/















































































































































































































































































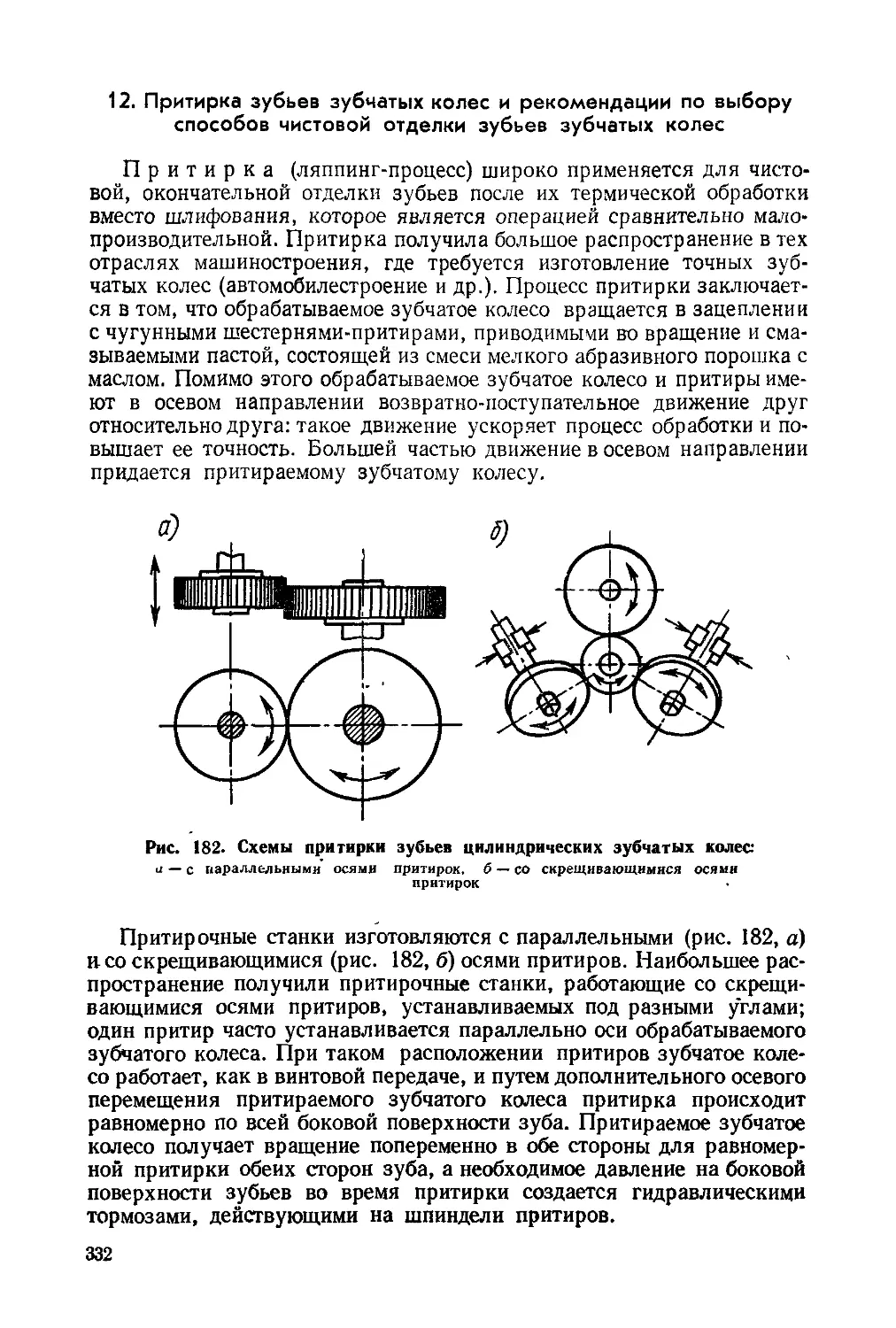







































































































































































Text
М. Е. ЕГОРОВ, В. И. ДЕМЕНТЬЕВ, В. Л. ДМИТРИЕВ
ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
Под общей редакцией заслуженного
деятеля науки и техники РСФСР,
докт. техн, наук, проф. М. Е. Егорова
ИЗДАНИЕ ВТОРОЕ, ДОПОЛНЕННОЕ
Допущено
Министерством высшего и среднего
специального образования СССР
в качестве учебника
для студентов машиностроительных
вузов и факультетов
МОСКВА «ВЫСШАЯ ШКОЛА» 1976
6П5.4
Е 30
УДК 621.7(075.8)
Рецензент
Кафедра «Технология механосборочного производства»
МВТУ им. Баумана.
31200—206
001(01)—76
97—76
© Издательство «Высшая школа», 1976.
ПРЕДИСЛОВИЕ
Предлагаемый учебник по курсу «Технология машиностроения»
содержит все разделы предмета в соответствии с программой
машиностроительных учебных заведений по специальности «Тех-
нология машиностроения, металлорежущие станки и инстру-
менты» (кроме раздела, содержащего дополнительные виды об-
работки деталей машин):
раздел 1-й—Основы технологии машиностроения;
» 2-й — Методы механической обработки поверхностей
деталей машин;
» 3-й — Комплексная технология механической обработки
типовых деталей машин;
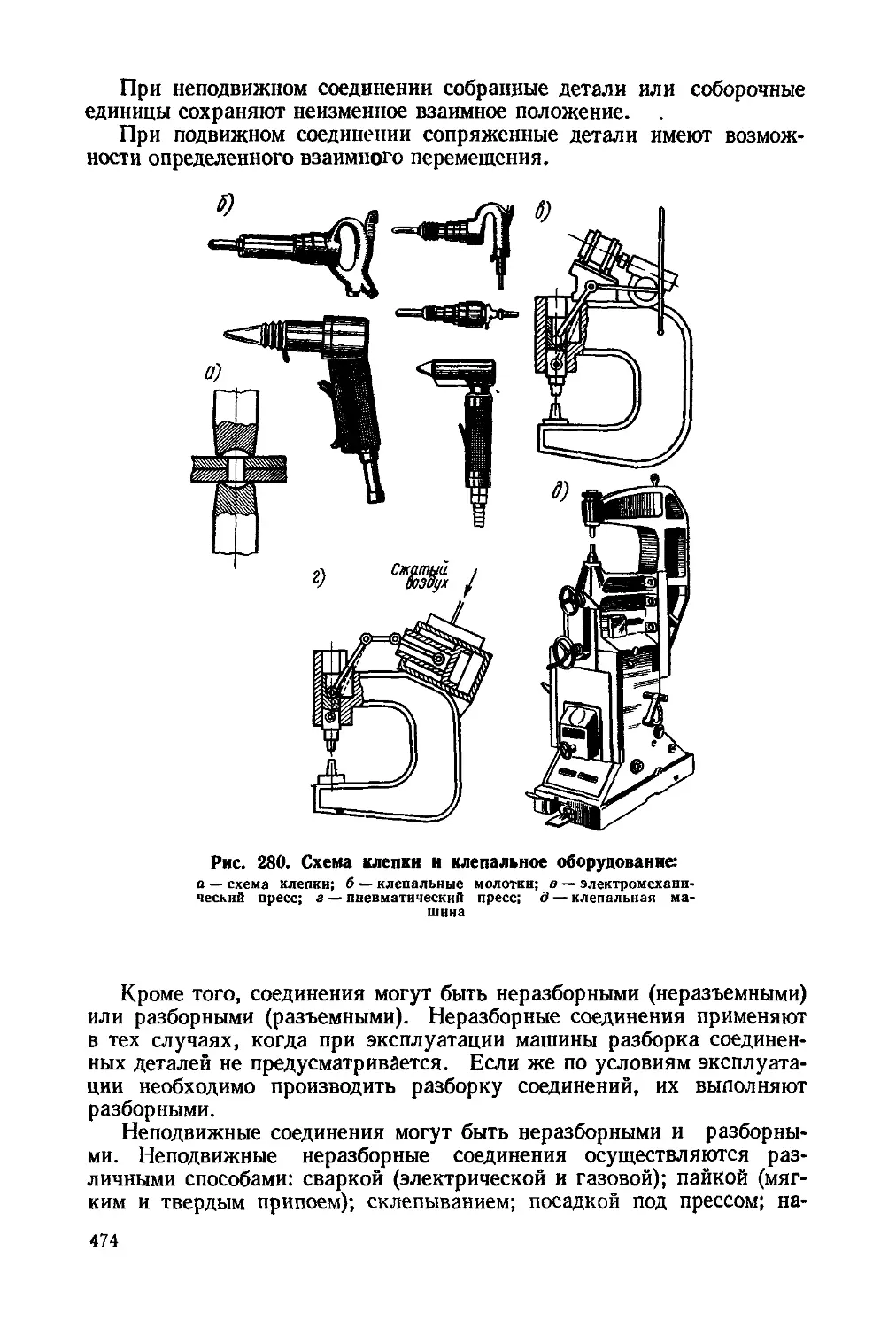
» 4-й — Технология сборочных процессов.
Первый раздел и главы XXIV, XXV, XXVI, XXVII, XXX,
XXXI, XXXII, XXXIII написаны докт. техн, наук, проф.
М. Е. Егоровым; второй раздел и главы XIX, XX, XXI,
XXIII, XXVIII, XXIX-канд. техн, наук, доц. В. И. Де-
ментьевым; глава XXII — канд. техн, наук, доц.
В. Л. Дмитриевым.
Авторы надеются, что выпуск в свет написанного ими учеб-
ника по курсу «Технология машиностроения» окажется полезным
для подготовки инженеров по указанной специальности.
ВВЕДЕНИЕ
Совокупность методов и приемов изготовления машин, выработан-
ных в течение длительного времени и используемых в определенной
области производства, составляет технологию этой области. В связи
с этим возникли понятия: технология литья, технология обработки
давлением, технология сварки, технология механической обработки,
технология сборки машин. Все эти области производства относятся к
технологии машиностроения, охватывающей все этапы процесса
изготовления машиностроительной продукции.
Однако под «технологией машиностроения» принято понимать
научную дисциплину, изучающую преимущественно процессы меха-
нической обработки деталей и сборки машин и попутно затрагиваю-
щую вопросы выбора заготовок и методы их изготовления. Это объяс-
няется тем, что в машиностроении заданные формы деталей с требуе-
мой точностью и качеством их поверхностей достигаются в основном
путем механической обработки, так как другие способы обработки не
всегда могут обеспечить выполнение этих технических требований.
В процессе механической обработки деталей машин возникает наи-
большее число проблемных вопросов, связанных с необходимостью
выполнения технических требований, поставленных конструкторами
перед производством. Процесс механической обработки связан с эк-
сплуатацией сложного оборудования — металлорежущих станков;
трудоемкость и себестоимость механической обработки больше, чем
на других этапах процесса изготовления машин.
Эти обстоятельства объясняют развитие «технологии машинострое-
ния» как научной дисциплины в первую очередь в направлении изу-
чения вопросов технЬлогии механической обработки и сборки, в наи-
большей мере влияющих на производительную деятельность предприя-
тия.
Сложность процесса и физической природы явлений, связанных с
механической обработкой, вызвала трудность изучения всего комплек-
са вопросов в пределах одной технологической дисциплины и обусло-
вила образование нескольких таких дисциплин. Так, явления, про-
исходящие при снятии слоев металла режущим и абразивным инстру-
ментом, изучаются в дисциплине «Учение о резании металлов»; изу-
чение конструкций режущих инструментов и материалов для их из-
готовления относится к дисциплине «Режущие инструменты».
Эти специализированные технологические дисциплины сформи-
ровались раньше, чем комплексная дисциплина «Технология машино-
строения».
В «Технологии машиностроения» комплексно изучаются вопросы
взаимодействия станка, приспособления, режущего инструмента и
4
обрабатываемой детали; пути построения наиболее рациональных, т. е.
наиболее производительных и экономичных, технологических про*
цессов обработки деталей машин, включая выбор оборудования и тех-
нологической оснастки; методы рационального построения техноло-
гических процессов сборки машин.
Таким образом, научная дисциплина «Технология машиностроения»
изучает основы и методы производства машин, являющиеся общими
для различных отраслей машиностроения.
Вопросы же, характерные для технологии производства специа-
лизированных отраслей, изучаются в специальных руководствах,
таких, например, как «Технология автотракторостроения», «Техно-
логия двигателестроения», «Технология станкостроения» и т. д.
чение о технологии машиностроения в своем развитии прошло в
течение немногих лет путь от простой систематизации производ-
ственного опыта механической обработки деталей и сборки машин до
создания научно обоснованных положений, разработанных на базе
теоретических исследований, научно проведенных экспериментов и
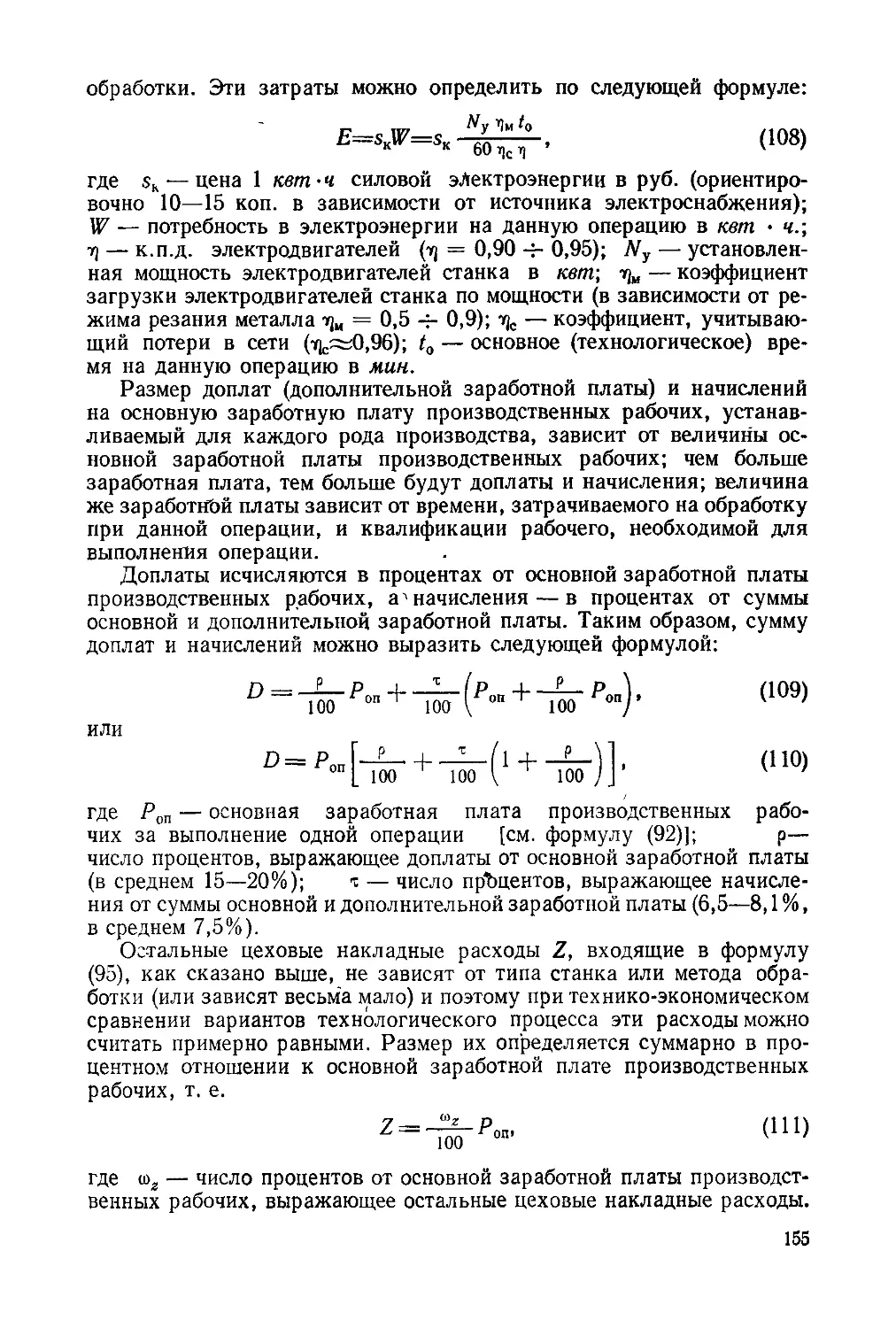
обобщения передового опыта машиностроительных заводов.
Технология машиностроения как научная дисциплина создана со-
ветскими учеными. Начало формирования этой дисциплины относит-
ся к тридцатым годам нашего столетия. Развитие технологии механи-
ческой обработки и сборки и ее направленность обусловливаются
стоящими перед машиностроительной промышленностью задачами
совершенствования технологических процессов, изыскания и изучения
новых методов производства, дальнейшего развития и внедрения ком-
плексной механизации и автоматизации производственных процессов
на базе достижений науки и техники, обеспечивающих наиболее вы-
сокую производительность труда при надлежащем качестве и наимень-
шей себестоимости выпускаемой продукции.
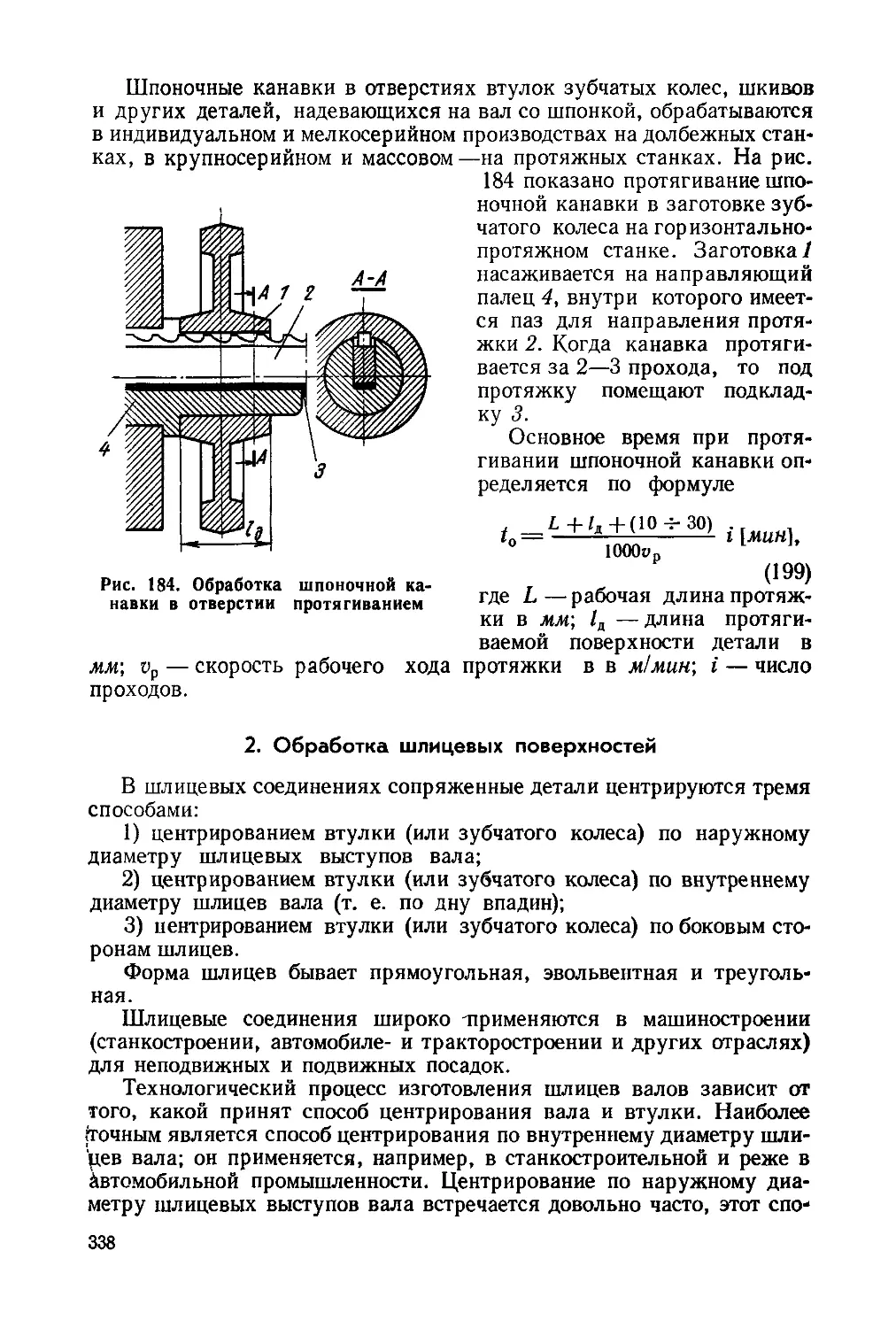
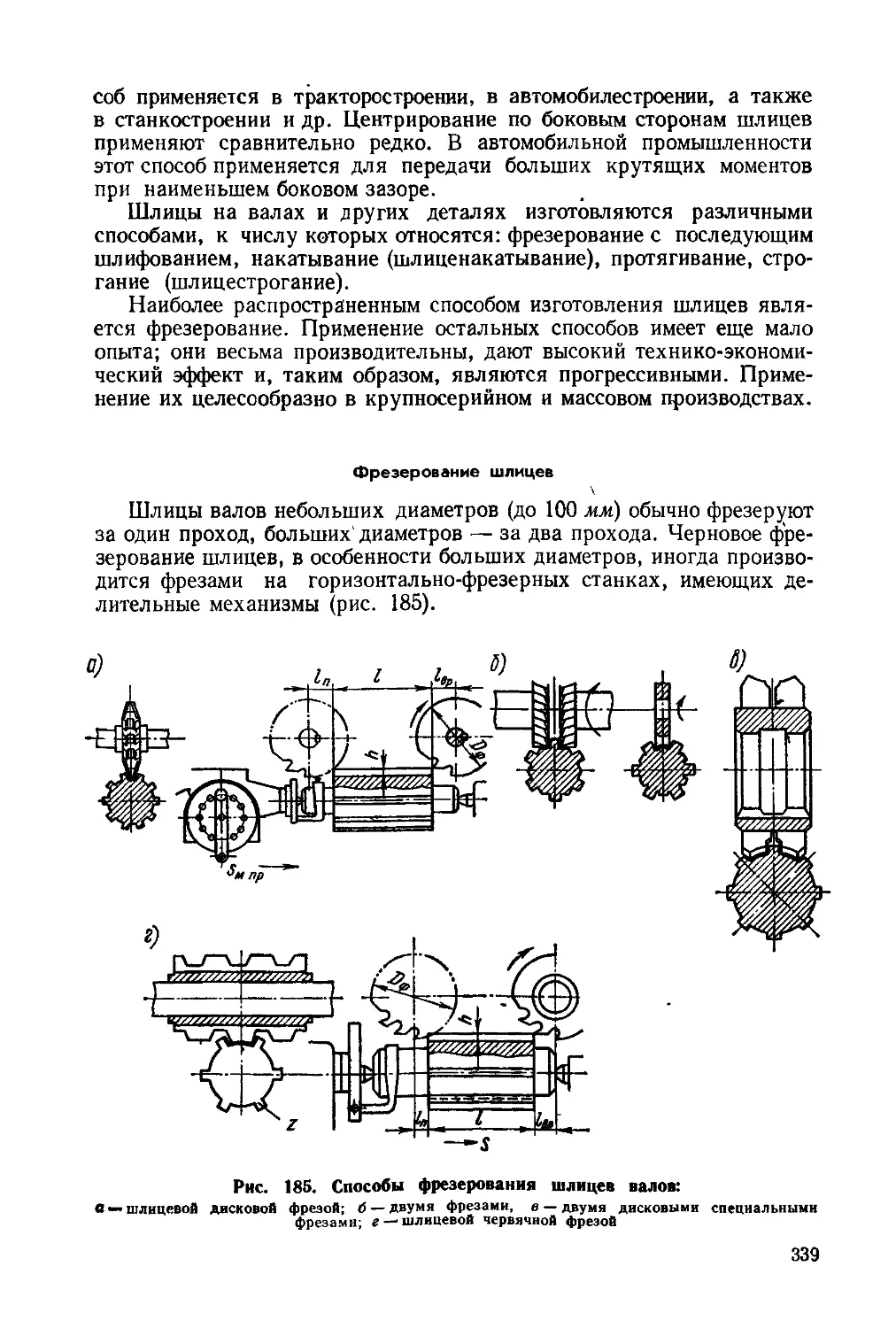
РАЗДЕЛ ПЕРВЫЙ
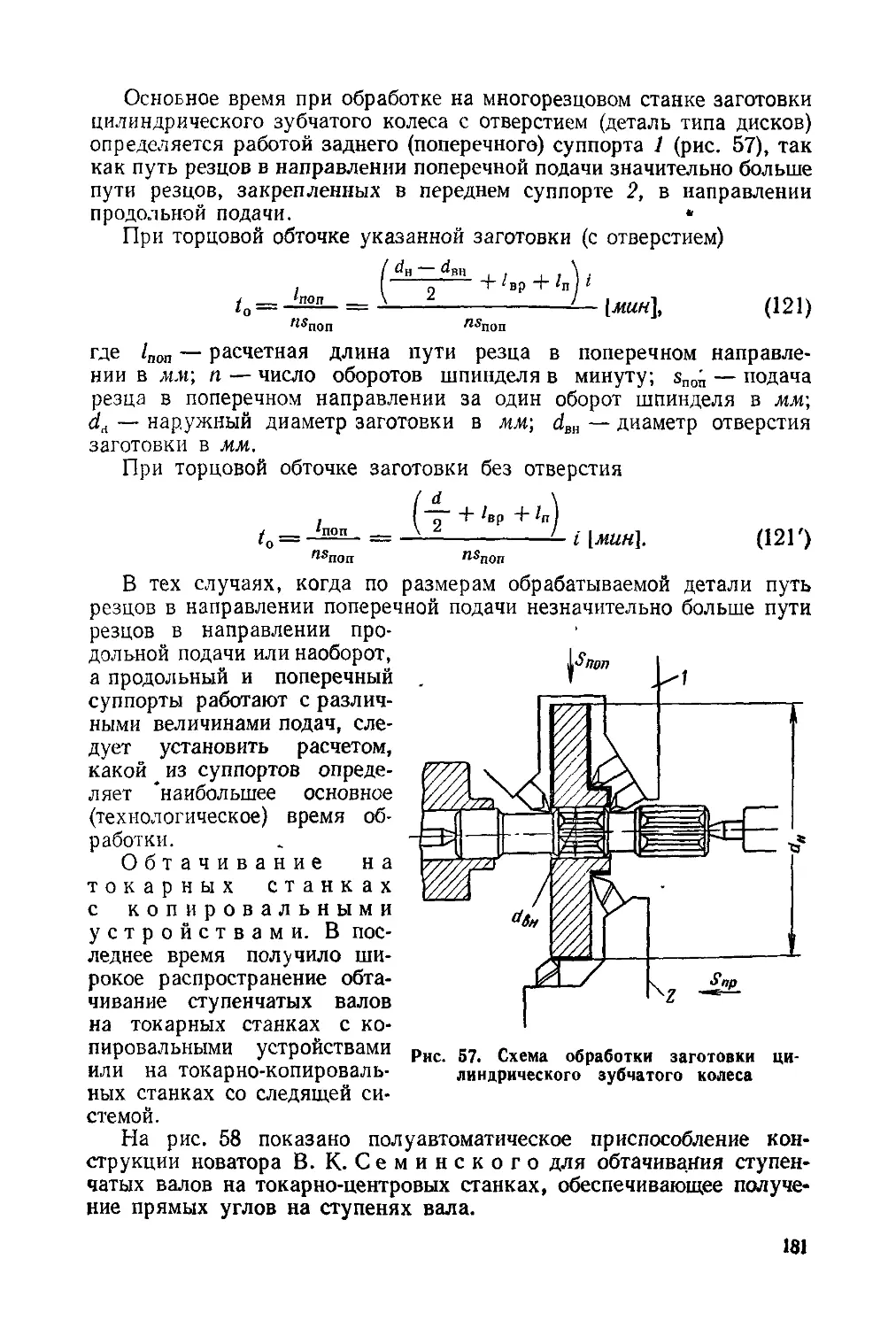
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ГЛАВА I
ОСНОВНЫЕ ПОНЯТИЯ И ПОЛОЖЕНИЯ
1. Производственный и технологический процессы
Под производственным процессом понимают
совокупность отдельных процессов, осуществляемых для получения
из материалов и полуфабрикатов готовых машин (изделий).
В производственный процесс входят не только основные, т. е.
непосредственно связанные с изготовлением деталей и сборкой из
них машины, процессы, но и все вспомогательные процессы, обеспе-
чивающие возможность изготовления продукции (например, транс-
портирование материалов и деталей, контроль деталей, изготовление
приспособлений и инструмента, заточка последнего и т. д.).
Технологическим процессом называют после-
довательное изменение формы, размеров, свойств материала или полу-
фабриката в целях получения детали или изделия в соответствии с
заданными техническими требованиями.
Технологический процесс механической обработки деталей является
частью общего производственного процесса изготовления всей машины.
Производственный процесс разделяется на следующие этапы:
1) изготовление заготовок деталей — литье, ковка, штамповка
или первичная обработка из прокатного материала;
2) обработка заготовок на металлорежущих станках для получе-
ния деталей с окончательными размерами и формами;
3) сборка узлов и агрегатов (или механизмов), т. е. соединение от-
дельных деталей в сборочные единицы и агрегаты (механизмы); в еди-
ничном (индивидуальном) производстве применяются слесарная обра-
ботка и пригонка деталей к месту постановки при сборке; в серийном
производстве эти работы выполняются в незначительном объеме, а в
массовом и крупносерийном не применяются, так как благодаря
применению предельных калибров при обработке на металлорежущих
станках достигается взаимозаменяемость деталей;
4) окончательная сборка всей машины;
5) регулирование и испытание машины;
6) окраска и отделка машины (изделия). (Окраска состоит из не-
скольких операций, выполняемых на разных этапах технологического
процесса, например, шпаклевка, грунтовка и первая окраска отливок,
6
окраска обработанных деталей, окончательная окраска всей машины.)
На каждом этапе производственного процесса, по отдельным опе-
рациям технологического процесса, осуществляется контроль за из-
готовлением деталей в соответствии с техническими условиями, предъ-
являемыми к. детали для обеспечения должного качества готовой ма-
шины (изделия).
Технологический процесс механической обработки деталей должен
проектироваться и выполняться таким образом, чтобы посредством
наиболее рациональных и экономичных способов обработки удовлет-
ворялись требования к деталям (точность обработки и шероховатость
поверхностей, взаимное расположение осей и поверхностей, правиль-
ность контуров и т. д.), обеспечивающие правильную работу со-
бранной машины.
Согласно ГОСТ 3. 1109—73 технологический процесс может быть
проектным, рабочим, единичным, типовым, стандартным, временным,
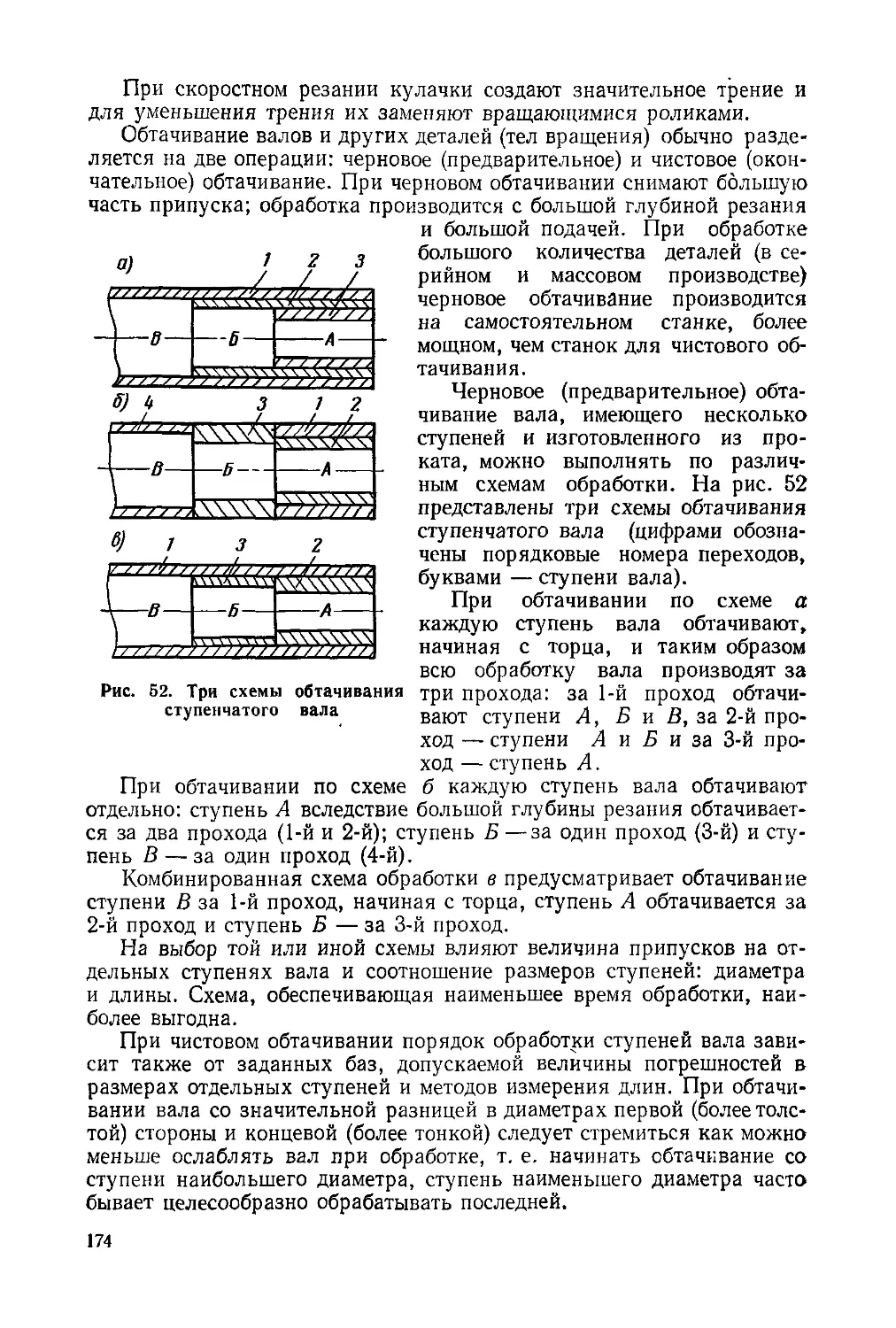
перспективным, маршрутным, операционным, маршрутно-операцион-
ным.
2. Производственный состав машиностроительного завода
Машиностроительные заводы состоят из отдельных производствен-
ных единиц, называемых цехами, и различных устройств.
Состав цехов, устройств и сооружений завода определяется объе-
мом выпуска продукции, характером технологических процессов, тре-
бованиями к качеству изделий и другими производственными факто-
рами, а также в значительной мере степенью специализации производ-
ства и кооперирования завода с другими предприятиями и смежными
производствами.
Специализация предполагает сосредоточение большого объ-
ема выпуска строго определенных видов продукции на каждом пред-
приятии.
Кооперирование предусматривает обеспечение заготовками (от-
ливками, поковками, штамповками), комплектующими агрегатами,
различными приборами и устройствами, изготовляемыми на других
специализированных предприятиях.
Если проектируемый завод будет получать отливки в порядке
кооперирования, то в его составе не будет литейных цехов. Например,
некоторые станкостроительные заводы получают отливки со специали-
зированного литейного завода, снабжающего потребителей литьем
в централизованном порядке.
Состав энергетических и санитарно-технических устройств за-
вода также может быть различным в зависимости от возможности коопе-
рирования с другими промышленными и коммунальными предприя-
тиями по снабжению электроэнергией, газом, паром, сжатым воздухом,
в части устройства транспорта, водопровода, канализации и т. д.
Дальнейшее развитие специализации и в связи с этим широкое
кооперирование предприятий значительно отразятся на производ-
ственной структуре заводов. Во многих случаях в составе машино-
строительных заводов не предусматриваются литейные и кузнечио-
7
штамповочные цехи, цехи по изготовлению крепежных деталей и т. п.,
так как заготовки, метизы и другие детали поставляются специализиро-
ванными заводами. Многие заводы массового производства в порядке
кооперирования со специализированными заводами также могут снаб-
жаться готовыми узлами и агрегатами (механизмами) для выпускае-
мых машин; например, автомобильные и тракторные заводы — готовы-
ми двигателями и др.
Состав машиностроительного завода можно разделить
на следующие группы*:
1) заготовительные цехи (чугунолитейные, сталелитейные, ли-
тейные цветных металлов, кузнечные, кузнечно-прессовые, прессо-
вые, кузнечно-штамповочные и др.);
2) обрабатывающие цехи (механические, термические, холодной
штамповки, деревообрабатывающие, металлопокрытий, сборочные,
окрасочные и др.);
3) вспомогательные цехи (инструментальные, ремонтно-механичес-
кие, электроремонтные, модельные, экспериментальные, испытатель-
ные и др.);
4) складские устройства (для металла, инструмента, формовочных
и шихтовых материалов, принадлежностей и разных материалов для
готовых изделий, топлива, моделей и др.);
5) энергетические устройства (электростанция, теплоэлектроцент-
раль, компрессорные и газогенераторные установки);
6) транспортные устройства;
7) санитарно-технические устройства (отопление, вентиляция, во-
доснабжение, канализация);
8) общезаводские учреждения и устройства (центральная лабо-
ратория, технологическая лаборатория, центральная измерительная
лаборатория, главная контора, проходная контора, медицинский
пункт, амбулатория, устройства связи, столовая и др.).
3. Структура технологического процесса
В целях обеспечения наиболее рационального процесса механичес-
кой обработки заготовки составляется план обработки с указанием,
какие поверхности надо обработать, в каком порядке и какими спосо-
бами.
В связи с этим весь процесс механической обработки расчленяется
на отдельные составные части: технологические операции, установы,
позиции, переходы, ходы, приемы.
Технологической операцией называется часть
технологического процесса, выполняемая на одном рабочем месте и
охватывающая все последовательные действия рабочего (или группы
рабочих) и станка по обработке заготовки (одной или нескольких одно-
временно).
* Подробно излагается в курсе «Основы проектирования машиностроитель-
ных заводов» М. Е. Егорова. «Высшая школа», 1969.
8
Например, обтачивание вала, выполняемое последовательно сна-
чала на одном конце, а потом после поворота, т. е. перестановки вала
в центрах, без снятия его со станка, —- на другом конце, является
одной операцией.
Если же все заготовки (валы) данной партии обтачиваются сначала
на одном конце, а потом на другом, то это составит две операции.
Установом называют часть операции, выполняемую при одном
закреплении заготовки (или нескольких одновременно обрабатывае-
мых) на станке или в приспособлении, или собираемой сборочной еди-
ницы.
Так, например, обтачивание вала при закреплении в центрах —
первый установ; обтачивание вала после его поворота и закрепления
в центрах для обработки другого конца — второй установ. При
каждом повороте детали на какой-либо угол создается новый уста-
нов (при повороте детали необходимо указывать угол поворота:
45°, 90° и т. д.).
Установленная и закрепленная заготовка может изменять свое
положение на станке относительно его рабочих органов под воздей-
ствием перемещающих или поворотных устройств, занимая новую
позицию.
Позицией называется каждое отдельное положение заготов-
ки, занимаемое ею относительно станка при неизменном ее закреп-
лении.
Например, при обработке на многошпиндельных полуавтоматах и
автоматах деталь при одном ее закреплении занимает различные по-
ложения относительно станка путем вращения стола (или барабана),
последовательно подводящего деталь к разным инструментам.
Операция разделяется на переходы — технологические и вспомо-
гательные.
Технологический переход — законченная часть
технологической операции, характеризуемая постоянством применяе-
мого инструмента, поверхностей, образуемых обработкой, или режима
работы станка.
Вспомогательный переход — закончен-
ная часть технологической операции, состоящая из действия человека
и (или) оборудования, которые не сопровождаются изменением формы,
размеров и шероховатости поверхности, но необходимы для выполне-
ния технологического перехода. Примерами вспомогательных пере-
ходов являются установка заготовки, смена инструмента и т. д.
Изменение только одного из перечисленных элементов (обраба-
тываемой поверхности, инструмента или режима резания) определяет
новый переход.
Переход состоит из рабочих и вспомогательных ходов.
Под рабочим ходом понимают часть технологического перехо-
да, охватывающую все действия, связанные со снятием одного слоя
материала при неизменности инструмента, поверхности обработки и
режима работы станка.
На станках, обрабатывающих тела вращения, под рабочим ходом
понимают непрерывную работу инструмента, например на токарном
9
станке снятие резцом одного слоя стружки непрерывно,на строгальном
станке —снятие одного слоя металла по всей поверхности.
Если слой материала не снимается, а подвергается пластической
деформации (например, при образовании рифлений или при обкаты-
вании поверхности гладким роликом с целью ее уплотнения), также
применяют понятие рабочего хода, как и при снятии стружки.
Вспомогательный ход — законченная часть техно-
логического перехода, состоящая из однократного перемещения ин-
струмента относительно заготовки, не сопровождаемого изменением
формы, размеров, шероховатости поверхности или свойств заготовки,
но необходимого для выполнения рабочего хода.
Все действия рабочего, совершаемые им при выполнении техно-
логической операции, расчленяются на отдельные приемы. Под при-
емом понимают законченное действие рабочего. Обычно приемами
являются вспомогательные действия, например постановка или сня-
тие детали, пуск станка, переключение скорости или подачи и т. п.
Понятие «прием» используется при техническом нормировании опера-
ции.
В план механической обработки включают также промежуточные
работы — контрольные, слесарные и др., необходимые для дальнейшей
обработки, например спайка, сборка двух деталей, запрессовка со-
прягаемых деталей, термическая обработка и т. д.; окончательные опе-
рации для других видов работ, выполняемых после механической обра-
ботки, вносятся в план соответствующих видов обработки.
Операциям и переходам в технологической документации придают
порядковые номера, причем операции обозначаются римскими цифра-
ми, а переходы — арабскими. Порядковые номера переходов дают в
каждой операции самостоятельно, начиная с первого номера.
Установки обозначаются буквами, причем в каждой операции бук-
венное обозначение начинается с первой буквы алфавита. Ходы зна-
ками не обозначают, но указывают их число.
Содержание операций и переходов с указанием их номеров и бук-
венных обозначений установок, наименования оборудования, при-
способлений, инструментов, режимов работы, норм времени и другие
данные, необходимые для выполнения технологического процесса,
указываются в технологической документации (см. гл. IX).
Операции формулируются кратко по виду обработки, например:
токарная, фрезерная, сверлильная, шлифовальная и т. д.; переходы
излагаются подробно с указанием наименования, порядкового номера
или размера обрабатываемой поверхности.
Для более ясного и точного представления плана и способа обра-
ботки технологический процесс иллюстрируется графическими изо-
бражениями (эскизами) переходов обработки со схематическим указа-
нием поверхностей обработки, способа крепления детали на станке
(в приспособлении), положения детали, приспособления и инстру-
ментов. Таким образом, эти эскизы изображают технологические на-
ладки для обработки поверхностей детали. Эскиз дается для каждого
перехода отдельно. Эскизы переходов для разных видов обработки
приведены в табл. 1
10
Таблица 1
Эскизы переходов с указанием положения детали и инструмента
Содержание перехода Эскиз перехода Содержание перехода Эскиз перехода
Обточить с 0 О до 0 на длине 1 начерно (начисто) § -- ж ,1. rS Расточить в упор с 0 D до 0 на глубину 1 начерно (начисто) 1 L
Обточить с 0 D до 0 Dx с подрезкой уступа начерно (на- чисто) g Проточить канавку шириной b, с 0 D до 0 Dv *5l я н 1
Подрезать торец с 0 D до 0 Di начерно (начисто) ... Ra .Q Центровать 0 Dxa~ *=4 /\ ^77^ 0 /4-1 X о «ИЗД- 1
Расточить отверстие с 0 D до 0 Di начерно (начисто) Сверлить отверстие 0 D e>j 1
tsP
Содержание перехода
Эскиз перехода
Зенкеровать отверстие 0 D
Развернуть отверстие 0 D
начерно (начисто)
Зенковать фаску hxa
Зенковать уступ глубиной А
с 0 D до 0 Dj.
Продолжение табл. 1
Содержание перехода Эскиз перехода
Цековать по 0 D до зенкером с направлением (а), цековкой (б) а)
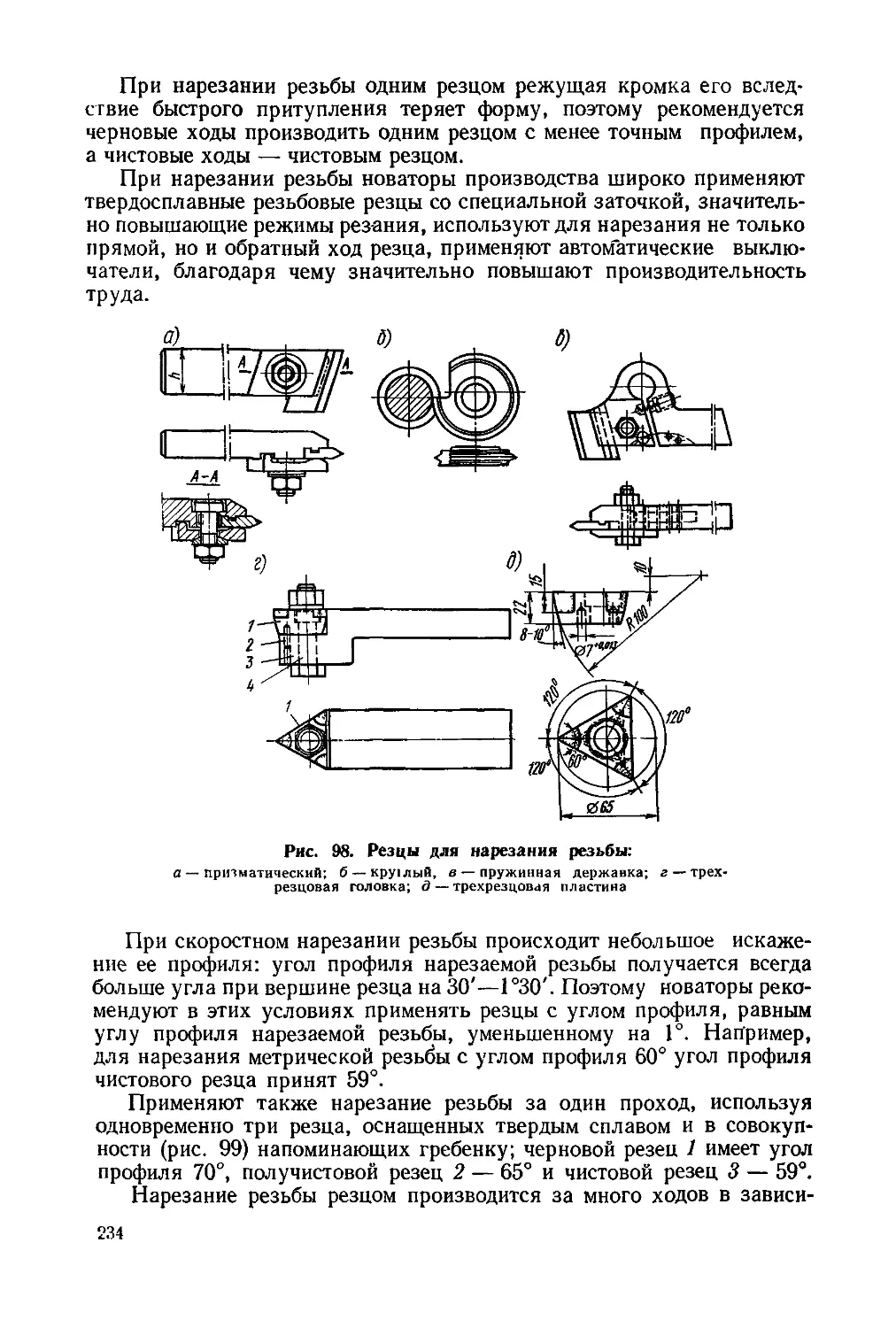
Нарезать резьбу 0 D с ша- гом t метчиком (а), резцом (б) начерно (калибровать) Строгать плоскость А шири- ной Ь в размер Н, начерно (на- чисто) . al S) л = з 1 1 г~к I Л | t
Фрезеровать плоскость ши риной Ъ в размер Н торцовой фрезой (а), набором цилиндри- ческих фрез (б) начерно (на- чисто) Е| Ik
Содержание перехода
Эскиз перехода
Фрезеровать лыску в размер
Н начерно (начисто)
Фрезеровать четыре плоскос-
ти набором фрез в размер Н
и Hi начерно (начисто)
Фрезеровать паз шпоночный
(а), Т-образный шириной b (б)
Фрезеровать шпоночную ка-
навку bxL размер Н шпоноч
ной фрезой (а), пазовой фре-
зой (б) начерно (начисто)
Продолжение табл. I
Содержание перехода Эскиз перехода
Протянуть отверстие 0 D начерно (начисто) —
Протянуть шпоночную ка- навку шириной Ь начерно (начисто) а
Шлифовать по верху до 0 D начерно (начисто)
I Шлифовать на бесцентрово-
•• шлифовальном станке вал 0Z?
начерно (начисто)
Содержание перехода
Эскиз :ерехода
Шлифовать отверстие 0 D
начерно (начисто)
Шлифовать плоскость в раз-
мер Н торцом (а), периферией
круга (6) начерно (начисто)
Хонинговать отверстие 0 D
Суперфинишировать цилиндр
по 0 D
Продолжение табл. 1
Содержание перехода Эскиз перехода
Суперфинишировать отвер- стие 0 D
Фрезеровать зубья шестерни по размеру 1 начерно (на- чисто) Z
Долбить зубья шестерни начерно (начисто)
Шлифовать зубья шестерни
Содержание перехода
Эскиз перехода
Шлифовать шлицы
Шевинговать зубья шестерни
<л
Обкатать зубья шестерни
Продолжение табл. 1
Содержание перехода Эскиз перехода
Притереть зубья шестерни
Строгать зубья конической шестерни
Протянуть зубья коничес кой шестерни Чернобае Чистобые зубы <111 L 'St L , ! Д^Зона детали на 1 зуд
4. Производственная программа
Производственная программа машиностроитель-
ного завода содержит номенклатуру изготовляемых изделий (с указа-
нием их типов и размеров), количество изделий каждого наименования,
подлежащих выпуску в течение года, перечень и количество запасных
деталей к выпускаемым изделиям.
На основании общей производственной программы завода состав-
ляется подетальная производственная программа по цехам, указы-
вающая наименование, количество, черный и чистый вес (массу*) де-
талей, подлежащих изготовлению и обработке в каждом данном цехе
(литейном, кузнечном, механическом и др.) и проходящих обработку
в нескольких цехах; составляется программа по каждому цеху и одна
сводная, указывающая, какие детали и в каком количестве проходят
через каждый цех. При составлении подетальных программ по цехам
к общему количеству деталей, определяемому производственной про-
граммой, прибавляются детали запасные, прилагаемые к выпускаемым
машинам, а также поставляемые в качестве запасных частей для обес-
печения бесперебойной работы машин, находящихся в эксплуатации.
Количество запасных деталей принимают в процентном отношении к
количеству основных деталей.
К производственной программе прилагаются чертежи общих видов
машин, чертежи сборочные и отдельных деталей, спецификации де-
талей, а также описание конструкций машин и технические условия
на их изготовление и сдачу (о технической документации подробнее
см. гл. IX).
5. Виды (типы) производства и характеристика их
технологических процессов. Организационные формы работы
В зависимости от размера производственной программы, характера
продукции, а также технических и экономических условий осуществле-
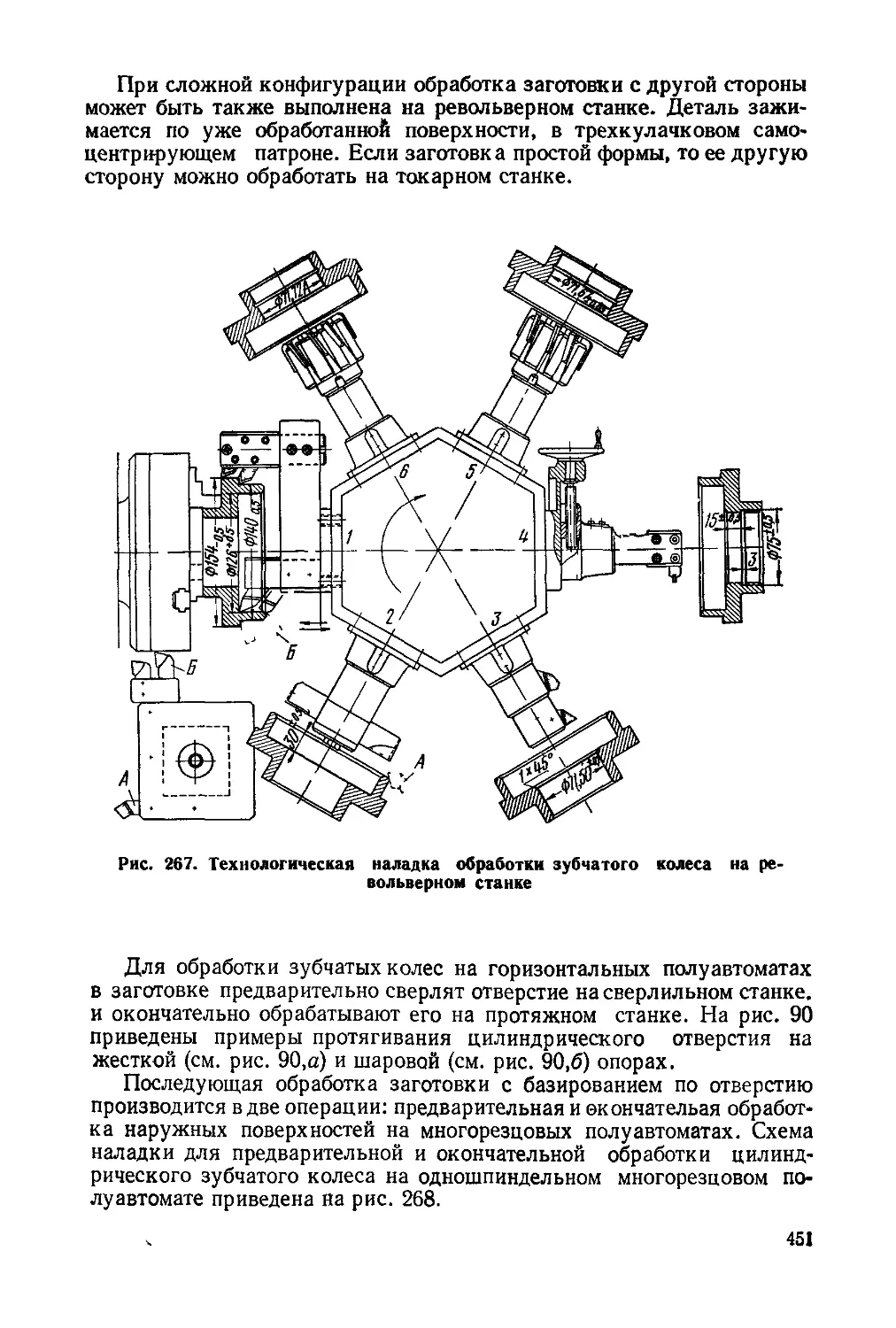
ния производственного процесса все разнообразные производства
условно делятся на три основных вида (или типа): единичное (ин-
дивидуальное), серийное и массовое. У каждого из этих видов произ-
водственный и технологический процессы имеют свои характерные
особенности, и каждому из них свойственна определенная форма орга-
низации работы.
Необходимо отметить, что на одном и том же предприятии и даже
в одном и том же цехе могут существовать различные виды производ-
* С 1 января 1963 г. в СССР введен в действие принятый в 1961 г. ГОСТ
9 867—61 «Международная система единиц» (СИ), который устанавливает предпоч-
тительное применение этой системы в науке, технике и всех областях народного
хозяйства СССР. В СИ вместо термина вес, когда он характеризует количество ве-
щества (например, расход материала на изготовление продукции), применяется
термин масса. Единицей массы является килограмм (кг). Если же термин вес ха-
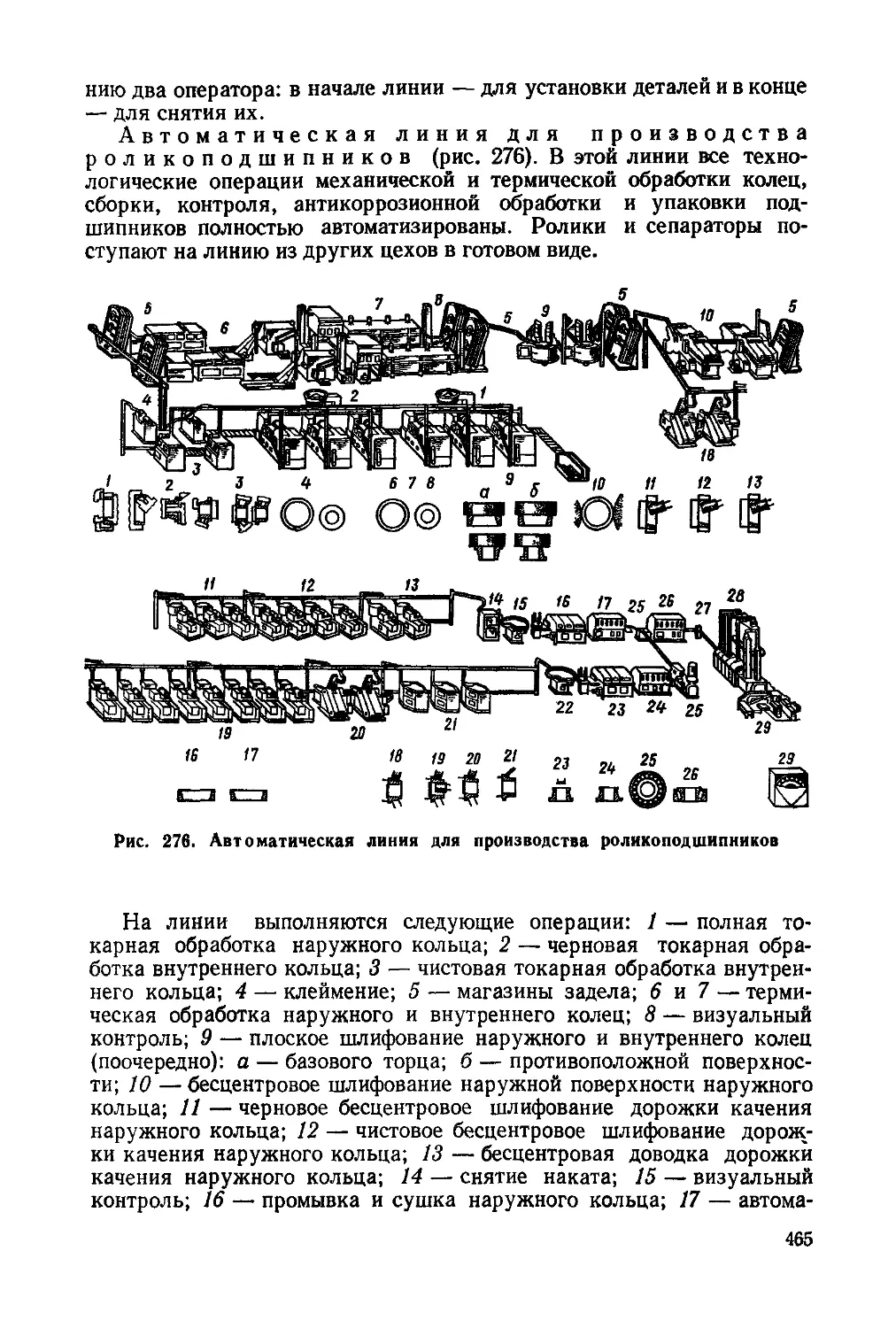
рактеризует силу, возникающую под действием земного притяжения на данное
тело, то в СИ применяется термин сила тяжести. Единицей силы является нью-
тон («)• 1 кГ = 9,80665 н, или приближенно 1 кГ «= 9,81 «.
16
ства, т. е. отдельные изделия или детали могут изготовляться на за-
воде или в цехе по разным технологическим принципам: технология
изготовления одних деталей соответствует единичному производству,
а других — массовому, или одних — массовому, а других — серий-
ному и т. п. Так, например, в тяжелом машиностроении, имеющем
характер единичного производства, мелкие детали, требующиеся в
большом количестве, могут изготовляться по принципу серийного и
даже массового производства.
Таким образом, характеризовать производство всего завода пли
цеха в целом можно только по признаку преимущественного харак-
тера производственных и технологических процессов.
Единичным называется такое производство, при котором
изделия изготовляются единичными экземплярами, разнообразными
по конструкции или размерам, причем повторяемость этих изделий
редка или совсем отсутствует.
Единичное производство универсально, т. е. охватывает разно-
характерные типы изделий, поэтому оно должно быть очень гибким,
приспособленным к выполнению разнообразных заданий. Для этого
завод должен располагать комплектом универсального оборудования,
обеспечивающим изготовление изделий сравнительно широкой номен-
клатуры. Этот комплект оборудования должен быть подобран таким
образом, чтобы, с одной стороны, можно было применять различные
виды обработки, а с другой — чтобы количественное соотношение от-
дельных видов оборудования гарантировало определенную про-
пускную способность завода.
Технологический процесс изготовления деталей при этом виде
производства имеет уплотненный характер: на одном станке выпол-
няются несколько операций и часто производится полная обработка
деталей разнообразных конструкций и из различных материалов.
Ввиду разнохарактерности работ, выполняемых на одном станке, и
неизбежности вследствие этого в каждом случае подготовки и наладки
станка для новой работы основное (технологическое) время* в общей
структуре нормы времени невелико.
Приспособления для обработки деталей на станках имеют здесь уни-
версальный характер, т. е. могут быть использованы в разнообразных
случаях (например, тиски для крепления деталей, угольники, прихва-
ты и т. п.). Специальные приспособления не применяют или применяют
редко, так как значительные затраты на их изготовление экономи-
чески не оправдываются.
Необходимый при этом виде производства режущий инструмент
также должен быть универсальным (стандартные сверла, развертки,
фрезы, резцы обычных типов и т. п.), так как ввиду разнообразия
обрабатываемых деталей применение специального инструмента эко-
номически не представляется возможным.
Равным образом и измерительный инструмент, употребляемый
при обработке деталей, должен быть универсальным, т. е. измерять
детали разнообразных размеров; в этом случае широко применяют
* Подробнее см. гл. VII.
17
штангенциркули, микрометры, нутромеры, штихмасы, индикаторы и
другие универсальные измерительные средства.
Разнохарактерность изготовляемых изделий, неравномерность по
времени поступления в производство более или менее сходных кон-
струкций, различие требований, предъявляемых к изделию в отношении
точности обработки деталей и качества применяемых материалов,
необходимость благодаря разнообразию деталей выполнения различ-
ных операций на универсальном оборудовании — все это создает
особые условия успешной работы цехов и всего завода, характерные
для единичного производства.
Указанные особенности этого вида производства обусловливают
относительно высокую себестоимость выпускаемых изделий. Увели-
чение потребности в данной продукции с одновременным уменьшением
ее номенклатуры и стабилизацией конструкций изделий создает воз-
можность перехода от единичного производства к серийному.
Единичное производство существует в тяжелом машиностроении,
на судостроительных верфях, на предприятиях, выпускающих слож-
ное оборудование для химических и металлургических заводов, в
ремонтных цехах и т. д.
jC е р и й н о е производство занимает промежуточное поло-
жение между единичным и массовым производством.
При серийном производстве изделия изготовляют партиями или
сериями^ состоящими из одноименных, однотипных по конструкции
_и одинаковых по размерам изделий, запускаемых в производство одно-
временно. Основным принципом этого вида производства является
изготовление всей партии (серии) целиком как в обработке деталей,
так и в сборке.
Понятие «партия» относится к количеству деталей, а понятие
«серия» — к количеству машин, запускаемых в производство одно-
временно. Количество деталей в партии и количество машин в серии
могут быть различными.
В серийном производстве в зависимости от количества изделий в
серии, их характера и трудоемкости, частоты повторяемости серий в
течение года различают производство мелкосерийное, среднесерийное
и крупносерийное. Такое подразделение является условным для раз-
ных отраслей машиностроения: при одном и том же количестве машин в
серии, но различных размеров, сложности и трудоемкости производ-
ство может быть отнесено к разным видам (табл. 2).
Таблица 2
Примерное распределение количества машин по серийности
Вид производства Количество машин в серии
крупных средних малых
Мелкосерийные 2-5 6—25 10—50
Среднесерийные 6—25 26—150 51—300
Крупносерийные Свыше 25 Свыше 150 Свыше 300
II
В серийном производстве технологический процесс преимуществен-
но дифференцирован, т.е. расчленен на отдельные операции, которые
закреплены за определенными станками.
Станки здесь применяются разнообразных видов: универсальные,
специализированные, специальные, автоматизированные, агрегатные.
Станочный парк должен быть специализирован в такой мере, чтобы
был возможен-переход от производства одной серии машин к произ-
водству другой, несколько отличающейся от первой в конструктив-
ном отношении.
При использовании универсальных станков должны широко при-
меняться специализированные * и специальные приспособления, спе-
циализированный и специальный режущий инструмент и, наконец,
измерительный инструмент в виде предельных (стандартных и специаль-
ных) калибров и шаблонов, обеспечивающих взаимозаменяемость обра-
ботанных деталей. Все это оборудование и оснастку в серийном про-
изводстве можно применять достаточно широко, так как при повто-
ряемости процессов изготовления одних и тех же деталей указанные
средства производства дают технико-экономический эффект, который
с большой выгодой окупает затраты на них. Однако в каждом отдель-
ном случае при выборе специального или специализированного стан-
ка, изготовлении дорогостоящего приспособления или инструмента
необходимо подсчитать затраты и ожидаемый технико-экономический
эффект.
Серийное производство значительно экономичнее, чем единичное,
так как лучшее использование оборудования, специализация рабочих,
увеличение производительности труда обеспечивают уменьшение себе-
стоимости продукции.
Серийное производство является наиболее распространенным видом
производства в общем и среднем машиностроении. К этому виду про-
изводства относятся: станкостроение, производство прессов, компрес-
соров, насосов, вентиляторов, текстильных машин, деревообделоч-
ных станков, оборудования для пищевой и лесной промышленности,
для коммунального хозяйства, транспорта и т. д.
Массовым называется производство, в котором при доста-
точно большом количестве одинаковых выпусков изделий изготовле-
ние их ведется путем непрерывного выполнения на рабочих местах
одних и тех же постоянно повторяющихся операций.
Массовое производство бывает следующих видов:
а) поточно-массовое производство, при ко-
тором осуществляется непрерывность движения деталей по рабочим
местам, расположенным в порядке последовательности технологи-
ческих операций, закрепленных за определенными рабочими местами и
выполняемых примерно в одинаковый (или кратный) промежуток
времени, соответствующий такту выпуска** деталей;
* В качестве специализированного приспособления (или инструмента)
могут использоваться нормализованные конструкции, приспособленные для
данной операции.
** См. гл. VIII.
19
б) массовое прямоточное производство.
Здесь технологические операции также выполняются на определенных
рабочих местах, расположенных в порядке операций, но время на вы-
полнение отдельных операций не всегда одинаково (или кратно такту),
вследствие чего у некоторых станков образуются заделы и движение
деталей протекает с перерывами.
Массовое производство возможно и экономически выгодно при
выпуске достаточно большого количества изделий, когда все затраты
на организацию массового производства окупаются и себестоимость
единицы выпускаемой продукции получается меньше, чем при серий-
ном производстве.
Экономичность выпуска достаточно большого количества изделий
можно выразить следующей формулой:
fl ' у
SC SM
где п — число единиц изделий; С — величина затрат при переходе с
серийного на массовое производство; sc — себестоимость единицы
изделий при серийном производстве; sM — себестоимость единицы
изделий при массовом производстве.
К условиям, определяющим эффективность массового производ-
ства, относятся прежде всего объем производственной программы и
специализация завода на определенных типах изделий, причем наи-
более благоприятным условием массового производства является такая
специализация, когда в производстве находится один тип, одна конст-
рукция изделия.
Однако изделия массового производства с течением времени и раз-
витием техники все же подвергаются конструктивным изменениям в
целях улучшения их эксплуатационных качеств или в связи с тре-
бованиями технологического характера. В таких случаях технологи-
ческий процесс приходится перестраивать.
При массовом и крупносерийном производстве технологический
процесс строится по принципу дифференциации или по принципу
концентрации операций.
По первому принципу технологический процесс диф-
ференцируется (расчленяется) на элементарные операции с примерно
одинаковым временем выполнения (тактом) или кратные такту; каж-
дый станок выполняет одну определенную операцию. В связи с этим
станки здесь применяются специальные и узкоспециализированные;
приспособления для обработки должны быть также специальными,
предназначенными для выполнения только одной операции. Часто
такое специальное приспособление является неотъемлемой частью
станка.
По второму принципу технологический процесс пре-
дусматривает концентрацию операций, выполняемых на многошпин-
дельных автоматах, полуавтоматах, агрегатных, многопозиционных,
многорезцовых станках, отдельно на каждом станке или на автома-
тизированных станках, связанных в одну линию (автоматические ли-
нии), производящих одновременно несколько операций при малой за-
20
трате основного (технологического) времени. Подобные станки все
шире внедряются в производство; особенно широкое применение они
получили в автомобильном и тракторном производстве.
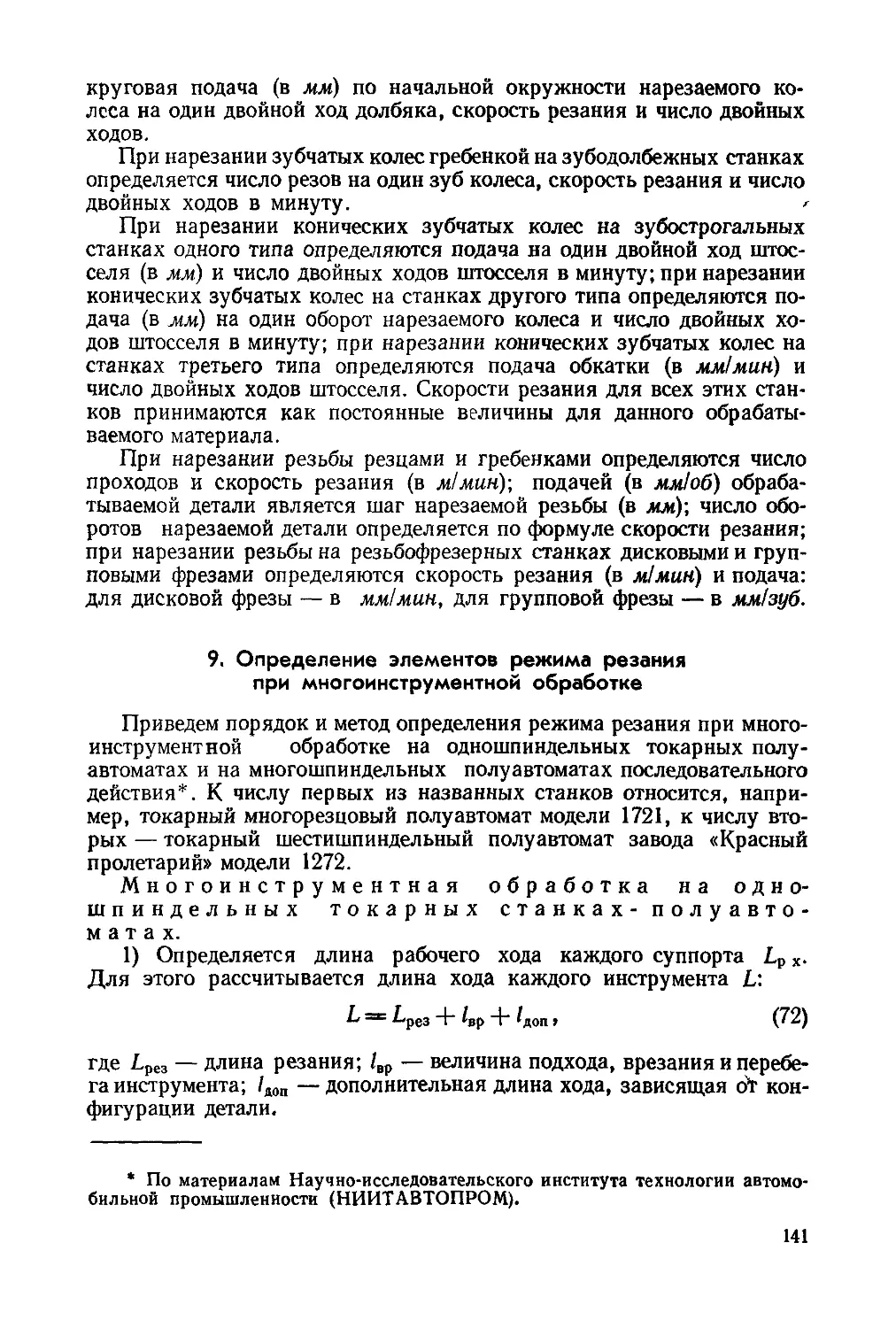
На рис. 1 показана схема наладки для обработки по принципу
концентрации ступенчатого вала на шестишпиндельном вертикальном
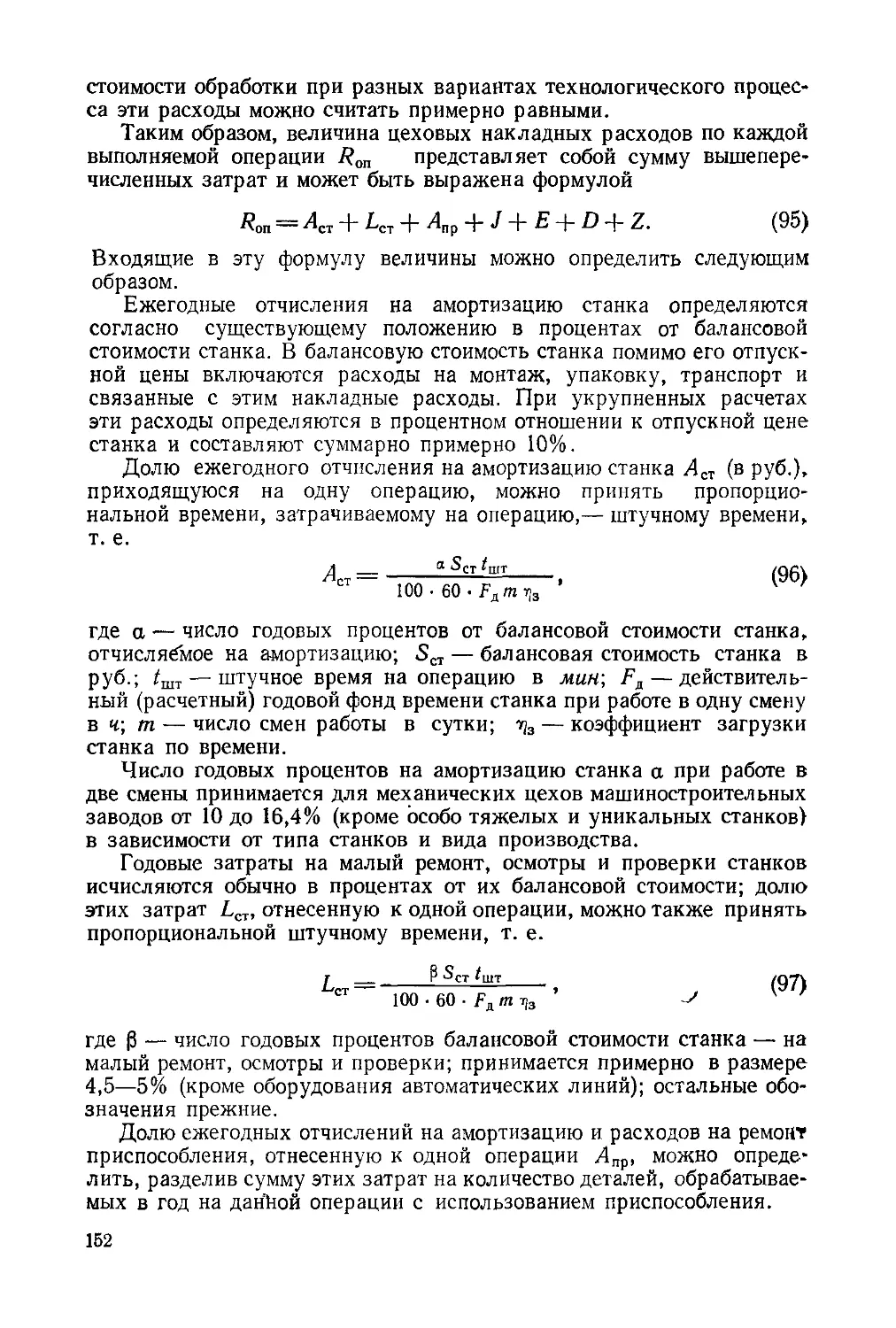
токарном полуавтомате. На рис. 2 изображена схема унифицированной
наладки для обработки на таком же станке двух шестерен — цилин-
дрической и конической.
Режущий инструмент для выполнения определенных операций
применяется преимущественно специальный и специализированный.
Рис. 1. Эскизы технологической наладки для обработки сту-
пенчатого вала на шестишпиндельном вертикальном токарном
полуавтомате непрерывного действия
В качестве измерительного инструмента, гарантирующего взаимо-
заменяемость деталей, применяют предельные калибры, а также из-
мерительные приборы, приспособления и автоматические измеритель-
ные устройства.
Наиболее эффективны автоматические контрольные устройства, из-
меряющие детали в процессе их обработки на станках. Благодаря этим
21
S5
Рис. 2. Эскизы унифицированной технологической наладки для обработки двух зубчатых колес (Д и В)
на шестишпиндельном вертикальном токарном полуавтомате:
поз. II —а гнезде а крепятся инструменты: / — для детали Л. 2 — для детали В; поз. III —в гнездах а, Ь, с, d крепятся
инструменты: 1, 2, 3 — для детали А и 4. 5, 6 — для детали В; поз IV— в гнездах а, b, с. d крепятся инструменты:
1. 2, 3 — для детали А и 4, 5 — для детали В; поз. V — в гнездах а, Ь крепятся инструменты: 1 — для детали А и 2, 3 —
для детали В; поз. VI — в гнездах а, b крепятся инструменты: 1,2 — для детали А а 3 — для детали В
устройствам повышается производительность станков, так как исклю-
чается необходимость их остановки для промера деталей и представ-
ляется возможность одновременного обслуживания нескольких стан-
ков, снабженных такими автоматическими устройствами для изме-
рения.
Техническая организация массового производства должна быть
весьма совершенной. Как уже указывалось, технологический процесс
должен быть разработан детально и точно в отношении как методов
обработки, так и расчетов основного (технологического) и вспомога-
тельного времени*.
Оборудование должно быть точно определено и расставлено та-
ким образом, чтобы его количество, типы, комплектность и произво-
дительность соответствовали заданному выпуску продукции.
Особенно важное значение в массовом производстве имеет орга-
низация технологического контроля, так как недостаточно тщатель-
ная проверка деталей и несвоевременная отбраковка негодных де-
талей могут привести к задержке и разладке всего производственного
процесса. Лучшие результаты достигаются при использовании (где
возможно) автоматического контроля в процессе обработки.
Организация снабжения рабочего места основными и вспомогатель-
ными материалами, полуфабрикатами, режущим, измерительным и
вспомогательным инструментом, приспособлениями и т. д. должна
обеспечивать бесперебойность работы.
Несмотря на большие первоначальные капитальные затраты, необ-
ходимые для организации массового производства, технико-экономи-
ческий эффект его на правильно организованном предприятии бы-
вает обычно высок и значительно больше, чем при серийном производ-
стве.
Себестоимость одного и того же вида продукции при массовом
производстве значительно ниже, оборачиваемость средств выше, рас-
ходы на транспорт меньше, выпуск продукции больше, чем при серий-
ном производстве.’
Массовое производство получило широкое применение в автомо-
биле- и тракторостроении, двигателестроении, сельскохозяйствен-
ном машиностроении, на предприятиях, изготовляющих мотоциклы,
велосипеды, швейные машины и т. д.
Каждому из описанных выше видов производства (единичному, се-
рийному, массовому) свойственны соответствующие формы органи-
зации работы и способы расположения оборудования, которые опреде-
ляются характером изделия и производственного процесса, объемом
выпуска и рядом других факторов.
Существуют следующие основные формы организации работы:
1) П о видам оборудован и я, свойственная главным обра-
зом единичному производству; для отдельных деталей применяется
в серийном производстве.
* См. гл. VII.
23
Станки располагают по признаку однородности обработки, т. е.
создают участки станков, предназначенных для одного вида обработки,
— токарных, строгальных, фрезерных и др.
2) Предметная, свойственная главным образом серийному
производству; для отдельных деталей применяется в массовом про-
изводстве.
Станки располагают в последовательности технологических опе-
раций для одной или нескольких деталей, требующих одинакового
порядка обработки. В той же последовательности, очевидно, обра-
зуется и движение деталей. Детали обрабатывают на станках партия-
ми; при этом время выполнения операции на отдельных станках
может быть не согласовано с другими станками. Изготовленные дета-
ли во время работы хранят у станков и затем транспортируют целой
партией. Детали, ожидающие поступления на следующий станок для
выполнения очередной операции, хранят или у станков, или на спе-
циальных площадках между станками, на которых производится кон-
троль деталей.
3) Поточно - серийная, или переменно - поточ-
ная, свойственная серийному производству; станки располагают
также в последовательности технологических операций, установлен-
ной для деталей, обрабатываемых на данной станочной линии. Произ-
водство идет партиями, причем детали каждой партии могут несколько
отличаться одна от другой размерами или конструкцией, допускаю-
щими, однако, обработку их на одном и том же оборудовании. Произ-
водственный процесс ведется таким образом, что время выполнения
операции на одном станке согласовано с временем работы на следующем
станке; детали данной партии перемещают со станка на станок в по-
следовательности технологических операций, создавая непрерывность
движения. Переналадка станков, приспособлений и инструментов, а
также перестройка производственного процесса при переходе на обра-
ботку других разновидностей сходных деталей обеспечиваются пред-
варительной технической подготовкой.
4) Прямоточная, свойственная массовому и в меньшей мере
крупносерийному производству; станки располагают в последователь-
ности технологических операций, закрепленных за определенными
станками; детали со станка на станок передают поштучно, но синхрони-
зация времени операций выдерживается не на всех участках линий,
т. е. время выполнения отдельных операций не всегда одинаково
(или кратно такту); вследствие этого около станков, у которых время
выполнения операции больше такта, создаются заделы необработан-
ных деталей. Такая форма работы называется иногда пульсирующим
потоком.
Транспортирование деталей от одного рабочего места к другому
осуществляется рольгангами, наклонными лотками и другими
немеханизированными транспортными устройствами; иногда приме-
няют и конвейеры, служащие здесь только в качестве транспор-
теров.
5) Непрерывным потоком, свойственная только мас-
совому производству. При этой форме организации работы станки
24
располагают в последовательности операций технологического про-
цесса, закрепленных за определенными станками, время выполнения
отдельных операций на всех рабочих местах примерно одинаково или
кратно такту, благодаря чему достигается синхронизация операций и
создается определенный такт работы для всей поточной линии.
Различают несколько разновидностей работы непрерывным пото-
ком:
а) С передачей деталей (изделий) простыми транспортными устрой-
ствами — без тягового элемента (рольганги, склизы, скаты, наклонные
желобы и т. п.).
б) С периодической подачей деталей (изделий) транспортными
устройствами с тяговым элементом.
Передвижение деталей от одного рабочего места к другому про-
изводится при помощи механических конвейеров, которые двигаются
периодически — толчками. Конвейер перемещает деталь через про-
межуток времени, соответствующий величине такта работы, в течение
которого конвейер стоит и выполняется рабочая операция; продол-
жительность выполнения операции примерно равна (или кратна)
величине такта работы, который поддерживается конвейером меха-
нически.
в) С непрерывной подачей деталей (изделий) транспортными устрой-
ствами с тяговым элементом; в этом случае механический конвейер
движется непрерывно, перемещая расположенные на нем детали от
одного рабочего места к другому. Операция выполняется во время
движения конвейера; при этом деталь или снимается с конвейера для
выполнения операции, или остается на конвейере и в этом случае опе-
рация выполняется во время движения детали вместе с конвейером.
Скорость движения конвейера должна соответствовать времени, необ-
ходимому на выполнение операции. Как и в предыдущем случае, такт
работы механически поддерживается конвейером.
Для всех рассмотренных случаев работы непрерывным потоком
можно установить, что решающим фактором, обусловливающим со-
блюдение принципа непрерывного потока, является не механическое
транспортирование деталей (изделий), а такт работы.
ГЛАВА И
ВИДЫ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ МАШИН И ДЕТАЛЕЙ
1. Общий обзор применяемых видов обработки деталей машин
1) Изготовление заготовок деталей машин про-
изводится:
а) литьем металлов различными способами: в земляные формы,
в металлические формы (кокили), центробежным способом, под давле-
нием, по выплавляемым моделям (прецизионное литье), в оболочковые
25
' (корковые) формы, методом вакуумного всасывания (литье цветных
сплавов);
б) обработкой металлов давлением (пластическим деформировани-
ем), ковкой, штамповкой (горячей и холодной), прессованием (выда-
вливанием), прокаткой, волочением;
в) литьем из пластмасс;
г) штамповкой пластмасс.
2) Обработка заготовок деталей машин
механическими способами:
а) снятием стружки — резание металла лезвийными инструмента-
ми и абразивами на металлорежущих станках;
б) пластическим деформированием (без снятия стружки) — уплот-
нение металла; обкатывание и раскатывание роликами, продавлива-
ние — калибрование отверстий шариком или оправкой; накатывание
(для получения рифленой поверхности);
в) холодной правкой металлических деталей;
г) дробеструйной обработкой металлических деталей, которая со-
стоит в том, что термически обработанные детали подвергают в спе-
циальных установках ударному воздействию потока стальной или
чугунной дроби, выбрасываемой механическим (или пневматическим)
дробеметом. Сущность процесса заключается в том, что поверхностный
слой обрабатываемой детали пластически деформируется — накле-
пывается, благодаря чему еготвердость и прочность повышаются;
д) пластическим деформированием пластмасс.
3) X и м и к о - механическая обработка:
а) доводка (притирка) притирами, изготовленными преимущест-
венно из чугуна, меди или латуни и шаржированными * мелкозер-
нистыми абразивными порошками, микропорошками и пастами.
Материал притира должен быть мягче, чем материал обрабатываемой
детали;
б) полирование мягкими кругами (из сукна, бязи, войлока, бу-
маги, кожи) с помощью полировальных паст, содержащих (как и при-
тирочные пасты) поверхностно-активные вещества, химически воз-
действующие на обрабатываемый материал;
в) обработка (затачивание и доводка) твердосплавного инструмен-
та в растворе сернокислой меди с помощью абразивного порошка и
металлического диска.
4) Электрохимическая обработка. Сущность
электрохимическйх методов заключается в применении электрической
энергии в форме электролиза. Одним из таких методов является эле-
ктрополирование, которое осуществляется в обычных электролити-
ческих ваннах с применением специальных электролитов и соответ-
ствующих режимов тока.
5) Термическая обработка. Термическая обработка
применяется с целью видоизменить структуру металла для получения
* Шаржированием называется внедрение в рабочую поверхность притира
зерен абразива с помощью специальной плитки или ролика.
26
механических и физических свойств его, соответствующих техническим
требованиям.
Термическая обработка деталей машин может быть применена на
начальной, промежуточной и конечной стадиях технологического про-
цесса. Характер операций термической обработки обусловливается
конструктивными и эксплуатационными требованиями, а также тре-
бованиями технологии механической обработки.
Химико - термическая обработка металличес-
ких деталей применяется с целью улучшить физико- химические и
механические свойства деталей — повысить их жаропрочность, изно-
соустойчивость и т. д. путем изменения химического состава поверх-
ностного слоя металла, который искусственно насыщается азотом
(процесс носит название азотирования), алюминием (алитирование),
углеродом и азотом одновременно с последующей закалкой (циани-
рование) и некоторыми другими элементами. Сюда же иногда относят
широко распространенный процесс термической обработки — насы-
щение низкоуглеродистой стали углеродом с последующей закалкой
(цементация).
6) Старение заготовок деталей. Старение имеет
целью привести структуру отливки в состояние равновесия, т. е. осво-
бодить заготовку от внутренних напряжений, возникающих как при
застывании металла, так и при предварительной механической обра-
ботке (обдирке).
Старение бывает естественное и искусственное. Метод естественного
старения заключается в том, что заготовка после литья или после об-
дирки выдерживается на открытом воздухе под воздействием атмос-
феры в течение 0,5—6 месяцев и более.
Ввиду длительности этого процесса чаще применяется метод ис-
кусственного старения. Искусственное старение преимущественно
осуществляется термической обработкой заготовки путем нагревания
ее в печи (электрической, газовой, нефтяной) при температуре 450—
500° С, выдержки- в течение 12—15 ч и охлаждения в течение 2,5—3 ч
вместе с печью, после чего заготовка окончательно охлаждается на
воздухе.
Иногда искусственное старение производят другими способами, на-
пример обстукиванием детали, подвешенной на блоке, встряхиванием,
пропусканием электрического тока, пропусканием детали через моеч-
ную машину с холодной и горячей водой, шлифованием необрабаты-
ваемых поверхностей детали ручными шлифовальными кругами.
Старение применяется преимущественно для крупных литых де-
талей, от которых требуется возможно большая стабильность формы и
размеров, например для станин металлорежущих станков.
7) Электроискровой метод* обработки металлов состоит в том,
что между двумя сближенными металлическими электродами, находящимися под
током (одним из которых — анодом — служит обрабатываемая деталь), возни-
кает электроискровой разряд, вследствие чего происходит местное направленное
разрушение (электроэрозия) металла — анода.
* О методах обработки, указанных в пп. 7—11, см. подробнее в разд. V.
27
Эгот метод электрообработки применяется для получения сквозных и глу-
хих отверстий разного профиля в металлических заготовках (например, в штам-
пах) при обработке закаленных металлов, твердых сплавов и других труднообра-
батываемых токопроводящих материалов.
8) Анодно-механический метод заключается в том, что при
прохождении постоянного тока через электролит и электроды происходит процесс
растворения поверхности анода с образованием пленки, которая принудительно
снимается вращающимся диском.
Анодно-механический метод обработки применяется при разрезании труднооб-
рабатываемых металлов, заточке и доводке режущего инструмента из твердых
сплавов, отделочном шлифовании твердых магнитных сплавов.
Анодно-механическое разрезание металла осуществляется диском-электро-
дом, вращающимся с большой скоростью. Диск-электрод присоединен к отрица-
тельному полюсу (зажиму), заготовка — к положительному. В зону обработки
подается водный раствор жидкого стекла — электролит; между диском и заго-
товкой непрерывно проходит электрический ток. Питание установки происходит
от источника постоянного тока. Врезание диска достигается поперечной подачей
его. Диск изготовляется из материала с твердостью ниже твердости разрезаемой
заготовки — из мягкой стали, меди, чугуна.
9) Ультразвуковой метод заключается в том, что энергия вибри-
рующего инструмента в виде ультразвуковых колебаний воздуха передается
частицам абразивного микропорошка, которые поступают взвешенными в воде
или масле под торцовую поверхность инструмента и разрушают обрабатываемый
материал.
Этот метод позволяет обрабатывать отверстия любого профиля в деталях,
изготовляемых из труднообрабатываемых материалов, таких, как, например,
алмаз, стекло, керамика, твердые сплавы, кварц и др.
10) П о к р ы т и е металлами и сплавами поверхностей
деталей. Для покрытия поверхностей деталей слоем других металлов наибо-
лее широко применяется гальванический метод, основанный на элект-
ролизе. Этим методом пользуются для покрытия деталей слоем хрома, никеля,
цинка, меди и др.
Хромирование поверхностей деталей производится с целью предохранения
их от коррозии, увеличения сопротивляемости механическому изнашиванию, про-
дления срока службы, восстановления размеров изношенных поверхностей, для
придания деталям красивого вида и блеска.
Никелирование применяется для придания изделиям красивой блестящей
поверхности и в меньшей степени для предохранения деталей от коррозии.
Омеднению подвергают части цементируемой детали (не подлежащие после-
дующей закалке) для предохранения их от науглероживания в целях облегчения
последующей механической обработки.
Металлизация — покрытие посредством распыления (пуль-
веризации) расплавленного металла — применяется для ремонта и восстановле-
ния изношенных деталей, исправления брака, повышения жароупорности дета-
лей(например, покрытие алюминием), придания антикоррозионных свойств
(оцинковка). Процесс в основном протекает следующим образом. К соплу аппара-
та подается проволока из металла, служащего материалом для покрытия, к кото-
рой подводятся кислород и ацетилен, дающие при горении высокую температуру
(до 3000° С), проволока плавится; расплавленный металл распыляется сжатым
воздухом, поступающим к соплу под давлением до 4 ат (392,4 кн/м2}*, с силой
ударяется о поверхность детали и прочно к ней пристает.
Реже применяется в машиностроении термическая металлиза-
ция — нагрев покрываемых деталей вместе с расплавленным металлом покры-
тия (например, алюминием) для изменения химических свойств поверхностного
* В СИ единица давления 1 ат = 98066,5 н!м2, или приближенно 1 ат =
= 98,1 кн/м2. Здесь приставка «к» (кило) означает 1000 = 10s (по ГОСТ 7663—
65 «Образование кратных и дольных единиц измерений)). В дальнейшем изложе-
нии после значений величин, выраженных в существующих единицах, будут даны
эквивалентные значения в единицах СИ.
28
слоя с целью повышения жароупорности деталей и придания им антикоррозион-
ных свойств.
Покрытие твердыми сплавами с целью повышения износо-
устойчивости деталей производится путем наварки или наплавки твердых спла-
вов на поверхности деталей.
11) Сварка металлов —один из способов соединения
металлических деталей; подразделяется на химическую (газовая,
термитная и др.) и электрическую (электродуговая, контактная и др.).
Сварка может заменить пайку, клепку, ковку, литье; во многих
случаях с помощью сварки достигается значительная экономия ме-
талла (уменьшается трудоемкость изготовления продукции, удешевля-
ется производство).
12) Балансировка деталей*. Во избежание возник-
новения вибраций детали, вращающиеся с большой скоростью, должны
быть отбалансированы. Вращающаяся деталь будет отбалансирован-
ной или уравновешенной в том случае, когда ее центр тяжести и глав-
ная ось инерции совпадают с осью вращения. Причинами неуравно-
вешенности деталей и узлов могут быть неоднородность материала,
неточность размеров и формы поверхностей, несимметричное рас-
положение массы металла относительно оси вращения, несовпадение
осей сопрягаемых деталей, вращающихся совместно.
Детали, совершающие возвратно-поступательное движение (на-
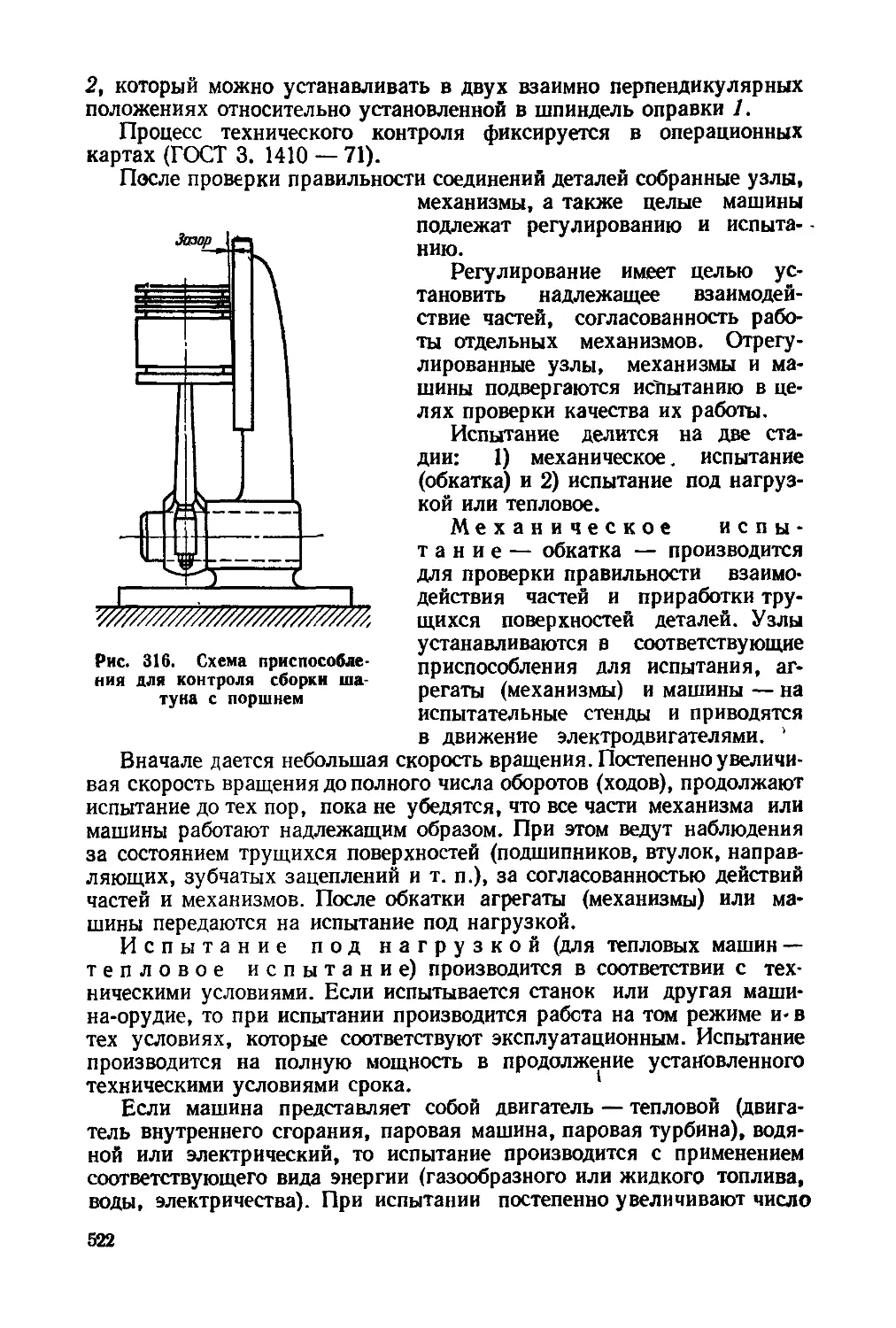
пример, поршень с шатуном в двигателе внутреннего сгорания),
подвергаются подгонке по весу (массе).
13) Очистка, промывка и покрытие деталей
смазкой. В процессе обработки и после обработки деталей произ-
водится их очистка, промывка, просушка и покрытие смазкой. Очист-
ка производится механическими или химическими способами, промыв-
ка — в моечных баках или моечных машинах, просушка — обдувкой
сжатым воздухом. Детали покрывают смазкой в целях предохранения
их от коррозии.
2. Основные факторы, влияющие на характер технологического
процесса механической обработки
На характер технологического процесса механической обработки
влияют следующие основные факторы:
а) размер производственной программы в зависимости от типа про-
изводства и организационных форм выполнения технологического
процесса;
б) конструктивная форма, размеры и технологичность детали;
в) род материала детали и его свойства;
г) форма, размер и точность изготовления заготовки;
д) требования к точности и качеству обработанной поверхности и
другие требования по техническим условиям;
е) характер используемого оборудования и технологической оснаст-
ки;
* Пп. 12 и 13 см. подробнее в разд. IV.
29
ж) требования наибольшей экономичности и производительности
производства.
Каждый из указанных факторов определяет те или иные особенности
технологического процесса.
3. Технологичность конструкции изделия и деталей *
Одним из факторов, существенно влияющих на характер техноло-
гических процессов, является технологичность конструкции изделия и
соответствующих его деталей.
При конструировании отдельных деталей необходимо достичь
удовлетворения не только эксплуатационных требований, но также и
требований наиболее рационального и экономического изготовления
изделия. В этом и состоит принцип технологичности
конструкции.
Чем меньше трудоемкость и себестоимость изготовления изделия,
тем более оно технологично. Таким образом, основными критериями
оценки технологичности конструкции являются трудоемкость и се-
бестоимость изготовления.
Технологичная конструкция изделия и деталей должна предусма-
тривать:
а) максимально широкое использование унифицированных сбо-
рочных единиц, стандартизованных и нормализованных деталей и
элементов деталей;
б) возможно меньшее количество деталей оригинальной, сложной
конструкции и различных наименований и возможно большую пов-
торность одноименных деталей;
в) создание деталей наиболее рациональной формы с легкодоступ-
ными для обработки поверхностями и достаточной жесткости с целью
уменьшения трудоемкости и себестоимости механической обработки
деталей и изготовления всего изделия (необходимая жесткость дета-
лей позволяет обрабатывать их на станках с наиболее производитель-
ными режимами резания);
г) наличие на деталях удобных базирующих поверхностей или воз-
можность создания вспомогательных (технологических) баз в виде бо-
бышек, поясков и т. д.;
д) наиболее рациональный способ получения заготовок для дета-
лей (отливок, штамповок, из проката) с размерами и формами,возможно
более близкими к готовым деталям, т. е. обеспечивающими наиболее
высокий коэффициент использования материала и наименьшую трудо-
емкость механической обработки;
е) полное устранение или возможно меньшее применение слесар-
но-пригоночных работ при сборке путем изготовления взаимозаме-
няемых деталей, применения деталей-компенсаторов и механизации
сборочных работ;
* Дополнительно см. ГОСТ 14.201—73; 14.202—73; 14.203—73 и 14.204—73
30
ж) упрощение сборки и возможность выполнения параллельной во
времени и пространстве сборки отдельных сборочных единиц и изде-
лия в целом.
Технологичность конструкции изделия должна отвечать также и
требованиям сборки и эксплуатации. Основными требованиями сбор-
ки являются: обеспечение возможности сборки без пригоночных работ
(или при наименьшем их количестве), создание возможности неза-
висимой сборки узлов изделия, наименьшее количество деталей как
по наименованиям, так и в штуках, наиболее высокий уровень взаимо-
заменяемости, стандартизации, унификации и нормализации сбороч-
ных единиц и их изделий, наличие удобных сборочных баз, исключение
необходимости разборок при регулировках и др.
В табл. 3 показаны конструкции деталей с указанием основных
технологических требований, которым должны удовлетворять кон-
струкции, и преимуществ технологических конструкций.
Технологичность конструкции заготовок деталей должна иметь в
виду не только максимальную рационализацию механической обра-
ботки, но и упрощение процессов изготовления самих заготовок.
Литые заготовки из чугуна и стали в этом отношении должны удовле-
творять следующим основным требованиям:
а) толщина стенок отливки должна быть по возможности одинаковой
без резких переходов тонкостенных частей в толстостенные; выполнение
этого требования необходимо для получения однородной структуры
отливки и уменьшения внутренних напряжений в ней;
б) форма любой заготовки должна предусматривать простой, без
затруднений разъем модели*;
в) поверхности отливки, расположенные перпендикулярно плос-
кости разъема модели, должны иметь конструктивные литейные уклоны,
для того чтобы изготовление литейных фкэрм и стержней и удаление
моделей из форм происходило без затруднений.
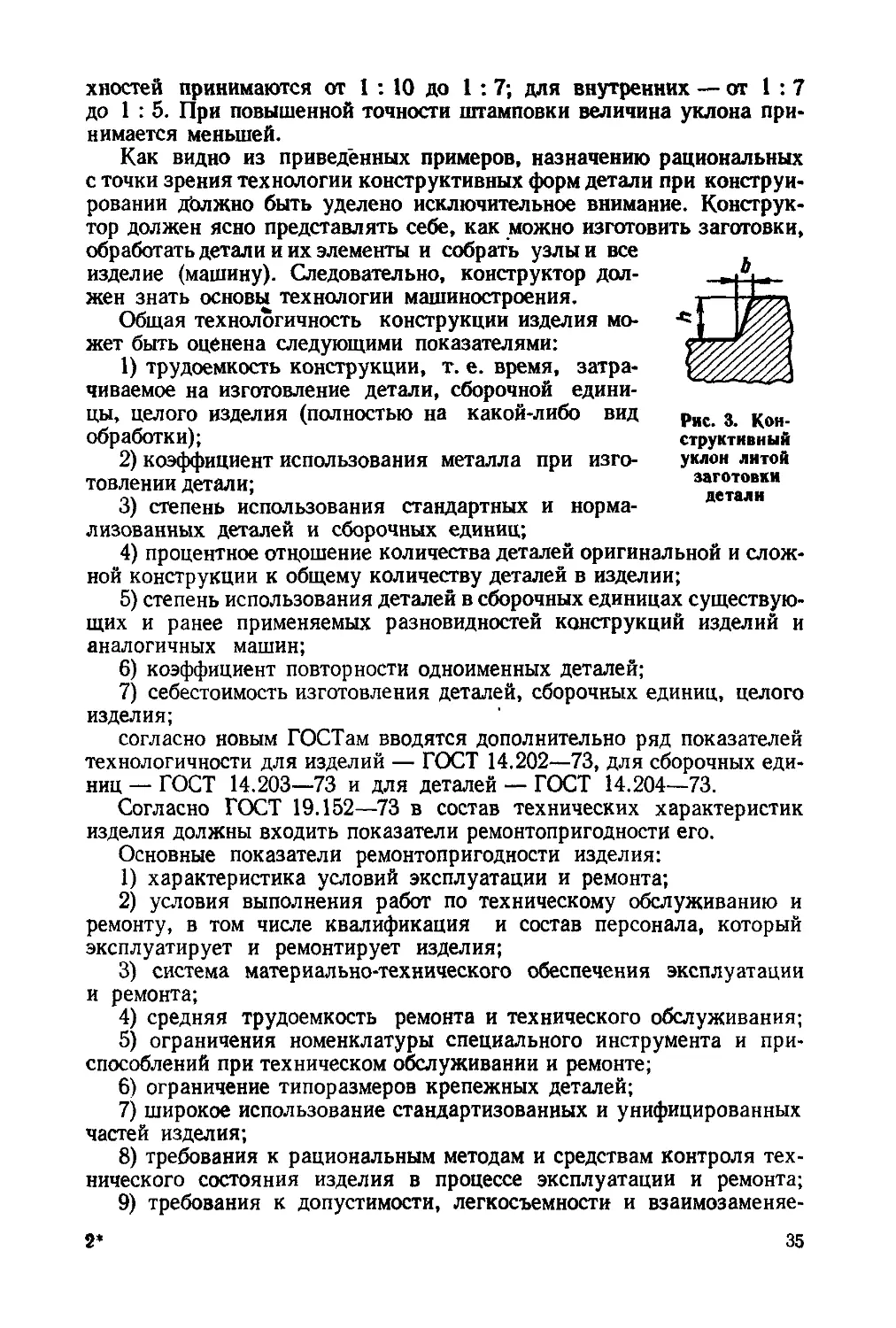
Уклон в направлении выхода модели из формы обозначается (рис. 3)
на чертежах линейной величиной b или отношением этой величины к
высоте (длине) h данной поверхности отливки (Ь : Л).
Величины литейных уклонов в зависимости от высоты (длины)
h принимаются: 1 : 5 при h 25 мм; 1 : 10 и 1 : 20 при h в пределах
25—500 мм; 1 : 50 при h > 500 мм (см. ГОСТ 3212—57).
На чертежах заготовок, полученных методами штамповки и ковки,
должно быть обозначено:
а) отсутствие резких переходов в поперечных сечениях и усиление
сечений в изгибах; б) выполнение переходов от одного сечения к дру-
гому по дугам относительно больших радиусов; в) закругление острых
ребер у штамповок.
Штамповки должны иметь уклон поверхностей, расположенных
перпендикулярно плоскости разъема штампа, необходимый для уда-
ления заготовки из штампа. Величины уклонов для наружных повер-
* Рекомендуемые величины углов сопряжений и радиусов закругления см.
в «Справочнике машиностроителях. М., Машгиз, 1963, стр. 80—85.
31
Примеры конструкций и технологические требования
Таблица 3
Основные технологические требования Конструкция Преимущества технологичной конструкции
нетехнологичная технологичная
Обрабатываемые плоскости не рекомендуется делать сплош- ными ,JSZi^ 1. Уменьшение времени обра- ботки и расхода инструмента 2. Повышение точности и чистоты обработки
— J
[Z3 (1IIJ
Обрабатываемые плоскости
следует располагать на одном
уровне
В ступенчатых отверстиях
наиболее точную ступень ре-
комендуется делать сквозной
1. Возможность обработки в
один проход производительны-
ми методами — торцовым фре-
зерованием, плоским шлифова-
нием и протягиванием
2 Упрощение контроля
1. Снижение трудоемкости
обработки
2. Упрощение обработки и
конструкции инструмента
Основные технологические
требования
Конструкция
нетехнологичная
Возможность нормального
входа и выхода режущего ин-
струмента
Следует избегать глухих
шлицевых отверстий
Глухие отверстия с резьбой
должны иметь канавки для вы-
хода инструмента или в них
должен быть предусмотрен
сбег резьбы
Продолжение табл. 3
технологичная Преимущества технологичной конструкции
J 1. Предохранение инструмен- та от поломки 2. Повышение производитель- ности
Возможность обработки от-
верстия производительным ме-
тодом — протягиванием
1. Улучшение качества резь-
бы
2. Улучшение условий рабо-
ты инструмента
Основные технологические Конструкция
требования нетехнологичная
Конструкция отверстия с резьбой должна давать возмож ность работать резьбовым ин- струментом на проход ft! ли
LX-
Следует -избегать наклонного расположения оси отверстий t
Продолжение табл. 3
технологичная
Преимущества технологичной
конструкции
1. Повышение производитель-
ности
2. Улучшение условий .рабо-
ты инструмента
1. Упрощение конструкции
приспособления
2. Возможность одновремен-
но обрабатывать и другие от-
верстия при параллельном рас-
положении осей
3. Снижение 1
обработки отверста.
b
Рис. 3. Кон-
структивный
уклон литой
заготовки
детали
хностей принимаются от 1 : 10 до 1 :7; для внутренних — от 1 : 7
до 1:5. При повышенной точности штамповки величина уклона при-
нимается меньшей.
Как видно из приведённых примеров, назначению рациональных
с точки зрения технологии конструктивных форм детали при конструи-
ровании должно быть уделено исключительное внимание. Конструк-
тор должен ясно представлять себе, как можно изготовить заготовки,
обработать детали и их элементы и собрать узлы и все
изделие (машину). Следовательно, конструктор дол-
жен знать основы технологии машиностроения.
Общая технологичность конструкции изделия мо-
жет быть оценена следующими показателями:
1) трудоемкость конструкции, т. е. время, затра-
чиваемое на изготовление детали, сборочной едини-
цы, целого изделия (полностью на какой-либо вид
обработки);
2) коэффициент использования металла при изго-
товлении детали;
3) степень использования стандартных и норма-
лизованных деталей и сборочных единиц;
4) процентное отношение количества деталей оригинальной и слож-
ной конструкции к общему количеству деталей в изделии;
5) степень использования деталей в сборочных единицах существую-
щих и ранее применяемых разновидностей конструкций изделий и
аналогичных машин;
6) коэффициент повторности одноименных деталей;
7) себестоимость изготовления деталей, сборочных единиц, целого
изделия;
согласно новым ГОСТам вводятся дополнительно ряд показателей
технологичности для изделий — ГОСТ 14.202—73, для сборочных еди-
ниц — ГОСТ 14.203—73 и для деталей — ГОСТ 14.204—73.
Согласно ГОСТ 19.152—73 в состав технических характеристик
изделия должны входить показатели ремонтопригодности его.
Основные показатели ремонтопригодности изделия:
1) характеристика условий эксплуатации и ремонта;
2) условия выполнения работ по техническому обслуживанию и
ремонту, в том числе квалификация и состав персонала, который
эксплуатирует и ремонтирует изделия;
3) система материально-технического обеспечения эксплуатации
и ремонта;
4) средняя трудоемкость ремонта и технического обслуживания;
5) ограничения номенклатуры специального инструмента и при-
способлений при техническом обслуживании и ремонте;
6) ограничение типоразмеров крепежных деталей;
7) широкое использование стандартизованных и унифицированных
частей изделия;
8) требования к рациональным методам и средствам контроля тех-
нического состояния изделия в процессе эксплуатации и ремонта;
9) требования к допустимости, легкосъемности и взаимозаменяе-
2*
35
мости деталей, сборочных единиц и комплектов при техническом об-
служивании и ремонте;
10) требования к выполнению регулировочно-доводочных работ в
процессе технического обслуживания и ремонта;
11) требования к конструкции изнашивающихся деталей в части
приспособленности к восстановлению до первоначальных или ремонт-
ных размеров с применением npoi рессивной технологии восстанови-
тельных работ.
ГЛАВА III
БАЗИРОВАНИЕ ДЕТАЛЕЙ. УСТАНОВКА ДЕТАЛЕЙ
ПРИ ОБРАБОТКЕ НА СТАНКАХ
1. Поверхности и базы обрабатываемой детали
При установке деталей для обработки на станках различают сле-
дующие поверхности:
1) обрабатываемые поверхности, с которых режущими инстру-
ментами снимается слой металла (или подвергающиеся воздействию
другого рабочего инструмента);
2) поверхности базы, определяющие положение детали при обра-
ботке;
3) поверхности, воспринимающие зажимные силы;
4) поверхности, от которых измеряют выдерживаемые размеры;
5) необрабатываемые поверхности.
Базами могут служить поверхности, линии, точки и их совокупности.
В технологии машиностроения различают базы технологические,
сборочные и конструктивные.
Технологические базы подразделяются на установочные и измери-
тельные.
Установочными базами называют такие поверхности
детали, которыми она устанавливается для обработки в определенном
положении относительно станка (или приспособления) и режущего
или другого рабочего инструмента.
Установочными базами могут служить плоские поверхности, на-
ружные и внутренние цилиндрические поверхности, торцовые поверх-
ности с отверстиями, поверхности отверстий, поверхности центровых
гнезд, конические, криволинейные поверхности (например, поверхно-
сти зубьев зубчатых колес, резьбы) и др.
В качестве установочных баз могут служить обработанные и не-
обработанные поверхности. Необработанные поверхности можно при-
нимать в качестве баз при начальных операциях обработки — они
называются черновыми базами. Обработанные поверхности,
которые служат базами для последующих операций, называются
чистовыми базами. Черновые базы должны быть по возможности
ровными и гладкими, без поверхностных дефектов.
36
Установочная база может быть основной или вспомогательной,
Основной установочной базой называется поверхность дета,
ли, которая служит для установки детали при обработке и сопряга
ется с другой деталью, совместно работающей в собранной машине
или оказывает влияние на работу данной детали в машине.
В качестве примера можно привести зубчатое колесо (рис. 4)
в котором отверстие является основной базой, так как поверх
ность отверстия сопрягается с валом,
на который насаживается колесо, и,
кроме того, при обработке колесо ба-
зируется отверстием на оправке,
благодаря чему достигается совпаде-
ние оси отверстия с осью наружной
цилиндрической поверхности и на-
чальной окружности зубьев колеса,
что обеспечивает правильную рабо-
ту его в собранном узле.
Рис. 5. Поршень двигателя
Рис. 4. Зубчатое колесо коробки
скоростей станка
Вспомогательной установочной базой называется по-
верхность детали, которая служит только для ее установки при обра-
ботке, не сопрягается с другой деталью, совместно работающей в
собранной машине, и не оказывает влияния на работу данной детали
в машине.
Примером вспомогательных баз могут служить центровые отвер-
стия валов, используемые только при обработке, так как по конструк-
ции они не требуются. Вспомогательными базами являются также при
обработке поршня двигателя (рис. 5) поверхности А и пояска Б,
которые при работе поршня ни с какими поверхностями других де-
талей не сопрягаются и на работу поршня влияния не оказывают.
Измерительной базой называют поверхность, от которой
при измерении производится непосредственный отсчет размеров.
37
Сборочной базой называют поверхность (или совокупность
поверхностей, линий, точек), которая определяет положение данной
детали относительно других деталей в собранном узле или в машине.
Конструктивной базой называют совокупность поверх*
ностей линий, точек, от которых задаются размеры и положение дру-
гих деталей при разработке конструкции. Конструктивная база может
быть реальной, если она представляет собой материальную поверх-
ность, или геометрической, если она является осевой геометрической
линией.
2. Принципы постоянства базы и совмещения баз.
Закрепление деталей. Последовательность операций
Наибольшей точности обработки детали можно достигнуть в том
случае, когда весь процесс обработки ведется от одной базы с одной
установкой, так как ввиду возможных смещений при каждой новой
установке вносится ошибка во взаимное расположение осей поверх-
ностей. Так как в большинстве случаев невозможно полностью обра-
ботать деталь на одном станке и приходится вести обработку на других
станках, то в целях достижения наибольшей точности необходимо все
дальнейшие установки детали на данном или другом станке произво-
дить по возможности на одной и той же базе.
Принцип постоянства базы состоит в том, что для
выполнения всех операций обработки детали используют одну и ту же
базу.
Если по характеру обработки это невозможно и необходимо при-
нять за базу другую поверхность, то в качестве новой базы надо вы-
бирать такую обработанную поверхность, которая определяется точ-
ными размерами по отношению к поверхностям, наиболее влияющим
на работу детали в собранной машине.
Надо всегда помнить, что каждый переход от одной базы к другой
увеличивает накопление погрешностей установок (погрешностей по-
ложения обрабатываемой детали относительно станка, приспособления,
инструмента).
Далее, при выборе баз различного назначения
надо стремиться использовать одну и ту же поверхность в качестве
различных баз, так как это тоже способствует повышению точности
обработки.
В этом отношении целесообразно в качестве измерительной базы
использовать установочную базу, если это возможно; еще более вы-
сокой точности обработки можно достигнуть, если сборочная база
является одновременно установочной и измерительной. В этом и заклю-
чается принцип совмещения баз.
Решение вопроса о возможности использования установочной базы
в качестве измерительной зависит от того, какой размер детали должен
быть точно выдержан и от какой поверхности при измерении может
быть произведен отсчет размера.
Пр рис. 6, а точно выдерживается размер х; отсчет этого размера
производится от поверхности А—А, которая в данном случае является
38
одновременно измерительной и установочной базой. По рис. 6, б
точно выдерживается размер у, отсчет его производится от поверх-
ности В—В, которая, следовательно, является в этом случае измери-
тельной базой; установочной же базой по-прежнему служит поверх-
ность А—А, на которую в обоих случаях устанавливается обрабаты-
ваемая деталь.
Размеры базы должны позволять получить надежное, прочное
крепление детали, обеспечивающее неизменность ее положения во
время обработки; базирующие поверхности не должны деформиро-
ваться от воспринимаемой ими силы, возникающей при обработке;
Измерительная Паза
К В
Л
х
^77777777777Ш77)
/Установочная и
измерительная дозы
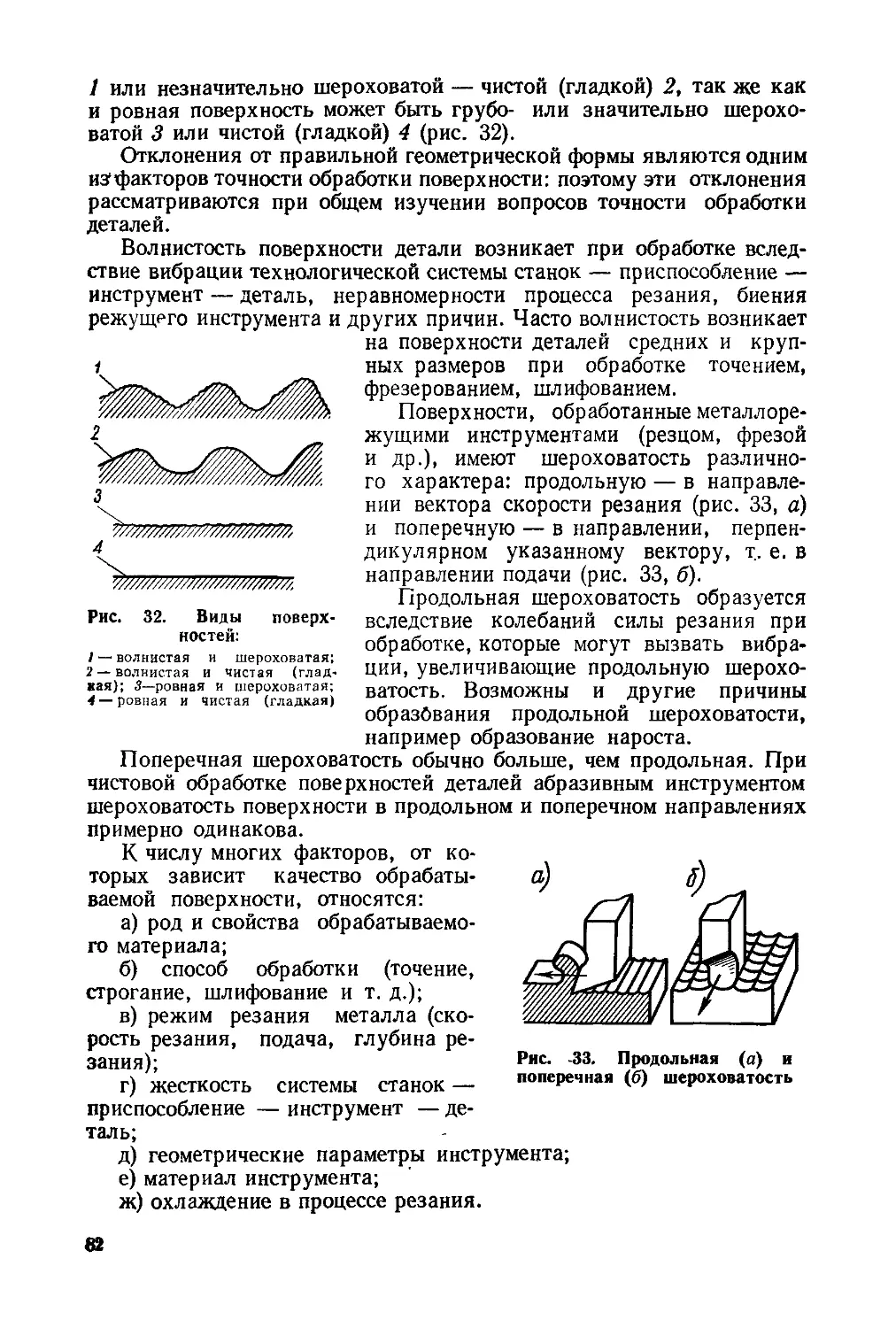
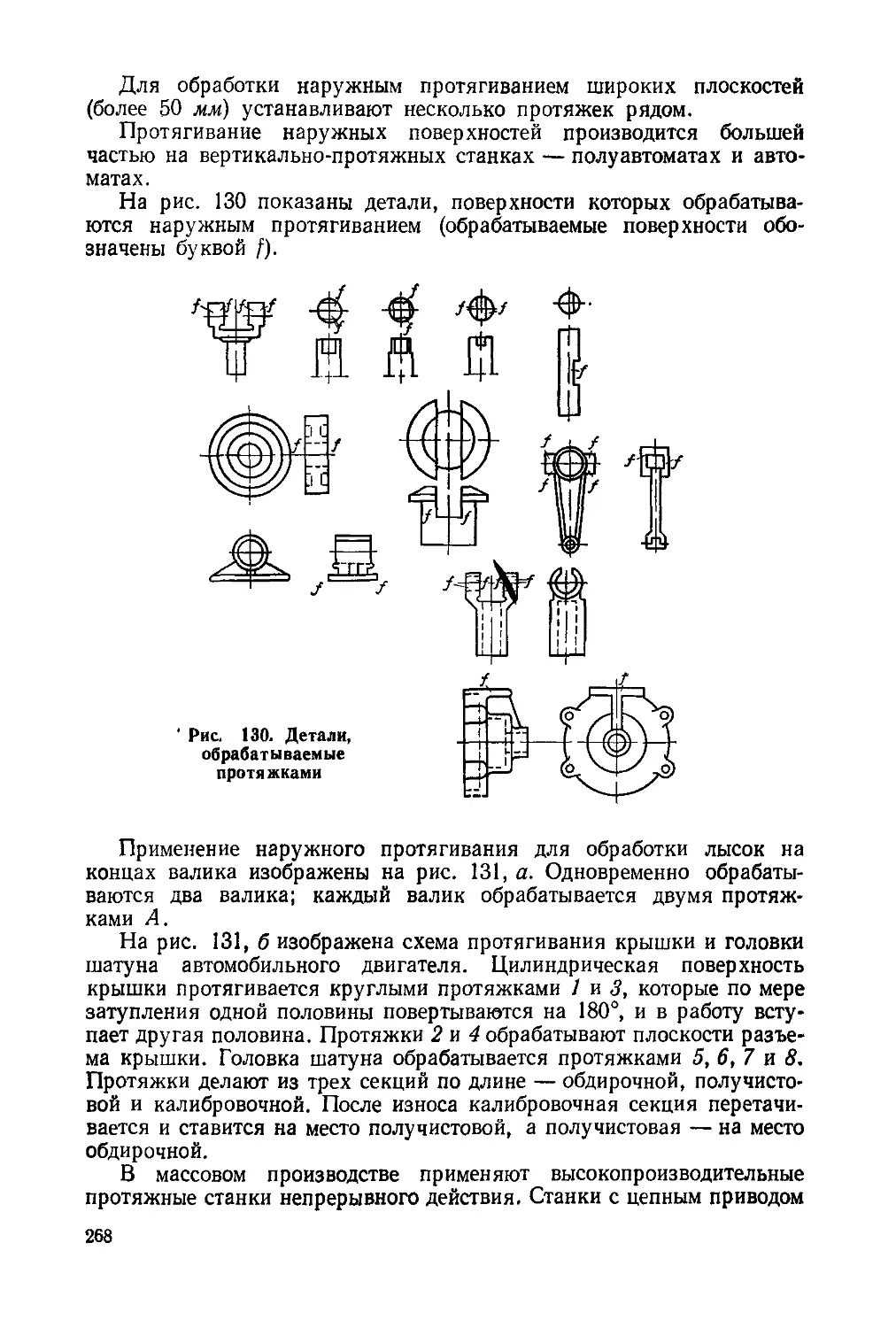
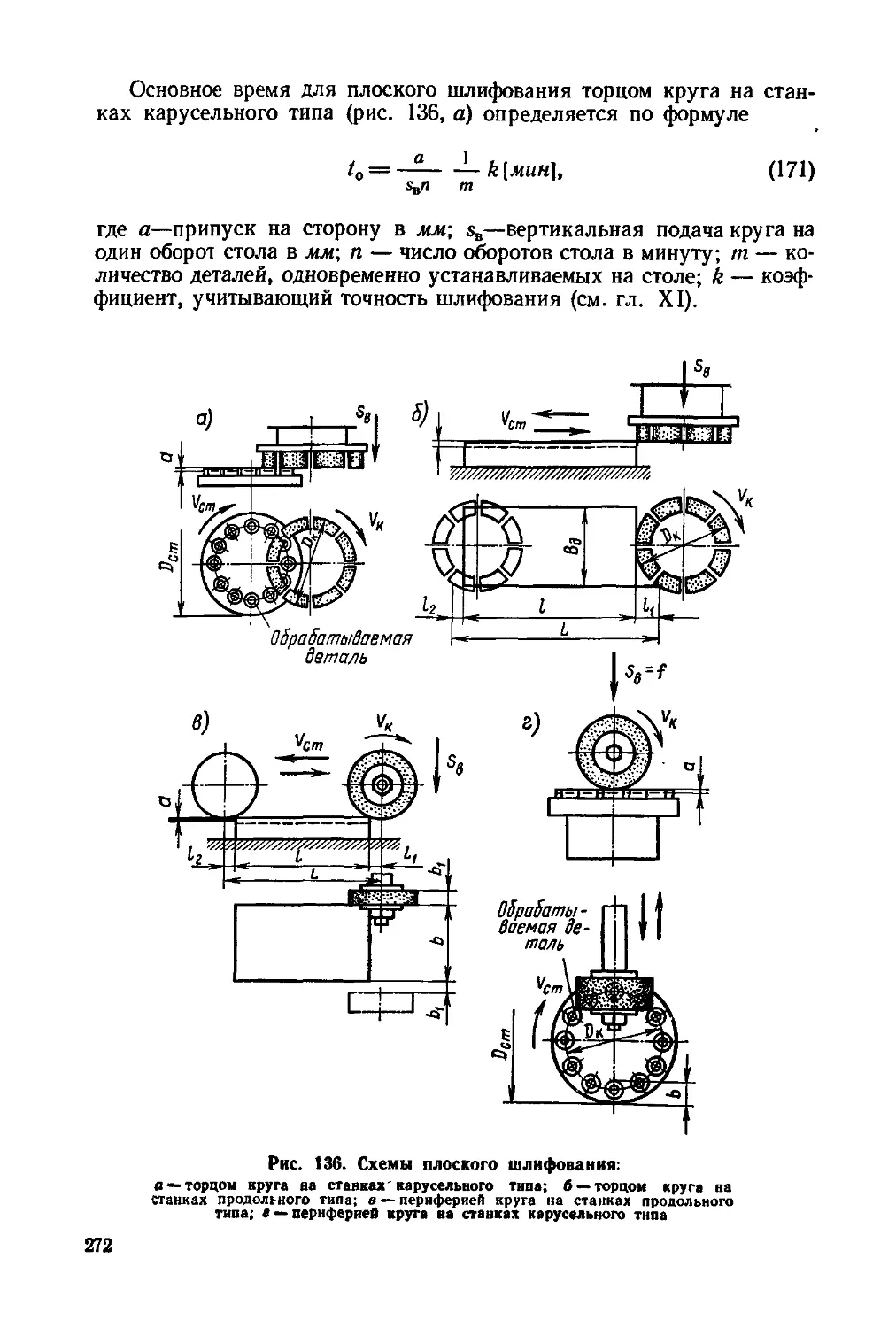
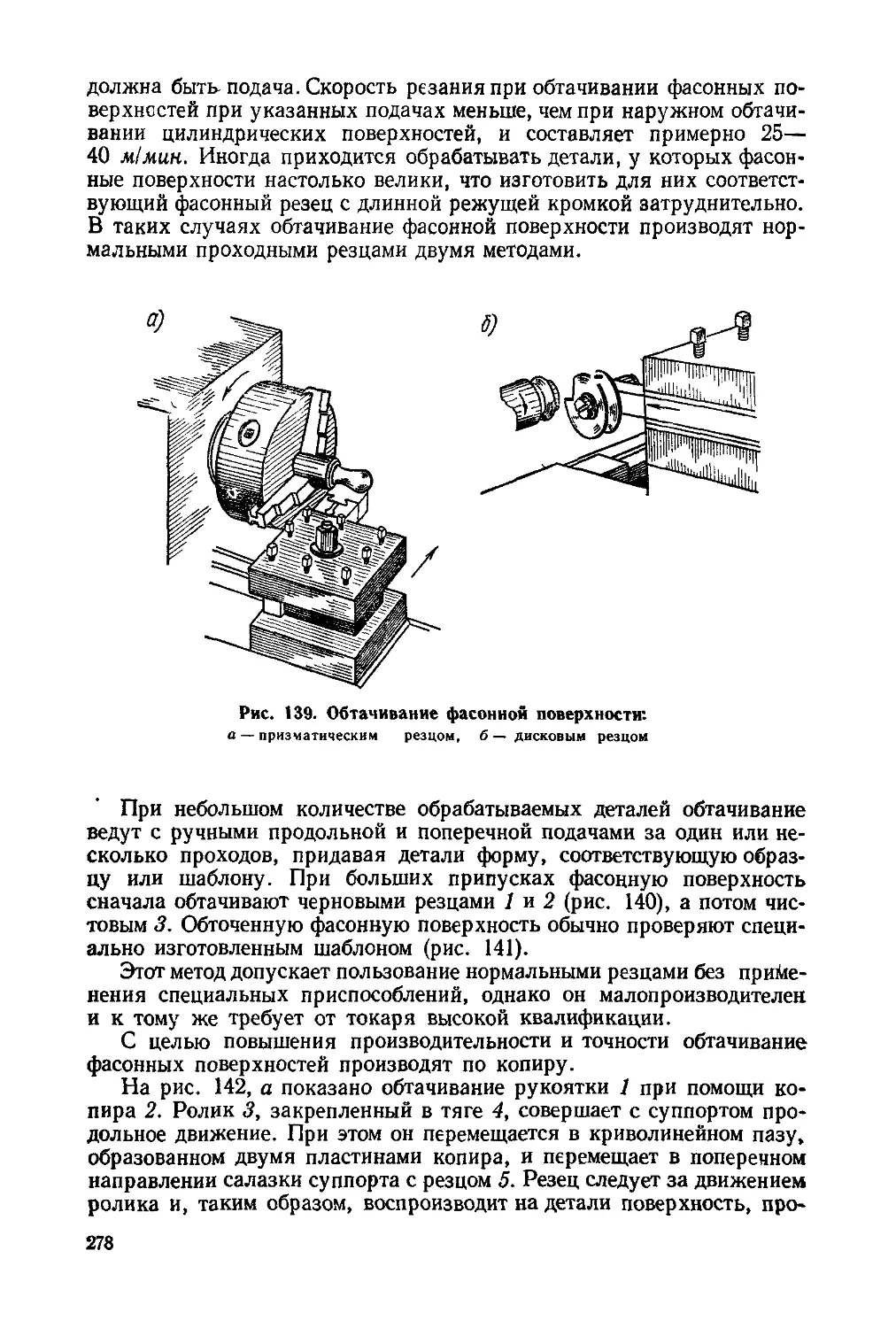
А мшштА
/Установочная
ваза
Рис. в. Установочная и измерительная базы
они должны быть расположены так, чтобы непосредственно восприни-
мать силу резания и силы зажатия и быть возможно ближе к обраба-
тываемым поверхностям.
