - 92] большое внимание уделяется изучению
«рисунков истирания». Параметры «рисунков истирания» (расстояния между
гребнями и их высота) определялись профилометрическим методом и
рассчитывались с помощью ЭВМ. С появлением «рисунка истирания»
скорость износа резко возрастает. Мур [90] считает, что большая часть износа
происходит путем истирания вертикальных поверхностей гребней.
Установлена корреляционная связь между истираемостью и отношением
высоты гребней к расстоянию между ними [92].
Мнение о существенной, а в ряде случаев доминирующей роли
химических процессов при усталостном износе резин, особенно при
повышенных температурах в контакте, разделяется большинством
исследователей [91 - 93]. Известно образование липкого поверхностного слоя при
истирании резин из HK и хрупкого слоя при истирании резин из полибута-
диена, а также резкое повышение содержания кислорода в поверхностном
слое резины в процессе эксплуатации [94] и существенное снижение
интенсивности истирания в инертной среде по сравнению с истираемостью
на воздухе.
В настоящее время общепринятыми являются представления о меха-
нохимической природе деструкции молекулярных цепей [90 - 96].
Образующиеся под действием механических напряжений полимерные
свободные радикалы взаимодействуют с кислородом воздуха или другими
акцепторами с образованием низкомолекулярных продуктов.
Наряду с деструкцией молекулярных цепей и распадом серных
связей при истирании происходят сопряженные процессы вторичного
структурирования. В отсутствии акцепторов свободных радикалов, например, в
инертной среде, происходит рекомбинация образующихся радикалов или
их присоединение к молекулам полимера, поэтому упруго-прочностные
свойства поверхностного слоя резин сохраняются в инертной среде в
большей степени, чем в присутствии кислорода.
1.4.2. Связь между интенсивностью истирания и механическими
свойствами резин
Существенный теоретический и практический интерес представляет
изучение зависимости истираемости резин от их более простых
механических свойств. Предложено большое количество выражений, связывающих
износ с упруго-прочностными и гистерезисными свойствами, которые в
ряде случаев противоречат друг другу. Основная причина этих
противоречий заключается в несоответствии температурно-временных условий
оценки износостойкости шин и механических показателей резин [93].
Повышение гистерезисных потерь оказывает положительное
влияние на износостойкость резин и шин. Это связано с тем, что диссипация
части энергии в результате гистерезиса приводит к уменьшению
концентрации напряжений в устье разрастающихся трещин, и соответственно
скорость разрастания трещин и истираемость понижаются. Кроме того, как
показали Шалламах и Тернер [97], при повышении доли энергии,
затрачиваемой на гистерезисные потери (теплообразование) в общей энергии
деформации элементов протектора, снижается доля энергии, затрачиваемой
на сокращение (раздеформирование) элементов в задней части контакта,
что приводит к уменьшению проскальзывания и, следовательно, истирания
протектора. Вместе с тем, с ростом гистерезисных потерь повышается
температура в зоне контакта образца с контртелом (шины с дорогой), что
отрицательно влияет на износостойкость.
Зависимость истираемости резин и шин от коэффициента трения
неоднозначна и зависит от режима испытания и вида износа. При сравнении
истираемости резин с близкими упруго-прочностными свойствами, но с
различным коэффициентом трения, в режиме заданной нагрузки и
проскальзывания в условиях абразивного износа посредством образования
«скаток» резина с меньшим коэффициентом трения обладает меньшей
истираемостью за счет снижения силы трения. При усталостном износе
наблюдается обратная картина: меньшей истираемостью будет обладать
резина с большим коэффициентом трения (за счет снижения величины
проскальзывания). Вероятность обратной связи коэффициента трения и
истирания объясняется тем, что, чем выше коэффициент трения протекторной
резины, тем меньше скольжение элементов протектора в зоне контакта
шины с дорогой.
Грош и Шалламах [98] показали, что истираемость должна убывать с
ростом коэффициента трения только при усталостном износе.
Для всех видов износа износостойкость прямо связана с
прочностными свойствами резин.
Модуль упругости резины по-разному влияет на ее истираемость при
различных видах износа. Теоретически и экспериментально показано, что
повышение модуля упругости резин приводит к увеличению истираемости
при усталостном износе и при износе посредством «скалывания» и,
наоборот, снижает истираемость при абразивном износе и износе посредством
образования «скаток» [99].
В связи с противоположным влиянием модуля резин на их
износостойкость при различных видах износа величина оптимального модуля,
обеспечивающего максимальную износостойкость, должна зависеть от
соотношения усталостного и других видов износа, которое определяется
условиями эксплуатации и свойствами протекторных резин.
Таким образом, в общем случае зависимость износостойкости от
модуля должна проходить через максимум. Это подтверждается
приведенными на рисунках 16 и 17 экспериментальными данными по влиянию
модуля протекторных резин, варьируемого путем изменения степени
вулканизации, на интенсивность износа шин [2, 100].
Кроме того, следует учитывать влияние модуля упругости
протекторных резин на интенсивность работы трения в контакте. Для шин
радиальной конструкции работа трения снижается по мере повышения модуля,
а для шин диагональной конструкции проходит через максимум.
Следовательно, при прочих равных условиях, оптимальное значение модуля
протекторных резин, обеспечивающее максимальную износостойкость,
должно быть выше в случае шин типа Р по сравнению с шинами типа Д.
По мере повышения жесткости условий эксплуатации (эксплуатация
шин в городских условиях при частых торможениях, ускорениях и
поворотах, и т.д.) оптимальное значение модуля протекторных резин
увеличивается.
Условия эксплуатации шин (и в первую очередь, тип дорожного
покрытия) в значительной степени определяют требования к величине
оптимального модуля.
Рис. 16 Зависимость
интенсивности износа шин на различных
дорожных покрытиях от
напряжения при удлинении 300%
протекторных резин на основе
комбинации каучуков СКИ-3, СКД
иБСК(1,2, 3); СКИ-3 (4) и
БСК (5):
1 - 12.00 R20, каменистый
карьер (гр.В);
асфальтобетон
2-6.70-15,
3 - 9.00 R20
4-11.00 R20
5-205/70R14
в хорошем
состоянии (гр. А)
Напряжение при удлинении 300%, мПа
*) % шин, выбывших по выкрашиванию протектора
Рис. 17 Влияние напряжения при удлинении 300% протекторных резин на
эксплуатационные свойства грузовых шин 12.00R20:
1 - протектор на комбинации СКИ-3, СКД и БСК, дорога группы В;
2 - протектор СКИ-3, дорога группы В;
3 - протектор СКИ-3, СКД и БСК, дорога группы А;
4 - доля шин, выбывших по выкрашиванию протектора, %
Минимальная интенсивность износа шин на дорогах группы В
обеспечивается при существенно меньших значениях модуля, чем у шин,
эксплуатирующихся на дорогах с усовершенствованным покрытием (рисунки
16 и 17, кривые 1 и 3).
Для шин с протекторной резиной из 100% СКИ-3 величина
оптимального модуля значительно выше, чем для шин с резиной, содержащей
СКД (рисунок 17, кривые I и 2).
Повышенная интенсивность износа шин с высокомодульными
резинами на дороге группы В связана со «скалыванием» («выкрашиванием»)
элементов рисунка протектора. С увеличением модуля резин существенно
возрастает количество шин, выходящих из эксплуатации по дефекту
«выкрашивание» протектора (рисунок 17, кривая 4).
С повышением модуля резин возрастает опасность выхода шин из
строя по дефекту «растрескивание по канавкам» протектора, так как
подканавочный слой работает в режиме заданной деформации.
Таким образом, проведенный анализ зависимости интенсивности
износа шин от модуля протекторных резин указывает на целесообразность
повышения модуля до предела, обусловленного обеспечением
максимальной износостойкости и отсутствием растрескивания по канавкам рисунка
протектора и выкрашиванием его элементов. Очевидно, что для
протекторных резин шин типа Р, эксплуатирующихся на дорогах с
усовершенствованным покрытием (автобусные и троллейбусные шины, шины для
междугородных и международных перевозок и др.) целесообразно обеспечение
более высокого модуля резин, чем для шин, предназначенных для
эксплуатации по дорогам со смешанным покрытием. Это позволит повысить
износостойкость и снизить потери на качение шин.
Очевидно, что износостойкость шин, эксплуатирующихся на
неусовершенствованных дорогах, связана со стойкостью протекторных резин к
механическим повреждениям. При исследовании связи износостойкости с
различными показателями, характеризующими прорыв резин (усилие,
деформация, энергия), показано, что наилучшая корреляция наблюдается в
случае энергии прорыва [101] (рис.18).
Рис. 18 Зависимость
износостойкости шин,
эксплуатирующихся в
карьерах, от энергии прорыва.
Согласно представлениям об усталостном характере износа
протекторных резин износостойкость должна быть тем выше, чем выше
усталостная выносливость при контактном взаимодействии резины и
поверхности опоры. Однако нельзя проводить аналогию между обычной (объемной)
усталостной выносливостью резин и контактной усталостью при износе.
Ряд авторов утверждает о возможности оценки контактной усталостной
выносливости по объемной [86, 87, 102], другие утверждают, что это
неправомерно [103 - 104] ввиду существенного влияния на усталостную
выносливость режима испытаний на утомление.
Тем не менее, очевидно, что в общем случае увеличение объемной
усталостной выносливости в той или иной степени приводит к увеличению
контактной усталости, при этом стойкость резины к повторным нагруже-
ниям оказывает положительное влияние на реализацию других (кроме
усталостного) видов износа [88].
Представляет интерес установление корреляционных
(эмпирических) зависимостей, связывающих истираемость резин с комплексом их
механических показателей. Ратнер С. Б. и Мельникова М. В. [105],
обобщив данные по истиранию резин разного состава (порядка 150 резин),
предложили уравнение:
./ = constju • (100 - Э) /fz (16)
где J - интенсивность истирания, ц - коэффициент трения, Э -
эластичность, fz - сопротивление разрыву.
Полученное уравнение означает, что резины с высокой
износостойкостью должны сочетать высокую прочность с высокой эластичностью.
Дж. М. Бьюст [106] и Е. Р. Торнлей [107] получили зависимости
следующего вида:
/ = А-ЯЯ-С/2 (17)
где Н - твердость по Шору, fz - сопротивление разрыву, А, В, С -
константы.
Авторы [108] на большом объеме материала по результатам оценки
износостойкости грузовых и легковых шин с различными протекторными
резинами при одинаковом каркасе шин установили корреляционную
зависимость между относительной износостойкостью шин (¥х) и
относительным индексом упруго-прочностных свойств резин (X):
где f3oo, fz> fR - напряжение при удлинении 300 %, сопротивление разрыву
и сопротивление раздиру соответственно (э - для эталонной резины).
Геометрическое среднее более чувствительно по сравнению со
средним арифметическим к резкому изменению каждого из усредненных
параметров.
Полученное уравнение позволяет прогнозировать изменение
относительной износостойкости по изменению относительного индекса упруго -
прочностных свойств.
Приведенные выше зависимости в большинстве случаев относятся к
определенному типу эластомера или к определенному методу испытаний,
поэтому возможность их использования ограничена.
В отечественной практике используют, в основном, два метода
испытаний на износостойкость: на машине МИР - 1 при качении с
проскальзыванием по ГОСТ 12251 - 77 и на машине типа Шоппер - Шлобах при
100 % скольжении по возобновляемой поверхности с поворотом образца
вокруг своей оси на 2,75 оборота на полном пути истирания (40 м) по
ГОСТ 23509 - 79. Условия испытания этими методами приведены в
таблице 4.
Таблица 4 Типичные условия на износостойкость на машинах МИР-1 и
Шоппер-Шлобах (для резины из БСК)
•
Метод испытаний
Показатели
МИР-1
Шоппер -
Шлобах ГОСТ 23509 -
79
ГОСТ 12251 -77
Скольжение S, %
12
100
Сила трения F, кгс(Н)
3 (29,4)
-
Нагрузка N, кгс(Н)
2(19,6)
1 (9,8)
Давление в площади контакта,
кгс/см2 (кПа)
3,9 (390)
0,5 (50)
Скорость скольжения, см/с
9,42
33,3
Интенсивность истирания, см /мин
0,013
0,04
Метод испытаний на машине МИР - 1 дает удовлетворительную
корреляцию с результатами испытаний шин на дорогах группы А.
Условия испытания на машине Шоппер - Шлобах (100 %
скольжение и, как следствие, повышение температуры в зоне контакта) более
жесткие и в большей степени соответствуют условиям эксплуатации шин на
дорогах с большим количеством поворотов, ускорений и торможений.
В этих условиях проявляется относительно большое влияние на
износ таких факторов, как гистерезисные потери, температура в зоне
контакта и термохимическая стойкость резины. По-видимому, именно поэтому
истираемость резин, определенная этим методом, лучше коррелирует с
износостойкостью шин в реальных условиях эксплуатации, чем
истираемость на машине МИР - 1.
В связи с тем, что основные эксплуатационные показатели шин в той
или иной мере зависят от упруго-гистерезисных свойств протекторных ре-
зин в таблице 5 показана их взаимосвязь и желательное направление
изменений свойств резин.
Таблица 5 Критерии лабораторной оценки эксплуатационных
характеристик протекторных резин
Эксплуатационные
характеристики
Лабораторные
показатели
Лабораторный
прибор
Температура
пытания,0^
Желательное
изменение
показателей
Сопротивление
качению
tg 5
Динамический
Инстрон, RPA
20-70
(принята
60)
Понижение
Эластичность
Маятник Шоба
100
Повышение
К/Е" (Е7ЕИ)
(п = 0 4- 2)
КМР-01,
Инстрон, RPA
100
60
Понижение
Сцепление
с мокрой
дорогой
tg 8 или ЕМ(К)
Инстрон, RPA,
КМР-01
-10-^+10
(принята
0)
Повышение
Эластичность
Маятник Шоба
20
Понижение
Коэффициент
трения (и)
МП-3
Повышение
Сцепление
с
обледенелой
дорогой
Е, Е"(К), tg 5
Динамический
Инстрон, RPA,
КМР-01
-20-г-10
Понижение
Е7Е2, К/Е2
Повышение
Сцепление
с сухой
дорогой
Е'ТЕ2, К/Е2
20
Повышение
Сопротивление
боковому
уводу
Е
20
Повышение
Износостойкость
Е
-30
Повышение
tg 5
-60
Повышение
•
Истираемость(J )
Шоппер-
Шлобаха
20
Понижение
1.5. Прочность связи резины с кордом, долговечность
и ремонтопригодность шин
1.5.1. Резинометаллокордные системы
Одной из главных задач при создании конкурентоспособных
современных радиальных шин является обеспечение высокой прочности связи
резины с металлокордом и работоспособности резино-металлокордной
системы в процессе эксплуатации шины.
Исследования по формированию адгезионной связи на границе
латунированный металлокорд - резина развиты в работах [109-113]. Обобщив
результаты исследования латунного покрытия методами ЭСХА и Оже -
спектроскопии [ПО], Ван Ой пришел к выводу, что на покрытии обычно
находится очень тонкая (порядка 0,5 нм) пленка оксида меди Cu20. Под
ней располагается слой оксида цинка ZnO толщиной примерно 10 нм,
содержащий включения металлической меди, образовавшейся, по-видимому,
в результате диффузии меди в этот слой при волочении. В слое латуни,
расположенной под слоем оксида цинка, толщиной примерно 50 нм
имеются включения последнего.
По современным представлениям крепление резины к
латунированной поверхности осуществляется, главным образом, за счет химических
связей, образующихся на границе раздела [109, 114].
В процессе вулканизации резиновой смеси, находящейся в контакте
с латунным покрытием металлокорда, происходит сульфидирование
компонентов латуни.
Было установлено [115], что формирование сульфидов на
поверхности латуни протекает через стадию образования координационных
комплексных соединений металл - ускоритель вулканизации.
В процессе вулканизационного крепления образование комплексных
соединений прекращается по мере истощения включений меди в матрицу
оксида цинка. Степень обогащения сульфидов меди серой, являющаяся
основным условием, необходимым для связывания резины с металлокордом,
зависит от ряда факторов: активности серосодержащего соединения в
процессе образования координационных комплексов, устойчивости
комплексов металл - ускоритель в реакции с серой, а также равновесной
концентрации серы в граничных областях.
Было экспериментально подтверждено [116, 117], что в граничном
слое толщиной 100 - 150 нм густота сетки в несколько раз выше, чем в
остальном массиве резины, т.е. имеет место химическое взаимодействие
между каучуком и латунью. Нестехиометрический сульфид меди имеет
высокую адгезию к латуни вследствие близости параметров его
кристаллической решетки к соответствующим параметрам оксида цинка на
поверхности латунного покрытия [118].
При исследовании продуктов химических реакций на границе резина
- латунь с помощью методов электронной и рентгеновской
фотоэлектронной спектроскопии удалось установить, что образующаяся в процессе вул-
о
канизации промежуточная пленка толщиной 50 - 100 нм (5x10" м) состоит
из соединений Cux S (нестехиометрический сульфид одновалентной меди),
ZnO, Zn(OH)2, ZnS. Также обнаружена сера в виде S8 и связанная с
углеродом - С - S.
Реакционноспособный сульфид меди Cux S, взаимодействуя с
каучуком или атомом серы, присоединившимся к каучуку, образует адгезионные
связи различной сульфидности.
Установлено, что при любых толщинах сульфида меди на
межфазной поверхности адгезия резины к латуни остается высокой, если
образуется продукт необходимого стехиометрического состава. Количество
сульфида меда CuxS определяется толщиной слоя оксида цинка. Как при
отсутствии этого слоя, так и при значительной его толщине преобладает
образование сульфида цинка ZnS или смеси сульфидов CuxS / ZnS,
имеющих худшие адгезионные характеристики. Следовательно, для образования
оптимальной пленки CuxS необходим слой оксида цинка определенной
толщины, содержащий равномерно распределенные включения меди.
Согласно [119] оптимальная толщина оксида цинка равна 40 - 50 нм.
Показано [119], что существует линейная корреляция между
адгезионными свойствами и соотношением сульфидов меди и цинка (CuxS / ZnS)
в приповерхностном слое глубиной 50 нм. Высокой прочности связи
отвечает соотношение CuxS / ZnS ~ 3,0.
Структура и механические свойства пленки CuxS зависят также от
соотношения между серой и ускорителем вулканизации в резиновой смеси
[111, 112, 120]. При значении этого соотношения меньше 4 образуется
«плохая» пленка, имеющая низкую механическую прочность и
неудовлетворительную прочность связи с образующимися под ней сульфидом и
оксидом цинка. «Плохие» пленки содержат большее количество меди, чем
«хорошие», состоят из более крупных кристаллов и характеризуются более
рыхлой структурой. Образование «плохих» пленок вызывает также
увеличение количества ионов цинка, диффундирующих в область контакта с
резиной, что приводит к уменьшению концентрации CuxS в этой области и
также способствует снижению прочности связи латунированного металло-
корда с резиной.
На структуру и свойства сульфидных пленок в области контакта
латунное покрытие - резина оказывает влияние длительное нагревание,
например, перевулканизация и тепловое старение, воздействие кислорода
воздуха и повышенной влажности [112, 121].
Перевулканизация приводит к продолжению сульфидирования меди,
в результате чего образуется избыток Cu2S, что снижает прочность
сульфидных пленок, а также увеличивается концентрация ZnS, не
принимающего участия в образовании связей.
Действие кислорода воздуха может привести к окислению
поверхности пленки CuxS до сульфата меди [111], который не образует адгезионной
связи с резиновой смесью, что приводит к снижению прочности связи
резины с металлокордом.
В присутствии влаги образуется рыхлый слой ZnO / Zn(OH)2
имеющий низкую механическую прочность, что резко снижает прочность связи
металлокорда с резиной. В присутствии хлорида натрия, который может
попасть в шину через порезь! в зимнее время, наблюдается коррозия
латунного покрытия и истощение слоя оксида цинка из-за выделения едкого
натра:
4NaCl+10 Zn2++20 ОН" = 4NaOH+[ZnCl2 х 4 Zn (OH)2]2 (19)
При значительном количестве дефектов в слое латунного покрытия
развиваются процессы коррозии железа [122].
Дефекты крепления в зоне поверхности раздела резина-металлокорд,
вызывающие разрушение шин, могут обусловливаться следующими
основными причинами [123, 124]:
наличием в зоне латунного покрытия остатков смазки, применяемой
при волочении, кристаллической структурой слоя латуни, степенью
деформации слоя латуни, уменьшением толщины пленки ZnO и слоя
CuZn, увеличением содержания меди, а также влиянием влаги перед
вулканизацией;
процессами старения: увеличением толщины пленки сульфида,
изменением ее химического состава;
+2
анодной коррозией слоя латуни в результате образования Zn , ZnS,
ZnO и Zn(OH)2;
электрохимической коррозией слоя латуни и поверхности
металлокорда под действием влаги;
фрикционной коррозией: продукты фрикционной коррозии
образуются в тех случаях, когда возможны относительные смещения проволок
в конструкции корда и трение металла о металл, т.е. при закрытой
конструкции корда (например, 4x0,25) или у корда с повивочной нитью при
трении между повивочной нитью и кордом.
Как видно, работоспособность резинометаллокордных изделий
зависит от стабильности адгезионной связи к действию различных факторов:
влаги, электролитов, кислорода воздуха и повышенной температуры,
развивающейся при эксплуатации изделий. Влага может оказаться на метал-
локорде в результате его неправильного хранения и транспортирования, в
резиновой смеси - вследствие адсорбции на ингредиентах, в изделиях -
через порезы и другие механические повреждения, а также вследствие
диффузии через обкладочные и покровные резины. Вместе с влагой в
изделия могут попадать соли, используемые для ускорения таяния снега и
льда на дорогах в зимнее время, например, хлориды натрия и кальция. Из
изложенного следует необходимость определения прочности связи
металлокорда с резиной при воздействии указанных факторов.
Параметры реализуемых на практике режимов старения приведены в
таблице 6 [125].
Таблица 6 Параметры режимов старения резинометаллокордных образцов
Вид
старения
Среда
Темера-
тура, °С
Продолжительность
Термическое
Сухой воздух
100-120
3-7 суток
Солевое
Водный 5% - ный раствор NaCl
22-35
~ 100
2-14 суток
4-6ч
Влажное
Воздух, относительная
влажность 95%
35-45
50-90
3-30 суток
1-4 суток
Паровое
Насыщенный водяной пар
120
1-2 суток
Паро -
воздушное
Смесь воздуха с насыщенным
водяным паром
70-100
1-4 суток
Кроме того, известны режимы с использованием при влажном
старении солевого тумана или паров аммиака.
Наиболее точную оценку адгезионных свойств металлокорда для
автомобильных шин, особенно легковых, дает метод паровоздушного и
влажного старения, режимы старения, близкие к термическому,
реализуются при эксплуатации крупногабаритных шин с металлокордом.
В главе 1.1 было показано, что суммарный режим работы брекерной
резины радиальных шин близок режиму заданных напряжений.
Следовательно, повышение жесткости резин (динамического модуля, модуля
упругости) должно приводить к повышению работоспособности резинометал-
локордной системы.
В таблице 7 приведены данные по прочности связи резины с
металлокордом при различных условиях старения для брекера легковых и ЦМК
шин в зависимости от напряжения при 300 % удлинения (модуль 300%).
Жесткость резин изменялась за счет варьирования дозировок серы и
ускорителя [126].
Таблица 7 Свойства резин и резинокордных систем для брекера легковых
и ЦМК шин
Показатели
Брекер
легковых шин
Брекер ЦМК
шин
Условное напряжение при удлинении
300 %, МПа
11,6
14,6
19,5
12,8
16,0
19,3
Условная прочность при растяжении,
МПа
26,8
25,2
23,7
24,5
22,2
21,0
Относительное удлинение при
разрыве, %
570
440
346
485
450
390
Сопротивление раздиру, кН/м
123
115
98
114
102
93
Прочность связи с м/к 4Л27, Н, при
20°С
352
337
343
507
539
525
Коэффициент сохранения прочности связи:
- после влажного старения 90°С-96 ч
0,62
0,70
0,76
0,80
0,88
0,91
- после теплового старения 100°С-72 ч
0,48
0,51
0,50
0,63
0,67
0,67
Как видно, при близкой исходной прочности связи (при 20°С) у
резин с большим значением модуля Мзоо возрастает коэффициент сохранения
прочности связи в условиях теплового и влажного старения.
Рис. 19 Влияние модуля
жесткости брекерных резин на
температуру в зоне брекера шин
175/70R13 (при обкатке на
станках по методике 2 - 74)
Условное напряжение при удлинении
300%, МПа
С возрастанием модуля М300 брекерных резин снижается
температура в зоне брекер - протектор легковых шин (рис. 19) и повышается работо-
способностьи легковых и ЦМК шин при стендовых испытаниях (табл. 8).
Таблица 8 Работоспособность шин при стендовых испытаниях при
применении брекерных резин с различным уровнем напряжения при 300 %
удлинения
Размер шин
Напряжение при 300 %
удлинения
Средний пробег, км
165/80R13
9,5
14,9
3960
4600
175/70R13
9,5
14,9
3700
4700
15,5
4800
10.00R20
17,5
5500
18,5
7200
12,0
5000
11.00R20
15,0
5500
18,0
6200
Таким образом, резины металлокордного брекера легковых и ЦМК
шин должны иметь максимально высокий уровень напряжения при 300 %
удлинения, ограниченный возможностями технологии при изготовлении и
переработке резиновых смесей и резинокордного полотна.
1.5.2. Крепление резин к текстильному корду
Работоспособность резинокордной системы определяется
комплексом химических, физических и механических процессов, происходящих в
области контакта дублируемых поверхностей. Определяющую роль при
этом играет химическое и молекулярное взаимодействие между
текстильным кордом и резиной, для увеличения которого необходимо применение
адгезивов и веществ с активными функциональными группами.
Направленный поиск технических решений по повышению прочности
связи корда с резиной невозможен без понимания процессов, происходящих
при формировании и разрушении резинокордной системы.
В работах Узиной и Шмурака [127, 128] показано, что между
активными группами волокнообразующих полимеров, адгезива и резины
устанавливается взаимодействие, определяющее прочность связи в системе,
прочность пленки адгезива и граничного слоя резины. При этом
существенную роль играет процесс взаимодиффузии высоко - и
низкомолекулярных веществ из волокна, адгезива и резины в граничные области.
Происходит также диффузия полимеров адгезива в обкладочную
резину [129]. При этом скорость диффузии определяется как молекулярной
массой полимера адгезива, так и его совместимостью с полимером обкла-
дочной резины.
Установлено влияние электродонорной способности полимеров
адгезива на концентрацию межфазных связей в области контакта адгезив -
резина [130]. По улучшению электродонорных свойств, способности к
поперечному сшиванию с серой и прочности адгезионных соединений
адгезив - резина полимеры адгезива располагаются в ряд: СКС-30 ШХП <
СКД-1 < ДМВП-Юх < ДСВП-15.
Кроме того, с улучшением электродонорной способности полимеров
адгезива в области контакта адгезив - резина возрастает концентрация
лабильных (ониевых и водородных) связей, возникших в результате
взаимодействия функциональных групп этих полимеров с продуктами
превращения модификатора РУ.
В пленку адгезива также диффундируют сера, ускорители и
пластифицирующие добавки [131]. Расчетным путем было показано, что
концентрация этих веществ в резине и адгезиве практически одинакова.
В процессе вулканизации наблюдается структурирование как пленки
адгезива, так и резины. Образующаяся пространственная сетка в
адгезионной пленке и резине содержит практически одинаковый набор связей (ко-
валентных, водородных, ониевых). Вместе с тем, функциональные группы
латексного полимера и резорцинформальдегидной смолы (РФС)
взаимодействуют друг с другом, также образуя пространственную сетку.
Таким образом, в пленке адгезива формируются две
взаимопроникающие сетки, связанные друг с другом, а между волокнообразующим по-
лимером и резиной возникает мост «волокно - РФС - латексный полимер -
резина», компоненты которого соединены связями различного характера.
Зоны контакта резина-адгезив и адгезив-корд характеризуются
значительной неоднородностью, наличием микродефектов на разных уровнях
и ослабленных зон. Было показано [132], что на поверхности корда
имеются участки, не покрытые адгезивом, а в пленке адгезива - трещины,
обусловленные усадочными напряжениями. Кроме того, в граничных областях
резинокордной системы могут быть посторонние включения вследствие
плохого диспергирования ингредиентов, а также адсорбированные пары,
газы, пленки жира.
В области контакта корд-адгезив и адгезив-резина могут возникнуть
слабые граничные слои из-за диффузии замасливателей из корда в адгезив
и пластификаторов из резины в адгезив [133], что снижает прочность связи
корда с резиной на 10-20%.
Кроме того, в области контакта резины на основе неполярного
каучука СКИ-3 с адгезивом на основе каучука с функциональными группами
и РФС вследствие их взаимодиффузии и изменения концентрации также
возможно образование слабого граничного слоя.
Таким образом, в граничных областях резинокордной системы
наряду с установлением тесного контакта между активными составляющими
корда и адгезива, адгезива и резины формируются дефекты и слабые
граничные слои.
Локальные перенапряжения, возникающие в дефектах нагружении
резинокордной системы, вызывают разрыв менее прочных лабильных
связей. Это приводит к диссипации механической энергии, релаксации
напряжений, что уменьшает нагрузку на прочные связи и, следовательно,
способствует стабилизации дефектов.
Важную роль играет топография межфазных связей. Если они
распределяются более равномерно в граничной области, можно ожидать и
более равномерного распределения напряжений при нагружении
резинокордной системы и, следовательно, большей прочности связи корда с
резиной.
Таким образом, для дальнейшего повышения прочности связи
текстильного корда с резиной необходимо применение более активных
компонентов адгезива с функциональными группами и адгезионноактивных
модификаторов резин, способных к образованию как прочных (ковалент-
ных), так и лабильных (ониевых и водородных) связей с волокнообразую-
щими полимерами и резиной.
Активность и концентрация функциональных групп в адгезиве и
резине должны быть оптимизированы в зависимости от адгезионных свойств
корда и требований, предъявляемых к изделиям. При этом, синтез более
активных адгезивов по сравнению с существующими предпочтительнее,
чем применение новых, более активных и, следовательно, более дорогих
модификаторов резин, так как расход адгезива на одно изделие
значительно меньше.
Поэтому использование новых адгезионноактивных модификаторов
резин в ближайшее время вряд ли целесообразно. По - видимому, будет
развиваться тенденция к применению более дешевых специализированных
модификаторов, имеющих сродство к электродонорным группам адгезива
[125].
Определение прочности адгезионного соединения корд - резина или,
иначе говоря, прочности связи корда с резиной необходимо для разработки
способов крепления корда к резине, прогнозирования работоспособности
армированных резиновых изделий, в частности, шин, оценки адгезионной
способности армирующих материалов. Прочность связи корда с резиной
определяют в статических условиях, т.е. при однократном нагружении
системы до разрушения, и в динамических условиях, т.е. при воздействии
многократных циклических деформаций.
Наибольшее распространение получили статические методы
определения прочности связи корда с резиной, основанные на извлечении нити
корда из блока резины и фиксировании величины необходимого для этого
усилия. В СНГ широко применяется Н-метод (ГОСТ 14863-69 и ГОСТ
23785.7-89).
Недостатком этого метода является повышенная деформация резины
и, следовательно, концентрация напряжений в граничной области резины у
прорези держателя. Вследствие этого зависимость усилия, требующегося
для выдёргивания нити, от её длины, находящейся в контакте с резиной, не
является линейной, а само усилие в значительной степени определяется
упругими свойствами резины и уменьшается с увеличением ширины
прорези. Поэтому описанные методы характеризуются большим разбросом
показателей и не позволяют в полной мере оценить адгезионную
прочность системы. С целью получения данных, в большей степени
характеризующих прочность связи между кордом и резиной, применяют
армирование резиновых блоков тканью (ГОСТ 14863-69). Желательно, чтобы
армирующая ткань была расположена как можно ближе к нити корда. В этом
случае при извлечении нити корда из блока резины напряжения
равномерно распределяются вдоль нити.
Известен также метод выдёргивания нити корда из резинового блока,
позволяющий учитывать влияние упругих свойств резины на величину
прочности связи [134]. В процессе испытания из блока резины квадратного
или прямоугольного сечения извлекаются нити корда, расположенные по
обе стороны образца и завулканизованные на одинаковую глубину.
Этот метод армирования резиновых блоков обеспечивает более
равномерное распределение напряжений вдоль нити корда. Однако заготовка
образцов становится более трудоёмкой и требует большей точности.
Согласно [135] в рассмотренных методах
напряжённо-деформированное состояние образцов в процессе испытания не соответствует тем
условиям, которые реализуются в шине. Предложен образец с косой нитью,
при испытании которого направление растягивающей нагрузки находится
под некоторым углом к нити корда. Это обеспечивает высокую степень
однородности напряжённо-деформированного состояния резины между
нитями корда. Установлено, что при растяжении с постоянной скоростью
разрушение образца практически всегда происходит по границе раздела
корд - резина независимо от типа корда и соотношения между
нормальными и касательными напряжениями на этой границе [135].
Одним из недостатков метода является необходимость
использования для заготовки образцов полотна обрезиненного корда.
Среди статических методов определения прочности связи корда с
резиной следует упомянуть метод расслаивания вулканизованных
дублированных слоев обрезиненного корда (ГОСТ 6768). Получаемые с его
помощью показатели в значительно большей степени по сравнению с методами,
основанными на извлечении нити корда из блока резины, зависят от
прочностных и упругих свойств обкладочной резины. Преимуществом метода
является возможность его использования для оценки качества готовых ре-
зинокордных изделий, например, шин.
Динамические методы определения прочности связи корда с резиной
основаны на утомлении резинокордных образцов в различных режимах в
течение определенного времени или до разрушения системы.
Динамическую прочность связи оценивают по величине статической прочности
связи после утомления образцов или по количеству циклов до разрушения
резинокордной системы.
В СНГ получил распространение метод определения прочности
связи корда с резиной при многократных деформациях растяжения - сжатия
путём выдёргивания нитей из резинового блока при постоянном или
переменном направлении силы выдёргивания (ГОСТ 17443).
Динамическая прочность связи металлокорда с резиной на образцах
с одиночной нитью может осуществляться методами сдвига [136] и
многократного растяжения - сжатия [137].
Определение динамической выносливости связи металлокорда с
резиной на образцах с несколькими нитями корда проводят по ASTM D2229-
73. Этот метод основан на утомлении под действием ударной нагрузки ре-
зинометаллокордного образца в течение 30 тысяч циклов с частотой 3 Гц
при 80° С [138].
1.5.3. Работоспособность каркаса, долговечность и ремонтопри
годность шин
Работоспособность каркаса зависит от выносливости резинокордной
конструкции, определяемой, во - многом, прочностью связи резины с
текстильным кордом и усталостной выносливостью резин.
Основным дефектом каркаса, наблюдаемым при стендовых и
эксплуатационных испытаниях, является наличие радиальных трещин вдоль
нитей корда. Указанный дефект чаще имеет скрытый характер и
обнаруживается, главным образом, при препарировании внутреннего слоя шины
до нитей корда или при подготовке шин к восстановлению.
Было установлено, что его появление связано со следующим
комплексом причин [127-132, 139-141]:
качеством суровья и пропитанного корда;
свойствами адгезива и технологическим процессом пропитки корда;
технологическим процессом обрезинивания корда;
свойствами каркасной резины.
Как известно, отечественной шинной промышленностью и
подавляющим большинством зарубежных фирм используется уточный корд. В
результате деформации кордного полотна при его переработке в месте
расположения утка кордные нити смещаются относительно друг друга в
вертикальной плоскости в шахматном порядке. Эффект «шахматности»
сохраняется на всех стадиях переработки корда и является неотъемлемым
свойством уточной кордной ткани.
Одной из определяющих причин степени неравномерности
расположения нитей корда является тип применяемого утка. Установлено, что
кордное полотно с капроновым утком характеризуется максимальной
величиной смещения нитей относительно друг друга и по ширине ткани. При
этом неравномерность этого смещения закладывается в шину, фиксируется
в ней и даже усугубляется. Что касается тканей с другими типами утка
(хлопчатобумажный с разрывом, бикомпонентный), то наблюдается
тенденция стабилизации величин смещений нитей корда, особенно в случае
применения бикомпонентного утка.
На «шахматность» могут оказывать также влияние количество нитей
в полотне, толщина нитей, неравномерность натяжения нитей по ширине
полотна и др.
В процессе переработки корда на каландровой линии в ткани
происходит перераспределение нитей, выражающееся в появлении разреженных
участков в центре и переуплотненных на кромках полотна.
Таким образом, принятая оценка качества обрезиненного полотна по
измерению частоты нитей корда на 10 см ширины полотна не отражает
реальных свойств резинокордной ткани.
Проведенные [139] исследования установили, что в каждом из
исследованных типов ткани на участке 500 мм по ширине полотна с
равнозначной частотой нитей имеется значительное количество локальных
переуплотнений нитей (в пределах 20-30% от общего числа нитей в
исследуемом образце).
На расстоянии 20 см от края полотна количество переуплотнений
составляет 50-60%.
Учитывая, что величина деформации резины в межниточном
пространстве обратно пропорциональна величине расстояния между нитями,
можно предположить, что резина на участках с малыми расстояниями
между нитями будет испытывать максимальные деформации.
Кроме того, было также показано, что при деформации резинокорд-
ного образца на 50% между нитями вследствие отслоения резины от корда
возникают пустоты, а также уменьшается толщина резиновой накладки на
смещенных в результате шахматного расположения нитях.
Вероятно, именно этой особенностью поведения резинокордной
системы при поперечной деформации полотна объясняется эффект взаимного
проникновения слоев корда друг в друга, наблюдаемый в шинах с
двухслойным каркасом.
Качество обрезиненного полотна будет также определяться
способностью нити реагировать на продольные и поперечные воздействия в
процессе переработки корда. Изменение поперечных размеров нити в
процессе обрезинивания пропорционально давлению в прессовочном зазоре.
В связи с указанным свойства адгезива и характер его распределения
в плоскости поперечного сечения нитей, определяющие жесткость нити и
технологичность при ее дальнейшей переработке имеют принципиальное
значение для работоспособности резинокордной системы.
Ряд авторов [142, 143] считает, что адгезив, не проникая глубоко
внутрь поперечного сечения нити, должен образовывать непрерывную,
определенной толщины пленку по периметру сечения, что достигается
применением адгезивов с концентрацией сухого вещества более 15% и
обеспечивает равномерное сцепление с резиной по всей поверхности нити.
Анализ каркаса шин ведущих фирм показывает, что адгезионная
пленка на корде представляет собой достаточно толстую оболочку, обва-
лакивающую практически всю нить. Отечественный корд такой мощной и
толстой оболочки не имеет.
В связи с этой особенностью пропитанного отечественного корда
уровень прочности связи его с резиной определяется, главным образом,
степенью проникновения резиновой смеси вглубь нити и характером ее
сцепления с нитью.
Изучение механизма образования и разрастания дефектов каркаса
при стендовых испытаниях шин показало, что и в резине между нитями
корда вдоль утка могут также возникать микротрещины под углом к нитям
корда и утку. Как только наклонная трещина достигает корда, она
превращается в радиальную, отслаивая корд от резины до тех пор, пока не выйдет
за пределы зоны с высоким уровнем сдвиговых напряжений.
В напряженном участке боковины могут также возникать
микроотслоения резины от корда с аналогичным механизмом их разрастания вдоль
нити корда.
Долговечность и ремонтопригодность шин, во многом, зависят также
от работоспособности резинометаллокордного брекера, особенно, в зоне
кромок.
Долговечность брекера по расслоению кромок, в свою очередь,
определяется коэффициентом запаса прочности связи корда с резиной (Ксв).
Чем больше величина Ксв., тем выше работоспособность кромок брекера.
Для одной и той же конструкции шин и брекера Ксв зависит от типа резины
и корда, а также от режима смешения и вулканизации резин и
определяется усталостной выносливостью резинокордной системы (N).
Усталостная выносливость:
N = К Cp-Wp (20)
где Wp - работа разрушения резины, которая увеличивается с
увеличением деформации резины при разрыве, Ср - коэффициент,
характеризующий прочность связи резины с кордом.
Таким образом, анализ приведенных данных показывает, что
работоспособность каркаса и брекера радиальных шин определяется качеством
суровья и металлокорда, состоянием и уровнем технологического процесса
пропитки и обрезинки корда и в немалой степени свойствами резиновой
смеси, главными из которых являются характеристики пласто -
эластических свойств, усталостной выносливости при многократном растяжении,
сопротивления разрастанию дефекта и прочности связи с кордом.
Первоочередным фактором, определяющим эффективность
восстановительного ремонта шин любых типов, является их ремонтоспособность.
В практике в большинстве случаев каркас шины значительно долговечнее
протектора. С тех пор как существует пневматическая шина, неравнопроч-
ность каркаса и протектора остается основополагающей базой для шино-
восстановительной промышленности. Проблема соотношения
долговечности каркаса и протектора теснейшим образом связана с надежностью шины
в эксплуатации. В условиях повышения требований к безопасности
движения равнопрочность каркаса и протектора не допустима.
В соответствии с теорией надежности в пределах средней
долговечности протектора ни одна шина не должна выбывать из эксплуатации по
любой другой причине, кроме износа протектора [144]. С учетом
коэффициента вариации средняя долговечность каркаса должна быть в несколько
раз больше, чем средний ресурс протектора. Вместе с тем неравнопрочная
конструкция, обеспечивая возможность восстановления изношенного про-
тектора, является фактором повышения экономической эффективности
шины в целом.
Современные системы автоматизированного проектирования
пневматических шин с использованием методов оптимизации предусматривают
в качестве основных выходных свойств шины ее полный (до- и послере-
монтный) ресурс и его минимальную удельную стоимость [145].
Необходимость высокой ремонтоспособности шин и своевременного
их восстановления диктуется также требованиями экологической
безопасности.
По экспертной оценке ремонтопригодности шин 150 различных
фирм самыми ремонтопригодными названы шины фирм «Мишлен»,
«Бриджстоун», «Гудьир» и «Континенталь» [146].
И это, по-видимому, не случайно: указанные корпорации постоянно
занимают первые четыре места в ежегодных рейтингах оценки общей
деятельности 75 крупнейших шинных фирм мира. На их долю приходится
около 60% мировой продажи шин и более 70% европейского рынка
грузовых шин. Реализация шин в значительной мере зависит от их
потребительских качеств, одним из которых является ремонтопригодность. Именно эти
фирмы выпустили в продажу шины с гарантируемой возможностью
многократного продления их жизни за счет восстановления изношенного
протектора и нарезки его рисунка. Например, каркасы грузовых шин фирмы
Michelin рассчитаны на пробег в 1 млн. км с учетом их восстановления
горячим способом «Remix» и двукратного углубления изношенного рисунка
протектора путем его нарезки перед наложением нового протектора и
после его износа [147].
Анализ технического состояния шин после эксплуатации их в
удовлетворительных условиях, проведенный американскими специалистами
при приеме шин на восстановление и в процессе восстановления, выявил
следующие основные причины их отбраковки [148]: расслоения в плечевой
зоне, растрескивание в области борта и боковин, механические
повреждения по короне, коррозия металлокорда, расслоение кромок брекера, износ
подканавочного слоя и деформация каркаса.
Объемы и характерные причины отбраковки шин отечественного
производства на шиноремонтных заводах показаны на диаграмме (рис 20)
[149]. Отбраковка в процессе восстановительного ремонта грузовых и
автобусных шин радиального построения вдвое боль\ше, чем диагональных, а
легковых - в 5 раз больше. За рубежом легковые радиальные шины также
отличаются низкой ремонтопригодностью. Напротив, для грузовых
радиальных шин характерна более высокая ремонтопригодность, чем диагональных.
При этом суммарный коэффициент ремонтопригодности радиальных шин,
восстановленных в США, в три раза выше, чем в СССР (табл. 9) [149].
Рис.20 Отбраковка шин в процессе восстановительного ремонта по
отчетным данным за 1990 г. шиноремонтных предприятий бывшего СССР:
А - шины грузовых автомобилей; Б - шины автобусов;
В - шины легковых автомобилей.
Отбраковка:
1. по всем причинам;
2. по механическим повреждениям, выявленных при шероховке;
3. по расслоению каркаса и брекера, выявленных при шероховке;
4. по расслоению каркаса и брекера, выявленных после вулканизации.
I I - шины типа Д, - шины типа Р
100% - уровень отбраковки шин типа Д по всем причинам
Таблица 9 Суммарный коэффициент ремонтопригодности шин,
восстановленных в СССР и США (по данным 1985 - 1990 г. г.)
Шины
СССР
США
Для легковых автомобилей:
диагональной конструкции
0,68
0,53
радиальной конструкции
0,10
0,28
Для грузовых автомобилей:
диагональной конструкции
0,50
0,62
радиальной конструкции
0,23
0,71
Как видно из рисунка 20, низкая ремонтопригодность отечественных
радиальных шин обусловлена, в основном, расслоениями в каркасе и бре-
кере.
2. ВЛИЯНИЕ СОСТАВА И СТРУКТУРЫ ШИННЫХ
МАТЕРИАЛОВ НА ВЫХОДНЫЕ ХАРАКТЕРИСТИКИ
РЕЗИН
2.1. Химическое строение, структура и тип полимеров
2.1.1. Химический состав и молекулярная структура полимеров
В зависимости от химического состава используемых для синтеза
мономеров каучуки общего назначения, применяемые в шинной и
резинотехнической промышленности, подразделяются на полиизопреновые
(синтетический и натуральный), бутадиеновые (растворной и эмульсионной
полимеризации), бутадиен-стирольные (растворной и эмульсионной
полимеризации), изобутиленизопреновые (бутил- и галобутилкаучуки), эти-
ленпропиленовые (двойные и тройные), сополимеры бутадиена и изопрена
(СКДИ), стирола, изопрена и бутадиена (СИБР), бутадиена и стирола с
мономерами с различными функциональными группами и др. Химические
формулы основных мономеров и каучуков приведены в таблице 10. При
производстве синтетических каучуков кроме мономеров используются
многочисленные химические соединения, которые оказывают влияние на
структуру, свойства и экологические характеристики полимеров.
Таблица 10 Химическое строение мономеров и каучуков
общего назначения
Тип каучука
Химическая формула
мономера
полимера
1
2
3
Полиизопрен
(синтетический,
натуральный)
СН3
сн2=с-с!н=сн2
изопрен
СН3
1
-сн2-с=сн-сн2-
1,4-цис (транс)
-С^Н-СНг-
СН2=С-СН3
3,4
(fH3
-CHr-Cp
сн=сн2
1,2
1
2
3
Полибутадиен
сн2=сн-сн=сн2
бутадиен
-сн2-сн=сн-сн2-
1,4-цис(транс)
-(^Н-СНг-
СН=СН2
1,2
Бутадиен-
стирольный
сн2=сн-сн=сн2
Бутадиен
сн=сн2
(С)) стирол
-сн2-сн=сн-сн2-сн-сн2-
Бутилкаучук
сн2=с-сн=сн2
Изопрен
сн3-с=сн2
СНз
изобутилен
СН3
-сн2-с=сн-сн2-с-сн2-
СН3 СНз
К ним относятся эмульгаторы и диспергаторы, растворители,
инициаторы, регуляторы (разветвляющие агенты), стопперы и ингибиторы
полимеризации, масла, стабилизаторы, коагулянты, антиагломераторы и пе-
ногасители [150].
Для обеспечения полимеризации мономеров в эмульсии, повышении
устойчивости латекса на стадии полимеризации и отгонки незаполимери-
зовавшихся мономеров применяют эмульгаторы и диспергаторы.
К ним относятся синтетические жирные кислоты фракции Сю - Ci6,
канифольное мыло, представляющее собой водный раствор калиевых или
натриевых солей смоляных дегидро - и тетрагидроабиетиновых кислот,
масло талловое (смесь смоляных и жирных кислот в соотношении 50:50) и
др.
При получении каучуков методом растворной полимеризации в
качестве растворителей применяют ароматические (толуол), алициклические
(циклогексан, нефрас), алифатические углеводороды и их смеси.
Для обеспечения необходимой скорости радикальной
полимеризации применяются инициаторы, легко распадающиеся с образованием
свободных радикалов. К ним относятся пероксиды, гидропероксиды (гипе-
риз), азо- и диазосоединения, четыреххлористый титан (TiCl4), персульфат
калия (K2S208).
В процессе полимеризации образуются макромолекулы разной
молекулярной массы. Широкий разброс значений молекулярной массы
обычно приводит к ухудшению механических свойств полимеров. Поэтому при
получении полимеров стремятся регулировать их молекулярную массу.
Для этого используют реакцию передачи цепи, которая заключается в том,
что вводимое в систему вещество - регулятор обрывает растущую цепь, но
при этом сам становится свободным радикалом и начинает новую реакцию
полимеризации. В качестве регуляторов (разветвляющих агентов)
применяют хлорированные углеводороды, меркаптаны, дипроксид (C8H14S4O2),
хлорид кремния (SiCl4) и др.
Заключительная элементарная стадия процесса полимеризации -
обрыв цепи. В промышленной практике обрыв цепи осуществляют с
помощью низкомолекулярных соединений, т.н. ингибиторов полимеризации.
Ингибиторы также применяют для предотвращения самопроизвольной
преждевременной полимеризации при хранении мономеров и для
снижения скорости полимеризации. В качестве ингибиторов применяют
ароматические амины и нитрозосоединения, хиноны и др.
Макромолекулы полимеров могут состоять из однотипных звеньев
(гомополимеры), либо из звеньев различного состава или строения
(сополимеры). Сополимеры могут отличаться по характеру чередования звеньев
в полимерной цепи. Если звенья различной химической природы
чередуются беспорядочно, сополимеры называют статистическими. К ним
относится большинство сополимерных каучуков: бутадиен-стирольный, (а-
метил-стирольный), бутадиен-нитрильный, этилен-пропиленовый и др.
Существует несколько видов сополимеров с упорядоченной
последовательностью звеньев. Довольно редким случаем является строгое
чередование звеньев в полимерной цепи, такой сополимер называют чередующимся
(или альтернатным). В макромолекулах блоксополимеров можно выделить
участки (блоки), построенные из звеньев какого-либо одного типа, причем
число блоков и их размеры могут существенно отличаться. Сополимеры, у
которых основные цепи макромолекул состоят только из звеньев какого-
либо одного типа, а боковые ответвления имеют другую химическую
природу, называют привитыми.
По химическому строению каучуки общего назначения относятся к
органическим гомоцепным полимерам, т.е. содержат в главной цепи
только атомы углерода, соединенные химическими ковалентными связями.
Существуют также полимеры, звенья которых представляют собой
внутримолекулярные циклы, образованные ионом металла и внутрисферным
заместителем (лигандом). Связь между ними осуществляется в результате
донорно-акцепторного взаимодействия с образованием координационной
и ионной связей.
Химические связи в макромолекуле по энергии значительно
превышают любые другие связи между структурными единицами. От природы
атомов в звеньях зависит не только энергия связей, но и их полярность.
Эти показатели являются очень важными, поскольку определяют ряд
эксплуатационных свойств полимеров. В зависимости от полярности связей
полимеры делят на полярные и неполярные. Количественно степень
полярности оценивается дипольным моментом ji0 (Кл*м). Ниже приведены
значения дипольных моментов ряда производных (-СНз), содержащих
полярные группы [151]:
группа
ц0 1030(Клнсм)
СНз
0,00
СН=СН2
1,167
ОСН3
4,302
ОН
5,637
СООСНз
5,737
С1
6,104
СОСНз
9,640
Поскольку каждая структурная единица содержит электроны и
положительно заряженные ядра, она обладает локальным электрическим
полем, в результате этого между химически несвязанными атомами,
принадлежащими одной или разным макромолекулам, возникают физические
взаимодействия. В зависимости от строения молекул эти взаимодействия
могут быть дисперсионными, ориентационными и индукционными.
Дисперсионные связи образуются между молекулами любой
структуры и обусловлены возникновением мгновенных диполей в атомах и
молекулах при вращении электронов вокруг ядер. Для полярных молекул
наряду с дисперсионным взаимодействием характерно диполь - дипольное
или ориентационное взаимодействие. При взаимодействии полярных
молекул (диполей) с неполярными последние могут поляризоваться в поле
диполей. Между постоянным и наведенным диполями возникают силы,
называемые индукционными.
Промежуточное положение между физическими и химическими
связями занимает водородная связь. Она образуется между
электроотрицательными атомами (F, О, N, CI, S) и атомами водорода.
Ниже приведены значения энергии различных типов связей между
структурными единицами [151]:
тип связи
энергия связи, кДж/моль
химическая:
-ионная 590- 1050
-ковалентная 440 - 710
водородная 25 - 50
дисперсионная до 40
ориентационная до 20
индукционная до 2
Структуру полимера обычно рассматривают на молекулярном
уровне (т.е. структуру макромолекулы) и надмолекулярном уровне (т.е.
структуру, обусловленную различными видами упорядочения во взаимном
расположении макромолекул). Различают макро- и микроструктуру
макромолекулы [151-153].
Макроструктура характеризуется величиной средней молекулярной
массы и молекулярно - массовым распределением (ММР). Средняя
молекулярная масса в зависимости от метода определения и типа усреднения
подразделяется на среднечисленную молекулярную массу (М„), которая
определяется отношением суммы молекулярных масс всех молекул к
общему числу молекул:
М„ =X,VM//2>i .(2D
где П| - числовая доля макромолекул i - того вида с молекулярной массой
М^ средневесовую молекулярную массу (Mw), определяемую как сумму
произведений молекулярной массы Mj на соответствующую ей массовую
долю Wj:
Mw = ]>>, • Mf I £ л, • M. = £ w,. • М. , (22)
и средневязкостную молекулярную массу (Мп), определяемую
соотношением:
где а - коэффициент, равный 0,5 - 0,8 и зависящий от структуры
молекулярной цепи полимера и характера его взаимодействия с
растворителем. Значения «а» для каучуков общего назначения приведены в [152].
Мч определяется вискозиметрическим методом и благодаря
экспериментальной простоте является наиболее распространенным.
Для всех полимеров (за исключением биополимеров) Mw > Мч.
Как известно, полимер состоит из макромолекул, содержащих
различное число звеньев, а, следовательно, имеющих различные длины и
молекулярную массу, т.е. можно говорить о полидисперсности полимеров.
Поэтому когда говорят о молекулярной массе полимера, всегда имеют в
виду ее усредненное значение (М). Но при одинаковом М полимеры
могут различаться полидисперсностью. Этот факт свидетельствует о
необходимости рассмотрения в качестве характеристики полимера кривых
распределения по молекулярной массе, называемых кривыми молекулярно-
массового распределения (ММР). На рис. 21 приведены ММР для
полимеров с одинаковой средней молекулярной массой. Характер
полидисперсности оказывает принципиальное влияние на свойства полимеров.
Рис. 21 Кривые молекулярно -
массового распределения двух
образцов с одинаковой
средней молекулярной массой.
Молекулярно-массовое распределение оценивается индексом
(показателем) полидисперсности (Kg), равным отношению средних значений
средневесовой и среднечисленной молекулярных масс:
К8 = М w /Af я,(24)
Микроструктура характеризуется конфигурацией макромолекул. Для
полимеров выделяют несколько конфигурационных уровней:
конфигурацию звена, конфигурацию присоединения звеньев (ближний порядок),
конфигурацию присоединения больших блоков (дальний порядок),
конфигурацию цепи.
Для характеристики конфигурации звена используют определения,
принятые в органической химии. Для полимеров, полученных из
углеводородов с сопряженными двойными связями, характерно существование
звеньев в двух изомерных формах: цис- и транс- Стереоизомерным
центром таких звеньев является двойная связь: в цис - форме заместители
располагаются по одну сторону от плоскости двойной связи, в
трансформе - по разные стороны. Так, транс - изомеры полимеров изопрена и
бутадиена, более вытянутые в пространстве, кристалличны вплоть до
сравнительно высоких температур, в то время как цис- изомеры при
обычных температурах , в основном, аморфны и являются важнейшими
эластомерами.
Конфигурацию присоединения звеньев (ближний порядок) можно
рассматривать в двух аспектах: во-первых, с точки зрения присоединения
звеньев вдоль цепи полимера (структурная изомерия), во-вторых, с
позиций пространственного порядка повторяющегося составного звена
(пространственная изомерия).
При образовании цепной структуры звенья могут присоединяться
друг к другу несколькими способами: к концу одного звена (к «хвосту»)
присоединяется начало («голова») другого (присоединение «голова» к
«хвосту»); конец одного звена присоединяется к концу другого звена
(присоединение «хвост» к «хвосту»); начало одного звена присоединяется к
началу другого звена (присоединение «голова» к «голове»). В большинстве
случаев при полимеризации образуются полимеры, в которых звенья
присоединяются преимущественно по типу «голова» к «хвосту».
Если в реакции присоединения участвует одна двойная связь, то
возможно образование структур типа 1,2- или 3,4-. Эти звенья также
могут соединяться друг с другом по типу «голова» к «голове», «голова» к
«хвосту», «хвост» к «хвосту».
Полимерные цепи, содержащие ассимметричные атомы углерода
(например, виниловые звенья с различными заместителями), при
расположении звеньев «голова» к «хвосту» могут состоять из хаотически
расположенных правых и левых стереоизомеров, определяемых расположением
заместителей по одну или другую сторону от цепи, вытянутой в плоский
зигзаг. Такие цепи называют атактическими.
В тех случаях, когда однотипные заместители расположены по одну
сторону вытянутой цепи, т.е. цепи состоят из одинаковых стереоизомеров,
полимер называют изотактическим, если расположение заместителей
чередуется - синдиотактическим.
При рассмотрении конфигурации присоединения больших блоков
(дальний порядок) в случае гомополимеров можно говорить о том, что
дальний конфигурационный порядок отражает регулярность цепи. Цепь
считается стереорегулярной, если ближний порядок распространяется на
всю макромолекулу.
Для сополимеров характерно существование ближнего
конфигурационного порядка ввиду упорядоченного чередования повторяющихся
звеньев. При нерегулярном чередовании последовательности получают
статистические сополимеры. Если последовательности имеют
достаточную длину, т.е. дальний конфигурационный порядок, и становятся
соизмеримыми между собой, то образуются или привитые, или блоксополимеры.
Конфигурация цепи определяется соединением
последовательностей из звеньев или блоков, имеющих дальний конфигурационный
порядок. Такие последовательности могут соединяться с образованием
линейных полимеров. Однако число линейных полимеров невелико. К ним
относятся, например, натуральный каучук и целлюлоза. Для большинства
полимеров характерно нарушение линейности в результате образования
разветвленных структур. Разветвленным полимером называют полимер,
имеющий наряду с основной цепью боковые цепи, связанные с ней
химическими связями и состоящие, как правило, из звеньев того же состава.
Важно отметить, что в зависимости от типа каталитической системы,
механизма и условий процесса полимеризации содержание и взаимное
чередование различных конфигураций звеньев, блоков и цепей варьируют в
широких пределах от хаотического распределения в цепях всех возможных
пространственных структур до регулярно построенных цепей, состоящих
из однотипных и одинаково расположенных звеньев.
Химический состав и структура полимеров определяют внутреннюю
термическую подвижность сегментов цепей и, следовательно, их
температуру стеклования Tg.
Варьирование состава и микроструктуры полимеров позволяет
изменить их Tg в очень широких пределах (от минус 100°С до комнатной
температуры). По данным Байта [154] температура стеклования линейно
зависит от содержания 1-2 звеньев и стирола:
Tg = 150,5S + 104,5V - 104, (25)
где S и V - содержание стирола и винила (1-2 звеньев).
Очевидно, что одна и та же температура стеклования бутадиен-
стирольных сополимеров достигается за счет изменения содержания либо
1-2 звеньев, либо стирола, либо содержания обеих составляющих
одновременно.
На рис. 22 приведена зависимость температуры стеклования от
содержания 1,2 - звеньев в полибутадиене и 3,4 - звеньев - в полиизопрене
[155]. От содержания стирола наиболее четко линейная зависимость
прослеживается при увеличении числа стирольных звеньев до 50 % (рис. 23)
[151].
Вследствие затормаживающего влияния метальных групп на
внутреннюю термическую подвижность сегментов цепей температура
стеклования полиизопрена (при близкой микроструктуре) существенно выше,
чем у полибутадиена. Рассмотрим влияние макро- и микроструктуры
полимеров на технологические и важные эксплуатационные свойства
протекторных резин.
Так как Tg является комплексной характеристикой структуры,
считается общепризнанным, что сцепление с мокрой поверхностью,
истираемость и гистерезисные потери резин прямо зависят от температуры
стеклования [156- 161].
Рис. 22 Зависимость
температуры стеклования (Tg)
полибутадиена (1) и
полиизопрена (2) от содержания 1 - 2 и 3 -
4 звеньев
Рис. 23 Зависимость
температуры стеклования (Tg)
сополимеров бутадиена со
стиролом от содержания стирола
Содержание стирол а,%
Показатели сцепления с мокрой поверхностью резин на основе
различных каучуков коррелируют с температурой стеклования полимеров,
определенных высокочастотными методами (ЯМР, ~104 Гц) [157] (рис. 24).
Рис. 24 Зависимость
сопротивления скольжению на
мокром покрытии (ССМП) резин
на основе различных каучуков
от их температуры
стеклования
Однако это справедливо лишь в первом приближении. В частности, бутил-
каучук и БСК с повышенным содержанием 1,2 - звеньев не подчиняются
этой зависимости (рис. 25).
Рис. 25 Зависимость
сопротивления скольжению на
мокром покрытии (ССМП) резин
на основе различных каучуков
от их температуры
стеклования:
1 - НК, 2 - 1,4 цис ПБ, 3 - БК,
4,5 - э-БСК, 6,7,8,9 - р-БСК с
содержанием 1,2 звеньев
соответственно 51,5; 31,0;
34,0%; 22,5.
В этой связи Хайнрихом была выдвинута гипотеза [157], согласно
которой скольжение резин по мокрому дорожному покрытию (н,в) связано с
молекулярной подвижностью сегментов цепей полимера в переходной
зоне от высокоэластичности к стеклованию, т.е., с так называемым, Роузов-
ским движением. Была получена хорошая корреляция цв со временем
релаксации по Роузу.
Износостойкость резин заметно возрастает с понижением Tg (рис. 26)
[159].
Рис. 26 зависимость на
индекса износостойкости (Ja)
протекторных резин на
основе цис - полибутадиена,
БСК и их комбинаций от их
температуры стеклования
(Tg)
-120 -НО -100 -90 -80 -70 -60 -50
Tg,°C
Зависимость износостойкости протекторных резин на основе НК,
БСК и его комбинаций с цис - полибутадиеном от температуры
стеклования каучука подтверждена Вейтом [96] при испытании шин на различных
дорогах в разное время года. Им сделано заключение, что температура
стеклования (наряду с температурой воздуха и текстурой дорожного
покрытия) является одним из ключевых факторов, определяющих износ шин.
При заданной температуре и составе резин гистерезисные потери
зависят от молекулярной подвижности полимера, определяемой
температурой стеклования. В первом приближении гистерезисные потери
уменьшаются с понижением температура стеклования каучуков (рис. 27) [160].
Рис. 27 Зависимость тангенса
потерь tg5 (60°С, 40 Гц) нена-
полненных резин на основе
разных каучуков от их температуры
стеклования (Tg). Точки: 1-1,4
цис - полибутадиен; 2 -
полибутадиен с 10% винильных
звеньев; 3,4, 5 - БСК с различным
содержание стирольных звеньев;
6 - НК; 7 - хлорбутилкаучук
Tg°C
Технологические свойства смесей определяются ММ полимера и его
ММР. С увеличением ММ и сужением ММР, т.е. уменьшением Mw/Mn,
увеличивается вязкость смесей и их эластическая восстанавливаемость,
ухудшается адгезия к вальцам и шприцуемость смесей.
С ростом ММ (до определенных пределов) и снижением индекса
полидисперсности Mw/Mn, увеличивается степень поперечного сшивания и
доля эластически активных цепей и, как следствие, улучшаются
механические свойства резин. Прочность при растяжении и усталостная выносли-
вость резин повышаются. При дальнейшем увеличении ММ прочностные
и эластические свойства резин сохраняются постоянными.
Гистерезисные потери при высоких температурах контролируются в
значительной степени концентрацией свободных концов цепей полимера
[19], которые являются дефектами вулканизационной сетки. Снижение
количества свободных концов за счет повышения величины среднечисленной
ММ (Мп ), т.е. сужение ММР, а также сшивание концов цепей
специальными агентами (например, SnCU) приводит к уменьшению tgS при 50-60°С
(рис. 28) [19].
Рис. 28 Зависимость тангенса
угла потерь при 50°С в резинах
на основе линейного
монодисперсного (■) и
модифицированных по концам цепей (□) поли-
бутадиенов от вязкости по Муни
резиновых смесей.
Вязкость по Муни
Такао [162] предложил использовать концентрацию свободных
концов цепей Ск в качестве параметра, контролирующего величину tg 8 при
60°С. Он нашел, что зависимость tg 8 от Ск для ПБ и БСК может быть
описана уравнением:
tg 8 = 0,0735 + 0,6625СК (26)
В то же время сужение ММР и связывание концов цепей не влияет
на гистерезисные потери при комнатной температуре. Таким образом,
уменьшение индекса полидисперсности Mw/M„ снижает потери на качение
шин без существенного влияния на сцепление их с дорогой.
С увеличением среднечисленной молекулярной массы каучуков Мп
повышается износостойкость резин, причем более резко у резин на основе
каучуков с узким ММР. Это подтверждается полученными результатами
оценки износостойкости резин на основе растворного дивинилстирольного
каучука ДССК-18 с различной ММ при Mw/Mn ~ 2,0 -2,5 (рис 29) [2].
На износостойкость резин существенное влияние оказывает индекс
полидисперсности ММР. При уменьшении Mw/M„ (сужение ММР), за счет
увеличения численного молекулярного веса Мп износостойкость
значительно повышается (таблица 11) [163].
Рис. 29 Зависимость
износостойкости протектора от
молекулярного веса ДССК 18
(по данным дорожных
испытаний шин)
Среднечисленный молекулярный
вес Мп х 10"3
Таблица 11 Влияние молекулярно-массового распределения (ММР) СКД
на свойства резин на его основе
Показатели
Индекс полидисперсности (ММР)
2,57
3,02
3,57
3,9
4,33
4,76
Вязкость по Муни МБ 1+4
(100°С), ед.
42
40
41
40
41
42
Число эффективных узлов сетки
1/Мс х Ю5, моль/см3
13,2
11,5
10,8
9,9
9,9
9,4
Прочность при разрыве, МПа
19,8
19,0
18,2
18,5
17,9
17,4
Твердость по ТМ-2, усл. ед.
67
65
63
62
60
59
Эластичность, % при 20°С
51
50
48
'46
45
44
при 100°С
53
52
49
47
48
50
Относительная износостойкость
(прибор типа Шоппер - Шлобах), %
100
88
88
70
58
45
Таким образом, вследствие противоположного влияния
молекулярной массы полимеров ММ и их молекулярно-массового распределения
ММР на выходные характеристики резин и их технологические свойства,
необходим выбор оптимальных значений параметров микроструктуры
полимеров применительно к действующему технологическому процессу
изготовления и переработки смесей.
На основании практического опыта освоения СК в шинной
промышленности используются синтетические полимеры с молекулярной массой
(3,0-3,5)-105 и Mw/Mn порядка 2,5-3,0, обеспечивающие
удовлетворительное сочетание технологических свойств смесей и механических
показателей резин.
Исследованию влияния микроструктуры полимеров на свойства
резин уделялось и уделяется в настоящее время большое внимание [156, 158,
163-168].
Рис. 30 Влияние микроструктуры бутадиеновых каучуков на:
A) Условную прочность при растяжении; Б) Твердость;
B) Гистерезисные потери; Г) Эластичность
По мере увеличения содержания цис 1,4-звеньев в полимерах
повышается их способность к ориентационным эффектам при растяжении и, как
следствие, повышаются прочностные свойства, усталостная выносливость,
а также износостойкость резин (рис. 30) [169]. Однако ухудшаются
морозостойкость (вследствие повышенной кристаллизуемости) и сцепление с
мокрой дорогой и со льдом.
С повышением содержания 1,2-звеньев в бутадиеновых каучуках
улучшаются технологические свойства смесей (вальцуемость, шприцуемо-
еть), повышается стойкость к реверсии при высокотемпературной и
продолжительной вулканизации [156, 170], увеличивается
термоокислительная устойчивость резин, коэффициент трения с мокрой поверхностью.
Однако снижаются напряжение при 300% удлинении и прочность при
растяжении, эластичность, морозостойкость и износостойкость (рис. 31) [164].
Рис. 31 Зависимость свойств стандартных резин на основе бутадиеновых
каучуков от содержания 1,2 - звеньев бутадиена
Повышение содержания 1,2 - звеньев в растворных бутадиен - сти-
рольных каучуках приводит к увеличению гистерезисных потерь,
коэффициенту трения на мокрой поверхности и истираемости резин (рис. 32)
[171].
40 45 50 55 60 65
Содержание 1,2 звеньев, %
б
Рис. 32 Зависимость гистерезис-
ных потерь (а), коэффициента
трения на мокрой поверхности (б) и
истираемости (в) резин на основе
растворных БСК от содержания 1,2
звеньев.
Аналогичным образом на выходные характеристики резин на основе
растворных БСК влияет увеличение содержания связанного стирола (рис.
33) [171].
Содержание стирола, %
б
Рис. 33 Зависимость гистерезис-
ных потерь (а), коэффициента
трения на мокрой поверхности (б) и
истираемости (в) резин на основе
растворных БСК от содержания
стирола.
В работе [167] исследовали влияние стирола (при одинаковом
содержании 1,2-звеньев) и 1,2-звеньев (при одинаковом содержании
стирола) на ход температурной зависимости тангенса потерь (tg 8) резин на ос-
нове растворных БСК. Показано, что как с увеличением 1,2-звеньев, так и
с увеличением содержания стирола возрастает тангенс потерь при минус
10°С и, соответственно, снижается сцепление на зимней дороге,
существенно увеличивается тангенс потерь при 0°С, что обеспечивает высокие
сцепные характеристики на мокрой дороге и, в меньшей степени,
увеличивается тангенс потерь при 60°С, что приводит к увеличению потерь на
качение (рис. 7)
Отмечается [164 - 166], что характерной особенностью резин на
основе полимеров с высоким содержанием 1,2-звеньев (1,2 ПБ и 1,2 БСК)
является более резкое снижение tg 8 с ростом температуры, т.е. более
низкая диссипация энергии в области высоких температур (низких частот) по
сравнению с полимерами с равной температурой стеклования, которая
обеспечивалась за счет изменения содержания стирола. При одинаковой
температуре стеклования БСК с высоким содержанием винильных звеньев
должен придавать резинам меньшее сопротивление качению, чем БСК с
высоким содержанием стирола (рис. 34). Показано [164], что при
увеличении содержания 1,2-звеньев в ПБ до 55% tg 8 (К/Е) резин при высоких
температурах изменяется слабо (рис. 35), хотя температура стеклования,
tg8 при 0°С и коэффициент трения с мокрой поверхностью [156]
повышаются.
Рис. 34 Зависимость tg 5 от
Tg БСК с различным
содержанием стирола при
постоянном содержании 1,2
звеньев бутадиена (1) и с
различным содержанием
1,2 звеньев при постоянном
содержании стирола (2)
Tg,°C
Таким образом, 1,2-бутадиеновые каучуки характеризуются более
благоприятным по сравнению с высокостирольными каучуками
сочетанием относительно низких потерь при повышенных температурах и высоких
потерь при низких температурах.
е
Рис. 35 Влияние содержания ви-
нильных звеньев на
гистерезисные потери наполненных резин
на основе полиизопренов (1) и
полибутадиенов (2)
Следовательно, шины с протекторными резинами из 1,2 ПБ или 1,2
БСК с низким содержанием стирола должны характеризоваться меньшим
сопротивлением качению по сравнению с шинами с протектором из высо-
костирольного БСК с той же температурой стеклования, а по тягово -
сцепным характеристикам шины с этими протекторными резанами должны
быть близки.
Для резин на основе полиизопрена со средним и высоким
содержанием 3-4 звеньев частотная (температурная) зависимость tg 8 проявляется
в значительно большей степени, чем для резин на основе полибутадиена
(г.«о то]
О 20 40 60 80 100
Содержание звеньев 1,2 и 3,4; %
В этой связи резина с применением 3-4 ПИ с высоким содержанием
3-4 звеньев должна обеспечивать баланс высокого сцепления с мокрой
дорогой и низких потерь на качение.
Представления о том, что сцепление с мокрой поверхностью и
льдом, потери на качение и износостойкость связаны с молекулярной
подвижностью и, следовательно, с гистерезисными потерями (tg 8)
протекторных резин в различных температурно-частотных интервалах, послужили
научной основой улучшения баланса эксплуатационных свойств
протекторных резин путем синтеза полимеров с заданной макро- и
микроструктурой.
Рис. 36 Зависимость tg 8 резин
на основе полибутадиена (1,2) и
полиизопрена (3,4) от
содержания 1-2 и 3-4 звеньев при
частоте 1 Гц (—) (высокой
температуре) и 100 Гц (- -) (при
низкой температуре).
Сформулированы два направления регулирования зависимости
свойств резин от температуры (частоты):
- создание полимеров и резин с бимодальным профилем tg 8 (рис.
37) [172];
- создание полимеров и резин с широкомодальным профилем tg 8.
Рис. 37 Зависимость tg 8 от
температуры для каучуков с
бимодальным профилем tg 8
(1) и широкомодальным
профилем tg 8 (2):
А - потери на качение;
Б - сцепление с мокрой
дорогой;
В - сцепление со льдом;
Г - износостойкость
Оба эти подхода реализуются путем создания сложной структуры
полимера за счет сочетания в одной молекуле сегментов (например, 1,4 -
цис ПБ и 1,2 ПБ, или 1,4 - цис ПБ и стирола), отличающихся температурой
стеклования и, соответственно, различным положением максимума tg 8 в
зависимости от температуры. При резко выраженной дуальности
молекулярной структуры наблюдается бимодальный профиль tg 8 при менее
резком - широкомодальный. Резины с бимодальным профилем tg 8
обеспечивают повышение сцепления шин с мокрой дорогой при одновременном
снижении потерь на качение, а резины с широкомодалъным профилем -
улучшенный баланс эксплуатационных свойств, включая сцепление со
льдом за счет низкого динамического модуля при минус 20°С (рис 37)
[172].
2.1.2. Тип полимера
Тип полимера оказывает наибольшее влияние на выходные свойства
резин и эксплуатационные показатели шин. В таблице 12 приведена
структура отечественных (кроме натурального) каучуков общего назначения для
производства шин [152, 153, 171].
Таблица 12 Структура отечественных промышленных каучуков общего назначения для производства шин
Тип
каучука
Торговая
марка
ГОСТ (ТУ)
Т
лования
Tg,°C
Содержание, %%
массовых долей
звеньев
масла
прена
винила
стирола
изо-
бу-
ти-
лена
1,4
цис
1,4
тран
с
1,2
3,4
1
2
3
4
5
6
7
8
9
10
11
12
13
1,4 - полиизопрены
Натуральный каучук
Методические
рекомендации по
приемке и
хранению НК, НИИШП,
2003 г.
-71-
-69
-
100
-
-
-
98-
100
0
0
2
1,4-
полиизопрен
ски-з
ГОСТ 14925-79
-69-
67
-
100
-
-
-
92-
99
0-4
0-2
1-3
1,4-полибутадиены
титановый
СКД-2
ГОСТ
14924-75
-110-
-105
-
-
100
-
-
87-
93
4-8
3-5
0
неодимовый
СКД-6
ТУ 38.303-02-93-
98
-
-
100
-
-
96-
98
1-3
0,5-
1,0
0
скд-нд
ТУ 38.303-03-0-
71-2002
-112-
-107
скд-н
ТУ 2294-100-
05766801-2003
-112-
-107
• 1
2
з
4
5
6
7
8
9
10
П
12
13
Эмульсионные БСК
без масла
ск(м)с~
ЗОАРК
ГОСТ
15627-79
-62-
-60
-
-
75-
77
23-
25
-
7-12
72
15-
21
0
маслоналол-
ненные
СК(М)С-
ЗОАРКМ
15
ГОСТ
11138-78
-55-
-53
14-
16
-
75-
77
23-
25
-
7-12
72
15-
21
0
маслонапол-
ненные
СК(М)С-
ЗОАРКМ
27
ГОСТ
15628-79
-50-
-48
26-
29
75-
77
23-
25
-
7-12
72
15-
21
0
бутилкаучук
бутилкаучук
БК
1675Н
(непредельность
1,6*0,2%)
ТУ 2284-034-
05766801-2002
-69+
-67
-
3
-
-
97
изопрен
-
-
На рис. 38 представлена структура российского рынка производства
синтетических каучуков в 2006 году [1]. Крупнейшим производителем полиизо-
преновых каучуков является ОАО «Нижнекамскнефтехим», нолибутадие-
новых и бутадиен - стирольных - ОАО «Воронежсинтезкаучук».
Рис. 38 Структура российского рынка каучуков:
A) - бутадиен - стирольных; Б) полибутадиеновых;
B) - полиизопренового СКИ-3; Г) - бутилкаучука
Производители:
1 ОАО «Нижнекамскнефтехим; 2 - ОАО «Воронежсинтезкаучук;
3 - ООО «Тольяттикаучук; 4 - ЗАО «Каучук» г. Стерлитамак;
5 — ОАО «Омский каучук»: 6 - ОАО «Ефремовский завод СК»
70 % производимых в России синтетических полиизопреновых,
полибутадиеновых и бутадиен - стирольных каучуков общего назначения
потребляется шинной промышленностью.
В настоящее время в мировой практике 1,4 цис-полибутадиены
производят на титановой, кобальтовой, никелевой и неодимовой
каталитических системах.
Все системы, за исключением титановой, позволяют получать
каучук, не содержащий олигомеров, т.е. экологически более чистый, чем
каучук на основе титанового катализатора. По этой причине доля титановых
СКД в общем выпуске цис-бутадиеновых каучуков за рубежом
сократилась с 50% в 60 - х годах до 15% к середине 90 - х годов [158].
Смеси на основе полибутадиена, полученного с помощью неодимо-
вого катализатора и содержащего 98% цис 1-4 звеньев, характеризуются
лучшими технологическими свойствами, а резины превосходят резины из
полибутадиенов с применением титанового и никелевого катализаторов по
упруго-прочностным свойствам, усталостной выносливости и
износостойкости (таблица 13, рис. 39). Недостатками этого каучука являются высокая
кристаллизуемость и, как следствие, низкая морозостойкость и
пониженное сопротивление скольжению резин на его основе по мокрой
поверхности (таблица 13).
Таблица 13. Свойства стереорегулярных бутадиеновых каучуков,
получаемых с применением различных каталитических систем
(рецепт ГОСТ 14924-75)
Показатели
Каталитическая система
Титановая
Кобальтовая
Никелевая
Неодимовая
скд
Юро-
прен-
цис
Buna
СВ 10
Кариф
леке
1220
BR01
Buna
СВ23
екд-
нд
Содержание звеньев 1,4-
цис, %
87-92
90-93
96
96-98
96
97
97
Вязкость по Муни МБ 1+4
(100°С), ед.
40-50
45
49
49
49
54
48
Вальцуемость смеси dkp, мм
<0,1
<0,1
<0,1
<0,2
0,6
0,25
Напряжение при 300%
удлинении, МПа
9,0
9,6
10,3
9,9
10,5
12,4
11,8
Сопротивление разрыву,
МПа
20,2
20,7
20,6
21,3
20,1
21,1
22,1
Относ.льное удлинение, %
510
524
500
516
500
422
490
Сопротивление раздиру,
кН/м
36
35
39
34
41
30
35
Твердость, усл. ед.
61
66
65
64
64
65
65
Эластичность,%:при 20°С
50
51
52
52
55
58
56
при 100°С
53
52
60
54
58
58
58
Гистерезисные потери, К/Е
0,32
0,30
0,33
0,36
0,31
0,30
0,30
Истираемость, м3ЛГДж
39
40
38
41
38
24
27
Коэффициент
морозостойкости при -55°С
0,75
0,87
0,08
0,12
0,01
0,03
0,03
Рис. 39 Зависимость
истираемости резин на основе поли-
бутадиенов, полученных на
литиевом (1), титановом (2),
никелевом (3) и неодимовом
(4) катализаторах, от
условного напряжения при удлинении
300%
Усл. напряжение при удлинении 300%,
МПа
Не получили широкого применения каучуки на кобальтовом и
никелевом катализаторах, так как резины на их основе, кроме низкой
морозостойкости, имеют недостаточную термомеханическую стабильность, что
связано с наличием в каучуке остатков соединений кобальта и никеля,
вследствие чего требуется высокая степень очистки и эффективной
стабилизации каучука.
Промышленные марки БСК производят методами эмульсионной (э-
БСК) и растворной (р-БСК) полимеризации. В общем случае, э-БСК
характеризуются более широким ММР, большей разветвленностью,
лучшими технологическими свойствами, чем р-БСК. Для того чтобы
компенсировать худшую обрабатываемость, промышленные марки р-БСК
выпускают с меньшей вязкостью по Муни, чем э-БСК. Скорость вулканизации
э-БСК зависит от типа эмульгатора, применяемого в эмульсионном
процессе.
Резины с э-БСК по прочности превосходят резины с р-БСК.
Растворный процесс более гибок и позволяет легко контролировать
содержание 1,2 звеньв бутадиена в пределах от 8 до 80 %, также как и содержание
стирола. В эмульсионном процессе образуются 10 - 20% 1,2-звеньев, и
ничто не сможет изменить их долю. Недостатком растворного процесса
является тенденция к образованию в цепи блочного стирола вследствие
большего различия реакционноспособности исходных мономеров. Эта
проблема сохраняется и при использовании полярных модификаторов.
В России и странах СНГ в настоящее время в промышленном
масштабе выпускаются только э-БСК. Эмульсионные бутадиен - стирольные
каучуки являются одними из старейших синтетических каучуков общего
назначения. Благодаря хорошим технологическим свойствам, комплексу
достаточно высоких прочностных и динамических свойств,
износостойкости, сцепных свойств они занимают прочное положение в ассортименте
шинных каучуков.
В СНГ принято обозначать бутадиен - стирольные каучуки буквами
СКС, а бутадиен -а- метилстирольные - СКМС, с различными числовыми
индексами, показывающими количество дополнительного мономера в
исходной смеси мономеров. Следующие далее буквы указывают на
отличительные особенности сополимера данного вида:
А - низкотемпературный каучук;
Р - регулированный (получен в присутствии регулятора
молекулярной массы);
К - канифолевый эмульгатор;
П - парафинатный эмульгатор;
М - маслонаполненный (следующий далее числовой индекс
указывает содержание масла, %);
С - саженаполненный (числовой индекс показывает содержание те-
хуглерода, %);
OA - наполненный окисью алюминия;
Н - каучук содержит неокрашивающий стабилизатор;
Д - диэлектрический каучук.
В большинстве зарубежных стран придерживаются цифровой
системы обозначения бутадиен - стирольных каучуков:
1000-1099 высокотемпературные ненаполненные;
1100-1199 высокотемпературные саженаполненные;
1500-1599 низкотемпературные ненаполненные;
1600-1699 низкотемпературные саженаполненные;
1700-1799 низкотемпературные маслонаполненные;
1800-1899 низкотемпературные сажемаслонаполненные.
Отечественный каучук СКС-30 по этой классификации
соответствует типу 1000, СКС-30АРК - типу 1500, СК(М)С-30АРКМ27 - типу 1712 и
т. д.
В отечественной шинной промышленности наибольшее применение
нашел каучук, содержащий 15% массовых долей масла (СК(М)С-
ЗОАРКМ15) (таблица 12).
Ведущие зарубежные шинные фирмы используют
маслонаполненный БСК, содержащий 27 % массовых долей масла (типа SBR 1712).
Отечественный аналог - СК(М)С-30АРКМ27, в основном, соответствует
нормам на SBR 1712 по спецификации ф. Гудьир, правда, в отличие от SBR
1712 резины на его основе имеют более низкие реометрические и физико -
механические показатели (таблица 14) [174].
