






















































































































































































































































































































































































































































































Author: Чарнко Д.В. Гусев А.А. Ковальчук Е.Р. Колесов И.М. Латышев Н.Г. Тимирязев В.А.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общая технология машиностроения обработка металлов технологические процессы автоматизация издательство машиностроение конструкции изделий
Year: 1986



ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
(специальная часть)
"Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебника для студентов
машиностроительных специальностей вузов'
МОСКВА
«МАШИНОСТРОЕНИЕ*
1986
ББК 34.5
Т38
УДК 621.757 @75.8)
А. А. Гусев, Е. Р. Ковальчук, И. М. Колесов,
Н. Г. Латышев, В. А. Тимирязев, Д. В. Чарнко
Рецензенты. Кафедра «Технология машиностроения»
Тульского политехнического института,
канд. техн. наук О. И. Антонов
Технология машиностроения (специальная часть): Учеб-
Т38 ник для машиностроительных специальностей вузов/А. А. Гу-
сев, Е. Р. Ковальчук, И. М. Колесов и др. — М.: Машино-
строение, 1986. — 480 с: ил.
(В пер.): 1 р. 50 к.
Изложен аналитический подход к построению технологических процессов
и выбору требуемого варианта с учетом технических условий, особенностей кон*
струкции изделия и характера производства. Дан всесторонний анализ описывае*
мых технологических процессов, применяемых на передовых машиностроительных
заводах. ' Указаны пути и средства автоматизации технологических процессов,-
реализуемых в условиях мелкосерийного и массового производства, приведены
соответствующие экономические обоснования.
_ 2704010000-224 00. Qa ББК 34.5
Т 038 @1)-86 4"86 6П5-4
УЧЕБНИК
Алексей Алексеевич ГУСЕВ, Евгений Ромуальдович КОВАЛЬЧУК,
Игорь Михайлович КОЛЕСОВ, Николай Гаврилович ЛАТЫШЕВ,
Владимир Анатольевич ТИМИРЯЗЕВ, Донат Владимирович ЧАРНКО
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
(специальная часть)
Редакторы: Н. А. Лебедева, И. С. Форстен
Художественный редактор И. К. Капралова
Технический редактор Е. П. Смирнова
'Корректоры Л. Л. Георгиевская и Л. Я. Шабашова
ИБ № 4301
Сдано в набор 26.02.86. Подписано в печать 30.05.86. Т-04985.
Формат 60X90Vie- Бумага № кн.-журн. импортная. Гарнитура литературная.
Печать высокая. Усл. печ. 30,0 Усл. кр.-отт. 30,0. Уч -изд. л 31,36.
Тираж 66 000 экз. Заказ 33. Цена 1 р. 50 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
© Издательство «Машиностроение», 1986 г.
ПРЕДИСЛОВИЕ
В учебнике на конкретных примерах сборки узлов и
изготовления деталей показано приложение метода разработки
технологического процесса изготовления машины, изложенного
в «Основах технологии машиностроения», к решению практиче-
ских задач.
Метод дает общий подход к разработке технологии изготовле-
ния любых машин и деталей и позволяет при подготовке инже-
неров отойти от разделения технологии по отраслям: автотрак-
торостроение, станкостроение, сельхозмашиностроение и т. д.
Действительно, содержание технологии изготовления изделий
определяется не их отраслевой принадлежностью, а зависит от
служебного назначения изделий, требований к их точности и ко-
личественного выпуска.
Разработку технологического процесса изготовления любой
машины следует начинать с глубокого изучения служебного
назначения машины и критического анализа норм точности и
технических требований. Далее в определенной последова-
тельности и с учетом количественного выпуска разрабаты-
вается технологический процесс сборки машины и ее узлов. Тех-
нология изготовления всех деталей машины также ведется в строго
определенной последовательности и выполняется с применением
общих положений и правил. Это связывает технологию со слу-
жебным назначением машины и обеспечивает согласованность
решений, принимаемых на различных этапах разработки техноло-
гического процесса.
В учебнике на примерах агрегатного станка, плунжерного
и шестеренного насосов показаны общие подходы к решению ти-
повых задач, возникающих при разработке технологии.
Главы, посвященные разработке технологических процессов
изготовления станин, корпусных деталей, валов, деталей зубча-
тых передач, рычагов и вилок, изложены по единому плану,
в соответствии с методом разработки технологического процесса
изготовления детали и применительно к особенностям конструк-
ции и количественному выпуску.
При этом в учебнике показаны пуги и средства авто-
матизации^ производственных процессов как в массовом, так и
мелкосерийном производстве с применением гибких производ-
ственных систем, отражена прогрессивная технология отечествен-
ных и зарубежных машиностроительных предприятий.
К началу изучения этого курса студенты должны усвоить ос-
новы технологии машиностроения, знать устройство и эксплуата-
ционные характеристики основных типов металлорежущих стан-
ков, в том числе — станков с ЧПУ, а также технологические воз-
можности различных методов обработки материалов, типы и экс-
плуатационные возможности режущих инструментов.
1*
РАЗДЕЛ I
СБОРКА МАШИН
ГЛАВА 1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
СБОРКИ МАШИН
Труд многих людей, вкладываемый в изготовление ма-
шины, окажется рационально затраченным только в том случае,
если он будет направлен глубоко и правильно разработанной тех-
нологией. На технолога, участвующего в разработке технологи-
ческого процесса изготовления машины, ложится большая ответ-
ственность за качество и себестоимость изготовляемой машины,
а также за производительность труда рабочих.
Разработка технологического процесса изготовления машины
не должна сводиться к формальному установлению последователь-
ности обработки поверхностей деталей, выбору оборудования и
режимов, последовательности соединения отдельных деталей и
узлов. Она требует творческого подхода для обеспечения согла-
сованности всех этапов построения машины и достижения тре-
буемого качества с наименьшими затратами труда.
Сборка является одним из заключительных этапов изготовле-
ния машины, в котором проявляются результаты всей предшест-
вующей работы, проделанной конструкторами и технологами по
созданию машины. Качество машины и трудоемкость сборки во
многом зависит от того, как понято конструктором и воплощено
в конструкции служебное назначение машины, как установлены
нормы точности, насколько удачно выбраны методы достижения
требуемой точности машины и как эти методы реализуются в тех-
нологии изготовления машины.
Участвуя вместе с конструктором в создании машины, техно-
лог, разрабатывающий технологический процесс ее сборки, дол-
жен знать служебное назначение машины, понимать связи, по-
средством которых машина должна выполнять предписанный ей
процесс, обеспечить действие этих связей в машине с требуемой
точностью соответствующим построением технологического про-
цесса.
В технологическом процессе изготовления машины сборке
принадлежит ведущая роль. Технологические процессы изго-
товления деталей часто оказываются подчиненными технологии
сборки машины. Поэтому вначале разрабатывается технология
сборки. Этому должны предшествовать изучение служебного на-
значения машины и анализ соответствия ему технических требова-
ний и норм точности.
4
§ 1. ОЗНАКОМЛЕНИЕ СО СЛУЖЕБНЫМ НАЗНАЧЕНИЕМ
МАШИНЫ
Каждая машина создается для выполнения определен-
ного технологического процесса, в результате осуществления ко-
торого должна быть получена продукция требуемого качества.
В связи с этим содержание служебного назначения машины должно
прежде всего отражать исчерпывающие данные о продукции,
которую ей предстоит производить: вид, качество, количество.
Служебное назначение машины должно включать перечень
условий, в которых машине предстоит работать и производить
продукцию требуемого качества в необходимом количестве. Усло-
вия работы машины берут из описания технологического про-
цесса изготовления продукции, они включают комплекс показа-
телей с допустимыми отклонениями, характеризующих качество
исходного продукта, потребляемую энергию, режимы работы ма-
шины и состояние окружающей среды.
Составной частью описания служебного назначения машины
могут быть требования к экономической эффективности, надеж-
ности и производительности машины. Требуемая производитель-
ность машины определяется в результате разработки технологи-
ческого процесса изготовления продукции и проведения технико-
экономических расчетов.
Кроме того, в описание служебного назначения машины могут
входить дополнительные требования, которые необходимо учесть
при проектировании и изготовлении машины: к внешнему виду,
безопасности работы, удобству и простоте обслуживания и управ-
ления, уровню шума, коэффициенту полезного действия и т. п.
В качестве примера рассмотрим, как формулируется служеб-
ное назначение агрегатного станка (рис. 1.1, а). Станок мод.
№ 0000 предназначен для сверления восьми отверстий в шестер-
не, зенкования фасок и нарезания резьбы М8 X 1,25 в них
(рис. 1.1, б).
Станок должен обеспечивать при сверлении отверстий диаме-
тром 7+0^16 мм под резьбу 7-го квалитета радиальное положение
отверстий с отклонением не более 0,1 мм, угловое положение —
с отклонением не более 30', перпендикулярность осей отверстий
к поверхности К — с отклонением не более 0,15/100 мм. Такую
точность должен обеспечивать станок при изготовлении детали
из поковки с предварительно обработанными торцами /С, Г и
центральным отверстием диаметром 81,5+0'02 мм при схеме ба-
зирования заготовки, показанной на рис. 1.1,6. Материал за-
готовки — сталь 12ХНЗ, твердость НВ 163 ... 197, масса 1,95 кг.
Температура заготовок 20±?о °С, температура воздуха в цехе
(Д) ± 4) С. Производительность станка должна быть 150 дета-
леи/ч, требуемая долговечность станка 8 лет.
Первоначально служебное назначение машины формулируется
заказчиком в результате разработки технологического процесса
5
Рис. 1.1. 24-шпиндельный вертикальный сверл ильно-резьбонарезной агрегатный
станок:
1 — вертикальная станина; 2 — силовая головка; 3 — шпиндельная коробка; 4 -* инстру-
мент; 5 — кондукторная плита; 6 — приспособление; 7 — основание
изготовления продукции и уточняется при оформлении заказа на
проектирование машины. Для конструктора формулировка слу-
жебного назначения машины является исходным документом,
который впоследствии прилагается им к чертежам машины.
Технолог, приступающий к проектированию технологии из-
готовления машины и являющийся лицом, ответственным за
сдачу готовой машины заказчику, должен критически оценить
формулировку служебного назначения машины. Это необходимо
для того, чтобы задачи, которые должны быть решены с помощью
создаваемой машины, были определены правильно. Если ошибка
или неточности, допущенные при конструировании и изготовлении
машины, еще как-то устранимы, то ошибки в определении слу-
жебного назначения машины — ее замысла — не поддаются ис-
правлению и нередко ведут к неполноценности или негодности
конструкции. На практике нередки случаи, когда уточнения слу-
жебного назначения машины на стадии проектирования техноло-
гического процесса требуют значительных конструктивных до-
работок и способствуют повышению качества машины.
§ 2. АНАЛИЗ СООТВЕТСТВИЯ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ
И НОРМ ТОЧНОСТИ СЛУЖЕБНОМУ НАЗНАЧЕНИЮ МАШИНЫ
Технические требования и нормы точности вытекают из
служебного назначения машины и являются результатом преобра-
зования качественных и количественных показателей служебного
6
назначения машины в показатели размерных связей ее испол-
нительных поверхностей. Поэтому, приступая к разработке тех-
нологического процесса, необходимо понимать смысл тех требо-
ваний, которые предъявляются к качеству изготовляемой машины,
и быть уверенным в том, что они разработаны правильно.
Разработка технических требований и норм точности на соз-
даваемую машину является достаточно сложной. Бывают слу-
чаи, когда конструкторы задают технические требования в неяв-
ной'форме (не выражая их цифрами). Технологам в таких случаях
приходится уточнять и даже дополнять недостающие технические
требования или переводить на язык цифр условия, заданные в не-
явной форме.
Разработке или проведению анализа соответствия технических
требований и норм точности служебному назначению машины мо-
гут способствовать: теоретические исследования физической сущ-
ности явлений, сопутствующих работе мащины; эксперименты
на опытных образцах, макетах или да;|се первых экземплярах
машины; изучение опыта эксплуатации машин, аналогичных
подготовляемой к изготовлению; суждения логического характера
на основании опыта, которым обладает технолог, выполняющий
анализ.
Исходными данными для установления норм точности машины
могут являться требования к качеству продукции, которую должна
производить машина, производительности, долговечности машины
и т. д. В конечном счете, соблюдение этих требований зависит от
точности формы, размеров, относительного положения и направ-
ления движения исполнительных поверхностей машины, т. е. от
точности размерных связей между ними.
Для перехода от требований служебного назначения к раз-
мерным параметрам машины следует:
выявить исполнительные поверхности машины;
определить виды связей исполнительных поверхностей, по-
средством которых машина должна осуществлять технологический
процесс и производить продукцию;
осуществить переход от номинальных значений и допусков
параметров продукции и процесса к параметрам связей исполни-
тельных поверхностей машины;
преобразовать в номиналах и допусках параметры различного
рода связей исполнительных поверхностей в параметры размерных
связей и установить нормы точности формы, размеров, относитель-
ного положения и направления движения исполнительных по-
верхностей машины.
Переход от параметров качества продукции и процесса к пара-
метрам связей исполнительных поверхностей машин или преоб-
разование связей могут быть осуществлены следующим путем.
Если параметр у, отражающий служебное назначение машины
или вид связи ее исполнительных поверхностей, находится в функ-
циональной зависимости от ряда каких-то параметров хъ л*2, ...,
7
хП9 $0 в общем виде эта зависимость может быть представлена
в виде исходного уравнения
У = /(*i, *2, ..., *Л). A.1)
Для составления исходного уравнения следует сначала ра-
зобраться в явлениях, возникающих в процессе работы машины,
и оценить эти явления с качественной стороны. Качественная
оценка явлений позволяет установить причины возникновения
отклонений в процессе работы машины и выявить их структуру.
Решение исходного уравнения сводится к установлению номиналь-
ных значений аргументов хъ х2, ..., xnj удовлетворяющих номи-
нальному значению функции у, заданному непосредственно слу-
жебным назначением машины или полученному в результате
проведенных преобразований.
Поскольку отклонения величин хъ х2, ..., хп носят случайный .
характер, то они должны быть ограничены допусками, исходя
из допуска на отклонения значений функции у по формуле
•.-/?(?)'.,«.«.. (,-2)
ду
где -~- — передаточное отношение, учитывающее степень вли-
яния отклонения аргумента xt на отклонение функции у\ i — но-
мер аргумента; Кх. — коэффициент, учитывающий закон рассея-
ния отклонений аргумента xt\ дх. — поле допуска, ограничиваю-
щее отклонения аргумента.
При рассеянии отклонений по нормальному закону Кх. = 1.
Для определения положения допусков 8Х. относительно но-
минальных значений аргументов необходимо установить их сред-
ние допустимые значения, исходя из среднего допустимого зна-
чения у функции и используя формулу
y = f{xly x2) ..., хп). A.3)
При этом удобнее, если это возможно, совмещать средние
допустимые значения аргументов с их номинальными значениями.
В таком случае значения координат середин полей допусков
Д0Х. = 0, поскольку
Д0Х. = *!-*,. A.4)
Задача перехода от параметров служебного назначения ма-
шины к параметрам размерных связей ее исполнительных поверх-
ностей или задача преобразования связей сводится к установле-
нию номинальных значений xt и значений 6*., х/, исходя соот-
ветственно из значений у, 8У и у, содержащихся в условиях за-
дачи. Поскольку при п неизвестных аргументах обычно в наличии
имеется лишь одно уравнение, дающее связь соответствующих
величин, то подбор номинальных значений аргументов или их
8
допусков может дать бесконечно большое число решений, что
естественно для проектных задач. Насколько удачно то или иное
решение, можно оценить лишь в результате технико-экономи-
ческого расчета.
В сложных случаях преобразования различного вида связей
исполнительных поверхностей машины в размерные преобразо-
вания удобнее вести поэтапно, преобразуя в номиналах и допу-
сках один вид связи в другой, постепенно подходя к размерным
связям. В ряде случаев оказывается затруднительным составление
строгих математических зависимостей, позволяющих осуществить
переход от продукции и процесса к связям исполнительных поверх-
ностей машины и преобразование свявей. В таких случаях разра-
ботка норм точности базируется на эксперименте, опыте и логике.
Изложенный подход к разработке норм точности и техниче-
ских требований является общим и в одинаковой мере распростра-
няется на связи в машине, отображаемые как линейными, так и
нелинейными уравнениями. В случае линейных зависимостей
переход от служебного назначения машины к связям ее исполни-
тельных поверхностей и разработку норм точности ведут на ос-
нове теории размерных цепей. Рассмотрим такой случай на при-
мере агрегатного станка (см. рис. 1.1).
Исполнительными поверхностями агрегатного станка являются
поверхности отверстий в шпинделях, в которых устанавливают
режущие инструменты, базирующие поверхности приспособления,
являющегося составной частью станка, и поверхности отверстий
кондукторных втулок, направляющих сверла. Выявим требования
к геометрической точности станка, т. е. к размерным связям его
исполнительных поверхностей, исходя из требуемой точности
размеров и положения обрабатываемых отверстий при сверлении.
Чтобы агрегатный станок соответствовал своему служебному
назначению, необходимо чтобы:
сверла, направляемые кондукторными втулками, обеспечива-
ли получение диаметров отверстий с точностью 0,16 мм;
кондукторные втулки задавали правильное направление свер-
лам и обеспечивали радиальное положение отверстий с точно-
стью 0,15 мм, угловое положение 30', перпендикулярность от-
верстий к установочной базе детали 0,15/100 мм;
сверла при входе во втулки не деформировались.
Погрешность любого выдерживаемого размера при обработке
заготовки представляет собой сумму погрешностей установки
(о)у) заготовки, статической (сос) и динамической (сод) настройки
системы станок — приспособление — инструмент — заготовка:
со - о)у + сос + (Од. A.5)
В связи с этим необходимо, исходя их допуска на выдержи-
ваемый размер, ограничить допусками каждую из составляющих
погрешность обработки так, чтобы
в^ву + а0 + 6д. A.6)
9
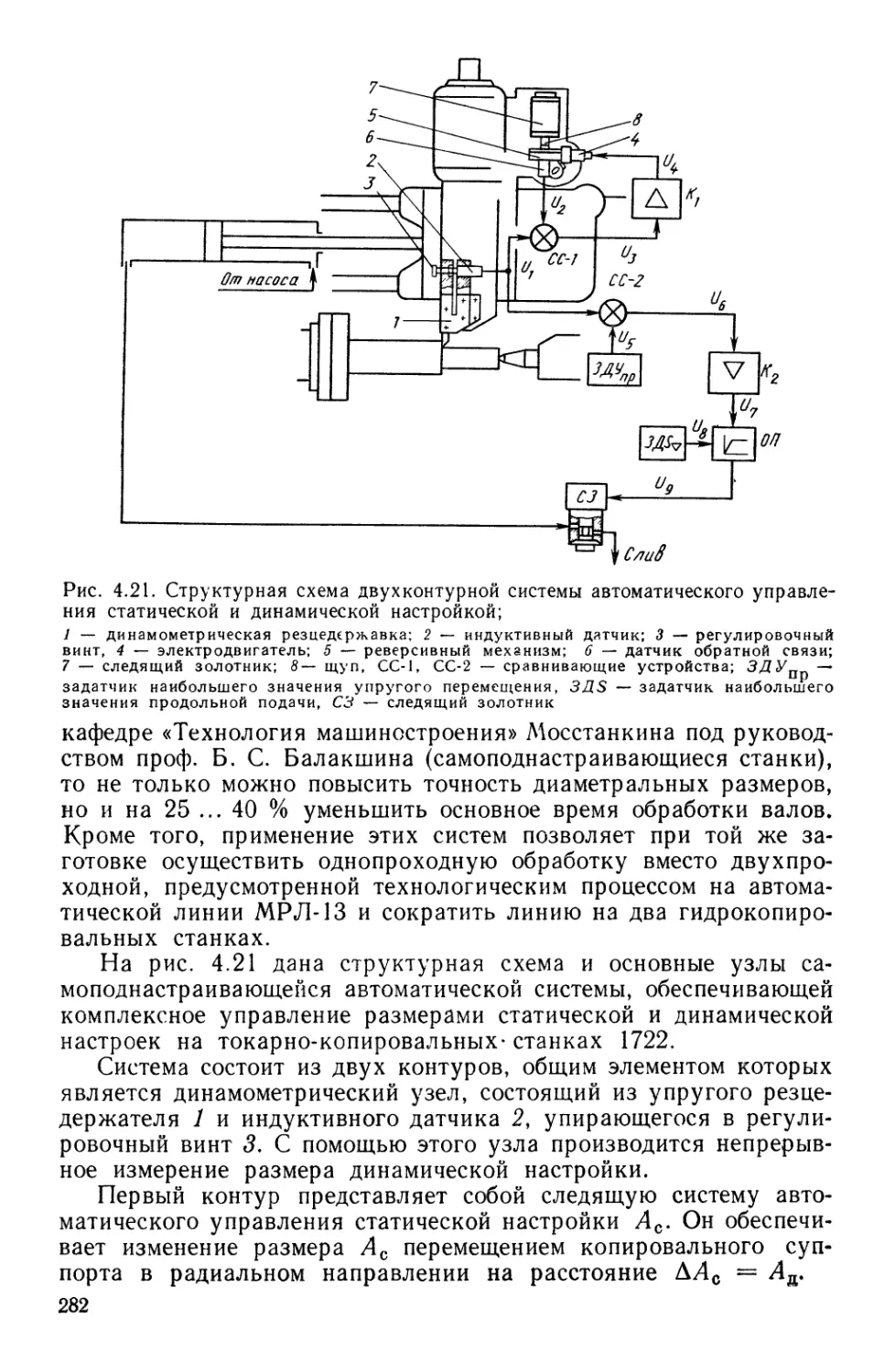
Рис. 1.2. Схема размерных цепей системы станок—приспособление — инстру-
мент — заготовка агрегатного станка, с помощью которых достигается точность
положения одного из обрабатываемых отверстий
В процессе изготовления станка в основном достигается точ-
ность его статической настройки. Поэтому допуски на показатели
геометрической точности станка должны устанавливаться исходя
из бс. Не касаясь динамики процесса обработки, проанализи-
руем зависимость размеров и положения обрабатываемых от-
верстий от геометрической точности станка.
Диаметр обрабатываемого отверстия D0TB зависит не только
от диаметра сверла Z)CB, но и от величины разбивки Дра3б отвер-
стия сверлом. Исследование причин разбивки отверстий пока-
зывает, что разбивка зависит от зазора Д между сверлом и втул-
кой и приблизительно равна двойному зазору. Если допуск на
диаметр обрабатываемого отверстия, равный 0,16 мм, разделить
на три части и ограничить ими составляющие погрешность обра-
ботки отверстий следующим образом:
0,16 = 0 +0,08 +0,08,
то исходной величиной для дальнейших расчетов будет являться
бс = 0,08 мм. Поскольку роль разбивки отверстия весьма су-
щественна, то в приближенном расчете можно полученным до-
пуском бс ограничить разбивку отверстия сверлом. Тогда наиболь-
ший допустимый зазор между сверлом и втулкой
Днб = Дразб/2 = 6с/2 = 0,08/2 == 0,04 мм.
Так как зазор между сверлом и втулкой зависит от их диа-
метров, можно установить наибольшие допустимые отклонения
диаметров сверла Дсв, отверстия во втулке Двт, а также нормы
износа сверла Дизн. Св и втулки Дизн. вт, применив квадратич-
ное суммирование отклонений:
Дн* Г^/Д^в + Д|т + Д|зн. св + А^зн. вт- A.7)
10
Требуемая ТОЧНОСТЬ раДИаЛЬНОГО Направление^'Ось вращения
и углового положения каждого от- п°даш /1Я^^'/"Л
Ось отверстия
в кондукторной
втулке
Рис. 1.3. Схема отклонений по-
ложения и направления подачи
сверла относительно отверстия
в кондукторной втулке
верстия обеспечивается в процессе
обработки через размерные цепи J^a
системы станок — приспособление —
инструмент — заготовка. На рис. 1.2.
показаны размерные цепи Л, р и у,
с помощью которых достигается
точность расстояния одного из обра-
батываемых отверстий от базирую-
щего отверстия, его перпендикуляр-
ность к установочной базе детали и
относительное угловое положение
пары обрабатываемых отверстий.
Замыкающими звеньями этих раз-
мерных цепей являются выдержи-
ваемые расстояния АА и углы (Зд и 7д-
Расчет допусков следует вести, ис-
ходя из соответствующих значений
бс, полученных в результате распре-
деления допусков на параметры положения отверстий в детали
между тремя составляющими погрешности обработки. Расчет дол-
жен определить: требуемую точность кондукторной плиты, точ-
ность базирования кондукторной плиты по приспособлению,
точность базирующих элементов приспособления.
Чтобы сверла не деформировались при вхождении во втулки
и чтобы уменьшить трение между ними, необходимо обеспечить
соосность сверл и втулок. В общем случае соосность сверла и
втулки может нарушаться вследствие ряда причин, к числу ко-
торых следует отнести смещение Б (рис. 1.3) и поворот р оси
вращения сверла относительно оси отверстия в кондукторной
втулке, радиальное биение сверла, вызываемое смещением В и
поворотом т] сверла относительно оси его вращения, и непарал-
лельность [i направления подачи сверла оси отверстия в кондук-
торной втулке. Чтобы при наличии указанных отклонений из-
бежать деформации сверла, следует ограничить отклонения,
исходя из наименьшего допустимого зазора между сверлом и
втулкой.
Однако обеспечить при изготовлении станка сумму всех от-
клонений в пределах наименьшего зазора затруднительно ввиду
его малости (Анм = 0,013 мм). Поэтому приходится допускать
деформирование сверла при вхождении во втулку, повышенный
износ и ограничивать отклонения, приводящие к несоосности
сверла со втулкой, экономически приемлемыми допусками, мм:
6б - 0,02, бр = 0,02/150, 8В = 0,04, бл = 0,04/150, 8^ =
*= 0,03/150.
При разработке норм точности выясняются задачи, которые
необходимо решить в процесе изготовления машины. Технолог
И
Рис. 1.4. Плунжерный насос (число рабочих витков пружины i— 10±3):
/ — шток; 2 — втулка; 3 — прокладка; 4 — корпус
должен уяснить смысл задач, чтобы строить технологический
процесс со знанием дела. Для этого требуется проследить весь
путь, приведший к заданным величинам допусков: разобраться
в сущности процесса, который должна выполнять машина, в свя-
зях между исполнительными поверхностями машины, оценить
правильность установленных норм с качественной и количествен-
ной стороны. Глубокое понимание системы размерных связей в ма-
шине, уверенность в правильности построения этой системы и в це-
лесообразности ее параметров могут быть достигнуты лишь в ре-
зультате кропотливого анализа соответствия норм точности и тех-
нических требований служебному назначению машины. Такой
анализ крайне необходим и, чем тщательнее он будет проведен тех-
нологом, тем меньше недочетов можно ожидать в спроектированном
технологическом процессе.
Изложенный подход к разработке норм точности и технических
требований может быть применен к любому узлу машины. Пока-
жем это на примере * плунжерного насоса, используемого в раз-
личных станках.
Плунжерный насос (рис. 1.4) предназначен для подачи масла
в смазочную систему станка под давлением не ниже 4,9 МПа
в объеме 0,06 ... 0,08 л/мин при A00 ± 10) дв. ходов/мин и ходе
плунжера S = 6_х мм. Сила Р на плунжере в первоначальный
момент вспомогательного хода должна быть С40 ± 10) Н. Насосу
предстоит подавать масло индустриальное 20 при температуре
20 ... 80 °С.
Рассмотрим решение задачи по обеспечению требований слу-
жебного назначения плунжерного насоса в части силы Р на
плунжере в первоначальный момент вспомогательного хода, опре-
деляемого нелинейным уравнением
^«(L-IOGdVW), A.8)
* Пример разработан доцентом Ю, Б% Крамаренко*
12
где L и L± — длина пружины соответственно в свободном состоя-
нии и под нагрузкой Р> мм; G — модуль упругости 2-го рода,
j-ja. d диаметр проволоки пружины, мм; D0 — средний диаметр
пружины, мм; i — число рабочих витков пружины.
Решение исходного уравнения A.8) сводится к установлению
номинальных значений аргументов, исходя из заданного слу-
жебным назначением насоса номинального значения Р = 40 Н.
Пусть подбор номинальных значений аргументов, проведенный
с учетом действующих нормативов и использованием опыта реше-
ния подобных задач в прошлом, привел к следующему решению:
I = 26,8 мм, Lx = 20 мм, G ¦= 80 000 МПа, d = 1,2 мм, D0 =*
= 7,2 мм, i = 10. Средние значения аргументов примем равными
их номинальным значениям.
Для ограничения допусками случайных отклонений аргу-
ментов от своих средних значений необходимо воспользоваться
формулой A.2), согласно которой при условии, что kXi = 1,
связь допуска 8Р, ограничивающего отклонение функции Р,
с допусками, ограничивающими отклонения аргументов, предста-
нет в следующем виде:
""+(wXei-+(!)>-• <1-9>
Подставив в это выражение значения частных производных,
получим
"'"+ Е1^1]2^ Рт^]Ч+р^ТЪ
Вычислив значения частных производных и учитывая их,
далее следует распределить допуск бР между аргументами, со-
образуясь с возможностями технологии изготовления деталей
плунжерного насоса и стремясь к наиболее экономичному обе-
спечению требования служебного назначения насоса в отношении
силы Р на плунжере. Предположим, что наиболее рациональным
в данном случае оказалось следующее распределение допуска
бР между аргументами: 6L = Змм, 8Ll = 0,8 мм, 8G = 2 000 МПа,
6</ = 0,05 мм, 8Do = 0,2 мм, 8/ = 0,6 витков.
Поиск оптимальных значений допусков на отклонения аргу-
ментов может быть осуществлен конструктором тем успешнее,
чем он более компетентен в области технологии. Очевидно, что
технолог, лучше знающий возможности производства в силу своего
служебного положения, должен быть активным участником в на-
значении допусков.
13
При назначении допусков на отклонения аргументов не
должны упускаться из виду интересы потребителя и следует
учитывать, что качество изделий в процессе эксплуатации претер-
певает изменения, так как изделие изнашивается, стареет и т. д.
В целях сохранения работоспособности изделия в течение пред-
писанного срока службы некоторые допуски, которыми ограничены
отклонения аргументов, приходится ужесточать.
В нашем примере с плунжерным насосом, в частности, можно
предвидеть, что из-за усталостных явлений значение модуля
упругости G материала пружины уменьшится к концу работы
насоса. Как показывает опыт эксплуатации подобных насосов,
через 10 000 ч работы G может достичь 70 000 МПа, что приве-
дет к ослаблению давления пружины (Р снижается на 5 Н). Чтобы
обеспечить требуемое значение силы Р на протяжении указанного
срока эксплуатации насоса, при расчете допусков необходимо
исходить не из значения Р = 40 ± 10 Н, а Р = 40^5° Н. Уже-
сточение требования в отношении Р может быть обеспечено,
например, за счет изменения допуска на длину пружины в сво-
бодном состоянии. Расчет показывает, что 6L должно быть равно
2 мм, а не 3 мм, как было установлено ранее.
Следующим шагом в разработке технологического процесса
сборки машины является ознакомление с намечаемым выпуском
машин в единицу времени (масштаб выпуска) и общим числом
машин, подлежащих выпуску по неизменным чертежам (серией),
так как выбор методов достижения требуемой точности тесно
связан с количественным выпуском машин. Помимо этого данные
о масштабе выпуска и серии будут необходимы и в дальнейшем для
выбора видов оборудования, объема технологической оснастки,
вида и формы организации технологического процесса сборки
машины и его технико-экономической оценки.
§ 3. ВЫБОР МЕТОДОВ ДОСТИЖЕНИЯ ТРЕБУЕМОЙ
ТОЧНОСТИ МАШИНЫ. КОРРЕКТИРОВКА РАБОЧИХ
ЧЕРТЕЖЕЙ
Выбору методов достижения требуемой точности ма-
шины обычно предшествует изучение рабочих чертежей. Изуче-
ние чертежей начинается с момента ознакомления с конструк-
цией и выявления ее исполнительных поверхностей и углубляется
на протяжении дальнейших _этапов проектирования технологи-
ческих процессов сборки машины. В результате изучения черте-
жей выявляются состав, связь и взаимодействие всех сборочных
единиц и деталей, составляющих машину.
Приступая к выбору методов достижения требуемой точности
машины, прежде всего необходимо сформулировать задачи, кото-
рые требуется решить в процессе достижения ее точности. Эти
задачи вытекают из требований к точности машины и каждая из
них касается обеспечения точности одного из параметров размер-
14
ной связи. При проведении конструктором точностных расчетов
уже были избраны методы достижения требуемой точности каж-
дого параметра. Технологу необходимо вскрыть заложенные в кон-
струкцию машины методы достижения ее точности, оценить, удачен
ли их выбор при заданном масштабе выпуска, проверить правиль-
ность простановки размеров и допусков на чертежах машины и
наличие компенсаторов, если достижение требуемой точности
каких-то параметров предполагается вести методом регулирования
или пригонки.
Для успешного выполнения этой работы необходимо изучить
конструкторские размерные цепи или выявить их, если схемы
размерных цепей машины не приложены к чертежам. При выяв-
лении размерных цепей необходимо иметь в виду, что от четкости
формулировки задачи во многом будет зависеть правильность
выявленной размерной цепи и ее соответствие поставленной за-
даче, что поставленную задачу можно решить только единствен-
ной правильно построенной размерной цепью, так как размер-
ные связи между деталями и узлами объективны, и что каждая
размерная цепь дает решение только одной задачи. При решении
прямой задачи первым должно быть выявлено замыкающее звено,
отражающее сущность решаемой задачи. Обычно замыкающим
звеном является расстояние или относительный поворот поверх-
ностей (или их осей) деталей, относительное положение которых
требуется обеспечить.
Составляющими звеньями размерной цепи могут быть либо
расстояния (относительные повороты) между поверхностями (их
осями) деталей, образующих замыкающее звено, и основными ба-
зами этих деталей, либо расстояния (относительные повороты)
между поверхностями вспомогательных и основных баз деталей.
Руководствуясь этим положением, для выявления размерной цепи
следует идти от поверхностей (осей) деталей, образующих замы-
кающее звено, к основным базам (осям) этих деталей, от них —
к основным базам (осям) деталей, базирующих первые детали,
учитывая отдельными звеньями несовпадения основных и вспо-
могательных баз (осей), если они возможны, и т. д. вплоть до
вспомогательных баз базирующей детали сборочной единицы и
образования замкнутого контура.
Требуемая точность машины в процессе ее сборки достигается
через технологические размерные цепи. Совпадение технологи-
ческой размерной цепи с конструкторской возможно лишь при
достижении точности ее замыкающего звена одним из методов
взаимозаменяемости. Применение других методов, использование
в процессе сборки различных приспособлений и контрольных
устройств, точность которых сказывается на результатах сборки,
приводят в возникновению в процессе сборки размерных связей,
отличающихся от тех, что действуют в работающей машине. Тех-
нолог, разрабатывающий технологический процесс сборки ма-
шины, должен не только отчетливо представлять размерные связи,
15
возникающие при избранном им построении технологического про-
цесса, но и сознательно направлять размерные связи, добиваться
большей точности и экономичности процесса сборки.
Огличие размерных связей в технологическом процессе сборки
машины от размерных связей в ее конструкции приводит к не-
обходимости расчета технологических размерных цепей, g по-
мощью которых при избранном методе и оснастке будет в дей-
ствительности достигаться точность машины. Такой расчет при-
водит к ограничению допусками составляющих звеньев техноло-
гических размерных цепей, которыми могут быть не только раз-
меры деталей машин, но и размеры технологической оснастки,
измерительных устройств, а также размеры, учитывающие по-
грешности установки одних и других. Следствием расчета техно-
логических размерных цепей сборочного процесса являются из-
менения в ту или иную сторону значений допусков в рабочих
чертежах деталей машин.
Поясним изложенное на примере технологического процесса
сборки вертикального сверлильно-резьбонарезного агрегатного
станка (см. рис. 1.1)*.
Из сказанного следует, что при сборке станка для достижения
его точности необходимо решить в числе прочих следующие
задачи.
1. Обеспечить:
параллельность оси вращения шпинделя оси отверстия в кон-
дукторной втулке при допустимом отклонении,- мм, не более 0,02/150
отсутствие смещения осей в пределах, мм, не более .... 0,02
2. Обеспечить:
а) параллельность оси сверла оси вращения шпинделя * . . 0,04/150
б) отсутствие смещения осей, мм 0,04
3. Обеспечить параллельность направления подачи сверла оси от-
верстия в кондукторной втулке 0,03/150
4. Обеспечить установку кондукторной плиты на штыри приспособ-
ления и прилегание ее на базирующие платики приспособления —
Каждое из требований к точности в конструкций станка со-
блюдается через самостоятельную конструкторскую цепь. На-
пример, параллельность оси вращения одного из шпинделей оси
отверстия в кондукторной втулке в одной из координатных пло-
скостей обеспечивается с помощью размерной цепи р, а отсут-
ствие относительного смещения осей — с помощью размерной
цепи Б (рис. 1.5). Соосность других шпинделей с кондукторными
втулками плиты обеспечивается с помощью размерных цепей,
параллельно связанных с размерными цепями р и 5. Для про-
стоты на рис. 1.5 из 24 шпинделей станка показаны лишь два.
Достичь требуемой точности замыкающих звеньев рд и БА
одним из методов взаимозаменяемости не представляется воз-
* Рассмотрен один из возможных вариантов достижения требуемой точности
агрегатного станка.
16
Рис. 1.5. Схема конструкторских и технологических размерных цепей агрегатного
станка
можным, так как требования к их точности высоки, а размерные
цепи многозвенны. Однако возможен другой путь достижения
соосности шпинделей со втулками. Воспользовавшись тем, что
кондукторная плита подвешивается на четырех штангах, можно,
регулируя ее положение в пределах зазоров между втулками
плиты и штангами, добиться соосности одного из шпинделей
с кондукторной втулкой в двух координатных плоскостях и другого
шпинделя с его кондукторной втулкой в одной из координатных
плоскостей, применив в качестве контрольных средств оправки
со втулкой. На рис. 1.5 показан лишь один из шпинделей, по ко-
торому выставляется кондукторная плита.
17
Выбор способа достижения соосности приводит к возникнове-
нию ряда технологических задач, каждая из которых решается
с помощью своей размерной цепи. Достижение соосности g при-
менением калибров будет осуществляться теперь через размер-
ные цепи т и В методом полной взаимозаменяемости, причем тд =
= рд и Вд = БА. Но к решению этой задачи можно подойти
лишь после того, как будет обеспечена возможность вхождения
оправки во втулку калибра через размерные цепи \х и /(. Замыка-
ющие звенья этих размерных цепей \iA = тх и /(д = Вг. Их
точность -будет достигаться методом регулирования и зависеть от
точности контрольных устройств и точности их установки.
Выставка кондукторной плиты и подвеска ее на штангах
выдвигают еще одну задачу: при соединении плиты со штангами
необходимо избежать деформации штанг из-за несоосности их
концов со втулками плиты. Для одной из штанг, не базирующих
кондукторную плиту в горизонтальной плоскости, эта задача
может быть решена посредством размерной цепи М (см. рис. 1.5)
методом полной или неполной взаимозаменяемости. Зазор между
штангой и втулкой, в пределах которого можно допустить сме-
щение МА их осей, должен быть рассчитан с учетом возможной
несоосности М4 = /Сс втулки со штангой, базирующей плиту.
Что касается других шпинделей станка и кондукторных вту-
лок плиты, то обеспечить их соосность методом регулирования
уже не представляется возможным. Приходится рассчитывать на
методы полной или неполной взаимозаменяемости и применять их
с учетом достигнутой соосности шпинделей со втулками, участ-
воваших в выставке плиты. Соосность второго шпинделя с кон-
дукторной втулкой достигается с помощью технологических раз-
мерных цепей \ и Н. Для остальных шпинделей и втулок размер-
ные цепи будут аналогичны.
Принятое построение технологического процесса и методы
достижения соосности шпинделей со втулками требуют соответ-
ствующей простановки размеров в рабочих чертежах деталей
станка и расчета допусков через технологические размерные цепи.
Например, в чертежах кондукторных плит положение отвер-
стий под втулки штанг, под кондукторные втулки и втулки, ба-
зирующие плиту, обычно задают в системе координат XOY
(рис. 1.6). Технологические размерные цепи, возникающие при
сборке станка, указывают на то, что более короткий, а следова-
тельно, более точный путь достижения требуемой соосности шпин-
делей с кондукторными втулками будет в том случае, если поло-
жение отверстий задать в нескольких системах координат, увязав
их должным образом между собой. Первая система координат
Х1О1 Yx должна быть связана с отверстиями 1 и 3, по которым плита
базируется на штангах. Причем ее начало Ох должно быть сов-
мещено с центром того отверстия, которое лишает плиту двух
перемещений в горизонтальной плоскости, а ось ОхХг должна
проходить через центр отверстия, лишающего плиту поворота
18
1 — 4 — отверстия под штанги; 5—9 — отверстия под базирующие втулки плиты; 10 —
25 — отверстия под кондукторные втулки
вокруг 02. Для лучшей компенсации погрешности расстояния между
этими отверстиями конец штанги, входящей в отверстие 3, це-
лесообразно сделать ромбического сечения. В системе координат
X1OiY1 должно быть задано положение отверстий 2 и 4, а вы-
полнить их придется по более широкому допуску, чем базирую-
щие отверстия, для увеличения зазора между ними и штангами.
В этой же системе координат должно быть задано положение
двух отверстий под кондукторные втулки, по которым будет вы-
ставляться кондукторная плита (пусть это будут отверстия 12
и 24). Положение всех остальных отверстий под кондукторные
втулки должно быть задано в системе координат X202Y2J свя-
занной с отверстиями 12 и 24. В системе координат X202Y2 сле-
дует определить и положение отверстий под втулки, базирующие
плиту, так как от этого зависит точность радиального и углового
положения обрабатываемых отверстий относительно централь-
ного отверстия детали, используемого в качестве одной из тех-
нологических баз.
Задача, связанная с достижением параллельности направ-
ления подачи сверл осям отверстий в кондукторных втулках,
сводится к обеспечению параллельности осей отверстий направ-
ляющим станины, задающим направление подачи. Конструктивно
эта задача решается с помощью размерной цепи ? (рис. 1.7).
В этой размерной цепи наиболее существенные отклонения можно
ожидать на звене ?2, так как на его точность влияет выставка
кондукторной плиты по отношению к шпинделям. Это обстоятель-
ство является одной из главных причин того, что обеспечить
требуемую точность ?д методом неполной взаимозаменяемости
19
Рис. 1.7. Схемы размерных цепей,
с помощью которых достигается па-
раллельность направления подачи
сверл осям отверстий в кондуктор-
ных втулках
можно лишь при значительном
проценте риска. Отклонения ?д,
выходящие за пределы допуска,
можно устранить лишь методом
пригонки. При выборе компенси-
рующего звена приходится учи-
тывать, что использовать звено
?i в качестве компенсирующего
невозможно, звено ?2 также отпа-
дает, потому что нельзя нарушать
связь шпинделей с кондукторны-
ми втулками и нельзя трогать
стык шпиндельной коробки с си-
ловой головкой, чтобы не нару-
шить правильность зацепления
зубчатых колес, передающих
вращательное движение и мо-
мент от силовой головки к шпин-
делям. Компенсирующим звеном
можно избрать лишь звено ?3
и шабрением направляющих си-
ловой головки устранить избыточ-
ную погрешность на замыкаю-
щем звене ?д.
На практике при изготовлении агрегатных станков поступают
несколько иначе: параллельность осей отверстий в кондуктор-
ных втулках направляющим станины получают путем обеспе-
чения параллельности осей вращения шпинделей направляющим
станины. В возникающей при этом размерной цепи х избыток
погрешности ее замыкающего звена устраняется также в резуль-
тате шабрения направляющих силовой головки, но параллель-
ность отверстий в кондукторных втулках направляющим станины
достигается уже с помощью размерной цепи е.
Правильная установка кодукторной плиты на приспособле-
нии требует соосности ее втулок с базирующими штырями при-
способления и параллельности платиков плиты платикам при-
способления, дающим ей установочную базу. Технологические
размерные цепи Яи^с помощью которых решаются эти задачи,
приведены на рис. 1.8, а. Конструкция станка допускает дости-
жение точности замыкающего звена ПА регулированием вслед-
ствие перемещения в горизонтальной плоскости вертикальной
станины. Требуемая параллельность Ед достигается в настоящее
время методом пригонки путем дополнительной обработки осно-
вания вертикальной станины «по указанию сборки».
Неизбежная разборка станка после выставки кондукторной
плиты по приспособлению и подметки станины для дополнитель-
ной обработки усложняют процесс сборки. Значительные упро-
щения для достижения точности ?д внес бы метод регулирования
20
с применением подвижных ком-
пенсаторов. В качестве про-
стейших компенсирующих ус-
тройств могли бы быть три
домкрата, встроенных в стык
станины и основания станка.
Они позволили бы регулиро-
вать поворот станины вместе
с кондукторной плитой в про-
странстве и избежать разборки
станка и дополнительной об-
работки станины. Один из воз-
можных вариантов компенси-
рующих устройств приведен на
рис. 1.8, б.
Незначительные конструк-
тивные усовершенствования
станка, которые может пред-
ложить технолог, разрабаты-
вающий технологический про-
цесс, не только существенно
облегчили бы процесс сборки
станка, но и создали бы возмож-
ность повысить его точность.
Технологические размерные
цепи позволяют выявить логи-
ческую схему решения комплек-
са технологических задач, воз-
никающих при достижении тре-
буемой точности того или иного
параметра машины. В результате их расчета намечается не только
требуемая простановка размеров и допусков в рабочих чертежах
деталей машины, но и допусков на размеры деталей применяемой
технологической оснастки. Например, технологические размер-
ные цепи т и В, с помощью которых у агрегатного станка дости-
гается соосность шпинделей с кондукторными втулками (см.
рис. 1.5), позволяют определить требуемую точность контроль-
ных устройств в результате расчетов, выполненных по следующей
Рис. 1.8. Схемы размерных цепей, с по-
мощью которых обеспечивается уста-
новка кондукторной плиты на приспо-
соблении с подвижным компенсирую-
щим устройством:
1 — вертикальная станина; 2 — резьбовое
кольцо; 3 — гайка; 4 — основание станка
схеме. Исходя из допусков брд = бтд и б5д = бБд должны
быть соответственно установлены допуски 8^ и {^составляющих
звеньев, в том числе и 8Tl и 85l. Последние должны быть взяты
как допуски исходных звеньев \iA и /Сд при решении последующей
задачи и распределены между составляющими звеньями \it и
Kt с учетом избранного метода достижения точности замыкаю-
щих звеньев. Продолжим рассмотрение задач по выбору методов
Достижения требуемой точности изделий на примере плунжер-
ного насоса (см. рис. 1.4).
21
Рис. 1.9. Технологическая размер-
ная цепь плунжерного насоса, опре-
деляющая зазор БА между втулкой
и корпусом
Одним из требований, предъ-
являемых в изготовлению плун-
жерного насоса, как было установ-
лено ранее, является необходи-
мость сжатия пружины до размера
Lx = B0 ± 0,4) мм. Сжатие пру-
жины до нужного размера обес-
печивается длиной AA = Lr камеры
в собранном насосе, являющейся
замыкающим звеном конструктор-
ской размерной цепи:
ЛА = AL — A2 + Л3 +А±.
Несмотря на то, что допуск
6^д =• 0,8 мм на первый взгляд
представляется довольно свободным, обеспечение требуемой точ-
ности замыкающего звена Лд каким-либо методом взаимозаменя-
емости оказывается неэкономичным из-за сложности получения
размеров Аг и Л4 с относительно высокой точностью. Применение
этих методов потребовало бы обработки дна полости в литом
корпусе 4У хотя по служебному назначению насоса в этом нет
необходимости, и введения в дополнение к сверлению отверстия
в штоке / подрезки торца отверстия зенкером или резцом, что
усложнило бы технологию изготовления деталей.
Конструкция насоса позволяет применить для достижения
требуемой точности звена АА метод регулирования с использо-
ванием в качестве неподвижного компенсатора звена Л3 — тол-
щины прокладки 5, а данные таблиц (см. справочники технолога)
о среднеэкономической точности методов обработки показывают,
что в данном случае экономически выгодными допусками будут:
бл, = 0,5 мм, бд2 = 0,3 мм, блз = 0,2 мм и б^4 = 0,6 мм.
Чтобы обеспечить требуемую точность замыкающего звена Лд
методом регулирования, необходимо собрать корпус 4, поршень /,
втулку 2 насоса и эталон «3, имитирующий пружину в сжатом со-
стоянии (рис. 1.9). Затем следует измерить зазор между торцами
корпуса и втулки и в соответствии с его значением определить
требуемый размер компенсатора, которым при окончательной
сборке насоса будет скомпенсирован избыток погрешности на
замыкающем звене.
При таком способе регулирования точность замыкающего
звена Лд будет зависеть не от точности составляющих звеньев раз-
мерной цепи Л, а от точности эталона и его установки, от точ-
ности измерения зазора между корпусом и втулкой и точности
самого компенсатора. Значение 8Аа = 0,8 мм позволяет до-
пустить отклонение размера эталона в пределах 0,1 мм, погреш-
ность его установки 0,3 мм, погрешность измерения зазора 0,1 мм
при условии, что компенсатор будет изготовлен с точностью
бл3 = 0,2 мм.
22
Размеры компенсаторов и число их ступеней можно найти
в результате расчета технологической размерной цепи ?, опре-
деляющей зазор между корпусом и втулкой, полученный в резуль-
тате предварительной сборки насоса (см. рис. 1.9):
БА = Б1 — Б2 + Б3 + ?4 — ?5,
где ?д — зазор между корпусом и втулкой; ?х = Л2; Б2 = Аг\
Б3 — погрешность установки эталона; ?4 — размер эталона;
Бъ = ^м-
При избранном способе регулирования точность звена АА
обеспечивается косвенным путем и зависит от соответствия раз-
мера компенсатора действительному значению зазора БА и не-
компенсируемых отклонений звеньев Б3 и 2>4. При этом откло-
нения зазора БА возможны в пределах
Ьба = .S б^ = бБ1 + 6б2 + б^з + бБ4 + s55 =
= &А2 + вА1 + ЬБз + б^ + бА4 =
= 0,3 + 0,5 + 0,3 + 0,1+0,6= 1,8 мм.
Изменение зазора БА в таких пределах требует N ступеней
компенсаторов:
блЛ-бАз 0,8-0,2 °*
Установим координаты середин полей допусков составляющих
звеньев Б1} введя условие о совмещении нижних границ поле л
допусков 8ба и блд, согласно которому нижние предельные
отклонения замыкающих звеньев должны быть равны:
АнБа = АнАа.
Выразив Анба через координату ЛОбд середины поля до-
пуска и допуск 6ба и перенеся известные величины в правую
часть равенства, получим
Л0Бд - АнАа + бБл/2 = - 0,4 + 1,8/2 = + 0,5 мм.
Установим следующие значения: ДО^ = Д0л2 = +0,15 мм,
А0б2 = А0Л1 = —0,25 мм, Д0Бз = 0, A0g4 = 0. Решив уравне-
ние координат середин полей допусков
А0?д = Д051 - А052 + А0Бз + А0Б4 - А055,
которое всегда подобно уравнению размерной цепи, найдем зна-
чение координаты середины поля допуска звена Бь: А05б =
= —0,1 мм.
Компенсатор (звено А8) не вошел в состав технологической
размерной цепи ?, так как компенсируя отклонения звеньев Бь
23
Б2 и ?5, он не может скомпенсировать собственные отклонения.
Поэтому значение его координаты середины поля допуска сле-
дует установить, учитывая удобство его изготовления. Установим
ДСиз = —0,1 мм.
Размеры компенсаторов необходимо устанавливать с учетом
заданного значения нижнего предельного отклонения замыкаю-
щего звена Лд (АяЛд = —0,4 мм). Поэтому размер компенса-
торов I ступени должен быть [Л3 — 0,4]^0}2.
Размеры компенсаторов следующих ступеней должны отли-
чаться от предыдущих на величину С ступени компенсации, равную
В соответствии с этим размер компенсаторов:
II ступени [Ав — 0,4 + С\_0у2 =—[А3 + 0,2 L0J,
III ступени [А8 — 0,4 +2С]_0>2 = [А3 + 0,8].0J.
Рассмотренные примеры выбора методов достижения требуе-
мой точности машины, относящиеся к сборке агрегатных станков
и плунжерного насоса, не могут, конечно, охватить того мно-
гообразия задач, которые приходится решать технологу при раз-
работке технологии сборки разнообразных видов машин. Однако
наряду с подходом к решению этих задач примеры показывают,
насколько важна вдумчивая проработка размерных связей, име-
ющихся в машине и возникающих в проектируемом процессе.
Правильное раскрытие этих связей и придание им нужного на-
правления во многом предопределяют качество разработанной
технологии.
§ 4. РАЗРАБОТКА ПОСЛЕДОВАТЕЛЬНОСТИ И ВЫБОР
ВИДА И ФОРМЫ ОРГАНИЗАЦИИ СБОРКИ МАШИНЫ
Последовательность общей сборки машины в основном
определяется ее конструктивными особенностями и заложенными
в конструкции методами получения требуемой точности машины.
В меньшей мере на последовательность сборки машины влияет
организация сборочного процесса. Общие указания о последо-
вательности сборки машины состоят в следующем:
по чертежам машины и спецификации необходимо выявить все
составляющие машину узлы, подузлы, комплекты и отдельно вхо-
дящие в нее детали;
общую сборку машины и сборку любой сборочной единицы сле-
дует начинать с установки на сборочном стенде или конвейере ос-
новной базирующей детали; в ряде случаев роль базирующей де-
тали может выполнять комплект или даже более сложное соеди-
нение деталей;
смонтированные в первую очередь сборочные единицы и де-
тали не должны мешать установке последующих деталей и сбо-
рочных единиц;
вначале необходимо собирать сборочные единицы и детали,
выполняющие наиболее ответственные функции в работе машины;
24
при наличии параллельно связанных размерных цепей в ма-
шине сборку следует начинать с установки тех сборочных единиц
и деталей, размеры или относительные повороты поверхностей
коюрых являются общими звеньями и принадлежат большему
числу размерных цепей.
Из многочисленных вариантов возможной последовательности
сборки машины лишь некоторые позволяют собрать машину за-
данного качества при наименьших затратах средств и труда. На-
хождение оптимального варианта является довольно сложной за-
дачей, успешному решению которой в значительной мере способ-
ствует проведение размерного анализа машины.
Последовательность сборки удобно изображать в виде схемы
сборки [2], представляющей собой условное изображение по-
рядка соединения изделий и узлов при сборке.
Сборку сравнительно сложных изделий, требующих примене-
ния разнообразной сборочной оснастки и оборудования, выпуска-
емых сравнительно большими партиями, обычно осуществляют
с расчленением сборочного процесса на операции. Это позволяет
расширить фронг работ, оснастить каждое рабочее место необхо-
димым оборудованием и приспособлениями, организовать поточ-
ную сборку и значительно повысить производительность сборки,
сократить ее цикл.
Расчленение сборочного процесса на операции требует такой
компоновки переходов, чтобы по оперативному времени они были
бы равны или кратны между собой, а при массовой поточной сборке
равнялись бы или были кратны такту сборки.
Компоновку операций рекомендуется осуществлять, поль-
зуясь схемой сборки и данными о продолжительности переходов,
а также учитывая возможность рациональной организации рабо-
чего места, транспортирования изделия и его частей от одного ра-
бочего места к другому. Правильной компоновке операций из
переходов, обеспечивающей четкую координацию действий всех
сборщиков, может помочь циклограмма сборки, а для сложных,
трудоемких изделий —- календарный (сетевой) график сборки.
Схема сборки изделия, циклограмма его сборки, планировка
участка сборки тесно связаны между собой, определяют наивы-
годнейшую форму организации производственного процесса
сборки.
При компоновке операций сборки важно обеспечить равно-,
мерную загрузку рабочих мест. Коэффициент загрузки
(k) = ton/(Tp),
где ^оп — оперативное время операции, мин; Т — принятый
такт сборки, мин/шт.; р — число рабочих мест, на которых од-
новременно выполняется операция. Допускается принимать k =*
= 0,9 ... 1,03.
Документом, отражающим последовательность операций при
сборке, является также технологическая карта сборки. В отли-
25
чие от схемы сборки, весьма лаконично указывающей на последо-
вательность сборки сборочных единиц и их монтажа в машину,
в технологической карте сборки приводятся более широкие ука-
зания. Пригонка деталей, регулирование их положений, разметка
по месту, обработка крепежных отверстий, контроль качества
выполнения сборочных операций — все это должно найти отра-
жение в технологической карте сборки. При этом последователь-
ность выполнения сборочных переходов должна соответствовать
последовательности, указанной в схеме сборки.
После определения последовательности сборки машины необ-
ходимо установить вид и форму организации сборочного процесса,
ориентируясь на наибольшую производительность труда и наи-
меньшую себестоимость сборки машины.
§ 5. ВЫБОР СРЕДСТВ ОБЛЕГЧЕНИЯ ТРУДА
И УВЕЛИЧЕНИЯ ЕГО ПРОИЗВОДИТЕЛЬНОСТИ
На сборку машины приходится 10 ... 60 % обшей тру-
доемкости ее изготовления. Сборочные работы требуют значитель-
ной затраты физических сил сборщиков. Поэтому повышение про-
изводительности сборочных работ и облегчение труда сборщиков
являются важнейшими задачами, которые приходится решать при
разработке технологии сборки машины.
При выборе средств облегчения труда и повышения его про-
изводительности необходимо учитывать число машин, подлежа-
щих сборке в единицу времени и по неизменяемым чертежам,
а также весь комплекс работ, которые необходимо выполнить при
сборке машины: комплектование и транспортирование деталей и
сборочных единиц к месту сборки, координирование их с заданной
точностью, соединение, проверку достигнутой точности положения
и движения монтируемых деталей, регулирование, пригонку,
фиксацию относительных положений деталей и сборочных еди-
ниц, транспортирование собираемого объекта, испытания отдель-
ных узлов и машины в целом, очистку, окраску.
При изготовлении машин в небольшом количестве применяют
главным образом универсальную технологическую оснастку и
оборудование. С увеличением масштабов выпуска открывается
экономически оправдываемая возможность использования спе-
циальных средств. Наконец, выпуск машин в большом количестве
позволяет осуществить комплексную механизацию и автоматиза-
цию сборочных работ, обеспечивающих наиболее высокую про-
изводительность и избавляющих рабочих-сборщиков от тяжелого
и однообразного труда. Задачу автоматизации сборочных работ
необходимо решать в комплексе, так как автоматизация только от-
дельного вида работ часто не дает ожидаемого эффекта в целом.
При механизации и автоматизации доставки деталей и сбо-
рочных единиц к месту их монтажа в машину могут быть с успе-
хом использованы конвейеры различных типов, оборудованные
26
устройствами для адресования транспортируемых деталей со
клада к рабочим местам в любые точки сборочного цеха. Такие
конвейеры могут работать по «жесткой», неизменяемой длительное
время программе, и «гибкой» программе, автоматически меняю-
щейся н зависимости от характера монтируемых деталей и сбороч-
ных единиц на местах сборки. Конвейерами с устройствами для
адресования деталей машин к рабочим местам можно оснащать
сборочные цехи заводов не только массового, но и серийного
и мелкосерийного производства.
При разработке технологического процесса сборки машины не
меньшего внимания, чем транспортирование, должны заслуживать
механизация и автоматизация других вспомогательных работ,
например комплектования деталей и сборочных единиц.
Во многих случаях комплектовочные работы требуют больших
затрат труда, а ошибки, допущенные при комплектовании деталей,
вызывают затруднения и потери времени при сборке машин. От
четкости комплектования и своевременной отправки деталей на
сборку во многом зависит бесперебойность сборочного процесса.
Особо эффективной является механизация и автоматизация комп-
лектовочных работ при изготовлении машин и механизмов широ-
кой номенклатуры при сравнительно узкой номенклатуре деталей,
из которых они собираются.
При установлении средств облегчения труда и повышения
его производительности необходимо не только в полной мере
использовать нормализованные и испытанные средства, обстоя-
тельно описанные в работе [13], но и изыскивать новые пути.
Предварительный выбор оснастки и оборудования, которые
необходимо использовать при сборке машины, дает возможность
приступить к нормированию сборочных работ и определению тру-
доемкости сборки любой сборочной единицы и машины в целом.
§ 6. НОРМИРОВАНИЕ, ОПРЕДЕЛЕНИЕ ТРУДОЕМКОСТИ
СБОРКИ
Заключительным этапом разработки технологического
процесса сборки машины является нормирование сборочных ра-
бот, определение трудоемкости сборки и необходимого числа ра-
бочих мест или позиций, которые должен пройти собираемый
объект, и формирование операций из переходов. Нормирование и
определение трудоемкости сборочных работ осуществляют по
формулам, приведенным в «Основах технологии машиностроения»
J2], и по нормативам времени на слесарно-сборочные работы
Нормативы времени на слесарно-сборочные работы содержат
нормы основного технологического и вспомогательного времени вы-
полнения наиболее распространенных сборочных переходов. Время
обслуживания рабочего места, выделяемое рабочему для рас-
кладки инструмента перед началом работы, очистки рабочего
27
места, замены инструмента в процессе работы, передачи рабочего
места сменщику, устанавливают в зависимости от вида сборочных
работ в размере 2 ... 6 % оперативного времени, представляющего
собой сумму основного технологического и вспомогательного вре-
мени.
Перерывы для отдыха и удовлетворения естественных надоб-
ностей составляют 4 ... 6 % оперативного времени. При конвей-
ерной сборке рекомендуется делать перерыв на 10 мин через
каждые 1 ч 40 мин работы.
При сборке изделий партиями должны быть учтены с помощью
нормативов затраты времени на подготовку сборочных работ для
данной партии — так называемое подготовительно-заключитель-
ное время. При определении времени, затрачиваемого на опера-
цию (трудоемкость операции), подготовительно-заключительное
время относится к одному изделию и суммируется со штучным
временем.
Суммирование трудоемкостей отдельных операций дает воз-
можность найти трудоемкость сборки всего изделия, определить
число необходимых рабочих мест или позиций и потоков, требуе-
мых для сборки одинаковых изделий, по формулам, приведенным
в работе [2].
При разработке технологического процесса сборки машины
поточным методом должна быть обеспечена длительность опера-
ций, равная или кратная такту сборки машины. Упорядочение
операций во времени является сложным делом и требует оценки
всей предшествующей работы над проектом технологического про-
цесса сборки машины.
Равенство или кратность времени операций такту сборки
может быть достигнуто путем частичных изменений последователь-
ности сборки машины, перекомплектования операций из пере-
ходов, совмещения и расчленения операций, изыскания более
производительных методов сборки, использования более произ-
водительного оборудования и технологической оснастки, а также
корректирования режимов работы оборудования.
Все мероприятия по упорядочению операций по времени ни
в коем случае не должны влиять на качество машины, произво-
дительность и удобство ее сборки.
§ 7. ПРИМЕР РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА СБОРКИ
Рассмотрим разработку технологии сборки машины на
примере разработки технологического процесса сборки одного
узла — шестеренного масляного насоса (рис. 1.10). Общность
методики разработки технологии сборки машины, узла и любой
другой сборочной единицы вполне допускает ее показ на более
простом примере.
Шестеренный насос предназначен для подачи смазочного ма-
териала к трущимся поверхностям деталей трактора под давле-
28
Рис. 1.10. Общий вид шестеренного насоса трактора:
1 — корпус; 2 — ведомое зубчатое колесо; 3 — штифт; 4 — валик; 5 — втулка; 6 -*
зубчатое колесо; 7 — зубчатое колесо; 8 — ось; 9 — втулка; 10 — винт; 1! —- шайба?
12 — крышка; 13 — болт; 14 — стопорная пластина; 15 — труба приемника; 16 — про*
кладка; 17 — штифт; 18 — шпонка; 19 — винт; 20 — шайба
нием 0,6 МПа. Насос должен обеспечить подачу масла не менее
30 л/мин при частоте вращения зубчатых колес 39 с.
Проанализируем достаточность и правильность технических
условий, задаваемых чертежом, по подаче насоса, требуемой
служебным назначением. Фактическая подача насоса
<2Ф = 60QTrc — Qy — QBC,
где QT — теоретическая подача насоса за один оборот зубчатых
колес, л/мин; п — частота вращения зубчатых колес, с; Qy —
утечка масла, л/мин; QBC — потери при всасывании, л/мин.
При нагнетании возможны утечки масла:
Qy = QyP + Qy3 + QyT>
где Qyp — утечка через радиальные зазоры между зубьями и
корпусом; Qy3 — утечка, обусловленная неплотностью контакта
29
зубьев; Qy — утечка через торцовые зазоры между корпусом и
зубчатыми колесами.
В соответствии с приведенными зависимостями расчет насоса
и разработка норм точности должны быть проведены по следующей
схеме. Исходя из требуемой подачи, следует установить теорети-
ческую подачу, нормы утечки и потерь масла при всасывании.
Затем переходят к размерам зубчатых колес, их модулю, ширине
и параметрам зацепления. Нормы допустимых утечек и потерь
при всасывании позволяют ограничить допусками параметры, от
которых зависят утечки и потери. В частности, исходя из уста-
новленной нормы утечки масла, находят нормы утечек Qy ,
Qy , Qy , а исходя из них определяют наибольший допустимый
радиальный зазор, боковой зазор между зубьями, торцовый
зазор. Устанавливая наименьшие допустимые зазоры, следует
учитывать условия трения зубчатых колес о корпус и возмож-
ность заклинивания их при нагреве во время работа.
При расчете допусков, необходимо определить, соответствуют
ли требованиям служебного назначения насоса верхние предель-
ные значения зазоров, заданные в чертежах. В табл. 1.1 приведены
возможные утечки масла, найденные по методике расчета шесте-
ренных насосов 123}.
Потери при всасывании, одной из главных причин которых
является разрежение во всасывающей камере насоса и неполное
заполнение межзубовых впадин, QBC = 4,83 л/мин.
Учитывая, что теоретическая подача насоса при размерах
зубчатых колес и корпуса, указанных в чертежах, будет
60QTn = 60-0,01785-39 = 41,85 л/мин,
можно ожидать, что подача насоса
Qo>KHa = 41,95 — 6,73 — 4,83 = 30,39 л/мин.
Следовательно, верхние предельные отклонения зазоров уста-
новлены правильно,
30
Среди технических требований имеются следующие.
1 В собранном насосе при прокручивании от руки зубчатые
колеса должны вращаться плавно.
2. Собранный насос должен быть чистым; его зубчатые ко-
леса должны работать плавно и бесшумно; насос следует под-
вергнуть испытаниям на специальной установке в течение 3 —
4 мин.
Требования, касающиеся легкости и плавности, а также
бесшумности вращения зубчатых колес, заданы в неявной форме,
поэтому формулировку первого из них следовало бы заменить
следующей: в окончательно собранном насосе приводной вал
должен свободно проворачиваться от руки; крутящий момент,
требующийся для поворота приводного вала, не должен превышать
1 ... 1,5 Н-м. Второе условие следует сформулировать так: уро-
вень звукового давления (шума) при работе насоса под нагрузкой
не должен превышать 40 дБ.
В нормы точности, заданные чертежом, следует внести еще
одно уточнение: на зазор между корпусом и торцом ведомого
зубчатого колеса привода следует установить допуск; учитывая,
что для свободного вращения зубчатого колеса вполне достаточен
зазор 0,1 мм, можно установить предельное отклонение зазора
0,1 .*.. 0,5 мм.
Выяснив соответствие технических требований служебному
назначению шестеренного насоса и откорректировав их, можно
перейти к ознакомлению с намечаемым выпуском машин в единицу
времени и по неизменяемым чертежам. Допустим, что в год надо
изготовить 100 000 насосов рассматриваемой конструкции, при-
чем общий выпуск насосов по неизменяемым чертежам состав-
ляет 800 000 шт.
Приступая к проведению размерного анализа, наметим наи-
более важные задачи, которые необходимо решить в процессе
изготовления насоса. Этими задачами является обеспечение:
1) требуемого радиального зазора между зубчатыми колесами
и корпусом;
2) зазора между корпусом и торцами зубчатых колес (торцо-
вого зазора);
3) требуемого бокового зазора между зубьями зубчатых
колес;
4) требуемого зазора между торцом оси ведомого зубчатого
колеса и крышкой корпуса;
5) зазора между корпусом и торцом ведомого зубчатого ко-
леса;
6) плотности контакта зубьев зубчатого колеса;
7) легкости вращения зубчатых колес.
Первые пять задач могут быть решены с помощью размерных
Цепей Л, Б, В, Г и Д (рис. 1.11). Плотность контакта зубьев
зубчатых колес зависит от относительного поворота образующих
звольвентных поверхностей зубьев в двух координатных плоско-
31
стях; размерные цепи, с по-
мощью которых обеспечивается
решение этой задачи, рассмот-
рены ниже.
Для легкого вращения зубча-
тых колес необходимо чтобы-
зазор между торцами колес,
корпусом и крышкой был не мень-
ше толщины масляной пленки;
для этого должны быть обеспе-
чены с соответствующей точно-
стью расстояние между торцами
колес и дном корпуса и поворот
торцов колес относительно дна
корпуса; размерные цепи Б и у
(рис. 1.12) дают решение этих
задач в одной из координатных
плоскостей;
были обеспечены требуемые за-
зоры в подшипниках, зависящие
от диаметральных размеров от-
верстий втулок и валика (размер-
ная цепь Е, см. рис. 1.12) и от точ-
ности относительного смещения
и поворота осей отверстий втулок
в двух координатных плоско-
стях. Эти задачи могут быть решены в одной из координатных
плоскостей с помощью размерных цепей К и \i.
Выявленные размерные цепи позволяют вскрыть заложенные
в конструкции методы достижения точности каждого из пере-
численных параметров и оценить правильность простановки раз-
меров и допусков на чертежах деталей насоса.
Например, радиальный зазор (см. рис. 1.11 и табл. 1.2)
ЛА = — Аг + А2 + А3 + Л4 + Аъ.
Номинал замыкающего звена согласно чертежам деталей
Лд = —48,75 + 0 + 0 + 0 + 48,75 - 0.
Поле допуска замыкающего звена, если обеспечивать его точность
по методу полной взаимозаменяемости.
т— 1
Зал = И 6А/ = 0,017+ 0,03+ 0,072+ 0,05+ 0,05 = 0,219 мм.
Координата середины поля допуска замыкающего звена
Д0Ад = - А0А1 + А0А2 + А0Аз + А0А4 + А0А5;
Д0Лд = 0,008 + 0 + 0 + 0 + 0,1= 0,108 мм.
32
Рис. 1.11. Размерные цепи шесте-
ренного насоса
Верхнее и нижнее предельные отклонения замыкающего звена
&вАА = 0,108 + 0,219/2 = Qv21-8mm;
АяАа = 0,108 — 0,219/2 = 0,002 мм,
в то время как техническими требованиями на насос зазор за-
дан в пределах 0,07 ... 0,15 мм (см.. рис. 1.10).
Таким образом, при допусках на размеры деталей, заданных
чертежами» рассчитывать на достижение требуемого значения ра-
диального зазора методом полной взаимозаменяемости, не при-
ходится .
Проверим возможность достижения радааль^аго зазора в тре-
буемых пределах по методу неполной взаимозаменяемости при
риске 0,27 % (t = 3) и Ери условии, что? рассеяние погрешностей
составляющих звеньев подчинено закону Гаусса |Я^. = 1/9).
При этом целесообразно несколько уменьшить зазор в подшипни-
ках, значение которого обычно назначают1 для насоса среднего
давления в пределах 0,002 ... 0,003 диаметра вала. Для вала
диаметром 15 мм можно считать допустимым зазор в подшипниках
0,03 ... 0,045 мм. Изменив значение 6^, можно ожидать, что
при достижении точности радиального зазора по методу не-
полной взаимозаменяемости отклонения АА будут находиться
в пределах
= 3|/-i-@,0172 + 0,032 + 0,452 + Q,052) = 0,09 мм,
причем АвАА = 0,108 + 0,09/2 = ОД53 мм и АнАа = 0,108 —
— 0,09/2 = 0,063 мм.
Итак, можно считать, что радиальный зазор в насосе можно
обеспечить но методу неполной взаимозаменяемости при риске
0,27 %. При заданном масштабе выпуска такой риск вполне при-
емлем.
Таким- образом должны быть найдены методы решения каж-
дой из сформулированных выше задач, и если это требуется, вне-
сены соответствующие коррективы в чертежи деталей насоса.
Кроме нахождения метода решения каждой из возникших
задач* размерный анализ помогает разобраться в последователь-
ности сборки узла. Например,, последовательность сборки насоса
рассматриваемой конструкции существенно зависит от того, ка-
ким методом уддстся обеспечить соосность отверстий подшипни-
ков скольжения вашка. Проанализируем этот вопрос.
Минимальный зазор в подшипниках, как установлено выше,
должен быть 0>0& мм. Толщина масляного слоя- в любой точке
касания валика должна быть не менее 0,01 мм. Следовательно,
на компенсацию несоосности отверстий втулок остается не более
34
о 03—0,01 =0,02 мм. Несоосность отверстий втулок слагается
з относительного смещения и поворота их осей в двух коорди-
и ных плоскостях (см. рис. 1.12). Даже если полностью ис-
пользовать минимальный зазор в подшипниках для компенсации
погрешностей двух видов только в одной из координатных плоско-
стей, и то допуски замыкающих звеньев размерных цепей К и
м получатся 6/<д = 0,01 мм и б^д = 0,01/45 мм.
Согласно допускам на размеры деталей, заданным в чертежах
и приведенным ниже
Явено К} К2 Кз К* ^i 1*2 f4 M4 т
Допуск, мм . . . 0,05 0,07 0,15 Я,05 0,02/45 0,10/45 0,07/45 0,02/45,
можно ожидать отклонения КА и \хА в пределах
т-\
бкл= Б 6*, = 0,05+ 0,07+ 0,15+ 0,05 = 0,32 мм;
т—\
К л = S бд/ = °>02 +0Л0 + 0,07 + 0,02 = 0,21/45 мм.
Ясно, что при отклонениях /Сд и \хА в таких пределах нельзяг
использовать ни один из методов взаимозаменяемости для обеспе-
чения требуемого зазора в подшипниках. Нельзя также ужесто-
чать допуски, так как это сильно усложнит изготовление де-
талей.
Обеспечить соосность отверстий втулок методом регулиро-
вания, перемещая крышку относительно корпуса и фиксируя ее
штифтом по достижении требуемого положения, также невозможно.
Такой прием не скомпенсирует погрешности относительного по-
ворота осей отверстий, которые, как показал расчет, могут быть
значительными. Следовательно, возникшую задачу даже при за-
данном масштабе выпуска приходится решать методом пригонки.
Наиболее целесообразно растачивание, позволяющее не только
получить необходимую точность размеров, формы и шероховатость
поверхностей отверстий, но и повысить точность их относитель-
ного положения.
Сборку насоса следует производить в следующем порядке.
В окончательно обработанные корпус и крышку необходимо за-
прессовать втулки подшипников, собрать корпус с крышкой, по-
ставить контрольные штифты, фиксирующие положение крышки
относительно корпуса, и обработать окончательно втулки. После
этого следует снять крышку с корпуса, установить в корпус де-
тали насоса и снова поставить крышку на место.
Более детально и наглядно последовательность сборки шесте-
ренного насоса представлена на рис. 1.13 (номера еа схеме со-
ответствуют номерам деталей на рис. 1.10). На схеме показана
е только сборка, но и частичная разборка, оказавшаяся необ-
одимой в процессе сборки насоса данной конструкции. Сборке
2*
г 35
комплекта 4, включающего детали
7 и 9, производится в механичес-
ком цехе, где изготовляют зубча-
тые колеса. На схеме можно
также указать все операции до, -
полнительной обработки деталей,
выполняемые в сборочном цехе.
В процессе разработки тех-
нологического процесса сборки
любой сборочной единицы возни-
кают задачи, от решения которых
существенно зависит построение
технологических процессов изго-
товления деталей. Именно на
этапе разработки технологичес-
кого процесса изготовления ма-
шины или узла очень важна
увязка технологических процес-
сов изготовления деталей со сбор-
кой изделия. Например, решение
об обеспечении соосности отверстий
во втулках насоса методом при-
гонки требует выбора технологи-
ческих баз для окончательной об-
работки втулок, использование
которых не нарушило бы точность
других размеров корпуса и крыш-
ки. Значит, обработку отверстий во
втулках следует вести от тех же
технологических баз, что и обра-
ботку всех ответственных поверх-
ностей корпуса. Это положение
не должно быть упущено при раз-
работке технологического процес-
са изготовления корпуса, и для
обработки корпуса должны быть
выбраны такие технологические
базы, которые можно использовать
при совместной обработке отвер-
стий во втулках корпуса и крышки.
8 качестве технологических баз
удобнее всего использовать по-
верхности бобышек (установочная
база) и двух отверстий в них
(направляющая и опорная базы),
предназначенных для крепления к
корпусу насоса стопорных пластин.
Но для этого указанные поверх-
36
сти должны быть достаточно точно обработаны, чтобы погреш-
Н°сти установки детали на операциях не превысили требуемых
Ноом. Установить требуемую точность поверхностей технологи-
ческих баз нетрудно, если вскрыть и проанализировать размерные
тепи систем станок — приспособление— инструмент — заготовка,
на которых будет осуществляться обработка наиболее ответст-
венных поверхностей корпуса насоса (отверстий под втулку
подшипника и ось, гнезд под зубчатые колеса и торцовой поверх-
ности).
Исходя из конструкции объекта сборки, масштаба его вы-
пуска и числа собираемых объектов по неизменяемым чертежам,
можно ориентировочно наметить форму и вид организации про-
цесса сборки насоса. Сравнительно простая конструкция насоса,
малые габариты, небольшая масса и в то же время значительный
масштаб выпуска указывают на то, что наиболее подходящей
является поточная сборка. Транспортировать собираемый объ-
ект с одного рабочего места на другое удобнее с помощью непре-
рывно движущегося конвейера.
Для облегчения труда сборщиков и повышения его произ-
водительности при заданных масштабах выпуска и серийности
можно применить не только универсальную, но и специальную
технологическую оснастку. Например, для запрессовки втулок
подшипников в корпус и крышку лучше всего использовать пне-
вматический пресс [13, 17].
Для напрессовки зубчатого колеса (см. рис. 1.10) на валик 4
следует предусмотреть приспособление, которое позволило бы
обеспечить с необходимой точностью размер Д2 (см. рис. 1.11).
Допуск на это звено должен быть установлен, исходя из требо-
вания к точности ДА с учетом точности остальных звеньев Дг.
Чтобы при запрессовке не была испорчена цилиндрическая по-
верхность валика, зубчатое колесо перед запрессовкой необхо-
димо нагреть. Поэтому в номенклатуру оборудования участка
сборки насоса надо включить нагревательную установку с масля-
ной ванной.
Итогом всей проделанной работы по разработке технологи-
ческого процесса сборки насоса является технологическая карта
сборки шестеренного насоса (табл. 1.3). В отличие от схемы сборки
в технологической карте сборки для удобства планирования и ор-
ганизации сборочного процесса сборка комплектов отделена от
общей сборки насоса.
В табл. 1.3 дано лишь краткое содержание операций без пере-
числений всех работ, составляющих их. Например, операция 1
сборки подузла 1 предусматривает установку корпуса в приспо-
соолении, установку крышки и шайб, наживление болтов, вы-
верку положения крышки относительно корпуса, довертывание
олтов и съем детали. В соответствии с содержанием операции
определена норма штучного времени. Так как сборка насоса не
Рерывается сборкой других изделий и сборщикам не нужно зна-
37
комиться с технической документацией, получать полуфабрикаты,
инструмент, то подготовительно-заключительное время в техно-
логической карте не приведено. Время обслуживания рабочего
места и время перерывов учтено при нормировании в размере
6 % оперативного времени.
При заданной программе и двухсменной работе такт Т выпуска
насосов
где Ф — фонд времени, ч.
Число рабочих, необходимое для выполнения заданной про-
граммы,
4 (T-tu)y9
где Т0 — трудоемкость операции, мин; Тс —трудоемкость сов-
мещенных операций, мин; /п — время, затрачиваемое на пере-
мещение объекта сборки с операции на операцию; у — число
параллельных потоков.
При отсутствии совмещенных во времени операций, при сов-
мещении времени транспортирования собираемых насосов с опе-
ративным временем и одном потоке
q = TJT = 13,34/2,41 = 5 рабочих.
Чтобы примерно одинаково загрузить сборщиков работой,
операции по сборке насоса можно распределить как указано
в табл. 1.4. Рабочие на 2, 3, 4 и 5-м рабочих местах немного пе-
регружены. Для более равномерной загрузки сборщиков следует
'повысить режимы работы оборудования и наметить приспособ-
ления, способствующие увеличению производительности труда
рабочих на этих местах.
40
ГЛАВА 2. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
КАЧЕСТВА МАШИН
§ 1. ПОГРЕШНОСТИ СБОРОЧНЫХ ПРОЦЕССОВ
Погрешности замыкающих звеньев размерных цепей
ашины возникают в зависимости от разных причин. Большую
ооль играют погрешности самих деталей, поступающих на сборку.
Погрешности формы, поворота и расстояния поверхностей дета-
лей, неизбежно допускаемые в процессе изготовления, существенно
влияют на действительные размеры деталей в машине. Необходимо
иметь в виду, что действительные значения составляющих звеньев
размерных цепей образуются только в процессе сборки машины,
в момент осуществления контакта сопрягаемых деталей и фикса-
ции тем или иным путем достигнутого положения деталей.
Точность детали, находящейся вне машины, предопределяет
пределы, в которых могут проявиться погрешности размеров де-
тали при установке в машину. При сборке же машины из многочис-
ленных возможных действительных размеров детали определяются
единственные значения, при которых рассматриваемая деталь и
будет работать в машине. Следовательно, возникновение действи-
тельных прогрешностей звеньев, составляющих размерную цепь,
необходимо отнести к моменту соединения деталей.
Помимо погрешностей самих деталей, при сборке машины воз-
можны погрешности, причинами возникновения которых яв-
ляются:
ошибки, допускаемые рабочими при ориентации и фиксации
достигнутого положения монтируемых деталей;
погрешности установки калибров и измерительных средств,
применяемых сборщиками в процессе сборки, погрешности регу-
лирования, пригонки и контроля точности положения деталей
в машине, достигнутого при сборке, а также собственные погреш-
ности измерительных средств;
относительные сдвиги деталей в промежутке времени между
достижением ими требуемого положения и фиксацией достигну-
того положения;
попадание грязи и стружки в стыки деталей;
образование задиров на поверхностях сопряжения деталей.
Собирая машину или узел вручную, о правильности ориента-
ции и соединения деталей сборщик чаще судит на основе своих
наблюдений и ощущений, но даже сборщики очень высокой ква-
лификации не в состоянии уследить за всеми дефектами сборки,
lai< как острота восприятия их человеком ограничена.
Немалую долю в общей сумме составляют погрешности сборки
^шппы, вызываемые упругими деформациями деталей при фикса-
ции их относительного положения. Затяжка винтов и гаек мо-
'к-т деформировать собираемые детали, привести к смене баз
41
деталей и нарушить точность их относительного положения
а также плотность соединения. Кроме того, значительные нагрузку
вызывают остаточные деформации (смятие) в точках контакта'
сопрягаемых деталей, что также влияет на точность соединения
деталей.
Чтобы избежать существенного влияния перечисленных фак*
торов, необходимо производить затяжку винтов и гаек не только
в определенной последовательности, но и с требуемой силой,
не превышающей предела, за которым следует разрушение кр&
пежных деталей или чрезмерная деформация стыков.
Для создания одинаковой и требуемой силы затяжки винтов
и гаек используют различные ключи, винтоверты, гайковерты и
другие инструменты, которые снабжены устройствами, ограничи-
вающими прилагаемые крутящие моменты. Конструкции различ-
ного слесарного инструмента и приспособлений приведены в ра-
ботах [13, 17].
Инструменты и приспособления ограничивают прилагаемые
при завинчивании моменты, но не учитывают колебаний моментов
сопротивления в резьбовых парах. При постоянном крутящем
моменте, прикладываемом к винту или гайке, и переменном мо-
менте сопротивления в резьбе сила затяжки, создаваемая винтом
или гайкой, строго говоря, не будет постоянной. Поэтому там,
где требуется крепление детали с очень малым колебанием силы
затяжки, инструменты, ограничивающие прикладываемый кру-
тящий момент, оказываются непригодными. В этих случаях нужны
приборы и устройства, непосредственно измеряющие и ограни-
чивающие силу затяжки или позволяющие устанавливать кру-
тящий момент в зависимости от требуемой силы затяжки и момента
сопротивления, возникающего в конкретной резьбовой паре.
Достижение точности машин методами регулирования или при-
гонки сопровождается обычно контролем точности выполненных
операций. Как и всякий -контроль с помощью измерительных
средств или калибров, контроль при сборке сопряжен с погреш-
ностями установки измерительных средств или калибров, погреш-
ностями их статической настройки. Погрешности, допускаемые
при контроле, целиком переносятся на собираемый объект, сни-
жая его точность.
Менее изученными, но несомненно имеющими значение, яв-
ляются погрешности сборки, вызываемые относительным сдвигом
деталей в промежутке времени между достижением ими требуемого
положения и фиксацией достигнутого положения. Причинами
возникновения погрешностей такого рода являются:
удары, толчки и сотрясения, которым может подвергаться
объект сборки во время транспортирования на рабочие места,
"где осуществляют фиксацию положения деталей, достигнутого
на предшествующих операциях;
удары и толчки при установке объекта сборки в приспособ-
ление для сверления отверстий под штифты;
42
силы резания, возникающие при сверлении отверстий под
ШТ разработке мер по ограничению погрешностей сборочных
цессов может способствовать глубокий анализ причин воз-
икновения погрешностей, проводимый при разработке техноло-
гического процесса сборки машин. Допуски на изготовление де-
талей машин следует назначать одновременно и в неразрывной
связи с назначением допусков на сборку машины и ее сбороч-
ных единиц. Помимо этого, необходимо шире внедрять контроль
качества сборки на операциях. Дополнительные затраты средств
на введение контрольных операций в большинстве случаев оку-
паются сокращением брака сборки и времени, затрачиваемого
на отладку и освоение изготовленных машин.
Контроль качества выполнения сложных сборочных опера-
ций считается обязательным. В зависимости от сложности и от-
ветственности собираемых узлов или машин, а также масштаба
выпуска контролю можно подвергать все изделия или на выборку
определенное число их.
Основными видами контроля качества машин при сборке яв-
ляются наружный осмотр и оценка качества на основе ощущений,
контроль точности машин и их узлов с помощью различных тех-
нических средств и испытания машин. Несмотря на несовершен-
ство и субъективность оценки качества сборки машин и их узлов
на основе ощущений, этот вид контроля играет чрезвычайно важ-
ную роль и необходим на протяжении всего процесса сборки из-
делий. Выявление царапин, забоин, коррозии, окалины и загряз-
ненности поверхностей монтируемых деталей, контроль наличия
прокладок, шайб и т. д., проверка «качки» деталей, легкости
хода, шума зубчатых колес и т. п. должны выполнять не только
контролеры на контрольных постах, но и сами сборщики при
выполнении сборочных операций.
§ 2. МЕТОДЫ КОНТРОЛЯ ТОЧНОСТИ МАШИН И ИХ
УЗЛОВ
Контроль, которому подвергают каждый узел и каж-
дую изготовленную машину, имеет целью проверить соответствие
точности формы, относительного положения и перемещения их
исполнительных поверхностей установленным нормам. Эффектив-
ность всякого контроля тем выше, чем ближе результаты изме-
рений контролируемых параметров к их действительным значе-
ниям. Степень приближения измеренного значения к действитель-
ному зависит от следующих факторов:
раскрытия смысла контролируемого параметра и явлений,
порождающих возникновение погрешностей;
правильности выявления взаимосвязи различных параметров
и умения выделить контролируемый параметр;
правильности выбора или разработки средств контроля;
техники осуществления контроля,
43
Рис. 1.14. Несоосность шеек вала
в двух координатных плоскостях
Рис. 1.15. Проверка соосности цент-
ров токарного станка с помощью
оправки:
/ —длина измерения; у — разность
показаний индикаторов
Правильная и четкая терминология раскрывает смысл контро-
лируемого параметра. Основные термины, характеризующие от-
клонения формы, относительное положение и перемещение по-
верхностей деталей, установлены ГОСТ 24642—81 и приведены
в книге [33].
Однако для успешного осуществления контроля еще недоста-
точно понимать смысл контролируемого параметра. Необходимо
видеть и учитывать взаимосвязь контролируемого параметра с дру-
гими параметрами, влияющими на точность машины. Например,
точность определения расстояния между двумя плоскими поверх-
ностями детали зависит от точности поворота и формы этих по-
верхностей. Поэтому в первую очередь необходимо контролировать
форму, затем поворот и в последнюю очередь расстояние между
плоскими поверхностями детали.
Согласно определению (ГОСТ 2.308—79) радиальное биение
является результатом совместного проявления отклонения от
цилиндричности поверхности и несовпадения оси контролируемой
поверхности с осью вращения детали. Это несовпадение склады-
вается из относительного смещения и поворота осей 1 и 2 в про-
странстве (рис. 1.14). Поэтому судить о радиальном биении ка-
кой-либо поверхности детали можно не вообще, а лишь примени-
тельно к сечению, в котором осуществляется контроль.
Чтобы получить при контроле наиболее полное представле-
ние о значении контролируемого параметра, необходимо исклю-
чить, насколько это возможно, влияние погрешностей взаимо-
связанных с ним параметров. Например, соосность переднего
и заднего центров токарного станка обычно проверяют с помощью
оправки, закрепляемой в центрах. Перемещая вдоль по оправке
расположенные в двух координатных плоскостях и установленные
на суппорте индикаторы, судят о величине и направлении откло-
нения от соосности центров (рис. 1.15, а). Но аналогичные по-
sfe
44
зания могут дать индикаторы при наличии поворота оси оп-
ка ки относительно направляющих станины при абсолютной со-
осности центров (рис. 1.15, б). Поэтому, прежде чем приступать
° проверке совпадения осей центров в передней и задней бабках
коКарного станка, необходимо обеспечить параллельность осей
отверстий под центры в шпинделе и пиноли в более жестких пре-
делах по сравнению с допустимым отклонением от соосности
центров.
Контроль некоторых параметров требует материализации ге-
ометрических представлений. Нельзя, например, непосредственно
измерить расстояние между осями двух отверстий в деталях
машины, поскольку оси отверстий являются геометрическим об-
разом, в природе их не существует, или невозможно измерить
отклонение от плоскостности поверхности детали без материали-
зации идеальной плоскости, проходящей через три выступающие
точки контролируемой поверхности. Геометрические представ-
ления материализуют с помощью специальных деталей или уст-
ройств. Так, чтобы измерить расстояние между осями отверстий
в корпусной детали, в отверстия вставляют оправки, измеряют
расстояние между их образующими и делают соответствующий
пересчет. Идеальную плоскость при определении отклонения
от плоскостности поверхности детали воспроизводят с помощью
контрольной плиты.
Так как все это связано с введением в измерительные раз-
мерные цепи дополнительных звеньев, имеющих погрешности,
то большое значение имеет собственная точность всех деталей и
устройств, используемых при проверках, а также точность их
установки. При этих условиях считается допустимой погрешность
познания контролируемого параметра, не превышающая 10...
20 % его поля допуска.
§ 3. ИСПЫТАНИЕ МАШИН
Целью испытания машин является проверка правиль-
ности работы и взаимодействия всех механизмов машин, проверка
ее мощности, производительности и точности. Таким образом, ис-
пытания машины являются проверкой качества машины, полу-
ченного в результате всего производственного процесса ее изго-
товления. v
В зависимости от вида, назначения и масштаба выпуска ма-
шины проходят испытания на холостом ходу (проверка работы
механизмов и паспортных данных) и в работе под нагрузкой,
а также испытания на производительность, жесткость, мощность
и точность.
Испытания на холостом ходу. При этом испытании проверяют
все включения и переключения органов управления и механизмов
•^шины, правильность их взаимодействия и надежность блоки-
ровки, безотказность действия и точность работы автоматических
45
устройств. Вместе с тем проверяют соблюдение норм правильности
работы подшипников, зубчатых колее. Например, для станков
после 2 ч работы на холостом ходу при наибольшей частоте вра-
щения шпинделя допускается разогрев подшипников скольжемия
до 60 °С, подшипников качения до 70 °С, в других механизмах
станков температура подшипников не должна превышать 50 °С.
Шум зубчатых колес коробок скоростей, подач и других механиз-
мов станка проверяется в тихом помещении в соответствии с дей-
ствующими стандартами и техническими условиями.
Испытания мшим под нагрузкой должны выявить качество
ее работы в производственных условиях» поэтому для машины
создают условия, близкие к условиям эксплуатации. Например,
двигатель внутреннего сгорания устанавливают на специальную
раму, а вал двигателя присоединяют к тормозному устройству,
позволяющему создавать переменные нагрузки. К двигателю
подключают системы охлаждения, масляную и топливную аппа-
ратуру. При проведении испытаний определяют эксплуатацион-
ные характеристики двигателя, расход топлива, масла.
Под нагрузкой на определенных режимах, устанавливаемых
техническими условиями или правилами, испытывают все машины.
Испытанию на производительность подвергают обычно не все
машины, а лишь машины специального назначения и опытные об-
разцы. В процессе испытания выявляют, сооответствует ли произ-
водительность изготовленной машины требованиям заказа, об-
ладает ли машина требуемой скоростью.
Испытания на жесткость. На жесткость испытывают главным
образом станки. В настоящее время нормы жесткости и методы
испытания широкого круга станков стандартизованы.
Испытания на мощность. Этим испытаниям подвергают все
машины при единичном производстве и все или выборочно машины,
изготовляемые серийно. Не испытывают на мощность машины про-
стейшей конструкции, а также машины, заведомо обладающие
большим запасом мощности. Цель испытания машины на мощ-
ность — определить ее КПД при максимально допустимой на-
грузке. Нагрузку машине создают с помощью специальных тор-
мозных устройств, которые воспроизводят максимальные силы
и моменты, соответствующие возникающим при эксплуатации
машины.
Испытание на точность. На точность испытывают обычно
машины, которые производят, сортируют и контролируют про-
дукцию {станки, прессы и др.). Контроль машин на точность дол-
жен дать заключительную оценку качеству машины — ее спо-
собности производить продукцию требуемого качества. Поэтому
оценку точности машин при проведении испытаний дают по ре-
зультатам ее действия; по точности изготовленных деталей, по
точности выполнения сортировки, контроля*
Для машин распространенных типов (токарные, фрезерные и
другие станки) порядок проведения испытаний на точность, об-
46
разцы изготовляемых деталей и точность обработки образцов
регламентированы государственными стандартами.
Для оригинальных машин программу и режимы испытаний раз-
рабатывают в зависимости от их назначения, конструкции и тре-
буемой точности.
ГЛАВА 3. ОСОБЕННОСТИ ДОСТИЖЕНИЯ ТРЕБУЕМОЙ
ТОЧНОСТИ ТИПОВЫХ УЗЛОВ МАШИН
§ 1. МОНТАЖ ВАЛОВ
Валы в машинах предназначены для базирования вра-
щающихся деталей (втулок, зубчатых колес, маховиков, муфт),
для базирования заготовок изготовляемых деталей или инстру-
мента (шпиндели станков), для передачи крутящего момента и
для преобразования вращательного движения в поступательное
(коленчатые, эксцентриковые и кривошипные валы).
Основными показателями качества монтажа вала являются:
легкость вращения вала в подшипниках;
отсутствие вибраций гари вращении;
радиальное и осевое биения, не превышающие установлен-
ного предела;
точность положения вала относительно основных баз кор-
пуса, в котором смонтировав вал.
Степень точности монтажа валов зависит от их служебного
назначения-. Характер опор валов создает различие в монтаже,
поэтому целесообразно рассмотреть отдельно монтаж валов на
опорах еюздьжения и на опорах качения.
Монтаж валюв на' опорах скольжения. Одним из основных ус-
ловий, определяющих качество работы вала в машине на опорах
скольжения, является обеспечение гарантированного зазора между
опорными шейками вала и рабочими поверхностями втулок под-
шипников. Зазор определяет служебное назначение вала. Напри-
мер, если надо» создать точное центрирование вала и высокую
виброустойчивость, то назначают посадки, обеспечивающие ма-
лый зазор в соединении деталей. Если вал должен работать при
больших угловых скоростях и сравнительно невысоком давлении
в подшипниках, выбирают посадки с большим зазором. Легкость
вращения вала на опорах скольжения зависит от зазора между
поверхностями сопряжения шеек вала и подшипников и от сохра-
нения его при вращений вала.
В общем случае при монтаже валов возможны следующие
погрешности подшипников и опорных шеек вала, которые могут
привести к нарушению допустимого зазора;
отклонения формы поверхностей шеек вала и втулок в осе-
вом и поперечном сечениях ^канусообразность, бочкообразность,
корсетность, овальность, огранка);
47
Рис. 1.16. Размерные цепи, определяющие радиальное биение конического отвер-
стия шпинделя, установленного на опорах скольжения
отклонение от соосности и скрещивание в пространстве осей
отверстий втулок подшипников и осей опорных шеек вала.
В настоящее время нет достаточно обоснованной методики
задания допусков на отклонения формы и относительного поло-
жения рабочих поверхностей подшипников и опорных шеек вала.
Но несомненно, что ограничение допусками отклонений сопря-
гаемых поверхностей от правильной геометрической формы и
правильного относительного положения в пространстве должно
быть увязано с соблюдением зазора в требуемых пределах. При
малых гарантированных зазорах в подшипниках совокупное дей-
ствие перечисленных выше отклонений повышает опасность
заклинивания или появления тугого хода вала при вращении.
Говоря о радиальном биении вала, необходимо уточнять,
биение какой из его поверхностей "имеется в виду, так как каж-
дая поверхность вала имеет свою ось. Основными причинами ра-
диального биения поверхностей валов являются их отклонения
от соосности с поверхностями опорных шеек и погрешности формы
опорных шеек валов и отверстий подшипников в поперечном се-
чении.
При монтаже вала на двух опорах радиальное биение любой
его поверхности необходимо рассматривать как результат биения
вала относительно каждой опоры. Например, радиальное биение
поверхности конического отверстия шпинделя станка (рис. 1.16, а)
складывается из радиального биения этой поверхности относи-
тельно передней (размерная цепь А) и задней опор шпинделя
(размерная цепь Б). Здесь Аг и Бг — отклонения от соосности
поверхности конического отверстия с опорными шейками вала,
А2 и Б2 — отклонения от соосности опорных шеек шпинделя с от-
верстиями подшипников.
При совмещении составляющих радиального биения вала
в одной плоскости
Погрешности звеньев Л2 и Б2 зависят от расстояния между
опорами шпинделя и от расположения сечения вала, в котором
рассматривается радиальное биение какой-либо его поверхности,
48
относительно опор. Если предположить, что в задней опоре
несовпадение осей опорной шейки вала с осью отверстия равно
нулю, а в передней — величине а, то несовпадение оси вала
с осью его вращения на переднем его конце будет равно Ь
(рис. 1.16, б). Из подобия треугольников следует, что биение перед-
него конца вала увеличивается в qx раз:
b = ad/с = aqv
Наоборот, биение вала только в задней опоре передается на
передний конец уменьшенным в q2 раз (рис. 1.16, в). Действительно,
/ = ?—=^ = kq2.
Рассмотренные зависимости следует учитывать при назна-
чении допусков введением соответствующих коэффициентов (пе-
редаточных отношений) в уравнения размерных цепей А и Б:
ЛА = Аг + A2ql9 БА = Бг + E2q2.
Осевое перемещение валов, смонтированных на опорах сколь-
жения, возникает из-за зазоров между торцами опор и вала или
деталей, сидящих на нем, а также вследствие отклонений от
перпендикулярности торцовых поверхностей опор и вала (или
деталей, сидящих на нем) к оси вращения вала.
У большинства машин требуемые зазоры между торцами опор
и вала обеспечиваются при сборке методом регулирования. В связи
с этим для линейных размеров валов и деталей опор устанавливают
довольно широкие допуски.
Что касается отклонений от перпендикулярности торцовых
поверхностей оси вращения вала, то здесь необходимо учитывать
следующие особенности:
осевое перемещение вала возможно только в том случае,
если каждая из соприкасающихся торцовых поверхностей имеет
отклонения от перпендикулярности; если же отклонение от пер-
пендикулярности оси вращения шпинделя имеет только одна из
соприкасающихся поверхностей, то вал не будет иметь осевого
перемещения (рис. 1.17, а);
из отклонений от перпендикулярности двух соприкасающихся
поверхностей в образовании осевого перемещения вала участвует
только меньшее по значению отклонение; так, в случаях, приве-
денных на рис. 1.17, б, вал при вращении может иметь осевое
смещение, равное погрешностям щ и со4, измеряемым индикато-
рами.
Отклонения от перпендикулярности соприкасающихся торцов
вала и опор оси вращения вала нередко приводят к тугому ходу
вала. Тугой ход вала и даже заклинивание возможны также, если
во время монтажа вала в подшипниках зазор между торцами вала
и опор будет выбран при отклонениях от перпендикулярности
каждой пары сопрягающихся торцов, направленных в одну сто-
рону (рис. 1.17, в).
49
Уменьшение осевого биения валов может быть достигнуто:
ужесточением допуска на отклонение от перпендикулярности
одного торца к оси вращения вала в каждой паре соприкасаю-
щихся деталей; ужесточение допуска целесообразно произво-
дить для той детали пары* которую легче изготовить с более
высокой точностью;
сокращением числа пар соприкасающихся торцовых поверх-
ностей.
Подшипники скольжения могут быть цельными и разъемными.
В первом случае подшипник представляет собой цельную втулку,
запрессованную в корпус, во втором случае каждая втулка со-
стоит из двух частей — вкладышей. Запрессовка цельных втулок
в корпус обычно сопровождается их деформацией. Собственные
погрешности корпуса и втулок и деформации втулок создают
необходимость исправления размеров„ формы и относительного
положения рабочих поверхностей втулок после их постановки
в корпус. Для исправления указанных погрешностей применяют
развертывание отверстий комбинированными развертками или
тонкое растачивание. Для окончательной обработки отверстий
втулок после запрессовки иногда применяют калибрование ша-
рикам или пуансоном. Обеспечивая точный размер* требуемые
форму и шероховатость поверхностей отверстий» калибрование не
исправляет погрешностей относительного положения отверстий
втулок, поэтому его применение ограничено.
Все виды погрешностей втулок можно устранить шабрением.
Шабрение втулок неразъемных подшипников чаще применяют
в мелкосерийном и единичном производетвахг а также при изго-
товлении тяжелых машин,, имеющих подшипники больших раз-
меров. При шабрении специальными оправками на обрабатывае-
мую поверхность, наносят краску. Шабрение ведут до получения
равномерного распределения краски на 80 % обрабатываемой по-
верхности втулки. При повышенных требованиях к точности
монтажа валов шабрение подшипников ведут по блеску (по бле-
50
щИМ точкам, появляющимся на поверхностях отверстий вту-
°ок при поворачивании в них неокрашенной оправки).
Л при высоких требованиях, предъявляемых в работе вала,
пополнение к шабрению производят притирку поверхностей со-
пряжения вала и втулок. Сначала отверстия притирают по спе-
циальному притиру — «ложному» валу, а заканчивают эту работу
по рабочему валу. •
Разъемные подшипники бывают с невзаимозаменяемыми и
с взаимозаменяемыми вкладышами. В первом случае антифрикци-
онной слой подшипника обрабатывают после установки вклады-
шей в корпус одним из рассмотренных выше методов, исправляя
тем самым погрешности изготовления и монтажа вкладышей. Если
же вкладыши взаимозаменяемые, то на сборку они поступают окон-
чательно обработанными и качество монтажа играет решающую
роль в достижении требуемой точности подшипника.
Для нормальной работы подшипника необходимо, чтобы его
вкладыши полностью прилегали наружной поверхностью к осно-
ванию и крышке лодшипника. В противном случае под действием
сил, нагружающих вал, вкладыш будет периодически изменять
форму, в результате не только нарушится правильность контакта
вала с подшипником, но и может произойти отслаивание антифрик-
ционного слоя. При неправильном прилегании вкладыша к кор-
пусу или крышке нарушается теплоотдача от вкладыша к кор-
пусу, температура вкладышей повышается и создается опасность
оплавления подшипников.
При установке невзаимозаменяемых вкладышей плотность их
соприкосновения с основанием и крышкой достигается увеличен-
ными натягами @,05... 0,1 мм). Посадочные гнезда под взаимо-
заменяемые вкладыши обрабатывают с повышенной точностью,
а диаметральный натяг создают меньшим, не влияющим на точ-
ность рабочих поверхностей. Для этого вкладыши подбирают по
гнездам с таким расчетом, чтобы после прижатия к поверхностям
гнезд их края выступали над плоскостью стыка крышки на 0,05 ...
0,1 мм. После затяжки болтов, крепящих-крышку, за счет этих
выступов создается посадка с натягом вкладышей в гнездах.
Если обработка резанием не в состоянии обеспечить жесткие
Допуски на отклонения от перпендикулярности соприкасающихся
торцов вала (или деталей, сидящих на нем) н деталей опор к оси
вращения вала, то требуемая точность относительного поворота
торцовых поверхностей достигается шабрением.