Для соблюдения указанных требований необходимо обеспечить плот-
ное прилегание обрабатываемой детали к опорным поверхностям при-
способления или станка. Это достигается соответствующими зажим-
ными устройствами*, которые закрепляют деталь достаточно жестко,
не деформируя ее.
Упругие деформации детали, возникающие от сил зажатия, как и
от силы резания, оказывают значительное влияние на точность обра-
ботки, особенно при недостаточной жесткости (что отмечается в гл. IV),
так как точно обработанная поверхность детали, деформированной
силами зажатия, после снятия детали с приспособления может стать
искаженной вследствие обратных деформаций детали, освобожденной
от сил зажатия. Чтобы деталь не деформировалась при зажатии,
необходимо зажимным силам противопоставить реакции опор, рас-
полагаемых так, чтобы обрабатываемые поверхности детали были жестко
подперты и чтобы силы зажатия создавали в обрабатываемой детали
только напряжение сжатия. В основу расчета силы зажатия должна
быть положена величина силы резания с учетом ее направления и точ-
ки приложения.
Обработка детали начинается с поверхности, которая служит уста-
новочной базой для дальнейших операций. Для обработки этой по-
* См. курс «Основы конструирования приспособлений».
39
верхности, т, е. для выполнения первой операции, в качестве черновой
базы приходится принимать, как уже упоминалось, необработанную
поверхность, которая должна быть по возможности чистой, гладкой и
ровной, без заусенцев и уклонов (последние применяются при изго-
товлении отливок, поковок, штамповок). При отсутствии поверхности,
удовлетворяющей этим требованиям, у заготовок делают специальные
установочные бобышки, на которые деталь базируется при обработке
ее установочной поверхности (установочной базы).
Далее, когда обработана установочная поверхность, обрабатывают
остальные поверхности, соблюдая при этом определенную последова-
тельность и имея в виду, что обработка каждой последующей поверх-
ности может искажать ранее обработанную поверхность. Это проис-
ходит по той причине, что снятие режущим инструментом слоя металла
с поверхности детали вызывает перераспределение внутренних напря-
жений в материале детали, что приводит к ее деформации.
В связи с указанным явлением сначала обрабатывают поверхности,
к точности которых предъявляются меньшие требования, а потом
поверхности, которые должны быть более точными. Последней обра-
батывается поверхность, которая должна быть наиболее точной и имеет
наибольшее значение для работы детали в собранной машине. Если
по условиям обработки эту поверхность необходимо обработать раньше,
то после обработки всех остальных поверхностей ее надо повторно
обработать для выверки и придания ей окончательного размера.
Например, обработку зубчатых колес обычно начинают с обра-
ботки отверстия, так как оно (как уже упоминалось выше) служит
базой для дальнейши^операций. Но так как это отверстие сопрягается
с поверхностью вала, на который надевается данное колесо, совместно
с ним работает в собранной машине и, следовательно, должно быть
очень точным, так как является сборочной базой, то после ряда опе-
раций обработка зубчатого колеса заканчивается шлифованием от-
верстия.
При необходимости точной обработки в качестве установочных баз
следует по возможности выбирать основные базы, а не вспомогатель-
ные, так как при этом обработка может быть произведена с минималь-
ной погрешностью. При обработке от вспомогательных баз всегда воз-
никают дополнительные погрешности.
Если при выполнении некоторых операций есть опасность полу-
чения брака из-за специфических условий обработки, то эти операции
следует выполнять в начале процесса обработки, по возможности рань-
ше, благодаря чему в случае брака будет устранена лишняя работа.
3. Способы установки деталей. Правило шести точек
Установка детали для обработки может быть осуществлена раз-
личными способами.
1) Установка детали непосредственно на
столе станка (или в универсальном приспособлении) с вывер-
кой ее положения относительно стола станка и инструмента. Этот
способ требует много времени, и его применяют в единичном и мелко-
40
серийном производстве, когда экономически нецелесообразно изго-
товлять специальные приспособления вследствие малой производствен-
ной программы.
2) Установка деталина столе станка по ра-
змет к е. Разметкой называется нанесение на заготовку осей и ли-
ний, определяющих положение обрабатываемых поверхностей. При
разметке заготовку предварительно покрывают меловой краской;
после того как она высохнет, заготовку помещают на разметочную
плиту, в призме или на угольнике, и наносят линии на поверхности
при помощи штангенрейсмаса, циркуля, угольника, штангенциркуля
с острыми губками и других инструментов. Для того чтобы линии были
видны в случае удаления краски, вдоль линий наносят керном точки
через некоторые промежутки. Разметка имеет целью обозначить на
заготовке такое положение обрабатываемых поверхностей, чтобы при-
пуски для всех поверхностей были достаточными.
Разметка требует значительной затраты времени высококвалифи-
цированного специалиста-разметчика, от индивидуальных качеств
которого зависит точность разметки. Установка по разметке не обес-
печивает высокой точности обработки. Такой способ установки при-
меняется при обработке крупных отливок сложной формы и крупных
поковок в единичном и мелкосерийном производстве (главным обра-
зом в тяжелом машиностроении).
3) Установка детали в специальном при-
способлении. Этот способ установки обеспечивает придание
и закрепление определенного положения детали для обработки (при-
чем деталь ориентируется относительно режущего инструмента) с
достаточно высокой точностью и с малой затратой времени.
При обработке деталей с применением специальных приспособле-
ний отпадает необходимость разметки заготовок и выверки их поло-
жения на станке; таким образом, исключается дорогая и трудоем-
кая операция, к тому же вносящая погрешности в размеры, завися-
щие от индивидуальных качеств разметчика.
Установка и закрепление деталей на станках при помощи спе-
циальных приспособлений осуществляются значительно легче и быс-
трее, чем установка и крепление непосредственно на станках. Рацио-
нальная конструкция приспособления обеспечивает минимальные за-
траты времени на установку и на вполне надежное закрепление детали.
Применение специального приспособления обеспечивает высокую и
наиболее стабильную точность обработки для всех деталей, изготов-
ляемых с его помощью; благодаря этому в наибольшей степени обес-
печивается взаимозаменяемость деталей. Помимо этого, применение
приспособлений позволяет вести обработку при более высоких режимах
резания, значительно сокращает вспомогательное время, в том числе
и на измерение деталей в процессе обработки, допускает совмещение
основного и вспомогательного времени, обеспечивает возможность
автоматизации и механизации процесса механической обработки.
Для получения надлежащей точности размеров детали, обрабаты-
ваемой при помощи приспособления, необходимо, чтобы само приспо-
собление было изготовлено весьма точно и чтобы из-за неточности от-
41
дельных элементов приспособления не происходило нарастания по-
грешностей при обработке. В связи с этим при определении допусков
на размеры приспособлений необходимо назначать такие предельные
отклонения, чтобы они были в два раза меньше предельных отклонений
обрабатываемой детали. Необходимая точность обработки детали в
этом случае будет обеспечена.
Вопрос о целесообразности использования приспособления при
обработке детали возникает обычно в единичном и мелкосерийном
Рис. 7. Схема базирования детали (прави-
ло шести точек):
Pi, Pi и Р> — силы, действующие на деталь при
базировании
производстве, так как изго-
товление приспособления,
тем более сложного, для об-
работки небольшого коли-
чества деталей большей
частью неэкономично.
В единичном и мелкосе-
рийном производстве при-
меняются преимущественно
нормализованные приспособ-
ления; возможно также ис-
пользование специализиро-
ванных приспособлений, при
этих видах производства
они применяются редко, толь-
ко в тех случаях, когда без
них не представляется возмож-
ным выполнить требования
технических условий на об-
работку деталей, так как зат-
раты на изготовление приспо-
соблений не окупаются вы-
годами, которые они дают.
Чем больше выпуск деталей, тем экономически выгоднее приме-
нять специальные приспособления, так как затраты на их изготов-
ление раскладываются на большее количество деталей.
В крупносерийном и'массовом производстве применение приспо-
соблений является обязательным, и в экономическом отношении оно
всегда выгодно. При повторяемости одних и тех же деталей, обраба-
тываемых в больших количествах, специальные приспособления дают
технико-экономический эффект, который со значительной выгодой
окупает затраты на них.
При этих видах производства в каждом отдельном случае решается
лишь вопрос о конструкции приспособления и о том, на какое коли-
чество одновременно обрабатываемых деталей следует конструировать
приспособление.
В специальных приспособлениях предусматриваются установочные
поверхности для базирования деталей.
Как известно из механики, твердое тело в пространстве имеет шесть
степеней свободы: три возможных перемещения (/, //, ///, рис. 7)
вдоль трех произвольно выбранных взаимно перпендикулярных осей
42
координат X,Y и Z и три возможных вращательных движения отно*
сительно тех же осей (IV, V, VI). Лишить деталь (тело) каждой из
шести степеней свободы можно, прижав деталь к соответственно рас-
положенной неподвижной точке приспособления (или стола станка),
называемой одноточечной опорой. Каждая неподвижная одноточечная
опора лишает деталь одной степени свободы, т. е. возможности пере-
мещения тела по направлению нормали к поверхности тела в точке
опоры. Для того чтобы лишить деталь всех шести степеней свободы,
она должна базироваться на шести неподвижных точках. Прави-
ло шести точек заключается в том, что каж-
дое тело (деталь) должно базироваться
на шести неподвижных точках, при этом
тело лишается всех шести степеней сво-
боды.
Эти шесть точек должны быть расположены в трех взаимно пер-
пендикулярных плоскостях: три опорные точки (/, 2 и 3) в плоскос-
ти XOZ, две точки (4 и 5) в плоскости YOZ и одна точка (6) в плоскости
XOY.
Три координаты (/, 2,3) определяют положение детали относительно
плоскости XOZ.
а) лишают деталь возможности перемещаться в направлении оси Y;
б) лишают деталь возможности вращаться вокруг осей X и Z.
Таким образом, три координаты (/, 2, 3) лишают деталь трех степеней
свободы.
Две координаты (4, 5) определяют положение детали относительно
плоскости YOZ:
а) лишают деталь возможности перемещаться в направлении оси
б) лишают деталь возможности вращаться вокруг оси У.
Следовательно, две координаты (4, 5) лишают деталь еще двух сте-
пеней свободы..
Одна координата (6) определяет положение детали относительно
плоскости ХОК, лишая деталь возможности перемещаться в направ-
лении оси Z, т. е. одна координата (6) лишает деталь еще одной — пос-
ледней — степени свободы.
Следовательно, для определения положения детали в пространстве
необходимо и достаточно иметь шесть опорных точек: 1, 2 и 3 опре-
деляют опорную плоскость; 4 и 5 определяют направляющую плос-
кость; 6 — упорную плоскость.
При большем числе неподвижных опор деталь опирается не на
все опоры, а если все же она будет искусственно прижата (притянута)
ко всем неподвижным опорам, то она будет деформирована действием
зажимов.
Для надежного закрепления при обработке деталь должна быть
прижата одновременно ко всем шести опорным точкам.
При базировании цилиндрической детали на призме (рис. 8) она
лишается четырех степеней свободы четырьмя неподвижными одно-
точечными опорами (/, 2, 3 и 4) и остальных двух степеней свободы —
от перемещения детали вдоль призмы и вращения детали вокруг своей
43
оси — лишается одноточечными опорами (5 и 6), jyin чего в точке 5
необходимо поставить упор, а в точке 6 — шпонку.
При обработке деталей с плоскими поверхностями, особенно чер-
ными или предварительно грубо обработанными, базирующие поверх-
ности приспособления заменяют опорными штифтами*, так как поверх-
ности обрабатываемой детали и поверхности приспособления (или
станка) вследствие погрешностей их изготовления будут при установке
соприкасаться не всеми точками, а только некоторыми. Три опорных
Рис. 8. Базирование цилиндрической детали на
п'ризме:
/, 2. 3, 4. 5. 6 — одноточечные опоры
штифта заменяют опорную плоскость, два — направляющую плоскость
и один штифт — упорную плоскость; шесть точек в виде штифтов опре-
деляют положение детали, устанавливаемой на плоские поверхности.
Иногда деталь устанавливается для обработки одновременно по
двум поверхностям — двум плоским или двум цилиндрическим или
по одной плоской и одной цилиндрической. При этом две плоские
поверхности могут быть взаимно параллельными или перпендикуляр-
ными. При установке по двум поверхностям вместо полных поверх-
ностей применяются опорные штифты, которые могут быть неподвиж-
ными или регулируемыми. Применение опорных штифтов вместо
плоских поверхностей имеет ряд преимуществ, к числу которых от-
носятся следующие:
опорная поверхность штифта ввиду ее малых размеров не засоря-
ется стружкой;
точность обработки опорной (установочной) поверхности штифта
достигается ле’гче, чем точность обработки плоской поверхности;
правильность и точность установки детали обеспечиваются легче,
чем при установке на плоскую поверхность;
в случае износа штифты легко заменить.
Следует отметить, однако, что при использовании в качестве уста-
новочной базы точно обработанной поверхности вместо опорных штиф-
тов применяют закаленные опорные пластины, которые устраняют воз-
можность получения вмятин.
* Об установочных элементах (штифты, пластины, призмы, пальцы) см. в
курсе «Основы конструирования приспособлений».
44
Нижеследующие примеры иллюстрируют различные случаи ус-
тановки детали по двум поверхностям (рис. 9).
На рис. 9, а показана установка детали по двум параллельным
плоскостям. Деталь 5 устанавливают на одну (из двух параллель-
ных) плоскость (Л), а другая плоскость (Б) подпирается самоуста-
навливающимся штифтом / с пружиной 2. Положение фиксируется вин-
том 3 через вкладыш 4. Стрелками показано направление сил зажатия.
* Рис. 9. Схемы установки деталей по различным поверхностям
На рис. 9, б изображена установка детали 1 по двум взаимно пер-
пендикулярным плоскостям. Одна поверхность детали опирается на
плоскую поверхность 2, а другая — на поверхность 3.
Установка детали на плоскость и цилиндрическую поверхности
показана на рйс. 9, в.
На рис. 9, г изображена установка детали на цилиндрическую
поверхность — палец 1 и плоскую поверхность 2, причем деталь под-
клинивается клином 3. Если деталь не подклинить, то она вследствие
погрешности обработки не будет плотно прилегать к поверхности 1
или не наденется на палец.
При установке детали на срезанный палец /, как показано на
рис. 9, д, деталь опирается на поверхность 2 без помощи клина.
Если деталь 1 имеет два отверстия и должна быть установлена на
два пальца 2 и 3, то один из них (2) должен быть срезанным (рис. 9, ё),
иначе точно установить деталь не представится возможным вследствие
неизбежной неточности обработки; при этом для облегчения установки
один палец должен быть короче другого.
Цилиндрические детали (валики, втулки и т. п.) при сверлении и
фрезеровании базируются обычно своими наружными цилиндрическими
поверхностями на опорные призмы, которые изготовляют преиму-
щественно с углом а = 90° (см. рис. 8), хотя иногда встречаются приз-
мы с углом 60 и 120°.
45
Ступенчатые цилиндрические детали (например, ступенчатые ва-
лики) нельзя устанавливать на две неподвижные призмы, так как
неточность размеров диаметров, получаемая при обработке, будет
изменять положение оси детали по высоте; при такой установке за-
труднительно также достигнуть точного положения оси детали в го-
ризонтальной плоскости.
Поэтому при установке ступенчатой цилиндрической детали (ва-
лика) (рис. 9, ж) следует применять одну призму неподвижную (/)
(и более длинную), а другую — регулируемую (2).
ГЛАВА IV
' ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ
1. Понятие о точности. Основные факторы, влияющие
на точность обработки
При конструировании и построении машин необходимо наряду с
расчетами кинематическими, расчетами на прочность, жесткость и
износоустойчивость производить расчеты на точность.
Точность — основная характеристика деталей машин или прибо-
ров. Абсолютно точно изготовить деталь невозможно, так как пЬи ее
обработке возникают погрешности; поэтому точность обраготки
бывает различной.
Точность детали, полученная в результате обработки, зависит от
многих факторов и определяется:
а) отклонениями от геометрической формы детали или ее отдельных
элементов;
б) отклонениями действительных размеров детали от номиналь-
ных;
в) отклонениями поверхностей и осей детали от точного взаимного
расположения (например, отклонениями от параллельности, перпен-
дикулярности, концентричности).
Основные определения и предельные отклонения формы и распо-
ложения поверхностей предусмотрены ГОСТ 10356—63.
Трудоемкость и себестоимость обработки деталей в значительной
мере зависят от требуемой точности и с повышением точности (при неиз-
менных прочих условиях) увеличиваются, что видно из представлен-
ного графика (рис. 10).
Чтобы производить обработку деталей одного и того же размера с
различной степенью точности (в зависимости от характера и назначения
этих деталей), ГОСТом установлено несколько классов точности об-
работки. Классы точности имеют названия и порядковый номер; номер
возрастает по мере убывания степени точности; таким образом, пер-
вый класс является самым точным (очень точный), второй класс слу-
жит для точных работ (точный), третий класс — для работ средней
или обыкновенной точности (средний), для более грубых работ при-
46
Допускаемая погрешность обработки
(класс точности)
Рис. 10. График трудоемкости
и себестоимости обработки
деталей
меняют последующие классы точности. ГОСТ устанавливает 10 клас-
сов точности: 1; 2; 2а; 3; За; 4; 5; 7; 8; 9. 2-й класс является основным,
6-й класс временно не установлен.
В массовом и крупносерийном производстве при изготовлении взаи-
мозаменяемых деталей требуемая точность обработки обеспечивается
главным образом соответствующей настройкой станков. В мелкосе-
рийном и единичном производстве высокая точность достигается при-
менением дополнительных отделочных операций и путем использо-
вания исполнителей работы более высокой квалификации.
Точность заготовок, методы предварительной и окончательной
механической обработки, методы термической обработки значительно
влияют на точность окончательно
обработанных деталей.
Чем выше точность заготовок, тем
меньше число операций их меха-
нической обработки и тем выше точ-
ность готовых деталей.
Точность геометрической формы
деталей повышается при использова-
нии более совершенных методов тер-
мической обработки.
Так как точность обработки в
производственных условиях зависит
от многих факторов, обработку на
станках ведут не с достижимой, а с
так называемой экономической точ-
ностью.
Под экономической
точностью механической обра-
ботки понимают такую точность, которая при минимальной себестои-
мости обработки достигается в нормальных производственных усло-
виях, предусматривающих работу на исправных станках с применением
необходимых приспособлений и инструментов при нормальной за-
трате времени и нормальной квалификации рабочих, соответствующей
характеру работы.
Под достижимой точностью понимают такую точ-
ность, которую можно достичь при обработке в особых, наиболее бла-
гоприятных условиях, необычных для данного производства, высоко-
квалифицированными рабочими, при значительном увеличении за-
траты времени, не считаясь с себестоимостью обработки.
На точность обработки на металлорежущих станках влияют сле-
дующие основные факторы.
1. Неточность станков, являющаяся следствием неточности изго-
товления их основных деталей и узлов и неточности сборки, в частности
недопустимо больших зазоров в подшипниках или направляющих,
износа трущихся поверхностей деталей, овальности шеек шпинде-
лей, нарушения взаимной перпендикулярности или параллельности
осей, неточности или неисправности направляющих, ходовых вин-
тов и т. п.
2. Степень точности изготовления режущего и вспомогательного
инструмента и его изнашивание во время работы.
3. Неточность установки инструмента и настройки станка на
размер.
4. Погрешности базирования и установки обрабатываемой дета-
ли на станке или в приспособлении (например, неправильное поло-
жение детали относительно оси шпинделя и т. п.).
5. Деформации деталей станка, обрабатываемой детали и инстру-
мента во время обработки под влиянием силы резания вследствие
недостаточной жесткости их и упругой системы станок — приспо-
собление — инструмент — деталь (СПИД), в частности деформация
детали, возникающая при ее закреплении для обработки.
6. Тепловые деформации обрабатываемой детали, деталей станка
и режущего инструмента в процессе обработки и деформации, возни-
кающие под влиянием внутренних напряжений в материале детали.
7. Такое качество поверхности детали после обработки, которое
может дать неправильные показания при измерениях.
8. Ошибки в измерениях вследствие неточности измерительного
инструмента, неправильного пользования им, влияния температуры
и т. п.
9. Ошибки исполнителя работы.
Рассмотрим некоторые из перечисленных выше факторов, влияю-
щих на точность обработки деталей.
Неточность станков
Точность станка в ненагруженном состоянии, называемая гео-
метрической точностью станка, зависит главным
образом от точности изготовления основных деталей и узлов станка
и точности их сборки. Погрешности, допущенные в размерах и форме
Этих деталей и их взаимном расположении (плоскостность, цилиндрич-
ность, параллельность и перпендикулярность осей и плоскостей, кон-
центричность, соосность и т. д.), называют иногда геометри-
ческими погрешностями станка.
Величины этих погрешностей определяют путем проверки станка
в ненагруженном состоянии, при неподвижном положении его частей
и при медленном их перемещении от руки. Проверку производят при
помощи приспособлений с индикаторами, измерительных приборов,
точных линеек, уровней и других средств измерения.
Нормы точности и методы проверки станков регламентированы
стандартами (ГОСТ).
Так, например, радиальное биение шпинделей токарных и фре-
зерных станков у конца шпинделя в ненагруженном состоянии до-
пускается не более 0,01—0,015 мм.
Погрешность в прямолинейности и параллельности направляю-
щих токарных и продольно-строгальных станков на длине 1000 мм
допускается не более 0,02 мм и на всей длине не более 0,05— 0,08 мм.
У металлорежущих станков прежде всего изнашиваются детали,
которые при их взаимном относительном перемещении испытывают
48
наибольшие удельные нагрузки. Износ деталей станка в значительной
мере зависит от содержания станка в чистоте и регулярности его про-
мывки и смазки. Наличие абразивной пыли повышает износ трущихся
поверхностей деталей станка.
Вследствие износа шпинделя и подшипников у станков, работаю-
щих по принципу точения, появляется биение шпинделя, придающее
неточность геометрической форме обрабатываемой детали.
Износ направляющих токарного станка вызывает несовпадение цен-
тров задней и передней бабок, что также приводит к погрешности в
геометрической форме обрабатываемой детали.
Степень точности изготовления режущего и вспомогательного инструмента,
приспособления и их изнашивание во время работы
Степень точности изготовления режущего и вспомогательного *
инструмента оказывает большое влияние на точность механической
обработки деталей. Инструмент, как и всякое другое изделие, не мо-
жет быть изготовлен с абсолютно точными размерами, и некоторые
погрешности при его изготовлении неизбежны. Эти погрешности часто
в зависимости от вида инструмента переносятся в некоторой мере на
обрабатываемую деталь. Поэтому чем точнее изготовлен инструмент,
тем точнее и размеры детали, образуемые данным инструментом.
Допускаемые неточности размеров инструмента регламентируются
соответствующими стандартами (ГОСТ) и нормалями машиностроения,
что обеспечивает возможность достижения определенной точности
обработки деталей при использовании того или другого вида инстру-
мента.
Существенно влияет на точность обработки износ режущего ин-
струмента, который изнашивается быстрее, чем детали станка.
Режущий инструмент изнашивается по передней и задней поверх-
ностям. Износ по задней поверхности особенно влияет на точность обра-
ботки. Размеры деталей изменяются также по причине затупления ре-
жущей кромки инструмента, что вызывает увеличение радиальной
составляющей силы резания и, значит, увеличение деформаций всей
системы СПИД.
Расчет погрешности, вызываемой размерным износом режущего инструмента
Износ режущего инструмента от пути резания характеризуется
приработкой режущей кромки и размерным износом. Последний ха-
рактеризуется удельным износом Ко за время пути резания в 1000 л.
Путь резания L в м при точении определяют по формуле
.__ . __ пР I
—ййГ V’
* К вспомогательному инструменту относится такой крепежно-зажимной
инструмент, как оправки, патроны, державки, скалки, борштанги и т. п.
4»
где D — диаметр обрабатываемой поверхности в мм; I — длина обра-
батываемой поверхности в мм; s — подача в мм!об.
Путь резания Ln для партии заготовок N, обрабатываемой в период
между подналадками станка,
Ln = LN.
Путь для приработки режущей кромки принимают равным 1000 м;
тогда полная длина пути резания для партии деталей
'^L = Ln + 1000 м.
Принимая по нормативным данным величину удельного размерного
износа Ко* резца, определяют суммарный износ Ер по формуле
1000 %0'
Погрешность приспособлений возникает в результате неточности его
изготовления и износа при эксплуатации. В общем случае погрешность
изготовления приспособления не должна превышать 1/3 — 1/5 доли
допуска на соответствующий обрабатываемый размер детали**.
При эксплуатации приспособлений происходит износ элементов
установочных и для направления режущих инструментов.
Характеристикой износа установочных элементов служит изно-
состойкость Еп***, под которой понимают количество установок N',
вызывающих износ детали приспособления на 1 мкм, т. е.
где К —износ детали за N' установок.
Неточность обработки, зависящая от установки инструмента
и настройки станка на размер
Установку инструмента на размер при обработке в единичном
производстве на станках общего назначения выполняет рабочий, из-
готовляющий деталь. В серийном и массовом производстве детали
обрабатывают на станках, настроенных на размер наладчиком.
В единичном производстве требуемый размер детали получается
методом пробных проходов (взятием пробных стру-
жек): после каждого прохода инструментом небольшого участка по-
верхности деталь измеряют и, если необходимый размер не получен,
установку инструмента на нужный размер корректируют по делениям
лимба или по показаниям индикатора. Так как при этом глубина ре-
* См. «Справочник технолога-машиностроителя», 1972, т. 1, табл. 46.
** Основные размеры и точность изготовления установочных деталей при-
способлений приведены в «Справочнике технолога-машиностроителя», 1972, т. 1,
табл. 23—28.
*** Расчет износостойкости детали приспособления см. там же, табл. 29.
50
зания на участке пробных проходов и на всей остальной части обра-
батываемой поверхности может оказаться неодинаковой вследствие
неровности, возникает неточность обработки.
Более совершенным является метод автоматическо-
го получения требуемого размера. При работе
по этому методу станки предварительно настраивают на заданный раз-
мер, т. е. рабочим звеньям станка, приспособления и инструмента при-
дается определенное взаимное положение, которое и обеспечивает авто-
матическое получение требуемого размера обрабатываемой детали.
Пробные проходы в этом случае не нужны, и время обработки со-
кращается.
Заготовки, подлежащие обработке, при установке их в приспо-
соблении автоматически, без выверки, принимают определенное
положение относительно инструмента, установленного на определен-
ный размер. Нужное положение инструмента относительно детали не
изменяется до окончания обработки всей партии деталей или до смены
инструмента из-за его притупления. Неточность установки инстру-
мента после его смены и износ инструмента приводят к неточности
обработки.
На автоматах, полуавтоматах и револьверных станках детали обра-
батывают способом автоматического получения размеров, для чего
станки предварительно настраивают на размер. Перемещение ин-
струмента относительно детали ограничивается упорами. При одно-
временной обработке несколькими инструментами (набором резцов,
фрез и т. п.) установку их на размер (настройка) производят по шабло-
нам.
С целью повышения точности обработки и сокращения времени на
измерение в производстве все больше применяют специальные авто-
матизированные устройства для непосредственного измерения дета-
лей в процессе их обработки на станке. При достижении необходи-
мого размера детали измерительный прибор выключает механизм по-
дачи станка. Такие ’ устройства дают возможность автоматизировать
измерения и работу станка.
Погрешности установки и базирования заготовки на станке
или в приспособлении
Погрешность установки является одной из величин, составляющих
общую погрешность при выполнении заданного размера обрабаты-
ваемой детали.
Погрешность установки (еу) определяется суммой погрешности
базирования (еб) и погрешности закрепления (е3).
Погрешность базирования возникает вследствие несовмещения
установочной базы с измерительной. Эта погрешность определяется
величиной колебания (т. е. разностью) предельных (наибольшего и
наименьшего) расстояний измерительной базы от режущей кромки,
установленного на размер инструмента.
Погрешность закрепления возникает вследствие смещения за-
готовки под действием зажимной силы, прилагаемой для фиксации
51
ее положения. Смещение заготовки из положения, определяемого уста-
новочными элементами, а значит, и смещение ее измерительной базы
происходят вследствие деформаций отдельных звеньев цепи, через
которые передается сила зажатия: заготовка — установочные эле-
менты — корпус приспособления. Здесь могут быть упругие отжимы
деталей и элементов приспособления, деформация поверхностных слоев
металла и поверхностных неровностей (шероховатостей). Смещения
заготовки могут быть осевые, радиальные, угловые.
Погрешность закрепления равна разности между предельными
(наибольшей и наименьшей) величинами смещения измерительной базы
по направлению выполняемого размера.
При обработке плоских поверхностей можно принять, что вектор
погрешности базирования и вектор погрешности закрепления направ-
лены на одну точку (коллинеарные векторы); в этом случае погрешность
установки
®у == ®б + ®3- (1)
При обработке поверхностей тел вращения векторы погрешности
базирования и векторы закрепления могут иметь взаимное положение
под разными углами; погрешность установки в этом случае можно при-
нять по наиболее вероятному значению, равному корню квадратному
из суммы квадратов величин погрешностей базирования и закре-
пления, т, е.
еу = / ®б + ез- (2)
При обработке методом автоматического получения заданных раз-
меров (т. е. при обработке на станках, настроенных на размер) по-
грешность базирования, как уже сказано, возникает в тех случаях,
когда установочная база не совмещена с измерительной.
При совмещении установочной и измерительной баз погрешность
базирования равна нулю (еб = 0), поэтому следует, если возможно,
принимать в качестве установочной базы поверхность, которая явля-
ется в то же время измерительной базой, т. е. ту поверхность, от ко-
торой должен быть выдержан заданный размер и от которой произво-
дится измерение.
Погрешность базирования отсутствует также при обработке на стан-
ках, не настроенных на размер (т. е. при обработке методом пробных
проходов), так как положение режущей кромки относительно уста-
новочной базы регулирует рабочий путем взятия пробных стружек
и промеров от измерительной базы для каждой отдельной обрабаты-
ваемой детали.
По схеме установки на плоскую поверхность, изображенной на
рис. 11, погрешность базирования по отношению к размеру L равна
нулю (egt = 0), так как базы измерительная и установочная совме-
щены (А—Л). Погрешность базирования по отношению к размеру К
имеет место, так как установочная (А—А) и измерительная (В—В)
52
базы не совмещены; погрешность базирования в этом случае равна
допуску 6 на размер Н заготовки: ебх =б.
При установке детали базовым отверстием на цилиндрическую
поверхность (палец) (рис. 12) следует учитывать смещение измери-
тельной базы в направлении выдерживаемого размера. При посадке
на разжимной палец, т. е. без зазора, погрешность базирования по от-
ношению к размеру L выражается величиной половины допуска 6 на
диаметр D заготовки: еб= 8/2. При посадке на жесткий палец с за-
зором погрешность базирования будет больше на величину предельного
колебания диаметрального зазора Д3 и в этом случае выразится ве-
личиной е б = (6/2) 4 Д3.
Рис. 11. Схема установки
детали на плоскую поверх-
ность
Рис. 12. Схема уста-
новки детали на ци-
линдрическую поверх-
ность (палец)
Как было отмечено выше, цилиндрические детали (валики, втул-
ки и т. п.) при сверлении и фрезеровании часто базируются своими
наружными цилиндрическим поверхностями на опорные призмы, из-
готовляемые преимущественно с углом а = 90°.
При такой установке ось цилиндрической детали всегда находится
в плоскости симметрии призмы независимо от отклонений в размерах
диаметра детали, но расстояние центра деталей от основания призмы
будет изменяться на величину еб в зависимости от отклонений в раз-
мерах диаметра детали и величины угла а призмы.
Величину погрешности базирования еб при несовмещении уста-
новочной базы с измерительной можно определить путем расчета, ис-
ходя из геометрических зависимостей элементов схемы установки,
принятой для базирования детали.
В качестве примера можно привести определение величины по-
грешности базирования цилиндрической детали (вала) на призму для
фрезерования плоскости (лыски, квадрата и т. п.) на цилиндрической
поверхности детали (рис. 13).
Предельные расстояния измерительных баз Bt и В2 от режущей
кромки В3 установленного на размер инструмента зависят от раз-
ности диаметров Di и П2, т- е. от допуска на размер диаметра детали
(6р). Разность этих предельных расстояний определяется величиной
отрезка Bt Вз, равной разности — 12, которая и выражает величину
53
погрешности базирования еб. Последнюю можно определить, исходя
из геометрических зависимостей:
или
е<5 — — ABj — ABa ;
AB e AO14- OA = + OA ---------
1 1'11 sin(a/2) 1 1 2 sin (a/2) 2
= J?L/------!------ + Л;
2 \ sin (a/2) /
ABa = AOa + О A = - °2 % + O3B2=-------------------4-
2 2 2 * sin (a/2) 22 2 sin (a/2) 2
_ O2 / 1
2 \ sin (a/2)
e6 = AB1 — AB2=-^-(--------!---4
0 1 2 2 \ sin (a/2)
Dt — Dj ( 1
2 \ sin (a/2)
( 1
2 \ sin (a/2)
( 1
е«— 2 \ sin(a/2)
(3)
(4)
Здесь Di и D2 — наибольший и наименьший диаметры детали; a —
угол призмы; бд— допуск на размер диаметра D детали.
Рис. 13. Схема базирования цилинд-
рической детали (вала) на призму
Рис. 14. Схема установки' детали
в центрах; передний центр — же*
сткий
Приведем другой пример. Валик, имеющий буртик с диаметром,
большим, чем диаметр'двух других ступеней (рис. 14), обрабатывается
в центрах, причем передний центр жесткий; торцовые поверхности бур-
тика обрабатываются параллельно двумя резцами, установленными
на размеры /( = const и L ~ const. В этом случае погрешность бази-
54
рования не окажет влияния на точность размера lit но будет влиять на
точность размера /2, отсчитываемого от левого торца валика, который
служит измерительной базой для данного размера. Расстояние этого
торца валика относительно резца, положение которого установлено на
размер /2, может изменяться по причине погрешности зацентровки.
Эта погрешность возникает из-за того, что не все заготовки партии
могут быть засверлены на одинаковую глубину, поэтому и диаметры
конических центровых гнезд будут различны и, следовательно, рас-
стояние измерительной базы, которой является левый торец вала, от-
носительно резца, установленного на размер /2, будет изменяться.
Погрешность базирования еб относительно размера 12 определяется
разностью предельных расстояний (femax—6mill) от торца заготовки
до вершины центра («просадка» центра); она может быть исчислена
по геометрическим зависимостям из схемы установки заготовки в цен-
трах; величина погрешности еб определяется из уравнения
еб= 2tg(a/2) ’ (5)
где 6 d—допуск по диаметру конической части центрового гнезда;
а — угол при вершине конуса центрового гнезда.
При обработке того же валика (рис. 14) в центрах, но с плаваю-
щим передним центром установочная и измерительная базы совмеща-
ются, так как положение левого торца валиков всей партии определя-
ется упором и остается постоянным относительно резцов, установ-
ленных на размеры К и L. Следовательно, в этом случае погреш-
ность базирования е6 — 0.
При установке заготовки для обработки ее цилиндрической поверх-
ности на жесткой оправке с базированием по цилиндрическому отвер-
стию," со свободной посадкой и закреплением гайкой, возможно смеще-
ние оси отверстия относительно оси оправки; в этом случае погреш-
ность базирования равна величине смещения осей.
При обработке этой же заготовки на разжимной или на жесткой
оправках с прессовой посадкой смещение оси отверстия относительно
оси оправки отсутствует и погрешность базирования равна нулю.
Деформация деталей станка, обрабатываемой детали и инструмента
под влиянием сил, воздействующих на систему СПИД.
Жесткость упругой системы СПИД
При обработке деталей на металлорежущих станках силы резания,
зажатия и другие воздействуют на детали станка, обрабатываемую
деталь и режущий инструмент, вследствие чего происходит их дефор-
мация, изменение величины стыковых зазоров, изменение положения
режущей кромки инструмента относительно обрабатываемой детали
(отжим); размеры обрабатываемой детали изменяются, появляются от-
клонения от правильной геометрической формы (конусность, оваль-
ность и т. п.).
55
На рис. 15 показано, какие возможны отклонения от правильной
геометрической формы вала вследствие влияния деформации, возникаю*
щей при обработке.
Деформации, возникающие в технологической упругой системе
СПИД под влиянием воздействия действующих в системе сил, являют-
Рис. 15. Возможные отклонения от
правильной цилиндрической формы
вала в результате деформации, воз-
никающей при обработке
ся одним из источников пог-
решностей обработки. Дефор-
мации эти можно разделить на
два вида:
деформации отдельных дета-
лей станка, приспособления,
обрабатываемой детали и инст-
рументов; величины этих де-
формаций можно рассчитать с
достаточной степенью точнос-
ти, пользуясь методами учения
о сопротивлении материалов;
деформации в местах соеди-
нения деталей и узлов техноло-
гической упругой системы, яв-
ляющиеся результатом неров-
ности стыковых соединений,
зазоров и упругих отжатий в
стыках. В связи с деформация-
ми в местах соединения дета-
лей и узлов изменяется вза-
имное расположение частей
станка и всей системы, что ока-
зывает большое влияние на
точность обработки. Эти воп-
росы не могут быть решены
обычными методами учения о
сопротивлении материалов и
являются ныне предметом специальных исследований ряда тех-
нологических лабораторий.
Из сказанного видно, что жесткость упругой системы СПИД имеет
большое значение для точности обработки деталей на металлорежущих
станках.
Под жесткостью упругой системы понимают ее способность ока-
зывать сопротивление действию сил, стремящихся ее деформировать.
Жесткость упругой системы влияет в основном на точность обра-
ботки и на возникновение вибраций.
Большая жесткость системы является одним из основных условий
достижения точности при обработке. При отсутствии достаточной жест-
кости под действием сил резания и других сил система деформируется,
что приводит к искажению формы детали и получению неправильных
ее размеров.
С жесткостью системы СПИД связано и явление вибрации. Сис-
темы, обладающие большой жесткостью, могут работать с более вы-
66
сокими режимами резания без появления вибрации, что обеспечивает
их большую производительность.
Жесткость упругой системы СПИД выражается отношением радиаль-
ной составляющей силы резания, направленной по нормали к обраба-
тываемой поверхности, к смещению режущей кромки инструмента, ус-
тановленного на размер относительно детали, отсчитанному в том
же направлении:
]с — Ру1у\кПмм\, или ]с = Ру 9,81/г/ 10-3 [н/м], (6)
где /с — жесткость системы в кПмм (н!м)\ Ру — радиальная состав-
ляющая силы резания в кГ\ у — смещение режущей кромки инстру-
мента (деформация упругой системы) в мм.
Аналогично выражается жесткость отдельных элементов техно-
логической упругой системы — для суппорта (/суп), передней бабки
(/п.б), задней бабки (/3_ б), приспособления (/пр), обрабатываемой детали
(/обр. дет) Т. Д.
Величина, обратная жесткости, называется податливос-
тью упругой системы (<о):
ш = — [мм/кГ\ = - (мк/кГ], или ш = -у— = — [м/н]. (7)
1с /с /с Ру • 9,81
Величина деформации упругой системы станок — приспособление—
инструмент — деталь в микрометрах равна
у == 1000 Ру / /с = Ру <о [лкл]. (8)
Жесткость станков повышается усовершенствованием их конструк-
ции или применением дополнительных устройств (например, на гори-
зонтально-фрезерных станках применяют дополнительное крепление
кронштейна и стола), а также повышением качества сборки.
Станкостроительная промышленность, Экспериментальный научно-
исследовательский институт металлорежущих станков (ЭНИМС) ра-
ботают над вопросами установления стандартизованных норм жест-
кости для всех типов металлорежущих станков. По данным на 1/1—
1975 г. действуют ГОСТ 7035—54 «Станки металлорежущие. Общие
условия к стандартам на нормы жесткости» и стандарты на нормы жест-
кости станков: токарных общего назначения (ГОСТ 7895—56), кругло-
шлифовальных (ГОСТ 11654—65), автоматов токарных многошпиндель-
ных прутковых (ГОСТ 43—65) и ряда других.
Большая жесткость детали в процессе обработки достигается ра-
циональным положением опор при установке детали на станке, а так-
же — при необходимости — применением дополнительных опор, на-
пример люнетов. В практике при обработке валов применяют люнеты,
если отношение длины вала к его диаметру бодее 10.
На рис. 16 показан пример применения неподвижного люнета, а
на рис. 17 — подвижного люнета при обтачивании длинного вала на
токарном станке в центрах (при отношении длины вала к диаметру,
равном примерно 30—40).
57
Рис. 16. Обработка вала на токарном станке
в центрах с применением неподвижного лю-
нета
Рис. 17. Обработка вала на токарном стан-
ке в центрах с применением подвижного
люнета
Величину деформации вала, установленного в центрах токарного
станка (без люнета), можно приближенно определить по формуле для
изгиба балки, свободно лежащей на двух опорах (рис. 18). Точно опре-
делить величину деформа-
ций затруднительно по
причине изменения сил
резания и закрепления
детали в процессе ее об-
работки; эти изменения
иногда колеблются в ши-
роких пределах.
Применительно к' обра-
ботке вала, показанной на
рис. 17, максимальный
прогиб определяется по
формуле
f — или
р р
• 10-3> М’ -<9>
где f—максимальный про-
гиб вала в мм (1 мм =
=1 • 10-8 м)\ Ру —радиаль-
ная составляющая силы
резания в кГ (1 кГ =
= 9,81 м); I — длина ва-
ла в мм (1 ми-10-8 м)-,
Е — модуль упругости в
кГ/мм* (1 кПмм2 = 9,81 X
X 10е к/л2); J —момент
инерции в ми4 (1 мм* —
= 1 • 10-12 м*); для круг-
лого сплошного сечения
J = wd4/4, где d— диа-
метр вала.
Из приведенной формулы видно, что величина прогиба вала про-
порциональна его длине в третьей степени; если, например, один вал
длиннее другого в два раза, то более длинный при тех же диаметре и
силе резания будет иметь величину прогиба в восемь раз больше, чем
короткий.
Вследствие прогиба вала при обтачивании диаметр его увеличи-
вается в средней части (см. рис. 15). Это увеличение примерно равно
удвоенной величине прогиба (2/). Дополнительная опора в виде лю-
нета дает возможность избежать такой деформации.
При обтачивании вала в патроне без опоры на другом конце (рис. 19)
конец вала, выступающий из патрона, можно принять за балку, за-
крепленную на одном конце. Максимальный прогиб вала под воздей-
68
ствием радиальной составляющей силы резания равен'
/==-^7-1^ или /==-%7_<1 ' 10~3) К (10)
Сравнение формул (9) и (10) показывает, что при обработке вала в
патроне величина деформации — прогиба — в 16 раз больше, чем
при обработке этого же вала в центрах.
Рис. 18. Деформация вала при обра-
ботке на токарном станке в центрах
без люнета
Рис. 19. Деформация вала
при обработке на токарном
станке в патроне
При обработке вала в центрах на токарном станке радиальная со-
ставляющая силы резания Ру вызывает отжим задней и передней ба -
бок, зависящей от жесткости их конструкции. Величина этого отжима
в процессе обработки изменяется. В начале обработки вала вся сила
резания воспринимается задней бабкой, в конце обработки — передней;
при обработке середины ва-
ла сила резания распреде-
ляется между передней и
задней бабками.
Отжим передней и задней
бабок по сравнению с вели-
чиной прогиба обычно выра-
жается малой величиной; так,
например, отжим шпинделя
токарного станка (с высотой
центров 200 мм) при нагруз-
ке 200 кГ (1960 н) допуска-
ется не более 0,02 мм,
пиноли задней бабки — не
более 0,04 мм, суппорта
— не более 0,03 мм.
Рис. 20. Дополнительная опора к рез-
цедержателю револьверной головки
Для обеспечения точности обработки необходимо, чтобы конструк-
ции режущих инструментов и приспособлений также обладали дос-
таточной жесткостью. С этой целью в некоторых случаях применяют
дополнительные опоры; например, на расточных станках при растачи-
вании глубоких отверстий (или нескольких отверстий, расположенных
59
последовательно внутри корпусной детали) для борштанг создают
дополнительную опору на противоположном конце; на револьверных
станках с целью уменьшения отжима инструмента к резцедержателю
инструмента 1 (рис. 20) прикрепляется скалка 2, которая направля-
ется втулкой 3, закрепленной на передней бабке станка; на горизон-
тально-фрезерных станках применяют дополнительно крепление крон-
штейна и стола.
карных станков давление
тие и продольный изгиб
Деформация детали, возникающая при ее закреплении
для обработки
На точность обработки детали в значительной мере влияют силы,
действующие при ее закреплении. Эти силы деформируют обрабаты-
ваемую деталь, в частности ее поверхностные слои, которыми деталь
соприкасается с поверхностями станка, или приспособления при уста-
новке для обработки.
Иногда на точности обработки отражается деформация стола стан-
ка или приспособления при закреплении детали.
Влияние сил зажатия детали на ее точность особенно активно
проявляется при обработке длинных рам, станин, плит. При обработке
таких деталей на станках, например строгальных или фрезерных,
прижимные планки надо располагать над точками опоры детали на
столе или по крайней мере возможно ближе к опорам, так как дефор-
мация детали при этом уменьшается.
При закреплении длинных деталей (валов и т. п.) в центрах то-
центра задней бабки станка вызывает ежа-
детали. Поэтому величина силы зажатия,
особенно для точных деталей, имеет весь-
ма большое значение.
При закреплении тонкостенных втулок,
колец, гильз и т. п. в трехкулачковом пат-
роне для обработки отверстия их ци-
линдрическая форма искажается от сил
зажатия. Такие детали, будучи обрабо-
таны в деформированном состоянии, пос-
ле освобождения из патрона принимают
первоначальную форму, вследствие чего
обработанное отверстие теряет форму ок-
ружности и цилиндра.
На рис. 21, а изображено кольцо (или
втулка), деформированное силой зажатия
в трехкулачковом патроне; после растачи-
вания в патроне отверстие приобрело пра-
вильную форму окружности (рис. 21, б);
после освобождения детали из трехкулачкового патрона (т. е. после
освобождения от силы зажатия) наружная поверхность ее принимает
первоначальную форму окружности, а форма расточенного отвер-
стия становится неправильной, искаженной (рис. 21, в).
Рис. 21.. Деформация кольца
(втулки) при закреплении в
трехкулачковом патроне
60
Тепловые деформации и внутренние напряжения
На точность механической обработки деталей при выполнении
окончательных операций существенно влияют температурные дефор-
мации обрабатываемой детали и деталей станка, вызываемые их на-
гревом.
На точность обработки могут влиять также тепловые деформации
режущего инструмента, который во время работы сильно нагревается.
Тепловые деформации происходят по причинам: 1) нагрева теплом,
выделяющимся при резании металла; 2) нагрева теплом, образующимся
при трении движущихся частей станка; 3) непостоянства температуры
помещения, вследствие чего происходят неравномерный нагрев или
охлаждение системы станок — приспособление — инструмент — де-
таль.
Тепловые деформации особенно влияют на точность обработки де-
талей, изготовляемых по 1-му и 2-му классам точности.
При обработке с охлаждением детали и инструмента смазывающе-
охлаждающей жидкостью тепловые деформации всей системы станок —
приспособление — инструмент — деталь значительно уменьшаются.
Изготовление точных измерительных инструментов и выполнение
окончательных операций обработки деталей высокой точности (точ-
ное шлифование, доводка и др.)
должны производиться в помеще-
ниях, в которых постоянно под-
держивается нормальная темпера-
тура.
Неточность обработки возможна
также из-за деформаций, возникаю-
щих под влиянием внутренних
напряжений в материале детали.
Внутренние напряжения появ-
ляются в результате неравномер-
ного охлаждения отдельных час-
Рис. 22. Измерение диаметра ше-
роховатой поверхности:
D — по вершине гребешков; Ds — по
впадине гребешков
тей заготовок, изготовленных
литьем, ковкой, штамповкой, а
также в деталях, обработанных
давлением в холодном состоянии,
при сварке, термической обработ-
ке, при обработке металла ре-
занием. Внутренние напряжения проявляются в особенно значи-
тельных размерах в крупных отливках сложной конфигурации.
С течением времени (иногда весьма продолжительного) внутренние
напряжения постепенно ослабляются, выравниваются и исчезают,
при этом деталь деформируется (коробится). При обработке металла
резанием, когда снимается поверхностный слой заготовки (особенно
литой), в металле происходит перераспределение внутренних напряже-
ний и деталь деформируется. По этой причине черновые (обдирочные)
операции отделяют от чистовых, которые исправляют форму детали и
придают ей окончательные размеры.
61
Для уменьшения или устранения внутренних напряжений круп-
ные отливки подвергают «старению» — искусственному или естест-
венному (см. гл. I).
Влияние качества поверхности детали после обработки
на показания измерений
Качество поверхности детали после обработки может существенно
влиять на точность показаний при измерении. Если поверхность детали
после обработки имеет большую шероховатость, то при контроле раз-
мера детали измерение производят по вершинам гребешков Di (не-
ровностей) или по впадинам D2 (рис. 22), что не дает правильного,
определенного представления о размере. Гребешки шероховатостей
поверхности при сопряжении с поверхностью другой детали (особенно
при прессовой посадке и повторных соединениях) сминаются, и дей-
ствительный размер детали, таким образом, отличается от размера,
полученного при измерении после обработки. Из этого видно, что точ-
ность обработки становится неопределенной, если качество поверхности
после обработки не соответствует условиям работы детали. Чтобы
достичь заданной точности размеров детали и установить при контроле,
действительно ли получен заданный размер, необходимо обеспечить
при обработке надлежащий класс шероховатости поверхности.
Большая шероховатость поверхности лишает возможности дос-
тигнуть высокой точности обработки.
Суммарная погрешность обработки
Как видно из изложенного, погрешностей, возникающих в про-
цессе обработки и дающих в результате неточные размеры и искаже-
ние формы детали, много. Происхождение этих погрешностей, их ха-
рактер и направленность разные: одни погрешности дают увеличение
размеров (плюс), другие уменьшение (минус), некоторые — компен-
сируют, «гасят» другие и таким образом уменьшают большую погреш-
ность, другие, наоборот, накладываются, накапливают и увеличи-
вают общую погрешность, причем направленности (векторы) погреш-
ности могут совпадать или могут идти под разными углами; разных
сочетаний может быть множество. Некоторые погрешности приводят
к искажению формы детали.
Общую суммарную погрешность можно определить эксперименталь-
но, пользуясь точными измерительными приборами; можно также
установить влияние некоторых факторов, порождающих погреш-
ности, и определить их числовые значения. Но теоретически (путем рас-
чета) определить влияние каждого фактора (при их совместном дей-
ствии) затруднительно. Поэтому расчеты по предлагаемым многими
авторами формулам для определения суммарной погрешности не сов-
падают с экспериментальными данными. Анализ показывает, что в
формулах не учитывается ряд факторов, вызывающих погрешности в
процессе обработки, что, разумеется, и отражается на общей величине
суммарной погрешности. В этом одна из причин расхождения данных,
62
рассчитанных теоретически, с данными, получаемыми эксперименталь-
но. Если каждому из вышеперечисленных видов погрешностей придать
буквенное обозначение, то общий вид формулы (11), выражающей сум-
марную погрешность, можно представить как алгебраическую сумму
отдельных видов погрешностей, которые частично или полностью мо-
гут перекрываться и взаимно компенсировать:
= ®ст "Ь Рин Н” 7н.с + еу + ifl-C "Ь ^Д.з “Ь ^т.д “Ь ®к ~Ь Фисп Хост> О О
где аст—неточность станка; рин —неточность изготовления режущего и
вспомогательного инструмента, его изнашивание во время работы и
неточность приспособления; Ун.с — неточность обработки, зависящая от
установки инструмента и настройки станка на размер; еу — погреш-
ность установки заготовки на . станке или в приспособлении;
1д.с — деформация деталей станка, обрабатываемой детали и инстру-
мента; Гд.з — деформация детали, возникающая при ее закреплении
для обработки; — тепловые деформации и внутренние напряжения;
сок — неточность измерения вследствие влияния качества поверхности
после обработки; фисп — ошибки исполнителя работы; /ост — осталь-
ные, не учтенные, погрешности.
Погрешность установки еу при обработке плоских поверхностей
еу == е6 + е3, при обработке тел вращения еу = )/ е о + е3, где
е6 — погрешность базирования; е3 — погрешность закрепления.
2. Точность при различных способах обработки
Необходимая точность обработки, отвечающая требованиям за-
данного класса точности, достигается на различных станках разными
способами.
Точность обработки отверстий по 2-му классу точности достигается
чистовым развертыванием, протягиванием, шлифованием, притиркой,
доводкой абразивными головками (хонинг-процессом), доводкой колеб-
лющимися абразивными брусками (суперфиниш); этими же способами
можно в ряде случаев получить точность и 1-го класса, но при более
тщательной работе на хорошо выверенных и вполне исправных, не-
изношенных станках.
Обработка отверстий по 3-му классу точности достигается при чисто-
вом развертывании; такую же точность можно получить и чистовым рез-
цом на вполне исправных станках и при тщательной работе; экономич-
нее этот класс достигается Шлифованием, если это возможно по ха-
рактеру работы.
Отверстие 4-го класса точности можно получить растачиванием
чистовыми резцами на токарных или револьверных станках или свер-
лением с помощью кондуктора.
Отверстие 5-го класса точности можно получить сверлением или
растачиванием на всех станках, включая и автоматы, выполняющие
такие операции.
63
Точность обработки валов по 1-му классу после предварительной
токарной обработки достигается последовательным шлифованием —
черновым (предварительным) и чистовым (окончательным).
Для обработки валов по 2-му классу точности, как правило, приме-
няется шлифование после предварительной обработки на токарных или
револьверных станках. Эту точность можно получить и не применяя
шлифования, если работают на токарных и револьверных станках
токари высокой квалификации.
Точность обработки валов по 3-му классу точности достигается на
вполне исправных токарных станках отделочными резцами при от-
сутствии прогибов, что обеспечивается применением поддерживающих
приспособлений. Однако, как правило,наиболее экономичным способом
для крупносерийного производства является обработка валов этого
класса точности шлифованием.
По 4-му классу точности валы обрабатываются на токарных
и револьверных станках, а также на автоматах отделочными
резцами.
По 5-му классу точности валы можно обрабатывать на токарных и
револьверных станках без специальных приспособлений, однако обра-
ботку длинных валов приходится вести отделочными резцами с приме-
нением поддерживающих приспособлений.
Выбор метода обработки зависит от заданной точности обрабаты-
ваемой детали. Выбирая метод обработки, необходимо учитывать эко-
номическую целесообразность его применения. В тех случаях, когда нет
необходимости в точной обработке, пользоваться точными методами ра-
боты нецелесообразно, так как это приведет только к удорожанию
изделия.
Основным, хотя и не единственным способом наиболее точной обра-
ботки является шлифование, посредством которого сравнительно легко
и экономично достигается точность 2-го, а при тщательной работе —
и 1-го класса точности. Главное преимущество шлифования перед об-
работкой резцом заключается в том, что при шлифовании можно сни-
мать с поверхности детали очень тонкие стружки и таким образом
довести деталь до необходимого размера. При снятии стружки рез-
цом толщина ее не может быть столь малой, как при шлифовании,
так как резец не может снимать стружку меньше определенной тол-
щины. На точность обработки резцом влияет также его износ.
При обработке резцом на токарном станке возможна неточность,
которая не встречается при работе на шлифовальном станке; центр
передней бабки токарного станка при обработке вращается с обраба-
тываемой деталью, например валиком, а если центр бабки имеет биение,
то центр сечения обтачиваемого валика не совпадает с осью его цен-
трового отверстия и при постановке валика в другие центры займет
эксцентричное положение. Так как у шлифовального станка оба центра
неподвижны, эта неточность отсутствует.
При обработке на токарном станке поверхность не может быть такой
ровной и гладкой, как после шлифования; это тоже увеличивает не-
точность обработки. Таким образом, чистовое (окончательное) шлифова-
ние почти всегда целесообразнее, чем чистовое обтачивание.
64
По таким же причинам посредством плоского шлифования легче
получить точные размеры, чем при строгании и фрезеровании.
Применение шлифования возможна и для таких фасонных работ,
как нарезание резьбы и зубчатых колес, точность которых имеет
очень важное значение в работе механизмов.
Кроме указанных выше способов высокую точность обработки
можно получить с помощью тонкого (алмазного) обтачивания и рас-
тачивания и тонкого шлифования на специально подготовленных стан-
ках.
Возможную точность, достигаемую различными способами обра-
ботки, можно представить схематично в такой последовательности:
а) чистовое обтачивание деталей малых размеров с последующей
зачисткой абразивной шкуркой — до 0,02 мм (20 мкм);
б) точное шлифование — до 0,005 мм (5 мкм)-,
в) шлифование в прецизионных работах — до 0,0025 мм (2,5 мкм);
г) притирка — до 0,0005 мм (0,5 мкм);
д) доводка плоскопараллельных измерительных плиток — до
0,00005 мм (0,05 мкм).
На основании опытных данных составляются таблицы средних
величин экономической точности различных методов обработки;
этими таблицами пользуются при проектировании технологических
процессов.
3. Определение погрешностей обработки методом
математической статистики
Как было указано, неточность обработки поверхности детали
является следствием влияния ряда факторов. Некоторые из этих фак-
торов создают систематические погрешности, ко-
торые имеют постоянный или переменный характер.
Если, например, отверстия у деталей всей партии обработаны раз-
верткой, имеющей неправильный размер, то погрешность в размере,
полученном при обработке этой разверткой, является систематической,
имеющей постоянный характер.
Так как развертка в процессе работы изнашивается и вследствие
этого диаметр ее уменьшается, то и диаметр отверстия у поочередно
обрабатываемых деталей также будет уменьшаться. Эта погрешность
тоже является систематической, но имеющей переменный
характер.
Систематические погрешности, как постоянные, так и переменные,
подчиняются определенной закономерности. Систематическими яв-
ляются, например, погрешности, происходящие вследствие неточности
станка, инструмента, приспособления, деформации детали, станка и
инструмента во время обработки от действующих сил или нагрева и
т. п.
Некоторые из факторов, влияющих на точность обработки, создают
случайные погрешности.
Случайные погрешности имеют различное значение для отдельных
деталей одной и той же партии. Эти погрешности вызываются слу-
3—499
65
чайными причинами или действиями многих факторов, влияние которых
на процесс обработки имеет случайный характер. Например, случай-
ные погрешности возникают вследствие неоднородности и неодинако-
вой твердости обрабатываемого материала, колебания величины при-
пуска и т. п. Благодаря случайным погрешностям размеры деталей в
партии получаются различными, с колебаниями размеров в пределах
допуска. Иначе говоря, получается рассеяние размёров деталей в
партии. Часть деталей будет иметь размеры, близкие к верхнему пре-
делу допуска, часть — близкие к нижнему пределу допуска и часть—
в середине поля допуска.
Для выявления закономерности погрешностей, возникающих при
обработке, пользуются методом математической статистики.
Рис. 23. Кривая рассеяния
(распределения) размеров
Рис. 24. Смещенные
(вследствие погрешности
настройки станка) кри-
вые рассеяния размеров
Измерив все детали партии, разбивают их на группы с одинаковыми
размерами или отклонениями (в пределах определенного интервала).
Результаты изображают графически. Для этого по оси ординат откла-
дывают число деталей с одинаковыми размерами (частота случаев),
а по оси абсцисс — их размеры или отклонения.
После соединения точек получают ломаную линию. При большом
количестве измерений эта ломаная линия приближается к кривой, ко-
торая называется кривой рассеяния (или кривой распределения) раз-
меров (рис. 23).
Разность между наибольшими и наименьшими размерами, полу-
ченными при измерении, определяет величину рассеяния размеров
деталей, обозначаемую на графике расстоянием А Б. Величина рас-
сеяния должна быть не больше допуска на обработку; если величина
рассеяния выходит за пределы допуска, погрешности в размерах де-
талей больше допускаемых, т. е. получается брак.
Если при обработке имеются только случайные погрешности,
кривая рассеяния принимает симметричную форму.
Систематическая погрешность постоянного характера форму кри-
вой рассеяния не меняет, но положение кривой смещается в направле-
нии оси абсцисс.
Если построить кривую рассеяния размеров, полученных при об-
работке партии деталей при одной настройке станка, и кривую рас-
66
сеяния размеров, полученных при обработке другой партии деталей
на том же станке, но при второй настройке станка, то получим две оди-
наковые кривые, но смещенные одна относительно другой по оси абсцисс
(рис. 24). Величина этого смещения AL характеризует погрешность
настройки станка, которая определяется разницей в положении уста-
новленного на размер инструмента при пер-
вой и второй настройке.
Отклонения в положении установленного
на размер инструмента, так же как и до-
пуски на размеры мерного инструмента
(сверл, зенкеров, разверток, протяжек и
пр.), относятся к числу погрешностей наст-
ройки станка и являются систематическими
Рис. 25. Различные фор-
мы кривых рассеяния,
обусловленные различ-
ным размерным износом
режущего инструмента
погрешностями.
Если построить кривую рассеяния разме-
ров, полученных при обработке одной части
большой партии деталей, когда износ инст-
румента еще весьма мал, и вторую кри-
вую рассеяния размеров для всей партии
деталей, включая и первую ее часть, обработанных при неизменной
настройке, то увидим, что формы кривых различны (рис. 25). Это объ-
ясняется тем, что поля рассеяния предельных размеров получились
различными вследствие различной величины размерного износа ре-
жущего инструмента.
Рис. 26. Кривые нормального распределения:
А —Гаусса; б —при различных величинах среднего квадратичного откло-
нения
Анализ кривых рассеяния, построенных на основании наблюдений
за производственным процессом, дает возможность установить влияние
случайных и систематических погрешностей. Характер кривой рас-
сеяния можно установить только на основании измерений большого
количества обработанных деталей.
Кривые рассеяния характеризуют точность обработки детали.
Случайные погрешности в размерах обрабатываемых деталей
партии подчиняются закону нормального распределения, который
графически изображается кривой Гаусса (а), имеющей симметричную
3* 67
форму с округленной вершиной и с каждой стороны по одной точке
перегиба А и В на некотором расстоянии от вершины (рис. 26).
Уравнение кривой нормального распределения имеет следующий
вид:
хг
г/ = ?(х) = —±=^е-^г, (1Г)
а у 2л
где у —частота появления погрешности; a — среднее квадратичное
отклонение аргумента, равное квадратному корню из средней арифме-
тической квадратов всех отклонений; л—3,14; е — основание нату-
ральных логарифмов (е = 2,718...); х — отклонение действительных
размеров от средних; х = Lt — Lcp (Li — действительные размеры,
Lcp — средние размеры).
Если разбить все детали в партии на группы по интервалам раз-
меров, то средний размер детали в партии LCD равен среднему арифме-
тическому из размеров всех деталей всех групп, т. е.
Z=A i—k
W'l 2 mi
Lcp = m^+m^ + - =_L V L m 2=1------------, (i 2)
n n n
z = l
где mi, m2, .... mk — количество деталей в каждой группе; Llt L2, ...,
Lk — размеры отдельных групп деталей, соответствующие каждому
интервалу; п — + т2 + ... + тк — общее количество измерен-
ных деталей в партии; k — число групп, соответствующее числу ин-
тервалов *.
Среднее квадратичное отклонение а выражается формулой
g -1 + ... + /nfe 4
Шх (Li ^ср)2 4~ ^2 (^2 ^ср)2 4" ••• Ч- иг# (/.£ - • Lcp)2
п
i=k
2 xlmi
г=1
П
(13)
где Xi = Li — Lcp, х2 = Z-2 — Lcp, ..., xh = Lh — Lcp — отклоне-
ния действительных размеров от среднего арифметического в каждой
группе деталей.
Абсолютная величина поля рассеяния, т. е. разность между наи-
большим и наименьшим измеренными размерами,
== С1Пах .
* Если вычисления производятся для сравнительно небольшого количества
деталей в партии, то нет необходимости группировать детали по интервалам;
в этом случае расчет среднего арифметического значения ведется из полученных
размеров всех деталей без разбивки их на группы.
68
Из уравнения кривой нормального распределения [см. формулу
(11)] видно:
1) при х = 0 максимальная ордината (утах) равна
z/max= 1/а/2^ = 0,3989 —«0,4(14)
3 <3
2) при х = ±а ордината для точек перегиба А и В (у„) равна
у =----’ =Лш^_^о,6утах = О,6 • 0,4 — = 0,24 —; (15)
а У 2ле У е а а
3) величина поля рассеяния
5=±хтах. (16)
Уравнение кривой нормального распределения (11) показывает,
что среднее квадратическое отклонение о является единственным пара-
метром, определяющим форму кривой нормального распределения.
Чем меньше величина а, тем меньше рассеяние размеров (кривая
менее растянута); чем больше величина о, тем рассеяние размеров
больше (кривая более растянута). На рис. 26, б показаны кривые
нормального распределения при а = 1/2; а = 1 и а = 2.
На основании исследований установлено, что в интервале абсциссы
кривой х = ±0,36а находится 35% всех обрабатываемых деталей,
в интервале х — ±0,76а — 50% и в интервале х — ±3а — 99,7%.
Как видно, отклонения действительных размеров от среднего раз-
мера почти всех обработанных деталей находятся в пределах от + За
до —За, т. е. абсолютная величина отклонения равна 6а. Следовательно,
если допуск на обработку больше 6а, то поле рассеяния размеров и
погрешность обработки меньше допуска, т. е. все детали по размерам
пригодны. Другими словами, величина 6а или ±3а определяет наи-
большее рассеяние размеров, которое следует практически учитывать.
При проведении исследований, чтобы сопоставить графически и
определить, насколько полученная кривая рассеяния фактических
размеров приближается к теоретической кривой нормального распре-
деления, обе кривые надо начертить совмещений в одинаковом мас-
штабе. С этой целью рассчитывают данные, необходимые для построе-
ния кривой нормального распределения. Для сокращения расчетов и
упрощения примерного построения кривой нормального распределения
можно ограничиться определением только трех параметров: максималь-
ной ординаты утах (при х = 0), ординаты для точек перегиба у„ (при
х = ±а) и величины поля рассеяния $.
Для приведения кривой нормального распределения к тому же
масштабу, в котором вычерчена кривая рассеяния фактических раз-
меров, необходимо ординаты, вычисленные по обычным формулам,
умножить на величину интервала размеров (AL) и на величину, рав-
ную полному числу деталей в партии (п).
С учетом этого обстоятельства вышеуказанные расчетные формулы
кривой нормального распределения (14), (15), (16) примут вид:
69
пл nbL
Утах = 0.4----------;
О
О Л t Ft \ Ij
,24---------;
<г
(14')
(15')
(16')
Эти данные служат для построения кривой нормального распре-
деления.
Полагая, что рассеяние фактических размеров соответствует нор-
мальному закону распределения, можно определить вероятность со-
блюдения заданного допуска обработки по исследуемой операции.
Для этого надо нанести на график распределения в принятом мас-
штабе величину поля заданного допуска и через концы соответствующе-
го отрезка провести ординаты до пересечения с кривой распределения.
Часть площади под кривой между проведенными ординатами соответ-
ствует количеству деталей, размеры которых не выходят за пределы
поля допуска.
Вероятность получения деталей в пределах поля допуска равня-
ется отношению площади, заключенной между кривой распределения
и ординатами, проведенными через концы поля допуска, ко всей пло-
щади кривой распределения.
Для определения величины соответствующих площадей (ограни-
ченных верхним и нижним пределом допуска), расположенных по обе
стороны центра рассеяния, используем приведенную функцию Лап-
/2л
(17)
при этом имеем в виду, что вся площадь кривой распределения
(18)
Определив вероятность получения размеров деталей в пределах поля
допуска, можно определить вероятность получения размеров деталей,
выходящих за пределы (верхний и нижний) поля допуска, т. е. ве-
роятность получения брака.
Вероятность получения брака (в%) определяется для двух слу-
чаев:
1) для случая смещения центра поля рассеяния от середины поля
допуска (по абсциссе);
2) для случая совмещения центра поля рассеяния с серединой поля
допуска (по абсциссе).
Расчет ведется по следующим формулам.
Для первого случая.
70
(22)
(23)
(24)
Величина смещения центра поля рассеяния от середины поля
допуска по абсциссе равна
Al =Lcp-(LB + LH)/2, • (19)
Ц
где Lcp — абсцисса центра поля рассеяния — средний арифмети-
ческий размер; LB — верхнее предельное значение поля допуска (по
абсциссе); £н — нижнее предельное значение поля допуска (по аб-
сциссе).
Значение аргумента z для верхнего (zB) и нижнего (гн) предельных
значений допуска равно
zB = (LB —Lcp)/o, (20)
zH = (LII —Lcp)/e. (21)
Вероятность получения брака х' (в %) по верхнему пределу до-
пуска равна
< = [0,5-Ф(гв)]. 100;
по нижнему пределу допуска
= [0,5 —Ф(гн)] • 100.
Для второго случая.
Вероятность получения брака х" (в %) равна
•с" = Г1 — 2Ф f -в—-L” YI . 100.
L \ 2а /]
Для лучшего понимания изложенного статистического метода опре-
деления точности обработки деталей, изготовленных способом авто-
матического получения размеров, приведем пример его применения
для решения следующей практической задачи.
На одношпиндельном револьверном автомате изготовляются спе-
циальные ролики из пруткового материала. Требуется по данным фак-
тических измерений диаметров роликов в партии деталей (номиналь-
ный размер 18 мм), изготовленных методом автоматического полу-
чения размеров, построить кривую рассеяния фактических размеров
диаметров отрезанных роликов; установить характеристику рассея-
ния размеров; сопоставить полученную кривую с теоретической кри-
вой нормального распределения, определить вероятность соблюде-
ния заданного допуска мм) и, таким образом, вероятность по-
явления брака.
Измерения диаметров роликов партии в 25 шт.* дали следующие
размеры, расположенные по возрастающему ряду (слева направо и
сверху вниз);
* Для получения более точных результатов следовало бы принять число
деталей в партии не менее 50 шт., но здесь, чтобы не перегружать учебник циф-
ровым материалом, считаем допустимым ограничиться числом деталей в 25 шт.
71
17,89
17,95
17,97
17,98
18,01
17,92
17,95
17,97
17,99
18,02
17,93
17,96
17,97
17,99
18,02
17,94
17,96
17,98
18,00
18,04
17,94
17,96
17,98
18,00
18,05
Приведенные размеры (Lf) разбиваются на 9 групп через установ-
ленные интервалы (Д£) в 0,02 мм с указанием абсолютной частоты
появления размеров внутри каждого интервала.
Интервалы размеров Lt в мм, абсолютная частота т2:
От До
17,89 17,91.............................1
17,91 17,93.............................1
17,93 17,95 3
17,95 17,97 5
17,97 17,99 6
1'7,99 18,01.............................4
18,01 18,03.............................3
18,03 18,05 1
18,05 18,07......................................1
У mi = 25
На основе этих данных строится график рассеяния
фактических размеров (рис. 27).
Рис. 27. Кривая рассеяния фактических размеров и кривая нор-
мального распределения
72
Полученные данные располагаем для удобства расчетов в форме
помещаемой ниже таблицы (графы 1 и 2), заполняемой последователь-
но по мере проведения расчетов (табл. 4).
Таблица 4
Интервалы размеров L. Абсолютная частота /л. t. mt Li £ср= Х1 <Li-Lcp)2X Х10«=х’Х Ю4 i (£.. —£ср)2Х х т. X I04 = = xJznjXlO4
1 2 3 4 5 6
17,89—17,91 1 17,90 —0,08 64 64
17,91—17,93 1 17,92 -0,06 36 36
17,93—17,95 3 53,82 —0,04 16 48
17,95—17,97 5 89,80 —0,02 4 20
17,97—17,99 6 107,88 0 0 0
17,99—18,01 4 72,00 +0,02 4 16
18,01—18,03 3 54,06 +0,04 16 48
18,03—18,05 1 18,04 +0,06 36 36
18,05—18,07 1 18,06 +0,08 64 64
— 25 449,48 — — 332
Далее определяются средний арифметический размер £ср детали
и среднее квадратичное отклонение а.
Средний арифметический размер £ср определяется суммированием
величин, указанных в графе 3 (£гт;), и делением полученной суммы
на число измерений п, равное числу деталей в партии [см. формулу
(12)1:
i—k
У, М tni
= —------------- - = 17,979 « 17,98.
/I 25
В графу 4 вписывают разность между средними размерами соот-
ветствующих интервалов и средней арифметической Lt— = хг; на-
пример, Lt — Lcp = 17,90 — 17,98 = —0,08; L2 — = 17,92 —
— 17,98 = —0,06; L3 — Lcp = 17,94 — 17,98 = —0,04.
Далее подсчитывают квадраты последних величин, которые умно-
жаются на 104, и результаты вписывают в графу 5: (Lt — Lcp)2 X Ю4;
например, по первой строке таблицы (17,90 — 17,98)2 х 104 =
= (—0,08)2 • 104 = 64.
После этого величины графы 5 умножают на соответствующие аб-
солютные частоты тг и полученные произведения вписывают в графу 6:
(Д — £с0)2 • 104 тг = х2 mi • 104;
например, по третьей строке таблицы (17,94 — 17,98)2 • 104-3 =
= (—0,04)2-104-3 = 16 - 3 = 48.
Среднее квадратическое отклонение <з [см. формулу (13)] равно
73
/у, х?/лг ___
—п— = Vn&g— /4г- • ">”= °’М65 » °'04'
Абсолютное поле рассеяния по фактическим измерениям
$ = (Lmax — Lmin)= 18,07—17,89 = 0,18.
Для построения кривой нормального распределения определяются
следующие параметры по формулам (14'), (15'), (16'):
1) максимальная ордината (для х = 0)
Утах = 0,4----= 0,4 - — = 5,00;
а 0,04
2) ордината для точек перегиба (для х = +а)
у = 0,24 - 0,24 25 ’ °’0- = 3,00;
а 0,04
3) величина поля рассеяния
Хшах = ± 3® = ± 3 • 0,04 = ± 0,12.
По этим данным строится кривая нормального рас-
пределения непосредственно на графике рассеяния факти-
ческих размеров (рис. 27).
На этот же график наносят в принятом масштабе величину заданно-
го поля допуска (18,ОО1о!да) с предельными размерами 18,03 (верхний)
и 17,92 (нижний) и через верхнюю и нижнюю границы поля допуска
проводят ординаты до пересечения с кривой нормального распределе-
ния. Величина заштрихованной площади в границах поля допуска, от-
несенная ко всей площади кривой нормального распределения, опре-
деляет вероятность получения деталей в пределах допуска, а отсюда
вытекает вероятность получения деталей, выходящих за пределы
поля допуска, т. е. вероятность получения брака.
Как отмечалось выше, вероятность получения брака (в %) опре-
деляется: 1) для случая смещения центра поля рассеяния от середины
поля допуска (по абсциссе) и 2) для случая совмещения центра поля
рассеяния с серединой поля допуска (по абсциссе).
Для первого случая.
Величина смещения центра поля рассеяния [по формуле (19)] равна
AL = Lcp-----в = 17,98-------I8.O3-H7.92 = 0 005 мм
ц ср 2 2
Значение аргумента хдля верхнего (zB) и нижнего (zH) предельных зна-
чений допуска [по формулам (20) и (21)] равно
LB — LCP 18,03—17,98 0,05
г« = —;— “----------що4—=та- =1>25;
—£ср 17,92—17,98 0,06 =— 1 5
Z“= ~ 0~04 = одГ ’
74
Вероятность получения брака т' (в %) по' формулам (22) и (23)
равна:
по верхнему пределу допуска (+)
< = [0,5 — ф (zB)] • 100 = [0,5 — Ф (1,25)] • 100 = (0,5 — 0,3944]. 100 =
= 0,1056 - 100=10,56%;
по нижнему пределу допуска (—)
= [0,5 — Ф (zH)] • 100 = [0,5 — Ф (— 1,5)1 • ЮО = [0,5 — 0,4332] • 100 =
= 0,0668 • 100 = 6,68% .
Для второго случая.
Вероятность получения брака т" (в %) по формуле (24) равна
т"
1 _ 2Ф(А-М . 100 = [1 — 2Ф f . 100=
2а J L \ 2 • °>04 /J ‘
= [1 — 2Ф (1,375)]. 100 = ]1 —2.0,4153]. 100 = 0,1694-100= 16,94%.
Метод определения вероятной точности обработки на основании
построения кривых рассеяния для партии деталей, обрабатываемых
в одних и тех же условиях, не отражает последовательности обработки
деталей. Метод, предусматривающий построение точечных диаграмм,
не имеет этого недостатка. При этом методе графически изображается
изменение размеров обрабатываемых деталей партии в определенной
последовательности их обработки.
Для построения такой диаграммы по оси абсцисс откладывают но-
мера последовательно обрабатываемых деталей, а по оси ординат —
размеры, полученные в результате обработки.
При большом количестве деталей в партии диаграмма получится
длинной. Для уменьшения ее длины партию следует разбить на груп-
пы (пробы), включая в каждую группу несколько штук последователь-
но обрабатываемых деталей. В этом случае по абсциссе должны быть
отложены номера групп, а не номера деталей. Точки, обозначающие
размеры деталей одной группы, расположатся на одной вертикали.
Полученный разброс точек будет характеризовать рассеяние размеров
деталей данной группы для наружных (рис. 28, а) и для внутренних
(рис. 28, б) цилиндрических поверхностей.
По построенным таким образом диаграммам трудно установить
общее направление изменения размеров последовательно обрабаты-
ваемых деталей партии. С целью устранить эту трудность следует
вместо нескольких точек, расположенных по одной вертикали, на-
нести одну точку, обозначающую средний размер деталей данной груп-
75
пы. Полученные точки, соответствующие средним групповым разме-
рам, соединяются кривой линией.
Рассеяние средних групповых размеров меньше, чем рассеяние раз-
меров отдельных деталей. Если рассеяние размеров в партии обра-
ботанных деталей подчиняется закону нормального распределения
со средним квадратическим отклонением о, то рассеяние средних груп-
повых размеров будет следовать тому же закону со средним квадра-
тическим отклонением, которое равно в этом случае
в
7=-, где т—
количество деталей в группе.
На рис. 28 § обозначает допуск на размер; линия Бх—Бг—верх-
нее отклонение размера; Z>2 — Б2 — нижнее отклонение; Д2 — уро-
вень наладки при обработке наружных поверхностей; Дх — уровень
Рис. 28. Точечная диаграмма действительных размеров
при обработке наружных (а) и внутренних (б) цилинд-
рических поверхностей
наладки при обработке внутренних поверхностей; линии Лх — Дх и
Д2 — Аг — контрольные прямые, характеризующие рассеяние груп-
повых средних величин.
Точки, соответствующие размерам деталей отдельных групп, дол-
жны располагаться внутри поля допуска 8, ограниченного линиями
Бг — Бг и Б2 — Б2. Если при обработке детали замечают, что точ-
ка, обозначающая получаемый размер, расположилась вблизи кон-
трольной прямой линии, это значит, что при дальнейшей обработке
может появиться брак, поэтому необходимо прекратить обработку
и поднастроить станок, подналадить или сменить инструмент.
76
4. Основные сведения о размерных цепях *
Требования, предъявляемые к точности машины и отдельных ее
механизмов и деталей, вызывают необходимость правильного уста-
новления размеров и допускаемых отклонений (допусков) не только
отдельных деталей, но и их звеньев и взаимного расположения их в
кинематических цепях машины.
Решение этой задачи возможно путем использования метода рас-
чета размерных цепей.
Размерной цепью называется замкнутая цепь взаимно
связанных размеров, расположенных в определенной последователь-
ности и определяющих вза-
имное положение поверхнос-
тей и осей детали или дета-
лей.
В зависимости от коли-
чества размеров (называемых
обычно звеньями), входящих
в размерную цепь, размер-
ные цепи могут быть прос-
тыми и сложными (много-
звеньевыми).
Многозвеньевые цепи в
целях упрощения анализа
(без ущерба для его точнос-
ти) могут быть приведены
к более простым размер-
ным цепям, с меньшим коли-
чеством звеньев, путем сум-
Рис. 29. Схемы трехзвеньевых (а) и
многозвеньевых (б) размерных цепей
мирования нескольких размеров в один, т. е. замены нескольких
звеньев одним.
Для наглядности размерные цепи иногда изображают в виде схем.
На рис. 29 показаны трехзвеньевые (а) и многозвеньевые (б) размер-
ные цепи и их схемы.
При построении размерных цепей зазоры рассматриваются как
самостоятельные звенья цепи.
Основное свойство размерных цепей заключается в их замкнутос-
ти, определяемой наличием двух ветвей.
Первую ветвь размерной цепи, с которой начинается ее построение
и в которую входят увеличивающие ее звенья, называют основной;
вторую ветвь, заканчивающую построение размерной цепи, в которую
входят уменьшающие ее звенья, называют замыкающей.
Замыкающим звеном размерной цепи называют зве-
но, получаемое при построении размерной цепи последним. Номиналь-
ный размер замыкающего звена размерной цепи должен быть равен
* Подробно излагаются в курсе «Основы взаимозаменяемости и технические
измерения» (в соответствии с учебными планами). Здесь рассматривается, как тех-
нологически решаются размерные цепи.
77
алгебраической сумме номинальных размеров всех остальных состав-
ляющих звеньев данной цепи.
На рис. 29,6 видно, что замыкающим звеном в представленной
многозвеньевой размерной цепи является А3 и что
А — А3 4- А3 + A 4- А 4- А3;
А = А — (Ла 4- А + А + А)- (25)
а)
В левой части первого равенства вместо одного звена может быть
несколько звеньев, так же как и в правой части равенства.
Между размерными цепями конструкции могут быть три вида свя-
зи: параллельный, последо-
вательный, комбинирован-
ный.
При параллельном виде
связи несколько размерных
цепей имеют одно или
колько общих звеньев
30, а).
Последовательный
связи предусматривает
роение каждой последующей
цепи от базы, полученной
при построении предыдущей
размерной цепи (рис. 30,
б).
в конструкции участвуют оба
нес-
(рис.
4-"
а--
А-
А
А
вид
пост-
Рис. 30. Схемы
параллельном (а) и последовательном
(6) видах связи
размерных цепей при
При комбйнированном виде связи
предыдущих вида связи — параллельный и последовательный.
Для достижения точности машин особенно большое значение имеют
звенья размерных цепей, которые являются общими для нескольких
цепей. Эти общие звенья следует принимать в качестве основных, и
с них необходимо начинать построение размерных цепей.
Так как при обработке деталей размеры их отклоняются от номи-
нальных размеров вследствие невозможности достигнуть абсолютной
точности из-за погрешностей, вызываемых влиянием различных факто-
ров (о чем сказано ранее), то помимо зависимости номинальных раз-
меров звеньев размерной цепи, описанной уравнением (25), необхо-
димо соблюдение следующих уравнений, связывающих величины по-
грешностей и допусков размеров деталей.
Погрешность размера, получающаяся на замыкающем звене раз-
мерной цеп*, должна быть равна сумме погрешностей всех остальных
звеньев, составляющих данную размерную цепь:
z=m— 1
= “а + “л,+ •••+%_! = 2 <°<’ (26)
где со/з — погрешность замыкающего звена размерной цепи; со4 — по-
грешность i-ro звена размерной цепи, т — общее количество звеньев
размерной цепи (включая замыкающее звено).
78
Допуск (8) замыкающего звена размерной цепи равен сумме до-
пусков всех остальных звеньев данной размерной цепи, т. е.
t—m—1
«Л, - + 8А + + ‘л... = 2 т
<=1
Уравнения (25), (26) и (27) называются основными уравнениями
размерной цепи: первое — отнесенное к номинальным размерам,
второе — к погрешностям, третье — к допускам.
Погрешность замыкающего звена характеризует точность размер-
ной цепи. Как видно из уравнения (26), эту погрешность можно оп-
ределить, если известны погрешности отдельных звеньев размерной
цепи.
Установив допуск замыкающего звена на основании норм точности
или технических условий для данной машины, механизма или детали,
можно установить допуски всех. остальных звеньев, составляю-
щих данную размерную цепь, назначая величины допусков отдельных
звеньев с учетом выполняемых ими функций таким образом, что-
бы сумма их равнялась допуску замыкающего звена [см. уравне-
ние (27)].
Из указанных уравнений следует, что точность соединения дета-
лей и координирование их поверхностей или осей достигаются в боль-
шей степени короткими размерными цепями, т. е. цепями, состоящими
из наименьшего количества звеньев.
Решение размерной цепи заключается в достижении заданной точ-
ности ее замыкающего звена и обеспечении равенства двух частей урав-
нения размерной цепи. Это может быть осуществлено методами:
1) полной взаимозаменяемости;
2) неполной взаимозаменяемости;
3) подбора (селективная сборка);
4) пригонки (изготовление «по месту»);
5) регулирования — применения компенсаторов подвижных и
неподвижных.
Решение размерной цепи методом полной взаимозаменяемости осу-
ществляется в том случае, когда взаимозаменяемые детали, размеры
которых составляют размерную цепь, без какого-либо подбора обес-
печивают достижение заданной точности замыкающих звеньев у всех
размерных цепей, т. е. обеспечивают равенство двух частей уравнений
размерных цепей. Этот способ является наиболее прогрессивным и в
то же время простым и экономичным для технологического процесса
сборки машин. Он дает возможность организовать процесс сборки по
принципу потока, изготовлять запасные детали и запасные сборочные
единицы (узлы, агрегаты) на основе кооперирования специализи-
рованных заводов, выпускающих отдельные детали и сборочные еди-
ницы тех или других машин. Этот метод применяется в массовом и
крупносерийном производстве.
Решение размерной цепи методом неполной взаимозаменяемости
заключается в том, что, используя некоторые положения теории ве-
79
роятностей, допуски на звенья размерной цепи расширяют, идя на
риск получения некоторого, относительно небольшого процента раз-
мерных цепей, у которых допуск замыкающего звена выйдет за пре-
делы назначенной величины. Этот метод решения размерной цепи дает
значительный экономический эффект при механической обработке,
так как благодаря расширению допусков на отдельные звенья цепи
обработка деталей упрощается и ускоряется и, значит, обходится де-
шевле.
Метод подбора в решении размерной цепи заключается в том, что
детали, размеры которых входят в состав размерной цепи, сортируют-
2дел ах полей экономически
приемлемых допусков. Та-
кой метод дает возмож-
ность получить размерную
цепь повышенной точнос-
ти, так как надлежащая
посадка достигается путем
подбора деталей, т. е. осу-
ществляется так называе-
мая селективная сборка.
Этот метод применяется
для коротких размерных
цепей в серийном произ-
водстве.
Метод пригонки, или
ся по размерам на несколько групп в
Рис. 31. Схемы размерных цепей с подвижным
(а) и неподвижным (б) компенсаторами
изготовления «по месту»,
заключается в том, что
назначенная точность за-
мыкающего звена дости-
гается изменением раз-
мера одного из звеньев (снятием стружки — подрезкой, припилов-
кой, шабрением и т. д.), это звено называется компенсирующим. Этот
метод требует значительной затраты ручного труда высококвалифи-
цированных рабочих; он неэкономичен и к тому же при недостаточной
квалификации исполнителей снижает качество собранного механизма
или машины. Этот метод применяется при мелкосерийном и еди-
ничном производстве для размерных цепей с большим количеством
звеньев.
Решение размерной цепи методом регулирования состоит в том,
что назначенная точность размера замыкающего звена также дости-
гается изменением размера одного из звеньев цепи; однако в отличие
от метода пригонки изменение размера осуществляется здесь посред-
ством перемещения детали, положение которой определяет размер
данного звена, или посредством введения дополнительной детали.
В первом случае перемещаемая деталь К„ является подвижным
компенсатором (рис. 31, а), во втором случае дополнитель-
ная деталь К„ является неподвижным компенсатором
(рис. 31, б). В качестве дополнительных деталей применяют проклад-
ки, проставочные кольца, втулки и т. п.
80
Применение подвижных компенсаторов дает возможность полу-
чить высокую точность размерной цепи и поддерживать эту точность
при эксплуатации, когда отдельные звенья вследствие износа или
влияния температуры изменяют свои размеры; при подвижных ком-
пенсаторах отпадает необходимость в пригоночных работах, что «об-
легчает и ускоряет сборку. Таким образом, применение подвижных
компенсаторов является экономичным способом достижения высокой
точности в размерных цепях.
ГЛАВА V
КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
1. Понятие о качестве поверхности
Качество обработанной поверхности характеризуется двумя ос-
новными признаками:
а) физико-механическими свойствами поверхностного слоя ме-
талла;
б) степенью шероховатости поверхности (иначе — чистотой или
гладкостью поверхности).
Качество поверхностного слоя металла обусловливается свойства-
ми металла и методами механической обработки.
В процессе механической обработки от действия режущего ин-
струмента на поверхности металла остаются гребешки и впадины
и структура поверхностного слоя изменяется: поверхностный слой
испытывает пластические деформации, и образуется наклеп, твердость
его повышается, возникают внутренние напряжения.
Степень наклепа металла и глубина проникновения пластических
деформаций зависят от метода обработки и режима резания (подачи,
глубины и скорости резания). При повышении подачи и глубины ре-
зания толщина наклепанного слоя увеличивается, при повышении ско-
рости резания, напротив, уменьшается. При легком режиме резания
толщина наклепанного слоя выражается в сотых долях миллиметра,
а при более тяжелых (при большой подаче и глубине резания) — в
десятых долях миллиметра.
Различают следующие отклонения обработанной поверхности по
геометрическим признакам:
1) Макрогеометрия (макронеровности) поверхности, характеризуе-
мая погрешностями формы — отклонениями от правильной геомет-
рической формы (овальность, конусность, бочкообразность и т. д.).
2) Волнистость поверхности, т. е. наличие периодически повторяю-
щихся, примерно одинаковых волнообразных отклонений.
3) Микрогеометрия (микронеровности) поверхности, т. е. шерохо-
ватость, обусловленная наличием гребешков и впадин. Величина мик-
ронеровностей характеризует чистоту обработанной поверхности. По-
верхность может быть волнистой и в то же время грубошероховатой
81
Рис. 32. Виды поверх-
ностей:
1 — волнистая и шероховатая;
2 — волнистая и чистая (глад*
жая); 3—ровная и шероховатая;
4— ровная и чистая (гладкая)
1 или незначительно шероховатой — чистой (гладкой) 2, так же как
и ровная поверхность может быть грубо- или значительно шерохо-
ватой 3 или чистой (гладкой) 4 (рис. 32).
Отклонения от правильной геометрической формы являются одним
из?факторов точности обработки поверхности: поэтому эти отклонения
рассматриваются при общем изучении вопросов точности обработки
деталей.
Волнистость поверхности детали возникает при обработке вслед-
ствие вибрации технологической системы станок — приспособление —
инструмент—деталь, неравномерности процесса резания, биения
режущего инструмента и других причин. Часто волнистость возникает
на поверхности деталей средних и круп-
ных размеров при обработке точением,
фрезерованием, шлифованием.
Поверхности, обработанные металлоре-
жущими инструментами (резцом, фрезой
и др.), имеют шероховатость различно-
го характера: продольную — в направле-
нии вектора скорости резания (рис. 33, а)
и поперечную — в направлении, перпен-
дикулярном указанному вектору, т. е. в
направлении подачи (рис. 33, б).
Продольная шероховатость образуется
вследствие колебаний силы резания при
обработке, которые могут вызвать вибра-
ции, увеличивающие продольную шерохо-
ватость. Возможны и другие причины
образования продольной шероховатости,
например образование нароста.
Поперечная шероховатость обычно больше, чем продольная. При
чистовой обработке поверхностей деталей абразивным инструментом
шероховатость поверхности в продольном и поперечном направлениях
примерно одинакова.
К числу многих факторов, от ко-
торых зависит качество обрабаты-
ваемой поверхности, относятся:
а) род и свойства обрабатываемо-
го материала;
б) способ обработки (точение,
строгание, шлифование и т. д.);
в) режим резания металла (ско-
рость резания, подача, глубина ре-
зания);
г) жесткость системы станок —
приспособление — инструмент — де-
таль;
д) геометрические параметры инструмента;
е) материал инструмента;
ж) охлаждение в процессе резания.
Рис. -33. Продольная (а) и
поперечная (б) шероховатость
82
I
О
Рис. 34. График зависимости
величины износа трущихся
поверхностей от времени их
работы
Время работы
трущихся
поверхностей
2. Значение качества поверхностей деталей машин
Параметры и условия работы, характерные для современных ма-
шин, предъявляют высокие требования к качеству поверхностей со-
прягаемых деталей. Сюда относятся:
а) быстроходность машин;
б) высокие удельные нагрузки;
в) большая мощность машин при сравнительно малом весе;
г) высокие давления и температуры;
д) требования к долговечности и надежности работы машины;
е) высокая точность работы механизмов и всей машины.
Качество поверхностей оказывает значительное влияние на эксплу-
атационные свойства деталей.
Так, износоустойчивость поверхностей помимо мно-
гих других факторов зависит от ее качества. На износ поверхностей
деталей влияют макронеровности, волнистость и микронеровности.
При макронеровностях и волнистости износ поверхностей проис-
ходит неравномерно. Сначала изнашиваются выступающие части
поверхности; при микронеровнсстях в
первую очередь деформируются и
истираются гребешки поверхности.
Слой смазки удерживается на по-
верхности до тех пор, пока удель-
ное давление не превысит определен-
ного значения. Так как трущиеся
поверхности соприкасаются в отдель-
ных выступающих точках, смазка в
этих точках выдавливается и возни-
кает сухое трение.
Зависимость величины износа от
времени работы трущихся поверх-
ностей видна из графика (рис. 34).
Вначале сравнительно быстро
за период времени Тпр происходит процесс истирания выступающих
неровностёй, т. е. протекает начальный период изнашивания — «при-
работка» поверхностей. Далее процесс изнашивания (истирание не-
ровностей) протекает медленнее, и этот период времени Тсл определя-
ет срок службы детали. Длительность периодов Тпр И'ТСЛ различна в
зависимости от качества поверхности, а также от рода металла тру-
щихся поверхностей и условий эксплуатации. Иногда обнаруживается
резкое увеличение износа в конце периода ТсЛ (пунктирная часть
кривой); это обычно происходит вследствие увеличения зазора сверх
допустимой величины. Величина начального износа трущихся по-
верхностей обычно значительно больше, чем износ за весь дальнейший
срок службы. При большой шероховатости зазоры у сопрягаемых
поверхностей быстро увеличиваются и к концу периода приработки
доходят до предельных размеров, вследствие чего на дальнейший срок
службы машины величина запаса на износ, оставшаяся от общей ве-
83
личины допустимого износа, остается весьма малой. Это приводит
к сокращению срока службы машины.
Повышение качества трущихся поверхностей увеличивает срок
службы машины, удлиняет их долговечность.
Качество неподвижных соединений. Для
получения прочного неподвижного соединения двух деталей необхо-
димо, чтобы класс шероховатости был достаточно высок, т. е. микро-
неровности были возможно меньше. При запрессовке гребешки сми-
наются и диаметры сопрягаемых деталей изменяются: у вала диа-
метр становится меньше предварительно измеренного (по вершинам
гребешков), у отверстия—больше. Сила запрессовки и натяг полу-
чаются меньше, чем рассчитывалось, так как при расчете исходили из
размеров, измеренных по вершинам гребешков. При более чистой
поверхности сопрягаемых деталей, когда высота гребешков весьма
мала, надежность и качество неподвижной посадки увеличиваются.
При повторных запрессовках гребешки сглаживаются, натяг
уменьшается и соединение делается слабым.
Прочность деталей. Качество поверхности в значи-
тельной мере влияет на прочность деталей, особенно при переменных
нагрузках. Концентрация напряжений, вызывающая разрушение
детали, происходит вследствие неровностей ее поверхностей. Высо-
кая чистота поверхности, полученная в результате отделочных
операций, значительно повышает усталостную прочность, так как
чем меньше микронеровности, тем меньше возможность появления
поверхностных трещин от усталости металла.
Сопротивление коррозии. Коррозия поверхностей
металлических деталей вызывается действием газов, жидкостей, ат-
мосферным влиянием. Чем больше шероховатость обработанной по-
верхности, тем активнее воздействие коррозии. Антикоррозионная
стойкость значительно повышается с улучшением качества поверх-
ности.
На грубошероховатой поверхности вещества, вызывающие кор-
розию, осаждаются во впадинах и углублениях; коррозия распростра-
няется в направлении основания гребешков, в результате чего они под
воздействием силы трения отрываются от поверхности, образуя но-
вые впадины и выступы, и таким образом появляются новые очаги
коррозии и разрушения.
Другие эксплуатационные требования.
Требования высокой чистоты поверхности вызываются иногда осо-
быми условиями работы деталей машин (например, лопаток турбин)
или приборов и измерительных инструментов, особыми требованиями
к плотности соединений, декоративной отделке, содержанию в чистоте.
3. Критерии и классификация шероховатости поверхностей
Критерии оценки и классификация шероховатости поверхности
установлены ГОСТ 2789—73. Приведем основные определения и тер-
мины, регламентированные этим стандартом.
84
Под шероховатостью поверхности, получающейся в ре-
зультате обработки, понимается совокупность неровностей с отно-
сительно малыми шагами, образующих рельеф поверхности и рас-
сматриваемых в пределах участка, длина которого выбирается в зави-
симости от характера поверхности и равна базовой длине.
4. Параметры и определения
Базовой линией является так называемая средняя ли-
ния профилей, проведенная таким образом, что в пределах базовой
длины s сумма квадратов расстояний точек измеряемого профиля до
этой линии минимальна (рис. 35). Базовая длина s — длина линии,
Рис. 35. Рельеф поверхности (по ГОСТ 2789—73)
в пределах которой производится оценка параметров шероховатости
(s = 0,01 до 25 мм). 7?а — среднее арифметическое отклонение про-
филя равно среднему арифметическому из абсолютных значений от-
клонений профиля h от средней линии в пределах базовой длины s:
Ь п
₽а = -j- J | h | dx или приближенно 7?а « | ht | .
a
п
(28)
/?г —высота неровностей по десяти точкам — это среднее расстояние
между пятью высшими Н и пятью низшими точками измеряемого про-
филя в пределах базовой длины I:
= (77г 4- 773 4- /75 4~ Т77 4~ Н6) — (Н2 Hi Нв Hs 7710)
(29)
5
Наибольшая высота неровностей — /?шах .
85
Средний шаг неровностей sm — среднее значение шага неровностей
в пределах базовой длины:
п
Sm = 2s,ni’ (30)
где п — число шагов в пределах базовой длины.
Средний шаг неровностей по вершинам s — это среднее значение
шага неровностей по вершинам в пределах базовой длины;
п
s = 2 Sf- (30')
Опорная длина профиля т; — сумма длин отрезков, отсекаемых на
выступах измеряемого профиля линией, эквидистантной средней ли-
нии, в пределах базовой длины s:
п
,=2И'
где Ы — длина отрезка, отсекаемого на выступе измеряемого профи-
ля линией, эквидистантной средней линии, в пределах базовой дли-
ны; п — число отрезков, отсекаемых на выступах измеряемого про-
филя линией, эквидистантной средней линии в пределах базовой дли-
ны. Относительная опорная длина профиля tp — отношение опорной
‘длины профиля к базовой длине:
п
Z=1
где т] — опорная длина профиля; s — базовая длина.
Линия, эквидистантная средней линии, проводится на расстоянии
р от верхней линии выступов. Величина р задается в процентах от
Z?max. ГОСТом регламентируются параметры: s = 0,01 4- 25лл«; /?а —
= 2,5 4- 0,02 мкм-, Rz = 320 4- 0,025 мкм; sm и s = 10 4- 0,002 мкм;
tp = 5 4- 90%, а также направление неровностей. Требования к ше-
роховатости устанавливаются по одному или нескольким парамет-
рам шероховатости. Для 6—12-го классов основной является шкала
/?а, а для 1—5, 13 и 14-го классов — шкала Rz (табл. 5). 6—14-й
классы делятся на разряды, которые обозначаются буквами а, б, в.
При измерении шероховатости -различные дефекты поверхности
(царапины, раковины и т. п.) не учитываются.
Для обозначения всех классов шероховатости поверхности со-
гласно ГОСТ 2.309—68 был установлен один знак — равносторонний
треугольник л ‘; рядом с ним указывается номер класса или номер
класса и разряд, например Д7; Д7б.
86
Таблица 5
Классы шероховатости поверхности по ГОСТ 2789—73
Класс шерохова- тости ' поверхности Среднее арифметическое отклонение профиля Ra в мкм Высота неровностей Rx в мкм Базовая длина $ в мм
1 2 3 От 320 до 160 » 160 » 80 » 80 » 40 8
4 5 > 40 » 20 » 20 » 10 2,5
6 7 8 От 2,5 до 1,25 » 1,25 >0,63 » 0,63 » 0,32 0,8
9 10 11 12 » 0,32 » 0,16 >0,16 » 0,08 » 0,08 » 0,04 » 0,04 » 0,02 0,25
13 14 » 0,1 » 0,05 » 0,05 » 0,025 0,08
С 1 января 1975 г. на «Обозначение шероховатости поверхностей»
введен ГОСТ 2.309—73 (вместо ГОСТ 2.309^-68), в котором знаки ше-
роховатости сопровождаются иногда числовыми, значениями парамет-
ров шероховатости Ra, Rz, Sm и размером базовой длины.
По ГОСТ 2.309—73 значения параметров (ГОСТ 2.789—73), нор-
мирующих требования к шероховатости поверхности, указывают на
чертежах с одним из условных графических знаков, обозначающих:
____/ Шероховатости поверхности после удаления с нее материала
(точением, фрезерованием, шлифованием, полированием,
V травлением и т. п.).
/ Шероховатость поверхности, образованной литьем, ковкой,
\q< прессованием, волочением и т. п.
Метод образования поверхности не устанавливается. То же,
v / при указании базовой длины (под горизонтальной пря-
V мой).
Приведем примеры.
На рис. 36, а обозначена шероховатость, ограничиваемая зна-
чением /?а не более 0,63 лмсм на базовой длине 0,25 мм. Метод образо-
вания поверхности не устанавливается.
87
На рис. 36,6 обозначена шероховатость, ограничиваемая Rz в
пределах от 20 до 32 мкм на базовой длине 0,8 мм. Поверхность обра-
зована без удаления материала.
На рис. 36, в обозначена шероховатость, нормируемая номиналь-
ным значением Sm, равным 0,2 мм, с предельными отклонениями
+20% на базовой длине 2,5 мм. Поверхность образована удалением
материала.
/>)
г) о,бз ____
0J2 /?5
Рис. 36. Обозначение шероховатости по ГОСТ 2.309—73
В некоторых случаях требования к шероховатости поверхностей
изделия придется нормировать не одним, а двумя или, может быть,
тремя параметрами по ГОСТ 2789—73. Такая возможность преду-
смотрена стандартом ЕСКД. Например, на рис. 36, г указано, что
шероховатость данной поверхности ограничена значениями в пре-
делах от 0,32 до 0,63 мкм на базовой длине 2,5 мм и значением Sm не
более 0,2 мм на базовой длине 8 мм.
На рис. 36, д указаны требования к шероховатости поверхности,
нормируемой значением Rz не более 20 мкм, которое следует опре-
делять в соответствии с ГОСТ 2789—73 на базовой длине 2,5 мм (табл 6).
Т аблица 6
Классы и разряды шероховатости поверхности по
ГОСТ 2789—73
Среднее арифметическое отклонение профиля 7?а в мкм Высота неровностей в мкм
шероховатости Разряды
поверхности а 6 в а * в
не более
6 7 8 9 10 11 12 2,5—2,0 1,25—1,0 0,63-0,5 0,32—0,25 0,16—0,125 0,08—0,063 0,04—0,032 2,0—1,6 1,0—0,8 0,5—0,4 0,25—0,20 0,125—0,10 0,063—0,05 0,032—0,025 1,6—1,25 0,8—0,63 0,4—0,32 0,20—0,16 0,10—0,08 0,05—0,04 0,025—0,02
13 14 0,1—0,08 0,05— 0,04 0,08— 0,063 0,04— 0,032 0,063— 0,05 0,032— 0,025
Измерение шероховатости поверхности при помощи измерительных
приборов должно производиться в направлении, которое дает наи-
88
большее значение /?а или #г , если в технических условиях на данное
изделие не указано определенное направление измерения шерохова-
тости.
Приведем примерные данные, которыми можно руководствоваться
при выборе видов механической обработки для получения требуемой
шероховатости поверхности (табл. 7).
Таблица 7
Классы шероховатости поверхности, достигаемые различными видами
механической обработки
Вид обработки Класс шероховатости Вид обработки Класс шероховатости
Точение и строгание: чистовое тонкое (алмазное) . 4—7 7—9 Шлифование: черновое чистовое тонкое 7 8—9 10—11
Растачивание: чистовое тонкое (алмазное) . 4—7 8—10 Доводка абразивными брусками (хонингование): чистовая отделочная 9—10 11—13
Фрезерование: чистовое отделочное (торцо вое) 5—7 7—9 Отделка колеблющимися абразивными брусками (суперфиниш): чистовая | тонкая 10—11 12—14
Развертывание: черновое чистовое 7 8—9 Притирка: чистовая отделочная 10—11 12—14
Протягивание: чистовое отделочное .... 7—8 9—10 Полирование: чистовое отделочное 9—10 . 11—13
В качестве примера приводятся классы шероховатости поверх-
ностей, необходимые для нормальных условий работы некоторых ос-
новных деталей автомобильных двигателей.
Детали Класс шерохова-
тости
Коренные и шатунные шейки коленчатых валов . . не ниже 10
Опорные шейки распределительных валов............. 9
Кулачки чугунных валов................................... 8
Кулачки стальных валов............................ 8—9
Зеркало цилиндров ................................ 10—11
Поршни:
нижняя часть (поверхность юбки)..................... 8
89
боковые поверхности поршневых канавок .... 6—7
Отверстие под палец............................... 8—9
Поршневые кольца:
наружная поверхность............................. 5
внутренняя поверхность ......................... 4
торцовая поверхность ........................... 9
Шатуны — отверстие в большой головке и внутрен-
няя поверхность запрессованной втулки в отверстие
малой головки ......................................... не ниже 8
Зубчатые колеса — посадочные отверстия и приле-
жащие к ним торцы................................... 7—8
Червяки — рабочая поверхность витков.............. не ниже 8
5. Способы оценки шероховатости поверхностей
Шероховатость (класс шероховатости) поверхности оценивается
путем измерения микронеровностей различными приборами, к числу
которых относятся следующие основные: профилометры, профило-
графы, оптические приборы.
Принцип работы профилометров основан на измерении микроне-
ровностей поверхности путем ощупывания ее алмазной иглой. При
перемещении иглы по поверхности обработанной детали игла вслед-
ствие неровностей поверхности колеблется вдоль своей оси, причем
частота и амплитуда ее колебаний соответствуют шагу и высоте не-
ровностей. Прибор имеет электрическое устройство со специальными
датчиками,'с помощью которого автоматически определяет величину
среднего квадратического отклонения от средней линии профиля обра-
ботанной поверхности детали.
По ГОСТ 2.789—73, как указано выше, шероховатость поверхности
оценивается по среднему арифметическому отклонению точек про-
филя (7?а) и по высоте неровностей Rz.
Упомянутые приборы применяют для оценки шероховатости по-
верхности с высотой микронеровностей не более 12 мк и не менее
0,03 мк.
Основанные на этом принципе профилометры Ч. Аббота и В.М. Ки-
селева (типы КВ-7, КВ-6, КВ-4) дают показания: первый — в микро-
дюймах *, второй — в микронах. Такими приборами пользуются в це-
ховых и лабораторных условиях.
Профилографы также основаны на принципе ощупывания поверх-
ности алмазной иглой. Эти приборы являются оптико-механическими.
При помощи оптического устройства профиль поверхности записы-
вается на фотографической ленте в увеличенном виде. На профило-
грамме увеличение в вертикальном направлении (по высоте) больше,
чем в горизонтальном (по длине). К числу таких приборов относятся
профилографы К. Л. Аммона и Б. М. Левина: первый рассчитан на
измерение шероховатости поверхности от 4-го до 11-го класса, вто-
рой — от 3-го до 12-го класса.
Из оптических приборов большее применение нашли двойной мик-
роскоп и микроинтерферометр академика В. П. Линника.
* Один микродюбм равен мм, или 25,4 мк.
90
Двойной микроскоп основан на использовании метода «светового
сечения»; с его помощью определяют среднюю высоту микронеров-
ностей в пределах 3—70 мк.
Использование микроинтерферометра для измерения неровностей
поверхности основано на явлении интерференции света, которое
можно наблюдать с помощью специального оптического устройства.
Микроинтерферометры применяют в лабораторных условиях для оцен-
ки наиболее чистых поверхностей с неровностями высотой в пределах
0,02—2 мк. Поле зрения у этих приборов малое — до 0,5 мм1 2.
В производственных условиях шероховатость поверхности деталей
часто оценивают путем сравнения их с эталонами чистоты, представ-
ляющими собой плоские или цилиндрические образцы, изготовленные
из различных материалов (сталь, латунь и др.) с шероховатостью обра-
ботанных поверхностей, соответствующей разным классам шерохо-
ватости.
Наборы образцов — эталонов — изготовляют для разных видов
механической обработки — точения, фрезерования, шлифования и т. д.
Визуальную оценку шероховатости поверхностей деталей, обра-
ботанных отделочными методами, при сравнении их с поверхностями
эталонов следует производить с помощью лупы с пятикратным или
большим увеличением.
Оценку шероховатости поверхности методом сравнения с эталоном
можно выполнить более точно, пользуясь сравнительным микроско-
пом, позволяющим просматривать одновременно обе поверхности —
эталона и проверяемой детали.
ГЛАВА VI
ВИДЫ ЗАГОТОВОК ДЛЯ ДЕТАЛЕЙ МАШИН.
ПРИПУСКИ НА ОБРАБОТКУ ДЕТАЛЕЙ
1. Виды заготовок
Заготовками для изготовления деталей машин могут служить:
1) отливки чугунные, стальные, из цветных металлов, из пласт-
масс;
2) поковки и штамповки;
3) прокат стали (горячекатаной и холоднотянутой) и цветных
металлов.
Выбор вида заготовок зависит от конструктивных форм деталей,
их назначения, условий их работы в собранной машине, испыты-
ваемых напряжений и т. д.
Фасонные детали, не подвергающиеся ударным нагрузкам, дей-
ствию растяжения и изгиба, изготовляются обычно из чугунных от-
ливок; для фасонных деталей машин, работающих в тяжелых усло-
виях и испытывающих большие напряжения, вместо чугунных от-
ливок применяются стальные. Из чугуна отливают станины, рамы, пли-
ты, коробки, картеры, корпуса подшипников, шкивы, маховики и т. п.;
из более мелких деталей — фланцы, втулки, кронштейны, зубчатые
91
колеса и т. п.; крупные детали из стали обычно не отливают ввиду
затруднительности получения таких отливок.
Заготовки в виде поковок, изготовляемых ковкой, и штамповок,
изготовляемых в штампах, применяются для деталей, работающих
преимущественно на изгиб, растяжение, кручение и имеющих в раз-
ных своих частях значительную разницу в поперечных сечениях.
При изготовлении поковок стремятся получить конфигурацию заго-
товки, приближающуюся к упрощенному очертанию детали.
Для правильного решения в отдельных случаях необходимо про-
анализировать, что выгоднее: дать упрощенную конфигурацию за-
готовки и снимать излишек материала при обработке на станках или
дать более точную поковку, по конфигурации и размерам приближаю-
щуюся к готовой детали, и благодаря этому снимать меньше металла
на станках.
Заготовки в виде поковок (полученные свободной ковкой) применя-
ются преимущественно для крупных деталей, а в единичном и мел-
косерийном производстве — и для мелких деталей.
Заготовка в виде штамповки получается ковкой в штампах; пос-
ледняя имеет значительные преимущества перед свободной ковкой.
В штампованной заготовке структура металла более однородна, бла-
годаря чему деталь будет более прочной. Штамповкой получаются
размеры, наиболее близкие к окончательным; в некоторых производ-
ствах штампованные заготовки используются без дальнейшей меха-
нической обработки или с очень незначительной обработкой. При из-
готовлении штамповок лучше используется металл и уменьшается
расход его. Процесс изготовления штамповок по сравнению с ковкой
значительно быстрее и требует менее квалифицированной рабочей си-
лы. Себестоимость штампованных заготовок меньше, чем кованых.
Рис. 37. Заготовка чугунной втулки в виде Отливки
Заготовки могут применяться в виде штамповок только в том слу-
чае, если по производственной программе требуется значительное
количество их, т. е. в крупносерийном и массовом производстве, так
как для изготовления таких заготовок необходимы дорогостоящие
92
штампы, себестоимость которых в этом случае раскладывается на
большое количество заготовок.
Заготовки из проката (круглого, квадратного, шестигранного)
применяются для деталей, по конфигурации приближающихся к како-
му либо виду данного проката,
когда нет значительной разницы
в поперечных сечениях детали и
когда можно при получении окон-
чательной ее формы избежать
снятия большого количества ме-
талла. Изготовляемые из проката
детали, за исключением валов,
имеют сравнительно небольшие
размеры.
Правильное решение вопроса
о выборе заготовок, если с точки
зрения технических требований и
возможностей применимы различ-
ные их виды, можно получить
только в результате технико-эко-
номических расчетов путем сопос-
тавления вариантов себестоимости
готовой детали при том или дру-
V юв",в
374°
0 8440
Рис. 38. Заготовка внутреннего
кольца подшипника в виде штам-
повки
гом виде заготовки.
На рис. 37, 38 и 39 изображены
заготовки в виде отливки, штам-
повки и из проката с указанием припусков.
Рис. 39. Заготовка винта из проката
2. Припуски на обработку деталей машин
Технико-экономическое значение припусков
Всякая заготовка, предназначенная для дальнейшей механической
обработки, изготовляется с припуском на размеры готовой
детали. Этот припуск, представляющий собой излишек материала,
необходимый для получения окончательных размеров и заданного
класса шероховатости поверхностей деталей, снимается на станках
режущими инструментами. Поверхности детали, не подвергающиеся
обработке, припусков не имеют.
93
Разность размеров заготовок и окончательно обработанной дета-
ли определяет величину припуска, т. е. слоя, который должен быть
снят при механической обработке.
Припуски разделяют на общие и межоперационные. Под общим по-
нимают припуск, снимаемый в течение всего процесса обработки дан-
ной поверхности — от размера заготовки до окончательного размера
готовой детали. Межоперационным называют припуск, который уда-
ляют при выполнении отдельной операции. Величина припуска обыч-
но дается «на сторону», т. е. указывается толщина слоя, снимаемого на
данной поверхности. Иногда для цилиндрических деталей припуск
дается «на диаметр», т. е. указывают двойную толщину снимаемого
слоя, что должно быть оговорено.
Припуски могут быть симметричные и асимметричные, т. е. рас-
положенные по отношению к оси заготовки симметрично и асиммет-
рично. Симметричные припуски могут быть у наружных и внутрен-
них поверхностей тел вращения; они могут быть также у противоле-
жащих плоских поверхностей, обрабатываемых параллельно, одно-
временно. Однако как в первом, так и во втором случае возможно и
асимметричное расположение припусков.
Припуск должен иметь размеры, обеспечивающие выполнение необ-
ходимой для данной детали механической обработки при удовлетво-
рении установленных требований к шероховатости и качеству по-
верхности металла и точности размеров деталей при наименьшем
расходе материала и наименьшей себестоимости детали. Такой при-
пуск является оптимальным. Установление оптимальных припусков
на обработку является весьма важным технико-экономическим воп-
росом.
Чрезмерные припуски вызывают излишние затраты на изготовле-
ние детали и тем самым увеличивают ее себестоимость, слагающуюся
из трех основных элементов: затрат на материал, основной зарабо-
тной платы производственных рабочих и накладных расходов.
При увеличении припуска на обработку вес (масса) заготовки
возрастает; материала требуется больше и, значит, себестоимость
заготовки и готовой детали повышается.
Снятие излишних припусков увеличивает трудоемкость обработки,
следовательно, возрастает и основная заработная плата производ-
ственных рабочих за обработку одной детали с увеличенными припус-
ками. Поэтому целесообразно назначать припуск, который можно уда-
лить за один проход. На станках средней мощности за один проход
можно снимать припуск до 6 мм на сторону.
Накладные расходы, входящие в себестоимость детали и принятые
в процентах от основной заработной платы производственных рабо-
чих, с увеличением заработной платы также увеличиваются.
В число накладных расходов наряду с другими входят затраты,
связанные с эксплуатацией станка при обработке детали, например
затраты на ремонт, инструмент, электроэнергию, транспорт, амор-
тизационные отчисления, а также дополнительная заработная плата,
начисления и др.
94
При излишних припусках вес заготовок и снимаемой стружки уве-
личивается, станки для снятия лишнего количества материала должны
работать с большим напряжением, вследствие чего увеличивается их
износ и затраты на ремонт.
Излишние припуски вызывают повышение затрат на режущий ин-
струмент, так как излишний материал снимается в несколько прохо-
дов, вследствие чего увеличивается основное (технологическое) вре-
мя, т. е. время работы инструмента, и. значит, увеличивается его
расход.
При излишних припусках часто приходится увеличивать глубину
резания (чтобы уменьшить число проходов), а это требует повышения
мощности станка и в результате — увеличения расхода электроэнер-
гии.
Как видно, излишние припуски вызывают повышение всех трех
основных элементов себестоимости детали.
С другой, стороны, слишком малые припуски не дают возможности
выполнить необходимую, механическую обработку с желаемой
точностью и чистотой, в результате чего получается брак, что также
удорожает изделие.
Таким образом, необходимо стремиться к назначению оптимальных
припусков, обеспечивающих выполнение механической обработки с
удовлетворением требований к точности и чистоте обрабатываемых
поверхностей при наименьшей себестоимости детали; при оптимальных
припусках уменьшаются расход металла, затраты времени на обра-
ботку и увеличивается производительность оборудования.
В современном серийном и массовом производстве существует
определенное и вполне рациональное стремление к максимальному
уменьшению припусков на обработку и получению заготовок, тре-
бующих возможно меньшей механической обработки и вовсе не тре-
бующих ее.
Устанавливая размеры припусков на обработку, необходимо ука-
зать допускаемые отклонения от них, т. е. допуски на размеры за-
готовки, так как получить заготовку точно установленных размеров
не представляется возможным. Допускаемые отклонения припусков
должны лежать в ограниченных пределах, так как при большой раз-
нице в размерах заготовок создаются большие затруднения в произ-
водстве — приходится часто перенастраивать станки на размеры заго-
товок, понижается точность работы в приспособлениях, ограничи-
вается их применение и т. п.
Факторы, влияющие на величину припусков
✓
Величины припусков на обработку и допуски на размеры заготовок
зависят от ряда факторов, степень влияния которых различна; к чис-
лу основных факторов относятся следующие:
а) материал заготовки;
б) конфигурация и размеры заготовки;
в) вид заготовки и способ ее изготовления;
95
г) требования в отношении механической обработки;
д) технические условия в отношении качества и класса шерохо-
ватости поверхности и точности размеров детали.
Материал заготовки. У заготовок, получаемых литьем,
поверхностный слой имеет твердую корку. Для нормальной работы
режущего инструмента необходимо, чтобы глубина резания была боль-
ше толщины корки отливки; исходя из этого требования и должен быть
назначен припуск. Толщина корки бывает различной, она зависит от
материала, размеров отливки и способов литья; для отливок из серого
чугуна — от 1 до 2 мм; для стальных отливок — от 1 до 3 мм.
Поковки и штамповки могут быть из легированной или углеро-
дистой стали; поковки изготовляются из слитка или проката.
При изготовлении поковок на них образуется слой окалины, ко-,
торый при дальнейшей механической обработке сильно увеличивает
износ режущего инструмента; иногда этот слой бывает настолько
тверд, что инструмент не может его обрабатывать; поэтому глубина
резания должна быть больше толщины слоя окалины. При обработке
углеродистых сталей для этого часто оказывается достаточной глу-
бина резания, равная 1,5 мм; для легированных сталей глубина ре-
зания должна быть 2—4 мм.
Для поковок из слитков припуски должны быть больше, чем для
поковок из прокатанного материала, так как на поверхности слитков
бывают иногда трещины и пузыри, поперечные сечения которых при
прокате уменьшаются.
Поверхностный слой у штамповок обезуглероживается, и при обра-
ботке его необходимо удалить. Толщина этого слоя бывает различная;
у штамповок из легированных сталей до 0,5 мм; у штамповок из угле-
родистых сталей 0,5—1,0 мм в зависимости от конфигурации и раз-
меров детали и других факторов.
Конфигурация и размеры заготовки. За-
готовку сложной конфигурации получить свободной ковкой затруд-
нительно, поэтому ради упрощения формы заготовки иногда оказы-
вается необходимым увеличивать припуски на обработку.
В штамповках сложной конфигурации затруднено течение мате-
риала, поэтому для таких штамповок также необходимо увеличивать
припуски.
В отливках сложной конфигурации в целях достижения более
равномерного остывания металла необходимо делать плавные, по-
степенные переходы от тонких стенок к толстым, не допуская резкого
изменения поперечных сечений; это требование также вызывает необ-
ходимость увеличения припусков.
При изготовлении крупных отливок необходимо считаться с усад-
кой, которая в таких отливках достигает значительных размеров, и
назначать для них увеличенные припуски.
Вид заготовки и способ ее изготовления.
Заготовки, как указывалось, бывают в виде отливок, поковок, штам-
повок и проката.
Отливка может быть изготовлена по-разному: посредством машин-
ной или ручной формовки, по деревянным или металлическим моде-
96
лям, отлитой в земляную или металлическую (кокиль) или оболоч-
ковую форму, отлитой под давлением, центробежным способом, по
выплавляемым (восковым) моделям.
В зависимости от вида заготовки и способа ее изготовления вели-
чины припусков и допуски на размеры заготовки различны. Так, для
литой детали, изготовленной ручной формовкой, припуск больше, чем
в отливке машинной формовки; точно также припуск в отливке, полу-
ченной в земляной форме, больше, чем в заготовке, отлитой в металли-
ческой форме; припуски в заготовках, полученных литьем под дав-
лением, меньше, чем в отливках, выполненных в металлических формах.
Наиболее точными и, следовательно, с наименьшими припусками
получаются отливки при литье в оболочковые и металлические формы,
при литье под давлением, по выплавляемым моделям. При этик способах
точность размеров отливок соответствует 4—5-му классам точности*,
шероховатость поверхности — 4—6-му классам по ГОСТ 2.789—73.
Если сравнить припуски поковок и штамповок для одних и тех
же деталей, то можно убедиться, что припуски у поковок больше, чем
у штамповок.
В заготовках из проката припуски меньше, чем в заготовках,
получаемых литьем, ковкой или штамповкой; в заготовках из проката
припуски даются только таких размеров, которые обеспечивают необ-
ходимые точность и класс шероховатости поверхности после механи-
ческой обработки.
В некоторых случаях приходится увеличивать припуски в заго-
товках, чтобы создать возможность выполнения механической обра-
ботки; так, например, у тел вращения иногда необходимо давать при-
пуски для установки в центрах или увеличивать длину заготовки,
чтобы ее можно было зажать в патроне станка.
Требования в отношении механической об-
работки. В соответствии с требованиями к шероховатости поверх-
ности и точности размеров детали принимается тот или иной способ
механической обработки. Для каждой промежуточной операции меха-
нической обработки необходимо оставлять припуск, снимаемый режу-
щим инструментом за один или несколько проходов. Следовательно,
общий припуск находится в зависимости от способов механической обра-
ботки, требующейся для изготовления детали по техническим условиям.
Следует иметь в виду, что при термической обработке деталь не-
сколько деформируется и размеры ее изменяются; в связи с этим для
деталей, подлежащих термической обработке, нужно увеличивать раз-
меры припусков на механическую обработку.
Технические''условия в отношении качества
и класса шероховатости поверхности и точ-
ности размеров детали. Требования, предъявляемые
к детали в соответствии с техническими условиями, обусловливают
величину припуска; чем выше эти требования, тем больше, как пра-
* Эти классы точности не следует смешивать с тремя классами точности из-
готовления отливок (1, 2, 3-й), установленными для чугунных отливок ГОСТ
1855—65, а для остальных отливок — ГОСТ 2.009—55.
4—499 97
вило, должна быть величина припуска. Если, например, по техни-
ческим условиям требуется, чтобы поверхность металла была чистой
без каких-либо расслоений, волосовин, черноты, раковин, то припуск
приходится увеличивать для удаления с поверхности металла всех
этих недостатков. Если поверхность должна быть гладкой, то необхо-
димо давать припуск, позволяющий после черновой обработки про-
извести и чистовую.
Если размеры детали должны быть выполнены точно в пределах
установленных допусков, то припуск должен обеспечить возмож-
ность достижения необходимой точности и класса шероховатости повер-
хности, что должно быть учтено при определении величины припуска.
При этом необходимо предусмотреть слой металла, компенсирую-
щий погрешности формы, возникающие в результате предшествующей
обработки (особенно термической), а также погрешности установки
детали на данной операции.
Определение величины припусков
Из всего сказанного выше следует, что величина общего припуска
зависит от толщины дефектного поверхностного слоя, подлежащего
снятию, и припусков, необходимых для всех промежуточных опера-
ций механической обработки — межоперационных припусков, учи-
тывающих погрешности формы, пространственные отклонения*, воз-
никающие в предшествующей обработке, погрешности установки,
допуски на операционные (промежуточные) размеры, необходимую
шероховатости поверхности.
Так как размеры заготовок могут иметь допускаемые отклонения,
направленные в положительную и отрицательную сторону, то при опре-
делении общей величины припуска следует прибавить к размеру за-
готовки величину возможного отрицательного (минусового) отклоне-
ния (если таковое допускается), иначе припуск будет недостаточен
для механической обработки.
Таким образом, общий (суммарный) припуск слагается из следую-
щих основных величин:
1) толщины дефектного поверхностного слоя, подлежащего сня-
тию за первый черновой проход режущего инструмента;
2) суммы припусков на все промежуточные операции, учитываю-
щие влияние ряда факторов (погрешность формы, пространственные
отклонения, погрешность установки, операционные допуски на раз-
меры, класс шероховатости поверхности и т. п.);
3) величины отрицательного отклонения от номинального размера
заготовки (если таковое предусмотрено).
Припуск на толщину дефектного поверхностного слоя, подлежа-
щего снятию за первый черновой проход режущего инструмента, а
* Под пространственными отклонениями понимаются такие погрешности
обрабатываемой заготовки, как, например, взаимные непараллельность и непер-
пендикулярность осей, кривизна осей, эксцентричность осей наружных и внут-
ренних поверхностей, несоосность поверхностей ступенчатых валов и т. п.
98
также общий припуск для разных видов заготовок можно принимать
по следующим средним данным (табл. 8).
Таблица 8
Вид заготовок
Материал
Припуск на толщину
дефектного
поверхностного слоя
на сторону в мм
Общий
припуск
на сторону
в лмс
Прутковый ма-
териал
Поковка
Штамповка
Отливка
, Сталь
Углеродистая сталь
Легированная сталь
Углеродистая сталь
Легированная сталь
Чугунное литье:
из серого чугуна
из ковкого чугуна
Стальное литье
Бронзовое литье
0,5
1,5—3,0
2—3
0,5—1,0
До 0,5
1—4
1—2
2—4
1—3
1—2
2—4
3-5
1,0—3,0
1,0—2,0
2—5
1,5—4,0
3-6
2—4
Величины припусков на промежуточные операции механической
обработки можно принимать по справочным и руководящим материа-
лам заводов, ведущих исследовательских и проектных институтов, а
также по приводимым в учебниках, установленным на основании опыт-
ных и экспериментальных данных.
Сумма припусков на все промежуточные операции, предусмотрен-
ные технологическим процессом, вместе с припуском на толщину де-
фектного поверхностного слоя определяет общий (суммарный) при-
пуск по каждой обрабатываемой поверхности детали.
Размеры припусков на отливки установлены стандартами.
ГОСТ 1.855—55 устанавливает припуски на механическую обработку
отливок из серогр чугуна в соответствии с тремя классами точности
отливок (1—3-й), регламентированными этим же стандартом. По-
добным же образом ГОСТ 2.009—55 установлены припуски для сталь-
ных фасонных отливок, также для 1—3-го классов точности изготов-
ления отливок. Этими данными обычно пользуются при проектирова-
нии технологических процессов.
В производственных условиях размеры припусков устанавливают
на основании опыта, пользуясь практическими данными в зависи-
мости от веса (массы) и габаритных размеров деталей, конструктивных
форм и размеров, необходимой точности и класса чистоты обработки.
Многие заводы, научно-исследовательские и проектные институты имеют
свои нормативные таблицы припусков, разработанные ими на основа-
нии длительного опыта применительно к характеру своего производ-
ства.
Расчетные методы определения припусков, предложенные некото-
рыми авторами*, не получившие пока широкого практического при-
* Проф. В. М. Кован, проф. А. П. Соколовский, инж. И. Б.
Плоткин.
. 99
4*
менения по причине их сложности, заключается в основном в уста-
новлении общей величины припуска путем расчета по его составным
элементам с использованием при этом различных коэффициентов,
принятых на основании опыта.
Величина припуска, определяемая расчетом, выражается следую-
щими формулами*:
симметричный припуск — на диаметр наружных и внутренних
поверхностей тел вращения (вал и отверстие):
2^,.=2[(«.+?'.)+К?+7]; on
симметричный припуск — на обе противолежащие параллельные
плоские поверхности: »
2Zbmln = 2 Wa + + (р« + еь)1; (32)
асимметричный припуск — на одну из противолежащих паралле-
льных плоских поверхностей:
Zbfflin = (^ + 7,e) + (Pe + eb). (33)
Здесь 2bmin — минимальный припуск на выполняемый переход («на
сторону»); На — высота микронеровностей; Та — толщина дефек-
тного поверхностного слоя, оставшегося от предшествующей обра-
ботки; рв — суммарное значение пространственных отклонений;
ej — погрешность установки заготовок при выполняемой операции.
[Коэффициент 2 в формулах (31) и (32) означает, что припуск
принят на диаметр или на обе стороны.]
Очень удобно для наглядности изображать расположение припус-
ков в разных стадиях графически в виде схем, показанных на
рис. 40 для вала и на рис. 41 для отверстия.
Размеры заготовок называются свободными, если они от-
носятся к необрабатываемым поверхностям или к обрабатываемым,
но не сопрягающимся с другими поверхностями. Допускаемые откло-
нения размеров необрабатываемых поверхностей заготовок зависят
от вида заготовок и способов их изготовления.
Отходы при механической обработке металлов по разным видам за-
готовок выражаются в среднем примерно в следующих процентах от
чистого веса (массы) деталей:
Отливки чугунные, стальные и бронзовые................. 15—20%
Поковки.................................................15—40%
Штамповки ............................................... 10%
Прокат (сталь) .......................................... 15%
В качестве технико-экономического показателя, характеризую-
щего использование металла при механической обработке, принимается
коэффициент использования металла у, выражающий отношение чисто-
Предложены проф. В. М. Кованом.
100
^!аид. размер заготовь
НаиДольишй окончи -
'“тельныа размер
Наименьший оконча-
тельный размер
Номинальный размер
— заготовки —'
Наиб размер под чис-
тоОое обтачивание
теле чернового .
То же наименьшуйх
Наиб размер под
Тилифование после
чиатюоеоодтаяиЛш.
Наиб размер под шли,
врубание после лис-
тового растачибанш
—же наименьшгА
Шшб.размер лод_
чистовое раста-
чивание после чет-
нового(сверленил)
То же наименш
Ло же наимень-\
— аЙЗ—
Наибольший
окончат размер
, То же т |
Наименьший
Номинальный .
оаэмеозаетгрвки
Допуск при шлшровапиц.
Наим, припуск при~“^
шлифований
Допуск при чистовом
обтачивании
Допуск пли черновом рас-
тачивании (свермнииГ
Наим, припуск под чис/пуг
вое растач.после чернового
Допуск при чистоВом
растачивании ’
Наим припуск под ___
шлифование
Допуск при шлифовании*
(развертывании)
Общий припуск |
даим. припуск под чисто-
вое обтачивание '
после чернового
Допуск при черновом ।
обтачивании
Отрицательная часть
допуска заготовки
Припуск под черновое
обтачивание
Общий припуск
Положит, часть дописка
„ зйгвтовки
Допуск заготовки______
Рис. 40. Схема расположения
припусков в различных стадиях
обработки вала
Рис. 41. Схема расположения при-
пусков в различных стадиях обра-
ботки отверстия
го веса (массы) деталей q к их черновому весу (массе) Q, т. е. отноше-
ние веса готовой детали к весу заготовки:
7 = -^-- (34)
Этот коэффициент можно определять в двух вариантах: первый —
относительно веса заготовки, поступающей из заготовительного цеха
(литейного, кузнечного) в механический для обработки; второй —от-
носительно веса исходного материала или исходной заготовки, посту-
пающей в заготовительный цех со склада.
