





















































































































Author: Пчелинцев А.В. Парфенов Б.А. Гардымов Г.П.
Tags: высшее образование университеты академическое обучение механика авиация ракетная техника авиатехника ракетостроение авиастроение
ISBN: 5-87685-077-2
Year: 1997




Г. П. ГАРДЫМОВ, Б. А. ПАРФЕНОВ,
А. В. ПЧЕЛИНЦЕВ
6
7
ТЕХНОЛОГИЯ
РАКЕТОСТРОЕНИЯ
13
13
15
19
22
25
30
33
42
42
42
52
55
58
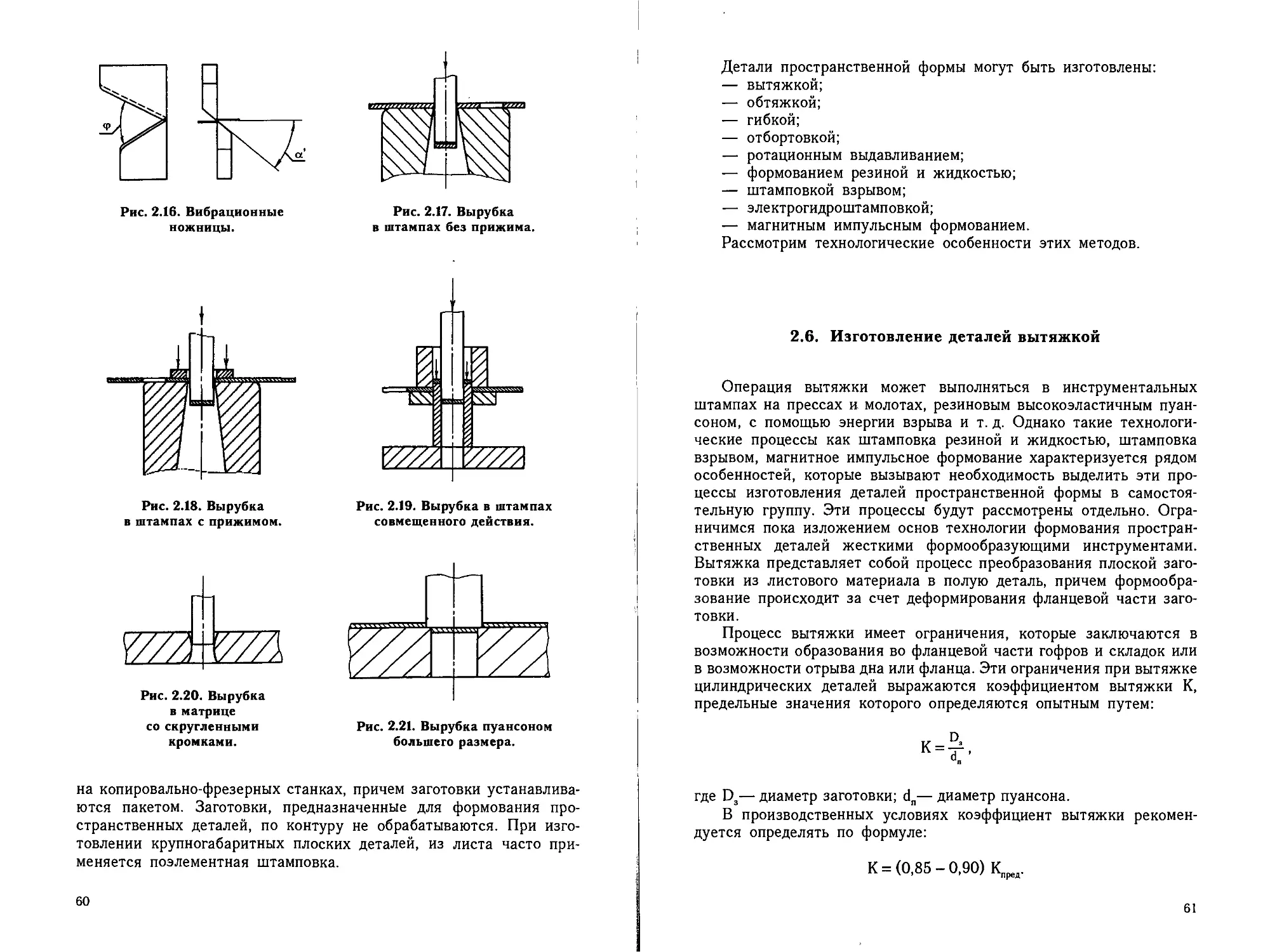
61
64
67
69
71
73
74
79
84
86
90
Санкт-Петербург
«Специальная Литература»
1997
3
УДК 378. 629 I
Т 38 j
I
Гардымов Г. П<ффенов"Б. А.,'Пчелй,нц^' А.'В. ’
Т 38 Технология ракетостроения: Учебное пособие. — СПб:
«Специальная Литература», 1997. — 320 с.: илл.
ISBN 5-87685-077-2
В книге излагаются основы агрегатной и общей сборки ракет. Большое
внимание уделяется обеспечению точности и взаимозаменяемости на этапе
технологической подготовки производства. Рассмотрены типовые технологи-
ческие процессы сборки с использованием разъемных и неразъемных соеди-
нений, процессы общей сборки и особенности контроля готовых изделий.
Для студентов вузов и инженерно-технических работников, занимающихся
технологией авиа- и ракетостроения.
ISBN 5-8’
1
Парфенов Б. А.
1997
гература», 1997
оформление »
I
1
ПЧЕЛИНЦЕВ Андрей Владимирович
ТЕХНОЛОГИЯ РАКЕТОСТРОЕНИЯ
Учебное пособие
Ответственный за выпуск Шакирова И. Г.
Научный редактор Краснов В. И.
Оформление обложки Волоилкин О. П.
Графика Анкудинова Е. Л.
Технический редактор Раснюк С. И.
Корректоры Макеева Л. А., Смирнова Л. М. Солнцева Н. В., Ткаченко И. П.
Компьютерная верстка Маклашин С. Ю.
ЛР № 071099 от 09.11.94. Подписано в печать 25.06.97. Формат 60х90*/1б.
Печать офсетная. Гарнитура Антиква.
Уч.-изд. л. 17,3. Усл.-печ. л. 20. Тираж 1000 Заказ 37
Издательство «Специальная Литература»
при участии издательства «Санкт-Петербург оркестр».
198052, Санкт-Петербург, Измайловский пр., 29
199026, Санкт-Петербург, ВО, Средний пр., 86
ООО “Издательско-полиграфический комплекс “БИОНТ”
ОГЛАВЛЕНИЕ
От авторов............................................... 6
Введение................................................ 7
Г л а и а I. МЕТОДЫ И СРЕДСТВА ОБЕСПЕЧЕНИЯ
ВЗАИМОЗАМЕНЯЕМОСТИ
В РАКЕТОСТРОЕНИИ............................. 13
1.1. Общие сведения................................ 13
1.2. Плазы......................................... 15
1.3. Система шаблонов при плазово-шаблонном методе
производства .................................... 19
1.4. Изготовление шаблонов......................... 22
1.5. Номенклатура и назначение шаблонов............ 25
1.6. Система эталонов в ракетостроении............. 30
1.7. Обеспечение взаимозаменяемости по конструктив-
но-технологическим разъемам...................... 33
Глава II. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА
ЗАГОТОВОК............................................. 42
2.1. Укрупненная классификация деталей ракет.... 42
2.2. Литые заготовки............................... 42
2.3. Горячештампованные заготовки.................. 52
2.4. Заготовки из листового металла и профилей.. 55
2.5. Основные методы изготовления деталей
из листового материала............................ 58
2.6. Изготовление деталей вытяжкой................. 61
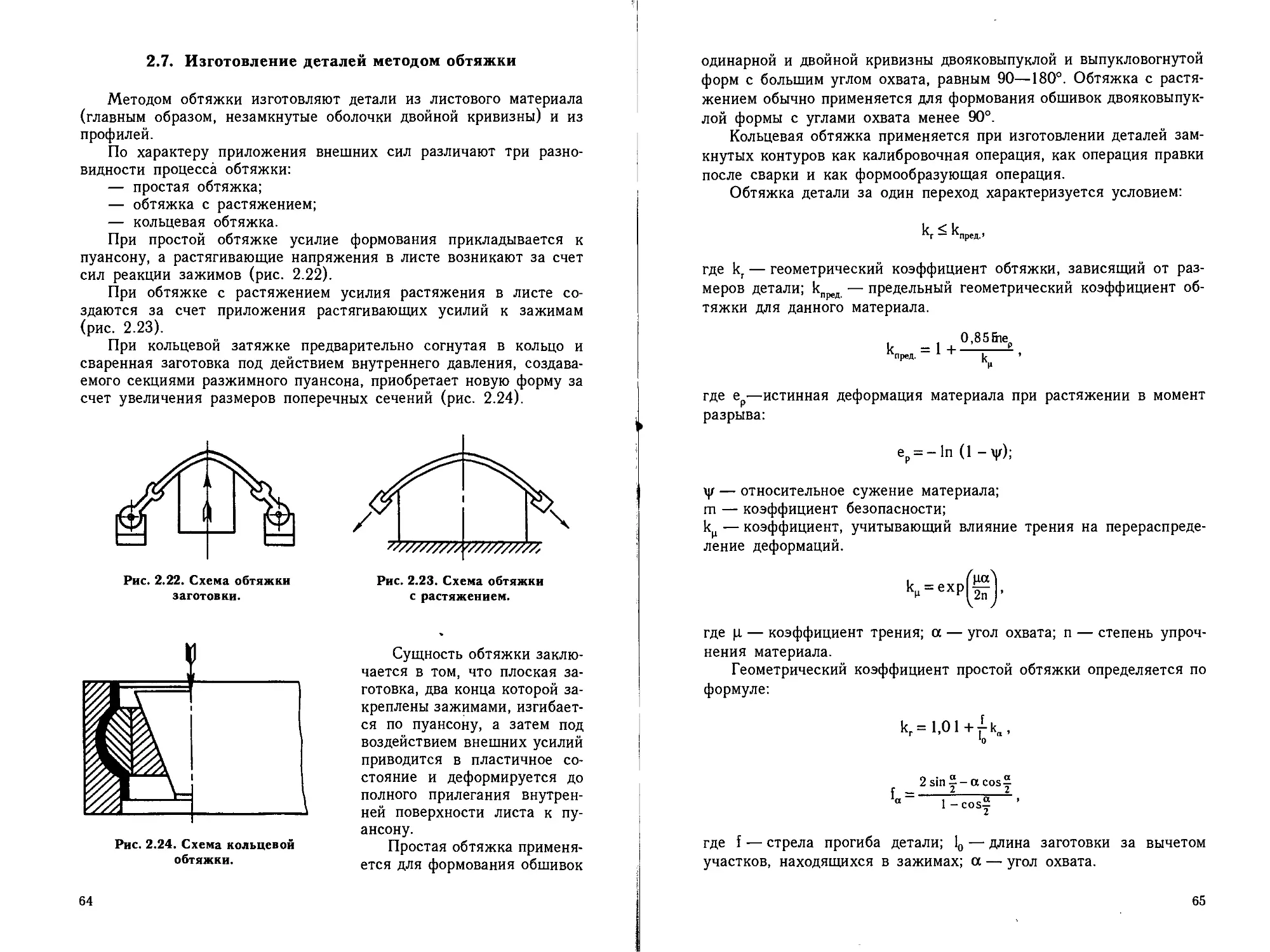
2.7. Изготовление деталей методом обтяжки.......... 64
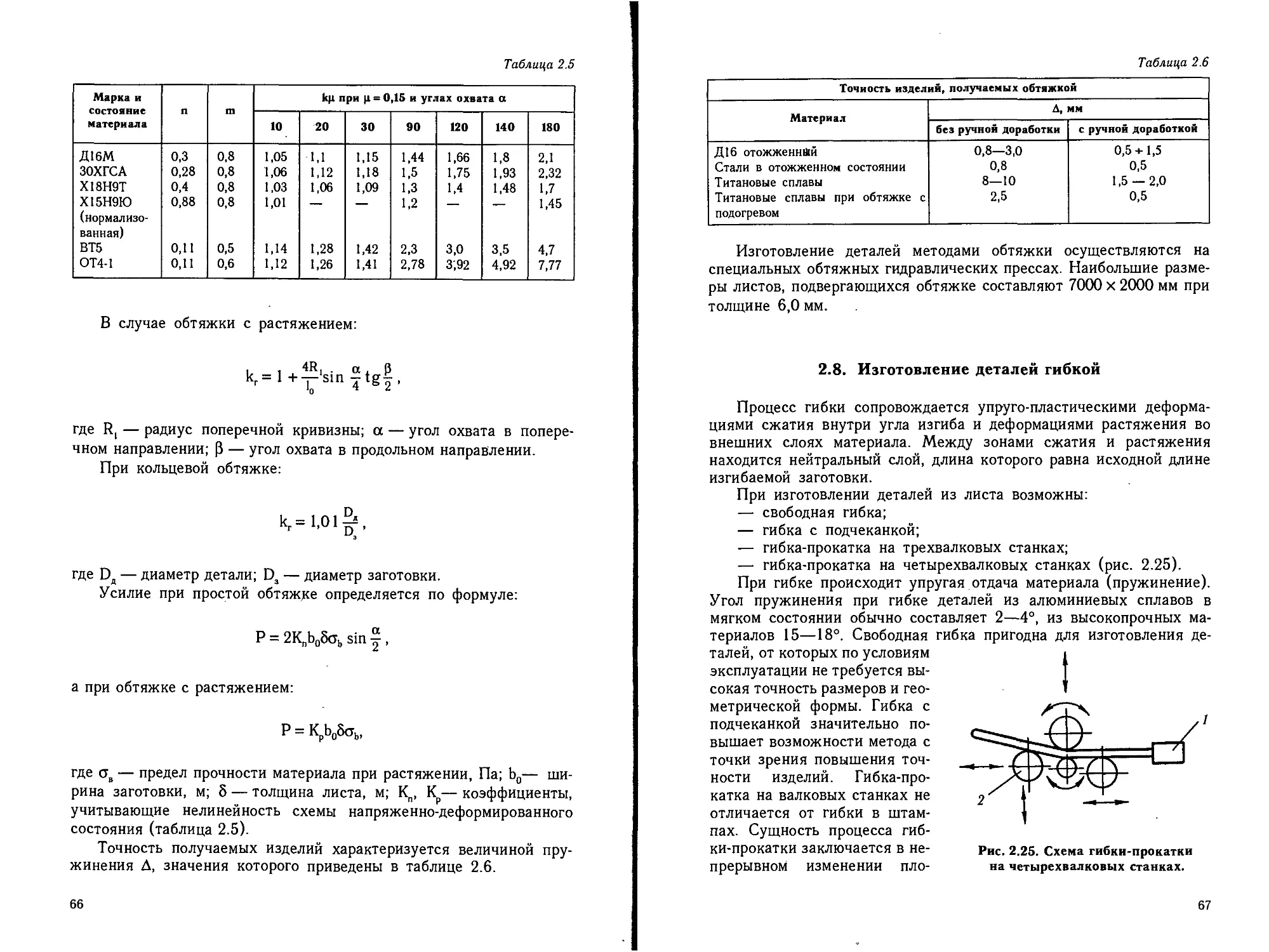
2.8. Изготовление деталей гибкой................... 67
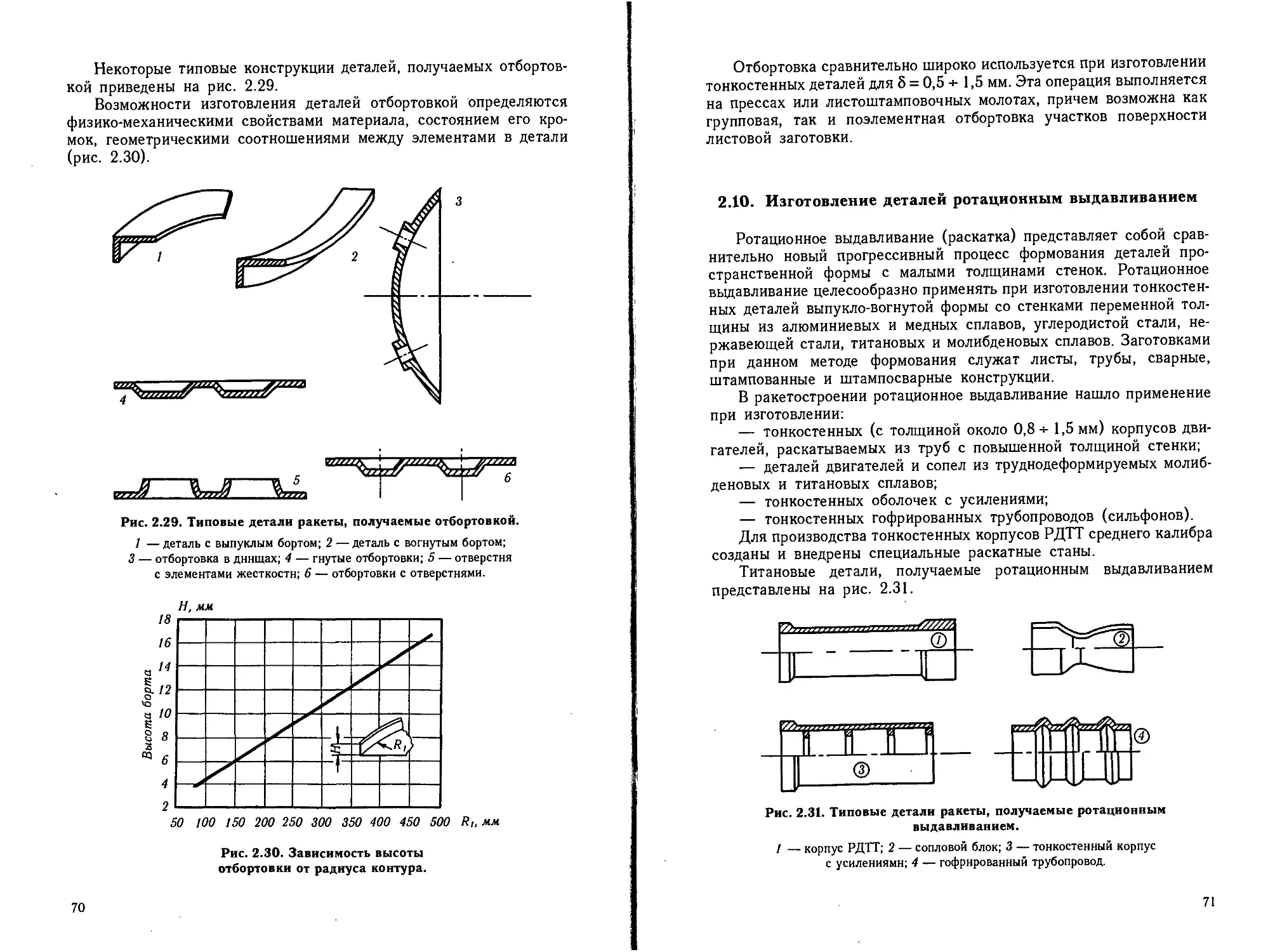
2.9. Отбортовка.................................... 69
2.10. Изготовление деталей ротационным
выдавливанием..................................... 71
2.11. Ударное выдавливание......................... 73
2.12. Технология штамповки резиной и жидкостью .... 74
2.13. Формование энергией взрыва................... 79
2.14. Электрогидроштамповка........................ 84
2.15. Магнитное импульсное формование.............. 86
2.16. Химическое фрезерование...................... 90
3
Глава III. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПОЛУЧЕНИЯ НЕРАЗЪЕМНЫХ СОЕДИННИЙ
В ДЕТАЛЯХ И УЗЛАХ.............................. 97
3.1. Общие сведения................................... 97
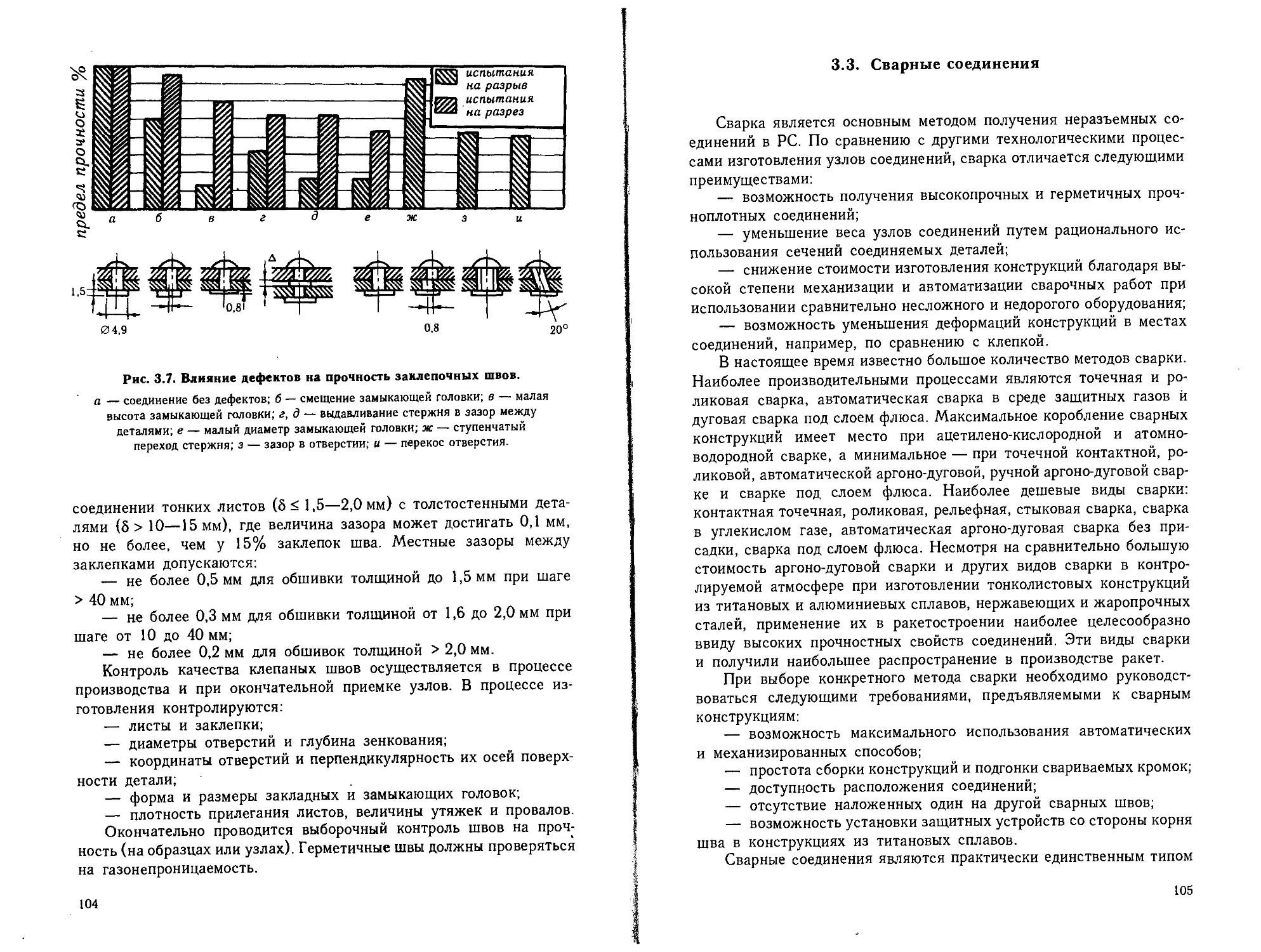
3.2. Заклепочные соединения........................... 98
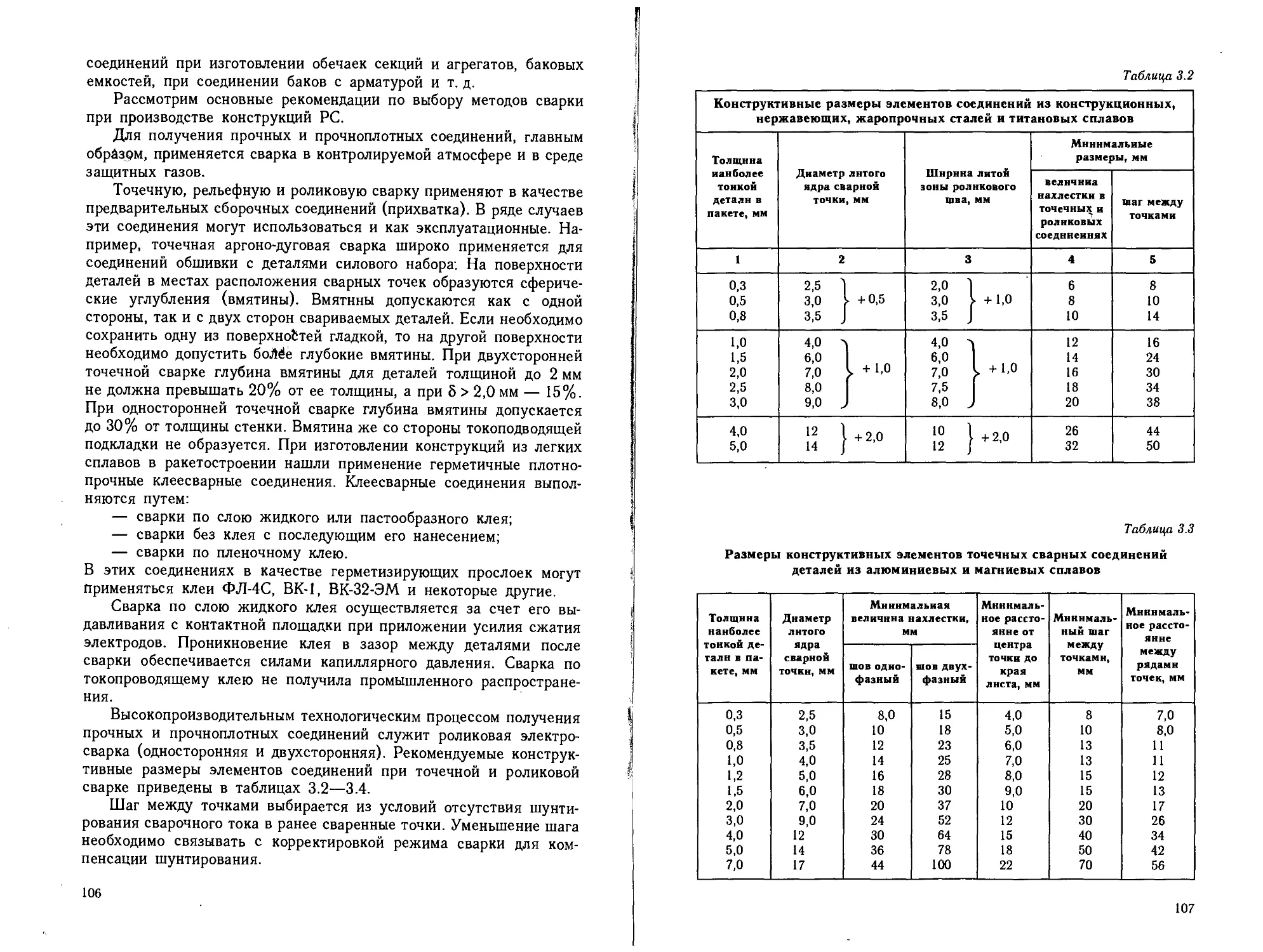
3.3. Сварные соединения.............................. 105
3.4. Паяные соединения............................... 118
3.5. Клеевые соединения.............................. 132
Глава IV. СБОРОЧНЫЕ И МОНТАЖНЫЕ РАБОТЫ
В РАКЕТОСТРОЕНИИ...................................... 138
4.1. Общие сведения................................. 138
4.2. Технические условия на общую и агрегатную сборку 141
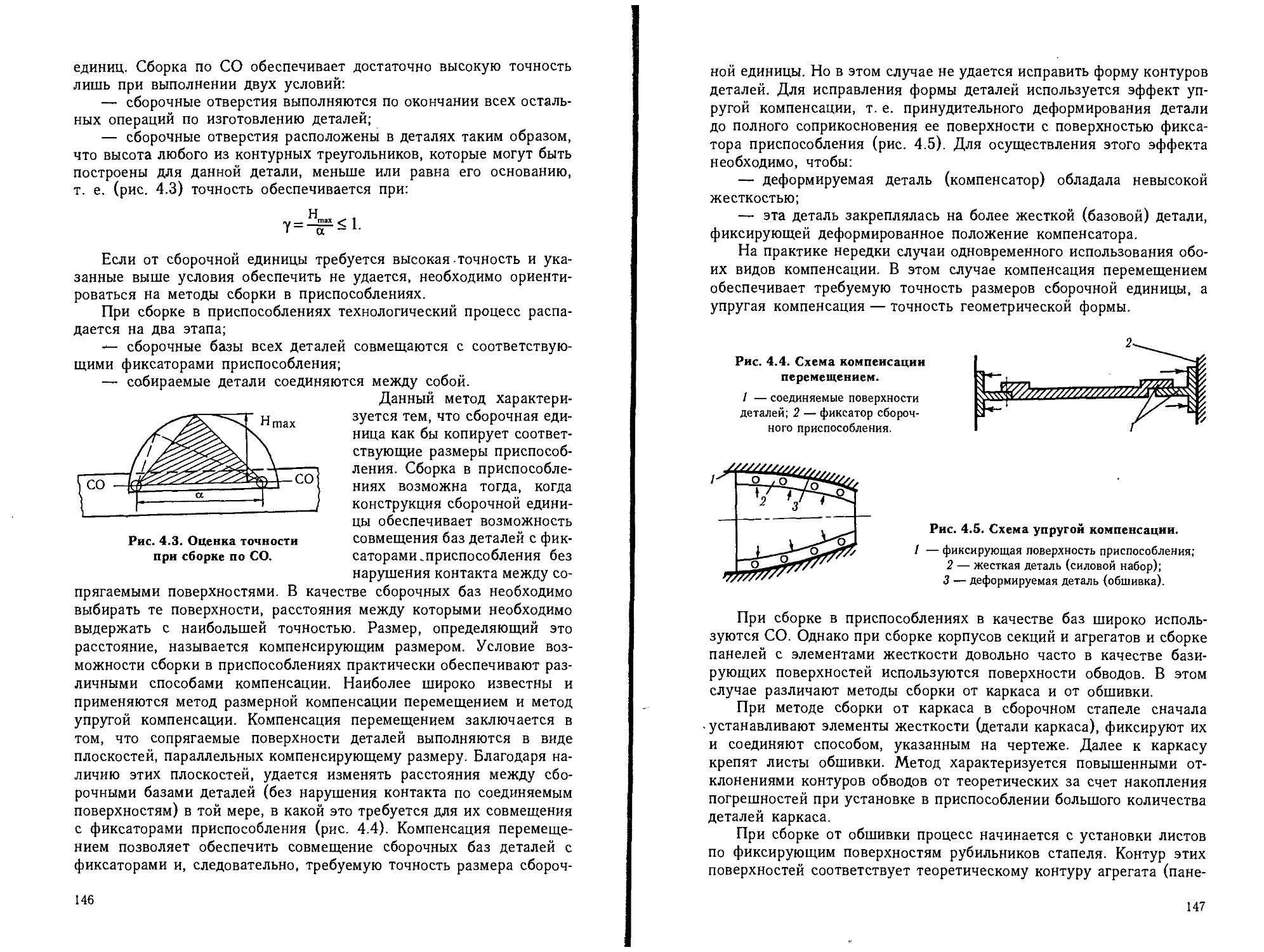
4.3. Анализ схем и методов сборки.................... 142
4.4. Проектирование технологических процессов сборки 148
4.5. Сборочные приспособления (стапели).............. 155
4.6. Монтажные работы................................ 159
Глава V. ОБЕСПЕЧЕНИЕ ДЛИТЕЛЬНОГО ХРАНЕНИЯ
РАКЕТ................................................. 161
5.1. Общие сведения.................................. 161
5.2. Подготовка поверхностей к нанесению покрытий . . 162
5.3. Покрытия, получаемые химической и электро-
химической обработкой поверхностей деталей .... 166
5.4. Металлические покрытия.......................... 169
5.5. Неметаллические покрытия. ...................... 172
5.6. Покрытие изделий полимерными материалами .... 178
5.7. Покрытие смазками и пастами..................... 179
5.8. Методы герметизации конструкций................. 179
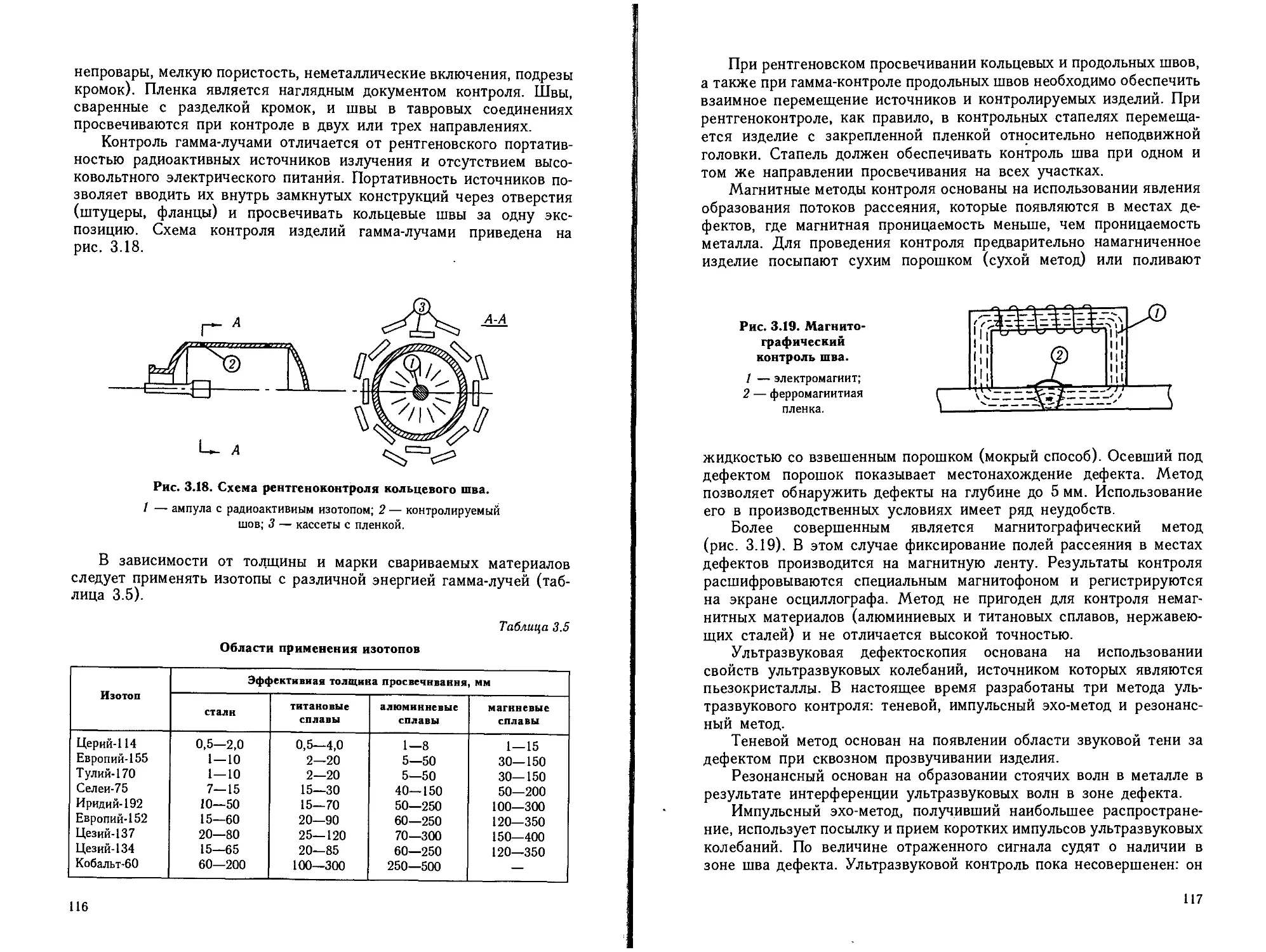
Глава VI. КОНТРОЛЬ И ИСПЫТАНИЯ............................. 186
6.1. Значение и задачи контроля и испытаний
при отработке и производстве изделий
ракетной техники................................ 186
6.2. Классификация контроля и испытаний.............. 188
6.3. Технологическое обеспечение работ............... 190
6.4. Контроль используемых материалов................ 192
6.5. Контроль документации и внешнего состояния. ... 193
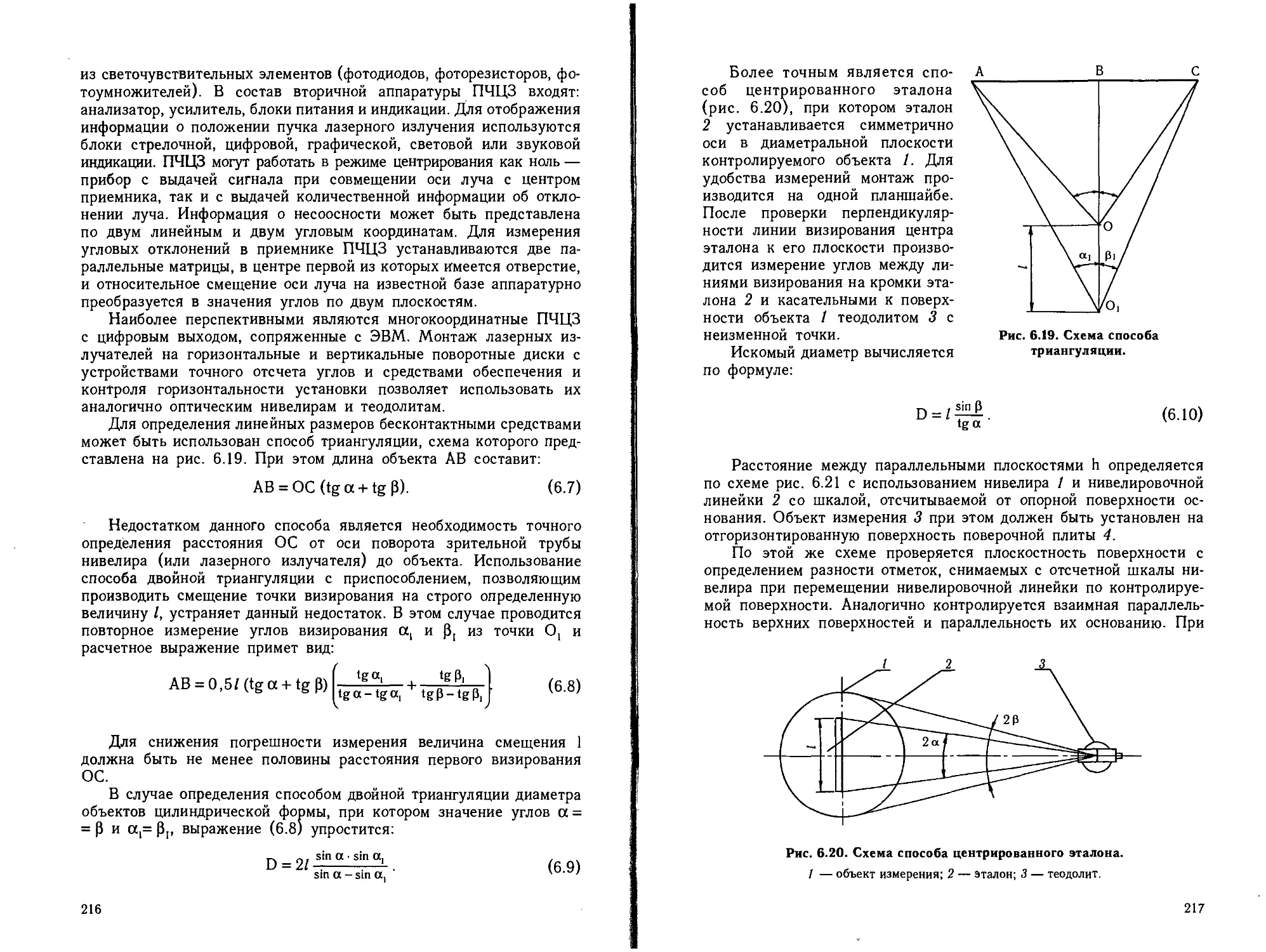
6.6. Контроль геометрических параметров.............. 194
6.6.1. Общие положения............................... 194
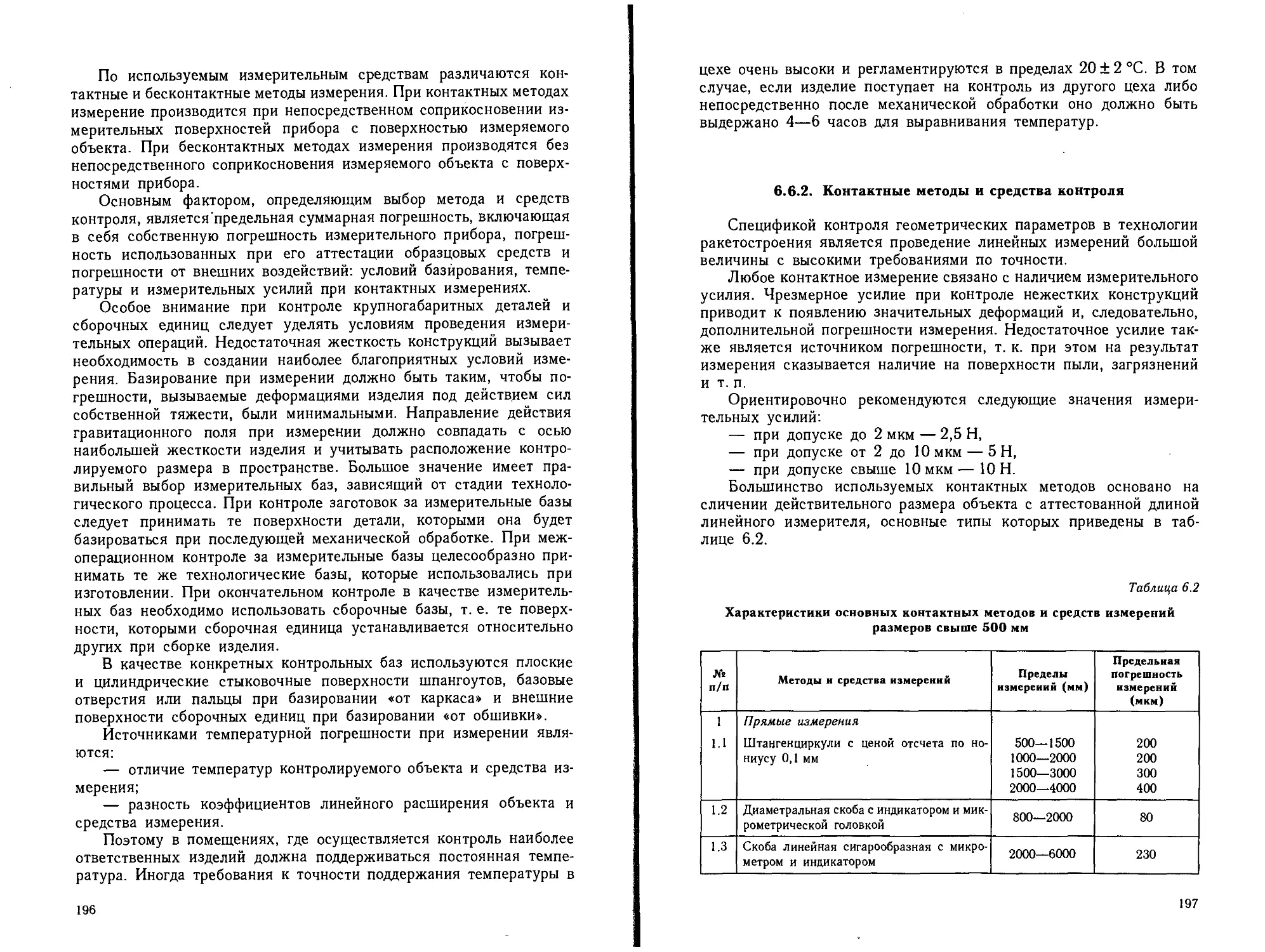
6.6.2. Контактные методы и средства контроля... 197
6.6.3. Бесконтактные средства и методы контроля .... 210
6.6.4. Сравнительные характеристики и области
применения различных методов.................... 227
6.6.5. Контроль юстировочных характеристик..... 228
4
6.7. Контроль прочности............................... 230
6.8. Контроль герметичности.......................... 231
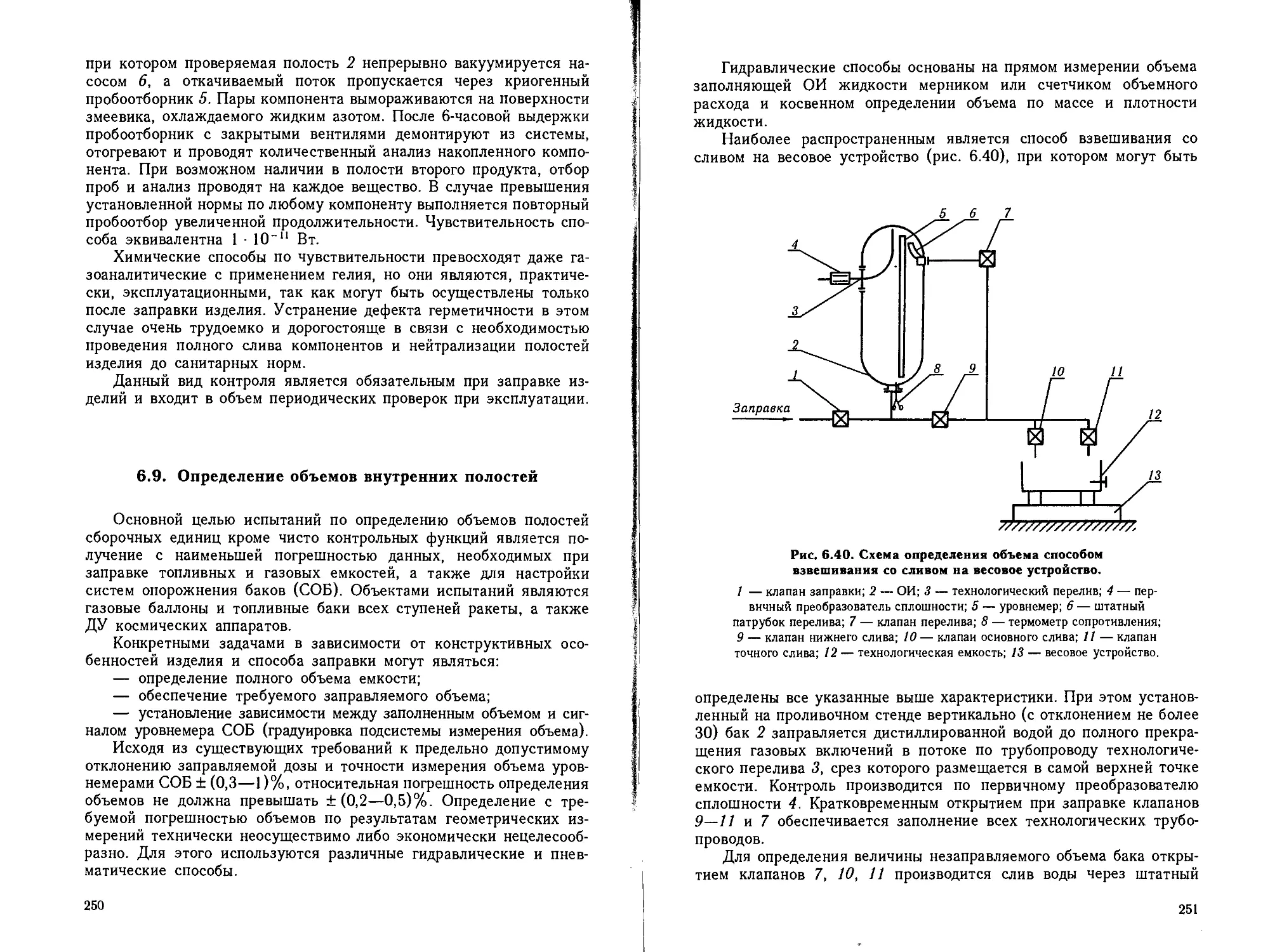
6.9. Определение объемов внутренних полостей... 250
6.10. Контроль электрических характеристик............ 258
6.11. Контроль функциональных характеристик..... 260
6.11.1. Задачи и особенности испытаний на функцио-
нирование ........................................ 260
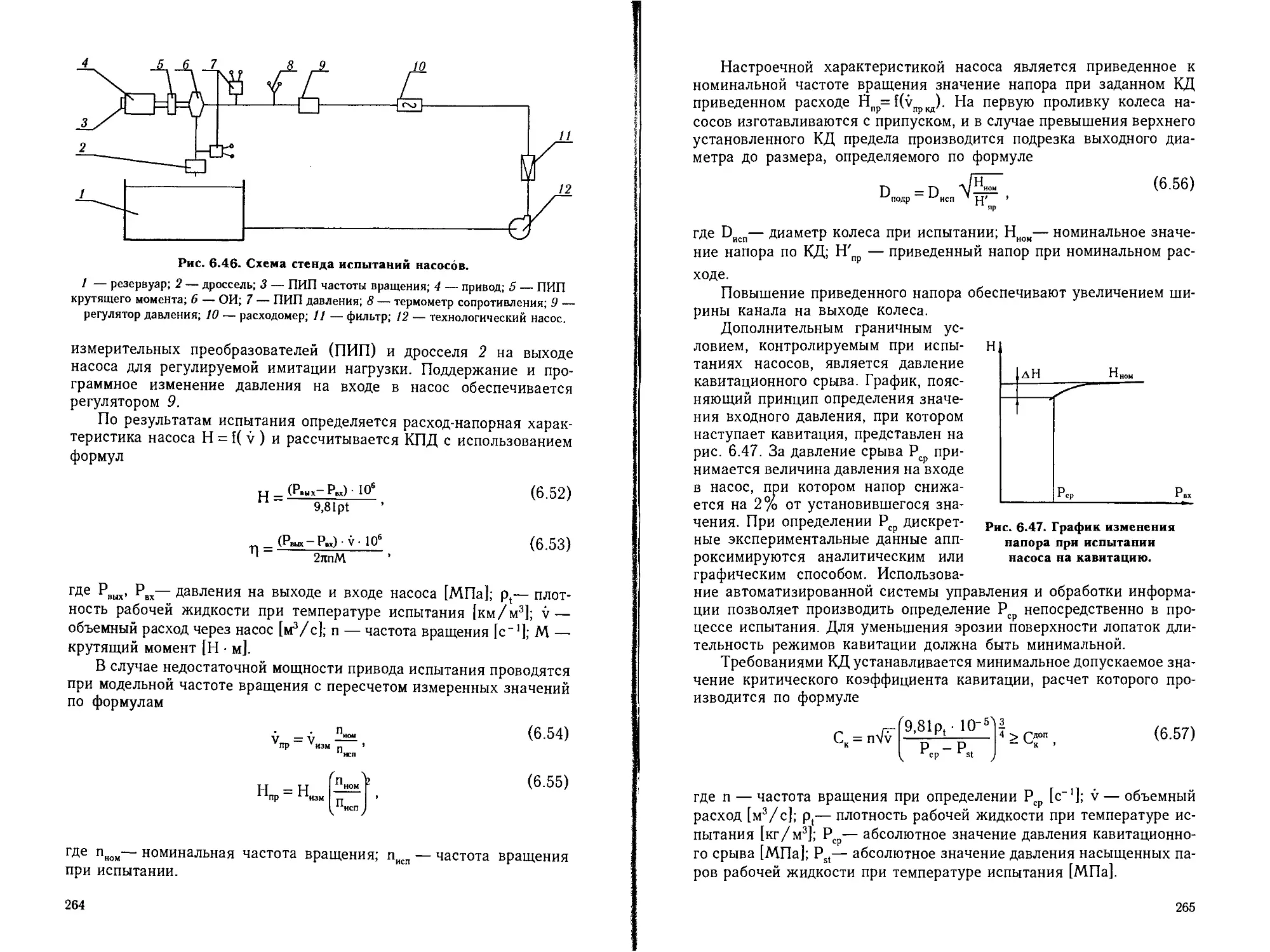
6.11.2. Гидравлические проливки........................ 261
6.11.3. Газовые продувки............................... 266
6.11.4. Испытания сборочных единиц дискретного
действия.......................................... 267
6.11.5. Испытания приводов............................. 269
6.11.6. Испытания систем управления.................... 270
6.11.7. Огневые испытания.............................. 272
6.12. Контроль чистоты внутренних поверхностей... 274
6.13. Определение массоцентровочных характеристик . . . 276
6.14. Испытания на стойкость к эксплуатационным
воздействиям...................................... 283
6.14.1. Задачи и особенности испытаний................. 283
6.14.2. Механические испытания......................... 284
6.14.3. Климатические испытания........................ 286
6.14.4. Испытания в среде натурного компонента... 288
6.14.5. Испытания на влияние невесомости и высо-
кого вакуума...................................... 289
6.14.6. Испытания на воздействия высокотемпе-
ратурных потоков и ионизирующих излучений . . . 290
6.15. Летные испытания................................ 291
Глава VII. ЗАПРАВКА И АМПУЛИЗАЦИЯ ИЗДЕЛИЙ .. 293
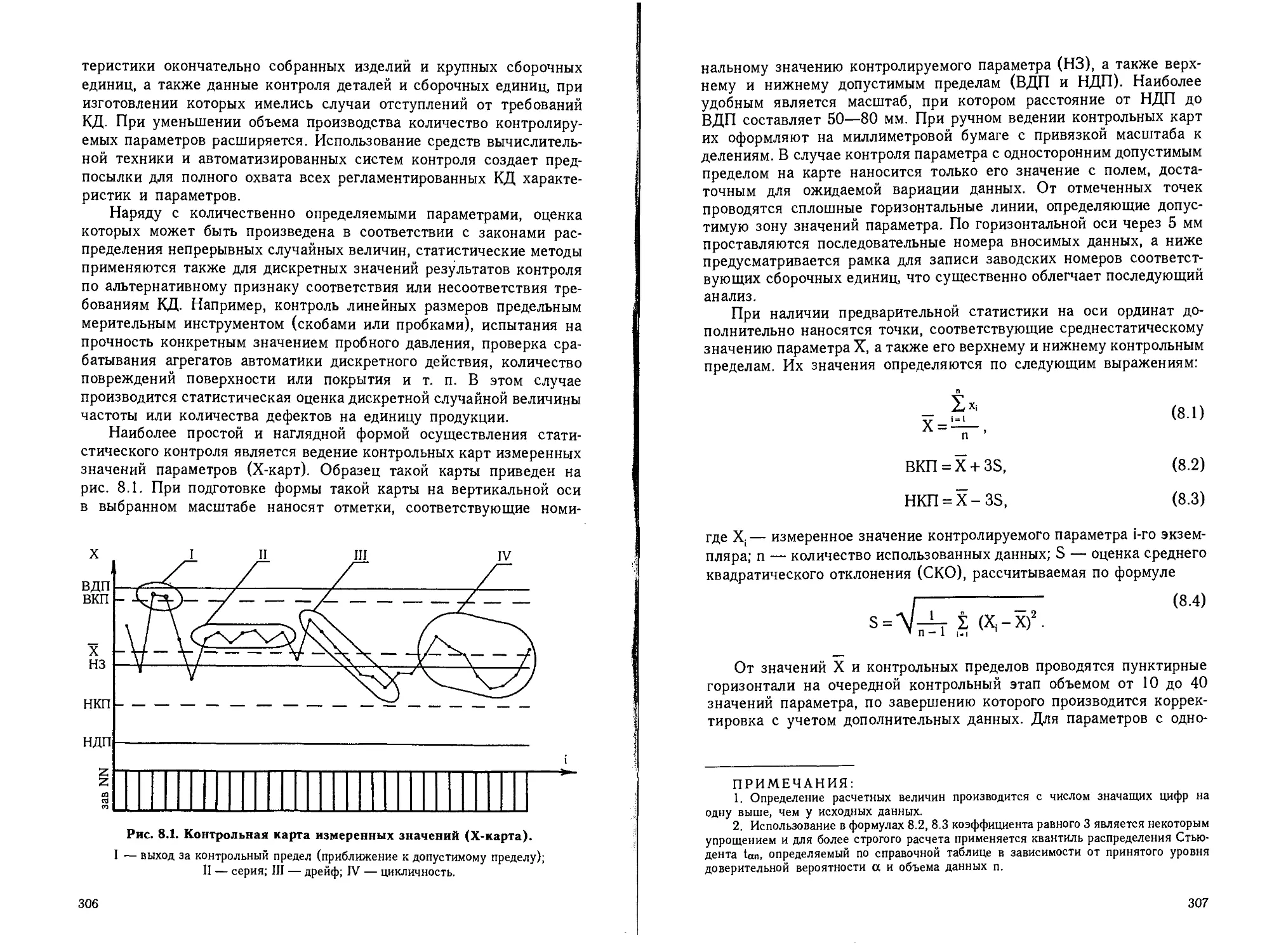
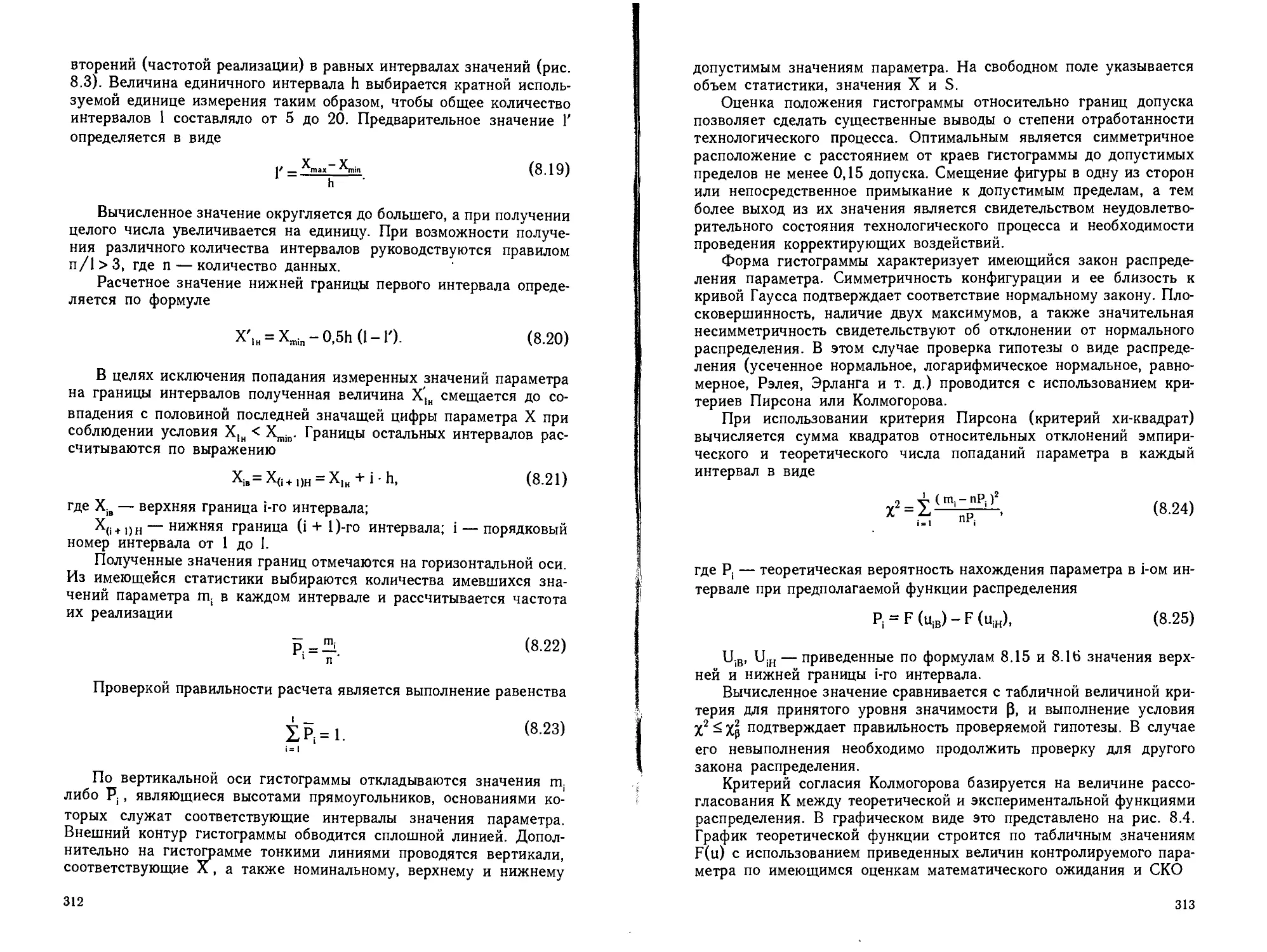
Глава VIII. ОСНОВЫ СТАТИСТИЧЕСКИХ МЕТОДОВ
УПРАВЛЕНИЯ КАЧЕСТВОМ................................. 305
ОГП «СЕВЕРНЫЙ ЗАВОД»........................ 318
ОТ АВТОРОВ
При написании книги был изучен большой материал по произ-
водству ракет на ведущих предприятиях отечественной ракетострои-
тельной промышленности. Это позволило обобщить накопленный
опыт и выявить его характерные особенности, которые позволили
нашей стране выйти на передовые рубежи в изготовлении как боевых
ракет, так и космических носителей большой мощности и надежно-
сти. Собранные материалы явились основой для курса Лекций по
Технологии ракетостроения на факультете авиа- и ракетостроения
Балтийского государственного технического университета в 1985 —
1995 годах.
Особое внимание было уделено вопросам организации и осна-
щению производства при небольших объемах выпуска ракет в ус-
ловиях, когда широкая механизация и автоматизация производства
экономически нецелесообразны.
На настоящем этапе реорганизации промышленности при резком
падении объемов производства на предприятиях ВПК, в том числе
и в ракетостроении, изложенный материал по мнению авторов при-
обретает особую актуальность в качестве справочного пособия при
организации или восстановлении производства ракет.
В содержание книги не включались вопросы изготовления жид-
костных и твердотопливных двигателей, так как их конструктивно-
технологические характеристики требуют отдельного рассмотрения.
Вопросы использования композитов на полимерной основе также
были исключены из содержания, чтобы избежать дублирования из-
данных в последние годы монографий.
Авторы приносят глубокую благодарность за помощь и поддержку
сотрудникам КБ им. В. П. Макеева и ГП «Ленинградский северный
завод», которые щедро делились накопленным опытом не только с
нами, но и со студентами Балтийского государственного техниче-
ского университета, проходившими практику на этих предприятиях.
Особую благодарность авторы выражают безвременно ушедшему
из жизни доценту, кандидату технических наук Шалыгину В. Н.,
который отдал много сил и знаний для осуществления этого издания.
Гардымов Г. П.
Парфенов Б. А.
Пчелинцев А. В.
ВВЕДЕНИЕ
Ракетостроение представляет собой одну из наиболее быстро
развивающихся отраслей техники. По мере увеличения мощности
ракетных двигателей, дальности полета и массово-габаритных харак-
теристик ракет в целом перед технологами ракетостроительных за-
водов и КБ возникают все более сложные задачи. Современная
ракета представляет сложную, многоэлементную систему, которая
с точки зрения эффективности и надежности должна отвечать сле-
дующим требованиям:
— прочности в условиях воздействия динамических вибрацион-
ных нагрузок и высоких температур;
— точности функционирования всех агрегатов, узлов и деталей;
— стабильности параметров всех систем в условиях длительного
хранения, транспортировки и эксплуатации.
Все эти требования неразрывно связаны с технологией изготов-
ления и сборки ракет, ибо качественное выполнение операций тех-
нологического процесса и надежная система контроля в конечном
итоге определяет надежность ракетных комплексов.
Однако, задача технологии ракетостроения не ограничивается
воплощением в жизнь проектно-конструкторской разработки. Разви-
ваясь как самостоятельное научное направление, технология создает
новые способы и приемы изготовления деталей, сборки узлов и
контроля качества продукции. Новые технологические способы за-
частую определяют методы решения проектных задач. Например,
разработка технологии производства исследованных монолитных па-
нелей позволила внедрить новые конструктивные схемы баковых
емкостей и корпусов агрегатов. Разработка технологии изготовления
клеесварных соединений помогла конструкторам в решении вопроса
герметизации замкнутых объемов. Разработка технологии фасонной
намотки емкостей из стеклопластиков намного облегчила конструк-
торам задачу проектирования высокопрочных облегченных оболочек,
но вместе с тем появились новые проблемы, связанные с конструи-
рованием разъемов, узлов крепления арматуры и др.
Таким образом, проектирование ракет и технология их изготов-
ления взаимосвязаны двояко: с одной стороны, разработка техноло-
гических процессов имеет целью наилучшим образом материально
воплотить замысел конструкторов, а, с другой стороны, развитие
новых технологических способов стимулирует появление новых кон-
структивных решений.
Как объект производства ракету целесообразно представить в
виде системы законченных в конструктивном и технологическом
отношении элементов (рис. 1 и 2).
7
Рис. 1. Пример деления ракеты на систему сборочных единиц.
Рис. 2. Схемы агрегатирования одноступенчатой баллистической ракеты.
/ — головная часть; 2 — приборный отсек; 3 — баковый отсек;
4 — двигательная установка; 5 — хвостовой отсек.
Рис. 3. Схема агрегатирования двухступенчатой баллистической ракеты.
1 — головной отсек; 2 — приборный отсек; 3 — баковый отсек;
4 — Д.У второй ступени; 5 — баковый отсек; 6 — приборный отсек;
7 — ДУ первой ступени; 8 — хвостовой отсек.
Наиболее крупная сборочная единица полностью законченная в
конструктивном и технологическом отношении и изготовляемая в
условиях специализированного производства называется агрегатом.
8
Секция представляет собой часть агрегата, создаваемую на основе
конструктивных или эксплуатационных требований. Одним из ос-
новных признаков секции является ее сборка с другими секциями
с помощью разъемных соединений.
Панель — это часть секции, состоящая из участка обшивки,
соединенного с элементами силового набора. Характерным призна-
ком панели является незамкнутость ее конструкции, что облег-
чает операции сборки каркаса с обшивкой и проведение монтажных
работ.
Узлом называется наименьшая сборочная единица, собираемая
непосредственно из деталей.
Деталью называется элементарная часть конструкции, изго-
тавливаемая из одного куска материала. Характерный признак дета-
ли — отсутствие в ней соединений разъемного или неразъемного
типа.
Трудоемкость изготовления деталей, узлов и агрегатов, в первую
очередь, зависит от технологичности их конструкции. Под техноло-
гичностью понимают комплекс свойств конструкции, позволяющий
при ее изготовлении обеспечить требуемое качество при минимальной
себестоимости и трудозатратах. К числу общих конструктивно-
технологических требований, позволяющих повысить уровень техно-
логичности ракеты, относятся:
— максимальная унификация элементов конструкции, возможно
более высокая преемственность, позволяющая использовать уже ос-
военные производством технологические решения;
— широкое использование нормализованных и стандартных эле;
ментов, изготавливаемых на специализированных производствах;
— максимальное упрощение геометрической конфигурации, воз-
можно менее жесткие требования к точности и шероховатости по-
верхности элементов конструкции.
Технологичность не является абсолютным свойством конструк-
ции, а носит относительный характер, так как технологические
процессы оптимальны лишь в конкретных производственных усло-
виях. При изменениях методов изготовления заготовок, деталей и
агрегатов, объемов их производства и т. п. показатели технологич-
ности конструкции изменяются. В общем случае технологические
процессы, построенные на базе специализированного оборудования,
обладают наилучшими показателями в условиях серийного произ-
водства. Соответственно, конструкции, ориентированные на такие
процессы, оказываются технологичными при их выпуске крупными
сериями. В условиях мелкосерийного производства более техноло-
гичны конструкции, рассчитанные на изготовление с помощью уни-
версального оборудования и оснастки. На рис. 4 показаны три ва-
рианта конструкции детали коробчатой формы и зависимости стои-
мости их изготовления (С) от количества деталей в партии.
9
Объективное решение о технологичности данной конструкции
применительно к конкретным условиям производства предусматри-
вает:
— выполнение общих технологических требований к конструк-
ции;
— возможность использования технологического процесса опти-
мального в предполагаемых условиях производства;
— обеспечение соответствия конструкции возможностям и осо-
бенностям выбранного технологического процесса.
Каждый раз создавая технологичную конструкцию необходимо
увязывать ее с достигнутым уровнем науки и техники. Таким образом,
понятие технологичности не является застывшим. По мере развития
технического прогресса критерии технологичности постоянно видо-
изменяются и носят все более конкретный характер.
В ракетостроении имеют дело с двумя типами деталей: жесткими,
хорошо сохраняющими свою форму и размеры, и деталями малой
жесткости. В соответствии с этим для измерения размеров деталей
и обеспечения их взаимозаменяемости применяют:
а)
1000
750
500
250
Рис. 4. Варианты конструкций детали коробчатой формы.
а — сварная конструкция; б — сборная конструкция;
в — штампованная конструкция.
10
— общепринятую в машиностроении систему допусков и посадок
для жестких деталей;
— специфическую систему обеспечения взаимозаменяемости,
основанную на использовании плазово-шаблонного метода (ПШМ).
В этой системе в качестве средств, обеспечивающих взаимоза-
меняемость деталей, узлов, панелей и агрегатов, используются плазы,
шаблоны, эталоны поверхности, макеты стыков и другие жесткие
носители формы и размеров деталей и агрегатов. Обеспечение взаи-
мозаменяемости производится за счет увязки между собой всей
заготовительной и сборочной оснастки с помощью приспособлений
ПШМ.
Особенностью ракетостроения является применение большого
количества технологической оснастки, инструмента и специального
оборудования. Так, например, при изготовлении двухступенчатой
баллистической ракеты требуется несколько десятков тысяч наиме-
нований специальной оснастки для механической обработки, штам-
повки, гибки деталей и сборки узлов и агрегатов, несколько тысяч
всевозможных штампов. Не следует забывать, что в мирное время
большинство модификаций ракет выпускается малыми сериями срав-
нительно короткое время (2—4 года) с постоянным совершенство-
ванием конструкции. В военное время выпуск ракет должен быть
резко увеличен. Эта особенность накладывает особые требования
на конструкцию как самих изделий, так и технологической оснастки.
Необходимо стремиться к созданию ограниченной номенклатуры
универсально-сборных приспособлений для механической обработки
н сборки, сравнительно просто переналаживаемых агрегатных стан-
ков и станков с ЧПУ, сборочных и контрольных стапелей и т. п.
Конструкция ракет и технологические процессы должны разрабаты-
ваться в двух вариантах: для условий производства в мирное и в
военное время. В первом варианте должны быть предусмотрены все
меры для возможности хранения ракет в течение десяти и более
лет в складских и полевых условиях (применение герметичных
укупорок с контролируемым микроклиматом, надежная герметизация
стыков, применение коррозионностойких покрытий и т. п.). При
разработке второго варианта исходят из того, что эксплуатационный
цикл единицы изделия является минимальным и ракета будет ис-
пользована в течение времени, необходимого для доставки ее на
стартовую позицию.
Еще одна особенность ракеты, как объекта производства — весь-
ма широкая номенклатура используемых материалов: углеродистых
конструкционных, нержавеющих сталей, алюминиевых, алюминиево-
магниевых, титановых сплавов, различных неметаллических поли-
мерных материалов. Важнейшим резервом повышения технологич-
ности ракет является уменьшение номенклатуры материалов, замена
материалов из дефицитного и стратегического сырья более доступ-
ными марками.
11
Ракеты представляют собой изделия с минимальным количеством
эксплуатационных разъемов. Пуск в действие всех систем и агрегатов
обеспечивается без непосредственного доступа к ним операторов.
Конструкция ракет не предусматривает возможностей более или
менее сложного ремонта в полевых условиях. Поэтому в ракетах
широко используются неразъемные сварные и клеесварные соеди-
нения. Общая длина сварных швов достигает иногда 10—20 тыс. м.
По сравнению с общим машиностроением технология ракетостроения
имеет характерные отличия в следующих технологических способах:
— получения заготовок;
— механической обработки крупногабаритных нежестких дета-
лей и узлов;
— получения неразъемных и разъемных соединений;
— методах сборки, обеспечения взаимозаменяемости, контроля
и испытаний узлов, агрегатов и ракет в целом.
Решение задач в любом из этих направлений ведется в известной
мере самостоятельно, специалистами данной области технологии.
Однако, исследования в любой области технологии ракетостроения
подчинено одним и тем же целям:
— повышение качества и уровня надежности ракет;
— снижения себестоимости производства и контроля деталей,
узлов и ракет в целом;
— - разработки прогрессивных технологических процессов, обо-
рудования и оснастки.
Современные летательные аппараты: самолеты и ракеты имеют
много общего. Первоначально ракетостроение осваивалось на само-
летостроительных заводах и технология ракет рассматривалась как
часть технологии авиаконструкций. И в настоящее время в обоих
направлениях технологической науки имеется много общего. В тех-
нологии ракетостроения широко используются достижения авиаци-
онной технологии, изложенные в трудах В. П. Григорьева, В. В. Бой-
цова, Е. И. Исаченкова и др. Однако, по мере развития ракетострое-
ния начали все в большей степени сказываться существенные
отличия в решении ряда технологических проблем. Поэтому в на-
стоящее время технологию ракетостроения целесообразно рассмат-
ривать как самостоятельную отрасль технологической науки.
Глава I.
МЕТОДЫ И СРЕДСТВА ОБЕСПЕЧЕНИЯ
ВЗАИМОЗАМЕНЯЕМОСТИ В РАКЕТОСТРОЕНИИ
1.1. Общие сведения
Все детали, узлы и агрегаты, поступающие на сборку, должны
удовлетворять условиям общей или функциональной взаимозаменя-
емости. Если детали или узлы являются достаточно жесткими, т. е.
устойчиво сохраняют свою форму и размеры независимо от поло-
жения в пространстве и от связи с другими узлами, то целесообразно
применять общепринятую в машиностроении систему допусков, по-
садок и технических измерений. Однако, для конструкций ракетных
снарядов (PC) характерными являются крупногабаритные нежесткие
детали сложной конфигурации. В данном случае взаимозаменяемость
деталей на основе использования системы допусков и посадок не
может гарантироваться, т. к. детали малой жесткости в зависимости
от положения в пространстве и связей с другими конструктивными
элементами изменяют свои размеры и конфигурацию. Другими сло-
вами, деталь малой жесткости не может служить жестким матери-
альным носителем размеров, заданных конструктором на основании
проектировочных расчетов.
В ракетостроении для обеспечения взаимозаменяемости нежест-
ких крупногабаритных деталей применяется система, основанная на
плазово-шаблонном методе производства. Сущность этой системы
заключается в том, что взаимозаменяемость сочленяющих элементов
обеспечивается за счет взаимной увязки заданных конструктором
размеров и конфигурации со всей технологической оснасткой. Ма-
териальными жесткими носителями размеров и форм служат взаи-
мосвязанные между собой плоские и пространственные устрой-
ства: плазы, шаблоны, эталоны поверхностей, мастер-плиты, макеты.
С этих жестких носителей размеры передаются на рабочую техно-
логическую и контрольную оснастку. Комплекс работ по проекти-
рованию деталей, узлов, агрегатов, их вычерчиванию на плазе, под-
готовке производства (изготовление взаимосвязанных шаблонов, эта-
лонов, заготовительной, сборочной и контрольной оснастки) и
изготовлению готовой продукции составляет основу ПШМ произ-
водства. Проектируя ракету с учетом ПШМ ее изготовления, кон-
структоры производят:
— разбивку теоретических чертежей на плазах;
13
— разбивку на плазах конструкторских чертежей (увязка узлов
и агрегатов);
— уточнение плазов по результатам аэродинамических и проч-
ностных расчетов.
Работы по разбивке теоретических чертежей на плазах и по
изготовлению шаблонов и эталонов производятся в специальных
плазово-шаблонных цехах КБ и заводов. Остальные средства обес-
печения взаимозаменяемости проектируются и изготовляются тех-
нологическими и инструментальными службами.
Первоначально ПШМ был применен в судостроении. С 1935 г.
он начал использоваться при производстве самолетов и с тех пор
был существенно усовершенствован, что позволило повысить точ-
ность изготовления жестких носителей размеров, оснастки и готовых
изделий. В настоящее время ПШМ применяется в ракетостроении
и автомобильной промышленности.
В ракетостроении наиболее широко применяется разновидность
ПШМ — плазово-эталонный метод производства (ПЭМ). Работы по
геометрической взаимозаменяемости применительно к ракетострое-
нию составляют значительно меньший объем по сравнению с само-
летостроением, т. к. корпус PC представляет собой, как правило,
сочетание сравнительно простых цилиндрических и конических по-
верхностей. Носителями цилиндрической формы агрегатов во многих
случаях служат жесткие монолитные шпангоуты, точность конфи-
гурации которых сравнительно просто обеспечивается с помощью
оборудования. Однако для обеспечения взаимозаменяемости и соби-
раемости агрегатов, обеспечения точности сборки (например, точ-
ности расположения плоскостей стабилизации, прямолинейности оси
ракеты) ПШМ производства и для ракетостроения является наиболее
целесообразным.
Головной сборочный ракетостроительный завод является держа-
телем всех контрольных эталонов и контрэталонов, используемых в
производстве данного PC. Основными из них являются:
— эталон изделия в целом;
— эталон головной части;
— эталоны основных агрегатов;
— эталон двигательной установки;
— эталоны трубопроводов;
— эталоны жгутов кабельной электрической сети;
— эталоны приборов системы управления.
Смежные заводы имеют соответствующие копии эталонов и
контрэталонов и периодически контролируют их состояние по кон-
трольным эталонам головного завода. Например, завод производящий
пусковые установки периодически привозит на головной завод свой
контрэталон (макет пусковой установки) и эталон (макет ракеты)
и сверяет с соответствующими контрольными устройствами (эталон
и контрэталон) головного завода. Если результаты проверки оказы-
14
ваются положительными, то на заводе осуществляется контроль и
подналадка или замена технологической оснастки (в случае надоб-
ности) по проверенным копиям эталона и контрэталона. После этого
завод продолжает выпускать готовую продукцию (пусковые установ-
ки) с полной уверенностью в том, что любая ракета, выпускаемая
головным заводом, стыкуется с любой пусковой установкой. Анало-
гичные работы по обеспечению взаимозаменяемости проводят заводы-
смежники, поставляющие головные части, двигательные установки,
монтажные трубопроводы, приборы управления и другие комплек-
тующие узлы и агрегаты.
1.2. Плазы
Плаз — это щит, на котором в натуральную величину вычерчен
контур или конструкция агрегата. На плазе построение контура
агрегата осуществляется в соответствии с теоретическими чертежа-
ми. В практике применяется три способа задания контуров плоских
сечений: графический, табличный и аналитический.
При графическом способе контуры сечений задаются кривыми,
вычерченными на плазе совмещенных сечений, который является
при этом первичным документом. Точные копии этого плаза пере-
даются серийным заводам в качестве рабочего документа — носителя
геометрии контуров. Недостатком способа является неизбежное по-
явление ошибок, связанных с многократным копированием. При
табличном способе контур задается координатами дискретной сис-
темы точек. Очевидно, что степень точности задания контура в этом
случае зависит от его формы и от шага разбивки. Контур между
точками окончательно уточняется лишь при изготовлении оснастки
путем выравнивания ее рабочих поверхностей на плавность перехо-
дов.
При аналитическом способе контур сечения задается уравнением.
Этот способ гарантирует полную определенность задания контура,
высокую точность увязки отдельных контуров поверхности при про-
ектировании. Процесс воспроизведения поверхности можно механи-
зировать путем использования станков с программным управлением.
Для аналитического задания контуров применяются, главным обра-
зом, уравнения кривых второго порядка и степенные уравнения вида:
у = [4х (1 -х)]т.
Исходными данными при проектировании являются:
L — расстояние от начала координат до миделевого сечения;
Утах— ордината миделевого сечения;
m — показатель степени.
15
Ординаты точек контура определяются по формуле:
у. = у [4
/t Ьах[_л2а\. 2a/J '
Существуют еще несколько вариантов задания контуров анали-
тическим способом. В том случае, если контур задан аналитическим
способом, разбивка плаза, т. е. вычерчивание теоретических обводов,
нанесение координатных, базовых и вспомогательных линий, не
производится. Вместо этого на основании заданного уравнения со-
ставляется программа для фрезерного станка, который обрабатывает
заготовку шаблона. Получаемый шаблон и является жестким пер-
вичным носителем размеров и формы сечения.
При других способах задания сечений операции по разбивке
плаза обязательны. Различают теоретические и конструктивные пла-
зы. Теоретический плаз — плаз с теоретическим чертежом агрегата
в натуральную величину. Конструктивный плаз — это плаз с кон-
структивным чертежом данного узла с входящими в него деталями
в натуральную величину.
Конструктивный плаз служит для геометрической и конструк-
тивной увязки между собой деталей, для получения шаблонов и
контршаблонов. Плазы могут быть неразборными и разборными.
Материалом для изготовления плазов служат алюминиевые сплавы,
винипроз (прозрачная пластмасса), авиационная фанера. Наиболее
широко используются металлические плазы, т. к. плазы из фанеры
недостаточно стабильны и износостойки. Разбивка плазов состоит
в последовательном выполнении следующих работ:
— подготовка поверхности плаза;
— предварительная разбивка теоретического плаза;
— нанесение теоретических обводов на плаз;
— разбивка конструктивного плаза.
Подготовка поверхности металлических плазов заключается
в придании им матовой шероховатой поверхности или нанесении
лакокрасочного покрытия. Металлические плазы покрывают нитро-
эмалью (под обычную тушь) или хлорвиниловой эмалью (под не-
смываемую тушь). Фанерные плазы покрывают шпаклевкой АШ-30
и слоем нитроэмали ДМ светло-желтого цвета.
Предварительная разбивка теоретического плаза состоит в
нанесении на его поверхность координатной сетки и сверлении
базовых и плазово-кондукторных отверстий. Координатная сетка ус-
коряет процесс разбивки плаза и повышает точность нанесения
теоретических контуров. Базовые и плазово-кондукторные отверстия
служат для проверки по плазам шаблонов после их изготовления и
для точной стыковки отдельных панелей разборного плаза. Предва-
рительная разбивка производится с помощью специальных устройств,
называемых плаз-кондукторами. Плаз-кондуктор представляет собой
16
плоскую систему прямоугольных координат, состоящую из продоль-
ных и поперечных линеек, смонтированных на специальном столе.
Столом плаз-кондуктора служит массивная чугунная плита, установ-
ленная на домкратах. По обеим сторонам плиты смонтированы про-
дольные линейки с отверстиями. К этим линейкам фиксаторами
крепятся в требуемом положении кондукторные линейки. Радиально-
сверлильные станки, расположенные рядом со столом плаз-кон-
дуктора дают возможность сверлить отверстия в любой точке панели
плаза.