Монтаж валов на опорах качения. Задачи, которые решались
при сборке валов на опорах скольжения пригонкой, не могут
быть решены тем же методом при сборке валов на опорах каче-
ния. Подшипники качения пригонке не поддаются, и оборка ва-
лов на подшипниках качения производится методами взаимоза-
меняемости и регулирования.
Для легкого вращения вала на опорах качения в подшипни-
ках должен быть обеспечен радиальный зазор определенной
51
Рис. 1.18. Схема размерных цепей, определяющих радиальное биение кониче-
ского отверстия шпинделя, смонтированного на опорах качения
величины. Подшипники средних размеров изготовляют с радиаль-
ным зазором 5 ... 15 мкм. Подшипники качения соединяют с кор-
пусом и валом обычно путем неподвижных посадок. Однако если
посадку обоих колец осуществлять с натягом, то вследствие рас-
ширения внутреннего кольца и сжатия наружного шарики или
ролики могут быть защемлены. Поэтому правильный выбор и соб-
людение намеченных посадок подшипника на вал и в корпус яв-
ляются чрезвычайно важными. Рекомендации по выбору посадок
радиальных и радиально-упорных подшипников качения в зави-
симости от вида нагружения подшипников даны в ГОСТ 3325—55
(СТ СЭВ 773—77).
Значительные трудности при монтаже валов на опорах каче-
ния вызывает уменьшение радиального биения валов. В отличие
от валов на опорах скольжения в образовании радиального бие-
ния участвует большее число звеньев: добавляется собственное
биение подшипников — звенья Л2, А3 и Бъ Б3 (рис. 1.18, а).
Как и при опорах скольжения, расстояние между подшипни-
ками, а также положение сечения вала относительно переднего и
заднего подшипников, в котором определяется радиальное биение,
влияют на радиальное биение вала в рассматриваемом сечении.
Радиальное биение какой-либо поверхности вала можно уменьшить
приданием определенного направления эксцентриситетам поверх-
ностей вала. Например, эксцентриситет конического отверстия,
шпинделя относительно передней опорной шейки (звено Аъ
52
Рис. 1.19. Способы уменьшения ра-
диального биения вала
не. Ы8, б) можно компенсиро-
вать эксцентриситетом внутрен-
него кольца подшипника отно-
сительно беговой дорожки на-
ружного кольца (звенья А2 и
д ), если направить эксцентри-
ситеты в противоположном на-
правлении в одной из пло-
скостей.
В общем случае для умень-
шения радиального биения
какой-либо поверхности вала
методом регулирования для
каждой из опор необходимо:
подобрать подшипники та-
ким образом, чтобы эксцен-
триситеты отверстий внутрен-
них колец по отношению к бего-
вым дорожкам наружных колец
были равны эксцентриситетам <о
соответствующих опорных шеек
вала по отношению к рассма-
триваемой поверхности или
чтобы их разность была мень-
ше установленного допуска на биение вала в каждой опоре;
смонтировать опоры и вал так, чтобы эксцентриситеты вза-
имно компенсировались; для этого эксцентриситеты должны рас-
полагаться в каждой опоре в одной плоскости, но в различных
направлениях.
Определение эксцентриситета отверстия шарикового подшип-
ника по отношению к беговой дорожке его наружного кольца
описано в работе [17, с. 337].
Ьсли радиальное биение е вала в опорах устранить полно-
стью не удается, то надо стремиться расположить его по одну
сторону от оси вращения вала в каждой опоре. При этом жела-
тельно, чтобы биение вала в передней опоре было меньше, чем
в задней. Это уменьшит радиальное биение конца вала (рис. 1.19,
aJ\ б). Наоборот, если требуется уменьшить радиальное биение
середины вала, то радиальное биение вала в опорах необходимо
направить в противоположные стороны от оси вращения
Фис 1.19, в).
/Фи монтаже валов на опорах качения следует следить за
^ чтобы отклонение от параллельности оси вращения вала
ногзным базам корпусной детали в двух координатных плоско-
'•х не превышало установленных допусков.
Основными причинами таких отклонений могут быть:
отклонения от параллельности отверстий под опоры вала#
корпусной детали (рис. 1.20, а) основным базам;
53
a) S)
Ркс. 1.20. Поворот сси вращения вала относительно основных баз корпуса
эксцентричность поверхностей наружных колец подшипников
качения (рис. 1.20, б).
Чтобы совместить ось вращения вала с требуемым по-ч
ложением Ол (рис. 1.21, а) при смещении оси отверстия 02 в кор-
пусе, равном сотах, необходимо:
подобрать подшипник так, чтобы его наружное кольцо имело
эксцентриситет ех (рис. 1.21, б), равный »гаах;
подметить радиальную плоскость, в которой сотах распола-
гается у корпусной детали, со стороны, противоположной наи-
большему смещению оси отверстия;
найти у наружного кольца радиальную плоскость, в которой
располагается наибольший эксцентриситет гъ подметить экс-
центриситет со стороны тонкой стенки;
смонтировать подшипник так, чтобы погрешность эксцентри-
ситета была направлена в сторону, противоположную сотах,
т. е. чтобы совпали отметки на корпусе и наружном кольце под-
шипника (рис. 21, #).
При монтаже второй опоры все перечисленные операции по-
вторяют.
Для правильной работы и надежного сопряжения подшипника
с валом и корпусом большое значение имеет точность посадочных
поверхностей вала и корпуса. Кольца подшипника вследствие
деформации при посадке на вал и в корпус копируют погрешности
отверстия в корпусе или шейки вала. Эти деформации искажают
форму беговых дорожек колец и приводят к неравномерности ра-
диального зазора в подшипнике. Конусообразность посадочных
поверхностей вала и корпуса приводит к неравномерному натягу
колец подшипника.
а) И В)
Рис. 1.21. Уменьшение погрешности поворота оси вращения вала относительно
основных баз корпуса
54
Заплечики у вала и в отверстиях корпуса являются устано-
вочными базами для колец подшипников. Отклонения от перпен-
дикулярности заплечиков к осям посадочных поверхностей вала
и корпуса приводят к неправильному базированию колец под-
шипника и вызывают смещение шариков к краям беговых доро-
жек или точечный контакт роликов с поверхностями беговых
дорожек, а в конечном счете — ускоренное изнашивание подшип-
ников. Допускаемые отклонения от правильной геометрической
формы посадочных поверхностей под подшипники качения опре-
делены ГОСТ 3325-55 (СТ СЭВ 773—77).
Сборку подшипника с валом наиболее успешно выполняют
термическим методом. Подшипник нагревают в электрической ма-
сляной ванне до 70 ... 80 °С, устанавливают на вал и доводят дэ
места с помощью оправки и молотка. Производить напрессовку
подшипника, непосредственно ударяя по кольцу, нельзя, так
как при этом может произойти перекос колец, разрушение шари-
ков или канавок.
При установке подшипника в корпус для создания разности
температур подшипник охлаждают с помощью твердой углеки-
слоты, аммиака или жидкого воздуха либо нагревают корпус
в зоне монтажа подшипника электрическими приборами.
Сборка подшипника с валом и корпусом без создания раз-
ности температур требует приложения значительной силы. Не-
обходимые усилия создают ручными, пневматическими и гидрав-
лическими прессами, а направление подшипнику задают специаль-
ными приспособлениями [13, 17].
Монтаж конических роликовых подшипников осуществляется
раздельно. Внутреннее кольцо с роликами и сепаратором напрес-
совывают на вал, а наружное кольцо — в корпус. Радиальный
зазор в коническом роликоподшипнике регулируют осевым
смещением наружного кольца с помощью подвижных компенси-
рующих устройств (установочных гаек, регулировочных винтов)
или неподвижных компенсаторов (колец, прокладок).
Регулирование радиального зазора в конических подшипни-
ках является ответственной операцией. Неправильно установ-
ленный зазор служит основной причиной преждевременного из-
носа подшипника. При недостаточном зазоре ролики защемляются
кольцами и усиленно изнашиваются со стороны большего диаме-
тра; при чрезмерно больших зазорах ролики воспринимают по-
вышенные динамические нагрузки и изнашиваются главным об-
разом со стороны малого диаметра.
§ 2. ЗУБЧАТЫЕ ПЕРЕДАЧИ
Зубчатые колеса должны быть достаточно прочными
для передачи без поломок требуемых окружных усилий, должны
обладать кинематической точностью, плавностью и бесшумностью
работы и не заклиниваться при разогреве.
55
Сборка цилиндрических зубчатых передач. Нарушение кине-
матической точности и плавности работы зубчатой передачи
проявляется в несогласованности поворотов колес передачи,
периодически или многократно повторяющихся за оборот колеса.
Это приводит к колебаниям частоты вращения зубчатых колес,
вследствие чего возникают вибрация и шум при работе.
Кинематическая точность и плавность работы зубчатой пе-
редачи целиком зависит от точности зубчатых колес. Допуски
на цилиндрические зубчатые колеса с модулем свыше 1 мм ре-
гламентируются ГОСТ 1643-81, согласно которому зубчатые
колеса в соответствии с их служебным назначением подразделены
на 12 степеней точности.
Чтобы при работе зубчатой передачи не происходило закли-
нивание колес вследствие их разогрева и обеспечивалось смазы-
вание рабочих поверхностей зубьев, между ними должен быть
боковой зазор, наименьшее допустимое значение которого назы-
вают гарантированным боковым зазором. Верхнюю границу бо-
кового зазора следует устанавливать, исходя из допустимого
мертвого хода колес, а также силы удара зубьев в момент вклю-
чения и реверсирования вращения зубчатых колес.
В зависимости от служебного назначения зубчатой передачи
и условий ее работы значения гарантированного бокового зазора
jnm[n и допуска 6jn на боковой зазор могут быть различными.
Предусмотрены (СТ СЭВ 641—77) шесть видов сопряжений зубьев
зубчатых колес: Л, В, С, D, ?, Я, и восемь видов допусков б7П
на боковой зазор: х> у, z, а, Ь, с, d, ft. Сопряжениям Я и Я соот-
ветствует вид допуска ft, а сопряжениям ?), С, В, и А — соответ-
ственно d, с, Ъ и а. Координата середины поля допуска на боковой
зазор
Соответствие видов сопряжений и видов допусков разрешается
изменять в зависимости от степени температурных деформаций
зубчатых колес и корпуса, учитываемых гарантированным бо-
ковым зазором:
/Лтш ^ v + Qw (ai &h — а2 А4) 2 sin a>
где V — толщина слоя смазочного материала между зубьями;
aw — межосевое расстояние; аг и а2 — коэффициенты линейного
расширения материала колес и корпуса; Д^ и Д*2 — отклонения
температур колес и корпуса от 20 °С; а — угол профиля исходного
контура.
Деформацию от нагрева отсчитывают по нормали к профилям.
Боковой зазор, обеспечивающий нормальные условия смазывания,
ориентировочно принимают равным от 0,01 тп (модуля) — для
тихоходных кинематических передач, до 0,03 тп —для высоко-
скоростных передач.
56
Таким образом, допуск 6jn и ко-
ордината Ао;п середины поля допу-
ска нЯ боковой зазор в зубчатой
передаче определяются ее служебным
назначением, а соблюдение бокового
зазора в пределах этого допуска за-
висит от колебания толщины зубьев
и относительного смещения дели-
тельных окружностей колес (рис.
1.22). Поэтому исходя из значений
6;.п и Aojn должны быть установлены
допуски и координаты середин по-
лей допусков, ограничивающие от-
клонения толщины зубьев бс и Аос,
и изменения бокового зазора вслед-
ствие относительного смещения де-
лительных окружностей бд и Аод.
Относительное смещение дели-
тельных окружностей зубчатых ко-
лес Лд, в свою очередь, зависит от
точности изготовления зубчатых ко-
лес, валов, подшипников и корпус-
ной детали и является замыкающим
звеном размерной цепи А (рис. 1.23). Следовательно, для обес-
печения требуемого бокового зазора в зубчатой паре до-
пуски на параметры, от которых зависит боковой зазор, следует
назначать по схеме, приведенной на рис. 1.24.
Для правильной и долговечной работы зубчатой передачи
важны величина и расположение пятна контакта Но боковых по-
верхностях зубьев. Уменьшение пятна контакта приводит к кон-
центрации нагрузки на отдельных участках поверхностей зубьев
и повышенному износу зубьев. Смещение пятна контакта зубьев
к какому-нибудь краю боковой поверхности зуба ведет к одно-
стороннему приложению нагрузки, повышенному износу и вы-
крашиванию зубьев. Нормы контакта зубьев цилиндрических
колес регламентированы СТ СЭВ.
На правильность расположения пятна контакта влияет по-
ворот образующих боковых поверхностей зубьев в двух коорди-
натных плоскостях. На рис. 1.25 приведены размерные цепи а
и Р, устанавливающие зависимость поворота образующих зубьев
в двух координатных плоскостях от точности колес, валов, под-
шипников и корпуса, в котором монтируют зубчатые колеса.
Кинематическая точность и плавность работы зубчатой пе-
редачи, боковой зазор и точность поворота образующих боковых
поверхностей зубьев при сборке зубчатых колес, как правило,
обеспечиваются методом полной или неполной взаимозаменяемости.
Однако для повышения точности отдельных звеньев размер-
ных цепей, которые влияют на точность относительного положения
57
Рис. 1.22. Составные части до-
пуска на боковой зазор в зубча-
том зацеплении:
/п — боковой зазор; с — отклоне*
ние толщины зуба; / — часть боко-«
вого зазора, образуемая в резуль->
тате относительного смещения де->
лительных окружностей; d^, d^ —
диаметры делительных окружностей
зубчатых колес; а — угол зацепле*
ния; Лд — относительное смеще^
ние делительных окружностей
и зацепления зубчатых колес, при сборке иногда используют
регулирование и пригонку. Например, регулированием подшип-
ников добиваются уменьшения отклонений от соосности опорных
шеек валов с отверстиями в корпусе под опоры валов, а также
отклонений от параллельности осей первых по отношению к осям
вторых, комбинированными развертками повышают соосность
отверстий в корпусе.
Техника монтажа зубчатых колес, приспособления, приме-
няемые при этом, и методы контроля качества сборки изложены
в книге [17].
Сборка конических зубчатых передач. Одним из основных ус-
ловий правильности зацепления конической зубчатой передачи,
отличающим от ее цилиндрической, является совпадение вершин
делительных конусов зубчатых колес. Допускается смещение вер-
шины делительного конуса колеса относительно оси второго колеса
и вершины делительного конуса второго колеса относительно
оси первого колеса в пределах, установленных ГОСТ 1758—81.
Соблюдение этого условия при сборке конических зубчатых колес
обеспечивается двумя независимыми размерными цепями Б и В
(рис. 1.26).
Довольно жесткие допуски замыкающих звеньев указанных
размерных цепей и их многозвенность затрудняют при сборке ко-
нических зубчатых передач использование методов взаимозаме-
^ няемости. Поэтому точ-
Ось шейки вала Ось отверстия
зудчатогр колеса
ность замыкающих звень-
ев Б и В достигается
чаще всего методом ре-
гулирования. При этом
большие удобства для
Спужедное назначение
к зубчатой пеоедачи
Ось отверстия зувчатого
колеса
Рис. 1.23. Размерная цепь Л, определяющая
точность относительного смещения делитель-
ных окружностей зубчатых колес в редукторе
Рис. 1.24. Схема назначе-
ния допусков на звенья
размерной цепи А
Б8
Оси шеек1и2-го Оси отверстий
7и 2-го зу5чапшх/шес
сборщиков создают кон-
струкции зубчатых пе-
редач, в которых пред-
усмотрены подвижные
компенсаторы. Однако
неизбежное усложнение
конструкции с создани-
ем подвижных компен-
сирующих устройств не
всегда допускает их
применение и заставля-^
ет использовать непо-
движные компенсаторы
в виде прокладок и
колец.
Регулирование поло-
жения зубчатых колес
может быть значительно
упрощено, если одно из
колес устанавливать по
калибру относительно
оси отверстия в корпу-
се под опоры вала вто-
рого конического ко-
леса. Для этого в от-
верстие корпуса встав-
ляют оправку, прикла-
дывают к ней калибр
и до упора в него окон-
чательно устанавливают
первое коническое ко-
лесо. При таком вы-
боре измерительной ба-
зы при изготовлении
зубчатого колеса необ-
ходимо в жестких пределах обеспечивать точность расстояния
К между вершиной делительного конуса и торцом зубчатого ко-
леса, используемым в качестве начала отсчета. Иногда первое
колесо устанавливают с помощью калибра от торца корпуса.
В этом случае на точность установки зубчатого колеса влияет не
только размер /С, но и М — расстояние между осью отверстия
в корпусе под опоры вала второго зубчатого колеса и торцом
корпуса. Отклонения размеров К и М нуждаются в ограничении
допусками.
После установки первого зубчатого колеса второе зубчатое
колесо вводят в зацепление с первым и перемещением его в осе-
вом' направлении добиваются требуемого бокового зазора между
зубьями.
59
Рис. 1.25. Схемы размерных цепей, определяю-
щих точность относительного поворота образую-
щих рабочих поверхностей зубьев цилиндричес-
ких зубчатых колес в двух координатных пло-
скостях
Рис. 1.26. Схемы размерных цепей, определяющих точность совпадения вершин
делительных конусов конических зубчатых колес
Боковой зазор при регулировании положения зубчатых колес
контролируют с помощью щупа или свинцовой пластинки, по-
мещаемой между зубьями колес. О боковом зазоре можно судить
также по мертвому ходу одного из колес, измерить который можно
с помощью индикатора и несложных приспособлений [17].
Правильность зацепления собранных конических зубчатых
колес проверяют по краске, для чего зубья одного колеса сма-
зывают краской и им же провертывают второе колесо. При про-
верке без нагрузки наиболее желательными являются отпечатки
краски на зубьях второго колеса, расположенные симметрично по
высоте зубьев и смещенные к вершине конуса. При работе колес
под,нагрузкой пятно контакта перемещается от вершины конуса
и располагается посредине зуба.
Правильность расположения пятна контакта на боковой по-
верхности зубьев зависит от соблюдения установленного угла
между осями вращения зубчатых колес, нахождения осей враще-
ния зубчатых колес в одной плоскости и точности самих зубчатых
колес.
60
Сборка червячных пе-
редач. По назначению
червячные передачи под-
разделяются на кине-
матические и силовые.
ГОСТ 3675—81 установ-
лены 12 степеней точно-
сти червячных передач.
Кинематические переда-
чи, от которых требу-
ется создание точного
передаточного отноше-
ния, изготовляют 3—6
степеней точности. Си-
ловые передачи изго-
товляют 5—9 степеней
точности.
Чтобы червячная пе-
редача могла выполнять
свое служебное назна-
чение, в процессе ее
изготовления необходи-
мо обеспечить кинема-
тическую точность пе-
редачи, заданный боко-
вой зазор в зацеплении
червяка с колесом, сов-
падение средней пло-
скости колеса с осью
червяка, требуемую точ-
ность углов скрещивания осей вращения червяка и колеса.
Методы обеспечения первых двух требований те же, что и
при обеспечении аналогичных условий при сборке цилиндрических
зубчатых передач.
Наиболее распространенным методом совмещения средней
плоскости червячного колеса с осью червяка является метод ре-
гулирования, при этом можно использовать и подвижные и не-
подвижные компенсаторы.
В конструкции узла, показанного на рис. 1.27, предусмотрено
регулирование осевого положения червячного колеса относи-
тельно червяка путем изменения толщины одной из прокладок
под фланцы. При выборе в качестве компенсатора правой про-
кладки задачу совмещения средней плоскости червячного колеса
с осью червяка разрешит размерная цепь Д.
Вслед за решением этой задачи возникает необходимость ре-
гулирования зазора в подшипниках. Требуемый зазор создается
перемещением наружного кольца подшипника левым фланцем и
винтами. В образовавшийся зазор между корпусом и фланцем
61
Рис. 1.27. Размерные цепи, определяющие совпа-
дение средней плоскости червячного колеса с
осью червяка
должна быть ©ставлена прокладка, толщину которой ЕА опреде-
ляет размерная цепь Е.
Требуемая точность угла скрещивания осей вращения червяка
и колеса достигается обычно методом полной или неполной вза-
имозаменяемости. Однако и здесь регулированием положения на-
ружных колец подшипников,, приданием определенного направ-
ления эксцентриситету их наружных поверхностей можно по-
высить точность угла скрещивания осей вращения червяка и
колеса.
Правильность зацепления зубчатого колеса с червяком про-
веряют по краске. Краску наносят на винтовую поверхность чер-
вяка и, поворачивая его, получают отпечатки на зубьях червяч-
ного колеса. При правильном зацеплении червяка краска должна
покрывать поверхность зуба червячного колеса не менее чем на
50—70 %, а пятно контакта должно располагаться по обе сто-
роны оси симметрии зуба.
При одностороннем расположении пятна контакта на поверх-
ностях зубъев положение червячного колеса относительно чер-
вяка исправляют перемещением колеса б осевом направлении,
а иногда и разворотом наружных колец подшипников червяка и
вала червячного колеса для направления эксцентриситетов колец
в нужную сторону.
При монтаже зубчатых колес применяют специальные инстру-
менты и приспособления [17].
ГЛАВА 4. АВТОМАТИЧЕСКАЯ СБОРКА ИЗДЕЛИЙ
Сборочное производство характеризуется сложностью
и разнообразием выполняемых операций, высокой трудоемкостью
и стоимостью. Трудоемкость сборочных процессов в машинострое-
нии и приборостроении составляет 20 ... 70 % общей трудоем-
кости изготовления изделий, а уровень их автоматизации в насто-
ящее время не превышает 10 ...15 %. Необходимость сокращения
затрат ручного труда делает проблему автоматизации сборочных
операций чрезвычайно важной.
Автоматизация процессов сборки может быть осуществлена
либо с помощью специальных сборочных машин, либо с помощью
промышленных роботов (ПР). Как в первом, так и во втором слу-
чае построению сборочной машины или применению ПР должны
предшествовать глубокий анализ процесса автоматического сое-
динения деталей, выявление функций сборочной машины или ПР
и разработка требований, которым они должны соответствовать.
Проведение такого анализа, детальное описание процесса сборки
и определение требований, которые должны быть предъявлены
к автоматическим средствам, являются главными задачами тех-
нологических разработок при автоматизации процессов сборки.
62
§ 1. ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ АВТОМАТИЧЕСКОЙ
СБОРКИ
Для автоматического соединения двух деталей им
должно быть придано в пространстве необходимое относительное
положение и обеспечены определенные относительные движения.
Соотношения значений параметров положения и движения поверх-
ностей деталей, по которым они должны быть сопряжены, полу-
чили название условий собираемости. Так, для соединения втулки
с валиком (для упрощения изложения рассмотрим соединение
втулки с валиком в одной плоскости, рис. 1.28) и при движении
втулки в направлении А необходимо, чтобы смещение г оси от-
верстия втулки относительно оси шейки валика и относительный
поворот all осей не препятствовали их соединению. Это зна-
чит, что условием собираемости втулки с валиком следует счи-
тать неравенство , л
bmax ~Г "max ^ ^min>
где Amin — минимальный зазор между отверстием во втулке
и шейкой валика.
Требуемое положение соединяемых деталей, обеспечивается
их базированием. Забазируем втулку с валиком в системе XOZr
как показано на рис. 1.28, б, считая, что в исходном положении
детали, находятся в состоянии покоя. Для сообщения втулке
движения- е нанра1влееии А необходимо, геометрическую связь,
символизируемую» опорной тачкой 5, заменить кинематической
связью.
Выбор баз приводит А
к возникновению раз-
мерных связей соеди-
няемых деталей, с из-
бранной системой от-
счета, а требования
к их относительному
положению определяют
значения параметров, .
замыкающих звеньев
соответствующих р аз-
мерных цепей.
Применительно к
втулке с валиком (см.
рис. L28r б) это будут
размерные цеп в А и ^,
имеющие Ал == ft, 6Ад =
Рис. Г.2Ж, Схемы:
Yj а —определения условий собираемости втулки с ва-
Па ПрШй©ре СОеДИЖе- лишать & — базирования втгу/лпш и валика ш р^амер.
НИ я RT?\znvi* л» валтаигйчлд, ных цепей, определяющих соосность отверстия ва
1ШЯ. ВТУЛКИ! С ВАДИКОМ' втулке ш ш*й-ки валим»
проанализируем физический смысл составляющих звеньев возник-
ших размерных цепей. Звенья Аъ Л4 и рА, р4 отражают точность
базирования соединяемых деталей, которое необходимо осущест-
вить с помощью каких-то устройств. Звенья Л2, А3 и рз, Рз показы-
вают, какое положение должны занимать базирующие устройства
в сборочной машине или в ПР. Размерные цепи А и р определяют
требования к точности соединяемых деталей, базирующих уст-
ройств, а также сборочной машины или ПР.
В большинстве случаев автоматическое соединение деталей
невозможно без компенсации отклонений в их относительном
положении, придаваемом им устройствами сборочной машины или
ПР. Например, для соединения втулки с валиком без зазора при
ее движениии только в направлении А потребовалось бы обеспе-
чивать абсолютную соосность отверстия во втулке с шейкой ва-
лика, что привело бы к невыполнимому условию
е + а = 0.
Условия собираемости деталей могут быть расширены, если
в момент соединения создать возможность регулирования их
положения.
Например, регулированию положения втулки при установке
на вал могли бы способствовать фаски, образующие в момент
встречи деталей клиновую пару, обеспечивающую центрирование
втулки по валу. При ширине фасок Ь условие собираемости дета-
лей расширится и будет выражено неравенством
етах I Я-тах "^ ^mln ~г *•
Однако при этом необходимо учесть, что во избежание закли-
нивания соединяемых деталей угол поворота оси отверстия во
втулке относительно оси шейки валика не должен превышать
значения у. Допустимое значение угла у зависит от соотношения
параметров фасок и размеров поверхностей, по которым осущест-
вляется сопряжение деталей. Формулы для определения угла у
приведены в книгах [7, 141.
Введение в процесс автоматического соединения деталей ре-
гулирования их относительного положения сопряжено с неодно-
кратной сменой схем базирования. Нужный переход от одной схемы
базирования к другой должен обеспечиваться соответствую-
щими устройствами сборочной машины или ПР. Проследим за
базированием втулки на разных этапах посадки на вал и действи-
ями сборочной машины, которые она должна осуществлять при
этом (рис. 1.29, показаны схемы базирования только втулки).
/ этап. В исходной позиции втулка устанавливается на один
из центров (до упора в торец штока привода), в которых уста-
новлен валик.
// этап. Втулке сообщается движение вдоль оси центра, для
чего геометрическая связь 5 заменяется кинематической связью А.
64
Рис. 1.29. Схемы базирования втулки в процессе посадки на вал
/77 этап. Втулка коснулась фаской вала и должна повернуться
вокруг точки 0Ь чтобы сесть на вал фаской. Геометрические
связи 2 и 4 должны быть сняты в этот момент и заменены кине-
матическими связями аир, обеспечивающими поворот втулки
в двух координатных плоскостях.
IV этап. Для посадки на вал, втулка должна повернуться
вокруг точки 02. Для этого она должна быть сцентрирована
по контуру вала опорными точками 2Г и 4\ на какое-то мгновение
лишена опорной точкой 5' осевого перемещения и при действии
созданных кинематических связей |х и v повернута относительно
валика до совмещения оси ее отверстия с осью шейки валика.
V этап. С момента захода втулки на валик ее базирование
полностью осуществляется валиком. Причем для продвижения
3 Тех. маш. 65
втулки в осевом направлении геометрическая связь 5' должна
быть вновь заменена кинематической связью Л.
VI этап. Втулка дослана до упора в горец валика. В этот
момент действие кинематической связи А должно быть прекра-
щено, а в силу должна вступить геометрическая связь 5'.
Действие необходимых связей в процессе сборки обеспечи-
вается силами, создаваемыми приводами сборочной машины или
ПР, силами тяжести соединяемых деталей, возникающими реак-
циями и трением. Из примера сборки втулки с валиком нетрудно
представить, что на каждом этапе процесса сборки должна быть
создана своя система сил в соответствии с задачей, решаемой
на данном этапе. При этом следует учитывать, что техноло-
гическая система, осуществляющая сборку, не является абсо-
лютно жесткой. Все это требует особой тщательности в рас-
крытии существа процесса автоматического соединения деталей
и конструктивном обеспечении условий сборочного процесса.
Необходимость ведения процесса сборки с переменным режи-
мом вынуждает оснащать сборочные машины и ПР устройствами
«пассивной податливости», обеспечивающими тонкую коррекцию
отклонений в относительном положении деталей, а также устрой-
ствами адаптивного управления, автоматически осуществляющими
в нужный момент переход к другим режимам. На устройства
такого рода возлагается коррекция относительного положения
соединяемых деталей, обеспечения требуемой для данного этапа
сборки системы действующих сил и их значений, регулирование
скорости процесса сборки. Нет необходимости убеждать в том, что
эффективность действия таких устройств целиком зависит от
глубины проникновения в физическую сущность процесса и яв-
лений, сопутствующих ему.
Таким образом, цель технологических разработок при авто-
матизации процесса сборки — решение следующих задач.
1. Выявление условий собираемости деталей при одновре-
менном выборе баз и метода их автоматического соединения с уче-
том собственной точности деталей.
2. Доскональное описание существа процесса автоматического
соединения деталей, раскрытие процесса базирования деталей
в ходе их соединения и построение нужных для процесса сборки
систем сил.
3. Проведение расчетов действующих сил на каждом этапе
сборки, режимов сборочного процесса и определение функций
сборочной машины или ПР и требований, предъявляемых к ним.
4. Выявление размерных связей, которые должны действо-
вать в процессе автоматической сборки, разработка требований
к точности базирующих устройств, сборочной машины или ПР.
5. Разработка технического задания на проектирование сбо-
рочной машины или ПР с отражением всех особенностей про-
цесса сборки, функций машины или ПР и технических условий,
которым они должны удовлетворять.
66
§ 2. АВТОМАТИЧЕСКАЯ СБОРКА С ПРИМЕНЕНИЕМ
СБОРОЧНЫХ МАШИН
Состав автоматического сборочного оборудования опре-
деляется конструкцией изделия и технологией его сборки. В боль-
шинстве случаев автоматические сборочные машины применяют
для сборки изделий одного наименования или узкой номенкла-
туры сходных изделий, при годовой программе выпуска 200—
500 тыс. шт. и более, вследствие чего они имеют специальное пред-
назначение.
Обычно процесс сборки изделия делят на части в соответствии
с членением его на отдельные сборочные единицы. Сборка сбороч-
ных единиц в зависимости от их сложности и изделия в целом
может выполняться отдельными сборочными машинами или ав-
томатическими линиями, имеющими ряд сборочных машин, объ-
единенных транспортными средствами.
Помимо выполнения переходов, непосредственно связанных
с соединением деталей или сборочных единиц, на автоматическое
сборочное оборудование возложены функции транспортирования,
загрузки, ориентации, контроля качества сборки, испытания и
разгрузки.
При построении автоматического процесса сборки изделия
важным является вопрос компоновки сборочного оборудования.
Применение однопозиционных сборочных машин в известной
мере сокращает объем транспортных операций. Однако у такой
сборочной машины число самостоятельных загрузочных, ориен-
тирующих, питающих и собирающих устройств должно быть равно
числу последовательно монтируемых деталей в сборочную еди-
ницу (рис. 1.30, а). Это требование снижает возможность кон-
центрации операций, может значительно усложнить конструк-
цию сборочной машины и доступ к ней при наладке. Поэтому
однопозиционные сборочные машины применяют для сборки сбо-
рочных единиц с малым числом деталей, входящих в их состав,
или в случаях, когда собираются одинаковые детали и смонти-
ровать их можно одновременно.
Более широкие возможности в этом отношении предоставляют
многопозиционные машины, допускающие параллельное выполне-
ние разных по содержанию операций (рис. 1.30, б). На загрузоч-
ной позиции такой машины в приспособление устанавливается
базирующая деталь изделия, периодически переходящая вместе
с приспособлением с одной позиции на другую, в каждой из кото-
рых совершаются срои сборочные операции. Приспособления
обычно размещают на поворотном столе, за один поворот которого
выполняется полный цикл сборки изделия. Обычно многопозици-
онные машины имеют не более шести—восьми рабочих позиций,
ч?о ограничивает их применение для сборки сложных изделий.
Сборка сложных изделий ведется на автоматических линиях,
которые могут быть составлены как из однопозиционных, так и
3* ' 67
Рис. 1.30. Схемы компоновки сбо-
рочных автоматов:
а -— однопозиционного: 1 — приспособление; 2 — собираемое изделие; 3 — сборочная
головка; 4 —¦ магазинное устройство; 5 — стол сборочного автомата; 6 — стол; 7 — мани-
пулятор; б — многопозиционного: 2—5 рабочие позиции; 6— манипулятор; 7 — стол;
8 — поворотный стол; 9 — приспособление; 10 — сборочная головка; 11 — магазинное
устройство
из многопозиционных машин. На автоматических линиях может
быть совмещена сборка отдельных сборочных единиц и в целом
изделия, подобного, например, блоку двигателя внутреннего сго-
рания, электродвигателю и т. п. Все позиции автоматической ли-
нии связаны между собой транспортными устройствами, достав-
ляющими к сборочным машинам спутники с установленными на
них базирующими деталями. Выполнение операций сборки на каж-
дой позиции возможно с трех сторон одновременно, что предостав-
ляет свободу в совмещении операций.
Для сборки изделий, изготовляемых в очень большом коли-
честве, как, например, роликовых цепей, применяют высокопро-
изводительные роторные автоматические линии. В состав роторной
линии входят сборочные роторы, транспортные роторы, устрой-
ства автоматической загрузки собираемых деталей, контроля
и др. Процесс сборки осуществляется непрерывно. При этом
в каждом технологическом роторе за полный его оборот осу-
ществляется одна сборочная операция.
§ 3. АВТОМАТИЧЕСКАЯ СБОРКА С ПРИМЕНЕНИЕМ
ПРОМЫШЛЕННЫХ РОБОТОВ
Главным преимуществом ПР по сравнению со сбороч-
ными машинами является их способность перестраиваться на
сборку других изделий. Наличие устройств программного управ-
ления повышает уровень универсальности этих машин и делает
возможным их применение при автоматизации сборки в много-
номенклатурном серийном производстве.
68
функции любого робота сводятся к ряду типовых действий
в пространстве: взять — положить, поднять — опустить, повер-
нуть, перенести и т. д., на базе которых можно осуществлять
транспортирование деталей к месту сборки, их ориентирование,
выполнение разнообразных технологических операций, контроль
качества сборки и др.
Существенному прогрессу в роботостроении и расширению их
возможностей способствует развитие электронной и микропро-
цессорной техники. Если первые ПР предназначались для замены
человека на простых повторяющихся операциях, то в настоящее
время роботы осуществляют сложные сборочные операции, вы-
полнение которых обычно поручалось рабочим высокой квалифи-
кации. Развитие идет от жесткопрограммируемых автооперато-
ров и манипуляторов к роботам с программным управлением и
адаптивным ПР.
Простейшие адаптивные системы по силам и крутящим мо-
ментам дополняются в настоящее время в ПР сенсорными уст-
ройствами. К числу таких устройств, особо расширяющих воз-
можности роботов при сборке изделий, следует отнести визуаль-
ные (техническое зрение), тактильные и кинетостатические (ося-
зание и ощущение давления).
Например, визуальные сенсорные устройства (ВСУ) позво-
ляют:
вести наблюдение за процессом соединения деталей и управлять
адаптивными сборочными устройствами;
осуществлять комплектацию узлов;
проводить 100 %-ный контроль по внешнему виду и размерам
и выдавать статистические сведения о характере отклонений от
нормы;
сортировать изделия по внешнему виду и размерам и изби-
рать нужную деталь при взятии ее с движущегося конвейера,
со стеллажа или из тары;
осуществлять 100 %-ный контроль цветовой характеристики
покрытия;
вести дистанционное управление процессом сборки и др.
Форма организации сборки с применением ПР в основном
зависит от сложности изделий и может целиком выпол-
няться либо на одном рабочем месте, либо на линии, оснащен-
ной ПР.
В первом случае вокруг робота размещают питатели с дета-
лями, подлежащими монтажу, набор захватных устройств, раз-
личные инструменты, которыми робот переоснащается сам, и
стационарные установки (сверлильные головки, прессы и т. п.),
к которым робот подает собираемое изделие для выполнения ими
каких-то операций. Расширение возможностей сборки на одном
рабочем месте дает применение «многоруких» роботов.
На рис. 1.31 в качестве примера показан сборочный центр
с ПР, производящим сборку генераторов переменного тока, со-
69
Рис. 1.31. Сборочный центр с ПР, заправляемый от ЭВМ:
1 — манипулятор робота; 2— передняя крышка; 3 — упругое захватное устройство;
4 — инструмент; 6 — лоток с книгами; 6 — 'штатив для хранения инструмента; 7 —
отвертка; 8 — сменные инструменты; 9 — фиксаторы; 10 — поворотный инструмент;
И — обучающий и управляющий блок; 12 — шкивы; 13 — прокладки для подшипни-
ков; 14 — стопоршъге ша^йбы; 15 — тайки; J6— прикладки под крыльчатки вентилято-
ров; 17 — роторы; 18 — позиция выдачи готовых изделий, 19 — задние крышки; 20 —
крыльчатки вентиляторов; 21 — зажимное приспособление для общей сборки, 22— за-
жимное приспо?облЕ«ие для сборки комплектов
стоянцих .-из 17 деталей. Центр ш&еет две позиций: для сборки уз-
лов и для общей .сборная генераторов. Статор, комплекты щеток
и диодов, а также задняя крышка собираются роботом предвари-
тельно и поступают>аа общую сборку как узлы. Вся узловая сборка
выполняется роботом вдоль вертикальной оси. Сначала перед-
няя и задняя :кръьшюа генератора устанавливаются ib двух зажим-
ных присжхюблегажх, затем в да^редвгьою крышку монтируется
шартсотадшштшгк. Дадеее в задашю крыэджу запрессовывается
ротор, а 'передняя крщошка шереворатевается н шздевается на
ось ротора, после чеш ГРР устаеашвавает на ротор прокладку,
крыльчатку вентилятора, ;шш®ы, пружшшую шайбу и гайку*
завинчиваемую гайковертшж.
70
Управление ПР осуществляется от ЭВМ, что обеспечивает не
только движения робота т нужной траектории, но и управление
скоростью движения. ПР оснащен сежорняыми устройствами так-
тильного и силового очувствления, позволяющими при жестких
допусках сопрягать детали плавно и быстро.
При сборке генератора используются шесть инструментов,
которые приходится заменять 8 раз за цикл. На каждый переход
в сборке и на смену инструмента затрачивается в среднем по 6 с.
На этом же центре после переналадки можно собирать электро-
двигатели, насосы, редукторы определенных конструкций и пр.
Использование ПР в автоматических литиях с дифферен-
циацией операций дает значительную- экономию в затратах вспо-
могательного времени. Помимо этого, отпадает ограничение в ис-
пользовании. ПР, создаваемое сложностью изделия. Затраты на
большее число роботов в значительной мере окупаются сокраще-
нием затрат на вспомогательное оборудование, необходимое для
оснащения рабочего места индивидуального робота.
В автоматических линиях в зависимости от сложности опе-
раций могут использоваться роботы различных типов: от жестко-
программируемых до ПР высокого уровня. Часто оказываются
предпочтительными сочетание пошщий концентрированной сборки
с дифференцируемой. Возможно использование двух-трех роботов
для обслуживания одной позиции. Число роботов в позициях
может изменяться, что обеспечивает гибкость сборочных уча-
стков.
Примером такой линии может служить одна из. эксперимен-
тальных линий системы APAS фиршл «Вестингхаусе»г (Westing-
house США), предназначенная имя сборки восьми моделей мало-
габаритных электродвигателей. Лшьия (рве. 1.32). состоит из двух
участков. На первом (рис. 1.32, Сведется гаредшрителыяая сборка
торцовых крышек. Здесь работают два б&ютредежствующих пре-
цизионных ПР АЛ и А-2 с телекамерами 7-1 и F-2, осматрива-
ющими рабочую зону и щ^ювфЯ'Ющми комплектацию и качество
сборки. ПраЕильтосш запрессовке деталей способствует адаптив-
ное управление по силе. ПР А-3 к А-4 с убавлением от мини-ЭВМ
устанавливают тумблеры^ шеденеаторы: ш переключатели под
контролем ВСУ ^телекамеры: V-3 и F-4).
На участже общ.ж сборки двжгателей- ПР Л-5 устанавливает
статор и ротор та тижтмю торцовую крышку, а затем надевает
на них верхнюю крышжу. ВСУ проверяет качество ротора, ориен-
тацию статора в устройстве подачи, помогает центрировать ста-
тор в нижней крышке. ПР Л-6 вставляет соединительные болты
в частично собранный двигатель, затягивает их при контроле
крутящего момента, вставляет смазочный штуцер и внутреннюю
крышку. ВСУ на этой шозидии проверяет соосность отверстия под
болты. Наконец, ПР А-Т вставляет собранные двигатель в кор-
пус под контролем ВСУ, обеспечивающим совмещение крепежных
колец двигателя с опорными стойками корпуса.
71
Рис. 1.32. Экспериментальный участок для сборки малогабаритных электродви-
гателей:
А — роботы, V — телекамеры; F.— магазинные устройства; Б — 1 ^- бункерное ус*
тройство; С — конвейеры; SE — конвейеры возврата поддонов
Из рассмотренных примеров видно, что важнейшую роль
в развитии ПР играют микропроцессорное управление и устрой-
ство адаптации, среди которых сенсорные системы, особенно ви-
зуальные, обеспечивающие в роботизированном комплексе «тех-
ническое зрение», являются перспективными. Применение ПР,
оснащенных ими, несмотря на то, что ПР оказываются зна-
чительно дороже обычных манипуляторов, обеспечивает вы-
сокий рост производительности и экономию затрат челове-
ческого труда.
В целом можно заключить, что в робототехнике происходит
переход от освоения отдельных ПР к созданию адаптивных ро-
ботизированных технологических систем, которые могут быть
успешно использованы для автоматизации сборочного производ-
ства.
РАЗДЕЛ II
ИЗГОТОВЛЕНИЕ СТАНИН И РАМ
ГЛАВА 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ, КОНСТРУКЦИЯ
И ОСНОВНЫЕ ТРЕБОВАНИЯ К СТАНИНАМ
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ СТАНИН И РАМ
Станины, основания, рамы станков, сборочных, изме-
рительных, транспортных, энергетических и других машин и агре-
гатов предназначены для обеспечения требуемых относительных
положений и движений присоединяемых к ним сборочных единиц
и деталей в условиях допустимых воздействий рабочих нагрузок
и внешней среды в течение заданного периода эксплуатации.
В описании служебного назначения станины, основания или
рамы должны быть указаны следующие группы параметров:
требуемые относительные положения присоединяемых к ста-
нине неподвижных сборочных единиц и деталей;
требуемые относительные движения устанавливаемых на ста-
нину подвижных сборочных единиц и деталей;
допустимые статические и динамические рабочие нагрузки;
допустимые тепловые воздействия;
допустимые внешние воздействия и параметры окружающей
среды;
требуемый период эксплуатации до ремонта и общий срок
эксплуатации;
регламент обслуживания станины;
другие характеристики: эргономические, эстетические, эко-
номические и т. п., габариты, масса.
При описании служебного назначения конкретной станины
или рамы должен быть определен необходимый и достаточный ка-
чественный состав параметров по всем перечисленным группам.
По каждому параметру должна быть дана полная количественная
оценка, "включающая не только номинальное значение, но и до-
пустимые отклонения, а в некоторых случаях и вероятностные
характеристики распределения. Обоснование и расчет каждого
параметра служебного назначения станины осуществляются ис-
ходя из служебного назначения и требований к точности машины
в целом.
Определение требуемых номинальных значений параметров
относительного положения и движения присоединяемых к ста-
нинам узлов и деталей, как правило, не вызывает трудностей.
Сложнее установить допустимые отклонения этих параметров от
номинальных значений, исходя, например, из необходимой точности
обработки заготовок, которая является одним из параметров слу-
74
жебного назначения станка, например токарного, и определяет
требуемую точность положения заднего центра и точность дви-
жения суппорта относительно оси вращения шпинделя. В свою
очередь, требуемая точность относительного положения оси вра-
щения шпинделя и заднего центра и точность движения суппорта
относительно оси вращения определяют при выбранных методах
достижения точности допустимые отклонения относительного
положения основных баз передней и задней бабок и суппорта на
станине, которые входят в параметры служебного назначения ста-
нины. Так прослеживается функциональная связь параметров
служебного назначения станка и станины, показанная на
рис. 2.1.
Точность движения характеризуется: 1) точностью направ-
ления, положения и формы траектории движения, например пря-
молинейностью; 2) точностью параметров движения — скорости,
ускорения и т. п.; 3) точностью позиционирования.
75
Рабочие нагрузки на станину определяются компоновкой
станка, массой устанавливаемых на станину сборочных единиц
и деталей, видом рабочего процесса, режимами работы. Рабочие
нагрузки характеризуются силами и моментами сил, вызываю-
щими упругую деформацию станины, и как следстве, изменения
в относительных положениях и движениях сборочных единиц,
установленных на станину.
Тепловые воздействия на станину при работе станка приводят
к изменению относительных положений и точность движений уста-
новленных на станине сборочных единиц и деталей и в резуль-
тате снижают точность изготовляемых на станкг деталей.
Допустимые внешние воздействия и параметры окружающей
среды описываются физико-химическими свойствами среды, в том
числе влажностью, запыленностью, наличием химически актив-
ных элементов и их концентрацией, а также температурой окру-
жающей среды и ее колебаниями, давлением, наличием и характе-
ристиками тепловых, магнитных, электрических и других полей,
вибрацией.
Требуемый период эксплуатации станины до ремонта опре-
деляет необходимую износостойкость направляющих станины
при известных рабочих нагрузках, внешних воздействиях и ин-
тенсивности режима работы.
Регламент обслуживания станины предопределяет требуемую
регулярность чистки и смазывания направляющих, проверок
точности, отсутствия задиров, коррозии и других повреждений.
В результате анализа параметров служебного назначения
станин можно сделать следующие основные выводы.
1. Все параметры служебного назначения станины вытекают
из служебного назначения станка и связаны с влиянием их на
точность относительного положения и движения рабочих органов
станка, устанавливаемых на станину.
2. Требуемая точность положения и движения присоединя-
емых к станине сборочных единиц и деталей должна обеспечи-
ваться станиной с учетом допустимых воздействий при эксплуата-
ции в течение заданного периода времени.
Требуемые параметры служебного назначения станины обе-
спечиваются совокупностью определенных свойств станины,
к числу которых относятся: 1) геометрическая точность поверх-
ностей основных и вспомогательных баз и точность их относи-
тельного положения; 2) статическая и динамическая жесткость
станины; 3) износостойкость направляющих; 4) тепловая стабиль-
ность; 5) отсутствие коробления; 6) малый и стабильный коэффи-
циент трения по направляющим.
Точность относительного положения комплектов вспомога-
тельных баз станины, образующих, например, координатные си-
стемы XbiYbiZbi и ХВчУвч1вг (см. рис. 2.1) непосредственно
определяет точность относительного положения устанавливаемых
на станину сборочных единиц и деталей (в данном примере перед-
76
ней и задней бабок с координатными системами X^YXZX и X2Y2Z2
соответственно). Точность относительного положения баз каж-
дого комплекта и точность базовых поверхностей определяют
точность установки присоединяемых к станине деталей и сборочных
единиц, а также жесткость неподвижного соединения. При под-
вижном соединении точность базовых поверхностей, т. е. направ-
ляющих, определяет точность траектории перемещения сопря-
женных с направляющими сборочных единиц, например прямо-
линейность движения суппорта, а шероховатость поверхности
определяет коэффициент трения, интенсивность изнашивания и
срок службы при заданной точности обработки на станке.
Достигнутая в процессе изготовления станины исходная
геометрическая точность претерпевает изменения в процессе
эксплуатации станины под действием внешних сил и моментов,
напряжений в результате упругих деформаций, старения, тепло-
вых деформаций станины и изнашивания направляющих.
Для обеспечения высокой износостойкости чугунных направ-
ляющих станины по рекомендации ЭНИМС должна быть обеспе-
чена твердость поверхности не менее НВ 180 ... 200, поле рассея-
ния твердости одной направляющей не более НВ 20.
Тепловая стабильность достигается в основном выбором тер-
мосимметричной конструкции, в которой при изменении тем-
пературы не происходит существенных изменений, главным об-
разом, в относительных поворотах координатных систем
ХтУв^т и XB2YmZB2 (см. рис. 2.1) вспомогательных баз ста-
нины.
Рассмотрение важнейших эксплуатационных свойств станины
позволяет сделать следующие выводы.
1. Допустимые изменения показателей эксплуатационных
свойств станины рассчитывают, исходя из заданных параметров
служебного назначения станины с учетом возможности и эконо-
мичности их достижения.
2. Все эксплуатационные свойства станины описывают в ко-
нечном счете способность станины сохранять требуемую геоме-
трическую точность поверхностей основных и вспомогательных
баз станины, точность их относительного положения, а также
точность движения по направляющим в течение заданного периода
эксплуатации в условиях допустимых воздействий, определенных
служебным назначением станины.
3. Обеспечение всех требуемых эксплуатационных свойств
станины достигается в конечном итоге выбором материалов для
изготовления станины, обладающих соответствующими свойствами,
и расчетом соответствующих размеров конструкции станины.
§ 2. КОНСТРУКЦИИ СТАНИН
Конструктивные формы и размеры станин определяются
компоновкой и конструкцией машины или станка, служебным на-
значением станины, а также выбранным материалом и методом из-
77
готовления станины, определяющими конструктивные отличия
в связи с особенностями расчета и требованиями к технологич-
ности конструкции. В соответствии с этим станины можно клас-
сифицировать по различным признакам.
По расположению станины могут быть горизонтальными, вер-
тикальными и наклонными. Станины могут быть цельными и со-
ставными. В соответствии со служебным назначением все станины
станков и других машин можно разделить на две группы.
1. Станины без направляющих, в служебное назначение кото-
рых входит только обеспечение требуемого относительного по-
ложения присоединяемых к ним сборочных единиц и деталей.
2. Станины с направляющими, в служебное назначение кото-
рых входит помимо обеспечения требуемого положения обеспе-
чение требуемых движений устанавливаемых на направляющие
узлов: кареток, суппортов, столов и т. п.
Станины второй группы отличаются числом систем направля-
ющих, их формой, конструкцией, относительным расположением
в пространстве. По траектории обеспечиваемого движения направ-
ляющие делятся на прямолинейные и круговые, по виду трения —
на направляющие скольжения, качения и комбинированные. По
форме направляющие делят на плоские, призматические, цилин-
дрические. Направляющие могут быть отлиты вместе со станиной,
а могут быть накладными в виде планок или пластин, которые
прикрепляют к станине винтами или с помощью клея. Каждый из
перечисленных видов направляющих имеет свои характерные
конструктивные отличия иррациональные области применения.
В результате конструирования станины необходимо выбрать
компоновку станины и связать конструктивные размеры и свой*
ства применяемых материалов так, чтобы станина выполняла
свое служебное назначение с требуемой надежностью при мини-
мальных затратах на изготовление и эксплуатацию станка в це-
лом. Одним из критериев оптимизации конструкции станины яв-
ляется минимальная металлоемкость станины.
§ 3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К СТАНИНАМ
Технические требования к станинам должны регла-
ментировать допустимые отклонения размерных параметров и ха-
рактеристики свойств материалов, соблюдение которых в резуль-
тате изготовления станины обеспечит выполнение станиной слу-
жебного назначения при минимальных затратах.
Требования к свойствам материала станины включают требо-
вания к марке материала, его химическому составу и физико-ме-
ханическим свойствам, к однородности и плотности материала
особенно в наиболее ответственных местах. Предъявляются по-
вышенные требования к микроструктуре и твердости поверхност-
ного слоя направляющих.
Основные требования по геометрической точности предъяв-
ляют к поверхностям вспомогательных баз станины. Относительно
78
Рис. 2.2. Литая станина прецизионного станка
высокая точность изготовления комплекта основных баз станины
и точность положения вспомогательных баз относительно основ-
ных необходима:
по служебному назначению, если станина устанавливается
на другие детали несущей системы станка, например на основание
или тумбы, или является частью составной станины;
по технологическим соображениям, когда основные базы
станины используют в качестве технологических баз для неод-
нократной установки заготовки станины при обработке.
В общем случае требования точности включают: точность по-
верхностей баз; точность относительного положения поверхно-
стей баз в каждом комплекте; точность относител ного положения
комплектов баз.
В качестве примера приведены из регламента Оргстанкинпрома
некоторые технические требования к станине станка, показан-
ной на рис. 2.2: материал — чугун СЧ 30 ГОСТ 1412—79; допуск
плоскостности поверхностей А к Б 0,003 мм; допуск прямолиней-
ности поверхности Г в вертикальной плоскости 0,012/1000 мм
(допускается только выпуклость); извернутость направляющих
поверхностей Въ В2, В3, ?4 не более 0,025 мм навсей длине на-
правляющих; допуск параллельности поверхностей Ди? направ-
ляющим поверхностям Вг и Б4 0,015 мм на длине 1000 мм; допуск
перпендикулярности поверхности Ж к общей прилегающей по-
верхности Вх—Въ 0,03 мм на длине 250 мм.
ГЛАВА 2. ЗАГОТОВКИ СТАНИН
§ 1. ИЗГОТОВЛЕНИЕ ЛИТЫХ ЗАГОТОВОК СТАНИН
Литые заготовки станин должны обладать высокой
износостойкостью и твердостью монолитных направляющих, не
допустим отбел чугуна в тонких стенках, приводящий к большим
напряжениям, короблениям, трещинам. Удовлетворение проти-
воречивых требований к массивным направляющим и тонким
стенкам отливки станины может быть обеспечено несколькими
путями: использованием высококачественных чугунов; исполь-
79
зованием специальной технологии литья; уменьшением разницы
в толщине направляющих и стенок станины; упрочняющей обра-
боткой направляющих, например закалкой; применением наклад-
ных направляющих.
Первый путь связан прежде всего с оптимальным выбором
марки чугуна, который обеспечивает высокую твердость чугун-
ных направляющих, хорошую обрабатываемость боковых стенок
отливки, малое коробление, и имеет минимальную стоимость.
Для станин широко используют модифицированный чугун.
Для получения высококачественных отливок применяют нелеги-
рованный чугун оптимизированного состава марок СЧ 20, СЧ 25,
СЧ 30. Серый легированный чугун имеет более высокую стоимость,
однако позволяет уменьшить металлоемкость станин при требуе-
мой жесткости, повысить размерную точность литья и снизить
припуски на обработку, повысить износостойкость монолитных
направляющих.
Уменьшить расход дорогостоящих легирующих элементов
можно путем поверхностного легирования, при котором пасту
с легирующими элементами наносят на поверхность формы в ме-
стах направляющих до заливки чугуна, а также послойной за-
ливкой в форму сначала легированного чугуна под направляющие,
а затем нелегированного чугуна. Послойная заливка позволяет
80
снизить расход легирующих элементов на 80 %, коробление
отливки на 15 ... 20 % и остаточные напряжения на 5 ... 10 %
по сравнению с обычной технологией литья [30].
Массивные станины с монолитными направляющими, как
правило, отливают с использованием плоских, ребристых или
шиловидных чугунных плит, называемых холодильниками, кото-
рые устанавливают в литейную форму в месте расположения
направляющих. Холодильники ускоряют охлаждение направ-
ляющих, что повышает их твердость, а также предохраняют
форму от размыва при заливке чугуна.
Основные этапы изготовления литых заготовок станин пока-
заны на рис. 2.3.
В тонкостенных отливках станин из серого чугуна в процессе
охлаждения могут появиться трещины из-за сопротивления
стержней литейной формы усадке отливки особенно при темпера-
туре 200 ... 250 °С, когда чугун обладает минимальной прочностью
и пластичностью. Вероятность появления трещин можно умень-
шить: введением дополнительных продольных ребер в отливку,
уменьшением размеров окон в продольных стенках, уменьшением
размеров внутренних полостей отливки, увеличением толщины
стенок. Однако перечисленные мероприятия увеличивают метал-
лоемкость станин и поэтому они должны быть обоснованы.
Исправление дефектов чугунного литья (трещин, раковин)
в зависимости от характера, размеров и места их положения на
заготовке возможно различными способами. Крупные дефекты
заваривают газовой или дуговой сваркой чугунными электродами
диаметром 14 ... 16 мм с покрытием толщиной 1,5 ... 2,0 мм или
порошковой проволокой с предварительным нагревом заготовки
до температуры 600 ... 650 °С. При исправлении мелких дефектов
литья сварку осуществляют без расплавления основного металла
и без нагрева заготовки или с незначительным нагревом до 150 ...
300 °С. Все дефекты литья, открывшиеся после черновой обра-
ботки, должны быть исправлены перед старением, а места исправ-
ления должны быть зачищены.
§ 2. ИЗГОТОВЛЕНИЕ СВАРНЫХ ЗАГОТОВОК СТАНИН
Сварные станины изготовляют из листовой стали ма-
рок СтЗ, Ст4, Ст5 и других толщиной 3 .. 12 мм. Целесообразно
использовать сталь ВСтЗ. При этом если масса наплавленного
металла не более 2 % массы станины и швы расположены симме-
трично относительно оси симметрии станины, то можно отка-
заться от термообработки станин, предотвращающей коробление
131 ]. Тонкостенные станины из листов толщиной 3 ... 6 мм менее
металлоемки по сравнению с толстостенными из листов толщи-
ной 8 ... 12 мм, но сложнее в изготовлении из-за большего числа
перегородок и ребер, необходимых для обеспечения требуемой
жесткости. В сварных станинах широко используют элементы,
81
изготовленные из профильного проката, в том числе швеллеры,
полые профили прямоугольного сечения, а также гнутые и гнуто-
сварные профили. Крупногабаритные сварные станины целесооб-
разно изготовлять из отдельных блоков. Унификация сварных
конструкций базовых деталей станков позволяет осуществить
концентрацию и специализацию сварочного производства и умень-
шить трудоемкость изготовления заготовок на 50 ... 60 %.
Процесс изготовления сварных станин состоит из нескольких
этапов: подготовки набора деталей, сборки деталей и соединения
их сваркой, снятия остаточных напряжений, обработки станины,
окраски и отделки.
Подготовка набора деталей для сварки станины включает
резку стальных листов и проката, гибку, механическую обра-
ботку, разделку кромок под сварку. Стальные листы разрезают
на газорезательных машинах, оснащенных копировальными си-
стемами или ЧПУ. Одновременно с резкой происходит разделка
кромок под сварку. Газорезательные машины «Кристалл» ТПл-2,5
и ТПл-3,2, оснащенные ЧПУ, позволяют разрезать листы длиной
2,5 и 3,2 м соответственно с точностью ±0,5 мм. На машине
ПК-3,5-6Ц обеспечивается точность резки ±1 мм при максималь-
ной длине стального листа 8 м, ширине 3,5 м и толщине 5... 100 мм.
Перед сваркой детали набора должны быть установлены одна
относительно другой с требуемой точностью. Для соединения
деталей станин применяют различные методы электросварки:
в среде защитных газов, под плюсом, электрошлаковую, стыко-
вую и др. Наиболее распространены сварка в углекислом газе
и сварка в среде защитных газов. Вильнюсским филиалом ЭНИМС
разработан полуавтоматический процесс сварки базовых деталей
координатно-измерительных машин порошковой проволокой
марки ПП-АН8 диаметром 2,2 мм, с рутиловым покрытием в смеси
углекислого газа и аргона. При сварке под флюсом используют
увеличенный вылет электрода, применяют подогрев электрода,
сварку пульсирующей дугой, многоэлектродную сварку [31}.
Сварные станины металлорежущих станков на 30 ... 40 %
более экономичны в изготовлении по сравнению с литыми чугун-
ными и имеют ряд преимуществ:
меньшую (на 30 ... 40 %) массу при одинаковой жесткости;
меньшую стоимость обработки резанием;
более высокую универсальность и гибкость методов и средств
изготовления, что позволяет: быстро переналаживать производ-
ство станин широкой номенклатуры в условиях единичного и
серийного производства, обеспечить в 2—3 раза более короткий
цикл подготовки производства и изготовления сварных станин,
а также возможность внесения с минимальными затратами изме-
нений в конструкцию сварной станины;
более широкие возможности автоматизации изготовления за-
готовок станин в гибком производстве на базе оборудования
с ЧПУ и управления от ЭВМ.
82
Меньшая (приблизительно в 2 раза) стоимость обработки
резанием и отделки сварных станин по сравнению с литыми свя-
зана с отсутствием заусенцев, меньшей шероховатостью поверх-
ностей, большей точностью размеров и, как следствие, меньшими
(в 2 раза и более) припусками на обработку.
Рамы транспортных машин изготовляют преимущественно
сварными.
§ 3. ИЗГОТОВЛЕНИЕ СТАНИН И ОСНОВАНИЙ СТАНКОВ
ИЗ БЕТОНА
Станины и основания некоторых станков могут быть
изготовлены из бетона, железобетона и полимербетона.
Бетонные конструкции необходимо армировать стальным
каркасом и создавать предварительный натяг в конструкции,
чтобы противостоять действию растягивающих напряжений. Же-
лезобетонные станины находят ограниченное применение, в основ-
ном в тяжелых станках.
Полимербетон, например акрилбетон, эпоксидный бетон,
полиэфирбетон и др., отличается стабильностью размеров, высокой
демпфирующей способностью, почти в 6 раз большей, чем у чу-
гуна, стойкостью к действию различных агрессивных веществ:
кислот, масел, СОЖ. Содержание смол в полимербетоне состав-
ляет около 7 %, кварцевого наполнителя 6 ...7%. Станины из
полимербетона должны иметь стенки толщиной не менее 100 мм,
а углы наклона 12 ... 15° [35].
Бетонные и полимербетонные станины и основания отливают
в деревянных или металлических разъемных формах. После
заливки бетонную смесь уплотняют вибратором. К получен-
ному бетонному блоку привинчивают с помощью залитых в бетон
шпилек стальные или чугунные направляющие и базовые плиты,
имеющие припуски под окончательную обработку. К полимербе-
тонному блоку металлические элементы (планки, плиты, направ-
ляющие после пескоструйной обработки) приклеивают, тяжело-
нагруженные детали дополнительно крепят винтами. После мон-
тажа металлических деталей осуществляют окончательную обра-
ботку направляющих и других вспомогательных баз.
Трудоемкость изготовления полимербетонных станин в 1,5 —
3 раза меньше, чем чугунных.
§ 4. УМЕНЬШЕНИЕ КОРОБЛЕНИЯ СТАНИН
Коробление станин вызывается самопроизвольным пере-
распределением напряжений, которые возникают в результате
структурных изменений материала в процессах литья, сварки и
термообработки, а также в результате пластической деформации.
Коробление станины может произойти в процессе изготовления
станины, сборки или эксплуатации станка. Для предотвращения
83
коробления в технологическом процессе изготовления метал-
лических станин предусматривают специальные операции, сни-
жающие напряжения, создающие более равномерное распределение
напряжений по объему станины или упрочняющие материалы.
Естественное старение осуществляется путем длительной
выдержки заготовок или начерно обработанных станин на откры-
том воздухе: в течение не менее 3 мес выдерживают литые станины
станков нормальной точности, не менее 6 мес — станины станков
повышенной точности после черновой обработки. Для станин
станков высокой точности по рекомендациям ЭНИМС необходимо
двукратное старение: не менее 6 мес после черновой обработки
и затем не менее 3 мес после получистовой. Основным недостатком
естественного старения является большая длительность процесса,
которая значительно удлиняет производственный цикл изготов-
ления станин. Однако естественное старение не требует дополни-
тельного оборудования, кроме транспортно-складского, и отли-
чается высокой надежностью снятия остаточных напряжений
в отливках станин..
В отличие от естественного старения другие методы, снижаю-
щие коробление станин, получили общее название искусственного
старения.
Статическая перегрузка станины осуществляется грузами,
домкратами, прессами, приспособлениями или под действием
собственной массы станины. Нагружение должно вызывать изгиб
в направлении наименьшей жесткости станины и вызывать до-
полнительные напряжения, составляющие 20 ... 60 % предела
прочности материала. При этом происходит перераспределение,
уравновешивание и снижение остаточных напряжений, а кроме
того, упрочнение материала станины, повышение предела теку-
чести. В соответствии с рекомендациями ЭНИМС число нагруже-
ний станины в каждую сторону должно быть не менее трех с вы-
держкой под нагрузкой не менее 3 с.
Виброобработка станин осуществляется с помощью вибрато-
ров, устанавливаемых на станину. Под воздействием вибрации
напряжения концентрируются на границах зерен и стабилизация
размеров осуществляется без деформации станин в отличие от
предшествующих способов. Использование вибраторов с плавным
регулированием частоты колебаний позволяет осуществить вибро-
обработку станины на нескольких (не менее трех) резонансных
частотах по 3 ... 5 мин в диапазоне 10 ... 150 Гц, которые выяв-
ляют по возрастанию потребляемой вибратором мощности. Весь
процесс продолжается обычно 30 ... 45 мин и обеспечивает сни-
жение напряжений на 50 %.
Низкотемпературный отжиг снижает остаточные напряжения
в заготовках на 60 ... 70 %. В зависимости от марки чугуна ста-
нины температуру печи выбирают 520 ... 650 °С. При этой темпе-
ратуре заготовку выдерживают в печи в течение не менее 3 ч из
расчета 1,5 ч на каждые 25 мм наибольшей толщины заготовки.
84
Термоудар рекомендуется применять для заготовок станин
массой не более 5 т, длиной не более 3 м при отношении толщины
стенки к удвоенной приведенной толщине направляющих не более
0,7. Заготовку загружают в разогретую печь, выдерживают в печи
при температуре 400 ... 600 °С в течение 5 ... 40 мин, затем охлаж-
дают на воздухе.
Ускоренный отжиг рекомендуется для тех же заготовок,ччто и
термоудар в случаях, когда температура печи после загрузки
заготовок падает ниже 400 °С. После загрузки заготовки в разо-
гретую до температуры 340 ... 360 °С печь осуществляют нагрев
до этой температуры, выдержку заготовки в течение 1,5 ... 4,5 ч
в печи и затем охлаждение заготовки на воздухе.
Упрочняющее тепловое старение применяют для жестких
станин и для станин с поверхностно-закаленными направля-
ющими, когда нельзя применить виброобработку. Заготовку на-
гревают вместе с печью со скоростью не более 150 °С/ч до темпе-
ратуры B50 ± 30) °С [если есть поверхностно-закаленные детали,
то нагрев допустим до A80 ± 15) °С]. Далее заготовку выдержи-
вают в печи не менее 5 ч, после чего охлаждают вместе с печью
или на воздухе.
Для уменьшения коробления станин применяют комбинирован-
ные способы, например низкотемпературный отжиг с последу-
ющим естественным старением для станин станков классов точ-
ности А и С.
Выбор метода уменьшения остаточных напряжений осуществ-
ляется с учетом конструкции заготовки, размеров, класса точности
станка, объема выпуска, производственных условий (табл. 2.1).
ГЛАВА 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
СТАНИН
§ 1. ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ СТАНИН
При построении технологического процесса изготовле-
ния станин необходимо учитывать особенности, связанные с отно-
сительно большими размерами и массой, а также наличием на-
правляющих:
необходимость проведения старения для предотвращения ко-
робления станины и, как следствие, необходимость разделения
во времени полной черновой и чистовой обработки заготовки ли-
той станины, а для маложестких станин прецизионных станков
еще и получистовой обработки;
желательность сокращения до минимума числа установок за-
готовки станины для полной обработки, учитывая особенно боль-
шие потери времени на транспортирование крупногабаритных
и массивных заготовок, установку и снятие их со станков с по-
мощью подъемного крана, сложность достижения требуемой
высокой точности установки из-за больших контактных деформа-
ций и собственных деформаций заготовки станины, трудность авто-
матизации установки и снятия заготовок станин на имеющемся
оборудовании без применения спутников;
специфику имеющегося продольно-обрабатывающего оборудо-
вания, необходимого для высокоточной обработки направляющих
станины, что требует выделения этой операции в качестве само-
стоятельной и ведет к увеличению числа установок заготовки.
На каждом этапе черновой, получистовой и чистовой обработки
заготовки станины последовательность обработки поверхностей
в значительной мере определяется выбором технологических баз
и в основном сохраняется постоянной. Исключения составляют
поверхности, которые обрабатываются не на всех этапах. Напри-
мер, крепежные отверстия, как правило, сразу обрабатывают на
этапе чистовой обработки станины. В первую очередь, т. е. на
первых операциях каждого этапа обработки станины, должны
быть обработаны общие технологические базы — поверхности^
используемые в качестве технологических баз для обработки боль-
шинства поверхностей заготовки.
Следующими, как правило, обрабатывают наиболее ответ-
ственные поверхности станины — направляющие, чтобы возмож-
ные дефекты отливки, вскрывающиеся при обработке, могли быть
своевременно исправлены либо в случае обнаружения неиспра-
вимых дефектов стоимость предшествующей обработки заготовки
была минимальной. Поэтому на этапах съема больших по объему
припусков, т. е. на этапах черновой и получистовой обработки,
после обработки общих технологических баз следует обработка
направляющих.
86
На этапе чистовой обработки направляющие обрабатывают
последними, что предотвращает случайные повреждения этих по-
верхностей, например в процессе повторной установки ста-
нины.
Высокоточные отверстия, являющиеся вспомогательными ба-
зами станины, следует обрабатывать либо за одну установку,
либо после обработки направляющих и привалочных поверхностей
с выверкой положения заготовки по направляющим.
Таким образом, процесс обработки станин разделяется на
несколько отдельных этапов: черновой, получистовой, чистовой
и отделочной обработки. Число этапов определяется в основном
необходимым числом операций старения, которые проводят между
этапами. Каждый этап обработки резанием связан с необходи-
мостью повторного закрепления или повторной установки заго-
товки. На каждом этапе вначале обрабатывают технологические
базы для последующих операций. Наиболее ответственные по-
верхности заготовки станины (литые направляющие и поверх-
ности, связанные с направляющими размерами с жесткими до-
пусками) на предварительных этапах обрабатывают в начале
этапа после обработки технологических баз, а на окончательных
этапах — в конце, после обработки других поверхностей.
В автоматизированном производственном' процессе изготовле-
ния станин одним из определяющих критериев эффективности
построения процесса является минимальное число установок ста-
нин для полной обработки. Сокращение числа установок заго-
товки станины можно обеспечить следующими методами:
сокращением числа этапов обработки заготовок (черновой,
получистовой, чистовой и отделочной) в результате повышения
размерной точности заготовок, улучшения их качества,, создания
новых материалов с заданными свойствами, уменьшения склон-
ности станин к короблению;
использованием плит-спутников или палет для автоматиче-
ского межоперационного транспортирования заготовок сганин,
загрузки и выгрузки станков.;
применением современных станков с ЧПУ и многоцелевых стан-
ков, в том числе для пятиеторонней обработки заготовок;
повышением технологичности конструкции станины.
Использование указанных методов позволяет осуществить
обработку большинства- заготовок станин в гибких производ-
ственных Системах в пределах одного этапа, например чистовой
обработки* за одну-дае установки заготовки на палете.
^ f 2. выбор тЕхдалогетеещях баз
Выбор технологических баз осуществляется в последо-
вательности, показанной на рис. 2.4. Обработать заготовку за
одну установку можно лишь в случае выполнения следующих
условий:
в?
если процесс обработки резанием не прерывается операциями
старения термообработки, правки и др., требующими открепле-
ния обрабатываемой заготовки;
если конструкция заготовки позволяет надежно закрепить ее
за необрабатываемые поверхности, не мешая доступу инструмен-
тов ко всем обрабатываемым поверхностям;
если обрабатывающая система позволяет'подвести инструмент
^заготовке со всех обрабатываемых сторон.
Применительно к заготовкам станин, как правило, первое
условие не выполняется, что делает невозможным полную обра-
ботку заготовки станины за одну установку. Однако если выпол-
няются второе и третье условия, определяемые служебным на-
значением, технологичностью конструкции, требованиями точ-'
ности, а также возможностями конкретного производства, то на
каждом этапе черновой или чистовой обработки можно обработать
станину за одну установку (см. рис. 2.14, б). Выбор технологиче-
ских баз в этом случае осуществляется аналогично выбору тех-
нологических баз для обработки общих баз. Если же второе или
третье условие не выполняется, что часто имеет место, то в первую
очередь необходимо выбрать и обработать поверхности, которые
можно было бы использовать в качестве общих технологических
баз для обработки большинства других поверхностей заготовки.
88
Рис 2.5. Схема базирования станины с выверкой на спутнике по направляющим
Выбор общих технологических баз для обработки большинства
поверхностей. В качестве таких баз при изготовлении станин
можно выбрать:
1) поверхности направляющих, другие вспомогательные базы
станины — наиболее точные поверхности станины, относительно
которых закоординированы в станине большинство поверхностей
с наибольшей точностью;
2) поверхности, являющиеся основными базами станины.
Первый вариант менее удобен вследствие необходимости либо
устанавливать станину на обработанные поверхности направля-
ющих, что неизбежно их портит, либо на большинстве операций
осуществлять выверку заготовки по направляющим, что требует
затрат времени и в существующих в настоящее время производ-
ственных условиях осуществляется вручную. Первый вариант
(рис. 2.5) можно использовать, если выверка заготовки для обра-
ботки большинства поверхностей осуществляется один раз, что
может иметь место при условии обработки заготовок станин на
плитах-спутниках, например в гибком автоматизированном про-
изводстве.
При многократной установке заготовки станины более удобен
второй вариант. В качестве общих технологических баз для
обработки заготовки станины токарного станка выбирают пло-
скость основания станины и платики на боковых стенках. Если
таких платиков у станины нет, то их необходимо предусмотреть
при отработке конструкции на технологичность.
Выбор технологических баз для изготовления комплекта общих
баз. При изготовлении общих технологических баз ставятся
Две цели:
обеспечить требуемую точность общих технологических баз;
обеспечить требуемую точность положения комплекта общих
технологических баз относительно других поверхностей заготовки
в Целях: 1) обеспечения в результате последующей обработки тре-
буемых размерных связей между обработанными и необрабатывае-
мыми по чертежу поверхностями станины, 2) равномерного рас-
пределения припусков по наиболее ответственным поверхностям
станины и прежде всего по литым направляющим.
89
Точность комплекта общих технологических баз^ включает точ-
ность каждой из трех поверхностей, составляющих комплект баз,
а также точность относительного положения поверхностей тех-
нологических баз, образующих координатную систему заготовки.
Требуемая точность комплекта общих технологических баз, обра-
зующих координатную систему заготовки, определяется" требуе-
мой точностью отдельных параметров; с учетом, во-первых, тре-
бований точности, к станине, во-вторых, требуемой точности
установки и жесткости в процессе обработки.
Требуемая точность относительного положения технологиче-
ских баз в комплекте может быть обеспечена обработкой их за
одну установку заготовки станины на многоцелевых, продольно-
фрезерных или продольно-строгальных станках. Когда комплект
общих технологических баз приходится обрабатывать за несколько
установок заготовки, необходимо соблюдать следующие два
правила:
1) последовательность обработки трех поверхностей комплекта
общих технологических баз осуществлять в порядке убывания
лишаемых этими базами степеней свободы по поворотам относи-
тельно осей координат;
2) на каждой следующей установке заготовки в качестве
технологических баз следует выбирать в том числе уже обрабо-
танные поверхности, причем в соответствии с их назначением
как баз.
В соответствии с первым, правилом сначала обрабатывают пло-
скость основания заготовки станины, которая является в дальней-
шем технологической установочной базой заготовки, а затем уже
обрабатывают боковые платики, являющиеся направляющей ба-
зой. В соответствии со вторым правилом при обработке боковых
платиков технологической установочной базой должна являться
плоскость основания, обработанная ранее.
Достижение второй цели — обеспечение требуемого положения
комплекта общих технологических баз относительно других по-
верхностей заготовки — непосредственно зависит от выбора ком-
плекта технологических баз. При этом необходимо обеспечить:
требуемую размерную связь обрабатываемых и необрабатывае-
мых поверхностей станины, например равномерность толщины
полки;
равномерный припуск чугунных направляющих, отлитых как
одно целое со станиной.
Эти же задачи решают и при выборе единых технологических
баз для обработки заготовки станины за одну установку на
палете (см. рис. 2Л4, б).
В большинстве случаев требования задач обоих видов проти-
воречивы. Исходная погрешность расстояний и поворотов поверх-
ностей в литой заготовке станины должна быть исправлена сня-
тием неравномерного припуска, либо -при обеспечении равномер-
ного припуска исходная погрешность заготовки превратится
90
в погрешность относительного положения поверхностей обрабо-
танной станины, например в неравномерность толщины полки,
Влияние выбора технологических баз при абработке основа-
ния заготовки станины на некоторые окончательные размеры ста-
нины и на распределение припуска доказано в табл. 2.2.
Ддя станин с накладными направляющими и без направля-
ющих задачи первого вида являются более важными. Это объяс-
няется тем, что устанавливаемые на первол операции размерные
связи между обработанными и необрабатываемыми поверхностями
определяют окончательное качество станины, тогда как неравно-
мерность припусков в ряде случаев может лишь повлиять на уве-
личение числа рабочих ходов и себестоимости обработки.
При обработке заготовок литых чугунных заготовок станин
с монолитными, а тем более с незакаливаемыми направляющими
равномерность припусков по направляющим также влияет на
окончательное качество станины. Это связало с анизотропностью
свойств литого чугуна по глубине направляющих. При литье за-
готовки станины направляющими вниз наиболее плотный, проч-
ный и износостойкий слой чугуна формируется у поверхности
литых направляющих. В случае съема неравномерного припуска
с направляющих твердость и износостойкость могут оказаться
существенно различными по длине направляющих (рис. 2.6),,
что недопустимо из-за их неравномерного износа при эксплуата-
ции и быстрой потери точности-
Протаворечня между двумя видами задач могут быть преодо-
лены несколькими способами:
повышением точности расположения наиболее ответственных
поверхностей заготовки путем совершенствования литейной тех-
91
Рис. 2.6. Влияние съе-
ма неравномерного
припуска на твердо-
сть направляющих по
длине
1—2 — обработанная по-
верхность; G)j, С0^? ~"
поля рассеяния припус-
ка и твердости соответ-
ственно в пределах одной
направляющей
нологии и рациональной простановкой размеров заготовки;
разделением исходной погрешности положения поверхностей
литой заготовки для частичного решения одновременно двух ви-
дов задач (часто реализуется при разметке станин);
увеличением толщины и однородности твердого износостой-
кого слоя в направляющих, закалкой направляющих или исполь-
зованием накладных направляющих;
обработкой литых поверхностей заготовки, связанных раз-
мерами с обработанными поверхностями.
В целях обеспечения равномерного припуска наиболее ответ-
ственных поверхностей станины, которыми являются направля-
ющие, базирование заготовки на первых операциях при обработке
плоскости основания и боковых платиков, используемых в даль-
нейшем в качестве общих технологических баз, должно осуще-
ствляться по литым направляющим.
Всю дальнейшую обработку заготовки станины целесообразно
по возможности осуществлять, используя сбщие технологические
базы, что является необходимой предпосылкой сокращения числа
установок заготовки для ее полной обработки. Это особенно
важно в автоматизированном производстве, поскольку каждая
установка массивных заготовок станин осуществляется с исполь-
зованием ручного труда. Отказ от общих технологических баз
может быть оправдан в этих условиях, если требуемая точность
цепного размера не может быть экономично обеспечена коорди-
натным методом при обработке от общих технологических баз.
Такая ситуация может возникнуть в следующих случаях; 1) не-
возможности обработать за одну установку поверхности, связанные
точными размерами; 2) если размер должен быть выдержан от
литой необрабатываемой поверхности заготовки.
Первый случай иллюстрируется на примере обработки боковой
станины агрегатного станка (рис. 2.7). По служебному назначению
при изготовлении боковой станины необходимо обеспечить пер-
пендикулярность" направляющих В к торцовой плоскости Б.
В качестве общих технологических баз выбраны плоскость А
основания станины и два боковых платика, которые обрабатывают
у заготовки станины в первую очередь. Затем обрабатывают на-
правляющие В и торец Б заготовки. На этом этапе возможны три
варианта построения процесса обработки.
92
Рис. 2.7. Варианты построения процесса обработки направляющих и торца заго-
товки боковой секции составной станины агрегатного станка:
а — обработка основания; б — обработка направляющих и торцовой поверхности
I. Обработать направляющие и торец заготовки за одну уста-
новку заготовки на соответствующем (например, многоцелевом)
станке. Точность получаемого размера сорд не зависит от точности
установки заготовки.
II. Обработать направляющие В и плоскость Б от общих тех-
нологических баз, но при двух установках заготовки. В этом
случае ©»д - ю? + а>?.
III. Обработать направляющие, используя общие технологи-
ческие базы, а затем обработать торец при базировании заготовки
по направляющим, тогда со^1 = со^1.
Сопоставив эти варианты по точности размера рд, получим
при прочих равных условиях
Наибольшую точность размера рЛ обеспечивает вариант I,
наименьшую — вариант II. Из двух вариантов обработки заго-
товки за две установки (варианты II и III) вариант III обеспечи-
вает более высокую точность, но предусматривает смену техно-
логических баз. Если вариант / не может быть реализован из-за
отсутствия необходимого станка, то необходимо проверить усло-
вие (о^1 < 6^ , если оно выполняется, то следует осуществлять
93
процесс по варианту II. В этом случае установку заготовки можно
осуществить с использованием приспособления-спутника, который
последовательно направляется к двум станкам. Если со*1 > Sft ,
Рд Рд
то необходимо воспользоваться вариантом III с переустановкой
станины.
Второй случай возникновения необходимости смены техноло-
гических баз можно иллюстрировать на примере достижения сим-
метричности положения группы крепежных отверстий относи-
тельно контура прилива (см. рис. 2.18).
§ 3. ВЫБОР МЕТОДОВ И СРЕДСТВ УСТАНОВКИ СТАНИН.
РАЗМЕТКА СТАНИН
Установка заготовки станины с требуемой точностью
в соответствии с выбранными технологическими базами при вы-
полнении операций технологического процесса может осуществ-
ляться двумя способами:
1) посредством контакта поверхностей, реализующих техноло-
гические базы каждой заготовки с соответствующими установоч-
ными элементами приспособления;
2) выверкой положения каждой заготовки по обрабатываемым
поверхностям, разметочным рискам, обработанным поверхностям.
По первому способу достижение необходимой точности уста-
новки заготовки осуществляется по методу полной взаимозаме-
няемости в настроенном приспособлении с минимальными затра-
тами времени и, как правило, не нуждается в контроле точности
установки. Приспособление должно быть заранее настроено и
выверено с требуемой точностью на станке или спутнике, что
целесообразно при обработке заготовок станин в крупносерий-
ном и серийном производствах при больших размерах партии
запуска.
По второму способу положение каждой заготовки станины,
устанавливаемой на столе станка или на плите-спутнике, регули-
руют, добиваясь необходимой точности положения разметочных
рисок или поверхностей заготовки, реализующих технологиче-
ские базы. Для регулирования положения заготовки станины
используют регулируемые по высоте винтовые и клиновые опоры
и домкраты. Индивидуальная регулировка положения каждой
заготовки связана со значительными затратами времени, которые
возрастают с повышением требуемой точности установки. При
сокращении времени простоя станка путем совмещения времени
выверки одной заготовки с временем обработки другой целесооб-
разно использовать палеты, которыми оснащают современные
многоцелевые станки с ЧПУ (рис. 2.8). В то время пока проис-
ходит обработка одной заготовки в рабочей позиции, на другом
столе в нерабочей позиции устанавливают и выверяют новую за-
готовку. Многоцелевой станок, оснащенный накопителем загото-
вок, называют станочным модулем, он может обрабатывать пред-
94
Рис. 2.8. Станочный модуль для обработки крупных заготовок:
/ — палета; 2 — магазин палет; 3 — инструментальный магазин; 4 — система ЧПУ
варительно установленные на палетах заготовки в течение одной
или нескольких смен без присутствия оператора. Такой режим
автоматической работы получил название безлюдного производ-
ства.
Процесс выверки заготовок по необработанным или обрабо-
танным ранее поверхностям или их осям может быть автоматизи-
рован. С этой целью в инструментальный магазин многоцелевого
станка помещают измерительную головку, которая автоматически
устанавливается в шпинель станка вместо режущего инструмента.
Измерительный наконечник головки автоматически подводится
к поверхностям заготовки, по которым осуществляется выверка
заготовки на станке. По результатам измерений действительного
положения баз заготовки в системе координат станка автомати-
чески вычисляются величины коррекции, которые вводятся в си-
стему ЧПУ станка. С помощью измерительной головки, например,
можно определить положение центра литого отверстия или оси
симметрии литого контура (см. рис. 2.18) и от них вести отсчет
размеров, заданных в программе обработки детали. Большинство
станочных модулей оснащено измерительными головками.
При установке массивных заготовок станин на металлорежу-
щих станках необходимо учитывать:
1) значительные контактные деформации основания станины
на опорных элементах приспособления, реализующих установоч-
ную базу, вызванные высокими давлениями;
2) собственные деформации заготовки на опорных элементах
установочной базы приспособления под действием силы тяжести
и сил резания особенно в сечениях между опорными элементами;
95
3) возможность повреждения базирующих элементов приспо-
соблений при опускании заготовки подъемным краном вследствие
ударов и неодновременного соприкосновения заготовки с опор-
ными элементами приспособления в начальный момент уста-
новки;
4) сложность обеспечения одновременного контакта устанав-
ливаемой заготовки по трем базам — установочной, направля-
ющей и опорной, поэтому массивные заготовки станины устанав-
ливают сначала на установочную базу, а затем смещением вдоль
установочной базы заготовка доводится до соприкосновения с опор-
ными элементами, реализующими направляющую базу.
Первые два обстоятельства вынуждают использовать дополни-
тельные опоры для повышения общей жесткости системы станок—
приспособление—инструмент—заготовка и уменьшения контакт-
ных и собственных деформаций заготовки.
Достижение требуемой точности может осуществляться мето-
дом полной взаимозаменяемости при использовании неподвижных
дополнительных опорных элементов, находящихся в одной пло-
скости с основными тремя, реализующими установочную базу.
Аналогично обеспечивается точность при установке заготовки не-
посредственно на стол станка. В этом случае установочная база
литой заготовки должна быть предварительно обработана.
Предотвращение собственных деформаций заготовки станины
требует обеспечения определенного соотношения реакций каждой
из опор установочной базы, включая реакции выдвижных опор.
Например, при симметричном расположении опор относительно
центра массы заготовки реакции всех опор должны быть одина-
ковыми. Добиться этого можно регулированием высоты подво-
димых опор. При этом возможно несколько способов получения
информации: измерение реакции каждой опоры; измерение дефор-
мации станины при установке, например с помощью наклеенных
на станину тензодатчиков; уравновешивание станины на опорах
методом вывешивания [26]. Последний способ целесообразно
применять при установке на спутники маложестких заготовок.
Для реализации установки заготовки по разметочным рискам
каждая заготовка станины должна пройти операцию разметки,
которая может преследовать несколько целей: создание технологи-
ческих баз для установки по разметочным рискам; создание баз
для настройки станков на черновую обработку по разметочным
рискам; контроль заготовки по основным параметрам.
При разметке заготовки стараются обеспечить наиболее удач-
ное положение станины внутри объема конкретной заготовки,
обладающей индивидуальными отклонениями размеров. При раз-
метке решают те же задачи, что и при выборе технологических
баз на первой операции: обеспечивают размерные связи обрабаты-
ваемых и необрабатываемых поверхностей и распределяют факти-
чески имеющиеся припуски между всеми обрабатываемыми по-
верхностями.
Разметка литой заготовки станины может осуществляться на
координатно-разметочной машине, что позволяет вести отсчет
перемещений при разметке заготовок с точностью ± 0,05 мм.
В гибкой автоматизированной системе при управлении группой
станков с ЧПУ от ЭВМ (режим DNC) разметочная машина может
подключаться к ЭВМ, управляющей системой, для ввода исходной
информации о заготовках в банк данных.
Разметка заготовок станин эффективна при изготовлении круп-
ных станин, в условиях единичного и мелкосерийного производ-
ства, при низкой точности литых заготовок. При комплексной
автоматизации изготовления станин от разметки следует отка-
заться, так как разметка и установка заготовки по разметке трудно
автоматизируются и требуют значительных затрат времени.
Автоматизация установки заготовок по разметочным рискам по-
требовала бы применения видеоконтрольных преобразователей,
реагирующих на изменение положения рисок. В гибкой автома-
тизированной системе обработки станин разметку и установку
заготовок по рискам целесообразно заменить автоматической вы-
веркой заготовок на отдельной станции с использованием спут-
ников.
Применение плит-спутников или палет для установки загото-
вок станин позволяет обеспечить:
1. Возможность автоматизации загрузки и выгрузки станков,
а также межоперациокного транспортирования обрабатываемых
заготовок, в том числе в многономенклатурном производстве при
установке на палеты различных заготовок станин, оснований,
колонн и других корпусных деталей.
2. Сокращение числа установок заготовок для полной обра-
ботки в пределах каждого этапа до двух.
3. Сокращение времени простоя станков путем совмещения
времени обработки с временем установки заготовок на палеты и
снятия обработанных деталей вне станков на специальных по-
зициях.
4. Повышение точности размеров, получаемых обработкой за
одну установку заготовки.
Применение палет позволяет, связав отдельные станки транс-
спортной системой, создать гибкую автоматизированную систему,
управляемую ЭВМ, по обработке станин, оснований и других
базовых деталей станков. Кроме того, установив заранее в первую
и вторую смены достаточное число заготовок на палеты, можно
обеспечить автоматическую их обработку в течение третьей смены
без участия операторов, если для этого обеспечены другие необ-
ходимые условия.
Вместе с тем применение палет и необходимых транспортиру-
ющих устройств значительно удорожает технологическую систему
и создает дополнительные проблемы, в том числе:
1. Увеличивается поле рассеяния соу размера установки для
партии заготовок из-за погрешностей установки заготовок на
4 Тех маш 97
Рис. 2.9. Размерная цепь, показывающая
формирование погрешности размера Лд
на операции расточки отверстия при уста-
новке заготовки на палете:
/ — палета; 2 — кодовое устройство
палеты со3. ш погрешностей
размеров палет соп и погреш-
ностей соп. с установки пале-
ты на станок:
®у = <*>3.П + 0)П + С0Ц.С.
2. Возникает необходи-
мость в системе кодирования
и идентификации палет: ко-
дирующих устройств на па-
летах в виде кулачков,
магнитных или штриховых
карточек, соответствующих
устройств считывания кодов
палет и устройств управле-
ния. Требуемой точности
установки заготовок в систе-
мах координат станков при использовании палет добиваются
следующими способами.
1. Повышением точности изготовления палет и износостой-
кости:
повышением точности расстояний и поворотов поверхностей
вспомогательных баз палет относительно основных, в частности
повышением точности высоты палеты А3 (рис. 2.9);
повышением износостойкости базовых поверхностей;
созданием на палете двух комплектов основных баз, один из
которых используется при транспортировании и подвергается
поэтому интенсивному изнашиванию, а другой используется при
установке палеты на рабочих позициях;
Еыверкой положения заготовок на палетах относительно
основных баз палет, например достижение при выверке точности
размера Б;
обеспечением постоянства схемы и сил закрепления палет на
рабочих позициях станков.
2. Закреплением определенных палет за определенными стан-
ками, т. е. ограничение, например, поля рассеяния размеров А3
палет по методу групповой взаимозаменяемости. Однако в этом
случае невозможно межстаночное транспортирование заготовок
без их вторичной установки.
3. Автоматическим учетом индивидуальных отклонений раз-
меров каждой палеты, которые предварительно измерены и за-
писаны в памяти управляющей ЭВМ, и вводом поправок, соответ-
ствующих коду палеты, в программу обработки, например путем
смещения нуля программы и поворота стола станка перед началом
обработки.
4. Введением обратных связей по положению заготовки, на-
пример с помощью измерительных головок на многоцелевых
станках, обеспечивающих автоматическую выверку заготовок.
98
Установку заготовок на палеты осуществляют с помощью тех
же средств, что и на станках. Для повышения точности установки
заготовок винтовые зажимы затягивают с постоянным крутящим
моментом градуированными ключами. Конструкции гидравличе-
ских и других механизированных зажимных устройств для палет
должны обеспечивать автономность перемещения палет с заготов-
ками. С этой целью гидравлические зажимы подключают к уста-
новленным на палете гидроаккумулятору и гидроцилиндру, соз-
дающему давление в гидросистеме. На позициях загрузки и вы-
грузки заготовок внешний привод автоматически подключается
к винтовому штоку гидроцилиндра палеты. Привод вращает
ходовой винт штока гидроцилиндра, перемещая поршень, созда-
ющий давление в гидросистеме палеты. Гидроаккумулятор ком-
пенсирует снижение давления в гидросистеме из-за утечек. При-
меняют также зажимы с тарельчатыми пружинами, которые от-
жимаются механическим или гидравлическим устройством под
воздействием внешнего привода при установке и снятии заготовок
с палеты.
Транспортирование палет с заготовками может осуществляться
с помощью специального конвейера, как, например, в гибкой
автоматизированной системе «Призма-2» (ГДР), или на тележках
(см. рис. 2.21). Тележки могут быть самодвижущиеся или с внеш-
ним приводом, например цепным. Рельсовые тележки обеспечи-
вают высокую грузоподъемность (до 250 кН). Для транспортиро-
вания заготовок станин на палетах массой до 1 т могут приме-
няться безрельсовые автоматические тележки, перемещающиеся
с помощью индуктивного следящего датчика над кабелем, который
проложен в полу цеха, или с помощью фотодатчиков по свето-
отражающей полосе, наклеенной или нанесенной флуоресциру-
ющей краской на пол цеха. На тележках монтируют подъемный
стол и выдвижные захваты для загрузки палет с заготовками на
станки и для выгрузки их со станков.
§ 4. ЧЕРНОВАЯ ОБРАБОТКА ЗАГОТОВОК СТАНИН
Черновую обработку литой заготовки станины проводят
в целях:
снять литейную корку и дефектный слой, содержащий отбе-
ленный чугун, с обрабатываемых поверхностей;
обеспечить необходимое уточнение размеров заготовок;
удалить с обрабатываемых поверхностей заготовки максимально
допустимый объем металла перед последующим старением с уче-
том обеспечения необходимого припуска для дальнейшей об-
работки;
обеспечить равномерные припуски под последующую обработку
направляющих;
обеспечить требуемые размерные связи в станине между всеми
обработанными поверхностями станины и литыми необрабатывае-
мыми;
4* 99
Рис. 2.10. Контуры обрабатываемых поверхностей оснований станин [26]
выявить возможные дефекты литья на всех ответственных
поверхностях.
Удаление с заготовки максимально допустимого слоя мате-
риала необходимо для полного использования возможностей
последующего старения заготовки. Поэтому на этапе черновой
обработки заготовки станины прецизионного станка обрабатывают
основание, направляющие, приливы и привалочные плоскости на
боковых и торцовых стенках, глубокие отверстия диаметром бо-
лее 30 мм, пазы шириной более 18 мм, окна и выемки. У заготовок
станин станков нормального класса точности целесообразно на
этапе черновой обработки обработать только наиболее протяжен-
ные поверхности, удаление припуска с которых существенно
влияет на распределение напряжений. Небольшие плоскости
приливов на боковых и торцовых стенках может оказаться более
целесообразным обрабатывать на этапах получистовой и чистовой
обработки, особенно если обработка осуществляется на станках
с ЧПУ, в том числе на многоцелевых.
Черновую обработку заготовки станины начинают с обработки
общих технологических баз, в качестве которых для горизонталь-
ных станин обычно используются плоскость основания и пла-
тики на боковой стороне станины. Заготовка базируется по направ-
ляющим (см. рис. 2.7, а). Черновая обработка основания возможна
различными методами: торцовым фрезерованием, строганием,
точением на токарно-карусельных станках, черновым шлифова-
нием торцом сегментного шлифовального круга, периферией шли-
фовального круга или абразивной лентой на ленточно-шлифоваль-
ном станке.
Выбор метода черновой обработки основания осуществляется
с учетом формы контура обрабатываемой поверхности (рис. 2.10),
припуска, числа заготовок в партии, наличия оборудования и
других условий производства. Выбор оптимального метода обра-
ботки осуществляется по минимуму приведенных затрат или себе-
стоимости обработки. Себестоимости операций обработки основа-
ния заготовки станины различными методами можно сравнивать
по элементам изменяемых затрат. Определять себестоимость опе-
раций удобно нормативным /tQ лс\ п-^- -&П
методом по известной стой- Щ , Щ U_ _У
мости станко-минуты работы Ч1 A у* ДДЁ- ~дк?
соответствующего станка и '
расчетным затратам штучно-
калькуляционного времени
по каждому варианту обра-
ботки. Покажем выбор вари-
анта обработки основания
станка с контуром, приведен-
ным на рис. 2.10 (крайний
слева), на примере сравнения
двух методов обработки: тор- ^
цовым фрезерованием на про- ^
дольно-фрезерном станке и
строганием на продольно-
строгальном станке (рис.
2.11).
Машинное время, с, фре-
зерования /ф и строгания tG
определяется по формулам
(/ + D 4- 2у) пР .
lOOOityS**
(I + 2y) (vc + vx) (b + а)
Рис. 2.11. Обработка плоскости основа-
ния заготовки станины фрезерованием и
строганием
\000vcvxSn '
где / — длина обрабатываемой поверхности, мм; D — диаметр
фрезы мм; у — перебег, мм; Vф — скорость резания при фрезе-
ровании, м/с; Sz — подача, мм/зуб; z — число зубьев фрезы;
vc — скорость резания при строгании, м/с; vx — скорость вспо-
могательного хода, м/с; b — ширина обрабатываемой поверхно-
сти, мм; а — дополнительная ширина из-за возможного отклоне-
ния от параллельности кромки заготовки к направлению по-
дачи, мм; Su — поперечная подача при строгании, мм/дв. ход.
Сопоставим машинное время черновой обработки фрезерова-
нием и строганием при обработке основания станины длиной
2500 мм из чугуна твердостью НВ 220, с припуском на черновую
обработку 6 мм. При черновой обработке весь припуск снимается
за один рабочий ход, поэтому глубина резания равна 6 мм. На-
ходим по справочнику 5П == 1,8 мм/дв. ход, Sz = 0,25 мм, vc =
= 0,63 м/с, уф = 1,12 м/с для инструментов с твердосплавными
пластинами В Кб. Обработка двух приливов шириной Ъ основа-
ния станины осуществляется одновременно двумя суппортами.
Диаметр торцовой насадной фрезы выбирают, исходя из ширины
фрезерования, обычно принимаютD ж 1,256. Значения машинного
времени, мин, обработки фрезерованием и строганием при раз-
личной ширине обрабатываемой поверхности основания станины
приведены ниже:
101
Следовательно, при ширине обрабатываемой поверхности ме-
нее 120 мм машинное время строгания меньше, чем время фрезеро-
вания, а при ширине более 120 мм больше. Однако делать вы-
воды о производительности обработки преждевременно, по-
скольку сравнение должно осуществляться по штучному времени,
а в мелкосерийном производстве по штучно-калькуляционному
времени с учетом переналадки станков. В данном примере расчета
примем, что неперекрываемое вспомогательное время /в, связан-
ное в основном с установкой и снятием заготовки, для фрезерова-
ния составляет 3 мин, для строгания — 2 мин. Время оргтех-
обслуживания в обоих случаях составляет 8,5 % оперативного
времени, производство станин крупносерийное. Тогда норма
штучного времени определится для каждого варианта по формуле
/ш = 1,085 (t+ /B).
В данном примере при ширине обрабатываемой поверхности
свыше 140 мм более производительно фрезерование, а при ширине
до 140 мм — строгание. Если в рассматриваемом примере стои-
мость станко-минуты при продольно-фрезерной обработке на
25 % выше стоимости при продольно-строгальной обработке, то
граница равной стоимости двух вариантов будет соответствовать
ширине b = 220 мм, при которой отношение штучного времени
строгания к штучному времени фрезерования равно tm.Jtm ф =
га = 1,25. В данном при-
=3
U
Рис. 2.12. Обработка основания и круговых на-
правляющих заготовки станины станка 1К282
точением на токарно-карусельном станке
102
мере при ширине более
220 мм более экономич-
но фрезерование, при
ширине менее 220 мм —
строгание. Аналогично
можно сопоставить ва-
рианты обработки дру-
гих поверхностей заго-
товки станины.
Черновая обработка
направляющих осуще-
ствляется после обра-
ботки технологических
баз: основания и боко-
вых платиков. Выбор
метода обработки прин-
ципиально не отлича-
ется от выбора метода
обработки основания.
Прямолинейные чугунные направляющие обрабатывают обычно
строганием или фрезерованием. Круговые направляющие
(рис. 2.12) обтачивают на токарно-карусельном станке. Фрезеро-
вание направляющих может осуществляться на универсальных
и специальных многошпиндельных продольно-фрезерных стан-
ках, а также на многоцелевых станках с ЧПУ различными спо-
собами. Специальные многошпиндельные продольно-фрезерные
станки отличаются от универсальных вдвое большим числом фрезер-
ных бабок, которые располагаются по обе стороны стоек и попере-
чины.
1. Фрезерование стандартными торцовыми, цилиндрическими
и дисковыми фрезами. Пример обработки направляющих ста-
нины токарного станка на четырехшпиндельном продольно-фре-
зерном станке показан на рис. 2.13, а. На каждом шпинделе
закреплена одна стандартная фреза. Для полной обработки всех
поверхностей направляющих необходимо в данном примере семь
отдельных переходов со сменой фрез и изменением положения
фрезерных бабок. Обработка направляющих может быть осуще-
ствлена двумя вариантами: за одну или несколько установок за-
готовки станины. При фрезеровании за одну установку увеличи-
вается вспомогательное время на переустановку фрезерных бабок
и достижение точности пробными ходами. При обработке каждой
заготовки станины за несколько установок вся партия станин
обрабатывается при одной настройке фрезерных бабок. При оди-
наковой стоимости станко-минуты в обоих вариантах сравнение
достаточно вести по штучно-калькуляционному времени. В пер-
вом варианте при обработке направляющих за одну установку
штучно-калькуляционное время
^ш. к1 = (/о I *у \ In) &*
где t0 — основное несовмещенное технологическое время по всем
переходам; ty — время установки и снятия заготовки со станка;
tn — общее время на переналадку станка по всем переходам;
к — коэффициент, учитывающий время на оргтехобелуживание.
Во втором варианте штучно-калькуляционное время
m
m 2L tu- 3
^ш. к2 = 2j (^о + *>) ^ Н " >
т
где J] /п з— сумма подготовительно-заключительного времени;
4 = 1
т — число операций или установок заготовки; п — число станин
в партии.
Разность затрат времени А/ по обоим вариантам может служить
критерием выбора наиболее экономичного варианта построения
процесса.
103
Рис. 2.13. Способы фрезерования прямолинейных направляющих заготовки:
а — стандартными фрезами; б — специальным набором фрез; в — несколькими наборами
фрез; ф — специальные фрезы в наборе
При одинаковых режимах резания и других условий обработки
имеем
т т т
2j toi == *о> 2j ча. з == 4i> 2j м?1 === ttlty2i
i=l /=1 t=l
Д* = — /п/л + k (tn + /7i — m/y2).
Формула для вычисления граничного числа заготовок в пар-
тии /2Г, свыше которого второй вариант обработки каждой заготовки
104
за несколько установок с переналадкой станка на всю партию
становится выгоднее обработки каждой заготовки за одну уста-
новку на станке определится при А* = 0:
nv = tjj[k (tu + *yi — mty2)).
Например, пусть в конкретном случае tn = ty2 = 7 мин,
tB = 60 мин, т = 7, k — 1,08, тогда получим пг = 60/[1,08 F0 +
+ 7 — 7-7)] - 3.
Следовательно, при указанных условиях, начиная с партии
заготовок в 4 шт. и более, второй вариант обработки экономичнее
первого. Экономия времени в расчете на одну заготовку, напри-
мер при партии п = 6, составит
Д* = —60/6 + 1,08 F0 + 7 — 7-7) - 9,4 мин,
а на всю партию из 6 заготовок экономия времени составит
56,6 мин.
Аналогичные расчеты могут быть сделаны для выбора ва-
рианта построения процесса и при других методах обработки,
в том числе и других поверхностей заготовки станины.
Фрезерование стандартными фрезами может быть эффективно
осуществлено за одну установку заготовки на многоцелевых
станках, оснащенных ЧПУ.
2. Фрезерование направляющих специальным набором фрез.
Фрезерование направляющих осуществляется на продольно-фре-
зерном станке. Две горизонтальные фрезерные бабки приводят
во вращение одну оправку с набором профильных фрез, обеспе-
чивающих почти полную обработку профиля направляющих за
один рабочий ход (рис. 2.13, б). Остаются необработанными ниж-
ние платики и канавки, которые обрабатываются в отдельной
операции еще четырьмя фрезами. Набор фрез для фрезерования
направляющих содержит только четыре стандартные трехсторон-
ние фрезы, остальные фрезы специальные, стоимость которых
значительно выше стандартных. Высокая стоимость наборов
фрез и их эксплуатации делает экономически целесообразным
использование этого способа фрезерования направляющих только
при достаточно большой серийности производства станин.
Для обработки направляющих сложного профиля в набор
фрез приходится включать фрезы из быстрорежущей стали, по
которым и устанавливаются режимы резания. Вследствие этого
производительность снижается. Большая ширина фрезеруемой
поверхности требует высокой мощности привода и достаточно
высокой жесткости оправки с набором фрез.
3. Фрезерование направляющих несколькими наборами фрез.
Этот способ фрезерования представляет собой промежуточный
вариант между фрезерованием с помощью одиночных стандартных
Фрез и фрезерованием с помощью одного сложного набора фрез.
Полная черновая обработка направляющих может быть осуществ-
лена либо на двух четырехшпиндельных продольно-фрезерных
станках, либо на одном восьмишпиндельном. Небольшие наборы
Рис. 2.14. Схемы установки литой заготовки станины токарного станка на палете
при черновой обработке на многоцелевом станке:
а — обработка заготовки за две установки; б — обработка за одну установку
из нескольких фрез могут быть в основном составлены из стан-
дартных фрез.
Этот способ фрезерования экономичен в крупносерийном про-
изводстве, когда специальный фрезерный станок используется для
обработки станин одного наименования или нескольких наимено-
ваний при малой частоте переналадок. При унификации профилей
направляющих фрезерование наборами фрез (рис. 2.13, в) может
эффективно использоваться в серийном производстве при фрезе-
ровании направляющих на многоцелевых станках в сочетании
с фрезерованием одиночными фрезами.