В каждом отдельном случае необходимо указать, относительно
какого веса исходной заготовки производится подсчет коэффициента.
Обычно для определения отхода металла, иначе говоря, коэффициента
101
использования металла при механической обработке, подсчет про-
изводится по первому варианту, т. е. берется отношение чистого веса
готовой детали к черному весу поступающей в механический цех
заготовки.
Так, например, при изготовлении стальных заготовок штампова-
нием на молотах для валов ступенчатых и валов с фланцами 7 = 0,74-
4-0,8; для валов гладких у = 0,354-0,50; для зубчатых колес с обра-
ботанными зубьями у = 0,35 4- 0,50.
При чугунных отливках, изготовленных путем литья в земляные
формы машинной формовки по металлическим моделям: для корпус-
ных деталей у = 0,8 4- 0,9; для шкивов и маховиков небольших раз-
меров у = 0,70 4- 0,85; для гильз, стаканов, втулок у = 0,55 4- 0,65.
В производстве двигателей и шасси грузовых автомобилей у —
= 0,80 4- 0,85, в производстве коробок передач тех же автомобилей
у = 0,76 4- 0,78.
3. Подготовка заготовок для механической обработки
Подготовка заготовок для обработки на металлорежущих стан-
ках заключается в том, что заготовкам придается такое состояние или
вид, при котором можно производить механическую обработку. Под-
готовка имеет различный характер в зависимости от рода заготовок
и производится в тех же цехах, где изготовляются заготовки.
Отливки после извлечения из форм подвергаются обрубке и очистке.
Эти операции выполняются в литейном цехе. Литники, прибыли, за-
ливы и все неровности отливки или срубаются вручную зубилом и за-
чищаются напильником, или удаляются с помощью пневматических
зубил, циркулярных пил и абразивных кругов. Очистка литья от при-
горевшего к его поверхности формовочного материала производится
различными способами: на дробеметных установках с механической по-
дачей дроби, вращающимися проволочными щетками, вручную про-
волочными щетками, на абразивных станках, абразивными кругами
с гибким валом и т. д.
При быстром охлаждении серого расплавленного чугуна наружный
слой отливки быстро остывает и изделие получает твердую белую кор-
ку (отбеливание). Для уменьшения твердости этой корки отливки
подвергают отжигу, благодаря чему улучшаются условия механичес-
кой обработки заготовки.
Для предохранения заготовок (отливок, поковок, заготовок из
проката) от окисления и покрытия ржавчиной, чтр ведет к порче и
разрушению металла, простым средством является окраска. Краска
должна хорошо приставать к поверхности металла и не давать трещин,
она должна быть непроницаемой для сырости и не должна разъедать
металл. При продолжительном хранении заготовок окраску следует
возобновлять. Наиболее часто для этой цели применяются охра (из
окислов железа) или сурик (из окислов свинца). Краски из окислов
железа нельзя считать пригодными для предохранения металла, нао-
борот, они способствуют его порче. Лучшей краской является сурик,
хорошо пристающий к металлической поверхности и не окисляющий
102
металл. Сурик, химически соединяясь с льняным маслом, образует на
поверхности металла прочный слой, не пропускающий сырости и га-
зов. Металл перед покрытием его суриком (как и любой другой крас-
кой) необходимо хорошо очистить от грязи и окалины.
Для удобства хранения и сортировки заготовок и наиболее быстрой
подачи их к рабочим местам, а также во избежание смешивания в це-
хах и на складах заготовки маркируют по установленному на данном
заводе порядку, если маркировка не стандартизована. Маркировка
производится красками разных цветов, условными обозначения-
ми, буквенными или цифровыми, наносимыми краской или в виде от-
печатков — клейм.
Своевременная подготовка заготовок обеспечивает наиболее быс-
трое и экономичное выполнение обработки в механическом цехе. Под-
готовленные надлежащим образом заготовки поступают непосред-
ственно в цеховой склад или на станок; в цехе они не требуют никаких
дополнительных операций перед обработкой.
ГЛАВА VII
ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
1. Понятие о технической норме
Под техническим нормированием понимается установление нормы
времени на выполнение определенной работы или нормы выработки
в штуках в единицу времени.
Правильное нормирование затраты рабочего времени на обра-
ботку деталей, сборку и изготовление всей машины имеет весьма боль-
шое значение для производства. Величина затраты времени на изго-
товление той или иной продукции при надлежащем качестве ее яв-
ляется одним из основных критериев для оценки совершенства тех-
нологического процесса.
Норму времени определяют на основе технического расчета и ана-
лиза, исходя из условий возможно более полного использования тех-
нических возможностей оборудования и инструмента в соответствии с
требованиями к обработке данной детали или сборке изделия.
В машиностроительном производстве при обработке деталей на
металлорежущих станках определяется норма времени на отдельные
операции (комплекс операций) или норма выработки деталей (изделий)
в штуках в единицу времени (час, смену).
Итак, под технической нормой времени понимают время (в минутах
или долях минуты), устанавливаемое на выполнение данной опера-
ции при определенных организационно-технических условиях и наи-
более эффективном использовании всех средств производства с учетом
передового производственного опыта.
Техническая норма времени, определяющая затрату времени
на обработку (сборку или другие работы), служит основой для опла-
ты работы, калькуляции себестоимости деталии изделия. На основе
технических норм рассчитываются длительность производственного
103
цикла, необходимое количество станков, инструментов и рабочих,
определяется производственная мощность цехов (или отдельных участ-
ков), производится все планирование производства.
При выборе оптимальных вариантов технологических процессов
обработки деталей или сборки изделий наряду с другими технико-
экономическими показателями пользуются нормой времени для
оценки технологического процесса.
При установлении нормы времени необходимо обеспечить следую-
щие условия:
1) работа должна выполняться рабочим соответствующей квалифи-
кации;
2) должны быть применены наиболее эффективные для данной ра-
боты приспособления и инструменты;
3) должны быть установлены оптимальные режимы резания исходя
из возможности рационального применения одновременной обработки
нескольких деталей, одновременной работы несколькими инструмен-
тами и в тех случаях, где это возможно, одновременного обслужива-
ния одним рабочим нескольких станков;
4) припуски на обработку должны быть оптимальными, сорт и
качество материала — нормальными для данного завода; станок дол-
жен быть исправным, а качество инструмента нормальным;
5) в норму времени не должны быть включены те ручные приемы,
которые могут быть выполнены одновременно с работой станка, т. е.
перекрыты машинным временем;
6) в норму времени не должно включаться время на исправление
забракованных деталей или на изготовление взамен их новых;
7) организация рабочего места должна предусматривать забла-
говременную доставку к нему чертежей и нарядов на работу, мате-
риалов, инструментов, приспособлений, а также сдачу их по окон-
чании работы вспомогательными рабочими;
8) заточка инструмента должна быть централизованной, т. е. ин-
струмент должен затачиваться в заточном отделении цеха, специаль-
ными рабочими — заточниками. Инструмент заменяется через уста-
новленные промежутки времени (принудительная смена инструмента)
или по требованию станочника. Каждое рабочее место должно быть
обеспечено дополнительным комплектом инструмента. Заточенный ин-
струмент подается к рабочему месту в готовом виде;
9) в норму времени не должны входить потери времени из-за ка-
ких-либо организационных неполадок; к числу этих неполадок от-
носятся: перерыв в подаче электроэнергии, задержка в доставке мате-
риала, приспособлений, инструмента, задержка транспортных средств,
наряда на работу или сдачи работы, неисправность электродвигате-
ля и т. д.; следовательно, должно быть предусмотрено непрерывное и
своевременное обслуживание рабочего места всем необходимым для
выполнения бесперебойной работы;
10) норма времени должна устанавливаться в расчете на нормальные
условия работы, и какие-либо потери времени, связанные с отклоне-
ниями от нормальных условий, как зависящие от рабочего, так и не
зависящие от него, не входят в норму.
104
2. Определение размеров обрабатываемых поверхностей
Для расчета нормы времени необходимо определить расчетные раз*
меры обрабатываемых поверхностей для каждой операции или пере*
хода, входящего в состав операции, выполняемой на данном станке.
Эти размеры отличаются от размеров окончательно обработанной де-
тали, поставленных на чертеже. По расчетным размерам обрабаты-
ваемой поверхности — диаметру и длине или ширине и длине — под-
считывается время, необходимое для выполнения обработки на дан-
ном переходе. Кроме того, по диаметру и числу оборотов может быть
подсчитана скорость резания.
Диаметр обрабатываемой поверхности указывается наибольший,
т. е. полученный после предыдущей обработки, при которой был остав-
лен припуск для последующей обработки; например, диаметр гото-
вого вала 60 jkjm, диаметр заготовки вала 65 лл. Если для оконча-
тельного чистового обтачивания вала оставляется припуск 1 мм, то
его диаметр после чернового обтачивания должен быть равен 61 мм.
Число оборотов детали при назначенной скорости резания определя-
ется по этим расчетным диаметрам.
При строгании для определения числа двойных ходов при назна-
ченной скорости резания размер длины указывается в направлении
рабочего движения, а размер ширины — в направлении подачи.
Расчетный размер длины слагается из размера длины обрабаты-
ваемой поверхности и размера на подход и выход (врезание и перебег)
инструмента.
Размеры врезания и перебега инструмента определяются путем
расчета (см. далее при расчете основного — технологического — вре-
мени) или принимаются по готовым таблицам справочников.
Расчетный размер ширины обрабатываемой поверхности склады-
вается из окончательного размера ширины готовой детали и размера
припуска на ширину.
Кроме того, при необходимости брать пробную стружку надо к
указанным размерам прибавить общую длину проходов при взятии
пробных стружек. Эта общая длина принимается в зависимости от
размера обрабатываемой поверхности в пределах 6—8 мм, а иногда
10 мм.
Таким образом, расчетная длина обработки I (или Г) будет иметь
следующее выражение:
при отсутствии пробных стружек
/=-/о + /вр + /п; (35)
при взятии пробных стружек
Г-/0 + /вр + /п + /стр. (35')
Здесь /0 — длина обрабатываемой поверхности в мм; 1„р — длина
врезания и подхода инструмента в мм; 1п — длина перебега (выхода)
инструмента в мм; — общая длина проходов при взятии пробных
стружек в мм (если это предусматривается).
10S
3. Структура нормы времени на обработку
Норма штучного времени при выполнении станочных работ со-
стоит из следующих основных частей:
1) основного или технологического времени;
2) вспомогательного времени;
3) времени обслуживания рабочего места;
4) времени перерывов на отдых и физические потребности.
Основное и вспомогательное время в сумме составляет время опе-
ративной работы, или оперативное время.
Когда норма времени дается на изготовление одной штуки, она на-
зывается нормой штучного времени.
Кроме того, предусматривается подготовительно-
заключительное время, которое в норму штучного
времени не входит и определяется отдельно на всю партию деталей;
при этом величина подготовительно-заключительного времени не за-
висит от размера партии.
Таким образом, общее калькуляционное время
на одну штуку, или, иначе, штучно - калькуляцион-
ное время, слагается из штучного и подготовительно-заключитель-
ного времени, приходящегося на одну штуку.
Основное (технологическое) время — это время, в те-
чение которого производится снятие стружки, т. е. происходит изме-
нение формы, размеров и внешнего вида детали. Если этот процесс
совершается только станком без непосредственного участия рабочего,
то это время будет машинно-автоматическим; если же
процесс снятия стружки совершается станком при непосредственном
управлении инструментом или перемещении детали рукой рабочего,
то это время будет машинно-ручным.
В основное время входит время, затрачиваемое на врезание и
перебег (подход и выход) режущего инструмента, на обратные ходы
(у строгальных, долбежных и других станков), на проход инструмен-
та при пробных стружках; поэтому при подсчете основного времени
расчетная длина обработки принимается с учетом всех этих приемов.
Во вспомогательное время входит:
а) время управления станком — пуск в ход, останов, перемена
скорости и подачи и т. п.;
б) время на перемещение инструмента;
в) время на установку, закрепление и снятие приспособления, ин-
струмента и детали во время работы;
д) время на приемы измерения детали: взять инструмент, устано-
вить, измерить, отложить инструмент и т. п.
Эти действия (или часть их) повторяются с каждой обрабатывае-
мой деталью или в определенной последовательности через установ-
ленное число деталей.
Вспомогательное время может быть ручным, машинным или машин-
но-ручным (например, автоматическое перемещение суппорта станка,
установка и снятие обрабатываемой детали с помощью подъемно-
транспортных устройств и т. д.).
106
В целях наименьшей затраты времени на обработку следует, на-
сколько возможно, некоторые действия, время на выполнение которых
входит во вспомогательное время, выполнять во время автоматической
работы оборудования, т. е. вспомогательное время перекрывать ма-
шинным временем.
Исходя из этого, вспомогательное время следует разделять на пе-
рекрываемое и не перекрываемое машинным временем.
При автоматическом измерении детали в процессе ее обработки
(активный контроль) время на измерение перекрывается машинным
временем.
Обслуживание рабочего места подразделяется на техническое и
организационное; поэтому и время на обслуживание рабочего места
подразделяется на время технического обслуживания и время орга-
низационного- обслуживания.
Время технического обслуживания рабочего
места затрачивается рабочим на уход за рабочим местом в про-
цессе данной работы; сюда входит:
а) время на подналадку и регулировку станка в процессе работы;
б) время на смену затупившегося инструмента;
в) время на правку инструмента оселком (резца) или алмазом
(шлифовального круга) в процессе работы;
г) время на удаление стружки в процессе работы.
Время организационного обслуживания
рабочего места затрачивается рабочим на уход за рабочим местом в
течение смены; сюда входит:
а) время на раскладку инструмента в начале смены и уборку его
по окончании смены;
б) время на чистку и смазку станка;
в) время на осмотр и опробование станка.
Время технического обслуживания рабочего места зависит не-
посредственно от основного (технологического) времени и поэтому
его исчисляют в процентах к основному или при необходимости боль-
шей точности (для крупносерийного и массового производства) пу-
тем расчета по нижеуказанной формуле (45).
Время организационного обслуживания рабочего места исчисля-
ют в процентах к оперативному времени.
Время перерывов на отдых и физические
потребности может быть принято лишь в размере, регламен-
тированном условиями производства и условиями работы на данном
станке, причем время перерывов на отдых вводится в норму времени
только в случае физически тяжелых или утомительных работ. Время
перерывов на отдых и на физические потребности исчисляется сум-
марно в процентах к оперативному времени.
Подготовительно - заключительное время,
как уже отмечалось, устанавливается на всю партию деталей и в нор-
му штучного времени не входит; оно включается в калькуляционное
время.
В подготовительно-заключительное время входит:
а) время на ознакомление рабочего с работой и на чтение чертежа;
107
б) время на подготовку рабочего места, настройку станка, инстру-
мента и приспособления для обработки заданной партии деталей;
в) время на снятие инструмента и приспособлений по окончании
обработки данной партии деталей.
В массовом производстве, а также в крупносерийном, близком по
организации технологического процесса к массовому, подготовительно-
заключительное время в норму времени станочника не входит, так
как настройку станка, инструмента и приспособлений, а также подго-
товку рабочего места производят до начала работы смены специальные
наладчики и вспомогательные рабочие. В серийном производстве
настройку станка, инструмента и приспособлений и подготовку ра-
бочего места также производят специальные наладчики и вспомога-
тельные рабочие, но некоторая небольшая часть подготовительно-
заключительного времени приходится и на станочника.
В единичном и мелкосерийном производстве настройка станка,
инструмента и приспособлений выполняется самим станочником, и
время, затрачиваемое им на эту работу, достигает значительных раз-
меров. В норму штучного времени это время не включается, но нор-
мируется отдельно и оплачивается рабочему по отдельной расценке.
Норма шту ч.н о го времени выражается следующей
формулой:
Лит = to + G + to6 + G> [мин], (36)
где /шт — норма штучного времени; t0 — основное (технологическое)
время; /в — вспомогательное время; 10$ — время обслуживания ра-
бочего места; — время на физические потребности.
Так как время на обслуживание рабочего места слагается из вре-
мени на техническое обслуживание и времени на организационное
обслуживание, то общая формула (36) нормы штучного
времени может быть написана в таком виде:
Git = t0 + tB + Go6 + G-об + G l-MUH], (37)
где 4-об — время на техническое обслуживание рабочего места; /О.об —
время на организационное обслуживание рабочего места.
Оперативное время /оп равно
Gn = G + G- (38)
Норма времени на обработку данной пар-
тии деталей Т„ выразится следующей формулой:
7’п = /штп + 7’п.з. (39)
где п — количество деталей в партии в шт.; Тп 3—подготовительно-
ваключительное время на всю партию деталей в'мин.
108
Норма общего калькуляционного време-
ни на 1 шт./к, или штучно-калькуляционного времени, определяется
по формуле
*к=—=
(40)
Как уже отмечалось, время технического обслуживания рабочего
места исчисляют в процентах от основного (технологического) вре-
мени (или путем расчета по формуле), а время организационного об-
служивания — в процентах от оперативного времени.
Исходя из этого, общая формула нормы штучного
времени (37) может быть написана в следующем виде:
/шт = t0 +1„ 4-10 + (t0 + 4) -J- + (<o + tB) -J- [мин], (41)
Ivv 1VU luv
или
/Шт = t0 + + t0 + (i0 + tB) [MUH], (41')
v IvV \ 1VU у
где a — процент от основного (технологического) времени, выражаю-
щий время технического обслуживания рабочего места; (3 — про-
цент от оперативного времени, выражающий время организационного
обслуживания рабочего1 места; у — процент от оперативного времени,
выражающий время на физические потребности.
Для упрощения подсчета нормы штучного времени время техни-
ческого обслуживания можно выразить в процентах по отношению к опе-
ративному времени (а не к основному), для чего надо пересчитать вре-
мя технического обслуживания, взятое в процентах к основному (тех-
нологическому), на процентное соотношение к оперативному (т. е.
к сумме основного и вспомогательного времени); для этого надо знать
соотношение основного и вспомогательного времени.
В этом случае общая формула нормы штучного времени (41) будет
иметь вид
/шт = t0 + /в + (/о + и <42)'
ИЮ ПЮ 1UU
или
*шт = (/о + U (1 + а'-+4+Т ) (43)
или
*шт = /оп (1 + Д,+1^)+Т ) (44)
где а' — процент от оперативного времени, выражающий время тех-
нического обслуживания рабочего места.
Формулы (37), (41) и (42) являются основными для подсчета нормы
штучного времени.
Как отмечалось, в крупносерийном и массовом производстве при
необходимости в более точной норме штучного времени целесообразно
109
для некоторых типов станков (особенно шлифовальных всех видов)
время на техническое обслуживание /т.об определять путем расчета по
формуле
^т.об = ~у-~ , <45>
J и
где /ср — время на смену и регулирование инструмент^; /0 — основ-
ное (технологическое) время; Т„ — период стойкости инструмента.
На станочную работу рабочему дается норма времени на обработ-
ку одной детали или норма выработки в смену.
Норма выработки в смену Nc„ в штуках выражается следующей
формулой:
^=4^’ (46>
*шт
где Тсы — продолжительность рабочей смены в мин (при семичасовом
рабочем дне — 420 мин).
Норма выработки за один час в штуках равна
^час = -72-- (47)
*шт
Норма выработки характеризует производительность труда.
Сравнивая нормы штучного времени для различных вариантов обра-
ботки, можно установить, какой из них является наиболее произво-
дительным.
В случае изготовления из одной заготовки нескольких деталей одно-
временно (например, поршневых колец из гильзы) время на одну де-
таль (в указанном примере на одно кольцо) определяется делением
общей суммы времени обработки заготовки [по формуле (41) или (42)]
на число одновременно обрабатываемых деталей, получаемых из дан-
ной заготовки.
4. Нормирование при многостаночной работе
Норма времени на операцию при многостаночной работе состоит
из тех же основных частей, что и при работе на одном станке [см.
формулы (36) и (37)[. В этом случае под основным (технологическим)
временем подразумевается машинно-автоматическое время (/м.а.), а
вспомогательное время может быть двух видов: вспомогательное пере-
крывающееся (/в.п)и вспомогательное неперекрывающееся (/в,н). Под
первым (4.п) понимается вспомогательное время, перекрываемое ма-
шинным временем на одном станке; под вторым (?в.н) — вспомога-
тельное время, которое не перекрывается машинным временем на од-
ном станке.
Во вспомогательное время помимо указанных выше затрат времени
входит также время, необходимое на переходы рабочего от одного
станка к другому, на взятие пробных стружек.
НО
Машинно-автоматические время tM.a ииределлс1сл ..м
соответствующим формулам*, а вспомогательное время—по норма-
тивам, так же как и при работе на одном станке.
Время на техническое обслуживание (/т.об) и время на организа-
ционное обслуживание рабочего места (/0.0б), а также время на физи-
ческие потребности составляют дополнительную затрату времени
Цд)'
^д == ^т.об “1“ ^о.об ~Ь [ЛШН]. (48)
Дополнительная затрата времени нормируется по указанным эле-
ментам на рабочую смену по соответствующим нормативам. Эта до-
полнительная затрата времени не входит в длительность цикла и рас-
считывается отдельно.
Циклом многостаночной работы называется период времени, в
течение которого регулярно выполняются одни и те же повторяющиеся
работы на всех обслуживаемых рабочим станках.
Циклограмма многостаночной работы показана на рис. 42. Дли-
тельность цикла (Тц) при многостаночной работе слагается из машин-
но-автоматического времени Цм.а) и вспомогательного неперекрываю-
щегося Цв.н) времени, т. е.
Л = 4ьа + *в.н 1-ИНЯ]; (49)
при этом вспомогательное перекрывающееся время и время переходов
рабочего от станка к станку перекрываются машинно-автоматическим
временем.
Машинно-автоматическое время Цм.а) каждого из обслуживаемых
станков при выполнении на них одной и той же операции (станки-дуб-
леры) будет полностью использовано в том случае, когда оно перекро-
ет вспомогательное неперекрывающееся (/в.н) время всех станков,
кроме одного, вспомогательное перекрывающееся время и время
на переходы рабочего по всем обслуживаваемым станкам (/пер), т. е.
^м.а^^в.н^ 1) (^в.п "Ь ^пер) [MUH], (50)
где п — количество станков, обслуживаемых одним рабочим.
Отсюда
п =-----<.ма+<Е-н--. (51)
^в.н “Ь ^в.п + ^пер
Если станки разные или одинаковые, но выполняют разные опера-
ции, то для расчета надо принимать значение того станка, у кото-
рого оно меньше.
Норма выработки в смену при многостаночной работе
определяется количеством деталей, обрабатываемых на каждом из
обслуживаемых станков в отдельности, или суммарной нормой выра-
ботки для всех станков.
* Приводятся в дальнейших главах при изложении различных методов об-
работки.
111
При выполнении одной и той же операции на всех обслуживаемых
станках (станки-дублеры) норма выработки равна количеству циклов
одновременной работы этих станков за смену или час.
Рис. 42. Циклограмма многостаночной работы (при полном использовании машин-
но-автоматического времени)
При работе на станках-дублерах норму выработки за смену в шту-
ках (Л/См) можно определить также по следующей формуле (если ста-
ночник сам не налаживает станки):
(52)
где п — количество станков, обслуживаемых одним рабочем; Тси —
продолжительность рабочей смены в мин (при семичасовом рабочем
дне — 420 мин); /д — дополнительная затрата времени в мин; Тц —
длительность цикла в мин.
Если станочник сам налаживает обслуживаемые станки, норма
выработки за смену в штуках равна
.[шт.], (53)
где — подготовительно-заключительное время, приходящееся на
1 шт.
112
5. Методы и порядок определения нормы времени
по элементам
Определение технической нормы времени на обработку деталей
производится на основании анализа работы и расчета по составным
частям отдельных операций. Этот метод называется аналитически-
расчетным.
Методика расчета технической нормы зависит от вида и характера
производства: для массового производства техническая норма рас-
считывается по отдельным приемам, для серийного производства — по
объединенной группе приемов, для единичного и мелкосерийного про-
изводства — путем применения норм, установленных на типовые
технологические процессы или операции.
Норма времени на отдельные приемы или группы приемов ручной
работы определяется по соответствующим нормативам времени, разра-
ботанным на основании данных хронометража, при проведении ко-
торого устанавливаются рациональная последовательность приемов
работы, необходимость каждого приема и правильность его выполне-
ния, возможность выполнения отдельных, приемов в период машин-
ного времени (перекрытие машинно-автоматическим временем).
Время машинной работы (основное—технологическое) опреде-
ляется путем теоретического расчета по формулам, выведенным из
кинематической схемы станка, а также в зависимости от режима ре-
зания.
Норма времени на всю операцию получается как сумма элементов
времени на машинную и ручную работу и другие действия, в соответ-
ствии с формулами (37) и (40).
Подсчет элементов времени производится в следующем порядке:
1) определяется подготовительно-заключительное время на всю
партию деталей (при мелкосерийном и единичном производстве);
2) подсчитывается основное (технологическое) время;
3) определяется вспомогательное время;
4) подсчитывается время на техническое и организационное обслу-
живание и на физические потребности.
Согласно формуле (41) последние элементы (см. п. 4) времени при-
нимаются в виде процентной надбавки соответственно на основное и
оперативное время или согласно формуле (43) в виде суммы процен-
тной надбавки на оперативное время.
6. Определение подготовительно-заключительного времени
Длительность отдельных подготовительных и заключительных
действий при выполнении операций обработки в единичном и мелко-
серийном производстве принимается по нормативам, составленным по
опытным данным, полученным на основе изучения и обобщения опыта
работы новаторов, а также на основе руководящих материалов науч-
но-исследовательских и производственных организаций. На величину
подготовительно-заключительного времени влияют организация ра-
боты цеха, характер обработки детали, сложность станка и приспо-
113
собления, способ закрепления детали и т. д. Необходимо стремиться к
максимальному сокращению этого непроизводительного времени; его
сокращение дает возможность значительно лучше использовать обо-
рудование, которое во время исполнения подготовительных и заклю-
чительных действий простаивает. Необходимо также освобождать
станочников от таких работ, которые могут выполнять вспомогательные
рабочие.
При определении нормы подготовительно-заключительного времени
необходимо предусматривать такую организацию рабочего места, при
которой материалы, инструменты, приспособления, чертежи и наряды
доставляются к рабочему месту.
Нормативы подготовительно-заключительного времени составля-
ются так, что время на выполнение всех элементов работы, относящих-
ся к подготовительным и заключительным действиям при выполнении
станочных операций, слагается из двух величин, а именно: а) времени
на наладку станка, приспособлений и инструмента; б) времени на до-
полнительные приемы.
При работе на револьверных станках в нормативах предусматри-
вается время на пробную обработку деталей, которое прибавляется
в виде третьей слагаемой к величинам, указанным в пунктах «а» и
«б».
Величины подготовительно-заключительного времени принимаются
в зависимости от типа и размера станков, способов установки, приме-
няемых приспособлений, количества режущих инструментов в налад-
ке, а также от технологической схожести деталей в разных партиях,
прикрепляемых к одному станку.
Время на пробную обработку деталей принимается в зависимости
от количества, режущих инструментов, устанавливаемых на заданный
размер, и величины оперативного времени на обработку детали.
Следует иметь в виду, что проведенная в полном объеме подготов-
ка рабочего места позволит более длительное время работать без пе-
рерывов и без дополнительных переналадок.
7. Расчет основного (технологического) времени
Основное (технологическое) время, как указывалось выше, рас-
считывается теоретическим путем. Принимая элементы режима ре-
зания по расчету или, как поступают обычно при проектировании, по
готовым таблицам нормативов, рассчитывают время машинной обра-
ботки, пользуясь основной формулой, которая справедлива для всех
видов обработки; выражение этой формулы видоизменяется в зави-
симости от того или другого вида обработки.
Основная формула основного (технологического) вре-
мени имеет следующее выражение:
/о- — , (54)
ns
где t0 — основное (технологическое) время в мин\ I — расчетная дли-
114
на обработки в направлении подачи в,мм [см. формулы (35) и (35')];
п — число оборотов шпинделя в минуту для станков с вращательным
движением или число двойных ходов в минуту для станков с прямо-
линейным движением; s — подача за один оборот или на один двой-
ной ход главного движения (движения резания) в мм; i — число про-
ходов
Основное (технологическое) время можно выразить в зависимости
от скорости резания.
Из формулы
v — -y~- [м/мин] (55)
число оборотов шпинделя п в минуту п= , (56) nd
где v — скорость резания в м/мин; d — диаметр обрабатываемой
детали в мм.
Подставляя значение п в формулу (54), получим
i0
ndli
os • 1000
[мин].
(57)
Согласно формулам (35) и (35') в расчетный размер входит длина
врезания /вр и длина перебега !„ инструмента.
Длина врезания /вр определяется по формулам в зависимости от того
или другого вида обработки или обычно по готовым таблицам норма-
тивов, составленным на основании формул. Длина перебега /п при-
нимается по практическим данным в пределах 1—5 мм. Эти данные
приводятся в соответствующих справочниках.
Формулы основного (технологического) времени для различных
видов обработки, представляющие собой видоизменения основной
формулы (54), приведены в соответствующих главах.
Для токарных работ (обтачивание и растачивание) основная фор-
мула (54) остается без изменений. В этом случае з — подача резца в мм
за один оборот шпинделя; п — число оборотов шпинделя в минуту;
I — расчетная длина цилиндрического обтачивания или растачивания
в направлении подачи в мм.
8. Определение вспомогательного времени
Продолжительность вспомогательных действий, производимых при
изготовлении детали и входящих в состав вспомогательного времени,
определяется, так же* как и подготовительно-заключительное время,
по нормативам, разработанным на основе опытных данных, получен-
ных в результате изучения и обобщения опыта работы новаторов, а
также на основе руководящих материалов научно-исследовательских
и проектных организаций.
115
Так как в состав вспомогательного времени входит много разнооб-
разных действий и приемов, то нормативы времени сводятся в группы
для отдельных действий в зависимости от их характера. Так, отдель-
но составляются:
а) нормативы вспомогательного времени на установку и снятие
деталей;
б) нормативы вспомогательного времени, связанного с переходом,
обработкой одной поверхности и операцией;
в) нормативы вспомогательного времени на контрольные измерения
обработанной поверхности.
Нормативы времени, затрачиваемого на установку и снятие дета-
ли, даются на комплекс приемов (установка, снятие, закрепление,
открепление) в зависимости от вида и конструкции приспособления,
•способов установки, закрепления и выверки детали, веса (массы),
длины и способа подъема ее.
Нормативы вспомогательного времени, связанного с переходом,
устанавливаются для определенной группы станков (токарных, ка-
русельных, расточных, револьверных, сверлильных, фрезерных, стро-
гальных и др.), для которых даются:
1) время на приемы управления станком, связанные с переходом
(включение и выключение подачи, подвод и отвод инструмента, уста-
новка на стружку и т. д.);
2) время на перемещение механизмов станка;
3) время на вывод инструмента (например, сверла) для удаления
•стружки.
Нормативы вспомогательного времени, связанного с обработкой
одной поверхности, даются для круглошлифовальных, внутришли-
фовальных и плоскошлифовальных станков; нормативы содержат вре-
мя на подвод и отвод стола или шлифовального круга, включение и
выключение подачи, изменение режима работы, промер детали в
процессе обработки.
Нормативы вспомогательного времени на операцию предусма-
тривают затрату времени на комплекс всех приемов, выполняе-
мых для данной операции, включая время на установку и снятие
детали.
Вспомогательное время установки на стружку дается для разных
видов и способов обработки, причем в это время входят все приемы,
необходимые для взятия пробной стружки: пуск и остановка станка,
включение и выключение подачи, перемещение суппорта, промеры
детали. Время, затрачиваемое непосредственно на снятие стружки,
т. е. на резание металла, во вспомогательное время не входит; оно
включается, как указано ранее, в основное (технологическое) время,
при определении которого в расчетную длину обрабатываемой поверх-
ности вводится длина ходов при взятии пробных стружек [см. фор-
мулу (35')].
Нормативы вспомогательного времени на контрольные измерения,
производимые при выполнении станочных операций, устанавливают-
ся для разных видов измерительных инструментов в зависимости от
способа и точности измерений и размеров деталей.
116
Если время на контрольные намерения может быть перекрыто ма-
шинным временем, то оно не должно включаться в норму вспомога-
тельного времени, так же как и время автоматического контроля,
осуществляемого в процессе обработки.
Вспомогательное время на приемы измерения обрабатываемых по-
верхностей универсальными и специальными измерительными ин-
струментами предусматривает время на все приемы, связанные с из-
мерением:
а) взять и поднести инструмент к детали;
б) промерить деталь и предварительно установить на размер, если
это требуется по характеру инструмента;
в) прочитать результаты измерения;
г) положить инструмент на место.
Вспомогательное время исчисляется суммарно на каждый переход
технологического процесса.
Вспомогательное время, перекрываемое машинным временем, в
норму вспомогательного времени не должно включаться.,
9. Определение времени на техническое и организационное
обслуживание и физические потребности
Определить точно величину этого времени довольно затруднитель-
но ввиду разнообразия условий и характера различных работ.
Длительность времени, затрачиваемого на выполнение действий,
определяется по опытным данным. По этим материалам составляются
таблицы и графики, исчисляются процентные отношения к основному
и оперативному времени, по которым начисляются надбавки к норме
времени.
Как уже отмечалось, время на техническое обслуживание рабочего
места исчисляется в процентном отношении от основного времени или
путем расчета по вышеприведенной формуле. Процент от основного
времени для большинства станков колеблется в пределах 1—3,5%
в зависимости от типа и размера станка. Как указывалось выше, при
допускаемом упрощении время технического обслуживания может быть
выражено в процентах по отношению к оперативному времени, а не
к основному [см. формулы (42), (43), (44)1.
Время на организационное обслуживание рабочего места и физи-
ческие потребности исчисляется в процентном отношении от опера-
тивного времени. Процент от оперативного времени при станочных ра-
ботах в крупносерийном и массовом производстве колеблется в пре-
делах 0,8—2,5% в зависимости от типа и размера станка.
В серийном производстве в целях упрощения расчета иногда прини-
мают на техническое и организационное обслуживание суммарный
процент от оперативного времени — 2—4 % в зависимости от типа об-
служиваемых станков, кроме шлифовальных, для которых процент
колеблется от 3,5 до 7,0% в зависимости от вида станков, а для бесцен-
трово-шлифовальных станков — от 8 до 13%.
117
Время перерывов на отдых и физические потребности принимается
в размере при единичном и серийном производстве 4—6%, при крупно-
серийном и массовом — 5—8% от оперативного времени в зависимо-
сти от типа станка.
При расчетах норм времени на станочные работы время на техни-
ческое и организационное обслуживание рабочего места, а также вре-
мя перерывов на отдых и физические потребности для разных типов
станков и разных видов производства принимается по утвержденным
нормативам.
Время на техническое и организационное обслуживание и вре-
мя перерывов на отдых и физические потребности исчисляется и
суммируется для каждой операции технологического процесса от-
дельно.
10. Определение квалификации работы
При установлении нормы времени на выполнение данной операции
на выбранном станке определяется также разряд квалификации ра-
боты по тарифно-квалификационному справочнику соответствующей
отрасли промышленности. Правильное отнесение нормируемой ста-
ночной операции к квалификационному разряду, так же как и пра-
вильное определение нормы времени, имеет весьма важное значение
для эффективного использования фонда заработной платы. Требования,
предъявляемые к рабочему для выполнения работы в отношении зна-
ния, навыков и степени самостоятельности, предопределяют разряд
квалификации рабочего.
Чем больше при выполнении данной работы требуется зна-
ний, опыта и самостоятельности, тем выше должен быть разряд испол-
нителя.
При единичном производстве требуется умение налаживать
станки, устанавливать детали и инструмент, пользоваться измеритель-
ным инструментом общего назначения, поэтому квалификация рабочего
должна быть более высокой.
В серийном производстве работа специализирована и поэтому ква-
лификация рабочего может быть ниже.
В массовом производстве при высокой механизации труда или ис-
пользовании автоматов и автоматических станочных линий, концен-
трации операций на одном станке требуются рабочие высокой квали-
фикации; при дифференциации процесса обработки на элементар-
ные операции могут быть использованы рабочие низкой квалифи-
кации.
Тарифная сетка состоит из квалификационных разрядов, для ко-
торых соотношение ставок оплаты труда выражается тарифным коэф-
фициентом, определяющим отношение каждого тарифного разряда к
первому разряду.
Ставка оплаты труда устанавливается для первого разряда; для
других разрядов оплата определяется умножением ставки первого
разряда на тарифный коэффициент данного разряда.
ГЛАВА VIII
ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
1. Основные направления в технологии машиностроения
Проектирование технологических процессов изготовления деталей
машин имеет целью установить наиболее рациональный и экономи-
чный способ обработки; при этом, как отмечалось выше, обработка
деталей на металлорежущих станках должна обеспечить выполнение
требований, предъявляемых к точности и чистоте обрабатываемых
поверхностей, взаимному расположению осей и поверхностей, пра-
вильности контуров и форм и т. д. Таким образом, спроектированный
технологический процесс механической обработки деталей должен при
его осуществлении обеспечить выполнение требований, обусловли-
вающих нормальную работу собранной машины.
При проектировании технологических процессов изготовления де-
талей машин необходимо учитывать основные направления в совре-
менной технологии машиностроения, которые сводятся к следующему:
1) Стремление к максимальному сокращению обработки металла
резанием путем придания заготовкам деталей машин наибольшей
точности и приближения их по форме, размерам и качеству поверх-
ностей к готовым деталям.
При точных заготовках не только экономится маталл вследствие
уменьшения припусков, но и значительно уменьшается трудоем-
кость обработки, сокращается потребность в металлорежущих станках
и инструментах, снижается себестоимость всего процесса изготов-
ления деталей и машин.
Получение точных заготовок деталей машин в виде отливок дости-
гается, как уже указывалось, применением взамен литья в землю
высокопроизводительных и точных процессов литья; литья в постоян-
ные формы, в оболочковые формы, литья под давлением, центробежного
литья, литья по выплавляемым моделям, которые обеспечивают
получение отливок деталей с допусками по 4—5-му классам точности.
Часть таких отливок вовсе не подвергается механической обработке
или проходит только отделочные операции.
Получение точных заготовок способом пластической деформации
достигается применением штампования, чеканки и калибрования за-
готовок на мощных кузнечно-прессовых и ковочных машинах, прокат-
кой на специальных станах сложных фасонных профилей деталей и
профилей периодического сечения, применением электронагрева то-
ками промышленной и высокой частоты. Такие способы получения за-
готовок также дают возможность резко снизить припуски и, следо-
вательно, объем механической обработки.
Получение точных заготовок достигается также применением ме-
тодов порошковой металлургии и металлокерамических деталей.
2) Интенсификация технологических процессов и повышение про-
изводительности труда путем применения для механической обработ-
119
ии высокопроизводительного автоматизированного оборудования и
агрегатных станков, работа которых основана на принципе высокой
концентрации операций; путем применения твердосплавного и метал-
лотермического инструмента, приспособлений с быстродействующими
зажимными устройствами (пневматическими, гидравлическими, пне-
вмогидравлическими, электрическими); путем повышения режимов
обработки, максимального сокращения вспомогательного времени за
счет механизации и автоматизации процессов загрузки деталей в ста-
нок и разгрузки их со станка; посредством применения новых, более
совершенных методов обработки; наиболее широкое использование
станков с программным управлением.
3) Достижение наиболее производительными методами обработки
высокой точности размеров и формы деталей, качества их поверхно-
стей, точности сопряжений, обеспечивающих износоустойчивость де-
талей, надежность, прочность и долговечность современных машин с
высокими значениями ссновных параметров (скорость, давление, тем-
пература, повышенные из-за относительного уменьшения веса и вы-
соких удельных нагрузок).
Замена механических связей гидравлическими, пневматическими-,
пневмогидравлическими и электрическими также способствует повы-
шению точности работы механизмов.
4) Развитие так называемой упрочняющей технологии, т. е. повы-
шения прочностных и эксплуатационных свойств деталей путем упроч-
нения поверхностного слоя механическими (например, дробеструй-
ной обработкой) или термохимическими (например, азотированием)
средствами.
5) Применение для выполнения различных технологических про-
цессов станков (и других машин) все большей мощности, что вызы-
вается увеличением габаритов обрабатываемых деталей, концентра-
цией значительного количества операций, осуществляемых одновре-
менно большим количеством инструментов, высокими режимами обра-
ботки, механизацией и автоматизацией различных вспомогательных
работ.
6) Выдвижение при проектировании на первый план оптимального
технологического процесса, по которому компонуются из стандарт-
ных узлов специальные высокопроизводительные станки.
Поясним это направление: основой для проектирования техноло-
гического процесса механической обработки деталей массового про-
изводства являются не те или иные существующие станки, а оптималь-
ный технологический процесс изготовления детали. Раньше техноло-
гические процессы разрабатывались, базируясь на определенные
типы станков, выпускаемых станкостроительной промышленностью!
в современных условиях по спроектированному оптимальному тех»
нологическому процессу обработки строятся из стандартных узлов
специальные высокопроизводительные автоматы и полуавтоматы,
агрегатные станки карусельного и барабанного типов, скомпонован-
ные из силовых головок. Это положение относится к наиболее распро-
страненной группе многопозиционных, многоинструментных агрегат-
ных полуавтоматов, автоматов и автоматических линий, строящихся
120
по принципу высокой концентрации операций и совмещения в одном
станке различных видов обработки.
Один такой станок заменяет от 4 до 12 обычных универсальных
станков различных типов. Трудоемкость механической обработки
деталей на таких станках резко уменьшилась; например, трудоемкость
изготовления комплекта деталей автомобиля в среднем снизилась
вдвое. Производительность многопозиционных агрегатных полуавто-
матов составляет от 100 до 450 деталей в час, т. е. станкоемкость
обработки детали составляет 8—36 сек.
Следует особо отметить, что применение малых агрегатных полу-
автоматов, скомпонованных из самодействующих силовых головок
(с электрическим, пневматическим или гидравлическим двигателем),
дает высокий технико-экономический эффект. Такие станки, состоя-
щие из стандартных силовых головок, автоматических нормализо-
ванных поворотных столов и барабанов и других транспортных устройств
с быстродействующими зажимными приспособлениями, обладают широ-
кими технологическими возможностями; они позволяют полностью, с
одной установки, обрабатывать детали разнообразной номенклатуры,
средних и малых размеров, с весьма малой затратой времени на обра-
ботку (5—30 сек на штуку, или 120—720 деталей в час). Переналадка
этих станков на обработку новых деталей требует также незна-
чительной затраты времени.
На таких станках можно производить операции сверления, рас-
сверливания, зенкерования, развертывания, растачивания, обтачи-
вания, прорезания кольцевых пазов и канавок, нарезания внутрен-
них и наружных резьб, цекования, подрезания и фрезерования тор-
цовых поверхностей, накатывания резьбы. Можно также в отдель-
ных случаях шлифовать, полировать и хонинговать поверхности
деталей.
Мощность двигателей (кет) силовых головок различна и колеблется
в пределах:
Для микросиловых головок ........................ 0,05—0,5
» малых силовых головок........................ 0,5—2,5
> силовых головок средней мощности .......... 2,8—15
> > » большой » ........... 15—30
Наибольшее применение имеют малые силовые головки и головки
средней мощности. Силовые головки большой мощности применяют-
ся для крупных агрегатных станков и автоматических линий при обра-
ботке больших поверхностей или при одновременной обработке боль-
шого количества малых поверхностей.
Малые агрегатные полуавтоматы получили весьма широкое рас-
пространение в автомобильном, тракторном, авиационном, станко-
строительном производстве, в текстильном машиностроении, электро-
машиностроении, приборостроении, в производстве мотоциклов, вело-
сипедов, лодочных двигателей, пишущих машин и в других отраслях
машиностроительной промышленности.
121
7) Применение переносных агрегатных станков для обработки тя-
желых деталей (весом свыше 15 Г) — для мощных гидротурбин, про-
катных станов, мощных прессов и т. д.
Обычно при обработке таких тяжелых деталей затрачивается много
машинного времени и времени на установку и выверку детали на стан-
ке. Наиболее рациональным методом, требующим в несколько раз мень-
ше времени, является обработка таких деталей в неподвижном состоя-
нии, для чего они устанавливаются на обработанной металлической
плите; переносные агрегатные станки, устанавливаемые на той же плите
вокруг обрабатываемой детали, обрабатывают одновременно несколько
ее поверхностей методом концентрации операций.
8) Все более широкое применение поточного метода не только в
массовом производстве, где он применяется с давних пор (тракторо-
и автомобилестроение, производство швейных машин, велосипедов и
т. д.), но и в крупносерийном и серийном производстве (станкостроение,
электромашиностроение, транспортное, текстильное машиностроение
и пр.).
9) Все большее внедрение разнообразных методов автоматизации
технологических процессов холодной и горячей обработки деталей и
сборки изделий — автоматические линии; комплексная автоматиза-
ция всех процессов производства изделий с полным законченным цик-
лом — автоматические цехи, заводы.
10) Применение электрофизических и электрохимических способов
размерной обработки материалов, предназначенных главным образом
для отраслей новой техники, где широко применяются жаропрочные,
нержавеющие, магнитные и другие высоколегированные стали и твер-
дые сплавы, полупроводники, рубины, алмазы, кварц, ферриты и
другие материалы, обработка которых обычными механическими спо-
собами затруднительна или часто невозможна. К числу электрофи-
зических способов обработки относятся электроискровая, электроим-
пульсная, электроконтактная и анодно-механическая.
11) Применение весьма перспективного лучевого способа обра-
ботки, используемого для разрезания материала, прошивания отвер-
стий и других видов обработки, ультразвукового способа, дающего
возможность обрабатывать твердые и хрупкие материалы.
2. Основные требования к технологическому процессу
механической обработки *
Основные требования, предъявляемые к технологическому про-
цессу механической обработки, заключаются в том, чтобы процесс
обработки протекал в рациональной организационной форме, с полным
использованием всех технических возможностей станка, инструмента
и приспособлений при оптимальных режимах резания металла, до-
пускаемых на данном станке, наименьшей затрате времени и наимень-
шей себестоимости обработки.
* См. также ГОСТ 14.301—73 и 14.302—73.
122
Использование станка должно быть наиболее полным по времени,
производительности и мощности.
Для лучшего использования станка по времени необходимо стре-
миться к тому, чтобы станок работал по возможности непрерывно,
без остановок для вспомогательных действий, без простоев по каким-
либо причинам и при наиболее выгодных режимах резания (скорости
резания, подаче, глубине резания).
Для полного использования производительности станка необхо-
димо, с одной стороны, выбирать станок, обладающий производитель-
ностью, соответствующей размеру производственной программы, и,
с другой стороны, необходимо своевременно обеспечивать его доста-
точным количеством заготовок.
Для полного использования мощности станка необходимо выбирать
станок в соответствии с габаритными размерами обрабатываемой де-
тали и работать с такими режимами резания, чтобы мощность на рез-
це, затрачиваемая для снятия стружки, с учетом коэффициента полез-
ного действия (к. п. д.) станка максимально приближалась к мощ-
ности установленного на станке электродвигателя. Особенно необхо-
димо добиваться полного использования мощности станка, исходя из
которой и рассчитывается его конструкция, при обдирочных работах.
При чистовой, отделочной обработке это требование не всегда удается
выполнить, так как выбор элементов режима резания находится в за-
висимости от необходимой степени точности и класса шероховатости
обрабатываемой поверхности.
Для достижения наиболее полного использования оборудования и
наибольшей производительности труда необходимо помимо исполь-
зования всех технических возможностей станка, инструмента и при-
способлений сосредоточить особое внимание на рациональной орга-
низации рабочего места, которая должна обеспечить' непрерывность
работы станка, т. е. должны быть устранены всякого рода задержки и
потери времени из-за лишних движений и хождения, из-за несвое-
временной подачи материала, инструмента, приспособлений, несвое-
временного ремонта, неудачной планировки рабочего места и т. п.
Рациональная организация рабочего места предусматривает над-
лежащую предварительную подготовку работы и рабочего места, свое-
временное и четкое обслуживание его в процессе работы и наиболее
рациональную планировку его (т. е. взаимное расположение рабочего,
станка, инструментов, приспособлений, заготовок, готовых деталей).
3. Исходные данные для проектирования и основные вопросы,
подлежащие решению при проектировании технологических
процессов
Основой для проектирования технологических процессов механи-
ческой (или других способов) обработки являются подетальная про-
изводственная программа, составленная на основании общей производ-
ственной программы завода, рабочие чертежи машин и технические
условия на их изготовление.
123
Содержание производственной программы завода,и подетальной
программы для отдельных цехов указано в гл. I.
Чертежи должны включать: рабочие чертежи деталей выпускае-
мых машин; сборочные чертежи узлов и отдельных механизмов
(агрегатов); чертежи общих видов машин.
К чертежам прилагаются: спецификации деталей по каждой ма-
шине; описание конструкций, и если возможно, рисунки (фотографии)
машин.
На рабочих чертежах, необходимых для проектиро-
вания технологических процессов обработки деталей на металлоре-
жущих станках, должны быть указаны:
а) вид заготовки;
б) материал и его марка;
в) обрабатываемые поверхности;
г) обозначение класса шероховатости поверхности после обработки;
д) допуски на неточность обработки;
е) вид термической обработки.
На чертежах сборочных и общих видов
должны быть указаны:
а) конструктивные зазоры;
б) допуски на размеры, определяющие взаимное расположение
деталей;
в) особые .требования, касающиеся сборки соединений или монтажа
всей машины.
В спецификациях деталей по каждому изделию
должны быть указаны:
а) наименование деталей (включая покупные);
б) вес (масса) — чистый и черный;
в) вид материала и его марка, химический состав и механические
свойства;
г) вид заготовки;
д) количество деталей на одно изделие;
е) для нормализованных деталей — номер ГОСТа (ОСТа) или
нормали.
Описание конструкции изделий должно дать правиль-
ное и полное представление об их работе, назначении и функциях от-
дельных частей и их взаимодействии.
Технические условия на изготовление и сдачу изделий
определяют требования, предъявляемые к изделию (машине) в це-
лом и к его деталям; в зависимости от этого выбирается метод их обра-
ботки.
Проектирование технологического процесса механической обра-
ботки деталей включает решение следующих основных вопросов:
1) установление вида (типа) производства и организационной формы
выполнения технологического процесса;
2) определение величины партии деталей, запускаемых в производ-
ство одновременно, для серийного производства и определение вели-
чины такта выпуска деталей — для поточного производства;
3) выбор вида заготовок и определение их размеров;
124
4) установление плана и методов механической обработки поверх-
ностей деталей с указанием последовательности технологических опе-
раций;
5) выбор типов и определение технических характеристик ста-
ночного оборудования, приспособлений, режущего и измерительного
инструмента, а также определение их количества, потребного для вы-
полнения намеченной обработки.
6) определение размеров обрабатываемых поверхностей деталей;
7) определение режимов работы на выбранных станках по каждой
операции;
8) определение нормы времени на обработку по каждой операции;
9) определение квалификации работы;
10) оценка технико-экономической эффективности спроектирован-
ного технологического процесса;
11) оформление документации технологического процесса.
Для серийного и массового производства технологические про-
цессы изготовления отдельных деталей разрабатываются подробно,
с освещением всех указанных факторов и составлением технологи-
ческих карт*, в которых фиксируются все необходимые сведения по
вышеперечисленным вопросам.
В единичном производстве технологические процессы так подробно
не разрабатываются, здесь составляется только схематический план
процесса обработки — маршрут операций с указанием последователь-
ности операций, оборудования, приспособлений и инструмента (ре-
жущего и измерительного) и приближенного суммарного времени,
потребного на обработку. Все эти данные фиксируются в определен-
ных формах.
Применение электронно-вычислительных машин для проектирования
технологических процессов механической обработки
Проектирование технологических процессов требует больших за-
трат времени и высокой квалификации проектировщика. Автоматиза-
ция проектирования технологических процессов с помощью электрон-
но-вычислительных машин (ЭВМ) начинает применяться в научных
организациях и некоторых заводах. Процесс автоматизации проек-
тирования технологических процессов начинают с выбора детали.
Используют чертеж детали, материал, технические условия и др. Ко-
дируют их и вводят в ЭВМ (вручную или автоматически). Сложную де-
таль представляют состоящей из простых элементов (плоскостей,
окружностей, цилиндров, конусов, поверхностей и др.). Все эти эле-
менты кодируют и вводят в ЭВМ. С помощью ЭВМ можно выбрать за-
готовку, маршрут обработки, расчет припусков, режимов резания,
норм времени, выбор оснастки, загрузки оборудования, подготовку
программ для станков с цифровым программным управлением и др.**;
* О технологических картах механической обработки деталей см. гл. IX.
** Подробнее см. «Справочник технолога-машиностроителя», «Машинострое-
ние» , 1972, т. 1, стр. 564.
125
Рассмотрим далее перечисленные основные вопросы, составляющие
сущность технологического процесса механической обработки, в той
последовательности, в какой они фиксируются в технологических кар-
тах.
4. Организационная форма выполнения технологического
процесса и величина партии деталей
Вид производства. Вид (тип) производства и соответ-
ствующая ему форма организации работы определяют характер тех-
нологического процесса и его построение. Поэтому, прежде чем при-
ступить к проектированию технологического процесса механической
обработки деталей, необходимо, исходя из заданной производственной
программы (с учетом запасных частей) и характера подлежащих обра-
ботке деталей, установить вид (тип) производства (единичное, серий-
ное, массовое) и соответствующую ему организационную форму выпол-
нения технологического процесса.
Как было указано в гл. I, для каждого из этих видов производства
технологический процесс имеет свои характерные особенности и каж-
дому из них свойственна соответствующая форма организации работы
в цехе.
Величина партии деталей. Характерной особен-
ностью серийного производства является изготовление изделий се-
риями (партиями), запускаемыми в производство одновременно (о
понятиях «серия» и «партия» см. в гл. I).
Одно из важнейших преимуществ серийного производства перед
единичным заключается в том, что в серийном производстве вся партия
деталей пускается в производство одновременно, что обеспечивает
повторяемость операций, при которой выгодно широко применять спе-
циальные приспособления и специальные режущие и измерительные
инструменты. Кроме того, затраты на подготовку и наладку станков
раскладываются на все количество деталей в данной партии.
Величина партии деталей устанавливается в зависимости от разно-
образия номенклатуры выпускаемых изделий и годового количества
изделий каждого типа и размера; количества необходимого перио-
дического выпуска изделий (от срока заказа); комплектности выпус-
каемой продукции; длительности обработки деталей и сборки машины;
сложности, длительности и себестоимости наладки станков; наличия
запаса материалов.
При выборе величины партии деталей возникает вопрос, насколько
целесообразно и рентабельно брать ее в размере, превышающем пот-
ребность в деталях на определенный промежуток времени, так как
материал, затраченный на изготовление деталей, и вложенные в них
средства продолжительное время находятся без движения, т. е. без
оборота. С другой же стороны, известно, что чем больше количество
деталей в партии, тем меньше подготовительно-заключительное время и
себестоимость наладки станков, приходящиеся на одну деталь; сле-
довательно, величина партии должна быть такой, чтобы сочетание этих
факторов было наиболее благоприятным, т. е. чтобы необходимый
126
материал и средства, затраченные на детали, использовались как мож-
но быстрее и чтобы затраты на наладку, приходящиеся на одну деталь,
были минимальными. Партия деталей, удовлетворяющая этим усло-
виям, называется оптимальной.
В литературе встречается несколько формул для определения опти-
мальной величины партии, предложенных разными авторами. Эти
формулы не учитывают ряда технологических и организационных фак-
торов. Ввиду этого и вследствие затруднений при определении вели-
чин параметров, входящих в формулы, а также ввиду различных про-
изводственных и организационных условий практически при проек-
тировании технологических процессов, а также в заводских условиях
величину партии определяют из расчета пропускной способности сбо-
рочного цеха и в таком размере, который обеспечивает бесперебойную
равномерную сборку, хотя такая партия, может быть, и не всегда будет
оптимальной.
Пропускную способность сборочного цеха при проектировании но-
вого предприятия устанавливают исходя из программного годового
количества изделий, которое подлежит равномерному выпуску в те-
чение года равными сериями. Количество деталей, хранящихся в
запасе на промежуточном складе, должно обеспечить бесперебойную
сборку; оно зависит от вида производства и уровня организации работы
в цехах. Можно считать нормальными запасы деталей на промежуточ-
ных складах для серийного производства до 10 дней работы, причем
запас не должен быть одинаковым для всех деталей ввиду различия их
трудоемкости: для крупных принимают 2—3 дня, для мелких — 5—
10 дней. Чем лучше организована работа в цехах, тем меньше может
быть запас деталей на складе. Руководствуясь этими соображениями,
можно установить, исходя из годового количества данных деталей по
производственной программе, с учетом запасных комплектов, потреб-
ное количество деталей на принятое число дней запаса в пределах ука-
занных выше данных; это количество и определяет величину партии.
Следовательно, по этому упрощенному способу количество дета-
лей в партии можно выразить следующей формулой:
где п — количество деталей в партии; D — количество деталей по
годовой программе вместе с запасными частями; t — число дней, на
которое необходимо иметь запас деталей на складе; Ф — число ра-
бочих дней в году.
5. Такт выпуска деталей
Такт выпуска — интервал времени, через который периоди-
чески производится выпуск изделий определенного наименования,
типоразмера и исполнения.
При проектировании технологического процесса механической обра-
ботки деталей поточного производства — поточно-
массового и поточного-серийного — должен быть определен такт
127
выпуска деталей с поточной линии, т. е. промежуток времени, от-
деляющий выпуск с поточной линии двух следующих одна за другой
деталей.
Величина такта выпуска t„ при поточно-массовом производстве
определяется по формуле
(59у
где FK — действительное (расчетное) годовое число часов работы
одного станка при работе в одну смену (действительный годовой фонд
времени станка в часах); т — число рабочих смен; D — количество
деталей одного наименования, подлежащих обработке в год на данной*
поточной линии.
При поточно-серийном производстве для достижения достаточной
загрузки станков к каждой переменно-поточной линии прикрепляются
для обработки несколько деталей разных наименований, сходных по
размерам и конфигурации, для которых переналадки станков неслож-
ны и не-требуют много времени или для которых совсем не требуется
переналадка. Обработка таких деталей на линии производится попе-
ременно партиями деталей одного наименования. Таким образом, на
поточной линии обрабатываются в течение года детали разных наиме-
нований в разном или одинаковом количестве.
Если при этом такт работы линии для деталей разных наименова-
ний должен быть одинаковым,то величина такта определится по фор-
муле, аналогичной формуле (59), в которой в знаменателе будет общее
количество деталей разных наименований, выпускаемых в год, с уче-
том затраты времени на переналадку линии с одной детали на другую.
Тогда формула примет вид
бОГдГп___
Di +_______________4-... + Dn
где + О2 +•••+ Dn — количество деталей разных наименований,
обрабатываемых в год на данной линии; ku — коэффициент, учитываю-
щий затрату времени на переналадку линии с одного наименования
детали на другое (kB «г 0,95).
Если на переменно-поточной линии обработка деталей разных наи-
менований будет производиться с различным тактом, то такт надо рас-
считать отдельно для каждого наименования детали, исходя из времени,
в течение которого должна быть обработана данная партия деталей.
При поточно-массовом и поточно-серийном (переменно-поточном)
производстве должна быть достигнута синхронизация операций, т. е.
приведение операционного времени в соответствие с принятой величи-
ной такта, что необходимо для создания непрерывного потока. Для
этого весь процесс обработки расчленяется на отдельные операции,
по возможности одинаковые (но не более величины такта) или кратные
по времени их выполнения (при значительном превышении величины
такта).
128
Необходимо иметь в виду, что возможностей достигнуть синхро-
низации технологических операций всегда больше, если обрабатывае-
мые детали технологичны и не вызывают затруднений при обработке
отдельных поверхностей, требующих значительной затраты времени.
Синхронизация операций достигается различными техническими
и организационными мероприятиями, к числу которых относятся:
1) расчленение операций, требующих затраты времени, значитель-
но превышающей величину такта, или объединение (укрупнение)
операций при затрате времени, значительно меньшей, чем величина
такта ;
2) применение оптимальныхрежимов резания, дающих возможность
выровнять машинное время по операциям и приблизить его к величине
такта;
3) применение специального, многолезвийного и наборного ре-
жущего инструмента, обеспечивающего меньшую затрату времени на
обработку;
4) применение нескольких инструментов для одновременной обра-
ботки нескольких поверхностей детали, что также дает значительное
сокращение времени на обработку;
5) максимальное сокращение вспомогательного времени путем
применения специальных, пневматических, гидравлических, пневмо-
гидравлических и многоместных приспособлений, поворотных столов
и т. п.;
6) одновременная обработка нескольких деталей, что приводит к
уменьшению штучного времени;
7) максимально возможное применение автоматизации и механи-
зации станков, автоматизации контроля деталей (в процессе обработки),
обеспечивающих значительное сокращение машинного и вспомога-
тельного времени;
8) применение специальных и специализированных агрегатных
станков, которые также обеспечивают значительное сокращение ма-
шинного и вспомогательного времени;
9) применение параллельно работающих однотипных станков
(дублеров) для операции, время на выполнение которой значительно
превышает величину такта поточной линии; станки-дублеры обеспе-
чивают приведение операционного времени в соответствие с величиной
такта;
10) механизация межстаночного транспорта путем создания спе-
циальных транспортных устройств, которые дают возможность под-
держивать такт работы линии;
11) включение в поток механической обработки деталей агрегатов
и оборудования других видов обработки (для термической обработки,
сварки, прессового оборудования, для покрытий и др.), чем дости-
гается непрерывность потока и соблюдение такта работы линии.
При поточно-серийном (переменно-поточном) про-
изводстве для достижения синхронизации операций помимо вышеука-
занных мероприятий необходимо предварительно:
а) разбить детали на группы по однородности конструктивных и
технологических признаков;
5—499
(29
б) разработать типовые технологические маршруты для групп од-
нородных деталей;
в) разработать типовую технологическую оснастку для определен-
ных операций, чем достигается уменьшение числа переналадок.
6. Установление плана и методов обработки
Приступая в разработке плана технологического процесса меха-
нической обработки, необходимо предварительно выбрать вид за-
готовки для изготовления детали (как было указано в гл. VI).
Установление плана и метода обработки имеет целью обеспечить
наиболее рациональный процесс обработки детали. В плане указы-
вается последовательность выполнения технологических операций, и
по каждой операции устанавливаются метод обработки, используе-
мое оборудование (металлорежущий станок или другой вид), приме-
няемое приспособление, рабочий и измерительный инструмент, режим
обработки (резанием или другим способом), норма времени (по элемен-
там), квалификация работы.
План должен предусматривать расчленение технологического про-
цесса обработки детали на составные части: операции, установки,
позиции, переходы, ходы, а в необходимых случаях и приемы (см.
гл. I).
При составлении плана и выборе метода обработки характер
технологического процесса устанавливается в зависимости от харак-
тера продукции и вида (типа) производства. Как отмечалось в гл. I,
в единичном и мелкосерийном производстве принят уплотненный тех-
нологический процесс, выполняемый на станках общего назначения,
в серийном производстве технологический процесс дифференцирован
на операции с закреплением их за определенными станками. В круп-
носерийном и массовом производстве технологический процесс может
осуществляться по одному из двух принципов: по принципу диф-
ференциации на элементарные операции
или по принципу концентрации операций.
В современном крупносерийном и массовом производстве все
больше стремятся применять второй принцип, как дающий наиболь-
шую технико-экономическую эффективность: наибольшую производи-
тельность, меньшее основное и вспомогательное время, сокращение
длительности производственного цикла, во многих случаях большую
точность деталей и др.
Выбор метода обработки зависит от требований, предъявляемых к
точности и классу шероховатости обработки данной детали. Необхо-
димая точность обработки в соответствии с требованиями того или
другого класса точности достигается на различных станках разными
способами. При выборе метода обработки необходимо учитывать эконо-
мическую целесообразность его применения. Класс точности и класс
шероховатости поверхностей детали должны определяться только кон-
структивными и эксплуатационными условиями ее работы. Недоста-
точная точность может ухудшить качество машины, но в то же время
180
излишняя (по сравнению с необходимой) точность удорожает машину,
уменьшает выпуск продукции за тот же промежуток времени.
При проектировании технологических процессов пользуются со-
ставленными на основании опытных данных таблицами средних ве-
личин экономической точности различных методов обработки.
При установлении последовательности операций следует руко-
водствоваться следующими общими соображениями:
1) В первую очередь надо обрабатывать поверхности детали, кото-
рые являются базами для дальнейшей обработки.
2) Затем следует обрабатывать поверхности, с которых снимается
наиболее толстый слой металла, так как при этом легче обнаруживают-
ся внутренние дефекты заготовки (раковины, включения, трещины, во-
лосовины и т. и.).
3) Операции, где существует вероятность брака из-за дефектов в
материале или сложности механической обработки, должны выпол-
няться в начале процесса.
4) Далее последовательность операций устанавливается в зави-
симости от требуемой точности поверхности: чем точнее должна быть
поверхность, тем позднее она должна обрабатываться, так как обра-
ботка каждой последующей поверхности может вызвать искажение
ранее обработанной поверхности; это происходит из-за того, что сня-
тие каждого слоя металла с поверхности детали вызывает перераспре-
деление внутренних напряжений, что и вызывает деформацию детали.
5) Поверхности, которые должны быть наиболее точными и с наи-
меньшей шероховатостью, должны обрабатываться последними; этим
исключается или уменьшается возможность изменения размеров и
повреждения окончательно обработанных поверхностей. Если такие
поверхности были обработаны ранее и потом выполнялись еще другие
операции, то их обрабатывают повторно для окончательной отделки.
6) Совмещение черновой и чистовой обработки на одном и том же
станке может привести к снижению точности обработанной поверх-
ности вследствие влияния значительных сил резания и сил зажатия при
черновой обработке и большего износа деталей станка.
7. Выбор оборудования, приспособлений, режущего
и измерительного инструмента *
Устанавливая при проектировании технологического процесса
план и метод обработки деталей, одновременно указывают, на каком
станке будет выполняться операция, и приводят его характеристику:
наименование станка, название завода-изготовителя, модель и основ-
ные размеры.
При проектировании технологических процессов необходимо рас-
полагать всеми данными, характеризующими технологическое обо-
рудование. Для этого необходимо иметь паспорта станков. Паспорт
дает полную характеристику станка, определяющую его производ-
ственные возможности и техническое состояние, если он находится в
* Также см ГОСТ 14.304—73, 14.305—73 и 14.306—73.
5*
131
эксплуатации.Паспорта составляются по установленной форме для
каждого вида станков.
Если при проектировании технологического процесса на наме-
чаемое новое оборудование паспортов не имеется, то пользуются све-
дениями о нем из соответствующих каталогов.
Выбор типа станка прежде всего определяется его воз-
можностью обеспечить выполнение технических требований, предъ-
являемых к обработанной детали в отношении точности ее размеров,
формы и класса шероховатости поверхностей. Если по характеру об-
работки эти требования можно выполнить на различных станках,
выбирают тот или другой станок для выполнения данной операции
на основе следующих соображений:
1) соответствие основных размеров станка габаритным размерам
обрабатываемой детали или нескольких одновременно обрабатываемых
деталей;
2) соответствие производительности станка количеству деталей, под-
лежащих обработке в течение года;
3) возможно более полное использование станка по мощности и по
времени;
4) наименьшая затрата времени на обработку;
5) наименьшая себестоимость обработки;
6) наименьшая отпускная цена станка;
7) реальная возможность приобретения того или другого станка;
8) необходимость использования имеющихся станков.
В экономике технологического процесса весьма важное значение
имеет производительность станка, так как станок, как уже указыва-
лось, должен полностью использоваться по времени. Однако иногда
представляется выгодным применить станок более высокой произво-
дительности и в том случае, когда загрузка его по времени неполная,
если при этом себестоимость обработки получается ниже, чем на другом
станке, хотя бы и полностью загруженном. В связи с этим следует пом-
нить, что применение специальных, агрегатных и других высокопроиз-
водительных станков должно быть экономически обосновано. Исполь-
зование таких станков в крупносерийном и массовом производстве,
как правило, всегда целесообразно и экономически оправдывается.
Главной и основной задачей современного станкостроения являет-
ся достижение наименьшего времени обработки, наибольшей точности
и наименьшей себестоимости обработки с обеспечением по возможнос-
ти наибольшей автоматизации.
Как видно, решающим фактором при выборе того или другого
станка (если выполнение данной операции возможно на разных стан-
ках, обеспечивающих удовлетворение технических требований к де-
тали) является экономичность процесса обработки.
В этом случае для решения вопроса о том, какой станок выбрать
для выполнения данной операции, следует произвести технико-эко-
номическое сравнение обработки данной детали на разных станках при
заданной производственной программе и принять ту модель станка,
которая обеспечивает наименьшую трудоемкость и наименьшую се-
бестоимость обработки.
132
Для проведения технико-экономического сравнения обработки де-
тали на двух сопоставляемых станках необходимо сделать полный рас-
чет основной заработной платы производственных рабочих и цеховых
накладных расходов по изготовлению данной детали.
Точный подсчет себестоимости обработки особенно необходим при
сравнении работ на станках, требующих сложной наладки, затраты на
которую должны приниматься в расчет. Это, в частности, относится к
автоматам, полуавтоматам, агрегатным и уникальным станкам.
Следует помнить, что сравнивать экономичность изготов-
ления детали на двух (или больше) станках исходя из себестои-
мости обработки можно только при условии, что вид за-
готовки для обоих станков будет один и тот же. Если же для сравнивае-
мых станков должны применяться заготовки разного вида, то сравни-
вать надо по себестоимости детали (сумма затрат на материал; основная
заработная плата производственных рабочих; цеховые накладные
расходы). Метод технико-экономического сравнения вариантов тех-
нологического процесса изложен далее.
При проектировании технологического процесса обработки дета-
ли, когда составляется план и выбирается метод обработки, одновре-
менно с выбором станка надо установить, какое приспособле-
ние необходимо для выполнения на данном станке намеченной опе-
рации.
Если требующееся приспособление является принадлежностью
станка (тиски, люнет, угольник и т. п.), то указывается только его
наименование. При использовании универсально-сборного приспосо-
бления (УСП) делается соответствующее указание. Если же для данной
операции требуется специальное приспособление, то в стадии техни-
ческого проекта технолог, исходя из условий и требований обработ-
ки, обычно разрабатывает только схему или общий вид приспособ-
ления, а в некоторых случаях указывается только принцип его
устройства.
При проектировании же рабочего технологического процесса про-
изводится конструктивная разработка приспособления с изготовле-
нием рабочих чертежей. Обычно это выполняется в заводских конст-
рукторских бюро приспособлений.
В единичном и мелкосерийном производстве широко применяется
обработка без приспособлений или с приспособлениями универсального
типа, которые обычно являются принадлежностями станков (тиски,
делительные универсальные головки, поворотные столы и т. п.). Если
же намечается потребность в изготовлении специального приспособ-
ления для обработки детали единичного и мелкосерийного производ-
ства, то, прежде чем начать его конструктивную разработку, необ-
ходимо выяснить экономическую целесообразность его применения;
это определяется на основании сопоставления себестоимости обра-
ботки детали без приспособления и с приспособлением; при исчисле-
нии себестоимости обработки детали с приспособлением учитывается
себестоимость приспособления, приходящаяся на одну деталь [6].
В крупносерийном и массовом производстве применяются главным
образом специальные приспособления, которые сокращают вспомога-
133
тельное и основное время больше, чем универсальные, при более вы-
сокой точности.
Одновременно с выбором станка и приспособления для каждой
операции выбирается необходимый режущий инструмент,
обеспечивающий достижение наибольшей производительности, требуе-
мых точности и класса шероховатости обработанной поверхности; указы-'
ваются краткая характеристика инструмента, наименование и размер,
марка материала и номер стандарта или нормали в случае применения
стандартного или соответственно нормализованного инструмента.
Если для данной операции требуется специальный инструмент,
то в технологической документации отмечается — «специальный ин-
струмент», и в этом случае должны быть разработаны чертежи его кон-
струкции.
Применение того или другого типа инструмента зависит от следую-
щих основных факторов: вида станка; метода обработки; материала
обрабатываемой детали, ее размера и конфигурации; требуемых точ-
ности и класса шероховатости обработки; вида производства (единич-
ное, серийное, массовое).
Затраты на инструмент входят в себестоимость обработки (по статье
накладных расходов), поэтому, выбирая инструмент в соответствии с
принятым методом обработки, необходимо стремиться к полному ис-
пользованию его режущих свойств.
Выбор материала режущей части инструмента имеет большое зна-
чение для повышения производительности и снижения себестоимости
обработки и зависит от принятого метода обработки, рода обраба-
тываемого материала и условий работы. Для изготовления режущей
части инструмента применяют: а) твердые сплавы, б) инструментальные
стали углеродистые, легированные, быстрорежущие; в) металле- и мине-
рало-керамические сплавы; г) алмазы (натуральные и синтетические).
Вследствие высокой режущей способности рекомендуется широкое
применение металлокерамических твердых сплавов и минералокера-
мических сплавов. Для обработки стали применяют титановольфра-
мовые твердые сплавы. Так как повышение содержания титана повыша-
ет одновременно с режущей способностью хрупкость сплава, то при тя-
желых условиях работы (обдирка с переменным припуском, наличие
ударной нагрузки, недостаточная жесткость системы станок — при-
способление — инструмент — деталь) применяют сплав с низким со-
держанием титана, а для отделочных работ — с высоким. В случае
выкрашивания титановольфрамовых сплавов при обработке сталей
возможно применение вольфрамовых сплавов.
Для обработки чугуна, цветных металлов и неметаллических ма-
териалов применяют вольфрамовые сплавы.
Минералокерамические сплавы применяют для чистовой 'и полу-
чистовой обработки без ударной нагрузки и при достаточно жесткой
системе станок — приспособление — инструмент — деталь.
Инструментальные стали широко применяются: а) при невозмож-
ности полностью использовать режущие свойства твердых сплавов
в связи с малой мощностью и недостаточными оборотами станка, несба-
лансированностью детали и др.; б) для сложных и фасонных инстру-
134
ментов; в) для инструментов, работающих на низких скоростях ре-
зания (например, при ручных работах).
Наиболее употребительной из инструментальных сталей является
быстрорежущая.
Легированные стали, незначительно деформирующиеся при тер-
мической обработке, рекомендуются для фасонных инструментов
сложной конфигурации, работающих на низких скоростях резания,
а также при нешлифованном профиле.
Углеродистые стали применяются для инструментов, работающих
на низких скоростях резания, в частности для мелких и ручных ин-
струментов.
Алмазы применяются для чистовой отделочной обработки при вы-
соких скоростях резания.
При выборе и установлении метода обработки наряду с режущим
инструментом указывается измерительный инстру-
мент, необходимый для измерения детали в процессе ее обработки
или после нее с краткой его характеристикой: наименование, тип,
размер.
При единичном производстве, когда размеры деталей, обрабаты-
ваемых на данном станке, весьма разнообразны, применяется изме-
рительный инструмент общего назначения, т. е. такой, которым можно
проверять различные размеры; например, линейки, кронциркули, штан-
генциркули, микрометры, нутромеры, глубиномеры, штихмасы, из-
мерительные приборы и т. п. В серийном и массовом производстве с
частой повторяемостью деталей одних и тех же размеров применяет-
ся специальный измерительный инструмент — калибры и шаблоны,
а также измерительные приспособления, приборы, автоматические
устройства.
Измерительный инструмент выбирается в зависимости от вида из-
меряемой поверхности и требуемой точности.
8. Установление режима резания
Прежде чем приступить к расчету режимов резания, надо опре-
делить расчетные (технологические) размеры обрабатываемых по-
верхностей деталей, необходимые для расчета скорости резания и вре-
мени на обработку (см. гл. VII).
Режим резания, устанавливаемый для обработки детали, являет-
ся одним из главных факторов технологического процесса.
Режим резания металла включает в себя следующие определяющие
его основные элементы: глубина резания t в мм; подача s в мм; ско-
рость резания v в м/мин или число оборотов шпинделя станка п в
об/мин.
Исходными данными для выбора режима резания являются:
1) данные об обрабатываемой детали (рабочий чертеж и техничес-
кие условия): род материала и его характеристика (марка, состояние,
механические свойства); форма, размеры и допуски на обработку;
допускаемые отклонения от геометрической формы (овальность ко-
нусность, огранка, допускаемые погрешности взаимной координации
135
отдельных поверхностей и т. д.); требуемая чистота, шероховатость,
т. е. класс шероховатости (микрогеометрия) обрабатываемой поверх-
ности; требования к состоянию поверхностного слоя (допускаемое
упрочнение);
2) сведения о заготовке (чертеж и технические условия): род за-
готовки; величина и характер распределения,припусков; состояние
поверхностного слоя (наличие корки, окалины, упрочнения);
3) паспорта станков.
Элементы режимов резания выбираются таким образом, чтобы была
достигнута наибольшая производительность труда при наименьшей
себестоимости данной технологической операции. Это требование вы-
полняется при работе инструментом рациснальной конструкции (пра-
вильно подобранный материал, наивыгоднейшая геометрия, необхо-
димая прочность, жесткость и виброустойчивость, износоустойчи-
вость и др.), а также если станок не ограничивает полного использо-
вания режущих свойств инструмента. Режим резания устанавливают,
исходя из особенностей обрабатываемой детали и характеристики ре-
жущего инструмента и станка.
Выбор элементов режима резания неотделим от выбора режущего
инструмента с точки зрения его материала, конструкции и геометрии
режущей части.
Для достижения наибольшей производительности следует прини-
мать меры к увеличению эксплуатационных возможностей станков.
К числу таких мероприятий можно отнести:
1) повышение числа оборотов шпинделей путем смены шкивов,
зубчатых колес, электродвигателей привода;
2) повышение мощности и тяговой силы оборудования путем за-
мены электродвигателей, применения натяжных устройств для ремней
и т. д.;
3) увеличение прочности лимитирующих (наиболее слабых) звеньев
механизмов;
4) увеличение жесткости обрабатываемых деталей и надежности их
крепления путем применения специальных зажимных устройств и
приспособлени й;
5) улучшение эксплуатационных свойств режущего инструмента,
повышение его прочности и надежности крепления и т.д.
Выбор величин элементов резания и параметров инструмента для
точения ведется в следующем порядке:
1) Выбирается глубина резания, устанавливаемая в зависимости
от припуска на обработку и числа проходов.
Припуск разбивается на черновой, чистовой и отделочный. Ве-
личина припуска определяется в зависимости от полученных при пре-
дыдущей обработке: величины дефектного слоя (упрочнение, отпуск,
прижог и т. д.); микрогеометрии поверхности; погрешностей формы
детали; погрешности установки детали для данной операции; допуска
на выполнение предыдущей операции.
Необходимо стремиться к уменьшению числа проходов. Припуск
под черновую обработку обычно снимается за 1—2 хода. Количество
чистовых и отделочных ходов выбирается в зависимости от требуе-
136
мых точности обработки, класса шероховатости поверхности и со-
стояния поверхностного слоя детали.
2) Выбирается режущий инструмент — устанавливаются его тип,
размер, материал и наивыгоднейшая геометрия в зависимости от:
а) вида обрабатываемой детали; б) характера обработки; в) материала
режущей части инструмента; г) жесткости и виброустойчивости
системы.
3) Определяются подачи в зависимости от: а) вида детали и харак-
теристики ее обрабатываемых поверхностей (жесткости, прочности и
виброустойчивости, состояния поверхностного слоя, микрогеометрии
поверхности); б) режущего инструмента (прочности, жесткости, изно-
соустойчивости и виброустойчивости); в) характеристики станка (проч-
ности механизмов подач, скоростей, жесткости, виброустойчивости и
кинематики).
Принимается наибольшая подача, допускаемая вышеуказанным^
ограничивающими факторами. Действительную подачу принимают
по паспорту станка, ближайшую к расчетной.
Подача равна
где s — подача в мм; q — сечение стружки в мм2; t — глубина ре-
зания в мм.
4) Выбирается период стойкости режущего инструмента в зави-
симости от типа и размера инструмента, характеристики обрабатывае-
мой детали и условий работы. Средние значения периодов стойкости
приводятся в соответствующих нормативах.
5) Определяются скорость резания и число оборотов шпинделя в
зависимости от ранее выбранных факторов по формуле
V я" ' *
т txv s?v
где Vr — скорость резания при выбранном периоде стойкости режу-
щего инструмента, равном Т [мин]; t — глубина резания в мм; s—
подача в мм/об; xv и у„ —показатели степени соответственно при глу-
бине резания и подаче; Cv — постоянная величина, зависящая от
ряда факторов: материала инструмента, обрабатываемого материала,
вида обработки (наружное точение, растачивание, подрезание и т. д.),
характера обработки (черновая, чистовая, наличия охлаждения и др.
При выборе другого периода стойкости 7\, отличного от Т, ско-
рость резания Vrt , соответствующая периоду стойкости Ti, может быть
пересчитана по уравнению
(Т \w
’ (62)
где m—показатель относительной стойкости.
Величина m при точении резцами колеблется в зависимости от обра-
батываемого материала, материала режущей части, типа резца и усло-
вий работы от 0,1 до 0,3.
137
Скорость резания v при заданном числе оборотов определяется
по формуле,
V = J^[M/MUHi’ (б3)
где d — диаметр обрабатываемой детали в мм; п — число оборотов
шпинделя в минуту.
По выбранной скорости резания определяется число оборотов по
формуле
v 1000
п—---------
nd
Определив расчетное число оборотов, принимают действительное
число оборотов по паспорту станка, ближайшее к расчетному, при от-
сутствии паспорта ограничиваются определением расчетного числа обо-
ротов; в этом случае необходимо учитывать знаменатель прогрессии
коробки скоростей станка и не изменять числа оборотов при небольшой
разнице в диаметрах обработки.
Основное (технологическое) время t0, как было указано ранее,
равно
где I — расчетная длина обрабатываемой поверхности в мм; п — чис-
ло оборотов шпинделя станка в мин; s — подача за один оборот шпин-
деля в мм! об; i — число ходов.
' В целях наименьшей затраты времени на обработку необходимо,
чтобы произведение ns было максимальным из возможных для дан-
ного станка величин п и з; тогда t0 будет наименьшим.
Однако следует иметь в виду, что не всегда наименьшее машинное
время соответствует наименьшей себестоимости обработки детали, так
как повышенный режим работы вызывает увеличение расхода инстру-
мента, затраты времени на подналадку оборудования, смену инстру-
мента и увеличение других затрат.
Исходя из этого, длительность основного времени должна опре-
деляться в соответствии с оптимальным режимом работы оборудования,
при котором достигается наибольшая производительность труда при
наименьшей себестоимости операции.
6) Определяются составляющие силы резания и крутящий момент.
Величины составляющих сил резания определяются по формулам,
известным из курса «Резание металлов».
Вертикальная (тангенциальная) составляющая силы резания
P, = CPz кГ (н). (65)
f
Радиальная составляющая силы резания
Ру = Ср* txpy s'py кГ (н). (66)
138
Осевая составляющая силы резания
Рх = СРх sy^ кГ (н). (67)
Здесь Срг, СРу, Срх — коэффициенты, зависящие от обрабатываемого
материала (в СИ значения коэффициентов в 9,81 раза больше); t —
глубина резания в мм; s — подача на один оборот в мм; хр , хр хр —
показатели степеней при глубине резания; ур*, ур , ур — показатели
степеней при подаче.
Крутящий момент Л1кр определяется по формуле
Л1кР= Рг-^-[кГ • мм], или Мкр = Рг~ (9,81 • IO"3) [н>л|, (68)
где Pz — вертикальная составляющая силы резания в кГ; d — диа-
метр детали в мм.
7) Определение потребной мощности станка.
Эффективная мощность на резце Ne равна
Ne =--------------1квт], в СИ Ne = P.v . Ю’З кет, (69)
е 60 • 75 • 1,36 z
где Рг —вертикальная составляющая силы резания в кГ (u);v—
скорость резания в м/мин (м/сек).
Необходимая мощность на приводе станка Nnp будет равна
Л^пр = — = в СИ Л^пр (70)
•>] 60 • 102 т] I
где т) — к. п. д. станка.
Величина к. п. д. т; берется по паспорту станка (в среднем т; =
«= 0,80 4- 0,85).
Подсчитав по формуле (70) величину Л7пр, сопоставляют ее с
мощностью электродвигателя выбранного станка Л7СТ и делением
первой величины на вторую получают коэффициент использования
станка по мощности (т)м):
В том случае, когда мощность электродвигателя меньше требуе-
мой по расчету, следует снизить скорость резания, а не подачу. Зна-
чения постоянных коэффициентов и показателей степеней в формулах
для определения скоростей и сил резания, а также поправочных коэф-
фициентов для скорости и сил резания при измененных условиях
обработки приводятся в нормативах режимов резания*. В этих нор-
мативах даются готовые таблицы и графики для определения элемен-
тов режимов резания (составленные на основании расчетных формул),
* Нормативы Центрального бюро промышленных нормативов по труду
(ЦБПНТ) при НИИ труда.
139
которыми обычно и пользуются в практике проектирования техноло-
гических процессов, а также и в производственной практике. Однако
в отдельных случаях выбранные нормативные величины элементов ре-
зания необходимо подтвердить расчетом.
Для других (кроме точения) видов обработки (сверление, фрезе-
рование, шлифование, зубонарезание, нарезание резьбы) режимы ре-
зания устанавливаются в следующем порядке.
При работе на сверлильных станках сначала определяют подачу,
затем по выбранной подаче, диаметру сверла и в зависимости от
обрабатываемого материала определяется скорость резания. По уста-
новленной подаче для данного диаметра сверла подсчитывается кру-
тящий момент. Далее по крутящему моменту и числу оборотов (полу-
ченному по скорости резания) определяется мощность на сверле.
Подсчитанный крутящий момент на сверле следует сопоставить с
крутящим моментом по паспорту станка для того числа оборотов,
при котором производится сверление.
Установление режимов резания для цилиндрических, хвостовых и
дисковых фрез заключается в определении при заданной глубине ре-
зания, подачи на зуб (в мм/зуб), минутной подачи (в мм/мин), скорости
резания (в м/мин), числа оборотов фрезы в минуту, тангенциальной
составляющей силы резания [в кГ (м)] и эффективной мощности (в
кет), при работе торцовыми фрезами определяют подачу на зуб, ми-
нутную подачу, скорость резания, число оборотов и эффективную
мощность.
При установлении режимов резания для шлифования определяют
скорость вращения шлифовального круга (в м/сек) в зависимости от
обрабатываемого материала, скорость вращения обрабатываемой де-
тали (в м/мин), продольную подачу круга (для обычного метода шли-
фования — в долях круга, для глубинного — в миллиметрах на обо-
рот детали), поперечную подачу — глубину резания (в миллиметрах —
при работе круга с продольной подачей, в миллиметрах на оборот из-
делия — при шлифовании в упор), число оборотов стола и глубину
шлифования на один оборот (при шлифовании на станках карусель-
ного типа), скорость хода стола (в м/мин) при шлифовании на станках
продольного типа.
При нарезании цилиндрических зубчатых колес на фрезерных и
зубодолбежных станках определяется минутная подача (в мм/мин)-,
скорость резания принимается как постоянная величина для данного
обрабатываемого материала.
При нарезании цилиндрических зубчатых колес с прямым и косым
зубом на зубофрезерных станках, работающих червячными фрезами,
определяются подача (в мм) на один оборот обрабатываемой детали,
скорость резания (в м’мин) и эффективная мощность (в кет); при на-
резании на тех же станках червячных зубчатых колес методом ра-
диальной подачи определяется радиальная подача (в мм) на один
оборот обрабатываемой детали; скорость резания принимается как
постоянная величина для данного материала.
При нарезании цилиндрических зубчатых колес долбяком на зубо-
долбежных станках, работающих по принципу обкатки, определяется
140
круговая подача (в мм) по начальной окружности нарезаемого ко-
леса на один двойной ход долбяка, скорость резания и число двойных
ходов.
При нарезании зубчатых колес гребенкой на зубодолбежных станках
определяется число резов на один зуб колеса, скорость резания и число
двойных ходов в минуту. '
При нарезании конических зубчатых колес на зубострогальных
станках одного типа определяются подача на один двойной ход штос-
селя (в мм) и число двойных ходов штосселя в минуту; при нарезании
конических зубчатых колес на станках другого типа определяются по-
дача (в мм) на один оборот нарезаемого колеса и число двойных хо-
дов штосселя в минуту; при нарезании конических зубчатых колес на
станках третьего типа определяются подача обкатки (в мм/мин) и
число двойных ходов штосселя. Скорости резания для всех этих стан-
ков принимаются как постоянные величины для данного обрабаты-
ваемого материала.
При нарезании резьбы резцами и гребенками определяются число
проходов и скорость резания (в м/мин); подачей (в мм/об) обраба-
тываемой детали является шаг нарезаемой резьбы (в мм); число обо-
ротов нарезаемой детали определяется по формуле скорости резания;
при нарезании резьбы на резьбофрезерных станках дисковыми и груп-
повыми фрезами определяются скорость резания (в м/мин) и подача:
для дисковой фрезы — в мм/мин, для групповой фрезы — в мм/зуб.
9. Определение элементов режима резания
при многоинструментной обработке
Приведем порядок и метод определения режима резания при много-
инструментной обработке на одношпиндельных токарных полу-
автоматах и на многошпиндельных полуавтоматах последовательного
действия*. К числу первых из названных станков относится, напри-
мер, токарный многорезцовый полуавтомат модели 1721, к числу вто-
рых — токарный шестишпиндельный полуавтомат завода «Красный
пролетарий» модели 1272.
Многоинструментная обработка на одно-
шпиндельных токарных станках- полуавто-
матах.
1) Определяется длина рабочего хода каждого суппорта £р х.
Для этого рассчитывается длина хода каждого инструмента L;
L в Ьрез + /вр + /доп, (72)
где 7<рез — длина резания; /вр — величина подхода, врезания и перебе-
га инструмента; /доп — дополнительная длина хода, зависящая оТ кон-
фигурации детали.
* По материалам Научно-исследовательского института технологии автомо-
бильной промышленности (НИИТАВТОПРОМ).
141
Наибольшая из рассчитанных длин хода отдельных инструментов
L гаа][ и является длиной рабочего хода суппорта Ар.х, т. е.
Lp.x = 7-шах- (73)
2) Назначается подача каждого суппорта по нормативам s0 [мм/об];
при этом для суппорта с нелимитирующим инструментом подача
уменьшается; назначенные подачи уточняются по паспорту станка.
3) Определяются периоды стойкости (Т) для тех инструментов, ко-
торые предположительно являются лимитирующими, т. е. для которых
по подсчету получаются наименьшие числа оборотов шпинделя:
Т=ТиХ, (74)
где Т — период стойкости в минутах резания каждого из инструмен-
тов наладки, для которых рассчитывается скорость резания; Ти — пе-
риод стойкости в минутах машинной работы станка; принимается по
нормативным таблицам в зависимости от числа инструментов в налад-
ке; Тм относятся к лимитирующим по стойкости инструментам; X —
коэффициент времени резания, равный для данного инструмента от-
ношению количества оборотов шпинделя станка за время резания к
количеству оборотов шпинделя за время хода суппортов станка на
рабочей подаче.
Если очевидно, что Л >• 0,7, можно принять без расчета Т = Тк.
При обработке твердосплавными инструментами стальных дета-
лей период стойкости принимается не более 200 мин, несмотря на ре-
зультат расчета, полученного по вышеуказанной формуле.
При работе одним суппортом и при параллельной работе суппор-
тов станка, когда очевидно, что лимитирующие по стойкости инстру-
менты закреплены на суппорте, работающем наиболее продолжитель-
ное время, коэффициент времени резания
Х = (75)
, ^Р.х
4) В соответствии с установленными стойкостями Т определяется
по нормативным таблицам скорость резания иъм/мин для продолжи-
тельно лимитирующих инструментов:
У = УТаблМ2йз. (76)
'де о1абл — скорость резания но нормативным таблицам; ki — по-
травочный коэффициент, зависящий от обрабатываемого металла
сталь, чугун, алюминиевые сплавы, их марки); k2 — поправоч-
ный коэффициент, зависящий от периода стойкости и марки твердого
:плава; k3 — поправочный коэффициент, зависящий от вида обра-
ботки (растачивание, поперечное точение, фасонное точение); kit k2t
з принимаются по нормативным таблицам.
По полученной скорости резания рассчитывают число оборотов
ипинделя станка:
.42
Исходя из рассчитанных чисел оборотов для лимитирующих ин-
струментов (с превышением не более 10—15%), подбирают число обо-
ротов шпинделя станка по паспорту и уточняют скорости резания по
принятому числу оборотов:
п d п
v -------.
1000
5) Рассчитывается основное (машинное) время обработки tu в ми-
нутах.
Если основные времена работы суппортов перекрываются, в рас-
чет принимается наибольшее основное время (^м.каиб) одного суппорта:
f Lp.x (77)
‘м. наиб — • V 1)
Sort
Если же основные времена работы суппортов не перекрываются,
основное время станка (м.ст равно сумме неперекрывающихся ос-
новных времен отдельных инструментов tit т. е.
4.ст = 2^. (78)
6) Рассчитывается мощность резания:
а) подсчитывается мощность резания для каждого инструмента по
формулам или нормативам 7Vpe3 в кет-, х -
б) подсчитывается суммарная мощность резания Л^рез в кет, наи-
большая за период работы станка. Она равна сумме мощностей ре-
зания Npe3 одновременно работающих инструментов, т. е.
<7«>
в) производится проверка по мощности двигателя для этого
суммарная мощность резания Л^рез сопоставляется с мощностью дви-
гателя (по паспорту станка):
N. <1,2^7), (80)
рез
где т) — коэффициент полезного действия станка;
г) производится проверка прочности привода по допустимому
крутящему моменту для данного^числа оборотов; должно быть
^Врез <^кр. (®0
rt Мкр fl
. WKp = 716,2 • 1,36 = ~~§74 1кв/и1» в СИ
Мк п •
NKp = —jo;— [кет], (82)
где Л/ир — мощность привода станка по крутящему моменту в кет;
Л'кр—допустимый по прочности для данного числа оборотов кру-
143
1 об/мин = рад/сек\.
тящий момент в кГ-мм (н-м); п—число оборотов шпинделя станка,
го — угловая скорость в рад!сек\
Если мощность, допустимая прочностью привода станка, не-
достаточна, необходимо снизить число оборотов или величину
подачи.
Многоинструментная обработка на
многошпиндельных полуавтоматах после-
довательного действия. Для каждой позиции в том
же порядке и теми же методами, как изложено выше для одношпин-
дельных токарных полуавтоматов, определяются следующие па-
раметры:
1) длины рабочих ходов суппортов £р х;
2) подача з0;
3) периоды стойкости Т (необходимо учитывать все инструменты
станка, а не только установленные на рассматриваемой позиции; для
осевого инструмента стойкость Т рассчитывается, как в предыдущем
, ^рез
случае, при этом л=-----
^"р.х
4) скорость резания v и число оборотов шпинделя п;
5) основное (машинное) время tM;
6) основное время станка tM ст, равное сумме основных времен по
отдельным позициям, т. е.
^.ст=2/м; (83)
7) скорость резания корректируется в сторону уменьшения числа
оборотов шпинделя (а иногда и подач) на нелимитирующих позициях
с учетом установленного основного времени станка. При обработке
твердосплавным инструментом деталей, изготовленных из стали, не
следует принимать скорость резания меньше 45—50 м!мин.
8) рассчитывается суммарная мощность резания по всем позициям
(для проверки по мощности двигателя и прочности привода), так же
как и для одношпиндельных многорезцовых полуавтоматов.
Установив режимы резания путем расчета или по нормативным
таблицам и графикам по каждой операции (переходу, позиции), опре-
деляют норму времени для ее выполнения и указывают разряд,
соответствующий квалификации данной работы.
Закончив разработку технологического процесса по всем его эле-
ментам, необходимо убедиться в его технико-экономической эффектив-
ности. Для этого пользуются системой технико-экономических пока-
зателей, рассматриваемых далее.
Рассматривая общие принципы проектирования технологических
процессов, необходимо выяснить значение типизации технологических
процессов, определить ее сущность и установить возможность исполь-
зования типовых технологических процессов для достижения наиболь-
шей технико-экономической эффективности производства.
144
10. Типизация технологических процессов
и групповые наладки *
Для обработки одной и той же детали можно построить различные
варианты технологического процесса и применить разные методы обра-
ботки. Это зависит прежде всего от размеров производственной про-
граммы и производственных условий. Но даже при одинаковых про-
изводственных условиях и программе технологические процессы
часто отличаются один от другого и поставленные задачи решаются
по-разному в зависимости от установившихся приемов и опыта техни-
ческого персонала. К тому же методы обработки деталей разнооб-
разны и зависят не только от вышеуказанных, но и от многих других
факторов. Все эти обстоятельства и создают трудность и сложность
разработки технологических процессов, которые требуют большой за-
траты времени. Значительно упростить и ускорить разработку тех-
нологических процессов может типизация технологи-
ческих процессов, под которой понимается создание ти-
повых процессов для определенных групп деталей.
Типизацией технологических процессов называется такое направ-
ление в деле изучения и построения технологических процессов, ко-
торое заключается в классификации деталей машин и в комплексном
решении задач, возникающих при осуществлении процессов обработки
деталей каждой классификационной группы.
Таким образом, типизация технологических процессов базируется
на классификации деталей. Детали машин подразделяются на классы
по признаку схожести технологических процессов. Под классом
понимают совокупность деталей, характеризуемых общностью тех-
нологических задач, решаемых в условиях определенной конфигу-
рации этих деталей.
Детали могут быть разбиты на следующие классы (в скобках —
шифр класса).
Цилиндрические детали вращения.
Класс — Валы (В). Сюда входят валы, валики, оси, штоки, цапфы,
пальцы, штыри и т. п.
Класс — Втулки (Л). Сюда относятся втулки, вкладыши, буксы,
гильзы и т. п.
Плоские детали вращения.
Класс — Диски (Д). Этот класс включает диски, кольца, маховики,
шкивы, фланцы и т. п.
Многоосные детали.
Класс — Эксцентричные детали (3). К этому классу относятся
коленчатые валы, эксцентрики и т. п.
Детали вращения с пересекающимися
осями.
Класс — Крестовины (К). Сюда входят крестовины, арматура и
т. п.
* См. также ГОСТ 14.303—73.
145
Рычаги.
Класс — Рычаги (Р). Сюда относятся рычаги, шатуны, тяги, серь-
ги и т. п.
Плоскостные детали.
Класс — Плиты (П). В этот класс включаются плиты, рамы,
станины, столы, салазки, планки и т. п.
Далее различают следующие классы:
Стойки (С). Угольники (У). Бабки (Б). Зубчатые колеса ^.Фа-
сонные кулачки (Ф). Ходовые винты и червяки (X). Мелкие крепежные
детали (М).
Детали каждого класса разбивают на группы, подгруппы и типы
в соответствии с наиболее характерными отличительными особенно-
стями формы и размеров, получая, таким образом, совокупности де-
талей, все более близких между собой и все более схожих по техно-
логическим признакам, т. е. являющихся типовыми. Для обра-
ботки таких типовых деталей и разрабатывают типовые технологи-
ческие процессы.
Под типовой деталью подразумевают совокупность деталей, имею-
щих одинаковый план операции, осуществляемый в основном одина-
ковыми методами с использованием однородного оборудования, при-
способлений, инструментов.
В этой технологической схожести и заключается сущность типи-
зации технологических процессов.
Типизация технологических процессов позволяет обобщить и
привести в систему существующие технологические процессы, спо-
собствует внедрению рациональных методов обработки, сокращает
время подготовки производства и ускоряет освоение новых машин,
дает возможность использовать унифицированную технологическую
оснастку и поточные методы производства, упрощает и ускоряет раз-
работку новых технологических процессов и т. д.
В серийном производстве при организации работы по принципу
потока часто оказывается затруднительным полностью загрузить стан-
ки выполнением одной технологической операции обработки деталей
одного наименования. В связи с этим подбираются детали нескольких
наименований, схожие по конструктивным и технологическим приз-
накам, которые могут обрабатываться на одной станочной линии с обо-
рудованием, расположенным по типовому технологи-
ческому маршруту. Все прикрепленные к данной линии
детали обрабатываются партиями. После обработки партии деталей
одного наименования пропускается следующая партия деталей другого
наименования; далее поочередно обрабатываются партии деталей
третьего, четвертого и т. д. наименований. При обработке каждой
партии станочная линия работает, как непрерывно-поточная линия,
т. е. создается переменно-поточная или групповая поточная форма
организации работы. Для таких линий следует подбирать детали, обра-
ботка которых вовсе не требует переналадки линии или переналадки
несложны и нетрудоемки.
В групповой поточной линии могут обрабатываться детали, схо-
жие по технологии, нескольких наименований, что определяется сте-
146
пейью необходимых переналадок и возможной загрузкой станков.
На одном станкостроительном заводе на таких линиях обрабатывают-
ся детали пяти-шести наименований, и этим достигается полная за-
грузка станков.
Переменно-поточные (групповые поточные) линии могут быть авто-
матизированы. В этом случае получаются автоматические переналажи-
ваемые линии (см. гл. XXIII).
В тех случаях, когда для групп деталей, имеющих схожий техно-
логический процесс по основным операциям, требуются одинаковые
оборудование и технологическая оснастка, но их обработка на группо-
вых поточных линиях нерациональна по причине малой серийности,
целесообразно обрабатывать эти детали по типовому технологическому
процессу, как и для переменно-поточных линий, используя груп-
повые н а л а д к и, т. е. нормализованные приспособления и ин-
струментальные наладки для групп деталей, что повышает уровень
оснащенности технологического процесса и снижает трудоемкость,
а следовательно, и себестоимость обработки деталей.
Инструментальные наладки, используемые для обработки групп
деталей (групповые наладки), можно применять как для отдельных
станков разных типов, (гак и для станков поточных линий.
Групповые наладки расширяют возможности использования высо-
копроизводительных технологических методов в серийном производ-
стве деталей, возможности достижения более высокой загрузки
станков и сокращают или исключают время на переналадки.
Групповые наладки варьируются для различных станков в за-
висимости от сочетаний обрабатываемых поверхностей (наружных,
внутренних, торцовых), их размеров и расположения.
Так, например, в групповых наладках токарно-револьверных стан-
ков часть позиций револьверной головки и суппорта для крепления
инструмента используется для обработки деталей одного наименова-
ния, другая часть позиций — для обработки деталей другого наиме-
нования; некоторые позиции (или все) могут быть использованы для
обработки деталей нескольких наименований.
Аналогично можно использовать групповые наладки для обра-
ботки на токарно-карусельных станках.
При групповой наладке для обработки плоских поверхностей на
фрезерных станках детали размещаются в групповом приспособлении
так, чтобы обрабатываемые поверхности были расположены в одной
плоскости. При этом обработка деталей возможна и одновременная,
и раздельная.
Групповая наладка может быть применена и при использовании
многошпиндельных сверлильных, головок на обычных сверлильных
станках. Часть шпинделей можно использовать при сверлении от-
верстий одних деталей, другую часть шпинделей — для сверления от-
верстий других деталей; возможно и использование всех шпинделей
для сверления отверстий нескольких деталей.
Групповые наладки создают благоприятные условия для осущест-
вления групповых технологических процессов.
147
11. Оценка технико-экономической эффективности
технологического процесса
Технико-экономическая эффективность спроектированных или су-
ществующих процессов обработки деталей оценивается технико-эко-
номическими показателями.
К числу наиболее характерных технико-экономических показа-
телей относятся следующие:
1) Себестоимость детал и S, слагающаяся из затрат на материал М,
основной заработной платы производственных рабочих Р и цеховых
накладных расходов R:
S = M + P + R. (84)
2) Себестоимость (цеховая) обработки детали So6p, слагающаяся из
величины основной заработной платы производственных рабочих и це-
ховых накладных расходов:
50вр = Р + Я (85)
3) Норма штучного и штучно-калькуляционного времени полной
обработки детали:
^шт= У Лит! (86)
1
Гк= 2 4. (87)
1
где Тшт — штучное время на выполнение всех операций обработки
данной детали; /шт — штучное время одной операции; Тк — штучно-
калькуляционное время на выполнение всех операций обработки
данной детали; tK — штучно-калькуляционное время одной операции
обработки.
4) Основное (технологическое) время То по всем операциям данной
детали
п
T0=^t0, (88)
1
где t0 — основное (технологическое) время одной операции обработки.
5) Коэффициент использования станка по основному (техноло-
гическому) времени, характеризующий долю основного времени в об-
щем времени работы станка и тем самым степень автоматизации про-
цесса на станке, равен отношению основного времени к штучному
или штучно-калькуляционному (в зависимости от вида производства),
, т. е.
Чо = -~- и т)0 = -^. (89)
* шт 1 к
Необходимо стремиться к тому, чтобы этот коэффициент был воз-
можно выше, т. е. ближе к единице. Чем выше этот коэффициент, тем
большее удельное значение в структуре нормы имеет основное (машин-
148
ное) время; это значит, что в общей затрате времени на обработку от-
носительно большее время приходится на работу машины (станка),
чем на вспомогательные (ручные) действия, что доказывает более
эффективное использование машины (станка) и высокую степень ме-
ханизации и автоматизации процесса обработки. При этом, разумеется,
работа станка должна идти с оптимальными режимами резания и наи-
меньшей затратой основного времени, вспомогательного времени и
всего остального времени на все связанные с выполнением работы дей-
ствия оборудования и рабочего.
6) Коэффициент т]3 загрузки оборудования по времени, характе-
ризующий занятость оборудования, равен отношению расчетного ко-
личества станков С к принятому (фактическому) количеству Snp, т. е.
'*1з = —-• (90)
•^пр
Необходимо стремиться, чтобы величина этого коэффициента также
была ближе к единице. Чем ближе величина этого коэффициента к
единице, тем в большей мере загружено и использовано оборудование.
7) Степень автоматизации производства, которая характеризуется
коэффициентом т]а, выражающим отношение числа производственных
станков с автоматизацией установки и снятия детелей Sa к общему
числу единиц производственного оборудования цеха, отделения, участ-
ка 5Пр, т. е.
7!а=-^~. (90')
^пр
Помимо указанных показателей для оценки технико-экономической
эффективности технологического процесса служит ряд других, напри-
мер выпуск продукции в рублях, штуках или тоннах на одного про-
изводственного рабочего (характеризует производительность труда),
на единицу оборудования (характеризует использование оборудова-
ния), на 1 м2 производственной площади (характеризует использование
площади) и др. Оценивать технико-экономическую эффективность сле-
дует по комплексу показателей, в числе которых себестоимость дета-
ли, узла, механизма, машины является основным и решающим крите-
рием. (Система технико-экономических показателей излагается в кур-
се «Основы проектирования машиностроительных заводов».)
Оценка технико-экономической эффективности технологического
процесса по полученным величинам показателей производится путем
анализа и сравнения их с показателями действующих передовых пред-
приятий с прогрессивной технологией и организацией производствен-
ного процесса, с показателями, полученными в утвержденных и реали-
зованных проектах для аналогичного производства, или с показате-
лями различных вариантов изготовления и обработки деталей, узлов,
механизмов, машин.
Технико-экономическое сравнение вариан-
тов технологического процесса. Для сравнения
вариантов технологического процесса методом технико-экономическо-
го анализа надо, как было сказано выше, определить для каждого из
149
сопоставляемых вариантов себестоимость детали при заготовках раз-
ного вида и себестоимость обработки детали при одних и тех же за-
готовках, пользуясь формулой (84)
s=m + p + /?
и формулой (85)
*$обр = Р -j- R-
Если деталь изготовляется из проката, то затраты на него опреде-
ляются по весу (массе) проката (в кг), требующегося на изготовление
детали, умноженному на цену проката (за 1 кг).
Если деталь изготовляется из заготовки (отливки, поковки или
штамповки), то при расчете принимаются затраты на изготовление за-
готовки, получаемой механическим цехом из заготовительных цехов
завода или от других предприятий в порядке кооперирования.
При определенных затратах на материал, потребный на изготов-
ление детали, надо учитывать возврат части затрат за счет отходов,
которые сдаются цехом для дальнейшего использования. Таким обра-
зом, затраты на материал М можно окончательно Выразить формулой
Af = QsK — qon зотх [руб. ], (91)
где Q — вес (масса) материала (или заготбвки), требующегося на из-
готовление детали в кг; sK — цена 1 кг материала (или заготовки)
в руб.; <?отх —вес (масса) отходов материала в кг; s0TX — цена 1 кг от-
ходов в руб.
Основная заработная плата производственных рабочих за выпол-
нение одной операции Роп определяется произведением штучного
времени (или штучно-калькуляционного в зависимости от вида произ-
водства), затрачиваемого на данную операцию, и заработной платы в
единицу времени для данного разряда работы (в зависимости от ква-
лификации работы), т. е.
Роп == Апт ®п> (92)
где /шт — штучное время в мин или ч; sn — заработная плата в едини-
цу времени для данного разряда работы в руб.
Заработная плата 5П в единицу времени, например в 1 ч, т. е. ча-
совая ставка, какого-либо разряда п определяется умножением ча-
совой ставки первого разряда (в руб.) на тарифный коэффициент ka
по установленной тарифной сетке для данного разряда работы, т. е.
sn = Sj kn. (93)
При сравнении себестоимости обработки отдельных операций
основная заработная плата производственных рабочих за одну опера-
цию определяется по формуле (92).
При сравнении себестоимости обработки всей детали надо опре-
делить суммарную основную заработную плату производственных ра-
бочих за обработку детали по всем операциям, которые могут иметь
разное штучное время и разную заработную плату в единицу времени.
150
Суммарная заработная плата равна сумме заработных плат по
отдельным операциям, т. е.
P = (94)
По этой же формуле определяется основная заработная плата про-
изводственных рабочих при определении себестоимости детали по фор-
муле (84).
Цеховые накладные расходы Z? в формулах (84) и (85) обычно ис-
числяются пропорционально основной производственной заработной
плате и выражаются в процентах от нее.
Число процентов определяется как отношение подсчитанной общей
суммы цеховых накладных расходов в год к общей сумме годовой ос-
новной заработной платы'производственных рабочих цеха, умножен-
ное на 100. Для отдельных цехов накладные расходы выражаются
различным числом процентов; так, например, они составляют по меха-
ническим цехам автомобильных заводов в среднем 250—350%, в серий-
ном производстве общего машиностроения 200—250%.
Такой метод вычисления цеховых накладных расходов при технико-
экономическом сравнении вариантов методов обработки не может
дать точных результатов, так как величина цеховых расходов может
колебаться в зависимости от методов обработки.
В этом случае те статьи цеховых накладных расходов, которые
значительно отличаются в разных вариантах обработки вследствие осо-
бенностей сопоставляемых методов обработки, подсчитываются отдель-
но по каждой операции. Остальные статьи накладных расходов при-
нимаются одинаково влияющими на себестоимость при сопоставляемых
вариантах обработки. Такое определение себестоимости обработки
или себестоимости детали по так называемому методу локализации
цеховых расходов также является приближенным, но оно вполне до-
статочно для практических целей.
Цеховые накладные расходы для каждой выполняемой операции
технологического процесса 7?оп состоят из следующих статей: амор-
тизация используемого станка Лст, затраты £ст, связанные с
выполнением малого ремонта, осмотров и проверок стацка, отнесенные
к данной операции, амортизация и ремонт приспособления Аяр,
применяемого в данной операции, расходы на инструмент J при выпол-
нении операции, затраты на силовую электроэнергию Е, расходуемую
при данной операции, доплаты и начисления на основную заработную
плату производственных рабочих D, а также другие цеховые наклад-
ные расходы Z, не зависящие от типа станка или метода обработки или
весьма мало зависящие от них.
К этим последним цеховым накладным расходам относятся затраты,
связанные главным образом с эксплуатацией цеха; сюда относятся
расходы на вспомогательные материалы, заработная плата вспомога-
тельных рабочих, административно-технического и счетно-конторского
персонала, расходы на отопление, освещение, воду и т. д. Абсолютная
величина этих расходов по цеху не зависит от типа станка или методов
обработки, и только некоторые из них могут быть в весьма малой
зависимости; поэтому при сравнении себестоимости детали или себе*
151
стоимости обработки при разных вариантах технологического процес-
са эти расходы можно считать примерно равными.
Таким образом, величина цеховых накладных расходов по каждой
выполняемой операции 7?оп представляет собой сумму вышепере-
численных затрат и может быть выражена формулой
Ron — -^ст + LCT -f- Лпр + J Е -j- D -j- Z. (95)
Входящие в эту формулу величины можно определить следующим
образом.
Ежегодные отчисления на амортизацию станка определяются
согласно существующему положению в процентах от балансовой
стоимости станка. В балансовую стоимость станка помимо его отпуск-
ной цены включаются расходы на монтаж, упаковку, транспорт и
связанные с этим накладные расходы. При укрупненных расчетах
эти расходы определяются в процентном отношении к отпускной цене
станка и составляют суммарно примерно 10%.
Долю ежегодного отчисления на амортизацию станка Лст (в руб.),
приходящуюся на одну операцию, можно принять пропорцио-
нальной времени, затрачиваемому на операцию,— штучному времени,
т. е.
Лст =-----? ScT <шт--, (96)
100 • 60 Fllmrla '
где а — число годовых процентов от балансовой стоимости станка,
отчисляемое на амортизацию; SCT — балансовая стоимость станка в
руб.; /шт — штучное время на операцию в мин; Ел— действитель-
ный (расчетный) годовой фонд времени станка при работе в одну смену
в ч; т — число смен работы в сутки; — коэффициент загрузки
станка по времени.
Число годовых процентов на амортизацию станка а при работе в
две смены принимается для механических цехов машиностроительных
заводов от 10 до 16,4% (кроме особо тяжелых и уникальных станков)
в зависимости от типа станков и вида производства.
Годовые затраты на малый ремонт, осмотры и проверки станков
исчисляются обычно в процентах от их балансовой стоимости; долю
этих затрат £ст, отнесенную к одной операции, можно также принять
пропорциональной штучному времени, т. е.
г _______Р ^ст ^шт__ /О7\
ст 100 - 60. Рлт 7)3 ’ ' ' '
где Р — число годовых процентов балансовой стоимости станка — на
малый ремонт, осмотры и проверки; принимается примерно в размере
4,5—5% (кроме оборудования автоматических линий); остальные обо-
значения прежние.
Долю ежегодных отчислений на амортизацию и расходов на ремонт
приспособления, отнесенную к одной операции Лпр, можно опреде-
лить, разделив сумму этих затрат на количество деталей, обрабатывае-
мых в год на данйой операции с использованием приспособления.
152
Годовые отчисления на амортизацию приспособлений устанавлива-
ют в процентах от затрат на приспособление, исходя из срока его
службы. Так, например, при сроке службы 3—5 лет процент амортиза-
ции у — 33—20%. Годовой расход на ремонт приспособления прини-
мается также в процентах (б) от затрат на приспособление (примерно
б = 5—15%); значения, приближающиеся к нижнему пределу, отно-
сятся к серийному производству, приближающиеся к верхнему пре-
делу — к массовому производству.
Пользуясь указанными обозначениями, ежегодные отчисления на
амортизацию и расход на ремонт приспособления Дпр, отнесенные
к одной операции, можно выразить формулой
Дтр
(7 + &) 5пр
100 W
(98)
где Snp — затраты на приспособление в руб.; N — количество дета-
лей, обрабатываемых в год с помощью данного приспособления.
Расходы на режущий инструмент J, связанные с выполнением од-
ной операции, складываются из доли затрат на изготовление инстру-
мента 5И.О и доли затрат на его заточку S3.o, приходящихся на
данную операцию, т. е.
J — + S3>0. (99)
Указанные величины можно определить следующим образом.
Сначала надо определить расходы, связанные с одной заточкой,
после чего эти расходы надо отнести к одной операции, т. е. опреде-
лить долю этих расходов, приходящихся на одну операцию.
Доля затрат на инструмент си, приходящаяся на одну заточку,
равна
= . (100)
п L
где Sn — полная сумма затрат на инструмент в руб.; п — число за-
точек до полного использования рабочей части инструмента
L — общая длина допускаемого стачивания рабочей части до полного
использования инструмента в мм; I — длина стачивания рабочей
части инструмента за одну заточку в мм.
Доля затрат на инструмент, приходящаяся на одну заточку си,
относится к периоду времени работы инструмента от одной заточки
до другой, т. е. к стойкости инструмента tc, а временем работы инст-
румента для одной операции является основное (технологическое)
время /0, значит, долю затрат на инструмент, приходящуюся на одну
операцию $и.о, можно принять равной
$и.о=“~"> (Ю1)
*с
153
или, подставляя си из формулы (100),
= (102)
JLf *£
Себестоимость одной заточки инструмента с3 равна
«з = t3P + t3P = i3P (1 + , (ЮЗ)
где t3 — нормированное время на заточку инструмента в мин-, р —
заработная плата в минуту за заточку инструмента в руб.; А — число
годовых процентов от основной заработной платы рабочих-заточников,
выражающее цеховые накладные расходы заточного отделения.
Себестоимость одной'заточки инструмента, как и в предыдущем
случае, относится к периоду стойкости инструмента /с, а время работы
инструмента за одну операцию t0 (основное — технологическое);
значит, долю себестоимости заточки $3.0, приходящуюся на одну опера-
цию, можно принять равной j
s3.o=-^-, (104)
‘С
или, подставляя с3 из формулы (103), получим долю себестоимости
заточки s3.o, приходящуюся на данную операцию;
s-=41+-^)t- <105>
Таким образом, формулу (99), определяющую расходы J на режу-
щий инструмент, связанные с выполнением одной операции, можно
переписать, подставляя в нее значения из формул (102) и (105) в следу-
ющем виде:
J = sH0 + s30 = ^L + t3p(l +
и.о I з.о L tz \ ЮО ) tQ
ИЛИ
+ (106)
При обработке одновременно несколькими инструментами расходы
на режущий инструмент Jn, связанные с выполнением одной опера-
ции, определяются для каждого инструмента отдельно по формуле
(106), после чего они суммируются, т. е.
Jn= 5" Л (107)
/=1
где п — количество работающих инструментов.
Затраты на оплату силовой электроэнергии Е, расходуемой при
выполнении операции, зависят от принятого типа станка и режима
154.
обработки. Эти затраты можно определить по следующей формуле:
- Nv "Пм io
E—sKW=sK Л. , (108)
где sK — цена 1 к.вт-ч силовой электроэнергии в руб. (ориентиро-
вочно 10—15 коп. в зависимости от источника электроснабжения);
W — потребность в электроэнергии на данную операцию в кет. • ч.;
т] — к.п.д. электродвигателей (vj = 0,90 4- 0,95); Ny — установлен-
ная мощность электродвигателей станка в кет; т]м — коэффициент
загрузки электродвигателей станка по мощности (в зависимости от ре-
жима резания металла »]„ = 0,5 4- 0,9); т)с — коэффициент, учитываю-
щий потери в сети (т^^О.Эб); t0 — основное (технологическое) вре-
мя на данную операцию в мин.
Размер доплат (дополнительной заработной платы) и начислений
на основную заработную плату производственных рабочих, устанав-
ливаемый для каждого рода производства, зависит от величины ос-
новной заработной платы производственных рабочих; чем больше
заработная плата, тем больше будут доплаты и начисления; величина
же заработной платы зависит от времени, затрачиваемого на обработку
при данной операции, и квалификации рабочего, необходимой для
выполнения операции.
Доплаты исчисляются в процентах от основной заработной платы
производственных рабочих, ал начисления — в процентах от суммы
основной и дополнительной заработной платы. Таким образом, сумму
доплат и начислений можно выразить следующей формулой:
г> — Р р _i____—(р 4—
юо оп+ юо ( оп+ юо
(109)
или
Р
100
(НО)
р_ + _^_ 1-
100 100 (
где Роп — основная заработная плата производственных
чих за выполнение одной операции [см. формулу (92)];
число процентов, выражающее доплаты от основной заработной
(в среднем 15—20%);
D
рабо-
Р—
платы
(в среднем 15—20%); т — число процентов, выражающее начисле-
ния от суммы основной и дополнительной заработной платы (6,5—8,1 %,
в среднем 7,5%).
Остальные цеховые накладные расходы Z, входящие в формулу
(95), как сказано выше, не зависят от типа станка или метода обра-
ботки (или зависят весьм'а мало) и поэтому при технико-экономическом
сравнении вариантов технологического процесса эти расходы можно
считать примерно равными. Размер их определяется суммарно в про-
центном отношении к основной заработной плате производственных
рабочих, т. е.
7___ Mz п
100 оп’
(1Н)
где — число процентов от основной заработной платы производст-
венных рабочих, выражающее остальные цеховые накладные расходы.
155
При отсутствии данных о числе процентов <ог оно определяется
путем вычитания из общего числа процентов накладных расходов
по цеху (250—350%, как указано выше) суммы затрат по вышепере-
численным статьям [названным в формуле (95)], расходуемых по
цеху и выраженных в процентах от основной заработной платы произ-
водственных рабочих цеха.
Результаты производственных технико-экономических расчетов
вариантов технологического процесса в отношении себестоимости
детали или себестоимости обработки, а также других показателей
как по отдельным операциям, так и по изготовлению полностью,
анализируются, и принимается вариант, который является оптималь-
ным, т. е. дает наиболее экономичное решение при удовлетворении
всех технических требований, предъявляемых к выпускаемой продук-
ции.
В случае получения недостаточных величин указанных технико-
экономических показателей необходимо произвести анализ, устано-
вить факторы, приведшие к неудовлетворительным результатам, наме-
тить пути повышения производительности труда и внести соответст-
вующие изменения в проектируемый технологический процесс.
Основные пути повышения технико-эконо-
мической эффективности технологического
процесса заключаются в следующем:
1) Рациональная организация рабочего места, предусматриваю-
щая надлежащую предварительную подготовку его и выполняемой ра-
боты, своевременное и четкое обслуживание его в процессе работы и
наиболее совершенную планировку. Это может уменьшать подготови-
тельно-заключительное и вспомогательное время на обслуживание
рабочего места в процессе работы.
2) Применение режимов резания, обеспечивающих наибольшую
производительность труда при наименьшей себестоимости обработки,
с максимальным использованием станков по мощности и времени и
наиболее экономичным использованием инструмента, в результате
чего может быть снижена трудоемкость обработки.
3) Применение режущего инструмента, оснащенного сплавами,
допускающими обработку на высоких режимах резания, в результате
чего уменьшается машинное время.
4) Максимальное сокращение вспомогательного времени путем
применения специальных инструментов, быстродействующих приспо-
соблений (пневматических, гидравлических, пневмогидравлических,
электрических, с гидропластмассами, многоместных, поворотных сто-
лов и т. п.), автоматизации и механизации станков, контроля деталей
и других усовершенствований производственной оснастки.
5) Применение специального комбинированного режущего инстру-
мента, одновременная обработке нескольких поверхностей и одно-
временная обработка нескольких деталей.
6) Одновременная работа на нескольких станках и совмещение
профессий.
7) Применение специальных, агрегатных, многопозиционных,
непрерывного действия станков и автоматов, автоматических участков
156
и линий (при условии технико-экономической целесообразности).
Все эти технические и организационные мероприятия дают воз-
можность добиться снижения затраты времени на обработку, лучшего
использования оборудования, снижения себестоимости обработки и
готового изделия.
12. Особенности проектирования технологического процесса
обработки на станках с числовым программным
управлением (ЧПУ)
Проектирование технологических процессов для цехов и участков
и станков с ЧПУ существенно отличается от выбора техпроцесса для
обычных станков большей сложностью и трудоемкостью. Создается
новая технологическая документация процесса — числовая програм-
ма автоматической работы станка, закодированная и нанесенная на
программоноситель (перфокарта, перфолента или магнитная лента).
Для подготовки числовой программы требуется более широкая квали-
фикация технолога.
Выполнение программы станка с ЧПУ требует значительных за-
трат средств и времени. В связи с этим достаточно важными являются
вопросы оценки технико-экономической эффективности перевода об-
работки деталей, для которых такой перевод целесообразен.
На многих передовых предприятиях критерием целесообразности
перевода на станки с ЧПУ является снижение трудоемкости не менее
чем на 50% и безусловная окупаемость затрат на программирование.
Также весьма важным фактором является высокая технологич-
ность обрабатываемой детали. Унифицируются отдельные элементы
деталей, упрощается форма детали, вводятся единые конструкторские
базы и др. Особые требования предъявляются к режущему инструменту
в связи с концентрацией операций и автоматической сменой его. Су-
щественной особенностью разработки технологического процесса для
станков с ЧПУ является необходимость точной размерной увязки
траектории автоматического движения инструмента с системой коор-
динат станка, фиксированной исходной точкой обработки и положени-
ем заготовок.
При работе на обычных, универсальных станках в мелкосерийном
производстве технологический процесс подробно не разрабатывается,
а станочник сам осуществляет те или другие приемы, переходы и выби-
рает режимы резания в соответствии со своим опытом и квалификаци-
ей. При применении станков с ЧПУ необходимо подробно разрабаты-
вать план каждой операции с подробным расчетом режимов резания.
Применение математических методов оптимизации как для опреде-
ления траектории режущего инструмента, так и количества и рода
операций, их последовательности, очередности и установок и позиций
детали в процессе обработки, а также и режимов резания обеспечивают
повышения качества и производительности обработки.
Все это подробно фиксируется в расчетно-технологической карте,
содержащей необходимую информацию для расчета числовой прог-
раммы.
157
ГЛАВА IX
ОФОРМЛЕНИЕ (ДОКУМЕНТАЦИЯ) ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
При проектировании технологического процесса изготовления
какой-либо машины для каждой детали, входящей в эту машину,
составляют следующие карты на механическую обработку:
Маршрутная карта (см. ГОСТ 3.1404—71) содержит описа-
ние технологического процесса изготовления и контроля изделия
по всем операциям различных видов работ в технологической после-
довательности с указанием данных по оборудованию, оснастке,
материальным и трудовым нормативам.
Карта эскизов (см. ГОСТ 3.1404—71) содержит графическую иллю-
страцию технологического процесса (операцию) изготовления изделия.
Операционная карта (см. ГОСТ 3 1404—71) содержит описание опе-
рации технологического процесса изготовления изделия с расчленением
по переходам и указанием соответствующих данных по оборудованию,
оснастке и режимам резания.
Карта технологического процесса содержит описание технологи-
ческого процесса изготовления и контроля изделия по всем операциям
отдельного вида работ, выполняемых в одном цехе в технологической
последовательности, с указанием данных по оборудованию, оснастке,
материальным и трудовым нормативам.
Для составления карт механической обработки необходимо иметь
помимо указанных в гл. VIII исходных данных (производственная
программа, чертежи, спецификация, описание конструкций, техни-
ческие условия) следующие руководящие и нормативные материалы:
а) паспорта металлорежущих станков;
б) каталоги или альбомы станков;
в) каталоги или альбомы режущих инструментов; -
г) альбомы нормальных приспособлений;
д) каталоги или альбомы вспомогательных инструментов;
е) руководящие материалы по режимам резания;
ж) нормативы подготовительно-заключительного и вспомогатель-
ного времени;
з) тарифно-квалификационный справочник.
Когда технологические процессы не разрабатывают подробно, а
ограничиваются установлением порядка и перечня маршрутных опера-
ций (с указанием станков, приспособлений, инструмента и числа рабо-
чих, необходимых для выполнения намеченных операций, а также
времени на обработку, установленного путем сравнения по аналогии
или приближенных подсчетов), составляют маршрутные карты (прило-
жение 1).
Для детальных расчетов по нормированию в дополнение к маршрут-
ным картам механической обработки составляют еще операционные
карты на каждую операцию (приложение 3). В них подробно указы-
вается, как надо производить обработку по каждому переходу, с ка-
кими режимами, какая установлена норма времени на обработку и
158
т. д. Эти карты могут сопровождаться эскизами, иллюстрирующими
обработку, схемами наладок станка, схемами, указывающими приемы
управления станком, что изображается на картах эскизов (приложе-
ние 2).
Технологическая карта механической обработки обычно состоит
из двух основных частей: первой (верхней) части лицевой стороны
карты, в которой помещаются все необходимые сведения об изготовля-
емой детали и заготовке для нее, а также чертеж (эскиз) детали, и вто-
рой (нижней) части лицевой стороны карты, в которую вписываются
проектируемый план обработки и все относящиеся к нему расчеты
(продолжение этой части помещается на оборотной стороне карты).
Эта (нижняя) часть карты содержит графы для описания проекти-
руемого технологического процесса с подразделением на операции,
установки, переходы, позиции с указанием необходимых станков,
приспособлений, режущего и измерительного инструмента, а также
с указанием расчетных размеров обрабатываемых поверхностей, режи-
мов резания, норм времени по основным элементам, разрядов (квали-
фикации) работы и потребного количества станков по операциям для
выполнения годового задания.
К технологической карте прилагаются чертежи (эскизы) технологи-
ческих наладок по операциям или переходам и позициям, иллюстри-
рующие положение и крепление детали при обработке, положение,
крепление и тип инструмента, применяемое приспособление и обраба-
тываемую поверхность.
На чертеже (эскизе) должны быть указаны размеры с допусками,
получаемые в результате обработки на данной операции (переходе
или позиции), а также необходимый класс шероховатости обработки.
К технологической документации кроме карт разных видов отно-
сятся: рабочие чертежи деталей и сборочные чертежи с простановкой
технологических размеров, допусков, посадок и классов шерохова-
тости обработки, необходимые для разработки технологических про-
цессов, чертежи или эскизы технологических наладок по операциям
или переходам, чертежи приспособлений, специального режущего,
вспомогательного (крепежно-зажимного) и измерительного инстру-
мента и т. д.
Основным условием правильного планирования и ведения произ-
водственного процесса, обеспечивающего выполнение производствен-
ного задания, является наличие хорошо и подробно разработанной
технологической документации и соблюдение строгой технологической
дисциплины в отношении выполнения указаний, предусмотренных
технологической документацией.
Документация, фиксирующая разработанный технологический
процесс, способствует ускорению освоения производства новых машин
и достижению заданных технико-экономических показателей. Из этого
следует, что технологическая документация и точное выполнение ее
указаний имеют весьма важное значение для производства.
РАЗДЕЛ ВТОРОЙ
МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
ГЛАВА X
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА ЗАГОТОВОК
В механических цехах среднего и малого масштаба предваритель-
ная обработка заготовок, т. е. выполнение заготовительных операций,
обычно производится в заготовительном отделении, которое часто рас-
полагается при цеховом складе заготовок и материалов. При наличии
на заводе нескольких крупных механических цехов вместо заготови-
тельного отделения организуется самостоятельный заготовительный
цех, обслуживающий все металлообрабатывающие цехи завода.
В заготовительном отделении или цехе прокат в виде прутков
подвергается правке, обдирке, разрезанию, центрованию. Поковки
и штамповки также проходят заготовительные операции: фрезерова-
ние и центрование торцов (концов), обдирку и предварительное рас-
тачивание отверстий.
Заготовительные операции для прутков обычно выполняются в
следующем порядке: 1) правка; 2) бесцентровая обдирка; 3) разре-
зание; 4) центрование (если пруток предназначается для дальнейшей
обработки на револьверном станке или автомате, центрование прутка
не производится); 5) контроль выполненных операций.
1. Правка заготовок
Перед началом механической обработки прутковый материал и
заготовки для валов с целью устранения искривления осей правят
в холодном состоянии. Заготовки в виде поковок и штамповок при
значительных их диаметре и длине правят в нагретом состоянии под
молотами.
Прутки и заготовки для валов можно править на прессах ручных,
винтовых, эксцентриковых, гидравлических, пневматических и фрик-
ционных; последние три вида прессов применяют главным образом в
автотракторостроении. Перед правкой валы проверяют в центрах и
при этом определяют места, подлежащие правке; после этого их правят
на прессах с помощью призм.
Большое количество прутков правят на специальных правильных
станках (рис. 43, а). Схема такого станка изображена на рис. 43, б.
На этих станках правка осуществляется тремя парами роликов 1, 2
160
и 3 с вогнутой поверхностью (формы гиперболоидов вращения), рас-
положенных в шахматном порядке, причем у первой пары роликов /,
подающих выпрямляемый пруток 4, один ролик расположен над
другим. Все шесть роликов расположены в барабане 5 под углом а =
=70° к оси барабана, который вращается вокруг прутка. При вращении
барабана ролики также вращаются и, обкатываясь при этом вокруг
прутка, осуществляют процесс его правки. Скорость поступательного
Рис. 43. Общий вид и схемы правильных станков:
а — общий вид, б — схема станка с тремя парами роликов, в — схе-
ма станка с неподвижным барабаном
движения прутка — подача — лежит в пределах 5—30 м!мин в
зависимости от скорости вращения барабана, приводимого в действие
электродвигателем через коробку скоростей. Перед поступлением в
барабан пруток закрепляется в специальных стойках 6, передвигаю-
щихся на роликах 7.
В зависимости от степени искривления оси прутка и требуемой
прямолинейности поверхности прутки пропускают через барабан от
1 до 6 раз. Точность правки достигает 0,1—0,2 мм на 1 м длины
прутка.
Основное время правки прутка определяется по формуле (рис. 43, б)
= Un_P + 1Р) j- = UnP + ip) t \MUH^ (1 j2)
° SM snp
где /пр — длина прутка в мм; 1р — длина роликовой рамы станка
в мм; s„ — минутная подача прутка в продольном направлении;
6—499
161
s — подача прутка на один оборот рамы, равная 0,8-dtga; d —
диаметр прутка в мм; a — угол установки роликов по отношению к
оси барабана; пр — число оборотов роликовой рамы в минуту; I —
число ходов выправляемого прутка между роликами; 0,8 — коэффи-
циент, учитывающий проскальзывание прутка между роликами.
