/


















































































































































































































































































Author: Дальский А.М.
Tags: общее машиностроение технология машиностроения общая технология машиностроения обработка металлов машиностроение
ISBN: 5-7038-1284-4
Year: 2001




Text
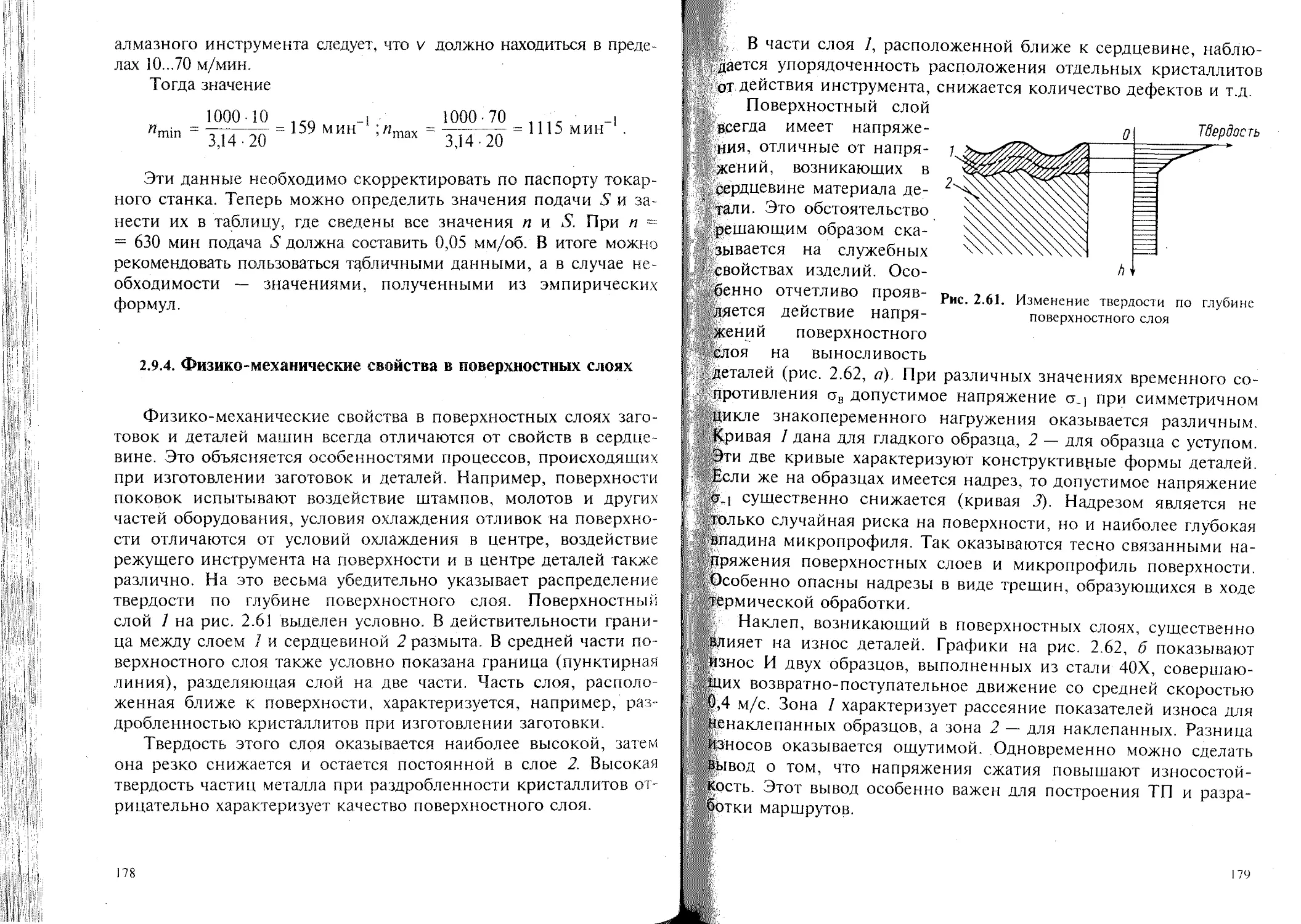
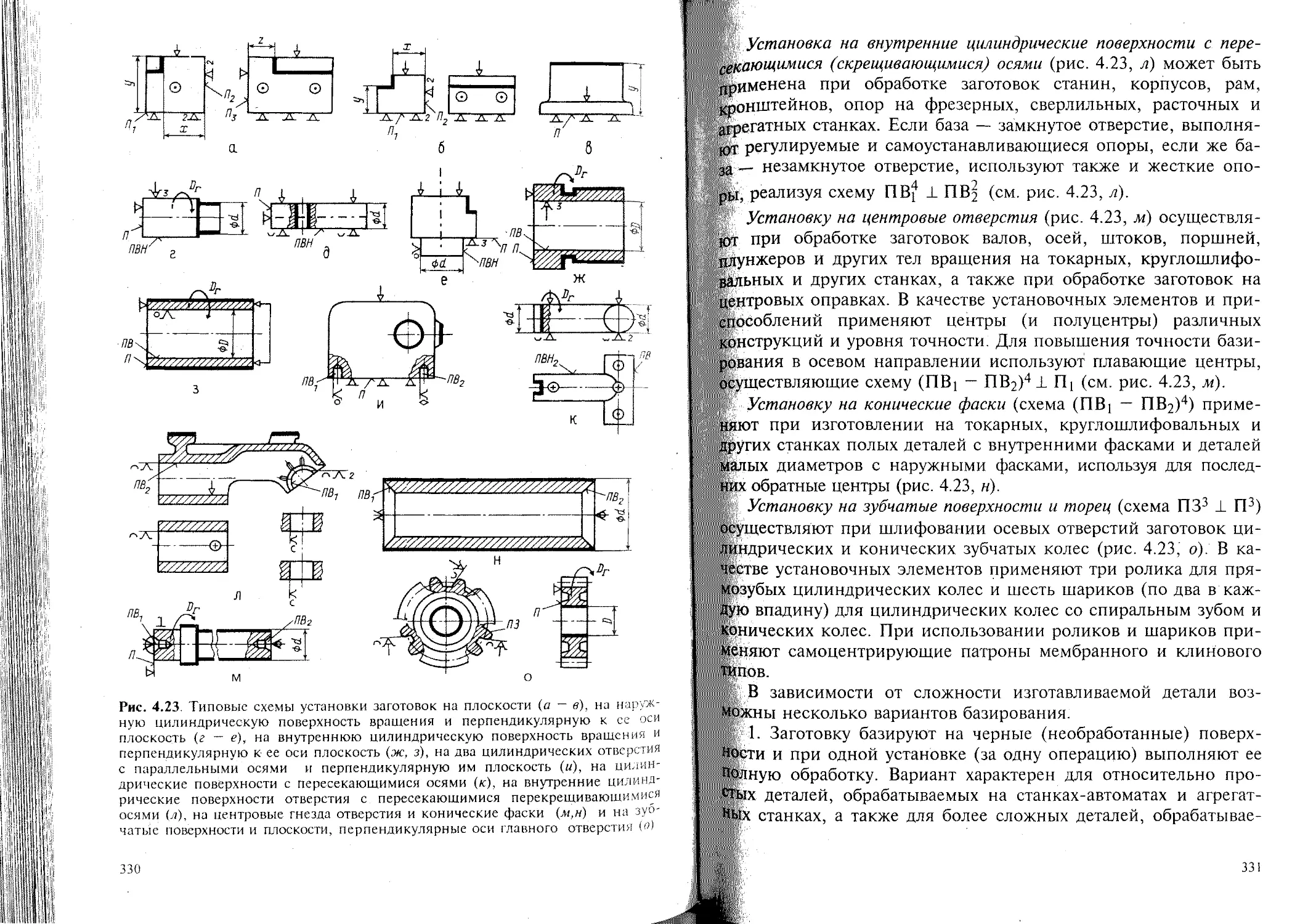
TIP YHO TTOKW Я
JL AV/vl. v/1 JejLjWL
МАШИНОСТРОЕНИЯ
В двух томах
j*T4 «
Том 1
ОСНОВЫ ТЕХНОЛОГИИ
МАШИНОСТРОЕНИЯ
Под общей редакцией д-ра техн, наук,
профессора А.М. Дальского
Издание второе, стереотипное
Рекомендовано Министерством образования
Российской Федерации в качестве учебника для студентов
высших учебных заведений, обучающихся по специальности
«Технология машиностроения»
Москва
Издательство МГТУ им. Н.Э. Баумана
2001
УДК 621(075.8)
ББК 34.5
Т38
Рецензенты: Н.М. Капустин, А.Г. Суслов
Авторы: В.М. Бурцев, АС. Васильев, А.М. Дальский,
О.М. Деев, Р.З. Диланян, М.С. Камсюк, ВЛ. Киселев,
А.И. Кондаков, Р.К. Мещеряков, А.В. Мухин,
О.В. Спиридонов, В.И. Тавров, А.Г. Холодкова,
НА. Ястребова
Т38 Технология машиностроения: В 2 т. Т.1. Основы тех-
нологии машиностроения: Учебник для вузов /В.М. Бур-
цев, А.С. Васильев, AM. Дальский и др.; Под ред.
А.М. Дальского. — 2-е изд., стереотип. “ М.: Изд-во МГТУ .
им. Н.Э. Баумана, 2001. — 564 с., ил.
ISBN 5-7038-1284-4 (Т. 1)
ISBN 5-7038-1283-6
Комплексно изложены основные положения технологии машино-
строения. Освещены технологические основы создания машины, вопросы
точности обработки и сборки технологической подготовки производства.
Приведены основы теории выбора и принятия технологических решений
и методика разработки технологических процессов обработки и сборки.
Содержание учебника соответствует курсу лекций, который авторы
читают в МГТУ им. Н.Э. Баумана
Для студентов конструкторских и технологических специальностей
машиностроительных вузов и технических университетов. Может быть
полезен технологам и конструкторам промышленных предприятий.
УДК 621(075.8)
ББК 34.5
ISBN 5-7038-1284-4 (Т. 1)
ISBN 5-7038-1283-6
© В.М. Бурцев, А.С. Васильев,
А.М. Дальский и др.5 1997
© МГТУ им. Н.Э. Баумана, 1998
© Издательство МГГУ
им. Н.Э. Баумана, 1998
П РЕДИ СЛОВ И Е
Человеческое общество нс может существовать и развиваться без постоян-
ного производства продукции самого разнообразного назначения. В свою оче-
рет., производство уже нельзя представить без применения машин. Их изготов-
ление — особая область человеческой деятельности, основанная на использова-
нии закономерностей технологии машиностроения.
Технология машиностроительного производства представляет собой сово-
купность различных технологических процессов (ТП) — литья, ковки, штам-
повки. термической обработки, окраски и др. Технология же машиностроения
охватывает заключи тельные стадии машиностроительного производства -. пре-
вращение заголовок в готовые детали и сборку, т.е. изготовление машин.
Развитие машиностроения потребовало выделения в самостоятельную дис-
циплину специальности "Технология машиностроения". В этих условиях созда-
ние нового учебника является особенно правомерным и своевременным. "Тех-
нология машиностроения" как учебная дисциплина широко опирается на
смежные технологические и технические дисциплины. Читатель должен быть
хорошо подготовлен в области технологии конструкционных материалов, мате-
риаловедения. метрологии, взаимозаменяемости и стандартизации. изучить
курсы по основам ироекгирования машин. До начала изучения курса целесооб-
разно пройти производственную- практику и выполнить ряд курсовых работ.
Основная идея дисциплины "Технология машиностроения" заключается в
умении ра зрабатыва гь ТП изготовления деталей и сборки машин Учебник со-
стоит из двух томов: "Основы технологии машиностроения" и "Технологов про-
изводства машин". Учебный материал этих томов охватывает ряд лекционных
курсов, совокупность которых составляет "'Технологию машиностроения" как
науку. Учебник нс претендует на детальное изложение каждого курса, но даст о
них необходимое представление, которое может быть расширено с помои чью
специальной литературы.
Оба тома учебника представлены в таком виде, что учебный материал мо-
жет быт г, с успехом использован студентами как технологических, гак и коне г-
- +
рук горских снсниаявностей. Следуя традициям технологической школы
MB ТУMl ТУ, г. учебнике рассмотрены технологические вопросы изгоговле-
ния машин общего назначения; Проблемы изготовления специальных машин
отдельных классов (самолеты, сельскохозяйственные машины, суда и др.) изло-
жены в специальных учебниках отраслевых учебных заведений.
В учебнике усилена связь с фундаментальными дисциплинами, что в ряде
случаев позволяет преодолеть традиционную трудность изложения учебного ма-
териала, состоящую в необходимости учета многих разнохарактерных и одно-
временно действующих факторов. Эта же трудность проявляется в связи с мно-
говариантностью технологических решений, из которых необходимо выбрать
оптимальное. Большую помощь при решении этих проблем оказывает исполь-
зование ЭВМ.
В соответствии с общей тенденцией развития машиностроения в учебнике
большое внимание уделяется качеству изготовления деталей и машин в целом.
Проблема качества решается на базе автоматизации ТП, что характерно для со-
временного машиностроения.
В последние годы на кафедре "Технология машиностроения" МГТУ
им. Н. Э. Баумана успешно развились технологические учебные дисциплины
под руководством профессоров А. М. Дальского, Н. М. Капустина, доцентов
А. Г. Косиловой, Р. К. Мещерякова, Г. Н. Мельникова, А. Г. Холодковой и др.
Основы технологии машиностроения, изложенные в первом томе учебни-
ка, не могут претендовать на полный охват проблемы. В нем изложены главные
научные положения учебной дисциплины в соответствии с технологической
школой МВТУ-МГТУ.
Настоящий учебник написан большим авторским коллективом. Каждый
из авторов сделал попытку глубокого и детального изложения предмета на ос-
нове достижений технологической школы МВТУ—МГТУ. Эта школа успешно
развивается и имеет более чем вековую историю.
ВВЕДЕНИЕ
Главным средством интенсификации производства любого назначения яв-
ляется парк машин, которым располагает государство Прогресс в развитии об-
щества предопределяется техническим уровнем применяемых машин. Их созда-
ние, т.е. конструирование и изготовление, составляет основу машиностроения.
Общепризнано, что именно машиностроение является главной отраслью народ-
ного хозяйства, которая определяет возможность развития других отраслей.
Применение машин резко увеличивает производительность труда, повы-
шает качество продукции, делает труд безопасным и привлекательным. Это
особенно важно для развивающихся государств, поскольку именно машино-
строительное производство способствует резкому повышению благосостояния
общества. В конкурентной борьбе отдельных государств и фирм неизменно по-
беждает тот, кто имеет более совершенные машины.
Машиностроение обеспечивает изготовление новых и совершенствование
имеющихся машин. Это связано с весьма существенными затратами, которые
составляют в народном хозяйстве ощутимую долю. Тем не менее развитие оте-
чественного машиностроения, а не импорт машин, является единственно пра-
вильным направлением в прогрессивном развитии промышленности.
Отличительной особенностью современного машиностроения является су-
щественное ужесточение эксплуатационных характеристик машин: увеличива-
ются скорость, ускорение, температуры, уменьшаются масса, объем, вибрация,
время срабатывания механизмов и т.п. Темпы такого ужесточения постоянно
возрастают и машиностроители вынуждены все быстрее решать конструктор-
ские и технологические задачи. В условиях рыночных отношений быстрота реа-
лизации принятых решений играет главенствующую роль.
Конструирование и изготовление машин представляет собой два этапа
единого процесса. Эти этапы неразрывно связаны между собой. Уже нельзя се-
бе представить конструирование без учета технологичности конструкции. Тех-
нологичная конструкция позволяет экономить затраты труда, повышать точ-
ность, использовать высокопроизводительное оборудование, оснастку и инстру-
менты, экономить энергию. Чем более технологичной оказывается конструк-
ция. тем совершеннее и дешевле будет ее производство, в ходе подготовки ко-
торого не требуется проводить корректировок чертежей и доделок.
На этапе изготовления машин особое внимание обращают на их качество
и его важнейший показатель — точность. В истекающем столетии точность де-
талей машин выросла почти в 2000 раз. Такого увеличения не наблюдается ни
по одному из показателей служебных характеристик. В ряде производств уже
становится нормой изготовление деталей с микрометрической и долемикромет-
рической точностью. Понятие "точность” относится не только к размеру, но и к
форме, взаимному расположению поверхностей, физи ко-меха ни веским харак-
теристикам деталей и среды, в которой их изготавливают.
5
Создание машин заданного качества и производственных условиях опира-
ется на научные основы технологии машиностроения. Процесс качественного
изготовления машины (выбор заготовок, их обработка и сборка деталей) сопро-
вождается использованием закономерностей технологии машиностроения.
Важнейшим показателем качества является точность всех параметров изго-
товления детали. Сложность решения проблемы точности состоит в необходи-
мости учета одновременного действия многих факторов, каждый из которых
вызывает определенную первичную погрешность изготовления детали.
Например, свою долю в погрешности детали вносят неточности оборудо-
вания. но одновременно с чтим на точность летали влияют погрешность на-
стройки режущего инструмента, его износ Процесс формирования погрешно-
стей сопровождается температурными деформациями технологической системы
и зависит от се динамических качеств. Изменение сил. действующих на систе-
му в ходе обработки заготовок, неизменно приводит к возникновению упругих
деформаций, значения которых постоянно изменяются. Задача технолога состо-
ит в определении числового значения с доведением до числа каждой первичной
погрешности и в умении правильного учета — суммирования значений этих
погрешностей. Опираясь на закономерности основ технологии машинострое-
ния, можно определить ожидаемую точное и, обработки и сравнить ее с допус-
ком на размер, форму, расположение поверхностей и др. Становится возмож-
ным оценить качество технологического процесса (ТП) уже в холе его разработ-
ки.
ТП всегда многовариантсн. Делая анализ первичных погрсшностсГг. учи-
тывая их взаимодействия и комбинирования, можно выбрать оптимальный ва-
риант, отвечающий основному на значению технологии машиностроения как
науки. Технология машиностроения поз тюля ст решать проблемы изготовления
машин в соответствии с заданной программой их объема выпуска, обеспечивая
установленные показатели качества при оптимальных затратах живого и овеще-
ствленного груда. Проблемы прои зводства тесно увя заны с его экономикой.
Многовариантность разработки ТП веста связана с преодолением сущест-
венных трудностей. Каждый разработчик процесса, анализируя многие факто-
ры. приходит в итоге к определенному технолог ическому решению (ТР). Одна-
ко нельзя гарантировать, что именно принятое • решение является наиболее
приемлемым, поскольку задача разработки процесса с самого начала содержала
много неизвестных факторов, а в ряде случаев использовались тиноле зы и
предположения частного характера. Кроме того, в, настоящее время для реше-
ния многовариантных задач с успехом применяют элсктронно-вычпслитсльные
машин (ЭВМ). При лом удается нс юлько учесть многие одновременно лсист-
вуюшпе факторы, но и выработать единое решение за короткое время. Разра-
ботчик ТП должен владеть основами теории принятия ТР, зназь ее основные
привила и закономерности. Применение после ли их осуществляется при разра-
ботке конкретных ТП
Использование ЭВМ при разработке ГП знаменует новый этап развития
тех пологи и машиностроения как науки. 0и1Имальныс решения формируются
за короткое время и при сравнительно малых затратах средств. Конкретный ТП
изготовления детали и сборки можез быгь представлен на уровне как техноло-
гического маршрута, гак и технологической операции. При этом оформляют
соответствующую документацию с графическим подтверждением принятых ре-
шений.
J (осмотри на очевидную прогрессивность использования ЭВМ. ноль зя
ичигать. что разработка ТП связана исключительно с их применением. Разра-
Ь
ботчик должен владеть различными методами решений технологических задач
как е применением ЭВМ. гак и без них.
Основы технологии машиностроения традиционно включают несколько
важнейших этапов ра фаботки ТП. В любом типе производства оказывается не-
обходимым анализ исходных данных и технологический контроль конструктор-
ской документации. Экономические проблемы современного производства од-
ной из основных делают задачу выбора заготовок и разработку маршрутного
ТП. Выполнение этих этапов убедительно указывает на центральное место тех-
н о л о гии маши н ост роения в маш и н о строи тел ь н о м п ро и з воде т ве. М а р ш р утн ы й и
операционный ТП определяют особенности смежных производств (в частности,
заготовительного), выбор оборудования и размещение заказов на создание но-
вого оборудования, режушего инструмента, приспособлений. измерительных
средств и всех элементов производства, которые образуют производственную
среду. Конструкции производственных зданий, плошали и особенности проек-
тирования цехов и отдельных участков также полностью подчиняются разрабо-
танному ТТТ
Основные типы производства — массовое, серийное и единичное — име-
ют свои технологические особенности. Наиболее распространенным является
серийный тип производства, в составе которого развивается ряд прогрессивных
ТП. Групповой ТП и преимущества использования металлорежущих станков с
числовым программным управлением (ЧПУ) позволяют реализовать прогрес-
сивность процесса в наибольшей степени. Обработка заготовок на агрегатных
станках и автоматических линиях характерна для массового производства. Но и
эти п р о цс с с bi я вл я юте я п р о г ре с с и в н ы м и. Един и11 н о с п р о и з в од с т 130 х а р а к тс р и з у -
ется малым объемом годового выпуска изделий, но может быть прогрессивным
при выпуске как тяжелых, уникальных изделий, так и небольших по массе вы-
сокоточных машин.
С использованием ЭВМ и положений теории принятия решений стано-
вится возможным решать проблему автоматизации разработки ТП. Такая работа
требует особых знаний, которые составляют один из важнейших этапов основ
те х н ол о г 11 и м аш и н острое н и я.
Целая серия научных положений технологии машиностроения охватывает
и заключительную стадию производства — сборку. Тем не менее эта стадия
имеет свои отличительные особенности. Свойства собираемых деталей, их ха-
рактеристики, допуски размера, формы и расположения поверхностей по опре-
деленным законам взаимодействуют в собранной машине, определяя ее качест-
во. Основы технологии машиностроения включают разработку ТП сборки и их
автоматизацию. Главным же моментом является установление связей двух ста-
лии — изготовления деталей и их сборки.
Технология машиностроения как наука прошла сложный и славный пучь
развития. Труды русских ученых И. А. Тимс и А. П. Гавриленко заложили фун-
дамент технологической учебной дисциплины, которая успешно развивалась в
научных исследованиях А. П. Соколовского. В. М. Кована, В. С. Корсакова, А.
А. Маталина, Б. С. Балакшина, Ф. С Дсмьюнюка, А. Б Яхина. А. И. Кашири-
на, t. П. Митрофанова, М. П. Новикова, А. В. Подзея, П. И. Яшерицина и
многих других ученых. Начиная с 20-х годов учебная дисциплина "Технология
машиностроения" развивалась по многим направлениям, во главе каждого на-
правления стояли видные ученые, работники промышленных предприятий и
i сел сдовател ьс к и х у чре жде н и и. П ро цссс б у рн ого ра з виз и я тс х! i слоги и м а ш и но -
строения прололжается.
Глава 1
ПРОИЗВОДСТВЕННЫЕ И ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ В МАШИНОСТРОЕНИИ
1Л. ПРЕДМЕТНАЯ ОБЛАСТЬ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Машиной называют устройство, выполняющее механические
движения для преобразования энергии, материалов и информа-
ции с целью замены или облегчения физического и умственного
труда человека. Под материалами понимают обрабатываемые
предметы, перемещаемые грузы и т.п. В соответствии со сказан-
ным машины разделяют на энергетические (электрические дви -
гатели, двигатели внутреннего сгорания, турбины и т.д.), рабо-
чие (транспортные и технологические машины: автомобили, са-
молеты, тракторы, транспортеры, прокатные станы и т.д.) и ин-
формационные (измерительные, контрол ьно-управляющие и
т.д.).
Каждая машина предназначена для выполнения определен-
ных функций в определенном (заданном) диапазоне изменения
условий ее эксплуатации.
Совокупность свойств, обусловливающих пригодность ма-
шины выполнять указанные функции в заданном диапазоне из-
менения условий эксплуатации, называют качеством машины.
Качество машины принято характеризовать системой показате-
лей, устанавливаемых действующими стандартами.
К наиболее важным относят эксплуатационные показатели:
технический уровень машины, ее надежность, эргономическую
и эстетическую характеристики. Технический уровень (мощ-
ность, КПД, производительность, точность работы, степень ав-
томатизации, экономичность и др.) определяет степень совер-
шенства машины. Надежность является комплексным свойст-
вом, которое включает безотказность, долговечность, ремонто-
пригодность и сохраняемость. Под надежностью понимают
свойство машины сохранять исправное и работоспособное со-
стояние в течение определенного промежутка времени.
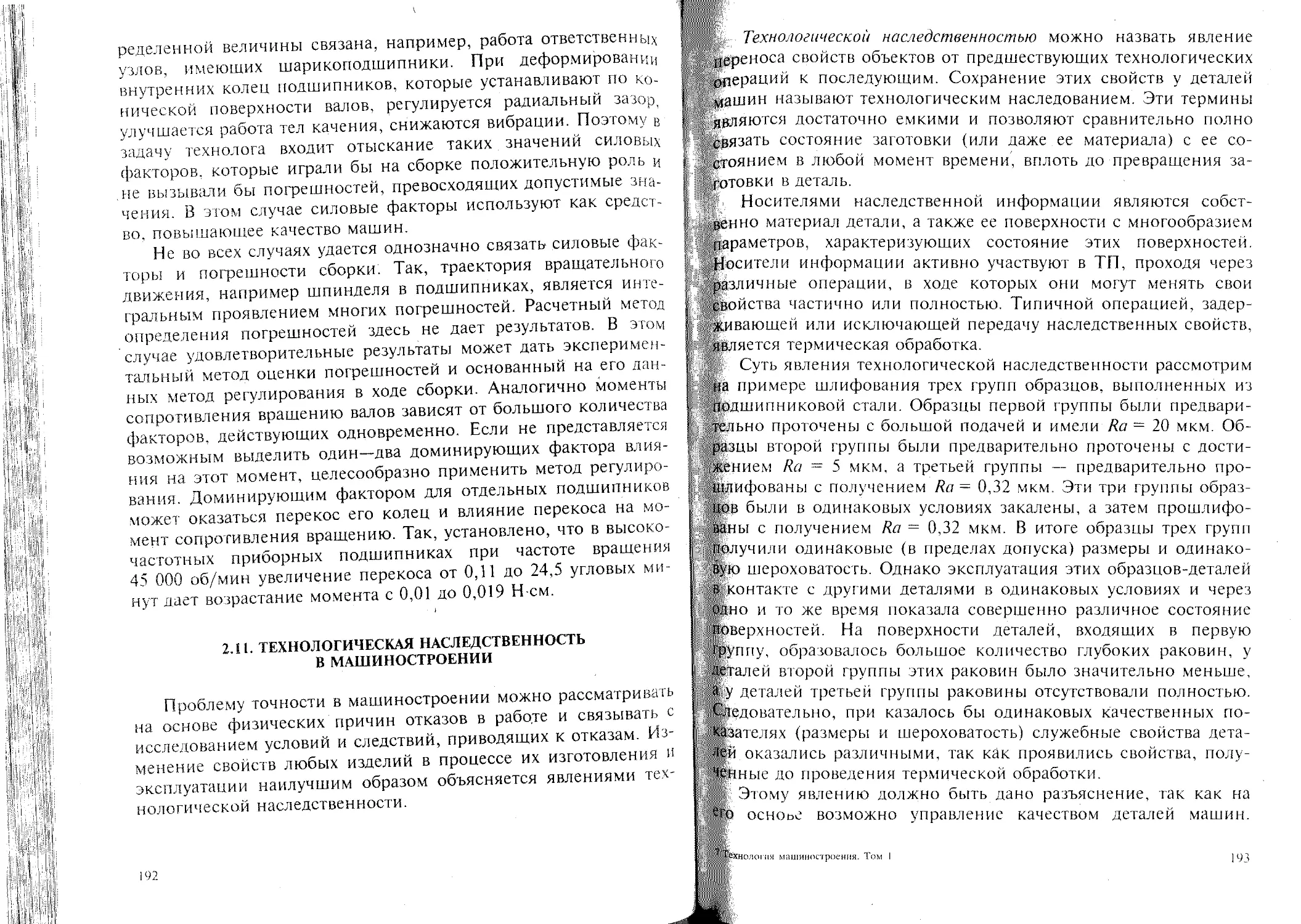
Качество машины, проявляющееся при ее эксплуатации,
формируется практически на всех этапам ее ’’жизненного” цикла
(рис. 1.1).
Разработка
КД
Исследование
принципов Зейстбия
и рабочих процессов
Конструкторская разработка
ПроизбоЗстбо
Эксплуатация
Рис. 1.1. "Жизненный" цикл изделия
На стадии конструкторской разработки качество будущей
машины определяется, во-первых, выбором рациональных .схем,
эффективных рабочих процессов, использованием современных
методов расчетов динамики и прочности машин, выбором мате-
риалов (этапы научно-исследовательских и опытно-конструк-
торских работ) и, во-вторых, применением подтвержденных ис-
пытаниями, оригинальных конструкторских, а также стандарт-
ных и унифицированных решений, расчетом размерных цепей
(этапы проектирования и конструирования).
Конструкторская разработка заканчивается выпуском конст-
рукторской документации, включающей чертежи элементов и
машины в целом, а также технические условия на изготовление
этих элементов и машины в целом. В конструкторской докумен-
тации сформулированы требования к отдельным показателям
качества, которые в совокупности призваны обеспечить требуе-
мое качество машины.
Совокупность показателей, отражаемых в конструкторской
документации, подразделяют на показатели геометрического ха-
рактера. устанавливающие требования к точности размеров,
форм и взаимного расположения для элементов машины, и по-
казатели физико-механических свойств материалов элементов
машины.
Требования к качеству машины, сформированные при кон-
структорской разработке, должны быть обеспечены при ее про-
изводстве.
Производство, связанное с изготовлением машин, называют
маш и ностро ител ьн ы м. Главной цел ью маш и ностроител ьного
производства является изготовление машин заданного качества
в необходимом количестве, в заданные сроки и при наимень-
ших затратах материалов, энергии, ’груда и иных ресурсов.
Маши ностроительное производство в целом представлнет
собой множество самостоятельных производственных единиц,
называемых предприятиями машиностроения. В их число вхо-
дят, например, конструкторские бюро, научно-исследователь-
ские институты и лаборатории и т.д. Однако ядром машино-
строительного производства являются машиностроительные за-
воды предприятия, непосредственно осуществляющие выпуск
маш иностроительной продукции. Машиностроительное пред-
приятие представляет собой сложноорганизованную, целена-
правленную систему, объединяющую людей и орудия производ-
ства для обеспечения выпуска изделий.
Изделием в машиностроении называют любой предмет про-
изводства, подлежащий изготовлению на предприятии. Издели-
ем может быть машина, ее элементы в сборе и даже отдельная
деталь в зависимости от того, что является продуктом конечной
стадии данного производства. Например, для автомобильного
завода изделием является автомобиль,, для карбюраторного заво-
да — карбюратор, для завода поршней — поршень.
Изделия могут быть неспецифицированными (не имеющи-
ми составных частей) и специфицированными (состоящими из
двух или более частей).
*>*
10
Деталь — это изделие, изготавливаемое из однородного по
наименованию и марке материала без применения сборочных
операций. Характерный признак детали — отсутствие в ней
разъемных и неразъемных соединений. Деталь представляет со-
бой комплекс взаимосвязанных поверхностей, выполняющих
различные функции при эксплуатации машины, к которым
предъявляются различные требования качества. Высокие требо-
вания предъявляются к качеству изготовления сопрягающихся
и функциональных поверхностен! дезалси.
Сопрягающиеся поверхности при эксплуатации машины
соприкасаются с соответствующими поверхностями других де-
тален’!. Пpi!мерам!! таких поверхностей являются поверхности
посадочных шеек валов, плоскости разъемов и т.д.
Функциональные поверхности детали предназначены для
выполнения определенных функций при эксплуатации маши-
ны (поверхность шкива, соприкасающаяся с приводным рем-
нем; перо рабочей лопатки турбины; зубчатый профиль колеса
и т.д.).
Детали машин различного функционального назначения
отличаются формой, размерами, материалом, предельными от-
клонениями геометрических и физико-механических показате-
лей. Вместе с тем независимо от функционального назначения
детали машин имеют общее свойство производственного ха-
рактера — они являются продуктом производства, формирую-
щего их из исходных заготовок и материалов. Заготовкой в ма-
шиностроении называют предмет труда, из которого изменени-
ем формы, размеров, свойств поверхности и (или) материала
изготавливают деталь. Отдельные детали могут быть получены
непосредственно, например, литьем или обработкой давлением
без последующей обработки. Однако чаще всего деталь оконча-
тельно получают методами механической обработки, исполь-
зуя, например, литье, штамповку, прокат в качестве исходных
заготовок.