Разметка панелей плаза осуществляется на основе монтажной
схемы, вычерченной на бумаге. На монтажной схеме указаны коор-
динатные и конструктивные оси и места расположения плазово-
кондукторных и базовых отверстий. Разметку панелей плаза выпол-
няют в следующей последовательности. Прежде всего в панели по
специальному кондуктору сверлят плазово-кондукторные отверстия
с шагом кратным 50 мм (шаг между отверстиями в продольных и
поперечных линейках плаз-кондуктора). Затем панель плаза уста-
навливается на прокладки на кондукторные линейки стола плаз-
кондуктора. Отверстия в кондукторных линейках и в панели плаза
совмещают и фиксируют с помощью штифтов. Далее с помощью
разметочных линеек и плазового ножа на панели наносятся коор-
динатные и конструктивные оси. По отверстиям в продольных и
поперечных линейках плаз-кондуктора в требуемых положениях ус-
танавливаются кондукторные линейки, по которым сверлятся базовые
отверстия.
Нанесение теоретических контуров агрегата производится
на основании теоретического чертежа и прилагаемых к нему теоре-
тических таблиц координат профиля и основных размеров. Разметка
обводов агрегата на плазе производится по 2 или 3 проекциям.
Разбивка теоретического плаза состоит из следующих операций:
расчерчивания и увязки теоретических обводов, определения малок
и обработки линий контуров (прорезка линий ножом или вычерчи-
вание их несмываемой тушью). Графическое построение обводов по
теоретическому чертежу и таблицам осуществляется в соответствии
с методами начертательной геометрии.
Конструктивные плазы разбиваются в соответствии с теоре-
тическими. Конструктивные плазы необходимы для разметки конту-
ров деталей, их увязки между собой и разметки шаблонов. Эти
плазы, также как и теоретические, изготовляются из винипроза,
фанеры и алюминиевых сплавов. В случае изготовления плаза из
винипроза, обводы и оси базовых отверстий переносятся с теорети-
ческого плаза простым копированием. Для этого панель из винипроза
накладывается на теоретический плаз и на ней тушью вычерчиваются
теоретические контуры. Если конструктивный плаз изготавливается
из металлов, то перенесение контуров обводов осуществляется гра-
фическим построением (по теоретическим плазам и таблицам коор-
17
Рис. 1.1. Основные плазы для увязки теоретических обводов обтекателя.
а — плаз совмещенных сечений; б — плаз боковой проекции; в — плаз плановой
проекции; 1 — ось стыковочного шпангоута; 2 — плоскость стыковочного шпангоута.
динат обводов) или более производительным и точным фотоконтакт-
ным методом.
Основные операции при разбивке конструктивных плазов заклю-
чаются в следующем:
— разметка конструкции каждой детали, т. е. построение ее
контура, сечений, вырезов и т. п.;
— построение разверток деталей;
— разметка центров базовых (БО), направляющих (НО) и сбо-
рочных (СО) отверстий;
— построение малок;
— нанесение информации (наименование контура, номер детали,
номер сборочного чертежа и др.).
В процессе вычерчивания конструктивных плазов конструктив-
ные базы в них заменяются технологическими. С этой целью в
конструктивных плазах просверливаются следующие технологиче-
ские отверстия:
БО — базовые отверстия, предназначенные для установки шаб-
лонов на теоретических и конструктивных плазах и для увязки
шаблонов между собой;
УО — установочные отверстия для фиксации деталей в сбороч-
ных приспособлениях;
СО — сборочные отверстия для фиксации деталей при сборке
узла;
НО — направляющие отверстия, предназначенные для сверления
по ним отверстий для болтов и заклепок;
ШО — шпилечные отверстия для установки на формоблоках шпи-
лек, по которым центрируются заготовки деталей при штамповке.
18
Технологические отверстия в дальнейшем переносятся на шаб-
лоны и детали. Система технологических отверстий на конструктив-
ных плазах, шаблонах и деталях позволяет при изготовлении деталей
и сборке агрегатов осуществить принцип единства баз.
Теоретические и конструктивные плазы являются первоисточни-
ком обеспечения взаимозаменяемости при сборке конструкций из
нежестких крупногабаритных деталей.
1.3. Система шаблонов, применяемых
при плазово-шаблонном методе производства
Шаблоном называется приспособление, являющееся плоским
жестким носителем размеров и конфигурации детали, узла или
агрегата. Использование шаблонов позволяет:
— во многих случаях исключить трудоемкую работу по разметке
контуров и центров отверстий;
— заменить обработку деталей по разметке более производи-
тельной обработкой по кондуктору;
— быстро и с высокой точностью осуществить контроль деталей
сложного профиля.
Шаблоны изготавливаются по конструктивным плазам или не-
посредственно по теоретическим таблицам с помощью станков с
программным управлением. Контуры шаблонов выполняются по тео-
ретическим, наружным и внутренним обводам детали. В соответствии
с этим различают:
— шаблон контрольно-контурный (ШКК), обводы которого об-
разуются линиями пересечения наружных поверхностей обшивки и
соединяющимися с ней деталями;
— шаблон контурный (ШК), представляющий собой контур, об-
разованный линиями пересечения наружных поверхностей детали и
внутренней поверхности обшивки;
— шаблон внутреннего контура (ШВК), образуемый линиями
пересечения внутренних поверхностей деталей;
— шаблон развертки деталей (ШРД), представляющий собой
наружное очертание детали при развертке на плоскости.
Размеры контуров деталей определяются в зависимости от ве-
личины малки. Малкой М° называется угол отгиба борта детали,
отсчитываемый от положения, при котором борт детали составляет
со стенкой угол 90°. Малки подразделяются на нулевые (угол от-
бортовки детали а = 90°), открытые (угол отбортовки детали а = 90° +
+ М°) и закрытые (угол отбортовки а = 90°-М°).
В соответствии со схемой, приведенной на рис. 1.2, можно
видеть, что при М = 0°, контуры шаблонов ШК и ШВК определяют
наружные и внутренние обводы детали, а контур ШКК — теорети-
19
М= 90°-а‘
Рис. 1.2. Схема построения контуров шаблоноа.
ческий обвод агрегата. При открытой или закрытой малке контур
шаблона ШКК строится по теоретическому обводу детали, а контуры
ШК, ШВК и ШРД определяются расчетом по общей формуле вида:
В = ^шкк± АУр
где Ршкк — размер контура ШКК в данном сечении;
Ду — величина поправки на сторону для проектирования шаб-
лона. Величины поправок легко могут быть получены путем геомет-
рических построений. Для основных практически важных случаев
формулы для определения поправок приведены в таблице 1.1.
Таблица 1.1
Формулы для определения поправок на координаты контура шаблона
ШКК при построении по нему контуров других шаблонов
Тип шаблона Поправки, мм
открытая малка закрытая малка
ШВК . 81 . . 90°-М° - Ау = + & tg —п— 1 cosM° 6 2 . 8| s . 90°+М° ДУ = cosM° + 52 * 2
ШК
ШРД +Ду = (Ь - Ш) - -А^5рЗМ+%,+
20
В таблице 1 приняты следующие обозначения:
3, — толщина обшивки; 32 — толщина борта детали; b — ширина
борта детали; m — поправка.
Величина поправки m равняется разности между суммой равных
между собой отрезков АК и AN и длиной дуги а (рис. 1.3). Из
рис. 1.3 следует:
AK = OKtg|; ОК = г + 32;
AK = (r + &)tg|;
m = (АК + AN) - а = 2АК - а,
где L — длина дуги по средней линии сечения листа. Учитывая эти
соотношения, получим формулу для определения:
m = r|2 tg 0,01750 |+62(г tg|-0,00873
I Z / \ 7
Получении зависимости позволяют найти координаты всех шаб-
лонов по контуру шаблона ШКК.
21
1.4. Изготовление шаблонов
Шаблоны могут быть изготовлены:
— обработкой заготовки по разметке;
— обработкой заготовок для шаблонов ШК, ШВК, ШРД на
координатно-фрезерных станках по шаблону ШКК;
— обработкой заготовок на станках с программным управлением.
Процессу изготовления шаблонов первыми двумя способами пред-
шествует операция разметки заготовки. Наиболее целесообразно
производить разметку фотоконтактным методом.
Использование фотоконтактного метода разметки предусматри-
вает наличие прозрачного винипрозового конструктивного плаза.
Если плаз выполнен на металлическом листе, то перед разметкой
заготовки шаблона предварительно все линии с плаза переносятся
на лист винипроза. Технологический процесс фотоконтактной раз-
метки заключается в проведении операций:
— обезжиривания поверхности заготовки и нанесения на нее
светочувствительной эмульсии;
— фотокопирования;
— проявления изображения, промывки и сушки заготовки;
— контроля отпечатка изображения (отклонения линий контура
на заготовке шаблона от линий на плазе не более 0,2 мм).
В ряде случаев разметка заготовки осуществляется на плаз-
кондукторе или вертикальном разметочном стенде. В обоих случаях
предварительно в заготовке шаблона сверлятся базовые отверстия
(БО). По этим отверстиям заготовка устанавливается на стол плаз-
кондуктора или вертикальную плиту разметочного стенда. Затем на
заготовку с помощью разметочных линеек или штангенрейсмуса
наносится координатная сетка, на которой по данным теоретических
таблиц отмечаются соответствующие точки профиля. Далее, соединяя
точки плавной кривой, на заготовке вычерчивают профиль шаблона.
В последнее время для автоматизации весьма трудоемких разметоч-
ных работ применяется специальный прибор координатограф. Этот
прибор имеет рабочую каретку, перемещающуюся в двух взаимно
перпендикулярных плоскостях. Координаты искомой точки контура
вводятся в приборы пульта управления. Каретка в соответствии с
заданными координатами перемещается в требуемое положение и
установленная на ней игла автоматически отмечает положение точки.
Указанные методы разметки заготовок необходимы для изготовления
ШКК. Остальные шаблоны, имеющие эквидистантные с ШКК кон-
туры, размечаются с помощью штангенчертилки. С этой целью
шаблон ШКК по базовым отверстиям устанавливают на разметочной
плите. На него по базовым отверстиям ставят заготовку размечаемого
шаблона. Вычисленную поправку Ду; выставляют по шаблону ШКК
эквидистантный контур искомого шаблона. После разметки за один
22
Рис. 1.4. Схема разметки контура ШВК по шаблону ШКК.
1 — плита; 2 — штангенчертилка; 3 — шаблон ШКК; 4 — контур
заготовки; 5 — контур ШВК.
или за два перехода обрабатывается контур шаблона. При обработке
за два перехода припуск на чистовую обработку выбирается в
пределах 0,3—0,5 мм. В опытном производстве иногда профили шаб-
лонов получают вырезкой на рычажных ножницах с последующей
доводкой контура на дискоопиловочных станках или слесарным пу-
тем. Для изготовления шаблонов можно применять вертикально-
фрезерные и радиально-фрезерные станки при ручных подачах стола
или хобота радиально-фрезерного станка. Однако все эти методы
требуют высокой квалификации рабочих. Они отличаются низкой
производительностью труда и невысокой точностью обработки. Зна-
чительно чаще для обработки контуров шаблонов используют
копировально-фрезерные станки типа КФС-ЗА. Этот станок имеет
следующие характеристики:
— габаритные размеры: длина 8000 мм; ширина 6000 мм;
— размеры каждого из двух столов (для установки готового
шаблона и заготовки шаблона) 3900 x1500 мм;
— число оборотов фрезы 200 + 1900 об/мин;
— рабочая подача 20 + 400 мм/мин;
— скорость обработки (копирования) 500 мм/мин.
Станок КФС-ЗА предназначен, главным образом, для обработки
заготовок шаблонов, имеющих эквидистантный контур с шаблоном
ШКК. На одном столе станка устанавливается готовый шаблон, а
на другом — заготовка.
По контуру готового шаблона перемещается ролик, который
жестко связан с фрезерной головкой. Станок позволяет получить
эквидистантные контуры шаблонов в пределах ± 25 мм, наружные
и внутренние контуры длиной до 3500 мм и шириной до 1500 мм с
точностью до ±0,1 мм.
23
Еще более производительным является метод обработки заготовок
шаблонов непосредственно по чертежу, снятому с плаза, на
копировально-фрезерном станке типа КФС-34.
На столе станка размещается чертеж изготовляемого шаблона,
по контуру которого движется луч фотокопировального прибора.
Движение луча передается электрической цепью фрезерной головке.
Точность воспроизведения станком контура шаблона относительно
контура на чертеже +0,1 мм.
Заключительной стадией изготовления шаблонов является их
контроль. Каждый из шаблонов контролируется в отдельности, при-
чем проверяется его увязка с другими шаблонами согласно чертежам
и плазам. Контроль шаблонов заключается в проверке:
— точности положения координатных осей;
— точности линий контура;
— точности расположения технологических отверстий;
— взаимной увязки шаблонов;
— правильности и полноты нанесений на шаблон информации.
Точность воспроизведения контура шаблона проверяется микро-
скопом с окулярной шкалой относительно контура плаза, щупом
относительно контршаблона, эквидистометром на базе индикатора
часового типа относительно другого шаблона.
Точность разметки и сверления отверстий проверяется на плаз-
кондукторе при помощи кондукторных линеек и штырей.
При изготовлении плазово-шаблонной оснастки различают два
вида допусков: абсолютный (допуск к данному размеру шаблона по
чертежу) и относительный (допуск к данному размеру шаблона
относительно соответствующего размера плаза или другого шаблона).
На точность изготовления конкретного шаблона прежде всего
влияет длина технологической цепочки. Например, технологическую
цепочку изготовления ШВК можно представить в виде:
ТЧ -> ТП -> ШКК -> ШК -> ШВК,
где ТЧ — теоретический чертеж; ТП — теоретический плаз.
Естественно, чем короче технологическая цепочка, тем точнее
может быть изготовлен шаблон. В общем случае погрешность Ап,
обусловленная неточностью воспроизведения размера шаблона, пред-
ставляется в виде:
An = Ag + Ди,
где Ag — погрешность действительного размера; Ан — погрешность
измерения.
Считая, что Ag и Аи подчиняются закону нормального распре-
деления, можем записать:
24
где о — величины среднего квадратичного значения погрешностей
соответственно An, Ag, Ан.
Данные, приведенные в таблице 1.2, наглядно иллюстрируют
влияние принятого метода изготовления шаблонов на их точность.
Таблица 1.2
Точность изготовления ШВК в зависимости от технологического процесса
Схема технологического процесса Погрешность изготовления ап, %
ТЧ ТП ШКК ШВК 100
ТЧ ТП ШКК ШК ШВК 105
ТЧ ШКК ШВК 45
1.5. Номенклатура и назначение шаблонов
Шаблоны подразделяются на основные и производственные. Ос-
новные применяются при конструктивной увязке плоских узлов,
изготовлении и технологической увязке комплекта шаблонов данного
узла, изготовлении и технологической увязке стапельных шаблонов,
используемых при изготовлении сборочных приспособлений. Основ-
ные шаблоны окрашиваются в красный цвет и хранятся в плазово-
шаблонном цехе. Производственные шаблоны подразделяются на
стапельные и рабочие.
Стапельные применяют для изготовления сборочной стапельной
оснастки. Они окрашены в зеленый цвет. Рабочие шаблоны пред-
назначены для изготовления и контроля заготовительной оснастки
(пуансонов, формоблоков, штампов, копиров для фрезерования), для
изготовления и контроля заготовок и готовых деталей, контроля
формы и размеров узлов и агрегатов. Эти шаблоны окрашены в
черный цвет.
Перечень наиболее распространенных шаблонов и их назначение
приведены в таблице 1.3.
Таблица 1.3
Перечень наиболее распространенных шаблонов, используемых при
плазово-шаблонном методе производства
№№ п/п Наименование шаблона Условное обозиач. Назначение
7 1 Шаблон контрольно- контурный ШКК 1. Конструктивная увязка плоских узлов. 2. Изготовление, увязка и контроль узлового ком- плекта шаблонов. 3. Изготовление, увязка и контроль стапельных шаблонов.
25
Продолжение таблицы 1.3
ММ п/п Наименование шаблона Условное обоэнач. Назначение
2 Отпечаток контрольный ок Выполняет функции ШКК (изготовление, техно- логическая увязка и контроль узлового и деталь- ного комплектов шаблонов, изготовление отдель- ных шаблонов).
3 Шаблон мон- тажно-фнксн- рующнй ШМФ 1. Изготовление мастер-плнт. 2. Изготовление и монтаж рубильников сборочной оснастки. 3. Изготовление рубильников для доводки и про- верки эталонов поверхности. 4. Изготовление контурных объемных элементов сборочных приспособлений. 5. Изготовление и монтаж фиксаторов. 6. Изготовление кондукторов для сверления и монтажа их на стапелях и приспособлениях. 7. Монтаж приспособлений заготовительных и механических цехов. 8. Монтаж клепально-сборочных приспособлений. 9. Монтаж контрольных стендов и приспособле- ний. 10. Изготовление разделочных стендов разъемов агрегатов.
4 Шаблон контура ШК 1. Изготовление и увязка шаблонов ШРД и ШВК (для плоских деталей). 2. Изготовление и увязка шаблонов ШОК (для профильных деталей). 3. Изготовление контрольных плазов, предназна- ченных для проверки обводов плоских и про- фильных деталей. 4. Изготовление копиров и кондукторов на меха- нически обрабатываемые детали. 5. Изготовление матриц гибочных штампов. 6. Изготовление моделей для литья. 7. Изготовление штампов холодной и горячей штамповки механически обрабатываемых деталей. 8. Проверка правильности гнбкн профильных де- талей. 9. Сверление плоских деталей, формуемых на гид- ропрессах и имеющих сложную систему рифтов и отбортовок.
5 Шаблон внутреннего контура ШВК 1. Изготовление формоблоков. 2. Изготовление пуансонов гибочных штампов. 3. Изготовление оправок для гнбкн н выколотки деталей.
26
Продолжение таблицы 1.3
№№ п/п Наименование шаблона Условное обоэнач. Назначение
6 Шаблон раз- вертки дета- ли ШРД 1. Изготовление шаблонов фрезерования. 2. Изготовление шаблонов группового раскроя. 3. Сверление отверстий в деталях. 4. Разметка детален при изготовлении их вручную по контуру. 5. Изготовление вырубных штампов. 6. Изготовление вырезных пуансонов при выреза- нии деталей из резины. 7. Установка упоров на стандартных обсечных штампах. 8. Установка упоров при изготовлении гибочных штампов. 9. Установка упоров и линеек гильотинных нож- ниц для вырезки заготовок деталей.
7 Шаблон заготовки шз 1. Разметка заготовок деталей. 2. Раскрой заготовок.
8 Шаблон об- резки и кон- дуктор для сверления отверстии шок 1. Разметка деталей под обрезку по контуру. 2. Сверление отверстий в деталях. 3. Контроль формы деталей.
9 Шаблон кон- тура сечення шкс 1. Изготовление болванок, матриц свинцовых штам- пов, гнпсомоделей и т. д. 2. Изготовление формоблоков, оправок, гибочных инструментальных штампов. 3. Изготовление малковочной оснастки. 4. Изготовление роликов, предназначенных для прокатки профилей. 5. Изготовление моделей для литья, кокилей и т. п. 6. Доводка продольной плавности эталонов по- верхностен. 7. Контроль малок деталей из профилей. 8. Контроль деталей сложной пространственной конфигурации. 9. Изготовление шаблонов ШОК, КРС и контр- шаблонов ШКС.
10 Каркас из шаблонов КРС 1. Изготовление и контроль пространственных узлов сборочной оснастки. 2. Доводка на плавность макетов поверхностей. 3. Изготовление и контроль болванок на детали сложной пространственной формы и контроль самих детален.
27
Продолжение таблицы 1.3
№№ п/п Наименование шаблона Условное обоэнач. Назначение
11 Шаблон группового раскроя ШГР 1. Сверление отверстий в листовом материале со- гласно карте группового раскроя. 2. Раскладка копиров для фрезерования.
12 Шаблон раз- ный ШР 1. Выполнение единичных работ, связанных с про- веркой установки узлов, выявлением ошибок сбор- ки и т. п.
На рис. 1.5+1.8 приведены в качестве примеров некоторые
типовые конструкции шаблонов.
Шаблоны изготавливаются комплексно: увязка шаблонов между
собой производится по базовым отверстиям. Схема увязки представ-
лена на рис. 1.9. Использование БО для увязки шаблонов позволяет
применить принцип единства базовых поверхностей при изготовлении
всего комплекса технологической оснастки.
Изготовление узловых комплектов шаблонов является чрезвы-
чайно трудоемким и надолго задерживает процесс подготовки про-
изводства при освоении нового изделия. Поэтому конструкция ракеты
считается наиболее технологичной в том случае, когда удается
сократить количество необходимых для ее производства шаблонов.
Современная технология ракетостроения имеет возможность значи-
тельно уменьшить номенклатуру шаблонов и тем самым ускорить
процесс подготовки производства. Такая возможность предусматри-
вает осуществление целого комплекса мероприятий по повышению
технологичности конструкций и по освоению заводами новых тех-
нологических процессов. Основные пути уменьшения количества
Рис. 1.5. Типовой представитель шаблона ШК.
28
шаблонов и другой плаз ово-шаблонной
оснастки при производстве PC приве-
дены ниже:
1. Широкое применение оборудо-
вания с программным управлением.
Наличие такого оборудования позво-
ляет отказаться от шаблонов и обра-
батывать изделия сложной формы по
заданной программе. Взаимозаменяе-
мость в этом случае обеспечивается
однозначностью задания профиля ана-
литическим уравнением и точностью
Рис. 1.6. Типовой представи-
тель шаблона ШОК для про-
филированной детали.
29
воспроизведения программы. В настоящее время имеется оборудо-
вание с программным управлением не только для механической
обработки деталей и узлов, но и для получения трубопроводов
сложной кривизны, гибки панелей и т. п.
2. Широкое применение в конструкциях ракет монолитных па-
нелей взамен клепаных и сварных узлов.
3. Максимальное использование обводов круглого сечения, что
устраняет необходимость иметь шаблоны при изготовлении деталей.
4. Унификация и нормализация узлов и деталей PC, что позво-
ляет значительно повысить коэффициент преемственности техноло-
гической оснастки.
5. Уменьшение количества шаблонов за счет более полного ис-
пользования ШКК для изготовления и контроля оснастки.
1.6. Система эталонов в ракетостроении
Эталонами называются приспособления, являющиеся простран-
ственными носителями размеров и формы отдельных узлов или
агрегатов в целом. Основные эталоны, применяемые в ракетострое-
нии, перечислены нами ранее. Очень широко используются эталоны
трубопроводов, жгутов кабельной сети, отдельных агрегатов (голов-
ной части, двигательной установки и др.) и изделия в целом. Эталон
служит документом-первоисточником, по которому проектируется и
контролируется вся технологическая и контрольная оснастка. Эта-
лоны и контрэталоны обеспечивают взаимозаменяемость агрегатов,
изготавливаемых различными заводами-смежниками.
На рис. 1.10 схематично показана система обеспечения взаимо-
заменяемости трубопроводов ракетных снарядов.
30
Рис. 1.10. Схема обеспечения взаимозаменяемости трубопроводов.
По эталону агрегата (отсека), где смонтированы элементы гидро-
и пневмосистемы вручную изготавливается макет трубопровода. Ма-
кет изготовляют из мягкой (но имеющей достаточную жесткость)
трубки или проволоки. Эту работу производит высококвалифициро-
ванный рабочий-монтажник под наблюдением технолога. Соединяя
макетом трубопровода элементы гидро- или пневмосистемы, монтаж-
ник руководствуется следующими требованиями:
— общая длина соединительного трубопровода должна быть ми-
нимальной;
— трубопровод должен проходить по агрегату только в зонах,
предусмотренных для его размещения;
— радиусы изгиба трубопровода не должны быть меньше пре-
дельно допустимых;
— расстояния от стенки трубопровода до других деталей или
узлов агрегата должны быть не меньше значений, оговоренных в
чертеже.
После изготовления макета определяется длина участков раз-
личной кривизны, радиусы изгиба и другие параметры будущего
трубопровода. Далее, в соответствии с геометрическими параметрами
31
макета, изгибают эталонный трубопровод, который должен характе-
ризоваться:
— повышенной жесткостью и износостойкостью;
— неизменностью размеров и конфигурации при колебаниях
температуры окружающей среды;
— способностью к длительному хранению без координирования,
изменения формы и размеров.
Эталонный трубопровод изготавливают из трубы (нержавеющая
сталь) с повышенной толщиной стенки, прутка (при диаметре тру-
бопровода до 10 мм) или собирают из нормализованных элементов:
прямолинейных отрезков труб, колен с различными радиусами и
т. п. Схема эталонного трубопровода, собранного.из нормализован-
ных элементов показана на рис. 1.11.
Рис. 1.11. Эталон-
ный трубопровод,
собранный из нор-
мализованных эле-
ментов.
/ — прямолинейные
отрезки; 2 — соедини-
тельные муфты; 3 —
радиусные колена.
После приемки и узаконивания эталонного трубопровода, он
является первоисточником размеров и конфигурации для проекти-
рования оснастки и контрольных приспособлений. В ряде случаев
эталонный трубопровод может быть получен без изготовления макета.
Чертеж трубопровода разбивают на конструктивном плазе и его
конфигурацию задают в виде аналитического уравнения или системы
уравнений. Далее, составляя программу и вводя ее в трубогибочный
станок с программным управлением, получают эталонный трубопро-
вод требуемой конфигурации.
Для воспроизводства наружных поверхностей агрегатов и узлов,
изготовления контрэталонов, рубильников сборочных стапелей, слеп-
ков для изготовления штампов и т. д. служат приспособления, на-
зываемые эталонами поверхностей. Конструктивно эталон поверх-
ности представляет собой прочный сборный или сварной каркас с
опорами для установки его в приспособлениях. Наружные обводы
эталонов поверхности получают обработкой на токарно-
копировальных и копировально-фрезерных станках. Рассмотрим в
качестве примера технологический процесс изготовления эталона
поверхности оживальной головной части PC. Шаблоны ШКК (или
ШК) собираются на трубчатом каркасе в пакет так, чтобы расстояние
32
между ними соответствовало шагу между шпангоутами в конструкции
(рис. 1.12). Пространство между шаблонами заполняются легкооб-
рабатываемыми материалами (гипс, дерево, пластмассы, карбиноль-
ный цемент). Далее производится предварительная обработка на-
ружной поверхности до тех пор, пока не обнажатся торцы шаблонов.
После этого производится окончательная обработка обводов вручную
на специальных стендах или на токарно-копировальном станке.
Плавность обводов между шаблонами ШКК проверяется продоль-
ными контршаблонами ШКС, изготовленными по плазу боковой
проекции. После обработки заготовки эталона поверхности, она
обклеивается 2—3 слоями стеклянной ткани и полируется. На эта-
лоне в местах расположения шпангоутов устанавливаются втулки
для сверления базовых отверстий, которые предназначены для ус-
тановки рубильников сборочных
стапелей. По эталонам поверхнос-
ти изготовляют технологическую
оснастку для производства дета-
лей и сборки узлов и агрегатов.
По эталонам поверхностей настра-
ивают стапели для проведения
сборочных, сварочных, клепаль-
ных, монтажных и контрольных
операций, । необходимых для изго-
товления агрегатов.
Необходимо подчеркнуть, что
Рис. 1.12. Эталон поверхности
головной части.
в технологии ракетостроения эта-
лоны поверхностей используют, главным образом, для изготовления
агрегатов, имеющих сравнительно сложные наружные обводы. К
таким агрегатам относятся головные отсеки оживальной формы,
обтекатели ракет с подводным стартом, крылья и аэродинамические
рули ЗУРС и некоторые другие. Для изготовления агрегатов, имею-
щих гладкие цилиндрические наружные поверхности (приборный,
баковый, двигательный отсеки) эталоны поверхностей не требуются.
Контрэталоны и рубильники сборочно-сварочных и контрольных ста-
пелей для таких агрегатов могут быть получены непосредственно
из заготовок механической обработкой.
1.7. Обеспечение взаимозаменяемости
по конструктивно-технологическим разъемам
Агрегаты PC, изготовляемые на одном заводе или на разных
заводах, должны удовлетворять требованию полной взаимозаменяе-
мости и обеспечивать качественную стыковку с погрешностями по
несовпадению осей агрегатов в пределах допусков. Основными по-
33
грешностями, возникающими при стыковке отсеков, являются сле-
дующие:
— несоосность агрегатов, которая выражается величиной экс-
центриситета е\
— непараллельность осей отсеков, выражающаяся величиной
угла перекоса осей Дос;
— несовпадение плоскостей стабилизации, которое характери-
зуется углом скручивания Аф.
С технологической точки зрения разъем считается совершенным,
если он обеспечивает возможность качественной стыковки агрегатов
или секций:
— без применения специальных стыковочных приспособлений,
задающих взаимное расположение стыкуемых отсеков в простран-
стве;
— без подгонки или совместной обработки сопрягаемых поверх-
ностей агрегатов;
— при наличии свободных подходов к точкам расположения
крепежа.
Рис. 1.13. Основные погрешности, возникающие при стыковке
агрегатов ракеты.
Для выполнения первых двух условий необходимо и достаточно,
чтобы стык каждого из соединяемых по данному разъему агрегатов
имел шесть базовых точек, расположенных в трех непараллельных
плоскостях. Базовые точки должны жестко координироваться отно-
сительно конструктивной базы агрегата. При совмещении базовых
точек каждый из агрегатов лишается шести степеней свободы от-
носительно другого и тем самым взаимное расположение агрегатов
определяется однозначно без применения специальных приспособ-
лений или нивелировочных операций. Стыковка по шести базовым
точкам всегда возможна без подгонки или совместной обработки
стыкуемых поверхностей. Однако, в реальных конструкциях коли-
чество стыкующих точек агрегатов намного больше шести. Стыковка
элементов конструкции по всем точкам, кроме базовых, возможна
лишь при наличии размерных компенсаторов. Размерная компенсация
34
предусматривает использование специальных элементов или упругих
свойств конструкции для изменения положения Всех поверхностей
стыка относительно базовых точек. Таким образом, базирование по
шести точкам обеспечивает точную координацию агрегатов без при-
менения стыковочных приспособлений и подгоночных операций, а
размерная компенсация по остальным элементам стыка позволяет
осуществить полное и надежное силовое замыкание сопрягаемых
поверхностей без чрезмерных требований к точности их обработки.
Примеры реализации правила шести точек при стыковке агрегатов
приведены на рис. 1.14.
В ряде случаев выполнение правила шести точек связано с
необходимостью введения большого количества конструктивных раз-
мерных компенсаторов (прокладок, регулируемых звеньев и т. п.),
что ухудшает весовые характеристики конструкции и снижает про-
изводительность операций сборки. Поэтому в качестве размерного
компенсатора иногда используют способность конструкций к дефор-
мациям под нагрузкой. Эффект силового замыкания номинально
сопряженных, но фактически несовпадающих поверхностей стыков
путем их принудительного упругого деформирования известен под
названием упругой компенсации. В качестве источников усилий чаще
всего используются средства крепежа (болты, шпильки). Если при
стыковке агрегатов предусматривается данный метод размерной ком-
пенсации, то необходимо учитывать его при проектировании разъ-
емов. Жесткость стыков должна быть такой, чтобы усилия затяжки
крепежа оказались достаточными для деформирования стыковочных
шпангоутов и в то же время не вызывали чрезмерных остаточных
напряжений. В общем случае упругую компенсацию рекомендуется
использовать в тех случаях, когда имеется возможность механически
обработать элементы стыка после сборки агрегата при его базиро-
вании по шести точкам и при одной установке инструмента. Это
правило вызывает минимальные производственные погрешности об-
рабатываемых поверхностей (кратчайшая размерная цепь).
Очевидно, что качественная стыковка и взаимозаменяемость аг-
регатов достигается тогда, когда базовые точки агрегатов изготовлены
с достаточной точностью и увязаны между собой и с внешними
обводами.
Для обеспечения взаимозаменяемости по разъемам и увязки их
с обводами агрегатов служат макеты стыков, при помощи которых
определяется положение стыковочных отверстий и собираемых от-
секов. Макеты изготавливают в виде плит (при плоских стыках)
или монтажных эталонов (при пространственном расположении сты-
ковочных узлов). Монтажный эталон воспроизводит наружную по-
верхность агрегата в местах расположения силового набора и сты-
ковочные узлы. Он изготавливается по следующей технологической
цепочке: плазы — шаблоны — эталон поверхности — контрэталон аг-
регата — монтажный эталон. Монтажный эталон в свою очередь
35
Рис. 1.14. Пример выполнения правила шести точек.
1 ... 6 — приливы, реализующие три точки; 7 — призонный болт (шнфт),
реализующий две точки; 8 — ромбический штифт, реализующий одну точку;
9 — компенсирующие прокладки; 10 — болты, установленные с зазором
и ие создающие избыточных связей.
используется для изготовления и настройки сборочного приспособ-
ления. Агрегаты, собранные в этом приспособлении (стапеле), имеют
одинаковое взаимное расположение стыковых узлов и одинаковое
их положение относительно обводов, т. е. агрегаты по стыкам явля-
ются взаимозаменяемыми. Базами при изготовлении эталона поверх-
36
ности, контрэталона агрегата и монтажного эталона являются ре-
перные технологические точки, которые наносятся по БО шаблонов.
В случае плоского стыка взаимозаменяемость агрегатов обеспе-
чивается с помощью мастер-плит или мастер-кондукторов. Взаимная
увязка отверстий в стыковочных шпангоутах агрегатов PC начинается
с увязки отверстий в кондукторах и другой оснастке. По данным
плаза и чертежам стыковочных шпангоутов сначала изготовляется
мастер-плита, в которой сверлятся отверстия для стыковочных бол-
тов, сборочные отверстия и базовые отверстия, по которым произ-
водится увязка всех переходных мастер-плит, монтажных плит ста-
пелей и рабочих кондукторов.
Сборочное отверстие служит для однозначной стыковки в угловом
положении стыкуемых агрегатов. СО переносится на рабочие кон-
дукторы и сверлится в шпангоутах соединяемых агрегатов. Одно-
значная стыковка агрегатов по угловым (полярным) координатам
гарантируется за счет штифта в шпангоуте одного отсека и ответного
отверстия в шпангоуте другого. Поскольку СО связано с одной из
плоскостей стабилизации, то при стыковке обеспечивается четкое
совпадение плоскостей обоих агрегатов. Плоскости стабилизации на
мастер-плите обозначаются специальными рисками или отверстиями.
При диаметрах ра-
кет около 1,0—1,5 м в
качестве базы, связы-
вающей внешние обводы
агрегата со стыковочны-
ми отверстиями, часто
принимают внешний
или внутренний диаметр
стыковочного шпангоу-
та. В данном случае ра-
бочие кондукторы непо-
средственно базируют
по этим поверхностям.
Базовыми поверхностя-
ми при обработке сты-
ковочных отверстий в
шпангоутах служат на-
ружная или внутренняя
поверхность и торец
Рис. 1.15. Пример конструкции мастер-плиты.
1 ... 4 — базовые рнскн, обозначающие положение
плоскостей стабилизации ракеты.
шпангоута, а также отверстие или риска, обозначающая плоскость
стабилизации. Рабочие кондукторы в этом случае являются наклад-
ными. Значительно чаще обработка стыковочных отверстий осущест-
вляется в собранных агрегатах на специальных разделочных стендах.
Рабочий кондуктор неподвижно закрепляется на стенде по монтаж-
ным отверстиям, которые увязаны с наружной поверхностью агрегата.
Сам агрегат устанавливается на стенде по наружной поверхности
37
Рис. 1.16. Схема установки накладного кондуктора для обработки
стыковочных отверстий.
1 — рабочий кондуктор; 2 — стыковочный шпангоут; 3 — прицел кондуктора;
4 — базовая риска на шпангоуте; 5 — риска на прицеле кондуктора.
и торцу шпангоута. Нередко установка агрегата осуществляется не
непосредственно на поверхность изделия, а на специальные жесткие
базирующие кольца, имеющие с наружными обводами отсека экви-
дистантный контур. Очевидно, что в данном случае осуществлено
перенесение баз, т. е. замена конструктивной базы (наружная по-
верхность агрегата) искусственной технологической базой (наружная
поверхность кольца). Однако, такой перенос является оправданным,
т. к. погрешности, возникающие при перенесении баз намного меньше
тех, которые появляются из-за недостаточной жесткости конструкции
и макронеровностей ее поверхности. Принципиальная схема разде-
лочного стенда показана на рис. 1.17. Базирование агрегата осу-
ществляется на специальные ролики, точно выверенные относительно
монтажных отверстий плит рабочих кондукторов. Установка агрегата
на ролики фиксирует его положение по двум осям: вертикальной и
продольной. В направлении полярной координаты предварительное
базирование осуществляется с помощью прицела и риски на шпан-
гоуте.
После операции базирования, агрегат закрепляется с помощью
пневмозажимов и в стыковочном шпангоуте обрабатывается сбороч-
ное отверстие. Далее по прицелу проверяется неизменность бази-
рования после сверления СО. До начала сверления стыковочных
отверстий СО и соответствующее отверстие в плите рабочего кон-
дуктора фиксируется штифтом.
Отверстия в рабочих кондукторах сверлятся по переходным
мастер-плитам. Основная мастер-плита служит для изготовления
переходных мастер-плит и увязки всей стыковочной оснастки, т. е.
она является жестким носителем размеров и формы элементов
38
Рис. 1.17. Схема стенда для
обработки стыковочных шпангоутов.
1 — агрегат; 2 — базирующее кольцо;
3 — роликовые опоры; 4 — стол стенда;
5 — плиты рабочих кондукторов;
6 — прицел рабочего кондуктора;
7 — пневмозажимы.
конструкции, обеспечивающих стыковку агрегатов. Переходные
мастер-плиты применяются непосредственно при изготовлении рабо-
чей оснастки и служат для сверления отверстий:
— в рабочих кондукторах;
— в монтажных плитах, которые используются для установки
на разделочном стенде рабочих кондукторов и для настройки стенда;
— в контрольных плитах.
Для сверления отверстий переходная мастер-плита накладывается
на изготовляемую (кондукторную, монтажную) и закрепляется на
ней. В изготовляемой плите сверлят и развертывают БО, устанав-
ливают в них призонные штыри и далее обрабатывают все остальные
отверстия. Схема увязки стыковочной оснастки показана на рис.
1.18.
В заключение раздела по основам плазово-шаблонного метода
производства в ракетостроении на рис. 1.19 приведена схема всего
комплекса работ по подготовке производства и производству деталей,
узлов и агрегатов.
Плазово-шаблонный метод производства является основой обес-
печения взаимозаменяемости деталей, узлов, панелей, секций и аг-
регатов в ракетостроении. В настоящее время он получает дальней-
шее развитие и все более совершенствуется. Главная тенденция в
этом направлении заключается в сокращении номенклатуры плазово-
шаблонной оснастки за счет широкого использования оборудования
39
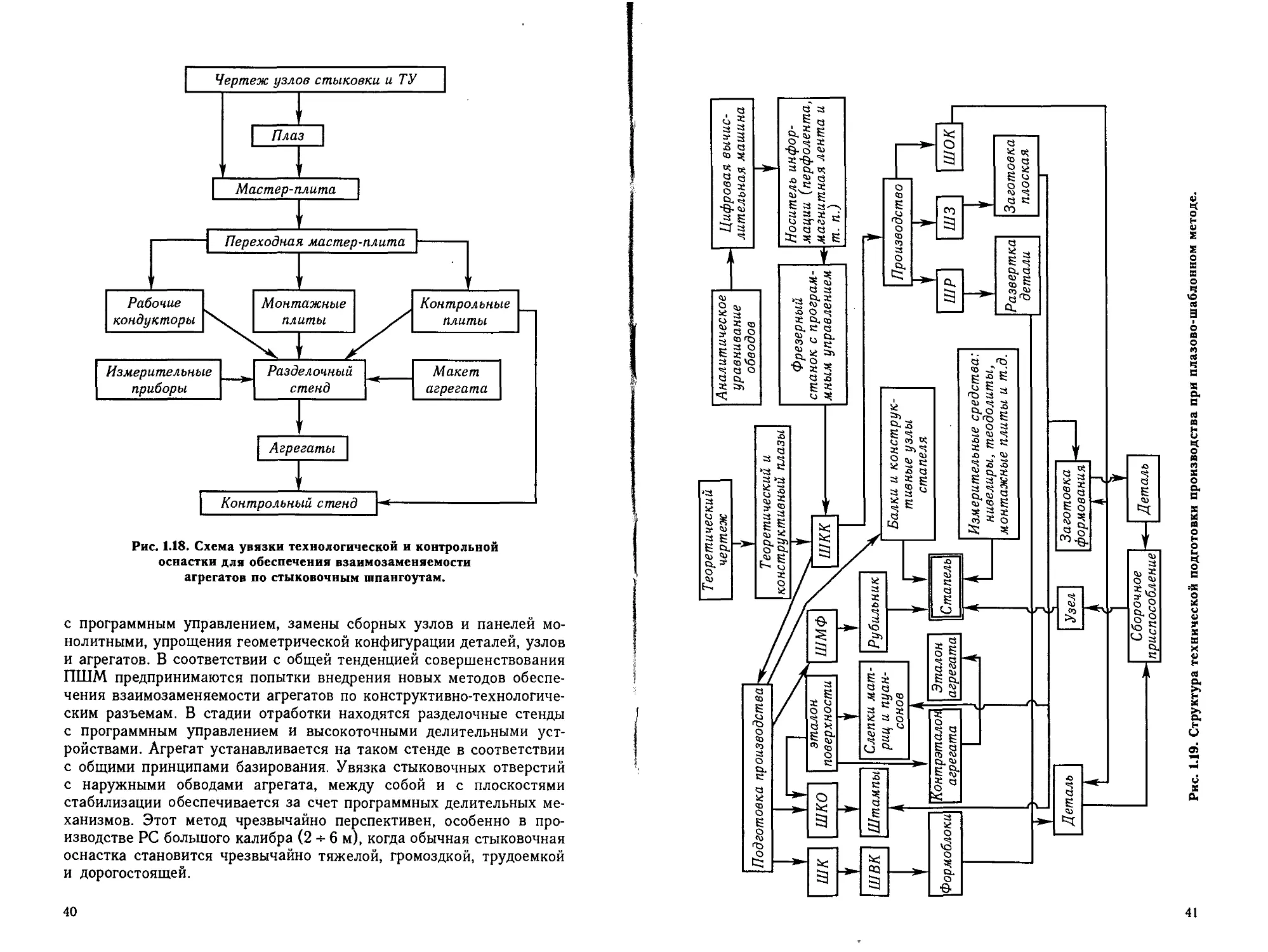
Рис. 1.18. Схема увязки технологической и контрольной
оснастки для обеспечения взаимозаменяемости
агрегатов по стыковочным шпангоутам.
с программным управлением, замены сборных узлов и панелей мо-
нолитными, упрощения геометрической конфигурации деталей, узлов
и агрегатов. В соответствии с общей тенденцией совершенствования
ПШМ предпринимаются попытки внедрения новых методов обеспе-
чения взаимозаменяемости агрегатов по конструктивно-технологиче-
ским разъемам. В стадии отработки находятся разделочные стенды
с программным управлением и высокоточными делительными уст-
ройствами. Агрегат устанавливается на таком стенде в соответствии
с общими принципами базирования. Увязка стыковочных отверстий
с наружными обводами агрегата, между собой и с плоскостями
стабилизации обеспечивается за счет программных делительных ме-
ханизмов. Этот метод чрезвычайно перспективен, особенно в про-
изводстве PC большого калибра (2 + 6 м), когда обычная стыковочная
оснастка становится чрезвычайно тяжелой, громоздкой, трудоемкой
и дорогостоящей.
40
Рис. 1.19. Структура технической подготовки производства при плазово-шаблонном методе.
41
Глава II.
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА
ЗАГОТОВОК
2.1. Укрупненная классификация деталей ракет
Детали ракеты, входящие в узлы, секции и другие сборочные
единицы, можно классифицировать по многим признакам: по наз-
начению, применяемым материалам, условиям эксплуатации и т. д.
С технологической точки зрения в качестве характерного признака
целесообразно принять особенность процесса изготовления детали.
Особенность же построения технологии, главным образом, зависит
от конструктивных признаков детали. Естественно, что при изготов-
лении замкнутых оболочек используются технологические приемы,
которые нельзя или нецелесообразно применять при производстве
элементов силового набора, приемы изготовления деталей трубопро-
водов не подходят для производства кронштейнов и т. д. Рассматривая
типовые детали PC, методы получения заготовок, особенности по-
строения технологических процессов будем принимать во внимание
только те элементы конструкции, которые наиболее характерны для
ракетных снарядов. Технологию изготовления деталей, не отличаю-
щихся или мало отличающихся от деталей общего машиностроения,
мы в дальнейшем из рассмотрения опускали.
2.2. Литые заготовки
Механические свойства материала в литых заготовках, как пра-
вило ниже, чем у материала, подвергнутого деформации. Однако,
изготовление фасонных деталей из литых заготовок с последующей
механической обработкой отдельных поверхностей значительно эко-
номичнее деталей, получаемых из поковок, штампованных заготовок,
клепаных, сварных или паяных узлов (рис. 2.1, 2.2). Поэтому литые
заготовки следует применять во всех случаях, когда полученные из
них детали удовлетворяют условиям прочности и других эксплуата-
ционных требований. Литые заготовки позволяют получать детали
со сложными криволинейными поверхностями, отверстиями, полос-
тями при минимальном количестве обрабатываемых поверхностей.
Это особенно важно в том случае, если деталь изготавливается из
труднообрабатываемого материала. Литые заготовки обладают повы-
шенной жаростойкостью. Точность их размеров может достигать
42
С (руб)
Рис. 2.1. Сравнительная себестои-
мость детали средней сложности.
1 — получаемых штамповкой;
2 — механической обработкой;
3 — точным литьем.
Рис. 2.2. Сравнительная себестои-
мость получения заготовок
корпуса сложной формы.
1 — механическая обработка;
2 — литье в земляные формы;
3 — литье в металлические формы;
4 — литье под давлением.
11—12 квалитета, а шероховатость поверхности 5—6 класса. В литой
детали имеется возможность рационального распределения метал-
ла по сечениям, что позволяет сравнительно просто регулировать
общую конструктивную прочность и жесткость изделия.
В ракетостроении широко используется большое количество ли-
тейных сплавов. Однако, для облегчения работы литейных цехов,
возможности использования прогрессивного специализированного
оборудования, целесообразно применять для конкретной конструкции
PC, выпускаемого данным заводом, минимально возможную номен-
клатуру марок материалов. Краткие технологические сведения о
литейных сплавах, наиболее часто встречающихся в ракетостроении,
приведены в таблице 2.1.
Таблица 2.1
Характеристика литейных сплавов
Марка материала Техвологическая характеристика Области применения
АЛ-2 Алюминиевые сплавы Литейные свойства отличные. Сплав имеет вы- сокую жидкотекучесть, не склонен к образова- нию горячих трещин, обладает хорошей герме- тичностью, особенно при литье в кокиль. Детали сложной конфи- гурации, не подвергаю- щиеся действию значи- тельных нагрузок.
43
Продолжение таблицы 2.1
Марка материала Технологическая характеристика Области применения
Хорошо сваривается. Плохо обрабатывается ре- занием. Коррозионная стойкость удовлетвори- тельная Отливаются в песчаные формы, в кокиль и под давлением
АЛ-4, АЛ-5 Литейные свойства хорошие. Не склонны к образованию горячих усадочных трещин. Гер- метичность хорошая. Удовлетворительно обра- батываются резанием и свариваются. Детали сложной фор- мы, несущие значитель- ные нагрузки: панели, корпуса, кронштейны.
АЛ-9 Литейные свойства хорошие. Обрабатывае- мость резанием, свариваемость, коррозионная стойкость хорошие. Герметичность повышен- ная. Детали сложной фор- мы, подвергаемые сред- ним нагрузкам.
ВИ-11-3 Литейные свойства хорошие. Высокая коррози- онная стойкость, отличная обрабатываемость резанием. Детали средней слож- ности (арматура, корпу- са приборов и т. п.).
АЛ-19 Термостойкий и высокопрочный сплав, харак- теризующийся повышенной пластичностью и ударной вязкостью. Герметичность пониженная. Литейные свойства невысокие. Детали средней слож- ности для работы при повышенных температу- рах (до 300 °C).
АЦР-1 Литейные свойства удовлетворительные. Хоро- шо обрабатывается резанием. Герметичность высокая. Детали, работающие при высоких давлениях газа или жидкости при 350—400 °C.
Магниевые сплавы
МЛ-5 Литейные свойства удовлетворительные, жид- котекучесть хорошая, но сплав склонен к об- разованию трещин, пор и рыхлот. Хорошо об- рабатывается резанием и сваривается. Корро- зионная стойкость удовлетворительная в окси- дированном состоянии. Тонкостенные высоко- насруженные детали сложной формы (крон- штейны, панели, рамы).
МЛ-9, МЛ-10 Литейные свойства удовлетворительные. Кор- розионная стойкость удовлетворительная. Сва- ривается аргонно-дуговой сваркой. Средненагруженные де- тали для температуры до 250 °C.
МЛ-12 Технологические свойства удовлетворительные. Высокие механические свойства, высокая плас- тичность. Хорошая коррозионная стойкость в окрашенном состоянии. Высоконагруженные де- тали сложной формы для температур до 200 °C.
Титановые сплавы
ВТ-1 Литейные свойства невысокие. Коррозионная стойкость высокая. Отливка может произво- диться только в вакуумных печах или печах с защитной атмосферой. Детали средней слож- ности для работы в аг- рессивных средах при нормальной и повышен-
44
Продолжение таблицы 2.1
Марка материала Технологическая характеристика Области применения
ной температуре.
ВТ-5 Литейные свойства невысокие. Свариваемость хорошая. Отливка производится только в за- щитной атмосфере. Высоконагруженные де- тали сложной формы для работы при высокой температуре.
Стали
ЮЛ Литейные свойства низкие. Сталь имеет высо- кие магнитные свойства, хорошо сваривается. Для деталей, которые должны обладать хоро- шей свариваемостью.
660Л Литейные свойства, свариваемость, обрабаты- ваемость резанием хорошие. Крупногабаритные де- тали. Отливается в землю, в оболочковые формы.
35ХСЛ Литейные свойства, свариваемость и обрабаты- ваемость резанием хорошие. Высоконагруженные от- ветственные детали.
27ХГСНМА Литейные свойства, свариваемость и обрабаты- ваемость резанием хорошие. Имеет склонность к образованию горячих трещин. Высоконагруженные особо ответственные детали.
На ракетостроительных заводах нашли применение все основные
способы литья:
— литье в песчаные формы;
— литье в кокиль;
— литье в оболочковые формы;
— литье по выплавляемым моделям;
— литье под давлением.
Эти методы широко известны из технологии общего машино-
строения и не требуют дополнительного освещения. Для литья не-
которых характерных для ракетостроения заготовок на заводах внед-
ряются новые способы:
— литье выжиманием;
— литье под низким давлением;
— вакуумное литье;
— литье способом направленно-последовательной кристаллиза-
ции;
— литье в керамические формы.
Литье способом выжимания целесообразно в условиях се-
рийного производства деталей панельного типа размерами 2000 х
45
х 1000 мм и более с толщиной стенки до 2 мм. Метод обеспечивает
точность получения размеров по толщине + 0,5 мм и по отклонению
от теоретического обвода поверхности ± 0,5 мм на длине 200 мм.
Типовые конструкции отливок, получаемых способом выжимания,
показаны на рис. 2.3, а схема литейной выжимной машины и
последовательность этапов литья на рис. 2.4. Панели, получаемые
способом выжимания, как правило имеют одну гладкую поверхность,
А-А
Рис. 2.3. Типовые отливки, получаемые методом выжимания.
а все ребра жесткости располагаются на другой поверхности. Ребра
могут располагаться в любых направлениях и должны* быть высотой
не более 60 мм. Гладкая поверхность панели оформляется металли-
ческой поверхностью матрицы. Поверхность, имеющая сложную кон-
фигурацию, оформляется сменным стержнем.
Литье под низким давлением рекомендуется применять для
отливки тонкостенных деталей типа корпусных отсеков. Данный
метод отличается следующими преимуществами:
— устранение необходимости в механической обработке наруж-
ных поверхностей при получении корпусных отсеков диаметром до
500 мм и высотой до 800 мм;
— возможность получения стенок толщиной 2 мм;
— возможность получения в тонкостенной отливке внутреннего
набора жесткости любой конфигурации;
— высокая чистота материала в отливке, т. к. забор металла
происходит из зоны, свободной от включений.
46
Принципиальная схема установки для литья показана на рис. 2.5.
Тигель 1 герметично закрыт крышкой 3, через которую проходит
металлопровод 2. Разъемные части металлической формы 4 могут
перемещаться по плите 8. Литниковая система формы совмещается
с металлопроводом посредством втулки 7. Внутренняя поверхность
отливки оформляется песчаным стержнем 5. Тигель установлен в
печи с электронагревателем 6. Подача сплава в полость формы
осуществляется посредством инертного газа, вытесняющего металл
по металлопроводу с заданной скоростью и ускорением. Технологи-
ческий процесс сравнительно просто может быть автоматизирован.
Рис. 2.4. Схема литья ме-
тодом выжимания.
/ — заливка металла; // —
формование; III — кристалли-
зация; 1 — металлическая
матрица; 2 — стержень; 3 —
вал формы.
Рис. 2.5. Схема литья под низким давлением
заготовок из сплавов магния.
1 — тигель; 2 — питатель; 3 — крышка тигля; 4 — металлическая
форма; 5 — стержень; 6 — нагреватели печи; 7 — литниковая
втулка; 8 — плита; 9 — подача инертного газа.
Вакуумное литье наряду с методами литья в среде инертных
газов используется при изготовлении заготовок из титановых сплавов,
некоторых марок жаропрочных сталей, сплавов на основе никеля,
ниобия, тантала и других химически активных металлов. Для плавки
и заливки химически активных металлов и сплавов применяются
специальные индукционные или электродуговые печи. Хорошо заре-
комендовали себя дуговые печи с расходуемым электродом, причем
электрод изготавливается из сплава, подлежащего плавке и заливке.
Схема печи для литья титановых сплавов показана на рис. 2.6.
Печь состоит из шлюзовой и плавильной камер. Шлюзовая камера
служит для установки в печь и выема из печи литейной формы без
нарушения вакуума в плавильной камере.
47
Рис. 2.6. Схема электровакуумной печи для литья заготовок
из сплавов титана.
/ — вакуумный насос; 2 — шлюзовая камера; 3 — литейная форма;
4 — литейная камера; 5 — расходуемый электрод; 6 — механизм
подачн; 7 — тигель; 8 — смотровой тубус; 9 — манипулятор;
10 — форвакуумный насос.
Способ литья направленно-последовательной кристалли-
зацией рекомендуется применять в условиях серийного производства
для изготовления крупногабаритных тонкостенных корпусных дета-
лей из алюминиевых и магниевых сплавов диаметром до 1500 мм и
длиной до 3000 мм. Способ сходен с литьем методом выжимания.
Направленная кристаллизация обеспечивается посредством переме-
щения формы относительно стержня.
Литье в керамические формы рекомендуется использовать
в опытном или мелкосерийном производстве для получения деталей
сложной формы с высокой точностью и хорошей чистотой поверх-
ности. Метод предусматривает литье в разовые керамические формы.
Материалом для изготовления форм служит жидкотекучая смесь из
огнеупорного сыпучего материала (маршалит, кварцевый песок,
тальк). Сущность процесса изготовления форм заключается в бы-
стром выпадении геля из этилсиликата путем добавки водного рас-
твора едкого калия. Модели могут быть изготовлены из любого
материала. Повышенная точность отливки получается вследствие
хорошего обволакивания модели жидкой формовочной смесью, малого
изменения формы при последующей обработке и при заливке металла.
Стабильность размеров формы объясняется наличием в ней сетки
микротрещин, которые компенсируют размерные колебания и обес-
печивают хорошую газопроницаемость. В то же время размеры
трещин в форме не влияют на качество поверхности отливок. Эко-
номическая целесообразность применения различных способов литья
может быть выявлена из их технологической характеристики, при-
веденной в таблице 2.2.
48
Характеристика способов литья
Характеристика способа литья недостатки еч V* Низкая точность размеров и низкая чистота поверхно- сти. Ограничения в кон- фигурации и габа- ритах отливок.
достоинства V* Возможность изго- товления сложных крупногабаритных деталей, высокая маневренность тех- нологии производ- ства Плотная структура металла и повы- шенная механиче- ская прочность от- ливок. Возмож- ность механизации процесса, эконо- мия формовочных материалов, повы- шение культуры производства.
Коэф- фици- ент исполь- зования металла о V* 0,70 0,72
Стойкость оснастки 0> Деревян- ные модели — 600 съемов; металли- ческие — до 10 000 Отливки из алю- миниевых сплавов — 50 000 шт; из магни- евых сплавов — 75 000 шт; из стали и чугуна — 300 шт
Оснастка 00 is н § is § ^I|=-Ss; = « Металли- ческие формы
Чистота поверх- ности по ГОСТ 2789-73, Rz/класс г- о + о GO СО О сч + о
Наимень- шая тол- щина стенок, мм <0 CO оо
Вес детали (не бо- лее), кг Цветные 250; черные 200 Цветное 120; черное 20
Габарит- ные раз- меры де- тали (не более), । мм 2500 1000
Спла- вы м Все Все
Тип пр-ва еч Инди- виду- альное серий- ное, круп- носе- рийное Серий- ное, круп- носе- рий- ное
Способ литья Литье в пес- чаные формы Литье в ко- киль
49
Продолжение таблицы 2.2
1 2 3 4 5 в 7 8 9 10 11 12
Литье по вы- плав- ляе- мым моде- лям Инди- виду- альное серий- ное, круп- носе- рий- ное Все 500 20 1,0 20-»- 10 5 Гипсовые и метал- лические пресс- формы Гипсовые пресс- формы 50 съемов; из алюмини- евых спла- вов — 5000; из сталей 70 000 0,90 Возможность изго- товления деталей сложной формы из сверхпрочных спла- вов. Высокая точ- ность и чистота по- верхностей. Мини- мум механической обработки. Ограничения в га- баритах, большая продолжитель- ность цикла, повы- шенный брак, доро- гие материалы ос- настки.
Литье под низ- ким давле- нием Серий- ное, круг? иосе- рийиое Алю- миние- вые и маг- ниевые сплавы Диа- метр 500 мм; высота 800 мм 10 2 40 4-20 4 Метал- личес- кие фор- мы и стерж- невые ящики Около 50 000 отливок 0,85 Возможность полу- чения крупногаба- ритных тонкостен- ных корпусных де- талей. Способ применим преимущественно для отливок ци- линдрической фор- мы.
Литье с при- мене- нием направ- ленно- после- дова- тельной крис- Серий- ное, круп- носе- рий- ное Алюми- ние- вые и магние- вые сплавы Диа- метр 150 мм, высота до 3000 мм - 3,5 4020 4 Металли- ческие формы, модели, стерж- невые ящики - 0,85 Возможность полу- чения крупногаба- ритных тонкостен- ных корпусных и панельных деталей. Сложность и доро- говизна оснастки.
Продолжение таблицы 2.2
1 2 3 4 5 6 7 8 9 10 11 12
талли- зацией
Литье в обо- лочко- вые формы Серий- ное, круп- носе- рий- ное Все Цвет- ные 2000; черные 500 Цвет- ные 20; черные 50 2 40 4-20 4 Метал- личес- кие мо- дели и стерж- невые ящики 500 съемов 0,85 Повышенная точ- ность и чистота по- верхности. Возмож- ность изготовле- ния отливок слож- ной формы. Ограничения в га- баритах, высокая стоимость моде- лей, работа с горя- чими моделями.
Литье под давле- нием Серий- ное, круп- носе- рий- ное Цвет- ные Плошадь проекции на плоскость разъема алюми- ниевые, магни- евые сплавы 1000 см2 6—10 Цинко- вые сплавы 0,6; алюми- ниевые 1,2 10 6,3 6 Метал- личес- кие пресс- формы Алюми- ниевые сплавы — 35000 шт; маг- ниевые — 4500 шт; медные — 12000 шт; цинковые — 50 000 шт 0,95 Возможность по- лучения деталей сложной формы почти без механи- ческой обработки. Возможность арми- рования деталей. Ограничения в га- баритах, большое количество газо- вых включений, по- ниженная проч- ность материала.
Литье выжи- манием Серий- ное, круп- носе- рий- ное Алюми- ниевые 3500 х 1200 50 2 40 4-20 4 Метал- личес- кие фор- мы, стерж- невые ящики 50 000 от- ливок 0,85 Возможность по- лучения крупно- габаритных тонко- стенных панелей. Способ применяет- ся приемуществен- ио для плоскост- ных деталей.
2.3. Горячештампованные заготовки
Горячештампованные заготовки нашли применение в ракетострое-
нии для изготовления кронштейнов, люков, фитингов, силовых рам,
рычагов и некоторых других деталей. Горячая штамповка характе-
ризуется высокой производительностью труда, высокими механичес-
кими свойствами материалов заготовок, точностью их размеров.
Взаимозаменяемость заготовок позволяет применять точные приспо-
собления для механической обработки, припуски могут назначаться
минимальными и только по стыкуемым поверхностям. Отделочные
кузнечные операции, такие как чеканка и калибровка, в ряде случаев
заменяют механическую обработку и по стыкуемым поверхностям.
Основным недостатком горячештампованных заготовок является их
высокая стоимость из-за больших затрат на технологическую ос-
настку и эксплуатацию кузнечного оборудования.
Для изготовления деталей из горячештампованных заготовок
рекомендуется применять следующие материалы:
— конструкционные стали — 25, 45, ЗОХГСА, ЗОХГСНА, 40Х,
12ХНЗА, 18ХНВА;
— нержавеющие стали — Х18Н9Т, Х15Н9Ю, Х17Н5МЗ;
— алюминиевые сплавы — АК6, АК8, АК4, ВД17, Д1, Д16, В95,
АМГ-6;
— магниевые сплавы — МА2, ВМ65-1;
— титановые сплавы — ВТЗ-1, ВТ5, ВТ5-1, ВТ6.
Общим требованием, предъявляемым ко всем деталям, изготов-
ляемым из горячештампованных заготовок, является простота гео-
метрической формы, плавные переходы от одного сечения к другому
и обязательное соотношение между отдельными конструктивными
элементами. В процессе изготовления заготовок сложной формы для
заполнения полости штампа расходуется повышенное количество
металла за счет избыточного отхода материала в облой. Кроме того,
при горячей штамповке трудно распределить металл в заготовитель-
ных ручьях штампа в строгом соответствии с сечениями детали.
В результате этого в окончательном ручье практически невозможно
получить равномерный облой по контуру заготовки, что и вызывает
избыточный расход металла и интенсивный износ полости штампа
в местах перемещения массы материала. Кроме того, штамповка
сложных заготовок ведется в несколько переходов и при этом про-
изводительность труда, естественно, снижается. Следовательно, при
проектировании детали, изготовляемой из горячештампованной за-
готовки, необходимо стремиться к максимально возможной простоте
конфигурации или заменять цельную заготовку сварнойной. Большое
влияние на качество заготовок оказывает правильный выбор линии
разъема штампа. Необходимо стремиться к тому, чтобы линия разъ-
ема лежала в одной плоскости или максимально к ней приближалась.
Процесс штамповки заготовок с разъемом по прямой линии протекает
52
Рис. 2.7. Типовые конструкции деталей из штампованных заготовок.
легче и дает меньшее количество брака, чем в случае ломаной линии
разъема. Желательно, чтобы линия разъема проходила по наиболь-
шему периметру детали и ее расположение не препятствовало из-
влечению заготовки из штампа. Если линия разъема является ло-
маной, то наклонные участки должны иметь угол с горизонтальными
не более 60°. В деталях коробчатой формы линия разъема должна
располагаться по вершинам стенок. В этом случае обеспечивается
правильная ориентация волокон металла, его механические свойства
повышаются, снижается процент брака (рис. 2.8).
На ракетостроительных заводах нашли применение все основные
типы кузнечно-прессового оборудования;
— прессы универсальные гидравлические с усилиями 15 000;
30 000; 70 000 т;
— прессы специализированные гидравлические с усилиями 15 000;
30 000; 50 000 т;
— прессы механические с усилиями 1600; 2500; 4000; 6300;
8000; 10 000 т;
— молоты штамповочные двойного действия с весом падающих
частей 10; 12,5; 16 т;
— молоты штамповочные бесшаботные с энергией удара
100 000 кгм;
53
2
Рис. 2.8. Примеры правильного (а) и неправильного
(б) выбора линии разъема.
/ — линия разъема; 2 — дефектная зона.
— горизонтально-ковочные машины с усилием главного ползуна
800; 1200; 2000 и 3000 т;
— чеканочные прессы с усилиями до 4000 т.
Известно, что основными способами производства кузнечных
заготовок является штамповка и свободная ковка. Кованые заготовки,
как правило, подвергаются механической обработке по всей поверх-
ности, в то время как штампованные могут обрабатываться только
по сопрягаемым плоскостям. Изготовление деталей из кованых за-
готовок связано с повышенным расходом металла и большой трудо-
емкостью кузнечных работ и механической обработки. Существует
мнение, что в условиях опытного и мелкосерийного производства
применение свободной ковки целесообразно во всех случаях. Такой
переход к выбору метода производства заготовок безотносительно
к конфигурации детали, материала, потребному количеству заготовок
является упрощенным, особенно в связи с широким применением
сравнительно дорогостоящих нержавеющих сталей, титановых спла-
вов и т. п. Производственный опыт показывает, что в некоторых
случаях, например, для деталей сложной формы из дорогостоящего
материала, даже при небольших масштабах производства штамповка
экономически целесообразнее, чем свободная ковка.
Все типовые конфигурации кузнечных заготовок можно разбить
на 5 групп по сложности:
— 1 группа — заготовки для деталей типа тел вращения и близ-
кие к ним (фланцы, втулки, валики, стержни с утолщением и др.);
— 2 группа — заготовки для плоских деталей с небольшими
выступами;
— 3 группа — заготовки для деталей типа кронштейнов, фитин-
54
гов, рычагов с невысокими ребрами, расположенными с одной сто-
роны;
— 4 группа — заготовки для деталей арматуры (тройники, уголь-
ники, корпуса гидро- и пневмо-клапанов, кранов и т. п.);
— 5 группа — заготовки для деталей сложной конфигурации с
высокими ребрами и закрытыми сечениями (рамы, шпангоуты, слож-
ные кронштейны и др.).
В таблице 2.3 приведены количество деталей, стоимость изго-
товления которых одинакова в случае применения как кованых так
и штампованных заготовок.
Таблица 2.3
Минимальное количество деталей, заготовки для которых целесообразно
изготовлять штамповкой
Группа сложно- сти Материалы
Сталь углероди- стая Сталь конструкци- онная Сталь нержавею- щая Алюминие- вые сплавы Магниевые сплавы Титановые сплавы
минимальное кол-во деталей для штамповки, шт.
1 400 350 300 280 257 37
2 290 250 210 190 168 32
3 220 190 165 150 130 28
4 165 150 130 120 113 26
5 96 90 86 84 80 17
Следует иметь в виду, что данные таблицы 2.3 являются усред-
ненными и для конкретной производственной обстановки могут от-
клоняться в ту или другую сторону на 10—15%.
2.4. Заготовки из листового материала
и профилей
Литые и горячештампованные заготовки довольно широко при-
меняются для изготовления деталей PC. Однако преобладающее
количество деталей и узлов изготавливают из листового материала
и профилей различного сечения. К ним относятся практически все
детали обшивки, силового набора, баковых емкостей, двигательной
установки, трубопроводов.
В ракетостроении применяются листовая углеродистая сталь,
листы из нержавеющей стали, титановых сплавов, алюминиевых
сплавов и другие. Нержавеющие хромоникелевые стали Х18Н9Т,
Х18Н10Т благодаря сочетанию высокой пластичности с высокой
прочностью применяют для изготовления деталей двигателей, бако-
55
вых емкостей и других сварных узлов и деталей, работающих в
условиях агрессивных сред. Для изготовления обшивок и элементов
силового набора применяют также стали Х15Н9Ю, ЭИ654. Промыш-
ленность поставляет ракетостроительным заводам стальные холод-
нокатаные листы толщиной от 0,2 до 6,0 мм в отожженном, норма-
лизованном и нагартованном состоянии. Кроме перечисленных марок,
в ракетостроении для получения ответственных сварных и штампо-
ванных деталей широко применяют листовую сталь марки ЗОХГСА,
поставляемую в отпущенном или отожженном состоянии.
Для производства деталей каркаса, обшивок, емкостей, работа-
ющих при температуре до 500 °C и более, применяют листы из
титановых сплавов толщиной от 0,5 до 5,0 мм. Кроме того, в раке-
тостроении находят широкое применение алюминиевые сплавы Д16,
АМЦ, АМг, В95, АД, Д1 и магниевые сплавы MAI, МА8. Листы
из этих материалов выпускаются толщиной от 0,8 до 10 мм и
поставляются в закаленном, отожженном или нагартованном состо-
янии. Обычно марка сплава и состояние поставки оговариваются в
заказе. В соответствии с ГОСТ листовой материал выпускается
шириной от 400 до 1500 мм и длиной 2000, 3000, 4000 мм. По
допускаемым отклонениям на толщину листы подразделяются на
материал высокой точности (А), повышенной точности (Б) и обычной
точности (В). Например, для листов толщиной 1,0 мм допускаемые
отклонения равны: при классе А — ± 0,07 мм; Б — ± 0,09 мм; В —
±0,12 мм; для листов толщиной 2,5 мм, соответственно, при классе
А — ±0,15 мм; Б — ±0,17 мм; В — ±0,20 мм. Для изготовления
длинномерных деталей например, элементов силового набора, в ра-
кетостроении широко применяются всевозможные профили: стальной
прокат и прокат из цветных сплавов (главным образом, алюминие-
вых), прессованные профили и монолитные панели.
В настоящее время металлургическими заводами освоено произ-
водство прессованных профилей из сталей и цветных сплавов с
площадью поперечного сечения до 400 см2 и длиной до 16 м. Но-
менклатура типоразмеров профилей достигала более 5000. Приме-
нение прессованных профилей снижает объем механической обра-
ботки в 3—5 раз и отходы металла в 4—5 раз. Некоторые виды
сечений прессованных профилей показаны на рис. 2.9. В практику
ракетостроения все более широко внедряются монолитные панели.
Использование их позволяет снизить вес панелей на 25%, количество
соединений на 70% и общий вес изделия на 2—4% по сравнению
с клепаными конструкциями. Кроме того, монолитные панели спо-
собствуют возможности значительного уменьшения объема сбороч-
ных работ и времени на подготовку производства. Монолитные
панели изготовляют, главным образом, из алюминиевых сплавов В95,
Д16, АК6. Панели могут быть получены:
— свободной ковкой плит;
— прокаткой листов;
56
^zzzzz;
Рис. 2.9. Примеры возможных сечений прессованных профилей.
— горячей штамповкой;
— литьем;
— горячим прессованием через фильеру.
Первые два способа характеризуются рядом существенных не-
достатков:
— невысокими механическими свойствами материала;
— сложностью получения подкрепляющих ребер рациональных
сечений (таврового и углового);
— большим отходом металла в стружку (коэффициент исполь-
зования металла составляет всего 0,15—0,20);
— трудностью устранения короблений.
Горячештампованные панели позволяют резко уменьшить объем
механической обработки. Коэффициент использования металла воз-
растает до 0,5—0,6. Однако, этим способом можно изготовить панели
площадью всего в 2,5 м .
Ограничен габаритами и
способ изготовления панелей
литьем. Панели, получаемые
горячим прессованием, выпу-
скаются длиной до 13 000 мм
при ширине 800 мм. Они при-
меняются при сборке корпу-
сов отсеков, баковых емкос-
тей и других узлов, имеющих
продольный силовой набор.
Прессованные панели из алю-
миниевых сплавов имеют по-
вышенные механические
свойства: прочность при рас-
тяжении в продольном на-
Рис. 2.10. Возможные профили
сечеиий прессованных профилей.
57
правлении 600 + 690 МПа; прочность при растяжении в поперечном
направлении 600 650 МПа; относительное удлинение, соответст-
венно, 7 -ь 12% и 6—10%. Коэффициент использования металла при
применении прессованных панелей достигает 0,8. Постоянство се-
чения по длине упрощает правку и гибку панелей. Метод горячего
прессования позволяет получать сечения подкрепляющих ребер ра-
ционального профиля (рис. 2.10).
2.5. Основные методы изготовления деталей
из листового материала
Детали из листового материала и профилей являются наиболее
характерными для конструкций летательных аппаратов. Высокие
прочностные свойства тонкостенных деталей сочетаются с их ми-
нимальным весом. Кроме того, тонкостенные детали, как правило,
изготовляются высокопроизводительными методами холодной штам-
повки, гибки, резки, вытяжки. Они или вообще не требуют меха-
нической доработки, или требуют ее в незначительном объеме (на-
пример, обработка кромок под сварку). В настоящее время исполь-
зуется большое количество методов для производства тонкостенных
деталей PC. Классификация технологических процессов по
конструктивно-технологическим признакам деталей приведена ниже.
Такая классификация является наиболее стабильной, т. к. она пол-
ностью характеризует технические возможности процессов и позво-
ляет наметить пути их совершенствования.
Плоские детали, а также заготовки для всех видов листовой
штамповки и гибки изготовляются резкой на ножницах или вырубкой
в штампах. Усилие Р, потребное для резки материала на листовых
ножницах с параллельными ножами, определяется по формуле:
Р=1,281тср.;
со скошенными ножами:
0,6 32т _ .
Р = ——при о < 6 мм;
tga г
р = 1’-1-.А82При8>6мм;
tga г
с дисковыми ножами:
Р = 0,32o2Tcpcos 0,5(р;
в штампах при вырубке и пробивке:
Р=1,25Ь8тср;
58
где 8 — толщина материала мм; 80— относительное удлинение мате-
риала при разрыве; 1 — ширина резки, мм; т — предел прочности ма-
териала при срезе МПа; а — угол скоса ножей; ф — угол захвата;
L — периметр вырубаемого контура, мм.
Схемы резки и вырубки деталей из листового материала показаны
на рис. 2.11—2.21
В том случае, если вырубленные детали должны иметь высокую
точность размеров по контуру, то обработка кромок производится
Рис. 2.12. Резка на ножницах
со скошенными ножами.
Рис. 2.11. Резка на ножницах
с параллельными ножами.
Рис. 2.14. Дисковые с
наклонными ножами.
Рис. 2.15. Многодисковые ножницы.
Рис. 2.13. Дисковые с
параллельными ножами.
59
Рис. 2.16. Вибрационные
ножницы.
Рис. 2.17. Вырубка
в штампах без прижима.
Рис. 2.18. Вырубка
в штампах с прижимом.
Рис. 2.19. Вырубка в штампах
совмещенного действия.
У77$77Л
Рис. 2.20. Вырубка
в матрице
со скругленными
кромками.
Рис. 2.21. Вырубка пуансоном
большего размера.
на копировально-фрезерных станках, причем заготовки устанавлива-
ются пакетом. Заготовки, предназначенные для формования про-
странственных деталей, по контуру не обрабатываются. При изго-
товлении крупногабаритных плоских деталей, из листа часто при-
меняется поэлементная штамповка.
60
Детали пространственной формы могут быть изготовлены:
— вытяжкой;
— обтяжкой;
— гибкой;
— отбортовкой;
— ротационным выдавливанием;
— формованием резиной и жидкостью;
— штамповкой взрывом;
— электрогидроштамповкой;
— магнитным импульсным формованием.
Рассмотрим технологические особенности этих методов.
2.6. Изготовление деталей вытяжкой
Операция вытяжки может выполняться в инструментальных
штампах на прессах и молотах, резиновым высокоэластичным пуан-
соном, с помощью энергии взрыва и т. д. Однако такие технологи-
ческие процессы как штамповка резиной и жидкостью, штамповка
взрывом, магнитное импульсное формование характеризуется рядом
особенностей, которые вызывают необходимость выделить эти про-
цессы изготовления деталей пространственной формы в самостоя-
тельную группу. Эти процессы будут рассмотрены отдельно. Огра-
ничимся пока изложением основ технологии формования простран-
ственных деталей жесткими формообразующими инструментами.
Вытяжка представляет собой процесс преобразования плоской заго-
товки из листового материала в полую деталь, причем формообра-
зование происходит за счет деформирования фланцевой части заго-
товки.
Процесс вытяжки имеет ограничения, которые заключаются в
возможности образования во фланцевой части гофров и складок или
в возможности отрыва дна или фланца. Эти ограничения при вытяжке
цилиндрических деталей выражаются коэффициентом вытяжки К,
предельные значения которого определяются опытным путем:
где D3— диаметр заготовки; dn— диаметр пуансона.
В производственных условиях коэффициент вытяжки рекомен-
дуется определять по формуле:
К = (0,85 - 0,90) Кпред.
61
Вытяжка в инструментальном штампе может производиться как
с прижимом фланца заготовки, так и без прижима. Вытяжка с
прижимом осуществляется в случае, если:
При условии:
А 100^4.5^1-1
Г >4.5(' 4
вытяжку можно осуществлять без прижима.
Таблица 2.4
Предельные коэффициенты вытяжки для некоторых материалов
Марка материала Кпред.
Д16-М 2,15—2,20
АМг 2,05
ММгЗ 1,9
АМгб 2,05
ВТ1 2,0—2,1
ОТ4 1,55—1,75
ОТ4-1 1,75—1,90
ВТ5-1 1,3—1,5
ВТ 1-4 отожженный 1,5—1,6
ВТ 1-4 закаленный при 820—860 °C 1,65—1,70
ЗОХГСА 1,43—1,6
Х18Н9Т 2,2—2,3
Х15Н9Ю 2,00—2,04
При вытяжке цилиндрических деталей толщина металла в раз-
личных зонах неодинакова. Наибольшее утолщение имеет место в
зоне перехода от стенки детали ко дну и обычно составляет 10—18%,
утолщение у края — 20—30% от начальной толщины заготовки.
Вытяжка в инструментальных штампах используется для изготовле-
ния деталей коробчатой формы, днищ баковых емкостей с диаметром
по хорде 2,0—2,5 м и более и некоторых других деталей PC. Вытяжка
производится с утонением и без утонения стенок. При вытяжке
деталей без утонения стенок потребное усилие определяется по
формуле:
Р - va8ob,
где v — поправочный коэффициент, определяемый эксперименталь-
но; a — периметр вытяжного пуансона; 8 — толщина материала;
оь— предел прочности материала при разрыве.
62
Вытяжка с утонением сопровождается значительным упрочнени-
ем материала, которое зависит от степени деформации у:
So-S, _ 80-8,
So 80 ’
где 80 и — толщина стенки до и после вытяжки с утонением; So и
S,— площадь поперечного сечения до и после вытяжки.
Диаметр заготовки вычисляется по формуле:
D3=l,13<
где V3 — объем вытянутой заготовки с учетом припусков на обрезку,
угар при отжигах и необходимую обработку резанием:
V3= (1,15 + 1,20) VH,
где VH — объем, подсчитанный по номинальным размерам изделия.
Усилие вытяжки с утонением:
Р = (о,9 _A-)cabXSn,
где Sn и Sn _ j — толщина стенок на данном и предыдущем перехо-
дах, мм; С = (1,0—1,3)—скоростной коэффициент; оь — предел
прочности материала при растяжении, МПа; X — коэффициент уп-
рочнения.
Необходимое усилие прижима можно определить по формуле:
p„P=Fq.
где F — площадь прижима, м2; q — удельное давление прижима
q = (2 + 4) МПа.
Вытяжка деталей, как правило, осуществляется в несколько
переходов. К концу каждого перехода материал упрочняется, т. е.
приводится в наклепанное состояние. Для снятия внутренних на-
пряжений вытяжка чередуется с операциями отжига. Количество
переходов вытяжки с утонением определяется исходя из допустимых
коэффициентов утонения п:
п = А—!-100% .
8„
Для большинства сталей п = 25—35%, а для цветных сплавов
п = 40—45%. Для свободного вхождения вытяжного пуансона на
последующем переходе его диаметр делают на 1—3% меньше по
сравнению с диаметром пуансона на предыдущем переходе.
63
2.7. Изготовление деталей методом обтяжки
Методом обтяжки изготовляют детали из листового материала
(главным образом, незамкнутые оболочки двойной кривизны) и из
профилей.
По характеру приложения внешних сил различают три разно-
видности процесса обтяжки:
— простая обтяжка;
— обтяжка с растяжением;
— кольцевая обтяжка.
При простой обтяжке усилие формования прикладывается к
пуансону, а растягивающие напряжения в листе возникают за счет
сил реакции зажимов (рис. 2.22).
При обтяжке с растяжением усилия растяжения в листе со-
здаются за счет приложения растягивающих усилий к зажимам
(рис. 2.23).
При кольцевой затяжке предварительно согнутая в кольцо и
сваренная заготовка под действием внутреннего давления, создава-
емого секциями разжимного пуансона, приобретает новую форму за
счет увеличения размеров поперечных сечений (рис. 2.24).
Рис. 2.22. Схема обтяжки
заготовки.
Рис. 2.23. Схема обтяжки
с растяжением.
Рис. 2.24. Схема кольцевой
обтяжки.
Сущность обтяжки заклю-
чается в том, что плоская за-
готовка, два конца которой за-
креплены зажимами, изгибает-
ся по пуансону, а затем под
воздействием внешних усилий
приводится в пластичное со-
стояние и деформируется до
полного прилегания внутрен-
ней поверхности листа к пу-
ансону.
Простая обтяжка применя-
ется для формования обшивок
64
одинарной и двойной кривизны двояковыпуклой и выпукловогнутой
форм с большим углом охвата, равным 90—180°. Обтяжка с растя-
жением обычно применяется для формования обшивок двояковыпук-
лой формы с углами охвата менее 90°.
Кольцевая обтяжка применяется при изготовлении деталей зам-
кнутых контуров как калибровочная операция, как операция правки
после сварки и как формообразующая операция.
Обтяжка детали за один переход характеризуется условием:
К — ^пред>
где kr — геометрический коэффициент обтяжки, зависящий от раз-
меров детали; кпред — предельный геометрический коэффициент об-
тяжки для данного материала.
где ер—истинная деформация материала при растяжении в момент
разрыва:
ep = -ln (1 - у);
\|г — относительное сужение материала;
m — коэффициент безопасности;
кр — коэффициент, учитывающий влияние трения на перераспреде-
ление деформаций.
k -exoW
ки ехР| 2n I’
где ц — коэффициент трения; а — угол охвата; п — степень упроч-
нения материала.
Геометрический коэффициент простой обтяжки определяется по
формуле:
kr=l,01+1\,
*0
2 sin S-a cos2
f ~_____2______2.
а 1-cosH
где f — стрела прогиба детали; 10 — длина заготовки за вычетом
участков, находящихся в зажимах; а — угол охвата.
65
Таблица 2.5
Марка и состояние материала п га кр при р = 0,15 и углах охвата а
10 20 30 90 120 140 180
Д16М 0,3 0,8 1,05 1,1 1,15 1,44 1,66 1,8 2,1
ЗОХГСА 0,28 0,8 1,06 1,12 1,18 1,5 1,75 1,93 2,32
Х18Н9Т 0,4 0,8 1,03 1,06 1,09 1,3 1,4 1,48 1,7
Х15Н9Ю 0,88 0,8 1,01 — — 1,2 — — 1,45
(нормализо- ванная)
ВТ5 0,11 0,5 1,14 1,28 1,42 2,3 3,0 3,5 4,7
ОТ4-1 0,11 0,6 1,12 1,26 1,41 2,78 3',92 4,92 7,77
В случае обтяжки с растяжением:
. . , 4Rj . а , Р
кг=1+_51п _tg_,
где R( — радиус поперечной кривизны; а — угол охвата в попере-
чном направлении; Р — угол охвата в продольном направлении.