На многих заводах встречаются также правильные станки с тремя
роликами, находящимися в неподвижном барабане и передающими
вращение прутку (рис. 43, в). Ввиду наличия всего лишь трех роликов
производительность таких станков меньше, чем станков с шестью
роликами.
Для прутков диаметром от 3 до 20 мм применяются небольшие
правильные станки с одной парой роликов.
2. Обдирка прутков
Для обдирки прутков применяют бесцентрово-обдирочные станки
(рис. 44), на которых можно производить обдирку пруткового
материала диаметром от 15 до 80 мм, длиной до 7 м. Процесс обра-
ботки на таких станках протекает следующим образом.
Рис. 44. Схема бесцентрово-обдирочного станка
Центральное зубчатое колесо 3, приводимое во вращение электро-
двигателем через коробку скоростей, вращает две резцовые головки.
Одна головка (лев$я) с резцом 2 производит черновую обдирку, другая
(правая) с резцом 4 — получистовую обдирку. Сухари 5 предохраняют
пруток 6 от прогиба, возникающего от радиальных составляющих сил
резания. Подача прутка осуществляется двумя специальными роли-
ками 1, имеющими крупную насечку. Изменяя число оборотов этих
роликов, можно получать три разные величины подачи прутка на один
оборот резцовой головки. В зависимости от числа оборотов роликов
подача прутка составляет от 175 до 600 мм/мин.
Основное время обтачивания прутка на бесцентро-
во-обдирочном станке определяется по формуле
' гпр +ZP + (50-j- 100) '
snp np.r
i [мин],
(ИЗ)
где /пр — длина прутка в мм; 1р — расстояние между резцами во
162
вращающихся резцовых головках в мм; snp — подача прутка на
один оборот резцовой головки, равная --------; £>р — диаметр по-
ир.г
дающих роликов в мм; пр — число оборотов роликов в минуту; нр.г —
число оборотов резцовых головок в минуту; i — число ходов.
3. Разрезание прутков, валов, труб и листов
Прутки и валы разрезают на приводных ножовках, на пилах —
дисковых, ленточных, фрикционных, электрофрикционных, на то-
карно-отрезных станках (с одним или двумя отрезными резцами), от-
резных автоматах, станках, работающих тонким абразивным кругом
(применяются для разрезания закаленной стали и труб). В механиче-
ских цехах разрезание иногда производят на фрезерных станках про-
резными фрезами.
Прутковый материал можно разрезать также на прессах и ножни-
цами, что применяется главным образом в заготовительных отделениях
кузнечных цехов. •
Для разрезания листового материала обычно применяют ножницы
различных конструкций: ручные, стуловые, гильотинные, роликовые.
Помимо указанных способов механического разрезания прутко-
вого и листового материала (некоторые из них используются и для
разрезания труб) применяется также базовое (автогенное), анодно-
механическое, электроискровое и ультразвуковое разрезание.
Приводные ножовки разрезают прутковый материал
ножовочным полотном, которое совершает под некоторым давлением
возвратно-поступательное движение от механического привода. Ре-
жущие кромки зубьев ножовочного полотна направлены в сторону
разрезания; полотно прижимается к разрезаемому материалу только
во время рабочего хода, а при обратном ходе приподнимается гидрав-
лическим механизмом. Вследствие этого трение зубьев о материал
при обратном ходе исключается, износ полотна уменьшается, а произ-
водительность ножовки увеличивается.
Ширина прореза при пользовании приводными ножовками меньше,
чем при разрезании дисковыми пилами, а следовательно, потеря мате-
риала малая. Обслуживание ножовок просто: один рабочий может
обслуживать 5—6 ножовок. По сравнению с дисковыми пилами и
другими отрезными станками производительность приводных ножо-
вок меньше, и, кроме того, ножовки дают часто косой прорез, снижая
эффект применения тонких ножовочных полотен, так как в этом слу-
чае после отрезки необходимо подрезать торцы для придания им пер-
пендикулярности по отношению к оси заготовки.
Дисковые пилы представляют собой диск с режущими
зубьями, очень сходный с тонкой фрезой; они широко применяются
для разрезания проката, прутков, балок разных профилей и труб.
Так как изготовление пил большого диаметра целиком из быстро-
режущей стали нерационально и обходится дорого, пилы изготовляют
составными — из диска углеродистой стали со вставными зубьями из
6*
163
быстрорежущей стали или к диску из углеродистой стали приклепыва-
ют зубчатые сегменты из быстрорежущей стали.
Разрезание прутков дисковой пилой производят по одному или
пакетом (рис. 45).
Основное время разрезания одного прутка (рис. 45, а)
определяют по формуле
4 + ;вр ~Нп , d + 1вр + 1П . ,
/0= -------------1-----------[мин],
sp.x so.x
где d — диаметр разрезаемого прутка в мм; при разрезании проката
прямоугольного сечения вместо d принимается ширина прутка (6);
Рис. 45. Схемы разрезания проката дисковой пилой:
а — одного прутка; б — пакета прутков; в — проката прямоугольного сечения
/вр — величина врезания (подхода) пилы в мм; 1П величина перебе-
га пилы в мм; Sp.x — подача рабочего хода в мм/мин (иначе — ми-
нутный путь в направлении подачи в мм); sp.x = szzn; sz — по-
дача на один зуб дисковой пилы в мм; г — число зубьев дисковой пи-
лы; П — ЧИСЛО оборотов ДИСКОВОЙ ПИЛЫ в минуту; 8о.х — скорость
обратного хода пилы в мм/мин.
Основное время для разрезания прутков пакетом (рис.
45, б)
, ь + 1вр +1„ 1 b + /Вр + 1 ...
to=-----------------1--------------[мин], (115)
sp.x т so.x т
где b — ширина пакета в мм; т — число прутков в пакете.
При разрезании, прутков круглого сечения и при разрезании паке-
том величина врезания /вр принимается равной 2—5 мм; для раз-
резания прутков прямоугольного сечения (рис. 45, в) /вр опреде-
ляется по формуле
?вр = 0,5(D - VD2 — h2) |мм 1, (116)
где D — диаметр дисковой пилы в мм; h — высота разрезаемого ма-
териала прямоугольного сечения в мм.
Величина перебега 1„ принимается в зависимости от диаметра
пилы в пределах 3—10 мм.
164
Скорость обратного хода s0.x принимается в среднем равной
2000 мм/мин.
При разрезании круглого прутка или балок таврового, двутавро-
вого, швеллерного профиля площадь сечения постоянно изменяется
по мере прохождения пилы, вследствие чего при равномерной подаче
пилы происходят резкие изменения силы резания. Эти изменения
отрицательно отражаются на работе станка, вызывая сильные напря-
жения в отдельных его частях. Чтобы избежать этого, необходимо
производить подачу соответственно величине площади разрезаемого
сечения в данный момент так, чтобы станок всегда работал при одина-
ковой силе резания, т. е. с переменной величиной подачи (рис. 46, а).
а)
Рис. 46. Дисковая пила с гидравлической подачей:
а — схема переменной подачи при разрезании различных профилей проката;
б — схема станка
Это осуществляется механизмом гидравлической подачи, которым
снабжаются современные дисковые пилы. Гидравлическая система
подачи имеет преимущество перед механической, так как позволяет
точно устанавливать и плавно изменять величину подачи, благодаря
чему станок работает значительно спокойнее. Современные дисковые
пилы снабжаются также гидравлическими зажимными приспособле-
ниями.
Схема устройства дисковой пилы с механизмом гидравлической
подачи и гидравлическим зажимным приспособлением изображена
на рис. 46, б.
Основное время разрезания дисковой пилой с механизмом
гидравлической подачи определяется по формуле
А> —у" [мин], (117)
/и
где F — площадь сечения разрезаемого материала в мм2; f — площадь
сечения разрезаемого материала за один оборот пильного диска в мм2
(определяется по паспорту пилы в зависимости от материала); п —
число оборотов пильного диска в минуту.
Так как с уменьшением ширины пропила уменьшаются время
резания (благодаря увеличению подачи) и расход разрезаемого мате-
165
Рис. 47. Схема вертикальной
ленточной пилы
риала, то выгоднее вести работу при наименьших толщинах пильного
диска. Поэтому целесообразно для каждого станка иметь набор пиль-
ных дисков различных диаметров и толщин. Это дает возможность
также расширить диапазон скоростей резания, благодаря чему улуч-
шается использование станка.
Ленточные пилы имеют форму бесконечной ленты толщи-
ной 1,0—1,5 мм. Они бывают вертикальные (рис. 47), горизонталь-
ные и наклонные. Потери на прорез при разрезании ленточной пилой
незначительны, так как толщина лен-
ты малая. Ленточные пилы применя-
ются главным образом для разреза-
ния пруткового материала йз цветных
металлов (латуни, красной меди,
алюминия и др.). Они применяются
также для вырезания кривошипов
коленчатых валов, шатунов и других
подобных деталей. Широкого «расп-
ространения ленточные пилы не по-
лучили ввиду сравнительно высокой
цены инструмента, т. е. пильной лен-
ты.
Фрикционной (или без-
зубой) пилой называется тон-
кий стальной диск, вращающийся
от электродвигателя (со скоростью
100—140 м/сек). При подаче и вра-
щении диск вследствие возникаю-
щего трения нагревает частицы
металла в прорезе до темпера-
туры, при которой начинается плавление. Расплавленный металл
удаляется из прореза самим же диском, который охлаждается возду-
хом и водой. Для увеличения трения поверхность круга снабжают
частой насечкой, что несколько увеличивает ширину пропила. Подача
диска бывает ручная и механическая. Фрикционные пилы разрезают
материал очень быстро, но требуют для привода электродвигатель
большой мощности. Фрикционными пилами можно разрезать зака-
ленные стальные детали, не поддающиеся разрезанию обыкновенными
пилами.
Электрическая фрикционная пила разрезает
материал путем совместной работы фрикционной (беззубой) пилы с
вольтовой дугой. Вращающийся диск соединен с одним полюсом ис-
точника электроэнергии, а разрезаемый материал — с другим; при
этом образуется вольтова дуга. Металл в прорезу плавится, а вращаю-
щийся диск только удаляет расплавленный металл. Поверхность ме-
талла в прорезе получается довольно ровной и чистой.
Отрезные станки служат для разрезания по длине круг-
лых и шестигранных прутков, а также труб. У этих станков на проч-
ной станине расположена передняя бабка с пустотелым шпинделем,
по сбоим концам которого размещены самоцентрирующие зажимные
166
патроны. Достоинством этих станков являются большая производи-
тельность, простота и невысокая себестоимость самого станка и ин-
струмента (резцов). Недостатком отрезных станков является широкий
прорез (3—5 мм), что приводит к большой потере материала.
Имеются отрезные станки, снабженные двумя суппортами — перед-
ним и задним — и работающие одновременно двумя резцами, благо-
даря чему их производительность повышается.
Увеличение производительности отрезных станков достигается
также устройством, регулирующим и поддерживающим постоянную
скорость резания. При разрезании прутка (или вала) по мере прибли-
жения резцов к его продольной оси скорость резания при одинаковом
числе оборотов шпинделя
станка вследствие умень-
шения диаметра прутка в
месте разреза постепенно
убывает. В станках же с
постоянной скоростью ре-
зания по мере приближе-
ния резцов к оси прутка
число оборотов шпинделя
станка все время повыша-
ется, что ускоряет выпол-
Рис. 48. Схема обработки на токарно-свер-
лильно-отрезном станке
нение операции.
Вертика л ь н ы е
отрезные автома-
т ы приспособлены для
разрезания калиброванных по диаметру и ровных (не изо-
гнутых) по всей длине прутков. У этих станков пруток закладывается
сверху, благодаря чему они занимают малую площадь в цехе. Пруток
под действием своего веса опускается на подставку и зажимается;
затем к разрезаемому прутку подходит суппорт с резцом. Несколько
таких станков обслуживаются одним рабочим.
Токарно-сверлильно-отрезные станки при-
меняются в заготовительных цехах для предварительной обдирки,
растачивания, сверления, отрезания как прутков, так и поковок и
штамповок. В подвижной задней бабке станка крепится спиральное
сверло для сверления отверстия. Передний суппорт служит для об-
дирки и растачивания, задний — для отрезания заготовки от прутка.
Схема обработки на станке представлена на рис. 48.
Станки, работающие тонким абразивным
кругом, служат для разрезания прутков и труб. Абразивные круги
применяются эластичные, толщиной 2—3 мм, благодаря чему потеря
металла на прорез незначительна. При разрезании труб большого
диаметра их необходимо поворачивать вокруг оси. Производитель-
ность разрезания абразивным кругом довольно высока; например,
пруток диаметром 40—50 мм разрезается за 5—6 сек.
Разрезание на других станках. Кроме указанных
выше способов прутки, трубы и заготовки (штамповки, поковки, от-
ливки) можно разрезать на обычных токарных, горизонтально-фре-
167
зерных и строгальных станках. Все эти способы Менее производитель-
ны и применяются не в специализированных заготовительных цехах
и отделениях, а в небольших механических цехах. Разрезание'на
горизонтально-фрезерных станках отрезными фрезами применяется
несколько чаще.
В отдельных случаях разрезание прутков, труб и других произво-
дится следующими новыми методами: анодно-механическим, электро-
искровым, ультразвуковым, электролитическим, электронно-лучевым,
с помощью лазера, взрыва и плазменной струей.
4. Центрование
Центровые отверстия в деталях типа валов являются базой для
ряда операций: обтачивания, нарезания резьбы, шлифования, наре-
зания шлицев и др., а также для правки и проверки изготовляемых
деталей. Центровые отверстия в таких режущих инструментах, как
сверла, зенкеры, развертки, метчики и т. д., нужны не только для
обработки, но и для проверки заточки и переточки их во время эксплу-
атации.
При ремонтных работах сохранившимися центровыми отверстиями
пользуются кай базами для обтачивания изношенных или поврежден-
ных поверхностей шеек валов, для правки, шлифования, контроля и
при других операциях.
Ввиду такого значения центровых отверстий центрование необхо-
димо производить весьма тщательно: центровые отверстия должны
быть правильно засверлены и иметь достаточные размеры, конусность
их должна точно совпадать с конусностью центров станка. При не-
соблюдении этих требований центровые отверстия быстро теряют фор-
му и размеры и повреждают центры станка.
Тип А без предохра-
нительного конуса
Тип б с предохрани-
тельным конусом
Рис. 49. Центровые отверстия
На практике чаще всего применяют центры у станков, а значит,
и центровые отверстия у заготовок (деталей) с углом конуса 60°. Иногда
при обработке крупных, тяжелых деталей этот угол увеличивают
до 75, 90°. Центр станка должен соприкасаться с центровым от-
верстием заготовки (детали) лишь по поверхности конуса. В центро-
вом отверстии вершина центра не должна упираться в заготовку. По-
1ЛЯ
этому центровые отверстия (ГОСТ 14034—68, рис.' 49) всегда имеют
цилиндрическую часть малого диаметра d и коническую поверхность
с наибольшим диаметром D и углом конуса 60° (тип Л). Иногда цент-
ровое отверстие имеет еще вторую коническую поверхность с бблыпим
диаметром Do и углом при вершине конуса 120° (тип Б), которая де-
лается с целью избежать появления на торцах вала заусенцев при
небольшом износе центровых отверстий, предохранить их при случай-
ном повреждении'торцов вала или, наконец, иметь возможность под-
резать эти торцы без уменьшения опорной поверхности центровых
отверстий. Такая конструкция центровых отверстий применяется глав-
ным образом для оправок и режущего инструмента.
Рис. 50. Центрование и центровочные сверла
Центрование заготовок производится на' вертикально- и горизон-
тально-сверлильных, токарных и револьверных станках, а в серийном
и массовом производствах — на специальных одно-или двусторонних
центровочных станках, а также на фрезерно-центровочных станках.
На горизонтально-сверлильных станках производят центрование
крупных заготовок.
Центрование заготовок производят двумя инструментами: спи-
ральным сверлом, которым сверлится цилиндрическое отверстие ма-
лого диаметра, и зенковкой, которая образует коническую поверх-
ность (рис. 50, а).
Центрование заготовок часто производится специальными комбини-
рованными центровочными сверлами (рис. 50, б, в), которые производят
сверление и зенкование; двусторонние центровочные станки центруют
оба конца вала одновременно.
На фрезерно-центровочных станках (рис. 51, а) у заготовки сна-
чала фрезеруют торцовые поверхности одновременно с обоих концов,
после чего комбинированными центровочными сверлами сверлят от-
верстия.
В настоящее время все большее применение находит метод обра-
ботки торцов и центрование заготовок с помощью одного или двух
широких твердосплавных резцов, установленных вместе со стандарт-
ным комбинированным центровочным сверлом в специальной инстру-
ментальной головке, чертеж которой приведен на рис. 51, б.
Головка состоит из державки 1, подрезного резца 8 и фасочного
6, регулируемых и закрепляемых винтами 7 и 10. Стандартное центро-
169
Рис. 51. Схемы центрования:
а — обработка на фрезерно-центровочной станке; б — конструкция ин«
струмеятальной головки для подрезки торца и центровки заготовки
диаметром до 30 мм; в — подрезка торца и центровка заготовки на
токарном станке с вращающейся инструментальной головкой; г — под-
резка торца и центровка заготовки на токарном станке с неврашаю-
щейся головкой, д — подрезки торца и центровка заготовки на гори-
зонтально-фрезерно.м станке; е — подрезка торцов и центрование заго-
товки на специальном полуавтомате
вечное сверло 9 установлено в сменную втулку 5 и закреплено в ней
винтом 12. Втулка крепится в державке 1 с помощью винта 11.
Расположение центровочного сверла относительно резцов регули-
руется с помощью винта 2 через латунную пробку 3. Винт 4 препятст-
вует повороту пробки при регулировании вылета сверла 9.
Вместо фасочного резца 6 в головке может быть установлен резец
для обтачивания поводкового конца заготовки, что обеспечивает
высокую степень концентричности этой поверхности с центровым
отверстием и позволяет последующее обтачивание заготовки осуществ-
лять с одной установки без ее поворота.
Благодаря тому что подрезной резец оснащен пластинкой твердого
сплава, а центровочное сверло изготовлено из быстрорежущей стали,
при одном числе оборотов головки инструменты работают приблизи-
тельно с оптимальными скоростями резания, несмотря на разницу
в диаметрах обработки.
Применение такой головки для одновременного подрезания торца
и сверления центрового отверстия значительно упрощает обработку.
При работе на токарном станке (рис. 51, в) инструментальная
головка 1 устанавливается в шпиндель станка и получает вращение.
Заготовка 2 крепится в зажимном самоцентрирующем приспособ-
лении 3 ручного или пневматического действия, смонтированном на
каретке суппорта, и получает поступательное движение подачи до
упора 5. Для установки заготовки по длине используется регулируе-
мый упор 4.
Возможен другой вариант обработки на токарном станке (рис. 51, г).
В этом случае заготовка 3 устанавливается в отверстие шпинделя до
упори 4, зажимается в самоцентрирующем патроне и получает враща-
тельное движение. Инструментальная головка 2 крепится с помощью
специальной державки в резцедержателе 1 станка. По такой же схеме
может быть осуществлена работа на револьверном станке при уста-
новке инструментальной головки В' гнездо револьверной головки.
Можно эту работу выполнять и на горизонтально-фрезерном станке
(рис. 51, д').
Во всех трех схемах обрабатывается сначала первый торец, затем
после поворота заготовки — второй.
Наилучшим вариантом с точки зрения получения высокой точности
и производительности является обработка на специальном двусторон-
нем станке (рис. 51, е) агрегатного типа несложной конструкции. По
сравнению со станком фрезерно-центровочным (рис. 51, а) этот станок
вместо четырех шпинделей имеет всего два и для заготовки не требу-
ется горизонтальной подачи.
Основное время при фрезеровании торцов определяется
по формуле
. 1° + ^вр + , ...
/0 = —~ =------------ (ЛШН], (118)
где L — общая длина фрезерования в мм; 10 — диаметр фрезеруемо-
го торца заготовки в мм; 1вр — величина врезания, равная 2—5 мм;
1П — величина перебега, равная 2—3 мм; sM — подача в мм/мин;
171
sx — подача на зуб фрезы в мм; г — число зубьев фрезы; п — чис-
ло оборотов фрезы в минуту.
Основное время при сверлении центровых отверстий
определяется по формуле
, ZO "Нвр , ,
/о= —-----------— [мин], (119)
sn sn
где L — общая длина сверления в мм; 10 — длина центрового отверс-
тия в мм; 1вр — величина врезания в мм;
/вр = у ctg<p + (0,5 ~ 1,0) [мм];
Ф—половина угла при вершине сверла; 2ф = 1164-118°;
d — диаметр цилиндрической части центрового отверстия в мм.
К величине L добавляется 0,5—1,0 мм на подход инструмента.
Оперативное время равно сумме основных времен на
фрезерование и центрование и вспомогательного времени. В новых
фрезерно-центровочных станках барабанного типа оперативное время
определяется как сумма основного времени на фрезерование торцов
и вспомогательного времени (поворот барабана и подход и отход инст-
рументов). Время на центрование, установку и съем заготовки пере-
крывается временем фрезерования торцов.
ГЛАВА XI
ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ (ТЕЛ ВРАЩЕНИЯ)
1. Классификация деталей — тел вращения и виды их
обработки
Детали, имеющие форму тел вращения, можно разбить на три
класса: валы, втулки и диски.
К классу «валов» относятся валы, валики, оси, пальцы, цапфы и
т. п. Эти детали образуются в основном наружной поверхностью вра-
щения — цилиндрической, иногда конической — и несколькими тор-
цовыми поверхностями.
К классу «втулок» относятся втулки, вкладыши, гильзы, буксы и
т. п. Эти детали характеризуются наличием наружной и внутренней
цилиндрических поверхностей.
В класс «диски» входят диски, шкивы, маховики, кольца, фланцы
и т. п., т. е. такие детали, у которых длина (ширина) значительно
меньше диаметра и, значит, большие торцовые поверхности.
Валы большей частью изготовляются из проката. Другие детали,
относящиеся к этому классу, изготовляются также из поковок, штам-
172
ловок и реже — отливок. Прокатный материал применяют для изго-
товления валов как малых, так и больших (150—200'леи) диаметров.
Для заготовок гладких валов подбирается прокат диаметра, близ-
кого к диаметру готового вала, с тем чтобы обеспечить минимально
допустимый припуск на механическую обработку.
При изготовлении из проката валов ступенчатой формы большое
количество материала превращается в стружку, поэтому в серийном
и особенно в массовом производстве целесообразно, если это техноло-
гически возможно, заготовку для валов ступенчатой формы изготов-
лять путем штампования.
Прокат в виде прутков предварительно подвергается правке, раз-
резанию, центрованию. Процесс выполнения этих предварительных
операций и описание оборудования для них изложены в гл. X.
Обтачивание заготовок для валов и других деталей, имеющих
форму тел вращения, бывает следующих видов:
черновое (или обдирочное) — с точностью обработки до 5-го
класса и с шероховатостью поверхности до 3-го класса включительно;
чистовое — с точностью обработки до 4-го класса и с шерохо-
ватостью поверхности до 6-го класса включительно;
чистовое точное и тонкое.— с точностью обработки
до 2-го класса и с шероховатостью поверхности до 9-го класса включи-
тельно.
Обработку указанных деталей производят на различных станках:
токарно-винторезных, токарно-револьверных, многорезцовых, токар-
но-карусельных, одношпиндельных и многошпиндельных токарных
полуавтоматах и автоматах.
На указанных станках можно выполнять следующие операции:
1) обтачивание наружных цилиндрических, конических и фасонных
поверхностей; 2) растачивание цилиндрических и конических отверс-
тий; 3) подрезание торцовых поверхностей; 4) протачивание канавок
и снятие фасок; 5) нарезание наружной и внутренней резьбы; 6) свер-
ление; 7) зенкерование; 8) развертывание; 9) зенкование; 10) центро-
вание; 11) разрезание; 12) накатывание рифлений и др.
Детали, обрабатываемые на станках токарной группы, устанавли-
ваются в центрах станка или закрепляются в патроне или на план-
шайбе. Заготовки коротких цилиндрических деталей, поковки, штам-
повки, отливки закрепляют в трехкулачковых и реже — в четырех-
кулачковых патронах; детали больших размеров устанавливают пре-
имущественно в четырехкулачковых патронах.
Обтачивание на токарных станках длинных нежестких валов (с
отношением длйны к диаметру, большим 12) производится с примене-
нием люнетов. Люнеты бывают неподвижные и подвижные (см. рис.
16 и 17). Неподвижный люнет устанавливается на станине станка,
подвижный — на каретке станка. Подвижный люнет следует непосред-
ственно за резцом, при этом обтачиваемая поверхность опирается на
кулачки люнета. Расположение кулачков люнета впереди резца при-
меняется в том случае, когда требуется обеспечить соосность обтачивае-
мой поверхности с другой, ранее обточенной, которая и опирается на
кулачки люнета, расположенные впереди резца.
173
При скоростном резании кулачки создают значительное трение и
для уменьшения трения их заменяют вращающимися роликами.
Обтачивание валов и других деталей (тел вращения) обычно разде-
ляется на две операции: черновое (предварительное) и чистовое (окон-
чательное) обтачивание. При черновом обтачивании снимают большую
часть припуска; обработка производится с большой глубиной резания
и большой подачей. При обработке
большого количества деталей (в се-
рийном и массовом производстве)
черновое обтачивание производится
на самостоятельном станке, более
мощном, чем станок для чистового об-
тачивания.
Черновое (предварительное) обта-
чивание вала, имеющего несколько
ступеней и изготовленного из про-
ката, можно выполнять по различ-
ным схемам обработки. На рис. 52
представлены три схемы обтачивания
ступенчатого вала (цифрами обозна-
чены порядковые номера переходов,
буквами — ступени вала).
При обтачивании по схеме а
каждую ступень вала обтачивают,
начиная с торца, и таким образом
всю обработку вала производят за
три прохода: за 1-й проход обтачи-
вают ступени А, В и В, за 2-й про-
ход — ступени А и Б и за 3-й про-
ход — ступень А.
б каждую ступень вала обтачивают
отдельно: ступень А вследствие большой глубины резания обтачивает-
ся за два прохода (1-й и 2-й); ступень Б —за один проход (3-й) и сту-
пень В — за один проход (4-й).
Комбинированная схема обработки в предусматривает обтачивание
ступени В за 1-й проход, начиная с торца, ступень А обтачивается за
2-й проход и ступень Б — за 3-й проход.
На выбор той или иной схемы влияют величина припусков на от-
дельных ступенях вала и соотношение размеров ступеней: диаметра
и длины. Схема, обеспечивающая наименьшее время обработки, наи-
более выгодна.
При чистовом обтачивании порядок обработки ступеней вала зави-
сит также от заданных баз, допускаемой величины погрешностей в
размерах отдельных ступеней и методов измерения длин. При обтачи-
вании вала со значительной разницей в диаметрах первой (более толс-
той) стороны и концевой (более тонкой) следует стремиться как можно
меньше ослаблять вал при обработке, т. е. начинать обтачивание со
ступени наибольшего диаметра, ступень наименьшего диаметра часто
бывает целесообразно обрабатывать последней.
При обтачивании по схеме
174
Во всех случаях обработки на токарных станках необходимо
обращать внимание на прочное закрепление детали и резца.
При обработке деталей в центрах и патронах выступающие части
хомутика и кулачки патрона необходимо снабжать предохранитель-
ными откидными ограждениями или кожухами.
2. Обработка на токарных многорезцовых станках
и станках с копировальными устройствами
Обтачивание на многорезцовых станках.
Принцип концентрации операций при токарной обработке осуществля-
ется при обтачивании одновременно нескольких поверхностей враще-
ния несколькими инструментами — резцами — на многорезцовых
станках. Такие станки-полуавтоматы широко применяются в серий-
ном и массовом производстве. Обычно на многорезцовых станках
имеются два суппорта — передний и задний. Передний суппорт, имею-
щий продольное (а также и поперечное) движение, служит большей
частью для продольного обтачивания заготовок — валов или других
деталей (тел вращения). Задний суппорт, имеющий только поперечное
движение, предназначен для подрезания торцов, прорезания канавок,
фасонного обтачивания. Многоместные суппорты могут быть оснащены
большим количеством резцов, доходящим до 20. Многорезцовые станки
с большим расстоянием между центрами имеют два передних и два
задних суппорта. Движение суппортов автоматизировано; закончив
обработку, суппорты возвращаются в исходное положение автомати-
чески. Останавливается станок также автоматически, рабочий только
устанавливает и снимает заготовки и пускает станок.
На многорезцовых станках детали обрабатывают в центрах, на
оправках или в патронах.
На многорезцовых станках в результате сокращения основного
и вспомогательного времени достигается значительное снижение трудо-
емкости и станкоемкости обработки.
Отечественные заводы выпускают токарные многорезцовые полу-
автоматы моделей 1721 и 1731, позволяющие обрабатывать детали
соответственно диаметром 200 и 320 мм*, длиной 828 и 870 мм, и ряд
других моделей.
На рис. 53 изображены схемы обтачивания вала на однорезцовом
(рис. 53, а) и многорезцовом (рис. 53, б) токарных станках. В первом
случае длина пути суппорта с резцом равна I, во втором — резцы
двигаются одновременно, каждый на своем участке, и длина пути суп-
I
порта и каждого резца равна — , так как на суппорте установлено
3 резца.
Основное время в первом случае Л = —; во втором слу-
1 sn
* При установке обрабатываемых деталей над станиной соответственно 490
и 585 мм.
175
чае tOt — , где I — длина обрабатываемой поверхности в мм;
п — число оборотов шпинделя в мин; s — подача в мм/об.
Еще большая экономия времени получается при обработке на
многорезцовых станках ступенчатых валов, так как одновременно с
обтачиванием всех ступеней производится их подрезание или прота-
чивание канавок с помощью заднего суппорта. Настройка резцов произ-
водится так, чтобы обработка всех участков вала заканчивалась одно-
временно. На рис. 53, в резцы 1 и 2 обрабатывают ступень вала А,
Рис. 53. Схемы обтачивания вала
резец 3 — ступень Б; резцы 4 и 5 протачивают канавки; все резцы
заканчивают обработку одновременно. В этом случае основное время
уменьшается по сравнению с работой на универсальном токарном
станке благодаря сокращению длины пути резцов и их одновременной
работе; вспомогательное время сокращается вследствие того, что
исключается необходимость смены резцов, поворотов резцедержателя
и добавочных перемещений суппорта. Основное время подсчитывается
по резцу, который обтачивает наиболее длинную поверхность.
Многорезцовое обтачивание можно выполнять тремя различными
способами.
Первый способ — обтачивание с продольной
подачей (рис. 54, а). В этом случае каждый резец установлен на
определенный диаметр. По мере продольного движения суппорта рез-
цы последовательно вступают в работу. Длины отдельных ступеней
вала, которые надо получить при обтачивании, определяются взаим-
ным расположением резцов.
176
•М
рис. 54. Три способа обтачивания вала на многорезцовом станке
По схеме рис. 54, а резец 1 совершает путь, равный сумме длин
участке?: It + h + /3 = резец 2 — путь, равный /2 + h, и резец
3— путь, равный /3.
Второй способ — обтачивание с врезанием и по-
следующей продольной подачей (рис. 54, б). При
этом способе резцы 1, 2 и 3, расположенные, как в предыдущем приме-
ре, начинают обработку заготовки одновременно в различных точках,
Рис. 55. Схемы наладки многорезцового станка для
обтачивания:
а — двухвенцового зубчатого колеса, б — ступенчатого вала
а не с конца вала последовательно один за другим, как при первом
способе. Вначале суппорт перемещается в поперечном направлении
(от специального копира или линейки), резцы врезаются на требуемую
глубину, и затем суппорт движется в продольном направлении. Каж-
дая ступень вала (It, 1г; 13) обтачивается одним резцом, вследствие
178
чего суппорт передвигается на длину наиболее длинной ступени Этот
способ применим при условии, что весь припуск может быть снят
каждым резцом за один проход.
Разновидность этого способа показана на рис. 54, в; здесь для
сокращения длины прохода суппорта длинная ступень lt обтачивается
двумя и более резцами (в других подобных случаях применяют и
более двух резцов). Если длина каждой ступени примерно кратна
длине наиболее короткой ступени, то длина пути каждого резца равна
длине этой наиболее короткой ступени. По схеме рис. 54, в каждый
резец совершает путь, равный длине /а — /2 — .
Третий способ — обтачивание поперечной пода-
чей (рис. 54, а). При этом методе каждый резец обтачивает данную
ступень путем поперечной подачи (зпов), причем ширина каждого
резца соответствует ширине обрабатываемой ступени. Этот метод имеет
ограниченное применение; он может быть использован при обработке
коротких цилиндрических, конических и фасонных шеек валов.
На рис. 55, а изображена схема наладки многорезцового станка
для обтачивания заготовки двухвенцового зубчатого колеса.
Заготовка обтачивается на шлицевой оправке, которую предвари-
тельно запрессовывают в точно обработанное шлицевое отверстие.
Оправка устанавливается в центры и вращается за левый квадратный
конец 2 поводковой ско-
бой 1.
Резцы устанавливают
по специально обточенной
заготовке или по специ-
альному шаблону. Налад-
ка станка занимает срав-
нительно немного времени.
Так как время обработки
одной заготовки на много-
резцовом станке значи-
тельно меньше, чем на
обычном токарном, то пар-
тию в 5—10 заготовок
уже выгодно обтачивать
на многорезцовом станке.
На рис. 55, б показа-
на схема обтачивания сту-
Рис. 56. Специальные центры с зубьями, вра-
щающие обтачиваемые заготовки
пенчатого вала на много-
резцовом станке. Неоди-
наковая глубина центро-
вых отверстий вызывает
различное положение заготовки на станке. Но погрешности
центрования не будут иметь влияния при использовании плавающего
переднего центра 2, фиксирующего только радиальное положение
заготовки, причем положение ее вдоль оси определяется тем, что она
своим торцом упирается в неподвижный торец 1 приспособления.
179
Центр 2 фиксируется винтом 3. Вращение заготовки осуществляется
самозажимным поводковым патроном 4 с двумя эксцентриковыми
кулачками 5.
Для обтачивания вала по всей длине применяются передние пла-
вающие центры (рис. 56, а), имеющие несколько острых зубьев, вреза-
ющихся в торец обрабатываемой заготовки при нажиме заднего центра
и благодаря этому передающих ей вращение. Пустотелые заготовки
вращаются также передним центром (рис. 56, б), имеющим острые
зубья на конической поверхности (так называемый «ерш»).
Гладкие бесступенчатые жесткие валы весьма целесообразно обта-
чивать минералокерамическими резцами, позволяющими применять
скорости резания, превышающие в два и более раза скорости, применя-
емые при резании твердосплавными резцами.
Основное (технологическое) время для точения на токарных стан-
ках определяется, как указывалось ранее, по основной формуле (54):
которая для этого вида работ остается без изменения.
Основное время для обтачивания валов на многорезцовых станках
определяется также по вышеуказанной основной формуле (54). Для
этого случая в указанной формуле I — расчетная длина пути резца,
имеющего наибольшую длину обтачивания, в мм; п — число
оборотов шпинделя в минуту; s — подача резца за один оборот шпин-
деля в мм; i — число ходов (i — 1).
Время работы других резцов, у которых длина обтачивания мень-
ше, перекрывается временем работы резца с наибольшим ходом.
Расчетная длина пути резца I, как было указано ранее [см. фор-
мулу (35)], равна
/ /о /вр 4" /ц»
где /0 — длина поверхности, обтачиваемой резцом, в мм; 1вр— ве-
личина врезания резца, включая путь на подход резца, в мм; 1п — ве-
личина перебега резца (принимается равной от 1 до 5 мм).
Величину врезания резца /вр определяют исходя из того, что
резцы врезаются на глубину резания по копиру, установленному под
углом 0, или поперечным перемещением продольного суппорта. Вели-
чина врезания по копиру определяется по формуле
/вр = I-V + (2 4- 3) + -±- + (1 4- 2)1 [мм]. (120)
L tg о tg<p j
Величина врезания поперечным перемещением продольного суп-
порта определяется по формуле
/вр = t + (1 4- 2) + J— + (1 4- 2) [мм]. (120')
tg<p
Здесь t — глубина резания в мм; 0 — угол наклона копира (0 =
15°); <р — главный угол резца в плане.
180
Основное время при обработке на многорезцовом станке заготовки
цилиндрического зубчатого колеса с отверстием (деталь типа дисков)
определяется работой заднего (поперечного) суппорта 1 (рис. 57), так
как путь резцов в направлении поперечной подачи значительно больше
пути резцов, закрепленных в переднем суппорте 2, в направлении
продольной подачи. *
При торцовой обточке указанной заготовки (с отверстием)
. 9 -Г ‘вр Т ‘п 1
t0 = 1-----i---------------->— [мин}, (121)
Я$ПОП Л5П0П
где /поп — расчетная длина пути резца в поперечном направле-
нии в мм; п — число оборотов шпинделя в минуту; snon — подача
резца в поперечном направлении за один оборот шпинделя в мм;
dA — наружный диаметр заготовки в мм; dBH — диаметр отверстия
заготовки в мм.
При торцовой обточке заготовки без отверстия
( d \
I I + 1вр + In I
t0 = -----------L l [мин]. (121')
^Snon n5non
В тех случаях, когда по размерам обрабатываемой детали путь
резцов в направлении поперечной подачи незначительно больше пути
резцов в направлении про-
дольной подачи или наоборот,
а продольный и поперечный
суппорты работают с различ-
ными величинами подач, сле-
дует установить расчетом,
какой из суппортов опреде-
ляет "наибольшее основное
(технологическое) время об-
работки.
Обтачивание на
токарных станках
с копировальными
устройствами. В пос-
леднее время получило ши-
рокое распространение обта-
чивание ступенчатых валов
на токарных станках с ко-
пировальными устройствами
или на токарно-копироваль-
ных станках со следящей си-
стемой.
Рис. 57. Схема обработки заготовки ци-
линдрического зубчатого колеса
На рис. 58 показано полуавтоматическое приспособление кон-
струкции новатора В. К. Семинского для обтачивания ступен-
чатых валов на токарно-центровых станках, обеспечивающее получе-
ние прямых углов на ступенях вала.
181
копировальное приспособление устанавливается на место резце-
держательной головки токарного станка.
В корпусе 2 на скользящей посадке 2-го класса точности установ-
лена пиноль 3 с закрепленным на ней сухарем 4. Пружины 7 и 8, упи-
рающиеся одним концом в дно стакана 9, а другим — в шайбу, созда-
ют постоянный контакт между сухарем 4 и копиром 5.
При включении самохода суппорт станка вместе с приспособлением
движется по направлению к передней бабке. Резец /, установленный
в приспособлении, протачивает первую шейку вала, а сухарь 4
скользит по копиру, закрепленному с помощью шарнирной пары, по-
мещенной в специальном кронштейне 6. Последний установлен на
станине станка со стороны задней бабки.
Рис, Б8. Полуавтоматическое приспособление конструкции В. К. Се-
минского для обтачивания ступенчатых валов
Встречая на своем пути ступеньку, вышлифованную в копире 5,
сухарь 4 соскальзывает на эту ступеньку, а резец вместе с пинолью 3
под действием пружины оттягивается в горизонтальной плоскости
по глубине ступеньки копира и начинает обтачивать вторую ступень
вала.
Для сохранения прямого угла между ступенями вала применяется
резец с углом в плане 75°. Пиноль 3 в корпусе 2 устанавливается под
углом 15°, вследствие чего при переходе резца с обтачивания одной
ступени на другую резец отходит от детали в направлении, обратном
движению суппорта. Так как резец с пинолью отходит в направлении,
обратном движению суппорта, на сотые доли секунды, то он значи-
тельно опережает скорость движения суппорта и прямой угол между
ступенями вала сохраняется.
182
После протачивания вала поперечный суппорт с резцом отводят
на 20—30 мм от детали и с помощью эксцентрика 10 подают пиноль
вперед вместе с резцом так, чтобы при возвращении суппорта в перво-
начальное положение сухарь 4 не касался копира. Затем отводят
эксцентрик 10, и пиноль с резцом устанавливается в рабочее положение,
после чего весь процесс обработки повторяется.
При установке приспособления на станок достаточно настроить
его только на получение линейного размера первой шейки первого
вала партии и затем установить в нулевое положение показание лимба,
соответствующее диаметру первой шейки вала, после чего при обтачи-
вании всех остальных валов данной партии все линейные и диамет-
ральные размеры, указанные в чертежах, будут получаться автомати-
чески.
Это приспособление находит широкое применение на машино-
строительных заводах при обтачивании ступенчатых валов с перепадом
между ступенями вала до 5 мм и разницей между наибольшим и наи-
меньшим диаметром шеек до 30 мм.
На токарно-винторезном станке моделей 1К62 и 16К20 завода
«Красный пролетарий» ступенчатые валики обтачиваются с помощью
специального гидравлического суппорта.
Это устройство позволяет обрабатывать методом автоматического
копирования по эталонной детали или плоскому копиру различные
ступенчатые валики (а также детали фасонного профиля) с подрезанием
торцов,'расположенных под углом 90° к оси обрабатываемой детали.
При этом можно применить более высокие режимы резания, чем при
работе с ручным выключением подачи, резко сократить количество
измерений, значительно уменьшить вспомогательное время.
Гидравлическое копировальное устройство состоит из следующих
основных узлов: гидрокопировальнога суппорта 1 (рис. 59, а), при-
способления 3 для установки копира и бака 2.
Основание гидрокопировального суппорта устанавливается своими
направляющими на продольных салазках. Обычный резцедержатель
4 закрепляют в передней части основания; во время работы гидро-
копировального устройства он не работает.
В задней части основания сделаны направляющие для корпуса
цилиндра, расположенные под углом 45° к направлению продольной
подачи (рис. 59, б). По этим направляющим под углом 45° к оси обра-
батываемой детали может перемещаться корпус цилиндра и передавать
движение резцедержателю и резцу 2. Копир 3 устанавливается в специ-
альном приспособлении и прикрепляется с помощью кронштейнов к
станине.
Гидравлическое устройство работает следующим образом.
Масло из насоса 13 под давлением 20—25 ат (1962—2452,5 кн/м^)
поступает по каналу 8 в полость 9 цилиндра, соединенного трубкой 7 с
золотником 5 через выходное отверстие в нижней полости 12 цилиндра.
* В СИ единица давления 1 ат == 98066,5 н!м?, или приближенно 1 ат =
== 98,1 кн/м2.
183
Золотник при помощи
пружины 6 прижимает
со слабым усилием щуп
4 к копиру 3, с помощью
которого обрабатывает-
ся деталь 1. В поршне
10 имеется втулка 11с
калиброванным отверс-
тием, соединяющим обе
полости цилиндра.
Золотник щупа и
корпус цилиндра с рез-
цом 2 перемещаются
под углом 45° к направ-
лению продольной по-
дачи.
Если копир отодви-
нет золотник назад, то
масло из Полости 12 ци-
линдра перетекает в
сливной бак. Вследст-
вие разности давлений
масла в полостях 12 и 9
(в результате гидравли-
ческой потери давления
в отверстии калибро-
ванной втулки 11) кор-
пус цилиндра вместе с
резцом 2-также отходит
назад.
Если щуп, следя за
копиром, перемещает
золотник вперед, то пре-
кращается движение
масла в сливной бак, в
полостях 12 и 9 уста-
навливается разное дав-
ление и вследствие раз-
ности площадей в обеих
полостях корпус цилин-
дра вместе с резцом пе-
ремещается также впе-
ред.
Механическое пере-
мещение продольных
салазок вдоль станины
совершается по стрел-
ке 1, перемещение резца
относительно продоль-
184
ных салазок происходит в направлении II. При соответствующем
сочетании скоростей в направлениях / и II можно получить абсолют-
ное перемещение резца в направлении III, перпендикулярном оси де-
тали. Когда щуп перемещается в направлении, перпендикулярном на-
правлению продольной подачи, что бывает, например, при подрезании
торцов, резец перемещается назад в направлении II и в сочетании с
направлением I движение резца будет происходить в направлении III,
перпендикулярном оси детали.
Точность обтачивания с использованием такого гидросуппорта от
±0,02 до 0,05 мм.
В качестве копиров могут быть использованы плоские и круглые
копиры или специально обточенная заготовка.
• Ступенчатые валы обрабатываются на токарных гидрокопироваль-
ных полуавтоматах моделей 1712, 1722К, МР-27, МР-29, 1732. Такие
станки легко встраивать в автоматические линии; при этом транспорти-
рование заготовок осуществляется сквозное (через отверстие в станине)
или сверху. Обтачивают валы обычно одним резцом, расположенным в
верхнем, перемещающемся по копиру суппорте. Подрезные, или кана-
вочные, резцы располагаются в нижнем суппорте.
Станок настраивают на размер только по одной шейке вала, так как
получение остальных размеров обеспечивается копиром и следящей
системой станка.
На многорезцовых станках ступенчатые валы обтачивают резцами
из быстрорежущей стали со скоростью резания 30—50 м/мин, а на
гидрокопировальных — резцами, оснащенными пластинами твердых
сплавов, со скоростью резания 100—200 м/мин.
Гидрокопировальные станки благодаря значительной жесткости
конструкции обеспечивают большую точность и более высокий класс
чистоты обработки, чем универсальные станки со специальными гидро-
копировальными суппортами.
Многорезцовые и токарно-копировальные станки могут быть осна-
щены автоматическими загрузочными устройствами и встроены в
автоматические линии.
Обтачивать валы на гидрокопировальных станках можно за 1, 2,
3 и 4 прохода. Каждый проход осуществляется по отдельному копиру.
После каждого прохода суппорт с резцом перемещается в первоначаль-
ное положение, а барабан, на котором установлены все копиры, авто-
матически повертывается в соответствующее положение.
Применение двухскоростного электродвигателя в приводе главного
движения позволяет автоматически изменять скорость вращения
шпинделя при одновременном изменении величины подачи копиро-
вального суппорта. Предусмотрена возможность прохода копироваль-
ным суппортом необрабатываемых участков детали на ускоренном
ходу. Применение инерционного самодействующего патрона дает воз-
можность автоматически зажимать деталь при вращении шпинделя
и разжимать при его остановке.
Многие детали типа ступенчатых валов можно обрабатывать на
горизонтальном одношпиндельном многорезцовом токарном полу-
автомате и гидрокопировальном токарном полуавтомате. Выбор
185
технологического варианта выполнения операции обтачивания за-
труднителен, так как у каждого из вариантов есть преимущества и
недостатки, вытекающие из ряда производственных факторов: вид
производства, конструкция и особенности заготовки, требуемые точ-
ность и класс шероховатости обработанной поверхности, производи-
тельность, себестоимость обработки и пр.
При обработке на многорезцовом токарном полуавтомате, когда
одновременно работают несколько резцов, основное (машинное) время
меньше, чем при обработке одним резцом на гидрокопировальном то-
карном полуавтомате. Это различие особенно эффективно проявляется
при многорезцовом обтачивании по методу деления длины обработки,
когда каждая ступень вала обрабатывается за один проход. В этом
случае основное время определяется по длине пути того резца, кото-
рый обрабатывает наиболее длинную ступень вала.
Если для изготовления ступенчатого вала в качестве заготовки
используется прокат, многорезцовое обтачивание ведется по методу
деления припуска, так как на ступенях с меньшим диаметром припуск
не может быть снят за один проход; впереди расположенные резцы
проходят несколько смежных ступеней. Основное время в этом случае
определяется суммарной длиной всех обрабатываемых ступеней вала.
Если в отношении основного времени многорезцовое обтачивание
имеет преимущество по сравнению с обтачиванием на гидрокопиро-
вальных полуавтоматах, то в отношении штучно-калькуляционного
времени это не всегда бывает так. Происходит это потому, что подгото-
вительно-заключительное время и время на техническое и организаци-
онное обслуживание на многорезцовых станках достигает значитель-
ных размеров. Наладка таких станков с большим количеством обраба-
тывающих резцов (более 10) вызывает такую затрату времени, что
применение многорезцового обтачивания становится нецелесообраз-
ным.
Следует также иметь в виду, что количество одновременно работаю-
щих резцов ограничивается жесткостью обрабатываемой детали,
мощностью станка, конструкцией резцедержателей. Валы нежесткой
конструкции нельзя обрабатывать одновременно многими резцами.
На точность обработки на многорезцовых полуавтоматах влияют,
помимо общих, ряд дополнительных факторов, свойственных много-
резцовому обтачиванию: неточность размеров, определяющих взаим-
ное расположение резцов по диаметру и длине ступеней обтачиваемого
вала (или другой детали), неодинаковый износ резцов, меняющаяся
величина отжатия в технологической упругой системе станок — при-
способление — инструмент — деталь, что происходит по причине
последовательного вступления в работу резцов, закрепленных в
резцедержателях.
На одношпиндельных горизонтальных многорезцовых полуавто-
матах точность обработки по диаметру обычно достигается: при черно-
вом обтачивании — 5-го класса, при чистовом — 4-го класса, точность
по длине — 5-го класса. Точность размеров по диаметру может быть
достигнута и выше — до 3-го класса при использовании чистовых
широких резцов и весьма тщательной наладке.
186
Попутно следует отметить, что при многорезцовом обтачивании
на вертикальных многошпиндельных полуавтоматах параллельного
(непрерывного) действия, когда каждая поверхность обрабатывается
на одном суппорте за один проход, получают точность 4-го класса.
При обработке же на вертикальных многошпиндельных полуавто-
матах последовательного действия достигается точность 3-го класса,
так как здесь поверхности обрабатываются за несколько проходов.
Рассматривая процесс обработки на гидрокопирогальных полу-
автоматах, следует отметить, что обтачивание на этих станках имеет
во многих случаях ряд преимуществ перед обтачиванием на много-
резцовых станках.
Так как для обтачивания на гидрокопировальных полуавтоматах
используется обычно один резец, установка копира и кинематическая
наладка сравнительно просты, время на наладку и подналадку таких
полуавтоматов значительно (в 2—3 раза) меньше, чем на наладку
многорезцовых станков; она занимает примерно 20—40 мин.
Помимо этого, на гидрокопировальном автомате обработку можно
вести с более высокими скоростями, чем на многорезцовых станках,
т. е. при относительно малой затрате основного времени.
Техническое обслуживание гидрокопировальных полуавтоматов
проще и требует меньше времени, чем многорезцовых станков.
В результате указанных преимуществ во многих случаях штучно-
калькуляционное время на обработку детали на гидрокопировальных
полуавтоматах меньше, а производительность больше, чем на горизон-
тальных многорезцовых станках.
Детали (особенно валы) нежесткой конструкции удобно и рацио-
нально обтачивать на гидрокопировальных полуавтоматах. Точно
так же целесообразно производить на них чистовое точение валов,
когда при повышенных требованиях к качеству поверхности нельзя
применить многорезцовое обтачивание методом деления длины обра-
батываемой поверхности.
При обработке на гидрокопировальных полуавтоматах, как было
отмечено, получают более высокие точность и класс шероховатости
поверхности детали (допуск 0,05—0,06 мм обычно соблюдается).
Следящая система копировального устройства обеспечивает получение
размеров обрабатываемой детали, соответствующих размерам копира.
Погрешности размеров, определяющих взаимное расположение рез-
цов и неодинаковый их износ, как это наблюдается при многорезцовой
обработке, здесь отсутствуют. Величина отжатия в упругой технологи-
ческой системе незначительна, так как количество работающих резцов
по сравнению с многорезцовой обработкой малое (считая подрезные
и канавочные резцы).
Гидрокопировальные полуавтоматы, так же как и горизонтальные
одношпиндельные многорезцовые, применяются и в серийном и в
массовом производстве с большой технико-экономической эффектив-
ностью. В мелкосерийном производстве обычные токарные станки
оснащают гидрокопировальными устройствами, сокращающими вспо-
могательное время в 3—4 раза по сравнению с обычными токарными
станками. Затрата времени на наладку этого устройства на станке
187
незначительна и поэтому подготовительно-заключительное время мало
отличается от времени для токарного станка. В результате штучное
время обработки на токарных станках, оснащенных гидрокопироваль-
ным устройством, уменьшается в 2—3 раза по сравнению с временем
обработки на обычных токарных станках.
Правильно выбрать вариант выполнения операции на том или
другом станке можно только на основании технико-экономических
расчетов и сравнения технологических вариантов. Основные критерии
здесь — производительность труда и себестоимость детали при том
или другом варианте.
3. Виды и методы чистовой отделочной обработки
наружных цилиндрических поверхностей
Для получения точной и чистой, окончательно отделанной наруж-
ной цилиндрической поверхности применяются в зависимости от предъ-
являемых требований и характера детали различные виды чистовой
отделочной обработки.
К числу их относятся: тонкое (алмазное) точение, шлифование
(в центрах, бесцентровое, абразивной лентой), притирка (доводка),
механическая доводка абразивными колеблющимися брусками (супер-
финиш), полирование, обкатывание роликами, обдувка дробью и др.
Тонкое (алмазное) точение
Тонкое (алмазное) точение применяется главным образом для
отделочной обработки деталей из цветных металлов и сплавов (бронзы,
латуни, алюминиевых сплавов и т. п.) и отчасти для деталей из чугуна
и стали. Объясняется это тем, что шлифование цветных металлов
значительно труднее, чем стали и чугуна, вследствие быстрого засали-
вания шлифовального круга. Кроме того, обработка алмазными рез-
цами стальных и чугунных деталей пока еще значительно менее эффек-
тивна, чем деталей из цветных металлов и сплавов.
При тонком точении обработка производится алмазными резцами
или резцами, оснащенными твердыми сплавами; последние в ряде
случаев заменяет алмазные резцы. Метод алмазного точения сохранил
свое название и при замене алмазных резцов резцами из твердых спла-
вов, но с режимами резания, примерно такими же, какие применяются
для алмазных резцов и характеризуются высокими скоростями реза-
ния при малой подаче и малой глубине резания.
Скорость резания в зависимости от рода обрабатываемого материа-
ла составляет от 100 до 1000 м/мин, а иногда и выше. При обработке
алмазными резцами деталей из цветных металлов применяются более
высокие скорости; при обработке деталей из чугуна и стали, а также
при обработке деталей как из черных, так и из цветных металлов рез-
цами, оснащенными твердыми сплавами, применяются меньшие ско-
рости. Для точения деталей из бронзы применяется скорость резания
200—300 м/мш-г, для деталей из алюминиевых сплавов — 1000 м!мин
и выше при подаче 0,03—0,1 мм/об и глубине резания 0,05—0,10 мм.
188
Тонкое точение производится на быстроходных станках с числом
оборотов шпинделя в минуту от 1000 до 8000 и в некоторых случаях
выше, в связи с чем к станкам предъявляются особые требования в
отношении точности, жесткости, вибрации и устойчивости, а также
зазоров шпинделя в подшипниках. При соблюдении этих требований
алмазным точением достигаются точность обработки 2-го класса и
выше и 8—10-й классы шероховатости поверхности.
Производительность обработки деталей при тонком точении выше,,
чем при шлифовании. В крупносерийном и массовом производстве
для тонкого точения применяются специальные быстроходные станки,
в наибольшей степени удовлетворяющие условиям обработки.
Алмазные резцы обычной конструкции состоят из двух основных
частей — алмаза и стальной державки. Алмазный кристалл весом от
0,5 до 1,2 карйта*, обработанный шлифованием (огранкой) для полу-
чения требуемых углов режущей части, закрепляют с помощью пайки
в стальной державке. В последнее время широко применяют резцы с
механическим креплением алмаза в державке.
Алмазный кристалл** перетачивают от 6 до 15 раз; он может быть
использован до веса в 0,1 карата.
Стойкость алмазных резцов обычно выше стойкости твердосплав-
ных резцов в десятки раз. Себестоимость обработки деталей алмазными
резцами в среднем в 1,5—2 раза меньше, чем твердосплавными, и в
3—4 раза меньше, чем резцами из быстрорежущей стали.
Шлифование
Шлифование является основным методом чистовой отделки наруж-
ных цилиндрических поверхностей.
Современные прогрессивные способы изготовления заготовок — от-
ливок и штамповок — дают возможность получить их с размерами и
формой, близкими к размерам и форме готовой детали, и часто представ-
ляется возможным ввиду весьма малых припусков обходиться без
обработки лезвийным инструментом, окончательно обрабатывая заго-
товки только шлифованием и получая этим методом обработки оконча-
тельные точные размеры и надлежащий класс шероховатости поверх-
ности детали.
Шлифование наружных цилиндрических
поверхностей. Для обработки наружных цилиндрических
поверхностей применяют следующие виды шлифования:
а) обдирочное;
б) точное, которое может быть предварительным и чистовым;
в) тонкое.
Обдирочное шлифование применяется взамен предварительной
обработки резанием лезвийным инструментом и здесь не расссматрива-
ется.
* 1 карат равен 200 мг.
“В технике применяются алмазные кристаллы естественные и искусствен-
ные.
189
Наиболее распространенным является обычное точное шлифование,
при котором точность обработки наружных цилиндрических поверх-
ностей достигает 2-го класса, а шероховатость поверхности — 7—9-го
классов
ТошСое шлифование дает возможность получить более высокую
степень точности обработки, соответствующую 1-му классу точности,
и более высокое качество поверхности, соответствующее 10—11-му
классам шероховатости
Тонкое шлифование осуществляется мягким мелкозернистым шли-
фовальным кругом при большой скорости его вращения (более 40 м/сек)
при малой скорости вращения обрабатываемой детали (цо 10 м/мин) и
малой глубине резания (до 5 мк), шлифование сопровождается уси-
ленным охлаждением обрабатываемой детали
Шлифование наружных цилиндрических и конических поверх-
ностей (называемое «круглым» шлифованием) производят на кругло-
шлифовальных станках, причем обрабатываемая деталь может быть
установлена в центрах станка, цанге, патроне или в специальном
приспособлении Скорость вращения детали при шлифовании в зави-
симости от ее диаметра применяется от 10 до 50 м/мин, скорость шлифо-
вального круга составляет обычно у многих станков 30 м/сек, а при
использовании более прочных кругов достигает 50 м/сек Продольная
подача и глубина резания варьируются в зависимости от способов
шлифования
Различают следующие два способа круглого шлифования:
а) шлифование с продольной подачей,
б) шлифование с поперечной подачей (способ врезания)
Первый способ заключается в том, что в процессе шлифования
обрабатываемая деталь (рис 60, а) совершает продольные движения
попеременно в обе стороны, поперечная подача шлифовального круга
производится по окончании каждого продольного движения (хода)
При предварительном шлифовании продольная подача обычно состав-
ляет 0,5—0,8 высоты круга на один оборот детали, при окончатель-
ном — 0,2—0,5 высоты круга, глубина резания — 0,005—0,02 мм на
каждый проход Этот способ является наиболее распространенным
и удобным для шлифования валов
Основное время для круглого наружного шлифования с продоль-
ной подачей (рис 60, а) определяется по формуле
t0 - — -2— k = —--------— k [мин], (122)
snon 5ПОП
где L — длина продольного хода стола в мм, а — припуск на сторону
в мм, п — число оборотов детали в минуту, s — продольная подача в
мм на один оборот детали, snon — поперечная подача круга за
одгн проход (глубина резания) в мм, k — коэффициент, учитывающий
точность шлифования (величина этого коэффициента указана далее),
5Д — продольная подача в долях высоты круга на один оборот детали
(величина хд указана далее), Вк (Н) — высота круга в мм
Длина продольного хода стола L определяется по формулам
193
а) при шлифовании на проход
L = L0 — (0,2 4-0,4) Вк [мм]', (123)
б) при шлифовании в упор
L = Lo — (0,4 4- 0,6) Вк [лхлт] (124
Здесь Ао — длина шлифуемой поверхности в мм.
Рис. 60 Схемы круглого шлифования
а —с продольной подачей б —с поперечной подачей в — шлифование
уступа и шейки вала
Величина коэффициента k принимается для всех видов шлифоваль-
ных работ по следующим данным:
При точности шлифования 0,10—0,15 мм............ k= 1,1
» » » 0,07—0,09 мм ...... . k = 1,25
» » » 0,04—0,06 мм ...... 4 = 1,4
* » » 0,02—0,03 мм ....... k= 1,7
191
При работе по калибрам k равно 2,0.
Величина продольной подачи зд (в долях высоты круга на один
оборот детали) принимается в следующих размерах:
для чугуна: при отделке — до 0,3 0,4 высоты круга (при пред-
варительном проходе — до 0,8);
для стали сырой и термически обработанной и для бронзы: при
отделке — до 0,25 4- 0,3 высоты круга (при предварительном прохо-
де — до 0,7).
Второй способ — шлифование с поперечной подачей (snon), или
способ врезания (рис. 60, б). При этом способе шлифование произво-
дится широким кругом сразу по всей длине шлифуемой поверхности
детали. Шлифовальному кругу сообщается поперечная подача по
направлению к центровой линии детали. Высота круга выбирается
несколько больше, чем длина шлифуемой поверхности детали. Этот
способ наиболее производителен и широко применяется в массовом
и крупносерийном производстве. Этот способ позволяет, пользуясь
фасонным кругом, получить соответствующую форме круга поверх-
ность детали.
Основное время для круглого наружного шлифования с поперечной
подачей круга определяется по формуле
t0 — —-— k [мин], (125)
Я^ПОП
где snon — поперечная подача на один оборот детали (глубина ре-
зания) в мм.
В настоящее время стали применять круглошлифовальные станки
с двумя, тремя и более шлифовальными кругами.
При необходимости шлифования уступа и прилегающей узкой
шейки ступенчатого вала применяют станки с поворотной шлифоваль-
ной бабкой (рис. 60, в).
При измерении диаметра шлифуемой шейки вала предельной ско-
бой приходится останавливать станок, что связано со значительной
затратой времени. В современной практике широко применяют специ-
альные контрольные устройства, измеряющие диаметр обрабатывае-
мой поверхности в процессе шлифования.
Такие устройства бывают следующих видов: 1) механические (с
индикатором)’; 2) электроконтактные; 3) электроиндуктивные; 4) пнев-
матические; 5) электропневматические; 6) фотоэлектрические и др.
Наибольшее распространение имеют механические (с индикатором) и
электроконтактные устройства.
К механическим устройствам относятся главным образом трех-
контактные индикаторные скобы, предназначенные для визуального
контроля. При шлифовании шеек ступенчатого вала целесообразно
применять устройство (рис. 61) с поворотным барабаном /, на котором
смонтировано необходимое количество трехконтактных индикаторных
скоб 2, каждая из которых отрегулирована на требуемый диаметр. '
При обработке ступеней вала барабан повертывается вручную, а
на вал накидывается соответствующая диаметру скоба. Такое устройст-
192
во можно применять и
при шлифовании деталей
разных диаметров, закреп-
ленных за одним станком.
Электроконтактные и
другие устройства авто-
матически выключают ста-
нок при достижении за-
данного размера обраба-
тываемой поверхности,
что предупреждает появ-
ление брака.
Ограждение шлифо-
вальных кругов (рис. 62)
является обязательным и
необходимым с целью пре-
дупреждения травмирова-
ния рабочих.
Бесцентровое
шлифование. При
бесцентровом шлифовании
деталь 2 не закрепляется
в центрах, как на кругло-
шлифовальных станках,
а свободно (без крепления)
Рис. 61. Устройство для измерения шеек
ступенчатого вала
помещается между двумя
шлифовальными кругами
(рис. 63, а), из которых
круг 1 — большего диа-
метра — является шлифующим, а круг 3 — меньшего диаметра —
ведущим кругом, который вращает деталь и сообщает ей продольную
Рис. 62. Ограждение шлифовального круга
7-499
193
подачу. Шлифующий круг вращается с окружной скоростью 30—
35 м/сек, ведущий круг имеет скорость 20—30 м/мин. Обрабатывае-
мая деталь поддерживается опорой
со скосом, имеющей форму ножа.
Благодаря скосу, направленно-
му в сторону ведущего круга,
деталь прижимается к этому
кругу.
Опора устанавливается таким
образом, чтобы центровая ось
обрабатываемой детали находи-
лась выше линии центров круга
(на половину диаметра детали,
но не более 15 мм). Если цент-
ровая ось детали будет лежать
на прямой линии, соединяющей
центры шлифующего и ведущего
круга, то деталь может полу-
читься не цилиндрической фор-
мы, а с огранкой.
На бесцентрово-шлифоваль-
ных станках можно шлифовать
детали, имеющие форму тела
вращения с цилиндрическими,
коническими и фасонными по-
верхностями.
Бесцентровое шлифование
может производиться двумя
способами. Выбор того или дру-
гого способа зависит от формы
обрабатываемой детали.
1-й способ — продольной
подачи (сквозное шлифование
«на проход» — рис. 63, а, б);
2-й способ — поперечной по-
дачи (врезания — рис. 63, в).
Шлифование спо-
собом продольной
подачи применяют для
шлифования валов, втулок,
поршневых пальцев, поршней и
других деталей цилиндрической
формы (без буртиков); шлифуе-
мая деталь поступает с од?ой
стороны станка, а выходит — с
другой. Для осуществления
этого движения (сквозной по-
дачи) ведущий круг устанавли-
вается под углом наклона а =
14-5° к оси шлифующего
Рис 63 Схемы бесцентрового шлифо-
вания
а —общая схема б —с продольной подачей,
6 — с поперечной подачей / — шлифовальный
круг, 2 — обрабатываемая деталь 3 — веду-
щий круг, 4 — опора (нож)
194
круга. С изменением угла наклона ведущего круга изменяется вели-
чина подачи: чем больше угол, тем величина подачи больше, а класс
шероховатости шлифованной поверхности меньше. Окружную
скорость ведущего круга vB к (рис. 63, а) можно разложить на две сос-
тавляющие; Од — перпендикулярную оси шлифуемой детали и рав-
ную окружной скорости вращения этой детали из — параллельную
оси шлифуемой детали, равную скорости ее подачи вдоль оси.
На рис. 63, а видно, что окружная скорость вращения детали
равна
vA=pBKcosa (126)
и скорость подачи вдоль оси равна
s==oB.Ksina. (127)
Для приближения величины подачи к действительной необходимо
ввести поправочный коэффициент р на скольжение детали в пре-
делах 0,98—0,95 в зависимости от угла наклона ведущего круга: для
угла a = 1° коэффициент принимается равным 0,98, для угла a == 5°
коэффициент равен 0,95.
Минутная подача шлифуемой детали колеблется от 1000 до 4000 мм.
Глубина шлифования при отделочных проходах составляет 0,01—
0,03 мм (при черновых ходах —0,05—0,10 мм).
При сквозном шлифовании за несколько ходов можно достигнуть
точности обработки 0,003—0,005 мм для деталей диаметром до 30 мм.
Основное время для бесцентрового шлифования
с продольной подачей определяется по формуле
t0==l.2.m + B* ik [мин}, (128)
sMm
sM — тс£)в KnB к sin ар [мм/мин]. (129)
Здесь /0 — длина шлифуемой поверхности в мм; т — число деталей
в партии, шлифуемых непрерывным потоком; Вк — высота круга в
мм; i — число ходов; зм — продольная подача в мм/мин-, —
диаметр ведущего круга в мм; k — коэффициент, учитывающий точ-
ность шлифования; пв.к — число оборотов ведущего круга в мину-
ту; a — угол наклона ведущего круга в град; р — коэффициент
скольжения.
Шлифование способом поперечной подачи
(способом врезания) осуществляется поперечной подачей ведущего
круга по направлению к шлифующему кругу. Перед этим деталь
укладывается на опору сверху или сбоку. По окончании шлифования
детали, когда достигнут необходимый размер, ведущий круг отво-
дится, деталь снимается и закладывается новая.
При этом способе оси ведущего и шлифующего кругов параллельны.
Подача ведущего круга принимается от 0,003 до 0,01 мм на один обо-
рот детали.
Шлифование способом врезания применяется главным образом при
обработке деталей с буртиком или имеющих форму конуса. Для шли-
7*
195
фования конусных деталей ведущий круг заправляют на конус, при
этом опору (нож) устанавливают наклонно (под углом).
Основное время для бесцентрового шлифования
способом врезания определяется по формуле
t0 = —— к[мин], (130)
П^поп
где а — припуск на диаметр в мм; п — число оборотов детали в мину-
ту; snOn — поперечная подача на один оборот детали (глубина
резания) ъмм; k — коэффициент, учитывающий точность шлифования.
Число оборотов детали в минуту определяется по формуле
(131)
d
где d — диаметр детали в мм.
0)
4
Круглошлифовальные и бесцентрово-шлифовальные станки легко
автоматизируются и встраиваются в автоматические линии. На рис.
64, а показана схема автоматического
шлифования способом врезания на бес-
центрово-шлифовальном станке с по-
мощью ведущего круга, выполненно-
го по форме спирали: 1 — шлифоваль-
ный круг; 2 — обрабатываемая деталь;
3 — приемный паз, 4 — ведущий круг;
5 — опорный нож.
Весь цикл шлифования протекает за
один оборот ведущего круга 4, который
разделен на три участка (рис. 64, б):
А — участок быстрого врезания шли-
фовального круга; Б — участок рабо-
чей поперечной подачи, В — участок
выхаживания; Г — участок загрузки и
выгрузки обрабатываемой детали. На
участках ведущего круга А и Б спи-
раль имеет подъемы, соответствующие
величинам подач; на участке В пери-
ферийная поверхность ведущего круга
выполнена по окружности.
При этом способе трудно обеспечить
высокую точность детали, поэтому он
применяется в основном для предвари-
тельного шлифования.
Бесцентрово-шлифовальные станки обладают рядом преимуществ
перед обыкновенными круглошлифовальными станками:
1) более высокая производительность, что является основным
преимуществом. При сквозном шлифовании подача, достижение не-
обходимого размера, удаление детали со станка и другие действия
Рис. 64. Схема автомати-
ческого шлифования мето-
дом врезания:
а — схема шлифования с по-
мощью ведущего круга выпол-
ненного по спирали б — про-
филь ведущего круга, выпол-
ненного по спирали
196
совершаются автоматически; рабочий только закладывает новые дета-
ли в станок и наблюдает за ходом процесса шлифования;
2) не требуется центрования деталей, благодаря чему можно на-
значать значительно меньший припуск под шлифование, так как исклю-
чаются ошибки, возникающие из-за неправильного центрования;
3) нет необходимости применять люнеты при шлифовании длин-
ных валов (до 6 м);
Рис 65. Схемы шлифования абразивной лентой
а — свободной лентой, б —контактное штифованне, в — бесцентровое лен-
точное шлифование
4) благодаря простоте управления станком высокая точность
обработки достигается при обычной (средней) квалификации шлифов-
щика;
5) станок легко автоматизируется и встраивается в автоматические
линии.
С другой стороны, некоторые особенности бесцентрового шлифо-
вания в ряде случаев ограничивают его применение. К наиболее
существенным из них относятся следующие:
1) при бесцентровом шлифовании нельзя достигнуть точной кон-
центричности наружной и внутренней цилиндрических поверхностей;
2) у ступенчатых валиков нельзя шлифовать каждую ступень от-
дельно, так как не обеспечивается концентричность окружностей сту-
пеней. У двухступенчатых валиков надо шлифовать одновременно обе
197
ступени, имея для каждого диаметра валика два круга (шлифующий
и ведущий);
3) настройка и регулировка бесцентрово-шлифовальных станков,
особенно при шлифовании ступенчатых валиков, требуют значитель-
ной затраты времени, что окупается только при больших партиях
деталей, в крупносерийном или массовом производстве.
Шлифование абразивной лентой (ленточное
шлифование). За последнее время большое развитие получило шлифо-
вание абразивной лентой. Ленточное шлифование осуществляется либо
при свободном натяжении ленты, либо с поджимом ее специальным
роликом.
Этот вид обработки применяется для шлифования различных
поверхностей — цельных и прерывистых и различается в зависимости
от форм и свойств применяемых опорных элементов.
Приведем некоторые наиболее распространенные схемы обработки
(рис. 65).
На рис. 65, а показано шлифование свободной лентой. Деталь 3
вручную прижимается к бесконечной абразивной ленте 2 в зоне, рас-
положенной между ведущим 1 и натяжным 4 шкивами.
На рис. 65, б изображено контактное шлифование, при котором
деталь 1 обрабатывается в зоне охвата лентой 3 ведущего (контактного)
шкива 2, воспринимающего давление детали.
На рис. 65, в представлено бесцентровое ленточное шлифование
вала 2 лентой 3, натянутой между ведущим шкивом 4 и натяжным
шкивом. Обрабатываемый вал, опираясь на нож 5, вращается ведущей
лентой 1.
Абразивные ленты изготовляют на бумажной или тканевой основе;
ленты на бумажной основе применяют лишь при сухом шлифовании,
т. е. без охлаждения.
Зернистость абразива для лент (по ГОСТ 3647—71 «Абразивные
материалы в зерне») колеблется от 80 до 3 и выбирается в зависимости
от припуска на обработку: при черновом шлифовании — от 80 до 20,
при чистовом — от 16 до 8, при тонком — от 6 до 3.
При шлифовании абразивом зернистостью 16—10 можно получить
качество поверхности до 9-го класса шероховатости, а при зернистос-
ти 6—3 — до 11-го класса шероховатости.
Имеющиеся экспериментальные данные рекомендуют следующие
режимы ленточного шлифования цилиндрических деталей.
Скорость абразивной ленты (скорость шлифования):
на бумажной основе v = 16 м/сек,
на тканевой основе v = 26 м/сек.
Продольная подача sMliH принимается в зависимости от диа-
метра (d) шлифуемой детали:
Я /ЯИИ
j МИН '
а в мм (приближенно)
От 5 до 10........................... 5
Свыше 10 до 25................... 3—4
» 25 » 40......................... 1—2
» 40 » 60..................... 0,5—0,8
198
Основные преимущества обработки абразивными лентами по срав-
нению с обработкой абразивными кругами заключаются в сле-
дующем:
1) Станки для ленточного шлифования в несколько раз дешевле
и занимают меньше площади, чем круглошлифовальные станки.
2) Обслуживание станков для ленточного шлифования проще, и
работа на них безопаснее. Смена абразивной ленты производится в
течение 2—3 мин.
3) При шлифовании абразивным кругом диаметр круга по мере его
изнашивания уменьшается, вследствие чего скорость и эффективность
обработки снижаются. При работе абразивной лентой скорость ее
перемещения и радиус кривизны вэ время обработки сохраняются
постоянными.
К недостаткам обработки абразивными лентами следует отнести:
1) затруднительность достижения высокой точности обработки;
2) трудность шлифования уступов;
3) сложность механизации и автоматизации данного метода обра-
ботки.
Притирка (доводка)
Притирка служит для окончательной отделки предварительно от-
шлифованных поверхностей деталей. Притирка наружных цилиндри-
ческих поверхностей выполняется притиром, изготовляемым из чугуна,
бронзы или меди, который обычно предварительно шаржируется абра-
зивным микропорошком (величина зерна от 3 до 20 мк) с маслом или
специальной пастой (под шаржированием, как уже упоминалось, пони-
мают внедрение в поверхность притира абразивных частиц). Для изго-
товления абразивного порошка используют корунд, окись хрома,
окись железа и др. Пасты состоят из абразивных порошков и химиче-
ски активных веществ. Они имеют различный состав. Например,
применяется паста из воска и парафина, смешанных с салом и кероси-
ном. Пасты ГОИ (Государственного оптического института) содержат
в качестве абразива окись хрома и в качестве связки — олеино-
вую и стеариновую кислоты. Применяют и нешаржированные при-
тиры.
Пасты ускоряют процесс притирки, так как входящие в них хи-
мически активные вещества окисляют обрабатываемую поверх-
ность и образующаяся мягкая пленка удаляется абразивными зер-
нами.
В единичном производстве и ремонтных мастерских притирку на-
ружных цилиндрических поверхностей деталей, например шеек валов,
производят на обычном токарном станке притиром в виде чугунной,
медной, бронзовой (или свинцовой) втулки, выточенной по размеру
притираемой детали.
С одной стороны эта втулка разрезана, как показано на рис. 66,
Втулку 3 смазывают доводочной пастой или ровным тонким слоем
мелкого корундового порошка с машинным маслом. Затем втулку
199
вставляют в металлический жимок 2 и надевают на обрабатываемую
деталь 4. Слегка подтягивая жимок болтом 1, равномерно вручную
водят притир вдоль вращающейся детали. При доводке полезно смазы-
вать деталь жидким машинным маслом или керосином.
Припуск на доводку оставляют около 5—20 мк на диаметр. Ско-
рость вращения детали при доводке 10—20 м/мин. В крупносерийном
и массовом производстве притирка ведется на специальных притироч-
ных станках, которые применяются
главным образом для притирки ко-
ротких цилиндрических деталей,
например поршневых пальцев.
В этом случае притирка осущест-
вляется между двумя чугунными
или (реже) абразивными дисками,
расположенными эксцентрично по
отношению друг к другу (рис. 67, а),
что создает при вращении обоих
дисков или только нижнего движе-
ния качения и скольжения, благо-
даря чему притирка происходит по
кривой, изображенной на рис. 67, б
(цифры /, II и III обозначают
положение обрабатываемой детали
по отношению к верхнему диску).
Детали вставляются в специальную
обойму, находящуюся между диска-
ми. При чугунных дисках притирка
производится с применением масла с
Рис. 66. Притирка наружной цилин-
дрической поверхности на токарном
станке вручную
Рис. 67. Притирка коротких ци-
линдрических деталей на станке с
двумя дисками:
а — схема взаимоположения дисков;
б — схема положений обрабатываемых
деталей
абразивным порошком; при абразивных дисках применяется только
охлаждение.
Притиркой достигаются высокая точность размеров (1-й класс, а
иногда и точнее) и высокий класс шероховатости поверхности (12—
14-й).
200
Механическая доводка абразивными колеблющимися брусками (суперфиниш)
68. Схема суперфиниширования
Рис.
двойных колебаний брусков
соотношении с
Суперфиниш представляет собой метод особо чистой доводки по-
верхностей: плоских, круглых, выпуклых, вогнутых, внутренних,
наружных и пр., применяемый наиболее часто в автомобильной про-
мышленности. Суперфиниш предусматривает обработку поверхности
головкой с абразивными колеблющимися брусками, причем осуществ-
ляются три, а иногда и более движений: помимо вращения детали и
продольного передвижения брусков последние совершают и колеба-
тельное движение. Главным ра-
бочим движением является ко-
лебательное движение головки
с абразивными брусками (рис.
68), направленное вдоль их оси;
при этом ход брусков составля-
ет 2—6 мм, а число двойных
ходов (колебаний) в минуту
200—1000. Идея суперфиниша
основана на так называемом
принципе «не повторяющегося
следа», заключающемся в том,
что каждое отдельное зерно аб-
разива не проходит дважды
по одному и тому же пути. Число
должно находиться в определенном соотношении с числом
оборотов обрабатываемой детали. Скорость резания при суперфинише
весьма низкая — от 1 до 2,5 м!мин.
Удельное давление абразивных брусков на обрабатываемую по-
верхность при суперфинише очень мало — в пределах 0,0049—0,245
(0,05—2,5 кГ/см2) (меньшие значения — при окончательном
суперфинише, большие — при предварительном), вследствие этого
поверхность при обработке не нагревается и высота гребешков полу-
чается меньше, чем при хонинг-процессе, не превышая 0,15—0,20 ми.
Зернистость брусков выбирается 8—3 и мельче (ГОСТ 3.647—71).
Охлаждение при суперфинише имеет большое значение для полу-
чения чистой поверхности. Здесь особенно важна смазывающая спо-
собность охлаждающей жидкости. Обычно применяется керосин с
маслом.
Одна из задач суперфиниша — уничтожить, насколько возможно,
риски, оставшиеся на поверхности от предыдущей механической
обработки. Шероховатость поверхности, обработанной методом супер-
финиша, достигает 14-го класса.
При суперфинише подача брусков на один оборот детали не явля*
ется постоянной величиной, поэтому основное (технологическое) время
устанавливается на основании хронометража. Толщина снимаемого
слоя металла 0,005—0,020 мм; продолжительность обработки обычно
лежит в пределах 0,2—0,5 мин.
При обработке шеек коленчатого вала методом суперфиниша абра-
зивные бруски, укрепленные в головке, совершают 450 двойных
201
колебаний в минуту с амплитудой 5 мм. Коленчатый вал совершает
135 оборотов в минуту. Охлаждающая жидкость поступает к брускам
непрерывно. Все шатунные и коренные шейки обрабатываются одно-
временно примерно за 20 сек.
Полирование
Полирование — это процесс чистовой обработки поверхности мяг-
ким кругом с нанесенным на него мелкозернистым абразивным порош-
ком, смешанным со смазкой.
Материалом для полировальных кругов служат войлок, фетр, пару-
сина, кожа.
Новым видом абразивного инструмента являются полировальные
круги с графитовым наполнителем. Применение этих кругов позволило:
а) получать высококачественную гладкую поверхность деталей
12—13-го классов шероховатости;
б) устранить малоэффективные, непроизводительные ручные спо-
собы и инструменты полирования;
в) увеличить производительность труда в 6—8 раз.
В состав полировальных кругов входят в основном естественный
корунд ЕМ-28, бакелитовая связка и карандашный графит в качестве
наполнителя. За короткое время полировальные круги с графитовым
наполнителем нашли применение во многих отраслях машиностроения.
С развитием методов полирования вместо полировальных кругов
стали применять полировальные абразивные ленты (см. рис. 65). Эти
ленты изготовляются с тонким слоем абразивных зерен зернистостью
8—3 или покрывают их абразивными пастами. При полировании жело-
бов колец шариковых подшипников ленты иногда заменяются текс-
тильными жгутами, покрытыми абразивными пастами.
Полированием не исправляются погрешности геометрической фор-
мы, а также местные дефекты, полученные или оставшиеся от предыду-
щих операций (вмятины, раковины и др.). Полированием достигается
Щероховатость поверхности 12—13-го класса, но не обеспечивается
высокая точность. Полированная поверхность имеет блестящий, зер-
кальный вид. Полирование ведется при высокой скорости полироваль-
ного круга или абразивной ленты (до 40 м/сек}.В массовом и крупно-
серийном производстве для полирования применяют многошпиндель-
ные полировальные автоматы.
Накатывание
Цилиндрические рукоятки различных измерительных инструмен-
тов, рукоятки калибровой головки микрометрических винтов и круг-
лые гайки для удобства пользования делают не гладкими, а рифлены-
ми. Такая рифленая поверхность называется накаткой, а процесс ее
получения — накатыванием. Накатка бывает прямой и перекрестной.
Для накатывания в резцедержателе суппорта токарного станка
закрепляют державку / (рис. 69), в которой устанавливают для
простой накатки один, а для перекрестной — два ролика 2 и 3 из
202
инструментальной закаленной стали с насеченными на них зубчиками;
эти зубчики имеют различные размеры и различное направление (рис.
70), что позволяет получать накатку различных узоров. На рис. 69
представлена схема накатывания
рифлений.
При накатывании державку
прижимают к вращающейся детали.
Вследствие трения ролики начи-
нают вращаться и, вдавливаясь в
Рис. 69. Схема накатывания риф-
лений
Рис. 70. Ролики для накатывания:
а —прямого, б — перекрестного
материал детали, образуют на ее поверхности накатку. Она может
быть крупной, средней или мелкой в зависимости от размеров зубчиков
на роликах.
Режимы накатывания
Таблица 9
Обрабатываемый материал Сталь Бронза Латунь Алюминн I
яв<50 кГ/ммг (<490 Ш/л*2) ав>50 кГ/мМ.1 (>490
Окружная ско- рость в м/мин Диаметр детали в мм Продольная по- дача в мм/об . . 20-25 До 10 1 10—15 Свыше 10 до 25 1,5 25—40 Свыше 25 до 40 2 40—50 Свыше 40 2,5 80—100 до 60
При накатывании подачу производят в двух направлениях — пер-
пендикулярно оси детали и вдоль ее оси. Для получения достаточной
глубины накатки нужно вести накатывание в 2—3 прохода. Правила
накатывания следующие:
1) в начале накатывания следует сразу сильно нажать на державку
и проверить, попадают ли зубчики роликов при следующих оборотах
в сделанные ими насечки;
2) ролики должны соответствовать требуемому узору детали;
203
3) двойные ролики должны быть расположены точно один под
другим;
4) перед работой нужно тщательно очистить ролики проволочной
щеткой от остатков материала;
5) во время накатывания рабочие поверхности роликов следует
хорошо смазывать веретенным или машинным маслом.
В табл. 9 приведены элементы режимов накатывания — окружные
скорости и продольные подачи при накатывании.
Выглаживание
Выглаживанием называют многочисленные разновидности про-
цесса обработки поверхности давлением, без снятия стружки, путем
трения скольжения или качения. В процессе выглаживания происхо-.
дит в той или иной мере изменение геометрических параметров поверх-
ности и показателей физико-механического состояния поверхностного
слоя детали. В связи с этим по технологическому назначению выглажи-
вание разделяют на три вида: калибровка — для повышения точности
размера поверхности и уменьшения шероховатости; выглаживание —
для уменьшения шероховатости; отделка — для достижения упроч-
нения поверхностного слоя материала.
По получаемой точности поверхности калибровка примерно соот-
ветствует шлифованию, но значительно производительнее. Калибровке
сопутствует значительное упрочнение поверхностного слоя металла
детали.
При выглаживании — отделке (собственно выглаживании) про-
исходит сглаживание неровностей поверхности. Сопутствующее этому
упрочнение поверхности распространяется на небольшую глубину,
соответствующую сравнительно небольшому давлению инструмента
на поверхность детали. Выглаживание — отделку выполняют в усло-
виях трения скольжения. Рабочей поверхности инструмента придают
сферическую форму (выглаживание шариком) или цилиндрическую
с образующей перекрывающейся с осью вращения детали (а не парал-
лельной, как при обкатывании роликом).
Хорошие результаты дает выглаживание алмазом (алмазное выгла-
живание), имеющим незначительный коэффициент трения при сколь-
жении, высокую твердость и износостойкость. Шероховатость
поверхности можно сделать весьма малой (до 14-го класса). Его ис-
пользование позволяет выглаживать поверхности, закаленные на
высокую твердость (HRC 60).
Рабочей части алмаза придают сферическую форму (R = 2—4 мм).
Применяемые режимы выглаживания: скорость 50—150 м/мин, по-
дача 0,05—0,1 мм/об.
В настоящее время широко применяется выглаживание обкатыва-
нием шариками или роликами, изготовленными из закаленной стали
или твердого сплава. Устройство для обкатывания шариками пред-
ставляет собой диск, по периферии которого сделаны отверстия, за-
полненные стальными шариками. Шарики сидят в отверстиях свобод-
но, выступая на 0,5—1 мм, но выпасть не могут. При вращении диска
204
под действием центробежной силы они наносят удары на обрабатывае-
мую поверхность детали, помещенной в центры или патрон станка.
Диску с шариками сообщается движение подачи вдоль оси обрабаты-
ваемой детали. Сила удара шариков о поверхность зависит от величины
сближения диска с деталью. Выглаживание путем обкатывания роли-
ками заключается в том, что поверхность вращающейся детали обкаты-
вают прижимающимися к ней роликами.
Приспособление для обкатывания роликами сходно с приспособ-
лением для накатывания рифлений (рис. 69). Оно отличается от пос-
леднего тем, что в державке, показанной на рис. 69, взамен роликов
с насеченными зубчиками устанавливают гладкие закаленные ролики
с полированной поверхностью.
Ролики (один, два или три), имеющие движение подачи, давят на
обрабатываемую поверхность, уплотняя поверхностный слой металла,
благодаря чему поверхность выглаживается и наклепывается, полу-
чается чистой и твердой.
Поверхность, подлежащая обкатыванию, предварительно обраба-
тывается чисто; она должна быть гладкой, в противном случае гребеш-
ки микронеровностей при обкатывании вминаются в металл, вследствие
чего в дальнейшем при эксплуатации машины не исключена возмож-
ность отрыва частиц гребешков от поверхности детали.
При обкатывании поверхности роликов и обрабатываемой детали
обильно смазывают веретенным или машинным маслом, смешанным в
равных количествах с керосином.
При обкатывании деталей, изготовленных из стали, скорость вра-
щения 140—200 м/мин, подача 35—40 м/мшт, для деталей, изготов-
ленных из чугуна, скорость вращения 75—125 м/мин, подача до
20 м/мин.
Обдувка дробью
Сущность процесса обдувки дробью заключается в том, что обраба-
тываемая поверхность подвергается многочисленным ударам стальной
или чугунной дроби, выбрасываемой на обрабатываемую поверхность
пневматическим или механическим способом. В результате такой об-
работки поверхность приобретает наклеп. Пневматические устройства
для обдувки дробью работают аналогично пескоструйным аппаратам.
В механических устройствах имеется вращающийся с большой ско-
ростью ротор, который выбрасывает дробь на обрабатываемую поверх-
ность.
Все действия процесса обдувки дробью (подача детали, сбор дроби,
ее загрузка в бункер и т. д.) в современных дробеструйных аппаратах
совершаются автоматически.
Выглаживание и обдувка дробью являются методами обработки
давлением в холодном состоянии и относятся к области «упрочняющей»
технологии. Эти методы обработки уплотняют поверхностный слой,
благодаря чему увеличивается сопротивление детали переменным
нагрузкам, а также увеличивается сопротивление износу трущихся
поверхностей сопряженных пар.
205
ГЛАВА XII
ОБРАБОТКА ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ
И ДРУГИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ (ОТВЕРСТИЙ)
1. Виды обработки отверстий
Отверстия в деталях машин бывают цилиндрические, ступенчатые,
конические, фасонные.
Под ступенчатыми подразумевают отверстия разных диаметров,
расположенные на одной оси последовательно одно за другим.
Отверстия могут быть открытыми с двух сторон или с одной сторо-
ны; последние называются глухими.
В деталях машин чаще всего встречаются отверстия цилиндри-
ческие.
Достигнуть необходимой точности обработки отверстий труднее,
чем наружных поверхностей тел вращения. По этой причине допуски
на точность отверстий 1-го и 2-го классов больше, чем допуски на на-
ружные цилиндрические поверхности тех же размеров.
Обрабатывать отверстия можно снятием и без снятия стружки.
Снимать стружку можно лезвийным и абразивным инструментом или
абразивным порошком.
Лезвийным инструментом можно вести сверление, зенкерование,
развертывание, растачивание, в частности тонкое (алмазное) растачи-
вание, протягивание.
Абразивным инструментом осуществляют шлифование, хонинго-
вание, суперфиниширование (суперфиниш); абразивным порошком—
притирку (доводку).
Обработка отверстий без снятия стружки производится калибро-
ванием при помощи выглаживающих прошивок и шариков, а также
раскатыванием.
Эффективным методом изготовления отверстий является пробива-
ние их в штампах.
2. Обработка отверстий лезвийным инструментом
Образование отверстий в сплошном металле с точностью 4-го и 5-го
классов и по 2—3-му классам шероховатости достигается сверле-
нием. Дальнейшая обработка полученного отверстия в зависимости
от требуемой точности и класса шероховатссти поверхности произво-
дится зенкерованием, развертыванием, растачиванием, протягиванием.
При сверлений отверстий на сверлильных станках вращается
инструмент (сверло); при сверлении на токарных станках (а также на
станках для глубокого сверления) обычно вращается обрабатываемая
деталь.
При сверлении отверстий с вращением инструмента увод сверла
от нужного направления оси отверстия больше (рис. 71), чем при
сверлении с вращением детали. Для уменьшения увода сверла при
>206
обработке на сверлильных станках применяют кондукторы с направ-
ляющими (кондукторными) втулками (рис. 72, а).
Отверстия диаметром больше 30 мм в сплошном материале обычно
сверлят двумя сверлами (первое меньшего и второе большего диаметра
с целью уменьшения осевой силы и предотвра-
щения значительного увода сверла от намечен-
ного направления).
При изготовлении отверстий диаметром боль-
ше 30 мм по 3-му классу точности и 5—7-му
классам шероховатости поверхности после сверле-
ния применяют зенкер и развертку, а для диамет-
ров менее 30 мм после сверла — только разверт-
ку. При изготовлении отверстий диаметром от 15
до 20 мм по 2-му классу точности и по 5—7-му
классам шероховатости после сверла применяют
зенкер и развертку; для диаметров больше 20 мм
после сверла и зенкера применяют одну или
две развертки (черновую и чистовую) (рис. 72, б).
На рис. 72, б показаны схемы обработки отвер-
стий на вертикально-сверлильном станке с указа-
Рис. 71. Увод
вращающегося
сверла
нием размеров, которые определяют припуск под
каждый инструмент. Каждый инструмент должен
быть направлен втулкой кондуктора, в противном
случае направление и точность могут быть неп-
равильны (1 — сверление, 2 — зенкерование,
3 — черновое развертывание, 4 — чистовое развертывание).
Рис. 72. Обработка отверстий в сплошном материале:
а —сверление отверстия 4 го класса точности; б — обработка отверстия 2-го класса
точности, / — сверление, 2 — зенкерование, 3—черновое развертывание; 4 — чистовое
развертывание
При сверлении отверстий под резьбу диаметр D сверла принимается
больше внутреннего диаметра резьбы d на величину а — 0,34-0,4
глубины резьбы (рис. 73).
Сверла разделяются на нормальные, для глубокого сверления,
специальные.
207
К нормальным относятся сверла спиральные, перовые,
центровочные.
Для глубокого сверления применяются сверла особой
конструкции. Конструкция одного из таких сверл показана на рис. 74,а.
Сверло состоит из штанги 2 длиной до 1,5—2,0 м (в зависимости
от длины отверстия), имеющей две канавки 3 для
отвода стружки и две канавки 4 для трубок, подво-
дящих охлаждение с большим давлением для удале-
ния стружки. На конце штанги закрепляется кли-
ном 6 с винтами 5 специальная режущая пластина
1 из быстрорежущей стали или оснащенная твердым
сплавом; на режущих кромках пластины делаются
канавки для разламывания и размельчения струж-
ки; кроме того, эти канавки облегчают удаление
стружки охлаждающей жидкостью. Такие сверла
применяются для отверстий диаметром от 30 мм и
более.
Рис. 73. Свер- для изготовления глубоких отверстий относи-
ЛСпод ° резьбу™ тельно небольших диаметров — до 30 мм — приме-
няют спиральные сверла с внутренним подводом охлаж-
дения; однако обрабатывать таким спиральным свер -
лом глубокие отверстия трудно, так как приходится часто выводить-
сверло из отверстия для удаления застрявшей стружки и, кроме того,
оно недостаточно прочно и менее точно обеспечивает соблюдение на-
правления отверстия. Вместо спиральных сверл лучше применять
пушечные сверла (рис. 74, б), которые не имеют поперечной
режущей кромки, что облегчает резание металла. Вершина сверла
смещена на 1/4 диаметра, благодаря чему образуется конус, направля-
ющий сверло. Сверлению пушечным сверлом предшествует предвари-
тельное засверливание металла на некоторую глубину спиральным или
перовым сверлом, что должно быть выполнено тщательно во избежание
увода пушечного сверла в сторону. Получаемая при сверлении мелкая
стружка легко удаляется охлаждающей жидкостью. Существенным
недостатком пушечных сверл является их малая производительность.
При сверлении глубоких отверстий диаметром от 80 до 200 мм,
длиной до 500 мм широкое применение находят кольцевые сверла.
Они вырезают в сплошном металле лишь кольцевую поверхность,
а остающуюся после такого сверления внутреннюю часть в форме
цилиндра можно использовать для изготовления других деталей.
Такие сверла поставляются с несколькими комплектами запасных
быстрорежущих ножей. Эти ножи выпускаются взаимозаменяемыми
в заточенном виде. Затупившиеся ножи сверловщик заменяет непо-
средственно на своем рабочем месте без снятия сверла со станка.
Кольцевые сверла можно применять на токарных, расточных,
револьверных и радиально-сверлильных станках, имеющих обычную
систему подачи охлаждающей жидкости.
При сверлении такими сверлами производительность труда повы-
шается до 4 раз по сравнению со сверлением обычными сверлами для
глубокого сверления. Обработанная поверхность отверстия соответст-
208
вует 3—4-му классам шероховатости. Такие сверла изготовляет завод
«Фрезер».
Отлитые или отштампованные отверстия обрабатываются вначале
черновым зенкером (рис. 75, а), а затем в зависимости от требуемой
точности и класса шероховатости — чистовым зенкером, разверткой,
протяжкой и др.
Рис. 74. Сверла для глубокого сверления
Рис. 7S. Инструмент для обработки отверстий
Для отверстий диаметром больше 25 мм хорошо применять зен-
керы не только с верхним (рис. 75, а), но и с нижним направлением
(рис. 75, б).
Зенкеры диаметром более 30 мм часто изготовляют со вставными
ножами, имеющими рифленую поверхность для закрепления. После
переточек ножи можно переставлять, что увеличивает срок их работы.
209
Иногда взамен зенкеров применяют двусторонние расточные плас-
тины в оправках (рис. 75, в), они дешевле в изготовлении, но менее
производительны, чем зенкеры. Оправка с резцами (рис. 75, г) при-
меняется для обработки отверстий больших диаметров обычно в мелко-
и среднесерийном производстве на вертикальных, но чаще на горизон-
тально-расточных станках.
При одновременной обработке нескольких отверстий диаметром
более 30 мм, находящихся на одной оси, в серийном и крупносерийном
производствах применяются оправки с насадными зенкерами
(рис. 75, д).
Рис. 76. Зенковка и цековка
Рис. 77. Комбинированные зенкеры
Фаски в отверстиях снимаются зенковками (рис. 76, а). Цилиндри-
ческие углубления и торцовые поверхности под головки болтов и гаек
выполняются на сверлильных станках цековками в виде насадных
головок с четырьмя зубьями (рис. 76, б) или в виде специальных
пластин (рис. 76, в) с направляющей цапфой, служащей для получения
соосности с обработанными отверстиями.
В крупносерийном и массовом производстве широко применяются
комбинированные зенкеры — цельные (рис. 77, а) и со вставными
ножами (рис. 77, б, в), обрабатывающие одновременно отверстие,
210
торец и фаску и т. п. Направление таким зенкерам дается либо верхнее
(рис. 77, б), либо нижнее (рис. 77, в).
Для растачивания отверстий от 35 до 260 мм применяются черно-
вые двух- и четырех резцовые блоки (рис. 78, а, б), снимающие каж-
дой парой ножей припуск до
15 мм на диаметр и обрабаты-
вающие ступенчатые отверстия
(на рис. 78, б диаметрами D и
Z)j). Для растачивания отверс-
тий диаметром 120 мм и более
могут быть применены также
резцовые головки со вставными
ножами (рис. 78, в).
Для чистового растачива-
ния отверстий диаметром
25—300 мм применяются двух-
резцовые блоки (рис. 78, г) и
головки с микрометрической
подачей резца, с точностью его
установки до 0,02 мм.
Для сверл, зенкеров и раз-
верток все больше применяются
пластинки из твердых сплавов.
Развертки разделя-
ются на ручные и машинные и
изготовляются цельными и раз-
движными.
Ручные развертки имеют
длинные зубья и длинную ко-
ническую заточенную часть,
называемую заборной. Машин-
ные цельные развертки приме-
няются для отверстий диамет-
ром до 30 мм. Для отверстий
диаметром более 30 мм в целях
экономии режущего инструмен-
тального материала применя-
ются насадные развертки.
Развертки-^ раздвижные приме-
няются для диаметров от 25 до
100 мм. рольшое распростра-
нение имеют развертки со встав-
ными ножами, применяемые для
диаметров от 35 до 150 мм.
При работе чистовыми раз-
Рис. 78. Расточные блоки и резцовая
головка
вертками на токарных и ре-
вольверных станках применя-
ются качающиеся оправки (рис. 79), которые компенси-
руют несовпадение оси отверстия и направления развертки.
211
Самоцентрирующиеся развертки, называемые
иногда «плавающими», представляют собой свободно вставленные в
державку пластины (рис. 80), предназначенные для удаления очень
тонкого слоя стружки. Ввиду того что эти развертки направляются
Рис. 79. Кача-
ющаяся оправ-
ка для чисто-
вых разверток
самим отверстием, они не могут выправлять кри-
визну и положение оси, но дают чистую поверх-
ность и точный диаметр отверстия. Износ пластин
компенсируется их регулировкой. Такие разверт-
ки можно применять для отверстий диаметром
от 25 до 500 мм.
Рис. 80. Самоцентрирующая (плавающая)
развертка
В крупносерийном и массовом производстве применяются комби-
нированные инструменты: сверло-зенкер, сверло-развертка (рис. 81,а),
сверло-зенкер-развертка (рис. 81, б) и др.
Основное время для обработки отверстий свер-
лом, зенкером, разверткой, цековкой и подрезным
ножом определяется по формуле
а) 5)
Рис. 81. Сверло-раз-
вертка (а) и сверло-
зенкер-развертка (б)
И
ns
При сверлении, зенкеровании и развертывании
длина прохода инструмента слагается из длины
обрабатываемого отверстия, длины врезания и
длины перебега инструмента. Для этих видов
работ формула основного времени может быть
выражена следующим образом:
(/о + ^вр +/п) . . .
t0 —---------------1 [мин], (132)
ns
где l0 — длина обрабатываемого отверстия в
мм; 1вр — длина врезания в мм; 1а — длина пе-
ребега сверла в мм (рис. 82, а).
Длина врезания /вр при сверлении опреде-
ляется по формуле
212
/вр = ctg ф 4- (1-1-3) [мм],
(133)
где D — диаметр сверла в мм; d — длина поперечной режущей
кромки сверла в мм; ф — главный угол в плане сверла в град.
Рис, 82. Схемы для определения длины прохода инструментов при
обработке отверстий
Длина врезания ZEp при рассверливании, зенкеровании и раз-
вертывании (рис. 82, б, в, г) определяется по формуле
Zap = / ctg ср Д-(1 4-3) [мм], (134)
где t — глубина резания в мм; ф — главный угол инструмента в
плане в град.
Длина перебега инструмента 1а при обработке на проход прини-
мается равной 1—3 мм; при развертывании /п= (0,24-0,5) К [лл]
(рис 82, г), где К — длина калибрующей части развертки. При об-
работке глухих отверстий /п = 0.
Для точных конических отверстий применяется комплект из ко-
нических зенкеров и разверток.
На рис. 83, а показан порядок обработки таких конических от-
верстий. При диаметрах больше 25 мм отверстие рекомендуется
сверлить последовательно несколькими сверлами различного диа-
метра для образования ступенчатого отверстия, приближающегося
к форме конического зенкера. После сверления 1 (рис. 83, а) пооче-
редно применяются зенкер 2, черновая развертка 3 и чистовая раз-
вертка 4.
При зенкеровании и развертывании конических отверстий
(рис. 83, б) основное время определяется по формуле
, / + (0,5-J-2) г . л
t0 -----*------ [мин], (135)
ns
213
где
i=—— ctg?
D — d ,
—-— = t в мм — глубина резания;
<p — главный угол в плане, равный половине угла при вершине кону-
се
са инструмента: — .
Для быстрой смены режущих инструментов на вертикально-свер-
лильном станке применяется специальный быстросменный патрон
(рис. 84).
Радиально-сверлильные станки широко применяются в единичном
и серийном производствах; иногда они применяются и в крупносерий-
ном производстве, когда деталь вследствие большого веса трудно пере-
мещать, оссбенно вместе с кондуктором, при сверлении на вертикально-
Рис. 83. Схема обработки конического отверстия
Рис. 84.
Быстросмен-
ный патрон
сверлильных станках. Ориентировочный вес (масса) детали с кондукто-
ром для вертикально-сверлильных станков не должен превышать
15—20 кг; для сверления отверстий в деталях с кондуктором больше
этого веса нужно применять радиально-сверлильные станки.
При значительном весе детали с кондуктором применение легко-
подвижных в двух направлениях универсальных столов делает воз-
214
можным быстро перемещать детали от отверстия к отверстию, что
позволяет заменять дорогие и громоздкие радиально-сверлильные
станки более дешевыми вертикально-сверлильными.
На рис. 85 изображен универсальный стол, установленный на
консоли вертикально-сверлильного станка. Поперечное перемещение
на консоли осуществляется при помощи роликовых подшипников 3,
продольное же движение — непосредственно по направляющим, по-
средством реечного механизма и маховичка 1. В требуемом положении
стол закрепляется рукояткой 2.
Рис. 85. Универсальный стол к вертикально-сверлильному станку
Сверловщик, держась левой рукой за маховичок 1, совершает
одновременно два движения: передвигает стол в поперечном направ-
лении и поворотом маховичка перемещает стол в продольном направ-
лении.
На вертикально-сверлильных станках можно производить сверле-
ние, зенкерование, развертывание и нарезание резьбы многошпин-
дельными головками. Очень удобно применять сверлильные
многошпиндельные головки на станках с поворотным
столом. На рис. 86 показана схема обработки отверстия трехшпин-
дельной головкой на станке с поворотным столом, имеющим четыре
патрона, из которых один служит для смены детали во время обработ-
ки в остальных трех; благодаря этому вспомогательное время затрачи-
вается только на поворот стола на 90° и на подвод и отвод шпинделей.
В массовом и крупносерийном производстве (автомобиле- и тракто-
ростроении и т. п.) применяются специально многошпин-
дельные сверлильные головки для одновременной обработки
большого количества отверстий, расположенных в разных плоскостях
215
с разных сторон детали. Так, например, в автоматической линии для
обработки головки блока цилиндров тракторного двигателя примене-
ны 17-, 22- и 30-шпиндельные сверлильные головки.
Специальные сверлильные станки, дорогие в изготовлении, часто
заменяют специальными сменными головками, которые легко пере*
ставлять в зависимости от расположения отверстий в обрабатываемой
детали, С помощью этих головок можно обрабатывать отверстия,
Рис. 86. Схема обработки отверстия трехшпиндельной головкой на
сверлильном станке с поворотным столом
находящиеся с разных сторон детали. На рис. 87 показаны различные
варианты применения специальных многошпиндельных головок на
агрегатных станках: 1 — головка в горизонтальном положении;
2 — две (или три) головки для сверления с двух (или трех) сторон
детали; 3 — расположение головки для сверления под углом при
помощи клинообразной подставки; 4 — расположение одной или двух
216
головок сверления под углом; 5 — головка в вертикальном положе-
нии; 6 — расположение одной головки для горизонтального и дру-
гой— для вертикального сверления.
Горизонтально-расточные станки служат для рас-
тачивания и сверления отверстий, а также для фрезерования
плоских поверхностей. Обрабатываемая деталь устанавливается на
столе станка. Осевая подача резца осуществляется путем переме-
щения шпинделя (рис. 88, а); расстояние между подшипниками Д
может лишь незначительно превышать
длину растачиваемой детали L.
Подача при растачивании может
осуществляться также приведением в
движение стола 1 (рис. 88, б), на кото-
ром расположена обрабатываемая де-
таль. В этом случае необходимо, чтобы
А > 2 L. При таком способе растачи-
вания большая точность может быть
достигнута при условии отсутствия про-
гиба борштанги 2 (скалки, несущей
инструмент); прогиб возникает при
большом расстоянии между подшипни-
ками, большом сечении стружки и
недостаточной жесткости борштанги.
В практике обычно работают с пе-
ремещением шпинделя; при этом мо-
жет достигаться 2-й класс точности.
нения специальных трех-
шпиндельных головок на
агрегатных станках
Работа на горизонтально-расточ-
ных станках в средне- и крупносерий-
ном производстве ведется обычно по
кондукторам или шаблонам. В мелко-
серийном и единичном производстве изготовление кондукторов не
окупается, поэтому отверстия растачивают по разметке или мето-
дом координат. Разметка не может обеспечить требуемой в совре-
менном машиностроении точности расстояний между осями, когда
допуски иногда выражаются сотыми долями миллиметра. Метод
координат дает возможность достигнуть такой точности.
Этот метод состоит в том, что положение осей отверстий опреде-
ляется перемещением детали (реже инструмента) по осям коорди-
Рис. 88. Схемы растачивания отверстий на горизонтально-расточ-
ном станке:
1 — стол станка; 2 — борштанга; 3 — опоры
217
нат на расстояния, измеряемые штангенциркулем, индикатором,
мерными плитками и т. п. Метод координатного растачивания, а
также метод растачивания по разметке непроизводительны и тре-
буют высокой квалификации рабочего, в то время как при работе
по кондуктору можно производительнее использовать рабочих ме-
нее высокой квалификации.
В средне- и крупносерийном производстве применяются специаль-
ные одно- и многошпиндельные расточные станки, причем они бывают
с одно-, двух- и даже трехсторонним расположением шпинделей.
Рис. 89. Растачивание четырех отверстий
У таких станков подача обычно осуществляется гидравлическим спосо-
бом, а стол станка часто вращается и служит для установки двух дета-
лей; во время растачивания одной детали другая сменяется и закреп-
ляется, таким образом вспомогательное время доводится почти до
нуля. На таких станках можно производить сверление, зенкерование,
растачивание, развертывание, нарезание резьбы.
На рис. 89 показано одновременное растачивание зенкерами четы-
рех отверстий на специальном расточном станке с направлением ин-
струментов втулками кондуктора.
Тонкое (алмазное) растачивание отверстий
Очень часто чистовая отделка отверстий производится методом тон-
кого растачивания. Сущность этого способа заключается в том, что
растачивание производится при большой скорости, малой глубине
резания и малой подаче. Кроме алмазных резцов для растачивания
применяют резцы с пластинками твердых сплавов, которые также
дают хорошие результаты в отношении шероховатости и точности
обработанной поверхности. Конструкции станков для алмазного раста-
218
чивания должны быть прочными и жесткими; вибраций шпинделя и
станины не должно быть.
Приводим примерные режимы резания при тонком (алмазном) рас-
тачивании.
Скорость резания для чугуна 120—250, для бронзы 300—400, для
баббита 400—1000, для алюминиевых сплавов 500—1500 м!мин.
Глубина резания около 0,05—0,10 мм при подачах 0,01—0,08 мм!об.
Тонкое растачивание имеет следующие достоинства:
1) отсутствие в порах обработанной поверхности абразивных зерен,
что наблюдается при обработке абразивным инструментом (при шли-
фовании и хонинговании);
2) легко достигаемая точность 2-го и даже 1-го классов и точность
в 0,010 и до 0,005 мм на овальность и конусность отверстий диаметром
100—200 мм;
3) простая конструкция режущего инструмента, оснащенного
алмазом или твердым сплавом;
4) возможность получения поверхности 9—10-го классов шерохо-
ватости.
Протягивание отверстий
В массовом, крупносерийном и среднесерийном производстве
широко применяется протягивание отверстий цилиндрических, шли-
цевых и других форм.
Цилиндрические отверстия протягиваются после сверления или
зенкерования. Протягивание заменяет развертывание отверстий на
сверлильных и револьверных станках.
Для протягивания цилиндрических отверстий пользуются круг-
лыми протяжками, которые обеспечивают обработку отверстий с точ-
ностью до 2-го класса и по 5—8-му классам шероховатости поверх-
ности.
Протяжки квадратные, одношпоночные, шлицевые применяются
для обработки отверстий соответствующих форм.
Для выполнения калибровочных операций, а также для обработки
глухих отверстий применяются прошивки. Прошивки проталкивают-
ся через отверстие и в отличие от протяжек, работающих на растяже-
ние, работают на продольный изгиб. Длина прошивок 150—300 мм;
они значительно короче протяжек.
Станки, применяемые для протягивания, делятся на: 1) механичес-
кие и гидравлические; 2) горизонтальные и вертикальные; 3) одно-и
многошпиндельные.
Механические протяжные станки имеют механическую подачу,
осуществляемую реечной зубчатой парой или ходовым винтом. Рееч-
ный механизм не обеспечивает плавного, спокойного хода, что плохо
отражается на работе протяжки. Ходовой винт дает более равномерный
и спокойный ход протяжки.
Протяжные механические станки бывают с двумя ходовыми вин-
тами, которые при вращении осуществляют тяговую силу путем пере-
дачи движения салазками с закрепленной на них протяжкой.
219
Механические протяжные станки все более заменяют высоко-
производительными гидравлическими станками, гидравлическая
подача которых дает более спокойный и равномерный ход протяжки
по сравнению с механическими станками.
Отечественные горизонтально-протяжные станки развивают тяго-
вую силу 10 000 кГ (98 060 «) при рабочей скорости 1,5—13 м/мин,
Рис. 90. Установка деталей при протягивании:
а — на жесткой опоре: 1 — лобовая часть станка; 2 — опор-
ная шайба; 3 — обрабатываемая деталь; 4—> протяжка; б —
на шаровой опоре: / — пружина; 2 —опорная шайба; 3-*
шаровая опора; 4 — обрабатываемая деталь; 5 — протяжка
20 000 кГ (196 120 м) при рабочей скорости 1,5—11 м/мин,40000 кГ
(392 240 н) при рабочей скорости 1,0—6,8 м!мин, 100 000 кГ,
(980600 н) при рабочей скорости 0,3—3,7 м]мин.
Вертикальные протяжные станки занимают значительно мень-
шую площадь, чем горизонтальные (примерно в два-три раза). На
этих станках устанавливать для обработки деталь удобнее; снятие
детали можно автоматизировать; после протягивания не требуется
переносить протяжку в первоначальное положение, так как она ав-
томатически закрепляется поочередно то за верхний конец, то за
нижний.
220
Двух- и трехшпиндельные вертикальные протяжные станки поз-
воляют протягивать одновременно 2—3 детали.
Для одновременного протягивания двух отверстий в одной детали
(например, в шатуне двигателя) применяются специальные гори-
зонтальные или вертикальные двухшпиндельные протяжные станки.
Толкающие станки для прошивания применяются для выполне-
ния калибровочных операций. Прошивание сквозных и глухих
отверстий обычно осуществляется на прессах гидравлических,
пневматических, механических и ручных.
Установка детали для протягивания на протяжных станках про-
изводится на жесткой или шаровой опоре. Установку детали на же-
сткой опоре (рис. 90, а) применяют, когда торец детали подрезан
перпендикулярно оси отверстия. Если торец детали не подрезан
(черная, необработанная поверхность) или подрезан неперпендику-
лярно оси отверстия, деталь устанавливают для протягивания на
шаровой опоре (рис. 90, б).
Применяя шаровую опору для деталей с одним подрезанным
торцом, деталь опирают на другой необработанный торец; таким
образом зубья протяжки будут врезаться с обработанного торца и
благодаря этому будут меньше тупиться.
Одновременное протягивание нескольких деталей повышает про-
изводительность станка. Если длина отверстия у детали меньше
2—3 шагов протяжки, следует протягивать отверстие одновремен-
но у нескольких деталей.
Основное время для обработки протягиванием определяется по
следующей формуле:
= _(£+./)_ / J. + JL\ [МИН], (136)
0 1000 \ор Оо.х/
где L — длина рабочей части протяжки в мм; I — длина протягивае-
мой поверхности детали в мм; ор — скорость резания (рабочего хо-
да) в м/мин-, оо>х — скорость обратного хода в м/мин.
Скорость обратного хода принимается в 2—3 раза больше ско-
рости рабочего хода.
Протягиванием можно выполнять спиральные канавки в отвер-
стии, для чего во время протягивания протяжку поворачивают на
определенный угол.
3. Обработка отверстий абразивным инструментом
Шлифование отверстий
На внутришлифовальных станках отверстия шлифуются следую-
щими способами:
1) при вращающейся детали, закрепленной в патроне;
2) при неподвижной детали — на станках с планетарным дви-
жением шпинделя;
3) при вращающейся незакрепленной детали — бесцентровое
шлифование.
221
Наиболее распространен первый способ, применяемый главным
образом для шлифования отверстий в закаленных деталях (например,
в цилиндрических и конических зубчатых колесах, втулках и т. п.).
При этом способе обрабатываемую деталь закрепляют в самоцентриру-
ющем патроне с регулируемыми кулачками или в специальном при-
способлении, установленном на шпинделе станка. Закрепленная таким
Рис. 91. Схема обработки отверстия
на внутришлифовальном станке:
1 — обрабатываемая деталь; 2 — шлифоваль-
ный круг
образом деталь вращается,
шлифовальный круг, враща-
ющийся вокруг своей оси
с большим числом оборотов,
совершает возвратно-поступа-
тельное и поперечное движе-
ния, осуществляя продоль-
ную и поперечную подачи
и удаляя за каждый ход
тонкий слой металла с по-
верхности отверстия. На рис.
91 изображено расположение
шлифовального круга 2 и
детали 1 при внутреннем
шлифовании. Направления
вращения круга и детали должны быть противоположны. Диаметр
шлифовального круга обычно принимают равным 0,8—0,9 диаметра
отверстия. Длина дуги соприкосновения круга с поверхностью от-
верстия при внутреннем шлифовании зависит от соотношения диаметра
круга и диаметра отверстия. Поэтому работа производительнее при
возможно большем диаметре круга, но следует иметь в виду, что при
этом увеличивается радиальная сила, отжимающая шпиндель и сни-
жающая точность обработки.
При шлифовании отверстий малых диаметров круг должен вращать-
ся с большим числом оборотов, чтобы получить необходимую скорость
шлифования, но шпиндель станка для внутреннего шлифования не
всегда может дать требуемое число оборотов. Поэтому шлифование
отверстий малых диаметров приходится иногда вести при сравнитель-
но небольших скоростях; так, например, при диаметре шлифовального
круга до 8 мм средняя скорость его при шлифовании стали и чугуна
составляет всего около 10 м/сек, в то время как обычная скорость
30 м/сек. При чистовом внутреннем шлифовании поперечная подача в
зависимости от диаметра отверстия, требуемой точности и класса
шероховатости колеблется в пределах 0,003—0,015 мм\ чем меньше
диаметр отверстия и чем выше требуемая точность его, тем меньше
должна быть величина подачи.
Продольная подача выражается в долях высоты круга и принима-
ется равной при чистовом шлифовании 0,2—0,3, а при черновом шли-
фовании — 0,6—0,8 высоты круга.
Основное время для внутреннего шлифования с продольной пода-
чей круга определяется по формуле
~s----k[MUH}, (137)
дв.х 5 ДВ.Х
222
где а — припуск на сторону в мм; пы,х — число двойных ходов стола
в минуту;
о п 1000
. (138)
5дв.х — поперечная подача за один двойной ход стола (глубина
резания) в мм; k — коэффициент, учитывающий точность шлифования;
значение коэффициента k указано в гл. XI; цпр>х—скорость про-
дольного хода стола в м/мин;
__ sn
— 1000 ’
где s — продольная подача за один оборот детали в мм (s = «ДВК,
где 8Д — продольная подача за один оборот детали в долях высоты
шлифовального круга Вк, выраженной в мм); п. — число оборотов
детали в минуту; L — длина хода стола в мм.
Длина продольного хода стола определяется по формулам:
а) при шлифовании на проход
L = /0 — (0,2 4- 0,4) Вк [жл]; (140)
б) при шлифовании в упор
L = 10 — (0,4 4- 0,6) Вк[лш], (141)
где /0 — длина шлифуемой поверхности в мм; Вл — высота шлифо-
вального круга в мм.
Наиболее производительными являются внутришлифовальные
станки-полуавтоматы. На этих станках все операции шлифования,
за исключением установки и снятия детали и пуска станка, произво-
дятся автоматически. Принцип работы таких станков заключается в
следующем. После закрепления детали в патроне и пуска станка
шлифовальный круг подходит к детали с ускоренной подачей, меняя
ее автоматически на подачу для чернового шлифования, и шлифует де-
таль до тех пор, пока не останется припуск на чистовое шлифование
(0,04—0,06 мм на диаметр); после этого шлифовальный круг выходит
из детали и автоматически правится алмазом перед чистовым шлифо-
ванием, которое производится при меньшей подаче и большей скорос-
ти вращения детали. После 8—10 ходов припуск снимается, получа-
ется нужный диаметр отверстия и станок останавливается.
При шлифовании на полуавтоматах сквозных отверстий деталей
промер диаметра отверстия производится иногда автоматически, спе-
циальными калибрами, вводимыми с другой стороны детали после
каждого прохода круга. Эти калибры, рассчитанные для чернового
и чистового шлифования, вставлены в шпиндель, вращающийся вместе
с ними, и двигаются вперед и назад. Шлифование отверстия начерно
производится до тех пор, пока черновой калибр не войдет в отверстие;
после этого круг отводится и правится алмазом; по окончании правки
отверстие шлифуется начисто в размер чистового калибра; как только
223
этот размер достигнут и чистовой калибр войдет в отверстие, станок
останавливается.
Как было отмечено, закрепление и центрирование деталей при
внутреннем шлифовании производится в нормальных самоцентрирую-
щих патронах. Для шлифования отверстий в зубчатых колесах пос-
ледние закрепляются в специальных патронах с центрированием роли-
ками или шариками по начальной окружности (рис. 92, а) или с
центрированием специальными зубчатыми колесами, расположенными
эксцентрично по отношению к своей оси (рис. 92, б).
Рис. 92. Установка и центрирование детали при шлифовании в ней от-
верстия:
а — центрирование роликами; б — центрирование шестернями
Для шлифования торца детали после шлифования отверстия в ней
целесообразно пользоваться станками, имеющими помимо круга 1
для шлифования отверстия второй круг 2 для шлифования торца
(рис. 93); это обеспечивает соблюдение строгой перпендикулярности
торцовой поверхности оси отверстия детали, так как шлифование идет
с одной установки детали; при этом увеличивается производитель-
ность.
По второму способу, т. е. при неподвижной детали, отверстия
шлифуют на горизонтальных или вертикальных станках с планетар-
ным движением шпинделя. На рис. 94, а показана схема движения
шпинделя при шлифовании отверстия у неподвижной детали; шпин-
дель с шлифовальным кругом 1 имеет четыре движения: I — вращение
вокруг своей оси, II — планетарное движение по окружности внут-
ренней поверхности детали 2, III — возвратно-поступательное движе-
ние вдоль оси детали и IV — поперечное перемещение, т. е. попереч-
ную подачу. На такого рода станках можно шлифовать и наружные
цилиндрические поверхности деталей, которые нельзя шлифовать на
обыкновенных круглошлифовальных станках.
224
Ввиду малой производительности эти станки применяются только
для шлифования крупных деталей, которые на других, более произво-
дительных станках шлифовать не представляется возможным.
Рис. 93. Шлифование отверстия и торца
Рис. 94. Схемы шлифования отверстия.
а — планетарного, б — бесцентрового
Третий способ внутреннего шлифования — бесцентровое шлифо-
вание. При этом способе шлифуется отверстие во вращающейся не-
закрепленной детали по следующей схеме (рис. 94, б). Деталь, пред-
варительно прошлифованная по наружному диаметру, направляется
и поддерживается тремя роликами. Ролик 1 большого диаметра явля-
ется ведущим; он вращает деталь 2 и в то же время удерживает ее от
возможного вращения с большой скоростью от шлифовального круга 3.
8—499 225
Верхний нажимной ролик 5 прижимает деталь к ведущему ролику
1 и нижнему поддерживающему ролику 4. Деталь, зажатая между
тремя роликами, имеет скорость ведущего ролика 1.
При смене деталей зажимной ролик 5 отходит влево и, освобождая
деталь, позволяет вставить вручную или автоматически новую деталь.
Точность обработки при бесцентровом шлифовании по диаметру
можно получить 2-го и даже 1-го класса, а точность на концентричность
и параллельность осей внутреннего отверстия и наружной поверхно-
сти—до 0,003 мм. Этот способ можно применять для внутреннего шли-
фования деталей диаметром от 10 до 200 мм со сквозными и глухими
отверстиями, а также с коническими отверстиями. Можно также
шлифовать отверстия в деталях, имеющих на наружной поверхности
уступы и буртики. Этот способ широко применяется для шлифования'
колец подшипников качения. Измерение шлифованного отверстия при-
бесцентровом внутреннем шлифовании может производиться автомати-
чески. 4
Хонингование отверстий
Сущность хонингования (хонинг-процесса) заключается в механик
ческой доводке предварительно развернутого, расшлифованного или
расточенного отверстия специальной вращающейся головкой (хоном)
сшестъю (иногда и более) абразивными раздвижными брусками, имею-
щей, кроме того, возвратно-поступательное движение. Раздвижение
абразивных брусков в радиальном направлении осуществляется меха-
ническим, гидравлическим или пневматическим устройством.
В результате хонингования получается гладкая и блестящая по-
верхность 9—11-го классов и с точностью 1—2-го класса. Охлаждение
производится обычно керосином, который способствует удалению
абразивных зерен, остающихся в порах металла (особенно чугуна)
и увеличивающих износ отверстия при эксплуатации детали, поэто-
му интенсивное охлаждение необходимо.
Станки для хонингования изготовляются одно- и многошпиндель-
ные (до 6 шпинделей) с гидравлической подачей.
Хонингование имеет по сравнению с внутренним шлифованием
следующие преимущества:
1) обеспечение цилиндричности поверхности отверстия ввиду от-
сутствия отжима инструмента, который имеет место при работе на
внутришлифовальных станках;
2) отсутствие вибраций, что часто наблюдается у внутришлифо-
вальных станков;
3) плавность хода хонинговальной головки, достигаемая благо-
даря гидравлической подаче.
Припуск на хонингование от 0,05 до 0,10 мм может быть снят за’.
1—2 мин.
Хонинговальная головка вращается со скоростью 60—75 м!мин'
для чугуна и бронзы и 45—60 м!мин для стали; скорость возвратно-
поступательного движения головки 12—15 м!мин. На рис. 95, Ф
представлена конструкция хонинговальной головки с механическим.
226 .:
раздвижением абразивных брусков, Йа рис. 95, б дана схема опреде-
ления длины ее перемещения. Основное время для хонинг-процесса
определяется по следующим формулам:
t0 = —— [мин],
svn
v 1000
„___ в п
(142)
(143)
(144)
Ц = 10 + 2/п — /бр 1лш] (рис. 95, б).
Здесь а — припуск на сторону в мм; sp—радиальная подача на
один двойной ход хонинговальной головки в мм; п — число двойных
ходов хонинговальной головки в минуту; пв п — скорость возвратно-
поступательного движения в м/мин (пв.п = 124-15 м/мин;) — ход
хонинговальной головки в мм (рис. 95, б); I — длина обрабатываемого
отверстия в мм; 1а — перебег головки в мм (1а = 12ч-25 мм); /бр —
длина абразивного бруска в мм (/бр = 754-100 мм).
Рис. 95. Хонинговальная головка:
а — конструкция 6 —схема определения длины перемещения головки, в — го-
лозка для хонингования шлицевого отверстия
Новые конструкции хонинговальных головок со значительно боль-
шей поверхностью и большей твердостью абразивных брусков с при-
менением увеличенных удельных давлений брусков на обрабатывае-
8* 227
мую поверхность позволяют снимать большие припуски и сокращают
время обработки в 2—3 раза по сравнению с обычными конструкциями
головок.
На рис. 95, в показана хонинговальная головка для обработки
отверстий с прерывистыми поверхностями, например отверстие со
шпоночной канавкой, или шлицевое отверстие. Особенностью этой
головки является то, что абразивные бруски в ней размещены не
параллельно ее оси, а под углом а = 15—30°. Головка состоит из
корпуса 4, в котором шток 2 ввернут в шток 6, соединенный с четырьмя
колодками 8, несущими абразивные бруски 9. На штоке имеются два
усеченных конуса с углом 15°. Для предохранения от выпадения коло-
док 8 из корпуса 4 служат две пружины 7. Хонинговальная головка
закрепляется в шпинделе станка с помощью шпилек 1 и 3. Шуруп 5
препятствует штоку 6 провертываться. Расположение абразивных
брусков под углом 15—30° обеспечивает постоянное перекрытие шпо-
ночных пазов не менее чем двумя брусками одновременно.
Для изготовления абразивных хонинговальных брусков использу-
/ют различные искусственные абразивные материалы: электрокорунд,
карбид кремния (карборунд), эльбор (кубический нитрид бора) и др.
Алмазные бруски дают несколько лучшие результаты. Главное их
достоинство — высокая стойкость, в десятки раз превышающая стой-
кость абразивных брусков.
Для изготовления алмазных брусков применяют зерна природных
(естественных) и синтетических (искусственных) алмазов. Для хонин-
говальных брусков применяют преимущественно синтетические алма-
зы, обладающие высокой стабильностью свойств, работоспособностью
и имеющие по сравнению с природными алмазами значительно мень-
шую стоимость.
Притирка (доводка) отверстий
Процесс притирки отверстий заключается в удалении шерохова-
тости с поверхности отверстия после его чистовой обработки чугунны-
Рис. 96. Головка с чугунными притирами
ми или медными притирами (рис. 96), создающими при помощи пружин
давление на стенки отверстия. Притирка производится вращением
притира попеременно в обоих направлениях на полоборота с одно-
228
временным перемещением его вдоль оси обрабатываемого отверстия.
Во время работы притир поливается керосином*.
Притиркой получают 9—11-й классы шероховатости поверхности
отверстия, но она не выправляет ни овальности, ни конусности отверс-
тия. Притирка является малопроизводительным способом отделки
поверхности, так как производится довольно медленно и поэтому в
машиностроении применяется сравнительно редко.
В настоящее время доводку точных сквозных и глухих отверстий
в деталях из цементированной, закаленной и азотированной сталей,
алюминиевых сплавов и бронзы осуществляют доводниками с бруска-
ми из синтетических алмазов. Этот новый метод сочетает преимущества
обычной притирки и хонингования и обеспечивает высокую точность
размера (1-й класс и точнее) и геометрической формы (овальность и
конусность 1—2 мкм), 10—12-й класс шероховатости.
4. Обработка отверстий без снятия стружки
Этот вид обработки отверстий заключается в их калибровании
(дорновании) проглаживающими прошивками (дорнами) и шариками,
а также в раскатывании отверстий.
Рис. 97. Схемы обработки отверстий без снятия
стружки:
а — проглаживающая прошивка, б — калибрование ша-
риком, в—раскатывание роликами
Проглаживающие прошивки (рис. 97, а) не имеют режущих зубь-
ев, они не режут, а уплотняют, проглаживают металл и таким образом
калибруют отверстие.
Калибрование шариком (рис. 97, б) заключается в продавливании
стального закаленного шарика с помощью пресса через отверстие, пред-
варительно точно обработанное. Диаметр шарика должен быть не-
сколько больше диаметра отверстия, полученного после продавлива-
ния шарика, так как в этом случае наблюдается явление упругого
восстановления. На специальных прессах для калибрования шариком
* О притирке см. также на стр. 199.
229
предусматривается автоматический возврат шарика. Скорость кали-
брования 2—7 м/мин.
Раскатывание применяется для получения плотной и гладкой по-
верхности отверстия и производится стальными, закаленными и от-
шлифованными роликами бочкообразной формы (рис. 97, в). Ролики
(10—12 шт.) располагаются в стальном корпусе, который служит для
них опорной поверхностью. Недостатком раскатывания является
трудность получения точного цилиндрического отверстия вследствие
большого давления на стенки отверстия, неравномерной толщины сте-
нок и неоднородности материала детали. Эти факторы вызывают де-
формацию детали. Скорость раскатывания до 200 м/мин, подача до
5 мм!об.
Раскатывание требует усиленной смазки. Наблюдающееся иногда
закатывание заусенцев, в стенки отверстия может вызвать нежела-
тельные последствия при эксплуатации детали, поэтому необходимо
предварительно развертывать отверстие начисто.
Широкого распространения раскатывание не получило вследствие
развития других способов чистовой отделки поверхности отверстия.
5. Применение различных методов чистовой отделки
отверстий
Чистовое развертывание широко применяется на
сверлильных и токарно-револьверных станках для отверстий диамет-
ром до 150 мм.
Чистовое растачивание отверстий применяется во
всех видах производства: в крупносерийном производстве оно выпол-
няется на многошпиндельных станках, а в мелкосерийном — на то-
карных и одношпиндельных горизонтально-расточных станках.
Протягивание широко применяется для обработки отверс-
тий; во многих случаях оно заменяет развертывание цилиндрических
отверстий; для изготовления шлицевых (а также других форм) отверс-
тий протягивание является единственным, практически применимым
производительным способом. (Долбление шлицев в отверстиях при-
меняется в единичном и мелкосерийном производстве.)
Шлифование отверстий применяется для закаленных дета-
лей; для незакаленных же отверстий малого диаметра шлифование
почти не применяется; при обработке отверстий больших диаметров
этот способ применяется главным образом в ремонтных цехах.
Бесцентровое шлифование получает все большее
применение, особенно в крупносерийном и массовом производстве.
Хонингование является доводочной операцией и применя-
ется после развертывания или шлифования, находя весьма широкое
применение, в особенности в автотракторной и авиационной промыш-
ленности.
Тонкое (алмазное) растачивание широко применяется
для обработки цветных металлов (бронза, баббит и др.), реже при
обработке чугуна и стали.
230
Раскатывание отверстий применяется сравнительно редко;
хонинг-процесс дает большую точность, чистоту и производительность.
Притирка чугунными и другими притирами почти вышла из
употребления и заменяется хонинг-процессом (за исключением еди-
ничного производства).
6. Методы получения отверстий малых диаметров
Для получения отверстий диаметром до 3,5 мм в плоских стальных
деталях толщиной до 3 мм и деталях из цветных металлов до 5 мм
применяются следующие способы: 1) сверление по кондуктору; 2) кер-
нование с последующим сверлением; 3) пробивание в штампах.
В тех случаях, когда к точности диаметров отверстий и межцентро-
вых расстояний предъявляются высокие требования, отверстия, полу-
ченные вышеуказанными способами, доводятся до окончательных раз-
меров калиброванием в штампах.