Обдирочную обработку литых заготовок станин целесообразно
осуществлять на специализированных литейных заводах, обеспе-
чивающих литыми заготовками станкостроительные заводы. Пре-
имущества в этом случае следующие: наибольшее количество уда-
ленного в стружку металла кратчайшим путем идет в переплавку;
имеется возможность быстрого выявления скрытых дефектов
литья, переплавки неисправимого брака, исправления мелких
дефектов литья, а также контроля и управления качеством литья;
время от окончания черновой обработки на специализированном
литейном заводе до начала обработки на станкозаводе (иногда
весьма длительное) входит в процесс естественного старения отли-
вок и совмещается с временем перевозки заготовок и хранения
на складах; в связи с различными требованиями к станкам для
черновой и чистовой обработки заготовок станин необходима
соответствующая специализация оборудования, а гибкая авто-
матизированная система для черновой обработки заготовок наи-
более полно может быть загружена на заводе-центролите.
Используя многоцелевые станки, черновую обработку заго-
товки станины, например токарного станка, можно осуществить
за две установки заготовки (рис. 2.14, а). В ряде случаев возможна
полная черновая обработка за одну установку заготовки
106
(рис. 2.14, б), если какая-либо боковая сторона, например Л,
не нуждается в черновой обработке. В этом случае заготовка ба-
зируется по литым направляющим с выверкой на палете.
§ 5. ЧИСТОВАЯ ОБРАБОТКА СТАНИН
Чистовая обработка станин выделяется в отдельный
этап и осуществляется после черновой обработки и старения ли-
тых станин или после термо- или виброобработки сварных заго-
товок станин. Чистовая обработка имеет целью обеспечить тре-
буемую размерную точность станины (точность расстояний, пово-
ротов, формы и шероховатости поверхностей), удаление дефект-
ного слоя после черновой обработки.
Обработка основания станины, направляющих, верхних, бо-
ковых и торцовых поверхностей осуществляется фрезерованием,
строганием и шлифованием на соответствующих станках анало-
гично черновой обработке. Однако, учитывая другие цели чисто-
еого этапа обработки, при выборе методов обработки исходят
прежде всего из необходимости обеспечить требуемую точность
станины.
Чистовую обработку заготовки начинают с обработки техно-
логических баз под дальнейшие операции, т. е. с обработки у за-
готовок горизонтальных станин плоскости основания и боковых
платиков. Заготовку базируют при этом по направляющим
(табл. 2.3).
Чистовое фрезерование основания и других поверхностей ста-
нины осуществляют торцовыми фрезами, оснащенными пластин-
ками твердого сплава или сверхтвердого материала за один ра-
бочий ход. Диаметр фрезы выбирается не менее 1,25 ширины фре-
зерования. При торцовом фрезеровании обработанная поверхность
имеет перекрещивающиеся риски — следы зубьев фрезы много-
кратно перемещающихся по обработанной поверхности. Вследствие
этого ухудшается точность формы и шероховатость обработанной
поверхности, уменьшается стойкость фрезы. Для устранения
этого недостатка используют три способа:
1) зубья фрезы устанавливают ступенчато, чтобы только один
наиболее выступающий (на 0,1 мм) зачистной зуб контактировал
с окончательно обработанной плоскостью;
2) применяют однозубую фрезу с режущей пластиной из
сверхтвердого материала;
3) наклоняют фрезерный шпиндель на угол около 20", что
соответствует отклонению 0,1/1000 мм по отношению к нормали
обрабатываемой поверхности в направлении продольной подачи.
При этом образуется вогнутость поверхности, которая зависит
от диаметра фрезы и угла наклона шпинделя (рис. 2.15).
Первый способ не связан с увеличением неплоскостности обра-
ботанной поверхности и поэтому предпочтителен при чистовой
обработке не только основания, но и других поверхностей ста-
107
Рис. 2.15. Торцовое фрезерование:
а — обычное; б — с наклоном шпинделя
Нииы. Ширина лезвия высту-
пающего зуба должна быть не
менее удвоенной подачи на обо-
рот фрезы. Скорость резания
при тонком фрезеровании твер*
дым сплавом не более 3,3 м/с,
подача на зуб не более 0,05 мм.
Второй способ используют для
окончательной обработки зака-
ленных направляющих станины
вместо шлифования. Третий
способ можно использовать при
обработке фрезами большого
диаметра за один рабочий ход
при допустимой погрешности
формы до 0,04 мм.
Окончательное строгание ос-
нования осуществляется с про-
дольной подачей не менее чем
за два рабочих хода широкими
резцами, оснащенными пластин-
ами твердого сплава. Послед-
ний рабочий ход при строгании выполняется с глубиной резания
не более 0,05 мм со скоростью до 0,25 м/с с продольной подачей
не более 0,6 ширины реза. В качестве СОЖ рекомендуется эмуль-
сия. При тонком фрезеровании или строгании обеспечивается пара-
метр шероховатости поверхности Ra не более 1,25 мкм, отклоне-
ния от плоскостности не более 0,02 мм на 1000 мм длины. Допу-
скается только вогнутость обработанной поверхности станины.
С этой целью заготовку станины при установке упруго деформи-
руют с контролем, например, по индикатору часового типа.
Если тонкое фрезерование или строгание основания станины
твердосплавными инструментами не обеспечивает требуемую точ-
ность, то применяют фрезерование эльборовыми фрезами или
шлифование аналогично обработке направляющих и других по-
верхностей вспомогательных баз станины.
Обработка направляющих и других высокоточных поверхно-
стей станины осуществляется фрезерованием, строганием, шлифо-
ванием или шабрением. Заготовку станины устанавливают на
окончательно обработанное основание в приспособление или на
стол станка. Предварительная обработка направляющих и дру-
гих поверхностей может быть осуществлена на продольно-фрезер-
ных, продольно-строгальных универсальных или специальных
станках, а также на многоцелевых станках с ЧПУ.
Для компенсации погрешностей, вызываемых термообработ-
кой, в ряде случаев необходимо обеспечить выпуклость направ-
ляющих после фрезерования. Заданную выпуклость можно обес-
печить на станках, оснащенных копирными устройствами или
109
системами ЧПУ с контурным управ-
лением. Требуемую выпуклость можно
получить и путем упругой деформации
станины (рис. 2.16). Например, для
станины токарного станка 16К201 де-
формация должна составлять 0,7 ...
0,8 мм.
Канавки, уступы, фаски направля-
ющих могут быть обработаны окон-
чательно в соответствии с требова-
ниями чертежа. Отклонение от прямо-
линейности направляющих и отклоне-
ния от плоскостности других поверхно-
стей должны быть не более 0,05 мм
на длине 1000 мм и параметр шерохо-
ватости поверхностей Ra = 1,25 мкм.
Дальнейшую предварительную или
окончательную, в зависимости от тре-
бований точности, обработку направ-
ляющих и других поверхностей вспо-
могательных баз станин прецизионных
станков необходимо осуществлять на
продольно-фрезерных или продольно-
строгальных станках повышенной точ-
ности, оставляя припуск 0,1 ... 0,2 мм
на сторону под шабрение или шлифо-
вание. Положение заготовки станины
на станке при чистовой обработке
направляющих выверяют в продольном
направлении с погрешностью, равной
не более 0,2 припуска на обработку. Окончательное строгание
направляющих и других точных поверхностей вспомогательных
баз станины осуществляется широкими резцами на тех же режи-
мах, что и при строгании основания. При обработке направляю-
щих шириной до 60 мм твердосплавными пластинами рекоменду-
ется скорость резания не более 0,3 м/с и вертикальная подача не
более 0,15 мм/дв. ход. Отклонение от прямолинейности, плоско-
стности и извернутость направляющих после строгания не более
0,015 мм на 1000 мм длины.
Обработка торцовых стенок горизонтальных станин осуще-
ствляется на горизонтально-расточных и многоцелевых станках.
Особенно высокие требования точности предъявляют к торцовым
поверхностям секций составных станин, для которых торцовые
поверхности являются основными или вспомогательными базами.
Пример обработки торцовой поверхности боковой станины агре-
гатного станка на многоцелевом станке см. на рис. 2.27; обеспе-
чивается по программе торцовое фрезерование привалочной пло-
скости, фрезерование паза под шпонку, центровка и сверление
110
Рис. 2.16. Схема обеспечения
требуемой выпуклости на-
правляющих путем упругой
деформации заготовки стани-
ны
1 — до зажима заготовки; 2 —
после зажима заготовки; 3 —
после обработки направляющих
и до открепления заготовки, 4 —
после открепления заготовки с
обработанными направляющими
крепежных отверстий, нарезание резьбы. К крепежным отвер-
стиям предъявляют следующие основные требования: перпенди-
кулярность осей отверстий к плоскости, точность межцентровых
расстояний, точность положения группы отверстий.
Крепежные отверстия могут быть гладкими сквозными под
болты и резьбовыми сквозными или глухими для винтов. Обра-
ботка отверстий включает: центрование, сверление, рассверлива-
ние, цекование, снятие фаски, нарезание резьбы. Отверстия под
цилиндрические или конические штифты, кроме того, необходимо
зенкеровать и развертывать.
В зависимости от габаритов станины и массы, числа станин
в партии, числа и расположения отверстий на станине, повторяе-
мости партий и производственных возможностей выбирают один
из следующих вариантов обработки отверстий, которые отли-
чаются в основном применяемым оборудованием и оснасткой.
Обработка крепежных отверстий ручными машинами осуще-
ствляется по разметке, по шаблонам, по месту в тех случаях, когда
невозможно или неэкономично применять станки, например об-
работка мелких отверстий в торцах крупных станин, а также
обработка отверстий под штифты при сборке. Используют элек-
трические или пневматические дрели. Таким способом трудно
обеспечить высокую точность по перпендикулярности оси отвер-
стия к базовой плоскости.
Обработка отверстий с помощью радиально-сверлильных стан-
ков. При этом необходимо: 1) обеспечить доступ инструментов
ко Есей поверхности станины, где должны обрабатываться отвер-
стия, что особенно трудно при больших габаритах станины;
2) обеспечить поворот и индексацию станины для возможности
обработки отверстий с четырех сторон станины. Решение первой
задачи с использованием радиально-сверлильных станков можно
обеспечить несколькими путями:
использовать станок соответствующего размера, позволяющий
при неподвижной колонне и обрабатываемой заготовке подвести
шпиндель ко всем необходимым точкам горизонтальной поверх-
ности станины;
перемещать заготовку станины относительно сверлильного
станка, например, установив заготовку на тележку, перемещае-
мую по рельсам;
перемещать колонну станка вдоль обрабатываемой заготовки
станины, поместив колонну станка на тележку; ^
установить несколько радиально-сверлильных станков с пе-
рекрытием их рабочих зон, что позволит нескольким рабочим одно-
временно обрабатывать отверстия в различных частях ста-
нины.
Каждый из указанных способов имеет свои области рацио-
нального использования, но осуществляется при непосред-
ственном участии рабочего-станочника в выполняемых опе-
ращ ях.
111
Рис. 2.17. Обработка отверстий в станине в поворотном приспособлении на ра-
диально-сверлильном станке по накладным кондукторам:
/ — передняя бабка приспособления; 2 — шпиндельная бабка радиально-сверлильного
станка, 3 — плита накладного кондуктора; 4 — сменная втулка кондуктора; 5 — заго-
товка станины
Поворот и индексацию малых и средних по размерам станин
можно обеспечить в серийном производстве с помощью приспо-
собления, показанного на рис. 2.17.
Отверстия на радиально-сверлильных станках обрабатывают
по предварительной разметке или по накладному кондуктору.
По кондуктору производят только сверление отверстий. При необ-
ходимости последующего цекования отверстий, снятия фаски,
нарезания резьбы надо вынуть быстросменные кондукторные
втулки или снять весь кондуктор. Установку и снятие кондукто-
ров, режущих инструментов, позиционирование шпинделя, пере-
ключение частоты вращения и осевой подачи осуществляют вруч-
ную с большими затратами вспомогательного времени. При боль-
шом числе одинаковых отверстий могут применяться комбиниро-
ванные инструменты: ступенчатые сверла, сверла-зенкеры и др.
Обработка отверстий на многоцелевом станке осуществяется
автоматически, по введенной в ЧПУ программе, без кондукторов
и без предварительной разметки заготовок. Точность межцентро-
вых расстояний обеспечивается высокой точностью позициони-
рования шпинделя с инструментом. На горизонтальном многоце-
левом станке с поворотным столом возможна автоматическая
обработка заготовки коротких станин с четырех сторон. На пор-
тальном многоцелевом станке при наличии трех шпинделей можно
обрабатывать станины сверху и с боковых сторон. Возможно при-
менение поворотной шпиндельной головки, обеспечивающей об-
112
Рис. 2.18. Обработка отверстий в литом фланце станины на многоцелевом станке:
1—4 — точки касания заготовки щупом измерительной головки
работку станины с торцовых поверхностей в крайних положе-
ниях стола. Обработка отверстий выполняется, как правило,
после фрезерования плоскостей на многоцелевом станке за одну
установку заготовки (см. рис. 2.27). Чем больше машинное время
обработки заготовки станины на многоцелевом станке, тем более
выгодно использовать этот станок. Часто встречающиеся группы
одинаковых отверстий при достаточной серийности изготовле-
ния станин экономично обрабатывать многошпиндельными голов-
ками, устанавливаемыми, как и одиночный инструмент, в гнезда
инструментального магазина.
При обработке на станке с ЧПУ группы крепежных отверстий
в приливах заготовки станины с использованием общих техноло-
гических баз могут возникнуть трудности с обеспечением необ-
ходимой точности расположения отверстий относительно контура
литого фланца. При установке заготовки (рис. 2.18) на плите-
спутнике достигаемая точность совпадения солд, о^Л осей сим-
метрии а—а и b—b группы обрабатываемых в литом фланце
отверстий с осями симметрии с—с и d—d литого контура фланца
соответственно, определится из расчета размерных цепей А и Б:
®аа = coAl + о)Л2 + соЛз + соЛ4;
Поля рассеяния со^, о>л2, co5l, соб2 зависят от точности по-
зиционирования и точности настройки станка; сол3, соб3 зависят
от точности установки заготовки станины на плиту-спутник;
03л4, ®б4 — определяются размерной точностью литья. Как
правило, соблюдаются неравенства бЛд < ю б5д < о)я4, что
Делает невозможным обеспечение требуемой точности размеров АА
113
и БА. На многоцелевом
станке с помощью измери-
тельной головки можно
осуществить автоматичес-
кую выверку нуля про-
граммы по обработке кре-
пежных отверстий отно-
сительно оси литого флан-
ца. С этой целью програм-
мируются перемещения
щупа до касания с литым
контуром в точках 1 ... 4
(см. рис. 2.18). Затем
в системе ЧПУ рассчиты-
вается точка пересечения
осей симметрии контура,
которая становится нулем
отсчета перемещений при
обработке группы кре-
пежных отверстий.
Повышение производи-
тельности труда и уровня
автоматизации обработки заготовок станин обеспечивается приме-
нением современных многоцелевых станков и станочных систем,
которые позволяют существенно сократить число установок заго-
товки станины для полной обработки. С этой целью используют
следующие компоновки станков.
1. Многоцелевые станки для так называемой пятисторонней
обработки заготовок (рис. 2.19). Эти станки оснащены поворотным
столом и шпинделем, который по программе системы ЧПУ может
принимать горизонтальное или вертикальное положение. При
этом обеспечивается обработка различными инструмента^^ и заго-
товки с четырех боковых сторон при горизонтальном положении
шпинделя с поворотом стола, а также обработка верхних поверх-
ностей заготовки при вертикальном положении шпинделя. Из-
вестны несколько разновидностей конструкций шпиндельного
узла таких станков: с применением автоматически устанавл* вае-
мой угловой головки с вертикальным шпинделем, для которого
используется отдельный инструментальный магазин; с приме-
нением поворотной шпиндельной головки.
2. Многоцелевые токарно-карусельные станки с двумя бабками
вертикальной и горизонтальной (рис. 2.20). Каждая бабка осна-
щена инструментальным магазином и устройством автоматической
смены инструментов. Поворотный стол на этих станках может
обеспечить поворот короткой станины ,лля обработки горизонталь-
ной бабкой заготовки с четырех боковых сторон. На этих же
станках возможна токарная обработка круглых станин при не-
прерывном вращении стола. Токарные резцы устанавливаются
114
б)
Рис. 2.19. Обработка заготовок станин на
многоцелевых станках с пяти сторон:
а — на станке с автоматически устанавливае-
мой угловой насадкой на шпиндельную бабку;
б — поворотная шпиндельная головка для го-
ризонтальной I и вертикальной II обработки;
1 — шпиндельная бабка; 2 — угловая насадка;
3 — обрабатываемая заготовка; 4 — поворотный
стол; 5 — поворотная часть шпиндельной
головки
либо в шпиндели, либо в отдельные резцедержатели или револь-
верные головки на бабках. После токарной обработки круглой
станины на этом же станке можно осуществить фрезерование и
обработку отверстий различными инструментами сверху заго-
товки и с боковых сторон. Такие станки также оснащают смен-
ными круглыми столами и устройством автоматической их смены.
Заготовка круглой станины, например вертикального токарного
полуавтомата 1К282, может быть полностью обработана на этом
станке за две установки (см. рис. 2.12).
3. Многоцелевые станки с подвижной колонной (рис. 2.21).
Заготовки продольных станин устанавливают на палеты или
стол, которые в процессе обработки остаются неподвижными. Пере-
мещения инструментов вдоль заготовки осуществляются по-
движной колонной многоцелевого станка. Такая компоновка
особенно удобна для обработки крупногабаритных заготовок
массой 25 т и болев. Неподвижность заготовки позволяет одновре-
менно обрабатывать ее с двух сторон двумя станками. При нали-
чии поворотной шпиндельной головки с одной установки заготовки
возможна обработка и верхней плоскости. Если длина продоль-
ного перемещения колонны станка значительно больше длины
обрабатываемой заготовки, то одним
станком можно обрабатывать несколько
заготовок, установленных в ряд.
Заготовка станины токарного станка
16К201 может быть обработана на стан-
ках первой и третьей групп всего за две
Рис 2.20. Обработка стани-
ны с круговыми направля-
ющими на многоцелевом то-
кари о-карусель ном станке со
сменными столами:
1 — вертикальная бабка; 2 —
горизонтальная бабка; 3 — об*
рабатываемая заготовка; 4 —
стол в рабочей позиции; 5 —
свободная позиция для стола;
° — сменный стол с установ-
ленной заготовкой
Рис. 2.21. Обработка станины на многоцелевом
станке с подвижной стойкой в гибкой автома-
тизированной системе:
/ — подвижная колонна станка; 2 — инструменталь-
ный магазин; 3 — поворотная шпиндельная голов-
ка; 4 — обрабатываемая заготовка; 5 -^ палета;
6 — рельсовая транспортная тележка
115
установки. Станкоемкость обработки заготовки массой 8 т станины
многоцелевого станка на продольно-фрезерном, расточном, радиаль-
но-сверлильном и других станках составляет около 50 ч. На много-
целевых станках с подвижной колонной обработка такой заготовки
требует 10 ч, т. е. в 5 раз меньше времени. При этом сокращается
необходимая производственная площадь и потребность в рабочих
приблизительно на 35 %, значительно повышается гибкость
производства и уровень автоматизации.
§ 6. УПРОЧНЕНИЕ И ОТДЕЛКА НАПРАВЛЯЮЩИХ
СТАНИН
Отделку поверхностей направляющих станин выпол-
няют на последнем этапе технологического процесса шабрением,
шлифованием, тонким фрезерованием специальными фрезами.
Шабрение применяют рля обработки незакаленных направля-
ющих и других поверхностей станин в случаях: необходимости
обеспечения высокой точности (отклонения менее 10 мкм на
1000 мм), которая не может быть получена с помощью обработки
резанием; обработки направляющих большой длины; обработки
труднодоступных граней, торцовых поверхностей.
Шабрение позволяет обеспечить точность направляющих в пре-
делах 2 мкм на 1000 мм длины. Различают два способа шабрения:
ручное и механическое, при котором скорость резания обеспечи-
вается приводом, а подача шабера осуществляется вручную.
Возвратно-поступательные перемещения лезвия механического
шабера осуществляются от электрического привода с частотой
ходов до 20 с, перемещение бесступенчато регулируется в диапа-
зоне 0 ... 20 мм. Шабрение производится либо по сопрягаемой
поверхности присоединяемой детали, либо по эталонной поверх-
ности шабровочной линейки или плиты. Для определения высту-
пающих точек контакта обрабатываемой поверхности станины
с эталонной на обрабатываемую поверхность наносят тонкий
слой краски. Глубина резания при предварительном шабрении
может достигать 0,04 мм, при окончательном — менее 5 ... 10 мкм.
При окончательном шабрении необходимо обеспечить требуемое
число точек контакта на площади квадрата размером 25x25 мм.
Чем больше точек контакта, тем выше точность. Требуемое число
точек контакта задается требованиями точности к станине. Для
станков нормальной точности на направляющих требуется обычго
обеспечить до 20 точек в квадрате 25x25 мм, для станков более
высоких классов точности (П, В, А) — 25 ... 30 точек.
Хорошо обрабатывается шабрением серый чугун твердостью
до НВ 220. Стальные направляющие и чугунные твердостью
НВ > 220 шабрятся неудовлетворительно. Высота микронеров-
ностей обработанной поверхности при механическом шабрении
составляет 3 ... 5 мкм, при ручном — до 1 ... 3 мкм.
Затраты времени на шабрение зависят от площади обрабаты-
ваемой поверхности, длины, формы, погрешностей предваритель-
на
ной обработки, марки и твердости обрабатываемого материала.
Так, при чистовом шабрении плоских чугунных направляющих
шириной 150 мм требуется 4 ч на каждый метр длины, при до-
водочном шабрении расходуется в 7 ... 8 раз больше времени для
достижения 30 точек контакта на поверхности 25x25 мм. Шлифо-
вание направляющих средней длины, например направляющих
токарно-револьверных станков, более чем в 2 раза дешевле, чем
шабрение.
Для обеспечения высокой твердости и прочности поверхност-
ного слоя направляющих применяют поверхностное пластическое
деформирование и термическую обработку.
Поверхностное пластическое деформирование направляющих
может осуществляться обкаткой направляющих станины ролико-
выми или шариковыми упрочнителями на продольно-строгальном
станке. Благодаря высокому давлению в месте контакта шарика
или ролика с направляющей происходит поверхностная пласти-
ческая деформация в слое глубиной до 0,4 мм, сопровождаемая
наклепом и повышением твердости на НВ 20. Шероховатость
обработанной поверхности снижается в результате смятия микро-
неровностей.
Термическая обработка направляющих является основным
методом упрочнения чугунных и стальных направляющих станин
металлорежущих станков. Монолитные направляющие из чугуна
СЧ 20, СЧ 25, СЧ 30 и других марок могут подвергаться поверх-
ностной закалке до твердости HRCQ 45 ... 52. Глубина закаленного
слоя составляет 1 ... 3 мм. Закалка направляющих станины осу-
ществляется на специальной установке с нагревом токами высокой
частоты (ТВЧ). Над направляющими с зазором 5 ... 10 мм уста-
навливают индукторы. Нагретые ТВЧ направляющие охлаждают
водой, поступающей под давлением A ... 2) 105 Па в непосред-
ственной близости от индукторов, и закаливаются.
Поверхностная закалка направляющих может быть осуществ-
лена лазером. Применяют два способа: 1) линейное сканирование
расфокусированным лучом и 2) колеблющимся сфокусированным
лучом.
При первом способе луч перемещается по поверхности строч-
ками с поперечным смещением, которое несколько меньше ши-
рины пятна луча. В сечении направляющей получается ряд упроч-
ненных зон в виде сегментов, края которых наложены друг на
друга. Сегментная форма обусловлена гауссовским распределением
интенсивности излучения.
Равномерная глубина термообработанного слоя может быть
получена при нагреве направляющих колеблющимся сфокусиро-
ванным лучом. Колебания лазерного луча осуществляются кача-
нием зеркал, отклоняющих луч в двух взаимно перпендикуляр-
ных направлениях. Луч лазера перемещается по поверхности
с большей скоростью, чем распространяется теплота в металле,
поэтому обрабатываемая поверхность нагревается так же, как
117
а) ' ' В)
Рис. 2.22. Шлифование направляющих станин.
а — периферией кругов; 6 — торцами шлифовальных кругов
и при постоянном потоке энергии. Протяженные поверхности
направляющих обрабатывают при этом способе отдельными зо-
нами.
Для лазерной термообработки достаточно обеспечить излуче-
ние 0,1 ... 1 Вт/м2. Луч мощного лазера может быть сфокусирован
в пятно диаметром примерно 0,1 мм, однако для равномерного
прогрева поверхности без оплавления площадь пятна должна
быть 4 ... 400 мм2. Все металлы отражают около 90 % падающего
излучения небольшой мощности при длине волны более 5 мкм.
Только при высокой плотности излучения A02 Вт/м2) интенсив-
ность поглощения возрастает до 80 % и более. Для поглощения
направляющими энергии лазерного излучения используют спе-
циальные покрытия. Размеры пятна контакта, скорость переме-
щения по обрабатываемой поверхности и мощность излучения
могут регулироваться в процессе обработки.
Вследствие поглощения лазерного излучения в поверхностном
слое металла толщиной 0,1 мкм и распространения теплоты в гл\бь
направляющей обеспечивается более высокая скорость нагрева
и охлаждения, чем при нагреве ТВЧ и охлаждении в жидкости.
Поэтому при лазерной закалке охлаждение водой не применяют,
что обеспечивает ряд преимуществ, в том числе отсутствие корро-
зии станины и направляющих. Благодаря высокой скорости
нагрева и охлаждения образуется мелкодисперсная и высокопроч-
ная структура поверхностного слоя. Общий нагрев лазером
термообрабатываемой станины значительно меньше, чем при за-
калке ТВЧ. Поэтому температурные деформации станины при
закалке лазером меньше, чем при ТВЧ, и следовательно, припуск
под дальнейшую обработку направляющих может быть уменьшен.
Производительность поверхностной закалки лазером направля-
ющих станин может превышать производительность обработки
ТВЧ, кроме того, метод более универсален и обладает более вы-
сокой гибкостью.
118
Интересные результаты получены при лазерной закалке ма-
териалов с расплавлением поверхностного слоя. При закалке
серого чугуна лучом лазера мощностью 5 кВт, пятном 7 х 15 мм
со скоростью 0,005 м/с толщина расплавляемого слоя составляет
около 1 мм. Переплавленный слой, состоящий из мартенсита и
перлита, имеет твердость HRC9 60 ... 62 и обладает высокой
износостойкостью [34 ].
Накладные направляющие в виде планок термообрабатывают
до установки на станину. Чугунные планки из чугуна марок СЧ 20,
СЧ 25, СЧ 30 должны иметь твердость до закалки не ниже НВ 170.
Поверхностная закалка чугунных планок осуществляется с на-
гревом ТВЧ или газовым пламенем до твердости HRC3 48 ... 53.
Глубина закаленного слоя не менее 2,5 мм. Стальные накладные
планки в зависимости от выбранной марки стали подвергают
объемной закалке, поверхностной закалке, цементации и закалке
или азотированию. Наибольшей износостойкостью и твердо-
достью (HRCd 61 ... 65) обладают планки из стали 20ХЗМВФ.
Глубина азотированного слоя составляет около 0,5 мм, после
отделочного шлифования не менее 0,3 мм.
Закаленные чугунные или стальные направляющие твердостью
до HRCq 65 могут быть обработаны шлифованием и фрезеро-
ванием фрезами, оснащенными пластинками из сверхтвердого
материала, например двухслойным гексанитом. Шлифование на-
правляющих может осуществляться торцом или периферией шли-
фовального круга (рис. 2.22). При шлифовании периферией круга
производительность повышается на 30 ... 40 %, достигается более
высокая точность формы и меньшая шероховатость обработанной
поверхности. Шероховатость поверхности, которую необходимо
обеспечить, определяет выбор шлифовальных кругов (табл. 2.4).
Шлифовальные круги приведенных характеристик рекомен-
дуется применять при скорости резания не более 35 м/с. Шлифо-
вание открытых направляющих и других поверхностей жела-
тельно производить периферией круга с охлаждением СОЖ.
Призматические направляющие удобно шлифовать профильным
кругом (рис. 2.23).
Шлифование эльборовыми кругами позволяет получать откло-
нение от плоскостности поверхности до 0,005 мм на 1000 мм длины
и параметр шероховатости Ra = 0,63 ... 0,16 мкм. При этом
119
Рис. 2.23. Шлифование на-
правляющих профильными
кругами:
1 — подача на врезание; 2 —
ускоренное перемещение
производительность шлифования эль-
боровыми кругами в 2 ... 4 раза вы-
ше, а стойкость круга из эльбора
в 50 раз выше, чем стойкость обычных
шлифовальных кругов. Припуск на
чистовую обработку шлифованием обыч-
но назначают в пределах 0,05 ...
0,15 мм. При необходимости съема
припуска более 0,15 мм рекомендуется
разделить шлифование на предвари-
тельное обычными кругами и оконча-
тельное эльборовыми за одну установку
станины на шлифовальном станке,
поскольку погрешность установки
в данном случае превышает припуск.
При плоском шлифовании периферией
эльборового круга скорость шлифова-
ния 30 ... 40 м/с, продольная подача
0,01 ... 0,08 м/с, поперечная 0,3 ...
1,0 мм/ход, глубина шлифования
0,005 ... 0,06 мм. Более высокие режимы назначают для кру-
гов на органической связке, более низкие — для кругов на ке-
рамической связке.
В серийном производстве направляющие станин можно эффек-
тивно шлифовать на продольно-шлифовальных станках, оснащен-
ных ЧПУ с мини-ЭВМ (CNC). По сравнению с обработкой на
шлифовальных станках без ЧПУ штучное время сокращается
приблизительно на 20 %. Продольно-шлифовальные станки с ЧПУ
могут иметь два суппорта, каждый из которых управляется не-
зависимо от системы ЧПУ по двум координатам (рис. 2.24). Шли-
фовальная головка на одном из суппортов может, кроме того,
поворачиваться по командам системы ЧПУ с точностью 3,5 X
X 10~2 рад. Точность позиционирования по другим осям состав-
ляет обычно 1 мкм.
Система CNC позволяет храюиь в запоминающем устройстве
программы шлифования различных станин, осуществлять адап-
тивное управление процессом с программируемой уставкой.
В режиме ЧПУ на ряде станков возможно автоматически осуще-
ствлять подвод круга до соприкосновения с заготовкой и появле-
ния искры. Фиксация момента соприкосновения шлифовального
круга с заготовкой позволяет автоматически отсчитывать про-
граммируемый объем снимаемого металла после подвода круга
к заготовке, обеспечив одинаковые объемы съема металла с на-
правляющих независимо от колебания размеров заготовок. Это
существенно экономит время и повышает качество направля-
ющих.
Адаптивное управление процессом шлифования обеспечивает
постоянство мощности на шпинделе шлифовального круга вслед-
120
Рис. 2.24. Шлифование направляю-
щих станины на станке с ЧПУ
ствие регулирования скорости
продольной подачи стола станка
с заготовкой. Это позволяет вести
процесс с максимальной произво-
дительностью, предотвратить при-
жоги поверхности направляющих,
стабилизировать упругие переме-
щения и обеспечить высокую точ-
ность, сократив последующее вы-
хаживание.
При использовании продольно-
шлифовальных станков с ЧПУ,
оснащенных двумя сменными
столами в процессе обработки
одной заготовки станины можно
устанавливать и выверять другую заготовку на втором
столе. После окончания обработки первой заготовки стыковка
и смена столов осуществляются автоматически. Штучное
время обработки сокращается на 20 % по сравнению со
шлифованием на станках с ЧПУ с одним столом. Фрезеро-
вание закаленных направляющих осуществляется фрезами
со вставными зубьями, оснащенными режущими пластин-
ками из сверхтвердого материала. Положение каждой режущей
кромки фрезы регулируется, что позволяет уменьшить торцовое
биение/зубьев фрезы до 1 ... 2 мкм. При обработке закаленной
стали и чугуна предпочтительны пластины круглой формы с пе-
редним углом —8°. Глубина резания 0,05 ... 3 мм, подача на зуб
фрезы 0^1 ... 0,7 мм при обработке чугуна и 0,01 ... 0,8 мм при
обработке стали, скорость резания 5 ... 6,7 м/с для чугуна и 1,7 ...
5 м/с для стали. Скорость резания выбирают в зависимости от
твердости обрабатываемого материала. Силы резания возрастают
на 20 ... 25 % по сравнению с фрезерованием с теми же режимами
аналогичных незакаленных материалов. Фрезы с режущей частью
из сверхтвердого материала по сравнению с минералокерамикой
при обработке серого чугуна твердостью HRCQ 50 ... 56 после
индукционной закалки обеспечивают в 2 раза более высокую
скорость резания и имеют при этом в 40 раз большую стойкость.
Для уменьшения шероховатости обрабатываемой поверхности
чистовую обработку фрезерованием можно осуществлять однозу-
бой фрезой, оснащенной гексанитом на продольно-шлифовальных
станках в качестве окончательного процесса обработки закален-
ных направляющих. Фрезерование закаленных направляющих
по сравнению с получистовым и чистовым шлифованием позволяет
приблизительно в 3 раза снизить машинное время обработки,
особенно при больших колебаниях припуска и предотвратить опас-
ность возникновения прижогов.
121
§ 7. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ СТАНИН
С НАКЛАДНЫМИ НАПРАВЛЯЮЩИМИ
Накладные направляющие станин изготовляют из
высоколегированных сталей твердостью после термообработки
HRCB 59 ... 62 в виде: а) массивных планок, б) тонких пластин
или в) лент (рис. 2.25). Износостойкость накладных направляющих
в среднем на 25 % выше износостойкости закаленных чугунных
направляющих и в 2,3 раза выше износостойкости незакаленных
чугунных направляющих. Однако трудоемкость и себестоимость
изготовления станин с накладными направляющими больше,
а жесткость меньше по сравнению с монолитными.
Процесс изготовления станин с накладными направляющими
включает: обработку заготовки станины под установку накладных
направляющих; изготовление накладных направляющих; уста-
новку накладных направляющих на станину; окончательную
обработку накладных направляющих, установленных на станину.
Накладные планки применяют при мелкосерийном изготовле-
нии станин, в сварных и в литых станинах, если невозможно
обеспечить необходимую твердость монолитных направляющих.
Крепление направляющих планок к станине осуществляется
винтами, прихватами, клеем, а также клеем и винтами. Последний
способ позволяет значительно увеличить контактную жесткость
стыка направляющих планок со станиной, а также снизить требо-
вания к точности обработки склеиваемых поверхностей. Для
получения высокой жесткости стыка давление З-Ю^Па обеспечи-
вают выбором диаметра винтов и расстояний между винтами.
Тонкие закаленные пластины в качестве накладных направля-
ющих скольжения и качения, вклеенные в пазы станины, поз-
воляют более экономично использовать высоколегированную сталь
Рис. 2.25. Конструкции накладных направляющих станин:
1 — накладные планки; 2 — станина; 3 — накладная пластина; 4 — стальная лента;
5 — натяжное приспособление; 6 — натяжной винт; 7 — планка крепления ленты
и создают возможности широкой унификации пластин. Пластины
рекомендуется изготовлять из горячекатаной полосовой стали
Ц1Х15: толщина полос 4 ... 60 мм, ширина 12 ... 200 мм, длина
3000 мм и более [5]. Пластины режут, обрабатывают и закали-
вают. Рекомендуется закалка при температуре 250 °С, выдержка
при этой температуре 3 мин с последующим охлаждением в штампе
в вертикальном положении в расплаве солей E5 % KN03 +¦
-+- 45 % NaN02) с содержанием 0,4 % воды.
Поверхность станины под накладные пластины должна иметь
отклонение от плоскостности не более 0,05 на 1000 мм длины,
и не более 0,1 мм на 5000 мм длины. Перед склеиванием кон-
тактирующие поверхности обезжириваются бензином Б-70 и затем
ацетоном. Склеивание производят эпоксидным клеем, обеспечи-
вающим прочность на сдвиг не менее 7,8-106 Па. На 1 м2 клеевого
шва необходимо примерно 0,75 кг клея. Клей наносят на поверх-
ность станины сплошным равномерным слоем с помощью шпателя
с зубцами при движении в одну сторону, не допуская образования
пузырьков воздуха. Затем пластину, смазанную клеем, устана-
вливают в паз станины и нагружают грузами через слой пласт-
массовой пленки и микропористой резины толщиной 4 ... 6 мм
с давлением не менее 3-103 Па для вытеснения воздуха и излишков
клея, которые удаляют салфеткой, смоченной в ацетоне. Затем
пластины сдвигают для устранения зазоров в стыках и догружают
грузами или струбцинами до давления 3-Ю4 Па. Выдержка в те-
чение 48 ч под давлением. При склеивании пластин размером
4 х 100 X 760 мм толщина клеевого шва составляет ОД7 ...
... 0,07 мм. Накладные направляющие затем шлифуют заподлицо
с буртами направляющего паза в станине с припуском 0,3 мм,
глубина шлифования не более 0,01 ... 0,02 мм при обильном по-
ливе СОЖ; не допускается нагрев пластин при шлифовании,
вызывающий разрушение клеевого шва.
Стальную ,ленту толщиной 0,25 мм в качестве накладной
направляющей применяют для прямоугольных направляющих
скольжения и. комбинированных качения-скольжения при длине
направляющих более 10 м. Отделочное шлифование чугунных
направляющих под ленту должно обеспечивать отклонения от
плоскостности для станин станков повышенной точности не более
0,02 мм на длине 2000 мм и не более 0,04 мм на длине 8000 мм.
Для станков нормальной точности допустимые отклонения
в 1,5 раза больше. Холоднокатаную пружинную закаленную
ленту из стали У10А одним концом неподвижно прикрепляют
с помощью прижимной планки к станине. За другой конец ленту
натягивают с помощью натяжного приспособления с силой 500 ...
...1000 Н. Натянутую ленту вдоль всей длины дополнительно при-
жимают по краям к станине прижимными планками. Планки
приклеивают эпоксидным клеем и привинчивают к станине в це-
лях предотвращения попадания стружки, масла и СОЖ в зазор
между лентой и направляющими станины.
123
Для направляющих скольжения и комбинированных направля*
ющих суппортов, кареток и столов, в том числе сопряженных с на-
правляющими станины, широкое применение получили полимер-
ные покрытия на основе фторопластов, эпоксидных и ацетатных
смол. Для станков с ЧПУ перспективны накладные направля-
ющие из наполненного фторопласта, например марки
Ф4К15М5-Л-ЭА, которые выпускают в виде ленты толщиной
l,7io;{5 мм и шириной 140 мм. Фторопластовая лента одной
стороной, обработанной тлеющим разрядом, приклеивается к на-
правляющим сопряженного со станиной узла. Направляющие ста-
нины, работающие в паре с фторопластовым покрытием, в целях
обеспечения высокой износостойкости покрытия не должны иметь
острых кромок, стыков, отверстий. Необходима высокая твердость
и параметр шероховатости поверхности не более Ra = 0,63 мкм.
Если направляющие перемещаемого узла выходят за пределы
направляющих станины, то торцовые кромки направляющих
станины следует скруглить и отполировать.
§ 8. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ СТАНИН
Составные станины собирают из отдельных секций, что
позволяет:
изготовлять крупные, длинные станины отдельными секциями
на средних по размерам станках;
изготовлять сложные станины, например для агрегатных
станков;
унифицировать секции станин и при ограниченном числе
типоразмеров отдельных секций изготовлять разнообразные ста-
нины;
повышать технико-экономические показатели процесса
изготовления станин, в том числе сокращать цикл изготовления,
повышаь уровень автоматизации и производительность труда
за счет тиспользования возможностей групповой технологии.
Процесс изготовления составной станины состоит из несколь-
ких этапов: изготовление отдельных секций; сборка составной
станины из секций; обработка составной станины в сборе.
Точность относительного положения вспомогательных баз от-
дельных секций составной станины можно достигнуть всеми
методами достижения точности. При использовании методов
взаимозаменяемости и регулирования обработка составной ста-
нины в сборе не производится. В этом случае перед сборкой все
поверхности вспомогательных баз секций обрабатывают оконча-
тельно. Требуемое относительное положение секций обеспечи-
вается применением шпонок и штифтов. Секции соединяют болтами
или сваркой. При достижении точности пригонкой после полной
или частичной сборки составную станину обрабатывают, на-
пример шлифуют направляющие собранных секций. В этом случае
при изготовлении каждой секции должен быть оставлен соответ-
ствующий припуск.
124
Рис. 2.26. Составная станина агрегатного станка
Примером составной станины является станина двустороннего
агрегатного станка, которая состоит из центральной и двух боко-
вых секций (рис. 2.26). Боковые секции станины базируют отно-
сительно центральной секции по торцовой плоскости и шпонке
и крепят к центральной секции винтами. В соответствии со слу-
жебным назначением и конструкцией боковой секции необходимо
обеспечить перпендикулярность верхней плоскости А к торцовой
плоскости Б (см. рис. 2.5). С этой целью при обработке торцовой
поверхности на отдельной операции в качестве технологической
базы используют обработанную верхнюю плоскость станины
(см. рис. 2.11, вариант III). Торцовую поверхность можно обра-
батывать на горизонтальном многоцелевом станке (рис. 2.27).
Обработка включает торцовое фрезерование привалочной пло-
скости, фрезерование цилиндрической фрезой паза для шпонки,
сверление отверстий и нарезание резьбы.
©
Рис. 2.27. Обработка торца заготовки секции составной станины на многоцелевом
станке:
а — последовательность обработки инструментами; б — обработка торцовой фрезой;
6 — обработка концевой фрезой; г =- последовательность обработки отверстий
125
Сборку станины осуществляют следующим образом. Среднюю
и боковые секции станины выставляют по верхним поверхностям
с помощью установочных винтов и уровня. К торцовым поверх-
ностям средней секции привинчивают призматические шпонки.
Затем боковые секции по очереди соединяют с центральной и
прикрепляют винтами. После этого контролируют параллельность
верхних поверхностей боковых секций поверхности центральной
секции. При необходимости верхние поверхности обрабатывают
после сборки.
§ 9. КОНТРОЛЬ СТАНИНЫ
Контроль станин осуществляют в процессе изготовле-
нгя, при сборке станка, в процессе эксплуатации. При изготовле-
нии контролируют размерные параметры станины и при необхо-
димости свойства материала.
Свойства чугуна литых направляющих определяют путем
испытания образцов, вырезаемых из специально предусмотренных
в отливке приливов или методами неразрушающего контроля.
Твердость литых направляющих измеряется после черновой
обработки в нескольких местах переносным прибором ТБР.
Твердость закаленных направляющих контролируют с помощью
прибора ТРП.
Шероховатость обработанных поверхностей станины изме-
ряют профиллографом или определяют визуальным сравнением
с образцами шероховатости.
Плоскостность направляющих и других поверхностей станины
можно контролировать по краске подсчетом числа точек кон-
такта измерительной линейки, например IIIM-1-200Q Ш с напра-
вляющими. Краску «краплак» наносят тонким слоем толщиной
2 ... 5 мкм. Число пятен контакта определяют на площади 25х
X 25 мм, которая выделяется наложением квадратной рамки.
Отклонение от плоскостности можно измерить, установив изме-
рительную линейку на концевые меры одинаковой высоты и изме-
рив расстояния от плоскости линейки до направляющих в не-
скольких местах с помощью измерительной головки или другого
измерителя. Для измерения отклонения от плоскостности при-
меняют оптические плоскомеры, например ИС-45. В серийном
производстве станин применяют специальные плоскомеры, пред-
ставляющие собой плиту, базирующуюся на измеряемой поверх-
ности на трех опорах. В плите устанавливают в шахматном
порядке измерительные головки. Головки настраивают по эталон-
ной плоскости. В качестве отсчета берут наибольшую разность
показаний двух измерительных головок. Лазерным интерферо-
метром можно измерить отклонение от плоскостности поверхности
длиной до 3000 мм с точностью около 0,5 мкм при однократной
установке измерительной системы относительно измеряемой по-
верхности станины.
126
Рис. 2.28. Схема контроля прямолинейности направляющих с помощью автокол-
лиматора
Прямолинейность направляющих контролируют с помощью
уровня, автоколлиматора или лазерного интерферометра. Для
контроля прямолинейности направляющих с помощью бруско-
вого уровня, например мод. 200-02, сначала выставляют станину
на регулирующих опорах так, чтобы обеспечивалось нулевое
положение пузырька уровня. Затем, перемещая уровень вдоль
направляющих, через определенные интервалы берут отсчет по
шкале уровня с ценой деления 0,02 мм. По полученным показа-
ниям строят график, отображающий профиль направляющих,
и определяют отклонение от прямолинейности. Извернутость
направляющих измеряют аналогичным образом при установке
уровня на две направляющие в поперечном направлении. При
контроле прямолинейности и извернутости призматических на-
правляющих необходим специальный мостик, на который уста-
навливается уровень. Могут использоваться индуктивные уровни,
например мод. 129.
Схема контроля прямолинейности с помощью автоколлиматора
показана на рис. 2.28 [16]. Визирную трубу 1 автоколлиматора
устанавливают так, чтобы оптическая ось была параллельна
направляющим. Зеркало 2 устанавливают на специальном мо-
стике 3 на направляющих. Мостик 3 с зеркалом перемещают
вдоль направляющих с шагом, равным расстоянию между опорами
мостика, которое не должно превышать 10 % общей длины кон-
тролируемой поверхности. При каждом положении мостика наблю-
дают через окуляр и отсчитывают отклонение зеркальной марки,
которое вызывается угловым отклонением мостика 3. По получен-
ным данным строится график, по которому определяют отклонение
от прямолинейности. Автоколлиматор АК-0,5У, например, имеет
иену деления 2,4-10 рад, погрешность измерения ±14,5-10~6 рад
ео всем диапазоне измерений.
127
Наиболее высокую точность и уровень автоматизации кон-
троля обеспечивают лазерные интерферометры. Схема контроля
прямолинейности направляющих лазерным интерферометром
подобна схеме контроля автоколлиматором (см. рис. 2.28). Лазер-
ный интерферометр содержит источник света — стабилизирован-
ный гелийнеоновый лазер, интерферометр и фотоэлектронный
блок, осуществляющий счет интерференционных полос и пре-
образующий величину перемещения зеркала с мостиком в цифро-
вые показания. Для повышения точности измерений в лазерный
интерферометр вводят измеритель температуры и рефлактометр
для определения коэффициента преломления воздуха, показания
которых автоматически учитываются при измерениях. Интер-
ферометр ИПЛ, например, на длине до 1 м обеспечивает дискрет-
ность отсчета 0,1 мкм при скорости перемещения зеркала до
0,025 м/с. Другие модели лазерных интерферометров обеспечивают
измерения на длине до 5 м и более с дискретностью 0,5 ... 1,0 мкм
при скорости до 0,025 ... 0,3 м/с. Результаты измерений могут
быть выведены на цифровые индикаторы, на печать, могут вво-
диться в мини-ЭВМ для обработки и анализа.
Форму профиля направляющих контролируют специальным
шаблоном и набором щупов.
Параллельность поверхностей можно проконтролировать
с помощью уровня. Уровень сначала устанавливают на одну
базовую поверхность. Станину выставляют по уровню, затем
уровень переносят на другую поверхность и отсчитывают откло-
нение от параллельности. Отклонение от перпендикулярности
поверхностей определяют аналогично с помощью рамного уровня.
Отклонения от параллельности и перпендикулярности поверх-
ностей направляющих можно измерить с помощью измерительных
головок, установленных на образцовом мостике, который пере-
мещают по направляющим.
Для контроля некоторых расстояний и поворотов поверх-
ностей станин могут быть использованы координатно-измеритель-
ные машины соответствующих размеров. Однако достигнутой
в настоящее время точности измерения на этих машинах, как
правило, недостаточно для контроля станин прецизионных станков
по всем параметрам.
Износ направляющих в процессе эксплуатации станин можно
контролировать измерением под микроскопом длины лунок глу-
биной 0,1 ... 0,15 мм, которые для этого наносят на направляющие
твердосплавным роликом с помощью переносного прибора
ПВЛ-2.
ГЛАВА 4. ИНТЕГРИРОВАННАЯ СИСТЕМА
АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
И ИЗГОТОВЛЕНИЯ СТАНИН
В серийном производстве станков широкой номенкла-
туры автоматизация изготовления базовых деталей станков
(станин, рам, оснований, колонн и др.) может быть эффективно
осуществлена объединением информационными связями трех
автоматизированных систем: 1) системы автоматизированного про-
ектирования (САПР) конструкции станка и отдельных деталей;
2) САПР технологического процесса изготовления; 3) гибкой произ-
водственной системы (ГПС) изготовления.
Проектирование конструкции станины может осуществляться
в режиме диалога конструктора с ЭВМ, осуществляемого с по-
мощью графического дисплея со световым пером и клавишной
панели.
Конструктор постепенно рисует на экране дисплея,
подключенного к ЭВМ, отдельные виды станины, производя
необходимые расчеты станины на жесткость, виброустойчивость
и т. д. по заранее введенным в ЭВМ программам. При этом ЭВМ
по требованию выводит на экран дисплея необходимую справоч-
ную информацию, например, о свойствах материалов, стандартных
конструкциях и размерах, помещенную в запоминающем устрой-
стве ЭВМ.
Конструктор имеет возможность поворачивать трехмер-
ное изображение станины на экране, делать необходимые
разрезы, менять масштаб изображения, изменять и дополнять
конструкцию.
Имеется возможность видеть на экране дисплея эпюры напря-
жений и деформированное состояние станины под действием
задаваемых конструктором сил и моментов.
Оптимизированная конструкция станины выдается далее по
каналам связи в систему автоматизированного проектирования
технологического процесса (САПР ТП), которая осуществляет
разработку оптимального технологического процесса изгото-
вления станины с учетом условий автоматизированного произ-
водства .
Далее в соответствии с разработанным САПР ТП технологи-
ческим процессом осуществляется автоматизированное изготовле-
ние заготовки станины, которая затем поступает в автоматизи-
рованный склад заготовок гибкой обрабатывающей системы.
ЭВМ обрабатывающей системы осуществляет управление станоч-
ными модулями, координатио-разметочной и контрольно-
измерительной машиной, а также гибкой транспортной системой,
объединяющей технологическое оборудование.
По данным ЭВМ, поступающим на дисплеи, в отделении под-
готовки инструмента комплектуют и настраивают необходимый
5 Тех. маш. 129
инструмент, в отделении подготовки приспособлений подготавли-
вают необходимые установочные и зажимные устройства. Заго-
товки устанавливают на палеты, после чего осуществляется
автоматическая их обработка на станочных модулях. При необ-
ходимости переустановки заготовки на палете она автоматически
транспортируется в отделение установки, одновременно на экране
дисплея появляются необходимые указания для выполнения их
оператором ГПС. При заранее подготовленном инструменте
и установленных на палеты заготовках ГПС может осуще-
ствлять обработку заготовок без участия людей, например в ноч-
ную смену.
Интегрированная система изготовления станин обеспечивает
высокий уровень автоматизации и производительности труда,
малые затраты времени на проектирование и изготовление станин,
высокое качество станин благодаря оптимизации конструкции
и процесса изготовления. При этом исключается необхо-
димость в рабочих чертежах как средства передачи инфор-
мации.
Примером гибкой производственной системы изготовления
станин является система «Призма-2», которая успешно эксплуати-
руется с 1972 г. на станкостроительном комбинате «Фриц Хек-
керт» (ГДР) для обработки чугунных корпусных деталей 16 на-
именований с максимальным размером 1 X 1 X 1,6 м и массой
до 1,2 т.
Система содержит пять многоцелевых станков, две кон-
трольно-измерительные машины и установку для измерения
припусков.
Спутники с заготовками транспортируются на воздуш-
ной подушке со скоростью до 1 м/с с помощью бегущего магнит-
ного поля, создаваемого линейными электродвигателями гибкой
транспортной системы, управляемой ЭВМ.
Гибкая производственная система АСК-30, разработанная
ЭНИМСом и установленная на Ульяновском заводе тяжелых
станков, предназначена для обработки базовых деталей металло-
режущих станков, в том числе станин четырех наименований
массой до 5 т и максимальным размером 3,6 X 2,2 X 1,45 м. При
двухсменном режиме работы на АСК-30 обрабатывают в год
около 700 заготовок. Система АСК-30 содержит горизонтальный
многоцелевой станок ЛР353Ф2 с поворотным столом и магазином
на 50 инструментов и многоцелевой станок модели УФ0856 с ма-
газином на 40 инструментов. Перед обработкой на АСК-30 за-
готовки должны пройти разметку, черновую обработку, старение
и окраску, подготовку технологических баз и установку на спут-
ник. Системой управляет ЭВМ М6000 или СМ-1, которая обеспе-
чивает подготовку, контроль, редактирование и хранение упра-
вляющих программ, управление станками с ЧПУ, оперативно-
календарное планирование, а также учет хода производства.
Система АСК-30 обеспечивает повышение производительности
130
труда в 1,5 раза по сравнению с индивидуальными станками
с ЧПУ и в 3 ... 4 раза по сравнению с универсальными
станками.
На гибком автоматизированном участке обработки заготовок
станин, колонн, оснований завода фирмы «Ямазаки» (Yamazaki,
Япония) установлены семь многоцелевых станков и три ПР.
Заготовки станин обрабатывают на палетах за одну установку
на станках, оснащенных системами СИСи обеспечивающих об-
работку заготовок с пяти сторон. Закалка направляющих осу-
ществляется роботом. После закалки направляющие шлифуются
на станке с ЧПУ. Специальный робот удаляет стружку из вну-
тренних полостей станины стружкоотсосом. На участке
обеспечивается автоматическая обработка заготовок в ночную
смену.
б*
РАЗДЕЛ Ш
ИЗГОТОВЛЕНИЕ КОРПУСНЫХ ДЕТАЛЕЙ
ГЛАВА 1. ОСНОВНЫЕ ТРЕБОВАНИЯ К КОРПУСНЫМ
ДЕТАЛЯМ
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ КОРПУСНЫХ ДЕТАЛЕЙ,
КОНСТРУКТИВНЫЕ ВИДЫ
Корпусные детали машин представляют собой базовые
детали, на них устанавливают различные детали и сборочные
единицы, точность относительного положения которых должна
обеспечиваться как в статике, так и в процессе работы машины
под нагрузкой. В соответствии с этим корпусные детали должны
иметь требуемую точность, обладать необходимой жесткостью
и виброустойчивостью, что обеспечивает требуемое относительное
положение соединяемых деталей и узлов, правильность работы
механизмов и отсутствие вибрации.
Конструктивное исполнение корпусных деталей, материал
и необходимые параметры точности определяют, исходя из слу-
жебного назначения деталей, требований к работе механизмов
и условий их эксплуатации. При этом учитывают также техно-
логические факторы, связанные с возможностью получения тре-
буемой конфигурации заготовки, возможностями обработки реза-
нием и удобства сборки, которую начинают с базовой корпусной
детали.
На рис. 3.1 представлен унифицированный редуктор, применя-
емый в сельскохозяйственных машинах. Корпус 1 редуктора
является базовой деталью, он обеспечивает требуемую точность
относительного положения валов 2 и 3. На валах установлены
конические зубчатые колеса 4У 5, передающие крутящий момент
с одного вала на другой. Базирование валов осуществляется
по главным отверстиям, при этом используют опоры с радиально-
упорными подшипниками. Поверхности главных отверстий кор-
пуса совместно с поверхностями торцов образуют комплекты
вспомогательных баз корпуса. Базирование корпуса осущест-
вляется по поверхности основания, выполняющей функцию основ-
ной базы.
В двигателе внутреннего сгорания базовой корпусной деталью
является блок цилиндров. В блоке цилиндров с требуемой точ-
ностью установлены: коленчатый вал, шатунно-поршневая группа,
головка блока, масляный насос и бензонасос, картер двигателя,
масляный фильтр и др. Для базирования этих деталей и узлов
в блоке цилиндров используют соответствующие комплекты вспо-
могательных баз, которые координируют требуемое положение
132
деталей и узлов в процессе работы двигателя. Поршни двигателя
базируют по внутренним цилиндрическим поверхностям большого
диаметра, головку — по верхней плоскости разъема, коленчатый
вал — по отверстиям с установкой на коренные шейки и т. д.
Сам двигатель базируется на раме. Блок цилиндров работает
в условиях вибрации и ударных нагрузок при высоких давлениях
и температурах в камерах сгорания. Все это предопределяет
повышенные требования к материалу и точности изготовления
нагруженных внутренних поверхностей корпуса, в котором цир-
кулирует охлаждающая жидкость и смазочный материал.
Корпусные детали машин в общем случае можно разделить
на группы (рис. 3.2) [26]. Детали этих групп имеют определен-
ную общность служебного назначения, что означает наличие
совокупности одинаковых поверхностей и идентичное по форме
конструктивное исполнение. Это, в свою очередь, определяет
особенности технологических решений, обеспечивающих достиже-
ние требуемых параметров точности при изготовлении деталей
каждой группы.
Первая группа — корпусные детали коробчатой формы в виде
параллелепипеда, габариты которых имеют одинаковый порядок.
Рис. 3.1. Унифицированный редуктор
133
Рис. 3.2. Группы хорлусных дета-
лей:
а — коробчатого типа — цельные и
разть-еюшде; б — с гладкими ©«угрелни-
ми цилиндрическими поверхностями;
в — корпуса сложной пространствен-
ной геометрической формы; г — кор-
пусные детали с направляющими по-
верхностями; д — детали типа крон-
штейнов, угольников
К этой группе относят корпуса редукторов, корпуса коробок
скоростей, коробок подачи шпиндельных бабок (см. рис. 3.3, а).
В большинстве случаев основными базами таких корпусов яв-
ляются плоские поверхности, а вспомогательными — главные
отверстия и торцы, предназначенные для базирования валов
и шпинделей.
Конструкция и размеры корпусов определяются условиями
размещений в них необходимых деталей и механизмов. Они имеют
стенки, ребра и перегородки, обеспечивающие повышение их
жесткости. С этой же целью бобышки и приливы, на которых
расположены главные отверстия, имеют высоту приблизительно
2,5 ... 3 толщины стенки и диаметр в пределах 1,4 .... 1,6 диаметра
отверстия. Корпуса коробчатой формы могут быть цельные и
разъемные; плоскость разъема может проходить по осям главных
отверстий.
Вторая группа — корпусные детали с гладкими внутренними
цилиндрическими поверхностями, протяженность которых пре-
вышает их диаметральные размеры. К этой группе относят блоки
цилиндров, двигателей и компрессоров, корпуса различных ци-
линдров и золотников, пневмо- и гидроаппаратуру (рис. 3.2, б),
корпуса задних бабок, обеспечивающих базирование выдвижной
пиноли и заднего центра. В соответствии со служебным назначе-
нием к внутренним цилиндрическим поверхностям предъявляют
134
повышенньре требования но точности диаметральных размеров
и точности геометрическом формы. Эти цилиндрические поверх-
ности обычна работают на износ. Поэтому к ним предъявляют
высокие требования но шероховатости н износостойкости.,
Третья группа — корпусные детали сложной пространствен-
ной геометрической формы. К ним относят корпуса паровых
и газовых турбин, центробежных насосов, коллекторов, тройни-
ков, вентилей, кранов (рис. 3.2, а). Сложная пространственная
форма и геометрические размеры таких корпусов предназначены
для формирования требуемых потоков движения газов или жидко-
стей. К этой группе относят также сложные по форме коркуеные
детали ходовой части машин — картер заднего моста, корпус
поворотного рычага и др.
Четвертая группа — корпусные детали с направляющими
поверхностями — столы, спутники, каретки, салазки, суппорты,
ползуны, планшайбы (рис. 3.2, г). В процессе работы эти детали
совершают возвратно-поступательное или вращательное движение
по направляющим поверхностям, обеспечивая точное относитель-
ное перемещение обрабатываемых заготовок и режущего инстру-
мента. Такне корпуса входят в состав несущей системы большин-
ства станков- Жесткость этих деталей достигается внутренними
перегородками и ребрами. Отношение высшы плоских столов,
спутников, салазок к ширине находится в пределах ОД ... 0,18.
Пятая группа — корпусные детали типа кронштейнов, уголь-
ников, стоек плит и крышек (рис. 3.2, д). Эта группа объединяет
наиболее простые по конструкции корпусные детали, которые
выполняют функций дополнительных опор для обеспечения тре-
буемой точности относительного положения отдельных механиз-
мов, валов, зубчатых колес. Различные базирующие поверхности
корпусных деталей с точкж зрения их функционального назначе-
ния можно отнести к категории основных или вспомогательных
баз. Основными базами, с помощью которых корпусные детали
присоединяются к станинам, рамам или другим корпусам, в боль-
шинстве случаев являются плоские поверхности или сочетание
плоской поверхности и одного или двух базовых отверстий. При
этом чаще реализуются схемы базирования по трем плоскостям
или по плоскости и двум отверстиям. У деталей типа столов,
кареток, суппортов комплект основных базирующих поверхностей
образуется сочетанием определенных поверхностей направля-
ющих. Вспомогательными базами корпусных деталей являются
главные отверстая, по ним базируются шпиндели, валы, а также
плоские поверхности и их сочетания, которые определяют положе-
ние различных присоединяемых узлов и деталей — крышек,
фланцев и др.
У большинства корпусных деталей имеются также различные
мелкие и резьбовые крепежные отверстия. Они предназначены
Для подвода смазочного материала к трущимся поверхностям
11 для фиксации достигнутого положения присоединяемых сбороч-
135
ных единиц. Работа машины и ее механизмов означает формиро-
вание размерных связей, обеспечивающих выполнение служебного
назначения. В размерных связях машины или отдельных узлов
корпусная деталь участвует размерами и относительными пово-
ротами своих поверхностей. Эти размерные и угловые параметры
детали непосредственно определяют точность положения одного
комплекта вспомогательных баз относительно другого или точ-
ность положения вспомогательных баз относительно основных
баз детали. В соответствии с этим к точности геометрической
формы, размеров и относительных поворотов базирующих поверх-
ностей корпусных деталей предъявляются повышенные требо-
вания.
§ 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КОРПУСНЫМ
ДЕТАЛЯМ
К корпусным деталям предъявляют комплекс техни-
ческих требований, определяемых в каждом конкретном случае,
в первую очередь, исходя из служебного назначения детали.
Соблюдение технических требований означает формирование
требуемых физико-механических свойств материала детали,
получение необходимой прочности и виброустойчивости, обеспече-
ние требуемой геометрической точности детали и создание условий
для удобства выполнения механосборочных и эксплуатационных
работ. Технические требования, относящиеся к параметрам гео-
метрической точности детали, выполняют в результате обработки
резанием на различных этапах технологического процесса изгото-
вления корпусной детали.
В зависимости от конструктивного исполнения и сложности
к корпусным деталям предъявляют следующие технические тре-
бования, характеризующие различные параметры их геометри-
ческой точности.
1. Точность геометрической формы плоских базирующих
поверхностей. Она регламентируется как прямолинейность по-
верхности в заданном направлении на определенной длине и как
плоскостность поверхности в пределах ее габаритов. Для поверх-
ностей размером до 500 мм отклонения от плоскостности и парал-
лельности обычно находятся в пределах 0,01 ... 0,07 мм,
а у ответственных корпусов —0,002 ... 0,005 мм.
2. Точность относительного поворота плоских базирующих
поверхностей. Предельные отклонения от параллельности или
перпендикулярности одной плоской поверхности относительно
другой составляют 0,015/200 ... 0,1/200, а для деталей повышенной
точности — 0,003/200 ... 0,01/200.
3. Точность расстояния между двумя параллельными пло-
скостями. Для большинства деталей она находится в пределах
0,02 ... 0,5 мм, а у корпусных деталей повышенной точности —
0,005 ... 0,01 мм.
136
4. Точность диаметральных размеров и геометрической формы
отверстий. Диаметральные размеры главных отверстий, вы-
полняющих в основном роль баз под подшипники, соответствуют
6 ... 11-му квалитетам. Отклонения геометрической формы отвер-
стий — некругл ость в поперечном сечении и конусообразность
или изогнутость в продольном ограничивают в пределах 1/5 ...
1/2 допуска на диаметр отверстия.
5„ Точность относительного углового положения осей отвер-
стий. Отклонения от параллельности и перпендикулярности
осей главных отверстий относительно плоских поверхностей
составляют 0,01/200 ... 0,15/200, предельные угловые отклонения
оси одного отверстия относительно оси другого — 0,005/200...
0,1/200.
6. Точность расстояния от осей главных отверстий до базиру-
ющей плоскости для большинства деталей составляет 0,02... 0,5 мм.
Точность расстояний между осями главных отверстий 0,01 ...
... 0,15 мм. Соосность отверстий в пределах 0,002 ... 0,05 мм.
7. Параметр шероховатости плоских базирующих поверх-
ностей Ra = 2,5 ... 0,63 мкм, параметр шероховатости поверх-
ностей главных отверстий Ra = 1,25 ... 0,16 мкм, а для ответ-
ственных деталей до Ra = 0,08 мкм.
Приведенные параметры точности являются общими для всего
многообразия различных по конструкции корпусных деталей
машин. В большинстве случаев к определенной корпусной детали
предъявляют технические требования на отдельные из названных
параметров при конкретных значениях номиналов и допускаемых
пределах отклонений. Рассмотрим на примерах методику назна-
чения технических требований на отдельные параметры точности
корпусных деталей исходя из служебного назначения.
На рис. 3.3 приведен механизм перемещения пиноли задней
бабки токарного полуавтомата. Корпусная деталь механизма
обеспечивает требуемую точность относительного положения двух
конических зубчатых колес, через которые происходит передача
крутящего момента к паре червяк — рейка, осуществляющей
осевое перемещение пиноли на L = 300 мм. Основной базирующей
поверхностью корпусной детали является плоскость А. Механизм
устнавливают на корпус задней бабки и фиксируют двумя штиф-
тами. При этом достигается необходимая точность положения
червяка относительно зубчатой рейки, расположенной на пиноли
задней бабки, что обеспечивает требуемое качество их зацепления.
При окружной скорости зубчатого колеса менее 2 м/с степень
точности зубчатых передач, отвечающая требованиям служебного
назначения механизма, составит —для конических колес 9-я сте-
пень и вид сопряжения С (9С ГОСТ 1758—81) для червячной
пары 8С ГОСТ 3675—81.
Для обеспечения требуемой точности зацепления двух кони-
ческих колес необходимо обеспечить: совпадение вершин дели-
тельных конусов зубчатых колес и требуемый угол скрещивания
137
осей делительных конусов. Совпадение вершин делительных
конусов зависит от осевого смещения зубчатого венца колеса
и шестерни. Колесом в данном случае является вал-шестерня,
а роль шестерни выполнит шестерня-втулка. Согласно
ГОСТ 1756—81 для конической передачи 9-й степени точности
(средний модуль тп = 3,5) предельные осевые смещения зубча-
того венца для колеса с углом делительного конуса ф = 30°
и средним конусным расстоянием R > 50 мм составляют fAM =
= ±0,12 мм, а для шестерни с углом <р = 60° fAM = ±0,05 мм.
Точность угла скрещивания рд осей делительных конусов, зависит
от отклонения межосевого угла передачи. Согласно ГОСТ 1758—81
предельное отклонение межосевого угла рассматриваемой пере-
дачи, имеющей вид сопряжения С, среднее конусное расстояние
R <3 100 мм и угол делительного конуса шестерни ср = 60°, со-
ставляет ?2 = 0,032 мм.
На рис. 3.3, а приведены схемы размерных цепей, определя-
ющих совпадение вершин делительных конусов в горизонтальном
направлении:
Лд = —Л1 — Л2 — Л3 ~т~ Л4 + Л5 + Лб -+- Л7
и в вертикальном направлении:
ВА — —Вг — В2 — В3 — 54 — Въ + В6 + В7 + В8 + В9.
Анализ размерных связей показывает, что в решении задачи со-
вмещения вершин делительных конусов корпусная деталь уча-
ствует размерами А и б7. Эти размеры определяют точность рас-
стояния между главными отверстиями и плоскими поверхностями,
выполняющими функции вспомогательных баз корпусной детали.
При достижении точности по методу полной взаимозаменя-
емости, когда б^с = bAj(m — 1), средний допуск на составля-
ющие звенья составит:
для цепи А ЬАс = 0,10/(8 — 1) = 0,014 мм,
для цепи В 6°Р= 0,24/A0 — 1) = 0,026 мм.
Жесткие значения полученных допусков при наличии много-
звенных цепей вынуждают переходить на другой метод достиже-
ния точности. При методе неполной взаимозаменяемости средний
допуск рассчитывают по формуле
Для условий серийного производства при № =1/6 t = 3, что
соответствует 0,27 % риска. В результате получим
для цепи А 8А = ' = 0,03 мм, для цепи В, бв =
3 ]/ -±-(8-1)
= ==- = 0,065 мм. Переход на метод неполной взаимо-
з[/-|-A0-1)
139
заменяемости позволил более чем в 2 раза расширить значение
средних допусков по сравнению с предыдущим методом. Однако
полученные средние допуски являются достаточно жесткие, по-
этому экономически целесообразно перейти к методу регулирова-
ния. Анализ размерных связей показывает, что в конструкции
механизма для решения рассматриваемых задач уже заложен
метод регулирования.
В размерной цепи А роль неподвижного компенсатора выпол-
няет промежуточное кольцо — звено Л3, а в цепи В компенсиру-
ющим является звено BG, при этом роль подвижных компенсаторов
выполняют три регулировочных винта.
Назначим на все составляющие звенья, в том числе и на раз-
меры Л4, 57, относящиеся к корпусу, экономически целесообраз-
ные допуски (табл. 3.1).
Наибольшее возможное значение компенсации определим по
формуле
i—m—1
для размерной цепи А 6К = 0,37 — 0,1 = 0,27 мм.
Число групп компенсаторов для размерной цепи А найдем по
формуле
N = -*S—+1*
ОЛд —* Оком
140
где бКом —допуск на компенсатор, бком = 0,01 мм;
N = 0.27 , } = 4
0,1 — 0,01 '
Предельные значения отклонений компенсирующего звена А3
рассчитываем по формулам, предложенным Л. А. Глейзером:
Д* = Ддв-Дд + 6К0М; C.1)
Д^ = Ддн - Дд - 8К0М, C.2)
где ДД,.Д^—допускаемые предельные отклонения замыкающего
звена; Ддв, Ддн — предельные отклонения замыкающего звена,
получаемые без применения компенсатора.
Предельные отклонения замыкающего звена в случае отсут-
ствия компенсатора при экономически достижимых допусках
на составляющие звенья можно рассчитать по формулам
i —& i~m—2 ^_
а2 = s a;b - S а;н; C-3)
i= k г=т—2
ддн = ? a;h- s a;b, C.4)
где k — число увеличивающих звеньев размерной цепи; Д.в>
Д^н — предельные отклонения составляющих звеньев за исклю-
чением компенсатора.
Подставив в формулы C.3) и C.4) соответствующие значения
отклонений, получим
Ддв = @,04 + 0,005 + 0,005 + 0,01) - (— 0,14 - 0,1) = 0,3 мм;
Ддн = (_ 0,04 - 0,005 - 0,005 - 0,01) _ @ + 0 + 0) = - 0,06 мм.
С учетом найденных значений Ддв и Ддн получим
Д® = 0,30 - 0,05 + 0,01 = 0,26 мм;
М = — 0,06 + 0,05 - 0,01 = - 0,02 мм.
Величина ступени компенсации, определяющая разность между
размерами компенсаторов каждой последующей ступени, соста-
вляет
бАк = (Ддв - Ддн)/^;
для рассматриваемого примера бЛк = [0,3 — (—0,06) ]/4 =
= 0,09 мм. Определив число ступеней компенсаторов, их предель-
ные отклонения Дв, Д" и величину ступени компенсации 6^ ,
можно составить таблицу размеров для всех групп компенсаторов.
141
Размеры KOMiieLeaic ров для каждой гр>ппы приведены ниже:
Номер группы I II III IV
Pa^vjpn R-0tOl К+0»°§ ?f0.oi7 К-Ь0,26
размер °-Oi02 °+0»07 °+01 JIG °+0t25
Таким образом, требуемая точность замыкающего звена в раз-
мерной цепи А достигается путем подбора из четырех групп
необходимого кольца-компенсатора, а в размерной цепи В —
путем смещения в осевом направлении стакана с валом-шестерней.
Обеспечение необходимой точности совпадения вершин делитель-
ных конусов в целях получения правильного зацепления кони-
ческих колес требует выполнения для корпусной детали ряда
технических требований, связанных с точностью главных отвер-
стий и получением соответствующей точности размеров между
осями главных отверстий и плоскими базирующими поверхно-
стями: Л4 = 78±0,04; 57 = 112 ± 0,3.
В размерной цепи C, определяющей угол скрещивания осей
делительных конусов (межосевой угол пары, см. рис. 3.3, б)
Рд = Pi + Р2 + Рз — Р4 — Рб — Ре — Р?, корпусная деталь
участвует звеном |34, которое характеризует точность поворота
одного главного отверстия относительно другого. Для рассматри-
ваемой ортогональной конической передачи 9С (ГОСТ 1758—81)
предельные отклонения межосевого угла составляют Еъ = ±0,03
на длине среднего конусного расстояния L =¦ 50 мм. Точность
исходного замыкающего звена ?д равна б^д = 0,12/100, Д|д =
= 0,06/100, А" = —0,06/100. Требуемой точности замыкающего
звена достигнем методом полной взаимозаменяемости. Средний
дЭл 0,12
допуск на составляющие звенья gft. = ^— = ^—г =
J ^ ufa ср т — 1 8 — 1
= 0,017/100.
При данной точности на составляющие звенья:
Звено Pi Р2 , Рз , 04 ,
Предельные отклонения . . ±0,01/100 ±0,005/100 ±0,005/100 ±0,015/100
Допуск 0,02/100 0,01/100 0,01/100 0,03/100
Звено Р^ Ро Р?,
Предельные отклонения . . . ±0,01/100 ±0,005/100 ±0,01/100
Допуск 0,02/100 0,01/100 0,02/100
Ьн = 0,02/100 + 0,01/100 + 0,01/100 + 0,03/100 +
4- 0,02/100 + 0,01/100 + 0,02/100 = 0,12/100.
142
Значения предельных отклонений соответственно следующие:
верхнего
t=l i=/e-fl
Д?д = @,01/100 + 0,005/100 + 0,005/100) -
— (—0,015/100-0,01/100 - 0,005/100 - 0,01/100) = 0,06/100;
НИЖНеГО \~} _> i=m-\ +_
Д^д = (_ 0,01/100 - 0,005/100 - 0,005/100) -
- @,015/100 + 0,01/100 -f 0,005/100 + 0,01/100) = - 0,06/100.
Таким образом, из решения задачи достижения требуемого
угла скрещивания осей делительных конусов конической пере-
дачи, в которой корпусная деталь участвует звеном |34, вытекает
параметр точности корпусной детали, характеризующий поворот
оси отверстия диаметром 62Н7 относительно оси отверстия диа-
метром 25Н7,
бЭ4 = 0,03/100, А|4 = 0,015/100, Др = - 0,015/100.
Требуемая точность зацепления червяка и рейки обеспечи-
вается при совпадении делительной окружности червяка и рейки
[исходное звено БА (см. рис. 3.3, а), размерная цепь БА = —Бг —
— Б2 — Бг — ?4 + \БЬ\ + Б6 — Б1 — ?83 и при наличии па-
раллельности образующей делительного цилиндра червяка обра-
зующей делительного цилиндра рейки [исходное звено уА
(рис. 3.3, б), размерная цепь уА = уг + у2 + у3 + у4 + Уь +
+ Те —7? — Vs 1* Для червячной передачи 9-й степени точности
допуски на исходные звенья БА и уА согласно ГОСТ 3675—81
составят, мм:
6Бд = 0,26, Л!|д = 0,13, А^д = —0,13;
6Va = 0,11/100, Д*д =0,055/100, Д^д = - 0,055/100.
В решении этих задач корпусная деталь участвует звеном ?4 =
= E6 ± 0,03) мм, определяющим расстояние от оси главного
отверстия до плоскости Л, которая выполняет роль основной
установочной базы, и звеном у* Фу4 = 0,02/150), характеризу-
ющим поворот оси отверстия относительно основной базирующей
плоскости. Точность замыкающего звена БА достигается при
сборке методом регулирования с использованием неподвижных
компенсаторов \Б^9 у которых число групп N = 2. В этом случае
размер корпусной детали ?4 необходимо обеспечить с точностью
143
6Б^ = 0,06 мм. Точность относительного поворота уд обеспечи-
вается по методу полной взаимозаменяемости, при этом у корпус-
ной детали (звено у±) отклонение от параллельности оси отверстия
относительно плоскости не должно превышать 8V4 = 0,03/100.
Для создания правильного зацепления червячной передачи необ-
ходимо обеспечить также совпадение средних плоскостей червяка
и рейки Гд, допускаемые предельные отклонения ±0,1 мм. В ре-
шении этой задачи корпусная деталь участвует размером, опре-
деляющим точность совпадения оси отверстия под вал червяка
диаметром 25Н7 с осью базового центрирующего отверстия диа-
метром 10Н7. Оси отверстия диаметром 25Н7 и базового отверстия
диаметром 10Н7 должны располагаться в одной плоскости, до-
пускаемое отклонение ±0,06 мм.
Приведенный анализ показывает переход от служебного назна-
чения узла и его корпусной детали к техническим требованиям
на отдельные параметры точности корпуса. На рис. 3.4 приведен
чертеж корпусной детали и технические требования, обусловлен-
ные ее служебным назначением.
Если с основными базирующими поверхностями корпусной
детали связать координатную систему OXYZ, а со вспомогатель-
ными базирующими поверхностями соответствующую систему
oxyz, то положение вспомогательных баз относительно основных
баз детали можно определить как положение системы oxyz в си-
стеме OXYZ с помощью вектора
А
Элементы вектора k — обобщенные координаты, определяющие
три параметра смещения А, Б, В центра системы oxyz в напра-
влении координатных осей OX, OY, OZ и три угла поворота X, |3, у
системы oxyz относительно осей системы OXYZ. Матрицу-столбец,
образуемую элементами вектора &, называют матрицей комплекта
вспомогательных баз детали или просто матрицей вспомогатель-
ных баз.
Применение таких матриц дает возможность описать геометри-
ческую точность детали обобщенными координатами. Для рассма-
триваемой корпусной детали (рис. 3.5, а), имеющей два комплекта
вспомогательных баз kl9 k2 можно записать К = (къ k2). Пара-
метры вектора k имеют верхние Д* = (Дл, Д1» Дг. Д*» Др, Д*)
и нижние Д? = (Дл, ДЦ, Д", Д", Др, Д?) предельные откло-
нения.
144
Рис. 3.4. Корпус механизма перемещения пиноли
Обобщенные координаты позволяют установить функциональ-
ную и количественную связь между основными параметрами
точности детали, относящимися к различным комплексам ее гео-
метрических поверхностей. В результате представляется возмож-
ным оценить правильность назначения допусков и предельных
отклонений по отдельным параметрам точности корпусной детали,
а также определить влияние отклонения формы, поворота и рас-
стояния на точность различных участков базирующих поверх-
ностей.
Рис. 3.5. Координатные системы основных и вспомогательных баз корпусных
деталей:
а —• механизма перемещения пиноли задней бабки; б — спутника
145
Функциональная связь между предельными отклонениями
размеров, относительных поворотов и геометрической формы
плоских базирующих поверхностей имеет вид:
верхние предельные отклонения размеров в направлении
трех координатных осей
где хи уи *i — координаты краевых точек базирующих поверх-
ностей; hi, h*, hi — предельная погрешность геометрической
формы поверхностей;
нижние предельные отклонения размеров
В допусках эта функциональная связь между точностью
размеров, относительных поворотов и точностью геометрической
формы плоских поверхностей имеет вид
Рассмотрим применение приведенных формул на примере кор-
пусной детали — плиты спутника (рис. 3.5, б). Для спутника
важным параметром качества, значительно влияющим на показа-
тели точности обрабатываемых на нем деталей, является точность
по высоте спутников 8L . Необходимо обеспечить одинаковую
точность расстояния 6L = 0,03 мм у всех спутников, использу-
емых на автоматизируемом участке. В противном случае исклю-
чается возможность использования метода взаимозаменяемости
при обработке деталей.
Согласно техническим требованиям отклонение от параллель-
ности верхней исполнительной поверхности спутника относи-
тельно установочной базы должно быть в пределах б-ф = 0,01/350,
а погрешность геометрической формы рассматриваемых плоских
поверхностей не должна превышать h = 0,006 мм. Если учесть,
что отклонение относительного поворота, ограничиваемое до-
пуском бф, в равной степени зависит от поворота относительно
оси ох =ф- Ьх и оси оу =^ бр, то можно записать
146
откуда при условии бх = б^ получим
в* = бэ = У/2.
В числовом выражении бк = б^ = 0,007/350. Точность рассто-
яния по оси 02 определяет третья строка выражения C.6):
Sl2 = Sr + А + *sfl + Лг- C.7)
Подставив в формулу C.7) значения допусков и координат крае-
вых точек, получим 0,03 = бг + 0,02. Положительное значение
бг = 0,01 мм свидетельствует о правильности назначенных до-
пусков на рассматриваемые параметры точности спутника и их
соотношения.
Отклонение расстояния от оси отверстия до базовой плоскости
зависит от параметров, определяющих точность параллельного
смещения и точность углового положения оси, а также от пара-
метров, характеризующих геометрическую точность оси отверстия
и базовой плоскости. Для отверстия, расположенного в плоскости
XOZ параллельно оси OY, предельные отклонения Д*, Д*, Д", А"
размеров, определяющих положение его центра от базовых по-
верхностей в вертикальном OZ и горизонтальном ОХ направле-
ниях составят:
верхние отклонения
нижние отклонения
где (А*, А?)» (Ал, Ал) — предельные отклонения параметров
смещения центра отверстия; у —длина отверстия в направлении
оси оу\ (А*, А"), (А*, Д?) — предельные отклонения углов отно-
сительного поворота оси отверстия; (/i*, /i"), (hi, hi) — суммарные
предельные отклонения геометрической формы базовой плоскссти
и отверстия (отклонения от прямолинейности оси).
При переходе к допускам функциональная связь трех видов
отклонений для размеров Z, X, определяющих расстояние от оси
отверстия до базы, принимает вид
где бг, бл, бь бр —допуски, определяющие соответственно точ-
ность параметров смещения и точность относительного поворота
147
оси отверстия; /i2, hx — пределы суммарного отклонения геометри-
ческой формы базовой плоскости и отверстия.
Покажем использование приведенных формул на примере
корпусной детали, представленной на рис. 3.5, а. Согласно тех-
ническим требованиям допуск на расстояние 56 мм от оси отвер-
стия диаметром 25Н7 до базовой плоскости А составит 6Z =
= 0,06 мм, а допуск на относительный поворот оси отверстия
8C = 0,03/250. Отклонения от прямолинейности оси отверстия
диаметром 25Н7 ограничиваются в пределах h0T = 0,005 мм, а от-
клонения от плоскостности поверхности А не превышают 1гпл =
= 0,01 мм. В результате hz = h0T + hnJl. Согласно выражению
C.8) при длине отверстия х — 150 мм для 82 можно записать
0,06 = бг + 150-0,03/250 + 0,015.
Тождественность полученного выражения имеет место при
положительном значении 8Г, что свидетельствует о правильности
назначенных допусков.
При рассмотрении точности расстояния бц между осями двух
главных отверстий будем считать базовым (система оххху^ то
отверстие, относительно которого имеет место смещение и поворот
координатной системы второго отверстия o2x2y2z2. Отклонение
межцентрового расстояния зависит от параметров, характери-
зующих точность параллельного смещения и точность относи-
тельного поворота одного отверстия относительно другого, а также
от геометрической точности (прямолинейности оси) двух отвер-
стий.
Формулы, устанавливающие связь трех видов отклонений для
межцентровых размеров, расположённых в различных координат-
ных плоскостях, имеют вид:
в плоскости YOZ
6zj, = /2(8r + *6v + A);
в плоскости XOZ
8^ = /2(8А + у6х + й);
в плоскости XOY
вд2 = /2(8Б + г6а + А),
где х, у, z—длина соответствующих отверстий; h
отклонение от прямолинейности оси отверстия.
Формулы C.9)—C.11) получены при условии равенства до-
пусков на соответствующие параметры смещения и поворота
осей отверстий, расположенных в трех координатных плоскостях:
в плоскости YOZ 8Г = 8Б, 6Y = 8j4;
в плоскости XOZ 8А = 8Г, 8^ = 8Y;
в плоскости XOY 8Б = 8Л, 8^ = 8^.
148
C.9)
C.10)
C.11)
— допустимое
ГЛАВА 2. ЗАГОТОВКИ ДЛЯ КОРПУСНЫХ ДЕТАЛЕЙ
§ 1. МАТЕРИАЛ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К ЗАГОТОВКАМ
Марку материала для изготовления корпусных деталей
выбирают, исходя из служебного назначения корпуса и условий
его работы. При этом учитывают влияние свойств материала
на такие конструктивные параметры, как прочность и жесткость
конструкции, виброустойчивость, износостойкость отдельных
поверхностей, габариты и масса детали. Одновременно необходимо
учитывать технологические факторы, определяющие методы полу-
чения заготовки, обрабатываемость материала и связанные с этим
денежные затраты. В качестве материала для изготовления раз-
личных корпусных деталей применяют, главным образом, серый
чугун, реже углеродистую сталь, используют также ковкий чугун,
легированную сталь и сплавы цветных металлов.
Серый чугун является основным конструкционным материалом
для изготовления корпусных деталей. При относительно невысо-
кой стоимости он обладает хорошими литейными свойствами, что
позволяет получать отливки сложной конфигурации. Серый чугун
хорошо обрабатывается и имеет неплохие физико-механические
свойства, которые можно изменять в требуемом направлении
с помощью модификации чугуна и термической обработки. От-
ливки из серого чугуна обладают высокой циклической вязкостью,
что способствует демпфированию колебаний. Корпусные детали
металлорежущих станков, корпуса сельскохозяйственных и подъ-
емно-транспортных машин, корпуса различных стационарных
редукторов, центробежных насосов изготовляют из серого
чугуна марок СЧ 15, СЧ 18, СЧ 21.
Для малонагруженных деталей типа крышек, плит, поддонов
применяют чугун СЧ 12. Корпусные детали с направляющими,
к которым предъявляют повышенные требования на износостой-
кость, изготовляют из серого чугуна СЧ 21 и модифицированного
чугуна марок СЧ 32, СЧ 35. Модифицирование чугуна способ-
ствует получению необходимой формы графита, в частности шаро-
видного, созданию однородной структуры и повышению его проч-
ности. Оно осуществляется путем введения в чугун присадок
ферросилиция, силикоалюминия, церия, магния и др. Отливки
прецизионных станков должны иметь однородную беспористую
структуру и обладать высокими физико-механическими свой-
ствами, равномерной нормированной твердостью, износостой-
костью и хорошей обрабатываемостью.
Для получения тонкостенных отливок применяют чугуны
с повышенным содержанием фосфора, способствующего улучше-
нию литейных свойств, а также высоким содержанием углерода
(до 3,6 %) и кремния (до 2,8 %).
149
Плиты спутников делают из сталей ЗОЛ, 40Х, 12ХНЗА,
20ХЗВМФ. Корпусные детали ходовой части машин, работающих
под большими нагрузками, выполняют из серого чугуна СЧ 21,
СЧ 24, а также из ковкого чугуна К4 35-10. Для получения по-
вышенной прочности картеры задних мостов автомобилей большой
грузоподъемности изготовляют из литейных сталей 40Л, 40ЛК.
Ковкий чугун и литейные стали применяют также для изготовле-
ния корпусных деталей сельскохозяйственных и дорожных машин,
подверженных вибрации, ударным и знакопеременным нагрузкам.
Блоки цилиндров, головки блоков различных двигателей делают
из чугуна марок СЧ 21, СЧ 24 и алюминиевых сплавов.
Корпуса высоконапорных насосов, компрессоров изготовляют
из чугунов повышенной прочности СЧ 24, СЧ 28 или стального
литья. Корпуса паровых турбин, работающих при температуре
250 ... 400 °С и высоком давлении, делают из модифицированных
чугунов повышенной прочности или углеродистой стали ЗОЛ.
Для корпусов паровых турбин применяют также легированные
(молибденовые и хромомолибденовые) стали. Корпуса электро-
двигателей отливают из стали 15Л. Корпусные детали, работа-
ющие в соприкосновении с агрессивной средой — кислотами,
щелочами, морской водой, изготовляют из коррозионно-стойких
материалов, в частности легированных хромистых или хромонике-
левых сталей 12Х18Н9Т, 20Х23Н13, а также бронзы и литейной
латуни ЛК 80—ЗЛ. Для корпусных деталей малой массы широко
применяют алюминиевые и магниевые сплавы АЛ4, АЛ8, АЛ 10В,
АЛ13. Получение из них точных отливок под давлением позволяет
значительно уменьшить трудоемкость обработки деталей реза-
нием. Корпусные детали из легких сплавов широко используют
в авиации и транспортном машиностроении.
Сварные корпусные детали редукторов, сварные детали типа
кронштейнов, стоек, угольников в большинстве случаев изгото-
вляют из листовой малоуглеродистой стали СтЗ, Ст4, Штампо-
сварные картеры задних мостов автомобилей делают из листовой
стали 35, 40. По сравнению с литыми картерами они имеют мень-
шие габариты и массу, что позволяет получить более высокий
коэффициент использования металла.
§ 2. МЕТОДЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
Выбор заготовки означает определение рационального
метода ее получения, назначение требуемых припусков на об-
работку резанием и выявление комплекса технических требова-
ний, характеризующих геометрическую точность заготовки и
физико-механические свойства ее материала.
Заготовки для корпусных деталей получают литьем и сваркой.
Причем отливки составляют около 95 % заготовок, а основным
литейным материалом является чугун.
Основными способами получения литых заготовок являются:
литье в песчаную форму в кокиль, под давлением, литье
150
в оболочковые формы, а для малых по массе и габаритам деталей —
литье по выплавляемым моделям. Для корпусных деталей наи-
более широко используют литье в песчаную форму. В завися-
мости от серийности и сложности отливки возможна ручная и
машинная формовка. В единичном производстве и при изготовле-
нии особо сложных отливок применяют ручную формовку» для
крупных отливок используют литье в землю, в остальных слу-
чаях производится формовка в парные опоки. Машинная формовка
с применением металлических или деревянных моделей не требует
рабочих высокой квалификации, ее применяют для малых и
средних отливок в серийном и массовом производстве. Она обес-
печивает более высокую производительность. Машинная формовка
по сравнению с ручной позволяет получить более качественные
однородные отливки со стабильными параметрами точности.
Для ответственных отливок сложной конфигурации, таких?
как блоки цилиндров, сборку форм выполняют с использованием
сухих стержней, выставляемых по специальным шаблонам и кон-
дукторам. На отливки из серого чугуна и стали установлено три
класса точности I, II, III (ГОСТ 1855—55 и ГОСТ 2009—55),
для каждого из которых определены предельные отклонения
размеров и массы заготовки. Для заготовок габаритами до 500 мм
допускаемые отклонения размеров отливок I, II, III класса точ-
ности соответственно составляют ±1,0, ±1Г5 и +2,5 мм.
При проектировании технологического процесса получения
отливки необходимо учитывать технологические базы, исполь-
зуемые для обработки резанием, и базы разметки. Эти поверх-
ности должны быть исходными при изготовлении модели и кон-
троля точности отливки. Базовые поверхности необходимо рас-
полагать так, чтобы на их точность не влияло возможное относи-
тельное смещение опок или стержней. Поверхности, к которым
предъявляются требования равномерного припуска или высокой
точности размеров, необходимо располагать в одной полуформе
или получать с помощью одного стержня, не допуская пересече-
ния плоскостью разъема.
Литье в кокиль применяют для получения фасонных отливок
из цветных сплавов, чугуна и стали в условиях серийного и мас-
сового производства. Размеры отливок могут достигать до 1,5 м,
а масса — от нескольких килограммов до нескольких тонн. От-
ливки в кокиль имеют более высокую точность размеров (П-й,
12-й квалитеты), параметр шероховатости поверхности отливок
Ra = 10 ... 5 мкм. Все это позволяет в 2—3 раза уменьшить
припуски на обработку резанием. Для отливок из чугуна размером
До 1000 мм припуск оставляют в пределах 0,7 ... 3,5 мм; у более
точных отливок из цветных сплавов отпадает необходимость об-
работки большинства поверхностей. Для отливок в кокиль харак-
терна более плотная мелкозернистая структура металла, что
способствует повышению их механических свойств на
15... 30 % [121.
151
В зависимости от материала и массы отливки многократность
использования металлических форм может составить от J00 до
нескольких тысяч заливок. Для получения качественных отливок
и увеличения периода эксплуатации формы ее внутреннюю по-
верхность покрывают огнеупорной облицовкой и специальной
краской. Металлическая форма может иметь две и более разъемных
частей. Внутренняя конфигурация отливки обеспечивается с по-
мощью песчаных или металлических стержней. В условиях круп-
носерийного и массового производства литье в кокиль осуще-
ствляют на специальных литейных машинах, уровень автомати-
зации которых возрастает с увеличением серийности производства.
Эти машины выполняют в цикле такие переходы, как открытие
и закрытие форм, установка и выемка стержней, съем и выбивка
отливок из формы.
К заготовкам, отливаемым в кокиль, предъявляют определен-
ные требования. Для легкости извлечения отливки из формы ее
конфигурация должна иметь по возможности меньше выступа-
ющих элементов и уклоны в сторону плоскости разъема. Для
создания условий нормального заполнения формы толщина стенок
чугунных и стальных отливок размером до 700 мм должна быть
не меньше 8 ... 10 мм, а отливок из цветных сплавов —
не менее 3 ... 6 мм. Отливки не должны иметь резких утолщений,
ребра необходимо располагать перпендикулярно к плоскости
разъема.
Поверхности отливки, используемые в качестве баз для об-
работки резанием или разметки, следует располагать в одной
части кокиля. Эти поверхности не должны лежать в плоскости
разъема.
Литьем под давлением получают в основном точные отливки
корпусных деталей из цветных сплавов. Этот способ обеспечивает
получение фасонных отливок сложной конфигурации с тонкими
стенками и различными по размерам отверстиями с внутренними
или наружными резьбами. Такие отливки имеют хороший внеш-
ний вид, параметр шероховатости поверхности Ra = 5 ... 1,25 мкм.
Металлические формы при этом способе имеют более сложную
конструкцию и металлические стержни, технические требования
на точность изготовления форм значительно выше, чем при ис-
пользовании обычного кокиля. Это позволяет получить точные
отливки габаритами до 500 мм, у которых размеры соответствуют
11 ... 14-му квалитетам точности, а отдельные размеры—9-му,
10-му квалитетам. Корпусные детали, получаемые из таких от-
ливок, требуют обработки резанием.
При литье в кокиль и при литье под давлением возможно
получение армированных отливок вставками из других матери-
алов, обладающих более высокими физико-механическими свой-
ствами. Так, для отливок из алюминиевых сплавов применяют
армирующие трубки из углеродистой или коррозионно-стойкой
стали, при этом толщина стенки вокруг арматуры составляет
152
приблизительно 5 мм. Блоки цилиндров из алюминиевых сплавов
отливают под давлением или в кокиль Для литья под давлением
используют специальные машины, в которых пресс-форма нагре-
вается до 200... 250 °С; заливка осуществляется при давлении
11 ... 12 МПа. Предварительно в пресс-формы вставляют чугунные
гильзы цилиндров и другую арматуру Полученные отливки
испытывают на герметичность воздухом или водой при давлении
0,3 ... 0,4 МПа. Припуски на обработку резанием у блоков из
алюминиевых сплавов составят 2 ... 3 мм.
Литье в оболочковые формы одноразового пользования при-
меняют для получения ответственных фасонных отливок из раз-
личных материалов в серийном и массовом производстве. Полу-
чаемые этим способом заготовки корпусных деталей имеют не-
большие размеры (до 500 ... 700 мм) и массу не более 50 кг.
Точность размеров таких отливок соответствует 12 ,.. 14-му
квалитету, параметр шероховатости поверхности Ra = 10 ...
2,5 мкм. Высокая точность размеров отливки позволяет уменьшить
припуски на обработку до 0,25 ... 0,5 мм или вообще исключить
обработку резанием большинства поверхностей.
Сварные заготовки из стали применяют, главным образом,
в единичном и мелкосерийном производстве для корпусов отно-
сительно простой геометрической формы и для корпусов, подвер-
женных ударным нагрузкам. Применение сварных и штампо-
сварных заготовок в серийном производстве требует хорошо
оборудованного сварочного цеха. Для уменьшения сварочных
деформаций такие корпуса должны быть достаточно жесткими,
иметь симметричные форму и расположение сварных швов. По
сравнению с заготовками из чугуна, получаемыми литьем в формо-
вочную смесь, они имеют меньшую массу (в 1,5 ... 2 раза), меньшие
припуски, а следовательно, и меньшую трудоемкость обработки
резанием. Получение сварных заготовок не требует первоначаль-
ных затрат, связанных с изготовлением модельного комплекта
или кокиля. Однако подготовка для сварки различных деталей
(пластин, укосин, бобышек) включает раскрой и резку листовой
стали, обработку их на станках, что связано с немалыми денеж-
ными затратами. Необходимо учитывать также стоимость свароч-
ных приспособлений и расходы на сварку. Сварные заготовки
подвергают термической обработке. Характер термической об-
работки и режимы выбирают в зависимости от материала и слу-
жебного назначения детали, учитывая при этом ее конструкцию
и технические требования. Низкотемпературный отжиг, исполь-
зуемый для отливок из серого чугуна, предусматривает нагрев
заготовок до 500 ... 600 °С со скоростью 50 ... 150 °С/ч, выдержку
деталей при этой температуре в течение 2,5 ... Ю ч и медленное
охлаждение до 250 ... 300 °С со скоростью 30 ... 50 °С/ч. Он обес-
печивает снятие внутренних напряжений, повышение вязкости
и стабилизации размеров детали. Термическая обработка отливок
из легких сплавов улучшает структуру и обрабатываемость
153
материала, способствует снижению внутрекних напряжений н
повышению физико-механических свойств. Одним из видов
искусственного старения отливок является вибростарение. От-
ливки малых размеров загружают во вращающиеся барабаны,
где при их соударении возникает знакопеременная нагрузка,
а заготовки средних и больших размеров устанавливают на вибро-
стенды. Этот процесс продолжается несколько часов. Естествен-
ное старение — вылеживание заготовок в условиях колебания
уличной температуры в течение нескольких недель или месяцев —
также способствует снижению внутренних напряжений и упроч-
нению чугунных отливок.
Перед обработкой резанием заготовки подвергают пескоструй-
ной или дробеструйной очистке в специальных камерах, а затем
производят грунтовку и покраску необрабатываемых поверх-
ностей.
ГЛАВА 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ
РЕЗАНИЕМ КОРПУСНЫХ ДЕТАЛЕЙ
Структура и содержание технологического процесса
обработки резанием заготовки корпусной детали зависит от ее
конструктивного исполнения, геометрической формы, размеров,
массы, вида заготовки, сложности предъявляемых технических
требований и характера производства.
Несмотря на многообразие конструктивного исполнения кор-
пусных деталей, различия их геометрических форм, размеров
и предъявляемых технических требований в разработке и по-
строении технологического процесса обработки резанием имеются
общие закономерности. Эти закономерности относятся к задачам
выбора технологических баз, к определению последовательности
обработки поверхностей в соответствии с намеченными техноло-
гическими базами, к определению необходимого числа переходов
по обработке определенных поверхностей детали, к выбору обо-
рудования и формированию операций.
Для различных по конструкции и размерам корпусных деталей
технологический процесс обработки резанием включает следу-
ющие основные этапы:
черновая и чистовая обработка плоских поверхностей или
плоскости и двух отверстий, используемых в дальнейшем в ка-
честве технологических баз;
обработка остальных наружных поверхностей;
черновая и чистовая обработка главных отверстий;
обработка мелких и резьбовых отверстий;
отделочная обработка плоских поверхностей и главных от-
верстий;
контроль точности обработанной детали.
154
В зависимости от технических требований между этапами
черновой и чистовой обработки заготовки может быть предусмо-
трено естественное или искусственное старение для снятия вну-
тренних напряжений.
Приведенные этапы являются общими, и построение техно-
логических процессов обработки резанием заготовок различных
корпусных деталей обычно не выходит за их рамки.
§ 1. ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
И ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ
Выбор технологических баз и последовательности об-
работки поверхностей заготовки является наиболее ответствен-
ным этапом разработки технологического процесса. Правильность
принятия решения на этом этапе технологического проектирова-
ния во многом определяет достижение требуемой точности детали
в процессе ее изготовления и экономичность технологического
процесса.
Выбор технологических баз основывается на выявлении и
анализе функционального назначения поверхностей детали и уста-
новлении соответствующих размерных связей, определяющих
точность положения одних поверхностей детали относительно
других. Выполнение такого анализа требует полного и четкого
понимания задач служебного назначения детали.
Следует различать выбор технологических баз для обработки
большинства поверхностей заготовки и выбор технологических
баз на первой или на первых операциях, когда создаются базы
для выполнения большинства операций технологического про-
цесса. В первую очередь необходимо выбирать технологические
базы для обработки большинства поверхностей детали, а затем
базы для первой или первых операций.
Для заготовок корпусных деталей машин характерным яв-
ляется наличие нескольких комплектов вспомогательных баз,
образуемых сочетанием различных геометрических поверхностей,
которые определенным образом связаны с основными базами и
между собой.
Анализ функционального назначения различных поверх-
ностей детали и размерных связей между ними позволяет опре-
делить поверхности, относительно которых задано положение
большинства других поверхностей, и выявить поверхности, к ко^
торым предъявляют наиболее жесткие технические требования,
необходимость выполнения их во многом определяет принима-
емые решения.
Проведение такого анализа можно сделать наглядным и су-
щественно облегчить путем построения графа связи поверхностей
детали (рис. 3.6). Для этого поверхности детали обозначают
индексами из определенных букв О, В, /С, С и цифр, которые
устанавливают функциональное назначение поверхности и ее
155
номер. Буквы, входящие в индекс, соответственно обозначают
поверхности основных баз — О, вспомогательных баз — В, кре-
пежных и резьбовых отверстий — /С, свободные поверхности
детали, включая и необрабатываемые, — С. Для поверхностей
основных баз нумерацию делают в порядке уменьшения числа
располагаемых на них опорных точек. Например, 01 — устано-
вочная база, 02 — направляющая или двойная опорная, 03 —
опорная база. Для остальных поверхностей цифры обозначают
последовательность их нумераций.
Построение графа связи поверхностей начинают с нанесения
узлов, обозначающих определенные поверхности детали. Затем
узлы соединяют ребрами, которые обозначают наличие размерных
и угловых связей между соответствующими поверхностями де-
тали. Размерные связи наносят штриховыми линиями, а угло-
вые — сплошными со стрелкой, направление которой указывает
на базу. На ребрах могут быть поставлены также номиналы и
допуски соответствующих размеров и относительных поворотов
поверхности детали.
На рис. 3.6, 3.7 показаны примеры построения графа связи
поверхностей для корпуса механизма перемещения пиноли
(рис. 3.6, а) и для корпуса сверлильной головки. Анализ при-
веденных связей показывает, что положение главных отверстий
и других обрабатываемых поверхностей определяется по отно-
шению к основным базам корпуса.
Выбирая технологические базы, в первую очередь следует
исходить из необходимости достижения точности относительного
поворота поверхностей детали, а затем точности расстояния. Это
объясняется тем, что точность относительного поворота обеспе-
чивается на станках методами взаимозаменяемости, что практи-
чески исключает возможность коррекции, а точность расстояния —
методом регулирования, при котором возможна компенсация
отклонений.
156
Рис. 3.7. Выбор технологических баз для корпуса сверлильной головки:
а — задачи обработки; б — поверхности детали; в — схема связи поверхностей; е -* фази*
рование по основным базам; д *- базирование по вспомогательной базе; е *- технологи-
ческие размерные цепи
Для достижения требуемой точности детали наиболее коротким
путем в качестве технологических баз для выполнения большин-
ства операций следует выбирать поверхности, от которых задано
положение большинства других поверхностей. Обычно положе-
ние большинства поверхностей детали задают согласно служеб-
ному назначению относительно ее основных баз (см. рис. 3.6,
3.7). В соответствии с этим в качестве технологических баз для
обработки большинства поверхностей выбирают, как правило,
основные базы заготовки.
Для корпуса механизма перемещения пиноли (см. рис. 3.6)
такими базами являются плоскость 01 и два отверстия 02, 03.
Для корпуса сверлильной головки технологическими базами для
большинства операций являются плоскость основания 01 и пло-
скости 02, 03, образующие координатный угол (см. рис. 37, б).
Если при обработке отверстия в корпусе сверлильной головки
в качестве установочной технологической базы взять противо-
лежащую поверхность В2 (рис. 37, д), то возникают более длинные
технологические размерные цепи. Точность параметров Бд, Рд,
определяющих положение отверстия В1 относительно плоскости
О/, в этом случае будет зависеть от точности, получаемой на двух
операциях — при обработке плоскости В2 и при расточке отвер-
стия В1 (рис. 3.7, е):
?д = Бх — Б2, Ра = Pi + р2>
<°*д = <оБ1 + ®б2> соРд = (oPl + юЭ2.
157
Необходимость получения б^д =0,1, 6^ = 0,03/300 вы-
нуждает ужесточить допуски на межоперационные размеры, мм:
6bl = 0,07, 6Бг = 0,03, бЭ1 = 0,015/300, б^ = 0,015/300,
6Бд = 0,07 + 0,03 = 0,1,
6Эд = 0,015/300 + 0,015/300 = 0,03/300.
Однако выполнить это не всегда представляется возможным.
Необходимо стремиться к тому, чтобы на основе принципа един-
ства баз наиболее ответственные параметры точности детали с же-
сткими допусками получались при обработке как замыкающие
звенья системы станок — приспособление — инструмент — за-
готовка одного станка.
Обработка большинства поверхностей заготовки с использо-
ванием одних и тех же технологических баз означает применение
координатного метода получения точности размеров. Использо-
вание этого метода имеет особо важное значение для достижения
требуемой точности относительных поворотов поверхностей де-
тали. При координатном методе исключается влияние погрешности
установки заготовки на точность относительных поворотов между
поверхностями, обрабатываемыми с одной установки.
Использование на операциях обработки резанием основных
баз в качестве технологических, а затем в процессе контроля
в качестве измерительных означает наиболее полное соблюдение
принципа единства баз.