Таблица 14 Результаты испытаний каучука СКС-30АРКМ27
в стандартном рецепте ISO 2322
Наименование показателя
СКС-30
АРКМ27
SBR
1712
Нормы по
спецификации ф. Гудьир
Вязкость по Муни МБ(1+4), 100°С, ед.
49
54
49-55
Реометр ф. Монсанто при 160°С:
Мин. крутящий момент, ML, фхд
7,0
10,0
6,2-10,2
Макс, крутящий момент, Мн, фхд
28,0
31,0
30,7-37,7
Время начала вулканизации, ts, мин.
5,5
6,0
6,4-10,4
Время оптим. вулканизации, t90, мин.
13,5
14,2
12,6-18,6
Усл. напряж. при удл. 300 %, МПа
7,1
8,2
6,9-10,3
Усл. прочность при растяжении, МПа
20,2
22,9
н/м 18,3
Относит, удлинение при разрыве, %
638
650
н/м 540
Эластичность по отскоку, % при 20°С
46
32
при 100°С
50
46
Из сравнительных испытаний СКС-30АРКМ15 и СКС-30АРКМ27 в
стандартном рецепте по ГОСТ 15627-79 (таблица 15) следует, что смеси на
основе высокомаслонаполненного каучука имеют более высокую скорость
шприцевания, меньшую вязкость, чем смеси на основе СКС-30АРКМ15, и
близкие вулканизационные характеристики. Резины характеризуются
более низкими прочностными показателями, меньшими гистерезисными
потерями при одинаковой истираемости и существенно более высокими
коэффициентом трения с мокрым асфальтом и усталостными
характеристиками [174].
Таблица 15 Сравнительные испытания СКС-30АРКМ15 и СКС-
30 АРКМ27 в стандартном рецепте
Наименование показателя
СКС-30
АРКМ15
СКС-30
АРКМ27
1
2
3
Скорость шприцевания, см/мин
175
210
Вязкость по Муни МБ(1+4), 100°С, ед.
92
72
Реометрические характеристики (Монсанто)
при 143°С:
Время начала вулканизации, ts, мин.
14,5
15,5
Время оптим. вулканизации, t9o, мин.
54,5
51,5
Усл. напряж. при удл. 300%, МПа
11,0
7,9
Усл. прочность при растяжении, МПа
26,0
24,3
Относительное удлинение при разрыве, %
560
600
1
2
3
Сопротивление раздиру, кН/м
33,2
29,7
Твердость по Шору А при 20°С, усл. ед.
60
55
Гистерезисные потери, К/Е, при 100°С
0,29
0,25
Истираемость на МИР-1, м*7ТДж
70,6
68,3
Коэффициент трения по мокрому асфальту
0,65
0,72
Сопротивление разрастанию пореза при
многократном изгибе, тыс. циклов
12,0
25,0
Усталостная выносливость при многократном
растяжении при Е=100%, тыс. циклов
15,2
27,7
Лучшие технологические свойства смесей на основе СКС-
30АРКМ27 при их переработке на протекторном агрегате подтверждают
данные, показанные на рис. 40.
я
0 10 20 30 £ 0 10 20 30
Содержание масла в каучуке, %
Внешний вид шприцованных образцов
СКМС - 30 АРК
СКМС - 30 АРКМ15
СКМС - 30 АРКМ27
Рис. 40 Зависимость скорости шприцевания (а), усадки резиновых смесей
(б) и внешнего вида шприцованных заготовок от содержания масла в
каучуке
Видно, что с увеличением содержания масла в каучуке
увеличивается скорость шприцевания, уменьшается усадка шприцованных образцов и
улучшается их внешний вид.
Небольшие объемы потребления СК(М)С-30АРКМ27 по сравнению
с СК(М)С-30АРКМ15 в шинной промышленности связаны, видимо, с
нестабильностью его качественных показателей из - за малых и
нерегулярных объемов выпуска, более узким молекулярно - массовым
распределением при большей молекулярной массе, необходимостью его
комбинирования с другими марками БСК и некоторой инертностью потребителей.
Условия эксплуатации оказывают неодинаковое влияние на
износостойкость и сцепление с дорогой шин с протекторными резинами из
различных полимеров. В связи с этим в зависимости от температуры,
характера дорожного покрытия и жесткости испытаний наблюдается инверсия
относительной износостойкости и относительного сцепления
протекторных резин на основе полиизопрена (ПИ), полибутадиена (ПБ) и бутадиен-
стирол ьного каучука (БСК).
При эксплуатации шин на дорогах с усовершенствованным
покрытием при умеренных температурах протекторные резины по износостойкости
располагаются в ряд: ПБ > ПИ > БСК. С увеличением интенсивности
работы трения (скорости, нагрузки) преимущество относительной
износостойкости резин с применением ПБ возрастает, а резины из БСК превосходят
резины из ПИ, т.е. ПБ > БСК > ПИ. При повышенных температурах резины
из БСК также превосходят резины из ПИ и приближаются к резинам с
применением ПБ (ПБ > БСК > ПИ).
На дорогах с неусовершенствованным покрытием шины с
протекторными резинами с применением ПБ уступают по износостойкости
шинам с резинами из БСК и ПИ (ПИ > БСК > ПБ), причем преимущество
резин из БСК и ПИ возрастает по мере повышения жесткости условий и
температуры. В этих условиях резины из БСК по износостойкости
превосходят резины из ПИ (БСК > ПИ > ПБ).
По сцеплению с мокрой дорогой при умеренных и повышенных
температурах протекторные резины располагаются в ряд: БСК > ПИ > ПБ. В
области пониженных температур (0°С -г 5°С) шины с протектором из ПИ
по сцеплению превосходят шины с протектором из БСК (ПИ > БСК > ПБ),
а при низких температурах (ниже минус 10°С) резины с применением ПБ
обеспечивают лучшее сцепление со льдом и заснеженными дорогами, (ПБ
> ПИ > БСК), то есть, резины по сцеплению располагаются в ряд,
обратный их температуре испытания.
Резины на основе НК, синтетического цис 1-4 изопренового каучука
(СКИ-3) и цис 1-4 полибутадиена (СКД) характеризуются сравнительно с
резинами из бутадиен-стирольных каучуков низкими гистерезисными
потерями при 50-60°С. Наибольшие гистерезисные потери (tg 8) наблюдают-
ся у маслонаполненного БСК с 37,5 масс. ч. масла (СКМС-30АРМК27,
SBR-1712), то есть по гистерезисным потерям резины располагаются в
ряд: ПИ < ПБ < БСК < БСК маслонаполненный.
В таблице 16 представлено ранжирование резин на основе
промышленных полимеров по технологическим свойствам и важнейшим
выходным характеристикам резин в зависимости от условий эксплуатации [2].
Таблица 16 Ранжирование* протекторных резин на основе каучуков
общего назначения по влиянию на технологические и технические свойства
Показатели
НК
1-4
изопрен
СКИ-
3
БСК
без
масла
БСК с
37,5
мае. ч.
масла
цис 1-
4
либутадиен
скд
Стойкость к подвулканизации
1-2
2
4
4-5
1-2
Скорость вулканизации
5
4
1
2
4
Стойкость к реверсии
2
1
4-5
4-5
4
Шприцуемость
4
3-4
4-5
5
1
Вальцуемость
4-5
3-4
4-5
5
1
Температура стеклования
4
4
2
1
5
Тангенс потерь (tg 8): при 60°С
1
1
4
5
1-2
при 0°С
3
3
4
5
1
Коэффициент трения по
мокрой поверхности
4
3-4
4-5
5
1
Коэффициент трения по льду:
при минус 5 - 0°С
5
4-5
3-4
4
1-2
при минус 20°С
3-4
3-4
2
1-2
5
Усталостная выносливость:
-при малых базах утомления
5
4-5
4
3-4
2
-при больших базах утомления
2
2-3
3-4
3
5
Износостойкость:
-в «мягких» условиях
эксплуатации шин
5
4
4
3-4
3-4
-в условиях высокой
интенсивности работы трения
2
1
3
3-4
5
-в условиях повышенной
температуры окружающей среды
3
2-3
4-5
5
4
*) 1 - минимальное значение; 5 - максимальное значение
2.1.3. Новые типы полимеров
Развитие мирового рынка СК для шин в последние 20 - 25 лет было
связано с изменившимися приоритетными требованиями к автомобилям и
шинам, где на первый план, применительно к шинам, вышли следующие
требования: повышение сцепления с дорогой, снижение потерь на качение
и улучшение экологической обстановки при производстве и эксплуатации
шин.
В соответствии с этими требованиями рынок каучуков развивался в
следующих направлениях:
1) сокращение объемов производства и потребления стереорегуляр-
ных цис-бутадиеновых и изопреновых каучуков титанового типа и
увеличение объемов производства экологически чистых гомополимеров и
сополимеров этих диенов с использованием редкоземельных лантаноидных
катализаторов;
2) разработка и выпуск каучуков анионной полимеризации с
различным содержанием стирола и 1,2 звеньев: бутадиеновых, бутадиен-сти-
рольных, бутадиен-изопреновых, тройных сополимеров изопрена,
бутадиена и стирола.
3) усовершенствование технологии производства и выпуск
экологически чистых марок эмульсионных бутадиен-стирольных каучуков, в том
числе содержащих функциональные группы различной химической
природы.
2.1.3.1. Стереорегулярные полибутадиены, полиизопрены и их
сополимеры
«Лантаноидные» неодимовые полидиены в отличие от «титановых»
представляют собой линейные макромолекулы с малым числом
разветвлений и отсутствием пблимер - катализаторных частиц (гель-фракции).
Такое строение позволяет реализовать лучшие динамические свойства
полимеров, такие как сопротивление знакопеременному изгибу, сопротивление
разрастанию трещин и т.п.
«Лантаноидные» полидиены не содержат олигомерных
углеводородов (димеров, тримеров изопрена или бутадиена), в то время как при
использовании титановых катализаторов содержание олигомеров изопрена,
например, может достигать 1,5-2,0%.
Отсутствие олигомеров при улучшении экономических показателей
процесса определяет также лучшие экологические характеристики новых
каучуков и способствует достижению более высоких
физико-механических показателей резин на их основе.
Процессы полимеризации диенов в присутствии лантаноидных
катализаторов и процессы выделения каучуков более совершенны по
сравнению с традиционными [175]:
• лантаноидные катализаторы менее чувствительны к
микропримесям, содержащимся в мономере и растворителе; требования к ПДК
основных примесей снижаются в 10-100 раз (кроме циклопентадиена);
• полимеризация изопрена может быть осуществлена в среде
амиленов без выделения изопрена из смеси углеводородов с5;
• хлориды лантаноидов, используемые в качестве основной
компоненты катализаторов, гидролитически устойчивы, в то время как хлориды
титана гидролизуются на стадиях дезактивации катализатора и отмывки
полимера с образованием кислых продуктов: соляной кислоты и
гидрохлоридов углеводородов, вызывая интенсивную коррозию оборудования;
• дезактивация лантаноидных катализаторов может осуществляться
непосредственно водой без использования метанола, что очень выгодно с
точки зрения экономии энергоресурсов, затрачиваемых на регенерацию
метанола;
• неодим и другие лантаноиды в реальных условиях ведут себя
как непереходные металлы и остаются трехвалентными, поэтому они
инертны с точки зрения окислительной деструкции каучуков. Этим
обуславливается значительно более высокая стабильность «лантаноидных»
полидиенов по сравнению с «титановыми».
«Лантаноидные» (неодимовые) полибутадиены в настоящее время
(как показано выше) производятся в промышленном масштабе на ОАО
«Воронежсинтезкаучук» (СКД-НД), ОАО «Нижнекамскшина» (СКД-Н),
ОАО «Ефремовский завод СК» (СКД-6) и применяются в серийном
производстве легковых и грузовых шин.
За рубежом проводились работы по созданию маслонаполненного
варианта неодимового полйбутадиена с повышенной молекулярной массой
и узким ММР. Смеси с применением этого полимера характеризовались
хорошими техногическими свойствами. По данным дорожных испытаний
износостойкость шин с применением в протекторе резины с маслонапол-
ненным неодимовым полибутадиеном близка износостойкости шин с
резиной с никелевым полибутадиеном [65].
На Ефремовском здводе. £|£; .р. {Щ#ь]ру fул^ч^ния., техд^логцче^ких
свойств и повышения мррозрстоодорти вьщускзди^рпытдаю партди марло-
наполненного неодимового, прдиб^адцена ХС|^-6М-20),; Вдзкость по
Муни составляла для CIffl-6M-2Q42jрд<л т 47*^д^}для,- 45
ед. Когезионная прочнсшь смеси: ма^^
ниже, чем у смеси из ненаполненного каучука, но существенно выше, чем
у смеси из СКД.
СКД-6М-20 по сравнению с СКД-6 характеризуется несколько
более низкими напряжением при 300% удлинения и твердостью, сопротивле-
нием разрыву и раздиру, сопротивлением старению и долговечностью
резин при определении ползучести, износостойкостью, но лучшими
гистерезисными характеристиками при повышенных температурах и сцепными
характеристиками резин (таблица 17) [158].
Таблица 17 Свойства резин на основе СКД-6М-20 в сравнении с резинами
на основе СКД-6 и СКД в рецепте стандартного состава
Показатели
СКД-6М-20
СКД-6
СКД
Напряжение при 300% удлинения, МПа
12,7
13,3
10,0
Сопротивление разрыву, МПа
22,6
24,8
192
Относительное удлинение, %
450
446
472
Сопротивление раздиру, кН/м
28,6
33,4
35,4
Коэффициент по произведению
упругости:
температуростойкости при 100°С
0,44
0,45
0,31
старения (100°С 72 ч)
0,32
0,37
0,37
Твердость, усл. ед.
64
69
68
Эластичность, %, 20°С
57
59
51
100°С
67
62
56
Относительный гистерезис, К/Е:
20°С
0,26
0,28
0,33
100°С
0,21
0,26
0,28
Коэффициент морозостойкости
при -55°С
0,10
0,04
0,75
Ползучесть, 120°С:
отн. удлинение через 1 мин., %
24,8
19,6
21,0
отн. ползучесть через 4 ч., %
265
160
462
долговечность, ч. '
5,8
9,8
5,4
Сопротивление росту трещин, т. ц.
2,7
1,7
1,6
при твердости
67
71
70
Истираемость при S = 100%, см3/м,103
0,38
0,33
051
Коэффициент трения по асфальту
сухому
U4
0,95
0,96
мокрому
0,39
0,38
0,38
По прочности, износостойкости, гистерезисным и сцепным
свойствам резина из СКД-6М-20 превосходит резину из СКД. Показатели
морозостойкости резин из маслонаполненного каучука несколько лучше, чем у
ненаполненного, но все еще существенно ниже уровня резин из СКД.
Неодимовые полиизопрены выпускаются на Стерлитамакском ЗАО
«Каучук» (СКИ-5) и нашли практическое применение в резинах, исполь-
зуемых в пищевых и медицинских изделиях (СКИ-5ПМ, СКИ-5ПМВ).
Широкие испытания СКИ-5 в шинной и резинотехнической
промышленности показали ряд его преимуществ по сравнению с «титановым»
полиизопреном [175, 176], в том числе:
■ способность к более высокому наполнению техуглеродом и снижение
энергозатрат при изготовлении резиновых смесей,
■ возможность использования каучука с повышенной молекулярной
массой при сохранении хороших технологических свойств резиновых смесей,
■ пониженную деструкцию каучука при обработке на вальцах и в резинос-
месителях,
■ лучшие технологические свойства резиновых смесей при шприцевании
массивных заготовок.
Пластоэластические свойства СКИ-3 определяются, в основном,
составом входящего в каучук микрогеля (долей его «тяжелой» фракции),
тогда как влияние ММР золь-фракции не обнаруживается. Для СКИ-5
характерна связь пластичности с молекулярной массой образцов, поскольку
этот каучук не содержит гель-фракций.
Таким образом, каучук СКИ-5 характеризуется иной, по сравнению с
СКИ-3, молекулярной структурой: он является безгелевым и обладает
подвижным ММР. Отсутствие микрогеля, способного резко изменять свойства
каучука, обуславливает стабильность качества, а также лучшую текучесть
как самого каучука, так и наполненных смесей на его основе. Благодаря
своим вязкоэластичным особенностям СКИ-5 лучше перерабатывается.
Сопоставление НК и синтетических полиизопренов по упруго-
прочностным свойствам стандартных резин показывает, что при близких ,
пластоэластических характеристиках исходных резиновых смесей
напряжение при удлинении 300% и сопротивление раздиру у вулканизатов
СКИ-5 выше, чем у аналогичных вулканизатов на основе СКИ-3, но
уступает резинам из НК. Кроме того, вулканизаты СКИ-5 превосходят
серийные вулканизаты по усталостной выносливости при знакопеременном
изгибе и многократном растяжении, (таблица 18).
Таблица 18 Сравнительные свойства стандартных резин на основе
натурального и синтетического полиизопренов
Показатели
НК
СКИ-3
СКИ-5
Содержание цис-1,4-звеньев, %
100
96
99
Усл. напряжение при удл. 300 %, МПа
13
9
10
Усл. прочность при растяжении, МПа
31
28
30
Эластичность, %, 100°С
46
46
49
Сопротивление раздиру, кН/м
135
90
ПО
Динамическая выностивость при
знакопеременном изгибе, тыс. циклов
135
90
ПО
Динамическая выностивость при
многократном растяжении, тыс. циклов
850
650
850
Каучук СКИ-5 обладает высокой термомеханической
стабильностью, что связано с устойчивостью валентного состояния лантаноидов,
входящих в состав катализаторов для синтеза «редкоземельных»
полимеров.
В 80 - 90 -х годах активно развивались работы по модификации
натурального и синтетического полиизопренов.
Основные направления работ по модификации НК показаны на рис.
41.
1. Гидро-
2.
Цик3.
Жид4.
Хлори4. Гидро-
генизиро-
личекий НК
рованный
хлориро-
ванный
ский
(LNR)
НК (ХНК)
ванный
НК
НК
НК
Модификация без введения
новых атомов
X
7
Прививка новых химических
групп
МОДИФИКАЦИЯ НК
Прививка второго полимера
на макромолекулу НК
Прививка
пилиме-
тилметак-
рилата
(ПММА)
5.
нированный
НК
(OHK)
6. Эпок-
силиро-
ванный
НК (ЭНК)
Прививка
полистирол - ме-
такрила-
та/дивини
лбензола
Прививка
полистирола/ и
метилме-
такрилата
Новые выпускные формы
(порошковый НК)
Рис. 41 Направления работ по модификации натурального каучука
Наибольшее практическое применение в резинах нашли эпоксидиро-
ванные каучуки (ЭНК) [177, 178]. Свойства ЭНК существенно зависят от
степени эпоксидирования. С увеличением уровня эпоксидирования НК
линейно повышается температура стеклования полимера от минус 72°С для
НК, до минус 20°С для ЭНК-50 (степень эпоксидирования 50%), и
увеличивается удельный вес каучука. Эпоксидирование улучшает маслостой-
кость и уменьшает газопроницаемость НК. Маслостойкость ЭНК-50
сравнима с маслостойкостью нитрильного каучука, а газопроницаемость - с
газопроницаемостью бромбутилкаучука (таблица 19).
Таблица 19 Маслостойкость и воздухопроницаемость различных
полимеров
Маслостойкость
Относительная
Полимер
(% увеличения
объема)*
воздухопроницаемость при 23 °С, %
НК
28
100*
ЭНК-25
3
25
ЭНК-50
0,6
7
Нитрильный каучук
0,3
-
Бромбутилкаучук
-
6
*после вымачивания в масле в течение 4 дней при 23°С
ЭНК относятся к каучукам с улучшенными вязкоупругими
характеристиками: при 0°С ЭНК характеризуется tg 8 на уровне маслонаполнен-
ного БСК, а при 60°С - на уровне НК. Резины на основе ЭНК имеют более
высокие адгезионные свойства, чем на основе НК.
Отмечается [178] целесообразность замены части техуглерода в
резинах из эпоксидированного НК на Si02. Резины на основе ЭНК с Si02
характеризуются существенно большими модулем жесткости и
износостойкостью и меньшим теплообразованием по сравнению с резинами на основе
немодифицированного НК с Si02 (без силанов) (таблица 20).
Таблица 20 Сравнение вулканизатов, наполненных техуглеродом (ТУ) и
кремнекислотой (ОКН)
Показатели
НК
ЭНК-25
ЭНК-50
ТУ
ОКН
ТУ
ОКН
ТУ
ОКН
Твердость, усл.ед.
65
69
69
67
73
68
Усл. напряжение при удл. 300 %,
МПа
11,9
5,8
12,4
12,8
13,5
12,6
Усл. прочность при растяжении,
МПа
29,4
23,2
25,4
21,0
24,5
22,4
Относительное удлинение при
разрыве, %
495
720
435
405
500
435
Истирание по Акрону, мм /500 об.
21
63
14
15
11
14
Остаточная деформация при
сжатии, 24 ч. 72°С, %
18
32
17
18
21
22
Шины с протекторными резинами на основе ЭНК-25 (с 25 %
эпоксидных групп) с комбинацией техуглерода и двуокиси кремния (35 : 15)
характеризовались сцеплением с мокрой дорогой, равноценным резине из
маслонаполненного БСК (т.е. на 10 % выше, чем с протектором из НК),
при сопротивлении качению, близком шинам с протектором из НК
(таблица 21), однако, уступали последним по износостойкости.
Таблица 21 Эксплуатационные свойства шин с протекторными резинами из
эпоксидированного НК (ЭНК-25)
Индекс
сцеплеИндекс
поХарактеристика протекторной резины
ния с мокрой
терь на
качедорогой, %
ние, %
НК, техуглерод
100
100
Маслонаполненный БСК, техуглерод
107
120
ENR-25, техуглерод
107
108
ENR-25, техуглерод + Si02 (35:15)
108
95
ENR-25, Si02
111
90
Проводились работы по эпоксидированию синтетических цис-
полиизопренов с содержанием 1,4-цис 93-95 %. Резины на основе
полиизопрена с 10 % эпоксидных групп (EPIP-10) имеют, по сравнению с НК и
СКИ-3, меньшую истираемость, газопроницаемость и большие сцепление с
мокрой поверхностью и маслостойкость (таблица 22) [179].
Таблица 22 Свойства эпоксидированных синтетических цис-полиизпренов
Показатели
СКИ
(PIP)
НК
(NR)
EPIP
-10
EPIP
-20
EPIP
-50
Вязкость по Муни МБ(1+4), 100°С, ед.
88
82
67
49
87
Твердость, усл.ед.
64
70
64
70
74
Усл. напряжение при удл. 300 %, МПа
12,3
20,0
14,8
16,2
17,8
Усл. прочность при растяжении, МПа
24,9
29,5
26,9
26,7
24,7
Относит, удлинение при разрыве, %
533
455
548
478
440
Теплообразование, °С
35
31
35
34
36
Истираемость, см3/1x61 км
0,23
0,23
0,19
0,29
0,47
Относительное сцепление с мокрой
поверхностью, %
114
100
106,3
93,8
115,6
Газопроницаемость, мл х мм/м2 х
мин., 36°С
0,31
0,36
0,29
0,20
0,07
Маслостойкость, % увеличения
объема, 48 ч. при 40°С •
29,1
28,4
25,6
19,2
3,8
Разработана серия синтетических полиизопренов с различными
функциональными группами: СКИ-3-01, СКИ-ЗМАА, СКИ-ЗМАБ, СКИ-
ЗВМ [180, 181]. В опытно-промышленном масштабе выпускались каучук
СКИ-3-01, модифицированный паранитрозодифениламином и СКИ-
ЗМАА, модифицированный малеиновым ангидридом.
Эти каучуки обеспечивали по сравнению с СКИ-3 повышение коге-
зионной прочности смесей, усталостной выносливости и теплостойкости
вулканизатов и снижение гистерезисных потерь (таблица 23).
Таблица 23 Свойства резин, наполненных 50 масс. ч. техуглерода HAF, на
основе модифицированных полиизопренов
Показатели
СКИ-3
СКИ-
СКИ-
НК
3-01
ЗМАА
(SMR-5)
Свойства «сырых» смесей
Усл. напряжение при удл. 300 %, МПа
0,20
0,30
0,60
0,60
Усл. прочность при растяжении, МПа
0,40
1,00
2,50
2,50
Скорость шприцевания, см/мин
112
110
ПО
100
Разбухание экструдата, %
61
65
65
87
Крутящий момент, Нм
550
555
560
590
Критическая скорость, мин"1
50
48
46
10
Реометрические характеристики (Мон-
санто 143°С):
MHR, ф дм
44,0
47,0
51,0
53,0
ML, ф дм
13,5
14,0
15,0
12,0
t90, мин.
17,5
17,5
19,5
14,5
ts, мин.
5,0
5,5
6,0
4,5
Свойства вулканизатов
Усл. напряжение при удл. 300 %, МПа
12,0
13,7
15,2
17,0
Усл. прочность при растяжении, МПа
при 23°С
29,0
28,5
28,5
28,0
при 100°С
19,0
18,5
19,5
19,0
Сопротивление раздиру, кН/м
при 23°С
130
125
135
135
после старения при 100°С 72 ч.
52
48
50
44
Эластичность, %, при 23°С
43
45
45
44
при 100°С
58
60
60
41
Гистерезисные потери, К/Е
0,39
0,37
0,37
0,41
Однако эти каучуки имели недостатки: вязкость по Муни каучука
при хранении увеличивалась, т.е. каучук был «живым», нестабильным.
Кроме того, указанные модификаторы нетехнологичны в условиях произ-
водства, повышают загрязненность атмосферы и сточных вод и достаточно
дорогостоящие.
В 80 - х годах в НИИСК была разработана технология получения
статистических стереорегулярных сополимеров бутадиена с изопреном,
содержащих 15 и 24% изопреновых звеньев (СКДИ-15, СКДИ-24). В
опытно-промышленном масштабе выпускался каучук СКДИ-15.
В результате промышленных испытаний резин и шин установлены
существенные преимущества применения каучука СКДИ-15 перед СКД
[182].
В связи с расширением производства и применения «неодимовых»
полибутадиенов взамен «титановых» вновь активизировался интерес к
каучукам СКДИ, так как основным недостатком неодимовых СКД
является низкая морозостойкость резин на их основе.
Каучук СКДИ-15, получаемый на неодимовой каталитической
системе, обеспечивает необходимый уровень морозостойкости резин, равный
или даже более высокий, чем каучук СКД-2 (рис. 42).
Рис. 42 Показатели
морозостойкости вулканизатов при
минус 60°С.
Коэффициенты
морозостойкости:
Кв - по эластическому
восстановлению после сжатия;
Км - по эластическому
восстановлению при
растяжении
Nd, Со, Ti - гомополимеры;
СКДИ - сополимер
Рис. 43 Усталостная
выносливость резин на основе
комбинации СКИ - СКД
(СКДИ) - 50/50
N - число килоциклов до
разрушения
Nd, Со, Ti - гомополимеры;
СКДИ - сополимер
Шинные резины, содержащие СКДИ, имеют более высокую
усталостную выносливость, что связано с лучшей совместимостью и совулкани-
зацией СКДИ с полиизопреном (рис. 43) и меньшую скорость разрастания
трещин (рис. 44) [175].
Рис. 44 Скорость
разрастания трещин для резин,
содержащих СКДИ и СКД
Nd, Ti - гомополимеры;
СКДИ - сополимер
Следует подчеркнуть, что максимальный технический эффект дает
применение в шинных резинах вместо традиционной комбинации
каучуков СКИ-3 + СКД комбинации «редкоземельных» каучуков СКИ-5 +
СКДИ.
Каучук с повышенным содержанием звеньев изопрена СКДИ-24
перспективен не только для изготовления морозостойких изделий,
работающих при длительной эксплуатации при температуре ниже минус 70°С,
в том числе для производства морозостойких шин, но и для обычных
сельскохозяйственных и строительно-дорожных шин, поскольку обеспечивает
улучшение ряда характеристик шинных резин, в первую очередь,
конфекционных свойств и прочности связи дублированных резин.
Сополимеры с более высоким содержанием изопрена вполне могут
найти применение в шинных резинах взамен комбинации двух полимеров
СКД+СКИ-3 без ухудшения или с улучшением ряда показателей резин.
В 70-х годах активно развивались работы в СССР и за рубежом по
синтезу чередующихся (альтернатных) сополимеров [183, 184]. Это
сополимеры двух мономеров: одного дивинилового и другого олефинового
ряда с правильным чередованием звеньев. Полимеризация сополимеров
ведется на комплексных катализаторах типа Циглера-Натта.
Во ВНИИСК был разработан оригинальный способ синтеза альтер-
натного сополимера бутадиена с пропиленом (каучук СКБП-А) и описаны
особенности его структуры и свойств [183]. В отличие от стереорегуляр-
ных полидиенов элементное звено полимерной цепи альтернатного
сополимера бутадиена с пропиленом содержит шесть углеродных атомов
вместо четырех
В сравнении с каучуками общего назначения (таблица 24) для смесей
из СКБП-А характерны высокие значения вязкости по Муни, также как и
для СКД, что является следствием стабильности молекулярных цепей
сополимера при переработке.
Таблица 24 Основные свойства стандартных резин на основе СКБП-А в
сравнении с резинами из промышленных каучуков
Наименование показателей
СКБП-
А
СКИ-3
СКД
скс-
30АРК
Вязкость по Муни МБ 1+4 (100°С), ед.
57
70
50
56
Пластичность смеси по Карреру
0,40
0,50
0,22
0,38
Эластич. восстановление смеси, мм
0,80
0,60
2,3
2,1
Вязкость по Муни МБ 1+4 (100°С), ед.
115
50
105
62
Когезионная прочность смеси, МПа
0,42
0,12
0,04
0,02
Содержание сажекаучукового геля, %
15
40
26
32
Усл. напряжение при 300 %, МПа
7,0
12,0
9,5
7,5
Усл. прочность при растяжении, МПа
20°С
25
30
19
24
100°С
11
20
7,5
10
после старения 100°С 72 ч.
19
12
10
20
Сопротивление раздиру, кН/м
60
115
40
50
Твердость по Шору «А», усл. ед.
63
56
60
60
Эластичность, % 20°С
52
56
52
40
100°С
58
62
58
46
Относительный гистерезис, К/Е, 100°С
0,026
0,022
0,030
0,039
Усталостная выносливость при
многократном растяжении, тыс. циклов
170
120
60
100
Коэфф. морозостойкости при -45°С
0,83
0,55
0,87
0,30
Истираемость на МИР-1, м3/ТДж
72
83
32
75
Усталостная выносливость при
многократном изгибе, тыс. циклов
7,5
130
35
105
Вулканизаты СКБП-А характеризуются достаточно высокими
прочностными свойствами, уступая по этому показателю только резинам из
СКИ-3. Однако напряжение вулканизатов при удлинении 300 % и
сопротивление раздиру значительно ниже, чем для резин из СКИ-3. По
эластическим и упруго-гистерезисным свойствам вулканизаты из СКБП-А
близки резинам из СКИ-3. Усталостная выносливость резин из СКБП-А при
многократном растяжении выше, чем в резинах на основе каучуков общего
назначения.
Однако по сопротивлению разрастанию трещин при многократном
изгибе резины из СКБП-А значительно уступают резинам из СКД, СКИ-3
и БСК. По сопротивлению истиранию резины из СКБП-А занимают
промежуточное положение между резинами из СКД и БСК.
Как и следовало ожидать, исходя из особенностей молекулярной
структуры СКБП-А, вулканизаты альтернантного сополимера бутадиена с
пропиленом характеризуются высокой стойкостью в условиях теплового
старения и морозостойкостью, близкой к морозостойкости резин на основе
СКД.
Таким образом, сравнение свойств СКБП-А с каучуками СКИ-3,
СКД и БСК показало, что по ряду свойств (температуростойкости,
сопротивлению раздиру, твердости и истираемости) альтернантный сополимер
занимает промежуточное положение между каучуками СКД и БСК, а по
эластическим и упруго-гистерезисным характеристикам приближается к
СКИ-3. Были получены положительные результаты испытаний при
применении каучука СКБП-А взамен комбинации СКД с БСК (30:70) в
протекторных резинах грузовых шин [185].
Однако из-за неудовлетворительных технологических свойств
смесей и очень низкой усталостной выносливости при изгибе (сопротивление
разрастанию трещин) резины на основе 100 % СКБП-А не нашли
практического применения при производстве шин. Учитывая, что СКБП-А и
резины на его основе по комплексу свойств занимают прмежуточное
положение между СКД и БСК, Были получены положительные результаты
испытаний при применении каучука СКБП-А взамен комбинации СКД с БСК
(30:70) в протекторных резинах грузовых шин [185].
2.1.3.2. Каучуки анионной полимеризации
Выпускаемые в настоящее время бутадиеновые и бутадиен-
стирольные каучуки анионной полимеризации на литиевых катализаторах
можно условно разделить на три группы:
- каучуки с низким содержанием 1,2-звеньев (10 - 20 %);
- каучуки со средним содержанием 1,2-звеньев (25 - 45 %);
- каучуки с высоким содержанием 1,2-звеньев (50 - 70 %).
Сополимеры бутадиена и стирола при этом могут иметь статическое
или блочное распределение звеньев.
Представляют интерес также тройные сополимеры стирола,
изопрена и бутадиена (СИБР), разработка которых основана на концепции
создания широкомодального профиля зависимости тангенса потерь от
температуры, и литиевый 3,4-полиизопрен.
Химический состав и микроструктура каучуков анионной
полимеризации, выпускаемых в России в опытном или опытно - промышленном
масштабе, приведены в таблице 25 [186].
Таблица 25 Химический состав и микроструктура каучуков анионной
полимеризации
Содержание, %
Каучуки
бутадиен
стирол
изопрен
1,4-
цис-
звенья
1,4-
транс-
звенья
1,2-
звенья
3,4-
зве-
нья
СКДЛ-45
100
—
—
35
55
10
—
СКДСР-Ш
100
—
—
20
30
50
—
СКД-СР
100
—
—
13
12
75
—
СПБ (син-
диотакт.)
100
—
—
10
5
85
—
СКД-ЛС
(блочный)
96*
4
—
40
48
12**
—
СКД-ЛС-20
(блочный)
80*
20
—
36
42
22**
—
ДССК-18
82
18
—
47
40
13
—
ДССК-2525
75
25
—
35
40
25
—
ДССК-10
90
10
—
20
30
50
—
ДССК-1845
82
18
—
20
30
50
—
ДССК-2545
75
25
—
20
30
50
—
ДССК-2560
75
25
—
20
20
60
—
СИБР
(СКДИС)
30
19
51
22
27
СКИ-3,4
—
—
100
5
55
*) общее содержание
**) содержание в бутадиеновом блоке
Растворные литиевые полибутадиены с низким (СКДЛ-45), средним
(СКДС^-Ш) и высоким (СКДСР) содержанием 1,2-звеньев в отличие от
СКД-2 не содержат остаточных мономеров, являются экологически
чистыми как на стадии изготовления, так и применения в резиновой
промышленности.
Оценка реологических свойств на капиллярном вискозиметре МРТ и
релаксометре SRPT показала, что СКДСР-Ш имеет повышенные по
сравнению с СКДЛ-45 и СКД индекс течения «п» и скорость релаксации «а»,
что свидетельствует о лучших технологических свойствах эластомера
(таблица 26) [187].
По технологическим свойствам 1,2-полибутадиен с низким
содержанием 1,2-звеньев (СКДЛ-45) более близки с СКД, а со средним
содержанием 1,2-звеньев (СКДСР-Ш) сравнимы с СКС-30АРК (таблица 26).
Таблица 26 Реологические и релаксационные характеристики
исследуемых каучуков
Тип каучука
MiHa4.
10СРС,
усл. ед.
Мт4
lOCPC
усл. ед.
индекс
течения
«п»
скорость
релаксации
«а»
скд
70
49
0,35
,0,32
СКДЛ-45
69
50
0,46
0,43
СКДСР-Ш
100
49
0,60
0,52
СКС-ЗОАРК
71
50
0,67
0,54
Резины на основе СКДЛ-45 но сравнению с СКДСР-Ш
характеризуются повышенной эластичностью, пониженными гистерезисными
потерями при нормальной температуре, истираемостью и коэффициентом
сцепления с мокрой дорогой; по отношению к вулканизатам на основе СКД
наблюдается снижение износостойкости и повышение коэффициента
сцепления с мокрой дорогой (таблица 27).
Таблица 27 Свойства смесей и резин на основе 1,2-ПБ с различной
микроструктурой в сравнении с СКД и БСК
Показатели
скд
1,2-ПБ
СКС-
ЗОАРК
СКДЛ-
45
СКДСР-
Ш
Вязкость по Муни МБ 1+4 (100°С),
ед.
108
106
92
89
Эластическое восстановление, мм
2,65
2,60
1,0
1,1
Усл. прочность при растяжении, МПа
19,3
19,0
18,8
26,5
Эластичность, % н.у.
51
48
43
42
100°С
52
51
52
43
Относительный гистерезис, К/Е н.у.
0,34
0,36
0,45
0,48
100°С
0,30
0,30
0,33
0,37
Истираемость при 100 % скольжении,
см3/м 10'3
0,43
0,50
1,66
2,02
Коэфф. трения по мокрому асфальту
0,38
0,40
0.52
0,57
Динамические свойства:
tg 5 при 60°С
0,135
0,133
0,138
0,193
tg 5 при 0°С
0,151
0,162
0,180
0,289
1/Е' при -20°С
0,0685
0,0529
0,0508
0,0446
Из сопоставления свойств резин на основе СКДСР-Ш и СКС-ЗОАРК
можно заключить, что резины из 1,2-ПБ со средним содержанием виниль-
ных звеньев имеют лучшую износостойкость при пониженном сцеплении с
мокрой дорогой. Значения эластичности резин и гистерезисных потерь при
высоких температурах для исследуемых 1,2-ПБ находятся на уровне резин
из СКД.
Следует отметить, что значение tg 5 при 60°С для образцов каучуков
1,2-ПБ с различной микроструктурой и СКД близки и значительно ниже,
чем для СКС-ЗОАРК (таблица 27) [ 187].
Таким образом, по комплексу технологических и физико-
механических свойств резины на основе l,2-IlEtc низким содержанием ви-
нильных звеньев (СКДЛ-45) близки резинам с СКД, но характеризуются
несколько меньшей износостойкостью при более высоком сцеплении с
мокрой дорогой.
Резины на основе 1,2-ПБ со средним содержанием винильных
звеньев (СКДСР-Ш) обеспечивают улучшение износостойкости при
одновременном понижении гистерезисных потерь по сравнению с резинами на
основе СКС-ЗОАРК и обладают лучшим балансом свойств «гистерезисные
потери - истираемость» по сравнению с серийным каучуком БСК (рис. 45).
Рис. 45 Взаимосвязь между
гистерезисными потерями и
истираемостью
стандартных резин на основе ПБ с
низким и средним
содержанием 1,2 - звеньев
Литиевые полибутадиены с высоким содержанием 1,2-звеньев
(СКЛСР) даже по сравнению с СКДСР-Ш характеризуются низким
уровнем показателей эластичности, износостойкости, прочности и
коэффициента морозостойкости (таблица 28) [188]. Поэтому традиционными
областями их применения являются асбестотехническая и электротехническая
промышленности.
В 70 - х годах фирма Japan Scintetic Rubber разработала способ
получения и организовала промышленное производство синдиотактического
1,2- полибутадиена, содержащего > 85% винильных звеньев с различной
степенью кристалличности и молекулярной массой [189]. В 80 - х годах
были разработаны смеси синдиотактического 1,2- полибутадиена с
диеновыми каучуками, получаемыми в органическом растворителе.
Таблица 28 Свойства смесей и резин на основе 1,2-ПБ со средним
и высоким содержанием винильных звеньев
Показатели
СКДСР
СКДСР-
Ш
скд
Вязкость по Муни ML (1+4), 100°С, усл. ед.
47
45
46
Пластичность по Карреру, усл. ед.
0,41
0,50 1
0,34
Эластическое восстановление смеси, мм
2,05
0,50
3,10
Хладотекучесть, мм/ч
Не течет
2,8
3,4
Условное напряжение при удл.300%, МПа
9,3
7,0
8,1
Условная прочность при растяжении, МПа,
17,4
19,7
20,8
Относительное удлинение, %
482
614
563
Эластичность, % н.у.
26
38
47
100°С
40
47
49
Истираемость по Грассели, м3/ТДж
555
323
96
Коэфф. морозостойкости при -45°С
0,09
0,25
0,75
Протекторные резины на основе таких смесей имели высокие
показатели модулей упругости и сопротивления раздиру [190].
В 90 - х годах было организовано промышленное производство цис-
полибутадиенов, модифицированных добавками синдиотактического 1,2-
полибутадиена и обладающих улучшенными технологическими
свойствами [191].
Фирмы Бриджстоун [192] и Тойо [193] разработали протекторные
резины, содержащие синдиотактический 1,2- полибутадиен и обладающие
улучшенным сцеплением с мокрой дорогой и высокой износостойкостью.
Ефремовский завод СК разработал синдиотактические 1,2-
полибутадиены с содержанием 1,2-звеньев 85%, степенью
кристалличности 15% и индексом полидисперсности 2,0 - 2,4 при существенно
различающихся М„ и Mw. Были получены смеси и стереоблоки 1,4-цис-
полибутадиена с синдиотактическим 1,2-полибутадиеном для применения
в протекторе легковых шин [194].
Добавки синдиотактического 1,2-полибутадиена в протекторные
резины легковых шин взамен части БСК снижают вязкость смесей,
уменьшают напряжение при 300 % удлинения и прочность резин. Резины
характеризуются повышенным сцеплением с мокрой дорогой, несколько лучшей
износостойкостью при 12 % скольжения, но более высокими
гистерезисными потерями и худшей износостойкостью при 100 % скольжения
(таблица 29).
Стереоблоки синдиотактического 1,2- полибутадиена с 1,4-цис-
полибутадиеном (СББ) содержат 23 % 1,4-цис, 28-36 % 1,4-транс и 40-48
% 1,2-звеньев с широким массово-массовым распределением (ММР = 3,3-
4,4).
Таблица 29 Свойства протекторных смесей и резин с СПБ
Показатели
100 БСК
90 БСК
+10 СПБ
Вязкость по Муни МБ 1+4 (100°С), ед.
65
54
Геометрические характеристики (Монсанто
155°С):
ML, Ф Д
9,0
7,0
Мнк,ф Д
41,0
31,0
t90, МИН.
11,8
13,2
ts, мин.
6,3
6,7
Условное напряжение при удл.300%, МПа
12,1
13,1
Условная прочность при растяжении, МПа,
22,7
21,9
Относительное удлинение, %
386
431
Сопротивление раздиру, кН/м
42
44
Твердость, усл. ед., н.у.
67
70
Эластичность, % н.у.
23
22
Гистерезисные потери, К/Е при 100°С
0,31
0,36
Истираемость, см /ТДж, при S = 12 %
81
76
Коэффициент трения по мокрому асфальту
0,59
0,64
В отличие от исходных полимеров и их смесей СББ способен
пластифицироваться на холодных вальцах. В отличие от 1,2 ПБ с высоким
содержанием винильных звеньев (СКДСР) СББ имеет более высокие
показатели сопротивления раздиру, износостойкости и коэффициента
морозостойкости (таблица 30) [195].
Сополимеры бутадиена и стирола, нашедшие широкое практическое
применение (каучуки типа ДССК, s-SBR), имеют статистическое
распределение звеньев. Однако ведущие зарубежные фирмы активно занимаются
разработкой и применением сополимеров с блочным распределением
звеньев бутадиена и стирола.
Фирма Тойо применила в протекторных резинах двублочные
сополимеры, один блок которых был гомополимером бутадиена, второй
содержал 30 % стирола и имел высокую концентрацию винильных звеньев.
Полученные резины характеризовались улучшенным сцеплением с влажной
поверхностью, пониженным теплообразованием и хорошей
износостойкостью [196].
Фирма Ниппон Зеон разработала двублочные сополимеры, один блок
которых содержал > 30% и > 45% винильных звеньев, а другой < 30%
стирола и < 20% винильных звеньев.
Таблица 30 Свойства стандартных резин на основе стереоблок-1,2-1,4-
бутадиенового каучука (СББ)
Показатели
СББ
СКД
СКДСР
Каучук
Вязкость по Муни МБ 1+4 (100°С), ед.
30
37
32
Эластическое восстановление, мм
1,37
2,4 1
1,07
Хладотекучесть, мм/ч, при 20°С
4,0
3,14
—
Текучесть, мм/ч, при 90°С
—
—
167
Технологичность по Брабендеру (70°С), Ткр.
4,03
4,18
2,59
Резиновые смеси
Вязкость по Муни МБ 1+4 (100°С), ед.
58
74
54
Эластическое восстановление, мм
1,30
2,35
1,05
Реометрические характеристики (Монсанто
160°С):
ML, Нм
0,79
1,27
0,65
Mhr.Hm
3,96
4,35
3,56
ts, мин.
3,6
3,4
6,2
Т50, мин.
9,6
7,1
14,2
tgo, МИН.
17,4
11,5
29,4
Вальцуемость, мм, кр. заз.
2,1
0,6
2,2
Усадка, %
30
8
50
Вулканизаты
Условное напряжение при удл.300 %, МПа
8,7
7,6
9,0
Условная прочность при растяжении, МПа
16,8
16,6
16,6
Относительное удлинение, %
498
507
522
Остаточное удлинение, %
20
14
22
Сопротивление раздиру, кН/м
50
60
54
Эластичность, % 100°С
44
43
31
Коэфф. сопротивления тепл. старению
100°С 72 ч
по прочности
0,93
0,62
0,81
по относ, удл.
0,43
0,33
0,47
Сопротивление истиранию, см /кВт час
311
90
560
Коэфф. морозостойкости при -45°С
0,32
0,85
0,12
Протекторные резины с применением таких каучуков в сочетании с
каучуками, являющимися аналогами каждого из блоков, имели хороший
комплекс сцепных и гистерезисных свойств, износо- и морозостойкости
[197].
Фирма Гудьир разработала сополимер, содержащий в обоих блоках
18-30 % стирола, но различное содержание винильных звеньев. Примене-
ние такого каучука обеспечивало пониженное теплообразование, высокое
сцепление с влажной дорогой и хорошую износостойкость [198].
Воронежский филиал ВНИИСК разработал блоксополимеры
бутадиена и стирола с одним блоком из бутадиена, содержание 1,2-звеньев в
котором изменялось от 10 до 60%, и вторым блоком из сополимера
бутадиена и стирола, содержание стирола в котором изменялось от 3 до 21%
[187, 199-201]. Оценка свойств каучуков с различным содержанием и
расположением блочного полистирола при одинаковом бутадиеновом блоке,
содержащим в одном случае 10% (таблица 31) [200], а в другом случае 57
% винильных звеньев (таблица 32) [201], не позволяет строго оценить
изменение свойств от увеличения содержания блочного полистирола.
Таблица 31 Свойства смесей и резин на основе СКДЛС с различным
содержанием блочного полистирола*
Показатели
СКД
СКС
-30
АРК
СКДЛС, содержащий
полистирола, %
3,5
7,5
10,5
12,5
21,5
Вязкость по Муни МБ 1+4
(100°С), ед. каучука
45
52
57
65
24
56
62
смеси
120
84
132
124
60
ПО
100
Условное напряжение при удл.
300%, МПа
7,8
11,4
11,8
12
10
12,5
15,2
Условная прочность при
растяжении, МПа,
19,3
26,3
19,8
21,2
19,5
21,5
23,3
Относительное удлинение, %
478
554
452
526
599
567
418
Сопротивление раздиру, кН/м
37
58
38
49
56
54
50
Коэфф. сопротивления тепл.
старению при 100°С 72 ч. по
прочности
0,70
0,99
0,75
0,77
0,91
0,92
0,89
Твердость, усл. ед.
65
63
72
73
70
73
82
Эластичность, % н. у.
51
41
48
44
41
40
33
100°С
52
46
54
56
52
55
44
Гистерезисные потери, К/Е
20°С
0,36
0,46
0,57
0,41
0,45
0,46
0,47
100°С
0,32
0,38
0,31
0,36
0,43
0,36
0,45
Коэффициент трения по
мокрому асфальту
0,39
0,54
0,50
0,48
0,47
0,49
0,55
Истираемость на приборе Шоп-
пер-Шлобах, см3/м 10"3
0,5
1,89
0,85
0,95
1,0
1,25
1,45
Содержание 1,2-звеньев в бутадиеновом блоке 10 %
Таблица 32 Свойства резин на основе СКДЛС с различным содержанием
блочного полистирола*
Показатели
СКД
СКС
30АРК
СКДС
содержание блочного
полистирола, %
3
6
9
12
Условная прочность при
растяжении, МПа,
19,3
26,5
18,9
18,7
18,7
19,0
Твердость, усл. ед.
64
60
64
63
67
72
Эластичность, % н.у.
51
42
41
41
45
49
100°С
52
45
50
49
50
51
Гистерезисные потери, К/Е:
•
20°С
0,34
0,46
0,43
0,43
0,41
0,37
100°С
0,30
0,38
0,33
0,34
0,33
0,32
Истираемость на приборе Шоп-
пер-Шлобах, см3/м 10"3
0,49
2,02
1,68
1,68
1,45
0,89
• * Содержание 1,2 звеньев в бутадиеновом блоке 57%
С увеличением полистирола однозначно повышаются сцепные
характеристики и динамическая выносливость при ухудшении
износостойкости. Показатели прочности, эластичности и гистерезисных потерь
изменяются неравномерно.
Введение небольших количеств (5-7 %) блочного концевого
полистирола в литиевые полибутадиены с низким (СКДЛ-45) и средним
(СКДСР-Ш) содержанием 1,2-звеньев приводит к снижению хладотекуче-
сти каучука, повышению когезионной прочности смесей и прочностных
свойств резин. Как и следовало ожидать, увеличивается сцепление при
одновременном увеличении истираемости (рис. 46) [201].
Рис. 46 Взаимосвязь между
коэффициентом трения по
мокрому асфальту (и) и
истираемостью (а)
стандартных резин на основе
бутадиеновых каучуков
различного типа
> разработка материалов в новых выпускных формах, отвечающих
санитарно-гигиеническим требованиям и требованиям по пожаро- и взрыво-
безопасности.
7 Н
Рис. 80 Динамика потребности основных химикатов •- добавок в шинной
промышленности России
В качестве вулканизующих агентов в шинной промышленности
применяются сера природная ромбическая, сера газовая, получаемая
окислением сероводородом промышленных или природных газов, полимерная
или нерастворимая сера, получаемая по оригинальной технологии из
расплава ромбической серы, органические диаминосульфиды (дитиодимор-
фолин), алкилфенолформальдегидные олигомеры (АФФО) различной
структуры и ряд других.
. Основным вулканизующим агентом для шинных резин является
сера.
Выпускаемая в России сера газовая молотая вызывает при ее
применении ряд технологических трудностей: сильное теплообразование,
накапливание зарядов статистического электричества, залипание в расходных
бункерах [332].
Основными производителями газовой серы являются ЗАО «Каспий-
сера» (г. Астрахань) и ОАО «Сера» (г. Оренбург).
Запасы природной ромбической серы находятся в Западной Украине
и в настоящее время в значительной степени выработаны.
Ценным свойством полимерной серы, в отличие от ромбической
модификации, является её неспособность к миграции, т.е. к выцветанию на
поверхность резин (рис. 81) [333].
сульфенамиды
стабилизаторы на основе ПФДА
2.4.1. Вулканизующие агенты
Это приводит к улучшению адгезионных свойств резиновых смесей
и полуфабрикатов. Также это качество полимерной серы делает её
незаменимой в резинах, где требуется высокое содержание серы (для обкладки
металлокордного каркаса и брекера, жесткого наполнительного шнура,
бортовой износостойкой ленты).
120
Продолжительность
контактов образцов, мин
Продолжительность
хранения, сутки
Рис. 81 Влияние серы на автогезию обкладочных смесей в зависимости от
продолжительности контактов образцов и продолжительности их
хранения: 1 - ромбическая сера; 2 - полимерная сера;
а - смесь на основе 100 СКИ-3; б - смесь на основе СКИ-3 и СКД (75:25)
Полимерная сера в силу своей термической и химической
нестабильности требует особых правил хранения и транспортировки. Она
должна храниться в сухих прохладных помещениях, так как ее реверсия при
нормальной температуре составляет 1 % в год, но при повышении
температуры до 50°С увеличивается до 1% в день. При изучении взаимодействия
полимерной серы с ускорителями, антиоксидантами и другими активными
ингредиентами установлено, что она наиболее устойчива в присутствии
кислых компонентов резиновой смеси. При возрастании основности
компонентов смеси лабильность макромолекул серы повышается. Поэтому
полимерную серу следует хранить отдельно от щелочных ингредиентов.
Значительно снижают устойчивость полимерной серы соли металлов,
особенно железа, а также примеси растворимых аллотропных форм, в частности
обычной ромбической серы [334].
В настоящее время на рынок шинных материалов большую часть
полимерной серы поставляет международная корпорация «Flexsys»
(Бельгия) имеющая ее производство в США, Бразилии, Японии, Европе.
Некоторое количество нерастворимой серы производят Германия (фирма
«Байер»), Индия, Польша, Словакия, Япония.
Корпорация «Флексис» поставляет полимерную серу торговой марки
«Кристекс» с различной степенью маслонаполнения и другими добавками
для обеспечения лучшей технологичности продукта. Способность
полимерной серы «Кристекс» диспергироваться в резиновых смесях возрастает
по мере увеличения содержания *масла. По этому показателю можно рас-
расположить различные модификации следующим образом: «Кристекс М»
(без наполнителя); «Кристекс ОТ 20» (80% серы + 20% масла); «Кристекс
ОТЗЗ» (67% серы + 33% масла).
В настоящее время фирма «Флексис» разработала новый тип
продукта «Кристекс HDOT20», характеризующийся повышенной дисперги-
руемостью и высокой текучестью, что обеспечивается путем введения
специальных добавок в его состав. Это особенно важно для предприятий с
автоматической развеской ингредиентов [335].
В России были проведены работы по созданию аналога полимерной
серы, в котором развернутые цепочки серы были бы зафиксированы
молекулами или блоками другого полимера.
В результате работ, проведенных центром по разработке
эластомеров при Казанском ГТУ, была разработана технология получения т. н.
сополимерной серы (СПСМ), представляющей собой продукт согюлимериза-
ции газовой молотой серы с дициклопентадиеном (ДЦПД), [336,337].
По разработанной технологии было организовано опытно-
промышленное производство «серы сополимерной СПСМ-Д» на
Казанском заводе СК (ТУ 2112-029-02069639-98) и «серы сополимерной «Бе-
раиолис» на ОАО «Бератон» (г. Березники) (ТУ 2112-267-00204197-99).
По результатам испытаний, проведенных в НИИ шинной
промышленности и на шинных заводах, по конфекционным свойствам смеси с
сополимерной серой не уступают смесям с Кристекс-ОТ 33. Однако по
уровню упругих свойств и по прочности связи с металлокордом брекерные
резины с СПСМ-Д и Бераполисом не обеспечивают требуемый уровень
свойств (рис. 82) [338-340].
[ | при 20°С Щ после паровоздушного старения при 96°С 96
часов
Рис. 82 Влияние различных видов серы на свойства брекерных резин
В ООО СП «Интер-S» (г. Астрахань) организовано производство
сополимерной серы по отличной от [336] технологии.
В центре разработки эластомеров КГТУ разработан новый продукт
«Сера сополимерная КФ-40», опытное производство, которой
организовано в ООО «Фофорос» (г. Казань) (ТУ 2112-006-54861661 -2002).
По стойкости к выцветанию на поверхности резиновых смесей при
длительном хранении серы КФ-40 близка к импортному аналогу, а
«Интер-S» существенно ему уступает. По прочности связи е металлокордом в
условиях теплового и паровоздушного старения резины с «Интер-S»
близки с Кристекс-ОТ 33, а резины с КФ-40 имеют более низкий уровень
прочности связи (таблица 92) [341].
На сегодняшний день резины, содержащие все разработанные
продукты, по комплексу технологических и физико-механических показателей
уступают резинам с применением серы «Кристекс». При этом цена на со-
полимерную серу сопоставима с ценой на «Кристекс-ОТ 33» при более
низком качестве продукта.
В связи с технологическими проблемами, возникающими при
применений газовой серы, и ограниченностью ресурсов природной серы
ведутся работы по созданию новых вулканизующих агентов.
Таблица 92 Свойства брекерных смесей и вулканизатов с различными
типами серы
Показатели
Кристекс
ОТ-33
Интер-S
КФ-40
Реометр Монсанто при 155°С
Минимальный крутящий момент, Нм
0,95
0,95
0,70
Максимальный крутящий момент, Нм
4,6
4,55
4,85
Оптимальный крутящий момент, Нм
4,24
4,19
4,435
Время начала вулк-ts, мин.
3,0
2,75
3,0
Время достижения оптимума вулк., м.
7,5
6,75
8,0
Стойкость к подвулк. 130° С, мин, t5
11,0
11,0
10,2
tn
12,8
13,0
11,8
Время выцветания, сутки
Более 7
На 1
полНа 7
сленет
ностью
ды
Усл. напряжение при удлин. 300%, МПа
14,6
13,4
14,0
Усл. прочность при растяжении, МПа
25,1
25,1
23,9
Сопротивление раздиру, кН/м
108
115
109
Коэфф. тепл. старения (100°С, 72 ч)
-по прочности при растяжении
0,54
0,58
0,57
-по относит, удлинению
0,35
0,40
0,35
Коэфф. температуростойкости (100°С)
тельное уменьшение потерь и одновременно - улучшение износостойкости
к сцепных свойств резин.
Таблица 36 Свойства протекторных резин, содержащих 1,2-ДССК,
полученный с инициатором Bi^SnLi и модифицированный Bi^SnCb
Показатель
1
2
Инициатор
LiBu
Bu3SnLi
Стоппер (модификатор)
SnCl4
Bu2 SnCl2
Прочность при растяжении, МПа
17,6
22,8
Относительное удлинение, %
537
425
tg б при 0°С
0,250
0,224
при 50°С
0,154
0,080
Индексы, %:
износостойкости
100
106
сцепления
100
104
потерь
100
86
Японскими исследователями был разработан метод селективного
гидрирования в каучуках 1,2-звеньев [209]. В приведенном в таблице 37
примере гидрированию были подвергнуты 23 % звеньев 1,2-бутадиена и 5
% звеньев 1,4-бутадиена.
Таблица 37 Свойства резин на основе 1,2-ДССК, модифицированного
селективным гидрированием 1,2-бутадиеновых звеньев (1,2-ДССКГ)
Показатель
Каучук
1,2-ДССК
1,2-ДССКГ
Содержание звеньев, % мол.:1,2-бутадиена
33
10
1,2-бутена
0
23
1,4-бутадиена
67
62
диэтилена
0
5
стирола
22
22
Температура стеклования, °С
-55
-61
Вязкость по Муни МБ 1+4 (100°С), ед.
каучука '
65
65
Коэффициент диффузии: при -20°С
0,043
0,013
при 100°С
0,48
0,72
tC(90) при 160°С, мин
11,9
ПД
Напряжение при удлинении 300%, МПа
12,0
13,1
Прочность при растяжении, МПа
24,2
22,7
Относительное удлинение, %
485
435
Индекс, %: сопротивления качению
100
78
сцепления с мокрой дорогой
100
106
износостойкости
100
100
Резины с таким полимером имеют значительно меньшее
сопротивление качению и более высокое сцепление с мокрой дорогой. О разработке
такого каучука сообщено фирмой «Асахи».
Интересным направлением улучшения свойств анионных каучуков
является их химическая модификация полярными соединениями и
сшивающими агентами. Эти реакции идут с участием атома лития на концах
цепей «живого полимера» [210].
Учитывая важную роль концевых функциональных групп в
формировании выходных характеристик резин, ведущие производители и
потребители синтетических каучуков сконцентрировали свои разработки в 90-х
годах на этом перспективном направлении.
Фирма Сумитомо Кемикал разработала каучуки, полученные
модификацией «живущего полимера» нитро-соединениями, фосфорилхлорида-
ми, аминосиланами и акриламидами [211, 212]
Фирма Ниппон Зеон разработала каучуки, полученные
модификацией «живущего полимера» аминозамещёнными бензофенонами, амидами,
лактамами, иминами и этиленоксидом [213-216].
В 90-х годах фирма Джапан Синтетик Раббер разработала каучуки,
полученные модификацией «живущего полимера» галоидсодержащими
соединениями [234], алкоксисиландисульфидами [218] и циклическими
аминами [219].
В 90-х годах фирма Бриджстоун проводила разработку каучуков с
концевыми функциональными группами, опираясь на научно-технический
потенциал синтетиков фирмы Файерстоун. При этом в качестве
модификаторов «живущего полимера» применялись алкоксисиланы [220, 221], ал-
коксисилилпропанамины [221], производные мочевины [222] и гидрокар-
боксисиланы [223].
Фирмы Убе и Сумитомо Раббер в 90-х годах разработали каучуки,
полученные модификацией «живущего полимера» силоксанами и хлорси-
ланами [224], соединениями с азотсодержащими и хлорсульфенильными или
хлорсульфонильными группами [225].
Фирма Мишлен опубликовала в 90-х годах ряд патентов по
применению в протекторных резинах каучуков с концевыми функциональными
группами, полученных модификацией «живущего полимера» силанами и
силоксанами [226].
Наряду с использованием активного центра «живущего полимера» в
90-х годах были реализованы новые подходы, позволяющие получить
функциональные группы на обоих концах полимерной цепи. При этом
поставленная цель достигалась либо путём применения дилитиевых
инициаторов полимеризации, либо с помощью литиевых инициаторов,
содержащих функциональные группы [227]. Работы в этом направлении проводили
фирмы Джапан Синтетик Раббер [228], Бриджстоун [229, 230] и Мишлен
[231].
Ефремовский завод СК разработал химически модифицированные
полибутадиеновые каучуки анионной полимеризации с низким (СКДЛ^5)
и средним (СКДСР-Ш) содержанием 1,2-звеньев. Для модификации
каучуков на стадии синтеза использовали хлор-диэтиламин-триозин, нитрозо-
дифениламин, Ы-метил-2-пирролидон, бутилпропионанилид, кетон Мих-
лера [232].
В таблице 38 приведены свойства каучука СКДСР-Ш,
модифицированного одним из наиболее эффективных химических агентов N-
метилпирролидоном [187, 232].
Таблица 38 Свойства стандартных резин на основе каучука СКДСР-Ш,
модифицированного N - метилпирролидоном (СКДСР-ШМ)
Показатели
СКДСР-Ш
СКДСР-ШМ
Условное напряжение при удл.300 %, МПа
8,6
11,5
Условная прочность при растяжении, МПа,
20,0
19,8
Относительное удлинение, %
557
463
Сопротивление раздиру, кН/м
36
29
Твердость по Шор А, усл. ед.
63
68
Эластичность, % н.у.
32
36
100°С
38
42
Относительный гистерезис, К/Е, н.у.
0,483
0,413
100°С
0,394
0,365
Истираемость при скольжении:
12%, м3/ТДж
70
62
100 %, см3/м 103
2,46
2,02
Коэффициент трения по мокрому асфальту
0,58
0,64
Индекс: %
износостойкости
100
112
сцепления
100
108
потерь
100
93
Такой модифицированный каучук позволяет улучшить
одновременно все три показателя: износостойкость, сцепление и потери. Объяснением
этого эффекта является повышенное взаимодействие концевых
функциональных групп полимера с функциональными группами на поверхности
частиц техуглерода, что приводит к уменьшению числа свободных концов,
улучшению распределения техуглерода в смеси и образованию
устойчивых структур каучук - техуглерод.
Химическая модификация полярными соединениями эффективна
также для литиевого полибутадиена с низким содержанием 1,2-звеньев,
что видно на примере каучука СКДЛ-45, модифицированного кетоном
Михлера (таблица 39) [232].
Таблица 39 Свойства резин на основе СКДЛ-45 (СКД-1245),
модифицированного кетоном Михлера (СКДЛ-45М)
Показатель
Каучук
СКДЛ-45
СКДЛ-45М
Вязкость по Муни МБ 1+4 (100°С), ед.
47
46
Напряжение при удлинении 300%, МПа
10,6
13,4
Прочность при растяжении, МПа
16,4
16,2
Относительное удлинение, %
435
353
Сопротивление раздиру, кН/м
28
32
Твердость, ед. Шор А
66
72
Эластичность, %: 20°С
40
53
100°С
42
49
Относительный гистерезис, К/Е: 20°С
0,416
0,320
100°С
0,352
0,276
Истираемость при скольжении:
12%,м3/ТДж
66
439
100%, см3/м Ю-3
0,87
0,60
Индекс, %:
износостойкости
100
120
потерь
100
88
Наряду со снижением потерь она также приводит к повышению
износостойкости резин.
В соответствии с экспериментальными данными, приведенными
авторами разработок, все рассмотренные каучуки обладали хорошей перера-
батываемостью и при использовании в составе протекторных резин
обеспечивали пониженные потери на качение, улучшенное сцепление с
влажной дорогой и хорошую износостойкость легковых шин.
Для обеспечения хороших сцепных свойств, низких гистерезисных
потерь и истираемости протекторные резины изготавливаются обычно на
комбинации двух или трех каучуков. Смеси БСК, полибутадиена и/или
полиизопрена микрогетерогенны, и в них могут быть идентифицированы
дискретные области (домены), относящиеся к соответствующим
индивидуальным каучукам. Микроскопические исследования указывают на
неоднородное распределение техуглерода в таких смесях.
С целью устранения влияния морфологии смесей каучуков были
разработаны тройные сополимеры стирола, изопрена и бутадиена (СИБР),
сегменты которых имеют различные температуры стеклования.
В настоящее время эти каучуки производятся фирмой «Гудьир»
(США) под маркой Sibrflex 2550. Каучук содержит -45% звеньев
изопрена, 30% звеньев бутадиена и 25% звеньев стирола [233]. Применение таких
каучуков в составе протекторных резин позволило снизить теплообразова-
ние, повысить сцепление с мокрой дорогой, стойкость к проколам и
порезам и износостойкость легковых шин [234].
В России работы по этому каучуку проводились в Воронежском
филиале НИИСК. По полученным данным оптимальный по сцепным
свойствам сополимер (СКДИС) содержит -51% звеньев изопрена, 30 % звеньев
бутадиена и 19% звеньев стирола, при этом 27% составляют звенья 3,4-
изопрена и 22% винильных звеньев [235]. Испытания каучука показали,
что введение СКДИС в количестве 10—30% в смеси с эмульсионными кау-
чуками позволяет улучшить динамические свойства шинных резин и
повысить сцепление на мокрой дороге [168, 236].
В качестве полимера, существенно повышающего тягово-сцепные
свойства шин без увеличения их сопротивления качению, представляет
интерес 3,4-полиизопрен. Каучук СКИ-3,4 представляет собой полиизопрен
с высоким содержанием (> 46 %) 3,4-звеньев.
Работы по 3,4-полиизопренам проводились фирмами Хюльс АГ
(Германия), Тойо (Япония), Карбокем (ЮАР). Фирма Карбокем под
маркой Isogrip выпускает полиизопрен, содержащий 55 % 3,4-звеньев и 5 %
1,2-звеньев.
Фирма Хюльс АГ разработала протекторные резины с применением
3,4-полиизопрена или двублочного сополимера, содержащего блоки 3,4-
полиизопрена и 1,2-полибутадиена. Легковые шины, изготовленные с
использованием таких резин, обладали пониженным теплообразованием,
высоким сцеплением с влажной дорогой и хорошей износостойкостью [237].
В 90-х годах фирма Гудьир разработала новые способы синтеза 3,4-
полиизопрена [238] и протекторные резины с применением аморфного и
кристаллизующегося 3,4-полиизопрена, обладающие пониженным
теплообразованием и высоким сцеплением с мокрой дорогой.
При исследовании смесей 3,4 ПИ (с суммарным содержанием 3,4 и
1,2-звеньев 40, 60 и 75 %) с эмульсионным БСК и НК было показано, что
оптимальным является содержание 3,4- звеньев, равное 60 % [237, 239].
Наилучший комплекс свойств обеспечивает комбинация БСК или НК с 20
масс.ч. 3,4 ПИ (рис. 51) [2].
Рис. 51 Зависимость
сцепления с мокрым асфальтом
(1), сопротивления качению
(2) и износостойкости (3)
шин от соотношения
каучуков в протекторных резинах
на основе комбинации БСК
и 3 - 4 полиизопрена с Tg =
- 10°С
Протекторные резины на комбинации 80 БСК+20 3,4 ПИ
обеспечивают по сравнению с резиной на 100 БСК существенно более высокое
сцепление (таблица 40).
Таблица 40 Свойства протекторных резин, содержащих СКИ-3,4
Показатели
БСК-100
БСК-80
СКИ-3,4-
20
Усл. напряжение при удлинении 300%, МПа
11,5
11,0
Усл. прочность при растяжении, МПа
22,0
17,8
Гистерезисные потери, К/Е: при 100°С
0,38
0,35
Коэффициент трения с мокрым асфальтом
0,61
0,67
Истираемость, см3/м 10"3
2,1
2,45
Легковые шины с применением в протекторе 20 масс. ч. 3,4 ПИ
обеспечивали по данным лабораторно-дорожных испытаний повышение
сцепления с сухой и мокрой дорогой на 8-10 % и лучшую устойчивость и
управляемость автомобиля по сравнению с шинами с контрольными
протекторными резинами.
Однако проведенные в НИИШП' е испытания шин с секторным
протектором показали, что резины с добавками 3,4 ПИ характеризуются
пониженной износостойкостью. По мнению Купермана [236] лучший баланс
эксплуатационных характеристик протекторных резин достигается при
применении 3,4 ПИ, содержащего 40-50 % 3,4-звеньев.
2Л.З.З.Каучуки эмульсионной полимеризации
Работы по эмульсионным БСК в последние годы были направлены на
создание экологически чистых марок каучука и модификацию каучука со-
полимеризацией с третьим мономером с целью усовершенствования его
свойств в нужном направлении.
К причинам низкой экологической безопасности при производстве
эмульсионных БСК могут быть отнесены: применение в качестве
регулятора полимеризации тетраметилтиурамдисульфида и в качестве стоппера -
диметилдитиокарбамата Na и нитрита Na, являющихся источниками
образования диметиламина и канцерогенного N- нитрозодиметиламина;
применение аминного стабилизатора нафтама 2, содержащего примеси
канцерогенного (3-нафтиламина; сброс в сточные воды солей, используемых для
коагуляции полимера; применение для наполнения высокоароматических
масел, содержащих большие количества полиядерных ароматических
углеводородов, являющихся потенциальными канцерогенами [240]. Поэтому
производство экологически чистых эмульсионных БСК потребовало разработки новых
масел с относительно высокой температурой стеклования., не содержащих или
с минимальным содержанием полиядерной ароматики [241]. Такие масла были
созданы и выпускаются зарубежными фирмами [241].
В последние годы было много сделано по улучшению экологических
характеристик каучука и процесса его производства. Рядом фирм выпускаются
только экологически чистые марки эмульсионных БСК. Большая работа была
проделана в этом направлении и у нас в стране Воронежским филиалом
НИИСК, заводами СК и другими организациями [242, 243]. Нафтам 2 как
стабилизатор каучука был заменен менее токсичными стабилизаторами - ВТС-150,
ВТС-150Б. Были разработаны и внедрены системы бессолевой коагуляции
каучука, разработаны более совершенные, чем ПН-6, высокоароматические
масла.
Проводятся работы по химической модификации эмульсионного
БСК соединениями различной химической природы с введением в
полимерную цепь полярных функциональных групп. Было установлено [244],
что нитрозоаминоароматические, амидные, аминоэфирные,
карбоксильные, альдегидные и эпоксидные функциональные группы способствуют
улучшению гистерезисных свойств резин, наполненных техуглеродом.
Подобные группы увеличивают межфазное взаимодействие между каучуком
и техуглеродом, улучшают распределение техуглерода в смесях и
повышают скорость вулканизации.
Модификация бутадиен-стирольного каучука при эмульсионной со-
полимеризации происходит, главным образом, за счет использования
третьего мономера, содержащего функциональные группы, реакционно-
способные по отношению к компонентам резиновой смеси. Выбор
третьего мономера обусловлен не только типом функциональной группы, но и
возможностями синтеза таких мономеров, а также процесса их сополиме-
ризации с бутадиеном и стиролом. Кроме того, ряд мономеров способен
одновременно выполнять функции, необходимые при получении каучуков:
стабилизаторов, дезактиваторов.
Фирма Ниппон Зеон разработала в 90-х годах модифицированные
каучуки, применив в качестве третьего сомономера акриламид, аминоал-
кил- и аминоарил-(мет)акриламиды [245, 246], алкилзамещённые аминоал-
килметакрилаты [245], оксиалкил(мет)акрилаты [246], алкил - замещённые
аминостиролы и винилпиридины [245, 247]. Использование таких каучуков
в протекторных резинах, наполненных белой сажей или её комбинацией с
техуглеродом, обеспечивало хорошие технологические свойства, низкое
теплообразование, высокую прочность и износостойкость шин.
Фирма Иокогама Раббер разработала каучуки, применив в качестве
третьего сомономера алл ил амины. Резины на основе таких каучуков,
наполненные техуглеродом, имели пониженное теплообразование [248].
Фирма Гудьир запатентовала применение в качестве третьего
сомономера амидов, имидов и замешенных фенолов, выполняющих роль
стабилизаторов, синергистов или ускорителей вулканизации [249].
Вф НИИСК разработал в 90 - х годах целую гамму каучуков,
модифицированных нитрилом акриловой кислоты (резиласт М), метилметакрилатом (ре-
зиласт 2М), гтщроксиметилметакрилатом (СКСЗОАРК-МЭГ, СКС-10АРК-
МЭГ), гидроксипропилметакрилатом (СКС-ЗОАРК-ОПМ), гидроксиэтилме-
такриламидом (СКС-ЗОАРК-амид), диметиламиноэтилметакрилатом (СКС-
ЗОАРК-МФ-1), аллиламином, бутоксиметакриламидом (СКС-ЗОАРК-МФ-3)
[1,175,250-254].
Введение в полимерную цепь эмульсионного БСК нитрильных и
эфирных групп путем сополимеризации бутадиена и стирола с акрилонит-
рилом и метилметакрилатом позволяет повысить скорость вулканизации,
износостойкость и усталостную выносливость резин (таблица 41) [250,
251].
Таблица 41 Физико-механические показатели резин на основе каучуков
Резиласт М и Резиласт 2М
Показатели
СКС-
30АРКМ15
Резиласт
М15
Резиласт
2М15
Пластичность, усл. ед.
0,35
0,32
0,38
Восстанавливаемость, мм
1,10
1,15
0,95
Вязкость по Муни МБ 1+4 (100°С), ед.
62
67
65
Реометрические характеристики (Мон-
санто 190°С):
ML, ф дм
7,0
7,2
7,0
МНк,ф дм
31
29
30
ts, мин.
1,48
1,35
1,30
t90, мин.
Усл. напряжение при удл.300%, МПа
11,5
11,2
10,0
Усл. прочность при растяжении, МПа,
21,5
22,5
21,5
Относительное удлинение, %
495
510
490
Сопротивление раздиру, кН/м
60
63
60
Твердость, при 20°С, усл. ед.
65
65
65
Эластичность, % н.у.
22
21
27
100°С
40
40
40
Гистерезисные потери, К/Е 20°С
0,59
0,59
0,55
100°С
0,37
0,39
0,37
Истираемость на приборе Шоппер-
Шлобах, см3/м 10*3
2,10
1,78
1,65
Коэффициент трения по мокрому
асфальту
0,60
0,60
0,60
Усталостная выносливость при
растяжении, Е=100%, тыс. циклов
8,0
14,0
14,0
Установлено, что одинаковая с эталоном степень вулканизации
резин на основе Резиласта М достигается при более низком (на 25-30%)
содержании серы и (на 5%) содержании ускорителя. Резины с Резиластом 2М
имеют лучшие технологические свойства и несколько выше показатели
эластичности и коэффициента трения, чем резины с Резиластом М.
Эфирные метакрилатные группы облегчают также взаимодействие
каучука с кремнекислотными наполнителями и уменьшают гистерезисные
потери [252].
Представляют интерес модифицированные БСК, полученные введением
небольших количеств (20%) гидроксильных (МЭГ) и гидроксиамидных (амид)
групп. Резины на основе СКС-30АРК-МЭГ и СКС-ЗОАРК-амид превосходят
эталонные по озоносостойкости, твердости, износостойкости и коэффициенту
сцепления с мокрой дорогой (таблица 42) [253,254].
Таблица 42 Свойства стандартных резин на основе модифицированных
эмульсионных БСК
СКС-30
АРК
СКС-
СКС-
Показатели
30АРК-
ЗОАРК-
МЭГ
амид
Вязкость по Муни МБ 1+4 (100°С), ед.
каучука
56
64
48
смеси
76
84
80
Реометрические характеристики (Монсанто
160°С):
ML, ф дм
9,0
10,0
9,5
MHr, ф дм
35,5
35,0
35,0
ts, мин.
5,0
4,5
4,2
t9o, мин.
18,5
14,0
17,5
Усл. напряжение при удл. 300%, МПа
0,0
10,4
9,2
Условная прочность при растяжении, МПа
21,3
22,3
20,8
Относительное удлинение, %
640
618
645
Сопротивление раздиру, кН/м
48
51
52
Твердость, при 20°С, усл. ед.
57
59
58
Эластичность, % н.у.
46
48
50
100°С
59
57
58
Гистерезисные потери, К/Е 20°С
0,38
0,35
0,40
100°С
0,31
0,31
0,32
Истираемость на приборе Шоппер-Шлобах,
см3/м 10"3
2,34
1,89
1,95
Коэффициент трения по мокрому асфальту
0,65
0,73
0,68
Оптимальным комплексом свойств обладают резины на основе
СКСЗОАРК-МЭГ, позволяющие улучшить практически все выходные
характеристики резин (рис. 52) [1].
Рис. 52 Свойства протекторных резин на основе модифицированного
каучука СКС - 30 АРК - МЭГ
При изучении влияния одинакового содержания двух гидроксильных
групп (МЭГ и ОПМ) было установлено, что введение МЭГ приводит к
большему увеличению скорости вулканизации, условному напряжению
при удлинении 300 %, коэффициенту трения с мокрым асфальтом и
износостойкости по сравнению с каучуком, содержащим ОПМ.
Изучение влияния небольших количеств (1,0 масс. %) амидных
(МФ-3) и аминных (МФ-1) функциональных групп на свойства резин на
основе э-БСК показало, что опытные резины имеют пониженные
гистерезисные потери, повышенные сцепление с мокрой дорогой (МФ-3) и
износостойкость (МФ-1) (таблица 42А) [255].
Таблица 42А Свойства стандартных резин на основе модифицированных
э-БСК
СКС-30
АРК
СКС-30
СКС-30
Показатели
АРК-МФ-
1
АРК-МФ-
3
Вязкость по Муни МБ 1+4 (100°С), ед.
каучука
50
48
63
смеси
75
68
90
Геометрические характеристики
(Монсанто 160°С):
ML, ф д
9,5
8,5
10,0
MHr, ф д
39,0
41,0
42,0
ts, мин.
6,2
6,0
5,0
t90, МИН.
19,8
18,5
17,0
Время вулканизации 35 мин.
Усл. напряжение при удл. 300 %, МПа
8,6
8,6
11,3
Усл. прочность при растяжении, МПа,
20,7
19,7
21,8
Относительное удлинение, %
694
678
720
Сопротивление раздиру, кН/м
55
56
49
Твердость, при 20°С, усл. ед.
60
61
62
Эластичность, % н.у.
48
48
49
100°С
50
50
52
Гистерезисные потери, К/Е при 20°С
0,40
0,36
0,35
100°С
0,35
0,30
0,29
Истираемость на приборе Шоппер-
Шлобах, см3/м 10"3
1,79
1,71
1,80
Коэффициент трения по мокрому
асфальту
0,68
0,68
0,72
Исследование свойств резин на основе модифицированных э-БСК,
наполненных кремнекислотой, показало, что введение в каучук гидро-
ксильных и аминных групп увеличивает долю связанного каучука,
скорость вулканизации, условное напряжение при удлинении 300% и
существенно снижает тангенс потерь по сравнению с немодифицированным
каучуком (таблица 43).
Это позволяет снизить содержание дорогостоящих силанов в
рецептуре резин, наполненных кремнекислотой, или использовать
традиционные промоторы взаимодействия каучука с наполнителем.
Таблица 43 Влияние функциональной группы третьего мономера на свойства стандартных смесей и вулканизатов
на основе БСК, наполненных 50 масс. ч. кремнекислоты (относительно немодифицированного СКС - 30АРК)
Состав третьего
мономера
Гидрокси-
этилметакри-
лат (МЭГ)
В-оксиэтил-
метакрил-
амид (амид)
Аллиламид
Диметил-
этил-
м^такрилат
(МФ-1)
2-
оксипропил-
метилмет-
акрилат
(ОПМ)
Метилмет-
акрилат(Резиласт 2М)
Вязкость по Муни
МБ 1+4(100°С),ед.
76
89
113
91
80
102
Доля связанного
каучука
191
113
244
169
186
139
Скорость
вулканизации
106
106
103
118
125
104
Тангенс потерь (tg 5)
64
87
105
84
84
92
Усл. напряжение
при удл. 300%, МПа
120
107
120
160
124
111
Усл. прочность при
растяжении, МПа
108
114
107
121
119
112
В Вф НИИСК совместно с НИИШП проводил работы по испытанию
озонированных БСК в шинных резинах при различных концентрациях
озона. На основании проведенных испытаний не выявлено
положительного влияния озонирования каучука на степень взаимодействия полимера как
с техническим углеродом, так и с ОКН, и при этом отмечен ряд серьезных
недостатков, присущих данным образцам: чрезвычайно высокая
склонность к преждевременной вулканизации резиновых смесей на их основе,
пониженные прочностные показатели и повышенные гистерезисные
потери и истираемость вулканизатов (таблица 44).
Таблица 44 Свойства стандартных резин на основе озонированных э-БСК
Показатели
СКС-30
СКС-30
СКС-30
АРКП
АРКП-0
АРКП-0
1
2
3
4
Содержание озона, %
—
0,65
1,60
Вязкость по Муни МБ 1+4 (100°С), ед.
каучука
51
43
18,5
смеси
79
66
38
Пластичность смеси, усл. ед.
0,34
0,35
0,43
Эластическое восстановление, мм
1,35
1,30
0,95
Клейкость смеси по Тель-Так, кПа
260
309
429
Склонность к подвулканизации по
Муни, 130°С, 15, мин.
23,0
13,0
—
Усл. напряжение при удл. 300 %, МПа
16,8
13,5
10,0
Усл. прочность при растяжении, МПа
20°С
21J
22,0
17,4
100°С
14,4
13,5
10,1
после теплового старения 100°С 72 ч.
19,2
20,1
18,3
Относительное удлинение, %
20°С
468
477
512
100°С
308
362
402
после теплового старения 100°С 72 ч.
214
235
250
Сопротивление раздиру, кН/м
20°С
46
63
68
100°С
45
56
60
после теплового старения 100°С 72 ч.
30
35
37
Твердость, при 20°С, усл. ед.
64
65
67
Эластичность, % н.у.
43
40
33
100°С
53
49
40
1
2
3
4
Гистерезисные потери, К/Е 20°С
0,41
0,47
0,52
100°С
0,30
0,39
0,46
Истираемость на приборе Шоппер-
Шлобах, см3/м 10"3
1,28
1,54
1,90
Коэффициент трения по мокрому
асфальту
0,58
0,56
' 0,58
Усталостная выносливость при
растяжении, Е=100%, тыс. циклов
40,5
50,1
44,0
За счет того, что в озонированном каучуке образуются альдегидные
(карбональные) и карбоксильные функциональные группы, была
разработана технология получения пропиточного состава на основе
озонированного латекса, способного составить конкуренцию латексу СКД-1С [175].
Фирма Дженерал Тайер разработала в 90-х годах эмульсионные
сополимеры стирола, изопрена и бутадиена. Применение таких каучуков в
протекторных резинах позволило снизить теплообразование и повысить сцепление с
мокрой дорогой [256].