Сверление по кондуктору в сравнении с другими
названными методами получения отверстий малых диаметров является
малопроизводительным и менее точным. При сверлении по кондуктору
затрачивается значительное время на установку кондуктора или за-
кладку в него детали, крепление и выем ее после сверления. Сверле-
ние малых отверстий по кондуктору менее точно потому, что к погреш-
ности сверления вследствие зазора между сверлом и отверстием
направляющей втулки добавляется погрешность изготовления кондук-
тора. При сверлении по кондуктору достигают точности межцентро-
вых расстояний 0,05 мм на координату.
Кернение с последующим сверлением ведется
при помощи керновочных штампов и применяется, как правило, в
серийном и массовом производстве. Керновочные штампы предназ-
начены для точной разметки деталей под сверление. Они могут при-
меняться и в мелкосерийном производстве, заменяя дорогостоящие
кондукторы.
При сверлении по кернам деталь свободно лежит на столе свер-
лильного станка или на подставке и легко подается от руки под сверло.
Направлением для сверла служит лунка, полученная при кернении
детали. Точность межцентровых расстояний при сверлении по кернам
также выше по сравнению со сверлением по кондуктору: она достигает
0,03 мм на координату.
При небольшом количестве отверстий с параллельными осями в
детали сверление по кернам ведется на настольных сверлильных стан-
ках; когда же число отверстий в детали значительно, для сверления по
кернам применяют высокопроизводительные многошпиндельные свер-
лильные полуавтоматы и автоматы (модель С-44А и др.). Один свер-
ловщик может обслуживать 4—5 таких станков. Число одновременно
получаемых отверстий в детали практически колеблется от 2 до 25 в
зависимости от размеров деталей.
Однако при современных масштабах производства для получения
в плоских деталях малых отверстий с параллельными осями применя-
231
ется более производительный и точный метод — пробивание
отверстий в штампах.
Сущность этого метода заключается в том, что с помощью дыро-
пробивного штампа одновременно (за один ход ползуна пресса) полу-
чается значительное количество отверстий (20 и более), причем дости-
гается большая точность межцентровых расстояний по сравнению с
точностью, достигаемой сверлением по кондуктору или по кернам.
В тех случаях, когда требуется получить высокую точность от-
верстий с параллельными осями в плоских деталях (по диаметру
0,005 мм, по межцентровым расстояниям 0,0075—0,01 мм), после опера-
ции сверления или пробивания отверстий вводится доводочная опера-
ция — калибрование отверстий в штампах.
Одновременно можно калибровать большое количество отверстий
(до 24). Калибрование в штампах значительно повышает точность
взаимного расположения отверстий: смещение отверстий уменьшается
на 50—75%. В отдельных случаях для получения более высокой точ-
ности взаимного расположения отверстий с параллельными осями они
калибруются два или три раза. При калибровании отверстий достига-
ются 8—10-й классы шероховатости поверхности.
Ввиду возможных перекосов пуансонов и необходимости придания
им жесткости применение калибрования ограничивается толщиной
деталей: для стальных деталей толщина не должна превышать 3 мм, для
деталей из латуни — 5 мм; отношение длины калибруемого отверстия
к его диаметру должно быть не более 3; при этих условиях получаются
наилучшие результаты.
ГЛАВА XIII
ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
1. Виды резьб и резьбовой инструмент
В машиностроительном производстве применяют цилиндрические
резьбы — крепежные и ходовые, а также конические резьбы.
Основной крепежной резьбой является метрическая резьба тре-
угольного профиля с углом профиля 60°. Дюймовая резьба с углом
профиля 55° также является крепежной, но в СССР она применяется
только при изготовлении запчастей и ремонте старого или зарубежно-
го оборудования. Применение дюймовой резьбы при проектировании
новых изделий не разрешается.
Ходовые резьбы изготовляют с прямоугольным и трапецеидальным
профилем; последние бывают однозаходные и многозаходные. Резьба
может быть наружная (на наружной поверхности детали) и внутренняя
(на внутренней поверхности детали).
Наружную резьбу можно изготовлять различными инструментами:
резцами, гребенками, плашками, самораскрывающимися резьбонарез-
ными головками, дисковыми и групповыми фрезами, шлифовальными
кругами, накатным инструментом.
232
Для изготовления внутренней резьбы применяют: резцы, метчики,
раздвижные метчики, групповые фрезы, накатные ролики.
Тот или иной метод нарезания резьбы применяется в зависимости
от профиля резьбы, характера и вида материала изделия, объема
производственной программы и требуемой точности.
Для резьбовых соединений с крупным шагом поГОСТу в зависи-
мости от величины допуска по среднему диаметру установлено три
класса точности: кл. 1, кл. 2, кл. 3; для резьбовых соединений с
мелким шагом — четыре класса точности: кл. 1, кл. 2, кл. За и кл. 3.
Обычно резьбу изготовляют по 2-му и 3-му классам точности, кото-
рые приблизительно соответствуют 4-му и 5-му классам точности для
гладких валов и отверстий. При нарезании резьбы помимо основного
критерия — точности среднего диаметра резьбы необходимо выдержи-
вать в определенном соотношении угол профиля и шаг, что значитель-
но осложняет процесс нарезания резьбы; кроме того, поверхность
резьбы должна быть чистой и гладкой.
2. Нарезание резьбы резцами и гребенками
Треугольную резьбу часто нарезают на токарно-винторезных стан-
ках резьбовыми резцами, т. е. резцами обычного типа, за-
точенными под требуемым углом (60° для метрической резьбы и 55° —
для дюймовой). Получение профиля резьбы обеспечивается соответст-
вующим профилем резьбового резца, который должен быть заточен
очень точно, и правильной установкой резца относительно детали:
резец должен быть расположен строго перпендикулярно оси станка,
так как в противном случае резьба получится косой; кроме того, пе-
редняя поверхность резца должна быть расположена на высоте цент-
ров станка. При другом ее положении резьба будет нарезана с не-
правильным углом.
Высокие требования, предъявляемые к заточке резцов и сохране-
нию правильного профиля, привели к внедрению в производство фа-
сонных резьбовых резцов — призматических (рис. 98, а)
и круглых (дисковых) (рис. 98, б). У этих резцов размеры элемен-
тов профиля резьбы выдерживаются более точно, чем у обычных, так
как такие резьбовые резцы затачиваются по передней поверхности, а
отшлифованные при изготовлении задние (боковые) поверхности со-
храняют профиль неизменным.
Для улучшения качества поверхности резьбы часто применяют
пружинные державки (рис. 98, б). Некоторые заводы приме-
няют многорезцовые резьбовые головки. Трехрезцовая гсловка, пред
ставленная на рис. 98, г, состоит из корпуса 5, к которому болтом4 при-
крепляется трехрезцовая пластина Г (отдельно показана на рис. 98, д').
По мере затупления одного из резцов пластина перезакрепляет-
ся так, чтобы в работе был новый, незатупившийся резец. Для этой
цели в корпусе имеется штифт 2 (рис. 98, г), по которому пластина
фиксируется своими тремя точно расположенными цилиндрическими
отверстиями. Применение многорезцовых головок наиболее целе-
сообразно в условиях серийного производства.
233
При нарезании резьбы одним резцом режущая кромка его вслед-
ствие быстрого притупления теряет форму, поэтому рекомендуется
черновые ходы производить одним резцом с менее точным профилем,
а чистовые ходы — чистовым резцом.
При нарезании резьбы новаторы производства широко применяют
твердосплавные резьбовые резцы со специальной заточкой, значитель-
но повышающие режимы резания, используют для нарезания не только
прямой, но и обратный ход резца, применяют автоматические выклю-
чатели, благодаря чему значительно повышают производительность
труда.
Рис. 98. Резцы для нарезания резьбы:
а — призматический; б — кру1лый, в — пружинная державка; а —трех-
резцовая головка; д — трехрезцовая пластина
При скоростном нарезании резьбы происходит небольшое искаже-
ние ее профиля: угол профиля нарезаемой резьбы получается всегда
больше угла при вершине резца на 30'—1°30'. Поэтому новаторы реко-
мендуют в этих условиях применять резцы с углом профиля, равным
углу профиля нарезаемой резьбы, уменьшенному на 1°. Например,
для нарезания метрической резьбы с углом профиля 60° угол профиля
чистового резца принят 59°.
Применяют также нарезание резьбы за один проход, используя
одновременно три резца, оснащенных твердым сплавом и в совокуп-
ности (рис. 99) напоминающих гребенку; черновой резец 1 имеет угол
профиля 70°, получистовой резец 2 — 65° и чистовой резец 3 — 59°.
Нарезание резьбы резцом производится за много ходов в зависи-
234
мости от требуемой точности, диаметра резьбы и твердости материала
нарезаемой детали.
Необходимо заметить, что применение высоких скоростей резания
при нарезании наружной и внутренней резьб в упор, в тех случаях
когда на станке нет специальных автоматических упоров, ограничиваю-
щих ход суппорта, часто приводит к браку
детали. Происходит это потому, что при
большом числе оборотов шпинделя рабочий
не всегда успевает отвести резец по окон-
чании прохода.
Значительно облегчается работа, когда
для быстрого отвода резца используются
специальные устройства, особенно авто-
матические. На рис. 100 показано такое
устройство конструкции известного токаря-
новатора В. К. Семинского.
Устройство состоит из корпуса 4, в кото-
ром на скользящей посадке смонтирована
пиноль 3 с закрепленным в ней резцом 2.
Связанный с пинолью сухарь 5 под воздей-
ствием пружины 9 (помещенной в стакане
Рис. 99. Три резца для од-
новременного нарезания
резьбы за один проход
8) постоянно прижат к специальному валику 7. Перед нарезанием резь-
бы пиноль 3 выдвинута вперед. Сухарь 5 упирается при этом в наруж-
ную цилиндрическую поверхность валика 7, занимающего крайнее
левое положение.
На направляющих станины укрепляется упор 1 так, чтобы при
входе резьбового резца в канавку регулируемый подвижной упор 12
вошел в контакт с упором /. При этом валик 7 начинает двигаться
слева направо, сжимая пружину 6. В момент, когда сухарь 5 окажется
против выемки на валике 7, он под воздействием пружины 9 вместе с
пинолью делает скачок назад, и резьбовой резец 2 выходит из резьбы.
После хода суппорт возвращают в исходное положение, устанавли-
вают резец на глубину и поворотом рукоятки 11 эксцентрика 10 снова
выдвигают пиноль вперед, а в это время валик 7 под воздействием
пружины 6 проходит в крайнее левое положение и запирает механизм.
В конце прохода механизм снова срабатывает и т. д.
В крупносерийном и массовом производстве, а также и в специали-
зированном серийном производстве резьбу часто нарезают на станках,
работающих по автоматическому циклу.
В полуавтоматах для скоростного нарезания резьб подача на глу-
бину, рабочий и ускоренный ход, отвод резца и подача его в исходное
положение осуществляются системой кулачковых, храповых и рычаж-
ных механизмов.
При нарезании точной резьбы на станках часто применяют специ-
альные коррекционные устройства, которые компенсируют ошибки
шага ходового винта. Эти устройства автоматически вводят поправки
на точность ходового винта путем дополнительного поворота маточной
гайки. Схема такого устройства показана на рис. 101. Перемещение
резца 1 относительно нарезаемой детали 2 определяется перемещением
235
маточной гайки 3 от ходового винта 4 и дополнительным поворотом ее
от коррекционной линейки 5 через рейку 6 и зубчатое колесо 7.
Нарезание прямоугольной и трапецеидальной резьб является
Рис. 100. Автоматическое устройство для наре-
зания резьбы конорукции В. К. Семинского
более сложной работой в сравнении с нарезанием треугольных резьб.
Резьбы прямоугольного и трапецеидального профиля изготов-
Рис. 101. Коррекционное уст-
ройство для нарезания точной
резьбы
ляют как однозаходными, так и мно-
гозаходными. При нарезании таких
резьб для установки резцов по углу
подъема винтовой линии токари-но-
ваторы применяют специальные дер-
жавки. На рис. 102 показана одна
из таких державок, состоящая из
поворотной части 2 и корпуса 5.
В поворотной части имеется гнездо
для резца 1, закрепляемого винтом 3.
На поворотной части державки име-
ется буртик 4, на котором нанесена
шкала с градусными делениями; с
помощью этой шкалы можно отсчи-
тывать поворот согласно углу подъ-
ема винтовой линии резьбы, не про-
236
изводя специальной заточки резца. При повертывании болта 7 пово-
ротная часть 2 державки закрепляется винтом 6.
Для повышения производительности труда при нарезании трапеце-
идальных резьб с крупным шагом применяют державку с двумя рез-
Рис. 102. Специальная державка для на-
резания прямоугольной и трапецеидаль-
ной резьбы
Рис. 103. Державка
с двумя резцами
для нарезания тра-
пецеидальной резь-
бы
цами (рис. 103) — прорезным 1 и профильным 2, установленными один
от другого на расстоянии, равном шагу нарезаемой резьбы.
На рис. 104, а показано последовательное нарезание трапеце-
идальной резьбы тремя резцами.
На рис. 104, б, в показаны приемы нарезания прямоугольной резь-
бы двумя и тремя резцами.
Рис. 104. Приемы нарезания резьбы:
а — трапецеидальной тремя резцами, б — прямоугольной двумя рез-
цами, в — прямоугольной тремя резцами
237
Применение для нарезания резьбы гребенок сокращает время
нарезания и, таким образом, увеличивает производительность резьбо-
нарезания. При нарезании резьбы гребенкой работа резания распреде-
ляется между несколькими зубьями; для этой цели концы зубьев
стачиваются от одного края гребенки к другому, так что глубина реза-
ния постепенно увеличивается. Особенно целесообразно и экономично
применять гребенки при изготовлении больших партий одинаковых
деталей. Гребенки нельзя применять при нарезании деталей, у которых
резьба доходит до выступа или буртика, так как часть резьбы, нахо-
дящаяся ближе к буртику, не получит полного профиля. Для точных
резьб гребенки не применяются, так как они не могут дать высокой
точности; их можно использовать только для предварительного наре-
зания.
"Гребенки бывают плоские, тангенциальные и дисковые с кольце-
выми и винтовыми канавками. Плоские гребенки применяются для
нарезания треугольной резьбы с малым углом подъема: тангенциаль-
ные — для нарезания треугольной резьбы с большим углом подъема;
они снабжены резьбой, обратной по отношению к резьбе обрабатывае-
мой детали; если эта деталь должна иметь левую резьбу, то резьба
гребенки — правая, и наоборот.
Круглые (дисковые) гребенки, так же' как и круглые (дисковые)
резцы, имеют то преимущество, что они затачиваются только по перед-
ней поверхности, допускают большое число переточек и, значит,
имеют большой срок службы; благодаря этому они удобны в эксплуа-
тации.
3. Нарезание многозаходных резьб
Нарезание многозаходной резьбы любого профиля начинают так,
как если бы требовалось нарезать однозаходную резьбу с шагом, рав-
ным длине хода.
Нарезав одну винтовую канавку на полный профиль, отводят ре-
зец обратно (на себя) и, дав ходовому винту обратный ход, возвращают
суппорт в начальное положение. После этого при неподвижном ходо-
Рис. 105. Поводковые патроны для нарезания много-
заходной резьбы
а — с пазами; б — со специальное планшайбой
838
вом винте, а следовательно, и неподвижном резце поворачивают деталь
на такую часть окружности, сколько заходов имеет резьба, т. е. при
двухзаходной — на половину оборота, при трехзаходной — на треть
оборота и т. д.
Весьма просто нарезается многозаходная резьба при помощи повод-
кового патрона с несколькими пазами; количество пазов должно рав-
няться количеству заходов винта или быть кратным этому количеству
(рис. 105, а).
После нарезания каждого хода деталь снимают с центров и ставят
вновь на них так, чтобы хомутик попал в следующий паз поводкового
патрона; затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных
винтов при помощи специальной планшайбы (рис. 105, б) с двумя
дисками; один из этих дисков 'может поворачиваться относительно
другого на различные углы в зависимости от числа заходов резьбы.
На цилиндрической поверхности вращающегося диска нанесены деле-
ния, при помощи которых один диск устанавливается относительно
другого на определенный угол.
На токарных станках, имеющих передачу к ходовому винту через
сменные зубчатые колеса (рис. 106), многозаходные резьбы можно
нарезать при помощи промежуточ-
ного колеса 1 и колеса 2, сцепляе-
мого с ним на гитаре; на колесе 1
ставится метка, после чего гитара
расцепляется, а шпиндель повер-
тываете# на угол, соответствую-
щий количеству зубьев колеса и
количеству заходов нарезаемой
резьбы.
Данный метод применяется,
если число зубьев колеса делится
на число заходов резьбы, в про-
тивном случае либо подбирают
другие колеса, либо пользуются
другим методом.
Менее точным, но не требую-
щим никаких приспособлений, яв-
ляется нарезание при помощи
передвижения верхних салазок
суппорта с резцом на величину
Рис. 106. Использование сменных
зубчатых колес при нарезании
многозаходных резьб
расстояния между заходами резь-
бы. Этим методом, как и предыдущим, можно пользоваться при наре-
зании наружной и внутренней многозаходной резьбы.
Многозаходную резьбу можно нарезать при помощи многорезцо-
вых державок. На рис. 107, а показан резцедержатель для двух рез-
цов, нарезающих одновременно двухзаходную резьбу.
На рис. 107, б показано приспособление для нарезания двухзаход-
ной резьбы, состоящее из переднего / и заднего 2 резцедержателей, со-
единенных поперечным винтом 3 с правой и левой резьбой. Это при-
239
способление можно применять для нарезания однозаходной резьбы.
В этом случае резцы, из которых один будет черновым, а другой —
чистовым, устанавливают один от другого на расстоянии, равном поло-
вине шага нарезаемой резьбы.
Основное время для нарезания резьбы профильным резцом или
гребенкой на токарных
Рис 107. Резцедержатели для нареза-
ния двухзаходных резьб
а — резцедержатель для двух резцов, б — спе
циальное приспособление с двумя резцедер-
жателями
станках определяется по
формуле
1о + ^вр +
ig [мин],
(145)
Аэ + ^вр Н" Ai
л = -
где /0 — длина
на детали в мм; /вр —
величина врезания резца
в мм; /п — величина пе-
ребега резца в мм; s —
подача в мм/об (s равна
шагу резьбы); п — число
оборотов детали в минуту;
i — число ходов; g — чис-
ло заходов резьбы (при
нарезании резьбы гребен-
кой g = 1).
Основное время для
нарезания резьбы на токар-
ном станке по полуавтома-
тическому циклу опреде-
ляется по формуле
1*0
„ [мин],
(146)
где *0.х — коэффициент, учитывающий время на обратный ход ка-
ретки суппорта (т. е. время на автоматическое перемещение каретки
суппорта в исходное положение перед началом каждого прохода);
h 360“ 1 к
*о.х= -----= 1.5
240е
(240° — угол поворота копирного барабана за время рабочего хода,
который обычно принимается в приспособлении для полуавтоматичес-
кого нарезания резьбы).
Остальные обозначения прежние.
4. Нарезание резьбы вращающимися резцами
(вихревым методом)
Нарезание наружной резьбы так называемым вихревым методом
осуществляется следующим образом.
Деталь, на которой должна быть нарезана резьба, закрепляется
240
в центрах токарно-винторезного станка или в патроне. В процессе
работы она медленно вращается. В специальной головке, установлен-
ной на суппорте станка (рис. 108, а), закрепляется резец с пластинкой
твердого сплава. Головка, вращающаяся от специального привода,
расположена эксцентрично относительно оси нарезаемой детали. Та-
ким образом, при вращении головки резец, закрепленный в ней, опи-
сывает окружность, диаметр которой больше диаметра детали. Перио-
дически (один раз за каждый оборот головки) резец соприкасается с
нарезаемой деталью по дуге и за каждой оборот головки прорезает
на детали серповидную канавку, имеющую профиль резьбы.
Рис. 108. Схема нарезания резьбы
метод нарезания резьбы): О—О1
детали
вращающимися резцами (вихревой
расстояние между осями вращения
и резца
За каждый оборот вращающейся детали при перемещении вращаю-
щейся головки вдоль оси детали на величину шага резьбы на детали
будет образовываться один виток резьбы. При нарезании резьбы го-
ловку повертывают относительно оси детали на величину угла подъема
винтовой линии резьбы.
Вихревое нарезание наружной резьбы с внешним касанием можно
производить и по схеме, изображенной на рис. 108, б. На практике
нарезание резьбы по этой схеме применяется реже, чем по схеме, по-
казанной на рис. 108, а, ввиду образования более короткой и толстой
стружки и получения менее чистой поверхности резьбы.
При вихревом нарезании резьбы скорость резания, соответствую-
щая скорости вращения резца, принимается в пределах от 150 до
450 м/мин-, круговая подача берется от 0,2 до 0,8 мм за один оборот
резца.
В некоторых конструкциях головок для вихревой резьбы закреп-
ляют не один, а два или четыре резца (рис. 109, а); у четырехрезцовых
головок два резца прорезают канавку, третий придает ей профиль
резьбы, четвертый удаляет заусенцы (на рисунке один резец).
При нарезании внутренней резьбы деталь закрепляется в патроне
станка, резец — в оправке головки, которая устанавливается на суп-
порте станка (рис. 109, б).
241
Нарезать резьбу вихревым методом можно на токарно-винторез-
ных, резьбонарезных и резьбофрезерных станках при помощи специ-
альных устройств.
Основное время нарезания резьбы вращающимися резцами (вихре-
вым методом) определяется по формуле
Go 4“ ^вр 4- ^п) Go 4" ^вр 4" ^п) лОн . г .
10 =------------------ I =---------------------I [мин],
sn SSonpZp
где /0 — длина резьбы в мм; /вр —
Рис. 109. Нарезание резьбы вращаю-
щимися резцами:
а — головка для четырех резцов (в положе-
нии, показанном на рисунке, установлен толь-
ко один резец), б — схема нарезания внутрен-
ней резьбы
(147)
величина врезания резьбы в мм
(/вр = 14-2 шага резьбы в мм);
1П — величина перебега резьбы
в мм (1П = 14-2 шага резьбы в
мм); s — шаг нарезаемой резь-
бы в мм; п — число оборотов
детали в минуту; DH — наруж-
ный диаметр резьбы в мм; s0—
круговая подача детали в мм на
один резец за один оборот рез-
цовой головки;
s0 = ——;
Мр2р
«р — число оборотов резцо-
вой головки в минуту;
ЮООор
р лОр
цр — скорость резания в
м/мин; Dp — диаметр резцовой
головки в мм; zp — число рез-
цов, установленных в резцовой
головке (zp = 14-4); i—число
ходов (i=l; резьба обычно на-
резается за один ход).
5. Нарезание резьбы плашками и самораскрывающимися
резьбонарезными головками
Основной недостаток всех типов плашек — это необходимость
свинчивания их по окончании нарезания, что вызывает значительную
затрату времени и снижает производительность, а также ухудшает
качество резьбы.
Нарезание резьбы самораскрывающимися резьбонарезными голов-
ками (рис. ПО, б), применяемыми на автоматах, револьверных и
болторезных станках, значительно производительнее (в 3—4 раза),
чем нарезание плашками (рис. НО, а), так как благодаря автомати-
ческому раскрыванию обратного свинчивания их не требуется.
242
Резьбонарезные головки нормализованной конструкции изготов-
ляются серийным порядком с тангенциальным и радиальным располо-
жением плашек, а также с круглыми плашками.
Основное время при нарезании резьбы плашками определяется по
формуле
(^о + ^вр-Нп) Uo + ^вр-Ни) л.„
t0=--------!-------1-------------- [мин], (148)
ns n0S
где /0 — длина нарезаемой резьбы в мм; 1вр — величина врезания
плашек в мм; 1П —величина перебега плашек в мм (1вр = /п = 14-2
Рис. 110. Схемы нарезания резьбы:
а — круглой плашкой, б — резьбонарезной головкой
шага резьбы в мм); s — шаг нарезаемой резьбы в мм; п — число обо-
ротов в минуту при рабочем ходе (при нарезании резьбы); п0 —
число оборотов в минуту при обратном ходе (при свинчивании).
Основное время при нарезании резьбы самораскрывающимися
резьбонарезными головками определяется по формуле
Uo-Мвр-Нп)
t0 —------------ [мин]. (148 )
ns
6. Фрезерование резьбы
Фрезерование наружной и внутренней резьбы широко применяется
в производстве; оно осуществляется двумя способами: 1) дисковой
фрезой, 2) групповой фрезой.
Первый способ — фрезерование дисковой фрезой — применяется
при нарезании резьб с большим шагом и крупным профилем. Нареза-
ние дисковой фрезой производится за один проход и для очень крупных
резьб — за два или три прохода. Профиль фрезы соответствует профи-
лю резьбы; ось фрезы располагается по отношению к оси детали под
углом а, равным углу наклона резьбы (рис. 111, а). Дисковые фрезы
применяются симметричные (рис. 111, б) и несимметричные (рис.
111, в) в зависимости от конструкции станка. При нарезании резьбы
фреза вращается и имеет поступательное движение вдоль оси детали,
причем перемещение за один оборот детали должно точно соответство-
вать шагу резьбы. Вращение детали происходит медленно в соответст-
вии с подачей.
243
Основное время при нарезании резьбы дисковой фрезой на резьбо-
/ фрезерных станках определяется по формуле
/0 — [мин], (149)
где — время нарезания при первсм проходе; /2 — время нарезания
при втором проходе; 13 — время нарезания при третьем прохоДе.
Рис. 111. Схемы фрезерования резьбы дисковыми фрезами:
а — смещение осей фрезы и нарезаемой детали, б — фреза симметричного
профиля; в — фреза несимметричного профиля
Время нарезания для каждого прохода определяется отдельно,
так как глубина резания, минутная подача и врезание для каждого
из них различны.
Время нарезания каждого прохода tt определяется по формуле
Uo + ^вр + In)
------ig [мин],
cos asu
(150)
где /0 — длина резьбы в мм; 1вр — величина врезания дисковой фре-
зы в мм; 1п — величина перебега дисковой фрезы в мм (для резьбы
на проход /п = 14-3 шага резьбы; для резьбы в упор 1а = 0); d — на-
ружный диаметр нарезаемой резьбы в мм; st — шаг резьбы в мм;
а — угол наклона витков резьбы к оси нарезаемой детали в градусах;
sM — минутная подача по наружной окружности нарезаемой детали в
.мм/мин; i — число ходов; g — число заходов резьбы;
i
sM = [мм/мин],
здесь sz — подача в мм на один зуб резьбовой фрезы; г — число
зубьев резьбовой фрезы; — число оборотов резьбовой фрезы в ми-
нуту;
1000»
«Ф = —тг
nl>
здесь v — скорость резания в м/мин; D — диаметр фрезы в мм.
244
Величину врезания дисковой фрезы /вр можно приблизительно
определить по формуле
1вр = Vt (D — t) [мм],
здесь t — глубина резьбы в мм.
Второй способ — фрезерование групповой фрезой — применяется
для получения коротких резьб с мелким шагом (рис. 112, а — фрезе-
рование наружной резьбы, рис. 112,6 — фрезерование внутренней
Рис. 112. Схемы фрезерования резьбы групповыми фрезами:
а — наружной резьбы, б — внутренней резьбы
резьбы). Групповая фреза (называется иногда гребенчатой) представ-
ляет собой как бы группу дисковых фрез, собранных на одну оправку
(отсюда название «групповая фреза»). Длина фрезы обычно принима-
ется на 2—5 мм больше длины фрезеруемой резьбы. Групповая фреза
для нарезания резьбы устанавливается параллельно оси детали, а не
под углом, как дисковая фреза. (Резьбу с большим наклоном группо-
вой фрезой нарезать нельзя.) Предварительно производят врезание
фрезы на глубину резьбы. Во время полного оборота детали группо-
вая фреза перемещается на величину шага резьбы. Фрезерование резь-
бы происходит за 1,2 оборота детали; 0,2 оборота детали необходимо
для врезания.фрезы на глубину резьбы и перекрытия места врезания.
Основное время для нарезания резьбы групповой фрезой на резьбо-
фрезерных станках определяется по нижеследующей формуле, выве-
денной из формулы (150); при этом принято, что деталь делает один
оборот и коэффициент врезания равен 1,2; число проходов и число
заходов при нарезании групповой фрезой равно единице:
t0 = 1,2nd [мин}. (151)
7. Нарезание внутренней резьбы метчиками ,—--
Внутреннюю резьбу часто нарезают метчиками. Метчики бывают
ручные и машинные. Ручные метчики применяются обычно комплек-
том из двух или трех штук. Машинные метчики применяются для ра-
245
боты главным образом на свер-
лильных станках. Машинные
метчики бывают цельные, пря-
мые, с вставными ножами и га-
ечные.
Для нарезания резьбы в от-
верстиях малых и средних ди-
аметров применяют метчики
цельные и гаечные, для наре-
зания в отверстиях больших
диаметров (до 300 мм) — цель-
ные метчики со вставными но-
жами или резьбонарезные го-
ловки с раздвижными плашка-
ми.
Для нарезания гаек в спе-
циализированном производстве
крепежных деталей или при из-
готовлении большого количест-
ва гаек в серийном производ-
стве применяются специальные
станки для нарезания гаек при
помощи изогнутого метчика.
Такой станок (рис. 113, а) име-
ет подшипник, в котором зак-
реплен пустотелый шпиндель с
изогнутой трубкой; в этой труб-
ке расположен изогнутый мет-
чик. До начала работы трубка
заполняется гайками. Гайки
после нарезания резьбы пе-
ремещаются автоматически
сквозь трубку и падают в
ящик. Изогнутая форма мет-
чика препятствует выпадению
его из шпинделя.
Наиболее производительным
является нарезание гаек на
гайконарезных автоматах и
полуавтоматах с кривыми ме-
тчиками, закрепленными в спе-
циальном патроне (рис. 113,
б), состоящем из двух половин.
Метчик вместе с направляющей
втулкой закладывается в одну
половину патрона, после чего
вторая половина скрепляется
болтами с первой. От перемеще-
ния метчик удерживается гай-
246
Рис. 114. Спе-
циальный пре-
дохранитель-
ный патрон для
нарезания резь-
бы
ками, находящимися на его хвосте. Гайки загружаются в бункер
станка и. под действием ползуна подаются к метчику. Такие автоматы
изготовляются обычно двухшпиндельными.
Если при нарезании резьбы сквозной проход метчика невозможен,
необходимо вывинтить метчик по окончании нарезания; для этого
у многих револьверных и сверлильных станков
имеются реверсивные устройства. При отсутствии
у станков реверсивного устройства применяются
специальные реверсивные патроны, которые имеют
зубчатую передачу, переключающуюся на обрат-
ный ход в конце нарезания отверстия.
Для устранения поломок метчика при упоре
его в дно глухого отверстия, а также при перег-
рузке, являющейся следствием твердости матери-
ала или отсутствия смазки и т. п., применяются
специальные предохранительные патроны (рис.
114), позволяющие метчику останавливаться при
вращающемся шпинделе, когда крутящий момент
превысит величину, безопасную для прочности
механизма.
Основное время при нарезании резьбы метчиком
в сквозном и глухом отверстии определяется по
формуле
, /о + /вр + 1п , 1о + /вр + 1п .
t0 —-------------1------!---{мин], (152)
sn sn0
где /0 — длина нарезаемой резьбы в мм, /вр — дли-
на врезания метчика в мм;
/вр=1 4-3s,
/п — длина перебега метчика в мм (1П = 24-3 s
при сквозном отверстии и 1П = 0 при глухом отвер-
стии); s — шаг нарезаемой резьбы в мм; п —чис-
ло оборотов при рабочем ходе (при нарезании резьбы) в минуту;
п0 — число оборотов при обратном ходе (при вывинчивании метчика)
в минуту
Основное время при нарезании резьбы гаечным к егчиком опреде-
ляется по формуле.
, ZO + /вр Ч" /п , , ,
t0 =----------[лшм], (153)
sn
где 1П = 0.
При нарезании резьбы в термически обработанных до высокой
твердости сталях, а также в труднообрабатываемых сталях и сплавах
повышенной прочности твердосплавные метчики обеспечивают значи-
тельно большую стойкость и лучшее качество нарезаемой резьбы, чем
метчики из быстрорежущей стали. В метчиках диаметром 40 мм и
247
более целесообразно применять механическое крепление пластинок
твердого сплава, так как это обеспечивает лучшее использование твер-
дого сплава, более высокое качество и долговечность инструмента.
На рис. 115, а показан сборный метчик, у которого пластины 1
твердого сплава крепятся в пазах втулки 2 с помощью клиновых
прижимов 3. В осевом направлении пластины фиксируются торцом
корпуса 4 метчика и крышкой 5, привернутой к втулке 2. Эта втулка
крепится к корпусу 4 гайкой 7 и фиксируется от проворота штифтом 6.
Рис 115 Сборный метчик (а), резьбонарезная гбловка для нарезания внут-
ренней резьбы (б)
Нарезание резьбы такими метчиками обеспечивает 2-й класс точ-
ности. Для сталей 45 и 40 X (HRC 384-40) применяются пластины
Т5К10, а для высокопрочного чугуна (НВ 350-j-380) — ВК8.
Для нарезания внутренней резьбы на револьверных станках и
автоматах применяют резьбонарезные головки (рис. 115,6) с разд-
вижными плоскими плашками, называемыми иногда самооткрываю-
щимися метчиками. Принцип действия этих головок схож с принци-
пом действия самораскрывающихся головок для нарезания наружной
резьбы. Как только нарезание резьбы окончено, режущие плашки
автоматически сдвигаются, что позволяет вывести их из отверстия, в
котором нарезалась резьба
Основное время при нарезании резьбы самооткрывающимся мет-
чиком определяется по формуле
, +^вр +41 , ,
t0 =------------[мин].
sn
(154)
248
i
4 5)
Рис. 116. Абразивные круги
для шлифования резьбы:
а — однониточный, б — многониточ-
ный
8. Шлифование резьбы
Шлифование резьбы широко применяется при изготовлении резьбо-
нарезного инструмента, резьбовых калибров, накатных роликов, точ-
ных винтов и других деталей с точной резьбой. Шлифуют резьбу обычно
после термической обработки, которая
часто искажает элементы резьбы. Про-
цесс шлифования резьбы одно- и мно-
гониточным кругом (рис. 116, а) ана-
логичен фрезерованию соответственно
дисковой или групповой фрезой.
Шлифование однониточным кругом 1
(рис 117, а) осуществляется при про-
дольном перемещении детали 2. Одно-
ниточвые круги правят одним или дву-
мя алмазами при помощи специального
приспособления (рис 117, б: 1 — шлифо-
вальный круг, 2 — державка с алмазом).
Многониточные круги применяют преимущественно при шлифова-
нии резьбы на деталях с короткой нарезанной частью (обычно не бо-
лее 40 мм). На рис. 118, а, б показаны схемы шлифования (7 и 7/ —
положения круга). Ширина шлифовального круга должна быть боль-
ше длины шлифуемой резьбы на 2—4 шага. На круге делается кольце-
вая резьба с требуемым шагом. Шлифование производится по методу
врезания при продольном передвижении детали на 2—4 шага за 2—4
ее оборота.
Рис. 117. Шлифование резьбы однониточным кругом:
а — схема шлифования / — шлифовальный круг, 2 —деталь б — прав-
ка круга 1 — шлифовальный круг, 2 — державка с алмазом
Если длина резьбы больше ширины многониточного круга, шлифо-
вание производится при продольном передвижении детали относитель-
но круга. Все нитки резьбы детали последовательно шлифуются всеми
нитками шлифовального круга. Заправляют круг под углом а, как
показано на рис. 118, в. Врезное многониточное резьбошлифование
неизбежно приводит к искажению профиля резьбы, при продольном
249
Рис. 118. Шлифование резьбы многониточным кругом:
а и б —схемы шлифования, / и // — соответственно начальное и конечное
положения шлифовального круга, в — заправка многониточного шлифоваль-
ного круга под углом а, г —ролик для накатывания кольцевой резьбы
на круге
перемещении детали относительно шлифовального круга искажение
профиля получается значительно меньшим.
Профилируют многониточный шлифовальный круг на большинстве
станков посредством накатывания кольцевой резьбы стальным роли-
ком (рис. 118, г). Ролик для накатывания кольцевой резьбы изготов-
ляют из закаленной стали одной из марок — Р18, У12, ХВГ. На
цилиндрической поверхности ролика нарезана кольцевая резьба с
требуемым шагом и углом профиля; на той же поверхности ролика про-
резаны пересекающие кольцевую резьбу спиральные канавки с не-
250
равномерным шагом; иногда вместо спиральных канавок по жей по-
верхности резьбы ролика просверливают отверстия. При накатывании
шлифовальный круг приводится в медленное вращение, благодаря
чему круг заставляет вращаться ролик. Витки ролика постепенно
выкрашивают на поверхности круга канавки, образуя кольцевую резь-
бу.
На некоторых резьбошлифовальных станках имеются специальные
приспособления для профилирования многониточного шлифовального
круга алмазом.
Основное время при шлифовании резьбы однониточным кругом
определяется по следующей формуле:
t0 =---------------k [мин], (155)
StHS!t
где /0 —длина резьбы в мм; 1вр — длина врезания в мм; 1П — длина
перебега в мм;
ZBp = /п = 1 — 3s(,
sr — шаг резьбы в мм; п - - число оборотов детали в минуту; а — при-
пуск на шлифование по среднему диаметру резьбы в мм; sn — попе-
речная подача на один проход (глубина шлифования) в мм; k — коэф-
фициент, учитывающий точность шлифования (величина коэффициен-
та k указана в гл. XI).
Основное время при шлифовании резьбы многониточным кругом
определяется по формуле
t (J56
lOOOo ' '
где d — наружный диаметр резьбы в мм; пм — число оборотов детали
за время шлифования резьбы; пи обычно принимают равным 2,2 (пер-
вый оборот — предварительное шлифование, второй оборот — оконча-
тельное). Подвод детали к кругу производится во время вращения
детали, поэтому для шлифования требуется не 2, а 2,2 оборота;
v — скорость вращения детали в м/мин.
Резьбы с большим шагом шлифуют после предварительного наре-
зания резцом или фрезой и термической обработки их. Резьбы с малым
шагом (до 1,5 мм) на закаленном валике часто образуются вышлифо-
выванием однониточным или многониточным кругом.
Шлифуют резьбу главным образом на специальных резьбошлифо-
вальных станках. При небольших размерах производства можно шли-
фовать наружную и внутреннюю резьбу на токарно-винторезных
станках, обладающих достаточной точностью, при помощи специаль-
ных приспособлений.
При шлифовании резьб точность обработки обычно выражается
допуском по среднему диаметру в мм, по шагу резьбы (на длине 25 мм)
в мм и по половине угла профиля в мин. Характеристики точности,
достигаемой при различных способах резьбошлифования, приведены
в табл. 10.
251
Точность резьбошлифования
Таблица 10
Вид шлифования По среднему диаметру в мм По шагу резьбы в мм на длине 25 мм По половине угла профиля в мин
Многониточное по ме тоду врезания Многониточное по ме- тоду продольной подачи Однониточное .... ±0,03 ±0,015 ±0,005 ±(0,0054-0,008) ±(0,005± 0,008) ±(0,0024-0,003) ± (64-10) ± (64-10) ± (64-10)
Бесцентровое шлифование резьбы применяется преимущественно
в массовом производстве при наличии многониточных кругов. Этим
методом можно шлифовать только наружную резьбу. Для этих целей
применяются станки, имеющие схемы обычных бесцентрово-шлифо-
вальных станков, снабжаемые многониточными кругами с кольцевыми
канавками, имеющими профиль шлифуемой резьбы. Круги имеют
конусную заборную часть, что позволяет шлифовать деталь по наруж-
ному диаметру при наличии припуска, а образование профиля резьбы
происходит постепенно по мере перемещения детали.
Деталь опирается на нож, точно установленный под углом подъема
винтовой линии резьбы. Ось ведущего круга наклонена в вертикаль-
ной плоскости в ту же сторону, что и нож, но на угол, вдвое больший,
благодаря чему заготовка помимо вращения осуществляет также осе-
вую подачу на один шаг за один оборот. Вращение заготовки в несколь-
ко раз медленнее, чем при круглом шлифовании.
При шлифовании резьбы на деталях, имеющих головку или буртик,
препятствующие сквозной осевой подаче, образование резьбы осущест-
вляется за 1,2—1,5 оборота заготовки. В этом случае резьба шлифу-
ется сразу по всей длине с предварительным врезанием шлифовального
круга на глубину профиля.
При шлифовании таким методом можно получить резьбу 1-го клас-
са точности; производительность при обработке деталей длиной 20—
30 мм составляет 30—50 шт. в минуту.
9. Накатывание резьбы
Накатывание резьбы осуществляется при помощи давления, а не
резания металла. При этом методе волокна материала не разрезаются,
а деформируются пластически под воздействием резьбонакатных пла-
шек или роликов, выступы которых вдавливаются в обрабатываемый
металл. Полученная таким методом резьба имеет ровную, чистую
и уплотненную певерхность.
Накатывается резьба в холодном состоянии. Материал изделия
влияет весьма сильно на качество резьбы: высокое качество резьбы
252
Рис. 119. Схема накатывания резьбы
плоскими плашками
резьбу (развертку резьбы
получается на изделиях из пластичного материала; на твердом мате-
риале резьба, в особенности крупная, накатывается на мощных стан-
ках с большими нагрузками.
Резьбу можно накатывать двумя способами: 1) плоскими накат-
ными плашками и 2) накатными роликами (иногда их называют круг-
лыми плашками).
На рис. 119 показана схема накатывания резьбы плоскими плаш-
ками. Плашка 1 неподвижна, а подвижная плашка 2 установлена на
ползуне, совершающем пря-
молинейное возвратно-посту-
пательное движение; 3 — де-
таль в положении до нака-
тывания; 4 — деталь в поло-
жении после накатыва-
ния.
Рабочая поверхность пла-
шек имеет прямолинейную
винта) с профилем и углом
подъема, соответствующими
профилю и углу подъема накатываемой резьбы. Помещенная между
плашками цилиндрическая заготовка в результате перемещения под-
вижной плашки 2 переходит из первоначального положения 3 в конеч-
ное 4 и при этом вследствие деформации металла приобретает резьбо-
вую поверхность. Неподвижная плашка 1 имеет заборную часть, захва-
тывающую заготовку и формирующую профиль резьбы, калибрующую
часть и сбег, обеспечивающий плавный выход заготовки из плашек.
Подвижная плашка обычно изготовляется без заборной части.
При работе плоскими плашками возникают большие давления,
поэтому этим способом нельзя накатывать резьбы на недостаточно
жестких или пустотелых заготовках.
Для получения требуемых размеров резьбы диаметр заготовки (d3)
должен быть примерно равен среднему диаметру резьбы. Его можно
приближенно определить по формуле
ds = /0,5 (d„ + d2B} [мм], (157)
где d3 — диаметр заготовки в мм-, dt, — наружный диаметр резьбы в
мм, dB — внутренний диаме~р резьбы в мм.
Для накатывания резьбы плоскими плашками применяются специ-
альные станки, имеющие ползун, на котором крепится подвижная
плашка. В зависимости от конструкции станка ползун с плашкой со-
вершает возвратно-поступательное движение в вертикальной, гори-
зонтальной или наклонной плоскости.
Резьбонарезные етанки с плоскими плашками изготовляются авто-
матически действующими (в редких случаях с ручной установкой заго-
товки). Заготовка накатывается за один двойной ход ползуна. Длина
хода ползуна зависит от длины плашек.
253
Машинное время накатывания резьбы
t0 = — i \мин\, (158)
п
где п — число двойных ходов ползуна в минуту; I — число прокаты-
ваний заготовки между плашками, как правило, равное единице.
(При особо глубокой резьбе, большом шаге резьбы и т. п. для образо-
вания полного профиля резьбы приходится прокатывать заготовку
между плашками два раза.)
Плоскими плашками большей частью накатывают болты, винты и
реже шурупы, обычно получая при этом резьбу 3-го класса точности.
Используемые для этого станки производят 120—150 двойных ходов,-
а наиболее современные — до 280 двойных ходов в минуту. Более точ-
ная резьба накатывается при 30—40 двойных ходах в минуту.
Рис. 120. Накатывание резьбы роликами.
о — одним ролцком, б — двумя роликами с винтовыми витками, в — двумя
роликами с кольцевыми витками, наклоненными под углом подъема резьбы
Резьбонакатные автоматы, работающие плоскими плашками, вы-
пускаются нескольких типоразмеров. На этих станках можно накаты-
вать резьбу диаметром от 2 до 25 мм и длиной до 125 мм. Станки име-
ют автоматические загрузочные устройства и обладают высокой произ-
водительностью.
В практике широкое распространение получило накатывание
резьбы роликами (круглыми плашками) с радиальной, продольной и
тангенциальной подачей.
Накатывание резьбы с радиальной подачей производится одним,
двумя и тремя роликами.
254
Накатывание резьбы диаметром от 5 до 25 мм одним роликом
(рис. 120, а) применяется на токарных и револьверных станках и
автоматах. Заготовка 1 зажимается в патроне или цанге станка, а
резьбовой ролик 2 — в державке 3, устанавливаемой в суппорте 4
или в револьверной головке станка.
На ролике 2 резьба направлена противоположно по сравнению с
накатываемой резьбой заготовки, т. е. правая резьба накатывается
роликом с левой резьбой, и наоборот. Средний диаметр ролика, число
заходов и длина хода резьбы должны быть кратными тем же парамет-
рам накатываемой резьбы.
Накатывание резьбы одним роликом часто вызывает изгиб заго-
товки из-за односторонней радиальной силы, возникающей при нака-
тывании.
Наибольшее распространение получил способ накатывания резьбы
двумя роликами (рис. 120, б). Заготовка 1 помещается на направляю-
щей планке 2, располагаемой между роликами 3. Оба ролика вращают-
ся в одну сторону, причем один из роликов получает радиальную по-
дачу (по стрелке Л).
Значительно реже накатывают резьбу тремя роликами. Радиаль-
ная подача в этом случае дается одновременно всем трем роликам.
Центрирование заготовки производится самими роликами, причем не
требуется никаких опор.
Скорость вращения роликов изменяется от 12 до 100 м/мин в зави-
симости от диаметра резьбы, точности ее и материала заготовки. При
накатке роликами можно получить резьбу 1-го и 2-го классов точности,
а иногда и точнее.
Автоматы, накатывающие резьбу роликами, производительнее
резьбонакатных автоматов, работающих плоскими плашками.
Накатывание резьбы с продольной подачей осуществляется двумя,
тремя и четырьмя роликами, снабженными заборными частями при
постоянном межцентровом расстоянии. После предварительной осевой
подачи накатывание осуществляется путем самозатягивания заготовки
или головки с роликами.
Ролики применяются с винтовыми и кольцевыми витками. В пер-
вом случае оси роликов и накатываемой заготовки параллельны, а во
втором — наклонены под углом подъема (рис. 120, в). Длина накаты-
ваемой этим способом резьбы практически не ограничена. Накатыва-
ние резьбы с продольной подачей применяется для резьб треуголь-
ного, трапецеидального и даже круглого профиля диаметром
до 100 мм.
Окружные скорости применяются от 3 до 100 м!мин в зависимости
главным образом от материала заготовки. Точность резьбы отвечает 2-му
классу. Точность резьбы выше 2-го класса достигается при работе с
принудительной подачей вместо самозатягивания.
Схема накатывания резьбы с тангенциальной подачей заготовок
показана на рис. 121, а. Накатывание резьбы происходит при про-
ходе заготовки между двумя роликами с постоянным межцентровым
расстоянием.
Тангенциальная подача заготовок осуществляется непрерывно
255
вследствие разности окружных скоростей роликов разных диаметров
(Е>1 >О2)
Для самозатягивания заготовок необходимо соблюдение соотноше-
ния диаметров роликов накатываемой заготовки, при котором tga,
где f — коэффициент трения между роликами и заготовкой; а — угол
захвата заготовки роликами.
Накатные ролики имеют винтовые канавки с числом заходов, рав-
ным отношению средних диаметров роликов и накатываемой резьбы.
Рис. 121. Накатывание резьбы роликами с тангенци-
альной подачей заготовок
Для накатывания резьбы с тангенциальной подачей применяются
двухшпиндельные резьбонакатные станки.
Производительность накатывания резьбы с тангенциальной пода-
чей определяется по формуле, предложенной канд. техн, наук В. Г.
Дейнеко на основании проведенных им исследований,
A = n(kl — k2), (159)
где А — производительность в шт!мин\ п — число оборотов роликов
в минуту, ki — число заходов резьбы первого ролика; /г2 — число
заходов резьбы второго ролика.
Разность числа заходов резьб колеблется от 2 до 10.
Кроме обычных круглых применяют еще затылованные ролики
(рис. 121, б). Каждый такой ролик (рис. 121, в) состоит из четырех
участков: затылованный по верху заборной части 1, цилиндрический
калибрующей части 2, затылованной по профилю освобождающей
части 3 и загрузочно-разгрузочного выреза 4. Ролики вращаются син-
хронно, и когда вырезы в них находятся друг против друга, накатан-
256
Рис. 122. Схемы работы мно-
гоцикличных резьбонакатных
станков
ная заготовка автоматически выталкивается, а из бункера подается
новая заготовка, на которой накатывается резьба за один оборот роли-
ка.
При достаточно большом соотношении между диаметрами накатных
роликов и заготовки на окружности ролика можно сделать два и даже
три формообразующих и калибрующих участка с вырезами и накаты-
вать за один оборот роликов не одну, а соответственно две или три
заготовки.
Станки, работающие таким способом, называются двух- и трех-
цикличными. Наиболее производительными станками являются много-
цикличные резьбонакатные автома-
ты; две схемы работы таких стан-
ков изображены на рис. 122.
На вращающейся планшайбе 1
станка (рис. 122, а) установлены че-
тыре сегментные плашки 2, а две
вогнутые плашки 3 неподвижны. Из
бункера заготовки 4 с помощью тол-
кателей автоматически попадают на
загрузочные позиции, на которых на-
чинается процесс накатывания. За
один оборот планшайбы 1 накатыва-
ется резьба на восьми заготовках.
На рис. 122, б показана схема
работы многоцикличного планетар-
ного резьбонакатного автомата с од-
ной неподвижной плашкой 1. Вмес-
то четырех сегментных плашек здесь
используется один резьбовой ролик
2. Заготовки 3 подаются периодичес-
ки, так что в процессе обработки
находятся одновременно несколько
заготовок Если установить еще» одну
неподвижную плашку 1 со своим заг-
рузочным устройством, то производительность станка удвоится.
Точность резьбы, накатываемой на планетарных станках, отвечает
2—3-му классам, а их производительность достигает 300—400 деталей
в минуту.
Накатывание внутренней резьбы
Накатывание резьбы в отверстиях диаметром от 20 до 100 мм
производится накатным роликом, который вводится в отверстие за-
готовки и вместе с ней вращается, получая одновременно радиальное
перемещение, направленное в тело заготовки, и выдавливая при этом
профиль резьбы на стенке отверстия.
При накатывании внутренней резьбы в глубоких отверстиях
применяется схема с осевой подачей ролика. Для этой цели использу-
ется резьбонакатная головка с тремя накатными роликами.
9—499 257
Для накатывания внутренней резьбы диаметром более 100 мм
предварительно прорезают резьбу метчиком или фрезеруют на резьбо-
фрезерном станке, а затем накатывают головкой с тремя роликами*
которые ввинчиваются в заготовку. В такой головке ролики имеют
кольцевые канавки; ось ролика смещена на угол подъема резьбы*
каждый предыдущий ролик смещен относительно последующего на
1/3 шага резьбы. Скорость накатывания 15—20 м!миц. _________..
10. Применение различных методов нарезания резьбы
Нарезание резьбы резцом на токарно-винторезном станке применя-
ется главным образом для точных и длинных винтов, при нестандарт-
ном профиле резьбы, а также в других случаях, когда применение или
изготовление специального инструмента встречает затруднения. При
этом способе применяется более простой инструмент и достигается боль-
шая точность, чем на резьбофрезерном станке.
Низкая производительность и требующаяся высокая квалификации
рабочего являются недостатками нарезания резьбы на токарных
станках.
На токарно-револьверных станках и автоматах резьба нарезается
главным образом плашками и резьбонарезными головками при сов-
мещении нарезания резьбы с обработкой других поверхностей изделий.
Фрезерование резьбы целесообразно применять при достаточно'
больших партиях деталей, так как этот метод более производителен*
чем нарезание на токарном станке. При фрезеровании резьбы квалифи-
кация рабочего может быть ниже, и он может работать на нескольких
станках одновременно.
Шлифование резьбы применяется главным образом для резьбового
режущего и измерительного инструмента, так как с помощью этого
метода можно получить весьма точную резьбу на закаленной поверх-
ности.
Накатывание резьбы применяется в крупносерийном и массовом:
производстве ввиду высокой производительности этого метода получе-
ния резьбы при достаточной точности ее.
11. Методы контроля резьбы
Точность резьбовой поверхности зависит от точности следующих
основных элементов резьбы: 1) угол профиля резьбы, 2) шаг резьбы*
3) средний диаметр резьбы, 4) наружный диаметр резьбы и 5) внут-
ренний диаметр резьбы. Основным критерием является точность резь-
бы по среднему диаметру.
Точность всех этих элементов должна быть соблюдена не только в
отношении величины, но и по отношению к связи их между собой.
Обычно контроль ргзьбы деталей производится предельными резь-
бовыми кольцами и скобами для наружной резьбы и предельными
резьбовыми пробками —для внутренней резьбы. Для менее точно-
го определения шага резьбы применяются резьбовые шаблоны. Про-
верка резьбовых калибров производится по элементам резьбы. Весьма
238
распространенным инструментом для проверки среднего диаметра
является резьбовой микрометр, который имеет специальные наконеч-
ники.
Для проверки среднего диаметра резьбы применяются также резь-
бовые скобы с двумя парами мерительных роликов или с мерительны-
ми гребенками и приборы, измерение с помощью которых основано
на принципе сравнения с эталоном. Такой прибор имеет наконечники,
после установки которых по эталону на нуль индикатора измеряют
деталь. Средний диаметр резьбы проверяется также методом трех
проволочек. Этот метод измерения среднего диаметра состоит в том,
что между нитками резьбы вкладываются три проволочки: две из
них — с одной стороны, а третья — с другой; расстояние между ними
измеряется микрометром или оптиметром. Диаметр проволочек дол-
жен быть выполнен с точностью до 0,5 мк\ прямолинейность проволо-
чек должна быть выдержана с точностью до 0,5 мк на длине 6 мм.
Для точного измерения трех главных элементов резьбы — среднего
диаметра, угла профиля и шага — применяется универсальный микро-
скоп*.
Согласно ГОСТ 3.1410—71 применяются специальные для техни-
ческого контроля операционные карты (см. приложение 6).
ГЛАВА XIV
ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
Обработку плоских поверхностей режущим инструментом можно
производить на различных станках: строгальных, долбежных,
фрезерных, протяжных, карусельных, расточных, токарных и шабро-
вочных; обработку абразивным инструментом — на шлифовальных
станках.
Наиболее широкое применение получили строгание, фрезерование,
протягивание и шлифование.
1. Обработка плоских поверхностей строганием и долблением
Строгание производится на продольно-строгальных и поперечно-
строгальных станках (последние называются шепингами). При стро-
гании на продольно-строгальных станках стол с закрепленной на нем
обрабатываемой деталью (или деталями) совершает возвратно-посту-
пательное движение; подача в поперечном направлении (поперечная
подача) придается резцу путем перемещения резцового суппорта,
которое осуществляется прерывисто после каждого рабочего хода.
Стружка снимается во время хода стола в одном направлении, т. е.
рабочего хода, хотя обратный — холостой ход — совершается со
* Описание измерительных инструментов и приборов для проверки резьбы
•см. в курсе «Основы взаимозаменяемости и технические измерения».
9* 259
скоростью, в 2—3 раза большей, чем скорость рабочего хода, тем
не менее потеря времени при холостых ходах делает строгание менее
производительным способом обработки, чем другие способы (например,
фрезерование).
Схема строгания плоскости представлена на рис. 123.
На поперечно-строгальных станках возвратно-поступательное
движение имеет резец, который закреплен в суппорте ползуна. Обра-
батываемая деталь, закрепля-
емая на столе станка, полу-
чает поперечную подачу бла-
годаря прерывистому переме-
щению стола в поперечном
направлении после каждого
рабочего хода.
Продольно-стро г а л ь н ы е
станки изготовляются одно-
стоечными и двухстоечными,
с одним, двумя и четырьмя
суппортами. Одностоечные
Рис. 123. Схема строгания плоскости
строгальные станки применя-
ются для обработки дета-
лей, которые не помещаются полностью на столе станка, а свеши-
ваются с него.
Продольно-строгальные и поперечно-строгальные станки широко
применяются в единичном, мелко- и среднесерийном производстве
вследствие их универсальности, простоты управления, достаточной
точности обработки и меньшей цены по сравнению с фрезерными стан-
ками.
На долбежных станках, относящихся к классу строгальных, дол-
бяк с закрепленным в нем резцом совершает возвратно-поступатель-
ное движение в вертикальной плоскости. Стол станка, на котором
закрепляется обрабатываемая деталь, имеет движение подачи в гори-
зонтальной плоскости в двух взаимно перпендикулярных направле-
ниях.
Долбежные станки применяются в единичном производстве для
получения шпоночных канавок в отверстиях, а также для обработки
квадратных, прямоугольных и других форм отверстий. Для этих ра-
бот в серийном и массовом производстве применяют протяжные
станки.
Строгание, так же как и точение, разделяется на черновое и чисто-
вое. Чистовое строгание производится с малой подачей или резцами
с широким лезвием.
При строгании-крупных литых и сварных деталей особенное зна-
чение имеет правильность закрепления их на столе станка. Необхо-
димо избегать при закреплении деформации детали, так как в против-
ном случае после окончания обработки и освобождения детали от
прижимов она примет свою первоначальную форму и обработанная
поверхность окажется искривленной.
Наличие внутренних напряжений в отливках сильно отражается
260
на точности строгания. Когда при строгании удаляется поверхностный
слой металла, равновесие внутренних напряжений нарушается и де-
таль деформируется. Для устранения или уменьшения внутренних
напряжений стальные детали подвергают отжигу, а чугунные отлив-
ки — искусственному или естественному старению*.
Основное время для строгальных работ на про-
дольно-строгальных станках определяется также по
основной формуле (54), причем значение / равно длине обработки в
направлении подачи. Так как в строгальных станках подача идет по-
перек направлению строгания, т. е. по ширине детали, то в этом слу-
чае I будет обозначать ширину строгания, которая сложится из шири-
ны строгаемой поверхности, врезания и боковых сходов резца; тогда
основная формула (54) примет вид
t0 = (* + ь, + м, {мин}' (160)
пз
где b — ширина строгаемой поверхности в мм; bi — врезание резца
в мм; Ь2 — боковые сходы резца в мм; i — число ходов; п — число
двойных ходов стола в минуту; s — подача резца за один двойной ход
стола в мм;
„ Рр.х 1000
L (1 + т)
здесь Ур.х — скорость рабочего хода стола; L — длина хода стола,
равная длине строгаемой поверхности плюс подход /2 и перебег 13
резца в начале и конце рабочего хода в мм L ~ li + 12 + 13
т — отношение скорости рабочего хода стола к скорости холостого
хода.
Подставляя значение п из формулы (161) в формулу (160), получим
. (& 4- bi + b2) L (1 -f- т) i . ,
° ----------------^7^- (
Врезание резца
Ь1 = —— +а [лии], (163)
tg<P
где t — глубина резания в мм; <р — главный угол резца в плане;
а = 0,5-j-2 мм — подход при рабочей подаче.
Боковые сходы Ь2 — 2+-5 мм. Подход /2 и перебег 13 резца в про-
дольном направлении, входящие в величину L, принимаются для
продольно-строгальных станков по следующим данным:
- Сумма подхода и
Длина хода стола L в мм перебега резца
(4+6) в мм
До 2000 .................................... До 200
2001—4000 ................................... 201—300
4001—6000 .................................. 301—375
6001—10 000 ................................ 376—450
* См. гл. I.
261
Если число двойных ходов стола для упрощения подсчетов принять
то средней скорости хода стола (по отношению к скорости рабочего
и холостого хода стола), что несколько менее точно, то
»ср • 1000
(164)
где t’cp — средняя скорость хода стола в м!мин.
Основное время для работ на поперечно-строгальных станках
определяется также по формуле (160). Число двойных ходов п опреде-
ляется по тем же формулам, что и для продольно-строгальных станков.
Подход и перебег резца в продольном направлении, входящие в
величину L, принимаются для поперечно-строгальных станков по
следующим данным:
Сумма подхода и
Длина хода резца L в мм перебега резца
(/»+/,) в мм
До 100 35
101—200 ...................................... 50
201—300 ...................................... 60
Более 300 .................................... 75
Врезание резца в bi определяется rjo формуле (163), боковые сходы
bz = 2ч-5 мм.
2. Обработка плоских поверхностей фрезерованием
При фрезеровании поверхность обрабатывается не однолезвийным
инструментом — резцом, как при строгании, а многолезвийным вра-
щающимся инструментом — фрезой. Подача осуществляется путем
перемещения обрабатываемой детали, закрепленной на столе станка.
Фреза получает вращение от шпинделя станка.
Плоские поверхности можно фрезеровать торцовыми и цилиндри-
ческими фрезами. Фрезерование торцовыми фрезами более производи-
тельно, чем цилиндрическими. Это объясняется тем, что при торцовом
фрезеровании происходит одновременное резание металла нескольки-
ми зубьями, причем возможно применение фрез большого диаметра с
большим числом зубьев.
Фрезерование цилиндрическими фрезами производится двумя спо-
собами. Первый способ — встречное фрезерование (рис. 124, а), ког-
да вращение фрезы направлено против подачи; второй способ — попут-
ное фрезерование (рис. 124, б), когда направление вращения фрезы
совпадает с направлением подачи.
При первом способе фрезерования толщина стружки постепенно
увеличивается при резании металла каждым зубом фрезы, достигая
величины атах. Перед началом резания происходит небольшое про-
скальзывание режущей кромки зуба по поверхности резания, что
вызывает наклеп обработанной поверхности и затупляет зубья.
При втором способе фрезерования толщина стружки постепенно
уменьшается. Производительность может быть больше и качество
262
обработанной поверхности лучше, чем при первом, йо при втором
способе фрезерования зуб фрезы захватывает металл сразу на полную
глубину резания и, таким образом, резание происходит с ударами.
Ввиду этого второй способ фрезерования можно применять только
для работы на станках с большой жесткостью конструкции и устрой-
ством для устранения зазоров в механизмах подачи. По этой причине
первый способ фрезерования применяется чаще, чем второй.
Рис. 124. Схемы фрезерования:
а — встречное, б — попутное
Рис. 125. Фрезерование деталей, установленных
рядами:
1 — обрабатываемые детали, 2 — набор фрез, 3 — стол
станка, 4 — приспособление
Фрезерные станки разделяются на следующие виды: 1) горизон-
тально-фрезерные, 2) вертикально-фрезерные, 3) универсально-фре-
зерные, 4) продольно-фрезерные, 5) карусельно-фрезерные, 6) бара-
банно-фрезерные и 7) специальные.
Фрезерные станки первых трех видов являются станками общего
назначения и применяются во всех видах производства; остальные
относятся к высокопроизводительным и применяются в серийном,
преимущественно крупносерийном и массовом производстве.
На горизонтально-фрезерных и вертикально-фрезерных станках
можно устанавливать на стол станка 3 одну деталь 1 или несколько
263
деталей рядами, обрабатывая их одновременно или последовательно
(рис. 125) фрезами 2, закрепленными в приспособлении 4.
На рис. 126, а показано фрезерование деталей торцовой фрезой
на вертикально-фрезерном станке так называемым методом маятнико-
вой подачи (подача в обе стороны); при этом вспомогательное время
затрачивается только на передвижение стола 3 на длину расстояния
между деталями. Применение этого метода может значительно повы-
сить производительность станка.
Рис. 126. Производительные методы фрезерования:
1 и ! — обрабатываемые детали, 3 — сгол станка; 4 — поворотный стол
Применение поворотного стола
Универсально-фрезерные станки в отличие от горизонтально-фре-
зерных имеют поворотный стол, которому можно придавать положе-
ние в горизонтальной плоскости под углом к оси шпинделя. Это дает
возможность фрезеровать винтовые поверхности при использовании
универсальной делительной головки.
Продольно-фрезерные станки бывают с горизонтальными и верти-
кальными шпинделями в различном сочетании: с одним горизонтальным
или с одним вертикальным шпинделем; с двумя горизонтальными;
с двумя горизонтальными и одним вертикальным; с двумя горизон-
тальными и двумя вертикальными. Такие станки бывают больших
размеров (с ходом стола до 8 м, а иногда и более); их применяют для
обработки крупных деталей — одновременно с двух или трех сторон.
На рис. 126, показано высокопроизводительное фрезерование
на продольно-фрезерном (а) и горизонтально-фрезерном (б) станках
с применением поворотного стола 4, благодаря которому смена обра-
ботанных деталей 1, 2 производится во время фрезерования; вспомо-
гательное время затрачивается только на обратный отвод стола и пово-
рот его, что не превышает 0,2—0,5 минуты на две детали.
Карусельно-фрезерные станки имеют круглые вращающиеся столы
большого диаметра и один (рис. 127, а) или два (рис. 127, б) вертикаль-
но расположенных шпинделя. На этих станках обрабатываются плос-
кие поверхности торцовыми фрезами. Детали устанавливают для
обработки и снимают их по окончании обработки во время вращения
стола; таким образом, детали обрабатываются непрерывно. Если на
264
станке два шпинделя, то одним шпинделем производится черновая
обработка, другим — чистовая (рис. 127, б).
Такие станки применяют в крупносерийном и массовом производ-
стве. .
Барабанно-фрезерные станки служат для обработки параллельных
плоскостей детали одновременно с двух сторон (рис. 127, в). Детали
2, подлежащие обработке, устанавливают на барабан 4, который вра-
щается внутри станины, имеющей портальную форму. Фрезы 1 помеще-
ны на расположенных с двух сторон четырехшпиндельных бабках,
с каждой стороны по две. Одна фреза с каждой стороны производит
черновое фрезерование, другая — чистовое.
Рис. 127. Примеры фрезерования деталей на фрезерных станках
а — карусельно-фрезерном с одним шпинделем; б — карусельно фрезерном с двумя
шпинделями; в — барабанно-фрезерном, 1 — фрезы, 2 — обрабатываемые детали;
3 — стол станка; 4 — барабан
На этих станках детали устанавливают и снимают на ходу станка,
и, таким образом, фрезерование идет непрерывно. Такие станки отли-
чаются большой производительностью и применяются в крупносерий-
ном и массовом производстве.
Фрезерные полуавтоматы и автоматы широко применяются в мас-
совом производстве для фрезерования деталей малых размеров.
Основное время при цилиндрическом и торцовом фрезеровании
определяется по формуле
/0 = — [мин], (165)
или
li Uo + ^np + M* . .
t0 =------- =----------------- [мин], (166)
szzn szzn
где I — расчетная длина обработки фрезой в мм; i — число ходов;
sM — подача в мм/мин; sz — подача на зуб фрезы в мм; z — число
зубьев фрезы; п — число оборотов фрезы в минуту.
265
Расчетная длина обработки фрезой I определяется по формуле (35),
а в тех случаях, когда приходится снимать пробную стружку — по
формуле (35').
Величина врезания фрезы /вр для цилиндрического фрезерования
определяется (рис. 128, а) по формуле
/вр=//?2-(/? — /)2 = К/?2-/?2+ 2^ — /2 [мм], (167)
или
/вр = — t2 = Vt[D — t) [мм], (168)
где t — глубина фрезерования в мм\ D — диаметр фрезы в мм.
Рис. 128. Схемы фрезерования:
а — цилиндрической фрезой; б — торцовой фрезой
Для торцового симметричного фрезерования (рис. 128, б) вели-
чина врезания фрезы равна
/Вр = 0.5 (D — К/)2 —62) + — [мм], (169)
“ frr ЛЬ
где Ь — ширина фрезерования в мм; ф — главный угол фрезы в плане.
Перебег фрезы /п принимается равным 2—5 мм в зависимости от
диаметра фрезы.
Основное время для фрезерования с круговой подачей стола опре-
деляется по формуле
(10 + U) I
/0 = —- р- - [жж]. (170)
«м
В крупносерийном и массовом производстве i=l.
3. Обработка плоских поверхностей протягиванием
Протягивание наружных плоских поверхностей (как и фасонных)
благодаря высокой производительности и низкой себестоимости обра-
ботки находит все большее применение в крупносерийном и массовом
производстве; этот метод экономически выгоден, несмотря на высокую
266
себестоимость оборудования и инструмента. Многие операции вместо
фрезерования выполняются посредством наружного протягивания.
К числу таких операций относится протягивание пазов, канавок,
плоскостей блоков двигателей и других деталей, зубьев шестерен и т. д.
При обработке протягиванием наружных черных (предварительно
не обработанных) поверхностей за один ход протяжки достигаются
высокая точность и чистота поверхности. В процессе обработки каж-
дый режущий зуб протяжки снимает слой металла, составляю-
щий часть припуска, а калибрующие зубья зачищают поверх-
ность, при этом они долго не теряют своей режущей способности и
формы.
Рис. 129. Схемы плоских протяжек:
а — обычные; б, в, г — прогрессивные
При обработке черных поверхностей поковок и отливок более целе-
сообразно применять не обычные плоские протяжки (рис. 129, а),
а прогрессивные (рис. 129, б, в, г). У обычных плоских протяжек
каждый зуб снимает стружку по всей ширине обрабатываемой
поверхности; поэтому при обработке черной поверхности, имею-
щей корку, первые зубья протяжки быстро тупятся или выкра-
шиваются. У прогрессивных протяжек режущие зубья делают пере-
менной ширины, постепенно увеличивающейся, и каждый режущий
зуб срезает металл не по всей ширине обрабатываемой поверхности,
а полосой, причем ширина этих полос с каждым зубом увеличивается,
и только калибрующие зубья зачищают обрабатываемую поверх-
ность по всей ее ширине.
267
Для обработки наружным протягиванием широких плоскостей
(более 50 мм) устанавливают несколько протяжек рядом.
Протягивание наружных поверхностей производится большей
частью на вертикально-протяжных станках — полуавтоматах и авто-
матах.
На рис. 130 показаны детали, поверхности которых обрабатыва-
ются наружным протягиванием (обрабатываемые поверхности обо-
значены буквой /).
' Рис. 130. Детали,
обрабатываемые
протяжками
Применение наружного протягивания для обработки лысок на
концах валика изображены на рис. 131, а. Одновременно обрабаты-
ваются два валика; каждый валик обрабатывается двумя протяж-
ками А.
На рис. 131, б изображена схема протягивания крышки и головки
шатуна автомобильного двигателя. Цилиндрическая поверхность
крышки протягивается круглыми протяжками 1 и 3, которые по мере
затупления одной половины повертываются на 180°, и в работу всту-
пает другая половина. Протяжки 2 и 4 обрабатывают плоскости разъе-
ма крышки. Головка шатуна обрабатывается протяжками 5, 6, 7 и S.
Протяжки делают из трех секций по длине — обдирочной, получисто-
вой и калибровочной. После износа калибровочная секция перетачи-
вается и ставится на место получистовой, а получистовая — на место
обдирочной.
В массовом производстве применяют высокопроизводительные
протяжные станки непрерывного действия. Станки с цепным приводом
268
имеют цепь, вращающуюся
на двух звездочках (подобно
гусенице тракторов), которая
перемещает детали, закреп-
ленные на ней; когда цепь
двигает детали мимо протя-
жек, находящихся в верхней
части станка, протяжки сни-
мают стружку с обрабатывае-
мой поверхности.
На станках непрерывного
действия с карусельным сто-
лом (рис. 132, а) или с бара-
баном (рис. 132, б), по ок-
ружности которых детали 1
Рис, 131. Схемы протягива-
ния:
а — лысок на валиках; б — крышки
и головки шатуна
Рис. 132, Схемы работы стан-
ков для непрерывного протя-
гивания:
а — с карусельным столом; б — с
барабаном, / — обрабатываемые де-
тали; 2 — протяжка
располагаются в приспособлениях, стол или барабан при вращении
перемещает детали мимо протяжек 2, которые обрабатывают поверх-
ности деталей.
4. Обработка плоских поверхностей шлифованием
Шлифование плоских поверхностей применяется как для обдироч-
ной, так и для черновой и чистовой обработки. Обдирочное шлифова-
ние плоскостей может быть предварительной или окончательной
операцией, если не требуется большой точности и чистоты поверхности.
Припуск для обдирочно-
Рис. 133. Составные шлифовальные круги
деталей с малой жесткостью.
го шлифования должен
быть значительно меньше,
чем для фрезерования и
строгания. При больших
припусках обдирочное
шлифование оказывается
неэкономичным. Обдироч-
ное шлифование плоскос-
тей применяется в том
случае, когда наличие
твердой корки на поверх-
ности детали или большая
твердость материала зат-
рудняют фрезерование или
строгание. Оно применя-
ется также при обработ-
ке плоских поверхностей
Обдирочное шлифование применяется для чугунных отливок,
поковок и сварных конструкций и реже — для стальных отливок.
Черновое и чистовое шлифование плоскостей производится для
получения большой точности и чистоты поверхности, когда не пред-
ставляется возможным достигнуть этого фрезерованием или строга-
нием.
Круги больших диаметров для шлифования изготовляют состав-
ными из отдельных частей — брусков и сегментов, прикрепленных к
металлическому диску (рис. 133). При работе такими кругами умень-
шается выделение тепла, улучшается удаление пыли и мелкой струж-
ки, образующихся при шлифовании, повышается безопасность шлифо-
зальных работ.
Чистовое шлифование плоскостей производится мелкозернистыми,
эольшей частью цельными кругами. Шлифование производится тор-
говой частью круга и периферией круга. При шлифовании торцовой
застью круга применяют круги чашечной или тарельчатой формы.
1ри такой форме круга изнашивается только та часть его, которая
находится в соприкосновении с обрабатываемой поверхностью, и по-
этому отпадает необходимость править всю поверхность круга. Кроме
гого, при такой форме различие скоростей вращения отдельных точек
!70
торца круга меньше влияет на точность и качество обработки поверх-
ности.
Шлифование торцом круга более производительно, чем шлифова-
ние периферией, так как в процессе работы торцом круга большая
площадь круга находится в соприкосновении с обрабатываемой по-
верхностью и большее количество абра-
зивных зерен одновременно работает; к
тому же этот способ шлифования обеспе-
чивает достаточно большую точность; в
силу указанных причин этот спсссб фрезе-
рования является весьма распространен-
ным.
Рис. 135. Схема работы
двухшпиндельного плос-
кошлифовального станка
Рис. 134. Схема расположения шпинделей у
двусторонних станков для обдирочного шли-
фования
Шлифование периферией круга менее производительно, но с его
помощью достигается более высокая точность, чем при шлифовании
торцом круга, поэтому шлифование периферией круга применяют
обычно для окончательной отделки деталей измерительных инстру-
ментов, приборов и др.
Плоскошлифовальные станки изготовляются для обдирочного,
чернового и чистового (точного) шлифования.
Станки для обдирочного шлифования бывают:
а) односторонние (для обработки с одной стороны) — с горизон-
тальным или вертикальным расположением шпинделя;
б) двусторонние (для обработки с двух сторон) — двухшпиндель-
ные с горизонтальным расположением шпинделей (рис. 134).
Станки для чернового и чистового (точного) шлифования изготов-
ляются:
а) для работы торцовой частью круга с прямоугольным и круглым
столом; последние бывают одношпиндельные и двухшпиндельные; на
рис. 135 показана схема работы станка;
б) для работы периферией круга с прямоугольным и круглым сто-
лом.
Для шлифования пластин, торцов колец и подобных тонких дета-
лей используют плоскошлифовальные станки с магнитным столом
или с применением магнитных плит, дающие весьма чистую поверх-
ность и высокую точность.
271
Основное время для плоского шлифования торцом круга на стан-
ках карусельного типа (рис. 136, а) определяется по формуле
t0 = -^— — k[MUH], (171)
sBn т
где а—припуск на сторону в мм; sB—вертикальная подача круга на
один оборот стола в мм; п — число оборотов стола в минуту; т — ко-
личество деталей, одновременно устанавливаемых на столе; k — коэф-
фициент, учитывающий точность шлифования (см. гл. XI).
Рис. 136. Схемы плоского шлифования:
о —торцом круга аа ставках'карусельного типа; б —торцом круга ва
станках продольного типа; в — периферией круга на станках продольного
типа; а — периферией круга ва станках карусельного типа
272
Основное время для шлифования торцом круга на станках про-
дольного типа (рис. 136, б — ширина шлифуемой поверхности Вя
меньше диаметра круга DK) определяется по формуле
t0 =--------—----------— k [мин].
t>nP.x1000SB т
(172)
где L — длина хода стола в мм; упр.х — скорость продольного хода
стола в м!мин; sB— вертикальная подача круга на один проход в мм.
Основное время для шлифования периферией круга на станках
продольного типа (рис. 136, в) определяется по формуле
/о = тЛ-п— — k [мин}' (173)
6ШИр4в"дв.х m
где b — ширина шлифуемой поверхности в мм; Ьг — боковой сход
круга; — поперечная подача по ширине детали в мм; п№.х —
число двойных ходов стола в минуту.
Остальные обозначения прежние.
Поперечная подача круга по ширине детали $шир принимается в
долях высоты круга.
Основное время для шлифования периферией круга на станках
карусельного типа (рис. 136, г) определяется по формуле
t0 = Sb + 2&12а_ Л k [мин]. (173')
®шир$в^ ТП
5. Отделка плоских поверхностей абразивами и шабрением
Окончательная чистовая обработка плоских поверхностей — от
делка — кроме шлифования может производиться с применением
абразивов — доводкой, притиркой, полированием. Помимо этого, для
окончательной чистовой обработки применяется шабрение. Отделка
плоских поверхностей с применением абразивов производится ана-
логично отделке наружных цилиндрических поверхностей.
Шабрение плоских поверхностей можно выполнять с помощью
шабера вручную или механическим способом.
Первый способ требует большой затраты времени и высокой ква-
лификации исполнения, но обеспечивает сравнительно высокую точ-
ность.
Второй способ — механический — осуществляется при помощи
специальных станков (рис. 137), на которых шабер получает возврат-
но-поступательное движение от электродвигателя небольшой мощнос-
ти. Такой способ шабрения требует меньшей затраты времени, од-
нако его нельзя использовать для шабрения сложных поверхностей
и поэтому применение его ограничено. Первый способ имеет широкое
распространение.
Основное время на шабрение определяется по формуле
t0~tAFk [мин], (174)
27»
где 6 — время на шабрение 1 см2 поверхности в мин; F — площадь
обрабатываемой поверхности в см2-, k — коэффициент, учитывающий
различные факторы (обрабатываемый металл и его твердость, вели-
чина припуска, точность шабрения, удобство выполнения работы.
Рис. 137. Станок для шабрения
величина обрабатывае-
мой поверхности и др.),
влияющие на трудоем-
кость шабрения.
Вспомогате л ь н о е
время для шабрения
затрачивается на уста-
новку и снятие детали,
покрытие\ краской и
контроль обрабатывае-
мой поверхности.
Проверка плоскост-
ности обрабатываемых
поверхностей произво-
дится с помощью по-
верочных плит и линеек
на краску (по числу пя-
тен). Поверочная пли-
та покрывается краской
и при соприкосновении
с шабреной поверх-
ностью детали оставля-
ет на последней в мес-
тах соприкосновения пятна краски. Число пятен краски, приходя-
щееся на квадрат обработанной поверхности размером 25X25 мм2,
характеризует неровность поверхности. Так, для поверхности высо-
кой точности (детали измерительных приборов и инструментов)
число пятен должно быть 25—30; для поверхностей средней, обыч-
ной точности — 20—25 и для поверхностей пониженной точности —
12—20 пятен.
6. Особенности обработки плоскостей у крупных литых
деталей сложной формы
При обработке крупных литых деталей сложной формы (напри-
мер, станин металлорежущих станков или других подобных дета-
лей) возникает вопрос о целесообразности применения строгания
или фрезерования.
Прежде всего следует отметить, что при том и другом способе
обработки чистовую обработку надо отделять от черновой, потому
что станки более продолжительное время сохраняют точность на чис-
товой обработке и, кроме того, крупные литые детали после черновой
обработки подвергаются естественному или искусственному ста-
рению.
Из сравнения времени, затрачиваемого на строгание и фрезерова-
ние крупных литых деталей сложной формы, видно, что при фрезеро-
274
вании получается экономия времени. Однако в ряде случаев оказыва-
ется целесообразным такие детали не фрезеровать, а строгать.
Затраты на станки и инструмент, применяемые при строгании,
меньше, чем аналогичные затраты при фрезеровании (фрезерные стан-
ки изнашиваются значительно быстрее), но при строгании требуется
более высокая квалификация рабочих.
При строгании сила резания и нагрев обрабатываемых плоскостей
значительно меньше, вследствие чего и деформация обрабатываемых
деталей меньше, чем при фрезеровании. Эти преимущества имеют
значение при чистовой обработке крупных деталей, тем более что при
фрезеровании набором фрез оправки часто прогибаются, вследствие
чего искажается профиль обрабатываемой поверхности, т. е. понижа-
ется точность обработки. Чреновое фрезерование наборами фрез
крупных литых деталей дает экономию времени только при большой
партии деталей, так как наладка станка занимает много времени.
Применение этого способа обработки ограничивается быстрым затуп-
лением фрез, работающих по корке, а также трудностью заточки на-
бора фрез, размеры которых должны быть точно выдержаны после
переточки.
Значительно экономичнее способ фрезерования крупных литых
деталей сложной формы торцовыми фрезами. Стойкость инструмента
здесь значительно выше, режимы резания более высокие и заточка
торцовых фрез проще, чем наборных. Таким образом, фрезерование
торцовыми фрезами имеет преимущества перед фрезерованием набо-
рами фрез; по сравнению со строганием этот способ также экономичен,
так как менее трудоемок.
Из всего сказанного видно, что для черновой обработки выгодно
применять фрезерование торцовыми фрезами, в особенности при боль-
шом объеме выпуска деталей, когда можно рационально использовать
многошпиндельные станки.
На заводах тяжелого машиностроения для обработки широких и
длинных плоскостей применяют фрезы больших диаметров. При ис-
пользовании фрезы диаметром 700 мм и более на расточном станке
она крепится на планшайбе станка болтами с гайками.
Горьковским заводом фрезерных станков изготовлены мощные
фрезерные станки, работающие фрезами диаметром 2250 мм и снимаю-
щие припуск за один проход до 20 мм. Мощность электродвигателя
станка 155 кет, что позволяет добиться резкого сокращения основ-
ного времени при обработке плоскостей шириной до 2000 мм и повы-
шения производительности труда в 5 — 7 раз по сравнению с сущест-
вующими конструкциями станков.
На многих заводах находят применение торцовые фрезы с минерало-
керамическими пластинками марки ЦМ-332, изготовляемыми на основе
окиси алюминия (А1гОз)*-
* Изготовляют комбинат твердых сплавов и Всесоюзный научно-исследо-
вательский институт абразивов и шлифования (ВНИИАШ).
275
Такие фрезы рекомендуется применять для обработки стали (осо-
бенно с повышенными механическими свойствами), чугуна всех твер-
достей, цветных металлов и неметаллических материалов.
При чистовой обработке фрезами с минералокерамическими плас-
тинками возможно получение высокой точности и хорошего качества
поверхности. Для этого необходимо применять высокую скорость
Рис. 138. Конструкция фрезы с минералокерами-
ческими пластинками:
/ — корпус; 2 — хвостовик, 3 — болты для крепления фрезы;
4 — болты для крепления режущих пластинок, 5 — пластина
для стружколомания, 6 — режущая пластинка
резания — 200—250 м/мин. Большая стойкость ножей, оснащенных
пластинками, достигается при работе с малыми величинами подач —
0,035—0,06 мм на зуб. Глубина резания также существенно влияет
на стойкость ножей. Оптимальной является глубина резания в пре-
делах от 1,5 до 3 мм. Особенно резко уменьшается стойкость ножей
при глубине резания 0,5 мм. Фрезы, оснащенные минералокерамиче-
скими пластинками, сохраняют режущие свойства при высоких темпе-
ратурах, возникающих в зоне резания, что позволяет фрезеровать на
276
скоростях резания в 1,5—3 раза выше, чем при фрезеровании инстру-
ментом,^ оснащенным пластинками из твердых сплавов.
Крепление минералокерамических пластинок к ножам целесооб-
разно производить механическим способом. При эксплуатации эти
фрезы дали хорошие результаты.
Торцовая фреза с механическим креплением минералокерамиче-
ских пластинок (рис. 138) имеет конус 1, хвостовик 2; с помощью
болтов 3 крепится фреза, болтов 4 — режущая пластинка 6. Для
стружколомания имеется специальная пластина 5.
ГЛАВА XV
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
К фасонным относятся поверхности, отличающиеся своей формой
от плоскости, цилиндра или конуса*.
Наиболее часто встречаются детали с фасонными поверхностями
вращения (например, фасонная рукоятка) и с прямолинейными фа-
сонными поверхностями (например, кулачковая шайба). Значительно
реже встречаются детали с объемно-криволинейно-фасонными поверх-
ностями (например, лопатки турбин, лопасти пропеллеров самолетов
и т. п.).
Методы обработки фасонных поверхностей можно разделить на
две группы: 1) обработка фасонным инструментом, имеющим профиль
обрабатываемой поверхности, и 2) обработка нормальным инструмен-
том, которому сообщается криволинейное движение относительно
обрабатываемой заготовки при помощи копировальных устройств или
вручную.
1. Обработка фасонных поверхностей точением,
растачиванием и сверлением
Точение
Фасонными резцами обтачивают на токарных станках обычно
фасонные поверхности небольшой длины. На рис. 139, а показан при-
мер обтачивания фасонной поверхности призматическим резцом, а
на рис. 139, б — дисковым резцом. Фасонный резец снимает широкую
стружку, что часто влечет за собой вибрацию обрабатываемой детали.
Чтобы избежать вибрации или уменьшить ее, применяют малые пода-
чи и низкие скорости резания при обильном охлаждении резца эмуль-
сией или маслом.
Величина подачи в зависимости от диаметра детали (от 10 до 100 мм)
и ширины резца (от 8 до 100 шг) принимается равной 0,01— 0,08 мм!об.
Чем меньше диаметр детали и чем больше ширина резца, тем меньшей
* Поверхности зубьев зубчатых колес и шлицев, а также винтовые поверх-
ности тоже относятся к фасонным поверхностям, но методы их обработки описаны
в других главах.
277
должна быть подача. Скорость резания при обтачивании фасонных по-
верхностей при указанных подачах меньше, чем при наружном обтачи-
вании цилиндрических поверхностей, и составляет примерно 25—
40 м/мин. Иногда приходится обрабатывать детали, у которых фасон-
ные поверхности настолько велики, что изготовить для них соответст-
вующий фасонный резец с длинной режущей кромкой затруднительно.
В таких случаях обтачивание фасонной поверхности производят нор-
мальными проходными резцами двумя методами.
Рис. 139. Обтачивание фасонной поверхности:
а — призматическим резцом, б — дисковым резцом
При небольшом количестве обрабатываемых деталей обтачивание
ведут с ручными продольной и поперечной подачами за один или не-
сколько проходов, придавая детали форму, соответствующую образ-
цу или шаблону. При больших припусках фасонную поверхность
сначала обтачивают черновыми резцами 1 и 2 (рис. 140), а потом чис-
товым <?. Обточенную фасонную поверхность обычно проверяют специ-
ально изготовленным шаблоном (рис. 141).
Этот метод допускает пользование нормальными резцами без приме-
нения специальных приспособлений, однако он малопроизводителен
и к тому же требует от токаря высокой квалификации.
С целью повышения производительности и точности обтачивание
фасонных поверхностей производят по копиру.
На рис. 142, а показано обтачивание рукоятки 1 при помощи ко-
пира 2. Ролик 3, закрепленный в тяге 4, совершает с суппортом про-
дольное движение. При этом он перемещается в криволинейном пазу,
образованном двумя пластинами копира, и перемещает в поперечном
направлении салазки суппорта с резцом 5. Резец следует за движением
ролика и, таким образом, воспроизводит на детали поверхность, про-
278
филь которой соответствует профилю копира. Иногда фасонные по-
верхности деталей обтачивают при помощи одностороннего копира.
В этом случае ролик прижимается к копиру с помощью груза,
подвешиваемого на тросе за станиной станка и перемещаемого вместе
Рис. 140. Обтачивание фасон-
ной поверхности проходными
резцами
Рис. 141. Проверка обточенной
фасонной поверхности шаб-
лона
Рис. 142. Обтачивание
а — ролик закреплен в тяге,
фасонной поверхности по копиру.
б — ролик с грузом, в — ролик с пружиной
с кареткой (рис. 142, б). Копир 1 прикреплен к плите 2. Ролик 4 под
воздействием груза 5 находится в постоянном контакте с копиром 1.
Ролик вращается на оси, укрепленной в тяге 3, которая привернута
к поперечным салазкам суппорта. Вместо груза 5 можно использовать
одну или две пружины, устанавливаемые в поперечных салазках суп-
279
порта. Этими пружинами обеспечивается плавное прижимание по-
перечных салазок, а вместе с ними и ролика 4 к поверхности копира 1.
На рис. 142, в показано обтачивание сферического дна поршня
по копиру 2, с роликом 3 и применением пружины 1.
Сферические выпуклые и вогнутые поверхности можно обрабаты-
вать также при помощи штанг или планок, заменяющих собой копиры.
На рис. 143 показано обтачивание сферической головки клапана
путем шарнирного соединения суппорта с неподвижной осью I и осью
3 при помощи штанги 2, длина которой соответствует радиусу сферы
Рис. 143. Обтачивание сферической головки клапана
головки клапана. Поперечная подача суппорта производится вручную,
причем суппорт одновременно перемещается вдоль станины станка и,
таким образом, резец описывает окружность требуемого радиуса.
На рис. 144 показан копир 1 в виде готовой, точно обработанной
детали, закрепленной в пиноли задней бабки. В суппорте кроме ос-
новного резца 2 закрепляется щуп 3, который концом должен все
время касаться копира. Совмещая вручную продольную и поперечную
подачи, токарь все время поддерживает щуп в соприкосновении с копи-
ром, и благодаря этому резец 2 воспроизводит на детали поверхность,
соответствующую профилю копира. Вершины щупа и резца должны
лежать точно на высоте центров и иметь строго одинаковую форму
в плане, иначе обработанная поверхность получится с искажениями.
Обтачивание фасонных поверхностей на токарных станках новей-
ших конструкций производится с помощью специального устройства
(гидрокопировального или электрокопировального) для автоматиче-
ской обработки сложных профилей.
Обтачивание фасонных поверхностей на токарно-винторезном стан-
ке завода «Красный пролетарий» производится с помощью специаль-
ного гидравлического суппорта, описанного в гл. XI. Фасонные по-
верхности можно обтачивать на токарных гидрокопировальных стан-
ках так же, как обтачиваются ступенчатые валики (см. гл. XI).
В этом случае вместо ступенчатого копира устанавливается соответ-
ствующий фасонный копир.
В крупносерийном и массовом производстве конические поверх-
ности можно обтачивать на многорезцовых станках моделей 1721 и
280
1731, у которых для этого могут быть использованы оба суппорта.
На рис. 145 показано одновременное обтачивание на многорез-
цовом станке двух конических поверхностей заготовки конического
зубчатого колеса. Фасонные поверхности можно обрабатывать и на
токарно-револьверных станках.
Рис. 144. Обтачивание фасонной по-
верхности по обработанной детали,
служащей копиром
Рис. 145. Одновременное обтачивание
двух конических поверхностей на
многорезцовом станке
На рис. 146, а показано обтачивание конусной поверхности 1
заготовки внутреннего кольца конического роликоподшипника на
токарно-револьверном станке с вертикальной осью револьверной го-
ловки (модели 1Н318, 1Н325, 1А340, 1В340идр.). Специальный резце-
держатель 2, установленный на одной из граней 3 револьверной го-
ловки, перемещается при продольной подаче в вертикальном направ-
лении от копира 5, закрепленного на поперечном суппорте 4.
а)
Рис. 146. Обработка фасонных и конических поверхностей на токарно-
револьверных станках:
а и б — с вертикальной осью револьверной головки по копиру, закрепленному на по-
перечном суппорте, в — с горизонтальной осью револьверной головки
281
На рис. 146, б показано растачивание конусного отверстия в заго-
товке наружного кольца конического роликоподшипника, тоже от
копира, закрепленного на поперечном суппорте.
На рис. 146, в изображено обтачивание фасонной поверхности
рукоятки на токарно-револьверном станке с горизонтальной осью
револьверной головки (модели 1Г325, 1341 и др.) при помощи копира,
прикрепляемого к внутренней стороне станины; при продольной по-
даче копир осуществляет вращение револьверной головки, благодаря
чему резец обтачивает соответствующую фасонную поверхность. Таким
же образом можно обточить и расточить коническую поверхность.
Растачивание и сверление
Фасонные поверхности обрабатываются на вертикально-сверлиль-
ных станках в большинстве случаев специальным фасонным инстру-
ментом.
Рис. 147. Обработка фасонных поверхностей на вертикально-сверлильных
станках:
а и б — сверление фасонного отверстия в два перехода; в и г — растачивание спе*
циальными резцами, д — обтачивание бобышки фасонным резцом на оправке с на-
правлением
На рис. 147, а показано предварительное сверление отверстия, а
затем его рассверливание (рис. 147, б) фасонным перовым сверлом.
На рис. 147, в, г изображено растачивание специальными резцами
двух фасонных отверстий, а на рис. 147, д — обтачивание бобышки
фасонным резцом, закрепленным на оправке, направляемой по предва-
рительно просверленному отверстию.
282
2. Обработка фасонных поверхностей фрезерованием,
строганием и протягиванием
Фрезерование
Замкнутые поверхности у деталей типа дисков и незамкнутые
прямолинейно-фасонные поверхности чаще всего обрабатывают фрезе-
рованием по разметке или при помощи копировальных устройств. Об-
работка производится
обычно при двух дви-
жениях, из которых од-
но получается от соот-
ветствующей механичес-
кой подачи станка, а
второе — от копира; к
последнему все время
прижимается ролик (или
деталь, заменяющая
его), жестко связанный
с частью станка, кото-
рой сообщается подача;
можно работать и с
ручной подачей.
Основным движе-
нием при фрезеровании
по копиру является
продольная подача сто-
ла или вращение круг-
лого стола. Фрезерова-
ние по последнему ме-
тоду показано на рис.
148, а. Этот метод удо-
бен при наличии от-
верстия в обрабатывае-
мой детали. При отсут-
ствии такого отверстия
обрабатывается сначала
одна половина детали,
потом вторая.
На рис. 148, а пока-
заны заготовка детали
1 и копир 2, закреплен-
ные на круглом столе 4. В процессе обработки стол медленно вращает-
ся с помощью червячной передачи 7. Стол 4 установлен на столе 5
станка, который может перемещаться по направлению, указанному
стрелкой К- Копир 2 прижимается к ролику 3 под воздействием гру-
за 6.
На рис. 148, б показана принципиальная схема следящей системы,
применяемой при фрезеровании фасонных поверхностей на многих
283
Рис. 149. Схема объемного
ния по копиру
фрезерных станках. Следящий палец (или ролик) 7, перемещаясь по
копиру (или по модели детали) 6, получает дополнительные перемеще-
ния, перпендикулярные основному направлению. Эти дополнительные
перемещения пальца через копировально-измерительный механизм
5 воздействуют (посредством жидкости, воздуха или электричества)
на усилительное устройство 4, которое при помощи электронных реле,
серводвигателей и другой специальной аппаратуры доводит незначи-
тельное давление копира на палец до величины, достаточной для
воздействия на исполнительное устройство 3 (гидравлические цилинд-
ры, электромеханические системы и т. п.). Усилительное устройство,
преодолевая давление подачи при резании, перемещает стол с обраба-
тываемой деталью 1 или шпиндельную головку с инструментом 2 на
величину дополнительных перемещений следящего пальца. Станки
такого типа строят и многошпиндельными.
Объемное фрезерование по копиру или по специально изготовлен-
ной модели производится на специальных копировально-фрезерных
станках. У таких станков щуп копировальной головки управляет
двумя электрическими цепями,
соответственно включающими
поперечную и продольную пода-
чи. На рис. 149, а изображена
схема управления таким стан-
ком.
На схеме показан момент
подхода одного конца щупа 1 к
копиру 2 и Вальцевой фрезы 3
к заготовке 4. Другим концом
щуп упирается в шайбу 17,
6) смонтированную на конце ры-
чага 16. У другого конца
рычага 16 находятся контакты
13 и 14. Давление, оказываемое
на щуп вдоль его оси, вызывает
перемещение рычага 16 от кон-
такта 13 к контакту 14. Когда
Фрезерова- давление прекращается, пру-
жина 15 возвращает рычаг 16
в исходное положение и кон-
такт 13 замыкается.
Поперечные салазки 5 станка, несущие щуп 1 и фрезу 3, получают
движение от электродвигателя при помощи ходового винта 6 с гайкой
зубчатого колеса 7 и передвижного зубчатого колеса 8 с дисками 10
на торцах. Электромагниты 9 й 11, расположенные рядом с дисками 10,
вращаются в разные стороны и питаются от электродвигателей. В за-
висимости от того, какой из контактов (13 или 14) замкнут рычагом
16, якорь 12 включает левый 11 или правый 9 электромагнит. Послед-
ний притягивает передвижное зубчатое колесо 8 и приводит во враще-
ние ходовой винт 6, сообщая поперечным салазкам соответствующее
движение.
284
Все движения механизмов подачи станка сочетаются таким обра-
зом, что горизонтальное или вертикальное перемещение возможно
лишь когда механизм поперечного перемещения бездействует, т. е.
когда рычаг 16 находится в промежутке между контактами 13 и 14,
не замыкая ни, одного из них. Предположим, что щуп, подойдя к копи-
ру, коснется его в точке щ (рис. 149, б), осуществит на него давление
и контакт 13 разомкнется. Тотчас же включается вертикальное дви-
жение, и щуп перемещается в точку а2- Так как при этом щуп выходит
из соприкосновения с копиром, то контакт 13 мгновенно замкнется и
в тот же момент начинается поперечное движение щупа в точку а3 и
т. д.
Таким образом, путь фрезы, повторяющей движения щупа, состоит
как бы из ряда весьма малых, незаметных на глаз ступеней, которые
позволяют вести копирование с точностью 0,01—0,02 мм. У копиро-
вально-фрезерного станка модели 6441Б Ленинградского станкострои-
тельного завода им. Свердлова щуп управляет движениями не
в результате прерывистого замыкания и размыкания контактов, а
путем плавного регулирования двигателей подач по так называемой
системе Леонардо, при которой изменение скоростей электродвигате-
лей достигается изменением токов возбуждения электромеханических
усилителей.
Строгание
На рис. 150, а показано строгание смазочных канавок на направ-
ляющих поверхностях детали 2 при помощи копира 1, установленного
на столе 3 продольно-строгального станка.
Рис. 1S0. Строгание фасонных поверхностей по копиру:
а — установленному на столе станка; б — закрепленному на кронштейне
На рис. 150, б показано строгание вогнутой поверхности на детали
1 при помощи копира 4, закрепленного на кронштейне 3 приспособле-
ния 2, установленного на столе продольно-строгального станка.
285
Протягивание
В крупносерийном и массовом производстве некоторые фасонные
поверхности обрабатываются протяжками.
На рис. 151 показано протягивание кругового контура крыльча-
того валика 1. Протяжка 2 состоит из двух составных половинок.
Схему протягивания цилиндрических поверхностей и плоскости разъе-
ма двух шатунов и двух крышек к ним см. на рис. 131, б. Такого
типа протяжки применяются на вертикально-протяжных станках.
Рис. 151. Протягивание круглого контура
крыльчатого валика
В массовом производстве мелких и средних деталей фасонные по-
верхности можно обрабатывать на карусельно и тонцельно-протяж-
ных станках, обладающих весьма большой производительностью.
3. Обработка фасонных поверхностей шлифованием
Шлифование фасонных поверхностей производится фасонными
шлифовальными кругами, а также при помощи копиров, по которым
перемещаются обрабатываемые детали или шлифовальный круг.
На рис. 152, а показано шлифование шаровой поверхности фа-
сонным кругом с поперечной подачей. Соответствующий профиль кру-
га получается при помощи алмаза, вращающегося в специальном при-
способлении. При профилировании круга (рис. 152, б) величина цент-
рального угла дуги ограничивается диаметром оправки d, в которой
закреплен алмаз
Максимальный угол а определяется следующим образом:
а=180°—2р; (175)
sinp =
d
~+а
R
(176)
286
Где d — диаметр оправки, в которой закреплен алма3> в мм> д — ра-
диус профилируемой дуги круга в мм-, а — величина зазора между
шлифовальным кругом и державкой в ее крайнем положении плюс за-
пас на выход алмаза в мм.
Определив из равенства (176) угол р и подставив его в равенство
(175), получим величину максимального угла а, при котором еще воз-
можно в заданных условиях профилирование шлифовального круга с
вогнутым профилем.
Рис. 132. Шлифование фасонных поверхностей:
а — фасонным кругом с поперечной подачей, б — профилирование шлифовального
круга по радиусу, в — вогнутой поверхности по копиру г — беговой дорожки ша-
рикоподшипника, д и е — на бесцентровр шлифовальных станках
На рис. 152, в показано шлифование вогнутой поверхности при по-
мощи копира А, который перемещает деталь в поперечном направлении
при продольной подаче стола.
Беговая дорожка (рис. 152, г) наружного кольца шарикоподшип-
ника, закрепленного в патроне, шлифуется путем качательного движе-
ния круга вокруг центра, совпадающего с центром окружности, образу-
ющей профиль шлифуемого желоба, т. е. радиус качения равен радиу-
су желоба. Таким же способом можно шлифовать сферическую поверх-
ность любого радиуса.
Фасонные поверхности можно шлифовать и на бесцентрово-шлифо-
вальных станках (рис. 152, д, е); здесь 1 — шлифовальный круг;
2 — ведущий круг.
Шлифование фасонных поверхностей возможно также с помощью
абразивных лент.
287
4. Обработка фасонных поверхностей на станках
с программным управлением
Различные системы программного управления металлорежущими
станками служат для автоматического регулирования перемещений
исполнительных органов станка по заданной программе, необходи-
мых для выполнения процесса обработ-
О) _____
С. ч
ки.
Одной из наиболее простых систем
является система управления «прямо-
Радочая подача ---------►
Быстрый ход —>
Быстрый ход сот-.---*.
содом инструмента
Рис. 153. Варианты прямо-
угольных циклов обработки
на фрезерных станках с
программным управлением
широко применяются для
угольным» циклом, использованная для
фрезерных станков общего назначения
моделей 6Л12П и 6Л82Г. При этой сис-
теме обработка осуществляется в процес-
се относительных перемещений инстру-
мента и обрабатываемой детали; эти
перемещения происходят в прямоуголь-
ных координатах по заданной последо-
вательности, причем в каждый момент
обработка идет только по одной коорди-
нате. Варианты прямоугольных циклов,
определяемые последовательностью дви-
жений исполнительных органов, могут
быть различны в зависимости от про-
филя обрабатываемой поверхности. Та-
ким образом, можно обрабатывать на
фрезерных станках разнообразные фа-
сонные поверхности.
На рис. 153 показаны различные ва-
рианты прямоугольных циклов, состоя-
щих из движений: рабочая подача, быст-
рый ход, быстрый ход с одновременным
отводом инструмента. На рис. 153, а
изображен цикл движений для обработ-
ки гладкой поверхности детали за два
прохода; на рис. 153, б — для обработ-
ки ступенчатой поверхности при равной
высоте ступеней; на рис. 153, в — для
обработки ступенчатой поверхности со
ступенями различной высоты и на рис.
153, г — для обработки цилиндрической
поверхности с уступами.
Фрезерные станки с программным
управлением вышеуказанных моделей
обработки средних и мелких отливок
для таких деталей, как рычаги, кронштейны, крышки, корпуса прибо-
ров и т. д.; процесс обработки происходит при полной автоматизации
рабочего цикла, станочник только устанавливает заготовку и снимает
готовую обработанную деталь. Производительность таких станков
288
на 30—50% выше по сравнению с обычными фрезерными стан-
ками.
На настройку программы затрачивается 0,5—2 ч в зависимости
от сложности профиля и требуемой точности обрабатываемой поверх-
ности детали.
ГЛАВА XVI
ОБРАБОТКА ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ
Зубчатые колеса делят на цилиндрические, конические и червяч-
ные. Первые наиболее распространены. Их выполняют одно- и много-
венцовыми (блочными). По конфигурации зубчатые колеса делают в
виде дисков с гладкими или шлицевыми отверстиями, а также в виде
фланцев и валиков (с хвостовиками). У цилиндрических колес зубья вы-
полняют прямыми, спиральными и шевронными; у конических — пря-
мыми, косыми и криволинейными.
Допуски цилиндрических эвольвентных зубчатых колес регламенти-
рованы ГОСТ 1.643—72 со степенями точности от 3 до 12*. В маши-
ностроении в основном применяют 5, 6, 7, 8 и 9-ю степени. ГОСТом
установлены требования к кинематической точности зубчатых колес,
плавности их работы и контакту зубьев. Допуски на конические зубча-
тые передачи установлены ГОСТ 1.758—72, а на червячные передачи —
ГОСТ 3.675—72.
1. Нарезание зубьев цилиндрических зубчатых колес
методом копирования дисковыми и пальцевыми фрезами
Нарезание цилиндрических зубчатых колес с прямым зубом можно
выполнить на горизонтальных и универсальных фрезерных станках
при помощи делительной головки модульными дисковыми фрезами.
Этот метод, называемый методом копирования, заключа-
ется в последовательном фрезеровании впадин между зубьями фасонной
дисковой модульной фрезой. Такие фрезы изготовляются набором
из 8 или 15 штук для каждого модуля. Обычно применяют набор фрез
из 8 штук, обработка которыми позволяет получать зубчатые колеса
9-й степени точности по ГОСТ 1.643—72, но для изготовления более точ-
ных зубчатых колес требуется набор из 15 или 26 штук. Такое количест-
во фрез в каждом наборе необходимо потому, что для различного чис-
ла зубьев колес размеры впадин между зубьями различны. Каждая фре-
за набора предназначена для определенного интервала числа зубьев.
Зубчатые колеса обычно нарезаются по одной (рис. 154, а) или по
несколько штук на оправке (рис. 154, б), что увеличивает производи-
* Степени точности 1, 2 и 12 применяются по договоренности изготовителя
с заказчиком.
89
10—409
тельность за счет времени, затрачиваемого на врезание и выход фрезы,
а также за счет вспомогательного временй. Если на шпиндельной оп-
равке расположить две или три фрезы (рис. 154, в), каждая из которых
будет прорезать впадины зубьев у одной группы заготовок, то про-
изводительность будет еще больше. В этом случае применяют много-
шпиндельные делительные головки (рис. 154, г). Применение для этих
целей полуавтоматических станков, у которых все вспомогательные
движения (подход заготовок к фрезам, отход их в исходное положение,
Рис. 154. Нарезание зубьев зубчатых колес дисковыми модульными фрезами:
а — одной заготовки, б — нескольких заготовок на одной оправке, в — тремя фрезами одно-
временно, г₽-с применением трехшпиндельной головки, д — одновременно двумя модуль-
ными фрезами
поворот заготовок на один зуб и останов станка) совершаются автомати-
чески, также повышает производительность. Значительное увеличение
производительности достигается применением твердосплавных фрез.
Основное время при нарезании прямых зубьев цилиндрических
зубчатых колес модульной дисковой фрезой на зубофрезерном станке
с автоматическим делительным механизмом определяется по формуле
/о=(/о + /Вр + и(т!- + ~ +— <177>
р \ SP X so6.x / т т
где 10 — длина нарезаемого зуба в мм; 1вр — длина врезания в мм;
1а — длина перебега в мм; sp.x — минутная подача при рабочем ходе в
в мм; so6.x — минутный путь обратного хода в мм; г — число зубьев
нарезаемого колеса; i — число ходов; т — количество одно-
временно нарезаемых зубчатых колес; т — время на поворот заготовки
на 1 зуб в мин.
Величина врезания /вр определяется по формуле
/вр = V ИРф-t) + (1 -Г 2) [мм], (178)
где t — глубина прорезаемой впадины между зубьями в мм; Оф — ди-
аметр фрезы в мм.
Минутная подача при рабочем ходе
Sp.x = SzZtl,
где sz— подача на 1 зуб фрезы в мм; п — число оборотов фрезы в минуту.
290
При нарезании зубьев на горизонтально- или универсально- фре-
зерном станке время на отвод стола в исходное положение и время на
поворот заготовки с помощью делительной головки перед нарезанием
каждого зуба относятся к вспомогательному времени и в формулу ос-
новного (технологического) времени не входят.
Рис. 155. Нарезание зубьев зубчатых колес дисковыми
фрезами:
а—тремя дисковыми, угловыми фрезами, б— двумя специаль-
ными дисковыми фрезами
Нарезание зубьев цилиндрических колес средних модулей 8—9-й
степеней точности можно производить одновременно двумя дисковыми
модульными фрезами (рис. 154, д). Черновое нарезание таких же зубча-
тых колес средних и крупных модулей осуществляется тремя диско-
выми, но не модульными, а «угловыми» фрезами (рис. 155, а). Черно-
вое нарезание крупномодульных (с модулем более 30 мм) прямозубых
колес можно нарезать спе-
циальными дисковыми фре-
зами (рис. 155, б), при этом
станок должен быть осна-
щен специальными шпин-
делями. Одним шпинделем
можно фрезеровать отдель-
но каждую сторону зубьев.
Производительность в этом
случае будет почти в два
раза меньше. Но зато мож-
но использовать универ-
сальный или горизонталь-
ный фрезерный ста-
нок.
Дисковыми модульными
фрезами можно также обра-
батывать цилиндрические
зубчатые колеса с косым
зубом, поворачивая фрезу
на угол наклона зуба.
Рис. 136. Нарезание зубьев зубчатых колес
пальцевыми фрезами:
а — прямозубого колеса, б — шевронного колеса.
в — черновое нарезание двуугловой фрезой г —
последовательно двумя угловыми фрезами
10*
291
Пальцевыми модульными фрезами нарезают зубья средних и крупно-
модульных цилиндрических (рис. 156, а), шевронных (рис. 156, б)
колес, реек и др. Зубья очень крупных модулей (более 20мм) начерно
нарезают двуугловой пальцевой фрезой (рис. 156, в) или последователь-
но двумя угловыми пальцевыми фрезами (рис. 156, г).
Нарезание зубьев цилиндрических зубчатых колес дисковыми мо-
дульными фрезами, а также пальцевыми фрезами применяется преиму-
щественно в единичном и мелкосерийном производстве при отсутствии
специальных зуборезных станков, так как такой способ нарезания дает
сравнительно малую производительность и точность 9—11-й степеней.
2. Нарезание зубьев зубчатых колес методом обкатки
Этот метод обработки зубьев заключается в том, что в процессе об-
работки воспроизводится зацепление зубчатой пары, в которой одной
деталью является режущий инструмент, а другой — нарезаемое зуб-
чатое колесо.
Нарезание зубьев цилиндрических зубчатых колес с прямым, ко-
сым и криволинейным (винтовым) зубом производится с помощью:
а) червячных фрез (зубофрезерование), б) долбяков в виде шестерен
(дисковых) и в) долбяков в виде гребенок-реек (зубодолбление).
Требование высокой точности и плавности зацепления зубчатых
колес, а также стремление повысить производительность зубонареза-
ния привели с созданию специальных зуборезных станков. Наиболее
распространенными являются станки, образующие профиль зуба пу-
тем фрезерования или долбления режущими кромками инструмента
в непрерывном процессе обкатки. При обработке долблением получа-
ется более правильный профиль, чем при фрезеровании, так как в этом
случае неточности инструмента значительно меньше отражаются на
профиле зуба, но зато возникающие при обработке удары вредно влия-
ют на станок и инструмент. Вследствие этого метод долбления применя-
ется главным образом для чистового нарезания зубьев; метод фрезе-
рования двух- или трехзаходными фрезами, как наиболее производи-
тельный, применяется главным образом для чернового нарезания; фре-
зерование однозаходными фрезами применяется для чистового нареза-
ния. Методом фрезерования можно нарезать большее количество' видов
зацепления, как-то: цилиндрические зубчатые колеса с прямым и косым
зубом, червячные зубчатые колеса, червяки, цепные колеса.
Зубонарезание червячными фрезами
Этот метод благодаря высокой производительности и получаемой точ-
ности 8—9-й степеней имеет наибольшее распространение.
Для нарезания зубьев указанным методом требуются зубофрезер-
ные станки и режущий инструмент — червячные фрезы*.
В соответствии с ГОСТ 9.324—60. Стандартизованные червячные фрезы вы-
пускаются цельными с модулем до 14 мм , и сборными — с модулем от 10 до 20.
292
Фреза закрепляется в суппорте, который должен быть повернут
так, чтобы ось фрезы была наклонена под углом а подъема винтовой
линии витков фрезы. Нарезаемое зубчатое колесо устанавливается на
столе станка; он имеет перемещение по станине для установки на глуби-
ну зуба и вращательное движение, благодаря которому осуществляется
обкатка зубчатого колеса по отношению к червячной фрезе. Суппорт с
фрезой осуществляет подачу движением вдоль оси зубчатого колеса.
При фрезеровании зубчатых колес с косым зубом фреза устанавливает-
Рис. 157. Установка червячной фрезы при зубонарезании
цилиндрических зубчатых колес с косым зубом:
1 — правозаходгая фреза; 2 — заготовка правозаходного зубчатого ко*
леса; 3 — заготовка левозаходного зубчатого колеса
ся с учетом наклона винтовой линии витков фрезы и угла спирали зуба
зубчатого колеса. Если направление наклона винтовой линии фрезы и
нарезаемого зубчатого колёса одинаковое, т. е. если фреза и зубчатое
колесо правозаходные (рис. 157, а) или левозаходные, то угол установа
фрезы равен разности углов фрезы и зубчатого колеса, т. е. р' = а — Р;
если же направление наклона винтовой линии фрез и зубчатого колеса
различно (рис. 157, б), то угол установа равен сумме углов, т. е. р' =
= а + Р-
В зависимости от величины модуля устанавливается число прохо-
дов фрезы: зубчатое колесо с модулем до 2,5 мм обычно нарезают за один
ход начисто; зубчатое колесо с модулем более 2,5 мм нарезают начерно
и начисто в два и даже в три хода.
Для черновых ходов применяются двух- и трехзаходные червяч-
ные фрезы, которые увеличивают производительность, но снижают
точность обработки по сравнению с однозаходными. Поэтому эти фрезы
используют главным образом для предварительного нарезания зубьев.
Основное время при нарезании прямых зубьев цилиндрических зуб-
чатых колес червячной модульной фрезой определяется по форму-
ле
(Zf/n + ZBp 4- Zn)
snqm
zi {мин],
(179)
/0 =
293
где t0— длина нарезаемого зуба в мм; т — число одновременно наре-
заемых зубчатых колес; /вр — длина врезания в мм; /п — длина пере-
бега в мм; z — число зубьев нарезаемого зубчатого колеса; s — подача
на один оборот зубчатого колеса в мм; п — число оборотов фрезы в ми-
нуту; q — число заходов червячной фрезы (для чистовых проходов
q = 1; для черновых рекомендуется q = 2); i — число ходов.
Длина врезания /вр определяется по формуле
/вр = (1,1 Ч- 1,2)]//(Дф-0“ [мм],
где t — глубина прорезаемой впадины между зубьями в мм; £>ф —
диаметр червячной фрезы в мм.
Длина перебега /„ = 24-3 лии.
Врезание червячных фрез, особенно больших диаметров, является
значительной величиной и вызывает существенную затрату времени
работы станка. Сократить это время на 20—30% можно заменой обыч-
ного осевого врезания (рис. 158, а) радиальным (рис. 158, б).
Рис. 158. Врезание червячной фрезы:
а — осевое, б — радиальное
Для повышения точности зубофрезерования и чистоты обработан-
ной поверхности, а также увеличения стойкости червячной фрезы ре-
комендуется в процессе резания перемещать червячную фрезу вдоль
оси из расчета 0,2 мк за один оборот ее.
Современные станки имеют специальное устройство для осевого пе-
ремещения фрезы. Это перемещение может осуществляться: 1) после
нарезания определенного числа колес; 2) после каждого цикла зубо-
фрезерования, во время смены заготовок; 3) непрерывно при работе
фрезы.
В последнем случае происходит диагональная подача фрезы как ре-
зультат сложения движения подач вдоль оси заготовки и вдоль соб-
ственной оси фрезы.
Далее приведены данные относительной производительности раз-
личных методов зубофрезерования по сравнению с зубофрезерованием
однозаходными червячными фрезами из быстрорежущей стали стан-
дартной конструкции (табл. 11).
Нарезание червячных зубчатых колес. При
нарезании червячных зубчатых колес ось фрезы устанавливается пер-
294
Таблица 11
Метод фрезерования
Во сколько раз повышается
производительность
Фрезерование зубьев однозаходной червячной фре
зой из быстрорежущей стали (стандартной конструк
ции)............................................
Черновое фрезерование зубьев дисковыми модуль
ными фрезами:
а) набором в 2—3 фрезы из быстрорежущей ста
ли (для крупных модулей) ...................
б) набором в 2—3 твердосплавных фрезы . . .
Фрезерование зубьев двух и трехзаходными червям
ными быстрорежущими фрезами.....................
Фрезерование зубьев однозаходной червячной фре
зой с радиальным врезанием .....................
Черновое фрезерование однозаходной твердосплав
ной фрезой с большими подачами..................
Скоростное фрезерование однозаходной твердо
сплавной фрезой с большими скоростями и больши
ми подачами ....................................
1
1,2—1,5
1,8—2,0
1,5—1,8
1,2—1,3
3,0—4,0
10—12
пендикулярно оси обрабатываемого колеса и точно по центру ее шири-
ны. Нарезать червячные зубчатые колеса можно: 1) способом радиаль-
ной подачи, 2) способом тангенциальной подачи; 3) комбинированным
способом.
Нарезание червячных колес способом радиальной по-
дачи более распространено, чем другие способы. При этом способе
(рис. 159, а) фреза 1 и нарезаемое зубчатое колесо 2 вращаются; ско-
рости вращения их рассчитываются так, чтобы за один оборот фрезы
зубчатое колесо повернулось на число зубьев, равное числу заходов
червяка. В отличие от нарезания цилиндрических зубчатых колес
суппорт с фрезой стоят на месте, стол же с укрепленным на нем наре-
заемым зубчатым колесом осуществляет горизонтальную подачу s
на глубину зуба по направлению к фрезе, т. е. в радиальном на-
правлении.
В зубофрезерных станках, работающих по методу обкатки, пред-
назначенных для нарезания зубчатых колес большого диаметра, го-
ризонтальная подача осуществляется не столом с заготовкой, а стой-
кой, несущей суппорт с фрезой.
Способ радиальной подачи применяется главным образом для наре-
зания червячных зубчатых колес однозаходных и реже—двухзаходных.
Основное время при нарезании червячных зубчатых колес на зубо-
фрезерных станках способом радиальной подачи определяется по фор-
муле
Go + ^вр-Нп)'? ЗМг , .
/о -------------—-------- [мин], (180)
295
где Zo = 2,2 М — высота зуба в мм;
/вр = 0,55 М — длина врезания в мм;
1П = 0,25 М — длина врезания в мм; 1„ — учитывает время на работу
фрезы при выключенной радиальной подаче за 1—2 оборота нарезаемо-
го червячного зубчатого колеса
для получения всех зубьев оди-
наковой высоты; М — модуль
нарезаемого колеса в мм; г —
число зубьев нарезаемого коле-
са; sp — радиальная подача в
мм на один оборот заготовки;
п — число оборотов фрезы в
минуту; q — число заходов чер-
вячной фрезы.
Способ тангенци-
альной подачи при-
меняется главным образом для
нарезания червячных зубчатых
колес к многозаходным червя-
Рис. 159. Зубонарезание червячных
зубчатых колес червячными фре-
зами:
а — способом радиальной подачи: 6 — спо-
собом тангенциальной подачи: /—// — со-
ответственно начальное и конечное поло-
жения фрезы
кам; он выполняется при помо-
щи специального суппорта, поз-
воляющего осуществлять танген-
циальную (т. е. по касательной
линии к зубчатому колесу) пода-
чу фрезы (рис. 159, б).
Стрелка А указывает враще-
ние червячной фрезы, стрелка
Б — подачу фрезы по касатель-
ной линии к зубчатому колесу,
стрелка В — вращение зубчато-
го колеса. Нарезание зубчатого
колеса заканчивается, когда все
зубья фрезы перейдут за ось
зубчатого колеса. При нареза-
нии способом тангенциальной
подачи получается более пра-
вильный профиль, но себестои-
мость фрезы значительно выше
нормальной и, как сказано, тре-
буется наличие специального
суппорта.
Основное время при нареза-
нии червячных зубчатых колес
на зубофрезерных станках спо-
собом тангенциальной подачи определяется по формуле
(lo + ^вр + /п)-г
t0 —---------------IMUH],
(181)
s^nq
296
где l0 + /вр + l„ = 2,94 Л4]Лz [мм] (величина перемещения фрезы);
М — модуль зубчатого колеса в мм; г — число зубьев зубчатого коле-
са; St — тангенциальная подача фрезы на один оборот заготовки в мм;
п — число оборотов фрезы в минуту; q — число заходов фрезы.
Нарезание червячных зубчатых колес комбинированным
способом применяется при нарезании единичных ненормализо-
ванных червячных зубчатых колес, для которых изготовление червяч-
ных фрез экономически не оправдывается. Нарезание производится пос-
ледовательно двумя резцами — черновым и чистовым; резец закреп-
ляется в оправке (рис. 160, а), представляя как бы однозубую фрезу.
Рис. 160. Зубонарезание червячных зубчатых колес:
а — одним резцом, б — двумя резцами; в — двумя резцами глобо-
идного колеса; е — червячной фрезой глобоидного колеса
Чистовой резец изготовляется точно по профилю, а черновой уже чисто-
вого, благодаря чему остается припуск, примерно равный 0,5 мм на
сторону зуба. Черновой резец врезается на установленную глубину с
радиальной подачей, после чего чистовой дорезает зуб с тангенциаль-
ной подачей. Резцы — черновой и чистовой — можно менять; часто
закрепляют оба резца в одной оправке (рис. 160, б) на определенном
расстоянии один от другого.
Нарезание зубьев червячного глобоидного колеса обычно состоит
из двух операций: предварительного нарезания при радиальной подаче
и чистового нарезания при круговой подаче и точно заданном межосевом
расстоянии. Инструментом для предварительного и окончательного на-
резания зубьев глобоидного колеса в индивидуальном и мелкосерийном
297
производствах являются два «летучих» резца (рис. 160, в). Кроме этих
резцов как предварительное, так и окончательное нарезание можно
производить глобоидной гребенкой или глобоидной фрезой (рис. 160, г).
Нарезание зубьев долбяками
Как отмечалось выше, нарезать зубья методом обкатки можно также
долбяками в виде шестерен и в виде гребенок (реек) на зубодолбежных
станках.
Д о л б я к, являющийся режущим инструментом, имеет форму
шестерни и того же модуля, что и нарезаемое зубчатое колесо.
Долбяки изготовляются для наружного и внутреннего долбления;
последний случай относится к зубчатым колесам с внутренним зацеп-
лением. z
Для нарезания зубчатых колес с винтовым зубом применяется дол-
бяк тоже с винтовым зубом и с тем же углом подъема винтовой линии,
что и у нарезаемого зубчатого колеса; долбяк получает добавочное
вращение по винтовой линии от специального копира, помещающегося
в верхней части шпинделя долбяка.
Горизонтальная подача долбяка осуществляется двумя способами:
1) при помощи ходового винта специального и автоматического дели-
тельного механизма (в крупных станках); 2) при помощи одного из
трех специальных копиров, из которых применяется тот или другой в
зависимости от числа ходов, необходимых для нарезания полного про-
филя зубьев (под ходом здесь понимается оборот заготовки в процессе
нарезания). Обработка за один ход применяется для зубчатых колес с
модулем 1—2 мм, за два хода — с модулем 2,25—4 мм и за три хода —
при модулях, превышающих 4 мм, а также при меньших модулях, но
при повышенных требованиях к точности и чистоте обработки.
Обычно зубчатые колеса даже средних модулей предварительно
обрабатываются на зубофрезерных станках, а чистовая обработка
производится на зубодолбежных станках за один и (реже) два хода.
Предварительное нарезание зубьев на зубофрезерных станках
часто бывает более производительным, чем на зубодолбежных станках.
При обработке зубьев с модулем 5 мм и более, когда снимается зна-
чительное количество металла, зубофрезерные станки более производи-
тельны, чем зубодолбежные. При нарезании зубьев с модулем до 2,5 мм,
когда металла снимается сравнительно мало, более производительными
и точными являются зубодолбежные станки. При обработке зубьев
средних модулей (от 2,5 до 5 мм) зубофрезерные и зубодолбежные стан-
ки по производительности могут быть равноценными, но целесообраз-
нее применять зубофрезерные.
Следует отметить, что быстроходные зубодолбежные станки с чис-
лом ходов долбяка 600—700 в минуту обладают высокой производи-
тельностью зубонарезания.
Основное время при нарезании зубьев зубчатых колес на зубодол-
бежных станках дисковыми долбяками определяется по формуле
, h , tz ft пМг . , , ,, on,
t0 —------1-----i =-------1-----1 [мин], (182)
spn sKn spn sKn
298
где h — глубина нарезаемой впадины между зубьями в мм; зр — ради-
альная подача на один двойной ход долбяка в мм; п — число двойных
ходов долбяка в минуту; t — шаг нарезаемого зубчатого колеса в мм;
г — число зубьев нарезаемого колеса; sK — круговая подача зубчатого
колеса на один двойной ход долбяка в мм; i — число обкатов (ходов),
необходимое для нарезания зубчатого колеса; М — модуль зубьев на-
резаемого колеса в мм.
Производительность зубодолбления значительно повышается при
совмещении черного и чистового нарезания зубьев колес с одновремен-
ным применением двух (рис. 161, а) или трех долбяков, установленных
на штосселе зубодолбежного станка.
Расстояние а между торцовыми поверхностями долбяков должно
быть на 1—3 мм больше ширины венца Ь. Верхний долбяк служит
для окончательного профилирования зубьев колеса; нижний долбяк
перешлифовывают так, чтобы ширина и высота зубьев его была бы
меньше ширины и высоты зубьев верхнего долбяка.
На рис. 161, б показано одновременное долбление двумя долбяка-
ми двух венцов блочного колеса.
С целью увеличить производительность зубодолбежных станков
при нарезании зубчатых колес малых и средних модулей применяют
комбинированные долбяки, которые производят последовательно черно-
вое и чистовое нарезание зубьев за один оборот долбяка. У таких дол-
бяков часть зубьев, имеющих уменьшенную толщину, служит для чер-
нового долбления, другая часть — для чистового, окончательного.
Кроме того, на долбяке имеется участок без зубьев, позволяющий сни-
мать обработанное зубчатое колесо с оправки и надевать заготовку на
оправку без отвода шпинделя с долбяком. На рис. 161, в показано од-
новременное зубодолбление шести заготовок комбинированным долбя-
ком.
Комбинированные долбяки пригодны только для нарезания зубча-
тых колес с определенным числом зубьев, вследствие чего их целесооб-
разно применять главным образом в крупносерийном и массовом про-
изводстве. Комбинированные долбяки непригодны для зубчатых ко-
лес с большим числом зубьев, так как число зубьев этих долбяков
должно быть равно удвоенному числу зубьев нарезаемого колеса,
ввиду чего долбяки получаются больших размеров.
Зубодолбежные станки наряду с высокой производительностью
дают чистую обработанную поверхность зубьев 7—8-й‘степеней точ-
ности. На специальных зубодолбежных .станках двумя спиральными
долбяками нарезают зубья шевронных колес (рис. 161, г).
На зубодолбежных станках можно нарезать зубья на блоках зуб-
чатых колес с 2—4 венцами при тесном расположении их, когда фре-
зерование их невозможно.
На рис. 161, д пунктиром показано положение фрезы 4, которая
не может нарезать зуб на венце 3 колеса ввиду невозможности выхода
фрезы, так как расстояние между венцами 5 и 1 всего 5—6 мм. Тот же
венец, отстоящий от другого венца на расстоянии 5—6 мм, успешно
нарезается долбяком 2, для выхода которого вполне достаточно
2—4 мм.
209
Как было указано выше, цилиндрические зубчатые колеса с прямым,
косым и винтовым зубьями можно нарезать на зубострогальных стан-
ках с применением долбяков в виде гребенок (реек)
(рис. 161, е), которые изготовлять и затачивать проще, чемдолбяки.
Зубострогальные станки для нарезания зубчатых колес гребенками
работают по принципу обкатки.
При нарезании зубчатых колес с косым зубом суппорт с гребенкой
повертывается на угол наклона зуба.
Гребенки изготовляются трех типов в зависимости от модуля и ха-
рактера обработки: 1) обдирочная — для чернового нарезания зубьев;
2) отделочная — для чистового нарезания зубьев; 3) шлифовочная —
для зубьев, которые после нарезания будут шлифоваться. Обдирочные
гребенки изготовляются меньшей ширины, чем отделочные; после об-
дирки остается припуск на отделку до 0,5 мм на сторону.
Нарезание зубьев гребенкой ввиду меньшей производительности по
сравнению с нарезанием дисковым долбяком и червячной фрезой при-
меняется редко.
Долбление зубьев методом копирования с помощью много-
резцовой головки (рис. 161, ж) заключается в том, что все зубья изго-
товляемого зубчатого колеса обрабатываются одновременно набором
профильных резцов, число которых равно числу зубьев обрабатывае-
Рис. 161. Нарезание зубьев долбяками:
а — черновое и чистовое долбление; б — одновременное долбление двух колес; в —
одновременное долбление шести колес комбинированным долбяком; е — нарезание
зубьев шевронного колеса; б —долбление двухвенцового колеса, е — долбление гре-
бенкой, ж — долбление многорезцовой головкой, з — одновременное долбление и фре-
зерование зубьев двух колес, и — обработка зубьев на долбежном стайке
300
мого колеса. Резцы расположены в точных радиальных пазах непод-
вижной резцовой головки. Заготовка устанавливается на оправку шпин-
деля станка, расположенную вертикально и имеющую возвратно-пос-
тупательное движение вверх и вниз. Когда оправка при каждом ходе
идет вверх, заготовка проходит внутрь неподвижной резцовой головки
и все резцы А одновременно нарезают зубья.
Перед началом рабочего хода все резцы одновременно перемещают-
ся в радиальном направлении, т. е. осуществляется подача к центру
нарезаемого зубчатого колеса. Когда оправка при каждом ходе идет
вниз, резцы в головке отодвигаются в радиальном направлении с целью
уменьшения трения задних поверхностей резцов об обрабатываемую
поверхность зубьев.
301
При таком методе нарезания зубчатых колес профиль режущих
инструментов копируется на впадинах зубьев обрабатываемого колеса.
Так как при этом методе одновременно производится долбление
всех впадин зубьев колеса, то станки, нарезающие зубья по этому мето-
ду, отличаются большой производительностью по сравнению с другими
зубообрабатывающими станками, но точность обработки на них ниже.
Поэтому на таких станках производят главным образом предваритель-
ное нарезание зубьев, которые подлежат дальнейшей отделке.
Зубообрабатывающие станки, работающие по этому методу копиро-
вания, могут быть целесообразно использованы только при очень боль-
шом выпуске одинаковых зубчатых колес, так как для каждого числа
зубьев и каждого модуля колеса должен быть изготовлен комплект
специальных резцов. Применяемые модели станков 5110, 5120, 5130.
Основное время одновременного нарезания всех зубьев цилиндри-
ческих зубчатых колес многорезцовой головкой на зубодолбежном
станке определяется по формуле
, (1 >1 — 1,2) h г . ,, ооч
t0 = ------— [мин], (183)
ЗрадЯ
где h — глубина нарезаемой впадины между зубьями в мм; зрад — ра-
диальная подача резцов на глубину нарезаемой впадины на один двой-
ной ход заготовки в мм; п — число двойных ходов заготовки в минуту.
Для блочных зубчатых колес целесообразно применять комбиниро-
ванные станки для одновременного нарезания червячной фрезой
зубьев большего венца, а меньшего — долбяком (рис. 161, з), что поз-
воляет сократить занимаемую станком производственную площадь
и обслуживающий персонал, а также повысить производительность
труда и оборудования.
В индивидуальном и мелкосерийном производстве для неточных зуб-
чатых колес зубья можно обработать на долбежном (рис. 161, и) или
строгальном станках фасонным резцом, профиль которого должен соот-
ветствовать впадине зуба колеса. Резец совершает возвратно-поступа-
тельное перемещения, а заготовка за каждый двойной ход резца полу-
чает периодическое радиальное перемещение (движение подачи). Наре-
зание впадины зуба будет закончено, когда резец полностью образует
ее; после этого заготовка возвращается в исходное положение. С по-
мощью делительного устройства заготовка поворачивается на один зуб,
а потом нарезается соседняя впадина зуба и т. д. Такой малопроизво-
дительный способ нарезания зубьев иногда применяют в условиях ре-
монта при отсутствии зуборезных и горизонтально-фрезерных станков.
3. Нарезание цилиндрических зубчатых колес
методом зуботочения
Новый метод нарезания зубьев, называемый зуботочением, предназ-
начен для нарезания прямых и косых зубьев цилиндрических зубчатых
колес на зубофрезерных станках с помощью долбяка, используемого в
качестве многорезцового инструмента.