Однако от использования координатного метода, реализуемого
путем соблюдения принципа единства баз, в ряде случаев при-
ходится отказываться. Это связано с необходимостью получения
высокой точности размеров, заданных от поверхностей, которые
не являются основными базами детали. В качестве новых техно-
логических баз в этом случае выбирают те поверхности, от которых
непосредственно заданы требуемые размеры. Это означает переход
от координатного метода получения размеров к цепному, что
позволяет уменьшить число звеньев технологических размерных
цепей.
Иногда в конструкции корпуса бывает неудобное расположе-
ние основных баз, при котором трудно осуществить правильное
силовое замыкание, а также недостаточные габаритные размеры
основных базирующих поверхностей, что приводит к появлению
значительной погрешности установки, это не позволяет исполь-
зовать основные базы детали в качестве технологических.
Отличительными геометрическими признаками поверхно-
стей, выбираемых в качестве технологических баз, являются
наибольшие габаритные размеры для поверхности установочной
базы, наибольшая протяженность для поверхности направляющей
базы и наименьшие габаритные размеры поверхности опорной
базы. Соблюдение этих условий позволяет значительно уменьшить
158
влияние погрешности установки заготовки на точность обработки.
В тех случаях, когда основные базирующие поверхности заготовки
корпусной детали i e отвечают указанным требованиям и не-
удобны для установки детали на станках, приходится создавать
искусственные технологические базы в виде специальных при-
ливов и платиков.
Решив задачу выбора баз для обработки большинства поверх-
ностей заготовки, необходимо определить технологические базы
для выполнения первой или первых операций технологического
процесса. На первой или первых операциях обрабатывают поверх-
ности, которые затем используют в качестве технологических
баз на большинстве последующих операций технологического
процесса. При выборе технологических баз на первой операции,
имеющей особое значение, необходимо исходить из решения сле-
дующих задач [2].
1. Установление требуемых связей, определяющих рассто-
яния и повороты получаемых в результате обработки поверх-
ностей относительно необрабатываемых свободных поверхностей
заготовки.
2. Обеспечение равномерного распределения фактического
припуска на поверхностях, подлежащих обработке.
Если первая задача определяется техническими условиями,
вытекающими из служебного назначения детали, то вторая задача
определяется главным образом требованиями технологии. Пра-
вильное ее решение позволяет значительно уменьшить число
необходимых переходов и операций технологического процесса*
что имеет особо важное значение для повышения эффективности
использования дорогостоящего станочного оборудования.
Выявив и четко сформулировав в каждом конкретном случае
стоящие задачи, необходимо с учетом их важности установить
очередность их решения. В большинстве случаев возможно не-
сколько вариантов решения этих задач и для нахождения пред-
почтительного решения необходимо проанализировать различные
схемы базирования детали путем выявления и расчета возника-
ющих технологических размерных связей. Для этого в первую
очередь надо определить то место в технологическом процессе,
где поставленная задача находит свое окончательное решение.
В большинстве случаев результат выбора определенной схемы
базирования детали на первой операции проявляется не в начале,
а на последующих этапах технологического процесса. Так, если
стоит задача обеспечения требуемой точности положения обра-
батываемой поверхности относительно свободных необрабаты-
ваемых поверхностей, то ее решение следует искать на операции
окончательной обработки этой поверхности. Если же стоит задача
обеспечения равномерного припуска при обработке определенной
поверхности заготовки, то ее решение проявляется уже на первом
этапе обработки этой поверхности. Определив в технологическом
процессе место решения задачи, т. е. место получения замыка-
№
Рис. З.8. Выбор технологических баз для обработки заготовки корпуса электро-
двигателя:
а — задачи обработки; б — эскиз заготовки, ось / размечается при варианте I; в — бази-
рование по варианту I; г — базирование по варианту II; д —¦ решение задач при базиро-
вании по вариантам I и II; 1 — ось симметрии корпуса; 2 — ось отверстия
ющего звена, необходимо выявить все составляющие звенья этой
технологической размерной цепи. Это означает, что следует найти
те межпереходные размеры, полученные на данной и предшеству-
ющих операциях, и те размеры заготовки, которые влияют на
точность замыкающего звена.
Цепочку искомых межпереходных размеров выявляют, идя
от обработанной поверхности до соответствующей технологиче-
ской базы на данной операции и далее от базы до поверхности,
от которой она была получена на предшествующей операции,
и т. д. Осуществляя таким образом последовательный переход
от данной операции к началу технологического процесса, доходят
до поверхности заготовки, которую используют в качестве техно-
логической базы на первой операции. Если при этом искомая
технологическая размерная цепь оказывается незамкнутой, то
ее построение завершают одним или несколькими размерами, при-
надлежащими заготовке и связывающими технологические базы
на первой операции с поверхностью заготовки, от которой задано
исходное (замыкающее) звено.
1-60
Рассмотрим задачи выбора технологических баз на примере
обработки корпуса электродвигателя (рис. 3.8). В результате
обработки требуется обеспечить точность положения главного
отверстия — требуемое расстояние А и параллельность к оси
отверстия основанию (рис. 3.8, а). Необходимо обеспечить также
симметричное расположение отверстия относительно наруж-
ного контура (В = 0, 8в = ±0,5 мм) и требуемый размер полки ?.
Обработку заготовки корпуса предполагается выполнять на стан-
ках с ЧПУ типа обрабатывающие центры.
В качестве технологических баз для обработки большинства
поверхностей детали примем плоскость основания, которая яв-
ляется основной базой корпуса, и два перпендикулярных к ней
отверстия (рис. 3.8, виг). Такой выбор объясняется тем, что
большинство поверхностей корпуса, включая главные и резьбо-
вые отверстия поверхности торцов и полки связаны размерами
и относительными поворотами с плоскостью основания, геометри-
ческие параметры которой отвечают требованиям установочной
базы. Это означает, что достижение важных показателей точности
с особо жесткими техническими требованиями обеспечивают
наиболее короткие технологические размерные цепи. Размер А
и поворот к получаем как замыкающие звенья системы станок —
приспособление — инструмент — заготовка на сверлильно-рас-
точной операции 2. Их точность будет зависеть только от выпол-
нения данной операции:
А = Лд, к = кАу соА = соАд, сор = а>Рд,
В качестве технологических баз на операции 1 примем:
по варианту I: поверхность полок — установочная база,
плоскость симметрии корпуса — направляющая база, поверх-
ность торца — опорная база (см. рис. 3.8, в);
по варианту II: боковая поверхность корпуса — установочная
база, поверхность головки — направляющая база, поверхность
торца — опорная база (см. рис. 3.8, г).
Базирование заготовки по скрытой направляющей базе на опе-
рации 1 (вариант I) можно осуществить путем использования
самоцентрирующего приспособления или с помощью подпружи-
ненной (плавающей) призмы, а также путем выставки заготовки
по разметке.
Выбор технологических баз на операции 1 определяет решение
задачи симметричного расположения отверстия относительно
наружного контура и получение требуемого размера полки.
Первую из этих задач можно представить замыкающим звеном ВА,
которое определяет смещение оси обработанного отверстия отно-
сительно плоскости симметрии корпуса. Это смещение проявляется
после выполнения сверлильно-расточной операции 2. Используя
изложенную выше методику, построим технологические размер-
ные цепи, определяющие решение рассматриваемой задачи при
базировании по двум вариантам (рис. 3.8, d)i
6 Тех маш. 161
по варианту I ВА = Вг — В2;
по варианту II В'а = В\ — В'ъ + В^.
При варианте II технологическая размерная цепь длиннее и
включает звенья с большими отклонениями, в цепь входит размер
заготовки.
Погрешности на замыкающих звеньях при расчете по методу
максимума-минимума составят
<«)вд = еоВ1 + «>в2; C.12)
Подставив в выражения C.12) и C.13) значения полей рассеяния,
получим, мм:
о>Вд = 0,4 + 0,2 - 0,6; ю^ = 0,8 + 0,5 + 0,2 = 1,5.
Размер полки Б получают в результате фрезерования плоско-
сти основания на операции 1. Базирование на операции 1 по
варианту I обеспечивает получение размера полки самым корот-
ким путем как замыкающего звена системы станок — приспособ-
ление — инструмент — заготовка:
Б = Бд, ыБ = соБд = 0,3 мм.
При базировании по варианту II имеет место трехзвенная
технологическая цепь, куда входят также размеры заготовки
Б\ = /С, Бг2 = Я, Б'а = Б[ — Б'2 + Бг. В результате поле
рассеяния соБ' замыкающего звена получается значительно
больше, чем при варианте I: со? ' >о)Б )собд=со6^Ч-соб' + °V> (°Бк==1
= 0,6 + 1,4 + 0,5 = 2,5 мм.
Приведенный анализ показывает, что для достижения постав-
ленных технологических задач обработки заготовки корпуса
электродвигателя, предпочтительным является базирование де-
талей по варианту I.
Рассмотрим еще один пример выбора технологических баз
для обработки корпуса фрезерной головки (рис. 3.9) В результате
обработки резанием необходимо обеспечить требуемое положение
оси отверстия под шпиндель (Д, /7, р, у) относительно основных
баз корпуса и требуемый размер Л по высоте. Для получения
точного отверстия под шпиндель с меньшим числом проходов и
на более высоких режимах резания необходимо иметь равномер-
ные припуск. Это обстоятельство имеет особо важное значение
при использовании станков с ЧПУ и обрабатывающих центров,
когда обработку выполняют консольным инструментом относи-
тельно малой жесткости.
В качестве технологических баз для обработки большинства
поверхностей выбраны основные базы детали, относительно ко-
торых определено положение главных отверстий, торцов и верх-
162
Рис. 3.9. Выбор технологических баз для обработки заготовки корпуса фрезерной
головки:
а — задачи обработки; б — эскиз заготовки; в — базирование по варианту I; г — бази-
рование по варианту II; д — решение задач обработки при базировании по вариантам I
и II
ней плоскости. При этом заготовка базируется по трем плоско-
стям — в координатный угол (рис. 3.9, виг). Требуемую точность
размеров Д, /J и относительных поворотов у, р, определяющих
положение главного отверстия, получаем наиболее коротким
путем:
Решение задачи получения равномерного припуска в отверстии
зависит от выбора технологических баз на операции 1. По ва-
рианту I (рис. 3.9, в) в качестве технологических баз на опера-
ции 1 приняты: поверхность главного отверстия — направляющая
база, поверхность торца — опорная база, плоскость, размеченная
от отверстия—установочная база. По варианту II (рис. 3.9, г) деталь
на операции 1 базируется по трем плоскостям: поверхность под
крышку — установочная база, боковая поверхность корпуса —
направляющая база, поверхность торца — опорная база.
Неравномерность припуска в отверстии обнаруживается при
расточке отверстия на операции 2. Она определяется как смеще-
ние Е оси полученного отверстия относительно оси отверстия
в заготовке. Неравномерность припуска в отверстии можно пред-
ставить двумя замыкающими звеньями АА и ?д, характеризую-
щими смещение в вертикальной и горизонтальной плоскостях:
163
Базирование на операции 1 по отверстию (вариант I) и полу-
чение от него технологических баз для обработки большинства
поверхностей обеспечивают получение равномерного припуска
при последующей обработке отверстия. В этом случае имеют
место наиболее короткие размерные цепи, составляющими
звеньями которых являются межпереходные размеры (см.
рис. 3.9, в):
А± = Аг — А2, соАд = (oAl + соЛз, о)Ад = 0,3 + 0,1 = 0,4 мм;
БА = Бг — Б2> со?д = (оБ + о)?2, соБд = 0,4 + 0,1 = 0,5 мм.
Неравномерность припуска в отверстии при этом будет наимень-
шей:
соя = |ЛоЛд + со|д, ©Е = /0,42 + 0,52 = 0,64 мм.
При базировании на операции 1 по противоположной поверх-
ности (вариант II) возникают более длинные технологические
размерные цепи, в число составляющих звеньев которых входят
также размеры заготовки:
Л1-Я, Л^ = #, Б[ = Р, А'А = А[-А2 + А'г-А4,
Б'а = ?1 — ?о + ?з-
Погрешности на замыкающих звеньях сол' , соБ' и неравномер-
ность припуска в отверстии юе* в этом случае будут наиболь-
шими:
^^^i + ^ + ^ + ^i'
®А, = 1,2+ 1,8 + 0,4 + 0,1 =3,5 мм;
®б'а = <»б'ь + °Ц + ^з' ^ = 1 + °>4 + 0,1 = 1,5 мм;
°V = |/"со^ + о>^ = /3,52+1,52 = 3,8 мм.
Таким образом, для обеспечения равномерного припуска в глав-
ном отверстии предпочтительным является базирование по ва-
рианту I: o)? <5 G)?'.
При изготовлении корпусных деталей наиболее широко при-
меняют две схемы базирования:
по трем плоскостям, образующим координатный угол
(рис. 3.10, а),
по плоскости и двум отверстиям (рис. 3.10, б).
Процесс установки обрабатываемой заготовки в приспособле-
ние или на стол станка следует рассматривать как совмещение
координатной системы OXYZ технологических баз заготовки
с координатной системой oxyz исполнительных поверхностей при-
способления или стола. Погрешность установки означает сме-
164
Рис. 3.10. Схема формирования погрешности установки при базировании за-
готовки:
а — в координатный угол; б — по плоскости и двум отверстиям
щение и поворот координатной системы OXYZ относительно
координатной системы oxyz.
Погрешность установки соу определяется при этом как вектор
<»у = (Яу. ЬУ> 6V V h> Уу)> (ЗЛ4)
где ауу Ьу, су — параметры смещения системы OXYZ соответ-
ственно в направлении осей х, у, г\ Куу ру, уу — параметры пово-
рота системы OXYZ относительно координатных осей системы
oxyz.
При соприкосновении базирующих поверхностей устанавли-
ваемой и базовой деталей теоретические опорные точки прояв-
ляются в виде точек контакта, координаты которых определяют
параметры вектора соу погрешности установки.
Координаты опорных точек контакта в системе oxyz можно
разделить на две группы: нормальные координаты Дхь Дуь Azif
определяющие отклонения опорных точек в перпендикулярном
к базирующим поверхностям направлении, и плановые коорди-
наты хь уи zu определяющие положение опорных точек на ба-
зирующих поверхностях.
Если нормальные координаты сгруппировать по базам и за-
писать в последовательности уменьшения опорных точек на базах,
то получим матрицу Т нормальных координат, однозначно опре-
деляющую схему базирования и расположение опорных точек на
координатных плоскостях. Для базирования по трем плоскостям
(см. рис. 3.10, а)
Т = (Azlf Дг2, Дг3, Дх4, АхЪУ Ау6).
Для базирования по плоскости и двум отверстиям (см. рис. 3.10, б)
Т = (Azx, Дг2, Дг3, Дх4, Дг/5, Д#б).
165
Принцип идентификации комплектов баз на основе использо-
вания матриц Т = ||Лг^| нормальных координат опорных точек
наглядно показан в табл. 3.2.
Погрешность установки детали определяется по формуле
где Q = \\qikf — матрица налагаемых связей, структура кото-
рой определяется в соответствии со схемой базирования.
166
Для базирования детали по трем плоскостям выражение C.15)
в развернутой форме имеет вид
О 0 0 <7б4 9*5
где элементы матрицы Q = ||^а|| являются функциями плановых
координат qik — f (xt, Уи zt)f определяющих положение опорных
точек на базирующих поверхностях:
У*— п - У« п - 1
При базировании по плоскости и двум отверстиям (см.
рис. 3.10, б) матрица налагаемых связей имеет вид
О О
о о
19з1 9з2 9зз
941 942 943
| ЙЫ 952 953
0 0 0
Элементы q31 ... qbZ, относящиеся к установочной базе, опреде-
ляются согласно C.17). Элементы qu, q2b, q6Gy относящиеся к двум
другим базирующим поверхностям, соответственно равны:
для двойной опорной базы qu = Дх4, ?25 = &Уь*
для опорной базы, обеспечивающей точность углового поло-
жения ууу qb6 = AycJL, где L — расстояние между базовыми
штырями.
167
Координаты опорных точек хь уи zu Axu куь Azt в общем
случае являются величинами случайными. В соответствии с этим
параметры яу, Ьу1 су, Ху, ру, уу необходимо рассматривать как
функции случайных величин. Они изменяются в определенных
пределах от нижнего (ау, Ьу, суу Яу, Р", уу) до верхнего (ауу Ьу,
су, Ху, Ру, уу) значения отклонений. Наиболее вероятными зна-
чениями являются их математические ожидания
т (соу) = [т (ау), m(by), m(cy), т(Яу), га(ру), т(у7)].
Наиболее вероятные ненулевые значения параметров поворота
^у> Ру Ту определяют как условное математическое ожидание:
для установочной базы
т[Яу1^^0]=4-(ХяиД^ДСдЦпЧот> C.19)
т [ру | ру ^ 0] = -1 (Упих-Цмп) Лусх, C.20)
где л:тах, хт{пу утах, ут1п — соответственно наибольшие и наи-
меньшие значения плановых координат; /iyCT — погрешность гео-
метрической формы (отклонение от плоскостности) поверхности,
используемой в качестве установочной базы; С — определитель
[см. выражение C.7)];
для направляющей базы
m[Ty|Vy^0] = |^Mj_, (з.21)
где /*наи — погрешность геометрической формы (непрямолиней-
ность) поверхности направляющей базы;
для опорной базы, определяющей точность углового положе-
ния детали,
/111^1^^=0] =-J" ТГ» (З-22)
где hon — отклонение геометрической формы поверхности опор-
ной базы; L — расстояние от опорной точки до центра.
При базировании заготовки по плоскости и двум отверстиям
на точность установки влияют:
точность диаметральных размеров базовых отверстий 6Di,
Sd2 и штырей бя4, 6/72, обеспечивающих требуемую посадку;
точность межцентровых расстояний;
отклонения от перпендикулярности базовых отверстий и шты-
рей относительно установочной базы;
точность геометрической формы базирующих поверхностей.
Отклонения нормальных координат двойной опорной базы
Д*4, Ауь в данном случае зависят от зазора между штырем и ба~
168
зирующей поверхностью отверстия. Так как ау = Алг4, Ьу = Ауь,
то предельные отклонения, возникающие при базировании,
йу = fcy =-ИА^ ~ Дл.): C-23)
°5 = Ьву = -±(АЪ1-А"п1), C.24)
где Д^, Дях — предельные отклонения диаметра отверстий и
базового пальца соответственно.
В свою очередь, рассеяние элементов погрешности установки —
это разность выражений C.23) и C.24):
со (ау) = со (&у) = Д Г + bDl + 6„t, C.25)
где Д? — наименьшая ширина зазора между пальцем и отвер-
стием.
Влияние износа базового пальца в зависимости C.25) может
быть учтено дополнительным слагаемым.
Предельные угловые отклонения, возникающие при базиро-
вании детали,
у' = 4г КДЬ, - Ля,) + (М2 - АпЛ C.26)
Y? = —i- [(AS, - ЛЬ.) + (А?>2 - ДЬ,)], C.27)
где ДЬ„ Дя2 — предельные отклонения диаметральных размеров
второго отверстия и срезанного штыря; L — расстояние между
базовыми отверстиями.
Рассмотрим использование приведенных зависимостей на при-
мере базирования заготовки корпусной детали по плоскости и
двум отверстиям (см. рис. 3.10, б) при сопряжении базовых от-
верстий с пальцами по диаметру 20 H7/g6 и межцентровом рас-
стоянии L = 350 мм. При указанной посадке предельные откло-
нения и допуски составляют, мм:
для отверстий Д^ = ДЬ2 = 0,021, 6Dl = 6Dz = 0,021;
для пальцев Д^ = Д?2 = —0,020, 6Ях = 6Яз = 0,013.
Наименьший зазор Af = Д" = 0,007 мм. Подставив значения
отклонений в выражении C.23)—C.27), получим, мм:
ау = Ьву = 0,02, а; = 6J = —0,02,
о (fly) = со (Ьу) = 0,04, 7v = 0,04/350, уу = —0,04/350.
Если считать, что между пальцем и отверстием имеет место не
предельный зазор Smax или Smin, а его среднее значение Scp =
169
= (Smax + Smln)/2r то параметры вектора погрешности установки
ay = by=± Smax|Smin. C28)
Ту = ± -j-Snwx+Smln, C.29)
Согласно C.28) и C.29) для рассматриваемого примера получим
, , 0,041 +0,007 Л то
ау = ^у = ± — j—1— = 0,012 мм;
ТУ - ±0,024/350.
§ 2. РАЗМЕТКА КОРПУСНЫХ ДЕТАЛЕЙ
Операция разметка применяется при изготовлении кор-
пусных деталей в единичном и мелкосерийном производстве, а также
при обработке крупногабаритных, тяжелых заготовок. Разметка
выполняется рабочими высокой квалификации перед операциями
обработки резанием. Она является ответственной первой опера-
цией, от правильности выполнения которой во многом зависит
достижение требуемой точности корпусной детали.
Операция разметки выполняет следующие технологические
задачи.
1. Правильное расположение контура готовой детали в гео-
метрическом сбъеме фактической заготовки. При этом пресле-
дуется цель — обеспечить требуемую точность обрабатываемых
поверхностей заготовки относительно необрабатываемых и обес-
печить равномерное распределение припуска, в первую очередь,
на наиболее ответственных поверхностях детали.
2. Обеспечение требуемой точности установки заготовки на
станке на первых операциях обработки резанием, когда базирова-
ние выполняется по рискам разметки.
3. Проверка геометрической точности заготовок и оценка
их годности до начала обработки резанием.
4. Достижение требуемой точности статической настройки
системы станок — приспособление — инструмент — заготовка при
размерной настройке инструмента на первых операциях по раз-
меточным рискам.
Разметка выполняется на разметочной плите с использованием
регулируемых винтовых опор, на которые устанавливают разме-
чаемую заготовку и выверяют ее с помощью рейсмусов, угольни-
ков, линеек, чертилок. Разметку корпусных деталей осуществляют
в определенной последовательности, при этом началом отсчета
являются базы разметки, которые указаны определенными зна-
ками на чертеже детали (рис. 3.11). В качестве баз разметки могут
быть выбраны:
170
Рис. 3.11. Разметка корпусной детали
а — схема нанесения разметочных рисок от баз разметки; б — выставка заготовки на
разметочной ттлите; i, 2, 3 — базы разметки
необрабатываемые поверхности заготовки, относительно кото-
рых поверхности, подлежащие обработке, должны занять требуе-
мое положение;
плоскости симметрии главных отверстий или подлежащие
обработке резанием наиболее ответственные поверхности, на-
пример поверхности направляющих.
При повторной разметке, которую проводят в отдельных
случаях после выполнения первых операций, базами являются
обработанные поверхности детали.
У заготовки корпусной детали, представленной на рис. 3.11,
базами разметки являются: 1 — свободная поверхность основания
(плоскость XOY)\ 2 и 3 — две плоскости симметрии главного
отверстия (плоскости XOZ и YOZ). Такой выбор обеспечивает
правильное положение обрабатываемых поверхностей относи-
тельно необрабатываемых.
В общем случае в качестве баз разметки используют три
перпендикулярные плоскости, которые в совокупности образуют
координатную систему OXYZ баз разметки.
Выверка заготовки на разметочной плите означает правильную
ориентацию координатной системы OXYZ баз разметки относи-
тельно координатной системы oxyz разметочной плиты (см.
рис. 3.11). Особенно важным при этом является достижение
требуемой угловой ориентации, когда базы разметки распола-
гаются параллельно координатным плоскостям разметочной
плиты. Математическим условием этого является нулевое значе-
ние углов:
Ху=>0, РУ=^0, Yy=>0,
определяющих поворот системы OXYZ относительно системы
oxyz; это позволяет обеспечить требуемую точность нанесения
171
разметочных рисок во всех координатных направлениях. При
выставке детали в первую очередь стремятся обеспечить параллель-
ность горизонтальной плоскости координатной системы баз раз-
метки плоскости разметочной плиты, что означает получение
нулевого значения для углов Ху и |Зу. Этого достигают путем
регулирования высоты трех винтовых опор, на которых бази-
руется размечаемая заготовка.
Таким образом, горизонтальная плоскость XOY координатной
системы баз разметки выполняет функцию установочной базы,
относительно которой происходит угловая ориентация разме-
чаемых поверхностей. Эту важную базу разметки обычно относят
к поверхностям, расположенным параллельно основным базам
заготовки.
Нулевое значение угла уу обеспечивают путем разворота
заготовки в горизонтальной плоскости. Вертикальные координат-
ные плоскости XOZ и YOZ материализуются угольниками и
угловыми плитами, устанавливаемыми на разметочной плите.
Принимая базы разметки за начало отсчета на поверхности заго-
товки с помощью рейсмуса последовательно наносят разметочные
риски. Вначале их наносят в горизонтальном, а затем в верти-
кальном направлении. В первую очередь размечают положение
главных отверстий и наиболее ответственных поверхностей де-
тали, а затем оставшиеся поверхности и мелкие отверстия. Харак-
терные узловые точки, определяющие положение центров от-
верстий или пересечение размечаемых плоскостей накернивают.
Керны могут наносить через определенный интервал по пери-
метру размечаемого отверстия и по линии разметки. Точность
разметки составляет 0,5 ... 1 мм, что соответствует ширине раз-
меточной риски. В ряде случаев после черновой обработки про-
изводят повторную разметку отдельных поверхностей детали.
В качестве баз разметки при этом используют обработанные по-
верхности детали. При обработке деталей на станках с ЧПУ и
обрабатывающих центрах, выполняющих технологические пере-
ходы в автоматическом цикле, производят упрощенную разметку
в целях обеспечения технологических баз, по которым осуще-
ствляют установку детали на спутниках или в простейших при-
способлениях, собранных из унифицированных элементов. На
рис. 3.12 представлена схема установки на спутнике заготовки кор-
пусной детали, базируемой по трем координатным плоскостям.
Деталь опирается на четыре винтовые опоры, регулируя которые
добиваются параллельного расположения и определенного рас-
стояния размеченной горизонтальной плоскости XOY, служащей
установочной базой, относительно рабочей поверхности спутника.
Используя две осевые риски, представляющие собой соответ-
ственно след координатных плоскостей направляющей YOZ и
опорной XOZ баз, добиваются требуемой ориентации детали по
двум другим базирующим плоскостям. Для выставки заготовки
на спутник устанавливают специальные габариты-ориентиры или
172
Рис. 3.12. Установка заготовки на спутнике по разметке
используют универсальные измерительные средства, с помощью
которых определяют требуемое расстояние от измерительных
баз спутника до рисок разметки. В результате координатная
система OXYZ технологических баз детали занимает требуемое
положение относительно координатной системы O'X'Y'Z' основ-
ных баз спутника.
Погрешность установки заготовки по разметке, определяемая
вектором о)у = (ау, Ьуу суу Ку1 ру, уу), для параметров смеще-
173
ни я ау, Ьу, Су составляет 0,5 ... 1 мм, а для параметров поворота
К> &у> Vy —0,3/300 ... 0,8/300.
В целях повышения точности и сокращения времени на выпол-
нение разметки применяют специальные координатно-разметоч-
ные машины. Такая машина имеет разметочную плиту и связан-
ную с ней трехкоординатную измерительную систему с электро-
контактным щупом, фиксирующим момент соприкосновения на-
конечника с заготовкой. Измерительный щуп легко перемещается
в направлении трех координатных осей и в момент его контакта
с заготовкой на табло высвечиваются координаты измеряемой
точки (xir уи zt). Наличие в системе отсчета «плавающих нулей»
позволяет находить координаты измеряемой точки в системе
координат oxyz разметочной машины или в любой другой парал-
лельной координатной системе о'х'y'z', принятой за базу. Встроен-
ный в координатно-разметочную машину микропроцессор позво-
ляет автоматически выполнять требуемые технологические рас-
четы: по координатам двух точек Аг (хъ уъ гх), А2 (х2у у2, z2)
определять положение прямой в выбранной системе координат —
расстояния Lx, Ly, Lz и повороты X, C, у относительно рассматри-
ваемых поверхностей.
По координатам трех точек (хъ уъ гх), (х2> у2, г2), (х3, у3, г3),
принадлежащим одной плоской поверхности, можно определить
с учетом отклонений трех видов расстояние и два угла поворота
рассматриваемой поверхности относительно другой плоскости,
принятой за базу. Для горизонтальной плоскости, параллельной
плоскости XOY расчетные формулы, определяющие отклонение
углов ку и ру, имеют вид
II Д 2 [
1у\\_ 1 II (*з — х2) (хг - *3) (х2 — хг) || " 1'
Ру 11~ ~Ч1 (Уз - Ух) (Уг - Уз) (L'2 - Уг) I
Аг2
где хь yt — плановые координаты точек измерения; Дгь Лг2,
Аг3 — отклонения координат точек измерения по направлению
нормали к рассматриваемой поверхности; С — определитель [см.
выражение C.17) ].
Измерив расположенные по периметру координаты четырех
точек отверстия в отливке можно определить координаты его центра
и фактический диаметр.
Положение оси отверстия в заготовке — координаты его центра
и два угла относительного поворота — определяют путем изме-
рения* в двух сечениях координат восьми точек, расположенных
на цилиндрической поверхности отверстия.
§3. ОБРАБОТКА НАРУЖНЫХ ПЛОСКОСТЕЙ КОРПУСНЫХ
ДЕТАЛЕЙ
Наружные поверхности заготовок корпусных деталей
обрабатывают следующими методами: фрезерованием, строганием,
точением, шлифованием и протягиванием. Фрезерование является
174
л
Рис. 3.13. Обработка заготовок корпусных деталей по схеме маятникового фре-
зерования
наиболее распространенным методом обработки наружных по-
верхностей. Высокая производительность, получаемая вследствие
непрерывности процесса резания, позволяет эффективно исполь-
зовать этот метод для обработки заготовок корпусов в условиях
единичного, серийного и массового производства. В зависимости
от характера производства и габаритов обрабатываемых заготовок
используют универсально-фрезерные станки с вертикальным и
горизонтальным расположением шпинделей, многошпиндельные
продольно-фрезерные станки, карусельно- и барабанно-фрезерные
станки агрегатного типа, а также станки с ЧПУ и многоцелевые.
На универсально-фрезерных станках обрабатывают заготовки
корпусных деталей малых габаритов в единичном и мелкосерий-
ном производстве. В целях повышения производительности путем
совмещения времени выполнения рабочих и вспомогательных
ходов обработку выполняют по схеме «маятникового» (челночного)
фрезерования (рис. 3.13). На столе станка имеются две рабочие
позиции. В процессе фрезерования заготовки, установленной в по-
зиции I, производятся съем и установка очередной заготовки в по-
зиции II.
Многошпиндельные продольнс-фрезерные станки используют
для обработки крупногабаритных корпусных деталей или для
групповой обработки деталей средних размеров в серийном про-
изводстве. Возможность совмещения ходов при одновременной
обработке нескольких поверхностей крупногабаритных заготовок
или при параллельной обработке поверхностей нескольких не-
большие заготовок позволяет получить достаточно высокую про-
изводительность. При групповой обработке последовательно уста-
175
новленных заготовок уменьшение ма-
__ шинного времени достигается также
в результате перекрытия расстояний
на врезание и выход фрезы. В случае
— использования сменных столов, на ко-
торые устанавливают группу заготовок
вне станка во время автоматического
фрезерования на станке других заго-
товок, производительность операции
еще более возрастает.
Эффективным методом повышения
производительности при обработке
заготовок корпусных деталей на про-
дольно-фрезерных станках является
фрезерование в перекладку. На столе
станка устанавливают специальное
Рис. 3.14. Фрезерование за- многоместное приспособление, на ко-
готовок корпусных деталей тором обрабатываемые заготовки ока-
в перекладку зываются определенным образом ори-
ентированными относительно стола
станка и инструмента (рис. 3.14). За один рабочий ход в каждой
позиции соответствующими фрезами обрабатывают одну или
несколько поверхностей заготовок. После каждого рабочего
хода стола заготовки перекладывают с предыдущей позиции
в последующую. В результате по окончании рабочего хода
с последней позиции снимают готовую деталь, а на пер-
вую позицию устанавливают новую заготовку. Фрезерование
в перекладку можно выполнять по схеме однопоточной или
двухпоточной обработки. При этом одновременно можно
обрабатывать одинаковые или разные заготовки. В послед-
нем случае обычно обрабатывают заготовки сопряженных дета-
лей одного комплекта типа крышка — корпус или верхняя и
нижняя половина разъемных корпусов. Таким образом, одновре-
менно получают комплект сопряженных деталей, которые затем
поступают на последующую обработку резанием и сборку. Умень-
шение штучного времени при использовании изложенного метода
происходит в результате сокращения числа перекладок на станке,
совмещения технологических переходов, уменьшения вспомога-
тельных ходов и расстояний на врезание и выход инструмента.
При обработке на четырехшпиндельных продольно-фрезерных
станках заготовок корпусных деталей с направляющими — каре-
ток, столов, ползунов возможно применение набора фрез, профиль
которых соответствует контуру направляющих. Набор фрез,
включающий обычно как универсальные, так и специальные фрезы,
базируется на общей оправке, которая устанавливается в шпин-
дели двух горизонтальных головок. Преимуществом этого способа
является возможность получения за один ход практически полного
профиля направляющих. Однако имеются сложности, связанные
176
с заточкой комплекта фрез и требуемой размерной выставкой их
в наборе. Поэтому указанный метод используют, главным обра-
зом, в серийном производстве для обработки направляющих
простой формы.
Карусельно-фрезерные и барабанно-фрезерные станки приме-
няют для обработки корпусных деталей небольших размеров
в крупносерийном и массовом производстве. Карусельно-фрезер-
ные станки с круглым вращающимся столом имеют одну или
несколько фрезерных головок с вертикальным расположением
шпинделей. При наличии трех фрезерных головок на первых двух
устанавливают фрезы диаметром 250 ... 300 мм для черновой об-
работки, а на последней — фрезу диаметром 500 ... 600 мм для
чистовой обработки горизонтальных поверхностей. Обрабатывае-
мые заготовки устанавливают в приспособления, расположенные
по кругу стола. Установка и съем детали выполняются вне зоны
обработки и по времени совмещаются с процессом резания, кото-
рый осуществляется при непрерывном вращении стола. Непре-
рывная параллельно-последовательная черновая и чистовая об-
работка группы заготовок позволяет добиться высокой произ-
водительности.
Короткие кинематические и размерные цепи карусельно-фре-
зерного станка, повышенная жесткость стола и неподвижное
закрепление фрезерных головок способствуют получению высо-
кой точности размеров и относительных поворотов обработанных
поверхностей деталей.
На барабанно-фрезерном станке производят одновременную
обработку в размер двух параллельных поверхностей. Барабан,
непрерывно вращающийся относительно горизонтальной оси,
имеет от четырех до восьми граней, на которых установлены при-
способления для закрепления обрабатываемых заготовок. Общее
число фрезерных головок с горизонтальным расположением шпин-
делей может составлять 2, 4, б или 8. При этом с помощью первых
фрез выполняют черновую обработку, а последние две фрезы
большого диаметра служат для чистовой обработки поверхности.
Диаметры фрез для чистовой обработки предопределяют размеры
обрабатываемых поверхностей.
Установку и съем деталей выполняют при непрерывном враще-
нии барабана со скоростью рабочей подачи S = 350 ... 700 мм/мин.
Близкое расположение заготовок обеспечивает возможность пере-
крытия участков на входе и выходе фрезы. Непрерывная, парал-
лельно-последовательная черновая и чистовая обработка деталей
при совмещении во времени основных и вспомогательных ходов
позволяет получить высокую производительность. При малых
участках обрабатываемых поверхностей и относительно большом
расстоянии между ними эффективность использования карусельно-
и барабанно-фрезерных станков резко уменьшается.
Торцовые фрезы, используемые для черновой и чистовой об-
работки плоских поверхностей имеют различное конструктивное
177
3.3. Параметры точности, получаемые при обработке плоских поверхностей
различными методами
исполнение. Они бывают цельные, сборные со вставными ножами
из быстрорежущей стали или с ножами, имеющими твердосплав-
ные напайные пластины, применяют также фрезы с механическим
креплением неперетачиваемых твердосплавных пластин. В ка-
честве материалов для изготовления режущей части фрез исполь-
зуют инструменталъные углеродистые и быстрорежущие стали,
твердые сплаъы и порошковые материалы, а также сверхтвердый
материал элъ-бор, обладающий высокой износостойкостью.
Торцовые фрезы с твердосплавными пластинами имеют стой-
кость -в 3 раза выше, чем фрезы из быстрорежущей стали, и сбес-
17«
печивают повышение производительности обработки до 5 раз.
Торцовые фрезы с режущей частью из эльбора используют для
чистовой обработки, когда требуется высокая точность геометри-
ческой формы и низкая шероховатость обработанной поверхности
детали. Параметры точности детали, достигаемые при торцовом
фрезеровании, см. в табл. 3.3.
Строгание наружных плоскостей корпусных деталей приме-
няют в условиях единичного и мелкосерийного производства,
а также при обработке крупногабаритных, тяжелых деталей.
Эту операцию выполняют на продольно-строгальных станках
с использованием вертикальных и горизонтальных суппортов.
Производительность строгания ниже фрезерования вследствие
наличия вспомогательных ходов и относительно малых скоростей
возвратно-поступательного движения стола станка. Производи-
тельность можно повысить путем одновременной обработки группы
заготовок, последовательно установленных в один или два ряда
на столе станка. При этом целесообразна параллельная обработка
горизонтальных: и вертикальных поверхностей заготовок с исполь-
зованием одновременно вертикальных и боковых суппортов станка.
Требованием к технологичности деталей в этом случае является
расположение обрабатываемых поверхностей в одной плоскости,
что позволяет выполнять обработку напроход.
Резцы, используемые при строгании, представляют собой
наиболее дешевый простой инструмент, который обладает малой
чувствительностью к дефектам поверхностного слоя и позволяет
снимать за один рабочий ходдо 15 ... 20 мм. При строгании можно
получить высокую точность по прямолинейности обработанных
поверхностей. Это объясняется более высокой жесткостью стро-
гальных суппортов по сравнению с фрезерными головками и от-
носительно малыми температурными деформациями в процессе
оезания. Кроме того, при получении пазов и канавок производи-
тельность строгания выше, чем фрезерования. Поэтому строгание
достаточно широко применяют при обработке заготовок корпусных
деталей с направляющими — столов, кареток, ползунов.
На карусельно-токарных станках осуществляют точение таких
корпусных деталей, как корпуса паровых турбин, компрессоров,
центробежных насосов, крупных электродвигателей, генераторов,
планшайбы станков и крупногабаритные вентили. Обрабатывае-
мые заготовки имеют сложную пространственную форму или форму
тел вращения с наружными или внутренними цилиндрическими,
коническими поверхностями и перпендикулярными торцами, ко-
торые сравнительно просто получают путем точения. В условиях
серийного производства на карусельно-токарных станках одно-
временно обрабатывают по открытой плоскости разъема группу
небольших корпусов или крышек, устанавливаемых в приспособ-
лениях, которые расположены по периметру круглого стола.
При этом обеспечиваются достаточно высокие требования к пло-
скостности и параллельности обрабатываемых поверхностей. Ис-
179
пользование простого и недорогого инструмента — резцов, позво-
ляющих снимать за рабочий ход до 15 мм, — относительно вы-
сокие режимы резания и непрерывность обработки способствуют
достижению высокой производительности.
Шлифование наружных плоскостей корпусных деталей при-
меняется в основном как окончательная обработка, обеспечиваю-
щая получение повышенных требований к шероховатости и точ-
ности геометрической формы обрабатываемых поверхностей. Шли-
фование выполняют на плоско-шлифовальных станках с прямо-
угольным или круглым столом. Последние позволяют получать
более высокую производительность вследствие непрерывности
процесса шлифования. При этом возможно шлифование перифе-
рией плоского круга, торцом чашечного круга или торцовой по-
верхностью составного сегментного круга. Сборные сегментные
круги применяют для обдирочного шлифования наружных пло-
скостей. Припуск, снимаемый за рабочий ход, может достигать
4 мм.
Преимуществом этого метода обработки является малая чув-
ствительность шлифовального круга к дефектам поверхностного
слоя литой заготовки, а также возможность производительной
обработки сложных по контуру прерывистых поверхностей чу-
гунных деталей. Обработка прерывистых поверхностей чугунных
заготовок строганием или фрезерованием вызывает сколы, вы-
крашивание металла на кромках и приводит к резкому снижению
стойкости режущего инструмента, в особенности торцовых фрез.
Устранение этого явления путем занижения режимов резания
приводит к снижению производительности обработки. В процессе
шлифования такие явления, как сколы и вибрации, возникающие
при обработке прерывистых поверхностей, исключаются. Обиль-
ное охлаждение с помощью СОЖ, применяемое при шлифовании,
позволяет значительно уменьшить температурные деформации
обрабатываемой детали и улучшает условия процесса резания,
что способствует повышению точности обработки.
Протягивание наружных плоскостей корпусных деталей вы-
полняют в массовом производстве на специализированных про-
тяжных станках горизонтального и вертикального типа. Протя-
гивание является наиболее производительным методом обработки,
при котором обеспечивается высокая точность размеров и отно-
сительного положения обрабатываемых поверхностей. Мощные
протяжные станки с усилием протягивания до 500 кН позволяют
по всей обрабатываемой поверхности снимать за один ход при-
пуск в пределах 3 ... 5 мм. Рациональное распределение снимае-
мого припуска по длине протяжки, при котором на калибрующий
участок приходится минимальная нагрузка, обеспечивает высо-
кую стойкость и сохранение геометрической точности режущего
инструмента, что гарантирует высокую точность детали.
Сборные протяжки, длина которых составляет 2 ... 3,5 м,
позволяют обрабатывать как плоские, так и фасонные наружные
180
поверхности. При этом скорость протягивания достигает 60 м/мин.
Быстроходные протяжные станки с одной или несколькими пози-
циями встраивают в автоматические линии для обработки блоков
цилиндров двигателей, у которых предварительно и окончательно
протягивают плоскость разъема под головку блока, привалочную
плоскость и поверхности замка под крышки коренных подшипни-
ков, а также боковые поверхности блока.
В качестве факторов, накладывающих ограничение на исполь-
зование протягивания, являются относительно высокая стоимость
режущего инструмента и возникающие при обработке большие
силы резания, что исключает возможность обработки нежестких
деталей.
Протягивание применяют для предварительной чистоеой и
отделочной обработки наружных поверхностей заготовок кор-
пусных деталей. /
Однако использование его особенно эффективно для полу-
чения высокой точности размеров и относительного положения
комплекса одновременно обрабатываемых поверхностей. Данные
о точности, получаемой при различных методах обработки пло-
ских поверхностей приведены в табл. 3.3
§4. МЕТОДЫ ОБРАБОТКИ ГЛАВНЫХ ОТВЕРСТИЙ
Обработка главных отверстий является обычно трудо-
емким и ответственным этапом технологического процесса изго-
товления корпусных деталей, на котором обеспечивается дости-
жение комплекса наиболее жестких технических требований,
определяющих в целом параметры геометрической точности от-
верстий и точность их положения относительно плоских поверх-
ностей или других отверстий детали.
Обработку главных отверстий выполняют на расточных, коор-
динатно-расточных, сверлильных, агрегатных и других станках,
включая станки с ЧПУ и многоцелевые станки.
При выполнении технологического процесса требуемые пара-
метры точности главных отверстий достигаются путем последова-
тельного уточнения по каждому из показателей. Это означает
выработанное практикой разделение процесса обработки главных
отверстий на этапы черновой, чистовой и отделочной обработки
[3]. При черновой обработке снимают основной припуск металла,
обеспечивая при этом точность положения отверстия относительно
базы и равномерность припуска под чистовую обработку. Чисто-
вая обработка обеспечивает точность размеров, геометрической
формы и относительного положения отверстия. Особенно важным
является обеспечение требуемой прямолинейности оси отверстия
и точности его относительного положения. Отделочную обработку
применяют при необходимости достижения повышенных требова-
ний к точности размера, геометрической формы и шероховатости
поверхности обрабатываемого отверстия.
181
Рис. 3.15. Режущий инструмент для обработки отверстий.
а — зенкер цельный; б — зенкер насадной со вставными ножами; в — расточный резец
с микрометрической регулировкой; г — расточная оправка с двумя резцами; д — не-
разъемная расточная головка; е — разъемная расточная головка; ж — насадная сборная
развертка
Обработку отверстий в корпусных деталях выполняют с ис-
пользованием различного режущего инструмента: сверл, зенкеров,
резцов, расточных головок, разверток, расточных пластин. Для
отделочной обработки используют тонкое растачивание, шлифова-
ние, хонингование, а также пластическое деформирование.
Сверла различных диаметров применяют при предварительной
обработке для первоначального получения отверстий в сплошном
металле. Отверстия диаметром более 25 мм получают за 2—3 ра-
бочих хода, последовательно применяя спиральные сверла боль-
182
шего размера. Для получения глубоких отверстий используют
ружейные сверла с внутренней подачей СОЖ или специальные
кольцевые головки, обеспечивающие получение глубоких от-
верстий диаметром более 40 мм с сохранением стержня высверли-
ваемого металла. Сверление и рассверливание отверстий спи-
ральными сверлами позволяет обеспечивать точность диаметраль-
ных размеров по 11-му, 12-му квалитетам. Отклонения геометри-
ческой формы отверстий диаметром до 50 мм находится при этом
в пределах 12 ... 40 мкм, а параметр шероховатости поверхности
Ra = 6,3 ... 12,5 мкм для сверл диаметром до 15 мм и Ra = 12,5...
25 мкм для сверл большего диаметра.
Зенкеры по конструкции бывают цельные и насадные (рис. 3.15,
а и б). Зенкеры применяют для чернового растачивания (зенкеро-
вания) отверстий в любых заготовках, для полу чистового раста-
чивания отверстий, полученных после сверления, для получи-
стового зенкерования, а также для окончательной обработки от-
верстий сравнительно невысокой точности. Припуск, снимаемый
за один рабочий ход насадными зенкерами диаметром 55 ... 170 мм
со вставными ножами с напайными твердосплавными пластинами,
составляет 2 ... 4 мм на сторону. Зенкерование является произ-
водительным методом обработки отверстий, который широко при-
меняют на различных станках и автоматических линиях. По
сравнению со сверлом многозубый зенкер имеет меньшую склон-
ность к уводу, что позволяет в значительной степени исправить
положение оси отверстия и обеспечить его прямолинейность.
Однопроходное зенкерование отверстия в литой заготовке позво-
ляет получать точность диаметральных размеров по 11-му, 12-му
квалитетам. Погрешность геометрической формы отверстия диа-
метром 40 ... 150 мм составляет при этом 30 ... 50 мкм. При полу-
чистовой обработке зенкерование обеспечивает точность отвер-
стия по 10-му квалитету, отклонения геометрической формы для
отверстий диаметром 40 ... 150 мм в пределах 15 ... 20 мкм и пара-
метр шероховатости поверхности Ra = 2,5 ... 5 мкм.
Расточные резцы с твердосплавными пластинами применяют
как для черновой обработки отверстий в литой заготовке, так
и для чистовой обработки отверстий в корпусных деталях. Пре-
имущество расточных резцов заключается в их простоте и уни-
версальности, благодаря которой представляется возможным пу-
тем регулирования положения инструмента на оправке получать
отверстия различного диаметра. Это особенно важно при необ-
ходимости обработки отверстий среднего и большого диаметра
в условиях единичного и мелкосерийного производства, когда
не всегда имеется в наличии мерный инструмент.
Расточные резцы с помощью винтов или клиньев закрепляют
на оправках или борштангах, используя при этом микрометриче-
ские винты для точной выставки резца на требуемый размер
(рис. 3.15, в). Особенностями геометрии расточных резцов яв-
ляются несколько большие задние углы а, при которых умень-
183
шается трение о стенки отверстия, и относительно малые углы
в плане ф < 90°, что способствует уменьшению радиальной со-
ставляющей силы резания, существенно влияющей на упругие
перемещения оправки, а следовательно, и на точность обрабаты-
ваемого отверстия.
Растачивание резцами лучше, чем какой-либо другой метод,
обеспечивает прямолинейность оси обрабатываемого отверстия и
более высокую точность его положения относительно базы. Точ-
ность диаметральных размеров при черновом растачивании соот-
ветствует 11-му, 12-му квалитетам, при чистовом — 9-му, 10-му
квалитетам. При чистовом точении отклонение геометрической
формы отверстий диаметром 50 ... 120 мм не превышает 12 мкм,
а параметры шероховатости поверхности Ra = 2,5 ... 5 мкм.
Растачивание отверстия можно выполнять одним или одновре-
менно двумя резцами, установленными на оправке в противополож-
ном направлении (рис. 3.15, в и г). При двустороннем растачи-
вании компенсируются упругие перемещения оправки, обуслов-
ленные радиальной составляющей силы резания, уменьшается
уровень вибрации режущего инструмента и обеспечивается более
высокая производительность.
Для черновой обработки в литых заготовках отверстий диа-
метром более 100 мм применяют многорезцовые расточные го-
ловки, оснащенные твердосплавными пластинами. Расточные го-
ловки обладают определенной универсальностью, они допускают
регулирование вылета резцов на 10 ... 20 мм. Расточные головки
могут быть цельными и разъемными (рис. 3.15, д и е), последние
можно устанавливать в любом месте борштанги. Число резцов-
ножей в головке диаметром ПО мм равно четырем, а в головке
диаметром 240 мм равно восьми, причем половина из них установ-
лена по торцу, а остальные — по наружной цилиндрической по-
верхности. Резцы в головке устанавливают несколько выше оси
отверстия, что позволяет увеличить задний угол, уменьшив тем
самым трение о стенки отверстия.
С помощью расточных головок можно снимать относительно
большой неравномерный припуск в отверстиях литых заготовок
при устойчивом безвибрационном резании, получаемом в резуль-
тате одновременной работы несколькими резцами.
Одновременное растачивание несколькими резцами при повы-
шенных режимах резания (v = 20 ... 35 м/мин, S = 0,45 ...
1,5 мм/об) позволяет получить наиболее высокую производитель-
ность обработки, чем при работе другими инструментами, исполь-
зуемыми для растачивания.
Развертывание является одним из основных методов чистовой
обработки и отделки отверстий, обеспечивающее 6 ... 9-й квали-
теты. При использовании разверток с пластинами из твердого
сплава скорость резания для чугуна составляет 7 ... 20 м/мин,
для стали — 4 ... 10 м/мм, подача — 2 ... 7 мм/об. Развертывание
обеспечивает получение правильной геометрической формы отвер-
184
Рис. 3.16. Приспособление для установки разверток:
а — плавающий патрон; б — качающаяся оправка
стия, точных диаметральных размеров и параметр шероховатости
поверхности Ra = 1,25 ... 0,63 мкм. Развертывание как метод
чистовой обработки применяют после сверления (для отверстий
малого диаметра), а также после зенкерования или растачивания.
Припуски под развертывание составляют 0,4 ... 0,9 мм на диаметр
для предварительного развертывания, 0,05 ... 0,30 мм для окон-
чательного.
По конструкции развертки могут быть цельными и насадными
с ножами из быстрорежущей стали или из твердого сплава
(рис. 3.15, ж). Стойкость разверток с пластинами из твердого
сплава в 8 ... 10 раз выше, чем из быстрорежущей стали. Это
обеспечивает стабильное достижение точности при повышенных
режимах резания. Зубья разверток располагают с переменным
окружным шагом, что способствует уменьшению вибрации и обес-
печивает получение высокой точности геометрической формы.
При использовании разверток с пластинами из твердого сплава
скорость резания для чугуна составляет 7 ... 20 м/мин, для стали —
4 ... 10 м/мин, подача 2 ... 7 мм/об. Отверстия 9-го квалитета
получают однократным развертыванием, для получения более
точных отверстий (8-го—7-го квалитетов) используют предвари-
тельное и окончательное развертывание. Применяя развертки
с тщательно доведенными режущими кромками и используя обиль-
ное смазывание, можно получить отверстие 6-го квалитета. При
этом важным является осуществление плавного вращения и по-
дачи, этого достигают обычно ручным развертыванием.
Развертка как калибрующий инструмент обеспечивает полу-
чение высокой точности размеров и геометрической формы отвер-
стия при совмещении ее оси с осью обрабатываемого отверстия и
185
Рис 3.17. Развертка с передним 1 и задним 2 направлением
создании надежного направления. В процессе работы на нее дей-
ствуют большие радиальные и незначительные осевые силы.
Все это означает необходимость самоцентрирования инструмента
по оси предварительно обработанного отверстия и придания ему
требуемого направления. С этой целью развертку устанавливают
на специальные плавающие патроны (рис. 3.16) или шарнирные
оправки, позволяющие инструменту занять требуемое положение.
Для решения этих задач предназначены также направляющие
втулки в приспособлениях. Направляющий (заборный) конус,
расположенный в начале режущей части развертки, способствует
правильности ее входа в отверстие. В развертках для обработки
отверстий глубиной более 2D предусматривают дополнительное
заднее направление (рис. 3.17).
Развертывание необходимо выполнять с охлаждением, так
как в процессе резания происходит значительное выделение теп-
лоты, вызывающей температурные деформации детали и, как
следствие, образование погрешности геометрической формы в виде
конусности. При обработке чугуна в качестве СОЖ используют
эмульсию, а при обработке стали — смесь керосина с машинным
маслом.
Для разверток предпочтительно вертикальное расположение
шпинделя, так как в этом случае силы тяжести развертки и оправки
не влияют на разбиение обрабатываемого отверстия, что способ-
ствует достижению высокой точности геометрической формы.
Для чистовой обработки отверстий применяют также плаваю-
щие расточные блоки (рис. 3.18) и плавающие пластины из быстро-
режущей стали или с напайкой твердого сплава. С помощью
пластинчатых резцов можно обрабатывать сквозные, ступенчатые
и глухие отверстия, обеспечивая одновременно чистовую обработку
186
Рис. 3.18. Расточной блок для чистовой обра-
ботки отверстий
торца. Режим резания
при обработке пласти-
нами, оснащенными
твердым сплавом:
для чугуна v =
= 7 ... 16 м/мин, S =
= 1,2 ... 3 мм/об, / =
= 0,05 ... 0,15 мм;
для стали v = 5 ...
12 м/мин, S = 0,8 ...
2 мм/об, / = 0,05 ...
... 1 мм.
Применение плава-
ющих блоков или пластин позволяет получать точность отверстия
по 7-му квалитету, шероховатость поверхности Ra = 1,25 мкм.
Одновременно с обработкой главных отверстий обрабатывают
перпендикулярные к ним торцовые поверхности. С этой целью
применяют торцовые резцовые головки, торцовые зенкеры или
специальные план-суппорты, обеспечивающие перемещение резца
в радиальном направлении. На расточных станках и обрабаты-
вающих центрах открытые торцовые поверхности обрабатывают
с помощью торцовых фрез, для чего необходима рабочая подача
стола по управляемым координатам. Отклонение от перпенди-
кулярности торца относительно оси отверстия составляет: при
подрезке зенкером @,01 ... 0,03)/100, при подрезке резцом
@,004 ... 0,01)/100.
В условиях серийного производства в целях повышения про-
изводительности путем концентрации переходов и сокращения ма-
шинного и вспомогательного времени широко применяют ком-
бинированный инструмент. При одном относительном перемеще-
нии комбинированный инструмент позволяет производить чер-
новую и чистовую обработку поверхностей заготовок и одновре-
менно выполнять обработку нескольких поверхностей, совмещая
при этом различные виды обработки — сверление, зенкерование,
растачивание, подрезку торца, развертывание (рис. 3.19). Это
позволяет значительно уменьшить номенклатуру применяемого
инструмента и обеспечить точное относительное положение ком-
плекта обрабатываемых поверхностей на более простом оборудо-
вании. Комбинированный инструмент широко используют в авто-
матических линиях из агрегатных станков. Режущий инструмент
автоматических линий должен обладать высокой размерной стой-
костью и иметь возможность быстрой замены или подна-
стройки.
Для обработки главных отверстий в корпусных деталях наи-
более широко применяют горизонтально-расточные и коорди-
натно-расточные станки. Точность положения главных отверстий
относительно технологических баз и точность межцентровых рас-
стояний достигают одним из следующих способов: по разметке,
187
Рис. 3.19. Схема обработки двух соосных отверстий специальным комбинирован-
ным режущим инструментом:
1,2 — резцовые блоки для черновой и чистовой обработки 2-го отверстия; 3 — резцовый
блок для подрезки торца; 4, 5 — резцовые блоки для черновой и чистовой обработки от-
верстия; 6 — резец для снятия фаски
\
способом пробных ходов, координатным растачиванием, кнопоч-
ным способом или с помощью кондукторов.
При использовании первого способа отверстия размечают по
центру и периметру, а затем накернивают. Совместив ось шпин-
деля с осью намеченного отверстия, производят обработку. О пра-
вильности положения расточенного отверстия свидетельствует
получение на срезе половинки лунок, оставленных после керне-
ния. Точность межцентровых расстояний, достигаемая при этом
способе, составляет 0,5 мм, его применяют при черновом растачи-
вании в единичном и мелкосерийном производстве.
При способе пробных ходов отверстие предварительно разме-
чают, затем сверлят и растачивают по 7-му квалитету, оставляя
на диаметр припуск около 5 мм. В полученное отверстие встав-
ляют оправку-калибр и измеряют фактическое положение отвер-
стия относительно базы. Затем, внеся коррекцию в положение
шпинделя, повторно растачивают отверстие по 7-му квалитету,
оставляя на диаметр припуск 2 мм. Используя оправку, повторно
измеряют положение оси отверстия, вносят необходимую коррек-
цию и производят окончательную обработку. Аналогично выпол-
няют обработку и других отверстий. Точность межцентровых
расстояний достигает 0,02 мм. Это способ трудоемкий, его приме-
няют в единичном производстве при отсутствии точных коорди-
натно-расточных станков.
Способ координатного растачивания предусматривает поста-
новку координат центров обрабатываемых отверстий от общих
технологических баз (рис. 3.20). При настройке системы ста-
нок—приспособление—инструмент—заготовка в первую очередь
добиваются совмещения оси шпинделя с началом отсчета (си-,
стема OXYZ). Затем с помощью лимбов или других отсчетных
устройств станка перемещают расточную бабку и стол станка на
координаты Хъ Уи добиваясь их требуемого положения для
растачивания первого отверстия. Для последующей обработки
188
другого отверстия стол станка и шпиндельную бабку перемещают
по лимбу на соответствующие координаты хи yt. Достигаемая
точность межцентровых расстояний на координатно-расточных
станках составляет 0,005 ... 0,03 мм, а на горизонтально-расточ-
ных станках — 0,08 ... 0,2 мм. Точность установки по лимбам
на горизонтально-расточных станках шпиндельной бабки и стола
невысокая. Это объясняется неточностью отсчета, силами трения,
инерционными нагрузками. Для повышения точности установку
шпиндельной бабки и стола на соответствующую координату X, Y
выполняют по индикатору с использованием концевых мер (см.
рис. 3.20).
Кронштейны с индикаторами / (см. рис. 3.20) закрепляют на
направляющих стола и шпиндельной бабки, а мерные стержни 2
устанавливают на специальные опоры 3. Для каждой из коорди-
нат, определяющих положение соответствующего отверстия,
имеется мерный стержень, который устанавливают на опору 5.
Перемещением стола или шпиндельной бабки добиваются одина-
кового (нулевого) показания индикатора для всех координат.
Это позволяет повысить точность межцентровых расстояний до
0,04 ... 0,06 мм.
При кнопочном методе первоначально размечают и накерни-
вают центры обрабатываемых отверстий. Затем по разметке произ-
водят сверление отверстий и нарезание резьбы Мб. В полученные
отверстия с помощью винтов вворачивают кнопки — кольца
диаметром 16 мм, которые по наружному диаметру выполнены
189
Рис. 3.20. Достижение точности межцентровых
расстояний координатным методом, с использо-
ванием индикатора и концевых мер:
а — простановка размеров от одних технологических
баз; б — настройка в вертикальной плоскости; в —
настройка в горизонтальной плоскости; 1 — индика-
тор; 2 — концевая мера; 3 — опора
Рис. 3.21. Схемы направления инструментальных оправок с помощью кондук-
торных втулок"
а — переднее направление; б — заднее; в — переднее и заднее; г — двойное переднее;
1 — кондуктор; 2 — обрабатываемая заготовка
с точностью калибра E-й, 6-й квалитеты). С помощью мерных пли-
ток кнопки выставляют в положение, соответствующее требуемому
межцентровому расстоянию. При этом смещение кнопок возможно
вследствие наличия зазора между винтом и стенками отверстия.
По окончании выставки кнопки закрепляют, мерные плитки сни-
мают и корпусная деталь подается на расточной станок. На станке
с помощью центроискателя, установленного в шпинделе, доби-
ваются совмещения оси шпинделя с центром отверстия, после
чего кнопку с винтом снимают и производят полную обработку
отверстия. Центроискатель устанавливают в шпиндель и пово-
рачивают с ним на 360°. При несовпадении оси шпинделя с осью
кнопки индикаторы показывают биение, равное удвоенному сме-
щению. Для устранения смещения стол станка и шпиндельную
бабку перемещают, добиваясь нулевого показания индикатора.
Аналогично выполняют настройку для обработки всех других
отверстий. Точность межцентровых расстояний, достигаемая этим
способом, составляет 0,01 мм.
Кондукторы применяют для обработки отверстий в корпусных
деталях в условиях серийного и массового производства. Этот
способ получил наибольшее распространение. Простейшим кон-
дуктором является листовой шаблон, устанавливаемый на столе
станка или непосредственно на обрабатываемой заготовке. В шаб-
лоне толщиной 10 ... 12 мм расположены точные отверстия, соот-
ветствующие тем, которые необходимо получить на детали. При-
чем диаметр этих отверстий на 2 ... 3 мм больше требуемого.
С помощью центроискателя совмещают ось шпивдел»я станка
с центром отверстия в шаблоне, затем, не меняя относительного
положения стола и шпиндельной бабки, производят полную
обработку отверстия. Точность межцентровых расстояний дости-
гает 0,08 ... 0,2 мм.
190
При большей серийности производства используют более
сложные кондукторы, обеспечивающие точное относительное на-
правление режущего инструмента. Направление инструмента или
оправок обеспечивается в них с помощью установленных в опорах
кондукторных втулок. В зависимости от технологической задачи
применяют: одностороннее направление инструмента, которое
может быть передним или задним (рис. 3.21, а и б), двустороннее
направление инструмента с передней и задней стороны (рис. 3.21,в),
двойное переднее направление инструмента (рис. 3.21, г).
В первом случае базирование инструментальной оправки по
двойной направляющей базе осуществляется на исполнительных
поверхностях шпинделя и по отверстию кондукторной втулки.
Поэтому такая схема требует жесткого соединения инструмента
или оправки со шпинделем станка. Во втором и третьем случаях
базирование борштанги на двойной направляющей базе осуще-
ствляется с помощью двух кондукторных втулок приспособления.
Это исключает необходимость точного совмещения оси шпинделя
станка с осью борштанги. Связь шпинделя с бор штангой в этом
случае осуществляется с помощью шарнирного патрона, допуска-
ющего несовпадение осей в пределах 1 ... 2 мм. Через шарнирный
патрон на бор штангу передаются крутящий момент Мкр и осевая
сила подачи F0. Технологические размерные цепи системы ста-
нок—приспособление—инструмент—заготовка, определяющие до-
стижение точности относительного положения отверстий и меж-
центровые расстояния, в этом случае значительно упрощаются.
Число составляющих звеньев уменьшается в 3—4 раза, так как
размерные цепи замыкаются только в пределах приспособления.
Таким образом, точность положения обрабатываемых отвер-
стий относительно технологической базы и точность межцентровых
расстояний в этом случае не зависят от геометрической точности
станка, а определяются точностью приспособления — кондуктора.
В крупносерийном и массовом производстве для одновременной
обработки различных отверстий в корпусных деталях применяют
агрегатно-расточные станки. Агрегатные станки могут работать
автономно или в составе автоматических линий для изготовления
корпусных деталей. Эти станки создают из унифицированных
узлов, В зависимости от решаемых технологических задач они
могут иметь различные компоновки (рис. 3.22) с горизонтальным,
наклонным или вертикальным расположением шпинделей, с не-
подвижными и подвижными столами. Станки с горизонтальным
расположением шпинделей могут быть односторонние (рис. 3.22, а),
двусторонние (рис. 3.22, б), двусторонние с поворотным столом
(рис. 3.22, в), а также станки со столами поступательного пере-
мещения (рис. 3.22, г). Станки вертикальной компоновки также
могут иметь неподвижные (рис. 3.22, д) и поворотные столы
(рис. 3.22, е).
Для параллельно-последовательной обработки заготовок с не-
скольких сторон применяют станки с вертикальными и горизон-
191
Рис. 3.22. Компоновки агрегатных станков
тальными головками и поворотными столами (см. рис. 3.22, е),
а также горизонтальные станки с многопозиционными поворот-
ными барабанами (рис. 3.22, ж). На таких станках имеет место
высокая степень концентрации выполняемых технологических
переходов. Установку и съем деталей производят одновременнэ
с выполнением рабочих переходов.
Агрегатные станки с неподвижными или поворотными столами
обычно работают автономно в условиях крупносерийного произ-
водства. Станки со столами поступательного перемещения встраи-
вают в автоматические линии, в результате обеспечивается сквоз-
ное перемещение заготовки по ходу выполнения технологического
процесса. По окончании обработки столы-спутники параллель-
ным потоком возвращаются в исходную позицию для установки
новой заготовки.
На агрегатных станках возможно выполнение различных
технологических операций — сверление, зенкерование, растачи-
192
вание, подрезка торцов, развертывание и др. — при одновремен-
ной обработке ряда отверстий корпусной детали. При этом обра-
батываемые отверстия могут располагаться как в наружных,
так и во внутренних стенках детали. Требуемая точность меж-
центровых расстояний и относительного положения инструмента
обеспечивается путем применения кондукторных плит с направ-
ляющими втулками для режущего инструмента и инструменталь-
ных оправок [3].
Рассмотрим пример обработки отверстий корпуса коробки
скоростей на многопозиционном агрегатно-расточном станке. На
первой рабочей позиции (рис. 3.23, а) происходит обработка с двух
сторон всех отверстий, расположенных в наружных стенках
корпуса. На второй позиции (рис. 3.23, б) другими двумя голов-
ками обрабатываются с двух сторон отверстия, расположенные
во внутренних стенках корпуса.
Агрегатные станки, как правило, являются специальными,
их создают для обработки определенных заготовок, изготовляемых
в большом количестве. Поэтому применение таких станков требует
экономического обоснования.
§ 5. ОБРАБОТКА КРЕПЕЖНЫХ И ДРУГИХ ОТВЕРСТИЙ
ДЕТАЛЕЙ
Крепежные и другие мелкие отверстия в корпусных
деталях — под пробки, маслоуказатели или для подачи смазочного
материала — обрабатывают на вертикально-сверлильных, ради-
ально-сверлильных, горизонтально-расточных или агрегатных
станках. При этом с помощью соответствующего инструмента
выполняют сверление, развертывание, цековку, снятие фасок,
нарезание резьбы.
На вертикально-сверлильных станках обычно обрабатывают
заготовки массой не более 30 кг. На радиально-сверлильных или
горизонтально-расточных станках обрабатывают мелкие отвер-
стия в деталях массой более 30 кг. В условиях единичного произ-
водства сверление отверстий в корпусе выполняют по разметке,
В этом случае точность межцентровых расстояний и точность раз-
меров, определяющих положение отверстий на плоскости, со-
ставляет ±@,25 ... 0,5) мм.
Для уменьшения увода отверстий сверление выполняют в два
или три перехода. Вначале выполняют центровку отверстия или
засверловку сверлом, диаметр которого в 2—3 раза меньше тре-
буемого. Для отверстия под резьбу диаметром более 25 ... 30 мм
помимо сверления выполняют зенкерование или растачивание.
Диаметр отверстий под резьбу делают на 0,04 ... 0,1 мм больше
внутреннего диаметра резьбы, тем самым учитывают подъем
витков, возникающий при нарезании. Рекомендуемые диаметры
сверл под резьбы с различным шагом и диаметром приводятся
в нормативных таблицах.
194
Рис. 3.24. Кондуктор для сверления отверстий в корпусных деталях
Обработку торцов выполняют зенковками или подрезными
резцами с осевой подачей.
Перед нарезанием резьбы в отверстиях сцрмают фаску с по-
мощью конических зенковок, резцов или сверл большого диаметра.
Фаску снимают под углом 90° до наружного диаметра резьбы.
Нарезание резьбы выполняют машинными метчиками.
Резьбу с шагом до 3 мм нарезают за один ход, резьбу с большим
шагом нарезают комплектом метчиков за 2—3 рабочих хода.
Резьбу нарезают с принудительной осевой подачей, равной шагу
резьбы. Для предохранения инструмента от поломки в случае
несовпадения на 2 ... 3 % шага резьбы и подачи применяют
патроны с осевой компенсацией или динамометрические патроны,
отрегулированные на допустимое предельное значение крутя-
щего момента.
В условиях серийного производства мелкие отверстия сверлят
с помощью различных кондукторов — накладных, скальчатых,
7* - 195
Рис. 3.25. Перенастраиваемая много-
шпиндельная головка
коробчатых. Инструмент в
этом случае направляют
кондукторные втулки, в ре-
зультате отпадает необходи-
мость разметки и предвари-
тельной зацентровки от-
верстий.
Накладные кондукторы,
выполненные в виде плит,
непосредственно базируют по
предварительно обработан-
ным поверхностям заготовки
(рис. 3.24). В коробчатых и
скальчатых кондукторах име-
ются базирующие поверхно-
сти, относительно которых
определенным образом рас-
положены кондукторные
втулки. Достигаемая точ-
ность положения отверстий
относительно баз составля-
ет 0,1 ... 0,2 мм.
Для сверления отвер-
стий с различных сторон
заготовки применяют одно-
или двухопорные поворотные приспособления, на которые устанав-
ливают требуемый кондуктор.Нормализованные поворотные стойки
обеспечивают фиксацию кондуктора с заготовкой в необходимом
угловом положении, что позволяет получать отверстия с любой
стороны, в том числе и со стороны технологических баз детали.
Для сокращения вспомогательного времени на смену различ-
ного режущего инструмента на сверлильных станках используют
быстросменные патроны или специальные револьверные головки.
В целях повышения производительности применяют также ком-
бинированный режущий инструмент: сверла и зенкеры различного
диаметра, сверла-зенковки, сверла-зенкеры, сверла-метчики.
В серийном производстве на сверлильных станках применяют
быстропереналаживаемые многошпиндельные головки с регули-
руемым межцентровым расстоянием (рис. 3.25). С помощью этих
головок обеспечивается параллельная обработка нескольких от-
верстий, расположенных в одной плоскости. Конструкция таких
головок позволяет менять число одновременно работающих сверл и
регулировать в определенных пределах межцентровые расстояния.
В крупносерийном и массовом производстве обработку мелких
отверстий выполняют на многошпиндельных агрегатных станках
различной компоновки. Сверление отверстий в корпусе и после-
дующее нарезание резьбы можно производить на двух агрегатных
станках или на одном многопозиционном станке.
196
§ в. МЕТОДЫ ОТДЕЛКИ ГЛАВНЫХ ОТВЕРСТИЙ
Для получения в корпусных деталях отверстий высокой
точности F-го, 7-го квалитеюв) на заключительном этапе техно-
логического процесса вводят отделочные операции. Методами
отделки главных отверстий являются развертывание, тонкое рас-
тачивание, планетарное шлифование, хонингование, раскатка
роликами, а в отдельных случаях притирка и шабрение. Выбор
необходимого метода обработки зависит от требуемой точности,
определяемой служебным назначением детали. Так, для отделки
отверстий под пиноль задней бабки или отверстий в блоках ци-
линдров двигателей и компрессоров, к которым предъявляются
повышенные требования к параметрам шероховатости поверх-
ности (Ra = 0,16 ... 0,04 мкм), применяют хонингование. А для
отделки отверстий в шпиндельных коробках или корпусах, где
требуется высокая точность относительного положения отвер-
стий, используют тонкое растачивание и планетарное шлифова-
ние. При необходимости упрочнения поверхности отверстия в це-
лях уменьшения износа поверхностного* слоя применяют раскатку
роликами.
Развертывание является наиболее распространенным методом
отделки главных отверстий, применяемым в условиях единичного
и серийного производства. Универсальность этого метода заклю-
чается в том, что ручное отделочное развертывание вообще не
требует станочного оборудования. Так как развертка обычно
самоустанавливается по отверстию, то для обеспечения соосности
предварительно обработанных отверстий применяют комбиниро-
ванные развертки, с помощью которых производится одновремен-
ное развертывание соосных отверстий.
Тонкое алмазное растачивание выполняют на специальных
алмазно-расточных станках. Станки для тонкого растачивания
обладают высокой жесткостью и повышенной виброустойчи-
востью. Они могут иметь вертикальную или горизонтальную
компоновку с одним или несколькими шпинделями. Станки гори-
зонтальной компоновки бывают одностороннего и двустороннего
исполнения.
Растачивание отверстий выполняют однолезвийными резцами,
оснащенными твердосплавными пластинами с тщательно доведен-
ными режущими кромками. Для обработки корпусных деталей
применяют также резцы из сверхтвердых материалов марки СТМ.
Геометрия заточки таких резцов позволяет вести обработку от-
верстий с очень малой глубиной резания. Инструмент устанавли-
вают в жестких консольных оправках, у которых отношение длины
к диаметру Lid < 7. В целях повышения жесткости и виброустой-
чивости для растачивания отверстий малого диаметра вместо
стальных оправок применяют твердосплавные, которые при одина-
ковых размерах имеют в 2—3 раза лучшие показатели. С точки
зрения точности обработки предпочтительным является вертикаль-
197
3.4. Режимы резания при тонком растачивания
ное расположение шпинделя, при котором сила тяжести расточ-
ной оправки практически не влияет на точность геометрической
формы отверстия. Особенностью такого растачивания является
обработка на высоких скоростях резания при очень малых зна-
чениях глубины резания и продольной подачи. Припуск, остав-
ляемый на тонкое растачивание в пределах 0,2 ... 0,35 мм на
сторону, снимается за два рабочих хода. При первом ходе снимают
3/4 припуска, при втором — 1/4. Охлаждение при растачивании
обычно не применяют. В табл. 3.4 приведены режимы резания
для тонкого растачивания, используемые при обработке деталей
из чугуна, стали и цветных сплавов.
При таких режимах имеют место малые силы резания и не-
значительное выделение теплоты. В результате на замыкающем
звене технологической системы станок—приспособление—инстру-
мент—заготовка получаются незначительные упругие перемеще-
ния и температурные деформации. Все это способствует получению
высокой точности размеров, геометрической формы и относитель-
ного положения обрабатываемых отверстий корпусной детали.
Тонкое алмазное растачивание обеспечивает получение точ-
ности диаметральных размеров отверстий по 6-му, 7-му квалите-
там, отклонения геометрической формы (овальность, конусооб-
разность) отверстий диаметром до 120 мм не превышают 0,003 ...
0,005 мм, параметр шероховатости поверхности Ra = 1,25 ...
0,30 мкм. Точность межцентровых расстояний и положения отвер-
стия относительно базы составляет 0,005 ... 0,03 мм.
Внутреннее планетарное шлифование применяют, главным
образом, для отделки отверстий диаметром свыше 150 мм. Однако
имеются также координатные, планетарно-шлифовальные станки,
позволяющие обрабатывать в корпусных деталях отверстия диа-
метром от 10 мм и выше. В процессе обработки шлифовальный
круг вращается вокруг своей оси и совершает планетарное движе-
ние относительно оси обрабатываемого отверстия. Осевая подача
осуществляется путем продольного возвратно-поступательного
перемещения стола с заготовкой, шлифовального круга в ради-
альном направлений. Припуск, оставляемый под отделочное
шлифование отверстий, составляет 0,1 ... 0,2 мм на диаметр.
Планетарное шлифование обеспечивает получение отверстий
по 6-му, 7-му квалитетам, погрешность геометрической формы
198
отверстий не выше 0,004 мм и параметр шероховатости поверх-
ности Ra = 0,32 ... 0,16 мкм. Координатные планетарно-шли-
фовальные станки позволяют получить положение оси отверстия
относительно базы и межцентровое расстояние с точностью до
0,01 мм. Недостатком этого процесса является невысокая произ-
водительность по сравнению с другими методами отделки.
Хонингование применяют для отделки сквозных гладких
отверстий диаметром 25 ... 500 мм в корпусных деталях, главным
образом, из чугуна и стали. Хонингование представляет собой
процесс чистовой обработки цилиндрических поверхностей мелко-
зернистыми абразивными брусками, совершающими вращатель-
ное и возвратно-поступательное движения в направлении оси
отверстия. Этот процесс предназначен для достижения высокой
точности размеров и геометрической формы отверстий.
С помощью хонингования получают точность диаметральных
размеров отверстий по 6-му квалитету, точность геометрической
формы отверстий диаметром до 250 мм (овальность и конусность)
в пределах 0,003 ... 0,004 мм, параметр шероховатости поверх-
ности Ra = 0,16 ... 0,004 мкм. Однако этот процесс не позволяет
исправить положение оси отверстия относительно базы. Хонин-
гование выполняют на специальных одношпиндельных или мно-
гошпиндельных станках с вертикальной или горизонтальной ком-
поновкой. Одношпиндельные станки обладают большой универ-
сальностью; на станках с горизонтальным расположением шпин-
деля, применяемых для обработки длинных заготовок, дополни-
тельно вращается заготовка для уменьшения погрешности формы,
обусловленной односторонним давлением хона.
Абразивные бруски, равномерно расположенные по пери-
метру хонинговальной головки, за один ход снимают слой ме-
талла толщиной 0,3 ... 0,5 мм. Число абразивных брусков в го-
ловке обычно принимают кратным трем C, 6, 9 и т. д.), а для
обработки отверстий малого диаметра используют один брусок.
Длину брусков подбирают приблизительно равной диаметру
отверстия, а для хонингования длинных отверстий бруски должны
иметь длину L = C ... 4) D.
В процессе работы выход брусков за пределы отверстия со-
ставляет 15 ... 20 мм. Все это способствует достижению высокой
точности геометрической формы отверстия.
Припуски, оставляемые под хонингование, зависят от диа-
метра обрабатываемого отверстия, материала заготовки и вида
предшествующей обработки. Для отверстий диаметром до 125 мм
припуск заготовок из чугуна составляет 0,02 ... 0,1 мм, а из стали —
0,01 ... 0,04 мм. Припуски для заготовок из серого чугуна в за-
висимости от предшествующей обработки, составляют:
Предшествующая обработка Растачивание Развертывание Шлифование
Припуск на хонингование, мм 0,05—0,08 0,02—0,04 0,02
199
Ниже приведены окружная (I) и возвратно-поступательная (II)
скорости движения хона, м/мин;
Заюювка: I II
чугун 60—75 15—20
сталь 45—60 10—12
Отношение скоростей окружной и возвратно-поступательного
движения хона выбирают из условия получения на цилиндриче-,
ской поверхности отверстия скрещивающихся штрихов под углом
40 ... 60°..
Хонинговальлая головка связана со шпинделем станка шар-
нирно, и в процессе работы она самоустанавливается по отвер-
стию. Раздвижение абразивных брусков происходит автомати-
чески по мере удаления снимаемого припуска. Хонингование
выполняют при усиленном охлаждении, для заготовок из чугуна
применяют эмульсию, обеспечивающую как охлаждение, так и
смазывание, а для стальных — керосин с примесью парафина.
В крупносерийном и массовом производстве хонингование
осуществляют на высокопроизводительных станках-автоматах при
непрерывном автоматическом контроле получаемых в процессе
обработки параметров точности отверстия.
Хонингование целесообразно выполнять после операции рас-
тачивания, в результате которой обеспечивается требуемое от-
носительное положение оси отверстия. Для ответственных корпу-
сов хонингование осуществляют после тонкого растачивания,
так как эти два процесса технологически дополняют друг друга.
Хонингование особенно эффективно при необходимости обработки
высокоточных длинных отверстий сравнительно большого диа-
метра. В практике машиностроения хонингование широко приме-
няют при обработке отверстий в блоках цилиндров различных
двигателей и компрессоров, при обработке отверстий под пиноли
и выдвижные шпиндели в цилиндрах и корпусах.
Раскатка отверстий — метод отделки, основанный на пласти-
ческом деформировании обрабатываемой поверхности. Раскатку
выполняют на сверлильных, токарных или специальных станках.
Инструментом являются различные по конструкции многоролико-
вые раскатки, которые вращаются относительно оси отверстия
(п = 20 .>. 30 мин-1), осевая подача 5 = 1 ... 3 мм/об. Ролики,
расположенные равномерно по периметру сепаратора, могут
свободно вращаться вокруг своей оси. Ролики изготовляют из
качественных инструментальных сталей, их твердость после
закалки HRCd 62 ... 64.
Конструкция многороликовых раскаток позволяет в определен-
ных пределах регулировать получаемый диаметр отверстия. Рас-
катку выполняют после чистового растачивания, точность отвер-
стия под раскатку составляет 0,01 ... 0,015 мм. Припуск, остав-
ляемый под раскатку, равен 0,02 ... 0,05 мм на диаметр,
200
Раскатка не исправляет положение оси отверстия, она само-
устанавливается по отверстию, поэтому точность положения от-
верстия относительно базы должна обеспечиваться на расточной
операции.
Раскатывание применяют для отделки сквозных и глух*их
отверстий в корпусах из различных материалов, способных
в холодном состоянии пластически деформироваться. Твердость
таких материалов обычно не превышает HRC3 35 ... 40.
Раскатка обеспечивает достижение точности отверстия по
6 ... 9-му квалитетам, параметр шероховатости обработанной по-
верхности Ra = 0,016 ... 0,008 мкм, погрешность геометрической
формы для отверстий диаметром до 120 мм составляет 0,005 ...
0,008 мм. В результате раскатки поверхностный слой уплотняется
и твердость увеличивается на 20 %.
Производительность раскатки выше, чем хонингования, в от-
дельных случаях в 5 раз. Этот метод применяют для отделки
длинных отверстий в стальных корпусных деталях типа корпусов
гидроцилиндров, пинолей, поршневых и винтовых насосов, ги-
дравлических стоек и др.
В единичном и мелкосерийном производстве для получения
высокой точности размеров и геометрической формы отверстий
малых и средних диаметров применяют притирку, которую вы-
полняют с использованием абразивных порошков и паст по со-
пряженной детали или с применением специальных притиров. Эта
операция не требует специального станочного оборудования, ее
можно выполнять на сверлильных, токарных и других станках или
вручную. С помощью притирки обеспечивается требуемая ширина
зазора в золотниковых парах у различных корпусов топливной,
пневмо-и гидроаппаратуры.
§ 7. КОНТРОЛЬ КОРПУСНЫХ ДЕТАЛЕЙ
Контроль корпусных деталей производят как при вы-
полнении наиболее ответственных операций технологического
процесса, так и после обработки. При этом контролируют точ-
ность размеров и относительного положения плоских поверхно-
стей и главных отверстий, точность геометрической формы и шеро-
ховатость базирующих поверхностей детали, правильность отно-
сительного положения резьбовых и других мелких отверстий.
В условиях единичного и мелкосерийного производства кон-
троль выполняют с помощью универсальных измерительных
средств. Точность размеров, относительных поворотов и геометри-
ческой формы плоских поверхностей контролируют с помощью
линеек, угольников, уровней, концевых мер, индикаторов и раз-
личных шаблонов. Для контроля точности размеров, относитель-
ного положения и геометрической формы отверстий дополни-
тельно применяют микрометрические и индикаторные приборы —
штихмассы, пассиметры, микрометры, штангенинструменты —
201
штангенциркули, штангенрейсмусы, штангенглубиномеры, кон-
трольные оправки и предельные калибры-пробки.
В крупносерийном и массовом производстве контроль гео-
метрической точности корпусных деталей выполняют на специгль-
ных приборах, обеспечивающих автоматическое измерение одно-
временно нескольких параметров точности детали. Измерительная
система таких приборов основана обычно на применении пневма-
тических, индуктивных или электроконтактных датчиков.
При выборе измерительных средств необходимо учитывать
требования к точности контролируемой детали и допускаемые
предельные погрешности измерительного прибора. Предельная
погрешность измерительных средств, как правило, не должна пре-
вышать 0,1 ... 0,2 мм допуска на контролируемый параметр и
лишь в отдельных случаях при малом допуске возможно допу-
стить погрешность измерения в пределах 0,3 допуска.
Погрешность измерительных средств можно также учесть путем
установления более' жестких производственных допусков, значе-
ние которых занижено на удвоенное значение погрешности изме-
рения. Это делают для отдельных параметров точности при изго-
товлении наиболее ответственных корпусных деталей.
Методы контроля параметров геометрической точности пло-
ских поверхностей аналогичны тем, которые применяют для кон-
троля плоских поверхностей станин (см. п. 2.3). Для корпусных
деталей наиболее характерным является контроль точности раз-
меров и относительного положения главных отверстий, Микро-
метрические нутромеры (штихмассы) имеют цену деления 0,01 мм
и обеспечивают измерение диаметров отверстий 50 ... 600 мм и бо-
лее. Индикаторные нутромеры повышенной точности с ценой деле-
ния 0,001 ... 0,002 мм позволяют контролировать отверстия диа-
метром 5 ... 300 мм. Пневматические измерительные головки, ис-
пользуемые в специальных контрольных приборах, обеспечивают
контроль диаметров с точностью до 0,001 мм. При этом возможно
измерение в нескольких радиальных направлениях в труднодо-
ступных местах для отверстий диаметром от 5 мм и выше.
Оценка точности диаметральных размеров отверстий с помощью
предельных калибров-пробок не позволяет получить численного
значения отклонений. Предельные калибры, с помощью которых
можно быстро установить, находится ли контролируемый размер
в пределах допуска, достаточно широко применяют как в мелко-
серийном, так и в массовом производстве. Для контроля точности
геометрической формы отверстия в поперечном сечении (оваль-
ность, огранка) измерение диаметральных размеров необходимо
выполнять в нескольких радиальных направлениях. При изме-
рении диаметральных размеров в двух перпендикулярных направ-
лениях Dt и D2l Dj = Dmax, D2 = Dmn отклонение геометриче-
ской формы отверстия — отклонение от круглоеги
Акр — (Dmax — ^mln)/2.
202
Контроль точности геометрической формы отверстий в продоль-
ном направлении (конусообразность, бочкообразность) требует
измерения диаметральных размеров в нескольких поперечных
сечениях, При измерении диаметральных размеров в двух сече-
ниях ?)| и Du (Dj = Dmax, Dn = ?>mln), расположенных на
расстоянии L, погрешность геометрической формы в виде конус-
ности составит Апр = (Dmax — Dm[n)/L, Для измерения точности
положения отверстия относительно плоскости или другого отвер-
стия в первую очередь необходимо материализовать ось отверстия.
Это делают с помощью контрольных оправок, вставляемых в от-
верстия. Оправки представляют собой закаленные стальные
стержни твердостью HRCd 52 ... 54 и точностью диаметров по
/75, /76, шероховатостью поверхности Ra = 0,32 ... 0,16 мкм.
Для отверстий диаметром до 50 мм оправки устанавливают
непосредственно по отверстию корпуса, а при размере отверстия
более 50 мм оправки устанавливают через промежуточные кон-
трольные втулки, которые также изготовлены с точностью ка-
либра. Ширина контрольной втулки составляет 1,5 ... 2 диаметра
вставляемой оправки. Сопряжение втулки с корпусом обеспечи-
вается по посадкам Л5, /s5, а установка контрольной оправки по
посадке Л5. Для отверстий диаметром до 100 мм, обычно приме-
няют стальные закаленные втулки, а при большем диаметре исполь-
зуют чугунные втулки с выточками и отверстиями для снижения
массы.
Схемы контроля соосности двух отверстий представлены на
рис. 3.26. О достижении требуемой точности звена Ег судят по
легкости прохождения контрольной оправки (рис. 3.26, а). Изме-
рительная размерная цепь при этом включает звенья ЕА =
= Е± + Е2 + Е3. Этот метод прост в реализации, однако он не
позволяет определить по Дед численное значение отклонения Д^
и установить причину его формирования — параллельное сме-
щение или относительный перекос (поворот) осей. Если одно из
отверстий, например левое (рис. 3.26, в) принять за базу (система
°ixiyizi)> относительно которой имеет место смещение и поворот
другого отверстия (система o2x2y2z2), определяемые вектором
k = (Л, ?, 7, А,, р, у), то отклонение от соосности на длине L
составит
Ае = i/Af + ДЬ + L V ~ЦТЩ, <3-30)
где Дг, АБ, Др, Av — отклонения соответствующих параметров
смещения и относительного поворота.
Максимальное отклонение от соосности, получаемое при оди-
наковых предельных значениях отклонений (А* = Аг, Др ^
= Д*)> может составить
Д| = /2(Д^ + /,Д*). C.31)
203
Отклонение от соосности Д# определяют как половину радиаль-
ного биения, показываемого индикатором: АЕ = 0,5?Л
Отклонения от соосности необходимо контролировать в не-
скольких поперечных сечениях (I, II), так как согласно выраже-
нию C.30) при определенном сочетании отклонений несоссность
на отдельных участках может быть не обнаружена. Зная отклоне-
ния AEv Aeu в отдельных сечениях (Д*п > Д^ и Lu t> ?j),
по формуле C.31) можно рассчитать наибольшее отклонение от
соосности на рассматриваемом участке L:
при Lu <5 Lt < L.
Эта величина не должна превышать заданный допуск ЬЕ на соос-
ность, который по ГОСТ 24642—81 задается в диаметральном или
радиальном выражении. Измерение точности поворота оси отвер-
стия относительной базовой плоскости и точности расстояния от от-
верстия до плоскости выполняют на контрольной плите с исполь-
зованием контрольной оправки и индикатора на стойке (рис. 3.27).
С помощью набора концевых мер индикатор предварительно
выставляют на требуемый размер В = A -f d/2. Затем последо-
вательно в позициях I и II фиксируют отклонения Uj и ?/и, пока-
зываемые индикатором при касании образующей оправки
(рис. 3.27, а).
204
Отклонение от параллельности оси отверстия плоскости (рис. 3.27,
б) определяют по формуле
дх = (иг - Un)/L,
где L — расстояние между позициями I и И.
Отклонения расстояния от оси отверстия до плоскости
AL = (t/i + t/n)/2.
Расстояние (среднее) от оси отверстия до плоскости рассчитывают
по формуле
^cp = (BI + B„)/2-d/2>
где d — диаметр контрольной оправки.
Контроль точности относительно поворота и расстояния Г оси
отверстия до базовой плоскости в горизонтальном направлении
выполняют аналогично с использованием угольника (рис. 3.27, в).
Для измерения расстояния от образующей контрольной оправки
до базовой плоскости, помимо индикатора, могут быть также ис-
пользованы штангенрейсмус, штихмасс, мерные плитки.
Схемы измерения точности положения осей отверстий в задан-
ной плоскости показаны на рис. 3.28. В отверстия вставляют
контрольные оправки. Для измерения используют линейки /,
угольники 2 или специальные приспособления 3, на которые уста-
навливают уровень 4. Измерения можно выполнить также на кон-
трольной плите с использованием индикатора на стойке.
Точность межцентрового расстояния и параллельность осей
отверстий контролируют по схеме, представленной на рис. 3.29.
205
4 J
j^L
Э-/
Рис. 3.28. Контроль положений осей отверстий в заданной плоскости:
а —в горизонтальной; б —в вертикальной; в —• в плоскости, расположенной под опре*
деленным углом
Рис. 3.29. Схема контроля точности межосевого расстояния
Рис. 3.30. Контроль перпендикулярности одного отверстия к другому
206
а) 5)
Рис. 3.31 Контроль перпендикулярности торцовой плоскости к оси отверстия
Расстояние между образующими двух контрольных оправок можно
измерить: по наружной стороне — микрометром или штангенцир-
кулем (рис. 3.29, а), по внутренней стороне — штихмассом
(рис. 3.29, б), индикаторным нутромером или набором концевых
мер. Межцентровое расстояние рассчитывают по формуле
А = 0,5 [(А1 +А2) +(^ + 4)].
Отклонение от параллельности одного отверстия другому
А3 = (Аг - A2)IL.
Отклонение от перпендикулярности оси одного отверстия к оси
другого можно проверить с помощью индикатора на оправке
(рис. 3.30, а) или калибра (рис. 3.30, б). В обоих случаях фикси-
руют два отклонения Дх и Д2 на базовой длине L. Отклонение от
перпендикулярности AY определяют как отношение разности
(Ajl — А2) к базовой длине L.
Отклонение от перпендикулярности торцовой плоскости к оси
отверстия проверяют с помощью калибра (рис. 3.31, а) или ин-
дикатора, установленного в специальной оправке (рис. 3.31, б).
В первом случае отклонения определяют щупом, измеряя зазор
в двух противоположных точках на базе D, а во втором — по по-
казаниям индикатора в положениях I и II. Отклонение от перпен-
дикулярности торцовой плоскости к оси отверстия оценивают
как разность показаний, отнесенную к базовой длине D.
ГЛАВА 4. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ОБРАБОТКИ КОРПУСНЫХ
ДЕТАЛЕЙ
Эффективным средством повышения производительно-
сти в машиностроении являются автоматизация и механизация
технологических и вспомогательных процессов, выполняемых на
различных этапах изготовления изделий. Если автоматизация из-
207
готовления изделий в крупносерийном и массовом производстве
идет по пути создания специальных автоматических линий, стан-
ков-автоматов и полуавтоматов, работающих по жесткому циклу,
то автоматизация в мелкосерийном производстве требует создания
гибких производственных систем, способных автоматически пере-
ходить с обработки деталей одного типоразмера на другой [21].
В решении этих задач решающую роль должны играть станки
с ЧПУ и многоцелевые станки. Объединение группы станков
с ЧПУ и многоцелевых станков в единую технологическую
систему, связанную автоматическим транспортом, позволяет соз-
давать высокоэффективные гибкие производственные системы,
управляемые от ЭВМ.
§ 1. ПРИНЦИПИАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ
ПО ОБРАБОТКЕ КОРПУСНЫХ ДЕТАЛЕЙ
НА АВТОМАТИЗИРОВАННЫХ УЧАСТКАХ
В МЕЛКОСЕРИЙНОМ ПРОИЗВОДСТВЕ
Высокопроизводительные металлорежущие станки
типа многоцелевых, осуществляющие по программе автоматиче-
скую смену обрабатываемых заготовок и режущего инструмента,
позволяют автоматически произвести с одной установки практи-
чески полную обработку корпусной детали с четырех—пяти сто-
рон. Наличие на станках многоинструментальных магазинов с ши-
роким набором режущего инструмента дает возможность автома-
тически выполнять на одной или нескольких рабочих позициях
с одной установки заготовки различные технологические пере-
ходы по обработке плоских и фасонных поверхностей, по обра-
ботке главных и крепежных отверстий, по нарезанию резьб и по-
лучению требуемых пазов и выточек. При этом можно производить
такие работы, как фрезерование плоских поверхностей и фрезеро-.
вание по контуру, координатное сверление, растачивание, нареза-
ние резьбы. Управление станком осуществляется по программе,
записываемой на перфоленте или передаваемой от ЭВМ. Смена
программы производится в течение 1,5 ... 4 мин.
Базирование заготовок на многоцелевых станках произво-
дится на столе станка или в приспособлениях простейшего типа
без направляющих втулок для инструмента. Таким образом, тре-
буемая точность детали должна обеспечиваться непосредственно
технологической системой. Это обстоятельство обусловливает не-
обходимость изготовления многоцелевых станков с высокой точ-
ностью и оснащения их адаптивными системами, обеспечиваю-
щими автоматическое управление точностью и производитель-
ностью обработки резанием.
Для обработки заготовки с различных сторон на многоцелевых
станках применяют точные поворотные столы, позволяющие
по программе поворачивать заготовки на требуемый угол. В це-
лях повышения эффективности использования станка в ряде слу-
203
Рис. 3.32. Многоцелевые станки:
а — с вертикальными расположениями шпинделя; б — с горизонтальным расположе-
нием шпинделя; 1 — стол станка; 2 — шпиндель; 3 — инструментальный магазин; 4 —
пульт управления с дисплеем и клавиатурой для «свободного» программирования; 5 —
система ЧПУ; 6 —• механизм автоматической замены инструмента; 7 — сменные много-
шпиндельные головки; 8 — механизм замены столов-спутников
209
чаев меняют сменные столы или спутники, что позволяет устанавли-
вать заготовку в процессе обработки, совмещая тем самым основ-
ные и вспомогательные переходы во времени.
Многоцелевые станки имеют различные компоновки с одним
или несколькими шпинделями, многопозиционными револьвер-
ными головками и магазинами, содержащими от 30 до 100 различ-
ных режущих инструментов (рис. 3.32). Замена инструмента
в шпинделе в процессе технологического процесса производится
автоматически в течение 4 ... 6 с. Для выбора соответствующего
инструмента применяют кодирование инструментальных гнезд или
инструментальных оправок. Использование одного такого станка
позволяет заменить несколько фрезерных сверлильных и расточ-
ных станков, при этом значительно повышается производитель-
ность (в 2 ... 4 раза) вследствие сокращения вспомогательного
времени в результате автоматизации цикла обработки и автомати-
ческой замены режущего инструмента и заготовки.
Требования к технологичности корпусных деталей и заготовок.
При разработке технологического процесса изготовления корпус-
ной детали необходимо проанализировать конструкцию корпусной
детали с точки зрения ее технологичности и особенностей обра-
ботки на автоматизированных системах.
Наиболее технологичной считают конструкцию корпусной де-
тали, отвечающую следующим требованиям:
наличие удобных технологических баз, обеспечивающих тре-
буемую ориентацию и надежное крепление заготовки на станке при
возможности обработки ее с нескольких сторон и свободного
подвода инструмента к обрабатываемым поверхностям;
простота геометрической формы заготовки, позволяющая об-
рабатывать большинство ее поверхностей с одной установки;
наружные поверхности детали должны иметь открытую форму,
обеспечивающую возможность обработки напроход в направлении
подачи;
обрабатываемые поверхности приливов и платиков на соответ-
ствующих наружных сторонах желательно располагать в одной
плоскости;
в конструкции детали необходимо избегать наклонного рас-
положения обрабатываемых поверхностей, участков фасонного
профиля, сложных уступов и пазов, прерывающих плоские по-
верхности и отверстия;
главные отверстия, требующие высокой точности, следует
делать сквозными с минимальным числом ступеней, что позволяет
выполнять обработку напроход меньшим числом инструментов;
отверстия, расположенные по одной оси в противоположных
стенках, желательно выполнять одного диаметра;
при наличии на одной оси нескольких отверстий их диаметраль-
ные размеры должны уменьшаться от внешней стенки к середине
детали; наиболее точные отверстия желательно располагать на
Енешних стенках;
210
отверстия следует располагать перпендикулярно к плоским
поверхностям; при наличии наклонных отверстий, они должны
быть доступны для обработки при повороте вращающегося стола
с закрепленной заготовкой;
в конструкции детали необходимо избегать обрабатываемых
внутренних торцовых поверхностей и бобышек, требующих преры-
вания цикла и установки инструмента внутри при отсутствии спе-
циальных механизмов радиальной подачи;
обрабатываемые поверхности заготовки необходимо распо-
лагать в доступных для обработки плоскостях, которые могут
быть обращены к шпинделю при последовательном повороте стола
с заготовкой на определенный угол;
крепежные отверстия желательно иметь одинаковых размеров
с возможностью нарезания в них резьбы с помощью метчиков, что
позволяет использовать стандартные циклы обработки;
заготовка должна иметь достаточную жесткость и прочность,
при которых исключается возможность вибрации в процессе обра-
ботки или недопустимых деформаций от сил резания и закрепле-
ния.
При анализе возможности производительной обработки кор-
пусной детали необходимо рассматривать отдельные комплексы
поверхностей раздельно, затем анализировать возможность их
сочетания и на следующем этапе рассматривать различные ва-
рианты их относительного положения в корпусной детали. В ре-
зультате можно оценить технологичность корпусной детали и
дать рекомендации по выбору наиболее технологичных конструк-
тивных решений.
При анализе технологичности необходимо учитывать особен-
ности программных станков и многоцелевых станков. Эти осо-
бенности определяются в первую очередь компоновкой станка,
наличием поворотного или глобусного стола, наличием подклад-
ных плит и другой технологической оснастки, а также принятой
в станке системой отсчета координат. Так, если на станке имеется
только крестовый стол, то можно без переустановки обрабатывать
заготовки корпусных деталей с параллельными стенками. Нали-
чие поворотного стола при горизонтальном расположении шпин-
деля значительно расширяет технологические возможности обра-
ботки заготовок корпусных деталей, так как можно обрабатывать
поверхности, расположенные под различньши углами. Отдельные
геометрические комплексы следует рассматривать с точки зрения
возможности их получения с наименьшим числом переходов, а сле-
довательно, с наименьшим числом замен необходимого режущего
инструмента. При этом целесообразно применение стандартного,
а не специального режущего инструмента. Однако при определен-
ной серийности деталей не исключается возможность применения
и специального инструмента, в том числе сменных многошпиндель-
ных головок. Таким образом, при анализе технологичности детали
необходимо учитывать требования, соблюдение которых позволяет
211
значительно уменьшить затраты времени на выполнение опера-
ций.
Отдельного рассмотрения требует вопрос правильной поста-
новки и увязки размеров в корпусных деталях. Правильная и
обоснованная постановка размеров и допусков возможна на основе
понимания служебного назначения изделия и тщательного ана-
лиза существующих там размерных связей.
При изготовлении корпусной детали на станке с ЧПУ
требуется пересчет размеров, определяющих точность расстояния
и относительного поворота, к единой системе координат, соответ-
ствующей принятому комплекту технологических баз. Чертеж
детали содержит исходную информацию для составления управ-
ляющей программы, на основе которой может быть изготовлена де-
таль. При обработке на станках с ЧПУ траектория относительного
перемещения заготовки и режущего инструмента формируется по
командам в опорных точках, заданных в прямоугольной системе
координат. В соответствии с этим размеры в чертежах следует
задавать в прямоугольной системе координат. Для этого выбирают
начало системы координат и направления осей системы коорди-
нат заготовки. Направление осей координат заготовки должно
совпадать с направлением осей координат станка при введении
детали в систему станок — приспособление—инструмент—заго-
товка. При этом желательно, чтобы технологические базы заго-
товки соответствовали координатным плоскостям станка, что су-
щественно упрощает ориентацию заготовки и повышает точность
установки.
В отдельных случаях следует отказаться от принятых схем
простановки размеров. Например, положение крепежных отвер-
стий относительно основного отверстия обычно принято задавать
радиусом и центральным углом между их осями. Более удобным
является задание положения отверстий координатным методом,
когда за начало координат выбрана ось основного отверстия. '
Когда деталь имеет большое число крепежных отверстий, ука-
зание координат центра каждого из них приводит к затруднению
в чтении чертежей. В этом случае целесообразно применение таб-
личного метода задания размеров, который удобен и для про-
граммирования. При обработке по программе, когда все переме-
щения инструментов задаются координатами, возникает необходи-
мость иметь информацию и о тех размерах, которые обычно не
наносят на чертежи.
В общем случае простановка размеров на чертежах деталей,
обрабатываемых на автоматизированных системах, должна быть
такой, чтобы при подготовке управляющей программы необходи-
мость их пересчета была наименьшей.
Поле рассеяния размеров при обработке на станках с ЧПУ рас-
положено симметрично относительно номинальных значений, по-
этому программируемые размеры с несимметричными допусками
должны быть пересчитаны с учетом заданных в чертеже отклоне-
212
Рис. 3.33. Схемы простановки и пересчета размеров корпусной детали:
а — задание размеров в чертежах; б — простановка размеров в приращениях; в — про-
становка размеров в абсолютной системе
ний. Например, в чертеже задан размер НО^ол!, который при
программировании пересчитывается: 140 -f- @,05 + 0,15)/2 =
= 140,10 мм.
В системах ЧПУ предусмотрены два способа задания коорди-
натных перемещений; в абсолютной системе и по приращениям,
что позволяет программировать перемещения непосредственно
с чертежа. Для эгого размеры в чертежах следует задавать в пря-
моугольной системе координат. На рис. 3.33 приведены схемы
простановки и пересчета размеров.
Обработка заготовок с большими припусками на точных и до-
рогостоящих станках, какими являются многоцелевые станки,
нецелесообразна. Это объясняется необходимостью сохранения
высокой точности многоцелевых станков, требованием наиболее
эффективного использования дорогостоящего оборудования и спе-
цификой технологического процесса на автоматизированных
участках.
В условиях автоматизированного производства деление опера-
ций, выполняемых на одних и тех же станках, на черновые и чисто-
вые, а также прерывание автоматического цикла в целях осущест-
вления искусственного старения заготовки, является крайне не-
желательным. Операцию искусственного старения следует выпол-
нять на первых этапах технологического процесса до поступления
корпуса на автоматизированный участок. В соответствии с изло-
женным, заготовки корпусных деталей, обрабатываемых на авто-
матизированных участках, должны быть достаточно точными и
иметь сравнительно небольшие припуски, отвечающие условиям
получистовой и чистовой обработки. Этим требованиям отвечают
отливки первого и частично второго классов точности.
Требования к литейным базам определяются в первую очередь
задачами базирования. Это означает необходимость гарантиро-
ванного обеспечения требуемой точности установки у всех обраба-
тываемых в партии заготовок.
Использование координатно-измерительных машин при из-
готовлении корпусных деталей в гибком автоматическом произ-
водстве позволяет исключить операцию разметки, выполняя тре-
213
Рис. 3.34. Выставка заготовки на спутнике с использованием координатно-измери-
тельнои машины:
а — координатная система баз разметки; б — измерение положения заготовки в процессе
установки
буемую выверку (ориентацию) заготовки при закреплении ее на
спутнике для выполнения первой операции. При выставке заго-
товки на спутнике с помощью координатно-измерительнои машины
руководствуются указанными на чертеже базами разметки и тех-
нологическими задачами, решаемыми при выполнении первой опе-
рации. Базы разметки в данном случае выполняют роль техноло-
гических баз, которые используют для выставки заготовки на спут-
нике. Задача заключается в том, чтобы путем измерения положе-
ния координатной системы баз разметки OXYZ так расположить
заготовку относительно координатной системы баз спутника
O'X'Y'Z', что обеспечит получение требуемой точности размеров
и относительных поворотов поверхностей заготовки, получаемых
на первой операции. Рассмотрим это на следующем примере.
Базами разметки корпусной детали (рис. 3.34, а) являются: 1) по-
верхность основания (плоскость XOY) — установочная; 2) боко-
вая поверхность (плоскость YOZ) — направляющая; 3) плоскость
симметрии прилива для главного отверстия (плоскость XOZ) —
опорная. Схема измерения положения заготовки по указанным
базам разметки представлена на рис. 3.34, б.