Вф НИИСК разработал оригинальную технологию синтеза тройных
эмульсионных сополимеров стирола, изопрена и бутадиена - каучуки Триэла-
сты [175].
Опытные каучуки обладают интересным и перспективным балансом
свойств, среди которых можно выделить наиболее важные [1, 175, 257]:
более высокий уровень прочностных свойств и сопротивления
порезам;
благоприятную температурную зависимость упруго-гистере-
зисных свойств (высокое значение тангенса потерь при низких
температурах и низкое значение при высоких температурах) (рис. 53);
высокое значение коэффициента трения при хорошей
износостойкости;
высокую скорость вулканизации при удовлетворительной
склонности к подвулканизации (таблица 45).
Рис. 53 Зависимость
тангенса потерь от
температуры для резин на
основе Э-СИБР и СКС-30
АРКП
Таблица 45 Свойства стандартных резин на основе Триэласт
Показатель
СКС-30 АРК
Триэласт
Соотношение мономеров в Триэласте, %
-бутадиена
-изопрена
-стирола
34,0
36,0
30,0
Вязкость по Муни МБ 1+4 (100°С), ед.
53
82
Геометрические характеристики (Монсанто
160°С):
ML, Нм
1Д1
1,64
Mhr,Hm
5,18
5,84
ts, мин.
3,6
2,3
t90, мин.
15,9
10,0
Vr, мин."1, 102
8,1
13,0
Время вулканизации 35 мин.
Условное напряжение, МПа
при удлинении 100 %
2,4
2,7
при удлинении 300 %
14,1
19,7
Условная прочность при растяжении, МПа
27,8
29,1
Относительное удлинение, %
506
400
Истираемость на приборе Шоппер-Шлобах,
см3/м 10"3
1,52
1,27
Коэффициент трения по мокрому асфальту
0,52
0,57
В таблице 46 приведены сравнительные свойства тройных
сополимеров растворной полимеризации (Sibrflex 2525, ф. Гудьир) и
эмульсионной полимеризации (Триэласт). Как видно, уровень свойств резины на
основе Триэласта по всем показателям (кроме эластичности при 20°С и,
следовательно, сцеплением с мокрой поверхностью) более предпочтителен.
Таблица 46 Сравнительные испытания стандартных резин на основе
тройных сополимеров растворной и эмульсионной полимеризации
Показатели
Sibrflex 2525
Триэласт
Вязкость по Муни МБ 1+4 (100°С), ед.
каучука
97
87
смеси
108
86
Эластическое восстановление, мм
0,88
1,52
Условное напряжение при удл. 300 %, МПа
17,0
20,8
Условная прочность при растяжении, МПа
23,5
27,0
Относительное удлинение, %
400
400
Сопротивление раздиру, кН/м
85
75
Твердость, при 20°С, усл. ед.
66
65
Эластичность, % н.у.
15
28
100°С
51
60
Истираемость на приборе Шоппер-Шлобах,
см3/м 10'3
2,51
1,04
Температура хрупкости, °С
-24 *
-50
На основании проведенных в НИИ шинной промышленности
исследований были разработаны рекомендации по применению новых
полимеров в покровных резинах легковых и грузовых шин (таблица 47) [1,186]
Таблица 47 Рекомендации по применению новых полимеров
Полимеры
Протектор шин
Боковина
легковых
грузовых
категории
скорости
зимние,
всесе-
онные
нированные
ЦМК
S,T
Н
v,z
ДССК-2545-М27
+
+
+
ДССК-2525-М27
+
+
+
+
+
ДССК-18
+
+
+
Модифицированный э-БСК
+
+
+
СКДСРШМ
+
+
+
+
СКДЛС
+
+
+
СКДИ
+
+
+
+
Эмульсионный
СИБР
+
+
СКИ-3,4
+
Анализ работ отечественных и зарубежных фирм в области создания
и применения новых каучуков для шинной промышленности показывает,
что наиболее перспективными направлениями являются разработка и
внедрение:
• растворных бутадиен-стирольных каучуков с концевыми
функциональными группами с различным содержанием 1,2-
звеньев и стирола;
• экологически чистых эмульсионных бутадиен-стирольных
каучуков с концевыми функциональными группами;
• стереорегулярных (неодимовых) сополимеров бутадиена и
изопрена с различным содержанием изопрена.
2,2. ФИЗИКО - ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ, ТИП И
СОДЕРЖАНИЕ НАПОЛНИТЕЛЕЙ
Наполнители - твердые вещества различной химической природы
при введении в каучук распределяются в объеме получаемой композиции,
образуя четко выраженную границу раздела с полимерной средой.
При введении наполнителей улучшаются технологические свойства
резиновых смесей, уменьшается количество вводимого каучука, что спи
жает себестоимость изделий.
Введение наполнителей значительно улучшает физико-мехапи»ice
кие свойства резин. В зависимости от влияния на данные свойства на пол
нители подразделяются на активные (усиливающие) и неактивные.
Усиливающие, или активные, наполнители повышают прочность ре
зин из некристаллизующихся каучуков и улучшают ряд других свойств ре
зин (сопротивление раздиру, износу, условное напряжение при заданном
удлинении и др.). Факторы, определяющие эффект усиления от введении
наполнителя, приведены на рис. 54.
УСИЛИВАЮЩИЙ ЭФФЕКТ
Рис. 54 Факторы, определяющие эффект усиления от введения наполни те
ля
Неактивные (инертные) наполнители, или разбавители, как правило,
используют для снижения стоимости резиновых смесей; при этом улучши-
ется перерабатываемость резиновых смесей и резины приобретают ряд
специфических свойств (тепло-, светостойкость и др.).
В шинной промышленности в качестве активных (усиливающих)
наполнителей применяют различные марки технического углерода, кремне-
кислоту (диоксид кремния) и неактивные минеральные наполнители: мел,
каолин, шунгиты, тальк, слюда.
Согласно современным представлениям усиление эластомеров
происходит в результате, изменения структуры полимера под действием
силового поля пространственной сетки технического углерода и
обеспечивается за счет физического и химического взаимодействия между
наполнителем и эластомером.
В процессе смешения активный наполнитель, взаимодействуя с
полимером, образует связанный каучук. Установлено, что в наполненных
эластомерах существуют три области молекулярной подвижности: область
несвязанного каучука с подвижностью ненаполненного эластомера
(«мягкая» фаза) и области связанного каучука с уменьшенной («жесткая» фаза)
и очень малой («окклюдированная» фаза) подвижностью.
Доля каучука с очень малой подвижностью зависит от типа полимера
и наполнителя и колеблется в зависимости от степени наполнителя от 2 до
8% [258,259].
В процессе вулканизации происходит сшивание поперечными
связями многофазной структуры, образовавшейся после смешения каучука с
техническим углеродом. Вулканизация протекает во всех фазах каучука
но в неравной степени, а расположение вулканизационных связей в
разной степени отклоняется от статистического [260].
Таким образом, наполненные резины следует рассматривать как
микрогетерогенную и микрогетерофазную коллоидную дисперсную
систему. Наличие структурных элементов (доменов) с неодинаковыми
механическими характеристиками обуславливает замедление процесса
разрушения резины.
2.2.1. ФИЗИКО - ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ТЕХНИЧЕСКОГО УГЛЕРОДА
Основным наполнителем шинных резин является технический
углерод.
В настоящее время основными описательными терминами
морфологии технического углерода остаются «частица» и «агрегат», которые
согласно ASTM D 3849 имеют следующие определения:
Агрегат технического углерода - это дискретная жесткая
коллоидная сущность (entity), представляющая собой наименьшую
диспергируемую единицу. Он состоит из обширно сплавившихся частиц.
Частица технического углерода - небольшой сфероидальный пара-
кристаллический недискретный компонент агрегата. Он отделяется от
агрегата только путем разрыва.
Размеры и форма первичных агрегатов определяют такое важное
свойство продукта как структурность, а характеристику неправильной
формы и отклонения от сферы агрегатов технического углерода называют
его структурой.
Частицы в первичных агрегатах (первичная структура) связаны
химическими (ковалентными) связями. Первичные агрегаты в печных марках
технического углерода образуют цепочечные и разветвленные структуры
(вторичная структура).
Иногда термин «агрегат» путают с термином «агломерат».
Агломерат состоит из многочисленных агрегатов, удерживаемых вместе
физическими силами и легко может быть разрушен на более мелкие агломераты
или на отдельные агрегаты, но уже с приложением значительных усилий.
[261]
Технический углерод относится к классу дисперсных материалов.
Размер и распределение частиц по размерам являются самыми важными
свойствами технического углерода, несмотря на то, что частицы
существуют как дискретные элементы исключительно в термических марках
технического углерода.
Количественно дисперсность характеризуется тремя следующими
показателями
- величиной частиц или для частиц сферической формы -
диаметром частиц D, измеряемым в единицах длины; диаметр частиц
обычно измеряется в микронах (мк) или ангстремах (А);
- удельной поверхностью S, равной сумме поверхностей частиц,
составляющих 1 г или 1 см материала; удельная поверхность S
измеряется в единицах площади, отнесенных к единице массы
2 2 3 2 ^
или единицы объема материала: м /г, реже в м /см или см /см*;
- удельным числом частиц N, равным числу частиц в 1 г материала.
Более дисперсным материалам соответствуют меньший диаметр
частиц и более высокие удельная поверхность и удельное число частиц.
Условия проведения процесса получения технического углерода не
позволяют получить строго однородный по размерам частиц продукт, и он
является полидисперсным, т.е. представляет собой смесь продуктов
различной дисперсности. С помощью методов электронной спектроскопии
для каждого агрегата определяют средний диаметр частиц.
В понятие удельной поверхности применительно к техническому
углероду необходимо внести уточнение. Если измеряется диаметр частиц, а
удельная поверхность рассчитывается, принимая частицы правильными,
гладкими и отдельно существующими сферами, то полученная величина
называется геометрической удельной поверхностью и обозначается Sp.
Несмотря на определенную условность, геометрическая удельная
поверхность является ценной характеристикой дисперсности сажи.
Однако методы электронной микроскопии достаточно трудоемки и
неоперативны, поэтому на практике дисперсность технического углерода
характеризуют удельной площадью поверхности определяемой методами
адсорбции определенных молекул на поверхности частиц (Адсорбционной
удельной поверхностью SA). Для определения общей удельной
поверхности нашел широкое применение метод по адсорбции азота (метод БЭТ).
Причем метод по многоточечной адсорбции азота (NSA, D 4820)
позволяет измерять общую площадь, включая любые поры, а метод
одноточечной адсорбции азота (STSA,D 5816) - измеряет поверхность,
доступную молекулам каучука т.к. поверхность пор менее 2 нм исключается из
общей площади поверхности.
Для контроля качества технического углерода при его производстве
и применении для измерения площади поверхности применяется
адсорбция йода (Д 1510).
Йодная адсорбция увеличивается при наличии пористости, но в
меньшей степени, чем по азоту, из-за более крупного размера молекулы
йода.
Также широко распространен в производственной практике метод
определения удельной площади поверхности адсорбцией цетилтримети-
ламмоний бромида (ЦТАБ). В отечественной практике этот показатель
получил название «внешняя удельная поверхность». Это связано с тем, что
из-за более крупного размера молекул ЦТАБ, по сравнению с молекулами
азота и йода, данный метод испытания определяет только площадь
доступной поверхности частиц технического углерода и может
рассматриваться как независимый от влияния пористости или химии поверхности.
Отношение SA/ Sr называется коэффициентом шероховатости Кш.
Технический углерод считается шероховатым, если Кш >1, то есть, если
адсорбционная поверхность больше геометрической. Но это справедливо
только для технического углерода с низкой структурностью. Высокая
структурность, уменьшая адсорбционную поверхность на величину
участков срастания частиц в первичном агрегате, может замаскировать
шероховатость. Наиболее шероховатый рельеф поверхности имеет технический
углерод типа К-354. Шероховатый рельеф можно создать и на поверхности
готового технического углерода любого типа, если подвергнуть его
окислению при определенных условиях. Такая «искусственная» шероховатость
может во много раз увеличить адсорбционную поверхность технического
углерода.
Для взаимодействия с каучуком повышение поверхности за счет
шероховатости неэффективно, так как углубления рельефа слишком малы и
недоступны для молекул каучука. Зато в них с легкостью проникают
низкомолекулярные компоненты резиновой смеси, в том числе сера и
ускорители вулканизации, а это может существенным образом уменьшить
скорость взаимодействия каучука с серой, т.е. замедлить вулканизацию.
Размер и форму агрегатов (структурность) определяют методом
адсорбции дибутилфталата (ДБФ) (D2414). Методом D2414 оценивается
структурность как первичных, так и вторичных структур. Оценку
характеристик первичной структуры выполняется после разрушения вторичной
структуры и определяется методом адсорбции ДБФ сжатого образца
(D3493).
Для характеристики степени однородности частиц наполнителя
определяют Силу окраски (красящую силу) (D3265). Сила окраски зависит как
от размера частиц, так и от структурности технического углерода. Чем
выше красящая сила, при прочих равных условиях, тем более однородны
частицы по размерам. Кроме того, красящая сила при одинаковых
показателях активности и структурности марки технического углерода,
характеризует уровень межфазного взаимодействия между техническим
углеродом и каучуком.
Кроме морфологических свойств, важными характеристиками
технического углерода являются его плотность и химическая и
энергетическая активность поверхностного слоя частиц.
Применительно к техническому углероду, под плотностью понимают
плотность материала, состоящего из отдельных частиц или агрегатов,
промежутки между которыми заполнены воздухом.
Такая плотность называется насыпной (D1513). Величина обратная
насыпной плотности называется насыпным объемом. Насыпная плотность
является важным потребительским свойством технического углерода т.к.
влияет на технологическое поведение наполнителя при загрузке в рези-
носмеситель и на процесс смешения и диспергирования технического
углерода.
Основными химическими элементами углеродных частиц является
углерод, водород и кислород. Обычные печные технические углероды, не
прошедшие специальную обработку, имеют содержание углерода 95-
99,5%, водорода 0,2-0,5% и кислорода 0,2-1,3%. Специально окисленные
марки технического углерода могут иметь содержание кислорода более
10%. В небольших количествах в продукте присутствует сера (0,1-1%) и
минеральные вещества (до 0,5%) [262].
Водород связан главным образом с неорганизованным углеродом, а
также с краевыми углеродными атомами кристаллитов. Он, как и сера,
распределен по всему объему углеродных частиц в силу того, что оба эти
элемента переходят в технический углерод из сырья, используемого при его
производстве.
Кислород и минеральные вещества содержатся преимущественно в
поверхностном слое.
Поверхность технического углерода энергетически неоднородна и
содержит активные центры, обладающие повышенной теплотой адсорбции
низкомолекулярных углеводородов, а также различные
кислородсодержащие функциональные группы, которые могут химически
взаимодействовать с полимером. По данным Донне [258] участки, где возможна хемо-
сорбция, занимают примерно 5% поверхности технического углерода.
Кислород входит в состав карбонильных (СО), карбоксильных (СООН) и
гидроксильных (ОН) групп поверхностного слоя углеродных частиц.
Характер поверхностных групп технического углерода обуславливает рН
его водной суспензии [262].
Существуют разные принципы классификации технического углерода.
В отечественной практике ранее использовались принципы
классификации, ориентированные на производителя продукции. Первые буквы
классификационной формулы указывали тип технологии и вид сырья. Например
формула ПМ-100 указывала на печной способ производства («П») из жидкого
(масляного «М») сырья. Следующие далее цифры характеризовали дисперсность
продукта (удельная поверхность 100 м^г).
В настоящее время подготовлен проект ГОСТа Р99 «Технический
углерод дисперсный. Технические условия», который более приближен к
требованиям стандарта ASTM.
Зарубежная классификация недавнего прошлого в противоположность
отечественной была ориентирована в первую очередь на потребительские
свойства продукта. Первые две буквы квалификационной формулы, как правило,
указывали на такое свойство и степень его проявление и только третья - на
способ производства например HAF (High Abrasion Furnace -
высокоизносостойкая, печная). По старой классификации США техуглерода обозначался
следующим образом:
SAF - superior abrasion furnace - печная, сообщающая вулканизатам
превосходную износостойкость;
ISAF - intermediate superior abrasion furnace - печная, сообщающая
вулканизатам меньшую износостойкость, чем техуглерод SAF, но
большую, чем техуглерод HAF;
ISAF, HS - то же, что ISAF, но с повышенной структурностью;
HAF - high abrasion furnace - печная, сообщающая вулканизатам
высокую износостойкость;
HAF, LS - то же, что и HAF, но с пониженной структурностью;
CRF - channel replacement furnace - печная, заменяющая канальную;
FEF - fast extrusion furnace - печная, сообщающая смесям хорошую
шприцуемость;
GPF - general purpose furnace - печная общего назначения;
SFR - semi reinforcing furnace - полуусиливающая печная и т. д.
Однако чередование квалификационных знаков в формуле не было
строго формализовано и использовалось недостаточно последовательно. Кроме
того, фирмы - разработчики дают полученным ими типам продуктов собственные
фирменные марки. В результате марки со сходными свойствами могут
именоваться по разному, например: Vulcan 6, Согах 6, Statox 125 и т.д.
В силу большого разнообразия марок технического углерода в настоящее
время в качестве международного стандарта приняты принципы упрощенной
классификации по ASTM, ориентированные на потребительские свойства
технического углерода.
В соответствии со стандартом ASTM Д 1765 система классификации
является четырехзначной.
Первым знаком классификационной формулы является буква,
указывающая на влияние технического углерода на скорость вулканизации
типовой резиновой композиции, содержащей данный технический углерод.
Буква «N» используется для обозначения нормальной скорости,
типичной для печных видов технического углерода, не прошедшего
специальную обработку с целью воздействия на эту скорость. Буква «S» служит
для обозначения видов технического углерода, модифицированных с
целью снижения скорости вулканизации, или канального технического
углерода, обладающего этим свойством в силу технологии производства.
Таким образом, буква «S» означает низкую скорость вулканизации.
Второй знак в системе - это число, указывающее среднюю
адсорбционную поверхность по азоту (БЭТ) технического углерода. Диапазон
адсорбционной поверхности по азоту разделен на 10 групп, каждой из
которых соответствует определенное значение поверхности. Номер группы и
является вторым знаком классификационной формулы (таблица 48).
Таблица 48 Классификация техуглерода по удельной поверхности
Номер группы
Удельная поверхность по азоту (БЭТ), м /г
0
> 150
1
121 - 150
2
100-120
3
70-99
4
50-69
5
40-49
6
33-39
7
21-32
8
11-20
9
0-10
Третий и четвертый знаки в этой системе являются произвольно
устанавливаемыми цифрами.
Все виды технического углерода, которым присвоены номера на
момент публикации данного стандарта, приведены в таблице 49 [261].
Таблица 49
Свойства технического углерода
Зад
анные значе*
шя
Типич
ные описате;
1ьные значен
ия
Классификация
ASTM
Йодное ад-
сорцион-
ное число
D 1510,
г/кг
Абсорци-
онное
число ДБФО
10'5м7кг
Абсорци-
онное
число ДБФ
сжатого
образца D
■3493
10'5м7кг
S поверхности
по
многоточечной
адсорбции азота
(NSA)
М820,
103м7кг,
S внеш.
поверх, по
одноточечной
адсорбции
азота
(STSA)
1)5816,
IOV/кг,
Сила
окраски, D 3265
Насыпная
плотность,
D1513,
кг/м3
Напряжение при
300% удл.,
МПа при
145°С, D
412, D
3182, D
3192
1
2
3
4
5
6
7
8
9
N110
145
113
98
130
117
121
335
-3,2
N115
160
113
96
143
121
123
345
-3,4
N120
122
114
98
126
113
131
335
-1Л
N121
121
132
109
124
117
121
320
-0,2
N125
117
104
89
122
121
123
370
-2,6
N134
142
127
102
145
134
132
320
-0,6
N135
151
135
117
141
—
119
320
-0,4
N212
—
85
82
120
105
115
400
-6,4
N220
121
114
100
115
105
115
345
-2,2
N231
121
92
86
111
107
117
390
-4,6
N234
120
125
103
120
113
124
320
-0,8
N293
145
100
92
130
109
120
375
-4,8
N299
108
124
105
103
99
113
335
од
N315
—
79
75
91
86
—
450
N326
82
72
69
78
78
112
465
-4,0
N330
82
102
88
79
76
103
375
-1,4
N335
92
ПО
94
85
85
110
345
0,2
1
2
3
4
5
6
7
8
9
N339
90
120
101
92
88
110
345
0,3
N343
92
130
104
96
91
114
336
2,1
N347
90
124
100
85
83
105
335
0
N351
68
120
97
71
69
100
345
0,6
N356
92
154
112
91
87-
115
280
1,4
N358
84
150
112
82
78
99
290
2,3
N375
90
114
97
93
91
115
345
-0,2
N539
43
111
84
40
39
—
385
-1,8
N550
43
121
88
41
39
—
360
-1,4
N582
100
180
114
80
—
67
190
-1,8
N630
36
78
62
34
32
465
-4,4
N642
36
64
62
39
—
—
513
-5,4
N650
36
122
87
37
34
—
370
-1,0
N660
36
90
75
35
34
425
-2,4
N683
35
133
—
37
35
—
335
-0,8
N754
24
58
57
25
24 _j
—
495
-6,6
N762
27
65
60
28
29
—
505
-4,8
N765
31
115
82
36
34
—
375
-2,0
N772
30
65
58
31
31
—
505
-4,8
N774
29
72
62
29
29
—
495
-4,6
N787
30
80
74
30
32
—
450
-4,2
N907
—
34
—
10
9
—
—
-9,4
N908
—
34
—
10
9
—
—
-10,2
N990
—
43
40
9
8
—
—
-8,6
N991
—
35
38
9
8
—
-10,2
В таблице 50 приведено обозначение типов технического углерода
по старой и новой классификациям.
Таблица 50 Типы технического углерода
Новая классификация
Старая
классификатехнического
углероция технического
угСтруктура
да по ASTM
лерода
N110
SAF
Нормальная
N110-HS
SAF-HS
Высокая
N219
ISAF-LS
Низкая
N220
ISAF
Нормальная
N242
ISAF-HS
Высокая
N285
ISAF/HAF
Высокая
N326
HAF-LS
Низкая
N330
HAF
Нормальная
N339
HAF-M
Нормальная (монодисперсная)
N347
HAF-HS
Высокая
N539
FEF-LS
Низкая
N550
FEF
Нормальная
N568
FEF-HS
Высокая
N650
GPF-HS
Высокая
N683
GPF-HS
Высокая
N660
GPF
Нормальная
N761-762
SRF-LM
Низкая
N765
SRF-HS
Высокая
N770-774
SRF
Нормальная
N787
SRF
Нормальная
Значения числа адсорбции йода и числа абсорбции дибутилфталата
являются заданными для всех производителей технического углерода.
Остальные показатели представляются ориентировочными
усредненными типовыми значениями, полученными от нескольких
производителей. Они зависят от заданных значений и могут изменяться у различных
производителей при одинаковом йодном числе и числе абсорбции
дибутилфталата из-за различного применяемого оборудования.
В последнем столбце таблицы 49 приведены значения разности
усилий, вызывающих 300%-ное удлинение образцов, изготовленных с
испытываемым и эталонным техническим углеродом. Таким образом, в число
контролируемых на предприятии-поставщике технического углерода
показателей его качества вводятся характеристики поведения продукта в рези-
нах. Это вызвано тем, что соблюдение требований потребителя к
указанным показателям технического углерода все же не гарантирует полной
идентичности получаемых свойств вулканизатов резиновых смесей.
Значит, особенности технологии получения технического углерода и сырья
для его производства могут изменять такие свойства и показатели
продукта, которые не учитываются системой контроля косвенных для
потребителя признаков. Система таких признаков с точки зрения предсказуемости
свойств резин еще не является полной. В силу сказанного предприятия-
производители технического углерода должны владеть методами и иметь
оборудование для испытаний моделей резиновых смесей и вулканизатов на
основе использования производимых ими марок продукта.
Следует обратить внимание на то, что в качестве эталонного
технического углерода здесь использован IRB-7 (ранее использовался IRB-6).
Промышленный эталонный технический углерод №7 (IRB-7) - это
технический углерод N330 с йодным числом, равным 83,0 г/кг, и абсорбцией
ДБФ, равной 101,6 см3/100 г. [261].
Дисперсность (удельная поверхность) и структурность техуглерода
существенно влияют на весь комплекс свойств резиновых смесей и
вулканизатов (таблица 51).
Таблица 51 Влияние внешней удельной поверхности и структурности
техуглерода на свойства резиновых смесей и вулканизатов
Свойства смесей и вулканизатов
Увеличение
удельной
внешней
поверхности
(постоянная
структура)
Увеличение
структуры
(постоянная
удельная
поверхность)
Резиновая смесь
Вязкость
повышается
повышается
Когезионная прочность
повышается
повышается
Продольная усадка при профилировании
понижается
понижается
Внешний вид поверхности после
профилирования
ухудшается
улучшается
Диспергирование
понижается
повышается
Вулканизаты
Жесткость (твердость)
повышается
повышается
Динамическая жесткость
повышается
повышается
Модуль упругости
повышается
понижается
Разрывная прочность
повышается
понижается
Удлинение при разрыве
незначительно
понижается
Сопротивление раздиру
повышается
понижается
Эластичность
понижается
незначительно
Гистерезисные потери
повышается
незначительно
Сцепление с мокрой поверхностью
повышается
незначительно
Износостойкость
повышается
незначительно
повышается
С ростом дисперсности технологические свойства смесей
ухудшаются, а с ростом структурности, наоборот, улучшаются.
Увеличение удельной поверхности приводит к увеличению
прочности и мало влияет на модуль упругости резин, тогда как при увеличении
структурности прочность изменяется незначительно, а модуль возрастает.
Тангенс потерь резин (tg 8), а, следовательно, потери на качение шин
прямо зависят от удельной внешней поверхности и незначительно
изменяются с увеличением показателей структурности в интервале от 30 до 120
м2/ г. Так как сила трения резин находится в прямо пропорциональной
зависимости от tg 5 [66, 67], то следует ожидать, что и сцепление с мокрой
дорогой будет находиться в такой же зависимости то дисперсности и структурности
техуглерода, как и tg 5.
Износостойкость резин зависит от степени дисперсности и
структурности техуглерода, характера распределения агрегатов по размерам,
поверхностной активности техуглерода и степени пористости его поверхности [263,264].
Четко разделить эффекты влияния дисперсности и структурности удается
только на специально изготовленных образцах техуглерода [265].
Как видно из рис. 55, влияние удельной поверхности на износостойкость
существенно более значимо, причем в области высоких значений дисперсности
и структурности показатель износостойкости стремится к предельному
значению.
Рис. 55 Влияние дисперсности (а) и структурности (б) техуглерода на
износостойкость резин
Прямая зависимость износостойкости от удельной поверхности те-
хуглерода наблюдается до величины удельной поверхности 130-140 м /г
(рис. 56).
Дальнейшее повышение удельной поверхности (свыше 140 м/г по
ЦТАБ) при обычных значениях структурности (100-120 см /100 г) не
оказывает влияния на износостойкость.
Рис. 56 Зависимость
относительной износостойкости
шин от удельной
геометрической поверхности
технического углерода в
протекторной резине при
адсорбции ДБФ, см3/100 г:
1 - 80; 2 - 100; 3 - 120; 4 -
140; 5-160
f£0 f4o 1бо
Это объясняется, по-видимому, недостаточной степенью
диспергирования такого техуглерода в смесях, а ухудшение качества
диспергирования, как известно[266], приводит к увеличению потерь при истирании (рис.
57).
Рис. 57 Зависимость
износостойкости протекторной
резины от степени
диспергирования
Известно, что степень диспергирования техуглерода улучшается при
повышении его структурности В этой связи при увеличении структурности
техуглерода эффективность влияния повышения удельной поверхности на
износостойкость шин проявляется более отчетливо (рис. 58).
Дисперсность техуглерода является фактором, определяющим
износостойкость резин при низких и умеренных скоростях износа. В более
жестких условиях доминирующее значение приобретает структурность
техуглерода [266, 267].
Рис. 58 Зависимость
износостойкости от степени
структурности техуглерода при
различном объемном
наполнении:
1 - Абс. ДБФщ49з = 122
см2/100г
2 - Абс. ДБФщ49з = 98
см2/100г
Об этом свидетельствуют, в частности, данные таблицы 52, в
которой сравнивается износостойкость протекторной резины с техническим
углеродом марок N330 и N347 при различной скорости износа [267].
Таблица 52 Влияние Ббэт и структурности техуглерода на
износостойкость протекторной резины при различных скоростях износа
1 1 У"\ Т/* О О О Т-»ттт
Марка техуглерода
1 юказатель
N330
N347
Уд. адсорбционая поверхность по SB3T> м2/г
84
89
Абсорбция ДБФ, см3/100 г
111
126
Относительная износостойкость в % при
скорости износа, число миль/ 0,001 дюйм
высоты протектора
>40
100
105
30-40
100
102
20-30
100
116
<20
100
130
Это объясняется уменьшением доли износа посредством «скатывания»
более твердых резин с этим техуглеродом. Возможность одновременного
повышения износостойкости и сцепления с дорогой является уникальной
особенностью техуглерода.
Каждому уровню структурности техуглерода соответствует
определенная степень объемного наполнения, оптимальная для достижения
наивысшей износостойкости (рис. 58).
Зависимость основных выходных характеристик резин и шин от
дисперсности технического углерода показана на рис 59.
Рост дисперсности техуглерода приводит, как уже было сказано, к
увеличению износостойкости и сцепления, но повышает сопротивление
качению шин.
Рис. 59 Зависимость
эксплуатационных свойств шин от
размера частиц технического
углерода:
1 - сопротивление качению;
2 - сцепление с сухой
дорогой;
3 - сцепление с мокрой
дорогой;
4 - износостойкость
2,2.2. ФИЗИКО - ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ
МИНЕРАЛЬНЫХ НАПОЛНИТЕЛЕЙ
Активные кремнекислотные наполнители в промышленности
получают двумя методами.
Усиливающую безводную кремнекислоту получают пирогенным
способом разложения тетрахлорида кремния в среде перегретого пара при
температуре выше 1000°С. Этот продукт продается под марками Аэросил
(Германия), Карбосил (США) и др.
Усиливающие осажденные кремнекислотные наполнители
производят так называемым мокрым способом путем осаждения оксида кремния
из водного раствора силиката натрия диоксидом углерода либо водными
растворами кислот [268]. В шинной промышленности применяют
кремнекислоту, полученную «мокрым, способом.
Свойства кремнекислотных наполнителей характеризуют теми же
показателями, что и свойства технического углерода (удельная
поверхность по ЦТАБ, по БЭТ, адсорбция ДБФ, насыпная плотность). В таблице
53 приведены физико-химические характеристики типовых осажденных
кремнекислотных наполнителей (ОКН), выпускаемых зарубежными и
отечественными производителями, и свойства стандартных резин на основе
БСК с их применением.
В зависимости от условий осаждения и природы коагулянтов крем-
некислота получается слабокислой, нейтральной или слабощелочной.
Кремнекислота включает в себя «свободную» и «связанную» воду
связанная вода, образующаяся при конденсации силанольных групп, удаляется
при 900-1100°С. Постоянство содержания «свободной» влаги в кремне-
кислоте (4-6%) очень важно. Колебания этой величины может вызвать
серьезные изменения в ходе вулканизации и других технологических
процессов.
Механизм усиления полимера кремнекислотой отличается от
механизма усиления техническим углеродом. Это связано с химической
природой и энергетикой поверхности кремнекислотных наполнителей,
существенно отличной от свойств поверхности технического углерода.
Поверхность частиц кремнекислоты сильно насыщена полярными
силанольными (SiOH) и силоксановыми (SiOSi) группами [268]. Полярная
поверхность имеет меньшее сродство к неполярным каучукам, в результате
чего взаимодействие между частицами больше, чем с углеводородными
молекулами каучука [269]. Вследствие слабого взаимодействия с
полимером кремнекислотные наполнители при равной удельной поверхности
уступают техническому углероду по усиливающей способности. Для
улучшения взаимодействия кремнекислот с каучуками общего назначения при
меняют специальные модификаторы - бифункциональные силаны.
Силаны, называемые по механизму действия соединяющими или
модифицирующими агентами, при механическом смешении каучука с
наполнителем при температуре 120-160°С химически взаимодействует с
силанольными группами поверхности частиц кремнекислоты. В результате
поверхность покрывается привитыми молекулами модификатора и меняет
свои физические свойства: становится более гидрофобной, а
взаимодействие между частицами ослабляется. Наполнитель лучше диспергируется в
среде каучука.
Рис. 60 Реакция взаимодействия кремнекислоты с силаном и каучуком
При вулканизации молекулы силана за счет полисульфидных и мер-
каптогрупп вступают во взаимодействие с вулканизующей группой и, в
конечном итоге, с каучуком. В результате в резине резко возрастает доля
связанного каучука, что приводит к улучшению комплекса свойств резин
(рис. 60).
При повышении удельной поверхности кремнекислотных
наполнителей увеличиваются прочностные свойства резин, теплообразование и
твердость, снижаются эластичность и напряжение при 100% деформации
[270].
Таблица 53 Свойства различных кремнекислотных наполнителей и стандартных резин с их применением
Фирма - производитель
«Сода»
Россия
«Grase Davis-
sion», США
«Degussa-
Huels»,
Германия
«Rhodia»,
Франция
Наименование показателей
Белая
сажа
БС-120
Росил-
175
Перка-
сил
KS-300
Перка-
сил
KS-408
Ульт-
расил
VN-2
Ульт-
расил
VN-3
GR
Зеосил
125 GR
Зеосил
195 GR
Содержание влаги, %
5,2
4,7
4,0
4,0
5,5
5,1
6,5
6,2
Потери в массе при прокаливании, %
4,9
4,2
6,0
6,0
4,5
4,2
4,3
4,6
рН суспензии
8,5
6,8
7,0
6,5
6,4
6,5
6,9
6,2
Массовая доля железа, %
0,090
0,045
0,012
0,020
0,030
0,028
0,019
0,017
Насыпная плотность, г/л
140
186
255
250
220
300
Площадь поверхности по БЭТ, м2/г
120
183
125
170
130
175
125
180
Абсорбция ДБФ, см3/100 г
300
330
260
260
260
260
Свойства стандартных резин на основе БСК
Вязкость по Муни МБ 1+4 (100°С)
84
132
76
107
76
107
78
110
Усл. напряжение при удл. 300 %, МПа
6,5
8,8
7,3
9,2
7,5
9,2
7,4
9,0
Усл. прочность при растяжении, МПа
11,5
16,5
13,5
16,2
13,2
16,0
13,3
16,1
Относительное удлинение, %
650
608
660
620
640
620
650
620
Отечественный высокоструктурный кремнекислотный наполнитель
Росил 175 по усиливающей способности не уступает импортным аналогам
(таблица 54). Однако отечественная кремнекислота обладает
неудовлетворительными технологическими свойствами (пониженная насыпная
плотность, пылящая выпускная форма), а также уступает импортным аналогам
по степени диспергирования.
Таблица 54 Свойства стандартных смесей с кремнекислотными »
наполнителями
Наименование показателей
Зеосил
1165 MP
Росил
175 Б
Норма
ISO
579-42
Свойства резиновых смесей
Вязкость по Муни МБ 1+4 (100°С), ед.
72
92
н/б 110
Реометрические характеристики при 155°С:
Минимальный крутящий момент ML, ф д
10
12
—
Максимальный крутящий момент Мн, ф Д
40
42
40-50
Время начала вулканизации Ts, мин.
3,25
3,0
2,75-3,25
Время оптимальной вулканизации Т90, мин.
7,75
7,0
7,0-8,0
Свойства вулканизатов
Усл. напряжение при удлинении 500%, МПа
8,0
8,9
8,5±1,5
Усл. прочность при растяжении, МПа
25,1
24,6
н/м 15,5
Относительное удлинение при разрыве, %
672
686
600-700
Сопротивление раздиру, кН/м
52,8
58,1
—
Твердость по Шору А, 20°С, усл.ед.
52
55
—
Эластичность по отскоку, % 20°С
42
44
—
100°С
53
51
—
Фирма Родиа (Rhodia) разработала оригинальные методы
технологического процесса осаждения и сушки кремнекислоты, что позволило при
одинаковой удельной поверхности существенно повысить степень
диспергирования ее в резиновой смеси и, как следствие, улучшить
технологические и технические характеристики резин (рис. 61) [271].
Как видно из приведенного рисунка, выпускная форма в виде
микрогранул обеспечивает кремнекислотному наполнителю наибольший
усиливающий эффект по сравнению с гранулированной (GR) и
порошкообразной (powder) формами при близкой удельной поверхности. То есть для
достижения равного эффекта усиления можно применять либо Зеосил MP
с удельной поверхностью 160 - 170 м2/г, либо Зеосилы гранулированной и
порошкообразной выпускной формы, но с удельной поверхностью выше
200 м2/г. Однако известно, что повышение удельной поверхности
наполнителя приводит к ухудшению его диспергирования.
Рис. 61 Влияние выпускной
формы кремнекислоты на
ее усиливающие
способности:
1 - микрогранулированная
высокодисперсная (HDS)
кремнекислота;
2 - гранулированная
высокодисперсная (GR)
кремнекислота;
3 - стандартная
порошкообразная (Powder)
кремнекислота
Таким образом, выбор Зеосила 1165 MP (с удельной поверхностью
160 м /г) в качестве самого эффективного в настоящее время кремнекис-
лотного наполнителя для протекторных резин основан на его высокой
диспергирующей и усиливающей способности.
Фирмой Родиа по новой технологии разработан ассортимент
высокодисперсных (HDS) кремнекислот микрокапсулированной (Micropearl)
выпускной формы: Зеосил 1115 MP с удельной поверхностью по БЭТ ПО
м2/г, Зеосил 1135 MP (135 м2/г), Зеосил 1165 MP (165 м2/г) и Зеосил 1205
MP (200 м2/г).
С целью снижения содержания в рецептуре резин дорогостоящих си-
ланов ф. Родиа выпустила высокодисперсную кремнекислоту нового
поколения Зеосил 1165 MPS [288]. Новый кремнекислотный наполнитель
Зеосил 1165 MPS предназначен для повышения реакционной способности
кремнекислоты по отношению к применяющемуся в рецептуре
протекторных резин сшивающему агенту на основе бифункциональных силанов.
Изотермы адсорбции сшивающего агента обычной
высокодисперсной кремнекислотой и Зеосилом 1165 MPS, представленные на рис. 61,
показывают, что при одинаковом количестве силана, введенного в рецептуру
смесей, Зеосил 1165 MPS адсорбирует значительно больше силана. Иначе
говоря, для Зеосила 1165 MPS требуется меньше сшивающего агента в
рецептуре смеси для обеспечения такой же высокой степени усиления, чем
для соответствующей высоко дисперсной кремнекислоты.
Последние разработки ф. Родиа - кремнекислота Zeosil Premium 200
MP. При одинаковом с Зеосилом 1165 MP диаметре микрогранул Zeosil
Premium 200 MP имеет в два раза меньший диаметр первичных частиц.
Количество сшивающего агента введенного в
систему, % (при последовательном введении
количества силана)
Рис. 61 Поглощение сши
вающего агента в зависимо
сти от количества сшиваю
щего агента в системе
Благодаря этому резины с новой кремнекислотой имеют лучшую из
носостойкость, а за счет более высокой диспергируемости - более высо
кую прочность и низкие гистерезисные потери (таблица 55).
Таблица 55 Свойства резин с применением нового кремнекислотного
наполнителя
Показатели
Зеосил
1165 MP
Zeosil Premium
200 MP
Сопротивление качению
***
****
Износостойкость
***
чХ* *X* ^и*
*n #T%
Управляемость боковым заносом
***
%M+
#ТЧ гТЧ ОТ* #т%
Сцепление с мокрой дорогой
**#
**
Переработка
***
**
***** превосходно; **** отлично;*** очень хорошо
** хорошо; * удовлетворительно
В последние годы существенно возрос интерес к использованию в
составе шинных резин минеральных наполнителей, содержащих двуокись
кремния в сочетании с алюмосиликатами различных металлов (бентониты,
воллостаниты, шунгиты) [272-279].
Основной мировой запас шунгитов сосредоточен в России (Зажогин-
ское месторождение, Карелия, г. Петрозаводск) и в Казахстане (г. Текели).
В таблице 56 приведен сравнительный химический элементный
состав шунгитового наполнителя обоих месторождений (по данным
производителей) в пересчете на окислы металлов. Как видно, шунгитовые
наполнители, помимо двуокиси кремния и углерода, содержат ряд металлов
(главным образом, алюминий, железо, магний, калий), входящих в состав
силикатов, химически устойчивых в зоне температур переработки и вулка-
низации резиновых смесей и частично представленных неорганической
частью.
Таблица 56 Химический состав шунгитовых наполнителей
Оксиды и элементы
Новокарбон Карбосил
% масс.
Таурит ТФС
% масс.
Si02
57,5
72,42
ТЮ2
0,21
0,50
А1203
3,95
9,53
Fe203
2,44
1,02
MgO
1,11
CaO
0,24
2,38
Na20
0,20
0,50
K20
1,50
0,50
S
1,41
С
28,6
10,08
H20
4,20
0,26
Согласно современным представлениям шунгит является
микрогетерогенным композиционным материалом, включающим в себя
тонкодисперсные фазы углерода в скрытокристаллической графитированной форме,
диоксида кремния, микроэлементы в составе силикатов и других
соединений, небольшое количество органических веществ и воду. Шунгиты
существуют в нескольких разновидностях, отличающихся содержанием
углерода и минеральной части.
Производителями шунгитового наполнителя в России являются ООО
«Карбон» (торговая марка Новокарбон), ООО «Экохиммаш» (торговая
марка Карбосил), в Казахстане - ТОО «ГРК «Коксу» (торговая марка
Таурит).
В таблице 57 [272] представлен уровень физико-химических
показателей шунгитовых наполнителей указанных производителей. Наиболее
интересными и значимыми показателями, характеризующими особенности
морфологии шунгитового наполнителя, являются удельная поверхность по
адсорбции азота и показатель абсорбции дибутилфталата. Причем, оба
указанных показателя зависят не только от способа и глубины помола, но,
главным образом, и от структуры самого минерала, особенности которой
определяют необычные свойства шунгитовых пород.
Основным структурным элементом шунгитов являются глобулы,
представляющие собой сферические или эллипсоидальные углеродные
образования размером в среднем 10 нм, внутри которых было установлено
наличие пустот. Кроме внутренних пустот установлено также наличие
межглобулярных пустот (или пор). Объём закрытых пор оценивается в 95% от
общего рассеивающего объёма пор.
Таблица 5 7 Сравнительные физико-химические свойства шунгитовых
наполнителей
Показатели
Новокарбон
«Карбон»
Карбосил
«Экохим-
маш»
Таурит
«Коксу»
Удельная поверхность по
адсорбции азота, м2/г
24
16,6
' 9,2
Абсорбция ДБФ, г/100 г
37
40
31
рН водной суспензии
4,4
3,4
7,4
Насыпная плотность, г/дм
530
560
790
Массовая доля влаги, %
1,5
1,1
0,25
Потери при прокаливании 950°С, %
36,1
34
8,8
При механическом воздействии в процессе помола за счет частичного
разрушения глобулярной структуры и открытия ранее закрытых пор
наблюдается не только увеличение удельной адсорбционной поверхности, но
и структурности, о чем свидетельствует опережающий рост показателя
абсорбции ДБФ. Уровень различия между этими показателями (менее 10 ед.)
характеризует исходную шунгитовую породу как высокопористую, но
которой присущи поры меньшего размера, недоступные молекулам каучука.
В сравнении с Новокарбоном и Карбосилом Таурит имеет
значительно меньший уровень удельной поверхности по адсорбции азота (БЭТ).
Таурит также имеет более низкий уровень показателя абсорбции ДБФ,
характеризующей структуру наполнителя. Однако отношение ДБФ/БЭТ для
Таурита является самым высоким, что свидетельствует о более высокой
степени структурности на единицу поверхности, доступной для каучука.
В отличие от Новокарбона и Карбосила, имеющих уровень
показателя рН водной вытяжки в пределах 3,5 - 5,0, что свидетельствует о кислом
характере активных компонентов на поверхности наполнителя, уровень
водородного потенциала поверхности Таурита ближе к нейтральному
значению.
Для Таурита также характерен существенно более низкий уровень
потерь при прокаливании, что свидетельствует о меньшем содержании внут-
риглобулярной, капсулированной влаги.
Отличительной особенностью Таурита также является очень высокая
насыпная плотность, значительно превосходящая Новокарбон и Карбосил,
что позволяет предположить наличие существенных различий в структуре
шунгитовых пород, из которых произведены сравниваемые наполнители.
В таблицах 58, 59 представлены данные по влиянию шунгитовых
наполнителей на свойства стандартных резин на основе изопренового и бу-
тадиен-стирольного каучуков. В качестве эталонов взяты кремнекислотный
наполнитель БС-120 и полуусиливающий технический углерод Н 660 [273].
Таблица 58 Сравнительные свойства стандартных резин на основе СКИ-3
с шунгитовыми наполнителями различных производителей
Показатели
БС-120
40
—
—
—
—
Н-660
—
40
—
—
—
Таурит
—
—
40
—
—
Карбосил
—
—
—
40
—
Новокарбон
—
—
—
—
40
Пластичность, усл.ед.
0,38
0,61
0,7
0,7
0,7
Эластическое восстановление, мм
0,3
0,25
0,15
0,05
0,04
Вязкость по Муни МБ 1+4 (100°С),
ед.
76
42
26
29
30
Усл. напряжение при удл.500 %, МПа
5,6
7,8
4,1
3,2
3,0
Усл. прочность при растяжении, МПа
15,8
17,9
7,8
6,1
6,2
Относительное удлинение, %
874
678
881
902
910
Твердость, усл.ед.
66
68
58
57
57
Эластичность, %, 20°С
51
59
70
68
68
100°С
58
65
72
73
72
Таблица 59 Сравнительные свойства стандартных резин на основе
СКС-30 АРК с шунгитовыми наполнителями различных производителей
Показатели
БС-120
40
—
—
—
—
ТУ Н-660
—
40
—
—
—
Таурит
—
—
40
—
—
Карбосил
—
—
—
40
—
Новокарбон
—
—
—
—
40
Пластичность, усл. ед.
0,32
0,45
0,47
0,48
0,48
Эластическое восстановление, мм
0,9
1,0
1,3
1,05
1,1
Вязкость по Муни МБ 1+4 (100°С),
усл. ед.
82
48
36
42
40
Усл. напряжение при удл.500%, МПа
6,5
7,7
3,5
2,7
2,8
Усл. прочность при растяжении, МПа
13,4
18,8
6,0
5Д
4,8
Относительное удлинение, %
680
596
798
840
865
Твердость, усл. ед.
62
59
50
51
50
Эластичность, %, 20°
41
50
56
55
55
100°С
48
63
62
62
61
Резины как на основе СКС - 30АРК, так и СКИ-3, содержащие
Таурит, имеют более высокий уровень прочности и напряжения при 500 % уд-
линения, чем резины с Новокарбоном и Карбосил ом. По влиянию на
твердость и эластичность резин шунгиты всех производителей идентичны.
В целом, независимо от типа каучука, шунгитовые наполнители всех
производителей демонстрируют существенно меньшие усиливающие
свойства, чем кремнекислотный и полуусиливающий тип техуглерода.
Полученные результаты свидетельствуют о том, что любая замена
техуглерода или кремнекислотного наполнителя на шунгитовый
наполнитель приведет к существенному снижению упруго-прочностных и
динамических характеристик резин независимо от типа каучука.
Введение шунгитовых наполнителей сверх дозировки технического
углерода в резинах на основе СКС - ЗОАРК приводит к незначительному
снижению модуля и прочности при практически равном относительном
удлинении и эластичности. Истираемость и твердость резин при этом
повышаются (таблица 60).
Таблица 60 Сравнительные свойства стандартных резин на основе
СКС-30 АРК, содержащих комбинацию комбинаций шунгитов с
техническим углеродом
Показатели
ТУ П-234
50
50
50
50
Таурит
—
20
—
—
Карбосил
—
—
20
—
Новокарбон
—
—
—
20
Пластичность, усл. ед.
0,29
0,30
0,31
0,30
Эласт. восстановление, мм
1,55
1,3
1,2
1,1
Вязкость по Муни МБ 1+4 (100°С), усл. ед.
64
66
68
69
Усл. напряжение при удл.500%, МПа
14,1
12,8
13,2
12,9
Усл. прочность при растяжении, МПа
26,6
24,6
24,1
24,3
Относительное удлинение, %
485
488
482
480
Твердость, усл.ед.
65
70
68
68
Эластичность, % 20°
34
32
32
32
100°С
44
43
45
44
Коэф. температуростойкости (100°С), КР
0,34
0,35
0,33
0,32
Коэф. теплового старения (100 С 72час), КР
0,98
0,97
0,94
0,93
Истирание по Шоппер-Шлобах, см /м10"
1,4
2,2
2,1
2,2
Теплообразование при многократном сжатии,
АТ,°С
55,7
60
64
65
Для резин на основе СКИ-3 при дополнительном введении шунгитов
характерно некоторое повышение модуля упругости при 500 % удлинения
при снижении прочности, относительного удлинения и сопротивления
раздиру (таблица 61).
Таблица 61 Сравнительные свойства стандартных резин на основе СКИ-3 и
комбинаций шунгитов с техническим углеродом
Показатели
ТУ П-234
50
50
50
Новокарбон
—
20
—
Таурит
—
—
20
Пластичность, усл.ед.
0,33
0,40
0,42
Эластическое восстановление, мм
1,0
0,65
0,7
Вязкость по Муни МБ 1+4 (100°С), усл. ед.
72
70
68
Клейкость, Н
465
557
568
Усл. напряжение при 500% удлинении, МПа
9,5
9,8
9,6
Усл. прочность при растяжении, МПа
27,0
22,8
22,7
Относительное удлинение, %
584
529
512
Сопротивление раздиру, кН/м
133
82
74
Твердость при 20°С, усл. ед.
60
62
63
Эластичность,% 20° С
35
35
33
100°С
50
48
47
Коэффициент сохранения прочности при 100°С
0,59
0,53
0,55
после теплового старения 100°С 72 ч
0,96
0,96
0,96
Прочность связи с кордом (23 КНТС), Н, 20°С
5,2
6,0
6,3
Теплообразование по Гудричу AT, °С
36
39,0
40
Уровень адгезии к армирующим материалам при введении
шунгитовых наполнителей повышается в равной степени для всех марок [273, 274].
Применение шунгитов в комбинации с кремнекислотными
наполнителями способствует достаточно существенному повышению модуля
упругости резиновых смесей на основе СКИ-3 и их когезионной прочности
(таблица 62).
Введение шунгита дополнительно к осажденному кремнекислотному
наполнителю также повышает прочность резин, практически не влияя на
уровень напряжения при 300% деформации, что свидетельствует о
качественном улучшении диспергирования основного наполнителя. Это
подтверждается и более высокой степенью эластичности резин при 100°С для
смесей с шунгитовыми наполнителями.
Таким образом, представляет интерес применение шунгитовых
наполнителей в шинных резинах при введении его в рецептуру
дополнительно к основному наполнителю с последующей оптимизацией состава.
Предпринимаются попытки [280] модифицировать шунгит с целью
повышения его активности. Однако в данном случае необходимо
сопоставлять полученный эффект с возможностями организации
технологического процесса модификации и стоимостью конечного продукта.
Таблица 62 Сравнительные свойства стандартных резин на основе СКИ-3,
содержащих комбинацию шунгитов с ОКН
Показатель
Зеосил 1165 MP
50
50
50
Новокарбон
—
10
—
Таурит
—
— »
10
Свойства резиновых смесей
Вязкость по Муни МБ 1+4 (100°С), усл. ед.
122
126
103
Усл. напряжение при 150 % удл., МПа
2,6
3,1
3,5
Усл. прочность при растяжении, МПа
4,4
11,0
10,8
Свойства вулканизатов
Уел напряжение при 500% удлинения, МПа
5,4
5,9
5,4
Усл. прочность при растяжении, МПа
15,7
19,4
19,3
Относительное удлинение, %
728
746
739
Сопротивление раздиру, кН/м
40
44
42
Твердость при 20°С, усл. ед.
60
68
59
Эластичность, % 20° С
37
36
37
100°С
43
44
45
В резиновой промышленности применяется мел природный молотый
мокрого и сухого обогащения с содержанием САСОз не менее 98,5%. Для
шинной промышленности рекомендуются марки ММО и ММС-1 (ГОСТ
12085). Мел применяют в качестве дешевого неусиливающего
наполнителя, антиадгезива (для опудривания резиновых смесей), а также для
улучшения технологических свойств резиновых смесей.
При введении мела в резиновые смеси их вязкость изменяется
незначительно, однако существенно улучшаются шприцуемость, каландруе-
мость, способность к заполнению формы [281].
Каолин представляет собой алюмосиликат общей формулы AI2O3 х
2Si02 х 2Н20. В шинной промышленности применяют обогащенный
каолин марок КРТШ, КРТШП, КРТ с диаметром частиц менее 5 мкм (не
менее 70%) и содержанием оксида железа (Fe203) не более 0,75% (ГОСТ
19608). Позиции применения каолина в шинной промышленности
примерно такие же, как и мела. При введении в каучук каолин повышает вязкость
резиновых смесей, увеличивает каркасность и снижает их усадку. Каолин
активно адсорбирует на своей поверхности ускорители вулканизации и
противостарители, что следует учитывать при составлении рецептуры
резиновых смесей.
Слюду добывают из трех минералов - мусковита (белой слюды),
имеющего состав К20 х ЗА1203х 6Si02x 2Н20, флогопита, который
является алюмосиликатом магния, и биотита, который кроме калия и магния
содержит железо.
В шинной промышленности используется молотая слюда из
московита марки СММ с размером частиц не более 160 мкм и содержанием
посторонних примесей не более 0,5% (ГОСТ 10698). Слюда применяется как
вспомогательный материал в смазках для внутренней поверхности
покрышек, а также в рецептуре резин герметизирующего слоя [281].
Тальк является силикатом магния 3MgOe4SiOe2bi20, в котором часть
магния обычно замещена двухвалентным железом (до 1%). Тальк имеет
вид кристаллов гексагональной системы, плотность 2,69 г/см3, насыпной
вес 1,25 г/см3. В резиновой промышленности тальк применяют, в основном,
в качестве опудривающего материала [281]. Имеются сообщения о
применении модифицированных тальков в резинах герметизирующего слоя
легковых шин [282].
2.2.3. Новые типы наполнителей
При разработке шин приходится постоянно выполнять
противоречивые требования изготовителей автомобилей, чтобы добиться оптимального
компромисса между такими свойствами шин как управляемость,
сцепление на мокром дорожном покрытии и на льду, сопротивление качению,
износостойкость, комфортабельность езды, шумообразование.
Шинной промышленностью со своей стороны выставляются
соответствующие требования к качеству технического углерода.
Необходимость решения этих проблем, а также высокая конкуренция с кремнекис-
лотными наполнителями заставила производителей начать разработку
новых модификаций технического углерода.
Известно, что гистерезисные потери наполненных резин весьма
сильно зависят от характера распределения дисперсных единиц
технического углерода по размерам. Как правило, увеличение полидисперсности
приводит к снижению модуля внутреннего трения и тангенса угла
механических потерь. Эти обстоятельства, а также ужесточение требований к
пневматическим шинам в части необходимости снижения потерь энергии
при качении из-за гистерезиса в резинах обусловили появление новых
активных марок технического углерода с бимодальным распределением
дисперсных единиц по размерам.
Наполнитель, содержащий в своем составе фракции агрегатов
существенно различающихся по размерам дисперсных единиц, позволяет
расширить спектр влияния техуглерода на структуру и свойства резин [283].
Так, бимодальный технический углерод с преобладающим
содержанием дисперсных единиц большого размера (среднеобъемный диаметр
агрегатов Д=0,28 мкм, удельная внешняя поверхность - 82 м2/г)
обеспечивает резинам на основе БСК значительное улучшение упруго-гистерезисных
и усталостных свойств при сохранении прочности и статического модуля
(таблица 63).
Сравнительное испытание опытных образцов техуглерода с моно - и-
и бимодальным распределением дисперсных единиц в резиновой смеси на
основе НК для беговой части СКГШ показали, что с увеличением средне-
объемного диаметра агрегата и степени полидисперсности уменьшается
скорость введения техуглерода, однако, конечная степень его
диспергирования значительно увеличивается, что приводит к улучшению
деформационно-прочностных, упруго-гистерезисных и усталостных свойств.
Таблица 63 Свойства типовой протекторной резины на основе БСК
с бимодальным техуглеродом
Наименование показателей
Н353
Н339Б
Вязкость по Муни МБ 1+4 (100°С), усл. ед.
60
62
Параметры кинетики вулканизации при 155 С: t2
6,5
6,5
t<H)
14
14
Уел напряжение при удл. 300%, МПа
13,0
13,8
Усл. прочность при растяжении, МПа
22,1
22,8
Относительное удлинение, %
502
509
Сопротивление раздиру, кН/м
49
54
Тангенс 5 (реометр MDR, 155°С)
0,108
0,086
Уст. выносливость при многократ. изгибе, тыс.
циклов
78
104
Необходимость повышения износостойкости резин без увеличения
(или даже при снижении) гистерезисных потерь привело к созданию
«улучшенных» (improved) монодисперсных марок технического углерода.
«Улучшенные» марки технического углерода имеют ряд
особенностей [284-286]:
- меньший средний размер агрегатов и более узкое их
распределение;
- более открытый и разветвленный характер агрегатов;
- повышенную поверхностную активность.
Последний фактор приводит к росту площади поверхности
технического углерода, активной по отношению к каучуку, что увеличивает
количество связанного каучука [286].
При близком уровне структурности и меньшей дисперсности по
сравнению с техническим углеродом, получаемым по обычной технологии,
«улучшенные» марки технического углерода сообщают резинам
значительно больший уровень модуля упругости (Мзоо) и близкий уровень
прочности.
Преимущество «улучшенных» марок технического углерода по
износостойкости составляет 6-8% (рис. 62) [284].
Рис. 62 зависимость индекса
износостойкости
протекторной резины от удельной
поверхности техуглерода,
полученного по
традиционной (1) и «улучшенной» (2)
технологии при величине
абсорбции ДБФ:
•,о-100-109 см3/100г;
А, А - ПО - 119см3/100г;
■,□-120-129
Несколько осторожнее надо интерпретировать данные по гистерезис-
ным свойствам резин с техническим углеродом «улучшенных» марок
[287]. Технический углерод этих марок имеет более узкое распределение
агрегатов по размерам, что при одинаковой дисперсности технического
углерода приводит к большему теплообразованию. Однако повышение
поверхностной активности и снижение дисперсности «улучшенных» марок
технического углерода перекрывают эффект влияния узкого
распределения агрегатов по размерам. Поэтому переход с обычного технического
углерода серии N 200 на «улучшенный» серии N 300 привел к снижению
гистерезисных потерь и, соответственно, теплообразования в резинах
(таблица 64) [287].
Таблица 64 Изменение гистерезисных потерь в резинах при замене
технического углерода марки N 220 на улучшенный технический углерод
марки N 339
Показатели
N220
N339
Удельная поверхность по БЭТ, м /г
122
98
Удельная поверхность по электронному
микроскопу, м2/г
120
103
Абсорбция дибутилфталата, см /100 г D2414
D3493
114
100
120
101
tg 5 резин (амплитуда 25%)
0,22
0,20
Имеются сообщения о свойствах протекторных резин с применением
новых типов сверхвысокоструктурного технического углерода с удельной
поверхностью на уровне технического углерода ISAF (СД-2005) [288] и на
уровне SAF (СД-2038) [289].
Эти типы технического углерода имеют очень высокое значение
адсорбции ДБФ до и после сжатия. Это обусловлено высоким (>80%)
содержанием цепочечных фибриллярных агрегатов.
Высокоразветвленные агрегаты имеют большой объем пустот, что
создает в резиновой смеси возможность окклюдирования и
иммобилизации полимера. Это увеличивает эффективный объем фракции наполнителя
и обуславливает повышение содержания «связанного» каучука и
напряжения при заданной деформации. Одинаковый модуль резин и их
максимальная износостойкость достигается при существенно меньшем содержании
технического углерода СД-2005 по сравнению с техническим углеродом
других, в том числе высокоструктурных, марок. При этом резины
характеризуются более низким tg 8 при 60° С.
Характерные особенности технического углерода «improved»
наиболее четко выражены в новом семействе технического углерода (с так
называемой наноструктурой), разработанного фирмой «Дегусса-Хюльс»
(иногда этот тип называют инверсионным). Технический углерод с
наноструктурой создан путем физической модификации поверхности в
усовершенствованном реакторе.
В отличие от технического углерода номенклатуры ASTM
поверхность нанотехуглерода состоит (рис. 63) из более мелких и
неупорядоченно расположенных графитоподобных кристаллитов, что придает
поверхности микрошероховатый характер и способность к более сильному
взаимодействию с сегментами полимерных цепей.
Микрошероховатость поверхности технического углерода нанотипа
не следует путать с пористостью, оцениваемой по соотношению Sb3t и
Sutab, рост которой отрицательно влияет на износостойкость резин из-за
ухудшения качества смешения и снижения уровня взаимодействия с
полимером.
Рис. 63 Модель
организации поверхностного слоя
(а) и адсорбции сегментов
полимера (б) с
поверхностью стандартного
техуглерода (по ASTM) (1) и с
наноструктурой (2)
Инверсионные или наноструктурные типы технического углерода
«Есогах» с разупорядоченной микроструктурой поверхностного слоя
обозначают как ЕВ. Технический углерод с наноструктурой при близкой дис-
персности и структурности имеет вдвое меньшие размеры кристаллитов.
Вулканизаты характеризуются близким уровнем упруго-прочностных
свойств и более высокой износостойкостью (таблица 65)[289,290].
Таблица 65 Сравнительная характеристика наноструктурных и
традиционных марок техуглерода
Наименование показателя
N234
ЕВ171
ASTM
Degussa
Свойства техуглерода
Удельная поверхность (БЭТ) 10 м /кг
121
123
Удельная поверхность (ЦТАБ) 103 м^кг
113
111
Йодное число, г/кг
120
121
Абсорбция ДБФ, 105 м3/кг
125
123
Сила окраски
124
118
Средний размер кристаллитов
1,2
0,6
Свойства резин
Условное напряжение при удлинении 300%,
+0,8
+1,1
Условная прочность при растяжении, МПа
+2,1
+2,2
Тангенс потерь (tg 5), %
100
85
Износостойкость, %
100
110
Резины, содержащие наноструктурные типы технического углерода,
имеют на 15-20% ниже теплообразование и тангенс потерь по сравнению с
резинами с традиционными типами технического углерода (рис. 64)
Рис. 64 Сравнительная характеристика резин с традиционными и наност-
руктурными типами техуглерода
Ассортимент выпускаемых марок технического углерода с
наноструктурой (с индексом ЕВ) показан в таблице 66 [289]. Протекторные марки
этого технического углерода сочетают низкий гистерезис с отличной изно-
Таблица 66 Ассортимент наноструктурных типов техуглерода
фирмы «Дегусса - Хюльс»
Тип техуглерода
Sutab > м /г
Позиции применения
Каркас
Брекер
Протектор
ЕВ 197
43
+
+
ЕВ 174
85
+
4
ЕВ 167
95
+
ЕВ 155
ПО
+
ЕВ 171
118
+
ЕВ 172
123
+
ЕВ 199
132
+
ЕВ 169
140
+
Фирма «Континенталь Карбон Компани» разработала технологию
получения технического углерода Continex Low Hysteresis (LH) - низко-
гистерезисный технический углерод.
Марки LH характеризуются высокой структурностью, широким
распределением размера частиц и агрегатов и низким показателем светопро-
пускания экстракта толуола, а также положительной разностью между
удельной поверхностью по азоту и йодным числом A (Sa - йодное число)
(таблица 67).
Эти марки технического углерода обеспечивают хорошие
технологические свойства, увеличивают скорость диспергирования технического
углерода в резинах. Их получение легко контролировать по обычным
стандартным методам оценки.
Таблица 67 Физико-химические свойства низкогистерезисных
типов технического углерода
Наименование показателя
LHi
LH30
LH20
N339
N234
N220
Йодное число, г/кг
75
76
90
90
120
121
Удельная адсорбционная
поверхность по азоту Sa 10"3м2/кг
91
92
106
92
119
115
Разность A (Sa-йодное число)
16
16
16
2
-1
-6
Удельная внешняя поверхность по
ЦТАБ, 103 м2/кг
92
93
102
94
121
113
Абсорбция ДБФ, 10*5 м3/кг
143
135
134
122
126
116
Абсорбция ДБФ после сжатия,
10"5 м3/кг
ПО
105
109
99
102
101
Светопропускание толуольного
экстракта, %
50
48
38
96
90
94
Резины, содержащие марки LH имеют более высокие М30о и эластичность,
меньшие твердость, теплообразование и износостойкость (таблица 68).
Таблица 68 Свойства резин на основе БСК : СКД с традиционными типами
техуглерода и их аналогами со знаком LH
Наименование показателя
N347
N220
LH
тра-
диц.
LH
тра-
диц.
Вязкость по Муни МБ 1+4 (100°С), усл. ед.
60
62
60
60
Склонность к подвулканизации по Муни
при 130°C,t+5, мин.
13
13
13
12
Степень диспергирования, балл
8
10
8
9
Усл. напряжение при удлин. 300%, МПа
12,8
12,4
11,3
9,9
Условная прочность при растяжении, МПа
20,9
20,8
20,7
21,5
Относительное удлинение при разрыве, %
460
470
480
550
Твердость при 20°С, усл.ед.
61
62
58
60
Эластичность по отскоку, % при 100°С
60
56
59
52
Теплообразование по Гудричу, °С
35
38
35
39
Износостойкость, %
93
100
98
100
При одинаковом уровне износостойкости тангенс потерь резин с
техническим углеродом LH существенно ниже (рис. 65) [291].
Рис. 65 Взаимосвязь
индекса износостойкости и tg 5
при 70°С для резин с
марками техуглерода
традиционных типов и низкогисте-
резисных со знаком LH
(индексированы
относительного техуглерода LHi)
Фирма «Кэбот», стремясь совместить преимущества обеих
наполнительных систем, разработала новый углерод - кремнеземный двухфазный
наполнитель CSDP (carbon-silica dual phase) под фирменным названием
«Экоблэк» CRX 2000 (ECOBLACK) [292]. Он предназначен для
обеспечения значительного снижения сопротивления качению и повышения
сцепления с дорогой без существенного снижения износостойкости по
сравнению с традиционно применяемым техуглеродом за счет улучшения
температурной зависимости тангенса потерь [293]. Двуокись кремния вводится в
технический углерод во время формирования его агрегатов. С помощью
различных аналитических методов было показано, что он состоит из двух
фаз: углеродной и кремнеземной.
Предполагают, что исходные мелкие частицы кремнезема,
полученные на начальной стадии реакции, могут становиться основой более
крупных частиц путем столкновения с предшественниками частиц техуглерода.
В итоге образуется корнеподобная структура, показанная на рис. 66.
Рис. 66 Модель строения частиц
Ecoblack:
А - при малом содержании
кремнезема;
Б - при большом содержании
кремнезема
Введение доменов кремнезема в техуглерод создает большое число
дефектов графитоподобной кристаллической решетки техуглерода и
кристаллические образования меньших размеров, которые становятся
активными, центрами адсорбции полимера. Благодаря этому увеличивается
количество связанного поверхностью полимера как видно из рис. 67.
Рис. 67 Влияние на
величину связанного каучука
соотношения кремнезема и
техуглерода марки N 234:
• - в их Механической
смеси;
о-в составе Экоблек
В сравнении с традиционными наполнителями Экоблэк менее
склонен к образованию сетки наполнитель - наполнитель. Это видно из зави-
:имости модуля упругости Е' от амплитуды динамической деформации
три 70 °С (рис. 68).
Рис. 68 Зависимость модуля
упругости Е' от амплитуды
динамических деформаций
для наполнительных
систем:
1 - кремнезем + TESPT;
2 - техуглерод марки N 234;
3 - Экоблек;
4 - Экоблек + TESPT
Амплитуда динамической деформации, %
Эффект Пейна, обусловленный разрушением сетки наполнителя,
оценивается по интенсивности снижения Е' с ростом амплитуды
деформации. На рис. 68 указанные зависимости приведены для технического
углерода марки N234 и Экоблэка в отсутствие и при введении связующего
компонента - органосилана TESPT (бис-3-триэтоксилилпропилтетра-
сульфида).
Сочетание Экоблека с TESPT приводит к дополнительному
снижению эффекта Пейна. Вероятно, меньшее развитие сетки наполнителя в
этом случае обусловлено затруднением флокуляции наполнителя из-за
«расклинивающего» действия повышенного количества связанного
каучука. Благодаря этому последняя система обеспечивает высокую
износостойкость резин. Особенностью резин с Экоблэком является сочетание низкого
тангенса потерь при 70 С и повышенного - при низких температурах, что
видно из рис. 69.
Рис. 69 Температурная
зависимость гистерезисных потерь
для резин с различными
наполнительными системами:
1 - кремнезем + TESPT;
2 - техуглерод марки N 234;
3 - Экоблек + TESPT
Сочетание низкого гистерезиса при высоких температурах и
повышенного гистерезиса при низких температурах обусловлено пониженной
склонностью наполнителя к образованию сетчатых структур [292].
В настоящее время на рынке имеются три марки наполнителя CSDP:
Экоблэк CR 2000, Экоблэк CR 2002 и Экоблэк CR 2006 (таблица 69) [294].
Таблица 69 Свойства наполнителей
Наполнитель
Содержание
Si, %
SA (по азоту),
м2/г
Абсорбция
ДБФ сжатого
образца,
см7100г
CR 2006
5,60
210
104
CR 2000
4,84
154
101
CR 2002
3,50
91
99
Вулкан 7Н (N 234)
0,03
123
101
Применение «Экоблэк» в протекторных резинах на основе НК для
грузовых шин в комбинации с силановым сшивающим агентом позволяет
существенно снизить теплообразование и сопротивление качению шин без
ухудшения износостойкости (таблица 70) [294].
Таблица 70 Обобщенные результаты испытаний шин, содержащих
в протекторе техуглерод типа «Экоблэк»
Наполнитель
Теплообразование
Сопротивление
качению
Интенсивность
износа
протектора
Вулкан 7Н
100
100
100
CR 2000
92
97
99
CR 2002
83
79
101
В настоящее время «Экоблэк» является одним из наиболее
совершенных наполнителей для шинных резин. Сдерживающим фактором его
широкого применения является очень высокая стоимость, что объясняется
сложной и дорогостоящей технологией производства.
Новые возможности открывает химическое модифицирование
поверхности технического углерода, так как, снижая взаимодействие
наполнитель - наполнитель, способствует лучшему диспергированию
технического углерода и снижению потерь на качение. Можно получить синерги-
ческий эффект при использовании каучука с функциональными группами и
химически модифицированного технического углерода.
Окислительная модификация технического углерода, как сухая, в
аппаратах вихревого слоя с вращающимся электромагнитным слоем. [295],
так и «мокрая» на стадии его грануляции [296] обеспечивает повышение
физико-механических показателей резин и прочности связи резин с метал-
локордом (таблица 71) [296].
Таблица 71 Влияние общего количества связанного кислорода и его
распределения по функциональным группам поверхности окисленного
технического углерода типа N 220 на адгезионные свойства резин.
Связанный кислород, %
общий
в фенольных
группах
в
карбоксильных
группах
Суммарно в
фенольных и
карбоксильПрочность
связи с м/к
22Л15, Н
ных группах
1,080*
—
—
—
142
3,130
0,061
0,169
0,230
202
4,500
0,061
0,189
0,250
201
2,410
0,032
0,115
0,147
170
2,490
0,095
0,122
0,217
186
*неокисленный технический углерод
Приведенные данные свидетельствуют о том, что прочность
крепления резин к латуни зависит не столько от общего количества связанного с
техническим углеродом кислорода, сколько от его распределения по
функциональным группам, причем определяющим фактором является
суммарное содержание кислорода в карбоксильных и фенольных поверхностных
группах.
При резком увеличении количества связанного кислорода
интенсивность структурирования полимера снижается, что ухудшает качество об-
кладочной резины. Из этого следует, что для достижения максимальной
прочности связи резин с латунированным металлокордом целесообразно
проводить окислительную модификацию технического углерода с
преимущественным карбоксилированием поверхности без резкого увеличения
общего количества связанного кислорода.
Сухая физическая обработка поверхности технического углерода
гексахлорпараксилолом (гексолом), лактамом аминокарбоновой кислоты
(капролоктамом) и смолы на основе алкирезов, модифицированной эпокси-
дами (смолы АРЭ), позволяет в протекторных и каркасных резинах на 10-
15% снизить истираемость и теплообразование и на 20-30% повысить
усталостную выносливость и прочность связи с металлокордом по сравнению
с резинами, содержащими эти модификаторы в своем составе [297].
Модификация на стадии грануляции технического углерода типа
N550 водными растворами растительных полифенолов (таннидов) с гекса-
метилентетраминам (ТМТА) обеспечивает резинам улучшенный комплекс
прочностных и адгезионных свойств (таблица 72) [298].
Таблица 72 Физико-механические показатели резин с модифицированным
техуглеродом
Показатель
Без
модификатора
Модифиц. ТУ
(таннид:ГМТА)
1:1
Усл. напряжение при удлин. 300%, МПа
10,4
9,8
Условная прочность при растяжении, МПа
22,4
23,8
Относительное удлинение при разрыве, %
530
550
Прочность связи резины с кордом
23 КНТС, Н-метод, Н 20°С
105
154
120°С
89
123
Модификация технического углерода водным раствором лапромола
294 (тетрагидроксипропилэтилендиамина) - продукта взаимодействия
окисипропилена с этилендиамином - существенно повышает усталостные
свойства, сопротивление раздиру и снижает истираемость резин с его
применением (таблица 73) [299].
Таблица 73 Физико-механические свойства вулканизатов
Свойства
Шифр смеси
ОЮ-1
ОЮ-2
ою-з
Твердость, усл. ед.,
20°С
62
64
Эластичность, %,
20°С
36
31
32
100°С
49
47
50
Усл. напряжение
100%
3,3
3,1
2,6
при удлинении
200%
9,3
8,0
6,8
МПа,
300%
18,0
15,5
12,7
Условная прочность при
растяжении, МПа
18,0
18,2
17,1
Относительное удлинение при
разрыве, %
297,6
334,3
374,1
Сопротивление раздиру, кН/м
37,7
44,6
49,7
Изгиб с проколом, циклы
9500
16200
50000
Истираемость, м3/ТДж
109,2
90,8
89,4
Удельное сопротивление, Омхм
1100,7
4,2
23,6
ОЮ-1 - исходный технический углерод N 220, ОЮ-2 - технический
углерод N 220 и лапрамол, как ингредиент, ОЮ-З - модифицированный лап-
рамолом технический углерод N 220
Модифицированный химическим путем технический углерод «Хэмб-
лек» (Chemblack), разработанный фирмой «Кэбот», содержит специальные
органические соединения, присоединяемые к поверхности частиц, которые
улучшают взаимодействие с полимером. Применяется со своим
собственным сшивающим агентом, что обеспечивает высокую маневренность
технологии.
Фирма «Кэбот» работает над проблемой повышения диспергируемо-
сти технического углерода, применяя технологию предварительного
смешения на стадии латекса [299]. Использование таких маточных смесей
требует значительно меньших энергозатрат на смешение, а диспергируемость
улучшается в 5 - 20 раз. При этом теплообразование в резинах снижается
более чем на 10%, и значительно повышается усталостная выносливость.
Фирма «Дегусса» также предлагает свою порошковую технологию
предварительного смешения, где на стадии латекса в каучук вводят все основные
ингредиенты. Указанные приемы обеспечения улучшенного
диспергирования наполнителей при смешении позволяют использовать
высокодисперсные и высокоструктурные марки технического углерода, для которых при
традиционных методах смешения их усиливающая активность не
реализуется.
Соревнование между системой кремнезем/органосилан и
техническим углеродом в настоящее время является движущей силой дальнейших
разработок. Возможные пути совершенствования технического углерода
для шинной промышленности, предложенные фирмой «Дегусса-Хюльс»,
показаны в [300].
2.2.4. ТИП И СОДЕРЖАНИЕ НАПОЛНИТЕЛЕЙ
Резины, содержащие технический углерод ISAF, обладают более
высокими прочностными показателями, чем резины, содержащие
технический углерод HAF, но уступают последним по эластичности и усталостной
выносливости.
Резины, наполненные высокоструктурным техническим углеродом
(HS), характеризуются повышенным (на 30-35%) напряжением при 300%-
ном удлинении, большей твердостью и теплообразованием по сравнению с
резинами, наполненными техническим углеродом нормальной структуры
(HS), и практически равноценны последним по сопротивлению разрыву
[88].
Как известно, по влиянию на потери на качение шин различные типы
технического углерода располагаются в ряд, соответствующий их
удельной поверхности, т.е. FIF< HAF< ISAF<SAF (а внутри каждого типа
технического углерода - соответствующий их структурности). При
увеличении наполнения смесей техническим углеродом рост модуля потерь
опережает рост динамического модуля, поэтому гистерезисные потери К/Е в
режиме w-const повышаются.
Повышение содержания технического углерода снижает
коэффициент трения и на сухой поверхности (за счет повышения твердости и соот-
ветственно снижения площади фактического контакта) и не влияет или
несколько увеличивает ц на мокрой поверхности (за счет повышения
гистерезисных потерь), но существенно повышает коэффициент бокового
сцепления шин с мокрой дорогой.
При одновременном повышении содержания технического углерода
и мягчителя увеличиваются гистерезисные потери при сохранении
твердости резин. Это приводит к существенному повышению сцепления шин как
на сухой, так и на мокрой поверхности (рис. 70) [108].
Рис. 70 Влияние
содержания техуглерода и
мягчителя на коэффициент трения
резин
По данным испытаний
грузовых и легковых шин,
резины, наполненные
техническим углеродом ISAF,
имеют более высокую (на
10-20%) износостойкость,
чем резины, наполненные техническим углеродом HAF (таблица 74) [88].
Более высокая износостойкость резин, содержащих технический
углерод ISAF, особенно отчетливо проявляется при повышенной
температуре окружающей среды и в жестких условиях испытания.
Таблица 74 Влияние типа технического углерода на механические
свойства и износостойкость протекторных резин
Тип техуглерода
Механические свойства резин на
основе БСК
Относ,
износостойкость*, %,
резин на основе
Мзоо%
Р
L
Истираемость
мУгДж/
см^кВтч
НК
БСК
SAF (N110)
115
265
520
74/270
123
127
ISAF (N220)
115
250
520
79/290
110
119
HAF (N330)
120
245
510
88/320
100
100
FEF (N550)
98
178
500
120/440
72
75
по данным дорожных испытании шин
Протекторные резины, наполненные техническим углеродом SAF,
характеризуются максимальной износостойкостью. Однако вследствие не-
удовлетворительных технологических свойств смесей и низкого
сопротивления разрастанию трещин вулканизатов этот технический углерод имеет
ограниченное применение в протекторных резинах.
Относительная износостойкость протекторных резин, содержащих
высокоструктурные типы технического углерода, существенно зависит от
условий эксплуатации шин. В мягких условиях эксплуатации (при
интенсивности износа <0,20мм/1000 км) резины, наполненные
высокоструктурным техническим углеродом, имеют незначительно большую
износостойкость (~ 101-103%) (таблица 75) [301].
Таблица 75 Влияние типа техуглерода на относительную износостойкость
легковых шин в зависимости от условий эксплуатации
Тип технического
углерода
Марка
технического
углерода
Относ, износостойкость, %, при
интенсивности износа эталона
мм/1000 км
<0,40
0,41-
0,53
0,54-
0,81
>0,81
HAF - NS
N330
100
100
100
100
HAF - HS
N347
105
102
116
130
IS AF - NS
N220
118
106
112
113
IS AF - HS
N242
116
108
128
133
Однако по мере ужесточения условий эксплуатации (таблица 75)
относительная износостойкость резин, содержащих высокоструктурный
технический углерод, возрастает; это можно объяснить относительно
меньшим увеличением доли износа посредством «скатывания» более твердых
резин, наполненных высокоструктурным техническим углеродом, чем
резин, наполненных техническим углеродом нормальной структуры.
В мягких условиях эксплуатации шин резины, содержащие
технический углерод HAF - HS, уступают 5-10%, резинам, содержащим
технический углерод - HS. Однако в жестких условиях наблюдается обратная
картина. Таким образом, наибольшее влияние на износостойкость резин в
мягких условиях эксплуатации оказывает дисперсность, а при
ужесточении условий эксплуатации - структурность [88, 301].
Известно [108], что существует оптимальная по износостойкости
область наполнения, которая зависит от физико-химических свойств
наполнителя, содержания мягчителя, типа применяемого полимера и условий
эксплуатации. Чем выше удельная поверхность технического углерода и
его структурность, тем ниже его содержание, обеспечивающее
максимальную износостойкость.
Оптимум наполнения убывает в ряду каучуков: ПБ> БСК > ПИ > НК.
Для маслонаполненных каучуков оптимальное содержание наполнителей
(на углеводород полимера) выше, чем для эластомеров, не содержащих
масла (рис. 71) [88].
Рис. 71 Зависимость
относительной износостойкости
протекторных резин на основе
различных каучуков от
содержания техуглерода HAF
(по данным испытаний шин):
1-БСК- 1500;
2-БСК-1712;
3 - эмульсионный
бутадиеновый каучук без масла (EBR -
840ТА);
2, 3 - мягкие условия
эксплуатации;
2\ У - жесткие условия
эксплуатации
Содержание техуглерода HAF (масс, ч.)
на 100 масс, ч углеводорода каучука
(В скобках на оси абсцисс указано содержание техуглерода в пересчете на
100 масс. ч. углеводорода каучука + масло)
По мере ужесточения условий эксплуатации шин, т.е. увеличения
доли износа посредством «скатывания», область оптимального
наполнителя сдвигается в сторону, больших дозировок, что можно объяснить
положительным влиянием твердости резин при этом виде износа, Напротив, в
мягких условиях, т.е. при усталостном износе оптимальное содержание
технического углерода сдвигается в сторону меньших дозировок.
В последнее время, в связи с организацией производства
высокоструктурных микрогранулированных типов кремнекислоты и решением
проблемы повышения взаимодействия ее с каучуком (за счет силанов)
активно применяют в рецептурах обкладочных протекторных резин
комбинации технического углерода с кремнекислотой в различных
соотношениях.
Как известно, кремнекислотные наполнители широко применяются в
обкладочных резинах для текстильного и металлокорда в количестве до 15
масс. ч. в сочетании с резорцинфенолформальдегидными смолами для
повышения прочности связи и обеспечения ее стабильности в процессе
эксплуатации шин.
Использование комбинации техуглерода и кремнезема способствует
повышению усталостной выносливости, стойкости к разрастанию порезов
и атмосферостойкости резин боковин.
Замена части технического углерода типа ISAF в протекторных
резинах грузовых шин на 100 НК на кремнекислоту Silica Z 175 MP (без
применения силанов) приводит к снижению условного напряжения при
300% удлинения прочности и теплообразования (при дозировках до 15-20
масс.ч.) повышаются истираемость, эластичность и сцепление с мокрым
покрытием (рис. 72).
55 п
Рис. 72 Влияние соотношения
дозировок кремнекислоты и
технического углерода на свойства
протекторных резин на основе 100 НК (без си-
ланов)
Рис. 73 Влияние соотношения
дозировок кремнекислоты и
технического углерода на свойства
протекторных резин (с применением
силанов)
Применение силанов приводит к снижению истираемости, увеличению
модуля упругости и сцепления со льдом (рис. 73) [303].
Добавки кремнекислоты в резину протектора легковых шин
приводит к уменьшению тормозного пути автомобиля (рис. 74) [99].