302
Зацепление инструмента с нарезаемым зубчатым колесом рассмат-
ривается как зацепление двух винтовых зубчатых колес, при котором
происходит продольное скольжение поверхностей зубьев, являющееся
в данном случае движением, осуществляющим процесс резания. На зу-
бофрезерном станке вместо червячной фрезы устанавливается долбяк
под углом |3 (рис. 162) к оси заготовки. Углы долбяка и заготовки под-
бираются таким образом, чтобы разность между углами винтовой линии
инструмента и заготовки не была равна нулю.
Рис. 162, Зуботочение ци-
линдрического зубчатого
колеса:
а — косозубым долбяком; б
прямозубым долбяком
Рис. 163. Виды цилиндри-
ческих червяков и схемы
их обработки резцами:
а — архимедов, б — эвольвент»
ный, в — конволютный
Нарезание прямых зубьев производится косозубым долбяком (рис.
162, а), а нарезание косых зубьев с углом наклона 45° — прямозубым
долбяком (рис. 162, б).
Производительность этого метода в 2—4 раза выше производитель-
ности зубофрезерования однозаходной фрезой.
Основное время при нарезании зубьев зуботочением определяется
по формуле
, Uo+lep + ln)* .о
t0~-------Е------ [мин], (184)
8«гд
где /0 — длина нарезаемого зуба в мм; /вр — величина врезания в мм;
303
/п — величина перебега в мм, z — число зубьев нарезаемого колеса;
s — подача на один оборот заготовки в мм, п — число оборотов долбя-
ка в мм, гд — число зубьев долбяка.
4. Обработка червяков
Распространены червяки: архимедовы, экольвентные, конволют-
ные и глобоидные. Архимедовы червяки (рис 163, а) чаще всего наре-
заются на токарных станках, при этом прямолинейные режущие кромки
резцов располагаются в осевом сечении так же, как при нарезании
трапецеидальной резьбы. Винтовая поверхность такого червяка назы-
вается архимедовой, так как с торцовой поверхности его она образует
архимедову спираль Такие червяки представляют обычный винт с тра-
пецеидальной резьбой.
Архимедов червяк в осевом сечении имеет прямобочный профиль с
углом, равным профильному углу резца.
При крупносерийном производстве архимедовы червяки фрезеруют
дисковыми фрезами (рис 164, а) с криволинейными режущими кром-
ками Шлифование таких червяков осуществляют дисковым конусным
или тарельчатым кругом (рис. 164, г) с припуском 0,1—0,2 мм на сто-
рону в зависимости от модуля червяка. Шлифование червяков с малым
модулем производят на резьбошлифовальном станке или на токарном,
но со специальным устройством, показанным на рис. 164, д С таким
устройством можно шлифовать червяки и с крупным модулем.
В крупносерийном и массовом производстве шлифование профиля
витков червяка с крупным модулем (3 и более) осуществляется на спе-
циальном червячно-шлифовальном станке коническим дисковым кругом
большого диаметра (800 лш и более). Этот метод обеспечивает большую
производительность Таким кругом можно получить разные профили
червяка путем его перемещения в горизонтальной плоскости. Шлифо-
вание производится при трех движениях: вращении круга, медленном
вращении червяка и поступательном перемещении круга на величину
одного шага (хода для многозаходных червяков) за один оборот изделия.
Для отделки витков червяков ответственных передач применяют
притирку их чугунными или фибровыми притирами, имеющими фор-
му червячного колеса. В качестве абразивного материала применяют
микропорошки с маслом, а для получения высокой чистоты поверхнос-
ти — пасты ГОИ.
Эвольвентные червяки (рис. 163, б) нарезаются на токарных стан-
ках с раздельной обработкой каждой стороны витка при смещении
прямолинейных режущих кромок резцов на величину радиуса основ-
ного цилиндра винтовой эвольвентной поверхности.
Если червяк правый, то левую сторону боковой поверхности витков
нарезают резцом, поднятым над осью, а правую — опущенным При
левом червяке оба резца соответственно меняют местами. Указанным
способом эвольвентные червяки редко нарезаются ввиду неблагопри-
ятных условий резания резцами, поднятыми или опущенными по отно-
шению осевой линии.
304
Рис. 164.
а дисковой фрезой, б — фрезой улиткой
шлифовальным кругом д —
Обработка червяков*
в—долбяком г —
специальное устройство для шлифо
вания червяка на токарном станке
Рис. 165. Нарезание глобоидного червяка*
а — специальным устройством с пальцевой фрезой б — специальной многорез-
цовой готовкой в—универсальной резцовой головкой
t)
Рис. 165. Продолжение
Такие червяки обыч-
но фрезеруют фасонными
дисковыми, пальцевы-
ми фрезами и фрезами-
улитками (рис. 164, б),
а шлифуют их плоской
стороной тарельчатого
шлифовального круга.
Эвольвентный чер-
вяк можно рассматри-
вать как цилиндричес-
кое зубчатое колесо с
малым числом спираль-
ных зубьев, имеющих
большой угол наклона.
В настоящее время в
крупносерийном и мас-
совом производстве на-
резают архимедовы и
эвольвентные червяки
обкаточными дисковы-
ми резцами, подобными
зуборезным долбякам
(рис. 164, в), на специ-
альных станках. Подача
осуществляется инстру-
ментом в осевом нап-
равлении заготовки чер-
вяка при вращении его
и резца.
Червяк с прямосто-
ронним профилем в нор-
мальном сечении витка
называют конволютным
(рис. 163, в). Нарезают
его резцами, располо-
женными нормально к
боковым поверхностям
витка.
Нарезание глобоид-
ных червяков требует
применения специаль-
ных устройств на зубо-
фрезерных станках. На
рис. 165, а показана
универсальная головка,
представляющая собой
корпус со шпинделем,
смонтированным на
307
планшайбе так, что ось его проходит через центр ее. Элект-
родвигатель с помощью зубчатой или ременной передачи сообщает
пальцевой фрезе, закрепленной в шпинделе, соответствующее число
оборотов (v = 10—20 mi мин). С помощью ходового винта головка по
нониусу устанавливается на требуемый радиус нарезки. Пальцевая фре-
за имеет прямолинейный профиль с углом конусности, равным двойно-
му профильному углу впадины червяка. Предварительное фрезерова-
ние червяка производится обычно в один или два прохода с припуском
0,3 — 0,5 мм на толщину витка под чистовые проходы.
При нарезании многозаходного червяка деление на заходы осу-
ществляется вручную через гитару дифференциала по цепи круговой
подачи.
Предварительное и окончательное нарезание глобоидного червяка
можно осуществлять специальной многорезцовой головкой (рис. 165, б).
Профилирующие резцы 1 и 3 обтачивают боковые стороны витка, а ре-
зец 2 обтачивает заготовку червяка по наружному глобоиду с круговой
подачей головки. Чистовое нарезание глобоидного червяка можно про-
изводить универсальной резцовой головкой (рис. 165, в) с круговой
подачей при точно выдержанном межосевом расстоянии.
После нарезания витков червяк обычно подвергают термообработке
с последующим шлифованием опорных шеек и витков. Отделку червя-
ков осуществляют притиркой либо обкаткой закаленным роликом.
Контроль червяков
Диаметральные и линейные размеры червяков проверяются обыч-
ными способами при помощи предельных екоб, микрометров и т. п. Наи-
более сложной операцией контроля червяков является проверка сред-
него диаметра витков, концентричности оси их с осью опорных шеек,
угла профиля витков и равномерности шага. Средний диаметр червяка
проверяется специальной индикаторной скобой (рис. 166, а), у кото-
рой два неподвижных зуба 2 вводятся во впадины червяка, а верхний
подвижный зуб 1, находящийся также во впадине, связан с индика-
тором.
Угол профиля витков проверяется при помощи нормальных угло-
вых шаблонов с базой от наружного диаметра. Для более точных чер-
вяков угол профиля проверяется на специальном приборе по схеме,
показанной на рис. 166, б. Осевой шаг червяка проверяется на прибо-
ре с индикатором (рис. 166, в). Проверка концентричности оси их
с осью опорных шеек показана на рис. 166, г, д. На рис. 166, е пока-
зана схема устройства для контроля профиля витка глобоидного чер-
вяка.
5. Протягивание зубьев зубчатых колес
Протягивание наружных и внутренних поверхностей фасонных
сложных форм обеспечивает высокую производительность и точность
обработки. Поэтому этот способ стали применять для нарезания зубьев.
Обработка протягиванием впадин между двумя или несколькими зубья-
ми производится последовательно протяжкой с профилем, соответст-
308
Рис. 166. Контроль червяков:
а среднего диаметра специальной скобой; б — угол профиля;
д — осевого шага — прибором с индикатором; г и 5 —концент-
ричность опорных шеек; е — профиля глобоидного червяка
вующим профилю зубьев нарезаемого зубчатого колеса. После каждого
прохода протяжки, за который она обрабатывает впадину между двумя
или несколькими зубьями (в зависимости от конструкции протяжки),
заготовка поворачивается посредством делительного механизма стола.
Таким способом нарезают зубья венцов больших размеров на вертикаль-
ных протяжных станках с круглым поворотным столом; при этом фор-
мируется достаточно точный профиль зубьев, но достичь высокой точ-
309
мости шага трудно из-за погрешностей в делительном механизме стола.
Протягиванием обрабатывают зубчатые секторы на обычных го-
ризонтально-протяжных станках, при этом за один ход протяжки 2
нарезают все зубья сектора и поворота сектора не требуется На рис.
167 показано протягивание зубьев сектора (/ — заготовка, 2 — про-
Рис. 167. Протягивание зубьев сектора
/ — заготовка сектора, 2 — протяжка, 3 — протянутый сектор
тяжка, 3 — протянутый сектор). Производительность такого способа
обработки зубчатых секторов и точность по профилю и шагу зубьев по-
лучаются высокими.
Одновременное протягивание всех зубьев зубчатых колес не имеет
широкого применения по причине сложности конструкций протяжек и
затруднений при удалении стружки.
6. Нарезание зубьев конических зубчатых колес
Для нарезания зубьев конических зубчатых колес 7—8-й степеней
точности (ГОСТ 1.758—72) требуются специальные зуборезные станки,
при отсутствии их конические зубчатые колеса с прямым и косым зубом
можно нарезать на универсально-фрезерном станке при помощи дели-
тельной головки дисковыми модульными фрезами, конечно, точность
обработки при этом способе ниже (9—10-я степени)
Заготовку 1 конического зубчатого колеса устанавливают на оп-
равке в шпиндель делительной головки 2 (рис. 168, а), который повора-
чивают в вертикальной плоскости до тех пор, пока образующая впади-
на между двумя зубьями не займет горизонтального положения Наре-
заются зубья обычно за три хода и только при малых модулях за два
хода. При первом ходе фрезеруется впадина между зубьями шириной
Ь2 (рис. 168, б), форма фрезы соответствует форме впадины на ее узком
конце; второй проход производят модульной фрезой, профиль которой
310
5)
Рис, 168. Зубофрезерование конического зубчатого колеса.
s?v7ilaM^aHO0Ka заготовки на оправке б — схема фрезерования впадины между
уб ми, в одновременно трех заготовок г — одной заготовки двумя дисковыми
фрезами» д трех заготовок специальной дисковой фрезой
соответствует наружному профилю зуба, поворачивая при этом стол
с делительной головкой на угол а:
tga=^ir^’ (185)
где b 1 — ширина впадины между зубьями на ее широком конце в мм;
Ь2 — ширина впадины между зубьями на ее узком конце в мм; I — дли-
на впадины в мм.
При таком положении фрезеруются все левые бока зубьев (площад-
ка 1 — рис. 168, б). За третий ход фрезеруются все правые бока зубьев
(площадка 2), для чего делительную головку поворачивают на тот же
угол, но в протиЕоположном направлении.
Указанный способ нарезания зубьев малопроизводителен, а точность
обработки соответствует примерно 10-й степени.
Для нарезания прямых зубьев точных конических зубчатых колес
в серийном и массовом производстве применяют более производитель-
ные станки — зубострогальные, на которых обработка зубьев произ-
водится методом обкатки. При обработке зубьев с модулем свыше 2,5 их
предварительно прорезают профильными дисковыми фрезами методом
деления; таким образом, сложные зубострогальные станки не загружа-
ются предварительной грубой обработкой, и, следовательно, они лучше
используются для точной обработки.
На рис. 168, в показано предварительное фрезерование зубьев
трех конических зубчатых колес одновременно на специальном или
специализированном станке, применяемом в крупносерийном и мас-
совом производстве. Станок снабжен устройством для автоматического
деления и одновременного поворота всех обрабатываемых заготовок.
Основное время при предварительном нарезании прямозубых ко-
нических колес дисковыми модульными фрезами на многошпиндель-
ных станках определяется по формуле
(/о +
t0 =------------21 -----[мин], (186)
зыт т
где 10 — длина нарезаемого зуба в мм; 1вр — длина врезания в мм;
1„ — длина перегиба в мм; z — число зубьев нарезаемого колеса;
sM— минутный путь в направлении подачи в мм; sM = 5г2фпф; sz— по-
дача на зуб фрезы в мм; гф— число зубьев фрезы; пф — число оборотов
фрезы в минуту; i — число ходов (обычно i = 1); т — число одновре-
менно нарезаемых конических колес; т — время на быстрый отвод
и подвод стола с заготовками в исходное положение и поворот заготовок
на один зуб в мин.
Длина врезания /вр определяется по формуле
^вр = V ^(£>ф —/) +(14-2) [мм],
где t — наименьшая глубина прорезаемой впадины между зубьями
в мм; Дф — диаметр фрезы в мм.
Длина перебега /п == 2 4- 5 мм.
312
На рис. 168, г показано предварительное фрезерование зубьев
двумя дисковыми фрезами на специальном станке конструкции
ЭНИМСа.
В крупносерийном и массовом производстве для предварительного
(чернового) нарезания зубьев небольших конических зубчатых колес
применяют зуборезные станки для одновременного фрезерования трех
заготовок с автоматическим делением, остановом, подводом и отводом
стола. На рис. 168, д изображена схема расположения шпинделей
трехшпиндельного высокопроизводительного станка для одновременного
фрезерования зубьев на трех заготовках, расположенных вокруг спе-
циальной дисковой фрезы. Станочник поочередно устанавливает заго-
товки на оправках рабочих головок, подводит головку до упора и вклю-
чает самоход. Все остальные движения производятся автоматически:
рабочая подача, отход нарезаемого колеса и'поворот его на один зуб,
следующий подвод, выключение, когда остальные две головки продол-
жают работать.
Основное время при предварительном нарезании конических зуб-
чатых колес с прямыми зубьями наборной фрезой большого диаметра
на высокопроизводительных трехшпиндельных станках определяется
по формуле (/+-г)2 , ,
t0 = ~ J;-— [•«««].
60m
где t — время нарезания одного зуба в сек-, т — время на отвод и под-
вод шпинделя с заготовкой в исходное положение и поворот заготовки
на один зуб в сек-, z — число зубьев нарезаемого конического колеса;
т — число одновременно нарезаемых конических зубчатых колес.
Окончательное чистовое нарезание зубьев примерно 8-й степени
точности производится строганием на зубострогальных станках
(рис. 169, а). Станки эти работают методом обкатки (рис. 169, б): два
строгальных резца (1 и 2) совершают прямолинейные возвратно-посту-
пательные движения вдоль зубьев обрабатываемой заготовки; при об-
ратном ходе резцы немного отводятся от обрабатываемой поверхности
для уменьшения бесполезного изнашивания режущей кромки от тре-
ния; взаимное обкатывание заготовки и резцов обеспечивает получе-
ние профиля эвольвенты. Время нарезания зуба в зависимости от мате-
риала, модуля, припуска на черновую обработку и других факторов
колеблется от 3,5 до 30 сек.
Для обработки прямых зубьев небольших конических зуб-
чатых колес применяют производительный метод — круговое
протягивание зубьев (рис. 170, а) на специальных зубопро-
тяжных станках. Режущим инструментом служит круговая протяжка
/ (рис. 170, б), состоящая из нескольких секций фасонных резцов (15
секций по пяти резцов в каждой секции). Резцы с изменяющимся
профилем расположены в протяжке в последовательном порядке для
чернового, получистового и чистового нарезания зубьев. Каждый ре-
зец при вращении круговой протяжки снимает определенный слой
металла с заготовки 2 в соответствии с величиной припуска. Протяжка
вращается с постоянной угловой скоростью и в то же время совершает
поступательное движение, скорость которого различна на отдельных
313
участках проходимого пути. При черновом и получистовом нарезании
протяжка имеет поступательное движение от вершины начального
конуса к его основанию,
а)
а при чистовом — в обратном направлении,
от основания к вершине. За один оборот
протяжки она полностью обрабатывает
одну впадину зубчатого колеса.
Во время резания обрабатываемая заго-
товка неподвижна, для обработки следую-
щей впадины она поворачивается на один
зуб в то время, когда подходит свободный
от резцов сектор круговой протяжки.
Описанный способ нарезания зубьев
отличается высокой производительностью
Рис. 169 Нарезание коничес-
кого зубчатого колеса на зу
бострогальном станке.
а — установка резцов б — схема об-
катки, 1 и 2 — резцы
Рис 170. Круговое протягивание зубьев
конического зубчатого колеса,
/—круговая протяжка, 2— нарезаемое колесо
(в 2—3 раза более высокой по сравнению со строганием), в то же вре-
мя точность обработки соответствует точности, достигаемой при наре-
зании методом обкатки,
314
Основное время нарезания зубьев конического зубчатого колеса
методом кругового протягивания определяется по формуле
= 1Ж«Ь (188)
ьи
где t — время нарезания одного зуба в сек, т — время поворота
заготовки на один зуб в сек, г — число зубьев нарезаемого конического
класса.
Рис 171. Нарезание конического зубчатого колеса с криво-
линейными зубьями
а — односторонняя резцовая головка б — схема работы двусторонней
головки в г — схема работы трехсторонней головки
Нарезание конических зубчатых колес с криволинейными зубьями
производится на специальная станках, работающих методом копиро-
вания (врезания) и методом обкатки Режущим инструментом являются
резцовые головки (рис 171, а) преимущественно двух типов цельные и
со вставными резцами Цельные головки изготовляют с номинальным
диаметром от 12,7 (х/2") до 50,8 мм (2") для нарезания зубчатых колес
мелких модулей Резцовые головки диаметром 88,9 мм (31/2") и до
457,2 (18") изготовляют со вставными резцами.
Резцовые головки подразделяются по роду обработки, для которой
они предназначаются, на черновые (для черновых проходов) и чистовые
(для чистовых проходов) Различаются также одно-, двух- и трехсто-
ронние резцовые головки.
315
Для чернового нарезания зубьев применяют двух- и трехсторонние
резцовые головки. Двусторонние головки применяют при нарезании
зубьев методом обкатки и методом копирования, а трехсторонние —
только при работе методом копирования.
Двусторонние головки режут наружными и внутренними резцами,
расположенными поочередно. Каждый резец одновременно обрабаты-
вает боковую сторону зуба и часть впадины (рис. 171, б). Трехсторонние
головки в отличие от двусторонних имеют наружные, внутренние
и средние резцы. Наружные и внутренние резцы обрабатывают только
боковые стороны зуба, а средние резцы — только впадины зубьев
(рис. 171, в, г).
Чистовые резцовые головки — одно- и двусторонние — использу-
ются главным сбразом для окончательного нарезания зубьев после
чернового нарезания.
У односторонних головок резцы все наружные или все внутренние.
Наружные резцы служат для вогнутой стороны зубьев, внутренние —
для выпуклой. Резцы чистовых головок срезают только металл с боко-
вых сторон зубьев.
Черновое зубонарезание конических колес с большим количеством
зубьев производится методом копирования, когда обрабатываемая за-
готовка закреплена неподвижно, а вращающаяся резцовая головка пе-
ремещается вдоль оси и прорезает впадины зубьев поочередно. Этот
метод более производителен, чем метод обкатки, применяемый для
нарезания колес с малым количеством зубьев.
Чистовое нарезание зубьев конических колес обычно производится
методом обкатки; колеса с большим количеством зубьев нарезаются обыч-
но двусторонними головками, а с малым количеством — односторон-
ними.
Основное время нарезания конических зубчатых колес с криволи-
нейными зубьями определяется по формуле
= ~[мин]’ (189)
ои х
где t — время нарезания одной впадины зуба в сек\ т — время поворо-
та заготовки на один зуб, подвод и отвод ее в исходное положение в сек\
г — число зубьев нарезаемого зубчатого колеса.
7. Закругление зубьев зубчатых колес
У зубчатых колес, предназначенных для коробок передач и других
зубчатых колес, переключающихся на ходу, для облегчения включения
производится закругление торца зубьев на специальных зубозакругля-
ющих станках при помощи пальцевых фрез методом копирования (рис.
172, а). В процессе работы пальцевая фреза вращается и одновременно
перемещается по дуге с возвратно-поступательным движением, огибая
кромку зуба обрабатываемого колеса, которая периодически отводится
в осевом направлении, поворачивается вокруг оси на один зуб и подво-
дится к фрезе. Время обработки каждого торца зуба 1—3 сек,. Большая
316
производительность достигается при закруглении зубьев пустотело,
фрезой, показанной на рис. 172, б.
Основное время закругления торцов зубьев пальцевой и пустотелой
фрезой определяется по формуле
t0 = ~to^ (190)
где t — время на обработку одного зуба в сек-, т — время поворота зуб-
чатого колеса на один зуб, подвод и отвод ее в исходное положение в сек;
г — число зубьев зубчатого колеса.
Рис. 172. Закругление зубьев цилиндрических зубчатых
колес:
а — пальцевой фрезой, б — пустотелой фрезой
8. Накатывание зубьев зубчатых колес
Новым методом обработки является накатывание зубьев цилинд-
рических и конических зубчатых колес.
Накатывание в 15—20 раз производительнее зубонарезания и, кроме
того, отходы металла составляют всего 3—4% от веса заготовки. Зубья
модулем до 1 мм накатываются в холодном состоянии, а более 1 мм —
горячим или комбинированным (так называемым горяче-холодным)
способом.
Выбор способа накатывания зубьев зависит не только от модуля,
но и от конфигурации зубчатого колеса, требуемой точности зубьев и
рода материала.
В холодном состоянии мелкомодульные зубчатые колеса можно на-
катывать на токарных станках с продольной подачей. Схема такого
накатывания показана на рис. 173, а. В переднем 1 и заднем 5 центрах
устанавливается оправка, вращающаяся от шпинделя станка. На оп-
равке устанавливаются заготовки 4 и делительное зубчатое колесо 2,
находящееся вначале процесса в зацеплении с двумя или тремя накат-
317
никами, закрепленными на суппорте станка. По выходе из зацепления
с делительным зубчатым колесом 2 накатники приводятся во вращение
зубьями накатанной части заготовок.
Для образования симметричного профиля зубьев накатывание про-
изводится сначала в одном, а потом в обратном направлении с ускорен-
ным обратным вращением шпинделя.
Накатники 3 и 6 представляют собой зубчатое колесо с модулем, рг в-
ным модулю накатываемого колеса. Каждый накатник имеет заборную
часть для постепенного
образования накатыва-
емых зубьев. Степень
точности зубьев зубча-
тых колес при холодном
накатывании примерно
8-я. Разработан другой
способ холодного нака-
тывания зубьев (способ
«ротофло»), предназна-
Рис. 173. Методы накатывания зубьев зуб-
.чатых колес:
а — на токарном станке, б — на специальном станке;
в —конического колеса на специальном станке
ченный для получения
прямых и косых зубьев
цилиндрических зубча-
тых колес и особенно
зубьев на концах валов.
Сущность этого способа
заключается в том, что
заготовка,установленная
в центрах специального
стана, накатывается дву-
мя накатниками, имею-
щими форму плоских
реек.
При горячем нака-
тывании заготовки наг-
ревают токами высокой
частоты до 1000—1200°С
за 20—30 сек до нака-
тывания зубьев; нака-
тывание . производится
двумя накатника-
ми.
Горячее накатывание
производится как с ра-
диальной, так и с про-
дольной подачей на спе-
циальных мощных ста-
нах. Схема накатывания
с радиальной подачей
показана на рис. 173, б,
где накатники 2 враща-
318
ются на передвигающихся в поперечном направлении шпинделях 1.
Накатываемая заготовка 3 закрепляется на оправке 4. Заготовка вра-
щается под воздействием зубьев накатников, осуществляющих плас-
тическое деформирование металла заготовки на величину высоты зуба.
На обоих торцах накатников имеются реборды 5, способствующие луч-
шему заполнению формы зубьев.
Перед накатыванием заготовка с оправкой опускается в высоко-
частотный индуктор, имеющий форму петли, в котором она нагрева-
ется; затем заготовка поднимается и подвергается накатыванию, при-
чем индуктор автоматически отводится в сторону.
Горячее накатывание с продольной подачей производится путем
перемещения заготовок, нагретых в индукторе, обычно снизу вверх.
Штучное время накатывания зубьев на заготовках зубчатых колес
с модулем 2—3 мм составляет от 30 до 60 сек в зависимости от числа
зубьев. Точность зубьев таких зубчатых колес получается по 9-й
степени.
Повысить точность зубьев можно, применяя комбинированное на-
катывание, представляющее собой горячее накатывание с последующим
холодным калиброванием, заменяющее собой зубофрезерование. На ка-
либрование зубьев затрачивается времени меньше в 5 (и более) раз,
чем на зубофрезерование. Точность зубьев после калибрования соот-
ветствует точности обработки зубьев под шевингование.
В настоящее время накатываются в горячем состоянии зубья ко-
нических колес с крупным модулем. На рис. 173, в приведена схема
зубонакатного стана для накатывания криволинейных зубьев коничес-
кого венца заднего моста автомобиля ЗИЛ-130. Штампованную заго-
товку обрабатывают на токарных полуавтоматах. Затем ее устанавлива-
ют и закрепляют на нижний шпиндель зубонакатного стана. При
помощи индуктора производится нагрев поверхности заготовки
в течение одной минуты на величину, равную высоте зуба до
1220° — 1250°С.
Индуктор автоматически отводится, и подводится верхний шпин-
дель 2 с зубонакатником 4 и колесом-синхронизатором 3, сцепляемым
с коническим колесом-синхронизатором 8, закрепленным на нижнем
шпинделе 9. Зубья нижнего колеса-синхронизатора входят в зацеп-
ление с зубьями верхнего колеса-синхронизатора 3 и во вращение при-
водится зубонакатник 4, зубья которого и реборды 5 и 6 образуют
зубья накатываемого венца 7.
Общее время накатки 1,5 минуты. Экономия легированной стали
около 40%. Требуемая точность зубьев получается после чистовой
механической обработки зуба. Величина припуска при этом равна 0,2—
0,3 мм на сторону зуба.
Применение накатывания помимо значительного снижения време-
ни обработки повышает срок службы зубчатых колес благодаря увели-
чению их износостойкости.
Накатывание фрезерованных зубьев цилиндрических и коничес-
ких зубчатых колес упрочняет поверхности зубьев, чем значительно
повышается износостойкость как незакаленных, так и закаливаемых
токами высокой частоты зубьев.
319
9. Способы чистовой отделки зубьев зубчатых колес
С увеличением быстроходности машин возникла настоятельная не-
обходимость в бесшумно работающих зубчатых колесах. Шум, вызы-
ваемый зубчатыми колесами, часто обусловлен ненормальными усло-
виями работы зубчатой передачи, влекущими за собой ускоренное из-
нашивание ее. Шум вредно влияет на человеческий организм. Весь ком-
плекс причин возникновения шума при работе зубчатых колес еще не-
достаточно изучен. Улучшение качества зубчатых колес, способствую-
щее уменьшению шума, достигается: 1) нарезанием зубьев с точностью,
выражаемой сотыми и тысячными долями миллиметра; 2) термической
обработкой с применением цианирования и газовой цементации, даю-
щих значительно меньшую деформацию зубчатых колес, чем обычная
цементация и закалка; 3) пр именением рациональных способов оконча-
тельной чистовой об работки зубьев, позволяющих достигнуть точности
зубчатых'колес до 2—3 мк.
Помимо стремления усовершенствовать способы окончательной об-
работкой зубьев изыскиваются способы заглушения шума путем подбо-
ра конфигурации коробок скоростей, применения гибких зубчатых
колес из специальных сортов стали, зубчатых колес из неметаллических
материалов (пластмасс, текстолита и др.).
Причины шума зависят не только от качества обработки зубьев, но
и от сборки зубчатых передач, неточности изготовления корпусов и ва-
ликов, деформации валиков, несущих зубчатые колеса, смазки и пр.
Окончательная чистовая отделка зубьев производится следующими
способами: 1) обкаткой; 2) шевингованием; 3) шлифованием; 4) при-
тиркой и приработкой.
Обкаткой называется процесс получения гладкой поверхности
зубьев незакаленного зубчатого колеса путем вращения его между
тремя вращающимися закаленными шлифованными зубчатыми колеса-
ми (эталонами), точность которых достигает +5 мк. При этом получа-
ется некотсрое исправление небольших погрешностей в форме зуба.
Шевингованием* называется процесс чистовой отделки
зубьев незакаленного зубчатого колеса, заключающийся в снятии
(соскабливании) очень мелких волосообразных стружек, благодаря
чему значительно исправляются эксцентриситет начальной окружнос-
ти, ошибки в шаге, в^ профиле эвольвенты и в угле подъема винтовой
линии.
Шевингование (или иначе шевинг-процесс) производится двумя
способами. По первому способу шевингование выполняется при
помощи специального инструмента, называемого шевером. Ше-
вер представляет собой режущее зубчатое колесо с прорезанными на
боковых сторонах каждого зуба канавками глубиной 0,8 мм. Эти канав-
ки образуют режущие кромки, которые и соскабливают волосообраз-
ную стружку.
На рис. 174 представлены общий вид и схемы шевингования.
* От англи йского глагола to shave — брить.
320
Оправка с обрабатываемым зубчатым колесом (рис. 174, а) закреп-
ляется в центрах стола станка; шевер располагается над зубчатым
колесом под углом 15°, образуя с колесом как бы винтовую пару со
скрещивающимися осями. Приведенный во вращение шевер вращает
обрабатываемое зубчатое
колесо, которому прида-
ется осевое возвратно-
поступательное перемеще-
ние, называемое продоль-
ной подачей (snp = 0,15 4-
4-0,3 мм на один оборот
зубчатого колеса); при
этом шевер равномерно
соскабливает стружку по
всей ширине зуба. Помимо
вращения и осевого дви-
жения обрабатываемого
зубчатого колеса для рав-
номерного снятия стружки
по всему профилю зуба стол
станка имеет вертикальное
перемещение sB — 0,025 4-
4-0,04 мм на один ход сто-
ла. После окончания каж-
дого хода стола шевер по-
лучает вращение в обрат-
ную сторону и обрабаты-
вает другую сторону зуба.
Для предварительной об-
. работки число ходов 4—6,
для окончательной 2—4.
Припуск на шевингование
принимается 0,04—0,03 мм
на сторону зуба.
Основное время при
Рис. 174. Шевингование цилиндрического
шевинговании зубьев ци-
линдрических зубчатых
колес дисковым шевером
определяется по следую-
зубчатого колеса дцсковым шевером:
а ~ общий вид; бив — схема шевингования за один
проход
щей формуле:
/0 =-----------------------к [мин], (191)
Пшев2шев®пр SB
где/0 —длина зуба в мм; /вр и 1а— врезание и перебег, в сумме рав-
ные 10 мм; г — число зубьев зубчатого колеса; а — припуск на шевин-
гование на сторону по профилю зуба в мм; пшев — число оборотов шеве-
ра в мин; гшев — число зубьев шевера; snp — продольная подача в мм
на один оборот зубчатого колеса; sa — вертикальная подача на
11—499
321
один ход стола в мм; К—коэффициент, учитывающий дополнительные
калибрующие проходы; К. = 1,1 4- 1,2.
Окружная скорость вращения шевера при шевинговании зубчатых
колес, изготовленных из стали с пределом прочности ав = 60 -ь
-т- 75 кГ/мм? (590 -г- 738 Мн/м2), принимается около 100 м!мин. Про-
дольная подача зубчатого колеса snp около 0,25 мм! об.
Припуск под шевингование принимается по следующим данным
(на сторону зуба):
Модуль в мм.................. 2 3 4 5 6
Припуск в мм ....... 0,03 0,04 0,05 0,055 0,06
Шевингование повышает точность предварительной обработки зубь-
ев примерно на 1—2 степени точности.
Исправление погрешностей зубчатых колес- шевингованием харак-
теризуется данными, приводимыми в табл. 12.
Таблица 12
Данные, характеризующие исправление погрешностей *
зубчатых колес шевингованием
Наименование погрешности Величины погрешностей в мм
до шевинго- вания после шевингования
для прямых зубьев для косых зубьев
Суммарная ошибка межцентрового рас- стояния 0,06—0,1 0,025 0,02
Радиальное биение 0,05—0,07 0,01—0,02 0,01
Отклонение профиля 0,04—0,08 0,01—0,02 0,01
Отклонение направления зуба .... 0,05 0,015 0,01
Накопленная ошибка шага 0,05—0,07 0,03—0,04 0,03
Неравномерность окружного шага меж- ду двумя зубьями 0,04—0,05 0,015—0,02 0,01—0,015
• Шевингование зубьев колес за один проход
В настоящее время в металлообработке все большее распростране-
ние получает способ шевингования зубчатых колес средних модулей
за один проход шеверами специальной конструкции. Зубья таких ше-
веров имеют три группы зубчиков (рис. 174, б): заборные I, режущие
II и калибрующие III. Боковые поверхности правой и левой сторон
заборной и режущей частей зубьев шевера составляют с соответствую-
щими боковыми поверхностями калибрующей части углы р.
Такая конструкция шевера позволяет снимать весь припуск за один
рабочий и один обратный (калибрующий) ход стола, осуществляемый
при постоянном расстоянии между осями шевера и колеса.
В настоящее время шеверы такой конструкции выпускаются оте-
чественными инструментальными заводами. В ряде случаев специаль-
ные шеверы могут быть изготовлены путем перешлифовки стандарт-
322
ных шеверов шириной 20—25 мм. При этом заборная и режущая части
должны иметь не менее четырех-шести режущих кромок каждая.
Производительность обработки при шевинговании за один проход
увеличивается в 2—3 раза благодаря сокращению количества циклов
до одного и исключению радиальных перемещений стола с обрабаты-
ваемым колесом, неизбежных при шевинговании стандартными ше-
верами.
Рис. 175. Схема шевингования с диагональной
подачей
Точность колес после обработки специальными шеверами несколько
выше, чем при использовании стандартных шеверов, что объясняется
тем, что обработка производится при постоянном межосевом расстоя-
нии шевера и зубчатого колеса; кроме того, отсутствие механизма для
радиальной подачи стола повышает жесткость системы СПИД.
Стойкость таких шеверов в Зраза выше стойкости стандартной кон-
струкции благодаря увеличению числа режущих кромок, одновременно
участвующих в работе, и уменьшению нагрузки на каждую из них.
Повышение стойкости обусловлено также улучшением условий вреза-
ния зубьев шевера, которое происходит плавно и непрерывно не в ра-
диальном, а в осевом направлении. Кроме того, калибрующие зубчики
не участвуют в срезании основного припуска а (рис. 174, в).
Широкое применение находит производительный метод шевинго-
вания с диагональной подачей. Этот метод предусматривает поступа-
тельное перемещение обрабатываемого зубчатого колеса не параллельно
его оси, а под углом а, равным 5° и более (рис. 175). Вследствие зтого
уменьшается длина хода и число проходов можно принять меньше,
чем при обычном шевинговании (с продольной подачей), что в целом
значительно сокращает время обработки. Время шевингования одно-
го зуба с модулем 2—3 мм при продольной подаче равно 2—3 сек, а при
диагональной подаче — около 1 сек.
11* 323
На автомобильных и тракторных заводах шевингованием иногда
образуют зубья, концы которых на 0,02—0,03 мм тоньше середины,
что придает им бочкообразную форму (рис. 176, а). Такая форма зубь-
ев обрабатываемого шевером / зубчатого колеса 2 получается посред-
ством применения на шевинговальных станках специального качающе-
гося приспособления (рис. 176, б). На столе станка устанавливается
основание приспособления, на оси 4 которого посредством пальца 5
качается плита 3. Палец 5 при продольном передвижении стола пере-
мещается по наклонному пазу 7 диска 6, закрепленного на неподвижном
кронштейне и устанавливаемого под требуемым углом.
Рис. 176. Шевингование бочкообразного зуба
а — форма бочкообразного зуба, б — качающееся приспособление,
1 — шевер, 2 — обрабатываемое зубчатое колесо, 3 — качающаяся
плита, 4 — ось основания 5 —палец, 6 — диск с наклонным пазом;
7 — наклонный паз
Благодаря значительному повышению посредством шевингования
точности зубчатых колес и высокой производительности шевингование
зубчатых колес применяют не только в массовом и крупносерийном
производстве, но и в серийном и даже в мелкосерийном. При отсутст-
вии специальных станков для шевингования можно приспособить вер-
тикально-фрезерный станок с поворотной фрезерной головкой, обеспе-
чивающей образование угла скрещивания осей шевера и зубчатого
колеса.
По второму способу шевингование производится при
помощи специального инструмента другого вида — шевер-рей-
к и (рис. 177, а), состоящей из отдельных зубьев с канавками, обра-
зующими режущие кромки на стороне каждого зуба. В процессе обра-
ботки стол станка с закрепленной на нем шевер-рейкой имеет возврат-
но-поступательное движение. Также как и обычный (дисковый) шевер,
шевер-рейка изготовляется с наклонными зубьями для обработки зубча-
тых колес с прямым зубом; для случая обработки зубчатых колес с ко-
сым^зубом (с углом наклона около 15°) шевер-рейка имеет прямые
зубья, расположенные перпендикулярно оси; в том и другом случае
образуется винтовое зубчатое зацепление с обрабатываемым зубчатым
колесом; обработка одного зубчатого колеса производится примерно
за 15—20 двойных ходов стола.
324
На рис. 177. б показана схема, поясняющая осуществление про-
дольного скольжения зубьев шевер-рейки по зубьям зубчатого колеса.
Если обрабатываемое зубчатое колесо 1 свободно катить по шевер-
рейке 2 из положения А, то оно должно было бы переместиться в по-
ложение Б. Но так как зубчатое колесо и шевер-рейка представляют
собой как бы винтовую зубчатую пару со скрещивающимися осями,
то колесо передвинется не в положение Б, а в положение В. В результа-
те создается относительное скольжение зубьев обрабатываемого зуб-
чатого колеса и шевер-рейки, определяемое отрезком между положе-
ниями зубчатых колес Б и В.
Рис. 177. Шевингование шевер-рейкой и шевер-червяком:
а — шевер рейкой б — схема скольжения шевер рейки по зубьям
зубчатого колеса, в — шевер червяком червячное колесо
При этом режущие кромки шевера срезают тонкую стружку с по-
верхности обрабатываемых зубьев колеса.
После каждого хода стола зубчатое колесо перемещается в верти-
кальном направлении вниз; таким образом, осуществляется вертикаль-
ная подача в пределах 0,025—0,04 мм.
Шевингование обычно производят со смазочно-охлаждающей жид-
костью — сульфофрезолом или веретенным маслом. По причине вы-
сокой себестоимости инструмента, плохой вымываемости стружки
из зубьев шевер-рейки, невозможности обработки бочкообразных зубь-
ев шевингование шевер-рейки не имеет широкого применения.
Шевингование зубьев производится до термической обработки за-
каливаемых зубчатых колес. Большинство зубчатых колес после ше-
325
вингования поступает в термическую обработку, которая несколько
снижает достигнутую точность и шероховатость поверхности. Тем не
менее при изготовлении точных зубчатых колес шевингование применя-
ют до термической обработки, с тем чтобы в максимальной степени ис-
ключить ошибки механической обработки.
Одним из основных преимуществ шевингования является возмож-
ность ограничиваться только нарезанием зубьев на зубофрезерных стан-
ках (с последующим шевингованием), не прибегая к чистовому наре-
занию на зубодолбежных станках.
На рис. 177, в показана схема шевингования червячной шестерни
специальным червяком-шевером.
10. Новый метод отделки зубьев цилиндрических
зубчатых колес
Рис. 178. Схема нового метода отделки зубьев
цилиндрических зубчатых колес двумя косо-
з)быми долбяками
Одной из причин, препятствующих широкому внедрению процесса
накатывания зубьев, является отсутствие надежного способа оконча-
тельной отделки зубьев, полученных путем накатывания.
Шевингование накатанных зубьев, более твердых и менее точных,
чем полученных фрезерованием, не удавалось осуществить из-за низ-
кой стойкости и поло-
мок зубьев шеверов.
Большие перспекти-
вы в отношении повы-
шения точности зубча-
тых колес после накаты-
вания имеет новый метод
отделки зубьев при по-
мощи двух однокромоч-
ных шеверов.- Отделка
зубьев данным методом
в отличие от обычного
шевингования произво-
дится на станках типа
зубофрезерных с жест-
кой кинематической
цепью.
Новый процесс отделки зубьев производится двумя режущими инст-
рументами 1 и 2 (рис. 178), представляющими собой подобие косозубых
долбяков, имеющих режущую часть с боковым задним углом 2°.
Каждый инструмент предназначен для обработки только одной
стороны зуба. Зубья каждого долбяка сошлифованы на кругло-
шлифовальном станке по кривой 4 для образования последова-
тельных точек контакта режущих кромок с зубьями обрабатываемого
зубчатого колеса. Отделка зубьев происходит следующим образом.
Зубчатое колесо 3 из исходного положения А быстро подводится в по-
ложение Б к режущему инструменту. Затем включается подача и зуб-
чатое колесо перемещается в положение В. После реверсирования вра-
щения инструмента и зубчатого колеса последнее из положения В
326
быстро подводится к инструменту в положение Б, снова включается
подача и отделывается вторая сторона зубьев.
Точность по профилю, шагу и направлению зубьев соответствует
точности, получаемой при обычном шевинговании.
Качество поверхности зубьев получается, как после обычного ше-
вингования, а производительность этого метода выше. Например,
при скорости резания 46 м/мин, подаче s = 0,26 мм/об и снимаемом
припуске 0,1 мм зубчатое колесо диаметром 120 мм с длиной зуба
40 мм после накатывания без предварительного зубонарезания отде-
лывалось за 60 сек.
Применяемый при этом методе режущий инструмент проще по кон-
струкции и значительно дешевле обычных шеверов; заточка инстру-
ментов выполняется на круглошлифовальном станке.
11. Шлифование зубьев зубчатых колес
Шлифование зубьев увеличивает точность незакаливаемых и в
особенности закаливаемых зубчатых колес, которые деформируются
во время термической обработки.
Шлифование зубьев с эвольвентным профилем производится:
1) методом копирования при помощи фасонного круга с эвольвентным
профилем; 2) методом обкатки.
Рис. 179. Зубошлифование:
а —заправка тремя алмазами профиля шлифовального круга, работаю-
щего методом копирования, б—обработка двумя тарельчатыми шли-
фовальными кругами методом обкатывания
Станки, работающие по методу копирования, произ-
водят шлифование кругом, профиль которого соответствует впадине
зубьев, аналогично дисковой модульной фрезе. Круг заправляется осо-
бым копировальным механизмом при помощи трех алмазов (рис. 179, а).
327
Круг шлифует две стороны двух соседних зубьев. Для зубчатых колес
с различными модулями и количеством зубьев надо иметь отдельные
шаблоны для заправки круга алмазами. Такие станки применяются в
массовом и крупносерийном, а иногда и в среднесерийном производстве.
При шлифовании зубьев по методу копирования в случае зубчатых
колес с большим числом зубьев имеет место значительный износ шли-
фовального круга; если зубья шлифуются последовательно, то между
первым и последним зубьями будет получаться наибольшая ошибка; для
предотвращения этого рекомендуется повертывать зубчатое колесо не на
один зуб, а на несколько; тогда влияние изнашивания шлифовального
круга не будет давать большой ошибки между соседними зубьями.
Достигаемая этим методом точность 0,010—0,015 мм.
Станки, работающие по методу копирования, получили довольно
широкое распространение благодаря значительно большой произво-
дительности по сравнению со станками, работающими по методу обкат-
ки; однако эти станки дают меньшую точность.
Основное время при зубошлифовании методом копирования опре-
деляется по формуле
<192>
где L — длина хода стола в мм; i — число ходов; а — коэффициент,
учитывающий время деления, т. е. поворота зубчатого колеса на зуб
(а — 1,3 4- 1,5); z — число зубьев зубчатого колеса; ц.т — скорость
возвратно-поступательного движения стола в м!мин.
Длина хода стола L определяется по формуле
L = /o+ yrh(DK — h) + 10 [мм],
где l0 — длина шлифуемого зуба зубчатого колеса в мм, h — высота
зуба зубчатого колеса в мм; Ьк — диаметр круга в мм.
Второй метод шлифования зубьев — метод обкатки — ме-
нее производителен, но дает большую точность (до 0,0025 мм); шлифо-
вание производится одним или двумя кругами.
Распространенный способ шлифования зубьев методом обкатки
осуществляется на зубошлифовальных станках с двумя тарельчатыми
кругами, расположенными один по отношению к другому под углом
30 и 40° или образующими как бы профиль расчетного зуба, по которому
и происходит обкатка зубчатого колеса (рис. 179, б). В процессе работы
шлифуемое зубчатое колесо перемещается в направлении, перпендику-
лярном своей оси, одновременно поворачиваясь вокруг этой оси.
Помимо этого, шлифуемое зубчатое колесо имеет возвратно-поступа-
тельное движение вдоль своей оси, что обеспечивает шлифование про-
филя зуба по всей его длине.
Для шлифования одно или набор из нескольких зубчатых колес
закрепляется в оправке, которая крепится в центрах бабок, располо-
женных на столе станка; стол имеет возвратно-поступательное движе-
ние на величину, равную суммарной ширине зубчатых колес, увели-
ченной на вход и выход шлифовального круга. Автоматический пово-
328
рот зубчатого колеса на один зуб происходит после одно-, двукратного
прохождения зубчатого колеса под шлифовальным кругом. Припуск
на шлифование составляет 0,1—0,2 мм на толщину зуба и снимается
за два прохода или более.
Тарельчатые круги шлифуют зубья узкой полоской в 2—3 мм, поэ-
тому давление и нагрев незначительны, что повышает точность шлифо-
вания. Для предотвращения погрешностей, связанных с изнашиванием
шлифовальных кругов, станки снабжаются специальными приспособ-
лениями для автоматической регулировки их.
Основное время при зубошлифовании на станках, работающих ме-
тодом обкатки двумя тарельчатыми кругами, определяется по формуле
t0 — [ —L‘l— -|- гч')z3 [мин], (193)
\ «о«пр /
где L — длина хода стола в мм; i — число ходов; п0 — число обкатов
в минуту; snp — продольная подача на один обкат в мм; т — время на
переключение и деление в мин; z3 — число зубьев зубчатого колеса.
Длина хода стола L определяется по формуле
L = 10 + 2 [Vh (DK — h) + 5] [juju],
где /0 — длина шлифуемых зубьев в мм; h — высота зуба в мм; DK —
диаметр круга в мм.
При шлифовании зубьев нескольких зубчатых колес одновременно
за 10 принимается длина зуба и ступицы и тогда
t0 = (+ к] — [мин], (193')
\ ^о$пр /
где
L= 10т 2 []/r/i(DK — h) + 5] [лш];
т — число одновременно обрабатываемых зубчатых колес.
Станки для зубошлифования, работающие методом обкатки двумя
тарельчатыми кругами, имеют устройство А (рис. 179, б), компенсиру-
ющие изнашивание кругов в процессе шлифования и в процессе правки
их алмазом.
Такие устройства обеспечивают постоянство положения рабочей
кромки круга при его износе. Постоянство положения рабочей кромки
круга обеспечивается автоматическим перемещением шпинделя вместе
с кругом вдоль оси на величину износа от шлифования и правки.
Шлифование зубьев двумя тарельчатыми кругами без продольной
подачи осуществляется на специальных шлифовальных станках, на ко-
торых установлены тарельчатые круги большого диаметра (700—800 мм),
шлифующие зуб по всей длине без возвратно-поступательного движе-
ния зубчатого колеса вдоль своей оси. При таком шлифовании основа-
ние впадины зуба колеса образуется не по прямой, а по дуге окруж-
ности с радиусом, равным радиусу шлифовального круга. На таких
станках рекомендуется шлифовать узкие зубчатые колеса, т. е. имею-
щие зубья небольшой длины. Отсутствие продольной подачи, а следо-
329
вательно, и потери времени на врезание кругов значительно повыша-
ют производительность этого метода по сравнению с предыдущим.
Применяется также шлифование зубьев методом обкатки одним дис-
ковым кругом, представляющим как бы зуб рейки (рис. 180, а). Шлифу-
емое зубчатое колесо имеет обкаточное движение и продольную пода-
чу вдоль зуба. После обработки одного зуба зубчатое колесо повора-
чивается для обработки следующего зуба.
Рис. 180. Зубошлифование цилиндрического зубчатого колеса:
а — одним абразивным кругом, б — двумя абразивными кругами, в — абразивным
червячным кругом
Шлифование зубьев таким методом обычно происходит за два оборота
зубчатого колеса. Окончательное шлифование производят при вто-
ром обороте с уменьшенной продольной подачей круга. Между пред-
варительным и окончательным шлифованием круг автоматически пра-
вится. Простая форма круга и наличие движения обкатки позволяют
получать довольно точные зубчатые колеса, но производительность
такого зубошлифования невысока.
Основное время зубошлифования одним кругом методом обкатки
определяется по формуле (193'), умноженной на 2, ввиду того что в
данном случае работает один круг:
/0 = 2 ( ——---1- йА — [мин]. (194)
\ ^о^пр /
Более прогрессивным методом является шлифование зубьев мето-
дом обкатки на станках с двумя дисковыми абразивными кругами,
расположенными параллельно (рис. 180, б); производительность этих
станков значительно выше, чем станков с одним таким же кругом.
Получает также распространение производительный метод шлифо-
вания прямых и криволинейных зубьев цилиндрических зубчатых
колес модулем до 7 мм и диаметром до 700 мм абразивным кругом,
заправленным в виде червяка (рис. 180, в).
330
Этим методом, осуществляемым на специальных станках, можно
также прорезать зубья с модулем до 1 мм абразивным червячным кру-
гом в сплошном металле. Правят червячный круг последовательно
черновым и чистовым дисковыми многониточными накатниками.
Рис. 181. Зубошлифование конического зубчатого колеса:
а — с прямым зубом, б-с криволинейным зубом
Шлифование прямых зубьев конических зубчатых колес по
методу обкатки двумя дисковыми абразивными кругами производится
на новых станках, сконструированных на базе зубострогальных
(рис. 181, а).
Криволинейные зубья конических зубчатых колес шлифуются ча-
шечным абразивным кругом (рис. 181, б). Сечение боковой стороны
круга должно иметь профиль зуба рейки. Чашечный круг, вращаясь
со скоростью 20—30 м/сек, обкатывает рабочую поверхность профиля
шлифуемого зуба.
Зубошлифовальные станки снабжаются устройствами для подачи
охлаждающей жидкости обычным способом или через шлифовальный
круг, что предохраняет зубья шлифуемых колес от отпуска в процессе
шлифования.
Для окончательной отделки поверхности прямых, косых и криво-
линейных зубьев цилиндрических зубчатых колес начинают применять
хонингование. Хон изготовляют в виде геликоидального зубчатого
колеса из пластмассы, пропитанной мелкозернистым абразивом.
Хонингуемое зубчатое колесо, находясь в зацеплении с хоном (без
зазора), совершает реверсируемое вращение (попеременно в обе сторо-
ны) и возвратно-поступательное движение вдоль своей оси.
Хонингование всех зубьев зубчатых колес модулем 2—3 мм, с чис-
лом зубьев 30—40 производится за 30—40сек при обильном охлаждении
керосином.
Припуск под хонингование составляет 0,02—0,05 мм на сторону
зуба. Станки для хонингования зубьев зубчатых колес во многом ана-
логичны станкам для шевингования без устройства для радиальной
подачи.
331
12. Притирка зубьев зубчатых колес и рекомендации по выбору
способов чистовой отделки зубьев зубчатых колес
Притирка (ляппинг-процесс) широко применяется для чисто-
вой, окончательной отделки зубьев после их термической обработки
вместо шлифования, которое является операцией сравнительно мало-
производительной. Притирка получила большое распространение в тех
отраслях машиностроения, где требуется изготовление точных зуб-
чатых колес (автомобилестроение и др.). Процесс притирки заключает-
ся в том, что обрабатываемое зубчатое колесо вращается в зацеплении
с чугунными шестернями-притирами, приводимыми во вращение и сма-
зываемыми пастой, состоящей из смеси мелкого абразивного порошка с
маслом. Помимо этого обрабатываемое зубчатое колесо и притиры име-
ют в осевом направлении возвратно-поступательное движение друг
относительно друга: такое движение ускоряет процесс обработки и по-
вышает ее точность. Большей частью движение в осевом направлении
придается притираемому зубчатому колесу.
Рис. 182. Схемы притирки зубьев цилиндрических зубчатых колес
а — с параллельными осями притирок, б — со скрещивающимися осями
притирок
Притирочные станки изготовляются с параллельными (рис. 182, а)
и со скрещивающимися (рис. 182, б) осями притиров. Наибольшее рас-
пространение получили притирочные станки, работающие со скрещи-
вающимися осями притиров, устанавливаемых под разными углами;
один притир часто устанавливается параллельно оси обрабатываемого
зубчатого колеса. При таком расположении притиров зубчатое коле-
со работает, как в винтовой передаче, и путем дополнительного осевого
перемещения притираемого зубчатого колеса притирка происходит
равномерно по всей боковой поверхности зуба. Притираемое зубчатое
колесо получает вращение попеременно в обе стороны для равномер-
ной притирки обеих сторон зуба, а необходимое давление на боковой
поверхности зубьев во время притирки создается гидравлическими
тормозами, действующими на шпиндели притиров.
332
Иногда примейяют притирку зубьев зубчатых колес чугунным чер-
вячным притиром диаметром 300—400 мм, используя для этого зубо-
фрезерные станки.
Притирка дает поверхности высокого качества, она сглаживает
неровности и шероховатости и придает зеркальный блеск поверхности,
значительно уменьшая шум и узеличивая плавность работы зубчатых
колес. Притирка дает лучшую по качеству поверхность зубьев, чем
шлифование, но при условии правильного изготовления зубчатого ко-
леса, так как притиркой можно исправить лишь незначительные пог-
решности; при наличии же значительных погрешностей зубчатые ко-
леса необходимо сначала шлифовать, а затем притирать.
Приработка зубьев отличается от притирки тем, что прити-
раются не зубчатое колесо с притиром, а два парных зубчатых колеса,
изготовленных для совместной работы в собранной машине. Прира-
ботка производится при помощи абразивного материала, который ус-
коряет взаимную приработку зубьев зубчатых колес и придает им
гладкую поверхность.
Йз вышеизложенного можно сделать вывод, что наиболее произво-
дительным и рациональным способом получения точных зубьев явля-
ется шевингование, применяемое после нарезания зуба, но до терми-
ческой обработки, после которой для исправления небольших иска-
жений в профиле и шаге и получения чистовой поверхности зубьев це-
лесообразно применить притирку и только в случае значительной де-
формации прибегать к шлифованию зубьев.
Поэтому наиболее рациональным надо считать следующий порядок
обработки зубчатых колес: 1) операции, предшествующие нарезанию
зубьев; 2) нарезание зубьев; 3) шевингование зубьев; 4) термическая
обработка; 5) притиркц зубьев.
13. Методы контроля обработки зубьев зубчатых колес *
Зубчатые колеса, являющиеся основной частью многих механизмов
и агрегатов (коробок скоростей, коробок передач, редукторов и т. п.),
должны быть изготовлены точно, так как погрешность любого из отдель-
ных элементов зубчатого колеса может вызвать неравномерность его
хода и вибрацию, что повлечет за собой преждевременный износ и вы-
ход из строя деталей, а иногда всего агрегата.
Целью контроля зубчатых колес помимо проверки их как готовой
продукции является также определение погрешностей зуборезных и
других станков, на которых производится обработка зубчатых колес,
и выявление состояния применяемого для обработки режущего и изме-
рительного инструмента.
При изготовлении зубчатых колес станки, инструмент и операции
термгческой обработки являются источниками погрешностей отдель-
ных элементов зубчатых колес; эксцентриситет начальной окружности
* Подробно рассматриваются в курсе «Основы взаимозаменяемости и тех-
нические измерения». Здесь даются только краткие сведения.
333
является главным образом погрешностью центрирования заготовки на
зуборезном станке или биения планшайбы или шпинделя станка.
Неточность шага по начальной окружности может быть следствием
низкого качества зуборезного инструмента, а также погрешностей де-
лительного механизма станка.
Неточность профиля зуба может зависеть от станка, инструмента и
установки зубчатого колеса на столе станка.
Равномерность шага зубьев цилиндрических зубчатых колес про-
веряют предельной или индикаторной скобой или микрометром, ко-
торыми измеряют расстояние между двумя параллельными плоскостя-
ми, касательными к эвольвентным поверхностям зубьев. На осногании
данных измерения указанного расстояния путем расчета можно опре-
делить толщину зуба. Индикаторная скоба дает возможность точно оп-
ределять конусность и спиральность зубьев, в то время как предель-
ными скобами это невозможно выявить.
Шаг зубьев в направлении линии зацепления часто измеряют с по-
мощью шагомера. Шагомером проверяется расстояние между боковыми
сторонами соседних зубьев; расстояние между наконечниками шаго-
мера устанавливается по эталону.
Толщину зуба по начальной окружности измеряют штангензубо-
мером, который является универсальным инструментом, но дает срав-
нительно невысокую точность. Вертикальный движок его устанавли-
вается на определенном расстоянии, немного превышающем высоту
головки зуба; эта величина определяется по табличным данным; после
этого горизонтальным движком измеряют толщину зуба по начальной
окружности. Более точный промер дает оптический зубомер (с точностью
до 0,02 мм).
Профиль зуба проверяют прибором-эвольвентомером со специаль-
ным эталонным диском, который меняется для различных зубчатых
колес.
Диаметр начальной окружности зубчатого колеса можно проверить
при помощи роликов точного диаметра; число роликов равно 2 или 3 в
зависимости от числа зубьев — четного или нечетного.
Комплексная проверка зубчатых колес заключается в проверке
правильности зацепления; производится она на приборах, на которых
проверяется зацепление с эталонным зубчатым колесом или зацепле-
ние парных, т. е. работающих вместе, зубчатых колес.
Принцип устройства таких приборов заключается в том, что инди-
катор или самопишущий прибор регистрирует сдвиг проверяемого зуб-
чатого колеса в направлении, перпендикулярном его оси, когда оно
находится в неправильном зацеплении с эталоном или парным зуб-
чатым колесом.
Правильность зацепления часто проверяют по отпечатку при об-
катке с эталонным зубчатым колесом. На поверхность зубьев эталонного
зубчатого колеса наносят тонкий слой краски и проворачивают его
вместе с проверяемым зубчатым колесом, находящимся в зацеплении с
эталонным колесом. Полученные отпечатки указывают поверхность
контакта зубьев, и их сравнивают с формой отпечатка, который задан
техническими условиями.
334
Правильность-зацепления часто проверяют также по шуму. Чем
полнее касание сопрягаемых поверхностей зубьев, тем меньший шум
издают вращающиеся зубчатые колеса, поэтому с целью уменьшения
шума подбирают пары с лучшим прилеганием поверхностей зубьев.
Проверка по шуму производится на особых станках и заключается в
прослушивании тона и равномерности шума, издаваемого двумя сов-
местно работающими зубчатыми колесами, на слух и с помощью изме-
рения специальным звуковым индикатором или звукозаписывающими
приборами (фонометрами и др.).
Измерение (контроль) всех основных элементов колеса—процесс чрез-
вычайно трудоемкий. Кроме того, даже измерив погрешности элемен-
тов, невозможно в нужной мере достоверно судить о совокупном влия-
нии этих погрешностей на качество зацепления. Представление об этом
дают лишь комплексные методы контроля, основанные на оценке ре-
зультатов зацепления проверяемого колеса с эталонным колесом изме-
рительного прибора. Поэтому стандартами (ГОСТ 1.643—56 и др.) нор-
мируются не допуски на элементы колеса, а допуски на разные пока-
затели комплексной проверки (кинематическая погрешность 6^, цик-
лическая погрешность 6/?, пятно контакта при контроле по краске и
боковой зазор) по 12 степеням точности (1-я степень — высшая).
ГЛАВА XVII
ОБРАБОТКА ШПОНОЧНЫХ КАНАВОК
И ШЛИЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
1. Обработка шпоночных канавок
Шпоночные канавки на валах и вообще в охватываемых деталях
изготовляются для призматических и сегментных шпонок.
Шпоночные канавки для призматических шпонок могут быть зак-
рытыми с двух сторон (глухие), закрытыми с одной стороны и сквоз-
ными.
Шпоночные канавки изготовляются различными способами в зави-
симости от конфигурации канавки и вала, применяемого инструмента;
они выполняются на горизонтально-фрезерных или на вертикально-
фрезерных станках общего назначения или специальных.
Сквозные и закрытые с одной стороны шпоночные канавки изго-
товляются фрезерованием дисковыми фрезами (рис. 183, а). Фрезеро-
вание канавки производится за один-два прохода. Этот способ наибо-
лее производителен и обеспечивает достаточную точность ширины ка-
навки.
Основное время при фрезеровании дисковой фрезой шпоночной
канавки — сквозной и закрытой с одной стороны — определяется по
формуле
to = ^±^, . (195)
SM. пр
335
где l0 — длина шпоночной канавки в мм;
/вр = /А(£>ф-Л) + (0,5 4- 2) [мм],
Рф — диаметр фрезы в мм; h — глубина шпоночной канавки в мм;
sM.np — продольная подача в мм/мин.
Рис. 183. Методы фрезерования шпоночных канавок валов:
а — дисковой фрезой с продольной подачей, б — концевой фрезой с продольной подачей;
в — концевой фрезой с маятниковой подачей, г — концевой дисковой фрезой с вертикаль-
ной подачей --
Применение этого способа ограничивает конфигурация канавок:
закрытые канавки с закруглениями на концах не могут выполняться
этим способом; они изготовляются концевыми фрезами с продоль-
ной подачей за один или несколько проходов (рис. 183, б).
Фрезерование концевой фрезой за один проход производится таким
образом, что сначала фреза при вертикальной подаче проходит на
полную глубину канавки, а потом включается продольная подача,
с которой шпоночная канавка фрезеруется на полную длину. При этом
способе требуется мощный станок, прочное крепление фрезы и обиль-
ное охлаждение Вследствие того что фреза работает в основном своей
периферической частью, диаметр которой после заточки несколько
уменьшается, в зависимости от числа переточек фреза дает неточный
размер канавки по ширине.
- Основное время при фрезеровании шпоночной канавки, закрытой
с двух сторон, за один проход определяется по формуле
to = Й + (°’5М)_ + l°TD± (196)
®м.верт ®м.пр
336
где h — глубина шпоночной канавки в мм; 10 — длина шпоночной
канавки в мм; — диаметр фрезы, равный ширине канавки в мм;
su верт — вертикальная подача в мм!мин; $м.пр — продольная подача
в мм! мин.
Для получения по ширине точных канавок применяются специаль-
ные шпоночно-фрезерные станки с «маятниковой подачей», работающие
концевыми двухспиральными фрезами с лобовыми режущими кромка-
ми. При этом способе фреза врезается на 0,1—0,3 мм и фрезерует
канавку на всю длину, затем опять врезается на ту же глубину, как и в
предыдущем случае, и фрезерует канавку опять на всю длину, но в
другом направлении (рис. 183, в). Отсюда и происходит определение
метода — «маятниковая подача».
Этот метод является наиболее рациональным для изготовления
шпоночных канавок в серийном и массовом производствах, так как
дает вполне точную канавку, обеспечивающую взаимозаменяемость в
шпоночном соединении. Кроме’того, поскольку фреза работает лобовой
частью, она будет долговечнее, так как изнашивается не периферий-
ная часть ее, а лобовая. Недостатком этого способа является значи-
тельно большая затрата времени на изготовление канавки по сравнению
с фрезерованием за один проход и тем более с фрезерованием диско-
вой фрезой. Отсюда вытекает следующее: 1) метод маятниковой подачи
надо применять при изготовлении канавок, требующйх взаимозаменя-
емости; 2) фрезеровать канавки в один проход нужно в тех случаях,
когда допускается пригонка шпонок по канавкам.
Основное время при фрезеровании шпоночной канавки, закрытой
с двух сторон, с «маятниковой» подачей определяется по формуле
4 = «.-Оф> + /. + (0.Е^1> |ЯЮ(Ь (197)
«м.пр *
где /0 — длина шпоночной канавки в мм; Оф — диаметр фрезы, рав-
ный ширине канавки в мм; su пр — продольная подача в мм/мин; h—
глубина шпоночной канавки в мм; t — величина вертикального
врезания на один ход фрезы в мм.
Сквозные шпоночные канавки валов можно обрабатывать на стро-
гальных станках. Канавки на длинных валах, например на ходовом
вале токарного станка, строгают на продольно-строгальном станке.
Канавки на коротких валах строгают на поперечно-строгальном стан-
ке — преимущественно в индивидуальном и мелкосерийном произ-
водстве.
Шпоночные канавки под сегментные шпонки изготовляются фрезе-
рованием с помощью концевых дисковых фрез (рис. 183, а).
Основное время при фрезеровании канавок под сегментные шпонки
определяется по формуле
[лшн], (198)
®м верт
где h — глубина шпоночной канавки в мм; зм.верт — вертикальная
подача в мм/мин.
337
Шпоночные канавки в отверстиях втулок зубчатых колес, шкивов
и других деталей, надевающихся на вал со шпонкой, обрабатываются
в индивидуальном и мелкосерийном производствах на долбежных стан-
ках, в крупносерийном и массовом
Рис. 184. Обработка шпоночной ка-
навки в отверстии протягиванием
мм; Рр — скорость рабочего хода
проходов.
—на протяжных станках. На рис.
184 показано протягивание шпо-
ночной канавки в заготовке зуб-
чатого колеса на горизонтально-
протяжном станке. Заготовка/
насаживается на направляющий
палец 4, внутри которого имеет-
ся паз для направления протя-
жки 2. Когда канавка протяги-
вается за 2—3 прохода, то под
протяжку помещают подклад-
ку 3.
Основное время при протя-
гивании шпоночной канавки оп-
ределяется по формуле
, ^±^>±30)
1000i»p
(199)
где L—рабочая длина протяж-
ки в мм; 1Л — длина протяги-
ваемой поверхности детали в
протяжки в в м/мин; i — число
2. Обработка шлицевых поверхностей
В шлицевых соединениях сопряженные детали центрируются тремя
способами:
1) центрированием втулки (или зубчатого колеса) по наружному
диаметру шлицевых выступов вала;
2) центрированием втулки (или зубчатого колеса) по внутреннему
диаметру шлицев вала (т. е. по дну впадин);
3) центрированием втулки (или зубчатого колеса) по боковым сто-
ронам шлицев.
Форма шлицев бывает прямоугольная, эвольвентная и треуголь-
ная.
Шлицевые соединения широко "применяются в машиностроении
(станкостроении, автомобиле- и тракторостроении и других отраслях)
для неподвижных и подвижных посадок.
Технологический процесс изготовления шлицев валов зависит от
того, какой принят способ центрирования вала и втулки. Наиболее
.точным является способ центрирования по внутреннему диаметру шли-
цев вала; он применяется, например, в станкостроительной и реже в
Автомобильной промышленности. Центрирование по наружному диа-
метру шлицевых выступов вала встречается довольно часто, этот спо-
338
соб применяется в тракторостроении, в автомобилестроении, а также
в станкостроении и др. Центрирование по боковым сторонам шлицев
применяют сравнительно редко. В автомобильной промышленности
этот способ применяется для передачи больших крутящих моментов
при наименьшем боковом зазоре.
Шлицы на валах и других деталях изготовляются различными
способами, к числу которых относятся: фрезерование с последующим
шлифованием, накатывание (шлиценакатывание), протягивание, стро-
гание (шлицестрогание).
Наиболее распространенным способом изготовления шлицев явля-
ется фрезерование. Применение остальных способов имеет еще мало
опыта; они весьма производительны, дают высокий технико-экономи-
ческий эффект и, таким образом, являются прогрессивными. Приме-
нение их целесообразно в крупносерийном и массовом производствах.
Фрезерование шлицев
Шлицы валов небольших диаметров (до 100 мм) обычно фрезеруют
за один проход, больших' диаметров — за два прохода. Черновое фре-
зерование шлицев, в особенности больших диаметров, иногда произво-
дится фрезами на горизонтально-фрезерных станках, имеющих де-
лительные механизмы (рис. 185).
Рис. 185. Способы фрезерования шлицев валов:
О — шлицевой дисковой фрезой; б — двумя фрезами, в — двумя дисковыми специальными
фрезами; г —шлицевой червячной фрезой
339
На рис. 185, а показано фрезерование одной канавки шлицев дис-
ковой фасонной фрезой. Основное время при этом определяется по
формуле
I — — +/вр +/п_ i [мин], (200)
SM пр
где 10 — длина нарезаемых шлицев в мм; 1вр — величина врезания;
lBp=yh(D*-h) +(14-2),
1а — величина перебега; 1 = 2 + 5 мм; i — число шлицев; h — вы-
сота шлица, фрезеруемого в данном проходе, в мм; £>ф — диаметр фрезы
в мм; sM.np = szzn — продольная минутная подача; s2 — подача
на зуб фрезы в мм; г — число зубьев фрезы; п — число оборотов фре-
зы в минуту.
Фрезеровать шлицы можно способом, изображенным на рис. 185, б,
позволяющим применять более дешевые фрезы, чем дисковые.
Более производительным способом является одновременное фрезе-
рование двух шлицевых канавок двумя дисковыми фрезами специаль-
ного профиля (рис. 185, в).
Чистовое фрезерование шлицев дисковыми фрезами производится
только в случае отсутствия специального станка или инструмента,
так как оно не дает достаточной точности по шагу и ширине шлицев.
Более точное фрезерование шлицев производится методом обкатки
при помощи шлицевой червячной фрезы (рис. 185, г). Фреза помимо
вращательного движения имеет продольное перемещение вдоль оси
нарезаемого вала. Этот способ является наиболее точным и наиболее
производительным.
Определение основного времени в этом случае производится по
формуле
, (/О + iBp + 4l) . r , /ПАПП
/0 =-------к----zi [мин], (200 )
«0Пф<7
где /0 — длина нарезаемых шлицев в мм; 1вр — величина врезания
в мм;
1вр = (1,1 4- 1,2) /й(Рф- Л) [мм];
Л — высота шлица в мм; Оф — диаметр червячной фрезы в мм; 1„ —
величина перебега, равная 2—5 мм; г — число нарезаемых шлицев;
i — число ходов (обычно i = 1; s0 — подача фрезы в мм на один обо-
рот нарезаемого вала; п — число оборотов фрезы в минуту; q —число
заходов червячной фрезы.
При центрировании втулки (или зубчатого колеса) по внутреннему
диаметру шлицев вала как червячная, так и дисковая фреза должна
иметь «усики», вырезающие канавки в основания шлица, чтобы не бы-
ло заедания во внутренних углах; эти канавки необходимы также при
шлифовании по боковым сторонам и внутреннему диаметру.
840
Шлифование шлицев
При центрировании шлицевых валов по наружному диаметру шли-
фуют только наружную цилиндрическую поверхность вала на обыч-
ных круглошлифовальных станках; шлифование впадины (т. е. по
внутреннему диаметру шлицев вала) и боковых сторон шлицев не при-
меняется.
Рис. 186. Способы шлифования шлицев валов:
а — фасонным кругом, б — в две операции — одним и двумя кругами, в — тре-
мя кругами
после этого они
Рис. 187. Схема
правки фасон-
ного шлифо-
вального круга
При центрировании шлицевых валов по внутреннему диаметру
шлицев фрезерование последних дает точность обработки по внутрен-
нему диаметру до 0,05—0,06 мм, что не всегда является достаточным
для точной посадки.
Если шлицевые валы после чернового фрезерования прошли терми-
ческую обработку в виде улучшения или закалки, то
не могут быть профрезерованы начисто; необхо-
димо шлифовать по поверхностям' впадины (т. е.
по внутреннему диаметру) и боковых сторон шли-
цев. Наиболее производителен способ шлифования
фасонным кругом (рис. 186, а), но при таком
способе шлифовальный круг изнашивается нерав-
номерно ввиду неодинаковой толщины снимаемого
слоя у боковых сторон и впадины вала, поэтому
требуется частая правка круга. Несмотря на это,
данный способ широко распространен в машино-
строении.
Шлифовать шлицы можно в две отдельные опе-
рации (рис. 186, б); в первой шлифуют только
впадины (по внутреннему диаметру), а во вто-
рой — боковые стороны шлицев. Для уменьшения
вального круга после каждого хода стола вал поворачивается и, таким
образом, шлифовальный круг обрабатывает впадины постепенно одну
за другой. Обычно вал поворачивается автоматически после каждого
двойного хода стола станка. Но такой способ шлифования менее про-
изводителен, чем первый.
Для объединения двух операций шлифования в одну применяются
станки, на которых шлицы шлифуют одновременно тремя кругами;
износа шлифо-
341
один шлифует впадину, а два других — боковые поверхности шлицев
(рис. 186, в).
На рис. 187 дана схема правки тремя алмазами фасонного шлифо-
вального круга, показанного на рис. 186, а.
Основное время при шлифовании шлицев определяется по формуле
, "Ь ^ВР + -L г , тли
-------zik ЛЫЛ1’ (201)
1000ост
где /0 — длина шлифуемых шлицев в мм; /вр — величина врезания
в мм;
/»₽ = Л) + (10 4-15) [мм];
1„ — величина перебега, равная 5—10 мм; h — высота шлица в мм;
Dm — диаметр шлифовального круга в мм; г — число шлицев;
где i — число ходов; /гп — припуск на шлифование в мм; sB — вер-
тикальная подача>— глубина шлифования — на один ход стола в мм;
k — поправочный коэффициент при шлифовании (от 1,15 до 1,5);
цсг — скорость стола в м/мин.
Накатывание шлицев
Накатывание шлицев без нагрева детали осуществляется ролика-
ми, имеющими профиль, соответствующий форме поперечного сечения
шлицев. Вращающиеся на осях ролики (диаметром 100 мм) по одному
Рис. 188. Схема накатной головки
для шлиценакатного станка:
/ — корпус; 2— накатной ролик, 3 — обра-
батываемая деталь; 4 — сегмент
Рис. 189. Схема расположения накат-
ной головки, зажимного патрона и
обрабатываемой детали при накаты-
вании шлицев:
/ — накатная головка; 2 и 5 — валы; 3 —
обрабатываемая деталь; 4 — гидравличе-
ский зажимной патрон
342
детали 3 свободно вращающиеся ролики 2, вдавливаясь в поверхность
вала, образуют на ней шлицы соответствующей профилю ролика фор-
мы. Все шлицы накатываются одновременно, без вращения детали.
На специальных станках для накатывания шлицев (рис. 189) на-
катная головка 1 размещается на салазках, для которых направляю-
щими служат валы 2 и 5, соединяющие две массивные стойки. Салаз-
ки перемещаются приводом от гидроцилиндра, расположенного в зад-
ней стойке. В передней стойке находится гидравлический зажимной
патрон 4, в котором закрепляется обрабатываемая деталь 3. Каждый
ролик независимо регулируется на требуемую высоту. Головка как са-
мостоятельный узел снимается со станка, не нарушая расположения
роликов. На смену роликов затрачивается 5—10 мин, на наладку стан-
ка — около 30 мин.
На таких станках наибольшее число накатываемых шлицев дохо-
дит до 18, наименьшее составляет 6—8 (на валах диаметром 16 мм).
Продольная подача до 15 мм/сек. Получаемая точность шлицев по шагу
0,04 мм, непрямолинейность не превышает 0,04 мм на 100 мм длины.
Основное время при накатывании шлицев определяется по фор-
муле
/0 = -Ш. [мин], (202)
8м
где L — длина накатываемых шлицев в мм\ I — величина перебега
ролика в мм\ sM — минутная подача при накатывании в мм.
Процесс накатывания весьма производителен, так как все шлицы
накатываются одновременно, при малой затрате времени, с достаточно
высокой точностью.
Протягивание и строгание шлицев
Одним из методов изготовления шлицев на поверхности валов или
подобных деталей является протягивание их на горизонтально-протяж-
ных станках с применением специального приспособления.
Для протягивания сквозных шлицев применяется специальная
протяжка с ножами, профиль режущей части которых сответствует
форме шлица. Каждый шлиц протягивается поочередно с помощью
делительного устройства.
При протягивании несквозных шлицев используется блочная про-
тяжка, в которой режущие зубья имеют независимое взаимное пере-
мещение в радиальном направлении.
На рис. 190 представлена конструкция блочной протяжки для
протягивания несквозных шлицев на горизонтально-протяжном станке
с помощью специального приспособления.
В копусе 1 блока устанавливаются по скользящей посадке ножи 2
прямоугольного сечения. Форма режущей части ножа соответствует
профилю шлица. Каждый нож имеет независимое перемещение вдоль
паза блока. Поджимная планка 3 регулирует зазор, необходимый для
скольжения ножей в блоке. Ползуны 6 соединяются с ножами тягой 7;
оси роликов 5 закреплены в ползунах 6; пружины 4 при помощи тяги 7
прижимают ролики к копирной линейке. В конце рабочего хода каж-
343
дого ножа копир отводит ролик и выводит нож из обрабатываемой де-
тали. Ножи затачиваются в специальном приспособлении комплектно.
Процесс изготовления шлицев на валах (или других деталях) стро-
ганием (шлицестрогание) аналогичен процессу долбления зубьев зуб-
чатых колес методом копирования с помощью многорезцовой головки.
В этом случае все шлицы также обрабатываются одновременно набо-
ром профильных резцов, число которых равно числу впадин обраба-
тываемого шлицевого вала. Обрабатываемая деталь, расположенная
вертикально, движется возвратно-поступательно; при каждом ходе
вверх она входит внутрь неподвижной резцовой головки, в радиаль-
ных пазах которой размещены резцы. Все резцы одновременно наре-
зают шлицы, получая радиальную подачу на двойной ход обрабатывае-
мой детали. При обратном ходе детали (вниз) резцы в головке отходят
в радиальном направлении, чтобы избежать трения задних поверхностей
резцов об обрабатываемую поверхность.
Процесс шлицестрогания весьма производителен и может быть при-
менен в крупносерийном и массовом производстве при очень большом
выпуске одинаковых деталей, так как для каждого числа шлицев дол-
жен быть изготовлен комплект специальных резцов. Наиболее выгодно
применять его для обработки шлицев с припуском под шлифование.
Изготовляются специальные шлицестрогальные станки-полуавто-
маты модели МА-4В, которые могут быть использованы как отдельно
работающие станки или, что особенно эффективно, встроенными в авто-
матическую линию.
Работа станочника на таких станках сводится лишь к установке
и съему обрабатываемой детали. Все остальные движения, в том числе
отвод стружки из зоны резания, включение и выключение охлажде-
ния, закрытие и открытие ограждения, автоматизированы.
Главное движение, движения подачи и отвода резцов осуществля-
ются гидравлическим приводом. Зажатие заготовки в центрах произво-
дится гидроцилиндром. Для установки и съема резцовой головки стан-
ки имеют подъемное устройство.
На станках указанной модели можно обрабатывать валы со сквоз-
ными и глухими шлицами диаметром от 25 до 60 мм при длине проре-
заемой впадины от 70 до 370 мм и наибольшей глубине 3,5 мм.
Расстояние между центрами станка 445 мм; скорость рабочего хо-
да 22 м/мин, обратного 28 м/мин, диапазон бесступенчатых подач 0,03—
—0,15 мм'дв. ход; номинальная тяговая сила станков 3000 кГ (29 430 «);
мощность электродвигателя главного привода 14 кет, число оборотов
в минуту 1000.
Весьма производительным методом обработки шлицев является
одновременное долбление всех впадин шлицев специальной многорез-
цовой головкой, аналогичной для долбления зубчатого колеса (см.
рис. 161, ж).
Обработка шлицевых отверстий
Обработка шлицевых поверхностей в отверстиях втулок, зубча-
тых колес и других деталей производится обычно протягиванием.
Сначала отверстие и иногда торец обрабатываются предварительно,
345
потом отверстие протягивается круглой протяжкой и затем шлицевой
протяжкой — обычной или прогрессивной.
Шлицевые отверстия диаметром до 50 мм протягиваются обычно
одной комбинированной протяжкой.
Если втулка или зубчатое колесо подвергается термической обра-
ботке, то после этого на внутришлифовальном станке шлифуется
цилиндрическая поверхность отверстия, которая сопрягается с дном
впадины шлицев вала (при центрировании по внутреннему диаметру
шлицев вала).
Протягивание винтовых шлицев отверстий (рис. 191) отличается
от протягивания обычных отверстий тем, что в процессе работы движе-
ние режущих кромок зубьев протяжки должно осуществляться по
винтовой линии, что достигается сочетанием поступательного и вра-
щательного движений двумя способами. Первый способ — оба движе-
ния сообщаются протяжке при неподвижной детали.
Второй способ — поступательное движение сообщается протяжке,
а вращательное — детали.
Вращательное движение протяжки можно получить или непосред-
ственно путем самовращения ее силами резания, или принудительно
специальным механизмом.
Самовращение протяжки применяется при небольших углах на-
клона на винтовой линии шлицев (до 10°) и невысоких требованиях к
точности шага.
Как указано выше, принудительное вращение может быть сообщено
или протяжке, или детали. Механизмы для вращения протяжки явля-
ются конструктивно более простыми, чем механизмы для вращения
детали.
При небольших отверстиях вращение протяжки осуществляется
двумя пальцами 2 (рис. 191, а), входящими в канавки протяжки 4.
Пальцы размещаются во втулке 3, которая закреплена в опорном коль-
це 1 приспособления. Протяжка 4 соединяется со шпинделем станка
патроном 5. При отверстиях больших размеров (d> 15 мм) вращение
протяжки происходит благодаря выступам в отверстии специальной
гайки 2 (рис. 191, б), которые входят в направляющие пазы протяжки
3. Гайка 2 закреплена в опорном кольце 1 приспособления. Протяжка
3 соединяется патроном 4 со шпинделем станка.
На рис. 191, в показана схема протягивания винтовых шлицев с
помощью копирной линейки. В суппорте станка устанавливают рей-
ку 2, сцепляемую с зубчатым колесом 3. Одним концом рейка 2 через
ролик прижимается к копирной линейке 1, закрепленной на станине
под углом а, определяемым по формуле
где D — диаметр начальной окружности колеса 3, Т — шаг протягива-
емых винтовых шлицев.
Изменяя угол установки копирной линейки, можно протягивать
винтовые шлицы с различными значениями шага Т.
346
При продольном перемещении протяжки 4 она одновременно будет
вращаться с зубчатым колесом 3 от передвигающейся рейки 2. Простой
способ протягивания внутренних винтовых шлицев основан на свобод-
ном вращении заготовки 1 (рис. 191, г) от самой протяжки 2 с винто-
выми зубьями при ее поступательном движении. Свободное враще-
ние заготовки от протяжки обеспечивается шариковой опорой 3.
Рис. 191. Протягивание винтовых шлицевых отверстий
На рис. 191, д показана схема устройства 1 для протягивания вин-
товых шлицев, когда протяжка 9 имеет только поступательное движе-
ние, а обрабатываемая деталь 10 — вращательное. Поступательно
движущийся суппорт 2 станка через планку 3 тянет за собой трос 4, на-
крученный на барабан 5 с грузом 6. Барабан, вращаясь, передает вра-
щение коническим зубчатым колесам 7 и 8, а колесо 8 одновременно
вращает деталь 10, закрепленную в нем.
347
По шагу протягиваемых винтовых шлицев определяют числа зубьев
колес 7 и 8:
T = nd6^.,
г,
где d6 — диаметр барабана 5; г, и z8 — число зубьев колес 7 и 8.
При отсутствии протяжного станка винтовые шлицы можно про-
тягивать на токарно-винторезном станке, который настраивается для
нарезания резьбы с шагом, равным шагу Т протягиваемых шлицев
(рис. 191, е).
Протягиваемая деталь 1 закрепляется обычно в разрезной втулке
2 самоцентрирующим трехкулачковым патроном 3. Протяжка 4 зак-
репляется на суппорте 5 станка, перемещаемого ходовым винтом 6.
Точность протягиваемых винтовых шлицев обеспечивается точностью
станка.
3. Контроль шлицевых валов и отверстий
В шлицевых валах проверяются следующие элементы:
1) наружный или внутренний диаметр в зависимости от посадки
детали (втулки, зубчатого колеса и др.) — по наружному или внут-
реннему диаметру шлицевого вала.
Рис. 192. Измерительные инструменты для шлицев:
а — индикаторная скоба; б —предельная скоба; в — проверка шлицев индикатором;
г — специальное шлицевое кольцо для комплексной проверки шлицев вала
348
Наружный диаметр проверяется обыкновенной предельной скобой;,
внутренний диаметр можно измерять микрометром, специальной ско-
бой и индикаторной скобой. У индикаторной скобы шпилька А (рис.
192, а) устанавливается по наружному диаметру, что дает возможность
быстрее измерять диаметр впадины. Нулевое положение индикатора
устанавливается по измерительным плиткам или по эталону. Откло-
нение стрелки определяет действительный размер.
2) Толщина шлицев (выступов) проверяется предельными скобами
(рис. 192, б).
3) Шлицевой вал на биение по внутреннему диаметру проверяется
индикатором; проверяются также конусность и спиральность, для че-
го индикатор перемещается параллельно оси, а вал предварительно
устанавливается горизонтально (рис. 192, в).
4) Расположение шлицев по окружности проверяется специаль-
ным шлицевым кольцом (рис. 192, г).
5) Профиль поверхности впадины шлицевых валов (по внутреннему
диаметру) проверяется при помощи специальных шаблонов.
Универсальный прибор с делительной головкой позволяет прове-
рить все элементы шлицевых валов: шаг, расположение шлицев по ок-
ружности и др.
Контроль шлицевых отверстий обычно производится шлицевой
пробкой.
ГЛАВА XVIII.
КОМПЛЕКСНАЯ ОБРАБОТКА НАРУЖНЫХ
И ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ
И РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
У многих деталей, изготовляемых из пруткового материала или
из литых и штампованных заготовок, часто требуется обработать на-
ружные и внутренние цилиндрические поверхности, нарезать наруж-
ную и внутреннюю резьбу. К таким деталям в машиностроении и прибо-
ростроении относятся, например, пробки, штуцеры, различные втулки,
болты, небольшие шкивы, заготовки для зубчатых колес малых и сред-
них размеров и ряд других.
Обрабатывать наружные и внутренние цилиндрические поверх-
ности и нарезать резьбу можно последовательно по отдельным поверх-
ностям или одновременно по нескольким поверхностям, как наружным,
так и внутренним, применяя при этом несколько инструментов. Так,
например, можно одновременно обтачивать наружные поверхности it
сверлить, зенкеровать, растачивать внутреннюю поверхность.
Для такого процесса механической обработки эффективно приме-
няются в серийном производстве токарно-револьверные станки, в
крупносерийном и массовом производстве.— полуавтоматы и
автоматы.
349
1. Технологические процессы комплексной обработки
поверхностей деталей на токарно-револьверных станках
Применение токарно-револьверных станков (так же как полуавто-
матов и автоматов) экономично в тех случаях, когда требуется после-
довательно или одновременно обтачивать наружные и растачивать
внутренние цилиндрические поверхности, сверлить, занкеровать, раз-
вертывать отверстия, нарезать резьбу плашками или метчиками, иначе
говоря, когда можно применять одновременно несколько инструмен-
тов, располагая их в револьверной головке и на отрезном суппорте.
Токарно-револьверные, или, короче, револьверные станки стано-
вится выгоднее применять, чем обычные токарные, начиная с партии
деталей в 6—10 шт.
Выигрыш в основном времени при обработке на револьверных стан-
ках по сравнению с токарными станками реализуется в том случае,
если одновременно применять несколько инструментов, например
сверло, проходной, подрезной и фасочный резцы, или при обтачивании
ступенчатой детали — сверло и несколько проходов резцов и т. д.
В противном случае существенного Йыигрыша в основном времени не
будет. Уменьшается время обработки главным образом за счет вспо-
могательного времени, так как при токарной обработке для каждого
перехода приходится заново устанавливать в заднюю бабку (в зави-
симости от требований) сверло, зенкер, развертку и прочий инструмент,
каждый такой инструмент надо подвести к детали, проверить уста-
новку и т. д..; на все это требуется много времени. На револьверных
станках достаточно только повернуть револьверную головку, подвес-
ти ее к месту начала обработки и отвести после окончания. Чем слож-
нее операция, чем больше в ней различных переходов, тем больше вре-
мени приходится затрачивать на смену инструмента, тем выгоднее при-
менение револьверного станка по сравнению с токарным.
Револьверные станки классифицируются по расположению оси
револьверной головки относительно оси шпинделя. Изготовляют три
типа револьверных станков в зависимости от расположения по отно-
шению к оси шпинделя.
Наиболее распространен тип I с вертикальной осью револьверной
головки; по такому типу выпускаются отечественные станки моделей
1Н318, 1Н325, 1А340, 1В340, 1365, 1Н365, 1371, 1П371.
Меньшее распространение имеет тип II с горизонтальной осью
револьверной головки, параллельной оси шпинделя. Отечественные
станки такого типа 1Г325, 1341, 1А341 (с программным управлением).
Наименее распространенным является тип III с горизонтальной
осью револьверной головки, перпендикулярной оси шпинделя.
Револьверный станок для прутковой работы выбирают в зависимос-
ти от диаметра прутка. Для патронной работы станок выбирают по мак-
симальному диаметру детали, подлежащей обработке, и по требуемой
мощности.
Револьверные головки станков типа II имеют по 6 и 8 больших
и такое же количество малых отверстий для инструмента (рис. 193);
350
такие головки могут быть налажены для работы различными режущи-
ми инструментами в количестве 16 шт.
На рис. 193 видно, что 15-е отверстие изготовлено продолговатым,
благодаря этому оказывается возможным обрабатывать длинные де-
тали, которые входят в это отверстие, при помощи коротких резце-
держателей. На рис. 194, а пока-
зано предварительное протачива-
ние канавки резцом, установлен-
ным в резцедержателе А. Благода-
ря продолговатому отверстию в
головке, в которое входит конец
детали С, можно сократить длину
резцедержателя А. Отверстие
изготовляется продолговатым, по-
тому что поперечная подача резца
осуществляется вращением ре-
вольверной головки вокруг ее оси.
На рис. 194, б показан раци-
ональный метод одновременного
обтачивания и сверления. Если
при такой наладке принято свер-
ло из быстрорежущей стали, то,
чтобы дать ему нормальную ско-
рость, резец следует взять с твер-
досплавной пластинкой; если при-
менить резец из быстрорежущей
Рис. 193. Расположение гнезд для
инструментов в револьверной го-
ловке типа II
стали, то сверло будет иметь весьма малую скорость и произ-
водительность станка понизится. Данный метод рекомендуется
применять, если длина отверстия меньше 3—4 диаметров сверла; в
противном случае сверло приходится выдвигать для очистки от
стружки и при этом резец будет оставлять риску.
Одновременные растачивание и обтачивание заготовки для зубча-
того колеса с револьверной головки типа I (с вертикальной осью)* и
подрезание торца с поперечного суппорта изображены на рис. 20.
Здесь применяется стандартный резцедержатель 1 с добавочной на-
правляющей скалкой 2, входящей в специальную втулку 5; этим соз-
дается большая жесткость установки резцов, что дает возможность
применить большие подачи.
Встречаются детали, при обработке которых в револьверной го-
ловке не хватает гнезд для установки инструмента; тогда применяют
державку (рис. 194, в), в которой закрепляются два инструмента. Если
на револьверной головке не хватает отверстий для требуемого количест-
ва инструментов, то можно применять дополнительную револьверную
головку, изображенную на рис. 195, а или б, вставляемую при помощи
стержня А в одно из отверстий основной револьверной головки станка.
* В дальнейшем изложении, если не будет специальных указаний, везде име-
ется в виду станки типа I (с вертикальной осью револьверной головки).
351
Такие же головки можно применять и на токарных и вертикально-
сверлильных станках (рис. 195, в). На токарном станке головку можно
устанавливать в отверстии задней бабки, но удобнее — в резцедержа-
теле станка, для чего на стержне следует профрезеровать лыски, кото-
рые дадут возможность закреплять головку подобно обыкновенному
резцу. На вертикально-сверлильном станке револьверная головка
устанавливается в отверстии шпинделя.
я — предварительное протачивание канавки резцом с использова-
нием продолговатого отверстия в головке; о — одновременные об-
тачивание и сверление; в — державка для двух инструментов
На рис. 196 показана четырехшпиндельная сверлильная головка,
устанавливаемая в револьверной головке 5. Деталь / закрепляется
в патроне, не показанном на чертеже. Рядом с патроном расположены
две направляющие втулки 2, в которые вдвигаются два штыря 3, сое-
диненных со шпинделем головки, помещенным в корпусе 6 головки.
Когда штыри <3 вставлены во втулки 2, вращательное движение
патрона передается шпинделю головки и далее четырем шпинделям 4,
в отверстия которых вставлены сверла 7. При этом время на сверлиль-
ную обработку значительно сокращается.
Револьверные головки не имеют поперечной подачи, поэтому на
этих станках для протачивания внутренней канавки или для подрез-
ки внутреннего торца пользуются подвижным суппортом, посредством
которого осуществляют ручную поперечную подачу (рис. 197).
На рис. 198 показана наладка револьверного станка для обработ-
ки болта из шестигранного прутка: I переход — выдвижение прутка
до упора; II — обтачивание прутка; /// — обтачивание конца болта
352
под резьбу и снятие фаски у головки болта с поперечного суппорта;
IV — подрезание конца болта и снятие фаски; V — нарезание резьбы;
VI — отрезание болта с заднего суппорта. Цифры 1, 2 и 3 — номера
обрабатываемых поверхностей.
Рис. 195. Дополнительные револьверные головки:
а и б — к револьверным станкам; в — к сверлильным станкам
У некоторых типов револьверных станков упор можно ставить в
гнезде, располагаемом на углу граней шестигранной головки.
На рис. 199 изображена развертка револьверной головки с уста-
новленными инструментами для обработки на станке типа II детали из
прутка с внутренней и наружной резьбой.
12—499
353
Рис. 196. Четырехшпиндельная сверлильная головка, устанавливаемая в револь-
верной головке
Рис. 197. Подвижной суппорт для про-
тачивания внутренней канавки с руч-
ной подачей
Рис. 198. Наладка головки револьверно-
го станка типа I для обработки болта
из шестигранного прутка
Рис. 199. Наладка револь-
верной головки станка ти-
па 11
2. Технологические процессы комплексной обработки
поверхностей деталей на токарных полуавтоматах
Токарные полуавтоматы изготовляются одно- и многошпиндельные,
для работы в центрах и в патроне, грризонтальные и вертикальные.
Одношпиндельные полуавтоматы обычно бывают многорезцовыми;
для работы в патроне они изготовляются с двумя — четырьмя суппор-
тами, а также с револьверными головками.
Токарные одношпиндельные полуавтоматы отличаются от токар-
ных многорезцовых станков тем, что у них автоматизированы движе-
ния всех суппортов, ручные действия на таких полуавтоматах сводят-
12*
355
ся лишь к установке и снятию обрабатываемой детали и пуску в ход
суппортов. Благодаря сокращению вспомогательного времени на под-
вод и отвод суппортов к детали и на другие приемы работы, примене-
Рис. 200. Наладка многорезцового полуавтомата для
обработки:
а — одновременно двух зубчатых колес; б — зубчатого колеса с
фланцем
нию наиболее рациональных способов обработки, меньшему влиянию
квалификации рабочего, а также вследствие возможности работы од-
ного рабочего на нескольких полуавтоматах производительность их
значительно выше многорезцовых токарных станков.
356
Некоторые многорезцовые одношпиндельные полуавтоматы имеют
по три суппорта — один передний и два задних. Каждый из них имеет
продольную и поперечную подачи, что представляет большое удобство,
особенно для переднего суппорта, так как резцы врезаются с попереч-
ной механической подачей, после чего автоматически осуществляется
продольная подача.
Нижеприведенные примеры комплексной обработки поверхностей
деталей на горизонтальных многорезцовых одношпиндельных полу-
автоматах показывают, что обработка на них принципиально ничем
не отличается от обработки на многорезцовых токарных станках.
Рис. 201. Наладка для обработки поворотного кулака
На рис. 200—202 показаны примеры технологических наладок для
обработки деталей в центрах на горизонтальных многорезцовых полу-
автоматах.
На рис. 200, а изображена технолог ическая наладка для обработки
одновременно двух зубчатых колес на одной оправке в центрах.
На рис. 200, б показаны обтачивание и подрезание зубчатого коле-
са с фланцем, центрируемого на двух центровых пробках 1 и вращаю-
щегося при помощи двух штифтов 2, укрепленных в поводковой план-
шайбе.
На рис. 201 показана технологическая наладка для обтачивания
и подрезания поворотного кулака с применением специального повод-
кового патрона для вращения детали.
Пример технологической наладки для обработки деталей на го-
ризонтальном многорезцовом патронном полуавтомате показан на рис.
202. Этот рисунок изображает наладку для обработки крышки корпу-
са дифференциала автомобиля. Резец 3 в специальной оправке раста-
чивает отверстие с переднего продольного суппорта, в то время как ре-
зец 4 снимает фаску, а резец 5 подрезает уступ. Резцы 1 и 2, установ-
ленные на заднем поперечном суппорте, подрезают оба торца.
357
Горизонтальные многошпиндельные полуавтоматы выполняются
четырех-, шести- и восьмишпиндельными и в некоторых случаях во
многом схожи по конструкции с многошпиндельными прутковыми авто-
матами. Но существуют также многошпиндельные полуавтоматы,
предназначенные специально для патронной работы. У всех патронных
Рис. 202. Наладка многорезцового полуавтомата для обработки крышки
корпуса дифференциала автомобиля
многошпиндельных полуавтоматов обычно один шпиндель, преиму-
щественно передний верхний, автоматически останавливается для сме-
ны детали. Отечественные четырехшпиндельные (модель 129ОП), шес-
тишпиндельные (модель 1265П) и восьмишпиндельные (модель 1265-8П)
горизонтальные патронные полуавтоматы предназначены для обработки
литых и штампованных заготовок с диаметром 65—200 мм (модель
1265П) и 100—250 мм (модель 1290П); на них выполняют операции то-
чения, сверления, зенкерования, развертывания, растачивания и на-
резания резьб.
Помимо горизонтальных многошпиндельных полуавтоматов, как
было отмечено, изготовляются вертикальные многошпиндельные полу-
автоматы (с четырьмя, шестью, восемью и шестнадцатью шпинделями),
которые получили широкое применение в крупносерийном и массовом
производстве, особенно в автомобиле- и тракторостроении. Отечествен-
ные вертикальные полуавтоматы с шестью (модель 1282) и восемью (мо -
358
Рис. 203. Примеры наладок шестишпиндельного вертикального полуавто-
мата для обработки:
а —ступицы заднего колеса автомобиля, б — зубчатого колеса; 1—6— номера пере*
ходов
дель 1283) шпинделями изготовляются для обработки деталей диамет-
ром до 320; модель 1284—до 400; модель 1285—до 500; модель 1288—
— до 630 мм четырехшпиндельные в патронах или специальных
приспособлениях.
Шестишпиндельный вертикальный полуавтомат имеет круглый
стол с шестью патронами. На вертикальной шестигранной колонне име-
ются пять рабочих позиций с суппортами и одна позиция без суппор-
та для снятия и закрепления обрабатываемой детали. Одновременно
обрабатываются пять деталей; в это же время шестая деталь устанавли-
359
вается и закрепляется в патроне, после того как снята обработанная
деталь. Таким образом, за поворот стола на одну позицию снимается
одна обработанная деталь, а за полный поворот стола по всем позици-
ям — соответственно шесть деталей.
На восьмишпиндельном полуавтомате за один полный оборот стола
обрабатываются восемь деталей.
На рис. 203, а показана обработка ступицы заднего колеса авто-
мобиля на шестишпиндельном вертикальном полуавтомате (модель
1282). Обработка заготовки зубчатого колеса (без операции зубонаре-
зания) на таком же полуавтомате изображена на рис. 203, б.
Вертикальные многошпиндельные полуавтоматы производятся так-
же для непрерывного процесса обработки; у таких станков стол с дета-
лями, закрепленными в патронах или в центрах, не останавливается
при смене позиции, а непрерывно вращается с одновременным вра-
щением колонны с суппортами. Снятие обработанной детали, установка
и закрепление новой детали происходят при вращении стола и колонны.
Суппорты могут быть налажены для одной и для двух различных опе-
раций обработки как одной, так и двух деталей (модель 1272—шести-
шпиндельный для деталей диаметром до 250 мм).
3. Технологические процессы комплексной обработки
поверхностей деталей на токарных автоматах
Токарные автоматы применяются в крупносерийном и массовом про-
изводстве для комплексной обработки наружных и внутренних ци-
линдрических и резьбовых поверхностей, главным образом при из-
готовлении деталей из пруткового-материала, где благодаря значи-
тельным размерам пускаемых в производство партий деталей автома-
ты могут быть загружены без переналадки в течение нескольких
дней; в случае недостаточной загрузки и необходимости в частой пере-
наладке целесообразнее применять револьверные станки. В каждом
отдельном случае для более правильного с экономической точки зре-
ния решения вопроса, на каких станках — автоматах, полуавтоматах*
или револьверных — целесообразно вести обработку, необходимо раз-
работать сравнительные варианты технологических процесов обработ-
ки детали на том или другом станке и сопоставить полученные технико-
экономические показатели.
Технологические возможности автоматов и характер технологичес-
ких процессов механической обработки на них разнообразны вслед-
ствие большого количества типов автоматов.
Автоматы бывают одношпиндельные и многошпиндельные.
Одношпиндельные автоматы делятся на фасонно-отрезные, фасон-
но-токарные (с продольным точением) и токарно-револьверные.
Фасонно-отрезные автоматы имеют два, три и более
(до пяти) радиально расположенных суппортов, имеющих только попе-
речную подачу, с фасонными и отрезными резцами и, кроме того, шпин-
дель, расположенный по оси прутка для такого инструмента, как свер-
ло, зенковка, метчик и т. п. Шпиндель кроме вращательного движе-
ния имеет также осевое поступательное движение.
360
Фасонно-отрезные автоматы служат для обработки мелких корот-
ких деталей; на них производят обтачивание, сверление отверстия
вдоль оси детали, нарезание резьбы и отрезание детали от прутка после
окончания ее обработки.
На рис. 204, а показана обработка фасонной и конической поверх-
ностей фасонными резцами, а на рис. 204, б — обработка шарового
пальца на фасонно-отрезных автоматах. Обтачивание пальца произво-
дится круглыми (дисковыми) фасонными резцами с поперечной пода-
чей — передним 1 и задним 2; резьба нарезается плашкой 3. Цифры I,
II и III — номера переходов.
Рис. 204. Примеры наладок фасонно-токарных автоматов для обработки:
а — конической и фасонной поверхностей, б — шарового пальца: в — длинной детали
простой формы
На фасонно-токарных автоматах с продольным точе-
нием (рис. 204, в) обрабатываются мелкие длинные детали простой фор-
мы. Продольная подача осуществляется благодаря осевому перемеще-
нию прутка при передвижении всей передней бабки или специальной
трубы внутри передней бабки.
На фасоныо-отрезных и фасонно-токарных (с продольным точением)
автоматах обрабатываются прутки диаметром от 2 до 20 мм. При изго-
товлении на них винтов со шлицами на головках для фрезерования
шлицев пользуются специальным приспособлением, которое дает воз-
можность получить на одном станке вполне законченный винт без спе-
циальной операции фрезерования шлица.
Пример обработки винта со шлицем на головке с применением спе-
циального приспособления приведен на рис. 205.
4.
Наименования переходов: 1 — открыть патрон, 2 — отвести назад перед-
нюю бабку, 3 — закрыть патрон, 4 — отвести отрезной резец 1 в начальное по-
ложение, 5 — подвести передний резец 2 в рабочее положение, 6 — проточить по
361
наружному диаметру, 7 — пауза, в — отвести передний резец, 9 — перемес-
тить переднюю бабку для образования головки, 10 — подвести отрезной резец 1,
11 — нарезать резьбу посредством резьбового патрона 3, 14 — отрезать деталь,
12 — поворот захвата 4, 13 — подача
Рис. 205. Схемы наладки автомата
продольного точения для обработки
винта диаметром М12
захвата вперед, 15 — отвод захвата с
деталью, 16 — поворот захвата вверх,
17 — прорезка шлица детали шлицевой
фрезой 5, 18 — выталкивание готовой
детали с помощью выталкивателя 6.
Одношпиндельные токарные ав-
томаты продольного точения по-
вышенной точности изготовляются
на отечественных заводах для наи-
большего диаметра обрабатывае-
мого прутка 7 мм (тип 1А1ОП) и
12 мм (тип 1П12), каждый с пятью
суппортами.
Токарно-р евольвер-
н ы е одношпиндельные автома-
ты, предназначенные для изготов-
ления деталей из пруткового ма-
териала, имеют три поперечных
суппорта (передний, задний и вер-
хний) и револьверную головку с
горизонтальной осью, располо-
женной перпендикулярно оси
шпинделя. В револьверной голов-
ке имеются шесть гнезд для уста-
новки и закрепления в них держа-
вок и оправок с режущими ин-
струментами. Наличие кроме трех
поперечных суппортов револьвер-
ной головки позволяет обрабаты-
вать детали более сложной фор-
мы, чем на фасонно-отрезных ав-
томатах.
Подача и зажатие пруткового
материала производятся автомати-
чески после отрезания готовой де-
тали. Автоматическое движение
револьверной головки и суппортов
достигается при помощи специаль-
ных кулачков, устанавливаемых
на распределительном валу ав-
томата; за один оборот распре-
делительного вала изготовляется,
как правило, одна деталь.
В отдельных случаях, при использовании небольшого количества
инструментов, можно за один оборот распределительного вала обра-
ботать две детали — последовательно одну за другой. Так как за один
362
ПерехоЯ
оборот распределительного вала заканчивается периодический цикл
работы автомата, то за этот период может быть обработано целое число
деталей. Время одного оборота распределительного вала, а следователь-
но, и продолжительность изготовления детали могут быть установлены
набором шестерен, при по-
мощи которых распреде-
лительный вал приводится
во вращение от шпинделя
автомата.
Работа на токарно-ре-
вольверных автоматах в
принципе аналогична ра-
боте на обычных револь-
верных станках. При про-
ектировании технологичес-
кого процесса обработки
детали необходимо для вы-
полнения отдельных пере-
ходов равномерно распре-
делить работу между ин-
струментами,
ными в
головке и суппортах.
На рис. 206
специальный
обработка на токарно-ре-
вольверном автомате.
закреплен-
револьверной
показан
винт и- его
Рис. 206. Схема наладки токарно-револь-
верного автомата для обработки винта
диаметром Ml 2
Наименования переходов:
1 — подача до упора, 2 —
подрезка головки и обтачива-
ние ступени стержня под
резьбу фасонным резцом 1,3 —
протачивание закругления го-
ловки резцом 2 с поперечного
суппорта и снятие фаски и за-
центровка с револьверной го-
ловки, 4 — чистовое обтачивание стержня с револьверной головки, 5 — нарезание
резьбы посредством резьбонарезного патрона 3, 6 — начало отрезки детали с по-
перечного суппорта и сверление отверстия с револьверной головки, 7 — окон-
чание отрезки детали, 8—фрезерование шлица в специальном приспособлении —
захвате 4.
Токарно-револьверные одношпиндельные автоматы отечественного
производства служат для обработки пруткового материала круглого
и квадратного сечения; для наибольшего диаметра прутка круглого
сечения 12 мм предназначен автомат моделей 1Д112, для наибольшего
диаметра прутка 18 мм — автомат моделей 1Д118, для 25 мм — авто-
мат моделей 1Б125, для 40л/.и — автомат моделей 1Б140. Эти же автома-
ты с магазинным устройством применяются для обработки штучных за-
готовок.
363
Многошпиндёльные автоматы бывают чаще всего четы-
рех- и шестишпиндельные и значительно реже пяти- и восьмишпин-
дельные, они изготовляются большей частью для прутков диаметром
от 20 до 100 мм. Шпиндели для закрепления обрабатываемых прутков
размещаются в барабанах, которые периодически поворачиваются из
позиции в позицию. В одной из позиций обработанная деталь отреза-
ется от прутка и пруток выдвигается до упора для дальнейшей обра-
ботки.
Наружные поверхности деталей обрабатываются на многошпин-
дельных автоматах режущими инструментами, установленными на
продольных и поперечных суппортах. Число поперечных суппортов
обычно равно числу шпинделей. Кроме главных шпинделей для зак-
репления обрабатываемых прутков автоматы имеют два или три инстру-
ментальных шпинделя, которые вращаются и перемещаются вдоль
своей оси. Оси инструментальных шпинделей совпадают с осями глав-
ных шпинделей. Инструментальные шпиндели служат обычно для зак-
репления в них инструментов для обработки отверстий — сверл, мет-
чиков, резьбонарезных самораскрывающихся головок, резцов для на-
ружного обтачивания.
Многошпиндельные автоматы более производительны, чем одчо-
шпиндельные, но точность обработки на них меньше, чем на одношпин-
дельных. Зазоры в поворотном барабане, в котором размещаются шпин-
дели, а также в делительном механизме создают дополнительные пог-
решности при обработке. Одношпиндельные автоматы обеспечивают точ-
ность обработки «на концентричность до 0,02 мм, а для деталей малых
диаметров — даже до 0,01 мм, в то время как на многошпиндельных
автоматах достигается точность до 0,04 — 0,05 мм.
Обработка деталей на многошпиндельном автомате распределяется
между отдельными шпинделями, и для достижения максимальной про-
изводительности необходимо равномерно распределять работу между
ними, стремясь к сокращению пути прохода отдельных инструментов.
В качестве нормальной схемы распределения работ по шпинделям
на четырехшпиндельном автомате может быть принята следующая.
На первом шпинделе деталь, как правило, обтачивается предвари-
тельно либо с продольного суппорта проходными резцами, либо с по-
перечного суппорта фасонным, круглым и другими резцами. Одновре-
менно целесообразно при наличии отверстия в детали производить
сверление или зацентровку для отверстия (при длине его больше двух
диаметров).
На втором шпинделе обычно производится окончание предваритель-
ного обтачивания, а иногда и чистовое обтачивание.
На третьем шпинделе выполняется чистовое обтачивание, если оно
предусматривается техническими условиями на деталь и если оно не
было выполнено на втором шпинделе, а также и нарезание резьбы при
помощи специального резьбонарезного устройства.
На четвертом шпинделе обычно производится отрезание детали.
Упомянутое специальное резьбонарезное устройство позволяет дать
метчику вращение в том же направлении, в каком вращается и деталь,
но с большим числом оборотов в минуту, чем у детали, что позволяет
364
метчику как бы ввертываться в деталь. После того как метчик нарезал
резьбу, число оборотов у него становится меньше, чем у детали, бла-
годаря чему он вывертывается.
Это резьбонарезное устройство необходимо потому, что в отличие
от одношпиндельных автоматов, где шпиндель имеет обратное вра-
щение, необходимое для вывертывания метчика, в многошпиндельных
автоматах такого переключения вращения шпинделей не имеется, а
48
Рис. 207. Деталь-
корпус свечи дви-
гателя, обрабаты-
ваемой на автома-
те
за счет ускорения
ввертывание и вывертывание метчика происходит
и замед ления его вращения.
Ввиду того что нарезание резьбы, а также
и развертывание отверстий происходят при
меньшем числе оборотов, чем сверление и обта-
чивание, третий шпиндель у четырехшпиндель-
ных автоматов и четвертый или пятый шпин-
дель у шестишпиндельных автоматов имеют
(или могут иметь) пониженное число оборотов;
также и подача инструментов у одного шпинделя
может изменяться по сравнению с подачей всей
головки в целом. Подачу инструмента осущест-
вляет самостоятельный кулачок.
На рис. 207 изображена деталь (корпус свечи автомобиля); на рис.
208, а — процесс ее обработки на четырехшпиндельном автомате, а на
рис. 208, б — процесс обработки этой же детали на шестишпиндельном
автомате. Стрелки указывают направление подачи.
На четырехшпиндельном автомате (рис. 208, а) обработка детали
происходит следующим образом.
На первом шпинделе производится сверление отверстия ступен-
чатым сверлом 1 на длине 33 мм с продольного суппорта с одновремен-
ным обтачиванием с того же суппорта переднего уступа и обтачивание
фасонным резцом 2 — с поперечного суппорта.
На втором шпинделе — сверление малого отверстия, снятие фаски,
подрезание торца и накатывание рифлений накатником 3.
На третьем шпинделе — окончательное обтачивание фасонным рез-
цом с поперечного суппорта и растачивание канавки для выхода метчи-
ка канавочным резцом 4 — с продольного суппорта.
На четвертом шпинделе — нарезание внутренней резьбы метчиком
6 и отрезание резцом 5.
На шестишпиндельном автомате (рис. 208, б) процесс обработки той
же детали следующий.
На первом шпинделе производится сверление под резьбу, протачи-
вание переднего уступа и фасонное обтачивание — с поперечного суп-
порта.
На втором шпинделе — сверление малого отверстия на длине
19 мм, снятие фаски и подрезание торца.
На третьем шпинделе — сверление и накатывание.
На четвертом шпинделе — окончательное обтачивание фасонным
резцом с поперечного суппорта и растачивание под резьбу.
На пятом шпинделе — растачивание канавки.
На шестом шпинделе — нарезание внутренней резьбы и отрезание.
365
a)
Рис. 208. Наладка четырех- и шестишпиндельного автомата
для обработки корпуса свечи двигателя.
а — наладчи для четырех шпинделей б — наладки для шести шпин-
делей, f—JV и /—V/— номера шпинделей Стрелки указывают на-
правление подачи
Сравнивая сба процесса обработки,можно видеть, что наиболее
длительный переход занимает значительно больше времени в первом
случае, чем во втором. В первом процессе обработки сверление про-
изводится ступенчатом сверлом на длину 33 мм, а во втором — на
длину 19 мм. Кроме того, применение ступенчатого сверла удорожает
инструмент и снижает режимы резания.
366
Отечественные заводы выпускают горизонтальные четырехшпин-
дельные фасонно-отрезные автоматы модели 1240-0 для обработки
прутков диаметром до 40 мм с двумя общими поперечными суппорта-
ми, горизонтальные токарные четырехшпиндельные (четырехпозици-
онные) моделей 1240-4, 1265М4 и 1А290-4 для обработки прутков
или труб диаметром соответственно до 40, 65, 100 мм, которые имеют
по четыре поперечных суппорта и по одному продольному суппорту.
Шестишпиндельные автоматы моделей 1240-6, 1265 и 1265М6 и
1А290-6, выпускаемые отечественными заводами, предназначаются
для обработки прутков диаметром соответственно до 40, 65 мм и 100 мм,
они имеют по шести поперечных суппортов и по одному продольному
суппорту.
Кроме указанных отечественные заводы выпускают восьмишпин-
дельные автоматы моделей 1А240-8, 1265М8 и 1А290-8 и с двойным ин-
дексированием, предназначенные для обработки прутков диаметром
до 40, 65 и 100 мм,
РАЗДЕЛ ТРЕТИЙ
КОМПЛЕКСНАЯ ТЕХНОЛОГИЯ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ ТИПОВЫХ ДЕТАЛЕЙ МАШИН
ГЛАВА XIX.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ШПИНДЕЛЕЙ И КОЛЕНЧАТЫХ ВАЛОВ
1. Обработка шпинделей
Шпиндель является одной из наиболее ответственных деталей ме-
таллорежущего станка. Качество обрабатываемых на станке деталей
в значительной степени зависит от качества самого шпинделя. Основ-
ное его назначение — сообщать обрабатываемой детали или режу-
щему инструменту враща-
тельное движение с опреде-
ленным числом оборотов.
Шпиндели станков отно-
сятся к деталям типа валов
с уступами. По конструктив-
ной форме шпиндели можно
разделить на три вида:
а) шпиндели без осевого
отверстия (рис 209, а), при-
меняемые в бабках абразив-
ных кругов шлифовальных
станков;
б) шпиндели с несквозным
отверстием (рис. 209, б), при-
меняемые в сверлильных
станках и многошпиндельных
сверлильных головках,
в) шпиндели со сквозным
осевым отверстием (рис. 209,
в), имеющие наибольшее при-
менение в токарных и револьверных станках различных типов, токар-
ных полуавтоматах и автоматах, фрезерных, резьбофрезерных, шли-
фовальных, резьбошлифовальных и других станках.
Шпиндели изготовляются обычно из углеродистой стали марки 45,
хромистой20Х, 40Х и хромоникелевой 40ХН, 12ХН2, 12ХНЗ и реже
из других.
368
Рис. 209. Конструктивные разновиднос-
ти шпинделей металлорежущих стан-
ков
а — без осевого отверстия б — с несквозным
отверстием, в —со сквозным отверстием
Углеродистая сталь 45 применяется главным образом для шпин-
делей токарных, револьверных, сверлильных, фрезерных станков,
работающих со средними окружными скоростями.
Хромистая и хромоникелевая стали применяются для шпинделей
автоматов и шлифовальных станков, работающих с большими, окруж-
ными скоростями и несущих большую нагрузку.
Для изготовления пустотелых шпинделей некоторых тяжелых стан-
ков используют серый чугун СЧ 21—40,СЧ 15—32 и модифицированный
чугун и в редких случаях стальное литье.
Сталь 35ХЮА применяется для изготовления шпинделей тяжелых
расточных и крупных круглошлифовальных станков (с азотированием
опорных шеек).
Заготовка для шпинделей выбирается в зависимости от размера
программы и конфигурации их. Если шпиндель имеет фланец, диа-
метр которого значительно больше диаметра опорных шеек, то необ-
ходимо брать поковку, полученную свободной ковкой при мелкосе-
рийном производстве, и штамповку с горячей высадкой на горизон-
тально-ковочной машине или ковкой на ротационно-ковочной машине
при крупносерийном производстве.
При отсутствии фланца у шпинделя или если диаметр его мало от-
личается от диаметра шеек заготовку следует брать из проката. В ка-
честве заготовки для тонкостенных шпинделей без фланцев (шпиндели
токарных автоматов и полуавтоматов) целесообразно применять трубы
соответствующих размеров.
Требования точности, предъявляемые к металлорежущим станкам,
предопределяют требования точности изготовления шпинделей этих
станков. По’точности шпиндели можно разделить на три группы:
1) для станков нормальной точности, 2) повышенной точности и 3) для
прецизионных.
Отклонение геометрической формы опорных шеек по овальности и
конусности для станков нормальной точности обычно не должно пре-
вышать 50% допуска на диаметральные размеры шеек. Для стан-
ков повышенной точности эта величина не превышает 25%, а для пре-
цизионных лежит в пределах 5—10% от допуска на диаметр шеек.
Шпиндели современных прецизионных шлифовальных станков имеют
овальность не выше 0,3—0,5 мкм, конусность не выше 0,25—0,5 мкм
на длине 300 мм при допуске на диаметр шейки 1,5—3 мкм.
Радиальное биение конусного отверстия относительно подшипни-
ковых шеек не должно превышать для станков нормальной точности
5—10 мкм, для станков повышенной точности 3—5л/сиидля прецизи-
онных 1—3 мкм.
Шероховатости поверхности опорных шеек: 7—8-й классы для стан-
ков нормальной точности, 9—10-й классы — для повышенной точнос-
ти и 10—11-й — для прецизионных станков.
Быстроходные шпиндели в собранном виде балансируются дина-
мически. Допускаемый дисбаланс от 10 до 50 Г -см (в зависимости от
размера и числа оборотов).
Наиболее сложным является изготовление шпинделей со сквозным
отверстием. Обработка таких шпинделей обычно начинается с фрезе-
369
рования торцов и сверления в них центровых отверстий, которые слу-
жат технологической базой для чернового и получистового обтачивания
наружных поверхностей. Такое обтачивание в настоящее время осущест-
вляется в серийном производстве на гидрокопировальных станках за
1—2 хода. Число проходов определяется размерами шпинделя, а глав-
ное — величиной припусков на обработку. Реже для обтачивания на-
ружных поверхностей используются многорезцовые станки. Сверление
сквозного отверстия шпинделя обычно производится на специальном
одно- или двухшпиндельном станке специальным перовым сверлом с
пластиной из быстрорежущей стали или твердого сплава.
При вращении шпинделя сверлить можно на всю длину с одной ус-
тановки. Если же вращать сверло, то для меньшего его увода сверлить
следует до половины длины с одного конца и вторую половину — с дру-
гого конца, т. е. за две установки с базированием по обточенным шей-
кам. Затем зенкеруют отверстие с переднего конца коническим зенкером
на вертикально-сверлильном станке, с последующим растачиванием
конического отверстия с переднего и заднего концов, с одновременным
подрезанием обоих торцов на токарном станке. Затем заготовка под-
вергается термической обработке, которая зависит от выбранной марки
стали и преследует цель повышения износостойкости поверхностей
опорных шеек и других поверхностей с сохранением сырой сердцевины.
Термическая обработка не должна вызывать заметных деформаций
шпинделя. Применяется поверхностная закалка с нагревом токами
высокой частоты.
Сущность этого процесса заключается в кратковременном нагреве
поверхностного слоя на глубину 1—3 мм металла, который подверга-
ется закалке. Остальная часть металла не нагревается, что исключает
деформацию шпинделя. Нагрев и охлаждение закаливаемых поверх-
ностей происходят при помощи специальных индукторов. Обычно под-
вергаются закалке поверхности наружного конуса под патрон и ко-
нического отверстия в переднем конце. Опорные шейки закаливаются
при применении подшипников скольжения.
Шпиндели, изготовленные из стали 20Х, подвергаются цементации
с последующей закалкой и отпуском.
После термообработки окончательно растачиваются конические
отверстия в переднем и заднем концах шпинделя.
С базированием по переднему коническому отверстию накладного
кондуктора сверлятся отверстия во фланце шпинделя с последующим
нарезанием резьбы в некоторых из них. Далее в конические отверстия
вставляются специальные пробки с центровыми отверстиями. Заготов-
ку шпинделя базируют по центровым отверстиям пробок и производят
окончательное обтачивание наружных поверхностей, а также обработ-
ку наружных резьб на токарном или резьбофрезерном станке.
Фрезерование шлицев и шпоночных пазов также производят с по-
мощью центровых пробок, чем достигается их параллельность оси птин-
деля.
Шлифование опорных шеек и наружного конуса под патрон тоже
осуществляют с базированием шпинделя центровыми пробками.
Шейки прецизионных станков часто после шлифования подверга-
йте
Таблица 13
Технологический маршрут обработки шпинделя токарного станка
(рис. 210)
Номер
опера-
ции
Операция
Станок
1 Фрезерование торцов и сверление в них
центровых отверстий
2 Черновое и полу чистовое обтачивание
наружных поверхностей от конца до
фланца
3
4 Обтачивание головной части шпинделя
5 Сверление осевого отверстия
6 Зенкерование конусного отверстия со
стороны фланца (коническим зенкером)
7 Предварительное растачивание переднего
и заднего конических отверстий и подре-
зание торцев
8 Закалка шеек ТВЧ и отпуск
9
10
11
12
13
14
15
16
17
18
19
20
Окончательное растачивание переднего и
заднего конических отверстий
Сверление отверстий во фланце и наре-
зание резьбы в них
Окончательное обтачивание наружных
поверхностей
Нарезание резьб под гайки
Фрезерование шпоночной канавки
Фрезерование шлицев
Сверление двух отверстий под Лопор
Шлифование цилиндрических шеек
Шлифование конической опорной шейки
Шлифование конуса под патрон и торца
фланца
Расшлифовывание переднего конусного
отверстия
Контроль шпинделя
Фрезерно-центровальный
Токарно-гидрокопироваль-
ный
Токарный универсальный
Одно- или двухшпиндель-
ный для глубокого сверления
Вертикально-сверлильный
Токарный универсальный
Специальное устройство
ТВЧ и печь
Токарный универсальный
Вертикально-сверлильный
Г идрокопировальный
Т ок арно- ви нторезны й
Шпоночно-фрезерный
Шлицефрезерный
Вертикально-сверлильный
Круглошлифовальный
»
»
Внутришлифовальный
ют полированию или суперфинишу, получая шероховатость поверх-
ности 10—11-го классов. Используя окончательно обработанные опор-
ные шейки, расшлифовывают на внутришлифовальном станке перед-
нее конусное отверстие. Правильность расположения этого конусного
отверстия по отношению к опорным шейкам шпинделя проверяется точ-
ной оправкой, вставляемой конусным концом в отверстие. Индикатор
устанавливают на длине оправки, равной 300 мм. При вращении шпин-
деля отклонение стрелки индикатора не должны быть больше 5—Юр-,
а для прецизионных станков 1—Зр. Шпиндели без продольного отвер-
стия, как правило, обрабатываются с базированием по центровым
отверстиям аналогично ступенчатым валам.
371
Конус Морзе №Б на дни не 135
К
930
Технологический процесс изготовления шпинделей прецизионных
станков значительно сложнее ввиду более высоких требований к раз-
мерам, к геометрической форме его элементов, расположения их по
отношению к продольной оси, а также к шероховатости поверхности
опорных шеек.
Для уменьшения вредного влияния остаточных напряжений, вызы-
вающих деформацию шпинделя не только в процессе его обработки,
но и в период эксплуатации, заготовки шпинделей подвергают допол-
нительной термообработке. После черновых операций они нормали-
зуются, а при дальнейшей обработке осуществляется 1—2 искусствен-
ных старения.
Рис. 211. Станок для балансировки шпинделей
Опорные шейки и переднее конусное отверстие подвергаются 3—4-
кратному шлифованию. Высокая чистота поверхности шеек (11—12-й
классы шероховатости) обычно достигается суперфинишем или при-
тиркой.
Все шпиндели быстроходных станков проходят балансировку*.
Неточности обработки и монтажа шпинделя, а также неодинаковая
плотность металла, из которого он сделан, приводят к неуравно-
вешенности шпинделя, вызывая при эксплуатации станка вибрации,
снижающие стойкость режущего инструмента, качество обрабатывае-
мой поверхности. Все это приводит к быстрому износу опор шпинделя.
Так как на шпиндель монтируют зубчатые колеса, втулки, подшипники,
фланцы и др., то весь узел подвергают динамической балансировке.
На рис. 211 показан общий вид станка для динамической баланси-
ровки шпинделей Шпиндель 1 устанавливают на две опоры 2 и сое-
* О балансировке см. гл. XXIX.
373
диняют его муфтой 3 со шпинделем балансированного станка. Измеряя
амплитуду и фазы колебаний опор, определяют величину неуравно-
вешенности, которая устраняется высверливанием металла в заданных
местах деталей 5 и 6 с помощью двух сверлильных головок 4.
Рис. 212. Схемы контроля шпинделя
Контроль шпинделей является весьма ответственной операцией.
Вначале проверяются геометрические размеры. Диаметральные раз-
меры контролируются предельными скобами, штангенциркулями,
микрометром (до 0,01 мм), пассаметром (до 0,002 мм) и микротастом
(до 0,001 лъм)-
Правильность геометрической формы поверхностей и их взаимное
положение проверяются обычно индикатором. На рис. 212 показана
схема контроля шпинделя.
2. Обработка коленчатых валов
Коленчатый вал является одной из наиболее ответственных дета-
лей поршневых двигателей внутреннего сгорания. Коленчатые валы
двигателей обычно имеют несколько (2—8) опорных коренных шеек
и до 8 шатунных.
Коленчатые валы изготовляют с противовесами или без них. Криво-
шипы валов располагают под углом 180 или 120°, реже под углом 90°.
Размеры коленчатых валов автотракторных двигателей: длина
вала 550—1200 мм; диаметр коренных шеек 50—95 мм, их длина 30—
95 мм; диаметр шатунных шеек 45—90 мм, их длина 45—90 мм; ра-
диус кривошипа 36,5—102,5 мм и диаметр фланца 117—190 мм.
Коренные и шатунные шейки должны быть обработаны по 1—2-му
классам точности и по 8—10-му классам шероховатости; овальность,
конусность и вогнутость должны находиться в пределах 0,005—0,01 мм.
Непараллельностьосей шатунных шеек и крайних коренных не дол-
жна превышать 0,01—0,03 мм на всей длине шейки. Шейку переднего
конца необходимо обрабатывать по 2-му классу точности. Шерохова-
тость поверхностей этих шеек должна соответствовать 7—8-му клас-
сам.
374
Рис, 213. Коленчатые валы автомобильных и тракторных двигателей:
а — малолитражного автомобиля; б — грузового автомобиля; в — трактора малой мощности; г — трактора средней мощности
Неплоскостность торца фланца, к которому крепится маховик,
должна быть не более 0,04—0,1 мм, а биение на длине его радиуса
0,03—0,05 мм.
Коленчатые валы подвергают динамической балансировке. Допус-
каемая динамическая неуравновешенность коленчатых валов 15—
—30 Г • см.
Некоторые типы валов автомобильных и тракторных двигателей
приведены на рис. 213.
Материалы коленчатых валов должны обладать хорошими меха-
ническими и пластическими свойствами, высокой износоустойчивостью
и высокой циклической вязкостью.
Коленчатые валы автотракторных двигателей изготовляют из уг-
леродистых и легированных сталей или из высокопрочных чугунов,
модифицированных магнием, из никелемолибденовых чугунов и др.
Литые валы обычно полые, имеют несколько увеличенные диаметры
коренных и шатунных шеек, большую толщину щек и радиусы галте-
лей. Литые валы имеют меньшую прочность при изгибе, чем кованые.
Внутренние полости литых валов обычно бочкообразные, благодаря че-
му уменьшается неравномерность толщины тела в разных сечениях
вала и повышается плотность отливки.
Большинство коленчатых валов изготовляют из сталей марок 45,
45Х, 45Г2 и 50Г. Коленчатые валы дизелей, работающие в условиях
высоких нагрузок, изготовляют из сталей марок 18ХНМА, 18ХНВА
и 40ХНМА.
Заготовки валов, выполняемых из сталей, штампуют. Затем под-
вергают термической обработке (отжигу и нормализации), при которой
снимаются внутренние напряжения в металле и нормализуется ее
твердость (НВ 177 — 255), что облегчает обработку заготовок на ме-
таллорежущих станках.
После предварительной обработки на металлорежущих станках
поверхности коренных и шатунных шеек стальных валов вторично
подвергают термической обработке (закалке и отпуску). Закалка про-
водится токами высокой частоты на специальных агрегатах, а низко-
температурный отпуск, осуществляемый для снятия напряжений, —
в специальных печах конвейерного типа. Вторичная термическая об-
работка улучшает механические свойства стали, повышает поверх-
ностную твердость и износостойкость шеек.
Чугунные литые коленчатые валы автомобильных и тракторных
двигателей по некоторым показателям превосходят стальные штампо-
ванные валы. Специальные чугуны, из которых отливают коленчатые
валы, отличаются от обычных ковких чугунов присутствием хрома
(0,2—0,25%), повышенным содержанием марганца (1,15—1,4%), низ-
ким содержанием серы (0,002—0,014%), присутствием церия идругих
легирующих компонентов.
Для коленчатых валов применяют также серые чугуны, модифици-
рованные сплавом ферроцерия с магнием.
Масса литых коленчатых валов на 10—15% меньше, чем штампо-
ванных. Припуски на механическую обработку у литых заготовок
шачительно меньше, чем у штампованных заготовок.
576
Литые заготовки, имеющие значительно меньшую неуравновешен-
ность, чем штампованные, обрабатывают на металлорежущих станках
с широким использованием инструментов, изготовленных из твердых
сплавов.
После закаливания и отпуска поверхностная твердость шеек у
валов, изготовленных из сталей марок 45, 50Г, 40ХНМ и 18ХНВА, ко-
леблется в пределах HRC 52-j-62. Глубина закаленного слоя должна
быть не менее 3—6,5 мм, а твердость шеек на глубине закаленного
слоя HRC 45.
Способы получения заготовок
а)
Рис. 214. Формообразование заготовки
коленчатого вала при штамповке на
прессе:
а — заготовка для штампования; б — гибка;
в — предварительное и окончательное штампо-
вание; г — обрезание заусенцев; д — высадка
фланца на горизонтально-ковочной машине
Заготовки стальных коленчатых валов изготовляют штампованием
на молотах и прессах по 8—9-му классам точности. При серийном про-
изводстве заготовки штампуют на молотах, а при массовом — обычно
на ковочных прессах. Штамповка на ковочных прессах в 1,5—2 раза
производительнее, она обес-
печивает уменьшение штам-
повочных уклонов до 3—6°,
припусков на механическую
обработку на 30—40 % и рас-
хода металла на 10—12%.
Исходным материалом для
штампования служит квад-
ратный или круглый катан-
ный пруток или периодичес-
кий фасонный прокат. Наибо-
лее экономично применение
фасонного проката (масса ис-
ходной заготовки уменьшает-
ся на 5—8%).