Сборочная единица — это изделие, составные части которо-
го подлежат соединению. Характер но й особенностью сбороч-
ной единицы я вл 51 стс я возможность се сборки обособленно от
других элементов изделия. Сборочная единица в зависимости
от конструкции может состоять либо из отдельных деталей, ли-
i I
бо включать сборочные единицы более высоких порядков и де-
тали. Различают сборочные единицы первого, второго и более
высоких порядков. Сборочная единица первого порядка входит
непосредственно в изделие. Она состоит либо из отдельных де-
талсй, либо из одной или нескольких сборочных единиц второ-
го порядка и деталей. Сборочная единица второго порядка рас-
членяется на детали или сборочные единицы третьего порядка
и детали и т.д. Сборочная единица наивысшего порядка рас-
членяется только на детали. Рассмотренное деление изделия на
составные части производится по технологическому признаку.
Производство машины можно рассматривать как процесс,
основными этапами которого являются: 1) приобретение и из-
готовление исходных материалов, полуфабрикатов и заготовок;
2) изготовление деталей: 3) сборка машины. На каждом этапе
производства машины применяют соответствующие технологи-
ческие методы.
Под технологическим методом понимают совокупность пра-
вил, определяющих последовательность и содержание действий
при выполнении формообразования, обработки или сборки,
перемещения, включая технологический контроль и испыта-
ния, установленных безотносительно к наименованию, типо-
размеру или исполнению изделия. Различают, например, мето-
ды изготовления заготовок (литье в песчаные формы и по вы-
плавляемым моделям, горячая объемная штамповка и т.д.), ме-
тоды обработки заготовок (точение, фрезерование, сверление и
гд.). методы сборки и т.п.
По признаку применяемой группы методов изготовления
изделия выделяют отдельные виды производства: литейное,
сварочное, механосборочное и т.д. При изготовлении машин,
как правило, взаимодействуют производства различных видов.
Изучение технологических методов, используемых при
производстве машин, является предметом дисциплины 'Техно-
логия конструкционных материалов", а также специальных на-
учных дисциплин, таких как "Литейное производство", "Сва-
рочное производство" и др.
Непосредственное изготовление машины и ее элементов
осуществляют на основе специально разрабатываемых и реали-
зуемых* в производственных условиях технологических процес-
сов (ТП).
12
г
Машина 'изделие
машиностроительного производства
Сборочные единицы
1-го порядка -
изделия
специализированного
производства
сборки, контроля и
Сборочные единицы
2 го порядка-
изделия
специализированного
производства
Деталь-
продукт
механо-
сборочного
производства
ТП общей сборки; контроля и испытания машин
Сборочные единицы
1 го порядка-
лроЗукт
сборочного
производства
а
испытаний сборочных еВиниц 'г-гсГ порядка
Сборочные единицы
? го порядка -
продукт
сборочного
производства
ТП сборки,контроля и испытании сборочных единиц 2-го порядка
4 « « * * • • # I *
Сборочные единицы
л-го порядка-
изделия
специализированного
производства
Сборочные единицы
я-то поряЗка-
продукт
сборочного
производства
испытаний
ТП соорки, контроля и
сборочных единиц л-го порядка
Деталь-
продукт
литейного
производства
ЯН11*М|№^ШИМ«1ЙЙ«ЧЧ
Дет аль-
продукт
кузнечно-
штамповочного
производства
е
ТП изготовления деталей
Исходные материалы и заготовки
Рис. 1.2, Технологическая структура машины
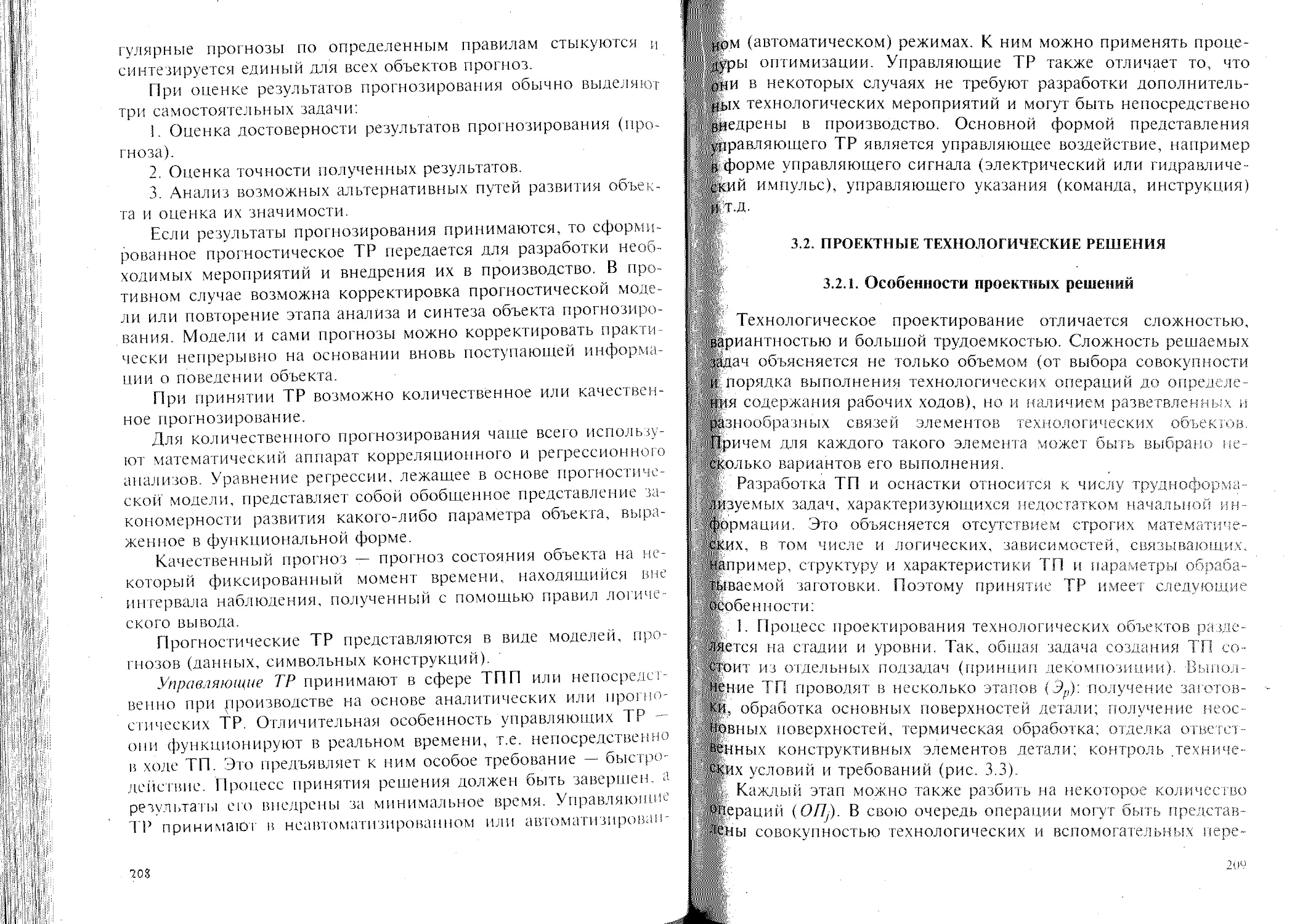
Совокупность элементов машины (деталей, сборочных еди-
ниц), связанных между собой действиями по их изготовлению и
сборке, образуют технологическую структуру машины (рис. 1.2).
Технологическая структура машины не является "жесткой" и мо-
жет изменяться в зависимости от условий производства. Напри-
мер, количество сборочных единиц разного порядка на одно и
то же изделие может быть представлено в нескольких вариантах.
Окончательные вариант выбирают с учетом производительно-
сти, числа и квалификации рабочих-сборщиков, оснащенности
сборочного производства, объема выпускаемых изделий и так
Для одного и того же изделия может также изменяться число
деталей, изготавливаемых разными технологическими методами.
Такие
изменения могут быть связаны с составом технологиче-
ских методов изготовления деталей, освоенных на данном пред-
приятии. с составом имеющегося оборудования, с возможностя-
ми предприятия по самообеспечению необходимым инструмен-
ГОМ И 1.Д.
Несмотря на то. что заданное качество машины формирует-
ся на всех этапах ее изготовления, решающее влияние все же
оказывают завершающие этапы ее производства (изготовление
деталей и сборка изделия).
Разработка ТП изготовления деталей и сборки машины яв-
ляется многовариантной задаче й: заданное качество можно
обеспечить. реализуя в производстве различные ТП. Вместе с
гем каждый вариант ТП характеризуется своими технико-эконо-
мическими показателями, такими, например, как затраты мате-
риалов. энергии и других ресурсов, производительность и т.д.
Выбор варианта наиболее оптимальной технологической струк-
туры для конкретных условий производства машины является
важнейшей задачей, решаемой на этапах конструкторской раз-
работки и технологической подготовки производства (ТПП).
Разработка эффективных ТП изготовления деталей и сборки
машин невозможна без учета основных закономерностей их
прогекания в определенных производственных условиях, осо-
бенностей формирования качества при изготовлении машины.
Наиболее общими задачами, решаемыми на завершающих
этапах производства машины, являются:
I. Адаптация конструкции машины и требований к качеству
последней к условиям, ресурсам и возможностям производства.
2. Принятие необходимых технологических решений (ТР),
обеспечивающих достижение цели производства в заданных ус-
ловиях.
3. Реализация принятых ТР в производственных условиях и
управление формированием качества машины.
Решению поставленных задач посвящен предмет научной
дисциплины "Технология машиноснроения".
Предметом технологии машиностроения является учение об
изготовлении машин заданного качества в установленном про-
граммой выпуска количестве при наименьших затратах материа-
лов, энергии и иных ресурсов и высокой производительности
труда, облегченного в максимальной степени и безопасного.
Технология машиностроения изучает закономерности про-
текания ТП изготовления машин, методы и закономерности
управления этими процессами, процессы принятия и реализа-
ции/эффективных ТР, обеспечивающих заданное качество изго-
товления машин и способствующих достижению цели производ-
ства.
Предметная область технологии машиностроения охватыва-
ет в основном завершающие этапы изготовления (изготовление
деталей и сборку). Основные положения технологии машино-
строения инвариантны изделию: их можно применять при изго-
товлении машин различных видов (энергетических, рабочих,
информационных). Вместе с тем, специфика машин, различие
их назначения, выполняемых функций, условий эксплуатации и
т.д., а также особенности технологических структур, применяе-
мых при их производстве методов и процессов, вызвали необхо-
димость появления специализированных дисциплин, например
"Технология энергомашиностроения". "Технология производства
подъемно-транспортных машин" и т.д. Являясь вполне само-
стоятельными, они имеют единую методологическую основу —
технологию машиностроения. Производство различных машин,
организуемое на предприятиях сне пиал изи рован ных отраслей
машиностроения (станкостроение, компрессоростроен не, турбо-
строение и др.), базируется на единых технологических принци-
пах и подходах, формируемых в предметной области технологии
машиностроения.
1.2. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И СТРУКТУРА
ПРОИЗВОДСТВЕННЫХ И ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Изготовление изделий на машиностроительных предприяти-
ях осуществляется в результате производственного процесса.
Про изв одет ее нн ы и про не с с — это с о в о к у п н о с т ь вс е х де й с г в и й
людей и орудий труда, необходимых на данном предприятии
для изготовления и ремонта продукции. Производственный
процесс в машиностроении охватывает подготовку средств про-
изводства и организацию обслуживания рабочих мест; получе-
ние и хранение материалов и полуфабрикатов; все стадии изго-
товления деталей машин; сборку изделий; транспортирование
материалов, заготовок, деталей, готовых изделий и их элемен-
тов; технический контроль на всех стадиях производства; упа-
ковку готовой продукции и другие действия, связанные с изго-
товлением выпускаемых изделий.
Важнейшим элементом производственного процесса являет-
ся ТПП (см. рис. 1.1). Принимаемые при ее выполнении реше-
ния, оформленные в технологической документации, служат ос-
новой практических действий при производстве машин.
Действующими стандартами конструкторская разработка
машины определена как конструкторская подготовка производ-
ства. Последняя совместно с ТПП образует техническую подго-
товку производства (об этом подробнее см. в 1.5).
Важнейшим элементом производственного процесса являет-
ся ТП.
Технологическим процессом называют часть производственно-
го процесса, содержащую целенаправленные действия по изме-
нению и (или) определению состояния предмета труда. К пред-
метам труда относят заготовки и изделия.
По последовательности выполнения различают ТП изготов-
ления 'Исходных заготовок, термической обработки, механиче-
ской (и другой) обработки заготовок, сборки изделий.
В ТП изготовления заготовок происходит превращение ма-
териала в исходные заготовки деталей машин заданных разме-
ров и конфигурации путем литья, обработки давлением, резки
сортового или специального проката, а также комбинированны-
ми методами. В процессе термической обработки происходят
структурные превращения материала заготовок, изменяющие его
свойства. При механической обработке наблюдается последова-
тельное изменение состояния исходной заготовки (ее геометри-
ческих форм, размеров и количества поверхностей) до получе-
ния готовой детали. ТП сборки связан с образованием разъем-
ных и неразъемных соединений составных частей изделия.
Для осуществления практически любого ТП в машино-
строительном производстве необходимо применение совокупно-
сти орудий производства, называемых средствами технологиче-
ского оснащения.
16
Технологическим оборудованием называют средства техноло-
гического оснащения (СТО), в которых для выполнения опреде-
ленной части ТП размещаются материалы или заготовки, а так-
же средства воздействия на них. Примерами технологического
оборудования являются литейные машины, прессы, металлоре-
жущие станки, печи, гальванические ванны, испытательные
стенды и т.д.
СТО, дополняющие технологическое оборудование для вы-
полнения определенной части ТП, называют технологической ос-
насткой (режущий инструмент, штампы, приспособления, ка-
либры и т.д.).
. ТП выполняют на рабочих местах. Рабочим местом называ-
ют элементарную единицу структуры предприятия, где размеще-
ны исполнители работы, обслуживаемое технологическое обору-
дование, часть конвейера, а на ограниченное время ~ оснастка
и предметы труда. Рабочее место — участок производственной
площади, оборудованный в соответствии с выполняемой на нем
работой (рис. 1.3).
Рис. 1.3. Схемы рабочих мест
станочника (л) и сборщика (б):
1 — инструментальный шкаф;
2 — металлорежущий станок;
3 — сборочный стол; 4 — рабо-
чий (станочник, сборщик)
Технологической операцией называют законченную часть ТП,
выполняемую на одном рабочем месте. Операция охватывает все
действия оборудования и рабочих над одним или несколькими
совместно обрабатываемыми или собираемыми объектами про-
изводства. При обработке на станках операция включает все
действия рабочего, управляющего станком, а также автоматиче-
ские движения станка, осуществляемые в процессе обработки
заготовки до момента снятия ее со станка и перехода к обработ-
ке другой заготовки. Содержание операций изменяется в широ-
ких пределах — от работы, выполняемой на отдельном станке
(сборочной установке) в обычном производстве, до работы, вы-
полняемой на автоматической линии, представляющей собой
17
комплекс технологического оборудования, связанного единой
транспортной системой, и имеющей единую систему управле-
ния в автоматизированном производстве. Число операций в ТП
обработки заготовок изменяется от одной—двух (изготовление
детали на прутковом автомате, изготовление корпусной детали
на многооперационном станке) до десятков или даже сотен (из-
готовление турбинных лопаток, сложных корпусных деталей).
Кроме технологических различают и вспомогательные опера-
ции: транспортирование, контроль, маркирование и др.
Операции, входящие в состав ТП, выполняют в определен-
ной последовательности. Содержание, состав и последователь-
ность технологических операций определяют структуру ТП.
При выполнении ТП на предприятии заготовка или сбороч-
ная единица последовательно проходит по цехам и производст-
венным участкам в соответствии с выполняемыми операциями.
Указанную последовательность называют технологическим мар-
шрутом. Различают межцеховой и внутрицеховой технологиче-
ские маршруты.
Последовательность технологических операций, результатом
выполнения которых является достижение фиксированного со-
стояния предмета труда (изготовление детали или сборочной
ед и н и ц ы), н аз ы ва ют м а р ш ру тн ы м Т П.
Операция — основной элемент ТП — имеет собственную
структуру.
Технологический переход — законченная часть технологиче-
ской операции, выполняемая одними и теми же СТО при по-
стоянных технологических режимах. Технологическим режимом
называют совокупность изменений параметров ТП в определен-
ном интервале времени. К изменяемым параметрам процесса,
определяющим режим, относят, например, глубину резания, по-
дачу, скорость резания, температуру нагрева или охлаждения и
т.д. Технологический переход характеризует постоянство приме-
няемого инструмента, поверхностей, образуемых обработкой
или соединяемых при сборке, а также постоянство технологиче-
ского режима.
В токарной операции, эскиз которой изображен на рис. 1.4, и,
выполняются два технологических перехода. Такие переходы назы-
вают простыми или элементарными. Совокупность переходов,
и
1S
когда в работе одновременно участвуют несколько инструмен-
тов, называют сложным переходом (рис. 1.4, б).
При обработке заготовок на станках с ЧПУ несколько по-
верхностей могут последовательно обрабатываться одним инст-
рументом (например, проходным резцом) ггри его движении по
траектории, задаваемой управляющей программой. В этом слу-
чае говорят, что указанная совокупность поверхностей обраба-
тывается в результате выполнения инструментального перехода.
Технологические переходы могут выполняться последова-
тельно (см. рис. 1.4, а) или параллельно-последовательно (см.
рис. 1.4, б). Операция может состоять как из одного, так и из
нескольких технологических переходов (простых или сложных).
Рис. 1.4. Эскизтокарной операции:
и — простые переходы; б — сложный переход
Состав, содержание и последовательность выполнения тех-
нологических переходов определяют структуру технологической
операции.
Технологическая операция может быть организована на ос-
нове концентрации или дифференциации технологических пе-
реходов, включаемых в ее структуру. При концентрации перехо-
дов структура операции включает максимально возможное при
заданных условиях число технологических переходов. Это со-
кращает число технологических операций в ТП. В предельном
случае ТП состоит лишь из одной технологической операции,
включающей все переходы, необходимые для изготовления дета-
ли. При дифференциации переходов стремятся к минимизации
числа переходов, входящих в технологическую операцию. Пре-
делом дифференциации является такое построение ТП, когда в
19
состав каждой операции входит лишь один технологическим пе-
реход.
Вспомогательный переход это законченная часть техноло-
гической операции, состоящая из действий человека и (или)
оборудования, которые не сопровождаются изменением свойств
предметов труда, но необходимы для выполнения технологиче-
ского перехода. Примерами вспомогательных переходов являют-
ся закрепление заготовки, смена инструмента и т.д. Технологи-
ческую операцию следует рассматривать как совокупность тех-
нологических и вспомогательных переходов, причем технологи-
ческие переходы обеспечивают изменения состояния предметов
труда, а вспомогательные — выполнение технологических пере-
ходов.
Рабочий ход — законченная часть технологического перехо-
да, состоящая из однократного перемещения инструмента отно-
сительно заготовки, сопровождаемого изменениями формы, раз-
меров, качества поверхности или свойств заготовки. Число ра-
бочих ходов, выполняемых в одном технологическом переходе,
выбирают, исходя, из обеспечения оптимальных условий обра-
ботки, например уменьшения глубины резания при съеме зна-
чительных слоев материала (рис. 1.5).
Рис. 1.5. Схема выполнения технологического перехода:
Аз размер заготовки; — размер обработанной поверхности;
1 — 3 — номера рабочих ходов
При выполнении технологической операции часто необхо-
димо изменять относительное положение заготовки и инстру-
мента (рабочих органов станка).
20
Уставов — часть технологической операции, выполняемая
при неизменном закреплении обрабатываемой заготовки или
сборочной единицы. Например, при обработке вала на фрезер-
но-центровальном станке фрезерование торцев вала с двух сто-
рон и их зацентровку выполняют последовательно за один уста-
нов заготовки. Подрезка торцев и их зацентровка могут быть
выполнены, например, и на токарно-винторезном станке после-
довательно за два установа заготовки.
Позиция — фиксированное положение, занимаемое неиз-
менно закрепленной обрабатываемой заготовкой или собирае-
мой сборочной единицей совместно с приспособлением относи-
тельно инструмента или неподвижных частей оборудования. Из-
менение указанного положения, выполняемое с помощью пово-
ротных устройств и устройств линейных перемещений, возмож-
но, например, в технологических операциях, осуществляемых на
оборудовании револьверного типа, автоматических линиях и т.д.
Прием — законченная совокупность действий человека при
выполнении перехода или его части, объединенных одним целе-
вым назначением. Так, при выполнении вспомогательного пере-
хода установки заготовки в приспособление необходимо после-
довательно выполнить следующие приемы: взять заготовку из
тары, установить в приспособление и закрепить в нем.
1.3. НОРМА ВРЕМЕНИ
Технологическая операция — основной расчетный элемент
ТП. Время и затраты на выполнение операции являются важ-
нейшими критериями, характеризующими ее эффективность в
условиях заданной программы выпуска изделий.
Программа выпуска изделий —- это установленный для данно-
го предприятия перечень изготовляемых или ремонтируемых из-
делий с указанием объема выпуска по каждому наименованию за
планируемый период времени. Под объемом выпуска понимают
количество изделий определенных наименований, типоразмеров
и исполнений, изготавливаемых или ремонтируемых предпри-
ятием или его подразделением в течение планируемого периода
времени (чаще всего — в течение года). Объем выпуска в значи-
тельной степени определяет принципы построения ТП. Расчет-
ный максимально возможный в определенных условиях объем
21
выпуска изделий в единицу времени называют производственной
мощностью.
При заданном объеме выпуска изделия обычно изготавлива-
ют партиями.
Производственную партию образуют предметы труда (дета-
ли, сборочные единицы, изделия), запускаемые в обработку в
течение определенного интервала времени. Производственную
партию или ее часть, поступающую на рабочее место для вы-
полнения технологической операции, называют операционной
партией.
Выполнение любой технологической операции требует за-
трат времени работы оборудования и рабочих. Интервал кален-
дарного времени от начала до конца периодически повторяю-
щейся технологической операции независимо от числа одновре-
менно изготовляемых или ремонтируемых изделий называют
циклом технологической операции.
Штучное время — интервал времени, равный отношению
цикла технологической операции к числу одновременно изго-
товляемых или ремонтируемых изделий или равный календар-
ному времени сборочной операции. Иными словами, штучным
временем называют отношение времени выполнения технологи-
ческой операции к числу изделий, одновременно изготовляемых
на одном рабочем месте.
В неавтоматизированном производстве штучное время
^11 “ ^обс ^1*
где — основное время; гв — вспомогательное время; гобс —
время обслуживания рабочего места; — время на личные по-
требности работающего.
Основное время — часть штучного времени, затрачиваемая на
изменение и (или) последующее определение состояния предме-
та труда, т.е. время непосредственного технологического воздей-
ствия на предмет труда (деталь, сборочную единицу или изделие
в целом). При обработке на станках основное время определяют
для каждого технологического перехода по формуле
/0 — 1л/
где L — расчетная длина перемещения инструмента при обра-
ботке, мм; / — число рабочих ходов в данном переходе; 5Ч1 —
подача инструмента, мм/мин.
22
При ручном подводе инструмента
L = / + /ВР
тле / — длина обрабатываемой поверхности; /вр, /сх — длина вре-
зании и схода инструмента соответственно. При автоматическом
цикле обработки
где /ги —- длина подвода инструмента к заготовке для предупре-
ждения удара в начале резания.
При расчете /0 длину / определяют по чертежу заготовки; /пя
1 мм; /сх 1 мм. Значение /вр находят из геометрических соот-
ношений в зависимости от метода обработки и применяемого
инструмента (рис. 1.6). При продольном точении (см. рис. 1.6, а}
/вр = / ctg ф, где t -- глубина резания; ф — главный угол в плане
резпа. При сверлении (см. рис. 1.6, б) /вр - О.ЗгД., где dc — диа-
метр сверла. При продольном фрезеровании паза (см. рис. 1.6, в)
где ф!)р — диаметр фрезы.
Для большинства существующих технологических методов
разработаны формулы для вычисления основного времени.
Вспомогательным временем называют часть штучного време-
ни, затрачиваемую на выполнение приемов, необходимых для
обеспечения изменения и последующего определения состояния
предмета труда. Вспомогательное время затрачивается на уста-
новку. закрепление и снятие обрабатываемой заготовки или со-
бираемой составной части изделия, управление механизмами
оборудования, подвод и отвод режущего инструмента, измере-
ние обрабатываемой заготовки и т.д. Вспомогательное время
можно определить как время, затрачиваемое на выполнение /-го
вспомогательного перехода /в/, представляющего собой совокуп-
ность т приемов:
J т
J -1
23
где zBy ~ время, затрачиваемое на выполнение у-го приема. Вре-
мя выполнения каждого приема устанавливают по соответст-
вующим нормативам вспомогательного времени, учитывающим
конкретные условия проведения операции.
Рис. 1.6. Схема определения расчетной длины перемещения инструмента при
продольном точении (д), сверлении (6) и продольном фрезеровании (в)
Сумму основного и вспомогательного времени называют
оперативным временем /оп. При этом в /оп включают лишь ту
часть вспомогательного времени, которая не перекрывается ос-
новным:
оп
где tok — основное время Л-го технологического перехода; р —
число технологических переходов; /в/- — вспомогательное время
(время выполнения ьго вспомогательного перехода); q — число
вспомогательных переходов.
Время обслуживания рабочего места ™ часть штучного време-
ни, затрачиваемая исполнителем на поддержание СТО в работо-
способном состоянии, уход за ними и рабочим местом. Различа-
ют время технического zT и время организационного обслужива-
ния горг, т.е.
24
^обс + Аэрг •
Время технического обслуживания затрачивается на смену
затупившегося инструмента, подналадку оборудования, заправку
и регулировку инструмента. В расчетах его берут в процентах
(до 6 %) от оперативного или основного времени или рассчиты-
вают по нормативам в зависимости от вида выполняемых работ.
При черновой обработке
т
ин
где /ин —- время, затрачиваемое на смену затупившегося инстру-
мента; N ~ f / to —- число заготовок, обрабатываемых за время
стойкости /'режущего инструмента.
При чистовой обработке
^ПН^ПН + 1’3^3 + /ин
где /пн, /3 — время, затрачиваемое на каждую подналадку и за-
правку инструмента соответственно; 7VnH, jV3 — число поднала-
док и заправок инструмента за время его стойкости.
Время организационного обслуживания учитывает затраты
времени на подготовку рабочего места к началу работы, уборку
рабочего места в конце смены, смазку и чистку станка и другие
аналогичные действия в течение смены. Его определяют в про-
центах от оперативного времени по нормативам (0,6 — 8 %).
Время на личные потребности — часть штучного времени, за-
трачиваемая человеком на личные потребности и, при утоми-
тельных работах, на дополнительный отдых. Это время опреде-
ляют по нормативам в процентном отношении к оперативному
времени (около 2,5 %).
В практических расчетах штучное время вычисляют по уп-
рощенной формуле
ш
оп
100
5
где а, р, у — коэффициенты, определяющие процентную долю
соответственно времени технического обслуживания, организа-
ционного обслуживания и времени на личные потребности от
оперативного времени. Значения а, р, у берут по нормативам в
зависимости от условий выполняемой операции. Для сборочных
работ принимают а — 0.
При использовании автоматического оборудования
All А)Г1( 1 сх /1 00) .
При обработке заготовок партиями определяют подготови-
тельно-заключительное время /и з — интервал времени, затрачи-
ваемый на подготовку исполнителя (или исполнителей) и СТО
к выполнению технологической операции и приведению по-
следних в порядок после окончания смены и (или) выполнения
этой операции для партии предметов труда. Подготовительно-
заключительное время затрачивается рабочим на ознакомление
с чертежом, подготовку и наладку оборудования, приспособле-
ний и инструментов, снятие и сдачу приспособления и инстру-
ментов после окончания работы и сдачу выполняемой работы. В
серийном производстве при периодически повторяющихся опе-
рациях, а также на переналаживаемых станочных линиях время
гпз расходуется главным образом на наладку оборудования. Это
время зависит от оборудования, на котором выполняется работа,
характера выполняемой работы, степени сложности наладки и
не зависит от размера партии.
Время, затрачиваемое, например, на обработку партии заго-
товок в данной операции, будет равно
Ai “ й1.з Аи н >
где п — число заготовок в партии.
Определение затрат времени на выполнение как отдельных
технологических операций, так и процесса в целом, является
одной из важнейших задач технического нормирования, под кото-
рым понимают установление технически обоснованных норм
расхода производственных ресурсов (энергии, сырья, материа-
лов, инструмента, рабочего времени и т.д.).
Нормой времени называют регламентированное время выпол-
нения некоторого объема работ в определенных производствен-
ных условиях одним или несколькими исполнителями соответ-
ст ву ю ще й к вал и ф и ка ц и и.
Технически обоснованной нормой времени называют регламен-
тированное время выполнения технологической операции в оп-
26
ределен ных организационно-технических условиях, наиболее
благоприятных для данного производства. Технически обосно-
ванную норму времени устанавливают в соответствии с эксплуа-
тационными возможностями оборудования, инструментов и
других средств производства при условии применения методов
работы, соответствующих современным достижениям техники,
передового производственного опыта.
Норма выработки — это регламентируемый объем работы,
которая должна быть выполнена в определенных организацион-
но-технических условиях одним или несколькими1 исполнителя-
ми соответствующей квалификации. Норма выработки представ-
ляет собой величину, обратную норме времени. Она может вы-
ражаться, например, числом изделий, выпускаемых в единицу
времени.
Техническое нормирование выполняют методом расчета по
нормативам; методом расчета норм на основе изучения затрат
рабочего времени наблюдением; методом сравнения и расчета
по укрупненным типовым нормам. При первом методе штучное
время нормируемой операции определяют расчетным путем по
элементам, используя нормативы, представляющие собой рас-
четную продолжительность выполнения отдельных элементов
работы. Норму времени устанавливают в результате анализа по-
следовательности и содержания действий рабочего и технологи-
ческого оборудования при наивыгоднейшем использовании его
эксплуатационных свойств. При втором методе норму времени
устанавливают на основе изучения затрат рабочего времени на-
блюдением непосредственно в производственных условиях. Раз-
личают два основных способа изучения рабочего времени на-
блюдением: хронометраж и фотография рабочего дня. Второй
метод имеет особое значение для изучения и обобщения передо-
вых приемов труда, а также для разработки нормативов, необхо-
димых для установления технически обоснованных норм расчет-
ным путем. При третьем методе норму времени определяют бо-
лее приближенно по укрупненным типовым нормативам, кото-
рые разрабатывают на основе сопоставления и расчета типовых
операций и процессов по отдельным видам работ.
Норму времени и норму выработки устанавливают на каж-
. дую технологическую операцию.
Зная нормы времени для всех технологических операций,
входящих в ТП, можно определить его трудоемкость. Под тру-
27
доемкостью понимают количество труда (в часах), затрачиваемое
на ТП изготовления единицы производимой продукции. Сум-
марные затраты труда на выполнение ТП изготовления изделия
называют трудоемкостью изготовления изделия.
1.4. ТИПЫ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ
Отношение числа всех различных технологических опера-
ций О, выполненных или подлежащих выполнению в течение
месяца, к числу рабочих мест Р называют коэффициентом закре-
пления операций
Аз о = о / Р .
Коэффициент закрепления операций является одной из ос-
новных характеристик типа производства. В машиностроении
различают три типа производства: массовое, серийное, единичное
(ГОСТ 14.004—83).
Массовое производство характеризуется большим объемом
выпуска изделий, непрерывно изготовляемых или ремонтируе-
мых продолжительное время, в течение которого на большинст-
ве рабочих мест выполняется одна рабочая операция. Для мас-
сового производства Азо ™ 1. Продукция массового производст-
ва — изделия узкой номенклатуры и стандартного типа, выпус-
каемые для широкого сбыта потребителю (автомобили, тракто-
ры, электродвигатели и т.д.). Особенностями этого производства
являются: расположение оборудования в технологической по-
следовательности (по ходу ТП); выполнение каждой технологи-
ческой операции осуществляется на предварительно налажен-
ном оборудовании, которое не переналаживают для выполнения
других операций; применение специального оборудования и
иных специальных СТО.
Серийное производство характеризуется изготовлением или
ремонтом изделий периодически повторяющимися партиями. В
зависимости от количества изделий в партии или серии и значе-
ния коэффициента закрепления операций различают крупносе-
рийное, среднесерийное и мелкосерийное производства. Для
крупносерийного производства 1 < Азо < 10, для среднесерийно-
28
го 10 < Кзо < 20, для мелкосерийного 20 < К3 0< 40. Продук-
цией серийного производства являются машины установившего-
ся типа (металлорежущие станки, насосы, компрессоры, авиа-
ционные двигатели и т.п.), выпускаемые в значительных коли-
чествах.
В крупносерийном производстве оборудование располагают
по изготовляемым предметам и в ряде случаев в соответствии с
выполняемым ТП. Обработку заготовок выполняют на предва-
рительно настроенных станках, в пределах технологических воз-
можностей которых допустима переналадка для выполнения
иных операций. Применяют специальные, специализированные
и универсальные СТО (оборудование, инструмент и т.д.). Размер
производственной партии в крупносерийном производстве
обычно составляет несколько сотен деталей.
В среднесерийном производстве, обычно именуемом серий-
ным, оборудование располагают в соответствии с последователь-
ностью выполнения этапов обработки заготовок. За каждой еди-
ницей оборудования закрепляют несколько технологических
операций, для выполнения которых проводят переналадку обо-
рудования. Применяют специализированные и универсальные
СТО. Размер производственной партии — от нескольких десят-
ков до сотен деталей.