Сухой Мокрый
асфальтобетон
Рис. 74 Влияние добавок
кремнекислоты (ультрасила
VN - 3) на
эксплуатационные свойства легковых и
грузовых шин:
1 - техуглерод типа ISAF;
2 - техуглерод типа ISAF +
15 масс. ч. кремнекислоты
Применение добавок кремнекислоты в протектор крупногабаритных
и сверхкрупногабаритных шин повышает стойкость резин к механическим
повреждениям и износостойкость и ресурс шин при эксплуатации в
карьерах.
На рис. 75 показано влияние комбинации технического углерода с
системой кремнезем / органосилан на основные выходные характеристики
грузовой шины [304].
Рис. 75 Влияние
комбинации техуглерода с системой
кремнезем / органосилан на
параметры «магического
треугольника» протектора
грузовой шины:
1 - сопротивление качению;
2 - износ протектора;
3 - силы сцепления с
мокрой дорогой
В соответствии с рис. 75 компромиссным решением является
использование комбинации технического углерода и системы кремнезем /
органосилан в соотношении 2:1 соответственно. Для легковых шин система
кремнезем /органосилан имеет несомненные преимущества. Для
использования ее в протекторных резинах грузовых шин недостаточная
износостойкость является лимитирующим фактором.
Как видно частичная замена технического углерода марки N220 на
систему кремнезем / органосилан позволяет снижать сопротивление
качению без потери уровня показателей сцепления и износостойкости. Шинная
промышленность ставит производителям технического углерода задачу
разработать такие типы технического углерода, которые обеспечивали бы
аналогичные сбалансированные свойства резин. Однако отмечается [305,
306], что система кремнезем / органосилан имеет и существенные
недостатки. Сам кремнезем и необходимость использования дорогих силановых
связующих агентов существенно повышают стоимость резин. Применение
специфической вулканизующей группы способствует высокому уровню
нежелательных и вредных для окружающей среды выбросов.
Очень низкая электропроводность таких резин приводит к
накоплению статического электричества, влияющего на работу микропроцессов
современных транспортных средств, и увеличивает опасность во время
заправки автомобиля топливом.
Сравнительный анализ преимуществ и недостатков системы
кремнезем / органосилан и технического углерода приведен в таблице 76 [305].
Таблица 76 Сравнение преимуществ и недостатков техуглерода и системы
кремнезем / органосилан
Техуглерод
Кремнезем/ органосилан
Преимущества
-Простая технология применения;
-широкий ассортимент марок
техуглерода различной дисперсности и
структурности;
-обширный практический опыт
работы с наполненными техуглеродом
резинами;
-отличная износостойкость даже в
жестких условиях эксплуатации;
-высокое сцепление с сухой дорогой;
-гибкость в вопросах регулирования
Сопротивления качению
-Высокое сцепление с мокрой
дорогой;
-низкие потери при качении;
-хорошие зимние свойства шин;
-приемлемая для легковых шин
износостойкость
Недостатки
-Слабое сцепление с мокрой дорогой
и льдом;
-относительно высокое
сопротивление качению
-Трудоемкая технология
применения;
-высокая стоимость технологии и
продукта;
-ограниченный ассортимент
продукта;
-ограниченная износостойкость;
-низкая электропроводность,
приводящая к накоплению статического
электричества
В таблице 77 показано влияние типа технического углерода на
основные выходные характеристики резин и области применения указанных
типов технического углерода.
Таблица 77 Влияние типа техуглерода на основные выходные
характеристики резин и области его применения
Область применения в
Показатели
шинной
промышленности
1
2
3
Усиливающий техуглерод
VULCAN
Очень высокая износостойкость,
Протектор
высокоскоЮН
высокая динамическая
жесткость
ростных шин
N115
Высокие износостойкость и
сопроПротектор грузовых
тивление разрыву, возможны
трудшин и шин для
бездоности при диспергировании
рожья, протекторные
заготовки для
восстановления
N220
Высокие износостойкость и
сопроПротектор грузовых и
тивление разрыву, относительно
легковых шин и
пронизкий модуль, по сравнению с
текторные заготовки
N115 легче диспергируется
для восстановления
N234
Высокие износостойкость,
динамиПротекторы легковых
ческая жесткость и эластичность
шин и протекторные
заготовки для
восстановления
N326
Низкий модуль, высокое удлинение
Брекерные и каркасные
при разрыве, хорошее
сопротивлерезины
ние раздиру, хорошее усталостное
сопротивление
N330
Высокий модуль, низкий гистерезис
Брекерные резины,
бопо сравнению с др. видами (за
исковина, массивные
шиключением N326)
ны
N339
В сравнении с N330 более высокие
Протекторы легковых
модуль и износостойкость, более
шин и протекторные
трудно диспергируемый, лучшие
заготовки для
восстасвойства при профилировании,
боновления
лее высокий гистерезис
1
2
3
N347
Более низкие жесткость и модуль,
чем у N339, легок в переработке, но
уступает по износостойкости и
гистерезису
Протекторы легковых
шин и протекторные
заготовки для
восстановления. Шинные
детали.
N375
Более усиливающий, чем N339 и
N347, отличается пониженным
модулем, имеет повышенное
сопротивление к разрыву и высокий
гистерезис. Высокая (как у N220)
износостойкость.
Протекторы легковых и
грузовых шин и
протекторные заготовки
для восстановления
Полуусиливающий техуглерод
N550
Самый усиливающий из
полуусиливающих марок, обладает
прекрасными профилирующими свойствами
Обкладочные,
бортовые и камерные резины
N539
Близок к N550, но с более низкой
жесткостью и упругостью и
несколько высшей продольной
усадкой. Более высокая способность к
наполнению, простота в
переработке.
Обкладочные,
бортовые и камерные резины
N660
Близок к N550, менее усиливающий,
с более низкой структурой и более
высокой продольной усадкой.
Повышенная способность к
наполнению.
Обкладочные,
бортовые и камерные резины
N683
По усилению близок N660, но
значительно повышенная структура
делает эту марку подходящей для
шприцевания.
Высококачественные
профилированные
изделия
N772
Менее усиливающий печной
углерод с низкой структурой.
Пониженная жесткость и способность к
наполнению
Формованные и
профилированные изделия
В таблице 78 приведены позиции применения кремнекислотных
наполнителей в шинных резинах.
Таблица 78 Позиции применения кремнекислотных наполнителей в
шинных резинах
Марка
кремнекислоты
Зеосил 1135 MP
Зеосил 125 GR
Ультрасил ЕХР-7006
Ультрасил VN-2
Перкасил KS-300
Белая сажа БС-120
Зеосил 1165 MP
Зеосил 195 GR
Ультрасил 7000
Ультрасил VN-3 GR
Перкасил KS^108
Росил 175
Зеосил 1205
MR
Зеосил 215 GR
Удельная
поверхность по
БЭТ, м2/г
120-140
160- 180
200 - 220
Области
применения
Протектор зимних
легковых шин и
легковых шин с низким
сопротивлением
качению. Боковина,
брекер, каркас, гермо-
слой, зона борта
Протектор легковых
шин для
комплектации автомобилей.
Обеспечивается
максимальное
повышение сцепления
с мокрой дорогой
при хорошей
износостойкости
Протектор
грузовых шин.
Протектор шин
для бездорожья
2.3. ФИЗИКО - ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ, ТИП И
СОДЕРЖАНИЕ ПЛАСТИФИКАТОРОВ И ТЕХНОЛОГИЧЕСКИХ
ДОБАВОК
Пластификация - это процесс, при котором молекулы
пластификатора за счет стерических эффектов и изменения энергетических
взаимодействий снижают межмолекулярное взаимодействие в структуре полимера. В
результате изменяется вязкость системы, увеличивается гибкость
макромолекул и подвижность надмолекулярных структур, обуславливающих
образование более пластичных и эластичных полимерных материалов.
В связи с тем, что единая классификация пластификаторов
отсутствует, условно их можно разделить на две группы:
1. Собственно пластификаторы. Это вещества, которые хорошо
совмещаются с каучуками, существенно понижают их температуру
стеклования и улучшают эластические и морозостойкие свойства резин.
2. Технологические добавки. К этой группе относятся вещества,
которые облегчают изготовление и технологическую переработку
резиновых смесей и снижают их температуру текучести, сообщают
некоторые специфические свойства резинам, но существенно не влияют
на низкотемпературные свойства полимеров.
Введение пластификаторов в каучуки обеспечивает более
равномерное распределение ингредиентов в резиновой смеси, при этом уменьшается
разогревание при смешении, тем самым предотвращается, в известной
мере, преждевременная вулканизация смесей, снижается расход
электроэнергии на изготовление и последующую обработку резиновых смесей.
При правильном выборе типа и количества пластификатора можно
существенно понизить твердость, гистерезисные потери, усадку и
теплообразование при многократных деформациях резин, а также повысить их
эластичность и морозостойкость.
К пластификаторам предъявляются определенные требования [307,
308]:
1. Пластификатор должен легко совмещаться с полимером (полная
растворимость полимера не обязательна), иметь низкую упругость
пара и малую летучесть. Малолетучий, но плохо совмещающийся
пластификатор плохо удерживается в смеси, особенно, при его
большом содержании и обладает склонностью к миграции на
поверхность резин. Таким образом, пластификатор должен прочно
удерживаться в полимере в широком диапазоне температур,
включающем температуру переработки, эксплуатации и хранения.
2. Пластификатор должен иметь высокую температуру кипения
(порядка 300°С), низкую вязкость, которая незначительно повышалась
бы при понижении температуры. При низкой вязкости облегчается
введение пластификатора в полимер, и в большей степени улучша-
ются низкотемпературные свойства полимера. Кроме того,
пластификатор, обладающий меньшей вязкостью, при прочих равных
условиях сообщает вулканизатам меньшую твердость и более высокую
эластичность.
3. Пластификатор должен иметь, по возможности, линейное
строение или удлиненную форму молекул и обладать способностью к
конформационным превращениям, т.е. иметь достаточную
внутреннюю подвижность, обеспечивающую максимальное снижение
температуры стеклования полимера.
Наряду с указанными качествами пластификатор должен обладать
достаточной устойчивостью к действию различных реагентов, к
термической и фотохимической деструкции, не иметь запаха и токсичности.
Большое значение при выборе пластификаторов придается его
стоимости, а также доступности исходного сырья, используемого для синтеза.
Кроме того, учитывается химическая структура каучука, его
ненасыщенность, полярность, конечное назначение изготавливаемого резинового
изделия и условия его эксплуатации.
Исходя из исходного сырья, пластификаторы и технологические
добавки можно подразделить на следующие группы:
- вещества, получаемые из нефти;
- продукты переработки каменного угля;
- вещества растительного и животного происхождения;
- синтетические пластификаторы.
2.3.1. Пластификаторы на основе нефтяных и растительных масел
Из продуктов переработки нефти наибольшее применение находят
минеральные масла - продукты, получаемые при вакуум-перегонке мазута
с последующей очисткой серной кислотой, щелочью, фильтрованием через
слой адсорбента или иным способом.
По своему составу нефтяные масла представляют собой
сложнейшую смесь парафиновых, нафтеновых и ароматических углеводородов.
Соотношение углеводородов в маслах существенно влияет на свойства
резиновых смесей и вулканизатов, а также их совместимость с каучуком.
В зависимости от углеводородного состава в соответствии с
классификацией ASTM нефтяные технологические масла делятся на пять
основных типов: 101, 102, 103, 104, 104В (таблица 79).
Важными характеристиками масел является анилиновая точка и вязкость.
Анилиновая точка - это температура, при которой при охлаждении
происходит расслоение на две фазы предварительно подогретой смеси
анилина и исследуемого нефтепродукта.
Таблица 79 Классификация технологических масел по ASTM
Тип масла
финовый
Нафтеновый
Ароматический
Парафиновый
Относительно
нафтеновое
Нафтеновое
Относит,
тическое
тическое
Очень
ароматическое
Высоко-
арома-
тиче-
ское
Вязкостно-
весовая
константа (ВВК)
0,790-
0,819
0,820-
0,849
0,850-
0,899
0,900-
0,939
0,940-
0,999
1,000-
1,050
> 1,050
Содержание атомов углерода в структурах, %
Ароматических (СА)
<10
<15
0-30
25-40
35-50
50-60
>60
Нафтеновых
(Сн)
20-35
25-40
30^5
20^0
25-40
<40
<25
Парафиновых
(СР)
60-75
55-65
35-55
25-45
20-35
<25
<20
Тип по ASTM
D2226
104 В
104 А
103
102
101
Асфальтены,
%
од
макс.
0,3 макс.
0,5 макс.
0,75 макс.
Полярные
соединения, %
1 макс.
6 макс.
12
макс.
20 макс.
Насыщенные
соединения, %
65 мин.
35,1-65
20,1-35
20 макс.
Метод анализа нефтепродуктов по анилиновой точке позволяет
приблизительно определить степень их ароматизации, поскольку анилиновая
точка находится в прямой зависимости от молекулярного веса
анализируемого продукта [308].
Но при одном и том же молекулярном весе углеводороды с
полярными группами имеют более низкие анилиновые точки, чем углеводороды с
алкильными группами. Ароматические масла также имеют низкие
анилиновые точки.
Анилиновая точка является критерием среднего типа молекул, так как
при взаимодействии с анилином в нем растворяются не только
ароматические, но также нафтеновые и насыщенные углеводороды. Несмотря на то,
что анилиновая точка не характеризует строение масел, ей часто
пользуются на практике при оценке их способности к совмещению с каучуком.
Так как степень совместимости каучука с маслом характеризуется их
взаимной растворимостью, то между анилиновой точкой и количеством
масла, поглощаемого различными каучуками, наблюдается прямо
пропорциональная зависимость: чем выше анилиновая точка, тем ниже
растворимость, т.е. тем меньше количество поглощенного масла. С понижением
анилиновой точки количество поглощаемого каучуком масла повышается,
что свидетельствует об увеличении совместимости каучука с маслом.
Вязкость является показателем подвижности и летучести масла. Так,
масло с низкой вязкостью дает возможность получить вулканизаты,
сохраняющие некоторую гибкость при низких температурах. Однако такое масло
имеет большую тенденцию к улетучиванию при высоких температурах,
например, в процессе обработки, вулканизации и старения резин.
Установлено, что с увеличением среднего молекулярного веса масел
их способность к миграции и летучести уменьшается (летучесть
определяется по потере веса после выдерживания образцов при 150°С в течение 48
час). Допустимую летучесть обычно имеют масла с молекулярным весом
300-325 [309].
В резиновых смесях обычно используются масла с диапазоном
вязкости от 30 универсальных секунд Сейболта при 99°С (для масел
парафинового типа) до 300 сек. (для ароматических масел). При низких температурах
свойства резин будут в значительной степени определяться температурной
зависимостью вязкости масла.
Вязкость оказывает большое влияние на свойства резиновых смесей и
вулканизатов. При низкой вязкости пластификатор придает вулканизатам
более низкую твердость, большую эластичность, повышенную
морозостойкость, но обладает большей летучестью при обработке резиновых смесей, а
также при вулканизации и старении резин. С повышением вязкости
пластификатора возрастает прочность при растяжении резин, их относительное
удлинение и теплообразование.
До настоящего времени в шинной и резинотехнической
промышленности в качестве наиболее универсального типа пластификаторов для резин
на основе каучуков общего назначения, в основном, используются масла
ароматического типа с высоким содержанием ароматических
углеводородов [310].
Ароматические пластификаторы обеспечивают лучшую
совместимость с каучуками общего назначения, в меньшей степени снижают
прочность резин и более экономичны, чем парафино-нафтеновые. Однако масла
этого типа являются потенциальными канцерогенами. Потенциальную кан-
церогенность связывают с относительно высоким содержанием в этих
маслах полициклических ароматических углеводородов (ПАУ). Полагают, что
эти соединения ответственны за биологическую активность масел и
возникновение раковых опухолей.
Дальнейшее изучение подтвердило наличие экологических проблем,
связанных с применением технологических масел при изготовлении шин.
Так, например, в исследовании, опубликованном в 1994 году в Швеции,
было установлено, что общий износ протекторных резин в процессе
эксплуатации шин в стране составлял 10000 т/год, из этого количества
примерно 14 т/год составляли полициклические ароматические углеводороды
(ПАУ), что представляет опасность для здоровья людей и окружающей
среды [311].
Европейская комиссия ЕС намерена к концу 2008 года в
законодательном порядке запретить использование масел, содержащих цолицикли-
ческие ароматические углеводороды.
Для решения проблемы разработки новых безопасных для здоровья
человека и окружающей среды технологических масел
нефтеперерабатывающими фирмами была проведена большая работа по отбору сырья для
получения масел для шинной промышленности, классификации его по кан-
церогенности, а также разработаны методы для оценки канцерогенности:
Метод IP346 (содержание ПАУ) и тест Эймса на мутагенность. Норма по
показателю IP346 составляет <3,0%. Коэффициент мутагенности должен
быть < 1,0 [312].
Нефтяные продукты, которые представляли интерес для
использования в качестве сырья для получения безопасных для здоровья масел -
заменителей традиционных масел ароматического типа, были сгруппированы в
соответствии со способами переработки нефти [313]:
• дистиллятный ароматический экстракт - необработанный (DAE);
• дистиллятный ароматический экстракт - обработанный (TDAE);
• остаточный ароматический экстракт - RAE;
• высокоочищенные нефтяные масла;
• нефтяные масла - ^охарактеризованные.
Продукты группы DAE в соответствии с согласованной с ЕС
классификацией относятся к канцерогенам группы 2 и должны маркироваться
знаком R45 («могут вызвать рак») и иметь обозначение «Т» (череп и кости).
Продукты группы TDAE классифицируются в зависимости от
величины показателя по IP346. Масла автоматически относятся к канцерогенам
группы 2, если этот показатель > 3,0%.
Остаточные ароматические экстракты RAE рассматриваются как
экстракты очищенных остатков и не классифицируются в соответствии с
правилами, изложенными в Приложении 6 к Директиве по опасным веществам
(1993г) (это когда каждый поставщик продукта несет ответственность за
соответствующую маркировку).
По сравнению с дистиллятными ароматическими экстрактами (DAE),
RAE являются более вязкими и высококипящими, а ПАУ, содержащиеся в
них, более алкилированными, что определяет их меньшую потенциальную
канцерогенность.
Технология изготовления высокоочищенных нефтяных масел
обеспечивает высокую степень их очистки от ПАУ. Имеющиеся данные
свидетельствуют о том, что эти масла являются канцерогенобезопасными и не
маркируются.
В соответствии с документами ЕС продукты группы «нефтяные масла
- ^охарактеризованные» классифицируются согласно результатам,
полученным по методу IP346. Подобно маслам группы TDAE они
классифицируются как канцерогены 2 группы (маркировка R45), если содержание
DMSO - экстракта по методу IP346 более 3%.
Крупнейшими зарубежными производителями технологических
масел ароматического, нафтенового и парафинового ряда являются фирмы
«San Oil Со», «Shell», «Mobil», «ВР Oil», «Nynas Naphthenics» и др.
В связи с ужесточением требований к канцерогенности
ароматических масел в настоящее время некоторые фирмы-производители уже
перешли на изготовление масел нового поколения (немаркированных),
полученных по новой технологии на основе:
- обработанных ароматических экстрактов (TDAE), изготавливаемых с
использованием метода двойной экстракции;
- среднего технологического масла (MES), получаемого из
экстрагированного или гидрогенизированного сольвата.
Оба типа соответствуют требованиям по канцерогенности:
содержание в них ПАУ менее 3%. Масла типа TDAE (BP) в сравнении с маслами
типа MES, характеризуются более высоким содержанием ароматических
углеводородов и, соответственно, имеют более высокую плотность,
вязкость и коэффициент преломления, то есть эти масла в большей степени
приближаются к маслам типа RAE. Масла типа MES приближаются к
маслам парафинового типа.
Потребность шинной промышленности и промышленности СК
России в ароматических маслах, в основном, удовлетворяется за счет
использования масла ПН-6 (ТУ 38.1011217-89) марки ПН-бш, предназначенной для
применения в качестве пластификатора для резиновых смесей на основе
каучуков общего назначения, и марки ПН-6К, предназначенной для
применения в качестве наполнителя каучуков (таблица 80) [314].
Масла ЯП-15У и ЯП-Евро изготавливают в ОАО «Славнефть-
Ярославнефтеоргсинтез» путем оптимизации соотношения дистиллятного и
остаточного экстрактов по вязкости, транспортабельности и
пластифицирующему действию. Физико-химические характеристики этих масел близки
к параметрам масла ПН-6, но вязкость масел ЯП-15У и ЯП-Евро ниже. Это
обеспечивает лучшую технологичность: масла без затруднений
перекачиваются из емкостей, транспортируются по трубопроводам и дозируются.
По результатам сравнительных испытаний масел ЯП-15У и ЯП-Евро
в шинных резинах можно утверждать, что масла ЯП-15У и ПН-бш равно-
заменимы при пластификации резиновых смесей на основе каучуков
общего назначения.
Таблица 80 Физико-химическая характеристика ароматических масел
Показатели
ПН-бш
ПН-бк
ЯрМарка
ЯП-15У
ЯрМарка
ЯП-Евро
Плотность при 20°С,
г/см3
0,96-0,98
0,95-0,98
0,95-0,99
0,95-0,97
Вязкость при 100°С
35-40
30-35
15
18
Показатель
преломления при 50°С
1,52-1,54
1,520-1,535
1,525-1,550
Анилиновая точка, °С
55-65
55-67
35-60
50-65
Т вспышки, не менее
230
230
210
220
Т застыв., не более
+36
+36
+32
+35
Содержание воды, %
следы
следы
следы
следы
Парафинонафтеновые
углеводороды, %
14
14
10-15
10-15
Смолы, %
8
8
В сравнении с этими маслами масло ЯП-Евро в наибольшей степени
обеспечивает сохранение когезионной прочности и клейкости резиновых
смесей, повышение усталостной выносливости и сопротивление
образованию и разрастанию трещин вулканизатов (таблица 81) [314].
Таблица 81 Результаты сравнительных испытаний масел ЯП-Евро,
ЯП-15 и ПН-бш в протекторных резиновых смесях и вулканизатах
Показатели
ЯП-Евро
ЯП-
15
ПН-бш
Пластичность смеси, усл. ед.
0,41
0,41
0,39
Вязкость по Муни, при 100° С ,усл. ед.
62
63
65
Клейкость по Телль-Так, МПа
0,22+0,01
0,15
0,15+0,01
Когезионная прочность, МПа
0,41+0,01
0,36
0,34+0,01
Время начала вулканизации при 155°С, м.
27,1
26,5
25,4
Оптим. время вулканизации, мин.
54,2
53,2
52,7
Усл. напряжение при удлин. 300%, МПа
6,7
6,2
6,4
Усл. прочность при растяжении, МПа
22,1
23,0
21,6
Относительное удлинение при разрыве, %
660
670
650
Динамический модуль, МПа
4,5
4,8
5,1
Модуль внутреннего трения, МПа
1,4
1,5
1,8
Усталостная выносливость при многокр.
деформациях (е=200%), тыс. циклов
26
21
17
Время до появления трещин, мин.
240
220
165
Время разрастания трещин, мин.
420
320
240
К сожалению, в настоящее время производство этого масла
прекращено.
По общепринятой классификации масло ПН-6 относится к
нафтеновому типу (тип 103).
Основными производители масла ПН-бш и ПН-бк в настоящее время
являются ОАО «Ново-Уфимский НПЗ»; ОАО «Нижегороднефтеоргсинтез»,
АО «Норси»; Сибнефть «Омский НПЗ»; РУП Новополоцкое, ПО «Нафтан».
Производство отечественных масел для шинной промышленности и
промышленности СК в России, в сравнении с зарубежными маслами,
характеризуется следующими принципиальными особенностями:
1. Производство масел ПН-бш и ПН-бк не является
специализированным, технологическая схема производства не предусматривает
предварительный отбор сырья, а в качестве сырья используются
побочные продукты нефтепереработки, что, соответственно, определяет
нестабильность состава и свойств масел и отрицательно влияет на
однородность свойств резин и каучуков, а, в конечном счете, на
качество шин.
Отечественные масла не отвечает современным требованиям по
составу и ряду показателей (плотности, вязкости и др.).
2. Для оценки контроля качества масел используются отечественные
методики, а не методы ASTM, как это принято в большинстве стран,
что создает сложности при сопоставительной оценке качества
отечественных и зарубежных масел.
3. Действующая НТД не предусматривает оценку экологических
характеристик масел, в частности, их канцерогенности.
В таблице 82 представлены физико-химические характеристики
новых немаркированных масел, выпускаемых ведущими зарубежными
фирмами [313]. Для сравнения приведены характеристики отечественного
масла ПН-бш.
По данным независимой лаборатории фирмы «МоЬП» используемые
в отечественной промышленности нефтяные масла ПН-бш, ПН-бк и
Ярмарка ЯП-Евро характеризуются в сравнении с маслом Тугех 20 высоким
содержанием ПАУ, в 3-4 раза превышающим допустимую норму (таблица
82).
Таблица 82
Свойства масел, выпускаемых зарубежными фирмами
Фирма
ф. BP Global Special
Products
ф. Shell
ф. Nynas
ф. Mobil
ПН-бш
Тип
DAE
TDAE
MES
MES
TDAE
DAE
TDAE
MES
Торговая марка
Ener-flex
65
ВиваТек
500
Вива Тек
200
Catenex
SNR
Nytex
840
Mobisol
30
Mobil
Tyrex 20
Mobil
Prorex 15
Физико - химическая характеристика масел
Плотность при
15°С,кг/м3
990
950
915
909
935
990
965
915
973
Вязкость кинем, при
100°С
26
19
16
14,0
18,5
25
20
15
37
ВВК
0,940
0,886
0,884
0,840
0,851
0,935
0,900
0,850
0,867
Индекс рефракции
ПД20
1,561
1,528
1,505
1,501
1,531
1,560
1,532
1,502
1,523
Анилин.точка
99
99
48
56
89
58
Т застывания, °С
+24
-6
-6
+30
+6
-6
+33
Распределение атомов углерода (ASTM D 2140), %
Сера
1,2
0,9
0,6
0,2
0,08
СА
40
25
14
12
15
37
27
15
Сн
32
34
22
26
29
сР
56
51
41
47
56
Гель хроматография (ASTM D 2007
Полярные
7,5
1
12,5
1,0
Ароматические
61,7
44
72,0
69,5
Насыщенные
38,0
55
15,5
29,5
Содержание ПАУ,
%
2,6
2,0
2,0
7,0
1,8
1,6
8,9
Используемое в настоящее время для наполнения бутадиен-
стирольных каучуков масло марки ПН-бк оказалось непригодным для
производства маслонаполненного дивинилстирольного каучука ДССК,
получаемого способом растворной полимеризации с использованием
каталитической системы на основе редкоземельных металлов. Используемая
каталитическая система предъявляет более жесткие дополнительные
требования к содержанию примесей в масле, а именно, к содержанию серы и
сернистых соединений, которые отравляют катализатор и растворитель. В
связи с этим, общее содержание серы и сернистых соединений в масле по
требованию изготовителя каучука должно быть лимитировано и не должно
превышать 0,3%.
В последние годы отечественные производители разработали
опытные образцы ароматических масел, которые имеют содержание ПАУ
существенно ниже, чем в ПН-бш (таблица 83). Испытания этих масел в
рецептуре резиновых смесей показало, что они не уступают по показателям
резины, содержащие масло ПН-бш [315, 316].
Таблица 83 Физико-химические характеристики ароматических масел
Наименование
показателей
Норман-346
ОАО
«Оргхим»
ВАМП-15
ОАО
«Оргхим»
Опытный
обр.
ОАО
«ВНИИНП»
Миарол
20МП
РОЗНХП
Плотность при 15°С,
г/см3
0,9501}
0,973
0,949
0,865
Вязкость при 100°С,
сСт
35
22,5
18,7
19,7
Коэффициент
рефракции
1,5342)
1,549
—
—
Анилиновая точка, °С
62-72
40-55
—
—
Т вспышки, °С
252
245
—
—
Т застывания, °С
—
—
-10
-9
Содержание ПАУ (по
IP -346), %
2,9
—
2,8
4,3
1) при 20°С 2) при 50°С
Масло Норман 346 выпускается в опытно -промышленном масштабе
для наполнения бутадиен-стирольных каучуков.
Наряду с маслами ароматического типа для резин на основе общего
назначения применяются нафтеновые масла (тип 103). Для резин на основе
насыщенных каучуков (бутилкаучука, этилен-пропиленового и др.)
наиболее широко в качестве пластификаторов используются масла парафиново-
го типа 104, как обладающие наибольшим сродством с такими каучуками.
В России для этих целей используется масло ПМ с кинематической
вязкостью при 100°С, равной 5-6 с/ст и анилиновой точкой min 98°С (ТУ 38
401172-90).
Масла, содержащие парафино-нафтеновые углеводороды,
оказывают большее пластифицирующее действие на каучуки, чем масла с
преимущественным содержанием ароматических углеводородов. Парафино-
нафтеновые пластификаторы улучшают эластические свойства и
морозостойкость резин и снижают теплообразование при многократных
деформациях.
Природа применяемого масла оказывает существенное влияние на
процесс диспергирования технического углерода в резиновых смесях.
Благодаря сольватирующему действию масел полимерные цепи
стремятся раздвинуться, что уменьшает образование поперечных связей и
облегчает введение технического углерода в полимер. В этом случае масла
действуют как диспергаторы.
Как видно из рис. 76, степень диспергирования технического
углерода улучшается с увеличением содержанием ароматики в масле. Лучшее
диспергирование достигается с ароматическим маслом, затем с
нафтеновым и, наконец, с парафиновым маслом.
1
Рис. 76 Влияние типа масла
на диспергирование
техуглерода типа:
1 - HAF;
2 - ISAF;
3-SAF
В таблице 84 показано влияние различных типов нефтяных масел на
технологические свойства смесей и физико-механические свойства
вулканизатов.
Из растительных масел в настоящее время в шинной
промышленности наиболее широко применяется касторовое масло.
Касторовое масло получают из плодов клещевины, произрастающей,
в основном, в Индии и Юго-Восточной Азии. Оно содержит 80-85%
глицеринов рициловой кислоты, обладает высокой вязкостью и низкой
температурой высыхания.
Таблица 84 Влияние трех типов нефтяных масел на технологические свойства
смесей и физико-механические показатели вулканизатов
Свойства смесей и
резин
Тип масла
ароматическое
нафтеновое
парафиновое
Технологические
свойства смесей
Очень хорошие
Хорошие
Удовлетворительные
Сопротивление
выцветанию
Плохое
Хорошее
Очень хорошее
Устойчивость
окраски
Плохая
Хорошая
Очень хорошая
Наполнение смесей
Очень хорошее
Хорошее
Удовлетворительное
Влияние на
деструкцию
Удовлетворительное
Хорошее
Очень хорошее
Прочностные
свойства
Очень хорошие
Хорошие
Удовлетворительные
Эластические
свойства
Удовлетворительные
Хорошие
Очень хорошие
Низкотемпературные
свойства резин
Плохие
Хорошие
Очень хорошие
Сопротивление
теплообразованию
Плохое
Хорошее
Очень хорошее
Касторовое масло является эффективным пластификатором резин на
основе бутилкаучука. Его применение в резинах для диафрагм
форматоров-вулканизаторов по сравнению с парафиновыми маслами увеличивает в
10-15 раз их усталостную выносливость и на 20 - 30% повышает
ходимость диафрагм [317].
В последнее время появились сообщения [318], что фирмы Мишлен
и Нокиан применяют в протекторных резинах зимних нешипуемых
(фрикционных) шин рапсовое и подсолнечное масла, которые обеспечивают, по
сравнению с нефтяными маслами, лучшее сцепление шин на льду и
заснеженной дороге.
К синтетическим пластификаторам относятся сложные эфиры -
продукты, получаемые при взаимодействии различных спиртов с кислотами.
Особенно широкое распространение получил дибутилфталат (ДБФ) -
сложный эфир, образованный n-бутиловым спиртом и о-фталевой
кислотой, и дибутилсебацинат (ДБС) - сложный эфир бутилового спирта и себа-
циновой кислоты. Оба эфира - прозрачные маслянистые жидкости. ДБФ и
ДБС повышают эластичность и морозостойкость и применяются обычно
для протекторных резин зимних шин.
Фирма Пирелли применяет для этих целей пластификатор
синтетического происхождения триоктилфосфат (ТОФ). Выбор ТОФ по
сравнению с другими синтетическими пластификаторами типа дибутилфталата
или дибутилсебацината обусловлен его антикоррозионными свойствами,
более низкой летучестью и способностью повышать не только
морозостойкость резин, но и стойкость к экстракции маслами. В России была
разработана технология производства аналогичного пластификатора - Тофи-
нола [319].
На выходные характеристики резин существенное влияние
оказывает содержание пластификатора. С увеличением содержания масла
снижение модуля потерь и динамического модуля наблюдается примерно в
одинаковой степени, поэтому гистерезисные потери в режиме заданной
энергии цинка (Е7Е) не меняются. Пластификаторы уменьшают интенсивность
межфазного взаимодействия технический углерод - полимер и содержание
связанного каучука, что приводит к снижению прочности и
износостойкости даже в случае сохранения упругих свойств резин (за счет
корректировки вулканизующей группы (рис. 77). Это подтверждается результатами
дорожных испытаний легковых шин с секторным протектором из резин с
различным содержанием пластификаторов при близком напряжении при
300% удлинения (рис. 78).
А Б
Рис. 77 Зависимость свойств протекторных резин от содержания
пластификатора при постоянном содержании вулканизующей группы ( ) и при
корректировке вулканизующей группы (— ■)
Рис. 78 Зависимость
относительной износостойкости шин
205/70R14 от содержания
пластификатора при постоянном
содержании вулканизующей
группы ( ) и постоянном
условном напряжении при
удлинении 300% ( )
При одновременном повышении содержания технического углерода
и мягчителя увеличиваются гистерезисные потери при сохранении
твердости резин. Это приводит к повышению сцепления шин на мокрой
поверхности.
Износостойкость шин при этом проходит через максимум (рис. 79)
[2].
Рис. 79 Зависимость свойств
протекторных резин на основе
СКД и СКС-30 АРКМ 15 и
шин с протектором из этих
резин от содержания
техуглерода и масла в резинах:
1 - коэффициент трения с
мокрой поверхностью;
2 - потери на качение шин 260
-20;
3 - износостойкость легковых
шин
(В скобках указано
содержание масла в масс, ч.)
2.3.2. Технологические добавки
В общем случае к технологическим добавкам относятся химические
соединения, которые облегчают изготовление и переработку резиновых
смесей и и улучшают ряд технологических и технических свойств резин и
резинокордных композитов [320-322].
В соответствии с тем действием, которое они оказывают, их можно
объединить в отдельные группы (таблица 85) [322].
Таблица 85 Типы технологических добавок в соответствии с оказываемым
ими действием
Группа
Состав
Пластицирующие добавки
Пентахлортиофенол и его
цинковые соли
Диарилдисульфиды
Диспергаторы
Жирные кислоты
Соли жирных кислот
Сложные эфиры жирных кислот
Углеводороды с низкой
молекулярной массой
Гомогенизаторы
Углеводородные смолы
Производные жирных кислот
Битумы
Повысители клейкости
Фенольные смолы
Кумарон-инденовые смолы
Углеводородные смолы
Мировым лидером рынка технологических добавок является
международная фирма «Shill+Seilacher Group», которая выпускает их для
резиновой промышленности под торговой маркой «Struktol AG» (Структолы).
В России и странах СНГ отсутствует классификация и четкое
разделение по назначению применяемых технологических добавок. Они
являются, в основном, побочными продуктами, производства различных
предприятий нефтехимического и лесохимического комплекса.
Пластицирующие добавки (пластикаты) обеспечивают снижение
молекулярной массы полимеров за счет химического взаимодействия на
полимерную цепь. Применяются, в основном, для снижения вязкости и
улучшению текучести натурального каучука. Характеристика серийно
выпускаемых пластикаторов представлен в таблице 86 [323]. По
эффективности действия они располагаются в ряд: А89>А86>А82.
Применение пептизаторов позволяет сократить требуемое время и
затраты энергии на смешение.
С применением химических пептизаторов связан ряд недостатков:
- проблемы распределения небольших количеств пептизатора;
- неоднородность маточной смеси;
- более высокая клейкость маточной смеси.
Для того чтобы свести к минимуму указанные проблемы, ряд
поставщиков химических пептизаторов разработали разбавленные в
цинковом мыле разбавленные формы этих активных добавок.
Таблица 86 Характеристики пластикаторов
Наименование
продукта
Химический
состав
Назначение и особенности
Основные
показатели
Структол А82
Структол А86
Структол А89
Смесь оргни-
ческих метал-
локомплексов,
пептизаторов
и
неорганических
диспергирующих
агентов
• Снижение вязкости
натурального каучука путем
химического расщепления
полимерных молекул с
дополнительным эффектом
внутренней смазки;
• быстрое распределение
пептизатора, благодаря
высокому содержанию дис-
пергатора;
• добавка эффективна на
вальцах от 80°С и в
закрытом смесителе до 160°С
Голубовато-
зеленые
гранулы.
Плотность;
1130-1430
кг/м3
Температура
плавления:
50-55°С
Структол LP
Водная
дисперсия
ароматических
дисульфидов
Высокоэффективный пеп-
тизатор для производства
натурального каучука со
стабилизированной
вязкостью
Голубовато-
зеленая
жидкость.
Плотность; 1100
кг/м3.
Содержание
сухого
остатка: 34%
Значение рН:
7
Диспергаторы оказывают специфический смазывающий эффект, в
результате чего улучшаются текучесть и, следовательно, технологическое
поведение резиновых смесей в процессе смешения, шприцевания, каланд-
рования, вулканизации и др. Они снижают вязкость смесей, способствуют
улучшению диспергирования ингредиентов, сокращению
продолжительности и температуры смешения. Диспергаторы улучшают внешний вид
поверхности изделий и способствуют стабилизации размеров заготовок при
шприцевании.
Широкое применение в качестве диспергаторов нашли продукты
расщепления животных жиров - олеиновая и стеариновая кислоты.
В отечественной практике широкое применение находят также
синтетические жирные кислоты (СЖК), получаемые при окислении
парафиновых углеводородов нефти. В состав СЖК входят главным образом
фракции Сп - С20 (около 80%), содержание низкомолекулярных фракций долж-
но быть минимальным. Особое внимание уделяется очистке СЖК от
примесей дикарбоновых и изокислот, которые увеличивают жесткость смесей
и значительно снижают прочность связи резин с кордными тканями.
На основе цинковых и кальциевых солей СЖК организовано
производство ряда отечественных технологических добавок, являющихся
одновременно диспергаторами и активаторами вулканизации (Диспоктолы,
Диспрактолы, Цинолы и др.) [324-328].
В таблице 87 приведены характеристики диспергаторов фирмы
«Shill+Seilacher» [329].
Таблица 87 Химический состав и краткая характеристика диспергаторов
Наименование
Химический
состав
Краткая
характеристика
Типичные
свойства
Выпускная форма
Struktol
НТ 202
Смесь
цинковых солей
и сложных
эфиров
жирных
кислот
Облегчает смешение и
обработку на вальцах.
Легко вводится в
резиновую смесь на
вальцах при
температуре более 60°С
Плотность
1010 кг/м3
Температура
каплепаде-
ния 100°С
Содержание
цинка 7,3%
Слабоок-
рашенные
таблетки
Struktol
НТ 204
Смесь
кальциевых
солей, амидов
и сложных
эфиров
насыщенных
жирных
кислот
Легко
размягчающаяся замена продукта
Struktol WB 16.
Несмотря на высокую
температуру каплепа-
дения легко вводится
в резиновую смесь на
вальцах
Плотность
1000 кг/м3
Температура
каплепаде-
ния 105°С
Желтоватые
роскопические
шарики
Struktol
НТ266
Смесь
производных
жирных
кислот (в
основном
солей цинка)
Легко
размягчающаяся замена продукта
Struktol EF 44. Легко
вводится в резиновую
смесь на вальцах при
температуре более
60°С
Плотность
1030 кг/м3
Температура
каплепаде-
ния 90°С.
Содержание
цинка 4,2%
Желтоватые
таблетки
Struktol
FL
Смесь
сложных эфиров
высокомолекулярных
жирных
кислот и мыл
жирных кит-
слот на
органическом
носителе
Диспергатор и
технологическая добавка,
особенно пригодная
при применении
светлоокрашенных
наполнителей.
Обеспечивает хорошую обработку
смесей на вальцах
Плотность
1200 кг/м3
Температура
каплепаде-
ния 90°С
Бежевые
таблетки
Struktol
A50P
Цинковые
мыла
ненасыщенных
жирных
кислот
Снижает вязкость
смесей. Непригодна
для галогенсодержа-
щих эластомеров.
Может применяться
для частичной
замены стеариновой
кислоты
Плотность
1050 кг/м3
Температура
каплепаде-
ния 100°С
Содержание
цинка 10,5%
Бежевые
таблетки
Struktol
A 60
Цинковые
мыла
ненасыщенных
жирных
кислот
Оказывает такой же
эффект, как и Struktol
А 50 Р. Пригодна для
применения при
низкой температуре, т.е.
при смешении на
вальцах
Плотность
1160 кг/м3
Температура
каплепаде-
ния 85°С
Содержание
цинка 8,5%
Бежевые
таблетки
Struktol
EF44
Смесь
производных
жирных
кислот (в
основном,
солей цинка)
Высокоэффективная
добавка для всех
полимеров за
исключением галогенирован-
ных.
Особенно
эффективна в высоконапол-
ненных смесях с
техуглеродом и крем-
некислотным
наполнителем
Плотность
1070 кг/м3
Температура
каплепаде-
ния 95 °С
Содержание
цинка 8,3%
Желтоватые
таблетки
Гомогенизаторы способствуют более быстрому и качественному
смешению каучуков различных типов и улучшают их совместимость. Они
делают смесь компактной, что улучшает процесс смешения и приводит к
качественному и полному распределению ингредиентов. Высокая степень
диспергирования ингредиентов позволяет получить более гомогенные
резиновые смеси с улучшенным комплексом свойств. Многие
гомогенизаторы могут быть использованы для увеличения клейкости смесей в
дополнение к основной роли.
Из отечественных продуктов к гомогенизаторам относятся асфальте-
но-смолистые мягчители (твердые специальные сорта битума),
получаемые окислением остатков от перегонки нефти (гудронов) путем продувки
воздуха в присутствии щелочи при нагревании до 250°С. В России это
спецбитум марки «Г» и мягчитель АСМГ [307].
Спецбитум способствует диспергированию технического углерода,
повышает влагостойкость вулканизатов, а также их твердость.
Также широко применяется рубракс. Он получается окислением
остатков перегонки нефти, гудрона или природных асфальтов при
температуре 270-300°С. Рубракс способствует диспергированию технического
углерода в резиновой смеси, повышает влагостойкость изделий, а также их
твердость и модули, но несколько снижает эластичность резиц. На
пластичность смесей рубракс оказывает меньшее влияние по сравнение с
другими мягчителями. В связи с тем, что рубракс способен окисляться,
конденсироваться и взаимодействовать с серой, он несколько задерживает
вулканизацию резиновых смесей. В отечественной резиновой
промышленности используется рубракс марки А с температурой размягчения 125—
185°С.
В качестве повысителей клейкости в резиновой промышленности
применяют природные смолы на основе лесохимического сырья (канифоль
и ее производные), углеводородные смолы и алкилфенольные смолы.
В таблице 88 приведены характеристики основных термопластичных
смол - повысителей клейкости отечественных производителей.
Таблица 88 Характеристика основных термопластичных смол-повысителей
клейкости разных отечественных производителей
Показатель
Углеводородные смолы
Алкил
феноль-
ная
смола
Смоляные
кислоты
Инден-
кумаро
новая
смола
Сти
роль-
ноинде-
новая
смола
Смола
Поли-
тер
Смола
Пиро
пласт
2К
Пласти
фика-
тор
АДМТ
Смола
Пикар
Смола
Окто-
фор
N
Канифоль
сосновая
Температура
размягчения,
°С
80-90
80-100
85-95
85-
100
80-85
100
85-105
Не
ниже
66
Зола, %
1,0
1.0
Отс.
0,1
0,1
0,04
Влага,
%
0,2
0,4
0,2
Меха-
нич.
примеси, %
1.0
0,1
0,2
0,1
0,04
Летучие. %
0,5
0,3
0,4
0,4
0,5
Сера, %
6,0
Кислотное
число,
мг
КОН/г
продукта
Не
более
1,0
Не
менее
5
Не
менее
166
Азот, %
2,5-3,5
Масла,
%
9,0
9,0
9,0
9,0
9,0
0,1
9,0
Канифоль - остаток после отгонки скипидара и воды из живицы
хвойных деревьев. Канифоль имеет температуру размягчения 65-70°С,
стекловидный излом и характерный смолянистый запах.
В состав .канифоли входят пимаровая (С19Н32О2) и абиетиновая
(С20Н30О2) кислоты.
Легкая окисляемость абиетиновой кислоты вследствие ее
непредельности является причиной ускоренного старения резин, содержащих
канифоль. В связи с этим, в основном, используется гидрированная (диспро-
порционированная) или полимеризованная канифоль, которая вследствие
ее модификации не ускоряет старения вулканизатов.
Недостатки природной канифоли (нестабильность состава, связанная
со временем и местом сбора сырья-живицы, сложность решения проблемы
грануляции) привели к широкому использованию в производстве шин
синтетических смол - повысителей клейкости на основе нефтяного,
коксохимического и нефтехимического сырья.
Наиболее высокоэффективными повысителями клейкости являются
смолы алкилфенольного типа, которые широко используются за рубежом в
производстве шин. Эффективность действия этих смол как повысителей
клейкости определяется строением смолы: типом радикала, его
положением, молекулярной массой, а также ее совместимостью с каучуком.
Наиболее известными эффективными повысителями клейкости
являются алкилфенольные смолы на основе пара-третбутила, пара-нонил- и
параоктилфенола. Активно ведутся работы в направлении повышения эф-
фективности действия смол алкилфенольного типа за счет модификации
смол, что позволяет применять их в минимальных количествах и, тем
самым, устранить их отрицательное влияние на свойства резин, включая
гистерезисные потери.
В России в опытно-промышленном масштабе производят алкилфе-
нольную смолу Октофор N, получаемую конденсацией смеси
промышленных алкилфенолов (RC4-C12) с уротропином. Влияние алкилфенольных
смол на клейкость стандартных резин на основе SBR-1500 приведено в
таблице 89.
Также используются углеводородные нефтеполимерные смолы (пи-
ропласт-2 и По литер), получаемые при переработке фракций, отбираемых
при пиролизе бензина и керосина при 125-190°С.
Из продуктов переработки каменного угля наибольшее
распространение получили кумарон-инденовые смолы - продукты полимеризации
непредельных углеводородов, содержащихся в ксилольной фракции,
кипящей при температуре 160-185°С, которая образуется при переработке
каменно-угольной смолы [281,307].
Кумарон-инденовые смолы получаются при обработке ксилольной
фракции серной кислотой. Кумарон-инденовые смолы (также как и
нефтеполимерные смолы) улучшают обрабатываемость резиновых смесей на
оборудовании, повышают клейкость смесей и адгезию к тканям и
металлам, повышают сопротивление раздиру и разрастанию трещин
вулканизатов, замедляют процесс вулканизации.
Углеводородная смола Пикар является продуктом взаимодействия
побочных продуктов синтеза изопрена через диметилдиоксан, содержащих
значительное количество димеров и тримеров изопрена, с малеиновым
ангидридом. Следовательно, Пикар имеет сложный состав и содержит
линейные и циклические олигомеры различной структуры, молекулярной
массы и функциональности.
Применение смолы Пикар в небольших дозировках обеспечивает
высокую клейкость резиновых смесей и ее стабильность в процессе хранения
полуфабрикатов [330].
Смола АДМТ, разработанная Белорусским университетом (БГТУ),
Могилевским ОАО «Химволокно» и ОАО «Белшина» из отходов
производства диметилтерефталата представляет собой смесь метиловых и бен-
зиловых эфиров фенилдикарбоновых и дифенилтрикарбоновых кислот.
Смола применяется взамен КИС в обкладочных резинах и резинах
бортовых деталей шин [VI, 1999, с 163-164 Каленников Е.Н., Васильев П.В., Бар-
ташевич В.Ф. и др.].
Углеводородные смолы являются менее эффективными повысителя-
ми клейкости, чем алкилфенольные, но они более экономичны.
Для достижения равноценного эффекта по влиянию на клейкость в
сравнении с алкилфенольными смолами требуется увеличение их
содержания, что нежелательно из-за отрицательного влияния на гистерезисные
потери.
Наиболее известными и широко применяемыми повысителями
клейкости являются смолы, выпускаемые фирмой «Скенектеди» (США): SP-
1047, SP-1068, SP-1077 (модифицированные), HRJ-302 и др; смолы
фирмы «Басф» (Германия):
Таблица 89 Клейкость стандартных резиновых смесей на основе СКС-30 АРК с различными повысителями
клейкости в дозировке 3 и 5 масс. ч. на 100 масс. ч. каучука (Прибор Тель-Так)
Тип повысителя клейкости/
наименование показателя
Канифоль сосновая
Смола Октофор N
Смола SP 1077
Ф. «Скенектэди»,
США
Смола Корезин
(ф. «БАСФ,
Германия)
Дозировка повысителя
клейкости, масс. ч. на 100
масс. ч. каучука
3,0
5,0
3,0
5,0
3,0
5,0
3,0
5,0
Первоначальная (через 2 часа), кгс/см
При времени контакта:
3 сек.
384
424
434
652
474
685
660
679
15 сек.
466
538
685
892
693
905
737
917
30 сек.
496
600
714
870
730
905
815
945
После хранения в течение 5 суток, кгс/см21
При времени контакта 15 сек.
438
569
690
735
692
795
719
839
Корезин (продукт конденсации бутил фенола с ацетиленом), октил-
фенол - формальдегидные смолы Коретак марок СЕ 5212 и СЕ 5193, ами-
номодифицированная смола Коретак СЕ 5136; алкилфеноформальдегид-
ные смолы фирмы «Дурез» (Испания): 29845, 32061, 29095.
В таблице 90 приведены характеристики гомогенизаторов и
повысителей клейкости, выпускаемых фирмой «Shill+Seilacher».
Таблица 90 Характеристики гомогенизаторов и повысителей клейкости
Наименование
продукта
Химический
состав
Назначение и особенности
Основные
показатели
Структол 60
NS Структол
40 MSF
гомогенизатор
Смесь темных
ароматических
и
алифатических
углеводородных смол
•Улучшает гомогенность
смесей полимеров;
•улучшает перерабатывае-
мость в закрытых
смесителях, на вальцах и при ка-
ландровании;
•обеспечивает хорошие
конфекционные свойства;
•подходит только для
темных смесей
Темно-
коричневые
гранулы;
плотность
1000-1100
кг/м3;
температура
размягчения
100°С
Структол 51
MS
гомогенизатор
Светлая
ароматическая
углеводородная
смола
•Улучшает гомогенность
смесей полимеров
Янтарного
цвета
гранулы;
плотность:
1000 кг/м3;
Температура
каплепадения:
100°С
Структол HP
55
гомогенизатор
Смесь темных
углеводородных смол и
производных
жирных кислот
•Высокотехнологичная
добавка для растворных
СК(М)С и НК;
•улучшает поведение при
смешении и дает особенно
хороший эффект при ка-
ландровании.
Темно-
коричневые
гранулы.
Плотность:
1040 кг/м3
температура
каплепадения:
100°С
Структол ТН
20F
повыситель
клейкости
Смесь
ароматических и
алифатических
смол
•Подходит только для
темных смесей;
•обеспечивает хорошую
клейкость даже после
долгого хранения;
•облегчает экструдирова-
ние
Темно-
коричневые
гранулы;
плотность:
1100 кг/м3;
температура
размягчения:
105°С
2.4. Физико-химические характеристики и тип
химикатов-добавок
Химикаты-добавки, несмотря на малый удельный объем в рецептуре
резиновых смесей (~ 5%), играют важнейшую роль в обеспечении
необходимого комплекса свойств резин: технологических, механических,
усталостных, адгезионных и др. В силу того, что указанная группа материалов, в
основном, представляет собой довольно сложные химические соединения,
получаемые по многостадийным схемам, они достаточно дороги, и их доля
в стоимости резин составляет ~ 20%.
Среди подотраслей резиновой промышленности ведущая роль
принадлежит шинной отрасли, как наиболее материалоемкой и в силу этого в
значительной степени определяющей ассортимент и объемы выпуска
важнейших химикатов. Ею потребляется до 65 - 70% от общей потребности в
химикатах для производства резиновых изделий в целом.
Основной перечень групп химикатов-добавок включает:
- вулканизующие агенты;
- ускорители вулканизации и замедлители подвулканизации;
- стабилизаторы и антиозонанты;
- модификаторы и промоторы адгезии.
Структол TS
30
повыситель
клейкости
Алифатическо-
ароматическая
мягкая смола
•Улучшает
конфекционную клейкость смесей на
основе синтетических
каучуков;
•прекрасная стойкость к
вымыванию
алифатическими угловодородами и
минеральными маслами;
•улучшает
диспергирование техуглерода и
минеральных наполнителей.
Не оказывает
отрицательного влияния на
морозостойкость
Желтая паста
в ПЭ мешках;
плотность:
1000 кг/м3;
вязкость при
100°С: 2200
мПас
Структол TS
30 DL
повыситель
клейкости
Алифатическо-
ароматическая
мягкая смола
на
неорганическом носителе
•Такой же эффект как у
TS 30;
•порошок с содержанием
активного вещества 67%
Светло-желтый крупяной
порошок;
плотность:
1200 кг/м3;
зольность:
32%
Анализ структуры мирового потребления химикатов-добавок
показывает, что из общего объема потребности 60% составляют стабилизаторы
и 25% - ускорители вулканизации.
На рис. 80 приведены данные по динамике роста потребностей
российской шинной промышленности в основных химикатах - сульфенамид-
ных ускорителей и стабилизаторов на основе ПФДА.
Темпы роста потребностей не обеспечиваются объемами
производства отечественных химикатов-добавок (таблица 91) [331].
Таблица 91 Прогноз обеспечения шинной промышленности России
отечественными химикатами-добавками на 2010 г.
Наименование химиката
Потребность,
тыс. тн
Обеспечение %
Оптимистический
прогноз, %
Пессимистический
прогноз, %
Сера, всего,
в т. ч.
Сера молотая
Сера полимерная
18,5
16,4
2,1
100
0
100
0
Сульфенамидные ускорители всего, в
т. ч.
Сульфенамид Т и Ц
Сульфенамид М и ДЦ
5,9
4,3
1,6
100
100
70
90
Стабилизаторы, всего,
в т. ч.
Диафен ФП
Ацетонанил Н
10,8
4,8
6,0
100
100
58
100
Замедлитель подвулканизации ЦТФ
0,4
100
0
В 2006 г. импортные поставки сульфенамидных ускорителей
составили 30%, а стабилизаторов на основе ПФДА (IPPD, 6PPD) не менее 40%
от потребности, причем основной импорт химикатов осуществляется из
Китая [331].
Оптимистический прогноз обеспечения химикатами-добавками
(таблица 91) реализуется, если будут вновь созданы или расширены
производства, пессимистический - если производства к 2010 г. не планируется.
Основным направлением работ в части изменения структуры
ассортимента и качества химикатов-добавок являются:
> замена токсичных и канцерогеноопасных материалов на экологически
безопасные;
> создание более эффективных, по сравнению с существующими,
химикатов-добавок;
Исследован каучук, содержащий примерно одинаковое количество
(20 %) стирола в бутадиен-стирольном блоке и 1,2 - звеньев в
бутадиеновом блоке (СКДЛС - 20). Резины на основе этого полимера по сцепным
характеристикам находятся на уровне БСК, но имеют при этом более
высокую износостойкость [200].
В последние годы конкуренцию э-БСК составляют статистические
бутадиен-стирольные каучуки растворной полимеризации, позволяющей
направленно изменять состав и структуру каучуков в соответствии с
предъявляемыми к ним требованиями, в частности, получать экологически
чистые каучуки, обеспечивающие улучшение гистерезисных, сцепных
свойств и износостойкости протекторных резин.
Растворные бутадиен-стирольные каучуки выпускаются во всех
регионах мира. Основные торговые марки р-БСК, которые используются в
шинной промышленности, приведены в таблице 33.
Таблица 33 Торговые марки р-БСК, выпускаемые зарубежными фирмами
Торговая марка
Технология фирмы
Страна
Buna
Firestone, Bayer
Германия, Франция,
Europrene
Enichem
Великобритания, Италия
Solflex
Goodyear
США
Duradene (Stereon)
Firestone, JSR
США
JSRSL
Japan Synthetic Rubber
Япония
Nipol NS
Nippon Zeon Co
Япония
Tufden
Asahi Chemical Industry
Япония
В России в опытном или опытно-промышленном масштабе
выпускаются растворные статистические бутадиен - стирольные каучуки с
низким (ДССК - 18), средним (ДССК - 2525) и высоким (ДССК - 10, ДССК -
1845, ДССС - 2545, ДССК - 2560) содержанием 1,2 звеньев. Содержание
стирола в них варьируется в них от 10 до 25%. Каучуки выпускаются в
обычном и маслонаполненном вариантах (таблица 25).
Резиновые смеси на основе ДССК с низким содержанием винильных
звеньев (ДССК-18) имеют хорошие технологические свойства, т.е.
меньшую усадку, большую скорость шприцевания и лучшую поверхность
, шприцеванных заготовок по сравнению с эмульсионным БСК.
Резины из ДССК-18 существенно превосходят резины из БСК по
износостойкости, эластичности и низкотемпературным свойствам, однако,
уступают последним по сцеплению с мокрой дорогой [2, 163, 202].
Аналогичные результаты (при несколько большем сцеплении и худшей
износостойкости) были получены при оценке свойств резин на основе ДССК с
низким содержанием стирола и средним содержанием 1,2-звеньев (ДССК--
10) [203].
Резины с ДССК со средним (ДССК-2525) и высоким (ДССК-2545)
содержанием винильных звеньев при высоком (25%) содержании стирола
имеют низкую прочность и износостойкость, но значительно более
высокие сцепные характеристики и меньшие гистерезисные потери, чем резины
на основе эмульсионного БСК (рис. 47, 48) [171].
Выпускаемый в опытно-промышленном масштабе маслонаполнен-
ный ДССК-2545-М27 не уступает, а по ряду показателей превосходит
импортный аналог - каучук Buna 5025-1 (рис. 49, 50) [171].
%
120
Рис. 47 Физико -
механические показатели
стандартных резин
РЦ Условное напряжение
при удлинении 300%
| | Условная прочность
при растяжении
Рис. 48 Выходные
характеристики стандартных резин
Коэффициент
сцепления с сухим
покрытием
Коэффициент
сцепления с мокрым
покрытием
Истирание по Шоп-
пер - Шлобаху
Рис. 49 Физико -
механические показатели
стандартных резин на основе
маслонаполненных
каучуков
Условное напряжение
при удлинении 300%
Условная прочность
при растяжении
Рис. 50 Выходные
характеристики стандартных резин
на основе маслонаполнен-
ных каучуков
Щ Коэффициент
сцепления с сухим
покрытием
| | Коэффициент
сцепления с мокрым
покрытием
Щ Истирание по Шоппер
- Шлобаху
Уникальной особенностью способа анионной полимеризации
является образование «живущего полимера», один из концов цепи которого имеет
повышенную реакционную способность.
В 80-х годах ведущие производители синтетических каучуков в
Японии провели серию работ, направленных на использование активного конца
цепи «живущего полимера» для образования разветвлённых макромолекул
звездчатой структуры, легко распадающихся на исходные линейные
макромолекулы в процессе изготовления резиновых смесей. При этом один из
концов макромолекулы по-прежнему обладал высокой активностью и
легко связывался с активными центрами, присутствующими на поверхности
наполнителя. Благодаря этим исследованиям были разработаны бутадиен-
стирольные каучуки звездчатой структуры, полученные при
взаимодействии «живущего» полимера и SnCl4, содержание разветвленных структур в
каучуках составляло 30-50% [204, 205].
Применение солей олова позволяет уменьшить негативное влияние
свободных концов полимерных цепей на гистерезисные потери,
способствует повышению межфазного взаимодействия полимера с техуглеродом и
улучшению диспергирования технического углерода за счет более
эффективного действия сдвиговых сил. При этом технический углерод не
образует сетчатой структуры, что приводит к дополнительному уменьшению
гистерезисных потерь благодаря отсутствию разрушения связей между
агрегатами техуглерода. Важно отметить, что показатель tg 5 при 0°С при этом не
изменяется (таблица 34) [206].
Следует обратить внимание на режим смешения резиновых смесей с
применением ДССК, структурированного солями олова. Поскольку
стеарин разрушает связи Sn-техуглерод, то его следует вводить после
смешения каучука с техуглеродом.
Таблица 34 Влияние SnCI4 на свойства резин
Связующий
агент
Вязкость М}~4 при
100°С
Прочность
при
растяжении,
МПа
Относительное
удлинение, %
tg 5
каучука
смеси
50°С
0°С
—
54
93
223
400
0,121
0,235
SnCl4
57
76
250
400
0,096
0,239
Сообщается, что шины с применением протекторных резин на
основе «звездчатого» растворного БСК, содержащего 10-30% стирола, 40 -70%
-1-2 структур с молекулярной массой (3—8) 105 , характеризуются низким
сопротивлением качению при повышенных значениях сцепления с мокрой
дорогой и износостойкости (таблица 35) [207J.
Таблица 35 Свойства резин на основе структурированного растворного
БСК и эксплуатационные показатели шин с их применением
Показатели
Эмульсионный
БСК без масла
Растворный БСК
неструктурированный
структурированный
Вязкость по Муни МБ 1 +4
(100°С), ед.
72
87
65
Условное напряжение при
удл. 100%, МПа
3,9
4,0
4,2
Условная прочность при
растяжении, МПа
27,4
20,5
24,0
Коэффициент сопротивления
качению
0,185
0,140
0,102
Сопротивление
проскальзыванию на мокрой дороге,
(индекс), %
100
103
104
Износостойкость, (индекс), %
100
95
115
При сшивании соединениями олова используется максимально 60 -
70 % свободных, содержащих атомы лития, концов. Американскими
исследователями было предложено использовать в качестве инициатора
полимеризации вместо соединений типа литийбутила оловолитийор-
ганические соединения типа трибутилоловолития [208] Тогда группа,
содержащая атом олова, возникает на конце каждой молекулы полимера и
при сшивании такого полимера дибутилдихлоридом олова, который
определен как наиболее эффективный сшивающий агент, происходит
удлинение цепей, и атомы олова возникают в середине и на другом конце цепей.
Было показано [208] (таблица 36), что такой полимер обеспечивает значи-
1
2
3
4
-по условной прочности
0,64
0,76
0,61
-по относит, удлинению
1,01
1,53
1,07
Прочность связи по Н-методу, Н, ЗлЗО
-при н.у.;
351
366
343
-при 100 С;
278
254
271
-после старения (100°,72ч)
232
238
228
-после паровозд. старения
193
182
154
В ООО «Скоропусковский синтез» (г. Сергиев-Посад) организовано
опытное производство продукта «Сульфомакс Плюс» (ТУ 2471-051-
56856807-04) - вулканизующего агента на основе серы газовой комовой и
гексахлорпараксилола. Продукт представляет собой непылящий порошок с
низкой слеживаемостью. При оценке эффективности действия
«Сульфомакс Плюс» в протекторных и каркасных резинах установлено, что он
обеспечивает по сравнению с резинами, содержащими газовую молотую
серу, сопоставимые скорость и степень вулканизации, прочностные и уп-
руго-гистерезисные свойства (таблицы 93, 94) [342].
При этом продукт не вызывает затруднений при хранении, дозировке
и распределении в резиновых смесях, и его применение позволяет
сократить дозировку ускорителей на 20-25%.
Таблица 93 Свойства протекторных резин на основе
100 СКС-30АРКМ15 с новым вулканизующим агентом
Показатели
Сера
Сульфомакс
плюс
Реометр Монсанто при 155°С
Минимальный крутящий момент, Mi, фд
6,5
7,5
Максимальный крутящий момент, Мн, фд
36
40
Время начала вулканизации, ts, мин.
6,5
5,0
Время достижения оптимума вулк., t9o, мин.
16
14
Время реверсии, t кпл., мин.
>60
>60
Усл. напряжение при удлинении 300 %, МПа
9,2
11,1
Условная прочность при растяжении, МПа
18,2
18,6
Относительное удлинение, %
550
469
Сопротивление раздиру, кН/м
78
78
Твердость при 20°С, усл. ед.
66
73
Эластичность по отскоку, %, 20°С
21
19
100°С
36
38
Относительный гистерезис, К/Е 100°С
0,52
0,51
Истираемость по Шоппер-Шлобаху, см3/м 10"3
1,8
1,9
Таблица 94 Свойства каркасных резин на основе 100 СКИ с новым
вулканизующим агентом
Показатели
Сера
Суль-
фомакс
плюс
Реометр Монсанто при 155°С
Минимальный крутящий момент, 'Mi, фд
10,5
11,0
Максимальный крутящий момент, Мн, фд
44,5
47
Время начала вулканизации, ts, мин.
4
3
Время достижения оптимума вулк., t9o, мин.
9,5
10,5
Время реверсии, t к#пл., мин.
39
45
Условное напряжение при удлинении 300 %, МПа
11,6
11,7
Условная прочность при растяжении, МПа
27,8
27,5
Относительное удлинение, %
580
570
Сопротивление раздиру, кН/м
140
144
Твердость при 20°С, усл. ед.
66
68
Эластичность по отскоку, %, 20°С
37
38
100°С
56
56
Коэффициент сохранения прочности при разрыве:
после теплового старения при 100°С 72 ч.
0,73
0,63
В качестве вулканизующего агента в резинах на основе бутилкаучука
для диафрагм форматоров-вулканизаторов применяют алкилфенолфор-
мальдегидные олигомеры (АФФО), обеспечивающие высокую стойкость к
старению в следствии термической устойчивости образующихся
поперечных связей. Обычно применяют АФФО на основе смеси алкилфенолов С4-
С12, n-третбутилфенола и октилфенола.
Физико-химические характеристики алкилфенолформальдегидных
олигомеров различной структуры приведены в таблице 95.
Таблица 95 Физико-химические характеристики
алкилфенолформальдегидных олигомеров
Показатели
Окгофор ОН
Котласский
химкомбинат
(г. Коряжма)
Sp-1045,
ф. Скенекте-
ди,США
Resin 7530 Ру-
сеело,
Франция
Corever СЕ-
5312
Басф,
Германия
Температура
размягчения, °С
80-95
75-87
80-90
85-95
Молекулярная масса
1200-1500
1000-1300
800-1100
950-1200
1
2
3
4
5
Массовая доля мети-
лольных и метилен-
эфирных групп, %
(метод Фишера)
9,00-11,0
8,0-11,0
7,5-9,5
7,5-9,0
Отношения
оптических плотностей полос
поглощения:
д1080/д1375
д1660/д1620
0,65-1,00
036-0,70
0,60-0,90
0,55-0,80
ОДЮД)
030-ОД)
0,55-0,65
0,70-1,50
Полидисперсность
1,6
1,4
1,5
1,4
2.4.2. Ускорители, активаторы и замедлители вулканизации
Ассортимент используемых в резинах ускорителей в зависимости от
химической природы разделяют на следующие группы [343]:
- продукты конденсации сероуглерода с вторичными аминами - дитио-
карбаматы;
- продукты окисления дитиокарбомата натрия оксидами азота или
продукты его взаимодействия с фосгеном - тиурамсульфиды;
- продукты конденсации анилина с сероуглеродом и серой в присутствии
нитробензола - 2-меркаптобензтиазол (класс тиазолов);
- окисленные продукты взаимодействия меркаптобензтиазола с амином -
сульфенамиды;
- продукты взаимодействия аммиака и производных тио-мочевины - гуа-
нидины;
- продукты конденсации альдегидов жирного ряда с ароматическими или
алифатическими аминами - альдегидамины;
- продукты взаимодействия сероуглерода со спиртами в присутствии
щелочи - ксантогенаты;
- производные тиомочевины;
- ускорители специального назначения и др.
Применение ускорителя должно обеспечивать необходимый
комплекс технологических свойств резиновых смесей (достаточный
индукционный период, необходимые скорость и плато вулканизации), а также
физико-механические и эксплуатационные характеристики вулканизатов.
Особый интерес представляют сульфенамидные производные,
сочетающие высокую вулканизационную активность с надежной защитой
резиновых смесей от подвулканизации.
• Кинетика вулканизации в присутствии сульфенамидов описывается
S-образной кривой: самоускорение процесса после значительного
индукционного периода обусловлено тем, что каждая молекула ускорителя в
процессе вулканизации распадается на два активных фрагмента, совместное
действие которых приводит к взаимной активации.
Ускорители вулканизации влияют не только на кинетику процесса
вулканизации и, соответственно, на технологические свойства резиновых
смесей. Воздействуя на образующиеся вулканизационные структуры, они
способствуют получению вулканизатов, обладающих лучшими физико-
механическими свойствами, большей стойкостью к старению и реверсии
свойств по сравнению с вулканизатами, полученными без ускорителей
вулканизации.
Зависимость технических свойств резин от состава вулканизующей
системы обусловлена строением и плотностью пространственной сетки
вулканизата.
Углерод-углеродные поперечные связи образуются при
вулканизации органическими пероксидами или ионизирующим излучением.
Полисульфидные поперечные связи образуются при вулканизации
серой и небольшим количеством ускорителей.
Моносульфидные связи преобладают в резинах, полученных с
использованием серосодержащих вулканизующих агентов в отсутствие или
при небольшом содержании элементарной серы.
При использовании разных вулканизующих агентов образуются
поперечные связи разного строения, отличаются между собой энергией и
длиной (таблица 96) При этом чем выше энергия поперечной связи, тем
большей теплостойкостью обладают резины.
Таблица 96
Энергия поперечных связей
Энергия поперечных связей
(
Тип поперечной связи
Энергия связи, кДж/моль
Полисульфидная
(-C-Sx-C-)
<270
Дисульфидная
(-C-S-S-C-)
270
Моносульфидная
(-C-S-C-)
286
Углерод-углеродная
(-С-С-)
353
Полисульфидные поперечные связи под действием тепла
перегруппировываются и распадаются, что снижает теплостойкость
вулканизатов, содействует реверсии и накоплению остаточной деформации, то
есть для теплостойких резин требуется снижение сульфидности связей.
Условная прочность резин при растяжении и сопротивление
многократным деформациям у резин с полисульфидными связями выше, чем у
резин с моносульфидными или совсем короткими углерод-углеродными
связями. Это происходит из-за того, что при увеличении длины
поперечных связей до определенной степени облегчается ориентация
молекулярных цепей каучука под воздействием механических напряжений.
Одновременно наблюдается рост эластичности резин.
Установлено, что оптимальным комплексом свойств обладают вул-
канизаты, которые содержат одновременно поперечные связи различной
химической природы. При этом желательно равномерное распределение
химических связей в массиве вулканизата.
Вулканизующую группу следует подбирать так, чтобы при
получении и переработке резиновых смесей полностью исключалась
преждевременная вулканизация, а на стадии вулканизации процесс образования
поперечных связей проходил с достаточно высокой скоростью.
Характеристики основных марок ускорителей и их импортных
аналогов приведены в таблице 97.
Таблица 97 Основные марки ускорителей
Торговое
наименование
Фирма (страна
изготовитель)
Внешний вид
Тем-ра
плавления,
°С
Тиазолы (типа MBTS)
Тиазол 2МБС
(альтакс)
АООТ «Волжский
оргсинтез», Россия
Порошок желтого
цвета, гранулы
163-168
Thiofide
Flexys, Belgium
Желто-серый
порошок, гранулы
169
Vulkacit DM
Bayer, Germany
Мелкие непыля-
щие гранулы
165-179
Soxinol DM
Sumitomo, Japan
Порошок желтого
цвета
172
Тиазолы (типа МВТ)
Тиазол 2МБТ
(каптакс)
АООТ «Волжский
оргсинтез», Россия
Порошок от
белого до желтого
цвета, гранулы
172-174
Thiotax
Flexys, Belgium
Кремовый
порошок
178
Vulkacit
Thiuran
Bayer, Germany
Светло-желтый
порошок
170
Soxinol M
Sumitomo, Japan
Светло-желтый
порошок
175
Гуанидины
Гуанид Ф
AO «Химпром»,
Россия
Порошок, гранулы
145
DPG
Flexys, Belgium
Порошок, гранулы
145-148
Vulkacit D
Bayer, Germany
Белый порошок
145
Soxinol D
Sumitomo, Japan
Порошок
146
Тиурамы (типа TBTD)
Тиурам Е
АООТ «Волжский
оргсинтез», Россия
Паста желтого
цвета, чешуйки от
серого до зеленого
цвета
67-68
Thiuram DS
Flexys, Belgium
Светло-серый
порошок
71-73
Soxinol ТЕТ
Sumitomo, Japan
Порошок
65
Тиурамы (типа TMTD)
Тиурам Д
АООТ «Волжский
оргсинтез», Россия
Белый порошок
140-145
Thiuram DSM
Flexys, Belgium
Серые гранулы
145-150
Soxinol ТМТ
• Sumitomo, Japan
Светло-серый
порошок
145
Сульфенамиды (типа CBS)
Сульфенамид Ц
ОАО «Азот»,
Кемерово, Россия
Цилиндрические
гранулы
96
Santocure CBS
Flexys, Belgium
Микрогранулы
98-105
Vulcacit CZ
Bayer, Germany
Микрогранулы
98-107
Сульфенамиды (типа TBBS)
Сульфенамид Т
АООТ «Волжский
оргсинтез», Россия
Порошок,
микрогранулы
97-107
Santocure TBBS
Flexys, Belgium
Микрогранулы
100-107
Vulcacit NZ/EC
Bayer, Germany
Микрогранулы
88-105
Сульфенамиды (типа MBS)
Сульфенамид M
АООТ «Волжский
оргсинтез», Россия
Чешуйки
80
Santocure MBS
Flexys, Belgium
Микрогранулы
82-86
Vulcacit MOZ
Bayer, Germany
Микрогранулы
82-86
Сульфенамиды (типа DCBS)
Сульфенамид
дц
АООТ «Волжский
оргсинтез», Россия
Порошок,
микрогранулы
95-105
Santocure DCBS
Flexys, Belgium
Микрогранулы
100-105
Vulcacit DZ/EGC
Bayer, Germany
Микрогранулы
96-107
При выборе ускорителя вулканизации следует учитывать его
влияние на кинетику вулканизации резиновых смесей и способность
обеспечить высокую скорость вулканизации в основном периоде, широкое плато
вулканизации.
Тиазолы обеспечивают среднюю скорость и степень вулканизации
при небольшом индукционном периоде и широком плато вулканизации.
Скорость вулканизации возрастает при их сочетании с 0,2 -0,3 масс. ч.
тиурама. Резины имеют невысокую прочность, но отличное сопротивление
старению.
Тиурамные ускорители обуславливают высокую скорость
вулканизации при отсутствии индукционного периода и пикоподобном плато
вулканизации. Резинам они придают высокую теплостойкость и сопротивление
старению.
Сулъфенамидные ускорители одновременно обеспечивают
продолжительный индукционные период и высокую скорость вулканизации, то
есть кинетическая кривая приближается к идеальной. Сульфенамиды
придают резинам высокую устойчивость к динамическим нагружениям и
хорошее сопротивление старению.
Высокая термостабильность гуанидинов - следствие длительного
индукционного периода и низкой скорости вулканизации резиновых смесей,
содержащих эти ускорители. Их используют при изготовлении массивных
изделий.
Технологические и технические свойства промышленных типов
ускорителей приведены в таблице 98 [343].
Таблица 98 Технологические и технические свойства промышленных
типов ускорителей процесса серной вулканизации
Типы ускорителей
Показатели
2-
меркап-
тобен-
зтиазол
(кап-
такс)
Дибез-
тиа-
золилди-
сульфид
(аль-
такс)
Тетраме-
тилтиу-
рам-
дисуль-
фид
(тиурам
Д)
N-
цикло-
гек-
силтиа-
золил-
сульфе-
намид
(сульфенамид
Ц)
2-
бензтиа-
золил-
морфо-
лин-
сульфид
(сульфенамид
М)
Дифе-
нилгуа-
нидин
(ДФГ)
Стойкость при
хранении
отличная
отличная
отличная
6-12
месяцев
6-12
месяцев
отличная
Оптимальное со-
держа-
ние,мас.ч.
0,7 - 2,5
0,7 - 2,5
0,3-1,5
0,5-1,5
0,5-1,5
2,0 - 4,0
Стабильность при
переработке
Хорошая
Хорошая
Необходима
добавка
замедлителей
подвул-
каниза-
ции
Хорошая
Очень
высокая
при
высоких
температурах
выгрузки
Хорошая в
т.ч. при
переработке и
хранении
смесей
Очень
Очень
замедкий
ленное
ленное
ОсобенБыстрое
начало,
Замедленное
период
текученачало
вулканиначало
вулкаОчень
ности
вулканизации
пологая
кривая
вулканизации
начало,
сти,
зации,
низации,
замедпологая
кривая
крутой
подъем
кривая
крутая
кривая
крутая
ленная
вулканикривой
Быстрое начало в
низация
зации
низации
паровой среде, не
пригодный к
вулканизации в среде
горячего воздуха
ническими
осноДитио-
ваниями, ди-
Органическими
осУскорителями
оскарба-
матами,
нованиями, дитио-
тио-
новного характера,
тиурамами,
Активикарбаматами, тиу-
карба-
тиурамами, дитио-
руются
рамами,
неорганическими
веществамата-
ми, без
карбаматами, кап-
таксом и
некоторытиазо-
лами и
сульфе-
ми основного
хасеры-
ми веществами
осрактера
тиазо-
новного характера
намида-
лами и
ми
суль-
фена-
мида-
ми
Критическая
тем105-
110
пература
110-115
120-125
120-125
125-130
130-140
действия,
°С
СопроБез се-
тивление
ры-
резин
отлич-
Очень хорошее,
удовлестарению
Отличное
ное, с
бенно при малых
творисерой-
дозах серы
тельное
хоро-
шее
Основным типом ускорителей шинных резин являются
сульфенамиды поскольку именно этот класс обеспечивает возможность реализации
технологического процесса производства шин как многослойного изделия.
Ведущими фирмами-изготовителями химикатов для резин «Флек-
сис», «Байер», «Юниройл Кемикл», «Истрохем» выпускается ряд
ускорителей данного класса с аминными заместителями различной структуры.
Тип аминного заместителя в молекуле сульфенамида определяет
скорость и степень вулканизации резиновых смесей. По вулканизационной
активности сульфенамидные ускорители располагаются в ряд: CBS (на
основе третбутиламина) > TBBS (на основе третбутиламина) > MBS (на
основе морфолина) > DCBS (на основе дициклогексиламина).
Резины с DCBS обеспечивают самые длительное время
вулканизации, широкое плато вулканизации и, при низкой скорости вулканизации,
сохранение высокого уровня модуля. Эти качества делают его (наравне с
недавновыпущенным экологически чистым бис - сульфенамидом TBSI),
незаменимым в смесях для обкладки металлокорда (таблица 99) [344].
Производство отечественных сульфенамидов TBBS и DCBS в опытно-
промышленном масштабе было организовано на АООТ «Волжский
оргсинтез». Результаты испытаний этих ускорителей, проведены в НИИ
шинной промышленности и на предприятиях отрасли, показали, что по
комплексу свойств они не уступают импортным аналогам [345].
Таблица 99 Сравнение ускорителей вулканизации DCBS, TBBS и TBSI в
резиновой смеси для обкладки металлокорда
Показатели
DCBS
TBBS
TBSI
Подвулканизация по Муни
Ms-5 при 130°С
10,2
8,0
8,4
Ms-n при 130°С
14,4
9,0
12,7
Реометр 150°С, 60 мин. (MDR 2000)
tjo, мин.
3,2
2,6
2,8
tgo, МИН.
15,4
9,8
12,4
Реометр 180°С, 30
мин. (MDR 2000)
tjo, мин.
0,5
0,6
0,5
t90, МИН.
2,2
1,7
1,9
Физико-механические свойства (вулканизация при 150°С, t9o+5 мин.)
Усл. напряж. при удл. 100%, МПа
4,6
4,7
4,3
Усл. напряж. при удл. 300%, МПа
17,9
17,6
16,9
Усл. прочность при растяж., МПа
22,3
23,8
23,9
Относит, удлинение, %
362
392
400
Испытание на выдергива]
(вулканизация при
ние нити корда из резины
[ 150°С, t90+5 мин.)
Прочность связи резины с кордом, Н
До старения
731
588
598
Старение в солевой ванне (1%-ный
р-р NaCl) при 80°С 2 дня
4 дня
248
177
69
78
136
141
Старение под действием пара при
120°С, 2 дня
4 дня
590
536
503
492
496
455
Анализ конъюктуры рынка выпускаемых сульфенамидных
ускорителей показал, что наибольший объем (60-70%) в настоящее время
приходится на CBS и TBBS, что связано с их большей вулканизационной
активностью и целесообразностью использования в наиболее резиноемких
покровных резинах. При этом основные мощности CBS сосредоточены в
Европе, a TBBS - в США, что обуславливается наличием в США
производства исходного сырья - третбутиламина и малыми объемами его выпуска в
европейских странах.
Основным ускорителем, используемым в обкладочных резинах,
предназначенным для крепления к латунированному металлокорду,
является DCBS (20% от общего объема производства). Очевидно, с ростом
объемов выпуска шин с металлокордом можно прогнозировать и
соответствующее увеличение потребностей в указанном сульфенамиде.
В связи с установленной МАИР (международным агенством по
изучению рака) канцерогенной опасностью MBS, обусловленной
образованием летучих N-нитрозоаминов, и уже существующим запретом на его
производство и потребление в ряде стран Западной Европы, объемы
потребления указанного ускорителя существенно снизились.
Вулканизующие системы, содержащие минимальное количество
серы, называют эффективными системами, так как при их использовании
возрастает эффективность расходования серы на образование поперечных
связей. По мере возрастания содержания серы эффективные
вулканизующие системы становятся полуэффективными и, затем, обычными.
В обычных вулканизующих системах содержание серы составляет
около 3 масс, ч., а ускорителя - в 2 - 3 раза меньше. Однако такие резины
имеют низкую теплостойкость и могут вулканизоваться при температурах,
не превышающих 160°С. В связи с интенсификацией процесса
вулканизации за счет повышения температуры вулканизации до 180 - 210°С в
последнее время все большее распространение получают эффективные и
полуэффективные вулканизующие системы.
Для полуэффективных систем характерно снижение содержания серы
до 1 - 1,2 мас.ч. при повышении содержания ускорителя до 1 - 1,5 масс. ч.
Возможна также частичная замена элементарной серы на ее доноры,
например, на тиурамтетрасульфид. Использование такой вулканизующей
системы ведет к снижению степени сульфидности поперечных связей, то
есть к повышению теплостойкости вулканизатов и росту их сопротивления
реверсии при повышенных температурах вулканизации. Одновременно
возрастает индукционный период вулканизации.
Эффективные вулканизующие системы содержат еще меньшее,
около 0,5 масс, ч., количество серы или ее полностью заменяют на
органические серосодержащие вулканизующие агенты - доноры серы (N.N1-
дитиодиморфолин или тиурамтетрасульфиды). Требуемая скорость
вулканизации при этом достигается за счет использования больших (4-6 масс
ч.) концентраций ускорителей, как правило, сульфенамидного типа, или
применением системы ускорителей с взаимной активацией компонентов.
Вулканизаты с эффективной вулканизующей системой характеризуются
несколько меньшей прочностью при растяжении, но большими
теплостойкостью, сопротивлением реверсии и многократным деформациям, а также
повышенным сопротивлением теплообразованию при высоких
температурах и накоплению остаточных деформаций, по сравнению с резинами с
обычными вулканизующими системами. Для обеспечения приемлемой
скорости процесса вулканизации и предупреждения преждевременной
вулканизации в резиновые смеси на основе непредельных каучуков часто
вводят 2-3 ускорителя.