Наибольшее распростра-
нение получил следующий
процесс штампования заго-
товок. После подогрева и
разрезки прутков на штанги
заготовки с противовесами
штампуют за две операции,
без противовесов — за одну
операцию. В первом случае
заготовки сначала штампуют
в двух ручьях (подкатном и гибочном), затем в одном ручье (оконча-
тельном). Во втором случае заготовки обрабатывают в трех ручьях:
подкатном, гибочном и окончательном. Применение гибочного ручья
исключает перерезание волокон в местах сопряжения шеек вала со
щеками. Фланцы обычно высаживают на горизонтально-ковочных ма-
шинах (рис. 214).
Заготовки литых валов получают в основном двумя методами:
отливкой в земляные и в оболочковые формы. При отливке в земляные
формы используют сырые и сухие формы, изготовленные из смеси земли
377
с жидким стеклом, которые затем просушивают и продувают углекис-
лым газом. Иногда применяют отливки в оболочковые формы. Заго-
товки коленчатых валов, отлитые в оболочковых формах, имеют вы-
сокую точность (5—7-й классы) и шероховатость поверхности (до 4-го
класса), повышенную плотность и хорошие эксплуатационные качества.
Рис. 215. Отливка заготовок коленчатого вала
При этом в 10—15 раз сокращается расход формовочной смеси и об-
легчается выбивка опок. Оболочковые формы заливают при горизон-
тальном положении вала (рис. 215, а) или при вертикальном положении
вала (рис. 215, б). Чугунные заготовки коленчатых валов, пройдя
термическую обработку, правят в горячем состоянии.
Механическая обработка заготовок
Основными операциями при механической обработке заготовок
коленчатых валов являются:
1) обработка технологических баз (торцов, центровых отверстий
и платиков); 2) обработка коренных и шатунных шеек, щек и галтелей;
3) обработка масляных каналов; 4) обработка отверстий во фланце и
на концах вала; 5) отделка поверхностей шеек; 6) балансирование вала.
Торцы и центровые отверстия обрабатывают на фрезерно-центро-
вальных станках за одну операцию или на фрезерных и центровальных
станках за две операции. Для массового производства валов часто
применяют станки фрезерно-центровальные барабанного типа. -
Заготовка центруется по двум крайним коренным шейкам в приспо-
соблении сходящимися призмами 1 и 2 (рис. 216), ко’горые перемеща-
ются гидравлически или пневматически независимо одна от другой,
что обеспечивает некоторое выравнивание заготовки при установке
и закреплении; в осевом направлении заготовка фиксируется под-
вижной призмой 3. Приспособления барабанного типа используют для
установки четырех и более заготовок.
Сейчас применяют четырехпозиционные фрезерно-центровальные
станки для фрезерования торцов, платиков на щеках (угловые базы) и
сверления центровых отверстий. Одна из четырех позиций станка явля-
378
ется загрузочно-разгрузочной; установка и съем заготовки механизиро-
ваны. Весь цикл работы станка, включая закрепление заготовки,
подачу и поворот стола с заготовками, полностью автоматизирован.
Рис. 216. Схема ориентирования заготовки коленчатого вала при фре-
зеровании и центровании торцов:
1 и 2 *> центрирующие призмы, 3 — призма для ориентации заготовки в осевом на-
правлении
За последнее время стали применяться баансировочно-центроваль-
ные станки, которые центруют заготовки не по геометрической оси,
а по оси инерции. Заготовки устанавливают в сбалансированном за-
жимном приспособлении, которое вращается вокруг горизонтальной
оси. Благодаря специально предусмотренной системе заготовка автома-
тически изменяет положение во вращающемся приспособлении, так что
при определенном числе оборотов ось инерции ее совмещается с осью
центровочных сверл, установленных в шпинделях станка.
Обработка шеек
На большинстве заводов шейки валов до термической обработки
обрабатывают на токарных и шлифовальных станках, а после терми-
ческой обработки — на шлифовальных, полировальных или на стан-
ках для суперфиниша. В ряде случаев применяют фрезерование шеек.
Между токарными и шлифовальными операциями заготовка вала под-
вергается правке, а в некоторых случаях — правке центровых отвер-
стий.
При крупносерийном и массовом производстве валов токарные, свер-
лильные, шлифовальные и другие станки встраиваются в автоматичес-
кие линии.
При обтачивании коренных шеек заготовки длинных коленчатых
валов обычно устанавливают в центрах с опорой по средней коренной
шейке. Для этого средняя коренная шейка предварительно обрабаты-
вается на токарном и шлифовальном станках. Для токарной обработки
используют обычно специализированные многорезцовые станки с
двусторонним приводом. На этих станках заготовки устанавливаются
379
в центрах двух патронов (рис. 217). Для обеспечения постоянной
скорости резания в процессе обработки в конструкциях станков
предусмотрено бесступенчатое изменение чисел оборотов шпинделя.
Станки позволяют обтачивать шейку с точностью до 0,2—0,3 мм (5—
7-й классы) и но 4-му классу шероховатости. Биение шеек вала равно
0,3—0,5 мм.
Рис. 217. Протачивание средней шейки коленчатого вала и подрезка ее
шеек на токарном полуавтомате с двусторонним приводом
Рис. 218. Обтачивание коренных шеек и концов коленча-
того вала на токарном полуавтомате с центральным приво-
дом
После токарной обработки средняя шейка шлифуется под люнет
методом врезания. Одновременно с шейкой шлифуются торцы щек и
'алтели. На шлифовальных станках в таких случаях заготовки уста-
гавливают в центрах, а вращение заготовок осуществляется повод-
180
ковыми устройствами (за крайние щеки). Шлифуемая шейка обычно
опирается на регулируемый люнет, и точность обработки диаметра шей-
ки колеблется в пределах 3-го класса.
Используя среднюю коренную шейку как дополнительную опору,
в последующих операциях обтачивают остальные коренные шейки,
фланец и передний ступенчатый конец; одновременно с этим подре-
зают торцы щек, фланца и обтачивают галтели. Для этого используют
токарные многорезцовые полуавтоматы с центральным приводом (на-
пример, модель 186 и др.). На этих станках заготовки устанавливаются
в центрах, а средняя коренная шейка — в люнете (рис. 218). Повод-
Рис. 219. Шлифование коренных шеек коленчатого вала
ком является щека средней шейки. *В этой операции одновременно об-
тачивают остальные коренные шейки (кроме средней), ступенчатый ко-
нец вала, фланец и подрезают торцы щек и галтели. Шейки обтачи-
вают широкими радиальными призматическими резцами, установлен-
ными в передних и задних суппортах.
При токарной обработке длинных валов с малой жесткостью одно-
рядных многоцилиндровых двигателей для предотвращения закру-
чивания валов при обтачивании радиальными резцами применяют то-
карные полуавтоматы с двумя приводами (передним и задним).
Чтобы перейти ко второй части токарной обработки вала, т. е. к об-
тачиванию шатунных шеек, необходимо подготовить точные основные
базы (коренные шейки). Для этого предварительно шлифуют все
коренные шейки и концы вала на двух- или многокамневых кругло-
шлифовальных станках (рис. 219).
Шатунные шейки обтачивают попарно (по две шейки, лежащие на
одной оси вращения), например, сначала первую и шестую, затем
вторую и пятую и, наконец, третью и четвертую или все шейки одно-
временно. В обоих случаях подрезают плоскости прилегающих к шей-
кам щек и протачивают галтели. Так, в первом случае обтачивание
381
шатунных шеек шестиколенчатого вала должно выполняться за три
операции, во втором все шатунные шейки можно обточить одновремен-
но. Для обработки по первому варианту могут быть использованы стан-
ки с двусторонним приводом (модель 187). В этом случае коленчатый
вал устанавливают в положение, при котором оси двух шеек, подле-
жащих обработке, совпадают с осью вращения шпинделя станка. Для
установки и зажима вала используются такие же приспособления, как
и для обтачивания средней коренной шейки. При установке вала в прис-
пособлениях ось коренных шеек смещается по отношению к оси враще-
ния шпинделя на величину радиуса кривошипа.
Для обработки шеек по второму варианту используют станки спе-
циального назначения, число рабочих суппортов которых соответст-
вует числу обрабатываемых шатунных шеек. Вал устанавливают по
крайним коренным шейкам и опирают на люнеты коренными шейками.
Рис. 220. Одновременное обта-
чивание всех шатунных шеек
многоколенчатого вала и схема
работы суппортов
Рис. 221. Ротационное
фрезерование шейки ко-
ленчатого вала
В обоих случаях угловое базирование вала осуществляется специ-
альными сухарями, фиксирующими его по фрезерованным платикам
(угловым базам) на крайних щеках. Вал вращается вокруг оси корен-
ных шеек, а суппорты движутся вместе с обрабатываемыми шейками,
воспроизводя движение шатунов, закрепленных на этих шейках.
В каждом суппорте имеется резцедержатель с тремя резцами: два край-
них фасонных резца служат для подрезания щек и протачивания гал-
телей и один средний (широкий прямой) — для обтачивания цилинд-
рической части шейки. Резцы имеют радиальную подачу (рис. 220).
Станок снабжен двумя копирными коленчатыми валами 2 и 3, вра-
щающимися синхронно с обрабатываемым валом 1 и управляющими
движениями суппортов. Резцом 4 обтачивают шейки.
382
Шатунные шейки обтачиваются с подачами, меньшими, чем при
токарной обработке коренных шеек. Это уменьшает деформацию (зак-
ручивание) валов.
Для одновременной токарной обработки всех шатунных шеек и их
щек применяют двухшпиндельные станки. На этих станках обрабаты-
вают одновременно два вала с последовательным или параллельным
совмещением переходов. В первом случае на одной позиции станка
подрезают щеки и протачивают галтели, а на другой позиции обтачи-
вают шейки. При этом вал необходимо устанавливать 2 раза. Сначала
его устанавливают в верхнюю позицию, затем перекладывают на ниж-
нюю.
В последние годы применяется обработка шеек, щек и галтелей ме-
тодом ротационного фрезерования (рис. 221).
Такое фрезерование характеризуется небольшими скоростями вра-
щения заготовки, высокими скоростями вращения инструмента и боль-
шим съемом металла в единицу времени. Обрабатываемая заготовка
вращается со скоростью, равной скорости круговой подачи.
Условия резания при ротационном фрезеровании более благопри-
ятны, чем при точении. При фрезеровании скорость резания не зави-
сит от конфигурации, размеров, а главное — от неуравновешенности
заготовки.
Шейки стальных заготовок коленчатых валов шлифуют предвари-
тельно до термической обработки и окончательно — после нее на стан-
ках XI П-335.
Припуски на шлифование шеек, щек и галтелей заготовок колен-
чатых валов длиной 600—800 мм с диаметром шеек 65—80 мм даются
в пределах 0,3—0,5 мм на сторону до термической обработки и немного
меньше после термической обработки.
При поточном производстве коренные шейки шлифуют врезанием
на однокамневых круглошлифовальных станках, а при автоматизиро-
ванном производстве — на многокамневых станках.
Большинство станков работает по полуавтоматическому циклу.
На них установлены контрольно-измерительные приборы (скобы с ин-
дикаторами) для контроля размеров шеек в процессе шлифования.
После термической обработки коренные шейки 1—2 раза шлифуют
методом врезания. Заготовки устанавливают в центрах и поддержива-
ют люнетами.
В большинстве случаев станки для окончательного шлифования
оснащают приборами активного контроля и автоматического управле-
ния циклом работы.
Шатунные шейки валов после термической обработки шлифуют
предварительно и окончательно на станках ХШ-2—01 и 2—02. Заго-
товки на станках устанавливают, так же как и при шлифовании, до
термической обработки.
При крупносерийном и массовом производстве коренные и шатунные
шейки часто шлифуют на автоматических линиях.
На рис. 222 показана часть автоматической линии для шлифования
коренных шеек, переднего конца и фланца коленчатого вала, состоя-
щая из трех станков (на рисунке показаны только два станка).
383
Рис. 222. Часть автоматической линии с круглошлифовальными станками для шлифования коренных шеек
переднего и заднего концов и фланца коленчатого вала. Внизу показаны эскизы операций
Между станками установлены накопители. Транспортирование за-
готовок от накопителей к станкам осуществляется подвесными автоопе-
раторами по траверсе при помощи гидропривода и пневмоподъемни-
ков, имеющих захваты.
После чистового шлифования шейки подвергают отделочной об-
работке для получения высокой чистоты рабочих поверхностей. Отде-
лочными операциями являются главным образом суперфиниширование,
полирование и микрофиниширование.
Суперфиниширование шеек осуществляют головками с абразивными
брусками.
Для суперфиниширования обычно применяют бруски сечением 20 х
Х20 лиииз белого электрокорунда. Для предварительного суперфини-
шировния применяют бруски твердостью 834-88 и зернистостью 500,
для окончательного соответственно 77 4- 82 и 600 и выше. Шерохова-
тость поверхности после суперфиниширования соответствует 10—13-
му классам.
Полируют шейки полотняной или бумажной лентой на специальных
полировальных станках. Полирование проводят за одну операцию, но
иногда и за две операции. При этом предварительно шейки полируют
лентой с абразивным порошком зернистостью 1804-240 и окончательно
лентой с абразивным порошком зернистостью 2404-300. Коренные и ша-
тунные шейки полируют одновременно, т. е. число полировальных
суппортов на станке равно числу шеек вала.
При полировании снимают припуск, равный 0,010—0,015 мм. По-
лирование абразивной лентой ведется при скорости v — 15 4-
4-20 м!мин и при числе оборотов п =100 4- 150 в минуту. Шерохова-
тость после предварительного полирования шеек должна соответ-
ствовать 8-му классу, а после окончательного 9—10-му и выше.
Продолжительность полирования шеек колеблется в пределах 3—5 мин.
В последние годы при окончательной обработке шатунных и корен-
ных шеек применяют новый метод — микрофиниширование.
Созданы специальные станки, которые обеспечивают согласование
в процессе обработки следующих параметров: частоты и амплитуды
колебания и направления движения брусков, удельного давления брус-
ков на обрабатываемую поверхность и окружной скорости обрабаты-
ваемой поверхности. Благодаря сочетанию движения брусков в разных
направлениях и вращению детапи следы обработки перекрещиваются,
и это повышает чистоту поверхности.
Процесс микрофиниширования проводится при незначительных
давлениях брусков на обрабатываемую поверхность 14—30 (1,4—
—3,0 Мн/м2 кгс/см2) с частотой 500—1500 колебаний в минуту и,ампли-
тудой 3—5 мм. Окружная скорость вращения обрабатываемых дета-
лей равна 18—40 м!мин. При микрофинишировании снимается при-
пуск 0,012—0,015 мм на сторону. Для смывания с заготовки отходов,
получаемых в процессе обработки, используют состав, состоящий из
10—20% минерального масла и 80—90% керосина.
Микрофиниширование улучшает геометрическую точность, чистоту
и качество поверхностного слоя (высота шероховатостей с 4 мкм умень-
шается до 0,2 мкм).
13—499
385
Для повышения усталостной прочности сильно нагруженных колен-
чатых валов применяют их поверхностное упрочнение.
Упрочнению-подвергают поверхности, в которых наблюдается кон-
центрация возникающих напряжений. В стальных коленчатых валах
такими местами являются галтели шеек.
В большинстве случаев галтели обкатывают роликовыми или шари-
ковыми накатниками. В результате шероховатость поверхности повы-
шается примерно на два класса: с 7-го до 9—10-го. При обкатывании с
усилием около 1000 кГ твердость поверхностного слоя увеличивается
примерно на 20—30%, а предел усталости при изгибе повышается на
50—60%.
Благодаря обкатке упрочняются галтели, в опасном сечении умень-
шается концентрация напряжений и развальцовываются поверхност-
ные микротрещины, возникающие при обработке резанием.
Обработка отверстий и шпоночных пазов
В шатунных шейках необходимо обрабатывать наклонные масло-
проводные каналы диаметром 6—10 мм, длиной 100—220 мм, а в корен-
ных шейках — маслопроводные отверстия диаметром 7—10 мм, дли-
Рнс. 223. Схема наладки двустороннего шестипозиционного сверлильного станка
для обработки отверстий в переднем и заднем концах коленчатого вала
ной 25—40 мм. Во фланце обрабатывают обычно 4—6 крепежных от-
верстий диаметром 14—16лии. Со стороны фланца в торце вала
обрабатывается (по 2-му классу точности) посадочное отверстие
386
под подшипник диаметром 30—50 мм, длиной 40—70 мм, а в
переднем конце вала сверлится отверстие, зенкуется и нарезается
резьба. На переднем конце вала обрабатывают также шпоноч-
ные пазы под шпонки ведущей шестерни распределения и шкива
вентилятора.
При крупносерийном и массовом производстве для этих целей широ-
ко применяют двусторонние многопозиционные агрегатные станки ба-
рабанного типа. Схема наладки шестипозиционного станка показана
на рис. 223.
У коленчатого вала отверстия под маслопроводные каналы обраба-
тывают на двусторонних многошпиндельных горизонтально-сверлиль-
ных станках, оснащенных стационарными приспособлениями (рис.
224).
Рис. 224. Приспособление для сверления маслопроводных каналов
В коленчатых валах некоторых конструкций автотракторных Дви-
гателей в щеках и шатунных шейках обрабатывают полости для выхо-
да маслопроводных каналов. Полости и отверстия под резьбовые проб-
ки обрабатывают под углом 85° на горизонтальных (сверлильном и резь-
бонарезном) агрегатных станках. На первом станке (рис. 225) от-
верстия сверлятся, на втором станке нарезается резьба под заг-
лушки .
Коленчатые валы вместе с противовесами подвергают балансиро-
ванию, при котором определяют и устраняют неуравновешенность сил
инерции вращающихся масс (см. стр. 512).
Контроль коленчатых валов
Коленчатые валы неоднократно проверяют в процессе их изготов-
ления после наиболее ответственных операций.
При окончательном контроле обычно проверяют: 1) диаметр шеек,
фланца и конца вала; 2) биение шеек и торцов фланца относительно
крайних коренных шеек; 3) длину коренных и шатунных шеек, вза-
имное их расположение по длине между собой, их расстояние от базово-
13*
387
го торца и толщину фланца; 4) угловое
расположение всех кривошипов; 5) ради-
ус кривошипа; 6) расположение осей ус-
тановочных отверстий относительно оси
первой коренной шейки; 7) размеры и по-
ложение оси шпоночной канавки от плос-
кости первой шатунной шейки; 8) диаметр
отверстия под подшипник во фланце и его
биение относительно торца фланца или
задней коренной шейки; 9) шейку под ма-
ховик.
В заключение осматривают наружную
поверхность с целью обнаружения на
шейках царапин, трещин, заусенцев и
т. д.
Для измерения диаметров шеек приме-
няют скобы с микроиндикаторами, инди-
каторные приспособления или пневма-
тические скобы. На рис. 226 показано
комбинированное приспособление, которым
окончательно контролируют линейные
размеры вала, радиус кривошипа, поло-
жение установочного отверстия и шпонки.
Для контроля линейных размеров вала
установлены упоры.
На рис. 227 изображена схема при-
бора, который контролирует перекос (не-
параллельность) шатунной шейки относи-
тельно коренных шеек. Два верхних инди-
катора 1 и 2 указывают величину переко-
са в плоскости расположения осей шеек,
а упор 3 и индикатор 4 — в плоскости,
перпендикулярной осям шеек.
Пример обработки коленчатого вала авто-
мобиля «Жигули» (модель 2101) — заготовка вала
отливается от магниевого чугуна с шаровидным
графитом и нормализуется в газовой печи. Твер-
дость отливки НВ 265— 285. Припуски на об-
работку 2—3 мм на средние коренные шейки и
1,5—2 мм на остальные.
Обработка вала начинается с подрезания
торцев, сверления центровых отверстий и фрезеро-
вания восьми технологических бобышек на трех
позиционных автоматических линиях (табл.
14, on. 1).
Заготовка для коленчатого вала модели 2103-
штамповка из стали марки 45.
Обтачивание коренных шеек вала (оп. 2) хвос-
товика и фланца производится в центрах один раз
на многорезцовых токарных станках с централь-
ным приводом, с автоматической загрузкой и
разгрузкой.
388
Рис. 226. Приспособления для контроля коленчатого вала, для проверки линейных размеров вала, радиусов кривошипов
и др.
Предварительное шлифование пяти коренных шеек (оп. 3) и фланца осущест-
вляется в центрах на круглошлифовальных станках (с 6 шлифовальными круга-
ми), снабженных электроиндуктивными приборами активного контроля. Установ-
ка и снятие заготовок осуществляются автооператорами.
Цикл работы станка: 1) быстрое подведение круга до контакта с заготовкой;
2) врезание круга с подачей s = 0,01 льм/об; 3) замер шейки прибором активного
контроля; 4) отвод круга для снятия натяга в системе инструмент—деталь и под-
вод круга; 5) шлифование шейки с s = 0,005 мм!об\ 6) выхаживание; 7) отвод
круга и останов станка.
Рис. 227. Схема прибора для проверки смещения оси шатунной
шейки относительно оси коренной шейки
Снимаемый припуск для предварительного шлифования 0,5 мм на диаметр.
Производительность 40 шт/ч. Скорость вращения круга 43 м!сек, скорость вра-
щения заготовки 11,6 м!мин. Правка круга осуществляется автоматически с по-
мощью алмазного ролика по копиру через 20 валов. Общая стойкость ролика
250 000 валов. Коренные шейки обтачиваются один раз и шлифуются два раза
(предварительно и окончательно).
- Обтачивание шатунных шеек (оп. 4) осуществляется на специальном токарном
двухпозиционном станке с автоматической загрузкой и выгрузкой.
Сверление всех масляных каналов, сверление отверстий и нарезание резьб
на фланце для крепления маховика, растачивание гнезда в торце заднего конца
вала под подшипник, обновление центров, фрезерование лысок и шпоночной ка-
навки (оп. 5) производятся на двух 52-позиционных автоматических линиях.
Каждая линия состоит из двух участков по шести агрегатных станков в каждом.
Перед первым участком линии имеется склиз-накопитель на 26 заготовок,
а между участками — накопитель на 48 заготовок. В линии находится контроль-
ное устройство (оп. 6) для проверки диаметра отверстия под подшипник и наличия
отверстий во фланце. Далее следует мойка и обдув заготовок (оп. 7) с последую-
щей закалкой ТВЧ коренных и шатунных шеек (оп. 8).
Окончательное шлифование коренных шеек коленчатого вала (оп. 9) произво-
дится на станках той же модели, что и для предварительного шлифования (оп. 3).
Снимаемый припуск 0,3 мм на диаметр. Производительность станка 30 шт/ч.
390
Таблица 14
Оп .1поз 4
У^вЗм/мин t S=31 нм/мин
On 2
On 3
SI toug UQ
UQ
On 5поз ЗБиМ
On. 11
On. 12
Un. 7J ПОЗ 2
On 15 поз. 9
Диаметр круга 1067 мм. Стойкость круга между правками 15 деталей. Общая
стойкость круга около 45 000 валов.
Скорость шлифовального круга 43 м/сек, скорость вращения вала —
11,6 м/чин, поперечная подача круга 0,005 и 0,003 мм/об. Допуск на диаметр
шейки 0,02 мм, на овальность и конусность — 0,004 мм, а фактическая неточ-
ность 0,002 мм, шероховатость поверхности — 8а—86 (Ra 0,63—0,40).
Окончательное шлифование торца и шейки фланца (оп. 10) и хвостовика
(оп. 11) осуществляется на круглошлифовальных станках.
Однократное шлифование шатунных шеек (оп. 12) вала после однократного
точения (оп. 4) производится на одношпиндельных круглошлифовальных станках
в автоматическом цикле с последовательным шлифованием шеек с первой по
четвертую. Обработка всех шеек вала последовательно на одном станке повышает
производительность.
Рис. 228. Схема электронного прибора для коррекции осевого
положения вала на станке
При переходе шлифования с одной шейки на другую происходит смещение
центров передней и задней бабок станка, затем на шейку вала находит скоба
прибора активного контроля, на котором расположен специальный электронный
прибор, определяющий положение вала. Этот прибор дает коррекцию на переме-
щение вала в осевом направлении для точной установки галтелей относительно
шлифовального круга (рис. 228). Прибор состоит из измерительной головки, гид-
равлического суппорта и блока усилителей. Измерительный щуп 1 подвешен к
396
Рис. 229. Планировка механического цеха обработки коленчатого вала автомобиля «Жигули»
корпусу измерительной головки на плоской пружине 2. На одном кснце щупа за-
креплен измерительный наконечник 3, а другой связан с индуктивным датчиком 4.
Прибор смонтирован на суппорте 5 с гидравлическим приводом и горизонталь-
ной опорой 6. Суппорт в момент определения осевого положения заготовки отно-
сительно шлифовального круга поднимает измерительный щуп при начале шли-
фования.
Режим шлифования: скорость шлифовального круга 52 м/сек, скорость вала
16 м/мин. Припуск 0,5 мм на диаметр. Время шлифования одной шейки 40 сек,
а штучное время 3,5 мин. Допуск на шейку 0,01 мм, на овальность и конусность—
0,005 мм, а фактическая овальность и конусность— 0,002 мм (табл. 14). Шерохова-
тость поверхности — 8а—86 (Ra 0,63—0,40). Затем следует контроль диаметров
всех шеек (оп. 13) и дефектоскопический контроль с размагничиванием (оп. 14).
Динамическое балансирование (оп. 15) производится на девяти позиционной авто-
матической линии (рис. 229). Дисбаланс устраняется сверлением отверстий в ще-
ках Валы с дисбалансом более 12 Г-см повторно балансируются вне автомати-
ческой линии, дисбаланс устраняется шлифованием щек и вновь поступает на ба-
лансирование.
Далее следует подрезание торпов и галтелей коренных шеек (оп. 16), оконча-
тельное подрезание торцов коренной задней шейки (оп. 17) и опорного торца
(оп 18) на переднем хвостовике. Эти три операции (16, 17 и 18) осуществляют-
ся на многорезцовых автоматах.
Полирование коренных и шатунных шеек (оп. 19) и шейки у фланца под
сальник производится на ленточно-полировальном станке-автомате. Мойка
и обдувка (оп 20) предшествуют контролю (оп. 21) двадцати девяти параметров
коленчатого вала на полуавтомате с пневматическим методом измерения, основан-
ным на зависимости расхода воздуха, вытекающего через измерительное сопло,
от величины измерительного зазора (табл. 14).
Для обработки стального коленчатого вала добавляются только две единицы
оборудования и в отличие от чугунного вала вводится упрочняющее накатывание
галтелей
На рис. 229 показана планировка участка механического цеха для обработки
коленчатого вала автомобиля «Жигули».
ГЛАВА XX.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
СТАНИН СТАНКОВ И КОРПУСНЫХ ДЕТАЛЕЙ
1. Обработка станин
Станина металлорежущего станка является основной и ответствен-
ной деталью. От ее качества в значительной степени зависит качество
обрабатываемых на станке деталей. Основное назначение станины —
соединять и координировать взаимное положение основных узлов
станка, поэтому она часто называется базовой деталью.
Для большинства станин характерным является наличие двух
и более прямолинейных поверхностей. Наличие точно обработанных
отверстий является не типичным для станин. У них имеются главным
образом крепежные отверстия.
Станины относятся к деталям с большими габаритными размерами
с точными трущимися поверхностями, деформирующимися при обра-
ботке и при эксплуатации.
Точность работы станка в значительной степени определяется точ-
ностью'направляющих станины и их износоустойчивостью. Непрямо-
398
линейность направляющих станины допускается не более 0,01—0,05 мм
на длине 1000 мм для станков нормальной точности. Для прецизион-
ных станков непрямолинейность ужесточается в 5—10 раз. Непарал-
лельность направляющих станины допускается в пределах 0,01—0,05лж
на 1000 мм для станков нормальной точности. Шероховатость направ-
ляющих поверхностей для обычных станков 7—8-го классов, для преци -
зионных — 11—12-го классов.
Заготовками для станин, как правило, служат отливки из чугу-
на СЧ 21—40. Редко для них применяется легированный чугун. Огра-
ниченное применение имеют сварные станины.
Технологическая последовательность механической обработки
станин для всех видов производства принципиально одинакова и
заключается в следующем: 1) черновая обработка основания и направ-
ляющих плоскостей; 2) чистовая обработка тех же плоскостей; 3) об-
работка крепежных и других отверстий; 4) отделочная обработка на-
правляющих.
После черновой обработки часто включают операцию «старение»
(естественное или чаще искусственное), имеющую цель освободиться
от внутренних напряжений, возникающих как при застывании метал-
ла, так и при предварительной механической обработке (обдирке).
Обязательному «старению» подвергаются станины прецизионных стан-
ков.
Естественное «старение» проводится обычно после обдирки: станина
вылеживается в цехе или, еще лучше, вне цеха от 10 дней до 6—8 ме-
сяцев.
Искусственное «старение» проводится несколькими способами.
Наиболее применительный способ — нагрев в печи (электрической,
нефтяной и др.) до 500—550° в течение 12—15 ч. На всю операцию зат-
рачивается 20—24 ч. Иногда, особенно для станин прецизионных стан-
ков, это время увеличивается в 2—3 раза с повышением температуры
нагрева до 600—650° С. Менее часто применяется «старение» обстуки-
ванием подвешенной отливки пневматическим молотком в течение 1—
2 ч или многократным встряхиванием.
Припуски на обработку станин больших станков в индивидуальном
производстве принимают от 12 до 25 мм на сторону, для станин же
средних станков в крупносерийном производстве — 6—8 мм.
В индивидуальном и мелкосерийном производстве станины обра-
батываются по разметке на универсальных станках с применением
простейших приспособлений. В крупносерийном производстве применя-
ют высокопроизводительные многошпиндельные станки и приспособ-
ления с механическими и другими приводами (табл. 15).
Обработка станин в единичном и мелкосерийном производстве на-
чинается с разметки, которая заключается в нанесении рисок рейс-
масом. При разметке проверяют геометрические размеры и правиль-
ность формы главных элементов отливки с выявлением образованных
стержнями перекосов внутренних плоскостей отливки относительно
внешних плоскостей, а также равномерно распределяют припуски на
обработку. С помощью разметочных рисок устанавливают отливку ста-
нины на станках на первых операциях и проверяют правильность по-
399
Таблица 15
Технологический маршрут обработки станины токарно-винторезного станка
в крупносерийном производстве
one
рации
Краткое содержание операции
Станок
1
2
3
4
5
6
7
8
9
10
Черновое фрезерование плоскостей осно
вания
Черновое фрезерование поверхностей на
правляющих и др
Естественное (или искусственное) старе
ние
Чистовое фрезерование плоскостей ос
нования
Чистовое фрезерование поверхностей на
правляющих и др
Строгание плоскостей под планку задней
бабки
Сверление и нарезание крепежной резьбы
и обработка других отверстий
Закалка поверхностей направляющих то
ками высокой частоты
Шлифование поверхностей направляющих
Контроль
Продольно фрезерный
Специальный продольно-
фрезерный станок
Продольно фрезерный ста-
нок
Специальный продольно-
фрезерный станок
Продольно строгальный
станок
Радиально сверлильный
станок
Специальная установка
Продольно шлифовальный
станок
ложения режущих инструментов на тех же операциях и при обработке
крепежных и других отверстий
Конструктивные особенности, вес (масса), габаритные размеры, точ-
ностные параметры, а также годовой выпуск определяют технологичес-
кий процесс обработки станины и выполнение отдельных операций.
Станины тяжелых и уникальных станков, изготовляемых в единич-
ном и мелкосерийном производстве, как правило, начинают обрабаты-
вать с направляющих, что позволяет своевременно выявить литейный
брак.
Обработку станин токарных, продольно-фрезерных, продольно-
строгальных, расточных и других станков средних размеров обычно
начинают с основания — базисной поверхности. В этой первой опера-
ции заготовку станины устанавливают по черным (необработанным)
поверхностям направляющих, которые в данном случае являются тех-
нологическими установочными базами Это позволяет в следующей
операции снимать с направляющих слой металла небольшой толщины,
обеспечивая сохранение наиболее плотного, однородного и износоус-
тойчивого слоя металла на направляющих, подвергающихся наиболее
интенсивному изнашиванию прц эксплуатации станка Установку
заготовки станины в первой операции по разметке производят с по-
мощью клиньев или домкратов в вертикальном направлении. В гори-
зонтальном направление обычно применяют винтовые упоры.
Закрепление заготовки на столе станка в условиях единичного и
мелкосерийного производства производят обычными прихватами,
400
количество которых должно быть достаточным для обеспечения не-
подвижности заготовки под действием усилий резания
В серийном производстве установку заготовки станины в первой
операции осуществляют не по разметке, а с помощью специальных
приспособлений. Одно из таких приспособлений показано на
рис 230, а, б
Рис. 230. Приспособление для
черновой обработки основа
ния и направляющих стани-
ны станка
При увеличении серийности производства применяют приспособле-
ния с более совершенными зажимами, чем винтовые, а именно пнев-
матическими, гидравлическими и др
Выбор метода черновой обработки плоскости основания станины
зависит от ее контура, величины припуска и серийности. Обработку
основания станины токарных станков можно осуществлять строганием,
фрезерованием и обдирочным шлифованием Обдирочное шлифование
401
Рис. 231. Применение «габарита» при стро-
гании направляющих станины станка
сегментными кругами на плоскошлифовальных станках с прямоуголь-
ным столом экономично при снятии весьма малых припусков порядка
2—3 мм. Такие малые припуски встречаются у заготовок станин только
в тех случаях, когда обработка производится без размера, т. е. снима -
ют припуск, чтобы получить чистую, обработанную поверхность.
В индивидуальном и мелкосерийном производстве обработка осно-
вания, направляющих и привалочных (под переднюю бабку и коробку
подач) поверхностей на-
черно и начисто произво-
дится строганием на про-
дольно-строгальных стан-
ках. Черновое строгание
при больших припусках
(15—20 мм) осуществля-
ют 2—3 резцами, закреп-
ленными в резцедержателе
суппорта. Широко приме-
няется при строгании од-
новременное использова-
ние нескольких суппортов.
Наклонные поверхности
направляющих, особенно
начисто, целесообразно
строгать специальными
фасонными резцами.
В мелкосерийном про-
изводстве, когда установка
станины производится по
разметочным рискам, а
приспособления не приме-
няются, весь профиль нап-
равляющих должен быть размечен на торцовой плоскости станины.
Черновая обработка производится по этой разметке.
При серийном производстве строгание направляющих производят
по «габариту» 1 станины, прикрепляемому к торцу заготовки, что поз-
воляет исключать разметку (рис. 231).
Применение «габарита» позволяет сократить вспомогательное вре-
мя на пробные проходы, измерения, установку резцов. Строгание,
особенно чистовое, связано с систематическими измерениями специаль-
ными шаблонами. Фрезерование станин в два-три раза производитель-
нее строгания и ниже по себестоимости, но при крупносерийном про-
изводстве.
Фрезерование направляющих на продольно-фрезерном станке мож-
но осуществлять стандартными фрезами за одну установку, но за не-
сколько переходов с многочисленной сменой фрез, на что затрачивает-
ся значительное вспомогательное время. На рис. 232 показано такое
фрезерование за семь переходов.’Следовательно, при обработке каж-
дой станины приходится семь раз переставлять фрезы и шпиндели,
что требует больше времени, чем строгание. Но можно производить
402
обработку станины такими же фрезами за семь операций с переуста-
новкой обрабатываемой станины.
Отличие от предыдущей обработки заключается в том, что время
на переустановку фрез и шпинделей приходится затрачивать на пар-
тию станин, а не на каждую станину и время вспомогательное стано-
вится подготовительно-заключительным. Зато увеличивается вспомо-
гательное время на установку, закрепление и снятие станин, что вместо
одного раза приходится делать семь раз.
Рис. 232. Схема фрезерования направляющих станины станка со
сменой фрез
Такой метод фрезерования целесообразен при больших партиях
станин.
Фрезерование направляющих можно производить специальным
набором фрез (рис. 233) на двух- или четырехшпиндельном продольно-
фрезерном станке. Обе горизонтальные фрезерные бабки вращают
оправку, на которой находится набор фрез в соответствии с профилем
направляющих станины. Вспомогательное время затрачивается лишь
на установку и закрепление заготовки станины в приспособлении.
Этот метод достаточно производителен, но имеет существенные не-
достатки. В наборе фрез четыре фрезы стандартные, а остальные —
специальные, что во много раз увеличивает их первоначальную сто-
имость. Заточка фрез, входящих в набор, гораздо сложнее, а следова-
тельно, и дороже, чем одиночных фрез, так как кроме затачивания ре-
жущих кромок приходится строго соблюдать требуемые диаметры у
всех фрез набора. Если у одной фрезы выкрошилась часть зуба, то при
ее заточке приходится снимать значительный слой металла, а из-за
необходимости соблюдения размеров диаметров снимать увеличен-
403
ный слой и у других фрез набора, что удорожает их заточку и сокра-
щает срок их службы.
При крупносерийном производстве целесообразно применять спе-
циальные многошпиндельные продольно-фрезерные станки, отличаю-
щиеся от универсальных
продольно-фрезерных стан-
ков тем, что фрезерные
бабки расположены по обе
стороны стоек и поперечи-
ны. На таких станках нап-
равляющие станины обра-
батываются в основном
стандартными фрезами.
На рис. 234, а, б показа-
на схема фрезерования
направляющих станины 19
Рис. 233. Схема фрезерования направляю-
щих станины станка набором фрез
фрезами, из которых толь-
ко 5 специальных. Такие
станки позволяют обработать направляющие станины за одну опе-
рацию при достаточно малом вспомогательном времени.
Таким способом осуществляется черновое, а затем чистовое фре-
зерование, при котором создают искусственно изгиб в середине стани-
ны специальным приспособлением с натяжным винтом. Прогиб ста-
нины зависит от ее длины и для средних станков принимается 0,1
0,3 мм. После чистового фре-
зерования и снятия станины в)
со станка направляющие ее
приобретают выпуклость, а пос-
ле остывания — незначительную
выпуклость, благодаря чему
станина в процессе эксплуата-
ции станка значительно дольше
сохраняет точность в требуе-
мых пределах. Затем следует об-
работка крепежных и других от-
верстий, обычно на радиально-
сверлильном станке.
Обработка отверстий в ста-
нине с четырех сторон осу-
ществляется с помощью пово-
ротного приспособления (рис.
235), состоящего из двух бабок
(передней и задней), установлен-
ных на общей раме. Передняя
бабка имеет делительный меха-.
Рис. 234. Схема фрезерования направ-
'ляющих станины станка на восьми-
шпиндельном продольно-фрезерном
станке
низм для поворота станины.
Поворот осуществляется электрическим, пневматическим или гидрав-
лическим устройством. Задняя бабка перемещается на раме и уста-
навливается в зависимости от длины обрабатываемой станины.
404
Как указывалось выше, обработка отверстий в индивидуальном и
мелкосерийном производстве производится по разметке, а в крупно-
серийном — по кондукторам.
Кондукторы для сверления отверстий, связанных размерами с
обработанными плоскостями станины, базируют по этим плоскостям.
Рис. 235. Поворотное приспособление для сверления станины
станка с четырех сторон
Для сверления отверстий, не связанных с какой-либо обработанной
поверхностью станины, например отверстия для крепления крышек,
сверлятся с помощью накладных кондукторов, устанавливаемых по
контуру.
Большинство отверстий в станинах имеют резьбу, поэтому после
сверления снимают или откидывают кондукторы, зенкуют или сразу
нарезают резьбу в отверстиях. Обрабатывают отверстия с одной сто-
роны станины, затем, повернув ее на 90°, приступают к обработке от-
верстий с другой стороны и т. д.
После обработки отверстий направляющие станины подвергаются
закалке (особенно в серийном и крупносерийном производстве), кото-
рая повышает их износостойкость.
Поверхностная закалка направляющих станин осуществляется пу-
тем нагрева их ацетилено-кислородным пламенем или токами высокой
частоты (ТВЧ).
При газопламенной поверхностной закалке глубина закаленного
слоя составляет 3—5 мм. Твердость его достигает HRC 52 -Ь 54.
В результате закалки ТВЧ твердость поверхностного слоя повыша-
ется до HRC 45 -т- 52 при глубине до 2,5 мм.
Отделочная обработка направляющих производится в основном
тремя методами: тонким строганием, шабрением и шлифованием. Вы-
бор способа отделки направляющих зависит от размеров станины,
требований в отношении их точности и класса шероховатости, а также
вида производства.
Тонкое строгание осуществляется на продольно-строгальных стан-
ках широкими резцами (рис. 236), имеющими режущее лезвие от 20
до 100 мм. Режущая кромка резца должна быть установлена строго
параллельно поверхности детали. Даже незначительный перекос вы-
зывает шероховатости на обработанной поверхности. Припуск под
тонкое строгание обычно оставляется около 1 мм и снимается за 2—3
405
прохода. Глубина резания при последнем проходе 0,03—0,07 мм, по-
дача равна примерно половине длины режущей кромки резца, а ско-
рость резания 15—20 м!мин для быстрорежущих резцов и 40—60 м!мин
для твердосплавных, шероховатость поверхности примерно 6—7-го
классов.
Шабрение направляющих станин в настоящее время применяется
исключительно в индивидуальном и мелкосерийном производстве.
Этим методом получают высокую точность на прямолинейность и па-
раллельность плоскостей (0,002 мм на длине 1000 мм).
Рис. 236. Широкий резец чистового строгания станины
Шабрение плоскостей обычно производится вручную при помощи
инструмента, называемого шабером.
Механическое шабрение производится посредством специальных
станков, осуществляющих возвратно-поступательное движение шабе-
ра. Распространения такие станки не получили ввиду отсутствия
значительных преимуществ по сравнению с ручным шабрением.
При шабрении применяют специальные шабровочные линейки и шаб-
ровочные плиты. Процесс шабрения требует больших физических уси-
лий и высокой квалификации рабочего, весьма трудоемок и удлиняет
цикл производства, поэтому все больше вытесняется более производи-
тельным и совершенным шлифованием, обеспечивающим высокие
точность и шероховатость поверхности. Этот способ отделочной обра-
ботки направляющих станин наиболее распространен, особенно в се-
рийном и крупносерийном производстве. Трудоемкость обработки на-
правляющих шлифованием в 4—5 раз меньше, чем отделка их шабре-
нием.
В мелкосерийном производстве эффективность применения шлифо-
вания зависит от размера детали и партии. При обработке малых по-
верхностей и особенно малой партии эффективность замены шабре-
ния шлифованием снижается ввиду значительного времени на перена-
ладку станка.
406
Шлифование направляющих поверхностей станин производится на
специальных плоскошлифовальных станках с подвижным столом или
с подвижной колонной. Шлифовальные поворотные бабки снабжаются
чашечными шлифовальными кругами 1, 2, 3, 4, 5 (рис. 237).
Рис. 237, Схема шлифования направляющих
станины станка чашечными кругами
Существует два способа установки оси шлифовального круга от-
носительно шлифованной плоскости. По первому способу ось круга
устанавливается перпендикулярно обрабатываемой плоскости. По-
верхность при этом получается чистая, но производительность снижа-
ется, так как работа всей поверхностью торца чашечного круга увели-
чивает нагрев и заставляет снижать режимы резания. При установке
круга под углом 3—5° работает только одна сторона круга, произво-
дительность увеличивается, но шероховатость поверхности ухудша-
ется. Практически шлифование происходит с установкой оси круга
под углом 3—5’, а после получения требуемого размера несколько
проходов делают кругом, установленным перпендикулярно шлифуе-
мой поверхности для получения зеркальной поверхности.
Шлифование направляющих станин производят также периферией
специально профилированных цилиндрических кругов (рис. 238).
Этот метод шлифования производительнее торцового на 30—40%.
Шероховатость поверхностей после шлифования соответствует 7—8-му
классам с погрешностью по прямолинейности 0,01—0,02 мм на 1000 мм
длины.
Контроль станин при шлифовании осуществляется специальными
шаблонами, как при строгании. Окончательной отделочной операцией
является притирка направляющих для станин повышенной точности.
На направляющие, предварительно смазанные пастой ГОИ (Государст-
венный оптический институт), накладывается сопрягаемая деталь или
специальная контрольная плита соответствующего профиля, которым
придается возвратно-поступательное движение по направляющим
станины. Длительность притирки может продолжаться несколько ча-
407
сов. Это зависит от качества обработки направляющих и размеров
станины.
Упрочнение направляющих станины осуществляется пластическим
деформированием для повышения их износоустойчивости. Одним из
новейших, хотя еще недостаточно проверенных способов чистовой от-
делки направляющих с одновременным их упрочнением является обка-
тывание предварительно простроганной или прошлифованной поверх-
ности путем прецизионного пластического деформирования.
Рис. 238. Схема шлифования станины станка периферией
шлифовальных кругов
Обкатка роликами позволяет полностью исключить трудоемкую
операцию шабрения направляющих как при изготовлении новых, так
и при капитальном ремонте старых станков. Для обкатывания направ-
ляющих станин применяются приспособления, показанные на рис. 239,
представляющие собой однороликовые оправки с регулируемой вели-
чиной рабочего усилия.
Усилие на ролике 1 (рис. 239) 050 мм регулируется от 0 до 600 кГ
путем предварительного сжатия пружины 2 гайкой 3; установка ролика
фиксируется регулируемым упором 4.
Приспособление с роликами 0 60 создают усилие до 1500 кГ, а
с 0 70 мм — до 3000 кГ. Приспособление для обкатывания устанав-
ливается в резцедержателе строгального станка взамен резца. Обкат-
ка производится с использованием прямого и обратного хода стола.
Скорость обкатывания может быть принята любая, допускаемая
станком в пределах 30 м/мин\ обычно применяют скорость 15—20 м/мин
при подачах от 1 до 3 мм!дв. ход. Обкатывание чугунных направляющих
производится всухую, без охлаждения. Вышеприведенные режимы
обеспечивают шероховатость поверхности 7-го класса при шерохова-
408
тости подготовленной поверхности 5-го класса. Уменьшение подачи
приводит к повышению шероховатости до 8-го класса.Однако значитель-
ное снижение подачи, так же как и увеличение усилия обкатки, может
привести к разрушению поверхностного слоя.
После обкатывания образуется гладкая, как бы полированная по-
верхность и тонкий наклепанный износоустойчивый слой, твердость
которого повышается примерно на 20 единиц по Бринеллю.
Рис. 239. Однороликовая оправка с регулируемой величиной
рабочего усилия
Помимо обкатывания направляющих станины применяется метод
наклепывания их шариками, осуществляемый тоже на продольно-
строгальном станке посредством особого инструмента-упрочнителя
(рис. 240).
В стальном корпусе диаметром 200—250 мм укладываются в не-
сколько рядов стальные шарики диаметром 6 или 7 мм по 40—50 штук в
ряд. Шарики выступают из корпуса примерно на 0,5 мм. При работе
корпус с шариками вращается от отдельного электродвигателя с ок-
ружной скоростью до 30 м/сек.
Шарики приближаются к обрабатываемой поверхности на расстоя-
ние до 0,5 мм и под действием центробежной силы наносят удары,
наклепывая поверхность направляющих станины, которая поступа-
тельно передвигается со скоростью 10 м/мин. Глубина наклепанного
слоя достигает 0,3—0,4 мм с повышением твердости его на 20—30%,
а шероховатость поверхности улучшается на 2—3 класса. Контроль
станин и, в частности, направляющих заключается в проверке разме-
ров, формы их плоскостей, точности взаимного их расположения и ше-
409
роховатости поверхностей. Прямолинейность и параллельность нап-
равляющих осуществляется с помощью уровня 1, 2 (рис. 241, а).
Взаимное расположение направляющих производят индикаторами, ус-
тановленными на специальном контрольном мостике (рис. 241,6). Ше-
роховатость поверхности проверяется обычно путем сопоставления
с эталонами и реже специальными приборами (профилографом,
профилометром).
Рис. 240. Наклепывание направляющих станины станка
Рис. 241. Контроль направляющих станины станка:
л — с помощью уровня; б, а — $ помощью индикатора
410
2. Обработка корпусных деталей
Корпусные детали являются важными базовыми элементами изде-
лия. В корпусах обычно располагаются механизмы. К корпусным
деталям относятся коробки скоростей и подач металлорежущих станков,
блоки цилиндров двигателей и компрессоров, корпуса редукторов,
насосов и др.
Корпусные детали чаще всего изготовляются чугунными или алю-
миниевыми отливками, реже стальными отливками и иногда сварны-
ми конструкциями. В них, как правило, имеются основные поверх-
ности, называемые базовыми, которыми определяется положение их в
изделии. У большинства корпусов размеры этих поверхностей обу-
словливаются довольно жесткими допусками на параллельность, пер-
пендикулярность и т. д. Кроме основных поверхностей корпуса имеют
также и вспомогательные, к которым относятся поверхности под крыш-
ки, фланцы, опоры для валов и др.
Корпусные детали всегда имеют отверстия, которые можно разде-
лить на точные (основные), поверхности которых служат опорами
для валов, шпинделей и др., и вспомогательные — крепежные и сма-
зочные.
Основные технические условия на корпусные детали:
1. Непрямолинейность и непараллельность основных поверхнос-
тей 0,05—0,1 мм на всю их длину; шероховатость поверхности 5—7-го
классов.
2. Основные отверстия обрабатываются по 1—3-му классам точности
с шероховатостью поверхности 6—8-го классов, а иногда 9—11-го.
Погрешность формы отверстий 0,5—0,7 от допуска на отверстие.
3. Допуски на межосевые расстояния отверстий под валы и оси
зависят от их назначения. Если на валах или осях монтируются зуб-
чатые цилиндрические передачи, то допуски принимаются от 0,02 до
0,1 мм. Допуски на непараллельность осей — в пределах допуска на
межосевое расстояние, на неперпендикулярность осей для конических
и червячных передач — в пределах 0,02—0,06 мм.
4. Допуски на несоосность отверстий — в пределах половины до-
пуска на диаметр меньшего из отверстий.
5. Неперпендикулярность опорных торцов к осям отверстий до-
пускается в пределах 0,01—0,05 мм на 100 мм длины радиуса.
Высокие требования к размерам корпусных деталей объясняются
тем, что от их точности часто зависит общая точность изделия.
В условиях единичного и мелкосерийного производства механичес-
кая обработка корпусных деталей начинается с разметки, которую
выполняют в следующей последовательности: а) риски центровых
осей; б) от этих осей размечают остальные оси отверстий и контуры
детали; в) размечают окружности отверстий.
Установка размеченного корпуса на станке производится по рис-
кам с помощью рейсмаса. Установка корпуса для обработки по раз-
метке в нем больших отверстий на расточном станке осуществляется
с помощью чертилки, закрепляемой в шпинделе станка. При враще-
411
нии шпинделя чертилка должна описывать окружность, совпадающую
с размеченным контуром отверстия.
В средне- и крупносерийном производстве обработка корпусных
деталей осуществляется при помощи специальных приспособлений,
что полностью исключает разметку их.
Обработку наружных плоскостей корпусов производят строганием,
фрезерованием, точением, шлифованием и протягиванием. В единич-
ном и мелкосерийном производствах широко используют строгание из-
за простоты и дешевизны инструмента и наладки. Производительность
строгания низкая. Повысить ее можно путем одновременной обработки
группы деталей, располагая их в один или два ряда на столе станка.
Рис. 242. Групповая установка корпусных деталей на продольно-
фрезерном станке
Фрезерование плоскостей корпусных деталей применяется преи-
мущественно в средне- и крупносерийном производствах. Устанавли-
вая их по возможности группами и одновременно обрабатывая нес-
колькими фрезами, можно значительно сократить время на их обра-
ботку. Групповая обработка корпусов пре изводится при установке их
в один или два ряда, фрезеруя у всех одни и те же поверхности (рис.
242, а, б). Но можно обрабатывать корпуса группами, обрабатывая
у них разные поверхности. На рис. 242, в показано фрезерование в по-
зициях 1 поверхностей К и Л, а в позициях 2 — поверхностей Л4 и
Н. После рабочего хода стола заготовки корпуса, обработанные в по-
зициях 1, перекладываются на позиции 2, а на их место устанавливают-
ся заготовки для фрезерования поверхностей К и Л. В группы можно
подбирать и разные детали.
В крупносерийном и массовом производстве получило применение
непрерывное фрезерование плоскостей торцовыми фрезами на карусель-
но- и барабанно-фрезерных станках. В массовом производстве плос-
кости корпусов часто обрабатывают на протяжных станках.
Корпуса, имеющие наружные и внутренние поверхности вращения,
обрабатывают на карусельно-токарных станках. Окончательная об-
412
работка плоскостей корпусных деталей в средне- и крупносерийном
производстве часто осуществляется на плоскошлифовальных станках
шлифованием периферией круга или торцом чашечного или сборно-
сегментного круга. В индивидуальном и мелкосерийном производстве
для окончательной обработки плоскостей корпусов, как правило,
применяется шабрение.
Рис. 243. Схемы направления инструмента при растачи-
вании отверстий в корпусных деталях:
а — переднее направление; б — заднее направление; в — перед-
нее и заднее направления
Основные отверстия в корпусных деталях обычно обрабатывают
на расточных, карусельно-токарных, радиально- и вертикально-свер-
лильных и агрегатных станках, а иногда и на токарных станках. В еди-
ничном и мелкосерийном производстве при обработке отверстий кор-
пусные детали устанавливают на обработанную основную поверх-
ность по размеченным окружностям отверстий. В серийном и массовом
производстве растачивают отверстия с помощью специальных прис-
пособлений, в которых инструмент имеет одностороннее переднее на-
правление (рис. 243, а) или заднее (рис. 243, б) или переднее и зад-
нее одновременно (рис. 243, в). С передним или задним направлением
обрабатываются обычно короткие отверстия. Длинные отверстия рас-
тачиваются борштангами, имеющими переднее и заднее направления.
В мелкосерийном производстве отверстия растачивают с помощью
накладных шаблонов, закрепляемых на детали или на основании при-
способления. В этом случае шпиндель станка устанавливается соосно
отверстию шаблона.
Точность межосевых расстояний, а также точность положения от-
верстий относительно основных плоскостей достигается разметкой,
пробными расточками, растачиванием в приспособлениях, накладными
шаблонами и координатным методом. Координатный метод использу-
ется при растачивании деталей, имеющих несколько отверстий с па-
раллельными осями, когда положение осей определяется двумя разме-
рами (от основных плоскостей или от других осей). На горизонтально-
413
Рис. 244. Станки с программным управлением:
•а — горизонтально расточной» б — радиально-сверлильный
расточных станках координатный метод достигается перемещением
шпиндельной бабки в вертикальном направлении, а стола — в гори-
зонтальном направлении. Установка узлов станка по координатам осу-
ществляется с помощью индикаторных устройств, мерных стержней,
блоков мерных плиток, штихмасов и др. Многие современные модели
горизонтально-расточных станков снабжаются оптическими система-
ми отсчета по шкалам, обеспечивая точность отсчета до 0,01 мм. В ко-
ординатно-расточных станках повышенной точности установка коор-
динат осуществляется с точностью до 1 мкм. В индивидуальном и мел-
косерийном производстве в настоящее время применяются горизон-
414
тально-расточные станки с программным управлением (рис. 244, а),
где шпиндель в вертикальном направлении, а стол в горизонтальном
направлении устанавливаются автоматически с точностью до + 0,02
мм. Программа задается на штекерной панели или записывается на
перфорационную или магнитную ленту. Считывают программу авто-
матически специальным устройством. Обрабатывают без разметки и
без приспособлений.
Рис. 245. Станок с программным управлением и с автомати-
ческой сменой 100 инструментов
Для обработки отверстий в корпусных деталях в мелкосерийном
производстве применяются также вертикально- и радиально-сверлиль-
ные (рис. 244, б) станки с программным управлением.
Важным направлением развития конструкций станков с прог-
раммным управлением является создание станков с автоматической
сменой инструментов (рис. 245). Быстродействующие устройства для
смены инструментов позволяют использовать при обработке сложных
корпусных деталей большие наборы разнообразных инструментов
(до 100 штук), сократить вспомогательное время на их переустановку,
настройку на размер и дает возможность рабочему обслуживать не-
сколько станков. Он занимается главным образом установкой и сняти-
ем обрабатываемых деталей. Сокращение времени на смену обрабаты-
ваемых деталей обеспечивается на некоторых станках наличием двух-
позиционного стола или двумя столами 1 и 2 (рис. 246, а). Пока в од-
ной позиции производится обработка, на другой сменяют обработан-
ную деталь. Устройство для смены инструментов показано на рис. 246, б.
Обработка сложных корпусных деталей на таких станках, несмот-
ря на высокую их стоимость, весьма эффективна, так как резко сок-
415
Рис. 246. Станок с программным управлением с автоматической
сменой 60 инструментов и двумя столами для установки об-
рабатываемых корпусных деталей:
а — оанок, б — устройство для смены инструментов
ращается длительность производственного цикла, что во многих слу-
чаях сокращает длительность цикла изготовления всего изделия.
Применение станков с программным управлением в сочетании с
современными электронно-вычислительными машинами (ЭВМ) привело
на базе группового производства к созданию специализированных и
автоматизированных самоуправляемых участков. Важнейшей особен-
ностью такого автоматизированного участка является централизо-
416
ванное управление не только группой станков и транспортными уст-
ройствами, но также и диспетчирование, учет заготовок и обрабатывае-
мых деталей с помощью общей ЭВМ.
Межоперационные заделы заготовок располагаются на специальных
стеллажах, обслуживаемых автоматическими штабелерами по коман-
дам от ЭВМ. Транспортирование заготовок и деталей от стеллажа к
станкам и обратно выполняется специальными автоматически пере-
мещающимися тележками.
Внедрение таких автоматизированных участков на заводах мелко-
серийного производства позволяет во много раз повысить производи-
тельность труда, сократить производственный цикл обработки, под-
нять на высокую ступень технику и культуру производства.
Рис. 247. Агрегатный двусторонний станок мод. 2А774а с поворотным двухпози-
ционным столом для растачивания корпуса коробки скоростей токарного станка:
1 и 2 — обрабатываемые детали, 3 и 4 — силовые головки
В крупносерийном и массовом производстве растачивание корпус-
ных деталей производится обычно на агрегатных станках. На этих
станках кроме растачивания можно также производить сверление от-
верстий, зенкерование, развертывание цилиндрических и конических
отверстий, подрезание торцов, нарезание резьбы, растачивание раз-
личных канавок и т. п.
С помощью многошпиндельных головок агрегатные станки обраба-
тывают в корпусных деталях многочисленные крепежные отверстия
не только с одной, а с нескольких сторон одновременно, обеспечивая
высокую производительность На агрегатных станках производят
черновую, получистовую и чистовую обработку одного или нескольких
отверстий с одной установки. В табл. 16 приведен технологический
маршрут обработки корпуса коробки скоростей токарного станка в
крупносерийном производстве.
J/2 15—499
417
Шпиндельная коровка левая
251
а) Ход люнета - 100 мм
«• п
S,
i
&
Qff
Ход люнета-ЮОмм
25
-&I/F
Ю 95
vzzzzzzr?;
235
200 10
4/7
левой Цикл работы голобок
Быстрый подвод РаМвт рвбП(ао)Оь^рый подвод
—Х“^ыыпрый отвод (ЮвО)\
•в.,
2 ”1
& I
Рис. 248. Схемы обработки
отверстий в корпусе коробки
скоростей:
а — схема чернового растачивания
корпуса коробки скоростей — пер-
вый переход; б — схема чернового
растачивания корпуса коробки ско-
ростей — второй переход
Шпиндельная коробка леВая
20 51 209 45 100 10 Ход люнета-ЮОнм
Пробой
быстрый подбод
дебой Цикл работы голоВок •——
быстрый подВод „ г ,„п1
-------------*-] Раб.п.(80) Раб.п.(150) г
быстрый отВоо * | Работа лг/ * | х быстрый отбод
" (1080)----------^бртВом упоре (т0}
Шпиндельная коробка праВая
Рис. 248. Продолжение
На рис. 247 показан 29-шпиндельный агрегат—двусторонний станок
с двухпозиционным поворотным столом для сверления неотлитых отвер-
стий и зенкерования отлитых отверстий в корпусе коробки скоростей
токарного станка. Станок имеет две силовые головки с гидравлической
подачей. Заготовки закрепляются в двухместном приспособлении.
Отверстия обрабатывают на этом станке за два перехода: в первой по-
зиции—отверстия корпуса коробки скоростей (рис. 248,а) и одновремен-
но во второй позиции — отверстия другой заготовки (рис. 248, б).
По окончании рабочего хода силовые головки возвращаются в исход-
ное положение. При повороте стола на 180° заготовка с первой позиции
перемещается на вторую, а заготовку, обработанную во второй пози-
ции, снимают и устанавливают новую заготовку.
Крепежные отверстия в заготовках корпусных деталей при инди-
видуальном и мелкосерийном производстве обрабатывают на радиаль-
но-сверлильных станках по разметке или при помощи накладных кон-
дукторов.
В серийном производстве широко распространены поворотные при-
способления, сокращающие вспомогательное время, затрачиваемое
на изменение положения заготовки относительно шпинделя станка.
Чистовая обработка основных отверстий, например под шпиндель
в корпусе коробки скоростей токарного станка или под коленчатый вал
в блоке автомобиля, производится на алмазно-расточных станках
или на хонинговальных.
В крупносерийном и массовом производстве для обработки кор-
пусных деталей, особенно крупных размеров, широко используются
автоматические линии из агрегатных станков. Особенно трудно и слож-
но проектировать технологический процесс для обработки корпусных
деталей на многоинструментальных станках с числовым программным
управлением (ЧПУ). Предположим, требуется обработать корпусную
деталь с четырех сторон при ее установке на поворотном столе. С каж-
дой стороны детали расположено по нескольку групп одинаковых от-
верстий.
Обработка отверстий возможна по следующим вариантам:
1. Обработка каждого отверстия осуществляется полностью по всем
переходам, обеспечивающим требуемый класс точности. Все переходы
выполняются при одном позиционировании детали относительно шпин-
деля станка.
2. Одним инструментом осуществляется последовательная обра-
ботка одинаковых отверстий группы, расположенных в одной плоскости
детали. После этого производится замена инструмента, обрабатывают-
ся все отверстия группы по второму переходу и т. д. до полного завер-
шения обработки этих отверстий по всем переходам. Затем обрабаты-
ваются отверстия другой группы в этой плоскости, затем аналогично
в другой плоскости.
3. Одним инструментом осуществляется последовательная обра-
ботка одинаковых отверстий группы, расположенных в различных
плоскостях детали. Вначале одним инструментом обрабатываются все
отверстия, расположенные в одной плоскости, затем поворачивается
стол с деталью и тем же инструментом обрабатываются одинаковые
420
Таблица 16
Технологический маршрут обработки корпуса коробки скоростей
токарного станка в крупносерийном производстве
№ операции Наименование операции
1 Предварительное шлифование верхней плоскости на плоско- шлифовальном станке
2 Промывание отливки корпуса коробки скоростей в моечном аг- регате
3 Сверление и нарезание резьбы во всех отверстиях с верхней стороны и развертывание двух технологических отверстий
4 Предварительное и окончательное фрезерование торцов на че- тырехшпиндельном продольно-фрезерном станке
5 Предварительное и окончательное фрезерование нижних плати- ков и зеркала на восьмишпиндельном продольно-фрезерном станке
6 Окончательное шлифование верхней плоскости на плоскошли- фовальном станке
7 Черновое растачивание всех отверстий продольных осей с двух сторон на агрегатном станке
8 Чистовое растачивание всех отверстий продольных осей с двух сторон на агрегатном станке
9 Предварительное и окончательное растачивание отверстий под шпиндель на алмазно-расточном станке
10 Сверление и растачивание отверстий с переднего и заднего тор- цов и с передней стороны на агрегатном станке
И Сверление, зенкерование и развертывание отверстий с передней и задней сторон на агрегатном станке
12 Нарезание резьбы во всех отверстиях, расположенных на пе- реднем и заднем торцах и с передней стороны на резьбонарезном станке
13 Сверление и нарезание резьбы в отверстиях с нижней стороны на радиально-сверлильном станке
14 Хонингование отверстий под шпиндель на вертикально-хонинго- вальном станке
15 Окончательное шлифование нижней плоскости и вертикального- платика на плоскошлифовальном станке
16 Промывание детали в моечном агрегате
отверстия в другой плоскости и т. д. По окончании обработки одина-
ковых отверстий по всем плоскостям детали происходит замена инстру-
мента и весь цикл повторяется при исполнении второго перехода и т. д.
4. Одним инструментом по первому переходу осуществляется по-
следовательная обработка одинаковых отверстий группы, расположен-
ных в различных плоскостях детали. Затем другим инструментом про-
изводится последовательная обработка по первому переходу одина-
ковых отверстий второй группы, расположенных в различных стен-
ках детали и т. д. Затем те же отверстия обрабатываются по второму
переходу, потом по третьему и т. д. до полного завершения обработки
всех отверстий детали.
14—499
421
Указанные выше варианты отличаются количеством смен инстру-
ментов, смен режимов резания, числом поворотов стола, числом набо-
ров координат; они отличаются характером и последовательностью
смен программы, ее сложностью и т. д.
Изменение последовательности обработки вызывает изменение числа
включений и срабатываний отдельных элементов и механизмов станка,
а следовательно, регламентирует его производительность, точность и
надежность работы. Опыт внедрения станков с ЧПУ на ряде заводов
показывает, что необходимым условием для получения экономического
эффекта и правильной эксплуатации станков является их концентра-
ция в одном месте, т. е. организация отдельного самостоятельного
участка.
Контроль корпусных деталей
У большинства корпусных деталей проверяют: 1) прямолинейность
и правильность расположения основных (базовых) плоскостей; 2) раз-
меры и формы основных отверстий; 3) соосность осей отверстий; 4) меж-
осевые расстояния, параллельность и перекос осей; 5) правильность
расположения осей отверстия относительно основных поверхностей;
6) неперпендикулярность осей основных отверстий; 7) неперпендику-
лярность торцовой плоскости относительно оси отверстия; 8) шерохо-
ватость обработки поверхностей основных отверстий, основных и дру-
гих плоскостей.
Прямолинейность плоскостей корпусов проверяют уровнемером
или индикатором.
Диаметры отверстий проверяют штангенциркулями, микрометрами,
предельными калибрами. При повышенных требованиях к точности ди-
аметральных размеров, особенно при необходимости определить
отступления поверхностей отверстий от цилиндрической формы, поль-
зуются штихмасами с индикаторами (рис. 249, а), обеспечивающими
точность измерения до 0,01 мм. Для более точных измерений применя-
ются пассиметры или микротасты с точностью измерения до 0,002 мм.
Соосность отверстий контролируется при помощи гладких или сту-
пенчатых оправок, вставляемых в соосно расположенные отверстия.
При проверке отверстий больших диаметров контрольные оправки
помещаются во втулки (рис. 249, б). На рис. 249, в проверка соосности
осуществляется с помощью индикатора.
Межосевые расстояния и непараллельность осей проверяют микро-
метром, индикатором или штангенциркулем (рис. 249, г).
Правильность расположения оси отверстия относительно основной
поверхности, а также ее параллельность можно проверять штанген-
рейсмусом с точностью до 0,02 мм и индикатором (рис. 249, д) с точно-
стью до 0,01 мм.
Неперпендикулярность осей отверстий проверяют при помощи
оправки с индикатором и калибром (рис.249, е, ж) с измерением зазо-
ров Д1 и Д2. Проверка неперпендикулярности торцовой плоскости
относительно оси отверстия осуществляется с помощью индикатора
(рис. 249, з) или специального калибра (рис. 249, и).
422
Рис. 249. Контроль корпусных деталей:
с— проверка отверстия штихмасом с индикатором; б и в — проверка соосно-
сти отверстий, г — проверка межосевого расстояния и непараллельностл осей
отверстий, д — проверка расположения оси отверстия относительно основной
поверхности, е и ж — проверка неперпендикулярности осей отверстий, з и к —
проверка ^перпендикулярности торцовой плоскости относительно оси отверстия
ГЛАВА XXI
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ШАТУНОВ И ПОРШНЕЙ
1. Обработка шатунов
Шатуны являются передаточными звеньями шатунно-кривошип-
ных механизмов различных машин, в основном поршневых двигателей
внутреннего сгорания (рис. 250). Связывая поршень с коленчатым
валом, шатун служит для преобразования поступательно-возврат-
14*
423
кого движения поршня во вращательное движение коленчатого вала
и для передачи усилия поршня на шатунную шейку коленчатого
вала.
У большинства шатунов кривошипные головки делаются разъем-
ными для возможной сборки с коленчатым валом. В поршневые го-
ловки шатунов обычно заспрессовывают бронзовые втулки.
К точности изготовления элементов шатунов предъявляются сле-
дующие требования;
Рис. 250. Типовая конструкция автомобильного шатуна в сборе
1) отверстия во втулках поршневых головок должны быть обра-
ботаны по 1-му классу точности, шероховатость поверхности должна
соответствовать 8—10-му ’ классам; 2) отверстия в кривошипных
головках необходимо обрабатывать с точностью выше 1-го класса,
шероховатость поверхности — по 8—9-му классам. Конусность и
овальность отверстий не должны превышать 0,003—0,005 мм\ 3) ось
отверстия втулки, запрессованной в поршневую головку, должна
лежать в одной плоскости с осью отверстия кривошипной головки,
отклонение не должно превышать 0,04—0,05 мм на длине 100 мм.
Непараллельность оси отверстия втулки, запрессованной в поршневую
головку, с осью отверстия кривошипной головки не должна превы-
шать 0,02—0,04 мм на длине 100 мм\ 4) биение торцов кривошипной
головки относительно оси отверстия под вкладыши не должно пре-
вышать 0,1 мм на длине 100 мм\ 5) отверстия под шатунные болты
должны быть обработаны по 3—За классу точности; 6) по массе боль-
шой и малой головок шатуны сортируют на 4 группы.
Шатуны автотракторных двигателей изготовляют из сталей марок
40, 45 или 45Г2; шатуны дизелей, работающих с высокими степенями
сжатия, — из легированных сталей марок 18ХНМА, 18Х2Н4ВА и
40ХНМА с высоким пределом прочности.
На многих заводах применяют следующий технологический про-
цесс изготовления поксвок шатунов: нагретую заготовку в загото-
вительных ручьях молотового штампа предварительно обжимают.
Затем для получения окончательной формы заготовку штампуют в
первом формообразующем и втором окончательном ручьях. После
обрезания облоя заготовку подогревают и калибруют в калибровоч-
424
ном штампе на другом молоте или прессе. После обрезания заусенцев
производится холодная правка заготовки.
Технологический маршрут изготовления заготовок цельнокован-
ных шатунов из стали 45 с расстоянием между центрами головок
240 мм и диаметрами отверстий в головках 15 и 35 мм приведен в
табл. 17.
Таблица 17
№ операции Операция Оборудование
1 Резка заготовок Ножницы
2 Нагревание заготовок до t = 1180°С Камерная печь
3 Очистка от окалины Специальные скребки
4 Промежуточное штампование Механический ковочно-
штамповочный пресс
5 Повторный подогрев заготовки до t = Камерная печь
= 1180°С
6 Штампование в окончательном ручье Механический ковочно-
штамповочный пресс
7 Обрезание заусенцев Обрезной пресс
8 Зачистка заусенцев Точильный станок
9 Термическая обработка (нормализация, за- Агрегат для термичес-
калка, отпуск) кой обработки
10 Чеканка торцов кривошипной и шатунной Чеканочный пресс
ГОЛОВОК
11 Холодная правка Пресс
12 Контроль Установка для конт-
роля
Механическая обработка заготовок шатунов
Для обеспечения технических условий на отдельные параметры
шатунов все операции, при которых получают окончательные раз-
меры, выполняют после сборки шатунов и крышки; таким образом,
эти детали не взаимозаменяемы.
Механическая обработка заготовок шатунов на всех заводах на-
чинается с обработки торцов.
Выбор схемы технологического процесса обработки отверстий в
головках зависит от конструкции шатуна. Отверстия в поршневой и
кривошипной головках цельнокованых шатунов автомобильных дви-
гателей обрабатывают предварительно; при этом базами заготовки
служат ее торцы и установочные площадки, определяющие располо-
жение отверстия относительно оси симметрии обеих головок и стерж-
ня.
Отверстия под болты обрабатывают по различным технологическим
схемам.
425
На некоторых заводах отверстия под болты в шатуне и крышке
обрабатывают предварительно раздельно, а окончательно — совмест-
но. Благодаря этому при сверлении длина отверстия оказывается поч-
ти вдвое меньше.
Обработка торцовых плоскостей головок шатуна
Предварительно торцовые плоскости головок цельно- и раздельно-
кованых шатунов обрабатываются на протяжных, фрезерных или
шлифовальных станках.
У большинства шатунов обрабатывают торцовые плоскости обеих
головок.
Протягивают торцовые плоскости головок на одно- или двухпо-
зиционнных протяжных станках, при этом высота кривошипной го-
ловки обеспечивается с точностью до 0,1—0,2 мм, поршневой головки
0,15—0,2 мм, а непараллельность торцов 0,1 мм.
Фрезеруют торцовые плоскости головок шатунов на многошпин-
дельных двусторонних продольно- или карусельно-фрезерных стан-
ках.
Обработка базовых и других поверхностей шатуна
Установочные боковые площадки, которые в последующих опера-
циях используются как базы заготовок в приспособлениях и плоскос-
ти подголовки и гайки шатунных болтов, протягивают, реже фрезеруют.
Рис. 251. Схема протягивания головки шатуна, штампуемого
без крышки
При обработке установочных площадок базами заготовки в при-
способлениях являются контур тела стержня и поршневая головка.
В некоторых случаях, когда отверстие в поршневой головке обра-
ботано, его используют как базу.
В некоторых случаях обработку установочных баз совмещают с
обработкой поверхности под вкладыш и плоскости разъема в криво-
шипной головке.
426
Схема протягивания головки шатуна, штампуемого без крышки,
приведена на рис. 251.
Крышку цельнокованых шатунов отрезают на горизонтально- или
продольно-фрезерных станках (рис. 252) дисковой фрезой с одновре-
Рис. 252. Схема отрезания крышки и фре-
зерования плоскостей под головки и гайки
шатунных болтов
менным фрезерованием плоскостей под головки и гайки шатунных
болтов.
Обработка отверстий в поршневой и кривошипной головках
(черновая и чистовая)
Отверстия в поршневой и кривошипной головках цельно- и раз-
дельнокованых шатунов обрабатывают предварительно одновремен-
но или раздельно, а окончательно — после сборки шатуна и крышки
(одновременно), за исключением одной последней операции — хо-
нингования, которая применяется только для обработки отверстия
кривошипной головки.
Отверстие в поршневой головке шатунов с прошитым в кузнице
отверстием обрабатывают за два хода (зенкеруют, протягивают или
растачивают).
Отверстие в поршневой головке под посадку втулки у заготовок
с не прошитым в кузнице отверстием обрабатывают обычно за три
прохода: сверлят, зенкеруют и развертывают или тонко растачи-
вают.
Сверление и зенкерование выполняют на сверлильных одно- и
многошпиндельных станках. Устанавливают заготовки в приспособ-
лениях и базируют их по торцам головок.
Обработка отверстия в поршневой головке на вертикально-свер-
лильном полуавтомате с четырехпозиционным столом показана на
рис. 253, а. »
Окончательно отверстие в поршневой головке под запрессовку
втулки стремятся обрабатывать совместно с отверстием в кривошип-
ной головке. Этим добиваются точности и правильности положения
оси поршневой головки не вследствие растачивания отверстия во
427
Рис. 253. Схема обработки отверстия
й— в поршневой головке шатуны на четырехпозиционном шестишпиндельном
вертикально сверлильном полуавтомате и схема установки заготовки, б —•
в кривоштпной головке шатуна в сборе на четырехлозиционном шестишпин-
дельном вертикальном станке
втулке, а в результате точного положения оси ее посадочного отвер-
стия.
Наибольшее распространение получило тонкое растачивание ал-
мазными резцами на алмазно-расточных станках; при этом обеспечи-
вается точность по диаметру отверстия, равная 0,020—0,035 мм, сни-
маемый припуск при растачивании составляет 0,05—0,08 лш на
сторону.
Отверстие в кривошипной головке цельнокованых шатунов пред-
варительно обрабатывают до отрезания крышки, окончательно —
после сборки шатуна с крышкой. Отверстие в кривошипной головке
раздельнокованых шатунов предварительно обрабатывают отдельно
у крышки и шатуна (обычно протягивают полуотверстия, см. рис. 251)
и окончательно — после сборки шатуна с крышкой.
Предварительно отверстие в кривошипной головке обрабатывают
обычно за два прохода; производят черновое зенкерование (снимают
припуск, равный 2,0—2,5 мм на сторону) и чистовое зенкерование
(снимают припуск 0,6—1,0 мм на сторону).
После сборки шатуна с крышкой, так же как и у цельнокованых
шатунов, отверстие в кривошипной головке обрабатывают и растачи-
вают (реже развертывают).
Для выполнения этой операции применяют многошпиндельные
многопозиционные сверлильно-расточные станки. Схема обработки
отверстия в кривошипной головке на шестишпиндельном станке с
четырехпозиционным столом приведена на рис. 253,6. На столе станка
на позиции 1 устанавливают в приспособлении одновременно два
шатуна. На п озиции 2 предварительно зенкеруют отверстие, на по-
зиции 3 зенкеруют окончательно и на позиции 4 развертывают отвер-
стие и одновременно снимают фаски с одной стороны отверстия рез-
цом.
Чистовую обработку отверстия в кривошипной головке осущест-
вляют за три хода: предварительно растачивают под тонкое растачи-
вание (снимают припуск, равный 0,1—0,15 мм на сторону), произво-
дят тонкое растачивание (снимают припуск 0,05—0,1 мм на сторону)
и хонингуют (снимают припуск 0,02—0,05 мм на сторону).
Обработка отверстий под шатунные болты
Отверстия под шатунные болты у раздельно- и цельнокованых ша-
тунов предварительно обрабатывают отдельно у шатуна и крышки,
окончательно — совместно.
Предварительно отверстия под шатунные болты у цельнокова-
ных шатунов обрабатывают после отрезания крышки от шатуна, а у
раздельнокованых — после обработки плоскости разъема головки
шатуна.
Отверстия под шатунные болты сверлятся и зенкеруются. Для
предварительной одновременной обработки отверстий в шатуне и
крышке используют многопозиционные многошпиндельные станки.
Схема предварительной обработки отверстий под болты в крышках
429
Рис. 254. Схема обработки отверстий под болты в крышках и шату-
нах на двустороннем десятишпиндельном станке с пятипозиционным
барабанным приспособлением
и шатунах на десятишпиндельном двустороннем станке с пятипози-
ционным барабанным приспособлением приведена на рис. 254.
Шатун устанавливают на позиции 1 в приспособление, в котором
ой ориентируется в осевом направлении по протянутым боковым по-
верхностям кривошипной головки, и базируют пальцем по отверстию
в поршневой головке.
430
На позиции 2 сверлят и цекуют отверстия в крышке и шатуне
одновременно с двух сторон четырьмя комбинированными сверлами-
цековками, на позиции 3 рассверливают отверстия в крышке, на по-
зиции 4 зенкеруют отверстия, а на позиции 5 их развертывают.
Окончательная обработка отверстий в поршневой
и кривошипной головках
Окончательно отверстия в поршневой и кривошипной голов-
ках в большинстве случаев обрабатывают раздельно, а иногда
совместно.
После запрессовывания втулки в отверстие поршневой головки
отверстие втулки раскатывают, а затем растачивают, развертывают
или хонингуют.
Рис. 255. Головка для раскатывания отверстия во втулке шатуна
Отверстие втулки растачивают на одно-и многошпиндельных ал-
мазно-расточных станках.
Для получения более чистой поверхности втулки применяют рас-
катывание и развертывание.
Отверстие во втулке раскатывают головкой с закаленными и шли-
фованными роликами /, имеющими цилиндрическую или бочкооб-
разную форму (рис. 255). Ролики крепят в стакане, который насажен
на коническую оправку 2. Раскатывание ведется при v — 60 4-
Ч- 100 м/мин. Припуск на раскатывание составляет 0,01—0,03 мм.
Отверстия в поршневой и кривошипной головках хонингуют на
специальных хонинговальных станках. Для обеспечения более высо-
кой чистоты отверстия поршневой головки его хонингуют после тон-
кого растачивания.
Отверстия хонингуют на вертикально-хонинговальных станках,
где устанавливают одновременно по два-четыре шатуна.
При хонинговании снимается припуск, равный 0,01—0,03 леи, и
обеспечивается точность изготовления отверстия по 1-му классу, а
шероховатость поверхности — по 8—9-му классам. Хонингование ве-
дется алмазными брусками или брусками, изготовленными из зелено-
го карбида кремния на керамической связке (зернистость равна 320,
твердость 90—100), при скорости возвратно-поступательного движе-
ния хона, равной 6—7 м!мин, и окружной скорости хона 32—35 mJ мин.
Станки имеют приборы активного контроля.
431
Применяется одновременная окончательная обработка отверстия
во втулке поршневой головки и отверстия в кривошипной головке на
одно- и двусторонних алмазно-расточных станках, на которых рез-
цами, установленными в правых и левых головках, отверстия раста-
чивают за два хода. В приспособлении шатун устанавливается по
вспомогательным площадкам и опирается на торцы головок.
Подгонка шатунов по массе (по весу)
Для получения конструктивно предусмотренной уравновешеннос-
ти двигателя кривошипная и поршневая головки шатунов должны
иметь массы в заданных пределах и центры тяжести их должны быть
расположены по заданным координатам.
При повышении массы шатуна на одной или на обеих головках
с бобышек удаляют часть металла. У поршневой головки бобышка рас-
положена вдоль оси шатуна, а у кривошипной головки — на боковой
поверхности.
Для подгонки массы кривошипной и поршневой головок соз-
даны специализированные станки, оснащенные весами и фрезерны-
ми шпинделями.
На специальных весах, имеющих две чашки, определяют положе-
ние центра тяжести шатуна, взвешивая обе его головки. Определив,
какую часть металла необходимо снимать, закрепляют каждую го-
ловку на пальце приспособления и снимают металл фрезой.
Допускаемое колебание массы каждой головки не должно превы-
шать 5—10 г.
Обработка шатунов на автоматических линиях *
На заводах с большой программой выпуска шатуны обрабатывают
на автоматических линиях.
На линиях производится или полная, или частичная обработка
шатуна.
Контроль шатунов
Шатуны контролируются после каждой операции и после полной
обработки.
После получистовой обработки отверстия в поршневой головке
проверяется диаметр и перпендикулярность оси отверстия торцам
головки. Для этого проводится проверка в двух плоскостях одновре-
менно. Такая же проверка проводится после получистовой обра-
* См. Сасов В. В., Дементьев В. И., Технология автотракторо-
строения, 1968.
432
Сотки отверстия в кривошипнои головке индикатором или щупом на
контрольном приспособлении.
Контрольный калибр для проверки диаметра и конусности отвер-
стия кривошипной головки (рис. 256) представляет собой пустоте-
лую пробку 1, присоединен-
ную к пневматическому по-
плавковому прибору, имею-
щему две шкалы.
На пробке установлены
два сопла 3 и 4 для провер-
ки диаметра отверстия и два
сопла 2 и 5 для проверки
конусности. Сопла соедине-
ны между собой каналами
и трубками через штуцера
6 и 7.
После обработки отвер-
стий в кривошипной и пор-
шневой головках проверяют
Рис. 256. Калибр для проверки диа-
метра и конусности отверстия в кри-
вошипной головке
расстояние между осями их
отверстий и параллельность осей. Для этого применяется индика-
торное приспособление (рис. 257).
Рис. 257. Контрольное приспо-
собление для проверки расстояния
.между осями их отверстий и
параллельности осей
Рис. 258. Устройство для
проверки отверстия шатуна в
процессе хонингования
433
При хонинговании отверстий головок шатуна применяют методы,
активного контроля. На рис. 258 показана принципиальная схема
двухконтактного устройства, предназначенного для контроля диамет-
ров отверстий шатунов в процессе хонингования на одношпиндельных
вертикальных и горизонтальных станках.
Устройство обеспечивает изготовление отверстий шатунов по 1-му
классу точности. Устройство настраивают по эталону или по первой
обработанной детали.
Шатун с крышкой для автомобиля «Жигули» получается из цель-
ной заготовки, получаемой горячей штамповкой из стального прутка
42 мм. Заготовка термически обрабатывается, подвергается дробе-
струйной обработке, потом чеканится.
На механическую обработку по плоскостям большой и малой го-
ловок дают припуски 1,1—1,4 мм, на полуотверстие большой го-
ловки — 3,5—4,5 лии, по боковым поверхностям большой головки—
2,5—4,5 мм, на площадках под гайки и головки болтов — 1,5—3 мм-
Шатун с крышкой полностью обрабатывают на комплексных автома-
тических линиях.
В табл. 18 представлены эскизы технологического процесса обра-
ботки шатунов с крышкой автомобиля «Жигули».
Обработка начинается с предварительного шлифования плоскос-
тей с двух сторон одновременно в размер 27,5 ± 0,025 (on. 1) на верти-
кальном двухкруговом плоскошлифовальном станке.
Следующая операция (оп. 2) производится на двух автоматических,
линиях с жесткой связью по шесть станков в каждой, где осуществля-
ются зенкерование полуотверстия у шатуна и у крышки, сверление
отверстия малой головки на половину длины, потом на проход, про-
тягивание контура малой головки, зенкерование отверстия в малой
головке, снятие фасок с двух сторон в этом отверстии и, наконец,,
развертывание отверстия малой головки.
Далее протягиваются боковые поверхности большой головки
(оп. 3), контуры ее и отрезка крыши (оп. 4), а также протягиваются
полуокружности и плоскости стыков у шатуна (оп. 5) и у крышки
(оп. 6) с последующей мойкой и обдувкой (оп. 6а). Последние четыре
операции производятся на четырех горизонтально-протяжных стан-
ках непрерывного действия, встроенных в автоматическую линию с
гибкой связью.
Сверление двух ступеней масляного отверстия в большой головке
(оп. 7) производится на трех автоматических линиях с жесткой связью
по два станка в каждой линии. Сверление, зенкерование, снятие фа-
сок и развертывание отверстий под болты (оп. 8), а также фрезеро-
вание фиксирующих усиков вкладышей в шатуне и крышке
производится на трех автоматических линиях с жесткой связью ш>
7 станков в линии.
Шлифование плоскостей стыка (оп. 9) у шатуна и крышки осущест-
вляется на трех двухкруговых плоскошлифовальных станках с круг-
лым столом.
Мойка и обдув шатуна и крышки (оп. 10) предшествует их сборке
(оп. 11) на трех сборочных автоматических линиях.
434
Таблица 18
Маршрут технологического процесса механической обработки шатунов и крышек
Оп 2 поз 3
Оп 2 поз 5 Оп 2поз в
ЛаЗ.
On 7 поз. 2
On 7 поз 3
On 8 поз 5
On в поз 7
On 9 поз. 2иЗ
Продолжение таблицы 18
Оп.12гоз 2
Оп. 12позЗ
Для чернового и получисто-
вого растачивания (оп. 12) от-
верстия и снятия фасок с двух
сторон в большой головке ша-
а туна используют три автомати-
§ ческие линии с жесткой связью,
£ состоящие из трех станков
каждая. Навинчивание гаек и
последующее тарированное за-
ч вертывание их производится на
5 трех автоматических линиях,
о Три автоматических станка
| балансируют собранные шатуны
,в (оп. 14) с фрезерованием дис-
S ковыми фрезами 0 400 мм и
з сортируют на «легкие» и «TB-
S' желые». Окончательное шлифо-
° вание обеих плоскостей (оп. 15)
g шатуна в размер 27^®;^ про-
g изводится на двухкруговом
Э плоскошлифовальном станке.
® Восемь четырехшпиндельных
о горизонтально-расточных Стан-
S. ков с автоматической загруз-
о кой и разгрузкой окончательно
S растачивают отверстия (оп. 16)
s большой и малой головок в два
£ хода с автоматической подна-
S ладкой резцов. Две электроли-
¥ тические установки автомати-
х чески снимают все заусенцы
g (оп. 17). По два станка приме-
8 няют для предварительного и
S окончательного хонингования
g большой головки (табл. 16, оп.
>, 18) в размер 51,3+0,016 и малой
| головки (оп. 19) в размер 222^.
§. Скорость вращения головок
» хона 30 м/мин, скорость воз-
вратно-поступательного движе-
ния головок 8 м!мин, время
К хонингования — 20 сек, штуч-
и ное — 30 сек. Припуск на хо-
<£ нингование 0,04 мм. Хоны
установлены жестко, детали
свободно перемещаются между
двумя направляющими. Хоны
имеют по четыре алмазных
438
бруска зернистостью 100 для предварительного хонингования и 40
для окончательного. Стойкость комплекта брусков составляет 50—60
тысяч отверстий.
Моечные машины проходного типа подготавливают шатуны (оп. 20)
для контроля (оп. 21 и 22) на специальной автоматической установке.
Измерение шатуна осуществляется электроиндуктивными прибо-
рами.
Первая позиция устройства предназначена для контроля размера
отверстия большой и малой головок. Последующие позиции служат
для измерения конусности и овальности отверстий, расстояния меж-
ду ними 136±0 025, параллельности торцов и взвешивания большой и
малой головок и их маркировки. Производительность установки
700 деталей в час.
На рис. 259 показана планировка участка механической обработки
шатунов с крышками.
2. Обработка поршней
Поршни двигателей внутреннего сгорания работают при высоких
температурах, подвергаются большому давлению горячих газов и
движутся в цилиндрах с большими скоростями.
Материал поршней должен обладать достаточной прочностью
при повышенных температурах, хорошей теплопроводностью, высокой
сопротивляемостью износу и коррозии.
Для изготовления поршней двигателей обычно применяют алюми-
ниевые сплавы, преимуществом которых являются малый удельный
вес и высокая теплопроводность. Чугун более прочен и износоустой-
чив, но из-за большого удельного веса его применяют обычно для по-
ршней относительно тихоходных двигателей.
Для ускорения приработки и повышения износостойкости на ра-
бочую поверхность поршней наносят покрытия. Применяют лужение,
анодирование, фосфатирование.
В серийном и массовом производствах поршни отливаются часто
в металлические формы (кокиль), чем достигаются высокая произво-
дительность, точность и небольшие припуски на обработку.
На рис. 260 показан поршень двигателя. Основными конструк-
тивными элементами поршня являются днище, головка с 3—4 коль-
цевыми канавками для поршневых колец (нижняя часть поршня назы-
вается часто юбкой) и внутри две бобышки с отверстием для поршне-
вого пальца. Юбки поршней бывают сплошные и вырезанные. В сред-
ней части юбки, расширяющейся при нагреве во время работы дви-
гателя, во многих конструкциях предусматривают прорези шириной
2—3 мм, которые прорезают к оси его параллельно, перпендикулярно
и наклонно. Юбке часто придают овальное сечение.
Диаметр головки поршня обычно обтачивают с точностью по 3—
4-му классам, диаметр юбки—по 2-му классу; внутренний диаметр
канавок под кольца — по 3—4-му классам; ширину поршневых кана-
вок — по 2а—3-му классам; обработанные поршни сортируют на 4—5
групп по диаметральным размерам юбки (через 20 мкм).
439
Отверстия под поршневой палец обрабатываются по 1-му классу,
а иногда и точнее, после чего сортируются на 3—4 группы (через 2—
3 мкм по размеру отверстия). Шероховатость поверхности отверстия
под палец 8—9-го класса. Допуски по весу поршня в пределах 0,3
до 1,0 % от веса обработанного поршня, что составляет 2—4 г.
Выполнение основных операций. Подготовка вспомогательных баз
При обработке поршня большая часть операций производится от
вспомогательных баз, которые подготавливаются вначале.
У поршней с вырезанной юбкой в качестве вспомогательной базы
используют специально обрабатываемые площадки — нижние плоскос-
ти приливов бобышек отверстий под палец и два установочных точно
обрабатываемых отверстия на этих площадках (см. два отверстия
в табл. 19, on. 1, поз 8).
У поршней со сплошной юбкой вспомогательной базой является
внутренний поясок открытого конца юбки и центровое отверстие в
бобышке его торца. Растачивание юбки поршня, подрезание ее
торца и сверление центрового отверстия в бобышке днища произво-
дят обычно на многорезцовом токарном полуавтомате или агрегат-
но-сверлильно-расточном станках. Чугунные и некоторые алюминие-
вые поршни, разностенность которых значительна, базируют по
440
внутренней поверхности на специальной разжимной оправке с упором
во внутреннюю стенку днища (рис. 261).
На рис. 261 показано также приспособление для предварительной
обработки отверстия под палец. Заготовка поршня центрируется
По А-А
Рис. 261. Приспособление для обработки
поршня:
а — разжимная оправка с упором в днище, б —
. для предварительной обработки отверстия под
Л палец
расточенным пояском юбки. Чтобы отверстие под палец было обра-
ботано по центру бобышек, производят установку заготовки бобышками
на подпружинные призмы. Если отверстие под палец образуется при
отливке в кокиль, то обработка его заключается в зенкеровании, рас-
тачивании канавок под стопорные кольца и развертывании. Окон-
чательная обработка отверстия производится тонким растачива-
нием.
На рис. 262 показана наружная обработка поршня с протачива-
нием канавок под поршневые кольца на шестишпиндельном токарном
полуавтомате.
На 6-й позиции юбка поршня обтачивается проходным резцом на
конус по конусной линейке. Овальные юбки обтачивают по специаль-
ному копиру. Чистовая обработка юбок осуществляется шлифованием
или тонким (алмазным) обтачиванием. Круглые юбки шлифуют на бес-
центрово-шлифовальных станках: цилиндрические — с продольной
(сквозной) подачей, ступенчатые или конические — с радиальной
16—499
441
Позиция 1 Позиция 2
Плонннп Ч Плоннна п
Рис. 262. Схема наладки шестишпин-
дельного токарного полуавтомата для
обтачивания поршня
(поперечной) подачей. Овальные юбки шлифуют или тонко обтачи-
вают обычно на копировальных станках, поджимая центром задней
бабки.
У многих алюминиевых поршней фрезеруют прорези (рис. 263, а),
перпендикулярно и наклонно расположенные к образующей поверх-
ности юбки. Обработка этих про-
резей осуществляется дисковыми
фрезами после обточки юбки.
Подготовка поршней по весу
связана с удалением излишнего
металла режущим инструментом
путем растачивания юбки порш-
ня или (реже) подрезания внут-
ренних бобышек для порш-
невого пальца (рис. 263,6). Пор-
шень устанавливают юбкой вниз
на весы (рис. 263,в). Положение
поршня по вертикали опреде-
ляется его весом. Расточной
инструмент вводится снизу, сре-
зает металл, объем которого оп-
ределяется положением поршня,
так как длина хода инструмента
постоянна. Точность подгонки
по весу составляет +2 г, про-
изводительность 320 поршней
в час.
Затем поршни подвергаются
анодированию, что создает твер-
дую оксидную пленку на по-
верхности, обусловливая значительное увеличение срока службы
детали.
Контроль поршней заключается в проверке размеров и формы
юбки, отверстия под палец, канавок под поршневые кольца и др.
На рис. 264 показано многомерное приспособление для контроля раз-
меров поршня и канавок под поршневые кольца.
Алюминиевый поршень автомобиля «Жигули» получается литьем
на полуавтоматической кокильной машине. В литейном же цехе на
специальных автоматических станках производится отрезание цен-
тральной прибыли, первое и второе обтачивание наружной поверхнос-
ти и торца, после чего заготовки проходят автоматический контроль
толщины днища, веса и подвергаются искусственному старению в
печи.
Механическая обработка поршня производится на комплексных
автоматических линиях. Все оборудование связано между собой
рольгангами и спиральными накопителями емкостью 600 штук с эле-
ваторными подъемниками.
На первой автоматической 13-позиционной линии, состоящей из
трех станков с жесткой связью, зенкеруют с двух сторон отверстие
442
ФИЗ ±0,87
Рис. 263. Обработка поршня:
а — фрезерование прорезей; б — места подгонки поршня по весу
(показаны жирными линиями); е«— установка поршня на весах
под палец (табл. 19, on. 1), снимают в нем фаски, фрезеруют бобышки,
снимают фаску на юбке; сверлят, снимают фаски и развертывают два
технологических отверстия в бобышках, сверлят центровое отверстие
в торце, четыре отверстия для
смазки поршневого пальца и конт-
ролируют наличие просверленных
отверстий (оп. 2).
На восьмишпиндельном гори-
зонтальном токарном автомате
производятся предварительное и
окончательное обтачивание голов-
ки и юбки поршня (оп. 3), оконча-
тельное подрезание днища и тор-
ца юбки, предварительное и окон-
чательное протачивание канавок
под кольца и контроль диаметров
юбки и головки (оп. 4).
Затем- окончательно растачива-
ют отверстие под поршневой палец
за два прохода (оп. 5), окончатель-
но обтачивают юбки на 22-пози-
ционной автоматической линии из
двух трехшпиндельных станков.
Далее промывают и обдувают поршень (оп. 6), контролируют
(оп. 7) отрезание бобышки на днище, взвешивают поршень с допуском
±2 г (оп. 8), раскатывают отверстия под палец на 14-позиционной
автоматической линии из двух станков. Затем проводят контроль
Рис. 265. Планировка участка механического цеха для обработки поршня
автомобиля «Жигули»
>44
Таблица 19
Маршрут технологического процесса механической обработки поршней
(оп. 9) и лужение поршня (оп. 10), и он отправляется в термоконстант,
ное помещение, где на специальной установке производят контроль,
а также сортировку на группы по диаметру юбки и отверстия под
поршневой палец с одновременным клеймением.
На рис. 265 показана планировка участка механического цеха
обработки поршня.
445
ГЛАВА XXII.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ЗУБЧАТЫХ КОЛЕС
Зубчатые колеса подразделяются на цилиндрические, конические
и червячные.
По размерам наружного диаметра цилиндрические и конические
зубчатые колеса можно подразделить на следующие группы: до 50 мм,
свыше 50 до 200 мм, свыше 200 до 300 мм, свыше 300.
По технологическому признаку зубчатые колеса делятся на:
Рис. 266. Основные группы зубчатых колес
а — цилиндрические и конические со ступицей и без ступицы, б — многовен-
цовые, блочные, в—цилиндрические, конические и червячные типа фланца;
е — цилиндрические и конические с хвостовиком
а) цилиндрические и конические без ступицы и со ступицей, с глад-
ким или шлицевым отверстием (рис. 266 а);
б) многовенцовые блочные с гладким или шлицевым отверстием
(рис. 266, б);
в) цилиндрические, конические и червячные типа фланца
(рис. 266, в);
г) цилиндрические и конические с хвостовиком (рис. 266, г).
Червячные колеса при небольших размерах выполняются целыми
со ступицей, а при больших размерах — с венцами.
Материал зубчатого колеса выбирается в зависимости от сил, пе-
редаваемых колесом.
Слабонагруженные зубчатые колеса изготовляются из низко-
углеродистой стали, чугуна и пластмасс.
446
Несущие значительную нагрузку зубчатые колеса изготовляются
из цементируемых закаливаемых углеродистых и легированных сталей.
Материалом для червяков служат низкоуглеродистые и легиро-
ванные стали. Червячные колеса изготовляются из бронзы, антифрик-
ционного чугуна и т. п.
1. Заготовки и материал зубчатых колес
Заготовки зубчатых колес в серийном производстве выполняются
на ковочных молотах и подкладных штампах; в крупносерийном и
массовом производствах — на штамповочных молотах в закрытых
штампах. В массовом производстве заготовки диаметром до 175 мм
изготовляются также на горизонтально-ковочных машинах в разъ
емных штампах; этот способ особенно выгоден, когда контур заготов-
ки имеет сложный профиль или выемки между венцами.
Стальные нагруженные зубчатые колеса и червяки диаметром
не более 50 мм изготовляются из калиброванных прутков. Заготовки
червяков диаметром более 50 мм получаются штампованием, а заготов-
ки червячных колес — литьем.
Припуски на заготовках: на ковочных молотах — 5 мм; на штам-
повочных молотах — 3—4 мм; на горизонтально-ковочных машинах—
2—3 мм на сторону.
Целесообразно заготовки зубчатых колес получать с предвари-
тельно прошитым отверстием; это возможно, если диаметр отверстия
не менее 25 мм, а его длина не более двух диаметров отверстия. При
получении заготовки на горизонтально-ковочной машине отношение
длины отверстия к его диаметру может быть допущено до 5.
Точность заготовок, полученных на штамповочных молотах, со-
ответствует 9-му классу, на прессах — 7—8-му классам точности.
Штамповочные уклоны в заготовках допускаются др 3 до 7°.
Большие уклоны рекомендуется предусматривать на внутренних по-
верхностях колеса, меньшие — на наружных.
Термическая обработка заготовок зубчатых колес, подвергающих-
ся цементации, заключается в нормализации; не подвергающихся це-
ментации — в улучшении до твердости НВ 220 -г 280.
2. Технические условия на изготовление зубчатых колес
Основные технические требования, предъявляемые к зубчатым
колесам (кроме требований, непосредственно связанных с обработкой
зубьев), заключаются в следующем:
отклонение от концентричности начальной окружности зубчатого
колеса относительно посадочных поверхностей (эксцентриситет) до
пускается не более 0,05—0,1 мм;
неперпендикулярность торцов к оси отверстия или вала (биение
торцов) обычно принимается не более 0,01—0,015 мкм на 100 мм диа-
метра. В зависимости от условий работы колеса эта величина может
быть повышена или несколько уменьшена;
447
центральное отверстие рекомендуется выполнять по 2-му классу
точности (если нет особых требований), посадочные шейки зубчатых
колес-валов также обычно выполняют' по 2-му классу точности.
Шероховатость обработки указанных поверхностей— по 7—8-му
классам (ГОСТ 2789—75). Остальные конструктивные элементы колес
рекомендуется выполнять по 3, За, 4 и 5-му классам точности; при
этом шероховатость обработки берется по 4—7-му классам.
В результате термической обработки поверхностная твердость зубь-
ев цементируемых зубчатых колес должна быть в пределах HRC 55 —-
4- 60 при глубине слоя цементации 1,0—2,0 мм. При цианировании
твердость HRC 42 4- 53; глубина слоя должна быть в пределах 0,5—
0,8 мм.
Твердость незакаливаемых поверхностей обычно находится в пре-
делах НВ 180 4- 270.
Заготовки зубчатых колес для автомобиле-, тракторо- и станко-
строения обычно изготовляются по 7-й и 8-й степеням точности.
Требования к кинематической точности зубчатых колес, к
плавности их работы; к контакту зубьев установлены стандартами:
ГОСТ 1643—V, 72 «Передачи зубчатые цилиндрические. Допуски»;
ГОСТ 1758—72 «Передачи зубчатые конические. Допуски»;
ГОСТ 3675—72 «Передачи червячные. Допуски».
3. Технологические методы обработки зубчатых колес
Основными факторами, влияющими на характер технологического
процесса обработки зубчатых колес, являются: конструкции и раз-
меры зубчатого колеса; вид заготовки и материал; требования к точ-
ности и качеству термической обработки колеса; годовая программа
производства.
Конструкция колеса существенно влияет на последовательность
его обработки и подбор необходимого оборудования.
Рассмотрим технологический маршрут обработки конических
зубчатых колес, различных по форме: венцового, со ступицей и с
валиком (хвостовиком).
Вся первичная обработка венцового зубчатого колеса произво-
дится в трехкулачковом патроне с зажатием специальными кулачка-
ми по коническим поверхностям колеса.
Зубчатое колесо со ступицей, как правило, обрабатывается в на-
чальной стадии на оправке, а зубчатое колесо с валиком — в центрах.
Конструкция колеса влияет на способ нарезания зубьев. Например,
при незначительном промежутке между двумя зубчатыми венцами
блочного колеса обработку венцов производят на зубодолбежном
станке, при достаточном расстоянии между венцами применяют фре-
зерование зубьев. Это в равной степени относится и к отделочным
операциям — шлифованию и шевингованию зубьев.
Размеры и вид заготовки зубчатого колеса определяют возмож-
ность его изготовления из прутка на револьверных станках или авто-
матах (табл. 20).
448
Таблица 20
Технологические маршруты обработки различных
по форме конических зубчатых колес
Вид конического зубчатого колеса
венцовое I со ступицей с валиком
1 № операции наименование операции I № операции 1 наименование операции № операции 1 наименование операции
1 Растачивание отвер- стия, подрезание тор- ца и протачивание зад- него корпуса 1 Сверление отверстия в ступице и подреза- ние торца 1 Фрезерование торцов и центрование
2 Сверление крепеж- ных отвёрстий 2 Протягивание отвер- стия и шлицев 2 Предварительное об- тачивание со стороны валика
3 Предварительное про- тачивание конических поверхностей и подре- зание торца с перед- ней стороны 3 Предварительное об- тачивание колеса кру- гом 3 Предварительное об- тачивание со стороны колеса
4 Шлифование задне- го торца 4 Окончательное об- тачивание колеса 4 Окончательное сб- тачивание со стороны валика
5 Протягивание отвер- стия 5 Предварительное нарезание зубьев 5 Окончательное об- тачивание со стороны колеса
6 Окончательное про- тачивание конических поверхностей и подре- зание торца с перед- ней стороны 6 Окончательное на- резание зубьев 6 Нарезание резьбы на конце валика
7 Предварительное на- резание зубьев 7 Обкатка колеса 7 Предварительное на- резание зубьев
8 Окончательное на- резание зубьев 8 Термическая обра- ботка 8 Окончательное на- резание зубьев
9 Обкатка колеса 9 Шлифование отвер- стия 9 Обкатка колеса
10 Термическая обра- ботка 10 Калибрование шли- цев 10 Термическая обра- ботка
11 Шлифование поса- дочного отверстия и заднего торца 11 Шлифование зубьев 11 Шлифование валика
12 Шлифование зубьев 12 Подбор парных ко- лес 12 Шлифование зубьев
13 Подбор парных ко- лес 13 13 Подбор парных ко- лес
Зубчатые колеса с наружным диаметром 50—55 мм и более изго-
товляются из поковок и штамповок на станках патронного типа с
предварительной обработкой отверстия.
При отношении длины / ступицы к диаметру d отверстия, равном
или большем единицы (— 1), токарную обработку можно выпол-
\ d 1
449
[ять на оправке на многорезцовом токарном полуавтомате моделей
720 или 1730 (1А720; 1А730).
и отношении — < 1 токарную обработку можно выполнять
d
а револьверных станках патронного типа или вертикальных токар-
ых полуавтоматах (модели 1282, 1283, 1К284).
Характер технологического процесса обработки зубчатых колес
ависит от требуемой точности, качества поверхности и термической
бработки зубчатого колеса. Учитывая значение этих факторов,
азрабатывают соответствующий технологический процесс.
Технологический процесс изготовления зубчатого колеса можно
азделить на четыре основных этапа:
1) черновая и чистовая обработка заготовки; 2) нарезание зубь-
в*; 3) термическая обработка; 4) отделочные и доводочные операции
осле термической обработки.
4. Обработка заготовки зубчатых колес до нарезания зубьев
Обработка заготовки расчленяется на следующие операции:
1) предварительная обработка отверстия;
2) окончательная обработка отверстия;
3) предварительная токарная обработка наружных поверхностей;
4) окончательная токарная обработка наружных поверхностей.
При необходимости проводят дополнительные операции механи-
гской обработки в соответствии с указаниями, приведенными на рабо-
зм чертеже детали (например, фрезерование шпоночного паза или
[лицев на валике зубчатого колеса, сверление отверстий, нарезание
гзьбы и т. д.).
При обработке зубчатых колес, как цилиндрических , так и кони-
зских, в автомобиле-, тракторо- и станкостроении базирование про-
зводится по центровым отверстиям или по точно обработанному отвер-
гию зубчатого колеса.
Цилиндрические и конические зубчатые колеса с хвостовиком
1аликом) обрабатываются в центрах.
Обработка зубчатых колес этого типа ничем не отличается от об-
аботки обычных валиков, технологический процесс изготовления
эторых рассмотрен выше.
В мелкосерийном и серийном производствах зубчатые колеса обра-
атываются на револьверных и токарных станках; в крупносерийном
массовом производствах — на горизонтальных и вертикальных то-
арных полуавтоматах и переналаживаемых автоматических линиях.
При использовании револьверного станка вся обработка заготов-
а с одной стороны производится полностью с одновременной оконча-
льной обработкой отверстия. Схема такой технологической наладки
жазана на рис. 267.
* Нарезание зубьев рассматривается в гл XVI.
0
При сложной конфигурации обработка заготовки с другой стороны
может быть также выполнена на револьверном станке. Деталь зажи-
мается по уже обработанной поверхности, в трехкулачковом само-
центрирующем патроне. Если заготовка простой формы, то ее другую
сторону можно обработать на токарном станке.
Рис. 267. Технологическая наладка обработки зубчатого колеса на ре-
вольверном станке
Для обработки зубчатых колес на горизонтальных полуавтоматах
в заготовке предварительно сверлят отверстие на сверлильном станке,
и окончательно обрабатывают его на протяжном станке. На рис. 90
приведены примеры протягивания цилиндрического отверстия на
жесткой (см. рис. 90,а) и шаровой (см. рис. 90,6) опорах.
Последующая обработка заготовки с базированием по отверстию
производится в две операции: предварительная и окончательая обработ-
ка наружных поверхностей на многорезцовых полуавтоматах. Схема
наладки для предварительной и окончательной обработки цилинд-
рического зубчатого колеса на одношпиндельном многорезцовом по-
луавтомате приведена на рис. 268.
451
Наружные поверхности заготовок на многорезцовых полуавтоматах
можно обрабатывать как в две, так и в одну операцию. При значитель-
ном размере производственной программы для обработки зубчатых
колес применяют многошпиндельные полуавтоматы.
Обработка колеса на шестишпиндельном полуавтомате с одноин-
дексной схемой настройки показана на рис. 269. Вторая сторона колеса
должна обрабатываться на другом таком же станке.
Рис. 268. Технологическая наладка обработки зубчатого колеса на
одношпиндельном многорезцовом полуавтомате
Двух индексная схема настройки предусматривает обработку за-
готовки зубчатого колеса полностью на одном станке. Технологичес-
кая наладка полной обработки заготовки зубчатого колеса на одном
восьмишпиндельном полуавтомате показана на рис. 270.
Как видно из приведенных примеров технологических наладок
для многошпиндельных полуавтоматов, полная наружная обработка
заготовки зубчатого колеса на этих станках часто предусматривает и
окончательную обработку базового отверстия.
Для всех типов зубчатых колес последней операцией перед наре-
занием зубьев часто является шлифование торца или его окончательное
подрезание, что обеспечивает перпендикулярность торца к оси от-
верстия зубчатого колеса и точность нарезания зубьев.
452
Рис. 269. Технологичес
кая наладка обработки
зубчатого колеса на
шестишпиндельном по-
луавтомате
Ml&b.
Рис. 270. Технологические
двухиндексной схемой
наладки обработки конического зубчатого колеса с
настройки на восьмишпиндельном полуавтомате
453
ГЛАВА XXIII.
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Стремление повысить производительность труда, облегчить усло-
ия работы на металлорежущих станках и расширить возможности
ногостаночного обслуживания, т. е. одновременной работы одного
абочего на нескольких станках, приводит к необходимости создания
пециальных механизмов и приспособлений, заменяющих вспомо-
ательные ручные действия рабочих.
Многие из них просты, другие, наоборот, представляют собой слож-
ые устройства или целые установки в виде станков-комбайнов, вы-
олняющих разнообразные работы не только по обработке деталей,
о и по контролю, транспортированию и т. п.
Современное направление развития автоматизации технологи-
зских процессов — это создание комплексных автоматических линий,
ахов и заводов с непрерывным производственным потоком, полностью
включающих применение ручного труда.
Одновременно с работами в этом направлении широко разви-
зется автоматизация отдельных узлов универсальных и других
анков, осуществляемая посредством специальных механизмов для
соматического включения подачи суппорта, быстрого подвода к
зготовке и отвода от нее режущего инструмента, быстрого отвода
зретки, автоматической загрузки станка, автоматического контроля
процессе работы и т. д. механизмы такого рода часто могут изгото-
зть сами заводы.
Комплексная автоматизация производственного процесса в виде
соматических линий станков, автоматических цехов и заводов явля-
ся наиболее прогрессивным современным достижением технологии
организации производства.
Автоматические линии представляют собой систему устройств,
•стоящую из группы взаимосвязанных между собой синхронно ра-
•тающих станков, транспортных механизмов и приборов, посредством
сорых согласованно, в определенной последовательности и в уста-
звленное соответствующими режимами для каждой позиции'время,
з участия рабочих выполняются операции технологического пре-
сса по обработке исходного материала или заготовок (или по сборке
делий, перемещению или перебазированию полуфабриката и контро-
о в процессе обработки).
В массовом производстве, как отмечалось выше*, применяются
а различных принципа осуществления технологического процесса:
первый принцип предусматривает дифференциацию тех-
•логического процесса на элементарные операции;
второй принцип заключается в концентрации операций
хнологического процесса.
* См гл. 1
Второй принцип применяется в автоматических поточных линиях
чаще, чем первый, так как он дает наибольшую технико-экономичес-
кую эффективность.
В зависимости от назначения, характера технологического про-
цесса, степени автоматизации автоматические линии имеют разно-
образную структуру и различное конструктивное оформление.
Исходный материал может вводиться в автоматическую линию, а
готовое изделие сходить с линии штучными заготовками, порциями
(по весу или объему) и непрерывно. Чаще всего в автоматических ли-
ниях машиностроительного производства исходный материал вводится
штучными заготовками, а изделия выдаются поштучно, отдельными
деталями.
При проектировании автоматических линий основными фактора-
ми, определяющими характер необходимого оборудования, инструмен-
тов и устройств, являются:
1) количество деталей, подлежащих обработке в год;
2) наиболее рациональный технологический процесс обработки
детали;
3) форма и размеры детали и ее поверхностей, подлежащих обра-
ботке;
4) материал, из которого изготовляется деталь, и масса (вес) де-
тали;
5) припуск на подлежащих обработке поверхностях детали;
6) технические условия и качество обработки детали.
Исходя из характера детали, подлежащей обработке, разрабаты-
вают возможные варианты технологического процесса, на основе ко-
торых устанавливают наиболее целесообразную последовательность
операций и наиболее рациональные методы обработки, базовые по-
верхности, способы фиксации и зажатия при установке детали.
Режимы обработки устанавливаются в зависимости от рода мате-
риала детали, ее жесткости, размеров обрабатываемых поверхностей
и такта работы линии.
Автоматические линии применяются для обработки цилиндричес-
ких деталей (валов, втулок, колец), корпусных деталей (блоков ци-
линдров, коробок передач), зубчатых колес, деталей сложной конфи-
гурации , деталей из листового материала и др.
В зависимости от характера применяемого оборудования автома-
тические линии могут быть разных видов:
линии универсальных станков, состоящие из однотипных и раз-
нотипных станков;
линии специальных станков, состоящих только из специальных
или из специальных и универсальных станков;
линии агрегатных станков, предназначаемые обычно для обработ-
ки корпусных деталей (блоков и головок цилиндров для автомобиль-
ных двигателей, коробок передач и т. п.);
станки-комбайны, представляющие собой автоматическую линию,
осуществленную в виде одного станка, выполняющего ряд последова-
тельных операций обработки определенной детали;
линии автоматического производства с полным циклом изготов-
455
ления деталей, включающим агрегаты для литья-и термической об-
работки, приборы для контроля и сортировки, устройства для окраски
и упаковки (автоматические заводы для изготовления поршней, порш-
невых колец, поршневых пальцев и др.).
В состав автоматических линий для механической обработки де-
талей большей частью входят следующие оборудование и устройства:
1) металлорежущие станки, автоматы и агрегаты для выполнения
технологических операций;
2) механизмы для фиксации и зажатия изготовляемой детали на
рабочих позициях в требуемом для обработки положении;
3) устройство для транспортирования детали от станка к станку
и для возврата приспособлений-спутников к месту их загрузки;
4) механизмы для поворота детали, если это требуется по харак-
теру обработки;
5) устройства для загрузки деталей и устройства (магазины, бун-
керы) для накопления деталей и питания последующих участков
линии;
6) устройства для удаления стружки;
7) приборы и аппаратура для контроля- и сортировки деталей;
8) аппаратура управления.
При выборе типов и определении количества станков следует стре-
миться к использованию возможно меньшего количества оборудования
путем применения многоинструментных и многопозиционных станков,
многорезцовых полуавтоматов и автоматов. В автоматических линиях
из агрегатных станков следует применять силовые многошпиндельные
головки для одновременной двух- или трехсторонней обработ-
ки одной, двух и более одинаковых деталей.
При распределении технологических операций по отдельным по-
зициям линии следует стремиться к тому, чтобы продолжительность
работы инструментов на станках была примерно одинаковой; это
необходимо для более полного использования инструментов. Выравни-
вание времени работы инструментов достигается разными способами:
повышением и понижением режимов резания на лимитирующих опе-
рациях, расчленением длительных операций на несколько частей,
например сверление глубоких отверстий по частям последовательно
на нескольких позициях (на первой позиции сверлится часть длины
отверстия, на второй—следующая часть и т. д.), двустороннее (встреч-
ное) сверление; применением комбинированного инструмента и т. п.
Позиции в автоматических линиях, через которые проходит изго-
товляемая деталь, имеют разные назначения:
рабочие позиции служат для выполнения операции обработки;
контрольные позиции — для проверки правильности размеров,
получаемых после обработки;
холостые позиции — для поворота детали на определенный угол
(90°, 180°) при необходимости обработки ее с разных сторон;
позиции, обеспечивающие необходимые разрывы между станками,
исходя из габаритов и необходимости в площади для обслуживания,
наладки и ремонта станков;
позиции для очистки от стружки и др.
456
Подлежащая обработке деталь, подойдя к рабочей позиции, фикси-
руется на базовой поверхности, закрепляется и обрабатывается;
после обработки она перемещается на следующую позицию.
При распределении и концентрации операций по позициям необ-
ходимо обеспечить синхронность работы по отдельным операциям,
удобное обслуживание и наблюдение, требование жесткости систе-
мы станок — приспособление — инструмент — деталь, возможность
полного удаления стружки.
При выборе баз для обработки детали на автоматической линии
необходимо стремиться обеспечить соблюдение принципа постоянства
основной базы, совмещение основной и измерительной баз, возмож-
ность автоматической фиксации положения детали, а также удобство
транспортирования и защиту базовых поверхностей от попадания на
них стружки.
Для достижения указанных целей при обработке деталей на авто-
матических линиях часто используются искусственные базы в виде
дополнительных, специально изготовленных у детали элементов, не
требующихся для ее эксплуатации. Предварительная обработка ба-
зовой поверхности у корпусных деталей (а иногда и у других) часто
производится на станках, не входящих в автоматическую линию.
Режущий инструмент для обработки деталей должен обладать вы-
сокой стойкостью и большой производительностью.
При назначении операций по позициям следует обеспечить воз-
можность выполнения бесподналадочной и планово-периодической
смены инструментов блоками. Замена инструмента должна произво-
диться в перерывы работы линии, через определенные заранее уста-
новленные промежутки времени, по возможности длительностью
не менее 3,5—4 ч, так как частая замена инструмента вызывает значи-
тельные простои линии.
Количество станков в автоматической линии определяется в за-
висимости от числа технологических операций, их продолжитель-
ности и программы; линия может состоять из нескольких станков
(4—5) или нескольких десятков (30—40 и более).
Количество станков, необходимое для выполнения операции по
каждой позиции Са, равно оперативному времени /оп, деленному на
такт выпуска т, т. е. са — ton/x.
Оперативное время ion равно сумме основного (машинного) вре-
мени to и вспомогательного времени tB, т. е. /оп = t0 + 4; вспомо-
гательное время включает время для подвода и отвода инструмента
(силовых головок), время для зажатия и освобождения детали, время
для перемещения ее на следующую позицию и др.
Так, например, при обработке головки блока цилиндров легкового
автомобиля затрачивается время (сек):
На подвод головки.................................. 3—4
» фиксацию и зажим головки............................ 5
» выдержку на упоре и отвод головки................... 6
» отжим и расфиксацию головки......................... 5
» поворот стола ...................................... 5
» движение транспортера вперед........................ 6
» движение транспортера назад......................... 6
457
Затрата времени на выполнение каждой отдельной операции
технологического процесса должна быть примерно одинаковой или
кратной, что необходимо для синхронизации выполнения операций
и обеспечения непрерывной работы линии.
Если какая-либо операция требует оперативного времени, превы-
шающего величину такта, то соблюдение необходимого такта может
быть достигнуто сокращением основного времени или вспомогатель-
ного, или того и другого. Сокращение или выравнивание машинного
времени по операциям достигается подбором соответствующих режимов
резания и режущего инструмента, обладающего высокими режущими
свойствами, и большой стойкостью и допускающего большую скорость
резания металла. Уменьшение вспомогательного времени может быть
получено, если это возможно, за счет ускорения подвода и отвода
инструмента, перемещения обрабатываемой детали и др.
Если оперативное время какой-либо операции значительно пре-
вышает величину такта, то соблюдение необходимого такта может быть
достигнуто делением операции на части (например, сверление по
частям глубоких отверстий) или применением дублирующих станков.
Такт работы автоматической линии (т. е. промежуток времени,
отделяющий выпуск с линии двух следующих одна за другой деталей,
который должен обеспечить выпуск заданного по производственной
программе годового количества деталей) определяется по формуле
60 - Рткл.л . ,
Т =-----. [MUH],
где t — такт выпуска деталей с линии в мин (величина такта выпуска
может быть выражена веек, в этом случае в формуле в числитель надо
еще ввести множитель 60); F — номинальное годовое число часов
(годовой фонд времени) автоматической линии при работе в одну
смену в ч или в мин (60 F} или в сек (60 ♦ 60 • F); т — число смен
работы автоматической линии в сутки; D — количество деталей, под-
лежащих обработке на автоматической линии в год; Ла.л — коэффи-
циент, учитывающий использование номинального фонда времени
для фактической работы линии.
Действительное время (расчетное) фактической работы автомати-
ческой линии меньше номинального годового числа часов вследствие
затрат времени на ремонт, на подналадку, смену инструмента, на оста-
новки из-за неисправностей инструмента, электрооборудования, ме-
ханических и других устройств, а также другие затраты на техническое
и организационное обслуживание. Все эти потери времени учитыва-
ются коэффициентом Аа.л, который принимается равным 0,65—0,85
в зависимости от количества станков в линии.
Производительность линии устанавливается исходя из величины
такта выпуска деталей с линии.
Часовая производительность Ыч всей линии (т. е. количество
деталей, выпускаемых в час) определяется по формуле
N4 =J^- = [шт.],
458
где f — часовой номинальный-фонд рабочего времени, выраженный
в мин (60 мин) или сек (3600 сек); Ла.л — коэффициент, учитываю-
щий использование общего времени для фактической работы линии;
t — такт выпуска деталей с линии в мин или век; /д — часовой дей-
ствительный фонд рабочего времени, выраженный в мин или сек.
Оперативное (рабочее) время станочных операций с распределением •
затрат времени на отдельные элементы работы: зажатие, обработка
и разжим детали, отвод и подвод инструмента (силовых головок)
и др. — можно представить в виде циклограммы, наглядно отражаю-
щей время операции.
Рис. 271. Циклограмма работы автоматической линии:
а — зажатие деталей; б — обработка деталей; е — разжим деталей;
г — отвод силовых головок; О — подвод силовых головок
На рис. 271 в качестве примера показана циклограмма работы
автоматической линии для обработки головок цилиндра тракторного
двигателя, состоящей из 14 станков. Как видно из циклограммы, ли-
митирующей является операция на вертикально-фрезерном станке
модели А253; такт работы линии равен 3,5 мин.
Для фиксации и зажатия деталей, изготовляемых на автоматиче-
ских линиях, состоящих из агрегатных станков, применяются специ-
альные приспособления. Если деталь имеет предварительно обработан-
ную поверхность, которая может служить базой и плоскостью сколь-
жения, то такая деталь без приспособления перемещается (скользит)
от станка к станку по транспортеру; на время обработки в рабочих
позициях деталь фиксируется и зажимается в приспособлениях данно-
го агрегата. Если конфигурация детали такова, что ее трудно фикси-
459
ровать, то деталь устанавливают в специальное подвижное приспо-
собление «спутник», вместе с которым она перемещается от станка к
станку; на рабочих позициях это приспособление фиксируется и за-
жимается в неподвижных приспособлениях самого агрегата, применя-
емого для данной операции.
Способ транспортирования деталей в автоматических линиях за-
висит от конструкции и размеров деталей, характера применяемого
оборудования и методов обработки. В автоматических линиях, со-
стоящих из агрегатных станков, для транспортирования чаще всего
применяется шаговый транспортер, совершающий возвратно-поступа-
тельное движение. Для транспортирования деталей в линиях, состоя-
щих из универсальных и специализированных станков, применяются
различные транспортные устройства: транспортеры (для деталей
сложной формы); лотки — скаты (для деталей, имеющих форму
колец); трубки, установленные между станками (для шариков и ро-
ликов); автоматические «руки» (для деталей, имеющих форму валов)
и др.
При проектировании автоматических линий из разработанных
вариантов технологического и конструктивного оформления выбирают-
ся для осуществления оптимальные, обеспечивающие при выполнении
заданной производственной программы наибольшую технико-экономи-
ческую эффективность.
Критериями эффективности автоматических линий по сравнению с
неавтоматизированными технологическими процессами служат сле-
дующие технико-экономические показатели:
1) более высокая производительность;
2) меньшая себестоимость изготовления деталей;
3) быстрая окупаемость вложенных средств;
4) значительно меньшее количество обслуживаемого персонала;
5) стабильность и улучшение качества обработки;
6) меньшая производственная площадь;
7) ритмичность выпуска продукции;
8) удобство обслуживания, обеспечиваемое централизованным
управлением.
По некоторым действующим в СССР автоматическим линиям тех-
нико-экономическая эффективность характеризуется по сравнению с
показателями обычно массового производства следующими данными:
на автоматических линиях валов и роторов электродвигателей
производительность труда повысилась в 6 раз; съем продукции с 1 ж*
площади увеличился в 1,4 раза; себестоимость продукции снизилась
на 35%;
на автоматической линии подшипников качения количество про-
изводственных рабочих уменьшилось в 2 раза; производительность
цикла сократилась с 45 суток до 3—5 дней; повысилось качество под-
шипников (94% составляют подшипники высших классов);
на автоматическом заводе поршней для автомобильных двига-
телей общее количество работающих всех категорий уменьшилось в
4,2 раза; общее количество операторов и наладчиков — в 5,3 раза;
количество операторов уменьшилось в 16 раз; трудоемкость сократи-
460
лась в 5,3 раза; продолжительность производственного цикла сокра-
тилась в 2 раза, что дает значительное ускорение оборачиваемости
оборотных средств; себестоимость детали значительно снизилась.
В среднесерийном производстве осуществляется обработка дета-
лей, схожих по конструкции и размерам в определенном диапа-
зоне, на переналаживаемых групповых автоматических линиях.
Применение автоматических линий из станков с программным управ-
лением позволит автоматизировать обработку схожих по кон-
струкции деталей разных размеров в широких пределах.
ы-
ОбтачиВаши оигав
паВеркюапи
ЗалреаоВ- ЪамжироВка
тВатВ вам с
аопю ротором
, Чаийое Наката весцешшю-
сааптны с о/угви lumtpofa- риаиюш йх аимра-
шкиВа стороны те шеек Ваши:
Вам
Рис. 272. Автоматическая линия для обработки валов и роторов электродвигате
лей
Примерами переналаживаемых автоматических линий являются
действующие линии для обработки валов и роторов электродвигате-
лей и одновенцовых зубчатых колес.
Из числа выполненных и действующих автоматических линий и
заводов укажем следующие.
Автоматическая линия для механической
обработки валов и роторов электродвигате-
лей (рис. 272). На линии выполняются все операции механической
обработки, запрессовка вала в ротор, балансировка вала с ротором,
контроль. Линия состоит из типовых станков, которые можно исполь-
зовать не только в автоматической линии, но и в цехах серийного и мас-
сового производства, с ручной загрузкой станков или с загрузкой из
магазина. Все станки и транспортные устройства можно перенала-
живать на обработку валов разных типоразмеров — длиной от
275 до 523 мм. Перемещение обрабатываемых деталей осуществляется
шаговым транспортером. Производительность линии 210—250 тысяч
валов в год в зависимости от их размеров. На позициях линии вы-
полняются следующие операции: 1) загрузка; 2) фрезерование тор-
цов вала; 3) зацентровка вала;4) черновое обтачивание со стороны
шкива; 5) черновое обтачивание с другой стороны; 6) черновое шлифо-
вание шеек вала; 7) накатка рифлений; 8) бесцентровое шлифование;
9) фрезерование шпоночного паза; 10) запрессовка вала в ротор; 11) об-
тачивание ротора по наружной поверхности; 12) балансировка вала
с ротором; 13) разгрузка.
В настоящее время действуют пять таких линий.
Автоматическая линия для механической
обработки зубчатых колес. Практика работы перена-
461
лаживаемой автоматической линии, построенной ЭНИМСом, показала,
что можно обрабатывать зубчатые колеса с широким диапазоном диа-
метров — от 100 до 200 мм, с модулем 1,5—5 мм и диаметром от-
верстия от 28 до 50 мм.
Рис. 273. Автоматическая линия для обработки одновенцового зубчатого колеса
Переналадка этой линии предусмотрена на 10 типоразмеров зуб-
чатых колес с общей годовой программой в 120 000 штук.
Автоматическая линия делится на две части. Первая из них пре-
дусматривает полную на-
ружную обработку зубча-
того колеса, вторая — об-
работку и отделку зубьев.
Общая компоновка ав-
томатической линии и по-
рядок выполняемых техно-
логических операций пока-
заны на рис. 273, а, б.
В автоматическую ли-
нию встроены три бунке-
ра: первый — для загото-
вок, второй — для полу-
фабрикатов до обработки
зубьев и третий — для го-
товой продукции (на рис.
273, а показан проме-
жуточный бункер).
Встраивание проме-
жуточных бункеров име-
ет целью обеспечи-
Рис. 274. Корпус трансмиссии трактора
вать независимость на определенный отрезок времени первой группы
станков от станков по обработке зубьев, а также предусматривает
случай ремонта какого-либо станка линии.
Режущий инструмент во всех случаях, где это возможно, приме-
няется твердосплавный, чтобы обеспечить высокие режимы резания
и стойкость инструмента не менее чем 4 часа.
462
Вследствие сложности замены изнсшенноТо инструмента и пере-
наладки линии на новый тип детали вся предварительная подна-
ладка инструмента, устанавливаемого на станки, производится бло-
ками по индикаторным приспособлениям вне автоматической линии.
Контроль качества обработки производится выборочно также вне
линии наладчиками с помощью универсальных и специальных инстру-
ментов, а также многомерных контрольных приспособлений.
Рис. 275. Схема автоматической линии для обработки корпуса трансмиссии трак-
те ра*
1, 3, 7, Я —фрезерные станки, 2, 5, /£ —поворотные столы, 4, 19 — поперечные транспортеры:
6 — пульты управления участками, 9, 10, 14, 15, 16, 17, 21, 22 — станки для обработки отвер-
стий, 11, 18, 23 — резьбонарезные станки, 12 — контрольные приспособления, 20 — поворотный
барабан
Автоматическая линия 1Л52 для механичес-
койобработкикорпусатрансмиссиитрактора
ДТ-24. Корпус трансмиссии трактора показан на рис. 274. Заготовкой
для корпуса служит чугунная отливка. На линию заготовка поступает
с подготовленными базовыми поверхностями — ими служат нижняя
поверхность и технологические отверстия, по которым деталь уста-
навливается. Зажимается деталь самоустанавливающимися прихвата-
ми, управляемыми гидравлическими приводами.
Линия (рис. 275) состоит из четырех участков (/—IV). На линии
15 станков, 451 инструмент, 53 электродвигателя общей мощностью
406 кет.
На участке / детали транспортируют в двух параллельных пото-
ках, и обработка их производится двусторонними фрезерными стан-
463
ками, размещенными между потоками. Станки имеют четырехшпин-
дельные фрезерные головки для одновременной обработки четырех
деталей.
При движении фрезерной головки станка 1 вперед (холостой ход)
связанный с ней транспортер перемещает одновременно 12 деталей.
Четыре из них он подает в приспособления, две — на поворотные сто-
лы, две сдвигает с поворотных столов, а остальные подает на про-
межуточные позиции.
При движении фрезерной головки назад (рабочий ход) одновре-
менно фрезеруются четыре детали: две начерно и две начисто. При
последующем цикле начерно обработанные детали устанавливаются
в приспособлении для чистового фрезерования, окончательно обра-
ботанные перемещаются на промежуточные позиции, а в приспособле-
нии для черновой обработки устанавливаются новые детали.
На поворотном столе 2 детали поворачиваются на 180° и транспор-
тером подаются на станок 3 для обработки противоположной сто-
роны. При движении фрезерной головки станка 3 вперед (холостой
ход) связанный с ней транспортер одновременно передвигает восемь
деталей, две из которых передает на поперечный транспортер 4. По
этому транспортеру детали перемещаются к поворотному столу 5,
поворачиваются на нем на 90° и далее подаются на станки 7 и 8 для
фрезерования торцовых сторон, на станки 9 и 10 — для сверления и
развертывания отверстий и на станок 11 — для нарезания резьбы.
На поворотном столе 13 деталь поворачивается на 90° и поступает
на станок' 14 для сверления отверстий на боковых сторонах. На стан-
ке 15 снимаются фаски в отверстиях, несколько отверстий разверты-
ваются и одно просверливается. На станках 16 и 17 производится
черновое и получистовое растачивание шести больших отверстий и
развертывание малых, на станке 18 — нарезание резьбы в отверстиях.