При кольцевой обтяжке:
kr=l-01§,
где Эд — диаметр детали; D3 — диаметр заготовки.
Усилие при простой обтяжке определяется по формуле:
P = 2Knb08Gbsinf,
а при обтяжке с растяжением:
Р = КрЬ05оЬ(
где ов — предел прочности материала при растяжении, Па; Ьо— ши-
рина заготовки, м; 8 — толщина листа, м; Кп, Кр— коэффициенты,
учитывающие нелинейность схемы напряженно-деформированного
состояния (таблица 2.5).
Точность получаемых изделий характеризуется величиной пру-
жинения Д, значения которого приведены в таблице 2.6.
66
Таблица 2.6
Точность изделий, получаемых обтяжкой
Материал Д, мм
без ручной доработки с ручной доработкой
Д16 отожженнай Стали в отожженном состоянии Титановые сплавы Титановые сплавы при обтяжке с подогревом 0,8—3,0 0,8 8—10 2,5 0,5+ 1,5 0,5 1,5 —2,0 0,5
Изготовление деталей методами обтяжки осуществляются на
специальных обтяжных гидравлических прессах. Наибольшие разме-
ры листов, подвергающихся обтяжке составляют 7000 х 2000 мм при
толщине 6,0 мм.
2.8. Изготовление деталей гибкой
Процесс гибки сопровождается упруго-пластическими деформа-
циями сжатия внутри угла изгиба и деформациями растяжения во
внешних слоях материала. Между зонами сжатия и растяжения
находится нейтральный слой, длина которого равна исходной длине
изгибаемой заготовки.
При изготовлении деталей из листа возможны:
— свободная гибка;
— гибка с подчеканкой;
— гибка-прокатка на трехвалковых станках;
— гибка-прокатка на четырехвалковых станках (рис. 2.25).
При гибке происходит упругая отдача материала (пружинение).
Угол пружинения при гибке деталей из алюминиевых сплавов в
мягком состоянии обычно составляет 2—4°, из высокопрочных ма-
териалов 15—18°. Свободная гибка пригодна для изготовления де-
талей, от которых по условиям
эксплуатации не требуется вы-
сокая точность размеров и гео-
метрической формы. Гибка с
подчеканкой значительно по-
вышает возможности метода с
точки зрения повышения точ-
ности изделий. Гибка-про-
катка на валковых станках не
отличается от гибки в штам-
пах. Сущность процесса гиб-
Рис. 2.25. Схема гибки-прокатки
на четырехвалковых станках.
ки-прокатки заключается в не-
прерывном изменении пло-
67
ской заготовки в пространственную деталь цилиндрической или
конической формы путем приложения к заготовке через вращаю-
щиеся валки изгибающего усилия, обеспечивающего получение тре-
буемой пластической деформации. Гибка-прокатка осуществляется
на 3-х или 4-х валковых станках, причем последние предпочтительнее,
т. к. дают возможность подгибки материала в зонах близко распо-
ложенных к краям. Гибка-прокатка является основным методом из-
готовления обшивок цилиндрической и конической форм и монолит-
ных панелей баковых емкостей. Отклонения деталей, получаемых
методом гибки-прокатки, достигают следующих значений:
— по радиусу кривизны — 0,1 + 0,2 мм;
— по прямолинейности для цилиндрических деталей — 0,2 мм;
— по прямолинейности для конических деталей — 0,9 мм.
Основным оборудованием для изготовления обшивок и монолит-
ных панелей одинарной кривизны методами гибки-прокатки служат
листогибочные станки типа КГЛ и агрегатные листогибочные прессы
типа АГЛ.
Таблица 2.7
Краткая техническая характеристика листогибочного оборудования
Параметры КГЛ-1М КГЛ-2 кгл-з АГЛ-5 АГЛ-10 АГЛ-15
Наибольшие размеры обрабатываемого листа: длина, 3500 5000 7000 5000 10 000 15 000
толщина 2,5 6,0 12,0 12,0 12,0 12,0
Наибольшее усилие траверсы, m 10 НО 275 250 500 750
Наименьший радиус кривизны листа, мм 20 75 150 — —
Количество валков 3 3 3 3 3 3
По трех- и четырехвалковой схемам осуществляется и гибка-
прокатка деталей из профилей. Кроме того, при изготовлении деталей
из профилей применяется метод раскатки и штамповки.
Сущность процесса гибки профилей раскаткой (рис. 2.26) за-
ключается в неравномерном раздавливании роликами полки профиля
по ширине, в результате чего на профиле образуется кривизна за
счет возникающего изгибающего момента.
Раскаткой можно изгибать профили угло-
вого, таврового и других сечений. Кроме
3-х и 4-х роликовых профилегибочных
станков (типа ПГ-3, ПГ-4) находят приме-
нение копировально-гибочные станки. По-
дача заготовки в зону изгиба производится
Рис. 2.26. Схема гибки-раскатки профиля.
68
толкателем, движение которого согласовано с вертикальным пере-
мещением гибочного ролика.
В том случае, если необходимо получить деталь из профилей с
переменным радиусом кривизны, то используются профилегибочные
растяжные станки типа ПГР.
Схемы работы профилегибочных растяжных станков приведены
на рис. 2.27 и 2.28.
Рис. 2.27. Схема гибки-растяжеиия
деталей ординарной кривизны.
Рис. 2.28. Схема гибки-растяжения
деталей двойной кривизны.
а — предварительная обтяжка;
б — калибровка.
2.9. Отбортовка
Операция отбортовки является разновидностью технологических
процессов вытяжки или обтяжки участков листовых заготовок с
целью повышения конструктивной жесткости деталей. Отбортов-
ка осуществляется в инструментальных штампах или с помощью
резины. Весьма характерным конструктивным элементом жесткости
является отбортовка краев отверстий в тонкостенных деталях, причем
диаметр отбортованных отверстий может находиться в пределах от
3 до 1000 мм при толщине листового материала от 0,3 до 10,0 мм.
Способность материала к отбортовке принято выражать коэффици-
ентом отбортовки Кот6 :
К —. р°
от6 DJ
где Do — диаметр отверстия до отбортовки; DK — диаметр отверстия
после отбортовки.
Значения Кот6 для алюминиевых сплавов в зависимости от от-
носительной толщины материала -=г- составляет 0,84—0,45 (большие
Ц)
значения относятся к меньшим относительным толщинам); для не-
ржавеющих сталей — 0,65—0,35; для титановых сплавов — 0,87—
0,60. Процесс отбортовки сопровождается утонением материала по
высоте борта, доходящим у кромки до 20—30% от 80.
69
Некоторые типовые конструкции деталей, получаемых отбортов-
кой приведены на рис. 2.29.
Возможности изготовления деталей отбортовкой определяются
физико-механическими свойствами материала, состоянием его кро-
мок, геометрическими соотношениями между элементами в детали
(рис. 2.30).
Рис. 2.29. Типовые детали ракеты, получаемые отбортовкой.
1 —деталь с выпуклым бортом; 2 — деталь с вогнутым бортом;
3 — отбортовка в днищах; 4 — гнутые отбортовки; 5 — отверстия
с элементами жесткости; 6 — отбортовки с отверстиями.
Рис. 2.30. Зависимость высоты
отбортовки от радиуса контура.
70
Отбортовка сравнительно широко используется при изготовлении
тонкостенных деталей для 3 = 0,5 + 1,5 мм. Эта операция выполняется
на прессах или листоштамповочных молотах, причем возможна как
групповая, так и поэлементная отбортовка участков поверхности
листовой заготовки.
2.10. Изготовление деталей ротационным выдавливанием
Ротационное выдавливание (раскатка) представляет собой срав-
нительно новый прогрессивный процесс формования деталей про-
странственной формы с малыми толщинами стенок. Ротационное
выдавливание целесообразно применять при изготовлении тонкостен-
ных деталей выпукло-вогнутой формы со стенками переменной тол-
щины из алюминиевых и медных сплавов, углеродистой стали, не-
ржавеющей стали, титановых и молибденовых сплавов. Заготовками
при данном методе формования служат листы, трубы, сварные,
штампованные и штампосварные конструкции.
В ракетостроении ротационное выдавливание нашло применение
при изготовлении:
— тонкостенных (с толщиной около 0,8+ 1,5 мм) корпусов дви-
гателей, раскатываемых из труб с повышенной толщиной стенки;
— деталей двигателей и сопел из труднодеформируемых молиб-
деновых и титановых сплавов;
— тонкостенных оболочек с усилениями;
— тонкостенных гофрированных трубопроводов (сильфонов).
Для производства тонкостенных корпусов РДТТ среднего калибра
созданы и внедрены специальные раскатные станы.
Титановые детали, получаемые ротационным выдавливанием
представлены на рис. 2.31.
Рис. 2.31. Типовые детали ракеты, получаемые ротационным
выдавливанием.
1 — корпус РДТТ; 2 — сопловой блок; 3 — тонкостенный корпус
с усилениями; 4 — гофрированный трубопровод.
71
Ротационное выдавливание осуществляется с утонением и без
утонения материала. Сущность процесса выдавливания с утонением
заключается в постепенной раскатке роликами плоской или про-
странственной заготовки по вращающейся оправке. Степень дефор-
мации при выдавливании с утонением характеризуется отношением:
8р-8
s0 •
Сущность процесса выдавливания без утонения заключается в
местном пластическом изгибе заготовки, причем зона пластического
изгиба перемещается по заготовке по винтовой линии. Схемы вы-
давливания приведены на рис. 2.32 и 2.33.
Рис. 2.33. Раскатка профилирован-
ного сопла из конической
сварной заготовки.
1 — заготовка; 2 — оправка.
Рис. 2.32. Схема раскатки
конической оболочки.
На рис. 2.33 приведена схема изготовления выходного конуса
сопла из конической сварной заготовки. Коническая заготовка плотно
насаживается на профильную оправку и методом простукивания
определяется место плотного контакта заготовки с оправкой. К этой
зоне подводится раскатной ролик, прижимается с соответствующим
давлением и включается подача влево (1 проход). Конец раскаты-
ваемой заготовки завальцовывается в канавку на оправке для пред-
отвращения смещений при дальнейшей раскатке. После этого вклю-
чается подача вправо (2 проход) и далее осуществляется один или
несколько калибровочных проходов.
Ротационное выдавливание позволяет обрабатывать заготовки с
начальной толщиной:
— для алюминиевых и медных сплавов до 40 мм;
— для нержавеющих сталей до 20 мм;
— для титановых сплавов до 10—15 мм.
Титановые сплавы обрабатываются с подогревом при температуре
около 590 °C. В настоящее время методом выдавливания получают
72
тонкостенные оболочки диаметром до 1500 мм и длиной до 2500 мм.
Давление при изготовлении крупногабаритных деталей, как правило,
осуществляется гидроцилиндрами. Удельное давление при раскатке
достигает 2800—3000 МПа. Утонение материала может достигать
75% толщины исходной заготовки. Предел прочности после прове-
дения операции выдавливания резко возрастает и даже после отжига
примерно на 40% выше, чем в исходном материале. При изготовлении
фасонных деталей из труднообрабатываемых материалов, ротацион-
ное выдавливание осуществляется в несколько переходов, чередую-
щихся с операциями отжига. Метод обеспечивает возможность полу-
чения изделий с высокой точностью по толщине стенки (±0,05 мм).
С целью обеспечения высокого класса чистоты поверхности выдав-
ливание проводится с использованием смазочных материалов.
2.11. Ударное выдавливание
Сущность процесса ударного выдавливания заключается в том,
что под воздействием усилия, передаваемого заготовке через пуансон,
металл становится пластичным и затекает в зазор между пуансоном
и матрицей, образуя пустотелую деталь. Направление течения ма-
териала заготовки относительно пуансона определяет схему процесса
выдавливания. Существует три схемы ударного выдавливания:
— прямая, когда направление течения материала совпадает с
направлением рабочего движения пуансона;
— обратная, когда направление течения материала заготовки
противоположно направлению рабочего движения пуансона;
— комбинированная, которая сочетает прямую и обратную схе-
мы. Степень деформации при ударном выдавливании:
где So— площадь заготовки; S — площадь поперечного сечения дета-
ли достигает очень больших величин (до 75—95%).
Экономически целесообразная точность процесса выдавливания
9—11 квалитет, чистота поверхности 7 класс.
Потребное усилие для ударного выдавливания определяется по
формуле:
P = KPS,
где К — коэффициент запаса, равный 1,3—1,5; S — площадь заготов-
ки; Р — удельное давление.
Удельное давление при прямой схеме для Д16 составляет около
1500—2000 МПа, латуни Л62 2500—2800 МПа, латуни Л68 1500—
73
2100 МПа. Этим методом изготовляют детали с толщиной стенки
0,05—0,08 мм и с минимальным внутренним диаметром 3 мм.
Заготовками могут служить листовые материалы или прутки.
Ударным выдавливанием получают детали из биметаллов. Для этого
заготовку из основного металла покрывают методами лужения, мед-
нения, электролитического нанесения и др.
Метод ударного выдавливания применяется в ракетостроении
ограниченно, главным образом, для производства малогабаритных
тонкостенных деталей приборов и оборудования. Этим методом по-
лучают также заготовки для формования гофрированных трубопро-
водов (сильфонов).
2.12. Технология штамповки резиной и жидкостью
Сущность технологических процессов формования резиной и
жидкостью заключается в том, что один из жестких формообразу-
ющих элементов, характерных для инструментального штампа, за-
меняется резиновой подушкой или резиновой оболочкой, заполненной
жидкостью, которые при рабочем ходе обжимают по формоблоку
заготовки из листового материала, превращая их в детали.
Основное преимущество метода заключается в резком снижении
стоимости оснастки (отпадает необходимость в трудоемкой операции
подгонки матрицы и пуансона). Процессы листовой штамповки элас-
тичной и жидкой средой весьма универсальны, они способствуют
повышению мобильности производства, предусматривают использо-
вание простого инструмента при формовании деталей сложной кон-
фигурации. Все это делает данный метод экономически выгодным
не только в серийном, но и в мелкосерийном и индивидуальном
производстве. Формование резиной и жидкостью используется при
выполнении практически всех технологических* операций холодной
штамповки листовых материалов: вытяжке, вырубке отверстий, от-
бортовке и т. д. Основные схемы формования резиной приведены
на рис. 2.34. Схемы формования жидкостью аналогичны приведен-
ным. Разница заключается лишь в том, что вместо сплошной рези-
новой подушки в данном случае применяется резиновый мешок,
заполняемый жидкостью под давлением. Необходимое давление фор-
мования достигается за счет давления жидкости, нагнетаемой насо-
сами. Благодаря этому отпадает надобность в мощном прессовом
оборудовании при изготовлении крупногабаритных деталей. Тонко-
стенная эластичная стенка позволяет формовать более сложные
конструктивные элементы детали (гофры, радиусы перехода и др.)
по сравнению со сплошной резиновой подушкой.
Резиновый формующий элемент позволяет развивать давления
при штамповке до 50—100 МПа. В замкнутом объеме резина ведет
74
а) б)
в)
Рис. 2.34. Основные схемы штамповки листовых деталей резиной
и жидкостью.
а — обтяжка; б — групповая штамповка; в — свободная вытяжка; г — вытяжка
с прижимом; д — вытяжка гидравлическим давлением; е — обтяжка с прижимом
заготовки; ж — обрезка по контуру упругим пуансоном.
1 — формоблок; 2 — резиновая подушка; 3 — контейнер; 4 — деталь; 5 — прижим;
6 — буферные колонки; 7 — рабочая жидкость; 8 — подающий трубопровод.
себя аналогично несжимаемой жидкости, не изменяя своих физико-
механических свойств при давлениях до 150 МПа и более. Сущность
работы резиновой подушки состоит в следующем. При рабочем ходе
сначала происходит заполнение резиной свободных объемов путем
последовательного перемещения эластичной массы из активного
объема в пассивный и из пассивного — в свободный. В данном
случае под активным объемом понимается объем резины, находя-
щийся непосредственно в контакте с формоблоком. Пассивным объ-
75
емом называют объем резины не участвующей непосредственно в
передаче давления на заготовку через поверхность контактирования.
Свободным объемом называется объем не заполненный резиной, а
также металлом заготовки и формообразующих элементов. В про-
цессе работы резинового формообразующего блока наблюдается три
характерных участка.
Неустановившийся, который заканчивается соприкосновением
резиновой подушки с подштамповой плитой. На этом участке зави-
симость давления резины от величины ее деформации носит почти
линейный характер, а угол наклона кривой диаграммы сжатия яв-
ляется практически постоянным, т.е.
tga = 4£ = const,
° dh
гдеа— угол1аклонадиаграммьсжатияР — давленирезиныЬ —
высотрезиновойодушки.
Переходный участок предусматривает заполнение всего сво-
бодного объема в формующей полости. При этом зависимость дав-
ления резины от степени ее деформации становится нелинейной:
dP
tg a = const.
b dh
Уста нови вши йс^частокгоответствуенекоторомутерера сп ре-
делению давлений и заканчивается формованием детали. Диаграмма
сжатия становится почти прямолинейной, причем:
tga = ^=const;
arctg а = g
Среднее расчетное давление можно определить по приближенной
формуле:
где S — рабочая поверхность резиновой подушки; Qnp — усилие
пресса.
Отношение зонального давления к среднему расчетному пред-
ставляет собой коэффициент использования давления Т|, т. е.
В связи с этим можно записать:
Р3 = Т|Р;
76
P3r = ,nr-P;
Рзв=Т1в- P>
где P3 — зональное давление; Рзг, Рзв— горизонтальные и вертикаль-
ные составляющие Р3.
Работа резиновой подушки характеризуется еще градиентом дав-
ления ДР:
где Pj1 — давление в данном направлении в точке 1; Pf> — давление
в этом же направлении в точке 2; 1,_2 — расстояние между точками
1 и 2.
Зная т| и ДР можно подсчитать величины давления формования
в любой зоне. Эти параметры зависят от многих факторов: физико-
механических свойств резины, сил трения между резиной и стенками
контейнера, соотношения между толщиной резиновой подушки и
высотой жесткого формообразующего блока, соотношения между
объемом резины и свободным объемом, заполняемым при рабочем
ходе. В общем случае:
— при повышении твердости резины повышается коэффициент
использования давления т|в;
— с уменьшением сил трения уменьшается градиент давления
ДР и разность между Т|в и т|г, а свободные объемы заполняются при
меньшем давлении;
— с увеличением толщины резиновой подушки заполнение сво-
бодных объемов происходит при более низких давлениях.
Считается, что толщина резиновой подушки должна составлять:
h > (1,5 + 3,O)h6,
где h6 — высота жесткого формообразующего блока.
Контейнеры по существу свой работы являются емкостями, ра-
ботающими при больших внутренних давлениях (до 100—150 МПа).
Поэтому на них распространяются все требования, предъявляемые
к подобного рода изделиям.
Формование резиной и жидкостью носит, как правило, стати-
ческий характер и применяется при изготовлении деталей с толщиной
стенки 2—4 мм и максимальным габаритом 600—800 мм. Этим ме-
тодом рекомендуется обрабатывать материалы, обладающие средними
прочностными свойствами (ов < 600 -5- 650 МПа). Однако, при изго-
товлении деталей малых и средних габаритов целесообразно приме-
нять ударную штамповку резиной на молотах. В этом случае для
формования заготовки используется кинетическая энергия частей,
77
движущихся вместе с резиновой подушкой. Расчетные давления
формования подсчитываются по формуле:
р _ vo д / Ер G
R V л? Н ’
где Vo — скорость падающих частей в момент соприкосновения рези-
новой подушки с заготовкой; R — радиус рабочего зеркала резиновой
подушки; Ер— динамический модуль сжатия резины (Ер = 2100
МПа); G — вес падающих частей; Н — высота падения движущихся
частей.
Ударная штамповка резиной имеет следующие преимущества
перед статическим формованием:
— меньшие затраты энергии для осуществления формоизменения
заготовки (молот с массой падающих частей G = 100 кг эквивалентен
гидропрессу с усилием 500 т, молот с G = 5000 кг эквивалентен
прессу с усилием 2500 т);
— кратковременность контакта подушки с заготовкой позволяет
производить и предварительный нагрев;
— импульсный характер приложения нагрузки допускает более
высокую степень формоизменения, т. е. дает возможность уменьшить
количество переходов.
Таблица 2.8
Характеристика основных марок резин, используемых при формовании
деталей из листовых материалов
Марка резины Твердость по Шору Относи- тельное удлинение, % Сопротив- ление разрыву, МПа Остаточное удлинение, % (не более) Модуль эластично- сти, МПа Удельный вес, т/м3
4004 75—90 200 10 20 — 1,25
2462 65—80 300 10 30 3,56 1,40
3703 65—80 350 10 35 — 1,20
3826 65—75 300 8 20 4,16 1,35
2961 50—65 450 8 25 — 1,36
2651 50—65 300 4,5 15 — 1,23
5168 50—65 200 3,5 — — 1,26
922 50—65 300 4,5 35 — 1,14
2651 45—60 300 5 — — 1,13
56 45—60 450 10 28 1,71 1,41
1432 40—50 350 4 30 — 1,09
ВИАМ-2 35—50 600 17 26 — —
2005 35—50 400 3,5 30 — 1,11
1847 35—45 600 16 15 — —
3311 30—40 700 15 23 0,355 —
78
Эластичные резиновые формообразующие подушки изготовляют-
ся из резиновых смесей высокой твердости (твердость по Шору
65—90); средней твердости (45—60); низкой твердости (30—45).
Резиновые подушки делают монолитными и склеенными. Целесооб-
разнее применять склеенные подушки, у которых поверхностный
лист выполнен из твердой резины, а остальная часть из резины
низкой твердости. Такие подушки характеризуются высокой способ-
ностью к формоизменению за счет резины низкой твердости и
одновременно повышенной износостойкостью. Склеенные подушки
допускают возможность ремонта по мере износа поверхностного
листа.
2.13. Формование энергией взрыва
В ракетных снарядах имеется крупногабаритные детали, изго-
товленные из листового металла с высокими прочностными свойст-
вами. В качестве примера можно назвать днища баковых емкостей
с диаметром. 2000—5000 мм, детали мощных двигательных установок
и т. п. Формовать такие детали на гидравлических прессах чрезвы-
чайно затруднительно:
— требуются уникальные прессы с усилиями в десятки тысяч
тонн;
— весьма дорогостоящей и сложной становится технологическая
оснастка;
— низка точность изделий вследствие пружинения.
Для изготовления крупногабаритных деталей типа днищ из вы-
сокопрочных труднодеформируемых металлов экономически целесо-
образным является метод штамповки энергией взрыва.
Взрывчатые вещества (ВВ) обладают большим запасом энергии
в малом объеме. Энергия выделяется в течение очень короткого
промежутка времени, что дает возможность получать огромную мощ-
ность в импульсе. Метод характеризуется простотой оборудования
и технологической оснастки. Габариты деталей в сторону их увели-
чения практически ничем не ограничиваются, расход ВВ невелик,
а стоимость их низка. С целью более полного использования энергии
взрыва, передача давления осуществляется через промежуточную
среду, как правило, воду. Схемы штамповки взрывом представлены
на рис. 2.35.
При взрыве в воде давление во фронте ударной волны в десятки
раз выше, чем при взрыве в воздухе. Акустическое сопротивление
воды в 3500 раз выше акустического сопротивления воздуха. Поэ-
тому, ударная волна практически не преломляется в воздушную
ударную волну. Взрывы в воде при отсутствии непосредственного
контакта рабочих с установкой не опасны. При взрыве в воде
79
Рис. 2.35. Схема штамповки энергией взрыва.
а — стационарная установка со сменными матрицами;
б — специализированная установка.
1 — бетонный колодец; 2 — металлическая облицовка; 3 — вода; 4 — матрица;
5 — подъемник; 6 — откачка воздуха; 7 — заготовка; 8 — прижим;
9 — взрывной заряд; 10 — электро кабель; 11 — сетка для гашения фонтана
воды; 12 — монтажная ферма; 13 — подрывное устройство.
энергетический к. п. д. достигает 30%, а в воздухе только 4%.
Штамповка взрывом вызывает деформирование заготовки с очень
большой скоростью. Для предотвращения образования воздушной
подушки, препятствующей формованию детали, полость матрицы
перед взрывом необходимо вакуумировать. Наиболее широко при
штамповке взрывом используются бризантные ВВ.
Таблица 2.9
Характеристика некоторых ВВ
Наимеиовани е Состояние Удельный вес, г/см3 Теплота взрыва, ккал/кг Скорость детонации, м/сек Сроки хранения
Тротил литой 1,50—1,58 1010 6700—6800 неогр.
Тротил прессованный 1,45—1,50 1010 5700—6000 неогран.
Аммонит прессованный 1,49—1,50 1270 6000—6900 6 месяцев
В процессе взрыва происходит химическое разложение ВВ с
80
превращением его из твердого состояния в газообразное. В первый
момент во взрывающемся заряде давление доходит до 50 тыс. атм.,
а на поверхности — до 250 тыс. атм. и более. Образовавшиеся газы
расширяются и создают мощную ударную волну. Газовый пузырь
начинает расширяться с уменьшающейся скоростью. Когда давление
в газовом пузыре становится ниже гидростатического, он начинает
сжиматься. Таких колебаний может быть несколько. Отражение
ударной волны от свободной поверхности воды вызывает образование
купола. При выходе газового пузыря на поверхность появляется
фонтан (вертикальный или радиальный). На поверхности воды не
наблюдается никаких последствий взрыва, если
H>9^G~
где Н — глубина погружения центра заряда, м; G — вес ВВ, кг.
Пульсации пузыря необходимо использовать, т. к. его время
действия намного больше времени действия ударной волны.
Давление во фронте ударной волны определяется формулами:
— для сферического заряда:
— для цилиндрического заряда:
где Рт — давление во фронте ударной волны; R — расстояние от
центра заряда, м; G — вес заряда ВВ, кг; q — погонный вес цилин-
дрического заряда, кг/м.
Уравнение кривой давления в данной точке на расстоянии R от
центра заряда:
Р = Рт1-^,
где t — время после перехода ударной волны в данную точку жидко-
сти, сек; 0 — характеристическое время, определяющее интенсив-
ность падения давления в данной точке, сек.
Для сферического заряда:
/ \0,24
0=lO^G1/3-Tn .
I^G1/3 J
для цилиндрического заряда:
( \0.45
0 = 1ОЛ1/2Ш •
81
Минимальное расстояние заряда от поверхности воды:
Нт1п = 3,5Уф0,
где Уф — скорость фронта волны.
Необходимый вес заряда рассчитывается по формуле:
id
где К„р — коэффициент преломления; 5 — толщина заготовки, см;
Ro — расстояние до заготовки, м; f — величина прогиба, см; D — диа-
метр заготовки, см.
К = 2рмСы
РА + РоСо ’
где р0 — плотность воды, кг/м3; рм — плотность металла, кг/м3;
Со —скорость звука в воде, м/сек; См — скорость звука в металле,
м/ сек.
Для стали = 1,925; для дюралюминия 1,80; для титановых
сплавов 1,865. Для точного расчета веса заряда необходимо знать
сопротивление заготовки пластическим деформациям при импульсном
нагружении. Пластичность и хрупкость металлов не являются фи-
зическими константами, а зависят от состояния, в котором находится
материал при различных условиях его нагружения. Опытным путем
установлено, что большинство металлов при высоких скоростях
нагружения обнаруживает более высокую склонность к остаточным
деформациям, чем при статистическом нагружении. В связи с этим
такие пластичные материалы, как медь и алюминий нецелесообразно
обрабатывать энергией взрыва, поскольку в этом случае необходимо
изготавливать чрезвычайно малые заряды. В то же время нержа-
веющие стали и татиновые сплавы при взрывной нагрузке становятся
пластичными и допускают степень деформации примерно в 2 раза
большую по сравнению со статическим формованием. Благодаря
этому имеется возможность осуществлять, например, более глубокую
вытяжку без промежуточных отжигов. Известно, что процесс плас-
тического деформирования сопровождается двумя противоположны-
ми явлениями:
— упрочнением вследствие наклепа за счет структурной ориен-
тации кристаллов;
— разупрочнением в виде возврата или рекристаллизации.
Процесс разупрочнения протекает сравнительно медленно, по-
этому повышение скорости деформирования приводит к преоблада-
82
нию первого явления. Поэтому с повышением скорости деформиро-
вания возрастает предел текучести металла (таблица 2.10). При
скоростном деформировании появляются значительные силы инер-
ции, направленные перпендикулярно плоскости заготовки. Поэтому
металл приводится в объемное напряженное состояние и это спо-
собствует его пластическому течению.
Таблица 2.10
Изменение свойств металлов при скоростном деформировании
Материал Предел текучести Предел прочности при растяжении Относительное удлинение Относительное сужение
увеличение в %
Малоуглероди- стая сталь до 50 до 30 до 30 Без изменений
Углеродистая сталь до 90 до 40 до 40 Увеличение до 300%
Алюминий до 50 до 30 до 50 Увеличение до 10%
Дюралюминий до 30 без изменения до 40 Без изменений
Медь до 40 до 40 до 50 Без изменений
Типовой технологический процесс формования листовых метал-
лов энергией взрыва заключается в последовательном осуществлении
следующих операций:
— подготовка матрицы (очистка, смазка рабочих поверхностей);
— установка и прижим заготовки;
— опускание матрицы в колодец, монтаж вакуумных трубопро-
водов;
— наполнение колодца водой;
— монтаж заряда ВВ;
— вакуумирование полости матрицы;
— подрыв заряда ВВ;
— подъем матрицы;
— съем детали.
Формование взрывом является высокопроизводительным техно-
логическим процессом. Поэтому необходимо уделять большое вни-
мание механизации и автоматизации всех подготовительных и за-
ключительных операций, таких как, подъем и опускание матрицы,
установка и прижим заготовки, открепление и съем готовой детали
и т. д. Целесообразно предусматривать замену жидкости не после
изготовления каждой детали, а периодически после обработки оп-
ределенной партии заготовок.
83
2.14. Электро1идроштамповка
Рациональная область формования энергией взрыва ограничива-
ется производством крупногабаритных деталей из высокопрочных
материалов. Изготовление деталей малых и средних габаритов более
целесообразно методом электрогидроштамповки. Этим методом наи-
более выгодно получать изделия из заготовок трубчатой формы
(развальцовка труб, формование оболочек двойной кривизны и т. п.).
Рис. 2.36. Схема электрогидроштамповки.
1 — коммутатор; 2 — электроды; 3 — вода.
Основное преимущество электроштамповки перед формованием энер-
гией взрыва заключается в возможности установки оборудования
непосредственно в цехах. Оборудование для электроштамповки ха-
рактеризуется конструктивной простотой и сравнительно небольши-
ми габаритами. Принципиальная схема электроштамповки представ-
лена на рис. 2.36.
Источником энергии при электроштамповке служит конденса-
торная батарея С, которая заряжается от внешней сети требуемым
напряжением. Подача импульса от коммутационного устройства 1 в
межэлектродный промежуток разрядника замыкает цепь разрядки
конденсаторной батареи. За короткое время (10—100 мсек) батарея
разряжается через электроды 2, помещенные в емкость 3 с водой.
Возможны две схемы работы:
— разряд осуществляется через искру, зажигаемую между
электродами за счет пробивки слоя диэлектрика (воды);
— разряд осуществляется через тонкую проволоку, соединяю-
щую электроды.
В первом случае разряды могут следовать один за другим, но
тогда расстояние между электродами должно быть небольшим, а,
следовательно, и ударная волна зарождается в ограниченном про-
странстве. Преимуществом второго метода является то, что можно
работать при любом напряжении и при сравнительно большом рас-
84
стоянии между электродами. Благодаря особой обработке проволоки
освобождающуюся энергию можно концентрировать в определенных
зонах.
Импульсный ток при разряде конденсаторной батареи (несколько
десятков тысяч ампер) вызывает большой нагрев проволоки. За доли
микросекунды материал проволоки переводится в плазмообразное
состояние и расширяется в 104—105 раз. Среда сильно сжимается
и возникающая ударная волна расширяется радиально во все стороны
со скоростью, превышающей скорость звука в воде (6000—
7000 м/сек вместо 1500м/сек). В непосредственной близости от
электродов амплитуда давления составляет несколько десятков тысяч
кг/см2. С увеличением расстояния от эпицентра разряда давление
быстро уменьшается и, одновременно с этим, уменьшается крутизна
фронта. Волна воздействует на заготовку аналогично механическому
удару. Вблизи от эпицентра энергия ударной волны настолько велика,
что вызывает разрушение практически всех материалов. Это свойство
применяется в технике для измельчения хрупких материалов. Рабо-
чей же зоной для электроштамповки является более удаленный от
эпицентра объем жидкости. В этом объеме энергия ударной волны
должна быть достаточной для пластического деформирования заго-
товки. Соприкасаясь с заготовкой, волна отражается, отдавая ей
часть своей энергии. Заготовка, получив импульс, деформируется с
большой скоростью. Технологически электроштамповка выполняется
по двум схемам:
— свободная штамповка, при которой заготовка деформируется
до тех пор, пока не израсходован запас кинетической энергии;
— штамповка в ограничительном штампе (рис. 2.37).
Электроштамповка применяется в ракетостроении как формооб-
разующая операция для деталей двигателей, трубопроводов и т. п.
и как калибрующая операция для повышения точности размеров
деталей, изготовленных другими способами.
Рис. 2.37. Устройство для электро-
гидроштамповки днищ.
/ — электроды; 2 — проволока;
3 — вода; 4 — заготовка;
5 — матрица; 6 — уплотнения;
7 — дренаж воздуха.
85
2.15. Магнитное импульсное формование
Магнитное импульсное формование является прогрессивным вы-
сокопроизводительным методом обработки металлов давлением.
В ракетостроении рациональными областями использования метода
можно назвать следующие:
— монтажные или сборочные работы, особенно при соединении
металлических деталей с неметаллическими;
— производство деталей из трубчатых заготовок;
— калибровка трубчатых деталей;
— изготовление деталей из заготовок с предварительно полиро-
ванными и гальванически покрытыми поверхностями.
Магнитное импульсное формование металлов основано на взаи-
модействии импульсного магнитного поля с металлической заготов-
кой.
Основными функциональными узлами установки являются: на-
копитель электрической энергии, трансформатор, выпрямитель, уп-
равляемый разрядник и катушка-инструмент (индуктор). В качестве
накопителя электрической энергии применяют батарею высоковольт-
ных конденсаторов. Конденсаторная батарея заряжается от сети
через трансформатор и выпрямитель.
После достижения на зажимах батареи требуемого напряжения
производится разряд конденсаторов на катушку-инструмент через
управляемый разрядник. Металлическая заготовка, расположенная
на матрице (формующем устройстве), ориентирована относительно
катушки так, что сцепляется с магнитным потоком катушки, возни-
кающим при разряде на нее конденсаторной батареи. Заготовка
играет роль вторичных короткозамкнутых витков трансформатора,
в то время как первичными витками являются витки рабочей ка-
тушки.
Изменение магнитного потока катушки-инструмента при разрядке
на нее конденсаторной батареи наводит в поверхностных слоях
заготовки электродвижущую силу, результатом которой являются
ток и магнитный поток, противоположный по направлению основному
(первичному) потоку катушки. Взаимодействие магнитных потоков
катушки и заготовки приводит к возникновению между ними электро-
магнитной силы, которая формует из заготовки деталь.
Магнитная импульсная обработка металлов наиболее целесооб-
разна при изготовлении деталей сравнительно небольших размеров
из материалов с высокой электропроводностью. Если металл имеет
низкую электропроводность (менее 10% электропроводности меди),
то заготовку подвергают предварительному меднению или покрывают
ее перед формованием листом мягкого алюминия. Однако это вы-
зывает нежелательные потери цветных металлов. Поэтому более
рационально материалы с низкой электропроводностью формовать в
86
специальных устройствах с подвижными рабочими элементами, из-
готавливаемыми из электропроводящих материалов. Рабочим эле-
ментом устройства является металлический (например медный) кон-
тейнер, внутри которого заключен резиновый пуансон. При разряде
конденсаторной батареи на катушку возникает электромагнитная
сила, приложенная к поверхности контейнера. Под действием этой
силы контейнер движется и упругий резиновый пуансон формует
заготовку в соответствии с конфигурацией матрицы.
В настоящее время магнитное импульсное формование применя-
ется в основном при раздаче и обжатии трубчатых заготовок. Эти
операции широко используются для получения высокопрочных гер-
метичных соединений при сборке узлов машин и приборов, а также
для изготовления некоторых деталей сложной конфигурации из за-
готовок трубчатой формы. Максимальный диаметр таких заготовок
достигает 300 мм при толщине стенки 1,5—2,0 мм. Новый метод
обработки применяется и для получения деталей из листовых заго-
товок вытяжкой, обтяжкой, вырубкой и т. д.
Технологические возможности импульсных методов при изготов-
лении деталей из листовых заготовок часто оцениваются отношением
глубины формуемого профиля к его диаметру. При вытяжке с по-
мощью электромагнитного поля отношение глубины к диаметру, при
котором гарантируется отсутствие брака, составляет 0,25—0,30.
В настоящее время максимальный диаметр плоских заготовок до-
стигает 400 мм при толщине стенки до 3,5—4,0 мм. К. п. д. установок
находится в пределах от 10 до 40%.
Магнитное формование по сравнению с другими методами об-
работки давлением имеет следующие преимущества:
— конструктивную простоту оборудования и оснастки;
— лучшую управляемость процессом;
— возможность установки оборудования непосредственно в про-
изводственных помещениях;
— улучшение условий техники безопасности;
— возможность полной автоматизации технологического про-
цесса;
— высокую эффективность при монтажных и сборочных работах.
Установки для магнитного формования не имеют движущихся и
трущихся частей, они просты по конструкции, их вес и габариты
невелики (по сравнению с прессами соответствующей мощности).
Блок управления позволяет регулировать запас накапливаемой в
конденсаторной батарее энергии в зависимости от размеров заго-
товки, конфигурации формуемых деталей и физико-механических
свойств металла. В связи с этим появляется возможность рацио-
нального расходования электрической энергии. Электрическое уп-
равление процессом формования расширяет диапазон применения
установок, повышает надежность их работы. Опасность травматизма
для работающих понижается по сравнению с работой на прессах.
87
При магнитном формовании металлов используются электромаг-
нитные поля с индукцией до одного миллиона гауссов при длитель-
ности импульса от 5 до 20 мксек. Принципиально на поверхности
заготовки могут быть получены давления до 4000 МПа. На сущест-
вующих установках достигается давление в импульсе до 800 —
1000 МПа. Величина магнитной индукции и длительность импульса
являются основными параметрами технологического процесса. Дли-
тельность импульса определяет минимальную толщину детали, ко-
торая может быть получена при формовании на металлической
матрице. При большой длительности импульса магнитный поток
проникает сквозь толщу металла заготовки и наводит э. д. с. в
поверхностных слоях матрицы. В результате между матрицей и
заготовкой возникает электромагнитная сила, которая препятствует
формообразованию детали. Это явление носит название «магнитной
подушки». Поэтому при формовании тонкостенных деталей матрицу
изготовляют из электроизоляционного материала или применяют
поля с малой длительностью импульса.
При обжатии трубчатой заготовки на металлической оправке,
во избежание возникновения «магнитной подушки», должно соблю-
даться условие:
*д < *м.
где t — время, необходимое для перемещения стенки трубчатой заго-
товки на требуемую величину обжатия; tM — длительность импульса,
при котором магнитное поле не пронйкает значительно в стенку заго-
товки.
Время t может быть определено из уравнения
2 VseS
V
где гес — перемещение стенки трубчатой заготовки в направлении об-
жатия, см; 5 — толщина стенки заготовки, см; V — скорость переме-
щения стенки трубчатой заготовки, см/сек.
Это уравнение является приближенным, так как 5 и величина
магнитной индукции меняются во времени. Если принять, что тол-
щина стенки трубчатой заготовки 5 мала по сравнению с радиусом,
то уравнение движения при формовании можно представить в виде
В2 _ dV 8
8л dt + R СТх’
гдеВ — магнитнаяиндукция;р — плотностметаллаВ — радиус
трубчатогёаготовки0т — тангенциальные напряжения.
Значения В, применяемые для магнитного формования, позволяют
88
пренебрегать вторым членом правой части уравнения, как величиной
малой по сравнению с первым слагаемым. Поэтому принимаем:
В2 Xr. dV
Отсюда после интегрирования имеем (считая В = Bmax = const).
В2
V = ,nax f
8л5р
Интегрируя второй раз, находим перемещение стенки х:
В2
У _ max 1.2
16л8р
Выражая t через перемещение х> получаем формулу для при-
ближенного вычисления скорости деформирования при формовании:
V = В л/- *-
™х у 4Лр§ •
Длительность импульса tM находится из равенства:
= 1W
Гм Т| ’
где Т| — удельное электрическое сопротивление материала заготовки.
При обжатии трубчатой заготовки на матрице, изготовленной
из электроизоляционного материала, длительность импульса, при
котором магнитный поток распространяется по всему поперечному
сечению, составит
, _ 2nR5
'•м! ~ “rj >
где R — радиус трубчатой заготовки, см.
В этом случае условие, при котором магнитное формование
осуществимо, запишется в виде
tMi-
Способность различных металлов к магнитному формованию оп-
ределяется их физико-механическими свойствами и в первую очередь
величиной электрического сопротивления. Минимальное значение
толщины детали, которую можно отформовать при заданном маг-
нитном поле, ориентировочно определяют по формуле
где 5min— минимальная толщина детали, см.
89
Сравнивать способность различных металлов к формованию им-
пульсными электромагнитными полями можно через произве-
дение
К = т|
Для меди К = 5000 гс • см, поэтому она хорошо обрабаты-
вается методом магнитного формования. У нержавеющих сталей
К = 300 000 гс см, в связи с чем формование деталей из нержаве-
ющих сталей с толщиной стенки в несколько миллиметров затруд-
нительно.
Энергия магнитного поля при формовании расходуется на меха-
ническую работу деформирования металла и на нагрев заготовки.
При формовании трубчатых заготовок не требуется жесткого
крепления катушек, но они должны быть ограждены от работающих
прочным колпаком. Это необходимо, во-первых, для предотвращения
поражения рабочих при возможном разрушении катушки, во-вторых,
для предотвращения поражения формуемой деталью, которая может
быть вырвана аксиальными электромагнитными силами в случае
неправильной взаимной ориентации катушки и заготовки. Рабочие
катушки крепят в подвешенном состоянии или устанавливают на
плите из электроизоляционного материала. Катушку следует распо-
лагать на расстоянии не менее 50—70 мм от посторонних металли-
ческих предметов, чтобы через них не замыкался магнитный поток.
Зазор между поверхностями катушки и заготовки выбирается в
пределах 0,1—0,2 мм. Такие зазоры, с одной стороны, не затрудняют
установку заготовки в катушке, а с другой — позволяют сохранить
значения потоков рассеивания в приемлемых пределах. Из трубчатых
заготовок формуют детали сложной конфигурации из сталей, медных
и алюминиевых сплавов: кожухи, втулки с кольцевыми выдавками
и отбортовкой и т. п. По схеме вытяжки легко осуществляется
развальцовка труб, причем высокая скорость деформирования ме-
талла благоприятно сказывается на его пластичности.
2.16. Химическое фрезерование
В ракетостроении широко применяются тонкостенные крупнога-
баритные детали сложной формы с переменной толщиной стенок.
Изготовление таких деталей из листов и профилей путем механи-
ческой обработки по заданному контуру трудоемко и требует при-
менения специального оборудования и приспособлений. В настоящее
время для производства таких деталей используется химический
способ обработки металлов, называемый размерным травлением.
Метод размерного травления является высокопроизводительным уни-
версальным процессом, не требующим станочного оборудования и
режущего инструмента, дорогостоящей оснастки и квалифицирован-
90
ной рабочей силы. Производительность труда при размерном трав-
лении мало зависит от сложности конфигурации изделия. Недостаток
метода заключается в необходимости нанесения на поверхности
деталей защитных средств, которые должны обладать высокой ад-
гезией к металлу и стойкостью к воздействию травильных растворов.
Примеры деталей, которые могут быть получены размерным трав-
лением, приведены на рис. 2.38—2.42.
Рис. 2.38. Коническая
оболочка со шпангоутами.
Рис. 2.39. Облегченное днище.
Рис. 2.40. Панель сложного профиля.
Рис. 2.41. Панель
с облегчением.
Рис. 2.42. Панель
с силовым набором.
91
Размерное травление может быть общим, местным (контурным)
и сквозным.
При общем травлении металл снимается одновременно со всей
поверхности детали. Количество металла, снимаемого с каждого
участка детали, зависит от времени его пребывания в ванне.
Наиболее глубоко погруженная в травильный раствор часть де-
тали, которая при постепенном извлечении остается в растворе
более длительное время, подвергается наиболее глубокому травле-
нию. Изменяя скорость погружения и извлечения детали из ванны
можно регулировать съем металла и получать клиновидные или
ступенчатые сечения. При местном (контурном) травлении металл
снимается только с участков поверхности, которые не защищены от
воздействия раствора. При сквозном травлении обе поверхности
детали покрываются защитным покрытием. Затем, прорезая с одной
стороны защитный слой до поверхности детали, наносится контур
будущего отверстия. По прорезанным контурным линиям в дальней-
шем и происходит протравливание.
Методом размерного травления можно изготовлять детали из
алюминиевых, магниевых, титановых и других сплавов, а также из
углеродистых и нержавеющих сталей.
Важно отметить, что размерное травление не влияет на общую
коррозионную стойкость металла, на склонность его к межкристал-
литной коррозии, на прочностные характеристики и на последующую
обработку гибкой, штамповкой ит.п. Предусматривая возможность
использования технологического процесса размерного травления, не-
обходимо учитывать его особенности при конструировании деталей.
В частности должно быть учтено явление подтравливания, т.е.
удаление металла не только в глубину от поверхности соприкосно-
вения с раствором, но и в боковые стороны под защитное покрытие
(рис. 2.43).
В результате подтравливания торцы обработанных участков всег-
да имеют скос клиновидной или закругленной формы. В ряде случаев
величина скоса достигает больших значений и составляет:
а = (4 + 6)h.
При наличии на поверхности плакирующего слоя:
а г 1,5h.
Рис. 2.43. Боковое подтравливание металла.
/ — деталь; 2 — пленка защитного покрытия.
Обеспечение задан-
ной глубины травления,
главным образом, опре-
деляется свойствами за-
щитного покрытия. Со-
временные покрытия по-
зволяют осуществлять
травление алюминие-
92
вых сплавов на глубину до 25 мм, а титановых сплавов и сталей —
до 16 мм. При травлении деталей из листовых заготовок необходимо
предусматривать технологические припуски для размещения подве-
сок или отверстий, за которые подвешивают детали в ванну.
Считают, что значения величин припусков должно составлять:
m > 20h; n > 8h; d = (8—10) мм.
В том случае, если после травления предусматривается формо-
образование детали, например, методом гибки, необходимо осущест-
влять пластическое деформирование металла по специально остав-
ляемым непротравленным участкам.
При проектировании деталей необходимо учитывать, что радиусы
внутренних углов увеличиваются, а наружных углов уменьшаются
в результате операции травления.
Глубина травления может быть выдержана с точностью
± 0,05 мм. Точность размеров по периметру в среднем составляет
(± 1,0-5-±3 мм).
Таблица 2.11
Точность при глубоком травлении металлов
Материал Скорость травления, мм/мии Глубина травления, мм Допускаемые отклонения, мм
Алюминиевые сплавы 0,025 до 0,5 св. 05 до 1,5 ± 0,025 ± 0,050
Магниевые сплавы 0,033 до 0,5 св. 05 до 1,5 св. 1,5 ± 0,025 ± 0,050 ±0,070
Нержавеющие и жа- ропрочные стали 0,013 до 0,5 св. 0,5 до 1,5 св. 1,5 ± 0,025 ±0,050 ±0,070
Титановые сплавы 0,013 до 0,5 св. 05 до 1,5 св. 1,5 ±0,05 ±0,09 ±0,13
Операции размерного контурного травления предшествует защита
участков поверхности детали, не подлежащих обработке. Защита
поверхности в практике размерного травления может быть осущест-
влена:
— специальными приспособлениями;
— электролитическим покрытием;
— липкими лентами;
— лакокрасочными покрытиями.
93
Специальные приспособления изготовляют из химически
стойких к воздействию травящего раствора материалов, например,
конструктивных пластмасс. По контуру приспособление снабжено
резиновыми уплотнительными прокладками. Прижимая приспособ-
ление к поверхности детали, обеспечивают изоляцию защищаемого
участка от окружающего травильного раствора. Надежная изоляция
поверхности достигается с помощью специальных гидрошаблонов
(рис. 2.44).
Рис. 2.44. Защита
участка поверхности
с помощью
гидрошаблона.
/ — накладной шаблон;
2 — уплотнительное кольцо;
3 — деталь; 4 — прижим;
5 — нейтральная жидкость.
В полость гидрошаблона подается нейтральная жидкость при
избыточном давлении 0,005 +• 0,02 атм, которая препятствует про-
никновению травильного раствора под резиновую прокладку. При-
способления, позволяющие избежать нанесения лакокрасочных по-
крытий на каждую деталь, применяются в серийном производстве.
Однако они достаточно громоздки и, кроме того, могут использоваться
только при обработке плоских поверхностей или деталей одинарной
кривизны без ребер жесткости.
Электролитическая защита (омеднение) может применяться
при травлении алюминиевых сплавов. Способ не нашел широкого
применения из-за высокой стоимости подготовительной операции.
Защита липкими лентами применяется ограниченно из-за
невысокой надежности.
Коррозионные защитные лакокрасочные покрытия полу-
чили наиболее широкое распространение. Обычно они состоят из
1—2 слоев грунта и 2—3 слоев лака или эмали.
Для защиты алюминиевых сплавов используются грунты марок
ХС-010, ВЛ-02, ВЛ-08 и лаки перхлорвиниловые марок ХСЛ, ДМ3,
ХВЛ-22. Кроме того, применяются перхлорвиниловые эмали типа
ПХВ. Для защиты стали ЗОХГСА используются:
— грунты АЛГ-1, АГ-10С;
— эмали перхлорвиниловые ПХВ-512, СПСТ, ХВ-16;
— лаки битумные № 411, № 177;
— нитроклей АК-20.
Для защиты нержавеющих сталей типа Х18Н9Т нашли приме-
нение:
— грунты марок АЛГ-1, АГ-IOC, ВЛ-02;
94
— эмали перхлорвиниловые ПХВ-512 и др.;
— лаки перхлорвиниловые ХСЛ, ДМ3;
— нитроклей АК-20.
Магниевые сплавы защищаются с помощью:
— грунтов АЛГ-1, АГ-ЮС, АЛГ-14;
— перхлорвиниловых лаков и эмалей;
— эмали неопреновой ХСЭ-101;
— лака битумного № 411.
Титановые сплавы защищаются также как и нержавеющие стали.
Операция травления осуществляется в травильных растворах при
определенных температурах и концентрациях. Составы травильных
растворов:
— для алюминиевых сплавов — водный раствор едкого натра
12—17% концентрации; температура раствора 70—90 °C;
— для магниевых сплавов — раствор серной кислоты 10% кон-
центрации с добавкой ингибитора ПБ-5 в количестве 5—8 г/л;
температура 15—35 °C;
— для сталей типа ЗОХГСА — раствор азотной кислоты 35—
40% концентрации с добавкой бисульфата калия или персульфата
аммония в количестве 45—55 г/л; температура раствора 18—20 °C;
— для нержавеющих сталей — раствор смеси кислот: азотной
30—40% концентрации, соляной 20% концентрации и плавиковой
15% концентрации; температура 35—40 °C;
— для титановых сплавов — раствор смеси кислот: плавиковой
13—14% концентрации и серной 5,5—6,0% концентрации; темпе-
ратура 18—20 °C.
Равномерность травления зависит от многих факторов. Большое
значение имеет чистота поверхности до травления. Царапины, тре-
щины, риски и т. п. дефекты травлением не удаляются. Они сгла-
живаются и принимают размытую форму с плавными переходами.
Равномерность травления зависит от плотности металла и его струк-
туры. Заготовки из прокатного металла с мелкозернистой структурой
травятся более равномерно, чем крупнозернистые прессованные или
литые заготовки. Материалы, прошедшие термообработку до трав-
ления, травятся равномерно и дают сравнительно более высокую
чистоту поверхности.
С увеличением концентрации продуктов реакции в растворе ка-
чество поверхности понижается. Такой же эффект наблюдается при
большой глубине травления. Чем больше глубина травления, тем
сложнее обеспечить высокое качество поверхности. Это связано со
структурной неоднородностью металла. Скорость травления не долж-
на значительно отличаться от оптимальных величин. Чрезмерное
понижение скорости приводит к ухудшению качества поверхности.
При очень большой скорости травления появляются углубления и
неровности по торцам протравленных участков, что отрицательно
сказывается на прочностных свойствах детали. Оптимальная скорость
95
травления для сталей типа ЗОХГСА составляет 0,3—0,4 мм/час при
18—20 °C; для алюминиевых сплавов 1,2—2,4мм/час при 70—
90 °C; для титановых сплавов 0,5 + 0,6 мм/час при 18—20 °C.
В целом чистота поверхности после травления несколько ухудшается
по сравнению с исходной. В среднем снижение чистоты достигает
1,5—2,0 классов по ГОСТ. Так, при исходной чистоте поверхностей
заготовки 6 класса, после травления получают 3+4 класс для штам-
пованных заготовок и 4 + 5 класс для листовых материалов. После
операции травления остатки раствора должны быть тщательно уда-
лены путем 2—5 кратной промывки детали в горячей и холодной
проточной воде с последующей сушкой.
Глава III.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПОЛУЧЕНИЯ
НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ В ДЕТАЛЯХ
И УЗЛАХ
3.1. Общие сведения
Одним из главных конструктивных отличий ракет является на-
личие большого количества неразъемных соединений. По мере со-
вершенствования конструкций наблюдается все в большей степени
тенденция к увеличению количества неразъемных соединений по
сравнению с разъемными. Эта тенденция нашла практическое во-
площение в создании PC в ампулизированном исполнении. В ам-
пульных конструкциях предусматривается заправка баков PC непо-
средственно на заводах-изготовителях. После заправки, компоненты
топлива полностью изолируются от контакта с топливоподающими
магистралями и узлами автоматики герметичными мембранами. Мем-
браны соединены с соответствующими элементами конструкций с
помощью сварки или пайки и разрываются лишь непосредственно
перед запуском двигателя. Конструкторы стремятся свести к мини-
муму количество разъемных соединений, предназначенных для рег-
ламентных и предстартовых проверок PC, эксплуатационного обслу-
живания, настройки бортовых систем и т. д. Стремление к макси-
мальному применению неразъемных соединений объясняется
требованием к повышению надежности за счет:
— уменьшения влияния субъективного фактора при подготовке
PC к пуску;
— повышения боеготовности PC путем исключения операций
заправки и дозировки компонентов, автоматизации операций кон-
троля и т. д.;
— более простой и надежной герметизации по сравнению с
разъемными соединениями;
— значительно меньшей склонности к старению при длительном
хранении;
— значительного улучшения массовых характеристик.
Кроме того, конструкции неразъемных соединений, как правило,
более технологичны и более просто позволяют механизировать и
автоматизировать процессы сборки.
В ракетостроении используются следующие виды неразъемных
соединений;
— заклепочные:
97
— сварные;
— паяные;
— клеевые.
Наиболее широко применяются сварные и паяные соединения.
Эти соединения используются как для узловой и агрегатной сборки,
так и для изготовления деталей (сварка оболочки из предварительно
изогнутого листа).
Выбор способа соединения элементов определяется с одной сто-
роны требованиями обеспечения эффективности и надежности, а с
другой — требованиями высокой технологичности. Целесообразность
выбора способа соединения выражается через коэффициент соеди-
нения Кс, равный:
12
X С; п,
,, *
12
где X с; п(. — сумма произведений коэффициентов стоимости на коли-
।
чество силовых точек, устанавливаемых различными способами;
N — общее число силовых точек;
c,n, — при групповой прессовой клепке;
с2п2 — при единичной прессовой клепке;
с3п3 — при ручной клепке;
с4п4 — при односторонней клепке;
с5п5 — при точечной электросварке алюминиевых сплавов;
С6П6 — ПРИ точечной электросварке нержавеющих сталей;
стп7 — при роликовой сварке алюминиевых сплавов;
с8п8 — при роликовой сварке нержавеющих сталей;
с9п9 — при постановке болтов 2 класса точности;
сюпю — ПРИ постановке болтов 3 класса точности;
сппп — ПРИ постановке болтов 4 класса точности;
с12п12 — при постановке болтов 5 класса точности.
Принимая с7= 1, на основании практических данных имеем: С[=
= 2,7; с, = 3,3; с3 = 4,7; с4 = 5,0; с5 = 2,6; с6 = 0,8; с7= 1,0; с8 = 0,43;
с9= 26; с10 = 22; сн=17,6; с12=14.
Оптимальные значения Кс определяются с учетом возможности
максимальной механизации и автоматизации технологических про-
цессов.
3.2. Заклепочные соединения
Заклепочные соединения являются наиболее трудоемким видом
неразъемных соединений. Технологический процесс клепки трудно
поддается механизации и автоматизации. В связи с этим, объем
98
клепаных неразъемных соединений в PC сравнительно невелик и
составляет около 5—10% от общего количества соединительных
узлов. Тем не менее, в ряде случаев применения клепки практически
избежать невозможно. В качестве примеров таких случаев можно
привести следующие:
— соединения деталей из однородных или разнородных матери-
алов, которые трудно поддаются сварке или пайке;
— необходимость образования прочно-плотных соединений де-
талей со значительной разностью в толщинах сечений;
— соединения деталей, конструкция которых не позволяет ис-
пользовать пайку или сварку, например, из-за невозможности их
высокого нагрева.
Рис. 3.1. Основные
виды заклепочных швов.
а — внахлестку; б — встык
с одной накладкой;
в — встык с двухсторон-
ней накладкой;
г — приклепка профилей
к обшивке.
Различают следующие основные виды клепаных соединений
(рис. 3.1):
— внахлестку (а);
— встык с одной накладкой (б);
— встык с двумя накладками (в);
— приклепка профилей к листовой обшивке (г).
В практике применяется несколько разновидностей заклепок.
Основные типы заклепок и схемы их установки в изделиях приведены
на рис. 3.2.
Из рис. 3.2 можно понять, что заклепки 1, 2, 3 и 4 предназначены
для двухсторонней клепки, когда необходим подход инструмента с
двух сторон, т. е. со стороны закладной и замыкающей головки.
Заклепки типов 5, 6 и 7 предназначены для односторонней клепки,
когда возможен подход инструмента только со стороны закладной
головки.
Заклепки изготовляют из алюминиевых сплавов (В-65, АмГ-5,
Амц, Д16-М и др.), сталей (15, 45, 20ГА, Х18Н9Т, ЗОХГСА. и др.),
латуни Л62 и меди М2. В пакетах с сочетанием деталей из легких
сплавов, а также из легких сплавов и сталей следует применять
алюминиевые заклепки. В пакетах с сочетанием деталей из титановых
сплавов и жаропрочных сталей рекомендуется применение стальных
заклепок. Длины заклепок выбираются по нормалям в зависимости
от толщины склепываемого пакета. Выбор длины имеет большое
значение. При недостаточной длине образуется ослабленная замы-
99
Рис. 3.2. Основные типы заклепок и схемы их установки.
/ — с плоской головкой; 2 — с полукруглой головкой; 3 — с потайной
головкой; 4 — с высоким сопротивлением срезу; 5 — взрывные заклепки;
6 — заклепки с внутренним стержнем; 7 — заклепки-пистоны.
кающая головка, что приводит к уменьшению прочности всего со-
единения. При чрезмерной длине возможно искривление выступаю-
щей части стержня заклепки в процессе осаживания и, как следствие
этого, смещение замыкающей головки относительно оси отверстия.
Кроме того, появляется скрытый брак заклепочного соединения за
счет потери стержнем устойчивости и, следовательно, неполного
заполнения отверстия металлом. Длина потайных заклепок может
определяться по формуле:
а = 5 + h + 1,3d,
где 5 — толщина пакета, мм; h — высота закладной головки, мм; d —
диаметр заклепки.
Для повышения прочностных свойств соединений необходимо
замыкающие головки располагать со стороны материала большей
толщины в случае однородных материалов и со стороны более
прочного материала в конструкциях из разнородных материалов.
Технологический процесс изготовления заклепочных соединений
укрупненно состоит из следующих этапов;
100
— сборки пакета;
— подготовки отверстий;
— клепки;
— отделки.
Подготовка отверстий зависит от выбранного вида заклепки и
толщины собираемого пакета. На рис. 3.3 приведены три конструкции
клепаного соединения.
В первом случае (рис. 3.3а) вначале собирается пакет и фикси-
руется по сборочным отверстиям. Далее производится обработка
отверстий (сверление и зенкование) в собранном пакете. Трудоем-
Рис. 3.3. Типы клепаных соединений.
а — с зенкованными гнездами под закладные головки;
б — со штамповочными гнездами;
в — с гнездами, полученными штамповкой и зенкованием.
кость изготовления клепаных швов со штампованными гнездами
(рис. 3.36 и в) гораздо выше вследствие:
— необходимости разборки соединения при раздельной штам-
повке;
— необходимости рассверливания отверстий после штамповки;
— невозможности применения групповой прессовой клепки.
Поэтому там, где это возможно, следует применять заклепки с
полукруглыми головками или предусматривать утолщения в местах
расположения швов. Трудоемкость изготовления соединений различ-
ными способами приведена в таблице 3.1.
Таблица 3.1
Трудоемкость изготовления соединений
№№ п/п Соединения Трудоемкость изготовления
1 С полукруглыми головками 1,0
2 С зенкованными гнездами 1,2
3 Со штампованными гнездами 1,9
4 С зенкованными и штампованными гнездами 2,1
5 Выполненные точечной электросваркой 0,33
6 Выполненные роликовой электросваркой 0,17
101
С технологической точки зрения всегда следует стремиться к
тому, чтобы обработка отверстий под заклепки производилась груп-
пами после предварительной сборки соединяемых деталей. Наиболее
распространенным способом получения отверстий под заклепки яв-
ляется способ сверления. Метод пробивки отверстий, как правило,
требует их доработки рассверливанием или протягиванием. В зави-
симости от условий подхода к месту сверления, количества отверстий
и габаритов узла используют:
— универсальные сверлильные станки с одиночными сверлами
или сверлильными головками;
— специальные сверлильные станки;
— пневматические или электрические ручные дрели;
— сверлильно-зенковальные агрегаты.
Сверлильно-зенковальные агрегаты могут работать по копирам.
Подача и вывод сверл, перемещение их на требуемый шаг и повто-
рение процессов осуществляется автоматически. Сверление и зен-
кование отверстий целесообразно производить комбинированным ин-
струментом за один проход.
Процесс клепки состоит в осадке выступающего за пределы
листа части стержня заклепки и в получении из него замыкающей
головки требуемой формы (чаще всего плоской). Клепка подразде-
ляется на ударную (пневматическими молотками) и безударную,
т. е. прессовую. Ударная клепка может быть прямой и обратной
(рис. 3.4). Качество поверхности шва при прямом методе лучше,
чем при обратном, когда из-за возможных перекосов обжимки мо-
лотка наблюдается появление вмятин или забоин. Прессовая клепка
предпочтительнее ударной с точки зрения техники безопасности,
культуры производства и качества соединений. Она подразделяется
на одиночную и групповую. Одиночная прессовая клепка осуществ-
ляется, как правило, ручными переносными гидравлическими прес-
сами (рис. 3.5).
Ручные переносные гидравлические прессы для одиночной клепки
изготовляются с усилиями от 2600 до 9000 кг, весом от 4,6 до
14,5 кг, рабочим ходом обжимки 20—45 мм и числом ходов в минуту
от 20 до 28. Стационарные прессы пневматического, гидравлического
и пневмогидравлического типов используют как при одиночной, так
и при групповой клепке. Наиболее целесообразно использовать ста-
ционарные прессы для групповой клепки. Обычно прессы снабжены
набором инструментов-штампов, а также поддерживающими и транс-
портирующими устройствами. В настоящее время в промышленности
используются автоматизированные клепальные агрегаты, на которых
осуществляются последовательно все операции по изготовлению со-
единений: сверление, зенкование, вставка заклепок и клепка.
Основными дефектами клепаных соединенийявляются: утяжка и
провал обшивки, зазор в местах между заклепками, недостаточный
диаметр замыкающей головки, перекос заклепки и т. д. (рис. 3.6
и 3.7).
102
Рис. 3.5. Схемы перенос-
ных гидравлических
прессов типа клещей
(а) и скобы-бугеля (б).
Рис. 3.4. Схемы
прямой (а) и
обратной (б) клепки.
/ — поддержка; 2 — направ-
ление удара; 3 — закладная
головка; 4 — замыкающая
головка.
Требования к качеству клепаных соединений заключается в сле-
дующем: закладные головки заклепок после клепки должны плотно
прилегать к поверхности соединяемых деталей. Допускаются одно-
сторонние неплотности прилегания закладных головок до 0,05 мм
не более, чем у 10% заклепок шва.
Не допускаются механические повреждения на поверхности за-
кладных головок. Утяжка обшивки вокруг заклепок, измеряемая на
базе одного шага, не должна превышать 0,2 мм. Допускаемая вели-
чина провала обшивки, измеренная на базе двойного шва во всех
направлениях составляет 0,2 мм и, как исключение, 0,3 мм. Смещение
центров замыкающих головок относительно осей стержней и их
овальность должны укладываться в пределах поля допуска на диаметр
замыкающей головки. Зазоры между деталями в местах постановки
заклепок не допускаются за исключением кромочных швов при
103
04,9
Рис. 3.7. Влияние дефектов на прочность заклепочных швов.
а — соединение без дефектов; б — смещение замыкающей головки; в — малая
высота замыкающей головки; г, д — выдавливание стержня в зазор между
деталями; е — малый диаметр замыкающей головки; ж — ступенчатый
переход стержня; з — зазор в отверстии; и — перекос отверстия.
соединении тонких листов (3 < 1,5—2,0 мм) с толстостенными дета-
лями (3 > 10—15 мм), где величина зазора может достигать 0,1 мм,
но не более, чем у 15% заклепок шва. Местные зазоры между
заклепками допускаются:
— не более 0,5 мм для обшивки толщиной до 1,5 мм при шаге
> 40 мм;
— не более 0,3 мм для обшивки толщиной от 1,6 до 2,0 мм при
шаге от 10 до 40 мм;
— не более 0,2 мм для обшивок толщиной > 2,0 мм.
Контроль качества клепаных швов осуществляется в процессе
производства и при окончательной приемке узлов. В процессе из-
готовления контролируются:
— листы и заклепки;
— диаметры отверстий и глубина зенкования;
— координаты отверстий и перпендикулярность их осей поверх-
ности детали;
— форма и размеры закладных и замыкающих головок;
— плотность прилегания листов, величины утяжек и провалов.
Окончательно проводится выборочный контроль швов на проч-
ность (на образцах или узлах). Герметичные швы должны проверяться
на газонепроницаемость.
104
3.3. Сварные соединения
Сварка является основным методом получения неразъемных со-
единений в PC. По сравнению с другими технологическими процес-
сами изготовления узлов соединений, сварка отличается следующими
преимуществами:
— возможность получения высокопрочных и герметичных проч-
ноплотных соединений;
— уменьшение веса узлов соединений путем рационального ис-
пользования сечений соединяемых деталей;
— снижение стоимости изготовления конструкций благодаря вы-
сокой степени механизации и автоматизации сварочных работ при
использовании сравнительно несложного и недорогого оборудования;
— возможность уменьшения деформаций конструкций в местах
соединений, например, по сравнению с клепкой.
В настоящее время известно большое количество методов сварки.
Наиболее производительными процессами являются точечная и ро-
ликовая сварка, автоматическая сварка в среде защитных газов й
дуговая сварка под слоем флюса. Максимальное коробление сварных
конструкций имеет место при ацетилено-кислородной и атомно-
водородной сварке, а минимальное — при точечной контактной, ро-
ликовой, автоматической аргоно-дуговой, ручной аргоно-дуговой свар-
ке и сварке под слоем флюса. Наиболее дешевые виды сварки:
контактная точечная, роликовая, рельефная, стыковая сварка, сварка
в углекислом газе, автоматическая аргоно-дуговая сварка без при-
садки, сварка под слоем флюса. Несмотря на сравнительно большую
стоимость аргоно-дуговой сварки и других видов сварки в контро-
лируемой атмосфере при изготовлении тонколистовых конструкций
из титановых и алюминиевых сплавов, нержавеющих и жаропрочных
сталей, применение их в ракетостроении наиболее целесообразно
ввиду высоких прочностных свойств соединений. Эти виды сварки
и получили наибольшее распространение в производстве ракет.
При выборе конкретного метода сварки необходимо руководст-
воваться следующими требованиями, предъявляемыми к сварным
конструкциям:
— возможность максимального использования автоматических
и механизированных способов;
— простота сборки конструкций и подгонки свариваемых кромок;
— доступность расположения соединений;
— отсутствие наложенных один на другой сварных швов;
— возможность установки защитных устройств со стороны корня
шва в конструкциях из титановых сплавов.
Сварные соединения являются практически единственным типом
105
соединений при изготовлении обечаек секций и агрегатов, баковых
емкостей, при соединении баков с арматурой и т. д.
Рассмотрим основные рекомендации по выбору методов сварки
при производстве конструкций PC.
Для получения прочных и прочноплотных соединений, главным
обрйзрм, применяется сварка в контролируемой атмосфере и в среде
защитных газов.
Точечную, рельефную и роликовую сварку применяют в качестве
предварительных сборочных соединений (прихватка). В ряде случаев
эти соединения могут использоваться и как эксплуатационные. На-
пример, точечная аргоно-дуговая сварка широко применяется для
соединений обшивки с деталями силового набора; На поверхности
деталей в местах расположения сварных точек образуются сфериче-
ские углубления (вмятины). Вмятнны допускаются как с одной
стороны, так и с двух сторон свариваемых деталей. Если необходимо
сохранить одну из поверхностей гладкой, то на другой поверхности
необходимо допустить бойёе глубокие вмятины. При двухсторонней
точечной сварке глубина вмятины для деталей толщиной до 2 мм
не должна превышать 20% от ее толщины, а при 5 > 2,0 мм — 15%.
При односторонней точечной сварке глубина вмятины допускается
до 30% от толщины стенки. Вмятина же со стороны токоподводящей
подкладки не образуется. При изготовлении конструкций из легких
сплавов в ракетостроении нашли применение герметичные плотно-
прочные клеесварные соединения. Клеесварные соединения выпол-
няются путем:
— сварки по слою жидкого или пастообразного клея;
— сварки без клея с последующим его нанесением;
— сварки по пленочному клею.
В этих соединениях в качестве герметизирующих прослоек могут
Применяться клеи ФЛ-4С, ВК-1, ВК-32-ЭМ и некоторые другие.
Сварка по слою жидкого клея осуществляется за счет его вы-
давливания с контактной площадки при приложении усилия сжатия
электродов. Проникновение клея в зазор между деталями после
сварки обеспечивается силами капиллярного давления. Сварка по
токопроводящему клею не получила промышленного распростране-
ния.
Высокопроизводительным технологическим процессом получения
прочных и прочноплотных соединений служит роликовая электро-
сварка (односторонняя и двухсторонняя). Рекомендуемые конструк-
тивные размеры элементов соединений при точечной и роликовой
сварке приведены в таблицах 3.2—3.4.
Шаг между точками выбирается из условий отсутствия шунти-
рования сварочного тока в ранее сваренные точки. Уменьшение шага
необходимо связывать с корректировкой режима сварки для ком-
пенсации шунтирования.
106
Таблица 3.2
Конструктивные размеры элементов соединений из конструкционных, нержавеющих, жаропрочных сталей и титановых сплавов
Толщина наиболее тонкой детали в пакете, мм Диаметр литого ядра сварной точки, мм Ширина литой зоны роликового шва, мм Минимальные размеры, мм
величина нахлестки в точечных и роликовых соединениях шаг между точками
1 2 3 4 5
0,3 0,5 0,8 2,5 3,0 3,5 . +0,5 2,0 1 3,0 J> + 1,0 3,5 J 6 8 10 8 10 14
1,0 1,5 2,0 2,5 3,0 4,0 Л 6,0 7,0 \ + I-0 8,0 I 9,0 J 4,0 Л 6,0 7,0 \ + 1-° 7,5 I 8,0 J 12 14 16 18 20 16 24 30 34 38
4,0 5,0 1. и» 1“ н° 26 32 44 50
Таблица 3.3
Размеры конструктивных элементов точечных сварных соединений
деталей из алюминиевых и магниевых сплавов
Толщина наиболее тонкой де- тали в па- кете, мм Диаметр литого ядра сварной точки, мм Минимальная величина нахлестки, мм Минималь- ное рассто- яние от центра точки до края листа, мм Минималь- ный шаг между точками, мм Минималь- ное рассто- яние между рядами точек, мм
шов одно- фазный шов двух- фазный
О.з 2,5 8,0 15 4,0 8 7,0
0,5 3,0 10 18 5,0 10 8,0
0,8 3,5 12 23 6,0 13 11
1,0 4,0 14 25 7,0 13 11
1,2 5,0 16 28 8,0 15 12
1,5 6,0 18 30 9,0 15 13
2,0 7,0 20 37 10 20 17
3,0 9,0 24 52 12 30 26
4,0 12 30 64 15 40 34
5,0 14 36 78 18 50 42
7,0 17 44 100 22 70 56
107
Таблица 3.4
Размеры конструктивных элементов роликовых сварных соединений
деталей из алюминиевых и магниевых сплавов
Толщина наиболее тонкой дета- ли в пакете, мм Ширина литой зоны, мм Минимальная величина нахлестки, мм Мнннмаль- ное рассто- яние от центра шва до края листа, мм
шов однорядный шов двухрядный
0,3 2,0 8,0 10 4
0,5 3,0 10 12 5
0,8 3,5 10 15 5
1,0 4,0 12 16 6
1,2 5,0 14 20 7
1,5 6,0 16 23 8
2,0 7,0 20 28 10
3,0 8,0 24 33 12
5,0 12 36 48 18
Рельефная сварка весьма удобна для соединения деталей типа
арматуры из сталей и титановых сплавов. Этот вид соединений
предусматривает необходимость наличия на соединяемой поверхно-
сти специальных выступов и канавок. Канавки, расположенные рядом
с выступами, служат для размещения металла выступов при их
осаживании (рис. 3.8). Благодаря этому металл не выдавливается в
зазор между деталями и не вызывает их перекоса.
Рис. 3.8. Конструкция соединения, получаемого рельефной сваркой.
Типовой технологической процесс сварки состоит в последова-
тельном осуществлении следующих операций:
— подготовка деталей к сварке (разделка кромок, очистка
и т. п.);
— сборка под сварку;
— прихватка;
— контроль сборки и прихватки;
108
— сварка;
— правка и термообработка;
— контроль сварных соединений.
Подготовка деталей заключается в очистке поверхностей в
местах сварки, разделке кромок, обезжиривании и др. Содержание
работ по подготовке деталей известно для всех конкретных случаев
из технологии сварочного производства.
Сборка под сварку предусматривает необходимость четкой
ориентации кромок соединяемых деталей друг относительно друга.
Кромки деталей в свариваемом стыке должны быть пригнаны в
соответствии с требованиями технических условий. Для большинства
сварных соединений максимально допустимый зазор между кромками
не должен превышать 0,5—1,0 мм, а смещение кромок — 20% от
толщины стенки свариваемой детали на длине не более 15% от
протяженности шва. Сборка узлов под сварку осуществляется либо
в специальных приспособлениях, которые затем устанавливаются на
сварочных агрегатах, либо в приспособлениях, являющихся неотъ-
емлемой частью сварочных стапелей. При механизированной и авто-
матической сварке стыковых соединений, когда необходимо получить
швы с полным проплавлением при сварке с одной стороны, обяза-
тельно используются специальные подкладки, устанавливаемые с
обратной стороны шва. Подкладки служат для:
— предотвращения прожогов;
— оседания окисной пленки в канавке подкладки;
— формирования корня шва в соответствии с размерами канавки
в подкладке;
— подвода аргона с обратной стороны шва при аргоно-дуговой
сварке.
Подкладки изготовляют, главным образом, из меди или нержа-
веющей стали. Остающиеся подкладки используют в тех случаях,
когда конструкция изделия делает демонтаж подкладки после сварки
затруднительным. Остающаяся подкладка может служить конструк-
тивным элементом жесткости узла. Сборка узлов, в которых детали
соединяются кольцевыми цилиндрическими швами, осуществляется
с помощью разжимных колец (рис. 3.9). Разжимные кольца служат
одновременно:
— для обеспечения точности сборки обечаек;
— для предотвращения коробления обечаек при сварке;
— подкладкой для формирования корня шва и для подачи за-
щитного газа.
Наиболее часто в практике встречаются 6- и 8-сегментные раз-
жимные кольца.
При сварке продольных швов сборка обечаек производится либо
непосредственно на стапеле (рис. 3.10), либо в специальных при-
способлениях (рис. 3.11). В любом случае необходимо обеспечить
хороший доступ к месту наложения шва.
109
Рис. 3.9. Схема
установки разжим-
ного кольца для
сварки оболочек
цилиндрическими
кольцевыми швами.
/ — сегменты раз-
жимного кольца; 2 —
гайка для разжима;
3 — обечайка; 4 —
штуцер для подвода
инертного газа;
5 — кольцевая под-
кладка.
Рис. 3.10. Схема
установки для сварки
продольного шаа.
1 — стапель; 2 — пневмопри-
вод; 3 — рычаги; 4 — опорный
брус стапеля; 5 — прижимы;
6 — обечайка.
Рис. 3.11. Схема установки для сварки профилированной оболочки.
/ — рубильники; 2 — прижимы; 3 — превмопривод; 4 — оправка;
5 — опорная плита; 6 — стол приспособления;
7 — подкладка; 8 — обечайка.
110
Работа приспособления, изображенного на рис. 3.11, заключается
в следующем. Листы 8 свариваемой обечайки укладываются на
поверхность оправки приспособления 4 и нижними торцами опира-
ются на плиту 5. После предварительной сборки и подгонки кромок
листов, на них накладываются рубильники / приспособления, на
которых смонтированы подпружиненные прижимы 2. К нижнему
участку рубильников прикладывается усилие пневмопривода 3. При
этом прижимы 2 плотно прижимают листы свариваемой обечайки
к поверхности оправки. После сборки узлов в приспособлениях или
непосредственно на стапелях осуществляется операция прихватки.
Прихватка осуществляется точечной или роликовой сваркой в
местах, указанных в технологических картах. Прихватка под аргоно-
дуговую сварку выполняется точечной аргоно-дуговой сваркой. Как
правило, прихватка производится вручную, реже на точечных сва-
рочных машинах. Шаг между точками прихватки обычно составляет
200—300 мм, но при возможных больших короблениях изделия его
следует уменьшить до 100 мм. Во всех случаях, когда приспособление
способно обеспечить надежное ориентирование кромок в течение
всего процесса сварки и предотвратить большие коробления, от
операции прихватки следует отказываться. Кроме повышения про-
изводительности труда это позволяет повысить качество соединений
за счет более высокой однородности свойств металла в зоне сварки.
Контроль сборки и прихватки предусматривает проверку
величин зазоров в стыках, смещение кромок, мест расположения
прихваток, наличие дефектов в сварных точках. По результатам
контроля либо допускают узел к сварке, либо производят его правку
с целью устранения исправимого брака.
Сварка осуществляется в строгом соответствии с режимами,
устанавливаемыми технологическими картами. Режимы сварки: ве-
личина сварочного тока, напряжение на дуге, скорость сварки, диа-
метр электрода и присадочной проволоки, давление в магистрали
подачи защитного газа, чистота атмосферы и т. п. выбираются по
нормативам в зависимости от метода соединяемых деталей. В раке-
тостроении широко применяется специализированное агрегатирован-
ное оборудование для сварки. На рис. 3.12 показаны схемы свароч-
ного оборудования, используемого в ракетостроении. Кроме специ-
ализированного оборудования используются и универсальные
сварочные аппараты, особенно для контактной роликовой и точечной
сварки. Прихватка деталей после сборки, а также точечная сварка
изделий, имеющих сложную конфигурацию, часто осуществляется
вручную сварочными клещами (рис.. 3.13). Сварочные клещи широко
используются при точечной контактной и аргоно-дуговой сварке
мелких узлов в необитаемых камерах. В технологии ракетостроения
при сварке конструкций из алюминиевых, магниевых и титановых
сплавов повсеместно применяется сварка в среде защитных газов и
в контролируемой атмосфере. Защитные газы аргон, гелий и другие
111
Рис. 3.13. Сварочные
клещи.
/ — кольцо для подвески
клещей на трассе;
2 — пневмопривод;
3 — электроды.
Рис. 3.12. Схема
специализированных
сварочных стапелей.
/ — для сварки кольце-
вых швов на днищах;
2 — для сварки
продольных швов;
3 — для сварки криволи-
нейных продольных
швов; 4 — для приварки
фланцев.
либо подаются непосредственно в зону сварки, либо заполняют
специальные камеры, в которых находятся свариваемые узлы и
технологическая оснастка. На рис. 3.14 приведена кинематическая
схема стапеля. Манипулятор снабжен системой бесступенчатого
регулирования скорости вращения изделия (рис. 3.15). При сварке
крупногабаритных оболочек, секции базируются по наружным по-
BiepxHocTHM на вращающиеся обрезиненные ролики. Если поверхность
секций является гладкой, то ролики могут быть одинарными. В том
случае, когда на наружной поверхности секций имеются макроне-
ровности (например, продольные сварные швы), целесообразнее ис-
пользовать шарнирно-рычажную качающуюся систему из двух роли-
ков (рис. 3.16а и б). Ролики как бы перекатываются через макро-
неровности, обеспечивая плавное вращение секций и не нарушая
точность подгонки кромок под сварку кольцевых швов. Кроме того,
при опоре каждого сечения секции на четыре ролика уменьшаются
контактные давления и, следовательно, деформации, вызываемые
весом конструкции. Ролики имеют возможность регулирования при
настройке стапеля по трем осям.
Системы с подачей защитного газа непосредственно в зону сварки
вызывают большие потери дефицитных инертных газов и поэтому
их целесообразно заменять камерами с контролируемыми атмосфе-
рами. В настоящее время на заводах используются необитаемые и
обитаемые камеры. Необитаемые камеры применяются при изготов-
112
3
Рис. 3.14. Схема стапеля для сварки головных частей.
/ — манипулятор; 2 — электродвигатель; 3 — сварочный автомат;
4 — сварочная головка; 5 — обечайка; б — трубки для подвода аргона;
7 — разжимное кольцо; 8 — задняя бабка.
Рис. 3.15. Манипулятор с бесступенчатым
регулированием скорости вращения.
лении сравнительно малогабаритных узлов. В эти камеры загружа-
ются свариваемые узлы и сварочная оснастка. Затем в камере
создается атмосфера требуемого качества и начинают выполняться
сварочные работы. Загрузка новых деталей в камеру и извлечение
готовых изделий производится через промежуточные шлюзовые от-
секи. В камере имеются иллюминаторы, через которые сварщик
наблюдает за выполняемыми операциями. Перемещение узлов осу-
ществляется вручную через резиновые герметичные рукава или с
помощью манипуляторов. Атмосфера контролируется специальными
приборами, например, индикаторными лампочками. На рис. 3.17
113
Рис. 3.16. Схема стапеля для сварки
крупногабаритных обечаек.