В мелкосерийном производстве оборудование располагается
по типам (участок токарных станков, участок фрезерных стан-
ков и т.д.). Оборудование специально не настраивают для вы-
полнения каждой, технологической операции Преимущественно
применяют универсальные СТО. Размер производственной пар-
тии обычно составляет несколько единиц.
Единичное производство характеризуется малым объемом вы-
пуска одинаковых изделий, повторное изготовление и ремонт
которых, как правило, не предусмотрено. Изделия выпускаются
широкой номенклатуры в относительно малых количествах и
часто индивидуально. Изготовление изделий либо совсем не по-
вторяется, либо повторяется через неопределенные промежутки
времени. Продукция единичного производства — машины, не
имеющие широкого применения и изготовляемые по индивиду-
альным заказам, предусматривающим выполнение специальных
требований (опытные образцы машин в различных отраслях ма-
шиностроения, крупные гидротурбины, .уникальные металлоре-
жущие станки, прокатные станы и т.д.). Технологическое обору-
дование располагают по типам. На рабочих местах выполняют
разнообразные операции без их периодического повторения,
для их выполнения оборудование специально не настраивают.
Применяют универсальные (общего назначения) СТО. z
Деление производства по типам относительно. На одном и
том же предприятии, осуществляющем, например, серийный
выпуск продукции, отдельные цехи могут работать в условиях
крупносерийного или даже массового производства.
В машиностроении применяют два метода работы: поточный
и непоточный. Поточный метод наиболее полно реализуется в
одноименном производстве. Поточное производство характери-
зуется расположением СТО в последовательности выполнения
операций ТП и определенным интервалом выпуска изделий.
Интервал времени, через который периодически производят вы-
пуск изделий или заготовок определенных наименований, типо-
размера и исполнения, называют тактом выпуска /л:
л, = 60Фл / N .
где Фд— действительный фонд времени в планируемом периоде
(год, месяц, сутки, смена), ч; /V — объем выпуска за этот же пе-
риод, шт.
Действительный фонд времени работы оборудования учиты-
вает потери времени на ремонт оборудования и этим отличается
от номинального (календарного) фонда времени.
Номинальный годовой фонд времени работы оборудования
составляет 2070 ч для работы в одну смену, 4140 ч для двух смен
и 6210 ч для трех смен. Действительный годовой фонд времени
работы оборудования для одной, двух и трех смен составляет со-
ответственно 2030, 4015 и 5965 ч. Номинальный фонд времени
для рабочих составляет 2070 ч, а действительный — 1860 ч (при
15-дневном отпуске).
При поточном методе основной организационной формой
работы является поточная линия. В поточной линии на каждом
рабочем месте выполняют одну технологическую операцию, а
оборудование располагают по ходу ТП. На каждой линии про-
изводят обработку отдельной детали (сборку отдельного изделия
или его составной части).. Если длительность операции на всех
рабочих местах одинакова, то работа на линии выполняется с
30
непрерывной передачей объекта производства с одного рабочего
места на другое (непрерывным потоком). Достигнуть равенства
штучного времени на всех операциях не удается. Это предопре-
деляет технологически неизбежное различие загрузки оборудо-
вания по рабочим местам поточной линии.
В общем случае условием организации потока является
кратность времени выполнения каждой технологической опера-
ции такту выпуска:
где гш/ — штучное время z-й технологической операции.
Приведение длительности операций к указанному условию
называют синхронизацией. При выполнении синхронизации ино-
гда возникает необходимость соответствующего расчленения ТП
на операции и в некоторых случаях дублирования станков. По-
точный метод в форме непрерывного потока характерен для
т массового и крупносерийного производств. При значительных
объемах выпуска, соответствующих указанным типам производ-
ства, в процессе синхронизации наиболее часто возникает необ-
’ ходимость уменьшения длительности операций. Это достигается
за счет дифференциации и совмещения во времени переходов,
входящих в состав технологических операций. В массовом и
крупносерийном производствах при необходимости каждый из
технологических переходов может быть выделен в отдельную
операцию, если будет выполнено условие синхронизации. За
время, равное такту выпуска, с поточной линии сходит единица
продукции. Производительность труда, соответствующая выле-
пленному производственному участку (линии, участку, цеху), оп-
ределяется ритмом выпуска. Ритм выпуска — количество изде-
лий (или заготовок) определенного наименования, типоразмера
и исполнения, выпускаемое в единицу времени. Обеспечение
заданного ритма выпуска является важнейшей задачей при про-
ектйровании ТП массового и крупносерийного производств.
В серийном производстве организовать непрерывный поток
изготавливаемых изделий часто невозможно из-за низкой за-
грузки оборудования поточных линий в условиях небольших
Т объемов выпуска. Кроме того, даже при массовом и крупносе-
рийном производствах при большом различии штучного време-
ни отдельные рабочие места могут иметь малую загрузку. В этих
случаях применяют модификацию поточного метода, именуе-
мую переменно-поточным методом.
При переменно-поточном методе за каждым станком линии
(участка) закреплено по несколько операций для технологиче-
ски однотипных деталей, запускаемых в производство попере-
менно. В течение определенного периода времени (обычно не-
сколько смен) на линии ведется обработка заготовок определен-
ного типоразмера. Затем линию переналаживают для обработки
закрепленных за данной линией заготовок другого типоразмера
СТО, например приспособления на переменно-поточных лини-
ях постоянно закреплены на технологическом оборудовании.
Приспособления конструируют так, чтобы в них можно было
обрабатывать заготовки любых типоразмеров закрепленной
группы. Это значительно сокращает время переналадки линии,
которую обычно выполняют в перерыве между сменами. Распо-
лагая оборудование по ходу ТП, получают движение деталей от
одного рабочего места к другому, хотя и прерывистое (партия-
ми), но поточное (прямоточное). Пропуская через группу рабо-
чих мест (последовательность технологического оборудования)
сменяемые партии деталей, получают непрерывно-поточное (в
пределах одной партии) производство с поштучной передачей
деталей от одного рабочего места к другому. Для повышения за-
грузки оборудования в серийном производстве применяют мно-
гономенклатурные поточные линии (переменно-поточные,
групповые, предметно-замкнутые участки линий).
При групповой обработке на каждом рабочем месте линии
одновременно выполняют несколько операций разных ТП. Это
обеспечивается применением специальных многоместных при-
способлений. При групповой обработке повышается загрузка
оборудования, а линия работает без переналадки оборудования.
Число деталей в группе обычно составляет 2...8. Переменно-по-
точную и групповую обработку (сборку) выполняют на обычных
и автоматических линиях.
Для обработки конструктивно и технологически сходных за-
готовок применяют предметно-замкнутые участки. ТП обработ-
ки этих заготовок имеют одинаковую структуру, однородные
операции и одинаковую последовательность их выполнения и
32'
строятся на основе обобщения ТП изготовления деталей со
сходными конструктивно-технологическими параметрами.
Поточный метод работы обеспечивает значительное сокра-
щение (в десятки раз) цикла производства, межоперационных
заделов и незавершенного производства, возможность примене-
ния высокопроизводительного оборудования, снижения трудо-
емкости изготовления изделий, простоту управления производ-
ством.
В серийном производстве при построении технологических
операций применяют как дифференциацию, так и концентра-
цию технологических переходов. Структура операции формиру-
ется в результате компромисса указанных принципов с учетом
конкретных условий и методов работы. Применение поточного
метода в серийном производстве требует, как правило, при по-
строении операций приоритета дифференциации переходов.
При незначительных объемах выпуска, частых сменах вы-
пускаемых изделий, а также невозможности использования по-
точного метода применяют непоточный метод работы. Этот ме-
тод используют в условиях серийного производства, он является
наиболее характерным для мелкосерийного и единичного про-
изводств. При непоточном методе работы строгого закрепления
операций за конкретными рабочими местами не проводят, дли-
тельность операций не синхронизируют по такту выпуска, на
рабочих местах создают заделы заготовок (сборочных единиц),
необходимые для обеспечения загрузки рабочих мест. При не-
поточном методе работы стремятся на каждом рабочем месте
осуществить максимальное технологическое воздействие на
предмет труда, уменьшить число операций в ТП, строить техно-
логические операции на основе концентрации переходов. Сте-
пень концентрации возрастает по мере уменьшения объема вы-
пуска.
Характеристики производства отражены в решениях, прини-
маемых при ТПП.
L5. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Производство любой машиностроительной продукции не-
возможно без его технической подготовки, которая включает:
2 Технология машиностроения. Том 1 33
1. Конструкторскую подготовку производства (разработка
конструкции изделия и создание его сборочных чертежей, рабо-
чих чертежей деталей, запускаемых в производство, с оформле-
нием соответствующих спецификаций и другой конструктор-
ской документации).
2. Технологическую подготовку производства (ТПП) - Q0 —
вокупность мероприятий, обеспечивающих технологическую го-
товность производства. Последняя определяется наличием на
предприятии полных комплектов конструкторской и технологи-
ческой документации и СТО, необходимых для осуществления
заданного объема выпуска продукции с установленными техни-
ко-экономическими показателями.
3. Календарное планирование производственного процесса
изготовления изделия в установленные сроки при заданном объ-
еме выпуска и затратах.
Трудоемкость ТПП определяет суммарную трудоемкость
технической подготовки, составляя обычно более 50 % послед-
ней. ,
Организация и управление ТПП регламентируются государ-
ственными стандартами "Единой системы технологической под-
готовки производства" (ЕСТПП).
Основной целью ТПП является обеспечение высокой эф-
фективности производства изделий требуемых качества и коли-
чества в установленные, сроки и в соответствии с заданными
технико-экономическими показателями, устанавливающими
технический уровень изделия и минимальные трудовые и мате-
риальные затраты. Технический уровень (мощность, КПД, про-
изводительность, точность работы и др.) определяет степень со-
вершенства машины.
Достижение указанной цели обеспечивается эффективной
реализацией функций ТПП. Каждая из функций представляет
собой комплекс задач ТПП, объединенных общей целью их ре-
шения.
Функции ТПП могут быть реализованы на следующих уров-
нях: государственном, отраслевом и предприятия. Каждая из
них может быть выполнена независимо от других, вместе с тем
указанные функции находятся во взаимосвязи, формирующей
структуру системы ТПП.
34
Основные функции ТПП на уровне предприятия:
1) обеспечение технологичности конструкций изделий;
2) выбор и подготовка заготовок;
3) разработка ТП;
4) проектирование средств технологического оснащения;
5) контроль и управление ТП.
Начало ТПП соответствует получению исходных документов
на разработку новых изделий, организацию нового и совершен-
ствование существующего производства.
Входными данными для системы ТПП, структура которой
изображена на рис. 1.7, являются: конструкторская документа-
ция на изделие, конструкторская документация на директивную
заготовку, программа выпуска изделий, информационное обес-
печение. На рис. 1.7 и далее при рассмотрении структуры ТПП
входные данные обозначены символом /, выходные — символом О.
Конструкторская документация на изделие разрабатывается
по техническому заданию, согласованному с потребителем про-
дукции предприятия (заказчиком). В качестве технического за-
дания допускается использование заменяющих документов
(контракт, протокол, эскиз и др.), содержащих необходимые и
достаточные требования для разработки, признанные заказчи-
ком и разработчиком, а также образец продукции, предназна-
ченной для воспроизведения. Конструкторская документация по
оформлению должна соответствовать требованиям стандартов
ЕСКД, а также других государственных и отраслевых стандар-
тов, действующих на момент разработки документации.
Рабочая конструкторская документация на изделие включа-
ет: сборочные чертежи изделия и его сборочных единиц, специ-
фикацию, ведомость спецификаций, ведомость покупных изде-
лий, чертежи деталей изделия, программу и методику испыта-
ний, техническое описание и инструкцию по эксплуатации из-
делия.
Сборочный чертеж является графическим изображением из-
делия, соответствующего техническому заданию, позволяющим
дать оценку соответствия конструкции следующим требованиям
и показателям: работоспособности, технического уровня, безо-
пасности работы, удобства обслуживания, возможности и про-
стоты ремонта, монтажа и демонтажа машины.
9*
35
Рис. 1.7. Общая структура системы ТПП:
II — конструкторская документация на изделие; 12 — конструкторская докумен-
тация на директивную заготовку; 13 ~ программа выпуска изделий; 14 — инфор-
мационное обеспечение; 01 — чертежи изделий, отработанных на технологич-
ность; 02 — разработанный чертеж заготовки; ОЗ — ТП изготовления заготов-
ки; 04 — заказ на изготовление заготовки; 05 — ТП изготовления деталей и
сборки; Об — изменения конструкций деталей и сборочных единиц; 07 — заказ на
СТО; 08 — чертежи СТО; 09 — изменения ТП изготовления деталей и сборки
Чертежи сборочных единиц изделия должны содержать ин-
формацию, достаточную для выполнения указанных оценок:
1) изображение сборочной единицы, дающее представление
о расположении и взаимной связи составных частей, соединяе-
мых по данному чертежу, и обеспечивающее возможность вы-
полнения сборки и контроля сборочной единицы;
2) размеры, предельные отклонения и другие параметры и
требования, которые должны быть выполнены или проконтро-
лированы по сборочному чертежу;
3) указания о характере сопряжения и методах его осущест-
вления, если точность сопряжения обеспечивается не заданны-
ми предельными отклонениями размеров, а подбором, пригон-
36
кои и т.п., а также указания о выполнении неразъемных соеди-
нений (сварных, паяных и др.);
4) номера позиций составных частей, входящих в изделие;
5) габаритные размеры изделия;
6) установочные, присоединительные, посадочные и другие
справочные размеры;
7) техническую характеристику изделия (если она не указа-
на в другом конструкторском документе).
Спецификация — основной конструкторский документ на
изделие, выполненный на отдельном бланке в соответствии со
стандартом. Спецификация определяет состав сборочной едини-
цы и необходима для изготовления и комплектования конструк-
торских документов, а также планирования запуска в производ-
ство указанных изделий. Спецификация состоит из отдельных
разделов, располагаемых в следующем порядке: документация
(сборочный чертеж, монтажный чертеж, габаритный чертеж,
схемы, текстовые документы), комплексы, сборочные единицы,
детали, стандартные изделия, прочие изделия, материалы, ком-
плекты. Детали, на которые не разрабатывали чертежи, также
включают в спецификацию.
Комплекс — это два или более специфицированных изделия,
не соединенных на предприятии-изготовителе сборочными опе-
рациями, но предназначенных для выполнения взаимосвязан-
ных эксплуатационных функций. Каждое из входящих в ком-
плекс специфицированных изделий предназначено для выпол-
нения одной или нескольких основных функций, установлен-
ных для всего комплекса (например, автоматическая линия
станков, станок с ЧПУ, состоящий из собственно станка и уст-
ройства ЧПУ). Комплект — два или более изделия, не соединен-
ных на предприятии-изготовителе сборочными операциями и
представляющих собой набор изделий, имеющих общее экс-
плуатационное значение вспомогательного характера (например,
комплект запасных частей, комплект инструмента, комплект из-
мерительной аппаратуры).
Чертеж детали — основной конструкторский документ, со-
держащий изображение детали и другие данные, необходимые
для ее изготовления и контроля (требования к точности разме-
ров, формы, взаимного расположения поверхностей; требования
к шероховатости поверхностей; сведения о материале детали,
37
его физико-химические, механические и другие свойства; про-
чие технические требования). Информация, содержащаяся на
чертеже детали при наличии данных о конкретных условиях
производства, должна быть достаточной для принятия ТР, на-
пример оценки возможности обработки детали на универсаль-
ном или специальном оборудовании; выбора вида и метода по-
лучения заготовки с оптимизацией технологических параметров;
выбора режущего инструмента и т.п.
Текстовые конструкторские документы выполняют в фор-
мах, установленных стандартами. Содержание текстовых доку-
ментов зависит от вида документа. Например, в техническом
описании приводят общую техническую и эксплуатационную
характеристики изделия, описание его конструкции, принципа
действия, указания по сборке, монтажу и пуску. Инструкция по
эксплуатации должна освещать вопросы по технике безопасно-
сти, порядок подготовки к работе, устранение неисправностей и
пр. Изложение каждого из таких вопросов должно быть отраже-
но в самостоятельных разделах документа.
Для проведения ТПП используют конструкторские доку-
менты разной комплектности. Так, при ТПП отдельных произ-
водственных подразделений предприятия иногда бывает доста-
точно основных конструкторских документов. При ТПП для ме-
ханосборочных цехов применяют чертежи и спецификации сбо-
рочных единиц, комплексов, комплектов. При ТПП, проводи-
мой на уровне предприятия, используют, во-первых, основной
комплект конструкторских документов изделия, объединяющий
конструкторские документы, относящиеся ко всему изделию
(составленные на все данное изделие в целом), например сбо-
рочный чертеж, технические условия, эксплуатационные доку-
менты, и, во-вторых, полный комплект конструкторских доку-
ментов, состоящий из основного комплекта конструкторских
документов на данное изделие и основных комплектов конст-
рукторских документов на все составные части данного изделия
(детали, сборочные единицы).
Конструкции заготовок, используемых при производстве де-
талей изделия, могут быть разработаны в процессе ТПП пред-
приятия, а сами заготовки изготовлены на данном предприятии.
Во многих случаях заготовки деталей данного изделия поступа-
ют на предприятие-изготовитель с другого предприятия, напри-
38
мер, специализирующегося только на выпуске заготовок (литей-
ный завод и пр.). Такие заготовки будем называть директивны-
ми. Конструкции директивных заготовок, как правило, разраба-
тывают на основании технического задания предприятия-изго-
товителя изделия.
Конструкторская документация на директивную заготовку
включает ее чертеж как основной конструкторский документ.
Конструкция директивной заготовки в некоторых случаях может
быть далеко не оптимальной для ТПП изготавливаемой из нее
детали. Обычно это происходит, когда предприятие-изготови-
тель заготовки не располагает технологическими возможностями
для удовлетворения требований технического задания либо» ко-
гда используется комплексная заготовка, предназначенная .для
изготовления ее на основе нескольких различных деталец. В
указанных случаях ТПП может существенно усложниться. ;
Информационное обеспечение ТПП может быть разделено
на инвариантное функциям ТПП и функционально ориентиро-
ванное.
Инвариантное функциям ТПП информационное обеспече-
ние включает следующие основные компоненты:
1. Данные об имеющемся технологическом оборудовании,
используемых технологических методах и процессах, производ-
ственных площадях и их загрузке, технологической оснастке и
других имеющихся в наличии ресурсах производства.
2. Текущие технико-экономические показатели предприятия
и данные об экономической ситуации на рынке выпускаемой
предприятием продукции.
3. Данные о реальных конструктивно-технологических пара-
метрах поступивших заготовок и уже выпущенных изделий, по-
лученные по результатам входного контроля заготовок и прие-
мочного контроля изделий (например, опытной партии).
4. Оперативную информацию о ходе реализованных ТП,
включающую данные операционного контроля ТП или обраба-
тываемой заготовки после завершения определенной технологи-
ческой операции.
5. Общие методы принятия ТР и их оптимизации.
Компонентами функционально ориентированного информа-
ционного обеспечения ТПП являются:
39
1. Правила выбора показателей и обеспечения технологич-
ности конструкций изделий, сборочных единиц, деталей, ~~ для
функции обеспечения технологичности конструкции изделий.
2. Правила выбора вида, метода изготовления и конструиро-
вания исходных заготовок — для функции выбора и подготовки
заготовок.
3. Правила разработки и применения ТП, правила выбора
оборудования и других СТО — для функции разработки ТП.
4. Правила проектирования — для функции проектирования
СТО.
5. Методы выявления причин отклонений хода ТП, методы
и правила принятия и реализации ТР по ликвидации отклоне-
ний в ходе ТП — для функции контроля и управления.
Выходные данные системы ТПП (см. рис. 1.7) представля-
ются в виде соответствующих технологических и конструктор-
ских документов или изменений указанных документов. К ос-
новным выходным результатам ТПП относят:
1. Чертежи изделий (деталей, сборочных единиц), отрабо-
танных на технологичность.
2. Чертеж заготовки (разработанный).
3. ТП изготовления заготовки.
4. Заказ на изготовление заготовки.
5. ТП изготовления деталей и сборки.
6. Изменения конструкций деталей и сборочных единиц.
7. Заказ на СТО.
8. Чертежи СТО.
9. Изменения ТП изготовления деталей и сборки.
Чертежи изделий (деталей, сборочных единиц), отработан-
ных на технологичность, формируются в результате выполнения
соответствующей функции ТПП.
Чертеж заготовки может быть разработан в результате вы-
полнения функции выбора и подготовки заготовок, хотя это не
является обязательной задачей ТПП, например при ТПП, про-
водимой в механосборочных цехах машиностроительных пред-
приятий. В последнем случае создают чертежи заготовок отно-
сительно несложных конструкций, не требующих глубоких спе-
циальных знаний по их формообразованию. Конструкции слож-
ных заготовок разрабатывают специализированные службы ТПП
заготовительных цехов. Сказанное относится и к ТП изготовле-
40
р ния заготовок. При ТПП, проводимой, например, в механосбо-
у рочных цехах, разрабатывают только относительно несложные
ТП изготовления заготовок (как правило, из проката, с исполь-
зованием методов отрезки, правки, гибки и т.д.), используя при
; этом типовые ТП изготовления заготовок.
V Заказ на изготовление заготовки в форме, принятой на дан-
1 ном предприятии, направляют в заготовительные подразделения
3 или используют в качестве основы для составления техническо-
; го задания на изготовление заготовки специализированным
предприятием.
ТП изготовления деталей и сборки представляют в следую-
? щем виде:
1. Технологическая документация на разработанные ТП из-
готовления деталей.
, 2. Управляющие программы для оборудования с ЧПУ и co-
д. проводительная технологическая документация.
У 3. Технологическая документация на разработанные ТП
3 сборки узлов и изделий.
У Изготовление изделий машиностроения может быть осуще-
ствлено на основе единичного, типового или группового ТП.
Единичный ТП, как правило, разрабатывают индивидуально
для конкретной детали. Его структуру и содержание технологи-
ческих операций определяют на основании конструктивно-тех-
нологических параметров детали и исходной заготовки, техноло-
гических возможностей и ресурсов производства.
Типовой ТП создают для группы изделий, обладающих общ-
ностью конструктивных признаков, В группе деталей выделяют
д типовую деталь. Под типом подразумевается совокупность объ-
, ектов (заготовок, сборочных единиц) одного класса, имеющих в
определенных производственных условиях общий маршрутный
ТП изготовления (механической обработки, сборки). Общий
маршрутный ТП — это процесс, осуществляемый одинаковыми
методами (однородное оборудование, одинаковое число устано-
вов, приспособлений и инструмента). В пределах типа допуска-
ются некоторые отклонения в порядке изготовления (обработки,
сборки). Возможны исключения или добавления некоторых не-
характерных переходов и даже операций.
В результате анализа множества действующих и возможных
ТП изготовления изделия-представителя устанавливают содер-
41
жание и последовательность большинства технологических опе-
раций для данной группы изделий (типовой ТП). Разработку ти-
повых ТП осуществляют на общегосударственном и отраслевом
уровнях, а также на уровне предприятия в соответствии с общи-
ми правилами разработки ТП, правилами разработки и приме-
нения типовых ТП.
Групповой ТП предназначен для совместного изготовления
или ремонта группы изделий различной конфигурации в кон-
кретных условиях производства на специализированных рабочих
местах. Главной технологической единицей групповой обработ-
ки является группа. В группу объединяются детали, характери-
зуемые общностью типов оборудования, необходимого для обра-
ботки заготовки в целом или отдельных ее поверхностей. Клас-
сы заготовок создают по видам обработки (токарная, сверлиль-
ная, фрезерная и т.п. ), по видам заготовок.
Групповую технологическую, операцию разрабатывают для
выполнения технологически однородных работ при изготовле-
нии группы изделий на специализированном рабочем месте при
возможности частичной подналадки СТО. Групповая технологи-
ческая операция может быть разработана и применена как со-
ставная часть группового ТП (маршрута), либо как
однооперационный групповой ТП (отдельная групповая опера-
ция). Групповые ТП разрабатывают для всех типов производства
только на уровне предприятия в соответствии со стандартами.
Принципиальное отличие между типовыми и групповыми
процессами заключается в следующем: типовая технология ха-
рактеризуется общностью технологического маршрута, а группо-
вая — общностью оборудования и оснастки, необходимых для
выполнения определенной операции или полного изготовления
детали.
Технологическую документацию оформляют в соответствии
с требованиями стандартов.
Содержание технологических операций записывают в форме
маршрутного или операционного описания. Первое применяют
в единичном и опытном производствах, второе — в массовом и
серийном. Допускается использовать операционное (маршрут-
но-операционное) описание в единичном и массовом производ-
ствах. При записи содержания операции (перехода) допускается
полная или сокращенная форма. Полную запись применяют
42
V? :•
:w
i У:',
y>
b
при отсутствии графических изображений (например, карты эс-
кизов) и для комплексного отражения всех действий, выполняе-
мых исполнителем или исполнителями. Сокращенную запись
применяют при наличии графических изображений, которые
достаточно полно отражают необходимую информацию по обра-
ботке или сборке изделия.
Стандартами предусмотрены следующие виды технологиче-
ских документов:
маршрутная карта (МК) ™ для описания единичных, типо-
вых и групповых ТП и операций с указанием необходимых дан-
ных по наладке оборудования в карте эскизов;
карта эскизов (КЭ) ~ для графических изображений к доку-
ментам и указания наладок, позиций, установов, таблиц и схем;
карта технологического процесса (КТП) — для операцион-
ного описания при разработке единичных, типовых (групповых)
° Т П;
карта типового ТП (КТТП) — для операционного описания
типовых ТП;
операционная карта (ОК) — для описания единичных, ти-
повых, групповых операций;
ведомость деталей (сборочных единиц) к типовому (группо-
вому) ТП или операции (ВТП/ВТО) — для указания перемен-
ной информации к типовому или групповому ТП (групповой
или типовой операции) по каждой детали (сборочной единице),
входящей в соответствующий ТП (операцию);
ведомость технологических документов (ВТД) — для указа-
ния состава деталей (сборочных единиц), обрабатываемых по
типовому или групповому ТП, и документов, содержащих соот-
ветствующую информацию;
карта наладки инструмента (КН/П) — для указания полного
состава вспомогательного и режущего инструмента в технологи-
ческой последовательности его применения совместно с доку-
ментом, содержащим описание операции (ОК, МК, КТП);
карта кодирования информации (ККИ) — для кодирования
информации при разработке управляющих программ (применя-
ется совместно с ОК, МК, КТП и КЭ).
При использовании станков с ЧПУ по усмотрению разра-
ботчика технологической документации также применяют карту
заказа на разработку управляющей программы (КЗ/П) и ведо-
43
мость обрабатываемых на станках с ЧПУ деталей (ВОД). На
специальные и стандартные приспособления и инструменты,
необходимые для оснащения ТП изготовления деталей и сбор-
ки, составляют ведомость оснастки (ВО).
Кроме того, в состав технологической документации могут
входить: комплектовочная карта (КК), ведомость операций
(ВОП), ведомость сборки изделия (ВСИ), карта технологиче-
ской информации (КТИ).
Формы и правила заполнения технологической документа-
ции регламентированы стандартами ЕСТПП. Состав технологи-
ческих документов, используемых при разработке процессов из-
готовления деталей и сборки изделий, представлен в табл. 1.1 и
1.2.
Таблица L1. Технологические документы, используемые при
разработке ТП изготовления деталей (ГОСТ 3.1119—83, ГОСТ 3.1121—84)
Тип
ТП
Описание ТП (операции)
производства
-- -
маршрутное
маршрутно-
операционное
операционное
Единичное, мел- Единич-
косерийное
ный
мк*,во,
КК,КЭ;
МК*,ВО,
КК,КТИ*,
КЭ
ктп*,во,
КК.КЭ;
мк*,во,
КК, кти*,кэ
Средне- и круп-
носерийное
(массовое)
мк*,во,кк,
ОК*,КЭ;
МК*,ВО,КК,
ВОПС ОК, КЭ;
мк,ктп*,во,
кк,ок,кэ
Единичное,
серийное,
массовое
Типо-
вой,
группо-
вой
мксвтд,
втп*,во,кк,
КЭ
кт*,втд,во,
КК,КТИ*, КЭ;
кттп*,втд,
втптво, КК,
КЭ
мк*,втд,во
КК,КТИ*,КЭ;
кттпевтд,
во,кк,кти,
КЭ
Примечание. Здесь и в табл. 1.2 звездочкой отмечены документы,
необходимые для разработки; остальные документы разработчик выбирает по
своему усмотрению.
44
Таблица 1.2. Технологические документы, используемые при
разработке ТП сборки (ГОСТ 3.1119-83, ГОСТ 3.1121-84)
Технологический процесс Описание ТП (операции)
маршрутное маршрутно-операцион- ное, операционное
Единичный МК*, ВО, ВСИ, КЭ МК*, ок, во, воп*, ВСИ, КЭ, КК; МК*, ОК, ВО, КК, КЭ
Типовой, МК*, втд, втп*, во, МК*. ок, втд, во.
групповой ВСИ, КК, КЭ КК, КТИ*, ВСИ, КЭ; КПП*, МК, ок. втд, ВО. КК, КТИ*, ВСИ, КЭ
Управляющая программа для оборудования с ЧПУ представ-
ляет собой совокупность команд на языке программирования,
соответствующую заданному алгоритму функционирования обо-
рудования при обработке конкретной заготовки.
Исходные данные могут быть указаны в КЗ/П, если такой
документ был разработан при проектировании ТП. В противном
случае исходные данные получают из МК и ОК — основных
технологических документов.
Основной формой технологической документации при под-
готовке управляющих программ считается операционная расчет-
но-технологическая карта (РТК). Она предназначена для неав-
томатизированного способа подготовки управляющих программ.
Целью РТК является точная размерная увязка траектории инст-
румента с системой координат станка, исходной точки положе-
ния инструмента и положением заготовки. Применение РТК
предполагает обязательную разработку карт эскизов (КЭ).
Геометрическую и технологическую информацию кодируют
в соответствии с принятой для данной модели оборудования
системой кодирования (заполняют ККИ). При передаче управ-
ляющей программы в цех для контроля кроме уже упоминав-
шейся документации иногда оформляют КН/П.
При автоматизированной подготовке управляющих про-
грамм, как правило, не требуется составления указанного числа
документов. Геометрическую" и технологическую информацию
. вводят в ЭВМ в менее детализированном виде в интерактивном
45
режиме. Для этого обычно достаточно данных, указываемых в
МК и ОК. Системы автоматизированной подготовки управляю-
щих программ позволяют получать любую технологическую до-
кументацию, которая может быть использована для контроля
программы в цеховых условиях.
На управляющую программу, прошедшую контроль, разра-
батывают комплект основных технологических документов,
включающий КТП, ОК, КН/П, ККИ и КЭ.
При разработке ТП изготовления деталей и сборки изделий
могут быть выявлены конструкторские ошибки, несоответствия
назначенных технических требований фактическим условиям
изготовления и эксплуатации изделия; предложены новые вари-
анты конструктивных решений, повышающие технологичность
изделия. Во всех указанных случаях технологи-разработчики мо-
гут вносить предложения по изменениям конструкций деталей и
сборочных единиц в службу конструкторской подготовки. Если
изменения принимаются, что требует иногда согласования с за-
казчиком изделия, то их в установленном стандартами порядке
вносят в конструкторскую документацию. При невозможности
внесения изменений в конструкции службы конструкторской и
технологической подготовки совместно находят компромиссное
решение, позволяющее обеспечить выпуск изделия в соответст-
вии с заданными техническими требованиями.
В состав СТО процессов изготовления изделий машино-
строения входят системы технологической оснастки, режущего и
вспомогательного инструмента, а также СТО процессов техни-
ческого контроля и испытаний. Указанные средства могут быть
универсальными, специализированными и специальными. При
ТПП выбирают универсальные и проектируют специальные и
специализированные СТО. В соответствии с этим реализация
функции проектирования СТО предполагает выполнение под-
функций выбора и проектирования. Форма и содержание заказа
на СТО зависят от того, какая из указанных подфункций вы-
полнялась. В случае выполнения подфункции выбора заказ на
СТО в форме, принятой на данном предприятии, может быть
представлен как заказ на поиск или приобретение универсаль-
ных или специализированных средств. При выполнении под-
функций проектирования заказ может быть сформулирован в
форме технического задания на изготовление специализирован-
46
ных или специальных СТО. В последнем случае заказ сопровож-
дается необходимой конструкторской документацией и прежде
всего чертежами и спецификациями спроектированных СТО.
Целью функции контроля и управления ТП является обес-
печение выходного качества изделий, изготавливаемых на осно-
вании разработок, полученных в результате ТПП. При реализа-
ции указанной функции осуществляют, во-первых, контроль ка-
чества разработок и прежде всего ТП, полученных в результате
ТПП, при внедрении их в производство, и, во-вторых, система-
тический контроль хода ТП в установившемся производстве
(контроль выполнения технических требований и принятия не-
обходимых ТР с целью их обеспечения).
Контроль качества разработанных ТП единичного производ-
ства и их приемку проводят на этапах изготовления и испыта-
ния первых образцов изделия. Контроль качества разработанных
ТП серийного и массового производств и их приемку осуществ-
ляют на этапах изготовления и испытания установочной серии
изделий, а также изготовления и испытания головной (кон-
трольной) серии изделий.