Наиболее распространены двойные системы ускорителей. Они
делятся на группы:
- системы со взаимной активацией ускорителей - синергические системы.
К ним относятся смеси тиурама или тиазола с гуанидинами, а также
смеси тиурамдисульфидов с гуанидинами;
- системы с активацией одного из ускорителей. Это характерно для
смесей сульфенамидов с гуанидинами;
- системы с аддитивным действием. Это комбинации ускорителей,
которые относятся к одному классу химических соединений, а также смеси
сульфенамидов и тиураммоносульфидов.
Важное значение имеет проблема активации процесса
вулканизации. Процесс образования сшитых структур в углеводородных
эластомерах - комплекс сложных многостадийных реакций, в которых
значительна роль активатора вулканизации.
Активаторы процесса вулканизации улучшают технологические и
эксплуатационные свойства резин. Характер действия активаторов
существенно зависит от типа каучуковой фазы резиновой смеси,
использованных ускорителей вулканизации и наполнителей.
В качестве активаторов вулканизации применяют различные
неорганические и органические соединения. Из неорганических соединений в
качестве активаторов используют:
- оксиды металлов (оксиды цинка, магния, свинца);
- гидроксиды, сульфиды и хлориды металлов.
Из органических:
- высшие жирные кислоты (стеариновая и олеиновая) и их смеси;
- соли жирных кислот;
- ди- и триэтиленгликоли, полигликоль;
- циклические и карбокислоты;
- моно- и диэтаноламины и др.
На практике в шинной промышленности, как правило, в качестве
активаторов используют оксид цинка в смеси с жирной кислотой
(стеариновой или олеиновой).
В присутствии активаторов кинетика вулканизации резиновых
смесей практически не меняется, однако возрастает концентрация поперечных
связей при одинаковом содержании связанной серы, уменьшается степень
сульфидности поперечных связей, в связи с чем получаемые вулканизаты
обладают более высоким комплексом технических свойств.
Обычно содержание оксида цинка в резиновой смеси составляет 3 -
5 масс, ч., а жирной кислоты -1-2 масс. ч. В связи с дефицитом оксида
цинка в промышленности в настоящее время прослеживается тенденция
снижения его концентрации до 2 - 3 масс. ч. Одновременно проводятся
работы по замене стеариновой и олеиновой кислот синтетическими
жирными кислотами.
Использование высокоактивных вулканизующих систем вызывает
необходимость одновременного применения в рецептуре резиновых
смесей замедлителей подвулканизации, предотвращающих преждевременную
вулканизацию резиновых смесей в процессе их приготовления и
переработки.
Особенно важно использование замедлителей подвулканизации в
настоящее время, так как процессы приготовления и переработки резиновых
смесей значительно интенсифицированы, применяются высокоактивные
типы технического углерода.
Замедлители подвулканизации должны оказывать влияние только на
индукционный период, не снижая скорость и степень поперечного
сшивания вулканизатов в главном периоде вулканизации, и не должны ухудшать
технические свойства резин.
Практическое применение в настоящее время в шинной
промышленности нашли: фталевый ангидрид, N-нитрозодифениламин и N-
циклогексилтиофталимид (сантогард PVI). Последний наиболее отвечает
современным требованиям. Его оптимальная концентрация в резиновой
смеси - 0,2 - 0,3 масс. ч. В такой дозировке он заметно повышает
индукционный период, особенно в смеси с тиазольными и сульфенамидными
ускорителями, не влияя на остальные показатели процесса вулканизации.
Фталевый ангидрид, особенно в присутствии тиурамов и сульфена-
мидов, менее эффективен и несколько снижает скорость вулканизации.
Оптимальная дозировка его - 0,5 - 0,6 масс, ч., при ее увеличении заметно
снижается комплекс свойств резин.
N-нитрозодифениламин по эффективности занимает промежуточное
место между фталевым ангидридом и сантогардом PVI. Однако он может
применяться лишь при низких температурах переработки - до 120°С. При
130°С наблюдается утрата активности добавки вследствие ее разложения.
При этом получаются газообразные вещества, способные вызвать
порообразование. Оптимальная концентрация данного замедлителя
подвулканизации - 0,5 - 1,0 масс. ч.
В России в ОАО «Каустик» (г. Волгоград) разработана технология
получения замедлителя подвулканизации на основе циклогексилтиофтале-
мида (фталогард К). Разработанная технология позволяет получать
продукт высокого качества, который по своим техническим показателям не
уступает зарубежным аналогам Santogard PVI (PVI-50) компании Flexsys и
Duslin Р (Duslin G86) компании Duslo (Словакия) (таблица 100) [346].
Таблица 100 Технические показатели фталогарда-К и свойства протекторных
смесей с его применением
Наименование показателя
Santogard
PVI-50
фталогард-
К97
фталогард-
К51
Показатели продукта
Внешний вид
Гранулы
светло-
розового
цвета
Белый или
светло-
желтый или
светло-серый
порошок
Чешуйки или
гранулы
белого или
светло-желтого
или
светлосерого цвета
Температура плавления, °С,
не менее
—
89
—
Массовая доля золы, %, в
пределах
30-35
Не более 0,2
30-35
Массовая доля летучих
веществ, %, не более
0,4
0,3
0,4
Показатели смесей
д
озировки, масс. ч.
0,25
серийная
0,15
опытная
0,25
опытная
Вязкость по Муни при
100°С,ед.
51
51
51
Стойкость к подвулкани-
зации при 130°С, мин
начало-конец
20-24
20-25
21-25
А
4
5
4
Вулканизационные характеристики при Т=200°С 3 минуты
(реометр MDR-2000)
ML, дНм
1,9
1,8
1,8
Тю, мин
0,5
0,5
0,5
Т50, мин
0,8
0,8
0,8
Тод, мин
1,3
1,2
1,3
Rh, дНм / min
13,2
12,7
12,9
Мн, ДНм
10,8
10,5
10,3
2.4.3. Стабилизаторы
Проблемы старения и стабилизации каучуков и резин на их основе,
влияние структуры эластомеров на их превращения при старении,
теоретические и практические основы ингибирования окислительных процессов
подробно изложены в книге К. Б.Пиотровского и 3. Н.Тарасовой [347].
Ингредиенты резиновых смесей, повышающие стойкость каучуков и
резин к действию внешних факторов называются стабилизаторами. В
зависимости от назначения различают [348]
- антиоксиданты (защита от термоокислительного старения);
- антиозонанты (защита от озонного и светоозонного старения);
- светостабилизаторы (защита от УФ-излучения);
- противоутомители (защита от растрескивания при многократных
деформациях);
- пассиваторы поливалентных металлов;
- термостабилизаторы (защита от термического старения без
окисления);
- антирадары (защита от радиационного старения);
- стабилизаторы резиновых смесей (от преждевременного
структурирования при хранении резиновых смесей);
- антипирены (снижают горючесть);
- фунгициды (защищают от разрушения под действием
биофакторов).
В зависимости от химического строения различают аминные, фе-
нольные, гетероциклические азотсодержащие, металлосодержащие, дитио-
карбаматные и др. стабилизаторы.
Наиболее распространенным и опасным видом атмосферного
старения резин является старение, протекающее под влиянием атмосферного
озона, приводящее к растрескиванию и разрушению резин, находящихся в
деформационном состоянии. Простым, дешевым и эффективным способом
защиты статически-деформированных резин от озонного растрескивания
является введение в резиновую смесь защитных восков - стабилизаторов
физического действия [349].
К наиболее важным свойствам стабилизаторов относятся:
- эффективность действия;
- растворимость в каучуках, резиновых смесях, рабочих средах;
- летучесть;
- термическая и химическая стабильность;
- токсикологические характеристики.
Эффективность стабилизаторов может снижаться в присутствии
ингредиентов резиновой смеси (например, фенольных - в присутствии ТМТД
или МБТ). Нагревание фенольных стабилизаторов в кислой среде
приводит к их деалкилированию и потере эффективности. Возможно влияние
стабилизаторов на вулканизационные характеристики резиновых смесей.
Большое практическое значение имеет растворимость
стабилизаторов, которую характеризуют максимальным количеством вещества,
способного растворяться в данном материале при определенной температуре,
Растворимость в каучуках характеризует совместимость стабилизатора с
каучуком, необходимую для обеспечения равномерности показателей
свойств в массе резинового изделия и предупреждения выцветания
(миграции на поверхность) стабилизатора. Она зависит от строения
стабилизатора и каучука, молекулярной массы каучука, примесей в каучуке,
ингредиентов резиновой смеси.
Растворимость стабилизаторов повышается при добавлении
ароматического масла в резиновую смесь. Стабилизатор, полностью
растворимый в каучуке при повышенной температуре, в ходе охлаждения
мигрирует (выцветает) на поверхность изделия.
Связанными называют стабилизаторы, присоединенные к каучуку
при полимеризации или поликонденсации, химическом модифицировании
каучука или в процессе изготовления резиновой смеси [350]. Для этого
используют мономеры, содержащие фрагменты низкомолекулярного
стабилизатора.
Сложившийся в настоящее время ассортимент стабилизаторов для
шин в России крайне узок и консервативен. В него входят Диафен ФП (N-
изопропил- N'-фенил-п-фенилендиамин; IPPD) и Ацетонанил Р (олиго-
мер 2,2,3-триметил-1,2-дигидрохинолина) (таблица 101) [351].
Таблица 101 Ассортимент и основные производители химических
стабилизаторов
Наименование
химиката
Производитель
Марка химиката-
аналога
IPPD
ОАО «Азот» (г. Кемерово,
Россия) ф. Флексис (Бельгия) ф. Дус-
ло (Словакия)
ф. Байер (Германия)
Диафен ФП
Santoflex IPPD
Dusantox PPD
40-10 NA
6PPD
ф. Флексис (Бельгия)
ф. Ланксесс_(Германия)
Santoflex 13
40-20 NA
TMQ
ОАО «Химпром»
(г. Новочебоксарск, Россия)
ф. Флексис (Бельгия)
ф. Юниройл (США)
Ацетонанил P
Flectol Flakes
Naugard Q
Диафен ФП, являющийся антиозонантом, противоутомителем и и
антиоксидантом (АО), применяется в резинах для всех деталей российских
шин.Ацетонанил Р совместно с Диафеном ФП применяют в основном в ре-
зинах для покровных деталей шин (боковина, протектор), что позволяет
повысить их стойкость к озонному и усталостному воздействиям.
Во внутренних деталях шин - каркасе и брекере - в России и странах
СНГ также применяют Диафен ФП, хотя озон туда не проникает и
стабильность этих деталей вполне могла бы быть обеспечена введением Аце-
тонанила Р. Однако полагают, что при отсутствии Диафена ФП в резинах
внутренних деталей шин при вулканизации шин он будет диффундировать
из наружных деталей внутрь шины, что снизит резерв его защитного
действия при эксплуатации шин [352].
В то же время, по данным [353] при эксплуатации в течение года
наиболее склонной к озонному растрескиванию детали - боковины (на
примере грузовой шины 260-508R) удаляется около 90 % Диафена ФП и
около 75% менее вымываемого и менее летучего стабилизатора 6PPD. При
этом ресурс шины исчерпывается только на 50%. Было показано, что
расход стабилизатора за счет обрыва кинетических цепей термоокисления и
прямого окисления кислородом воздуха примерно одинаков для обоих
стабилизаторов, а вот испарение идет в 2-2,3 раза быстрее для Диафена
ФП. В боковине легковой шины, которая тоньше, чем боковина грузовой
шины в два раза и более, Диафен ФП расходуется еще быстрее, поэтому
его дозировку в этой резине обычно увеличивают в 1,5-2 раза.
Отсутствие озонного растрескивания боковин российских легковых
шин за время эксплуатации несмотря на использование Диафена ФП
вместо 6PPD объясняется следующими причинами.
- Резины для этих боковин изготавливают на основе каучука СКИ-3,
содержащего сильный антиоксидант, предохраняющий Диафен ФП и
Ацетонанил Р от быстрого химического расхода, тогда как в
зарубежных шинах в резинах для боковин используют НК, содержащий только
природные стабилизаторы, разлагающиеся при вулканизации.
- В резинах для боковин шин российского производства в отличие от
шин зарубежных производителей всегда применяется комбинация
Диафена ФП с Ацетонанилом Р, что повышает стойкость резины к
усталостному и атмосферному растрескиванию [354].
Тем не менее задача поиска дольше сохраняемых и долго
действующих систем стабилизаторов продолжает оставаться актуальной.
За рубежом для продления защитного действия стабилизаторов шин
используют следующее:
- применяют в основном не IPPD; a 6PPD; в суммарном производстве
IPPD и 6PPD до 80 % составляет 6PPD. Меньший расход 6PPD при
эксплуатации связан, в основном, с его меньшим коэффициентом
диффузии: испарение и вымывание идет в диффузионно-контролируемом
режиме.
- В резинах для наружных деталей шин используют комбинации 6PPD
(IPPD) с Wingstay 100 (W-100). Стабилизатор W-100 выпускается ком-
панией Goodyear в США и во Франции в количестве до 15 тыс. т/год,
что составляет примерно 10-15 % от суммарного производства IPPD и
6PPD; его аналоги производят и другие западные фирмы.
Входящие в состав W-100 компоненты значительно менее
растворимы в резинах и менее реакционноспособны, чем IPPD и 6PPD, по
отношению как к кислороду, так и к атмосферному озону и меньше вымываются и
испаряются из резин. Однако W-100 является достаточно сильным анти-
оксидантом и противоутомителем, хотя и очень слабым антиозонантом. В
настоящее время наиболее крупные зарубежные шинные фирмы
применяют его в составе стабилизирующих систем, частично заменяя им IPPD и,
главным образом, 6PPD, что позволяет достичь синергизма по влиянию на
долговечность резин [355].
Одним из главных достоинств Ацетонанила Р и его зарубежных
аналогов (TMQ) по сравнению даже с такими высокоэффективными антиок-
сидантами, противоутомителями и антиозонантами для резин, как
Незамещенные и-фенилендиамины (IPPD, 6PPD) наряду со значительно
более низкой стоимостью, является высокая эффективность их защитного
действия от термоокислительного старения в самых различных полимерах.
А при сочетании TMQ с производными ПФДА (IPPD, 6PPD)
обеспечивается более экономичная стабилизация технических резин, прежде всего,
шинных, от всех видов деструктивных воздействий (термоокислительного,
усталостного и озонного). Существенным преимуществом TMQ, как анти-
оксидантов, по сравнению с производными ПФДА, является значительно
меньшая их испаряемость из резин, что обусловлено более высокой, чем у
ПФДА, молекулярной массой продуктов олигомеризации, включая димер.
Главным недостатком этого класса смесевых стабилизаторов
является непостоянство их состава, выявляющееся при переходе от одной
торговой марки к другой, что обусловлено самим способом получения.
Наиболее простой и дешевый способ промышленного синтеза TMQ включает
конденсацию анилина с двумя молекулами ацетона в присутствии
катализатора и последующую стадию олигомеризации получаемого мономера
2,2,4-триметил-1,2-дигидрохинолина (TMQ) в той же реакционной массе.
Такой способ не позволяет получать высоких выходов целевых продуктов
(димера, тримера, тетрамера), если для этого не предпринимаются
специальные меры регулирования процесса, которые различны у разных фирм.
Образующиеся побочные продукты, в первую очередь, первично-аминной
структуры, являются балластом и отрицательно действуют на ряд свойств
резиновых смесей и резин. Экспериментально показано, что за высокую
эффективность действия этого класса антиоксидантов ответственны
индивидуальные олигомеры, и в первую очередь-димер [356].
Характеристика химсостава отечественных и зарубежных TMQ
приведена в таблице 102. Исследования свойств резин с их применением [357]
показывают, что по эффективности действия Ацетонанил Н аналогичен
зарубежным аналогам.
В настоящее время продолжаются разработки новых систем
стабилизаторов.
При этом можно выделить следующие направления:
- Сочетание фиксированных на макромолекулах и обычных анти-
оксидантов. В России в качестве фиксируемого АО используется
модификатор НФА на основе п-нитрозодифениламина (ПНДФА).
- Вместо ПНДФА зарубежными фирмами предложены
фиксируемые антиоксиданты на основе 1Ч-фенил-]Чм-1,3-диметилбутил-
хинондиимина и N-алкил-п-хинондииминотриазинов.
- Создание «депо» антиоксидантов во внутренних деталях (каркасе)
шины путем использования их высоких дозировок (5-6 масс, ч.)
[352]. Однако при этом кроме роста затрат наблюдаются
нежелательные изменения вулканизационных характеристик резиновых
смесей и технических (например, адгезионных) свойств
обкладочных резин.
- Выпуск стабилизаторов, сорбированных на носителях
(«молекулярные сита», специальные глины-сорбенты), инкапсулирование
стабилизаторов. При этом снижаются нерациональные потери
стабилизаторов (испарение, вымывание, реакция с кислородом) за
счет сорбционного взаимодействия, т.е. создания физических
препятствий для быстрого истощения запасов АО. Однако это
повышает стоимость АО, а также приводит к ухудшению
технических свойств резин из-за внесения вместе с АО инородных
материалов (оболочек капсул, минеральных сорбентов).
- Создание новых антиоксидантов с заданными реакционной и
диффузионной способностями, а также использование их в
оптимальных комбинациях с известными антиоксидантами. Такой
подход обусловлен, с одной стороны, резервами повышения
молекулярной массы АО без снижения их эффективности, а с
другой, - тем фактом, что применяемые в настоящее время
антиоксиданты обладают слишком высокой реакционной способностью,
вследствие чего большие количества их расходуются в реакции
окисления кислородом и озоном [355].
В качестве инертных физических антиозонантов применяют
защитные воски, которые мигрируют на поверхность резины, образуя на ней
защитную пленку, имеющую обычно кристаллическую структуру.
Углеводороды линейного строения (парафины) выцветают с большей скоростью,
образуя хрупкую пленку крупнокристаллической структуры.
Таблица 102 Характеристика химического состава и температуры размягчения образцов Ацетонанила Р и Ацетона-
нила Н и их зарубежных аналогов-антиоксидантов класса TMQ
Показатели качества
Торговое название и фирма-производитель TMQ
Ацетон-
анил Р
Ацетон-
анилН
АпохНВ
(в Италии)
Naugard Q,
extra
Flectol
TMQ
Vulcanox
HS
Чебоксарское
ОАО «Химпром»
(Россия)
Great Lake
(США)
Crompton
Corpor.
(США)
Flexys
(Западная
Европа)
Bayer
(Германия)
1. Массовая доля мономера,
(ТСХ/ВЭЖХ), %
3,4/3,0
1,4/1,1
1,4/0,7
5,4/4,7
1,8/0,7
2,2/2,0
2. Массовая доля олигомеров, (ТСХ/ВЭЖХ) %:
- димера
3,8/10,1
15,0/25,9
20,8/35,3
15^/34,7
23,3/38,3
22,3/27,9
- тримера
2,4/5,3
6,3/3,5
10,5/8,6
5,2/7,5
10,9/13,3
13,2/9,0
- тетрамера
-^2,0
6,0/6,0
4,7/0,9
-^0,6
7,3/1,4
5,8/1,3
3. Сумма олигомеров, %,
(ТСХ/ВЭЖХ)
9,6/20,4
31,0/40,7
37,4/45,4
25,9/47,4
433/53,7
43,5/40,2
4. Массовая доля изопроггалбиа-
нилина (ИБА), %, ВЭЖХ
1,3
0,4
0,3
0,4
1,8
5. Температура размягчения, °С
86,5
84
81,4
87
86,3
73,5
Разветвленные углеводороды (церезины) выцветают медленнее с
образованием плотной и менее хрупкой пленки микрокристаллической
структуры. Защитная пленка высокоэффективна только в статических
условиях эксплуатации, разрушаясь при динамическом воздействии.
Эффективность пропорциональна содержанию воска (толщине пленки), но из-за
ухудшения свойств резиновых смесей и резин применяют 2-5 масс. ч.
воска.
Добавление восков ухудшает усталостные свойства резин (частично
компенсируются добавлением производных - n-фенилендиамина) и может
понизить озоностойкость резин в динамических условиях эксплуатации. В
зависимости от температуры эксплуатации эффективность действия восков
различна (разные оптимальные температуры выцветания).
При промышленном производстве шин покровные резины содержат
химические антиоксиданты в сочетании с восками, что обеспечивает
максимальную защиту резин от воздействия внешних факторов (таблица 103)
[349].
Таблица 103 Озоностойкость протекторных резин при испытаниях в
атмосферных условиях (прерывное динамическое воздействие в течение
30 суток-май, июнь)
Тип полимера
НК
БСК
Отн.
Отн.
Стабилизатор
Дозировка,
м. ч.
Время
до
явления
устойчивость
к
Оставшаяся
прочность,
%
Время
до
явления
устойчивость
к
Оставшаяся
прочность,
%
трещин, ч
нию
трещин, %
трещин, ч
нию
трещин,
%
Эталон
Образец
(без
агентов
за22
100
разрушился
44
100
25
щиты)
через
50 сут.
кристаллический
2,0
46
208
40
93
210
34
воск
IPPD
TMQ
1,0
2,0
100
455
60
190
432
80
IPPD
TMQ
микро1,0
2,0
120
545
75
232
530
95
кристалл.
2,0
воск
Воски относятся к категории физических антиозонантов и их
действие основано на низкой растворимости в резинах при температурах
эксплуатации изделий и их способности выцветать на поверхность в виде
защитной плёнки.
Совокупность полученных данных о составе восков и их
диффузионных характеристик привела к выводу, что эффективность действия озо-
нозащитных восков отвечает ряду показателей, не входящих в
нормативную документацию, но сильно влияющих на их защитное действие. К ним
относятся: а) характер молекулярно-массового распределения (ММР) и
положение максимума (Смакс.) для н-алкановой фракции, получаемые
методом высокотемпературной газовой хроматографии; б) относительное
содержание в воске фракций, неспособных к выцветанию на поверхность
резины при температуре эксплуатации (т.е. «балласта»). Широкое ММР
отечественных восков наряду с большим содержанием в них «балласта» ведет
к снижению «действующей» концентрации каждого из выцветающих
компонентов. Снижение же Смакс. в них увеличивает скорость выцветания,
однако не обеспечивает надёжной защиты от озонного старения. В
образующейся плёнке преобладают крупнокристаллические включения вследствие
высокого содержания низкомолекулярных алканов (до С25), что
обусловливает рыхлость строения данной плёнки и её отрицательное влияние на
озоностойкость. По той же причине при повышенных температурах
защитное действие отечественных восков проявляется при температуре на
10-15% ниже, чем, например, для воска антилюкс 654 или 660.
Из промышленно выпускаемых восков в настоящее время в России
наиболее эффективным является воск ЗВП, разработанный совместно ОАО
«ВНИКТИ НХО» и НИИШП [358] и выпускаемый на АО «Ново -
Уфимский НПЗ».
2.4.4. Модификаторы
В связи со сложившимся в последние десятилетия в резиновой
промышленности стран СНГ ассортиментом каучуков, наполнителей и
ингредиентов резиновых смесей, одновременным повышением требований к
резиновым изделиям возрастает значение поиска методов эффективной
модификации каучуков, резиновых смесей, готовых изделий с целью
воздействия на те свойства, с изменением которых связана, прежде всего, их
работоспособность. Этой проблеме посвящен ряд фундаментальных
исследований и обобщений [359-362].
Модификация - это способ повышения работоспособности или
усовершенствования технологии получения резиновых изделий,
заключающийся в направленном воздействии различными методами на эластомер-
ные композиты или на основные компоненты материала без глубокого
изменения его химической природы. Методы модификации можно класси-
фицировать в соответствии с природой воздействия: механические,
физические и химические.
Химическая модификация может осуществляться на стадии
получения каучуков путем введения в их макромолекулы функциональных групп,
на стадии получения наполнителей или на стадии изготовления резиновых
смесей.
Химическая модификация эластомеров на стадии их переработки
заключается во введении в структуру макромолекул каучуков небольшого
количества новых функциональных групп при взаимодействии эластомера
с реакционными низкомолекулярными соединениями - модификаторами,
используемыми в качестве ингредиентов резиновых смесей. Такие
функциональные группы, как и сами модификаторы, могут участвовать в
дальнейшем в процессах вулканизации, формировании вулканизационной
сетки, создании определенных микрогетерогенных областей в вулканизатах,
ингибировании окислительных процессов в каучуках и резинах,
улучшении когезионных и адгезионных свойств «сырых» резиновых смесей и
вулканизатов. Все это приводит к значительному повышению
эксплуатационных характеристик изделий, приданию им новых свойств. Меняя тип
модифицирующего соединения, его структуру, при изготовлении резин на
основе традиционных эластомеров можно достигать различных эффектов.
Из определения процесса химической модификации резин следует,
что модификаторы - полифункциональные ингредиенты, являющиеся, как
правило, адгезионно-активными соединениями. Вводимые в молекулу
эластомера функциональные группы должны содержать атомы, способные
к образованию связей различной энергии, как с другими молекулами
эластомера, так и с частицами наполнителя.
В литературе описано большое число различных соединений,
обладающих свойствами химических модификаторов. Но наибольшее
распространение получили модификаторы классов:
- С-нитрозосоединения;
- соединения двухатомных фенолов;
- галоидсодержашие соединения;
- бис-малеинимиды;
- блокированные изоцианаты;
- кобальт (никель) - содержащие органические соли жирных
кислот;
- олигоэфиракрилаты;
- соединения с эпоксидными, гидроксильными и аминогруппами;
- органофункциональные силаны.
В 70 - 80-х годах прошлого века для модификации резин, в первую
очередь из синтетических полиизопренов, активно применялись
соединения на основе нитрозоароматических аминов (НФА) (эластопар, нитрол,
модификатор НФА). С их применением были разработаны протекторные и
обкладочные резины на основе СКИ-3 и его комбинаций с СКД, не
уступающие по технологическим, физико-механическим и динамическим
свойствам резинам из НК. При введении НФА улучшается
диспергирование технического углерода, повышается межфазное взаимодействие,
улучшается износостойкость резин и их упруго-гистерезисные свойства
(таблица 104) [363]. Однако из-за канцерогенности и высокой стоимости
они были сняты с производства.
Таблица 104 Свойства протекторных резин, модифицированных
С-нитрозосоединениями
Принципиальный
состав и показатели
Для легковых
шин
Для грузовых
шин
Для автобусных
шин
опытная
эталонная
опытная
эталонная
опытная
эталонная
СКИ-3
СКД
БСК
Нитрол
20
40
40
0,5
20
40
40
50
30
20
0,5
50
30
20
70
30
0,5
70
30
Пластичность
0,26
0,34
0,34
0,38
0,33
0,37
Сопротивление
подвулканизации,
130°С, мин.
18
22
24
25
23
25
Напряжение при
удл. 300%, МПа
11,5
10,0
11,3
10,0
11,0
9,6
Прочность при
растяжении, МПа
19,7
19,5
22,0
22,0
23,5
24,0
Относительное
удлинение, %
495
530
490
500
550
560
Сопротивление
раздиру, кН/м
72
75
77
80
90
95
Твёрдость, усл. ед.
63
62
62
62
61
60
Эластичность, %,
20°С /100°С
36/50
34/49
40/57
38/54
46/61
44/59
Гистерезисные
потери, К/Е
0,44
0,48
0,37
0,39
0,32
0,35
Истираемость на
пр. МИР-1,м3/тДж
72
74
72
78
79
84
Наибольшее применение в шинных резинах нашли соединения на
основе двухатомных фенолов. Наиболее широко используются соединения
на основе резорцина и гексаметилен-тетрамина, которые вводят в резино-
вую смесь раздельно, или в виде комплексных соединений (резотропин,
модификатор РУ и др.). Введение в смесь подобных соединений
обеспечивает взаимодействие как с полимером, так и текстильным волокном, что
приводит к существенному повышению прочности связи полимер-
волокно, поскольку модификаторы диффундируют через пленку адгезива к
поверхности корда (таблица 105) [364].
Таблица 105 Свойства резин на основе СКИ-3 с модификатором РУ
Без
моС
модиПоказатели
фикатотора РУ
ром РУ
Вязкость по Муни, 100°С, усл. ед.
45
51
Время начала подвулканизации при 130°С, t+5, мин
20
12
Усл. напряжение при удл. 300%,МПа
10,2
13,8
Усл. прочность при растяжении, МПа, 20°С
10,2
13,8
100°С
24,0
23,7
после старения 100°С 72 ч.
13,2
13,8
Относительное удлинение, %
545
465
Сопротивление раздиру, кН/м
85
87
Твёрдость, усл. ед. 20°С
61
64
Эластичность, %, 20°С
48
50
100°С
66
68
Гистерезисные потери на приборе КМР, К/Е 20°С
0,33
0,25
100°С
0,21
0,20
Прочность связи с кордом 23КНТС, Н 20°С
94
121
100°С
79
103
В обкладочных резинах помимо резорцинсодержащих
модификаторов широко исследованы и используются галогенорганические соединения
(главным образом ГХПК - гексахлорпараксилол), метафениленбисмалеи-
мид (МФБМ), блокированные е-капролактамом диизоцианаты, первичные
диамины. Установлено, что гексахлорпараксилол (Гексол ЗВИ, ХПИ) -
эффективный вторичный модификатор ряда химических соединений, в том
числе перечисленных выше. Совместное применение модификатора РУ с
ГХПК позволяет существенно улучшить технологические свойства смесей,
склонность к подвулканизации, скорость вулканизации, уменьшить
реверсию вулканизации резин, сократить концентрацию каждого из
применяемых модифицирующих соединений. Одновременно существенно
увеличивается прочность связи с резиной (рис. 83) [365].
Изучены технические свойства обкладочных резин,
модифицированных м-фениленбисмалеинимидом (МФБМ) [366]. Эффективно повышая
адгезионные свойства резин, МФБМ одновременно является замедлителем
преждевременной вулканизации каучуков.
Показано также [367], что применение МФБМ в качестве
модифицирующего агента позволяет существенно улучшить основные технические
свойства резин из синтетического полиизопрена. Их преимущество по
сравнению с эталонными резинами на основе натурального каучука
проявляется в сохранении прочностных свойств и усталостных характеристик
при повышенной температуре, после теплового старения, длительной и
высокотемпературной вулканизации.
Рис. 83 Усилие выдергивания нити корда 23КНТС по Н-методу:
А - при 20°С, Б - при 130 °С
1 - гексол ЗВИ; 2 - модификатор РУ; 3 - гексол ЗВИ + модификатор РУ
(верхняя строчка под осью абсцисс - дозировка модификатор РУ, нижняя -
гексола ЗВИ в масс, ч.)
Наряду с модификаторами РУ и МФБМ для повышения прочности
связи резины с кордом применяют блокированные полиизоцианаты
(модификаторы МК-1, МК-3, БКТ, БКПИЦ, БКПИЦ-ДБС и др.) [368,369].
В основном, это соединения на базе полиизоцианата с е-
капролактамом, содержащие не менее 10% блокированных изоцианатных
групп, а также функциональные группы БКПИЦ-ДБС - продукт БКПИЦ,
осажденный на коллоидной кремнекислоте, МК-3 - комплексный
модификатор, включающий МК-1 и гексол.
Применение блокированных полиизоцианатов обеспечивает
прочность связи резины с капроновым кордом на уровне модификатора РУ
(таблица 106) [370], но по прочности связи с полиэфирным кордом уступа-
ет рекомендованному для этих целей малеимиду Ф (МФБМ) (таблица 107)
[368].
Таблица 106 Свойства каркасных резиновых смесей и вулканизатов на основе
СКИ-3, содержащих различные модификаторы
Показатель
Модификатор (1,2 масс, ч.)
РУ-КС
БКПИЦ-
Д
БКПИЦ-
ДБС
Время начала подвулканизации при
130°С, t+5, мин
30
35
32
Время начала вулканизации, мин
3,5
5,2
5,0
Оптимальное время вулканизации, мин
22,3
22,0
21,3
Прочность связи с кордом 23КНТС*, Н
при 20°С
115
129
131
* Пропиточный состав на основе латекса СКД-1
Таблица 107 Свойства резин на основе 80НК + 20СКИ-3, предназначенных
для крепления к полиэфирному корду
Показатели
Модифицирующие добавки (2 м. ч.)
РУ-Д
МФБМ
МК-1
МК-3
Напряжение при удл. 300%, МПа
15,2
12,5
10,5
12,9
Прочность при растяжении, МПа,
при 20°С
22,4
25,0
23,2
27,6
Относительное удлинение, %
440
540
550
516
Сопротивление раздиру, кН/м
113
120
ПО
104
Прочность связи с полиэфирным
кордом, Н при 20°С
при 130°С
59
32
67
56
52
36
55
38
Выбор модифицирующей системы для обкладочных резин должен
осуществляться в зависимости от типа корда, латекса пропиточного состава,
наличия сырьевой базы модификаторов, их стоимости. Так, если
совместное применение резорцинсодержащих модификаторов и гексахлорпаракси-
лола обеспечивает высокую прочность связи с капроновым кордом, то с
полиэфирным кордом достаточную прочность связи могут обеспечить только
резины с применением метафениленбисмалеимида (таблица 108).
Промоторы адгезии являются необходимой составной частью
рецептуры брекерных резин для обеспечения высокой и стабильной прочности
связи резины с металлокордом.
Наиболее широкое распространение в качестве модификаторов резин
для обкладки металлокорда получили кобальт- или никельсодержащие
органические соли.
Таблица 108 Физико-механические свойства каркасных резин с
различными типами модификаторов
Показатели
Без
дификаторов
Моди-
фикатор
РУ
(2 м. ч.)
РУ+гек-
сол
(1+1м.ч.)
МФБМ
(3 м. ч.)
Вязкость по Муни, 100°С,
усл. ед.
49
53
54
66
Время начала
подвулканизации при 120°С, t+5> мин
22
18
25
15,5
Усл. напряжение при удл.
300%, МПа
11,2
10,0
12,0
12,3
Усл. прочность при
растяжении, МПа
24,0
25,0
24,5
22,2
Относительное удлинение, %
530
560
495
490
Твёрдость, усл. ед.
63
60
63
67
Эластичность, %, 20°С
48
47
48
44
100°С
63
62
63
60
Прочность связи с кордом
23КНТС, Н при 20°С
103
135
145
171
при 130°С
92
110
130
138
Прочность связи с кордом 20
ПДУ, Н при 20°С
—
—
109
137
при 130°С
—
—
81
91
Соединения кобальта ускоряют вулканизацию и повышают
плотность поперечных связей в резине. Кроме того, ионы кобальта способны в
процессе вулканизации внедриться в слой оксида цинка на поверхности
латуни, что приводит к уменьшению электропроводности пленки оксида
цинка и снижает скорость диффузии ионов меди через эту пленку,
способствуя образованию необходимого количества нестехиометрического
сульфида меди, т.е. введение ионов кобальта в резиновую смесь оказывает
такое же влияние на формирование промежуточного адгезионного слоя на
границе резина-металлокорд, как введение кобальта в состав латунного
покрытия, о котором говорилось выше. Введение солей кобальта в
резиновую смесь существенно повышает стабильность прочности связи в системе
резина-металлокорд при действии влаги, повышенной температуры и
хлористого натрия, так как в их присутствии задерживается образование
слабых граничных слоев ZnO/Zn(OH)2. Однако чрезмерное количество
соединений кобальта в резине может снизить стабильность прочности связи, так
как под действием влаги возможно образование на поверхности латуни
мелкозернистой пленки металлического кобальта. Эффективность солей
кобальта проявляется в большей степени при высоких дозировках серы.
Из кобальтсодержащих промоторов адгезии практическое
применение нашли нафтенаты и стеараты обычной структуры (содержание -10%
Со) и структуры типа Манобонд (кобальт-бор-ацелат, кобальт-бор-
октоат, кобальт-бор-неодеканоат) содержащие 21-23% Кобальта и 1-2%
бора.
По влиянию на адгезионные свойства резин стеараты кобальта
уступают промоторам адгезии на основе других органических кислот.
Стеараты кобальта, содержащие бор, обладают лучшими технологическими
свойствами и обеспечивают более высокий, по сравнению с Со-стеаратами,
уровень адгезии резин к латунированному металлокорду.
Промоторы адгезии, имеющие структуру Манобонда (таблица 109),
позволяют получить резины с наиболее высокой прочностью и
стабильностью связи резина-латунь на уровне импортного промотора Манобонд 680с
(фирма «OMG», Манхем) (рис. 84) [345]. Сообщается, что фирма «OMG»
выпустила Борацелат кобальта второго поколения - Манобонд 901 [371].
Таблицу 109 Характеристика промоторов адгезии
№№
Наименование
материала
Фирма-
производитель
Масс.д.
кобальта^
Масс.д.
бора,%
1
Стеарат Со
ООО «Сафит»
9,2
—
2
Олеат Со
ООО «Сплав»
10,0
—
3
Нафтенат Со
Ф. Шеферд
10,36
—
4
Со-В-стеарат
ООО «Самарий»
9,9
1.0
5
Октоат Со-В
ООО «Сплав»
18,5
1,5
6
Неодеканоат Со
Ф. Шеферд
23,1
1,87
7
Манобонд 680с
«OMG», США
22,5
1,8
Присущие системам с кобальт- или никельсодержащими
соединениями недостатки (термоокислительная деструкция, необходимость
использования больших дозировок серы) можно уменьшить при
использовании в резиновых смесях дополнительно тройной системы - резорцина,
донора формальдегида (групп метилена) и осажденной кремнекислоты. В
качестве донора формальдегида использовали гексаметилентетрамин (НМТ)
совместно с резорцином или модификатор РУ. В присутствии указанных
соединений существенно улучшились механические свойства резин -
плотность поперечного сшивания, эластичность, твердость, стойкость к
старению, а также повышалась первоначальная адгезия резины к
металлокорду. Однако НМТ обладает некоторой токсичностью и склонен
вызывать кожные заболевания. Кроме того, при использовании модификатора
РУ образуются продукты поликонденсации, способные отщеплять аммиак
в процессе вулканизации и, особенно, влажного старения, что вызывает
снижение прочности связи между металлокордом и резиной [372].
* 400 и
Рис. 84 Прочность связи по Н - методу резин, содержащих различные соли
кобальта с металлокордом ЗлЗО:
при 20°С; И после старения при 100°С 72 часа; |§§ после парового
старения при 90 °С 96 часов
Для повышения стабильности прочности связи композита в качестве
донора метильных групп используют гексаметоксиметилмеламин
(ГМММ). Степень сшивания резин в присутствии ГМММ и резорцина
невысокое, однако, стабильность прочности связи во влажной среде
существенно возрастает (рис. 85) [372].
В протекторных резинах на основе комбинации БСК и СКД и
небольших добавок СКИ-3 представляют интерес в качестве модификаторов
олигоэфирэпоксиды (ОЭЭ). ОЭЭ способствуют улучшению
диспергирования технического углерода, повышению степени развитости его
цепочечных структур, увеличению содержания связанного каучука. По данным
дорожных испытаний легковых шин при использовании ОЭЭ в количестве
1,0 масс. ч. износостойкость повышается на 3-5% [373].
Перспективным направлением повышения износостойкости
протекторных резин представляется использование модифицирующих систем на
основе олигомеров с концевыми функциональными группами и
инициаторов их полимеризации, способных взаимодействовать с молекулами
каучука [374].
Рис. 85 Изменение
прочности связи резины с
металлокордом 2 ~ 2x0,25 в
зависимости от условий
старения при применении в
составе модифицирующей
системы НМТ (А) и
НМММ (Б):
1 - исходная прочность
связи;
2 - прочность связи после
Б старения в течение 10 суток
при 85°С;
3 - прочность связи после влажного старения (влажность 95%) в течение
10 суток при 70°С;
4 - прочность связи после старения в 10% - ном растворе NaCl в течение
суток при 23°С
На стадии переработки смесей олигомеры выполняют роль
пластификатора, что позволяет сократить содержание или исключить нефтяное
масло, а на стадии вулканизации образуются гетероцепные микроблоки,
привитые к полимерной матрице [374].
Изучены особенности структуры и свойства резин,
модифицированных олигодиенами с концевыми нитронаминными группами [375].
Установлено, что при использовании олигодиенов с повышенной
концентрацией функциональных групп получают композиции, отличающиеся
повышенной тепло- и температуростойкостью.
В качестве модификаторов резин также исследованы олигодиенгид-
разиды и олигодиенамидооксимы [375,376]. За счет образования новых
типов связей в системе при введении данных модификаторов наблюдается
повышение сопротивления раздиру, термостабильности и усталостной
выносливости вулканизатов. Недостатком резин является увеличение
гистерезисных потерь.
С резким увеличением объемов потребления высокодисперсных
кремнекислотных наполнителей, в первую очередь, для протектора так
называемых «зеленых» и зимних шин, активизировались работы по созданию
промоторов силанизации ~ соединений на основе бифункциональных
органических силанов, повышающих взаимодействие каучуков с
кремнекислотой с одновременным уменьшением взаимодействия между частицами
кремнезема. Механизм взаимодействия силанов рассмотрен выше.
Типы применяющихся силанов в зависимости от их химического
состава показаны в таблица 110.
Таблица ПО
Типы силанов
Обозначение
Химическое название
Ср. длина
серной цепочки
TESPT
бис(триэтоксисилилпропил)тетрасульфид
3,75
TESPD
бис(триэтоксисилилпропил)дисульфид
2,20
PTES
пропилтриээтоксисилан
TMeSPT
бис(триметилсилилпропил) тетрасульфид
3,75
TMeSPD
бис(триметилсилилпропил) дисульфид
2,20
С увеличением длины серной цепи повышается реакционная
способность силанов по отношению к каучуку, поэтому увеличивается опасность
нежелательной подвулканизации во время обработки смеси. Применение
более стабильного TESPD улучшает технологичность смеси и допускает
более высокие температуры смешения [377, 378].
В настоящее время на рынке широко представлены промоторы сила-
низации, выпускаемая фирмами «Degussa» и «Dow Corning»(таблица 111).
Таблица 111 Марки выпускаемых силанов
Название
Фирма
Характеристика
TESPT
Si-69
Degussa
Светло-желтая
жидкость
Z-6940
DowCorning
Светло-желтая
жидкость
Z-6945
DowCorning
Черный порошок (50%
техуглерода N 330)
Silcquest А-1289
Crompton
Светло-желтая
жидкость
М-Ретайр
НПК «Пента» (Россия)
Черный порошок (50%
техуглерода N 330)
TESPD
Z-6920
DowCorning
Светло-желтая
жидкость
Z-6925
DowCorning
Черный порошок (50%
техуглерода N 330)
Разработана технология и организовано опытно-промышленное
производство на фирме НПК «Пента» отечественного промотора М-Ретайр, не
уступающего по эффективности импортным аналогам (таблица 112) [378].
Ведутся работы по поиску новых промоторов силанизации для резин
протекторного типа [379-382].
Таблица 112 Свойства типовой протекторной резины на основе
комбинации каучуков ДССК 2545М27 и СКД (80:20) с различными
кремнеземными наполнителями и бифункциональными силанами
Наименование показателя
1
2
3
4
5
6
Зеосил 1165 MP
55,0
55,0
55,0
—
—
—
Росил-175 Б
—
—
—
55,0
55,0
55,0
Силквест А-1289
4,5
—
—
4,5
—
—
Z-6945
—
9,0
—
—
9,0
—
М-Ретайр марки Б
—
—
9,0
—
—
9,0
Техуглерод Н-330
10,0
5,5
5,5
10,0
5,5
5,5
Свойства резиновых смесей
Вязкость по Муни, МЦ1+4) при 100°С,
усл. ед.
68
76
78
82
88
88
Реометрические характеристики при
155°С
Максим, крутящий момент Мн, ф д
40
44
40
39
40
40
Миним. крутящий момент ML, ф д
11
13
15
13
15
14
Время начала вулканизации Ts, мин.
4,2
5,5
4,8
5,8
4,0
4,5
Время оптимальной вулканизации Тод, мин.
12,5
13,9
12,8
13,0
13,5
12,8
Свойства вулканизатов
Усл. напряжение при 300% удл., МПа
10,8
11,9
11,4
11,1
12,5
11,8
Усл. прочность при растяжении, МПа
17,9
17,9
17,6
18,4
18,6
19,0
Относительное удлинение, %
490
445
472
483
460
491
Сопротивление раздиру, кН/м
62,1
53,9
57,3
59,7
51,2
54,9
Твердость по Шору, 20°С, усл. ед.
51
55
54
53
57
56
Эластичность по отскоку, % 20°С
27
25
25
28
27
26
100°С
58
54
53
53
51
51
Коэффициент сцепления сухой дорогой
1,17
1,18
1,16
1,20
1,18
1,18
с мокрой дорогой
0,65
0,67
0,69
0,72
0,70
0,71
Истирание по Шоппер-Шлобаху, см3/м 10"3
1,8
2,56
2,0
2,7
2,7
2,37
Фирма «Degussa» сообщает о создании продукта VPSi 363,
применение которого взамен Si—69 обеспечивает снижение потерь на качение на
13% и износостойкости на 4% при близком сцеплении (таблица 113) [381].
Таблица 113 Свойства резин на основе ДССК, наполненных кремнекисло-
той, с различными промоторами силанизации
Показатели
Si-69
Si-363
Вязкость по Муни, ML(l+4) при 100°С, усл. ед.
80
74
Время начала подвулканизации, t+5, мин
26,0
24,8
Реометр Монсанто (MDR) при 165°С
Миним. крутящий момент Мь дНм
3,4
3,2
Время достижения 10% степени
вулканизации, мин
1,3
1,3
Время оптимальной степени вулканизации,
мин
7,0
5,5
Усл. напряжение при 100% удл., МПа
2,1
2,1
Усл. напряжение при 300% удл., МПа
10,5
10,8
Усл. прочность при растяжении, МПа
14,2
13,5
Относительное удлинение, %
365
350
Твердость, усл. ед.
66
65
Эластичность по отскоку, %
62,7
70,3
Истираемость, мм3
108
92
Тангенс потерь, tg 5 при 0°С
при 60°С
0,391
0,119
0,341
0,084
Сопротивление качению, %
100
87
Сцепление сухой
с дорогой мокрой
100
100
97
100
Износостойкость, %
100
104
Разработаны промоторы, отличного от TESPT и TESPD состава: три-
оксисилилпропил-тиооктанатсилан (NXT,NXTZ). Их применение
позволяет одновременно снизить сопротивлению качению и повысить сцепление
на мокрой дороге без ухудшения износостойкости (таблица 114) [382].
Таблица 114 Свойства резиновых смесей и вулканизатов с различными
промоторами силанизации
Показатели
Промоторы
TESPT
TESPD
NXT*
silane
NXTZ
silane
Изменение
зателя*
Предполагаемое
улучшение
Дозировка, м.
ч.
7,0
6,2
8,2
4,92
ниже
Снижение
стоимости
резин
Число стадий
смешения
2
2
1
1
ниже
Вязкость по
Муни 100°С
60,3
60,1
51,3
54,1
ниже
Улучшение
технологии
Скорчинг по
Муни при
130°C,t5, мин
5,5
10,3
11,5
10,4
выше
Усл.
прочность при
растяжении,
МПа
19,7
19,7
21,5
22,0
выше
Повышение
износостойкости
Относительное
удлинение, %
482
528
620
510
выше
Индекс
усиления
5,3
4,7
4,9
5,4
выше
Модуль
сдвига G', МПа
1,29
1,92
1,10
0,88
ниже
Улучшение
диспергирования
Тангенс
потерь, tg 5 при
0°С
0,49
0,49
0,51
0,57
выше
Повышение
сцепления
Тангенс
потерь, tg 5 при
60°С
0,17
0,19
0,15
0,13
ниже
Снижение
потерь на
качение
*Относительно TESPT
2.5. Структура и тип армирующих материалов и
адгезивов
2.5.1 .Мета л локорд
Металлокорд представляет собой переплетенные определенным
образом стальные проволоки, покрытые латунью. Латунь - это сплав меди и
цинка в соотношении 63-67 -г 37-33%.
Сырьем для производства металлокорда является катанка из
углеродистой стали диаметром 5,0-6,5 мм, получаемая на прокатных станах.
Технологический процесс изготовления металлокорда включает
подготовку поверхности стали к волочению, волочение и патентирование, т.е.
термообработку с целью повышения пластичности. Латунное покрытие
формируется на патентированной проволоке - заготовке диаметром 0,85-1,50
мм. После волочения латунированной проволоки до диаметра 0,15-0,30 мм
из нее свивают металлокорд. Описание современной технологии и
оборудования для производства металлокорда дано в [383].
Металлокорд состоит, как правило, из трех элементов: проволок,
прядей и оплеточной проволоки, причем в процессе формирования
металлокорда пряди и корд подвергаются свивке, обычно в противоположных
направлениях (рис. 86) проволок, мм [125].
iPnc. 86 Схема конструкции
металлокорда:
1 - основные проволоки;
2 - пряди;
3 - металлокорд;
1 4 - оплеточная проволока
Направления свивки характеризуются обозначениями Z - правое, S -
левое, SZ - крестовое, S/S, Z/Z - одностороннее. Конструкция
металлокорда описывается общей формулой:
(Ai-Bl)-dl+(A2-B2)-d2+ + (27)
где А - число прядей, В - число проволок, d - номинальный диаметр
Рис. 87 Последовательность изготовления металлокорда 7 х 4 х 0,20 + 0,15:
а - свивка прядей; б - свивка металлокорда; в - оплетка металлокорда.
Такое описание вытекает из последовательности изготовления
металлокорда (рис. 87), причем каждая следующая операция свивки
отделяется знаком «+». Для обозначения составляющих металлокорда,
изготовленных из более чем одного элемента, применяются скобки. Если числа А
и В равны 1, они в формулу не включаются, причем при одинаковом
диаметре проволок двух и более частей последовательности эта величина ука-
зывется в конце. Диаметр оплеточной проволоки всегда указывается в
конце. Если центральная прядь или проволока идентичны близ
расположенным прядям или проволокам, то формулу можно упростить, указав
лишь сумму идентичных элементов, не применяя скобок. Эти правила
иллюстрируются следующим примером:
(1х4)х0,20+(6х4)х0,20+1х0,15 или 4х0,20+(6х4)х0,20+0,15 или
4+(6х4)х0,20+0,15 или 7x4x0,20+0,15
В конце формулы, описывающей конструкцию металлокорда, могут
находиться буквенные обозначения, характеризующие особенности
материала и конструкции. К ним относятся НТ (High Tensile) - высокопрочный,
ST (Super Tensile) - сверхвысокопрочный, UT (Ultra Tensile) -
ультравысокопрочный, HE (High Elongation) - корд с повышенным удлинением, СС
(Compact Cord) - компактный корд, ОС (Open Cord) - корд открытой
конструкции. По содержанию меди в латунном покрытии различаются корда с
низким содержанием меди (I группа) и с высоким содержанием меди(И
группа).
Для изготовления корда НТ и UT применяется высокоуглеродистая и
микролегированная сталь, содержание углерода в которой по сравнению с
обычно применяемой увеличено с 0,70 - 0,74% до 0,80%, что позволяет
повысить временное сопротивление проволоки на 20 - 25% и усталостную
прочность металлокорда на 40% (таблица 115) [384].
Таблица 115 Влияние прочности проволоки на прочность корда и
усталостную выносливость
Группа
прочности
Проволока диаметром 0,30 мм
Металлокорд 2x0,30
тивление
разрыву,,
Н/мм
Процент
прироста
Усталостная
ливость^
Н/мм
Процент
прироста
Агрегатный
разрыв,
Н
Процент
прироста
лостная
прочность.
Н/мм
Процент
роста
NT
2850
0
1033
0
392
0
850
0
НТ
3217
13
1133
9,7
444
13
1053
24
ST
3544
24,4
1250
21
494
26
1200
41
Корд с повышенным удлинением - корд односторонней связки с
небольшим шагом. В компактном корде проволоки имеют, в основном, ли-
нейный контакт, а в открытом имеют возможность перемещаться друг
относительно друга. Корд специальной конструкции состоит из двух
параллельных проволок, которые повиты еще двумя проволоками, например,
2+2,0. Открытая и специальная конструкция способствует затеканию
резины в нить металлокорда.
Металлокорд компактной (пучковой) конструкции представляет
собой пучок из 12, 19 или 27 свитых вместе проволок, в частности, со
спиральной оплеткой, например, 27х 1x0,15.
В СНГ принято также упрощенное обозначение типа металлокорда, в
котором первая цифра указывает количество проволок в металлокорде, за
ней следует буква «Л», означающая «латунированный металлокорд», а
цифры после нее - это диаметр проволоки. Например, 1x4x0,22 - 4Л22;
3x0,15+6x0,27 -9Л15/27.
Металлокорд наматывается на стальные или пластмассовые катушки
непрерывной длиной до 2000, 2000 - 4000 и более 4000 м. Катушки
упаковываются в картонный контейнер (по 72) или металлические бочки (по 12
- 15). Упаковка должна исключить попадание влаги на металлокорд.
Внутри контейнера или бочки находится пакет с силикагелем. При средней
массе корда на катушке 18 кг масса - нетто контейнера составляет около
1300 кг, бочки - около 270 кг [383]. Характеристика основных типов
металлокорда и их области применения представлены в таблице 116 [125,
385].
Таблица 116 Характеристика основных типов металлокорда и их
области применения
Конструкция
Обозначение
(только
для
корда
Диаметр,
+5%,
мм
Шаг
свивки
+ 5%,
мм
Направление
свивки
Линейная
плотность,
Разрывное
усилие,
Н, не
Область
применения
пусг/м2
менее
каемого
1
2
3
4
5
6
7
8
4x0,25
4Л25
0,60
12,5
S
1,56
475
2+2x0,25
—
0,65
. 14
S
1,54
490
Брекер
легко4x0,265
4Л27
0,61
10
S
1,75
550
4x0,28
4Л28
0,66
12,5
S
1,96
600
вых и
5x0,25
—
0,67
10
S
1,95
595
легко4х0,28ОС
—
0,71
16
S
1,95
588
грузовых
3x0,30
ЗЛЗО
0,64
16
S
1,66
520
радиальЗх0,30НТ
злзонт
0,64
16
S
1,66
575
ных шин
2+2х0,30НТ
4Л30НТ
0,78
14
S.
1,50
836
1
2
3
4
5
6
7
8
3x3x0,22
9Л22
0,90
6,3/10
SS
2,80
830
3x3x0,22+0,15
10Л22/15
1,20
10/10/3,5
SZS
3,00
830
2+7x0,22+0,15
10Л22/15
1,09
6,3/12,5/3,5
SSZ
2,90
870
7x3x0,15+0,15
22Л15
1Д)
10/10/3,5
SZS
3,10
890
3x5x0,18
15Л18
0,92
6,3/12,5
SS
3,10
890
3x0,15+6x0,265
9Л15/27
0,83
10/10,5
SZ
3,10
911
7x4x0,175
29Л18
1,23
9,5/14
SZ
5,43
1700
Брекер
7x4x0,175+0,15
29Л18/15
1,49
9,5/14/3,5
SZS
52
1700
3x0,20+6x0,35
9Л20/35
1,13
10/18
SZ
5,34
1520
1 рузовых
и
автобусных
шин
3x0,20+ 6х0,35НТ
9Л20/35
НТ
1,13
10/18
SZ
5,34
1670
3x0,20+6x0,38
—
1,19
10/18
SZ
6,18
1670
3+9x0,22+0,15
—
1,22
6,3/12,5/3,5
SSS
3,85
1210
Зх7хО,22НЕ
21Л22НЕ
1,53
4/7
SS
7,00
1565
4x4x0,22 НЕ
—
1,35
3,15/6,3
SS
535
ИЗО
3+9+15x0,22+0,15
28Л22/15
1,62
6,3/12/18/3,5
SSZS
8,53
2650
Брекер и
3+9+15x0,175+0,15
28Л18/15
1,35
5/10/16/3,5
SSZS
5,65
1700
каркас
7x4x0,175+0,15
29Л18/15
1,49
9,5/14/3,5
SZS
5,62
1700
грузовых
шин
Требования к металлокорду, используемому в каркасных и
брекерных слоях, отличаются между собой (таблица 117).
Таблица 117 Приоритеты свойств металлокорда
Характеристика
Брекер
Каркас
Стоимость слоя брекера (каркаса)
++
++
Прочность
++
++
Адгезия к резине
++
++
Вес слоя брекера (каркаса)
+
++
Жесткость слоя брекера (каркаса)
++
-
Усталостная выносливость
+
++
Сопротивление фреттинг-коррозии
+
++
Сопротивление коррозии
++
+
Сопротивление ударным нагрузкам
+
+
Сопротивление выходу сердечника
++
+
Высокое удлинение при разрыве
+
-
++ принципиально важно; + важно; + малой важности или важно в
частных случаях; - нежелательно
Помимо одинаково важных характеристик для металлокорда каркаса
и брекера (разрывное усилие, адгезия к резине, вес слоя)
принципиальными для металлокорда каркасных слоев являются [385]:
сопротивление фреттинг-коррозии и сохранение прочности в
процессе эксплуатации;
усталостная выносливость
Для металлокорда брекерных слоев:
полнота проникновения резины в структуру металлокорда,
сопротивление выходу (анкеровка)
изгибная жесткость.
Пути реализации указанных приоритетных свойств металлокорда
приведены в таблице 118.
Таблица 118 Пути реализации приоритетных свойств металлокорда
Характеристика
Пути достижения
Стоимость слоя
брекера (каркаса)
Жесткость слоя
брекера (каркаса)
Использование проволоки больших диаметров
простых, компактных и специальных конструкций
Прочность
Вес слоя брекера
(каркаса)
Применение катанки повышенной чистоты и с
большим содержанием углерода, совершенствование
технологии волочения и свивки проволоки
Адгезия к резине
Стабильность химического состава покрытия,
применение специальных конструкций, исключение
загрязнения и попадания влаги при производстве и
хранении, модификация состава покрытия
Усталостная
выносливость
Применение катанки повышенной чистоты,
проволоки малых диаметров, совершенствование
технологии свивки
Сопротивление
фреттинг-коррозии
Использование простых (компактных) конструкций,
тросовых и спиральных конструкций
односторонней свивки
Сопротивление
коррозии
Применение конструкций металлокорда с полным
проникновением резины, модифицирование
латунного покрытия
Сопротивление
ударным нагрузкам
Использование конструкций металлокорда с
высоким удлинением в обрезиненном состоянии-
тросовых односторонних или со специальной
деформацией элементов
Сопротивление
выходу сердечника
Применение конструкций металлокорда с полным
проникновением резины, с оплеткой, для
компактных конструкций - со специально вводимыми
инверсиями
Наиболее распространенной конструкцией металлокорда для
армирования брекера легковых радиальных шин является четырехпроволочная
конструкция из проволоки диаметром 0,22 - 0,28 мм. Кроме того,
применяется металлокорд из 5 проволок, чаще всего диаметром 0,25 мм. Четы-
рёхпроволочные конструкции имеют несколько меньший центральный
канал, в котором находится воздух, и могут развиваться процессы коррозии.
В этом преимущество четырёхпроволочных конструкций перед шггипро-
волочными.
В брекере грузовых автобусных шин применяют металлокорд
разнообразных конструкций. Брекер низкопрофильных шин по сравнению с
шинами обычного профиля испытывает повышенные окружные усилия,
более высокие напряжения в нити металлокорда и сдвиговые напряжения
на границе каркас - брекер. Поэтому к такому корду предъявляются более
высокие требования по разрывному усилию и усталостной выносливости.
Этим требованиям удовлетворяет, например, металлокорд конструкции
7x4x0,175+0,15, 3+9+15x0,22+0,15 и 3+9x0,22+0,15. Часто в трёх - четы-
рехслойном брекере используют несколько конструкций металлокорда.
Например, в последнем слое брекера (под протектором) применяют корд с
повышенным удлинением конструкции 4х4хО,22НЕ. Металлокорд такого
типа повышает сопротивление шин ударным нагрузкам и улучшает
комфортабельность езды. Повышенное удлинение металлокорда достигается
за счёт одностороннего направления кручения и малого шага свивки.
Для каркаса шин применяется, в основном, металлокорд
конструкции 7x4+0,15 й 3+9+15+0,15. Второй имеет меньший диаметр (таблица
116), что позволяет снизить толщину обрезиненного корда, и обеспечивает
большую усталостную выносливость. Последняя достигается линейным
касанием отдельных проволок вследствие их параллельной свивки.
При сравнении образцов металлокордов отечественного импортного
производства установлено [386], что нет принципиальных различий в
химическом составе и дефектах покрытия. Однако зарубежные технологии
производства металлокорда гарантируют в серийном производстве
получение латунного покрытия с оптимальным интегральным и послойным
составом с минимальным количеством дефектов по сечению и длине
изделия.
Основные направления улучшения свойств металлокорда - это
применение высокоуглеродистой и микролегированной стали, в результате
чего повышается прочность металлокорда (корд НТ, ST и UT),
совершенствование конструкции металлокорда и улучшение латунного покрытия [125,
384, 385].
Применение металлокорда НТ и ST позволяет уменьшить массу
металлокорда при сохранении его прочности на уровне обычного корда,
следствием чего является снижение массы шины, потерь на качение и
расхода топлива.
Проволока НТ и ST позволяет также увеличить усталостную
выносливость металлокорда, что открывает возможность для перехода к
упрошенным конструкциям с диаметром проволоки, увеличенным до 0,30-0,38
мм, тле. при этом увеличение диаметра элементарных проволок не
приведёт к снижению выносливости металлокорда.
Применение металлокорда ультравысокой прочности UT в каркасе
легковых, легкогрузовых и грузовых шин взамен текстильного корда или
высокопрочного металлокорда позволяет значительно снизить вес шин,
или при одинаковом весе увеличить прочность конструкции. Это должно
компенсировать затраты, связанные с увеличением стоимости
металлокорда нового поколения (таблица 119) [384].
Таблица 119 Эффективность от использования сверхвысокопрочного
металлокорда в шинах
Тип шины
Исходный
материал
Число
нитей
на см
Новый
материал
Число
нитей
на см
Достигнутый
эффект
195/75R14
2х0,30НТ
9,4
2xO,23UT
13,4
Снижение веса
шины на 15,6%
2х0,30НТ
9,4
2x0,23UT
8,1
Снижение веса
шины на 6,2%
2хО,ЗОНТ
9,4
2x0,23UT
9,4
Увеличение
прочности на
16%
215/85R16
2+2х0,30НТ
5,1
2x0,23UT
8,7
Снижение веса
шины на 14,6%
2+2хО,ЗОНТ
5,1
2xO,23UT
8,1
Снижение веса
шины на 8,3%
Полиэфир
2x11,8
2xO,18UT
1x16,9
Снижение веса
шины на 23,5%
225/75R15
Полиэфир
2x11,8
2x0,18UT
1x11,8
Снижение веса
шины на 23,5%
С целью улучшения проникания резиновой смеси в нить
металлокорда разработаны открытые конструкции (ОС). Особенностью этих
конструкций является рыхлая структура, при которой проволоки могут
перемещаться друг относительно друга. При этом участки плотной свивки
чередуются с участками неплотной свивки. Открытые конструкции показали
повышенную устойчивость связи с резиной к действию влаги и высокой
температуры по сравнению с металлокордом обычной свивки.
Опыт эксплуатации легковых радиальных шин с применением этого
металлокорда в брекере показал, что при проколе процесс коррозии
локализуется в месте дефекта, не распространяясь вдоль нити, что
обеспечивает высокую работоспособность шин с брекером из металлокорда открытой
конструкции.
Этого недостатка лишена «специальная» конструкция металлокорда
типа 2+2, в которой две свитые между собой проволоки повиваются двумя
параллельно расположенными несвитыми проволоками. Практически
полное заполнение пространства между элементарными проволоками
резиновой смесью наблюдается также для корда простых конструкций, в которых
нить металлокорда получена свивкой 2-х или 3-х элементарных проволок
повышенного диаметра. Металлокорд специальной и простой конструкций
считается перспективным для брекера легковых радиальных шин.
Другим способом сохранения «открытости» металлокорда для
брекера легковых радиальных шин является конструкция BETRU (Becaert
Total Rubber Penetration) - полное затекание резины по Becaert. Эта
конструкция основана на том, что в структуре металлокорда 4x1 одна или более
элементарных проволок имеет не круглое, а овальное поперечное сечение.
При этом после свивки поперечное сечение нити металлокорда
приобретает форму многоугольника. Образующиеся при этом микрозазоры требуют
очень больших усилий для закрывания. Поэтому даже при высоком
натяжении металлокорда в процессе обрезинивания обеспечивается глубокое
затекание резиновой смеси в металлокорд.
В брекере и каркасе грузовых и автобусных шин альтернативой ме-
таллокорду брекерной конструкции может быть металлокорд пучковой
(компактной) конструкции [383], который представляет собой пучок
свитых вместе проволок со спиральной оплеткой. Он изготавливается на
многошпульной свивальной машине в одну операцию и не имеет строго
выраженной геометрической структуры. Проволоки в этом корде в процессе
обрезинивания самопроизвольно приобретают наиболее устойчивое
положение. В этот корд лучше затекает резиновая смесь по сравнению с
металлокордом обычной конструкции. Кроме того, пучковый корд имеет более
высокое разрывное усилие (таблица 116) и ударную вязкость.
По усталостной выносливости пучковый корд 27x1x0,15 равноценен
металлокорду 3+9+15+0,15 и превосходит корд конструкции 7x4+0,15.
Недостатком пучкового корда является миграция внутренних проволок на
поверхность. Такую миграцию можно устранить, увеличивая диаметр
внутренних проволок или уменьшая плотность расположения проволок в
наружном слое.
Адгезионные свойства металлокорда зависят от интегрального и
послойного состава, толщины и дефектности латунного покрытия, наличия
на его поверхности оксидов и неметаллических примесей.
Повышение толщины латунного покрытия выше определенного
оптимального значения приводит к снижению прочности связи корда с
резиной после старения в агрессивных средах, так как возрастает вероятность
увеличения дефектности покрытия и количества соединений, не
участвовавших в образовании связей (рис. 88).
Рис. 88 Влияние толщины
латунного покрытия на
прочность связи
металлокорда конструкции 7x0,38 с
резиной после 16 часов
старения в среде водяного пара
при 120°С
Содержание меди во всем латунном покрытии составляет 60 - 68%.
При этом повышению сопротивления металлокорда коррозии способствует
сниженное содержания меди (в указанных пределах), так как при
количествах 60 % меньше вероятность изменения фазового состава [387]. Если
вместо а - фазы образуется менее пластичная р - фаза, то это затрудняет
волочение заготовки проволоки, снижает производительность труда и
может вызвать отслоение покрытия. На рис. 89 показано влияние содержания
меди на исходную прочность связи резины с металлокордом и после
кипячения образцов в растворе NaCl. Оптимальным является содержание меди
63 ±1,5%, которое позволяет уменьшить концентрацию включений меди в
слое оксида цинка и электропроводность этого слоя, что в свою очередь
препятствует истощению этого слоя под действием влаги и повышенной
температуры. При этом задерживается образование неактивного, слабого
граничного слоя.
Рис. 89 Влияние
содержания меди в латунном
покрытии на прочность связи
резины с металлокордом
конструкции 4x0,27
исходного резинокордного
образца (1) и после кипячения
в течение 6 ч. В 5% р-ре
NaCl (2)
Легирование латунного покрытия кобальтом или никелем улучшает
стойкость адгезионной связи к действию коррозионных сред, стойкость
самого металлокорда к коррозии [388]. Ионы никеля и кобальта, внедряясь
в слой оксида цинка и накапливаясь там, снижают его ионную
проводимость, стабилизируя его, что приводит к уменьшению диффузии ионов
меди и цинка в область контакта латуни с резиной и, следовательно,
препятствуют образованию рыхлых и малоактивных сульфидных пленок. Кроме
того, при окислении никеля образуются оксиды, затрудняющие
образование зародышей металлической меди при одной из стадий коррозии латуни,
так называемой псевдоселективной коррозии [389].
Наилучшие адгезионные свойства установлены для металлокорда с
легированным покрытием, содержащим 63+1,5% меди, 34+1,5% цинка,
3+1% никеля.
2.5.2. Текстильный корд
Шинный корд относится к текстильным армирующим материалам,
которые включают волокна, нити и ткани [125, 390]. Текстильное волокно -
гибкое протяженное тело длиной, на 3-5 порядков превышающей его
толщину. Моноволокно представляет собой тело неопределенно большой длины,
полученное формированием из фильеры с одним отверстием. Пучок тонких
волокон неопределенно большой длины называется нитью. Скручиванием
волокон ограниченной длины получают пряжу, а скручиванием нескольких
нитей - нити первой крутки (комплексные нити или стренги). Скручивая
пряжу или нити первой крутки, получают нити второй крутки, к которым
относятся нити шинного корда.
Толщина волокна или нити является характеристикой их поперечного
размера. Оценивают толщину нити непосредственно с помощью
толщиномера или по массе нити заданной длины. Поскольку при определении толщины
с помощью толщиномера происходит сплющивание нити, объективным
показателем является масса нити заданной длины или линейная плотность. Её
измеряют в тексах (Т), децитексах (дтекс) или денье. Т - это масса в граммах
1000 м нити, дтекс - 10000 м нити, денье - 9000 м нити. Исходя из текса,
можно вычислить условный и расчетный диаметр нити.
Скрученность нитей крутки корда определяется коэффициентом
крутки, направлением крутки S, когда наружные волокна направлены
справа вверх налево, или Z, когда наружные волокна направлены слева вверх
направо, и укруткой, т.е. отношением разности между первоначальной
длиной нити и её длиной после скручивания к первоначальной длине.
Обозначение текстильной структуры нити корда включает текс, де-
цитекс или денье нити первой крутки, число сложений при её получении и
число сложений при получении нити корда, например, 93,5тексх2х2 или
187тексх1х2.
Кордная ткань - ткань полотняного переплетения, состоящая из
кордных нитей в качестве основы и более тонких и менее прочных уточных ни-
тей. Эксплуатационные свойства кордных тканей определяются нитями
основы. Уток служит для того, чтобы нити основы в процессе переработки
корда сохраняли определенное расположение по ширине ткани. Основные виды
утка - хлопчатобумажный и высокорастяжимый уток. Последний
обеспечивает равномерное распределение нитей основы по ширине в процессе
формования каркаса легковых радиальных шин. Высокорастяжимый уток может
быть бикомпонентным. Такой уток содержит сердечник из
высокорастяжимой нити, например, капроновой или анидной, и оболочку из обладающих
высоким коэффициентом трения по отношению к нитям основы
хлопчатобумажных нитей.
В зависимости от назначения кордная ткань имеет различную
плотность, характеристикой которой является число нитей по основе и по утку на
10 см.
В СНГ применяются следующие обозначения кордных тканей. Первые
две цифры - это разрывная нагрузка в даН, третья цифра характеризует
плотность ткани. Затем следуют буквы В, К, А или П, означающие
соответственно вискозный, капроновый, анидный или полиэфирный корд.
Остальные буквы характеризуют особенности нитей основы и утка.
Например, 25КНТС - это капроновый корд непромытый, пригодный для
термической вытяжки, стабилизированный с разрывной нагрузкой 25 даН
и плотностью нитей по основе 94+1; 13АТЛ-ДУ - анидный корд,
пригодный для термической вытяжки, предназначенный для каркаса легковых
радиальных шин и изготовленный с двухкомпонентным хлопковоанидным
утком, имеющий разрывную нагрузку около 13 даН и плотность нитей по
основе 132+1; 132 А - анидный корд, изготовленный с хлопчатобумажным
утком и пригодный для термической вытяжки, имеющий разрывную
нагрузку около 13 даН и плотность нитей по основе 94+1.
Основными типами текстильного корда являются вискозный,
алифатический полиамидный, обычно называемый просто полиамидным,
полиэфирный и ароматический полиамидный корд, чаще всего называемый арамид-
ным.
В производстве шин применяется сверхпрочный вискозный корд типа
супер-2 и супер-3, изготавливаемый из нитей с прочностью 45-60 сН/текс
[131]. Сырьем для производства вискозных нитей является
высококачественная целлюлоза высокой чистоты, содержащая 95-98% а-целлюлозы.
Наибольшее распространение получили две разновидности
полиамидного корда: капроновый, известный также под названиями найлон-6 и
полиамид-6, и анидный, известный также под названиями найлон-66 и по-
лиамид-66. Цифры в этих названиях означают количество атомов углерода
в повторяющихся звеньях макромолекул волокнообразующих полимеров.
Капрон получают полимеризацией е-капролактама, анид - сополиконден-
сацией адипиновой кислоты и гексаметилендиамина.
Полиэфирный корд изготавливается из полиэтилентерефталата,
сырьем для производства которого служат терефталоил-хлорид и этилен-
гликоль.
Арамидные корда изготавливают из поли-п-фенилентерефталамида.
Наиболее распространены марки под названиями Kevlar, Fiber В, Twaron,
Терлон [391-393].
В России были разработаны несколько видов арамидного корда, из
которых основными являются СВМ и терлон СБК [393]. Макромолекула
СВМ, кроме звеньев n-фенилентерефталамида (ФТА), содержит
небольшое количество звеньев мономера с функциональной группой, првышаю-
щей сродство поли-ФТА к латекснорезорцинформальдегидным адгезивам.
Терлон СБК представляет собой ароматический полиамид, к
которому на стадии формования при растворении в серной кислоте добавляют до
10% поликапролактама. Введение последнего снижает стоимость
материала, увеличивает сродство волокнообразующего полимера к латекснорезор-
цинформальдегидным адгезивам и уменьшает его плотность.
В порядке возрастания модулей волокна и корд располагаются в ряд:
арамид> вискоза > полиэфир > анид > капрон. Несмотря на более высокий
статический и динамический модуль вискозного корда по сравнению с
полиэфирным, с увеличением влажности эти величины у вискозного корда
быстро снижаются и при влажности 6 %, характерной для корда,
находящегося в шине, соответствуют уровню полиэфирного корда [394].
Прочность волокон и корда возрастает в ряду: арамид >полиэфир>
полиамид> вискоза. При этом прочности капрона, анида и полиэфира
близки друг к другу, а модуль и прочность арамида приближаются к
соответствующим показателям металлокорда.
Термостойкость возрастает в ряду арамид > полиэфир >анид> капрон
>вискоза. Необходимо отметить большее снижение прочности
капронового корда по сравнению с анидным при повышенной температуре и
влажности [393].
Линейная усадка корда снижается в ряду: арамид < вискоза <
полиэфир < анид < капрон, а усталостная выносливость возрастает в ряду: анид >
капрон > полиэфир > арамид > вискоза. По теплообразованию в процессе
утомления капрон, анид и полиэфир близки друг к другу, теплообразование
вискозного и арамидного корда в зависимости от условий утомления в 5-15
раз ниже [395].
Комплекс свойств различных типов корда и их стоимость определяет
области применения каждого из них. Основные области применения
текстильных кордов приведены в таблице 120.
Наибольшей усталостной выносливостью обладает полиамидный
корд. Поэтому корд этого типа применяется, главным образом, для
армирования каркаса многослойных шин, воспринимающих большие нагрузки:
грузовых, автобусных, троллейбусных, авиационных и шин большого
диаметра. Из-за меньшей стоимости по сравнению с анидным практически во
всех таких шинах, кроме авиационных и шин для тяжёлых специальных
автомобилей, используется капроновый корд. В каркасе авиационных шин
и шин для тяжёлых автомобилей, где требуется высокая
работоспособность при повышенных температурах, применяется анидный корд.
Таблица 120 Основные области применения текстильного корда
Шины, детали
Требования к текстильному корду
Корд,
отвечающий
требованиям
Каркас легковых и
легкогрузовых шин
Низкая усадка, высокий модуль,
удовлетворительная усталостная
выносливость
Полиэфирный
Экранирующий слой
брекера легковых и
легкогрузовых шин
Высокое сопротивление ударным
нагрузкам
Анидный
Авиационные шины
Высокое сопротивление ударным
нагрузкам, высокая усталостная
выносливость, высокая
теплостойкость
Анидный
Крупногабаритные
внедорожные шины
Высокое сопротивление ударным
нагрузкам
Анидный
Каркас грузовых и
автобусных шин, брекер
диагональных грузовых
шин
Удовлетворительная прочность,
достаточно высокая усталостная
выносливость, невысокая цена
Капроновый
Основным типом шин для легковых автомобилей являются
радиальные с одним слоем текстильного корда в каркасе. Корд для таких шин
должен иметь низкую усадку и разнашиваемость, высокие модуль,
усталостную работоспособность и устойчивость к интенсифицированным
режимам вулканизации. Если влажность капронового корда достигает 3%, то
уже при температуре более 160°С происходит его усадка и снижение
прочности [393, 396]. Кроме того, этот тип корда имеет низкий модуль.
Поэтому в каркасе легковых радиальных шин капроновый корд, как
правило, не применяется.
До середины 90-х годов более половины легковых радиальных шин
в Западной Европе производилось с высокопрочным и высокомодульным
вискозным кордом типа супер—3, имеющим очень низкую усадку по
сравнению с кордом из синтетических волокон. Однако еще с 70-х годов
применяют в каркасе таких шин анидный корд, обладающий наибольшей
усталостной выносливостью по сравнению с остальными типами
текстильного корда и устойчивостью к интенсифицированным режимам
вулканизации.
В Западной Европе и СНГ возрастает использование в каркасе
легковых радиальных шин полиэфирного корда, потребление которого, начиная
с 1990 года, превзошло уровень потребления анидного корда и продолжает
увеличиваться. Это связано с возрастанием объема производства шин,
рассчитанных на максимальную скорость более 200 км/ч, для каркаса которых
необходим корд с высоким модулем и низкой усадкой, имеющий
удовлетворительную усталостную выносливость.
Корд из арамида близок по модулю и прочности к металлокорду, но
его плотность ниже в 5,4 раза (1,45 и 7,8 г/см соответственно). Замена
металлокорда на арамидный корд позволила бы существенно уменьшить
потери на качение и расход топлива [393].
На применении арамидного корда взамен металлокорда основана
концепция шины со сверхнизкой массой (ULW), которая позволяет снизить
массу на 18% и улучшить ряд выходных характеристик легковых шин (таблица
121)397].
Таблица 121 Сравнение шин ULW со сверхнизкой массой с обычными
радиальными шинами с металлокордным брекером
Показатели
Концепция шины
ULW
Управляемость на сухой дороге
Устойчивость
0
Комфортабельность езды
++
Шумообразование
Шумообразование в салоне автомобиля
+
Наружное шумообразование
—
Свойства в условиях мокрой дороги
Управляемость
0
Гидропланирование
+
Торможение (с блокированным колесом)
0
Торможение с системой антиблокировки
+
Износостойкость
0
Тенденция к образованию вмятин
++
Динамическая устойчивость на неровных дорожных
покрытиях
+
Регулирование тягово-сцепных свойств (с системой
регулирования)
+
Расход топлива
++
Выхлопы автомобиля
+
Пригодность для переработки
+
Масса шины
++
Стоимость*
++
Обозначения в таблице:
++ значительно лучше, чем для концепции обычной шины;
+ лучше, чем для концепции обычной шины;
О тот же уровень, чем для концепции обычной шины;
- хуже, чем для концепции обычной шины.
* Значительно ниже, чем для обычной шины.
Замена металлокорда в однослойном каркасе грузовой ЦМК шины на
арамидный позволяет существенно уменьшить толщину бортовой зоны, что
открывает новые возможности совершенствования конструкции шин [391].
Совершенствование текстильного корда развивается в нескольких
направлениях:
1. получение новых волокнообразующих полимеров на базе
алифатических полиамидов, полиэфиров [398] и поликетонов [399];
2. получение гибридных кордов, сочетающих в одной нити два разных
волокнообразующих полимера. Примером является гибридный корд,
состоящий из арамидных нитей и нитей из найлона-66 или полиэфира [393,
400]. Такой корд по сравнению с арамидным имеет повышенную
усталостную выносливость, работоспособность на сжатие и усадку, а по
сравнению с найлоновым кордом - более высокие модуль и прочность;
3. повышение прочности полиамидных волокон путем
совершенствования технологии их производства [393,401].
Освоение технологий, позволяющих получать высокопрочное
капроновое волокно, дает возможность повысить разрывную нагрузку нитей или
уменьшить линейную плотность корда и толщину нитей без снижения
разрывной прочности. Последнее позволяет экономить 15 - 20% корда.
Увеличение разрывной нагрузки позволяет уменьшить число слоев в каркасе шин
при сохранении его работоспособности. Это приводит к снижению массы и
материалоемкости шины и, следовательно, расходу топлива при
эксплуатации.
Важным направлением совершенствования текстильного корда
является снижение количества внешневидовых дефектов и улучшение упаковки
[393]. Большое количество таких дефектов, как, например, неподработанные
нити основы, пропуски утка, низкая прочность сшивок осложняет процесс
переработки корда и приводит к увеличению отходов, например, из-за
расхождения сшивок при термообработке, разрыва и провисания ткани.
Особенно велико отрицательное влияние дефектов внешнего вида на качество одно
- и двуслойных легковых радиальных шин, где ослабление нитей
совершенно неприемлемо, и очень важно равномерное распределение нитей основы в
каркасе. Неудовлетворительная упаковка корда приводит к его повреждению,
намоканию, провисанию, следствием чего являются дополнительные отходы
корда и полуфабрикатов.
2.5.3. Латексные адгезивы
Латексные адгезивы - водная дисперсия каучуков и их сополимеров
с соединениями, обладающими активными функциональными группами.
Латексные адгезивы в шинной промышленности применяются для
обработки текстильного корда с целью обеспечения высокой прочности связи и
монолитности между резинокордными элементами шин.
В качестве адгезивов для текстильных кордов нашли применение
различные латексорезорцинформальдегидные композиции.
С середины 70-х годов в странах СНГ (СССР) применялась, в
основном, комбинация карбоксилсодержащего латекса СКД-1С с бутадиен-
метилвинилпиридиновым латексом БМВП-10Х. Латекс СКД—1С получают
эмульсионной сополимеризацией бутадиена и метакриловой кислоты в
массовом соотношении 98:2, латекс БМВП-10Х - бутадиена и 2-метил-5-
винилпиридина в массовом соотношении 90:10.
В 1997 году ОАО «Омский каучук» прекратило производство
латекса БМВП—10Х, применение которого обеспечивало преемлимый уровень
адгезионных свойств пропитанного корда. Это привело к появлению
бутадиен — нитриламидного (БНА-52) и бутадиен - бутилакрилат - метакри-
ламидного (ДБА - 1) латексов.
Основным типом латекса за рубежом является бутадиенстирол-2-
винилпиридиновый, получаемый эмульсионной сополимеризацией
бутадиена, стирола и 2-винилпиридина в массовом соотношении 70: (20-
15):(10-15), в дальнейшем обозначаемый аббревиатурой БСВП-15. Этот
латекс выпускается или выпускался под наименованиями Gen-Tac (General
Tire & Rubber Co., США), Pyratex 221 (PolymerLatex GmbH, Германия),
Pyratex 230, Pyratex 240, Bunatex VP 2210 (Bayer, Германия), Pliocord (En-
cord) VP 106, Pliocord (Encord) VP 107 (Eliokem, Франция), JSR 0650 и
Pyratex (Japan Synthetic Rubber и Naugatuck, Япония). В ряде случаев он
применяется в сочетании с бутадиен-стирольным латексом, например, в
массовом соотношении (30-70)/70-30), и (или) натуральным латексом,
причём для вискозного корда используются адгезивы с меньшим
содержанием латекса БСВП-15.
Прочность связи анидного и полиэфирного кордов с резиной,
близкая к соответствующим показателям импортного БСВП-15, была получена
при применении в адгезивах латексов с реакционноспособными
азотсодержащими группами в полимере, например, латекса БСА с
аминогруппами.
Влияние различных типов латексов в адгезиве на прочность связи
анидного и полиэфирного кордов с резиной показано в таблице 122 [139].
Важным компонентом адгезивов является водорастворимая резор-
цинформальдегидная смола. Такие смолы получают либо непосредственно
из резорцина, либо из новолачной резорцинформальдегидной смолы. В
первом случае приготавливают водный раствор, содержащий резорцин,
формальдегид при мольном соотношении 1/ (1,5-3,0) и гидроксид натрия в
качестве катализатора поликонденсации.