Началом отсчета являются координатные плоскости, соответ-
ствующие основным базам спутника, или связанные с ними спе-
циально создаваемые измерительные базы. Оценка положения за-
готовки по установочной базе осуществляется путем измерения
отклонений Агъ Дг2, Дг3 в трех точках поверхности основания:
I (хъ уъ гх), 2 (х2, у2, z2), 3 (х3, у3, z3). При допускаемых предель-
ных значениях погрешности установки -Су, А^, Ру и с", А^, (Jy
отклонения в точках измерения не должны превышать значений:
верхнего А*. < с* + ук* — х$*;
нижнего Аг. ^ су + *А? — х$у,
214
где xf у — наибольшие координаты краевых точек поверхности
установочной базы.
Для выставки заготовки по направляющей базе (координатной
плоскости YOZ) измерения необходимо выполнять в двух точках
(см. рис. 3.34, б). Для достижения точности установки в пределах
#у, tfy*, Yy> Ту отклонения в точках измерения не должны превышать
значений
М.<ау-ууку; Ь"х^а«у-ууъУ9
где у — наибольшее значение координаты OY по направляющей
базе.
Точность установки заготовки по опорной базе (координатная
плоскость XOZ) оценивают путем отклонения точки 6 (л;в, r/6, z6).
Поскольку опорная база располагается по оси симметрии прилива,
то измерение выполняют в двух точках Ау'6 Ду?. При этом откло-
нение Az/6 =0,5 (Д#б + Д#б) не должно превышать допускаемых
предельных значений погрешности установки Ьи <з Ду6 <• Ьв.
Особенности технологического процесса обработки заготовок
корпусных деталей на автоматизированных станках. Построение
технологического процесса изготовления заготовок корпусных
деталей на многоцелевых станках и автоматизированных участках
имеет свои особенности. Выявление и учет этих особенностей
имеет важное значение для достижения требуемой точности де-
тали и эффективного использования дорогостоящего станочного
оборудования.
Одной из главных особенностей построения технологических
процессов на многоцелевых станках и автоматизированных
участках является максимальная концентрация последовательно
выполняемых по программе технологических переходов с приме-
нением различного режущего инструмента при наиболее полном
использовании принципа единства баз (рис. 3.35). Важным тех-
нологическим преимуществом этого является достижение высокой
точности относительного положения поверхностей детали, обраба-
тываемых с одной установки при использовании различного режу-
щего инструмента. Объясняется это следующими факторами:
при обработке нескольких поверхностей заготовки с одной
установки погрешность установки не влияет на точность их отно-
сительного положения;
высокая точность и стабильность статической настройки, по-
лучаемой в автоматическом цикле по управляющей программе,
что обеспечивается геометрической точностью станка, точностью
позиционирования.
Применение многоцелевых станков и автоматизированных
участков значительно расширяет возможности выполнения пол-
ной обработки заготовки с одной установки при базировании ее по
необрабатываемым поверхностям. Структура построения техноло-
гического процесса в этом случае существенно упрощается. Пол-
ная обработка заготовки может быть выполнена на одном или на
215
Рис. 3.35. Схема технологических пе-
реходов, выполняемых при обработке
заготовок корпусных деталей с одной
установки на многоцелевом станке вер-
тикальной компоновки:
/ — фрезерование плоскости; 2 — сверле-
ние мелких отверстий; 3 — фрезерование
по контуру; 4 — круговое фрезерование от-
верстия; 5 — растачивание главного отвер-
стия; 6 — развертывание; 7 - сверление
резьбовых отверстий; 8 — фрезерование ка-
навки, 9 — фрезерование 1-образного па-
за; 10 —¦ нарезание резьбы метчиками; // —
фрезерование круговых канавок в отвер-
стии
и межцентровых расстоянии,
нескольких (двух, трех) много-
целевых станках. Заготовка
обрабатывается без перезак-
репления ее на одном спутнике,
который последовательно пере-
ходит с одного станка на другой.
При выборе технологических
баз необходимо исходить из
задач, решаемых на первой опе-
рации, — достижение требуемо-
го положения обрабатываемых
поверхностей относительно не-
обрабатываемых и обеспечение
равномерного припуска по об-
рабатываемым поверхностям.
Выполнение на станках рабочих
переходов происходит в следу-
ющей последовательности: вна-
чале производят предваритель-
ное и окончательное фрезеро-
вание плоских поверхностей,
затем обрабатывают главные
отверстия (сверление, зенкеро-
вание, растачивание и развер-
тывание), а в заключении —
мелкие отверстия (сверление,
снятие зенкером фасок и наре-
зание метчиками резьбы).
Для исключения влияния
погрешности установки, наи-
более ответственные поверхно-
сти заготовки, размеры между
которыми имеют жесткие до-
пуски, следует обрабатывать
на одном станке с одной уста-
новки спутника. Это относится,
в первую очередь, к обработке
главных отверстий, где необхо-
димо обеспечить требуемую точ-
ность относительных поворотов
к получению торцовых поверхно-
стей, расположенных перпендикулярно к осям главных отвер-
стий, а также к обработке комплекта основных баз заготовки и
получению поверхностей вспомогательных баз, требующих точного
расположения относительно основных баз детали. Влияние по-
грешности установки спутника на точность относительного
положения поверхностей, полученных при обработке на двух
станках, можно определить заранее путем расчета.
216
Так, если обработка главного отверстия выполняется на одном
многоцелевом станке, а сверление по торцу мелких отверстий
и нарезание резьбы — на другом станке, то погрешность уста-
новки спутника соу = (ау, Ьу, су, Ху, (Зу, уу) будет влиять на сме-
щение центра резьбовых отверстий относительно оси главного
отверстия (рис. 3.36). Смещение по трем координатам Дх, Av, Д2
можно определить по формуле приведенной погрешности уста-
новки
где X, У, Z — координаты отверстия в системе координат спут-
ника.
Координаты A, Y, Z зависят от положения нуля заготовки на
спутнике (Хд, Уд, ZJ и от положения отверстия в системе коорди-
нат детали (х0, у о, z0):
х — ^д ~Ь ^<ь У = ^д + Уо\ z — %а 4" ^о-
При необходимости определения предельных отклонений А*,
А®, А®, А", Ау, А" в формулу C.33) следует подставить соответ-
ствующие матрицы угловых преобразований для верхних Яу и
для нижних я" отклонений:
Если обработка заготовки с одной установки не представляется
возможной, то структура выполнения технологического процесса
включает следующие этапы.
1. Обработка на первой операции комплекса поверхностей,
используемых в дальнейшем в качестве технологических баз, для
получения большинства поверхностей детали.
2. Обработка практически всех поверхностей заготовки с об-
щих технологических баз, полученных на первой операции.
Таким образом, между первым и вторым этапом происходит
организованная смена баз, т. е. переустановка заготовки на обра-
ботанные поверхности.
217
Рис. 3.36. Влияние погрешности
установки спутника на смещение
резьбовых отверстий относительно
оси главного отверстия
В качестве общих технологи-
ческих баз могут быгь приняты
как основные базы, так и другие
удобные для этого поверхности,
геометрические параметры кото
рых отвечают требованиям выбора
баз загаювки. Для создания удоб-
ных технологических баз на за-
готовке иногда предусматривают
специальные технологические при-
ливы, платики, которые обраба-
тывают на первой операции.
Наиболее удобными технологи-
ческими базами для большинства
операций являются:
три плоскости, образующие
координатный угол — базирова-
ние по трем плоскостям;
плоскость и два отверстия, материализующие схему базирова-
ния по плоскости и двум штырям;
плоскость и одно отверстие сравнительно большого диаметра,
обеспечивающие схему базирования по плоскости, центрирую-
щему бурту и опорной базе.
Эти схемы базирования получили наибольшее применение.
Таким образом, основной задачей первой операции при изготов-
лении деталей на автоматизированных участках является подго-
товка удобных технологических баз, обеспечивающих возмож-
ность осуществления всей последующей обработки поверхностей
деталей с единых поверхностей. Решение этой задачи позволяет
наиболее полно использовать принцип единства баз, в результате
чего до минимума сокращается влияние погрешности установки на
точность обработки.
Базирование заготовки корпусной детали на первой операции
по созданию технологических баз можно осуществлять путем
предварительной выверки детали по разметке. Возможна также
установка на спутник без нанесения разметки, путем выверки
ее положения с помощью координатно-измерительных машин.
В тех случаях, когда имеет место получение точных заготовок,
операцию по подготовке баз можно выполнять без разметки, т. е.
осуществлять базирование по необработанным поверхностям.
В отличие от обычного производства в данном случае имеет место
упрощенная разметка заготовок корпусных деталей, которая вы-
полняется на одной из первых операций и используется только
для достижения требуемой точности установки обрабатываемой
заготовки на спутнике. Иными словами разметка используется
для совмещения начала отсчета координатной системы заготовки
с началом отсчета координатной системы спутника и приспособ-
ления. В зависимости от решаемых технологических задач вы-
218
бираемые базы разметка позволяют добиться равномерного рас-
пределения припуска при обработке главных отверстий сравни-
тельно нежестким консольным инструментом или обеспечить рав-
номерность толщины требуемой стенки или буртика с учетом дости-
жения требуемой точности положения обрабатываемых поверхно-
стей относительно поверхностей, не подлежащих обработке. Пра-
вильное решение этих задач позволяет уменьшить число переходов,
что повышает эффективность использования дорогостоящего обо-
рудования.
Подготовляемые на первой операции технологические базы
должны обеспечить возможность последующей обработки заго-
товки с пяти сторон — четырех горизонтальных направлений и
одного вертикального. При этом необходим свободный доступ
режущего инструмента ко всем обрабатываемым поверхностям.
Удобным технологическим решением этой задачи является исполь-
зование подкладных плит или планок при использование любой
из приведенных выше схем базирования заготовки.
Так как на автоматизированных участках заготовки обрабаты-
ваются от одних технологических баз в автоматизированном
цикле по принципу переменно поточного производства, то преры-
вание процесса между выполнением черновых и чистовых перехо-
дов не желательно. Поэтому операцию искусственного или естест-
венного старения рекомендуется выносить в начало технологи-
ческого процесса, т. е. до поступления заготовки на автоматизи-
рованную систему.
При разработке операционной технологии корпусную деталь
необходимо рассматривать как определенный геометрический ком-
плекс элементарных поверхностей, обрабатываемых по типовым
технологическим схемам с использованием стандартных циклов.
Формируемая при этом на каждом станке операция представляет
собой комплексное сочетание фрезерных сверлильных, расточных
и других переходов.
При определении последовательности выполняемых техноло-
гических переходов необходимо исходить из задачи достижения
требуемой точности и сокращения затрат вспомогательного вре-
мени на замену инструмента и выполнение вспомогательных
ходов.
У многих корпусных деталей на одной стороне может быть
расположено несколько одинаковых поверхностей, например, по-
верхностей отверстий равного диаметра, пазов одинаковой ши-
рины или одинаковых по размерам плоскостей, требующих при-
менения одного режущего инструмента. В этом случае, как пра-
вило, целесообразно одним инструментом последовательно обра-
ботать все одинаковые поверхности, расположенные на одной сто-
роне, а затем сменить режущий инструмент. Однако при больших
размерах заготовки, когда время относительного перемещения
с одной позиции на другую значительно больше, чем на замену
инструмента, целесообразно, меняя инструмент, выполнить все
219
Рис. 3.37. Схема инструментального набора для компоновки комбинированного
инструмента при обработке ступенчатого отверстия:
/ — общая инструментальная оправка; 2 — перовое сверло для предварительной обра-
ботки; 3 — расточной блок, 4 — резец для снятия фаски; 5 — резцовый блок для под-
резки торца; 6 — резец для подрезки канавок; 7 — расточной блок для чистовой обра-
ботки; 8 — спиральное сверло; 9 — расточная оправка; 10 — развертка
переходы по обработке одной поверхности, а затем перейти на
обработку другого участка.
При наличии на плоских поверхностях заготовки неравно-
мерного или завышенного припуска фрезерование рекомендуется
выполнять последовательными рабочими ходами с применением
фрез меньшего диаметра. Все это способствует уменьшению вибра-
ции, снижению сил резания и упругих перемещений, что благо-
приятно сказывается на точности обработки. Для уменьшения
влияния увода сверл, в целях достижения точности межцентровых
расстояний и положения отверстий относительно базы перед
сверлением отверстий рекомендуется выполнять центрирование.
Это особенно важно для отверстий диаметром более 12 ... 15 мм,
когда допуск на межцентровое расстояние составляет менее 0,2 ...
0,3 мм. Для центрирования следует использовать сверла большого
диаметра A0... 12 мм), и также специальные центровочные сверла
диаметром 4 ... 10 мм. Для обработки группы крепежных отвер-
стий целесообразно применять простейшие многошпиндельные
сверлильные головки. В свою очередь, ступенчатые отверстия
220
для повышения-производительности следует обрабатывать настро-
енными резцовыми блоками или комбинированными зенкерами
(рис. 3.37).
При обработке отверстий в литых заготовках вначале рекомен-
дуется растачивание резцом вместо зенкерования. Это позволяет
уменьшить отклонение оси отверстия вследствие неравномерного
припуска. Для уменьшения увода оси у отверстий большого диа-,
метра (более 100 мм) в качестве первого перехода рекомен-
дуется фрезерование па контуру концевой фрезой, затем растачи-
вание.
Для гарантированного достижения требуемой точности поло-
жения ряда отверстий и плоскостей относительно одной базы все
эти поверхности следует обрабатывать на одном станке за одну
установку. Аналогично надо строить процесс при необходимости
достижения требуемой соосности и параллельности осей отверстий,
обрабатываемых с двух или нескольких сторон при повороте заго-
товки со спутником на столе станка.
Если при обработке на станках нет возможности применить
поддерживающие кондукторы, то растачивание главных отвер-
стий, для которых необходим инструмент с большим вылетом,
следует осуществлять на расточных станках за участком. В тех
случаях, когда у заготовки имеется ряд соосных отверстий с умень-
шающимися диаметральными размерами в направлении центра,
можно рекомендовать следующую схему обработки:
вначале полностью обрабатывают ближайшие отверстия, доби-
ваясь высокой точности по диаметру;
затем, используя специальные расточные оправки с промежу-
точной опорной втулкой, базирующейся по обработанному отвер-
стию, обрабатывают внутренние отверстия меньшего диаметра.
Расточная оправка устанавливается в отверстие в автоматиче-
скОхМ цикле. В результате расширяются технологические возмож-
ности и обеспечивается более высокая точность соосности отвер-
стий. При сверлильных и расточных переходах без использования
кондукторных втулок получают отверстия с малыми межцентро-
выми расстояниями. Однако для обработки резьбовых отверсл й
менее М5 следует предусматривать специальный более жесткий ин-
струмент или выполнять эти переходы за пределами участка.
Для уменьшения номенклатуры требуемого инструмента следует
ужесточить требования к унификации при назначении диаме-
тральных размеров отверстий и крепежных резьб в корпусных
деталях, обрабатываемых на участках.
Технологическая подготовка обработки корпусных деталей на
станках с ЧПУ и многоцелевых станках существенно отли-
чается от подготовки при использовании обычных, универсаль-
ных станков. Она включает решение ряда технологических задач,
направленных на разработку управляющей программы и получе-
ние необходимой технологической оснастки, обеспечивающих пра-
вильную настройку станка на обработку заготовки. Рассмотрим
22 i
Рис. 3.38. Эскиз корпусной детали
вопросы технологической подготовки на примере обработки заго-
товки корпусной детали (рис. 3.38) на автоматизированном уча-
стке, состоящем из двух многоцелевых станков 243ВМФ2 и
6904ВМФ2, соединенных конвейером. Первый многоцелевой
станок вертикальной компоновки, второй имеет горизонталь-
ное расположение шпинделя и поворотный стол. Все это поз-
воляет обрабатывать заготовки с различных сторон. Обработка
осуществляется на спутниках. Рабочий закрепляет заготовку на
спутнике на участке установки и выверки. После этого заготовка
со спутником автоматически перемещается к требуемому станку.
Спутник базируется на станке в координатный угол, ориентация и
закрепление спутника осуществляются автоматически с помощью
приспособления, установленного ва столе станка.
Исходным для разработки управляющей программы и необхо-
димой наладки станков является: чертеж детали и ее заготовки,
разработанная технология, представленная в виде маршрута, и
технологические данные применяемого оборудования. -
Технология изготовления рассматриваемой корпусной детали
предусматривает первоначальную обработку плоскости А и двух
отверстий диаметром 10Н7 в целях получения технологических баз,
затем обработку остальных поверхностей. Обработку плоскости
А и двух базовых отверстий диаметром 10Н7 выполняют на станке
243 ВМФ2, а затем после переустановки заготовки обрабатывают
остальные поверхности на станке 6094 ВМФ2. Определив задачи
каждой операции и выбрав технологические базы, разрабатывают
схему установки заготовки на станке. На первой операции заго-
товка базируется по трем плоскостям, при этом выставка ее на
спутнике осуществляется по разметке с применением регулируе-
мых опор (см. рис. 3.34). На второй операции деталь базируется
по плоскости и двум отверстиям. При этом заготовку устанавли-
вают на подкладную плиту (адаптер), которая закрепляется на
спутнике (рис. 3.39) Такая схема установки позволяет выполнять
обработку с четырех сторон. Для каждой из сторон обрабатывае-
мой заготовки на основе чертежа разрабатывают геометрический
план обработки и определяют последовательность выполнения тех-
222
нологических переходов Каждому
отверстию на плане обработки при-
сваивают номер в соответствии с по-
следовательностью его обработки,
таким образом, отверстия одного
размера обычно имеют последова-
тельные номера.
В соответствии с принятой схе-
мой базирования для каждой уста-
новки детали выбирают систему
отсчета (нуль заготовки). Относи-
тельно этой координатной системы
производят пересчет всех размеров,
определяющих положение обрабаты-
ваемых поверхностей детали. В ре-
зультате составляют таблицу коор-
динат положения отверстий для
каждого плана обработки. При об-
работке заготовки на втором станке
в качестве координатных плоскостей
начала отсчета приняты: плоскость
А установочной базы XOZ и пер-
пендикулярные к ней две плоско-
сти симметрии детали XOY, YOZ
(рис. 3.40). Такое положение на-
чала отсчета означает наличие как
положительных, так и отрицатель-
ных координат отверстий, что до-
пустимо для системы ЧПУ с плавающим нулем. Для случая
фрезерования поверхности задают координаты положения
оси фрезы, соответствующие началу и концу рабочего хода, учи-
тывая величину врезания и перебега фрезы. В соответствии с на-
меченными переходами выбирают необходимый режущий инстру-
мент и определяют режимы резания. В результате составляют опе-
рационную карту обработки резанием, в которой отражаются
последовательность выполнения технологических переходов по
каждой стороне заготовки, состав применяемого инструмента и тех-
нологической оснастки, режимы резания и соответствующие за-
траты основного и вспомогательного времени на каждом лереходе.
Используя операционную карту обработки и данные станка
с рекомендациями по созданию формообразующих и вспомогатель-
ных движений, составляют для каждой операции расчетно-техно-
логическую карту (рис. 3.4J). В этой карте показывают траекто-
рию относительного перемещения режущего инструмента, указы-
вают координаты опорных точек относительного положения заго-
товки и инструмента, показывают положение нулевой плоскости,
радиус инструмента, приводят данные об относительном располо-
жении припуска на обрабатываемых поверхностях.
223
Рис. 3.39. Установка заготовки
на спутнике при обработке на
многоцелевом станке 6904 МФЗ:
1 — спутник; 2 — подкладная пли-
та; 3 — заготовка; 4 — шпиндель
станка; 5 — опорные элементы при-
способления; /, // — позиции для
последовательной обработки со сто-
рон I и II
рис 3.40. План обработки заготовки:
а — со стороны II; б — со стороны I
Для составления управляющей программы разработанный тех-
нологический процесс изготовления детали на станке кодируют
с помощью международного стандартного кода ISO—7 bit. При
этом используют специальные таблицы шифра режущего инстру-
мента, таблицы кодов подготовительных и вспомогательных тех-
нологических команд, подачи и частоты вращения шпинделя,
коды стандартных циклов. Управляющая программа формируется
из ряда последовательных кадров, имеющих определенный фор-
мат N3G2. X + 33. Y + 33. Z + 32. В 32. F2.S2.T2.M2.UC.
Кодирование процесса обработки отражают в технологиче-
ской программной карте (бланк-программа). На рис. 3.42 пред-
ставлена технологическая программная карта для обработки заго-
товки (см. рис. 3.39) на станке 6904ВМФ2. Технологическая про-
граммная карта отражает в кодовой записи последовательность и
содержание подготовительных команд и выполняемых технологи-
ческих переходов, каждый из которых представлен несколькими
кадрами управляющей программы.
Подготовительные команды и стандартные циклы кодируются
индексом G и соответствующими цифрами, подача и скорость —
индексом F и 5, режущий инструмент — Г, а вспомогательные
команды — М. Положение опорных точек, осей и плоскости обра-
батываемой детали задаются координатами X zk---,Y ±..., Z ±-->.
С технологической программной карты кодированную информацию
переносят на восьмидорожечную перфоленту. Это делают с по-
мощью устройства для подготовки управляющей программы типа
Брест I. С помощью алфавитно-цифровой клавиатуры оператор
вводит закодированную технологическую информацию, получая
при этом на перфоленте управляющую программу и бланк ее рас-
печатки (табл. 3.5), используемый для контроля *.
Получение управляющей программы еще не достаточно для на-
стройки станка. Поэтому помимо технологической программной
* Приведенная программа разработана инж. В. В. Новиковым.
224
3.5. Распечатка программы
%
N001G64X—116000Т01
N002G64B+250000F42M81
N003F48S48M06
N004G60Y+065000Z—002475
N005M03
N006G67X+055000M10
N007G63Z+002000T03M05
N008F46S60M06
N009G64X—095000
N010G60Y+062000Z—002500
ШИМОЗ
N012G67X+092000M10
N013T13M05
N014G63Z+002000
N015G60F38S52M06
NO 16X+020500 Y+065000
N017G81Z—001600 R002500
N018G80M05
N019G64B+500000F42M81
N020G60X—027000Y+058000F38
N021G81Z—004300R005750
N022G80X—037000Y+023000
N023G81Z—002400R005750
N024G80T05M05
НАЧАЛО ПРОГРАММЫ
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ ПО
X. ПОИСК ИНСТРУМЕНТА № 1.
ПОВОРОТ СТОЛА.
ЗАДАНИЕ РЕЖИМОВ S = 250, п =»
= 250. СМЕНА ИНСТРУМЕНТА.
ТОЧНОЕ ПОЗИЦИОНИРОВАНИЕ ПО
Y И Z.
ВКЛЮЧЕНИЕ ВРАЩЕНИЯ ШПИН-
ДЕЛЯ.
ЗАЖИМ СТОЛА. ФРЕЗЕРОВАНИЕ
ПЛОСКОСТИ.
ОТВОД ИНСТРУМЕНТА ПО Z. ОСТА-
НОВ ШПИНДЕЛЯ. ПОИСК ИНСТРУ-
МЕНТА № 3.
ЗАДАНИЕ РЕЖИМОВ S = 200, п =
= 1000. СМЕНА ИНСТРУМЕНТА.
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ ПО
X.
ТОЧНОЕ ПОЗИЦИОНИРОВАНИЕ ПО
Y И Z.
ВКЛЮЧЕНИЕ ВРАЩЕНИЯ ШПИН-
ДЕЛЯ.
ЗАЖИМ СТОЛА. ФРЕЗЕРОВАНИЕ
ПЛОСКОСТИ.
ОСТАНОВ ШПИНДЕЛЯ. ПОИСК
ИНСТРУМЕНТА № 13.
ОТВОД ИНСТРУМЕНТА ПО Z.
ЗАДАНИЕ РЕЖИМОВ S = 80, п =
= 400. СМЕНА ИНСТРУМЕНТА.
ТОЧНОЕ ПОЗИЦИОНИРОВАНИЕ ПО
X И Y.
РАССВЕРЛИВАНИЕ ОТВЕРСТИЯ 1
(АВТОМАТИЧЕСКИЙ ЦИКЛ).
ОСТАНОВ ШПИНДЕЛЯ.
ПОВОРОТ СТОЛА.
ТОЧНОЕ ПОЗИЦИОНИРОВАНИЕ ПО
X И Y.
РАССВЕРЛИВАНИЕ ОТВЕРСТИЯ 2
(АВТОМАТИЧЕСКИЙ ЦИКЛ).
ТОЧНОЕ ПОЗИЦИОНИРОВАНИЕ ПО
X И Y.
РАССВЕРЛИВАНИЕ ОТВЕРСТИЯ 3
(АВТОМАТИЧЕСКИЙ ЦИКЛ).
ОСТАНОВ ШПИНДЕЛЯ. ПОИСК
ИНСТРУМЕНТА № 5.
карты для рабочего-наладчика составляют карту наладки
(рис. 3.43) станка, в которой указывают относительное положение
приспособления на столе станка и показывает размерную связь
координатных систем заготовки, приспособления и станка. В карте
наладки указывают также измерительные базы и последователь-
ность выполнения настройки станка, обеспечивающей согласова-
ние нулей. Кроме этого в карте приводят номенклатуру применяе-
мого режущего инструмента с указанием требуемых размеров вы-
ставки в осевом и радиальном направлениях.
8* 227
§ 2. ОБОРУДОВАНИЕ И КОМПОНОВКА ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Автоматизированные участки из станков с ЧПУ и
многоцелевых станков предназначены для изготовления корпус-
ных деталей в мелкосерийном производстве и должны обладать
широкими технологическими возможностями. Высокопроизводи-
тельные многоцелевые станки, связанные между собой конвей-
ером, автоматически заменяют заготовку и режущий инструмент,
обеспечивая, таким образом, практически полную автоматизацию
технологического процесса обработки корпусов.
Управление автоматизированным участком обычно осущест-
вляется с помощью ЭВМ, которая обеспечивает диспетчирование,
трансляцию на станки управляющей программы и управление
ходом технологического процесса. В функции малочисленного
обслуживающего персонала входят установка на спутники загото-
вок и съем обработанных деталей, периодический контроль и за-
мена затупившегося режущего инструмента, общее наблюдение
за ходом технологического процесса. На таких системах одновре-
менно могут обрабатываться несколько различных корпусных
деталей, для вызова необходимой управляющей программы произ-
водят кодирование поступающих на станки спутников.
На рис. 3.44 представлена гибкая производственная си-
стема для обработки заготовок корпусных деталей. Система
состоит из четырех идентичных многоцелевых станков 7 с гори-
зонтальным расположением шпинделя. Станки расположены фрон-
тально по линии. За станками расположено двухрядное устрой-
ство 2 для складирования и оперативного хранения спутников и
заготовок на 56 позициях. Непосредственно за устройством скла-
дирования находятся две позиции 3 для установки и съема обра-
батываемых деталей со спутника. Перемещение и установка спут-
ников с деталями в соответствующие ячейки склада осущест-
вляется с помощью двух механизмов 7, которые обеспечивают
также передачу спутников с заготовками на четыре индивидуаль-
ные конвейера 5, связывающие автоматический склад со стан-
ками 7. Передачу спутников с конвейера на рабочие позиции стан-
ков осуществляют двухпозиционные поворотные манипуляторы 6.
На каждом обрабатывающем центре имеется два манипулятора,
обеспечивающих автоматическую смену режущего инструмента.
Режущий инструмент хранится в многопозиционных цепных мага-
зинах 5, расположенных между станками. Таким образом, на
каждый из станков может быть поставлен инструмент из двух мага-
зинов. Для замены инструментов в цепных магазинах имеется де-
сятипозиционная каретка с манипулятором 4, которая автоматиче-
ски перемещается вдоль участка. Возможность использования ши-
рокой номенклатуры инструмента значительно расширяет техно-
логические возможности участка. Участок управляется от ЭВМ 9.
229
Рис. 3.45. Гибкая производственная система:
1 — управляющая ЭВМ; 2 — стеллаж для заготовок и приспособлений; 3 — кран-балка;
4 — пульт управления; 5 — монтажный стол; 6 — многоцелевой станок вертикальной
компоновки; 7, 10 — системы ЧПУ станков; 8 — системы автоматической стыковки;
9 — многоцелевой станок горизонтальной компоновки; 11 — каретка-оператор
Гибкая производственная система, созданная в Мосстанкине
совместно с Оргстанкинпромом (рис. 3.45), предназначена для об-
работки корпусных деталей размером до 300 мм. Обработка и
транспортирование корпусных деталей выполняются на спутни-
ках. На столе 5 выполняют монтаж на спутник элементов приспо-
собления, выставку и закрепление заготовки, а также переуста-
новку заготовки и промежуточный контроль.
Каретка-оператор // перемещается вдоль участка, занимает
позиции /, //, ///, обеспечивая передачу спутников с монтажного
стола на станки и обратно. Передача спутников с каретки на стан-
ки осуществляется через систему автоматической стыковки 5,
которая выполняет также функции промежуточного накопителя
перед станками.
Для автоматической ориентации и закрепления спутника с за-
готовкой на станке применяют специальные приспособления. Ба-
зирование спутника в приспособлении осуществляется в коорди-
натный угол по схеме Т = (ДгА, Дг2, Дг3, Дг/4> Дг/5> Д*ь) (Рис- 3.46).
С промежуточной позиции системы стыковки спутник цепным ме-
ханизмом подается в рабочую позицию приспособления и уста-
навливается на расстоянии: 1) 2 мм от базирующих поверхностей
направляющей базы, 2) 5 мм от опорной базы (рис. 3.46, а).
Точная ориентация спутника в приспособлении обеспечивается
специальным механизмом, состоящим из автоматического толка-
теля и клина, расположенного на боковой поверхности спутника.
Оптимальное значение угла клина а = 38, при котором обеспечи-
вается гарантированное досылание до опорных точек направляю-
щей и опорной баз, рассчитано аналитически и проверено экспе-
231
Рис. 3.46. Схема автоматической ориентации и закрепления спутника в при-
способлении
риментально. Ориентация включает три фазы. На первой фазе,
когда спутник выставляется по установочной базе, отнимаются три
степени свободы (см. рис. 3.46, а):
(A2i, Az2, Az3)}=Mcy> V Ру)-
На второй фазе, когда спутник досылается до опорных поверхно-
стей направляющей базы, отнимаются еще две степени свободы
(рис. 3.46, б):
(Д#4, Ауь)}=>(Ьг у7).
На третьей фазе при досылании спутника до шестой опорной точки
отнимается оставшаяся степень свободы (рис. 3.46, в):
Ахв\=>ау.
Момент контакта в опорной точке 6 фиксируют с помощью
электроконтактного датчика. При достижении спутником требуе-
мого положения происходит его закрепление с помощью четырех
прихватов, создающих усилия в направлении установочной базы.
Общий вид автоматического приспособления и конструктивное
исполнение его основных узлов показаны на рис. 3.47. Приспособ-
ление 1 закрепляется на поворотном столе 2 и предварительно
выверяется таким образом, чтобы центр устанавливаемого спут-
ника совпадал с центром вращения стола. При подаче спутника 3
в приспособление зажимные прихваты 4 свободно входят в боко-
вые пазы спутника. Сила зажима прихватов Р = 5000 Н создается
набором тарельчатых пружин 5. Управление силой зажима обес-
печивается с помощью эксцентриков 6> установленных на валике
7, который, в свою очередь, поворачивается на требуемый, угол
под действием винтовых пружин 8. В приспособлении имеются
два валика 7, каждый из которых располагается под соответствую-
щей парой прихватов. Для раскрепления спутника валик повора-
чивают с помощью двух электромеханических головок. Поступа-
тельное перемещение шпинделя головки передается через шток 9
232
Рис. 3.48. Гибкая технологическая оснастка для выставки и закрепления на
спутнике различных заготовок корпусных деталей:
а — спутник с сеткой отверстий и пазов; б — винтовые упоры; в — угольники с переста-
вляемыми опорными элементами; г — прихваты с регулируемыми упорами
на рычаг 10, в результате происходит поворот валика 7. При пово-
роте валика эксцентрики 6 сжимают пакеты тарельчатых пружин 5,
приподнимая тем самым прихваты на 1,5 ... 2 мм. Перемещение
толкателя 11, обеспечивающего досылание спутника в координат-
ный угол, осуществляется с помощью электромеханической го-
ловки. Три электромеханические головки, выполняющие роль
силовых механизмов приспособления, располагаются за пределами
поворотного стола. Точность автоматической установки спутника
в приспособлении по линейным параметрам оу, Ьуу су составляет
0,01 ... 0,015 мм, а по угловым Ху, ру, уу — в пределах до
0,02/300. у гу гу
Для выставки и закрепления на спутниках обрабатываемых
заготовок обычно используют универсальную технологическую
оснастку — планки, прихваты, винтовые опоры, угольники, под-
кладные плиты. Такая оснастка обладает технологической гиб-
костью, что означает многократность ее использования при уста-
новке на едином спутнике различных по конструкции и размерам
заготовок корпусных деталей Для удобства применения гибкой
технологической оснастки на рабочей поверхности спутников на-
носят сетку пазов или сетку отверстий (рис. 3.48, а). При монтаже
на спутниках простейших приспособлений для базирования заго-
товок широко применяют элементы универсально-сборных при-
способлений. Элементы гибкой технологической оснастки и при-
меры ее использования при закреплении заготовок на спутниках
показаны на рис, 3.48, б, в, г.
234
Рис. 3.49. Компоновка станочного модуля
На автоматическом участке применяют два типа спутников
с одинаковым комплектом основных баз и равными габаритами
380x380x80 мм. На спутниках первого типа (см. рис. 3.34) за-
крепляют необработанные заготовки для выполнения первой опе-
рации, на которой создаются технологические базы для последую-
щей обработки детали. Для удобства выставки заготовок на спут-
нике установлены регулируемые винтовые опоры и четыре неза-
висимых прижима, которые позволяют закреплять различные по
форме заготовки в нужном положении. Положение винтовых опор
и прижимов на спутнике можно менять в соответствии с размерами
и конфигурацией заготовки. Выставка заготовки на спутнике мо-
жет выполняться как по разметке, так и без разметки с использо-
ванием координатно-измерительной машины.
Спутники второго типа (см. рис. 3.39) предназначены для за-
крепления заготовки при обработке большинства ее поверхностей.
Для возможности обработки заготовки с различных сторон при-
меняют подкладные плиты, на которых заготовка базируется по
плоскости и двум отверстиям при закреплении снизу. Заготовка
может устанавливаться и непосредственно на спутник при базиро-
вании по трем плоскостям. Для удобства установки заготовки и
подкладных плит на спутнике предусмотрены пазы и базовые от-
верстия.
В состав гибких производственных систем могут входить
также гибкие станочные модули (рис. 3.49). В отличие от
станков с ЧПУ и многоцелевых станков технологические мо-
дули способны длительное время (в течение двух—трех смен)
работать без непосредственного участия рабочего. Для реализа-
ции «безлюдной» технологии автоматизированные модули осна-
щают следующими системами*
1) накопителем для спутников с заготовками, достаточным для
загрузки станка в течение двух—трех смен;
235
2) системой кодирования и автоматической смены спутников
с обрабатываемыми заготовками;
3) системой кодирования и автоматической замены режущего
инструмента и инструментальных магазинов (барабанов);
4) системой автоматического определения состояния режущего
инструмента и необходимого момента его замены;
5) адаптивной системой, обеспечивающей автоматическое упра-
вление режимами обработки с учетом характера процесса резания
и состояния системы станок — приспособление—инструмент—
заготовка;
6) микропроцессорной системой архивирования и воспроизве-
дения для нескольких десятков различных управляющих про-
грамм;
7) системой автоматического контроля и коррекции параме-
тров точности обрабатываемых заготовок.
Представленный на рис. 3.49 станочный модуль вклю-
чает многоцелевой станок У, накопитель 3 для восьми спутни-
ков с заготовками и систему автоматической замены режущего
инструмента 8. Подача спутников 4 с заготовками в накопитель
и съем спутников с обработанными деталями осуществляется авто-
матически на позиции 5, куда спутники доставляются напольным
конвейером — тележками оператора. Передача спутников с на-
копителя на стол станка осуществляется на позиции 2. В накопи-
теле спутники перемещаются по кругу, и на каждом из них уста-
новлен кодовый элемент 6, с помощью которого устройство распоз-
навания 7 определяет наличие на спутнике определенной заго-
товки. Это делается непосредственно перед подачей спутника на
станок, в результате происходит вызов необходимой управляющей
программы и подготовка к применению соответствующего режу-
щего инструмента.
В микропроцессорной системе управления рассматриваемого
модуля возможно архивирование до 99 различных управляющих
программ, введение которых осуществляется с помощью компакт-
ных кассет магнитной ленты. Адаптивная система управления обес-
печивает возможность регулирования подачи в пределах 40 %
заданных значений для 20 различных инструментов.
Целостность инструмента контролируют путем фиксирова-
ния точности линейных размеров инструмента по оси z Определе-
ние времени фактической работы инструмента позволяет своевре-
менно заменить его. Автоматический контроль точности детали осу-
ществляется на рабочем месте с помощью измерительного щупа,
вставляемого в шпиндель станка как обычный инструмент.
В условиях серийного производства при известной номенкла-
туре корпусных деталей применяют многоцелевые станки со
сменными многошпиндельными головками (рис. 3.50). Использо-
вание многошпиндельных головок с различным концевым инстру-
ментом (сверлами, зенкерами, расточными оправками и разверт-
ками) повышает производительность многоцелевых станков за
236
Рис. 3.50. Многоцелевой станок со сменными многошпиндельными головками
счет одновременной обработки нескольких отверстий. Многошпин-
дельные головки являются специальной оснасткой, создаваемой
для обработки определенных деталей. Головки находятся в спе:
циальном магазине или на автоматическом стеллаже непосредст-
венно возле станка. Головки в шпиндель станка устанавливаются
автоматически как и одиночный режущий инструмент. Таким обра-
зом, на станке имеются два инструментальных магазина — мага-
зин для одиночного режущего инструмента и магазин для сменных
многошпиндельных головок.
237
В крупносерийном производстве применяют многоцелевые
станки с постоянным набором многошпиндельных головок, рабо-
тающие от одной силовой головки. Такие станки применяют для
создания автоматических участков, используемых в крупносерий-
ном производстве.
§ а, автоматизация контроля и управления
ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ НА ОСНОВЕ
ПРИМЕНЕНИЯ ЭВМ
Автоматический контроль точности деталей на рабо-
чем месте. Для измерения на станке достигнутых при обработке
показателей точности детали и получения информации в целях
управления точностью применяют информационно-измерительную
систему с использованием измерительного щупа. Измерительный
щуп помещается в одной из позиций инструментального магазина
и при необходимости контроля отклонений автоматически уста-
навливается в шпиндель станка.
Оснащение многоцелевых станков измерительными система-
ми дает следующие преимущества:
возможность осуществления автоматического контроля на
станке и проведения соответствующей коррекции по результатам
измерения;
возможность реализации на станке гибких технологических
циклов, направленных на достижение требуемой точности детали
с учетом возникающих в технологической системе отклонений;
возможность получения информации о точности установки на
станке заготовки и спутника, о точности установки режущего
инструмента и его размерном износе;
возможность определения фактических размеров заготовки
для автоматического определения числа ходов и соответствующих
режимов обработки.
Измерительный щуп может быть одно-, двух- или трехкоорди-
натного исполнения с электромеханическим преобразователем,
фиксирующим момент контакта измерительного наконечника с де-
талью или с измерительным датчиком, непосредственно определя-
ющим отклонение в измеряемой точке. В первом случае для оценки
отклонений используют измерительную систему ЧПУ станка.
В момент контакта измерительного наконечника с деталью от
щупа по каналам радиосвязи поступает команда на останов дви-
жения станка. Достигнутое относительное положение рабочих
органов фиксируется путем считывания данных с соответствую-
щих датчиков системы ЧПУ.
Процесс измерения выполняется по циклу, предусмотренному
в программе станка. При этом измеряют координаты отдельных
характерных точек обработанной поверхности детали и по алго-
ритмам путем расчета на управляющей ЭВМ определяют достигну-
тые показатели точности детали. С этой целью различают плановые
238
координаты характерных
точек хи \)и ги которые
определяют расположение
точек на контролируемой
поверхности и нормаль-
ные координаты точек
Ах*, Ayi9 Azu которые
характеризуют отклоне-
ние точек по нормали к
измеряемой поверхности.
На рис. 3.51 приведена
схема измерения точности
расстояния и поворота об-
работанной поверхности
(система oxyz) относитель-
но технологических баз
(система OXYZ). Для оп-
ределения точности рас-
стояния с учетом погреш-
ности относительного по-
ворота измерения производят поочередно в трех точках /, 2, 5,
Отклонение размера вычисляют по формуле
Рис. 3.51. Схемы измерения точности поло*
жения плоских поверхностей относительно
установочной и направляющей баз
где Azlt Az2, Az3 — отклонения размера Г в точках измерения;
*iy Hi — плановые координаты точек измерения.
Отклонения относительного поворота:
в плоскости XOZ
Для определения отклонения ширины бурта АБ и погрешности
поворота плоскости Д7 относительно направляющей базы (см.
рис. 3.51) измерения выполняют в точках 4 и 5. Отклонения раз-
мера АБ и относительного поворота Av при этом соответственно
составят:
дб = т^~7 АУ* - т^=т АУь*> дv = т4гт д#* - т4тт д&*
где Л#4, Ауь — отклонения размера АБ в точках измерения; л:4,
хь — координаты точек измерения.
Отклонение показателей точности обрабатываемой заготовки
рассчитывают с помощью вычислительного устройства. Отклоне-
239
Рис. 3.52. Схемы измерения точности положения центра отверстия:
а — контроль в одном направлении; 6 — контроль в двух направлениях; в — контроль
соосности двух отверстий; г— контроль точности расстояния между центрами двух отвер*"
стий
ние компенсируется путем автоматической коррекции программ
последующих чистовых переходов. Коррекция погрешности отно-
сительного поворота возможна при наличии в системе станок —
приспособление — инструмент — заготовка компенсирующих
звеньев, например поворотных столов глобусного типа.
К числу факторов, налагающих ограничения на использова-
ние измерительных систем, следует отнести следующие:
точность измерения на станке несколько ниже, чем на коорди-
натно-измерительной машине, так как она не превышает фактиче-
скую точность позиционирования рабочих узлов станка;
увеличение продолжительности цикла обработки на станке
в связи с последовательным включением измерительных пере-
ходов.
Эффективным способом повышения точности измерения яв-
ляется применение автоматической системы управления пози-
240
ционными связями станка. Использование такой системы позво-
ляет компенсировать во всей рабочей зоне станка пространствен-
ные отклонения, обусловленные погрешностью геометрической
точности оборудования и других систематически действующих
факторов [28].
Для измерения точности положения центра отверстия в напра-
влении одной из координат, например OZ, измерения выполняют
в двух точках 1 и 2 (рис. 3.52, а). Отклонение центра отверстия
вычисляют по формуле Аг = (Azx + Az2)/2. При необходимости
определения отклонений центра отверстия в двух направлениях
OZ и ОХ измерения проводят (см. рис. 3.49, б) в четырех точках:
Измерение отклонений в четырех точках позволяет оценить также
точность диаметрального размера и отклонения геометрической
формы отверстия в поперечном сечении. Отклонения диаметраль-
ных размеров составят:
в направлении OX: ADX = Ах3 + Ахг\
в направлении OZ: ADZ = Дгх + Az2.
Погрешность геометрической формы
Для определения отклонения от соосности двух главных от-
верстий (рис. 3.52, в) поочередно по формуле C.36) определяют
отклонение центров отверстия I (Afr\ Д^О и отверстия II (АгП),
ДEП))- Затем рассчитывают отклонение от соосности отверстий
по формуле
Несовпадение осей отверстий в направлении координатных осей
составит
Эта метрологическая операция требует измерения в восьми точ-
ках и поворота стола с деталью на 180°. Результаты измерения по-
зволяют оценить точность углового положения общей оси, проходя-
щей через центры двух отверстий. Если начало отсчета координат-
241
ной системы главных отверстий располагается в отверстии I, то
угловые отклонения составят
|AJ_ 1 Ik 11
II AvК Уц-Уг \еху
где yj\ уи — координаты точек измерения по оси OY в отверстии
I и II, уг = yt для i = A ... 4), уп = у% для i = E ... 8).
Точность расстояния между центрами двух отверстий опреде-
ляют по схеме, представленной на рис. 3.52, г. Вначале по изме-
нениям в точках /—4 определяют отклонения центра отверстия I
(Дг\ АлО» затем по изменениям в точках E—6) находим откло-
нения центра отверстия II (Afn\ АлП))- Межцентровое расстояние
определяют по формуле
l*=/к*+дао - (х*+дп]2+к*+дп - (h+*пъ
C.37)
где (xl9 z±); (дг2, г2) — требуемые координаты центров отверстия
I и П.
Требуемое межцентровое расстояние
I = /(*i-*2J + (*i~*2J. C.38)
Разность выражений C.37) и C.38) определяет отклонение меж-
центрового расстояния
AL = Ьф — L.
Измерение точности относительного положения оси главного от-
верстия (рис. 3.53) выполняется в двух сечениях I и II по восьми
контрольным точкам. Если принять, что начало координатной
системы отверстий совмещено с торцом, то линейные и угловые от-
клонения оси отверстия определяются матричными выражениями:
в плоскости XOY
АхЛ
Ах21
АхЛ;
Д*8 I ,
в плоскости YOZ
||Az3||
AzJ
flAZel
где уъ у2 — координаты точек измерения по оси OY в сечениях I
и II, yi = yt для i = A ... 4), уи = ух для i = E ... 8).
242
Рис. 3.53. Измерение точности от- Рис. 3.54. Схема измерения пер-
носительного положения оси глав- пендикулярности торца к оси от-
ного отверстия верстия
Отклонение от перпендикулярности торца коси главного отвер-
стия можно измерить по схеме, представленной на рис. 3.54.
Вначале измеряют точность углового положения оси отверстия,
а затем определяют точность углового положения торцовой пло-
скости. Отклонение от перпендикулярности торца к оси отверстия
определяют в двух координатных плоскостях:
в плоскости XOY: Ду = Д^0) — Д<,п);
в плоскости YOZ: Дх = Д[0) — Д[п),
где Ду0), Aia) — угловые отклонения оси отверстия; ДуП), Д[п) —
угловые отклонения плоскости.
Автоматизация выполнения контрольных операций на рабочей
позиции позволяет создавать технологические циклы управления
станком, при которых гарантирована требуемая точность обра-
ботки заготовки. Новый подход к построению гибких технологи-
ческих циклов предусматривает включение в управляющую про-
грамму описанных выше метрологических переходов по оценке
достигнутой точности. В этом случае метрологические переходы
включают в программу по окончании предварительной обработки,
непосредственно перед выполнением переходов, связанных с чи-
стовой обработкой заготовки. На основе результатов измерения
фактической точности в размеры статической настройки, заданные
в программе для последующих переходов, вводится необходимая
коррекция.
Структура и последовательность выполнения переходов, свя-
занных с достижением точности при обработке плоских поверхно-
стей и главных отверстий показана на рис. 3.55. Алгоритм со-
стоит из трех основных модулей. Переходы первого модуля со-
ставляют программу измерений, выполняемых на станке с помощью
измерительного щупа. По окончании этой программы получают
данные об отклонении нормальных координат Axti Ayiy Дг$
в заданных точках измерения. Переходы второго модуля образуют
243
Рис. 3.55. Содержание и последовательность переходов при выполнении авто-
матического контроля и коррекции
программу расчета отклонении параметров точности или параме-
тров положения заготовки на основе полученных числовых зна-
чений нормальных и плановых координат точек измерения. Вы-
ходом этого модуля являются измерения отклонений параметров
точности заготовки. Переходы третьего модуля определяют про-
цедуру внесения необходимой коррекции в управляющую про-
грамму для достижения требуемой точности детали при выполне-
нии последующих чистовых переходов.
На рис. 3.56 представлена схема измерения точности про-
странственного положения спутника с заготовкой при установке
на рабочую позицию станка. Измерения выполняются последова-
тельно в шести контрольных точках. Участки расположения кон-
трольных точек на спутнике выбирают заранее. При этом преду-
сматривают меры защиты, исключающие их повреждение. В зави-
симости от решаемой задачи такие измерения выполняют при уста-
новке спутника на позицию измерительной машины или на рабо-
чую позицию станка. Отклонения точности относительного поло-
жения спутника, определяемые вектором соу = (ayj by, cyy Яу,
Ру> ?у)> рассчитываются микропроцессором по формуле C.15).
В отдельных случаях в целях упрощения и сокращения про-*
должительности цикла измерения точность положения спутника
оценивают по результатам измерения не шести, а меньшего числа
контрольных точек. Однако в этом случае невозможно определить
значения всех шести параметров вектора соу. На рис. 3.57, б пред- ,
ставлена схема измерения по трем контрольным точкам У, 2, 3.
На спутнике в стороне от рабочей зоны установлен эталонный
244
Рис. 3.56. Измерение точности положения спутника на станке:
а — по шести контрольным точкам; б — по трем контрольным точкам
куб 4, для защиты которого предусмотрен автоматически закры-
ваемый кожух 5. Такая схема измерения позволяет оценить поло-
жение спутника в направлении трех координатных осей без
учета угловых отклонений Ху, ру, уу:
а* = Д*2; Ь*у = Ау3; су = Агь
При необходимости оценки положения спутника по высоте су
измерение выполняют по одной координате Дгх в точке I.
Аналогично на этапе установки возможно определить фактиче-
ское положение обрабатываемой заготовки и ее отдельных поверх-
ностей в координатной системе станка. Схемы измерения точности
относительного положения заготовки, закрепленной на спутнике,
представлены на рис. 3.57. На основе информации о фактических
размерах заготовки и ее положении на станке формируется необ-
ходимая коррекция управляющей программы. Это обеспечивает
гарантированное достижение требуемой точности детали и опти-
'мальную нагрузку на оборудование и режущий инструмент.
Автоматическое определение состояния режущего инструмента
и необходимости его замены. Создание гибких технологических
I а) б)
Рис. 3.57. Измерение точности положения заготовки корпусной детали на станке:
# — базирование на винтовых упорах; б — базирование на подкладной плите
245
систем на базе автоматических модулей, обеспечивающих реали-
зацию «безлюдной» технологии требует решения задач, связанных
с автоматическим определением состояния режущего инструмента,
необходимости коррекции его положения или замены. Обработка
заготовок корпусных деталей средних размеров на многоцелевых
станках предусматривает 5 ... 30 различных режущих инстру-
ментов — фрез, сверл, зенкеров, расточных резцов, метчиков.
Одним из важных параметров, используемых для оценки состояния
режущего инструмента, является продолжительность резания,
т. е. время непосредственной работы инструмента на станке на-
чиная с момента его установки. Это время определяют следующим
образом:
/=1
где т/ — время резания при выполнении инструментом определен-
ного перехода; п — число выполненных переходов к рассматри-
ваемому моменту времени.
Сравнение времени резания с расчетным периодом стойкости
в общем случае позволяет судить о состоянии инструмента и его
возможностях. Однако, как показывает практика, фактическая
стойкость инструмента может колебаться в широких пределах
(в 1,5 ... 3 раза и более). Причинами этого являются различное каче-
ство изготовления и заточки инструмента, а также нестационар-
ный характер процесса резания, обусловленный изменением вход-
ных параметров заготовки. Это обстоятельство требует использо-
вания нескольких критериев, позволяющих оценить состояние
режущего инструмента в комплексе, с различных позиций, что
возможно путем применения микропроцессоров и информацион-
но-измерительных блоков систем адаптивного управления.
К числу таких критериев в первую очередь относятся техноло-
гические критерии, которые позволяют оценить состояние инстру-
мента с позиции получаемых параметров точности детали. Со-
гласно этим критериям инструмент требует поднастройки или
замены, если в результате размерного износа не обеспечиваются
требуемые размеры детали или шероховатость поверхности в за-
данных пределах:
Дл < Да < Ал,
где Дл, Дл —допускаемые верхние и нижние предельные откло-
нения; АА — отклонение параметра точности детали.
Указанные критерии дополняет силовой критерий, который
позволяет оценить режущую способность инструмента путем изме-
рения сил резания и моментов, действующих в процессе обработки.
Затупление инструмента в результате изнашивания и выкрашива-
ния приводит к изменению геометрии и относительному увеличе-
нию сил резания и моментов. Периодическое измерение и сравне-
ние сил резания и моментов, начиная с первого перехода, выпол-
246
Рис. 3.58. Относительное приращение на-
грузки в приводе станка при сверлении
острым A) и затупленным B) сверлом:
а — нагрузка на двигателе подачи; б — на-
грузка на двигателе шпинделя
ляемого острым инструмен- „о/
тоМ, позволяет определить *
относительное приращение
нагрузки, а следовательно,
и степень затупления ин-
струмента по мере его ис-
пользования.
Для измерения сил реза-
ния и моментов можно при-
менять различные по кон-
струкции динамометричес-
кие узлы, динамометричес-
кие столы и опоры [1, 27].
Однако наиболее простым
вариантом, при котором не
требуется конструктивное
изменение узлов станка,
является оценка в системе станок — приспособление—инстру-
мент—заготовка действующей нагрузки путем измерения силы
тока или мощности N двигателя по каждой из управляемых
координат станка. Получение одновременной информации с элек-
тродвигателей, относящихся к управляемым координатам станка,
и оценка ее с помощью ЭВМ позволят судить о составляющих сил
резания и моментах при обработке различным инструментом (фре-
зами, сверлами, резцами, и др.) при разных направлениях подачи.
Крутящий момент на шпинделе Мкр определяется путем измере-
ния мощности главного двигателя Nm ^ /Икр, а осевая сила
F0 — путем измерения мощности двигателя подачи NS-^F0.
На рис. 3.58 представлен график относительного изменения
нагрузки на главный двигатель Л^ш и двигатель подачи Ns при
сверлении острым и затупленным сверлами диаметром D = 10 мм
на глубину L = 3D в заготовке из чугуна СЧ 15, износ сверла по
уголкам 1,1 мм, износ по задней грани до 0,35 мм. Сверление про-
водилось на многоцелевом станке 6904 ВМФ2 на автоматизиро-
ванном участке. При работе затупленным сверлом приращение
нагрузки в приводе подачи достигает по верхнему отклонению
ABvs = 45 %, а по нижнему Д^5 == 25 %. При этом в качестве
начальной величины, принимаемой за 100 %, была выбрана наи-
меньшая нагрузка, получаемая при работе острым сверлом. При-
ращение нагрузки в приводе главного движения составляет по
верхнему отклонению А% = 22,3 %, по нижнему отклонению
Ал/ш = 15 %. Если нагрузку при остром инструменте Nti запом-
нить с помощью микропроцессора, приняв ее в качестве исходной,
то допустимое предельное значение нагрузки Nup можно опреде-
лить путем расчета:
где k — коэффициент предельного приращения нагрузки, устанав-
ливаемый для каждого инструмента.
Учет продолжительности работы каждого инструмента в усло-
виях технологически гибкого мелкосерийного производства ос-
нован на использовании ЭВМ и программных методах получения
и оценки технологической информации. Управляющую программу
станка транслируют через ЭВМ, в которой происходят считыва-
ние текста по каждому из кадров программы и получение необходи-
мых исходных данных для выполнения последующих расчетных
процедур. В процессе просмотра программы ЭВМ определяет вид
и общее число i используемого инструмента, а также многократ-
ность / его применения за один цикл обработки: i = 1, 2, ..., f,
/ = 1, 2, ..., /. Одновременно выявляются режимы резания: по-
дача St и частота вращения шпинделя пи заданные в программе
станка для каждого инструмента: Sly nx\ S2, п2; ...; Si9 щ. Путем
выявления координат, соответствующих началу хн, ун, гн и концу
Хк> Уи> zk относительного перемещения инструмента на рабочей
подаче Sb ЭВМ находит длину резания Lt для каждого инстру-
мента (Lj, L2, ..., Lt).
В результате в памяти ЭВМ формируется массив данных о но-
менклатуре применяемого инструмента, режимах резания и длины
резания на каждом переходе. При необходимости ЭВМ по запросу
выдает полученный массив данных в виде распечатки. На основе
полученных данных ЭВМ вычисляет продолжительность резания
при последовательном выполнении переходов соответствующим
инструментом: тг- = L*AS*. Полученные результаты по каждому
инструменту суммируются и в результате определяется время
работы каждого инструмента за цикл t1s, t2s; ...; тг-2.
На основании непрерывного слежения за числом обрабатывае-
мых деталей т вычисляется фактическое время работы режу-
щего инструмента ттг-2 при данных условиях обработки и сравни-
вается с заданной стойкостью Ть. Если фактическое время работы
режущего инструмента достигает периода его стойкости, то возни-
кает вопрос о необходимости его замены. Рекомендуемые значения
стойкости инструментов вводятся в память ЭВМ в виде массивов
или в виде аппроксимированных зависимостей Т = / (S, v). В ре-
зультате представляется возможным:
определить число однотипных деталей ть которые могут быть
обработаны каждым инструментом за имеющийся период стой-
кости :
trit = Tt/xiLi
выявить момент, когда время резания при обработке однотип-
ных заготовок инструментом / достигает заданного периода его
стойкости:
mxt^Ti\
248
оценить по окончании обработки партии заготовок из т штук
состояние режущего инструмента по величине оставшейся стой-
кости
Г0, - Tt - тт,г
Последующая обработка заготовок нового типоразмера в об-
щем случае может выполняться тем же режущим инструментом,
но с другими режимами резания S7-, Vj, tj и при иных условиях
обработки. Каждому из таких сочетаний режимов резания соот-
ветствует свое расчетное значение периода стойкости режущего
инструмента
7\ = /(Sit't); T2 = f(S2v2); ...; Tj = f(Sflj)9
которое может отклоняться как в большую, так и в меньшую сто-
роны:
Тг (SlVl) > Т2 (S2v2); Тг (Vi) < Т2 (S2v2yt
Тг (Vi) = Т2 (S2v2).
Период стойкости инструмента на выполнение новых переходов /
с учетом использования ресурса стойкости на предыдущие пере-
ходы (/ — 1) составит:
I = 1 /7о</-1)/' (М)>
где Т/, T(/_i) — расчетные периоды стойкости для условий дан-
ного и предшествующего переходов; То (/-о — период стойко-
сти, оставшийся по окончании (/— 1) перехода.
Если по окончании обработки заготовок одного типоразмера
инструмент еще сохраняет определенный ресурс стойкости, то
ЭВМ выполняет аналогичные расчеты и инструмент исполь-
зуется при последующей обработке новых заготовок.
Режущий инструмент применяют до тех пор, пока период
оставшейся стойкости (%) инструмента П (T0j) не достигнет нуле-
вого значения:
П(Т0,)=>0.
Общая функциональная схема автоматической системы по оценке
состояния режущего инструмента и определения момента его за-
мены представлена на рис. 3.59.
Для определения целостности инструмента и его размерного
износа, а также в целях введения необходимой коррекции в раз-
мерную настройку станка по двум координатам используют спе-
циальное измерительное устройство 2 (см. рис. 3.59).
249
Рис. 3.59. Система автоматического определения состояния режущего инстру-
мента и момента его замены:
/ __ обрабатываемая заготовка; 2 — измерительное устройство; 3, 6 — двигатели рабочей
подачи по осям у и х; 4 — инструментальный магазин, 5 — двигатель шпинделя
Измерительное устройство устанавливают вблизи рабочей
зоны на кронштейне [1, 27]. Перед обработкой стол станка и
шпиндельная бабка выводятся в определенное положение, при
котором соответствующий режущий инструмент доводится до каса-
ния с измерительным штоком. В результате с измерительного
устройства выдается сигнал, характеризующий положение вер-
шины режущей кромки инструмента относительно начала от-
счета .
Решение вопроса о замене инструмента осуществляет микро-
ЭВМ в соответствии с заданным алгоритмом принятия решения.
В основе принятия решения лежит информация, которая характе-
ризует: целостность инструмента; его размерный износ; остав-
шийся период стойкости; нагрузку, действующую в процессе
обработки; отклонения получаемых параметров точности детали.
В случае поломки инструмента или значительного износа,
когда поднастройка не представляется возможной, следует команда
на его замену. Возникающая при резании нагрузка периодически
измеряется, причем нагрузка на первых переходах, выполняемых
острым инструментом, запоминается в ЭВМ как начало отсчета
приращений. Если действующая нагрузка, измеряемая по мощ-
ности двигателя главного движения или подачи, достигает пре-
дельного значения, то дается команда на замену инструмента.
250
Замена инструмента происходит также в том случае, когда расчет-
ный период его стойкости исчерпывается: П (Т^) = О, а соот-
ношение действующей и допустимой нагрузки составляет:
Л/^0,95АГпр при Ал < Ал < Ал.
Если в результате измерения окажется, что отклонение одного
из параметров точности детали достигает предельного значения
Дл = Ал или Ал = Ал и поднастройка невозможна, то подается
команда на замену инструмента. В тех случаях, когда коррекция
статической настройки возможна и уровень нагрузки, действу-
ющей на инструмент соответствует N <: Nuv, подается команда
на поднастройку и продолжение использования инструмента.
Текущая информация об отклонениях параметров точности де-
тали, обусловленных размерным износом инструмента, форми-
руется в результате автоматического контроля точности детали
на рабочем месте.
РАЗДЕЛ IV
ИЗГОТОВЛЕНИЕ ВАЛОВ И ФЛАНЦЕВ
Валы различны по служебному назначению, конструк-
тивной форме, размерам и материалу. Несмотря на это, технологу
при разработке технологического процесса изготовления валов
приходится решать многие однотипные задачи. Поэтому целесооб-
разно пользоваться типовыми процессами, которые созданы на
основе классификации.
В общем машиностроении встречаются валы бесступенчатые
и ступенчатые, цельные и пустотелые, гладкие и шлицевые, валы-
шестерни, а также комбинированные в разнообразном сочетании.
По форме геометрической оси валы могут быть прямыми,
коленчатыми, кривошипными и эксцентриковыми (кулачко-
выми).
В этом разделе коленчатые, кривошипные и эксцентриковые
валы не рассматриваются, поскольку они не являются характер-
ными для станкостроения и процессы их изготовления подробно
освещены в другой технической литературе.
Наибольшее распространение в машиностроении, в том числе
и станкостроении, получили различные ступенчатые валы средних
размеров, среди которых преобладают гладкие. По данным
ЭНИМСа, свыше 85 % общего количества типоразмеров ступенча-
тых валов в машиностроении составляют валы длиной 150 ...
1000 мм. Классификация ступенчатых валов средних размеров,-
применяемых в машиностроении, приведена в табл. 4.1 [26].
Шлицевые валы могут быть со сквозными и закрытыми шли-
цами, последние составляют около 65 % общего количества типо-
размеров. По конструкции шлицы могут быть прямобочными и
эвольвентными, преобладают прямобочные (приблизительно 85 ...
90 % общего количества применяемых в машиностроении типо-
размеров шлицевых валов), хотя в отношении технологии изготов-
ления эвольвентные шлицы имеют ряд преимуществ и в ближай-
шем будущем они должны получить большее распростра-
нение.
Кроме этого, есть валы с равноосным профилем (типа К-про-
филя), которые пока еще не получили широкого распространения
из-за технологических трудностей их изготовления и отсутствия
специального оборудования.
252
Продолжение табл. 4.1
ГЛАВА 1. ИЗГОТОВЛЕНИЕ СТУПЕНЧАТЫХ ВАЛОВ
§ 1. МАТЕРИАЛЫ И СПОСОБЫ ПОЛУЧЕНИЯ
ЗАГОТОВОК ДЛЯ СТУПЕНЧАТЫХ ВАЛОВ
Валы в основном изготовляют из конструкционных и ле-
гированных сталей, которые должны обладать высокой проч-
ностью, хорошей обрабатываемостью, малой чувствительностью
к концентрации напряжений, а для повышения износостойкой
способности должны подвергаться термической обработке.
Этим требованиям наиболее полно отвечают стали 35, 40, *45,
40Х, 50Х, 40Г2 и др.
Легированные стали по сравнению с конструкционными при-
меняют реже ввиду их более высокой стоимости, а также повышен-
ной чувствительности к концентрации напряжений.
Производительность механической обработки валов во многом
зависит от вида материала, размеров и конфигурации заготовки,
а также от характера производства. Заготовки получают отреза-
нием от горячекатаных или холоднотянутых нормальных прутков
и сразу подвергают механической обработке. Заготовки такого
вида применяют в основном в мелкосерийном и единичном произ-
водстве, а также при изготовлении валов с небольшим числом
ступеней и незначительной разницей их диаметров.
254
В производстве с достаточно большим масштабом выпуска,
а также при изготовлении валов более сложной конфигурации
со ступенями, значительно различающимися по диаметру, за-
готовки целесообразно получать методами пластического дефор-
мирования. Эти методы (ковка, штамповка, периодический про-
кат, обжатие на ротационно-ковочных машинах, электровысадка)
позволяют получать заготовки, по форме и размерам наиболее
близкие к готовой детали, что значительно повышает производи-
тельность механической обработки. При этом значительно сни-
жается металлоемкость, которая характеризуется коэффициентом
использования металла К = Q3/Qm> где Qs — масса детали;
Qyl — норма расхода металла.
Выбор наиболее рационального способа получения заготовки
в каждом отдельном случае определяется комплексно с учетом
технико-экономической целесообразности. Однако с увеличением
масштаба выпуска особое значение приобретает эффективность
использования металла и сокращения трудоемкости механической
обработки. Поэтому в крупносерийном и массовом производстве
преобладают методы получения заготовок с коэффициентом исполь-
зования металла от 0,70 и выше (иногда до 0,95). Штучную заго-
товку из прутка целесообразно заменять штампованной, если
коэффициент использования металла повышается не менее чем
на 5 %, учитывая, конечно, экономическую целесообразность
других факторов.
При механической обработке валов на настроенных и авто-
матизированных станках приобретает большое значение и точ-
ность заготовки. Заготовки, полученные методом радиального
обжатия, отличаются малыми припусками и высокой точностью.
Сущность метода заключается в периодическом обжатии и вытя-
гивании по уступам отрезанной от прутка цилиндрической за-
готовки путем большого числа последовательных и быстрых
(примерно через 0,01 с) ударов несколькими специальными ма-
трицами. Вследствие такого обжатия материал пластически дефор-
мируется и течет в осевом направлении, уменьшая поперечное
сечение заготовки и придавая ей нужную форму.
На рис. 4.1 дана принципиальная схема радиального обжатия.
Бойки с матрицами 5, размещающиеся в пазах шпинделя 3,
могут перемещаться. При вращении шпинделя под действием
центробежных сил они расходятся, а когда ролики 1 находят
на ролики 2У свободно сидящие в отверстиях обоймы 4, бойки 5
начинают сходиться к центру и обжимают заготовку 6. Ради-
альное обжатие заготовки производится как в горячем, так и
в холодном состоянии.
После радиального обжатия в холодном состоянии можно полу-
чать заготовки (в зависимости от диаметра) с точностью ±@,02 ...
0,20) мм и параметром шероховатости поверхности Ra = 0,63 ...
0,32 мкм. При ротационной ковке заготовок в горячем состоянии
точность снижается до ±0,3 мм, а по длине до ±1 мм (за исключе-
255
Рис. 4.1. Схема радиально- Рис. 4.2. Схема поперечно-винтовой прокатки
го обжатия вдоль переменного сечения по длине на трех-
валковых станах
нием общей длины, где погрешность достигает 10 мм и более).
Коэффициент использования металла в заготовках, полученных,
этим способом, составляет 0,85 ... 0,95. Процесс очень произво-
дительный, длительность операции 40 ... 70 с.
Новым и оригинальным процессом непрерывного изготовления
заготовок ступенчатых валов и других деталей тел вращения
переменного сечения по длине является прокатка (поперечно-
винтовая) их на трехвалковых станах (рис. 4.2). Работу станов
можно полностью автоматизировать, включая движение подачи
заготовки, ее нагрев, прокатку, резку на мерные заготовки,
охлаждение готового проката, укладку и упаковку.
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ
СТУПЕНЧАТЫХ ВАЛОВ
Разработка технологического процесса изготовления
вала начинается с детального изучения его служебного назначе-
ния в машине и технических условий, которым он должен удо-
влетворять. Для этого изучают сборочные чертежи машины или
той сборочной единицы, в которую в качестве одного из взаимо-
связанных звеньев входит обрабатываемый вал, технические тре-
бования, нормы точности и требования технологии сборки. Это
позволяет установить взаимосвязь между поверхностями вала,
которые должны быть обработаны. Установить взаимосвязь вала
с другими деталями, правильно проставить размеры и допуски,
наметить последовательность обработки отдельных поверхностей
детали, рассчитать межоперационные размеры и допуски помогают
выявленные схемы размерных цепей.
Служебное назначение синхронного генератора обусловлено
техническими требованиями и требованиями к сборке. Например,
нужно сохранить неизменным положение вала ротора в осевом
направлении во время работы генератора. Для этого в конструк-
256
Рис. 4.3. Схемы размерных цепей, с помощью которых определяют основные
линейные размеры вала генератора
ции предусматривают беззазорное соединение левой подшипни-
ковой опоры вала ротора.
Для предотвращения изгиба вала в результате температур-
ного расширения, что может привести к его заклиниванию в под-
шипниках или к изменению зазора между статором и ротором и
тем самым к искажению электрических характеристик генератора,
подшипник второй опоры (правой) предусмотрен плавающим.
Кроме того, одним из технических условий является ограни-
чение допустимых значений смещения оси симметрии щетки от-
носительно оси симметрии коллекторного кольца ВА, сидящего
на валу ротора.
Размеры вала с допустимыми отклонениями можно правильно
определить, лишь исходя из служебного назначения и техниче-
ских требований. Эта задача решается с помощью размерных
цепей, (рис. 4.3): необходимый зазор между торцом ступени вала
и торцом ступицы вентилятора (для создания натяга в левом под-
шипнике) обеспечивается размерной цепью Ах + А2 — А3 — Л4 +
+ Лд = 0; необходимый зазор в плавающей опоре достигается
размерной цепью Бг + Б2 + Бв + Б^ + Бъ — Б6 + БА = 0; до-
пустимое смещение оси симметрии щетки относительно оси сим-
метрии коллекторного кольца обеспечивается размерной цепью
В1 — В2 — В3 — Б4 — Въ + Вв + В? + ВА = 0.
Из приведенных уравнений размерных цепей видно, что
в число составляющих звеньев входят своими звеньями и некото-
рые линейные размеры вала (А19 А2, Б6 и В6).
Рассчитанные таким образом и проставленные на рабочих
чертежах деталей размеры при обработке можно выдерживать
непосредственно на данной операции или на последующих опе-
рациях обработки и увязывать с соответствующими размерными
технологическими цепями.
В зависимости от конструкции и масштаба выпуска техноло-
гический процесс изготовления вала может быть различен,
В табл. 4.2 и 4.3 приведены типовые технологические процессы
9 Тех. маш. 257
обработки некоторых типов ступенчатых валов согласно приведен-
ной выше классификации.
Основными базами большинства валов являются поверхности
его опорных шеек. Однако использовать их в качестве технологи-
ческих баз для обработки наружных поверхностей, как правило,
затруднительно, особенно при условии сохранения единства
баз, что очень важно при автоматизации технологического про-
цесса.
Поэтому при большинстве операций за технологические базы
принимают поверхности центровых отверстий с обоих торцов
заготовки, что позволяет обрабатывать почти все наружные по-
верхности вала на единых базах с установкой его в центрах.
В связи с этим механическую обработку валов начинают с опера-
ции подготовки технологических баз — подрезания торцов и их
зацентровки. В зависимости от вида производства (единичное,
средне- и крупносерийное) эту операцию можно производить как
на токарных и револьверных, так и на центровальных и фре-
зерно-центровальных станках. Большинство фрезерно-центроваль-
ных станков можно встраивать в автоматическую линию. Дву-
сторонний фрезерно-центровальный станок 73С1 имеет две позиции
для крепления заготовки, на которых производятся последова-
тельно фрезерование и центрование.
Фрезерно-центровальные станки МР77 и МР78 барабанного
типа одновременно фрезеруют и центруют две заготовки без
съема их со станка. Эти станки производительные, но громоздкие,
наладка их сложна. В действующих автоматических линиях
применяют станки А981 для фрезерования торцов и А982 для цен-
трования.
Наружные поверхности ступенчатых валов обтачивают на
токарных, токарно-копировальных, горизонтальных многорезцо-
вых станках на вертикальных одношпиндельных и многошиин-
дельных автоматах, а также на токарных станках с ЧПУ, токар-
ном станке 16К20 и станках с копировальными устройствами,
в частности с гидравлическим суппортом КСТ-1. На рис. 4.4 дана
схема наладки токарного станка с гидравлическим суппортом
КСТ-1 на чистовую обработку ступенчатого вала.
При протачивании канавок и подрезании торцов отдельных
ступеней соответствующие резцы устанавливают на переднем
поворотном резцедержателе токарного станка. В этом случае
канавки протачивают вручную канавочным резцом верхнего суп-
порта, повернутым на 90°. При обработке многоступенчатых валов,
у которых часть ступеней имеет одинаковые размеры, для сокраще-
ния наладки целесообразно применять комбинированные цилин-
дрические поворотные копиры (рис. 4.5) со специальными насад-
ками на те ступени левой стороны вала, размеры которых отли-
чаются от размеров ступеней правой стороны вала. Таким обра-
зом, по одному копиру, установленному в центрах, можно обра-
батывать одну сторону вала, когда к щупу гидросуппорта обра-
263
Рис. 4.4. Схема наладки токарного станка с гидравлическим суппортом:
а — первая установка; б — вторая установка
Е&в-
Рис. 4.5. Комбинированный новоротный копир
264
щена сторона без насадки,
а вторую сторону вала
можно обрабатывать при
повернутом на 180° копире
так, чтобы 1цуп гидравли-
ческого суппорта прохо-
дил по его стороне с на-
садкой.
При обработке валов
в центрах для выдержи-
вания линейных размеров
от постоянной базы реко-
мендуется применять пла-
вающие передние центра
с упором торца заготовки Рис> 4#б торцовые поводковые центры
в упорное кольцо. Это
позволит предотвращать погрешности по глубине зацентровки.
В мелкосерийном производстве для более эффективного ис-
пользования гидравлических суппортов целесообразно применять
групповую обработку, т. е. обработку валов нескольких наимено-
ваний, различающихся размерами в пределах группы, с мини-
мальной переналадкой и в ряде случаев лишь с небольшой кор-
ректировкой лимбом гидравлического суппорта. Это на 80—85 %
сокращает время наладки.
При обработке валиков с одной установки напроход по всей
длине заготовки применяют специальные торцовые поводковые
центра (рис. 4.6).
Большинство гидравлических суппортов работает по принципу
однокоординатного копирования и при расположении их под
углом 45° к оси станка возможна обработка валов любого контура,
у которых диаметр возрастает в направлении движения подачи,
включая и обработку торцовых поверхностей. Однако возможна
обработка ступенчатых валов, и с убывающими диаметрами в на-
правлении подачи, т. е. «со спадом». В этом случае переход на
копире от большего диаметра к меньшему должен быть выполнен
с наклоном в зависимости от перепадов диаметра в пределах
20 ... 30°.
Точность обработки с помощью копировальных устройств —
по 8—9-му квалитетам.
В серийном, и особенно в крупносерийном, производстве ши-
рокое распространение находят многорезцовые и токарно-копи-
ровальные станки, полуавтоматы и автоматы.
Однопроходная копировальная и однопроходная многорез-
цовая обработка жестких валов (с соотношением длины к диаметру
наибольшей ступени 10—15) обеспечивают точность по 9—11-му
квалитетам. Многорезцовая обработка может оказаться эффектив-
нее копировальной для валов, имеющих большие длину и диа-
метры и большие перепады ступеней, так как в продольном суп-
265
Рис. 4.7. Вал ступенчатый
порте можно установить большое число резцов. Однако чрезмер-
ное увеличение сил резания может привести к деформированию
обрабатываемого вала, а это вынуждает снижать подачу по сравни
нию с подачей при обработке на копировальном станке. Поэтому
в каждом конкретном случае при окончательном выборе метода
обработки следует принимать во внимание результаты расчетов
на точность и экономическую целесообразность.
Современные токарно-копировальные станки на 50 ... 100 %
производительнее универсальных токарных, их изготовляют в до-
статочно широком диапазоне типоразмеров. На этих станках
можно обрабатывать наружные, внутренние и торцовые поверх-
ности; их сравнительно легко переналаживать при переходе
на обработку других деталей. Кроме того, станки имеют открытую
рабочую зону, что позволяет сквозное транспортирование детали
при встраивании их в автоматические линии.
На токарно-копировальных станках новейших моделей можно
производить черновую обработку многорезцовым суппортом,
а чиСговое обтачивание — однорезцовым копировальным суппор-
том, причем при закреплении вала торцовым поводком обработку
можно вести с одного установа. Последние модели некоторых
токарно-копировальных станков имеют несколько (до пяти) ко-
пировальных суппортов, перемещающихся независимо один от
другого. Они позволяют вести независимую обработку каждый
на своем участке, что значительно повышает производительность
станка. Применение такого станка особенно целесообразно, когда
на каких-либо ступенях вала имеется большой припуск, который
266
Рис. 4.8. Схема технологической наладки на обработку вала
невозможно снять за один рабочий ход. При установке специаль-
ных копирных барабанов на токарных гидрокопировальных
станках 1722 и 1712 можно также вести многопроходную об-
работку.
В мелкосерийном производстве экономически целесообразным
может оказаться применение при обработке ступенчатых валов
универсальных токарных станков с программным управлением
16К20ФЗС5. Будучи универсальными, такие станки допускают
обработку по автоматическому циклу, что облегчает многоста-
ночное обслуживание, дает возможность производить быструю и
простую переналадку при обтачивании ступенчатых валов раз-
личных размеров по заранее разработанной программе.
На рис. 4.7 представлен вал, полная токарная обработка
которого, включая нарезание резьбы, осуществлена в мелко-
серийном производстве на токарном станке 16К20ФЗС5 с ЧПУ.
Заготовка из стали 40Х диаметром 32 мм отрезана в размер
192 мм и зацентрована с обоих концов.
Базируется заготовка на станке в центрах, один из которых
подпружиненный (плавающий), с упором в торец. Закреплена она
в кулачковом патроне, но может быть и в поводковом патроне
с хомутиком.
На рис. 4.8 приведена технологическгя наладка на два уста-
нова. Программа записана на перфоленте в коде ISO. Система
числового программного управления (СЧПУ) станком — Н221М.
§ 3. ОБРАБОТКА ШЛИЦЕВ И ШПОНОЧНЫХ ПАЗОВ
НА ВАЛАХ
Шлицевые соединения валов и втулок представляют
собой многошпоночные соединения, у которых шпонки, называе-
мые шлицами, или зубьями, выполнены за одно целое с валом
267
Ши служат для передачи вра-
щательных движений и крутя-
щих моментов. Шлицы, или
I W<(^\\ ll—h^n 3Убья, выполненные с валами
4-ЙД^4р - || |)Cj~j за одно целое, повышают же-
]_^t^W 1 сткость вала и обеспечивают
требуемое направление и лег-
Рие. .4.9. Схема сквозного фрезерова- перемещения монтируе-
ния шлицев с применением оправки с F ^ „ FJ
обратным конусом мых на нем зубчатых колес,
муфт, втулок. По конструкции
шлицы могут быть прямобочными и эвольвентными. Шлице-
вое соединение с прямобочными шлицами можно выполнить
с центрированием втулки по внутреннему и наружному диа-
метрам вала, а соединение с эвольвентными шлицами цен-
трируют по профилю. В размерных цепях машины или узла
шлицевой вал участвует рядом своих размеров и, в пер-
вую очередь, размерами, связывающими поверхности вспомога-
тельных баз с основными, а также их диаметральными и линей-
ными размерами. Качество шлицевого вала определяется рядом
параметров: точностью диаметральных размеров поверхности
опорных и центрирующих шеек, отклонением от перпендикуляр-
ности опорных торцов оси опорной или центрирующей шейки,
отклонением от соосности поверхностей опорных и центрирующих
шеек; точностью ширины шлицев; точностью шага шлицев; откло-
нением от параллельности боковых плоскостей шлицев оси вала;
отклонением от перпендикулярности поверхности вспомогатель-
ных баз к оси вала; твердостью и шероховатостью основных и
вспомогательных баз.
На все перечисленные элементы в зависимости от конечной
степени точности механизма, в который входит звеном шлицегыи
вал, должны быть установлены необходимые нормы точности и
технические требования. Допустимые отклонения в зависимости
от класса точности соединения довольно жесткие. Например,
допустимое отклонение равномерности шага шлицев — не более
0,02 мм, допустимое смещение любого шлица относительно оси —
не более 0,02 мм.
Шлицы нарезают фрезерованием, строганием, протягиванием
и холодным накатыванием (в основном эвольвентные шлицы).
Технологический процесс обработки шлицев зависит от метода
центрирования шлицевого соединения и термической обработки.
В неавтоматизированном серийном производстве обычно нарезают
шлицы на шлицефрезерных или зубофрезерных станках червячной
фрезой методом обкатки. Метод довольно трудоемкий, так как
выполняется при сравнительно невысоких режимах резания
(v = 20 ... 30 м/мин и 5 = 20 мм/мин). Нарезать шлицы можно
за один или два рабочих хода в зависимости от требуемой точ-
ности. Можно применять многозаходную червячную фрезу для
чернового фрезерования, которая увеличивает производитель-
268
Рис. 4.10. Схема фрезерования шлицев
фасонными фрезами:
а — предварительная обработка; б —
чистовая обработка боковых поверхностей
шлицев
ность, но требуемой точности
не дает.
В качестве технологических
баз обычно используют поверх-
ности центровых отверстий.
Однако валы с короткими
опорными шейками, к которым
непосредственно выходят шли-
цы, нельзя устанавливать в цен-
трах с хомутиком, так как он
не дает выхода червячной фре-
зе. В этом случае шлицевый
валик со стороны шпинделя
базируется по шлифованной
опорной шейке в специальной
оправке с обратным конусом
(рис. 4.9).
У закаливаемых валов шли-
цы рекомендуется фрезеровать
после предварительного шлифования, а у незакаливаемых —
после чистового шлифования наружной поверхности. Шлицы
закаливаемых валов и центрируемые по наружной поверхности
обрабатывают в такой последовательности:
фрезерование шлицев с припуском под шлифование боковых
поверхностей;
чистовое шлифование боковых поверхностей шлицев после
термической обработки и чистового наружного шлифования.
Обработка шлицев таких же валов, но незакаливаемых, огра-
ничивается только чистовым фрезерованием после чистового
шлифования наружной поверхности.
Шлицы валов, центрируемых по поверхности внутреннего
диаметра, обрабатывают в такой последовательности:
фрезерование шлицев с припуском под шлифование;
фрезерование канавок для выхода круга при шлифовании
центрирующей поверхности по внутреннему диаметру (в случае,
если канавки не обработаны на первой операции фрезой совместно
с шлицами);
чистовое шлифование боковых поверхностей и центрирующей
поверхности по внутреннему диаметру после термической об-
работки.
Существуют и более совершенные методы фрезерования шли-
цев на валах. Например, разработано нарезание прямобочных
шлицев предварительным фрезерованием фасонными дисковыми
фрезами и чистовым фрезерованием боковых поверхностей шли-
цев торцовыми фрезами, оснащенными пластинами из твердого
сплава (рис. 4.10). Режимы резания при обработке валов из сред-
неуглеродистой стали: для предварительного фрезерования v =
= 30 ... 35 м/мин и5= 190 мм/мин, для чистового фрезерования
269
Рис. 4.11. Резцовая головка шлицестро- Рис. 4.12. Схема протягивания
гального станка шлицев на валах
v = 180 м/мин и S = 0,55 мм/зуб. Обработку выполняют на
горизонтальных продольно-фрезерных станках с применением
делительных приспособлений. Такой метод нарезания шлицев
в 3—4 раза производительнее, чем обработка на шлицефрезерных
станках.
Более прогрессивными процессами образования шлицев мето,-
дом снятия стружки являются контурное шлицестрогание и шли-
цепротягивание.
Строгание шлицев на валах производят набором фасоь;:ых
резцов, собранных в головке, и эффективно может быть приме-
нено в крупносерийном и массовом производстве. Их количество
и профиль соответствуют числу шлицев и профилю впадины между
шлицами вала (рис. 4.11). Число двойных ходов головки опреде-
ляется глубиной шлицевой канавки и принятой глубиной резания
за один рабочий ход. Резцы в головке затачивают комплектно
в специальном приспособлении. За каждый двойной ход резцы
сходятся радиально на заданную величину подачи.
Этим методом можно обрабатывать как сквозные, так и не-
сквозные шлицы. В последнем случае предусматривается канавка
для выхода резцов глубиной не менее 6 ... 8 мм и ускоренный
отвод резцов от заготовки. Шлицестрогание выполняют на станке
МА4, предназначенном для обработки валов диаметров 20 ...
50 мм, длиной до 435 мм, с длиной обрабатываемой части 70 ...
370 мм. Этот метод позволяет вести обработку шлицев и на валах,
имеющих уступы диаметром на 25 ... 30 мм больше обрабатывае-
мого, что невозможно осуществить другими методами. Параметр
270
а) ' Ф
Рис. 4.13. Схемы накатывания шлицев:
а — круглыми роликами; б — рейками; в — многороликовой головкой
шероховатости обработанной поверхности Ra = 2,5 ... 1,25 мкм.
Другим высокопроизводительным методом образования шли-
цев является шлицепротягивание. Шлицепротягивание произ-
водят двумя блочными протяжками (рис. 4.12) одновременно двух
диаметрально противоположных впадин на валу с последующим
поворотом вала на определенный угол после каждого хода про-
тяжки. Блок протяжки состоит из набора резцов-зубьев, которые
могут независимо перемещаться в радиальном направлении.
Резцы затачивают комплектно и устанавливают в блоки в спе-
циальном приспособлении. Этот метод позволяет обрабатывать
сквозные и несквозные шлицы. Копирная линейка дает возмож-
ность протягивать несквозные шлицы по заданной траектории.
Разность диаметров ступеней, при обработке валов с несквозными
шлицами не должна превышать 25 ... 30 мм. По производительно-
сти шлицестрогание и шлицепротягивание производительнее шли-
цефрезерования примерно в 5—8 раз (в зависимости от размеров
шлицев).
Большие перспективы имеет холодное накатывание шлицев,
при котором шлицы образуются пластическим деформированием
без снятия стружки. Накатка выполняется роликами, рейками и
многороликовыми профильными головками (рис. 4.13).
Уплотнение слоя металла при накатывании повышает проч-
ность шлицевых валов. По данным ЭНИМСа, накатанные шлицы
при скручивании на 10 ... 20 % прочнее шлицев, полученных
фрезерованием. В ряде случаев холодное накатывание позволяет
избежать термической обработки валов и дальнейшей механиче-
ской обработки шлицев. Холодной накаткой в основном делают
звольвентньге шлицы, так как для прямобочных шлицев значи-
271
Рис. 4.14. Схема накатывания шлицев планетарным методом:
а — схема движения роликов и заготовки; б — схема формирования шлицев при накатке;
/ — траектория движения роликов; 2 — заготовка; 3 — ролики
тельно усложняется профиль рабочих поверхностей накатных
роликов, что требует специального оборудования для их изготов-
ления. Шлицы эвольвентного профиля с модулем до 2,5 мм полу-
чают холодным накатыванием двумя или тремя роликами. Их
устанавливают по делительной окружности предварительно об-
работанной заготовки с учетом упругих деформаций системы
станок—приспособление—инструмент—заготовка. Диаметр за-
готовки при накатывании меньше наружного диаметра детали и
точность диаметра под накатку значительно выше диаметра под
шлиц фрезерование. Так, для валов диаметром 30 ... 50 мм до-
пустимое отклонение наружной поверхности — не более 0,05 ...
0,07 мм, допустимое отклонение биения относительно оси цен-
тров — не более 0,06 мм.
Ролики изготовляют из высоколегированных сталей. Одним
и тем же роликом определенного модуля можно обработать валы
с различным числом шлицев. Рекомендуемые режимы накатыва-
ния: окружная скорость роликов 15 ... 20 м/мин при диаметре
начальной окружности 200 мм; осевая подача 150 ... 200 мм/мин.
Накатыванию подвергают заготовки твердостью не более ИВ 220.
Погрешность шага не более 0,03 мм; накопленная погрешность
шага 0,05 ... 0,1 мм; параметр шероховатости поверхности Ra =
= 0,63 ... 0,32 мкм.
В зависимости от длины шлицев производительность при нака-
тывании примерно в 10 раз выше, чем производительность при
шлицефрезеровании. Предпочтительнее накатывать валы с боль-
шим числом шлицев (не менее 18), так как в этом случае процесс
протекает более плавно.
Холодное накатывание шлицев можно делать и рейками. Нака-
тывание шлицев рейками за один рабочий ход на всю длину про-
изводительнее, чем накатывание роликами, но вследствие возни-
кающих больших сил оно не рекомендуется для накатывания шли-
цев длиной более 80 ... 100 мм.
Существует и другое высокопроизводительное холодное нака-
тывание эвольвентных шлицев на валах, которое основано на
принципе формирования обрабатываемого профиля по планетар-
272
ному методу (рис. 4.14, а). Формирование профиля производится
двумя роликовыми головками, имеющими встречное вращение.
Головки, оснащенные накатным инструментом, располагают
встречно и приводят в действие двумя двигателями. Профильные
ролики 3 одновременно и синхронно внедряются во вращающуюся
вокруг своей оси заготовку 2. При этом частоты вращения накат-
ных головок и заготовки согласуют друг с другом с учетом числа
изготовляемых зубьев (рис. 4.14, б). Одновременно производится
непрерывная подача заготовки в осевом направлении.
Основная работа по формированию профиля происходит в зоне
преобразования, где при каждом рабочем ходе инструмента
образуется серповидный сегмент.
Накатный ролик изготовляют из высоколегированной быстро-
режущей стали с твердостью рабочей части HRC3 63 ... 66. Одним
комплектом накатных роликов можно обработать 3000 ...
30 000 заготовок.
Для накатывания шлицев высокой точности заготовки должны
быть предварительно обработаны по наружному диаметру. Диа-
метром заготовки является средне-арифметическое между диа-
метром окружности выступов и диаметром окружности впадин
зуба. Рекомендуемый допуск диаметра 0,05 ... 0,10 мм и допуск
биения 0,03 ... 0,06 мм.
Этот метод рекомендуется только для материалов со следу-
ющими характеристиками: б > 9 %, ав = 1274-106 Па. Параметр
шероховатости Ra < 1 мкм.
Все термически обработанные шлицевые валы, а также валы,
центрируемые по внутреннему диаметру, после нарезания шли-
цев подвергают дальнейшей механической обработке.
Поверхности, образующие профиль шлицев на валах, центри-
руемых по внутреннему диаметру, шлифуют профильным кругом
за один установ; за два установа шлифуют сначала боковые по-
верхности шлицев, а затем поверхность по внутреннему центри-
рующему диаметру. Точность и производительность выше у шли-
фования шлицев одним профильным кругом.
У термически обработанных шлицевых валов с центрированием
по наружному диаметру шлифуют эту поверхность и боковые
поверхности шлицевых шпонок. Производительность этих опе-
раций значительно выше, чем при шлифовании профильным
кругом, поэтому обработка шлицевых валиков с центрированием
по наружному диаметру проще и экономичнее обработки валиков
с центрированием по внутреннему диаметру.
Шпоночные пазы в зависимости от их формы обрабатывают
пальцевыми или дисковыми фрезами. Точность глубины шпоноч-
ных канавок и параллельность образующих их поверхностей
относительно оси вала во многом зависят от выбора технологиче-
ских баз для установки вала на станке. Максимальная точность
обработки получается, если в качестве технологических баз
используют поверхности центровых отверстий при установке
273
a) S)
Рис. 4.15. Схемы базирования валов в призмах при фрезеровании шпоночных
пазов
в центрах. Если в качестве технологических баз используют
наружные цилиндрические поверхности вала с установкой его на
призмы, то добавляются погрешности установки, связанные с ко-
лебаниями диаметра вала.
На рис. 4.15, а дана схема формирования погрешности раз-
мера h вследствие различия диаметров вала.
Поле рассеяния погрешности базирования при указанной уста-
новке вала на призму Ah = 02А — ОхА.
Из треугольника А02С02А = Dmax B sin -^- J.
Из треугольника АОгВ ОхА = Dm]Yi/B sin -|- j.
Тогда ДА = Dmax Д2 sin -|-) ~ Dmn /Bsin-~) = ——— (Dmax-~
- Anm)-
Следовательно, поле рассеяния погрешности базирования
uh = 6/B sin a/2).
Погрешность установки при базировании вала на призму при
обработке шпсночной канавки или лыски с выдерживанием
размера т может быть определена аналогичным образом: cow =
= A/2) б A/sina— 1).
Использование самоцентрирующих тисков до минимума умень-
шает погрешность установки (рис. 4.15, б).
Шпоночные канавки обрабатывают либо на обычных фрезер-
ных станках (горизонтальных или вертикальных), либо на спе-
циальных станках, работающих по маятниковому методу, сня-
тием специальными двухзубыми пальцевыми фрезами небольших
слоев металла за каждый рабочий ход. При этом методе обработки
шпоночные канавки получаются высокого качества.
Наиболее производительный метод фрезерования сквозной
шпоночной канавки — с помощью дисковой фрезы напроход.
274
§ 4. НАРЕЗАНИЕ РЕЗЬБЫ НА ВАЛАХ
В конструкциях валов нередко встречаются наружные
и внутренние остроугольные крепежные резьбы, выполняемые
по стандартам СЭВ. Номинальный профиль резьбы и размеры его
элементов приведены в ГОСТ 9150—81, а основные размеры резьбы
общего назначения — в ГОСТ 24705—81.
Внутренние резьбы могут быть и глухими, поэтому отверстия
под них сверлят на несколько большую глубину, чем требуемая
длина нарезки. Внутреннюю резьбу на валах обычно нарезают
машинными метчиками на резьбонарезных, сверлильных, ре-
вольверных, а также агрегатных станках — полуавтоматах и
автоматах в зависимости от масштаба производства и имеющегося
оборудования. В станках должно быть предусмотрено ускоренное
реверсирование шпинделей для быстрого изменения направления
рабочего вращения на обратное, когда резьба будет нарезана до
требуемой глубины. При нарезании глухих резьб для точной оста-
новки движения подачи и вращения метчика применяют само-
выключающиеся патроны.
Наружные остроугольные резьбы на валах в зависимости от
технических требований, масштаба выпуска и имеющегося обо-
рудования нарезают плашками, резьбонарезными головками,
резьбовыми резцами, гребенками и групповыми резьбовыми
фрезами.
Обычными круглыми плашками нарезают резьбы невысокой
степени точности (8 g для наружной резьбы). Плашками с дове-
денными режущими кромками можно калибровать резьбы более
высокой степени точности Fg, Щ.
Нарезание резьб с помощью резьбонарезных головок — более
производительный и точный способ. По сравнению с предыдущим
он имеет ряд преимуществ: устраняется вспомогательный ход
на свинчивание, так как после окончания нарезания плашки
расходятся и головка быстро отводится назад; допускается более
высокая скорость резания; обеспечивается точность нарезания
резьбы 6g, 4/г (если нитки плашки шлифованные); допускается
большое число повторных заточек плашек; допускается регули-
рование диаметра нарезаемой резьбы в определенных пределах.
Плашки в головке могут быть плоскими и круглыми гребен-
чатыми; последние более долговечны.
В машиностроении широкое распространение нашло нарезание
коротких остроугольных резьб на валах гребенчатыми групповыми
фрезами. Групповая фреза представляет собой как бы несколько
дисковых резьбовых фрез, сложенных торцами. Длина групповых
фрез должна быть на две-три нигки больше длины нарезаемой
резьбы и нарезание выполняется за 1V4 оборота нарезаемого
вала; дополнительные 1/4 оборота предусматриваются для пере-
крытия места врезания фрезы. Для образования резьбы заготовка
или фреза должна переместиться в осевом направлении на один
275
шаг нарезаемой резьбы. Этот способ особенно целесообразен в тех
случаях, когда резьба близко расположена по отношению к торцу
ступени вала большего диаметра, он обеспечивает получение резь-
бы не выше степени точности 8g, 6g\ Существенным недостатком
является прерывистое резание, при котором повышается шеро-
ховатость поверхности. Нарезают резьбу групповыми фрезами
на специальных резьбофрезерных станках.
§ 5. ИЗГОТОВЛЕНИЕ СТУПЕНЧАТЫХ ВАЛОВ
НА АВТОМАТИЧЕСКИХ ЛИНИЯХ
Автоматические линии целесообразно применять не
только в массовом, но и в крупносерийном производстве, если
возможно переналаживание линии, позволяющее обрабатывать
на одной линии несколько типоразмеров валов. Практика экс-
плуатации автоматической линии для обработки валов — роторов
электродвигателей — показала, что при изготовлении на ней
четырех типоразмеров валов (при переналадке ее каждый месяц
на обработку всех четырех типоразмеров валов) потери времени
на все переналадки не превышают 7 % фонда времени.
На станкостроительном заводе им. Орджоникидзе изготовлена
автоматическая переналаживаемая линия МРЛ-13 для токарной
обработки ступенчатых валов на базе гидрокопировальных стан-
ков 1722. Линия состоит из одного фрезерно-центровального,
пяти токарных гидрокопировальных станков и магазина накопи-
теля заготовок в ее начале. В линию могут быть встроены и про-
межуточные накопители элеваторного типа. Подобные автомати-
ческие линии успешно применяют на автомобильном заводе
им. И. А. Лихачева в условиях крупносерийного производства
при обработке валов коробки передач.
Технологический процесс токарной обработки вала генератора
(рис. 4.16, а) из поковки, полученной ротационной ковкой
(рис. 4.16, б) на автоматической линии МРЛ-13, показан на опера-
ционных схемах (рис. 4.17). На станке производится фрезерова-
ние (I) фрезерными головками со вставными ножами из сплава
Т14К8 со скоростью резания v = 125 м/мин и подачей S =
= 430 мм/мин. Центровые отверстия сверлят при п = 13,6 с-1
и 50 = 0,043 мм/об. Время рабочего цикла 0,844 мин.
На последующих пяти гидрокопировальных станках при ра-
боте резцами, оснащенными пластинами из сплава Т14К8, вы-
держивается следующий режим: II — п = 11,8 с, S0nP<^ ^
= 0,5 мм/об, S0попер = 0>3 мм/об, Тр = 0,845 мин; III — п =
= 11,8 с"*1, S0npOfl = 0,5 мм/об, Тр = 0,865 мин; IV — п =
= 18,6 с, 50прОд = 0,3 мм/об, 7Р = 0,675 мин; V — пг =
= 18,6 С, П2 = 9,3 С, Зопрод^О^ MM/Об, S0 попер =
= 0,093 мм/об, Тр = 1,115 мин; VI — п = 12,7 с, Sononep ~
= 0,15 мм/об, Гр = 0,34 мин.
На операции фрезерования торцов и зацентровке заготовку
базируют по необработанным цилиндрическим поверхностям шеек
276
Рис. 4.16. Вал генератора
а — эскиз детали; б — эскиз заготовки
в призмах и торцу. Поэтому во избежание значительного смещения
осей зацентрованных отверстий, в результате чего распределение
припуска на обрабатываемую наружную поверхность может
оказаться неравномерным или вообще недостаточным, должен
обязательно соблюдаться допуск соосности шеек, которыми валик
базируется в призмах. На рис. 4.18 дана схема наладки фрезерно-
центровального станка и схемы технологических размерных
цепей, с помощью которых достигается точность торцевания
(размерные цепи Ах -\- А2 + As + А4 — Аь — Л6 — А1 + А8 +
+ Аь + Лд = 0 и Бг + Б2 + Б3 + Б, - Бь + Б, + Б, - Б, +
+ Б9 — Б10 -J- БА = 0) и зацентровки заготовки (размерные
цепи Гг + Г2 + Г3 — Гь + Гъ — Гв + Г7 + Ts — Г9 — Г10 —
— Лг + ^д ^ 0 и цепь Б). В указанных цепях Аь Б{ и Ft
являются составляющими звеньями системы станок—приспособле-
ние—инструмент—заготовка.
Вся дальнейшая токарная обработка наружной поверхности
вала на токарных гидрокопировальных станках линии произво-
дится в центрах с упором в торец заготовки. На первых двух
станках выполняется черновая обработка, а на последующих
двух — чистовая с автоматическим поворотом заготовки на 180°.
На последнем станке подрезаются торцы ступеней и прорезаются
канавки.
На рис. 4.19 и 4.20 приведены схемы наладки станка на об-
тачивание вала по наружным поверхностям со схемами технологи-
277
Рис. 4.20. Схемы размерных цепей, с помощью которых обеспечивается точность
диаметрального размера ?д при обточке вала на гидрокопировальном станке
ческих размерных цепей, с помощью которых достигается точ-
ность диаметральных и линейных размеров при обработке вала
на данной позиции.
Задача получения точности линейного размера /Сд по схеме,
приведенной на рис. 4.19, решается с помощью размерных це-
пей К и У: Кг + К2 - К3 + К, - Кь + К, - К? + К8 + К, +
+ *ю + Ка = 0.
В свою очередь, составляющее звено цепи /Сб, входящее в ука-
занную цепь /С, определяется размерной цепью У, в которой
*в = Уд-
Задача получения необходимой точности диаметрального раз-
мера вала, обрабатываемого на гидрокопировальном станке ав-
томатической линии, решается с помощью размерной цепи
(рис. 4.20) Ег - Е2 - Е3 + Е4 + Е5 - Еб - Е7 - Е8 + Е9 +
+ ЕА = 0; составляющее звено Еь определяется с помощью
размерной цепи /7, где Еь = Яд.
Если гидрокопировальные станки 1722 автоматической линии
МРЛ-13 оснастить системами автоматического управления раз-
мерами статической и динамической настроек, разработанными на
281
Рис. 4.21. Структурная схема двухконтурной системы автоматического управле-
ния статической и динамической настройкой;
1 — динамометрическая резцедержавка; 2 — индуктивный датчик; 3 — регулировочный
винт, 4 — электродвигатель; 5 — реверсивный механизм; 6 — датчик обратной связи;
7 — следящий золотник; 8-— щуп, СС-1, СС-2 — сравнивающие устройства; ЗДУП —
задатчик наибольшего значения упругого перемещения, 3US — задатчик наибольшего
значения продольной подачи, СЗ — следящий золотник
кафедре «Технология машиностроения» Мосстанкина под руковод-
ством проф. Б. С. Балакшина (самоподнастраивающиеся станки),
то не только можно повысить точность диаметральных размеров,
но и на 25 ... 40 % уменьшить основное время обработки валов.
Кроме того, применение этих систем позволяет при той же за-
готовке осуществить однопроходную обработку вместо двухпро-
ходной, предусмотренной технологическим процессом на автома-
тической линии МРЛ-13 и сократить линию на два гидрокопиро-
вальных станках.
На рис. 4.21 дана структурная схема и основные узлы са-
моподнастраивающейся автоматической системы, обеспечивающей
комплексное управление размерами статической и динамической
настроек на токарно-копировальных- станках 1722.
Система состоит из двух контуров, общим элементом которых
является динамометрический узел, состоящий из упругого резце-
держателя 1 и индуктивного датчика 2, упирающегося в регули-
ровочный винт 3. С помощью этого узла производится непрерыв-
ное измерение размера динамической настройки.
Первый контур представляет собой следящую систему авто-
матического управления статической настройки Лс. Он обеспечи-
вает изменение размера Ас перемещением копировального суп-
порта в радиальном направлении на расстояние АЛС = Лд.
282
Рис. 4.22. Механизм малых переме-
щений, встроенный в рычаг упора
щупа:
/ — корпус рычага; 2 — сухарь; 3 —
винт; 4 — электродвигатель постоян-
ного тока; 5 — разжимная оправка
крепления .двигателя 4\ 6 — индуктив-
ный датчик обратной связи; 7,8 — опо-
ры скольжения винта; 9 — стальная
консольная пластина; 10 — разжим-
ная оправка крепления датчика; 6, 11—
планка крепления пластины
Второй контур представляет собой систему автоматического
управления размером динамической настройки g задатчиком пре-
дельного упругого перемещения ЗДУ^ и задатчиком наиболь-
шего значения подачи ЗД5Д. Он обеспечивает в процессе резания
автоматический поиск и поддержание оптимального значения
продольной подачи (с изменением припуска и колебания твер-
дости).
Эта система предусматривает необходимость специального
механизма точных малых перемещений рабочего органа, который
разработан канд. техн. наук В. А. Тимирязевым.
Механизм малых перемещений и схема размерной цепи Я,
определяющей размер компенсирующего звена Яб — Яд, при-
ведены на рис. 4.22;
^д — Нг + #2 + Нг-
Анализ размерной цепи станка 1722 (см. рис. 4.20) показал,
что в качестве компенсирующего звена наиболее целесообразно
использовать размер Еь, определяющий толщину слоя масла
в гидроцилиндре. Этот размер является замыкающим звеном
цепи управления Еь = Яд, и изменение его возможно путем
изменения одного из составляющих звеньев цепи Я. Для этого
был выбран размер Я7.
Механизм встроен в рычаг упора щупа (см. рис. 4.21), поэтому
малые перемещения передаются непосредственно на щуп следя-
щего золотника, минуя промежуточные звенья.
ГЛАВА 2. ИЗГОТОВЛЕНИЕ ШПИНДЕЛЕЙ
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ШПИНДЕЛЕЙ
И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ
Шпиндель металлорежущего станка — одна из наи-
более ответственных деталей. Качество изготовляемых на станке
деталей в значительной степени зависит от качества шпинделя и
его опорных шеек, жесткости шпинделя и стабильности его поло-
жения в опорах.
283
ч
Основное служебное на-
значение шпинделя станка —
сообщать обрабатываемой
заготовке или режущему
инструменту вращательное
движение с определенными
угловой скоростью и кру-
тящим моментом. В совре-
менных станках они очень
высокие, поэтому к каче-
ству изготовления как са-
мого шпинделя, так и шпин-
дельного узла с его опорами
в целом предъявляют высо-
кие требования.
В качестве опор шпин-
делей станков применяют
подшипники качения и под-
шипники скольжения. Шпин-
дель, несущий на себе обра-
батываемую заготовку или
режущий инструмент, рядом
своих размеров непосред-
ственно участвует в раз-
мерных цепях системы ста-
нок — приспособление — ин-
струмент—заготовка, непо-
средственно влияя на точ-
ность изготовляемой детали
(рис. 4.23). Прежде всего
это относится к опорным
шейкам, выполняющим роль
основных баз, размеры кото-
рых вследствие вращения
шпинделя включаются в раз-
мерную цепь и непосредст-
венно влияют на точность
изготовляемой детали. По-
этому для обеспечения ста-
бильности положения оси
вращения шпинделя необхо-
димо в первую очередь обес-
печить равенство радиусов
в каждом из сечений его
опорных шеек, правильность
геометрической формы шеек,
их относительного положе-
ния, соосность и требуемый
параметр шероховатости поверхности. Для сохранения неиз-
менности положения шпинделя в осевом направлении во
время работы станка следует обеспечить с определенным до-
пуском перпендикулярность основных опорных базирующих
поверхностей по отношению к оси вращения шпинделя и соос-
ность с последней резьбы установочных прижимных гаек.