/ — передняя бабка с приводом; 2 — задняя бабка;
3 — роликовые опоры типа а или б.
Рис. 3.17. Камера для
сварки в контролируемой
атмосфере.
/ — вакуумная камера;
2 — вакуумметр; 3 — дренаж-
ный клапан; 4 — шлюз;
5, 8 — вакуумный шибер;
б, 7 — вакуумный иасос;
9 — форвакуумная камера;
10 — индикатор вакуума;
//, 12 — вентили; 13 — ил-
люминаторы; 14 — резино-
вые рукава.
114
приведена принципиальная схема вакуумной установки для сварки
деталей в контролируемой атмосфере. Примерно таким же образом
устроены необитаемые камеры для сварки в среде аргона, гелия и
других защитных газов.
Обитаемые камеры принципиально не отличаются от необитае-
мых. Они имеют шлюзовые отсеки для подачи деталей и извлечения
узлов, систему жизнеобеспечения рабочих, телефонную связь с внеш-
ним миром, систему контроля атмосферы. В данном случае к системе
контроля предъявляются особо высокие требования. Сварщики ра-
ботают в герметичных костюмах, в которые подается воздух для
дыхания. Отработанный воздух удаляется по шлангам за пределы
камеры. Атмосфера в камере контролируется не только по чистоте
защитных сред, но и по температуре. Обитаемые камеры, несмотря
на сравнительно высокую стоимость, выгодны в эксплуатации при
сварке крупногабаритных изделий, т. к. позволяют сократить потери
защитных газов в десятки и сотни раз.
Правка и термообработка сварных соединений осуществля-
ется для снятия внутренних напряжений после сварки и устранения
короблений конструкции. Термообработка (чаще всего отжиг) пред-
шествует операции правки. Часто термообработка осуществляется
с принудительным фиксированием детали. Например, сваренные обе-
чайки поступают на термообработку прямо с разжимными кольцами,
используемыми в процессе сварки. Иногда для бездеформационной
термической обработки применяют специальные жесткие приспособ-
ления, которые являются носителями геометрической конфигурации
узла и устраняют возникающие в процессе сварки коробления.
Контроль качества сварных соединений многообразен и 'зна-
чителен по объему. Окончательные методы контроля (пневмо- и
гидроиспытания) будут рассмотрены в дальнейшем. Сейчас же рас-
смотрим некоторые специальные методы контроля. В период освоения
новой конструкции производится полный цикл контроля сварочного
производства. После отработки конструкции и стабилизации произ-
водства многие методы контроля могут проводиться либо выборочно
от партии, либо периодически. Полностью проводится только кон-
троль наиболее ответственных соединений. Например, сосуды, ра-
ботающие под высоким давлением, всегда должны подвергаться 100%
гидравлическим испытаниям на прочность и испытаниям на герме-
тичность.
На ракетостроительных заводах большое внимание уделяется
контролю подготовки производства и контролю технологических про-
цессов. Наряду с другими мероприятиями хорошо поставленный
контроль процесса производства гарантирует повышение качества
продукции.
В последнее время все более широко применяются физические
методы контроля сварных соединений. Просвечивание рентгеновски-
ми и гамма-лучами позволяет выявить мелкие дефекты (трещины,
115
непровары, мелкую пористость, неметаллические включения, подрезы
кромок). Пленка является наглядным документом контроля. Швы,
сваренные с разделкой кромок, и швы в тавровых соединениях
просвечиваются при контроле в двух или трех направлениях.
Контроль гамма-лучами отличается от рентгеновского портатив-
ностью радиоактивных источников излучения и отсутствием высо-
ковольтного электрического питания. Портативность источников по-
зволяет вводить их внутрь замкнутых конструкций через отверстия
(штуцеры, фланцы) и просвечивать кольцевые швы за одну экс-
позицию. Схема контроля изделий гамма-лучами приведена на
рис. 3.18.
Рис. 3.18. Схема рентгеноконтроля кольцевого шва.
I — ампула с радиоактивным изотопом; 2 — контролируемый
шов; 3 — кассеты с пленкой.
В зависимости от толщины и марки свариваемых материалов
следует применять изотопы с различной энергией гамма-лучей (таб-
лица 3.5).
Области применения изотопов
Таблица 3.5
Изотоп Эффективная толщина просвечивания, мм
стали титановые сплавы алюминиевые сплавы магниевые сплавы
Церий-114 0,5—2,0 0,5—4,0 1—8 1—15
Европий-155 1—10 2—20 5—50 30—150
Тулий-170 1—10 2—20 5—50 30—150
Селеи-75 7—15 15—30 40—150 50—200
Иридий-192 10—50 15—70 50—250 100—300
Европий-152 15—60 20—90 60—250 120—350
Цезий-137 20—80 25—120 70—300 150—400
Цезий-134 15—65 20—85 60—250 120—350
Кобальт-60 60—200 100—300 250—500 —
116
При рентгеновском просвечивании кольцевых и продольных швов,
а также при гамма-контроле продольных швов необходимо обеспечить
взаимное перемещение источников и контролируемых изделий. При
рентгеноконтроле, как правило, в контрольных стапелях перемеща-
ется изделие с закрепленной пленкой относительно неподвижной
головки. Стапель должен обеспечивать контроль шва при одном и
том же направлении просвечивания на всех участках.
Магнитные методы контроля основаны на использовании явления
образования потоков рассеяния, которые появляются в местах де-
фектов, где магнитная проницаемость меньше, чем проницаемость
металла. Для проведения контроля предварительно намагниченное
изделие посыпают сухим порошком (сухой метод) или поливают
Рис. 3.19. Магнито-
графический
контроль шва.
/ — электромагнит;
2 — ферромагнитная
пленка.
жидкостью со взвешенным порошком (мокрый способ). Осевший под
дефектом порошок показывает местонахождение дефекта. Метод
позволяет обнаружить дефекты на глубине до 5 мм. Использование
его в производственных условиях имеет ряд неудобств.
Более совершенным является магнитографический метод
(рис. 3.19). В этом случае фиксирование полей рассеяния в местах
дефектов производится на магнитную ленту. Результаты контроля
расшифровываются специальным магнитофоном и регистрируются
на экране осциллографа. Метод не пригоден для контроля немаг-
нитных материалов (алюминиевых и титановых сплавов, нержавею-
щих сталей) и не отличается высокой точностью.
Ультразвуковая дефектоскопия основана на использовании
свойств ультразвуковых колебаний, источником которых являются
пьезокристаллы. В настоящее время разработаны три метода уль-
тразвукового контроля: теневой, импульсный эхо-метод и резонанс-
ный метод.
Теневой метод основан на появлении области звуковой тени за
дефектом при сквозном прозвучивании изделия.
Резонансный основан на образовании стоячих волн в металле в
результате интерференции ультразвуковых волн в зоне дефекта.
Импульсный эхо-метод, получивший наибольшее распростране-
ние, использует посылку и прием коротких импульсов ультразвуковых
колебаний. По величине отраженного сигнала судят о наличии в
зоне шва дефекта. Ультразвуковой контроль пока несовершенен: он
117
предусматривает применение сложной аппаратуры, необходимость
высокой чистоты поверхности изделия (6 класс и более). Возможны
и субъективные ошибки при контроле сварных соединений. Поэтому
промышленное использование ультразвуковой дефектоскопии весьма
ограничено.
Применительно к контролю сварных соединений разработаны
люминесцентный и цветной методы. Эти методы позволяют обнару-
жить дефекты, расположенные, главным образом, на поверхности.
Обнаружение таких дефектов люминесцентным методом основано
на введении в полость дефектов люминесцирующего вещества, про-
никающего в мельчайшие трещины вследствие капиллярности. Де-
фекты становятся видимыми при последующем облучении поверх-
ности ультрафиолетовыми лучами. В качестве люминесцирующего
вещества применяется раствор нормола с лигроином или керосином
(1:3).
Явление капиллярности используется и в методе цветной дефек-
тоскопии. В отличие от люминесцентного метода контроль ведется
при естественном освещении за счет использования раствора цвет-
ного анилинового красителя.
Чувствительность методов высока (обнаруживаются трещины ши-
риной 0,002 мм и глубиной 0,05 мм). Недостатком их является не-
возможность обнаружения внутренних дефектов и сложность авто-
матизации процесса контроля.
В заключение отметим, что в настоящее время в ракетостроении
из всех физических методов наиболее широко применяется рентге-
ноконтроль. Сварные швы баков, баллонов и емкостей, кроме того,
подвергаются 100% контролю на прочность и герметичность мето-
дами пневматических и гидравлических испытаний.
3.4. Паяные соединения
Пайкой называется технологический процесс соединения деталей
в нагретом состоянии с помощью сравнительно легкоплавкого сплава
(припоя), который в период расплавления хорошо смачивает поверх-
ности паяемых деталей, а в период кристаллизации соединяет их.
Пайка, как способ соединения деталей, отличается следующими
преимуществами:
— сравнительно низкой температурой нагрева деталей;
— возможностью соединять разнородные материалы при любом
соотношении толщин;
— возможностью выполнять одновременно несколько спаев в
одной детали, соединять за один прием большое количество деталей
или паять одновременно большую партию изделий;
— сравнительной простотой автоматизации процесса при соеди-
нении деталей сложной конфигурации.
118
Припои условно разделяют на две группы: твердые и мягкие.
Пайку твердыми припоями применяют для получения высокопрочных
соединений (предел прочности при срезе до 500 МПа). Твердые
припои имеют температуру плавления выше 500 °C. Пайку мягкими
припоями применяют в тех случаях, когда высокая прочность соеди-
нений не требуется (предел прочности при срезе не более 50—
70 МПа). Температура плавления мягких припоев менее 500 ЬС.
Мягкие припои используют, главным образом, при монтаже элек-
трических и радиотехнических устройств, в том числе и в системах
управления PC. Поскольку мягкие припои типа ПОС, имеющие
температуру плавления около 260 °C; ПСр 12К, ПСрбКЦН, имеющие
температуру плавления около 400 °C; ПОСК, имеющие температуру
плавления около 150 °C, не применяются для изготовления прочных
конструкционных паяных соединений в ракетостроении, а использу-
ются чаще всего в приборостроении (электро- и радиомонтаж), то
их из рассмотрения опустим.
Пайка обычно осуществляется в присутствии флюсов, которые
улучшают смачиваемость соединяемых поверхностей и защищают
основной металл и припой от окисления в процессе производства
соединения. В зависимости от свойств металлов применяются сле-
дующие флюсы и способы защиты:
— твердые флюсы в виде различных солей;
— газообразные флюсы на основе метилбората и фтористого
бора;
— защитная атмосфера (восстановительные и инертные газы);
— вакуум.
После пайки с применением твердых флюсов с поверхностей
деталей необходимо тщательно удалить остатки флюсов во избежание
коррозии узла. В тех случаях, когда это затруднительно, следует
использовать защитную атмосферу или вакуум, что значительно
упрощает весь технологический процесс.
Одной из важнейших характеристик припоя, определяющей как
назначение, так и способ его применения, является температура
плавления. По этому признаку твердые припои подразделяются на
тугоплавкие (температура плавления выше 900 °C) и легкоплавкие
(температура плавления ниже 900 °C). Легкоплавкие и тугоплавкие
твердые припои используются в ракетостроении для сборки деталей
жидкостных ракетных двигателей (ЖРД), пайки трубопроводов, со-
единений арматуры с емкостями, сборки блоков форсунок, сборки
роторов турбонасосных агрегатов и т. д. Наиболее широко пайка
используется в производстве ЖРД. Поэтому технологию пайки узлов
ЖРД рассмотрим отдельно. В зависимости от основных металлов,
входящих в состав твердых припоев, их можно подразделить на
следующие группы:
— припои на медной основе;
— припои на серебряной основе;
119
— припои на никелевой основе;
— припои на марганцевой основе.
В таблице 3.6 приведены марки припоев, используемые в раке-
тостроении для получения конструкционных высокопрочных соеди-
нений.
Таблица 3.6
Краткая характеристика твердых припоеа
Марка припоя Химический состав, % Температура плавления, °C Назначение
начальная конечная
1 2 3 4 5
Медно •цинковые припои
ПМЦ-48 Си 48; РЬ 0,5; Fe 0,1 860 870 Пайка меди, томпака, полутомпака
ПМЦ-52 Си 49—53; Sb 0,1; РЬ 0,5; Sn 1,5; Fe 0,5 876 885 Дня пайки бронзы, меди, латуни Л80, Л90, стали
ПМЦ-54 Си 54; РЬ 0,5; Fe 0,1 885 888 Дня пайки меди, томпака, стали, бронзы
Л 62 Си 60,5—63,5; РЬ 0,1; Fe 0,15 900 905 Для пайки стальных, мед- ных, никелевых узлов
Л 68 Си 67—70; РЬ 0,03; Fe 0,1 900 938 То же
ЛОК 62- 06-0,4 Си 60—63; РЬ 0,1; Si 0,3—0,4; Sn 0,4—0,6; Fe 0,15 900 905 Для пайки меди, стали, никеля, серого чугуна
ЛОК 59-1 03 Си 58—60; РЬ 0,1; Sn 0,7—1,1; Fe 0,15; Si 0,2—0,4 905 985 То же
Серебряные припои1*
ПСр25 kg 25; Си 40; Zn 35 775 745 Для пайки арматуры, тру- бопроводов, коллекторов из сталей, латуни и др.
ПСр12М Ag 12; Си 52; Zn 36 825 780 Для пайки латунных де- талей
ПСр71 Ag 71; Си 28; P 1,0 795 750 Для пайки меди без флюса и медных сплавов
120
Продолжение таблицы 3.6
1 2 3 4 5
ПСрбОКД Ag 50; Си 16; Zn 16; Cd 18 650 635 Для пайки закаленных стальных деталей
ПСр44 Ag 40; Си 16,7; Zn 17; Cd 26; Ni 0,3 605 595 Для пайки деталей из конструкционных и не- ржавеющих сталей, меди и латуни
ПСр37,5 Ag 37,5; Си 48; Zn 5,5; Mn 8,2 810 725 То же
Серебряно 2\ •никелевые припои '
№ 39 Ag 39; Ni 2; Си—ост. 980 990 Дня пайки узлов ЖРД из сталей и жаропрочных бронз
№ 37 Ag 37; Ni 4; Zn 7; Си—ост. 980 990 Дня пайки узлов ЖРД из легированных сталей и специальных бронз
Припои на основе м еди2> и никеля (Cu-остальное)
ВПр-1 Ni 27—30; Fe 1,5; Si 0,2 1150 1200 Для пайки нерж, сталей, никелевых сплавов. Рабо- чая температура узлов 600 °C
ПЖ45-81 Mn 2—3; Ni 30—35; Fe 2,5—3; Si 1,5—2,0; Cr 2,5—3,5 1200 1225 То же
ВПр-2 Mn 20; Ni 6,5; Fe 1,0; Si 0,15—0,20 980 1000 Для пайки нерж, сталей и никелевых сплавов
ПЖ45-67 Mn 27—35; Fe 0,5; Si 0,5; Cr 8—10; Ni—ост. 1200 1200 Дня пайки узлов из нерж, сталей, жаропрочных и никелевых сплавов. Рабо- чая температура 800 °C
ПМ 17 Mn 15—17; Ni 10— 14; Sn 5—6; Si 0,5— 0,8; В 0,15—0,30 1000 1020 Дня пайки медно- стальиых узлов ЖРД
ПМ 17А To же, вместо Sn — ’ (5-6)% Ag 1000 1020 То же
ПЖК 35 Ni 35; Mn 34—36; Co 8—10; Cr 17—20 1200 1230 Для пайки узлов из нерж, и жаропрочных сталей
121
Продолжение таблицы 3.6
1 2 3 4 5
№ 2 (Г70НХ) Ni 20—23; Сг 4—5,5; Fe 2; Si 0,8; С 0,2; Мп—ост. 1190 1200 Дня пайки стальных форсуночных головок и стальных обечаек камер сгорания
№ 40 (Р40НХ) Мп 39—42; Сг 8— 10; Fe 6—8; Si 0,5; С 0,2; Ni—ост. около 1200 То же
Температура начала и конца кристаллизации. 2* Начальная и конечная температура пайки.
Как видно из данных, приведенных в таблице 3.6, наиболее
жаропрочными являются припои системы никель-марганец. Они ис-
пользуются в ракетной технике для получения соединений, способных
работать при температурах до 800—1000 °C. Пайку припоями на
основе никеля проводят в основном в печах в атмосфере газовых
флюсов и в вакууме.
Расход припоя для пайки больших партий определяется по фор-
муле:
G = KSAy,
где G — количество припоя, г; К — коэффициент избытка припоя
(обычно К = 1,3); S — площадь спая, см2; А — зазор между соединяе-
мыми деталями, см; у — удельный вес припоя, г/см3.
Большое значение для получения качественных паяных соеди-
нений имеет правильный выбор флюса. Флюсы восстанавливают
окислы, защищают основной металл и припои от окисления. Флюсы,
применяемые при пайке твердыми припоями, подразделяются на две
группы:
— флюсы с температурой плавления выше 750 °C, используемые
при пайке тугоплавкими припоями;
— флюсы с температурой ниже 750 °C, используемые при пайке
легкоплавкими припоями.
Для пайки тугоплавкими припоями используют флюсы на основе
бора и борной кислоты. Активной группой флюсов является борный
ангидрид В2О3. Флюсы применяются на воде или спирте. При выборе
марки флюса необходимо руководствоваться следующими соображе-
ниями:
— флюс должен быть химически совместим как с основными
металлами, так и припоями;
— наибольшая эффективность флюса должна проявляться при
температурах, лежащих в пределах температурного интервала пайки;
122
— флюсы, применяемые при пайке погружением, не должны
содержать воды, в том числе и кристаллизационной;
— флюсы, применяемые при пайке сопротивлением, должны
проводить электрический ток;
— флюсы должны легко удаляться после пайки; .
— коррозионное воздействие на основные металлы и припои
должно быть минимальным.
Некоторые флюсы и области их применения приведены в таблице
3.7.
Таблица 3.7
Флюсы, применяемые при пайке металлов
Основной металл Системы припоев Температура, °C Составы флюсов
макси- мальная мини- мальная
Медь и конструкци- онная сталь Си — Zn Си 1200 540 Бура — 100%.
Нержавеющая и жаропрочная сталь Си — Zn, Си —Ni 1200 540 Бура плавленая — 50%; бор- ная кислота — 50%; насы- щенный раствор ZnCl и НС1
Нержавеющая сталь и жаропроч- ные сплавы Си —Ni 1200 570 Флюс 200; борная кислота — 70%; бура — 21%; фторис- тый кальций — 9% Флюс 201: борная кислота — 80%; бура—14%; фторис- тый кальций — 5,5%; лигату- ра (А1—Си—Мп) — 0,5%
Конструкционные, нержавеющие ста- ли, жаропрочные и медные сплавы Ag Ag —Си Ag — Мп 1090 520 Флюс 209: борный ангидрид 35%; фтористый калий 42%; тетрафторборат калия 23% Флюс 284: борный ангидрид 25%; фтористый калий 35%; тетрафторборат калия 40%
Латунь, бронза, медь и конструкци- онная сталь Ag Ag —Си 1090 500 Флюс 18В: борная кислота 60%; фтористый калий 40%
Твердые и жидкие флюсы применяют, главным образом, при
пайке трубопроводов, соединении сильфонов с фланцами, присоеди-
нении арматуры и в других случаях, когда конструкция узла позво-
ляет сравнительно просто удалить с поверхности шва шлак. В про-
тивном случае (например, при пайке узлов ЖРД) используют газо-
образные флюсы и защитные атмосферы. Газовые флюсы применяют
при пайке в печах материалов, которые образуют на поверхности
123
при нагревании прочные окисные пленки. Пайка в среде газообраз-
ного флюса основана на реакциях восстановления между твердыми
окислами на поверхности паяемого изделия и газом. В результате
реакций металлы из окислов восстанавливаются, а новые продукты
окисления удаляются. Разложение окислов происходит тогда, когда
прочность химической связи продукта восстановления больше проч-
ности связи окисла. Наиболее сильным восстановителем является
трехфтористый бор, который реагирует со многими окислами метал-
лов. Получают его путем разложения соли тетрафторбората калия
KBF4 при температуре 900 °C:
KBF4-» KF + BF3.
Перед пайкой в среде трехфтористого бора, контейнер с паяемыми
узлами продувают нейтральным газом в течение 20—30 мин. Далее
в контейнер непрерывно подается трехфтористый бор, смешанный
с нейтральным газом, в течение всего периода нагрева, выдержки
и охлаждения узлов. Схема установки для пайки в среде трехфто-
ристого бора показана на рис. 3.20.
Стали, образующие на поверхности при нагревании трудно вос-
станавливаемые окислы алюминия и титана (ЭИ696, ЭИ437Б и др.),
не могут паяться в среде трехфтористого бора. Эти окислы восста-
навливаются в газовой среде, образующейся при разложении соли
фтористого аммония (NH4F). Фтористый аммоний (5 г на 1000 см3
объема) устанавливается в контейнере с паяемыми узлами и при
Рис. 3.20. Схема установки для пайки в восстановительной среде.
1 — баллоны с аргоном; 2 — редуктор; 3 — расходомер; 4 — вентили; 5 — ресивер;
6 — силикогель; 7 — аломогель; 8 — окись бария; 9 — тигельная печь; 10 — тетра-
фторборат калия; 11 — смеситель; 12 — термопара; 13 — окись бария; 14 — мано-
метр; 15 — контейнер; 16 — вакуумный насос; 17 — дренажный клапан.
124
нагревании разлагается с выделением фтористого водорода HF. Фто-
ристый водород, соединяясь с окислами металлов, образует на по-
верхностях деталей пленку фторидов, предохраняющих металлы от
окисления. Выделяющиеся при разложении водород, азот и фтори-
стый водород вытесняют из контейнера остатки воздуха, пары воды
и другие соединения кислорода. При высокой температуре фториды
восстанавливаются (или разлагаются), освобождая металл от защит-
ной пленки. Во время пайки детали свободны от окислов и припой
беспрепятственно затекает в зазоры. Следует учитывать высокую
токсичность фтористого водорода, допустимая концентрация которого
в воздухе не должна превышать 0,001 мг/л.
Кроме газовых флюсов при пайке применяются и газозащитные
среды: восстановительная, нейтральная и вакуум. Из восстанови-
тельных газовых сред наиболее известна среда водорода, который
способен восстанавливать металлы из окислов. Однако, применение
водорода связано с большими затратами и повышенной опасностью
для рабочих. Пайка в чисто водородной среде применяется редко.
Чаще используется газовая восстановительная среда, получаемая
при диссоциации аммиака и содержащая 75% водорода и 25% азота.
Эта смесь менее взрывоопасна. При пайке в среде водорода необ-
ходимо учитывать его способность растворяться в металлах при
температуре пайки и образовывать хрупкие гидриды. Такие металлы
как титан, тантал, кадмий, цирконий и ниобий паять в водородной
среде нельзя. Нержавеющие стали типа Х18Н9Т можно паять в среде
водорода или диссоциированного аммиака при точке росы — 60 °C.
В ряде случаев и при пайке в печах с восстановительной средой
следует применять флюсы.
В качестве нейтральной среды при пайке узлов PC широко -
используются инертные газы аргон и гелий. Пайка производится в
герметичных контейнерах, заполненных инертными газами. Инертные
газы не только защищают металл от окисления при нагреве, но и
способствуют диссоциации окислов на поверхностях деталей. Эти
среды применяются при пайке узлов из титановых сплавов и не-
ржавеющих сталей. Восстановительная среда при пайке более эф-
фективна, т. е. она вызывает не только диссоциацию окислов, но и
их восстановление. Однако, нейтральная среда значительно менее
опасна для работающих и более дешевая. Пайку металлов в вакууме
(нержавеющие и жаропрочные стали, титановые сплавы) с нагревом
в печах рекомендуется осуществлять по двум схемам:
— пайка в печах, вакуумированное пространство в которых
создается внутри камеры нагрева;
— пайка в герметичных контейнерах с вакуумом, которые за-
гружаются в нагревательные печи.
Второй метод используется в ракетостроении наиболее широко.
Характеристика атмосфер, используемых при пайке металлов,
приведена в таблице 3.8.
125
Таблица 3.8
Атмосфера для пайки металлов
Атмосфера Точка росы, °C Химический состав, % Применение Примеча- ние
Н2 n2 СО СОг система припоев основные металлы
Техничес- кий водо- род Нормаль- ная тем- пература 97— 100 — — — Си, аЛ Си— Zn*’, Си—Р Медь ла- *) тунь ', мало- и среднеугле- родистые стали, нике- левые спла- вы Обезугле- роживает основной металл
Водород, осушен- ный и очи- щенный от кисло- рода — 60 100 —- — Ag *’, Си, Си— Zn'’. Си—Р Ni—Сг То же плюс сплавы ко- бальта, хро- ма, вольфра- ма Обезугле- роживает основной металл
Диссоци- ирован- ный амми- ак — 54 75 25 — — Ag *). Си, Си—Р, Ni—Сг, Си— Zn*) Стали, медь, хромистые сплавы
Сгорев- ший газ пропаи, генератор- ный, город- ской и др. Нормаль- ная тем- пература 14— 15 70— 71 9— 10 5—6 Си, Ag’\ Си— Zn*’, Си—Р Медь \ ла- тунь, мало- и среднеугле- родистые стали, нике- левые сплавы Обезугле- роживает основной металл
Очищен- ный инертный газ Аргон, гелий Ag’’, Си, Си— Zn *’, Си—Р, Ni—Сг То же плюс титан, цир- коний, гаф- ний Пайка уз- лов ЖРД. Высокая чистота де- талей и ат- мосферы
Вакуум Вакуум Любые, но не ис- паряю- щиеся при на- греве Любые, но не испаряю- щиеся при нагреве То же
При использовании сплавов, содержащих летучие компоненты, дополнительно к атмосфере применяется флюс. ’ Медь должна быть очищена от кислорода.
126
Эксплуатационные свойства и технологичность паяных соедине-
ний во многом определяется конструкцией узлов. Существует два
основных типа паяных соединений: внахлестку и встык.
При соединении внахлестку площадь перекрытия может меняться
так, чтобы прочность паяного соединения не отличалась от прочности
основной детали. Максимальная прочность паяного соединения мо-
жет быть получена в том случае, когда величина нахлестки состав-
ляет не менее трех толщин стенки наиболее тонкой из соединяемых
деталей, т. е.:
h >35min.
Соединения встык имеют ограниченную площадь контакта и,
следовательно, сравнительно более низкие прочностные свойства.
Их следует применять в тех случаях, когда от паяных соединений
не требуется высоких прочностных свойств, но в то же время
предъявляются требования по снижению веса конструкции. Неко-
торые типовые конструкции паяных соединений приведены на
рис. 3.21.
Большое значение с точки зрения прочности паяных соединений
имеет правильно выбранная величина зазоров при сборке деталей
под пайку. Зазоры между соединяемыми поверхностями необходимо
измерять в определенных условиях: при нормальной температуре
ezzzzzzzzzzssssssss
CZZZZZZ2ZZZZZ3
✓771
Рис. 3.21. Типовые конструкции паяных соединений.
127
или при температуре паики. При пайке однородных металлов и при
соединении деталей, имеющих примерно одинаковый вес, зазоры,
установленные при нормальной температуре, сохраняются и при
температуре пайки. Когда осуществляется пайка разнородных ме-
таллов или деталей с большой разницей в весе, соединительный
зазор необходимо выбирать таким, чтобы при температуре пайки он
достиг требуемой величины. На рис. 3.22 показана зависимость
предела прочности паяного соединения при срезе тср от величины
Рис. 3.22. Зависимость проч-
ности соединения от величи-
ны зазора между деталими.
соединительного зазора.
При конструировании паяных
узлов, предназначенных для рабо-
ты под давлением или в вакууме,
необходимо предусматривать тех-
нологические отверстия для со-
единения герметизируемой поло-
сти с окружающей атмосферой.
В противном случае давление га-
за, находящегося в объеме, будет
препятствовать проникновению
припоя в зазор.
Таблица 3.9
Соединительные зазоры, рекомендуемые при пайке металлов
(при температуре пайки)
Система припоя Зазоры между поверхностями деталей, мм
медь медные сплавы стали алюминиевые сплавы
Си — 0,001—0,05
Латуни 0,075—0,4 0,75—0,4 0,05—0,125 —
Си—Р 0,02—0,1 0,025—0,125 — —
Ag—Си—Р 0,06—0,3 0,055—0,3 — —
Ag 0,03—0,25 0,05—0,125 0,05—0,125 .—
Ag—Cd—Zn 0,03 — 0,25—0,60 —
Al . — — — 0,1—0,25
Твердые припои применяют в виде проволоки, лент, прутков,
фольги и пасты.
Типовой технологический процесс получения паяного соединения
заключается в проведении следующих работ:
— подготовки поверхностей деталей;
— сборки узлов под пайку и нанесении припоя;
— пайки;
— очистки швов;
— контроля паяного соединения.
128
Подготовка поверхностей оказывает первостепенное влияние
на качество паяных соединений. Даже незначительные следы ржав-
чины, окалины, жировые пленки резко уменьшают прочность соеди-
нений. Очистка поверхностей производится механическими спосо-
бами либо путем химического травления. Сборка узлов под пайку
в известной мере предопределяет выбор метода пайки, типа соеди-
нения и т. п. Желательно конструировать детали таким образом,
чтобы их можно было собирать и паять без применения специальных
приспособлений. Крепление деталей перед пайкой можно осущест-
влять при помощи:
— силы тяжести;
— прихватки точечной или дуговой сваркой;
— создания соединительных пазов;
— развальцовки;
— свинчивания;
— клепки;
— заштифтовки.
Сравнительно часто сборка узлов под пайку осуществляется с
помощью специальных приспособлений.
Качество паяных соединений в значительной степени зависит от
способа нанесения припоя. Нанесение припоя осуществляется:
— металлизацией;
— приваркой ленты припоя;
— плакированием основного материала припоем;
— электрохимическим способом;
— пульверизатором, кистью, шпателем.
Нанесение металлизацией наименее трудоемко и легко может
быть механизировано. Однако при металлизации интенсивно окис-
ляются составляющие припоя, в результате чего в напыленный слой
заносится большое количество окислов, снижающих механические
свойства паяных соединений.
Кроме того, вследствие частичного угара и возгонки отдельных
элементов изменяется состав припоя, а следовательно, и его техно-
логические характеристики (жидкотекучесть, температура плавления
и т. д.). Плакирование металла припоем в производстве PC не
получило распространения из-за трудности получения равномерной
толщины припоя по всей площади листа.
Электрохимический способ нанесения припоя на детали PC,
позволяющий в процессе производства корректировать толщину и
состав припоя, значительно сокращает цикл сборки под пайку. Этот
процесс упрощает нанесение припоя на гофрированные проставки
ЖРД и может быть автоматизирован.
При изготовлении паяных узлов PC приходится встречаться с
необходимостью пайки разнородных материалов, например, титана
с бронзой, сталью, ниобиевыми, никелевыми и медными сплавами,
что вызывает ряд затруднений.
129
При взаимодействии титана с расплавленным припоем происходит
интенсивная, взаимная диффузия, которая приводит к образованию
в зоне контакта хрупких слоев значительной толщины; Пайка ниобия
при t 800—1000 °C (интервал температур пайки медных, титановых
сплавов и сталей) сложна из-за присутствия плотной стенки окислов
на поверхности ниобия, препятствующей растеканию припоя. Полу-
чение качественного соединения разнородных материалов также за-
трудняется ввиду значительной разницы их коэффициентов линей-
ного расширения. Например, сталь 1Х18Н9Т в диапазоне 20—
1000 °C имеет ос = (16- 18) 10“6 1/град, а ниобий в 2 раза меньше.
Это обстоятельство приводит к возникновению в паяном соединении
внутренних температурных напряжений, снижающих его прочность.
Для предотвращения непосредственного взаимодействия материала
с припоем и вторым паяемым материалом на одну из деталей
наносится демпфирующая прослойка, получившая название барьер-
ного покрытия, для которого используется хром, никель, железо,
медь, молибден или комбинация этих материалов. Барьерное покры-
тие, претерпевая пластические деформации, значительно снижает
внутренние напряжения. Толщина барьерного покрытия составляет
20—50 микрон. Нанесение осуществляется электрохимическим спо-
собом.
Пайка узлов в зависимости от их габаритов, конструкции и
назначения может быть осуществлена различными способами.
Краткая характеристика способов пайки приведена в таблице
3.10. В ракетостроении наиболее широко применяется пайка в га-
зовой среде или в вакууме в печах. Пайка в печах позволяет
сравнительно просто контролировать основные режимы (температуру
и время) и механизировать технологический процесс. Крупногаба-
ритные узлы, паяемые в печах, значительно в меньшей степени
подвержены короблению по сравнению с использованием местного
нагрева.
Таблица 3.10
Характеристика способов пайки
Способ пайки Преимущества Недостатки
Пайка газовой горелкой Возможность перемещения горе- лок. Возможность автоматизации процесса Сложность регулирования тем- пературы. Высокая квалифика- ция рабочих. Сложность защи- ты деталей от окисления
Электрокон- тактная пайка Быстрый нагрев изделий. Возмож- ность наблюдения за процессом Сложность регулирования тем- пературы. Ограничения в габа- ритах узлов. Сложность защи- ты узлов от окисления и короб- ления
130
Продолжение таблицы 3.10
Способ пайки Преимущества Недостатки
Пайка ТВЧ То же Сложность регулирования тем- пературы. Высокая стоимость оборудования
Пайка в жид- ких припоях Быстрый и равномерный нагрев уз- лов. Точность регулирования тем- пературы. Низкая квалификация рабочих Большой расход припоев. Вы- сокая стоимость оборудования
Пайка в соля- ных ваннах То же Требуется повышенная осто- рожность из-за возможного вы- броса соли
В печах с кон- тролируемой атмосферой Точность регулирования температу- ры. Небольшие коробления узлов благодаря равномерности нагрева. Простота механизации процесса. Возможность одновременной пайки большого количества швов Значительная стоимость обору- дования. Сложность наблюде- ния за процессом
Контроль температуры в печах осуществляется с помощью ус-
тановки термопар на поверхностях деталей в местах пайки. В ка-
честве источников нагрева в печах применяются электрические на-
греватели. Температурное поле в печах периодически контролируется
и регулируется таким образом, чтобы его неравномерность в отдель-
ных зонах рабочего объема не превышала +5—10 °C.
Прочность паяного соединения изменяется в зависимости от
температуры пайки и времени выдержки. Это связано с ускорением
или замедлением происходящих диффузионных процессов, с изме-
нением количества переносимого в результате диффузии вещества.
В начале пайки идет процесс смачивания припоем паяемых поверх-
ностей, а затем начинается диффундирование припоя в основной
материал. Для каждого вида припоя отрабатываются эксперимен-
тально оптимальные режимы. С целью равномерного нагрева узлов
и создания оптимальных условий для протекания всех этапов тех-
нологического процесса (смачивания поверхности, диффундирования
припоя, заполнения зазоров, кристаллизации) режимы пайки необ-
ходимо регулировать, задавая соответствующую программу измене-
ния температуры.
Зачистка швов после пайки производится только в случае
применения твердых и жидких флюсов. Остатки флюсов после пайки
стальных деталей твердыми припоями удаляют промывкой в горячей
воде или механическим путем. Остатки флюсов № 200 и 201 уда-
ляют, например, с помощью опескоструирования зоны шва либо
путем кипячения узлов в воде с последующей сушкой при 120—
131
150 °C. Остатки флюсов №209 и 284 после пайки деталей из
нержавеющих сталей и медных сплавов следует удалять промывкой
в воде при температуре 70—80 °C, а затем в холодной проточной
воде в течение 30—40 мин.
Контроль паяных швов является последней операцией тех-
нологического процесса пайки. Контроль осуществляется в основном
теми же методами, которые используются в сварочном производстве.
3.5. Клеевые соединения
Среди других способов получения неразъемных соединений
склеивание считают одним из наиболее прогрессивных. Клеевые
соединения получают путем введения между соединяемыми поверх-
ностями деталей высокомолекулярных клеящих веществ, которые
при отверждении образуют с каждой из поверхностей прочную
адгезионную связь. В настоящее время единой теории образования
адгезионных связей нет. Наиболее широкое распространение имеют
четыре теории адгезии. Диффузионная теория объясняет образование
адгезионной связи за счет взаимной диффузии молекул клеящего
вещества и склеиваемого материала.
Электрическая теория адгезии предполагает, что молекулы клея
и материала детали имеют разноименные электрические заряды,
взаимодействующие друг с другом в соответствии с законом Кулона.
В соответствии с химической теорией адгезии адгезионные связи
образуются путем создания комплексных соединений в поверхност-
ных слоях клея и склеиваемого материала и прочность склейки
определяется химической прочностью межмолекулярной связи этих
соединений. Механическая теория адгезии объясняет образование
прочных клеевых соединений за счет проникновения клея в поверх-
ностные микронеровности деталей, причем клей в результате от-
верждения создает в зоне каждой поверхности механическую
замково-клиновую пару.
Эти и другие теории при различных конкретных условиях ис-
пытаний получают более или менее убедительные подтверждения.
Отсутствие же единой общепризнанной теории адгезии является
причиной основного недостатка клеевых соединений — нестабиль-
ности их эксплуатационных свойств. Действительно, недостаточно
глубокая изученность химико-физической сущности процесса склеи-
вания не позволяет осуществить его качественное регулирование.
Процесс склеивания, являясь практически слабо управляемым, не
дает возможности гарантировать стабильность свойств клеевого шва.
Другими недостатками клеевых соединений являются следующие:
— склонность к старению (снижение прочности при хранении);
— повышенная ползучесть при длительном воздействии стати-
ческих нагрузок;
132
— низкая прочность при неравномерном отрыве;
— сравнительно низкая теплостойкость (не выше 500—600 °C);
— токсичность некоторых клеев;
— высокая чувствительность клеевых соединений к толщине и
равномерности клеевой прослойки, которая требует весьма точной
сборки соединяемых деталей;
— повышенная чувствительность клеевых соединений к равно-
мерности величины удельного давления при склеивании;
— отсутствие надежных методов контроля качества клеевых
швов;
— необходимость в особо строгом контроле технологического
процесса склеивания на всех операциях.
Перечисленные недостатки могут привести к неправильному вы-
воду о необходимости отказа от склеивания как способа получения
неразъемных соединений в узлах PC. Однако на практике, наоборот,
наблюдается тенденция к все более широкому использованию кле-
евых соединений. Такая тенденция объясняется следующими причи-
нами:
— клеевые соединения характеризуются рядом ценных преиму-
ществ перед другими методами;
— клеи и технология склеивания непрерывно совершенствуются
и потенциальные возможности этого способа получения соединений
далеко не исчерпаны;
— для производства клеев требуются, как правило, недефицит-
ные материалы с практически неограниченными источниками сырья.
Основными преимуществами клеевых соединений являются:
— простота герметизации клеевых швов, обеспечиваемая самим
клеем;
— малый вес узлов соединений и сравнительно невысокая стои-
мость производства;
— минимальный объем механической обработки соединяемых
поверхностей;
— высокая коррозионная стойкость швов;
— высокое качество обтекаемых поверхностей;
— возможность соединения разнородных материалов;
— возможность обеспечения тепловой и электрической изоля-
ции;
— простота используемого оборудования;
— сравнительно невысокая температура нагрева соединяемых
деталей.
Современные PC стратегического назначения чрезвычайно доро-
ги, а боевые задачи, решаемые с их помощью, весьма ответственны.
Поэтому требование максимально высокой надежности является ос-
новным требованием, предъявляемым к конструкции PC.
С учетом сказанного можно сделать вывод о том, что в настоящее
время клеевые соединения в конструкциях PC следует применять
133
лишь в тех случаях, когда достигнутый уровень технологии позволяет
полностью гарантировать эксплуатационную прочность и герметич-
ность шва. Для получения ответственных высоконагруженных сое-
динений в конструкциях PC, склеивание, как метод сборки деталей
и узлов, в настоящее время применять не рекомендуется. Практика
показала, что рациональные области применения склеивания можно
свести к нижеследующим:
— герметизация силовых швов, получаемых методами клепки,
роликовой или точечной сварки;
— герметизация разъемных соединений;
— соединение тонких обшивок с элементами жесткости;
— соединения, от которых по условиям эксплуатации требуются
электро- или теплоизоляционные свойства;
— соединения металлов с неметаллическими материалами, на-
пример, корпусов с теплозащитным полимерным покрытием, метал-
лических обшивок со стеклопластиковым сотовым заполнителем
и т. п.
В настоящее время в промышленности применяется большое
количество клеев. Проблемы, связанные с технологией получения и
контроль клеевых соединений, сложны и многообразны, а поэтому
заслуживают самостоятельного и глубокого изучения. Мы же усло-
вимся рассмотреть вопрос в наиболее общей постановке.
В таблице 3.11 приведены характеристики некоторых сравни-
тельно широко распространенных клеев. Структура технологического
процесса склеивания включает в себя следующие основные операции:
— подготовка поверхностей деталей;
— нанесение клея;
— сборка деталей;
— выдержка под давлением при заданной температуре;
— контроль клеевого шва.
Подготовка поверхностей заключается в их пригонке друг к
другу, очистке, обезжиривании. Пригонка выполняется путем меха-
нической обработки или за счет сборки в специальных приспособ-
лениях таким образом, чтобы между поверхностями образовался
зазор в пределах 0,05—0,15 мм. Считают, что при таком зазоре
может быть обеспечена максимальная прочность клеевого шва. После
подготовки поверхностей на них наносится требуемое количество
слоев клея. Нанесение клея производится пульверизатором, кистью
или шпателем. Иногда детали собирают заранее, а клей в образо-
вавшийся зазор вводят с помощью шприцев. Нанесение каждого
слоя клея чередуется с его сушкой на открытом воздухе или в печи
при низкой температуре (как правило, 50—60 °C). Целью этих опе-
раций является удаление летучих продуктов из клеящего состава,
которые при отверждении клея могут образовать большое количество
газовых включений и снизить прочность шва. Сборка деталей осу-
ществляется в основном теми же методами и с такими же требо-
134
Характеристика некоторых клеев
— м о
Время ддерж! час СЧ СЧ СЧ со 1,5—2, СЧ СЧ из
а
« О О
&“ я О ио из
а а aSO +1 8 -Н о 8 О 8
й я° Е сх о о 00 СЧ СЧ 8 СЧ С4 СЧ
а а
8
К В X я а дельное гвленне, кг/см2 5—20 :,5—5,0 65—3,0 О со 00 о 7 из из о СЧ 1 о 3—5 о
> ч О О
S
W 3 а сх 1 =
Ж X Е в О % K о 1 g 1 X I X у 8 1 х 1 X 1 £
и СХ Ж SB о is О ж 1 1 О S о§ О S О S | о S
О' ё В S о О о 06 S1 о <0 ° из из СП 7 1 06 oS 0 о из со
£ СО <0 45- 30 <О <0 из
СХ »х 3= I из из о“ о“ о »х X »§ »Х »х »х
“ В U S «° X и а; S 5 X ч X О X О 2 х О на СЛ(
a MS о »Х * I I S и »Х S « 5 »х 5 >х и *Х
S Откр выдери 18—: 1 ча кажды °1 1 СЛОЙ - 2 слой - 1,0 1 ча кажды 15—20 кажды 20 mi кажды 30 mi кажды 1 ча кажды
X О
а я X о £ § <и о S X о» о = X ь i
3 W X а а а Прнготовл клея Поступа< ГОТОВОМ 1 То же * <и <в В § а в Ж *в U о X Я ы_ с Ж &§ g g С 2 £ <и а § = г О о То ж< _ * с Ж i?2 8 g С 2
о
8 Su СО СЧ СЧ
К о В ' Кол* СЛ01 i . — 1 сч д СЧ д СЧ СЧ СЧ СЧ СЧ
ем и а Ж 8 8 8 8 8 о из
Расхо, клея н слой, г? 150—2 ъ—0S1 г—osi СО 1 8 СО 1 8 СЧ 1 1 100—1 1
> «X
© * В W и « о О о iC. В ГИЧНС ipe час и = о т час и и <и
И u о 00 8 6 М( герме1 та 24 <О <0 СЧ из <0
а ж к сч ё 8 -200 СЧ СО из <0
СХ £ е —* СЧ bd
иэ £ и со СО СО со СО СО
СО
135
ваниями, что и при пайке узлов. Конструкция соединения и условия
сборки должны сохранять неизменным величину зазора до полного
отверждения клея и предотвращать его вытекание.
Температура при отверждении клея создается, главным образом,
за счет конвекционного тепла. Для этого собранные узлы помещают
в печи с электрообогревом. В последнее время в производство
внедряются методы высокочастотного нагрева склеиваемых деталей.
Давление на клеевую прослойку при отверждении создается:
— механизмами сборочных приспособлений;
— прессами;
— атмосферным давлением;
— пневматическим или гидравлическим давлением;
— давлением рабочего тела в автоклаве.
Основные принципиальные схемы создания давления при склеи-
вании приведены на рис. 3.23.
Контроль готовых клеевых швов без их разрушения представляет
собой наиболее сложную проблему в технологии производства клее-
ных конструкций. В настоящее время в промышленности применяется
три метода:
— метод простукивания;
— вакуумный метод;
— метод механического импеданса.
Простукивание представляет собой наиболее грубый метод, не-
пригодный для контроля ответственных конструкций. Он заключается
в нанесении легких ударов по клеевому шву резиновым молотком
и определении на слух непроклеев.
Рис. 3.23. Типовые схемы склеивании.
а — в механических зажимах; б — вакуумное склеивание; в — при пневмо-
или гидродавлении; г — автоклавное; 1 — склеиваемые детали; 2 — струб-
цины; 3 — нагревательная печь; 4 — резиновый чехол; 5 — вакуумная
магистраль; 6 — резиновые оболочки; 7 — подача воздуха (жидкости);
8 — резиновый чехол; 9 — рабочая среда; 10 — автоклав.
136
Принципиальная схема вакуумного метода показана ни рис. 3.24.
Вакуумный прибор основан на измерении в местах непроклеев стре-
лы прогиба обшивки, которая отстает от сопряженной поверхности
из-за перепада давления в корпусе прибора (вакуум) и в окружающей
среде. Метод пригоден только в следующих случаях:
— при хорошей доступности швов;
— при сравнительно простой форме поверхности (например,
плоскость);
— при высокой чистоте поверхности.
Вакуумные приборы позволяют определять только значительные
по размерам непроклеи при толщине обшивки не более 0,8—1,2 мм.
Акустический импедансный метод контроля основан на зависи-
мости силы реакции изделия на контактирующей с ним колеблю-
Рис. 3.25. Схема импеданского мето-
да контроля склеивания.
Рис. 3.24. Метод вакуумного контро-
ля клеевого соединения.
щийся стержень (рис. 3.25). Там, где непроклеев нет, стенка изделия
колеблется под воздействием стержня как единое целое. Механи-
ческое сопротивление (механический импеданс), оказываемое изде-
лием стержню, определяется жесткостью всей стенки и сила реакции
Р достигает большого значения. В местах непроклеев из-за малой
местной жесткости изделия сила реакции значительно меньше. Из-
менение силы реакции фиксируется с помощью пьезоэлемента (ти-
танат бария), закрепленного на конце измерительного стержня.
Неразрушающие методы контроля не позволяют обнаруживать
незначительные (но тем не менее опасные) дефекты клеевых швов.
Кроме того, они требуют хорошего доступа к швам, хорошего качества
поверхности, использования сложной аппаратуры и высококвалифи-
цированных кадров. Иными словами, эти методы не удовлетворяют
требованиям высокой надежности, предъявляемым к клееным кон-
струкциям PC.
Поэтому весьма тщательно ведется контроль всех операций тех-
нологического процесса и проводится широкий цикл механических
испытаний образцов свидетелей.
137
Глава IV.
СБОРОЧНЫЕ И МОНТАЖНЫЕ РАБОТЫ
В РАКЕТОСТРОЕНИИ
4.1. Общие сведения
Сборочные и монтажные работы являются наиболее ответствен-
ными в производстве PC, т. к. именно на этой стадии изготовления
обеспечивается требуемое взаимное расположение всех основных
агрегатов, их геометрическая и функциональная увязка, соединение
с приборами управления и т. п. При сборке PC необходимо в соот-
ветствии с требованиями ТУ обеспечить прямолинейность оси из-
делия, совпадение плоскостей стабилизации всех отсеков, центри-
рование двигателя, установку в требуемых положениях основных
приборов и ряд других трудоемких и ответственных работ.
Под технологическим процессом сборки понимается процесс оп-
ределенного и последовательного размещения деталей или комплекса
деталей в плоскости или нескольких плоскостях и соединения их
способом, указанным в чертеже.
Под технологическим процессом монтажа понимают процесс ус-
тановки и закрепления в предусмотренных местах агрегатов приборов
системы управления полетом, двигательной установки, оборудования,
источников питания бортовых систем топливом и энергией, а также
прокладку всех функциональных сетей (электрической, гидравличе-
ской и др.).
Сборочные и монтажные работы в производстве PC строятся на
основе разбивки всей конструкции на отдельные законченные в
конструктивном и технологическом отношении объекты, называемые
сборочными единицами. Последовательность деления PC предусмат-
ривает членение конструкции на агрегаты, секции, панели, узлы и
детали. Благодаря членению PC на сборочные единицы, удается
производить сборку более широким фронтом за счет специализации
и параллельного выполнения работ на большом количестве рабочих
мест. Различают конструктивную и технологическую разбивку PC
на сборочные единицы. Под конструктивной разбивкой понимается
членение изделия на сопрягаемые сборочные единицы, которые долж-
ны быть легко разнимающимися и заменяемыми. При конструктивной
разбивке изделия необходимо учитывать, что каждый разъем повы-
шает вес конструкции PC в целом из-за необходимости иметь эле-
менты крепежа и герметизации. Под технологической разбивкой PC
понимают членение конструкции на такие сборочные единицы, ко-
138
торые могут быть изготовлены полностью или по частям как от-
дельные объекты производства. Соединения сборочных единиц по
технологическим разъемам, как правило, выполняется неразъемными.
Необходимость технологической разбивки конструкции предопреде-
ляется техническими возможностями создания рациональных по га-
баритам сборочных приспособлений и условиями оптимальной ор-
ганизации производства.
В соответствии с разбивкой конструкции PC на сборочные еди-
ницы различают технологические процессы:
— узловой сборки, включая сборку отдельных панелей;
— агрегатной сборки;
— общей (окончательной) сборки.
Наиболее удачным членением конструкции на сборочные единицы
следует считать такое, когда оно позволяет:
— комплексно механизировать процесс сборки на всех этапах;
— расширить фронт сборочных работ;
— создать наилучшие условия для контроля качества соедине-
ний.
Опыт, накопленный производством PC, позволяет сформулиро-
вать наиболее общие технологические и производственные правила
при членении конструкций на сборочные единицы.
1. Соединение двух сборочных единиц следует производить не-
посредственно друг с другом. При соединениях одновременно трех
или большего количества единиц значительно усложняется процесс
сборки, возрастает объем работ по подгонке поверхностей, повыша-
ются требования к точности собираемых элементов. Это правило
можно назвать правилом последовательного наращивания сборочных
единиц.
2. Соединение сборочных единиц должно проводиться посред-
ством поверхностей простых форм (плоской или цилиндрической).
Соединения по поверхностям сложной кривизны требуют индиви-
дуальной подгонки.
3. Продольные соединения между панелями должны быть ком-
пенсирующими, а соединения по торцам панелей — нежесткими.
Применение компенсирующих стыков между панелями в про-
дольных соединениях позволяет избежать влияния этих соединений
на форму и размеры секции.
Для более благоприятных условий сборки панелей по торцам
желательно не предусматривать соединения каждой панели отдельно
с торцевым элементом жесткости.
Торцовый шпангоут целесообразнее изготовить из одного профи-
ля. Этот шпангоут устанавливается и фиксируется в сборочном
стапеле. Аналогично поступают и со вторым торцовым шпангоутом.
Далее на полки шпангоутов устанавливаются все панели и соеди-
няются продольными швами. Только после этого производится одно-
временное соединение всех панелей со стыковочными (торцовыми)
139
шпангоутами. Таким образом, стыковочная плоскость секции, со-
бранной из отдельных панелей, обеспечивается плоскостью шпан-
гоута и не требует доработки (торцовки).
4. Всякий отдельный агрегат или секция после сборки должны
быть достаточно жесткими для того, чтобы их соединение с другими
агрегатами или секциями могло производиться без специальных
стапелей.
5. Если две сборочные единицы связаны шарнирным соединением
(поворотная камера сгорания — рама двигателя), то следует собран-
ный шарнир отнести к подвижной сборочной единице. Крепление
шарнира с другой сборочной единицей необходимо производить по
специально подготовленной сборочной базе, не разъединяя при этом
шарнирного соединения.
6. Соединения между узлами, секциями и агрегатами должны
производиться с натягами, не вызывающими чрезмерных деформаций
в стыках и сборочных единицах.
7. Соединения в магистралях функциональных сетей (пневмати-
ческой, гидравлической и др.) необходимо производить без подгонки
и предусматривать использование компенсаторов.
8. Монтажные узлы оборудования следует компоновать так, что-
бы трубопроводы и кабели можно было бы прокладывать группами,
заключая их в защитные кожухи.
9. Крепление всех видов внутреннего оборудования не должно
закрывать доступ к стыкам и соединениям секций и агрегатов между
собой.
Общая сборка PC осуществляется на головных ракетостроитель-
ных заводах. На этих же заводах собирается и большинство агрегатов.
Однако отдельные агрегаты, например, головная часть, приборный
отсек могут поступать полностью собранными со специализированных
предприятий-смежников. Сборка агрегатов производится в специа-
лизированных цехах агрегатной сборки, куда поступают узлы и
отдельные детали из механических и механосборочных цехов завода.
К общей сборке допускаются лишь те агрегаты, которые прошли
полный цикл контрольно-сдаточных испытаний и приняты ОТК и
представителем заказчика. Поступившие в цех общей сборки агрегаты
проходят входной контроль и при положительных результатах по-
ступают на сборку. Каждый агрегат снабжен паспортом с необхо-
димой информацией о результатах всех видов контроля и испытаний,
датах проведения работ с фамилиями ответственных исполнителей,
отметками ОТК и представителя заказчика. Паспорта на агрегаты
входят составной частью в паспорт изделия в целом.
4.2. Технические условия на общую
и агрегатную сборку
Разделение сборки на агрегатную и окончательную выдвигает
высокие требования к их технологической и аэродинамической взаи-
мозаменяемости. Каждый отсек собирается отдельно на специальных
сборочных приспособлениях-стапелях. Стапели настраиваются по
макету отсека и должны обеспечивать заданное взаимное располо-
жение всех сборочных единиц. Основными конструктивными базами
PC и каждого отсека являются плоскости стабилизации и геомет-
рическая ось. В стапелях необходимо обеспечить такой переход от
этих мнимых конструктивных баз к реальным технологическим,
чтобы погрешности взаимного расположения сборочных единиц на-
ходились в допустимых пределах. В качестве реальных баз агрегатов
используются, как правило, поверхности жестких стыковочных шпан-
гоутов: плоскость торцевой поверхности и отверстия, связанные с
осью отсека. Наиболее часто на агрегатную сборку поступают из-
готовленные стыковочные шпангоуты с готовыми сборочными, мон-
тажными и крепежными отверстиями. Оба стыковочных шпангоута
после установки по торцам и отверстиям на настроенном стапеле
являются базирующими элементами для сборки агрегата. Осью бу-
дущего отсека является прямая линия, соединяющая центры тяжести
сечений стыковочных шпангоутов. Следовательно, неплоскостность
торцов шпангоутов предопределяет погрешности в угловом располо-
жении оси агрегата. Неточность изготовления сборочных отверстий
в радиальном направлении и угловом предопределяют появление
эксцентриситета осей при стыковке отсеков и вызывает взаимный
разворот плоскостей стабилизации. Сами стапели не могут быть
изготовлены с идеальной точностью. В силу этого обстоятельства
неизбежны погрешности в фиксации деталей в стапеле. Эти погреш-
ности носят систематический характер. Определенные погрешности
возникают из-за малой жесткости деталей и появляющихся при
сборке внутренних напряжений. Эти погрешности, естественно, яв-
ляются случайными. Следовательно, ТУ на агрегатную и общую
сборку должны оговаривать:
— допустимые величины неперпендикулярности, несоосности и
непараллельности стыковочных шпангоутов;
— допустимую величину овальности сечения стыковочных шпан-
гоутов;
— погрешности в радиальном и угловом расположении сбороч-
ных отверстий;
— погрешности настройки сборочного стапеля;
— погрешности взаимной увязки базирующих элементов ста-
пелей.
Кроме указанных общих технических условий на сборку в каждом
конкретном случае составляются дополнительные требования, кото-
141
рые являются обязательными при выполнении сборочных работ.
После подготовки посадочных мест для монтажа оборудования в
отсеке не допускается его продувка сжатым воздухом. Стружка,
пыль и т. п. должны быть удалены с помощью пылесоса. В ТУ на
агрегатную сборку оговариваются допускаемые величины западания
и выступания крепежных деталей, перекос головок винтов. Детали
и узлы, поступающие на сборку не должны иметь механических
повреждений, следов коррозии, нарушения покрытий. Они должны
иметь клеймо ОТК или документы, подтверждающие их пригодность
для сборки. Доработка деталей и узлов в сборочном цехе не допу-
скается. Зазоры между корпусом агрегата и устанавливаемым обо-
рудованием, не имеющим подвижных частей, не должны превышать
1,5—2,0 мм. В случае наличия подвижных частей величина мини-
мального зазора составляет 4—6 мм. В местах возможного касания
трубопроводов между собой или с корпусом агрегата предусматри-
вается установка мягких амортизирующих прокладок. Электромон-
тажные работы проводятся только после окончания всего механи-
ческого монтажа и очистки отсека пылесосом.
Технические условия на окончательную сборку PC (кроме общих
ТУ) предусматривают требования по:
— допускаемым величинам западания и выступания поверхно-
стей стыкуемых агрегатов и люков (около 1,5—2,0 мм);
— зазорам между стыковочными шпангоутами (в местах поста-
новки болтов зазоры не допускаются, а между болтами не должны
превышать 0,1—0,3 мм);
— герметизации стыков;
— качеству разъемных соединений;
— соединению трубопроводов и жгутов между отсеками.
Кроме ТУ на агрегатную и общую сборку дополнительно состав-
ляются технические условия на проведение всех видов контрольно-
сдаточных испытаний агрегатов и PC в целом.
4.3. Анализ схем и методов сборки
Под схемой сборочного процесса понимают последовательность
сборки сборочных единиц и соединения их между собой.
В практике ракетостроительных заводов используются три схемы
сборки:
— последовательная;
— параллельная;
— последовательно-параллельная.
Параллельная схема сборки предусматривает членение конструк-
ции на агрегаты, секции, панели, узлы и подузлы. По этой схеме
одновременно (параллельно) собираются все сборочные единицы от
142
менее сложных к более сложным. Для каждой сборочной единицы
изготовляются сборочные приспособления, позволяющие обеспечить
высокую степень механизации и автоматизации технологических
процессов, специализацию рабочих, высокую производительность тру-
да. Параллельная схема сборки вследствие разделения технологи-
ческого процесса на сравнительно небольшие по объему операции
называется дифференцированной. Последовательная схема сборки
относится к сборке PC с нерасчлененными конструкциями агрегатов
на секции или панели. В этом случае агрегаты собираются непо-
средственно из деталей и незначительного количества узлов, минуя
стадию сборки панелей и секций. Отдельные детали или узлы могут
даже устанавливаться при окончательной сборке PC. При последо-
вательной схеме в большом количестве используются ручные опе-
рации, в сборке принимает участие значительное количество квали-
фицированных рабочих. Последовательная сборка вследствие члене-
ния конструкций на укрупненные сборочные единицу называется
недифференцированной.
Последовательно-параллельная сборка, представляющая собой
комбинацию двух предыдущих схем, используется в тех случаях,
когда производственная обстановка или конструкция изделия позво-
ляет лишь частично механизировать технологические процессы. Она
также относится к сборке расчлененных конструкций и в настоящее
время широко применяется в практике ракетостроительных заводов.
Выбранная схема сборки существенно влияет на производитель-
ность труда и экономические показатели производства. Если про-
анализировать схемы сборки с точки зрения экономичности произ-
водства, то можно сделать следующие выводы.
1. При дифференцированной сборке расчлененных конструкций
секций и агрегатов количество одновременно занятых рабочих зна-
чительно больше, чем при сборке нерасчлененных конструкций.
Вследствие широкого фронта работ значительно (в 3—4 раза) со-
кращается цикл сборки. Однако при этом необходимо учитывать
необходимость большой номенклатуры сборочных приспособлений,
большого количества рабочих и производственных площадей. Кроме
того, членение агрегата на большое количество сборочных единиц
невыгодно с точки зрения обеспечения взаимозаменяемости, а в
ряде случаев неприемлемо по конструктивным соображениям. По-
этому вопрос об оптимальном членении конструкции необходимо
решать комплексно с учетом экономических, технологических и
конструктивных факторов.
2. Условия труда при работе по дифференцированной схеме
являются сравнительно более благоприятными вследствие возмож-
ностей свободного доступа к узлам соединений и применения авто-
матизированного инструмента.
3. Сборка секций и агрегатов из предварительно собранных
панелей позволяет в значительной мере автоматизировать процессы
143
агрегатной сборки за счет использования сварочных, клепальных и
других высокопроизводительных автоматизированных установок.
4. Учитывая конкретную производственную обстановку и эконо-
мические факторы, необходимо стремиться к оптимальному сочета-
нию последовательной и параллельной схем сборки в едином тех-
нологическом процессе таким образом, чтобы комплексная
последовательно-параллельная схема в конкретных условиях дала
максимальный экономический эффект.
Применяемые в ракетостроении методы сборки наиболее часто
классифицируются по степени взаимозаменяемости соединяемых де-
талей, узлов, агрегатов либо в зависимости от способа базирования
деталей при сборке. Аналогично классификации методов сборки в
общем машиностроении при сборке элементов PC различают:
— метод полной взаимозаменяемости;
— метод неполной взаимозаменяемости;
— метод групповой взаимозаменяемости;
— метод подгонки.
Вследствие известности этих методов из курса технологии ма-
шиностроения подробное их рассмотрение опустим.
Классификация методов сборки в зависимости от способа бази-
рования соединяемых деталей приведена на рис. 4.1.
Сборка по разметке в зависимости от вида сборочных баз под-
разделяется на две разновидности: сборку по отверстиям и сборку
по базовым линиям. Сборка по СО состоит в совмещении сборочных
отверстий в соединяемых сборочных единицах посредством времен-
ных фиксаторов, контрольных болтов, заклепок и т. п. Сборка по
базовым линиям отличается лишь тем, что требуемое положение
Рис. 4.1. Классификация методов сборки по способам базирования.
144
сборочных единиц достигается путем совмещения БЛ, нанесенных
на их поверхности, а фиксация в этом положении — путем закреп-
ления зажимными устройствами (струбцинами, скобами, захватами
и т. д.). После совмещения сборочных баз и фиксации деталей
осуществляется их соединение предусмотренным способом (сварка,
клепка и т. п.). Нанесение сборочных баз (координат СО или БЛ)
на поверхности сборочных единиц производят путем разметки по
теоретическим чертежам или плазам. Наиболее целесообразно при-
менять фотоконтактный метод разметки.
Преимущества метода сборки по разметке заключаются:
— в меньшей трудоемкости операций по сравнению со сборкой
в приспособлениях;
— в простоте технологической оснастки;
— в снижении стоимости сборочных единиц.
Однако при сборке по БЛ в ряде случаев не обеспечивается
требуемая точность сборки и эта разновидность метода используется
только в единичном и мелкосерийном производстве. В целом сборку
по разметке целесообразно использовать только в тех случаях,
когда сборочные единицы состоят из попарно сопрягаемых деталей
(рис. 4.2). При более сложных связях между деталями из-за после-
довательного накопления погрешностей взаимного расположения СО
их совмещение может оказаться невозможным. Поэтому конструкция,
рассчитанная на сборку по СО или БЛ, должна быть скомпонована
из входящих в нее деталей лишь путем их попарного сопряжения.
Вторым ограничением области применения рассматриваемого метода
сборки является обеспечиваемая им точность контуров сборочных
Рис. 4.2. Схема сборки по сборочным отверстиям и базовым линиям.
/ — фиксаторы; 2 — собираемые детали; 3 — направляющие отверстия.
145
единиц. Сборка по СО обеспечивает достаточно высокую точность
лишь при выполнении двух условий:
— сборочные отверстия выполняются по окончании всех осталь-
ных операций по изготовлению деталей;
— сборочные отверстия расположены в деталях таким образом,
что высота любого из контурных треугольников, которые могут быть
построены для данной детали, меньше или равна его основанию,
т. е. (рис. 4.3) точность обеспечивается при:
IJ
_max < 1
» а - •
Если от сборочной единицы требуется высокая точность и ука-
занные выше условия обеспечить не удается, необходимо ориенти-
роваться на методы сборки в приспособлениях.
При сборке в приспособлениях технологический процесс распа-
дается на два этапа;
— сборочные базы всех деталей совмещаются с соответствую-
щими фиксаторами приспособления;
— собираемые детали соединяются между собой.
Данный метод характери-
зуется тем, что сборочная еди-
ница как бы копирует соответ-
ствующие размеры приспособ-
ления. Сборка в приспособле-
ниях возможна тогда, когда
конструкция сборочной едини-
цы обеспечивает возможность
Рис. 4.3. Оценка точности
при сборке по СО.
совмещения баз деталей с фик-
саторами .приспособления без
нарушения контакта между со-
прягаемыми поверхностями. В качестве сборочных баз необходимо
выбирать те поверхности, расстояния между которыми необходимо
выдержать с наибольшей точностью. Размер, определяющий это
расстояние, называется компенсирующим размером. Условие воз-
можности сборки в приспособлениях практически обеспечивают раз-
личными способами компенсации. Наиболее широко известны и
применяются метод размерной компенсации перемещением и метод
упругой компенсации. Компенсация перемещением заключается в
том, что сопрягаемые поверхности деталей выполняются в виде
плоскостей, параллельных компенсирующему размеру. Благодаря на-
личию этих плоскостей, удается изменять расстояния между сбо-
рочными базами деталей (без нарушения контакта по соединяемым
поверхностям) в той мере, в какой это требуется для их совмещения
с фиксаторами приспособления (рис. 4.4). Компенсация перемеще-
нием позволяет обеспечить совмещение сборочных баз деталей с
фиксаторами и, следовательно, требуемую точность размера сбороч-
146
ной единицы. Но в этом случае не удается исправить форму контуров
деталей. Для исправления формы деталей используется эффект уп-
ругой компенсации, т. е. принудительного деформирования детали
до полного соприкосновения ее поверхности с поверхностью фикса-
тора приспособления (рис. 4.5). Для осуществления этого эффекта
необходимо, чтобы:
— деформируемая деталь (компенсатор) обладала невысокой
жесткостью;
— эта деталь закреплялась на более жесткой (базовой) детали,
фиксирующей деформированное положение компенсатора.
На практике нередки случаи одновременного использования обо-
их видов компенсации. В этом случае компенсация перемещением
обеспечивает требуемую точность размеров сборочной единицы, а
упругая компенсация — точность геометрической формы.
Рис. 4.4. Схема компенсации
перемещением.
1 — соединяемые поверхности
деталей; 2 — фиксатор сбороч-
ного приспособления.
Рис. 4.5. Схема упругой компенсации.
/ — фиксирующая поверхность приспособления;
2 — жесткая деталь (силовой набор);
3 — деформируемая деталь (обшивка).
При сборке в приспособлениях в качестве баз широко исполь-
зуются СО. Однако при сборке корпусов секций и агрегатов и сборке
панелей с элементами жесткости довольно часто в качестве бази-
рующих поверхностей используются поверхности обводов. В этом
случае различают методы сборки от каркаса и от обшивки.
При методе сборки от каркаса в сборочном стапеле сначала
устанавливают элементы жесткости (детали каркаса), фиксируют их
и соединяют способом, указанным на чертеже. Далее к каркасу
крепят листы обшивки. Метод характеризуется повышенными от-
клонениями контуров обводов от теоретических за счет накопления
погрешностей при установке в приспособлении большого количества
деталей каркаса.
При сборке от обшивки процесс начинается с установки листов
по фиксирующим поверхностям рубильников стапеля. Контур этих
поверхностей соответствует теоретическому контуру агрегата (пане-
147
ли, секции). К поверхностям обшивки в местах, определенных фик-
саторами стапеля, прижимаются элементы каркаса и скрепляются
с обшивкой. Метод обеспечивает высокую точность размеров и
геометрической формы сборочных единиц и широко применяется в
серийном производстве PC.
4.4. Проектирование технологических
процессов сборки
В практике ракетостроительных заводов используются несколько
разновидностей технологических процессов сборки в той или иной
мере учитывающих производственную обстановку, конструктивные,
технологические и экономические требования.
Разработка принципиальных технологических решений еще на
стадии эскизного и рабочего проектирования PC позволяет:
— выявить принципиальное содержание сборочных и монтажных
работ применительно к условиям серийного производства;
— учесть возможности применения наиболее прогрессивных тех-
нологических процессов;
— определить характер сборочных приспособлений, оснастки и
специального оборудования;
— провести в жизнь предварительные мероприятия по подго-
товке производства к запуску нового образца.
Принципиальные технологические решения, принимаемые на ста-
дии проектирования PC совместно конструкторской и технологичес-
кой службами, закрепляются в директивном технологическом про-
цессе.
Под директивным технологическим процессом сборки PC пони-
мают перечень принципиальных положений, методов сборки, осна-
щения и оборудования, который должен быть в обязательном порядке
применен в условиях серийного производства.
Порядок разработки директивного технологического процесса за-
ключается в следующем:
— составляется схема членения PC на сборочные единицы;
— определяется характер соединений по конструктивным и тех-
нологическим разъемам;
— устанавливается схема и последовательность сборки, методы
сборки и базирования сборочных единиц;
— определяются средства обеспечения взаимозаменяемости по
стыкам и соединениям и составляются принципиальные схемы по
проектированию оснастки, необходимой для выполнения задач вза-
имозаменяемости;
— разрабатываются принципиальные схемы и технические тре-
бования к сборочной оснастке;
— определяются методы и средства контроля и испытаний;
148
— составляются специальные указания, позволяющие заранее
обеспечить производство новыми материалами, оборудованием и т. п.
Директивный технологический процесс оформляется в виде карт
директивного техпроцесса и рассылается на заводы для проведения
подготовительных мероприятий.
После выпуска рабочих чертежей PC осуществляется проекти-
рование рабочих технологических процессов сборки. Под рабочим
технологическим процессом сборки понимается разработка последо-
вательности установки, фиксации и соединения между собой сбо-
рочных единиц с указанием режимов работы, норм времени, при-
меняемого инструмента, оборудования и оснастки. Проектирование
рабочих технологических процессов сборки осуществляется в сле-
дующей последовательности:
— определяется степень дифференциации сборочных работ на
основе принятой схемы конструктивного членения PC;
— определяется последовательность сборки всех сборочных еди-
ниц;
— устанавливается степень взаимозаменяемости сборочных еди-
ниц и деталей;
— выбирается метод базирования деталей при сборке сборочных
единиц, устанавливаются базирующие поверхности и порядок соеди-
нения деталей;
— определяются последовательность и содержание сборочных
операций;
— устанавливаются режимы сборки и нормы времени;
— разрабатываются задания на проектирование сборочных при-
способлений, специального инструмента и оснастки;
— составляется ТУ на сборку узлов, панелей, секций, агрегатов;
— выбираются методы и средства контроля сборки, разрабаты-
ваются задания на проектирование специальных средств контроля;
— разрабатываются технологические планировки сборочных це-
хов;
— разрабатываются транспортные и подъемные средства для
выполнения процессов сборки;
— оформляется техническая документация: маршрутные карты
сборки, комплектовочные ведомости на сборочные единицы и т. п.
Исходными документами для проектирования технологических
процессов в цехах являются:
— чертежи и ТУ на изготовление PC;
— инструкции ведущих организаций, нормали, ТУ на материалы,
нормализованное оборудование и инструмент и др.;
— директивный технологический процесс сборки;
— маршрутный процесс сборки PC по цехам завода.
Технологические службы цехов разрабатывают:
— карты технологического состояния поставки деталей, узлов,
агрегатов для цехов-изготовителей;
149
— контрольные листы специальной оснастки и инструмента для
отдела главного технолога (ОГГ);
— маршрутные карты сборки;
— ТУ на проектирование специальной оснастки;
— ведомости потребного нормализованного инструмента и ос-
настки;
— ведомости расхода вспомогательных материалов.
Карты технологического состояния содержат требования к цехам-
поставщикам деталей, узлов, агрегатов по величинам припусков,
термообработке, покрытиям, упаковке, транспортировке, контролю
и т. д. Эти карты являются исходным документом для проектирования
технологических процессов в цехах-поставщиках.
Контрольные листы специальной оснастки являются документом
для определения объема необходимой оснастки и планирования оче-
редности ее изготовления. При определении очередности проекти-
рования и изготовления специальной оснастки руководствуются сле-
дующими положениями:
— оснасткой 1-й очереди является оснастка, без которой невоз-
можно качественно изготовить и проконтролировать данную сбороч-
ную единицу;
— оснасткой 2-й очереди является оснастка, обеспечивающая
программу выпуска по серийной технологии;
— оснасткой 3-й очереди является оснастка, определяющая даль-
нейшее развитие оснащенности серийного технологического процесса
с целью достижения оптимальных экономических показателей.
Технологические карты сборки оформляются на бланках уста-
новленной формы и подписываются технологом, начальником тех-
нологического бюро цеха, начальником цеха, начальником бюро
технического контроля, визируется ведущим технологом ОГТ и ут-
верждается главным технологом, а для агрегатных цехов и цехов
общей сборки — главным инженером завода. В картах указаны все
режимы сборки, нормы времени, нормы расхода материалов. К картам
приложены схемы сборки и необходимые поясняющие операционные
эскизы. Кальки технологического процесса хранятся в архиве, а на
рабочие места и в соответствующие службы поступают светокопии.
Все экземпляры копий учитываются в специальном журнале. Жур-
налы регистрации техпроцессов и журналы разрешений на изменения
в технологических процессах являются документами строгой отчет-
ности. Они ведутся на каждое изделие отдельно и по окончании
выпуска данной модификации PC сдаются в ОГТ по описи. Изменения
в картах производятся только после утверждения главным технологом
или главным инженером соответствующих извещений об изменении.
Рассмотрим некоторые особенности технологических процессов
сборки отдельных сборочных единиц.
Узловая сборка осуществляется путем непосредственного сое-
динения деталей указанным в чертеже способом. Принципиальная
150
схема технологического процесса сборки любого узла сводится к
выполнению следующих основных групп операций:
— предварительное сочленение собираемых деталей, т. е. уста-
новка, фиксация и закрепление;
— соединение деталей в приспособлении или стапеле;
— освобождение сборочной единицы от фиксаторов и зажимов;
— сборка узла вне приспособления или стапеля.
Этапы (группы операций) технологического процесса являются
в то же время и этапами контроля, т. е. контроля правильности
установки и фиксации собираемых деталей, контроля качества со-
единений и узла в целом. Значительный объем сборочных работ
при производстве PC приводит к необходимости организации таких
методов сборки, которые привели бы к сокращению трудоемкости
и производственного цикла, к сокращению незавершенного произ-
водства, производственных площадей и оборотных средств завода.
Основными методами организации сборки, создающими возможность
реализации этих требований, является поточная и поточно-
конвейерная сборка. Для узловой сборки PC характерны два типа
поточных линий. Первый тип — это поточные линии, на которых
собирается один конкретный узел. Поточные линии, предназначенные
для сборки одной сборочной единицы, принимают при сравнительно
большой программе и трудоемкости, когда рабочие места могут быть
полностью загружены в течение длительного периода времени. В тех
случаях, когда трудоемкость сборки узлов невелика и программа не
обеспечивает полной загрузки оборудования, используется второй
тип поточных линий — многономенклатурные поточные линии. На
таких линиях собирается несколько сходных по конструкции узлов.
Переналаживаемое агрегатированное оборудование располагается в
соответствии с технологическим процессом сборки характерного узла.
При разработке технологического процесса узловой сборки необхо-
димо руководствоваться следующими требованиями:
1. Собираемый узел должен быть максимально законченным в
технологическом отношении, т. е. он должен состоять из такого
количества деталей, которое обеспечивает возможность испытания
и контроля узла как самостоятельной конструкции.
2. При сборке сложных узлов с целью расширения фронта работ
целесообразно членение их на подсборки.
3. Последовательность сборки и конструкция приспособлений
должны удовлетворять условию создания наиболее удобных подходов
к местам соединений и возможности применения средств механиза-
ции и автоматизации (прессов групповой клепки, гайковертов, сва-
рочных автоматов и т. п.).
4. Необходимо предусматривать широкое использование сбороч-
ных приспособлений, которые позволяют отказаться от операций
разметки и пригонки деталей при сборке.
151
В тех случаях, когда размеры готовых узлов неизбежно иска-
жаются при сборке (например, коробления при сварке), для обес-
печения точности и взаимозаменяемости сборочных единиц необхо-
димо предусматривать внестапельную обработку стыковочных по-
верхностей на разделочных станках и стендах.
Сборка панелей предусматривает соединение элементов сило-
вого набора с обшивкой. Несмотря на то, что в настоящее время
широко применяются монолитные панели, в ряде случаев корпуса
отсеков необходимо собирать из сборных панелей, в которых листы
обшивки соединены с элементами набора клепкой или сваркой.
Панели должны быть сборными тогда, когда каркас и обшивка
изготавливаются из разнородных материалов, или когда корпус аг-
регата содержит элементы как продольного так и поперечного набора
(шпангоуты и стрингеры).
В большинстве случаев панели собираются в стапелях от об-
шивки. Порядок сборки включает обычные операции установки де-
талей по фиксаторам сборочных приспособлений, их закрепление и
последующее соединение.
Процесс сборки начинается с установки в стапель элементов
каркаса. Элементы каркаса устанавливают в специальных вырезах
ложементов и фиксируют по торцам. Одновременно устанавливают
различные усиления вырезов (окантовки люков). Далее в стапеле
по поверхностям рубильников и упорам фиксируются листы обшивки.
К ним с помощью прижимов пристыковываются детали каркаса.
После подгонки поверхностей обшивки и деталей каркаса, они пред-
варительно соединяются контрольными заклепками или прихваткой
сварными точками. Затем детали соединяются окончательно. После
изготовления панели на ней осуществляется монтаж предварительно
собранных узлов, установка электрооборудования, приборов, про-
кладка жгутов кабельной сети и трубопроводов. Далее панели по-
ступают на сборку секций или агрегатов.
Сборка секций осуществляется в сборочных стапелях по схе-
мам, выбираемым в зависимости от конструкции панелей. Если
панели имеют и продольный и поперечный набор, то сборка секции
ведется от обшивки. При этом на стапеле устанавливают и фиксируют
стыковочные шпангоуты, а затем — панели. Панели прижимают к
рубильникам стапеля и соединяют продольными швами. Далее осу-
ществляется соединение элементов поперечного набора (шпангоутов)
и, наконец, сборка секции со стыковочными шпангоутами. Если
панели несут на себе только продольный набор, то неразрезные
промежуточные шпангоуты устанавливаются в стапеле вместе со
стыковочными. Соединения панелей между собой и со шпангоутами
осуществляется через компенсаторы. Сборка как и в предыдущем
случае ведется от обшивки.
Сборка агрегатов в зависимости от схемы членения конструк-
ции осуществляется из секций или непосредственно из панелей.
152
Корпуса современных PC, как правило, расчленены на поперечные
секции. Секции после сборки являются достаточно жесткими и их
соединение между собой осуществляется без использования специ-
альных стапелей. В настоящее время наиболее прогрессивным тех-
нологическим процессом сборки агрегатов является сборка с пере-
мещением изделий на конвейерных поточных линиях. Из всех су-
ществующих типов конвейеров в производстве PC наиболее широко
распространены конвейеры тележечного типа. Они представляют
собой систему тележек, движущихся по рельсовому пути и соеди-
ненных с приводной цепью. Отдельные секции, расположенные на
тележках, фиксируются по базирующим элементам стыковочных
шпангоутов и соединяются методом, предусмотренным в чертеже.
Общая сборка PC является завершающим этапом, на котором
отдельные агрегаты соединяются в готовое изделие. Сборка PC
ведется, как правило, на поточных конвейерных линиях тележечного
типа. Обязательными конструктивными элементами тележек явля-
ются (рис. 4.6):
— базовые ролики для установки агрегата по наружной поверх-
ности;
— регулирующие элементы для установки агрегата в горизон-
тальной и вертикальной плоскости;
— катки для перемещения тележек по рельсовому пути.
Направление движения агрегатов на конвейере совпадает с про-
дольной осью PC либо перпендикулярно этой оси.
Объем работ при общей сборке PC:
— соединение между собой агрегатов по стыкам и соединение
всех функциональных цепей;
монтажные работы по установке сборочных единиц, входящих
непосредственно в общую сборку;
— проверка, испытания и регулирование всех систем.
Рис. 4.6. Схема
конвейерной тележки.
/ — агрегат ракеты; 2 — базовые
ролики; 3 — винты регулировки
в горизонтальной плоскости;
4 — винты регулировки
в вертикальной плоскости;
5 — рама; 6 — рельсовый путь.
153
Поскольку взаимозаменяемость агрегатов по стыкам обеспечива-
ется соответствующей установкой стыковочных шпангоутов в
агрегатно-сборочных цехах, то соединение отсеков PC сводится к
следующим операциям:
— установка основного агрегата по линии базирования на кон-
вейере;
— установка подсоединяемого агрегата по плоскости разъема
стыковочных шпангоутов и СО;
— установка соединительных болтов, их затяжка, контроль за-
тяжки и контровка;
— контроль сборки агрегатов.
Затяжку болтов проводят тарировочными ключами, обеспечиваю-
щими требуемый по ТУ момент затяжки. Затяжка ведется в два
этапа. В начале осуществляется предварительная затяжка обычными
ключами, затем окончательная — тарировочными ключами. На каж-
дом из этапов необходимо соблюдать определенную последователь-
ность затяжки гаек. В процессе общей сборки по мере пристыковки
агрегатов осуществляется герметизация стыков предусмотренными
в ТУ способами. Необходимый момент затяжки может быть определен
по формуле:
M = Por[tg(a + p) + ytgp'],
где М — момент затяжки гайки, Н • м; Ро — необходимое усилие
предварительной затяжки, Н; г — средний радиус резьбы, м; R —
средний радиус торцевой поверхности гайки, м; a — угол наклона
резьбы; р — угол трения в резьбе; tg р = ц, где р — коэффициент тре-
ния; р'— угол трения на торце гайки.
Опыт показывает, что между требуемым усилием предваритель-
ной затяжки Ро и моментом затяжки М стабильной зависимости не
существует вследствие переменных значений коэффициентов трения.