Таблица 122 Влияние типа латекса в адгезиве на прочность связи
пропитанного анидного и полиэфирного корда с резиной на основе СКИ-3
Латекс
Реакционноспособные
группы или звенья
Прочность связи по Н-методу
Анидный корд
25А
Полиэфирный
корд
23°С
120°С
23°С
120°С
СКД-1С
Карбоксильные
звенья метакриловой
кислоты
146
111
77
58
БМВП-
10Х
Звенья 2-метил-5-
винилпиридина
164
126
93
70
БНА - 52
Нитрильные, амидные
162
130
97
77
ДБА - 1
Амидные звенья
бутил акрил ата
164
132
91
75
БСА
Аминные
188
151
130
112
Pliocord
VP 107
Звенья 2-
винилпиридина
191
141
132
ПО
Раствор выдерживают 6-24 ч при комнатной температуре с
перемешиванием или без него, затем смешивают с латексом (латексами) и водой,
добавляя в ряде случаев водный раствор аммиака. В зависимости от
соотношения между резорцином, формальдегидом и гидроксидом натрия в
растворе смолы адгезив может быть использован немедленно или спустя
6-24 ч. Срок хранения адгезива после приготовления не должен
превышать 3 суток.
Во втором случае новолачную смолу смешивают с избытком
формальдегида, гидроксидом натрия и водой, затем либо выдерживают в
течение некоторого времени перед приготовлением адгезива, либо сразу
смешивают с латексом, водой и водным раствором аммиака. Если раствор
смолы не подвергался выдерживанию, во время которого проходит
поликонденсация резорцинформальдегидного новолака с формальдегидом,
необходимо провести такую поликонденсацию в адгезиве, для чего
последний выдерживают от 6 до 24 ч перед применением.
В странах СНГ нашла применение новолачная резорцинформальде-
гидная смола СФ-282, представляющая собой продукт поликонденсации
резорцина с формальдегидом в мольном соотношении 1/(0,5-0,6) в
присутствии этиленгликоля и этанола. Зарубежные аналоги смолы СФ-282 вы-
выпускаются под названиями Penacolite R 2170, Penacolite R 2200, Penaco-
lite R 50 (Indspec Chemical Corp. США) и отличающиеся содержанием
сухого вещества, SRF 1524 (Schenectady Chemicals США), Arofene 779
(Ashland Chemical Со.США) [62] и Vulkadur Т (Bayer Германия) [125].
Наряду со смолой СФ -282 ряд шинных заводов использует смолу
СФ - 282 ПБМ на основе алкиреза или смолу, изготовленную в своих про-
изводственных условиях непосредственно из резорцина. Хотя составы с
двумя последними смолами дешевле примерно на 8 и 3 % соответственно,
предпочтительным является применение смолы СФ-282 (рис. 90) [402],
Рис. 90 Влияние типа смолы в пропиточных составах на прочность связи по
Н-методу резины на основе СКИ-3:
• с капроновым кордом 23КНТС (А, Б);
• с вискозным кордом 17В (В, Г);
• с полиэфирным кордом 14П (Д, Е);
• с анидным кордом 13А (Ж, 3)
• выносливость резинокордных образцов с анидным кордом 1 ЗА при
многократном растяжении - сжатии (И)
Ввиду низких гидрофильности и реакционной способности полиэти-
лентерефталата традиционные латексрезорцинформальдешдные адгезивы
непригодны для крепления полиэфирного корда к резине. Эти адгезивы могут
применяться при условии активирования его поверхности.
В настоящее время наибольшее распространение получил
полиэфирный корд, на который производителем волокна или нанесен специальный
адгезив перед обработкой его латексрезорцинформальдегидным адгезивом
(двухстадийный процесс), или содержит аппрет с активным веществом,
например, с эпоксидным соединением.
3. ОСОБЕННОСТИ ПОСТРОЕНИЯ РЕЦЕПТУРЫ И
ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ РЕЗИН ДЛЯ ШИН
РАЗЛИЧНЫХ ТИПОВ И НАЗНАЧЕНИЙ
Разработка рецептуры резин для различных деталей шин должна
проводиться на основе анализа режима и условий нагружения резины,
требований к шинам различного назначения, результатов исследования
зависимости выходных характеристик резин от их более простых свойств, а
также свойств материалов.
Основная задача при создании резин состоит в нахождении
оптимального баланса между выходными характеристиками резин,
обеспечивающими поставленные требования, технологическими свойствами,
удовлетворяющими условиям действующего производственного процесса, и
экономической эффективностью в широком смысле, т. е. стоимостью 1 км
пробега шин.
3.1. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА РЕЗИНОВЫХ СМЕСЕЙ
Для обеспечения удовлетворительного проведения технологических
процессов изготовления смесей и их переработки последние должны
обладать оптимальным сочетанием пласто-эластических, адгезионных и
конфекционных свойств, достаточной стойкостью к подвулканизации и
скоростью вулканизации.
Вязкость смесей и их эластическое восстановление определяются
молекулярной массой каучука и ее распределением, типом и содержанием
технического углерода и пластификатора. Повышение содержания жидких
пластификаторов (нефтяных масел) в большей степени снижает вязкость
смесей, но значительно меньше влияет на их эластическую
восстанавливаемость. Напротив, увеличение содержания технического углерода
(особенно его высокоструктурных типов) повышает вязкость смесей и
существенно снижает их эластическое восстановление.
Ограничение верхнего предела вязкости обусловлено
технологическими трудностями изготовления и переработки жестких смесей,
ограничение нижнего предела - ухудшением механических свойств резин.
Кроме того, сильное снижение вязкости, например, обкладочных
смесей приводит к снижению их упруго-вязких свойств, что может
являться причиной неравномерного растяжения каркаса при его формовании
на стадии сборки и появлению местных локальных разрежений.
Весьма жесткие требования к сочетанию адгезионных свойств и
эластического восстановления предъявляются при вальцевании смесей.
Низкая адгезия к валкам и высокая эластическая восстанавливаемость делают
невозможным переработку смесей из-за так называемого «шубления»
(смесь не облегает поверхность валков). Напротив, повышение адгезии
позволяет перерабатывать смеси со сравнительно высоким эластическим
восстановлением. Однако слишком высокая адгезия смесей приводит к их
прилипанию к валкам. Для смесей с низкой восстанавливаемостью
повышение адгезии сверх определенного уровня приводит к переходу смеси на
задний, быстро вращающийся валок, что затрудняет нормальную
переработку.
Для удовлетворительного шприцевания и каландрования смесей
необходимы определенные вязкость, эластическое восстановление, стойкость
к подвулканизации и адгезия смесей. Вязкость обкладочных смесей,
особенно каркасных для обрезинивания кордов с большой плотностью,
должна быть сравнительно невысокой для обеспечения необходимой прессовки,
отсутствия оголений и переплетения нитей корда. Эластическая
восстанавливаемость определяет усадку смесей и полуфабрикатов. Повышенная
восстанавливаемость и, следовательно, усадка затрудняет процесс
шприцевания смесей из-за появления дефектов «рваная кромка» и «неровная
поверхность» профилированной ленты, а также не позволяет обеспечить
строгое соблюдение заданных геометрических параметров протекторных
заготовок и калибров обрезиненного корда.
По величине адгезии к валкам оборудования смеси на основе
различных полимеров располагаются в ряд: БСК >НК >СКИ-3 >СКД. Смеси
из СКД вследствие низкой адгезии и высокой эластической
восстанавливаемости (связанной с образованием термомеханически прочных каучуко-
сажевых структур) [82] «шубят» на вальцах. Эффективным способом
повышения адгезии смесей к металлу является введение термопластичных
смол - повысителей клейкости. Увеличение содержания масла также
повышает адгезию смесей к валкам, но менее эффективно по сравнению со
смолами.
Вальцуемость смесей с ростом их наполнения техуглеродом и
маслом (при сохранении постоянной вязкости) сначала улучшается. Это
связано со снижением эластического восстановления смесей и повышением
их адгезии к валкам. Однако при определенном наполнении смеси
вследствие чрезмерной адгезии и низкой восстанавливаемости переходят на
задний валок. Величина оптимального наполнения, обеспечивающего
удовлетворительную обработку смесей на переднем валке, тем выше, чем
ниже адгезия полимеров к валкам и больше их восстанавливаемость и в
соответствии с этим уменьшается в ряду смесей на основе ПБ >ПИ >БСК.
По шприцуемости смеси из различных каучуков располагаются в
ряд, соответствующий уменьшению эластического восстановления смесей:
БСК >НК >СКИ-3 >СКД. Смеси из 100% СКД, содержащие 50-55 масс. ч.
технического углерода, практически не шприцуются: заготовки имеют
рваную кромку и шероховатую поверхность. Значительно улучшают
шприцуемость смесей высокоструктурные типы технического углерода.
Увеличение содержания масла ПН-бш не оказывает существенного
влияния на шприцуемость.
Наиболее распространенным и эффективным путем улучшения
шприцуемости является одновременное увеличение наполнения смесей
техническим углеродом (особенно высокоструктурным) и маслом (при
сохранении или даже некотором повышении вязкости смесей).
Смеси должны обладать достаточной устойчивостью к
преждевременной вулканизации при температурах переработки (при шприцевании до
130-140°С, при каландровании - 105-120°С). Время подвулканизации по
Муни должно составлять не менее 15-20 минут при 130°С для
протекторных смесей и при 120°С - для обкладочных.
Стойкость к подвулканизации смесей определяется тремя
параметрами: скоростью структурирования, скоростью вулканизации и вязкостью
смесей. По скорости структурирования смеси из БСК уступают смесям из
СКИ-3 и СКД и, соответственно, превосходят последние по стойкости к
подвулканизации. Техуглерод с рН>7 (типа FIF, HAF, ISAF и др.) по
сравнению с техуглеродом с рН< 7 (канальный) сообщает смесям большую
склонность к подвулканизации.
Высокоструктурные и высокодисперсные типы техуглерода,
увеличивающие вязкость смесей и, следовательно, температуру, развивающуюся
при их переработке, повышают опасность подвулканизации смесей.
Стойкость к подвулканизации повышается при уменьшении
содержания техуглерода в смесях и повышении концентрации пластификаторов.
Определяющее влияние на склонность смесей к подвулканизации
оказывают содержание серы, тип и содержание применяемого ускорителя
вулканизации и замедлителя подвулканизации (см. раздел 2.4).
Заготовительно-сборочные процессы предъявляют высокие
требования к конфекционным свойствам обкладочных смесей: клейкости и коге-
зионной прочности. Достаточная клейкость смесей необходима для
обеспечения монолитности покрышек.
Конфекционная клейкость и когезионная прочность смесей зависят,
главным образом, от типа полимера. Высокую когезионную прочность
обеспечивают изопреновые каучуки, наименьшую - СКД. Смеси из БСК
занимают промежуточное положение.
Обкладочные резины для текстильного корда должны обладать
высоким уровнем конфекционной клейкости и его стабильностью при
хранении.
Снижение клейкости резиновых смесей для обрезинивания корда
при хранении наблюдается, в основном, за счет выцветания серы. При
содержании серы менее 1,2-1,5 масс. ч. ее выцветание на поверхность смеси
не происходит, так как она адсорбируется техническим углеродом [403].
Такое критическое содержание серы зависит от дозировки и типа наполни-
теля. Интенсивность выцветания прямо пропорциональна содержанию
серы в смеси, температуре и времени смешения.
На клейкость резиновых смесей влияет влажность воздуха [404]. В
образцах смесей, выдержанных на открытом воздухе с влажностью 85% в
течение 30 минут, клейкость уменьшается в 5 раз, в то время как при
хранении в эксикаторе их клейкость не меняется.
Сохранение клейкости резинокордного полотна зависит также от
типа применяемого прокладочного материала и сроков его использования.
При многократном использовании прокладки на его поверхности остается
диффундирующая из резиновой смеси сера, являющаяся катализатором
ускорения выцветания серы из свежего резинокордного полотна.
Формирование прочной адгезионной связи в системе резина-корд
невозможна без обеспечения удовлетворительного затекания резиновой
смеси в кордное полотно в процессе обрезинивания.
Требуемый уровень прессовки достигается, глазным образом,
техническим уровнем и состоянием технологического оборудования. Однако
применительно к данному типу оборудования необходим тщательный
подбор состава резиновой смеси, обеспечивающий комплекс пласто-
эластических и упруго-вязкостных характеристик.
Затекание резиновой смеси в кордное полотно может быть улучшено
при замене части жидких мягчителей на углеводородные смолы, канифоль
[127], а также использованием добавок бутадиен-стирольного каучука
(БСК-1500 до 20 масс. ч.).
Роль когезионной прочности и модуля упругости, характеризующих
способность смесей сопротивляться деформированию при растяжении
(каркасность), особенно велика для покрышек радиальной конструкции и,
прежде всего, малослойных, при сборке которых обкладочные смеси
испытывают деформации до 200%.
Пластическое течение смесей вследствие их недостаточной
упругости является основной причиной разрежений нитей корда в каркасе, что
отрицательно влияет на их эксплуатационное качество. Кроме того,
неудовлетворительные когезионные свойства смесей значительно снижают
производительность труда в процессе изготовления полуфабрикатов и
сборки покрышек с применением резиновых смесей, характеризующихся
высокой конфекционной клейкостью. В этом случае имеет место явление
повышенной липкости, проявляющейся в образовании трудно
расправляемых складок на корде.
Высокий модуль упругости, независимо от направления каландрова-
ния, обеспечивает натуральный каучук. Его добавки к синтетическому
изопреновому каучуку в количестве не менее 20 масс. ч. также смещают
зону текучести смесей на основе СКИ-3 в область больших деформаций
[405]. Аналогичный эффект проявляется при применении добавок
бутадиен-стирольного каучука (до 20 масс. ч.).
Применение модификаторов физического или химического действия
в резинах на основе СКИ-3 также в некоторой степени повышает модуль
упругости смеси при деформации в направлении, перпендикулярном
каландровому эффекту.
При этом необходимым условием является вылежка резинокордного
полотна не менее одних суток [406].
Необходимость интенсификации процесса вулканизации шин
предъявляет повышенные требования к вулканизационным характеристикам
шинных смесей: к определяемой при изотермическом процессе скорости
вулканизации, ширине плато и максимально допустимой температуре
вулканизации. Интенсификация процесса вулканизации достигается как за
счет повышения скорости вулканизации резин (в основном, для грузовых
шин), так и температуры процесса (для легковых шин). Возможность
повышения скорости вулканизации резин обычно ограничивается
необходимостью обеспечения достаточной стойкости смесей к подвулканизации.
Вулканизационные характеристики обычно определяют с помощью
сдвигового виброреометра. Сущность метода заключается в изменении
крутящего момента при сдвиговой деформации образца резиновой смеси,
вызываемой колебаниями ротора с биконическим диском с определенной
частотой и амплитудой при заданной температуре.
Кривые, вычерчиваемые реометром, являются графическим
изображением характеристик процесса вулканизации резиновых смесей.
Геометрическую кривую условно можно разделить на три области.
Область А характеризует вязкость резиновой смеси, область В - процесс
вулканизации и скорость его протекания, область С - физические свойства
вулканизатов (твердость, модуль, плотность сшивки) (рис. 91).
Рис. 91 Основные
характеристические точки реомет-
рической кривой
На реометрической кривой
может быть выделен ряд
условных показателей,
являющихся
характеристиками свойств резиновых
смесей и вулканизатов:
Мисх. - исходный крутящий
момент, соответствующий
исходной вязкости смеси;
Ml - минимальный крутя-
*г(90)
Время, мин
щий момент, соответствующий вязкости смеси при температуре
испытания (Mmin); MHr - максимальный крутящий момент.
Показатель термопластичности Мисх./ Mmjn представляет собой
отношение значения исходного сдвигового момента материала (Мисх.) к его
минимальному значению (Mmi„), зарегистрированным на реометрической
кривой. Эта величина зависит, в основном, от степени падения упругости
(вязкости) материала с повышением температуры и влияет на
технологическое поведение материала при переработке (шприцевании, каландрова-
нии, литье под давлением и т.д.)
Этот показатель может быть использован для оценки однородности
каучука, а также для изучения влияния различных технологических
параметров синтеза каучуков на свойства конечного продукта.
Минимальный крутящий момент, также как и вязкость по Муни или
пластичность, определяется вязкоупругими свойствами эластомеров.
Обычно ML, определяют при температурах выше 100°С.
AM — разность максимального и минимального крутящих моментов.
Показатель AM характеризует плотность сшивки полимера
Ш = Мт-Мь,Пм (28)
tSi — время, за которое крутящий момент увеличивается на 0,1 Нм от
минимального значения крутящего момента ML, при амплитуде колебания
ротора 1°. Если пользоваться при испытании амплитудой колебания 3° или
5°, то следует применять показатель ts2, т.е. время, за которое крутящий
момент увеличивается на 0,2 Нм от минимального значении Ml.
Показатели tsi и ts2* характеризуют индукционный период вулканизации.
Показатель ts при 120 и 130°С определяет технологическую
безопасность при смешении и последующих стадиях переработки, таких как
вальцевание, каландрование, шприцевание; в то время как при температуре
140°С и выше показатель время начала вулканизации позволяет
предсказать, имеет ли смесь хорошую текучесть при температуре вулканизации, не
происходит ли вулканизация на слишком ранней стадии. Показатель t& в
первую очередь, зависит от содержания и типа вулканизующего агента,
первичного и вторичного ускорителя вулканизации.
tc(90) - время, за которое крутящий момент увеличивается до 90%
своей максимальной величины (Mhf). Показатель времени увеличения
крутящего момента до 0,9 AM соответствует оптимальному времени
вулканизации; то есть tc9o - время, за которое крутящий момент достигает
значения, равного
M90=ML+0,9AM (29)
Показатель tc(90) определяет относительную скорость вулканизации.
tso - время, необходимое для достижения 50%-ного увеличения
максимального прироста крутящего момента (время увеличения крутящего
момента до 0,5 AM);
Показатель скорости вулканизации Rv вычисляют но формуле:
где tew - оптимальное время вулканизации, мин; ts - время начала
вулканизации, мин.
По реометрическим данным показатель скорости вулканизации (Vc)
оценивается также путем деления прироста крутящего момента на разницу
времени tc9o - ts :
М, -М,
у _ Jew f5_ (НМ/МИН.) (31)
t — t
Влияние типа полимера и технического углерода на скорость
вулканизации обратно их влиянию на стойкость к подвулканизации. Скорость
вулканизации возрастает с повышением концентрации серы и, особенно,
ускорителей. Сульфенамидные ускорители сообщают резинам
пониженную (по сравнению с тиазолами) скорость вулканизации в начальном
(индукционном) периоде, однако, в главном периоде вулканизации
обеспечивают удовлетворительную скорость вулканизации (особенно в случае
резин на основе изопреновых каучуков и СКД). С целью повышения
скорости вулканизации используют небольшие добавки альтакса, дифенилгуа-
нидина, монотиурама к сульфенамидным ускорителям.
Стойкость к реверсии при высокотемпературной или длительной
вулканизации резин на основе изопреновых каучуков существенно ниже,
чем у резин с применением СКД и БСК.
Значительное улучшение стойкости к реверсии достигается за счет
снижения содержания серы при одновременном увеличении содержания
ускорителя (так называемые, полуэффективние и эффективные
вулканизующие системы). Высокую стойкость к реверсии при длительной
вулканизации обеспечивают вулканизующие системы, содержащие дитиоди-
морфолин.
Вследствие низкой теплопроводности резин достижение
оптимальной степени вулканизации в массиве покрышек может сопровождаться
значительной перевулканизацией наружной части протектора и первых
слоев каркаса.
Перевулканизация резин приводит к перегруппировке (реверсии)
вулканизационных связей, структурированию или деструкции
молекулярных цепей полимера и, соответственно, к ухудшению механических
свойств резин. Некоторое снижение отрицательных последствий
перевулканизации достигается за счет применения в брекере и последних слоях
каркаса резин с большей скоростью вулканизации, чем у протекторных
резин, а также правильным построением режимов вулканизации.
Ранжирование технологических свойств резиновых смесей на основе
различных каучуков приведено в таблице 123.
Таблица 123 Влияние типа каучуков на технологические свойства
резиновых смесей
Технологические свойства
НК
СКИ-3
БСК
СКД
Конфекционная клейкость
4
3-4
2-3
1
Когезионная прочность
4
3-4
2-3
1
Адгезия к валкам (вальцуемость)
3
2-3
4
1
Шприцуемость
3
2-3
4
1
Эластическое восстановление
3
2-3
4
1
Стойкость к подвулканизации
1-2
3
4
1-2
Скорость вулканизации
4
3
1
2-3
Стойкость к реверсии
2
1
4
3-4
Величина оптимального
наполнения техуглеродом
2-3
3
1-2
4
1 - минимальное значение
4 - максимальное значение
3.2. Покровные резины
К покровным резинам относят резины протектора и боковины. Эти
резины обеспечивают взаимодействие автомобиля с дорогой и защиту
каркаса шин от механических и атмосферных воздействий.
Как отмечалось выше, режим нагружения и требования к резинам
беговой части протектора, подканавочного слоя и боковин принципиально
различны. В этой связи для наиболее полного обеспечения
противоречивых требований к этим резинам целесообразно применение в протекторе
трех различных по составу резин, что позволило бы повысить
эксплуатационные свойства резин и снизить стоимость резин.
3.2.1. Резины бегового слоя (протекторные резины)
Протекторные резины играют существенную роль в обеспечении
важнейших эксплуатационных показателей шин: тягово-сцепных и топ-
ливно - экономических характеристик, долговечности, надежности и
ремонтопригодности (рис. 92) [407].
Рис. 92 Вклад протекторной
резины в выходные
характеристики легковых шин (в
зависимости от
типоразмера)
Рис. 93 Вклад протекторной
резины в выходные
характеристики грузовых шин (в
зависимости от
типоразмера)
Безопасность движения автомобиля и его тяговые возможности
прямо связаны с коэффициентом трения протекторных резин, а долговечность
шин - с износостойкостью резин. Топливная экономичность шин и их
сопротивление качению, основной вклад в которые вносит протектор,
определяются гистерезисными потерями протекторных резин. Снижение
теплообразования (и, соответственно, гистерезисных потерь) в протекторе
сокращает выход шин по дефектам «отслоение протектора» и «разрушение
каркаса» и повышает надежность и ремонтопригодность шин.
Как уже рассматривалось нами ранее, улучшение одних выходных
характеристик протекторных резин приводит к ухудшению других,
поэтому одновременное, существенное улучшение всех эксплуатационных
свойств практически представляется маловероятным.
В связи с этим, несмотря на то, что в ряде случаев целесообразно
стремиться к унификации резин для обеспечения стабильного качества
шин и их экономической эффективности, предпочтение следует отдавать
специализации протекторных резин по одному - двум приоритетным
свойствам, которые определяются требованиями и условиями эксплуатации.
Другие эксплуатационные характеристики при этом должны быть
сохранены или могут быть даже несколько снижены.
Например, требование низких гистерезисных потерь протекторных
резин очень важно для большегрузных шин, эксплуатирующихся в
жестких условиях (повышенные нагрузки, скорость, температура окружающей
среды).
В то же время существенно возрастают требования к повышению
коэффициента трения резин для высокоскоростных легковых шин, в связи с
чем с целью повышения сцепления с мокрой дорогой допускается
некоторое увеличение гистерезисных потерь в протекторных резинах. Для
легковых шин радиальной конструкции с металлокордным брекером,
характеризующихся повышенной износостойкостью, возможно дальнейшее
повышение коэффициента трения резин за счет некоторого снижения их
износостойкости, что недопустимо для легковых шин диагональной
конструкции, долговечность которых определяется износостойкостью протектора.
Для протекторных резин крупногабаритных (КГ) шин,
эксплуатирующихся с большим плечом пробега, и для сверхкрупногабаритных
(СКГ) шин теплообразование и, следовательно, гистерезисные потери в
протекторе становятся фактором, определяющим надежность и
долговечность шин.
Напротив, для крупногабаритных шин, эксплуатирующихся в
карьерах и рудниках при сравнительно невысоких скоростях с малым плечом
пробега, приоритетным является стойкость к механическим повреждениям
(«скалыванию» и «выкрашиванию» элементов рисунка протектора).
Для автобусных и грузовых шин, предназначенных для
междугородных и международных перевозок (эксплуатирующихся, в основном, на
дорогах с усовершенствованным покрытием) приоритетным является
снижение гистерезисных потерь в протекторе, в то время как обеспечение
высокой стойкости к механическим повреждениям становится менее значимым.
Для средних и тяжелых радиальных и диагональных грузовых шин,
преимущественно эксплуатирующихся на дорогах с
неусовершенствованным покрытием, помимо низких теплообразования и гистерезисных потерь
в протекторе необходимо обеспечение высокой износостойкости.
Для легко-грузовых шин и легковых диагональных шин
приоритетными являются износостойкость и сцепление с мокрой дорогой.
Требования к легковым радиальным шинам зависят, прежде всего, от
категории скорости и типа автомобиля.
Для высокоскоростных шин (категории скорости Н, V, Z) на первый
план выдвигается обеспечение высокого сцепления с мокрой дорогой, а
также (для автомобилей высокого класса) - снижение шумообразования.
Для легковых шин категории скорости S и Т протекторные резины
должны обеспечить, в первую очередь, низкие гистерезисные потери и
хорошее сцепление с мокрой дорогой.
Для экологически чистых, т.н. «зеленых» (Green Energy) легковых
шин главным является применение протекторных резин с очень низкими
гистерезисными потерями.
Для зимних шин приоритетным является обеспечение высокой
эластичности и низкой твердости протекторных резин при нормальной и
отрицательной температурах, что позволяет получить высокий уровень
сцепления на снегу и льду.
В таблице 124 приведены приоритетные выходные характеристики
протекторных резин и шин в зависимости от их назначения и условий
эксплуатации.
Таблица 124 Приоритетные характеристики протекторных
резин и шин в зависимости от их назначения и условий эксплуатации
Назначение шин и
условия их эксплуатации
Приоритетные
эксплуатационные
характеристики шин
Приоритетные
выходные
характеристики резин
1
2
3
СКГ шины и КГ шины
с большим плечом
перевозок.
Низкие сопротивление
качению и
теплообразование, высокая
стойкость к механическим
повреждениям.
Низкие гистерезисные
потери в режиме
заданной энергии цикла
(К/Е), высокая энергия
прорыва (W).
КГ шины с тяжелыми
условиями
эксплуатации (карьеры, рудники)
и малым плечом
перевозок.
Высокие
износостойкость посредством
«скалывания» и
стойкость к механическим
повреждениям
Высокие модуль
потерь (К) и энергия
прорыва.
Грузовые шины Р и Д,
эксплуатирующиеся на
дорогах с
неусовершенствованным
покрытием.
Низкое
теплообразование, высокая
износостойкость (в первую
очередь при абразивном
износе).
Низкие гистерезисные
потери в режиме
заданной энергии цикла.
Низкая истираемость.
Высокая энергия
прорыва.
Автобусные шины и
грузовые шины с
высокой интенсивностью
работы трения на
усовершенствованных
дорогах.
Низкие сопротивление
качению и
теплообразование.
Низкие гистерезисные
потери в режиме
заданной энергии цикла.
1
2
3
Легко-грузовые шины
и легковые шины Д,
эксплуатирующиеся на
дорогах с
усовершенствованным
покрытием (городской цикл).
Высокая
устойчивость и
управляемость автомобиля.
Высокая
износостойкость (в первую
очередь при усталостном
износе).
Высокий модуль потерь
или tg 8 при 0°С. Низкая
истираемость при низком
модуле упругости Мзоо
Легко-грузовые шины,
эксплуатирую-щиеся
на дорогах с
неусовершенствованным
покрытием (джипы,
внедорожники).
Высокая
износостойкость (в первую
очередь при абразивном
износе и износе
посредством «скаток»).
Низкая истираемость при
высоком модуле
упругости Мзоо
Высокоскоростные
легковые шины Р
(категории скорости
H,V,Z).
Высокое сцепление с
мокрой дорогой.
Низкое шумообразова-
ние.
Высокий коэффициент
трения с мокрой
поверхностью. Низкий
динамический модуль (Е).
Легковые шины Р
категории скорости S,T.
Низкое
сопротивление качению, высокое
сцепление с мокрой
дорогой.
Низкие гистерезисные
потери в режиме К/Е0,5,
высокий коэффициент
трения с мокрой
поверхностью.
Экологически чистые
(«зеленые») легковые
шины Р.
Сверхнизкое
сопротивление качению.
Низкие потери в режиме
К/Е0'5 за счет низкого
модуля потерь (К) при
невысоком динамическом
модуле.
Зимние легковые
шины.
Высокое сцепление со
льдом и снегом.
Высокая эластичность и
низкая твердость при
нормальных и отрицательных
температурах.
Выбор типа полимера, типа и содержания техуглерода и
пластификаторов, степени вулканизации для протекторных резин шин различного
назначения и условий эксплуатации проводится на основе
сформулированных выше требований к свойствам резин и, в первую очередь, к упруго-
гистерезисным свойствам.
Условия эксплуатации в значительной мере определяют выбор типа
полимера для протекторных резин шин различного назначения.
В разделе 2.1 изложено влияние типа полимеров на выходные
характеристики резин.
В протекторных резинах автомобильных шин используются
синтетические каучуки общего назначения: НК, СКИ-3, СКД, БСК. Резины из
СКИ-3 по комплексу усталостно-прочностных и упруго-гистерезисных
показателей приближаются к резинам из НК (таблица 125) [82], но по ряду
свойств уступают последним. Это особенно проявляется при оценке
прочностных свойств резин с повышенной густотой вулканизационной сетки
при высоких температурах. Износостойкость шин с протектором из СКИ-3
в средних и тяжелых условиях эксплуатации на дорогах с
усовершенствованным покрытием близка износостойкости шин с протектором из НК, а в
жестких - несколько ниже [88]. При эксплуатации шин в карьерах резины
из СКИ-3 по стойкости к порезам, «сколам» и «выкрашиванию» уступают
резинам из НК.
Таблица 125 Свойства типовых протекторных резин
Показатели
Резины на основе
НК
СКИ-
3
СКС-
ЗОАРК
СКД
Усл. напряжение при удл. 300%, МПа
14,5
13,0
10,0
8,0
Усл. прочность при растяжении, МПа:
23°С
27,5
26,5
24,5
18,0
100°С
18,5
17,5
10,5
9,8
после старения 100°С 72 ч.
16,5
15,5
20,0
14,5
Относительное удлинение, %
510
550
550
550
Сопротивление раздиру, кН/м
125
115
55
45
Твердость, усл. ед.
64
63
60
60
Эластичность, %, 23°С
45
45
38
47
100°С
62
61
53
53
Интенсивность скалывания, см3/мин
0,42
0,47
0,23
1,35
Энергия прокола, Дж
0,26
-
0,42
0,16
Сопротивление разрастанию трещин, т. ц.
100
105
30
12
Коэффициент динамической
выносливости по ГОСТ 10952-64
5,5
5,4
7,3
7,5
Коэфф. трения на мокром бетоне на МП-3
0,58
0,57
0,59
0,43
Истираемость на приборе МИР-1, м /ТДж
ПО
128
ПО
66
после старения 100°С 72 ч.
312
—
175
250
Температура хрупкости, °С
-43
-44
-51
-30
БСК сообщает протекторным резинам высокую стойкость к
механическим повреждениям («скалыванию», проколу) и повышает коэффициент
трения с мокрой поверхностью. Недостатками резин из БСК являются
высокие гистерезисные потери и сравнительно низкая морозостойкость. По
динамической выносливости и износостойкости в условиях повышенных
температур резины из БСК превосходят резины из СКИ-3. Шины с
протектором из БСК превосходят по износостойкости шины с протектором из
СКИ-3 в жестких условиях эксплуатации, т.е. при высоких мощностях
трения.
Цис 1-4 бутадиеновый каучук СКД сообщает протекторным резинам
ценные свойства: повышенную эластичность, износостойкость,
динамическую выносливость и морозостойкость. Вместе с тем резины на основе
этого каучука имеют неудовлетворительные технологические свойства,
низкий коэффициент трения (на 30-40% ниже, чем резины из БСК и СКИ-
3), низкую стойкость к механическим повреждениям. Модуль внутреннего
трения резин на основе СКД выше, чем резин из СКИ-3. Близкие резинам
из СКИ-3 эластичность, теплообразование, а также гистерезисные потери в
режимах заданной энергии цикла (К/Е) и, особенно, в режиме заданного
напряжения (К/Е2) объясняются высоким динамическим модулем (Е) резин
на основе СКД.
Высокая термоокислительная стойкость и динамическая
выносливость при сравнительно низких напряжениях резин из СКД обеспечивает
повышенное сопротивление протектора растрескиванию по канавкам
рисунка.
В целях использования ценных свойств, присущих определенным
типам полимеров, в рецептуре резин широко используются комбинации
каучуков, позволяющие не только компенсировать недостатки того или
иного полимера, но и в ряде случаев обеспечить более высокие свойства,
чем у резин с применением индивидуальных полимеров. Примером может
служить повышенная усталостная выносливость резин на основе ПИ и ПБ.
Добавление БСК к ПИ позволяет повысить стойкость резин к реверсии при
вулканизации, термоокислительную устойчивость и сцепление с мокрой
дорогой.
С другой стороны, введение небольших количеств ПИ в
протекторные резины на основе БСК и БСК+ПБ повышает клейкость, прочность
связи с брекером и прочность стыка протектора при сборке. Добавки ПБ (20—
30 масс, ч.) обеспечивают повышение динамического модуля, стойкости
шин к «растрескиванию» по канавкам протектора и морозостойкости.
При этом комбинирование ПБ с ПИ и БСК позволяет
компенсировать присущие резинам с ПБ неудовлетворительные технологические
свойства, склонность к «скалыванию», низкий коэффициент трения.
Температура окружающей среды также оказывает существенное
влияние на выбор типа полимера. При высоких температурах для грузовых
шин целесообразно применение ПИ или ПИ с добавками БСК, для
легковых - БСК.
При низких температурах для грузовых шин рекомендуется ПИ+ПБ,
для легковых шин - БСК+ПБ+ПИ или БСК+ПБ.
Содержание техуглерода, оптимального с точки зрения
износостойкости, выбирается в пределах области наполнения, которая сдвигается в
сторону большей концентрации техуглерода в ряду резин НК < СКИ-3 <
БСК < СКД.
При выборе содержания техуглерода и пластификатора учитывается
необходимость обеспечения перерабатываемости смесей и требований к
упруго-гистерезисным свойствам. Поскольку гистерезисные потери
возрастают с повышением наполнения, для протектора шин больших
размеров содержание техуглерода выбирается на нижнем пределе, а для
протектора легковых и малых грузовых шин - на верхнем.
Так, из обобщения литературных данных наполнение техуглеродом
составляет (в расчете на 100 масс. ч. углеводорода каучука) в резине
крупногабаритных шин на основе 100% полиизопрена 45 масс. ч. (с добавками
кремнекислотного наполнителя), для протектора автобусных и тяжелых
грузовых шин на основе ПИ + СКД - 50-55 масс, ч., в протекторной резине
для средних грузовых шин на основе ПИ+ПБ+СКД - 55-60 масс, ч., для
легковых радиальных шин на основе БСК - 60-65 масс, ч., для малых
грузовых и легковых шин на основе БСК+СКД - 65-70 масс. ч. Содержание
масла на 100 масс. ч. углеводорода составляет соответственно 5-10, 10-15,
15-20, 25-30 масс. ч.
Выбор состава вулканизующей группы обусловлен необходимостью
обеспечения безопасной переработки смесей с одной стороны и высокой
скорости вулканизации и минимальной реверсии свойств - с другой. Для
смесей на основе ПИ и ПБ, характеризующихся высокой склонностью к
подвулканизации и скоростью вулканизации, рекомендуется применение
ускорителей замедленного действия типа сульфенамида Т (TBBS) и суль-
фенамида ДЦ (DCBS), а в резинах на основе 100% БСК и с его большим
содержанием - сульфенамида Ц (CBS).
С целью повышения стойкости к реверсии и теплостойкости резин
целесообразно применять уменьшенное соотношение серы и ускорителя
(полуэффективные системы вулканизации). Для протекторных смесей,
подвергающихся длительной вулканизации, применяются системы с
малым количеством серы, содержащие вторичные ускорители.
В качестве замедлителей вулканизации для резин на основе стерео-
регулярных каучуков рекомендуется N-циклогексилтиофталимид (санто-
гард PVI), а для смесей с преимущественным содержанием БСК - фтале-
вый ангидрид.
Выбор степени вулканизации определяется оптимальным сочетанием
основных характеристик протекторных резин.
В радиальных шинах целесообразно применение более жестких, чем
в диагональных шинах, протекторных резин. Это связано с тем, что работа
трения в контакте радиальных шин монотонно снижается с повышением
модуля сдвига, а для диагональных шин эта зависимость проходит через
минимум.
Использование для радиальных шин резин с повышенным модулем
целесообразно также с точки зрения снижения износа резины, особенно в
зоне угла беговой дорожки (таблица 126) [408] и улучшения устойчивости
и управляемости автомобиля (таблица 127) [408].
Таблица 126 Результаты эксплуатационных испытаний шин 205/70R14 с
применением в протекторе на основе БСК резин различной жесткости
пряжение
при
удлинении
300%,
МПа
Пробег,
тыс.
км
Ин-
тен-
сив-
Причины выхода из
эксплуатации по дефектам
протектора
топригодность
1
>к
о
н
Кол-
во
ност
ь
изизнос
трещины
пробои,
порезы
V
о ^
о р
S3 ^>
С о
к ^
н
О
шин
носа,
мм/
1000
км
%
*
я й
н
%
е *
%
б *
%
Й *
12,0
200
69
0,079
15
71
5
56
9
71
19
68
100
16,0
125
80
0,072
15
89
6
69
10
85
18
87
по
Таблица 127 Результаты лабораторно-дорожных испытаний шин
205/70R14 с применением в протекторе на основе БСК резин различной
жесткости
Вид маневра
Параметры
Напряжение при удлинении
300%, МПа
10,0
16,0
Имитация обгона
Время, с
5,168
4,934
L=100m
% от эталона
100
114,0
Тормозной путь
Скорость 80 км/ч
тормозной путь (м)
% от эталона
44,7
100
39,8
89,0
Таким образом, при разработке протекторных резин для легковых
радиальных шин необходимо ориентироваться на высокомодульные
резины, так как в этом случае обеспечивается не только высокая
износостойкость и низкие гистерезисные потери, но и улучшаются сцепные качества
и не возникают дефекты, характерные для жестких резин: трещины и
сколы по протектору.
Однако при этом увеличивается опасность подвулканизации смесей,
появления надрывов шашек протектора при вулканизации, а также
растрескивания по канавкам рисунка протектора при эксплуатации.
Максимальная износостойкость резин достигается в области
оптимальной степени вулканизации, которая понижается в ряду НК>СКИ-3
>БСК>(СКИ-3+СКД)>(СКИ-3+СКД+БСК)>(БСК+СКД). Следует
стремиться к повышению степени вулканизации резин до предела,
обусловленного сохранением удовлетворительной перерабатываемое™ смесей,
максимальной износостойкости и отсутствием растрескивания и
выкрашивания протектора.
3.2.1.1. Протекторные резины для грузовых шин
Как известно, существуют два принципиальных различия между
отечественными и зарубежными грузовыми шинами. В области
конструирования - применение ведущими зарубежными фирмами для грузового и
автобусного транспорта, в основном (более 90%), шин с металлокордом в
каркасе и брекере (ЦМК шин), в то время как в России и СНГ не менее
95% составляют радиальные шины комбинированной конструкции с ме-
таллокордным брекером и диагональные шины. В области рецептуро-
строения - применение в отечественных протекторных резинах
синтетического полиизопрена, в то время как зарубежные фирмы используют для
этих целей натуральный каучук.
Отличительными особенностями ЦМК шин являются низкие
теплообразование и сопротивление качению, высокие безопасная скорость (для
автобусов) и способность к многократному восстановлению.
В связи с ужесточением требований к эластическим свойствам
протекторных резин по мере увеличения размера шин возрастает содержание
полиизопренового каучука и, соответственно, снижается доля БСК. Так,
для СКГ шин и КГ шин, эксплуатирующихся с большим плечом перевозок,
т.е. при сравнительно высоких скоростях применяются протекторные
резины на основе 100% полиизопрена, сочетающего в себе низкие
гистерезисные потери и удовлетворительную стойкость к механическим
повреждениям.
В то же время для КГ шин, эксплуатирующихся в карьерах и
рудниках при низких скоростях и с малым плечом перевозок (в том числе, на
подземных работах), наиболее целесообразно применение резин из 100%
немаслонаполненного БСК, превосходящих резины из 100% полиизопрена
по стойкости к «скалыванию» («выкрашиванию»), но имеющие при этом
высокие гистерезисные потери [409, 410].
С целью повышения стойкости к «скалыванию» и выкрашиванию
для протектора КГ и СКГ шин применяют комбинацию техуглерода типа
N 220 или N 339 (40-45 масс, ч.) и кремнекислоты (10-20 масс. ч.).
В протекторе средних и тяжелых грузовых радиальных и
диагональных шин, эксплуатирующихся на дорогах с неусовершенствованным
покрытием, применяется тройная комбинация полимеров ПИ+ПБ+БСК
(50:25-30:25-30), которая обеспечивает низкие гистерезисные потери при
достаточно высокой износостойкости.
В протекторе автобусных шин и грузовых шин с высокой
интенсивностью работы трения на усовершенствованных дорогах наиболее
предпочтительна резина на основе комбинации стереорегулярных каучуков ПИ
и ПБ. Для радиальных комбинированных шин оптимальным является
соотношение 75 масс. ч. ПИ и 25 масс. ч. ПБ. Для протектора ЦМК шин,
предназначенных для городских и междугородных автобусов, к которым
предъявляются повышенные требования к упруго-прочностным свойствам,
рекомендуется резина на комбинации 85 масс. ч. ПИ и 15 масс. ч.СКД, для
автомобильных прицепов с высокой грузоподъемностью - резина на
основе 100 масс. ч. ПИ, которая характеризуется высоким уровнем упруго-
прочностных свойств и стойкости к механическим повреждениям.
Эти резины обеспечивают снижение потерь на качение и
теплообразование на 7-10% по сравнению с резиной для средних и тяжелых
грузовых шин, но уступают последней по износостойкости.
В протекторных резинах малых грузовых шин, для которых
требования по снижению гистерезисных потерь (с точки зрения
работоспособности шин) не являются приоритетными, используется в основном
комбинация БСК с ПБ (70:30).
Краткая характеристика состава и свойств типовых протекторных
резин для грузовых шин различного назначения, применяемых на шинных
заводах России и СНГ, приведена в таблицах 128, 129 [2, 108, 411,412].
Таблица 128 Принципиальный состав и свойства протекторных резин для
крупногабаритных и сельскохозяйственных шин
Показатели
Крупногабаритные
шины
Сельскохозяйственные
шины
НК
100
СКИ-3
+НК
65:35
СКС
30
АРК
100
СКИ-3 +
СКС-30
АРКМ
15
70:30
СКС-30
АРКМ
15 +
СКД+
СКИ-3
50:30:20
Содержание техуглерода,
масс. ч.
45
45
50
60
65
Содержание ОКН, масс. ч.
10
15
-
—
—
Содержание масла, масс. ч.
5
8
8
10
14
Усл. напряжение при удл.
300%, МПа
15,5
15,0
14,0
9,8
7,8
Усл. прочность при
растяжении, МПа
28,0
25,0
24,0
20,4
19,0
Относит, удлинение, %
480
490
480
530
600
Сопротивление раздиру,
кН/м
120
105
55
100
80
Твердость, усл. ед.
64
65
65
61
65
Эластичность, %, 20°С
44
41
36
31
25
100°С
60
60
56
44
40
Гистерезисные потери, К/Е,
100°С
0,22
0,26
0,31
0,28
0,33
Энергия прорыва, кДж/м3
2,0
2,0
2,3
1,40
1,30
Истираемость, м3/ТДж
89
95
90
72
66
Коэффициент трения на
мокром бетоне
0,58
0,56
0,59
—
—
ТаЬлица 129 Принципиальный состав и свойства протекторных
резин для автобусных и грузовых шин
Показатели
Автобусные шины
Грузовые шины
ЦМК
нированные Р
Комбинированные Р
ЦМК
СКИ-3
+СКД
85:15
СКИ-3
+СКД
75:25
СКИ-3
+СКД
+БСК
50:30:20
СКИ-3
+СКД
70:30
БСК+
СКД
70:30
СКИ-3
100
Содержание
техуглерода, масс. ч.
50
55
55
62
65
50
Содержание
масла, масс. ч.
7
7
8
16
14
5
Усл. напряжение
при удл. 300%,
МПа
11,8
12,0
11,0
9,0
9,5
12,3
Усл. прочность
при растяжении,
МПа
25,3
24,5
23,0
18,5
19,0
26,2
Относительное
удлинение, %
520
500
500
500
530
530
Сопротивление
раздиру, кН/м
95
92
87
63
60
100
Твердость, усл. ед.
67
64
64
61
60
65
Эластичность, %,
20°С
40
43
36
31
30
40
100°С
55
58
53
48
46
52
Гистерезисные
потери, К/Е, 100°С
0,25
0,28
0,33
0,39
0,40
0,24
Истираемость,
м3/ТДж
74
76
73
72
70
76
Коэффициент
трения на мокром
бетоне
0,54
0,52
0,55
0,56
0,56
0,58
Износостойкость
шин
-
100
ПО
—
119
-
Потери на качение
шин
—
100
ПО
—
120
-
Протекторные резины сельскохозяйственных и крупногабаритных
шин зарубежных фирм имеют большое наполнение техническим
углеродом и маслом, но за счет более высокого содержания вулканизующей
группы обладают достаточно высокими жесткостными характеристиками
(таблица 130).
Таблица 130 Состав и свойства протекторных резин для
сельскохозяйственных и крупногабаритных шин ведущих зарубежных фирм
Показатели
ф. Гудьир
ф. Бриджстоун
480/60R28
900/60R32
445/95R25
23,5/R25
Состав резин
Плотность, г/см
1,14
1,14
1,14
1,16
Полимер
45ПИ +
55БСК
45ПИ +
55БСК
32ПИ + 22
БСК+ 46ПБ
100
БСК
Оксид цинка, масс. ч.
3,2
1,6
1,7
2,4
Оксид магния, масс. ч.
0,5
0,9
1,2
0,6
Общая сера, масс. ч.
2,8
3,2
1,7
3,0
Техуглерод, масс. ч.
70
71
56,5
67
Ацетоновый
экстракт, масс. ч.
40
41
9
25
6PPD, масс. ч.
3,2
2,2
1,8
1,3
Физико-механические свойства резин
Твердость, усл. ед.
64
66
69
67
Усл. напряжение при
удл. 300%, МПа
9,0
9,3
12,5
8,6
Усл. прочность при
растяжении, МПа
20,0
19,4
27,9
20,8
Относительное
удлинение, %
546
514
517
600
Остаточное
удлинение, %
20,4
19,2
14,8
18,8
Сопротивление
раздиру, кН/м
53,3
64,1
100,9
71,1
Эластичность, %,
20°С
28
26
42
27
100°С
46
45
50
40
Истираемость (Шоп-
пер -Шлобах),
см3/м 10*3
1,58
1,63
1,29
1,59
Состав и свойства протекторных резин автобусных и грузовых шин
ведущих зарубежных фирм близки к характеристикам отечественных шин
(таблица 131).
Таблица 131 Состав и свойства протекторных резин автобусных и
грузовых шин ведущих зарубежных фирм
Показатели
ф.
Матадор
ф. Миш-
лен
ф. Миш-
лен
ф. Гудьир
11.00R20
11.00R20
295/80
R22,5
385/65
R22,5
Состав 1
эезин
Плотность, г/см
1,12
1,20
1,14
1,14
Полимер
70ПИ +
ЗОСКД
100 ПИ
65ПИ +
35ПБ
100 ПИ
Оксид цинка, масс. ч.
3,0
3,0
2,9
3,5
Оксид магния, масс. ч.
0,4
0,3
—
—
Общая сера, масс. ч.
2,6
2,1
1,8
1,5
Техуглерод, масс. ч.
60
51
56
52
Ацетоновый экстракт,
масс. ч.
18,3
7,8
6,6
7,3
IPPD, масс. ч.
1,8
—
0,4
—
6PPD, масс. ч.
—
1,5
1,9
1,8
Физико-механические свойства ]
зезин
Твердость, усл. ед.
65
62
69
67
Усл. напряжение при
удл. 300%, МПа
12,5
14,5
16,7
16,2
Усл. прочность при
растяжении, МПа
22,1
27,2
25,3
27,6
Относительное
удлинение, %
458
486
439
460
Остаточное удлинение,
%
15
22
-
18
Сопротивление раздиру,
кН/м
79
143
102
116
Эластичность, %, 20°С
42
45
45
44
100°С
60
61
57
59
Истираемость (МИР-1),
см3/ТДж
72,8
78,1
53,3
72,2
Применение новых типов полимеров в протекторе грузовых шин с
последующей оптимизацией рецептуры позволяет (в зависимости от
применяемого каучука) или повысить сцепление резин с мокрой поверхностью
или снизить их истираемость (таблица 132) [186,413].
Таблица 132
Свойства протекторных резин для грузовых радиальных шин
Показатели
СКИ-3 - 50 масс. ч.
40СКИ-3
40СКДИ-
15
20БСК
20 м. ч. БСК+ 30 м. ч.
20 м. ч. СКД+30 м.ч.
ДССК
18
СКД
СКД
Л-45
СКД
Л-С
Рези-
ласт
М15
ДССК
2545
М27
СКД
СРШ
Вязкость по Муни при
100°С, усл.ед.
56
58
57
56
55
54
62
58
Усл. напряжение при удл.
300%, МПа
8,8
8,7
8,5
8,7
8,3
8,5
9,0
9,1
Усл. прочность при
растяжении, МПа
21,5
20,2
19,8
20,8
18,8
20,0
21,0
22,1
Сопротивление раздиру,
кН/м
79
72
76
77
83
75
78
85
Гистерезисные потери,
К/е, 100°С
0,30
0,29
0,31
031
0,29
0,29
0,30
0,30
Коэффициент трения с
мокрой поверхностью
0,55
0,58
0,59
0,58
0,60
0,57
0,56
0,57
Истираемость (Шоппер-
Шлобах), см3/м Ю'э
1,83
1,91
1,94
1,73
1,86
1,76
1,78
1,80
3.2.1.2. Протекторные резины для легковых радиальных шин с
дорожным рисунком протектора
В протекторе легковых радиальных шин , основными требованиями
к которым являются повышение сцепления с мокрой дорогой и низкие
гистерезисные потери в зависимости от категории скорости за рубежом и в
СНГ применяются резины на основе 100 масс. ч. БСК или комбинации
БСК с ПБ или БСК с ПИ (таблицы 133, 134) [2,408, 411,414].
Таблица 133 Принципиальный состав и свойства протекторных резин
отечественных легковых шин
Показатели
Категория скорости
ShT
Н
«Эко»
Каучуки: СКС - 30АРКМ15
100
83
100
70
СКД
—
17
-
—
СКИ-3
-
—
-
30
Масло ПН-бш
3
12
9
7
Техуглерод типа N 220
60
65
65
50
Кремнекислота
-
-
-
10
Усл. напряжение при удл.
300%, МПа
11,5
12,2
11,8
11,5
Усл. прочность при
растяжении, МПа
21,5
19,2
20,5
22,3
Относительное удлинение, %
490
450
480
490
Сопротивление раздиру, кН/м
65
55
62
78
Твердость, усл. ед.
65
66
67
65
Эластичность, %, 20°С
25
28
23
30
100°С
36
37
34
42
Гистерезисные потери, К/Е,
20°С
0,60
0,57
0,63
0,52
100°С
0,39
0,36
0,41
0,32
Истираемость (Шоппер-Шло-
бах), см3/м 10"3
1,95
1,65
1,90
2,10
Коэффициент трения на
мокром бетоне'
0,61
0,60
0,63
0,58
Таблица 134 Принципиальный состав и свойства протекторных резин легковых шин зарубежных фирм
Размер шины
175/
70R13
175/
65R14
195/
65R15
195/
65R15
205/
65R15
195/
65R15
185/
60R14
195/
65R15
195/
65R15
Фирма - производитель
Пирел-
ли
Конти-
ненталь
Иокогама
Гудьир
Мишлен
Фулда
Бриджстоун
Пирел-
ли
Данлоп
Категория скорости
Т
Т
Т
Н
Н
Т
Н
Н
Н
Краткий состав резин, масс. ч.
Полимер: БСК
100
80
90
80
90
ПБ
—
20
—
—
—
ПИ
—
—
10
20
10
Техуглерод
87
94,5
58,1
67,7
17,9
81,1
81,5
10,3
69,1
Оксид кремния
—
—
18,3
14,4
60,4
—
29,6
66,2
12,0
Ацетоновый экстракт
51
29,6
36,0
14,7
51,3
56,6
36,8
41,4
Физико-механические свойства резин
Твердость, усл. ед.
74
73
69
66
70
65
63
65
64
Эластичность, %, 20°С
19
21
30
19
24
27
19
24
18
100°С
39
38
47
51
50
43
44
55
46
Истираемость (Шоппер -Шло-
бах), см /м 10
2,27
2,17
1,80
1,75
1,89
1,35
1,99
1,91
2,28
В таблице 134 содержание каучуков и наполнителей приводится в
расчете на 100 масс. ч. полимера, поскольку в реальных рецептурах
зарубежных производителей применяются маслонаполненные каучуки типа
SBR-1712 (СКС-30АРКМ27), содержащие 27% (37,5 масс, ч.) масла, или
его комбинацию с немаслонаполненным каучуком типа SBR - 1502 (СКС-
ЗОАРК). Как видно из таблицы 134, за рубежом, в отличие от стран СНГ,
применяют высокомаслонаполненные резины, содержащие комбинацию
техуглерода с кремнекислотным наполнителем.
Увеличение наполнения смесей техуглеродом и маслом повышает
коэффициент трения по мокрой поверхности. При этом если содержание
техуглерода находится в области оптимального наполнения,
износостойкость шин снижается незначительно. Добавки кремнекислоты в количестве
5 масс, ч позволяют снизить тормозной путь на мокрой дороге на 4%,
однако, при этом на столько же снижается износостойкость [411].
Для высокоскоростных шин за рубежом применяются высокоиапол-
ненные резины на основе высокостирольного БСК (SBR- 1721).
Недостатком резин с высокостирольным каучуком является их заметное
затвердевание при понижении температуры.
В связи с организацией производства в ОАО
«Воронежсинтезкаучук» растворного бутадиенстирольного маслонаполненного каучука ДССК
- 2545 М27 на шинных заводах России и СНГ активно внедряются резины
на его основе.
Их применение в резинах, наполненных техуглеродом, позволяет
существенно снизить тормозной путь на мокрой дороге и уменьшить
потери на качение без заметного ухудшения износостойкости (таблица 135) [1,
171,276,415,416].
Таблица 135 Результаты лабораторно-дорожных испытаний
высокоскоростных шин 175/70R13 с протектором на основе ДССК 2545М27
Показатели
100 БСК,
60 N220
80 ДССК, 20 СКД,
65 N220
Летний
цикл
Зимний
цикл
Расход топлива (40-120 км/ч), %
100
98,5
100,3
Разгон с 40 до 120 км/ч, %
100
98,3
103,0
Тормозной путь на мокром
покрытии, %
100
91,0
88,0
Устойчивость и управляемость автомобиля
«Имитация обгона» на сухом
покрытии, %
100
101,4
102,5
«Поворот» на мокром покрытии, %
100
102,3
103,4
Резины на основе новых каучуков улучшают ряд выходных
характеристик легковых шин. Однако при их использовании даже в оптимальных
дозировках улучшение одного свойства влечет за собой ухудшение
другого (рис. 94) [186].
1 - ДССК-18 - 100; 2 - СКД и БСК в соотношении 30 : 70
3 - Резиласт М - 100; 4 - СКД -1245 и БСК в соотношении 30 : 70
5 - СКДЛ-С и БСК в соотношении 30 : 70
6 - СКДСР-Ш и БСК в соотношении 30 : 70
7 - ДССК-18 М27 - 100; 8 - СКС-30 АРКМ 15 (БСК) - 100
9 - ДССК-2545 М27 и СКД в соотношении 75 : 25
10 - 1-2 ДССК-24 - 100; 11 - СКИ-3,4 и БСК в соотношении 20 : 80
Рис. 94 Износостойкость и сцепление легковых шин
(за 100% принята резина № 8 - на 100 масс. ч. БСК)
В НТЦ «НИИШП» на основании рецептурно-технологического
подхода, согласно которому требования к материалам, рецептуре,
технологическому процессу изготовления и переработки резиновых смесей,
оборудованию и системе контроля рассматриваются как единый,
взаимоувязанный комплекс, разработан ряд резин с применением новых полимеров,
кремнекислотных наполнителей, технологических добавок, обладающих
оптимальным комплексом свойств, необходимых для современных
высокоскоростных легковых шин (таблица 136).
Таблица 136 Свойства ггротекторных резин для легковых шин с применением новых материалов и технологий
Показатели
БСК
100
мл.
БСК
+СКД
83:17
ДССК
18
100
м.ч.
Резиласт М
100
м.ч.
СИБР
ЮОм.ч.
ДССК
2545
М27
+СКД
80:20
70 м.ч. БСК+30 м.ч.
БСК
80м.ч.
СКИ-
3,4
20м.ч.
СКДСР-
ШМ
1,2
ДССК10
СКДЛ-
45М
Вязкость по Муни МБ
1+4 (100°С), ед.
66
65
70
74
62
68
66
73
68
60
Усл. напряжение при
удл. 300%, МПа
11,5
12,2
11,4
И,7
10,0
10,9
11,0
11,8
11,8
11,0
Усл. прочность при
растяжении, МПа
22,0
19,2
19,8
22,8
20,3
18,5
19,0
19,2
19,4
16,8
Сопротивление
раздиру, кН/м
62
55
50
65
45
55
56
54
57
50
Гистерезисные
потери, К/е, 100°С
0,38
0,35
0,34
0,39
0,32
0,35
0,35
0,37
0,35
0,35
Коэффициент трения
с мокрой
поверхностью
0,61
0,60
0,55
0,58
0,64
0,66
0,63
0,62
0,59
0,68
Истираемость (Шоп-
пер-Шлобах), см3/м
10"3
2,00
1,75
1,60
1,69
2,25
2,10
1,85
1,90
1,70
2,45
3.2.1.3.Протекторные резины всесезонных и зимних легковых и
легко-грузовых шин
С точки зрения обеспечения безопасной эксплуатации транспортных
средств для легковых автомобилей наиболее целесообразным является
применение «летних» (с дорожным рисунком протектора) и зимних шин, а
для автомобилей типа «Джип», «УАЗ» и микроавтобусов - легко-грузовых
всесезонных шин.
Исходя из теоретических основ трения резин при низких
температурах (гл. 1.3.2.) для протектора зимних и всесезонных шин применяются
резины с относительно низким динамическим модулем, твердостью и
достаточно высокой морозостойкостью.
Для протектора всесезонных шин в СНГ и за рубежом применяются,
как правило, резины на основе тройной комбинации каучуков: ПИ, БСК и
ПБ или комбинации ПИ с БСК (таблицы 137, 138) [411, 414, 417].
Таблица 137 Состав и свойства протекторных резин легковых и легко -
грузовых шин со всесезонным рисунком отечественных производителей
Размер шины
185/
185/
195/
195/
205/
65R14
60R14
65R15
65R15
70R15
Фирма-
ОАО
ОАО
ОАО
ОАО
ОАО
производитель
«ЯШЗ»
«НкШЗ»
«МШЗ»
«КШЗ»
.«Волтайр»
Категория
скорости
Т
Н
Т
Т
Т
Краткий состав резин (масс, ч.)
Техуглерод
82
64
50
64
45
Оксид кремния
-
-
30
22
15
Ацетоновый
экстракт
19,4
16,2
25,4
14,56
23,2
Свойства резин
Твердость, усл. ед.
63
64
59
58
65
Эластичность, %,
20°С
31
33
37
38
24
100°С
44
52
52
50
44
Истираемость
(Шоппер - Шло-
бах), см3/м 10"3
1,82
1,95
2,05
2,75
1,6
Таблица 138 Состав и свойства протекторных резин легковых и
легкогрузовых шин со всесезонным рисунком зарубежных фирм-
производителей
Размер шины
195/
195/
195/
65R15
65R15
65R15
Фирма - производитель
Файр-
Пирел-
Конти-
стоун
ли
ненталь
Категория скорости
Н
Н
Н
Краткий состав резин (масс, ч.)
Техуглерод
70
70
43
Оксид кремния
—
20
47
Ацетоновый экстракт
30
10
10
Свойства резин
Твердость, усл. ед.
69
68
67
Эластичность, %, 20°С
18
21
28
100°С
42
43
48
Истираемость (Шоппер -
Шлобах), см3/м 10"3
2,23
2,08
2,14
В зимних условиях эксплуатации сцепление шин с дорогой
существенно уменьшается. Так, тормозной путь на обледенелой дороге
увеличивается в 10 раз по сравнению с величиной тормозного пути на сухой
дороге при одинаковых скоростях
По данным официальной статистики процент аварий, вызванных
заносами автомобилей на зимней дороге составляет 48%, на мокрой - 19%,
на сухой - 11%. Поэтому для обеспечения безопасности движения в
зимних условиях применяют зимние и всесезонные шины.
Основным требованием к этим шинам является обеспечение более
высоких тягово-сцепных характеристик на снегу и на льду по сравнению с
обычными шинами при сохранении удовлетворительного сцепления с
сухим и мокрым асфальтом.
Преимущества ошипованной шины проявляются в двух случаях: на
мокром льду при температуре, близкой к нулю, и на заснеженных
участках.
Развитие рисунков протектора и рецептуры резин для зимних шин
идет по двум основным направлениям:
- для шипуемых шин;
- для нешипуемых (фрикционных) шин.
Какие применять шины - шипуемые или нешипуемые - зависит, в
основном, от преобладающих условий эксплуатации. Преимущества
ошипованной шины проявляется в двух случаях: на мокром льду при
температуре, близкой к нулю, и на заснеженных участках.
Однако применение этих шин сопряжено с большим количеством
недостатков (таблица 139). Прежде всего, на сухом и мокром асфальте
тормозной путь автомобиля с ошипованными шинами увеличивается.
Кроме того, стоимость этих шин существенно выше, требуется их
предварительная обкатка (обычно 500 - 700 км при скорости 60 - 70 км/ч).
Таблица 139 Характеристика ошипованных и нешипуемых
зимних шин* (относительно друг друга)
Характеристика
Шины
ошипованные
нешипуемые
Тормозной путь на льду и снежном насте
+
-
Тормозной путь на мокром асфальте
—
+
Стоимость
—
+
Состояние дорожного покрытия
—
+
Шумообразование
—
+
Скоростные характеристики
—
+
Законодательство по применению
—
+
• + положительная характеристика (преимущества)
• - отрицательная характеристика (недостатки)
Сильнее разрушается дорожное покрытие, при этом образующаяся
асфальтовая пыль относится к канцерогенным веществам. Естественно, эти
шины более шумные и менее скоростные.
В силу этих причин еще в 1975 году в ФРГ шипы были запрещены,
позднее этот запрет появился и в других европейских странах (кроме
скандинавских).
Поэтому в последнее время все большее предпочтение отдается
зимним нешипуемым шинам.
При несколько худших тягово-сцепных свойствах по сравнению с
ошипованными они обладают рядом преимуществ, которые являются
зеркальным отражением недостатков ошипованных шин, т. е. они дешевле, не
требуют обкатки, менее шумные и более скоростные, не разрушают
дорожное покрытие (таблица 139).
Анализ периодической и патентной литературы позволяет выделить
следующие направления работ в области создания протекторных резин для
зимних шин [2, 411,417-422]:
- использование новых полимеров, в том числе с заданной
микроструктурой и низкой температурой стеклования;
- новых наполнителей и пластификаторов, повышающих
морозостойкость и смачиваемость резин;
- введение в состав протекторной резины различных веществ, соз-
дающих шероховатую поверхность;
- введение в состав протекторной резины различных веществ,
улучшающих ее смачиваемость;
- разработка пористых резин.
Как отмечалось ранее наибольшее сопротивление скольжению по
льду при температуре от 0 до -5°С обеспечивает натуральный каучук,
широко применяемый в протекторе зимних шин за рубежом.
В [422] сообщается об эффективности маслонаполненного НК
(МНК) с 37,5 масс. ч. масла. По сцеплению со льдом в критической
области температур неошипованные зимние шины с протектором на основе
МНК лишь незначительно уступают ошипованным шинам (таблица 140).
Таблица 140 Относительное сцепление со льдом ошипованных и
неошипованных шин на основе комбинации МНК+ПБ и МБСК+ПБ
Соотношение
МНК:(МБСК):ПБ
Неошипованные шины
Ошипованные шины
МНК
МБСК
МНК
МБСК
100/0
131
100
135
121
80/20
127
92
138
120
60/40
104
91
118
102
Невысокая морозостойкость резин из НК и, как следствие,
относительно низкое сцепление с зимней дорогой при низких температурах
обусловливают применение его комбинаций с 1-4-цис-полибутадиеном (Tg -
104°С). Однако ПБ существенно ухудшает сцепление шин со льдом в
критической области температур.
В [420] показано преимущество протекторных резин на основе
растворного БСК с относительно низким содержанием стирола (10%), с 13%
винила и 30% звеньев 1-4-цис-и 52% 1-4транс- (Tg —74°С) по
отношению к резинам на основе эмульсионного БСК (Tg —52°С) по
сопротивлению скольжению по льду, особенно в области температур от 0 до-5°С.
Влияние наполнителей и пластификаторов на сцепные
характеристики протекторных резин в зимних условиях определяются их влиянием на
упруго-гистерезисные свойства резин (Е, Е", tg 5) и смачиваемость их
поверхности.
Введение наполнителей существенно снижает сопротивление
скольжению резин по льду вследствие увеличения Е и Е". Введение мягчителей,
напротив, способствует уменьшению этих характеристик и приводит к
увеличению сопротивления скольжению резин по льду.
Повышение смачиваемости резин усиливает их сцепление со льдом
[420].
В этой связи замена части техуглерода на гидрофильную белую сажу
или коллагеновый порошок (дробленую кожу) обеспечивает повышение
коэффициента трения по обледенелому покрытию, особенно при
температурах от 0° до -5°С.
Эффективность применения коллагена объясняется также
снижением зависимости таких динамических характеристик резин, как Е" и Е от
температуры.
Сохранению динамического модуля протекторных резин при низких
температурах способствует сочетание мягчителя на нефтяной основе (6-60
масс, ч.) с низкотемпературным эфирным пластификатором (5-35 масс, ч.)
в оптимальном их соотношении. Из нефтяных мягчителей
предпочтительным является парафино-нафтеновое масло. Имеются сообщения о
применении в зимних нешипуемых шинах масел растительного происхождения.
Известно большое количество патентов [411, 417], в которых
увеличение сцепления шин со льдом достигается за счет применения в
протекторной резине наполнителей, обеспечивающих шероховатость
поверхности протектора, таких как резиновая крошка с размером частиц 1-2,5 мм,
порошкообразные резины или высокомолекулярные каучуки с
максимумом tg 5 при температуре от -5 до + 35°С (размер частиц менее 0,1 мм), а
также выкрашивающихся или растворимых в воде наполнителей. В
качестве последних применяют растворимые в воде минеральные соли,
кварцевый песок, корунд, кристаллическое стекло и т. п.
Однако очевидно, что резины с выкрашивающимися наполнителями
будут иметь неудовлетворительные прочностные характеристики и
износостойкость, и при их использовании возможно разрушение поверхности
оборудования в процессе изготовления смесей. Другим способом
получения протектора с шероховатой поверхностью является применение
пористых резин. Это направление сейчас активно развивается фирмой
«Бриджстоун», Япония. Существенное повышение сцепления со льдом шин с
пористым протектором достигнуто при минимальном снижении
износостойкости.
Микропористый протектор, получаемый с помощью специальных
порообразователей, позволяет увеличить сцепление шин со льдом,
особенно в области критических температур, не только за счет увеличения
площади фактического контакта вследствие увеличения шероховатости и
снижения твердости, но и благодаря большому количеству ячеек,
способствующих удалению воды из зоны контакта. Кроме того, пористая резина
обладает достаточной эластичностью даже при низких температурах. По
данным [421], если сцепление ошипованных шин со льдом принять за
100%, то сцепление шин без шипов составляет 85%, а с пористым
протектором - 90%.
Повышение содержания газовой фракции в пористой резине с 5 до
20-30% способствует увеличению шероховатости поверхности резины и,
как следствие, её коэффициента трения по льду и сокращению тормозного
пути на 10-17% (таблица 141).
Для обеспечения удовлетворительной износостойкости содержание
газовой фракции ограничивают 20% и применяют техуглерод типа SAF
[421].
В настоящее время для протектора зимних шипуемых шин за
рубежом и в СНГ применяются, как правило, резины на основе комбинации
изопренового (55-60 масс, ч.), бутадиен-стирольного и дивинилового
каучуков при содержании последнего 15-20 масс. ч. для обеспечения
морозостойкости. Для нешипуемых (фрикционных) шин применяется комбинация
НК и ПБ.
Таблица 141 Зависимость свойств пористого протектора
от содержания газовой фракции
Наименование показателей
Содержание газовой фракции, %
5
15
20
30
Коэффициент трения резины по льду
0,015
0,045
0,051
0,057
Шероховатость поверхности резины, баллы
3
6
10
14
Относительный тормозной путь на льду, %
97
90
87
80
Наполнение протекторных резин зимних шин техническим
углеродом более низкое, чем протекторной резины шин с дорожным рисунком
протектора и составляет 50-55 масс. ч. или комбинацию технического
углерода типа N 220 или N 339 с кремнекислотным наполнителем.
3.2.1.4. Протекторные резины «зеленых» шин
В настоящее время большое внимание уделяется проблеме создания
экологически безопасной, т.н. «зеленой» шины. Концепция «зеленой»
шины на стадии производства предусматривает улучшение санитарно-
гигиенических условий труда, а на стадии эксплуатации, главным образом,
снижение потерь на качение шин с целью уменьшения расхода топлива и
вредных выбросов в атмосферу.
С точки зрения совершенствования рецептуры резин повышение
экологической безопасности при изготовлении шин достигается, в первую
очередь, путем исключения или сокращения содержания материалов, при
переработке которых наблюдается выделение канцерогенных олигомеров
(СКД-2, СКИ-3), нитрозоаминов (эмульсионный БСК, сульфенамид М,
дитиодиморфолин), полициклических ароматических углеводородов
(масло ПН-6) и других вредных веществ.
С этой точки зрения перспективным является применение
экологически чистых БСК, ПИ и ПБ растворной полимеризации, полученных на
Li-органических и неодимовых катализаторах, ускорителей TBBS и DCBS,
нефтяных масел типа MES и TDAE и растительного происхождения, не-
пылящей полимерной серы и полифункциональных технологических
добавок.
Одно из наиболее перспективных направлений создания «зеленой»
шины, активно развиваемое в настоящее время, является использование в
протекторных резинах осаждённых высокоструктурных кремнезёмов в
сочетании с силанами взамен техуглерода или его части, что способствует
уменьшению выделения вредных соединений из резины и, как уже
отмечалось выше, обеспечивает существенное снижение потерь на качение и
расход топлива автомобилем.
«Пионером» в области промышленного освоения «зеленых» шин
является ф. Мишлен, которая представила на рынок высокоскоростные с
дорожным рисунком протектора и зимние «зеленые» шины категорий
скорости Т и Н [423, 424]. В настоящее время фирмы Мишлен и Бриджстоун при
изготовлении резин для «зеленых» шин используют новейшие материалы,
технологии и оборудование: RC Polimer - бутадиеновый каучук с атомом
кремния на конце полимерной цепи, NanoProTech - технология с
применением наноматериалов, CSDPF-YKDM-двухфазные высокодисперсные
техуглерод - кремнекислотные наполнители с повышенным содержанием
кремнекислоты на поверхности агрегатов, микрокапсулированные
высокодисперсные кремнекислотные наполнители, резиносмесители с взаимоза-
цепляющимися роторами с валковой головкой и др.
В России на ряде шинных заводов (ОАО «Ярославский шинный
завод», ОАО «Нижнекамскшина») внедрены резины «зеленых» шин с
применением экологически чистых растворных бутадиен - стирольных
каучуков ДССК-2545М27, отечественных силанов и высокодисперсных
импортных кремнеземов, позволяющих улучшить сцепные характеристики
шин на мокрой и зимней дороге и снизить потери на качение (таблица 142)
[276,416,425].
Таблица 142 Результаты лабораторно-дорожных испытаний «зеленых»
шин 175/70R13 с протектором на основе ДССК-2545М27
Показатель
100 БСК
60 N 220
80 ДССК+20 СКД,
45 ОКН, 15 N220
Зимний цикл
Летний цикл
Расход топлива (40-120 км/ч), %
100
96,0
96,5
Тормозной путь автомобиля, %
100
89,0
98,0
Разгон автомобиля за 5 сек, %
100
109,0
94,6
3.2.2 Резины подканавочного слоя
Использование различных по составу резин в беговой и подканавоч-
ной частях протектора открывает возможность снижения потерь на
качение шин без ухудшения их износостойкости и сцепления с дорогой.
К резине подканавочного слоя предъявляются требования высокой
усталостной выносливости и надежной прочностью связи с брекером и
беговой частью протектора. Поскольку в подканавочном слое реализуется
режим нагружения, близкий к режиму заданной деформации, для
обеспечения низких гистерезисных потерь следует стремиться к минимальному
модулю потерь (Е~). Динамический модуль должен быть при этом
достаточно высоким, чтобы обеспечить необходимую боковую устойчивость
шин.
По данным лаборатории Смизерс за рубежом резина подканавочного
слоя изготавливается на основе комбинации НК и ПБ в соотношении 60 -
90 : 40-10 (в среднем 75:25). По сравнению с резиной беговой части шин с
дорожным рисунком протектора резина для подканавочного слоя
характеризуется существенно большим каучукосодержанием (56-65%) и,
соответственно, меньшим наполнением техуглеродом и пластификаторами (в
среднем, соответственно 46 и 14 масс. ч.). Низкое наполнение смесей
техуглеродом обуславливает пониженную плотность резин подканавочного
слоя (1,11 против 1,16-1,17 для резин бегового слоя). Твердость резины
подканавочного слоя колеблется между 56-63 международных единиц, что
существенно ниже, чем у резины беговой части протектора (66-70).
В НИИ шинной промышленности разработана резина на основе
комбинации СКИ-3 (НК) + СКД в соотношении 75:25 с применением
полуусиливающего техуглерода или активного техуглерода, но в меньшей по
сравнению с резиной беговой дорожки дозировке. Разработанная резина
существенно превосходит резину беговой дорожки по усталостной
выносливости и прочности связи с брекером и характеризуется в 1,5-2 раза более
низким модулем потерь. По данным стендовых испытаний применение в
подканавочном слое этой резины существенно (примерно на 10%) снижает
потери на качение шин по сравнению с контрольными шинами (с
однослойным протектором) (рис. 95) [408].
Рис. 95 Потери на
качение шин 165/80R13 с
однослойным (1) и
двухслойным (2) протектором
3.2.3. Резины для боковин
Основными свойствами, обеспечивающими необходимые
эксплуатационные характеристики боковины, являются стойкость к воздействию
озона, разрастанию трещин при изгибе и высокая усталостная
выносливость. Требования к усталостным свойствам резин боковин радиальных
шин существенно выше, чем к боковинам диагональных шин. Это связано,
во-первых, с тем, что для радиальных шин уровень максимальных
деформаций резины боковин примерно в 2 раза выше, чем для шин диагональной
конструкции, и во-вторых, с повышенной долговечностью шин радиальной
конструкции. Наблюдающаяся в настоящее время тенденция к увеличению
производства низко - и сверхнизкопрофильных легковых радиальных шин,
для которых область наибольших деформаций изгиба концентрируется в
узкой полосе в боковине, также обуславливает повышенные требования к
усталостной выносливости боковин.
Создание рецептуры резин для боковин шин типа «Р» проводится в
2-х направлениях:
- повышение усталостной выносливости и атмосферостойкости резин
на основе промышленных типов полимеров;
- разработка рецептуры и технологии изготовления и переработки
резин с применением озоностойких полимеров.
Известно, что из каучуков общего назначения наибольшей
усталостной выносливостью при высоких базах утомления обладают резины из ПБ,
а при низких - из ПИ. В соответствии с этим для боковин используется
комбинация ПБ с изопреновыми каучуками. Оптимальный диапазон
дозировок ПИ : ПБ равен (30-50) : (70-50). Для обеспечения
удовлетворительных технологических свойств и прочности стыка боковины наиболее часто
применяется соотношение 50 ПИ : 50 ПБ. С целью улучшения
технологических свойств и повышение стойкости к порезам в рецептуру боковины
вводят 15-20 масс. ч. БСК. Для повышения усталостной выносливости
целесообразно использовать неодимовые полибутадиены и полиизопрены и
их сополимеры (СКДИ).
В качестве наполнителя наиболее часто применяются
полуусиливающие типы техуглерода: N 550 (типа FEF) и N 660 (типа GPF) в
дозировках 50-60 масс, ч., обеспечивающие более высокий, чем в случае
применения усиливающих типов техуглерода, уровень усталостных свойств
резины. Однако часто используют и более активные типы техуглерода: N
330 и N 375 в меньших дозировках. Применение этих типов техуглерода
обеспечивает повышение прочностных свойств резин, в том числе,
стойкости к пробоям и износостойкости, на что в последнее время стали
обращать внимание из-за случаев выхода шин из-за истирания боковины о
бордюр при парковке автомобиля [426].
Для улучшения эксплуатационных свойств резины боковин
предлагается использовать кремнекислотные наполнители. Показано, что
частичная замена 8-10 масс, ч техуглерода на кремнекислоту приводит к
улучшению стойкости резин к раздиру, озоностойкости и повышению
сопротивления разрастанию трещин без ухудшения вулканизационных
характеристик смеси боковины [427].
С целью улучшения адгезии к валкам и шприцуемости в рецептуре
резины боковины наряду с нефтяными пластификаторами используются
термопластичные пластификаторы и бензойная кислота. При введении в
рецептуру каучука БСК бензойную кислоту можно не применять.
Улучшение адгезии смесей и их шприцуемости достигается при
введении в смеси технологических добавок. Содержание серы в резинах
боковин составляет 1,0-2,0 масс, ч., что обеспечивает относительно низкий
модуль, обуславливающий высокую работоспособность резины боковины в
режиме 8 - const, при необходимом уровне прочностных свойств.
Для защиты боковины от старения используются химические
стабилизаторы в комбинации с защитными восками. Оптимальной
стабилизирующей системой для резин боковины на основе каучуков общего
назначения является тройная комбинация производных п-фенилендиамина
(IPPD, 6PPD), производных дигидрохинолина (например, TMQ) и
микрокристаллического воска.
Содержание производных n-фенилендиамина в рецептуре резин для
боковин колеблется от 1,0 дл 2,0 масс. ч. в сочетании с 2,0 масс. ч.
производных дигидрохинолина. Однако применяются и существенно большие
дозировки производных п-фенилендиамина (4 масс, ч.) без производных
дигидрохинолина Содержание микрокристаллического воска составляет
1,5-2,0 масс. ч.
Как известно, эффективность действия стабилизатора снижается за
счет их улетучивания или вымывания, а также адсорбции стабилизаторов
на поверхности техуглерода. При больших физических потерях стабилиза-
тора стойкость резины к старению можно повысить, вводя дополнительное
количество противостарителя, который будет компенсировать потери. При
этом возникают нежелательные явления: снижение стойкости к
подвулканизации, выцветание мигрирующего стабилизатора на поверхность
изделия и ухудшение внешнего вида боковины. Поэтому можно пойти по пути
введения резервного количества стабилизатора в деталь шины, удаленную
от ее поверхности, например, в резину каркаса, соприкасающуюся с
боковиной. Другой путь решения этой проблемы - применение более
высокомолекулярных и менее летучих и вымываемых стабилизаторов (напри-
мер,_сантофлекса 13).
Современной тенденцией в работах по совершенствованию свойств
резин боковин является применение озоностойких полимеров. Это
позволяет исключить или сократить количество применяемых стабилизаторов,
что способствует решению экологических проблем и улучшению
внешнего вида боковин.
В работе [426] описана рецептура и свойства резины на основе НК +
этилен-пропилдиеновый каучук (EPDM). Применение 40 масс. ч. EPDM
обеспечивает высокую озоностойкость и усталостную выносливость при
отсутствии химических стабилизаторов. Описан 4-х стадийный процесс
изготовления смесей с предварительным перемешиванием каучуков и с их
последующим вальцеванием для обеспечения привитой сополимеризации.
Недостатком резин на основе НК + EPDM является сравнительно низкая
адгезия к резине каркаса. Этот недостаток преодолевается путем
повышения содержания этилиден-норборнена и молекулярного веса EPDM.
Большой интерес представляют работы по созданию рецептуры
резин боковины с применением галогенированных бутилкаучуков.
Применение хлор- и бромбутилкаучуков в боковине позволяет, наряду с
увеличением озоностойкости, повысить сопротивление тепловому старению,
сопротивление разрастанию трещин, усталостную выносливость,
устойчивость к высокотемпературной вулканизации.
В работах [428, 429] описан новый полимер - бромированный изобу-
тилен - пара - метилстирол (ВIMS).
Бромированный изобутилен-пара-метилстирольный каучук был
разработан с целью комбинации преимуществ, присущих галоидированному
бугилкаучуку и EPDM, в одном полимере. Каучук BIMS, который
характеризуется очень низкой газопроницаемостью и динамическими свойствами,
присущими бутилкаучуку, озоностойкостью, сопротивлением старению и
теплостойкостью EPDM, а также более высокими сопротивлением изгибу
и стойкостью к разрастанию трещин по сравнению с галоидированным бу-
тилкаучуком.
Применение каучука BIMS повышает статическую и динамическую
озоностойкость, а также усталостную выносливость при разрастании тре-
щин. Было установлено, что озоностойкость определяется содержанием
брома и пара-метил стирола в эластомерах BIMS.
Уровень содержания параметилстирола колеблется в пределах 5,0-
15,0% масс, ч., содержание Вг - 1,0-2,0%. Оптимальная дозировка BIMS -
35-40 масс. ч. в сочетании с 25-50 масс. ч. ПБ и 10-25 масс. ч. НК. Резины
с BIMS превосходят резины с ББК по клейкости и адгезии к резинам из
каучуков общего назначения. Новый бромированный сополимер позволяет
при отсутствии стабилизаторов значительно повысить сопротивление
озонному старению резины боковины в статических и динамических
условиях в сравнении с химически защищенной боковиной на основе каучуков
общего назначения, что существенно продлевает срок службы боковины.
Шины, изготовленные с боковинами с применением эластомеров BIMS с
содержанием пара-метилстирола 10 и 12,5% по массе, показали
одинаковые или лучшие результаты при испытании на озоностойкость по
сравнению с контрольной шиной с боковинами на основе НК / полибутадиена,
содержащими противостарители. Некоторые примеры, рецептуры и
свойства резин боковин приведены в таблицах 143, 144 [411].
Таблица 143 Состав и свойства резин боковин грузовых и легковых шин
радиальной конструкции по данным лаборатории «Смизерс»
Показатели
Грузовые
Легковые
НК, масс. ч.
55
50
50
40
70
45
40
50
БСК без масла, масс. ч.
—
—
10
20
—
—
—
15
1-4 полибутадиен, масс,
ч.
45
50
40
40
30
55
60
35
Вещества, экстрагир.
ацетоном, масс. ч.
9,7
13
11
8
16
23
13
17
Сера, масс. ч.
2,0
2,1
2,0
1,6
2,5
2,3
2,4
2,8
Оксид цинка, масс. ч.
3,0
3,4
4,5
2,7
2,8
3,1
2,5
3,3
Техуглерод, масс. ч.
48
48
44
45
52
45
50
45
Твердость, усл. ед.