Точность положения детали или режущего инструмента, уста-
новленного в шпинделе непосредственно или с помощью зажимных
цанг, патронов, вспомогательного инструмента, относительно
оси вращения шпинделя определяется точностью исполнительных
поверхностей и их соосностью с осью вращения шпинделя. Такими
исполнительными поверхностями являются конические или ци-
линдрические поверхности центрального отверстия шпинделя или
центрирующие конусы, или цилиндрические пояски с опорным
фланцем для установки зажимных патронов. В соответствии со
служебным назначением шпинделя устанавливают и технические
требования к нему. Важнейшее из них —точность геометрической
формы и размеров посадочных поверхностей и прежде всего опор-
ных шеек и исполнительных поверхностей, а также допуск соосности
исполнительных поверхностей шпинделя с опорными шейками.
Как правило, требования ко всем параметрам точности шпин-
деля современных станков очень высокие. По точности изготовле-
ния шпиндели станков делятся на пять групп, как и станки
(группы точности Я, Я, В, Л, С).
Для шпинделей металлорежущих станков нормальной и по-
вышенной точности с опорами качения применяют обычно подшип-
ники 4-го класса точности по ГОСТ 520—71. Для станков более
высокого класса точности (В и А) применяют подшипники 2-го
класса точности, в соответствии с чем и устанавливаются требова-
ния к геометрической форме опорных шеек. Для особоточных
станков (класс С и иногда А) или быстроходных шпинделей
(dn >5-105 мм-мин"*1) требования к геометрической форме опор-
ных шеек шпинделя устанавливаются более высокими, чем тре-
буются для подшипников 2-го класса точности. Более точные
подшипники устанавливают в переднюю опору, менее точные —
в заднюю, например, для станков группы Я — в переднюю опору
устанавливают подшипник 4-го класса точности, а в заднюю
опору — подшипник 5-го класса точности.
Допуски овальности и конусообразности для станков нор-
мальной точности обычно не должны превышать 50 % допуска
диаметральных размеров шеек, для станков повышенной точ-
ности — 25 % допуска, а для прецизионных — 5—10 % допуска
Диаметральных размеров шеек. Так, отклонение от круглости
опорных шеек в зависимости от диаметра шпинделя для станков
нормальной точности 4,0 Л. 1,2 мкм, а для современных пре-
цизионных станков — 0,3 ... 0,5 мкм. Допустимая конусообраз-
ность 1,25 ... 1,5 мкм на длине 300 мм при допуске диаметра
1,5 ... 3,0 мкм.
285
4.4. Рекомендуемые допуски формы шеек шпинделя
В табл. 4.4 приведены рекомендуемые допуски формы шеек
шпинделя в зависимости от класса точности подшипников качения.
Торцовое биение опорных фланцев относительно оси враще-
ния шпинделя в зависимости от их диаметра для станков нормаль-
ной точности не превышает 0,006 ,. 0,008 мм, а для прецизионных
станков — 0,002 ... 0,003 мм и меньше.
Для шпинделей с резьбой, на которую навертывают установоч-
ные опорные кольца, следует устанавливать допустимые откло-
нения от соосности резьбы с опорными шейками подшипников.
Для станков нормальной точности они не превышают 0,025 мм.
Это необходимо для того, чтобы при монтаже шпиндельного узла
избежать перекоса колец шариковых и роликовых подшипников,
так как установочные гайки при большом биении будут нажимать
на подшипники одной стороной. Для этого ограничивается и бие-
ние торца опорной гайки. При плотно навернутой гайке на шпин-
дель торцовое биение не должно превышать 0,025 мм на радиусе
50 мм.
286
Шероховатость поверхности и твердость опорных шеек, осо-
бенно для шпинделей, работающих в подшипниках скольжения,
влияют на стабильность положения шпинделя при эксплуатации
станка. По этим параметрам точности к шпинделям предъявляют
также очень высокие требования. Так, например, в зависимости
от класса точности станка параметры шероховатости колеблются:
для поверхностей опорных шеек Ra = 0,32 ... 0,04 мкм; для
исполнительных поверхностей (поверхности конусного отверстия
и посадочные поверхности под патрон) Ra = 0,63 ... 0,04 мкм.
§ 2. МАТЕРИАЛ И СПОСОБЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
ДЛЯ ШПИНДЕЛЕЙ
Выбор материала для шпинделя определяется типом
станка и условиями работы шпинделя. Шпиндели, работающие на
опорах скольжения, должны обладать не только высокими проч-
ностью и жесткостью, но и высокой износостойкостью.
В настоящее время для шпинделей токарных станков, работа-
ющих в обычных условиях, применяют высокопрочный (магние-
вый) чугун, по прочности не уступающий стали. Для изготовления
пустотелых шпинделей некоторых тяжелых станков используют
поковки из серого чугуна СЧ 15, СЧ 21 и модифицированного
чугуна (значительно реже стальные отливки).
В зависимости от серийности в качестве заготовок для шпин-
делей применяют поковки, реже'стальные отливки, прутковый
материал и трубы. Заготовки чугунных полых шпинделей полу-
чают центробежным литьем в металлические формы.
Заготовки для единичного и мелкосерийного производства
обычно изготовляют из проката или из поковок, полученных
свободной ковкой. В этом случае получают заготовки при очень
низком коэффициенте использования металла @,2 ... 0,4) с боль-
шими и неравномерно расположенными по отдельным поверхно-
стям припусками, что затрудняет их обработку на настроенных
станках. Таким методом получают обычно стальные шпиндели и
пиноли задних бабок для тяжелых станков.
В производстве с более крупными сериями выпуска заготовки
стальных шпинделей целесообразно изготовлять горячей высад-
кой на горизонтально-ковочных машинах или ковкой на рота-
ционно-ковочных машинах. В первом случае расход металла по
сравнению со свободной ковкой сокращается на 20 % и коэф-
фициент использования металла для шпинделя токарного станка
ее ставляет 0,5; во втором случае коэффициент использования по-
вышается до 0,8 и значительно снижается трудоемкость обра-
ботки.
§ 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ШПИНДЕЛЕЙ
В зависимости от назначения различают шпиндели:
1) полые, имеющие сквозное осевое отверстие, которое на одном
или на обоих концах переходит в точное цилиндрическое или ко-
287
Рис. 4.25. Пробка для обработки шпинделя в центрах
нусное; 2) имеющие несквозное точное цилиндрическое или кони-
ческое отверстие; 3) сплошные без осевого отверстия.
Более распространена первая группа шпинделей для наиболь-
шего числа типоразмеров станков; они же отличаются наибольшей
сложностью изготовления.
Все заготовки шпинделей, полученные ковкой или штампов-
кой, перед механической обработкой подвергают термической об-
работке (нормализации, улучшению), так как после снятия с по-
верхности шпинделя слоя металла может произойти значительное
перераспределение внутренних напряжений, а это повлечет за
собой значительные, деформации шпинделя не только после по-
следующей обработки опорных шеек, но и в процессе его эксплуа-
тации. Избежать этого можно правильным выбором материала
и термической обработкой заготовки, а также созданием наиболее
технологичной конструкции шпинделя и выбором правильного
технологического процесса с разделением обработки на черновую
и отделочную.
Основными базами шпинделя (рис. 4.24) являются его опорные
шейки, но так как использовать их в качестве технологических
баз на большинстве операций невозможно, при обработке наруж-
ных поверхностей технологическими базами служат поверхности
центровых отверстий. При обработке же центрального отверстия
в шпинделях первых двух групп в качестве технологической базы
используют его основные базы — опорные шейки.
Чистовую и отделочную обработки опорных шеек и соосных
с ними наружных поверхностей шпинделей с осевым отверстием
производят на специальных пробках (рис. 4.25) или оправках
с зацентрованными отверстиями. Пробки вставляют в расточенные
с обеих сторон цилиндрические или конические отверстия шпин-
деля, которые служат технологическими базами. Пробки, входя-
щие дополнительным звеном в технологическую размерную цепь
при смене их на различных операциях, могут дать существенные
погрешности установки, которые повлияют на положение испол-
нительной поверхности центрального отверстия относительно
Ю Тех. маш. 289
поверхности опорных шеек. Чтобы уменьшить это влияние по-
грешности на конечную точность шпинделя, чистовые и отделочные
операции обработки наружных поверхностей следует выполнять
на одних и тех же пробках, вставленных в шпиндель, без их
смены. Это потребует большого числа пробок, но зато повышается
точность обработки.
В табл. 4.5 приведен технологический маршрут обработки
шпинделя токарного станка I6K20 (см. рис 4 24) в условиях се-
рийного производства.
По мере необходимости иногда в технологический маршрут
включают операции правки шпинделя после термической обра-
ботки, особенно для шпинделей, изготовляемых из цементуемых
сталей, так как они подвергаются длительному нагреву. Однако
правка нежелательна.
Анализ приведенного технологического маршрута показал,
что сохранить единство баз ввиду сложности профиля шпинделя
не удается, поэтому при обработке на различных операциях
происходит смена баз. Даже при чистовой обработке наружных
поверхностей практически не удается на всех операциях вести
обработку от основных опорных шеек. Это объясняется тем, что
опорные шейки расположены на значительном расстоянии от
концов шпинделя, это затрудняет использование их в качестве
технологических баз, так как происходит усложнение зажимных
устройств станков и появляется вероятность возникновения вибра-
ций. Установка на наружные поверхности шеек, соосных с опор-
ными шейками шпинделя и обработанных совместно на одной
операции, не вызывает погрешностей, выходящих за пределы
технических требований.
Для максимального же сокращения отклонения от соосности
исполнительной поверхности осевого отверстия относительно оси
вращения шпинделя при обработке в качестве технологических
баз используют окончательно обработанные поверхности опорных
шеек.
В зависимости от серийности производства черновую и чисто-
вую обработку наружных поверхностей шеек шпинделя произво-
дят на токарных, многорезцовых и гидрокопировальных стан-
ках. Сравнительно сложная конфигурация шпинделя с большим
числом ступеней, незначительно различающихся по диаметру,
часто не позволяет получить заготовку наиболее прогрессивными
методами с минимальными припусками по всему профилю из-за
экономической нецелесообразности для данного вида произ-
водства.
Поэтому далеко не всегда удается снять все припуски, состав-
ляющие на отдельных участках более 15 мм, за одну операцию
и, как видно из приведенного маршрута обработки, эту операцию
разделяют на черновую и чистовую под шлифование.
Практика показала, что даже при небольших размерах партий
экономически целесообразно вести обработку не только на токар-
290
ных станках с ЧПУ, но и на многорезцовых и гидрокопироваль-
ных станках. Многорезцовые станки позволяют применять не-
сколько резцов и сокращать длину рабочих ходов. Гидрокопиро
вальные станки (несмотря на то что продольное обтачивание про-
изводится одним резцом по копиру) вследствие их быстроходности
и большой жесткости позволяют вести обработку на высоких ре-
жимах резания, что значительно сокращает машинное и вспомога-
тельное время. Обтачивание ведется при скорости резания 150 ...
160 м/мин, глубине резания 5 ... 15 мм с подачей 0,32 мм/об твер-
досплавными резцами Т14К8 и Т15К6.
Заготовку устанавливают в центрах, поджимая левый торец
к опорному кольцу, от которого ведется настройка линейных
размеров. Крутящий момент передается поводковым патроном
с самозахватывающими кулачками, которые захватывают за-
готовку за наружную поверхность и гем самым не позволяют
производить обработку напроход по всей длине без перестановки
заготовки. Применить же специальные торцовые поводковые
патроны для черновой обработки, требующие большой осевой
силы центра задней бабки, не всегда возможно, так как это может
вызвать продольный изгиб обрабатываемой заготовки.
Так как большие силы резания, воспринимаемые центрами
станка, вызывают смятие и изнашивание поверхностей зацентри-
рованных отверстий, могут появляться зазоры и, следовательно,
нарушается базирование в процессе снятия стружки резцом,
в итоге понижаются точность и качество обрабатываемой поверх-
ности. Периодический или постоянный поджим заготовки к перед
ней опоре пневматическим или гидравлическим задним центром
устраняет подобные усложнения. При тонких валах или шпин-
делях значительные силы, создаваемые вдоль оси гидравлическим
или пневматическим цилиндром задней бабки, могут вызвать про-
дольный изгиб деталей, превышающий допустимые биения обра-
батываемых шеек под шлифование (не более 0,2 ... 0,1 мм), что
заставляет вводить дополнительные операции правки или уве-
личивать припуск на шлифование (или снижать режимы черновой
токарной обработки).
Иногда после чернового обтачивания шпинделя его подвергают
термической обработке — нормализации (стабилизирующему от-
жигу) для ослабления внутренних напряжений, улучшения меха-
нических свойств и обрабатываемости материала.
Осевые отверстия сверлят на специальных станках для глу-
бокого сверления. Станок для глубокого сверления РТ-54 имеет
два шпинделя для одновременной обработки двух заготовок.
Отверстия диаметром до 80 мм сверлят специальными перовыми
сверлами (рис. 4.26). Охлаждающая жидкость, служащая одно-
временно для удаления стружки, подается через канал державки
сверла в зону резания. Для сверления отверстий большого диа-
метра, прошитых в заготовке, применяют многорезцовые расточ-
ные головки.
10*
291
Глубокое отверстие в шпинделе сверлят обычно с двух уста-
новов: сначала на определенную глубину с одного конца, а затем —
напроход с другого конца. В качестве технологических баз исполь-
зуют наружные поверхности предварительно обточенных шеек
шпинделя. Одной шейкой заготовка устанавливается в патрон
станка, а другой опирается на люнет.
Отверстие шпинделя токарного станка 16К20 диаметром 55 мм
обрабатывают сверлом из быстрорежущей стали со скоростью
резания v = 26,6 м/мин и подачей S = 0,2 мм/об. Применение
сверл из твердого сплава позволяет повысить скорость резания
до 60 ... 70 м/мин. Допуск концентричности отверстия после
сверления — не более 0,5 мм.
Затем в головной части шпинделя зенкеруют отверстие на
больший диаметр для последующей обработки конуса. Оконча-
тельное растачивание технологического конуса в хвостовой части
и предварительное в головной и подрезку торцов можно произ-
водить на токарном станке и с двух установов, применяя гидро-
копировальный суппорт. Эти конусные отверстия служат затем
технологическими базами, в которые вставляют калиброванные
пробки с зацентрованными отверстиями для дальнейшей обработки
наружных поверхностей шпинделя.
Последняя операция механической обработки перед термиче-
ской обработкой — сверление, развертывание отверстий во фланце
и нарезание резьбы. В зависимости от серийности выпуска сверле-
ние может осуществляться на вертикально-радиально-, а также
агрегатно-сверлильных станках. Сверление на вертикально-свер-
лильном станке можно производить с использованием много-
шпиндельной головки. В этом случае нарезание резьбы выполняют
как отдельную операцию обычно на радиально-сверлильном
станке.
§ 4. ТЕРМИЧЕСКАЯ ОБРАБОТКА ШПИНДЕЛЕЙ
Вид термической обработки и ее режим зависят от
выбранной марки стали и требований, предъявляемых к шпин-
делю. Цель термической обработки — повышение износостойкости
поверхности опорных шеек (основных баз) и исполнительных
поверхностей и некоторых других поверхностей шпинделя с сохра-
нением «сырой» сердцевины, что обеспечивает высокую перво-
начальную точность шпинделя и сохраняет ее в течение длитель-
ного времени. Самый эффективный метод термической обработки —
поверхностная закалка. Термическая обработка не должна вызы-
вать заметных деформаций и искривления шпинделя. Указанные
выше поверхности подлежат закалке и последующему отпуску
для достижения твердости НЯСЪ 46,5 ... 57. Шпиндели, работа-
ющие в опорах скольжения, закаливают и до более высокой
твердости. После термической обработки необходимо промыть
и очистить от возможной окалины поверхности технологических
баз.
297
Поверхностную закалку можно производить несколькими
способами.
Поверхностная закалка с нагреЬом ТВЧ в последнее время
получила наибольшее распространение. Преимущество ее за-
ключается в кратковременности нагрева @,5 ... 20 с) поверхност-
ного слоя металла, который подвергается закалке, в то время
как остальная часть металла остается ненагретой, а это почти
предотвращает деформирование заготовки. На закаливаемой по-
верхности почти отсутствует окалина. Поэтому на отделочные
операции можно оставлять незначительные припуски. Глубина
закаливаемого слоя 1 ... 5 мм, а его твердость выше, чем после
закалки другими способами. Нагрев и охлаждение закаливаемой
поверхности осуществляются с помощью специальных индукто-
ров. Время, потребное на закалку шпинделя, при напряжении
11 В, силе тока на сетке 0,3 А и силе тока на аноде 9 А, составляет
50 с.
Отпуск поверхности шпинделя можно производить также на
установке ТВЧ или в шахтных печах. В последнем случае шпин-
дель нагревают в течение 2,5 ч при 180 °С.
Поверхностная термическая обработка азотированием. Этим
способом закаливают шпиндели, изготовленные из сталей 38Х2Ю,
38Х2МЮА и других, содержащих алюминий. Азотированию
подвергают обычно шпиндели, работающие в опорах скольжения,
когда стремятся добиться минимальной деформации при закалке.
Так как эта обработка протекает при сравнительно низкой тем-
пературе E50 ... 500 °С), не вызывающей фазовых превращений
металла, то заметных деформаций не наблюдается. Твердость же
закаленной поверхности достигает HRCd 67 ... 69.
Вследствие незначительной деформации шпинделя, с одной
стороны, и трудности обработки азотированного слоя металла,
с другой, поверхности, подлежащие азотированию, предварительно
шлифуют, оставляя очень небольшой припуск @,05 ... 0,06 мм)
на последующую отделочную операцию (полирование или шли-
фование мелкозернистым абразивным материалом). Процесс не-
сложный, но продолжительный (несколько часов).
§ 5. ОБРАБОТКА ПОВЕРХНОСТЕЙ ШПИНДЕЛЯ ПОСЛЕ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Все наиболее ответственные операции, в том числе и
отделочные, обеспечивающие конечную точность шпинделя, вы-
полняют после термической обработки. Большинство из них
производится при базировании шпинделя на центровых пробках,
вставленных после термической обработки в конусные отверстия,
либо на центровых фасках.
До окончательной отделки наружных поверхностей шеек и
исполнительных поверхностей шпинделя обтачивают наружные
поверхности шеек, нарезают резьбу и шлицы и фрезеруют (если
необходимо) шпоночные пазы.
298
Функции резьб, нарезанных на шейках шпинделя, различны.
К точности резьб, служащие для фиксации зажимных патронов,
предъявляют повышенные требования. Поэтому либо их наре-
зают полностью на токарном станке, либо обработку разбивают на
две операции: предварительное фрезерование на резьбо-фрезер-
ных станках и окончательное калибрование резцами на токарном
станке. В зависимости от серийности производства последний
вариант может оказаться более экономичным.
Резьбы для крепления монтируемых на шпинделе деталей
кольцами-гайками должны быть нормальной точности (не ниже
6g), но их выполняют мелкими. Такие резьбы в зависимости от
требований к точности и вида производства (единичного или серий-
ного) также нарезают на токарном станке резцами или на резьбо-
фрезерных станках дисковыми либо гребенчатыми фрезами.
Учитывая жесткие требования к торцовому биению смонтиро-
ванной на шпиндель гайки, во избежание недопустимых переко-
сов (не более 0,02 мм на R = 50 мм) иногда протачивают торцы-
гайки в сборе со шпинделем, который в таком комплекте и следует
отправлять на узловую сборку. Шпиндель токарного станка
16К20 имеет прямоугольную резьбу, нарезаемую на токарном
станке после термической обработки шпинделя с точностью, позво-
ляющей избежать подрезания торца-гайки, навернутой на шпин-
дель.
Шпоночные пазы на поверхности некоторых шпинделей фре-
зеруют на обычных фрезерных или специальных станках диено-
выми или пальцевыми фрезами в зависимости от формы пазов.
Шлицы нарезают на шлицефрезерных станках 5350А методом
обкатки. Если их поверхность не подвергается термической об-
работке, то для получения шлицев требуемой точности эта опера-
ция может быть окончательной. В связи с этим предъявляют по-
вышенные требования к биению шеек (отклонение не более 0,1 мм).
Требуемые глубина и параллельность образующих поверхно-
стей шпоночных канавок и шлицев относительно оси шпинделя
наилучшим образом обеспечиваются при установке шпинделя
в центрах. Поэтому обработку пазов и шлицев целесообразно
производить после термической обработки на тех же пробках,
без их перестановки. Если в качестве технологических баз при
базировании шпинделя в центрах используют поверхности фасок
осевого отверстия шпинделя, обработку пазов можно производить
и до закалки шпинделя.
§ 6. ОТДЕЛОЧНЫЕ ОПЕРАЦИИ НАРУЖНЫХ
И ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ШПИНДЕЛЯ
Наиболее ответственными операциями, влияющими на
конечную точность шпинделя, являются операции отделочной
обработки опорных шеек шпинделя, центрирующего конуса для
фиксирования зажимного патрона и исполнительной поверхности
299
осевого отверстия. Точность указанных поверхностей у шпинделя
для непрецизионных станков, а также у шпинделей, работающих
на опорах качения, достигается шлифованием; для более высокой
точности и правильности формы обычно шлифование делят на
предварительное и окончательное.
У шпинделей с осевым отверстием наружные поверхности шли-
фуют на базе поверхностей осевых отверстий на пробках либо
на поверхностях фасок, либо на цилиндрических разжимных
оправках. В первых двух случаях качество поверхности и их
точность получаются выше.
Шпиндели без осевого отверстия шлифуют в центрах на круг-
лошлифовальных станках типа ЗЕ153, ЗМ151В, ЗМ152В,
ЗМ163Ф2Н2В кругами зернистостью СМ1—СМ2. Отделку цен-
трирующего конуса можно вести также в центрах, установив шпин-
дель на тех же пробках, на которых производилась окончательная
обработка опорных шеек. Однако, так как пробки являются до-
полнительным звеном в технологической размерной цепи, они
могут внести дополнительную погрешность, которая может ока-
заться больше, чем это допустимо требованиями соосности обра-
батываемой поверхности с осью вращения шпинделя. Поэтому
для предотвращения этих погрешностей правильнее шлифование
исполнительных поверхностей (внутреннего и наружного конусов
или центрирующего пояска) выполнять на базе опорных шеек.
В этом случае шпиндель базируется поверхностями опорных
шеек в двух опорах гидростатического люнета (рис. 4.27), уста-
новленного на столе круглошлифовального станка, и приводится
во вращение от шпинделя гибкой связью (поводком). Вкладыши
специальных люнетов тщательно обрабатывают и при установке
приспособления на столе станка выверяют.
В последнее время для отделочных операций наружных по-
верхностей валов и шпинделей стали применять шлифовальные
станки с ЧПУ.
Если валы имеют несколько поверхностей с параметрами ше-
роховатости Ra = 1,25 ... 0,32 мкм и с размерами точностью
7—8-го квалитетов и выше (ГОСТ 25346—82), то окончательную
обработку их целесообразно проводить на круглошлифовальных
станках ЗМ151-Ф2 с ЧПУ.
Известно, что при обработке заготовки на обычных станках
практически невозможно повысить -производительность путем
сокращения времени собственно шлифования (машинного вре-
мени).
Однако имеются значительные резервы для сокращения
времени вспомогательных ходов, наладок, измерений обрабаты-
ваемых поверхностей, особенно при обработке длинных загото-
вок, у которых шлифуются несколько шеек различного диаметра.
Сокращение общего времени обработки может быть достигнуто
благодаря сокращению числа установок заготовки при шлифо-
вании.
300
Проведенные эксперименты показали, что при шлифовании
многоступенчатых валов (например, шпиндель токарного станка)
общая продолжительность вспомогательного времени при исполь-
зовании станка с ЧПУ может быть снижена в 3 раза, а при обра-
ботке менее сложных деталей — не менее чем в 2 раза- Если
вспомогательное время будет сокращено хотя бы на 50 %, при-
менение станка с ЧПУ можно считать уже экономически целе-
сообразным.
§ 7. ОСОБЕННОСТИ ОБРАБОТКИ ШПИНДЕЛЕЙ
ПРЕЦИЗИОННЫХ СТАНКОВ
Технологический процесс изготовления шпинделей пре-
цизионных станков более сложный, так как к таким шпинделям
предъявляются более высокие требования. Например, у шпин-
деля координатно-расточного станка 2А430 отклонения от конус-
ности и овальности опорных шеек не должны превышать 0,002 ...
0,001 мм, биение должно быть не более 0,003 мм, параметр шеро-
ховатости Ra = 0,04 мкм, биение конусного отверстия относи-
тельна оси вращения шпинделя должно быть не более 0,0015 мм
у конца шпинделя.
Для устранения влияния остаточных напряжений, которые
могут вызвать деформирование шпинделя не только в процессе
его обработки, но и в период эксплуатации, шпиндели прецизион-
ных станков неоднократно подвергают термической обработке.
Так как необходимы высокая точность, правильность формы
и малая1 шероховатость поверхности опорных шеек и исполнитель-
ных поверхностей, обычно производят неоднократное шлифование
и доводочные операции. При шлифовании особое внимание уде-
ляется устранению динамической неуравновешенности абразив-
ного круга, которая может возникнуть в процессе обработки и
значительно ухудшает качество изделия. Доводочными опера-
циями могут быть притирка, хонингование и суперфиниширование.
Для получения поверхности опорных шеек #а < 0,15 мкм
их подвергают суперфинишированию. Сущность этого метода
заключается в том, что при определенных условиях мелкозер-
нистыми абразивными брусочками с поверхности заготовки уда-
ляют гребешки, оставшиеся после предыдущей операции, и по-
верхность доводят до зеркального вида.
Рабочими движениями при суперфинишировании наружных
цилиндрических шеек (рис. 4.28) являются вращение шпинделя,
короткие возвратно-поступательные (осциллирующие) движения
брусков и движение продольной подачи их вдоль оси обрабаты-
ваемого шпинделя при длинных шейках (ж 0,1 мм/об).
Рекомендуемые режимы обработки: скорость колебательного
движения брусков икол = 8 ... 15 м/мин; амплитуда колебаний
брусков / < 6 мм; линейная скорость вращения заготовки: а) для
абразивных брусков в начале цикла ивр = B ... 4) vKont в конце
302
Рис. 4.28. Схема
ния поверхности
суперфиниширова-
б) для эльборовых брусков
vBV ^ 20икол, но не более
30 ... 40 м/мин; давление брус-
ков р = 3, МПа при макси-
мальном давлении в начале
цикла и при минимальном да-
влении в конце цикла.
Обработку ведут с примене-
нием СОЖ определенной вяз-
кости.
Припуск фактически определяется высотой неровностей, оста-
ющихся на поверхности после предыдущей операции шлифования.
Для остальных заготовок обычная толщина снимаемого слоя при
суперфинишировании не превышает 5 ... 7 мкм, поэтому и при-
пуск оставляется около 0,005 мм. Так как суперфиниширование
уменьшает шероховатость поверхности и не исправляет макрогео-
метрию, то геометрическая форма обрабатываемых заготовок
перед суперфинишированием должна отвечать техническим тре-
бованиям к параметрам готовой детали.
Зернистость абразивных брусков выбирают в зависимости от
требуемой шероховатости. Применение литых брусков на керами-
ческой связке по сравнению с применением прессованных брусков
уменьшает шероховатость обрабатываемой поверхности. После
суперфиниширования параметр шероховатости поверхности шеек
предварительно обработанных тонким шлифованием, достигает
Rz = 0,1 ... 0,05 мкм.
Обработка шеек под подшипники высокоточных станков про-
изводится также тонким шлифованием и доводкой (притиркой).
Тонким шлифованием можно получить высокую точность формы
(отклонение от круглости не более 0,5 мкм) и параметр шерохо-
ватости поверхности Ra = 0Л6 ... 0,04 мкм.
Доводку выполняют с помощью притиров из серого чугуна
СЧ 18, СЧ 21, СЧ 24 с применением абразивной пасты (электро-
корунда — 60 %, олеиновой кислоты — 28 %, стеарина — 12 %),
а также алмазной пасты. При доводке частота вращения заготовки,
установленной в центрах токарного станка, в начальный период
1,7 ... 2,1 с-1, а при окончательной доводке 0,8 с. Операция
эта трудоемкая и требующая высокой квалификации рабочего.
Шпиндели зубошлифовальных и резьбошлифовальных
(рис. 4.29) станков'высокой точности в условиях средне- и мелко-
серийного производства изготовляют по типовому регламенту.
1. Отрезка заготовки из стали 38Х2МЮА.
2. Кузнечная обработка.
3. Термическая обработка (отжиг).
4. Черновая обработка торцов и центровых отверстий на
токарном станке.
5. Термическая обработка — закалка с высоким отпуском.
303
Рис. 4.29. Эскиз шпинделя
6. Обработка торцов и центровых отверстий.
7. Обработка точных наружных поверхностей, поверхностей
под резьбу, под шлифование, обработка прочих поверхностей
окончательно.
8. Обработка пазов, лысок.
9. Обработка образцов-свидетелей под шлифование.
10. Предварительное шлифование точных наружных поверх-
ностей и торцов с припуском 0,25 ... 0,35 мм на круглошлифоваль-
ных станках ЗМ151, ЗМ153, ЗМ152, ЗМ151Ф2, ЗМ163Ф2Н1В при
установке на центровых фасках.
11. Термическая обработка — стабилизирующий отпуск
(вместе с образцами-свидетелями).
12. Шлифование центровых (базовых) фасок.
13. Предварительное шлифование точных наружных поверх-
ностей и торцов с припуском 0,15 мм. Овальность и конусообраз-
ность обработанных базовых поверхностей не должны превышать
0,005 мм, Ra < 0,63 мкм.
14. Термическая обработка — отпуск стабилизирующий
(вместе с образцами-свидетелями).
15. Шлифование центровых (базовых) фасок.
Операции № 13, 14 и 15 предусматривают только для деталей
средней и малой жесткости.
16. Шлифование наружных рабочих поверхностей и торцов
под азотирование с припуском 0,05 ... 0,08, Поверхность под
резьбу не шлифовать.
Овальность и конусообразность обработанных базовых по-
верхностей не должны превышать 0,0025 мм. Радиальное биение
обработанных поверхностей относительно общей оси базовых по-
верхностей должно быть не более 0,008 мм. Параметр шерохо-
ватости обработанных поверхностей Ra < 0,63 мкм.
17. Термическая обработка — азотирование (вместе с образ-
цами-свидетелями). Азотирование газовое в шахтных электропечах.
304
18. Шлифование центровых (базовых) фасок.
Эту и последующие операции для шпинделей станков класса
точности В, А, С рекомендуется выполнять в термоконстантном
помещении.
19. Окончательное шлифование прочих наружных поверхно-
стей и поверхностей под резьбу при установке на центровых
фасках до получения заданных параметров шероховатости и точ-
ности согласно техническим требованиям чертежа.
20. Шлифование (нарезание) метрической резьбы на станках
высокой точности 5К832В и 5К822В или токарно-винторезных
станках 16К20П с установкой заготовки на центровых фасках.
21. Окончательное шлифование наружных рабочих (опорных)
поверхностей и торцов с установкой на центровых фасках до по-
лучения заданных параметров шероховатости (i?a < 0,15 мкм)
и точности согласно техническим требованиям чертежа. Пред-
почтительнее шлифование производить кругами из эльбора.
Для опорных шеек с fe< 0,15 мкм можно рекомендовать
суперфиниширование, которое производится на станках ЗД871
и других при установке заготовки на центровых фасках.
Операции окончательного шлифования производят на станках
повышенной точности ЗМ151В, ЗМ152В, ЗЕ153, ЗН163С. При об-
работке заготовка обычно базируется на неподвижных центрах
станка, поэтому поверхность центрового отверстия должна быть
высокой точности. Центровые отверстия целесообразно шли-
фовать на центровально-шлифовальном станке MB-119 или 3922Р
с планетарным и осциллирующим движениями режущего ин-
струмента в плоскости, наклоненной под углом 30° к оси конуса.
Эти станки обеспечивают необходимые геометрические параметры
и соосность центровых фасок.
Допускается замена шлифования центровых фасок притир-
кой, осуществляемой обычно на токарных станках с помощью
специальных притиров с углом конуса 60° ±3'. В качестве при-
тирочного материала можно применять смесь веретенного масла
№ 3, олеиновой кислоты и микропорошка М7-М5 в жидкой кон-
систенции.
Обработку шпинделя, начиная с операции № 17 следует про-
изводить в термоконстантном помещении.
§ 8. БАЛАНСИРОВКА ШПИНДЕЛЕЙ
Все шпиндели быстроходных станков проходят ба-
лансировку в собранном виде. Качество обрабатываемых "на станке
деталей во многом зависит от стабильности положения шпинделя
в станке и плавности его вращения. Погрешности изготовления и
монтажа шпинделя, а также неодинаковая плотность металла,
из которого он сделан, приводят к неуравновешенности шпин-
деля, что при эксплуатации станка может вызвать вибрации.
Они снижают стойкость режущего инструмента, качество обра-
305
ботанной поверхности, вызывают усиленное изнашивание опор
шпинделя и в ряде случаев вынуждают либо сильно снижать
режимы резания, что ведет к понижению производительности,
либо вообще прекращать работу.
Неуравновешенность может быть статической, когда не совпа-
дает центр тяжести детали с осью вращения (она вызывает только
центробежную силу), и динамической, когда действие неуравнове-
шенных масс вызывает появление пары сил и центробежных
моментов инерции, не равных нулю.
Для устранения неуравновешенности детали проходят балан-
сировку. В соответствии с двумя видами неуравновешенности су-
ществуют и два вида балансировок — статическая и динамическая.
Статическую балансировку применяют обычно для деталей,
у которых отношение LID мало (маховики, диски, зубчатые ко-
леса), так как влияние динамической неуравновешенности у них
невелико. Балансировку производят на оправке с надетой на нее
деталью, свободно перемещающейся на двух параллельных ножах
или роликах под действием статического момента. Таким образом
определяется радиальное направление приложения уравновеши-
вающего груза.
У шпинделя станков LID > 1. Так как на шпиндель мон-
тируют ряд деталей (зубчатые колеса, кольца-гайки, подшипники,
втулки, фланцы), то для него характерны оба вида неуравновешен-
ности, поэтому его подвергают динамической балансировке в сборе,
которая устраняет оба вида неуравновешенности.
Динамическую балансировку производят на специальных
балансировочных станках. Балансировку шпинделей диаметром
до 800 мм и весом 98 ... 980 Н производят на станке 9Б725А.
Неуравновешенность шпинделя на этом станке определяется из-
мерением амплитуды и фазы колебаний спор. Неуравновешенность
устраняют высверливанием металла в заданных местах баланси-
руемой детали или узла в сборе с помощью двух специальных
сверлильных головок, встроенных в балансировочный станок.
Так, допустимый дисбаланс шпинделя токарного станка 16К20
в сборе с монтируемыми на него деталями равен 25 г-см при ча-
стоте вращения шпинделя 33,3 с. При его балансировке металл
высверливают на торце большого зубчатого колеса и заднего
фланца.
§ 9. КОНТРОЛЬ ШПИНДЕЛЕЙ
Точность изготовления шпинделя проверяют в опре-
деленной последовательности: сначала определяют правильность
формы поверхностей, затем их геометрические размеры и потом
уже их положения. Такая последовательность необходима для
того, чтобы можно было путем исключения погрешностей измерять
с наибольшей точностью тот параметр, который необходимо про-
верить.
306
Рис. 4.30. Стенд специальный для контроля отклонений от соосности, радиаль-
ного и торцового биения шпинделя:
1, 5 •— упор (торцовый — I вариант, центральный — II вариант); 2, 9 — контроля соос-
ности; 3,4 — ножевидные призмы; 6, 8, 10, 11, 13, 14, 15 — контроль радиального бие-
ния, 7, 12 — контроль торцового биения
Измерительными базами при проверке шпинделя обычно яв-
ляются поверхности его опорных шеек, которые будучи его основ-
ными базами определяют положение всех остальных поверхностей
при работе шпинделя в станке. Поэтому при проверке шпиндель
устанавливают опорными шейками с упором в один торец на
призмы контрольной плиты или специальных контрольных уст-
ройств. Одна из призм — обычно регулируемая по высоте.
Правильность геометрической формы проверяют в нескольких
сечениях, перпендикулярных к оси шпинделя: овальность и ко-
нусообразность — с помощью скоб с отсчетным устройством
(типа СР по ГОСТ 11098—75), а круглость — с помощью кругло-
мера (по ГОСТ 17353—80).
Отклонение образующей цилиндрической поверхности от пря-
молинейности проверяют индикатором, наконечник которого пере-
мещается по образующей поверхности параллельно оси шпин-
деля. По разности наибольшего и наименьшего показаний судят
об отклонении от параллельности.
Прямолинейность образующей конуса можно определить с по-
мощью показаний отсчетного устройства прибора БВ-7320.
Диаметральные размеры в зависимости от степени точности и
их значения проверяют скобами с отсчетным устройством СР
(по ГОСТ 11098—75), а также микрометром (цена деления 0,01 мм),
пассаметром (цена деления 0,002 мм) или микротастом (цена деле-
ния 0,001 мм).
Затем контролируют правильность положения поверхностей
относительно оси вращения шпинделя. Отклонение от соосности
контролируемой поверхности с осью вращения шпинделя прове-
ряют индикаторами, вращая шпиндель вокруг оси. Такую про-
307
верку необходимо производить в двух крайних сечениях контро-
лируемой поверхности.
Особое внимание уделяется контролю соосности исполнитель-
ных поверхностей с осью вращения шпинделя. Метод проверки
зависит от конструкции шпинделя. Так, для шпинделей с кони-
ческим центральным отверстием, биение конусной поверхности
относительно оси вращения шпинделя проверяется с помощью
цилиндрической оправки, которую вставляют в проверяемое от-
верстие точным конусным хвостовиком,
На рис. 4.30 дана схема контроля отклонений от соосности,
радиального и торцового биения на специальном стенде шпинделя
типа А (подобен шпинделю токарного станка 16K2Q).
ГЛАВА 3. ИЗГОТОВЛЕНИЕ ХОДОВЫХ ВИНТОВ
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ХОДОВЫХ ВИНТОВ
Ходовые винты станков служат для преобразования
вращательного движения в поступательное прямолинейное пере-
мещение с помощью сопряженной с ним гайки различных деталей
и узлов станка (суппортов, кареток, фартуков и др.) с заданной
точностью.
Ходовой винт является одним из звеньев многозвенной раз-
мерной цепи А у которая обеспечивает точность перемещения суп-
портов, а следовательно, и точность изготовляемой на станке де-
тали (рис. 4.31). Как видно на рисунке, в этой размерной цепи ходо-
вой винт вследствие вращения участвует постоянно меняющимся
Рис. 4.31. Схема размерной цепи, в которую одним из звеньев включается ходо-
вой винт
308
Рис. 4.32. Профиль винтовых канавок:
а — полукруглый; б — арочный
размером А3 — расстоянием
от точки соприкосновения с
ним гайки до поверхности
опорного буртика его опор-
ной шейки. Равномерность
изменения этого расстояния,
оказывающая нередко реша-
ющее влияние на точность
изготовляемой на станке де-
тали, зависит от ряда фак-
торов, определяющих пока-
затели качества ходовых винтов, в том числе и от равномер-
ности вращения ходового винта и неизменности его относитель-
ного положения на станке во время работы. Такими показателями
являются диаметральные размеры винта, точность шага резьбы,
точность профиля резьбы, соосность резьбы винта с его опор-
ными шейками, точность опорных шеек, перпендикулярность
опорных буртиков к оси вращения ходового винта, толщина нитки
резьбы, износостойкость. Ходовые винты в зависимости от сте-
пени точности перемещения, которую они обеспечивают, и группы
точности станков делят на пять классов: 0, 1, 2, 3 и 4. В металло-
режущих станках $ зависимости от группы их точности в основ-
ном применяются ходовые винты 0—2-го классов точности.
Профиль резьбы ходовых винтов может быть трапецевидным,
прямоугольным и треугольным. Наибольшее применение находят
ходовые винты с трапецеидальной резьбой, которая прочнее пря-
моугольной и позволяет с помощью разрезной гайки регулировать
осевые зазоры. Кроме того, нарезание и шлифование трапецеидаль-
ной резьбы значительно проще, чем нарезание и шлифование пря-
моугольной. Однако отклонения перемещения, обусловленные
радиальным биением ходового винта, значительно меньше, если
резьбы прямоугольные, чем в случае трапецеидальных резьб,
поэтому прямоугольные резьбы применяют иногда для особо точ-
ных перемещений.
Ходовые винты обладают недостаточной жесткостью, так как
обычно их длина во много раз превосходит диаметр, поэтому при
их обработке под влиянием сил резания, а также под воздействием
собственного веса возникают деформации. Все это создает опре-
деленные трудности при изготовлении этих винтов и предопреде-
ляет выбор материала и технологический процесс.
В настоящее время в станкостроении, особенно в станках
с ЧПУ, стали применять винтовые пары качения, состоящие из
ходового винта и гайки, сопряжение между которыми создается
с помощью шариков. Такая винтовая пара не является самотормо-
зящейся и может применяться как для преобразования вращатель-
ного движения в поступательное, так и наоборот.
Профиль винтовых канавок и гаек может быть полукруглый
и арочный (рис. 4.32). В первом случае (рис. 4.32, а) профиль
309
резьбы аналогичен профилю беговой дорожки шарикоподшипни-
ков и при работе в паре с гайкой создает двухточечный контакт
шариков. Недостаток такого профиля — неопределенность угла
контакта. Арочный профиль (рис. 4.32, б) создает четырехточеч-
ный контакт шариков, что обеспечивает постоянство угла кон-
такта
Технические требования к ходовым винтам пар качения в ос-
новном те же, что и к ходовым винтам скольжения. Например,
наибольшая накопленная погрешность шага резьбы винта не
должна превышать отклонений 6 мкм для винтов 1-го класса точ-
ности на длине 100 мм.
§ 2. МАТЕРИАЛЫ ДЛЯ ХОДОВЫХ ВИНТОВ
К материалу для ходовых винтов предъявляются требо-
вания высокой износостойкости, хорошей обрабатываемости и со-
стояния стабильного равновесия внутренних напряжений после
обработки во избежание деформирования при эксплуатации.
Из рекомендуемых для ходовых винтов сталей подобрать сталь,
полностью отвечающую указанным выше требованиям, очень
трудно. Очень нежелательно для ходовых винтов деформирование,
которое может проявляться как в процессе обработки, так и
в процессе эксплуатации. Особенно способствуют деформированию
остаточные напряжения в самих заготовках и напряжения, воз-
никающие при механической обработке, в том числе и при попе-
речном перерезании продольных волокон прутковой заготовки.
Они могут достигать B94 ... 392) 106 Па, особенно у ходовых
винтов, изготовляемых из заготовок, у которых предварительно
не были сняты остаточные напряжения. Это приводит к большим
отклонениям основных параметров точности ходовых винтов.
Уменьшить влияние эти-х факторов на точность ходовых винтов
можно правильным выбором технологического процесса их изго-
товления.
Ходовые винты скольжения 0—2-го классов точности без
термического упрочнения изготовляют обычно из сталей А40Г
по ГОСТ 1414—78 и У10А по ГОСТ 1435—78. Ходовые винты сколь-
жения 0—2-го классов точности с упрочняемой объемной закал-
кой (в основном для прецизионных станков) изготовляют из ста-
лей ХВГ, 7ХГ2ВМ, 40ХФА (менее склонна к деформированию
при азотировании) и др.
Стали У10А и У12А хорошо обрабатываются, отличаются вы-
сокой износостойкостью и при известных условиях термической
обработки не дают значительных остаточных деформаций. Заго-
товки подвергают отжигу до получения структуры зернистого
перлита и твердости НВ 170 ... 187.
Ходовые винты пар качения изготовляют из легированной
стали ХВГ или азотируемой стали ЗОХЗВА и подвергают терми-
ческой обработке до HRCd 59 ... 63.
310
В качестве заготовок для ходовых винтов используют обычно
пруток, отрезанный от сортового материала, диаметром, макси-
мально приближающимся к рассчитанному диаметру заготовок
с минимальным припуском. Минимальный припуск определяется
погрешностями установки и дефектным слоем, однако по ряду при-
чин припуск значительно выше расчетного минимального значе-
ния.
Основными базами ходового винта в изделии являются его
опорные шейки и опорные буртики, а исполнительной поверх-
ностью — поверхность винтовой резьбы. Необходимо обеспечить
требуемую точность расположения исполнительной поверхности
относительно основных баз.
Так как технологическими базами при изготовлении ходовых
винтов являются центровые отверстия по оси винта, то во избе-
жание деформаций, возникающих под влиянием сил резания и
собственного веса, создается дополнительная двойная направляю-
щая технологическая база, которой является наружная поверх-
ность винта. Это обстоятельство требует обработки ее с высокой
точностью, что влияет на выбор технологического маршрута.
§ 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
ХОДОВЫХ ВИНТОВ
Типовые технологические процессы механической об-
работки ходовых винтов скольжения 0—2-го классов точности из
сталей А40Г и У10А без термического упрочнения с резьбой тра-
пецеидального профиля в условиях серийного производства при-
ведены в РТМ 2-040-148—81. Технологический маршрут изготов-
ления ходового винта токарного станка 16К20 (рис. 4.33) в усло-
виях серийного производства приведен в табл. 4.6.
Заготовки и ходовые винты 0—2-го классов точности правке
подвергаться не должны. Заготовки в виде прутков из горячека-
Рис. 4 33. Ходовой винт токарного
станка 16К20
Рис. 4.34. Схемы уста-
новки резцов при на-
резании резьбы
таной или калиброванной стали должны иметь биение не более
0,5 мм на всей длине.
Иногда в целях уменьшения остаточных деформаций, вызван-
ных черновой обработкой, винты подвергают термической обра-
ботке — искусственному старению, которое более эффективно, чем
естественное. При естественном старении даже за довольно дли-
тельное время пролеживания заготовок (несколько месяцев) сни-
мается лишь 30—40 % внутренних напряжений, тогда как искус-
ственное старение в течение 20—25 ч снимает до 80 % внутренних
напряжений.
Старение обычно производят в электрических печах шахтного
типа перед чистовыми операциями нарезания резьбы и обработкой
опорных шеек ходового винта. Для винтов, изготовляемых из
стали А40Г и У10А, в процессе их обработки предусматривается
стабилизирующий отжиг. Режим искусственного старения для
винтов из стали А40Г: нагрев в масляной ванне до температуры
180—200 °С в течение 20 ч с последующим постепенным охлажде-
нием до температуры 50 °С.
Заготовки под винты большой длины центруют на токарных
станках 16К20 сначала с одного торца, а затем, после поворота
на 180° с другого. Для создания дополнительной технологической
базы — наружной поверхности ходового винта — заготовки
шлифуют на бесцентрово- или круглошлифовальных станках
в центрах. В первом случае шлифуют до зацентровки для совме-
щения оси шлифованной поверхности с осью центровых отверстий,
получаемых на последующей операции. Для винтов 0—2-го клас-
сов точности обычно применяют шлифование в центрах.
Резьбу на ходовых винтах нарезают несколькими методами:
фрезерованием, вихревым нарезанием и с помощью резца на то-
карно-винторезном станке. Первые два метода наиболее произво-
дительны, но применяются в основном как черновые операции.
Ходовые винты нарезают на токарных и резьбонарезных станках
различными прорезными и профильными резцами. При этом суще-
ствуют два способа установки плоскости профиля резца относи-
тельно оси нарезаемого ходового винта.
При первом способе плоскость профиля резца совмещают
с плоскостью, проходящей через ось ходового винта (рис. 4.34, а).
В этом случае все режущие кромки резца являются прямолиней-
ными. Это значительно облегчает его заточку по профилю и обес-
314
печивает геометрически правильный профиль резьбы ходового
винта. Недостаток способа заключается в том, что при большом
угле подъема винтовой линии нарезаемых винтов у одной кромки
резца образуется тупой угол резания, вследствие чего она скоб-
лит, а не режет металл, у другой же кромки образуется острый
угол, что ослабляет режущую кромку. Кроме того, возникает
опасность врезания резца в металл под влиянием сил, возникаю-
щих вследствие трения одной из граней резца о стенку канавки.
При втором способе установки плоскости профиля резца отно-
сительно оси ходового винта (рис. 4.34, б) углы резания у обеих
режущих кромок резца одинаковы и составляющая силы резания
направлена перпендикулярно к плоскости профиля резца. Этим
объясняется отсутствие недостатков, свойственных первому спо-
собу. Но для того чтобы получить прямобочный профиль резьбы
правильной геометрической формы, все три кромки резца необ-
ходимо делать криволинейными, что значительно усложняет и удо-
рожает изготовление и заточку таких резцов.
Поэтому первый способ установки резцов применяют для чисто-
вого нарезания ходовых винтов с небольшим углом подъема
резьбы, а второй — для черновой обработки, когда можно прене-
бречь получающимися искажениями профиля. Чистовое нареза-
ние ходовых винтов с большим углом подъема резьбы рекомен-
дуется вести тремя отдельными резцами, при этом их режущие
кромки делают прямолинейными и плоскость профиля резца
устанавливают в плоскости, проходящие через ось ходового
винта. Таким образом устраняются указанные выше недостатки.
Фрезерование резьбы на резьбофрезерных станках дисковой
фрезой с прямолинейными режущими кромками применяют для
черновой обработки. Дисковую фрезу устанавливают так же, как
резец по второму способу, т. е. так, что ось ее вращения распола-
гается на высоте центров перпендикулярно к средней винтовой ли-
нии резьбы винта. Такая установка фрезы с прямолинейной режу-
щей кромкой приводит к искажению профиля нарезаемой резьбы,
поэтому его обычно исправляют на последующих операциях ка-
либровкой резцами. Другим недостатком фрезерования резьбы
является неравномерность резания, что повышает шероховатость
обрабатываемой поверхности и ускоряет затупление фрезы. При
фрезеровании следует стремиться к тому, чтобы в контакте с заго-
товкой, на которой нарезается резьба, находилось не менее двух
зубьев фрезы.
Резьбу на резьбофрезерных станках нарезают фрезами из бы-
строрежущей стали при скорости резания 40 ... 50 м/мин и подаче
0,4—0,6 мм/зуб. Оснащение фрезы пластинами из твердого сплава
значительно повышает производительность обработки благодаря
повышению скорости резания до 180—200 м/мин.
Нарезание резьбы фрезерованием особенно целесообразно про-
изводить на длинных валах, так как в этом" случае участие рабо-
чего сводится лишь к установке заготовки, пуску станка и снятию
315
Рис. 4.35. Схема вихревого
зания наружной резьбы
наре-
детали, что позволяет легко осу-
ществить многостаночное обслу-
живание.
Все большее распространение
находит вихревое нарезание резь-
бы. Этот способ заключается в том,
что при вращении обрабатываемой
заготовки и параллельном дви-
жении резцовой головки вдоль ее
оси g определенным шагом за
один оборот заготовки осуще-
ствляется результирующее дви-
жение по винтовой линии. Ось
резцовой головки смещена парал-
лельно оси обрабатываемой заго-
товки на величину е> поэтому процесс нарезания получается пре-
рывистым (рис. 4.35).
Резцовая головка представляет собой дисковую фрезу внутрен-
него касания с установленными в нее двумя, четырьмя или шестью
резцами, профиль которых соответствует профилю нарезаемой
резьбы.
При вихревом нарезании режущие кромки каждого резца на-
ходятся в контакте с обрабатываемой поверхностью заготовки
только на некоторой части окружности. По остальной, большей
части окружности резцы проходят по воздуху и охлаждаются,
что повышает их стойкость (нарезание происходит при обильном
охлаждении). Вихревое нарезание можно выполнять как на спе-
циальных станках, так и на обычных токарных, если оснастить их
специальными резцовыми головками с отдельным приводом.
Вершины резцов устанавливают в инструментальной гояовке
по окружности диаметром Dp, большим, чем диаметр нарезаемой
резьбы dn\ при dH = 30 ... 40 мм Dp = dH + F ... 8) мм; при
dH = 41 ... 60 мм Dp == dH + (8 ... 10) мм.
Смещение оси вращения инструментальной головки относи-
тельно оси вращения заготовки определяется по формуле е =
= Dp — dJ2 + ty где t — глубина профиля резьбы.
Вихревое нарезание происходит при сравнительно высоких
режимах обработки. Так, ходовые винты из стали А40Г резцами,
оснащенными пластинками из твердого сплава, нарезают со ско-
ростью резания 250 ... 300 м/мин (при стойкости 60 мин). Подача
0,2 ... 0,5 мм/об. резца. Если не принять дополнительных мер, то
применение более высоких режимов резания, может привести к де-
формированию винта вследствие его нагрева. Так, нагрев ходо-
вого винта длиной 300 мм выше 40 ... 50 °С вызывает удлинение
его на 0,01 мм.
По сравнению с фрезерованием резьбы вихревое нарезание рез-
цами с пластинами из твердого сплава с применением охлаждения
более производительно, дает малую шероховатость поверхности и
316
снижает деформации резьбы. Уменьшить шероховатость и повы-
сить точность резьбы можно увеличением числа резцов в инстру-
ментальной головке и специальным распределением между ними
элементов обработки резьбы. Так, при применении головки из
четырех резцов два противоположно расположенных резца обра-
батывают поверхность по внутреннему диаметру, третий профили-
рует резьбу, а четвертый зачищает и снимает заусенцы.
Применение инструментальных головок с тангенциальным
расположением резцов при вихревом нарезании еще более эффек-
тивно. Вихревое нарезание может быть применено для нарезания
винтов 3-го и 4-го классов точности или как предварительная
операция для нарезания винтов более высоких классов точности.
При нарезании резьбы у ходовых винтов значительной длины,
когда в качестве технологических баз используют центровые от-
верстия и дополнительно прошлифованную наружную поверх-
ность, на последнюю надевают две втулки специального люнета,
установленного на суппорт станка, между которыми, как между
двумя опорами, осуществляется резание.
Отделочную обработку резьбы производят на прецизионных
токарно-винторезных станках 1622В резцами Т15К6 с доведенными
гранями. Чтобы точнее установить плоскости профиля резца по
профилю резьбы, их делают с круглыми стержнями и используют
шаблон, а для вихревого нарезания — специальное приспособле-
ние.
Ходовые винты повышенной точности обрабатывать несколько
сложнее. Для них в зависимости от класса точности предусматри-
вают однократную или многократную термическую обработку,
для снятия внутренних напряжений. А так как после этого проис-
ходит перераспределение внутренних напряжений и ходовой
винт деформируется, проверяют зацентрованные отверстия и до-
полнительно обрабатывают их шлифованием. Начиная с опреде-
ленных операций межоперационное хранение винтов разрешается
только в вертикальном положении, а отделочные операции про-
водят в термоконстантных помещениях.
Для устранения и уменьшения погрешностей, возникающих
в процессе чистовой и отделочной обработки резьбы, ее нарезают
на прецизионных или на специальных станках с применением
коррекционных устройств. Эти устройства благодаря дополни-
тельным перемещениям режущего инструмента во время работы
автоматически вносят поправки в относительные перемещения
винтовой передачи.
§ 4. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ
ходовых винтов
Прецизионными называют ходовые винты 0-го и 1-го
классов точности. Такая точность прецизионных винтов обуслов-
ливает и особые требования к выбору материала и технологиче-
317
скому процессу их изготовления. Винты бывают закаленными и
незакаленными. Термическое упрочнение винтов повышает их
износостойкость и способствует сохранению точности в течение
длительного времени.
У стали, из которой изготовляют прецизионный винт, прове-
ряют химический состав и микроструктуру. Правка заготовки
прецизионного ходового винта в процессе его изготовления не
допускается, поэтому еще до обработки у заготовки проверяют
прямолинейность оси. Допустимая кривизна заготовок не должна
превышать 1 мм на 1 м длины заготовки. При большей кривизне
их правят путем поперечного изгиба и последующего стабилизи-
рующего отжига (для непрецизионных винтов). Качество таких
винтов во многом зависит от технологии их изготовления.
Прецизионные винты подвергают неоднократной термической
обработке: стабилизирующему отжигу, закалке, высокотемпера-
турному отпуску, стабилизирующему отпуску.
После черновых токарных операций производят высокотем-
пературный отпуск, старение и стабилизацию заготовок. Так,
винты из стали ХВГ диаметром 40 ... 80 мм подвергают искус-
ственному старению в масляной ванне в течение 30 ч при темпера-
туре 140 ... 150 °С или высокотемпературному отпуску с нагревом
в шахтной печи до температуры 650 ... 630 °С с выдержкой в тече-
ние 10 ч и остыванием вместе с печью до 400 °С с последующим
охлаждением на воздухе.
Термическое упрочнение винтов до твердости HRCQ 57 ... 60
обеспечивается объемной закалкой, которая может осуществляться
несколькими способами. Один из них заключается в нагреве ходо-
вого винта в шахтной соляной ванне в вертикальном положении
сначала до температуры 550 ... 600 °С с выдержкой в течение 1 ч,
затем температуру постепенно повышают до 840... 850 °С. За-
калку производят в масле, подогретом до 50 °С, также при верти-
кальном положении винта. После закалки предусматривается
двойной отпуск. При таком способе закалки могут возникнуть
значительные деформации винта, искривляющие его ось, поэтому
в промышленности применяют и другие методы упрочнения —
азотирование и ^закалку с нагревом ТВЧ.
Исправляют поверхность центровых отверстий до Ra = 0,16 ..
... 1,25 мкм шлифованием на центрошлифовальных станках МВ-119
с планетарным и осциллирующим движениями режущего инстру-
мента, которые обеспечивают соосность и геометрическую точность
центровых фасок.
Нарезается резьба за несколько операций. Предварительная
обработка трапецеидальной резьбы производится с припусками
@,05 ... 0,06) Р на толщину витка для винтов высокой жесткости
и @,08 ... 0,12) Р на толщину витка для винтов средней и малой
жесткости на резьбошлифовальнььх станках 5Д822В, MB-140.
Обработка ведется многониточными шлифовальными кругами
из монокорунда или кругами из эльбора.
318
Предварительное шлифование трапецеидальной резьбы произ-
водится с припуском @,04 ... 0,08) S на толщину витка на тех же
станках кругами из эльбора.
Окончательное шлифование трапецеидальной резьбы осущест-
вляют на станках высокой и особо высокой точности 5Д822В и
М-119 при установке винта в центрах с поддерживающим люнетом
и обильном охлаждении. Обработку рекомендуется производить
однониточными кругами из эльбора.
Выбор характеристики круга зависит от шага и длины резьбы
и характера шлифования. Мелкие резьбы нарезают обычно кру-
гами с меньшей зернистостью, чем резьбы с крупным шагом.
С помощью мелкозернистых кругов получается менее шерохова-
тая поверхность резьбы, но они менее производительные, чем
крупнозернистые, и при интенсивных режимах резания могут
дать прижоги. Слишком твердый круг быстро засаливается, слиш-
ком мягкий — быстро изнашивается, что влияет на точность изго-
товления винта. В связи с этим в процессе нарезания резьбы шли-
фовальные круги подлежат правке с определенным режимом. На-
пример, правку кругов из эльбора рекомендуется производить
алмазным карандашом Ш при скорости круга 30 ... 35 м/с, про-
дольной подаче карандаша 0,03 ... 0,05 м/мин и подаче на глубину
0,005 ... 0,01 мм/ход.
Для предварительного и чистового шлифования (перед окон-
чательным) резьбы рекомендуется применять многониточные шли-
фовальные круги 44А 8—16 Ml—M2 и 8—12 К и из эльбооа Л О
Л12—Л25 СМ1—СМ2 8К 100 % и однониточные 44А 8—16 ВМ1 —
ВМ2 8—12 К (для сталей ХВГ и 7ХГ2ВМ). Производительность
шлифования определяется соотношением между частотой враще-
ния заготовки, глубиной резания и подачей. При шлифовании
резьбы скорость круга 30 ... 35 м/с, скорость заготовки
0,5 м/мин с числом рабочих ходов при многониточном круге 2 ... 6.
Посадочные шейки и опорные буртики винта после чистового
шлифования подвергают окончательной обработке на станках вы-
сокой и особо высокой точности ЗМ151В, ЗМ152В, ЗМ174В при
обильном охлаждении.
Применение СОЖ снижает трение и препятствует прилипанию
стружки к шлифовальному кругу, что сохраняет его режущие
свойства, а также способствует отводу теплоты и образующейся
стружки, непосредственно влияющих на точность обрабатываемой
поверхности. Температура СОЖ должна поддерживаться постоян-
ной (+1 ... 2 °С) автоматически. СОЖ очищают магнитными сепа-
раторами, в центрифугах или каким-либо другим способом до
размера взвешенных частиц не более 2 мкм (тонкая очистка).
Выбор СОЖ в каждом конкретном случае зависит от обрабатывае-
мого материала, требования к качеству обработки и др.
Типовой технологический процесс механической обработки
ходовых винтов из сталей ХВГ, 7ХГ2ВМ с резьбой трапецеидаль-
ного профиля, упрочняемых объемной закалкой, в условиях се-
319
рийного производства приведен в РТМ2-040-158—82. Технологи-
ческий типовой маршрут изготовления упрочненных объемной
закалкой ходовых винтов диаметром 25 ... 80 мм, длиной 500 ...
... 2000 мм 0—2-го классов точности из стали ХВГ в средне- и
мелкосерийном производстве приведен ниже.
1. Отрезка заготовок и образцов-свидетелей; образцы-свиде-
тели проходят все операции механической и термической обра-
ботки вместе с партией заготовок.
2. Термическая обработка — отжиг.
3. Обработка торцов и центровых отверстий на токарных
станках при установке заготовки в патроне и люнете с переуста-
новкой на 180° и обязательной выверкой заготовки.
4. Предварительная обработка наружных поверхностей на то-
карно-винторезных станках и токарных станках с ЧПУ.
5. Термическая обработка. Отжиг стабилизирующий (вместе
с образцами-свидетелями).
6. Обработка торцов и центровых отверстий (перецентровка).
7. Обработка наружных поверхностей под шлифование на то-
карно-винторезных станках с подвижным люнетом и на токарных
станках с ЧПУ с подводным программируемым люнетом. Припуск
под резьбу 1,2 ... 1,5 мм, припуск на посадочных поверхностях
0,5 ... 0,8 мм.
8. Обработка пазов, отверстий и других конструктивных эле-
ментов.
9. Рекомендуется предварительное шлифование наружной по-
верхности под трапецевидную резьбу.
10. Термическая обработка. Закалка. Отпуск (вместе с образ-
цами-свидетелями).
11. Шлифование центровых фасок. Параметр шероховатости
Ra < 1,25 мкм. Допускается вместо шлифования центровые
фаски притирать на токарных станках.
12. Предварительная обработка точных наружных поверхно-
стей и торцов. Операция может производиться точением на токар-
ных станках 16К20П резцами из эльбора-Р, минералокерамики
ВОК-60 и других материалов или шлифованием на станках ЗМ151,
ЗМ152 и др.
13. Предварительная обработка трапецевидной резьбы много-
ниточными кругами на резьбошлифовальном станке.
14. Шлифование заходов резьбы на резьбошлифовальном
станке.
15. Контроль на отсутствие трещин.
16. Термическая обработка. Отпуск стабилизирующий.
17. Шлифование центровых фасок, после чего Ra = 0,32 ...
... 0,16 мкм.
18. Предварительное шлифование точных наружных поверх-
ностей и торцов, окончательное шлифование их под метрическую
резьбу и прочих поверхностей. Обработка осуществляется на
круглошлифовальных станках высокой точности типов ЗМ151В,
320
ЗМ152В, и др. с припуском на посадочные поверхности 0,2 ...
... 0,3 мм и наружную поверхность трапецевидной резьбы —
0,3 ... 0,4 мм.
19. Шлифование метрической резьбы.
20. Предварительное (получистовое) шлифование трапеце-
видной резьбы. Обработка производится с припуском @,04 ...
... 0,08) S на толщину витка на резьбошлифовальных станках
5Д822В, MB-140 и др., предпочтительно кругами из эльбора.
21. Термическая обработка. -Отпуск стабилизирующий.
22. Шлифование центровых фасок, после чего Ra = 0,32 ...
0,16 мкм.
23. Получистовое шлифование точных наружных поверхностей
и опорных торцов.
24. Получистовое шлифование трапецевидной резьбы с при-
пуском @,02 ... 0,04) S на толщину витка.
25. Термическая обработка. Отпуск стабилизирующий.
26. Шлифование центровых фасок. Последние две операции
выполняются для винтов малой жесткости 0—1-го классов точ-
ности резьбы. Эта операцию и все последующие выполняют в тер-
моконстантном помещении.
27. Получистовое шлифование базовых наружных поверхно-
стей, опорных торцов и окончательное шлифование прочих точ-
ных поверхностей. Наружную поверхность трапецевидной резьбы
шлифовать окончательно по посадкам: для винтов 0—1-го классов
точности — по h5\ для винтов 2-го класса точности — по h6.
28. Окончательное шлифование трапецевидной резьбы.
29. Шлифование фасок на вершинах витков резьбы.
30. Окончательное шлифование базовых наружных поверхно-
стей и опорных торцов.
31. Контроль.
§ 5. КОНТРОЛЬ ХОДОВЫХ ВИНТОВ
Параметры точности ходовых винтов (наружный, сред-
ний и внутренний диаметры, отклонение от круглости и от профиля
продольного сечения поверхностей, угол профиля, шаг рузьбы)
контролируют в зависимости от класса точности ходовых винтов
различными измерительными средствами: скобами с отсчетным
устройством, СР, специальными и универсальными машинами,
профильными шаблонами и специальными измерительными ми-
кроскопами, приборами для контроля погрешности шага.
При измерении шага винта могут обнаружиться отклонения и
других параметров точности. Измерение шага у винтов невысокого
D-го) класса точности целесообразно производить с помощью
шагомеров довольно простой конструкции по одной стороне про-
филя на отдельных его участках (длиной 50 и 300 мм). Для винтов
более высокого класса точности шаг измеряют на специальных
измерительных устройствах с использованием образцовых винтов
высокой точности.
И Тех. маш.
321
Профиль резьбы можно измерять и специальным оптическим
компаратором различного увеличения A0 ... 10 *).
§ 6. ИЗГОТОВЛЕНИЕ ВИНТОВ ПАР КАЧЕНИЯ
Изготовление,винтов пар качения в известной степени
аналогично изготовлению прецизионных винтов скольжения с уп-
рочняемой объемной закалкой.
Винты, изготовляемые из сталей ХВГ и других, подвергают
в процессе изготовления неоднократной термической обработке
с применением обработки холодом для придания винту необходи-
мой твердости (не менее HRC3 60 ... 62), износостойкости и дли-
тельного сохранения точности.
Так как при объемной закалке винт значительно деформи-
руется, то под резьбошлифование устанавливают большой при-
пуск, и предварительное нарезание резьбы перед термической об-
работкой может оказаться малоэффективным (не экономичным).
Для сокращения трудоемкости нарезания резьбы после закалки
винтов до высокой твердости операцию резьбошлифования заме-
няют более прогрессивным процессом — предварительным наре-
занием резьбы на токарно-винторезных станках особо высокой точ-
ности резцами, оснащенными пластинами из твердого сплава
ВК6М или ВКЗМ с профилем, соответствующим профилю винтовой
канавки. Резец имеет следующие геометрические параметры:
у =- — 5°; а = 10°; А, = 0. Обработка ведется при скорости реза-
ния 20 м/мин и глубине резания 0,1 мм при подаче, равной шагу
резьбы. При этом способе нарезания предотвращается появление
трещин и значительно повышается производительность.
Для получения полукруглого и арочного профиля на последу-
ющих операциях резьбошлифования абразивные круги правят
с помощью специальных приспособлений.
При шлифовании резьбы, которое делится на получистовое и
чистовое, следует учитывать рекомендации, данные для изго-
товления прецизионных ходовых винтов скольжения.
Для азотируемых винтов (сгаль ЗОХЗВА) необходимо иметь
в виду, что глубина азотируемого слоя невелика @,4 ... 0,45 мм),
особое внимание следует уделять деформациям винта при его меха-
нической обработке. Поэтому процесс нарезания резьбы преду-
сматривает четыре операции: две первые — черновую и чисто-
вую — производят резцом, а остальные две шлифовальным кру-
гом — до азотирования и после него.
§ 7. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ДЛИННЫХ ХОДОВЫХ
винтов
Ходовые винты большой длины, в основном для тяже-
лых станков, делают не цельными, а составными, что значительно
уменьшает трудности их изготовления, хотя конструкция ходо-
вого винта и усложняется.
322
Рис. 4.36. Схема соединения секции составных ходовых винтов
Основная трудность — обеспечение технических требований
после сборки такого винта из отдельно изготовленных секций.
Соединение секций винта должно обеспечить необходимую точ*
ность и жесткость винта в целом. В большинстве случаев такие
ходовые винты выполняют по 3-му классу точности, а опорные
шейки — по 7—6-му ^квалитетам.
Конструктивно соединение секций винта выполняют различ-
ными способами. Выбор того или иного соединения зависит от
размеров винта, числа стыкуемых секций. На рис. 4.36 показана
одна из распространенных конструкций соединения ходовых
винтов тяжелого токарного станка 1660 (диаметр вала 85 мм,
длина 14235 мм) и глубокорасточного станка 2959 (диаметр вала
170 мм, длина 46 000 мм). Обе секции винта 1 и 2 соединяют с по-
мощью проставки 3, причем сначала обрабатывают одну секцию
винта, в которую завернута на резьбе обработанная заранее про-
ставка, и производят предварительное нарезание резьбы. Затем
проставку вывертывают и соединяют с другой секцией винта.
Проставка служит эталоном для нарезания резьбы на этой
секции вала.
Особенность технологического процесса изготовления состав-
ных ходовых винтов заключается в том, что отдельные секции
винта и проставку обрабатывают отдельно, а затем совместно. При
этом особое внимание уделяется точности посадочных наружных
и внутренних соединительных поверхностей секции винта и про-
ставки и их концентричности с наружными поверхностями винта.
Посадочные отверстия под замок в секции винта растачивают и
развертывают, допустимое отклонение от концентричности 0,01 ...
... 0,02 мм. В связи с этим наружную поверхность винта шлифуют.
По этой поверхности, как по технологической базе, выставляют
винт на операции обработки отверстия под замок.
Предварительно нарезанные секции винта собирают с простав-
ками 3, при этом опорные торцы должны плотно прилегать (про-
верка щупом 0,02 мм), их положение фиксируется коническими
штифтами 4. На торцах секции винта и соединительной проставки
ставят клеймо одного номера. В собранном виде винт устанавли-
вают в центрах и люнете и производят окончательное нарезание
резьбы поочередно с двух концов, с поворотом винта на 180°»
П* 323
При калибровке резьбы на первой секции резьбу на проставке
нарезают вместе с винтом. Вставленную проставку с окончательно
нарезанной резьбой используют для настройки станка и инстру-
мента.
ГЛАВА 4. ИЗГОТОВЛЕНИЕ ФЛАНЦЕВ
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ФЛАНЦЕВ
И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ
Основное служебное назначение фланцев заключается
в ограничении осевого перемещения вала, установленного на под-
шипниках в изделии (машине), путем создания необходимого на-
тяга или гарантированного осевого зазора между торцом фланца
и торцом наружного кольца подшипника.
Кроме того, фланцы выполняют роль крышек отверстий под
валы, создавая необходимое уплотнение.
Конструкции фланцев весьма разнообразны, однако все они
к корпусу крепятся винтами и, как правило, с утопленными голов-
ками (рис. 4.37).
Основными базами (конструкторскими) у таких фланцев яв-
ляются посадочная цилиндрическая поверхность по размеру от-
верстия в корпусе, малый торец центрирующего пояска, прилегаю-
щий непосредственно (или через промежуточное кольцо) к торцу
наружного кольца подшипника. Этот торец выполняет роль уста-
новочной базы.
По техническим требованиям точность цилиндрической поверх-
ности центрирующего пояска выполняется не выше чем по 7-му
квалитету, а параметр шероховатости по-
верхности Ra = 1,25 ... 2,5 мкм. Во избе-
жание перекоса подшипника в процессе
затяжки фланца винтами для обеспечения
натяга (или требуемого зазора) допуск
взаимного расположения поверхности торцов
фланца устанавливают достаточно малым.
Так, например, допустимое отклонение от
параллельности торца большого фланца по
отношению к торцу центрирующего пояска
0,02 мм. Такое же допустимое отклонение
от перпендикулярности торца по отношению
к оси поверхности центрирующего пояска.
В конструкциях некоторых машин приме-
няют иногда специальные стаканы, в кото-
рые монтируют подшипники, являющиеся
Рис. 4.37. Опора вала опорами валов. Стаканы во многом по кон-
с фланцем - струкции напоминают фланцы, но к ним
324
предъявляются более жесткие технические требования и техно-
логический маршрут их изготовления более сложен.
Фланцы изготовляют из различного материала: чугуна СЧ 15,
сталей 30, 45 и других деталей.
В зависимости от серийности выпуска в качестве заготовок
для фланцев применяют отливки (чугунные и стальные), поковки
и штампованные заготовки, а также диски, отрезанные от сорто-
вого прутка. При достаточно большой серийности литые фланцы
изготовляют по выплавляемым моделям с минимальными припу-
сками, ряд их поверхностей может не подвергаться в дальнейшем
механической обработке, например, отверстия под крепежные
болты.
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ
ФЛАНЦЕВ
В зависимости от вида заготовки, материала и техниче-
ских требований фланцы подвергают термической обработке —
отжигу.
Технологический процесс механической обработки во многом
зависит от серийности производства. Как было сказано, основ-
ными (конструкторскими) базами фланца являются поверхности
центрирующего пояска и торцы фланцев. Из курса основ техноло-
гии машиностроения известно, что в качестве технологических
баз при обработке заготовки целесообразно выбирать основные
базы детали. Другие поверхности для технологических баз реко-
мендуется выбирать тогда, когда основные по разным причинам не
могут быть технологическими базами (трудность установки и за-
крепления, малые габариты и т. п.). Исходя из этого, на первых
операциях обрабатывают основные базы с тем, чтобы на последую-
щих операциях их использовать в качестве технологических баз.
На первой операции в качестве технологических баз используют
наружную цилиндрическую поверхность и торец большого фланца.
На этой операции обрабатываются посадочная поверхность цилин-
дрического пояска, два торца и выточки. Затем на базе этих обра-
ботанных поверхностей обрабатывают цилиндрическую поверх-
ность, торец и фаски большого фланца.
На этих же базах обрабатывают крепежные отверстия и лыски,
если они предусмотрены конструкцией.
В крупносерийном производстве для операции точения ис-
пользуются многошпиндельные вертикальные токарные полуав-
томаты 1К282 и 1К284. На одном таком станке могут быть осущест-
влены полная токарная обработка всех поверхностей (с двумя за-
грузочными позициями и перестановкой заготовки после ее обра-
ботки с одной стороны) и сверление крепежных отверстий.
Обработка отверстий может быть произведена на вертикально-
сверлильном станке с применением многошпиндельных головок,
а также на агрегатно-сверлильном станке.
325
4.7. Технологический маршрут обработки фланца
Токарная обработка может быть произведена и на токарных
станках 16К20 и др.
Фрезерование лысок выполняют на фрезерных станках раз-
личных типов с применением универсальных и специальных при-
способлений с базированием по посадочному пояску, торцу фланца
и крепежному отверстию.
В зависимости от технических требований поверхности ци-
линдрического пояска и торцов могут подвергаться шлифованию
на станках ЗА 130.
Рис. 4.38. Фланец
326
В серийном производстве
токарная обработка осущест-
вляется на токарных станках
16К20 и станках 16К20ФЗ,
РТ725ФЗ с ЧПУ.
Обработка крепежных от-
верстий фланцев производится
на вертикально-сверлильном,
радиально-сверл ильном стан-
ках в приспособлениях (ин-
струмент направляется посред-
ством втулок), на вертикально-
сверлильном станке 2Р118Ф2
и 2Р135Ф2 с ЧПУ с револь-
верной головкой на шесть ин-
струментов, а также на
фрезерно-сверл ильном станке
6Р13РФЗ с револьверной го-
ловкой на пять инструментов
с фрезерованием лысок.
При обработке отверстий
на вертикально-сверлильных
станках с ЧПУ инструмент
работает без направляющих втулок с выводом и индексацией
стола на заданную координату по управляющей программе.
Поэтому в целях предотвращения увода сверла, особенно если
внешний TQpeix фланца литой или штампованной заготовки
остается необработанным, рекомендуется перед сверлением
предварительно зацентровать отверстие.
В табл. 4.7 приведен технологический маршрут обработки
фланца, изображенного на рис. 4.38.
Операция обработки отверстий на станках 2Р118Ф2 и 2Р135Ф2
требует разработки программно-технологической карты для изго-
товления управляющей программы. Пример разработки техноло-
гического процесса обработки отверстий на указанных станках для
фланца, изображенного на рис. 4.38, приведен ниже.
Прежде всего необходимо на детали выбрать систему коорди-
нат и ее началом (рис. 4.39). В нашем случае начало координат
совпадает с центром посадочного пояска и диаметром окружности,
по которым располагаются крепежные отверстия:
Рис. 4.39. Схема координат отверстий
во фланце при обработке их на станке
2Р135Ф2
№ отв. 1 2 3
х +32,9 0 —32,9
у +19 —38 +19
Технологическими базами служат поверхности центрирующего
пояска и внутренний торец большого фланца. Реализовать эту
схему базирования в мелкосерийном производстве можно с по-
327
мощью трехкулачкового самоцентрирующего патрона, установ-
ленного на столе станка, ось которого совмещана с осью шпинделя
сганка.
Обработка отверстий может выполняться по параллельному и
последовательному методам. В первом случае сначала одним ин-
струментом, например сверлом, сверлят все отверстия, а затем
после поворота инструментальной головки последовательно цекуют
все три отверстия.
Во втором случае каждое отверстие последовательно обрабаты-
вают разными инструментами, а затем после изменения позицио-
нирования обрабатывают следующие отверстия в том же порядке.
При параллельном методе суммарное вспомогательное время на пе-
ремещение стола и инструмента будет меньше. Объясняется это
прежде всего тем, что число поворотов револьверной головки для
смены инструмента при последовательном методе больше, да
к тому же при повороте головки необходимо выводить ее в край-
нее верхнее положение, на что тратится больше времени. При па-
раллельном методе обработки поворот головки происходит только
после того, как будут обработаны одним инструментом все три
отверстия, и при переходе от одного отверстия к другому головка
в крайнее верхнее положение не отводится.
Суммарное сравнительное время на смену п инструментов и
перемещение стола при обработке т отверстий может быть рас-
считано по приведенным ниже формулам:
при параллельном методе обработки
к = tCMn + tn03mn;
при последовательном методе обработки
где tCM — время смены инструмента при повороте револьверной
головки на одну позицию, с; /П03 — время позиционирования
стола (время перемещения стола от одного отверстия к другому), с.
Для станка 2Р135Ф2 принято /см = 7 с.
Кодирование программы производится по ISO. Программоно-
сителем является восьмидорожечная перфолента шириной 25,4 мм.
В качестве системы ЧПУ на станке 2Р135Ф2 использована «Коор-
дината С-70».
Длина рабочего хода инструмента определяется толщиной
фланца Ь, перебегом инструмента у (для сверла — 1/3 его диа-
метра) и величиной а = 2 ... 3 мм во избежание врезания
инструмента в металл при подводе его на быстром ^ходу:
/ = b +a +у.
В программе R — координата быстрого перемещения по на-
правлению 2. При настройке станка плавающий ноль на переклю-
чателе oz устанавливают таким образом, чтобы обеспечивался бы-
стрый подвод инструмента (подход к координате R, определяющей
328 *
нулевую плоскость) за 2 ... 3 мм до поверхности обрабатываемой
заготовки. При этом перемещение к координате R (быстрый под-
вод) для одного из инструментов принимается заведомо большим
фактически необходимого. Например, R равно 100 мм, 300 мм.
Координату R можно принять и равной нулю. Тогда для различ-
ных инструментов координата R может принимать как положи-
тельные, так и отрицательные значения. В нашем примере коор-
дината R принята равной 100 мм. Поэтому при определении коор-
динаты г к этой величине прибавляется длина рабочего хода. Так,
для сверления отверстия длина рабочего хода
/ = 12 + 2 + 3 = 17 мм,
а координата (в коде ISO)
г = 100 + 17 = 11 700 мм.
Так как при обработке цековкой с направляющей цапфой ин-
струмент настраивается на длину рабочего хода от торцов зубьев
цековки, нулевая плоскость должна быть смещена вверх по оси z и,
следовательно, координата R должна быть уменьшена на длину
цапфы. В нашем примере длина цапфы 10 мм. Следовательно,
координата R = 90 мм, и рабочий ход инструмента начнется после
того, как цапфа подойдет к поверхности заготовки. В коде ISO
z = 90 + 10 + 14 = 11 400 (с учетом 2 мм недобега на быстром
ходу). Пример технологической программной карты приведен
в табл. 4.8.
РАЗДЕЛ V
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
ЗУБЧАТЫХ ПЕРЕДАЧ
ГЛАВА 1. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС*
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ И ТИПОВЫЕ
КОНСТРУКЦИИ ЗУБЧАТЫХ КОЛЕС
Цилиндрические зубчатые колеса служат для передачи
вращательного движения между валами с параллельным^ и пере-
крещивающимися осями. Различают: силовые зубчатые передачи,
служащие для передачи крутящего момента с изменением частоты
вращения валов; кинематические передачи, служащие для точной
передачи вращательного движения между валами при относи-
тельно небольших значениях крутящего момента.
Цилиндрические зубчатые колеса изготовляют с прямыми и
косыми зубьями. В зубчатой передаче с перекрещивающимися
осями колеса — с криволинейными зубьями.
По ГОСТ 1643—81 установлено 12 степеней точности зубчатых
колес передач (в порядке убывания точности): 1, 2, 3, 4, 5, 6, 7, 8,
9, 10, 11, 12. Для 1 и 2-й степеней точности допуски и предельные
отклонения не приводятся.
Основные механизмы, в которых применяют цилиндрические
зубчатые колеса следующие: коробки передач тракторов и автомо-
билей, редукторы, передние бабки станков, коробки передач,
передаточные механизмы станков и др.
На рис. 5.1 показана коробка передач трактора. В коробке
расположено много одновенцовых и двухвенцовых зубчатых колес,
базирующихся на шлицевом валу (верхнем) и на шлицевом валу —
конической шестерне (нижнем).
Двухвенцовые колеса верхнего вала выполнены как каретки,
которые с помощью вилок можно перемещать по шлицевому валу
для сцепления с колесами, расположенными на нижнем и других
валах.
Конструкция колес непосредственно связана с их служебным
назначением.
На рис. 5.2 показаны основные типы зубчатых колес, приме-
няемых в зависимости от служебного назначения в производстве
машин среднего размера — автомобилей, тракторов, станков:
I — одновенцовые колеса с достаточной длиной базового от-
верстия / (lid > 1); обработав точно отверстие и торец, можно полу-
* При написании главы использованы рекомендации канд. техн. наук
А. И. Тимченко по применению в машиностроении РК-профилъных соединений.
331
Рис. 5.1. Коробка передач трактора
чить в качестве технологической базы двойную направляющую
поверхность отверстия и в качестве опорных баз — поверхность
торца и шлица;
II — многовенцовые колеса, которые также имеют значительно
большую длину базового отверстия, чем диаметр (lid > 1), по-
этому они также могут базироваться как колеса типа I;
III — одновенцовые колеса типа дисков, у которых lid < 1 и
длина поверхности отверстия недостаточна для образования двой-
ной направляющей базы; поэтому после обработки отверстия и
торца установочной базой для последующих операций может быть
базовый торец, а двойной опорной базой — поверхность отвер-
стия;
IV — венцы, которые после обработки насаживаются и закреп-
ляются на ступицу колеса и вместе с ней образуют одновенцовые
или, наиболее часто встречаемые, многовенцовые колеса;
V — зубчатые колеса-валы, которые имеют большую длину.
Размерные группы колес разных типов средних размеров,
наиболее часто встречающихся в машиностроении, приведены
в табл. 5.1.
Колеса указанных типов бывают прямозубыми и косозубыми.
В некоторых случаях, особенно при больших или средних разме-
рах редукторов, где требуется передавать большие крутящие мо-
332
5.1. Типы и размерные группы зубчатых колес (см. рис. 5.2)
менты, применяют шевронные зубчатые колеса со встречными
косыми зубьями.
Служебное назначение не только определяет тип колеса: вну-
три данного типа колес конструкции могут различаться по форме
в зависимости от назначения. Например, если колесо закреп-
ляется неподвижно на оси вала в определенном положении, то
ступицу делают как простой выступ с обработанным торцом (см.
рис. 5.2, а, ву г); если же требуется иметь колесо-каретку, переме-
щающуюся по оси вала для включения с другим колесом, то на
ступице необходимо предусмотреть канавку для вилки переключе-
ния (рис. 5.2, б), кроме того, зуб по торцу должен быть закруглей,
чтобы обеспечить более плавное включение зубьев во впадины
другого колеса.
Монтажная схема показана на рис. 5.3, а. Если по условиям
бесшумности колесо-каретку надо делать с косым зубом, то тре-
буется другое конструктивное решение (рис. 5.3, б). На рисунке
334
Рис. 5.3. Зубчатое колесо-каретка для Рис. 5.4. Пятно контакта при бочко-
включения колес с зубьями: образной форме зуба
а — прямыми; б — косыми
видно, что зубчатое колесо свободно без шлицев сидит на валу,
а по торцу оно должно иметь выемку с внутренними зубьями для
ввода в них (вилкой) специальной зубчатой муфты сцепления, сидя-
дящей на шлицев ом конце вала.
Преимущества плавности передачи и уменьшение шума косо-
зубых колес из-за более высокого коэффициента перекрытия оче-
видны, но в то же время усложняется монтажная схема и конст-
рукция редуктора.
Чтобы обеспечить в прямозубых быстроходных колесах распо-
ложение пятна контакта в середине на 60 ... 80 % длины зуба, про-
филь зуба делают бочкообразным (рис. 5.4), что в некоторой сте-
пени компенсирует отклонение расположения осей валов коробок
передач и направления зубьев колеса. На вершине делают срез
шириной аст, где а0 — коэффициент; т — модуль, мм. Для ко-
леса с т = 2 ... 7 мм аст = 0,03 ... 0,063 мм.
§ 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ЗУБЧАТЫМ
КОЛЕСАМ И ЗАГОТОВКАМ ДО НАРЕЗАНИЯ ЗУБЬЕВ
Требования устанавливаются в зависимости от слу-
жебного назначения зубчатых передач и в основном определяются
степенью точности колес.
Различают два вида передач: силовые и кинематические.
Основные требования к силовым передачам — износостой-
кость, плавность и бесшумность работы передач. Чем выше
окружные скорости колес, тем точнее они должны быть сделаны,
так как в противном случае будут большой износ и шум.
Ориентировочно связь степени точности и параметра шерохо-
ватости Ra поверхности зуба зубчатого колеса в зависимости от
его окружной скорости показана в табл. 5.2.
Основные требования к кинематическим передачам (не зави-
сящим от скорости и силовых данных) можно выбирать по нор-
335
5.2. Зависимость степени точности и Ra от окружной
скорости зубчатого колеса
мам точности ЭНИМСа в зависимости от назначения передач:
Зубчатые передачи делительных механизмов за исключением
гитар HacipoeK, цепей деления, дифференциала
Зубчатые колеса, входящие в делительную цепь высокоточ-
ных станков, зубчатые колеса шпиндельных пар, сменные ко-
леса, гитары, дифференциалы
Сменные колеса узлов настройки главного движения, коро-
бок подач
Рекомендуемая
степень точности
Допуски определяются в зависимости от степени точности
колес, например, по ГОСТ 1643—81.
Допуск на накопленную погрешность шага Fp по зубчатому
колесу с диаметром делительной окружности 80 ... 125 мм и мо-
дулем 1 ... 6 мм для 5-й степени точности — 22 мкм, для 6-й —
34 мкм, для 7-й — 48 мкм и для 8-й — 67 мкм.
Допуск на радиальное биение зубчатого венца Fr колеса с диа-
метром делительной окружности 50 ... 125 мм и модулем 3,55 ...
...6 мм для 5-й степени точности — 19 мкм, для 6-й — 30 мкм,
для 7-й — 42 мкм и для 8-й — 53 мкм.
Качество работы зубчатых передач кроме норм кинематической
точности характеризуется нормами плавности работы (постоян-
ством передаточного отношения в пределах оборота и на один
зуб) и нормами контакта зубьев для различных степеней точности.
Нормы плавности для зубчатых колес 5—6-й степеней точности
включают: допуск на циклическую погрешность, допуск на
погрешность профиля зуба, допуск на местную кинематическую
погрешность, предельное отклонение шага зацепления, предель-
ное отклонение шага, допуск на колебание измерительного мёж-
осевого расстояния за один оборот зубчатого колеса и на одном
зубе.
Для колес 7 и 8-й степеней точности допуск на циклическую
погрешность не включен в нормы, но добавлен допуск на разность
окружных шагов.
336
5.3. Биение (мкм) по торцу заготовки зубчатого колеса, обработанной
до зубонарезания, на расстоянии от оси, равном радиусу колеса
Нормы контакта зубьев в передаче включают нормы по пятну
контакта:
Нормы по высоте, Нормы по длине,
Степень точности колеса % (не меНее) % (не менее)
5-я 55 80
6-я 50 70
7-я 45 60
8-я . 40 50
При изготовлении зубчатых колес высокой степени точности
особенно важно обеспечить требуемое отклонение от перпендику-
лярности торца к оси центрального отверстия на операциях до
зубонарезания.
В табл. 5.3 приведены требования к торцовому биению заго-
товок зубчатых колес после их токарной обработки до нарезания
зуба.
Биение окружности выступов для колес диаметром 50 ... 200 мм
не более 15 ... 30 мкм (при 6—7-й степенях точности).
Биение по шлифованным торцам колес перед окончательным
шлифованием зубьев (на точной оправке) для 5-й степени точ-
ности — не более 3 мкм, для 6-й степени точности — 5 мкм.
Точность отверстия, достигаемая перед нарезанием зуба, по
7-му квалитету, а для прецизионных колес 5—6-й степеней точ-
ности — по 5—6-му квалитету.
§ 3. МАТЕРИАЛ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЗУБЧАТЫХ КОЛЕС
В зависимости от служебного назначения зубчатые ко-
леса изготовляют, как правило, из углеродистых, легированных
сталей, но в ряде случаев — из чугуна, пластических масс и
бронзы.
Глубина прокаливания легированных сталей выше, а дефор-
мация меньше, чем у углеродистых.
Материал зубчатых колес должен обладать однородной струк-
турой, которая способствует стабильности размеров после терми-
ческой обработки, особенно размеров отверстия и шага колес.
337
Нестабильность размеров возникает после цементации и закалки,
когда в заготовке сохраняется остаточный аустенит, а также мо-
жет возникнуть в результате наклепа и при механической обра-
ботке.
Равновесие внутренних напряжений в металле нарушается
при большой глубине резания.
При изготовлении высокоточных зубчатых колес для снятия
в них внутренних напряжений рекомендуется чередовать механи-
ческую обработку с операциями термической обработки.
Большое значение имеет также неоднородная твердость заго-
товки в разных местах обода колеса. Это вызывает различие упру-
гих отжатий системы станок—приспособление—инструмент—за-
готовка и приводит к дополнительным погрешностям эвольвент-
ного профиля зуба, окружного шага, биению зубчатого венца и
другим погрешностям зубьев.
Точность колеса после термической обработки снижается на
0,5 ... 1,0 степень и тем меньше, чем лучше подобран материал
по стабилизации размеров при термической обработке. Легиро-
ванные стали, как правило, коробятся меньше, чем углеродистые.
Материал также оказывает влияние на изменение микротвер-
дости и степени отпуска при зубошлифовании. Если зубья колес
шлифуют, рекомендуется выбирать сталь более теплостойкую,
менее склонную к прижогам и дающую меньшие изменения микро-
твердости и степени отпуска.
Для снижения остаточных напряжений в металле после объем-
ной закалки, уменьшения возникающих при этом короблений и
вероятности возникновения закалочных трещин рекомендуют
применять мелкозернистую сталь E—6-го балла) с более низким
содержанием углерода и пониженной прокаливаемостыо, медлен-
ный нагрев перед закалкой и специальные методы закалки (в го-
рячих средах, в специальных приспособлениях, обеспечивающих
выравнивание скоростей охлаждения заготовок зубчатых колес
по отдельным их элементам, с подстуживанием, с частичным охла-
ждением в воде и с последующим в масле, с самоотпуском).
Например, цилиндрические зубчатые колеса 5—6-й степеней
точности, использующиеся в силовых и точных кинематических
передачах станков, обычно изготовляют в зависимости от условий
эксплуатации, в том числе нагружения, из сталей 12ХНЗА, 20Х,
25ХГТ (для нитроцементации), 18ХГТ (для цементации), 40Х и
40ХФА для закалки. Сталь 25ХГТ обладает повышенной проч-
ностью по сравнению со сталью 18ХГТ.
Во избежание появления трещин при зубошлифовании зубча-
тые колеса должны быть хорошо отпущены.
Хромомолибденовые стали в настоящее время используют при
изготовлении цементируемых зубчатых колес на различных стан-
козаводах.
Последовательность механической и термической обработки'
при изготовлении зубчатых колес 6-й степени точности диаметром
гз8
5.5. Рекомендуемая глубина (мм) упрочнения для различных видов
упрочнения в зависимости от модуля [9]
80 ... 220 мм и с т = 2,5 ... 5,0 мм из стали 18ХГТ для средне-
и мелкосерийного производства указана ниже.
1. Изготовление штамповок или поковок.
2. Предварительная токарно-револьверная обработка.
3. Нормализация (термическая обработка) для измельчения
структуры и уменьшения деформации при последующей терми-
ческой обработке: нагрев до (960 ± 10) °С, выдержка после на-
грева до заданной температуры в течение 1,5 ... 2 ч, охлаждение —
на воздухе.
4. Механическая обработка (включая зубонарезание), мойка
и контроль перед термической обработкой.
5. Термическая обработка — цементация, закалка, отпуск.
Глубина цехментуемого и нитроцементуемого слоя обычно — до
1 мм, но не более 1,5 ... 1,8 мм, температура для цементации
(930 ± 10) °С, для нитроцементации (870 ± 10) °С. После цемен-
тации — закалка в масле (температура 60 ... 80 °С) или закалка
с нагревом ТВЧ, охлаждающая среда —эмульсия 10—15 %-ной
концентрации, масло индустриальное 12 или 20 (веретенное 2 или
3). Затем отпуск в шахтной электропечи или масляной электро-
ванне; температура A90 ± 10) °С, время выдержки 2 ч.
Пример последовательности термической обработки при изго-
товлении зубчатых колес из некоторых материалов приведен
в табл. 5.4. В табл. 5.5 указана рекомендуемая глубина упрочне-
ния для различных видоц упрочнения в зависимости от модуля.
Из табл. 5.5 следует, что рекомендуемая глубина упрочнения
увеличивается в зависимости от модуля.
6. Чистовая механическая обработка, предварительное шли-
фование по наружному диаметру венца и базового торца, предва-
рительное шлифование поверхности отверстия и второго торца,
предварительное шлифование зубьев.
7. Искусственное старение — в электрической масляной ванне
(веретенное 3): температура нагрева A50 ± Ю) °С, время вы-
держки после загрузки 8 ... 10 ч. ,
8. Отделочная механическая обработка: окончательное шли-
фование по наружному диаметру венца и базового торца, оконча-
340
тельное шлифование поверхности отверстия и второго торца за
один установ.
9. Чистовое зубошлифование, контроль, консервация.
§ 4. ХАРАКТЕРИСТИКА И ОБЛАСТЬ ПРИМЕНЕНИЯ
ЗАГОТОВОК
Различают основные виды заготовок зубчатых колес
при разных конструкциях и серийности выпуска: заготовка из
проката; поковка, выполненная свободной ковкой на ковочном
молоте (рис. 5.5, 1а, Па); штампованная заготовка в подкладных
штампах, полученная на прессах (рис. 5.5, 16, Нб); штампован-
ная заготовка в закрепленных штампах, полученная на прессах
(рис. 5.5, \в, Не) и горизонтально-ковочных машинах (рис. 5.5,
Иг).
Форма заготовок, полученных свободной ковкой на молотах,
не соответствует форме готовой детали, но структура металла
благодаря ковке улучшается по сравнению со структурой металла
заготовки, отрезанной пилой от прутка.
Штамповка заготовок в подкладных штампах производится на
ковочных молотах, а также на фрикционных и гидравлических
прессах или на механических ковочных прессах в мелкосерийном
производстве при температуре 950... 1100 °С. Заготовку дефор-
мируют с торца.
Штамповка заготовок в закрепленных штампах на штамповоч-
ных молотах и ковочных прессах осуществляется как в открытых
(с облоем), так и в закрытых (без облоев) штампах в крупносе-
рийном и массовом производстве.
а) 6) Ф г)
Рис. 5.5. Схемы изготовления заготовок:
/ — одновенцовых колес; а — поковка; б — штамповка в подкладном штампе; в —
штамповка в закрепленном штампе; // — двухвенцовых колес; а — поковка; б — штам-
повка на молоте в торец; в — штамповка на молоте вдоль оси; г — штамповка на гори-
зонтально-ковочной машине
341
Штамповка на механических ковочных прессах имеет большое
преимущество перед штамповкой на молотах, так как получается
точная штампованная заготовка, припуски у которой меньше на
30 %> чем у заготовки, полученной на молоте; и по конфигурации
заготовка после ковочного пресса ближе к готовой детали. Произ-
водительность штамповки на прессах выше, чем на молотах в 1,5—
2 раза, работа происходит без ударов; на прессах можно штампо-
вать и прошивать отверстия.
Штамповкой на горизонтально-ковочных машинах изготовляют
заготовки зубчатых колес (рис. 5.6) с хвостовиком (группа I) или
с отверстием (группа II). На рис. 5.7 показана последователь-
ность переходов при штамповке двухвенцового зубчатого колеса.
Различные методы получения заготовок обеспечивают разную
точность (табл. 5.6),
§ 5. ВЫБОР БАЗ И ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
Базовыми поверхностями при обработке заготовок ци-
линдрических зубчатых колес могут быть поверхности, завися-
щие в первую очередь от конструктивных форм колес, требований
к точности по техническим условиям и масштаба выпуска. Та^
изготовление зубчатых колес, имеющих ступицу с достаточными
диаметром и глубиной отверстия (типы I—II на рис. 5.2), начи-
нается с обработки отверстия (двойная направляющая база) и
базового торца (опорная база), а затем на их базе осуществляется
большинство операций: токарных, зубонарезных и зубошлифо-
вальных.
Изготовление плоских зубчатых колес типа тарельчатых или
венцовых (типы III—IV), у которых большая площадь торцовой
поверхности и малая ширина зубчатого венца, начинается с обра-
ботки базового торца (установочная база) и отверстия (двойная
опорная база), которые в дальнейшем используются в качестве
технологических баз на большинстве операций.
Изготовление зубчатых колес типа валов (тип V) начинается
с обработки торцов и сверления центровочных отверстий, которые
используются в качестве технологических баз почти на всех по-
следующих операциях.
Следовательно, на первых операциях при изготовлении зубча-
тых колес в первую очередь обрабатываются те поверхности, кото-
рые в дальнейшем будут использованы в качестве технологических
баз на большинстве операций.
Однако общие положения о базировании зубчатых колес, ука-
занные выше и связанные с их конструктивным оформлением, не
являются еще достаточными для конкретного базирования по
всем операциям и составления маршрута. Вопрос о базировании
и маршруте во многом связан со служебным назначением и точ-
ностью зубчатого колеса, определяемыми техническими усло-
виями.
343
a) S) 6)
Рис. 5.8. Разновидности форм центрального отверстия зубчатого колеса:
а — шлицевое прямобочное; б — шлицевое
эвольвентное; в — профильное с РК
Маршрут изготовления зубчатых колес 5—6-й степеней точ-
ности заканчивается шлифованием зубьев (черновое и чистовое)
колеса, установленного на точную оправку, а маршрут изготовле-
ния колес 7—8-й степеней точности — в основном шевингованием
профиля зубьев до термической обработки, калибровкой отвер-
стия и снятием заусенцев после термической обработки. Зубошли-
фование применяют только для исправления зубьев при сильном
короблении их во время термической обработки.
Таким образом, базирование по отверстию должно обеспечить
получение наиболее точных «предпочтительных» размеров, свя-
зывающих диаметр начальной окружности колеса с центром базо-
вого отверстия, а именно — обеспечить наименьшее биение на-
чальной окружности колеса, допускаемое техническими условиями,
Последнее достигается наиболее короткой технологической цепью,
определяющей соосность базового отверстия и начальной окруж-
ности.
При конструкции колес с круглым отверстием без шлицев и
шпонок наименьшее биение начальной окружности колеса дости-
гается шлифованием зубьев колеса, установленного на точную
оправку по шлифованному отверстию.
В тех случаях, когда отверстие имеет прямобочные или эволь-
вентные шлицы или профиль с равноосным контуром (РК) (рис. 5.8)
достичь малого биения диаметра начальной окружности значи-
тельно труднее, это связано с выбором баз.
Рассмотрим вопрос выбора баз при этих видах соединения зуб-
чатого колеса с валом. Если конструктивно предусмотрено прямо-
бочное шлицевое соединение (рис. 5.8, а), то зубчатое колесо
может центрироваться по наибольшему или наименьшему диа-
метру шлицевого отверстия или по боковым сторонам. Одновре-
менно центрировать по трем перечисленным поверхностям невоз-
можно из-за того, что достичь требуемой точности даже при протя-
гивании шлицевого отверстия комбинированной протяжкой очень
трудно.
344
При эвольвентных шлицах (рис. 5.8, б) зубчатое колесо также
центрируется либо по эвольвентной поверхности шлицев, либо
по большому, либо по малому их диаметру. При этом оставляется
весьма малый зазор по боковым стенкам шлица.
Во всех случаях в процессе термической обработки зубчатого
колеса, а иногда и после протягивания шлицевого отверстия,
последнее коробится, становится конусообразным, а шлицы —
извернутыми. Поэтому необходимы дополнительные мероприятия
по устранению возникающих в процессе изготовления погрешно-
стей.
При базировании зубчатого колеса по большому диаметру
шлицев производят их калибровку. Но для этой операции необ-
ходимо оставлять твердость поверхности шлицевого отверстия
после цементации не выше HRCq 54. Для достижения этого от-
верстие в процессе цементации необходимо подвергать покрытию
для его защиты. Поэтому отверстия перед цементацией или омед-
няют, или закрывают шайбами с применением раствора жидкого
стекла.
Создан станок ЗА856Ф1 для хонингования шлицевых отвер-
стий по большому диаметру. Ширина шлица хона несколько
меньше, чем шлица отверстия зубчатого колеса. Это позволяет
хону совершать поворот влево и вправо и перемещения вдоль оси
хонингуемого отверстия. Таким образом, у сопрягаемого со шли-
цевым отверстием шлицевого вала (при посадке по большему диа-
метру шлицев) необходимо шлифовать только наружную поверх-
ность. Эти операции обеспечивают повышение точности шлицевого
отверстия при базировании по большему диаметру.
Если же зубчатое колесо базируется по малому диаметру, то
шлицевое отверстие по малому диаметру шлифуется на внутришли-
фовальном станке с базированием в патроне по базовому торцу
(установочная база) и диаметру длительной окружности (двойная
опорная база). В этом случае сопрягаемый вал приходится шли-
фовать по впадине шлицев (т. е. по малому диаметру шлицев вала)
на шлицешлифовальном станке. Это трудоемкий, малопроизводи-
тельный процесс. Но его применяют при производстве зубчатых
колес, так как он более точен, чем обработка зубчатых колес
с центрированием по большому диаметру шлицев. При обработке
на специальном хонинговальном станке шлицевого отверстия по
большому диаметру отпадает необходимость в защите шлицевого
отверстия перед цементацией, что приводит к повышению его твер-
дости, а значит и к повышению износостойкости зубчатого колеса
в процессе эксплуатации по шлицевому отверстию.
В последние десятилетия наблюдается тенденция использо-
вания профильных соединений с РК (см. рис. 5.8, в) взамен шпо-
ночных и шлицевых. Это обусловлено тем, что прочность РК-про-
фильных валов почти в 5 раз выше прочности шлицевых соединений
износ РК-профильных соединений почти в 3 раза меньше, а за-
траты на изготовление их почти на 50 % меньше, чем на изготовле-
345
ние шлицевых соединений. Базирование зубчатого колеса проис-
ходит по аналогичной РК-профильной кривой вала, А при числе
граней РК-профиля, равном трем и при передаче крутящего мо-
мента с вала на зубчатое колесо и наоборот в таком соединении
происходит автоматическое центрирование зубчатого колеса на
валу. Это приводит к уменьшению биения оси делительной окруж-
ности зубчатого колеса относительно опорных шеек вала, что
улучшает шумовую характеристику зубчатых передач.
Технология изготовления зубчатых колес различных степеней
точности. Рассмотрим несколько примеров изготовления наиболее
распространенных одновенцовых зубчатых колес со ступицей (см.
рис. 5.2, тип I, а—г). В этих колесах обычно lid ь> 1. Диаметр
отверстия 40 ... 60 мм, а наружный диаметр колес 80 ... 200 мм.
Необходимо обработать отверстие как базу для последующих опе-
раций. Для этого на первой операции обрабатывают отверстие
на токарно-револьверном или сверлильном станке, а на второй —
протягивают отверстие комбинированной протяжкой по диаметру
и шлицам. Дальнейшая обработка производится на шлицевой
оправке с базированием по меньшему или большему диаметру
шлицев в зависимости от принятой в чертеже посадки шлиц.
Маршруты при разных принятых посадках шлиц будут раз-
личны. В табл. 5.7 показан маршрут при посадке шлиц но мень-
шему диаметру при изготовлении зубчатых колес 5—6-й степеней
точности. Этот маршрут может обеспечить большую точность, но
требует шлифования шлиц на валах по малому диаметру.
При изготовлении прецизионных зубчатых колес E—6-й сте-
пеней точности) необходимо стабилизировать материал и преду-
смотреть нормализацию и стабилизирующий отпуск после черно-
вой токарной- обработки заготовки.
При изготовлении зубчатых колес 7—8-й степеней точности
нормализацию и отпуск в большинстве случаев можно проводить
сразу же после штамповки заготовки (без черновой токарной обра-
ботки). Это обусловлено тем, что коробления, вызванные терми-
ческой обработкой, будут в пределах, допустимых для этих сте-
пеней точности.