Поэтому величину расчетного момента затяжки корректируют в
соответствии с результатами экспериментов, проводимых при вы-
пуске опытной партии PC. Кроме того, для повышения стабильности
значений коэффициентов трения резьбу перед затяжкой покрывают
тонким слоем консистентной смазки типа ЦИАТИМ-201. Обычно
допуск на величину момента затяжки задается в пределах ± 5% от
номинала. Соединения функциональных цепей и качество сборки
агрегатов между собой контролируются на специальных стендах,
расположенных по ходу движения конвейера. Общая сборка PC
проводится, главным образом, при горизонтальном положении базо-
вых осей агрегатов. Сборка при вертикальном расположении агре-
гатов характеризуется более благоприятным с точки зрения повыше-
ния точности сборки направлением действия силового поля, но
вместе с этим эта схема вызывает сложности, связанные с прове-
дением работ на больших высотах. Сборка PC должна предусмат-
154
ривать синхронизацию работы поточных линий агрегатно-сборочных
цехов и цеха окончательной сборки.
Общая структура технологического процесса окончательной сбор-
ки складывается из последующих этапов:
— входной контроль агрегатов;
— стыковка агрегатов;
— монтажные работы и соединение агрегатов между собой;
— межоперационный контроль и испытания по ходу выполнения
сборочных операций;
— контроль и испытания собранного PC на контрольно-
испытательных станциях;
— герметизация, консервация, маркировка изделия;
— упаковка изделия.
Методы и средства осуществления контрольных и завершающих
операций, характерных для производства PC будут рассмотрены в
самостоятельных разделах.
4.5. Сборочные приспособления (стапели)
Технологические процессы сборки PC предусматривают исполь-
зование большого количества сборочных приспособлений. Назначе-
ние всех типов приспособлений заключается в обеспечении требуе-
мой точности и взаимозаменяемости сборочных единиц, а также
повышение производительности труда. Для достижения высокой про-
изводительности труда конструкция сборочного приспособления
должна удовлетворять следующим требованиям:
— доступность рабочих зон для применения средств механизации
и ускорения процесса установки и фиксации деталей;
— использование быстродействующих механических или пнев-
матических зажимов;
— создание наиболее благоприятных условий для работы (под-
ходы к приспособлению, расположение рабочих площадок, освещен-
ность рабочего места и т. п.);
— удовлетворение требований по точности взаимной увязки
фиксирующих элементов внутри каждого приспособления и между
приспособлениями;
— удовлетворение всех требований по технике безопасности.
Большая номенклатура сборочных приспособлений и их высокая
стоимость вызывают необходимость нормализации всех основных
элементов. Нормализация элементов приспособлений создает пред-
посылки для широкого применения агрегатированных переналажи-
ваемых стапелей. Принцип агрегатирования позволяет создавать кон-
струкции различных приспособлений путем комбинации нормализо-
ванных деталей и узлов, изготавливаемых в условиях специа-
155
лизированного производства. Благодаря этому сроки подготовки про-
изводства сокращаются, а стоимость технологической оснастки резко
уменьшается. Система агрегатированных стапелей предусматривает
нормализацию деталей каркаса (оснований и фундаментных плит,
колонн, стоек, рам,’кронштейнов), зажимов, фиксаторов и т.п.
Каркас стапеля предназначен для связи в единое целое всех эле-
ментов конструкции приспособления. Он должен обеспечивать до-
статочную жесткость всего приспособления и доступность к рабочим
зонам для проведения операций сборки. Наиболее широко в про-
мышленности используются разборные каркасы стапелей колонного
типа (4.7).
Сборные каркасы состоят из нормализованных-деталей и узлов,
таких как основания и фундаментные плиты, колонны, стойки, балки,
рамы, кронштейны.
Основания и фундаментные плиты служат опорами для крупно-
габаритных сборочных приспособлений — стапелей. Колонны явля-
ются основными вертикальными несущими элементами, а стойки —
несущими элементами для установки небольших узлов. Балки — это
горизонтальные несущие элементы стапелей, предназначенные для
крепления на них фиксирующих, зажимных и других узлов. Элементы
Рис. 4.7. Схема стапеля колонного типа.
/ — основание; 2 — колонны; 3 — кронштейн; 4 — балка.
каркаса соединяются между собой через кронштейны. Каркасы при-
способлений не имеют непосредственного контакта со сборочными
единицами агрегатов PC. Элементами, определяющими и фиксирую-
щими положение собираемых сборочных единиц, служат зажимы и
фиксаторы. Фиксаторы являются элементами приспособлений, оп-
ределяющими заданное взаимное расположение деталей и узлов
сборочной единицы. Зажимы закрепляют детали и узлы в том по-
ложении, которое предопределяется расположением фиксаторов.
В ряде случаев функции фиксации и закрепления деталей выполняют
одни и те же элементы. Точное расположение фиксаторов обеспе-
чивается при монтаже приспособлений с помощью специального
156
оборудования и приборов. Нормализованные фиксаторы крепят к
балкам через компенсирующий заполнитель — цемент (рис. 4.8).
К балкам стапеля крепятся предварительно ориентированные
корпуса фиксаторов 1. Далее базируясь по отверстию (штифту) 2
с требуемой точностью устанавливаются фиксаторы 3. Зазор между
корпусом и хвостовиком фиксатора заполняется жидким цементом
4, который после отверждения становится достаточно прочным и
надежно закрепляет фиксатор в требуемом положении. Такой способ
крепления фиксаторов упрощает их монтаж в приспособлениях,
обеспечивая одновременно требуемую прочность. Фиксирование
разъемов агрегатов фланцевого типа производится специальными
плитами, которые определяют положение плоскости разъема агрегата
и положение всех крепежных отверстий. Плиты изготовляют из
листовой стали толщиной 30—35 мм и крепят на жестких рамах.
Элементами фиксации внешних форм агрегатов являются рубильники
стапелей различных типов.
Рубильники стапелей сложны в изготовлении, имеют большой
вес и затрудняют подходы к собираемым единицам. Поэтому всегда,
Рис. 4.8. Установка фиксаторов на цементе.
когда это возможно, следует применять не цельные рубильники, а
отдельные фиксаторы, определяющие положение внешних поверх-
ностей собираемых панелей. С целью повышения производительности
труда стапели оборудуются вспомогательными устройствами: рабо-
чими площадками, трапами, поручнями и т. п. Механизированные
стапели снабжаются системами воздушной сети и электропроводки.
Сжатый воздух используется для пневмоцилиндров, обеспечивающих
работу быстродействующих зажимов, а также для питания различных
пневматических инструментов (пневмодрелей, гайковертов и др.).
Система электропроводки обеспечивает местное освещение рабочих
мест и подвод энергии к электроинструментам.
157
Проектирование сборочных приспособлений осуществляется
технологическими службами заводов. Исходными документами для
проектирования являются следующие:
— техническое задание на проектирование приспособления с
указанием его назначения и группы очередности оснастки;
— чертежи подлежащей сборке сборочной единицы;
— технологический процесс сборки;
— принципиальные схемы приспособления, разработанные кон-
структорами изделий;
— технические условия на сборочное приспособление;
— альбомы типовых конструкций и нормализованных элементов
приспособлений;
— список нормализованных элементов, имеющихся в наличии.
Проектирование приспособления начинается с разработки эскиз-
ного проекта. В эскизном проекте разрабатывается конструктивная
схема приспособления, в которой определяется расположение и типы
колонн каркаса, размещение и типы фиксирующих и зажимных
элементов, средства загрузки узлов и выемки готовой сборочной
единицы, размещение и типы вспомогательной оснастки. После раз-
работки и согласования с конструкторскими службами эскизного
проекта, разрабатываются общий вид и детальные рабочие чертежи
сборочного стапеля.
Построение схемы приспособления начинается с определения
базовых осей, относительно которых координируется положение всех
элементов сборочной оснастки. В качестве базовых осей выбираются
основные конструктивные базы агрегатов PC: продольная ось и
плоскости стабилизации. Далее относительно базовых осей ориен-
тируют фиксирующие, зажимные и другие элементы стапелей. В по-
следнюю очередь на схеме указывают места расположения колонн,
балок, вспомогательного оборудования и т. д. Разработке общего
вида предшествует расчет приспособления на жесткость. Выбор
сечений балок и колонн каркаса, исходя из условий требуемой
жесткости, исключает необходимость проведения расчетов этих эле-
ментов на прочность.
Изготовление и монтаж сборочных стапелей производится сле-
дующим образом. Сначала в соответствии с заданными допусками
собирается каркас приспособления. Обычно требования по точности
к взаимному расположению элементов каркаса невысоки и поэтому
его сборка не вызывает значительных трудностей. Точная установка
фиксирующих элементов достигается в два приема. На балки и
колонны каркаса вначале устанавливаются с большими допусками
промежуточные элементы крепления фиксаторов (корпуса, втулки,
стаканы). Далее с помощью специального оборудования (инструмен-
тального стенда) точно выставляют фиксаторы. Зазоры между хво-
стовиками фиксаторов и соответствующими стенками промежуточ-
на
ных элементов заливают специальным цементом, имеющим следую-
щий состав:
— глиноземлистый цемент марки 500 — 65 ± 5% (по весу);
— строительный или формовочный гипс I сорта — 35 ±5%;
— хлористый литий (от веса цемента) — 0,1 ±0,5%;
— вода (от суммарного веса цемента и гипса) — 30—40%.
Поддержка фиксаторов в процессе заливки и схватывания це-
мента обеспечивается с помощью специального оборудования ин-
струментальных стендов или эталонов и макетов сборочных единиц.
Время выдержки с момента заливки цемента до освобождения фик-
саторов от поддерживающих средств составляет 7—12 мин. После
этого фиксирующие элементы сохраняют заданное положение, но
полное отверждение цемента происходит через 2—3 суток. До ис-
течения этого срока фиксатор не должен подвергаться действию
механических нагрузок. Помимо цемента в качестве компенсирую-
щего заполнителя можно применять легкоплавкие сплавы и напол-
ненные полимеры холодного отверждения. Через компенсирующий
заполнитель устанавливаются не только фиксаторы приспособлений,
но и другие элементы, к точности взаимного расположения которых
предъявляются повышенные требования.
Монтаж элементов сборочных стапелей для сборки агрегатов
PC осуществляется с помощью плаз-кондукторов, макетов агрегатов
или инструментальных стендов.
Контроль точности взаимного расположения основных элементов
приспособлений осуществляется с помощью эталонов сборочных
единиц или точных оптических приборов: нивелиров, теодолитов,
автоколлиматоров, квадрантов и др.
4.6. Монтажные работы
Монтажные работы в преобладающей степени стремятся осуще-
ствить при сборке панелей. Однако установка некоторого оборудо-
вания и прокладка части функциональных цепей производится при
агрегатной сборке. Монтаж в отсеках PC выполняется после всех
операций, связанных с разметочными, сверлильно-клепальными, под-
гоночными работами, и тщательной очистки агрегатов пылесосом.
Обычно монтажные работы выполняются в следующей последова-
тельности:
— монтаж механизмов и приборов;
— прокладка трубопроводов;
— прокладка жгутов кабельной сети.
Монтаж механизмов, приборов управления и другого оборудо-
вания осуществляется, как правило, по СО, имеющимся на предва-
рительно установленных и выверенных кронштейнах и плитах. Если
159
отдельные элементы оборудования плотно скомпонованы, то они
собираются на панелях вне агрегатов. Панелированный монтаж осу-
ществляется на специальных рабочих местах и поэтому значительно
снижает трудоемкость агрегатной сборки. Трубопроводы при монтаже
вначале присоединяются к штуцерам оборудования, а затем крепятся
к элементам каркаса или кронштейнам агрегата.
Прокладке трубопроводов и жгутов бортовой кабельной сети
предшествует работа по подготовке зон в агрегатах, где намечена
проводка коммуникаций. С этой целью отверстия в деталях каркаса,
через которые прокладываются коммуникации, а также кромки де-
талей в районе возможного касания с трубопроводами и жгутами
оклеиваются резиновыми или войлочными прокладками. При монтаже
трубопроводов и жгутов кабельной сети особое внимание уделяют
выдерживанию и контролю монтажных зазоров, оговоренных в ТУ.
Величины зазоров обычно назначаются в следующих пределах:
— между трубопроводами в параллельных пакетах 3—5 мм;
— между трубопроводами и стенками агрегата 3—5 мм;
— между трубопроводами и кромками отверстий и отбортовок
5—10 мм;
— между незакрепленными трубопроводами и ребрами деталей
4—6 мм;
— между трубопроводами, подвижными деталями и съемными
элементами оборудования 8—10 мм.
Для сохранения зазоров в допустимых пределах при эксплуатации
PC, трубопроводы через определенный шаг (300—400 мм) крепятся
колодками к деталям каркаса.
Операции по прокладке и креплению трубопроводов и жгутов
чередуются с контролем качества монтажа. При этом контролируются
зазоры, оговоренные в ТУ, соответствие монтажа схеме, качество
крепления и контровки винтов и т. д. По окончании монтажных
работ агрегат очищается от возможных загрязнений с помощью
пылесоса, проверяется на отсутствие посторонних предметов и по-
ступает на контрольно-испытательную станцию. При испытаниях
проверяется прочность трубопроводных систем, герметичность со-
единений, прочность электрической изоляции жгутов, правильность
соединений в цепях и т. д. При положительных результатах испы-
таний монтажные узлы пломбируются ОТК и агрегат поступает на
общую сборку PC.
Глава V.
ОБЕСПЕЧЕНИЕ ДЛИТЕЛЬНОГО ХРАНЕНИЯ
РАКЕТ
5.1. Общие сведения
Одним из важнейших требований, предъявляемых к PC, является
требование длительного хранения ракеты без существенного сниже-
ния уровня надежности основных агрегатов, узлов и конструкции в
целом. В настоящее время PC различных типов должны предусмат-
ривать возможность хранения в течение 5—7 лет и более, в том
числе около 2—3 лет в полевых условиях. Сроком хранения PC
является период времени от выпуска снаряда заводом до его ис-
пользования. Снаряды, не использованные в течение оговоренного
срока хранения, возвращаются на заводы в качестве вторичного
сырья. С целью обеспечения возможности длительного хранения PC
применяется ряд постоянных и временных средств защиты конструк-
ций от воздействия окружающей среды. Условиями окружающей
среды, снижающими со временем надежность элементов конструкций
являются следующие:
— температура и колебания температуры воздуха;
— влажность воздуха;
— атмосферные осадки;
— ветровая эрозия;
— воздействие солнечной радиации;
— биологические вредители (плесень, насекомые, мелкие жи-
вотные).
Постоянные средства защиты являются, как правило, неотъ-
емлемой частью конструкций PC или комплекса PC с пусковой
установкой. Они должны выполнять функции защиты в течение
всего срока хранения PC.
Временные средства служат для облегчения условий работы
постоянных средств защиты при хранении PC на складах или пред-
стартовых позициях. Благодаря использованию временных средств,
постоянные средства защиты непосредственно вступают в контакт
с окружающей атмосферой лишь в заключительной стадии срока
хранения. Поэтому общая длительность хранения может быть су-
щественно увеличена.
Следует отметить, что в конструкциях PC не предусматривается
использование каких-либо одних постоянных средств защиты. Так,
например, антикоррозионные защитные покрытия не исключаются
при изготовлении герметичных ампульных конструкций. В свою
161
очередь ампульные конструкции PC часто используются и в том
случае, если предусмотрены транспортировка, хранение и запуск
снаряда с помощью герметичного транспортно-пускового контейне-
ра (ТПК) с контролируемой атмосферой. Иными словами, на
практике длительное хранение PC обеспечивается путем
комбинации различных постоянных и временных средств
защиты от воздействия на конструкцию условий окружаю-
щей среды.
В настоящей главе рассмотрены технологические процессы по-
лучения и контроля наиболее часто встречающихся средств обеспе-
чения длительного хранения PC. Основной задачей, которую необ-
ходимо решить для обеспечения длительного хранения PC является
задача предохранения металлических конструкций от коррозии. Наи-
более простым и экономичным способом защиты изделий от коррозии
считают применение антикоррозионных защитных покрытий. В за-
висимости от способов нанесения и применения материалов эти
покрытия можно разделить на три группы:
— покрытия, получаемые химической и электрохимической об-
работкой поверхности самого изделия;
— металлические покрытия;
— неметаллические покрытия.
Помимо защиты от коррозии, покрытия могут служить для от-
делки поверхностей изделий, т. е. придания необходимой шерохова-
тости, блеска или матовости, требуемого цвета или узора. Отделка
поверхностей часто диктуется эксплуатационными требованиями.
Например, большая гладкость нужна для уменьшения аэродинами-
ческого сопротивления, различные яркие цвета — для быстрой ори-
ентации в сложной системе коммуникаций трубопроводов или элек-
трических цепей и т. д.
Нанесению любого покрытия предшествует технологическая опе-
рация подготовки поверхностей изделия. Цель этой операции состоит
в удалении с поверхностей веществ, ухудшающих адгезию покрытия
к основному материалу и в создании требуемой чистоты поверхности
изделия. Поскольку методы подготовки поверхностей изделия под
нанесение любых покрытий во многом одинаковы, целесообразно
рассмотреть этот вопрос в специальном разделе.
5.2. Подготовка поверхностей к нанесению покрытий
Для подготовки поверхностей к нанесению покрытий применяют
механические, термические, химические и электрохимические ме-
тоды.
Механические методы подготовки осуществляются путем:
162
— обработки поверхностей кругами с применением абразивов;
— обработки в барабанах;
— крацевания;
— струйной обработки;
— дробеметной очистки.
Путем обработки кругами с применением абразивов в зависи-
мости от применяемого инструмента могут быть получены поверх-
ности с различным классом чистоты от 3 до 10. В качестве инстру-
мента используют твердые абразивные круги или мягкие круги из
фетра и войлока с нанесенными на их поверхность абразивными
или полировочными пастами. Плоские поверхности и цилиндрические
оболочки обрабатывают на вертикальных или горизонтальных лен-
точных станках. Инструментом в данном случае служит движущаяся
транспортерная лента из кожи или ткани, на поверхность которой
непрерывно подается абразивная паста.
Обработке в барабанах (галтовка) подвергаются мелкие дета-
ли сложной формы (корпуса клапанов, переходники, кронштейны и
т. п.). Процесс осуществляется во вращающихся барабанах, напол-
ненных боем электрорундовых шлифовальных кругов, фарфоровым
боем, стальными шариками или дробью. С целью получения высокого
класса чистоты поверхности методом галтовки могут выполняться
операции полирования или тонкого шлифования. Во вращающиеся
барабаны подается мыльная вода, полирующие смеси или эмульсии.
Крацевание заключается в обработке поверхностей щетками
из стальной проволоки, капрона и т. п. Метод применяется для
удаления с поверхностей легких загрязнений, ржавчины, травильного
шлама.
Струйная обработка основана на ударном воздействии струи
абразива, распыляемого очищенным от масла сжатым воздухом.
Давление воздуха обычно составляет 4—6 кг/см2. Метод широко
используется для очистки поверхностей перед нанесением электро-
литических и лакокрасочных покрытий, а также перед фосфатиро-
ванием. Раньше для струйной обработки широко применялся квар-
цевый песок. Учитывая вредное воздействие процесса пескоструйной
очистки на организм человека, использование его в настоящее время
запрещено. Вместо песка применяют стальные опилки, стальной
песок с размером частиц 0,3 + 0,5 мм, стальную дробь диаметром от
1 до 6 мм. Однако наиболее полное устранение пылеобразования
достигается при гидропескоструйном или гидроабразивиой очистке
поверхностей. Сущность этих методов заключается в распылении
воздухом водной пульпы песка или другого абразива. Удаление
толстого слоя окалины или ржавчины производится методом дро-
беметной очистки. Процесс осуществляется с помощью специаль-
ных дробеметных установок, имеющих вращающийся ротор с лопас-
тями. Попадая на лопасти, стальная дробь за счет центробежной
163
силы вылетает через сопло и попадает на очищаемую поверхность
изделия.
Термические методы очистки используются для удаления
окайины и с целью обезжиривания поверхностей. Сущность методов
заключается в нагреве до высоких температур поверхностей деталей
пламенем кислородно-ацетиленовой или керосино-кислородной горел-
ки. Термические методы могут применяться в том случае, если
материал изделия не изменяет своих свойств при температуре до
300—500 °C. Эти методы не пригодны для тонкостенных конструкций
PC, т. к. их нагрев вызывает коробление стенок и потерю точности
размеров и геометрической формы.
Химические и электрохимические методы подготовки по-
верхностей позволяют осуществить операции обезжиривания, трав-
ления и полирования.
Обезжиривание производится в органических растворителях:
спирте, бензине, уайт-спирите, керосине, трихлорэтилене. Химиче-
ское обезжиривание осуществляется также в водных растворах ще-
лочей (едкого натра) или легко гидролизирующихся щелочных солей
(углекислой соды, тринатрийфосфата). Операция обезжиривания вы-
полняется путем погружения деталей в ванну с раствором (мелкие
и средние детали) в моечных машинах либо методом струйной
обработки деталей на конвейерных линиях (крупногабаритные из-
делия).
К прогрессивным методам обезжиривания поверхностей относят-
ся электрохимические способы. Процесс осуществляется в тех
же растворах, что и химическое обезжиривание. Однако растворы
должны быть менее концентрированными. Детали в ванне помещают
на анод или катод. В связи с этим различается анодное и катодное
обезжиривание. При катодном обезжиривании процесс ускоряется
за счет выделения на катоде пузырьков водорода, способствующих
отрыву жировых веществ от поверхности. Ускорению процесса спо-
собствует также повышение щелочности среды вокруг катода. Не-
достатком катодного обезжиривания является насыщение поверхно-
сти металла водородом, что приводит к повышению его хрупкости.
При электрохимическом обезжиривании применяется постоянный
и переменный ток промышленной частоты. Использование перемен-
ного тока предпочтительнее, т. к. при этом повышается производи-
тельность труда и уменьшается эффект наводораживания поверх-
ности. Длительность электрохимического обезжиривания составляет
от 0,3 до 2,0 минут, что производительнее химического в 2—3 раза.
Для обезжиривания в ряде случаев целесообразно использовать
ультразвуковую обработку. Ультразвук обеспечивает высокие давле-
ния раствора на поверхность деталей, а колебания жидкости способ-
ствуют отслаиванию жировых веществ. Длительность процесса при
ультразвуковом обезжиривании находится в пределах 30—50 сек.
Травление предназначено для удаления с поверхности металлов
164
окалины, окисных пленок продуктов коррозии. Перед травлением
поверхности деталей тщательно обезжириваются. В качестве электро-
литов используют растворы серной, соляной, азотной кислот, реже —
растворы щелочей. Концентрация растворов составляет около 20%.
Травлению подвергают стали, медь, никель, алюминий, вольфрам.
При химическом травлении углеродистых сталей используют рас-
творы серной кислоты при температуре не более 40 °C. Длительность
процесса — 20—60 мин. Сильное взаимодействие кислоты с очищен-
ным металлом приводит к его перетравлению, т. е. к образованию
на поверхности локальных углублений («язв»). Для предотвращения
этого явления применяют ингибиторы, замедляющие растворение
металла, но не препятствующие травлению окалины (ингибиторы
4М, ПБ-5, ПБ-8, ржаная мука, отходы сахарного производства).
Применение ингибиторов уменьшает потери металла на 40—50 %
и расход кислот на 30—40 %. При местном травлении ими для
изделий крупных габаритов используются травильные пасты, состоя-
щие из раствора кислоты, ингибитора, загустителя (сульфитио-
целлюлозный щелок) и наполнителя (песок, асбест). Химическое
травление легированных сталей производят в смеси соляной и азот-
ной кислот. В состав окалины легированных сталей входят окислы
хрома, кремния, алюминия, которые затрудняют процесс травления.
Взамен кислотного травления для нержавеющих жаростойких и
жаропрочных сталей более целесообразными являются щелочно-
кислотный и гидридный методы. Щелочно-кислотный метод заклю-
чается в обработке нержавеющих сталей в расплаве каустической
соды и натриевой селитры (80 : 20) при 400—520 °C с последующим
погружением в холодную воду и далее в раствор соляной или серной
кислот. Продолжительность процесса 5—25 мин. По гидридному ме-
тоду окалину удаляют в ванне с расплавленной каустической содой,
содержащей гидрид натрия. Гидрид натрия получают при добавлении
в ванну металлического натрия и пропускании через расплав водо-
рода. Длительность процесса около 8 часов. По этому методу трав-
ление происходит одновременно с .обезжириванием. Недостатками
гидридного метода являются: дороговизна металлического натрия,
опасность образования гремучего газа и узкий интервал рабочих
температур 360—370 °C.
Разновидностью химического травления является декапирова-
ние, предназначенное для удаления окисных пленок, образующихся
вследствие пребывания деталей на воздухе. Декапирование произ-
водится в слабых растворах кислот:
— для сталей 3—5 % раствор соляной или серной кислот;
— для алюминия и цинка 3-процентный раствор соляной кислоты
или 5—10 % раствор фосфорной кислоты.
В процессе декапирования структура металла на поверхности
становится более рельефной, улучшается ее сцепление с покрытием.
Длительность процесса — 0,5—2,0 мин. Он протекает при комнатной
165
температуре. Углеродистые и легированные стали подвергаются так
же электрохимическому травлению (анодному и катодному). При
анодном травлении ускоряется электролитическое растворение ме-
талла, вследствие которого облегчается отрыв окислов от поверх-
ности. Катодное травление происходит за счет бурного выделения
газообразного водорода.
Электролитическое и химическое полирование применяет-
ся для получения высокой чистоты поверхностей изделий. Чаще
всего электролитически полируют углеродистые и нержавеющие ста-
ли, медь, латунь, алюминий, титан, олово, хром, кадмий, цинк. Этот
вид обработки используют для подготовки под нанесение защитно-
декоративных металлических покрытий, для отделки поверхностей
изделий, для получения поверхностей с высокой отражательной
способностью. Стали обычно полируют в смеси серной и ортофос-
форной кислот с добавкой хромового ангидрида, алюминий — в вод-
ных растворах борофтористоводородной кислоты или смеси ортофос-
форной, серной и хромовой кислот, никель и никелевые покрытия —
в серной кислоте или в смеси ее с хромовым ангидридом или с
ортофосфорной и лимонной кислотами, медь и ее сплавы — в рас-
творе ортофосфорной кислоты или в смеси ее с хромовым ангидридом.
Электролитическое полирование производится в ваннах на аноде с
помощью постоянного тока. Катодами служат пластины, не разру-
шающиеся в электролите (свинец, графит и т. п.). В процессе поли-
рования выступающие участки стравливаются и поверхность вырав-
нивается. При этом исчезают главным образом лишь мелкие риски
и шероховатости. Качество поверхности после электролитического
полирования несколько хуже, чем после механического. Этот процесс
целесообразно применять для сплавов, плохо поддающихся механи-
ческому полированию, или для изделий сложной формы, не позво-
ляющей механизировать процесс.
5.3. Покрытия, получаемые химической
и электрохимической обработкой поверхностей деталей
Покрытия, получаемые химической или электрохимической об-
работкой поверхностей изделий, представляют собой пленки нерас-
творимых продуктов, образовавшихся в результате химического вза-
имодействия металлов с окружающей активной средой. Большинство
этих покрытий являются пористыми, они применяются преимущест-
венно в качестве подслоев под лакокрасочные покрытия и смазки.
Химической и электрохимической обработкой поверхностей деталей
получают оксидные, фосфатные, сульфидные и фторидные покрытия.
Оксидирование стали можно производить термическим, термохими-
166
ческим, химическим и электрохимическим способами. В зависимости
от толщины и цвета получаемой пленки различают операции синения
и воронения. При синении образуется пленка толщиной не более
0,5 мк, имеющая синий цвет побежалости. При воронении толщина
пленки достигает 10 мк и более. Благодаря присутствию магнитной
окиси железа пленка имеет черный цвет. Нержавеющие стали ок-
сидированию не поддаются. Термическое и термохимическое окси-
дирование связано с необходимостью нагрева деталей до нескольких
сотен градусов, из-за чего применение этих способов не всегда
возможно. Более распространенным является химический способ
оксидирования (щелочное воронение). Детали погружают в концен-
трированный раствор едкой щелочи, содержащий окислители: азот-
нокислый калий либо азотнокислый натрий или оба вместе. Темпе-
ратура раствора составляет 135—145 °C. Толщина пленки достигает
0,5—1,5 мк. Оксидную пленку получают так же в растворе щелочи
под током на аноде. Электрохимический способ позволяет снизить
концентрацию щелочи, температуру раствора. Оксидные пленки на
сталях плохо противостоят истиранию, являются пористыми и не
защищают металл от коррозии на воздухе. Для повышения защитных
свойств пленку обрабатывают горячим раствором мыла, промывают
в воде и с уплат в течение 5—7 мин. Далее деталь погружается в
нагретое до 105—120 °C минеральное масло (веретенное, машинное,
трансформаторное). Пропитка маслом повышает защитные свойства
пленки и улучшает ее внешний вид, делая цвет более глубоко-черным.
Покрытие применяется для некоторых деталей двигателей, приборов,
крепежа, пружин и т. д.
Оксидирование алюминия и его сплавов производится для по-
вышения коррозионной стойкости деталей, получения электроизоля-
ционных и теплозащитных свойств покрытий, декоративной отделки
поверхностей. Естественная окисная пленка, образующаяся на воз-
духе на поверхности алюминия, практически не разрушается в ат-
мосфере, воде и окислительных средах. Толщина пленки мала 0,01 —
0,1 мк и она легко повреждается механическим воздействием на
поверхность. У алюминиевых сплавов защитные свойства пленки
значительно ослаблены из-за наличия легирующих компонентов. По-
этому алюминий и особенно его сплавы подвергают искусственному
оксидированию, создавая пленки большей толщины. Оксидирование
осуществляют химическим, а чаще анодным электрохимическим спо-
собом в растворах серной, хромовой, щавелевой кислот. В зависи-
мости' от назначения покрытия различают антикоррозионное и глу-
бокое (твердое) анодное оксидирование в серной кислоте. Антикор-
розионное оксидирование осуществляют при температуре 13—26 °C,
используя постоянный или переменный ток. Толщина пленки состав-
ляет 5—30 мк. Оксидная пленка имеет поверхностную пористость
порядка 16%. Стенки пор обладают большой поверхностной актив-
ностью и хорошо адсорбируют органические красители, а также
167
обеспечивают надежное сцепление с лакокрасочным покрытием. Раз-
меры оксидированных деталей увеличиваются не более, чем на 0,3
толщины пленки, а остальные 0,7 заглублены в металл. Твердость
пленки на поверхности в 1,8 раза, а в глубине примерно в 60 раз
выше твердости основного металла. Полученную оксидную пленку
подвергают поронаполнению или окрашиванию. Поронаполнение про-
изводят путем погружения деталей на 20 мин в 5—10 % горячий
раствор бихромата калия 90—95 °C или в слегка подкисленную
горячую воду 95—100 °C. Бихромат калия доокисляет те участки
поверхности в глубине пор, где имелись дефекты. Он образует на
стенках пор оксихроматы и оксибихроматы алюминия, придающие
пленке соломенно-желтую окраску. После промывки и сушки пленку
в большинстве случаев грунтуют и окрашивают эмалями. Если
поверхность покрывают прозрачным лаком, то для сохранения пер-
воначального цвета металла поронаполнение производят горячей
водой. В этом случае стенки пор уплотняются за счет добавочного
присоединения кристаллизационной воды. Глубокое (твердое) анод-
ное оксидирование осуществляется для получения пленок толщиной
50—150 мк, а иногда 200—300 мк. Пленки обладают повышенной
тепло- и электроизоляционной способностью. Глубокое оксидирова-
ние выполняется при температуре -2 + - 5 °C. Кроме сталей и алю-
миниевых сплавов оксидированию подвергаются магниевые сплавы,
титановые, цинк, кадмий, медь, медные сплавы. Углеродистые стали,
чугун, алюминий, магний, цинк, кадмий часто подвергают фосфати-
рованию. Фосфатные покрытия получают обработкой поверхности
изделий однозамещенными солями ортофосфорной кислоты. Фосфат-
ные пленки сами по себе не обеспечивают достаточной защиты от
атмосферной коррозии, поэтому необходимо нанесение на пленку
лакокрасочного покрытия. Фосфатные пленки и применяют не столь-
ко как средство для защиты от коррозии, сколько как средство,
повышающее адгезионную прочность лакокрасочного покрытия с
поверхностью изделия. Фосфатные пленки выдерживают кратковре-
менный нагрев до 500 °C и охлаждение до -75 °C. Они являются
электроизолирующим покрытием и имеют пробивное напряжение до
250 в, а после пропитки лаком до 1000 в. Фосфотирование сопро-
вождается наводороживанием металла, повышающим хрупкость
тонкостенных деталей и пружин. Стальные детали фосфатируют
погружением их в ванны с раствором комплексной однозамещенной
соли (монофосфата) марганца и железа (препарат мажеф). При
растворении железа его ионы вытесняют водород из монофосфата.
При этом образуются плохо растворимые соли дифосфата и трифос-
фата железа и марганца, которые кристаллизуются в виде покрытия.
Недостаток фосфатирования — большая длительность процесса
(60 мин) и необходимость подогрева в узком интервале температур
(96—98 °C). Процесс ускоряется при введении в раствор добавок
азотнокислого цинка и натрия, азотнокислой или углекислой соли
168
меди и т. д. Фосфатирование можно производить и при комнатной
температуре (холодное фосфатирование). Для этого в растворы ма-
жефа или монофосфата цинка добавляют активаторы: азотнокислые
и азотистокислые соли натрия или цинка, фтористый натрий и др.
Длительность процесса уменьшается до 30—40 мин. Толщина пленки
в среднем равна 5—8 мк. Крупные изделия и отдельные участки
поверхности можно фосфатировать пастами (смесь раствора с таль-
ком). Пасту наносят на поверхность изделия кистью и после трид-
цатиминутной выдержки смывают водой и обрабатывают 0,3% рас-
твором бихромата калия. Типовой процесс фосфатирования приведен
ниже:
— обезжиривание поверхности;
— промывка в горячей проточной воде (не ниже 60 °C) путем
трех-, четырехкратного окунания в ванну с выдержкой в ней в
течение 6 сек;
— промывка в холодной проточной воде;
— декапирование;
— промывка в холодной проточной воде;
— фосфатирование;
— промывка в холодной проточной воде;
— пассирование с помощью двухромокислого калия при темпе-
ратуре 80—100 °C;
— промывка в холодной проточной воде;
— промывка в горячей проточной воде;
— сушка при 80 °C;
— контроль качества фосфатной пленки;
— лакировка;
— сушка лакового покрытия;
— контроль лакового покрытия.
5.4. Металлические покрытия
Металлические покрытия наносят на металлические поверхности,
а в ряде случаев и на неметаллические материалы (стекло, пласт-
массы, бумагу и т. п.). Металлические покрытия наносят на металлы
в основном для защиты от коррозии. По принципу защитного действия
различают анодные и катодные покрытия. Анодные покрытия имеют
в водном растворе электролитов более отрицательный электрохими-
ческий потенциал, чем защищенный металл, а катодные — более
положительный. При наличии в покрытии пор возникают электри-
ческие микропары между покрытием и защищенным металлом. При
этом разрушается металл с более электроотрицательным материалом
(анод). Таким образом, если покрытие анодное, то при наличии пор
169
оно разрушается, защищая основной металл. Пористые катодные
покрытия, наоборот, сами не разрушаются, а разрушают нижележа-
щий металл. Металлические покрытия не только защищают детали
от коррозии, но и придают поверхности красивый внешний вид,
твердость, износостойкость, электропроводность, отражательную спо-
собность и другие специальные свойства. Для нанесения металли-
ческих покрытий применяются следующие способы:
— электролитическое осаждение;
— химическое осаждение;
— горячее нанесение;
— термодиффузионная обработка;
— плакирование;
— металлизация (напыление).
Наиболее распространенным способом является метод электро-
литического осаждения, т. к. он характеризуется небольшими
потерями металлов и высокой сцепляемостью покрытия с поверх-
ностью. Осаждение производится в ваннах с раствором электролита,
содержащим ионы осаждаемого металла. Детали загружают на катод
в цепь постоянного тока, питающую ванну. В качестве анодов ис-
пользуют пластины металлов, из которых получают покрытия. На
аноде металлы растворяются, а на катоде осаждаются из раствора.
Благодаря этому в ванне сохраняется требуемая концентрация ионов.
Методом электролитического осаждения на детали наносят цинк,
кадмий, медь, никель, хром, олово, свинец, железо, серебро, золото,
платину, родий, индий, рений и всевозможные сплавы.
Цинковое покрытие предназначено для покрытия деталей ма-
шин, стальных листов, крепежа, предназначенных для работы в
помещениях с повышенной влажностью, в атмосфере, загрязненной
сернистым газом, в пресной воде с температурой до 70 °C.
Кадмиевое покрытие применяется для защиты от коррозии
изделий, соприкасающихся с морской водой и растворами, содержа-
щими хлориды (за исключением кислоты), а также для уплотнения
резьбовых соединений и лучшей свинчиваемости.
Свинцовое покрытие служит для защиты от коррозии, вызы-
ваемой действием серной кислоты и сернистых газов.
Медное покрытие применяется в качестве подслоя перед нике-
левым, хромовым и другим покрытиями, для улучшения приработки
трущихся поверхностей и т. д. Толщина гальванического покрытия
выбирается в зависимости от условий эксплуатации изделий, которые
подразделяются на мягкие (сухие закрытые и отапливаемые поме-
щения), средние (наружная атмосфера, загрязненная газами, пылью,
парами морской воды) и жесткие (значительное количество газов в
атмосфере, непосредственное воздействие дождя, снега, брызг мор-
ской воды).
Средние толщины однослойных покрытий приведены в таб-
лице 4.1.
170
Таблица 4.1
Назначение покрытия Виды покрытия Толщина, мк
Защита от атмосферной кор- розии: средние условия жесткие условия Zn, Cd, Zn—Cd, Zn—Ni To же 17—22 35—40
Защита от морской воды Cd, Pb—Sn 40—50
Защита от щелочных раство- ров Ni 50—200
Защита от растворов серной кислоты, сернистых и серно- кислых соединений Pb 50—200
В крупносерийном и массовом производстве для покрытий при-
меняют автоматические линии с программным управлением. Линия
состоит из последовательно расположенных ванн, над которыми на
раме установлен автооператор. Все движения автооператора выпол-
няются по определенной циклограмме, составленной на основе при-
нятого технологического процесса.
Химическое осаждение заключается в погружении деталей в
раствор соли металла с более электроположительным потенциалом.
При этом металл, растворяющийся с поверхности изделия вытесняет
из раствора другой металл, осаждающийся на поверхности. Метод
применяется для осаждения олова, серебра, золота и некоторых
других металлов.
Горячее нанесение заключается в погружении деталей в рас-
плавленный цинк, олово, свинец, алюминий. Метод характеризуется
простотой, но имеет серьезные недостатки, такие как большой расход
металлов, невозможность получения равномерной толщины покрытия
и др.
Термодиффузионная обработка состоит в насыщении поверх-
ности стальных деталей за счет диффузии покровных металлов,
находящихся в газообразном состоянии. Толщина покрытия может
достигать 0,5 мм. Покрытие отличается высокой твердостью и жа-
ростойкостью.
Способ плакирования заключается в совместной прокатке
листов основного металла и листов покрытия. Таким способом сталь
плакируют алюминием, нержавеющей сталью, медью и др.
Металлизация (напыление) заключается в напылении рас-
плавленного металла на поверхность из пистолетообразных аппаратов —
газовых или электродуговых металлизаторов. Металл поступает в
металлизатор в виде проволоки и расплавляется либо в кислород-
ноацетиленовом пламени, либо в электрической дуге. Расплавленный
металл распыляется сжатым воздухом (давление 0,4—0,6 МПа). Ско-
171
рость подачи проволоки достигает 2,5 м/мин. Достоинствами способа
являются: возможность покрытия крупногабаритных деталей и со-
бранных конструкций, возможность нанесения покрытия на неме-
таллические материалы, возможность получения покрытий практи-
чески любой толщины. Главный недостаток метода — значительные
потери металла при распылении (до 40%).
Контроль металлических покрытий производится:
— по внешнему виду (сравнение с эталонами);
— по результатам испытаний в соответствии с требованиями
ГОСТ или ТУ.
Толщина покрытия определяется химическим методом, при ко-
тором растворяется покрытие на всей поверхности детали или на
отдельных участках.
Поры в покрытии выявляют наложением фильтровальной бумаги,
пропитанной реактивами, дающими окрашенные соединения с ионами
основного металла или металла подслоя.
Сцепляемость покрытия с основным металлом испытывается
путем изгиба листового материала на 90° или 180°, либо навивкой
проволочного образца на стержень. В обоих случаях не должно
быть трещин и отслаивания покрытия.
Твердость покрытия определяется методом маятника или мето-
дом царапания. В первом случае измеряют продолжительность за-
тухания колебаний маятника, опирающегося острием на покрытие.
Результат сравнивают с периодом затухания колебаний маятника,
опертого на металл, твердость которого известна. Метод царапания
заключается в нанесении царапин на покрытие при помощи алмазной
или сапфировой иглы под определенной нагрузкой с последующим
измерением ширины царапин.
Антикоррозионные свойства определяют методом ускоренных
испытаний.
5.5. Неметаллические покрытия
В технике используется огромное количество неметаллических
покрытий различного назначения: антикоррозионные, тепло- и
электрозащитные, декоративные и др. Различают следующие виды
неметаллических покрытий: лакокрасочные покрытия, покрытия смо-
лами и другими полимерами, пленочными материалами, резиной,
смазками и пастами, силикатными эмалями, керамическими соста-
вами. Остановимся только на лакокрасочных покрытиях и покрытиях
полимерными материалами. Лакокрасочные покрытия составляют
около 65% всех средств защиты от коррозии. Лакокрасочные по-
крытия получают нанесением лакокрасочных материалов на поверх-
ность изделий. Высыхая, лакокрасочные материалы образуют пленку,
172
которая прочно сцепляется с поверхностью. Преимуществами лако-
красочных покрытий перед металлическими является простота на-
несения и ремонта, возможность выравнивания поверхности, широ-
кий выбор цветов и оттенков. Однако они уступают металлическим
покрытиям по твердости, износостойкости и термостойкости. Лако-
красочные покрытия обычно бывают многослойными и состоят из
2—6, а иногда и большего количества слоев. Толщина каждого слоя,
кроме тех, которые предназначены для выравнивания поверхности,
составляет 10—25 мк. Покрытия могут быть прозрачными и непро-
зрачными (укрывистыми). Нижний слой, непосредственно соприка-
сающийся с поверхностью изделия, называется грунтовочным. Этот
слой должен обеспечивать надежное сцепление покрытия с поверх-
ностью и быть стойким к действию веществ, вызывающих коррозию.
Материалы, предназначенные для нанесения грунтовочного слоя,
называются грунтами, а операция их нанесения — грунтованием.
Между грунтами и верхними покровными слоями находятся про-
межуточные слои. Если они предназначены для выравнивания по-
верхности, их называют шпаклевочными. Если они служат для изо-
ляции грунта от действия сильных растворителей, находящихся в
лакокрасочном материале покровного слоя, их называют переходны-
ми. Покровные слои служат для увеличения водо- и светостойкости
покрытия, для придания поверхности изделия нужного цвета, блеска,
матовости, укрывистости, отражательной способности и т. п. Они
должны быть стойкими к действию окружающей среды и темпера-
турных перепадов. Обычно наносят не менее двух покровных слоев.
Лакокрасочные материалы состоят из нескольких компонентов.
Основным из них является пленкообразующее вещество, или плен-
кообразователь. Для нанесения пленкообразователи на поверхность
применяют растворители. Пленкообразователи подразделяются на
водорастворимые и водонерастворимые. К водорастворимым относят-
ся растительные и животные клеи, крахмал и декстрин, казеин и
жидкое стекло. К водонерастворимым относятся высыхающие рас-
тительные масла, природные и синтетические смолы, эфиры целлю-
лозы, каучуки. Водонерастворимые пленкообразователи используют
в виде растворов в органических растворителях. Эти растворы на-
зывают лаками (масляные, смоляные, эфироцеллюлозные, каучуко-
вые). Высыхающие растительные масла, поскольку они имеют жид-
кую консистенцию, наносятся на поверхность без растворителей.
Такие масла с введенным в них сиккативом называются натураль-
ными олифами.
Для получения пленки достаточной толщины, концентрация плен-
кообразователя в лаке должна составлять 30—50% (не менее 10—
12%). В качестве растворителей для лаков применяют скипи-
дар, бензин, уайт-спирит, толуол, ацетон, сольвент, спирт, ксилол
и т. д. Большинство растворителей являются токсичными и пожа-
173
роопасными. Поэтому при окраске и сушке необходимо соблюдать
противопожарные меры и правила техники безопасности.
Если пленкообразователи не обеспечивают требуемой эластич-
ности пленки; в лакокрасочные материалы добавляют пластифика-
торы (дибутилфтолат, трикрезилфосфат, трифенилфосфат, дибутил-
себацинат и др.). В качестве пластификаторов используют также
касторовое масло, каучуки, смолы, модифицированные касторовым
маслом. Для придания покрытиям цвета в лакокрасочные материалы
вводят красители и пигменты. Красители, это вещества, которые
растворяются в растворителях и пленкообразователях. Пигменты
нерастворимы в растворителях и пленкообразователях и находятся
в лакокрасочном материале во взвешенном мелкодисперсном состоя-
нии. В качестве пигментов применяют охру, сурик железный, уль-
трамарин, сажи, окись хрома, органические красители, осажденные
на частицы минерального наполнителя, порошки металлов (алюми-
ниевая пудра, свинцовая пыль) и др.
Лакокрасочные материалы, содержащие пигменты называются
красками. Пигменты, помимо цвета, сообщают краскам укрывистость,
повышают прочностные свойства и водонепроницаемость пленок.
Большую роль играют пигменты в грунтовочных слоях покрытия по
металлу. Такие грунты способствуют выравниванию поверхности, и
защищают металлы от коррозии. Например, грунт содержащий 95%
цинковой пыли хорошо защищает металл от коррозии в морской
воде, грунты с алюминиевой пудрой хорошо противостоят проник-
новению воды, отражают свет и тепло.
Для удешевления, а во многих случаях для упрочнения и улуч-
шения противокоррозионных свойств, в краски вводят наполнители
(мел, тальк, каолин, инфузорная земля, шпат, асбестовая пыль).
Пигменты и наполнители вводят и при изготовлении шпаклевок.
Шпаклевки имеют более густую консистенцию, чем краски. Напол-
нителей в шпаклевках находится больше, чем пигментов.
Применяющиеся ранее пленкообразователи природного проис-
хождения все более заменяются синтетическими продуктами на
основе эпоксидных, фенолоформальдегидных, кремнийорганических,
полиэфирных, полиуретановых и других смол. Растительные масла
утратили роль самостоятельных пленкообразователей и используют-
ся, главным образом, в качестве модифицирующих добавок к син-
тетическим смолам. Большое значение из прежних пленкообразова-
телей продолжают иметь битумы природного происхождения, про-
дукты перегонки нефти (гудроны), каменноугольной смолы (пеки).
В ракетостроительной промышленности используется большой ас-
сортимент лакокрасочных покрытий. В качестве грунта по сталям
используется серо-голубая краска. В качестве покровных слоев ис-
пользуется серо-дикая краска (пигмент — сапси).
Для покрытия внутренних поверхностей отсеков служат мате-
риалы на основе битумов и пеков. Лак № 67 представляет собой
174
раствор в смеси уайт-спирита, скипидара и бензола, нефрепродуктов
с добавкой нефтяного пека или асфальта. Лак № 177 представляет
собой сплав битума с растительным маслом. Для окраски наружных
поверхностей широко используются материалы на основе эпоксид-
ных, мочевино- и меламино-формальдегидных и других синтетических
смол.
Покрытие алюминиевых сплавов производится алкидными, поли-
уретановыми и акрилатными лаками. Покрытия как правило приме-
няются многослойные и наносятся на оксидные пленки, подвергнутые
поронаполнению. Технологический процесс нанесения лакокрасочных
покрытий состоит из следующих этапов:
— подготовка поверхности;
— грунтовка и шпаклевка;
— нанесение промежуточных и покровных слоев;
— отделка покрытия.
Лакокрасочные покрытия наносят кистью, шпателем, распыле-
нием, окунанием, обливанием, вальцами.
Окраска кистью характеризуется низкой производительностью
труда (4—6 мин на 1 м2 поверхности) и низкой культурой произ-
водства.
Распыление (пульверизация) является наиболее распространен-
ным способом нанесения. Этот метод высокопроизводителен и легко
поддается автоматизации. Существуют следующие разновидности
распыления:
— воздушное;
— распыление с подогревом;
— безвоздушное распыление;
— распыление в электрическом поле;
— аэрозольное распыление.
При воздушном распылении рабочая вязкость красок при тем-
пературе 18—20 °C должна быть по вискозиметру ВЗ-4 15—ЗОсек.,
при кистевой окраске 40—60 сек. Краска разбрызгивается пистоле-
тообразным распылителем при помощи сжатого воздуха с избыточ-
ным давлением 0,2—0,25 МПа. Недостаток процесса — большие по-
тери краски на туманообразование, достигающее 50%.
Распыление с подогревом позволяет вдвое уменьшить потери
краски на туманообразование. Сущность метода заключается в том,
что краска, имеющая при комнатной температуре вязкость ПО—130 сек.
подогревается до 60—70 °C, при этом вязкость ее снижается до
27—35 сек.
Безвоздушным распылением называют метод, при котором
распыление краски происходит за счет гидравлического давления
4—4,5 МПа и испарения низкокипящих растворителей. Более высо-
кокипящие растворители, остающиеся в краске, позволяют ей до-
стигнуть поверхности, находясь еще в жидком состоянии. Факел
краски резко очерчен и туманообразования не наблюдается.
175
Распыление в электрическом поле высокого напряжения
100—ПО кв заключается в приобретении частицами краски отрица-
тельного заряда и притяжении их в ионизированном воздушном
пространстве поверхностью противоположно заряженных изделий.
Поле создается между заземленным конвейером с деталями (поло-
жительный электрод) и отрицательно заряженным коронирующим
электродом (сеткой). При использовании сетки краска вдувается
воздушными распылителями в электрическое поле, которое служит
для переноса ее частиц к поверхности деталей. Можно распылять
краску электрораспылителями, подавая ее насосами на внутреннюю
поверхность вращающихся чаш, которые служат коронирующим
электродом. В этом случае краска дробится на кромке поверхности
электрораспылителя за счет центробежной силы и приобретаемого
ею одноименного заряда и устремляется к положительно заряженным
деталям. Потери краски на туманообразование составляют всего
3—5%.
Окраска окунанием и обливанием характеризуется высокой
производительностью труда. Недостатком методов является образо-
вание подтеков на кромках и углах деталей. Подтеки можно удалять
либо быстрым вращением деталей, либо пропусканием конвейера с
деталями через зону электрического поля высокого напряжения
(90 кв), в котором избыток краски «стягивается» полем на отрица-
тельно заряженную сетку.
Окраска на вальцах применяется для стальных и алюминиевых
листов. Окраска осуществляется перед изготовлением из листов
деталей. Нанесенные лакокрасочные покрытия подвергают холодной
или горячей сушке. Горячая сушка подразделяется на конвекционную,
радиационную и индукционную.
Конвекционная сушка осуществляется горячим воздухом в
сушильных шкафах или камерах и длится от 0,5 до 6 часов.
Радиационная сушка (сушка инфракрасными лучами) длится
всего 10—20 мин. Лучи проникают через лакокрасочное покрытие
и быстро разогревают металл. Сушка покрытия в этом случае про-
исходит не от поверхностного слоя в глубину, а наоборот, из глубины
к поверхностному слою. Этим устраняется опасность образования
пузырей и вздутий.
Индукционная сушка осуществляется с помощью токов про-
мышленной или повышенной частоты (650—700 гц). Потери на пере-
магничивание (гистерезис) и токи Фуко вызывают разогрев металла
и сушку покрытия. Метод пригоден для мелких и средних деталей
сравнительно простой конфигурации.
Полученные на деталях лакокрасочные покрытия контролируют
по цвету, твердости, гибкости, термостойкости и т. д. Основные
виды контроля приведены в таблице 4.2.
176
Таблица 4.2
Контроль лакокрасочных покрытий
Показатель качества Содержание контрольной операции Аппаратура и инструмент
Цвет и оттенок покрытия Сравнение цвета и оттенка окрашенной пластинки с эталоном Пластинка 100 х 100 эталоны
Твердость Определение времени затухания колеба- ний маятника, опертого на пластинку с нанесенным покрытием. Твердость опреде- ляется как отношение времени этого ко времени затухания на эталонной стеклян- ной пластинке Прибор М-3, стек- лянные пластинки 9х 12
Прочность на удар в ПаМ Определение максимальной высоты паде- ния на окрашенную пластинку груза весом 1 кг, при которой покрытие не разрушается Прибор У-1А. Сталь- ные или дюралюми- ниевые пластинки.
Гибкость (элас- тичность) в мм Определение минимального диаметра стержня, при изгибе на который окра- шенной пластинки покрытие не разруша- ется Пластинки из жести или алюминия толщи- ной 0,2—0,3 мм, шкала гибкости, лупа х 4
Водостойкость в час Отмечается начало разрушения покрытия и его побеления в воде Пластинки из жести
Стойкость к кис- лотам, щелочам и другим реаген- там в час Аналогично, определению водостойкости Металлические стержни 10—11 мм
Бензостойкость маслостойкость в час То же. В случае надобности определение механических свойств Пластинки, приборы М-3, У - 1А и т. д.
Термостойкость в час То же после выдержки при повышенной температуре То же.
Атмосфероустой- чивость в ме- сяцах Потеря глянца, изменение цвета, обнаже- ние грунта, отслаивание и т. п. Испытательные стан- ции, аппараты искус- ственной погоды
Коррозионная стойкость в час Определение времени до начала разруше- ния покрытия под действием корродирую- щего состава Коррозионная камера
Кроме указанных в таблице свойств покрытий, контролируют
также укрывистость красок, время высыхания, толщину пленки,
адгезионную способность, биостойкость, износостойкость.
5.6. Покрытие изделий полимерными
материалами
Лакокрасочные материалы, наряду с целым рядом положительных
свойств, характеризуются и серьезными недостатками:
— необходимость нанесения многих слоев и длительностью про-
цесса сушки;
— токсичностью и пожароопасностью лакокрасочных материа-
лов;
— ненадежностью защиты в условиях длительной эксплуатации.
Этих недостатков лишены покрытия из порошков полимерных
материалов, наносимых на изделия в кипящем и ионизированных
слоях. Порошкообразные лаки, кроме основного компонента — поли-
мера, содержат пластификаторы, отвердители, наполнители, пигмен-
ты и др. В качестве основного компонента используют полиэтилен,
поливинилбутираль, поливинилхлорид, поливинилформальдегид. Пиг-
ментами служат двуокись титана, окись хрома, ультрамарин, охра,
алюминиевая пудра и т. д. Для получения полимерных покрытий
существуют методы плазменного напыления, вихревого напыле-
ния и напыления в ионизированном кипящем слое. Метод вихревого
напыления характеризуется высокой производительностью труда,
применением простого оборудования, отсутствием потерь материала.
Сущность метода вихревого напыления пластмасс заключается в
том, что изделие нагревается до температуры выше температуры
плавления полимера, и погружается в ванну, в которой порошко-
образный полимер находится во взвешенном состоянии псевдоожи-
женном. Частицы полимера случайно соприкасаясь с горячей дета-
лью плавятся, образуя сплошной равномерный слой на поверхности
изделия. Основным недостатком метода является необходимость на-
грева деталей до высоких температур. Более прогрессивным является
способ нанесения полимеров в ионизированном кипящем слое.
Сущность метода заключается в том, что холодное изделие по-
гружается в псевдоожиженный кипящий слой порошкообразного
полимера, находящийся под воздействием электрического поля вы-
сокого напряжения. Ионизированные частицы равномерно покрывают
поверхность изделия. Далее изделие перемещается в печь, где поли-
мер плавится, образуя плотное защитное покрытие. Процесс харак-
теризуется высокой производительностью труда (время пребывания
в ванне с кипящим слоем 5—15 сек.) и возможностью полной авто-
матизации. Полимерные покрытия характеризуются следующими пре-
имуществами:
— повышается производительность труда в 2—3 раза по срав-
нению с лакокрасочными покрытиями, в 3—5 раз по сравнению с
гальваническими;
178
— экономятся цветные металлы и нержавеющие стали;
— повышается долговечность покрытия (в 2—3 раза);
— не требуется применение растворителей, в связи с чем от-
сутствуют взрыво- и пожароопасность;
— в 2—3 раза сокращаются производственные площади цехов;
— отсутствуют потери материалов покрытия;
— возможно покрытие как металлических, так и неметалличе-
ских изделий.
5.7. Покрытия смазками и пастами
Антикоррозионные смазки применяют для защиты изделий во
время транспортировки и хранения. Они представляют собой невы-
сыхающие составы, основным компонентом которых является мине-
ральное масло (машинное, вазелиновое и т. п.). В качестве загус-
тителей вводят высокомолекулярные вещества: парафин, церезин,
алюминиевые и литиевые мыла жирных кислот. В смазки по стали
добавляют небольшое количество щелочи для нейтрализации обра-
зующихся со временем органических кислот. Для алюминиевых
сплавов применяют смазки без щелочей, например, технический
вазелин. В смазки часто вводят ингибиторы коррозии.
Хорошими защитными свойствами в условиях повышенной влаж-
ности обладают пушечная смазка, ПП-95/5 (петролатум 95%, пара-
фин—5%), ГОИ-54, АМС-3, ЦИАТИМ-203.
Покрытия защитными пастами наносят на лакокрасочное покры-
тие для его временной гидрофобизации при транспортировке и хра-
нении. Пасты состоят из суспензии церезина или парафина и кау-
чуков или полиизобутилена в уайт-спирите. Иногда в пасты добав-
ляют фунгициды, препятствующие образованию плесени. Пасты
удаляются с поверхности уайт-спиритом.
В настоящее время защита PC смазками и пастами используется
в том случае, если изделие хранится на складе вне герметичной
укупорки. Консервация смазками и пастами используется, кроме
того, при хранении на складах или транспортировке отдельных узлов
и агрегатов PC.
5.8. Методы герметизации конструкций
Герметизацией называют полную изоляцию внутренних объемов
конструкций PC от внешней окружающей среды.
В герметичных конструкциях PC обеспечиваются наиболее бла-
гоприятные условия для эксплуатации электрической изоляции, анти-
коррозионных покрытий, приборов и оборудования системы управ-
179
ления, приборов автоматики топливной, пневмогидравлической и
других систем. Кроме того, для некоторых агрегатов и систем PC
(топливные баки, воздушные баллоны, трубопроводы, клапаны и
т. п.) герметичность является важнейшим показателем, определяю-
щим в равной степени с прочностью надежность конструкции.
Наиболее простым и экономичным способом изготовления гер-
метичных конструкций является способ неразъемного соединения
элементов конструкции, образующих замкнутый объем. При качест-
венном выполнении сварные, паяные, клеесварные и клеевые соеди-
нения обеспечивают практически абсолютную герметичность. Этим
и объясняется современная тенденция максимального увеличения
доли неразъемных герметичных соединений в конструкциях PC. В
настоящее время эта тенденция нашла наиболее законченное вопло-
щение в ампульных конструкциях PC. Однако в PC всегда имеются
негерметичные соединения, такие как: основные разъемы между
агрегатами, штепсельные разъемы, соединения эксплуатационных
люков с корпусом, клепаные соединения и т. п. Герметизация таких
соединений осуществляется с помощью прокладок или специальных
материалов, называемых герметиками.
Герметиками (уплотнителями) называются материалы, применяе-
мые для герметизации конструкций в виде полуфабрикатов, вводимых
внутрь соединений или наносимых на их поверхности в процессе
или после сборки сборочной единицы.
Герметики изготовляются на основе синтетических смол, резиновых
смесей, замазок, клеев и других материалов. Герметизирующие мате-
риалы должны удовлетворять следующим основным требованиям:
— не набухать во влажной атмосфере и компонентах топлива;
— незначительно утяжелять конструкцию;
— не терять эластичности и герметизирующих свойств в усло-
виях хранения и в течение времени, оговоренных в ТУ;
— не усложнять технологию сборки.
Большое количество герметиков, использующихся на практике,
можно разделить на отдельные группы по консистенции (в течение
времени их рабочей жизнеспособности), определяющей технологию
их нанесения и область применения:
— жидкие лаки и растворы;
— вязкие лаки, растворы и смазки;
— жидкие мастики и составы с растворителями и без раство-
рителя;
— вязкие пасты;
— эластичные уплотнители в виде замазок, паст и пропитанных
тканых лент;
— резиноподобные материалы;
— упругие уплотнительные материалы в виде цельнолитых пле-
нок клеевого типа;
— твердые уплотнители.
180
Выбор вида герметиков производится в зависимости от конструк-
ции соединения, принятой схемы герметизации и выбранного тех-
нологического процесса нанесения с учетом основных технико-
экономических показателей (трудоемкость, величина привеса, на-
дежность и т. п.).
Различные марки герметиков отверждаются при комнатной или
повышенной температуре. В связи с этим различают герметики
холодного и горячего отверждения. Герметики различаются также
по степени их адгезии к поверхности. Герметики, характеризующиеся
высокой адгезией, непосредственно наносятся на поверхности дета-
лей соединений. Герметики, имеющие малую величину адгезии, на-
носятся на клеевой подслой, которым покрываются предварительно
детали соединений. Некоторые марки герметиков с их краткой ха-
рактеристикой приведены в таблице 4.3.
В зависимости от места расположения герметиков в соединениях
различают 3 основных метода герметизации:
— поверхностный метод, когда герметизирующие материалы на-
ходятся на поверхностях соединений, узлов и агрегатов как со
стороны воздействия изолируемой среды, так и с противоположной
стороны (главным образом, в случае ремонта);
— внутришовный метод, когда герметизирующие материалы на-
ходятся между деталями соединения или узла;
— комбинированный метод, когда используются оба вышеука-
занных метода одновременно.
Поверхностный метод герметизации применяется, главным обра-
зом, в тех случаях, когда избыточное давление или рабочая среда
действуют только со стороны нанесенного герметика. Важным пре-
имуществом метода является то, что он не усложняет технологи-
ческого процесса сборки. Чаще всего при поверхностном методе
герметики наносятся только в зоне швов. Однако в случае сложности
подхода к внутренним швам герметизируемых объемов целесообразно
осуществлять герметизацию путем покрытия всей полости сплошным
слоем. Нанесение герметизирующих материалов при поверхностном
методе может осуществляться одним из следующих способов:
— наполнением узлов, отсеков и целых агрегатов жидкими гер-
метиками с последующим их сливом и сушкой;
— местным наполнением узлов, отсеков и агрегатов жидкими
герметиками с последующим их сливом и сушкой;
— поливом жидкими герметиками зоны соединения при враще-
нии герметизируемого объема;
— нанесением порошкообразных герметизирующих составов на
поверхности методом газопламенного напыления;
— нанесением на поверхности герметиков при помощи распы-
лителей;
— нанесением герметиков кистью или шпателем;
181
Таблица 4.3
Рабочая температура От - 60 °C до + 250 °C; Кратковременно до 320 °C От - 60 °C до + 130 °C От - 60 °C до + 100 °C От - 60 °C до + 350 °C От - 40 °C до + 200 °C От - 60 °C до + 130 °C То же
Режим вулканизации i Нагрев до 150 °C — 1 час; 150 °C — 0,5 час; нагрев до 200 °C — 1 час; 200 °C — 3 час; нагрев до 250 °C — 1 час; 250 °C — 6 час. 10—15 суток при 20 °C _J 8—10 суток при 20 °C 24 час при 20 °C Нагрев до 150 °C — 2 час; при 150 °C — 1 час 1 сутки при 20 °C и 1 сутки при 70 °C । | То же I
Способ применения Ленты и шприцован- ные жгуты прокла- дываются между де- талями. Растворы наносятся кистью или шпателем Шприцем, шпате- лем, кистью, поли- вом Кистью, поливом Кистью, шпателем, шприцем Шприцем, шпателем, кистью Поливом, шприцем, кистью, шпателем | j То же I
Подслой Топливо 1 Клей К-50; ВТУР 1 | 1 1 1
Воздух 1 Клей 88 1 Подслой П-90 1 1 1
Жизнеспо , собность Неогран. до 30 час J 6—8 час 1—3 час 1 До 15 суток До 35 час
Рабочее состояние Эластичная пленка Резинопо- добный материал Резинопо- добная пленка Резинопо- добный материал То же То же 1 1 | То же
Состояние в стадии примене- ния Замазка белого цвета Паста черного цвета Раствор черного цвета Паста белого цвета То же Паста серого 1 I цвета То же
... Марка герметика ТГ-18 £ о 00 >> ВТУР оО 5Ф-13 УТ-32 I УТ-34
182
— частичным или полным окунанием герметизируемых деталей,
соединений, узлов и агрегатов в ванны с жидкими герметиками;
— выдавливанием на поверхности герметизирующих материалов
из шприцев или тюбиков;
— приклеиванием на поверхности соединений тканых лент, про-
питанных герметиками.
Метод поверхностной герметизации отличается низкой трудоем-
костью и незначительными привесами конструкции. В среднем ме-
тоды внутришовной и комбинированной герметизации в 4—5 раз
увеличивают трудоемкость процесса и в 2—3 раза — удельный при-
вес соединений (в граммах на погонный метр) по сравнению с
поверхностной герметизацией. Привес соединений за счет гермети-
зации колеблется от 10—30 г/м при поверхностном методе, до
200—250 г/м при комбинированном.
Внутришовный метод герметизации применяется как при одно-
стороннем, так и при двухстороннем воздействии рабочих изолиру-
емых сред, которые могут находиться при избыточном давлении
либо при переменном воздействии перепада давлений то с одной,
то с другой стороны. При герметизации соединений внутришовным
методом герметики могут наноситься следующими способами:
— прокладыванием перед окончательной сборкой между соеди-
няемыми поверхностями упругих лент, пленок, прокладок и других
материалов или деталей;
— нанесением перед окончательной сборкой на сопрягаемые
поверхности и детали крепежа пастообразных герметизирующих ма-
териалов;
— нагнетанием после сборки герметизирующих материалов по
зазорам или специальным каналам между соединенными деталями,
узлами и агрегатами;
— склеиванием деталей и узлов.
При внутришовной герметизации предъявляются повышенные
требования к точности подгонки и сборки сборочных единиц по
сопрягаемым поверхностям. В случае применения упругих лент и
пленок максимальные местные зазоры и другие неплотности между
сопрягаемыми поверхностями не должны превышать 0,1—0,3 мм.
При использовании пастообразных герметиков эти зазоры и неплот-
ности могут достигать 0,4—0,6 мм. В большинстве случаев при
внутришовной герметизации предусматриваются предварительная и
окончательная сборка сборочных единиц. Из-за этого общая трудо-
емкость сборки резко возрастает. Более целесообразно при исполь-
зовании метода внутришовной герметизации применять пастообраз-
ные материалы, наносимые способом нагнетания, либо упругие про-
кладки, допускающие обработку отверстий в соединяемых деталях
в сборе.
Комбинированный метод герметизации соединений, узлов и аг-
регатов обеспечивает наиболее высокую степень герметичности. Кро-
183
ме того, благодаря уменьшению влияния квалификации рабочих на
качество герметизации, обеспечивается более высокая стабильность
производства. Этот метод применяется, как правило, из-за отсутствия
герметизирующих материалов, полностью удовлетворяющих кон-
структивным и технологическим требованиям, предъявляемым к сбо-
рочным единицам. Он является самым трудоемким и дает наибольшие
привесы конструкции за счет герметизации.
Герметизация конструкций осуществляется на основании схемы
герметизации, которая разрабатывается в конструкторских бюро на
каждую сборочную единицу и оформляется в виде чертежа. На
схеме герметизации оговаривается метод нанесения герметика: раз-
меры, подлежащих герметизации участков поверхностей, марка и
количество слоев герметика, общая последовательность сборки. Тех-
нологический процесс сборки сборочной единицы и схема являются
основой для разработки технологического процесса герметизации.
Типовой технологический процесс герметизации поверхностным ме-
тодом заключается в выполнении следующих операций:
— подготовка поверхностей;
— нанесение подслоя (по необходимости);
— сушка подслоя;
— нанесение густых (неразжиженных) герметиков;
— выдержка для подвулканизации герметиков;
— нанесение необходимого количества слоев растворов герме-
тиков или жидких герметизирующих материалов с промежуточными
сушками;
— выдержка при нормальной или повышенной температуре для
сушки, вулканизации или отверждения герметиков;
— контроль качества герметизации.
Типовой технологический процесс герметизации внутришовным
методом состоит из следующих операций:
— предварительная сборка сборочной единицы;
— фиксация и крепление деталей и узлов;
— обработка отверстий под детали крепежа;
— расфиксация деталей и узлов и разборка сборочной единицы;
— подготовка поверхностей к герметизации;
— нанесение подслоя (обычно двукратное);
— сушка подслоя;
— нанесение необходимого количества слоев герметика (или
прокладывание пленок, лент прокладок);
— сушка герметиков (предварительная);
— окончательная сборка сборочной единицы;
— обработка кромок соединений (удаление избытка герметика
и т. п.);
— выдержка для сушки, вулканизации или отверждения герме-
тиков;
— контроль качества герметизации.
184
Сущность указанных операций в значительной степени совпадает
с аналогичными операциями при нанесении других видов покрытий,
например, лакокрасочных и не требует дополнительных пояснений.
Особенность заключается в том, что общий цикл выполнения опе-
раций при герметизации сборочной единицы не должен превышать
жизнеспособности герметика. Одной из ответственных операций
является операция контроля качества герметизации, рассмотренная
в следующем разделе.
Глава VI.
КОНТРОЛЬ И ИСПЫТАНИЯ
6.1. Значение и задачи контроля и испытаний
при отработке и производстве изделий ракетной техники
Отработка и производство высокоэффективных и обладающих
требуемыми показателями надежности изделий ракетной техники
невозможны без тщательно спланированной и разветвленной системы
контроля и испытаний. Напряженные эксплуатационные условия,
использование коррозионно-активных, токсичных и криогенных ком-
понентов, необходимость обеспечения длительных гарантийных сро-
ков требуют проведения всесторонних проверок, неразрывно связан-
ных с технологическим циклом изготовления ракеты.
При проектировании и отработке новой ракеты испытания яв-
ляются основополагающей базой для выработки концепции изделия
и конкретных конструкторско-технологических решений, но при этом
они же и завершают процесс отработки в виде этапа летных испы-
таний. В технологическом цикле производства контроль охватывает
все виды работ от проверки поступающих материалов и комплек-
тующих изделий до контрольных пусков от каждой изготовленной
партии изделий.
В целом, трудоемкость контроля и испытаний составляет свыше
одной трети общей трудоемкости изготовления ракеты.
Международными стандартами даются следующие определения
терминов «контроль» и «испытания»:
— технический контроль — проверка соответствия объ-
екта установленным техническим требованиям;
— испытание — экспериментальное определение количест-
венных и (или) качественных характеристик свойств объекта испы-
таний как результата воздействия на него при его функционировании,
при моделировании объекта и (или) воздействий.
Таким образом, контроль является более широким понятием, так
как кроме испытаний может проводиться визуальным осмотром,
проверкой сопроводительной документации, определением геометри-
ческих характеристик, взвешиванием и другими способами. При
всем своем разнообразии, высокой технической оснащенности, слож-
ности и трудоемкости испытания являются составляющим элементом
общей системы контроля.
Конечной целью системы контроля и испытаний является созда-
ние изделия, наилучшим образом отвечающего требованиям потре-
бителя, сформулированным в тактико-техническом задании, а на
186
этапе производства — требованиям конструкторской документации
(КД). При этом требования эффективности и надежности должны
обеспечиваться при оптимизации экономических затрат.
К числу конкретных задач, решаемых системой контроля и ис-
пытаний на всех этапах создания ракеты следует отнести:
— предварительные исследования по поиску наилучших
конструкторско-технологических решений;
— проверка и необходимая корректировка принятых решений;
— анализ взаимодействия отдельных сборочных единиц;
— контроль прочностных, гидравлических, электрических харак-
теристик и герметичности;
— отработка методик настройки требуемых значений параметров;
— подтверждение работоспособности при возможных сочетаниях
внешних условий и программ работы с оценкой функций влияния;
— проверка обеспечения требуемых эксплуатационных характе-
ристик;
— отработка и совершенствование технологии изготовления, а
также контроль ее стабильности;
— набор статистики для определения количественных характе-
ристик надежности;
— проверка долговечности и сохраняемости в эксплуатационных
условиях.
Важность и разнообразие задач, стоящих перед системой кон-
троля и испытаний на всех этапах жизненного цикла ракеты требуют
повышения информативности и достоверности получаемых резуль-
татов с максимальным приближением условий проведения проверок
к эксплуатационным. В целях сокращения затрат построение схемы
контроля должно быть направлено на выявление возможных несо-
ответствий на ранних стадиях отработки, а при производстве — на
начальных этапах технологического цикла. Это увеличивает возмож-
ность устранения выявленного дефекта, а в случае невозможности
этого снижает потери при забраковании сборочной единицы более
низкого уровня. Квалификационные критерии контроля должны быть
наиболее жесткими в начале технологического маршрута либо со-
храняться на эквивалентном уровне, но ни в коем случае не повы-
шаться на последующих этапах изготовления.
При установившемся производстве основными задачами системы
контроля и испытаний являются:
— обеспечение требуемых значений характеристик работоспо-
собности изделий на основе строгого соблюдения технологии про-
изводства;
— совершенствование технологических процессов изготовления;
— повышение эффективности системы контроля;
— накопление статистических данных для количественной оцен-
ки стабильности производства и показателей надежности выпуска-
емых изделий.
187
6.2. Классификация контроля и испытаний
Разнообразие контроля и испытаний, осуществляемых в процессе
отработки и производства изделий ракетной техники, приводит к
необходимости классификации их по ряду признаков. На основании
установленной терминологии классификация испытаний представле-
на в таблице 6.1.
Таблица 6.1
Классификация испытаний
№ п/п Признак классификации Термин вида испытаний
1 2 3 4 5 6 7 Организационный Взаимосвязь со смежными сборочны- ми единицами Возможность последующего использо- вания Количество внешних воздействий Наличие тепловых нагрузок Продолжительность получения инфор- мации Место проведения Исследовательские, конструкторские, совместные Автономные, комплексные Неразрушающие, разрушающие Однофакторные, многофакторные Холодные, огневые Нормальные, ускоренные Наземные, летные
Организационный признак характеризует стадию создания раке-
ты, по которому испытания подразделяются на исследовательские,
проводимые в процессе научно-исследовательских работ, конструк-
торские в начале экспериментальной отработки и совместные, про-
водимые при завершении доводки конструкции и производстве из-
делий по программам, согласованным с заказывающей организацией,
представители которой участвуют в контроле и анализе результатов.
Совместные испытания при отработке изделий включают завершаю-
щие доводочные испытания (ЗДИ), межведомственные испытания
(МВИ) и государственные испытания, проводимые, соответственно,
под руководством межведомственной или государственной комиссии.
Успешные результаты МВИ сборочных единиц (в основном, двига-
телей) являются условием начала летных испытаний. По результатам
государственных испытаний летных образцов принимается решение
о постановке ракеты на производство. При производстве изделий
ракетной техники - проводятся установочные, приемо-сдаточные
(ПСИ), периодические (ПИ), специальные проверочные (СПИ) и
контрольно-стрельбовые испытания (КСИ).
188
Установочным испытаниям подвергаются по 4—6 образцов ос-
новных узлов и агрегатов при освоении предприятием изготовления
отработанного изделия либо после перерыва в производстве более
6 месяцев. Целью этих испытаний является подтверждение отрабо-
танности технологии или сохранения ее неизменности после имев-
шегося перерыва производства.
Основной объем технического контроля осуществляется в виде
ПСИ, которым подвергается каждый изготовленный экземпляр узлов,
агрегатов и окончательно собранных изделий. ПСИ являются нераз-
рушающими испытаниями и преимущественно проводятся при нор-
мальных окружающих условиях.
Окончательное решение о допуске в дальнейшее производство
продукции, прошедшей ПСИ, принимается по результатам ПИ, на
которые отбирается один или несколько экземпляров сборочных
единиц от конкретной партии либо из объема, изготовленного за
определенный период. Нормы выборки регламентируются КД. В слу-
чае выборки от партии этот вид испытаний иногда называется
контрольно-выборочным (КВИ). ПИ (КВИ) проводятся с необходимой
имитацией диапазона эксплуатационных условий, срабатыванием эле-
ментов одноразового действия и являются разрушающими с после-
дующей разборкой и дефектацией. В случае неудовлетворительных
результатов ПИ, включая выявленные после разборки недопустимые
дефекты, должны быть определены причины и устранены отступле-
ния, имевшиеся во всем представленном на контроль объеме про-
дукции. После этого проводятся повторные испытания на удвоенном
количестве. Результаты повторных испытаний являются окончатель-
ными.
СПИ проводятся 1—2 раза в год на режимах, превышающих
пределы установленного эксплуатационного диапазона, с целью про-
верки стабильности технологии. При серийном производстве от каж-
дой изготовленной партии ракет проводятся КСИ, при положительных
результатах которых изготовленная продукция поставляется заказы-
вающей организации.
По количеству внешних воздействий испытания подразделяются
на однофакторные, при которых на объект испытаний воздействует
один физический фактор, например,— внутреннее или внешнее дав-
ление и многофакторные с числом воздействующих факторов два и
более, которыми могут являться давление, температура, статические
и динамические силовые нагрузки, коррозионно-активные вещества,
ионизирующие излучения и прочее.
Продолжительность получения информации классифицируется
как нормальная при проведении испытаний в реальном времени, а
ускоренные испытания реализуются в режимах интенсификации ис-
следуемых процессов, сокращающих время эксперимента на 1—2
порядка.
189
Определений остальных используемых терминов видов испытаний
не требуется, так как их смысл однозначен.
Конкретные характеристики, подлежащие контролю в процессе
технологического цикла изготовления ракеты, весьма многочисленны,
но их можно систематизировать следующим образом:
— качество используемых материалов;
— состояние сопроводительной документации и внешнего вида;
— геометрические параметры;
— прочность;
— герметичность;
— объемы внутренних полостей;
— состояние электрических цепей;
— функциональные параметры;
— чистота внутренних полостей;
— масса и положение центра масс;
— стойкость к эксплуатационным воздействиям.
Методы и средства контроля конкретных характеристик рассмот-
рены в последующих частях данной главы.
6.3. Технологическое обеспечение работ
Все виды контроля и испытаний выполняются на основании
освоенной и утвержденной технологической документации, являю-
щейся составной частью комплекта документации на изготовление
данного изделия. В состав этих документов входят маршрутные
технологические процессы, операционные карты, технологические
инструкции по эксплуатации оборудования и видам работ, пневмо-
гидравлические и электрические схемы, чертежи на нестандартизи-
рованное оборудование и оснастку.
Работы единичного характера разрешается проводить на осно-
вании «Указаний технических» (УТ), оформленных в установленном
на предприятии порядке.
Исходными материалами для разработки являются:
— чертежи объекта контроля;
— общие и частные технические условия на приемку (ТУ);
— конструкторские программы и методики испытаний (ПМ);
— нормативно-техническая документация (ГОСТы, отраслевые
стандарты, стандарты предприятия);
— нормы и правила по безопасности (пожарной, санитарной,
экологической, электробезопасности и для объектов, работающих
под давлением);
— технические описания и инструкции по эксплуатации обору-
дования и измерительных средств.
Требования ТУ регламентируют объем контроля и испытаний с
указанием квалификационных критериев оценки их результатов, а
190
ПМ устанавливают последовательность и методику проведения кон-
кретных видов испытаний.
Технологическая документация на выполнение работ по контролю
и испытаниям должна содержать с необходимой степенью детали-
зации следующие указания:
— объем, последовательность и приемы подготовки сборочной
единицы, оборудования, измерительных средств и оснастки;
— операционные эскизы установки, крепления объекта и под-
ключения к нему всех необходимых коммуникаций;
— требования к используемым жидкостям и газам, а также
условия испытания по температуре, давлению и влажности;
— внешние воздействия на объект с указанием номинальных
значений и допустимых отклонений, их последовательность, длитель-
ность и способ реализации;
— объем регистрируемой информации с регламентацией пре-
дельной погрешности измерения;
— указания по обеспечению безопасности и действиям при
нештатных ситуациях;
— порядок приведения технологических систем в исходное со-
стояние по завершению испытания, демонтажа объекта, а также его
последующего осмотра, нейтрализации (при необходимости), разбор-
ки и дефектации;
— методы обработки измерительной информации, критерии оцен-
ки результатов и формы заключительных документов.
Все, выполняемые в процессе подготовки и проведения испытания,
операции отмечаются в маршрутно-сопроводительной документации
с указанием имевшихся количественных значений или качественных
результатов за подписью исполнителя и представителя контрольной
службы. Персонал, участвующий в испытании, проходит обучение
и аттестацию на допуск к выполнению соответствующих работ.
Используемое оборудование и оснастка подлежат обработке и
проверке на чистоту перед испытанием, систематическому обслужи-
ванию в соответствии с графиком планово-предупредительного ремон-
та и периодической аттестации. Измерительные средства проходят
периодическую метрологическую поверку по утвержденному графику.
Многие виды испытаний связаны с наличием дополнительных
факторов повышенной опасности: высокие давления и температуры,
большие количества инертных газов, использование токсичных и
пожаро-, взрывоопасных веществ, выполнение работ на высоте.
В связи с этим технологическая документация должна предусмат-
ривать безопасные приемы выполнения операций, использование
соответствующего оборудования и средств индивидуальной защиты,
а такжесодержать ссылки на конкретные документы по охране труда.
При проведении испытаний должен строго соблюдаться принцип
единоначалия с определением конкретного руководителя работ в
лице начальника смены или ведущего инженера-испытателя.
191
К исполнению операций допускаются лица не моложе 18 лет,
прошедшие вводный и первичный инструктаж на рабочем месте,
обучение и периодическую аттестацию на знание требований без-
опасности труда и способов оказания первой помощи пострадавшим
при несчастном случае. Экспериментальные и разовые работы, не
предусмотренные технологической документацией, проводятся с
оформлением «наряда на выполнение работ повышенной опасности».
Помещения, в которых возможны накопления инертных газов
или наличие токсичных и взрывоопасных веществ должны быть
оснащены соответствующими газоанализаторами, сблокированными
со светозвуковой сигнализацией и аварийной вентиляцией. В пожаро-
опасных помещениях монтируются автоматические системы пожа-
ротушения с извещателями соответствующего типа. Технологическая
документация должна предусматривать проведение работ только при
включенном состоянии систем аварийной защиты.
Используемое оборудование должно иметь степень защищенно-
сти, соответствующую классу пожаро- и взрывоопасности помещения.
Сосуды и емкости, работающие под давлением, подлежат регистрации
в территориальной инспекции Госгортехнадзора с проведением пе-
риодических освидетельствований.
При проведении испытаний предусматривается организация сис-
тематических проверок технологами, работниками службы техниче-
ского контроля и представителями заказывающей организации со-
блюдения исполнителями требований технологической документации.
6.4. Контроль используемых материалов
Целью контроля является исключение возможности использова-
ния материалов, характеристики которых не соответствуют установ-
ленному диапазону их свойств. При поступлении материалов от
изготовителя проверяется наличие сопроводительных документов,
подтверждающих качество и соответствие подлежащих контролю
характеристик условиям поставки.
До запуска в производство от каждой партии металла отбираются
образцы для дополнительной проверки механических свойств, ме-
таллографического анализа и подтверждения соответствия марки
материала спектрометрическими и масс-спектрометрическими мето-
дами.