63
60
63
62
60
58
64
58
Условное напряж. при
удлин. 300%, МПа
10,5
7,4
8,5
5,8
6,7
5,7
9,4
6,3
Условная прочность при
растяжении, МПа
23,0
21,0
19,7
20,7
17,6
16,9
17,9
19,0
Относительное
удлинение, %
552
600
536
500
584
600
460
610
Плотность, г/см3
1,10
1,10
1,10
1Д1
1,10
1,09
1,11
1,10
Таблица 144 Рецептура и свойства резин боковин
Содержание ингредиентов, масс. ч.
1
2
3
4
5
НК (SMR 5)
50,0
50,0
50,0
50,0
60,0
1-4 цис полибутадиен
50,0
50,0
50,0
50,0
—
СКЭПТ (EPDM XG 003)
—
—
—
40,0
Сера полимерная
2,19
—
2,0
2,0
2,19
Сера техническая
—
1,8
—
—
—
М-циклогексил-2-бензотиазолил-
сульфенамид (Сантокюр)
—
—
—
—
0,5
М-оксадиэтилен-2-бензтиазолил-
сульфенамид (Сантокюр МОР)
1,0
1.0
—
—
—
1Ч-третбутил-2-бензтиазолилсуль-
фенамид (TBBS)
—
—
1,0
0,8
—
Окись цинка
3,0
3,0
3,0
4,0
3,0
Стеариновая кислота
2,0
2,0
1,0
2,0
2,0
Производные алкиланилпара-
фенилендиамина
2,0
4,0
4,0
4,0
—
Смесь диарил-п-фенилендиаминов
—
1,0
—
—
—
Производные дигидрохилола
2,0
—
—
2,5
—
Микрокристаллический воск
2,0
1,0
1,5
1,5
—
Нафтеновое масло
10,0
10,0
15,0
—
35,0
Высокоароматическое масло
—
—
—
4,0
—
Смола повыситель клейкости
—
—
2,0
—
—
Технологическая добавка
—
—
—
4,2
—
Техуглерод N 762
—
—
—
—
30,0
Техуглерод N 660
50,0
—
50,0
—
—
Техуглерод N 375
—
—
—
45,0
20,0
Техуглерод N 330
—
42,0
—
—
—
Кремнекислотный наполнитель
—
8,0
—
—
—
Свойства:
Вязкость по Муни МБ 1+4 (100°С), ед.
—
—
40
—
—
Время начала подвулканизации при
132°С, т, мин.
—
—
15
—
—
Усл. напряжение при удл. 300%,
МПа
—
7,3
5,5
—
—
Усл. прочность при растяжен., МПа
—
21,9
17,2
—
—
Относительное удлинение, %
—
714
600
—
—
Твердость, усл. ед.
—
52
45
—
—
3.3. Резины для металлокордного брекера
Высокая и надежная прочность связи в резино - металл окордном
композите в значительной мере определяется составом брекерных резин. К
брекерным резинам, кроме требований высокой адгезии к металлокорду,
являющихся приоритетными, предъявляются и другие, характеризующие
способность удовлетворительно перерабатываться на оборудовании;
необходимая вязкость, стойкость к подвулканизации, высокая клейкость,
отсутствие выцветания серы в процессе хранения. Резины должны иметь
высокую скорость вулканизации, удовлетворительные прочностные и
усталостные свойства, необходимую стойкость к старению [430], твердость,
соответствующую конструкции шин.
При оптимизации состава брекерных резин, в первую очередь,
обращают внимание на влияние того или другого ингредиента на адгезионные
свойства смесей к металлокорду.
Показано,что резины из каучуков СКИ-3,СКД,СКМС-30АРК по
прочности связи с металлокордом не уступают резинам из НК [431].
Выбор типа полимера в брекере определяется необходимостью
обеспечения требуемых технологических и, особенно, механических свойств
резин. В связи с этим брекерные смеси изготавливают на основе полиизо-
пренов (НК или СКИ-3), иногда с добавками полибутадиена, для
получения резин с высокой эластичностью и усталостной выносливостью.
Изучение влияния молекулярной массы СКИ-3 на прочность
крепления резины к латунированному металлокорду показало экстремальный
характер зависимости адгезионных свойств резиновых смесей от
молекулярной массы исходного СКИ-3 [432].
Тип технического углерода несущественно влияет на прочность
связи резины с металлокордом (рис. 96) [433]. Однако для обеспечения
высокого уровня прочностных и усталостных свойств брекерных резин
применяют активные марки техуглерода.
Применение в брекерных резинах технического углерода типа ISAF
(Н 220) имеет как достоинства, так и недостатки. К достоинствам
относятся повышение прочностных свойств резин, их твердости и сопротивления
раздиру. К недостаткам относятся повышение вязкости резиновых смесей
из-за плохого диспергирования, уменьшение эластичности, увеличение
внутреннего трения и как следствие этого увеличение теплообразования.
Поэтому в отечественной и зарубежной практике применяют, в основном,
техуглерод типа HAF.
Монодисперсный технический углерод типа HAF (Н 330) при том же
усиливающем эффекте, что и ISAF, обеспечивает лучшие технологические
характеристики смеси и меньшее теплообразование в резинах.
Рис. 96 Влияние технического углерода на прочность связи брекерных
резин с металлокордом
Для получения удовлетворительной прочности связи достаточно 40-
50 масс. ч. технического углерода, однако, увеличение дозировки
техуглерода до 60 масс. ч. позволяет повысить жесткость резин, динамический
модуль, коэффициент усталостной выносливости резины в режиме
заданной энергии и резинокордной системы в режиме заданной нагрузки
(таблица 145) [434].
Таблица 145 Влияние наполнения на механические свойства резин из
СКИ-3 (сера - 7,0 масс. ч. сульфенамид М - 0,8 масс, ч.)
Показатели
Ненаполнен-
ная резина
Содержание П 234,
масс. ч.
2.0
40
60
Усл. напряжение при удл. 300%, МПа
1,9
6,0
10,8
19,9
Усл. прочность при растяжении, МПа
18,3
20,9
26,0
21,4
Относительное удлинение, %
710
585
550
340
Сопротивление раздиру, кН/м
27,0
46,0
57,0
29,0
Динамический модуль, Е, МПа
0,46
0,82
1,27
2,13
Модуль внутреннего трения К, МПа
0,07
0,18
0,38
0,74
Степень структурирования, МПа
0,32
0,46
0,50
0,65
Гистерезисные потери, К/Е
0,15
0,22
0,30
0,35
lg N (при е - 50%)
6,9
6,0
5,6
5,4
lg N (при w 0,8 МДж)
4,7
5,0
5,2
5,7 ;
nw(103- 106) циклы
2,3
2,5
2,6
2,7 !
Усталостная выносливость РМКС, при
f=1,0 МПа, т. ц.
1,0
44,5
525
1250 ;
Определяющими факторами в достижении высокой прочности связи
резины с металлокордом являются составы вулканизующей и
модифицирующей систем.
В настоящее время основным вулканизующим агентом для
брекерных резин является полимерная сера марки Кристекс ОТ-33 или ОТ-20,
которая обеспечивает необходимую конфекционную клейкость
обрезиненного металлокордного полотна и стабильность прочности связи резины
с металлокордом в различных условиях старения.
В качестве ускорителя вулканизации резин для обкладки
металлокорда применяются сульфенамиды замедленного действия типа DCBS или
MBS (см. главу 2.4.2).
С целью повышения стабильности вулканизационной сетки резин,
улучшения их связи с металлокордом, особенно при перевулканизации и
анаэробном тепловом старении, рекомендуется часть серы заменять на
серосодержащий вулканизующий агент, например, натриевую соль бисгек-
саметилен-1,6~тиосульфата (NaOaS2 -(СН2)б -^Оз^г Н2О - Дюралинк
HTS [435]. При использовании последнего соединения, кроме указанных
выше преимуществ, значительно улучшается стабильность прочности
связи резины с металлокордом после солевого старения, а также возможно
снижение оксида цинка в резиновых смесях.
Дозировка ZnO в рецептах обкладочных смесей составляет обычно
6-10 масс. ч. и зависит от состава вулканизующей и модифицирующей
систем. С увеличением дозировки оксида цинка увеличивается степень
покрытия корда резиной и динамическая прочность связи резины с
металлокордом [436].
Требуемое содержание стеариновой кислоты в смеси зависит от
применяемого промотора адгезии. При использовании нафтената или стеа-
рата кобальта не требуется дополнительно вводить стеариновую кислоту,
так как имеющейся кислоты достаточно для активации вулканизующей
системы [437].
Общее содержание кислоты в рецептуре оказывает существенное
влияние на начальную адгезию и сохранение ее в различных условиях
старения. Особенное влияние концентрация кислоты оказывает на прочность
связи резино-металлокордной системы при тепловом и влажном старении
вследствие ее коррозирующего действия[438]. В связи с этим увеличение
концентрации стеариновой кислоты выше 0,5-1,0 масс. ч. нецелесообразно
(рис. 97).
Промоторы адгезии являются необходимой составной частью
рецептуры брекерных резин для обеспечения высокой и стабильной прочности
связи резины с металлокордом.
Наибольшее применение в качестве модификаторов получили ко-
бальтсодержащие органические соли жирных кислот и системы на основе
резорцина - донора метальных групп (гексаметоксиметилмеламина) и
кремнекислоты.
Рис. 97 Зависимость
прочности связи резины с
металлокордом после
старения в течение 12 часов при
температуре 121 °С от
содержания в резине
стеариновой кислоты:
1 - тройной сплав латуни
(64% меди, 34% цинка и 2%
никеля);
2 - латунь с низким
содержанием меди
Подробно влияние различных кобальтсодержащих модификаторов
на свойства резин рассматривалось в главах 1.5.1 и 2.4.4.
Исследования, проведенные в последнее время, показали
нецелесообразность применения канифоли в качестве повысителя клейкости
брекерных резин, так как абиетиновая кислота, входящая в состав канифоли,
является непредельной, легко окисляющейся, поэтому канифоль легко
поглощает кислород, в результате чего ускоряется процесс старения резин. В
качестве повысителей клейкости из синтетических продуктов наилучшими
являются смолы алкилфенольного типа (с молекулярным весом,
отвечающим наличию 3-5 алкилфенольных групп в ее молекуле).
В качестве жидкого пластификатора в брекерных смесях
применяются ароматические масла. Брекерные резины зарубежных фирм содержат
или 100% НК (ЦМК шины) или его комбинацию с ПБ (легковые шины) и
характеризуются высоким наполнением техническим углеродом и
небольшим количеством пластификатора для резин ЦМК шин. Ряд фирм («Гудь-
ир», «Континенталь», «Файерстоун») используют комбинацию
технического углерода и оксида кремния. Содержание серы и для легковых шин, и
для ЦМК шин составляет, в основном, 5-7 масс. ч. Содержание оксида
цинка колеблется в пределах 4,0-7,9 масс. ч.. То есть практически все
фирмы применяют брекерные резины легковых и ЦМК шин со значительным
содержанием серы и оксида цинка. В качестве промотора адгезии все
фирмы используют соли кобальта, содержание их колеблется от 1,0 до 3,2
масс. ч. в пересчете на 10% - ное содержание кобальта в продукте (таблица
146).
Таблица 146 Принципиальный состав и свойства резин для обрезинивания металлокорда ЦМК и легковых
шин ведущих фирм
Состав
Легковые шины
ЦМК шины
Мишлен
Файер-
стоун
Конти-
ненталь
Тоио
Гудьир
Бридж-
стоун
Суми-
томо
Мишлен
Полимер: НК
70
100
100
70
75
100
100
100
100
СКД
30
—
—
30
25
—
—
—
—
Пластификатор, масс. ч.
15,6
9,0
12,5
16,0
10,6
8,1
6,0
7,0
3,7
Техуглерод, масс. ч.
72,4
64,3
56,5
57,6
60,2
61,4
69,8
71,5
68,9
Сера, масс. ч.
6,4
7,6
5,6
5,7
4,80
4,3
5,8
4,6
5,8
Оксид цинка, масс. ч.
6,75
7,9
7,74
4,03
7,4
4,2
4,4
4,4
7,5
Оксид кремния, масс. ч.
—
:
9,43
7,7
—
6,5
—
—
—
Кобальт, масс ч.
0,15
0,32
0,15
0,07
0,15
0,06
0,10
0,08
0,19
Плотность, г/см3
1,20
1Д9
1,21
1,20
1,21
1,20
1,20
1,20
1Д9
3.4.РЕЗИНЫ ДЛЯ ОБРЕЗИНИВАНИЯ ТЕКСТИЛЬНОГО КОРДА
В соответствии с преобладающим режимом работы каркасных резин
в шине (E-const) для обеспечения условий их работы целесообразно иметь
сравнительно невысокий модуль упругости (в пределах 10,0-14,0 МПа)
(таблица 147).
Таблица 147 Влияние модуля каркасной резины на образование трещин
после стендовых испытаний шин 165/70R13 с анидным кордом
Усл.
напряжение
при удл.
300%,
МПа
Средний
пробег,
тыс. км
Количество
трещин
Общая
длина
трещин,
мм
Средняя
длина
трещины,
мм
Длина
трещины на
1000 км
пробега,
мм,
8,0+1,5
20,0
5
38
7,6
1,9
13,0+1,5
20,0
Нет
Нет
Нет
Нет
16,0+1,5
26,7
24
51
2,1
1,9
Чрезмерное снижение жесткости резины не желательно, так как в
зоне кромок брекера режим работы резины близок к режиму заданных
напряжений. Повышение жесткости вызывает увеличение напряжений в
боковой стенке шины, что неблагоприятно сказывается на
работоспособности резины между нитями корда.
При этом уровень модуля упругости будет определяться типом
применяемого в каркасе текстильного корда и характером его деформации.
Для жесткого полиэфирного корда оптимальным будет более высокий
модуль резины; для капронового - более низкий.
В практике рецептуростроения каркасные резины обычно
изготавливаются на основе натурального или синтетического изопренового каучука.
В условиях действия повышенных динамических нагрузок и температур
применяются резины с добавками ПБ и БСК соответственно (таблица 148).
Таблица 148 Свойства каркасных резин на основе различных полимеров
СКИ-3-01
100
80
80
скд
—
—
20
БСК
—
20
—
Вязкость по Муни МБ 1+4 (100°С), ед.
67
70
70
Время начала подвулканизации по Муни при 130°С,
МИН. t+5
23,0
28,0
24,0
Реометрические характеристики при 155°С:
Время начала вулканизации ts, мин.
5,0
6,0
5,5
Время оптимальной вулканизации tpo, мин.
13,0
15,5
13,5
Усл. напряжение при удлинении 300%, МПа
14,7
15,4
15,4
Усл. прочность при растяжении, МПа
23,2
22,5
21,7
Относительное удлинение, %
500
432
420
Сопротивление раздиру, кН/м
99
96
83
Твердость, усл. ед.
66
68
69
Эластичность, %, 20°С
45
46
48
Гистерезисные потери, К/Е, 20°С
0,30
0,34
0,29
100°С
0,17
0,21
0,19
Коэф. температуростойкости (100°С), по
сопротивлению разрыву, КР
0,69
0,74
0,64
Усталостная выносливость при многократном
изгибе, тыс. циклов
5,9
5,3
7,3
Прочность связи с кордом 22В (Р-137) по Н-
методу, %
100
120
103
Степень наполнения каркасных резин и тип применяемого
техуглерода определяется обеспечением, главным образом, оптимальных
усталостных характеристик. Как в отечественной, так и в зарубежной практике
наполнение каркасных резин составляет 45-55 масс. ч. техуглерода. При
изготовлении резин на основе синтетического полиизопрена в присутствии
добавок, повышающих каучукосажевые взаимодействия, содержание
техуглерода может быть повышено (55 масс, ч.), что дает оптимальное
сочетание прочностных и усталостных свойств с технологическими
характеристиками смеси.
В каркасных резинах обычно используется печной техуглерод,
низкоструктурный или средней структурности типа HAF (N330) или
комбинация N550 с N330 и N550 с N220 (таблица 149) [439].
Таблица 149 Влияние типа и содержания техуглерода на свойства
каркасных резин на основе 100 масс, ч СКИ-3
Показатели
N550-40
N550-40
N550-35
N550-45
N220-15
N330-15
N330-20
N330-10
Пластичность, усл. ед.
0,41
0,42
0,38
0,43
Время начала подвулканизации
по Муни при 120°С, t+5 мин.
23
26
25
25
Усл. напряжение при
удлинении 300%, МПа
12,0
12,5
12,3
11,5
Усл. прочность при
растяжении, МПа
23,0
22,5
23,5
22,3
Относительное удлинение, %
490
505
530
516
Сопротивление раздиру, кН/м
95
90
92
87
Твердость, усл. ед.
67
68
69
64
Эластичность, %, 20°С
44
44
42
46
100°С
57
58
54
58
Гистерезисные потери, К/Е,
20°С
0,30
0,30
0,32
0,30
100°С
0,20
0,18
0,21
0,19
Прочность связи с кордом типа
23КНТС по Н-методу, Н:
20°С
162
190
190
185
130°С
130
156
149
136
Обычный печной техуглерод не влияет на адгезию, окисленный
печной, а также газовый канальный техуглерод повышает ее уровень [440].
Уровень и стабильность образующейся адгезионной связи
определяется влиянием компонентов рецептуры, главным из которых являются
адгезионно-активные добавки с функциональными группами (см. главу
2.4.4).
Высокая эффективность действия указанных добавок обусловлена
образованием в процессе их распада промежуточных низкомолекулярных
продуктов, активных по отношению к каучуку и волокнообразующему
полимеру и полимеру адгезива.
Принципы создания резин для разных типов применяемых в шинах
кордов практически одинаковы, за исключением способа достижения
требуемого уровня адгезии и ее стабильности для арамидного и стеклокорда,
волокна которых практически инертны к активным химическим добавкам
в резиновой смеси.
На прочность связи армирующих текстильных материалов с резиной
оказывают влияние ингредиенты резиновой смеси, низкомолекулярные
вещества, остающиеся на поверхности волокна, замасливатели, а также
пыль, влага, озон и ультрафиолетовое облучение.
Отрицательно влияют на прочность связи ингредиенты, способные
мигрировать на поверхность резиновой смеси - воски, парафин,
пластификаторы, антиоксиданты.
Влияние ускорителей вулканизации и соотношения сера -
ускоритель на примере полиэфирного корда показано в таблице 150.
Таблица 150 Влияние типа ускорителей вулканизации и серы на прочность
связи полиэфирного корда с резиной
Ингредиенты
Содержание, м.ч.
на 100 м.ч. каучука
Прочность связи при
расслаивании, кН/м
Альтакс (БТС) - сера
0,6/2,5
21,0
Сульфенамид Ц (ЦСА) - сера
0,5/2,5
18,7
БТС - ДФГ - сера
0,4/0,2/2,5
18,0
БТС - тиурам - сера
0,4/0,1/2,5
13,7
ЦСА - сера
4,0/0,5
10,5
ЦСА - сера
2,0/1,0
12,0
Отрицательное влияние на адгезию текстильного корда также
оказывают амины, по-видимому, из-за разрушения образующихся серных
связей. При креплении полиэфирного отрицательное действие аминов
приводит также к аминолизу полиэфира в области контакта с резиной.
Замасливатели должны хорошо совмещаться с адгезивом. Если это
условие не соблюдается, они отрицательно влияют на прочность связи.
Действие пыли, влаги, озона и УФ-облучения на пропитанную ткань
снижает ее прочность с резиной, при этом влага усугубляет отрицательное
влияние озона и УФ-облучения.
В таблице 151 приведен состав и свойства обкладочных резин для
текстильного корда для шин различных типов и назначений, применяемых
на шинных заводах России и СНГ.
Таблица 151 Состав и свойства резин для обрезинивания текстильного
корда
Состав
Брекер
грузовых и
обкладка
легковых шин
д
Каркас
зовые Р
Грузовые Д
Легковые Р
грузоподъемность
анидный
корд
эфирный
корд
более 6
тн
до 6 тн
БСК
—
—
—
30
—
—
СКИ-3 (НК)
75
100
100
70
100
100
СКД
25
—
—
—
—
—
Регенерат
—
-
15
20
—
—
Сера техническая
2,2
2,2
2,1
2,0
2,5
2,4
Сульфенамид Ц
1,2
0,8
0,8
0,7
1,2
1,2
Тиазол 2 МБС
0,3
0,2
0,2
Фталевый
ангидрид
0,5
0,5
0,5
0,5
Сантогард PVI
—
—
—
—
0,3
0,2
Гексол ЗВИ
0,8
0,8
1,0
0,8
0,8
—
Модификатор РУ
1,0
1,0
1,0
1,0
1,0
—
МФБМ (Малеид Ф)
—
—
3,0
Оксид цинка
5,0
4,0
5,0
5,0
5,0
5,0
Стеарин
1,0
1,0
2,0
2,0
1,0
1,0
Канифоль
2,0
2,0
1,0
1,0
2,0
2,0
Асфальтено-смо-
листый мягчитель
5,0
5,0
4,0
3,0
3,0
Углеводородные
смолы
3,0
3,0
—
—
Масло ПН-бш
5,0
10,0
5,0
5,0
6,0
5,0
Диафен ФП
0,5
1,0
0,5
0,5
1,0
1,0
Техуглерод N550
40,0
40,0
45,0
45,0
25,0
Техуглерод N330
15,0
10,0
—
—
30,0
50,0
Кремнекислота
—
—
—
—
—
5,0
Свойства
Усл. напряжение
при удлинении
300%, МПа
13,0
11,0
8,0
7,3
13,5
14,0
Усл. прочность
при растяжении,
МПа
23,5
21,5
22,0
18,5
21,0
21,0
Относительное
удлинение, %
520
520
590
570
490
510
3.5. БОРТОВЫЕ РЕЗИНЫ
К бортовым резинам грузовых и легковых шин относятся резины
наполнительного шнура, изоляции бортовой проволоки, бортовой
износостойкой ленты для радиальных шин и обкладочной резины для бортовой и
крыльевой текстильных лент для диагональных шин.
В ряде конструкций шин имеется бортовая лента из натуральной или
синтетической ткани квадратного переплетения, обрезиненная
специальной резиной.
Состав резины для изоляции бортовой проволоки для грузовых и
легковых шин принципиально не отличается.
Основные требования, предъявляемые к этим резинам, это высокие
когезионные и адгезионные свойства смесей, позволяющие проводить
процесс обрезинки на кольцеделательном агрегате, работающем в
автоматическом режиме, и обеспечивающие хорошую адгезию к латунированной
или бронзированной бортовой проволоке. Это достигается применением в
резине комбинации полиизопрена с бутадиен-стирольным каучуком в
соотношении 70+80 : 30+20 и заменой большей части жидких мягчителей на
твердые (асфальтено-смолистый пластификатор или углеводородные
смолы) при высоком наполнении техническим углеродом типа FEF или
комбинации техуглерода типов FEF и HAF. Для повышения адгезии к
проволоке используется также достаточно высокое соотношение серы к
ускорителю (3:1).
Резина для бортовой ленты радиальных шин должна обладать
высокой жесткостью и низкой восстанавливаемостью в невулканизованном
состоянии и хорошей износостойкостью вулканизата.
Бортовые износостойкие ленты для грузовых и легковых радиальных
шин по составу близки между собой и могут отличаться только
содержанием пластификаторов и повысителей клейкости. Резина содержит
комбинацию бутадиен-стирольного каучука с полиизопреном (60:40) и высокое
наполнение техуглеродом N550 и N220 в соотношении 40:40.
В диагональных шинах используется текстильная бортовая лента для
обрезинивания которой применяется смесь на основе 60 масс. ч. БСК и 40
масс. ч. СКИ-3, наполненная 55 масс. ч. техуглерода N330. Для
удешевления и улучшения технологических свойств в резину вводят 25 масс. ч.
регенерата.
Резины наполнительного шнура грузовых и легковых шин
различаются по своим упруго-жесткостным характеристикам. В грузовых шинах,
где применяется высокий наполнительный шнур, доходящий до зоны
максимальных деформаций боковой стенки шины, он должен обладать в
первую очередь высокой динамической выносливостью; в легковых шинах, в
которых применяется низкий наполнительный шнур, главная функция
которого только повышение жесткости бортовой зоны, он должен отвечать
требованиям высокой твердости.
Резины наполнительного шнура содержат 100 масс. ч. полиизопрена
или его комбинации с БСК или СКД в соотношении 70-80 : 30-20. В
качестве наполнителей обычно применяют комбинацию полуактивного типа
FEF и активного типа ISAF марок техуглерода примерно в равном
соотношении с общим содержанием 70-80 масс. ч.
Для достижения высокой твердости (85-90 ед.) в наполнительном
шнуре легковых радиальных шин применяют усиливающие фенолфор-
мальдегидные смолы.
Наиболее широко используются следующие марки: SP-6601, SFP118
(фирма «Скенектеди», США), Корефорте CE-52II (фирма «БАСФ»,
Германия), Алнавол YpN-16 (фирма «Хёхст», Германия).
В отечественной практике кроме указанных применяются алкил-
фенолэпоксидная смола (марка АФЭС) и фенолформальдегидная смола
марки СФШ-1.
В качестве отвердителя немодифицированных смол используется
гексаметилентетрамин, гексаметоксиметилмеламин, модификатор РУ.
На стадии изготовления высоконаполненной резиновой смеси
усиливающая смола позволяет существенно улучшить технологичность ее
переработки. Вязкость смесей при введении смолы снижается. Причем,
при одновременном увеличении содержания техуглерода и смолы вязкость
смесей также уменьшается [441].
После вулканизации усиливающая смола оказывает большее влияние
на свойства резин, чем наполнитель. Твердость и модуль имеют
максимальное значение при содержании смолы 10-20 масс. ч. При дальнейшем
увеличении дозировки смолы наблюдается обратный эффект.
Результаты, полученные в работе [442], подтверждают факт
взаимодействия между смолой и наполнителем. Установлен синергизм действия
техуглерода и смолы. Усиливающее действие фенолформальдегидных
смол определяется образованием взаимопроникающих сеток и
вышеуказанным взаимодействием между техуглеродом и смолой. На распределение
смолы в смеси влияет показатель точки ее размягчения. Усиливающее
действие смол в большой степени зависит от температурно-временных
параметров режима смешения.
Оптимальное распределение смолы в смеси достигается при
температуре, близкой к температуре размягчения смеси. В смесях, полученных
при наиболее низких и наиболее высоких температурах, частицы смолы
имеют низкую удельную поверхность и образуют грубую дисперсию.
В таблицах 152, 153 приведены состав и свойства бортовых резин
грузовых и легковых шин, применяемых на шинных заводах России.
Таблица 152 Состав бортовых резин грузовых и легковых шин
Наполнительный
Бортовая лента
Изоляшнур
ция
борСостав
грузовых шин
Ри Д и
легковых шин
легковых
шин Р
обрезин-
ка корда
для
грузовых и
легковых
износостойкая
для
грузовых и
легковых
товой
проволоки для
грузовых
и
легкод
шин Д
шин Р
вых шин
СКИ-3
70,0
80,0
40,0
40,0
70,0
СКС-ЗОАРКМ-15
30,0
20,0
60,0
60,0
30,0
Регенерат РШТ
—
—
25,0
—
—
Сера молотая
4,0
-
2,2
2,2
4,0
Сера полимерная
(Кристекс ОТ-33)
5,3
Сульфенамид М
—
—
—
1,2
1,3
Сульфенамид Ц
1,4
1,9
1,3
—
—
Сантогард PVI
0,3
0,3
0,2
0,4
0,3
Цинковые белила
5,0
10,0
5,0
4,0
5,0
Стеарин технический
2,0
2,0
2,0
2,0
2,0
Модификатор РУ
—
1,5
—
—
—
Смола СФШ-1
—
10,0
—
—
—
Канифоль
1,0
3,0
—
2,0
2,0
Углеводородные
смолы
3,0
2,0
2,0
3,0
Асфальтено-смолис-
тый пластификатор
5,0
6,0
10,0
Масло ПН-бш
3,0
5,0
8,0
2,0
2,0
Защитный воск
—
—
3,0
1,5
3,0
Диафен ФП
0,5
0,5
1,0
1,0
—
Ацетонанил Р
—
—
—
1,0
0,5
Технический углерод
N550
40,0
40,0
40,0
50,0
Технический углерод
N330
_
55,0
20,0
Технический углерод
N220
20,0
35,0
40,0
Таблица 153 Свойства бортовых резин грузовых и легковых шин
Показатели
Наполнительный
шнур
Бортовая лента
Изоляция
бортовой
проволоки для
грузовых
и
легковых шин
грузовых
шин р и
д и
легковых
шин д
легковых
шин р
обрезин-
ка корда
для
грузовых и
легковых
шин д
износостойкая
для
грузовых и
легковых
шин р
Пластичность,
усл.ед.
0,33
0,20
0,28
0,20
0,27
Усл. напряжение
при удл., МПа:
300%
—
—
6,0
—
9,5
200%
8,5
15,0
—
12,5
—
Усл. прочность при
растяжении, МПа
19,6
16,5
15,5
19,0
19,5
Относ, удлинение
при разрыве, %
430
220
580
350
430
Твердость, усл.ед.
75
88
—
77
74
3.6. Резины для герметизирующего слоя
3.6.1. Герметические характеристики шин
Герметизирующий слой в бескамерной шине представляет собой
тонкостенную резиновую деталь, предназначенную для обеспечения
необходимых герметических характеристик, в частности, сохранения
внутреннего и снижения внутрикаркасного давления в шине в процессе ее
длительной эксплуатации. При повышенной газопроницаемости резины гер-
мослоя герметичность шин снижается и в результате потери давления в
шине повышается сопротивление качению, износ протектора,
увеличивается расход топлива. Кроме того, воздух, находящийся под давлением в
шине, диффундируя через резину гермослоя в каркас, увеличивает внутри-
каркасное давление, что дополнительно способствует расслоению и
разрушению шины.
Снижение внутреннего давления в бескамерных шинах происходит
вследствие проникновения воздуха под давлением из полости шины через
гермослой, резину каркаса и корд (вдоль нитей и далее через бортовую
резину), через тонкую боковину и канавки протектора. Скорость падения
внутреннего давления в статических условиях увеличивается с
повышением температуры шин и снижается с уменьшением газопроницаемости
герметизирующего слоя.
В динамических условиях падение давления ускоряется, и в этом
случае увеличивается степень влияния воздухопроницаемости
герметизирующего слоя. Очевидно, что потеря внутреннего давления в шинах
зависит от размера шины, условий испытания и воздухопроницаемости, однако
воздухопроницаемость герметизирующего слоя является наиболее
существенным фактором, а использование гермослоя с минимальной
воздухопроницаемостью - практически единственно возможный и эффективный путь
к уменьшению потери давления в шинах.
На долговечность шин существенное влияние оказывает внутрикар-
касное давление. Воздух в шине, находящийся под давлением, проникает
через гермослой в структуру шины. Боковина и протектор замедляют
дальнейшую диффузию, и воздух накапливается внутри каркаса.
Воздух, проникающий под давлением в каркас, обогащен
кислородом вследствие его большей проницаемости через резину по сравнению с
азотом. Обогащенный кислородом воздух с повышением температуры
ускоряет процессы старения и утомления каркаса шин.
Вместе с воздухом при накачивании в полость шины попадают
следы влаги, которая конденсируется при понижении температуры шины и
превращается в пар при повышении температуры в процессе качения
шины. Пары воды вместе с воздухом проникают в структуру шины, и при
длительной эксплуатации развивается давление паров влаги в каркасе.
При стоянке машины пары воды в зоне каркаса конденсируются в
присутствии кислорода и вызывают ржавление металлокорда. Ржавление
металлокорда, старение и утомление резины приводят к расслоению
каркаса, что делает шину непригодной к восстановлению.
Долговечность шин зависит также от сохранности
герметизирующего слоя в процессе эксплуатации, в частности, его устойчивости к
тепловому старению и утомлению.
Таким образом, герметизирующий слой с низкой воздухо- и влаго-
проницаемостью повышает выносливость, безопасность и экономичность
шин, за счет того, что обеспечивает сохранение внутреннего давления в
шине, снижает уровень давления воздуха и паров воды в каркасе и
замедляет процессы старения и утомления шин. Наиболее высокие результаты
получаются при применении в резинах гермослоя максимального
содержания галогенированных бутил каучуков.
В таблице 154 приведены относительные воздухо- и влагопроницае-
мость различных полимеров. Как видно, галобутилы, по сравнению с
каучуками общего назначения, имеют в 7-8 раз меньшую
воздухопроницаемость ив 11-13 раз - меньшую влагопроницаемость [443].
Низкую проницаемость галобутилов объясняют наличием большого
количества метальных групп, перекрывающих друг друга, а также
линейным строением молекулярной цепи, обеспечиващим плотную
молекулярную упаковку, которая препятствует диффузии газов.
Таблица 154 Относительная воздухо- и влагопроницаемость при 65 °С
Полимер гермослоя
Воздухопроницаемость
Влагопроницаемость
Натуральный каучук
8,3
13,3
Бутадиен-стирольный каучук
6,8
11,0
Хлоропреновый каучук
3,5
9,0
60 масс. ч. ГБК
3,1
3,0
100 масс. ч. ГБК
1,0
1,0
В таблице 155 показана скорость падения внутреннего давления в
легковых шинах в зависимости от содержания галобутила и
газопроницаемости гермослоя [443].
Таблица 155 Газопроницаемость резин гермослоя и потери давления
в шине
Содержание
галобутила в
резине, масс. ч.
Газопроницаемость при
65°С,
(м2/МПа х с)
хЮ*11
Потери давления в
шине 165/70R13
при 65°С с 260 до
165 кПа, дни
Потеря давления в
шине 165/70R13
через месяц, %
65°С
21 °С
О(ЮОНК)
23,0
27
48,5
5,5
20
15,2
33
40,8
4,0
50
10,3
39
32,5
3,3
80
6,0
46
25,5
2,5
100
3,5
50
22,8
1,9
Потеря давления в шине определялась двумя способами: во-первых,
как время (в днях), необходимое для падения давления с величины 260 кПа
до 165 кПа при постоянной температуре 65°С. Величина 165 кПа считается
минимально допустимой, ниже которой сильно возрастает сопротивление
качению шин. Во-вторых, как процент падения давления от
первоначального за месяц при двух температурах 65 °С и 21°С. Замеры в 21°С
представляют интерес в связи с тем, что ряд автомобильных фирм, в частности
«Дженерал Моторз», предъявляют к поставщикам шин требования по
этому показателю - не более 2,5%. Как видно из таблицы, в этот норматив
укладываются шины, содержащие в резине гермослоя не менее 80 масс. ч.
галобутила.
Очевидно, что потеря внутреннего давления в шинах зависит от
размера шины, условий испытания и воздухопроницаемости гермослоя,
однако, воздухопроницаемость является наиболее существенным фактором.
В таблице 156 приведено внутрикаркасное давление в легковых
шинах в зависимости от содержания галобутила в резине гермослоя [444].
Таблица 156 Внутрикаркасное давление легковых шин 165/70R13
Содержание галобутила в
резине гермослоя, мас.ч.
Внутрикаркасное давление, МПа х Ю
каркас
брекер
100
0,40
0,07
80
0,75
0,28
20
1,40
0,63
Внутрикаркасное давление измерялось как в зоне каркаса, так и в
зоне брекера. Внутрикаркасное давление замеряется при помощи
медицинской иглы, присоединенной прямо к манометру и введенной через
боковину в каркасные или брекерные слои. Показания величины внутрикаркасно-
го давления снимаются обычно ежедневно в первоначальный период
испытаний и затем каждую неделю до достижения заметной стабильности,
которая обычно наступает через три недели. Как видно из таблицы,
внутрикаркасное давление в зоне брекера у резин, содержащих 20 масс. ч.
галобутила, в 9 раз, а в зоне каркаса в 3,5 раза выше, чем у резин на основе
100 масс. ч. галобутила.
3.6.2.ВЛИЯНИЕ РЕЦЕПТУРНЫХ ФАКТОРОВ НА СВОЙСТВА РЕЗИН
ГЕРМЕТИЗИРУЮЩЕГО СЛОЯ НА ОСНОВЕ ХБК И ББК
Хлор- и бромбутилкаучуки получают путем галогенирования бутил-
каучука. Галоген присоединяется к изопреновым звеньям молекулярной
цепи, содержание которых составляет с среднем 1,5-2,0% на 100
мономерных звеньев. В результате галогенирования каучук приобретает
дополнительную функциональность: реакционноспособными являются как
двойные связи изопреновых звеньев, активность которых повышается, так и
атомы галогена. Энергия связи С-Вг ниже, чем С-С1, активность двойных
связей выше в случае ББК, и поэтому по реакционной способности ББК
превосходит ХБК.
За счет дополнительной функциональности и изменения механизма
вулканизации у галогенированных бутилкаучуков приобретается
способность к совулканизации с высоконенасыщенными каучуками. ГБК можно
использовать в комбинации с высоконенасыщенными каучуками для
улучшения комплекса свойств резин. Вследствие большей реакционной
способности ББК лучше совулканизуется с высоконенасыщенными
каучуками по сравнению с ХБК и адгезия к резине на основе
высоконенасыщенных каучуков также выше [445].
Недостатком ГБК являются неудовлетворительные технологические
свойства смесей на их основе из-за склонности смесей к подвулканизации
вследствие повышенной реакционной способности каучуков.
С повышением температуры смешения свойства смесей на основе
ГБК ухудшаются, в результате термомеханического воздействия
увеличивается вязкость, снижается пластичность смесей, что обуславливает их
повышенную усадку. Смеси на основе ГБК имеют более высокую адгезию к
холодным валкам, поэтому при переработке на вальцах смесь часто
переходит на задний валок.
Одной из главных проблем, возникающих при изготовлении из резин
на основе ГБК деталей гермослоя методом дублирования слоев на
каландре, является образование воздушных пузырей в массиве резиновой смеси, а
также между слоями гермослоя и технологической прослойкой. Эта
проблема обусловлена низкой воздухопроницаемостью резин на основе 100
масс . ч. ГБК, поэтому многие фирмы гермослой на основе таких резин
изготавливают методом шприцевания с применением машин холодного
питания.
Основные особенности изготовления смесей следующие:
- температура смеси при выгрузке после первой стадии не должна
превышать 140°С;
- агенты, предотвращающие преждевременную вулканизацию и
взаимодействие каучук-техуглерод (оксид магния, MBTS),
предпочтительно вводить на первой стадии смешения в начале цикла.
Оксид цинка, являющийся вулканизующим агентом для ГБК,
вводится в смесь на второй стадии смешения.
При изготовлении смесей следует учитывать, что вследствие
высокого взаимодействия в системе ГБК-техуглерод температура в резиносмеси-
теле повышается быстрее по сравнению со смесями на основе других
каучуков.
В таблице 157 представлены результаты испытаний резин на основе
ХБК и ББК с различной вязкостью по Муни [446]. Резиновые смеси,
содержащие ХБК и ББК с низкой вязкостью по Муни (32-42 ед.), имеют
несколько большее время начала подвулканизации и существенно (на 30-
80%) меньшую усадку на каландре по сравнению со смесями,
содержащими каучуки с высокой вязкостью по Муни. Смеси с ББК в общем случае
менее технологичны (имеют большую склонность к подвулканизации и
усадку, меньшую клейкость), чем смеси на комбинации ХБК с НК.
Прочностные показатели резин, содержащих каучуки с меньшей вязкостью,
несколько ниже, чем в резинах с каучуками большей вязкости.
Газопроницаемость и эластичность резин не зависят от вязкости каучуков.
Основное отличие ГБК от других каучуков, применяемых в
производстве шин, состоит в том, что основным вулканизующим агентом этих
каучуков является оксид цинка.
Таблица 157 Влияние ХБК и ББК различной вязкости по Муни на свойства
резин герметизирующего слоя (каучуки производства ф. «Эссо Кемиклз»)
Показатели
100 масс. ч. ББК
80 масс. ч. ХБК + 20
масс. ч. НК
Марка каучука
МД
82-8
2233
2244
НТ-
1065
НТ-
1066
НТ-
1068
Вязкость по Муни, МБ
1+8(125°С),усл.ед,
32
40
45
32
42
52
Содержание галоге-
на,%
1,9
2,0
2,0
1,3
1,3
1,3
Свойства смесей и вулканизатов
Пластичность, усл.ед.
0,39
0,33
0,26
0,39
0,36
0,37
Вязкость по Муни, МБ
1+8(100°О,усл.ед.
59
72
77
54
62
58
Время начала
подвулканизации, 120°С, Тн-5, мин.
17
14
12
27
27
22
Усадка на каландре, %
23
34
39
6,6
11,2
14,6
Клейкость на приборе
тел-так*, кПа
34
26
47
172
159
158
Усл. напряжение при
300% удлинении,МПа
7,6
8,9
9,2
5,7
6,5
5,8
Условная прочность
при растяжении, МПа
11,8
12,6
13,9
8,5
9,9
10,2
Сопротивление
раздиру, кН/м
47
50
50
47
52
57
Твердость, усл.ед.
60
58
58
65
65
61
Эластичность, %
7
7
7
6
7
5
Коэф-
газопроницаемости при 70°С,
(м2/МПахс)хЮ'п
3,6
3,7
3,8
4,8
4,9
5,0
*) время контакта 3 с, нагрузка 2,3 Н
В процессе вулканизации происходит дегидрогалогенирование
каучука с выделением галогенида цинка и образуются связи С-С, вследствие
чего вещества с кислой реакцией ускоряют вулканизацию, а с щелочной -
замедляют и поэтому каждый ингредиент должен быть рассмотрен с этой
точки зрения.
Вследствие большей реакционной способности ББК требования к
выбору ингредиентов резиновых смесей на его основе более жесткие по
сравнению с ХБК. Рекомендуют исключить бензойную и салициловую
кислоту, фталевый ангидрид и др. В качестве антискорчинга наиболее
эффективным для ББК является высокодисперсный оксид магния,
являющийся акцептором кислоты.
В таблице 158 показано влияние типа жидкого пластификатора на
свойства резин гермослоя [446]. Марки масел, различаются групповым
составом и исходной вязкостью при 100°С: парафиновое - Флексон 845
(вязкость 4,5 ест), парафино-нафтеновое - стабилойл 18 (9,0 ест), нафтено-
ароматическое - Сантен 42 (15,0 ест) и ароматические Ингрален 300 (16,0
ест), Пластар 37/2 (38,0 ест). Содержание масла в резине составляло 10
мас.ч. Из результатов, приведенных в таблице видно, что тип масла не
оказывает заметного влияния на свойства смесей и вулканизатов на основе
ББК. Резины на комбинации ХБК с НК, содержащие ароматические масла
(Ингрален 300, Пластар 37/2) имеют более высокие показатели прочности
и сопротивления раздиру, чем резины с другими типами масел. Однако в
связи с тем, что парафиновые масла придают резинам лучшие
технологические свойства, в резинах гермослоя обычно применяют масла этого типа.
Исследования показали, что влияние технологических добавок и
повысителей клейкости на свойства резин на основе ББК и комбинации ХБК
с НК не идентично. В резинах с ББК введение добавок в большей степени
снижает прочностные показатели резин и дифференцирует их по
склонности к подвулканизации, чем в резинах с ХБК+НК (таблица 159) [446]. Во
всех исследуемых резинах Структол 40MS позволяет в 1,5-2,0 раза
увеличить время начала подвулканизации смесей и повысить прочность связи
между резинами гермослоя и каркаса.
Газопроницаемость резин практически не зависит от содержания и
типа технологической добавки.
В рецептах гермослоя в качестве усиливающего наполнителя
используется техуглерод типа FEF (N 550) или низкоструктурный техуглерод
типа GPF (N 660).
Газопроницаемость резин незначительно увеличивается с
повышением содержания техуглерода практически независимо от его типа, а
прочность связи при расслаивании резины гермослоя с прослойкой каркаса
уменьшается, причем применение техуглерода GPF позволяет получить
более высокие показатели.
Следует отметить, что техуглерод GPF при одинаковой дозировке с
техуглеродом N550 в резиновых смесях позволяет снизить вязкость
гермослоя, что важно для стрейнирования смесей и изготовления деталей
гермослоя по перспективной технологии шприцевания. Кроме того,
применение техуглерода GPF позволяет увеличить динамическую
выносливость резин, что благоприятно влияет на работоспособность стыкового
соединения гермослоя.
Таблица 158 Влияние типа масел на свойства резин гермослоя на основе ХБК и ББК
Показатели
ХБК + НК (80:20)
ББК (100)
без
масла
Флек-
сон
845
Ста-
би-
лойл
18
Сан-
тен
42
Ин-
гра-
лен
300
Пла-
стар
37/2
без
масла
Флек-
сон
845
Ста-
би-
лойл
18
Сан-
тен
42
трален
300
Пла-
стар
37/2
Пластичность, усл.ед.
0,22
0,30
0,30
0,34
0,32
0,27
0,30
0,47
0,49
0,44
0,43
0,39
Вязкость по Муни,
МБ1+8(100°СХусл. ед.
94
84
80
84
88
84
80
62
60
62
60
64
Время начала
подвулканизации, 120°С, т+5,
мин.
17
23
23
24
30
20
40
45
45
45
45
45
Усл. напряжение при
300% удлин., МПа
8,1
6,0
6,2
6,3
7,5
6,5
9,0
6,7
5,9
7,1
6,4
7,4
Усл. прочность при
растяжении, МПа
10,8
7,9
8,7
9,0
10,7
9,8
14,4
12,2
12,3
11,8
12,1
12,8
Сопротивление
раздиру, кН/м
41
37
37
39
49
41
37
47
46
46
46
45
Твердость, усл.ед.
61
61
61
58
64
60
54
55
53
53
51
53
Эластичность,%
12
14
13
12
10
11
8
10
10
9
8
8
Коэф-т
газопроницаемости при 70°С,
(м2/МПахс)х10"п
4,4
5,2
5,5
5,3
5,9
5,3
3,0
4,5
3,6
3,2
4,7
4,2
Прочность связи при
расслаивании резины
гермослоя с
прослойкой каркаса, кН/м
9,9
7,9
8,8
9,0
9,8
9,5
8,2
9,1
9,0
8,4
9,4
8,5
Таблица 159 Влияние технологических добавок разной структуры на свойства резин гермослоя
Показатели
ХБК + НК (80:20) ББК (100)
без
добавок
Струк
тол
40MS
Ка-
нифо
Коре-
зин
Ок-
тофор
N
СИС
без
добавок
Струк
тол
40MS
Ка-
нифо
Коре-
зин
Ок-
тофор
N
СИС
Пластичность,усл.ед.
0,25
0,30
0,31
0,27
0,31
0,38
0,43
($0
0,41
0,41
0,45
Вязкость по Муни, МБ
1+8(100°С),усл.ед.
84
85
78
67
76
67
74
70
66
66
74
66
Время начала подвул-
изации, 135°С,х+5,мин.
5,5
9,0
7,5
8,5
5,5
9,0
12,5
17,5
5,0
10,0
3,5
14,0
Когезионная
прочность при удл.100%,
кПахКГ
4,7
3,8
3,9
3,6
3,9
3,7
3,4
3,3
3,8
3,9
3,9
3,5
Усл. напряжение при
300% удлин., МПа
7,1
5,8
7,4
7,5
8,2
4,9
6,5
4,6
4,6
6,9
6,1
4,8
Усл. прочность при
растяжении, МПа
11,1
10,9
12,7
12,3
12,0
10,0
12,2
10,6
9,5
12,3
11,0
10,1
Сопротивление
раздиру, кН/м
38
47
52
43
49
47
41
49
58
42
36
47
Твердость, усл.ед.
59
55
58
54
59
52
53
49
56
50
51
51
Эластичность,%
17
14
14
13
13
14
12
11
13
10
И
11
К гаюпроницаемоста при
7(гХ;(м2/МПахс)х10",!
5,7
5,6
5,4
5,5
5,3
5,5
3,2
3,4
2,8
2,8
3,0
3,0
Прочность связи при
расслаивании резины
гермослоя с
прослойкой каркаса, кН/м
8,2
9,2
8,2
9,0
7,8
9,3
8,5
13,5
9,5
8,9
9,4
13,8
Примеры рецептур резин гермослоя приведены в таблице 160.
Таблица 160 Состав резиновых смесей для герметизирующего слоя
Состав
Резины
1
2
3
4
ББК 2222, 2030
—
—
100
100
ХБК НТ-1066, 1240
80
80
—
—
Натуральный каучук
20
20
—
—
Сера
0,7
0,5
0,5
0,5
Тиазол 2МБС (альтакс)
1,5
1,5
1,3
1,3
Оксид цинка
3,0
2,0
3,0
3,0
Высокодисперсный оксид магния
—
0,5
0,5
0,5
Стеарин
1,0
2,0
2,0
2,0
Стирольно-инденовая смола
3,0
2,0
5,0
5,0
Стабилойл-18
6,0
—
8,0
8,0
Мел
—
10,0
20,0
—
Технический углерод N 550
—
60,0
50,0
—
Технический углерод N 660
60,0
—
—
60,0
3.7. Резины для производства ездовых камер
Требования к резинам любого элемента шины формируются, исходя
из условий эксплуатации изделия. Ездовая камера является тонкостенным
резиновым изделием, обеспечивающим поддержание внутреннего
давления в шине.
Условия и режимы эксплуатации шин определяют следующие
основные требования к ездовой камере:
- высокая газонепроницаемость стенки камеры, позволяющая надежно
сохранять внутреннее давление в шине;
- высокая эластичность и низкая остаточная деформация,
обеспечивающие уменьшение разнашиваемости камеры в процессе
эксплуатации, которая приводит, как правило, к образованию складок,
особенно при перемонтаже камер;
- высокая усталостная выносливость и стойкость к старению, в первую
очередь по сопротивлению раздиру, так как это определяет
ремонтопригодность камер после проколов и повреждений;
- герметичность и высокая прочность соединений отдельных
элементов камеры (стыка и вентиля), а также отсутствие посторонних
включений и других производственных дефектов.
К ездовым камерам, эксплуатирующимся в северных и южных
районах, предъявляются повышенные требования по соответственному
обеспечению температурного предела хрупкости и теплостойкости. С учетом
вышеизложенного формируются требования к камерной, вентильной,
клеевой резинам и применяемым материалам.
Все ведущие зарубежные фирмы, работающие на рынках Европы,
Америки и Азии выпускают камеры на основе бутилкаучука. Основные
свойства камерных резин на основе бутилкаучука обусловлены
особенностями структуры полимера. Бутилкаучук является сополимером изобути-
лена с 0,6-3% изопрена и имеет линейную структуру с нерегулярным
чередованием изопреновых групп. Плотная молекулярная упаковка
замедляет процессы диффузии газов, а низкая ненасыщенность бутилкаучука
(непредельность составляет 0,6-2,5% мол.) и сочетании с повышенной
газонепроницаемостью придают устойчивость к химическим реагентам, в
особенности, к кислороду, и повышенное сопротивление тепловому и
.озонному старению резин [447]. Вместе с этим ввиду почти полного
отсутствия поперечных связей молекулярных цепей, бутилкаучук
характеризуется повышенной хладотекучестью, а смеси на его основе обладают
меньшей когезионной прочностью по сравнению со смесями на основе
каучуков общего назначения. Малая ненасыщенность бутилкаучука
определяет его устойчивость к пластикации в процессе технологической
переработки и вызывает замедление процесса вулканизации. Относительно
малая подвижность молекулярных цепей бутилкаучука служит
дополнительным препятствием при образовании поперечных связей, вследствие чего
скорость вулканизации смесей на его основе на 40% меньше, чем
натурального каучука, а максимальное количество связанной серы составляет
0,72%. Плотность молекулярной упаковки бутилкаучука обусловливает
высокие значения внутреннего трения и малую эластичность, а также
высокие остаточные удлинения вулканизатов особенно в условиях
пониженных температур.
Предпочтительным в производстве ездовых камер является
применение бутилкаучука с высокой вязкостью по Муни (от 47 до 57 ед. при
125°С) и средним уровнем ненасыщенности (1,4-1,8% мол.). Таким
требованиям удовлетворяет бутилкаучук марок БК-1675Н, ЭССО 268, полисар
301 и др. (таблица 161). Каучук этих марок обеспечивает возможность
применения высоких дозировок технического углерода и масла, хорошую
обрабатываемость резиновых смесей, сопротивление образованию
утонений по месту сгиба при хранении шприцованных камерных заготовок,
высокую скорость вулканизации и хорошие физико-механические свойства
резин.
Для обеспечения необходимой скорости и степени вулканизации
камерных резин на основе 100 масс. ч. БК в промышленной практике
зарубежных фирм используется повышенная до 200°С температура
вулканизации камер. При использовании более низких температур вулканизации
камер (175-180°С) для повышения скорости вулканизации в состав камерных
резин вводятся полимерные добавки или химические модификаторы.
Таблица 161 Характеристика бутилкаучука, применяемого в производстве
ездовых камер
Показатели
БК-1675Н
ЭССО 268
Полисар 301
Вязкость по Муни, МБ
1+8 (125°Q, усл. ед.
46-56
47-57
Непредельность, %
мол.
1,4-1,8
1,5
1,6
Усл. напряжение при
400% удлинении, МПа
н/м
7,0
(300% удл.) 7,9-
9,7
Усл. прочность при
растяжении, МПа
н/м 20,0
15,0
Относительное
удлинение при разрыве, %
н/м 620
450
Массовая доля потери
массы, %
н/6 0,2
0,3 (макс.)
Массовая доля золы, %
н/б 0,30
0,5 (макс.)
—
Плотность, г/см3
0,92
0,92
—
В качестве полимерных добавок широко используются этиленпропи-
лендиеновые сополимеры (EPDM) и галоидированные бутилкаучуки
(ГБК). Известно [448-451], что введение добавок EPDM в состав резин на
основе БК обеспечивает повышение когезионной прочности смесей,
улучшает эластичность, теплостойкость и морозостойкость вулканизатов.
Однако конфекционные свойства смесей и динамическая выносливость резин
снижаются.
Широкое применение в производстве ездовых камер находят EPDM,
содержащие в качестве третьего мономера этилиденнорборнен (ЭНБ) или
дициклопентадиен (ДЦПД). Непредельность и вязкость EPDM,
применяемых в производстве камер из БК, должна быть соизмерима с
непредельностью и вязкостью БК. Предпочтительными являются этиленпропилендие-
новые каучуки с вязкостью 60-70 ед. при 100°С, с содержанием пропилена
33-40% мол. [448, 449,452].
Следует отметить, что сополимеры с этилиденнорборненом в
сравнении с эластомерами, содержащими дициклопентадиен, в большей мере
повышают скорость и степень вулканизации резин. В вулканизатах
отмечается наиболее заметное снижение относительного и остаточного
удлинений, увеличение эластичности, т.е. ЭНБ более эффективен, но
существенно дороже.
Термомеханическая устойчивость резин с указанными каучуками
заметно улучшается (таблица 162). Наряду с БК и EPDM в производстве
ездовых камер применяются также галоидированные хлор- и бромбутилкау-
чуки [453, 454].
В производстве ездовых камер галоидированные бутилкаучуки
находят применение в качестве небольших (1,5-2,5 масс, ч.) добавок в
камерные смеси на основе 100 масс. ч. БК, а также для вентильных резин и
клеевых композиций. Резины на основе 100 масс. ч. ХБК могут
использоваться в производстве теплостойких камер для большегрузных шин,
эксплуатируемых в районах жаркого климата.
Выбор марки и дозировки технического углерода в составе камерной
резины оказывает большое влияние на технологические свойства
перерабатываемых смесей, качество заготовок и готовых камер. Для камер,
эксплуатируемых в покрышках радиальной конструкции, характерно
увеличение деформаций по боковине и стыку, поэтому существенное значение
имеет показатель «условное напряжение резины при удлинении 100 -
(300)%». Предпочтительными являются низкомодульные резины.
Величина напряжения при 100% удлинения в большей мере (чем при
300% удлинения) определяющая качественный уровень камерных резин
должна быть ниже 1 МПа и не возрастать более чем на 50% после
теплового старения резин при 125°С в течение 72 ч. Для обеспечения этого уровня
свойств рекомендуется использование низкоструктурного техуглерода SRF
N 762 в дозировке 50-55 масс.ч. в сочетании с 10-5 масс. ч. техуглерода
FEF N 550 и 20 масс. ч. парафинового масла. Однако применение
указанных марок техуглерода может вызвать необходимость удлинения цикла
смешения. Значительно проще изготовление камерных смесей,
наполненных техуглеродом GPF N 660, хотя в этом случае возможно снижение
сопротивления разрушению по сгибу шприцованных заготовок и ухудшение
качества стыка [455].
Исследовано также влияние на свойства камерных резин различных
типов и комбинаций высокоактивного и среднеактивного технического
углерода. Хороший эффект повышения когезионной прочности камерных
смесей, сопротивления разрыву и раздиру вулканизатов достигается при
применении комбинации технического углерода N 330 и N 550 в
соотношении 20 : 30 масс. ч. или N 330 и N 660 в соотношении 15 : 35 [448].
Зарубежные фирмы при изготовлении камер из БК широко
применяют парафиновые масла, поскольку они хорошо совмещаются с бутил-
каучуком, не оказывают существенного влияния на процесс вулканизации
и улучшают эластичность резин при низких температурах.
При применении ароматических масел при изготовлении камер из
БК возникают трудности при резиносмешении и стыковке заготовок,
ухудшаются низкотемпературные характеристики вулканизатов,
повышается пористость смесей.: Вместе с этим ароматические масла способствуют
сохранению прочностных характеристик резин после теплового старения
[455].
В резинах на основе БК может быть использован большой
ассортимент добавок для улучшения технологических свойств смесей.
Таблица 162 Свойства камерных резин на основе БК и ЭПДК (в соотношении 85:15)
Показатели
БК
(100
масс, ч.)
Марка EPDM и третий мономер
Дициклопентадиен
Этилиденнорборнен
СКЭПТ-
60
СКЭПТ-
70
Келтан
520
СКЭПТ-
Э-70
СКЭГТТ-
Э-70*
Келтан
778
Пластичность, усл.ед.
0,49
0,49
0,49
0,45
0,49
0,45
0,46
Время начала подвулканизации,
130°С, Т+5, мин.
14
13
12
12
12
12
11
Когезионная прочность при
удлЛОО^кПах!^
1,8
2,3
»21
2,6
2,3
2,8
2,7
Усл. напряжение при 300%
удлинении, МПа
3,0
3,5
3,7
3,9
4,0
4,5
4,2
Усл. прочность при растяжении,
МПа
13,0
13,0
13,7
13,0
13,1
14,0
13,1
Относительное удлинение,%
792
746
736
710
640
652
684
Остаточное удлинение, %
38
33
34
32
30
26
28
Сопротивление раздиру, кН/м
40
41
49
50
41
48
48
Эластичность по отскоку при
20°С, %
11
15
16
16
18
18
18
Показатель старения по
ползучести, %
64
84
80
82
85
Температурный предел
хрупкости, °С
-46
-51
-50
-53
-52
-51
-51
Стеарин, вводимый в дозировке около 1 масс, ч., выполняет роль
активатора вулканизации, а также уменьшает прилипание резиновой смеси к
поверхности валков перерабатывающего оборудования.
Диспергирование техуглерода в каучуке, улучшение конфекционных
свойств смесей, обеспечение высоких показателей прочности стыка камер
и прочности соединения резинового фланца вентиля с камерой в
значительной мере зависит от эффективности смол, применяемых в резиновой
смеси. Для повышения прочности адгезионных соединений в качестве
повысителей клейкости камерных и клеевых смесей, применяются маслорас-
творимые смолы с низкой ненасыщенностью. Эффективными повысите-
лями клейкости являются фенолформальдегидные смолы, получаемые
конденсацией алкилфенолов с формальдегидом, а также алкилфенольные
смолы корезин и октофор N.
В производстве камер из БК применяются вулканизующие системы,
содержащие серу, тетраметилтиурамдисульфид (тиурам), ди- (2-бенз-
тиазол ил), дисульфид (альтакс) и оксид цинка. Применение 2-
меркаптобензтиазола (каптакса) менее предпочтительно ввиду большей
склонности смесей к подвулканизации при переработке, что особенно
важно при стрейнировании готовых смесей после второй стадии [455].
Выбор компонентов вулканизующей системы и их дозировки в
камерных резинах на основе БК имеют важное значение, так как снижение
степени вулканизации отрицательно сказывается на озоностойкости камер
и вызывает образование трещин в камерах в процессе их хранения при
высоком содержании озона в окружающей среде.
Типовые варианты рецептуры камерных резин на основе 100 масс. ч.
бутилкаучука приведены в таблице 163 [455].
Таблица 163 Состав камерных резин на основе БК
Ингредиенты
Состав смесей, масс. ч.
Бутилкаучук
100
100
100
100
Техуглерод SRF N 762
50
—
—
—
Техуглерод FEF N 550
10
—
—
—
Техуглерод GPF N 660
—
70
37,0
35
Техуглерод HAF N 330
. —
—
15
15
Парас
шновое масло
22
25
—
24
Парас
жно-нафтеновое масло
—
—
24
—
Стеарин технический
1
1
—
—
Сплав смолы Амберол ST-137x со
стеарином (60:40)
4
Оксид цинка
5
5
5
3
Вулканизующая группа: сера
2
2
2
1,75
тиурам (TMTDS)
1
1
1,5
1
альтакс (MBTS)
0,5
0,5
0,7
—
каптакс (МВТ)
—
—
—
0,5
Сравнительные свойства камерных резин на основе БК-1675Н и его
комбинации с EPDM и ХБК представлены в таблице 164.
Таблица 164 Свойства камерных резин на основе БК-1675Н
Показатели
БК-
1675H
БК-1675Н
+ келтан
БК-1675Н
+ ХБК НТ
1068
(100:2)
(ЮО)
512(85:15)
Пластичность, усл. ед.
0,50
0,48
0,47
Эластическое восстановление, мхЮ3
0,5
0,8
0,7
Время начала подвулканизации,
130°С, Т+5, мин.
14
13
15
Когезионная прочность при удл. 100%,
кПахЮ'2
1,50
2,06
2,03
Клейкость на приборе Тель-Так, кПа
90,0
42,9
105,0
Усл. напряжение при удл. 300%, МПа
4,0
4,2
4,3
Усл. прочность при растяжении, МПа
11,0
13,2
13,3
Относительное удлинение, %
640
650
620
Относ, остаточное удлинение, %
41
37
36
Сопротивление раздиру, кН/м
40
36
46
Эластичность, %
13
17
14
Температурный предел хрупкости, °С
-47
-52
-47
Коэф. газопроницаемости при 70°С,
(м2/МПахс)х10*п
10,0
14,2
9,8
4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
РЕЗИНОВЫХ СМЕСЕЙ
Технологический процесс изготовления резиновых смесей включает
в себя:
1. Подготовки материалов для изготовления резиновых смесей.
2. Технологический процесс смешения и обработки резиновых
смесей.
3. Контроль состояния основного технологического оборудования,
материалов и параметров технологического процесса.
4. Маркировку резиновых смесей и их паспортизация.
5. Условия и сроки хранения.
6. Контроль качества резиновых смесей.
4.1. ПОДГОТОВКА МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ
РЕЗИНОВЫХ СМЕСЕЙ
Все каучуки и ингредиенты используются в производстве после
получения заключения по результатам анализов об их соответствии
требованиям (входной контроль сырья и материалов).
Контроль содержания влаги в техническом углероде и химикатах
осуществляется непосредственно перед пуском в производство.
Каучуки общего назначения подаются к резиносмесителю с
температурой внутри брикета не ниже +15°С и не выше +40°С.
Поверхность брикета должна быть освобождена от бумаги и других
посторонних предметов, а также влаги.
Натуральный каучук, СКИ-3 перед подачей в производство
подвергается декристаллизации в отапливаемом складе или распарочной камере
по режимам, приведенным в таблице 165.
Хлорбутилкаучук перед пуском в производство подвергается
прогреву в распарочной камере. Рекомендации по продолжительности
прогрева каучука приведены в таблице 166. Хлорбутилкаучук загружается в ре-
зиносмеситель без упаковочной полиэтиленовой пленки. Температура
внутри брикета должна находиться в пределах +(40-50)°С. Разогретый
хлорбутилкаучук подлежит использованию в производстве не позднее 3-х
часов после разогрева.
Жидкие мягчители: ароматическое и парафиновое масло
подвергаются нагреву до температуры +(80-90)°С в специальных емкостях.
Таблица 165 Продолжительность декристаллизации натурального
каучука, СКИ-3 в зависимости от температуры их хранения
Температура
хранения каучуков, °С
Продолжительность декристаллизации каучуков,
при +25°С (склад)
при +80°С (распарочная
камера)
-40 + -30
23-25
9-10
-30 -1- -20
21-23
8-9
-20+ -10
18-21
7-8
-10 +-5
16-18
6-7
-5+0
15-16
5,5-6
0 + 5
13-15
5-5,5
Таблица 166 Продолжительность прогрева хлорбутилкаучука в распарочной
камере при температуре 70 - 80°С в зависимости от температуры
поступающего на предприятие каучука
Температура поступающего каучука, °С
Продолжительность прогрева, ч
от -20 до-10
10-12
от-10 до 0
8,5-10
отО до+ 10
6,0-8,5
от+ 10 до+ 20
5,5-6,0
от + 20 до + 40
2,0 - 5,5
Для обеспечения повышенной однородности- резиновых смесей при
их изготовлении рекомендуется выпускать смеси на комбинации
синтетических и натурального каучуков с использованием предварительно пласти-
цированного НК.
Совмещение пластикации натурального каучука с изготовлением
смеси 1-ой стадии, когда на нулевой минуте загружается каучук (каучуки)
и пластицирующий агент без других ингредиентов, приводит к
дополнительному разбросу вязкостных характеристик маточной смеси.
Это связано с недогруженностью резиносмесителя и, как следствие, с
недостаточными температурно-деформационными условиями на
начальном этапе процесса смешения при пластикации каучука.
Начальная обработка непластицированного натурального и
синтетического каучуков с ускорителем пластикации и наполнителем также
повышает нестабильность качественных характеристик смеси ввиду
различной скорости внедрения технического углерода в каучуковую матрицу.
Совмещение пластикации натурального каучука с выпуском
маточной смеси рекомендуется производить на рецептурах со 100% НК или на
смесях с преимущественным его содержанием.
С целью интенсификации процесса пластикации могут быть
применены технологические добавки.
Не допускается применение пластицирующих агентов в смесях для
обрезинивания металлокордного брекера, так как их использование
приводит к уменьшению показателя прочности связи резины с металлокордом.
Пластикация НК производится в резиносмесителе с последующей
обработкой на вальцах до значений показателя пластичности, указанного в
рецепте резиновых смесей.
4.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СМЕШЕНИЯ И ОБРАБОТКИ
РЕЗИНОВЫХ СМЕСЕЙ
Смеси современных радиальных шин для беговой части протектора,
обрезинивания металлокордного брекера, бортовой ленты, подканавочного
слоя и жесткого наполнительного шнура изготавливаются в три стадии,
остальные - в две стадии. Все маточные и готовые смеси различного
назначения после изготовления в резиносмесителе подвергаются листова-
нию.
Каучуки, в том числе пластикат натурального каучука, и маточная
смесь в виде ленты после взвешивания загружаются по транспортеру в
загрузочную воронку резиносмесителя.
На стадии ремиллинга и изготовления готовых резиновых смесей
производится усреднение смесей 1-ой стадии по вязкостным
характеристикам посредством питания резиносмесителя одновременно с двух
поддонов. На каждом поддоне должно быть уложено не более 4-х заправок.
Поддоны с заправками подбираются таким образом, чтобы разница
вязкости по Муни загружаемых маточных смесей на стадии ремиллинга была не
более 8 ед., а на стадии выпуска готовых смесей - не более 6 ед.
Маточная смесь подается в смесительную камеру резиносмесителя в
виде ленты заданной ширины и толщины при температуре не ниже + 15°С
и не выше + 40аС. Поверхность ленты не должна иметь загрязнений и
влаги.
Температура технического углерода, поступающего на завод, при
загрузке в бункерный склад не должна превышать + 60°С, а при загрузке в
смесительную камеру резиносмесителя не должна быть ниже + 15°С и не
выше + 40°С.
Химикаты, поступающие в децентрализованные системы
дозирования материалов и участок централизованной развески материалов, должны
иметь температуру не ниже + 15°С.
Химикаты с централизированного участка дозирования компонентов
поступают к резиносмесителям в закрытых пакетах из полимерной пленки.
Химикаты загружаются:
на стадии изготовления маточных смесей - вместе с полиэтиленовым
пакетом;
на стадии изготовления готовых смесей:
а) при температуре плавления пленки выше + 85°С - без пакета,
б) при температуре плавления полимерной пленки ниже + 85 °С -
вместе с пакетом.
Жидкие мягчители, ароматическое и нефтяное масла поступают из
циркуляционной системы в дозатор и затем под давлением подаются в
смесительную камеру резиносмесителя. Температура жидких мягчителей
должна находиться в интервале 80-90°С.
При изготовлении в одном резиносмесителе маточных и готовых
резиновых смесей на основе каучуков общего назначения рекомендуется
чистка оборудования от остатков готовых резиновых смесей после окончания
их изготовления. Состав резиновой смеси R-1 для чистки резиносмесителя
приведен в таблице 167.
Таблица 167 Состав смеси для чистки резиносмесителя при выпуске
смесей на основе каучуков общего назначения R-1
Наименование материалов
Содержание материалов, масс. ч.
СКМС-ЗОАРКМ15
48,0
СКМС-ЗОАРК
52,0
Технический углерод N220
65,0
Пластификатор нефтяной (ПН-6)
5,0
При изготовлении в одном резиносмесителе резиновых смесей на
основе каучуков общего назначения и хлорбутилкаучука перед выпуском
смеси на основе хлорбутилкаучука осуществляется чистка оборудования
от остатков смесей на основе каучуков общего назначения. Только после
этого можно начинать изготавливать смесь на основе хлорбутилкаучука.
Состав резиновой смеси R-2 для чистки резиносмесителя приведен в
таблице 168.
Таблица 168 Состав смеси для чистки резиносмесителя при выпуске смесей
на основе хлорбутилкаучука R-2
Наименование материалов
Содержание материалов, масс. ч.
Хлорбутилкаучук
100,0
Технический углерод N550
75,0
Единовременная загрузка резиносмесителя при изготовлении смеси
R-1 и R-2 для очистки смесительной камеры должна быть на 20-25% выше
обычной загрузки.
Продолжительность изготовления и чистка смесительной камеры
осуществляется в течение 3-4 мин. Для полного удаления предыдущей
смеси из смесительной камеры чистку резиносмесителя следует проводить
2 раза. Смесь можно использовать для чистки не более 15 раз, после чего
она передается на участок использования заводских отходов.
Конкретные режимы изготовления резиновых смесей различного
назначения на разных заводах различны и зависят от типа и характеристик
смесительного оборудования, систем управления процессами дозирования
и смешения, параметров тепло - и энергоносителей и др.
При построении режимов смешения используют пошаговый
принцип, при котором цикл смешения разбивается на определенное для данной
резиновой смеси число шагов. Каждый шаг цикла характеризуется
неизменностью регулируемых параметров процесса, таких как частота
вращения роторов, давление на верхний пресс или его положение, температура
охлаждающего агента в контурах охлаждения резиносмесителя. Условием
(критерием) окончания данного шага и начала следующего является
достижение предварительно заданных текущих величин временных,
температурных или энергетических (текущие значения мощности или удельных
энергозатрат) параметров процесса.
При переходе к следующему шагу цикла смешения могут реализо-
вываться:
ввод (загрузка) в камеру резиносмесителя одного или нескольких
ингредиентов резиновой смеси;
изменение давления на верхний пресс, частоты вращения роторов,
температуры теплоносителя.
Управление циклом смешения осуществляется по температуре и
затратам энергии, контроль - по времени.
Разброс продолжительности изготовления резиновых смесей при
опущенном верхнем прессе в отработанном режиме смешения не должен
превышать ± 5 секунд.
Систематическое, в течение производства одной серии заправок
данной резиновой смеси достижение заданной температуры до истечения
заданного времени свидетельствует о необходимости корректировки режима
смешения для этой смеси.
При разработке режимов изготовления для высоконаполненных
смесей на основе полиизопреновых каучуков необходимо учитывать, что
насыщение каучука техуглеродом (до 45 масс, ч.) осуществляется за
начальный период смешения. Внедрение технического углерода сверх степени
насыщения, а также использование в рецептуре высокоактивных
наполнителей имеет затянутый характер. Также установлено, что введение в начале
цикла смешения вместе с активным наполнителем твердых мягчителей
приводит к снижению степени диспергирования технического углерода и
его взаимодействия с каучуком, что связано с абсорбцией
низкомолекулярных ингредиентов на поверхности наполнителя. С целью улучшения
процессов внедрения и диспергирования наполнителей и других
ингредиентов и продления периода пребывания смеси в наиболее благоприятных
температурных условиях (100-130°С) для смесей на основе
полиизопреновых каучуков и с преимущественным их содержанием используются
следующие технологические приемы:
изменение скорости вращения роторов в цикле смешения;
рациональный ввод ингредиентов на первой стадии смешения.
Для высоконаполненных трудноперерабатываемых трехстадийных
смесей на основе бутадиен-стирольного и полиизопренового каучуков и
комбинации высокоактивного и малоактивного наполнителя
рекомендуется введение малоактивного технического углерода на второй стадии
процесса смешения. Такой технологический прием приводит к уменьшению
скорости роста температуры, повышению продолжительности активного
смешения и улучшению внедрения и диспергирования
высокоструктурного наполнителя на первой стадии процесса изготовления.
Технология изготовления резиновых смесей на основе растворных
бутадиен - стирольных каучуков имеет ряд особенностей [456].
Исследования реологических свойств растворных бутадиен-
стирольных каучуков в сравнении с эмульсионными показали, что в
диапазоне скоростей и напряжений сдвига, реализуемых в смесительном
оборудовании, они характеризуются более высокой аномалией вязкости и
пониженными на 10-20% величинами эффективной вязкости и существенно
большим временем достижения предельной температуры (рис. 98).
Указанные особенности, вероятно, являются причиной того, что в
процессе смешения с техническим углеродом для растворных каучуков
характерны более низкие значения мощности (на 10-15%) и её пиковой
величины (в 1,5-2 раза).
Рис. 98 Характеристики
процесса смешения бутадиен - сти-
рольных каучуков растворной и
эмульсионной полимеризации с
техническим углеродом:
1 - БСК эмульсионной
полимеризации;
2 - БСК растворной
полимеризации;
3 - маслонаполненный БСК
растворной полимеризации
Кроме того, резиновые смеси на основе растворных каучуков
характеризуются пониженными энергозатратами на процесс, замедленным
темпом роста температуры и заниженной на 30-50% скоростью процессов
внедрения и диспергирования технического углерода. Вместе с тем, при
одинаковых продолжительностях процесса смешения, вязкости смесей на
основе растворных каучуков превышают вязкость аналогичных смесей с
применением эмульсионных эластомеров на 7-10%. Величина этих
различий определяется как структурой БСК растворной полимеризации, так и
наличием и содержанием в нём мягчителя (рис. 99).
Применение новых марок, активных высокодисперсных и
высокоструктурных саж приводит к значительному ухудшению технологичности
смесей на их основе: увеличению на 45-60% суммарных энергозатрат и на
10-30% времени Bit, а также повышенному росту температуры смеси в
процессе изготовления. При этом применение высокоструктурных марок
технического углерода даёт пониженные на 5-6% значения степени их
диспергирования.
Одним из наиболее перспективных направлений создания
протекторных резиновых смесей с улучшенными эксплуатационными
характеристиками является применение в их составе повышенных дозировок высо-
кодисперсиого кремнекислотпого наполнителя с различными каплинг-
агентами, например, бифункциональными органосиланами.
Рис. 99 Качество смешения и вязкостные характеристики резиновых
смесей на основе бутадиен - стирольных каучуков растворной и
эмульсионной полимеризации с техническим углеродом:
1 - БСК эмульсионной полимеризации;
2 - БСК растворной полимеризации;
3 - маслонаполненный БСК растворной полимеризации
Известно, что изготовление смесей такого состава характеризуется
пониженной скоростью внедрения и диспергирования наполнителя при
одновременно жёстких ограничениях температуры выгрузки резиновой
смеси (не выше 150-155°С) и равномерности распределения температуры в
объёме заправки. Показано, что указанные особенности связаны с
наличием в процессе изготовления этих смесей участков неэффективного
смешения (периодов). Применение органосиланов существенно уменьшает
продолжительность этих участков, а при определённых условиях практически
их исключает [456].
4.3. Контроль состояния основного
технологического оборудования, материалов и параметров
технологического процесса
Одной из эффективных мер предупреждения появления
несоответствующих нормам контроля резиновых смесей является систематический
контроль состояния технологического оборудования и соблюдение параметров
технологического процесса.
Контроль технического состояния основного технологического
оборудования, материалов и параметров процесса изготовления и обработки
резиновых смесей приведен в таблице 169.
Всего контролируется около тридцати параметров, из них три
относятся к очень важным (К): состояние поверхности кип и брикетов каучуков,
ленты маточной смеси; тип техуглерода и сыпучего материала,
загружаемых в расходный бункер; работа системы управления циклом изготовления
смеси.
Таблица 169 Контроль состояния основного технологического оборудования, материалов и параметров процесса
изготовления и обработки резиновых смесей
Допустимое
отклонение
(значение
параметра
Степень
Метод
Вид и периодичность контроля
нование
технологического
процесса,
операции
Параметры,
подлежащие
контролю
важности
лируемого
параметра*
контроля,
измерительный
инструмент
Обслуживающим
персоналом
Технологическими и
механическими
службами цеха
Центральными
заводскими
службами
Применяемые
меры при отклонении
от норм контроля
1
2
3
4
5
6
7
8
9
1
.ХранеТемпература
Ежедневно в
Один раз в
Установить
трение и
на складе
сырья, °С, не
ни15
В
Термометр
Ежесменхолодное
неделю в
буемый уровень
подгоно
время года
холодное
температуры
товка ма-
же
время года
теари-
алов
Температура в
В начале и
Один раз в
Один раз в
Установить
темпераспарочной
70-80
В
Термометр
в течение
неделю
м^сяц
ратуру в
требуекамере, °С
смены
мых пределах
ПродолжиПо
рекоЧасы
элекВ течение
Один раз в
Один раз в
Не допускать
истельность
менв
трические
каждого
неделю
месяц
пользования
каугрева хлорбу-
дациям
показыцикла
прочука в
производсттилкаучука
табл.
вающие
грева
ве.
Направить на
дополнительный
прогрев
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Тем-pa в
емкости
разогрева и
циркуляционной
системе, °С
Пластификатор нефтяной
(масло ПН-6)
80-90
В
Термометр
В начале и
в течение
смены
Ежедневно
Один раз в
неделю
Установить
температуру в
требуемых пределах
2.Дозиро
ванне
материалов
для из-
готов,
резиновых сме-
сеи
Нулевая
отметка
дозаторов н весов
для
дозирования каучуков,
маточных
смесей,
сыпучих и жидких
компонентов
В
соответствии
с тех.
документацией
на
дозаторы и
весы
В
Осмотром
Ежедневно
в начале и
конце
смены; для
зированных доза-
торов-
постоянно
Один раз в
неделю
Два раза в
месяц
Настроить весы
Горизонтальный уровень
установки
весов
Пузырек
воздуха в
центре
В
Уровнемер
Ежедневно
Один раз в
неделю
-
Установить весы в
надлежащее
положение
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Дозирование
Погрешматериалов
ность до-
В
Дозаторы
В течение
Один раз в
Два раза в
Настроить
дозатозирова-
и весы
смены
неделю
месяц
ры, весы
ния от
предельного
значения
шкалы
•
дозатора,
%, не
выше
каучуки,
ма0,3
точные смеси
наполнители
сыпучие
ком0,5
поненты
«жидкие»
ма0,5
териалы
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
3.Изготовление
резиновых
смесей
3.1
Проверка
состояния
оборудования
Частота
вращения
роторов, мин"1
±2
В
Тахометр
Перед
каждым
циклом
смешения
Два раза
в месяц
Один раз
в квартал
Установить
требуемую частоту
вращения роторов
Давление на
верхний
затвор, МПа
0,6-0,8
мат. смеси
0,6-0,8
готовые
смеси
В
Манометр
Ежедневно
в начале
смены
Один раз
в неделю
Два раза
в месяц
Наладить работу
системы подачи
сжатого воздуха
Время
достижения
ментированного давления
на верхний
затвор, с
Не более
10
В
Секундомер
Ежедневно
в начале
смены
Один раз в
неделю
Два раза в
месяц
Наладить работу
пневосистемы
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Дозирование
Погрешматериалов
ность до-
В
Дозаторы
В течение
Один раз в
Два раза в
Настроить
дозатозирова-
и весы
смены
неделю
месяц
ры, весы
ния от
предельного
значения
шкалы
дозатора,
%, не
выше
каучуки,
ма0,3
точные смеси
наполнители
сыпучие
ком0,5
поненты
«жидкие»
ма0,5
териалы
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
3.Изготовление
резиновых
смесей
3.1
Проверка
состояния
оборудования
Частота
вращения
роторов, мин"1
±2
В
Тахометр
Перед
каждым
циклом
смешения
Два раза
в месяц
Один раз
в квартал
Установить
требуемую частоту
вращения роторов
Давление на
верхний
затвор, МПа
0,6-0,8
мат. смеси
0,6-0,8
готовые
смеси
В
Манометр
Ежедневно
в начале
смены
Один раз
в неделю
Два раза
в месяц
Наладить работу
системы подачи
сжатого воздуха
Время
достижения
ментированного давления
на верхний
затвор, с
Не более
10
В
Секундомер
Ежедневно
в начале
смены
Один раз в
неделю
Два раза в
месяц
Наладить работу
пневосистемы
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Зазор между
В
соотПосле
проПровести
коррекгребнем
ротоветствии
В
Измери-
ведения
-
тировку высоты
ра и стенкой
с тех.
тельный
планово-
гребня ротора
смесительной
докуменпгуп
предупрекамеры, мм
тацией
на
рудование
дительного
ремонта
Температура
воды по
зоВ
соответствии
В
Регулятор
Ежедневно
Один раз в
Два раза в
Наладить работу
нам
охлаждес тех.
дотем-ры со
в начале
неделю
месяц
системы
охлаждения резинос-
кументашкалой
смены
ния
резиносмесимесителей
цией
задания
теля
Продолжительность
10
В
СекундоОдин раз в
Один раз в
Один раз в
Наладить работу
поднятия и
мер
сутки
неделю
месяц
пневмосистемы
опускания
верхнего
затвора, с,
не более
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Продолжительность
от15
Н
СекундоОдин раз в
Два раза в
Один раз в
Наладить работу
крытия и
замер
неделю
месяц
квартал
разгрузочного
усткрытия
нижройства
него затвора,
с, не более
Тем-pa в
каВ
соотмере
резиветствии
В
УстройстПеред
наОдин раз в
Два раза в
Наладить работу
носмесителя
с тех.
во для
речалом
канеделю
месяц
системы
регулироперед
докуменгистрации
ждого
вания тем-ры
смелом загрузки
тацией
тем-ры
цикла
изсительной камеры
ингредиентов,
готовлеи роторов
рези°С
ния смеси
носмесителя
Давление
воДва раза в
Один раз в
Отрегулировать
ды для охла-
Н
Манометр
-
неделю
квартал
давление
ждсния
•
Тем-pa воды
для
охлаждеН
Термометр
-
Два раза в
Один раз в
ния
оборудонеделю
неделю
вания, °С
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
3.2.Конт-
Состояние
Без
буЗагрязненные
кауроль
исповерхности
маги,
заК
Визуально
Перед
каОдин раз в
Два раза в
чуки и маточные
ходных
кип и
брикесорений,
ждым
неделю
месяц
смеси в
материатов каучуков,
влаги.