В табл. 5.7 показан маршрут изготовления прецизионных зуб-
чатых колес 5—6-й степеней точности, а в табл. 5.8 — зубчатых
колес 7-й степени точности (средне- и мелкосерийное производ-
ство).
Для улучшения структуры металла для колес 5-й степени точ-
ности добавляется второй стабилизирующий отпуск после цемен-
тации и закалки и в ряде случаев даже третий — перед отделоч-
ными операциями шлифования. Для колес 7-й степени точности
второй отпуск — после термической обработки, а третий не тре-
буется .
Кроме этих требований к термической обработке, различных
для колес 5 и 7-й степеней точности, в маршрут механической обра-
ботки также вводят отделочные шлифовальные операции для ко-
346
лес 5-й степени точности (после третьего отпуска), а для колес 7-й
степени точности как третьего отпуска, так и последующих от-
делочных операций нет.
Различие в базировании и маршрута обработки можно просле-
дить, если рассмотреть порядок операций и базирования по
табл. 5.7 (для колес 5—6-й степеней точности) и табл. 5.8 для ко-
лес типов I—II со ступицей 7-й степени точности. Очевидно, что
главное различие этих маршрутов, кроме стабилизации отпуском,
состоит в следующем: для колес 5-й степени точности с малым за-
зором между валом и шлицевым отверстием и малым допуском
биения колеса по начальной окружности необходимо получать
максимальное совпадение центров шлицевого отверстия по ма-
лому и большому диаметрам шлицев и делительной окружности
колеса.
Для этого в маршруте механической обработки заготовки зуб-
чатого колеса (см. табл. 5.7) предусмотрено следующее: на опера-
ции № 10 после токарной обработки на базе большого диаметра
шлицев на специальной точной шлицевой оправке заготовку шли-
фуют по наружному диаметру венца и торцу, что обеспечивает
малое биение торца, совпадение центра наружного диаметра ко-
леса с центром шлицевого отверстия по большому диаметру шли-
цев. Затем на операции № 11 от наружной шлифованной поверх-
ности венца и торца шлифуют отверстие шлицев по малому диа-
метру, чем достигается совпадение осей поверхностей шлицев
большого и малого диаметров.
Далее на гладкой точной оправке (шлифованной с точностью
по 5-му квалитету по размеру шлицев малого диаметра) фрезе-
руют зубья в операции № 12, что должно обеспечить совпадение
начальной окружности зубьев со шлицевым отверстием (по малому
диаметру).
После термической обработки (цементации' и закалки) ввиду
коробления размеры отверстия нарушаются, поэтому такой же
прием (операции № 10—12) повторяется. Этот же прием (опера-
ции № 24—26, см. табл. 5.7) повторяется на следующем этапе
(см. в маршруте точность оправок и выполнения операции) после
третьего старения, так как опять возможны коробления.
Для колес 6-й степени точности этот прием (операции № 10—
12) также предусмотрен в маршруте, но его выполняют только
2 раза: до нарезания зуба и термической обработки, а затем на
гладкой оправке после термической обработки.
В маршруте для колес 6-й степени точности не предусмотрены
третье старение и все последующие доводочные операции, по-
этому прием с уточнением базирования в третий раз уже не при-
меняется. Предварительное и чистовое шлифование зубьев ос-
тается.
Для колес 7-й степени точности допускается меньшая точность
заготовки. Старение выполняют только один раз —до или после
токарной обработки.
347
Доводочные операции шлифования по наружному диаметру
зубчатого венца, шлифование центрального отверстия, базового
торца и зубьев не предусматриваются (см. операции № 24—26
в табл. 5.7).
Как следует из табл. 5.8 для колес 7-й степени точности вво-
дится шевингование зубьев до термической обработки, которое
при соответствующем зубонарезании может обеспечить 6-ю сте-
пень точности и при потере точности во время термической обра-
ботки на одну ступень конечная, 7-я, степень точности будет до-
стигнута. Однако ввиду того, что при термической обработке воз-
можно большое коробление и точность ухудшается (иногда больше
чем на одну степень), приходится вводить в конце маршрута одно-
кратное шлифование зубьев (после шлифования по наружному
диаметру, торцу и внутреннему отверстию).
Указанные выше технологические процессы требуют использо-
вания при обработке оправок как до нарезания зубьев и термиче-
ской обработки, так и после термической обработки. В этом слу-
чае необходимо иметь набор оправок и тщательно следить за их
состоянием: оправки надо проверять один-два раза в день на со-
ответствие техническим условиям.
Влияние конструктивных форм зубчатых колес на технологи-
ческий процесс их изготовления проявляется, в первую очередь,"
в выборе технологических баз и последовательности обработки
поверхностей.
Плоские зубчатые колеса. Рассмотрим маршрут изготовления
плоских колес типов III—IV без ступиц. Такие плоские зубчатые
колеса легче базируются на поверхности торцов, чем на поверх-
ности отверстия, поэтому токарная обработка на оправках с бази-
рованием по двойной направляющей базе (при больших силах ре-
зания) не гарантирует устойчивости. Вследствие весь технологи-
ческий процесс строят, исходя из того, что технологической базой
будет торцовая поверхность, т. е. установочная база. Поэтому
всю токарную обработку с обеих сторон производят в кулачковых
патронах, а не на оправках. Процесс выполняется на токарно-ре-
вольверных станках или на патронных полуавтоматах, после чего
следует шлифование торцов и растачивание отверстия, а затем —
протягивание шлицев и обточка венца заготовки зубчатого колеса,
что также отличается от прежних маршрутов.
В табл. 5.9 дан маршрут изготовления плоских зубчатых ко-
лес 6-й степени точности. Токарная обработка проводится в па-
троне с двух сторон (операции № 2, 3), а после термической обра-
ботки (операция № 4) следует шлифование торцов с двух сторон
(операция № 5). *•
Так как в дальнейшем необходимо обеспечить перпендикуляр-
ность оси отверстия к шлифовальному торцу заготовки, на опе-
рации № 6 перед протягиванием отверстие растачивают на точном
расточном или алмазно-расточном станке, поджимая заготовку
зубчатого колеса к торцу с помощью скошенных кулачков пат-
356
5.10. Технологический маршрут изготовления зубчатого колеса
без ступицы (типы III, IV), 7-я степень точности, диаметр
80 ... 220 мм, т = 2,5 ... 5,0 мм
рона. После этого протягивают шлицезое отверстие на вертикаль-
но-протяжном станке, а затем производят чистовое обтачивание
по наружной поверхности колеса. Последнюю операцию можно
выполнять точением заготовок зубчатых колес на оправке (опе-
рация № 9).
Отличительная особенность маршрута заключается в том, что
протягивание шлицев надо выполнять не после черновых, а после
чистовых операций и при этом следует обеспечить перпендику-
лярность оси отверстия к торцу. Эта задача решается, как указы-
валось выше, только с помощью вертикально-протяжного станка.
Протяжка (некомбинированная) направляется по отверстию ма-
лого диаметра шлицев заготовки зубчатого колеса, расточенной на
операции № 6.
На операциях перед шлифованием зубьев подготовляется тех-
нологическая база — базовый торец и поверхность отверстия
с точностью по 6-му квалитету (операция № 17).
361
Рис. 5.9. Установка заготовки (штампов-
ки) зубчатого колеса—вала ва первой опе-
рации на фрезер но-центровалыюм станке
Только после этого про-
изводят предварительное
(операция № 18) и оконча-
тельное (операция № 19)
шлифование зубьев, мойку
и контроль.
Если зубчатое колесо 5-й,
а не 6-й степени точности,
то необходимо вводить ис-
кусственное старение. Поэто-
му операцию № 17 выпол-
няют как предварительную,
а после нее вводят стабили-
зирующее старение и только
после этого выполняют ана-
логичную операцию, полу-
чая окончательный размер. Для колес 7-й степени точности после
нарезания зуба вводят шевингование. Тогда после термической
обработки выполняют шлифование отверстия и торца, а зубо-
шлифованиезаменяют зубохонингованием или обкаткой (табл. 5.10).
Зубчатые колеса-валы, тип V. Конструктивные особенности
технологии изготовления колес этого типа обусловливают другое
базирование и маршрут обработки. Зубчатые колеса-валы могут
иметь в качестве технологических баз поверхности центровых
отверстий, как при обработке заготовок ступенчатых валов. По-
этому на первой операции необходимо подготовить (обработать)
технологические базы — поверхности торцов и центровых отвер-
стий, что выполняется на фрезерно-центровальном станке с бази-
рованием заготовки (рис. 5.9) по оси в приспособлении с самоцен-
трирующим перемещением зажимных призм, а по длине — на один
из торцов ступени.
На этом станке выполняют два перехода: фрезерование торцов
ааготовки и зацентровку, т. е. сверление центровых отверстий.
Последующие операции обработки показаны в табл. 5.11.
Из сравнения всех маршрутов можно видеть некоторые общие
технологические решения при изготовлении зубчатых колес.
1. Технологический процесс зависит не только от технических
условий, степени точности, но и от конструктивных особенностей
колес и серийности выпуска.
2. Перед нарезанием зубьев с базированием на торец всегда
надо обеспечить малое (в зависимости от степени точности) биение
торца по отношению к оси отверстия, что достигается разными
путями в разных маршрутах.
3. Для уменьшения деформации зубьев необходимо вводить
стабилизирующий отпуск.
4. Для заготовок зубчатых колес, зубья которых не шлифуют
после термической обработки G-я степень точности), следует до
термической обработки выполнять их обработку с более высокой
362
5.11. Технологический маршрут изготовления зубчатых колес-валов
(см. рис. 5.2, тип Va), 7-я степень точности
степенью точности (на одну степень точнее) с помощью шевингова-
ния, имея в виду, что заготовка зубчатого колеса коробится при
термической обработке и уменьшается точность при цементации
и закалке.
5. При изготовлении колес со шлифованными зубьями перед
зубошлифованием, необходимо выправить шлифованием базовые
поверхности — торец и отверстие для плоских колес или центро-
вые отверстия для колес-валов.
6. Для изготовления колес 5—6-й степени точности подбирают
оборудование высокого или особо высокого класса точности.
363
§ 6. ВЫБОР ОБОРУДОВАНИЯ И АВТОМАТИЗАЦИЯ
ОТДЕЛЬНЫХ ОПЕРАЦИЙ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
При разработке технологического процесса изготовле-
ния зубчатых колес, который определяется конструкцией, требуе-
мой точностью и серийностью выпуска, необходимо выбирать соот-
ветствующее оборудование. Выбор оборудования должен быть сде-
лан с учетом передовых способов изготовления зубчатых колес
и, следовательно, использования такого автоматизированного
оборудования, которое соответствовало бы серийности выпуска
в зависимости от поставленной задачи.
В соответствии с технологическим процессом изготовления
зубчатых колес надо выбирать оборудование для обработки:
наружных поверхностей и отверстия (до зубообработки); зубьев
колес.
Обработка наружных поверхностей и отверстия при изготов-
лении цилиндрических зубчатых колес в мелко- и среднесерийном
производстве производилась ранее на универсальных токарных и
токарно-револьверных станках, которые выбирали по характери-
стикам, приводимым в каталогах.
В последнее время зубчатые колеса в основном изготовляют
на станках с ЧПУ. Размер станка выбирают в соответствии с раз-
мерами изготовляемого зубчатого колеса. Зубчатые колеса малых
Рис. 5.10. Токарно-револьверный стакок с программным управлением
364
Рис. 5.11. Схемы обработки плоского зубчатого колеса на вертикальном двух
шпиндельном токарном полуавтомате в двух позициях (а и б)
размеров можно изготовлять на токарно-револьверном полуавто-
мате 1П717ФЗ, причем заготовки зубчатых колес должны быть диа-
метром не более 250 мм (рис. 5.10). Для обработки заготовок зуб-
чатых колес средних размеров может быть использован токарно-
винторезный станок 16К20ФЗС5 или 16К20Т1 с револьверной го-
ловкой. Заготовки плоских зубчатых колес в мелкосерийном про-
изводстве можно обрабатывать на вертикальных полуавтоматах
с вертикальными и горизонтальными суппортами или в крупно-
серийном производстве на полуавтоматах 1К282.
Схема установки и изготовления плоского зубчатого колеса
на вертикальном полуавтомате показана на рис. 5.11. Этот станок
многорезцовый, двухшпиндельный, обладает высокой производи-
тельностью, но несколько сложен в переналадке на обработку
Рис. 5.12. Технологическая схема обработки заготовки зубчатого колеса на
токарном двухшпиндельном горизонтальном станке с ЧПУ
365
Рис. 5.13. Схема обработки на многорезцовом токарном горизонтальном полу-
автомате J
заготовок зубчатых колес с другими размерами. Поэтому такие
станки следует применять в крупно- или среднесерийном произ-
водстве. Инструменты в них устанавливают в поворотных четырех -
позиционных резцедержателях суппортов. Обработка на горизон-'
тальном двухшпиндельном полуавтомате показана на рис. 5.12.
Для повышения производительности изготовления зубчатых
колес в крупносерийном производстве применяют как вертикаль-
ные, так и горизонтальные двухшпиндельные патронные полуав-
томаты, на которых на одном шпинделе ведется обработка левой
стороны заготовки зубчатого колеса, а на другом — правой.
Таким образом, за один цикл со станка выходит заготовка зубча-
того колеса, обработанная с двух сторон.
Схема обработки многовенцовых зубчатых колес на многорез-
цовых токарных полуавтоматах в массовом производстве показана
на рис. 5.13.
Обработка зубьев колес. Зубофрезерование — основной метод
обработки зубьев колес, оно выполняется червячной фрезой
на одношпиндельных и двухшпиндельных зубофрезерных
станках.
Зубофрезерование при т < 3 мм выполняют за один рабочий
ход, при т Р> 3 мм — за два рабочих хода. При втором (чистовом)
рабочем ходе и шлифованной фрезе достигается 7-я степень точ-
ности зубьев колеса.
Для многовенцовых колес, когда нет свободного выхода для
фрезы, применяют зубодолбление, в результате чего достигается
7-я степень точности.
При последующем шевинговании лучше применять предвари-
тельно черновое и чистовое зубофрезерование, так как погреш-
ность обработки по шагу и профилю распределяется равномерно
366
5.12. Отклонение параметров зубчатых колес до и после
шевингования зубьев
по всем зубьям, в то время как погрешность при зубодолблении
может концентрироваться на одном зубе, что труднее устранять
шевингованием,
В последнее время в Советском Союзе и за рубежом применяют
горячее и холодное накатывание зубьев, в результате которого
получаются колеса 8-й степени точности и даже близкой к 7-й.
Если производить холодное накатывание после зубофрезерования
по 8—9-й степени точности, то более 85 % колес после накатыва-
ния получаются 7-й степени точности при т = 3 мм.
Холодное накатывание повышает производительность по
сравнению с шевингованием в несколько раз. Производительность
при изготовлении зубчатых колес диаметром 100 мм, с т = 3 мм
при холодном накатывании составляет 250—300 шт/ч.
Порядок обработки несколько меняется, если производить
горячее и холодное накатывание. Холодное накатывание можно
выполнять после обработки заготовки по контуру, для колес
cm < 1,5 мм, как это практикуется в приборостроении.
Шевингование зубьев с т < 6 мм и диаметром до 320 мм про-
изводят круглым шевером на шевинговальных станках. Шевинго-
вание улучшает качество зубчатых колес примерно на одну сте-
пень точности, но неодинаково по всем параметрам точности
(табл. 5.12).
Припуски под шевингование обычно составляют 0,1 ... 0,25 мм
по толщине зуба; время обработки одного зуба 1,5 ... 2,5 с.
При изготовлении точных колес E—6-й степеней точности) их
зубья шлифуют после термической обработки. При деформации
зубьев после термической обработки более 0,05 мм и биении дели-
тельной окружности более 0,1 мм необходимо шлифовать зубья
даже для достижения 7-й степени точности, так как при таких от-
клонениях зубьев хонингованием зубьев на последних операциях
нельзя исправить погрешности
Применяют три способа шлифования зубьев.
1. Копирование заключается в том, что шлифуют впадину
между зубьями, копируя профиль круга (рис. 5.14, а), этот спо-
367
Рис. 5.14. Схемы зубошлифования
соб называют также спо-
собом деления в отличие
от способов обкатки;
после предварительного
шлифования всех впа-
дин за несколько обо-
ротов, круг автомати-
чески правится по про-
филю тремя алмазами
(рис. 5.14, б); за время
чистового шлифования
зубчатое колесо может
сделать несколько обо-
ротов.
2. При обкатке зуба
дисковыми кругами с
прямолинейными боко-
выми сторонами профи-
ля рейки (рис. 5.14, в)
два крайних круга выполняют предварительную, а средний —
чистовую обработку, размер с соответствует припуску на чисто-
вое шлифование. В большинстве случаев на таких станках рабо-
тает один средний круг, так как трудно затачивать три круга.
После шлифования зубчатые колеса имеют 5—6-ю степени точ-
ности; производительность в 3—5 раз меньше, чем производи-
тельность копирования.
3. Обкатка зуба червячным кругом (рис. 5.14, г) аналогична
зубофрезерованию, но вместо фрезы устанавливают червячный
круг. Колеса получаются 5—6-й степеней точности, производитель-
ность в 4—5 раз выше производительности предыдущих способов.
На зубошлифовальных станках можно шлифовать зуб с т < 6 мм.
При т < 1 мм зуб шлифуют из целой заготовки без предваритель-
ного нарезания. Затраты времени (с) на обработку одного зуба
при т = 2 ... 3 мм составляют:
Копирование 30 ... 40
Обкатка с единичным делением 70 ... 90
Непрерывная обкатка червячным кругом 16
В последнее время применяют новый метод отделки зубьев —
хонингование. В состав материала для хона, который похож
на зубчатое колесо, входит абразивный порошок. Хонингование
производится при зацеплении зубчатого колеса с хоном с притор-
маживанием инструмента или заготовки на станке типа шевин-
говального без радиальной подачи, но с вращательным принуди-
тельным реверсивным движением и возвратно-поступательным
вдоль оси. Хонингование применяют для зубчатых колес с т =
= 1,5 ... 6 мм. Припуск не должен превышать 0,02 ... 0,05 мм.
Хонингование практически мало исправляет отклонение формы,
368
Рис. 5.15. Загрузочное устройство с малым дисковым магазином, установленным
перед шпинделем станка
но уменьшает параметр шероховатости Ra обработанной поверх-
ности зуба и снимает заусенцы. Оно применяется как отделочная
операция для колес 7-й степени точности после термической
обработки заготовок шевингованных зубчатых колес.
Автоматизация производственных процессов. В настоящее
время автоматизация развивается по трем направлениям:
автоматизация отдельных зубообрабатывающих станков (зу-
бофрезерных, зубодолбежных, шевинговальных и зубошлифоваль-
ных);
автоматизация зубообработки в коротких автоматических ли-
ниях из двух, трех станков;
комплексная автоматизация изготовления зубчатых колес,
начиная с токарной обработки заготовки и кончая отделочными
операциями зубьев колес.
Ниже описана только автоматизация отдельных станков, при-
меняемых в серийном производстве. Автоматизация в крупно-
серийном и массовом производстве, осуществляемая главным
образом на автоматических линиях по изготовлению зубчатых
колес, рассматривается в другом курсе, специально посвященном
комплексной автоматизации в машиностроении.
Автоматизация зубофрезерных станков позволяет повысить
производительность станков на 20—30 % и увеличить число стай-
ков при многостаночном обслуживании за счет автоматизации
вспомогательных переходов.
Для автоматизации зубообрабатывающих станков в мелко-
и среднесерийном производстве необходима быстрота перена-
ладки. Для этого создают магазинно-транспортные устройства,
пригодные для быстрой переналадки.
369
Рис. 5.16. Зубофрезерный автомат с цепным магазином, рассчитанным на 8 ч
работы
Для очистки станков от стружки и уменьшения влияния теп-
лоты, выделяющейся вследствие резания, необходимо подавать
насосом СОЖ F0—80 л/мин).
Транспортирование заготовок осуществляется непосредственно
через зону обработки, а не с помощью питателя.
На рис. 5.15 показано загрузочное устройство с дисковым ма-
газином перед фрезерным шпинделем. Магазин универсален, мо-
жет быстро переналаживаться на загрузку заготовок других зуб-
чатых колес, колес-валов. Диск магазина проходит через зону
обработки. Заготовку / на диске ориентируют по наружной по-
верхности тремя пальцами 2. Окна в диске под заготовкой служат
для установки ее на торец зажимного приспособления.
После нажатия кнопки «Пуск» дисковый магазин с заготов-
ками поднимается от гидроцилиндра, поворачивается по часовой
стрелке на шаг и устанавливает первую заготовку в положение
загрузки. Затем магазин опускается и устанавливает ее высту-
пающей ступицей на торец зажимного приспособления, а центри-
рующий палец 3 верхнего кронштейна перемещается вниз, цен-
трирует и закрепляет заготовку в приспособлении. После этого
подводится головка червячной фрезы и начинается нарезание
зубьев. По окончании обработки червячная фреза и верхний крон-
штейн с пальцем 3 отходят в исходное положение и цикл повто-
ряется. Во время нарезания зубьев диск фиксируется пальцем по
одному из шести отверстий 4 в диске. Микровыключатель 5 слу-
жит для определения наличия заготовок в позиции перед зубона-
рсзанием. При отсутствии заготовки станок останавливается [241.
В зависимости от назначения применяют различные магазины:
прямоугольные, треугольные, дисковые и др. Цепной магазин-
конвейер прямоугольной формы с шаговым перемещением
(рис. 5.16) вокруг задней стойки станка и верхней связывающей
370
Рис. 5.17. Универсальный зубофрезерный полуавтомат с большим многопози-
ционным дисковым магазином, установленным вокруг задней стойки станка
траверсы имеет большую емкость, достаточную для работы станка
в течение целой смены. Это позволяет полностью высвободить ста-
ночника. Магазины-конвейеры треугольной формы не обладают
такой большой емкостью, но очень компактны и легко монти-
руются вокруг задней стойки станка 124].
На рис. 5.17 показан общий вид универсального зубофрезер-
ного автомата с многопозиционным дисковым столом-магазином,
вращающимся вокруг задней стойки станка. Обычно для уста-
новки заготовок магазин оснащают 38 сменными держателями. За-
грузка заготовок в магазин ручная или автоматическая, из на-
копителя. Заготовки транспортируются через зону обработки над
зажимным приспособлением. Преимущества транспортирования
через зону обработки: простота конструкции загрузочного уст-
ройства, непродолжительный загрузочно-разгрузочный цикл, воз-
можность загрузки заготовок пакетом. Конструкция загрузочного
устройства такова, что его можно встраивать в автоматиматиче-
ские линии. Многие автоматические загрузочные устройства
с магазинами применяют также на зубодолбежных и шевинговаль-
ных станках [24].
Ввиду того, что снятие заусенцев вручную занимает много
времени, в настоящее время эту операцию автоматизируют раз-
личными способами.
871
Рис. 5.18. Устройство для снятия заусенцев с зубьев зубчатых колес, обраба-
тываемых на зубофрезерном станке
На рис. 5.18 показано автоматическое устройство для снятия
заусенцев при зубофрезеровании. Устройство (рис. 5.18, а) вклю-
чает в себя дисковый подпружиненный резец /, который может
вращаться. Он установлен в корпусе 2. Последний размещен
в механизме подвода 3, который в соответствии с программой
перемещается по специальным направляющим станка. Обрабаты-
ваемые заготовки 4 зубчатых колес устанавливаются автомати-
чески на оправки 5 шпинделя 6, расположенного горизонтально.
Червячная фреза 7 размещена ниже заготовок 4. После того как
червячная фреза 7 переместится в крайнее левое положение рабо-
чего хода, механизм подвода 3 из исходной позиции (рис. 5.18, в)
передвинет резец 1 вначале в положение, показанное на
рис. 5.18, г, а затем — в положение, показанное на рис. 5.18, д.
Дисковый резец 7, контактируя с торцовой поверхностью загото-
вок 4, приводится во вращение, снимая при этом заусенцы со
372
всей высоты зуба. Дисковый резец / может устанавливаться под
любым углом к оси заготовок 4 путем поворота корпуса 2 относи-
тельно механизма подвода 3 (рис. 5.18, б).
§ 7. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
При обработке заготовок зубчатых колес на токарно-
револьверных станках в массовом и крупносерийном производстве
применяют стандартные пневматические и гидравлические па-
Рис. 5.19. Схемы установки при зубофрезеровании:
а — двух колес; б — одного колеса
<*) б)
Рис. 5.20. Схемы установки колес при зубодолблении:
з -~ одновенцового; б — мкоговенцового
373
Рис. 5.21. Схема установки колес на зубошевинговальных станках с горизонталь-
ной осью на разжимной оправке с гидропластом
троны. В мелкосерийном производстве используют ручные и
пневматические универсальные патроны.
Для обработки в центрах деталей типа вал—зубчатое колесо
применяют поводковые патроны. Для токарной обработки на
оправках используют центровые круглые и шлицевые оправки.
На рис. 5.19 показаны способы крепления заготовок зубчатых
колес при зубофрезеровании крупных колес, а на рис. 5.20 —
способы крепления их при зубодолблении. На рис. 5.21 показан
один из способов установки заготовки зубчатого колеса на зубо-
шевинговальном станке с помощью разжимной оправки с гидро-
пластом.
§ 8. КОНТРОЛЬ ЗУБЧАТЫХ КОЛЕС
В соответствии с технологическим процессом изготов-
ления зубчатых колес их контроль осуществляется в два этапа:
на участке изготовления колес до зубообработки; на участке зубо-
обработки. В табл. 5.13 указаны обрабатываемые поверхности
зубчатого колеса, вид обработки, проверяемые параметры и сред-
ства контроля 191.
Из таблицы следует, что важнейшими параметрами, характе-
ризующими точность зубчатого колеса, являются точностные
параметры шлицевого отверстия и зубчатого венца.
Особенно важно получить требуемую точность совпадения оси
шлицевого отверстия с делительной окружностью колеса. Связи
поверхностей шлицевого отверстия (большого, малого диаметров
и боковых сторон шлицев) проверяют вначале раздельно по эле-
ментам шлицев, а затем комплексным шлицевым калибром.
При обработке зубчатого венца важно обеспечить основные
параметры точности, от которых зависит работа зубчатого колеса.
374
Параметры, характеризующие точность шлицевого отверстия
и зубчатого венца, а также его положение относительно шлицевого
отверстия, проверяют контрольными приборами, указанными
в табл. 5.14 [9, 25].
ГЛАВА 2. ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ, ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ И КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
Конические зубчатые колеса предназначены для пере-
дачи вращательного движения между валами с пересекающимися
осями. Их изготовляют с прямыми, косыми и круговыми зубьями.
На конические передачи ГОСТ 1758—81 установлено 12 степе-
ней точности. Для 1—3-й степеней точности предельные откло-
нения и допуски на нормы точности не предусмотрены.
В делительных и кинематических цепях прецизионных стан-
ков и станков повышенной точности применяют колеса 5—6-й
степеней в коробках скоростей и подач станков нормальной точ-
ности — колеса 7-й степени, а в кинематических цепях более
грубых механизмов — колеса 8-й степени точности.
Для конических колес, применяемых в силовых цепях, сте-
пень точности зависит от окружной скорости (табл. 5.15) и на-
нагрузки.
По конструкции конические колеса можно разделить на три
основных типа: колеса со ступицей, у которых отношение lid > 1
(рис. 5.22, а)\ колеса венцового типа (рис. 5.22, б), диаметр кото-
рых может достигать 800 мм; колеса—валы (рис. 5.22, в).
Ширина зубчатого венца у конических колес не должна пре-
вышать одной трети длины образующей делительного конуса.
В этом случае мала вероятность поломки зуба из-за концентрации
внутренних напряжений в его узкой части.
Каждой степени точности зубчатых колес и передач соответ-
ствуют определенные нормы кинематической точности, нормы
5.15. Выбор степени точности конических колес в силовых передачах
a)
Рис. 5.22. Конструктивное исполнение конических зубчатых колес
плавности работы и нормы контакта зубчатых колес. Допускается
комбинирование норм различных степеней точности в определен-
ных пределах. Так, нормы плавности не могут быть более чем на
две степени точнее или на одну степень менее точные, чем нормы
кинематической точности, а нормы контакта зубьев не могут быть
менее точными, чем нормы плавности.
Существуют шесть видов сопряжений зубчатых колес в пере-
даче, которые в порядке убывания гарантированного бокового
зазора /nmin обозначаются буквами Л, 5, С, D, Е9 Я.
Между видом сопряжения зубчатых колес и степенью точности
на нормы плавности работы передачи имеет место следующая
зависимость:
Вид сопряжения . •
Степень точности . .
А В
4... 12 4... 11
С
4... 9
D
4... 8
Е
4... 7
Я
4... 7
Нормы контакта зубьев в передаче, характеризуемые относи-
тельными размерами суммарного пятна контакта по длине и вы-
соте зуба, для различных степеней точности приведены в табл. 5.16.
Предельные отклонения относительных размеров пятна кон-
такта по длине и высоте зуба в процентном выражении состав-
ляют для 4—7-й степени точности ±10 %, и для 8—12-й степеней
±15 %.
Зубчатая передача, имеющая 8-ю степень по кинематической
точности, 7-ю по нормам плавности, 6-ю по нормам контакта зубьев
и вид сопряжения С обозначается 8—7—6—С (ГОСТ 1758—81).
5.17. Точность диаметральных размеров базовых отверстий
и опорных шеек конических колес, мм
С увеличением степени точности конических колес требования
к точности обработки базовых отверстий и опорных шеек воз-
растают (табл. 5.17).
Для прецизионных зубчатых колес (точнее 5-й степени) точ-
ность сопряжения по базовым поверхностям обеспечивается ме-
тодом пригонки (притирка по месту). Точность угла наружного
конуса для колес различного модуля составляет:
Модуль колеса, мм 0,75 и менее 0,75... 1,5 1,5 и более
Допуск угла наружного ко-
нуса, ' 30 15 8
При использовании наружного конуса в качестве базирующей по-
верхности допуск угла ужесточают [20].
Конические зубчатые колеса с круговыми зубьями обеспечи-
вают плавную и бесшумную работу при передаче больших нагру-
зок на высоких окружных скоростях. В отечественной практике
применяют в основном колеса с круговыми зубьями трех типов.
1. У колес типа Зерол (нулевые) угол наклона спирали в се-
редине венца равен нулю (рис. 5.23, а). Их можно применять
вместо конических колес с прямыми зубьями, не изменяя монтаж-
ных размеров передачи, чем достигаются большие плавность и
бесшумность работы на повышенных скоростях.
2. У спирально-конических колес угол спирали в середине
венца не равен нулю (рис. 5.23, б). Обеспечивая непрерывный
контакт зацепления, такие колеса всегда имеют в зацеплении не
менее двух зубьев, что позволяет передавать мощность на 30 %
выше мощности, передаваемой колесом Зерол. Такие колеса
широко применяют в авиации, станкостроении и автотракторной
промышленности.
3. У гипоидных колес ось ведущей шестерни смещена относи-
тельно оси ведомого колеса (рис. 5.23, в). Они обладают большей{
прочностью и позволяют получить большие плавность и бесшум-,
ность работы, чем другие колеса. Гипоидные зубчатые передачи
широко применяют в автомобилестроении. Гипоидные пары с боль-
шим передаточным отношением A : 100) используют в делитель-
382
Рис. 5.23. Конические колеса с круговыми зубьями*.
а — типа Зерол (нулевые); б — стгиралъно конические; в — гипоидные колеса
ных цепях зуборезных станков и других механизмах, обеспечи-
вающих точную установку узлов.
Конические зубчатые колеса изготовляют из углеродистых
сталей: закаливаемых (сталь 40, сталь 45) и цементуемых (сталь 15,
сталь 20) или легированных закаливаемых D0Х) и цементуемых
B0Х), хромоникелевых A8ХГТ, 20ХНМ). Заготовки в зависи-
мости от программы выпуска получают штамповкой, ковкой или
в виде круглого проката. В массовом и крупносерийном произ-
водстве штампованные заготовки выполняют с зубьями (кониче-
ские шестерни полуосей автомобилей, шестерни-сателлиты). В этом
случае на чистовое зубонарезание оставляют припуск 0,4 ... 0,8 мм
на сторону зуба. Используют также заготовки с горячей накаткой
зубьев прямой и спиральной форм,, для которых не требуется
черновое зубонарезание. Для передач относительно невысокой
точности зубья, полученные накаткой, последующей механиче-
ской обработке не подвергаются.
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ
КОНИЧЕСКИХ КОЛЕС
Содержание технологического процесса изготовления
конических колес показывают приведенные в табл. 5.18 и 5Л9
технологические маршруты обработки конического колеса со
ступицей и колеса-вала. Заготовки колес типа I обрабатывают
при токарных операциях на оправке, базируя по отверстию и
торцу; заготовки колес типа II обрабатывают, базируя по торцу
и отверстию; заготовки колес типа III обрабатывают, базируя
в центрах или по опорным шейкам А и Б.
В качестве технологических и измерительных баз при нареза-
нии и контроле зубчатого колеса необходимо выбирать основные
базирующие поверхности колеса, которые определяют его поло-
жение в узле. В отдельных случаях, когда в целях достижения
большей устойчивости при зубонарезании роль технологических
баз выполняют другие поверхности, например торец, противоле-
жащий зубчатому венцу, следует обеспечить точное и концентрич-
ное расположение их относительно основных баз детали.
383
5.18. Технологический маршрут обработки конических колес типа I
8-й степени точности со шлицевым отверстием (заготовка — штампованная,
диаметром 50 ... 200 мм)
При необходимости изготовления колеса со'ступицей более
высокой точности, например 5—6-й степеней, в технологический
маршрут (см. табл. 5.18) включают дополнительные операции.
На этапе чистовой обработки вводят калибровку шлицевого
отверстия. После термической обработки добавляют тонкое шлифо-
вание базовых поверхностей. Окончательная обработка зубьев
достигается путем чистового и отделочного шлифования профилей
зубьев с обеспечением 5—6-й степеней точности.
В процессе изготовления конического колеса вала (см.табл.5.19)
требуемая длина вала получается в результате фрезерования
обоих торцов на второй операции, размерная цепь Лл = Ах -f Л2,
где А1и А2 — расстояния, получаемые от торцов вала до опорной
технологической базы.
Равномерность припуска при нарезании зубьев на операции
№ 9 зависит от точности положения наружного конуса относи-
тельно опорной шейки, выполняющей роль технологической базы.
Это достигается в результате токарной обработки на операции
№ 8, где ЕА — расстояние от вершины конуса до базового торца;
Ка—смещение оси конуса относительно оси опорной шейки;
ХА — параллельность оси конуса относительно оси опорной
шейки.
384
Требуемая перпендикулярность уА базового торца к оси опор-
ной шейки обеспечивается на операции № 19:
Тл = 72 — Yi.
где Yi — параллельность оси опорной шейки относительно ли-
нии центров; ^2 — поворот торца относительно линии центров.
Точность положения наружного конуса зависит от смещения ГЛ
и параллельности рд его оси относительно оси опорной шейки
в двух координатных плоскостях:
/д = Л + Г2\ |3Д = Pi + Р2>
где Гъ Г2 — смещения оси опорной шейки и оси наружного
конуса относительно линии центров, получаемые после операций
№ 19 и 20; ($!, C2 — параллельность оси опорной шейки и оси
наружного конуса относительно линии центров, полученная
в результате шлифования на операциях № 19 и 20.
Биение зубчатого венца конического колеса-вала зависит от
смещения ВА и от параллельности ад оси делительного конуса
относительно оси опорной шейки в двух координатных плоско-
стях. Из технологического маршрута, приведенного в табл. 5.19,
следует, что требуемая точность положения зубчатого венца
относительно опорной шейки достигается постепенно в результате
уточнений, получаемых при выполнении ряда операций.
На эскизах к операциям № 9, И, 21, 22 (табл. 5.19) размеры Въ
В2, В3, B4i ВА определяют смещение, а аъ а2, а3, а4, ад — пово-
рот оси делительного конуса относительно оси опорной шейки,
получаемые на различных этапах технологического процесса.
§ 3. МЕТОДЫ НАРЕЗАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС
Конические зубчатые колеса с прямыми, тангенциаль-
ными и криволинейными зубьями могут быть нарезаны различ-
ными методами. Фрезерование дисковыми и пальцевыми модуль-
ными фрезами по методу копирования производят на специальных
или универсально-фрезерных станках. Дисковые фрезы (рис. 5.24)
используют для чернового нарезания прямозубых колес в усло-
виях крупносерийного производства и для чистового нарезания
небольших колес невысокой точности в единичном производстве.
Подбирают необходимую дисковую модульную фрезу из стан-
дартного ряда фрез, применяемых для нарезания обычных цилин-
дрических колес, по приведенному числу зубьев zx и по расчет-
ному модулю тср [201
zx = z/cos ф; /7?ср = т A — 0,5fc/L),
где z — число зубьев нарезаемого колеса; q> — угол делительного
конуса; т — внешний модуль зубьев нарезаемых колес; Ь —
ширина зубчатого венца; L — среднее конусное расстояние.
388
Пальцевые фрезы применя-
ют для нарезания крупных
зубчатых колес (диаметр 3 ...
5 м, т <: 50 мм) невысокой
точности с прямыми и криво-
линейными зубьями. Фрезеро-
вание дисковыми или пальце-
выми модульными фрезами по-
зволяет получить 9—10-ю сте-
пени точности и параметр шеро-
ховатости боковой поверхности
зубьев Ra = 10 ... 5 мкм.
Строгание двумя резцами
по методу обката применяют
для нарезания конических ко-
лес (диаметром 50 ... 1000 мм,
т < 20 мм) с прямыми и ко-
сыми зубьями. Нарезание зубь-
ев производят на специальных
зубострогальных станках в ус-
ловиях единичного и серийного
производства. Режущие кромки
строгальных резцов образуют
зуб производящего колеса, по
которому обкатывается нареза-
емая заготовка. Колеса с т >
> 3,5 мм нарезают за несколь-
ко рабочих ходов. Для колес
с т >5 мм предварительное
нарезание зубьев целесообразно проводить путем фрезерования
дисковыми фрезами, а окончательное —- строганием. Это поз-
воляет в 1,5—2,5 раза сократить машинное время и сохранить
точность зубострогальных станков. Строгание двумя резцами
по методу обката обеспечивает получение 7—8-й степеней точности
и параметр шероховатости поверхности зубьев Ra = 1,25 ...
2,5 мкм. Прямые зубья конических колес могут быть нарезаны
также строганием одним или двумя резцами по копиру на зубо-
строгальных станках. Этот метод обработки применяют для на-
резания колес большого диаметра B000 ... 4500 мм) с т < 30 мм.
Нарезание крупномодульных колес осуществляется за четыре-
пять рабочих ходов. В результате достигаются 8—9-я степеней
точности, параметры шероховатости поверхности зубьев Ra =
— 5 ... 2,5 мкм. Такие станки применяют в тяжелом машино-
строении в условиях единичного и мелкосерийного производства.
Они позволяют нарезать зубья любого профиля, который опре-
деляется формой сменного копира.
Фрезерование двумя дисковыми фрезами по методу обката
(рис. 5.25) производят на специальных зубофрезерных станках
Рис. 5.24. Схема одновременного наре-
зания конических колес набором диско-
вых фрез:
/ — многоместное поворотное приспособ-
ление, 2 — дисковая фреза; 3 — нарезае-
мое колесо
389
Рис. 5.25. Схема фрезерования дву- Рис. 5.26. Схема нарезания конических
мя дисковыми фрезами по методу колес круговой протяжкой
обката
в условиях крупносерийного производства. Так нарезают прямо-
зубые и конические колеса (диаметром до 320 мм, т < 8 мм)
с прямым и бочкообразным профилем зуба в продольном сечении.
Колеса, полученные этим методом, взаимозаменяемы с колесами,
нарезанными на зубострогальных станках. Дно впадины зуба
у этих колес имеет вогнутую форму. Этот метод значительно
производительнее зубострогания.
Нарезание зубьев круговой протяжкой является наиболее
производительным методом изготовления прямозубых конических
колес небольшого диаметра. При этом методе за один оборот
протяжки, диаметр которой более 500 мм, производится черновое
и чистовое прорезание впадины, а также снятие фасок с кромок
зубьев. В процессе цикла протяжка вращается и поступательно
перемещается от точки Ог (рис. 5.26) до точки 02 и обратно (дви-
жение подачи). Делительный поворот колеса на один зуб про-
исходит в исходном положении протяжки — на том секторе,
где нет резцов. Получаемый при этом профиль зуба колеса может
иметь как прямую, так и бочкообразную форму. Так нарезают ко-
нические колеса в массовом производстве на специальных авто-
матах и полуавтоматах. Такие автоматы имеют пневматические
блокировочные устройства для контроля точности установки за-
готовки и устройства для создания гарантированного натяга
в кинематической цепи.
Фрезерование торцовыми резцовыми головками применяют
для нарезания конических колес с криволинейными зубьями.
Обработку производят на специальных станках по методу копи-
рования (врезания) или обката. Конические колеса относительно
высокой точности с т < 2,5 мм нарезают за один рабочий ход.
При повышенных требованиях к точности и для колес cm > 2,5 мм
390
Рис. 5.27. Схема нарезания круговых зубьев конических колес по методу обката
резцовыми головками, расположение заготовки и схема нарезания резцовой
головки (а), схема нарезания колеса — вала (б), схема нарезания плоского
колеса (в)
применяют черновую и чистовую обработку. При методе копи-
рования заготовка колеса остается неподвижной, а резцовая
головка вращается, перемещается вдоль оси и прорезает впадину
зуба. При методе обката (рис. 5.27) заготовка нарезаемой ше-
стерни / (рис. 5.27, а) и люлька 2 с резцовой головкой 3 совер-
шают согласованное вращение. В процессе вращения режущие
кромки резцов последовательно занимают определенные положе-
ния, создавая круговые зубья воображаемого плоского колеса 4,
с которым находится в зацеплении заготовка шестерни.
При черновой обработке метод копирования применяют глав-
ным образом для нарезания зубьев колеса, а метод обката — для
чернового нарезания зубьев шестерни. Припуск на сторону зуба,
оставляемый для чистового нарезания, составляет 0,25 ...0,5 мм.
По способу чистового нарезания конические передачи с кри-
волинейным зубом разделяют на обкатные и полуобкатные.
В первом случае зубья колеса и шестерни нарезают по методу
обката, при этом боковой профиль зубьев получается криволиней-
ным. Во втором случае колесо нарезают по методу копирования,
получая прямобочный профиль зуба, а шестерню нарезают мето-
дом обката, создавая криволинейный профиль зуба. Время чи-
стового нарезания колеса методом копирования в 3—5 раз меньше,
чем время нарезания методом обката, а качество передач практи-
чески одинаковое. В этом заключается преимущество полуобкат-
ных передач. При чистовом зубонарезании обе стороны зубьев
колеса и шестерни могут обрабатываться резцовой головкой
одновременно или каждая сторона зубьев раздельно. В последнем
случае для обработки каждой стороны зуба требуется раздель-
ная наладка станка.
391
В крупносерийном и массовом производстве отделку кониче-
ских колес выполняют по следующей технологической схеме.
После зубонарезания производят обкатку колес под нагрузкой
(нагартовку), затем закалку и окончательно притирку зубьев.
Обкат осуществляют на обкатных станках при беззазорном за-
цеплении заготовки в паре с закаленным колесом, в зону контакта
подается машинное масло. Обкат обеспечивает упрочнение по-
верхностного слоя, уменьшение шероховатости боковых поверх-
ностей зубьев и улучшение геометрии зацепления. После термиче-
ской обработки производят подбор пар зубчатых колес по суммар-
ному пятну контакта и шуму, а затем притирку колес. Кониче-
ские колеса в подобранной паре притирают на притирочных
станках. В процессе притирки колеса одновременно вращаются
со скоростью 0,17 ... 0,2 м/с и шестерня совершает малые отно-
сительные движения по касательной к делительному конусу ве-
дущего колеса, а также в радиальном и осевом направлении.
На притирочных станках для колес с круговым зубом помимо
этих относительных перемещений ось шестерни поворачивается
вокруг точки, расположенной в середине длины зуба. Притирка
уменьшает шероховатость поверхности зубьев, улучшает форму
суммарного пятна контакта и геометрию зацепления. Все это
способствует уменьшению уровня шума передачи на 4 ... 6 дБ.
Отделка зубьев закаленных конических колес достигается
шлифованием на специальных зубошлифовальных станках в це-
лях увеличения точности и уменьшения шероховатости поверх-
ности. Шлифование колес с т < 6 мм и диаметральными разме-
рами до 230 мм позволяет обеспечить отклонение шага не более
5 ... 12 мкм, накопленную погрешность шага по зубчатому колесу
не более 12 ... 18 мкм, биение зубчатого венца не более 15 ...
20 мкм. В зависимости от конструкции станка при шлифовании
прямозубых конических колес возможна обработка одним кругом
отдельно каждой стороны зуба или двумя кругами одновременно
двух боковых поверхностей зуба. В последнем случае достигают
более высокой производительности обработки. Эту операцию
можно выполнять на зубошлифовальных станках 5870, 5870М,
а также на некоторых зарубежных станках. Шлифование выпол-
няют дисковыми или тарельчатыми кругами диаметром 150 ...
270 мм. Для шлифования зубьев прямозубых конических колес
применяют также специальное зубошлифовальное устройство,
которое устанавливается на зубострогальные станки, например
526. При этом требуемая точность достигается методом обката,
когда зубья плоского производящего колеса создаются кромками
шлифовальных кругов. Оставляемый на шлифование припуск
0,05 ... 0,10 мм на сторону зуба снимают за 3 ... 4 рабочих хода.
Для шлифования конических колес с криволинейной формой
зуба, т — 2,5 ... 15 мм применяют, например, специальные зубо-
шлифовальные станки 5871, 5872. По кинематической структуре
эти станки аналогичны станкам для нарезания круговых зубьев.
392
Однако привод инструмента имеет большую частоту вращения,
так как шлифование выполняют специально спрофилированными
чашечными кругами со скоростью резания, в несколько десятков
раз большей скорости резцовых головок. Номинальный диаметр
шлифовального круга равен диаметру резцовой головки.
При одностороннем шлифовании зубьев, применяемом в мелко-
серийном производстве, обработку шестерни и колеса выполняют
одинаковыми кругами. Перед обработкой партии шестерен на проб-
ной шестерне по краске подгоняют форму контакта с сопрягаемым
колесом по вогнутой, а затем и выпуклой стороне зуба. Подгонка
формы пятна контакта осуществляется так же, как и в случае
нарезания зубьев резцовой головкой путем изменения угла уста-
новки эксцентрикового барабана люльки и передаточного отно-
шения гитары обката. Одновременным шлифованием обеих сто-
рон зубьев (метод постоянных установок) достигается более вы-
сокая производительность. Оно применяется в крупносерийном
производстве. Зубошлифование конических колес с криволиней-
ным зубом обеспечивает достижение 4—5-й степеней точности.
§ 4. КОНТРОЛЬ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Конические зубчатые колеса проверяют в большинстве
случаев на тех же приборах, что и цилиндрические.
Отклонения окружного шага и накопленную погрешность
окружного шага проверяют на универсальном зубоизмеритель-
ном приборе с угловым лимбом, отклонения окружного шага
измеряют также с помощью шагомера. Радиальное биение зубча-
того венца проверяют с помощью конического ролика и индика-
тора на приборе для конических и цилиндрических колес. Тол-
щину зуба контролируют штангензубомером. Колебания измери-
тельного межосевого угла и колебания бокового зазора в пере-
даче контролируют в двухпрофильном зацеплении с эталонным
колесом на приборе для комплексной двухпрофильной проверки
или на контрольно-обкатном станке.
Осевое смещение зубчатого венца, отклонения относительных
размеров суммарного пятна контакта и уровень звукового давле-
ния также проверяют на контрольно-обкатных станках.
ГЛАВА 3. ИЗГОТОВЛЕНИЕ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ И ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ
По служебному назначению червячные передачи разде-
ляют на кинематические и силовые. Кинематические передачи
используют в различных механизмах, делительных цепях зубо-
резных и других металлорежущих станках для достижения
высокой точности относительного поворота.
393
В кинематических передачах высокой точности в отличие от
силовых в ряде случаев предусматривается регулирование точ-
ности относительного положения червяка и колеса.
Силовые червячные передачи применяют в разнообразных ре-
дукторах, коробках скоростей и механизмов для передачи крутя-
щего момента при большом передаточном отношении.
В ГОСТ 3675—81 предусмотрено 12 степеней точности червяч-
ных передач, номера которых возрастают с уменьшением точности:
1, 2, 3, ..., 11 и 12. Однако нормы точности приведены для 3—
9-й степеней.
Кинематические передачи соответствуют 3—6-й, а силовые
червячные передачи 5—9-й степеням точности. Для соответству-
ющей степени точности установлены нормы точности на червяки,
червячные колеса и сборку передачи.
Выбор степени точности силовых червячных передач можно
производить в зависимости от окружной скорости червяка:
Окружная скорость червяка, м/с . • , 3 ... 7,5 1,5 ... 3 До 1,5
Степень точности .; ¦ . 7 8 9
Каждой степени точности соответствуют нормы кинематиче-
ской точности, плавности работы и контакта зубьев и витков.
Степень точности передачи или пары определяют по одному
из элементов — червяку, колесу или корпусу, у которого наи-
более низкие показатели точности. Возможно комбинированное со-
четание разных степеней на нормы кинематической точности, плав-
ности работы и контакта зубьев и витков.
Согласно ГОСТ 3675—81 установлено шесть видов сопряжения
червяка с червячным колесом А, В, С, ?>, ?, Н и восемь видов
допуска Tjn на боковой зазор х, у, z, а, 6, с, d, h. Эти обозначе-
ния приведены в порядке убывания бокового зазора и допуска
на него. Так, для сопряжения вида Н гарантированный боковой
зазор jn min = 0, а для сопряжения А имеет место расширенный
боковой зазор. Между видами сопряжения червяка с червячным
колесом и степенью точности передач по нормам плавности работы
имеется следующее рекомендуемое соответствие:
Вид сопряжения . . А В С D Е Н
Степень точности по
нормам плавности ра-
боты 5—12 5—12 3—9 3-8 2—6 2-6
Червячная передача с различной степенью точности по всем трем
нормам имеет следующее условное обозначение: 8—7—6 Ва
ГОСТ 3675—81, где 8 — степень по норме кинематической точ-
ности; 7 — степень по норме плавности; 6 — степень по норме
контактов зубьев; В — вид сопряжения; а — вид допуска на
боковой зазор.
394
§ 2. КОНСТРУКТИВНЫЕ ВИДЫ И МАТЕРИАЛ
В машиностроении применяют цилиндрические и гло-
боидные червячные передачи. Цилиндрические передачи имеют
червяк, осевое сечение которого представляет собой рейку с пря-
молинейными или криволинейными боковыми сторонами
(рис. 5.28, а).
Глобоидные передачи имеют червяк, осевое сечение которого
представляет собой круговую рейку с прямолинейными боковыми
сторонами (рис. 5.28, б). Цилиндрические передачи по форме
винтовой поверхности делят на четыре вида.
1. Архимедова червячная передача имеет червяк, у которого
профиль боковой поверхности витка в поперечном сечении А А
(рис. 5.28, в) представляет собой архимедову спираль. В осевом
сечении Б Б архимедов червяк имеет прямолинейный профиль,
а в сечении /Т, перпендикулярном к направлению витка, — кри-
волинейный.
2. Эвольвентная червячная передача имеет червяк, у которого
профиль боковой поверхности витка в поперечном сечении АА
имеет форму эвольвенты. В осевом сечении ББ и сечении, пер-
пендикулярном к направлению витка /Т, эвольвентный червяк
имеет криволинейный профиль. Прямолинейный профиль витка
червяка получается в сечении плоскостью, касательной к основ-
ному цилиндру.
3. Конволютная передача имеет червяк, у которого профиль
боковой поверхности витка в поперечном сечении АА представ-
ляет собой удлиненную эвольвенту (конволюту). В сечении, пер-
пендикулярном к направлению витка ГГ или впадины ВВУ кон-
волютный червяк имеет прямолинейный профиль.
4. Нелинейные' червяки имеют во всех сечениях криволиней-
ный профиль.
Для уменьшения трения и износа, а также предотвращения
заедания червячной пары рабочая поверхность витков червяка
должна иметь высокую твердость и малую шероховатость, а ма-
териал червячного колеса должен обладать хорошими антифрик-
ционными свойствами.
Червяки быстроходных высоконагруженных передач изго-
товляют из качественных углеродистых сталей 40, 45 или леги-
рованных сталей 40Х, 40ХН и др. В этом случае применяют на-
грев поверхности под закалку ТВЧ или пламенем, обеспечиваю-
щую твердость рабочих поверхностей НЯСЭ 48 ... 57.
Наилучшие результаты получаются при использовании це-
ментуемых сталей 15Х, 15ХА, 20Х, 20ХНВА, 20ХВ, содержащих
0,15 ... 0,20 % углерода.
Червяки менее ответственных передач, для которых достаточна
твердость НВ 270, изготовляют из нормализованных или улуч-
шенных сталей.
Глобоидные червяки изготовляют из сталей 35ХМА, ЗЗХГН.
Для изготовления червячных колес в ответственных передачах
с большими скоростями скольжения (v J> 5 м/с) применяют бронзы
БрОБ 10—1, БрОНФ, при меньших скоростях применяют бронзу
БрАЖЭ—4, имеющую лучшие механические свойства и худшие
антифрикционные. Червячные колеса передач с малыми скоро-
стями (v < 2 м/с), к габаритам и КПД которых не предъявляют
высокие требования, изготовляют из чугуна СЧ 21, СЧ 15.
По конструкции червяки разделяют на червяки-валы, нашед-
шие наибольшее распространение, и насадные червяки-втулки.
Червячные колеса бывают цельными и составными; у последних
ступица — из чугуна или стали, а венец — из бронзы.
§ 3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЧЕРВЯКОВ
И ЧЕРВЯЧНЫХ КОЛЕС
Заготовки для червяков в крупносерийном и массовом
производстве штампованные, а в мелкосерийном и единичнохм —
пруток.
В качестве заготовок червячных колес используют отливки
и прокат. При крупносерийном производстве применяют более
точные методы получения отливок — литье под давлением, литье
в кокиль, корковые формы, отливки по выплавляемым моделям.
Для составных колес небольшого размера используют заготовки
в виде биметаллических отливок. Предварительно отлитую сту-
пццу устанавливают в форму и на нее центробежным способом
заливают венец. При изготовлении особокрупных колес отливают
заготовки с предварительно формованными зубьями.
696
Продолжение табл. 5.20
При разработке технологического процесса необходимо стре-
миться к соблюдению принципа единства баз. Следует учитывать,
что эксплуатационные качества червячной передачи зависят не
от формы винтовой поверхности, а от точности изготовления и
сборки передачи.
В табл. 5.20 приведен технологический маршрут обработки
червяков типа валов 7-й степени точности в крупносерийном
производстве.
На первых семи операциях червяк обрабатывают как обычный
вал. При нарезании витка базирование производят в центрах или
по одной из шеек в трехкулачковом патроне и заднему центру,
в последнем случае обеспечивается большая жесткость.
Из технологического маршрута, приведенного в табл. 5.21
следует, что перпендикулярность ад оси базового отверстия
к привалочной плоскости обеспечивается в результате токарной
обработки (см. эскиз к операции № 11):
аД = а1 — а2>
где <хг — перпендикулярность оси базового отверстия к уста-
новочной базе; а2 — параллельность привалочной плоскости по
отношению к установочной базе.
Допустимое отклонение соад = соа1 + а)^2 (соад <: бад) не
должно превышать 0,015 мм на длине 500 мм.
Биение зубчатого венца червячного колеса зависит от смеще-
ния Лд оси делительной окружности относительно оси базового
отверстия и отклонения от перпендикулярности Я,А к привалочной
плоскости. Точность совпадения оси делительной окружности
308
а) 6) 6)
Рис, 5.29. Схемы нарезания резцами червяков:
° *= архимедова; 0 — §вольвентного; в «=» конволютаого
403
AY /W-AV Д\ подъема винтовой линии наре-
rrV^\\^\^^v^\u^T^v зают ДВУСТ0Р0ННИМ резцом. При
\W\W v^^O^\\\Ai w больших углах подъема винтовой
I \\\\\ v^^^JmX^i линии раздельно обрабатывают
I \\ \\\ \№Л^>$!|\ \^\1 левую и правую стороны витка
—ч\^\/ч^^1\/ односторонними резцами.
W W \V\V При нарезании эвольвентного
червяка резец с прямолинейным
Рис 5.30. Схема нарезания цилин- профилем устанавливают так,
дрического червяка дисковой фре- ц^бы еш режущие кромки рас.
полагались в плоскости, каса-
тельной к осевому цилиндру (рис., 5.29, б). Смещение резца от
осевой плоскости определяют по формуле [20]
0 """ 2л tg a '
где г0 — радиус основного цилиндра; гх — число заходов; тос —
модуль в осевом сечении; а — угол профиля резца, равный углу
подъема витка на основном цилиндре.
Смещение резца относительно осевой плоскости при нарезании
червяков с углом подъема витка более 5° создает неблагоприятные
условия резания, поэтому эвольвентные червяки с углом подъема
витка более 5° нарезают резцами с профилем, криволинейным
в осевом или нормальном сечениях.
Для нарезания конволютного червяка резец с прямолинейным
профилем устанавливают так, чтобы его режущие кромки соответ-
ственно требуемым геометрическим параметрам червяка лежали
в плоскости, нормальной направлению витка или направлению
впадины (рис. 5.29, в).
Цилиндрические червяки нарезают дисковыми фрезами в се-
рийном и массовом производстве. Для нарезания фрезу устанав-
ливают так, чтобы ее ось вращения была наклонена на угол подъ-
ема витка червяка Яд, а средняя точка А располагалась на одной
высоте с осью червяка (рис. 5.30). При такой установке фрезы
червяк профилируется в нормальном сечении по впадине. Поэтому
для нарезания архимедова, эвольвентного и нелинейного червя-
ков фреза должна иметь криволинейный профиль, а для нареза-
ния конволютного червяка — прямолинейный. Червяки с т <з
^ 10 мм фрезеруют за один рабочий ход, а с т Е> Юмм — за два
рабочих хода, снимая за первый рабочий ход до 0,8 полной глу-
бины впадины.
Фрезерование дисковыми фрезами в основном применяют для
чернового нарезания витков червяка. В этом случае используют
фрезы с прямолинейным профилем, оставляя припуск под чисто-
вую обработку, превышающий получаемую погрешность профиля
червяка.
Пальцевые фрезы используют для нарезания крупномодуль-
ных червяков в мелкосерийном и единичном производстве. Фрезу
404
устанавливают так, чтобы ее ось вращения пересекала ось чер-
вяка под углом 90°.
Нарезание червяков круглым долбяком (рис. 5.31) в крупно-
серийном и массовом производстве производят на специальных
или универсальных зубофрезерных станках, оснащенных протяж-
ным суппортом. При обработке червяк и долбяк вращаются (их
оси вращения пересекаются под прямым углом), а одновременно
долбяк совершает относительное перемещение вдоль оси червяка.
Этим методом нарезают архимедовы и эвольвентные червяки.
Для червяков с углом подъема витка менее 5—6° используют
прямозубые долбяки, при угле подъема более 6° — косозубые.
Угол наклона винтовой линии на делительном цилиндре дол-
бяка должен быть равен углу подъема на делительном цилиндре
червяка. Поэтому для нарезания червяков с различным углом
наклона винтовой линии требуются отдельные долбяки.
Этот метод обеспечивает высокую точность обработки и боль-
шую производительность.
В условиях крупносерийного и массового производства червяки
можно нарезать кольцевыми резцовыми головками на токарных
станках (вихревое нарезание) так же, как и резьбы. Для нареза-
ния архимедовых и эвольвентных червяков в кольцевых резцовых
головках применяют резцы с криволинейным профилем, а для на-
резания конвольтных червяков — с прямолинейным.
Нарезание червяков торцовой резцовой головкой, оснащенной
пластинами из твердого сплава, выполняют на вертикально-фре-
зерных станках, оборудованных специальным приспособлением.
Приспособление, устанавливаемое на столе станка,обеспечивает
вращение червяка в соответствии с продольным перемещением
стола. Производительность этого способа высокая. Он приме-
няется для нарезания червяков большого модуля (т = 6 ... 10)
8—9-й степеней точности [11].
405
Нарезание червяков червячными фрезами по методу обката
производят на универсальных зубофрезерных и шлицефрезерных
станках. Этим методом нарезают эвольвентные червяки с большим
углом подъема витка, для чего используют червячные фрезы
с прямолинейной режущей кромкой. Он обеспечивает высокую
производительность, так как все витки многозаходных червяков
нарезают одновременно, однако получаемая при этом точность
(8—9-я степени) невысока, поэтому его применяют в основном на
предварительных операциях.
Шлифуют червяки дисковыми, чашечными и пальцевыми кру-
гами.
Дисковыми кругами шлифуют архимедовы, эвольвентные и
нелинейчатые червяки. При двустороннем шлифовании дисковым
кругом ось вращения круга, как и при фрезеровании, наклонена
к оси червяка под углом подъема витка на делительном цилиндре.
Для шлифования архимедовых и эвольвентных червяков при
такой установке круг должен иметь криволинейный профиль,
получаемый путем правки по шаблонам, профиль которых рас-
считывают так же, как и профиль дисковых фрез.
При малых углах подъема архимедовы червяки относительно
невысокой точности (8—9-я степени) можно шлифовать прямо-
бочным кругом. Получаемая при этом погрешность профиля
с уменьшением диаметра круга уменьшается.
Для упрощения устройства правки круга при шлифовании
эвольвентных червяков допускается профилирование круга по
радиусу [20]
где ац — угол профиля в нормальном сечении; Хд — угол подъема
витка на делительном цилиндре; А — расстояние между осями
круга и червяка, мм; Ке — угол подъема витка на наружном
диаметре; R — радиус наружного диаметра червяка; гп — радиус
делительного цилиндра.
Эту же зависимость можно использовать и при профилирова-
нии дисковых фрез.
Рис. 5.32. Схема шлифования эволь- Рис. 5.33. Схема шлифования эвольвент-
вентного червяка дисковым кругом ного червяка чашечным кругом
406
При одностороннем шлифовании эвольвентных червяков ди-
сковым кругом с прямолинейным профилем (рис. 5.32) образу-
ющая круга должна совпадать с образующей червяка.
Половина угла профиля круга аа определяется по формуле
где d0 — диаметр основного цилиндра; т
вяка; гх — число заходов.
Для шлифования эвольвентного червяка плоской стороной
дискового круга ось круга поворачивают в горизонтальной и
вертикальной плоскостях.
Чашечные конические круги используют для одностороннего
шлифования эвольвентных и архимедовых червяков. Схема уста-
новки круга дана на рис, 5.33. Чашечные круги обеспечивают
лучшее приближение к архимедову червяку, чем дисковые круги
того же диаметра. Точная архимедова поверхность получается
при криволинейном профиле круга.
Пальцевые круги используют как для одностороннего, так
и для двустороннего шлифования крупномодульных червяков
cm ^ 15 мм. Одностороннее шлифование применяют при обра-
ботке эвольвентных червяков. Круг устанавливают так, что его
прямолинейная образующая совпадает с прямолинейной образу-
ющей эвольвентной винтовой поверхности.
При двустороннем шлифовании архимедовых и эвольвентных
червяков пальцевый круг должен иметь криволинейный профиль,
ось круга должна пересекать ось червяка под прямым углом
(рис. 5.34).
Червячные колеса нарезают на зубофрезерных станках ме-
тодом обката с радиальной, тангенциальной или комбинирован-
ной подачей. Метод обката с радиальной подачей обеспечивает
наибольшую производительность и используется при черновом
нарезании зубьев цилиндрической червячной фрезой. Методом
обката с тангенциальной подачей достигается большая точность,
он применяется при чистовом нарезании зубьев конусно-цилиндри-
ческой червячной фрезой. Метод обката с комбинированной пода-
чей заключается в том, что вначале на этапе
основного съема применяется радиальная
подача, а при отделке колеса — танген-
циальная подача.
В условиях мелкосерийного производ-
ства и для колес крупного модуля зубья
нарезают с помощью «летучих» резцов по
методу обката с тангенциальной подачей.
Черновое нарезание колес можно произво-
дить также на универсально-фрезерных рис щли_
станках с делительной головкой дисковыми фования червяков
фрезами. пальцевым кругом
407
Шевингование является'отделочной операцией при обработке
зубьев колес 6-й степени точности и более. В качестве инструмента
применяют червячные шеверы. Шевингование производят после
фрезерования или нарезания резцом-летучкой. Шевингование
осуществляется методом обката с радиальной и окружной пода-
чами. В обоих случаях механизм привода стола не работает и
колеса поворачиваются благодаря вращению фрезы-шевера. После
обработки одной стороны зуба направление вращения шевера
изменяется и производится шевингование другой частью шевера.
Припуск под шевингование оставляют в зависимости от модуля
колеса 0,1 ... 0,6 мм на толщину зуба.
Для достижения высокой точности сопряжения профилей ко-
леса и червяка шлифование червячного шевера и червяка произ-
водят на одном и том же станке при одинаковой статической на-
стройке. Все основные расчетные параметры у шевера прини-
маются такими же, как у соответствующего ему червяка.
§ 5. КОНТРОЛЬ ЧЕРВЯЧНЫХ ПАР
Контроль червяков. Для червяков 3—4-й степеней
точности предусмотрен контроль погрешности винтовой линии
как в пределах одного оборота, так и на всей длине нарезанной
части червяка. Контроль производят с помощью специальных
приборов. Червяк вращается, а измерительный наконечник при-
бора, соприкасающийся с боковой поверхностью витка, переме-
щается параллельно оси червяка соответственно номинальному
значению хода, задаваемому эталоном. При наличии отклонения
наконечник смещается относительно суппорта, что фиксируется
прибором. У менее точных червяков E—9-й степеней) контроли-
руют не винтовую линию, а отклонение осевого шага, погрешность
профиля витка и радиальное биение витков.
Для измерения отклонения шага червяк устанавливают в цен-
тра и с помощью индикатора и двух наконечников, один из ко-
торых неподвижен, а другой перемещается, проверяют расстоя-
ние между витками. Угол и погрешность профиля витка червяка
проверяют шаблонами или на специальных приборах и приборах
для контроля шага. Проверку производят в том сечении, где про-
филь витка номинально прямолинеен. Погрешность профиля
определяется как отклонение фактического профиля витка от
номинальной прямой.
Радиальное биение витков червяка (оси делительной окруж-
ности) относительно опорных шеек проверяют с помощью калиб-
рованных роликов и индикатора, инструментальных микроскопов
или проекторов.
Контроль червячных колес. В зависимости от степени точно-
сти ГОСТ предусматривает комплекс проверок, в которые входит
контроль таких параметров, как кинематическая и циклическая
погрешность обработки, радиальное биение зубчатого венца, на-
408
копленная погрешность окружного шага, колебание измеритель-
ного межосевого расстояния.
Требования к точности червячных колес во многом совпадают
с нормами точности для цилиндрических колес, поэтому методы
контроля и применяемые приборы аналогичны. Однако у червяч-
ных колес в отличие от цилиндрических параметры зубчатого
венца проверяют в средней плоскости и дополнительно контроли-
руют погрешности производящей поверхности инструмента.
Кинематическую и циклическую погрешности обработки кон-
тролируют путем измерения точности делительной цепи зубофре-
зерного станка, предназначенного для нарезания червячного
колеса. Контроль производят с помощью оптических теодолитов
и коллиматоров или специальных приборов-самописцев. Погреш-
ность производящей поверхности инструмента определяется как
расхождение винтовой производящей поверхности шевера или
червячной фрезы, применяемых для нарезания колеса и винтовой
поверхности сопрягаемого червяка. Измерение производят с по-
мощью прибора для контроля винтовой линии червяков. Откло-
нения окружного шага проверяют шагомерами или на специаль-
ных приборах. Отклонение измерительного межосевого расстоя-
ния проверяют в сопряжении с эталонным червяком на приборах
для комплексной двухпрофильной проверки.
Правильность суммарного пятна контакта червячной передачи
проверяют по краске на контрольно-обкатных станках или спе-
циальных приспособлениях.
ГЛАВА 4. АВТОМАТИЗИРОВАННЫЕ ТЕХНОЛОГИЧЕСКИЕ
УЧАСТКИ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ
КОЛЕС
В состав автоматизированных участков для изготовле-
ния деталей зубчатых передач входят различное станочное обо-
рудование, выполняющее необходимые операции механической
обработки, оборудование для термической обработки колес, система
автоматизированного транспортирования и складирования дета-
лей, а также системы контроля и управления ходом технологиче-
ского процесса.
Станочное оборудование в участках располагается в последо-
вательности, соответствующей этапам технологического процесса.
Ориентирование и передача заготовок с одной технологической
позиции на другую обеспечиваются транспортной системой, в ко-
торой предусмотрены также промежуточные накопители, позво-
ляющие уменьшать влияние простоя отдельных станков на про-
изводительность участка.
В условиях крупносерийного и массового производства для
обработки зубчатых колес по контуру применяют высокопроизво*
409
Рис. 5.35. Устройство для автоматической подачи прутка на токарном станке
с ЧПУ
дительные одношпиндельные и многошпиндельные токарно-ре-
вольверные патронные автоматы и многорезцовые станки со спе-
циальной оснасткой, обеспечивающей концентрацию технологи-
ческих переходов при параллельно-последовательной схеме об-
работки заготовок. Такие станки работают практически без пере-
настройки по заданному жесткому циклу с постоянным тактом
выпуска. Заготовки — штучные, полученные путем штамповки
или точного литья с малыми припусками. Форма заготовок близка
к форме готовой детали.
Примеры технологических наладок для обработки зубчатых
колес на многорезцовых токарных автоматах показаны на рис. 5.13.
В условиях мелкосерийного производства автоматизированные
участки для изготовления зубчатых колес компонуют из станков
с ЧПУ, обладающих технологической гибкостью, что позволяет
быстро переходить с изготовления деталей одного типоразмера
на изготовление деталей другого типоразмера. При этом в качестве
заготовок используют круговой прокат или штучные заготовки —
диски, полученные путем предварительного отрезания от прутков
на пилах. Для подачи пруткового материала в рабочую зону на
токарных станках с ЧПУ применяют специальные автоматические
устройства (рис. 5.35). Пруток 1 базируется в направляющей
штанге 2 и подается в рабочую зону через отверстие в шпинделе
станка. Захват и перемещение прутка в осевом направлении на
необходимое расстояние осуществляют с помощью специального
захвата <?, установленного на одной из позиций револьверной
головки 4. Для перемещения прутка каретка 5 с револьверной
головкой перемещается по направляющим станка в осевом на-
правлении. Зажим заготовки осуществляет пневматический трех-
кулачковый патрон 6. После отрезки деталь отводится по выдвиж-
ному лотку.
410
Рис. 5.36. Манипулятор
для автоматической уста-
новки и съема штучных
заготовок на токарно-ре-
вольверном станке с ЧПУ
Автоматическая установ-
ка в патрон штучных заго-
товок осуществляется с по-
мощью роботов или непо-
средственно связанных со
станком манипуляторов. На
рис. 5.36 показана схема
работы такого манипулято-
ра, обеспечивающего уста-
новку и съем обрабатывае-
мых колес на токарно-револь-
верном станке с ЧПУ. Пар-
тия штучных заготовок /
устанавливается в лотке-
накопителе 2. Подачу за-
готовок в осевом направлении осуществляет гидроцилиндр 5.
Встроенный манипулятор имеет два поворотных схвата 4
и 5, расположенных на общей штанге 7, перемещаемой
в продольном направлении. Схват 4 производит захват и уста-
новку заготовок в патрон, а схват 5 — съем готовых деталей и
установку их в накопитель 6. Токарно-револьверные станки
с ЧПУ, оснащенные устройством автоматической загрузки и вы-
411
II I I i ,,i,,l j
® <f> ® ®
Рис. 5.37. Схема обработки зубчатого колеса на токарно-револьверном станке
грузки заготовок, представляют собой многоцелевые станки
для изготовления деталей типа тел вращения.
На рис. 5.37 показан пример технологического процесса об-
работки зубчатого колеса из штучной заготовки на токарно-
револьверном станке с ЧПУ. Использование для обработки режу-
щего инструмента универсального назначения — сверл, центро-
вок, различных резцов, зенкеров, разверток — обеспечивает по-
лучение деталей различной геометрической формы и размеров.
Для каждой операции характерно последовательное выполне-
ние технологических переходов, заданных в управляющей про-
грамме станка. Вначале происходит зацентровка (инструмент /),
затем — сверление (сверло 2) и расточка базового отверстия
(расточная оправка 6). Для получения отверстия с точностью по
квалитету 20Н7 в заключение выполняют развертывание отвер-
стия (инструмент 7). Обработку детали по контуру выполняют
резцами 5, 4, 8, а прорезание паза — канавочным резцом 5.
Изготовление деталей иного типоразмера по новой управляющей
программе строится на базе имеющейся на станке номенклатуры
режущего инструмента и только в отдельных случаях необходимо
добавлять другой инструмент. Нарезание зубчатых колес на авто-
412
Рис. 5.38. Компоновка транспортно-накопительных систем для зубофрезерных
станков:
а — накопитель кругового типа; б ¦ накопитель спирального типа; 1 *=- направляющие
для перемещения заготовок^ 2 «=- сменные захваты сепаратора; 3 **> механизм прерыви«
стого вращения; 4 — заготовка в рабочей позиции; 5 ^ червячная фреза} 6 **• механизм
контроля правильной установки заготовки
матизированных участках крупносерийного и массового произ-
водства выполняют на зубообрабатывающих ^станках-автоматах.
С этой целью зуборезные станки оснащают специальной транс-
портно-накопительной системой, обеспечивающей автоматическую
подачу и закрепление в рабочей позиции обрабатываемого колеса.
На рис. 5.38 показаны применяемые на зубофрезерных автоматах
компоновки транспортно-накопительных систем. Для предотвра-
щения аварийной ситуации и брака в системе предусматривают
механизмы для контроля правильности установки обрабатывае-
мых колес.
Для автоматизации нарезания зубчатых колес в условиях
мелкосерийного производства применяют зубообрабатывающие
станки с микропроцессорной системой ЧПУ.
Зубофрезерные, зубострогальные и зубошлифовальные станки
с ЧПУ имеют высокий уровень автоматизации и большую техно-
логическую гибкость. При их использовании уменьшаются про-
стои и значительно сокращается время переналадки на изготов-
ление новых деталей, которое на обычных станках занимает
30 ... 90 мин. На рис. 5.39 представлена компоновка и управляе-
мые координаты Х9 Y9 Z, А, С зубофрезерного станка с микро-
процессорной системой ЧПУ [22]. В станке программируется
радиальное перемещение заготовки по X и ее поворот С относи-
тельно оси Z. Программируется перемещение фрезы в направле-
нии Z и Y, а также поворот фрезы на угол Л относительно оси X,
Система ЧПУ, выполненная на базе микроЭВМ, дает возмож-
ность непосредственно у станка формировать и корректировать
программу обработки различных зубчатых колес. С клавиатуры
системы ЧПУ вводится необходимая для обработки технологиче-
ская информация:
413
число зубьев и модуль на-
резаемого колеса, угол наклона
зуба;
режимы обработки подачи
и частота вращения для чер-
новых и чистовых рабочих
проходов;
параметры режущего ин-
струмента, число заходов фрезы;
координаты опорных точек
для организации технологи-
ческих циклов.
Ряд цикловых перемещений
и управляющих команд фор-
мируется микропроцессором ав-
томатически. В пределах одной
задаваемой программы возмож-
на обработка деталей до 30
модификаций, включая наре-
зание одновенцовых или двух-
Рис^5.39. Зубофрезерный станок с венцовых шестерен, нарезание
червячных колес, а также ше-
стерен с бочкообразным или
конусным зубом. Примеры выполнения технологических цик-
лов по нарезанию различных зубчатых колес червячной фре-
зой представлены на рис. 5.40. Приведенные циклы обработки
формируются путем модификации обобщенного цикла (рис. 5.40, а),
где точка / является нолем для координат X и У, а осталь-
ные точки B, 5, ..., 10) задаются в программе как опорные.
Микропроцессорная система ЧПУ позволяет осуществлять про-
граммное регулирование подачи на входе и выходе фрезы по
принципу адаптивного управления. С увеличением глубины ре-
зания и ширины фрезерования подача на входе уменьшается до
заданного значения, а затем на выходе опять возрастает. В ре-
зультате повышается производительность обработки и умень-
шается колебание действующей в системе станок — приспособле-
ние — инструмент—заготовка нагрузки, что способствует повы-
шению точности обработки [1, 27]. Замена механических связей
электронными позволяет значительно уменьшить кинематические
цепи станка, а следовательно, и погрешности, обусловленные
зазорами, температурными и упругими деформациями системы
станок — приспособление—инструмент—заготовка.
На рис. 5.41 представлен общий вид автоматизированного уча-
стка для изготовления цилиндрических зубчатых колес (система
FZ = 200, ГДР). На участке обрабатывают различные по кон-
струкции колеса диаметром 60 ... 200 мм и с т = 1,5 ... 4 мм.
Производительность участка составляет 250 тыс. зубчатых колес
в один год, при этом средняя партия запускаемых деталей —
414
Рис. 5.40. Программируемые циклы нарезания зубчатых колес!
а — цилиндрических (нарезание в два рабочих хода); б — двухвенцовых блоков; в ¦=*
червячных; г — с бочкообразным зубом; д — конических (нарезание в два рабочих хода)
Рис. 5.41. Автоматизированный участок для изготовления цилиндрически*
зубчатых колес
40 шт. На участке возможно нарезание как прямозубых, так и
косозубых колес с углом наклона зуба до 15° и длиной зуба до
70 мм [21].
В станочной системе FZ-200 модульный принцип компоновки
автоматизированного станочного и транспортно-складского обо-
рудования. Это позволяет в соответствии с заданной программой
наращивать необходимые модули станков и транспортно-складской
системы. Станочное оборудование располагается по обе стороны
от транспортно-складской системы 2, которая обеспечивает пере-
дачу и хранение кассет 3 с заготовками и готовыми деталями.
Первоначальное ориентирование и установка заготовок в кассеты
осуществляется рабочим на исходной позиции 4. Затем кассеты
подаются непосредственно к станкам 6, имеющим центральный
пульт управления 7, связанный с системами управления станков
и роботов 10. Установка заготовок и съем деталей на станках осу-
ществляется с помощью роботов 5, каждый из которых обслуживает
по одному станку. В процессе работы непосредственно возле
станка находятся две кассеты, в одной из которых находятся
заготовки, а во второй — готовые детали. Транспортирование
кассет и установка их в ячейки накопителя осуществляются
штабелером 1. Каждая из кассет имеет свой код, что позволяет
с помощью ЭВМ управлять их прохождением по участку: Приме-
няехмые кассеты имеют многоярусную конструкцию. Поворот
кассет на определенный угол и синхронизация их работы с рабо-
той робота обеспечиваются специальным тактовым устройством.
Управление участком осуществляется от ЭВМ 9 и пульта опе-
ратора <?, который может вносить определенные изменения в ход
выполнения технологического процесса. Применение такой си-
стемы позволило в 2 ... 2,5 раза повысить производительность
труда и значительно уменьшить число производственных рабочих.
РАЗДЕЛ VI
ИЗГОТОВЛЕНИЕ РЫЧАГОВ, ВИЛОК И ШАТУНОВ
ГЛАВА 1. ИЗГОТОВЛЕНИЕ РЫЧАГОВ И ВИЛОК
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ
ОСОБЕННОСТИ
Рычаги, коромысла, собачки, прихваты и другие по-
добные детали являются кинематическими звеньями механизмов
машин, приборов и технологической оснастки и принадлежат
к деталям типа рычагов. Рычаги, совершая качательное или вра-
щательное движение, передают необходимые силы и обеспечивают
заданные законы движения сопряженных с ними деталей. Для
достижения определенного положения рычага / (рис. 6.1, а, б)
при повороте его базирование в механизме осуществляется по
двойной направляющей базе — цилиндрическому или кониче-
скому посадочному отверстию 5, иногда шлицевому (рис. 6.1, в).
Другие цилиндрические и резьбовые отверстия 4 (рис. 6.1,а— е),
оси которых параллельны (см. рис. 6.1, г—е) или перпендикулярны
(см. рис. 6.1, а, б), оси отверстия 3 служат вспомогательными
базами и обеспечивают базирование присоединяемых деталей
механизма. Для закрепления этих деталей и самого рычага /
(см. рис. 6.1, г), часто предусматривают пазы для стяжки рычага
крепежными деталями. С помощью торцов 5 рычагов обеспечивается
его осевое положение. Поскольку рычаг не воспринимает значи-
тельных осевых нагрузок, то достаточно, чтобы один из его тор-
цов был опорной базой. Однако в процессе работы механизма
неизвестно, каким из торцов рычаг будет поджиматься и бази-
роваться по сопряженным деталям, поэтому обрабатывают оба
торца. Обеспечение перпендикулярности этих торцов оси отвер-
стия 3 предотвращает заклинивание рычага при его покачивании
во время работы.
Для создания определенности базирования и закрепления
рычага /, в осевом и угловом положениях необходимо поперечное
отверстие 6 для крепежной детали.
Ряд рычагов для воздействия на сопряженные детали имеет
исполнительные поверхности 2 (см. рис. 6.1, а—-в) криволиней-
ной формы.
Различают вилки двух видов: вилки переключения и вилки
шарнирных соединений.
Вилки переключения 8 (рис. 6.1, ж) предназначены для изме-
нения кинематических и динамических связей машин путем осе-
вого возвратно-поступательного передвижения муфт, зубчатых
И Тех маш. 417
колес и других подобных деталей. Такие вилки 5 с обеих сторон
имеют плоские исполнительные поверхности 10, посредством кото-
рых при переключении передачи достигается контакт с сопря-
женными деталями с одной стороны вилки 8 по всем поверхно-
стям 10. Для обеспечения минимального перекоса вилки 8 ее
нужно базировать в механизме по основной базе — высокоточ-
ному отверстию 3 по двойной направляющей базе. Для этого
вилка 8 должна иметь бобышку 11 значительной длины. Чтобы
вилка 8 могла выполнять свое служебное назначение, ее испол-
нительные поверхности должны быть перпендикулярны к оси
отверстия 3.
Базирование и закрепление вилки 8 в угловом и осевом по-
ложениях осуществляются посредством отверстия 9, расположен-
ного в бобышке так, что его ось перпендикулярна к оси отвер-
стия 3.
Вилки шарнирных соединений подвижных деталей машин
(рис. 6.1,з—к) для выполнения ими служебного назначения
снабжают ушками 13 с соосными обычно цилиндрическими отвер-
стиями 12 для базирования по двойной направляющей базе соеди-
нительных шарнирных осей. Базирование самой вилки 8 также
418
производится по двойной направляющей базе по хвостовику 15
(см. рис. 6.1, к) с шлицевой, резьбовой, конической или цилин-
дрической наружной или внутренней поверхностью либо по бо-
бышке 16 с отверстием 17 (см. рис. 6.1, и), ось которого перпен-
дикулярна к осям отверстий 12 в ушках 13 (см. рис. 6.1, и, к)
или параллельна им (см. рис. 6.1, з).
Эти вилки обычно закрепляются на деталях благодаря упругой
деформации хвостовика 17 (см. рис. 6.1, к) при затяжке резьбовых
деталей в отверстии 6 бобышки 14. Для увеличения упругой по-
датливости в вилке часто прорезают паз шириной D ± 0,2) ...
F,5 ± 0,2) мм с параметром шероховатости поверхностей Rz
40 мкм.
Особенность конструкции поворотных кулаков заключается
в том, что соосные отверстия, подобные отверстиям 12 вилок
шарнирных соединений (см. рис. 6.1, к) расположены, как пра-
вило, не под прямым углом к оси конического хвостовика с ци-
линдрическими посадочными ступенями под подшипники.
§ 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К РЫЧАГАМ
И ВИЛКАМ
В зависимости от служебного назначения детали ее
отверстия, служащие основными и вспомогательными базами,
должны быть изготовлены в пределах допусков Н6—НИ, а откло-
нения межосевых расстояний не должны превышать ±@,05 ...
0,50) мм.
Оси отверстий для вспомогательных баз детали должны быть
параллельны или соответственно перпендикулярны оси отвер-
стия — основной базе; допустимые отклонения от 0,02 : 100 до
0,10: 100.
Для обеспечения прилегания торцов бобышек рычагов и вилок
шарнирных соединений к сопряженным деталям и снижения кон-
тактных напряжений эти торцы должны быть перпендикулярны
к осям соответствующих отверстий; допустимые отклонения от
0,1 : 100 до 0,3: 100, а параметр шероховатости их поверхности
Ra = 0,32 ... 1,25 мкм.
Исполнительные поверхности рычагов переключения для обес-
печения требуемого сопряжения с поверхностями передвигаемых
деталей должны быть перпендикулярны к оси отверстия — основ-
ной базе; допустимые отклонения от 0,05: 100 до 0,10: 100,
а параметр шероховатости поверхности Ra = 0,63 ... 2,5 мкм;
для рычагов — коромысел клапанов — от Ra = 0,63 мкм до
Rz = 40 мкм.
Параметр шероховатости поверхности отверстий Ra = 0,63 ...
2,5 мкм, а отклонение от их формы — обычно в пределах допуска
на диаметр.
Для увеличения срока службы твердость исполнительных по-
верхностей этих деталей устанавливают HRC9 40—50 ... 50—55.
14* 419
§ 3. МАТЕРИАЛЫ И СПОСОБЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
ДЛЯ РЫЧАГОВ И ВИЛОК
В качестве материалов для рычагов и вилок, не под-
вергающихся в машине ударным нагрузкам, значительному растя-
жению и изгибу, служат недорогой и прочный серый чугун СЧ 12—
СЧ 18, для деталей, работающих в более тяжелых условиях
и испытывающих большие напряжения, используют более проч-
ный и дорогой чугун СЧ 21—СЧ 24, а при значительных ударных
нагрузках — ковкий чугун КЧ 35-10, КЧ 37-12 и др. Приме-
няют также Ст5 и конструкционные стали 20, 35, 45, 40Х, сталь
18ХГТ (поковки), сталь 45Л-1 (штампованные заготовки), стали
35Л, 45ЛШ (отливки) и др.
Чугунные заготовки обычно отливают в опоки в разовые
песчаные формы, отформованные на машинах большей частью по
металлическим моделям. Применение машинной формовки сни-
жает трудоемкость изготовления деталей по сравнению с ручной
формовкой в 10 раз и более, так как достигается более высокая
производительность; улучшается качество заготовок — снижаются
припуски на последующую обработку заготовок. Припуски и
допуски на размеры рычагов и вилок должны соответствовать
ГОСТ 1855—55, а шероховатость поверхностей отливок зависит
от свойств формовочного. материала, способа очистки отливок
и других факторов.
Формовочные машины, литейные и транспортные конвейеры,
оборудование для приготовления смесей, формования, сушки и
транспортирования стержней обычно легко переналаживаются на
изготовление других заготовок путем замены модельной оснастки.
Заготовки из ковкого чугуна после отливки отжигают и правят
для снижения остаточных напряжений и деформаций.
Малые допуски на размеры и шероховатость поверхностей
Rz 20 ... Rz 40 достигаются отливкой заготовок в оболочковые
формы. Это облегчает последующую механическую обработку
заготовки, тем более что она не будет иметь включений, раковин
и трещин.
Стальные заготовки рычагов и вилок также получают литьем
в оболочковые формы, а также ковкой, штамповкой, литьем по
выплавляемым моделям, которое целесообразно использовать
в массовом производстве сложных небольших отливок массой до
3 кг, когда ряд их поверхностей не требует последующей обра-
ботки, так как параметр шероховатости их поверхности Rz 10 ...
Rz 20, а допуски на размеры и припуски на обработку других
поверхностей не превышают 0,2 ... 0,7 мм на сторону.
Для получения небольшого числа стальных заготовок исполь-
зуют молоты, фрикционные и кривошипные прессы с подкладными
штампами. При больших масштабах производства экономичнее
штамповка в открытых и закрытых штампах. Штамповку в круп-
носерийном и массовом производстве ведут на кривошипных
420
прессах и горизонтально-ковочных машинах. После штамповки
заготовки имеют однородную структуру, размеры, близкие к тре-
буемым, припуски на обработку должны соответствовать
ГОСТ 7505—74.
§ 4. ВЫБОР БАЗ И ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ ЗАГОТОВОК РЫЧАГОВ И ВИЛОК
По техническим требованиям к этим деталям необхо-
димо обеспечить перпендикулярность торцов к осям отверстий —
основным и вспомогательным базам. Поэтому эти поверхности
нужно обрабатывать в первую очередь для того, чтобы на последу-
ющих операциях технологического процесса использовать их
в качестве двойной направляющей и опорной баз. В результате
будет обеспечена такая же схема базирования заготовки при
обработке, какая будет при установке рычага в готовой машине.
Однако обработка на первой операции торца бобышки и отверстия
возможна лишь при длинной бобышке заготовки рычага и базиро-
вании ее по наружной поверхности ступицы по двойной направ-
ляющей базе и другим поверхностям — двум опорным базам.
Для базирования заготовки рычага / (рис. 6.2, а—к) по двойной
направляющей базе можно использовать неподвижную призму 2
(см. рис. 6.2, а), а при небольших осевых силах резания — и само-
центрирующие конусы 4 (см. рис. 6.2, д).
Применением неподвижной призмы для базирования заготовки
достигается соосность обрабатываемого отверстия относительно
наружной поверхности бобышки в пределах погрешности
(ОАб = -Fr-CSC(p, F.1)
где 6D — допуск на диаметр бобышки; ср — половина угла призмы.
При настройке по среднему значению диаматра заготовки от-
клонения от номинального положения будут в 2 раза меньшими.
Погрешность наклона оси отверстия заготовки возникает
вследствие уклона i наружной поверхности бобышки заготовки
рычага.
Погрешности базирования являются частью погрешностей
установки заготовки соАз и cov3, так как имеют место еще и по-
грешности закрепления соАзак и ^ааю которые могут быть
значительными, если учесть, что сила закрепления F действует
перпендикулярно к направлению действия осевой рабочей на-
грузки, а потому будет достаточно большой.
При выборе варианта установки заготовки нужно учитывать
действующие геометрические и динамические связи системы
станок—приспособление—инструмент—заготовка [7]:
Лд = А3 + Аа + А0 + Ли; Тл = 7з + 7п + Те + Y*.
421
Рис. 6.2. Схемы базирования заготовок для изготовления рычагов
422
где Лд, Ya> А* Тз» Ап, 7ш ^с> Yc> Ли, Ти —замыкающие и со-
ставляющие звенья размерных цепей, принадлежащие заготов-
кам, приспособлению, станку и режущему инструменту.
Поэтому на положение оси отверстия заготовки помимо по-
грешности ее установки будут оказывать влияние погрешности,
связанные с изготовлением и износом исполнительных поверхно-
стей призмы и установки приспособления соАп и ©vn, станка соАс,
covc и установки режущего инструмента соАи, coYH. Значительное
влияние на точность обработки оказывает также упругий изгиб
сверла от действия рабочих нагрузок, который вызывает увод
сверла у = соАид (см. рис. 6.2, б). При этом упругая линия сверла
описывается следующей зависимостью [10]:
Мизг „ У" ^ ип
EJX ~ [1 + <у')«]8'2 ~Ь '
где Е — модуль упругости материала сверла; Jx — момент инер-
ции поперечного сечения сверла относительно оси х.
Так как тангенс угла между касательной и фактической осью
вращения мал, то у'2 < 1- Учитывая, что изгибающий момент,
действующий на сверло в «х» сечении
Мизг = ^0 (Ро — У) — Ру (L—X),
можно найти
„__ Po(Po-y) — Py(L — x)
где Р0 — сила, равная осевой силе резания; Ру — результиру-
ющая радиальная сила; L — длина выступающей части сверла.
Решив это дифференциальное уравнение, можно найти откло-
нение оси отверстия в заготовке.
При сверлении спиральными сверлами диаметром 14 мм в за-
готовке из чугуна СЧ 21 на глубину 40 мм и вылете инструмента
около 90 мм при осевой силе в 1500 Н отклонение оси отвер-
стия у = 0,03 мм, при Р0 = 2 ... 2,8 кН у = 0,05 мм и при
Р0 = 3,3 ... 3,8 кН у « 0,075 ... 0,090 мм. Это вызывает увеличе-
ние диаметра отверстия заготовок соответственно на 0,09, 0,12
и 0,20 мм. Обработка производилась на радиальцо-сверлильных
станках, оснащенных ЧПУ, с точностью позиционирования
=Ь0,05 мм при биении сверла по ленточке в шпинделе станка
0,03 мм, минимальных смещениях поперечной кромки и разности
углов заточки сверла.
В ряде случаев точность всех звеньев системы станок — при-
способление инструмент—заготовка оказывается недостаточной
для обеспечения необходимой концентричности оси обрабатывае-
мого отверстия относительно наружной поверхности бобышки
рычага и нужно сокращать число составляющих звеньев. Можно
исключить влияние точности станка соАс, covc на качество изго-
товляемых деталей, а также значительно снизить влияние качества
423
работы режущего инструмента <яАид « 0 и со7ИД ^ 0 путем по-
вышения его жесткости, применяя направляющие втулки 3
(рис. 6.2, в, г).
Тогда
А а = А3 + Ап + Лл1 уд = Тз + 7п + 7и,
@ЛД = (ОАз + 0)Дп + СОДи, СО?д = @V3 + C0Yn + (Оуи.
Здесь соли = -тр- + (Л + Ь + В) tg 7и ?г-> где rfCB — диаметр свер-
ла наименьший в пределах допуска на его изготовление;
Ь — расстояние между торцами направляющей втулки и заготов-
кой, необходимое для выхода стружки при обработке чугунных
заготовок Ъ — 0,5dCB, а для стальных Ь = dCB при обычной длине
сверла и для глубоких отверстий Ь = l,5dCB; dBT, В — соответ-
ственно диаметр отверстия и высота направляющей части втулки.
Угол 7и можно найти из треугольника ЖГЗ (см. рис. 6.2, в):
7H - arcxg h + b + B .
Угол 7и< 5°, поэтому cos уп « 1. Тогда можно написать
Ти = arctg [(dBT - dCB)/(h + b + В)].
При сверлении спиральными сверлами обеспечивается 12-й
квалитет и параметр шероховатости поверхности Rz 80 ... 20, при
применении ступенчатых сверл — 14-й квалитет и шерохова-
тость Rz 80 ... 40. При последующем зенкеровании и развертыва-
нии точность повышается. Уменьшить отклонения от соосности
оси отверстия относительно наружной поверхности бобышки
рычага 1 (рис. 6.2, <Э, ё) можно путем центрирования его по этой
ступице посредством двух обратных конусов 4 по двойной направ-
ляющей базе, используя закругления или фаски. Тогда
АА = Л3 + Ап1 + Аа2 + АЯ9 Ya = Y3 + Yui + Yn2 + Yn>
<°АД = С0Аз + @АП1 + 0)Ап2 + ^Аи> ^YA ^ °\з + ^vnl + Ю7П2 + &V»
где Лп1, Лп2, Ym» Yn2» юАп1, «Ап2, covnl, covn2— смещения и
перекосы, вызванные отдельными элементами приспособления.
При таком базировании соосность (е = со/2) осей отверстия
и наружной поверхности бобышки заготовки зависит от относи-
тельного положения этой поверхности и торцов (см. рис. 6.2, ё).
Заготовка при базировании по ступице в конусных отвер-
стиях приспособления перекашивается на угол у3> меньший,
чем угол Yt- Значение угла Yt равно наименьшему из значений
отклонений от перпендикулярности Yti и Yt2 каждого из торцов
заготовки. Следовательно, е < h sin | y3 I < h sin | Yt I-
Для повышения производительности и сокращения трудоем-
кости изготовления рычагов обработку заготовок нужно осуще-
ствлять за минимальное число установов. Поэтому с одного уста-
424
нова обрабатывают не только отверстие в заготовке, но и другие
отверстия и плоские поверхности (его вспомогательные базы).
Обработка этих поверхностей заготовки рычага производится
для обеспечения допусков на межосевые расстояния, а в ряде
случаев и соосности обрабатываемых отверстий с наружной по-
верхностью бобышек. Для этого потребуется реализовать еще
одну опорную базу (см. рис. 6.2, а, ж) — точку 6. При понижен-
ных требованиях к соосности (е >6dB/2) обрабатываемого отвер-
стия относительно наружной поверхности бобышек базирование
возможно посредством обычной опоры со сферической головкой,
при повышенных требованиях — с помощью подвижной узкой
(ножевой) призмы (см. рис. 6.2, ж).
Межосевые расстояния в рычагах обеспечивают на многоце-
левых станках благодаря перемещению стола станка на заданное
расстояние с точностью, достигаемой цепным или координатным
способом, а на агрегатных и других станках с помощью техноло-
гической оснастки.
Для уменьшения отклонения от перпендикулярности оси
обрабатываемого отверстия относительно торца и его соосности
с наружной поверхностью целесообразно до обработки отверстия
на первой операции обрабатывать хотя бы один торец бобышки —
установочную технологическую базу для последующих операций.
Это необходимо, поскольку последующая обработка отверстий
(сверление, протягивание и др.) связана с большими осевыми
силами, в результате действия которых заготовка прижимается
(базируется) торцом бобышки независимо от того, какое перво-
начальное положение она занимала при базировании.
Базирование заготовки рычага на первой операции для обес-
печения перпендикулярности обрабатываемого торца к оси на-
ружной поверхности бобышки нужно осуществлять по этой на-
ружной поверхности по двойной направляющей базе и противо-
лежащему торцу бобышки — опорной базе.
Небольшая длина бобышки у ряда рычагов и значительные
рабочие нагрузки, действующие при обработке заготовок вдоль
поверхностей базирующих устройств, вызывают их деформации
и могут привести к «неорганизованной» смене баз в процессе изго-
товления деталей. Поэтому такие заготовки рычагов при той же
последовательности обработки их поверхностей базируют, ис-
пользуя в качестве установочной базы торцы бобышек или пло-
ские поверхности. Направляющую и опорную базы выбирают,
исходя из удобства установки заготовки на первой операции при
обработке плоских поверхностей, которые будут служить техно-
логической установочной базой для второй и последующих опе-
раций технологического процесса. Задачи выбора баз для обеспе-
чения соосности обрабатываемых отверстий с наружными поверх-
ностями бобышек и межосевых расстояний решают во многом
аналогично тому, как это было изложено для рычагов с длинной
бобышкой. Различие заключается в том, что базирование заго-
425
товки по бобышкам производится узкими призмами, вследствие
чего отклонение от концентричности отверстия в бобышке будет
больше. Однако при небольшой длине бобышки у этих рычагов
и невысоких требованиях к соосности отверстий и наружных
поверхностей эти факторы не служат препятствием для получения
деталей требуемого качества.
Соосность изготовляемого отверстия в большой бобышке ры-
чага относительно наружной поверхности достигается использо-
ванием обратного конуса (см. рис. 6.2, ж)у причем погрешность
базирования зависит от допуска на геометрическую форму на-
ружной поверхности бобышки заготовки. Поскольку допуск
на форму меньше в 2—3 раза допуска на размер, то точность ба-
зирования заготовки будет значительно выше. Осуществить опе-
рации по намеченной схеме базирования можно, например, ис-
пользуя скальчатый кондуктор, в котором центрирование бо-
бышки рычага 1 осуществляют посредством обратного конуса 4,
Тогда для решения поставленной задачи размерная цепь
А& = А3 + Ап + Ли, соАД = (оАз + юАп + соАи.
Максимально возможная соосность осей обрабатываемого от-
верстия и наружной поверхности малой бобышки вдоль коорди-
натной оси к может быть вычислена с использованием размерной
цепи А'\
А'а = А'3 + Ап + А'и, соа-д = сод'з + оА'П + соА-и,
а вдоль оси у с использованием цепи А". Угловое положение за-
готовки рычага (опорная точка 6) достигается подвижной приз-
мой 2. Отклонение от соосности равно корню квадратному из
суммы квадратов полученных значений погрешностей. Для полу-
чения большей точности наладку приспособлений надо произво-
дить, ориентируясь на заготовку средних размеров. Тогда откло-
нения в обе стороны от заданного положения при базировании
заготовок с крайними размерами (наибольшими и наименьшими)
будут одинаковыми.
Перпендикулярность осей отверстий к торцам заготовок до-
стигается посредством цепей уиу' (см. рис. 6.2, ж—и):
У а = Тз + Тп + Ую Та = Тз + 7п + Ти-
При базировании заготовки с использованием неподвижной и
подвижной (опорная точка 6) призм точность базирования для
обеспечения соосности обрабатываемого отверстия с наружной
поверхностью большой бобышки рассчитывают по формуле F.1),
а с учетом размерной цепи А (рис. 6.2, з) Лд = А3 + Ав -f Ли
точность обработанной заготовки в целом со^д = <оАэ + соЛа -f-
+ ©Ли.
Аналогично решается задача и для малой бобышки (размер-
ная цепь А'). Однако о)А'д >соАд, так как соА'3 > озАз и соА-п^
5^ соАп. Как правило, соА-п > содп потому, что на большем рас-
426
стоянии труднее получить более высокую точность приспособле-
ния. Погрешность (оА'з >сод3, так как на точность положения
оси отверстия в малой бобышке заготовки помимо точности ее
диаметрального размера оказывает влияние и точность межосевого
расстояния в заготовке. Кроме того, точность обработки будет
ниже из-за смещения подвижной призмы с заготовкой в направле-
нии А" на сод"д-
Соосность отверстий с наружными поверхностями бобышек
выше при базировании в самоцентрирующих призмах и патронах.
Влияет на точность базирования и форма бобышки. При базиро-
вании в точке М (см. рис. 6.1, к) на расстоянии hM от верхнего
торца бобышки при изменении ее угла уклона р от ртах'до ртт
погрешность, вызванная отклонением формы бобышки заготовки
рычага
w = ^Mtg(Praax-Pmin)-
Для уменьшения погрешности целесообразно опорную точку М
размещать ближе к плоскости разъема заготовки, в то же время
для обеспечения определенности ее базирования призму нужно
располагать таким образом, чтобы реакции в опорах поджимали
заготовку рычага к установочной базе.
Для всех вариантов приспособлений со средствами координи-
рования режущего инструмента погрешность межосевого расстоя-
ния в рычаге
«СА = l/(COAn + СОА'п + ЮАи + СОД'иJ + 0>Д"Д.
Допуск исходного звена для всех рассмотренных задач должен
быть установлен меньшим допуска, заданного техническими
требованиями на готовый рычаг, так как необходимо зарезерви-
ровать некоторый запас точности на компенсацию погрешностей,
вызванных закреплением заготовки в приспособлении, и погреш-
ностей динамической настройки технологической системы.
Например, нужно выбрать схему базирования изготовляемого
рычага в приспособлении, обеспечивающую соосность осей отвер-
стия и наружной поверхности бобышек 8е = 1,3 мм. Возможно
изготовление приспособления по схеме, приведенной на рис. 6.2, з,
с погрешностью сод'п = 0,06 мм, а по рис. 6.2, и сод'п = сод-'п ==
= 0,08 мм. Угол призм 2ф = 90°, h = 14 мм. Материал заготовки—
чугун. Верхнее отклонение диаметра бобышки +1 мм> а нижнее
равно нулю, отклонение межосевого расстояния бСз/2 = ±1 мм.
Диаметр отверстий 12 мм. Сверла и зенкера направляются с макси-
мальным зазором 0,044 мм кондукторными втулками высотой В =
= 30 мм. Расстояние между торцами кондукторных втулок и
заготовкой рычага b = 6 мм;
соди = сод-и = (В + Ь + h) tg 7 = C0 + 6 + 14) @,044/30) =^0,073 мм.
427
Тогда по схеме рис. 6.2, з с учетом того, что приспособление
настраивается на средние размеры заготовок рычагов,
О/} . 0q3 1 ,2 1 ос
С°А'3"- 2.2.sin(q>/2) + ~2~~ 2.2.sin(90°/2) + T e ^ ММ>
где 6г> — допуск диаметра бобышки заготовки.
= /@,06 + 0,073 + 1,35J + 0,062 = 1,49 мм > 6, = 1,3 мм.
По схеме, приведенной на рис. 6.2, и
сод'з = бСз/B.2) = 2/B-2) = 0,5 мм,
©, = /@,08 + 0,073 + 0,50J + 0,082 = 0,66 мм<6, = 1,3 мм.
Следовательно, вариант базирования заготовок в самоцентри-
рующих призмах обеспечивает решение задачи. Как видно из
примера, выявленные размерные цепи дают возможность каче-
ственно и количественно оценить каждый из вариантов базиро-
вания и установки заготовок для достижения соосности осей
отверстий в каждой бобышке рычага с осями наружных их поверх-
ностей и требуемой точности межосевых расстояний. Помимо
этого, по техническим требованиям на готовые рычаги необхо-
димо обеспечить заданные допуски на отклонения от перпендику-
лярности торцов бобышек заготовок к осям соответствующих
отверстий. Выполнение этого требования зависит от результатов
операций обработки торцов и отверстия в заготовке. Тогда уА =
= I Тш I +|Тдг|» гДе 7д1 — отклонение от параллельности тор-
цов исходной заготовки или заготовки после первой операции;
Тд2 — отклонение от перпендикулярности оси отверстия в изго-
товляемой детали от базового торца.
Для окончательного выбора варианта базирования и уста-
новки заготовки необходим и экономический расчет. Однако
очевидно, что чем проще схемное решение приспособления и
больше допуски на составляющие звенья системы станок — при-
способление—инструмент—заготовка, тем экономичнее вариант
ее обработки. Кроме того, на экономичность варианта получения
детали оказывают влияние последовательность и методы обра-
ботки поверхностей, а также выбранное оборудование с его тех-
нологической оснасткой.
Независимо от конфигурации и требований к качеству рычага
на первой операции всегда обрабатывается, по крайней мере,
один торец заготовки, который в дальнейшем служит установоч-
ной базой, а вместе с ним, если возможно, поверхности отвер-
стий (в том числе и те, которые будут служить технологическими
базами), обработка которых возможна с одного установа. Бази-
рование осуществляют по противолежащей плоскости, которая
служит установочной базой, и наружному контуру (см. рис. 6.2,
428
а—и). Если торец и отверстия заготовки обрабатывают иа разных
операциях, то при обработке торца достигается лишь его парал-
лельность противоположному базовому торцу, а потому схема
базирования заготовки рычага по наружному контуру не оказы-
вает влияния на его точность. Метод обработки плоских поверх-
ностей заготовок в этом случае — фрезерование, а при высоко-
качественных заготовках — протягивание или даже шлифование.