Для некоторых ответственных деталей (мембраны, диафрагмы,
просечные ножи, корпусные элементы агрегатов высокого давления
и т. п.) важным фактором является минимальный разброс прочност-
ных характеристик. В этом случае перед запуском в производство
осуществляется внутри поставленной партии дополнительная селек-
ция материалов одной плавки, прокатки или садки при термообра-
ботке.
192
Отсутствие несплошностей (расслоений, раковин, газовых пор)
контролируется средствами ультразвуковой и гамма-дефектоскопии.
Дополнительным контролем использованных материалов является
металлографический анализ образцов сварных швов, вырезаемых из
сборочных единиц, разобранных после проведения ПИ.
Для неметаллических материалов наряду с аналогичными про-
верками физико-химических характеристик весьма важным является
контроль за использованием их в пределах установленных гарантий-
ных сроков. Это связано с тем, что большинство лакокрасочных
материалов, герметиков, клеев и смол имеют ограниченные сроки
сохранности своих характеристик.
В ряде случаев проводятся дополнительные анализы и сортировка
партий полимерных материалов по количеству примесей (в пределах
установленных ТУ значений), влияющих на выбор режимов формо-
образования и отверждения.
6.5. Контроль документации и внешнего состояния
Контроль состояния сопроводительной документации и внешнего
вида сборочной единицы составляет основную часть входного кон-
троля, который проводится при ее поступлении из смежного под-
разделения или от другого предприятия для исключения возможного
возникновения взаимных претензий при дальнейших работах по
технологическому циклу. В некоторых случаях в объем входного
контроля включаются также электропневмоиспытания, которые будут
рассмотрены отдельно.
Проверка сопроводительной документации проводится в следую-
щем объеме:
— комплектность документации в соответствии с требованиями
КД;
— заполнение всех необходимых разделов;
— наличие предусмотренных формами документов подписей,
штампов и печатей;
— заключение о положительных результатах предусмотренных
испытаний;
— наличие допуска к проведению дальнейших работ;
— достаточность имеющихся гарантийных сроков с учетом дли-
тельности технологического цикла;
— наличие отметок о соответствии выполненного объема работ
текущему состоянию КД;
— сведения о массе сборочной единицы;
— сведения о содержании драгоценных металлов;
— наличие записей о консервации.
При положительных результатах приемки сопроводительной до-
кументации контроль состояния изделия осуществляется в виде
193
внешнего технического осмотра, включающего проверку следующих
факторов:
— комплектность;
— правильность маркировки и клеймения;
— наличие всех предусмотренных КД консервационных заглу-
шек;
— наличие и правильность контровки и пломбировки;
— состояние лакокрасочных покрытий, экранновакуумной теп-
лоизоляции, стыковочных поверхностей;
— отсутствие механических повреждений (риски, забоины, вмя-
тины);
— отсутствие под консервационными заглушками, подлежащими
снятию при предстоящих работах, стружки и инородных частиц;
— наличие предусмотренных документацией консервационных
давлений во внутренних полостях и осушителей.
Конкретный объем проверок при входном контроле регламенти-
руется отдельным технологическим процессом, согласованным с по-
ставщиком и оговаривающим участие его представителей в данных
работах.
6.6. Контроль геометрических параметров
6.6.1. Общие положения
Целями контроля геометрических параметров деталей и сбороч-
ных единиц являются подтверждение их взаимозаменяемости и пред-
упреждение отклонений выходных геометрических и функциональных
характеристик за установленные документацией пределы. Целью
заключительного геометрического контроля является проверка соот-
ветствия внешних обводов, а также взаимногб расположения по-
верхностей и базовых плоскостей окончательно собранного изделия,
требованиям КД.
В связи с широким диапазоном характеристик деталей и сбо-
рочных единиц, используемых в ракетостроении, предметом рассмот-
рения в данном разделе являются методы и средства контроля
геометрических параметров, характерные для изделий ракетной тех-
ники. Специфика этого контроля вызвана следующими отличитель-
ными особенностями данного вида изделий:
— большие размеры деталей и сборочных единиц;
— малая жесткость конструкций;
— высокие требования к точности размеров, геометрической
форме и взаимному расположению поверхностей.
Основными контролируемыми геометрическими параметрами "в
ракетостроении являются:
194
1. Отклонение фактических обводов корпуса от теоретических
(отклонение от Т-линии), вызванные несоответствием продольных и
диаметральных линейных размеров, а также искажением формы
поверхностей в виде овальности либо продольной и тангенциальной
волнистости. Допустимые отклонения от Т-линии определяются аэро-
динамическими требованиями, ограничениями по использованию
внутренних объемов и условиями взаимодействия со стартовым обо-
рудованием. Относительные значения этих отклонений регламенти-
руются в пределах 0,0005—0,001, что для изделий средней размер-
ности соответствует ±(1э-3)мм.
2. Неперпендикулярность торцов стыковочных шпангоутов к про-
дольной оси отсека, определяющая при последующей сборке прямо-
линейность оси изделия, ограничивается в пределах ± (2-5-3)'.
3. Непрямолинейность оси изделия, вызванная деформацией кор-
пуса либо имевшейся неперпендикулярностью торцов шпангоутов
осям состыкованных отсеков. Отклонение оси от прямолинейности,
отнесенное к общей длине изделия, устанавливается в пределах
0,0005-5-0,001.
4. Угол закрутки — угловое смещение плоскостей стабилизации
в контролируемом сечении относительно их положения в сечении,
принятом за базовое. Положение плоскостей стабилизации в необ-
ходимых сечениях материализуется с использованием определенных
конструктивных элементов в виде базовых отверстий, пальцев, штиф-
тов и т.п. Допустимый диапазон угла закрутки ф = ±(1—3)'.
Особенности объектов измерения и жесткие ограничения по
допустимым отклонениям накладывают повышенные требования к
методам и средствам контроля, используемым в ракетостроении.
Исходя из необходимого соотношения между предельной погрешно-
стью измерения и установленным допуском (0,05—0,15) абсолютные
значения предельных погрешностей для большинства контролируе-
мых параметров не должны превышать 0,1—0,5 мм. Выбор метода
и средств измерений, а также условий их проведения является
основной задачей при организации контроля геометрических пара-
метров.
Применяемые в ракетостроении методы геометрических измере-
ний классифицируются по двум признакам: способу получения зна-
чения интересующей величины и виду используемых измерительных
средств.
По способу получения значения измеряемой величины измерения
подразделяются на прямые и косвенные. Прямыми называются из-
мерения, при которых искомое значение величины находится непо-
средственно из опытных данных. Косвенными называются измерения,
при которых искомое значение величины находится на основании
известной зависимости между этой величиной и величинами, опре-
деляемыми прямым измерением.
195
По используемым измерительным средствам различаются кон-
тактные и бесконтактные методы измерения. При контактных методах
измерение производится при непосредственном соприкосновении из-
мерительных поверхностей прибора с поверхностью измеряемого
объекта. При бесконтактных методах измерения производятся без
непосредственного соприкосновения измеряемого объекта с поверх-
ностями прибора.
Основным фактором, определяющим выбор метода и средств
контроля, является предельная суммарная погрешность, включающая
в себя собственную погрешность измерительного прибора, погреш-
ность использованных при его аттестации образцовых средств и
погрешности от внешних воздействий: условий базирования, темпе-
ратуры и измерительных усилий при контактных измерениях.
Особое внимание при контроле крупногабаритных деталей и
сборочных единиц следует уделять условиям проведения измери-
тельных операций. Недостаточная жесткость конструкций вызывает
необходимость в создании наиболее благоприятных условий изме-
рения. Базирование при измерении должно быть таким, чтобы по-
грешности, вызываемые деформациями изделия под действием сил
собственной тяжести, были минимальными. Направление действия
гравитационного поля при измерении должно совпадать с осью
наибольшей жесткости изделия и учитывать расположение контро-
лируемого размера в пространстве. Большое значение имеет пра-
вильный выбор измерительных баз, зависящий от стадии техноло-
гического процесса. При контроле заготовок за измерительные базы
следует принимать те поверхности детали, которыми она будет
базироваться при последующей механической обработке. При меж-
операционном контроле за измерительные базы целесообразно при-
нимать те же технологические базы, которые использовались при
изготовлении. При окончательном контроле в качестве измеритель-
ных баз необходимо использовать сборочные базы, т. е. те поверх-
ности, которыми сборочная единица устанавливается относительно
других при сборке изделия.
В качестве конкретных контрольных баз используются плоские
и цилиндрические стыковочные поверхности шпангоутов, базовые
отверстия или пальцы при базировании «от каркаса» и внешние
поверхности сборочных единиц при базировании «от обшивки».
Источниками температурной погрешности при измерении явля-
ются:
— отличие температур контролируемого объекта и средства из-
мерения;
— разность коэффициентов линейного расширения объекта и
средства измерения.
Поэтому в помещениях, где осуществляется контроль наиболее
ответственных изделий должна поддерживаться постоянная темпе-
ратура. Иногда требования к точности поддержания температуры в
196
цехе очень высоки и регламентируются в пределах 20 ±2 °C. В том
случае, если изделие поступает на контроль из другого цеха либо
непосредственно после механической обработки оно должно быть
выдержано 4—6 часов для выравнивания температур.
6.6.2. Контактные методы и средства контроля
Спецификой контроля геометрических параметров в технологии
ракетостроения является проведение линейных измерений большой
величины с высокими требованиями по точности.
Любое контактное измерение связано с наличием измерительного
усилия. Чрезмерное усилие при контроле нежестких конструкций
приводит к появлению значительных деформаций и, следовательно,
дополнительной погрешности измерения. Недостаточное усилие так-
же является источником погрешности, т. к. при этом на результат
измерения сказывается наличие на поверхности пыли, загрязнений
и т. п.
Ориентировочно рекомендуются следующие значения измери-
тельных усилий:
— при допуске до 2 мкм — 2,5 Н,
— при допуске от 2 до 10 мкм — 5 Н,
— при допуске свыше 10 мкм — 10 Н.
Большинство используемых контактных методов основано на
сличении действительного размера объекта с аттестованной длиной
линейного измерителя, основные типы которых приведены в таб-
лице 6.2.
Таблица 6.2
Характеристики основных контактных методов и средств измерений
размеров свыше 500 мм
№ п/п Методы и средства измерений Пределы измерений (мм) Предельная погрешность измерений (мкм)
1 1.1 Прямые измерения Штангенциркули с ценой отсчета по но- ниусу 0,1 мм 500—1500 1000—2000 1500—3000 2000—4000 200 200 300 400
1.2 Диаметральная скоба с индикатором и мик- рометрической головкой 800—2000 80
1.3 Скоба линейная сигарообразная с микро- метром и индикатором 2000—6000 230
197
Продолжение таблицы. 6.2
№ п/п Методы и средства измерений . Пределы измерений (мм) Предельная погрешность измерений (мкм)
14 Коническая сигарообразная линейная ско- ба 2000—6000 230
1.5 Нутромер микрометрический 75—1500 155
1.6 Нутромер сигарообразный 150—10 000 230 (при 6000 мм)
1.7 Длинномер струнный до 28 000 . 200 (при 9000 мм)
2 2.1 Косвенные измерения Метод опоясывания 1000—10 000 1500
2.2 Метод обкатки до 5000 200
Большинство указанных измерительных средств отличается от
общеупотребляемых аналогов только габаритами. Отдельно целесо-
образно остановиться на устройстве струнного длинномера, схема
которого представлена на рис. 6.1. Натяжное приспособление 3
обеспечивает постоянство усилий, растягивающих струну 2, при
возможных вариациях расстояния между базовыми поверхностями,
на которых закрепляются контактные башмаки / и 4. Значение
измеряемого размера определяется как сумма паспортной длины
струны и показаний измерительного устройства 5.
Косвенными методами измерения больших диаметров являются
методы опоясывания и обкатки. Метод опоясывания основан на
определении диаметра оболочки через измерение длины окружности
ее нормального поперечного сечения. Длина окружности измеряется
Рис. 6.1. Схема струнного длинномера.
/ — неподвижный контактный башмак; 2 — струна; 3 — натяжное
приспособление; 4 — подвижный контактный башмак;
5 — отсчетное устройство.
198
путем опоясывания оболочки гибкой стальной проволокой или лен-
той. Основными погрешностями этого метода измерений (кроме
систематических) являются погрешности, связанные с отклонениями
расположения измерителя относительно плоскости нормального по-
перечного сечения оболочки.
Сущность метода обкатки проиллюстрирована на рис. 6.2. Длина
окружности обмеряемого изделия 7, проворачиваемого строго на
360°, определяется с использованием калиброванного измерительного
ролика 5, ось которого закреплена на шарикоподшипниках в корпусе
2. Число полных оборотов ролика считывается со счетчика оборотов
4, а длина дуги неполного оборота определяется по отсчетному
устройству 3, оснащенному для повышения точности нониусом или
измерительным микроскопом. Основание прибора 1 закрепляется на
суппорте станка либо опорной площадке обмерочного стапеля. Пру-
жина 6 обеспечивает стабильность усилия контакта ролика с по-
верхностью объекта измерения. Для исключения иесоосности их
осей, приводящей к проскальзыванию ролика и искажению показа-
ний, необходимо проводить выверку взаимного положения с исполь-
зованием уровня. Точность проворота изделия на 360° контролиру-
ется по реперным точкам или с использованием уровня, закреплен-
ного на объекте измерения.
Недостатком указанных косвенных методов является то обстоя-
тельство, что результатом определения при их использовании явля-
ется приведенное значение диаметра, не дающее информации об
овальности и других искажениях формы контролируемого сечения.
Для контроля формы поверхности используется широкая номен-
клатура измерительных средств. В таблице 6.3 приведены характе-
ристики основных методов и средств измерений отклонений от
прямолинейности и плоскостности.
Рис. 6.2. Схема
измерения диаметра
методом обкатки.
/ — основание; 2 — корпус;
3 — отсчетное устройство;
4 — счетчик оборотов;
5 — измерительный ролик;
6 — пружина; 7 — обмеряе-
мое изделие.
199
Таблица 6.3
Методы и средства контроля прямолинейности
№ п/п Метод измерения Средства измерения Контроли- руемые размеры, мм Предельная погреш- ность, мкм Примечание
1 На просвет Линейки поверочные ЛД, ЛТ, ЛУ (ГОСТ 8026—75) до 1000 1—3 Контроль прямоли- нейности
2 На краску Линейки поверочные с широкой рабочей по- верхностью ШП, ШД, ШМ (ГОСТ 8026—75) до 2000 3—5 То же
3 Линейных отклонений То же и измерительная головка ИРП (ГОСТ 14711—69) до 3000 5
4 С помощью струны Струна, натяжное при- способление, коничес- кий щуп до 50 000 40 »
5 С помощью уровня Уровень (ГОСТ 9392—60) Не ограничены 3—15 Контроль прямоли- нейности и плоскостно- сти
6 С ПОМОЩЬЮ сообщающих- ся сосудов Сосуды с датчиками уровня л То же 5—10 То же
7 По свободно налитой жид- кости Сосуд с эластичным дноМ\ датчик уровня » 50 »
При проверке на просвет лекальную линейку прикладывают
рабочей гранью к контролируемой поверхности и визуально оцени-
вают величину световой щели, используя для сличения эталоны
просвета, которые собираются из концевых мер длины. Для зазоров
более 10 мкм этот метод не рекомендуется.
Метод контроля на краску состоит в том, что рабочую поверх-
ность линейки, покрытую тонким слоем краски (смесь берлинской
лазури) перемещают без нажима по поверяемой поверхности, а
качество поверхности оценивают равномерностью и числом пятен
на площадках размером 25 х 25 мм.
При проверке методом линейных отклонений линейку устанав-
ливают на две одинаковые концевые меры. Для исключения влияния
прогиба линейки расстояние от ее концов до точек опоры должно
составлять 0,233 общей длины линейки. Зазор между линейкой и
200
проверяемой поверхностью измеряется по всей длине с использова-
нием измерительной головки либо щупов.
Контроль отклонений от прямолинейности поверхности большой
протяженности осуществляется с помощью натянутой над ней стру-
ны. При этом необходимо обеспечить равенство расстояний от струны
до крайних точек поверхности или учитывать имеющееся отклонение
в виде поправок. Величина зазора измеряется щупом, а в случае
более высоких требований к точности может быть использован
измерительный микроскоп.
Указанные методы обеспечивают контроль прямолинейности, но
могут быть использованы для проверки плоскостности с проведением
аналогичных измерений в поперечном направлении.
Достаточно простым и широко распространенным является метод
контроля прямолинейности и плоскостности с помощью уровня.
Контролируемую поверхность по угловым точкам устанавливают в
горизонтальное положение и по ней перемещают двухопорный мостик
с закрепленным на нем уровнем. Шаг перемещений мостика должен
соответствовать расстоянию между его опорами. По показаниям
уровня определяют значения отклонений от прямолинейности, а для
проверки плоскостности измерения проводят во взаимно перпенди-
кулярных направлениях.
Метод контроля плоскостности с помощью сообщающихся сосу-
дов осуществляется путем установки сосудов, наполненных ртутью
и соединенных шлангом, в различных точках проверяемой поверх-
ности. Один из сосудов установлен неподвижно, а другой в процессе
измерений перемещают по контролируемой поверхности. Контроль
уровня в перемещающемся сосуде производится с помощью электро-
контактного датчика, оснащенного микрометрическим винтом. Перед
началом проверки горизонтальность установки поверхности под-
тверждается постоянством уровня на ее крайних точках. Изменение
уровня в перемещаемом сосуде соответствует величине отклонения
от плоскостности.
Метод контроля по свободно налитой жидкости подобен предыду-
щему с тем отличием, что в необходимых точках производится
измерение расстояния от зеркала токопроводящей жидкости до элас-
тичного дна сосуда, воспроизводящего форму контролируемой по-
верхности. При небольших габаритах объект контроля может быть
просто погружен в сосуд с жидкостью.
Для контроля правильности формы непрямолинейных поверхно-
стей используются жесткие носители формы и универсальные из-
мерительные средства.
К числу первых относятся рубильники сборочного производства,
плоские и пространственные шаблоны.
Отклонения от теоретических обводов сборочных единиц, пре-
имущественно клепаной конструкции, изготавливаемых с использо-
ванием рубильников, контролируются непосредственно в процессе
201
сборки по схеме, представленной на рис. 6.3. Величины зазоров
между профилем контролируемого сечения 2 и рабочей поверхностью
сборочного рубильника, соответствующей теоретическому обводу,
определяются коническим щупом (рис. 6.4). Способ позволяет осу-
ществлять операционный контроль с внесением при сборке необхо-
димых исправлений. Точность его обуславливается погрешностями
изготовления рубильников и их базирования, а также наличием
остаточных деформаций после демонтажа изделия из сборочного
приспособления.
Наиболее распространенным средством контроля отклонений от
Т-линии являются плоские эквидистантные шаблоны, изготавливае-
мые на станках с ЧПУ, исходя из теоретического профиля контро-
лируемого сечения. Использование шаблона с базирующими элемен-
тами (рис. 6.5) не требует применения дополнительной оснастки.
Постоянство величины зазора t контролируется коническим щупом
либо измерительным приспособлением с использованием индикатора
часового по ГОСТ 577—68. Измерения производятся в 6—8 сечениях
равномерно по окружности. Ограничивающим условием для исполь-
зования таких шаблонов являются габариты изделия.
Для многофункционального контроля геометрических параметров
сборочных единиц используются обмерочные стенды с поворотным
столом. Принципиальная схема такого контроля представлена на
рис. 6.6. Изделие 4 устанавливается на планшайбе 2 с использова-
нием сменного переходника 3, обеспечивающего точное совмещение
центра базовой опорной поверхности сборочных единиц различных
видов с осью вращения стола. На колонне 5 закрепляется эталон
6 контроля соответствующей поверхности. Величина зазора опреде-
ляется аналогично указанному выше в заданных КД точках по
образующей с последовательным поворотом стола на угол 30 или
45°. При контроле сборочных единиц больших габаритов возле
колонны монтируются обслуживающие площадки.
Для обеспечения предельной погрешности измерения не более
0,2 мм для сборок высотой до 5 м торцевое биение базовой поверх-
ности планшайбы не должно превышать 0,005/ 500, а отклонение
центра посадочного шпангоута от оси стола 0,05 мм. Дополнительная
погрешность возникает за счет неперпендикулярности торца поса-
дочного шпангоута оси контролируемой сборочной единицы, которая
может быть устранена использованием регулировочных опор или
подкладок.
Номинальная величина зазора между изделием и шаблоном со-
ставляет 30 -е- 50 мм для обеспечения доступа измерительного сред-
ства и исключения касания шаблона выступающих элементов изде-
лия.
Процесс контроля на таких стендах может быть автоматизирован
с установкой в требуемых точках по образующей шаблона комплекта
первичных измерительных преобразователей емкостного, индуктив-
202
•2
3
Рис. 6.3. Контроль формы с помощью рубильников.
1 — рубильники; 2 — контролируемый профиль; 3 — щуп.
Рис. 6.4. Конический щуп.
Рис. 6.5. Схема контроли
шаблоном с базирующими
элементами.
1 — эквидистантный шаблон;
2 — контролируемое изделие.
Рис. 6.6. Схема контроли обводов
на поворотном столе.
1 — основание; 2 — планшайба;
3 — переходник; 4 — изделие;
5 — колонна; 6 — шаблон; 7 — щуп.
ного или потенциометрического типа, информация от которых по-
ступает в ЭВМ. При полном обороте планшайбы собираются исчер-
пывающие данные об имеющихся отклонениях от Т-линии и произ-
водится сличение их с допускаемыми значениями. Это позволяет
существенно снизить трудоемкость и исключить субъективные ошиб-
ки. Недостатками являются высокая стоимость оборудования и слож-
203
ность настройки подобного стенда, что делает применение его це-
лесообразным только при достаточно больших объемах производства.
Контроль с использованием эквидистантного пространственного
шаблона, схема которого изображена на рис. 6.7, технологически
прост и не требует сложного стапельного оборудования. Наружная
поверхность шаблона '3 выполняется равноотстоящей с высокой
точностью от теоретических значений обводов контролируемого из-
делия 2. Расстояния t между эталонной и контролируемой поверх-
ностями измеряются глубиномером на основе индикатора через пред-
усмотренные в шаблоне нормально ориентированные к поверхностям
отверстия. Базирующее кольцо / обеспечивает однозначное положе-
ние изделия и шаблона. В зависимости от требуемого ресурса
шаблоны изготавливаются из металлических или неметаллических
Рис. 6.7. Схема контроля пространственным шаблоном.
1 — базирующее кольцо; 2 — изделие; 3 — шаблон.
материалов толщиной 5—10 мм. Ограничением в использовании этого
способа является высокая сложность выполнения точной простран-
ственной поверхности. Может быть рекомендован для мелкосерий-
ного непродолжительного производства с изготовлением шаблона из
легкоформуемого и обрабатываемого полимерного материала.
Использование универсальных измерительных средств для кон-
троля формы сложных поверхностей позволяет исключить изготов-
ление шаблонов и специальных контрольных стендов. Измерение
координат точек поверхности и определение их отклонений от но-
минальных значений обеспечивается различными моделями
координатно-измерительных машин (КИМ): ВЕ-111, ВЕ-141, BE-155,
ВЕ-200К, НММ-965, комплектуемых средствами вычислительной тех-
ники, периферийным оборудованием и общим математическим обес-
печением.
При работе КИМ в ручном режиме измерительный наконечник
выводится в точку с заданными координатами, расстояние от которой
204
до контролируемой поверхности определяется с помощью линейно-
измерительных средств. Более эффективным является автоматичес-
кий режим работы КИМ, при котором координатный датчик пере-
мещается по программе до контакта с измеряемой поверхностью.
Информация поступает в ЭВМ и сравнивается с теоретическими
координатами точек поверхности. При этом оценивается допусти-
Рис. 6.8. Схема контрольно-измерительной машины ВЕ-155
1 — основание; 2 — колонна; 3 — координатная каретка; 4 — консоль;
5 — датчик; 6 — изделие; 7 — поворотный стол.
мость имеющихся отклонений и определяется фактическое положе-
ние основных осей объекта измерения.
На рис. 6.8 представлена схема использования КИМ ВЕ-155,
обеспечивающей измерение с предельной погрешностью до 0,01 мм.
На основании 1 смонтирована колонна 2, по которой в соответствии
с заданной программой перемещается координатная каретка 3 с
выдвижной консолью 4. Каретка имеет электрические преобразова-
тели, выдающие в ЭВМ информацию о двух координатах положения
наконечника датчика 5 в момент его касания с поверхностью кон-
тролируемого изделия 6. Поворотный стол 7 обеспечивает точное
базирование изделия относительно системы координат КИМ и пере-
дачу данных по углу поворота. Результаты обработки по полученным
трем координатам с учетом заданного теоретического профиля вы-
водятся на дисплей и распечатываются таблично с заключением о
допустимости имеющихся отклонений.
205
Наиболее сложным элементом использования КИМ кроме раз-
работки специального программного обеспечения для конкретных
сборочных единиц является привязка объекта контроля по базовым
поверхностям и плоскостям стабилизации к единой системе коор-
динат, для чего могут быть использованы переходные кольца.
Контроль взаимного положения базовых поверхностей сборочных
единиц контактными методами в зависимости от производственных
возможностей и габаритов изделия проводится при вертикальном и
горизонтальном расположении его оси. Основными контролируемыми
характеристиками являются неперпендикулярность стыковочной
плоскости шпангоута продольной оси отсека и угол закрутки.
Рис. 6.9. Схема контроля вза-
имного положения поверхно-
стей на вертикальном
поворотном стапеле.
1 — поворотный стол; 2 — опор-
ное кольцо; 3 — контролируемый
отсек; 4 — верхнее кольцо;
5,6,7 — индикаторы;
8 — регулировочный винт.
На рис. 6.9 представлена схема контроля неперпендикулярности
стыковочных плоскостей шпангоутов оси отсека на стапеле с пово-
ротным столом при вертикальном положении продольной оси кон-
тролируемого объекта. Базовая поверхность поворотного стола 1
должна иметь торцевое биение не более 0,005/100. С использованием
переходного опорного кольца 2 отсек 3 базируется по оси вращения
стола и плоскостям стабилизации. Дополнительная выборка несоос-
ности производится за счет регулировки положения опорного кольца
до достижения равенства показаний индикатора 7 в каждой плоскости
стабилизации. Показания в различных плоскостях могут отличаться
в пределах допускаемых отклонений от круглости. Вертикальность
положения оси отсека выверяется по соответствующим показаниям
индикатора 6. Имеющиеся отклонения оси отсека от вертикали
устраняются с помощью регулировочных винтов 8. Взамен винтов
возможна установка под опорное кольцо прокладок по плоскостям
206
стабилизации. Линейная величина неперпендикулярности нижнего
шпангоута с погрешностью 0,1 мм определяется непосредственным
измерением коническим щупом значения максимального зазора меж-
ду опорным кольцом и базовой поверхностью стола. Для обеспечения
меньшей погрешности используются регулировочные винты с мик-
рометрическими головками либо прокладки калиброванной толщины.
При этом углы отклонения от перпендикулярности по плоскостям
стабилизации определяются расчетно в виде:
aI_m = arctg^^, (61)
a„_IV = arctg^^, (62)
где hp hn, hnp hIV— высота подъема винта цад базовой плоскостью
стола или толщина использованных прокладок в каждой точке; L —
расстояние между противоположными опорами.
Полная величина угла отклонения от перпендикулярности базо-
вой плоскости нижнего шпангоута к продольной оси отсека составит:
“ = A2-ni+«n-IV- (6.3)
Для верхнего шпангоута линейная величина неперпендикуляр-
ности соответствует максимальной разности показаний индикатора
5, наконечник которого контактирует с торцевой поверхностью верх-
него кольца 4, при полном обороте поворотного стола.
Угловое отклонение от перпендикулярности, как и для нижнего
шпангоута, составит:
а = arctg Д1^ах , (6-4)
где Ahmax— максимальная разность показаний индикатора для верхне-
го шпангоута или максимальный зазор для нижнего; D — базовый
диаметр.
При снятии показаний индикатора только по плоскостям стаби-
лизации значения угловых отклонений рассчитываются по выраже-
ниям, аналогичным 6.1—6.3.
Для обеспечения необходимой точности непараллельность базо-
вых торцевых поверхностей каждого кольца не должна превышать
0,005/100.
На этом же стапеле может определяться значение угла закрутки
стыковочных шпангоутов отсека. Для этого в конструкции поворот-
ного стола предусматривается устройство отсчета угла его поворота
с погрешностью не более 30", а на вертикальной стойке у верхнего
шпангоута фиксируется приспособление, базирующие элементы ко-
торого обеспечивают однозначное угловое положение плоскостей
207
стабилизации в данном сечении. Исполнение этих элементов зависит
от конструкции шпангоута. Это может быть кронштейн с опорной
поверхностью при наличии на шпангоуте базирующего пальца, крон-
штейн с пальцем при базовом отверстии в шпангоуте либо просто
игла при ориентации плоскостей реперными точками.
Положение плоскостей стабилизации на уровне нижнего шпан-
гоута относительно стола обеспечивается соответствующими базо-
выми элементами опорного кольца.
Настройка стапеля производится с помощью образцовых изме-
рительных средств (преимущественно оптических) или с использо-
ванием эталона, имеющего нулевой угол закрутки, по которому
выставляется нуль шкалы угла поворота стола.
Рис. 6.10. Схема
контроля взаимного
положения поверхностей
на горизонтальном стенде.
/ — неподвижная опора;
2 — ролик; 3 — базирующее
приспособление; 4 — оптиче-
ский квадрант; 5 — изделие;
6 — регулируемая опора.
Измерение осуществляется совмещением соответствующих базо-
вых элементов верхнего шпангоута контролируемого отсека и при-
способления за счет поворота стола на имеющийся угол закрутки,
значение которого считывается с лимба.
При диаметре поворотного стола более 1200 мм требуемую точ-
ность измерения угла можно обеспечить с помощью нониуса, а при
меньшем диаметре необходимо использование отсчетного микроскопа
или червячного измерительного устройства.
Возможности контроля сборочных единиц большой длины при
их вертикальном положении в ряде случаев ограничиваются высотой
пролетов, расположением грузоподъемных средств и т. п. В этих
случаях определение характеристик взаимного положения поверх-
ностей контактными средствами измерений производится на гори-
зонтальных стендах (рис. 6.10). При этом изделие 5 устанавливается
полуплоскостью 0—1 вверх на ролики 2 неподвижной 1 и регули-
руемой опоры 6. В случае недостаточной жесткости на корпус в
контактирующих с роликами сечениях монтируют бандажные кольца.
К торцевым шпангоутам закрепляются базирующие приспособления
3 с кронштейнами, установочные поверхности которых строго пер-
пендикулярны (± 10") поверхности приспособления, стыкуемой к
шпангоуту и одной из плоскостей стабилизации. С помощью, регу-
208
лируемой по высоте опоры 6 базовая ось изделия приводится в
горизонтальное положение с отклонением не более 10". При длине
объекта контроля более четырех метров это соответствует разности
высот центров торцевых шпангоутов « 0,2 мм и может быть прокон-
тролировано обычными средствами Линейных измерений от взаимно
увязанных измерительных баз фундамента стенда либо способом
сообщающихся сосудов. В качестве измерительных баз на изделии
целесообразно использовать установочные поверхности кронштейнов
приспособлений. После го-
ризонтирования оси изде-
лия величина неперпенди-
кулярности к ней шпангоу-
та в вертикальной пло-
скости измеряется опти-
ческим квадрантом 4, ус-
танавливаемым на крон-
штейн приспособления.
Схема оптического
квадранта приведена на
рис. 6.11. В корпусе 1 раз-
мещен поворотный диск 2
с чувствительным уровнем
3 и отсчетным лимбом.
После установки квадран-
та на объект поворотом
диска приводят уровень в
горизонтальное положе-
ние и по шкале лимба счи-
Рис. 6.11. Схема оптического квадранта.
1 — корпус; 2 — поворотный диск; 3 — уровень;
4 — зеркало; 5 — опорные поверхности.
тывают угол отклонения контролируемой поверхности от горизон-
тальности в плоскости установки квадранта. Для использования
квадранта при оптических измерениях иа поворотном диске перпен-
дикулярно к горизонтальной линии уровня закреплено зеркало 4.
Опорные поверхности 5, выполненные под углом 90°, позволяют
проводить измерения отклонений как по горизонтали, так и по
вертикали.
По ГОСТ 14967—80 выпускаются оптические квадранты следу-
ющих типов: КО-60 с диапазоном измерений ± 120° и ценой деления
отсчетной шкалы Г, а также КО-10 с диапазоном измерений 0—360°
и ценой деления 10".
При указанной выше схеме измерений оптическим квадрантом
непосредственно измеряется отклонение от горизонтальности уста-
новочной поверхности кронштейна базирующего приспособления,
значение которого соответствует неперпендикулярности шпангоута
оси изделия в плоскости I—III с учетом погрешности горизонтиро-
вания изделия и точности изготовления приспособления. Для опре-
деления значения общей неперпендикулярности шпангоута анало-
209
гичные измерения проводятся в плоскости II—IV с поворотом изделия
на 90° и дополнительной проверкой горизонтальности положения
продольной оси.
В целях исключения влияния на полученные результаты упругих
деформаций изделия от гравитационной нагрузки при горизонтальном
положении измерения повторяют с поворотом изделия на 180° от
первоначального. В качестве окончательных используют полусуммы
абсолютных значений отклонений в каждой плоскости. Общее зна-
чение неперпендикулярности шпангоута определяют по формуле 6.3.
При небольшом объеме производства с целью упрощения кон-
струкции базирующего приспособления в качестве измерительной
базы для контроля неперпендикулярности может быть использована
торцевая поверхность приспособления, непараллельность которой
относительно стыковочной поверхности должна быть не более
0,005/100.
Для определения угла закрутки оптический квадрант устанавли-
вают на кронштейн приспособления параллельно плоскости шпан-
гоута и производят измерение отклонения от горизонтальности ус-
тановочной поверхности приспособлений на каждом из шпангоу-
тов — Ф1 и ф2. Значение угла закрутки соответствует алгебраической
сумме измеренных углов:
Ф = Ф1+ Фг- (6.5)
При проведении этих измерений изделие должно быть зафикси-
ровано для исключения возможности углового смещения.
6.6.3. Бесконтактные средства и методы контроля
Наряду с контактными в ракетостроении широко используются
бесконтактные методы контроля геометрических параметров, осно-
ванные на использовании разнообразных оптических и лазерных
измерительных средств.
Основным элементом оптических средств является зрительная
труба, принципиальная схема которой представлена на рис. 6.12.
Объектив 2 и увеличивающий окуляр 6 совместно с оборачивающим
устройством 5, обеспечивающим приведение изображения визируе-
мого объекта в естественное положение, образуют систему, опти-
ческая ось 7 которой проходит через центр штрихового рисунка
сетки 4. Линейное отклонение оптической оси от геометрической
оси базовых поверхностей корпуса 3 не должно превышать 0,01 мм
с непараллельностью не более 1". Для повышения разрешающей
способности при измерении отклонения точки визирования от оп-
тической оси используется плоско-параллельная пластина /, изме-
нение угла наклона которой к оптической оси производит линейное
смещение линии визирования. Величина смещения считывается со
210
Рис. 6.12. Принципиальная схема зрительной трубы.
1 — плоско-параллельная пластина; 2 — объектив; 3 — корпус; 4 — сетка;
5 — оборачивающее устройство; 6 — окуляр; 7 — оптическая ось.
шкалы отсчетных барабанчиков, отклоняющих через систему кулач-
ков плоскопараллельную пластину от перпендикулярности к линии
визирования по двум осям.
Зрительная труба выполняет три основных функции: обеспечи-
вает увеличение изображения рассматриваемого объекта, строго де-
терминирует с использованием устройств ориентации направление
линии визирования и позволяет измерить линейные отклонения
конкретной точки по двум координатам от линии визирования.
Для создания возможности измерения угловых отклонений кон-
тролируемых поверхностей от линии визирования некоторые кон-
струкции зрительных труб оснащаются устройствами автоколлимации
(рис. 6.13). Дополнительно к объективу 2, сетке 3, оборачивающему
устройству 5 и окуляру 6 в схему включена система подсветки,
состоящая из полупрозрачного зеркала 4, зеркала 9, конденсора 8
и источника света 7. Подсвеченное изображение сетки отражается
Рис. 6.13. Принципиальная схема зрительной трубы с автоколлиматором.
1 — зеркало; 2 — объектив; 3 — сетка; 4 — зеркало полупрозрачное;
5 — оборачивающее устройство; 6 — окуляр; Z — источник света;
8 — конденсор; 9 — зеркало.
211
от зеркала 1, поверхность которого параллельна плоскости его ус-
тановочных элементов с отклонением не более 2". При абсолютной
перпендикулярности зеркала линии визирования отраженное изобра-
жение сетки полностью совмещается со штрихами сетки. Схема
определения величины угла отклонения плоскости зеркала от пер-
пендикулярности к линии визирования представлена на рис. 6.14.
Рис. 6.14. Схема измерения при автоколлимации.
Величина смещения а однозначно связана с углом отклонения ф и
фокусным расстоянием объектива F, что позволяет определить ин-
тересующий угол по выражению:
Ф = 0,5 arctg. (6.6)
Для уменьшения погрешности определения угла ф, достигающей
у автоколлиматора марки АКТ-400 1", измерение величины смещения
а осуществляется окулярным микрометром, выполненным с исполь-
зованием плоскопараллельной пластины. Для удобства эксплуатации
в конструкцию прибора вводят дополнительную сетку с отличаю-
щимся штриховым рисунком.
На базе зрительной трубы с автоколлимационным устройством
выпускается универсальный прибор проверки соосности ППС-11,
предназначенный для определения прямолинейности и плоскостности
больших поверхностей, соосности отверстий, параллельности или
перпендикулярности плоскостей и осей отверстий, а также для
других видов контроля. Погрешность измерения величины смещения
в плоскости перпендикулярной линии визирования при расстоянии
до объекта L = (30—3 • 104) мм составляет +(0,01 + 5 • 10 L) мм.
Для фиксации положения прибора при выполнении измерений ППС-
11 комплектуется штатным установочным устройством. В случае
необходимости размещения прибора непосредственно на изделии
используются различные универсальные и специальные приспособ-
ления, обеспечивающие необходимую точность расположения оси
прибора относительно базовых поверхностей.
212
В качестве объекта визирования применяются целевые знаки
различной конструкции, схема одного из которых изображена на
рис. 6.15. В корпусе 4 целевого знака, цилиндрическая поверхность
которого выполняется по 7 квалитету, размещается источник света
5 и пластинка 3 со штриховым рисунком, положение которой регу-
лируется юстировочными винтами 2 и фиксируется гайкой 1.
Рис. 6.15. Схема целевого знака.
1 — гайка; 2 — юстировочный винт; 3 — пластинка; 4 — корпус;
5 — источник света.
В зависимости от объектов контроля и расстояния визирования
диаметр пластинок варьируется от 15 до 80 мм. Виды наиболее
употребляемых рисунков штриха на пластинках целевых знаков
приведены на рис. 6.16. После изготовления выполняется юстировка
целевых знаков с обеспечением отклонения центра штрихового ри-
сунка от геометрической оси цилиндрической поверхности корпуса
не более 0,01 мм. Иногда используются целевые знаки с двумя
штриховыми пластинками, расстояние между которыми должно быть
достаточным для определения с требуемой погрешностью одновре-
менно с линейным углового отклонения оси целевого знака от линии
визирования. В корпус целевого знака может быть установлена
пластинка с зеркальной поверхностью, отклонение которой от пер-
пендикулярности к оси корпуса не должно превышать ± 2".
Для установки целевых знаков не контролируемых поверхностях
используются переходники и подставки различных типов, при изго-
товлении которых отклонения, линейных и угловых размеров, влия-
ющих на результат измерения не должны превышать соответствую-
щие отклонения целевых знаков. Присоединительные поверхности
и конструкция подставок и переходника должны точно увязывать
положение центра, оси или поверхности пластинки целевого знака
относительно контролируемой поверхности или базовой оси изделия.
213
Рис. 6.16. Рисунки
штриха на пластинках
целевых знаков.
I — крестообразный
штрих; II — бисектор,'
III — V-образный штрих.
В случае необходимости в процессе измерения осуществить по-
ворот линии визирования строго на 90° применяются пентапризмы,
устанавливаемые непосредственно на посадочную поверхность кор-
пуса зрительной трубы или на специальные элементы контрольного
стапеля.
Широко используются при бесконтактных измерениях отвесы и
различные виды нивелировочных линеек с опорными поверхностями
либо подвесные, как жесткой конструкции, так и с выдвижным
телескопическим измерительным штоком. У нивелировочных линеек
жесткой конструкции за ноль шкалы принимается опорная поверх-
ность, а у телескопических — ось реперной иглы.
Проведение линейных и угловых измерений осуществляется с
использованием нивелиров, обеспечивающих постоянное нахождение
линии визирования строго в горизонтальной плоскости. Основными
элементами нивелира (рис. 6.17) являются: зрительная труба 1,
уровень 2 для контроля горизонтальности плоскости визирования,
поворотный диск 3 с устройством отсчета угла, опорный столик 4
с обеспечивающими его горизонтирование регулировочными опорами
5 и штатив 6.
Промышленностью выпускаются различные типы нивелиров, наи-
более точным из которых является Н1 с 45-кратным увеличением
зрительной трубы, минимальным расстоянием визирования 4,2 м и
предельной погрешностью измерения на расстоянии 10 м — 0,015 мм.
При необходимости выполнения измерений в горизонтальной и
вертикальной плоскостях используются теодолиты, конструкция ко-
торых обеспечивает измерения зенитных углов. Зрительная труба 1
теодолита (рис. 6.18) совместно с вертикальным диском 2 имеет
возможность поворота на оси в корпусе алидады 3, имеющем от-
счетное устройство 4 для измерения величины зенитного угла. Ос-
тальные элементы не имеют принципиальных отличий от нивелира.
Точностные характеристики теодолитов аналогичны нивелирам. Боль-
214
Рис. 6.17. Принципиальная
схема нивелира.
1 — зрительная труба; 2 — уровень;
3 — поворотный диск; 4 — столик;
5 — регулировочные опоры;
6 — штатив.
Рис. 6.18. Принципиальная
схема теодолита.
1 — зрительная труба;
2 — вертикальный диск;
3 — корпус алидады; 4 — отсчетное
устройство; 5 — уровень; 6 — гори-
зонтальный диск; Z — столик.
шинство теодолитов, в частности модель 2ТЗОП, могут быть ис-
пользованы в качестве нивелиров.
Наряду с оптическими средствами бесконтактных измерений в
настоящее время в промышленности внедряются лазерные измери-
тельные приборы, позволяющие уменьшить погрешность линейных
измерений до + 0,05 мм при расстоянии визирования 50 м. При этом
лазерные средства облегчают наводку на объект визирования в связи
с возможностью визуального наблюдения за излучаемым световым
лучом и позволяют автоматизировать процесс измерений. Основой
прибора является гелий-неоновый лазерный излучатель с длиной
волны 0,63 мкм, что соответствует видимой области спектра. При
изготовлении прибора должна быть обеспечена соосность луча от-
носительно посадочных цилиндрических поверхностей корпуса с ли-
нейным отклонением не более 0,01 мм и угловым не более 0,5".
В качестве объектов визирования используются позиционночув-
ствительные целевые знаки (ПЧЦЗ), устанавливаемые с помощью
переходников различной конструкции на контролируемых объектах.
При этом должна быть обеспечена точная координация положения
оси ПЧЦЗ относительно проверяемой поверхности. Конструктивное
исполнение механической части ПЧЦЗ подобно целевому знаку,
представленному на рис. 6.15, но вместо стеклянной пластинки со
штриховым рисунком устанавливается плоская матрица, набранная
215
из светочувствительных элементов (фотодиодов, фоторезисторов, фо-
тоумножителей). В состав вторичной аппаратуры ПЧЦЗ входят:
анализатор, усилитель, блоки питания и индикации. Для отображения
информации о положении пучка лазерного излучения используются
блоки стрелочной, цифровой, графической, световой или звуковой
индикации. ПЧЦЗ могут работать в режиме центрирования как ноль —
прибор с выдачей сигнала при совмещении оси луча с центром
приемника, так и с выдачей количественной информации об откло-
нении луча. Информация о несоосности может быть представлена
по двум линейным и двум угловым координатам. Для измерения
угловых отклонений в приемнике ПЧЦЗ устанавливаются две па-
раллельные матрицы, в центре первой из которых имеется отверстие,
и относительное смещение оси луча на известной базе аппаратурно
преобразуется в значения углов по двум плоскостям.
Наиболее перспективными являются многокоординатные ПЧЦЗ
с цифровым выходом, сопряженные с ЭВМ. Монтаж лазерных из-
лучателей на горизонтальные и вертикальные поворотные диски с
устройствами точного отсчета углов и средствами обеспечения и
контроля горизонтальности установки позволяет использовать их
аналогично оптическим нивелирам и теодолитам.
Для определения линейных размеров бесконтактными средствами
может быть использован способ триангуляции, схема которого пред-
ставлена на рис. 6.19. При этом длина объекта АВ составит:
АВ = ОС (tg а + tg Р). (6.7)
Недостатком данного способа является необходимость точного
определения расстояния ОС от оси поворота зрительной трубы
нивелира (или лазерного излучателя) до объекта. Использование
способа двойной триангуляции с приспособлением, позволяющим
производить смещение точки визирования на строго определенную
величину I, устраняет данный недостаток. В этом случае проводится
повторное измерение углов визирования а, и Р, из точки О, и
расчетное выражение примет вид:
АВ = 0,5/(tg а + tg Р) (—— + ntge -1 (6 8)
vs & и/ ^tga-tga, tgp-tgpj
Для снижения погрешности измерения величина смещения 1
должна быть не менее половины расстояния первого визирования
ОС.
В случае определения способом двойной триангуляции диаметра
объектов цилиндрической формы, при котором значение углов a -
= р и a,= Р,, выражение (6.8) упростится:
s’n а' s‘n ai
sin a - sin a.
(6.9)
216
Более точным является спо-
соб центрированного эталона
(рис. 6.20), при котором эталон
2 устанавливается симметрично
оси в диаметральной плоскости
контролируемого объекта 1. Для
удобства измерений монтаж про-
изводится на одной планшайбе.
После проверки перпендикуляр-
ности линии визирования центра
эталона к его плоскости произво-
дится измерение углов между ли-
ниями визирования на кромки эта-
лона 2 и касательными к поверх-
ности объекта 1 теодолитом 3 с
неизменной точки.
Искомый диаметр вычисляется
по формуле:
Рис. 6.19. Схема способа
триангуляции.
D = Z#.
tga
(6.10)
Расстояние между параллельными плоскостями h определяется
по схеме рис. 6.21 с использованием нивелира 1 и нивелировочной
линейки 2 со шкалой, отсчитываемой от опорной поверхности ос-
нования. Объект измерения 3 при этом должен быть установлен на
отгоризонтированную поверхность поверочной плиты 4.
По этой же схеме проверяется плоскостность поверхности с
определением разности отметок, снимаемых с отсчетной шкалы ни-
велира при перемещении нивелировочной линейки по контролируе-
мой поверхности. Аналогично контролируется взаимная параллель-
ность верхних поверхностей и параллельность их основанию. При
Рис. 6.20. Схема способа центрированного эталона.
/ — объект измерения; 2 — эталон; 3 — теодолит.
217
Рис. 6.21. Схема измерений разности высот, плоскостности
и параллельности поверхностей.
1 — нивелир; 2 — нивелировочная линейка;'
3 — объект контроля; 4 — поверочная плита.
проверке плоскостности и параллельности погрешность измерения
может быть снижена за счет использования взамен нивелировочной
линейки целевого знака, установленного на опоре с плоской поверх-
ностью. Для существенного упрощения контроля плоскостности це-
лесообразно установить строго в горизонтальной плоскости три наи-
более взаимно удаленные точки контролируемой поверхности. Ана-
логичную операцию необходимо выполнить при контроле
параллельности для поверхности, принятой за измерительную базу.
Дополнительное повышение разрешающей способности при про-
верке отклонений от плоскостности и параллельности достигается
за счет использования оптических средств с автоколлимационным
устройством и зеркала, плоскость которого перпендикулярна к опор-
ной поверхности подставки с отклонением не более 2". Схема кон-
троля подобна рассмотренному выше способу, но результатом изме-
рений являются значения угловых отклонений поверхности.
Наиболее широко бесконтактные средства измерений применя-
ются для контроля геометрических параметров отсеков и оконча-
тельно собранного изделия: неперпендикулярности стыковочных по-
верхностей шпангоутов к оси, угла закрутки и непрямолинейности
оси изделия.
Для материализации теоретических конструкторских баз исполь-
зуется специальная контрольно-измерительная оснастка, устанавли-
ваемая по базовым поверхностям сборочных единиц и имеющая
строго координированные объекты визирования: целевые знаки, зер-
кала либо ПЧЦЗ при лазерных измерениях. Дополнительно к ос-
настке широко используется технологическая маркировка плоскостей
стабилизации рисками и реперными точками. Реперные точки нано-
сятся на внешние поверхности силовых элементов корпуса в спе-
циальных приспособлениях на предшествующих этапах изготовления
в виде кернения диаметром 0,3—0,5 мм, обведенного красным коль-
цом, с обозначением индекса точки. Места нанесения реперных
точек регламентируются конструкторской документацией.
218
Рис. 6.22. Схема нивелирования при горизонтальном положении изделия.
1, 5 — технологические плиты с зеркалами; 2 — неподвижная опора; 3 — изделие;
4 — подвижная опора; 6 — автоколлиматор; Z — площадка обслуживания;
8 — нивелир; 9 —линейки нивелировочные.
В зависимости от габаритов, жесткости конструкции сборочной
единицы и производственных условий контроль геометрических пара-
метров проводится при горизонтальном либо вертикальном положе-
нии изделия.
Схема контроля при горизонтальном положении изделия пред-
ставлена на рис. 6.22. Изделие размещается полуплоскостью 0—I
вверх на роликах неподвижной 2 и подвижной 4 опор нивелировоч-
ного стапеля. В случае недостаточной жесткости корпуса в сечениях
контакта с роликами монтируются прокруточные бандажные кольца.
Поворотом изделия относительно продольной оси плоскость II—IV
в сечении нижнего шпангоута приводят в горизонтальное положение
до достижения равенства измеренных значений h“ и h™ . Данную
операцию выполняют в два этапа. Предварительное горизонтирование
приводят с визуальной оценкой и оси реперных игл нивелировочных
линеек 9 совмещают с центрами реперных точек Т“ и T*HV . Выстав-
ленным в горизонтальной плоскости нивелиром 8 снимают отметки
линеек, соответствующие плоскости нивелирования. Затем реперные
иглы смещают в необходимые стороны на величину полуразности
219
полученных значений h" и hj,v и поворотом изделия совмещают с
ними реперные точки. При необходимости проводят дополнительную
регулировку. Для исключения случайного поворота относительно
продольной оси при дальнейших работах изделие блокируется тор-
мозным устройством.
Для приведения в горизонтальное положение плоскости II—IV
всего изделия необходимо выполнение условия h" = hBv = h" = hBv ,
но это осуществимо только при нулевом значении угла закрутки
верхнего шпангоута относительно нижнего, что практически исклю-
чено. В связи с этим устройством вертикального перемещения по-
движной опоры аналогичными приемами приводят в горизонтальное
положение продольную ось изделия, что обеспечивается при выпол-
нении условия
| h»-h” | = | h'v-h'Bv | .
При этом нивелировочные линейки перемещаются к верхнему
шпангоуту, а нивелир закреплен стационарно на площадке обслу-
живания 7, позволяющей проводить визирование нивелировочных
линеек по всей рабочей зоне над корпусом изделия. В случае
невозможности снятия показаний одним нивелиром из-за перекрытия
линий визирования элементами изделия или стапеля могут быть
использованы два или три нивелира, оптические оси которых взаимно
увязаны по высоте. Площадки для установки нивелировочных линеек
не должны отклоняться от горизонтальности более чем на 30",
аналогичные требования предъявляются к перпендикулярности ли-
нейки относительно опорной поверхности. В ряде случаев целесо-
образно применение подвесных нивелировочных линеек.
Полученные данные используются для определения угла закрутки
где DB— диаметр, на котором расположены реперные точки Т” и TBV .
Отклонения от прямолинейности оси изделия в плоскости I—III
по контролируемым сечениям определяются по измеренным значе-
ниям положения реперных точек h!1 и h!v с использованием формулы:
А' -111 = 0,5 [(h'1 - h“) + (h'v - h‘v)] . (6.12)
Неперпендикулярность торцевых шпангоутов к оси изделия в
плоскости I—III аН(В) измеряется автоколлиматором 6, устанавлива-
емым по оси изделия, с использованием технологических плит 1 и
5 с зеркалами, закрепленными параллельно стыковочным поверхнос-
тям плит с отклонением не более 10".
220
При недостаточной жесткости изделия для компенсации влияния
упругих деформаций на результаты измерений непрямолинейности
и неперпендикулярности все работы повторяют с ориентацией из-
делия полуплоскостью 0—I вниз. За окончательный результат при-
нимаются среднеарифметические значения полученных отклонений
А1’111 и а1’111
rti ср и <Л'н(в) ср •
Аналогичный комплекс измерений проводится для определения
отклонений в плоскости II—IV с поворотом изделия на 90° и 270°
от первоначального.
Суммарные значения отклонения от прямолинейности AiZ и не-
перпендикулярность шпангоутов к оси изделия ан(в)1 определяются
по формулам:
AiZ = ^(A!i")’ + (A!'-’')’; (6.12)
• (6.13)
Полученные значения сравнивают с пределами, установленными
конструкторской документацией.
Основным недостатком технологического процесса контроля гео-
метрических параметров изделия, расположенного горизонтально,
является повышенная трудоемкость вследствие необходимости учета
влияния гравитационных сил. Дополнительным неблагоприятным
фактором является потребность значительных производственных пло-
щадей для размещения оптических или лазерных средств на прием-
лемом для визирования расстоянии (5 + 10 м).
В связи с этим, если габариты изделия позволяют произвести
установку изделия в производственном корпусе вертикально, то
данная схема контроля является предпочтительной. Определенная
сложность вертикальной установки изделия с использованием
траверсы-кантователя компенсируется существенным выигрышем за
счет сокращения трудоемкости и цикла работ.
Контроль геометрических параметров при вертикальном положе-
нии изделия (рис. 6.23) осуществляется с использованием теодолита
8, позволяющего производить визирование реперных точек и контура
поверхности в любом сечении по всей длине изделия на расстоянии
L = 5—10 м. Для повышения контрастности за изделием размещается
белый экран. Поворотный стол 7 должен иметь базовую поверхность,
отгоризонтированную с отклонением не более ± 10" при любом угле
поворота, элементы обеспечения соосности и ориентации изделия
по плоскостям стабилизации, а также устройство отсчета угла по-
ворота. Для проведения на стапеле работ с различными изделиями
дополнительно используются переходные кольца с соответствующими
элементами базирования. На верхнем стыковочном шпангоуте изде-
лия закрепляется плита 2 с кронштейнами для установки отвесов 5,
имеющая параллельную стыковочной плоскости плиты поверхность,
221
Рис. 6.23. Схема нивелирования при вертикальном
положении изделия.
/ — ферма обслуживания; 2 — верхняя плита; 3 — оптический квадрант;
4 — изделие; 5 — отвес; 6 — пластина; 7 — поворотный стол; 8 — теодолит.
на которой размещается оптический квадрант 3. Угловые отклонения
продольной оси изделия от вертикали устраняются за счет установки
под опорную поверхность по плоскостям стабилизации пластин 6
калиброванной толщины или использования винтовых регулируемых
опор.
Нивелирование начинают с ориентации изделия полуплоскостью
О—I в сечении нижнего шпангоута строго по линии визирования
теодолита. Контроль правильности установки может быть произведен
автоколлимационным способом по зеркалу, закрепленному на пово-
ротном столе перпендикулярно плоскости I—III. При другом варианте
определяются горизонтальные углы визирования правой и левой
кромок контура изделия на уровне нижнего шпангоута и , по
значениям которых вычисляется угол визирования на ось изделия
У’ = О,5(у; + улн) .
222
Горизонтальный диск теодолита выставляется на полученный
угол визирования, и поворотом стола реперную точку Т' совмещают
с вертикальным штрихом сетки теодолита. Поворотный стол блоки-
руется от непредусмотренного смещения. Проверка вертикальности
положения оси изделия выполняется визированием кромок контура
на уровне верхнего шпангоута с определением углов и , сумма
которых должна составить 2у). В случае несоответствия регулировка
обеспечивается указанными выше средствами. Использование для
контроля вертикальности отвесов (в том числе с электрическими
чувствительными элементами) позволяет сократить данную операцию
и проводить вертикализацию оси сразу по двум плоскостям, но
усложняет конструкцию стапеля.
После подтверждения вертикальности положения оси изделия в
плоскости II—IV значение неперпендикулярности к ней нижнего
шпангоута в данной плоскости может быть определено по формуле:
tiv_tn
a„"-|V = arctg-^—-
(6.14)
где t" и tlv— толщины пластин под II и IV полуплоскостями или, при
использовании винтовых опор, величины соответствующих зазоров
между стыковочной плоскостью шпангоута и горизонтальной поверх-
ностью стола; DH—диаметр нижнего шпангоута.
Неперпендикулярность верхнего шпангоута непосредственно из-
меряется оптическим квадрантом, устанавливаемым на опорную по-
верхность верхней плиты параллельно плоскости II—IV.
Для определения угла закрутки <р верхнего шпангоута относи-
тельно нижнего измеряется горизонтальный угол визирования Ув ре-
перной точки Т'. Смещение этой точки относительно проекции про-
дольной оси вычисляется по выражению:
S' = Ltg(7'B-y’), (6.15)
где L — расстояние визирования; Vo = V' — угол визирования репер-
ной точки Тв.
Величина угла закрутки составит
2S1
<p = arctg^,
(6.16)
где DB— диаметр верхнего шпангоута.
При необходимости подобным же образом могут быть определены
значения углов закрутки в сечениях, где имеются реперные точки.
223
Отклонение от прямолинейности оси в плоскости II—IV в любом
i-том сечении A!’~IV вычисляется по результатам визирования кон-
тура изделия в данном сечении и у по формуле:
Ap-|V = (L + O,5D)tg(Yo-^) . <6Л7>
Значения непрямолинейности могут быть также определены по
результатам визирования реперных точек в следующем виде:
A!'-|V = 0,5(S!-S’"), (6.18)
где S' и S!11 — смещения реперных точек полуплоскостей I и III в этом
сечении, определяемые по формуле 6.15.
Соответствующие параметры в плоскости I—III определяются
аналогично после поворота стола полуплоскостью 0—II к теодолиту.
Суммарные значения отклонений от перпендикулярности и прямо-
линейности оси рассчитываются по формулам 6.12 и 6.13.
Вертикальное нивелирование бесконтактными измерительными
средствами может производиться полностью без использования спе-
циальной оснастки. Увеличение трудоемкости при данном способе
компенсируется отсутствием затрат на оснащение, что дает значи-
тельную экономию времени и средств при единичном изготовлении.
Расчетная схема такого нивелирования приведена на рис. 6.24.
Объект контроля 1 устанавливается опорной поверхностью нижнего
шпангоута на плоскую плиту 3, отклонение которой от горизонталь-
ности по плоскостям стабилизации измеряется с минимальной по-
грешностью оптическим квадрантом. Теодолит 4 первоначально ус-
танавливается на расстоянии визирования L = (5h-10)m в первой
полуплоскости по визуальной оценке. Для точного совмещения оси
горизонтального диска с плоскостью стабилизации изделия исполь-
зуется приспособление поперечного перемещения стола теодолита,
регулировкой которого достигается равенство
?н = О,5(у"н + Гн), (6.19)
где Ун — горизонтальный угол визирования реперной точки TJ, что со-
ответствует угловому положению плоскости I—III в сечении нижнего
шпангоута;
YJ и — соответствуют углам на рис. 6.23.
При неизменном положении оси горизонтального диска теодолита
измеряются углы визирования контура изделия на уровне верхнего
шпангоута и )£, по значениям которых вычисляется угловая коор-
дината оси изделия в сечении верхнего шпангоута
tf = 0,5(fB + fB), (6.20)
224
Рис. 6.24. Схема нивелирования без специальной оснастки.
1 — объект контроля; 2 — нивелировочная линейка; 3 — плита;
4 — теодолит (на схеме условно смещен на плоскости I—III).
Величина отклонения от перпендикулярности нижнего шпангоута
к оси изделия в плоскости II—IV рассчитывается по формуле
o”~tv = arctg (Lt0’5 - <-'v, <6 21>
где L — расстояние визирования; D — диаметр изделия; Н — высота
изделия; a°’n’lv — отклонение опорной поверхности плиты от горизон-
тальности в плоскости II—IV.
Линейные размеры определяются с использованием обычных
контактных средств либо могут быть вычислены по результатам
визирования нивелировочной линейки 2 по формулам:
. _hi~ho. (6.22)
‘g0, ’
D=-----; (6.23)
1 - sin
H = L(tg6P-tge»). (6.24)
где h,— отметка, снятая со шкалы нивелировочной линейки при зе-
нитном угле визирования 0,; h0— отметка нивелировочной линейки,
225
снятая при горизонтальном положении зрительной трубы теодолита;
0° и 0° — зенитные углы визирования на кромки верхнего и нижнего
шпангоутов по оси изделия.
Величина угла закрутки определяется по выражению
[n, 2Ltg^~^
<Р D
(6.25)
где Ув — горизонтальный угол визирования реперной точки Т' ; —
угловая координата оси, определенная по формуле 6.20.
Расчет величины неперпендикулярности верхнего шпангоута оси
в плоскости II—IV производится по формуле
a" ',v = arctg
(L+o,5D)-sin(eB"-e;) _ Iv _ „ _ lv
D cos 0^ • cos 0; H °" ’
(6.26)
где 0B, 0B — зенитные углы визирования правой и левой крайних то-
чек стыковочной поверхности верхнего шпангоута.
В целях уменьшения погрешности и при диаметре изделия менее
1000 мм измерение угла отклонения поверхности верхнего шпангоута
в плоскости стабилизации от горизонтальности, являющегося суммой
углов 0^+ ан+ аоп, производится оптическим квадрантом с исполь-
зованием приспособления в виде пластины с плоско-параллельными
опорными поверхностями.
Значения отклонений от прямолинейности оси в плоскости II—IV
вычисляются по результатам визирования контура изделия в инте-
ресующем i-том сечении по выражению
А'1 lv = (L + 0,5 D) tg [ун + arctg h| (^о~5 d"^ " ] > <6 27)
L- Lt U,U m Z J
где у1,7? — горизонтальные углы визирования правой и левой кро-
мок контура изделия в i-том сечении; h;— высота расположения i-того
сечения, определяемая по формуле 6.24 при 0Е= 0;
Аналогичные измерения повторяются для плоскости I—III с ус-
тановкой теодолита в полуплоскости II. Суммарные значения откло-
нений от перпендикулярности и прямолинейности рассчитываются
обычным способом.
Все приведенные способы бесконтактных измерений могут быть
реализованы как с использованием оптических, так и лазерных
измерительных средств.
6.6.4. Сравнительные характеристики
и области применения различных методов
Разнообразие задач, условий проведения и технических требо-
ваний при контроле геометрических параметров изделий ракетной
техники вызывают необходимость использования широкого спектра
методов и измерительных средств. Для руководства при выборе
конкретных решений необходимо учитывать их преимущества и
недостатки.
К достоинствам бесконтактных методов измерений следует от-
нести:
— меньшую относительную погрешность измерения;
— отсутствие ограничений по габаритам контролируемых объ-
ектов;
— сокращение количества и упрощение конструкции специаль-
ной измерительной оснастки;
— возможность осуществления контроля труднодоступных эле-
ментов конструкции.
Наряду с этим требуется учитывать присущие оптическим сред-
ствам неблагоприятные факторы:
— повышенную трудоемкость;
— необходимость более высокой квалификации исполнителей;
— возможность субъективных ошибок при оптических измере-
ниях;
— увеличение линейных погрешностей измерений пропорцио-
нально расстоянию визирования.
Использование лазерных приборов позволяет уменьшить погреш-
ность измерения при больших габаритах изделия, упрощает процесс
визирования, исключает субъективные ошибки и позволяет создавать
автоматизированные измерительные системы с непосредственным
вводом информации в ЭВМ.
Ограниченное распространение лазерных измерительных средств
связано с отсутствием в настоящее время их серийного выпуска,
высокой стоимостью ПЧЦЗ и вторичной аппаратуры, а также необ-
ходимость принятия дополнительных мер безопасности при работе
с лазерными излучениями.
В связи с этим бесконтактные средства измерений преимущест-
венно используются в следующих случаях:
— при опытном, единичном и мелкосерийном изготовлении;
— для контроля крупногабаритных изделий и параметров повы-
шенной точности;
— в процессах монтажа и проверки измерительной и сборочно-
макетной оснастки;
— при невозможности использования контактных средств, в
частности, для проверки юстировочных характеристик.
227
6.6.5. Контроль юстировочных характеристик
Бесконтактные методы являются, практически, единственно при-
менимыми при проведении юстировки и контроле юстировочных
характеристик. Целью юстировки является компенсация накопленных
погрешностей изготовления и монтажа приборов и исполнительных
органов системы управления для их точной ориентации относительно
плоскостей стабилизации изделия.
При контроле юстировочных характеристик проверяется угловое
положение оси конкретного прибора с устранением имеющегося
отклонения от номинального значения либо определением величины
смещения для введения соответствующих поправок в систему уп-
равления. Допустимая погрешность их определения составляет 20—
30 угловых секунд.
Проверки осуществляются в случае возможности возникновения
остаточных деформаций после проведения последующих сборочных
операций, транспортировки, заправки компонентами топлива и сжа-
тыми газами.
Рассмотрим процесс юстировки, который проводится в два этапа,
на примере проверки отклонения от номинального положения по
азимуту оси гидроплатформы.
На предварительном этапе производится точная ориентация по-
верхностей зеркала и базового кронштейна 3 относительно плоско-
стей стабилизации приборного отсека 1 (рис. 6.25). Для материа-
лизации положения теоретических баз изделия используется специ-
альное технологическое приспособление 6, стыковочная поверхность
которого должна иметь конструктивные элементы, обеспечивающие
базирование контролируемого отсека. Базовые поверхности входящих
в конструкцию приспособления кронштейна 5 и зеркала параллельны
соответствующим плоскостям стабилизации с отклонением в преде-
лах ± 5". Отсек в сборе с приспособлением устанавливается на стол
7, регулируемыми опорами 8 которого обеспечивают горизонтирова-
ние стыковочной поверхности. Контроль отклонений в плоскости
I—III выполняется по технологическому зеркалу нивелиром с авто-
коллиматором, а в плоскости II—IV уровнем 4. При этом линия
визирования устанавливается строго перпендикулярно поверхности
зеркала, что соответствует ее параллельности плоскости I—III. За-
фиксировав положение объекта, аналогично измеряют угловые от-
клонения поверхностей базового кронштейна и зеркала, сравнивают
их с допускаемыми по конструкторской документации и при необ-
ходимости устраняют индивидуальной пригонкой.
Контрольные поверхности базового кронштейна и зеркала защи-
щаются от повреждений консервационными крышками и использу-
ются при юстировке конкретных приборов, а также при последующей
сборке изделия и монтаже его на стартовой позиции.
228
Рис. 6.25. Схема юстировки базо-
аых элемеитоа.
1 — приборный отсек; 2 — уровень;
3 — базовый кронштейн с зеркалом;
4 — уровень; 5 — технологический
кронштейн с зеркалом;
б — приспособление; 7 — стол;
8 — регулируемая опора.
Рис. 6.26. Схема контроля
юстировочной
характеристики.
1 — корпус; 2 — базовый
кронштейн; 3 — базовое
зеркало; 4, 5 — нивелиры;
б — лючок; 7 — зеркало
прибора; 8 — прибор.
Схема контроля юстировочной характеристики установки прибо-
ра представлена на рис. 6.26. Для этого используются два нивелира
с автоколлиматорами, устанавливаемыми на расстоянии визирования
3—5 м. Взаимной регулировкой положения отсека 1 и нивелира 4
обеспечивают перпендикулярность линии визирования поверхности
базового зеркала 3. Вертикальность продольной оси отсека в плос-
кости II—IV контролируется уровнем по базовому кронштейну 2.
Линия визирования нивелира 5 устанавливается перпендикулярно к
поверхности зеркала 7 юстируемого прибора 8. Так как при изго-
товлении прибора зеркало устанавливается строго перпендикулярно
к его оси, то направление линии визирования совпадает с угловым
положением оси прибора. Произведя взаимное визирование зритель-
ных труб нивелиров, определяют значения углов а и 0. При этом
измеренное значение углового положения прибора составит
<р = 18О-а-р (6.28)
и его отклонение от номинального
Д<р = ф - фн, (6.29)
где фн— номинальное значение, заданное конструкторской докумен-
тацией.
229
Величина отклонения заносится в формуляр для учета в качестве
поправки, вносимой в систему управления.
При необходимости обеспечения номинального значения угла <р
зрительная труба нивелира 5 после взаимного визирования повора-
чивается на расчетный угол
Ррасч= 180-а-<рн. (6.30)
Регулировкой углового положения прибора достигают совмеще-
ния прямого и отраженного изображения в автоколлиматоре, что
подтверждает соответствие угла <р номинальному значению.
6.7. Контроль прочности
Целью данного вида контроля является подтверждение достаточ-
ности запаса прочности сборочных единиц, работающих под избы-
точным давлением. Наряду с этим нагружение внутренним давлением
является дополнительным средством для придания тонкостенным
конструкциям окончательной формы и объема.
Объектами контроля являются топливные баки, газовые баллоны,
трубопроводы, агрегаты пневмогидросистемы и двигателя, а также
их корпусные элементы на предварительных этапах сборки. Выяв-
ление дефектов в начале технологического маршрута облегчает их
устранение, а в случае неисправимого брака сокращает потери.
Существующие схемы контроля предусматривают возможность
получения двух видов информации: качественной и количественной.
При проведении приемосдаточных прочностных испытаний объект
нагружается фиксированным испытательным давлением, составляю-
щим 1.5Рраб при Рраб < 0,5 МПа и 1,25 Рра6 при Р^ > 0,5 МПа. За
величину рабочего давления принимается максимальное значение
эксплуатационного давления в полости контролируемой сборочной
единицы с учетом гидростатического столба и линейной перегрузки.
Результаты испытаний оцениваются качественно по сохранению це-
лостности конструкции.
Количественная информация о прочностных характеристиках
обеспечивается при проведении периодических испытаний с нагру-
жением объекта до давления разрушения. Данная информация по-
зволяет осуществлять контроль стабильности производства, но при
небольших объемах выпуска возможности проведения достаточного
количества выборочных испытаний до разрушения ограничены. Такие
испытания являются обязательными при отработке конструкции и
освоении технологии.
Испытания на прочность реализуются гидравлическими и пнев-
матическими методами, при которых нагружение производится, со-
ответственно, жидкостью или газом.
230
Преимуществами пневматического метода являются принципи-
альная простота подачи рабочего тела, исключение попадания во
внутренние полости растворимых загрязнителей, отсутствие корро-
зионных воздействий и необходимости последующей сушки.
Фактором, ограничивающим использование пневматического ме-
тода, является его повышенная опасность, связанная с возможностью
поражения осколками и ударной волной при разрушении объекта
испытаний. Критерием оценки является энергоемкость, представляю-
щая произведение испытательного давления Рисп на объем внутренней
полости объекта V0H. При Рнсп • VOH>0,02 МПа • м3 пневмоиспытания
должны проводиться в специальных бронекамерах или бронебоксах,
аттестованных на проведение испытаний соответствующей энерго-
емкости и оснащенных устройствами блокировки и сигнализации.
В связи с этим, пневмоиспытаниям на прочность подвергаются
малогабаритные сборочные единицы и объекты, попадание жидкости
во внутренние полости которых недопустимо. Испытания до разру-
шения проводятся только гидравлическим методом.
При гидравлических испытаниях должно быть обеспечено тща-
тельное удаление газовой подушки из внутренней полости объекта
с организацией перелива жидкости из верхней точки до полного
отсутствия газовых включений.
Силовая схема и конструкция присоединяемых элементов тех-
нологической оснастки должны максимально воспроизводить штат-
ные условия. Трубопроводы подачи рабочего тела выполняются из
нержавеющих материалов и оснащаются фильтрами на выходе.
Темп повышения давления принимается на уровне (0,1—0,2) Рисп
в минуту. После пятнадцатиминутной выдержки объекта испытаний
под испытательным давлением производится сброс до величины
эксплуатационного давления и внешний осмотр.
Результаты испытания считаются положительными при отсутст-
вии разрушений, деформаций, трещин, потеков и отпотеваний на
поверхности сборочной единицы.
6.8. Контроль герметичности
Одним из важнейших факторов обеспечения безопасности, ра-
ботоспособности и сохраняемости изделий ракетной техники явля-
ется герметичность, определяющая способность конструкции препят-
ствовать проникновению через нее жидкости и газа. Повышенные
требования предъявляются к герметичности агрегатов с высокотем-
пературной средой, систем токсичных, пожаро- и взрывоопасных
веществ, изделий длительного хранения в заправленном состоянии,
а также орбитальных объектов с большими сроками активного су-
ществования.
231
Абсолютная герметичность неосуществима, так как все конструк-
ционные материалы обладают определенной проницаемостью. Тех-
нически значимыми источниками негерметичности являются течи в
виде неплотностей разъемных стыков, микротрещин и микропор
основного материала или сварных и паяных соединений. Эквива-
лентные диаметры их составляют доли мкм. В зависимости от вида
сборочной единицы критичными для нее могут быть утечки или
натекания. Утечкой называется проникновение вещества из замкну-
той полости через течи под воздействием полного или порциального
давления. Натекание — аналогичное проникновение в замкнутую по-
лость. Количественной их характеристикой является степень негер-
метичности, определяемая величиной суммарного расхода вещества
через течи сборочной единицы или конкретной поверхности.
Степень негерметичности измеряется в единицах потока, т. е.
объемного расхода газа, приведенного к единице давления, за единицу
времени (м3 • Па/с), что соответствует 1 Вт. Физически это негер-
метичность, при которой в полости объемом 1 м3 за 1 секунду
давление изменяется на 1 Па. В ранее выпускавшейся документации
и аппаратуре поток измерялся в л • мкм • рт. ст/с, что составляет
1,33- 10~4 Вт (1 Вт = 7,51 • 103 л • мкм • рт.ст/с). Степень негерме-
тичности в 1 Вт ориентировочно эквивалентна расходу через течи
10"2 см3/с легкотекучей жидкости. Обязательной дополнительной
характеристикой степени негерметичности является абсолютное зна-
чение пробного давления, так как на величину потока кроме чисто
гидравлических факторов влияет механическое раскрытие течей под
воздействием давления. В большинстве случаев контроль герметич-
ности проводится при давлении, равном эксплуатационному.
Конструкторской документацией регламентируются нормы гер-
метичности сборочных единиц — максимально допустимые степени
негерметичности, при которых обеспечивается работоспособное со-
стояние изделия в течение установленного гарантийного срока. Для
различных сборочных единиц и типов изделий диапазон этих норм
весьма широк и составляет от 1 • 10~3 до 1 • 10"9 Вт. Существующая
постоянная тенденция к ужесточению норм герметичности вызвана
необходимостью повышения сроков эксплуатации ампулизированных
изделий и орбитальных объектов. Ограничивающими факторами яв-
ляются технологические возможности обеспечения герметичности
при изготовлении и чувствительность используемых методов и из-
мерительных средств, совершенствование которых является важной
задачей.
Основной характеристикой метода контроля герметичности яв-
ляется чувствительность — минимальная степень негерметичности,
гарантированно выявляемая при испытании. В целях снижения по-
грешности измерения рекомендуется использовать методы, чувстви-
тельность которых составляет не более 0,1 от заданной нормы
герметичности.
232
Большое влияние на достоверность полученного результата ока-
зывает качество подготовки поверхностей контролируемой сборочной
единицы. Это связано с тем, что наличие на поверхностях окисных
пленок, жировых загрязнений, остатков СОЖ, использованных при
механической обработке, абсорбированной атмосферной влаги при-
водит к временной герметизации имеющихся микронеплотностей и,
как следствие, к получению искаженных результатов контроля. При
эксплуатации изделия такие невыявленные течи вскрываются и при-
водят к потере герметичности.
Подготовка поверхностей включает их очистку и сушку. Следует
отметить, что контроль герметичности проводится после испытаний
на прочность до нанесения лакокрасочных покрытий.
Очистка выполняется механическими и химическими средствами.
При механической очистке используются металлические щетки, ша-
рожки и т. п. В качестве химических растворителей и обезвожива-
ющих средств применяют ацетон, уайт-спирит, хладон-113 и этиловый
спирт. Обработка производится способами заполнения, окунания,
проливки и протирки. Высокой эффективностью для обработки боль-
ших полостей обладает способ поверхностной конденсации при ко-
тором растворитель подается внутрь объекта в паровой фазе и
конденсируется на очищаемой поверхности. Качество очистки про-
веряется по чистоте проб использованного растворителя или конт-
рольными смывами с поверхности.
Предварительным этапом сушки является общая сушка, выпол-
няемая продувкой сухим воздухом или протиркой. При установлен-
ных нормах герметичности менее 10-4 Вт общей сушки недостаточно,
т. к. необходимо удалить влагу, адсорбированную на поверхностях
микротечей. Для этого используются средства вакуумной и термо-
вакуумной сушки.
При вакуумной сушке объект помещается в вакуумную камеру,
а при его достаточной жесткости вакуумируется только внутренняя
полость до остаточного давления 10—102 Па. Продолжительность
сушки в часах составляет
тв=0,38, (6.31)
где 8 — толщина оболочки (мм).
При сушке в термовакуумной камере поддерживается темпера-
тура 50—100 °C и вакуум 102—104 Па, время выдержки при котором
в часах определяется по эмпирической зависимости
4OOO-8
"Чв ~ |2 I
(6.32)
где t — температура сушки (°C), т1 — поправка, составляющая (0,6 ч-
-5- 1,3) в зависимости от величины остаточного давления.
233
При контроле герметичности, в общем случае, приходится решать
две задачи — определение общей степени герметичности сборочной
единицы, а при превышении установленной нормы локализацию течи,
т. е. выявление зоны и, по возможности, конкретного места дефекта.
Это вызывает необходимость использования широкого набора методов
и средств испытаний при контроле даже одного объекта. Для ис-
ключения случаев выявления дефектов на конечной стадии изготов-
ления структура технологического процесса должна предусматривать
проведение соответствующих проверок на возможно ранних этапах
с установлением более жестких норм герметичности.
Все существующие методы испытаний на герметичность основаны
на определении количества пробного вещества, проникающего через
контролируемые поверхности, с использованием различных физиче-
ских или химических эффектов, и в зависимости от этого подраз-
деляются на манометрический, газогидравлический, газоаналитичес-
кий и гидроаналитический.
При манометрическом и газогидравлическом методах пробным
является само контрольное вещество, подаваемое в объект испытаний
(ОИ) с давлением равным эксплуатационному. В большинстве слу-
чаев для этого используется осушенный воздух, а при повышенных
требованиях к консервации внутренней полости сборочной единицы —
азот. При аналитических методах по экономическим соображениям
преимущественно используются контрольные смеси, состоящие из
пробного и балластирующего вещества.
Исходя из целей контроля, конструктивных особенностей ОИ,
установленных норм герметичности, технологических возможностей
и экономической целесообразности, указанные методы реализуются
в виде различных способов испытаний.
Все способы манометрического метода базируются на определе-
нии суммарного потока по изменению давления в контролируемой
или смежной полости по формуле
Q _ 1Рнзч~Ркон1 v , (6.33)
где Рнач> РКон— значения начального и конечного давления (Па); V —
объем полости, в которой измеряется давление (м3); т — интервал
времени между измерениями значений давления (с).
Наиболее простой реализацией манометрического метода явля-
ется способ испытаний на герметичность по спаду давления с прямым
измерением (рис. 6.27). Единственным необходимым средством тех-
нологического оснащения является пневмопульт 1.0 с гибким тру-
бопроводом 2 для подачи воздуха или азота в ОИ. Приведенная
схема пневмопульта является типовой и используется при всех видах
испытаний на герметичность. Требуемое испытательное давление
настраивается редуктором 1.2 с контролем по манометру 1.3 и
открытием вентиля 1.6 нагружается ОИ. Для исключения превыше-
234
Рис. 6.27. Схема испытания способом спада давления
с прямым измерением.
1.0 — пневмопункт; /./ — вентиль входной; 1.2 — редуктор;
1.3 — манометр настроечный; 1.4 — предохранительный клапан;
1.5 — вентиль дренажный; 1.6 — вентиль выходной;
1.7 — манометр контрольный; 2 — гибкий трубопровод; 3 — ОИ.
ння давления в случае выхода из строя редуктора обязательно
предусматривается установка предохранительного клапана 1.4. После
достижения установившегося давления по показаниям манометра
1.7 вентиль 1.6 перекрывается, пневмопульт разгружается от избы-
точного давления с открытием вентиля 1.5, который используется
также для проверки герметичности закрытия вентиля 1.6. Изменение
давления в ОИ за установленное время выдержки контролируется
по манометру 1.7. При расчете величины потока по формуле (6.33)
должен учитываться объем присоединенных трубопроводов.
Чувствительность этого способа невысока и существенно ухуд-
шается при увеличении объема ОИ и его рабочего давления. Пре-
дельно достижимое ее значение для небольших сборочных единиц
низкого давления составляет 1 • 10"4 Вт при рациональной длитель-
ности выдержки (10—15 мин.). Погрешность измерения соизмерима
с чувствительностью, т. к. на нее влияют изменения температуры
газа в ОИ и атмосферного давления. Влияние дестабилизирующих
факторов может быть несколько снижено проведением измерений
их значений в процессе испытания и внесением соответствующих
расчетных поправок.
Дополнительным средством повышения чувствительности и точ-
ности данного способа является термостатирование объекта испы-
таний в процессе выдержки, что позволяет достигнуть чувствитель-
ности 3 • 10~5 Вт, но требует дополнительного оборудования и уд-
линяет технологический цикл.
В целом, способ имеет ограниченное применение и используется
для предварительного контроля общей негерметичности перед про-
ведением более дорогостоящих испытаний с требуемой чувствитель-
ностью, а также для проверок герметичности технологических сис-
тем.
235
Более эффективным является способ испытаний по спаду дав-
ления с использованием эталонной емкости (рис. 6.28), при котором
фиксируется изменение разности давлений между полостями ОИ 4
и эталонной емкости 5, высокая герметичность которой подтверждена
предварительной аттестацией способом большей чувствительности.
Особенно существенны преимущества данной схемы при испытаниях
высоким давлением, так как диапазон измерений и, соответственно,
погрешность используемого при этом дифференциального манометра
3 может быть на много порядков меньше, чем манометра избыточного
Рис. 6.28. Схема спосо-
ба испытаний иа герме-
тичность по спаду дав-
ления с использовани-
ем эталонной емкости.
/ — пневмопульт;
2 — вентили; 3 — дифма-
нометр; 4 — ОИ;
5 — эталонная емкость.