циклом
стве не
использолов на
ленты
маточХБК без
вать
рабочем
ной смеси
ПЭ
месте
пленки
Тем-pa
внутри кип и
бриВ
Термот
Ежедневно,
Два раза
Привести
температуру к требуемому
кетов, °С:
электричев пяти
разв месяц
уровню
-НК
15-40
ский тер-
личных
-СКИ-3
15-40
мометр
брикетах,
-БСК
15-40
игольчатозаправках
-СКД
-ХБК
15-40
40-45
го типа
-ленты
маточной смеси
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Тип
Маркирода и
сыпуровка
К
По
пасКаждый
Один раз в
Один раз в
Остановить
зачих
материабункера
порту на
раз при
затри дня
неделю
грузку бункера
лов,
загруна
соотпродукт
грузке
жаемых
неповетствие
бункера
средственно в
типа
зарасходный
гружаебункер
мого
материала
3.3
КонРабота
систеВсегда в
Система
В каждом
Один раз в
Один раз в
Остановить
протроль
мы управле-
автомаК
автоматицикле
сметри дня
нанеделю
цесс, наладить
рапроцесса
нш циклом
тическом
ческого
шения
блюдением
боту системы
изготовления
режиме
управлеуправления
циксмеси
ния
раболом изготовления
той линии
смеси
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Общая
В
соотСистема
продол-сть
ветствии
В
автоматиВ каждом
Один раз в
Два раза в
Откорректировать
цикла
смешес
режического
цикле
неделю
месяц
параметры
процесния и
мом
управлеса изготовления
продол-сть
готовления
рабосмеси
смешения под
ния
сметой линии
давлением
сей,
до(при
опущенпуск ±10
ном верхнем
затворе), с
Тем-pa смеси
ТермоПо двум-
при выгрузке
±6
В
электричетрем
заОдин раз в
Два раза в
Откорректировать
из
резиносмеский тер-
правкам
неделю
месяц
параметры
процессителя, °С
мометр,
установленный в
смесит,
камере
зиносмесителя
смеси
одного
шифра в
новившемся
процессе
са смешения
Продолжение таблицы 169
1
2
3
4
5
6
7
8
9
Продолжительность
обработки смеси
на вальцах,
мин.
±5
В
Режимные
часы
Секундомер
По каждой
заправке
Один раз в
неделю
Два раза в
месяц
Толщина
ленты смеси при
снятии с
вальцев, мм
± 1
В
Толщиномер
индикаторный
В начале
работы и
при смене
шифра
смеси
Один раз в
три дня
Один раз в
неделю
Откорректировать
зазор между
валками
Состояние
поверхности
резиновой
ленты после
агрегата
фестонного типа
Сухая
В
Осмотром
Несколько
раз в
течение смены
Один раз в
три дня
Один раз в
неделю
Наладить работу
охладительной
установки
Тем-pa
резиновой ленты
+ 40
В
электрический
термометр
игольчатого типа
Несколько
раз в
смену при
тановившемся
процессе
Один раз в
три дня
Один раз в
неделю
Примечание: К - очень важно; В - важно; Н — неважно
4.4. Маркировка резиновых смесей и их паспортизация
Резиновые смеси после изготовления укладываются на поддон в
количестве не более 4-х заправок.
Смеси на поддоне должны быть маркированы: на листах резиновых
смесей должен быть указан шифр рецепта смеси, стадия изготовления,
дата изготовления, номер смены, номер резиносмесителя. Маркировка
проводится автоматически специальным маркировочным роликом на
фестонной установке или вручную маркировочным карандашом (смесь воска с
красителем).
При использовании автоматизированной лаборатории контроля
качества резиновых смесей, в которой сбор, обработка и анализ результатов
контроля осуществляется компьютером, целесообразно использовать
идентификационный номер резиновой смеси, под которым каждая
конкретная смесь будет храниться в памяти компьютера. Идентификационный
номер должен в цифровой форме содержать вышеуказанную информацию
о смеси.
Маточная смесь передается с первой стадии на вторую (или
третью)^ готовая смесь выдается с промежуточного склада на последующие
этапы шинного производства только в сопровождении паспорта,
оформляемого контрольной лабораторией на основании результатов контроля.
Паспорт должен находиться на поддоне с заправками резиновой смеси и
содержать, помимо указанных выше данных о шифре смеси, сроке
изготовления и изготовителе, значение вязкости по Муни (ускоренные
испытания), а также информацию «годная» смесь или «задержана», подпись или
номерной штамп ответственного лица. Целесообразно использование
паспортов различного цвета для маточных и готовых резиновых смесей.
Выдача паспорта фиксируется ответственным лицом контрольной
лаборатории в специальном журнале. Смеси без паспорта не допускаются
для последующего использования.
4.5. условия и сроки хранения резиновых смесей
Маточные и готовые резиновые смеси подлежат хранению на
складах маточных и готовых смесей перед пуском в производство в условиях,
не допускающих их увлажнения и загрязнения.
Во избежание технологической аварии (попадания маточной смеси
на переделы выпуска полуфабрикатов и деталей), рекомендуется склады
маточных смесей после 1-ой и 2-ой стадии, а также склады готовых смесей
отделить территориально. Не допускается выпуск полуфабрикатов и
деталей из смесей, срок хранения которых превысил регламентированные
значения.
Сроки хранения маточных и готовых смесей указаны в таблице 170.
Таблица 170 Продолжительность хранения резиновых смесей
Стадия изготовления резиновых смесей
Сроки хранения
Маточные смеси после первой стадии смешения
при трехстадийном режиме их изготовления
Не менее 8 часов, не
более 1 месяца
Маточные смеси второй стадии смешения при
трехстадийном режиме их изготовления
Не менее 2 часов, не
более 1 месяца
Маточные смеси на основе каучуков общего
назначения после первой стадии смешения при
двухстадийном режиме изготовления
Не менее 2 часов, не
более 1 месяца
Маточные смеси на основе хлорбутилкаучука
после первой стадии смешения
Не менее 16 часов, не
более 15 суток
Готовые смеси для обрезинки металлокорда
каркаса и брекера, изоляции бортовой проволоки
Не более 3 суток
Готовые смеси для других деталей
Не более 10 суток
При превышении сроков хранения использование смесей по прямому
назначению допускается только после проведения контрольных
(повторных) испытаний смеси и получения подтверждения, что полученные
результаты соответствуют нормам.
4.6. Контроль качества резиновых смесей
При изготовлении резиновых смесей контролю подвергаются как
маточные, так и готовые резиновые смеси.
Для маточных смесей в процессе их изготовления контролируются:
в процессе смешения:
> пиковая и конечная мощность;
> суммарная энергия на процесс смешения;
> температура выгрузки;
в контрольной лаборатории (выборочно):
> вязкость по Муни - МЦ1+2) 100°С;
> удельная плотность.
Если показатели процесса (мощность, энергия, температура) выходят
за предварительно установленные нормы контроля, производится
обязательный контроль вязкости и удельной плотности.
Для проведения выборочного контроля по показателю «вязкость по
Муни» отбирается одна проба с поддона, на котором находятся 4 заправки.
Отбор пробы производится произвольно. Вязкости других заправок на
этом поддоне принимаются равными вязкости проконтролированной
заправки (если показатели процесса удовлетворяют нормам контроля).
Разброс вязкости маточных смесей не должен превышать:
первой стадии ± 8 ед.;
второй стадии ± 5 ед.;
готовой смеси ± 4 ед.
Готовые резиновые смеси подвергаются двум видам контроля:
оперативному и расширенному.
Методы и объемы выборки для расширенного контроля приведены в
таблице 171.
Оперативный контроль осуществляется для 100% всех
изготавливаемых резиновых смесей на приборе «Реометр-100» фирмы «Монсанто»
при температуре 190 ± 1°С и амплитуде колебаний ротора ± 1 градус или
на безроторном виброреометре МДР 2000 фирмы «Альфа Технолоджис»
при температуре 190 ± 1°С и амплитуде колебания нижней полуформы ±
0,5 градуса.
В начале изготовления серии смесей рекомендуется рассмотреть
результаты анализа первых 3-4 заправок и при получении
удовлетворительных результатов продолжать изготовление смесей. В противном случае
принимаются меры для стабилизации процесса смешения.
Перед началом контроля качества резиновых смесей ежесменно
необходимо проводить оценку сходимости результатов испытаний на
виброреометрах. Для этого резиновую смесь (протекторную или брекерную) с
показателем максимального крутящего момента (Мн), равного 3,4-4 Нм
(1,2 - 1,4 Нм для МДР 2000), массой 1,5-2 кг гомогенизируют на
лабораторных вальцах в течение 5-6 мин. Из подготовленной смеси
изготавливают по два образца для каждого прибора и последовательно испытывают
их на каждом реометре. Проводят сравнение результатов испытания
второго образца с каждого реометра и определяют среднее по каждому
контролируемому параметру. В случае, когда значение Мн для одного или
нескольких реометров отличается от среднего на ± 0,22 Нм (0,1 Нм), а
продолжительность достижения 90-процентной степени вулканизации (t%) -
на ± 6 секунд, реометр исключается из процесса контроля и подвергается
техническому обслуживанию.
От каждой заправки резиновой смеси отбирают пробу массой не
менее 0,1 кг. Пробу отбирают до поступления резиновой смеси на установку
фестонного типа. Отбор рекомендуется осуществлять с помощью
механического пробоотборного устройства. В случае если пробы смесей
отбираются с поддона на промежуточном складе, их перед помещением в
реометр необходимо отмыть от изолирующего состава и высушить.
Разбраковку резиновых смесей рекомендуется осуществлять по
четырем параметрам реограммы: ML, Мн - минимальный и максимальный
крутящие моменты; ts2 - время начала подвулканизации; ts>o - время
достижения 90-процентной степени вулканизации.
Таблица 171 Рекомендации по объему выборки при экспресс- и оперативном контроле качества резиновых смесей (%)
Физико-механические показатели
Назначение смеси
Плотность
Реометр
приТ=
190°С
б мин.
(Вязкость)
Пластичность
Усл.
пряжение при
удлин.
300%
Усл.
прочность
при
разрыве
Отн.
удлинение
при
разрыве
тивление
раздиру
Твердость
Прочность
связи
резины с
м/кордом
Протектор (беговая часть)
50
100
100
20
20
20
20
20
-
Подканавочный слой протектора
50
100
100
20
20
20
20
«»
.-
Боковина и минибоковина
50
100
100
20
20
20
20
т
mm
Обрезинка металлокорда
50
100
100
20
20
20
ш
-
20
Обрйинкатексгального корда
50
100
100
20
20
20
20
т
mm
Герметизирующий слой
50
100
100
100
100
100
100
т
-
Наполнительный шнур
50
100
100
-
100
100
mm
100**
-
Бортовая резиновая лента
50
100
100
100*
100
100
100
-
-
Изоляция бортовой проволоки
50
100
100
100
100
-
-
mm
*) Условное напряжение при удлинении 200% для легковых шин
**) Для жесткого наполнительного шнура
Заправка резиновой смеси считается задержанной в случае
несоответствия нормам контроля, по крайней мере, одного из контролируемых
параметров. Эта заправка подвергается повторному испытанию на
реометре и, при повторении результатов испытаний, заправка не отпускается в
производство до получения результатов ее расширенного контроля.
Резиновая смесь считается годной и пускается в производство при
соответствии нормам контроля всех контролируемых параметров расширенного
контроля. В случае несоответствия одного из контролируемых параметров
нормам контроля смесь задерживается, проводится повторный контроль, и
при подтверждении результатов первичного анализа осуществляется
контроль по данному параметру 100% всех ранее изготовленных и прошедших
оперативный контроль смесей до последней годной заправки.
Задержанные заправки подрабатываются или направляются по
другому назначению. Решение о способах дальнейшего использования
задержанных заправок принимается начальником ЦЗЛ или руководителями
групп ЦЗЛ.
Для пересчета значений контролируемых параметров с роторного
виброреометра на значения контролируемых параметров на безроторном
можно использовать экспериментально установленные зависимости:
tS2 или t90 (MDR)H tS2 или too (ODR)-25 !>*0,94
ML или Mh (MDR)= \ ML или MH (ODR)-5 r*0,41
4.7. Основные требования к качеству изготовления
резиновых смесей и пути их достижения
Массовое производство легковых и ЦМК, соответствующих
требованиям автомобильной промышленности, не может быть обеспечено без
повышения стабильности качества изготовления резиновых смесей.
При этом особое значение приобретает стабильность
технологических свойств резиновых смесей, определяющая прецизионностью выпуска
профильных заготовок шин, стабильность процессов сборки и
вулканизации шин. В частности, фирмы-производители современных
профилирующих агрегатов - червячных машин (дуплексы, триплексы) гарантируют
выпуск профильных заготовок с требуемой прецизионность только при
разбросе показателей вязкости по Муни не более ± 3 ед. против
нормируемого в настоящее время +5 ед. и реально достигаемого на ряде
предприятий ± 6 - 7 ед.
Необходимые требования к качеству изготовления резиновых
смесей для шин, сформулированные на основе сопоставления свойств
резиновых смесей и резин с эксплуатационными характеристиками шин, а
также с учетом требований фирм-производителей шин и
перерабатывающего оборудования приведены в таблице 172.
Таблица 172 Требования к качеству изготовления резиновых смесей
Наименование показателя
Значение
Степень диспергирования
н/м 95 %
Гомогенность по коэффициенту вариации показателей рео-
метрии
н/б 1,5%
Стабильность качества резиновых смесей
А) Виброреометрия
Коэффициент вариации:
-генеральной совокупности
-сменный
н/б 6%
н/б 4%
Ориентировочный средний размах норм контроля (при 190°С)
Минимальный крутящий момент Ml, Нм
±(1,0-1,5)
Максимальный крутящий момент Мн, Нм
± (3,0-3,5)
Время начала вулканизации t§, с.
±(25-35)
Оптимальное время вулканизации tc(90), с.
± (45-60)
Б) Размах колебаний вязкости по Муни:
-генеральной совокупности
-сменный
±5,0 ед.
±3,0 ед.
Кроме того, производство высокопрецизионных профильных
заготовок требуют повышения стабильности питания червячных машин в
агрегатах типа «дуплекс» и «триплекс», что, в свою очередь, вызывает
необходимость ужесточения требований к колебаниям размеров питающих лент
резиновой смеси.
Указанные в таблицах характеристики резиновых смесей не могут
быть достигнуты без существенного изменения требований к свойствам
сырья, модернизации или замены действующего оборудования
подготовительных цехов, внедрения перспективных технологий изготовления
резиновых смесей, эффективных систем управления технологическим
процессом, контроля качества резиновых смесей.
Первой операцией любой технологической схемы является
складирование, растаривание и подготовка ингредиентов резиновых смесей к
последующим операциям.
При этом колебания свойств поступающего на шинные предприятия
сырья от партии к партии и, в значительно меньшей степени, внутри одной
партии являются одним из основных источников нестабильности свойств
резиновых смесей. Вклад этих колебаний в общую нестабильность
качества резиновых смесей в настоящее время составляет от 40 до 70%.
Исключение или минимизация влияния этого источника
нестабильности может быть достигнуто либо усреднением сырья из разных партий,
либо ужесточением требований к свойствам поставляемого сырья.
Однако усреднение сырья требует наличия и длительного хранения
на шинном предприятии его больших запасов из разных партий,
дополнительных складских помещений, а также специального оборудования.
Большинство фирм пошло по пути разработки спецификаций
практически для каждого из ингредиентов резиновых смесей. Спецификациями
предусматривается поставка заводом-изготовителем на конкретный
шинный завод партий сырья с ужесточенными в сравнении с действующими
нормами контроля на показатели, определяющие качество резиновых
смесей. Это исключает необходимость усреднения сырья, обеспечивая вместе
с тем минимизацию вклада колебаний его свойств на нестабильность
резиновых смесей.
На последующей операции производства - транспортирование
ингредиентов со склада к дозирующему оборудованию подготовительного
цеха - наиболее значительное дестабилизирующее влияние на качество
резиновых смесей вносится действующими в настоящее время на
большинстве шинных заводов СНГ системами сажеподачи (шнековыми или
конвейерными). В процессе транспортирования технического углерода по
этим системам наблюдается существенный прирост содержания пыли (до
25% и более), а также уплотненного техуглерода (до 1%).
Это приводит к увеличению погрешности при дозировании и
ухудшению качества смешения.
Вышесказанное свидетельствует о необходимости замены
существующих систем сажеподачи на более эффективные, основными
требованиями к которым, помимо производительности и герметичности,
являются:
- прирост содержания разрушенных гранул наполнителя (пыли) не
более 3%;
- полное отсутствие спрессованного наполнителя (гранул).
В наибольшей степени этим требованиям отвечают системы
сажеподачи ф. «Хронос Ричардсон» (транспортировка в псевдоожиженном слое)
и ф. «Шраге».
Следующая операция «дозирование ингредиентов» также оказывает
существенное влияние на стабильность качества резиновых смесей. Ее
вклад в общую нестабильность качества может достигать 20%.
Это связано как с относительно большими погрешностями
существующих дозаторов (от 1,5 - 2% для каучуков, техуглерода, жидких мягчи-
телей и до 1% для сыпучих ингредиентов), так и большими колебаниями
сыпучих свойств, дисперсного состава дозируемых материалов, которые
ухудшают точность работы дозаторов и систем подачи материалов в
камеру резиносмесителя. Современные системы дозирования компонентов ре-
зиновых смесей как централизованного, так и децентрализованного
участков должны обеспечивать загрузку каждого из дозируемых материалов в
камеру резиносмесителя с погрешностью не более 0,5% от массы его
навески. Это достигается повышением точности дозаторов до 0,1 - 0,3% от
верхнего предела взвешивания и правильным выбором грузоподъемности
весов.
Вклад собственно технологии изготовления резиновых смесей
(смешение и последующая обработка) в общую нестабильность их качества
составляет, как правило, от 30 до 50%. Одна из главных причин этого - очень
ограниченные возможности технологических схем оборудования и систем
управления по регулированию параметров процесса смешения и обработки
смесей. В результате этого используемые в настоящее время на
большинстве заводов процессы не учитывают особенностей состава резиновых
смесей, реологических и физико-химических свойств смешиваемых
материалов, а также метрологические характеристики и техническое состояние
оборудования.
С целью расширения технологических возможностей оборудования
и повышения за счет этого стабильности качества резиновых смесей
необходимо внесение следующих изменений в технологическую схему
процесса смешения, а также в технические характеристики основного
оборудования и систем управления.
1. Разрыв прямых потоков передачи маточных резиновых смесей на
стадию производства готовых смесей с обеспечением вылежки маточных
смесей в специально выделенных складских помещениях.
Минимально необходимые сроки вылежки маточных смесей должны
составлять для смесей на основе или с преимущественным содержанием
бутадиен-стирольного каучука от 8 до 12 часов и от 2 до 6 часов для
смесей на основе или с преимущественным содержанием полиизопренового
каучука. Конкретный срок вылежки в указанном диапазоне определяется
составом данной смеси и содержанием наполнителя.
При трехстадийных процессах смешения вылежка маточных смесей
после второй стадии их изготовления должна составлять от 2 до 4 часов.
Обеспечение вышеуказанной вылежки маточных смесей
интенсифицирует процесс диспергирования наполнителей на последующих стадиях
смешения, приводя в результате к существенному (на 20-25%) повышению
стабильности всего комплекса технологических и технических свойств
резиновых смесей и резин (таблица 173).
2. Предпочтителен переход на выпуск маточных смесей в форме
непрерывной ленты вместо гранул, т.к. при этом уменьшается вероятность
слипания резиновых смесей, а также расход (в 3-4 раза) изолирующего
раствора, большое содержание которого может оказывать
дестабилизирующее воздействие как на процесс смешения, так и на процесс
профилирования.
Таблица 173 Свойства протекторных резин, изготовленных по двух-и
трехстадийному режимам
Показатели
Тип полимера
ПИ-КЖД+БСК
ПИ+БСК
Стадийность изготовления
2
3
2
3
Солепжание масла ПН-6. масс. ч.
14
7
12
6
Усл. напряжение при удлинении 300%,
МПа
9,5
11,6
9,5
11,8
Усл. прочность при растяжении, МПа
21,8
23,0
22,7
25,5
Сопротивление раздиру, кН/м
87
92
93
100
Индекс упруго-прочностных свойств
100
ПО
100
114
Энергия прорыва, кгс см/см3
13,5
16,0
143
17,0
Гистерезисные потери, К/Е 100° С
0,35
0,34
0,29
0,28
Износостойкость шин, %
100
111
100
108
3. Использование вместо резиносмесителей с фиксированной
частотой вращения роторов (30 и 40 мин"1) машин с плавной её регулировкой
(от 15 до 50 мин"1), что позволит:
- устанавливать оптимальную для данной смеси частоту вращения
роторов на цикл смешения;
- регулировать частоту вращения роторов в цикле смешения, обеспечивая
оптимальные условия внедрения, диспергирования наполнителя, а
также, в определенных пределах, варьировать продолжительность
температурной обработки смеси.
4. Применение станции регулирования температуры теплоносителя
(воды) по зонам охлаждения резиносмесителя (ротора и полукамеры),
обеспечивающих стабилизацию температурных параметров процесса
смешения от цикла к циклу, независимо от длительности возможных
перерывов между ними и оптимизирующих условия смешения в начальной фазе
каждого цикла за счет создания определенной для данной смеси разности
температур роторов и полукамер.
5. Переход от двух - к четырехлопастной конструкции роторов
резиносмесителя, интенсифицирующей процесс смешения и обеспечивающей
большую гомогенизацию смеси.
6. Целесообразно оснащение резиносмесителей устройством для
регулирования давления сжатого воздуха на верхний пресс, что позволяет
существенно (на 20-30%) увеличивать равномерность распределения на-
полнителеи в резиновой смеси.
7. Для обработки маточных и готовых резиновых смесей после
выгрузки из резиносмесителя и формирования непрерывной ленты смеси
наиболее целесообразно использование червячных машин с валковыми
головками, что позволит исключить трудности, могущие возникать при
«шублении» или переходе на задний валок на вальцах при обработке
высоковязких, трудноперерабатываемых смесей для наполнительного шнура,
бортовой ленты, некоторых протекторных и брекерных смесей. При этом,
машины для обработки маточных смесей должны обеспечивать
дорабатывающий эффект, соизмеримый или равный эффекту, достигаемому при
обработке смеси на трех вальцах.
8. При использовании после резиносмесителя трех вальцев
необходимо:
- оснащение средних вальцев автоматическим перемешивающим
устройством типа «сток-блендер», интенсифицирующем охлаждение смеси и
стабилизирующем условия её обработки;
- плавная регулировка частоты вращения валков третьих (последних)
вальцев, позволяющая синхронизировать работу вальцев и фестонной
охлаждающей установки в автоматическом режиме.
Кроме того, целесообразно оснащение вальцев устройством
автоматического регулирования величины зазора.
9. Современные фестонные установки помимо обязательной
надежной изоляции ленты резиновой смеси, её полной сушки и охлаждения до
температуры не выше 50°С должны обеспечивать продольный рез ленты
смеси на полосы с шагом 100 мм и погрешностью реза не более ± 5 мм,
равномерную укладку фестонов ленты на поддон, автоматическую
маркировку ленты и отбор проб для контроля качества резиновой смеси.
10. Одним из наиболее важных факторов повышения стабильности
качества резиновых смесей является переход от действующих релейных
систем управления процессом дозирования и смешения типа САД или
СУРД к системам на базе компьютерной техники.
Только такие системы позволяют в полной мере реализовать
преимущества, предоставляемые вышеперечисленными особенностями
оборудования и технической схемы.
Помимо функции контроля и управления процессом, реализуемых в
системах САД, такая система должна дополнительно обеспечивать:
а) контроль и управление циклом смешения по удельным затратам
энергии, расходуемой электродвигателем резиносмесителя. Переход на
управление выгрузкой смеси по этому параметру позволяет повысить
стабильность качества резиновых смесей на 10 - 25%.
б) возможность загрузки рядов ингредиентов трудноперерабатывае-
мых смесей в камеру резиносмесителя не только в начале цикла смешения,
но и в ходе его. При этом предпочтительно осуществлять загрузку этих
ингредиентов не по времени, а по температуре или по затратам энергии. При
изготовлении маточных резиновых смесей к таким ингредиентам
относятся один из эластомеров из комбинации каучуков, оксид цинка,
наполнители, некоторые жидкие и твердые мягчители. На стадии производства
готовых смесей в ряде случаев целесообразно разнесение по циклу смешения
загрузки серы и ускорителей.
в) загрузку наполнителей (технического углерода и кремнекислотно-
го наполнителя) двумя порциями в ходе цикла смешения по достижении
заданной величины температуры смеси или удельных затрат энергии.
г) контроль и управление следующими параметрами:
- частота вращения роторов резиносмесителя, червяка АЧВЛ;
- температура теплоносителя;
- давление сжатого воздуха в верхнем прессе.
11. Важным условием производства высококачественных резиновых
смесей является оперативность, объективность и информативность
контроля их качества. В наибольшей степени в настоящее время этим
требованиям отвечает система оперативного (со 100% - ой выборкой) контроля
качества на базе виброреометрии.
Целесообразно объединение приборов контрольной лаборатории в
единую автоматизированную систему.
В перспективе в такой системе может быть использован алгоритм
оперативного выявления причин и источников нестабильности качества
резиновых смесей на базе результатов контроля качества.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Пичугин А. М. Сб. «Резиновая промышленность. Сырье. Материалы.
Технология», XIII Межд. научно-практ. конф., Москва, май, 2007, с. 42
2. Основные направления рецептуростроения резин для легковых шин.
Тематический обзор под редакцией Гришина Б. С, Власова Г. Я., М.
ЦНИИТЭНефтехим, 1996, 172 с.
3. Priss L. S., Shumskaya A.G.//Tire Science and Techn. 1988, v. 17, №3, p.
171-186
4. Пичугин A. M., Трофимов С. А., Шварц А. Г., Щередин С. А.// Каучук и
резина, 1985, №9, с.24-27
5. Третьяков О. Б., Арутунян Г. В. Механизм взаимодействия шины с
дорогой и пути повышения износостойкости шин. Тем. обзор, М.
ЦНИИТЭНефтехим, 1979, 58 с.
6. Бидерман В. Л., Пугин В. А. Сб. «Пневматические шины» под ред. Ба-
денкова П. Ф., Евстратова В. Ф. М., Химия, 1969, с. 26-43
7. Бухин Б. Л. Введение в механику пневматических шин. М., Химия, 1988,
224 с.
8. Филько Г. С, Пугин В. А. Исследование механики пневматической
шины, М., 1988, с. 144-158
9. Гуральник В. Е.// Дисс. канд. техн. наук. М., НИИШП, 1984, 185 с.
10. Яшунская Ф. И. // Журнал ВХО им. Менделеева, 1981, т. 26, №1, с.
59-64
11. Жаркова Т. Э. // Каучук и резина, 1981, №5, с.41-43
12. Эдварде Д. С. // Межд. конф. по каучуку и резине IRC-84. М., 1984.
Пленарные доклады
13. Лидоренко Н. С. И др. // Энергия: экономика, технология, экология,
1984, №9, с. 42-52
14. Ставров О. А.Перспективы создания эффективного электромобиля,
М., Наука, 1984, с 88
15. Селезнев И. И., Цукерберг С. М. // Каучук и резина, 1969, №4, 36-41
с.
16. Пичугин А. М., Шварц А. Г., Шумская А. Г. // Производство шин, СК
иРТИ, 1986, № 1, с. 21-25
17. Кнороз В. И., Лурье М. И., Шелухин А. Е., Петров И. П. //
Автомобильная промышленность. 1968. №3, с. 11-14
18. Water W.C. SAE Techn. Paper. Ser.1972, № 720043. 21, p. 21
19. Schuring D.J., Futamura Sh. // Rubb. Chem. and Techn. 1990, v. 63. № 3,
p. 315-367
20. Crum W. В., Menall R.G. // Tire Science and Techn. 1975, v.3, №1, p. 3-
15
21. Thompson G. D., Reineman M.E. SAF Techn. Paper. Ser.1981, №
810168, p. 10
22. Stirewalt Edvard N. // Solar Age. 1981. v. 6, №9, p. 22-27
23. Бухин Б. Л. Выходные характеристики шин Тем. обзор, М.
ЦНИИТЭНефтехим, 1978, с. 64
24. Пичугин А. М., Рагимов С. Н., Шварц А. Г. // Каучук и резина, 1985,
№10, с. 34-36
25. Pelargus D. // Gummibereifung. 1979, Bd. 55, №9, р.28-90
26. Szigethy N.M. // Autom Ind. 1982, v. 162, № 12, p. 15-18
27. Wang NJ. // Rubb. Chem. and Techn. 1988, v. 71, p. 520-589
28. Пичугин A. M., Степанова Л. И., Щербаков Ю. М. // Каучук и
резина, 2006, №2, с. 13-16
29. Saito Y. // Kautchuk and Gummi Kunstst, 1986, Bd. 39, № 1
30. Gargani E. // Kautchuk and Gummi Kunstst, 1987, Bd. 39, №> 10
31. Резниковский M. M., Лукомская А. И. Механические испытания
каучука и резины. М., Химия, 1968, 500 с.
32. Сахновский Н. Л., Пичугин А. М., Хромов М. К., Степанова Л. И. //
Каучук и резина, 1992, № 6, с. 23-26
33. Futamura Sh..// Tire Science and Techn., 1990, v. 18, № 1, p. 2-13
34. Futamura Sh..// Rubb. Chem. and Techn. 1992, v. 64, p. 57-64
35. Пичугин A. M., Сахновский H. Л., Хромов M. К., Степанова Л. И. //
Каучук и резина, 2000, № 2, с. 19-22
36. Schuring D.J. // Rubb. Chem. and Techn. 1980, v. 53. № 3, p. 600-727
37. Хромов M. К., Коновалова H. П. // Каучук и резина, 1970, № 8, с. 43-
45
38. Хромов М. К., Сахновский Н. Л., Коновалова Н. П., Степанова Л. И.
// Каучук и резина-1974, № 6, с. 33-37
39. Сахновский Н. Л., Пичугин А. М., Хромов М. К // Каучук и резина-
1992, №5, с. 35-39
40. Пичугин А. М. Сб. «Проблемы шин и резинокордных композитов»,
X Симпозиум, Москва, октябрь, 2007, с. 49-56
41. Willett P. R. // Ibid. 1974. v. 47, № 2, p. 363-375
42. Kainradl P. R. // Ibid. 1976. v. 49, № 3, p. 823-861
43. Trivisonno N. M. SAE Techn. Paper. Ser., 1972, № 3, p. 16
44. Clack S. K., Loo M. Office of Univ. Res. Rep.: Departament of
Transportation, 1976,№DOT-TST-76-93
45. Горская Л. П., Пугин В. А. // Межд. конф. по каучуку и резине IRC-
78, Киев, октябрь, 1978. Препринт B!4
46. Присс Л. С. // Межд. конф. по каучуку и резине, IRC-84. Москва,
сентябрь, 1984, Препринт Bi6
47. Klingbeil W. W. SAE Techn. Paper. Ser. 1980, № 800088, p. 25
48. Tarpinian H.D., Nybokken G. H., Muhory J. Ibid. 1979, № 790726, p. 18
49. Индейкин Б. А., Ищенко В. А., Кваша Э. Нэ, Никитина Л. Б. // Межд.
конф. по каучуку и резине, IRC-84. Москва, сентябрь, 1984, Препринт
Вп
50. Prevorsek D. С, Kwon J. D., Sharma R.K. SAE Techn. Paper. Ser.1980,
№800181, p. 15
51. Wicker D., Browne A. L., Segalman D. J. Ibid. 1981. № 810164, p. 18
52. Пичугин A. M. // Каучук и резина, 1986, № 12, с. 26-31
53. Горская Л. П., Пугин В. А. // Исследование механики
пневматической шины: сб. науч. трудов под ред. Третьякова О. Б., М.
ЦНИИТЭНефтехим, 1988, с. 95-108
54. Пичугин А. М., Сахновский Н. Л., Дик А. Б. // Межд. конф. по
каучуку и резине IRC-94. Москва, сентябрь, 1994, Препринт Е4
55. Пичугин А. М. и др. // Каучук и резина, 1999, № 4, с. 34-38
56. Зарщиков А. М., Дик А. Б., Каня В. А. // Сб. «Проблемы шин и рези-
нокордных композитов», IV Симпозиум, Москва, октябрь, 1992, с. 203
57. Бидерман В. Л., Левин Ю. С, Слюдиков Л. Д., Упорина Л. А.
Влияние конструктивных и эксплуатационных факторов на износ, сцепление
и сопротивление качению шин. Тем обзор М. ЦНИИТЭНеф-техим,
1970, с. 96
58. Петров И. А. Исследование сцепления колеса с твердой опорной
поверхностью. Канд. дисс. МАДИ, 1965, 126 с.
59. Сизиков Н. Н., Ниазашвили Г. А. Фрикционные свойства резин. Тем
обзор М. ЦНИИТЭНефтехим, 1995, 88 с.
60. Jellinck Y. G. // Colloid Interface Sci, 1967, v. 25, p. 192
61. Furukawa V., Vamamoto M., Kuroda T. Absrack of a fall meeting of
Japanese Society of snow and ice, 1984, p. 239
62. Roberts A. D., Richardson I. S. // Wear, 1981, v. 67, p. 55
63. Schallamach A. // Wear, 1971, v. 17, p. 301
64. Barer S. S., Churaew N. V. // Colloid Interface Sci, 1984, p. 239
65. Crosch K. A. // Rubb. Chem. and Techn. 1984, v. 57, p. 889-907
66. Мур Д. Трение и смазка эластомеров . М., Химия, 1977, 114 с.
67. Veith A. G. // Rubb. Chem. and Techn. 1996, v. 69, №3, p. 495-568
68. Roberts A. D. // Rubb. Chem. and Techn. 1992, v. 65, №3, p. 673-686
69. Bond R. // Polimer, 1984, v. 25, p. 132
70. Groebler H. A. // Rubber Southern Africa, 1991. v. 7. № 4. p. 5-12
71. Грош К. А. Межд. конф. по каучуку и резине IRC-84. Москва,
сентябрь, 1984. Препринт В\
72. Schuring D. J. Futamura Sh. // Rubb. Chem. and Techn. 1996, v. 63, № 3,
p. 315-367
73. Veith A. G. // Rubb. Chem. and Techn. 1996, v. 69, № 4, p. 654-670
74. Сизиков H. H., Пичугин A. M., Калинковский В. С. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XIV Межд. научно-
практ. конф., Москва, май, 2008, с. 175
75. Щербаков Ю. М.Б Гришин Б. СБ Лыкин А. С. // Каучук и резина-
1999, № 1,с. 39-45
76. Futamura Sh., Engelhart M. Z. // Rubber Plastics News, 1986, v. 15, №
22, p. 64-67
77. Futamura Sh. // Rubb. Chem. and Techn. 1991, v. 64, № 1, p. 57-64
78. Futamura Sh. // Ibid. 1996.V 69 № 4, p. 648-653
79. Ahagon A., Kobayashi N., Misawo M. // Ibid. 1988.V 61 № 1, p. 14-35
80. Roberts A. D. // J. Adhes, 1981, v. 13, p. 77
81. Jellinck Y. G. // Colloid Interface Scin., 1967, v. 65, p. 192
82. Сахновский H. Л. и др. Пневматические шины из синтетического
каучука. Сб. научных трудов. М. ЦНИИТЭНефтехим, 1979, с. 142-163
83. Veith A. G. // Rubb. Chem. and Techn. 1971, v. 44, № 4, p. 962
84. Dannenberg E. M. // Rubb. Chem. and Techn. 1986, v. 59, № 5, p. 497-
511
85. Гейман С. в кн. «Усиление эластомеров» под ред. Крауса Дж., М.
Химия, 1968, с. 35-72
86. Крагельский И. В. Трение и износ. М. «Машиностроение», 1968, 480
с.
87. Фрикционный износ резин. Под ред. Евстратова В. Ф. М. Химия,
1964, 272 с.
88. Бродский Г. И., Евстратов В. Ф., Сахновский H. Л., Слюдиков Л. Д.
Истирание резин. М. Химия, 1975, 240 с.
89. Натуральный каучук. Под ред. Робертса А. М. Мир, 1990, с. 351-367
90. Muhr А. Н., Richards S. С. // Kaut. und Gummi Kinst, 1992, Bd.45, № 5,
p. 376-380
91. Thavamani P., Blowmisk A. K. // Rubb. Chem. and Techn. 1992, v. 65,
№ l,p. 31-96, p. 177-200
92. Medalia A. R. // Rubb. Chem. and Techn. 1992, v. 65, № 1, p. 151-179
93. Зуев Б. С. // Каучук и резина-1993, № 2, с. 7-11
94. Dwight D. М., Laurence Н. R. // Elastomerics, 1987, № 7, р. 20-25
95. Бродский Г. И. и др. // Каучук и резина, 1960, № 8, с. 22-29
96. Veith A. G. // Rubb. Chem. and Techn. 1992, v. 65, № 3. p. 601-660
97. Schallamach K.A., Turner D. M. // Wear, 1960, № 3, p.l
98. Grosch K. A., Schallamach K.A. // Rubb. Chem. and Techn. 1966, v. 39,
№ 2, p. 287-305
99. Сизиков H. H., Сахновский H. Л., Степанова Л. И. и др. Трение и
истирание резин. Тем. обзор. М. ЦНИИТЭНефтехим, 1992, 124 с.
100. Пичугин А. М., Сахновский Н. Л. // Каучук и резина, 1997, № 2, с.
32-37
101. Хромов М. К. и др. // Каучук и резина, 1982, № 7, с. 6-9
102. Резниковский М. М. // Каучук и резина, 1960, № 9 с. 33-37
103. Хромов М. К., Богомолова И. А. // Каучук и резина, 1984, № 11, с.
11-14
104. Хромов М. К. Применение показателей усталостных свойств резин
для оценки качества. Тем. обзор, М., ЦНИИТЭНефтехим, 1987, 68 с.
105. Ратнер С. В., Мельникова М. В. // Каучук и резина, 1958, № 8, с. 14-
21
106. Buist J. М. Davis О. Н. Trans IRI 1946, v. 22, № 2, p. 68-81
107. Thornleg E. R. Trans IRI, 1949, v. 24. № 5, p. 241-255
108. Алексеева И. К., Сахновский Н. Л., Шварц А. Г. Современные
принципы построения рецептуры шинных резин. Тем. обзор, М.
ЦНИИТЭНефтехим, 1983, 72 с.
109. Haemers G., Becaert N. Rubber World, 1980, v. 182, № 6, p. 26-30
110. Van Ooij W., Weening W., Murray P. // Rubb. Chem. and Techn. 1981, v.
54, № 2, p. 224-254
111. Van Ooij W. //Rubb. Chem. and Techn. 1984, v. 57, № 3, p. 421-456
112. Ван Ой Вининг, Межд. конф. по каучуку и резине, IRC - 84, Москва,
сентябрь, 1984, Препринты С\
113. Lievens Н., // Kaut. und Gummi Kinst, 1992, Bd.39, № 2, p. 122-126
114. Parks C. // Rubb. Chem. and Techn. 1982, v. 55, № 4, p. 1170-1179
115. Салыч Г. Г., Сахарова Е. В., Кузин Е. В., Потапов Е. Э. // Каучук и
резина, 1988, № 6, с. 14-17
116. Захаров В. П., Сахарова Е. В. и др. // Каучук и резина, 1987, № 11, с.
31-33
117. Потапов Е. Э., Сахарова Е. В., Агатова И. Г., Салыч Г. Г. Сб.
«Проблемы шин и резинокордных композитов», IV Симпозиум, Москва,
октябрь, 1992, с. 152-156
118. Потапов Е. Э., Салыч Г. Г., Сахарова Е. В. // Каучук и резина, 1989,
№ 10, с. 5-10
119. Горяев В. М., Бобров А. П., Запорожниченко В. И., Григорьев М. Ф.
// Каучук и резина, 1995, № 2, с. 29-32
120. Салыч Г. Г., Сахарова Е. В., Шварц А. Г., Потапов Е. Э.
Совершенствование качества резинометаллокордных изделий путем применения
промоторов адгезии. М., ЦНИИТЭНефтехим, 1988, 70 с.
121. Влияние старения на поверхности раздела металлокорд - резина. ЭИ
«Шинная промышленность», М., ЦНИИТЭНефтехим, 1986, № 9, с. 21-
30
122. Влияние солевой коррозии на прочность связи латунированного
корда с резиной. ЭИ «Шинная промышленность», М., ЦНИИТЭ-Нефтехим,
1987, № 1, с. 14-28
123. Seitz N„ Schmit R. // Kaut. und Gummi Kinst, 1985, Bd. 38, № 12, p.
1100-1107
124. Van Ooij W. // Kaut. und Gummi Kinst, 1991, Bd. 44, № 4, p. 348-359
125. Шмурак И. Л. Шинный корд и технология его обработки. М. НПО
«Факт», 2007, 220 с.
126. Титова Т. В., Пичугин А. М., Малоенко В. Л., Сафронова Л. В. Сб.
«Резиновая промышленность. Сырье, материалы, технология» X
Российская научно-практ. конф., Москва, май, 2003, с. 168
127. Технология обработки корда из химических волокон в резиновой
промышленности // Под ред. Узиной Р. П. М., Химия, 1979, 86 с.
128. Шмурак И. Л. и др. // Каучук и резина, 1975, № 3, с. 21-23, 1976, № 4,
с. 14-17
129. Шварц А. Г. Химическая модификация резин. Тем. обзор, М.,
ЦНИИТЭНефтехим, 1980, 64 с.
130. Шмурак И. Л. и др. // Каучук и резина, 1991 № 5, с. 28-31
131. Шмурак И. Л., Достян М. С. и др. // Каучук и резина, 1972, № 8, с.
29-31
132. Берлин А. А., Басин В. Е. Основы адгезии полимеров. М., Химия,
1974, с 392
133. Забран Э. С, Шмурак И. Л. и др. // Химические волокна, 1972, № 5,
с. 41-43
134. Fielding-Russe G, Livingstone D. // Rubb. Chem. and Techn. 1980, v. 53,
№ 4. p. 950-959
135. Гамлицкий Ю. А., Сапрыкин В. И. и др. Сб. «Проблемы шин и рези-
нокордных композитов», V Симпозиум, Москва, октябрь, 1993, с. 29-33
136. Lunn A. //Rubb. Chem. and Techn. 1982, v. 55, № 1, p. 264-281
137. Wagner M., Hewirt N. //Rubb. Chem. and Techn. 1979, v. 52, № 4. p.
805-822
138. Ishikawa Y. //Rubb. Chem. and Techn. 1984, v. 57, № 5, p. 855-878
139. Шмурак И. Л. и др. // Каучук и резина, 2001, № 2, с. 22-26
140. Шмурак И. Л., Матюхин С. Л., Дашевский Л. И. Технология
крепления шинного корда к резине. М., Химия, 1993, 129 с.
141. Хромов М. К., Ниазашвили Г. А., Новокрещенова Н. П.
Производство и использование эластомеров, 1992, № 11, с. 20-24
142. . Руйтенбург Г. Межд. конф. по каучуку и резине, IRC-85, Киото,
1985, Препринты
143. Шмурак И. Л. // Каучук и резина, 1989, № 10, с. 13-15
144. Бидерман В. Л., Гуслицер Р. Л., Захаров С. П. и др. Автомобильные
шины. М., Госхимиздат, 1963, 246 с.
145. Третьяков О. Б., Слюдиков Л. Д., Гальперин Л. П., Проектирование
шин с использованием методов оптимизации. Тем. обзор, М.,
ЦНИИТЭНефтехим, 1985, 68 с.
146. J. О. Connell. Retreading Business, 1999, Spring, № 9, p. 32
147. Neue Reifenzeitung, 1995, №7, p. 50-54, 2003, №7, p. 86-89 (Сб.
«Простор», M., НИИШП, 1996, №9-10, с. 160-169, 2002, №8, с. 78-80, Сб.
«Мир шин», М., Амтел Хаус, 2004, №5, С. 42-43)
148. Tytes and Accessories, 1987, №6, p. 46-48
149. Евзович В. Е. Восстановление изношенных шин.М., Автополис-
плюс, 2005, с. 580-588
150. Моисеев В. В., Перина Ю. В. Синтетические каучуки России и
материалы для их производства. Справочник, Воронеж, 2001, 118 с.
151. Тугов И. И., Кострыкина Г. И. Химия и физика полимеров. М.,
Химия, 1989, 432 с.
152. Синтетический каучук. Под ред. Гармонова И. В., Ленинград, Химия,
1983,559 с.
153. Кирпичников П. А., Аверко-Антонович Л. А., Аверко-Анто-нович
Ю. О. Химия и технология синтетического каучука, Ленинград, Химия,
1975,480 с.
154. White J. L., Lee N. S. // Kaut. und Gummi Kinst, 1990, Bd. 6, № 5, s.
482-486
155. Nordseik К. H, Kieper К. M.. // Kaut. und Gummi Kinst, 1982, Bd. 35,
№5, p. 371-378
156. Nordseik К. H, Kieper К. M. // Kaut. und Gummi Kinst, 1985, Bd. 38, №
3, p. 178-185
157. Heinrich G. // Kaut. und Gummi Kinst, 1992, Bd. 45, № 3, p. 173-180
158. Куперман Ф. E. Новые каучуки для шин. М. Альянс Пресс, 2005, 329
с.
159. Kienle R.N. и др. // Rubb. Chem. and Techn. 1971, v. 44, № 4, p. 996
160. Aggarwal A. L. и др. // Polymer Preprints, 1985, v. 26, № 2, p. 3-4
161. 178. Heinrich G. Dumler H. // Rubb. Chem. and Techn. 1998, v. 71, № 1,
p. 53-61
162. Takao H., Jmai A., Rubber conf. Kyato, Japan, octob. 1985, p. 465
163. Куперман Ф. E., Кантор Ф. С, Масагутова Л. В., Сапронов В. А.
Свойства и применение растворных бутадиен-стирольных каучуков в
шинной промышленности. Тем. обзор, М., ЦНИИТЭНефтехим, 1982, 60
с.
164. Куперман Ф. Е. // Каучук и резина, 1994 № 2, с. 8-14
165. Wilder С. R., Haws Y.R. // Kaut. und Gummi Kinst, 1984, Bd. 37, № 3, s.
683
166. Day G., Futamura Sh. // Kaut. und Gummi Kinst, 1987, Bd. 40, № 1, s.
39-40
167. Bond В., Morton G. // Polymer Preprints, 1984, v. 26, № 25, p. 152
168. Куперман Ф. E. // Производство и использование эластомеров, 2000,
№4, с. 3-14
169. Куперман Ф. Е. и др. Сб. «Исследование в области строения и
свойств каучуков и резин». М., 1997, с. 115-130
170. Rahalker P. R. // Rubb. Chem. and Techn. 1989, v. 62, № 2, p. 246
171. Пичугин A. M. и др. Сб. «Резиновая промышленность. Сырье.
Материалы. Технология». IX Российская научно-практ. конф., Москва, май,
2002, с. 112
172. Colombo L., Gargani L. // L., Yndustria della gomma, 1988, v. 3, № 5, p.
35-38
173. Luijk P., Groot H. Препринты Tyretech, Великобритания, ноябрь,
1990, с. 37-49
174. Пичугин А. М., Кузнецова Е. И., Степанова Л. И. Сб. ««Сырье и
материалы для резиновой промышленности». VII Российская научно-
практ. конф., Москва, май, 2000, с. 100
175. Васильев В. А., Гусев Ю. К. Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». XI Межд. научно-практ. конференция,
Москва, май, 2005, с. 3-8
176. Баженов Ю. П., Ильин В. М., Насыров И. III. Сб. «Резцновая
промышленность. Сырье, материалы, технология». XIII Межд. научно-
практ. конф., Москва, май, 2007, с. 48
177. Baker С. S. L. Int. Rubber Conf., Beijng, China, octob., 1992, p. 23-41
178. Джеллинг И., Портер M. Химическая модификация натурального
каучука. Натуральный каучук. Под ред. Робертса А. М., Мир, 1990, с.
463-575
179. Xiaoping Coi Yuying Wang, Межд. конф. по каучуку и резине, IRC-94,
Москва, сентябрь, 1994, с. 327-334
180. Масагутова Л. В., Полуэктова Л. Е., Сапронов В. А. Химическая
модификация резин. М. Тем. обзор ЦНИИТЭНефтехим, 1985, 160 с.
181. Богуславская К. В. // Каучук и резина, 1994 № 2, с. 14-16
182. Куперман Ф. Е., Масагутова Л. В. // Каучук и резина, 1990 № 9, с. 7-
10
183. Кропачева Е. Н., Ковалев Н. Ф. и др. // Каучук и резина, 1976 № 3, с.
13-16
184. Furukawa J., Kobayashi Е. // Rubb. Chem. and Techn. 1978, v. 51, № 3.
p. 600-646
185. Федоров В. С. // Каучук и резина, 1979 № 1, с. 3-7
186. Пичугин А. М. Сб. «Сырье и материалы для резиновой
промышленности». III Российская научно-практ. конф., Москва, май, 1996, с. 43-45
187. Кузнецова Е. И. Автореферат канд. дисс, 2000, М., НИИШП, с. 24
188. Аксенов В. И., Золотарев В. Л. И др. Сб. «Сырье и материалы для
резиновой промышленности». III Российская научно-практ. конф.,
Москва, май, 1996, с. 16
189. Tanaka Y., Takeuchi Y. и др. Polymer Science, 1971, v. 9, p. 43
190. Патент Япония 59122531, 1984
191. Nakajima N., Yamaguchi V. Appl. Polymer Science, 1997, v. 65, № 10,
p. 1995-2001
192. Патент США, 5968427, 1999
193. Патент Япония 11172044, 1999
194. Куперман Ф. Е. Сб. «Проблемы шин и резинокордных композитов»,
XVI Симпозиум, Москва, октябрь, 2005, с. 231-238
195. Забористов В. Н., Гольберг И. П., Ряховский В. С. Межд. конф. по
каучуку и резине, IRC - 94, Москва, сентябрь, 1994, с. 690-695
196. Патент 4 908 401 США (1990)
197. Патент 5 658 987 США (1997)
198. Патент 5 202 387 США (1993)
199. Юдин В. П., Куперман Ф. Е, Сахновский Н. Л. Международная
конференция по каучуку и резине, IRC - 94, Москва, сентябрь, 1994, с. 487-
492
200. Юдин В. П. и др. Сб. «Резиновая промышленность. Сырье.
Материалы. Технология». IX Российская научно-практ. конф., Москва, май, 2002
с. 126-129
201. Кузнецова Е. И. и др. // Каучук и резина, 1998, № 1, с. 10-13, 1999, №
5, с. 2-5
202. Маркова 3. Н., Ковтушенко Л. В., Моисеев В. В. Сб. «Сырье и
материалы для резиновой промышленности». III Российская научно-практ.
конф., Тегеран, Иран, 1996, с. 186-189
203. Пичугин А. М. Межд. конф. по каучуку и резине, IRC - 96, Москва,
1996, с. 186-189
204. Патент 1193341 Япония (1989)
205. Патент 2105837 Япония (1990)
206. Tsutsumi F., Sakakibara М., Oshima N. // Rubb. Chem. and Techn. 1990,
v. 63, №1, p. 8-22
207. Sierra С. А. и др. // Rubb. Chem. and Techn. 1995, v. 68, №> 2, p. 259-
266
208. Патент 5 268 439, США, 1993
209. Kitagawa Y., Saito А. и др. // Rubber World, 1996, v. 214, № 6, p. 38-40
210. Куперман Ф. E. Сб. «Проблемы шин и резинокордных композитов»,
XV Симпозиум, Москва, октябрь, 2004, с. 3-17
211. Патент 5 128 416, США, 1992
212. Патент 5 219 938, США, 1993
213. Патент 5 880 206, США, 1999
214. Патент 6 147 178, США, 2000
215. Патент 6 172 160, США, 2001
216. Патент 5 902 856, США, 1999
217. Патент 11035633, Япония, 1999
218. Патент 11166020, Япония, 1999
219. Патент 11246633, Япония, 1999
220. Патент 6 117 927, США, 2000
221. Патент 1113024Ф1, Европа, 2001
222. Патент 11029659, Япония, 1999
223. Патент 11228647, Япония, 1999
224. Патент 5 929 149, США, 1999
225. Патент 2000001575, Япония, 2000
226. Cabibch J. L. Межд. конф. по каучуку и резине, IRC - 98, Париж,
Франция, 1998, Препринты СЗ, с. 47-48
227. Quirk R. Р. и др. // Rubb. Chem. and Techn. 1996, v. 69, № 3, p. 444-461
228. Tadaki Т., Akema H. и др. Межд. конф. по каучуку и резине, IRC - 99,
Сеул, Корея, 1999, Препринты, с. 288-291
229. Патент 5 916 961, США, 1999
230. Патент 11106563, Япония, 1999
231. Патент 2765881, Франция, 1999
232. Куперман Ф. Е., Аксенов В. И., Кузнецова Е. И. и др. Сб. «Сырье и
материалы для резиновой промышленности». IV Российская научно-
практ. конф., Москва, май, 1997, с. 85-86
233. Патент 5 284 927, США, 1994
234. Halasa A. F. // Rubb. Chem. and Techn. 1997, v. 70, № 3. p. 295-308
235. Коноваленко H. А. и др. Сб. «Сырье и материалы для резиновой
промышленности». VI Российская научно-практическая конференция
резинщиков, Москва, май, 1999, с. 39
236. Пичугин А. М. и др. Сб. «Резиновая промышленность. Сырье.
Материалы. Технология». X Российская научно-практ. конф., Москва, май,
1999, с. 40
237. Nordsiek К. Н., Wolpers J. // Kaut. und Gummi Kinst, 1990, Bd. 43, № 9,
p. 755-760
238. Hsu W. L., Halasa A. F., Welti Т. T. // Rubb. Chem. and Techn. 1998, v.
71, № l,p. 62-69
239. Takino H., Ymada S. // Kaut. und Gummi Kinst, 1990, Bd. 43, № 9, p.
761-766
240. Куперман Ф. E. Новые каучуки для шин. М., Альянс Пресс, 2005, с.
329
241. Hesse К. // Ibid-1993, Jg. 46, № 10, s. 790-794, 1995, Jg. 48, № 5, s. 376-
380
242. Сб. «Экологические проблемы производства СК». Всесоюз. науч.-
техн. конф. Воронеж, сентябрь, 1990
243. Haggstrom В. Межд. конф. по каучуку и резине, IRC-97, Куала Лам-
пур, Малайзия, октябрь, 1997, р. 234-242
244. Масагутова Л. В., Полуэктова Л. Е., Сапронов В. А., Евстратов В. Ф.
Межд. конф. по каучуку и резине, IRC - 84, Москва, 1984, Препринт А
59
245. Патент 6 013 737, США, 2000
246. Патент 1081162 А1, Европа, 2001
247. Патент 6 114 432, США, 2000
248. Патент 10324778, Япония, 1999
249. Патент 5 284 906,США, 1994
250. Пичугин А. М., Сигов О. В., Сахновский Н. Л. и др. Сб. «Сырье и
материалы для резиновой промышленности». II Российская научно-практ.
конф., Москва, май, 1995, с. 165
251. Кондратьева Н. А., Сигов О. В., Гусев Ю. К. и др. // Каучук и резина,
2001, №4, с. 8
252. Гончарова Ю. Э., Стрелкова Л. А., Гришин Б. С. Сб. «Сырье и
материалы для резиновой промышленности». VII Российская научно-практ.
конф., Москва, май, 2000, с. 85-86
253. Пичугин А. М., Сахновский Н. Л., Гусев Ю. К. и др. Сб. «Сырье и
материалы для резиновой промышленности». II Российская научно-
практ. конф., Москва, май, 1995, с. 162
254. Сигов О. В., Гусев Ю. К., Зеленова О. Н. и др. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». VIII Всесоюзная
научно-практическая конференция резинщиков, Москва, май, 2001, с. 101-
102
255. Гончарова Ю. Э., Гришин Б. С. Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». VIII Российская научно-практ. конф.,
Москва, май, 2001, с. 61-62
256. Патент 5 294 663, США, 1994
257. Пичугин А. М., Титова Т. В., Золкина А. Е. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XI Межд. научно-
практическая конференция, Москва, май, 2005, с. 55
258. Донне Дж. Видаль А. Межд. конф. по каучуку и резине. IRC - 84,
Москва, 1984, Пленарные доклады
259. Фунт Д. М., Шик С. Н. Межд. конф. по каучуку и резине. IRC -88,
Мельбурн, 1988, Австралия, Препринты
260. Савельева 3. И. и др. Высокомолекулярные соединения, 1974, 16Б, №
12, с. 896
261. Орлов В. Ю., Комаров А. М., Ляпина Л. А. Производство и
использование технического углерода для резин. Ярославль, 2002, 512 с.
262. Печковская К. А. Сажа как усилитель каучука. М., Химия, 1968, 215
с.
263. Veith A. G. //Tire Science and Techn. 1986, v. 4, p. 201
264. Dannenberg E. M. // Rubb. Chem. and Techn. 1986, v. 54, № 3, p. 497-
511
265. Wolff S. // Kaut. und Gummi Kinst, 1979, Bd. 32, № 5, p. 312-324
266. Wilder C. R., Haws S. R., Cooper W. T. // Rubb. Chem. and Techn. 1981,
v. 54, № 2, p. 427-438
267. Haws S. R., Wilder C. R., Cooper W. T. // Rubber Age, 1970, v. 102, №
l,p. 72
268. Селлярс Дж., Тундер Ф. Усиление эластомеров. Под ред. Крауса Дж.
М., Химия, 1968, с. 341-415
269. Wolff В. S., Corl V., Wang М. J. // Europen Rubber Journ, 1994, № 1, p.
176
270. Wolff B. S., Wang W. J. // Kaut. und Gummi Kinst, 1994, Bd 47, №1, p.
17-25
271. Cochet Ph. // Tire Technology Int., 200, №6, p.43-45 (Сб. «Простор»,
Москва, НИИШП, 2001, № 1, с. 77-82)
272. Коссо Р. А., Толстова О. Н., Шуманов Л. А. // Каучук и резина 2004,
№6, с. 12
273. Коссо Р. А., Толстова О. Н., Пичугин А. М. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XI Межд. научно-практ.
конф., Москва, май, 2005, с. 77
274. Пичугин А. М. // Каучук и резина, 2005 № 5, с. 32-38
275. Шевердяев О. Н., Бобров А. П., Корнев А. Е. и др. // Каучук и
резина, 2006, № 6, с. 18
276. Пичугин А. М. Сб. «Резиновая промышленность. Сырье. Материалы.
Технология». XIII Межд. научно-практ. конф., Москва, май, 2007, с. 22-
25
277. Негматов Н. С, Ибабуллаев У. М. // Каучук и резина, 2001, № 5, с. 9-
11
278. Дегтярев В. В. Сб. «Резиновая промышленность. Сырье. Материалы.
Технология». XIII Межд. научно-практ. конф., Москва, май, 2007, с. 102
279. Хорошавина Ю. В., Николаев Г. А., Курлянд С Н. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XIII Межд. научно-
практ. конф., Москва, май, 2007, с. 104-106
280. Жогин В. А., Корнев Ю. В., Валиев X. X. и др. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XIII Межд. научно-
практическая конференция, Москва, май, 2007, с. 119
281. Кошелев Ф. Ф., Корнев А. Е., Климов Н. С. Общая технология
резины, М., Химия, 1968, с. 560
282. Коссо Р. А., Толстова О. Н., Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». XI Межд. научно-практ. конф., Москва,
май, 2005, с. 63
283. Раздьяконова Г. И.., Сб. «Резиновая промышленность. Сырье.
Материалы. Технология». XI Межд. научно-практ. конф., Москва, май, 2005,
с. 65-67
284. Heekman F. A., Medalia A. J, Dannenberg А. С// Rubb. Chem. and
Techn. 1973, v. 46, № 3, p. 1230
285. Рутман A. M., Шварцман А. С. // Каучук и резина, 1988, № 5, с. 23-
24
286. Wolff В. S., Wang W. J. // Kaut. und Gummi Kinst, 1974, Bd 27, №12, p.
511-519
287. Vohwinkel K// Kaut. und Gummi Kinst, 1986, Bd 39, №9, p. 310-315
288. Swor R. A., Hess W., Ticek E. // Elastomerics, 1991, v. 123, №3, p. 18-24
289. Swor R. A. // Tire Technology Int.,1994, Prepr., p.14-21
290. Niedermeies W., Freund B. // Kaut. und Gummi Kinst, 1999, Bd 52, №10,
p. 670-677
291. Locatelli J. L., Puydt Y. D. // Tire Technology Int., 1999, p. 50-55
292. Wang M. J. et al // Kaut. und Gummi Kinst, 1998, Bd 51, №5, p. 348-360
293. Stone C. R. et al// Kaut. und Gummi Kinst, 1998, Bd 51, №9, p. 568-577
294. Couturies G., Wallace I. // Tire Technology Int., 1998, Prepr, p. 1-8
295. Строев В. H., Бабюк В. Н. Сб. «Разработка и внедрение
модифицированных типов технического углерода», М., ЦНИИТЭнефте-хим, 1981, с.
3-19
296. Ляпина Л. А., Горшкова Л. М. Сб. «Разработка и внедрение
модифицированных типов технического углерода», М., ЦНИИТЭ-нефтехим,
1981, с. 61-65
297. Панкратов В. А., Шварц А. Г., Минаева Г. Д. Сб. «Разработка и
внедрение модифицированных типов технического углерода», М.,
ЦНИИТЭнефтехим, 1981, с. 78-86
298. Гончаров В. М., Лесик Е. И., Худолей М. А. // Каучук и резина, 2001,
№ 1, с. 21-22
299. Юмашев О. Б., Корнев Ю. В., Жогик В. А. и др. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XIII Межд. научно-
практ. конф., Москва, май, 2007, с. 124-128
300. Evropean Rubb. Journ, 1998, v. 180, №1, p. 21-22
301. Haws S. R. // Rubb. Age, 1970, v. 102, № 1, p. 72-77
302. Mouri H., Akutagawa K. // Rubb. Chem. and Techn. 1998, v. 71, № 4. p.
820-836
303. Freund В., Forster F. //Kaut. und Gummi Kinst, 1996, v. 49, № 11
304. Wolff H, Wolff S. // Kaut. und Gummi Kinst, 1990, Bd 43, №12, p. 1083-
1085
305. Федюкин Д. Л., Махлис Ф. А. Технические и технологические
свойства резин. М., Химия, 1985, 240 с.
306. Bomal Y. et al // Kaut. und Gummi Kinst, 1997, Bd 50, №6, p. 434-441
307. Литвинова Т. В. Пластификаторы для резинового производства. М.,
Тем. обзор ЦНИИТЭнефтехим, 1981, 186 с.
308. Барштейн Л. С, Кирилович В. И., Носовский Ю. Е. Пластификаторы
для полимеров. М., Химия, 1982, 200 с.
309. Лукашевич И. П., Пружанская И. А. Пластификаторы и защитные
агенты из нефтяного сырья. М., Химия, 1970, с. 208
310. Васильевых Н. Я., Гришин Б. С. Сб. «Сырье и материалы для
резиновой промышленности»^ Российская научно-практ. конф., Москва,
май, 1998, 242-244 с.
311. Dr. Karin Czech-Scharif-Afschd. Tire Technology Conf., oct. 1994,
Minich
312. Locati G., Consonni A., Fantuzzi А. Простор, M., НИШП, 1997, c. 107-
116.
313. Parkinson S. // Europen Rubber Journ, 1999, 181, № 2, p. 30-31
314. Панкратов В. А., Прокофьева Л. В., Волков М. Н., Янсон Е. Ф.
Каучук и резина, 2002, № 6, с. 20-23
315. Азарова Ю. В., Толстова О. Н., Пичугин А. М. Сб. «Проблемы шин и
резинокордных композитов», XVII Симпозиум, Москва, октябрь, 2006
г., с. 34-37
316. Толстова О. Н., Пичугин А. М. Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». XIII Межд. научно-практ. конф.,
Москва, май, 2007, с. 149-151
317. Barry Т. // Rubb. Age, 1973, v.105, № 8, p. 35-41
318. Газета «Авторевю», 2006, №2 (368), 2007, №19 (389)
319. Шарипов Э. Н., Мохнаткин М. Г., Мохнаткина Е. Г. // Каучук и
резина, 2006, № 2, с. 19-21
320. Herburn G., Halim М. Н. // Kaut. und Gummi Kinst, 1990, Bd. 43, № 9,
s. 794-809
321. Yong S. W. // Rubber World, 1990, v. 202, №5, p. 27-32
322. Anders H. // Rubber World, 2001, v. 223, №6, p. 35-40
323. Кирхнер Л. Сб. «Резиновая промышленность. Сырье. Материалы.
Технология». VIII Российская научно-практ. конф., Москва, май, 2001,
с. 215-216
324. Сперанская Л. И., Седлов С. В., Микрюков Р. В. И др. Сб.
«Резиновая промышленность. Сырье. Материалы. Технология». XI Межд.
научно-практ. конф., Москва, май, 2005, с. 76-77
325. Заварзин А. В., Сальникова Г. А., Буканов А. М. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XII Межд. научно-
практ. конф., Москва, май, 2006, с. 80
326. Пучков А. Ф., Каблов В. Ф., Талби Е. В.. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XIII Межд. научно-практ.
конф., Москва, май, 2007, с 142
327. Мохнаткина Е. Г., Портной Ц. Б., Овсиенко В. А. и др. // Каучук и
резина, 2004, № 2, с. 40
328. Лебедина Т. П., Гоголев А. Л., Дзюра Е. А. и др. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». VIII Российская
научно-практ. конф., Москва, май, 2001, с. 218
329. Каталог продукции ф. «Schill+Seilacher», «Химикаты для каучуков и
резин», Москва, 2004
330. Охотина Н. А., Нигматуллина А. И., Шарипов Э. Н. и др. Сб.
«Резиновая промышленность. Сырье. Материалы. Технология». XIII Межд.
научно-практ. конф., Москва, май, 2007, с. 144-146
331. Фроликова В. Г., Яловая Л. И. Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». XIII Межд. научно-практ. конф., Москва,
май, 2007, с. 21
332. Яловая Л. И., Фроликова В. Г. Сб. «Сырье и материалы для
резиновой промышленности». VI Российская научно-практ. конф., Москва,
май, 1999, с. 137
333. Лыкин А. С, Фельдштейн М. С. Сб. «Пневматические шины из
синтетического каучука», М., ЦНИИТЭнефтехим, 1979, с. 72-90
334. Гордиенко Е. Г. И др. Сб. тр. «Производство серы», М.,
ЦНИИТЭнефтехим, 1980, с. 61-64
335. Доклад ф. Флексис Сб. «Межд. конф. по каучуку и резине», IRC-99,
Антверпе, Голландия, ноябрь, 1999, с. 126-128
336. Патент 2137602, Россия, 1999
337. Лиакумович А. Г. И др. Сб. ««Сырье и материалы для резиновой
промышленности».VI Российская научно-практ. конф., Москва, май,
1999, с. 135
338. Яловая Л. И., Фроликова В. Г. Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». X Российская научно-практ. конф.,
Москва, май, 2003, с. 228
339. Яловая Л. И. Сб. ««Сырье и материалы для резиновой
промышленности». VII Российская научно-практ. конф., Москва, май, 2000, с. 223
340. Яловая Л. И. и др. Сб. ««Резиновая промышленность. Сырье.
Материалы. Технология». IX Российская научно-практ. конф., Москва, май,
2002, с. 246
341. Яловая Л. И., Фроликова В. Г. Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». XI Межд. научно-практ. конф., Москва,
май, 2005, с. 90
342. Сафронова Л. В., Титова Т. В., Пичугин А. М., Елькин И. Л. Сб.
«Резиновая промышленность. Сырье. Материалы. Технология». XII Межд.
научно-практ. конф., Москва, май, 2006, с. 93
343. Овчаров В. И., Бурмистр М. В., Тютин В. А. и др. Свойства
резиновых смесей и резин. Оценка, регулирование, стабилизация. М., «Сант-
ТМ», 2001,400 с.
344. Kleiner Th., Ruetz L. // Rubber World, 1996, № 11, p. 34-38 (Простор,
1998, №3, с. 29-37)
345. Фроликова В. Г., Яловая Л. И., Пичугин А. М., Титова Т. В. Сб.
««Резиновая промышленность. Сырье. Материалы. Технология». X
Российская научно-практ. конф., Москва, май, 2003, с. 249,
Сб. «Резиновая промышленность. Сырье. Материалы. Технология». XI
Межд. научно-практ. конф., Москва, май, 2005, с. 91-93
346. Гордон Е. П., Инжинова Л. М., Митрохин А. М., Поддубный И. С.
Сб. «Резиновая промышленность. Сырье. Материалы. Технология». XIII
Межд. научно-практ. конф., Москва, май, 2007, с. 161-163
347. Пиотровский К. Б., Тарасова 3. Н. Старение и стабилизация каучуков
и вулканизатов. М., Химия, 1980, с. 264
348. Горбунов Б. Н. и др. Химия и технология стабилизаторов
полимерных материалов. М., Химия, 1981, с. 386
349. Ангерт Л. Г., Маврина Р. М. Повышение атмосферо- и озоностойко-
сти резиновых изделий с помощью защитных восков. М., Тем. обзор
ЦНИИТЭнефтехим, 1983,46 с
350. Гусев Ю. К. Эластомеры, модифицированные химически
связанными антиоксидантами. М., Тем. обзор ЦНИИТЭнефтехим, 1981, 35 с.
351. Фроликова В. Г., Яловая Л. И., Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». XI Межд. научно-практ. конф.,
Москва, май, 2005, с. 38-40
352. Ignatz-Hoover F., Byron Н. // Rubber World, 1999, № 10, p. 45-49
353. Токарева M. Ю., Кавун С. М., Лыкин А. С, Андреев Л. В. // Каучук и
резина, 1985 № 3, с. 19-23
354. Токарева М. Ю., Кавун С. М., Лыкин А. С. Пути повышения
эффективности стабилизирующих систем для шинных резин. М., Тем. обзор
ЦНИИТЭнефтехим, 1978, с. 66
355. Кавун С. М., Генкина Ю. М. // Каучук и резина, 2001 № 2, с. 27-30
356. Inui N., Nagasaki Н., Yamaguchi Т. //Kaut. und Gummi Kinst, 1994, Bd.
47, s. 248-250 ^
357. Кавун С. M., Ефремов А. И., Тихонова Г. Г. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XI Межд. научно-практ.
конф., Москва, май, 2005, с. 82-83
358. Патент 1576543, Россия, 1993
359. Шварц А. Г. Химическая модификация резин. М., Тем. обзор
ЦНИИТЭнефтехим, 1980, 64 с.
360. Туторский И. А., Потапов Е. Э., Шварц А. Г. Химическая
модификация эластомеров. М., Химия, 1993, 304 с.
361. Химическая модификация резин. Под ред. Шварца А. Г., М.,
ЦНИИТЭнефтехим, 1985, 160 с.
362. Салыч Г. Г., Сахаров Е. В., Шварц А. Г., Потапов Е. Э.
Совершенствование качества резинометаллокордных изделий путем применения
промоторов адгезии. М., Тем. обзор ЦНИИТЭнефтехим, 1988, 72 с.
363. Шварц А. Г., Фроликова В. Г., Кавун С. М., Алексеева И. К. Сб.
«Пневматические шины из синтетического каучука», М.,
ЦНИИТЭнефтехим, 1979, с. 90-118
364. Туторский И. А., Потапов Е. Э., Шварц А. Г. Модификация резин
двухатомными фенолами. М., Тем. обзор ЦНИИТЭнефтехим, 1976, 84 с.
365. Гончарова Л. Т., Сафронова Л. В., Пичугин А. М., Межд. конф. по
каучуку и резине, IRC-94, Москва, 1994, с. 88-96
366. Богуславский Д. Б, Дзюра Е. А., Волченок Л. М. и др. Сб.
«Современные проблемы в области синтеза резин». Всесоюзная научно-техн.
конф. Днепропетровск, 1980, с. 280, там же стр. 296
367. Богуславский Д. Б, Волченок Л. М., Дзюра Е. А. и др. // Каучук и
резина, 1980 №2, с. 27-40
368. Фроликова В. Г., Сальникова Г. А., Савельев Е. Ю. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XII Межд. научно-
практ. конф., Москва, май, 2006, с. 101-102
369. Пучков А. Ф. // Каучук и резина, 1998 № 5, с. 23-25
370. Пучков А. Ф., Туренко С. В., Огрель А. М. и др. // Каучук и резина,
2002, № 2, с. 23-25
371. Tire Techn. Int., 2004, p. 28-33
372. Системы для крепления резины к металлокорду. Шинная
промышленность. Экспресс-информация. М., ЦНИИТЭнефтехим, 1989, №7, с.
28
373. Евстратов В. Ф., Сахновский Н. Л. И др.Сб. Химическая
модификация резин. М., ЦНИИТЭнефтехим, 1985, с. 145-155
374. Богуславский Д. Б., Бородушкин X. Н. и др. М., Сб. Химическая
модификация резин. М., ЦНИИТЭнефтехим, 1985, с. 33-50
375. Богуславский Д. Б., Богуславская К. В., Левин Е. 3. Сб.
«Современные проблемы в области синтеза резин». Всесоюзная научно-техн.
конф. Днепропетровск, 1980, с. 270-271
376. Богуславская К. В., Пикалов В. П., Левит Е. 3. // Каучук и резина,
1986, № 1,с. 16-20
377. Luginsland Н. //Kaut. und Gummi Kinst, 2000, Bd. 53, № 1-2, p. 10-23
378. Старков В. В., Кандырин К. Л., Пичугин А. М. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XIII Межд. научно-
практ. конф., Москва, май, 2007, с. 166
379. Ковалева А. Н., Кандырин К. Л. и др. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XIII Межд. научно-практ.
конф., Москва, май, 2007, с. 165-166
380. Мясникова Н. С, Кандырин К. Л. и др. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XII Межд. научно-практ. конф.,
Москва, май, 2006, с. 95-96
381. Klockmann 01., Friehmelt R. // Tire Technology Int., 2007, p. 94-97
382. Hartshorn Ch. // Tire Technology Int., 2007, p. 74-77
383. Алексеев Ю. Г., Кувалдин H. А. Металлокорд для шин. М.,
Металлургия, 1992, с 192
384. Веденеев А. В. Сб. «Металлургия XXI века». Межд. научно-техн.
конф. Жлобин, Белоруссия, июнь, 2004, 2004, с. 7-10
385. Веденеев А. В., Желтков А. С, Нагорный А. М. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». VIII Российская
научно-практ. конф., Москва, май, 2001, с. 138-143,
Желтков А. С. IX Российская научно-практ. конф., Москва, май, 2002, с.
159-163
386. Матюхин С. А., Алексеев Ю. Г., Кувалдин Н. А. и др. //
Производство и использование эластомеров, 1992, № 3, с. 14-21
387. Матюхин С. А. и др. // Производство и использование эластомеров,
1992, № 1,с. 23-26
388. Пресняков А. А. и др. Превращения в твердом состоянии и
технологические свойства латуни, М. Металлургия, 1969, с. 120
389. Горяев В. М. и др. Сб. «Проблемы шин и резинокордных
композитов», V Симпозиум, Москва, октябрь, 1993, с. 51-57
390. Справочник резинщика. Материалы резинового производства. М.,
Химия, 1971, с. 608
391. Dommershuijzen Е., Tworon News, 1994, № 2, p. 12-14
392. Tadokoro H.J. Soc. Fiber Sci. and Technol. Jap., 1975, v. 31, №9, h. 10-
14
393. Генин В. Я. и др. Состояние и перспективы развития текстильных
кордных тканей для шинной промышленности. М.,
ЦНИИТЭНефтехим, 1990, с. 64
394. Lin D., Nelson С. //Kaut. und Gummi Kinst, 1993, Bd. 46, № 4, p. 297-
302
395. Otto M., Steyn E., Elkink F. Kaut. und Gummi Kinst, 1997, Bd. 50, № 3,
p. 192-197
396. Beringer C. Rubber World, 1988, v. 192, №5, p. 14-18
397. Гречушкина H. и. и др. Сб. «Состояние и перспективы развития и
применения шинного корда», М., ЦНИИТЭНефтехим, 1971, с. 56-63
398. Rim Р. // Kaut. und Gummi Kinst, 1996, Bd. 49, № 6, s. 418-423
399. Fiber Flash. 1998, № 1, h. 14-16
400. Barron E. Kaut. und Gummi Kinst, 1987, Bd. 40, № 2, p. 130-135
401. Богословский А. А. Сб. ««Сырье и материалы для резиновой
промышленности». IV Российская научно-практ. конф., Москва, май, 1997,
с. 201-203
402. Шмурак И. Л. и др. // Каучук и резина, 1999, № 3, с. 11-15
403. Yurkowski В. // Polimers, 1992, v. 37, № 4, p. 163-166
404. Скуиз Д. Сб.. Сб. «Межд. конф. по каучуку и резине». IRC - 83,
Хьюстон, США, 1983, с. 284-286
405. Бристоу Дж, Канин Дж. Сб. Международный Симпозиум по изопре-
новому каучуку, Москва, 1972, с. 86-89
406. Шинная промышленность. Экспресс-информация. М.,
ЦНИИТЭНефтехим, 1985, № 8, с. 22
407. Пичугин А. М. Сб. Сб. «Резиновая промышленность. Сырье,
материалы, технология». XII Межд. научно-практ. конф., Москва, май, 2006
с 28-29
408. Степанова Л. И., Шварц А.Г., Пичугин А. М. и др. Сб. «Резины для
шин перспективных конструкций». М., ЦНИИТЭНефтехим, 1989 с 27-
43
409. Богуславский Л. Б., Бородушкина X. И., Колобенин В. И. и др. (Ъ.
«Пневматические шины из синтетического каучука». М.,
ЦНИИТЭНефтехим, 1979 с 14-38
410. Чавчич Т. А., Суворова 3. Ф., Таран Ю.М. и др. Сб. «Крупногабари г
ные шины для карьерных автосамосвалов и сельскохозяйственной тех
ники». М., ЦНИИТЭНефтехим, 1984 с 61-70
411. Сахновский Н. Л., Максимова Н. С, Пичугин А. М. Сб. «Простор»
1997 №6,7 с 15-112
412. Евстратов В. Ф., Сахновский Н. Л., Шварц А.Г. и др. Сб «Резины дли
шин перспективных конструкций». М., ЦНИИТЭНефтехим, 1989 с 3-27
413. Золкина А. Е., Титова Т. В., Пичугин А. М. Сб. «Резиновая промыт
ленность. Сырье, материалы, технологии». XI Межд. научно-практ.
конф., Москва, май, 2005 с 98.
414. Титова Т., Ниазашвили Г. А., Андрианова Т.И., Пичугин А. М. СТ>.
«Резиновая промышленность. Сырье. Материалы. Технология». XII
Межд. научно-практ. конф., Москва, май, 2006 с 109-110
415. Титова Т.В., Золкина А.Е., Пичугин A.M. и др. Сб. «Резиновая про
мышленность. Сырье. Материалы. Технология». XII Межд. научно
практ. конф., Москва, май, 2006 с 108
416. Мохнаткина Е.Г. Сб. «Резиновая промышленность. Сырье. Материл
лы. Технология». XIII Межд. научно-практ. конф., Москва, май, 2007 с
197
417. Максимова Н.С., Гончарова Л.Т., Виноградова Т.Н. Направления и
тенденции рецептуростроения зимних и всесезонных шин. М., Тем.
обзор ЦНИИТЭНефтехим, 1990 с 50
418. Патент 4567926, 1986, США
419. Патент 2-24334, 1990, Япония
420. Takino Н. и др. // Rubber World, 1991, v. 304, № 3, р 38-45
421. Патент 3829943, 1993, Япония
422. Grosch К.А. // Rubber Chem. and Technol.,1992,v. 65, № 1, p 78-106
423. Nene Reifenzeitung, 1993 № 8 s.76, 1994 № 3, p. 79-86, 1995, № 2 p.
96-99
424. Europen Rubber Journal 1995, № 6, p 4
425. Соловьева Т. Л., Танцова Н.Б., Шиганова С.С. Сб. «Резиновая
промышленность. Сырье. Материалы. Технология». XII Межд. научно-
практ. конф., Москва, май, 2006, с 127-129
426. Jummur A.I // Kaut. und Gummi Kinst. 1992, № 7, p. 558-561
427. Waddell W.H. Evans L.S. Межд. конф. по каучуку и резине, IRC 92,
Китай, октябрь, 1992, с. 448-451
428. Flowers D.D., Fusco J.V., Carsry L. // Rubber World, 1992, v. 204, № 5,
p 191
429. Walte H., Waddell J.Chund Sc. // Rubber World, 1999, v 221, № I p. 24
36
430. Коссо Р.А., Гончарова Л.Т., Виноградова Т.Н. Состав и свойства
брекерных резин для обкладки металлокорда легковых шин, М., Тем.
обзор ЦНИИТЭНефтехим, 1991, 82 с.
431. Малоенко В.Л., Пояркова А.Д. Сб. «Пневматические шины из
синтетического каучука». М., ЦНИИТЭНефтехим, 1979, с 180-193
432. Карп М.Т. и др. Химия и технология элементоорганических
соединений и полимеров. Казань, 1988 с 102-106
433. Титова Т.В., Пичугин A.M., Малоенко В.Л., Сафронова ЛчВ. Сб.
«Резиновая промышленность. Сырье. Материалы. Технология». X
Российская научно-практ. конф., Москва, май, 2003, с 265
434. Хромов М.К., Ниазашвили Г.А., Новокрещенова Н.П. //
Производство и использование эластомеров. 1992, № 11, с 20-24
435. Lloyd D. // Europen Rubber, 1988, v 170, № 1, p 27-30
436. Шнетгер Ж. и др. // Экспресс - информация. Шинная
промышленность. М., ЦНИИТЭНефтехим, 1990, № 5 с 24
437. Экспресс - информация. Шинная промышленность М.,
ЦНИИТЭНефтехим, 1988, № 4 с 23-31
438. Copperns W. // Plast Rubber Proc. 1982, v. 2, № 4, с 335
439. Алексеева И.К., Аннушкина Н.Г., Гончарова Л.Т. Сб. «Резины для
шин перспективных конструкций 1989 с 117-126
440. Буйко Г.Н. и др. Межд. симпозиум по изопреновому каучуку,
Москва, ноябрь, 1972
441. Rubber Chem. and Technol 1986, v. 59, № 1 ,p 1-15
442. Rubber World 1990, v. 202, № 2, p 28
443. Гончарова Л. Т., Краснощекова Н. А. и др. Свойства и применение
галогенизированных бутилкаучуков в шинной промышленности. М.,
Тем. обзор ЦНИИТЭНефтехим, 1986, 49 с.
444. Castemalle В. Межд. конф. по каучуку и резине, IRC - 84, Москва,
1984, препринт. ,
445. Walker J.Horne S.E // Elastomerics 1985, v. 117, № 9, p 22-29
446. Михайлова H. П., Пичугин A. M., Какорина Т. А. Сб. «Резины для
шин перспективных конструкций 1989 с 97-108
447. Ронкин Г. М. Свойства и применение бутилкаучука. М.,
ЦНИИТЭНефтехим, 1969, 94 с.
448. Чесноков В. В., Зуева Н.П., Михайлова Н. П. и др. Производство
ездовых камер из бутилкаучука. М., Тем. обзор ЦНИИТЭНефтехим, 1976,
85 с.
449. Михайлова Н. П., Зуева Н.П., Чесноков В. В. И др. // Производство
шин, РТИ и АТИ, 1976, № 4 с 47
450. Никишин Е. Л. Автореферат диссертации канд. техн. наук М.,
НИИШП, 1980 24 с.
451. Чесноков В. В., Михайлова Н. П. Оптимизация технологического
процесса производства тонкостенных ездовых камер из резин на основе
бутилкаучука М., Тем. обзор ЦНИИТЭНефтехим, 1989, 103 с.
452. Чесноков В. В., Михайлова Н. П.. // Каучук и резина, 1979, № 8, с. 5-
7
453. Чесноков В. В., Михайлова Н. П., Вавина Э.Н.. // Производство шин,
РТИ и АТИ, 1984, № 4 с 14-17
454. Клокова В. В., Михайлова Н.П. Сб. «Резины для шин перспективных
конструкций М., ЦНИИТЭНефтехим 1989 с 108-117
455. Проспект фирмы Essochem Cook Н.А., 1978
456. Львова Т.М., Скок В. И. и др. Сб. «Резиновая промышленность.
Сырье. Материалы. Технология». X Российская научно-практ. конф.,
Москва, май, 2003, с 42