Транспортер участка III перемещает детали на поперечный тран-
спортер 19, с которого они через вспомогательное устройство посту-
пают в поворотный барабан 20. После поворота на 90° деталь на бо-
ковой плоскости подается на станок 21 для сверления отверстий на
верхней и нижней сторонах, а также внутри детали. На станке 22 сни-
маются фаски, а на станке 23 нарезается резьба. На этом заканчи-
вается полная обработка детали.
Перед резьбонарезными станками установлены контрольные при-
способления 12 (на линии их три) для обнаружения непросверленных
отверстий или обломков сверл в отверстиях. Во все нарезаемые от-
верстия перед нарезанием резьбы впрыскивается небольшая пор-
ция масла специальными насосами, которые работают от пневмати-
ческих кранов, управляемых электромагнитами.
Управление механизмами линии и подача последовательных ко-
манд осуществляются электромеханическими командоаппаратами, на-
ходящимися на каждом участке линии и взаимосвязанными между со-
бой.
На линии предусмотрена автоматическая уборка стружки со всех
участков.
Производительность линии — 20 деталей в час. Обслуживают ли-
464
нию два оператора: в начале линии — для установки деталей и в конце
— для снятия их.
Автоматическая линия для производства
роликоподшипников (рис. 276). В этой линии все техно-
логические операции механической и термической обработки колец,
сборки, контроля, антикоррозионной обработки и упаковки под-
шипников полностью автоматизированы. Ролики и сепараторы по-
ступают на линию из других цехов в готовом виде.
Рис. 276. Автоматическая линия для производства роликоподшипников
На линии выполняются следующие операции: 1 — полная то-
карная обработка наружного кольца; 2 — черновая токарная обра-
ботка внутреннего кольца; 3 — чистовая токарная обработка внутрен-
него кольца; 4 — клеймение; 5 — магазины задела; 6 и 7 — терми-
ческая обработка наружного и внутреннего колец; 8 — визуальный
контроль; 9 — плоское шлифование наружного и внутреннего колец
(поочередно): а — базового торца; б — противоположной поверхнос-
ти; 10 —бесцентровое шлифование наружной поверхности наружного
кольца; 11 — черновое бесцентровое шлифование дорожки качения
наружного кольца; 12 — чистовое бесцентровое шлифование дорож-
ки качения наружного кольца; 13 — бесцентровая доводка дорожки
качения наружного кольца; 14 — снятие наката; 15 — визуальный
контроль; 16 — промывка и сушка наружного кольца; 17 — автома-
465
тический контроль наружного кольца; 18 — черновое бесцентровое
шлифование дорожки качения внутреннего кольца; 19 — бесцентровое
шлифование отверстия внутреннего кольца; 20 — чистовое бесцентро-
вое шлифование дорожки качения внутреннего кольца; 21 — шлифо-
вание опорного борта внутреннего кольца; 22 — визуальный конт-
роль; 23 — промывка и сушка внутреннего кольца; 24 — автомати-
ческий контроль внутреннего кольца; 25 — сборка роликоподшипни-
ка; 26 — автоматический контроль готового роликоподшипника;
27 — демагнитизация роликоподшипника; 28 — антикоррозионная
Рис. 277. Автоматический завод поршней автомобильных двигателей
обработка роликоподшипников; 29 — упаковка роликоподшипников.
Линия состоит из гибко связанных между собой самостоятельных
участков: токарных, термических, шлифовальных и контрольно-
сборочно-упаковочных. Между участками имеются автоматически
действующие магазины для межоперационных заделов. Внутри
каждого участка несколько однотипных автоматов работают парал-
лельно на общий транспортер.
В линии применяются новые, прогрессивные методы обработки:
термическая обработка холодом, бесцентровое шлифование отверстий,
желобов и беговых дорожек, новые принципы сборки, новая техноло-
гия антикоррозионной обработки, контроля колец и собранных под-
шипников.
Автоматический завод поршней для автомо-
бильныхдвигателей (рис. 277). В производстве поршней на
заводе-автомате осуществлена комплексная автоматизация всего про-
цесса изготовления этого сложного изделия, начиная с литья и кончая
упаковкой. На линиях завода-автомата впервые была решена задача
автоматизации плавки металла, кокильной отливки заготовок порш-
466
ней, термической обработки, консервации и упаковки готовой про-
дукции.
Автоматический завод изготовляет 11 типоразмеров поршней (нор-
мальных и ремонтных) грузовых автомобилей ЗИЛ-150 и ГАЗ-51.
Поршни изготовляются из алюминиевого сплава АЛ-25; отливка
должна иметь твердость НВ 115 4- 140 и предел прочности при растя-
жении не ниже 17 кПмм2 (167 Л4нЛи2); цилиндрическая поверхность
юбки поршня луженая (покрыта оловом).
Поршни одного типоразмера должны иметь одинаковый вес с
допускаемыми отклонениями ± 4 Г(0,5% от веса поршня) для порш»
ней ЗИЛ-150 и ±2Г(0,35% от веса поршня) для поршней ГАЗ-51.
Поршни сортируются на группы: по размерам юбки поршня — через
20 мкм, по размерам отверстия под палец — через 2,5 мкм. Конус-
ность юбки поршня допускается в пределах 0,01—0,05 мм, овальность—
до 0,15 мм. Отверстия под поршневой палец могут иметь отклоне-
ния от правильной цилиндрической формы не более 3 мкм.
После реконструкции, проведенной с целью устранения недостат-
ков, выявившихся при эксплуатации, завод-автомат выполняет автома-
тически в определенной последовательности следующие стадии произ-
водственного процесса на позициях: 1 — загрузка чушек алюминие-
вого сплава; 2—плавление, рафинирование иочистка сплава от шлака;
3 — кокильная отливка; 4 — отрезка литников и возврат их в пла-
вильную печь для переплавки; 5 — загрузка контейнеров поршня-
ми; 6 — термическая обработка; 7 — автоматический бункер;
8 — возврат контейнеров; 9 — обработка базовых поверхностей
(одновременно у двух деталей); 10 — черновое растачивание и за-
центровка (одновременно четырех деталей); 11 — черновое обтачи-
вание (одновременно четырех деталей); 12 — фрезерование горизон-
тальной прорези (одновременно у четырех деталей); 13 — сверление
десяти смазочных отверстий в каждой детали (одновременно у четырех
деталей); 14 — чистовое обтачивание (одновременно четырех деталей;
15 — разрезание юбки и срезание центровой бобышки (одновременно
у четырех деталей); 16 — подгонка веса поршней (одновременно у
двух деталей) путем удаления лишнего металла на внутренней
стороне юбки; 17 — окончательное шлифование на автоматическом
бесцентрово-шлифовальном станке (одновременно четырех деталей);
18 — мойка; 19 — азтоматический бункер; 20 — обработка отверстий
под поршневой палец (тонкое растачивание отверстий; растачивание
канавок под стопорные кольца; развертывание отверстий); 21 — мойка;
22 — контроль диаметров и конусности юбки и сортировка на размер-
ные группы; 23 — контроль формы и размеров отверстий под палец
и сортировка на размерные группы; 24 — покрытие поршней антикор-
розийной смазкой (консервация); 25 — завертывание в водонепро-
ницаемую бумагу (пергамент); 26 — набор комплекта поршней, фор-
мирование картонной коробки, заклейка ее и выдача.
Автоматизация разнохарактерных технологических процессов из-
готовления поршней и автоматизация межоперационного транспорта
для передачи деталей с одной позиции обработки на другую осущест-
вляются на специально сконструированном высокопроизводительном
467
оборудовании. Автоматизированы все вспомогательные процессы.
Стружка, образующаяся при обработке деталей резанием, удаляется
за пределы цеха специальным транспортером.
В некоторых местах между рабочими агрегатами встроены бунке-
ры-накопители межоперационных заделов, автоматически по мере
надобности осуществляющие приемку, хранение и выдачу полуфаб-
рикатов.
Дистанционное наблюдение за работой агрегатов и непрерывный
автоматический учет основных производственных показателей осу-
ществляются с диспетчерского пульта, оборудованного сигнальными
табло.
Агрегаты всего завода связаны между собой системой электричес-
кого управления и снабжены блокировочными устройствами, выклю-
чающими соответствующие агрегаты при отклонении от нормального
хода производственного процесса. Одновременно с остановкой агрега-
та над ним автоматически включается световое сигнальное устройство,
и этот сигнал одновременно дублируется на диспетчерском пункте.
Кроме того, ряд устройств автоматически регулируют некоторые
параметры производственного процесса: температуру, химический
состав, давление и т. д.
Каждая из двух действующих комплексных автоматических линий
завода-автомата состоит из 28 единиц оборудования с общей установ-
ленной мощностью 857 кв/п и занимает площадь 960 м2. Коэффициент
использования оборудования 0,77; такт 40 сек на 4 поршня.
Роторные автоматические линии. В последние
годы получили применение роторные автоматические линии, пред-
ставляющие собой систему рабочих машин и вспомогательных меха-
низмов для обработки деталей в процессе их непрерывного перемеще-
ния вместе с обрабатывающим инструментом.
Роторные автоматические линии служат для обработки металлов,
пластмасс и других материалов резанием и давлением, для термохи-
мических, сборочных, контрольных и других операций технологи-
ческого процесса.
Роторная автоматическая линия состоит из операционных рабо-
чих роторов, выполняющих технологические операции, и транспорт-
ных роторов, осуществляющих межоперационное перемещение дета-
лей. Рабочие и транспортные роторы располагаются в технологической
последовательности и соединяются общим синхронным приводом. На
рабочем роторе по образующей цилиндра равномерно расположены
обрабатывающие инструменты, которые связаны с индивидуальными
исполнительными органами (например, с ползунами, со штоками
гидравлических или пневматических цилиндров), сообщающими
этим инструментам необходимые рабочие движения. На транспортном
роторе аналогично расположена смонтированная группа несущих
органов (захватов, присосов и т. п.).
Технологический процесс обработки расчленяется на отдельные
элементарные операции, каждая из которых выполняется на отдель-
ном роторе. Количество рабочих роторов в линии соответствует числу
операций, на которые расчленен технологический процесс.
468
Обработка деталей на таких линиях производится непрерывным
потоком (без остановок), т. е. деталь непрерывно передается с одного
рабочего ротора на второй, на третий и т. д. до тех пор, пока не
пройдет через все рабочие
роторы линии. Все станки
и агрегаты линий обычно
выполняются вертикально-
го типа.
Производительность ра-
бочих роторов не зависит
от длительности операций;
это позволяет обеспечить
одинаковую производите-
льность на всех операциях,
что весьма эффективно при
комплексной автоматиза-
ции. Одинаковая произво-
дительность всех роторных
машин, предназначенных
для объединения в общую
линию, достигается благо-
даря различным числам
рабочих позиций и инстру-
ментов на каждом роторе:
на роторах для непродол-
жительных операций их
меньше, на роторах для
длительных операций —
соответственно больше.
Длительность операци-
онного цикла в роторных
машинах определяется де-
лением длины рабочего
участка ротора наеготран-
Рис. 278. Узлы роторных линий:
а — вращающийся ротор; б — узел роторной ма-
шины для вытяжки колпачка
спортную окружную ско-
рость.
Такт работы роторной линии tp определяется делением расстояния
шага) I между деталями в роторе на окружную скорость ротора v, т. е.
/р=1- [мин]. (204)
Теоретическая производительность линии, равная производитель-
ности каждого ротора в отдельности, вычисляется по формуле
Мт = Zj/i, = z2n2 = г8Пз = • • • = г^, (205)
где NT — теоретическая производительность линии в штуках в ми-
нуту; zv z2, zs, ..., zm — число деталей на роторе, равное числу его
позиций; nlt п2, п3, ..., пт — число оборотов в минуту ротора; т —
количество роторов.
469
Действительная (эксплуатационная) производительность ротор-
ной линии уменьшается по сравнению с теоретической из-за потерь,
связанных с использованием общего времени работы линии. Эти поте-
ри учитываются коэффициентом kB = 0,7 0,8. Таким образом,
действительная производительность автоматической роторной линии
(Л/’д) равна
NB = N.ka. (206)
На рис. 278,а показана схема общего вида вращающего ротора 1 с
неподвижным копиром 3 и перемещающимися ползунами 2 с роли-
ками 4.
На рис. 278,6 пока-
зан типичный узел одной
из роторных машин для
определения вытяжки
колпачка 3. Этот узел
состоит из корпуса 5,
смонтированных в нем
матриц, ползуна 6, не-
сущего пуансон 4. Об-
работанная Деталь 1 вы-
талкивается кверху. Ве-
ртикальное ирямоли-
нейное движение ползу-
на 6 с пуансоном 4 осу-
ществляется путем взаи-
модействия ролика 9,
Рис. 279. Схема автоматической роторной линии
соединенногос ползуном
6 через шток 7, перемещающихся при вращении ротора 10, с корпу-
сом 5 по кривой неподвижного двустороннего копира 8.
Автоматическая роторная линия (рис. 279) состоит из рабочих
роторов 3, на которых производятся операции обработки, питающего
ротора 1, подающего заготовки, транспортных роторов 2, осущест-
вляющих межоперационную связь между рабочими роторами 3 и по-
штучную передачу обрабатываемых деталей с одной операции на
другую.
Все роторы приводятся в действие от одного привода. На каж-,
дой роторной машине осуществляется лишь одна операция, и деталь
обрабатывается в процессе совместного непрерывного транспорти-
рования детали и инструмента.
Транспортные роторы 2 кроме своей основной функции применяют-
ся для изменения или исправления положения деталей, для удале-
ния брака, изменения ориентации деталей, вытряхивания стружки
и т. п.
РАЗДЕЛ ЧЕТВЕРТЫЙ
ТЕХНОЛОГИЯ СБОРОЧНЫХ ПРОЦЕССОВ
ГЛАВА XXIV.
ОСНОВНЫЕ ПОЛОЖЕНИЯ И ПОНЯТИЯ
1. Изделие и его элементы
Изделием называется любой предмет или набор предметов про-
изводства, подлежащих изготовлению на предприятии.
Согласно ГОСТ 2.101—68 устанавливаются следующие виды
изделий:
а) детали:
б) сборочные единицы (узлы)*;
в) комплексы;
г) комплекты.
Деталь является изделием, изготовленным из однородного ма-
териала, без применения сборочных операций, например валик, винт,
литой корпус и др.
Сборочной единицей — узлом — называется изделие, составные
части которого подлежат соединению между собой на предприятии-
изготовителе сборочными операциями' (свинчиванием, клепкой, пай-
кой, опрессовкой и т. п.), например станок, автомобиль, редуктор,
готовальня, сварной корпус и др.
Комплексом называется два и более специфицированных изделия,
не соединенных на предприятии-изготовителе сборочными операция-
ми, но предназначенных для выполнения взаимосвязанных эксплу-
атационных функций.
В комплекс кроме изделий, выполняющих основные функции,
могут входить детали, сборочные единицы и комплекты, предназна-
ченные для выполнения вспомогательных функций, например детали
и сборочные единицы, предназначенные .для монтажа комплекса на
месте его эксплуатации.
Комплект представляет два и более изделия, не соединенных на
предприятии-изготовителе сборочными операциями и представляю-
щих набор изделий, имеющих общее эксплуатационное назначение
вспомогательного характера, например комплект запасных частей,
комплект инструмента и т. п.
* В литературе термин «сборочная единица», введенный ГОСТ 2.101—68,
часто заменяется широко распространенным понятием «узел».
471
2. Значение и объем сборочных работ
Сборка — образование разъемных или неразъемных соединений
составных частей детали или изделия.
Узловая сборка — сборка, объектом которой является состав-
ная часть изделия — сборочная единица (узел).
Общая сборка — сборка, объектом которой является изделие в
целом
Сборочный комплект — группа составных частей изделия, кото-
рые необходимо подать на рабочее место для сборки изделия или его
составной части.
Сборочные работы являются заключительным этапом в производ-
ственном процессе, на котором из отдельных деталей и узлов собирают
готовые изделия. Качество сборочных работ значительно влияет на эк-
сплуатационные качества машины, на ее надежность и долговечность.
Собранное изделие — машина — при недостаточно точном соеди-
нении отдельных деталей, даже если они изготовлены с заданной
точностью, не будет обладать необходимыми эксплуатационными ка-
чествами и надежно работать. Поэтому в производстве сборочные ра-
боты имеют первостепенное значение. К этому следует добавить, что
и объем сборочных работ весьма значителен; так, например, трудо-
емкость сборочных работ в сельскохозяйственном машиностроении
составляет 20—30% общей трудоемкости изделия, а по некоторым
машинам трудоемкость сборочных работ доходит до 40—60% общей
трудоемкости.
Сборочные работы выполняются в сборочных отделениях и це-
хах завода. Место и организация выполнения сборочных работ опре-
деляются характером выпускаемых изделий, технологическим про-
цессом, объемом производства. В единичном, мелкосерийном и серий-
ном производстве сборка производится в сборочных цехах или сбо-
рочных отделениях механосборочных цехов. В крупносерийном и
массовом производстве сборка изделий производится в конце поточ-
ных линий или в тех отделениях механического цеха, где обрабаты-
ваются детали данных узлов.
В этом случае осуществляется принцип законченного цикла про-
изводства данного узла, включающего механическую обработку де-
талей и сборку узла; общая сборка машины выполняется в сбороч-
ном цехе.
Соотношение времени, затрачиваемого на сборочные работы и
механическую обработку деталей, а также времени, затрачиваемого
на отдельные стадии сборочного процесса, зависит от вида производ-
ства и методов сборки. Время на сборочные работы в процентах от
времени на механическую обработку в среднем примерно составляет:
В единичном и мелкосерийном производстве . . . 40—50%
» среднесерийном производстве.................. 30—35%
» крупносерийном производстве.................................... . 20—25%
» массовом производстве........................ менее 20%
Необходимо путем использования механизированного инструмента
добиваться уменьшения времени на ручные работы, которые приме-
472
няются в значительных размерах в единичном и мелкосерийном про-
изводстве и которых не всегда удается избежать в серийном про-
изводстве.
Необходимо также шире применять предварительную узловую
сборку и подавать на общую сборку возможно меньшее количество
отдельных деталей с целью сокращения времени на общую сборку.
Примерное соотношение затрачиваемого времени на отдельные
стадии сборочного процесса при серийном производстве машин сред-
них размеров следующее:
Ручная слесарная обработка деталей................до 10%
Сборка сборочных единиц........................... 50—60%
Общая сборка на стенде............................ 40—30%
3. Исходные данные для проектирования технологического
процесса сборки
Основой для проектирования технологического процесса сборки
являются:
1) чертежи сборочные и общих видов сборочных единиц (узлов)
и изделий;
2) технические условия на приемку и испытание изделий;
3) производственная программа сборки (программа сборочного
цеха), составленная по производственной программе завода;
4) спецификация поступающих на сборку узлов и деталей.
Производственная программа сборки должна содержать наиме-
нование собираемых машин и узлов, массу каждой сборочной еди-
ницы (узла), годовой выпуск, выраженный количеством узлов и
массой (весом) в тоннах.
В спецификациях поступающих на сборку деталей и сборочных
единиц (узлов) указываются их наименование, номер, количество на
одно изделие, из какого цеха поступает на сборку.
На чертежах сборочных и общих видов, необходимых для проек-
тирования технологических процессов сборки, должны быть указаны
допуски на линейные и угловые размеры, определяющие взаимное
расположение деталей, конструктивные зазоры, а также особые тре-
бования, касающиеся сборки машины. На чертежах должны быть да-
ны все проекции и разрезы, необходимые для полного понимания и
ясного представления конструкций собираемых узлов и целой машины.
Технологический контроль сборочных чертежей имеет целью про-
верить, обеспечивают ли они возможность рациональной сборки и
наличие всех необходимых для сборки сведений, обусловливающих
правильность сборки.
4. Соединения деталей и способы их выполнения
При сборке основным видом работ является выполнение различ-
ных соединений деталей. Сборку двух или нескольких деталей (или
узлов) можно выполнить в виде неподвижного или подвижного их
соединения.
17—499 473
При неподвижном соединении собранные детали или соборочные
единицы сохраняют неизменное взаимное положение.
При подвижном соединении сопряженные детали имеют возмож-
ности определенного взаимного перемещения.
Рис. 280. Схема клепки и клепальное оборудование:
а — схема клепки; б — клепальные молотки; в — электромехани-
ческий пресс; г — пневматический пресс; д — клепальная ма-
шина
Кроме того, соединения могут быть неразборными (неразъемными)
или разборными (разъемными). Неразборные соединения применяют
в тех случаях, когда при эксплуатации машины разборка соединен-
ных деталей не предусматривается. Если же по условиям эксплуата-
ции необходимо производить разборку соединений, их выполняют
разборными.
Неподвижные соединения могут быть неразборными и разборны-
ми. Неподвижные неразборные соединения осуществляются раз-
личными способами: сваркой (электрической и газовой); пайкой (мяг-
ким и твердым припоем); склепыванием; посадкой под прессом; на-
474
греванием охватывающей детали и охлаждением охватываемой
детали.
Склепывание (помимо малопроизводительного ручного способа)
осуществляется пневматическими и электрическими молотками,
электромеханическими, пневматическим и пневмогидравлическими
прессами, клепальными машинами (рис. 280). Последние являются
наиболее производительными, к тому же при их работе отсутствуют
неблагоприятные воздействия, которые создаются при других спо-
собах клепки (шум, напряжение, утомление работающих и пр.).
Посадка под прессом может осуществляться путем запрессования
или напрессования детали. При запрессовывании охватываемая де-
таль (вал) под давлением пресса вводится в отверстие охватывающей
детали (втулка, шкив, зубчатое колесо). При напрессовании, наоборот,
охватывающая деталь (втулка) насаживается своим отверстием на
охватываемую деталь (вал).
Сила, необходимая для осуществления прессовой посадки, опре-
деляется путем расчета*.
Способ посадки нагреванием охватывающей детали используется
преимущественно для втулок больших диаметров при малой длине.
При этом способе соединения охватывающая деталь (втулка и т. п.)
в нагретом состоянии свободно надевается на охватываемую деталь
(вал) и при остывании, сжимаясь, прочно с натягом соединяется с по-
следней, образуя прессовую посадку.
Температура, требуемая для нагрева, назначается в зависимости
от, конструкции детали и металла , из которого она сделана, а также
требуемого натяга. Нагревать соединяемую деталь можно в кипящей
воде, нагретым маслом, паром, газовыми горелками, в газовых или
электрических нагревательных печах, а также электрическим током
методом сопротивления или индукции. В тех случаях, когда требуется
соблюдение равномерности нагрева, целесообразно применять нагрев
в жидкости (воде, масле).
Крупные детали нагревают электрическим током по методу сопро-
тивления или индукции.
На рис. 281,а показана эдектроспираль, применяемая для нагрева
отверстий в корпусных деталях. Деталь устанавливают на стол и в
отверстие детали вводят электроспираль. Отверстие диаметром 190—
220 мм нагревается спиралью до 120°С за 30—35 мин.
Если по производственным условиям (размеры, конфигурация
детали и др.) нагревание охватывающей детали недопустимо или за-
труднительно,- то соединение можно выполнить путем охлаждения
охватываемой детали (вала). При этом способе охватываемая де-
таль (вал) охлаждается до требуемой низкой температуры. При ох-
лаждении охватываемая деталь сжимается, размеры ее уменьшаются
и она свободно входит в отверстие парной детали (втулки), с которой
сопрягается. Когда температура охлажденной детали повысится до
* Расчет посадок излагается в курсе «Основы взаимозаменяемости и техни-
ческие измерения».
17* , 475
температуры окружающей среды, произойдет прочное соединение спа-
ренных деталей.
Охлаждение деталей до температуры —70 —80°С производится в
твердой углекислоте (сухой лед), которая закладывается в холодиль-
ник, представляющий собой металлический или деревянный ящик с
надежной теплоизоляцией. Процесс длится от 15 до 60 мин в зависи-
мости от размера'охлаждаемой детали.
Рис. 281. Электроспираль для нагрева отверстий в
корпусных деталях (а) и передвижная ванна для ох-
лаждения деталей (б):
1 — тележка, 2 — металлический ящик; 3 — твердая углекис-
лота (сухой лед); 4 —детали; 5 — баллон с углекислым га-
зом
При нормальной температуре цеха 18—20°С и охлаждении детали
до —100°С можно получить усадку 0,01—0,02 мм на каждые 100 мм,
что вполне достаточно для получения требуемого натяга.
Кроме холодильных ящиков при охлаждении твердой углекисло-
той небольших деталей до температуры —70—80°С широкое примене-
ние находят передвижные установки (рис. 281,6), представляющие
собой тележку 1, на которой установлен металлический ящик 2, в
котором находится твердая углекислота (сухой лед) 3.
Часто вместо твердой кислоты охлаждающей средой является
углекислый газ, который поступает в рабочее пространство из балло-
на 5. Этот газ охлаждает детали 4.
Если необходимо получить более низкие температуры (—200 —
—220° С), охлаждение производится в жидком азоте или в жидком
воздухе.
Неподвижные разборные соединения осуществляются путем сое-
динения сопрягаемых деталей с посадками: глухой, тугой, напряжен-
476
ной, плотной, резьбовыми креплениями (болтами, винтами, шпиль-
ками), посадкой на конус.
Резьбовые крепления, т. е. соединения посредством резьбовых
изделий, применяются преимущественно при сопряжении плоских
поверхностей. Для получения плотности соединения применяют про-
кладки (из кожи, резины, мягких металлов).
Посадка на конус применяется для плотных соединений, подвер-
гающихся частой и быстрой разборке.
Подвижные соединения являются разборными (неразборные под-
вижные соединения встречаются редко). Подвижные соединения осу-
ществляются при подвижных посадках: скольжения, движения,
ходовой, легкоходовой и др., а также при соединении шаровых,
конических и винтовых поверхностей.
ГЛАВА XXV
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ
1. Содержание и структура технологического процесса сборки
Предварительно, до начала разработки технологического про-
цесса сборки, необходимо изучить конструкцию собираемой машины,
условия ее работы и технические условия ее приемку и испытания.
На основе изучения конструкций собираемых сборочных еди-
ниц и целой машины составляется схема сборки соединений, опреде-
ляющая взаимную связь и последовательность соединений отдельных
элементов, сборочных единиц агрегатов (механизмов) и целого из-
делия.
Технологический процесс сборки заключается в соединении де-
талей в узлы и узлов и отдельных деталей — в механизмы (агрегаты)
и в целую машину. В связи с этим все работы сборочного процесса
разбиваются на отдельные последовательные стадии (сборка узлов,
сборка агрегатов, механизмов, общая сборка), которые далее рас-
членяются на отдельные последовательные операции, переходы, при-
емы. Операция может выполняться при нескольких установках.
Под операцией в сборочном процессе понимают часть сбо-
рочного процесса, осуществляемую по какому-либо узлу или машине
одним или несколькими рабочими на одном рабочем месте.
Операция состоит из переходов.
Под переходом понимают часть операции, которая вполне
закончена, не может быть расчленена на другие переходы и выпол-
няется без смены инструментов одним или несколькими рабочими одно-
временно.
Переход состоит из приемов.
Приемом называется часть перехода, состоящая из ряда про-
стейших рабочих движений выполняемых одним рабочим.
Под установкой понимается придание определенного поло -
жения собираемым деталям и соединениям.
477
При разработке технологического процесса поточной сборки не-
обходимо определить вначале такт сборочных работ, так как расчле-
нение технологического процесса на отдельные операции зависит от
такта сборки; затрата времени на отдельные операции (трудоемкость)
должна быть равной или кратной величине такта.
Если по характеру производства для придания деталям, прошед-
шим механическую обработку, нужных размеров и формы требуется
окончательная доделка ручным способом, то такие работы должны
предшествовать сборке.
При разборке технологического процесса сборки для каждой опе-
рации, перехода и других частей сборочного процесса должно быть
дано описание характера работ и способов их выполнения; должен
быть указан необходимый инструмент и приспособления, определены
потребное количество времени, число рабочих и их квалификация.
Время, потребное на выполнение отдельных операций сборки узлов
(агрегатов, механизмов), и сроки подачи их вместе с деталями к местам
общей сборки должны быть установлены так, чтобы обеспечить
бесперебойный ход сборочного процесса. Таким образом, технологи-
ческий процесс сборки определяет длительность сборки изделия, коли-
чество рабочих, потребное на отдельные операции и на всю сборку,
время на сборочные работы, выполняемые всеми рабочими, сроки
комплексной подачи деталей, узлов и агрегатов (механизмов).
2. Стадии сборочного процесса. Технологические схемы сборки
Многие детали, перед тем как их направить на место сборки
всей машины, соединяют с другими деталями, образуя сборочную еди-
ницу. Узел может составляться или только из отдельных деталей, или
из отдельных деталей и деталей, предварительно (до постановки
их в узел) соединенных вместе. Такие предварительно соединенные (до
постановки в узел) детали образуют простейшее соединение — «под-
узел». Соединение нескольких сборочных единиц составляет агрегат
или механизм: первое название применяется, например, в автотрак-
торостроении. Это соединение осуществляется или непосредственно
деталями, входящими в сборочные единицы, или при помощи отдель-
ных деталей, служащих для соединения сборочных единиц.
Из агрегатов (механизмов), узлов и отдельных деталей собирают
целое изделие — машину.
Каждое из указанных соединений представляет собой конструк-
тивно-сборочную единицу той или иной степени сложности. При опи-
санной выше последовательности соединений подузел представляет
собой конструктивно-сборочную единицу первой степени сложности;
узел — конструктивно-сборочную единицу второй степени и агрегат
(механизм) — конструктивно-сборочную единицу третьей степени
сложности. Целое изделие в зависимости от его сложности может быть
расчленено -на большее или меньшее число конструктивно-сбороч-
ных единиц.
Сборочный процесс, таким образом, состоит из следующих стадий;
1) ручная слесарная обработка и пригонка; применяется преи-
478
мущественно в единичном и мелкосерийном производствах; в серийном
производстве применяется в незначительном объеме; в массовом про-
изводстве эта стадия отсутствует;
2) предварительная сборка — соединение деталей в агрегаты,
механизмы;
3) общая (или окончательная) сборка — сборка всей машины;
Рис. 282. Технологическая схема сборки задней бабки токарного
многорезцового станка:
/ — втулка (1 шт.); 2 — шарикоподшипник радиальный однорядный (2 шт.);
3— втулка (1 шт.); 4 — шарикоподшипник упорный одинарный (1 шт.); 5 —
кольцо (1 шт.); 6 —пружина (3 шт.); 7 — втулка (1 шт.); 8 — шарикоподшип-
ник радиальный однорядный (1 шт.); 9 — шайба (1 шт.); 10—гайка (2 шт);
// — прокладка (1 шт.); 12 — центр (1 шт.); 13 — шпиндель (1 шт.); 14 — гайка
(1 шт.); 15—вннт установочный (2 шт); 16—винт (1 шт.); 17 — винт трапецие-
видный (1 шт.); /8 —штифт цилиндрический (1 шт.); 19 — крышка шпинделя
(1 шт); 20 — уплотняющее кольцо (1 шт.); 21 — винт с цилиндрической голов-
кой (3 шт); 22 — корпус задней бабки (1 шт); 23 — шпонка (1 шт.); 24 — винт
с потайной головкой (2 шт.); 25 — винт с цилиндрической головкой (4 шт.);
26 — болт (3 шт.); 27 —шайба (3 шт.); 28 —винт установочный (2 шт.); 29 —
винт установочный (1 шт.); 30 — зажимная рукоятка (1 шт.); 31 — шарик
(1 шт); 32 — вилка (1 шт.); 33 — конический штифт (3 шт.); 34 — натяжной
болт (1 шт); 35 — ось вилки (3 шт); 36 — винт установочный (1 шт.); 37 — гай-
ка (1 шт); 38 — шайба (1 шт.); 39 — зажимное кольцо (1 шт); 40 — фланец
(1 шт.); 41 — винт с цилиндрической головкой (3 шт); 42 — шпонка (1 шт.);
43 — маховик (1 Ш1 ); 44 — ручка (1 шт); 45 — шайба (1 шт.); 46 — гайка
(1 шг); 47 — проставная скоба (1 шт); 48 — проставная скоба (1 шт.); 49 —
проставная' скоба (1 шт.); 50—шайба (2 шт); 51— гайка (2 шт.); 52 — винт
(2 шт.)
4) регулирование — установка и выверка правильности взаимо-
действия частей машины.
В общую сборку могут входить следующие основные операции:
а) крепление деталей; б) сборка деталей неподвижных; в) сборка де-
талей движущихся; г) сборка деталей вращающихся; д) сборка дета-
лей, передающих движение; е) разметка для сборки (в единичном и
мелкосерийном производстве); ж) взвешивание и балансирование
узлов деталей; з) установка станин, рам, плит, корпусов.
Для наглядного представления, удобства планирования и выпол-
нения сборочного процесса полезно составлять его графическую
схему. Пример такой схемы представлен на рис. 282, изображающем
479
схему сборки задней бабки токарного многорезцового станка. Схема
показывает, из каких деталей составляются простейшие соединения
и из каких деталей собираются механизмы, агрегаты, идущие на об-
щую сборку машины. На схеме у кружков, обозначающих детали,
Станина
6 4iote\J
Рис. 283. Сборочный чертеж станины токарного станка и техноло-
гическая схема сборки
указаны номера чертежей деталей; в этих обозначениях ставятся но-
мера сборочных чертежей агрегатов, механизмов — литеры (или
номера) агрегатов, механизмов.
На рис. 283 показаны сборочный чертеж станины токарного станка
(а) и технологическая схема сборки станины (б).
В зависимости от того, какую по степени сложности конструк-
тивно-сборочную единицу выпускает завод в качестве готовой про-
дукции, изделие можно расчленить на большее или меньшее
число промежуточных сборочных соединений, наименование кото-
рых должно приниматься в соответствии с их степенью сложности.
480
Если машина сложной конструкции, то составить на нее общую
сборочную схему бывает трудно ввиду большого количества дета-
лей и соединений; поэтому в таких случаях следует составить схемы
сборки отдельных узлов и агрегатов и схему сборки всей машины
из узлов, агрегатов и отдельных деталей.
Расчленение на агрегаты и отдельные детали зависит от кон-
структивных .особенностей машины, ее соединений и деталей. Для
каждого типа машин это расчленение может иметь индивидуальный
характер; общих правил расчленения различных машин на отдельные
соединения не может быть, так как это расчленение зависит, как
указано, от конструкции машины; такое расчленение всегда условно
и применимо только для данного типа машины.
При расчленении конструкции изделия на отдельные сборочные еди-
ницы надо руководствоваться следующими основными положениями:
1) выделение того или другого соединения в сборочную единицу
должно быть возможным и целесообразным как в конструктивном,
так и в технологическом отношении;
2) должна быть обеспечена правильная технологическая связь
и последовательность сборочных операций;
3) на общую сборку должны подаваться в возможно большем
количестве предварительно скомплектованные сборочные единицы и в
возможно меньшем количестве отдельные детали;
4) общая сборка должна быть максимально освобождена от вы-
полнения мелких сборочных соединений и различных вспомогатель-
ных работ.
Уменьшение трудоемкости сборки машины на сборочном месте
(стенде) достигается;
1) обработкой деталей по принципу взаимозаменяемости, исклю-
чающей ручную слесарную обработку и подгонку размеров деталей по
месту;
2) применением в возможно большей степени предварительной сбор-
ки деталей в узлы и узлов в агрегаты вне места общей сборки всей
машины;
3) обеспечением сборщиков во избежание простоя своевременной
подачей деталей, узлов, материалов, инструмента и приспособлений
к сборочному месту;
4) возможно более широким применением специальных приспо-
соблений и инструментов в целях уменьшения затрат времени на выпол-
нение сборочных операций и облегчения работы;
5) наиболее точным установлением норм времени на все сбороч-
ные работы в зависимости от характера и метода выполнения сбороч-
ных операций;
6) применением поточного метода сборки для уменьшения времени
на сборку всей машины, если это возможно по характеру производст-
ва.
481
ГЛАВА XXVI.
НОРМИРОВАНИЕ СБОРОЧНЫХ ОПЕРАЦИЙ.
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПРОЦЕССА СБОРКИ
1. Структура и определение нормы времени на сборочные
операции
К числу основных факторов, определяющих технологический про-
цесс сборки, относится время, требующееся на выполнение сборочных
операций. Структура нормы времени на сборочные операции анало-
гична структуре нормы на станочные работы. Норма штучного времени
на сборочные операции состоит из:
1) основного (технологического) времени;
2) вспомогательного времени;
3) времени на обслуживание рабочего места;
4) времени перерывов на физические потребности и отдых.
Время на отдых включается только в том случае, если оно регла-
ментировано условиями работы, вызывающими утомляемость.
Сумма основного и вспомогательного времени составляет опера-
тивное время. Кроме того, предусматривается подготови-
тельно-заключительное время, которое устанавливает-
ся на всю партию узлов или изделий и не зависит от количества штук
в партии.
Сумма времени штучного и подготовительно-заключительного на
одно изделие составляет ш т у ч н о-к алькуляционное
время.
В массовом производстве, когда на рабочем месте повторяются
одни и те же сборочные операции и рабочий не выполняет никаких
подготовительных работ, подготовительно-заключительное время в
норму рабочего не входит. Основное, вспомогательное и подготовитель-
но-заключительное время определяется по нормативным данным,
разрабатываемым на основе изучения и анализа опытных хронометраж-
ных материалов передовых предприятий в соответствии с определен-
ными организационными условиями производства. Время обслуживания
рабочего места и перерывов на физические потребности принимается
в процентном отношении к оперативному времени.
При сборочных работах время на обслуживание рабочего места
составляет примерн о 2—3% от оперативного времени в зависимости
от оборудования.
Время перерывов на физические потребности принимается равным
примерно 2% от оперативного времени.
Аналогично станочным работам норма времени для сборочных
работ выражается следующими формулами:
штучное время /шт на выполнение одной операции сборки узла или
изделий в минутах
^шт = to + tB + ^об (207)
482
оперативное время t0„ на выполнение одной операции сборки
узла или изделия в минутах
А)п = *о + *в (-«««К (208)
Здесь t0 — основное (технологическое) время в мин-, tB — вспо-
могательное время в мин; /о6 — время на обслуживание рабочего
места в мин; — время на отдых и физические потребности в мин.
Выражая время на обслуживание рабочего места и физические потреб-
ности в зависимости от оперативного времени, формулу (207) можно
представить в следующем виде:
/шт = *о +А,+ (*о + *в) -[t + (zo + U-^-» (209)
1vU 1vU
или
/шт = (/о + /в)(1 + 17^гУ (210)
или
/mT = /oD(l + -^) (211)
где Р — процент от оперативного времени, соответствующий времени
на обслуживание рабочего места; у — процент от оперативного вре-
мени, соответствующий времени на физические потребности и отдых.
Общее время на сборку всего изделия Тшт равно
Лпт = 2 /шт [•«««]. (212)
—-у 1
где т — число сборочных операций.
Время на сборку серии (партии) изделий Тп
7’п = 7’штп + Тп-з [ли«]. (213)
Штучно-калькуляционное время на одно изделие
Т
Тк = Тшт + -^~, (214)
п
где п — количество изделий в серии (партии); Тп_3 — подготовитель-
но-заключительное время на всю операцию (партию) изделий в мин.
При проектировании сборочных процессов (особенно единичного,
мелкосерийного и серийного производства) нормирование сборочных
работ обычно производится по практическим данным передовых
заводов, выпускающих аналогичные изделия, причем эти даннные
корректируются с учетом применения более совершенных технологи-
ческих методов и улучшения организационных форм производства.
Более точное определение нормы времени на сборочные работы ве-
дется на основании детальных расчетов по отдельным переходам и
приемам. Использование нормативных материалов облегчает и уско-
ряет нормирование сборочных работ.
483
2. Технологическая документация процесса сборки
Технологический процесс сборки оформляется в виде карт, схем,
графиков, которые являются основными расчетными документами.
Формы карт, применяемые в практике заводов, различны, но часто
они слишком упрощены и не отражают необходимых факторов сбороч-
ного процесса.
Для каждой стадии сборки (сборки сборочных единиц агрегатов
(механизмов), общей сборки машины] разрабатывается технологи-
ческий процесс, расчлененный на операции, переходы и приемы. В
соответствии с этим и карты маршрутные и операционные*должны
составляться для каждой стадии сборочных работ, причем они могут
составляться либо для каждой стадии сборки отдельно, либо ком-
плексно, с охватом всех ее стадий.
В картах сборочных работ для каждой стадии излагаются все
факторы технологического процесса. Карты должны содержать:
а) наименование машины; б) годовой выпуск машин; в) число машин в
серии; г) разбивку всех работ по стадиям сборки; д) наименование и
описание операции и перехода для каждой стадии сборки; е) указание,
какие требуются приспособления, инструменты, принадлежности;
ж) такт сборки и время на выполнение отдельных операций; 3) общее
нормировочное время на всех рабочих, выполняющих данную опера-
цию; и) разряды квалификации рабочих; к) конструктивные зазоры для
сочленений деталей, которые должны быть выдержаны при сборке;
л) эскизы, иллюстрирующие сборочные операции, приспособления,
способы закрепления троса или цепи для подъема и поворачивания
изделия.
В качестве примера приводим технологический маршрут процесса
общей сборки коробки скоростей металлорежущего станка.
Весь процесс общей сборки расчленен на семь операций, выпол-
няемых на семи рабочих местах (станциях); передача собираемых
изделий от одной станции к другой осуществляется рольгангом. Вто-
рая операция выполняется на двух параллельных рабочих местах,
так как время на ее выполнение примерно в два раза больше, чем такт
процесса сборки. Сборка производится в такой последовательности:
на первой станции в корпус коробки устанавливаются приводной вал
и валики включения фрикциона; на второй — шлицевый валик с
деталями; на третьей — промежуточный валик с зубчатыми колесами;
на четвертой — валик фрикциона и рычагов переключения; на пятой
монтируется шпиндель и производится первичное регулирование; на
шестой устанавливается валик переключения скоростей; на седьмой мон-
тируется корпус фрикциона и ставятся несколько отдельных деталей.
* См. ГОСТ 3.1407—71.
ГЛАВА XXVII.
ВИДЫ СБОРКИ И ФОРМЫ ОРГАНИЗАЦИИ СБОРОЧНЫХ РАБОТ
1. Виды сборки
Различают три вида сборки:
а) по принципу индивидуальной пригонки;
б) по принципу полной взаимозаменяемости;
в) по принципу неполной взаимозаменяемости путем индивиду-
ального и группового подбора.
Сборка по принципу индивидуальной пригонки применяется в
единичном и мелкосерийном производстве. При этих видах производ-
ства детали после механической обработки, выполняемой без приме-
нения предельных калибров, подвергаются ручной слесарной обра-
ботке для получения окончательной формы и размеров и для пригонки
их по месту. В этом случае, прежде чем направить детали на общую
сборку, их подвергают окончательной ручной обработке и отделке,
после чего пригоняют по месту опиливанием, пришабриванием, при-
тиркой, шлифованием, развертыванием и т. д.; таким образом осу-
ществляется сборка по принципу индивидуальной пригонки.
Сборка по принципу полной взаимозаменяемости применяется в
крупносерийном и массовом производстве. При этих видах производ-
ства детали обрабатываются в механическом цехе по предельным ка-
либрам и станочные операции являются окончательной стадией обра-
ботки для придания деталям нужной формы и размеров. В этом слу-
чае отделочные станочные операции (шлифование, механическая
доводка и притирка и пр.) обеспечивают надлежащее сопряжение
поверхностей. Такие детали получаются взаимозаменяемыми и идут
прямо на сборку через промежуточный склад.
Если при сборке деталь ставится на место без предварительной
сортировки или подбора к другой детали, с которой она сопрягается,
и при этом получается соединение с необходимой и удовлетворяющей
посадкой без какой-либо приладки и пригонки, то такая сборка назы-
вается сборкой с полной взаимозаменяемостью
деталей, при такой сборке возможна организация поточного сбороч-
ного процесса.
Сборка, при которой надлежащая посадка соединяемых деталей,
изготовленных также по предельным калибрам, но с большими допус-
ками, осуществляется путем предварительного подбора их по разме-
рам, называется сборкой с неполной взаимозаме-
няемостью.
Подбор таких деталей по размерам, обеспечивающим присоедине-
нии необходимую посадку, производится из любых деталей, изготов-
ленных в пределах установленного допуска и поступивших на сбор-
ку, — это индивидуальный подбор или, что применя-
ется чаще, путем предварительной рассортировки деталей на размер-
ные группы в пределах того же допуска — групповой под-
485
бор. Такая сборка также применяется в крупносерийном и массо-
вом производстве.
Сборка с полной взаимозаменяемостью деталей вызывает необ-
ходимость обрабатывать детали в механическом, цехе с относительно
более узкими пределами допускаемых отклонений размеров, что удо-
рожает механическую обработку, затраты же на сборочные работы при
этом уменьшаются.
Сборка деталей, обладающих неполной взаимозаменяемостью,
дает возможность обрабатывать их в механическом цехе с относитель-
но большими допускаемыми отклонениями размеров, что уменьшает
себестоимость механической обработки по сравнению с деталями,
обладающими полной взаимозаменяемостью, но при этом себестоимость
сборочных работ повышается, так как детали необходимо подбирать
и сортировать на размерные группы.
Сборку с неполной взаимозаменяемостью можно производить и
путем применения жестких или регулируемых компенсаторов данной
размерной цепи — соединения; в качестве жестких компенсаторов
могут служить прокладки, кольца, втулки или одна из собираемых
деталей, размер которой пригоняется дополнительной обработкой.
Подобный способ сборки применяется в единичном, мелкосерийном
и серийном производстве.
2. Стационарная и подвижная сборка
По формам организации работы сборка подразделяется на два
основных вида: стационарную и подвижную.
Стационарная сборка характеризуется тем, что
она выполняется группой рабочих (бригадой) на одном неподвижном
месте, к которому подаются все детали и узлы.
Подвижная сборка характеризуется тем, что изделие в
процессе ее перемещается от одного рабочего места (станции) к дру-
гому, на которых рабочим или группой рабочих, находящихся посто-
янно на этих местах, выполняется одна и та же повторяющаяся
операция; при этом к каждому рабочему месту, на котором имеется
соответствующий инструмент и приспособления, подаются детали и
узлы, необходимые для данной операции.
Указанные формы организации сборочных работ применяются
при разных видах производства: стационарная — в единичном и
серийном производстве, а для отдельных сборочных единиц — в мас-
совом; подвижная — в серийном и массовом.
Выполнение процесса общей сборки при этих формах организации
работ может осуществляться различными методами.
Первый метод сборки заключается в том, что машина полностью
собирается из отдельных деталей одной бригадой сборщиков на одном
сборочном месте с начала до конца. Здесь осуществляется принцип
концентрации сборочных операций на одном рабочем месте. Этот.
Метод, применяемый при стационарной сборке, является характер-
ным и присущим единичному (индивидуальному) производству, по-
486
этому он называется индивидуальным. Так как при единичном про-
изводстве детали не являются взаимозаменяемыми, то при сборке
всей машины приходится производить подгонку размеров деталей по
месту их сопряжения с другими деталями.
Время, затрачиваемое на сборку всей машины, обычно длительное,
что обусловливается особенностями этого метода: план сборки разра-
батывается схематично или иногда намечается самими сборщиками;
приладка и пригонка деталей вносят неопределенность в установление
времени, потребного на сборку.
В результате применения такого метода стоимость сборки полу-
чается значительной. Это обстоятельство и указанные особенности
характеризуют данный метод как несовершенный и поэтому во всех
случаях, где это возможно по характеру производства, следует отка-
зываться от него и переходить на другие методы, дающие лучший тех-
нико-экономический эффект.
Второй метод сборки заключается в том, что машина собирается
одной бригадой рабочих из отдельных деталей и узлов, предвари-
тельно собранных другими рабочими вне стенда общей сборки, не вхо-
дящими в состав бригады, производящей общую сборку машины. Та-
ким образом, здесь имеет место частичная дифференциация сборочного
процесса. Этот метод является более производительным, так как детали
предварительно собирают в сборочные единицы, благодаря чему маши-
на меньше простаивает на стенде общей сборки. Здесь может быть
проведена специализация рабочих, собирающих механизмы, и тем со-
кращено время на сборку сборочных единиц; кроме того, квалифи-
кация рабочих может быть использована лучше как на сборке сбороч-
ных единиц, так и на сборке всей машины. Этот метод применяется при
стационарной сборке в серийном производстве.
Третий метод сборки заключается в том, что процесс сборки диф-
ференцируется на отдельные операции, причем каждая из них вы-
полняется на одном определенном рабочем месте (подвижном или
неподвижном) определенным рабочим или группой рабочих в одина-
ковый (по возможности) промежуток времени с соблюдением опреде-
ленного такта сборки, что создает непрерывность (поточность) про-
цессу сборки. Этот метод применяется в массовом и серийном (пре-
имущественно крупносерийном) производстве, когда сборка ведется
по принципу потока.
Принцип дифференциации сборочного процесса на отдельные опе-
рации может быть применен и при стационарной форме организации
работы, т. е. когда сборка осуществляется на неподвижных стендах,
с неподвижным собираемым объектом, при соблюдении принципа по-
тока — неподвижная поточная сборка (см. далее).
Сборка агрегатов (механизмов), а также общая сборка машин
могут быть организованы, как указывалось выше, по стационарному
и подвижному принципу работы в зависимости от вида производства
размера производственной программы, характера конструкции и раз-
меров собираемых агрегатов и машин. Стационарная форма органи-
зации работы может применяться при индивидуальном, частично диф-
ференцированном и дифференцированном (поточном) методе сборки.
487
Подвижная форма организации работы применяется только при диф-
ференцированном — поточном методе сборки.
Стационарную сборку агрегатов можно вести на обычных слесар-
ных верстаках, на столах и специальных устройствах; подвижную
сборку этих соединений можно производить на рольгангах, конвейе-
рах, специальных транспортных устройствах.'
Общую стационарную сборку машин можно производить в за-
висимости от характера и конструкции их: а) непосредственно на полу
(т. е. на необорудованной площадке); б) на оборудованных стендах;
в) на фундаментах; г) на сборочных станках.
Существуют конструкции сборочных станков, позволяющие вра-
щать собираемое изделие для придания ему различных положений,
что значительно облегчает сборку.
Около верстаков и столов для слесарной обработки деталей и сбор-
ки сборочных единиц необходимо предусматривать установку нес-
кольких сверлильных станков (предпочтительно радиально-свер-
лильных) для сверления отверстий и нарезания резьбы, выполня-
емых при сборке, а также прессов для выполнения неподвижных со-
единений деталей.
Пропускная способность сборочного стенда, т. е. количество машин,
собираемых в год на одном стенде при стационарной сборке
индивидуальным и частично дифференцированным методами опреде-
ляется по формуле
F tn
Л1СТ = -^. (215)
* с
где ст — расчетное (действительное) число часов работы стенда
в год при работе в одну смену в ч; т — число рабочих смен в сутки;
Тс — нормировочное время на общую сборку машин в ч.
Количество стендов, необходимых для стационарной общей сбор-
ки годового количества машин Л4пр теми же методами, определяется
по формуле
Л4Пр Л1пр
(216)
Стационарная форма организации работы при дифференцирован-
ном, т. е. при поточном, методе сборки применяется для изделий боль-
шого веса и поэтому малотранспортабельных.
Все технологические расчеты, относящиеся к неподвижной, а
также и к подвижной поточной сборке узлов и агрегатов, произво-
дятся аналогично расчетам общей сборки целой машины, осуществля-
емой таким же методом.
3. Поточная сборка
Поточной называется сборка, при которой работа идет непрерыв-
но и собранные готовые изделия выходят периодически через опре-
деленный промежуток времени (такт). Метод поточной сборки может
488
быть применен как при подвижном, так и при неподвижном объекте
сборки, поэтому поточная сборка подразделяется на два вида:
1) поточная сборка на подвижных стендах, или поточная под-
вижная сборка;
2) поточная сборка на неподвижных стендах, или поточная не-
подвижная сборка.
Поточная сборка применяется в массовом, крупносерийном и
серийном производстве, а также в мелкосерийном производстве круп-
ных изделий большого веса.
Для осуществления сборки по поточному принципу необходимо
выполнение следующих условий:
1) Обеспечение взаимозаменяемости деталей, при которой исклю-
чается пригонка деталей по месту.
2) Расчленение всего сборочного процесса на отдельные операции,
по возможности одинаковые или кратные по времени их выполнения,
что должно обеспечить синхронизацию операций и создать определен-
ный темп (такт), дающий непрерывность потоку собираемых изделий.
3) Для каждой операции должно быть точно определено потребное
количество рабочих с указанием квалификации работы, соответствую-
щей характеру операции, приспособлений и инструментов, которыми
надо пользоваться при выполнении данной операции.
4) Во избежание задержки сборки должна быть обеспечена регу-
лярная и своевременная (до начала соответствующей операции) достав-
ка к сборочным местам комплектов деталей и узлов, а также при-
надлежностей, приспособлений, инструментов и материалов.
5) Вся организация работы поточной линии должна быть разра-
ботана подробно и точно.
Сложность наладки поточной сборки окупается в дальнейшем
теми преимуществами, которые она дает, а именно: рабочие специали-
зируются на выполнении определенных операций; время на выполне-
ние каждой операции благодаря специализации рабочих требуется
значительно меньше; сборка обходится дешевле, а значит, себестои-
мость изделия снижается; пропускная способность сборочного цеха
значительно повышается; выпуск изделий производится более регуляр-
но; квалификация рабочих используется лучше, так как они распре-
деляются по операциям соответственно сложности последних; площадь
цеха требуется меньшая.
Подвижная поточная сборка
Поточная подвижная сборка, или, как иногда ее называют, по-
точная сборка с подвижным объектом, производится на транспорт-
ных устройствах различного вида:
а) на рольгангах;
б) на рельсовых и безрельсовых тележках, перемещаемых вручную;
в) на рельсовых тележках, соединенных между собой и образую-
щих тележечный конвейер, приводимый в движение электродвига-
телем;
г) на ленточных, пластинчатых и подвесных круговых конвейерах;
489
д) на специальных сборочных конвейерах, приспособленных для
сборки определенного изделия;
е) на рельсовых путях, по которым перемещается собираемая
машина на своих колесах (например, вагон, локомотив) или на коле-
сах, временно прикрепленных к ней;
ж) на подвесных однорельсовых путях;
з) на карусельных столах.
Поточная подвижная сборка производится следующим образом.
Сборочный процесс расчленяется на простейшие операции, требую-
щие малой и примерно одинаковой затраты времени для выполнения;
для каждой операции устанавливается определенное рабочее место,
и определенный рабочий (или группа рабочих) выполняет только одну
операцию. Изделие, находящееся на транспортирующем устройст-
ве — конвейере, перемещается; рабочий (или группа рабочих) выпол-
няет свою операцию, когда изделие подойдет к его (их) рабочему
месту. При этом подача изделия, т. е. движение конвейера, может
быть непрерывным или периодическим — прерывным от одного рабо-
чего места до другого (от станции до станции).
В первом случае, т. е. при непрерывной подаче изделий,
рабочие выполняют свои операции во время движения конвейера,
пока изделие проходит зону рабочего места; при этом скорость движе-
ния конвейера должна соответствовать времени, необходимому для
выполнения рабочими своих операций, и значит, величине такта вы-
пуска.
Во втором случае, т. е. при периодической подаче
изделия, операция выполняется рабочими в период остановки кон-
вейера; продолжительность остановки соответствует времени, необхо-
димому для выполнения операции на каждом рабочем месте; таким
образом, продолжительность остановок конвейера и время на передви-
жение собираемого изделия от одного рабочего места до другого (от
одной станции до другой) должны в сумме соответствовать величине
такта выпуска.
Движение конвейера — непрерывное или периодическое — прини-
мается в зависимости от размера производственной программы, такта
выпуска, характера собираемых изделий, трудоемкости и сложности
сборочных операций и других технологических факторов, Так, напри-
мер, в автомобиле- и тракторостроении, где годовой выпуск однотип-
ных машин достигает значительных размеров, для сборки применяется
непрерывное движение конвейера: в станкостроении, где годовой вы-
пуск однотипных станков значительно меньше, — периодическое.
При поточной сборке для упрощения и ускорения выполнения
сборочных операций широко применяется предварительное соедине-
ние деталей в узлы и агрегаты, которые в готовом виде ставятся на
машину. Схема поточной сборки с подвижным объектом изображена
на рис. 284.
Разработка технологического процесса сборочных работ при по-
точном методе сборки играет особенно важную роль: план сборки
должен быть разработан подробно, четко и точно, так как малей-
шая задержка на каком-либо этапе работ приведет к разладке всего
490
процесса. Распределение работ должно быть проведено по всем рабо-
чим местам и с такой точностью, чтобы сборочный процесс проте-
кал равномерно, с установленным тактом.
Как уже указывалось, сборочный процесс должен быть расчле-
нен на простейшие операции, близкие (или кратные) по времени их
выполнения. Достигнуть синхронизации сборочных операций, т. е.
приведения операционного времени в соответствие с величиной
такта сборки, можно различными технологическими и организацион-
ными мероприятиями, к числу которых относятся:
Линия сборочного потока
Собираемая машина Собираемая машина Собираемая машина
1 операция 2 операция 3 операция
Рис. 284. Схема поточной сборки с подвижным объектом
1) увеличение количества рабочих на данной операции, если по
характеру операции это возможно;
2) применение специальных приспособлений и инструментов;
3) предварительное соединение деталей в сборочные единицы;
4) объединение (укрупнение) или расчленение (разукрупнение)
операций;
5) организация работы на параллельных рабочих местах линии
сборочного потока.
Такт выпуска изделий т (в лш«), т. е. промежуток времени,
через который собранное изделие выходит с поточной линии, опре-
деляется исходя из годового (или суточного, или часового) выпуска
изделий по формуле
&)FnkBknm 60F т
т =------₽_!!__ =---[мин]
М М
где Fa — номинальное годовое количество рабочих часов для конвей-
ерной сборки при работе в одну смену в ч; Ед п — действительное
(расчетное) годовое количество рабочих часов для конвейерной сборки
при одной смене; т — количество рабочих смен в сутки; М — годовой
выпуск изделий в шт; kp — коэффициент, учитывающий простой кон-
вейерного оборудования из-за ремонта; k„ — коэффициент,
491
учитывающий перерывы работы одновременно на всей поточной ли-
нии для обслуживания рабочих мест, физические потребности и
отдых.
В машиностроительном производстве обычно k„ = 1; это значит,
что остановка работы одновременно на всей поточной линии не делает-
ся, а в случае необходимости рабочие подменяются. В противном слу-
чае принимается kn = 0,95 — 0,97.
Если при расчете такта выпуска исходить из часового выпуска из-
делий, то величина такта выразится так:
(218)
где N4 — часовой выпуск изделий в шт.:
N4 = [шт.]. (219)
Fanm
При большой производственной программе выпуска изделий мо-
жет оказаться, что каждая сборочная операция требует для выполне-
ния значительно больше времени, чем величина такта выпуска
изделий.
В этом случае сборка ведется на нескольких поточных линиях,
с которых изделия будут сходить поочередно.
Как было сказано, сборку можно производить с непрерывной по-
дачей изделий (т. е. во время движения конвейера с изделием) или с
периодической подачей изделий (т. е. во время остановки конвейера).
Если сборка производится с непрерывной подачей
изделия, то такт выпуска изделий с поточной линии tB равен
такту работы tp, соответствующему (близкому или равному) времени
выполнения операций на рабочем месте, т. е.
/в=/р (220)
Если сборка производится с периодической подачей
изделия от станции до станции, то такт выпуска tB равен такту работы
tp' плюс время на передвижение изделия ta от станции до станции
(от одного рабочего места до другого), т. е.
Гв = /Р + /П. (220')
Скорость движения конвейера при непрерывном движении его
равна
ц = — = — [м/мин] (221)
/в tp
и при периодически движущемся конвейере
v' = — [м!мин\, (221')
tn
где I — расстояние между осями (соответственно) двух собираемых
492
машин (иначе — расстояния между осями двух рабочих мест или стан-
ций).
Расстояние между осями двух сборочных мест определяется исхо-
дя из длины собираемой машины и промежутка между двумя собира-
емыми машинами, принимаемого в зависимости от размеров машин в
пределах 0,3—1,0 м.
Скорость движения конвейера при сборке различна и зависит
от размера производственной программы, такта выпуска, характера и
условий выполнения сборочных операций, конструкции конвейера
и других производственных факторов.
Скорость движения сборочных конвейеров непрерывного дейст-
вия доходит до 5 м/мин.
Рабочая длина поточной сборочной линии (конвейера) L равна ко-
личеству сборочных мест (станций), умноженному на расстояние
между осями двух сборочных мест:
L = il [ж], (222)
где i — количество сборочных мест (станций), равное количеству
сборочных операций.
Общее время на выполнение сборки 7с6 при непрерывном движу-
щемся конвейере равно
Tc6 = i4 = t7p. (223)
Если сборка производится при периодически движущемся кон-
вейере, то полное время производственного процесса Тсб склады-
вается из времени, затрачиваемого непосредственно на сборку, и вре-
мени на передвижение изделия:
T;6-i7p + /n(i-l). (224)
Количество сборочных мест (станций) можно определить прибли-
женно по следующей формуле:
где /?ср. пл — среднее количество рабочих, приходящееся на одно ра-
бочее место, т. е. средняя плотность работы.
Как видно из изложенного, основной исходной величиной для
расчета поточной сборки является такт работы, который определяет-
ся в зависимости от количества подлежащих выпуску изделий, ха-
рактера и трудоемкости операций, выполняемых на каждом рабочем
месте.
Степень использования времени непосредственно на сборку ха-
рактеризуется коэффициентом использования
сборочного времени потока kCf>, который равен
отношению времени, затрачиваемого непосредственно на сборочные
493
операции, ко всему времени нахождения изделия в процессе сборки.
Этот коэффициент можно выразить следующей формулой:
т
& _ сб оп____,
Сб ^сб оп + Гтр + То сб 4- То др
где Т Сб оп— время, затрачиваемое непосредственно на сборочные
операции; Ттр — время на транспортирование в процессе сборки;
То сб— время остановок сборки из-за недостаточной согласованности
времени предварительной сборки, узлов с тактом общей сборки;
То.щ — время остановок сборки из-за недостаточной согласованности
производительности работы других цехов с тактом общей сборки.
При проектировании следует принимать Т0.с6 = 0 и Т0,лр = 0;
это значит, что остановки конвейера не должны допускаться.
Для определения действительной величины коэффициента дей-
ствующего сборочного процесса (т. е. для выяснения фактического
использования сборочного времени в данных реальных условиях)
необходимо учитывать остановки конвейера (если они фактически
случаются) с целью устранения их причин.
Чем ближе величина коэффициента kz6 к единице, тем лучше орга-
низован поточный процесс, тем в большей мере использовано время на
полезную работу, т. е. непосредственно на выполнение сборочных опе-
раций.
При непрерывно движущемся конвейере Ттр равно нулю, так как
оно перекрывается временем на сборочные операции, и если Т0.сб и
Т'о.др также равны нулю (т. е. никакого простаивания конвейера нет),
то kL6 =1. При периодически движущемся конвейере, если Т0,Сб и
Т0.Др равны нулю, величина /гсб близка к единице. Приемлемая ве-
личина этого коэффициента не менее 0,95.
При поточной сборке необходимо, чтобы все рабочие места были
по возможности полностью загружены: при этом допускаются толь-
ко такие потери рабочего времени, которые происходят из-за неболь-
шой разницы между тактом и действительной продолжительностью
времени работы на рабочих местах потока.
Неподвижная поточная сборка
Поточная сборка на неподвижных рабочих местах (стендах), или,
иначе, поточная сборка с неподвижным объектом, применяется в мел-
косерийном производстве, особенно для изделий большого веса, не-
транспортабельных или требующих для перемещения сложных тран-
спортных устройств.
Сборка протекает следующим образом. Весь процесс сборки рас-
членяется на примерно одинаковые по времени операции, выпол-
няемые определенными группами рабочих.
Основания очередных машин (рамы, плиты, корпуса и т. д.)
подаются и располагаются на неподвижных стендах в порядке после-
довательности сборочных операций. Каждая группа рабочих, перехо-
дя от одного стенда к другому, выполняет на собираемых машинах
494
только определенную, присвоенную данной группе операцию в уста-
новленный промежуток времени, соответствующий такту сборки машин.
Инструмент каждой группы находится при таком методе работ на
подвижном столе, который и перемещается вместе с рабочими от одно-
го стенда к другому.
Количество рабочих в группах принимают в соответствии с харак-
тером и сложностью операций, исходя из необходимости обеспечить
выполнение данной операции в установленный промежуток времени.
Готовые собранные машины снимают со стендов поочередно через
одинаковый промежуток времени, соответствующий такту выпуска.
Необходимо отметить, что при таком методе сборки нецелесообразно
частое перемещение рабочих с одного стенда на другой. Поэтому
процесс сборки должен быть расчленен на операции, сравнительно
трудоемкие и длительные; наиболее удобно, если длительность опе-
рации равна или кратна количеству часов рабочего дня. Тогда
рабочие приступают к выполнению своей операции на следующем
стенде с начала смены или после обеденного перерыва. В этом случае
основания машины (рамы, плиты и т. д.) очередных машин подаются на
стенды в нерабочее время (после окончания смены или в обеденные
перерывы).
При расчленении сборочного процесса на отдельные операции при-
ведение операционного времени в соответствие с тактом сборки дости-
гается теми же технологическими и организационными мероприятия-
ми, которые были указаны для подвижной поточной сборки.
ГЛАВА XXVIII.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СБОРОЧНЫХ РАБОТ
1. Виды механизмов и приспособлений, заменяющих
ручные слесарные работы
Необходимо стремиться к замене ручных слесарных работ различ-
ными механизмами. Применение таких механизмов значительно по-
вышает производительность труда, облегчает труд рабочего, улучшает
качество работы и дает возможность выполнять ее рабочим более низ-
кой квалификации.
В качестве механизмов, заменяющих ручную слесарную работу,
применяются, например, электрические опиловочно-шлифовальные
машины переносного типа (рис. 285); электрические (рис. 286, а)
и пневматические (рис. 286, б) сверлильные ручные машины; меха-
нические станки для притирки вентилей и клапанов (на рис. 287 по-
казана схема механизированной установки для притирки вентиля);
механические и пневматические шаберы; электрические и пневмати-
ческие зубила и молотки; электрические (рис. 288) и машинные
(рис. 289) отвертки, динамометрические ключи; одно- и многошпин-
дельные гайковерты (рис. 290); клепальные машины — подвесные и
стационарные, пневматические, электрогидравлические и др., прес-
495
Рис. 285. Электрическая опиловочно-шлифовальная машина
и инструмент к ней*.
а. общий вид машины; б — напильники, a— абразивные головки;
е — фрезы-шарошки
Рис. 286. Сверлильные ручные машины:
а — электрическая и б — пневматическая
сы — ручные,механические (кривошипные), пневматические (рис. 291,а)
гидравлические (рис. 291,6) для запрессовки втулок, пальцев, на-
прессовки шкивов, маховиков, зубчатых колес и др.
Точно так же можно значительно облегчить и ускорить выполне-
ние сборочных операций путем применения специальных приспо-
соблений. В качестве таковых можно указать:
Рис. 287. Принципиальная схема механизирсванной установки
для притирки вентилей:
1 — электродвигатель; 2—червячный редуктор; 3 — диск, 4 — шатун,
5 — рычаг; £ —цапфа; 7 — шарниры; 8 и 10 — валы; 9 и 11 — зубчатые
передачи; 12 — вентиль
приспособления для установки и соединения деталей (рис. 292);
приспособления для крепления базовых деталей собираемых узлов;
съемное приспособления—для съемки с валов зубчатых колес
(рис. 293), шкивов, маховиков, для выемки втулок из цилиндров;
приспособления для подъ-
ема деталей при сборке —
скобы, захваты и др.;
поворотные приспособле-
ния, служащие для провер-
тывания валов при сборке
двигателей внутреннего сго-
рания, паровых машин, ком-
прессоров;
приспособления для пе-
ремены положения собира-
емых изделий, например для
Рис. 288. Электрическая отвертка
перевертывания и поверты-
497
Рис. 289. Машинные отвертки:
а —с цельной муфтой, б —с составной муфтой в — завертыва-
ние винта отверткой с составной муфтой
Рис. 290. Гайковерты:
а — одьошпиндельный, б — угловой, в — многошпнндельный
Рис. 291. Прессы для запрессовки деталей:
а — пневматический, б — гидравлический
Рис. 292. Вертикальное прис-
пособление для сборки вала:
цифры 1—7 показывают порядок
сборки вала
вания блоков цилиндров, автомобильных рам, коробок скоростей
(рис. 294) и др.;
позерочные приспособления, например для проверки перпенди-
кулярности оси шатуна к оси поршневого пальца, правильности рас-
положения кулачков распределительного вала, правильности распо-
ложения оси цилиндров и т. д.;
Рис. 293. Приспособление для
съема зубчатого колеса с вала
Рис. 294. Приспособление для
повертывания коробки скорое
тей станка
приспособления для регулирования клапанов двигателей в виде
дисков с градусным делением;
приспособления для определения размеров камер сжатия;
приспособления для предварительного сжатия пружин, рессор,
и т. п ;
приспособления для гидравлических испытаний.
2. Сборка сборочных единиц с подшипниками
и зубчатых зацеплений
Для напрессовки шарикоподшипника на шейку вала могут быть
использованы различные ручные приспособления: специальные ста-
каны и оправки, винтовые устройства и др. Стаканы и оправки прос-
ты по конструкции; некоторые из них показаны на рис. 295. Приме-
нение оправок обеспечивает равномерную посадку шарикоподшипника
на шейку вала, предотвращает возможность возникновения пере-
коса при установке и предохраняет подшипник от повреждений,
500
обычно неизбежных при нанесении ударов молотком непосредственно
по кольцам подшипника.
Для напрессовки подшипников на валы, имеющие на конце резьбу,
часто применяют винтовые устройства, состоящие из обычной гайки и
Рис. 295. Стаканы и оправки для напрессовки шарико-
подшипников на валы
втулок различной длины (рис. 296). В других случаях рекомендуется
напрессовывать шарикоподшипники с п омощью ручных (рис. 297),
гидравлических и пневматических прессов.
При сборке сборочной единицы с коническим роликовым подшип-
ником необходимо предусматривать требуемый зазор между кольцами и
Рис. 296. Винтовое уст-
ройство для напрессовки
шарикоподшипников на
валы
Рис. 297. Напрессовка шарикопод-
шипника на ручном реечном прессе:
/ — корпус пресса 2 — наставка, 3 — вал;
4— шарикоподшипник 5 — подставка, 6 —
верстак
501
роликами. Регулирование этого зазора является ответственной сбо-
рочной операцией. Неправильно установленный зазор в коническом
роликовом подшипнике может быть причиной его преждевре-
менного износа. Радиальный зазор в коническом роликовом подшип-
Рис. 298. Способы регулирования
зазора в коническом роликовом
подшипнике:
а — прокладками /, б — кольцевой гай
кой 3
нике регулируется путем осе-
вого смещения наружного или
внутреннего кольца.
На рис. 298,а показана кон-
струкция узла, в которой про-
кладки 1 под крышкой Услужат
для обеспечения требуемого за-
зора в подшипнике. На рис.
298,6 зазор регулируется коль-
цевой гайкой 3.
Процесс сборки подшипни-
ков скольжения состоит из их
установки, пригонки, укладки
вала и иногда регулирования
опор. Подшипники скольжения
применяются цельными, в виде
втулок, и разъемными. Уста-
новка цельного подшипника в
корпус заключается обычно в его
запрессовке, закреплении от провертывания и подготовке Отверстия.
Запрессовка в зависимости от размеров втулки, натяга в сопряже-
нии, конструкции узла и программы выпуска может быть выполнена
в холодном виде, с нагревом отверстия корпуса или же с охлаждением
самой втулки.
Рис. 299. Специальное приспособление для ручной
запрессовки втулки
Втулки запрессовываются на прессе с помощью оправок или спе-
циальных приспособлений, одно из которых показано на рис. 299.
После запрессовки цельных тонкостенных втулок внутренний диаметр
их часто уменьшается, поэтому необходимо их развернуть или расто-
чить.
502
Для обеспечения нормальной работы подшипников на многоопор-
ном вале большое значение имеет соосность, что проверяется обычно
специальным калибром или оправкой (рис. 300,а). При полном сов-
падении осей всех отверстий подшипников калибр можно ввести в них
свободно. При перекосе или смещении осей калибр ввести трудно, но
чаще невозможно.
Рис. 300. Проверка соосности установки подшипников:
а — цельных — специальной оправкой, б — разъемных — при по-
мощи линейки
Рис. 301. Сборка тонкостенного вкла-
дыша с корпусом подника:
а — до запрессовки, б — после запрессовки
Проверка установки корпусов разъемных подшипников показа-
на на рис. 300,6.
Некоторой особенностью при сборке тонкостенных вкладышей
(рис. 301,а, б) является создание натяга при их запрессовке в гнезда.
Сборка зубчатых колес с
валами или осями в корпусе
является ответственной сбо-
рочной операцией. Существен-
ное значение при этой опе-
рации имеет правильное по-
ложение ведущего и ведо-
мого валов в корпусе, что
обеспечивает правильное за-
цепление зубчатых колес;
этого можно достигнуть при расположении осей валов в одной плос-
кости, при их параллельности и точном расстоянии между ними.
Допуски на межцентровое расстояние А (рис. 302,а) устанавли-
ваются в соответствии с назначением передачи и в зависимости от вида
сопряжения зубьев. Для эвольвентных зубчатых передач увеличение
расстояния А между осями зубчатых колес в пределах допуска не на-
рушает правильность зацепления, но это увеличение сопровождается
ростом зазоров С (рис. 300,6) в зацеплении зубьев, в связи с чем в
503
быстроходных передачах возникают удары,
создаются дополнительные нагрузки на
зубья и зубчатая передача быстрее изнаши-
вается. При уменьшении межцентрового
расстояния зазор; наоборот, уменьшается,
что может вызвать заедание и заклинива-
ние зубьев.
Наличие и величина зазора между зу-
бьями проверяются: грубо — на «ощупь» и
точно — измерением посредством индика-
тора. Зацепление зубчатых колес проверяют
также по пятну контакта поверхностей
зубьев, определяемому с помощью краски
(рис. 303).
Рис. 303. Виды отпеча-
тков (пятна касания) на
зубьях колес при провер-
ке зацепления на краску:
а — правильное зацепление,
б — межцентровое расстоя-
ние увеличено; в — межцен-
тровое расстояние уменьше-
но, г и д — оси валов пере-
кошены
Особенность сборки передач с коническими зубчатыми колесами
состоит в регулировании зацепления зубьев, что достигается пере-
мещением вдоль осей обоих зубчатых колес или одного их них. Боко-
вой зазор в зацеплении конических зубчатых колес можно проверить
щупом, индикатором или при помощи свинцовой пластинки, а также
посредством краски. При сборке
обеспечено правильное зацепление
Рис. 302. К проверке сборки эвольвент-
ной зубчатой пары:
а — межцентровое расстояние, б — зазор меж-
ду зубьями
червячных передач должно быть
червяка с зубьями колеса. Для
этого необходимо, чтобы угол
скрещивания осей червяка и
зубчатого колеса и межцентровое
расстояние соответствовали чер-
тежу, средняя плоскость колеса
совпадала с осью червяка, а бо-
ковой зазор в зацеплении соот-
ветствовал техническим требова-
ниям.
При сборке червячных заце-
плений контролируют зазор в
зацеплении зубьев колеса с вит-
ком червяка и смещение средней
плоскости колеса относительно
оси червяка.
Б04
3. Автоматические устройства и автоматические линии
для сборки
С целью облегчения труда и возможно большего сокращения вре-
мени, затрачиваемого на сборку изделий, начинают помимо механи-
зации отдельных сборочных операций и приемов автоматизировать
сборочные процессы, т. е. создавать автоматические системы, которые
без непосредственного участия
человека выполняют раз-
личные приемы и операции
сборки машин. Для этого
применяют сборочные станки,
на которые устанавливаются
основания собираемых меха-
низмов или машин. На каж-
дом станке выполняется оп-
ределенная сборочная опе-
рация. Подъем деталей, их
перенос и установку в нуж-
ное положение на собирае-
мую машину производит авто-
матическая «рука» или другое
автоматически действующее
устройство. Крепление сое-
диняемых деталей также осу-
ществляют различные меха-
низмы.
К числу устройств, авто-
матически выполняющих
сборочные процессы, отно-
сится, например, следующее:
устройство для автомати-
ческой подачи и завертыва-
ния винтов. Это устройство
соединяется коническим
хвостовиком (конус Морзе) 1
со шпинделем сверлильного
станка (рис. 304). Винты за-
сыпаются в бункер 2, пз ко-
торого после ориентации
поступают по отводящему лот-
ку 3 в отверстие собирае-
Рис. 304. Устройство для автоматичес-
кой подачи и завертывания винтов
мого изделия.
После завертывания винта 6 отверткой, соединенной со шпинде-
лем и находящейся в направляющей гильзе 5, рычаг 4 управления
направляет следующий винт. Таким образом, при каждом ходе шпин-
деля вниз автоматически подается в собираемое изделие и завертыва-
ется одни винт.
18—499
505
Описываемое устройство применяется для винтов с диаметром
более 1,5 мм любых типов и с различной формой головок.
Автоматическое приспособление для запрессовки втулок в шатун
автомобильного двигателя показано на рис. 305. Верхняя головка
шатуна 2 кладется на плиту 9 приспособления и центрируется подъ-
емным штырем 1. Втулки поступают по подводящему лотку 6, и пол-
зун 7 под воздействием пружины 8 перемещает до упора втулку 3,
Рис. 305. Автоматическое приспособление для запрессовки втулки в головку
шатуна автомобильного двигателя
находящуюся в нижней части лотка, после чего пуансон 4 запрессо-
вывает эту втулку в головку 2 шатуна. При опускании пуансона 4
соединенный с ним клин 5 передвигает ползун 7 вправо, сжимая пру-
жину 8. 1
Начинают внедряться автоматические сборочные линии. Комплект
сборочных автоматически действующих станков, расположенных в
порядке сборочных операций и связанных между собой транспорти-
рующим устройством, перемещающим собираемое изделие от одного
сборочного станка к другому, образует автоматическую сборочную
линию.
На рис. 306 показана последовательность сборки головки блока
цилиндров автомобильного двигателя на автоматической линии: 80
деталей четырнадцати наименований автоматически собираются
за 46 сек. При использовании этой линии количество сборщиков
уменьшается по сравнению с ручной сборкой на 18 человек. Такая
линия окупается за два года.
На одном отечественном заводе действует автоматическая линия
для сборки шатуна автомобильного двигателя; на линии автомати-
чески выполняются следующие сборочные операции: запрессовка
болтов в шатун, надевание и затяжка гаек, запрессовка втулки в го-
506
00
Рис. 306. Последовательность сборки головки цилиндров автомобильного двигателя на автоматической линии:
/ — головка цилиндра, 2 ~ установка впускных клапанов, 5 —установка выпускных клапанов, 4 — установка вставок камер сгорания, 5 — раз-
вертывание вставок и крепление их винтами и шайбами, 6 — поворот головки на 180°, 7 — установка предохранительных колец, 8 — установка
клапанных пружин; Р—установка тарелок и сухариков, /Р— начальное ввертывание шпилек и ниппелей, 11 — довертывание шпилек и ниппелей
ловку шатуна, контроль этой операции, зенкерование и подрезание
торцов втулки (с двух сторон), сверление отверстия в головке ша-
туна, проглаживание отверстия втулки.
Линия состоит из трех агрегатов, соединенных между собой тран-
спортными устройствами. Агрегаты включают в себя бункеры для
гаек и болтов, механизмы для запрессовки болтов и затяжки гаек,
бункеры для втулок, механизмы для загрузки втулок, механизмы
для запрессовки и проглаживания втулок, механизмы контроля, три
сверлильные самодействующие головки, механизм поворота шатуна.
Автоматическая линия имеет 13 рабочих позиций и выпускает
в час до 240 собранных шатунов.
Автоматизированный процесс сборки шатунно-поршневой груп-
пы тракторного двигателя осуществляется автоматом карусельного
типа, разработанным НИИТракторсельхозмашем. Автомат имеет
шесть позиций. Первая позиция предназначена для установки шату-
нов и съема собранных узлов, на второй позиции шатун соединяется
с поршнем поршневым пальцем, на третьей — устанавливаются два
стопорных кольца, на четвертой — нижнее маслосъемное кольцо,
на пятой—второе маслост емкое и нижнее компрессионное кольцо,
на шестой — верхние поршневые кольца. На вторую позицию поршень
доставляется в подогретом состоянии (до 70—80 °C). Все детали для
сборки подаются к позициям автоматически из магазинов.
Существуют автоматические линии с большим количеством пози-
ций для сборки автомобильных двигателей, где почти все операции
выполняются автоматически.
ГЛАВА XXIX
БАЛАНСИРОВКА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ МАШИН
1. Статическая и динамическая неуравновешенность деталей
Быстровращающиеся детали в машинах должны быть сбаланси-
рованы, так как в противном случае они создают вибрации.
Несбалансированность, называемая иногда неуравновешенностью,
бывает статическая и динамическая. Деталь, динамически уравнове-
шенная, будет и статически уравновешена. На рис. 307,а показана
деталь статически неуравновешенная, так как центр тяжести ее Р не
совпадает с осью детали, а находится на расстоянии К.. Такое тело,
положенное на призмы, стремится повернуться так, чтобы центр тя-
жести его переместился в нижнее положение. На рис. 307,6 показана
схема детали, статически уравновешенной с помощью дополнитель-
ных нагрузок и Рг, размещенных на расстояниях и К2.
Динамическую неуравновешенность можно обнаружить лишь при
вращении детали ввиду возникновения пары сил Р (рис. 307,в), дей-
ствующих на расстоянии е и создающих на опорах силы, направ-
ленные в разные стороны. На рис. 307,в видно, что с приближе-
нием расстояния / к нулю динамическая неуравновешенность умень-
508
шается, также приближаясь к нулю. Поэтому детали типа шкивов
и махозпков обычно подвергаются только статической балансировке,
так как 5 них величина I мала; динамическая балансировка таких
деталей 1 е i ро вводится. На рис. 307,г показана схема действия сил
Ро, Р>, 1 Р,, динамически уравновешивающих деталь (/х и /2 —
плечи дей то, >t сил).
Рис. 307. Статическая и динамическая балансировка
а — статически неуравновешенная деталь; б — статически уравновешен-
ная деталь, в —динамически неуравновешенная деталь, г — динамиче-
ски уравновешенная деталь
Детали, у которых величина I может достигать значительных раз-
меров (например, коленчатые валы автомобильных и тракторных
двигателей), должны подвергаться дйнамической балансировке. Чем
больше число оборотов детали, тем в большей степени сказывается
влияние динамической неуравновешенности. Как статическая, так
и динамическая неуравновешенность исправляется добавлением гру-
за или, наоборот, удалением части металла, обусловливающей неурав-
новешенность тела, путем высверливания, фрезерования и т. д.
2. Станки для статической и динамической балансировки
Балансировка производится на специальных балансировочных при-
борах, стендах или станках, предназначенных для статической или
динамической балансировки. Существуют автоматические линии для
балансировки, например, разработанная ЭНИМСом автоматическая
линия для динамической балансировки коленчатых валов автомобиль-
ных и тракторных двигателей; на этой линии весь процесс балансиров-
ки, включая высверливание излишнего металла, автоматизирован.
Процесс балансировки состоит из двух частей: 1) определение
места и величины дисбаланса (т. е. силы, характеризующей неурав-
509
новешенность) и 2) устранение дисбаланса. Для статической
балансировки в мелкосерийном производстве применяют
различные устройства, одно из которых схематически показано на
рис. 308. Деталь 1 типа шкива или маховика, надетая на оправку 2
(рис. 308,а), устанавливается на два стальных ножа 3, закреплен-
ных в стойках 4. Деталь, повернутая от руки, постепенно останавли-
вается в таком положении, при котором наиболее тяжелая часть ее
будет находиться внизу.
После этого подбирают груз, который, будучи закреплен в верх-
ней части детали, статически уравновесил бы ее. Деталь уравнове-
шивается высверливанием отверстий, заливанием свинца или прик-
лепыванием специальных грузов. Более точный стенд для
статической балансировки (рис. 308,6) имеет вместо ножей две пары за-
каленных роликов 5, свободно вращающихся в шарикоподшипниках.
Рис. 308. Устройства для статической баланси-
ровки деталей:
а — па ножах, б — на роликах
В массовом производстве, например в автотракторостроении, для
статической балансировки махбвиков и шкивов применяется специ-
альный станок, изображенный на рис. 309,а.
Принцип работы станка для статической балансировки заключа-
ется в следующем: на поворотный стол станка 1 (рис. 309,6), качающий-
ся на двух ножах 2, кладется деталь 5, имеющая вес G, с центром
тяжести, расположенным на координатах х и у (рис. 309,в).С правой
части стола 1 (рис. 309,6) имеется рычаг 5, на одном конце которого
расположен передвижной груз 4, а на другом прикреплена пружина 7,
которую можно натягивать или ослаблять градуированным махович-
ком 8. Вращением маховичка 8 устанавливают стол 1 с деталью в го-
ризонтальное положение по уровню 6. Величину натяжения или ос-
лабления пружины 7, пропорциональную величине у, соответствую-
щей положению дисбаланса детали Рг (рис. 309,в), определяют по
градуированному маховичку 8. Отметив угол поворота маховичка 8
при горизонтальном положении стола 1 с деталью, поворачивают
стол на 90°, не снимая детали, и снова определяют натяжение пружи-
ны 7, которое и определяет величину х (рис. 309,г).
510
Чтобы статически уравновесить деталь, нужно высверлить металл
Pt на расстоянии L Вес металла можно определить из уравнения
(рис. 309,в)
Gy^PJ,
где G — нес маховика; I — расстояние сверла от центра стола 1.
ш
Рис. 309. Станок для статической балансировки и схема его работы
Величины Gal известны и постоянны.
После поворота стола на 90° и определения величины х подсчи-
D б
тывают Р2 из уравнения Gx = Рг1, откуда “г = — х-
Вес высверливаемого металла прямо пропорционален величинам х
и у, т. е. показаниям маховичка (рис. 309, а).
Для определения веса металла, подлежащего высверливанию, с
указанием, под каким углом оно должно производиться, применяет-
ся специальный счетный прибор, расположенный справа у станка
(рис. 309,а).
Станки для динамической балансировки отли-
чаются от станков для статической балансировки тем, что на них
проверяемая деталь приводится во вращение специальным электро-
двигателем; во время вращения детали определяется ее неуравнове-
шенность при помощи специальных измерительных приборов.
Схема простейшего станка для динамической балансировки пока-
зана на рис. 310,а. На станине станка находится стойка / с двумя опо-
511
Рис. 310. Схемы станков для динамической балансировки:
а — простейшего; б — более совершенного; в — в сборе с маховиком и сцеплением
>12
рами 4, на которых на двух ножах 5 покоится прямоугольная рама 6.
В горизонтальном положении рама поддерживается плоской-пру-
жиной 2, которая концом прикреплена к станине станка в точке 3.
С левой стороны рамы 6 находится передняя бабка 7, шпиндель ко-
торой вращается электродвигателем и передает вращение балансируе-
мой детали 14; эта деталь опирается на две пары роликов 13 и 15. На
этой же бабке установлены маховик 12 с делениями по окружности и
коррекционный диск 11, повертываемый в обе стороны; угол поворота
отсчитывается делениями маховика 12. В этом же диске 11 имеется
радиально расположенный паз 8, в котором может перемещаться про-
тивовес 10. По линейке 9, расположенной сбоку от паза 8, можно
отсчитывать величину, на которую передвинут противовес 10.
При вращении несбалансированной детали рама 6 начинает ка-
чаться, показывая величину колебания стрелкой 16 на шкале /7,
называемой амплиметром; максимальное отклонение
стрелки /бамплиметра определяет величину
дисбаланса. Соответственно этой величине передвигают проти-
вовес 10 на определенное расстояние, т. е. создают искусственную
неуравновешенность в передней бабке 7 станка и повертывают диск
11 на угол для определения места на валу, где нужно будет высверлить
лишний металл. Сначала определяют дисбаланс с одного конца, по-
том аналогичным способом — с другого.
Схема балансировочного станка более совершенного типа показана
на рис. 310,6. Опоры 1 балансируемой детали 3 опираются на плоские
пружины 2. Колебания опор передаются тягами 4 электрическим
устройствам 5, в которых возникает ток. Напряжение этого тока прей
порционально амплитудам колебаний опор. Ток от этих электричес-
ких устройств после усиления подводится к одной из обмоток ваттмет-
ра 6. По показанию ваттметра 6 судят о величине
амплитуды, а следовательно, и овеличинедис-
баланса. Другая обмотка ваттметра 6 получает ток от генератора 7
переменного тока, ротор которого вращается синхронно с баланси-
руемой деталью и представляет собой двухполюсный магнит. Градуи-
рованный статор генератора можно поворачивать при помощи ру-
коятки 8 или специального маховичка во время вращения детали.
Положение дисбаланса детали определяется по углу поворота обмот-
ки статора, определяемому по лимбу поворачиваемой рукояткой или
маховичком при максимальном отклонении стрелки ваттметра. Сов-
ременные балансировочные станки высокопроизводительны и позво-
ляют балансировать до 60—80 деталей в час.
На рис. 310,в показан общий вид станка для динамической балан-
сировки коленчатого вала с маховиком и сцеплением автомобильного
двигателя:
1 — сверлильная головка; 2, 11, 15 — электродвигатели; 3 — вал; 4 — датчик; 5 —
гидроцилиндр основного упора; 6 — осевой упор; 7 — муфта привода коленчатого
вала; 8— маховик; 9 — шкала шпинделя; 10— потенциометр; 12— амперметр;
13 — пульт сигнальных ламп; 14 — контрольная лампа; 16 — пульт управления;
17 — опора; 18 — гидроцилиндр разжима опоры; 19 — жесткая опора; 20 — гидро-
цилиндр жесткой опоры; 21 — сельсин-приемник; 22 — гидроцилиндр подач; 23 —>
гидростанция
513
ГЛАВА XXX.
ТРАНСПОРТНЫЕ УСТРОЙСТВА, ПРИМЕНЯЕМЫЕ ПРИ СБОРКЕ
Как отмечалось выше, поточная подвижная сборка производится
на различных транспортных устройствах, к числу которых относятся
конвейеры, рольганги, подвесные монорельсовые пути с тельфера-
ми, тележки, карусельные столы и пр.
Рис. 311. Схемы конвейеров для сборочных работ,
а—напольного вертикально-замкнутого, б —напольного горизонтально-замкнутого;
в — подвесного цепного
Конвейеры для сборочных работ применяются разных конструк-
ций в зависимости от характера собираемых изделий: напольные
конвейеры тележечные — вертикально-замкнутые (рис. 311,а) и го-
ризонтально-замкнутые (рис. 311,6), подвесные цепные (рис. 311, в),
шагающие пульсирующие, ленточные, пластинчатые. Путем примене-
ния того или другого транспортного устройства можно получить
прямую или кольцевую линию потока при непрерывном или
прерывистом (периодическом, пульсирующем) движении.
Тележечные вертикально-замкнутые конвейеры применяются для
прямых сборочных линий, у которых первая операция находится в
начале конвейера, а последняя — в конце его. Обратная ветвь этих
конвейеров располагается под рабочей, над или под полом; техноло-
гические операции можно производить по обе стороны конвейера.
514
Эти конвейеры бывают с опрокидывающимися (что применяется чаще)
и с неопрокидывающимися тележками.
Горизонтально-замкнутые тележечные конвейеры применяются
для кольцевых сборочных линий, когда процесс сборки состоит из
большого количества технологических операций, для расположения
которых по одной прямой линии потребовалась бы значительная дли-
на цеха. Благодаря круговому движению у этих конвейеров исполь-
зуется вся длина его ходовой части.
Тележки конвейеров делаются по размерам собираемых изделий
и снабжаются зажимными устройствами для их закрепления.
Рис. 312. Шагающий конвейер для общей сборки станков
Такие конвейеры широко применяются в сборочных цехах непо-
средственно для процесса общей сборки, а также в качестве подвиж-
ных складов, непрерывно подающих детали и узлы к рабочим местам
линии общей сборки.
В автомобилестроении для сборки агрегатов (двигателей, коробок
передач, задних мостов, редукторов, рулевых управлений и др.) при-
меняются тележечные вертикально-замкнутые конвейеры.
Общая сборка станков в крупносерийном производстве произво-
дится на многих заводах на шагающих пульсирующих конвейерах,
в которых сочетаются достоинства подвижной и стационарной сборки.
На рис. 312 показан шагающий конвейер, состоящий из жесткой ме-
таллической рамы 4, опирающейся на гидравлические домкраты 3,
мощностью каждый от 1 до 3 Т (9806—29418 н) в зависимости от веса
собираемых на нем станков.
Сборка станков производится на неподвижных стендовых плитах,
установленных на фундаменте. Пульсирующее передвижение кон-
вейера на один шаг, равный 2/3 м, производится от электродвигателя
6 через редуктор и две реечные передачи 5. Перед перемещением рамы
на шаг домкраты поднимают ее вместе со станками на 6—8 мм. Домкра-
ты приводятся насосом 1 через бак 2 и трубопровод 7. После выключе-
ния насосной станции рама конвейера под воздействием собственно-
го веса и веса собираемых станков опускается ниже уровня стендовых
515
1лит на 10—20 мм и собираемые станки устанавливаются на плиты.
Лосле этого рама передвигается в обратном направлении.
Подвесные цепные конвейеры (см. рис. 311, в), представляющие
обой замкнутое тяговое устройство в виде цепи с каретками, несущи-
1и подвески для грузов, широко применяются в поточном производ-
стве для передачи деталей от одного рабочего места к другому и в
1ругие цехи. У этих конвейеров каретки передвигаются по жестким
*ис. 313. Тележка подвесного конвейера
с автоматическим адресованием груза
направлениям, которые подве-
шиваются к фермам, стенам
или колоннам здания. Благо-
даря возможности выполнить
пространственную трассу с по-
воротами, подъемами и спуска-
ми подвесные конвейеры могут
проходить над станками и
рабочими местами, могут об-
ходить проезды и проходы. Это
позволяет связывать транспортом
производственные участки и
цехи, расположенные в разных
частях и этажах здания, а так-
же в разных зданиях. Уклон
при подъемах и спусках кон-
вейера допускается до 45°,
радиус закругления 1,0—1,5 м.
Скорость тяговой цепи кон-
вейера 1—25 м/мин (чаще в
пределах 3—10 м!мин).
Подвесные конвейеры осо-
бенно широко распространены
ia заводах автомобильных, тракторных, сельскохозяйственного
машиностроения.
Также применяют подвесные конвейеры с автоматическим адре-
сованием груза.
На рис. 313 показана тележка такого подвесного конвейера, со-
стоящего из двух рельсовых путей: нижнего 1 и верхнего 4. По верх-
тему пути цепью 6 перемещается ведущая тележка 5, четыре ролика
которой катятся по полкам двутавровой балки. По нижнему пути ка-
тится грузовая тележка 8 с тарой для груза (на рис. 313 тара не по-
казана).
Применяются также конвейеры с одной двутавровой балкой, у
которой верхняя полка служит верхней трассой, а нижняя полка —
тижней, благодаря чему экономится металл и удешевляется конструк-
лия. Непрерывно движущаяся бесконечная цепь 6 выступом 3 толкает
/пор 2 тележки 8 (поэтому такие конвейеры часто называют толкающи-
ми). Другой упор удерживает тележку, если часть конвейера располо-
кена с уклоном. Автоматические стрелки направляют тару с грузом
(или без груза) согласно «адресу» по различным трассам или отводят
тх на запасные пути — накопители, где хранится задел, или запас,
И6
деталей (заготовок) или собранных узлов и изделий. Команда на вклю-
чение стрелки подается перфокартой'или перфопластиной, укладыва-
емой на площадке 7 рабочим, адресующим свой груз. Выступы перфо-
пластин нажимают на конечные выключатели, располагаемые пример-
но за метр от каждой стрелки.
Такие конвейеры транспортируют заготовки, детали, узлы, изде-
лия между станками, складами, заготовительными, механическими и
сборочными цехами.
Ленточные конвейеры имеют в качестве тягового органа проре-
зиненную ленту, на которой иногда закрепляются специальные гнез-
да для деталей. В сборочных цехах применяются конвейеры с шириной
ленты 200—600 мм.
В станкостроении, двигателестроении и других отраслях машино-
строения поточную сборку часто производят на тележках, соединен-
ных между собой и движущихся по рельсам, образуя таким образом
тележечный конвейер.
При сборке на тележках, перемещающихся по рельсам, линия по-
тока также может быть прямая и кольцевая.
При прямой линии потока рельсовая тележка возвращается к
первоначальной станции свободной. От конечной станции потока к
начальной она перемещается различными способами: 1) посредством
мостового крана, обслуживающего сборочный цех; 2) посредством
второго параллельного рельсового пути, на который тележка перехо-
дит через поворотные круги; 3) посредством наклонного рельсового
пути, проложенного в туннеле, в который
тележка спускается мостовым или поворо-
тным краном через один люк и подни-
мается через другой.
При кольцевой линии потока тележка
после выполнения последней операции
сейчас же переходит с последней стан-
ции на первую, с которой начинается
сборка очередной машины; таким образом,
в этом случае тележка не имеет обратных
холостых пробегов.
Для сборки небольших изделий, не-
больших узлов и агрегатов, если коли-
чество сборщиков невелико, кольцевую
Рис. 314. Схема кару-
сельного стола для сбор-
ки небольших изделий
линию потока можно осуществить путем
применения карусельных столов (рис. 314),
вокруг которых располагаются рабочие, выполняющие последова-
тельные операции. При вращении стола собираемое изделие переме-
щается от одного рабочего места к другому. Стол может иметь непре-
рывное или периодическое вращение. При непрерывном вращении сто-
ла скорость его должна соответствовать времени, необходимому для
выполнения операций на каждом рабочем месте. При периодическом
вращении стола операции на рабочих местах выполняются в периоды
остановки стола. Для поточной сборки на карусельных столах требует-
ся значительно меньшая площадь, чем для сборки на обычных столах.
617
Для поточной подвижной сборки помимо конвейеров применяют-
ся также рольганги (роликовые столы), подвесные однорельсовые пути
и обычные двухрельсовые пути, по которым собираемые изделия пере-
мещаются на своих колесах.
На рольгангах с неприводными роликами движение грузов проис-
ходит (в случае горизонтально расположенных роликов) под дейст-
вием приложенной к ним силы (толчка) или (при наклонно располо-
женных роликах) под воздействием собственного веса.
При необходимости рольганги устраиваются с закруглениями;
наименьший радиус закругления 750 мм (для небольших грузов),
средний радиус закругления 1100—1800 мм.
Для изменения направления перемещаемых грузов делается раз-
ветвление рольганга (рис. 315,а) или применяются стрелочные пере-
воды (рис. 315,6), поворотные круги с роликами, шариковые плиты.
При значительной длине рольганга в нем необходимо устроить про-
ход; для этого делается подъемная секция на шарнире.
Рольганги могут быть в виде сплошных длинных роликовых сто-
лов, расположенных вдоль рабочих мест, или в виде отдельных ко-
ротких секций, соединяющих только соседние рабочие места.
Если необходимо перемещать детали в обратном направлении или
подавать к рабочим местам разные детали, то в этом случае рольган-
ги делают двухрядными или двух-, трехъярусными.
Рольганги широко применяются в поточном производстве сбороч-
ных и механических цехов машиностроительных заводов.
Рис. 315. Рольганги:
а — разветвление, б — стрелочный перевод
Для подъема деталей и узлов и постановки их на собираемую ма-
шину применяются тельферы и пневматические подъемники на мо-
норельсах. Особенно удобны пневматические подъемники, которыми
часто пользуются на автомобильных заводах; грузоподъемность
их достигает 1,75 Т (17 130 н).
При выполнении сборочных операций помимо описанных тран-
спортных средств, служащих для перемещения собираемой машины
в процессе сборки от одного рабочего места к другому, для подъема
и транспортирования деталей, узлов и агрегатов широко применяется
518
различных видов внутрицеховое грузоподъемное оборудование и
транспортное оборудование других видов. Основными видами такого
оборудования являются:
крановое — электрические мостовые краны; балочные кра-
ны (кран-балки); консольные краны — передвижные и местные (по-
воротные);
подвесное — подвесные кран-балки; электрические тель-
феры; гидравлические и пневматические подъемники, передвигающи-
еся по монорельсовым подвесным путям; подвесные конвейеры;
напольное — наклонные желоба, склизы, скаты, вильча-
тые автопогрузчики, электрические и моторные тележки и пр.
Выбор того или иного вида подъемно-транспортного оборудевания
производится в зависимости от характера изготовляемой продукции,
ее веса и размеров, вида производства и формы организации работы,
количества перемещаемых грузов (грузооборота), назначения тран-
спорта и технической характеристики транспортных средств.
ГЛАВА XXXI
ЭФФЕКТИВНОСТЬ ВЫПОЛНЕНИЯ СБОРОЧНЫХ ОПЕРАЦИЙ
И КРИТЕРИИ ТЕХНИКО-ЭКОНОМИЧЕСКОЙ ОЦЕНКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
Эффективность выполнения сборочной операции оценивается про-
изводительностью рабочего места, которая выражается количеством
узлов или целых изделий, собираемых в единицу времени. Произ-
водительность рабочего места можно выразить следующими формулами:
минутная производительность Nu ( т. е. количество узлов или из-
делий, собираемых в одну минуту)
NK = ~-, (226)
*сб
часовая производительность А/ч (т. е. количество узлов или из-
делий, собираемых в один час)
N4=~, (227)
*Сб
здесь /сб — норма времени на выполнение сборочной операции в
мин.
Критериями технико-экономической оценки выполнения отдель-
ных сборочных операций и общей сборки служат затраты, связанные с
их выполнением, и их трудоемкость (т. е. штучное время).
Затраты на выполнение одной операции слагаются из основной
заработной платы производственных рабочих (сборщиков) за выпол-
нение данной операции, отчислений на амортизацию оборудования,
приспособлений, инструмента, отнесенных к одной операции, и цехо-
вых накладных расходов, также отнесенных к одной операции.
619
Сопоставление затрат на выполнение операции различными мето-
дами позволяет выбрать наиболее эффективный в экономическом
отношении вариант.
Сумма затрат на выполнение отдельных операций определяет
общую сумму затрат (общую себестоимость) Sc5 на выполнение всего
процесса сборки узла или изделия:
т
Sc0 = 2so> (228)
где s0 — затраты, связанные с выполнением одной операции; т —
число сборочных операций.
Общая трудоемкость сборочного процесса узла или изделия ТШТ
определяется суммой штучных времен на выполнение отдельных
операций [см. формулу (212)].
Для оценки технико-экономической эффективности сборочного
процесса служат также следующие показатели:
коэффициент загрузки каждого рабочего места тдр м, который опре-
деляет использование времени рабочих; он равен ’ отношению рас-
четного количества сборщиков #сб к принятому количеству ₽пр-
'GPm=^; (229)
*41 р
средний коэффициент загрузки рабочих мест сборочной линии т)ср п,
который равен отношению суммы расчетных количеств сборщиков к
сумме принятых количеств по отдельным рабочим местам:
7JcPn = -|yL; (230)
"'Mip
приемлемая величина 7)ср п 0,95;
коэффициент трудоемкости сборочного процесса тдтр, который ра-
вен отношению времени, затрачиваемому на сборку узла или изделия
Тсб, к времени, затрачиваемому на изготовление деталей данного
соединения (по всем видам обработки, начиная с заготовки) Т„зг:
= (231)
* изг
Чем ниже этот показатель, тем лучше увязан процесс сборки с
процессами механической обработки и других видов обработки
всего производственного процесса изготовления данного объекта;
приемлемая величина т]тр 0,2.
Приведенный комплекс технико-экономических показателей дает
возможность оценивать эффективность спроектированного техно-
логического процесса сборки и сравнивать различные методы выпол-
нения сборочного процесса.
520
ГЛАВА XXXII
ТЕХНИЧЕСКИЙ КОНТРОЛЬ И ИСПЫТАНИЕ СОБРАННЫХ УЗЛОВ И МАШИН
Погрешности, возникающие при выполнении сборки деталей в раз-
личные соединения, могут происходить по следующим причинам:
установление неправильных конструктивных зазоров:
неточная регулировка взаимного положения соединяемых деталей;
перекосы деталей, образующиеся из-за неправильной посадки
деталей при их сопряжении;
наличие остаточных деформаций, вызванных силами, приложенны-
ми для соединения деталей;
искривления и другие деформации и повреждения деталей, воз-
никшие при их перевёртывании и перемещении в процессе сборки и
при транспортировании;
упругие деформации базовой (основной) детали собираемого объ-
екта, возникшие при ее закреплении;
деформации деталей из-за изменения внутренних напряжений.
Технический контроль сборочных процессов имеет целью обеспе-
чить надлежащее качество соединений деталей и узлов в собирае-
мом изделии (машине) и проверить соответствие этих соединений тех-
ническим условиям их приемки.
Контролю подвергаются отдельные соединения, узлы, механизмы
и целые машины, для чего на сборочных линиях располагаются места
для выполнения контрольных операций. Обязательной проверке
подлежат все ответственные соединения и узлы и те сборочные операции,
при выполнении которых возможны неправильность, неточность со-
пряжений и взаимного расположения соединяемых деталей.
Менее ответственные операции подвергаются так называемому
летучему контролю, т. е. проверяются периодически
При контроле сборки отдельных соединений и узлов широко поль-
зуются приспособлениями, которые упрощают выполнение контроль-
ных операций, повышают точность проверки, уменьшают время, не-
обходимое на проверку.
На рис. 316 в виде примера показана схема приспособления для
контроля сборки шатуна с поршнем двигателя. По техническим усло-
виям требуется, чтобы образующая поршня была перпендикулярна
оси нижней головки шатуна. Для проверки этого нижняя головка
шатуна сажается до упора на оправку, закрепленную в корпусе при-
способления. Если сборка шатуна с поршнем произведена правильно,
зазор между поршнем и плиткой, расположенной на стойке приспособ-
ления, не должен быть больше предусмотренной техническими
условиями величины. Величина зазора устанавливается щупом.
На рис. 317 показано приспособление для проверки параллель-
ности положения хобота консольно-фрезерного станка относительно
оси его шпинделя. Приспособление состоит из корпуса 3, на котором
установлены неподвижная призма 4 и подвижная призма 5. Положе-
ние подвижной призмы 5 фиксируется с помощью пружины 8, спе-
циальной гайки 9 и двух винтов 6. На стержне 7 укреплен индикатор
521
Рис. 316. Схема приспособле-
ния для контроля сборки ша-
туна с поршнем
2, который можно устанавливать в двух взаимно перпендикулярных
положениях относительно установленной в шпиндель оправки 1.
Процесс технического контроля фиксируется в операционных
картах (ГОСТ 3. 1410 — 71).
После проверки правильности соединений деталей собранные узлы,
механизмы, а также целые машины
подлежат регулированию и испыта- -
нию.
Регулирование имеет целью ус-
тановить надлежащее взаимодей-
ствие частей, согласованность рабо-
ты отдельных механизмов. Отрегу-
лированные узлы, механизмы и ма-
шины подвергаются испытанию в це-
лях проверки качества их работы.
Испытание делится на две ста-
дии: 1) механическое. испытание
(обкатка) и 2) испытание под нагруз-
кой или тепловое.
Механическое испы-
тание — обкатка — производится
для проверки правильности взаимо-
действия частей и приработки тру-
щихся поверхностей деталей. Узлы
устанавливаются в соответствующие
приспособления для испытания, аг-
регаты (механизмы) и машины — на
испытательные стенды и приводятся
в движение электродвигателями. '
Вначале дается небольшая скорость вращения. Постепенно увеличи-
вая скорость вращения до полного числа оборотов (ходов), продолжают
испытание до тех пор, пока не убедятся, что все части механизма или
машины работают надлежащим образом. При этом ведут наблюдения
за состоянием трущихся поверхностей (подшипников, втулок, направ-
ляющих, зубчатых зацеплений и т. п.), за согласованностью действий
частей и механизмов. После обкатки агрегаты (механизмы) или ма-
шины передаются на испытание под нагрузкой.
Испытание под нагрузкой (для тепловых машин —
тепловое испытание) производится в соответствии с тех-
ническими условиями. Если испытывается станок или другая маши-
на-орудие, то при испытании производится работа на том режиме и- в
тех условиях, которые соответствуют эксплуатационным. Испытание
производится на полную мощность в продолжение установленного
техническими условиями срока. 1
Если машина представляет собой двигатель — тепловой (двига-
тель внутреннего сгорания, паровая машина, паровая турбина), водя-
ной или электрический, то испытание производится с применением
соответствующего вида энергии (газообразного или жидкого топлива,
воды, электричества). При испытании постепенно увеличивают число
522
fSS
ВиЗА
Рис. 317. Приспособление для контроля параллельности положения хобота консольно-фрезерного
станка относительно оси шпинделя
оборотов и соответствующую нагрузку. В течение установленного тех-
ническими условиями периода машина должна развить определен-
ную мощность и работать с этой мощностью при надлежащем числе
оборотов. В результате испытания должно быть установлено, как
машина удовлетворяет всем требованиям, предъявляемым техни-
ческими условиями на изготовление и сдачу (приемку) этих машин.
При испытании измеряются число оборотов, развиваемая машиной
мощность, расход топлива или другого вида энергии, расход масла,
давление в масляной системе, температура охлаждающей воды и масла
и т. д.; ведется наблюдение за работой отдельных механизмов машины,
причем она прослушивается для выявления шума или стука. Записи
всех наблюдений, сделанных во время испытания, вносятся в журнал
испытаний, и на основе их делается заключение о качестве выпускае-
мой машины.
В случае обнаружения во время испытаний каких-либо дефектов
последние устраняются или непосредственно на стенде, или в «дефект-
ном» отделении, куда машина направляется после снятия с испыта-
тельного стенда. После устранения дефектов машина поступает на
повторное испытание.
ГЛАВА хххш
ОКРАСКА, СУШКА И ПОКРЫТИЕ СМАЗЫВАЮЩИМИ ВЕЩЕСТВАМИ
ИЗДЕЛИЙ И ДЕТАЛЕЙ
1. Окраска и сушка ,
Большое значение в машиностроении имеет окраска изделий и де-
талей.
Процесс и способы окраски зависят от характера изделий (деталей),
вида производства, требований, предъявляемых к качеству окраски
и т. д.
Окраску изделий и деталей можно выполнять различными способами.
1) Ручная окраска кистью применяется в единичном и мел-
ко-серийном производстве; она очень трудоемка; качество лакокрасоч-
ного покрытия при тщательном выполнении хорошее.
2) Окраска распылением с применением сжатого возду-
ха более производительна и может применяться для защитного и де-
коративного покрытия изделий разных размеров.
Установка для окраски распылением состоит из: а) распылителя,
гредназначенного непосредственно для распыления подаваемой к
нему жидкой краски и нанесения ее на поверхность, подлежащую
жраске; б) красконагнетательного бачка, из которого краска подает-
ся под постоянным давлением сжатого воздуха к распылителю, и
з) масловодоотделителя для очистки сжатого воздуха от влаги и па-
зов масла и для регулирования подачи сжатого воздуха в распыли-
тель и красконагнетательный бачок.
Снабжение сжатым воздухом производится обычно .от централь-
ной заводской сети или из специальной цеховой компрессорной.
>24
3) Окраска окунанием применяется большей частью в
крупносерийном и массовом производстве деталей простой формы.
Окраска окунанием заключается в погружении детали в ванну с крас-
кой, причем деталь опускается в неподвижную ванну или (реже) ван-
на поднимается к детали.
Механизированная установка для окраски окунанием состоит из
ванн, имеющих форму трапеции, и сушильных камер, составляющих
единый агрегат, обслуживаемый подвесным конвейером. Размеры ванн
и камер зависят от габаритных размеров окрашиваемых деталей.
4) Окраска обливанием применяется для крупногаба-
ритных деталей с большими поверхностями, когда применение окуна-
ния затруднительно. Оборудование для окраски обливанием изготов-
ляется двух видов—для ручного и механизированного обливания.
Установка для ручного обливания состоит из бака-раздатчика,
в который насосом подается краска или лак; рабочего стола для уклад-
ки окрашиваемой детали; шланга, направляющего краску из бака на
деталь, и ванны, в которую стекает краска.
Установка для механизированного обливания имеет камеру с
форсунками, направляющими краску на окрашиваемую деталь, и
резервуар под камерой, в который стекает краска, поступающая после
фильтрации в форсунки.
5) Окраска в барабанах, колоколах, автома-
тах и других специальных устройствах приме-
няется для мелких деталей массового производства.
Окраска может быть стационарной (изделие неподвижно) и под-
вижной (изделие перемещается).
После окраски деталь подвергается естественной или искусствен-
ной сушке.
Применяются следующие виды искусственной сушки:
сушкаподогретым воздухом в закрытых камерах при
температуре 55—220°С; воздух подогревается газом, электричеством,
паром;
сушка рефлекторная — лучистой энергией источника
тепла (специальных электрических ламп), направленной при помощи
рефлектора на окрашенную поверхность; рефлекторная сушка проте-
кает в 3—5 раз быстрее, чем сушка подогретым воздухом;
сушка токами высокой частоты (применяется в
массовом производстве однотипных стальных деталей);
сушка инфракрасными лучами (применяется для
сушки деталей, покрытых цветными эмалями).
Выбор способа сушки зависит от характера и объема производства
и от вида лакокрасочных материалов. Продолжительность сушки и
тепловой режим принимаются в соответствии со свойствами лакокра-
сочных материалов.
Очистка поверхностей деталей перед окраской производится ме-
ханическим и химическим способами.
Для механической очистки применяются дробеструйные аппараты,
пневматические молотки, электрические и пневматические шлифо-
вальные машины, механические щетки и др.
525
Химическая очистка производится с помощью раствора для трав-
ления, обезжиривания, фосфатирования в ваннах, подогреваемых
паром или электричеством.
После очистки детали перед окраской промываются в моечных
машинах, которые иногда имеют и сушильные камеры.
Для приготовления красок применяются при ручной раздаче сме-
си, краскотерки, краскомешалки и т. п., а при раздаче смеси по тру-
бам — баки-раздатчики и баки смесители, снабженные лопастны-
ми мешалками с электродвигателем и измерительными приборами.
Технологический процесс окраски и сушки с указанием операций,
оборудования, инструмента, лакокрасочных материалов и норм време-
ни оформляется в виде технологической карты или в виде операцион-
ной инструкции.
Пропускная способность каждого рабочего места и количество
рабочих мест при стационарной окраске определяются аналогично
определению этих величин при стационарной сборке.
При поточном производственном процессе окраски расчет основных
параметров — такта выпуска изделий, скорости движения конвейе-
ра, рабочей длины конвейера, количества рабочих мест — определя-
ется аналогично расчету этих величин при поточной сборке (см. соот-
ветствующие формулы для поточной сборки).
2. Покрытие смазывающими веществами
Отделочные готовые детали, собранные узлы и изделия, подле-
жащие хранению или транспортированию, необходимо предохранять
от коррозии. С этой целью, прежде чем упаковать, их поверхности,
особенно обработанные, покрывают тонким слоем антикоррозионной
смазки (консервация).
Применяемые для этого масла и смазки не должны содержать кис-
лоты и воды. Смазка должна быть прочной, обладать-хорошей прили-
паемостью к поверхности детали, противостоять действию тепла в
период хранения или транспортирования; в то же время она должна
легко удаляться при протирке тканью, пропитанной растворителями
(бензин, керосин, спирт).
В качестве предохранительной смазки применяют масла (для не-
продолжительной защиты), технический вазелин, различные смеси,
содержащие масло, вазелин, канифоль, воск, парафин, олифу и пр.;
применяются так называемые оружейная смазка, пушечная смазка.
Детали с нанесенной на них незатвердевающей смазкой оберты-
ваются парафиновой бумагой.
Перед покрытием антикоррозионной смазкой поверхности детали
должны быть очищены, промыты горячей водой в баках или моечных
машинах с применением моющих растворов, содержащих соду, мыло
или эмульсии, после чего должны быть промыты чистой водой или
подогретым минеральным маслом и расплавленным техническим ва-
зелином. После мойки детали сушат в сушильных шкафах нагретым
воздухом или обдувкой теплым сжатым воздухом, что является более
производительным.
526
На наружные поверхности деталей и изделий смазку наносят пуль-
веризатором (распылителем) или кистями (последний способ мало-
производителен). Отдельные детали можно покрывать также окуна-
нием в подогретую смазывающую жидкость. Внутренние поверхности
покрываются смазкой путем заливки и пульверизации, а также шпри-
цами и дозирующими аппаратами.
Подготовленные таким образом к хранению или отправке детали
или собранные изделия упаковываются в соответствующую тару.
ЛИТЕРАТУРА
1. Балакшин Б. С. Основы технологии машиностроения. М., «Машино-
строение», 1969.
2. Беспалов Б. Л. и др. Технология машиностроения. М., «Машино-
строение», 1973.
3. Дементьев В. И. и др. Средства автоматизации механической обра-
ботки. М., Машгиз, 1962.
4. Дем ь я ню к Ф. С. Технологические основы поточного и автоматизиро-
ванного производства. М., «Высшая школа», 1969.
5. Е г о р о в М. Е., Де ме нтьев В. И. Технология машиностроения
М., «Высшая школа», 1965.
6. Егоров М.Е Основы проектирования машинострительных заводов.
М., «Высшая школа», 1969.
7. К о р с а к о в В. С. Основы технологии машиностроения. М., «Высшая
школа», 1973.
8. Корсаков В. С. Основы конструирования приспособлений в машино-
строении. М., «Машиностроение», 1971.
9. М а т а л и н А. А. Точность механической обработки и проектирования
технологических процессов. Л., «Машиностроение», 1970.
10. Митрофанов С. П. Прогрессивные методы технологической под-
готовки серийного производства. Л., «Машиностроение». 1971.
11. Новиков М. П. Основы технологии сборки машин и механизмов.
М., «Машиностроение», 1969.
12. С а с о в В. В., Д е м е н т ь е в В. И., Новиков М. П. Технология
автотракторостроения. М., «Машиностроение». 1968.
13. Справочник технолога-машиностроителя, т. 1 и 2. М., «Машиностроение»,
1972.
14. Ф и р а г о В. П. Основы проектирования технологических процессов
и приспособлений. М., «Машиностроение», 1973.
ОГЛАВЛЕНИЕ
Предисловие ......................................................... 3
Введение ............................................................ 4
Раздел первый
Основы технологии машиностроения
Глава I. Основные понятия и положения................................ 6
1. Производственный и технологический процессы....................... 6
2. Производственный состав машиностроительного завода .... 7
3. Структура технологического процесса............................... 8
4'. Производственная программа..................................... 16
5. Виды (типы) производства и характеристика их технологических про-
цессов. Организационные формы работы....................... . 16
Глава 41. Виды обработки деталей машин. Технологичность конструк-
ций машин и деталей................................................. 25
1. Общий обзор применяемых видов обработки деталей машин . . 25
2. Основные факторы, влияющие на характер технологического процесса
механической обработки ............................................ 29
3. Технологичность конструкции изделия и деталей.................... 30
Глава III. Базирование деталей. Установка деталей при обработке на
станках........................................................ 36
1. Поверхности и базы обрабатываемой детали......................... 36
2. Принципы постоянства базы и совмещения баз. Закрепление деталей.
Последовательность операций...................................... 38
3. Способы установки деталей. Правило шести точек................... 40
Глава IV. Точность обработки деталей............................ 46
1. Понятие о точности. Основные факторы, влияющие на точность обра-
ботки ............................................................. 46
Неточность станков ............................................. 48
Степень точности изготовления режущего и вспомогательного инстру-
мента, приспособления и их изнашивание во время работы ... 49
Расчет погрешности, вызываемой размерным износом режущего инст-
румента ........................................................ 49
Неточность обработки, зависящая от установки инструмента и на-
стройки станка на размер........................................ 50
Погрешности установки и базирования заготовки на станке или
в приспособлении............................................- 51
Деформация деталей станка, обрабатываемой детали и инструмента
под влиянием сил, воздействующих на систему СПИД. Жесткость
упругой системы СПИД ... -...................................... 55
Деформация детали, возникающая при ее закреплении для обработки 60
Тепловые деформации и внутренние напряжения..................... 61
Влияние качества поверхности детали после обработки на показания
измерений ...................................................... 62
529
Суммарная погрешность обработки................................. 62
2. Точность при различных способах обработки....................... 63
3. Определение погрешностей обработки методом математической ста-
тистики ........................................................... 65
4. Основные сведения о размерных цепях........................ . 77
Глава V. Качество поверхностей деталей машин после механической
обработки............................................................81
1. Понятие о качестве поверхности.................................. 81
2. Значение качества поверхностей деталей машин.................... 83
3. Критерии и классификация шероховатости поверхностей............. 84
4. Параметры и определения ........................................ 85
5. Способы оценки шероховатости поверхностей ...................... 90
Глава VI. Виды заготовок для деталей машин. Припуски на обработку
деталей ............................................... 91
1. Виды заготовок .Г............................................... 91
2. Припуски на обработку деталей машин............................. 93
Технико-экономическое значение припусков ....................... 93
Факторы, влияющие на величину припусков......................... 95
Определение величины припусков.................................. 98
3. Подготовка заготовок для механической обработки................ 102
Глава VII. Основы технического нормирования......................... ЮЗ
1. Понятие о технической норме..................................... ЮЗ
2. Определение размеров обрабатываемых поверхностей............... 105
3. Структура нормы времени на обработку........................... 106
4. Нормирование при многостаночной работе.......................... НО
5. Методы и порядок определения нормы времени по элементам ... 113
6. Определение подготовительно-заключительного времени .... 113
7. Расчет основного (технологического) времени.................... 114
8. Определение вспомогательного времени........................... 115
9. Определение времени на техническое и организационное обслуживание
и физические потребности .......................................... 117
10. Определение квалификации работы................................ 118
Глава VIII. Основные принципы проектирования технологических
процессов механической обработки.................... 119
1. Основные направления в технологии машиностроения............... 119
2. Основные требования к технологическому процессу механической обра-
ботки ............................................................. 122
3. Исходные данные для проектирования и основные вопросы, подлежащие
решению при проектировании технологических процессов^ .... 123
Применение электронно-вычислительных машин для проектирования
технологических процессов механической обработки .............. 125
4. Организационная форма выполнения технологического процесса и ве-
личина партии деталей -............................................ 126
5. Такт выпуска деталей........................................... 127
6. Установление плана и методов обработки ........................ 130
7. Выбор оборудования, приспособлений, режущего и измерительного ин-
струмента .................................................... 131
8. Установление режима резания.................................... 135
9. Определение элементов режима резания при многоинструментной обра-
ботке ............................................................. 141
10. Типизация технологических процессов и групповые наладки . . 145
11. Оценка технико-экономической эффективности технологического про-
цесса ............................................................. 148
12. Особенности проектирования технологического процесса обработки
на станках с числовым программным управлением (ЧПУ) . . 157
530
Глава IX. Оформление (документация) технологических процессов
механической обработки ....................................... 158
Раздел второй
Методы механической обработки поверхностей деталей машин
Глава X. Предварительная обработка заготовок....................... 160
1. Правка заготовок ............................................... 160
2. Обдирка прутков ................................................ 162
3. Разрезание прутков, валов, труб и листов................... 163
4. Центрование ................................................... 168
Глава XI. Обработка наружных цилиндрических поверхностей деталей
(тел вращения) .... ... .... 172
1. Классификация деталей — тел вращения и виды их обработки . . 172
2. Обработка на токарных многорезцовых станках и станках с копироваль-
ными устройствами ......................................... 175
3. Виды и методы чистовой отделочной обработки наружных цилиндри-
ческих поверхностей ......................................... 188
Тонкое (алмазное) точение...................................... 188
Шлифование .................................................... 189
Притирка (доводка) . . - -................................... 199
Механическая доводка абразивными колеблющимися брусками (супер-
финиш) ...................................................... 201
Полирование ................................................... 202
Накатывание ............................................... 202_
Выглаживание .................................................. 204
Обдувка дробью ................................................ 205
Глава XII. Обработка внутренних цилиндрических и других поверх-
ностей деталей (отверстий) .................................. 206
1. Виды обработки отверстий ....................................... 206
2. Обработка отверстий лезвийным инструментом 206
Тонкое (алмазное) растачивание отверстий ...................... 218
Протягивание отверстий ........................................ 219
3. Обработка отверстий абразивным инструментом..................... 221
Шлифование отверстий .......................................... 221
Хонингование отверстий ........................................ 226 ’
Притирка (доводка) отверстий .................................. 228
4. Обработка отверстий без снятия стружки ........................ 229
5. Применение различных методов чистовой отделки отверстий . . . 230
6. Методы получения отверстий малых диаметров..................... 231
Глава XIII. Обработка резьбовых поверхностей....................... 232
1. Виды резьб и резьбовой инструмент........................... 232
2. Нарезание резьбы резцами и гребенками...................... 233
3. Нарезание многозаходных резьб ............................. 238
4. Нарезание резьбы вращающимися резцами (вихревым методом) . . 240
5. Нарезание резьбы плашками и самораскрывающимися резьбонарезны-
ми головками ..................................................... 242
6. Фрезерование резьбы ....................................... 243
7. Нарезание внутренней резьбы метчиками ......................... 245
8. Шлифование резьбы ....................................... 249
9. Накатывание резьбы ....................................... 252
Накатывание внутренней резьбы ................................. 257
10. Применение различных методов нарезания резьбы.............. 258
И. Методы контроля резьбы ..................................... 258
531
Глава XIV. Обработка плоских поверхностей....................... 259
1. Обработка плоских поверхностей строганием и долблением . . . 259
2. Обработка плоских поверхностей фрезерованием................. 262
3. Обработка плоских поверхностей протягиванием................. 266
4. Обработка плоских поверхностей шлифованием................... 270
5. Отделка плоских поверхностей абразивами и шабрением .... 273
6. Особенности обработки плоскостей у крупных литых деталей сложной
формы ................................................ . 274
Глава XV. Обработка фасонных поверхностей....................... 277
1. Обработка фасонных поверхностей точением, растачиванием и сверле-
нием .......................................................... 277
Точение ............................................... 277
Растачивание и сверление ................................... 282
2. Обработка фасонных поверхностей фрезерованием, строганием и протя-
гиванием ...................................................... 283
Фрезерование ............................................... 283
Строгание 285
Протягивание ............................................... 286
3. Обработка фасонных поверхностей шлифованием ................. 286
4. Обработка фасонных поверхностей на станках с программным управ-
лением ........................................................ 288
Глава XVI. Обработка зубчатых поверхностей . . . 289
1. Нарезание зубьев цилиндрических зубчатых колес методом копирова-
ния дисковыми и пальцевыми фрезами ............................ 289
2. Нарезание зубьев зубчатых колес методом обкатки.............. 292
Зубонарезание червячными фрезами .................... .... 292
Нарезание зубьев долбяками.................................. 298
3. Нарезание цилиндрических зубчатых колес методом зуботочения . 302
4. Обработка червяков........................................... 304
Контроль червяков .......................................... 307
5. Протягивание зубьев зубчатых колес .......................... 308
6. Нарезание зубьев конических зубчатых колес .................. 310
7. Закругление зубьев зубчатых колес.......................... 316
8. Накатывание зубьев зубчатых колес .......................... 317
9. Способы чистовой отделки зубьев зубчатых колес............... 320
Шевингование зубьев колес за один проход.................... 322
10. Новый метод отделки зубьев цилиндрических зубчатых колес . . 326
И. Шлифование зубьев зубчатых колес............................. 327
12. Притирка зубьев зубчатых колес и рекомендации по выбору способов
чистовой отделки зубьев зубчатых колес...................... 332
13. Методы контроля обработки зубьев зубчатых колес . . . 333
Глава XVII. Обработка шпоночных канавок и шлицевых поверхностей
деталей ................ 335
1. Обработка шпоночных канавок ................................ 335<
2. Обработка шлицевых поверхностей ........................... 338
Фрезерование шлицев ........................................ 339
Шлифование шлицев .......................................... 341
Накатывание шлицев ......................................... 342
Протягивание и строгание шлицев . . . ...................... 343
Обработка шлицевых отверстий.............................. 345
3. Контроль шлицевых валов и отверстий........................ 348
Глава XVIII. Комплексная обработка наружных и внутренних цилинд-
рических и резьбовых поверхностей деталей . . . 349
1. Технологические процессы комплексной обработки поверхностей дета-
лей на токарно-револьверных станках..............'............. 350
532
2. Технологические процессы комплексной обработки поверхностей дета-
лей на токарных полуавтоматах .................................. 355
3. Технологические процессы комплексной обработки поверхностей дета-
лей на токарных автоматах ...................................... 360
Раздел третий
Комплексная технология механической обработки типовых деталей машин
Глава XIX. Технологические процессы механической обработки шпин-
делей и коленчатых валов............................................ 368
1. Обработка шпинделей ....**....................................... 368
2. Обработка коленчатых валов....................................... 374
Способы получения заготовок..................................... 377
Механическая обработка заготовок ............................... 378
Обработка шеек ................................................. 379
Обработка отверстий и шпоночных пазов........................... 386
Контроль коленчатых валов ...................................... 387
Глава XX. Технологические процессы механической обработки станин
станков и корпусных деталей......................................... 398
1. Обработка станин ............................................... 398
2. Обработка корпусных деталей ................................... 4.11
Контроль корпусных деталей ..................................... 422
Глава XXI. Технологические процессы механической обработки шату-
нов и поршней ...................................................... 423
1. Обработка шатунов .............................................. 423
Механическая обработка заготовок шатунов.................... 425
Обработка торцовых плоскостей головок шатуна ............... 426
Обработка базовых и других поверхностей шатуна 426
Обработка отверстий в поршневой и кривошипной головках (черновая
и чистовая) ................................................... 427
Обработка отверстий под шатунные болты ......................... 429
Окончательная обработка отверстий в поршневой и. кривошипной го-
ловках ........................................................ 431
Подгонка шатунов по массе (по весу) ......................... 432
Обработка шатунов на автоматических линиях ..................... 432
Контроль шатунов ............................................... 432
2. Обработка поршней .............................................. 439
Выполнение основных операций . Подготовка вспомогательных баз 440
Глава XXII. Технологические процессы механической обработки зуб-
чатых колес.............................................. 446
1. Заготовки и материал зубчатых колес ......................... 447
1. Технические условия на изготовление зубчатых колес........... 447
2. Технологические методы обработки зубчатых колес.............. 448
34. Обработка заготовки зубчатых колес до нарезания зубьев . . . 450
Глава XXIII. Автоматизация технологических процессов механичес-
кой обработки ............. 454
Раздел четвертый
Технология сборочных процессов
Глава XXIV. Основные положения и понятия........................ 471
1 Изделие и его элементы ...................................... 471
533
2. Значение и объем сборочных работ............................... 472
3. Исходные данные для прЬектирования технологического процесса сбор-
ки ............................................................... 473
4. Соединения деталей и способы их выполнения .................... 473
Глава XXV. Технологический процесс сборки ....... 477
1. Содержание и структура технологического процесса сборки . . . 477
2. Стадии сборочного процесса. Технологические схемы сборки . . 478
Глава XXVI. Нормирование сборочных операций. Технологическая до-
кументация процесса сборки........................................ 482
1. Структура и определение нормы времени на сборочные операции . 482
2. Технологическая документация Процесса сборки.................... 484
Глава XXVII. Виды сборки и формы организации сборочных работ 485
1. Виды сборки .................................................... 485
2. Стационарная и подвижная сборка................................ 486
3. Поточная сборка ............................................... 488
Подвижная поточная сборка ..................................... 489
Неподвижная поточная сборка ................................... 494
Глава XXVIII. Механизация и автоматизация сборочных работ . . 495
1. Виды механизмов и приспособлений, заменяющих ручные слесарные ра-
боты ............................................................. 495
2. Сборка сборочных единиц с подшипниками и зубчатых зацеплений . 500
3. Автоматические устройства и автоматические линии для сборки . 505
Глава XXIX. Балансировка вращающихся деталей машин . . . 508
1. Статическая и динамическая неуравновешенность деталей. . . . 508
2. Станки для статической и динамической балансировки.............. 509
Глава XXX. Транспортные устройства, применяемые при сборке 514
Глава XXXI. Эффективность выполнения сборочных операций и кри-
терии технико-экономической оценки технологических
процессов сборки .............................. 519
Глава XXXII. Технический контроль и испытания собранных узлов и
машин ........................................................... 521
Глава XXXIII. Окраска, сушка и покрытие смазывающими веществами
изделий и деталей ............................................... 524
1. Окраска и сушка ... ....................... 524
2. Покрытие смазывающими веществами.............................. 526
Егоров М. Е. и др.
ЕЗО Технология машиностроения Учебник для втузов. Изд. 2-е,
доп. М., «Высш, школа», 1976
534 с. с ил
Перед загл. авт.: М. Е. Егоров, В. И. Дементьев,
В. Л. Дмитриев
В учебнике изложены основные понятия и положения технологии машиностроения,
принципы проектирования высокопроизводительных технологических процессов механичес*
кой обработки деталей и сборки машин Даны комплексные технологические процессы ме-
ханической обработки типовых деталей машин
Освещены вопросы базирования и установки деталей при обработке на станках, точ-
ности обработки, выбора заготовок, технологичности деталей и машин Даны основы тех-
нического нормирования
Учебник предназначен для студентов машиностроительных вузов специальности «Тех-
нология машиностроения, металлорежущие станки и инструменты», может служить руко-
водством при проектировании технологических процессов механической обработки и сборки
машин в производственных условиях.
„ 31200—206
Е------------97—76
001(01)—76
6П5.4