Фрезерование позволяет вести обработку торцов любых раз-
меров и форм с высокой точностью и производительностью благо-
даря совмещению переходов по смене заготовок о обработкой
других рычагов при использовании поворотных столов непре-
рывного вращения или столов с маятниковой подачей.
В условиях мелкосерийного производства фрезерование ведут
на универсальных вертикально- и горизонтально-фрезерных стан-
ках, с увеличением серийности на продольно-фрезерных и кару-
сельно-фрезерных станках 621 и 623, обеспечивающих автомати-
ческое крепление заготовок и непрерывную обработку их торцов
за два перехода (рис. 6.3, а).
Заготовку / устанавливают на три сферические опоры 2
стола 4 и поджимают к трем упорам 5 посредством пальца 3 и
штока 7 пневмоцилиндра, управление подачей воздуха в который
осуществляет распределительная муфта 6.
На станке две фрезы 5, одна из которых производит черновое
фрезерование, а вторая — чистовое. Настройку торцовых фрез 8
на заданный размер производят либо по установу 12 приспособле-
ния, либо от базы станка с помощью предельного шаблона 9
(рис. 6.3, б), упирающегося в шлифованный торец втулки 10.
Фреза выставляется до упора в шаблш путем установки мерных
компенсационных шайб //.
Толщина заготовки контролируется предельными скобами.
После обработки торца заготовку рычага переворачивают и
устанавливают этим торцом в приспособление. Производят обра-
ботку торца бобышки с другой стороны фрезерованием, цекова-
нием или точением и обработку всех отверстий и других поверх-
ностей, которые можно обработать при этом установе.
Преимущества цекования — малая длина рабочего хода ин-
струмента и простая конструкция приспособления, поскольку
поджим заготовки к установочной базе возможен силами резания.
Кроме того, этот метод обработки способствует сокращению затрат
времени ввиду простой установки заготовки в приспособление.
Сокращение трудоемкости будет большим, если отверстие и торец
удается обработать с одной установки.
Преимущества обтачивания — возможность обработки тор-
цов заготовки значительных размеров и небольшие отклонения
от перпендикулярности торца по отношению к оси отверстия
[особенно при совместной их обработке с одного установа в спе-
циализированном патроне с призматическими губками 13
(рис. 6.3, в)].
429
В крупносерийном и массовом производстве экономично про-
тягивание отверстий диаметром свыше 20 мм. При этом дости-
гается точность по 8-му квалитету и Rz ^ 4 мкм.
Отверстия в рычагах с точностью по 7—9-му квалитетам диа-
метром до 15 мм обычно сверлят и развертывают, а диаметром
свыше 15 мм — сверлят, зенкеруют и развертывают. В результате
обеспечивается точность диаметра 10 ... 40 мкм и Rz = 3 . . ¦
... 50 мкм.
Настройку по длине вылета осевого быстросменного и взаимо-
заменяемого режущего инструмента производят на приспособле-
нии (рис. 6.3, г). Приспособление базируют на шпинделе 4 по-
средством призм <9, закрепляемых винтами 5. Точность вылета
инструмента 1 @,15 . . . 0,20 мм) определяют с помощью линейки 6
и подвижной губки 2 с нониусом.
Для обработки отверстий в заготовках рычагов применяют
следующее оборудование: агрегатные станки в массовом и крупно-
серийном производстве, многоцелевые станки с автоматической
сменой инструмента, револьверные станки с ЧПУ в крупно- и
среднесерийном производстве и универсальные станки, в том
числе оснащенные поворотными головками, в мелкосерийном
производстве.
Диаметральные размеры изготовляемых деталей контролируют
калибрами-пробками.
В процессе изготовления деталей на агрегатных станках воз-
можно ухудшение их качества. Наиболее вероятные причины —
недостаточное качество инструмента и его настройки. Так, воз-
растание шероховатости поверхности отверстия, появление рисок
при сверлении может быть вызвано образованием нароста и нали-
панием частиц металла, недостаточным обилием СОЖ в зоне
резания, возрастанием подачи, а при зенкеровании и разверты-
вании — еще и увеличением глубины резания. Для устранения
неполадок нужно правильно назначать режимы резания, увели-
чивать расход и улучшать качество используемой СОЖ-
Неполадки могут возникнуть также из-за износа, несовер-
шенства геометрических параметров и низкого качества заточки
режущего инструмента, вследствие чего не достигается необхо-
димое соответствие между характеристиками материала заготовки
и углом в плане режущего инструмента, между углом винтовой
канавки и обратным конусом сверла или числом зубьев развертки.
Целесообразно увеличивать число зубьев развертки в целях
создания достаточного пространства для размещения стружки
между ее зубьями или применять развертки с неравномерным
торцовым шагом. Кроме того, ухудшение шероховатости поверх-
ности может быть вызвано износом на уголках и по ленточке
сверла.
Увеличение диаметра отверстия детали по сравнению с тре-
буемым является следствием завышенного размера режущего
инструмента, егр биения из-за смещения перемычки сверла и
431
установа в шпинделе, смещения и перекоса инструмента в направ-
ляющей втулке приспособления.
Уменьшение диаметра отверстия по сравнению с требуемым
происходит вследствие износа по ленточкам режущего инстру-
мента. При тонких стенках изготовляемых деталей возможны
упругие деформации этих стенок, а потому и уменьшение диа-
метра отверстия.
В тех случаях, когда на входе диаметр отверстия меньше
требуемого или равен ему, а на выходе больше требуемого, то
это означает, что либо развертка неправильно изготовлена (не
имеет обратного конуса или завышены размеры направляющей
части), либо есть забоины на лезвиях; возможен также недоста-
точно интенсивный отвод стружки, а вероятнее всего — затупле-
ние развертки.
Форма просверленного отверстия детали может быть искажена
по ряду причин. Огранка или конусообразность отверстия с уве-
личением его диаметра связана с заточкой сверла, изменением
режима обработки либо с увеличением диаметра отверстия на-
правляющей втулки приспособления. Овальность отверстия может
быть вызвана деформациями изготовляемой детали при ее закреп-
лении или недостаточной ее жесткостью.
Резьба, у которой толщина витка меньше требуемой или даже
срезаны витки, может получиться из-за неудовлетворительного
качества метчика и патрона для его крепления, а при глубоких
отверстиях — из-за неудовлетворительного удаления стружки
при нарезании резьбы.
Интенсивное налипание стружки на ленточки режущего ин-
струмента происходит вследствие несовершенства его конструк-
ции (увеличенные размеры ленточек, недостаточный обратный
конус), некачественной термической обработки (неравномерная
твердость) и заточки (прижоги при шлифовании, которые пони-
жают твердость ленточек). Возможной причиной может быть и
повышенная вязкость стальной заготовки либо недостаточная
эффективность используемой СОЖ- Поэтому необходимо применить
обильное охлаждение сульфофрезолом или повысить его кон-
центрацию.
Повышенный износ и низкая стойкость режущего инструмента
являются следствием повышенной твердости заготовки, наличия
окалины и твердых включений, а потому и несоответствия режимов
резания. Возможной причиной может быть также недостаточно
эффективное охлаждение заготовки и инструмента в процессе
резания. Многие причины повышенного износа и низкой стойкости
режущего инструмента те же, что и причины налипания стружки,
а к причинам повышенного износа сверл относится еще и малое
значение заднего угла. Помимо общих причин для всех видов
инструментов для обработки отверстий, причина низкой стой-
кости разверток часто связана с повышенным биением зубьев,
бочкообразностью режущей части, а также возможностью их
432
затупления и истирания в отверстиях кондукторной втулки при-
способления. Возможно даже заедание разверток в кондукторных
втулках приспособления и в отверстиях заготовок, если у раз-
верток мал задний угол или размеры канавок и охлаждение не-
достаточны для своевременного удаления стружки и она остается
в зоне резания либо налипает на режущую часть развертки.
Заедание возможно также из-за смещения заготовки при закреп-
лении либо малого зазора между кондукторной втулкой и разверт-
кой.
Выкрашивание режущих кромок сверл, зенкеров и разверток
происходит в тех случаях, когда завышены режимы резания,
велика глубина резания при зенкеровании и развертывании
либо отверстие просверлено не на полную глубину и инструмент
упирается в дно отверстия заготовки. Часто выкрашивание про-
исходит вследствие того, что стружка забивается в пространство
между зубьями зенкера или развертки, и того, что в момент кон-
такта инструмент ударяется о заготовку.
Выкрашивание может быть вызвано уводом сверла вследствие
смещения его перемычки и большего значения заднего угла сверла,
а также неравномерностью нагрузки при выходе сверла ввиду
наклона поверхности заготовки, перекоса сверла, зенкера или
развертки из-за низкой точности установки инструмента в шпин-
деле и установки заготовки относительно осей отверстий втулок
в кондукторной плите. Поломка режущего инструмента возможна
и вследствие низкого качества его изготовления и заточки. Во
избежание поломок инструмента и для обеспечения качества
изготовляемых деталей необходима своевременная замена изно-
шенного и затупленного инструмента.
При зенковании бобышек могут возникать вибрации, вызы-
ваемые завышенными режимами обработки и скоплением стружки
между зубьями инструмента. Для их устранения нужно изменить
режимы резания и использовать инструменте малым числом зубьев.
Таковы основные причины нарушения хода технологического
процесса и рекомендации по их устранению, разработанные
проф. д-ром техн. наук А. И. Дащенко для агрегатных станков,
которые нужно учитывать при выполнении работ и на других
станках.
При серийном изготовлении рычагов для сокращения затрат
времени и средств на подготовку производства целесообразно
организовать их групповую обработку с использованием уни-
версально-наладочных (УНП) и универсально-сборных (УСП)
приспособлений. Сходство конфигураций изготовляемых деталей
и технических требований к ним позволяет объединить различные
рычаги в группы и обеспечить их обработку на одном и том же
оборудовании с незначительной переналадкой технологической
оснастки (групповая обработка).
При фрезеровании плоскостей, обработке торцов бобышек и
отверстий в различных заготовках рычагов 5 (рис. 6.4, а—г) для
433
их установки используют УНП — тиски со сменными губками 4.
Для переналадки приспособления необходимо заменить или пере-
местить губку 4 регулировочными винтами 2 с контргайками 1 и
затем закрепить ее в нужном положении винтами 3. Кроме того,
нужно поставить прокладку 7 (см. рис. 6.4, б, в) требуемой вы-
соты. После этого можно устанавливать и закреплять заготовки 5,
используя призматические губки 4 и 6, перемещаемые от ручного
маховика 8 (см. рис. 6.4, б) гидравлического или иного привода.
В отличие от УНП все детали УСП имеют Т-образные пазы
для их соединения. Приспособления можно разобрать и повторно
использовать для сборки новых УСП.
Переналаживаемые кондукторы для обработки отверстий в за-
готовках различных рычагов обычно имеют подвижную кондук-
торную плиту 9 (см. рис. 6.4, г) со сменными направляющими
втулками 10 для обработки любых отверстий в любом требуемом
положении.
Следующая операция после обработки базового торца и от-
верстий — образование наружного контура рычага (рис. 6.5, а).
Базируют заготовку по ранее обработанному торцу (установочная
база) и отверстиям (направляющая и опорная базы).
Эта операция и заготовка из листового материала характерны
для мелко- и среднесерийного производства, а поэтому исполь-
434
зуют УНП, УСП и групповые приспособления. Групповые спе-
циализированные приспособления имеют корпус 5 (риа, 6.5, a)t
сменные установочные пальцы 2 и 9, подставки 4 для базирования
и закрепления гайками 7 заготовки /. Установочный палец 9
диаметром, меньшим диаметра пальца 2, предназначен для ком-
пенсации колебания межосевого расстояния в заготовках /.
Поэтому перед установкой очередной партии заготовок необхо-
димо палец 9 переместить на требуемое расстояние по направля-
ющим 8 корпуса 5. Приспособление базируют на столе станка
посредством цапфы 10 и шпонки И.
Для получения наружного контура рычага используют фре-
зерные станки с ЧПУ и копировально-фрезерные, позволяющие
нередко с одного установа (если это возможно по конструктивному
выполнению детали) обрабатывать также исполнительные поверх-
ности заготовок вилок 1 — паза и одного из ее торцов, если он
не был обработан ранее (рис. 6.5, б). На копировально-фрезерном
станке обработка по контуру заготовки вилки / производится
фрезой 14 силовой головки 25, перемещаемой через механизм —
усилитель 24 от копира 21 при обходе последнего щупом 22 го-
ловки 23. Операция по обработке торцовых исполнительных по-
верхностей вилок и торцов рычагов, которые не могли быть обра-
ботаны ранее, проводится даже тогда, когда заготовка имеет тре-
буемый наружный контур. Базирование заготовок / (рис. 6.5,
в—д) в приспособлении — по торцу (установочная база) для обес-
печения параллельности торцов, по центральному отверстию
(двойная опорная база) и в угловом положении в любой опорной
точке 3 (см. рис. 6.5, в) по ее наружному кон гуру (лишь бы было
возможно фрезерование всех торцов заготовки). В качестве двой-
ной опорной базы можно использовать цилиндрический устано-
вочный палец 2. Закрепляют заготовку 1 путем поджима к уста-
новочной базе. Размещение заготовок в приспособлении должно
быть таким, чтобы вспомогательные хода были минимальными.
Для дальнейшего повышения производительности обработку за-
готовок нужно вести в несколько потоков либо следует фрезеровать
на непрерывно вращающемся столе вертикально-фрезерного или
карусельно-фрезерного станка, подобного станкам 621 и 623.
Приспособления закрепляют на столе 12 (см. рис. 6.5, г, д). Заго-
товки / рычагов или вилок базируются так же, как показано на
рис. 6.5, в. Их закрепление производится быстросменными шай-
бами 6 штоков гидроцилиндров, размещенных на периферии стола
станка. Закрепление и открепление заготовок производятся авто-
матически, причем разгрузка и загрузка новых заготовок совме-
щены во времени с обработкой.
Для базирования заготовок с различными размерами цен-
трального отверстия целесообразно использовать подвижный
конус 13 (см. рис. 6.5, д).
Для настройки дисковых фрез можно использовать приспо-
собление (рис. 6.5, ё). Нужно выдержать положение режущих
436
кромок фрезы и расстояние между фрезами 14. Оправка 15 с фре-
зами базируется по пальцу 17 и плите 18. На этой плите установ-
лена также стойка 19с установами 20, которые после выполнения
регулирования отодвигают для съема набора фрез 14 с оправкой 15.
Настраиваются фрезы 14 регулировочными кольцами 16. Для
предупреждения повреждения установов между ними и режущими
кромками фрез 14 устанавливают щупы толщиной Ь.
Линейные размеры заготовок контролируют калибрами-
скобами.
Следующая операция — прорезка паза и по возможности
обработка всех ранее необработанных поверхностей, параллель-
ных и перпендикулярных поверхностям пазов. Если дно паза
произвольной формы, то наибольшая производительность про-
цесса резания достигается путем непрерывного фрезерования
пазов при установке заготовок 1 (рис. 6.6, а) на непрерывно вра-
щающемся столе вертикально- или карусельно-фрезерного станка
подобно тому, как это делают при обработке торцов (см. рис. 6.5,
г, д). Если дно паза у рычага или вилки имеет прямолинейную
форму, то можно вести обработку только на продольно- и гори-
зонтально-фрезерных станках. Поскольку положение паза, щек
и лысок должно быть определенным относительно осей отверстий
заготовок, базировать заготовку нужно по этим отверстиям (на-
правляющая и опорная базы) и торцу (установочная база). Для
этого используют приспособление кассетного типа (рис. 6.6, б).
Заготовки 1 рычагов устанавливают на пальцы 2 и 9. Сама кас-
сета 3 с заготовками / базируется цапфами 4 в планках 5 и 13,
а также в прорезях детали 10 и пазах 7 пальца 6. Закрепление
производится от пневмопривода И через рычаг 12 подвижной
планкой 13. Приспособление базируется на столе станка по осно-
ванию корпуса 8 и двум станочным шпонкам 14. Кассетный метод
установки заготовок рычагов позволяет совмещать набор заго-
товок в кассету со временем обработки предшествующего пакета.
Возможен набор в кассеты и при разгрузке заготовок на пред-
шествующей операции.
При обработке паза вилки 1 (рис. 6.6, в) с цилиндрическим
или коническо-цилиндрическим хвостовиком ее базируют в приз-
мах 15 по хвостовику (двойная направляющая база) и торцу
(опорная база) для получения требуемого размера от торца до
дна паза. Угловое положение заготовки 1 (рис. 6.6, г) в сечении,
перпендикулярном к оси хвостовика, достигается благодаря
подпружиненным клиньям 16 устройства, осуществляющего вы-
верку заготовки (рис. 6.6, г).
Приспособление — обычно универсальное многоместное, тисоч-
ного типа. Заготовки 1 (см. рис. 6.6, в) устанавливают между
подпружиненными призмами /5, затем весь этот набор заготовок /
сжимается рычагом 12 от привода 11. Ааналогично устанавливают
заготовки рычагов и детали / (см. рис. 6.6, в) других конфигура-
ций. В ряде случаев обработку торцов, лысок и пазов рычагов
437
Рис. 6.6 Схемы обработки торцов ушек заготовок при изготовлении вилок
и вилок удается совместить на одном станке в разных потоках.
В массовом производстве торцы, лыски и пазы заготовок деталей /
(рис. 6.6, е) обрабатывают более производительным методом —
протягиванием, но при этом требуется дорогостоящий режущий
инструмент — протяжки.
Далее после обработки пазов обычно обрабатывают отверстия
заготовок рычагов и вилок. В зависимости от вида производства,
конфигурации, размеров деталей и точности отверстий обработку
ведут спиральными или перовыми сверлами 4 (рис. 6.7, а) напро-
ход, если отверстия в заготовках одного диаметра и время свер-
ления меньше такта выпуска. Для снижения прогиба и повышения
точности координирования инструмента используют приспособле-
ния 2 с направляющими втулками 3. Такой метод обработки от-
верстий позволяет уменьшить затраты на оборудование, поскольку
достаточно одной силовой головки, но затраты времени значи-
438
Рис. 6.7. Схемы обработки отверстий в ушках заготовок при изготовлении
вилок (а—ж) в приспособлениях-спутниках (з)
тельны. Если отверстия ступенчатые и необходимо сократить время
обработки, можно сверлить отверстия в ушках заготовок 1 с двух
сторон (рис. 6.7, б, в)у причем при использовании коротких
сверл 5 (рис. 6.7, г) кондуктор не нужен. Аналогично выполняют
последующее зенкерование отверстий (рис. 6.7, д) или их раста-
чивание (рис. 6.7, ё)у причем в последнем случае при достаточно
большом такте выпуска можно последовательно многократно
439
Рис. 6.8. Схемы протягивания шпоночных пазов (а) и обработки поперечных
отверстий (б) в заготовках при изготовлении рычагов и вилок
растачивать эти отверстия. Далее цекуют отверстия со стороны
паза (рис. 6.7, ж).
Базируют заготовки рычагов и большинство вилок так же,
как и в предыдущей операции, а заготовки поворотных кулаков —
по ранее обработанному хвостовику (двойная опорная база), его
торцу (установочная база) и, кроме того, положение его ушек
определяет опорная база (рис. 6.7, з). Прихваты 2 поджимают
заготовки 1 к установочной базе и осуществляют их закрепление.
В ряде случаев переходы по обработке центрального отверстия
и отверстий в ушках заготовок могут выполняться на одном
станке.
При отсутствии в заготовке рычага и вилки паза последова-
тельность его обработки и отверстий зависит от жесткости ушек
и действующих сил резания. Если жесткость ушек велика, то
в первую очередь обрабатывают паз, поскольку это более эко-
номично; если же жесткость ушка мала, то во избежание чрезмер-
ных его деформаций при последующей обработке в нем отверстий
нужно в первую очередь обрабатывать отверстия. Преимущество
этого способа — отсутствие заусенцев на краях отверстий.
После обработки отверстий протягивают шпоночные пазы
(рис. 6.8, а) и получают шлицы.
Базируют заготовку У, как и раньше, по торцу 3 и установоч-
ным пальцам 2 и 4. В пальце 4 предусмотрен паз для направле-
ния шпоночной протяжки. Потом, после обработки пазов, если
необходимо, в центральные отверстия запрессовывают втулки,
проглаживают поверхности их отверстий или растачивают их.
Затем обрабатывают мелкие отверстия. Используют переналажи-
ваемый скальчатый кондуктор 8 (рис. 6.8, б) со сменной плитой 3
и установочными пальцами 2 и 4. При перемещении кондукторной
плиты 6 вниз клиновой упор 5 поджимает заготовку 1 к буртику
пальца 4. Для обработки отверстий в другой однотипной заго-
товке нужно сменить быстросменную втулку 7 и плиту 3.
440
Рис. 6.9, Универсально-наладочные захватные устройства промышленных ро-
ботов для установки заготовок и съема рычагов
Затем промывают и продувают заготовку сжатым воздухом.
Для повышения износостойкости исполнительных поверхно-
стей осуществляют термическую обработку. Исполнительные
поверхности рычагов^ из среднеуглеродистых сталей @,40 ...
0,50 % С) подвергают местной закалке обычно с нагревом ТВЧ,
а заготовки из малоуглеродистой стали @,20 ... 0,35 % С) —
химико-термической обработке. Глубина закаленного слоя обычно
2 ... 3 мм, а твердость поверхности рычагов из стали 45 HRC9
50—55.
После термической обработки, если нужно, восстанавливают
базы, выполняют отделочные операции: растачивают окончательно
центральное и другие отверстия, шлифуют исполнительные,
наружные посадочные поверхности и отверстия. Шлицы одно-
временно на двух заготовках получают профильным шлифоваль-
ным кругом. За один рабочий ход полностью обрабатывают одну
впадину. Затем поворачивают заготовку и снова производят
шлифование. После обработки параметр шероховатости поверх-
ности Ra = 0,3 мкм. На шлифование двух деталей затрачивается
4,8 мин.
В заключение производят зачистку заусенцев в масляных
каналах и отверстиях заготовки. Эту операцию выполняют уко-
роченными спиральными сверлами при диаметре отверстия до
8 мм, а при диаметрах 8 ... 60 мм — многозубыми и однозубыми
зенковками на сверлильных станках. Если в заготовке имеется
441
масляный канал, расположенный под углом к центральному
отверстию, то нужна сферическая веретенообразная борфреза и
дополнительное время на изменение положения заготовки и
смену инструмента.
Наиболее производителен термический метод удаления заусен-
цев, при котором заусенцы сжигают в обогащенной кислородом
смеси водорода и кислорода. Хотя температура в камере около
3000 °С, заготовка нагревается незначительно, так как время
горения составляет 0,2 с, и обеспечивается оплавление всех кро-
мок заготовки. Для выполнения операции используют установку
со стслом периодического вращения, имеющим устройства для
базирования заготовок. Заготовки поступают в камеру, окружен-
ную рубашкой охлаждения, которая запирается, и подается смесь
в зависимости от материала заготовки под давлением 0,4—7 МПа.
Такой метод удаления заусенцев позволяет изготовлять до четы-
рех деталей в 1 мин и не требует больших затрат.
Важнейшая в настоящее время проблема — сокращение руч-
ного труда — решается путем автоматизации загрузки заготовок,
выгрузки и транспортирования изготовляемых деталей.
Для изготовления вилок 1 (рис. 6.9) трех типоразмеров на
автоматизированном участке, состоящем из многоцелевого станка,
специального станка для сверления двух поперечных отверстий,
индукционной закалочной печи с масляной ванной и контроль-
ного стенда, был использован промышленный робот. Он был
оснащен переналаживаемым захватным "устройством 2 с призма-
тическими губками для установки заготовки вилки 1 за бобышку
и ориентацией угловом положении по выступу посредством под-
пружиненных упоров 3. Так решается проблема изготовления
вилок и рычагов в серийном производстве.
§ 5. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ ТИПА РЫЧАГОВ
Технологические маршруты изготовления деталей, по-
добных коромыслу клапана автомобиля. При массовом изготовле-
нии деталей, подобных коромыслу клапана автомобиля (рис. 6Л0,
а), штампуемого из стальной заготовки марки 45Л, первой опе-
рацией, как было показано ранее, является операция по обработке
торца, служащего установочной базой для последующих опера-
ций. Целесообразно на этой операции одновременно обработать
оба торца диаметром 28 мм с одной установки, чтобы обеспечить
необходимую параллельность торцов (рис. 6.10, б).
Требования к точности расстояния между торцами невелики:
34,5_0,1 мм, а их Rz = 0,63 мкм, поэтому получить требуемое
качество поверхностей можно, как методом фрезерования, так
и методом протягивания. В условиях массового производства
коромысел клапанов экономичнее их изготовление на протяжном
станке, поскольку производительность процесса будет выше,
442
чем при фрезеровании. При вертикальном исполнении станка
загрузка и выгрузка проще и удобнее, следовательно, произво-
дительность выше, независимо от того, будет ли загрузка осуще-
ствляться вручную или с помощью автоматических средств. Для
дальнейшего повышения производительности целесообразно уста-
навливать и обрабатывать одновременно несколько заготовок,
однако для этой цели потребуется использовать более дорого-
стоящие многоместные приспособления, например двухместные
(рис. 6.10, в).
В качестве вспомогательного инструмента для протягивания
двух торцов диаметром 28 мм в размер 34,5 . . . 34,4 мм с допу-
ском симметричности заготовки относительно торцов 17,2 мм
можно использовать державку и плиты. Припуск на сторону около
0,5 мм. Скорость протягивания v ж 1,5 м/мин, поэтому обеспечи-
вается обработка за Т0 = 0,09 мин.
В качестве технологических баз для заготовки нужно исполь-
зовать наружную поверхность бобышек диаметром 28 мм (двой-
ная направляющая база) для облегчения последующего получе-
ния ее концентричности по всей длине относительно оси централь-
ного отверстия, а двойной опорной базой должна быть будущая
исполнительная поверхность коромысла клапана с тем, чтобы по
возможности обеспечить расстояние 17,2 мм от торца бобышки
до плоскости симметрии детали.
Для выполнения следующей операции применяют агрегатно-
сверлильный станок, так как необходимо получить центральное
отверстие — технологическую базу (двойную опорную) для после-
дующих операций (рис. 6.10, г).
Далее следует выбрать технологические базы для данной опе-
рации. Принимают за установочную базу ранее обработанный
торец бобышки диаметром 28 мм для обеспечения перпендикуляр-
ности к нему оси центрального отверстия. Двойная опорная база
по наружной поверхности этой бобышки обеспечивает ее соос-
ность с обрабатываемым отверстием. Большую концентричность
поверхностей деталей обеспечить при обработке не удается,
поскольку в первую очередь следует выполнять лимитирующее
техническое требование — соблюдение перпендикулярности оси
обрабатываемого отверстия к торцам коромысла клапана. Иначе
базировать нельзя, поскольку действующая осевая сила при
сверлении непременно вызовет изменение любого другого при-
нятого варианта базирования заготовки и обязательно произой-
дет поджим ее торцом к базовым поверхностям приспособления.
Осуществить операцию можно на агрегатном станке с трех-
позиционным столом. На первую позицию стола в приспособление
устанавливают заготовки, на второй — производится сверление
центрального отверстия диаметром 22,3 мм на глубину 18 мм
с образованием фаски 1,5x45°, на третьей — окончательное,
сверление отверстия диаметром 22,1 мм напроход с подачей
0,3 мм/об и скоростью 15,6 м/мин. Стоимость комбинированного
444
инструмента (сверла—зенковки) и его заточка значительно выше,
чем отдельных двух стандартных инструментов, поэтому часто
экономически целесообразнее выполнять сверление и зенкование
на отдельных позициях станка. Для этого применяют четырех-
позиционный поворотный стол. Так как на обработку одной за-
готовки необходимо 0,35 мин, для выполнения программы вы-
пуска потребуется одновременно изготовлять четыре детали, а
следовательно, будут нужны четырехместные приспособления
для каждой позиции (см. рис. 6.10, г).
Для удобства смены заготовок следующая операция по обра-
ботке центрального отверстия диаметром 23,295 . . . 23,250 мм
выполняется также на вертикально-протяжном станке со ско-
ростью б м/мин (рис. 6.10, <Э).
Базирование заготовки — обязательно по торцу бобышки
диаметром 28 мм (установочная база), так как действуют большие
осевые нагрузки, кроме того, по протяжке — (двойная опорная
база); скрытая опорная база в угловом положении — в сечении,
перпендикулярном к оси центрального отверстия.
Приспособление — многоместное для обеспечения высокой
производительности с шестью заготовками (число, кратное такту)
и Т0 = 0,18 мин на шесть штук.
Возможна обработка центрального отверстия и методом зен-
керования, причем этот переход можно выполнить на предшеству-
ющей операции, если предусмотреть специальную позицию.
Во многих случаях это экономически оправдано, поскольку со-
кращается количество оборудования и необходимый для их об-
служивания персонал.
Контроль центрального отверстия — выборочный калибрами-
пробками.
Обработка бойка с R10 (см. рис. 6.10, а) возможна на высоко-
производительном горизонтально-протяжном станке непрерыв-
ного действия, например 7582Н7; установка заготовок аналогична
установке на предшествующей операции. Базирование заго-
товки — по торцу бобышки диаметром 28 мм (установочная
база), центральному отверстию (двойная опорная база). Для
обеспечения допуска параллельности @,15 мм на длине 100 мм)
образующей поверхности с R = 10 мм относительно оси цен-
трального отверстия и получения заданной толщины бойка 4,5 . . .
5 мм предусматривается опорная база, реализуемая посредством
призмы. Скорость протягивания 4 м/мин, а Т0 = 0,08 мин.
Можно получить заданную толщину бойка и методом фрезе-
рования его фасонными фрезами. Целесообразность применения
того или иного метода в конкретных условиях может быть уста-
новлена экономическим расчетом.
Операцию по запрессовке втулки в центральное отверстие
коромысла клапана нужно выполнять на вертикальном прессе
(рис. 6.11), причем для достижения требуемой производительности
необходимо одновременно собирать четыре комплекта.
445
Для соединения деталей по цилиндрическим поверхностям
было бы желательно осуществить их базирование непосредственно
по посадочным поверхностям по двойной направляющей базе.
Однако конструктивное выполнение соединяемых деталей и зна-
чительная сила запрессовки (ж 300 Н) все равно бы вызвали
«неорганизованную» смену баз и привели бы к базированию их
по торцам (установочный) и другим базам. Поэтому базируют
коромысла клапанов по торцу бобышки диаметром 28 мм (уста-
новочная база) и цилиндрической оправке (двойная опорная
база), а также по скрытой опорной базе, поскольку угловое поло-
жение детали не оказывает влияния на процесс запрессовки
втулки. Втулка также базируется по торцу (установочная база),
по внутренней ее поверхности (двойная опорная база) и скрытой
опорной базе.
Коромысла клапанов 1 устанавливаются промышленным робо-
том или манипулятором на оправки 3 гидроцилиндров 10 и
опоры 2. Поскольку действующие исполнительные устройства
пресса не позволяют осуществить непрерывную подачу коромысел
клапанов 1 из лотка, используют механизмы периодического
движения. Аналогично подаются упругие втулки 6 в коническую
втулку 4. При рабочем ходе траверса 11 вместе с оправками 7
подходит к плите 5, упругие втулки 6 сжимаются до диаметра
отверстия во втулке 4. При этом размеры упругой детали 6 перед
сборкой уменьшаются. Диаметральные размеры сжатой втулки б,
кольца или пальца находят как результат изменения длины окруж-
ности наружной поверхности упругой детали за счет ее паза
(замка), шириной е [7]. Тогда
de — &в
где dB — диаметр посадочной поверхности втулки, имеющей
максимальный размер в сжатом состоянии; d's — диаметр втулки
в свободном состоянии. Учитывая, что в данном случае размер
хорды незначительно отличается от длины дуги окружности,
можно записать
dB ж dh — е/л = drB — 0,32^.
В сжатом состоянии упругие втулки 6 вместе с плитой 5 пере-
мещаются к коромыслам клапанов 1 (см. левую часть рис. 6.11).
Далее оправки 7 запрессовывают втулки 6 в коромысла клапанов,
отжимая оправки 3.
Необходимая сила для запрессовки втулки [71
р _ ndALv (/зап + tg фк) pep [1 — Kv2 (v — 2)]
где dA — диаметр отверстия базовой детали, изготовленного по
наименьшему предельному размеру; Lp — глубина запрессовки
детали; /зап — приведенный коэффициент трения при запрессовке
447
детали; срк — угол уклона конической поверхности детали; /?ср —,
среднее давление на посадочных поверхностях соединяемых де-
талей; v = 2 . . . 100 мм/с — скорость прямолинейного переме-
щения устанавливаемой детали; Kvb Kv2 — коэффициенты, учи-
тывающие изменение сборочной силы соответственно от скорости
запрессовки детали и контактного давления; если v = 2 мм/с,
то Kvi = Kv2 = 0; /Сф — коэффициент, учитывающий влияние
угла фБ заходной фаски втулки:
Фв, ° 70 60 45 30 20 10
/Сф 1 0,8 0,61 0,43 0,40 0,39
Общая сила, необходимая для запрессовки всех втулок,
равна силе F, умноженной на число одновременно прессуемых
втулок. После запрессовки втулок 6 подается масло под давле-
нием в гидроцилиндр 8. Давление на плунжер 9 вызывает подъем
траверсы 11 плиты 5, после чего она возвращается в исходное
положение, оправки 3 выводятся из отверстий коромысел кла-
панов 1 и могут быть заменены следующим комплектом деталей.
Качество запрессовки упругой втулки контролируют по силе
выпрессовки (не менее 400 Н).
Прошивка отверстия диаметром 21, 345 . . . 21,30 мм во втулке
коромысла клапана / выполняется на вертикальном гидравличе-
ском прессе со скоростью 5 м/мин за Т0 = 0,09 мин (рис. 6.12, а).
Базируют коромысло клапана так же, как и на протяжной опе-
рации.
Следующую операцию по обработке масляного канала и резь-
бового отверстия М9Х1 можно выполнять на четырехстороннем
агрегатно-сверлильно-резьбовом сганке барабанного типа
(рис. 6.12, б).
Базируют заготовку коромысла клапана по двойной направ-
ляющей базе — центральному отверстию для обеспечения тре-
буемого расстояния от его оси до осей резьбового отверстия М9х 1
и масляного канала. Центрирование призмой заготовки этой
детали по R = 8 мм способствует расположению оси отверстия
М9х1 в плоскости симметрии коромысла клапана.
После установки шести заготовок на следующей второй по-
зиции станка осуществляют зацентровку торца бобышки под
резьбу М9Х1 под углом 90° до диаметра 10 мм на глубину 6 мм
сверлом, диаметром 11 мм при подаче 0,12 мм/об. со скоростью
12 м/мин. На третьей позиции цекуют торец бобышки под резьбу
М9х1, выдержав ее высоту A1 мм) и расстояние B1,26...
20,74) мм от торца до оси центрального отверстия. Режимы те
же, что и на предшествующей позиции. Далее на четвертой по-
зиции сверлят отверстие диаметром 4 мм в торце бобышки под
резьбу М9Х 1 напроход с подачей 0,06 мм/об. под углом 50° к гори-
зонтальной плоскости, выдержав расстояние 3,5 мм от централь-
ного отверстия до точки пересечения с осью отверстия диаме-
448
тром 4 мм. На пятой позиции сверлят в бобышке диаметром 16 мм
отверстие диаметром 8 мм под резьбу М9Х 1 с подачей 0,Гмм/об.,
выдержав расстояние 28,3 . . . 27,7 мм от центрального отвер-
стия. На шестой позиции нарезают резьбу М9х1 метчиком,
соблюдая допуск перпендикулярности оси винтовой поверхности
к торцу бобышки диаметром 16 мм не более 0,1 мм на всей высоте.
Скорость резания 4 м/мин. Затраты времени по лимитирующей
четвертой позиции Т0 = 0,8 мин на шесть штук.
Во многих случаях экономически целесообразно объединить
эту операцию с операциями по обработке центрального отвер-
стия, причем протягивание заменить зенкерованием и разверты-
ванием. Для этого может быть использован станок с десятипо-
зиционным поворотным столом и вертикальными и наклонными
силовыми головками.
В качестве технологической оснастки можно использовать
приспособление, показанное на рис. 6.12, в. Базирование заго-
товок осуществляется по двойной направляющей базе по наруж-
ной поверхности коромысел клапанов 1 двумя ножевыми приз-
мами 2, другие подвижные призмы 3 и 4 служат опорными ба-
зами и обеспечивают заданное положение оси резьбы М9х 1 в пло-
скости симметрии заготовки. Требуемая точность расстояний
между всеми отверстиями легко обеспечивается, поскольку обра-
ботка их поверхностей выполняется с одного установа. Базирова-
нием заготовки по наружной поверхности бобышек диаметром
28 мм достигается их концентричность относительно оси централь-
ного отверстия. Силовое замыкание каждой из заготовок произ-
водится от встроенного в корпус 14 приспособления пневмоци-
линдра 12. При подаче сжатого воздуха под давлением в рабо-
чую полость пневмоцилиндра 12 поршень // со штоком 10 на-
чинает передвигаться. При этом ролик 9, сидящий на одной оси 7
с рычагами 8 и 6 перемещается вверх по кулачку 13, осущест-
вляется закрепление заготовки рычагом 5.
Закалка поверхности с R — 10 мм (см. рис. 6.10, а) по контуру
на длине 19 ... 14 мм, глубиной не менее 2 мм с твердостью за-
каленного поверхностного слоя HRC9 56 ... 62 производится
на закалочном полуавтомате ТВЧ на операции термической об-
работки. Там же уже в электрошахтной печи проводится низко-
температурный отпуск при температуре 150 ± 10 QC в течение
1,5 ч.
Шлифовальная операция по обработке g двух сторон торцов
бобышек диаметром 28 мм (рис. 6.12, г) производится на плоско-
шлифовальном двухшпиндельном станке в сегментными кру-
гами 2 и поворотным столом 3 g магнитной плитой. Базирование
для обеспечения параллельности торцов — по противолежащему
торцу — установочной базе — и по скрытым базам.
Для выполнения операции необходимо установить 48 заго-
товок, прошлифовать торцы их бобышек диаметром 28 мм с одной
стороны в размер 34,2 ... 34,1 мм, снять, повторно установить
452
и прошлифовать торец с другой стороны в размер 34,0 . . .
. . , 33,83 мм. Скорость круга 40 м/с, скорость стола 20 м/мин, за-
траты времени на одну штуку 0,03 мин.
Окончательная расточка центрального отверстия диаметром
22,03 . . . 22,02 мм и снятие фаски 0,5x45° во втулке выполняется
с подачей 0,06 мм/об при v = 250 м/мин на вертикальном трех-
шпиндельном расточном станке. Затраты времени 0,24 мин на
три штуки.
Базирование для обеспечения перпендикулярности оси цен-
трального отверстия к торцам бобышек диаметром 28 мм осуще-
ствляется по торцу (установочная база) и центральному отвер-
стию (двойная опорная база) для обеспечения равномерного при-
пуска в растачиваемом отверстии (рис. 6.12, д).
Зачистка заусенцев в коромысле клапанов осуществляется
путем оплавления при горении водородно-кислородной смеси.
Шлифовальная операция по обработке поверхности g R 10 мм
заготовки выполняется на специальном профильно-шлифовальном
станке с продольным столом, совершающим 16 ходов в 1 мин.
Подача 0,019 мм/дв. ход. Правку и профилирование дискового
круга выполняют алмазным инструментом с помощью копирного
устройства (рис. 6.12, е).
При шлифовании поверхности с R 10 мм необходимо выдер-
жать допуск параллельности образующих поверхностей диаме-
тром 22,03 . . . 22,02 мм не более 0,15 мм на длине 100 мм, раз-
мер 42 ± 0,3 мм и параметр шероховатости поверхности Rz =
= 4 . . . 6,3 мкм.
Базирование загото&ки коромысла клапана на этой операции
выполняется так же, как на протяжной операции при обработке
поверхности с й 10 мм g тем, чтобы обеспечить равномерный
припуск при шлифовании. Торцы бобышек диаметром 28 мм
служат установочной базой, центральное отверстие—двойной
опорной базой, а поверхность, противоположная поверхности
с R 10 мм,— третьей опорной базой. В качестве приспособления
можно использовать многоместные самоцентрирующие тиски,
1убки 2 и 6 которых снабжены ограничителями 5, 10 и 11 для
направления заготовки / плоскими упорами 3 и коротким паль-
цем 4 для ее базирования и установки. Базирование заготовки /
по плоскости ее симметрии в угловом положении выполняется
путем центрирования двумя подпружиненными скосами 8 и 9
(образующими ножевую призму), перемещаемыми клиньями 7.
Поджим к призме производится подпружиненной сферической
опорой 14 от подпружиненного клина 13. Для сохранения угло-
вого положения каждого из клиньев 13 и 7 они снабжены про-
дольными пазами, в каждый из которых входит головка уста-
новочного винта 12.
Технологический маршрут изготовления деталей, подобных
вилке тяги. Обработка заготовки вилки (рие. 6.13, а, б) начинается
g протяжной операции — обработки нарулшых торцов ушек
453
(рис. 6.13, в) и прорезки паза вилки (если в заготовке его нет)
или обработки внутренних поверхностей ушек (см. рис. 6.6, е). При
малой серийности эти поверхности фрезеруют (см. рис 6.6, а> б, д).
Базируют заготовку по отверстию в хвостовике вилки и на-
ружной его поверхности (если нет отверстия в заготовке) по
двойной направляющей базе для получения заданного расстояния
от базовой до обрабатываемых поверхностей. Центрировать за-
готовку предпочтительно по этой поверхности. Кроме того, должна
быть опорная база по торцу хвостовика вилки для достижения
заданного расстояния от этого торца до дна паза. Шестая опорная
точка обеспечивает угловое положение и тем самым равномерный
припуск на обработку поверхностей, параллельность которых
достигается их обработкой за один устаиов. Реализуется эта
схема базирования посредством специальных устройств (см.
рис. 6.6, г).
В некоторых случаях для достижения высокого качества вилок
необходимо выполнять протягивание за несколько переходов
(лучше — на вертикально-протяжных станках). Вначале обра-
батывают наружные поверхности ушек у двух заготовок в раз-
мер 40_0,28 мм, а затем — внутренние в размер 15-Ь°Л7 мм со ско-
ростью 8 м/мин при подъеме на зуб на 0,04 мм.
Затраты времени на обработку одной заготовки 0,02 мин.
Обработку отверстий в хвостовике и ушках вилок можно вы-
полнить на агрегатно-сверлильном станке с поворотным шести-
позиционным столом (рис. 6.13, г). На первой позиции осущест-
вляется загрузка заготовок и выгрузка деталей, на второй —
сверление отверстий диаметром 18 мм, на третьей — сверление
отверстия диаметром 11 мм в хвостовике под резьбу, на четвер-
той— цекование торца хвостовика и зенкование фаски 2x60q
под резьбу, на пятой — нарезка резьбы М12, а на шестой — раз-
вертывание отверстий в ушках диаметром 20$) л* мм.
Базируют заготовку по наружной поверхности ушек (двойная
направляющая база) с помощью двух ножевых призм для дости-
жения соосности этой поверхности и обрабатываемых отверстий
в ушках. Двойная опорная база по наружной поверхности хво-
стовика реализуется третьей призмой, средняя плоскость которой
расположена перпендикулярно к средней плоскости двух ноже-
вых призм и поэтому позволяет обеспечить соосность обрабаты-
ваемого отверстия в хвостовике относительно его наружной по-
верхности.
Совместной обработкой отверстий в хвостовике и ушках
вилки за один установ достигается перпендикулярновть, осей
этих отверстий.
Для выполнения перечисленных выше технологических пере-
ходов нужны вертикальные силовые головки для обработки
торца и отверстия в хвостовике и горизонтальные —, для обра-
ботки отверстий в ушках. В ряде случаев, особенно при наличии
456
канавок в отверстиях ушек вилок и при необходимости подреза-
ния их внутренних торцов, а также для снятия фасок с двух
сторон в ушках число позиций станка получается значительным
и часто оказывается экономически целесообразным выполнять
обработку отверстий в хвостовике и ушках заготовки вилки на
отдельных станках. Тогда на первом станке производят обработку
торца и отверстия в хвостовике заготовки вилки, базируя ее по
наружной поверхности хвостовика по двойной направляющей
базе для обеспечения соосности с обрабатываемым отверстием и
перпендикулярности торца хвостовика к его оси.
На втором станке заготовка базируется в приспособлении
по одной из двух схем. Первую схему (рис. 6.13, д) выбирают
при малом допуске соосности отверстий и наружных поверхно-
стей ушек, вторую (рис. 6.13, ё) — при малом допуске расстояния
между торцом хвостовика и осями отверстий в ушках. Вторая
схема базирования кроме того, обеспечивает параллельность
осей отверстий в ушках по отношению к торцу хвостовика заго-
товки вилки тяги. При этом базировании торец вилки служит
установочной базой, а отверстие в хвостовике — двойной опор-
ной базой, угловое положение ушек (шестая опорная точка) —
обеспечивается призмой.
Обработку отверстий в ушках заготовок вилок при значи-
тельных диаметральных размерах можно производить с двух
сторон на агрегатном станке барабанного типа (рис. 6.13, ж).
После загрузки заготовок на второй позиции производится рас-
точка отверстий диаметром 20 мм в ушках в размер 18 мм, на
третьей — их обработка зенкером диаметром 19,8 мм и снятие
фасок 2 X 45°, на четвертой — подрезание внутренних торцов,
на пятой — прорезка канавок шириной 2 мм до диаметра 24 мм и
на шестой — окончательная расточка отверстия диаметром
20lo!i2 мм с одной стороны.
При базировании по схеме, показанной на рис. 6.13, 5, исполь-
зуется многоместное приспособление, две призмы 2 которого
служат для установки заготовки 7, а к третьей поджимается
подпружиненным зажимом 4 ее хвостовик. Закрепление заго-
товок / производится прихватом 5 при перемещении тяги 6 [121.
Для обработки наружной поверхности хвостовика заготовки
вилки и снятия фаски можно использовать монолитные или
сборные головки 2 с гладкими дисковыми гребенками 3 с углом
в плане 30—45° (рис. 6.13, з). Применение самораскрывающихся
головок предотвращает образование рисок на обработанной
поверхности при выводе инструмента. Обтачивание с использова-
нием кондукторных втулок для направления инструмента обес-
печивает точность по 8—9-му квалитетам точности, без направ-
ляющих средств по 12-му квалитету. Для снятия фаски в цен-
тральное отверстие головки устанавливают зенковку.
Для получения резьбы на наружной поверхности вилки /
можно использовать винторезные головки 2 о дисковыми гребен-
457
ками 5, которые широко применяют на сверлильных и агрегатных
станках (рис. 6.13, и). Достоинство винторезных головок —
широкий диапазон нарезаемых резьб, возможность изменения
их среднего диаметра и раскрытие головки в конце рабочего хода,
что сокращает затраты машинного времени. Кроме того, геоме-
трические параметры дисковых гребенок можно легко изменять
в зависимости от материала заготовки. Срок службы гребенок
велик, так как их можно многократно затачивать.
Наиболее производительным процессом, обеспечивающим вы-
сокое качество резьбы, является накатывание. Накатывание
возможно на заготовках из пластичного материала с относитель-
ным удлинением 6 > 8 % и пределом прочности ов < 800 МПа.
При ав > 1000 МПа и #7?СЭ32, стойкость инструмента значи-
тельно ниже, чем для менее прочного материала.
Накатывание резьбы возможно с радиальной, тангенциальной
или осевой подачей (см. разд. IV).
Шлицы на наружной поверхности вилки могут быть получены
накатыванием б*4 осевой подачей, осуществляемой двумя голов-
ками 2 и 4 с установленными на них накатными роликами 3 и 5
(рис. 6.13, к). Профиль роликов соответствует форме впадины
между шлицами на готовой детали. При накатывании головки
вращаются в противоположных направлениях, а ролики перио-
дически многократно ударяют по заготовке / g частотой 800 ...
1600 мин. Вследствие этого и поступательного перемещения
заготовки формируется впадина требуемой формы. Диаметр
заготовки перед накатыванием должен быть меньше диаметра
готовой детали приблизительно на высоту выступов шлицев.
Отклонение диаметра заготовки не должно превышать 0,05 . . .
0,10 мм, а ее радиальное биение должно быть меньше- 0,03 . . .
0,06 мм.
Материал заготовки может быть пластичным с б > 9 %,
ав < 1000 МПа и НЯСЭ < 28. В результате пластического де-
формирования твердость увеличивается на пять — восемь еди-
ниц. Отклонение от направления эвольвентных шлицев с z = 20,
т = 2,5 мм, а = 20° и длиной 65 мм из стали 47ГТ составляет
15 ... 20 мкм, погрешность окружного шага 7 ... 40 мкм,
а радиальное биение 15 ... 30 мкм и параметр шероховатости
поверхности Ra = 0,65 . . . 0,32 мкм. Затраты времени на на-
катывание шлицев 1,7 мин. Накатные ролики изготовляют из
стали Р6М5 твердостью HRC 64 . . . 68.
После накатывания шлицев производится зачистка заусенцев,
мойка и еушка деталей.
Технологический маршрут изготовления деталей, подобных
вилке включения трактора. При изготовлении вилки включения
трактора из штампованной заготовки массой 0,3 кг из стали 45
(НВ 229 . . . 269) в условиях массового производства первой
операцией является обработка торцов бобышек заготовки на про-
тяжном станке 119].
458
Вторая операция — агрегатно-сверлильная — выполняется
на вертикальном девятишпиндельном станке g боковой пристав-
кой, имеющей шестипозиционное приспособление, на котором
за два установа одновременно на каждой позиции обрабатываются
две заготовки одной силовой головкой (рис. 6.14, а, б). При первом
установе заготовки / в качестве установочной базы используются
ее торцы, а наружные поверхности бобышек служат направляющей
и опорной базами. При этом на 1-й позиции производятся уста-
новка и закрепление заготовки, на 2-й — сверление центрального
отверстия, на 3-й — его зенкерование, на 4-й — его разверты-
вание до диаметра 25Н10; 5-я позиция—свободная, а на 6-й
фрезеруется паз шириной 12,5 //10.
После этого заготовку повторно устанавливают на первую
позицию в другое приспособление. Базируется заготовка вилки
в этом приспособлении по торцам бобышек (установочная база
с помощью установочных пальцев 5 и 6 по ранее обработанному
отверстию диаметром 25Н10 и пазу шириной 12,5 //10 (направ-
ляющая и опорная базы). На второй позиции осуществляется
сверление отверстия диаметром 12 мм на глубину 18,5 мм, на
третьей — сверление отверстия под резьбу М10, на четвертой —
цекование торца, на пятой — нарезание резьбы М10, а на шестой —
фрезерование паза 6,5+0»2 мм.
Открепление и закрепление заготовки / при первом установе
производится прихватом 2 от гидроцилиндра 5, при этом втулка
с обратным конусом 4 центрирует заготовку рычага по наружному
контуру. При втором установе закрепление производится 1акже
от гидроцилиндра 3 прихватом 2.
§ 6. КОНТРОЛЬ РЫЧАГОВ И ВИЛОК
Диаметры отверстий и ширину пазов у рычагов и ви-
лок, а также расстояния между исполнительными поверхностями
вилок контролируют преимущественно предельными калибрами-
пробками и скобами. Расстояния между осями отверстий в дета-
лях, отклонения от параллельности, перпендикулярности и по-
ложения осей отверстий, а также всех других поверхностей де-
талей измеряются почти так же, как для корпусных деталей,—
с помощью индикаторов, размещенных в стойках приспособле-
ний. Различие заключается в том, что базирование измеряемых
деталей осуществляется оправками, установленными в ножевых
призмах.
ГЛАВА 2, ИЗГОТОВЛЕНИЕ ШАТУНОВ
§ 1. СЛУЖЕБНОЕ НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ
ОСОБЕННОСТИ ШАТУНОВ
Шатуны являются звеньями шатунно-кривошипных
механизмов, главным образом поршневых двигателей внутрен-
него сгорания и компрессоров, где они служат для передачи
силы от поршня и преобразования его возвратно-поступательного
движения во вращательное движение коленчатого вала двига-
теля; в компрессорах наоборот — вращательное движение вала
преобразуется в возвратно-поступательное движение поршня,
осуществляющего сжатие воздуха для подачи его под давлением.
При работе шатуны подвержены действию значительных
знакопеременных рабочих нагрузок и сил инерции. Для этого
шатун должен обладать достаточной прочностью и жесткостью
при наименьшей возможной массе.
Общность служебного назначения шатунов определяет их
конструктивную общность: наличие большой (кривошипной) и
малой (поршневой) головок, соединенных телом / (рис, 6.15)
с ребрами по периферии. Однако конструктивное выполнение
этих элементов у шатунов может быть различным. Большинство
шатунов имеет разъемные кривошипные головки, причем у авто-
тракторных двигателей (у которых установка шатунов в картер
через цилиндр затруднена из-за значительных размеров криво-
шипных головок) разъем выполняют под углом к плоскости сим-
метрии шатуна для удобства его установки. Кривошипные го-
ловки шатунов крупных компрессоров в ряде случаев конструи-
руют не только разъемными, но и отъемными от стержней, обра-
зующих тело шатунов.
При составных коленчатых валах с использованием подшип-
ников качения, как в мотоциклетных двигателях, возможно при-
менение неразъемных кривошипных головок шатунов.
В кривошипные головки шатунов для снижения трения сколь-
жения устанавливают вкладыши с антифрикционным покрытием.
Крышку 2 — отъемную часть кривошипной головки — ба-
зируют по плоскости разъема тела шатуна 1 и закрепляют посред-
ством призонных болтов 4 с гайками 5 или посредством уступов
в месте стыка крышки 2 g телом / шатуна.
Поршневую головку шатунов выполняют преимущественно
неразъемной, в нее запрессовывают бронзовую биметаллическую
(сталь—бронза) или g капроновой сетчатой лентой втулку 3.
У крупных шатунов в некоторых случаях применяют вставные
вкладыши, которые закрепляют специальными клиньями. Для
подгонки комплекта шатунов быстроходных машин по массе их
снабжают бобышками, g которых при необходимости снимают
металл.
461
Рис. 6.15. Ша-
тун:
I — тело; 2 •—
крышка; 8 *•
втулка; 4 *— бол-
ты; 5 — гайки
Тело шатунов обычно имеет двутавровое се-
чение и только у больших шатунов в ряде слу-
чаев круглое сечение, причем внутри них может
быть маслопроводное отверстие, соединяющее
поверхности трения головок шатуна.
§ 2. ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ШАТУНЫ
Для обеспечения работы шатунов
в двигателе или компрессоре внутренняя по-
верхность вкладышей кривошипных головок
должна прилегать к соответствующим шатунным
шейкам коленчатого вала, а втулки или вкла-
дыши поршневых головок — к пальцам поршней.
Для этого необходимо, чтобы ось отверстия
поршневой головки была параллельна оси от-
верстия кривошипной головки и, кроме того,
должны быть обеспечены определенная точность
диаметральных размеров, формы и параметр
шероховатости поверхностей отверстий обеих
головок.
Допустимое колебание массы каждой головки
и тела шатуна автомобильных и тракторных дви-
гателей в комплекте не должно превышать 2 ...5 г,
а для всего комплекта шатунов 4 ... 10 г.
Прочность шатунов гарантируется правильным выбором ма-
териала и выполнением требований к их макро- и микроструктуре.
Основные технические требования на шатуны регламентиро-
ваны для различных машин ГОСТами. В соответствии g ними от-
верстие под запрессовываемую втулку и отверстие в ней под
поршневой палец двигателя должны быть изготовлены по посад-
кам Н7—Н8. Для повышения точности поршневого пальца авто-
мобильные шатуны сортируют на группы по диаметру отверстия
втулок с интервалом 2,5 мкм, а тракторные шатуны — согласно
заводским ТУ/ Отклонение от цилиндр ичности отверстия втулки
в шатуне не должно превышать 2,5 мкм для бензиновых двигателей
и 2/3 допуска на его диаметр для дизельных двигателей. Параметр
шероховатости поверхности отверстия втулки Rz = 2 . . . 6,3.
Отверстия под вкладыши в кривошипных головках шатунов
должны быть изготовлены по посадкам Н6—Н7. Допуски цилин-
дричности отверстий — не более 4 ... 6 мкм для бензиновых
двигателей и 2/3 допуска диаметра для дизельных шатунов, а
Rz = 2 . . . 6,3 мкм.
Допуск соосности отверстия запрессованной втулки с отвер-
стием в кривошипной головке не должен превышать 0,04 .. .
0,05 мм на длине 100 мм для бензиновых двигателей и 0,03 . . .
0,05 мм на той же длине для дизельных. Допуск параллельности
этих осей 0,02 . . . 0,04 на длине 100 мм.
462
Отклонения межосевого расстояния у шатунов для отдельных
типов ± @,03 . . . 0,10) мм.
Допуск перпендикулярности торцов кривошипной головки
к оси отверстия — не более 0,005 . . . 0,010 мм на длине 100 мм
для автотракторных двигателей.
Допуск перпендикулярности площадок под гайки и головки
призонных болтов к осям отверстий для них 0,07 . . . 0,010 мм
на длине 100 мм.
Отверстия под призонные болты изготовляют по посадке #9.
§ 3. МАТЕРИАЛЫ И ЗАГОТОВКИ ДЛЯ ШАТУНОВ
В качестве материалов для шатунов используют кон-
струкционные среднеуглеродистые стали 40, 45 с НВ 210 . . . 255
и легированные стали 45Г2, 18ХНМА, 18Х2НЧВА, 40ХНМА,
18Х2Н4МА, 40ХН2МА с НВ 177 . . . 255, а также высокопрочные
чугуны и титановые сплавы.
Заготовки шатунов автомобильных и тракторных двигателей
в условиях массового производства получают в закрытых штам-
пах на молотах и кривошипных прессах, причем в ряде случаев
заготовку предварительно готовят на ковочных вальцах. Исполь-
зуется и поперечно-винтовой прокат.
Заготовки шатунов, как правило, получают цельными. Зна-
чительно реже крышку штампуют отдельно от тела шатуна,
в этом случае можно использовать оборудование меньшей мощно-
сти. Однако увеличивается расход металла на заготовки.
Заготовки шатунов часто имеют отверстие в кривошипной
головке с припуском на обработку, а отверстие в поршневой го-
ловке получают путем механической обработки или прошивают
в заготовках с припуском на обработку [26].
Штампованные заготовки шатунов и крышек автотракторных
двигателей нередко калибруют и чеканят. Калибрование повы-
шает точность формы и размеров заготовок по всему профилю и
постоянство их масс. В результате повышается точность уста-
новки заготовок и снижается припуск на их механическую обра-
ботку, а это способствует сокращению трудоемкости обработки
и облегчает получение требуемого качества деталей. Чеканка
торцов заготовок этих деталей позволяет получить расстояние
между торцами с отклонением ± @,08 , . . 0,20) мм, следовательно,
будет возможна большая точность установки заготовок, малые
значения припусков, позволяющие производить сразу шлифова-
ние. Механической обработке заготовок шатунов и крышек обычно
предшествует термическая обработка для получения НВ
210—290.
Заготовки крупных шатунов получают штамповкой или ков-
кой на молотах, реже штамповкой на прессах.
463
§ 4. ВЫБОР БАЗ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ ЗАГОТОВОК ШАТУНОВ
При изготовлении шатунов обрабатывают торцы го-
ловок, базируя заготовку по противолежащим торцам — уста-
новочной базе и наружной поверхности, используемой в каче-
стве направляющей и опорной баз. Обработанные торцы головок
заготовки шатуна служат установочной технологической базой
для последующих операций, поэтому торцы головок шатуна
должны лежать в одной плоскости о допуском около 0,04 мм, что
достигается шлифованием, а в ряде елучаев — предварительным
фрезерованием. Аналогично обрабатывают и крышки шатунов,
если они изготовляются из отдельных заготовок.
Для создания комплекта технологических баз протягивают
площадки на весовых бобышках заготовок шатунов и боковых
поверхностях поршневой и кривошипной головок, а также опор-
ные площадки под головки болтов и гаек.
После этого заготовки шатунов в зависимости от их кон-
струкции обрабатывают по-разному. Предварительно обрабаты-
вают отверстие в поршневой головке под втулку. Если шатун
изготовляют из цельной заготовки, то в кривошипной головке
заготовки предварительно обрабатывают овальное отверстие в
виде двух полуотверстий, межцентровое расстояние между ко-
торыми превышает ширину фрезы, используемой для отрезания
крышки от шатуна после клеймения.
При отдельных заготовках полуотверстия под вкладыши в ша-
туне и крышке протягивают отдельно у каждой детали, так же
как и плоскости стыков. Выполняется операция по обработке
стыков и у цельной заготовки шатуна с крышкой, причем заго-
товку предварительно протягивают или сразу шлифуют.
Далее осуществляют сверление, рассверливание, зенкерование
и снятие фасок в отверстиях под болты-в коренных головках за-
готовок шатунов и крышек, а также фрезеруют пазы под замки
вкладышей. Цекуют опорные площадки под болты и гайки в за-
готовках шатунов и крышек. Соединяют их по плоскостям стыка,
окончательно совместно обрабатывают отверстия под болты и
продувают их. Устанавливают болты и затягивают гайки. Пред-
варительно зенкеруют или растачивают отверстие шатунной го-
ловки. Окончательно шлифуют торцы головок и размагничивают
вобранный шатун. Зенкеруют, растачивают и снимают фаски r от-
верстии шатунной головки, сверлят маслопроводное отверстие.
Производят чистовое растачивание отверстия в поршневой го-
ловке, промывку, продувку, контроль и запрессовку втулки,
уплотняют ее проглаживанием.
Затем выполняют сверление и зенкерование отверстий для
смазывания в поршневой головке. Подгоняют массу шатуна.
Выполняют тонкое растачивание отверстий в обеих головках,
хонингование отверстия в шатунной головке, клеймение, про-
мывку, контроль и демагнитизацию.
464
§ 5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
ШАТУНОВ
Обычно первой операцией при изготовлении шатунов
является шлифовальная либо фрезерная операция по обработке
торцов головок. При обработке кривошипной и поршневой го-
ловок шатуна точность бгд расстояния Гд и точность 8еД по-
воротов 8Д между торцами равны сумме допусков замыкающих
(исходных) звеньев Вд и Вд, ^д и уд размерных цепей В и В', у и
у' (рис 6.16, а, б). Составляющие звенья этих цепей принадлежат
станку Вс, Vc Be и Yc, приспособлению Вп, Тп, В'п, Yn> инстру-
менту Ви, 7и, Ви» Уи и другим звеньям системы станок — при-
способление—инструмент—заготовка, используемым на данной
1-й или /-й операции. Помимо геометрической неточности состав-
ляющих звеньев при расчетах необходимо учитывать также изме-
нения положения закрепляемых заготовок и других звеньев
системы станок—приспособление—инструмент — заготовка, вы-
званные их деформациями и неточностью динамической настройки
этой технологической системы. Обычно для выполнения этой
операции целесообразно использовать двухшпиндельные плоско-
шлифовальные станки 3741 с многоместными приспособлениями,
размещаемыми на зеркале поворотного стола, непрерывного вра-
щения. Периферия стола может быть использована для установки
крышек и шатунов при шлифовании плоскостей их разъема.
Для шлифования торцов головок заготовок шатунов, если
они лежат в одной плоскости, в условиях массового производства
можно использовать специальные станки карусельного типа для
глубинного шлифования, обеспечивающие загрузку и выгрузку
заготовок в процессе обработки (см. рис. 6.16, б). Припуск на
торцах кривошипных головок последовательно снимается тремя
шлифовальными кругами: первым — 0,25 мм, вторым — 0,1 мм,
третьим — 0,05 мм; припуск на поршневой головке снимается
двумя кругами: первым -— 0,25 мм и вторым —- 0,1 мм. Для пред-
отвращения прижогов скорость кругов не должна превышать
24 м/с, а скорость стола — 4 м/мин. Круги — из электрокорунда
нормального на бакелитовой связке. Для черновых рабочих
ходов применяют крупнозернистые E0) мягкие круги (СМ1),
чтобы они могли самозатачиваться, для чистовых рабочих ходов,
когда меньше нагрузки и тепловыделение, используют мелко-
зернистые B5) и более твердые (С1) износостойкие круги, обеспе-
чивающие требуемую точность размеров и Rz = 1,25 . . . 0,32 мкм
поверхностей шатунов. На станке выполняют активный кон-
троль размеров изготовляемых деталей и автоматическую под-
наладку по результатам измерений. Охлаждение и смазывание
СОЖ производятся водной эмульсией НГЛ-205 g добавлением
триэтаноламина.
При протягивании базовых площадок на весовых бобышках
поршневых головок необходимо обеспечить расстояние АА «
465
Рис. 6.16. Технологические средства достижения требуемой точности при
изготовлении шатуна на первых операциях
допуском б^д, который определяет требования к качеству заго-
о Л
товки А3А*9 точности станка б приспособлением Лс^-П, инстру-
менту Л0Л^ и точности их настройки (рис. 6.16, в).
При протягивании полуотверстий кривошипных головок и
боковых поверхностей, которые будут использованы в качестве
технологических баз на последующих операциях изготовления
шатунов, необходимо обеспечить параллельность каждой из
поверхностей плоскости симметрии шатуна (рио. 6.16, г).
466
В результате протягивания плоскостей стыка и площадок
под болты на кривошипной головке шатуна должна быть обес-
печена длина шатуна А Лл* с припуском на последующее шли-
фование, а также перпендикулярность к торцам головок шатунов
плоскостей стыка и площадок под головки болтов у Тд*. Допуск
6уд. зависит от точности звена Yc.-и., характеризующего от-
клонение от перпендикулярности направления движения про-
тяжки относительно плоскости стола станка, от перекоса y3i,
связанного о несовпадением торцовых поверхностей головок
шатунов и от перекоса уп. плоскости контакта базирующих уст-
ройств приспособления относительно его основания (рис. 6.16, д).
Аналогично решается задача и при обработке крышек шату-
нов, которые обычно протягивают на вертикально-протяжных
станках, нередко по несколько штук одновременно (рис. 6.16, е).
Шлифование плоскостей стыков шатунов и крышек произво-
дится на двухшпиндельном вертикально-шлифовальном станке
с поворотным столом непрерывного вращения, по периферии ко-
торого по ранее отшлифованным торцам устанавливают^обрабаты-
ваемые заготовки. Направляющей и опорной базами заготовок
служат базовые площадки и площадки под головки болтов и гаек.
Обработку отверстия под втулку в поршневых головках ша-
тунов в массовом производстве производят на агрегатных стан-
ках, а в серийном — на многоцелевых, револьверных и сверлиль-
ных станках по схеме, показанной на рис. 6.17, а. Точность рас-
стояния Лд. должна обеспечиваться с учетом того, что базирова-
ние производится по торцу весовой бобышки шатуна и режущий
инструмент может смещаться и перекашиваться в направляющей
втулке кондукторной плиты относительно баз заготовки (см.
рис. 6,2, в—и). Перпендикулярность оси отверстия к торцу ша-
туна обеспечивается точно так же, как и для любого другого
рычага.
Обработка отверстий под болты обычно не вызывает трудно-
стей, поскольку затем они зенкеруются и развертываются совместно
с отверстиями сопряженной детали (рис. 6.17, б). После обработки
отверстий под болты сверлят отверстия для смазывания в шатуне
(рис. 6.17, в) и фрезеруют паз в шатуне под вкладыш. Для дости-
жения требуемого положения фрезы при обработке в целях со-
блюдения требуемой точности расстояния Вд паза относительно
торца шатуна или крышки в пределах 0,06 . . . 0,08 мм целесо-
образно использовать наиболее простой и точный вариант ее
координирования (рис. 6.17, г).
Затем производят снятие фасок в отверстиях шатуна и крышек,
соединяют эти детали, совместно обрабатывают отверстия под
болты (рис. 6.17, д). Устанавливают болты и навинчивают гайки
467
(рис. 6.17, е, ж), предварительно проверив положение шатуна
с крышкой относительно осей отверстий под гайки и положение
базирующих устройств относительно осей отверстий в шатуне.
Далее растачивают или зенкеруют отверстия в кривошипных
головках шатунов и производят снятие фасок во всех отверстиях.
Шлифование торцов шатунов осуществляется по схеме, пока-
занной на рис. 6.16, а.
Затем растачивают окончательно отверстия в обеих головках
(рис. 6.17, з) и запрессовывают бронзовую втулку 6 в поршневую
головку шатуна / (рис. 6.18). Для этого нужно обеспечить опре-
деленную соосность посадочных поверхностей соединяемых ша-
туна 1 и втулки 6. Шатун 1 необходимо базировать по посадочной
468
Рис. 6Л7. Технологические средства достижения требуемой точности при изго-
товлении шатуна и крышки шатуна и их автоматической сборке
поверхности отверстия по подпружиненному пальцу 8 и торцу
стойки 7, а втулку 6 — также по отверстию и торцу на оправке 2
гидроцилиндра. Втулка 6 подается из вибробункера или мага-
зина по змеевидному лотку 4, откуда поступает в приемную часть 3
приспособления, а затем сжимается втулкой 5 (так как диаметр
469
Рис. 6.18. Технологические средства
запрессовки втулки в шатун
отверстия во втулке 5 соответ-
ствует диаметру наружной по-
верхности втулки 6 в сжатом
состоянии) и в таком положе-
нии запрессовывается в ша-
тун /. Вследствие больших
действующих сил базирование
каждой из соединяемых дета-
лей совершается по устано-
вочной и двойной опорной ба-
зам. К этому неблагоприятному
варианту базирования соеди-
няемых деталей (по сочетанию
двух поверхностей) вынуждены
прибегать, хотя желательно было бы базировать каждую из них
по одной цилиндрической поверхности (двойной направляющей
базе). Упругим компенсатором в системе станок—приспособле-
ние—инструмент—сборочная машина должна быть оправка 2 [71.
Затем осуществляют тонкое растачивание отверстий в криво-
шипной головке и во втулке поршневой головки шатуна анало-
гично тому, как это показано на рис. 6.17, з. На этой операции
необходимо обеспечить допустимое отклонение от перпендику-
лярности 8уА торцов к оси отверстия в кривошипной головке
шатуна и от параллельности 8у'А этой оси отверстия к поршнерой
головке.
В качестве установочной технологической базы на этой опе-
рации целесообразно использовать торец бобышки кривошипной
головки. Это позволит исключить влияние относительного поло-
жения торцов бобышек у заготовки и базовых поверхностей опор
приспособления. Такая схема базирования заготовки в приспо-
соблении возможна, поскольку при тонком растачивании силы
резания невелики, а поэтому малы и силы закрепления заготовки.
Направляющей и опорной базами служат боковая поверхность
кривошипной головки и отверстие в поршневой головке заготовки
шатуна. Для этого в отверстие вводится установочный палец,
который после закрепления заготовки возвращается в исходное
положение, тем самым не будет мешать расточке отверстия.
Завершающая операция — хонингование отверстий в криво-
шипной головке заготовки шатуна (рис. 6.19). В процессе обра-
ботки необходимо не превышать допустимое отклонение от парал-
лельности осей отверстий и от перпендикулярности оси криро-
шипной головки к ее торцам. Практика показывает, что хонин-
говать шатуны 1 целесообразно поштучно. При таком методе
обработки заготовка шатуна / базируется по опоре 2 (установоч-
ная база), пальцу 6 и по хонинговальной головке 3 (направляю-
щая и опорная базы). Закрепление шатуна производится под-
жимом — самоустанавливающимся кольцом 5. При обработке
линейная скорость вращающегося хона около 60 м/мин, а его
470
продольная скорость 18 м/мин.
Хон имеет шесть брусков из ма-
териала АСР 88/63 для черновой
обработки и из АСМ 40/28 для
чистовой. Съем на диаметр соот-
ветственно 30 ... 50 и 10 . . .
20 мкм.
Если у поверхности до хонин-
говакия Ra = 2,5 . . . 1,25 мкм,
то после него Ra — 1,25 . . .
0,63 мкм, если же до хонингова-
ния Ra = 1,25 . . . 0,63 мкм, то
после обработки Ra = 0,63 . . .
0,32 мкм.
Диаметр измеряют предельным
калибром-пробкой 4 прибора ак-
тивного контроля. Затраты вре-
мени на каждый вид хонингова-
ния 20 ... 30 с.
/ 2 J 4-
Рис. 6.19. Технологические сред-
ства дяя хонингования отверстий
в шатунах
§ 6. КОНТРОЛЬ ШАТУНОВ
Диаметры отверстий в головках шатунов проверяют
предельными калибрами-пробками или индикаторными прибо-
рами, причем последние используют и для контроля точности их
формы.
Расстояния и параллельность осей отверстий* в головках ша-
тунов контролируют так же, как и для любых других рычагов.
В условиях массового производства размеры шатунов изме-
ряют одновременно по многим параметрам посредством спе-
циальных пневматических приборов, осуществляющих автома-
тическую выверку шатуна, закрепление, подвод индуктивных
датчиков и измерения. Это облегчает выполнение контрольной
операции и существенно сокращает затраты времени на ее про-
ведение.
СПИСОК ЛИТЕРАТУРЫ
1. Адаптивное управление технологическими процессами/Ю. М. Соломен-
цев, В. Г. Митрофанов, С. П. Протопопов и др, М.: Машиностроение, 1980. 536 с.
2. Балакшин Б. С. Основы технологии машиностроения. М.: Машинострое-
ние, 1969. 560 с.
3. Балакшин Б. С. Теория и практика технологии машиностроения. М.:
Машиностроение, кн. 1, 1982. 288 с; кн. 2, 1982. 268 с.
4. Воронин Н. М., Генин В. Б,, Тартаковский Ж. Э. Автоматические линии
из агрегатных станков. М.: Машиностроение, 1980. 552 с.
5. Выбор конструкции, материалов и методов упрочнения накладных сталь-
ных и чугунных направляющих скольжения/Д. С. Лапидус, Б. Н. Чижов,
И. И. Ревенкова и др. М.: ЭНИМС, 1975. 45 с.
6. Грачев Л. Н., Гиндин Д. Е. Автоматизированные участки для точной
размерной обработки деталей. М.: Машиностроение, 1981. 240 с.
7. Гусев А. А. Адаптивные устройства сборочных машин. М.: Машинострое-
ние, 1979, 208 с.
8. Жданович В. Ф., Гай Л. Б. Комплексная механизация и автоматизация
в механических цехах. М.: Машиностроение, 1976. 288 с.
9. Зильберглейт В. Д., Шрайбман С. М., Кочетков А. М. Технологические
вопросы изготовления и контроля прецизионных цилиндрических зубчатых колес.
М.: НИИМАШ, 1971. 120 с.
10. Капустин Н. М. Разработка технологических процессов обработки дета-
лей на станках с помощью ЭВМ. М.: Машиностроение, 1976. 288 с.
11. Коганов И. А., Лашнев С. И., Воеводин А. Б. Нарезание крупномодуль-
ных червяков торцовыми резцовыми головками, оснащенными твердым сплавом.
Тула: Приокское изд-во, 1970. 120 с
12. Кокильное литье/Н. П. Дубинин, О. А. Беликов, А. Ф. Вязов и др. М.:
Машиностроение, 1967. 459 с.
13. Корсаков В. С, Новиков М. П. Справочник по механизации сборочных
работ. М.: Машгиз, 1961. 375 с.
14. Косилов В. В. Технологические основы проектирования автоматического
сборочного оборудования. М.: Машиностроение, 1976. 248 с.
15. Левченко В. А., Иванов Б. Г. Сварка и резка при изготовлении чугун-
ных отливок. М.: НИИМАШ, 1982. 42 с.
16. Методы и средства контроля точностных параметров корпусных деталей/
О. Ф. Полтавец, В, В. Гудков, В. В. Зимин и др. М.: НИИМАШ, 1982. 52 с.
17. Новиков Н. П. Основы технологии сборки машин и механизмов. М.г
Машиностроение, 1980. 592 с.
18. Плащей Г. И., Марголин Н. У., Пирович Л. Я. Приспособления агрегат-
ных станков. М.: Машиностроение, 1977. 192 с
19. Прогрессивные технологические процессы в автостроении: Механическая
обработка, сборка/G. М. Степашкин, С. Н. Калашников, Д. М. Левчук и др.;
Под ред. С. М. Степашкина. М.: Машиностроение, 1980. 320 с.
20. Производство зубчатых колес/Под ред. Б. А. Тайца М.: Машиностроение,
1975. 728 с.
21. Пуш В. Э., Пигерт Р., Сосонкин В. Л. Автоматические станочные системы/
Под ред. В. Э. Пуша. М.: Машиностроение, 1982. 318 с.
22. Ратмиров В. А., Рашкович П. М. Программное управление зубообраба-
тывающими станками. М.: НИИМАЩ, 1983. 46 с.
23. Рыбкин Е. А., Усов А. А. Шестеренчатые насосы для металлорежущих
станков. М.: Машгиз, 1960. 187 с.
24. Сыроегин А. А., Калашников С. Н. Автоматизация и механизация дро-
изводства зубчатых колес. М.: Машиностроение, 1970. 248 с.
25. Тайц Б. А. Точность и контроль зубчатых колес. М.: Машиностроение,
1972. 368 с.
26. Технология машиностроения (специальная часть)/Б. П. Беспалов,
Л. А. Глейзер, И. М, Колесов и др. Изд. 2-е, перераб. и доп. М,: Машиностроение,
1973. 443 с.
472
27. Тимирязев В. А. Применение адаптивных систем на станках с ЧПУ.
М. НИИМАШ, 1974. 123 с.
28. Тимирязев В. А. Управление точностью гибких технологических систем.
М.: НИИМАШ, 1983. 65 с.
29. Типовые комплексно-автоматизированные участки типа АСВ из обору-
дования g ЧПУ с применением ЭВМ. Методические рекомендации. М.: НИИМАШ,
1983. 40 с.
30. Утевский Ю. И., Качан А. Д., Аграев А. А. Прогрессивные методы
производства чугунных отливок для тяжелых и уникальных станков. М.:
НИИМАШ, 1980. 52 с.
31. Черкасская Л. П., Финкель Л. М. Сварные базовые детали станков и ма-
шин. М.: НИИМАШ, 1981. 41 с.
32. Якобе Г. Ю., Якоб Э. Я., Кохан Д. Оптимизация резания: Пер. с нем.
М.: Машиностроение, 1981. 278 с.
33. Якушев А. И. Взаимозаменяемость, стандартизация и технические изме-
рения. М.: Машиностроение, 1979. 344 с.
34. Riccardi G. Cantello M. Technological Applications of the Lasen Beam in
Heat Treatments. - Annals of CIRP.f vol. 31 A), 1982, p. 125-130.
35. Schulz H. Nikian R. G.-,Werkzeug maschinengestelie aus Polymerbeton. —
Werkstatt und Betrib, 1981, N 10, S. 747—752.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
A
Автоколлиматор 127
Автоматизированные технологические
участки для изготовления зубчатых колес—
Манипуляторы 411 — Программируемые
циклы 415 — Системы ЧПУ 413 — Со-
став 409 — Станки 410 — 413
— цилиндрических 414, 415
Автоматизированные участки 229
Автоматическая сборка — Выбор баз 63-*»
Понятие 62 — Размерные цепи 63 — Схема
базирования 64, 65 — Условия собирае-
мости 63, 64 — Этапы 64 — 66
— малогабаритных электродвигателей 72
-* с применением сборочных машин 67
—¦ с применением промышленных робо-
тов 68
Автоматическая линия — Применение
67, 71, 276
— переналаживаемая МРЛ-13 — Назна-
чение 276 — Технологическ! й процесс
обработки вала генератора 276 — 282
— роторная 68
Автоматический контроль 238 — Алго-
ритм 243, 244
— перпендикулярности торца к оси от-
верстия 243
— режущего инструмента 245
— точности положения плоских поверх-
ностей 234
—* точности положения спутника 244* 245
— точности положения центра отверстия
240, 243
Анализ размерный 31
Б
Базы
— общие технологические 88 -ч Точность
комплекта 90
— технологические 87
— установочные 172
Блок расточный 186, 187
В
Валы — Монтаж 47 — Монтаж на опорах
качения 51 — Монтаж на опорах сколь-
жения 47 — Назначение 47 — Осевое
перемещение 49 — Отклонение от перпен-
дикулярности 49 — Показатели каче-
ства 47 — Радиальное биение 48 — 53 —
Размерные цепи 52 — Разновидности 252
Валы ступенчатые — Изготовление на
автоматических линиях 276 — 283 —¦
Классификация 253, 254 — Материалы
254 — Методы получения заготовок 251 —-
Нарезание резьбы 275, 276 — Оборудова-
ние, применяемое при механической обра-»
ботке 263 — 267 — Обработка шлицев —
см Шлицы ступенчатых валов — Схема
технологической наладки на обработку
267 — Технологические базы 263 — Ти-
повые технологические процессы меха-
нической обработки в крупносерийном
производстве 258 — 260 — Типовые тех-
нологические процессы механической об-
работки в среднесерийном производстве
261, 262 — Фрезерование шпоночных
канавок — см. Шпоночные канавки —
Фрезерование шпоночных пазов — см.
Шпоночные пазы ступенчатых валов
Вибростарение 154
Вилка включения трактора — Конструк-
ция 458 — Приспособление для изготов-
ления 459 — Технологический маршрут
изготовления 458, 460
Вилка тяги — Конструкция 454 — Техно-
логический маршрут изготовления 453 —
458
Вилки — Автоматизация загрузки заго-
товок 44Ь 442 — Зачистка заусенцев
441 — Конструкции 417 — 419 — Конт-
роль 460 — Материалы 420 — Механи-
ческая обработка 436 — 439 — Назначе-
ние 417 — Отделочные операции 441 —
Способы получения заготовок 420, 421'
— Термическая обработка 441 — Техни-
ческие требования 119
473
Вичты ходовые — Базы в изделии 311 —
Заготовки 311 — Классы точности 309—
Контроль 321, 322 — Материалы 310,
311 — Нарезание резьбы 314 — 317 — Отде-
лочная обработка резьбы 317 — Профиль
резьбы 309 -— Служебное назначение 308 —
— Термическая обработка 314 — Техни-
ческие требования 310 — Технологический
маршрут обработки винта станка 16К20
312, 313
— винтовых пар качения — Изготовле-
ние 322
— длинные — Изготовление 323, 324 —
Особенности конструкции 322
— прецизионные — Нарезание резьбы
313 — Понятие 317 — Термическая обра-
ботка 318 — Технологический маршрут
изготовления 320, 321 — Шлифование
поверхности центровых отверстий 318 —
Шлифование резьбы 319
Время
— вспомогательное 27
— обслуживания рабочего места 27
— оперативное 28
— основное технологическое 27
— подготовительно-заключительное 28
Гибкая производственная система (ГПС)
129, 229, 231, 235 — Изготовление ста-
нин 129, 130
Головки
— винтонарезные — Конструкция 455—
Назначение 457, 458
— измерительные пневматические 205
— многошпиндельные 196
— расточные многорезцовые 184
ГОСТ 2.308 — 79 44
ГОСТ 520 — 71 285
ГОСТ 1412 — 79 79
ГОСТ 1414 — 78 310
ГОСТ 1435 — 78 310
ГОСТ 1643 — 81 56, 331, 336
ГОСТ 1756 — 81 139
ГОСТ 1758-81 137, 139, 142, 380
ГОСТ 1855-55 151, 420
ГОСТ 2009—55 151
ГОСТ 3325-55 52, 55
ГОСТ 3675-81 61, 137,- 143, 394
ГОСТ 11098—75 307
ГОСТ 17353-80 307
ГОСТ 24642 — 81 204
ГОСТ 25346 — 82 300
Граф связи поверхностей детали 155, 156
Д
Детали корпусные — см. Корпусные де*
тали
Допуски — Назначение 13
3
Заготовки корпусных деталей 149 «
Автоматизированная обработка 114, 115—
Материалы 149 — Методы получения 150—
Обработка на автоматизированных стан-
ках 215, 216 — Разметка 170—174 — Тех-
нические требования 149
*— литые 150
*— сварные 153
>— штампо-сварные 153
Заготовки станин — Способы изготовле-
ния 80—82
— литые 79 «* Черновая обработка 99-*
106
*- из бетона 83
— сварные 81
Звено
*- замыкающее 15
¦» составляющее 15
Зенкеры 183
474
и
Инструмент режущий — см. под его назва-
ниями — Автоматический контроль 245-е
Способы направления 191
— для обработки отверстий 184
«— комбинированный 187
Интерферометр лазерный 128
К
Карта наладки 227, 228
Карта операционная 223
Карта расчетно-технологическая 223, 225
Карта сборки
— технологическая 25
— технологическая шестеренного насоса
38, 39
Карта технологическая программная 224»
226
Колеса-валы зубчатые — см Колеса
зубчатые цилиндрические
— Особенности технологии изготовления
362, 363
Колеса зубчатые конические — Виды
сопряжений 381 — Контроль 393 — Ма-
териалы 383 — Нормы контакта зубьев
381 — Обкат 392 — Протягивание 390—»
Разновидности 380, 382, 383 — Служеб-
ное назначение 380 — Степени точности
380 — Строгание 389 — Технологический
процесс обработки 383 — 388 — Точность
диаметральных размеров базовых отвер-
стий и опорных шеек 382 — Фрезерова-
ние — Шлифование 392, 393
Колеса зубчатые цилиндрические — Ав-
томатизация производственных процессов
изготовления 369 — 373 — Виды загото-
вок 341, 342 — Выбор баз при изготов-
лении 343 — 345 — Выбор оборудования
для изготовления 364 — 369 — Изготовле-
ние заготовок 341—343 — Конструкции
333 — Материалы 337 — Нарезание зубьев
366, 367, 373 — Параметры, при изго-
товлении, и средства контроля 375, 376—
Приборы для измерения параметров 377 —
379 — Размерные группы 334 — Разно-
видности 331 — 334 — Разновидности форм
центрального отверстия 344 — Служеб-
ное назначение 331 — Степени точности 56,
331 — Схема обработки на многорезцовом
токарном горизонтальном полуавтомате
366 — Схема обработки на токарном двух-
шпиндельном станке с ЧПУ 365 — Терми-
ческая обработка 339, 340 — Технические
требования 335 — 332 — Технологическая
оснастка 373, 374 — Технология изго-
товления 346 — 356 — Хонингование
зубьев 368, 369 — Шлифование зубьев
367, 368
— плоские — Особенности технологии
изготовления 356, 362 — Схемы обра-
ботки на вертикальном двухшпиндельном
токарном полуавтомате 365
Колеса червячные — Заготовки 396 —
Контроль 408, 409 — Нарезание диско-
выми фрезами 407 — Нарезание на зубо-
фрезерных станках методом обката 407 —
Нарезание с помощью «летучих» резцов
методом обката 407 — Технологический
маршрут обработки 399 — 402 — Шевин-
гование 408
Колесо-каретка зубчатое — Конструк-
ции 335
Кондукторы — Типы 195
*— накладной 196
»— скальчатый 196, 426
*— коробчатый 196
Контроль автоматический — см А то-
матический контроль
Контур равноосный « см. Равноосный
контур
Координаты
— нормальные 165
— плановые 165
Копир поворотный цилиндрический 264
Копирование — Методы 263, 265, — 267 —
Принцип 391
Коробка передач трактора — Конструк-
ция 332
Коромысло клапана автомобиля — Кон-
струкция 443 — Схема запрессовки вту-
лок 446 — Схемы обработки заготовок на
завершающих операциях 449—451 — Схе-
мы обработки заготовок на первых опера-
циях 443 — Технологические маршруты
изготовления 442, ,444, 445, 447, 448,
452, 453
Корпус механизма перемещения пиноли
145
Корпусные детали — Автоматизация тех-
нологических процессов 207 — Базиро-
вание 218 — Вспомогательные базы 134,
135 — Выбор технологических баз 155,
159—163 — Группы 133, 134 — Заготов-
ки — см. Заготовки корпусных доталей —
Изготовление 132 — Контроль точности
202 — 206 — Обработка главных отвер-
стий — см. Отверстия главные корпус-
ных деталей — Обработка на станках
с ЧПУ 212— Обработка наружных по-
верхностей 174 — 180 — Обработка отвер-
стий 194 — Обработка резанием 154 —
165 — Основные базы 134, 135 — Проста-
новка размеров и допусков 212 — Раз-
метка 214 — Разработка технологического
процесса 154 — Служебное назначение
132 — Технологическая подготовка 221 —
Технические требования 136 — Требова-
ния точности 136
— базовые 132
•- коробчатой формы 133
— с гладкими внутренними цилиндричес-
кими поверхностями 134
— с направляющими поверхностями 135
— сложной пространственной геометричес-
кой формы 134
— типа кронштейнов, угольников, стоек,
плит, крышек 135
Коэффициент загрузки 25
Коэффициент использования металла 255
Л
Линия автоматическая —• см. Автома-
тическая линия
м
Масштаб выпуска — Понятие 14
Матрица комплекта вспомогательных баз
детали — Понятие 144
Матрица нормальных координат 165
Машина координатно-разметочная 174
Машины — Испытания 45, 46 — Конт-
роль качества 43 — Методы достижения
точности 14 — Показатели 16 — Разра-
ботка технических требований 7, 9 — Раз-
работка технологического процесса 4 —
Сборка 24, 25 — Служебное назначение 5
— сборочные многопозиционные 67
— сборочные однопозиционные 67
Металлоемкость 255
Механизм перемещения пиноли задней
бабки 138 — Размерные цепи 139, 140 —
Расчет компенсаторов 140, 141
Модуль гибкий производственный — Ком-
поновка 235 — Понятие 94 — Управле-
ние 236
— для обработки крупных заготовок 95
Н
Набор инструментальный 220
Нагартовка — Понятие 392
Направляющие станин — Виды 78 —
Контроль 126—128 — Методы упрочне-
ния 116, 117 — Черновая обработка
102—105 — Чистовая обработка 109,
118—121
— накладные 122—124
Насос
— плунжерный — Разработка технических
требований и норм точности 12
— шестеренный — Размерные цепи 33 —
Разработка норм точности 30 — Разра-
ботка технологического процесса сборки
28 — Схема сборки 36 — Технологическая
карта сборки 38, 39
Неуравновешенность деталей — Понятие
306 — Устранение 306
Нутромеры
— микрометрические 204
— индикаторные 205
О
Обжатие радиальное — Схема 256
Обкат — Принцип 391
Оборудование для обработки отверстий
191, 194, 196
— сборочное автоматическое 67
Оснастка гибкая технологическая 234
Отверстия — Расчет допусков 10, 11
Отверстия главные — Методы отделки
197 — Планетарное шлифование 196 —
Притирка 201 — Развертывание 197 —
Раскатка 200 — Растачивание 197, 198 —
Тонкое алмазное растачивание 204 — 206
— корпусных деталей — Контроль точ-
ности 204 — 206 — Методы обработки 181,
187—190 — Отделочная обработка 181 —
Развертывание 184 — Растачивание 184 —
Точность 187 — Черновая обработка 181 —
Чистовая обработка 181, 186—188
П
Пазы шпоночные ступенчатых валов —
см. Шпоночные пазы ступенчатых валов
Пара качения винтовая — Понятие 309
Передачи зубчатые 55
— конические — Допуски 58 — Контроль
60 — Размерные цепи 58—60 — Регулиро-
вание 59 — Сборка 58
— цилиндрические — Видб1 сопряжения
зубьев 56 — Допуски на боковой зазор 56,-
57 — Нормы контакта зубьев 57 — Раз-
мерные цепи 54 — Сборка 56
Передачи червячные — Конструкции 395?
396 — Контроль 62 — Материалы 396 —
Размерные цепи 61 — Сборка 61 — Сте-
пени точности 61, 394
Погрешность контроля 42
— размера 9
— сборки 41—43
Подшипники роликовые 55
— скольжения 50, 51
Приспособления групповые 435* 436
— для обработки отверстий 195
— универсально-наладочные 433, 434
— универсально-сборочные 433, 434
Программа управляющая 224
Производство безлюдное — Понятие 95
Производство сборочное — см. Сбороч»
ное производство
Р
Равноосный контур (РК) — Понятие 344
Развертки 185, 186
475
Рамы — Допустимые воздействия 76 —
Заготовки 79 — Классификация 78 —
Период эксплуатации 76 — Рабочая на-
грузка 76 — Регламент обслуживания
76 — Свойства 76 — Тепловые воздей-
ствия 76 — Технические требования 78 —
Точность 75 — Служебное назначение 74
Редуктор унифицированный 132, 133
Резцы расточные с твердосплавными плас-
тинами 183
Робот промышленный 68
— Функции 69
Рычаги — Автоматизация загрузки заго-
товок 44 1, 442 — Выбор баз при обработке
поверхностей 421—423 — Зачистка заусен-
цев 441, 442 — Конструкции 417, 418 —
Контроль 460 — Материалы 420 — Об-
работка отверстий 430 — 432 — Обтачи-
вание поверхностей 429 — Отделочные
операции 441 — Протягивание шпоноч-
ных пазов 440 — Служебное назначение
417 — Способы получения заготовок 420*
421 — Схемы базирования заготовок
422— Термическая обработка 441 — Тех-
нические требования 419 — Фрезерование
поверхностей 429, 430, 435 — 437 — Це-
кование поверхностей 429
Сборка — Календарный график 25 — Ме-
тоды повышения производительности 26 —
Понятие 4 — Пример разработки техно-
логического процесса 28 — Трудоем-
кость 27, 28 — Циклограмма 25
Сборка автоматическая — см. Автома-
тическая сборка
Сборочное производство 62
Сборочный центр 70
Сверла 182 — Предотвращение деформи-
рования 11
Сенсорные устройства — Функции 69
Серия — Понятие 14
Система автоматизированная для обра-
ботки корпусных деталей 229
Система автоматизированного проектиро-
вания (САПР) конструкции 129
— технологического процесса (САПРТП)
129
Система гибкая производственная — см.
Гибкая производственная система
Система гибкая технологическая — см.
Гибкая текнологическая система
Система интегрирования изготовления ста-
нин 130
— адат ивная 69
Система координатная основных и вспо-
могательных баз 145
Система станок—приспособление — инстру-
мент— за!отовка — Размерные цепи 10—
Связи '421, 423
Станины — Автоматизированное изготов-
ление 129 — Выбор технологических
баз 87 — 91 — Классификация 78 — Конт-
роль 126—128 — Маршрутный техноло-
гический процесс 108 — Методы умень-
шения коробления 83 — 85 — Обработка
заготовок — см. Заготовки станин —
Обработка основания 107 — Обработка
отверстий 111 — 113 — Период эксплуата-
ции 76 — Построение технологического про-
цесса 86, 87 — Рабочая нагрузка 76 —
Разметка 94, 96 — Регламент обслужива-
ния 76 — Свойства 76 — Служебное назна-
чение 74 — Тепловые воздействия 76 —
Технические требования 78 — Черновая
обработка 99—106 — Чистовая обра-
ботка 107—113
Станины с накладными направляющими 122
*— составные 124
Станки — Геометрическая точность 9
Станки агрегатные — Исполнительные
поверхности 9 — Построение процесса
обработки 93 — Причины нарушения хода
технологического процесса и рекомендации
по их устранению 431 — 433
Станки многоцелевые 208. 209, 237
— для пятисторонней обработки загото-
вок 114
— с подвижной колонкой
— токарно-карусельные с двумя бабками
114
Станки токарные с гидравлическим суп-
портом — Схема наладки на обработку
ступенчатого вала 264
Старение естественное 154
Суперфиниширование — Рекомендуемые
режимы обработки 302, 303 -» Сущность
302 — Схема 303
Технологичность конструкции 210
Трудоемкость операции 28
Условия собираемости 63, 64
Устройства сенсорные <— см Сенсорные
устройства
Участки автоматизированные —¦ см. Ав-
томатизированные участки
Участки автоматизированные технологи-
ческие для изготовления зубчатых колес —
см. Автоматизированные технологические
участки для изготовления ^зубчатых колес
Ф
Фланцы — Заготовки 325 — Конструк-
ции 324, 326 — Материалы 325 — Меха-
ническая обработка 325 — 329 — Служеб-
ное назначение 324 — Термическая обра-
ботка 325 — Технологический маршрут
обработки 326, 327
Фреза гребенчатая групповая — Поня-
тие 275
Ц
Центр сборочный — см. Сборочный центр
Центры поводковые торцовые — Назна-
чение 33
Цепи размерные — Назначение 256, 257 —
Пример 10, 11 — Расчет компенсатора 23 —
Теория 9
— агрегатного станка 17
— зубчатых передач — см. Передачи
зубчатые
— конструкторские 16
—- технологические 15
— червячных передач — см. Передачи
червячные
— шестеренного насоса 33
Червяки — Заготовки 396 — Конструк-
ции 395, 396 — Контроль 408 — Нареза-
ние дисковыми фрезами 404,- 405 — Наре-
зание долбяком 405 — Нарезание рез-
цами 403, 404 — Нарезание резцовыми
головками 405 — Нарезание червячными
фрезами методом обката 406 — Техноло-
гический маршрут изготовления в крупно-
серийном производстве 397, 398 «» Шли*
фование 406, 407
476
ш
Шатуны -=• Выбор баз для обработки заго-
товок 464 — Конструкция 461, 462 —»
Контроль 471 — Материалы 463 — По-
следовательность обработки заготовок
464 — Разновидности 461 — Служебное
назначение 461 — Способы получения
заготовок 463 — Технические требования
462, 463 — Технологические средства для
хонингования отверстий в шатунах 471 —
Технологические средства достижения тре-
буемой точности при изготовлении 466—
468, 469 — Технологические средства
запрессовки втулки 470 — Технологичес-
кий процесс изготовления 465, 467 — 471
Шлицы — Разновидности 252
•- ступенчатых валов — Накатывание
271 — 273 *- Протягивание 270, 271 **
Разновидности 268 — Строгание 270*
271 — Фрезерование 268 — 270 — Шлифо-
вание 270
Шпиндели — Балансировка 305, 306 —
Выбор материала 287 — Оборудование
для изготовления 290, 291, 297 — Обра-
ботка поверхностей после термической
обработки 298, 299 — Основные базы
289 — Отделочные операции наружных и
внутренних поверхностей 299 — 302 —
Поверхностная закалка с нагревом
ТВЧ 298 — Поверхностная термическая
обработка азотированием 298 — Разно-
видности 287 — Сверление отверстий
291, 296* 297 — Способы получения заго-
товок 287 — Технологический процеса
обработки 287—297
Шпоночные пазы ступенчатых валов «¦
Фрезерование 273, 274
ОГЛАВЛЕНИЕ
Предисловие 3
РАЗДЕЛ I. СБОРКА МАШИН. (Я. М. Колесов) 4
Глава 1. Разработка технологического процесса сборки машин. . # 4
§ 1. Ознакомление со служебным назначением машины 5
§ 2. Анализ соответствия технических требований и норм точности
служебному назначению машины 6
§ 3. Выбор методов достижения требуемой точности машины. Кор-
ректировка рабочих чертежей 14
§ 4. Разработка последовательности и выбор вида и формы организа-
ции сборки машины 24
§ 5. Выбор средств облегчения труда и увеличения его производи-
тельности . « . . 26
§ 6. Нормирование, определение трудоемкости сборки 27
§ 7. Пример разработки технологического процесса сборки ... 28
Глава 2. Методы и средства контроля качества машин 41
§ 1. Погрешности сборочных процессов 41
§ 2. Методы контроля точности машин и их узлов 43
§ 3. Испытание машин 45
Глава 3. Особенности достижения требуемой точности типовых узлов
машин 47
§ 1. Монтаж валов 47
§ 2. Зубчатые передачи 55
Глава 4. Автоматическая сборка изделий , 62
§ 1. Теоретические положения автоматической сборки 63
§ 2. Автоматическая сборка с применением сборочных машин ... 67
§ 3. Автоматическая сборка с применением промышленных роботов 68
РАЗДЕЛ Ц. ИЗГОТОВЛЕНИЕ СТАНИН И РАМ (Е. Р. Ковальчук) 74
Глава 1. Служебное назначение, конструкция и основные требования
к станинам 74
§ 1. Служебное назначение станин и рам . . . 74
§ 2. Конструкции станин 77
§ 3. Технические требования к станинам t . . . 78
Глава 2. Заготовки станин 79
§ 1. Изготовление литых заготовок станин 79
§ 2. Изготовление сварных заготовок станин 81
§ 3. Изготовление станин и оснований станков из бетона 83
§ 4. Уменьшение коробления станин 83
Глава 3. Технологический процесс изготовления станин 86
§ 1. Построение технологического процесса изготовления станин . , 86
§ 2. Выбор технологических баз ... 87
§ 3. Выбор методов и средств установки станин. Разметка станин . . 94
§ 4. Черновая обработка заготовок станин 99
§ 5. Чистовая обработка станин 107
§ 6, Упрочнение и отделка направляющих станин 116
§ 7. Особенности изготовления станин с накладными направляющими 122
§ 8. Особенности изготовления составных станин 124
§ 9. Контроль станины 126
478
Глава 4. Интегрированная система автоматизированного проекти-
рования и изготовления станин 129
РАЗДЕЛ III. ИЗГОТОВЛЕНИЕ КОРПУСНЫХ ДЕТАЛЕЙ (В. А. Ти-
мирязев) , 132
Глава 1. Основные требования к корпусным деталям 132
§ 1. Служебное назначение корпусных деталей, конструктивные
виды 132
§ 2. Технические требования к корпусным деталям 136
Глава 2. Заготовки для корпусных деталей Н9
§ 1. Материал и технические требования к заготовкам 149
§ 2. Методы получения заготовок 150
Глава 3. Технологический процесс обработки резанием корпусных
деталей 154
§ 1. Выбор технологических баз и последовательность обработки 155
§ 2. Разметка корпусных дегалей 170
§ 3. Обработка наружных плоскостей корпусных деталей 174
§ 4. Методы обработки главных отверстий 181
§ 5. Обработка крепежных и других отверстий деталей 194
§ б. Методы отделки главных отверстий 197
§ 7. Контроль корпусных деталей 201
Глава 4. Автоматизация технологических процессов обработки кор-
пусных деталей 207
§ 1. Принципиальные технологические решения по обработке кор-
пусных деталей на автоматизированных участках в мелкосерий-
ном производстве 20S
§ 2. Оборудование и компоновка гибких производственных систем 229
§ 3. Автоматизация контроля и управления технологическим про-
цессом на основе применения ЭВМ 238
РАЗДЕЛ IV. ИЗГОТОВЛЕНИЕ ВАЛОВ И ФЛАНЦЕВ (Я. «Г. Латышев) 252
Глава I. Изготовление ступенчатых валов 251
§ 1. Материалы и способы получе шя заготовок для ступенчатых
валов • .... • 251
§ 2. Технологический процесс обработки ступенчатых валов . . . 256
§ 3. Обработка шлицев и шпоночных пазов на валах 267
§ 4. Нарезание резьбы на валах 275
§ 5. Изготовление ступенчатых валов на автоматических линиях 276
Глава 2. Изготовление шпинделей 283
§ 1. Служебное назначение шпинделей и технические требования
к ним 283
§ 2. Материал и способы получения заготовок для шпинделей . . . 287
§ 3. Технологический процесс обработки шпинделей 287
§ 4. Термическая обработка шпинделей 297
§ 5. Обработка поверхностей шпинделя после термической обработки 298
§ 6. Отделочные операции наружных и внутренних поверхностей
шпинделя 299
§ 7. Особенности обработки шпинделей прецизионных станков . . 302
§ 8. Балансировка шпинделей , 305
§ 9. Контроль шпинделей , 306
Глава 3. Изготовление ходовых винтов . • 308
§ 1. Служебное назначение ходовых винтов 308
§ 2. Материалы для ходовых винтов 310
§ 3. Технологический процесс изготовления ходовых винтов ... 311
479
§ 4. Особенности изготовления прецизионных ходовых винтов . . 317
§ 5. Контроль ходовых винтов 321
§ 6. Изготовление винтов пар качения 322
§ 7. Особенности изготовления длинных ходовых винтов 322
Глава 4. Изготовление фланцев 324
§ 1. Служебное назначение фланцев и технические требования к ним 324
§ 2. Технологический процесс обработки фланцев 325
РАЗДЕЛ V. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ЗУБЧАТЫХ ПЕРЕДАЧ
Глава 1. Изготовление цилиндрических зубчатых колес (Д. В, Чарнко)
§ 1. Служебное назначение и типовые конструкции зубчатых колес 331
§ 2. Технические требования к зубчатым колесам и заготовкам до
нарезания зубьев 335
§ 3. Материал и термическая обработка зубчатых колес 337
§ 4. Характеристика и область применения заготовок 341
§ 5. Выбор баз и технологического маршрута обработки зубчатых
колес 343
§ 6. Выбор оборудования и автоматизация отдельных операций про-
изводственного процесса 364
§ 7. Технологическая оснастка 373
§ 8. Контроль зубчатых колес 374
Глава 2. Изготовление конических зубчатых колес (В. А. Тимирязев)
§ 1. Служебное назначение, технические требования и конструктив-
ное исполнение 380
§ 2. Технологический процесс обработки конических колес .... 383
§ 3. Методы нарезания конических зубчатых колес 388
§ 4. Контроль конических зубчатых колес 393
Глава 3. Изготовление червячных передач (В. А. Тимирязев) . . . . 393
§ 1. Служебное назначение и технические требования 393
§ 2. Конструктивные виды и материал 395
§ 3. Технология изготовления червяков и червячных колес .... 396
§ 4. Методы нарезания червяков и червячных колес 403
§ 5. Контроль червячных пар 408
Глава 4. Автоматизированные технологические участки для изго-
товления зубчатых колес (В. А. Тимирязев) 409
РАЗДЕЛ VI. ИЗГОТОВЛЕНИЕ РЫЧАГОВ, ВИЛОК И ШАТУНОВ
(А. А. Гусев) 417
Глава 1. Изготовление рычагов и вилок • . • 417
§ 1. Служебное назначение и конструктивные особенности . . ¦ , 417
§ 2.Технические требования к рычагам и вилкам 419
§ 3. Материалы и способы получения заготовок для рычагов и вилок 420
§ 4. Выбор баз и последовательности обработки поверхностей заго-
товок рычагов и вилок .... 421
§ 5. Технологические процессы изготовления деталей типа рычагов 442
§ 6. Контроль рычагов и вилок 460
Глава 2. Изготовление шатунов 461
§ I. Служебное назначение и конструктивные особенности шатунов 461
§ 2. Технические условия на шатуны 462
§ 3. Материалы и заготовки для шатунов 463
§4. Выбор баз и последовательность обработки поверхностей загото-
вок шатунов 464
§ 5. Технологический процесс изготовления шатунов 465
§ 6. Контроль шатунов 471
Список литературы 472
Предметный* указатель 473