давления при прямом измерении. Одновременно полностью исклю-
чается влияние изменений атмосферного давления, а при использо-
вании в качестве эталона аналогичной ОИ сборочной единицы (или
его моделировании) устраняются и температурные эффекты. Для
предупреждения ошибок необходим тщательный контроль герме-
тичности закрытия вентилей 2 перед началом выдержки. Способ
не требует сложной оснастки, обеспечивает чувствительность до
10'6 Вт и применяется для предварительного контроля суммарной
утечки.
Способ повышения давления в отвакуумированной полости
(рис. 6.29) используется для определения суммарной негерметич-
ности сборочных единиц, эксплуатирующихся под воздействием
внешнего давления, например, агрегатов автоматики и трубопроводов,
расположенных в топливных баках. Вакуумирование полости ОИ до
достижения остаточного давления 10'1 Па производится системой,
состоящей из вакуумного насоса 7 и высоковакуумного агрегата 6,
после чего линия откачки перекрывается и величина суммарного
потока натекания определяется по изменению показаний вакуумметра
4 за время выдержки. Для исключения влияния десорбирующихся
с внутренней поверхности ОИ остатков влаги применяется криоло-
вушка 2, заполненная жидким азотом, в которой вымораживаются
образовавшиеся пары. Для сборочных единиц небольшого объема
чувствительность данного способа составляет 5-10'7 Вт, но для
объектов большого удлинения погрешность увеличивается из-за влия-
ния вакуумного сопротивления, приводящего к перепаду давления
по длине ОИ в момент прекращения откачки. Последующее вырав-
236
нивание давления приводит к некоторому искажению результата
измерения.
Возможно использование обратной схемы этого способа, при
которой ОИ нагружается испытательным давлением, а вакуумируется
смежная с ним полость.
Газогидравлический метод использует визуальные эффекты, воз-
никающие при прохождении контрольного газа из течей ОИ через
жидкую или вспененную среду и позволяет локализовать места
расположения дефектов, но при этом оценка общей степени негер-
Рис. 6.29. Схема испытания способом повышения давления
в отвакуумированно» плоскости.
/ — ОИ; 2 — азотная криоловушка; 3 — первичный преобразователь; 4 — вакуум-
метр; 5 — вакуумные затворы; 6 — высоковакуумный агрегат; 7 — вакуумный насос.
метичности имеет преимущественно качественный характер на уров-
не чувствительности способа испытаний.
При испытании способом аквариума (рис. 6.30) ОИ, предвари-
тельно нагруженный давлением 0,2 Рисп, погружают с заглублением
до 100 мм в ванну 2 со смотровыми окнами 1. После повышения
давления до испытательного производится осмотр поверхности сбо-
рочной единицы для выявления пузырьков газа, свидетельствующих
об утечке. Возникновение в одном месте не менее 3 пузырьков
подтверждает наличие течи. Места обнаруженных дефектов фикси-
руют в сопроводительной документации, а после извлечения ОИ из
ванны, обдувки, протирки и полного сброса внутреннего давления
отмечают на поверхности. В целях обеспечения безопасности все
перемещения ОИ при испытании производят с предварительным
снижением давления до 0,2 Рисп.
Чувствительное способа аквариума при заполнении ванны водой
составляет 5 • 10~6 Вт, а использование жидкостей меньшей вязкости
позволяет повысить чувствительность почти на порядок.
Более существенного повышения чувствительности (до 5 • 10'8 Вт)
можно достичь применением способа бароаквариума (рис. 6.31), при
237
Рис. 6.30. Схема испытания
способом аквариума.
/ — смотровое окно; 2 — ванна;
3 — ОИ; 4 — пневмопульт;
5 — опоры.
котором над зеркалом жидко-
сти герметизированной ванны
создается разрежение с давле-
нием, несколько превосходя-
щим давление упругости насы-
щенных паров используемой
жидкости при температуре ис-
пытания. Физическая природа
этого эффекта заключена в том,
что снижение противодавления
приводит к увеличению разме-
ров образующихся газовых пу-
зырьков при том же локальном
потоке через течь. Одновремен-
но в имеющихся условиях пу-
зырьки являются инициаторами
локального парообразования,
что увеличивает возможность их обнаружения.
Данные способы применяются для оценки суммарной негерме-
тичности и локализации течей агрегатов двигателей и ПГС ракеты.
Конкретным примером использования способа бароаквариума может
явиться контроль герметичности сборочных единиц, не имеющих
элементов для подачи давления во внутреннюю полость (например,
поплавков). При этом разность давлений, достаточная для выявления
негерметичности, обеспечивается за счет вакуумирования газовой
подушки над ванной с заглубленным поплавком. В меньшей мере
подобного эффекта можно достичь при испытании таких объектов
способом аквариума с подогревом воды.
Способ мундштука (рис. 6.32) используется для определения
герметичности перекрытия тракта в агрегатах запорной арматуры
(мембраны, пусковые и отсечные клапаны, обратные клапаны и
т. п.). При этом способе в контролируемую полость подается газ
под испытательным давлением, а противоположная соединяется тру-
бопроводом с мундштуком 3, выходной срез которого заглубляется
на 10—15 мм от зеркала воды в ванночке 5. Качественная оценка
герметичности производится по отсутствию пузырьков за регламен-
Рис. 6.31. Схема испыта-
ния способом
бароаквариума.
/ — смотровое окно; 2 — ван-
на; 3 — пневмопульт; 4 — ва-
куумное уплотнение; 5 —
крышка; 6 — ОИ; 7 — манова-
куумметр; 8 — вакуумные вен-
тили; 9 — вакуумный насос.
238
Рис. 6.32. Схема испы-
тания способом
мундштука.
/ — пневмопульт;
2 — ОИ; 3 — мундштук;
4 — мерная пробирка;
5 — ванночка.
тированное время выдержки. Для количественной оценки степени
негерметичности над выходом мундштука устанавливается заполнен-
ная водой мерная пробирка 4. По объему поступившего газа Vr [см3]
за время выдержки т [с] определяется величина потока
Q = 0,1 [Вт] . (6.34)
Чувствительность этого способа составляет 10 ~5 Вт.
Для обнаружения локальных течей применяется способ обмы-
ливания, при котором на проверяемый участок поверхности ОИ,
нагруженного испытательным давлением, наносится слой вспененной
мыльной эмульсии толщиной 3—7 мм. Возникновение вздутий или
кратеров за время 10-минутной выдержки свидетельствует о наличии
течи. Перед повторной проверкой остатки пены удаляют салфеткой
и на очищенный участок наносят свежий слой. Подтвержден-
ный дефект маркируется для его последующего устранения. Чувст-
вительность способа при использовании мыльной эмульсии состав-
ляет 1 • 10"5 Вт. Для повышения чувствительности до 1 • 10’6 Вт
эмульсию приготавливают из мыльного порошка на глицериновой
основе. Объектами проверки этим способом являются сварные швы
и разъемные соединения сборочных единиц и технологических сис-
тем.
Газоаналитический метод обладает наибольшей чувствительнос-
тью из применяемых в процессе изготовления, т. к. определение
величины потока пробного газа через имеющиеся течи производится
специальными аналитическими приборами с высокой разрешающей
способностью — течеискателями. Несмотря на высокую трудоем-
кость и стоимость, необходимость использования сложного обору-
дования и технологической оснастки при высокой квалификации
персонала испытания данным методом наиболее широко распростра-
нены в ракетостроении в связи с повышенными требованиями к
герметичности изделий.
В настоящее время при испытаниях на герметичность газоана-
литическим методом применяются масс-спектрометрические и гало-
идные течеискатели.
В масс-спектрометрических течеискателях для селективного оп-
ределения величины потока пробного газа используется эффект
зависимости радиуса траектории ионизированных частиц в постоян-
239
ном магнитном поле от ускоряющего напряжения и атомной массы
газа. Регулировкой напряжения пробный газ направляется через
щелевую диафрагму на коллектор, возбуждая ионный ток, пропор-
циональный потоку данного газа. Через блок усиления и преобра-
зования информационный сигнал выводится на стрелочный или ре-
гистрирующий прибор. В состав течеискателя входит собственная
система вакуумирования малой производительности. Основными мо-
делями являются передвижные масс-спектрометрические течеиска-
тели ПТИ-7, ПТИ-7А, ПТИ-10.
Максимальная эффективность масс-спектрометрических течеис-
кателей обеспечивается при использовании в качестве пробного газа
гелия. Его преимуществами являются высокая проникающая способ-
ность, практическое отсутствие в атмосферном воздухе и сущест-
венное отличие по атомной массе от других газов, что упрощает
настройку течеискателя и уменьшает погрешность. Ограничивающие
факторы связаны с высокой стоимостью гелия и его неблагоприятным
воздействием на бортовую радиоэлектронную аппаратуру. Для сни-
жения затрат в качестве контрольного газа используется воздушно-
гелиевая смесь с содержанием от 5 до 20 объемных процентов гелия.
Дополнительную экономию обеспечивает создание замкнутых систем
с повторным использованием контрольных смесей.
Наряду с этим возможна перенастройка течеискателей для ис-
пользования в качестве пробного газа аргона или азота, но при этом
чувствительность ухудшается на 2—3 порядка и исключается воз-
можность проведения испытаний в воздушной среде. Тем не менее
в ряде случаев с учетом экономических и технических факторов
применение этих газов в качестве контрольных оказывается целе-
сообразным, причем азот может выполнять функцию пробного ве-
щества в составе контрольного газа — воздуха.
Менее широко распространены галоидные течеискатели, бази-
рующиеся на свойстве платины при температуре 800—900 °C изме-
нять ток эмиссии в зависимости от количества присутствующих
веществ, содержащих галогены. Выпускаемые модели галоидных те-
чеискателей ГТН-6 и БГТН-7 позволяют производить измерения как
в вакууме, так и при атмосферном давлении. В качестве контрольного
вещества используются смеси, воздуха с парами хладона-12 или
хладона-22. Применение галоидных течеискателей несколько снижает
затраты в связи с меньшей стоимостью хладонов относительно гелия
и сокращает технологический цикл испытаний за счет менее дли-
тельного выхода анализатора на рабочий режим. Недостатками,
ограничивающими распространение галоидных течеискателей, явля-
ются ухудшение на 1—1,5 порядка чувствительности по сравнению
с гелием, невозможность обеспечения длительных режимов измере-
ния потоков пробного вещества из-за «отравления» чувствительного
элемента и необходимость создания сложных систем улавливания
хладонов, являющихся озоноразрушающими веществами. В связи с
240
этим галоидные течеискатели используются преимущественно в слу-
чаях невозможности применения гелия и недостаточной чувстви-
тельности контрольного газа на основе аргона или азота, в частности,
при контроле сборочных единиц с установленной электронной ап-
паратурой.
Течеискатели всех видов не являются средствами прямого из-
мерения и требуют в каждом случае их применения проведения
индивидуальной калибровки по эталонной контрольной течи (ЭКТ).
ЭКТ содержит в своем составе стеклянный капилляр, имитирующий
течь на уровне нормы герметичности, установленной для контроли-
руемой сборочной единицы. Величина потока через ЭКТ Q3KI опре-
деляется при ее аттестации образцовыми средствами.
В процессе калибровки фиксируются показания вторичного при-
бора течеискателя от влияния фона пробного газа афк и от потока
через ЭКТ аэк1. При испытании соответственно определяются зна-
чения афи и аои. По полученным данным величина потока от ОИ
рассчитывается по формуле
Qoh ~
, «ои-«ф.и. S
ЭКТ^-«ф.к. CJ
(6.35)
где Ск и Си— концентрации пробного газа при калибровке и испыта-
нии.
Данная зависимость с некоторыми изменениями используется
практически при всех способах испытаний на основе газоаналити-
ческого метода для определения суммарной и локальной негерме-
тичности. При рассмотрении конкретных способов испытаний их
чувствительность приводится для случая использования в качестве
пробного газа гелия.
Способ накопления при атмосферном давлении применяется для
определения суммарной негерметичности небольших сборочных еди-
ниц и отдельных зон крупногабаритных объектов. Способ реализуется
при атмосферном давлении и не требует специального технологи-
ческого оборудования, т. к. замкнутый объем вокруг всего ОИ или
проверяемой зоны создается с использованием полиэтиленовой плен-
ки. Заполнение полости накопления при калибровке и отбор проб
на течеискатель производится через иглу с отверстием, вводимую
под пленку. После завершения калибровки в ОИ подается испыта-
тельное давление контрольного газа. Время выдержки при испытании
ти должно равняться времени накопления газа от контрольной течи
при калибровке тк, либо в формулу 6.35 необходимо ввести соот-
ветствующий поправочный множитель тк/ти. Чувствительность спо-
соба составляет 5 • 10"9 Вт, но возможные погрешности вследствие
недостаточной герметичности полости накопления из пленки суще-
ственно ограничивают область его использования.
Применение вакуумных систем для испытаний на герметичность
газоаналитическим методом повышает чувствительность и достовер-
241
ность результатов, позволяет заменить гелий на аргон или азот (при
допустимости снижения чувствительности), но усложняет оборудо-
вание и технологический процесс.
При испытании способом накопления в вакуумной камере
(рис. 6.33) в отличие от предыдущего способа полостью накопления
является вакуумкамера 2, в которой создается остаточное давление
не более 10“2 Па. После этого проводится калибровка течеискателя
/ по потоку от ЭКТ 9 и повторная откачка до первоначального
давления. Затем ОИ заполняется контрольным газом от пневмопульта
8 до испытательного давления. Время выдержки под давлением до
снятия показаний должно соответствовать времени заполнения при
калибровке. Оптимальное соотношение объемов' ОИ и вакуумной
камеры позволяет обеспечить чувствительность до 2 • 10"11 Вт, но
процесс испытаний таким способом имеет значительную длительность
и требуется высокая герметичность всей вакуумной системы от
внешнего натекания.
Возможно сокращение цикла испытания при проведении его на
такой же установке в динамическом режиме. При этом система
высоковакуумной откачки, состоящая из насоса 15 и агрегата 17,
не отключается в процессе всего испытания. Для измерения потока
используется течеискатель 16, подключенный за высоковакуумным
агрегатом, что повышает давление на входе в течеискатель, а сле-
довательно поток газа через него и чувствительность. Пауза между
калибровкой и подачей давления в ОИ должна быть достаточной
для снижения показаний ПТИ до уровня, близкого к первоначальному
фону. Длительность выдержки при калибровке и нагрузке ОИ конт-
рольным газом определяется по стабилизации показаний вторичного
прибора течеискателя. Чувствительность испытаний в динамическом
режиме составляет 1 • 10"10 Вт.
Испытаниям в вакуумных камерах подвергаются все ответствен-
ные сборочные единицы, начиная от корпусов агрегатов до оконча-
тельно собранных ступеней ракет. В связи с большим разнообразием
ОИ диапазон объемов используемых барокамер составляет от не-
скольких литров до десятков и сотен кубических метров.
Для контроля сборочных единиц, нагруженных при эксплуатации
наружным давлением, испытания проводятся в камерах внешнего
давления. При этом способе ОИ помещается в камеру, которая
заполняется контрольным газом под испытательным давлением, а из
отвакуумированной полости сборочной единицы производится газоанализ,
обеспечивающий чувствительность данного способа до 1 • 10'10 Вт.
Способ создания различного давления в полостях позволяет
проверить герметичность отдельной поверхности с чувствительностью
1 • 10'10 Вт. В представленной на рис. 6.34 схеме испытания величина
потока натекания в межбаковую полость 10 может быть определена
по отдельности от каждого из топливных баков 9 и 12 путем
поочередного нагружения их испытательным давлением контрольного
242
5 6
7
Рис. 6.33. Схема испытания в вакуумной камере.
1, 16 — течеискатель; 2 — вакуумкамера; 3 — первичный преобразователь;
4 — вакуумметр; 5 — ОИ; 6 — ложементы; 7 — мановакуумметр;
8 — пневмопульт; 9 — ЭКТ; 10, 13 — вакуумные вентили; 11, 14 — ваку-
умные затворы; 12, 15 — вакуумные насосы; 17 — высоковакуумный агрегат.
Рис. 6.34. Схема испытания способом создания
различного давления в полостях.
/ — вакуумный насос; 2 — вакуумный вентиль; 3 — вакуумный затвор;
4 — вакуумметр; 5 — первичный преобразователь; 6 — течеискатель;
7 — пиевмопульт; 8 — вентили; 9, 12 — топливные полости;
10 — межбаковая полость; 11 — штуцер газоанализа.
243
газа от пневмопульта 7. Вакуумирование и отбор проб на течеис-
катель из межбаковой полости осуществляется через специальный
штуцер газоанализа И. Аналогичным способом контролируется гер-
метичность сборочных единиц, смонтированных в замкнутых полос-
тях, с нагружением их в зависимости от эксплуатационных условий
внутренним или внешним давлением.
Рис. 6.35. Схема испытания способом вакуумной присоски.
/ — вакуумный насос; 2 — вакуумный затвор; 3 — течеискатель; 4 — ваку-
умный вентиль; 5 — первичный преобразователь; 6 — вакуумметр; 7 — корпус
присоски; 8 — уплотиическая прокладка; 9 — ОИ; 10 — пиевмопульт.
Все приведенные выше способы газоаналитического метода обес-
печивают определение суммарной степени негерметичности сбороч-
ной единицы или достаточно большой ее поверхности. В случае
превышения установленной нормы герметичности возникает техни-
чески сложная и трудоемкая задача по локализации зоны располо-
жения дефекта и, по возможности, выявления конкретного места
течи.
Для локализации зоны негерметичности с чувствительностью
1 • 1О~10 Вт используются местные камеры вакуумирования либо
избыточного давления различной конструкции, а также вакуумные
присоски. На рис. 6.35 изображена схема испытания способом ва-
куумной присоски, при котором присоску 7 с уплотнительной про-
кладкой 8, присоединенную к системе вакуумирования и течеискания,
перемещают по поверхности ОИ 9, заполненного контрольным газом
под испытательным давлением. Калибровка течеискателя перед ис-
пытанием производится по ЭКТ с имитатором участка проверяемой
поверхности.
Для поиска локальных течей в сварных швах и разъемных
соединениях применяется способ щупа (рис. 6.36). Испытания этим
способом проводятся в динамическом и статическом режимах. При
244
динамическом режиме щуп 5 с насадком 4 перемещается со скоростью
около 2 мм/с вдоль сварного шва ОИ, нагруженного контрольным
газом. Срез насадка должен перекрывать сварной шов не менее чем
на 5 мм с каждой стороны. Увеличение показаний вторичного прибора
течеискателя свидетельствует о наличии течи. На поверхности ОИ
отмечается место дефекта и фиксируется максимальное значение
Рис. 6.36. Схема испытания способом щупа.
1 — пиевмопульт; 2 — ОИ; 3 — проверяемый сварной шов;
4 — насадок; 5 — щуп; 6 — вакуумметр; 7 — первичный
преобразователь; 8 — течеискатель; 9 — вакуумный насос.
показаний течеискателя. Величина потока рассчитывается по фор-
муле 6.35. Чувствительность способа щупа в динамическом режиме
составляет 1 • 10~8 Вт, но при этом не исключены ошибки из-за
неравномерности скорости перемещения щупа и недостаточной вни-
мальности исполнителя.
Испытания способом щупа в статическом режиме повышают
чувствительность до 5 • 10 9 Вт и уменьшают возможность случайной
ошибки, но более длительны, т. к. требуют выдержки щупа в одной
точке длительностью 30 с. Для проведения контроля герметичности
в статическом режиме ниппельного соединения (рис. 6.37) в накидной
гайке предусматривается специальное контрольное отверстие, в ко-
торое устанавливается наконечник щупа.
Способ щупа является основным при поиске дефектов герметич-
ности всех видов сборочных единиц, работающих под воздействием
внутреннего давления, при испытаниях которых на суммарную не-
герметичность имелось превышение установленной нормы, а также
используется для контроля герметичности технологических систем.
Калибровка течеискателя при этом должна проводиться в том же
режиме, что и последующее испытание.
Для локализации течей также применяется способ обдува, при
котором отбор анализа производится из отвакуумированной внут-
ренней полости ОИ, а его потенциально опасные зоны наружной
245
поверхности обдуваются по-
током контрольного газа че-
рез специальный наконечник.
Отбор на течеискатель дол-
жен осуществляться из верх-
ней точки внутренней полос-
ти ОИ, а перемещение нако-
нечника обдува производится
сверху вниз для исключения
влияния поднимающегося с
нижней зоны гелия. Чувстви-
тельность этого способа со-
ставляет 1 • 10~8 Вт, но не-
Рис. 6.37. Схема контроля герме-
тичности ниппельного соединения.
1 — ниппель; 2 — накидная гайка;
3 — щуп; 4 — контрольное отверстие;
5 — штуцер.
к безвозвратным потерям гелия и
возможность создания пере-
пада давлений на оболочке
более 0,1 МПа не позволяет
обнаружить течи, вскрываю-
щиеся при более высоком дав-
лении. К тому же проведение
обдува в атмосфере приводит
повышает фоновые загрязнения
в помещении. Область применения способа обдува ограничивается
испытаниями агрегатов и трубопроводов, эксплуатирующихся под
воздействием внешнего давления, и поиском течей технологических
вакуумных систем.
Испытания способами щупа и обдува являются атмосферными,
и в связи с этим при их проведении аргон или азот не могут быть
использованы в качестве пробного газа.
В заключение следует отметить, что чувствительность способов
применимых для локализации течей, ниже чувствительности способов
определения суммарной степени негерметичности, и это обстоятель-
ство приводит к случаям невозможности обнаружения конкретного
дефекта и его устранения. С учетом возможности наличия в сбо-
рочной единице нескольких микротечей, поток через каждую из
которых меньше чувствительности существующих средств контроля,
работы по снижению потерь от дефектов герметичности должны
развиваться по следующим направлениям:
— повышение стабильности выполнения герметизирующих опе-
раций сборки, особенно на заключительных этапах, с использованием
средств автоматической сварки;
— разработка и внедрение более чувствительных способов ло-
кализации течей;
— ужесточение контроля герметичности в начале технологиче-
ского цикла изготовления.
Гидроаналитический метод контроля герметичности широко прак-
тикуется как в процессах изготовления изделий, так и во время
246
эксплуатации. При различных способах реализации этого метода
аналитическими средствами определяется количество проникшего
жидкого вещества либо визуально фиксируется только факт его
проникновения за определенное время.
Наиболее простой иллюстрацией данного метода является конт-
роль герметичности сварных и паяных соединений керосином, ко-
торым смачиваются контролируемые участки поверхности сборочной
единицы. Наличие и место течи определяется визуально по потем-
нению просохшей меловой обмазки, нанесенной предварительно на
противоположную поверхность. Простота способа и возможность
обнаружения места дефекта на начальных стадиях сборки при от-
сутствии замкнутого контура сборочной единицы способствуют его
широкому использованию. Чувствительность этого способа состав-
ляет 5 - 10-8 Вт, что ограничивает его применение при контроле
сборочных единиц с более жесткими нормами герметичности. До-
полнительными недостатками является повышенная пожароопасность
и необходимость последующей тщательной мойки для удаления мела.
Развитием данного способа являются испытания способом хро-
моэффекта, при котором в ОИ создается испытательное давление
контрольной жидкостью, содержащей пробное вещество. Наиболее
широко используется 0,5% раствор хромпика (КзСг2О7) в обессо-
ленной или дистиллированной воде с добавкой поверхностно-
активного вещества для повышения проникающей способности. Пре-
имущество хромпика заключается в том, что он одновременно яв-
ляется ингибитором для защиты от коррозии. Индикаторное
вещество, в данном случае дифенилкарбазит, наносится на прове-
ряемую поверхность в составе консистентной массы, или им про-
питывают специальную ленту, закрепляемую на ОИ. По интенсив-
ности окрашивания после выдержки под давлением установленной
длительности определяются места и величины течей с чувствитель-
ностью 5 • 10"7 Вт. Основными достоинствами этого способа являются
возможность совмещения контроля герметичности с испытаниями
на прочность, что сокращает цикл и трудоемкость изготовления, а
также приближение к эксплуатационным условиям схемы силового
нагружения, оказывающего значительное воздействие на раскрытие
течей. К недостаткам относятся ограниченная чувствительность и
невозможность контроля труднодоступных поверхностей.
Весьма специфичным является способ испытаний на герметич-
ность по изменению массы. Он заключается во взвешивании ОИ на
аналитических весах до и после его выдержки в воде под внешним
испытательным давлением. При этом перед каждым взвешиванием
производится тщательная вакуумная сушка ОИ и в процессе испы-
тания его перемещают специальными захватами для исключения
жировых загрязнений поверхности. Чувствительность способа при
часовой выдержке эквивалентна 1 • 10~3 Вт, но он является доста-
точно эффективным для контроля небольших сборочных единиц с
247
полностью герметизированной внутренней полостью, т. к. при этом
одновременно проверяются прочностные характеристики с имитацией
эксплуатационных условий.
Контроль герметичности систем терморегулирования и топливных
полостей, заправляемых на предприятии-изготовителе теплоносите-
лями и компонентами топлива, осуществляется с использованием
средств химического анализа. При этом степень негерметичности
оценивается по накопленной концентрации вещества в определенном
объеме за время выдержки или непосредственно определяется ве-
личина потока паров заправленного продукта через течи в конкрет-
ную полость.
Испытания на герметичность способом накопленной концентра-
ции, схема которого для определения суммарной внешней утечки
из сборочных единиц средних габаритов (систем терморегулирования,
двигательных установок космических аппаратов и т. п.) представлена
Рис. 6.38. Схема испытания на герметичность
способом накопленной концентрации.
1 — контейнер; 2 — нагреватель; 3 — ОИ; 4 — вентиль; 5 — индикаторный
патрон; 6 — вакуумный вентиль; 7 — отвакуумироваииая емкость.
на рис. 6.38, проводятся следующим образом. Заправленный штат-
ными продуктами ОИ 3 помещается в герметичный контейнер 1,
заданная температура в котором обеспечивается нагревателем 2.
После выдержки от 5 до 10 суток производится определение кон-
центрации паров заправленных продуктов в полости контейнера.
Наиболее оперативным средством определения концентрации явля-
ется индикаторный патрон 5, заполненный реактивом, интенсивность
изменения окраски которого однозначно связано с количеством по-
ступившего в него контролируемого продукта mn. Объем прошедшего
через патрон газа Vr равен объему предварительно отвакуумирован-
ной емкости 7. По этим данным определяется концентрация паров
продукта в полости накопления
Сп = ^. (6.36)
248
Величина потока при этом составит
с V
п н
Т »
Qoh
(6.37)
где VH— объем полости накопления, х — время выдержки ОИ в кон-
тейнере до проведения анализа.
Этим же способом производится контроль натекания в замкнутые
объемы изделия, смежные с заправленными компонентом полостями.
Чувствительность способа при использовании для анализа индика-
торного патрона эквивалента 1 • 10"7 Вт. В случае отбора газовой
пробы из объема накопления непосредственно в отвакуумированный
проботборник с последующим проведением химического анализа
Рис. 6.39. Схема испытания способом вымораживания.
/ — полость компонента; 2 — полость натекания; 3 — штуцер газоаиализа
4 — вентили; 5 — криогенный пробоотборник; 6 — вакуумный насос.
чувствительность определения потоков натекания в полости объемов
до 10 л соответствует 1 • 10"11 Вт.
Способ контроля герметичности по накопленной концентрации
имеет систематическую погрешность вследствие адсорбции части
паров натекающего продукта на поверхностях полости накопления.
В связи с этим при данном способе контроля нормы герметичности
регламентируются КД в виде предельно допустимых концентраций
(ПДК) компонента для каждой полости в зависимости от времени
выдержки после заправки соответствующего бака до отбора пробы.
При установлении ПДК учитываются поправки на абсорбцию, оп-
ределенные экспериментально в процессе отработки изделия. В том
случае, если контролируемая полость контактирует с различными
компонентными системами, отбор проб производится отдельно на
каждый продукт.
Для непосредственного определения потока натекания из ком-
понентной полости используется способ вымораживания (рис. 6.39),
249
при котором проверяемая полость 2 непрерывно вакуумируется на-
сосом 6, а откачиваемый поток пропускается через криогенный
пробоотборник 5. Пары компонента вымораживаются на поверхности
змеевика, охлаждаемого жидким азотом. После 6-часовой выдержки
пробоотборник с закрытыми вентилями демонтируют из системы,
отогревают и проводят количественный анализ накопленного компо-
нента. При возможном наличии в полости второго продукта, отбор
проб и анализ проводят на каждое вещество. В случае превышения
установленной нормы по любому компоненту выполняется повторный
пробоотбор увеличенной продолжительности. Чувствительность спо-
соба эквивалентна 1 • 10“11 Вт.
Химические способы по чувствительности превосходят даже га-
зоаналитические с применением гелия, но они являются, практиче-
ски, эксплуатационными, так как могут быть осуществлены только
после заправки изделия. Устранение дефекта герметичности в этом
случае очень трудоемко и дорогостояще в связи с необходимостью
проведения полного слива компонентов и нейтрализации полостей
изделия до санитарных норм.
Данный вид контроля является обязательным при заправке из-
делий и входит в объем периодических проверок при эксплуатации.
6.9. Определение объемов внутренних полостей
Основной целью испытаний по определению объемов полостей
сборочных единиц кроме чисто контрольных функций является по-
лучение с наименьшей погрешностью данных, необходимых при
заправке топливных и газовых емкостей, а также для настройки
систем опорожнения баков (СОБ). Объектами испытаний являются
газовые баллоны и топливные баки всех ступеней ракеты, а также
ДУ космических аппаратов.
Конкретными задачами в зависимости от конструктивных осо-
бенностей изделия и способа заправки могут являться:
— определение полного объема емкости;
— обеспечение требуемого заправляемого объема;
— установление зависимости между заполненным объемом и сиг-
налом уровнемера СОБ (градуировка подсистемы измерения объема).
Исходя из существующих требований к предельно допустимому
отклонению заправляемой дозы и точности измерения объема уров-
немерами СОБ ± (0,3—1)%, относительная погрешность определения
объемов не должна превышать ±(0,2—0,5)%. Определение с тре-
буемой погрешностью объемов по результатам геометрических из-
мерений технически неосуществимо либо экономически нецелесооб-
разно. Для этого используются различные гидравлические и пнев-
матические способы.
250
Гидравлические способы основаны на прямом измерении объема
заполняющей ОИ жидкости мерником или счетчиком объемного
расхода и косвенном определении объема по массе и плотности
жидкости.
Наиболее распространенным является способ взвешивания со
сливом на весовое устройство (рис. 6.40), при котором могут быть
Рис. 6.40. Схема определения объема способом
взвешивания со сливом на весовое устройство.
/ — клапан заправки; 2 — ОИ; 3 — технологический перелив; 4 — пер-
вичный преобразователь сплошности; 5 — уровнемер; 6 — штатный
патрубок перелива; 7 — клапан перелива; 8 — термометр сопротивления;
9 — клапан нижнего слива; 10— клапан основного слива; 11 — клапан
точного слива; 12 — технологическая емкость; 13 — весовое устройство.
определены все указанные выше характеристики. При этом установ-
ленный на проливочном стенде вертикально (с отклонением не более
30) бак 2 заправляется дистиллированной водой до полного прекра-
щения газовых включений в потоке по трубопроводу технологиче-
ского перелива 3, срез которого размещается в самой верхней точке
емкости. Контроль производится по первичному преобразователю
сплошности 4. Кратковременным открытием при заправке клапанов
9—11 и 7 обеспечивается заполнение всех технологических трубо-
проводов.
Для определения величины незаправляемого объема бака откры-
тием клапанов 7, 10, И производится слив воды через штатный
251
патрубок перелива 6 в технологическую емкость 12, установленную
на весовом устройстве 13. Оптимальный объем емкости 0,2—0,4 от
полного объема ОИ, что снижает погрешность, уменьшает габариты
оборудования и при этом не приводит к значительным потерям
времени на многократный возврат воды в накопительный резервуар.
Для взвешивания используются платформенные весы или динано-
метры с предельной погрешностью ±(0,05—0,1)% от измеряемой
величины. Температура воды измеряется термометром сопротивления
8. Объем незаправляемой подушки рассчитывается по формуле
V t = _ v (6.38)
п Pt~P.
где Мнач, Мкон— масса технологической емкости с водой до и после
слива; pt —плотность воды при температуре слива; рв — плотность
воздуха; Утп— объем трубопроводов линии перелива.
В случае использования динамометров их показания пересчиты-
ваются по формуле
М = —, (6-39)
g-
где G — показания динамометра; gm— местное значение ускорения
свободного падения.
При повышенных требованиях к точности измерения в номи-
нальные значения массы гирь, используемых при взвешивании на
весах или градуировке динамометров, вводится поправка в виде
М = Мн(р-рв), (6.40)
где Мн— номинальная (паспортная) масса гири; рг— плотность мате-
риала гири.
Градуировка уровнемеров СОВ и сигнализаторов заправки вы-
полняется аналогично с предварительным заполнением бака до тех-
нологического перелива. Слив производится через клапан 9 при
закрытом клапане 7.
Для дискретных уровнемеров определяются значения объемов
воды, слитой из бака в интервалах между моментами срабатывания
смежных сигнализаторов уровнемера,— AV. В целях уменьшения
динамической погрешности и сокращения технологического цикла
на линии слива устанавливаются параллельно два клапана. Клапан
основного слива 10 закрывается при приближении уровня воды к
очередному сигнализатору уровнемера, а при достижении заданного
уровня сигнала перекрывается малоинтерционный клапан точного
слива 11 меньшего диаметра. При сливе последней измеряемой дозы
полностью сливается вода из всех технологических трубопроводов,
объем которой VT учитывается в расчете по формуле 6.38.
252
В случае градуировки уровнемера непрерывного типа произво-
дится определение 10—15 примерно равных объемов с регистрацией
величины сигнала уровнемера при каждом взвешивании Sr
Для снижения случайных составляющих погрешности и отбра-
ковки грубых промахов проводится 6 проливок. Объемы слитой воды
AVj соответствуют элементарным объемам бака при температуре
градуировки AVJj. Эти значения приводятся к заданной ТУ номи-
нальной температуре tHOM по формуле
AVi5 = AVMl + 3a(t„OM-t)]( (6.41)
где a — температурный коэффициент линейного расширения мате-
риала бака.
С использованием методов статистической обработки рассчи-
тываются общий объем бака V6=ZAV|6 и при наличии уровнеме-
ра зависимости VK= Кк) или Vs= f(S), определяющие заполненный
компонентом объем при срабатывании К-того сигнализатора или
уровне сигнала S непрерывного уровнемера.
Заправляемый компонентом объем составляет
V3=V6-Vn, (6.42)
где Vn— объем газовой подушки выше уровня перелива или сигнали-
затора заправки.
При отклонении от установленного КД значения заправляемой
дозы производится регулировка положение соответствующих эле-
ментов или подрезка патрубка перелива на необходимую величину
с повторным определением объема газовой подушки.
Возможна реализация этого способа со сливом воды из техно-
логической емкости, установленной на весовом устройстве, в бак
изделия, а при небольших габаритах и массе непосредственным
взвешиванием ОИ до и после его заполнения или слива. Расчет
значений объемов производится по аналогичным формулам.
При использовании способа взвешивания может быть обеспечена
предельная погрешность определения объемов и градуировки уров-
немеров до ±0,15%.
Способ прямого измерения объема с применением мерников (рис.
6.41) позволяет уменьшить, а при одинаковом материале корпуса
мерника и ОИ полностью исключить температурные влияния на
погрешность определения объема. Местные сужения сечения мерника
2 существенно повышают точность измерения объема по показаниям
уровнемера 3 с обеспечением приемлемой высоты его корпуса. Гра-
дуировка мерника в комплекте с уровнемером производится образ-
цовыми средствами при температуре воды и помещения 20 + 1 °C.
Величина измеряемого объема рассчитывается по результатам 6-крат-
ного слива воды или заполнения ОИ из мерника. Данный способ
обеспечивает определение общего и заправляемого объема до 1 м3
253
Рис. 6.41. Схема объемного мерника.
1 — клапан заполнения; 2 — мерник;
3 — уровнемер; 4 — клапан слива.
с предельной погрешнос-
тью ± 0,2%. При этом со-
кращается количество
необходимого оборудова-
ния и упрощаются рас-
четы. Недостатками объ-
емного способа являются
сложность изготовления
мерников большой вмес-
тимости и ограниченный
диапазон измерения, что
требует- наличия доста-
точно сложного комплек-
та оборудования для
каждого типоразмера
ОИ.
Способ определения объемов с использованием расходомеров
(рис. 6.42) является перспективным для изделий большой размер-
ности. Он позволяет полностью автоматизировать процесс испытания
и обработку результатов. Значения объемов рассчитываются по ин-
формации от расходомеров 4, установленных на трубопроводе за-
полнения бака. Подача воды обеспечивается центробежным насосом
2, а поддержание заданного расхода регулятором 5 по сигналу от
одного из расходомеров. Для стабилизации расхода в начальный
период предусматривается буферная емкость 7. Суммирование по-
ступающего в ОИ объема воды начинается с момента заполнения
технологического уровнемера 8 до отметки Но, увязанной по высоте
относительно торцевой поверхности фланца бака с отклонением не
более ± 1 мм. При наличии штатного перелива /5 время достижения
уровнем воды его среза фиксируется по информации от сигнализатора
14. При завершении заполнения бака расход резко уменьшается
вследствие возрастания сопротивления технологического дренажного
трубопровода 16, выведенного в верхнюю точку бака, при поступ-
лении в него воды. По этому признаку вырабатывается команда на
закрытие клапана 6 и отключение насоса. Для возврата воды в
резервуар открываются клапаны 9 и 13.
Во время заполнения информация от расходомеров, уровнемеров
и сигнализатора со строгой привязкой по времени поступает в ЭВМ
для последующей обработки. Рекомендуемый период опроса при
общем времени заполнения 15—20 минут составляет 0,1 с.
Величина перемещения или подрезки патрубка перелива опре-
деляется на основании зависимости AV = f (АН), полученной по ре-
гистрации сигналов расходомеров и технологического уровнемера
перед моментом достижения уровня перелива. Правильность коррек-
тировки подтверждается однократным заполнением со сличением
полученных значений заправляемого объема и газовой подушки.
254
!
16 I
Рис. 6.42. Схема определения объема
с использованием расходомеров.
1 — резервуар; 2 — насос; 3 — фильтр; 4 — расходомеры; 5 — регулятор
расхода; 6 — клапан заполнения; 7 — буферная емкость; 8 — технологический
уровнемер; 9 — клапан слива; 10 — ОИ; 11 — уровнемер; 12 — ЭВМ;
13 — клапан перелива; 14 — сигнализатор; 15 — патрубок
перелива; 16 — технологический дренажный трубопровод.
Использование этого способа с расходомерами турбинного типа,
отградуированными в узком диапазоне, позволяет обеспечить пре-
дельную погрешность ±0,2% с уменьшением количества заполнений
до 3 при общем сокращении времени технологического цикла более
чем в 10 раз. Основным фактором, препятствующим распространению
этого способа, является сложность создания установок для градуи-
ровки расходомеров с требуемой точностью.
Пневматические способы в зависимости от используемых физи-
ческих закономерностей подразделяются на три вида: манометри-
ческий, компрессионно-массовый и способ динамического сличения.
Наиболее просто реализуется манометрический способ, при ко-
тором производится перепуск газа из емкости эталонного объема
VSI в ОИ и измерение давления в объединенной полости Ps (МПа)
после выдержки, необходимой для восстановления первоначальной
255
температуры газа. Объем измеряемой полости рассчитывается по
формуле
V =V Г— -1'1-V (6-42)
¥ изм ’ эт р * осн ’
где Рэт— давление в эталонной емкости перед перепуском (МПа);
VOCH— объем оснастки от ИО до запорного элемента линии пере-
пуска.
Объем эталонной емкости определяется образцовыми средствами
при аттестации. Погрешность манометрического способа составляет
+ 0,5%, но может быть уменьшена до ± 0,3% проведением повторного
перепуска в отвакуумированную до 10 Па после первого перепуска
эталонную емкость. В этом случае для расчета объема используется
формула
V =0 5V f^ + P£ + 0,1°3 - 11 — V (6.43)
’ изм w ’ эт р^ р _ р^_ * ’ осн »
где Рх — давление в объединенной полости после повторного пере-
пуска.
Компрессионно-массовый способ основан на определении объема
по параметрам газового состояния в ОИ и массе заполняющего его
газа. Полость ОИ перед заполнением вакуумируется до остаточного
давления <10 Па, при этом сборочные единицы, не допускаю-
щие нагружения внешним давлением, размещаются в вакуумной
камере. Технологическая емкость заполняется воздухом давлением
5—10 МПа, взвешивается и подстыковывается к ОИ. После пере-
пуска воздуха технологическая емкость отстыковывается и повторно
взвешивается. Масса технологической емкости должна быть мини-
мально возможной для снижения погрешности.
По измеренным после 30-минутной выдержки температура Т [К]
и абсолютному давлению Р [Па] в ОИ объем рассчитывается по
формуле
_(МнаЧ-МконЖудТ (644)
*нзм р *осн ’
где Мнач и Мкон — масса технологической емкости с азотом до и после
перепуска; Руя — удельная газовая постоянная, составляющая
287,2 Дж/кг р К для воздуха и 296,8 Дж/кг р К для азота; V0CH —
объем оснастки от ОИ до запорного элемента технологической емко-
сти [м3].
Предельная погрешность определения объема данным способом
составляет ±0,4%. Достоинством способа является возможность
совмещения испытаний на герметичность с измерением объема.
Способ динамического сличения базируется на возможности оп-
256
ределения объема по времени истечения газа через дросселирующее
устройство с учетом значений давления и температуры в начале и
конце процесса по следующей зависимости
V = f(r А Р Р Т , Т ), (6.45)
* изм ’ Гк» 1 нач’ 1 кон’ *нач’ *кон7’ ' 7
где А — расходный коэффициент дроссельного устройства.
Обеспечив равенство параметров среды в начале и конце выпуска
газа поочередно из двух емкостей через один дроссель, сличение
их объемов может быть произведено по формуле
V =V —, (6.46)
* ИЗМ ’ ЭТ т ’ ' '
эт
где VST— объем эталонной емкости; тои, тэт— время истечения газа из
ОИ и эталонной емкости.
Измерения при этом способе осуществляются с установкой ОИ
в схему, представленную на рис. 6.43, и выполнением следующих
операций:
— одновременное заполнение ОИ и эталонной емкости до за-
данного давления от пневмопульта Г,
— выдержка 15—20 мин. для проверки герметичности при ат-
мосферном давлении в коллекторе 6;
— выпуск газа иэ эталонной емкости через дроссель 5 открытием
клапана 3 длительностью тэт при предварительно открытом вентиле 7;
— сброс давления из коллектора до атмосферного после закры-
тия вентиля 7;
— выпуск газа из ОИ с определением таймером 4 времени от
открытия клапана до момента достижения нулевого показания диф-
ференциального манометра 9;
— полный сброс газа из системы.
При низких допускаемых значениях давления в ОИ и его малом
объеме для увеличения длительности сверхкритического истечения газа
через дроссель предусматривается установка вакуумного насоса 2.
Расчет измеряемого объема производится по формуле 6.46, а в
тех случаях, когда объем коллектора до дросселя превышает 0,01
V9T или V “°” отличается от объема эталонной емкости более чем
на 5%, используется формула
VH3H = V9T^ + VKfe-l\ (6.47)
эт I ЭТ 1
где VK— объем технологического коллектора.
Измерения повторяются 5—6 раз с определением среднеариф-
метического значения объема. Погрешность полученного результата
определяется, в основном, погрешностью аттестации эталонного объе-
ма образцовыми средствами и степенью теплофизического подобия
емкостей. Наиболее эффективным средством обеспечения подобия
257
Рис. 6.43. Схема способа динамического сличения.
/ — пневмопульт; 2 — вакуумный насос; 3 — клапан; 4 — таймер;
5 — дроссель; 6 — технологический коллектор; 7,8 — вентили;
9 — дифференциальный манометр; 10 — ОИ; / / — эталонная емкость.
является использование в качестве эталона аналогичной сборочной
единицы. При этом может быть обеспечена предельная погрешность
определения объема до ±0,25%.
Преимуществами пневматических способов сравнительно с гид-
равлическими являются исключение необходимости последующей
сушки ОИ, снижение возможности загрязнений полости и коррозии,
уменьшение габаритов используемого оборудования, а также совмес-
тимость испытаний на герметичность с определением объема. К не-
достаткам относятся более высокая погрешность и возможность
определения только общего объема полости.
Определение объема должно проводиться только после испытаний
на прочность, так как связанные с ними остаточные деформации
соизмеримы с предельной погрешностью измерения объема. В тех-
нологическом маршруте изготовления работы по определению объема
гидравлическими способами предусматриваются непосредственно
после прочностных испытаний. При использовании пневматических
способов данные работы совмещаются с испытаниями на герметич-
ность или проводятся после их завершения.
6.10. Контроль электрических характеристик
Целями контроля являются подтверждение правильности монта-
жа, определение соответствия электрических параметров установ-
ленным КД пределам, а также выявление повреждений проводников
и изоляции в процессах изготовления, транспортировки и хранения.
Объектами контроля являются однослойные и многослойные мон-
тажные платы, электрические соединители, кабельные стволы и
258
бортовая кабельная сеть (БКС) в сборе. Контроль осуществляется
проведением приемосдаточных и периодических испытаний.
Типовой технологический процесс ПСИ сборочных единиц такого
типа включает проведение следующих работ:
1. Внешний осмотр на отсутствие повреждений и инородных
частиц с проверкой правильности маркировки всей сборочной еди-
ницы и разъемов. Измерение длины. Вскрытие хвостовиков разъемов,
не заполненных герметиком и осмотр мест пайки.
2. Проверка соответствия фактического исполнения электриче-
ской схемы требованиям КД (прозвонка) для подтверждения пра-
вильности коммутации линий и выявления замыканий между разоб-
щенными цепями. Прозвонка производится от каждой клеммы про-
веряемых разъемов.
3. Измерение переходных сопротивлений линий, для высокочас-
тотных каналов — емкости.
4. Проверка электрической прочности изоляции между всеми
разобщенными линиями и относительно корпуса на пробой испыта-
тельным напряжением 1—2 кВ.
5. Определение сопротивления изоляции, которое должно со-
ставлять не менее 20 мОм.
От партии сборочных единиц, прошедших ПСИ и подлежащих
поставке на следующий этап сборки, отбирается предусмотренное
КД количество экземпляров (не менее двух) для проведения ПИ в
следующем объеме:
1. Цикл механических воздействий вибрационными и ударными
нагрузками с заданными параметрами.
2. Выдержка в условиях повышенной влажности и при предель-
ных температурах в соответствии с условиями эксплуатации.
3. Проверка электрических параметров в объеме пунктов
2—5 ПСИ.
4. Контрольная разборка и дефектация.
При единичном изготовлении электрические проверки проводятся
вручную с использованием универсальных электроизмерительных
приборов. Для прозвонки применяются стрелочные приборы или
звуковые и световые сигнализаторы в комплекте с низковольтным
источником питания. Переходные сопротивления измеряются образ-
цовыми мостами типа МО-62 или приборами с цифровой индикацией.
При измерении емкости используются генераторы частотного сигнала
и измерители емкости. Сопротивление изоляции проверяется стре-
лочными или цифровыми мегомметрами, а для контроля электриче-
ской прочности применяются источники испытательного напряжения
с автоматическими отключателями по предельной величине тока.
. При всех видах проверок во избежание повреждений от искрового
разряда не допускается соприкосновение или разъединение техно-
логического проводника с клеммами разъема при включенном пита-
нии. Подсоединение к клеммам должно производиться специальными
259
технологическими переходниками с подачей напряжения только пос-
ле обеспечения полного контакта.
Ручные проверки весьма трудоемки и не исключают субъективных
ошибок исполнителя. В связи с этим наиболее широко для контроля
электрических характеристик используются специальные програм-
мируемые проверочные пульты. Они имеют в своем составе ответные
разъемы для подстыковки к проверяемой сборочной единице, уст-
ройства программной подачи командных сигналов, а также блока
измерения, преобразования и диагностики с выдачей информации
на дисплей или принтер. Пульты в стационарном исполнении при-
меняются для контроля широкой номенклатуры сборочных единиц
в цехах-изготовителях, а при проверках БКС в . составе изделия
используются передвижные пульты.
6.11. Контроль функциональных характеристик
6.11.1. Задачи и особенности испытаний
на функционирование
Целью контроля функциональных характеристик, входящего в
технологический процесс изготовления, является проверка соответ-
ствия сборочных единиц требованиям КД, определяющим функцио-
нирование систем при работе изделия. Контроль осуществляется в
форме испытаний на функционирование.
При этом решаются следующие конкретные задачи:
— подтверждение работоспособности сборочных единиц в тече-
ние установленного времени во всем эксплуатационном диапазоне;
— определение с максимальной достоверностью передаточных
функций сборочных единиц, являющихся структурными звеньями
системы автоматического управления, и проверка их соответствия
установленным пределам;
— оптимизация структуры испытаний с обеспечением макси-
мальной эффективности.
Основной особенностью испытаний на функционирование явля-
ется большое разнообразие ОИ (от жиклера до окончательно со-
бранной ракеты), что требует широкого набота методов и средств
их проведения. Требование максимальной имитации эксплуатацион-
ных условий при этом должно сочетаться, исходя из технологических
возможностей и экономических факторов, с рациональным модели-
рованием рабочих продуктов, режимов и условий работы. Достовер-
ность результатов обеспечивается использованием измерительных
средств с минимальными погрешностями.
В ряде случаев функциональные испытания являются настроеч-
ными, т. е. по их результатам производится регулировка, доработка
260
или замена отдельных элементов сборочной единицы с повторной
проверкой достаточности корректировки. При проведении квалифи-
кационных испытаний устанавливается только соответствие требо-
ваниям КД и отбраковка. В связи с этим структура системы контроля
должна предусматривать возможность выявления несоответствий на
начальных этапах технологического маршрута.
Сборочные единицы многоразового действия проходят ПСИ и в
большинстве случаев ПИ. Для изделий одноразового действия про-
ведение ПСИ на функционирование исключено, а к системам, ис-
пользуемым при ПИ, предъявляются повышенные требования по
обеспечению надежности.
6.11.2. Гидравлические проливки
Гидравлические проливки являются основным методом опреде-
ления зависимости между массовым гл или объемным v расходом
через ОИ и перепадом давления Др. Исходя из конструктивных
особенностей сборочных единиц и способа проливки эта зависимость
задается в виде расходной характеристики m = f(Ap) либо величиной
гидравлического сопротивления Др = f(m) с учетом используемой
рабочей жидкости и ее температуры. Преимущественно модельной
жидкостью является обессоленная вода. При этом КД регламентирует
конкретное значение влияющего параметра Др или гл и допускаемый
диапазон измеряемого, соответственно, mrain-s- гпгаах или Дрт!п-*- Дргаах.
Рис. 6.44. Схема проливочного стенда с вытеснительной системой подачи.
/ — блок регулирования давления; 2 — предохранительный клапан; 3 — расходная
емкость; 4 — клапан; 5 — фильтр; 6 — термометр сопротивления; 7 — первичный
преобразователь давления; 8 — ОИ; 9 — перекидное устройство;
10 — сигнализатор; 11 — мерная емкость; 12 — сливная емкость.
261
Проливки проводятся на стендах с вытеснительными и насосными
системами подачи жидкости. Вытеснительные системы (рис. 6.44)
используются для OJ4 с расходом до 5 кг/с. Заданное значение Дрр
что при обычно практикуемом проливе без противодавления соот-
ветствует избыточному давлению на входе в ОИ, поддерживается
блоком регулирования 1 по информации от первичного измеритель-
ного преобразователя давления 7. До достижения установившегося
режима слив воды производится в сливную емкость 12. По поданной
команде на привод быстродействующего перекидного устройства 9
поток воды направляется в мерную емкость 11. Момент перехода
фиксируется сигнализатором 10, включающим таймер. Длительность
мерного режима должна быть не менее 30 с, после чего подаются
команды на возврат перекидного устройства в первоначальное по-
ложение и закрытие клапана 4. При обратном переходе сигнализатор
выключает таймер. Температура воды при сливе измеряется термо-
метром сопротивления 6. Значение расхода рассчитывается по ко-
личеству воды в мерной емкости, определяемому взвешиванием или
объемным способом, и зафиксированному таймером времени слива.
В случае достаточности подтверждения, что расход соответствует
установленному диапазону, используются мерники с отметками пре-
дельных значений объема при заданной длительности слива.
Измеренные при испытании значения расходов приводятся к
заданным КД условиям испытания по формулам
тпр
= т у—гг-Ггя
изм др • р ’
ИСП Г t
v
(6.48)
пр
АР • Р.
кд И
ДР • р
ИСП г кд
(6.49)
где АРкд— перепад давления на ОИ, заданный КД; ДРисп— перепад
давления на ОИ при испытания; ркд— плотность рабочей жидкости
при условиях, установленных КД; pt— плотность рабочей жидкости
при испытании.
Данный способ обеспечивает поддержание требуемого значения
давления с отклонением ± (0,3—0,6)% и предельную погрешность
определения расхода до ±0,2%. Таким образом определяются рас-
ходные характеристики жиклеров, форсунок, форсуночных головок
газогенераторов и камер сгорания малой размерности, а также ре-
гуляторов расхода.
Проливка регуляторов расхода отличается тем, что расходная
характеристика определяется при 7—11 значениях угла поворота
вала привода <рр на прямом и обратном ходе в виде m = f(cp ) при
ДР = ДРИОИ-
Проливки ОИ с расходами более 5 кг/с проводятся на стендах
с насосной системой подачи (рис. 6.45). Заданное значение расхода
поддерживается регулятором 5 по сигналу от расходомера 6 тур-
262
Рис. 6.45. Схема
проливочного
стенда с насосной сис-
темой подачи.
/ — резервуар; 2 — ОИ;
3 — первичный преобра-
зователь давления;
4 — термометр сопротивле-
ния; 5 — регулятор расхо-
да; 6 — расходомер;
7 — фильтр; 8 — насос.
бинного типа или измерителя с сужающим устройством. Для по-
вышения достоверности информации рекомендуется установка до-
полнительного расходомера. Измерение гидравлического сопротив-
ления ОИ производится первичным измерительным преобразователем
давления 3. При необходимости противодавления на выходе ОИ в
отводящем трубопроводе устанавливается технологическая дроссель-
ная шайба, а перепад давления измеряется дифференциальным при-
бором.
Измеренное значение сопротивления приводится к заданным КД
условиям испытания по формулам:
АРпр
- др -£1_
— изм
Ркд
2
(6.50)
О V
ДР = АР 22s
пр изм 0 у
г t v нсп
(6.51)
где гпкд, укд— значения массового или объемного расхода согласно
КД; тисп, vHcn— значения расхода при испытании.
Суммарная погрешность определения гидравлической характе-
ристики при такой схеме несколько больше, чем при вытеснительной
системе. Предельные отклонения расхода от номинальных значений
составляют + (0,5—1)% и погрешность измерения перепада давления
±0,5%. Преимуществом стендов с насосной подачей является от-
сутствие ограничений при больших расходах, а также повышенная
универсальность и приспособленность к автоматизации процессов
испытания.
На таких стендах определяются гидравлические сопротивления
трубопроводов, настроечных расходных шайб, газогенераторов, камер
сгорания ЖРД и входящих в них крупных сборочных единиц,а также
дроссели СОБ и РСК. Проливка дросселей производится аналогично
проливке регуляторов расхода при различных положениях вала при-
вода с определением зависимости Др = 1(удр) при m = ткд.
Схема стенда испытаний насосов, представленная на рис. 6.46,
отличается от предыдущей наличием большего количества первичных
263
4
7
Рис. 6.46. Схема стенда испытаний насосов.
1 — резервуар; 2 — дроссель; 3 — ПИП частоты вращения; 4 — привод; 5 — ПИП
крутящего момента; 6 — ОИ; 7 — ПИП давления; 8 — термометр сопротивления; 9 —
регулятор давления; 10 — расходомер; 11 — фильтр; 12 — технологический насос.
измерительных преобразователей (ПИП) и дросселя 2 на выходе
насоса для регулируемой имитации нагрузки. Поддержание и про-
граммное изменение давления на входе в насос обеспечивается
регулятором 9.
По результатам испытания определяется расход-напорная харак-
теристика насоса Н = f( v ) и рассчитывается КПД с использованием
формул
Н_(Р.И»-Р«)1О6
9,81pt
(P«-P„) v - ю6
2лпМ
(6.52)
(6.53)
где Рвьк, Рвх— давления на выходе и входе насоса [МПа]; pt— плот-
ность рабочей жидкости при температуре испытания [км/м3]; v —
объемный расход через насос [м3/с]; п — частота вращения [с ~1 ]; М —
крутящий момент [Н • м].
В случае недостаточной мощности привода испытания проводятся
при модельной частоте вращения с пересчетом измеренных значений
по формулам
V п"°“ (6.54)
vnp *изм г. ’
нпр = низм
(6.55)
где пном— номинальная частота вращения; писп — частота вращения
при испытании.
264
Настроечной характеристикой насоса является приведенное к
номинальной частоте вращения значение напора при заданном КД
приведенном расходе Hnp= f(v ). На первую проливку колеса на-
сосов изготавливаются с припуском, и в случае превышения верхнего
установленного КД предела производится подрезка выходного диа-
метра до размера, определяемого по формуле
D =П Л& {656)
1-7ПОДр ^ИСП ’ ’
где D „— диаметр колеса при испытании; Н „— номинальное значе-
исп * * ном
ние напора по КД; Н'пр — приведенный напор при номинальном рас-
ходе.
Повышение приведенного напора обеспечивают увеличением ши-
рины канала на выходе колеса.
Дополнительным граничным ус-
ловием, контролируемым при испы-
таниях насосов, является давление
кавитационного срыва. График, пояс-
няющий принцип определения значе-
ния входного давления, при котором
наступает кавитация, представлен на
рис. 6.47. За давление срыва Рср при-
нимается величина давления на входе
в насос, при котором напор снижа-
ется на 2% от установившегося зна-
чения. При определении Рср дискрет-
ные экспериментальные данные апп-
Рис. 6.47. График изменения
напора при испытании
роксимируются аналитическим или насоса на кавитацию.
графическим способом. Использова-
ние автоматизированной системы управления и обработки информа-
ции позволяет производить определение Рср непосредственно в про-
цессе испытания. Для уменьшения эрозии поверхности лопаток дли-
тельность режимов кавитации должна быть минимальной.
Требованиями КД устанавливается минимальное допускаемое зна-
чение критического коэффициента кавитации, расчет которого про-
изводится по формуле
CK = nVv
[9,81pt • 10-5>1
Р-Р
rcp rst J
> Сдоп
(6.57)
3
4
где п — частота вращения при определении Рср [с'1]; v— объемный
расход [м3/с]; pt— плотность рабочей жидкости при температуре ис-
пытания [кг/м3]; Рср— абсолютное значение давления кавитационно-
го срыва [МПа]; Pst— абсолютное значение давления насыщенных па-
ров рабочей жидкости при температуре испытания [МПа].
265
Некоторое повышение антикавитационной характеристики насоса
можно обеспечить заострением входных кромок и снижением ше-
роховатости поверхности лопаток.
Метод гидравлических проливок используется также при на-
стройке и градуировке расходомеров турбинного типа и сужающих
устройств систем РСК. Предварительные проливки проводятся на
воде, а окончательные характеристики определяются градуировкой
на штатном компоненте. Значения объемных расходов воды опреде-
ляются способом взвешивания, а компоненты — технологическими
уровнемерами с предельной погрешностью не более ±0,2%. Требуе-
мые значения параметров обеспечиваются системами автоматиче-
ского регулирования с гидравлическими дросселями и блоками под-
держания давления в расходной емкости.
Турбинные расходомеры настраиваются на заданную КД частоту
выходного сигнала при номинальном объемном расходе f(vH0M) =
=(1ВД±5)гц установкой в проточной части колец необходимого диа-
метра с последующим определением зависимости v = F(f) и ее по-
грешности. Для расходомеров с сужающими устройствами аналогич-
ная настройка и градуировка производится по величине перепада
давления ДР(уиом) = (1+0,01 )ДРкд и v = f(AP).
6.11.3. Газовые продувки
Использование газа для определения гидравлических характе-
ристик сборочных единиц является более технологичным. При этом
упрощаются стендовые системы и исключается необходимость по-
следующей сушки. Однако по точностным характеристикам пневма-
тические способы значительно уступают гидравлическим и могут
быть использованы только при отсутствии жестких ограничений по
допускаемой погрешности измерения. Для определения расхода газа
используются образцовые сопла, расходные шайбы, ротаметры, а
также косвенные способы по изменению давления и температуры в
емкости известного объема. Предельная погрешность различных спо-
собов измерения составляет +(1—3)%. Газовые продувки практи-
куются при определении расходных характеристик форсунок, жик-
леров и гидросопротивлений трактов охлаждения камер сгорания и
газогенераторов.
Более широко распространены продувки сопловых аппаратов
турбин, рулевых сопел и сопловых блоков камер сгорания малой
тяги с определением расходной характеристики rh = f(Рвх, Твх). При
контроле разнотяговости пары сопел применяется дифференциальный
способ с установкой их на одном распределительном коллекторе
маятникового стенда и измерением результирующего усилия.
Проверка КПД турбин осуществляется продувкой газом с высо-
266
ким молекулярным весом, в качестве которого преимущественно ис-
пользуется хладон 22. Требуемый адиабатический перепад обеспечи-
вается созданием разрежения за турбиной на уровне (10~2—10~3)
МПа системой вакуумирования большой производительности. Для
исключения загрязнения атмосферы и потерь рабочего тела весь
газовый тракт должен быть выполнен по замкнутой схеме с высокой
степенью герметичности.
При продувке газовых редукторов определяется зависимость дав-
ления на выходе редуктора Рвых= f(PBX, гпг) во всем эксплуатационном
диапазоне давлений на входе Рвх и заданных значениях массового
расхода газа. Экспериментальные значения Рвых сравниваются с ус-
тановленным КД допускаемым диапазоном.
Продувки редукторов давления проводятся на рабочем газе.
В случае применения гелия предусматривается его сбор и повторное
использование. ПСИ выполняется при окружающей температуре, а
ПИ — с термостатированием ОИ и газа до предельных эксплуата-
ционных значений температуры.
Функционирование сборочных единиц, работающих на высоко-
температурном газе (газораспределители и дроссели рулевых сопел)
проверяется проведением ПИ с продувкой рабочим телом с близкими
к эксплуатационным параметрами. В качестве его источника исполь-
зуются электрические подогреватели (при малых расходах), катали-
тические парогазогенераторы перекиси водорода или технологические
газогенераторы.
По результатам испытания и дефектации подтверждаются сохра-
нение работоспособности в течение установленного времени и обес-
печение заданных КД пределов изменения давлений на выходах
Р1вых, Р2вых“ угловой скорости поворота и крутящего момента.
Эффективным способом комплексного контроля сложных сбороч-
ных единиц является продувка воздухом или азотом в качестве
имитатора компонентов топлива при проведении холодных испытаний
на функционирование двигательных установок космических аппара-
тов (ДУ КА). В результате таких испытаний подтверждается отсут-
ствие засорений и равномерность распределения потоков по гидрав-
лическим трактам, правильность настройки агрегатов регулирования,
работоспособность исполнительных органов и сигнализаторов.
6.11.4. Испытания сборочных единиц
дискретного действия
Определяющим признаком при выборе структуры испытаний сбо-
рочных единиц дискретного действия является возможность много-
кратного срабатывания ОИ. Конкретные проверяемые характеристики
267
зависят от функционального назначения контролируемого исполни-
тельного органа пневмогидравлической системы.
При испытаниях электропневмоклапанов (ЭПК) определяемыми
зависимостями являются необходимое для срабатывания электриче-
ское напряжение питания Ucp= f (Рвх), время задержки срабатывания
т3 при заданных значениях напряжения и давления на входе, а
также сохранение герметичности после переключений. Контролируе-
мые параметры в процессе испытания регистрируются с использо-
ванием малоинерционных измерительных средств.
Аналогично проводятся испытания пневмоклапанов, но для них
определяющим параметром является давление в управляющей по-
лости при заданном давлении жидкости или газа на входе в клапан.
Основными контролируемыми характеристиками дренажно-
предохранительных клапанов (ДПК) и обратных клапанов (ОК) яв-
ляются давление открытия, перепад давления в зависимости от
расхода, герметичность в закрытом состоянии, а для ОК — обеспе-
чение заданной степени герметичности в обратном направлении. Ис-
пытания ДПК и ОК преимущественно проводятся сжатым воздухом.
В объем ПИ сборочных единиц многократного действия входят
цикл вибрационных и ударных нагрузок, определение указанных
выше характеристик при крайних эксплуатационных значениях тем-
ператур и проверка ресурса циклическими срабатываниями с крат-
ностью, в 1,5—2 раза превышающей штатные условия работы. После
завершения испытания производятся проверка герметичности, раз-
борка и дефектация.
Функциональные характеристики сборочных единиц однократного
действия проверяются при проведении ПИ, объем выборки на которые
в 2—3 раза выше, чем для ОИ, проходящих предварительно ПСИ.
К числу данных сборочных единиц относятся мембраны свободного
прорыва, мембранные входные клапаны, пусковые и отсечные кла-
паны, инициируемые давлением от пиротехнических средств. Основ-
ным контролируемым фактором является безотказность срабатыва-
ния.
Для мембран свободного прорыва определяемой количественной
характеристикой является давление вскрытия. Отбор на ПИ должен
производиться из партии сборочных единиц, укомплектованных мемб-
ранными дисками, изготовленными из ленты одной прокатки, с
насечкой на одном оборудовании без его переналадки и предвари-
тельным испытанием их образцов в технологических корпусах, ими-
тирующих штатный мембранный узел. При визуальном определении
контролируемого параметра по показаниям манометра входное дав-
ление повышается ступенчато с шагом, составляющим -0,1 от ус-
тановленного допуска на давление вскрытия. Применение малоинер-
ционных средств регистрации позволяет автоматизировать процесс
с непрерывным характером изменения давления. Испытания прово-
дятся с использованием воды или воздуха в соответствии с видом
268
рабочей среды. Это условие, а также поддержание на входе ОИ
номинального давления и для отсечных клапанов расхода в целях
имитации динамики процесса распространяется на испытания всех
сборочных единиц однократного действия.
Дополнительными квалификационными требованиями при испы-
таниях мембран свободного прорыва и входных мембранных клапанов
являются правильность и полнота линии вскрытия, отсутствие над-
рывов и полный отгиб лепестков, а в некоторых случаях и величина
сопротивления после срабатывания.
Пусковые и отсечные пироклапаны после испытания проверяют-
ся, соответственно, на полноту вскрытия проходного сечения или
герметичность посадки уплотняющего элемента.
6.11.5. Испытания приводов
Методика испытаний и контролируемые характеристики приводов
исполнительных органов зависят от вида рулевой машинки (РМ).
В качестве приводов органов регулирования ЖРД используются
электрические РМ небольшой мощности, а для управления вектором
тяги — силовые гидравлические РМ.
При испытаниях электрических РМ определяется угловая ско-
рость поворота вала со при различных значениях напряжения питания
со = f(u) и рабочий диапазон по углу поворота до электрических
сигнализаторов и механических упоров + (ex’?, а"'*) . Требования КД
регламентируют минимально допустимую скорость corajn при наимень-
шем возможном напряжении и диапазон предельных значений угла
при повороте вала в обе стороны. Режимы испытания обеспечиваются
подачей заданных значений напряжения изменяемой полярности от
пульта управления с регистрацией сигнала потенциометрического
преобразователя угла, входящего в состав привода.
Стенды для испытаний гидравлических РМ содержат в своем
составе систему питания, обеспечивающую требуемые давления ра-
бочей жидкости на входе и выходе ОИ, пульт программной подачи
командного тока, имитатор силовой нагрузки, а также аппаратуру
преобразования и регистрации измерительной информации. В ка-
честве рабочей жидкости используется масло той же марки, что и
при консервации системы питания РМ в штатных условиях. Для
имитации нагрузки применяются поршневые устройства с регули-
руемым значением давления. Стендовые системы и ОИ оснащают-
ся первичными измерительными преобразователями давления и ли-
нейного перемещения L штока РМ. Испытания проводятся при
заданных значениях командного тока iK0M и имитируемой силовой
нагрузки Рнагр.
По материалам регистрации определяют статическую силовую
характеристику Р = f(i) при неподвижном штоке ШР и скоростную
характеристику со = f(i, Рнагр).
269
Значения измеряемого и имитируемого усилия рассчитываются
по перепаду давления на поршне силового цилиндра имитатора
нагрузки без расхода и при расходе, соответственно, из нагружаемой
полости. Скорость перемещения штока РМ определяется в виде со =
= dL/dx = AL/At.
Полученные значения сравниваются с допускаемыми KD преде-
лами. В некоторых случаях силовые и скоростные характеристики
регламентируются с пересчетом по номинальным значениям пара-
метров кинематической схемы в форме крутящего момента Мкр и
угловой скорости со. При отработке гидравлических РМ дополни-
тельно определяются зона нечувствительности по командному току
± iH4 и инерционность в виде амплитудно-частотной А(= F (f) и фа-
зочастотной ср = F (f) характеристик.
В процессе ПИ проверяется стабильность характеристик РМ в
течение установленного ресурса (по времени работы или числу
циклов) после механических и климатических воздействий, имити-
рующих эксплуатационные условия.
6.11.6. Испытания систем управления
Исходя из высоких требований к безотказности систем управ-
ления (СУ), большого количества и сложности входящей в их состав
аппаратуры, а также необходимости эффективного выявления и
устранения дефектов, весь объем испытаний подразделяется на не-
сколько этапов с проведением дублирующих проверок при разных
условиях. Укрупненно структуру испытаний СУ можно представить
в виде трех основных этапов: автономные, стеллажные и комплексные
испытания.
Автономные испытания приборов и блоков СУ проводятся до-
полнительно к объему ПСИ и ПИ, выполненному при изготовлении,
и являются составной частью входного контроля комплектующих
изделий при их поступлении от предприятия-изготовителя. При этом
проверяется правильность отработки конкретных функционалов во
всем диапазоне входных сигналов. Контроль осуществляется отдельно
по всем дублирующим каналам. В большинстве случаев данные
работы выполняются специализированной лабораторией автономных
испытаний (ЛАИ). Если схема сборки включает комплектование из
отдельных приборов и блоков специализированных функциональных
систем, то предусматривается проведение их автономных испытаний.
Для имитации обмена информацией со смежными системами ис-
пользуются технологические эквиваленты. Соответствие информаци-
онного содержания сигналов (амплитуда, цифровой код, частота)
требованиям КД и их своевременность проверяется контрольно-
проверочной аппаратурой (КПА).
270
Стеллажные испытания предусматривают комплексную проверку
совместного функционирования всего состава аппаратуры СУ до ее
монтажа на борту ракеты. Электрическая коммутация отдельных
блоков и систем обеспечивается технологическим имитатором БИС.
Проверки включают отработку алгоритмов всех режимов функцио-
нирования СУ с введением возмущающих воздействий и оценкой
эффективности резервирования.
Комплексные испытания проводятся на окончательно собранном
изделии с имитацией штатных программ полета, возможных деста-
билизирующих факторов и полной регистрацией командных сигналов
и телеметрической информации. Объем комплексных испытаний со-
ставляет 85—90% объема стеллажных испытаний. Результаты ис-
пытаний являются зачетными для принятия решения о сдаче изделия,
при этом сбои в работе и отклонения параметров за установленные
КД пределы не допускаются.
В процессе испытаний ведется учет наработки всех блоков для
исключения выработки более 20% общего установленного ресурса.
Стеллажные и комплексные испытания проводятся в специализи-
рованных цехах или участках — контрольно-испытательных станциях
(КИС), оснащенных необходимым комплектом контрольно-испы-
тательного оборудования (КИО). Помещения КИС, предназначенные
для проведения испытаний с задействованием антенно-фидерных
устройств (АФУ) экранируются радиопоглощающими материалами
для исключения внешнего электромагнитного излучения.
Объем и требуемая скорость обмена информацией при испыта-
ниях СУ исключают возможность ручной подачи команд и обработки
данных. В связи с этим единственным средством аппаратурного
обеспечения испытаний является использование автоматизированных
испытательных комплексов (АПК), включающих систему формиро-
вания внешних воздействий и систему сбора, обработки, анализа и
вывода информации. Для управления преимущественно разрабаты-
ваются специализированные устройства на базе микро-ЭВМ. В ка-
честве информационных систем используются типовые комплексы
ВЛ-1045 и ВЛ-1066, имеющие в качестве центрального вычислителя
ЭВМ ЕС-1045 и ЕС-1060. Наряду с диагностикой и накоплением на
магнитных носителях выходная информация документируется в виде
таблиц и графиков изменения параметров.
Даже при задействовании АНК испытания СУ являются весьма
трудоемким и длительным процессом, требующим в зависимости от
сложности программы полета изделия от нескольких смен до не-
скольких недель.
Все используемое оборудование должно быть заземлено и пред-
усматривать защиту ОИ от несанкционированного воздействия с
обеспечением контроля заданных значений и последовательности
команд, периодической проверки состояния изоляции разобщенных
цепей и корпуса, а также гарантированным ограничением величины
271
тока в линиях пиропатронов менее 10 мА. По возможности испытания
должны проводиться с перестыковкой разъемов кабелей пиропатро-
нов на имитаторы. Окончательная проверка цепей в этом случае
производится от специального автономного источника.
Для защиты от статического электричества полы помещений
должны иметь специальное покрытие, ОИ подлежит постоянному
надежному заземлению, а исполнители допускаются к работам только
при наличии заземленного антистатического браслета.
6.11.7. Огневые испытания
Огневыми классифицируются испытания, при которых в объекте
происходит высокотемпературное химическое преобразование ракет-
ного топлива (сгорание или термокаталитическое разложение). Объ-
ектами наземных огневых испытаний являются пороховые аккуму-
ляторы давления (ПАД), твердотопливные пусковые стартеры, бор-
товые источники питания (БИП) с высокотемпературным рабочим
телом, газогенераторы, камеры сгорания, ЖРД, РДТТ и двигательные
установки ступеней ракет и космических аппаратов (ДУ КА).
Огневые испытания преимущественно являются разрушающими,
и в связи с партионной организацией изготовления двигателей в
большинстве случаев именуются контрольно-выборочными испыта-
ниями (КВИ). В зависимости от требований к безотказности, уровня
отработки, серийности изготовления и объема партии количество
отбираемых на КВИ изделий, регламентируемое КД, составляет 1—3
экземпляра от изготовленной партии.
Наряду с этим, при повышенных требованиях к безотказности
и невозможности настройки в пределах допускаемого диапазона
основных параметров по результатам холодных испытаний реализу-
ется схема контроля с проведением огневых контрольно-техно-
логических испытаний (КТИ) каждого изготовленного экземпляра.
Длительность КТИ определяется интервалом, необходимым для
определения параметров с допустимой погрешностью, и не превышает
30% от штатного времени работы.
В случае выхода контролируемых параметров за установленные
пределы производится нейтрализация, необходимая поднастройка и
повторное КТИ. При соответствии всех параметров требованиям КД
изделие после полного удаления остатков компонентов топлива,
выполняемого с разборкой или без разборки, поступает на комплек-
тацию товарной партии, объем выборки от которой на КВИ суще-
ственно ниже, чем при схеме контроля без КТИ. В промышленности
имеется практика проведения КТИ ЖРД, газогенераторов и ЖРД
малой тяги (ЖРД МТ), в частности входящих в объединенную
272
двигательную установку пилотируемого орбитального аппарата «Бу-
ран».
Факторами, ограничивающими распространенность данной схемы
контроля, являются сложность) а в некоторых случаях невозможность
удаления компонентов из замкнутых полостей, а также утяжеление
конструкции вследствие необходимости разъемных соединений аг-
регатов автоматики однократного действия. КТИ изделий, работаю-
щих на твердом топливе, не проводятся в связи с непредставитель-
ностью их результатов при повторном снаряжении.
Использование криогенных компонентов устраняет проблему их
удаления после испытания, что дает возможность проведения не-
полноресурсных огневых стендовых испытаний (ОСИ) ступеней ракет
без последующей переборки перед использованием, значительно по-
вышающих характеристики надежности изделий единичного изготов-
ления.
Огневые испытания газогенераторов, камер сгорания и двига-
тельных установок ступеней ракет с ЖРД проводятся, в основном,
на стадии отработки конструкции и в рамках установочных испы-
таний.
Подтверждение соответствия установленным требованиям функ-
циональных характеристик РДТТ, ЖРД и ДУ КА в серийном про-
изводстве осуществляется проведением огневых КВИ при условиях
и режимах, соответствующих штатным.
Технология и стенды для проведения огневых испытаний весьма
сложны и разнообразны, их описание выходит за пределы данного
курса, в связи с чем в таблице 6.4 кратко приведены основные
особенности и соответствующие требования к стендовым системам.
В связи с использованием больших количеств ракетного топлива
испытания проводятся на специальных огневых стендах испытатель-
ных комплексов, размещаемых вне населенных пунктов и имеющих
собственную инфраструктуру.
Таблица 6.4
Основные особенности огневых испытаний и требования к стендам
№ п/п Особенности испытаний Требования к стендам
1 Опасность Дистанционность управления, эффективность средств аварийной защиты, специальные архитектурно-планировочные решения
2 Токсичность используемых веществ и (или) выбросов из ОИ Эффективность нейтрализации газовых и жид- ких выбросов
3 Невоспроизводимость Высокая безотказность и резервирование оборудования
273
Продолжение таблицы 6.4
№ п/п Особенности испытаний Требования к стендам
4 Большая стоимость Получение максимальной информации при од- ном испытании
5 Кратковременность режимов Полная автоматизация управления при работе ОИ
6 Высокая информативность Наличие автоматизированных средств реги- страции
7 Влияние внешних условий Имитация условий эксплуатации
8 Разнообразие объектов и ви- дов испытаний Универсальность систем
В технологический цикл проведения огневого испытания входят:
— подготовка ОИ и стендовых систем к испытанию;
— монтаж ОИ на стенде и комплексные проверки;
— заправка расходных емкостей и окончательная проверка сис-
тем *;
— проведение пуска ОИ по программе с регистрацией инфор-
мации;
— удаление компонентов из ОИ и стендовых систем ’;
— демонтаж ОИ;
— нейтрализация, разборка и дефектация ОИ;
— обработка и анализ информации;
— оформление документации с квалификацией результатов.
Заключение по испытанию производится на основании оценки
соответствия основных параметров и результатов дефектации тре-
бованиям, установленным КД.
6.12. Контроль чистоты внутренних полостей
Важность обеспечения чистоты внутренних полостей изделий
ракетной техники не требует дополнительной аргументации. Следует
только отметить, что почти треть имевшихся при испытаниях на
функционирование и в эксплуатации отказов была вызвана наличием
в системах загрязнений или инородных частиц и предметов.
Для обеспечения чистоты разработан широкий комплекс кон-
структорских, организационных и технологических мероприятий,
включая и целенаправленную систему контроля. Операции по про-
* Только для ОИ, работающих на жидком топливе.
274
верке чистоты внутренних полостей включаются в технологические
процессы изготовления, начиная с заготовительного производства до
сдачи окончательно собранного изделия. Контроль осуществляется
по следующим основным направлениям:
— чистота используемых технологических и рабочих жидкостей
и газов;
— отсутствие мелкодисперсных и масляных загрязнений поверх-
ностей;
— отсутствие посторонних частиц и предметов во внутренних
полостях.
В большинстве случаев требования по чистоте используемых
веществ, установленные общепромышленной нормативно-техниче-
ской документацией, являются недостаточными и КД устанавлива-
ются дополнительные ограничения в соответствии с ГОСТ 17216—71
«Классы чистоты жидкости» и ГОСТ 17433—72 «Классы загрязнен-
ности сжатого воздуха». Данные стандарты регламентируют для
каждого класса предельные количества частиц различного размера
в контрольном объеме. Высшим классом чистоты является 00.
Визуальная классификация частиц, осевших на контрольном фильтре,
или в осадке выпаренной жидкости с использованием измерительного
микроскопа исключительно трудоемка и недостаточно объективна.
Для контроля чистоты жидкости серийно выпускаются приборы
ПКЖ-902, а для газа — ПКЗ, производящие автоматизированную
классификацию частиц по размеру с подсчетом их количества в
каждой группе. Количество масла определяется приборами люмини-
сцентного контроля, имеющими чувствительность 1 мг/л. К исполь-
зованию в производстве допускаются только вещества, прошедшие
дополнительную очистку до соответствия требованиям конструктор-
ской или технологической документации.
Предварительный контроль чистоты поверхностей заготовок, де-
талей и сборочных единиц после промывки производят сравнением
с эталоном хлопчатобумажной салфетки после протирки ею опре-
деленного участка поверхности. Для количественной оценки чистоты
поверхности используется косвенный способ, основанный на опре-
делении изменения чистоты жидкости после промывки ею опреде-
ленной площади. Исходная чистота жидкости должна быть на 2—3
класса выше требований, установленных КД к смывам с данной
поверхности. Анализ жидкости производится указанными выше сред-
ствами. В качестве растворителей применяются хладон-113, аце-
тон, нефрас или их азеотропные смеси. При использовании авто-
матизированных средств контроля чистоты анализ осуществляется
непрерывно в процессе обработки до достижения заданных показа-
телей.
Наличие посторонних частиц и предметов в замкнутых полостях
определяется по характерному звуку при прокручивании сборочных
275
единиц на специальном стапеле. «Испытания на шум» проводятся
в звукоизолированных кабинах с применением при необходимости
закрепленных на ОИ микрофонов и усилительной аппаратуры.
6.13. Определение массоцентровочных характеристик
Жесткие ограничения массы ракеты вызывают необходимость
контроля массы, начиная с изготовления деталей. Основными тре-
бованиями при взвешивании являются применение.весов с предель-
ной погрешностью не более ±0,1% от измеряемой величины и
использование при этом оснастки (подставки, ложементы, тележки)
с массой не более 0,25 от определяемой. Дополнительно к обеспе-
чению контроля общей массы изделия полученные результаты дают
ценную информацию для проведения статистического контроля ста-
бильности производства.
Положение центра масс (ИМ) влияет на управляемость ракеты
и энергетические потери. Контролю положения ЦМ подлежат го-
ловные части, ступени и полностью собранные изделия. Данные
проверки проводятся преимущественно в иеснаряженном состоянии
с определением конечных значений расчетным путем. Условно ог-
раничения КД можно представить в виде цилиндра, расположенного
вдоль продольной оси изделия, диаметром 2рдоп и длиной 2ДХдоп, где
рдоп и ДХдоп— допускаемые радиальное и продольное отклонения
фактического положения ЦМ от номинального.
Для определения координат ЦМ используются два способа: по
реакции опор и по величине момента дисбаланса. При этом приме-
няются балансировочные стенды различных конструктивных схем.
Главным требованием, предъявляемым к балансировочному стенду,
является обеспечение точной координации конструкторских баз ОИ
относительно точек измерения усилий с отклонением не более + 0,5 мм.
Определение конкретных значений необходимых координат произ-
водится при аттестации стенда геометрически или весовым способом
по грузовому макету с известным положением ЦМ. Для измерения
усилий используются динамометры или весы с предельной погреш-
ностью + (0,05—0,1)% от измеряемой величины. При использовании
динамометров отклонение их измерительной оси от вертикали не
должно превышать ± 30". Конструкции балансировочных стендов
могут предусматривать проведение измерений при горизонтальном
либо вертикальном положении ОИ. Для крупногабаритных изделий
предпочтительнее горизонтальная схема, позволяющая определять
все три координаты положения ЦМ. Вертикальная схема использу-
ется при объектах небольшой длины, но при этом могут быть
определены только радиальные отклонения.