При испытании установочной серии изделий определяют
подготовленность разработанного ТП к выпуску изделий в объе-
ме, установленном для данного этапа, и возможности примене-
ния этого процесса для изготовления головной (контрольной)
серии изделий. При испытании головной (контрольной) серии
изделий проверяют точность, стабильность и надежность полно-
стью оснащенного ТП, качество и надежность изделий, изготов-
ленных с применением данного ТП. В ходе выполнения указан-
ной функции можно вносить предложения по изменению кон-
струкций деталей и сборочных единиц с целью повышения их
технологичности, а также по изменению ТП изготовления дета-
лей и сборки. В случае принятия отмеченных предложений их в
установленном порядке вносят в конструкторскую и технологи-
ческую документацию.
Представленная на рис. 1.7 структура ТПП отражает только
основные информационно-функциональные связи. В ходе прак-
тического выполнения ТПП могут возникать ситуации, требую-
щие взаимодействия таких функций, которые при штатном вы-
полнении ТПП не предусмотрены. Так, при выполнении функ-
ции контроля и управления ТП может возникнуть необходи-
47
мость изменения конструкций СТО (приспособлений, режущего
инструмента и т.п.) или даже их замены. В этом случае предло-
жения о необходимых изменениях поступают в службу проекти-
рования СТО для их практического воплощения.
1.6. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
И ПОКАЗАТЕЛИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В основу разработки ТП изготовления изделий положены
два принципа — технический и экономический. В соответствии
с первым принципом проектируемый ТП должен полностью
обеспечить выполнение всех требований рабочего чертежа и
технических условий приемки изделия. Согласно второму прин-
ципу изготовление изделия должно вестись с минимальными за-
тратами труда и издержками производства.
ТП изготовления изделия следует выполнять с наиболее
полным использованием технических возможностей средств
производства при наименьших затратах времени и средств про-
изводителя (себестоимости) на изготовление изделия.
Как отмечалось в 1.1, проектирование ТП — многовариант-
ная задача. Для изготовления одной и той же детали или сбо-
рочной единицы могут быть спроектированы различные ТП, от-
личающиеся технико-экономическими показателями и прежде
всего затратами на изготовление и производительностью.
Технический и экономический принципы проектирования
ТП, отражая различные стороны изготовления машины, нахо-
дятся в диалектическом противоречии. Разрешение данного
противоречия достигается за счет компромисса и решения задач
оптимизации ТП. Технический принцип должен соблюдаться
всегда. Наиболее часто достигают компромисса между произво-
дительностью и затратами. При равной производительности со-
поставляемых ТП выбирают процесс, обеспечивающий мини-
мум затрат. При равных затратах обычно выбирают более произ-
водительный ТП. При разных затратах и производительностях
выбирают ТП, обеспечивающий минимум затрат, при условии,
что производительность всех сравниваемых вариантов не ниже
заданной. При выпуске особо важной продукции или в экстре-
мальных условиях на определенный период времени предпочте-
ние отдают более производительному ТП.
48
Если же выбор ТП по результатам сравнения отдельных по-
казателей невозможен, используют комплексные критерии (об
этом подробнее см. в гл. 3).
При сравнении ТП может быть применен комплексный
критерий
К= Q/3,
где Q, 3 —- производительность и затраты рассматриваемого ТП.
Предпочтительным оказывается процесс, обеспечивающий
К max.
Оптимизацию ТП можно выполнять на уровне операций,
когда выбирают оптимальные структуры и параметры операций
(например, режимы резания), и на уровне ТП, когда определя-
ют содержание его основных этапов, их порядок и взаимосвязь
(структуру ТП). В последнем случае оптимизация носит харак-
тер структурной оптимизации. Доказано, что структурная опти-
мизация эффективнее параметрической и позволяет получать
более оптимальные решения. Например, эффективность опера-
ции обработки деталей на автоматизированном оборудовании во
многом зависит от оптимальности состава и последовательности
переходов и в меньшей степени — от оптимизации режимов ре-
зания. Структурную оптимизацию осуществлять сложнее, чем
параметрическую.
При решении задач оптимизации в качестве целевых функ-
ций можно использовать заданное качество изделия, заданную
производительность процесса, минимальные затраты на изготов-
ление изделия.
Заданное качество изделия в задачах оптимизации обеспе-
чивается системой ограничений на параметры процессов. На-
пример, можно вводить требование достижения максимальной
надежности технологических систем.
Критерий производительности обычно охватывает только
технологическую производительность (?тех :
Сех = 1 / fo -> max ,
где to — основное время на переход, операцию и т.д.
Минимальные затраты на выполнение перехода, операции,
ТП являются, как правило, основным экономическим критери-
ем, который часто называют стоимостной целевой функцией.
49
Подробно методы расчета затрат будут рассмотрены в гл. 4. Ми-
нимизация затрат позволяет установить целесообразность отвле-
чения капитальных средств от других вариантов ТП и использо-
вания их для осуществления данного ТП.
Эффективность проектирования тем выше, чем раньше вы-
явлен перспективный вариант ТП и прекращена разработка не-
перспективных вариантов на основе названных выше критериев.
Следует особо подчеркнуть важность экономических крите-
риев. Любой этап проектирования — выбор заготовки, опреде-
ление маршрута обработки, выбор оснастки, инструмента и т.д.
— должен сопровождаться соответствующим экономическим
обоснованием. Экономический критерий является основой
структурной и параметрической оптимизации ТП. Умелое его
использование значительно повышает эффективность проект-
ных решений.
Вопросы для самопроверки
1. Дайте определение основных понятий, формирующих предметную об-
ласть технологии машиностроения.
2. Назовите основные структурные элементы ТП.
3. Что такое оперативное и штучное время? Дайте определения и укажите
принципиальное различие.
4. Назовите характерные признаки основных типов производства.
5. Что является условием организации поточного производства9
6. Что такое ТПП? Укажите ее основные функции.
7. Назовите состав исходных данных для выполнения ТПП.
8. Для каждой функции ТПП укажите состав информационного обеспече-
ния.
9. Что является выходным результатом ТПП9
10. Как разрешается противоречие между принципами проектирования
^ЛГ*1 !""1 о
Глава 2
ТОЧНОСТЬ В МАШИНОСТРОЕНИИ
2.1. ПОНЯТИЕ О ТОЧНОСТИ
2.1.1. Функциональные, конструкторские
и технологические допуски
Под точностью обработки следует понимать степень соог-
: ветствия параметров изготовленной детали данным чертежа или
ее прототипу. Аналогично точность сборки — это степень соот-
ветствия машины или соединения надежно функционирующему
прототипу в заданных условиях эксплуатации. Точность являет-
* ся важнейшим показателем качества продукции в машинострое-
J нии. Чаще всего приходится иметь дело с точностью геометри-
ческих параметров.
Абсолютные размеры и другие показатели продукции в про-
изводстве достичь нельзя. Поэтому сознательно идут на регла-
, ментируемые допустимые отклонения размеров и других показа-
телей, т.е. работают в пределах допусков. Допуск представляет
собой разность между наибольшим и наименьшим предельными
размерами. По абсолютной величине он равен алгебраической
разности между верхним и нижним отклонениями. Различают
L функциональные, конструкторские и технологические допуски.
Функциональные допуски устанавливают, исходя из допус-
тимых отклонений эксплуатационных показателей машины или
детали. Так, для несопрягаемых поверхностей это могут быть
f допуски на диаметры сопел гидросистем, жиклеров карбюрато-
у ров и т.д. Функциональный допуск Гф в этом случае равен раз-
Й> ности между наибольшим 7фПах и наименьшим Тф1111 допус-
Рис. 2.1. Схема расположения по-
лей допусков
тимыми значениями этого размера, определенными, исходя из
допустимого изменения эксплуатационных показателей изделия
(рис. 2.1).
В функциональный допуск Гф
входят эксплуатационный Тзк и
конструкторский Тк допуски. Пер-
вый характеризует запас точности,
необходимый для сохранения тре-
бований точности детали в про-
цессе длительной эксплуатации;
Второй идет на компенсацию раз-
личных погрешностей. В случае
сопрягаемых поверхностей конст-
рукторский допуск учитывает по-
грешности изготовления деталей,
погрешности сборки соединений и машин, их регулировки, а
также компенсирует прочие погрешности.
Конструкторские допуски также связаны с функциональным
(служебным) назначением машины и условиями ее работы. Соб-
ственно допуск устанавливают на основе анализа работы маши-
ны с учетом затрат на ее изготовление и последующую эксплуа-
тацию (с помощью теоретических и экспериментальных дан-
ных).
Допуски на промежуточные размеры, возникающие в ходе
ТП, называют технологическими. Они связаны со сложными
процессами возникновения погрешностей. Чтобы технологиче-
ский допуск был меньше конструкторского, такие погрешности
должны быть сведены к минимуму. В этом случае облегчается
процесс сборки соединений и машин. Анализ соотношений ме-
жду конструкторскими и технологическими допусками позволя-
ет судить о совершенстве ТП.
2.1.2. Точность размера, формы
и расположения поверхностей
Механическая обработка заготовок резанием обеспечивается
на металлорежущих станках, оснащенных различными приспо-
соблениями и режущими инструментами. Собственно заготовка
(3), оборудование (станок) (С), приспособление (П) и инстру-
мент (И) образуют целую систему, элементы которой не только
52
связаны между собой, но и должны быть замкнуты (показано на
рис. 2.2 пунктирной линией). Если такого замыкания не проис-
ходит, процесс обработки осуществить нельзя. Каждый из ука-
занных элементов не является идеальным по своим качествам.
Все элементы переносят свои показатели качества на заготовку
при изготовлении из нее детали. Кроме того, сам процесс реза-
ния характеризуется особенностями, которые также вносят свои
изменения в показатели качества деталей. В результате возника-
как правило, снижается.
ют погрешности деталей и точность ее,
Каждая деталь машины представ-
ляет собой сочетание поверхностей.
При всем многообразии деталей со-
временных машин число видов по-
верхностей ограничено. Это — ци-
линдрические, .конические, плоские
и фасонные поверхности. Точность
механической обработки заготовок,
связанная с функционированием
замкнутой технологической системы
элементов, проявляется в трех аспек-
тах: точность размера, точность фор-
мы и точность расположения поверх-
ностей.
Точность размера различных по-
верхностей деталей должна соответст-
вовать допуску. Так, возникающие
отклонения диаметров шеек валов,
глубин отверстий и их
Рис. 2.2. Замкнутая технологи-
ческая система
различных углов и т.п. могут колебаться в соответствии со зна-
чениями допусков. Точность размера в значительной степени
определяет качество продукции. По своему назначению размеры
могут быть отнесены к различным группам. Координирующие
размеры используют для определения взаимного расположения
поверхностей деталей, а также осей. Это размеры, как правило,
ответственных поверхностей, определяющих служебное назначе-
ние детали. Например, у корпусных деталей типовыми являются
плоские поверхности и отверстия для размещения валов, под-
шипников. Координирующие размеры увязывают между собой
плоские и цилиндрические поверхности корпусов.
Сборочные размеры определяют положение'одних элементов
машин относительно других. Это размеры прежде всего присое-
динительных поверхностей. У корпусных изделий присоедини-
тельными чаще всего бывают плоские поверхности. Кроме ука-
занных применяют технологические размеры, которые необхо-
димы при изготовлении деталей и их контроле.
К какой бы группе не относился размер, его точность непо-
средственно влияет на качество машины, т.е. на способность
выполнять свои функции в установленных пределах.
Решение проблемы точности требует еще одного аспекта
рассмотрения понятия ’’размер'’. Различают номинальные, дей-
ствительные и предельные размеры. Относительно номинально-
го определяют предельные размеры. Номинальный размер слу-
жит началом отсчета отклонений и устанавливается конструкто-
ром, исходя из служебного назначения детали. Поскольку тех-
нологическая система станок ™ приспособление — инструмент
— заготовка не может обеспечить постоянный (номинальный)
размер из-за особенностей функционирования, вводят понятие
действительного размера. Его определяют измерением с допус-
тимой погрешностью. Действительные размеры не должны от-
личаться от номинальных более, чем на допустимую величину.
Поэтому различают два предельных размера ~~ наибольший и
наименьший. Значение номинального размера находится между
наибольшим и наименьшим, а также может быть равно одному
из них.
Размер, называемый действительным, для оценки качества
продукции имеет особое значение. В ходе изготовления детали в
каждый момент времени этот размер оказывается различным.
Физическая природа этого явления связана с использованием в
машиностроении реальных технологических систем, которые
имеют погрешности собственного изготовления, работают в ус-
ловиях постоянного изнашивания инструмента и, следователь-
но, постоянно изменяющихся силовых факторов. Кроме того,
они воспринимают действие нестационарного теплового поля,
переменной жесткости. На качество детали по параметру точно-
сти влияют также погрешности настройки инструмента, уста-
новки обрабатываемой заготовки и ряд других факторов.
Детали, изготовленные с соблюдением допусков на размеры,
способствуют созданию качественной машины, несмотря на то,
что каждая деталь ограничена поверхностями, размеры которых
отличаются от номинальных.
Детали лишь на чертежах характеризуются номинальными
(идеальными) поверхностями, а фактически ограничены реаль-
ными поверхностями. Детали всегда имеют отклонения формы.
Обеспечение точности формы всегда связано с преодолением
технологических трудностей, гораздо более ощутимых, чем в
случае достижения заданного размера. В частности, в производ-
ственных условиях возникают отклонения от круглости. Они не-
посредственно сказываются на качестве соединений, имеющих
цилиндрические поверхности, потому что по таким поверхно-
стям устанавливают ответственные детали и элементы машин и
прежде всего — подшипники качения. Подшипники вследствие
отклонения формы колец могут быстрее утратить свои первона-
< чальные характеристики.
Условия формообразования деталей оказываются настолько
сложными, что одновременно возникает целый ряд отклонений
геометрического характера: отклонение от цилиндричности,
л перпендикулярности и пр. Технологическое обеспечение гео-
; метрических параметров в заданных пределах является одним из
Г условий обеспечения качества машин. Так, у пары "вал — кор-
пус" вал при поступательном движении не может перемещаться
строго по прямолинейной траектории, если он имеет отклоне-
ние от цилиндричности или такие отклонения имеет отверстие
; корпуса. Следовательно, такая пара из-за отклонений формы не
обеспечивает необходимого качества соединения.
При оценке точности формы необходимо использовать ко-
личественные показатели. На рис. 2.3 в утрированном виде
представлена деталь типа двухступенчатого вала. В любом попе-
речном сечении размеры вала определяются переменным радиу-
; сом /?, отсчитываемым от центра О номинального сечения диа-
метром Z)H. Радиус /?, являющийся текущим размером, зависит
от угловой координаты ф. Текущий размер будет также меняться
от координаты Z- Начальное значение радиуса оговаривают. На-
; пример, им может быть радиус с угловой координатой ф|.
Любой контур поперечного сечения удовлетворяет условию
замкнутости, т.е. f (ф) =/(ф + 2л). Период функции равен 2л.
Рис. 2.3. Схема определения отклонений размеров, формы и расположения
Реальный контур диаметром D на левом торце вала ограни-
чен прилегающей окружностью (на рис. 2.3 показана пункти-
ром). Отклонение от круглости, характерное для каждого сече-
ния, определяют по специальной методике и обозначают ДФ.
Следовательно, для каждого сечения можно определить Л/) —
отклонение размера. Прилегающая окружность имеет центр в
точке О\. Поэтому действительный контур детали отличается от
номинального (идеального), а их оси смещены на величину экс-
центриситета е. При более детальном рассмотрении геометриче-
ской картины образования действительного контура можно убе-
диться, что его ось в общем виде не является прямой линией.
Тот факт, что на практике оси часто считают прямыми, являет-
ся условностью, которая, однако, в большинстве случаев удовле-
творяет машиностроителей. , Приведенный анализ характерен
для любого сечения ступени А вала длиной /|.
Отклонения формы весьма удобно описывать с помощью ря-
дов Фурье. Рассмотрим функцию погрешности действительного
профиля /(ф) в полярной системе координат:
/(ф) — + V cosAxp + sin /ар) ,
56
где а^/2 — нулевой член разложения; ак, Ьк - коэффициенты
ряда Фурье к-м гармоники; к — порядковый номер соответст-
вующей гармоники.
Вместо рядов для практических целей удобно пользоваться
тригонометрическим полиномом
к ~ /7
/(ф) = -у- + с к (cos /ар + ф£) ,
Ъ--1
где п — порядковый номер высшей гармоники разложения. От-
ношение С0/2 можно принять в качестве среднего значения
функции f (<р) за период т = 2л и определять.как расстояние от
базового значения текущего размера до средней линии геомет-
рических отклонений профиля. Поэтому значение Q/2 пред-
ставляет собой отклонение размера.
Первый член разложения С| соб(ф + ф|) характеризует рас-
стояние между центрами вращения и геометрическим цен-
тром О, т.е. эксцентриситет е (см. рис. 2.3). Такой эксцентриси-
тет указывает на отклонение расположения поверхности и выра-
жает его количественно. Последующие члены полинома (начи-
ная со второго) описывают спектр отклонений формы детали в
поперечном сечении.
Второй член С2 (cos 2ф + ф2) характеризует овальность сече-
ния, третий С3 (cos Зф + ф3) — огранку с трехвершинным про-
филем и т.д. Поэтому сечение детали следует представлять очер-
ченным контуром, имеющим отклонение размера, с центром,
смещенным от геометрического центра. Контур имеет овальную
форму, на которую наложены огранки с различным числом вер-
шин. Дальнейшее рассмотрение членов ряда приводит к высо-
кочастотным составляющим, соответствующим волнистости и
шероховатости.
Высказанные соображения характерны и для ступени В вала
длиной /2 (см. рис. 2.3). Однако у этой ступени может оказаться
своя ось, повернутая на угол 0 в любой из плоскостей относи-
тельно оси Oz, а также могут возникать свои собственные по-
j грешности. Отклонения профилей, т.е. погрешности формы, це-
лесообразно представлять и в продольных сечениях. Тригоно-
метрический полином для описания продольного сечения может
быть применен на основе цилиндрической системы координат
(координатами являются А, щ, £).
Первый член разложения в этом случае характеризует кону-
сообразность, второй — выпуклость, а при сдвиге фазы — во-
гнутость контура. Так, применительно к рис. 2.3, на ступени А
вала возникла седлообразность (вогнутость) с отклонением А, а
на ступени В — бочкообразность (выпуклость) с отклонением
А,.
По аналогии с предыдущим профиль детали в продольном
направлении представляет собой сложное сочетание конических
поверхностей с наложением на них седлообразных, бочкообраз-
ных, волнистых поверхностей. Все профили в поперечных и
продольных сечениях всегда формируются из-за несовершенства
технологических систем. Отклонения от идеальных профилей
при определенных условиях могут быть малы. Но только срав-
нение их с допустимыми величинами может показать, можно ли
ими пренебречь. Если отклонения больше допустимых, необхо-
димо принимать меры к тому, чтобы технологическая система
обеспечивала бы необходимую точность. Поэтому возникает
проблема управления с помощью соответствующих мероприятий
(и технологических решений) точностью технологических задач.
Качество деталей оценивают также отклонениями располо-
жения поверхностей, т.е. отклонениями реального расположе-
ния поверхности от номинального. Такие отклонения возника-
ют в результате функционирования технологических систем.
При оценке отклонений расположения поверхностей откло-
нения формы из рассмотрения исключают, а реальные поверх-
ности заменяют идеальными, называемыми прилегающими по-
верхностями. Каждое из отклонений расположения поверхно-
стей имеет свое точное определение и методику производствен-
ной оценки. Прилегающими элементами могут быть прямые ли-
нии, окружности, плоскости, цилиндры.
Оценить качество деталей по отклонению от параллельности
можно, измерив расстояние между двумя прилегающими к ре-
альным поверхностям плоскостями в различных точках норми-
руемого участка. Отклонения расположения поверхностей мож-
но определить и с помощью осей. На рис. 2.3 ступени А и В ва-
ла имеют прямолинейные оси. Взаимное расположение ступе-
ней определяется положением осей (угол О). В общем случае
J н
•^х^Ххх
оси могут иметь отклонения от параллельности, а также перекос
или отклонение от пересечения. Типичным для деталей, имею-
щих отверстия (например, корпусных), является отклонение от
соосности. Такое отклонение решающим образом влияет на
долговечность подшипников, установленных в отверстиях кор-
пусов.
С помощью прилегающих элементов определяют отклонение
от перпендикулярности, которое, например, можно оценивать
углом между двумя плоскостями, прилегающими к реальным
поверхностям конкретной детали. При оценке отклонений от
симметричности относительно базовой плоскости определяют
положение последней и от нее измеряют расстояние до плоско-
сти симметрии реального профиля.
Все отклонения формы и расположения поверхностей долж-
, ны быть рассмотрены применительно к конкретным деталям,
У: исходя из. их служебного назначения. Так, в одном случае ре-
шающее влияние на качество деталей оказывает отклонение от
круглости, в другом — перекос осей и т.д. Числовые значения
отклонений формы и расположения поверхностей в каждой
у стране представлены соответствующими нормами.
Для практики удобно указывать отклонения формы и распо-
гложения в процентах от допуска на размер. Для этого потребо-
У валось дополнительно ввести понятие уровня точности. Так, для
3 первого уровня точности отклонения формы и расположения не
г' должны быть больше 60 %, для второго — 40 %, а для третьего
'у — 25 % допуска на размер. Могут быть установлены и другие
У соотношения. В особых случаях допуски формы и расположения
у оговаривают дополнительно в технических условиях на изготов-
ление детали.
У На практике каждому методу обработки соответствует опре-
<: деленная допустимая точность, указанная в справочниках, и на-
у оборот, можно определить метод обработки по заданному на
| чертежах допуску. Данные в справочной литературе постоянно
у. обновляют, числовые значения уточняют, а также конкретизи-
у руют условия обработки (обработка заготовок из различных ма-
У, териалов, учет жесткости технологических систем, заданная ше-
У роховатость поверхностей и пр.).
2.2. ОБЩАЯ ХАРАКТЕРИСТИКА ТОЧНОСТИ ЗАГОТОВОК,
ДЕТАЛЕЙ И ИХ СОЕДИНЕНИЙ
2.2.1. Точность заготовок
Качество и, в частности, точность машин зависят от качества
исходных материалов, полуфабрикатов и комплектующих изде-
лия, поступающих от других предприятий.
Повышение точности изготовления заготовок снижает тру-
доемкость последующей обработки и сокращает расход материа-
ла из-за уменьшения количества стружки. Повышение точности
изготовления деталей сокращает трудоемкость сборки машин
вследствие частичного или полного устранения пригоночных
работ, способствует достижению взаимозаменяемости элементов
машин и обеспечивает возможность поточной сборки и сокра-
щения сроков ремонта машин, находящихся в эксплуатации.
Точность изготовления заготовок, деталей и собранной машины
или отдельных ее соединений связаны между собой и находятся
в определенной зависимости. Одним из примеров такой зависи-
мости служит явление копирования. Оно состоит в том, что по-
грешности заготовки (овальность, отклонение от прямолиней-
ности, отклонение от плоскостности и др.) в определенной сте-
пени переносятся на готовую деталь. Так, если заготовка вала в
I поперечном сечении имела овал, то и готовый вал в поперечном
л сечении овал сохранит, ио только с другим соотношением боль-
шой и малой осей. Это соотношение зависит от состояния ис-
| пользуемой технологической системы.
। Увеличение точности элементов машиностроительной про-
i дукции является ее характерной особенностью. На рис. 2.4 по-
казаны графики изменения точности обработки в двадцатом
Ц столетии. Точность непрерывно ужесточается для трех основных
| категорий обработки: традиционной, точной и сверхточной. В
г! среднем за столетие точность сверхточных деталей выросла при-
'll мерно в 2000 раз, чего не наблюдается ни с одним другим пара-
Г: метром машиностроения.
И Достижение требуемой точности обработки заготовок, дета-
li лей и готовых машин всегда связано с затратами средств. Чем
меньше допуск, тем больше необходимо затратить средств на
; | оборудование, инструмент и создание соответствующей произ-
i !
Hi
60
водственной обстановки. При этом не наблюдается линейная за-
висимость затрат и достигаемой точности (рис. 2.5). С уменьше-
нием допуска IT существенно возрастают затраты С. Затраты
особенно велики, когда допуски исчисляются долями микромет-
ра. Проблема соотношения точности и стоимости обработки яв-
ляется одной из основных при разработке ТП.
Рис. 2.4. График изменения по-
J казателей точности в текущем
у столетии:
7 7 ~ традиционная обработка; 2 —
Й точная обработка; 3 — сверхточ-
| ная обработка
Рис. 2.5. Зависи-
мость затрат от точ-
ности обработки
Характеристики точности заготовок необходимы для назна-
чения режима обработки, проектирования технологической ос-
настки (приспособлений), прогнозирования точностных показа-
телей деталей и решения ряда других технологических задач.
I Заготовки деталей машин получают литьем, обработкой дав-
лением, прокаткой, а также комбинированными способами.
у Точность литых заготовок существенно зависит от метода их
получения. При ручной формовке с использованием песчаных
смесей масса заготовок не ограничивается. Такие заготовки вы-
полняют из чугуна, стали, цветных и алюминиевых сплавов.
J Толщина стенок у заготовок из чугуна и сплавов цветных металлов,
как правило, не превышает 3...8 мм. Для стальных заготовок она
доходит до 5...8 мм.
61
U -;i
: \ . ! f
1 При машинной формовке точность заготовок повышается, но
Ц их масса не должна превышать 10 т. Использованием специальной
is Ji оснастки для сборки литейных стержней точность заготовок может
быть еще больше повышена, но масса их при этом будет ограниче-
на (не более 3...5 т).
j При литье в оболочковые формы масса заготовок не должна
быть более 0,15 т, однако толщины стенок отливок могут быть
.1 уменьшены до 3...5 мм для стали и мм для алюминиевых
f сплавов. Заготовки такой же массы могут быть получены при литье
!; по выплавляемым моделям. Толщина стенки может доходить
до 0,5 мм при обеспечении сложной формы отливки из сталей и
I труднообрабатываемых материалов.
Для деталей, имеющих форму тела вращения, удобно приме-
ll нять центробежный метод отливки для таких материалов, как
Ф чугун/ сталь и сплавы цветных металлов. Масса отливки при
этом колеблется от 0,01 до 1 т при толщине стенок 5...8 мм.
р Если партия заготовок не менее 300 шт., целесообразно ли-
тье в кокиль. Масса отливок в этом случае колеблется в преде-
Р лах 0,25...7 т, а допустимая минимальная толщина стенок увели-
чивается и достигает 3,0 мм для алюминиевых сплавов, 10 мм
для стали и 15 мм для чугуна.
Для сплавов цветных металлов при больших партиях загото-
вок успешно используют метод литья под давлением. Масса за-
Д готовок в этом случае может достигать 0,1 т при минимальной
толщине стенок 0,5 мм.
Допуски линейных размеров отливок зависят от их номи-
Р нальных размеров, а также класса точности отливок и оговари-
| ваются в каждой стране, а в отдельных случаях — на предпри-
ми ятиях (фирмах). Так, в России для отливок с номинальными
Р размерами от 4 до 10 000 мм стандартом предусмотрено 16 клас-
сов точности (ГОСТ 26645—85).
pi Представление о допусках размеров и шероховатости поверх-
|1|| ности отливок, полученных различными способами литья, дает
табл. 2.1.
II Элементом отливки указанных габаритных размеров может
ip явиться выступ, полка, карман и т.д. Для сравнения все элементы
й имеют одинаковые размеры, равные 100 мм. Шероховатость по-
.j верхности отливок оценивают по значениям параметров Ra ~~
|| среднее арифметическое отклонение профиля, и Rz — высота
р неровностей профиля, определенная по 10 точкам (ГОСТ 2789—73).
। :Й
! :
1И 62
Таблица 2, L Допуски размеров и шероховатость поверхности отливок
Способ
литья
Габаритн ый
размер отлив-
ки, мм
Сплавы цвет-
ных металлов с
/пл < 700" С
Сплавы цвет-
ных металлов с
7ПЛ > 700° С,
серый чугун
Ковкий и
легирован-
ный чугун,
сталь
т Под давле-
3 нием в ме-
таллические
формы
По выплав-
ляемым мо-
делям
7 В кокиль,
V;' под давлен и-
Ж ем
г
3
В песчаные
формы, от-
верждаемые
вне контакта
с оснасткой;
центробеж-
ное
100 - 630
630 - 4000
/7 11 - /7 13;
Ra ~ 0,63 мкм
/712 - /7 14;
Ra ~ 2,5 мкм
/7 13 — /7 17;
Rz = 20 мкм
/714 - /718;
Rz " 40 мкм
/7 12 - /7 14;
Ra - 1,25 мкм
/7 13 - /7 15;
Rz = 20 мкм
/7 14 — /7 17;
Rz = 40 мкм
/7 15 - /7 19;
Rz ~ 80 мкм
/714 -
/715;
Rz - 20 мкм
IT 15 -
/7 18;
Rz = 80 мкм
IT 16 -
/7 20;
Rz ~~ 80 мкм
Примечание. В таблице приведены максимальные значения шеро-
ховатости .
':Ч
1
формы производят на молотах и
стенок составляют лишь 3...5 мм.
являются углеродистые и легиро-
сплавы. Если для этих же материа-
то при тех же
1
I Точность заготовок после обработки давлением, также зави-
|сит от метода их получения. Очень крупные поковки массой до
1250 т сравнительно простой
[прессах, при этом толщины
кМатериалами таких поковок
ранные стали и специальные
|лов использовать подкладные кольца и штампы,
^толщинах стенок удается получить более сложные заготовки
| массой до 10 кг.
Штамповка на молотах и прессах увеличивает точность заго-
товки, особенно с последующей калибровкой. В этих случаях
|удается получить толщину стенки до 2,5 мм. Однако при извле-
чении штампованной заготовки из штампа возникают деформа-
ции в виде погрешностей формы и расположения.
да
*•
Сравнительно простые по форме заготовки получают на го-
ризонтально-ковочных машинах. Метод применяется для сталей
и цветных сплавов для заготовок массой до 0,15 т с достижени-
ем толщины стенок до 2,5 мм.
Для увеличения точности заготовок сравнительно простой
формы преимущественно в виде тел вращения и диаметром до
200 мм применяют также метод выдавливания. Его используют
для углеродистых и легированных сталей, а также для специаль-
ных и алюминиевых сплавов.
Штамповка на чеканочных кривошипно-коленных прессах
позволяет получать заготовки массой до 0,1 т. Однако в этом
случае точность заготовок оказывается на 25...30 % выше, чем
при изготовлении на молотах.
Холодная высадка на автоматах позволяет с большой произво -
дительностью получать заготовки размером 1 ...30 мм преимущест-
венно в виде тел вращения. Ее используют для сравнительно широ-
кого круга материалов.
Средние показатели точности заготовок, получаемых некото-
рыми методами обработки давлением, приведены в табл. 2.2.
Таблица 2,2, Допуски, на элементы заготовок, получаемых
обработкой давлением
Способ получения
заготовок
Ковка на молотах и
прессах
Ковка на молотах в
подкладных, кольцах и
штампах
Ковка на радиально-
к о во ч н ы х м а ш и н ах:
холодная
горячая
Штамповка на моло-
тах и прессах
Штамповка с после-
дующей калибровкой
Штамповка высадкой
на горизонталь но-ко-
вочных машинах
Достигаемая точность
(средние значения), мм
3,0 - 30,0
1,0 - 2,5
0,04 - 0,4
0,1 -0,6
0,7 - 11,0
0,05 - 0,1
0.7 - 3,4
Rz, мкм
До 80
До 80
До 40
До 40
20 - 80
2,5* - 10
20 - 80
64
Окончание табл. 2,2
1,
Способ получения заготовок Достигаемая точность (средние значения), мм Rz. мкм
Штамповка выдавливанием 0,2 - 0,5 20 - 80
Штамповка на чека- ночных прессах 0,05 - 0,25 20 - 80
Холодная высадка на автоматах 0.125 — 0.8 1,25* - 5,0*
* Звездочкой отмечены значения Ra.
Табл. 2.2 дает самое общее представление о точности загото-
вок. Точностные показатели могут быть существенно скорректи-
рованы в зависимости от целого ряда факторов: размеров заго-
товок, расположения плоскости разъема штампа, степени слож-
ности заготовки, особенностей оборудования, износа штампа и
оборудования и т.д.
Способом холодной штамповки получают заготовки из лис-
тового материала. Такой материал поставляют в виде полос и
ленты. Точность листовой штамповки в совмещенном штампе
±0,02...0,08 мм, в последовательном ±0,1...0,3 мм, в раздельном
±0,3...0,5 мм.
Для увеличения точности заготовок, получаемых методом
обработки давлением, применяют правку. Она устраняет ис-
кривления и коробления заготовок. Правку производят в горя-
чем и холодном состояниях.
Заготовки из проката используют при непосредственном из-
готовлении из них деталей на металлорежущих станках, а также
для последующей штамповки или ковки. Различные прокатан-
ные профили после гибки сваривают с целью получения более
сложных заготовок. Так возникают штампосварные конструк-
ции. Прокатанные заготовки имеют типичные искривления, ко-
торые устраняют правкой. При правке на валках точность состав-
ляет 1...2 мм на длине 1 м. Наибольшую точность (0,05...0,1 мм
на длине 1 м) получают правкой на накатных станках гладкими
плашками.
3 Технология машиностроения. Том 1
65
Металлокерамические детали изготовляют из металлов, не
смешиваемых в расплавленном состоянии (железо — свинец..—
вольфрам — медь). Заготовки получают прессованием порошков
различных материалов с последующим спеканием. Масса заго-
товок доходит до 5 кг. Точность размеров составляет 0,2...0,3 мм
при шероховатости Ra = 3,2...6,3 мкм. Такие заготовки подвер-
гают чистовой обработке резанием.
2,2.2. Точность деталей
Основным методом обеспечения заданной точности деталей
является обработка резанием. Эту обработку разделяют на обди-
рочную, черновую, получистовую и чистовую. Обдиркой устра-
няют существенные пространственные погрешности, особенно у
крупных, заготовок. Крупные штампованные и литые заготовки
после обдирки подвергают черновой обработке. При этом шеро-
ховатость поверхности составляет Ra - 25... 100 мкм. Еще боль-
шую точность (Ra = 12,6...50 мкм) получают получистовой обра-
боткой, которая обеспечивает более жесткие допуски на про-
странственные отклонения поверхностей. Чистовую обработку
применяют как окончательную или как промежуточную опера-
цию под последующую отделку. Она обеспечивает шерохова-
тость Ra = 2,5... 12,5 мкм.
Точность, достигаемая при изготовлении деталей машин ре-
занием, существенно зависит от используемого метода, режуще-
го инструмента, оборудования и многих других конкретных ус-
ловий (табл. 2.3).
и
Таблица 2.3. Средние значения показателей точности
Метод обработки
Схема обработки
Квалитет
Ra, мкм
Обработка наруж-
ных цилиндриче-
ских поверхно-
стей точением:
черновая
получистовая
чистовая
тонкая
алмазными
резцами
IT 14
/Т13-/Г11
IT 10-IT 8
IT %-IT 3
IT6-IT5
66
Продолжение табл. 2.3
Метод обработки
Схема обработки
Квалитет
Ra. мкм
растачивание:
черновое
чистовое
тонкое
фрезерование:
черновое
чистовое
тон кое
Сверление и рас-
сверливание
Зенкерованис:
черновое
чистовое,
после сверле-
ния
Развертывание:
точное
тонкое
/Т13-/Л1
/Т10-/Т8
/Т7-/Т5
Отклонение от
прямолинейности
0,15 — 0,3 мм на
1 м длины
Отклонение от
плоскостности
0.04 - 0.08 мм на
1 м длины
Отклонение от
плоскостности
0,02 — 0,04 мм на
1 м длины
/ТВ - /T9
/Г 13 - /Т12
/Т13 - /Т8
/T9 “ /Т7
/Тб ~ /Т5
25 - 1.6
6.3 ~ 0.4
3.2 - 1.6
50 — 12,5
10 - 1,25
2,5 — 0,4
25 - 0,8
25 - 6,3
25 — 0,4
Окончание табл. 2.3
Метод обработки
Протягивание от-
верстий:
черновое
чистовое
Шлифование на-
ружное:
предваритель-
ное
чистовое
тонкое
Схема обработки
Шлифование
внутреннее:
предваритель-
ное
чистовое
тонкое
Хонингование от-
верстий, притирка
Суперфиниширо-
вание, притирка
Квалитет
/Г9 ~
/T9 -
Ra, мкм
0,2
/Тб
/Т 5
/Тб
0,025
В табл. 2.3 для рассмотренных методов показаны квалитеты
допуска размеров. Их колебание объясняется некоторым непо-
стоянством условий обработки на производстве. Квалитеты до-
пуска следует рассматривать как ориентировочные.
Точность, получаемая после черновой обработки, существен-
но зависит от точности исходной заготовки. Точность же, харак-
68
терная для чистовой обработки, зависит от точности предшест-
вующей обработки. Как правило, черновая обработка повышает
точность на один—три, а чистовая — 'на один—два квалитета.
\ Следует также учитывать, что на деталях, изготовленных из чу-
гуна и сплавов цветных металлов, точность обработки при про-
чих равных условиях оказывается выше примерно на один ква-
литет, чем на деталях из стали.
Для электрофизических и электрохимических методов обра-
ботки, а также для обработки без снятия стружки (обкатывание,
раскатывание, дорнование, выглаживание, дробеструйная обра-
ботка. воздействие ультразвуковыми колебаниями и др.) разра-
ботаны таблицы, аналогичные рассмотренным выше.
"|
sl' б .
2.2.3. Точность соединений
.V Соединение представляет собой совокупность двух или не-
скольких деталей. Точность деталей и точность соединения или
всей машины тесно связаны между собой. При сборке машин
возникают погрешности взаимного положения деталей, некаче-
ственные сопряжения, а также деформации деталей. Эти об-
. стоятельства снижают служебные характеристики машины и
прежде всего — надежность.
При правильной эксплуатации машин поломки возникают
сравнительно редко. Машины выходят из строя в основном из-
за явлений, происходящих на поверхностях, например из-за из-
носа, который усугубляется погрешностями собираемых деталей,
б Поэтому точность деталей и соединений тесно связаны с эконо-
микой эксплуатации машины. Если в определенных пределах
повышается точность собираемых деталей, то уменьшаются за-
траты на сборку, так как сокращается объем пригоночных работ.
Однако затраты на изготовление деталей при этом растут. На
рис. 2.6, а кривая / выражает изменение затрат на изготовление
деталей в зависимости от среднего допуска IT на размеры со-
4 Пряженных поверхностей, кривая 2 показывает изменение за-
J трат на сборку, а кривая 3 характеризует суммарные затраты на
изготовление изделия. В каждом конкретном случае возникает
минимум затрат, к которому следует стремиться,
г
4 ' '
69
с с
л
Рис. 2.6. График изменения затрат
при формировании соединений
шающим при технологическом
За весь срок службы машины
эксплуатационные расходы выра-
жаются кривой 4 (рис. 2.6, б).
Эти расходы следует суммиро-
вать с расходами, выражаемыми
кривой 3. Результирующая кри-
вая 5 показывает, что минимум
затрат сдвигается в сторону
ужесточения допуска на изго-
товление деталей и сборку. Это
обстоятельство является ре-
анализе проблем точности изго-
товления и сборки.
Точностные характеристики соединений и машин могут из-
меняться в соответствии с погрешностями, возникающими при
сборке. Рассмотрим основные погрешности.
I. Изменения зазоров и натягов в соединениях приводят к
изменению характера посадки. Причиной этого является откло-
нение размеров, формы и расположения поверхностей собирае-
мых деталей. Эти же причины вызывают радиальные и торцевые
бйения, отклонения от параллельности, соосности, перпендику-
лярности и др.
2. Характер контактирования сопрягаемых поверхностей мо-
жет привести к изменению жесткости стыков, потере (сниже-
нию) герметичности, чрезмерным давлениям. Снижение таких
характеристик вызывается отклонениями формы, отклонениями
от плоскостности, прямолинейности и др.
3. Погрешности взаимного расположения деталей и элемен-
тов машин вызываются также погрешностями их фиксации друг
относительно друга.
4. Ряд соединений требует в ходе сборки пригонки и регули-
рования, которые могут быть выполнены с погрешностями из-за
отсутствия соответствующей технологической оснастки и изме-
рительных средств.
5. Характер контактирования деталей на разных участках со-
прягаемых поверхностей может оказаться существенно различ-
ным из-за нарушения порядка затяжки резьбовых соединений,
чрезмерной деформации деталей от сил закрепления. Такие по-
70
,. грешности приводят к перекосам, кромочным контактам, пла-
, стическим деформациям деталей.
6. Сборочные приспособления, инструмент, оборудование
; имеют собственные погрешности, которые в ходе сборки пере-
, носятся на соединение, снижая тем самым служебные характе-
ристики машины в целом. Такие погрешности могут быть пере-
несены целиком или частично,’что оценивают в процессе спе-
циального технологического анализа.
| 7. Сборочное оборудование часто настраивают на изготовле-
ние конкретного соединения, поэтому погрешности настройки
переносятся на соединение, снижая его точностные характери-
стики.
8. Сборку производят в определенных температурных усло-
7 виях, колебание которых отражается на точности соединения.
7 Температурные погрешности учитывают, как правило, на основе
7 экспериментальных данных. Этот фактор особенно важен при
сборке прецизионных соединений методами охлаждения или
нагревания.
л 9. Деформации, возникающие при сборке, вызывают напря-
жения в деталях и особенно в их поверхностных слоях. Релакса-
ция напряжений в последующем (при эксплуатации) вызывает
деформации деталей уже в собранной машине, это снижает ее
точностные характеристики.
10. Нетехнологичные конструкции деталей и машин вызыва-
ют обычно большие погрешности, чем технологичные, снижая
общую надежность конструкции. Технологичные конструкции
создают на основе опыта, экспериментов и расчетов,
г '
2.3. СПОСОБЫ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ТОЧНОСТИ
ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ И СБОРКЕ
Допуск, указанный конструктором, при изготовлении дета-
лей может быть выдержан несколькими способами. Они зависят
прежде всего от производственных условий. При изготовлении
деталей сравнительно малыми партиями оправдывает себя ме-
тод пробных ходов и измерений. Он состоит в том, что заготовку
выверяют на станке, закрепляют и, совершая последовательно
ряд пробных ходов режущего инструмента или заготовки, каж-
дый раз определяют с помощью измерительных средств степень
приближения размеров обрабатываемой поверхности заготовки
к размерам готовой детали. В этом случае точность детали, т.е.
фактическое отклонение размеров, формы и расположения, в
наибольшей степени определяется квалификацией рабочего.
Способ позволяет добиться весьма высокой точности деталей,
однако производительность оказывается, как правило, низкой,
поскольку большое число рабочих ходов, выверка и измерения
могут требовать больших затрат времени. Поэтому изготовление
деталей со строгим соблюдением такта выпуска в этом случае
исключается, а сам способ используют при обработке заготовок
мелкими партиями.
С увеличением количества заготовок в партии применяют
метод обработки на предварительно настроенных станках. В этом
случае заготовки не выверяют, а закрепляют, как правило, в
приспособлениях, которые определяют их положение относи-
тельно оборудования и инструмента. Инструмент или заготовка
совершают обычно один ход, в результате которого технологиче-
ская замкнутая система обеспечивает все необходимые точност-
ные показатели детали. Такой способ обеспечивает заданную
производительность с соблюдением такта выпуска, а точностные
показатели зависят целиком от состояния технологической сис-
темы. Субъективные факторы влияют на точность лишь в том
смысле, что рабочий в соответствии со своей квалификацией
настраивает технологическую систему. Этот способ экономиче-
ски себя оправдывает особенно при больших партиях заготовок,
когда затраты на настройку технологической системы расклады-
ваются на стоимость большого количества деталей. Примерами
этого распространенного способа является точение на гидрофи-
< цированных или многорезцовых автоматах, фрезерование на
продольно-строгальных станках, тонкое растачивание и др.
В обоих рассмотренных способах стараются снизить дейст-
вие на точность субъективного фактора. Наиболее действенным
фактором может явиться применение мерного режущего инстру-
мента. Смена такого инструмента слабо сказывается на точности
обработки.
Некоторые видоизменения первого способа достижения точ-
ности могут возникнуть при изготовлении уникальных деталей в
тяжелом машиностроении. Сначала изготовляют тот элемент де-
тали, который оказывается более трудоемким и связан с преодо-
72
бдением технологических трудностей (например, получение фа-
сонного отверстия). Далее с помощью измерительных средств
определяют точностные показатели в закоординированных сече-
ниях обработанной поверхности. Значения этих показателей за-
носят в формуляр. Сопрягаемую деталь (например, фасонный
вал) изготовляют по формуляру, который является исходным
документом для станка, расположенного в другом цехе, фирме,
стране и т.д.
Идея работы по формуляру развита в прецизионном маши-
ностроении, когда в систему связаны два металлорежущих стан-
ка, изготавливающих сопряженные детали. Например, если на
одном станке производят прецизионные гайки для шариковой
винтовой передачи, то все отклонения параметров винтовой по-
верхности конкретной гайки автоматически передаются на ста-
нок, изготавливающий конкретный ходовой винт с учетом точ-
ностных особенностей конкретной гайки. Такая пара "винт —
гайка" обладает наивысшей точностью, но ее детали не являют-
, ся взаимозаменяемыми.
Прогрессивным является способ достижения точности с ис-
'пользованием подналадчиков. В технологическую систему встраи-
вают измерительное и регулирующее устройство, которое явля-
7 ется подналадчиком. Изготавливаемые детали по окончании
: процесса обработки измеряют, и в случае выхода выдерживае-
мого размера из поля допуска система автоматически настраива-
ется, т.е. корректируется, чтобы снова получать необходимые
точностные характеристики. Такую систему используют, когда
совершается один рабочий ход (например, растачивание). Если
же заготовка обрабатывается за несколько рабочих ходов, то ее
измеряют в процессе обработки. По достижении заданного раз-
мера система отключается автоматически. Этот способ позволя-
ст повысить точность и производительность при наименьшем
л воздействии субъективных факторов. Способ находит свое раз-
\ витие при создании самонастраивающихся (адаптивных) и само-
у оптимизирующихся систем.
т При выборе способа обеспечения заданного размера следует
... особо учитывать производимые затраты. На рис. 2.7 приведен
! график затрат С в зависимости от квалитета точности, достигае-
мого различными методами обработки. Кривая / показывает суще-
; ственное увеличение затрат при достижении высокой точности, что
Рис. 2.7. График изменения
затрат при использовании раз-
личных методов обработки:
/ - точение, 2 — чистовое
шлифование, 3 ~ тонкое шлифо-
ванне
связано с необходимостью применения
прецизионных станков и квалифициро-
ванной рабоч ей с ил ы. Этот эффе кт
снижается с применением чистового
шлифования (кривая 2) и далее — тон-
кого шлифования (кривая 3).
В ходе достижения заданного разме-
ра всегда используется замкнутая техно-
логическая система (см. рис. 2.2), по-
этому любой размер концентрирует
погрешности, создаваемые всеми эле-
ментами системы. Тем не менее, во
многих случаях из всех погрешностей
можно выделить доминирующие, т.е.
те, которые влияют на размер в наи-
большей степени. Можно считать, что, например, при разверты-
вании отверстия в заготовке 3 (рис. 2.8, а) диаметр D отверстия
будет в основном определяться размерами инструмента. Поэто-
му величину D можно условно назвать "размер — инструмент".
Аналогично размер Р (рис. 2.8, 5) будет в значительной степени
определяться степенью настройки фрезерного станка относи-
тельно заготовки. Поэтому величину Р можно условно назвать
"размер — станок". При сверлении отверстий в заготовке, поме-
щенной в приспособление (сверлильный кондуктор), расстоя-
ние А на детали в наибольшей степени будет зависеть от точно-
сти изготовления кондуктора (рис. 2.8, в). Поэтому величину А
можно условно назвать "размер — приспособление". Такая клас-
сификация размеров может быть использована при общем ана-
лизе формирования точности деталей.
Способы достижения заданной точности на сборочных опе-
рациях в значительной степени определяют надежность всего
изделия. В массовом и серийном производствах распространена
сборка с обеспечением полной взаимозаменяемости. При этом ка-
чественное соединение образуют любые сопрягаемые детали,
входящие в сборочную единицу. Пригонки деталей отсутствуют.
Допуски на сопрягаемые детали устанавливает конструктор, но
взаимозаменяемость может произойти, если эти допуски равны
или больше допусков технологических. Чем больше деталей в
размерной цепи сборочной единицы, тем более жестким должен
74
быть допуск на каждую деталь. Это обстоятельство существенно
удорожает производство.
а
Рис. 2.8. Схемы образования размеров
Возможность осуществления сборки с полной взаимозаме-
няемостью проверяется с помощью теории размерных цепей.
У Размерная цепь может быть рассмотрена непосредственно на
рабочем чертеже (рис. 2.9, а) или в виде схемы (рис. 2.9, б). Лю-
бой размер (звено цепи) может быть представлен как замыкаю-
щий. Например, значения Л|, Лэ...., Ат могут являться или не-
посредственно размерами, или отклонениями (допусками). За-
мыкаюшее звено (в данном случае зазор) обозначено Лд. Размер-
.•$: ная цепь должна быть непременно замкнута. Основное уравне-
ние теории размерных цепей имеет вид
Л() = \ Л; .
Ж Если конструктор предусматривает в цепи деталей зазор, ко-
торый должен быть образован при любом соединении, получен-
ном методом полной взаимозаменяемости, то это требование
легко можно проверить с помощью основного уравнения и не-
скольких правил теории размерных цепей.
Сборку можно проводить и способом неполной взаимозаменяем
мости. В этом случае допуски на размеры сопрягаемых деталей
принимают большими, чем в предыдущем случае. Тогда требуе-
мая точность замыкающего звена будет обеспечена не у всех
1| объектов. Число объектов заданного качества определяют с по-
Лмошью аппарата теории вероятностей. Дополнительные затраты
на достижение необходимых размеров замыкающего звена у
объектов, не обладающих заданным качеством, могут быть при
определенных условиях достаточно малыми.
Рис. 2.9. Сборочная размерная цепь:
а ~ рабочий чертеж, б ~ схема
Заданный размер или посадка могут быть также обеспечены
способом групповой взаимозаменяемости. В этом случае конструк-
торские допуски меньше технологических, т.е. получаемых в ре-
зультате изготовления деталей. Все полученные детали сортиру-
ют на группы, а затем соответствующую посадку обеспечивают
подбором охватывающих и охватываемых деталей из соответст-
вующих групп. Время подбора каждой пары деталей может су-
щественно колебаться. Поэтому метод групповой взаимозаме-
няемости в представленном виде нельзя применять при поточ-
ном методе производства. Количество групп д, на которые раз-
бивают всю партию изготовленных деталей, равно
(/?')., +(/ОД1
(ZD
где (/Т)а^ (/7)д — технологические допуски охватываемых и
охватывающих деталей соответственно; ШЪ . ОТ)ь — конст-
к к
рукторские допуски охватываемых и охватывающих деталей со-
ответственно.
Способ сборки с регулировкой состоит в том, что размеры дета-
лей, входящих в размерную цепь, имеют технологические допус-
76
lllli:
IIIII;
Hill!
:
№
ки, т.е. характеризуются точностью, обеспечиваемой в данном
производстве, но замыкающее звено имеет размер или таранти-
/ рует посадку за счет компенсирующего звена. Допустим, что для
<цепи, приведенной на рис. 2.9, требуется обеспечить необходи-
мый зазор Aq при отклонениях А),. ..,/14, которые оказываются
очень большими, что существенно удешевляет производство.
Компенсирующим звеном может оказаться шайба / (рис. 2.10, и)
или втулка 2 (рис. 2.10, б), которую в процессе сборки можно
регулировать, а после регулирования закреплять. Компенсирую-
шие звенья в наборе (шайбы, втулки и т.д.) имеют различные
размеры.
Сборка с прогонкой позволяет обеспечить необходимый раз-
у мер припиливанием, шлифованием, шабрением и т.п., а также
у применением специальной детали, включаемой в сборочную
С цепь. Так, необходимый в предыдущем случае зазор может быть
обеспечен дополнительной обработкой (пригонкой) торца втул-
У; ки 3 (рис. 2.10, в). Такой способ достижения заданного размера
/У применяют в единичном и мелкосерийном производствах.
Рис. 2.10. СХОМЫ сборки С регулировкой ((], б) И Пригонкой (fl)
f
Выбор способа сборки зависит от типа производства и ана-
лизируется с помощью размерных цепей. Способ полной взаи-
мозаменяемости используют обычно для коротких и простых
цепей. Если число звеньев в цепи оказывается большим, то этот
способ требует установления на каждое звено жестких конструк-
торских допусков. Каждый принятый способ выполнения задан-
77
г
ного размера следует непременно анализировать с экономиче-
ских позиций.
2.4. ПЕРЕСЧЕТ КОНСТРУКТОРСКИХ И ТЕХНОЛОГИЧЕСКИХ РАЗМЕРОВ
Конструктор указывает на рабочих чертежах размеры и до-
пуски, исходя из служебного назначения детали. Вместе с тем
эти размеры и система их расстановки в ряде, случаев не соот-
ветствуют разрабатываемым ТП. Эти размеры бывает трудно вы-
держать. В ряде случаев размеры, указанные конструктором,
нельзя непосредственно измерить.
Поэтому приходится отказываться от конструкторских раз-
меров и допусков, заменяя их технологическими размерами и
допусками. Однако при такой замене соблюдение конструктор-
ских допусков является законом и не может быть нарушено.
Конструкторские и технологические размеры пересчитывают по
разработанной методике, основанной на анализе геометриче-
ских связей между размерами и поверхностями деталей.
Рис. 2.11. Схема пересчета размеров
Рассмотрим в виде примера изготовление пространственного
кулачка (рис. 2.11, а). На цилиндрической поверхности кулачка
выполнен фасонный паз, в котором расположен ролик толкате-
ля. Форма паза полностью определяет закон движения толкате-
ля и проектируется на основе совокупности положений роли-
ков. Поэтому размеры паза определяют по центрам роликов.
Одним из размеров является ход Н ролика. Однако этот размер
78
f реально нельзя измерить. Размер Я и допуск на него (1ТуН
(должны быть пересчитаны.
? Ж
*5
I На рис. 2.11, б представлена развертка паза. Размер Я мо-
^жет быть заменен на размеры[ А, В либо С, каждый из которых
II может быть измерен. Технолог должен решить задачу опрсделе-
|1 ния любого из этих размеров и установления допуска на него.
Допустим, что по условиям производства можно измерить
размер А и определить отклонение от него. Тогда
(Л)//--//tAax /7П)|П .
Определим разность размеров м
Я:
=fi
'/max
min
X
(IT)H = (IT) А + (IT)h
откуда
(IT) А = (IT)H- (IT)h
&
I
t
Допуск на размер А оказывается более жестким, чем на раз-
мер Я, поэтому если первый допуск будет обеспечен на произ-
водстве, то автоматически будет обеспечен и второй.
Если необходимо определить допуск на размер В или С, то
можно сделать аналогичные расчеты. При этом результат ока-
жется таким же, как и в первом случае. Однако для пересчетов
удобнее пользоваться уравнением (2.1) теории размерных це-
пей, которое может быть записано в несколько измененном
виде
m-l m-2
(IT)H - У (IT)i = (IT)А + У (77)/ .
Из уравнения следует ;
т-2
(ГТ) А (П)Н - Y(IT)i .
Пересчет размеров и допусков также применяют, когда не-
обходимо полностью отказаться от системы размеров, предло-
женных на рабочем чертеже. Так, на рис. 2.12, а показан цепной
метод простановки размеров между центрами отверстий. Однако
по условиям производства реализация этой системы может ока-
заться затруднительной. Ее необходимо заменить на координат-
ную (рис. 2.12, б) с отсчетом размеров от левого торца детали.
Тогда размеры Zf,...,/4 не только заменяют на L],...,L4, ио и пе-
ресчитывают допуски. Особенно важно найти минимальное зна-
чение допусков.
'Рис. 2.12. Схемы пересчета допусков
Из размерной цепи следует, что
(1Т)12 =(1Т)Ц + (1T)L2.
Допустим, что (IT)L2 = 50 мкм, а (1Т)Ц = (IT)L2~ 25 мкм.
Допуски для размеров L2 и Л4 запишем аналогично:
(7Г)/4 = (!T)L2 + (1Т)Ц.
Допустим, что 100 мкм, a (IT)L2 = (JT)L$ = 50 мкм.
При найденных допусках размеров Адопуски на размеры
h и /4 будут полностью выдержаны, а допуски на размеры Ц и А
будут выдержаны с их существенным уменьшением. Так, если
допуск на размер /| составлял 800 мкм, то при новой системе он
'будет лишь 25 мкм. Если, например, допуск на размер /3 равнял-
ся 500 мкм, то теперь он составит
WO#'!
| (/Т)/.3 + (/T)L2 = 50 + 25 = 75 мкм.
: i
В Если бы допуски для схемы на рис. 2.12, а на все размеры
были одинаковыми, то допуски на размеры, рассчитанные по
координатному методу (см. рис. 2.12, 6), следовало бы умень-
шить примерно в 2 раза.
Ж Пересчеты размеров и допусков проводят и тогда, когда не-
обходимо изменять измерительную базу, т.е. принимать другую
Ж поверхность, линию или точку, от которых производится изме-
нение размеров, определяющих положение обработанной по-
верхности. На рис. 2.12, в показана корпусная деталь, в которой
® необходимо расточить два отверстия. Допустим, что на данную
• деталь сверху устанавливается еще один корпус, элементы кото-
рою связаны размерами с элементами нижнего корпуса. Конст-
| руктор вполне обоснованно указал размеры 1\ и /2 с соответст-
вуюшими допусками, так как элементы устанавливаемого кор-
finyca связаны с растачиваемыми отверстиями. Однако удобнее
при растачивании корпус с отверстиями устанавливать на ниж~
нюю плоскость. Поэтому технолог вводит новые размеры L\ и
|?L2. Необходимо найти (IT)L\, (JT)L2, а также (/Т)5\
f При решении задачи составляют размерную цепь, в которой
f /] является замыкающим звеном:
J (/7’)/]=(/DZ.i +(f'DS.
Допустим, что конструктор задал (/Т)/| = 85 мкм. Технолог
f принимает, например, (JT)S — 50 мкм и (1Т)Ц = 35 мкм.
f; Для определения допуска на размер А2 также составляют раз-
f мерную цепь, куда входят 5, А2 и ^2 • Допуск на /2 является за-
мыкающим звеном:
(IT)I2 ^UT)S + (IT)L2 .
f Допустим, что конструктор задал (1Т)12 — 200 мкм. Отсюда
f технолог определяет
| (IT)L2 - (/Т)/2 - (IT)S - 200 - 50 - 150 мкм.
Из рассмотрения этих примеров следует, что пересчет разме-
ров не вызывает трудностей. Пересчет допусков на новые вводи-
мые размерь! приводит к ужесточению значений допусков (во
многих случаях существенному). Окончательное решение техно-
лог принимает, проводя более детальный анализ с учетом эко-
номических соображений и конкретных условий осуществления
ТП. При этом необходимо оценивать возможности металло-
режущего оборудования данного предприятия, инструменталь-
ного хозяйства, измерительной техники и технологической ос-
настки (приспособления) цеха,
к
2.5. ТЕХНОЛОГИЧЕСКИЕ РАЗМЕРНЫЕ РАСЧЕТЫ
Метод размерных цепей оказывается очень удобным для ре-
шения многих конструкторских и технологических задач, свя-
занных с вопросами точности.
Конструкторская размерная цепь определяет расстояния меж-
ду отдельными поверхностями и осями поверхностей и изделий
или их поворот. Такие цепи также называют сборочными.
Технологическая размерная цепь позволяет определить рас-
стояния между поверхностями, линиями или точками деталей
или изделия при выполнении операций обработки или сборки,
при настройке оборудования или расчете межоперационных
размеров и припусков.
Наиболее важным является определение замыкающих звень-
ев размерной цепи, поскольку они окончат .ьно формируются
и замыкают размерную цепь. Замыкающее звено может пред-
ставлять собой технологический допуск, который сравнивают с
конструкторским. В результате такого сравнения можно со всей
определенностью сказать о качестве изготовленной детали или
собранной машины. Технологический допуск должен быть
меньше или, в крайнем случае, равен конструкторскому. Если
это условие не соблюдается, необходимо изменить (или продол-
жить) ТП изготовления деталей.
В расчетах с помощью размерных цепей необходимо при-
нять некоторые правила. Составляющее звено размерной цепи,
с удлинением которого замыкающее звено увеличивается, назы-
вают увеличивающим и обозначают А; . Составляющее звено
82
размерной цепи, с увеличением которого замыкающее звено
уменьшается, называют уменьшающим и обозначают А, . Для
изготовляемой детали или собираемой машины составляют со-
ответствующие схемы с изображением отрезков в виде увеличи-
? ваюицих и уменьшающих звеньев. Обычно размерную цепь стро-
ж
ПТ№
rml.
В
ш
яггк
Ц:
ц
ж
io*
Жй
яр
В
&
в4'
жж
life
да
птг
птг
№
ЛЬ:
ггп«
ггп«
ггп«
ijtij
1
ж
I
О
i
В
Ж
ж
ят от одной из поверхностей (оси), ограничивающих замыкаю-
щее звено. В цепь должны входить только те составляющие зве-
нья, которые участвуют в решении поставленной задачи, т.е. в
проведении расчета. Составляющие звенья должны доходить до
второй поверхности (оси), ограничивающей замыкающее звено.
Цепь непременно должна замкнуться.
С помощью размерных цепей решают, как правило, две за-
дачи. Во-первых, по заданным параметрам замыкающего звена
определяют параметры составляющих звеньев. Это означает, что
по предельным отклонениям и допуску замыкающего звена рас-
считывают допуски и предельные отклонения размеров состав-
ляющих звеньев. Во-вторых, по известным параметрам состав-
ляющих звеньев находят параметры замыкающего звена. Это оз-
начает, что по известным номинальным размерам., их предель-
ным отклонениям рассчитывают номинальный размер замыкаю-
щего звена, а также его допуск. Эти задачи являются обратны-
ми. В ходе их решения выясняются дополнительные технологи-
ческие вопросы.
Отклонения размеров звеньев рассчитывают также двумя ме-
тодами. Первый называют "максимум — минимум". В этом слу-
чае в расчетах учитывают максимальные или минимальные зна-
чения отклонений, которые всегда указывают на рабочих черте-
жах или в технических условиях. Такой метод существенно уп-
рощает расчет, но его точность в этом случае может оказаться
сравнительно низкой, так как учитывается предельное, а не
фактическое отклонение от номинального значения. Второй ме-
тод называют вероятностным. Он учитывает не предельные, а
наиболее вероятные отклонения на основе законов рассеяния
размеров. Этот метод оказывается более трудоемким, но более
точным.
Учитывая основное уравнение (2.1) теории размерных цепей,
а также обозначения увеличивающих и уменьшающих звеньев.
83
получим выражение для определения размера Ло замыкающего
звена:
(2.2)
где п — число увеличивающих звеньев; т — общее число звень-
ев цепи, включая замыкающее звено.
Наибольший и наименьший предельный размер замыкающе-
го звена соответственно равен
Лтах = (Лтах + Л1Пах-к..+Лтах) - (Лт*п
Л1П1П
/1 _ Л
л min Ш 7 л min А min я minx - / я max А max j max
/i0 - V/ij + л2 + + \ + ^,7 + 2 + +
Тогда допуск замыкающего звена
(1Т)А0 = ^11ах - Л’’1'11 или (1Т)А0 = ^(/Г)Л-
/=1
(2.3)
Верхнее предельное отклонение ESA$ замыкающего звена и
его нижнее предельное отклонение Е1А$ для размерной цепи
определим по формулам
(2.4)
п > /м-1 <
EIAo = X EfA' - S ESAi
i ~ 1 /? + !
(2.5)
Следовательно, верхнее предельное отклонение замыкающе-
го звена ESAq равно разности суммы верхних отклонений увели-
чивающих звеньев и суммы нижних отклонений уменьшающих
звеньев, а нижнее предельное отклонение замыкающего звена
Е/Ло — разности суммы нижних отклонений увеличивающих
звеньев и суммы верхних отклонений уменьшающих звеньев.
84
(I TjAi
Рис. 2.13. Определение координаты середины поля допуска
Аналогичные выводы можно сделать с учетом вероятностно-
го метода. Может оказаться полезным отыскание предельных
отклонений ESAo и EIAq размера замыкающего звена также по
значениям середины поля допуска ЕСАЬ Координатой сере-
дины поля допуска /-го звена ЕСА{ называют расстояние, на
котором находится середина поля допуска размера этого звена
от его номинального значения, что представлено на рис. 2.13.
Поскольку
(£5Д т£/Д)
предельные отклонения
ESAj = ЕСА,+ (1Т)А}/ 2;
ElA^ EcAi - (!T)Ai/2.
Аналогично
ESAq = EcAq + (IT)Aq /2;
(2.6)
EIA{} = ECA[} - (IT)Aq / 2.
Координату середины поля допуска £сЛо размера замыкаю-
щего звена находим по формуле
i ~ 1 л +1
6
Рис. 2.14. Эскиз детали
(а) и ее размерная
цепь (б)
Воспользуемся методом "максимум — ми-
нимум" для определения номинального раз-
мера замыкающего звена Ад, его допуска
(I7)Aq, предельных отклонений ESAq и EIAq
и координаты середины поля допуска £СД)
для схемы, приведенной на рис, 2.14, а. Раз-
мерная цепь показана на рис. 2.14, б. Значе-
ния составляющих звеньев, мм: А\ = 35+0-16;
Л2 = 60.о,3; А3 = 20+°43; = 40+о,1б
Номинальный размер определим по фор-
муле (2.2):
Л = (60 + 20) - (35 + 40) = 5 мм .
Допуск замыкающего звена, согласно
выражению (2.3), составит
(77)Л = 0,16 + 0,3 + 0,13 + 0,16 = 0,75 мм.
При заданных условиях предельные от-
клонения составляющих размеров будут
иметь следующие значения, мм:
£535 = +0,16; £560 = 0; £520 = +0,13; £540 = +0,16;
ЕЛ5 = 0; £760 = -0,3; ЕП0 = 0; £740 = 0.
Из формул (2.4) и (2.5) получаем
ESAo = (£560 + £520) - (£735 + £740) =
= (0 + 0,13) - (0 + 0) = +0,13 мм ,
EIAQ = (£760 + £720) - (£535 + £540) =
= (-0,3 + 0) - (0,16 + 0,16) = -0,62 мм .
Итак, замыкающий размер Aq = 5*24-
мм, а координата се-
редины поля допуска, вычисленная по формуле (2.6),
г л тл 0,75 ЛПЛС
EcAq - ESA$ - ~——— = ОД3 ----------— = -0,245 мм.