Определение положения ЦМ по реакции опор производится на
276
трех- и четырехопорных стендах. При вертикальном положении ОИ
достаточно трех опор, а для тяжелых изделий используются гори-
зонтальные четырехопорные балансировочные стенды, схема которого
представлена на рис. 6.48. В состав стенда входят четыре динамо-
метра 1 и балансировочный стапель, представляющий раму с двумя
ложементами 2 и базовым кронштейном 4. Нагрузка от стапеля
передается на динамометры через сферические или призматические
опоры. Ложементы оснащаются роликами для возможности прокрут-
ки изделия. При необходимости на корпус изделия устанавливаются
Рис. 6.48. Схема четы-
рехопорного балансиро-
вочного стенда.
1 — динамометр; 2 — ло-
жемент балансировочного
стапеля; 3 — ОИ; 4 — ба-
зовый кронштейн стапеля;
I—IV — точки опоры
на динамометры.
бандажные кольца. Конструкция стапеля должна обеспечивать по-
стоянство координат опорных точек 1;—IV относительно конструк-
торских баз ОИ. Для разгрузки динамометров при перемещениях
изделия и между измерениями в конструкции стенда предусматри-
ваются гидравлические или винтовые домкраты с электрическим
приводом, приподнимающие раму стапеля.
Предварительно стапель приводится в горизонтальное положение
с контролем по уровню и трехкратно фиксируются показания дина-
мометров. При разгруженных динамометрах изделие устанавливается
на ролики стапеля с базированием торцевого шпангоута по рабочей
поверхности кронштейна 4. Поворотом изделия обеспечивается вер-
тикальное положение оси OZ с отклонением не более ± 1°. Проверка
производится отвесом по реперным точкам. Трижды снимаются по-
казания динамометров с промежуточной разгрузкой.
Расчет массы изделия и координат ЦМ производится по формулам
i i(Pij - pro
i=ij=i
Ц Х;(Ри-Р?)
.I-1j-1_______
m - 3Mg
(6.58)
(6.59)
277
ii Yi(Pij-p")
m~ 3Mg
(6.60)
где P.. — показания динамометра при установленном изделии [Н];
Р" — показания динамометра до установки изделия [Н]; X..Y.—
координаты точек опоры [м]; i — порядковый номер динамометра;
j — порядковый номер измерения.
После поворота изделия на 90° измерения повторяются, по их
результатам рассчитывается значение координаты ZHM. Для умень-
Рис. 6.49. Схема балансиро-
вочного стенда
со смещенной опорой.
/ — ОИ; 2 — переходное
кольцо; 3 — платформа;
4 — опора динамометрическая;
5 — динамометр; 6 — домкрат;
7 — опора базовая.
шения погрешности и снижения влияния искажений формы корпуса
изделия измерения повторяются по каждой оси с поворотом ОИ на
180° от первоначального положения. За окончательные результаты
принимаются полусуммы абсолютных значений, полученных при
противоположных углах поворота. Положительными считаются от-
клонения в полуплоскости 0—I и 0—II.
На трехопорном стенде измерения и расчеты производятся ана-
логично. Предельная погрешность определения координат ЦМ дан-
ным способом на стендах различной конструкции составляет ± 1 мм.
При определении положения ЦМ по величине момента дисба-
ланса применяются стенды с центрированной или смещенной опорой
(рис. 6.49). Величина смещения базовой опоры от оси изделия
должна превышать максимально возможное отклонение ЦМ. Это
гарантирует наличие момента дисбаланса только в сторону динамо-
метра. Оптимальным является а = (0,05 ч- 0,1) L. Использование смен-
ного переходного кольца 2 обеспечивает установку на балансиро-
вочную платформу 3 различных ОИ. Переходное кольцо должно
иметь элементы для точного базирования изделия относительно
платформы по координатам оси и угловому положению плоскости
стабилизации. Основная и динамометрическая опоры выполняются
с призматической или сферической опорной поверхностью. Для сни-
278
жения момента трения в основание сферической опоры подается
масло или воздух под необходимым давлением. Разгрузка динамо-
метра производится домкратом 6.
Перед измерениями опорная плоскость платформы должна быть
выставлена в горизонтальное положение по уровню. Показания ди-
намометра трехкратно фиксируются до и после установки ОИ на
стенд. Плоскость I—III изделия должна проходить через точки опоры
с отклонением не более + 1°, полуплоскость 0—I ориентируется в
противоположную от динамометра сторону. Величина смещения ЦМ
от оси изделия в проекции на плоскость I—III рассчитывается по
формуле
где а — расстояние от центра базовой опоры до оси изделия; L —
расстояние между центрами опор; АРср — среднее значение прираще-
ния показаний динамометра после установки изделия; М — масса из-
делия, определяемая предварительным взвешиванием.
Определение ZUM производится аналогично после поворота ОИ
на 90°. Установка второго динамометра (при сферической опоре) в
поперечной плоскости позволяет провести измерения одновременно
по двум осям. Повторные измерения с поворотом ОИ на 180°
обеспечивают достижение предельной погрешности осредненного зна-
чения координат ЦМ до ±0,7 мм.
В случае отсутствия данных о массе изделия результаты изме-
рений при различных положениях ОИ могут быть использованы для
расчета массы и координат ЦМ по формулам
м _ L(APlCp + AP2cp) (6.62)
2ag
(6-63)
А* 1ср "Ь Д* 2ср
где АР1ср — среднее значение приращения показаний динамометра
при первоначальной установке ОИ [Н]; ДР2ср — среднее значение
приращения показаний динамометра после поворота изделия на 180°
от первоначального [Н].
Погрешность определения координат при этом несколько выше
и составляет ± 1 мм.
Геометрическое измерение размеров а и L не обеспечивает тре-
буемой точности. Для этого применяется весовой способ, заключа-
ющийся в следующем. При горизонтально выставленной платформе
стенда определяются приращения показаний динамометра после ус-
тановки образцового груза массой Мо6р = 0,2Мои в центре переход-
ного кольца и перемещения его в сторону динамометра на рас-
279
стояние 1 = 4а. Отклонение от центра кольца при установке и
погрешность измерения величины перемещения не должны пре-
вышать ±0,1 мм. Погрешность аттестации массы груза должна
составлять ± 0,01 % и отклонение ЦМ от геометрического центра
не превосходить ±0,1 мм.
Расчет производится по формулам:
<ДРо
ДРе-ДРо ’
(6.64)
L = —’ g (6.65)
ДР,-ДРо ’
где 1 — величина перемещения образцового груза от центра [м];
ДР0 — приращение показаний динамометра после установки груза в
центре кольца [Н]; ДР, — приращение показаний динамометра после
перемещения груза относительно показаний без груза [Н].
Измерения повторяются шесть раз с определением средних зна-
чений и статистических характеристик отклонений.
Конструкция балансировочных стендов с центрированной опорой
при а = 0 предусматривает совмещение точки или линии опоры с
плоскостью стабилизации ОИ, вследствие чего направление момента
дисбаланса становится неопределенным. Это требует наличия двух
рычагов с уравновешивающими гирями, подвешенными на известных
расстояниях L, и L2 от опоры в плоскости измерения момента.
Предварительно платформа стенда с переходным кольцом урав-
новешивается в горизонтальном положении грузами. После установки
ОИ уравновешивание стенда производится гирями и координата ЦМ
в проверяемой плоскости рассчитывается по формуле
_ Li mi ~ L2 m2 (6.66)
Уцм М >
где Ш], ш2 — масса гирь на рычагах L,, L2, соответственно, использо-
ванных для уравновешивания стенда после установки ОИ; М — мас-
са ОИ, определенная предварительным взвешиванием.
При этом положительное направление оси ОИ должно совпадать
с направлением рычага L2. Измерения во второй плоскости прово-
дятся аналогично после поворота ОИ на 90°. Предельная погрешность
определения координат ЦМ на балансировочных стендах с центри-
рованной призматической опорой составляет ±0,5 мм, на которую
в основном влияет точность совмещения оси изделия с линией
опоры.
Балансировочные стенды с изменяемым моментом дисбаланса
(рис. 6.50) дают возможность одновременно определять массу и
положение ЦМ изделия. Способ основан на измерении моментов
дисбаланса при изменении углового положения ОИ. На горизонталь-
280
Рис. 6.50. Схема балансировочного стенда с изменяемым
моментом дисбаланса.
/ — динамометр; 2 — разгрузочное устройство; 3 — качалка;
4 — опора; 5 — ложемент; 6 — кольцо бандажное; 7 — ОИ.
ном стенде изделие 7 с бандажными кольцами 6 устанавливается
на роликах ложементов 5. Конструкция бандажных колец должна
обеспечивать совмещение ЦМ и геометрического центра охватывае-
мой окружности с отклонением не более 2 мм. Величина момента
на качалке <3 определяется по показаниям динамометра /, разгрузка
которого между измерениями обеспечивается устройством 2. Для
снижения момента трения используется призматическая опора 4.
Предварительно трехкратно фиксируются показания динамометра
при горизонтально выставленной качалке без изделия. Затем изделие
с бандажными кольцами устанавливается на ложементы с обеспе-
чением вертикального положения плоскости II—IV и трехкратно
определяется приращение показаний динамометра. Измерения по-
вторяют после поворота ОИ на 180°. Значения массы изделия и
координаты ЦМ по оси OY рассчитываются по формулам
M^LCAPup + APgep), (6 67)
21g
_ L(AP,fp-AP2lp) (6.68)
Уим~ 2Mg
где АР1ср — приращение показаний динамометра после первоначаль-
ной установки ОИ [Н]; ДР2ср — приращение показаний динамометра
281
после поворота ОИ на 180° относительно показаний до установки ОИ
[Н]; тк— масса бандажных колец (кг).
Вторая координата рассчитывается аналогично по результатам
измерений при горизонтальном положении плоскости II—IV. Пре-
дельная погрешность определения составляет ± 0,4 мм.
На стендах такого вида можно непосредственно определить зна-
чения угловых и радиальных отклонений ЦМ от оси изделия. Для
этого необходимо определить угловые положения ОИ, при которых
показания динамометра достигают экстремальных значений. Вели-
чина радиального отклонения рассчитывается по формуле
D _ L (Ртах" PnJ (6.69)
Ним 2Mg
где Pmax, Pmin — максимальное и минимальное показания динамометра
при повороте изделия.
Все рассмотренные способы, базирующиеся на определении мо-
мента дисбаланса или его изменения могут быть реализованы на
стендах как с горизонтальной, так и с вертикальной установкой
изделия.
Полученные данные по координатам ЦМ сравниваются с уста-
новленным КД допускаемым радиальным отклонением
Рим = <7^РдоП- (6.70)
В случае несоответствия корректировка положения ЦМ произ-
водится установкой балансировочного груза или засверливаниями в
местах, не оказывающих влияния на прочностные характеристики.
Значение корректирующей массы рассчитывается по формуле
2М(Рим-РДоп) < < Wum (6.71)
DK ~ к _ DK ’
где М — масса изделия; DK —диаметр, на котором производится кор-
ректировка.
Угол места засверливания от полуплоскости 0—I составляет
<P. = aretg^.
У им
Дополнительный балансировочный груз устанавливается под уг-
лом <рк + 180°.
При превышении продольного смещения ЦМ от номинального
положения допускаемого предела | АХ^ | > |ДХдоп| расчет величины
корректирующей массы производится по формуле
MllAXj-lAXj] < _M|AXJ_ (6 73)
1Х“"-ХК| ~ к" (X^-XJ ’
282
где Хк — координата места корректировки массы; Х™м — координата
номинального положения ЦМ.
Знак корректирующей массы снятием материала или установкой
противовеса определяется конструктивными особенностями изделия
с учетом фактического смещения ЦМ и координатой места коррек-
тировки. Возможно совместное снятие части необходимой коррек-
тирующей массы и установка противовеса.
После корректировки положения ЦМ проводится повторная ба-
лансировка.
6.14. Испытания на стойкость
к эксплуатационным воздействиям
6.14.1. Задачи и особенности испытаний
Разнообразие видов и высокий уровень внешних нагрузок, при-
сущих эксплуатации изделий ракетной техники на этапах транспор-
тировки, хранения и непосредственного использования, вызывают
необходимость экспериментальной проверки их влияния на харак-
теристики работоспособности. Основной объем испытаний реализу-
ется в процессе конструкторской отработки. При установившемся
производстве данный контроль является одним из средств подтверж-
дения стабильности технологии изготовления. В зависимости, от
характера нагрузки и конструктивных особенностей изделия зада-
чами испытаний могут являться как проверка сохранения работо-
способности ОИ после определенного цикла воздействий, так и
непосредственная оценка устойчивости характеристик в заданных
условиях.
В соответствии с поставленной задачей испытания осуществля-
ются по одной из следующих схем:
1. Проводится цикл нагружений ОИ с последующей визуальной
оценкой наличия разрушений и повреждений (проверка показателей
прочности);
2. Проводится цикл нагружений ОИ с последующим количест-
венным определением его контролируемых характеристик (проверка
показателей стойкости);
3. Одна или несколько внешних нагрузок воспроизводится в
процессе определения контролируемой характеристики ОИ (проверка
показателей устойчивости).
По виду воздействующих нагрузок можно выделить следующие
группы:
— механические испытания;
— климатические испытания;
— испытания в среде натурного компонента;
283
— испытания на влияние невесомости и высокого вакуума;
— испытания на воздействие высокотемпературного потока и
ионизирующих излучений.
В целях повышения представительности результатов испытаний
устанавливаемые величины и длительность нагрузок превышают на-
турные на 20—50%, что исключает возможность последующего
использования ОИ. Вследствие этого испытания данного вида про-
водятся самостоятельно пр схеме 1 на периодически отбираемых
образцах либо являются составной частью ПИ на функционирование
(по схеме 2 или 3).
6.14.2. Механические испытания
В состав механических входят испытания на статические и
динамические нагрузки. Объектами статических испытаний являются
силовые элементы конструкции изделий: бугели, рамы, переходники,
корпуса отсеков. Стенды статических испытаний воспроизводят при-
ложение заданных значений сосредоточенной или распределенной
нагрузки от гидроцилиндров или рычажных передач в конкретных
точках изделия. Напряжения и деформации элементов конструкции
регистрируются с использованием тензометрических первичных пре-
образователей. В процессе испытания топливные полости ОИ запол-
няются жидкостью под давлением, соответствующим рабочему. Про-
граммы испытаний могут предусматривать воздействие нагрузкой
фиксированного значения либо возрастающим усилием с определе-
нием момента потери устойчивости. В основном статические испы-
тания проводятся при отработке конструкции, но иногда являются
одним из видов ПИ.
При динамических испытаниях воспроизводятся вибрационные,
ударные и линейные перегрузки, имеющиеся в эксплуатационных
условиях. Амплитудные и частотные характеристики режимов ис-
пытания регламентируются КД на основании расчетных и экспери-
ментальных данных. Схемы проведения и методики испытаний за-
висят от особенностей ОИ.
В отдельную группу можно выделить испытания на воздействие
транспортировочных вибрационных и ударных нагрузок. Объектами
данных испытаний являются окончательно собранные изделия и
сборочные единицы, автономная транспортировка которых в процессе
изготовления или эксплуатации предусмотрена КД. Испытания пре-
имущественно осуществляются транспортировкой натурных или ма-
кетных образцов в штатных условиях на расстояния, в 1,5—2 раза
превышающие требования ТЗ. Схемы установки и крепления, а
также вид используемых транспортных средств должен охватывать
284
все варианты транспортировки, предусмотренные КД. Заключение
по испытанию производится на основании результатов дефектации
макетных образцов либо проверок на функционирование, включая
летные испытания для окончательно собранных изделий, натурных
ОИ. Транспортные испытания проводятся на 2—4 экземплярах в
процессе отработки конструкции. Одновременно при транспортных
испытаниях с помощью акселерометров регистрируются параметры
виброперегрузок, данные по которым используются при разработке
программ автономных динамических испытаний сборочных единиц.
Объектами автономных динамических испытаний являются при-
боры и блоки СУ, рулевые машинки, агрегаты автоматики и регу-
лирования, пиротехнические средства, трубопроводы и элементы
БКС. Программы испытаний в основном предусматривают проверку
стабильности характеристик ОИ после динамических воздействий.
Наряду с этим достаточно широко распространены проверки пока-
зателей устойчивости в условиях вибрации или при линейной пере-
грузке. Примерами могут являться определение характеристик при-
боров СУ в условиях виброперегрузок при различных частотах и
прочностные испытания гибких трубопроводов криогенным продуктом
на вибростенде.
Оснастка для крепления ОИ на столе стенда должна обеспе-
чивать возможность его требуемой ориентации в обоих направ-
лениях по трем осям относительно вектора нагрузки и обладать
максимальной жесткостью при минимальной массе. Измерительные
средства, контролирующие заданные значения нагрузок, закрепля-
ются на специальных жестких посадочных элементах оснастки или
ОИ, а при исключении искажений, вносимых оснасткой, непосред-
ственно на столе стенда. Воспроизведение динамических нагрузок,
имеющихся в процессе полета и при транспортировании, обеспечи-
вается вибростендами, ударными стендами и стендами линейных
ускорений.
Конструкции существующих вибростендов (механических, элек-
тродинамических и электрогидравлических) позволяют проводить
испытания в режимах случайной и детерминированной синусоидаль-
ной вибрации. Спектр случайной вибрации формируется наложением
узкополосных случайных колебаний. Исходя из технических возмож-
ностей оборудования, допускается разделение установленного час-
тотного спектра на отдельные поддиапазоны.
При испытаниях воздействием синусоидальной вибрации задан-
ный ПМ частотный диапазон обеспечивается непрерывным или дис-
кретным с шагом 2—5 Гц изменением частоты. Амплитудные зна-
чения виброускорений обычно задаются в величинах перегрузки
относительно ускорения свободного падения. В этом случае полное
перемещение стола вибростенда без учета влияния демпфирования
(при абсолютно жесткой оснастке) определяется по зависимости
285
L = 250A-f-2, (6.74)
где L — полное перемещение стола [мм]; А — амплитуда виброуско-
рений в g = 9,81 м/см2; f — частота вибраций [с“ *]•
Ударные стенды маятникового, копрового и электродинамиче-
ского типа воспроизводят механический импульс в момент оснастки
движущегося в оснастке ОИ у жесткого упора или при воздействии
инерционной массой на закрепленный объект. При значительной
массе ОИ ударная нагрузка создается на специальных установках
с использованием пиросредств. Режимы испытаний регламентируют-
ся пиковой величиной ударного ускорения, длительностью и числом
импульсов.
Испытания на воздействие линейных перегрузок проводятся на
центробежных стендах — центрифугах. Установленное значение
перегрузки должно действовать в геометрическом центре ОИ. Для
исключения значительного дисбаланса стола рекомендуется симмет-
ричная установка двух объектов или уравновешивание соответству-
ющим имитатором.
Прй этих испытаниях преимущественно проверяются показатели
прочности или стойкости, так как возможности проверки устойчи-
вости функционирования в условиях линейных перегрузок ограни-
чены технической сложностью обеспечения связи с ОИ, установ-
ленным на столе центрифуги.
6.14.3. Климатические испытания
При климатических испытаниях проверяются показатели проч-
ности и стойкости покрытий и конструкционных материалов при
продолжительных воздействиях факторов окружающей среды и ус-
тойчивость функционирования сборочных единиц во всем эксплуа-
тационном диапазоне внешней температуры. Объектами испытаний
на сохраняемость характеристик являются окончательно собранные
изделия и их макеты, электрические и электронные устройства, а
также контрольные образцы. Устойчивость характеристик в различ-
ных температурных условиях определяется при ПИ агрегатов авто-
матики, регулирования и управления, ЖРД и изделий, работающих
на твердом топливе, для которых значение начальной температуры
наиболее существенно.
В соответствии с этим можно выделить испытания на воздействия
влажной и запыленной среды, циклического изменения внешних
условий, а также при предельных значениях температуры ОИ.
Полости изделий, не подлежащие контролю герметичности, про-
веряются на водонепроницаемость и пылезащищенность. При этих
испытаниях изделия со штатными консервационными заглушками в
специальных камерах орошаются из дождевальных установок или
обдуваются потоком воздуха с пылевидными включениями кварцевого
286
песка, каолина, мела. Осмотр внутренних поверхностей и контроль-
ные смывы с них производятся после удаления влаги или пыли с
корпуса. Данные испытания не являются разрушающими, но при
установившемся производстве проводятся выборочно на изделиях,
отобранных для КСИ.
Для проверки стойкости покрытий в условиях повышенной влаж-
ности ОИ выдерживается 5—10 суток при относительной влажности
окружающей среды 95—98%. Адгезионные характеристики лакокра-
сочных покрытий изделий или контрольных образцов-свидетелей
определяются после удаления с поверхности конденсата визуально
по отсутствию отслоений, вздутий и морщин. Для количественной
оценки адгезии участок покрытия размером 20 х 20 мм рассекается
острым лезвием на 100 квадратиков и по числу отделившихся эле-
ментов дается заключение о соответствии требованиям КД. Испы-
тания проводятся преимущественно на пластинках из аналогичного
материала, прошедших операции подготовки поверхности, нанесения
покрытия и сушки совместно с изделием. В некоторых случаях
данный вид контроля включается в общем ПСИ и при этом является
одновременно одним из факторов, способствующих выявлению де-
фектов герметичности корпусов заправленных топливных отсеков.
Покрытие на контрольных участках изделий восстанавливается по
ремонтной технологии.
Требуемые параметры среды при испытании обеспечиваются в
стационарных и съемных камерах влажности (камерах тумана) спо-
собом «барботирования» (пропускания воздуха из отверстий коллек-
тора через слой дистиллированной воды) или мелкодисперсным рас-
пылом газожидкостными форсунками. Контроль и регулирование
влажности производится с использованием психрометров или при-
боров типа «Волна». Аналогично создаются условия для проверки
стойкости изоляции кабельных изделий и электронных устройств
защищенного исполнения, предназначенных для работы в среде с
повышенной влажностью.
На этапе отработки ракет морского базирования коррозионная
стойкость используемых материалов проверяется на макетных об-
разцах в камерах тумана с использованием воды, близкой по составу
к морской.
При испытаниях на стойкость к циклическим изменениям внеш-
них условий, проводимых в процессе отработки конструкции, ими-
тируют суточные и сезонные колебания температуры и влажности
в течение установленного гарантийного срока. Проведение подобных
испытаний в реальном времени, естественно, привело бы к недопус-
тимой длительности опытно-конструкторских работ. Но так как на
процессы старения материалов наиболее существенно влияет не
длительность выдержки при установившихся условиях, а кратность
их изменения, то циклические испытания осуществляются в уско-
ренном режиме. Сокращение общего времени испытаний определя-
287
ется термической инерционностью ОИ и стендовых систем. Прак-
тически достижимым является десятикратное уменьшение длитель-
ности.
Требуемые режимы климатических камер обеспечиваются мощ-
ными системами теплообмена с использованием электрических или
паровых нагревателей и жидкого азота в качестве хладагента. В про-
цессе испытания ведется непрерывная регистрация многоканальны-
ми самопишущими приборами параметров влажности среды и тем-
пературы конструкции в заданных точках.
Циклические испытания завершаются проверками на функцио-
нирование с последующей дефектацией.
Устойчивость характеристик во всем эксплуатационном диапа-
зоне температур окружающей среды подтверждается проведением
ПИ на функционирование при температуре конструкции, соответст-
вующей установленным предельным значениям. При огневых испы-
таниях ЖРД аналогичные требования предъявляются и к температуре
компонентов топлива. В случае проведения СПИ для контроля ста-
бильности производства условия ужесточаются с расширением тем-
пературного диапазона относительно эксплуатационного на ±(5—10) К.
Приборы СУ и элементы БКС проверяются на стабильность харак-
теристик после циклического изменения температуры в установлен-
ных пределах.
Для термостатирования конструкции до заданной температуры
используются серийно выпускаемые термокамеры. При этом время
от момента извлечения ОИ из камеры до начала испытания на
функционирование ограничивается в пределах 5—15 мин. Требуемая
температура крупногабаритных изделий обеспечивается установкой
съемных или разрушающихся при начале испытания теплоизолиру-
ющих чехлов, в которые подается подогретый или охлажденный
воздух. Температура компонентов жидкого топлива перед началом
огневого испытания доводится до необходимого значения специаль-
ными. системами с проточными теплообменниками.
6.14.4. Испытания в среде натурного компонента
В зависимости от вида используемых компонентов жидкого топ-
лива испытания подразделяются на проверку показателей стойкости
при контакте с веществами длительного хранения или устойчивости
характеристик в условиях температур криогенных продуктов. До-
полнительной относительно редко возникающей задачей является
градуировка расходомеров системы топливоподачи, что уже рассмот-
рено в п. 6.11.2.
Показатели коррозионной стойкости металлов и химической стой-
кости органических уплотнительных материалов определяются после
выдержки заданной длительности в компонентной среде. Испытания
288
проводятся в ускоренных режимах с сокращением времени выдержки
за счет повышения температуры. Такие испытания обязательны для
всех вновь используемых в топливных системах конструкционных
материалов, покрытий и их сочетаний. Объектами испытаний явля-
ются не только образцы материалов, но и сборочные единицы,
включая окончательно собранные заправленные компонентами изде-
лия. Заключение производится по результатам последующих прове-
рок на функционирование или дефектации.
При установившемся производстве объектами периодического
контроля являются элементы неподвижных и подвижных уплотнений
с количественным определением способом «мундштука» степени не-
герметичности после выдержки. Для подвижных уплотнений (ман-
жет, колец и торцевых уплотнительных элементов) износостойкость
проверяется проведением «моторных пусков» на специальных стен-
довых установках при заданных значениях температуры и давления
компонентов в уплотняемых полостях.
Воспроизведение температуры штатных криогенных продуктов
или максимальное приближение к ней являются обязательным ус-
ловием проведения ПИ агрегатов соответствующих топливных систем
в связи со значительным влиянием температурных деформаций на
их функциональные характеристики. Криогенные испытания прово-
k дятся на специальных стендах с использованием преимущественно
жидкого азота в качестве имитатора. Для кислорода данная замена
является вполне эффективной. Для жидкого водорода разница тем-
ператур составляет почти 60 К, но повышенная пожаро- и взрыво-
опасность водорода ограничивает его использование только исклю-
чительными случаями при полностью обоснованной невозможности
замены.
Наряду с испытаниями агрегатов на функционирование жидкий
азот применяется при контроле герметичности баков криогенных
компонентов, что одновременно с повышением эффективности про-
верки обеспечивает упрочнение материала конструкции. Испытания
проводятся в вакуумной камере, что исключает обледенение поверх-
ности и создает полость накопления для определения потока через
течи.
6.14.5. Испытания на влияние невесомости
и высокого вакуума
Основные характерные условия космического полета — невесо-
мость и высокий вакуум оказывают противоположное влияние на
работоспособность различных элементов конструкции. С одной сто-
роны, невесомость усложняет условия работы заборных устройств
систем топливоподачи ДУ КА, а, с другой стороны, исключает
гравитационные нагрузки, затрудняющие перемещения крупногаба-
289
ритных элементов конструкции в земных условиях. Аналогично кос-
мический вакуум вызывает неблагоприятные последствия, связанные
с эффектом холодной сварки металлов и сублимацией смазочных
материалов, но некоторые космические ЖРД МТ работоспособны
только в разреженном пространстве.
В связи с этим для некоторых ОИ данные факторы являются
нагрузкой, а для других — средством обеспечения их функциониро-
вания при испытании. Проверки устойчивости характеристик и стой-
кости в космических условиях производятся на этапах научно-
исследовательских и опытно-конструкторских работ (НИОКР). При
отработке заборных устройств невесомость кратковременно (2—3 с)
воспроизводится на специальных башенных стендах и более дли-
тельно в летающих лабораториях. Обеспечение остаточного давления
менее 10-6 Па, необходимого для проверки стойкости подвижных
соединений, возможно только на стендах сверхвысокого вакуума,
оснащенных дополнительно к системе откачки вымораживающими
экранами с жидким гелием.
ПСИ на функционирование механизмов раскрытия головных об-
текателей, панелей солнечных батарей, антенных устройств прово-
дятся с механической разгрузкой от сил земного тяготения. Для
этого используются устройства подвески с противовесами, дополни-
тельные технологические опоры на роликах или воздушной подушке
и т. п.
Огневые испытания ЖРД МТ и ДУ КА проводятся на стендах
среднего и высокого вакуума с обеспечением остаточного давления
в различных зонах вакуумной камеры от 10 Па до 10"3 Па.
6.14.6. Испытания на воздействия высокотемпературных
потоков и ионизирующих излучений
Проверка показателей прочности и стойкости при воздействии
потока высокотемпературного газа производится при ПИ газодина-
мических рулей и головных обтекателей спускаемых объектов с
теплозащитным покрытием. Испытания газодинамических рулей со-
вмещаются с КВИ соответствующих двигателей, что практически
полностью воспроизводит эксплуатационные условия. Программа из-
менения углового положения руля должна соответствовать наиболее
сложной программе полета. При испытаниях головных обтекателей
используются технологические ЖРД с обеспечением требуемых зна-
чений параметров потока выбором расстояния до среза камеры
сгорания и режимом работы двигателя. Применение жидкостных
двигателей определяется отсутствием в потоке дисперсных частиц
и более широкими возможностями регулирования режимом и дли-
тельностью испытаний. В качестве технологического используется
290
соответствующий по характеристикам серийно изготавливаемый
ЖРД, доработанный для многократных включений. Результаты ис-
пытаний рулей и обтекателей оцениваются по величине уноса массы
и данным дефектации.
Наиболее чувствительными к воздействию ионизирующих излу-
чений от потоков космических частиц и ядерных взрывов являются
приборы СУ и детали из полимерных материалов. Проверка их
устойчивости в таких условиях производится на стадии отработки
в составе собранного объекта воздействием а, Р и у излучений с
заданной интенсивностью потоков и длительностью. Испытания про-
водятся в специальных лабораториях с помощью источников излу-
чения, обладающих возможностью регулирования интенсивности по-
тока. Объекты считаются прошедшими испытания в том случае,
если они сохраняют свою работоспособность в процессе и после
облучения.
6.15. Летные испытания
Все рассмотренные виды контроля и испытаний только с опре-
деленной степенью приближения позволяют экстраполировать их
результаты на обеспечение заданных ТТХ окончательно изготовлен-
ной ракеты. Наибольшей достоверностью обладают летные испыта-
ния, но их проведение, особенно для изделий большой дальности,
является исключительно дорогостоящим и организационно сложным.
Сложность проведения летных испытаний кроме затрат на изготов-
ление изделия определяется подготовкой объекта старта, пунктов
телеметрии по трассе полета, подвижной мишени или боевого поля
для точного определения точек падения головных частей. Их основной
объем осуществляется на этапах летно-конструкторских и государ-
ственных испытаний, проводимых для принятия решения о поста-
новке на производство.
При серийном изготовлении для окончательного решения о при-
емке от каждой партии изделий проводятся КСИ. Количество отби-
раемых изделий составляет от 1 до 3 и зависит от их сложности
и объема партии. Ракеты, предназначенные для КСИ, оснащаются
телеметрической головной частью, обеспечивающей передачу мак-
симальной информации о функционировании систем.
Основным критерием оценки результатов КСИ является выпол-
нение требований по предельным отклонениям от точки (точек)
прицеливания. Логика принятия решений при различных результатах
аналогична другим видам периодических (выборочных) испытаний,
и в случае невыполнения требований хотя бы одним ОИ из повторной
удвоенной выборки вся партия изделий подлежит разборке с при-
нятием отдельного решения по использованию материальной части.
291
Вся зарегистрированная при КСИ телеметрическая информация
полностью обрабатывается и тщательно анализируется с оформле-
нием итогового отчета, включающего выводы и рекомендации. Вы-
явленные сбои и неисправности резервированных систем, отклонения
параметров от статистических значений являются основой для при-
нятия корректирующих воздействий в дальнейшем производстве.
Глава VII.
ЗАПРАВКА И АМПУЛИЗАЦИЯ ИЗДЕЛИЙ
Организация заправки изделий ракетной техники сжатыми газами
и компонентами топлива длительного хранения на специализирован-
ных предприятиях имеет ряд существенных преимуществ по срав-
нению с выполнением данных работ в эксплуатирующих организа-
циях, а именно:
— повышение качества и безопасности выполнения;
— уменьшение погрешности заправленной дозы;
— оперативность решения возникающих технических вопросов;
— возможность дополнительного контроля качества изделий до
поставки их в эксплуатацию;
— сокращение суммарного объема неблагоприятных экологиче-
ских воздействий;
— повышение эксплуатационной готовности изделий при поставке;
— значительный экономический эффект за счет централизации
работ, требующих дорогостоящего технического оснащения (склады
компонентов, производственные помещения и оборудование для за-
правки, системы нейтрализации промышленных стоков и газовых
выбросов).
Недостатком схемы централизованной заправки является повы-
шенная опасность транспортировки заправленных изделий. Однако,
надлежащее техническое обеспечение и строгое соблюдение уста-
новленного порядка осуществления перевозок позволяет полностью
исключить возможность неблагоприятных инцидентов.
Заправка на специализированных предприятиях целесообразна
не только для ракет военного назначения, но и для двигатель-
ных установок космических аппаратов. Заправка крупногабаритных
ракет-носителей по данной схеме не производится в связи с пре-
имущественным использованием для них криогенных компонентов,
ограниченной грузоподъемностью транспортных средств и возмож-
ностью централизации работ непосредственно на космических поли-
гонах.
Первым этапом является заправка баллонов системы газового
питания азотом или гелием высокого давления. Для заправки ис-
пользуется газ повышенной чистоты по содержанию механических
частиц, водяных паров и масла. Требуемая чистота обеспечивается
специальной обработкой технологических систем, дополнительным
вымораживанием содержащихся паров криогенными ловушками и
применением фильтров ФНС с тонкостью фильтрации 5 мкм. Бал-
293
лонная батарея, из которой производится заправка газом, должна
иметь рабочее давление на 3—4 МПа выше максимального требу-
емого давления в изделии. Для закачки баллонной батареи исполь-
зуются компрессоры высокого давления, газификаторы жидкого азота
с электроподогревом или поршневые мультипликаторы (устройства
повышения давления за счет разности площадей рабочих цилиндров).
Заданный темп повышения давления в процессе заполнения бал-
лонов изделия обеспечивается специальными дросселирующими уст-
ройствами. При этом конечное значение давления определяется в
зависимости от температуры газа на входе в изделие. После вы-
держки, необходимой для выравнивания температуры газа с окру-
жающей, производится окончательная корректировка давления в
баллонах. Для стыковки с изделием используются специальные за-
правочные приспособления, позволяющие проверить герметичность
закрытия заправочной горловины по отсутствию повышения давления
в присоединенной полости небольшого объема. Для обеспечения
гарантийных сроков эксплуатации более 5 лет дополнительная гер-
метизация обеспечивается установкой заглушек или крышек на кле-
евых и паяных соединениях.
Для заправляемых компонентов топлива кроме требований по
химическому составу и отсутствию механических включений уста-
навливаются жесткие ограничения по концентрации растворенного
газа. В зависимости от конструкции топливной системы изделия и
условий хранения компонента до заправки может требоваться до-
полнительное насыщение газом или дегазация. При открытом зеркале
компонента в баке преимущественно предусматривается его насы-
щение азотом до равновесного состояния, соответствующего давле-
нию и температуре заправки. Растворимость газа в жидкости харак-
теризуется коэффициентом Генри, имеющим размерность (кг/м3 Па)
и для большинства компонентов увеличивающимся при повышении
температуры. В случае отличия концентрации растворенного в ком-
поненте газа от равновесной давление в баке при длительном хра-
нении с изменяющейся окружающей температурой может выйти за
допустимые пределы. Для баков космических двигательных устано-
вок с гибкими разделительными диафрагмами исключение образо-
вания в процессе хранения газовых пузырей обеспечивается мини-
мальной концентрацией растворенного газа. Одновременно следует
отметить, что повышение количества растворенного в компонентах
газа ухудшает антикавитационные характеристики турбо-насосного
агрегата.
Длительность естественного процесса насыщения или дегазации
компонента до требуемой концентрации газа при обычном соотно-
шении поверхности зеркала жидкости и объема технологической
емкости составляет несколько суток. Увеличение поверхности газо-
обмена для интенсификации процесса обеспечивается за счет про-
хождения струи компонента из патрубка перелива технологической
294
емкости через газовую подушку, в которой специальной системой
поддерживается постоянное давление. При насыщении задается дав-
ление несколько выше, а при дегазации ниже расчетного для тре-
буемой концентрации при имеющейся температуре. При настройке
системы также учитывается парциальное давление упругости насы-
щенных паров компонента в зависимости от температуры. Расчетная
зависимость для определения полного (абсолютного) давления в
газовой подушке Рп [Па] имеет вид
Р =—-!—+ Р
" He(t) st ’
(7.1)
где Сг— заданнаяконцентрацифастворенногжомпонента'аза
[кг/м3]Не(1) — табличноезначениекоэффициентаГенрвдлвдан-
ной пары газа и жидкости при имеющейся температуре компонента
[кг/м3 Па]; Pst — давление упругости насыщенных паров компонента
при имеющейся температуре [Па].
Перекачка компонента производится герметизированными насо-
сами типа ЦНГ по замкнутой схеме, имеющей в своем составе
теплообменник для поддержания требуемой температуры. Достиже-
ние равновесной концентрации подтверждается проведением 15—20
минутного контрольного цикла с отключенной системой поддержания
давления, в конце которого величина давления в газовой подушке не
должна отличаться от расчетного значения более чем на 5 • 103 Па.
При отработке технологических режимов дополнительный контроль
концентрации растворенного газа осуществляется с использованием
специальных анализаторов насыщения. Перед заправкой каждого
изделия производится полный химический анализ и определение
плотности по отобранным пробам компонента. Очистка от возможных
механических включений обеспечивается установкой на трубопро-
водах заправки технологической емкости и непосредственно перед
изделием фильтров с тонкостью фильтрации от 20 до 5 мкм.
Для точного дозирования компонентов применяются массовые и
объемные способы. Схема массового способа со сливом с весового
устройства представлена на рис. 7.1. При этом расходная емкость 2
устанавливается на весовом устройстве 1, имеющем предельную
погрешность определения взвешиваемой массы ±(0,05—0,1)%. С по-
мощью заправочного приспособления 9 изделие подстыковывается
к системе заправки. При необходимости заправляемая полость пред-
варительно вакуумируется до заданного значения. При закрытом
положении клапана заправки 8 магистраль заполняется компонентом
со сбросом газовых включений через клапан слива 7. Требуемое
давление в расходной емкости поддерживается блоком регулирова-
ния 5. Фиксируется начальное показание весов или используемого
динамометрического устройства Мн. Для обеспечения требуемой
заправляемой дозы компонента значение конечной массы рассчиты-
вается по формуле
295
мк = м н-м3( I-£)
(7.2)
где М3 — заданная массовая доза заправляемого компонента [кг];
рв — плотность воздуха; рк — плотность компонента.
При открытом заправочном приспособлении заправка начинается
открытием клапана 8 с постоянным контролем за показаниями ве-
сового устройства. В момент достижения расчетного конечного зна-
чения Мк заполнение прекращается закрытием заправочного клапана.
Заправочным приспособлением герметизируется заправочная горло-
вина бака, компонент из системы удаляется сливом с последующим
эжектированием и изделие отстыковывается.
Рис. 7.1. Схема заправки методом взвешивания.
1 — весовое устройство; 2 — расходная емкость; 3 — гибкие трубопроводы;
4 — кронштейны; 5 — блок поддержания давления; 6 — фильтр; 7 — клапан
слива; 8 — клапан заправки; 9 — заправочное приспособление; 10 — бак
изделия; 11 — технологическая подставка.
Особо следует отметить, что наиболее существенное влияние на
результаты измерений оказывают имеющиеся механические связи
между расходной емкостью и неподвижными конструкциями запра-
вочного стенда. В целях снижения соответствующей погрешности в
трубопроводах предусматриваются гибкие элементы 3 с фиксацией
их положения специальными кронштейнами 4, и в процессе заправки
поддерживается постоянное давление в расходной емкости, обеспе-
чивающее стабильность напряжений в трубопроводах.
Применение данного способа рационально для заправки доз мас-
296
сой до 5000 кг с обеспечением предельной погрешности ± (0,5—1)%.
Для двигательных установок небольшой массы возможно его видо-
изменение с установкой на весы заправляемого изделия. При этом
последовательность операций и точностные характеристики анало-
гичны рассмотренным.
В случае регламентирования требованиями КД объема заправ-
ляемой дозы предпочтительным является объемный способ заправки
(рис. 7.2). Отличие технологического процесса заправки от массового
способа заключается в том, что доза компонента определяется по
начальному и конечному показаниям уровнемера 2, отградуирован-
ного совместно с дозатором 3. Использование уровнемеров с непре-
рывным электрическим выходным сигналом (емкостных, ультразву-
ковых и т. п.) позволяет автоматизировать процесс заправки с
Рис. 7.2. Схема объемной запрааки из дозатора.
1 — блок поддержания давления; 2 — уровнемер; 3 — дозатор;
4 — бак изделия; 5 — фильтр; 6 — термометр сопротивления;
7 — клапан заправки; 8 — клапан слива.
подачей команды на закрытие клапана заправки 7 в момент дости-
жения уровня, соответствующего рассчитанному значению конечного
объема. В целях обеспечения требуемой погрешности определения
объема при приемлемых габаритах по высоте дозаторы выполняются
с переменным поперечным сечением. При объемном способе отсут-
ствуют погрешности от влияния жесткости присоединительных тру-
бопроводов, но возникают неблагоприятные эффекты от поверхност-
ного налипания жидкости и деформаций дозатора под воздействием
температуры и давления заправки. Для их снижения предусматри-
вается необходимая жесткость корпуса дозатора с электрополировкой
297
внутренней поверхности и приведение его объема к фактическому
значению температуры заправки по формуле
Vnp = Vrp[l+3a(t3- trp)], (7.3)
где Vrp — объем, определенный при градуировке дозатора; a— ли-
нейный коэффициент температурного расширения материала дозато-
ра; t3, t — значения температуры жидкости при заправке и градуи-
ровке.
Предельная относительная погрешность обеспечения объема за-
правляемой дозы при этом способе в диапазоне до 1 м3 составляет
+ (0,4—0,7)%. Для более крупных изделий его использования ста-
новится нерациональным в связи со сложностью изготовления и
градуировки дозаторов большого объема. Дополнительным фактором,
ограничивающим применение объемного способа является относи-
тельно узкий диапазон мерного объема дозатора, что усложняет
технологию заправки и требует наличия набора дозаторов для всех
модификаций заправляемых изделий.
Объемные дозаторы могут быть также использованы для обес-
печения заданной массы заправляемого компонента с пересчетом по
плотности при измеренном значении его температуры. В этом случае
погрешность несколько увеличивается и соответствует ее значению
при заправке массовым способом.
Создание систем заправки массовым и прямым объемным спо-
собом с обеспечением погрешности дозы менее ±0,5% для баков
объемом, превышающим 5 м3, представляет значительную техниче-
скую сложность. В связи с этим для заправки таких изделий при-
меняется косвенный объемный способ с отливной емкостью. Он
основан на обеспечении заданной дозы в виде разности между
полным объемом бака и отлитым количеством компонента
V3=Vst-V0TJ,t, (7.4)
где V3 — объем заправленной дозы; Vst — полный объем бака, опре-
деленный при изготовлении и приведенный к температуре заправляе-
мого компонента; V0TJIt — отливаемый объем.
Анализ составляющих погрешностей заправленной дозы показы-
вает, что при среднем соотношении отливаемого объема к полному
объему бака равном 1 : 20 предельная относительная погрешность
отливаемой дозы ± 1 % приводит к дополнительной погрешности
заправки ±0,05%. В связи с этим при определении объема бака в
процессе изготовления с предельной погрешностью ±0,2%, что не
содержит существенных трудностей, может быть обеспечена пре-
дельная погрешность объемной дозы на уровне ± 0,25% и массовой
дозы ±0,3%.
Величина отливаемого объема в случае установления КД требу-
298
емого значения массы заправленного компонента рассчитывается по
формуле
Уотл = Vs [1 + За (tK-tB)]AVH3, (75)
где Vs — полный объем бака, определенный при изготовлении; а —
линейный коэффициент температурного расширения материала бака;
tK, tB — значения температуры компонента при заправке и воды при
определении объема; М3 — заданное КД значение массы заправляе-
мого компонента; pt — плотность компонента при температуре за-
правки; AVH3 — незаполняемый компонентом объем бака при перво-
начальной заправке до перелива.
При наличии в составе изделия системы регулирования соотно-
шения компонентов для полного использования имеющегося объема
бака отливаемая доза определяется только необходимым значением
объема газовой подушки в зависимости от температуры
Уотл = Vn(t) - AVH3, (7.6)
где Vn(t) — заданный КД в табличной или’графической форме объем
газовой подушки в зависимости от температуры заправляемого ком-
понента.
В этом случае расчетное значение массы заправленной дозы,
необходимое для введения поправки в СУ изделия, определяется по
формуле
Мзр = p.{V8[ 1 + 3a(tK - tB)J - Уотл - AVJ. (7.7)
Принципиальная схема этого способа заправки изображена на
рис. 7.3. Изделие устанавливается заправочными клапанами вверх
с наклоном продольной оси 2—3 градуса относительно горизонталь-
ной плоскости для уменьшения величины незаполняемого объема и,
соответственно, его разброса. Конструкцией изделия предусматри-
вается расположение среза патрубка перелива 8 в верхней точке
заправляемого бака с минимальным зазором относительно обечайки.
Конкретное значение незаполняемого объема AVH3 для каждого бака
определяется расчетным способом с экспериментальным подтверж-
дением при обработке изделия.
Подстыковка изделия к системе заправки производится с ис-
пользованием заправочного приспособления, позволяющего управ-
лять положением запорных элементов заправочно-дренажного кла-
пана (ЗДК) и сообщать его полости с соответствующими магистра-
лями стенда. Герметичность соединений проверяется по спаду
давления и способом обмыливания. Заправочная полость ЗДК сооб-
щается с магистралью заправки от расходной емкости, а дренаж-
ная — с трубопроводом к клапану с.4ива 10. В исходном положении
299
Рис. 7.3. Схема объемной заправки с отливной емкостью.
1 — заправочная емкость; 2 — заправляемый бак; 3 — термометр сопротив-
ления; 4 — фильтр; 5 — клапан заправки; 6 — заправочное приспособле-
ние; 7 — заправочно-дренажный клапан; 8 — дренажно-переливной
патрубок; 9 — преобразователь сплошности; 10 — клапан перелива;
11 — клапан связки подушек; 12 — клапан отлива; 13 — емкость
отлива; 14 — уровнемер емкости отлива.
клапаны 5, 11 и 12 закрыты, клапан 10 открыт. В газовой подушке
расходной емкости с момента завершения контрольного цикла газо-
насыщения до окончания заправки поддерживается равновесное дав-
ление, определяемое по формуле 7.1. Непродолжительным открытием
клапана 11 в заправляемой полости и сливной емкости также со-
здается равновесное давление, что исключает разнасыщение компо-
нента при его поступлении в изделие.
Заправка начинается открытием клапана 5 и происходит само-
теком за счет разности высот установки заправочной емкости и
изделия. В некоторых случаях на линии заправки в целях ускорения
процесса устанавливается насос типа ЦНГ, но это требует введения
дополнительных устройств блокировки для исключения недопусти-
мого повышения давления в изделии при завершении заполнения
бака. Заправка продолжается до обеспечения потока компонента без
газовых включений через первичный измерительный преобразователь
сплошности 9. Это свидетельствует о полной заправке топливной
полости. После дополнительной выдержки с протоком компонента
в течение 3—5 минут закрываются клапаны 5 и 10, а открываются
клапаны 11 и 12. За счет давления в подушке расходной емкости
требуемая объемная доза отливается в емкость 13 с контролем по
уровнемеру 14. Температура компонента, необходимая для расчета
300
отливаемого объема по формуле 7.5 или 7.6, определяется по пока-
заниям термометра сопротивления 3. При достижении компонентом
в емкости 13 с контролем по уровнемеру 14. Температура компонента,
необходимая для расчета отливаемого объема по формуле 7.5 или
7.6, определяется по показаниям термометра сопротивления 3. При
достижении компонентом в емкости 13 уровня, соответствующего
расчетной отливной дозе, клапаны 11 и 12 закрываются. Заправочным
приспособлением перекрываются обе полости ЗДК. Остатки компо-
нентов из трубопроводов сливаются в сливную емкость, а их пары
удаляются продувкой и эжектированием в централизованную систему
сбора и нейтрализации газовых выбросов. Герметичность закрытия
ЗДК контролируется по отсутствию повышения давления в полостях
заправочного приспособления, после чего оно отстыковывается от
изделия. Все заправочные операции выполняются дистанционно при
включенных системах газового анализа и готовности средств лик-
видации аварийных ситуаций.
Вне зависимости от используемого способа заправки осущест-
вляется дополнительный контроль заправленной дозы взвешиванием
изделия до и после заполнения каждого бака на весах с предельной
погрешностью ±(0,05—0,1)% от взвешиваемой массы. Масса за-
правленного компонента определяется по формуле
М3.в = (Мк - Ми) (1 + £ )
(7.8)
где М3 в — масса заправленной дозы по результатам взвешивания;
Мк — масса изделия с оснасткой после заправки конкретного бака;
Мн — масса изделия с оснасткой перед заправкой данного бака; рв —
плотность воздуха; рк — плотность заправленного компонента.
При этом контроле взвешивание изделий производится совместно
с оснасткой (подставки, ложементы, транспортировочные тележки
и т. п.), в связи с чем особое внимание обращается на неизменность
комплектации при обоих взвешиваниях. В целях снижения случайной
погрешности каждое взвешивание производится троекратно с обя-
зательной разгрузкой весов между снятием показаний. Для расчета
по формуле 7.8 используются усредненные результаты взвешиваний.
Полученный результат сравнивают с номинальной или расчетной
массовой дозой, установленной КД, с проверкой выполнения точ-
ностных требований по формуле
|МЗ В-Мз(р)| <ЕМз(р),
(7.9)
где Мз(р) — значение номинальной или расчетной массы заправленно-
го компонента, установленное КД; е — допустимое относительное
рассогласование.
Величина рассогласования е регламентируется КД в пределах
301
от 0,003 до 0,015, исходя из установленной точности заправки,
средств контроля и условий проведения измерений.
В случае невыполнения установленных требований проводится
выяснение причин имевшегося отклонения и их устранение с по-
следующим сливом компонента и повторной заправкой.
Для обеспечения герметичности топливных полостей изделия в
течение установленного гарантийного срока производится их ампу-
лизация с использованием неразъемных сварных или паяных соеди-
нений. При ампулизации способом сварки в корпус ЗДК уста-
навливается резьбовая крышка, герметизируемая кольцевым швом,
который дистанционно выполняется автоматической сварочной ус-
тановкой неплавящимся электродом в защитной среде аргона. Перед
заваркой каждого клапана настройка автомата проверяется на ими-
таторе корпуса клапана с периодическим проведением металлогра-
фического исследования качества сварного шва. Герметичность за-
варки ЗДК контролируется с использованием гелиевого течеискателя
способом щупа.
Маршрутный технологический процесс заправки и ампулизации
содержит следующие основные укрупненные операции:
— разгрузка, расстыковка и входной контроль изделия;
— подготовка систем заправки и сварки, а также используемых
газов и компонентов топлива;
— транспортировка изделия в корпус заправки;
— заправка газом и ампулизация системы газового питания;
— заправка топливных полостей в заданной последовательности
с промежуточным взвешиванием;
— ампулизация ЗДК;
— транспортировка изделия в корпус окончательных операций;
— подкраска ЗДК и сушка;
— испытания в камере влажности;
— газоанализ из полостей изделия после пятисуточной выдерж-
ки;
— расчетная обработка результатов заправки и подготовка их
для внесения в СУ изделия;
— стыковка и выходной контроль;
— оформление сопроводительных документов с гарантийными
обязательствами и окончательная сдача изделия;
— погрузка и отправка в эксплуатирующую организацию.
Данные работы проводятся на специальных комплексах заправки
и ампулизации, размещаемых вне населенных пунктов и имеющих
в своем составе следующие основные сооружения:
— склады компонентов с необходимыми трубопроводными ком-
муникациями;
— компрессорную станцию и баллонные батареи газов высокого
давления;
302
— корпус незаправленных изделий;
— корпус заправки и сварки;
— корпус окончательных операций;
— станцию обработки промышленных стоков;
— централизованную систему сбора и нейтрализации газовых
выбросов;
— объекты энергетического обеспечения.
Высокие требования по точности заправки вызывают необходи-
мость эффективной системы метрологического обеспечения работ,
особенно средств измерения массы и объема. Дополнительно к
аттестации и периодическим поверкам метрологического оборудова-
ния эффективным средством снижения погрешностей измерений яв-
ляется проведение индивидуальных градуировок используемых весов,
динамометров и уровнемеров. Например, проведение шестикратной
градуировки весов образцовыми грузами с внесением соответствую-
щих поправок в паспортную характеристику позволяет почти на
порядок сократить систематическую составляющую погрешности
взвешивания, а при n-кратном повторении измерения случайная
составляющая погрешности осредненного результата в Vn~ раз мень-
ше чем при единичном измерении.
Существенным является устранение методических погрешностей
от влияния выталкивающей силы воздуха (для воды -0,14%, для
стали - 0,02%) и местных отклонений ускорения свободного падения
(до 0,1%). Внесение необходимых поправок производится по фор-
мулам 6.39 и 6.40, приведенным в главе 6. Для исключения влияния
дестабилизирующих факторов, в частности температуры, вводятся
ограничения по допустимой разности температур компонента и ок-
ружающего воздуха в пределах ± 2 К.
В целом, тщательная проработка условий проведения работ,
введение необходимой регламентации и создание эффективной сис-
темы наблюдения установленной технологии обеспечивают достиже-
ние требуемых точностных характеристик.
Заправка и ампулизация изделий являются работами повышенной
опасности и вредности. Общие требования к системе организационно-
технических мероприятий по обеспечению безопасности труда ана-
логичны рассмотренным в п. 6.3. Дополнительным фактором опас-
ности является проведение технологических операций с заправлен-
ными изделиями, к которым допускается наиболее квалифицирован-
ный и специально аттестованный персонал.
Широко используются специальные конструкторско-технологиче-
ские решения. В частности, не допускается применение оснастки с
однотипными присоединительными элементами для разных компо-
нентов и систем различного уровня давления. С момента поступления
изделия должны иметь постоянное видимое заземление для защиты
от статического электричества. Используемые грузоподъемные сред-
303
ства (ГПС) имеют ограничения по скорости вертикального и гори-
зонтального перемещения. ГПС и грузозахватные приспособления
регистрируются в органах Госгортехнадзора и регулярно испытыва-
ются в соответствии с действующими правилами. Вводятся ограни-
чения по рабочему ресурсу грузозахватных приспособлений с орга-
низацией учета циклов их нагружений.
В заключение следует отметить, что разработка и реализация
оптимальных технических решений, а также строгое соблюдение
всех установленных процедур обеспечивают необходимое качество
и безопасность работ.
Глава VIII.
ОСНОВЫ СТАТИСТИЧЕСКИХ МЕТОДОВ
УПРАВЛЕНИЯ КАЧЕСТВОМ
Использование методов математической статистики является эф-
фективным средством достижения одной из основных целей процесса
совершенствования производства — повышения показателей качест-
ва продукции с оптимизацией материальных и трудовых затрат.
В широком смысле термин качество международным стандартом
ИСО 8402-86 определяется как «совокупность свойств и характе-
ристик изделия или услуги, обеспечивающая удовлетворение обу-
словленных или предполагаемых потребностей». В процессах кон-
троля изготавливаемой продукции требуемые количественные пока-
затели свойств и характеристик регламентированы
нормативно-тех-
нической и конструкторской документацией на конкретное изделие,
и в данном случае качество определяется соответствием частных и
обобщенных показателей установленным допустимым пределам. При
этом основное влияние на качество оказывает стабильность техноло-
гического процесса — свойство, обуславливающее постоянство рас-
пределений вероятностей его параметров в течение некоторого ин-
тервала времени без вмешательства извне. Факторами, определяю-
щими стабильность технологического процесса, являются свойства
используемых материалов и средств производства, а также индиви-
дуальные особенности исполнителей.
Исходя из этого, конкретные задачи, решаемые статистическими
методами обеспечения качества, формулируются в следующем виде:
— выявление тенденций нестабильности технологического про-
цесса;
— оценка вероятностных характеристик обеспечения требуемых
показателей;
— определение влияющих факторов для выработки предупреж-
дающих воздействий.
Важным вопросом является выбор оптимального количества ха-
рактеристик и параметров, контроль которых осуществляется с ис-
пользованием статистических методов. В производстве изделий ра-
кетной техники обязательному включению в их состав подлежат
квалификационные параметры периодических и выборочных испы-
таний, результаты ПСИ основных агрегатов, геометрические харак-
305
теристики окончательно собранных изделий и крупных сборочных
единиц, а также данные контроля деталей и сборочных единиц, при
изготовлении которых имелись случаи отступлений от требований
КД. При уменьшении объема производства количество контролиру-
емых параметров расширяется. Использование средств вычислитель-
ной техники и автоматизированных систем контроля создает пред-
посылки для полного охвата всех регламентированных КД характе-
ристик и параметров.
Наряду с количественно определяемыми параметрами, оценка
которых может быть произведена в соответствии с законами рас-
пределения непрерывных случайных величин, статистические методы
применяются также для дискретных значений результатов контроля
по альтернативному признаку соответствия или несоответствия тре-
бованиям КД. Например, контроль линейных размеров предельным
мерительным инструментом (скобами или пробками), испытания на
прочность конкретным значением пробного давления, проверка сра-
батывания агрегатов автоматики дискретного действия, количество
повреждений поверхности или покрытия и т. п. В этом случае
производится статистическая оценка дискретной случайной величины
частоты или количества дефектов на единицу продукции.
Наиболее простой и наглядной формой осуществления стати-
стического контроля является ведение контрольных карт измеренных
значений параметров (Х-карт). Образец такой карты приведен на
рис. 8.1. При подготовке формы такой карты на вертикальной оси
в выбранном масштабе наносят отметки, соответствующие номи-
I — выход за контрольный предел (приближение к допустимому пределу);
II — серия; III — дрейф; IV — цикличность.
306
нальному значению контролируемого параметра (НЗ), а также верх-
нему и нижнему допустимым пределам (ВДП и НДП). Наиболее
удобным является масштаб, при котором расстояние от НДП до
ВДП составляет 50—80 мм. При ручном ведении контрольных карт
их оформляют на миллиметровой бумаге с привязкой масштаба к
делениям. В случае контроля параметра с односторонним допустимым
пределом на карте наносится только его значение с полем, доста-
точным для ожидаемой вариации данных. От отмеченных точек
проводятся сплошные горизонтальные линии, определяющие допус-
тимую зону значений параметра. По горизонтальной оси через 5 мм
проставляются последовательные номера вносимых данных, а ниже
предусматривается рамка для записи заводских номеров соответст-
вующих сборочных единиц, что существенно облегчает последующий
анализ.
При наличии предварительной статистики на оси ординат до-
полнительно наносятся точки, соответствующие среднестатическому
значению параметра X, а также его верхнему и нижнему контрольным
пределам. Их значения определяются по следующим выражениям:
ВКП = X + 3S,
НКП = Х-35,
(8.1)
(8.2)
(8.3)
где Xi— измеренное значение контролируемого параметра i-ro экзем-
пляра; п — количество использованных данных; S — оценка среднего
квадратического отклонения (СКО), рассчитываемая по формуле
s= vAj «-*>’
(8.4)
От значений X и контрольных пределов проводятся пунктирные
горизонтали на очередной контрольный этап объемом от 10 до 40
значений параметра, по завершению которого производится коррек-
тировка с учетом дополнительных данных. Для параметров с одно-
ПРИМЕЧАНИЯ:
1. Определение расчетных величин производится с числом значащих цифр на
одну выше, чем у исходных данных.
2. Использование в формулах 8.2, 8.3 коэффициента равного 3 является некоторым
упрощением и для более строгого расчета применяется квантиль распределения Стью-
дента tan, определяемый по справочной таблице в зависимости от принятого уровня
доверительной вероятности а и объема данных п.
307
сторонним допустимым пределом наносится только среднее и соот-
ветствующее контрольное значение.1
Оценкой отработанности технологического процесса является
нахождение контрольных пределов внутри установленного поля до-
пуска и отклонение X от номинального значения параметра на
величину, не превышающую 3S/VrT.
В случае отсутствия предшествующей статистики значения сред-
него и контрольных пределов рассчитываются по данным первого
этапа выбранного объема.
На подготовленную контрольную карту наносятся точки по ре-
зультатам определения параметра каждого проверяемого экземпляра.
Для выявления тенденций нестабильности используется ряд при-
знаков, свидетельствующих о необходимости проведения более тща-
тельного анализа и принятия корректирующих воздействий.
I. Выход точки за контрольный предел, а при его отсутствии
отклонение двух значений параметра от номинального значения в
любую сторону на величину, превышающую 0,35 всего поля допуска.
Для наглядности такие значения обозначают кружком.
II. Серия — отклонение в одну сторону от среднего, а при его
отсутствии — от номинала 7 значений параметра подряд или 10 из
11, 12 из 16, а также 16 из 20 последовательных точек.
III. Дрейф — монотонное изменение в одну сторону 7 значений
параметра подряд.
308
IV. Цикличность — явно выраженные изменения значений пара-
метра с примерно равным периодом.
При наличии большого объема данных используется контрольная
карта средних значений и размахов — (Х-Щ-карта (рис. 8.2). На
эту карту наносятся средние значения параметра X в группах по-
стоянного объема т = 4—10, а также величины размаха в каждой
из групп.
^=Х}ти-Х^п> (8.5)
где Xmax, Xjinin — максимальное и минимальное значения параметра в
j-той подгруппе.
На (X —R)-карте предельные допустимые значения параметра
не указываются, а среднее значение параметра определяется в виде
где К — число групп.
Значение среднего размаха R рассчитывается аналогично, с ис-
пользованием которого верхний и нижний контрольные пределы X
определяются по формулам:
ВКП- = Я (8-7)
х m
нкп- = х +2Ё, (8-8)
х m
где m — количество данных в группе (4—10).
Для размаха наносится его среднее значение К и верхний предел
ВПР = (2,5 - 0,07m ) R. (8.9)
Анализ (X —К)-карт проводится по признакам, аналогичным рас-
смотренным выше.
Для дискретных величин наиболее часто используются контроль-
ные карты числа дефектных изделий в группе (рп-карты). Объем
групп выбирается таким образом, чтобы количество дефектных из-
делий в группе составляло от 1 до 5. На контрольную карту наносятся
уровни среднего числа дефектных изделий и верхнего контрольного
предела. Контрольные карты дискретных случайных величин ведутся
и анализируются подобно картам непрерывных случайных величин,
но требуют большого объема статистики и в ракетостроении прак-
тически не используются.
При анализе статистических данных весьма важным является
вопрос об однородности характеристик двух выборок, т. е. проверка
их принадлежности к одной генеральной совокупности. Подтверж-
дение этой гипотезы относительно параметров продукции, изготов-
ленной в различные периоды времени, позволяет более точно удо-
309
стовериться в стабильности технологического процесса, а для одина-
ковых изделий, производимых на различном оборудовании, в разных
цехах или на смежных предприятиях, дает возможность обобщить
данные для более достоверной оценки вероятностных характеристик.
Для этого используются критериальные оценки обоснованности
проверяемых гипотез. Подтверждение гипотезы об однородности вы-
борочных средних производится на основании критерия
। _ 1Х1~Хц1 ^ni' пп (8.10)
Ай + n,Sn
где Хр Хп — среднестатистические значения параметра по двум вы-
боркам объемом п, и пп; Sp Sn — оценки CKO по каждой выборке.
Вычисленное значение t сравнивается с табличным значением
квантили распределения Стьюдента tp f для принятого уровня зна-
чимости Р и имеющегося числа степеней свободы 1 = П] + пп-2.
Величина уровня значимости р характеризует риск и выбирается в
пределах 0,01—0,05.
Если выполняется условие t < tpf, то рассматриваемая гипотеза
верна, и выборочные средние соответствуют одной генеральной со-
вокупности. При t > tpf данная гипотеза отвергается.
Для проверки однородности выборочных характеристик рассеи-
вания параметра используется критерий Фишера, являющийся от-
ношением большего оценочного значения дисперсии к меньшему
F = 4- (8.11)
Гипотеза об однородности принимается при выполнении условия
F < Fp, Кр к2 для табличного значения критерия Фишера при уровне
значимости р и числе степеней свободы К] = nt - 1 и к2 = пп - 1.
В случае подтверждения принадлежности обоих параметров рас-
пределения двух выборок к одной генеральной совокупности их
обобщенные значения рассчитываются по формулам 8.1 и 8.4 с
использованием всей объединенной статистики либо могут быть
пересчитаны на основании имеющихся выборочных характеристик
по следующим выражениям
v_ n,-X, + n„ X,i (8.12)
п, + п„ ’
S = х/—[S? (п, - 1) + (п„ - 1) - (Х( - X)2 - (Х„- X)2]. (8.13)
Преимуществом вычисленных значений является их более вы-
сокая представительность, что повышает точность определения ве-
роятностных показателей.
310
Расчет вероятности обеспечения заданных пределов параметра
производится на основе универсальной зависимости
Р (НДП < X < ВДП) = F (uB) - F (ин), (8.14)
где F (uB), F (ин) — табличные значения соответствующей функ-
ции распределения для центрированных и нормированных по полу-
ченным оценкам математического ожидания и СКО верхнего и ниж-
него допустимых пределов
II -ВДИ-Х (8.15)
> S
II -НДП-х (8.16)
ин S
Определение точного вида закона распределения контролируе-
мого параметра является достаточно сложным вопросом. В большин-
стве случаев с достаточной степенью аппроксимации возможно ис-
пользование нормального закона. Теоретически это обосновывается
предельным характером нормального распределения при суммирова-
нии бесконечно большого числа случайных величин. Практически
это есть следствие примерно равновеликого влияния 5—6 незави-
симых факторов. Тем не менее, отдельные параметры имеют рас-
пределения, существенно отличающиеся от нормального, например:
характеристики негерметичности, разнотяговость пары двигателей и
некоторые другие.
Для проверки правомочности применения нормального закона ис-
пользуется свойство уменьшения абсолютных значений коэффици-
ента асимметрии SK и эксцесса Ех распределения случайной величины
при его приближении к нормальному. При выборочных характери-
стиках достаточным признаком нормального закона является их
нахождение в диапозоне ± 1. Расчет производится по формулам:
взаимосвязь между его ве-
личиной и количеством по-
Рис. 8.3. Гистограмма.
311
вторений (частотой реализации) в равных интервалах значений (рис.
8.3). Величина единичного интервала h выбирается кратной исполь-
зуемой единице измерения таким образом, чтобы общее количество
интервалов 1 составляло от 5 до 20. Предварительное значение 1'
определяется в виде
X — X
^тах
h
(8.19)
Вычисленное значение округляется до большего, а при получении
целого числа увеличивается на единицу. При возможности получе-
ния различного количества интервалов руководствуются правилом
п/1 > 3, где п — количество данных.
Расчетное значение нижней границы первого интервала опреде-
ляется по формуле
X'1H = Xmin-0,5h (1-1').
(8.20)
В целях исключения попадания измеренных значений параметра
на границы интервалов полученная величина Х'1н смещается до со-
впадения с половиной последней значащей цифры параметра X при
соблюдении условия Х1н < Xmin. Границы остальных интервалов рас-
считываются по выражению
XiB=X(i + |)H = X1H + i h, (8.21)
где XiB — верхняя граница i-ro интервала;
X(i + 1)H — нижняя граница (i + l)-ro интервала; i — порядковый
номер интервала от 1 до 1.
Полученные значения границ отмечаются на горизонтальной оси.
Из имеющейся статистики выбираются количества имевшихся зна-
чений параметра ггц в каждом интервале и рассчитывается частота
их реализации
(8-22)
’ п'
Проверкой правильности расчета является выполнение равенства
ХР,= 1. (8 23>
i=t
По вертикальной оси гистограммы откладываются значения mj
либо Р., являющиеся высотами прямоугольников, основаниями ко-
торых служат соответствующие интервалы значения параметра.
Внешний контур гистограммы обводится сплошной линией. Допол-
нительно на гистограмме тонкими линиями проводятся вертикали,
соответствующие X, а также номинальному, верхнему и нижнему
312
допустимым значениям параметра. На свободном поле указывается
объем статистики, значения X и S.
Оценка положения гистограммы относительно границ допуска
позволяет сделать существенные выводы о степени отработанности
технологического процесса. Оптимальным является симметричное
расположение с расстоянием от краев гистограммы до допустимых
пределов не менее 0,15 допуска. Смещение фигуры в одну из сторон
или непосредственное примыкание к допустимым пределам, а тем
более выход из их значения является свидетельством неудовлетво-
рительного состояния технологического процесса и необходимости
проведения корректирующих воздействий.
Форма гистограммы характеризует имеющийся закон распреде-
ления параметра. Симметричность конфигурации и ее близость к
кривой Гаусса подтверждает соответствие нормальному закону. Пло-
сковершинность, наличие двух максимумов, а также значительная
несимметричность свидетельствуют об отклонении от нормального
распределения. В этом случае проверка гипотезы о виде распреде-
ления (усеченное нормальное, логарифмическое нормальное, равно-
мерное, Рэлея, Эрланга и т. д.) проводится с использованием кри-
териев Пирсона или Колмогорова.
При использовании критерия Пирсона (критерий хи-квадрат)
вычисляется сумма квадратов относительных отклонений эмпири-
ческого и теоретического числа попаданий параметра в каждый
интервал в виде
„ -Л ( т -пР )2 . „ .
X2 = Z 'np--< (8.24)
где Р; — теоретическая вероятность нахождения параметра в i-ом ин-
тервале при предполагаемой функции распределения
PpF^-FW (8.25)
UiB, UiH — приведенные по формулам 8.15 и 8.16 значения верх-
ней и нижней границы i-ro интервала.
Вычисленное значение сравнивается с табличной величиной кри-
терия для принятого уровня значимости р, и выполнение условия
Х2-Хр подтверждает правильность проверяемой гипотезы. В случае
его невыполнения необходимо продолжить проверку для другого
закона распределения.
Критерий согласия Колмогорова базируется на величине рассо-
гласования К между теоретической и экспериментальной функциями
распределения. В графическом виде это представлено на рис. 8.4.
График теоретической функции строится по табличным значениям
F(u) с использованием приведенных величин контролируемого пара-
метра по имеющимся оценкам математического ожидания и СКО
313
(8.26)
Экспериментальные значения функции распределения в i-ом ин-
тервале являются накопленной суммой статистических частот реа-
лизации в интервалах от первого по i-ый включительно:
Fi = P, + P2 + . . , + Р;. (8.27)
Графикэкспериментальнойфункцииможетбытьполученнепо-
средственным суммированием ординат частот гистограммы с необ-
ходимой масштабной корректировкой.
Для центра каждого интервала определяется разность
К= |F(Xui)-Fj, (8.28)
где Хц! — значение параметра, соответствующее центру i-ro интер-
вала.
Критериальным является максимальное значение модуля раз-
ности
К= |F(Xui)-Fjmax(8.29)
Его значение может
быть определено по данным
зависимостям чисто анали-
тически без построения
графика. Сличение с таб-
личной величиной крите-
рия Колмогорова Кф 0, за-
висящего от уровня 'значи-
мости р и числа интервалов
1, при выполнении условия
К < К(р 1)( подтверждает воз-
Рис. 8.4. Схема проверки закона рас- МОЖНОСТЬ использования
пределения по критерию Колмогорова. проверяемого закона рас-
пределения.
После подбора и при положительных результатах проверки закона
распределения контролируемого параметра оценка вероятности обес-
печения заданного КД допуска производится по формуде 8.14.
Для нормального закона распределения в качестве оценки вместо
вероятности предпочтительнее использование индекса воспроизводи-
мости процесса
С =1ДП~Х|. (8.30)
₽ 3S ’
где ДП — значение допустимого предела (верхнего или нижнего).
В случае получения значений Ср для установленных КД пределов
более 1,33 состояние процесса вполне удовлетворительно, при на-
314
хождении индекса хотя бы для одного предела в диапазоне от 1 до
1,33 воспроизводимость считается приемлемой, а Ср < 1 является
признаком неудовлетворительного состояния и требует проведения
анализа с разработкой корректирующих воздействий.
Определение факторов, влияющих на показатели качества про-
дукции, осуществляется с использованием математического аппарата
корреляционного и регрессионного анализа. В общем случае кон-
кретное значение контролируемого параметра является следствием
влияния ряда технологических факторов (температура и длительность
выдержки при термообработке или пайке, вязкость и состав связу-
ющего при формообразовании композитных материалов и т. д.). На-
глядное представление о характере связи дают диаграммы рассеи-
вания параметра X в зависимости от величины влияющего фактора
Zj при изготовлении данного экземпляра (рис. 8.5). Расположение
точек на диаграмме характеризует отсутствие или наличие взаимо-
связи с анализируемым фактором. Построение диаграмм относитель-
Рис. 8.5. Диаграммы рассеивания.
а — корреляция отсутствует; б — положительная корреляционная
зависимость; в — отрицательная корреляционная зависимость.
но различных параметров технологического процесса позволяет ори-
ентировочно оценить характер стохастической зависимости. При
виде диаграммы рассеивания аналогичной рис. 8.5а взаимосвязь
отсутствует, а характер расположения точек подобный рис. 8.56 и
8.5в дает основания сделать выводы о существенной зависимости и
приблизительно определить ее характеристики.
Количественным критерием степени взаимосвязи является коэф-
фициент корреляции, вычисляемый по формуле
X^-XHZi-Z)
Р= (п-DSX-S2
(8.31)
где ХР Zj — значения контролируемого параметра и оцениваемого
фактора i-го экземпляра изделия; X, Z — средние значения контро-
315
лируемого параметра и оцениваемого фактора; Sx, Sz — оценки CKO
X и Z; n — количество используемых данных.
В случае получения коэффициента корреляции с абсолютным
значением более единицы при расчете была допущена ошибка, т. к.
[р| = 1 соответствует функциональной зависимости. Знак коэффици-
ента свидетельствует о положительном или отрицательном виде
зависимости. Значение |р| S 0,7 позволяет достаточно обоснованно
использовать уравнение регрессии
X = p|i + (X-p|i-Z). (8.32)
На основании полученного уравнения представляется возможным
определить оптимальное значение влияющего фактора ZonT и его
допустимые отклонения AZ для обеспечения установленных КД пре-
делов контролируемого параметра
ZonT = Z + S‘-(X»-X), (8.33)
pSx
AZ = ±0,35-Sz^n, (8.34)
pSx
где Хн — номинальное значение параметра; АХДОП — полная ширина
поля допуска на параметр.
Внесение необходимых корректировок в параметры технологи-
ческого процесса обеспечивает стабилизацию выходных контролиру-
емых характеристик.
Для исключения дефектов альтернативного характера (повреж-
дения поверхности, шлаковые включения и непровары сварных швов
и т. п.) эффективным является использование диаграммы Парето.
Данный метод основывается на сформулированном итальянским ана-
литиком Парето принципе, что на результат любого процесса влияют
немногочисленные существенно важные и многочисленные несуще-
ственные факторы.
В соответствии с этим принципом производится классификация
анализируемого дефекта по вызвавшим его причинам. Преимущест-
венно отбирается 4—5 существенно важных причин, на которые
приходится не менее 85% дефектов, а остальные относятся к группе
«прочие». На основании данных анализа производится расчет числа
нли процента дефектов, приходящегося на каждую из причин, по
результатам которого строится столбчатая диаграмма и прово-
дится кумулятивная кривая суммарного числа или процента дефектов
(рис. 8.6). Анализ диаграммы позволяет определить основное на-
правление корректирующих воздействий. Эффективность принятых
мер оценивается последующим аналогичным анализом с нанесением
полученных результатов на первоначальную диаграмму.
316
Рис. 8.6. Диаграмма Парето.
Использование диаграммы Парето позволяет повысить нагляд-
ность исследуемой проблемы и облегчает ее анализ. Данный метод
кроме классификации дефектов по причинам применяется в области
обеспечения качества для анализа видов дефектов, суммы потерь
от брака, неполадок оборудования, а также для оценки эффектив-
ности выполненных мероприятий. В целом следует отметить, что с
помощью диаграмм Парето можно исследовать широкий круг про-
блем, относящихся практически к любой сфере деятельности пред-
приятия.
В заключение следует подчеркнуть, что статистические методы
анализа являются эффективным средством обеспечения качества при
использовании современных средств вычислительной техники и су-
ществующих пакетов прикладных программ. Дальнейшее направле-
ние их развития базируется на более широком внедрении средств
автоматизированного контроля с непосредственным вводом инфор-
мации в ЭВМ.
ГОСУДАРСТВЕННОЕ ПРЕДПРИЯТИЕ
«ЛЕНИНГРАДСКИЙ СЕВЕРНЫЙ ЗАВОД»
Тридцатого сентября 1878 г. Санкт-Петербургская городская Уп-
рава выдала купцу I гильдии Н. П. Фридману разрешение на по-
стройку кузницы в пригороде Санкт-Петербурга, на берегу Черной
речки у ее впадения в Большую Невку, неподалеку от места дуэли
А. С. Пушкина. 4 октября 1878 г. было получено «особое разрешение»
от Санкт-Петербургского градоначальника на производство работ в
этой кузнице. Именно эта дата считается основанием будущего
объединения «Ленинградский Северный завод».
Благодаря развитию воздухоплавания и огромному интересу к
нему во всем мире, в начале XX века кузница превратилась в
мастерские, а затем в первый в России завод по постройке лета-
тельных аппаратов. В 1910—1917 гг. на заводе уже строились самые
большие для своего времени самолеты. В 1912 г. на нем начался
серийный выпуск аэропланов. По конструкции И. И. Сикорского
были построены аэропланы «Гранд», «Русский витязь», «Илья Му-
ромец» (последних — около 80 единиц).
В 1913 г. на завод приходит работать Н. Н. Поликарпов, вы-
пускник Политехнического института, будущий конструктор знаме-
нитых «У-2». Эти самолеты выпускались на заводе с 1927 по 1940 гг.
По чертежам конструктора Р. П. Григоровича строились летающие
лодки «М-5», «М-9» и другие.
• В 1927 г. по чертежам В. Б. Шарова построен гидросамолет
«Ш-2», который принимал участие в экспедиции на корабле «Че-
люскин».
За период с 1910 по 1960 г. на заводе строили и ремонтировали
самолеты 74 типов. В послевоенные годы на заводе серийно изго-
тавливались истребители «Як-11», легкомоторные самолеты «Як-12»
разных модификаций и самый мощный для своего времени вертолет
с продольной схемой размещения винтов.
В 1960 г. завод стал называться «Ленинградский северный за-
вод». Именно с этого времени завод меняет свой профиль и пере-
ходит на изготовление летательных аппаратов класса «земля — воз-
дух». На нем создается целая гамма современных средств противо-
воздушной обороны, из них наиболее известны комплексы «С-75»,
«С-200».
Сегодняшняя продукция объединения — многоканальная зе-
нитная ракета с пусковым транспортным контейнером комплекса
«С-300 ПМУ» — самого совершенного в области мирового ракето-
строения данного класса.
Мобильная многоканальная зенитная ракетная система «С-300
ПМУ» предназначена для поражения современных самолетов, кры-
латых ракет и других средств воздушного нападения на высотах от
318
25 м практически до потолка их боевого применения. Система все-
погодная и может эксплуатироваться в различных климатических
зонах.
В состав системы входят зенитно-ракетный комплекс и средства
технического обслуживания. Зенитно-ракетный комплекс имеет ма-
лое время реакции, большую степень автоматизации процессов бое-
вой работы 'и высокую огневую мощь. Он может одновременно
обстрелять до шести целей с наведением на каждую до двух ракет.
В системе используется одноступенчатая твердотопливная ракета.
Старт — вертикальный, из транспортно-пускового контейнера.
Благодаря такому старту ракеты могут вести обстрел целей,
летящих с любого направления без разворота пусковых установок.
При наведении ракеты на цель используется принцип сопровождения
цели через ракету. Большая скорость полета и высокие допустимые
перегрузки ракеты позволяют обеспечивать эффективное поражение
целей, в том числе и маневрирующих. Ракета имеет неконтактный
радиовзрыватель и осколочную боевую часть большой мощности.
Поставляются в транспортно-пусковых контейнерах и в течение
10 лет не требуют проверок и регулировок.
Объединение является ведущим в области строительства лета-
тельных аппаратов противовоздушной обороны. Благодаря разрабо-
танным на предприятии ноу-хау в области технологической обработки
давлением, современных методов сварки, механической формовки
конструкций из композитов, удается решать любые задачи по изго-
товлению продукции машиностроения, а также уникальных конструк-
ций для фундаментальной науки.
Структура объединения позволяет в кратчайшие сроки создавать
все условия для быстрого освоения и серийного изготовления новых
конструкций высокосложной авиационной и машиностроительной
техники. Это обусловлено тем, что помимо мощного производствен-
ного комплекса в состав объединения входят Научно-иссле-
довательский институт технологии (НИИТ) и Опытно-конструк-
торское бюро. НИИТ — отраслевой институт, осуществляющий еди-
ную техническую политику при разработке новых технологий, органи-
зации производства.
Институт обладает значительным научно-техническим потенциа-
лом по следующим основным направлениям:
— разработка технологий изготовления авиационной техники;
— разработка средств автоматизации средств производства;
— повышение эффективности производства на основе поточно-
групповых методов;
— создание автоматизированных систем технологической подго-
товки производства;
— проектирование специализированных координатно-измери-
тельных машин;
— разработка технологии и оборудования для изготовления де-
319
талей из поликомпозитных материалов (ПКМ), в том числе из
углерод-углеродных композиционных материалов;
— разработка специального шлифовального оборудования.
В рамках программы конверсии оборонных отраслей промыш-
ленности НИИТ разрабатывает и изготавливает медицинский ин-
струмент для оказания хирургической помощи в экстремальных
ситуациях, а также средств системы экологической безопасности.
Опытно-конструкторское бюро, оснащенное современной оргтех-
никой и новейшими компьютерными системами, располагающее ква-
лифицированными специалистами, имеет большой опыт сотрудниче-
ства со многими ведущими конструкторскими бюро и заводами
страны. Оно решает следующие задачи:
— разработка, внедрение в серийное производство изделий авиа-
ционной техники;
— разработка товаров широкого потребления;
— инженерные расчеты по определению прочностных, массовых
и ресурсных характеристик изделий;
— определение и повышение показателей надежности;
— современный дизайн;
— составление программ и методик испытаний, обеспечивающих
всеобъемлющую оценку изделий;
— разработка схем радиоэлектронных устройств.
В объединении созданы все условия для производительного труда,
активного отдыха и поддержания здоровья трудящихся.
Генеральный директор Ленинградского Северного завода —
ГАРДЫМОВ ГЕРМАН ПЕТРОВИЧ, доктор технических, наук,
профессор, действительный член Международной и Санкт-
Петербургской Инженерных академий, Заслуженный Деятель
Науки и Техники РФ.