86
| Для практических целей очень важны расчеты допусков со-
ставляющих звеньев по величине допуска размера замыкающего
Йцена. Такие расчеты часто выполняют как пробные. На все со-
ставляющие звенья размерной цепи назначают такие допуски,
Выдерживание которых не вызывает технологических трудно-
стей. После этого определяют поле допуска размера замыкаю-
Цщего звена и координату середины этого поля по формулам
|Д2-3) и (2.7). Полученные значения сравнивают с требуемыми
^конструкторскими допусками на размер замыкающего звена и
координату середины поля его допуска. Если полученные пара-
||гметры замыкающего звена превышают конструкторский допуск,
|уго ужесточают допуски на размеры одного или нескольких со-
ставляющих звеньев. После этого проводят повторный расчет
размерной цепи. Так, методом последовательных приближений
устанавливают искомые допуски.
Изложенная методика может быть еще более усовершенство-
вана. При этом допуски несколько ужесточаются для всех раз-
меров (звеньев), кроме одного. Последнее называют регулирую-
2|;щим звеном. Допуск (IT)A^ регулирующего звена определяют по
формуле
II
II
8g
£
/лг-2
аЛАр =(IT)Ao- YtrnAi-
|| Координаты середины поля допуска увеличивающего регу-
лирующего звена
п
m2
?
} Аналогично для уменьшающего регулирующего звена
, п т-2 <
Ес Ап =У Ес Д- У Ес А,-ЕСАО . (2.10)
i -1 п +1
!"
I В качестве регулирующего может быть использовано любое
Доставляющее звено размерной цепи, однако чаще всего выби-
Ьают такое, на котором в данных производственных условиях
легче всего выдержать жесткий допуск и провести измерение.
Если в размерной цепи много звеньев, то для облегчения перво-
начального назначения более жестких допусков на размеры со-
ставляющих звеньев в начале расчета определяют средний до-
пуск IT по формуле
Tf = (1Т)Ад / (2.11)
Далее с учетом производственной обстановки средний до-
пуск корректируют в ту или иную сторону. Окончательную про-
верку установленных допусков и предельных отклонений прово-
дят по формулам (2.3) и (2.7).
Рассмотрим вопрос о практическом применении предложен-
ной методики. На рис. 2.15, а представлена часть разъемного
корпуса зубчатой передачи. Необходимо установить допуск и
предельные отклонения линейных размеров деталей при усло-
вии'обеспечения зазора Ад в пределах 1,0...1,75 мм.
Даны следующие линейные размеры: А[ — 140 мм, А^ = 5 мм,
Лз = 101 мм, Д = 50 мм. Замыкающим звеном размерной цепи
(рис. 2.15, б) является зазор Ад = 1+0'75 мм, для которого (1Т)Ад =
= 0,75 мм, ESAg = +0,75 мм, Е1Ад = 0, £СЛО = +0,375 мм.
Значение среднего допуска, согласно формуле (2.11),
(/£) =
0,75
6-1
- 0,15 мм .
Такое значение среднего допуска для деталей, представлен-
ных на рис. 2.15, а, соответствует допускам 11-го квалитета точно-
сти. При этом никаких технологических трудностей при изготовле-
нии деталей не возникает. В связи с этим на все размеры деталей
можно назначать допуски 11-го квалитета. Тогда получаем следую-
щие значения, мм:
Л1 = 14О_о,25. Л = 5-0.075, Т = 1О1+О’22, а = 50+0-16, А5 = 5.IW5 .
Проверка по формуле (2.3) показывает, что колебания размеров
Ад = 0,25 + 0,075 + 0,22 + 0,16 + 0,075 = 0,78 мм, что превосходит
значения допуска, т.е. передача работать не может.
В этом случае необходимо назначить одно из звеньев в
цепи, которое должно быть обработано с допуском точнее
11-го квалитета, принятого для всех остальных звеньев. В ка-
88
честве такого звена выберем, например, размер А\ = 140 мм. Вы-
ЛЬ
волнение и измерение этого размера не вызывает трудностей.
Допуск на этот размер является самым большим среди допус-
ков других звеньев и некоторое его уменьшение не изменяет
?$. .. . •
(Принципиально ТП. Тогда звено А\ становится регулирую-
щим. Его новый допуск определим по формуле (2.8):
0,0375) - 0,375 = -0,11 мм .
Е5Л! =
= 0;
= -0,22 мм.
2
Рис. 2.15. Часть разъемного корпуса зуб-
чатой передачи (д) и ее размерная цепь (б)
Предельные значения ре-
гулирующего звена А}
Звено А\ является умень-
шающим. Согласно выраже-
нию (2.10) середина его поля
допуска
Итак, размер регулирую-
щего звена А = 140^0,22 мм.
Чтобы избежать ошибок,
Целесообразно провести проверку расчетов. Согласно формуле (2.2)
= (л]™* + л'11ах> _ (л-11"1 + + згш) =
= (101,22 + 50,16) - (139,78 + 4,925 + 4,925) = 1,75 мм ;
= (3'1lin + Яд1"1) - (Л"1ах + Я’11ах + 4’11ах) =
= (101 + 50) - (140 + 5 + 5) = 1,0 мм .
Следовательно, расчет проведен правильно.
Л mm
89
Приведенный расчет выполнен по методу ’’максимум—мини-
мум”. Серьезным недостатком этого метода является необходи-
мость ужесточения допусков составляющих звеньев пропорцио-
нально их числу. Поэтому при большом числе звеньев допуски
оказываются весьма жесткими и их соблюдение вызывает боль-
шие технологические трудности. Расчет размерных цепей по ме-
тоду ’’максимум — минимум” хорошо проводить лишь для слу-
чая, когда имеется два — три составляющих звена. При более
длинных размерных цепях этот расчет следует рассматривать
как ориентировочный и пригодный для приближенных ТР.
2.6. АНАЛИЗ ТОЧНОСТИ ИЗДЕЛИЙ МЕТОДАМИ
МАТЕМАТИЧЕСКОЙ СТАТИСТИКИ
Отклонение от размера является важнейшим показателем ка-
чества детали и всего изделия. Оценка качества путем определе-
ния фактических размеров занимает в технологии машинострое-
ния ведущее место. В случае изготовления единичной детали
или изделия размер и допустимые отклонения определяют не-
посредственным измерением. При изготовлении изделий срав-
нительно большими партиями на предварительно настроенных
станках измерение каждой детали, тем более по многим пара-
метрам, не представляется возможным. Для анализа точности в
этом случае используют аппарат математической статистики.
Аппарат математической статистики может быть применен,
если исследователь имеет дело с массовым явлением. Процент
положительных результатов в данной массовой операции назы-
вают вероятностью. В таких явлениях наблюдается рассеяние
параметров. Например, обработка на предварительно настроен-
ном станке партии заготовок в автоматическом режиме, т.е. без
участия рабочего в каждом цикле работы станка, обязательно
приведет к рассеянию размеров. Это объясняется одновремен-
ным воздействием на технологическую систему большого коли-
чества факторов.
Погрешности разделяют на случайные, систематические, но
закономерно изменяющиеся, и постоянные. Случайные погреш -
90
IIIIIIIIIIIIIIIIIIIIIII
|ИЙ
I
I MW
I Ий
№Жй
ffifflSSlsfe
ЗяттгАКлУ»
ЯНсКЯ
ЯгглтЦх //(
Яттс/ И/ •. ।
яттг.<!> /
и
.w.w.w.w.'i
itillllllllliijflW
I
s®
иж
Ж
®
ж
в
I
и
Шй
i
О
afrfe
В
я™
niff!
I
ШЕ
сшс
1
№
в
щ
И
1Ш
яггПк
К
ШЛ
fifiW!
И
ИпЗ 5
ттл:
I
1
пгт,
К
aah
W
щр'
Ж
ПТЬУ
ЙТИ?.
ЙТИ?.
ж
®
jjjjwS
oiffi
тут
И
ж
ШЕ
Ш
III
и
И
18
Яй
и
ности возникают при изготовлении конкретной детали в резуль-
тате каждый раз особой компоновки большого числа факторов,
действующих на технологическую систему. Систематические по-
грешности могут возникнуть, например, вследствие изнашива-
ния режущего инструмента или возникновения тепловых дефор-
маций технологической системы до достижения ею состояния
теплового равновесия. Постоянные погрешности проявляются в
одинаковой мере при изготовлении каждой детали или изделия.
Примером может быть любая геометрическая погрешность ме-
таллорежущего оборудования.
Вероятностный подход к явлениям позволяет осуществлять
прогнозы, очень полезные для производства. Предположим, что
на некотором заводе при изготовлении 1000 деталей 1,5 % их
оказались бракованными. Если не изменить общие условия об-
работки, то во второй тысяче деталей будет примерно этот же
•^•.процент брака. Этот процент каждый раз будет колебаться во-
круг цифры 1,5. Поэтому можно сделать прогноз о браке и в
||том случае, когда обработку еще не проводили.
Процесс рассеяния параметров качества, в частности разме-
ров, наилучшим образом характеризуется полигоном распределе-
ния. Его легко можно построить для любого массового явления.
||Все детали (т.е. совокупность измерений) по результатам изме-
рений разбивают на группы. При этом необходимо выполнить
^условие, чтобы точность измерений не была ниже 0,1 допуска
||на исследуемый параметр. В каждую группу входят значения,
^Которые находятся в определенных, выбранных интервалах.
^Обычно принимают порядка десяти интервалов. Их откладыва-
gglOT на оси абсцисс. Число измерении, попавших в данный ин-
||тервал, откладывают по оси ординат. После соединения полу-
ченных точек получают ломаную линию, которая и является по-
лигоном распределения.
Предположим, что по условиям измерений получены данные,
Цпредставленые в табл. 2.4. Все измеренные размеры разбиты на
12 интервалов с шагом 0,01 мм. Всего измерено п деталей (в
ранном случае — 52 детали), в каждый же интервал попало т
деталей. По оси ординат можно откладывать как д, так и отно-
шение т/п. называемое частостью. Полигон распределения раз-
меров показан на рис. 2.16. Наибольшее число деталей прихо-
дится на интервал, расположенный ближе к середине всего диа-
КОЕ!;
и
WJS&
I
Ж;
Рис. 2.16. Полигон распределения
Интервал
размеров
31 , 74—31,75
31,75-31,76
31.76-31,77
31,77-31,78
пазона измеренных разме-
ров. Есл и у вел и ч и ват ь
число деталей в партии,
интервалы измерений де-
лать более узкими, а чис-
ло интервалов увеличи-
вать, то ломаная кривая
полигона распределения
приблизится к плавной. В
качестве приближенной
меры точности размеров
всех выполненных дета-
лей может служить поле
рассеяния. Чем уже поле
рассеяния, тем с большей
точностью выполнена
партия деталей.
Таблица 2.4. Результаты измерения деталей
т
Интервал
размеров
31,78-31,79
31,79-31,80
31,80-31,81
31,81-31,82
4
7
8
10
Интервал
размеров
31,82-31,83
31,83-31,84
31,84-31,85
31,85-31,86
т
7
4
3
2
В технологии машиностроения чаще всего встречается так
называемое нормальное распределение. Такое распределение под-
чиняется нормальному закону, или закону Гаусса, графическое
изображение которого представлено на рис. 2.17. Кривая нор-
мального распределения симметрична, имеет перегиб в точках /
и 2, ось абсцисс является для нее асимптотой. Такая кривая ха-
рактеризует ТП, у которых все случайные величины, опреде-
ляющие конечный результат, слабо влияют друг на друга, а дей-
ствие каждой случайной величины относительно мало по срав-
нению с их суммарным действием. Закон удовлетворительно
описывает рассеяние размеров деталей на предварительно на-
ш
ш
Эй^троенных станках, массу заготовок и деталей машин, твер-
®Дость материала, высоту микронеровностей поверхностей. Во
многих случаях закон нормального распределения в идеальном
виде не наблюдается. На практике приходится наблюдать неко-
торые отклонения от него. Тем не менее закон нормального
распределения оказывается очень удобным для описания рас-
сеяния параметров, а возникающие на практике отклонения
можно регламентировать.
ж
Ж
Ж
да!
Жж
и
Ж
W
ш
чЖ
W
ЙШКу
1»
ЯВ
i
Рис. 2.17. Кривая нормального распределения
ж
ЯЕ >
Для того чтобы осмысленно использовать на практике ана-
лиз точности с помощью математической статистики, необхо-
|йдимо в общем виде математически описать кривую нормально-
С учетом приведенных на рис. 2.17 данных
имеет вид
|вго распределения.
leypaBHCHne кривой
I Я® J.
v
й'ИЙ" •'
рж1 ’
RjsMIlL-'
1
а^2
s'ft
квадратическое отклонение; с — основание
значение абсциссы, при котором
.-У
Ж
где a — среднее
Натурального логарифма; a
ордината у достигает максимума.
Величина а является средним арифметическим и одновре-
менно центром распределения или центром группирования.
Ттах = —7г= = 0’4ст .
сту2л
Точки 1 и 2 перегиба кривой находятся на расстоянии ст от
оси симметрии. Их ординаты равны
Как форму кривой распределения, так и точность характери-
зует значение ст: чем оно больше, тем ниже точность. На рис. 2.18
представлены кривые нормального распределения, характери-
зующие различные этапы обработки партии валов на предвари-
тельно настроенном станке. Значение Ст| соответствует черновой
обработке, ст, — чистовой, ст, — окончательной обработке.
Очевидно, что ст, > ст,> ст,. С каждым более точным этапом обра-
ботки значение ст должно уменьшаться (сокращается поле рас-
сеяния). Если этого не происходит, данный ТП применять не
следует. Также должны изменяться и значения Х|, Х2, Ху
Рис. 2.18. Изменение формы кривой рас-
пределения
Значение ст определяют по результатам измерений:
(2.12)
94
де п — число произведенных измерении; х, — значение текуще-
го измерения; х — среднее арифметическое значение произве-
денных измерений,
п
I
п
п
Значения си х вычисляют, как правило^ с помощью руч-
ных калькуляторов. Число измерений рекомендуется брать рав-
ным 50 и более. При п = 50 погрешность определения о состав-
ляет + 10 %, при п ~ 25 она возрастает до + 15 %.
Предположим, что на параметр (например, размер) детали
установлен допуск IT, ограниченный размерами xj и х-% (см.
рис. 2.17). Верхнее и нижнее отклонения даны от центра груп-
пирования. Тогда вероятное количество годных деталей выра-
зится отношением суммы площадей F\ + к площади под
|11|Ьсей кривой распределения. Эта площадь ограничена кривой
распределения и осью абсцисс. Если это отношение будет ме-
няться, то также будет меняться и вероятность получения год-
1|1гых деталей. При очень большом (безграничном) расширении
мюпуска отношение > площадей приближается к единице. Такой
^^таучай является предельным, и все детали оказываются годны-
:'^Ьи.' Математически это означает, что вероятность получения
родных деталей равна единице. Такое положение оказывается
|^очень важным для дальнейших рассуждений.
Примем, что кривая распределения расположена симметрич-
;^<о относительно оси ординат. Тогда площадь левого заштрихо-
анного участка составит
ш
ци
V
Ife
«л?
Яж
Я&'';
2
л/5тт *
g Iggtitrffjj / ,
таю?,
ьяж
И®;-
|i
'вгй<
правого
2
2
X?
А_а
2ст “
Для удобства расчетов эти интегралы представляют в виде
функции Ф(г), введя для этого новую переменную 2 = х/о.
Интегралы упрощаются:
Площади Fj и /д меньше единицы, а вся площадь под кривой
распределения равна единице и выражает число всех изготов-
ленных деталей. Значения интегралов для практических целей
берут по табл. 2.5.
Таблица 2,6. Значения функций Ф(г)
гт Ф(г) < Ф(:) * ФСО
0,0 0,0000 1,2 0,7699 2,4 0,9836
0,1 0,0797 1.3 0,8064 2,5 0,9876
од 0,1585 1,4 0,8385 2,6 0,9907
0.3 0,2358 1,5 0,8664 2,7 0,9931
0.4 0,3108 1.6 0.8904 2,8 0,9949
0.5 0,3829 1,7 0,9109 2,9 0,9963
0.6 0,4515 1.8 0,9281 3,0 0,9973
0,1 0,5161 1,9 0.9426 3,1 0.99806
0,8 0,5763 2.0 0,9545 3,2 0,99862
0,9 0,6319 2.1 0.9643 3,3 0,99903
l.O 0,6827 2.2 0,9722 3,4 0,99933
I 0,7287 2.3 0,9786 3,5 0.99953
i
л
$
I; Важно учесть, что при z ~ ± За функция Ф(г) = 0,9973. Это
Означает, что в партии деталей, изготовленных данным методом
т в одинаковых условиях, только 0,27 % деталей выходит за пре-
хелы допуска х = 6о.
Изложенная методика оказывается очень удобной для прак-
тических целей. При изготовлении деталей измеряют только
1асть партии (например, 50 шт.), определяют х и о. Значение о
умножают на 6, и полученное число достаточно полно характе-
ризует точность всей партии деталей. Вычисление 7а и опреде-
ление по этому значению точности партии деталей не дает ошу-
•имых результатов. Поэтому используют правило "шести сигм",
сложенное выше. Следовательно, кривые распределения в про-
изводственных условиях строить не обязательно. Однако для
шализа ТП и установления прогнозов рассмотрение форм кри-
ых и их расположения может оказаться весьма полезным.
Допустим, что в результате проведения ТП 1 (рис. 2.19, а)
пределено значение егь Измерение второй выборки деталей че-
ез некоторое время показывает, что значение О| сохранилось,
однако вся кривая сдвинулась вправо. Это означает, что в ТП 2
{ичего не изменилось, кроме расположения центра группирова-
1ия, т.е. в процессе появилась постоянная погрешность Дн. Та-
;ая погрешность может, например, представлять собой смеще-
ше вершины резца или другое положение его настройки.
Если изменилось не только значение а, но и произошел
Сдвиг центра группирования (рис. 2.19, б), то это означает, что
вершина резца заняла новое положение, переместившись на
Дн , и, кроме того, изменились условия обработки. Поскольку
>2 > а1? то процесс обеспечивает меньшую точность (например,
обработка производится менее острым резцом). Многовершин-
ен кривая распределения (рис. 2.19, в) показывает, что про-
гзошло смешивание представителей различных партий деталей
(см. штриховые линии на рис. 2.19, в). Такая кривая не позволя-
ет сделать вывод о процессе обработки.
При наличии таблиц изменения аргумента z определение
оч ноет и не представляет труда. Допустим, что необходимо най-
'и вероятность получения брака деталей, если среднее квадрати-
ческое откпонение для данного конкретного случая обработки о ==
4
Технология машиностроения. Том 1
97
= 0,02 мм, а допуск на обработку IT = 0,08 мм. Границы поля
допуска (см. рис. 2.17) расположены на расстояниях Х| = 0,02 мм и
х2 ~ 0,06 мм от центра группирования.
Рис. 2.19. Изменение формы кривой распределения в ходе ТП
Сначала определим значения zi и г2:
0,06
0,02
По табл. 2.5 находим
F^ - 0,5 Ф(£1) = 0,3413;
Р2 = 0,5 Ф(£2) = 0,4986 .
Вероятность получения брака
Р = 1 ™ (р/ + Р2) = 1 - (0,3413 + 0,4986) = 0,16 .
Допустим далее, что нас интересует, насколько уменьшится
вероятность получения брака, если центр группирования удаст-
ся путем настройки технологической системы совместить с се-
рединой поля допуска. При этом = Zi = z = 0,04 / 0,02 = 2.
С помощью табл. 2.5 находим
F' F2 = 0,5 Ф(^) = 0,4772 .
Вероятность получения брака
Р = 1 - (Р/ + Fi) = 1 - (0,4772 + 0,4772) = 0,046 .
По сравнению с предыдущим случаем она уменьшилась на 11,5 %.
98
II Вернемся к рассмотрению данных табл. 2.4. Может создаться
Впечатление, что о точности партии деталей можно судить по
Ьзности предварительно измеренных наибольшего и наимень-
шего размеров, т.е. xmax - xmin = 31,86 — 31,74 = 0,12 мм. Одна-
|р полученное значение характеризует точность не всей партии
|еталей, а только выборки, состоящей из 52 деталей. Для
Втого случая х = 31,82 мм, 0,033 мм. Точность всей партии
|=6о= 6 • 0,033 = 0,198 « 0,2 мм.
| Из последнего расчета следует очень важный вывод о том,
|то представленный метод позволяет судить о точности очень
|ольших партий деталей по их представителям. При этом только
йолжно быть выдержано условие о подчинении закону нормаль-
|ЮГО распределения. В большинстве случаев этот закон оказыва-
|гся справедливым при механической обработке заготовок с
точностью по 8, 9 и 10-му квалитетам.
| Наряду с законом нормального распределения (законом Га-
усса) в технологии машиностроения встречаются и другие зако-
ны, тесно связанные с процессом протекания определенного
физического явления. На рис. 2.20, а представлена зависимость
Изменения размера L от времени т. За время Т2 ~ т, размер изме-
нился на величину 2/ в пределах от а до Ь. Линейная зависи-
мость изменения L в данном случае может соответствовать из-
носу режущего инструмента, когда за равные промежутки вре-
мени наблюдается равный износ. Более того, это явление ока-
зывается доминирующим среди других одновременно действую-
щих причин. Так, при обтачивании деталей типа валов от заго-
ловки к заготовке будет набдюдаться равномерное увеличение
диаметров, а при растачивании отверстия — равномерное
уменьшение диаметров.
| Распределение размеров заготовок будет в этом случае под-
чиняться закону равной вероятности, график которого показан
|а рис. 2.20, б. Геометрический закон выражается прямоуголь-
ником с основанием 21 и высотой 1/2. Площадь прямоугольника
всегда равна единице, так как соответствует всем деталям, про-
ведшим обработку.
| Среднее арифметическое изменение размера
а среднее квадратическое
Фактическое поле рассеяния
со = 2сгл/3 ® 3,46 о ,
Закон равной вероятности распространяется на распределе-
ние размеров таких деталей, которые имеют 5-й и 6-й квалитеты
точности при изготовлении по методу пробных ходов и измере-
ний.
Рис. 2.20. График изменения размера (а) и его
распределение по закону равной вероятности (б)
Допустим, что процесс протекает по закону, показанному на
рис. 2.21, а. Размер (ордината х) сначала возрастает замедленно,
а затем ускоренно с ростом числа заготовок п. Это соответству-
ет, например, процессу интенсивного изнашивания режущего
инструмента в начале и увеличению сил резания в конце перио-
да стойкости из-за затупления инструмента. Соответствующий
закон распределения показан на рис. 2.21, в. Это — закон треуголь-
ника (закон Симпсона). Он проявляется при обработке загото-
вок по 7-му и 8-му квалитетам (редко по 6-му). Поле рассеяния
со = 2о>/б 4,9 а . Значение а определяется по формуле (2.12).
Пусть теперь размер в зависимости от числа обработанных
заготовок п изменяется по закону, показанному на рис. 2.21, б.
Это наблюдается в связи с возникновением тепловых деформа-
ций технологической системы. На кривой распределения разме-
100
x=Cn°’s
jp (рис. 2.21, г) в этом случае также наблюдается доминирующее
^действие указанной причины на процесс их изменения.
2
0
Рис. 2.21. Графики протекания процессов (а, б)
и соответствующие им кривые распределения (в, г)
Де 7? =
ми
VJsSTnffi
обработке заготовок возникают ситуации, когда слу-
оказываются существенно положительные параметры,
эксцентричность, непараллельность, непер-
При
йными
ним относятся
ендикулярность, биения, разностеность и некоторые другие,
х распределение подчиняется закону эксцентриситета (закону
елея).
Закон Рслея — однопараметрический, а уравнение его кри-
й имеет вид
радиус-вектор, являющийся случайной ве-
ичиной; сто — среднее квадратическое отклонение значений
оординат хну (также случайные величины).
Кривая закона эксцентриситета по внешнему виду несколь-
о напоминает кривую Гаусса, но имеет более крутой подъем
►сходящей ветви и более пологий ~ нисходящей. Начало кривой
10 J
Рис. 2.25. Схема для определения погрешности базирования
Одно из объяснений этого явления иллюстрирует
рис. 2.25, б. Технологические базы заготовок всегда имеют от-
клонения от идеальных геометрических образов. Так, реальная
технологическая база (показана на рисунке в утрированном ви-
де) касается трех опор приспособления. Небольшой сдвиг заго-
товки приведет, к ее новому положению и возникновению но-
вых погрешностей. Размер Я отсчитывается при неизменном за-
креплении заготовки от плоскости, проходящей через три опо-
ры (показана пунктирной линией).
Для соблюдения принципа постоянства технологической ба-
зы на заготовках часто предусматривают специальные конструк-
тивные элементы. На деталях типа валов выполняют центровые
отверстия (рис. 2.26, а) в виде конических поверхностей, кото-
рые контактируют с центрами металлорежущего станка. Если
диаметр вала мал, предусматривают центровые выступы
(рис. 2.26, б). Например, на деталях типа автомобильных поршней
(рис. 2.26, в) выполняют цилиндрические поверхности D с же-
стким допуском. Поршень устанавливают по цилиндрической
поверхности и нижнему предварительно обработанному торцу
110
ркорпусных деталей (рис. 2.26, г) выполняют два отверстия d,
неположенные на расстоянии L. Установку производят по пло-
хой поверхности и элементам L и d, имеющим жесткие допус-
В массовом производстве распространена установка на при-
Ьособлениях-спутниках 1 (рис. 2.26, д), которые после закреп-
|ния на них заготовок 2 образуют вместе с ними единое целое
Закрепление условно показано крестиками). Спутник устанав-
рвают по нижней плоскости и отверстиям d, расположенным
Ь расстоянии Е. Во всех приведенных случаях выдерживается
юинцип постоянства технологической базы для проведения
технологических операций.
[ Второй составной частью погрешности установки является
рзрешность закрепления е3. Каждая заготовка должна быть не
Ьлько сбазирована, т.е. ее технологические базы должны кон-
тактировать с установочными элементами приспособлений или
Данков, но еще и закреплена. Лишь в этом случае она будет за-
нимать в пространстве заданное положение и будет лишена всех
Цепеней свободы. Однако силы закрепления и их моменты,
^здействуя на заготовку, вызывают ее деформирование. Изме-
рительная база может смещаться, а вся заготовка будет обраба-
тываться в деформированном состоянии. Погрешность, вызы-
аемая силовыми факторами, должна быть учтена.
^4^
УМЖХЯ 2
fpne. 2,26. Конструктивные элементы для соблюдения принципа постоянства
J технологической базы
мВ Различают два вида деформаций. Под действием силовых
факторов, во-первых, деформируется собственно материал заго-
товки и, во-вторых, деформируются ее поверхностные слои. До-
минирующее влияние вида деформации на точностные парамет-
распределения совпадает с началом координат, а для нисходя- d
щей ветви ось абсцисс является асимптотой. Значения о#, о0, |
и у связаны между собой выражениями
о = 3,44 оо; со = 5,253 ад .
Рассеяние параметров точности при изготовлении деталей и
сборке машин редко подчиняется какому-либо одному закону. Как
правило, действует композиция законов. Так, кривые распределе-
ния, приведенные на рис. 2.19 а и б, показывают, что кроме зако-
на нормального распределения проявляются одновременно и
другие законы. Законы распределения в ходе ТП изменяются
(изменяются условия протекания этих процессов), поэтому в
уравнения кривых распределения вводят время. Для момента
времени т кривой я(т), представленной на рис. 2.22, соответ-
ствует уравнение
где ао — среднее арифметическое значение размера в начальный
момент времени; oq — среднее квадратическое отклонение в на-
чальный момент времени; о — среднее квадратическое отклоне-
ние нормального распределения, формирующего функцию я(т);
Ст — сумма неслучайных слагаемых, соответствующая моменту
времени т.
Форма кривой распределения зависит от отношения //су.
Ввод параметра времени в описание процесса формирования
показателей точности совершенствует представление о ходе ТП.
При этом представляется возможным учитывать одновременное
действие случайных и постоянно действующих погрешностей.
Изменение точностных параметров в ходе ТП можно также
представить с помощью точечных диаграмм. Пример такой диа-
граммы показан на рис. 2.23, а. По оси абсцисс здесь отложены
порядковые номера деталей, а на оси ординат — их точностной
параметр, например диаметр, измеренный у каждой детали. По
расположению точек можно следить за изменением точностных
параметров и делать некоторые прогнозы. Однако при незначи-
тельных приращениях размеров длина таких диаграмм может
102
Ииказаться достаточно большой, что вызывает неудобства для
Мктповепения анализа. Длина диаграммы может быть сокращена,
Несли по оси абсцисс откладывать порядковые номера не дета-
|пей, а их групп (рис. 2.23, б). Каждая группа деталей характери-
Мкуется средним арифметическим отклонением размера. В этом
случае тенденция к изменению размеров просматривается более
«этчетливо. При этом можно определить номер группы деталей,
Итри изготовлении которых имеется тенденция превзойти допуск
Угл'.
й”
S’’’’
£i-
[г
i Рис. 2.23. Точечные диаграммы
® Решают и другие аналогичные задачи. Допустим, необходи-
мо определить размер партии обрабатываемых заготовок, не
® превышающих допустимый размер 27,2 мм, по измерениям двух
групп деталей. В первой группе с номерами от 1 до 10 оказались
детали, имеющие следующие размеры, мм: 26,71; 26,65; 26,79;
У;
26,75; 26,76; 26,84; 26,81; 26,83; 26,84; 26,85. Детали второй груп-
пы, измеренной контролером, с номерами от 50 до 60 (одинна-
дцать деталей) имели размеры 27,01; 27,03; 27,00; 26,98; 27,04;
27,06; 27,05; 27,06; 27,08; 27,08; 27,09. Задачу о нахождении пар-
тии деталей можно решить графически, проведя линию через
две точки, характеризующие средние размеры группы. Можно
также воспользоваться уравнением прямой, проходящей через
две точки:
d-d\ _ N -N\
di -d\ Ni- N\
It
где d\* di — среднее арифметическое размеров деталей первой и
второй группы соответственно; N{,Ni~ средний номер дета-
лей первой и второй группы соответственно. После вычисле-
ний получаем d\ = 26,77 мм; di ~ 27,043 мм; N\ =5, Аз “ 55.
Уравнение прямой, соответствующей допустимому размеру d
= 27,20 мм, имеет вид
27,20 - 26,77 N - 5
27,043 - 26,77 ” 55 - 5 ‘
Отсюда находим N = 86 дет. Следовательно, через каждые
примерно 80 деталей необходимо заново регулировать техноло-
гическую систему (например, устанавливать и настраивать режу-
щий инструмент).
Анализ точности методом математической статистики имеет
ряд неоспоримых преимуществ. С его помощью можно объек-
тивно оценить точность ТП. Метод достаточно прост, если ис-
следователь точно знает закон распределения анализируемых ве-
личин. Он позволяет сделать предположение о точности весьма
большой партии изделий по сравнительно небольшому количе-
ству измеренных объектов. Метод универсален. Его с одинако-
вым успехом можно использовать для оценки результатов меха-
нической обработки резанием, сборки, контроля, изготовления
заготовок и других технологических действий. Особенно удобно
пользоваться методом для технологических операций, у которых
механизм явлений не изучен. Его можно успешно применять
для оценки результатов аналитических исследований.
104
I Вместе с тем необходимо учитывать и существенные недос-
ртки метода. Он не вскрывает сущность физических явлений,
нежащих в основе ТП, не позволяет конкретно указывать пути
повышения точности. Для того чтобы пользоваться методом, не-
эбходимо получить информацию, например произвести измере-
ния. Однако измерения будут отражать уже существующий, а не
проектируемый процесс. Если процесс характеризуется опреде-
ленным значением о, но в нем произошли какие-либо измене-
ния, первоначальное значение уже не может быть использовано.
^Необходимо определять новое значение о.
| В заключение следует отметить, что при оценке точности це-
лесообразно использовать в наибольшей степени положитель-
ные свойства метода математической статистики, а отрицатель-
ные постоянно учитывать в ходе исследования. Весьма результа-
тивно также применять в практической работе несколько мето-
дов оценки точности, используя положительные стороны каж-
дого из них.
y> f
2.7. РАСЧЕТЫ ПОГРЕШНОСТЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
2.7.1. Методы оценки погрешностей
I При разработке ТП основным критерием правильности при-
нятия решения является возможность достижения заданной точ-
ности. Точность размера, формы и расположения поверхностей
|деталей необходимо оценивать расчетом заранее, поскольку в
серийном и массовом производствах не представляется возмож-
ным решать поставленную задачу методом проб. Последнее оз-
начало бы, что в производственных условиях надо компоновать
Оборудование, настраивать инструменты и приспособления, а в
^случае неудачи (получения брака) компоновать все заново до
|гех пор, пока не будет достигнут нужный результат.
I Достижимую точность оценивают расчетами. При этом могут
быть использованы разработанные методы расчета.
I Вероятностно-статистический метод используют при изго-
товлении больших партий деталей. Однако этот метод не позво-
|ляет вскрыть физическую сущность явлений, поэтому трудно
{^управлять процессом, принимать конкретные ТР по увеличению
точности. Тем не менее метод позволяет определять как суммар-
ные, так и единичные (первичные) погрешности.
Расчетно-аналитический метод основан на использовании
аналитических зависимостей и эмпирических формул. Этот ап-
парат способен достаточно полно и точно описать явление с
учетом его физической сущности. Однако метод оправдывает се-
бя в условиях очень жестко регламентированных, когда пара-
метры ТП не изменяются либо изменяются незначительно (де-
терминированные условия). Этот метод можно применять в ус-
ловиях единичного и мелкосерийного производств.
Расчетно-статистический метод определения точности соче-
тает в себе достоинства двух предыдущих методов. Его можно
использовать для любого типа производства. Первичные и сум-
марные погрешности могут быть оценены и расчетным, и стати-
стическим аппаратом исследования в зависимости от поставлен-
ной цели. Такая комбинация и сочетание методов исследования
оказывается весьма удобной и гибкой.
При разработке новых ТП технолог обладает очень скудной
информацией: рабочим чертежом детали и объемом годового за-
дания, т.е. указанием количества изделий, которые надо изгото-
вить в течение года (или другого периода времени). В этих усло-
виях он должен разработать такой процес, который обеспечивал
бы точность с минимальным отклонением от заданной.
Вполне естественным оказывается путь, когда расчетно-ста-
тистическим методом будут количественно оценены первичные
(элементарные) погрешности, а затем их суммирование даст ко-
личественную оценку ожидаемой точности.
Из практики изготовления деталей известно, что на их ко-
нечную точность влияет большое количество погрешностей.
Оценка ее при одновременном воздействии погрешностей пред-
ставляется особенно затруднительной. Поэтому вполне обосно-
ванным можно считать подход, когда оценивают только основ-
ные погрешности, суммарное воздействие которых незначитель-
но отличается от суммарного воздействия всех погрешностей.
Именно такой подход лежит в основе расчетно-статистического
метода.
Суммарную погрешность, или поле рассеяния следует опре-
делять на основе функциональной зависимости
Л = /(с, Av, Аи, Ан, Аг, 1Аф), (2.13)
106
ие £ — погрешность, связанная с установкой заготовки на ме-
|ллорежущий станок или в приспособление; Ду — погрешность,
ызванная упругими деформациями технологической системы;
I* _ погрешность, возникающая в результате размерного из-
носа режущих инструментов; Дн — погрешность, связанная с
[астройкой режущих инструментов; Д^ — погрешность, вызы-
ремая тепловыми деформациями технологической системы;
;Дф — погрешность, связанная с геометрическими отклонения-
ми оборудования.
Все величины, приведенные в скобках, представляют собой
тервичные погрешности. Рассмотрим их более подробно.
й
2.7.2. Погрешности, вызванные установкой
заготовок
на металлорежу-
погрешности е,
Процесс установки заготовки для обработки
цих станках сопровождается возникновением
которая является составной частью суммарной погрешности Д
см. формулу (2.13)). Как возникает рассеяние размеров готовых
Деталей в ходе обработки заготовок, так возникает и рассеяние
юложений заготовок при их установке. Каждая конкретная за-
готовка обладает своими геометрическими особенностями, что и
Порождает при установке различные положения заготовок в
Пространстве.
Погрешность установки, в свою очередь, равна сумме по-
грешностей базирования, закрепления и погрешности, вызывае-
мой применением приспособлений.
j Для решения задачи о погрешностях установки целесообраз-
но охарактеризовать поверхности заготовок и деталей. Рассмот-
рим
ную
Ьти,
|1ИЯ,
поверхности, по которым заготовка ориентируется в пространст-
ве, 5 — свободная поверхность.
| Поверхности, линии и точки, от которых проводят измере-
ния, называют измерительными базами.
| Поверхности, линии и точки, принадлежащие заготовке и
определяющие положение ее в пространстве, называют техноло-
гическими базами.
заготовку, ориентированную в пространстве и закреплен-
на станке (рис. 2.24). Здесь 1 — обрабатываемые поверхно-
2 — поверхность и линия, от которых производят измере-
5' — поверхность, воспринимающая силы закрепления, 4 —
107
Рис. 2.24. Поверхности заготовки
На рис. 2.24 торцевая поверхность и образующая цилиндра
(поверхности 2) являются измерительными базами для размеров
Н и Л а плоская поверхность и цилиндрическая поверхность
(поверхности 4) — технологическими базами.
Составной частью погрешности установки является погреш-
ность базирования. Сущность этой погрешности можно пояснить с
помощью схемы, приведенной на рис. 2.25, а. Заготовка с разме-
рами Н, Е и В установлена на станке с помощью шести опор.
При этом она силами закрепления прижата ко всем опорам и
лишена всех степеней свободы. На заготовке с помощью пазо-
вой фрезы выполняют паз глубиной h и шириной Ь, Паз распо-
ложен на расстоянии а от правой вертикальной плоскости. Пар-
тию деталей изготавливают на предварительно настроенном
станке, так как расстояние С от нижнего зуба фрезы до опор
строго зафиксировано.
При фрезеровании размер а у всех заготовок будет постоян-
ным, так как положение измерительной базы 2—3 всегда неиз-
менно. Размер Ь ('размер-инструмент”) также не меняется и за-
висит от точности фрезы. Параметр h будет изменяться. На опо-
ры настроенного приспособления одну за другой будут устанав-
ливать заготовки, у которых положение измерительной базы
1—2 будет колебаться, поскольку в пределах допуска на заго-
108
я
/$•
Ji
шинку изменяется размер Н. Следовательно, в партии изготов-
денных деталей обязательно найдется деталь, у которой hmax =
» Длю - с, и деталь, у которой Й„йл = Hmin ~ С.
Иг Разность йтах - Amjn = Ятах — Нтп называется погрешно-
стью базирования размера h. Поскольку Нтах — Нтт ~ IT, то
ШИ
11В Погрешностью базирования е6 называется разность предель-
ных положений измерительной базы относительно настроенно-
llfc на размер инструмента. Это определение оказывается очень
Ойжным, поскольку оно позволяет определить количественно
погрешность базирования для любой схемы установки. При
том важно лишь найти и выразить через производственные
Параметры предельные положения измерительной базы. Для
каждой схемы установки будет своя расчетная формула.
I Если, например, в предыдущем случае. (7Т) Я ~ 0,5 мм, то
ia это значение будет изменяться и глубина паза h. Однако во
Многих случаях удается уменьшить погрешность базирования,
предположим, что удалось установить заготовку с опорой на
ри точки на поверхности 1 — 2, т.е. на измерительную базу.
Поверхность 3 — 4 в этом случае перестает быть технологиче-
ской базой. Следовательно, произошло совмещение измери-
тельной и технологической баз. В этом случае погрешность ба-
зирования равна нулю, так как измерительная база всегда за-
ужимает постоянное положение. В единстве измерительной и
технологической баз состоит принцип совмещения баз. Итак, ес-
ли при базировании совместить измерительную и технологиче-
базы, погрешность базирования всегда будет равна нулю.
Этот важный принцип широко используется на практике.
Каждая установка заготовки на новую (другую) технологи-
ческую базу неизменно приводит к появлению дополнительной
погрешности. Если изготовление детали производится с после-
довательной установкой на несколько баз, выдерживаемый раз-
^Ьер оказывается менее точным, чем в случае, когда все или
большинство операций выполняются с установкой на одну по-
стоянную базу. Поэтому в технологии машиностроения выдви-
—Дут принцип постоянства технологической базы, который под-
|в4верждает возможность увеличения точности при неизменной
!»гстановке заготовок для изготовления деталей.
lOg
: утптп-д
ЭДв
jWTiTiT,
fenffijftf.:
ЯтпДГ та
109
ры заготовки определяется ее жесткостью, В большинстве случа-
ев приходится учитывать деформации поверхностных слоев за-
готовок, пренебрегая по малости деформациями основной мас-
сы их материала.
Расчетное определение упругих деформаций поверхностных
слоев заготовок оказывается весьма сложным. Например, если
необходимо точно определить деформацию заготовки в резуль-
тате внедрения (рис. 2.27, а) в ее поверхность под действием си-
лы Q цилиндра диаметром d , необходимо провести громоздкие
и сложные расчеты. Деформация у зависит от радиуса г. Такие
расчеты мало пригодны для практической деятельности. В про-
тивовес расчетному предлагается экспериментальный метод, ко-
гда упругие перемещения у определяют в зависимости от давле-
ния р (рис. 2.27, б). Эксперименты проводят многократно. Каж-
дый эксперимент характеризуется точкой на графике. Совокуп-
ность точек ограничена двумя пунктирными кривыми, между
которыми проводят основную линию. Для такой линии подби-
рают уравнение, которым и пользуются на практике.
Рис. 2.27. Схема деформирования детали (а)
и график деформации от сил закрепления (б)
Достаточно часто применяют уравнение
У = С рт,
где С и т характеризуют условия контактирования, т.е, форму
приспособлений, их твердость, состояние поверхностного слоя
заготовок, наличие смазки и пр.
Для поверхностей с малой шероховатостью зависимость де-
формации от давления представляется прямой линией
Удобны эмпирические уравнения, в которых используют не
деление, а силу:
у — С Q п cos а
где а— угол между направлением выдерживаемого размера и на-
правлением наибольшего смещения заготовки.
|| Значение коэффициента С имеет рассеяние прежде всего из-
fea колебаний твердости и шероховатости поверхностных слоев
Ьаготовки. Предельное рассеяние значения коэффициента С оп-
ределяют по специальным формулам. Значения коэффициентов
и показателей степеней содержатся в справочной литературе.
J Связь погрешности закрепления и точности размера показа-
ла на рис. 2.28. Фрезерный станок предварительно настроен на
размер С для выдерживания размера Н: После приложения к за-
готовке сил закрепления Q она переместится на величину е3 и
измерительная база 1—2 займет новое положение. Так возни-
кает погрешность закрепления.
Рис. 2.28. Схема образования погрешности
закрепления
1 Погрешностью закрепления е3 называется разность предель-
|аых положений измерительной базы относительно настроенного
fca размер инструмента, возникающая при действии сил закреп-
ения.
J Силы закрепления вызывают также отклонения формы. На
Ьис. 2.29 показаны четыре фазы (1...IV) состояния заготовки ти-
ра кольца, установленного в трехкулачковый патрон для раста-
чивания отверстия. На первой фазе заготовка не деформирова-
на, на второй — и наружная, и внутренняя поверхности дефор-
мированы силами Q. После растачивания отверстия (третья фа-
за) отклонений формы не наблюдается. Точности размера ц
формы отверстия могут быть весьма высокими. Наружная по-
верхность деформирована. После раскрепления кольца (четвер-
тая фаза) точность отверстия нарушена (показано утрированно),
а наружная поверхность восстановила свою форму.
Рис. 2.29. Погрешности формы, вызываемые силами закрепления
Рациональное базирование и закрепление заготовок позволя-
ют существенно повысить точность деталей. На рис. 2.30, а пока-
зана деталь, на которой необходимо фрезеровать уступ с размерами
35 и 10 мм, а на рис. 2.30, б ~ д — различные схемы установки за-
готовки с применением призм и приспособления со втулкой.
Если определить по соответствующим формулам погрешности
базирования и закрепления (при прочих равных условиях), сум-
мировать эти погрешности, то можно убедиться в том, что наи-
большую погрешность даст схема установки, приведенная на
рис. 2.30, <?, а наименьшую — схема на рис. 2.30, д. Для послед-
ней е6 = 0, так как измерительная и технологическая базы совме-
щены. Точность размера 35-oj будет определяться только по-
грешностью закрепления, т.е. деформацией технологической ба-
зы. Схема на рис. 2.30, д оказывается точнее схемы на рис. 2.30, в
примерно в 40 раз.
Третья составляющая часть погрешности установки — по-
грешность еп, вызываемая применением приспособлений. Ее учиты-
вают каждый раз особо. Возникновение этой погрешности свя-
зано с неточностью изготовления приспособлений, их установ-
114
И®?'.
И?- ?
|Ж
Sags !> ;
Цй на станке, износом опор от многократного контактирования
заготовками.
В При установке приспособлений на станки возникают раз-
личные перекосы, установочные элементы занимают положе-
Ья, не соответствующие заданным. Например, обычные трех-
Кдачковые патроны при каждом закреплении на шпинделях
Ванков занимают новые положения. Рассеяние положений про-
исходит в пределах зазора между шейкой шпинделя и отверсти-
fa в патроне, так как ось вращения шпинделя и ось патрона не
Бвпадают. В другом случае зажимные элементы приспособле-
шй в процессе закрепления заготовок перекашиваются в преде»
Ьх зазора в направляющих и при этом увлекают за собой заго-
Ввку. Заготовку закрепляют каждый раз в новом положении.
I Влияние точности изготовления приспособлений на точ-
<ость детали можно видеть на рис. 2.8, в.
ЦРис. 230. Варианты выбора рациональной схемы базирования и закрепления
Л
й заготовки
plfc. Износ приспособлений и, прежде всего, их установочных
^Ктементов может оказать существенное влияние на точность ус-
И|1йновок. Элементы изнашиваются неравномерно.
||||t ' Каждая из причин возникновения погрешностей, связанных
^^-применением приспособлений, должна быть рассмотрена осо-
|Вр. Некоторые погрешности (например, перекос при установке
^ИгРиспособления) следует рассматривать как постоянные, дейст-
^Ье которых одинаково для всех заготовок в партии, другие же
^Имеют случайный характер (например, погрешность положения
^«готовок в процессе их закрепления).
№:. Рассмотренные погрешности, как составные части погреш-
Ирости установки, необходимо суммировать. Поскольку все они
|Й|И® Г •
Ж 115
имеют случайный характер, то суммировать и^ следует по зако-
нам теории вероятностей. Погрешности необходимо рассматри-
вать как поля рассеяния случайных величин, распределение ко-
торых в первом приближении подчиняется закону Гаусса. Тогда
При изготовлении деталей особое внимание обращают на необ-
ходимость одновременного сокращения всех погрешностей,
стоящих под знаком корня.
Для практических целей часто необходимо знать лишь сум-
марное значение погрешности установки, не рассматривая ее по
элементам. Эти значения приведены в справочной литературе.
Рис. 2.31. Схема выверки заготовки
В единичном производстве понятие "погрешность установки"
отсутствует, так как обработку проводят методом пробных ходов
и измерений. Для этого случая характерна погрешность вывер-
ки. Допустим, что необходимо расточить на токарном станке
предварительно обработанное отверстие в корпусной детали.
Заготовку 3 (рис. 2.31) устанавливают на планшайбе /, связан-
ной со шпинделем станка. Однако центр отверстия заготовки 0|
не совпадает с центром О вращения планшайбы (шпинделя).
Поэтому необходимо выверкой (перемещением заготовки по
осям ОХ и ОУ) совместить оба центра. Установку по оси ОХ про-
изводят сдвигом заготовки, а установку по оси ОУ — подбором
планок 2 высотой Ь. Точность совмещения осей О и О| устанав-
ливают различными измерительными средствами как до, так и
(осле закрепления заготовки. При этом определяют погрешность
выверки. Эта погрешность в наибольшей степени зависит от ква-
лификации рабочего.
|, Выверку проводят по рискам предварительно размеченной
Ьготовки либо непосредственно по обрабатываемым поверхно-
рям. Риски могут играть роль измерительных, а в отдельных
рпучаях — технологических баз.
I 2.7.3. Погрешности, вызванные упругими
I деформациями технологической системы
I
I'" При функционировании технологической системы всегда
возникают силовые факторы — силы и моменты сил, которые
Постоянно изменяются. Это характерно как для лезвийного, так
| для абразивного инструмента.
Рис. 2.32. Причины изменения силы резания
Е Причин, вызывающих изменение силовых факторов, много.
|днако наиболее существенными являются три (рис. 2.32). При
Обработке партии заготовок предварительно .настроенному на
|азмер инструменту приходится снимать слои материала различ-
ной глубины t (см. рис. 2.32, а), так как поверхность АВ у каж-
дой заготовки занимает новое положение. Поэтому колебание
•дубин от /П1ах до rmjn, подчиняющееся определенному закону
распределения, вызывает колебание силы резания. Это первая
Причина. Кроме того, режущий инструмент при своем движении
встречает участки материала с различной твердостью, на-
пример зоны А и В (см. рис. 2.32, б). Такая картина характер-
на практически для любой заготовки. Неодинаковая твердость
материала вызывает разные силы резания. Одновременно с дей-
ствием первых двух причин действует и третья, связанная с за-
туплением режущего инструмента (см. рис. 2.32, я). Инструмент,
например резец, из острозаточенного превращается в конце пе-
риода стойкости в затупившийся.
Рис. 2.33. Схемы определения упругих деформаций системы
Сила резания вызывает упругие отжатия (деформации) эле-
ментов технологической системы, а колебания сил резания при-
водят к постоянному изменению упругих отжатий. Общая кар-
тина деформирования системы дана на рис. 2.33. Режущий ин-
струмент настроен на выполнение размера D (см. рис. 2.33, а).
Однако как только начинается процесс резания и появляется
сила Ру. технологическая система деформируется, центр О заго-
товки упруго перемещается в положение О] на расстояние у], а
инструмент — на расстояние у^ Поэтому система будет обтачи-
вать заготовку диаметром D\. Такая ситуация характерна для оп-
ределенного момента времени. В следующий момент силовая
картина изменится, так как постоянно меняется сила резания.
Поэтому ни упругое перемещение уь ни перемещение нельзя
компенсировать предварительной настройкой технологической
системы. Необходимо для партии заготовок определять Ду =
= Утах “ Утт как составную часть ожидаемой точности обработ-
ки.
До начала процесса резания настройкой инструмента уста-
навливают заданную глубину резания (см. рис. 2.33, б) гзад. Под
действием силы Ру возникают упругие перемещения у] и У2- За-
118
|гная глубина резания уменьшается до фактического значения
йД* *• f
f< ’ 14
Для каждого сечения заготовки можно считать
33 У1 Сад ^факт •
иругие перемещения определяют по формулам
Ь/ 33 ~ ру/Лаг ’ У1 ~ ру/Лн ’
||т/
К Лаг и Лш соответственно жесткости цепи элементов систе-
мы, связанных с заготовкой и инструментом.
i Жесткостью называют способность элементов конструкции
Впротивляться действию силовых факторов. Единица измере-
1я жесткости — ньютон на миллиметр. Числовые значения же-
сткости различных металлорежущих станков приведены в спра-
^fc-ной литературе.
' Силу определяют расчетным путем, исходя из условий об-
Юотки. Чаще всего для этого используют эмпирические фор-
мы вида
pv - (НВ)Л
1У факт v 7
К С ~ коэффициент, характеризующий условия обработки;
подача; v — скорость резания, НВ — твердость обрабаты-
ваемого материала по Бринеллю, у, х, п — показатели степеней,
Йбираемые в соответствии с конкретными условиями резания.
F Обозначим
CSyv (НВ)"
Г Тогда Pv = После подстановки и преобразований по-
й'1 Л ср «д кт
чим
J J
к*7 заг ин J
факт + ^факт “ Сад •
Для дробного значения показателя степени х решения дан-
|го уравнения относительно /факт нет. Сделав ряд допущений,
в
|жно ввести понятие остаточной глубины резания гост = Сад “
Вфакт (см- Рис- 2.33, б). Тогда приближенное решение будет
иеть вид
(2.14)
Выражение, взятое в скобки, характеризует податливость
технологической системы. Формула (2.14) оказывается удобной
для определения Дг
Для партии деталей всегда известен допуск /Г, который яв-
ляется разностью наибольшего и наименьшего размеров. До-
пуск не должен быть меньше разности наибольшего и наи-
меньшего значений /ост. Если Ду — поле рассеяния этой вели-
чины, то
Ду ~~ ^ост max — Аэст min •
В соответствии с формулой (2.14) имеем
х
зад max
(2.15)
Выражение (2.15) получено для случая, когда С\ = const.
Однако при обработке партии заготовок их твердость меняется
от НВтах до HBmin, а сила резания возрастает к концу перио-
да стойкости из-за затупления инструмента. В результате име-
ем колебание значений от Cimax = Cmax/%(HB) ?пах до =
— Cmin/X(HB ) С учетом отмеченного формула (2.15) при-
нимает вид
Imax 'зад max Mmin 'зад min
(2.16)
Величину Д, следует определять в тех сечениях заготовки,
где жесткость минимальна.
Для нахождения разности упругих перемещений используют
значения жесткости элементов технологической системы. Же-
сткость системы определяют экспериментальным путем, моде-
лируя систему на конкретных металлорежущих станках. Силу Р
120
Рис. 2.34. Графики упругих
деформаций
ж
»
млают различными динамометрическими устройствами, а уп-
ругое перемещение у определяют измерительными устройства-
ми. Графики упругих перемещений от действия
различный вид (рис. 2.34).
Зависимость 7 имеет место в случа-
ях, когда в системе содержится слабо
закрепленный элемент. После его срав-
нительно большого перемещения под
действием малой силы зазоры выбира-
ются и возникает контактирование ра-
бочих поверхностей всей нагруженной
цепи элементов. Кривая 2 встречается
сравнительно часто и характеризует от-
сутствие линейности при сложном кон-
тактном взаимодействии нагруженных
элементов. Линейная зависимость 3
дакже часто встречается на практике. О жесткости можно судить
по углу наклона прямой на графике относительно оси абсцисс.
Мосле нагружения элементов и“затем их разгрузки (показано
стрелками) технологическая система не возвращается в исходное
сил могут иметь
положение, а создается некоторое остаточное перемещение уо.
Петля гистерезиса характеризует работу, затраченную на дефор-
мирование элементов системы. В расчетах чаще всего ориенти-
руются на зависимость 5, как на наиболее типичную. Зависи-
мость 4 свидетельствует о неравномерности упругих перемеще-
ний, что бывает в случаях, когда подвижные элементы системы
слишком сильно затянуты в своих направляющих. График 5 по-
казывает, что жесткость системы до определенных значений Р
была достаточно высокой, а затем в системе начал проявляться
|И1емент с относительно низкой жесткостью. Следует иметь в
^Кду, что при разгрузке систем все зависимости будут характе-
ризоваться петлей гистерезиса по типу графика 3.
ИИу Силы в расчетах определяют по формулам, предложенным
Для • различных методов обработки (точения, сверления, фрезе-
рования, шлифования и пр.).
Погрешности предыдущих переходов из-за упругих деформа-
ЦВгй не могут быть полностью устранены на последующих пере-
ходах. однако они должны постоянно уменьшаться. Предполо-
жим, что заготовка имеет конусообразность (рис. 2.35, а). Из-за
is
г
Д
переменной глубины резания обточенная деталь также будет
иметь конусообразность.
На заготовке длиной / исходная конусообразность
^заг
зад max
^зад min' ’
а после обтачивания
ост max
^ост min
Коэффициент уменьшения погрешности
т/ 'д *ост max “ ^ост min
’ /С —— ж,.,,....,,.., ............................................
^заг ^зад max ” ^зад min
Аналогично рассмотренному случаю в определенной мере
сохраняются погрешности взаимного положения поверхностей,
в частности отклонение от перпендикулярности торца заготовки
к ее оси (рис. 2.35, 6). Торцевое биение до обработки равно
'зад max ~ Вад min < после обработки
'ост max 'ост min
эффициент уменьшения
погрешности определяют по той
формуле.
Рис. 2.35. Схемы расчета погрешностей от упругих деформаций
•CJ
J?:
С помощью представленных формул решают различные
фактические задачи. Например, необходимо определить пре-
злы рассеяния диаметров партии стальных колец, обтачивае-
|ых на предварительно настроенном станке. Заготовки колец
крепляют на консольной оправке. Жесткость элементов шпин-
ль ~ оправка — заготовка = 5000 Н/мм; жесткость элементов
ппорг — резец Jm = 8000 Н/мм; max = 4 мм; = 2,5 мм;
imax = 1200; Cimin = 1000; показатель степени х = 0,9.
Разность предельных упругих отжатий для партии колец оп-
ределим по формуле (2.16)
V. ,
1200 • 4 ’’ - 1000 2,5
5000 8000>
~ 0,78 мм .
| Разность предельных значений диаметров обточенных колец
|вна удвоенному значению и составляет 1,56 мм.
1.Ы.
$•
v'-
г
!i<>:
I.
Рис. 2.36. Схемы для оценки упругих деформаций
решении задач о разности упругих деформаций каж-
I При
,ый раз предварительно следует оценивать количественно их
наченис с тем, чтобы без необходимости не делать расчеты.
Предположим, требуется расточить отверстие в тяжелой кор-
ченой заготовке (рис. 2.36, а). Под действием силы Р заготов-
— стол станка — направляющие станка будут деформировать-
fe существенно меньше, чем оправка с резцом под действием той
:е силы, но направленной в другую сторону. Поэтому все расчеты
елесообразно свести к расчету деформаций оправки, а деформа-
ии заготовки и элементов станка определять лишь в особых
лучаях, вызванных необходимостью точного расчета. Аналогич-
&•
123
но существенное смещение z резца относительно оси заготовки
(рис. 2.36, б) вызовет весьма малое приращение диаметра: AZ)
~ 0,02г- Часто этой величиной можно пренебречь. Однако каж-
дый раз особенности расчета следует тщательно анализировать.
В ходе анализа встречаются случаи, когда необходимо учи-
тывать переменную жесткость технологической системы при
различных положениях инструмента. Так, при обтачивании за-
готовок на токарных станках (рис. 2.37, а) режущий инструмент
обычно перемещается на длину / от правого торца к левому.
При крайнем правом положении инструмента упругая деформа-
ция у определяется жесткостью задней бабки, а передняя бабка
не оказывает сопротивления действию силы резания. При край-
нем левом положении инструмента — наоборот. Когда инст-
румент находится в средней зоне заготовки, на ее упругую
деформацию влияют жесткости как передней Jn б, так и задней
/зб бабок. Поскольку жесткости бабок различны, графики де-
формаций при различных соотношениях жесткостей будут также
отличаться. Если принять заготовку абсолютно жесткой, a Jn б =
= /зб, то график деформаций имеет вид, приведенный на
рис. 2.37, б. Для случаев </пб < </зб и Л.б > Л.б графики дефор-
маций показаны на рис. 2.37, виг соответственно.
Рис. 2.37. Схема обтачивания заготовок (а) и графики упругих
деформаций при различных соотношениях жесткостей элементов
токарного станка (0 — г)
Заготовки практически всегда имеют конечную жесткость, и
их деформациями пренебрегать нельзя. Кроме того, следует учи-
124
валов
ис
вать, что они имеют, как правило, ступенчатую форму. По-
тому деформации таких валов следует рассматривать как де-
^рмации ступенчатых балок и рассчитывать с использованием
ррмул из курса сопротивления материалов. Для упрощения
^счетов воспользуемся приведенным диаметром rfnp.
й типа валов
ис. 2.38, а)
Для дета-
с односторонним расположением ступеней
п
п
пр
двухсторонним расположением шпинделей
— число ступеней вала.
Рис, 2.38. Виды
ступенчатых валов
В правильно построенном ТП, несмотря на упругие отжатия
хнологической системы, каждый последующий переход дол-
ей обеспечивать более высокую точность, чем предыдущий,
о это условие может быть обеспечено лишь при соблюдении
пределенных требований к жесткости технологической систе-
ы. Эти требования можно установить на основе следующих
осуждений.
Коэффициент уточнения = \у / Дд, где Дд — погрещ.
ность, оставшаяся от предшествующего перехода. Очевидно, что
ЛуТ < 1. Введем понятие податливости W технологической сис-
темы
Податливость — это величина, обратная жесткости.
Разность упругих деформаций можно представить как
> ц/
у max max
у min min •
Эта формула пригодна как для единичной детали, так и для
партии деталей. Для конкретного сечения детали податливость
И7 = const, а сила Ру изменяется в основном из-за колебаний
глубины резания t. Для такого сечения
у = HVVmax "Ру min
Учитывая, что CS yv (НВ/ = С\, имеем
Тогда
max Ру min
Для того чтобы происходило уточнение, необходимо выпол-
нение условия
t
Поэтому и для технологической системы необходимо, чтобы
Если это условие соблюдаться не будет, точность заготовки
на каждом переходе будет снижаться. I
Итак, приведенные выше формулы позволяют определить ту
составляющую ожидаемой точности А (см. формулу (2.13)), ко-
Ьрая зависит от разности упругих деформаций технологической
Есте мы.
в
!Р ' '
I 2.7.4. Погрешности, возникающие в результате
I, размерного износа режущих инструментов
I
f Процесс резания материалов происходит в условиях повы-
шенных температур и существенных давлений в зоне резания,
flpn этом инструмент изнашивается, а его режущая кромка за-
нимает новое положение, вызывая погрешность обработки. В
зависимости от конкретных условий режущая кромка может ок-
ругляться, выкрашиваться, скалываться. Этот процесс протекает
Непрерывно в течение всего периода стойкости инструмента.
I Рис. 2.39. Кривая изнашивания режущего
I инструмента
»• >.
f В очень многих случаях зависимость износа И от пути / ре-
зания представляется кривой, показанной на рис. 2.39. Такая
Вривая имеет три участка. При прохождении в относительном
|вижении сравнительно небольшого пути /| инструмент изна-
шивается наиболее интенсивно (зона /). Это происходит в связи
быстрым износом микронеровностей инструмента, оставшихся
восле затачивания. На пути резания /2 износ изменяется по ли-
лейному закону (зона //), а по истечению некоторого времени
Вежущая кромка накапливает очень много повреждений, что
приводит к катастрофическому изнашиванию (зона III), если
Вродолжать процесс резания (путь /3).
I Интенсивность размерного износа Ио определяют на линей-
1ом участке пути резания:
UP .
Lg<
| 127
В
Ид — И2 / /2
где Иэ — износ инструмента на участке К Интенсивность раз-
мерного износа называют, относительным износом.
Для того чтобы учесть износ инструмента в зоне Д принима-
ют следующее положение. Линейный участок кривой изнашива-
ния (зона //)-условно увеличивают, проводя линию аа. Тогда на
оси ординат отсекается участок Ин, называемый начальным из-
носом, который также оценивается в микрометрах. Размерный
износ с достаточной степенью точности для пути резания I мож-
но определить по формуле
А и
- ин
Ир/
106
(2.17)
Формула (2.17) может быть трансформирована для различных
методов обработки. Для продольного точения
HqttJ/
1065
где d — диаметр заготовки; I — длина обрабатываемой поверх-
ности; 5 — подача.
Для строгания
А и И
Ио£#
1065
где L и В — соответственно длина и ширина обрабатываемой
прямоугольной поверхности.
Для протягивания
A jp|
— И pi
ИрДи
106
где L -- длина протягиваемого отверстия; п — число обработан-
ных заготовок.
Чтобы можно было пользоваться данными формулами, необ-
ходимо иметь значения Ин и Ир для различных инструментов и
обрабатываемых материалов. Эти данные приведены в справоч-
ной литературе. Относительный износ определяют для пути ре-
ания 1000 м. Для каждого метода обработки характерны свои
начения износа, режущего инструмента. Он также существенно
ависит от жесткости технологической системы.
Как следует из указанного выше, методика определения Аи
равнительно проста. Воспользуемся ею для решения практиче-
кой задачи.
Партию заготовок из углеродистой стали обрабатывают на
окарно-револьверном станке. Диаметр обтачиваемой поверх-
ности d = 20 мм, длина / = 30 мм. Обработку производят со
коростью резания у = 100 м/мин и подачей 5 ~ 0,3 мм/об.
*езец оснащен пластинкой из твердого сплава. Необходимо
определить, на сколько изменится диаметр последней заготовки
[з партии 500 штук вследствие износа резца, если подналадка
инструмента отсутствует.
Размерный износ
+ Ио
и
л din
1065
п — число деталей в партии.
Воспользуемся для данного случая справочником и опреде-
им Ин “ 5 мкм и Ио = 10 мкм/км. Тогда
= 5 + 10
и
л 2030 500
106 0,3
мкм .
Диаметр последней заготовки возрастает на 2ДИ = 72 мкм.
♦5
Г
Постоянное изменение положения режущей кромки инстру-
ментов в ходе механической обработки приводит к появлению
тклонений формы. Так, если обтачивается длинная деталь и
уть резания оказывается достаточно большим, износ инстру-
мента приводит к образованию конусности. Если этот износ
авномерно распределяется на размеры деталей в партии (как
то было показано в предыдущем примере), то диаметры дета-
ей будут постоянно и равномерно увеличиваться. Эти же поло-
жения следует отнести и к операции растачивания. При фрезе-
овании процесс определения погрешностей формы несколько
1,
Технология машиностроения. Том 1
129
затрудняется, поскольку инструмент изнашивается по более
сложным законам, определяемым условиями входа и выхода ин- |
струмента из заготовки.
Как правило, износ режущего инструмента влияет на точ-
ность обработки более существенно, чем другие составляющие
формулы (2.13). Поэтому во многих случаях инструмент регули-
руют в ходе его эксплуатации за период стойкости. Регулировку
применяют для резцов, фрез, разверток и других инструментов,
допускающих перемещение режущей кромки относительно заго- |
товки.
И
При работе на предва-
рител ьно настрое иных
станках компенсация из-
носа полнее всего обеспе-
чивается с помощью спе-
циальных подналадчиков.
Схема работы таких под-
наладчиков дана на
рис. 2.40. Инструмент из-
нашивается по закону,
выражаемому известной
кривой ОаЬ. Однако в
iiniHiUjjLiag
4 в
О Путь резания
Рис. 2.40. График подналадки режущего ин-
струмента
точке а происходит подналадка инструмента и его режущая кромка
переходит в положение, соответствующее начальному. Затем
этот процесс может быть автоматически многократно повторен.
Подналадчик настраивает так, чтобы линия ас отстояла от оси
абсцисс на величину, соответствующую части допуска IT (коэф-
фициент 8 < 1).
При шлифовании абразивный инструмент постоянно изме-
няет свои свойства, поскольку часть режущих зерен удаляется.
Шлифовальные круги периодически правят, исходя из условий
восстановления их режущих свойств. Круги малого диаметра из-
нашиваются более интенсивно и их автоматически правят перед
каждым чистовым ходом.
Рассеяние показателей свойств режущих инструментов все-
гда имеет место и учитывается специальными методиками.
/ I
130
§
lx
^i's
2.7.5. Погрешности, связанные с настройкой
режущих инструментов
йи
Металлорежущий станок и приспособления, включенные в
хнологическую систему, имеют сравнительно большой срок
тужбы. Режущий же инструмент, также входящий в эту систе-
имеет ограниченный срок службы, определяемый периодом
|о стойкости. Поэтому металлорежущий инструмент каждый
b заново настраивают на размер. При этом не удается устано-
вить инструмент абсолютно точно в прежнее положение. Возни-
ет погрешность настройки. Суть этой погрешности состоит в
м, что наблюдается рассеяние положений из-за установки на
ну и ту же опорную поверхность станка инструментов с раз-
личными в пределах поля рассеяния геометрическими показате-
лями опорных поверхностей. Кроме того, положение инстру-
ента дополнительно изменяется при его закреплении. Возни-
ающая погрешность настройки входит составной частью в ве-
тчину ожидаемой точности в соответствии с формулой (2.13).
J Таким образом, погрешностью настройки Дн следует называть
еличину поля рассеяния или расстояние между максимальным
минимальным настроечными размерами при установке инст-
мента на станок. Определение настроечного размера представ-
|ет собой особую задачу и связано с характером обрабатывае-
ой поверхности (наружная или внутренняя), жесткостью тех-
ологической системы и погрешностью установки инструмента.
Вне зависимости от того, какими техническими средствами
Ользуется наладчик инструмента, можно отметить два принци-
|иально различных метода настройки. По первому методу точ-
рость настройки определяют по результатам измерений при из-
тговлении пробных деталей. Наладчик решает, в каком направ-
лении и на сколько нужно перемещать инструмент при на-
тр ой ке. При этом методе часть пробных деталей может перейти
брак. По второму методу инструмент устанавливают на нера-
бтающем станке по эталону или другим средствам в соответст-
вии с заранее рассчитанными настроечными размерами. На-
стройку производят также вне станка. Этот метод требует особо-
го конструктивного исполнения инструментов или устройств
Для удержания инструментов, поскольку эти элементы техноло-
гической системы являются съемными.
»*
111^5
ЯКЬ "
При настройке по пробным деталям центр группирования
размеров партии считают средним арифметическим полученных
размеров. В процессе настройки необходимо центр группирова-
ния совместить с положением инструмента, соответствующим
настроечному размеру. Такое совмещение производят по лимбу
или другому устройству станка. Однако полного совмещения до-
биться не удается. Возникающая при этом погрешность Дн будет
определяться погрешностью измерения полученных деталей дизм
и погрешностью регулировки Дрег. Поскольку две последние по-
грешности имеют случайный характер, суммировать их следует
по правилу квадратного корня:
(2.18)
где К — коэффициент, учитывающий отклонение значений Aii3M
и Арег от нормального закона; К = 2 ... 1,2.
Известна также аналогичная, но более точная формула
где Лрег = 1,73; АизМ = 1,0. |
Значения Дрег и Дизм следует брать из справочной литерату- I
ры. В последней формуле значения Дн и Дре,- относятся к радиу- I,
су, а Дизм — к диаметру заготовки. I
Допустим, что необходимо установить значение Дн для резца, |<
обтачивающего на валу ступень диаметром 30 мм по 10-му квалите- В
ту точности размеров (см. рис. 2.38). Регулировку резца проводят К
по лимбу с ценой деления 0,01 мм. Для этих условий обработки В
(Дрег = 10 мкм, Дизм = 20 мкм)
IlllfSX
я rx
я rx
№
Д„ = J(l,73 10)2 + (0,5 - 20)2 « 20 мкм . I
|||
Расчет среднего арифметического размеров пробных деталей I
может иметь погрешность, связанную с ограничением по эконо- I
мическим соображениям числа пробных деталей (не более 5... 10 шт.) |,
При большей выборке среднее арифметическое может изме- I
ниться. В соответствии с неточностями метода расчета возник^" 1
III
132
lllte
и погрешность расчета Драсч, с учетом которой формула (2.18)
Внимает вид
В-'..
с
Йн
изм per расч ,
в
|е Драсч = ± о /у/п ; о — среднее квадратическое отклонение
Ьмеров; п — число пробных деталей, равное 5... 10.
|риближенио можно считать, что о = IT/6.
I Для приближенных технологических расчетов точности дета-
Йзй, изготовляемых по квалитетам 8... 12, можно принять по-
Ьешность настройки Дн ~ Q.\(IT) . В случае настройки станка
Ьи многоинструментальной обработке значение Дн определяют
ИЯ наиболее точного элемента детали, а для менее точных эле-
ментов значение Дн увеличивают в 1,5...2 раза или принимают
Ьвным 0,1(/7).
I Настройку по второму методу производят на неработающем
станке. Вместо заготовки устанавливают эталон, элементы кото-
рого могут быть выполнены в соответствии с настроечными раз-
орами. Чаще всего эталоны устанавливают на токарных или
фрезерных станках. Размеры эталона определяют с учетом воз-
|эжных упругих деформаций технологической системы. Между
фверхностью установленного на станке эталона и резцом или
|бом фрезы размещают щуп. Изменяя размеры щупа, можно
Вльзоваться одними и теми же эталонами при настройке инст-
румента на разные установочные размеры. В условиях многоин-
йгрументальной обработки удобно пользоваться эталоном по
|ррме обработанной детали. При этом каждый инструмент мо-
|ет быть установлен как в радиальном, так и в осевом направ-
лениях, т.е. по двум координатам. Такую настройку проводят
уравнительно быстро доведением режущих кромок до соприкос-
новения с эталоном.
| При настройке по эталону возникает ряд погрешностей, ко-
5ррые являются составными частями Дн. Это погрешность изго-
Йвления эталона Ди^т, погрешность установки эталона на ста-
|рк Дуэт, погрешность установки инструмента Ду ин- Следова-
|льно,
в
и.эт
н
у. ИН •
133
Определение момента касания режущей кромки инструмента
и эталона или щупа требует навыка наладчика. Момент касания
можно установить с помощью полоски тонкой бумаги. Подводя
инструмент к эталону, настройщик перемещает полоску по по-
верхности эталона. Затруднение в перемещении или прекраще-
ние перемещения означает момент касания, так как бумага при-
жимается инструментом к эталону.
Настройку инструментов производят также по жестким упо-
рам, или упорам, снабженным индикаторными устройствами.
Такая система действует, например, на токарно-револьверных
станках, когда инструмент периодически ставят в исходное по-
ложение, а при обработке каждой следующей заготовки устанав-
ливают на размер.
Рис. 2.41. Приспособления для настройки резцов
Вне станка инструмент настраивают с помощью специаль-
ных приспособлений, на которые его устанавливают. Распро-
страненная конструкция приспособления для настройки токар-
ных резцов приведена на рис. 2.41, а. Резец 4 с режущей пла-
стинкой упирается в пластинку 5 приспособления. Необходи-
мую длину L устанавливают с помощью винта 5. Индикатор Л
ножка которого связана с винтом через вставку 2, служит для
ВИЬгулиоовки винта. После регулировки переточенного резца
пинт 3 законтривают. Расточные.резцы (рис. 2.41, б) настраива-
И1|Ьт в аналогичных приспособлениях по двум координатам с вы-
Сдерживанием размеров L и Н. Они могут иметь один или два
/^Зитцикатора. Точность настройки лежит в пределах 0,015...0,02 мм.
Дисковые фрезы настраивают вне станка с помощью мерных
Оголен, расположенных между торцевыми поверхностями. Для
й|юлее тонкой настройки набора фрез целесообразно использо-
|5НТЬ регулировочные кольца.
МЖтж
&1I®
(|йтгггггд|а'<
•• •
"III
w
»
™|8
•.SRt
о
|₽ис. 2.42. Приспособление
f для настройки сверл
Осевые инструменты (сверла, зенкеры
и др.) настраивают в одно- и многомест-
ных приспособлениях, самое простое из
которых приведено на рис. 2.42. Сверло 3
должно быть связано с переходной
втулкой; положение втулки определяет-
ся гайками 2 Хвостовик втулки и, сле-
довательно, сверла устанавливают в
вертикальном положении в приспособ-
лении /. Вращением гайки 2 перемеща-
ют сверло так, чтобы его перемычка
коснулась торца винта 4. После уста-
новки сверла вместе с переходной втул-
кой вторая гайка 2 законтривает конст-
рукцию. После поворота верхней части
приспособления вокруг оси 00' сверло
удаляют из приспособления и устанав-
ливают на станок.
' 2.7.6. Геометрические погрешности оборудования
lit'.
» Оборудование, на котором реализуется ТП, всегда имеет по-
грешности собственного изготовления. Это положение очевид-
но, поскольку детали оборудования в свое время изготавливали
{•помощью станков, которые имели собственные погрешности.
'Дуо-грешности оборудования частично или полностью переносят-
ся в виде отклонений формы на готовую продукцию и представ-
ляв
II'
в 135
хд|И|&
11г
ляют собой систематические ошибки ЕДф геометрического ха-
рактера. Так, отклонение от перпендикулярности оси шпинделя
вертикально-фрезерного станка к поверхности стола этого стан-
ка проявится в виде вогнутости на обработанной поверхности, а
также в виде отклонения от параллельности технологической
базы и обработанной поверхности. Такие отклонения будут оди-
наковыми для всей партии деталей. Они могут влиять и на точ-
ность размера и на точность формы деталей.
Отличительной особенностью геометрических погрешностей
является их проявление без нагружения оборудования, т.е. в со-
стоянии, близком к статическому. Все проверки на геометриче-
скую точность проводят вне рабочего процесса (без резания).
Вращательные и поступательные перемещения частей станков в
ходе проверок осуществляют вручную, а сам металлорежущий
станок в этом случае должен иметь расположение подвижных
частей, соответствующее рабочему состоянию станка. Вопросы
жесткости в ходе проверок не рассматривают.
Геометрические погрешности станков одного и того же на-
значения зависят от класса точности. При переходе от менее
точных к более точным станкам точностные показатели ужесто-
чаются, а трудоемкость обработки возрастает. При этом особен-
но существенно возрастает стоимость оборудования. Названия
классов станков, их обозначение в промышленности России, а
также трудоемкость изготовления приведены в табл. 2.6.
В соответствии с приведенными в таблице данными кон-
кретный показатель точности, регламентированный, например,
для станка нормальной точности, может быть определен для
любого другого станка умножением его на коэффициенты 0,6;
0,4; 0,25; 0,16.
В настоящее время геометрические погрешности установле-
ны практически для всех типов станков. Однако для того чтобы
могли проявиться одновременно все геометрические погрешно-
сти данного станка, т.е. проявилось бы суммарное действие по-
грешностей, считают целесообразным определять отклонение
формы и расположения не в статическом состоянии, а при чис-
товой обработке. При этом на технологическую систему дейст-
вуют незначительные силы и их моменты.
136
Таблица 2.6, Характеристика металлорежущего оборудования
Трудоемкость, %
450
100
140
Рис. 2.43. Схемы образования геометрических погрешностей
ЦУ Класс точности станков
формальной точности
1.
Повышенной точности
й> *
Высокой точности
Особо высокой точности
||)собо точные станки
Группа Погрешность, %
Н 100
П 60
В 40
к 25
с 16
s Процесс образования геометрической погрешности в виде
онусности рассмотрим на примере токарного станка. Схема
разования погрешности представлена на рис. 2.43, а. Предполо-
м, что возникло отклонение центра задней бабки в горизон-
ьной плоскости X0Y на величину Ch = Тогда ось вра-
ения заготовки будет не ОО\, а (?О2- Резец, перемещаясь в го-
зонтальной плоскости XOY параллельно оси ОО{, образует
ническую поверхность. Конусность полученной детали I =
137
X
X
Если отклонение О|СЬ пронормировано, то оно должно быть ’
отнесено к пронормированной длине Поэтому из пропорции
возможно определить отклонение е для любой длины L заготов-
ки: ।
Такое определение е возможно при условии, что при каждой
новой установке задней бабки она перемещается вдоль оси
Если же она перемещается (перед закреплением на станке) по
оси, параллельной ОО\, значение е изменяться не будет. Анало-
гичная схема образования конусности возникает при обработке
заготовок, консольно закрепленных в патронах.
Рассмотрим образование конусности при обтачивании ступе-
ни d\ — 40 мм вала 1\ = 100 мм (см. рис. 2.38, д). Из справочной
литературы имеем — 300 мм, = 20 мкм. Геометрическая по-
грешность Л|, возникшая только от смешения центров в плоско-
сти XOY, составит
Aj = е — e$L / Lq — (20 • 100) / 300 — 6,6 мкм.
Эта погрешность относится к радиусу заготовки.
На практике почти не наблюдается случаев, когда возникает
только одна какая-либо геометрическая погрешность оборудова-
ния. Обычно погрешности формы ЕАф деталей формируются
под действием нескольких геометрических погрешностей стан-
ков. Но каждую из них следует изучать отдельно.
Рассмотрим случай (рис. 2.43, б), когда на станках токарного
типа центр задней бабки смещен на величину в вертикальной
плоскости ZOX. Заготовка вращается вокруг оси ОО2, а резец
перемещается в горизонтальной плоскости параллельно оси
ОО\. В этом случае заготовка принимает форму гиперболоида
л / tg Р = е0 / £о, а радиус г обработанной поверхности для лю-
бого значения X составит
Найдем сечение детали на расстоянии £0 / 2 и поместим на
ее оси начало координат О' , пренебрегая по малости углом р
138
&
|да при x = 0 получим г = го- Координата х отсчитывается от
Ьки О'. В окончательном виде имеем
£
ii
»ж
о •
|| Образование геометрических погрешностей для круглошли-
^вальных станков можно проанализировать по аналогии с по-
грешностями токарных станков.
| Возникновение конусности возможно и при обработке тор-
|вых поверхностей. Если траектория перемещения резца имеет
роде токарной обработки отклонение от перпендикулярности
реи вращения заготовки, то возникает коническая поверхность
рольшим углом при вершине. При этом возможно образование
Ьнических поверхностей с вершинами как по левую, так и по
Ьавую сторону от торца. Если же при этом резец был установ-
ки выше или ниже оси вращения заготовки, то поверхность
|меет форму гиперболоида.
Mb
Ир
»;
i
ИИ
ЯЯЙ
и®
Рис. 2.44. Схемы образования геометрических погрешностей из-за распо-
f ложения центров
*
I Биение шпинделей станков является типичной геометриче-
|ой погрешностью. Оно связано чаще всего с несовершенством
шпиндельных опор. Биение центров токарных станков не вызы-
вает отклонение детали от круглости, но ось заготовки 00^ при
рении на величину 2е отклоняется на угол ос и занимает поло-
жение Of О2 (рис. 2.44, а). Поэтому при вращении заготовки цен-
зовая линия описывает коническую поверхность с верши-
мой у заднего центра в точке О2. После обработки заготовки по-
учается цилиндрическая поверхность, ось которой смещена
|)д углом а по отношению к линии, соединяющей центры
|анков. Если обработку проводят за два установа, то поверх-
рсть детали будет состоять из двух участков, у каждого из кото-
рых имеется своя ось (рис. 2.44, б). Смещение е (см. рис. 2.44, о)
вызывается кроме биения шпинделей геометрическими погрень
костями собственно центров, конических отверстий шпинделей,
различных переходных втулок и т.п.
Геометрические погрешности возникают также в результате
кривизны направляющих элементов станков. Так, если суппорт
перемещается по криволинейным направляющим, то траектория
перемещения инструмента также будет криволинейной. Какую
именно погрешность будет иметь при этом деталь, необходимо
определять для каждого конкретного случая. Аналогичные зада-
чи решают также в связи с износом элементов металлорежущих
станков. Износ является функцией времени, поэтому для каж-
дого периода или момента времени эксплуатации станка пред-
ставляется возможным внести в расчет свои коррективы регули-
ровкой оборудования, а в отдельных случаях — применением
корректирующей программы. Однако такие расчеты усложняют-
ся в связи с неравномерностью износов по длине направляю-
щих.
Геометрические погрешности возникают также из-за дефор-
маций металлорежущих станков при их установке на фундамен-
ты, а также из-за проседания фундаментов.
2.7.7. Погрешности, связанные с тепловыми
деформациями технологических систем
В ходе эксплуатации технологическая система подвержена
тепловому воздействию. Теплота выделяется в зоне резания, а
также в местах, где возникает трение перемещающихся частей.
Локальный нагрев системы порождает тепловые деформации,
части системы занимают в пространстве новые положения, ко-
торые зависят от степени нагрева. При этом на деталях возника-
ют погрешности размера и формы входящие составной ча-
стью в формулу (2.13). Следует различать стационарное и неста-
ционарное состояние технологической системы. В первом слу-
чае система работает в условиях теплового равновесия, когда
подводимая от какого-либо источника теплота равна отводимой.
Температура системы в случае теплового равновесия практиче-
ски не меняется. При нестационарном состоянии температура
140
:?.
18
;темы в различные моменты времени в различных ее зонах
меняется.
Эти положения иллюстрирует рис. 2.45. Если, например,
аочить токарный станок (рис. 2.45, а) и, не производя на нем
работку, измерить температуры в отдельных точках (показаны
^рисунке кружочками), то можно убедиться в том, что темпе-
туры окажутся различными. На этом рисунке дана самая об-
картина температур для конкретного станка, шпиндель ко-
сого вращается со скоростью 1200 об/мин. Избыточные (сверх
мпературы помещения) температуры указаны по прошествии
ч работы. Из этой картины следует, что все элементы стан-
ках части технологической системы, получают деформации,
ияющие на точность выдерживаемого размера и формы дета-
[. Эти деформации до момента теплового равновесия системы
мпенсировать практически очень трудно.
38
ф—
МО
16 .23 ж.
^28
с. 2.45. Избыточные температуры и тепловые деформации токарного станка
Й Система достигает теплового равновесия, как правило, за
*авнительно продолжительное время то, которое может исчис-
ггься часами (рис. 2.45, б). За период времени от нуля до то пе-
рмещение го изменяется по экспоненциальному закону. По
|стижении го перемещение практически прекращается.
* Целесообразно проанализировать три направления теплового
^действия на точность обработки заготовок в связи с возник-
рвением тепловых деформаций станка, заготовки и режущего
йструмента. Деформирование этих элементов происходит од-
овременно.
Аналитические расчеты температурных деформаций станков
оказываются сложными и мало пригодными для практического
применения. Поэтому чаще всего используют эксперименталь-
ные данные, являющиеся результатом большого числа измере-
ний, проведенных в одинаковых условиях. Наиболее интенсив-
но нагреваются бабки металлорежущих станков в районе перед-
них подшипников. Если в бабке достаточно масла для смазки
трущихся частей, то нагретое масло способствует некоторому
выравниванию температуры всей корпусной детали. В этом слу-
чае можно сделать прикидочные расчеты деформации А£ по
формуле
д£ ” сс£(Д/) ,
где ос — температурный коэффициент линейного расширения;
L — линейный размер элемента станка (см. рис. 2.45, а)\ At —
разность температур между корпусом и окружающей средой. Та-
кую же формулу можно, например, использовать для определе-
ния удлинения нагретого шпинделя станка. Если перемещение
заднего подшипника в осевом направлении запрещено, переме-
щение переднего конца может существенно повлиять на точ-
ность детали при эксплуатации предварительно настроенного
станка. Так, при длине шпинделя L = 800 мм, At = 10 °C и а =
= 0,000012 °C'1 деформация AL составляет 0,1 мм.
На станках токарной группы температурные деформации
шпинделей наиболее ощутимы в вертикальном направлении.
Они могут достигать нескольких сотых миллиметра. Если инст-
румент расположен по отношению к заготовке в горизонтальной
плоскости (см. рис. 2.36, б), то вертикальные перемещения
шпинделя почти не скажутся на выдерживаемом размере. Если
же тело резца расположено вертикально, то температурная де-
формация целиком перенесется на размер детали. С изменением
частоты п вращения шпинделя деформация оказывается пропор-
циональной 4п .
Существенное влияние на точность размеров и формы ока-
зывает тепловая деформация заготовок. Это хорошо известно из
практики. Стараются не производить чистовую обработку нагре-
той заготовки, не измерять ее в нагретом состоянии, а также
правильно закреплять, исходя из возможности ее температурных
142
я/|^формаций в ходе обработки. Последнее обстоятельство осо-
^Мейно важно учитывать при обработке длинных заготовок
й|рис. 2.46, а). Плита с размерами L и Н, обрабатываемая на про-
дольно-строгательном станке, получает температурные деформа-
ции из-за различных температур Г] и t2 на верхней и нижней по-
верхностях. Если плита будет закреплена с двух сторон, тб она
г прогнется так, что возникнет стрела прогиба (рис. 2.46, б):
2
L ot(Zj — t2)
8//
ф. Эта стрела оказывается пропорциональной квадрату длины.
—
Средняя температура t нагрева заготовок в ходе механической
обработки равна:
t=Q/cPV
Q - теплота, полученная заготовкой в процессе резания, Дж;
|| — удельная теплоемкость материала заготовки, Дж/(кг • °C);
— плотность материала заготовки, кг/м3 ; И — объем заготов-
го С J /
l2
Рис. 2.46. Температурные деформации заготовок
if/ Определим, насколько уменьшится при охлаждении до 20 °C
Циаметр отверстия, просверленного и сразу же развернутого в чу-
гунной детали. Скорость вращения шпинделя сверлильного станка
210 об/мин. подача 5 = 0,36 мм/об, мощность на шпинделе
®анка N — 0,95 кВт, объем заготовки V = 40 см3 , диаметр от-
верстия d — 20 мм, его глубина L = 55 мм.
Количество теплоты, образующейся при сверлении, с уче-
том механического эквивалента теплоты равно
0 = Мо • 60 ,
где т0— основное (технологическое) время сверления,
В!
i: I?
— =--------- = о 5 мин .
п$ 310-0,36
Следовательно,
Q = 0,95 0,5 60 = 28,5 кДж .
При сверлении отверстия в заготовку уходит около 50 %
образующейся при резании теплоты:
0'= 0,50 = 0,5-28,5 = 14,25 кДж.
Принимая плотность чугуна р = 7600 кг/м и его удельную
теплоемкость с = 0,48 кДж/(кг • °C), определим температуру
нагрева заготовки:
I = _ 14,25= 97 6 °с
ср V 0,48 • 7600 • 0,00004
Пренебрегая нагревом заготовки при развертывании, вы-
числим погрешность выполняемого размера
kd = adt = 0,000012 - 20 - 97,6 = 0,023 мм.
Значение kd оказывается ощутимым. Следовательно, необ-
ходимо принять меры для охлаждения заготовки перед развер-
тыванием.
Рассматривая распространение тепловых потоков, полезно
иметь в виду следующий тепловой баланс. При токарной обра-
ботке в стружку уходит 50...85 % теплоты, а при высоких скоро-
стях резания до 90 %; 10...40 % теплоты переходит в резец, 3...9 %
остается в заготовке и около 1 % рассеивается в окружающую
среду. При сверлении в стружку в среднем уходит 28 % тепло-
ты, 14 % переходит в сверло, 55 % остается в заготовке и около
3 % рассеивается в окружающую среду.
144
Несмотря на сравнительно малое количество теплоты; пере-
|||дяшей в инструмент, во многих случаях учитывают его темпе-
||^гурные деформации. Удлинения от нагревания консольной
||рсти резцов характеризуются зависимостью, близкой к приве-
денной на рис. 2.45, б. Величина этого удлинения может дости-
1||ть нескольких сотых миллиметра и зависит прежде всего от
Морости резания, подачи, глубины резания и механических ха-
|^ктеристик обрабатываемой заготовки. Для состояния теплово-
му равновесия консольно закрепленных резцов их удлинение
ажио определять по эмпирической формуле
1к
I Д/ = с4а(/5)°-75у°Т
tex г
ge С — постоянная (при глубине резания t < 1,5 мм, подаче
|||< 0,2 мм/об, скорости резания у= 100...200 м/мин постоянная
|||= 4,5); — вылет резца, мм; F— площадь поперечного сече-
(ря резца, мм2.
1|| Все три направления теплового воздействия в ходе резания
существуют одновременно. Поэтому можно под значением А?’
Шшимать погрешность от суммарного действия теплоты на всю
Ихнологическую систему.
7.8. Погрешности, обусловленные динамикой формообразования
I В процессе механической обработки заготовок наряду с не-
бходимыми движениями, обеспечивающими скорость резания
(подачу, непременно происходят нежелательные взаимные пе-
|мещения инструмента и заготовки, приводящие к образова-.
||Ю дополнительных погрешностей обработки. Например, если
||й обработке наружной цилиндрической поверхности помимо
равного вращательного движения и поступательного движения
|эдачи инструмента имеют место линейные гармонические ко-
|бания последнего в радиальном направлении, на поверхности
етали будут образованы продольные (совпадающие с направле-
нием главного движения) и поперечные (перпендикулярные к
|му) волны (рис. 2.47). Обозначив циклическую частоту глав-
Цго движения со = ял / 30 (п — частота вращения заготовки,
В/мин) и циклическую частоту колебаний инструмента v = 2л/
(/ — частота колебаний инструмента, Гц), мож(но представить
отношение этих частот в виде
V / со = / ± X ,
где i = 1, 2, 3, ... — целое число; X < 0,5 — дробное число. Число
z равно количеству полных волн в продольном направлении,
дробное число X характеризует
детали.
наклон волн относительно оси
В реальных условиях при-
вод вращения заготовки обыч-
но обладает большим запасом
мощности и достаточной кру-
тильной жесткостью, в силу
чего циклическую частоту со
можно принять постоянной.
Движение инструмента отно-
сительно заготовки в радиаль-
ном направлении представля-
ет собой совокупность коле-
баний с широким спектром
частот. Влияние этих колеба-
ний на качественные характе-
ристики обработанной детали
различно, как различен и ме-
ханизм возникновения самих
Рис. 2.47. Образование продольной и
поперечной волн
колебаний. Высокочастотные колебания (с частотой до 5000 Гн
и выше) оказывают влияние на шероховатость поверхности, ко-
лебания со средними частотами приводят к возникновению вол-
нистости, низкочастотные колебания (с частотой менее 300 Гн)
вызывают погрешности формы элементарных поверхностей де-
тали.
Установлено, что на финишных операциях обработки, в ча-
стности при шлифовании, тонком точении и растачивании, ал-
мазном выглаживании, главную роль в образовании динамиче-
ских погрешностей играют вынужденные колебания.
Рассмотрим в качестве примера образование динамических
погрешностей при наружном круглом шлифовании заготовок,
устанавливаемых на жестких неподвижных центрах. Установоч-
ными базами при этом служат центровые отверстия заготовки. В
146
честве допущений примем, что жесткость шлифовальной баб-
абсолютна, а шлифовальный круг не имеет отклонений фор-
Ы. Начало координат совместим с осью вращения заготовки в том
зШе положении, когда она не нагружена силой резания (рис. 2.48).
ДГ Учитывая, что в системе
I J
WWFJ.:
мжмеет место жидкостное тре-
111уие. уравнение движения заго-
мЬвки можно записать в виде
my+yty+F+Py-Q,
(2.19)
т — приведенная
одвижной системы; ц
эффициент
в
Рис. 2.48. Расчетная схема для кругло-
го наружного шлифования
Ж
(2.20)
масса
— ко~
демпфирования;
— радиальная составляющая
Кеакции со стороны центров;
— радиальная составляющая
«илы резания.
ей'.
Мирт
ш-'
. Если обработка производится вблизи одного из центров, ре-
акция может быть представлена как
I F^Jy,
ЯШЛ.
|);Де J — жесткость сопряжения центр — заготовка.
Экспериментальные исследования свидетельствуют о том,
<рто отжатия заготовки, имеряемые в радиальных направлениях,
•^Непостоянны по углу ее поворота. Они существенно зависят от
Йформы поперечных сечений центровых отверстий. Наибольшие
жатая имеют место, когда направление усилия нагрузки при-
рдится против впадины на поперечном сечении центрового от-
рстия и наоборот. В подавляющем большинстве случаев имеет
мысл учитывать только одну гармонику некруглости центрово-
р отверстия, что позволяет представить жесткость в виде
max ^inincos^T?
(2.21)
147
г
i
1
где = 2п P^d(p
О
— постоянная составляющая жесткости;
Ф — текущий центральный угол поворота заготовки; Jmax и Jmin
соответственно максимальная и минимальная жесткости; к —
число предельных волн на центровом отверстии заготовки; т --
время.
Радиальная составляющая силы резания Ру практически пря-
мопропорциональна фактической глубине резания /ф и при про-
чих равных условиях может быть представлена как
ti —- амплитуда волны; р —
(^^Йфхности шейки; 8 — сдвиг по фазе относительно
.^Шрсости.
С учетом соотношений (2.21)—(2.25) уравнение
число продольных волн на по-
эпюры же-
(2.22)
где х — коэффициент, зависящий от конкретных условий обра-
ботки.
Из приведенной на рис. 2.48 расчетной схемы следует, что
фактическая глубина резания
/ф = у + Р - Л ,
(2.23)
где р — текущий радиус шлифуемой шейки; R — настроечный
радиус обработки.
Представим текущий радиус заготовки в виде
Р = Ро + рСО , (2-24)
1 2п
где Ро у |р(ф)^Ф сРеДнее значение радиуса заготовки;
о
р(т) — переменная составляющая радиуса.
Переменная составляющая радиуса р(т) может быть пред-
ставлена рядом Фурье, причем первая гармоника характеризует
собой эксцентриситет профиля относительно номинального
центра, а последующие ~ форму дополнительных замкнутых
кривых, симметричных относительно этого центра. Обычно уда-
ется выделить лишь одну гармонику, соответствующую погреш-
ности, которую имела шейка перед шлифованием. В
чаях можно записать
р(т) ~ Н cos (дот ~ 5) , (2.25)
У
3.
да получим
г
и
148
цмает вид
(2.19) при-
majLT/ min.cos у _1_
(2.26)
Обозначим символом уо координату центра заготовки, в ко-
ой он находился бы при идеальных, квазистатических ус-
овиях обработки, имеющих место, когда р = р0 const,
Jo = const и средняя глубина резания t Уо + ро ~~R
В этом случае, согласно уравнению (2.26), запишем
Л)Уо + х( Уо + Ро - ^) = 0 ,
(2.27)
• г
v -- 1Z
То ““ Т"
На точности формы обработанной поверхности будет отра-
ться не само смещение оси заготовки у, а непостоянство
го смещения относительно координаты уо квазистатического
новесия. Обозначим § = у — ур тогда с, - у и $ = у. Подста-
принятые обозначения и выражения (2.27) и (2.28) в урав-
нение (2.26), после преобразований получим
$
(2.28)
—- -m-^- cos Ахот £ =
= %? —±min,CosfaoT - уН cos (дот - 8). (2.29)
It Так как при шлифовании явление параметрического резо-
fcca практически не наблюдается, можно пренебречь находя-
к»
149
г
щимся в левой части уравнения (2.29) произведением
J - J
лах-----пип СО8£шт Тогда из-за величины трения в уста-
новившемся режиме работы будет иметь место только вынуж-
денное движение системы, вызываемое периодическими сила-
ми, расположенными в правой части этого уравнения.
Решение уравнения (2.29) для установившегося движения
представляет собой сумму частных решений
£1 + ,
где = Л1СО8(Л®т ™ ф0; ™ ^2Cos(/cg3t — § — ф2).
Амплитуды А\ и А% и фазы Ф1 и ф2 определяют обычным пу-
тем:
X*
Ф! = arctg
- ткга
max “ min .
Ф2 = arctg
Исходный угол сдвига 5 (рис. 2.49) может иметь любое зна-
чение, поэтому для наименее благоприятных случаев макси-
мальная погрешность формы Дф, обусловленная динамикой
обработки, равна суммарному размаху колебаний, т.е. Дф'?:
= 2(Ai + Л2).
Совершенно очевиден наследственный характер возникно-
вения динамической погрешности. Действительно, размах 2Л1
150
ёдставляет собой погрешность формы
|тали, связанную
jgHTp — заготовка,
поверхность детали
отверстий.
поперечного сечения
с непостоянством жесткости сопряжения
т.е. свидетельствует о том, что обработанная
наследует погрешности формы ее центровых
•ч
Рис. 2.49. Схема формирования динамической
погрешности:
/ — эпюра жесткости сопряжения центр ~~ центровое
отверстие; 2 ~~ профиль центрового отверстия; 3 —
исходный профиль заготовки; 4 — профиль обработан-
ной поверхности
| Специально обособленный первый сомножитель в формуле
|30) для расчета амплитуды А] является коэффициентом на-
едственной передачи, он весьма существенно зависит от пара-
Цтров, характеризующих конкретные условия обработки. То же
амое можно сказать и о первом сомножителе в формуле (2.30)
я расчета амплитуды А2, которая наследует амплитуду Н не-
эуглости исходной поверхности заготовки.
В некоторых случаях чистовой обработки при использова-
нии нежесткого или плавающего инструмента наряду с вынуж-
денным движением колебания могут быть вызваны влиянием
некруглости, полученной на предшествующем обороте. Подоб-
ное явление наблюдается при сверлении пушечными сверлами,
растачивании глубоких отверстий, алмазном выглаживании и
пр. При анализе динамики этих процессов уместно принять,
что абсолютной жесткостью обладает заготовка, а инструмент
имеет в радиальном направлении существенную податливость
и его перемещения относительно квазистатического равнове-
сия будем обозначать также символом
Если предположить, что на одном из оборотов заготовки по
каким-либо причинам (изменение твердости материала, слу-
чайное силовое воздействие на инструмент и пр.) возникла
продольная волна, то вследствие меньшей подачи инструмента
по сравнению с шириной оставляемой им канавки (следа) на
последующем обороте эта продольная волна в определенной
степени принудительно переместит инструмент в радиальном
направлении. При отсутствии иных воздействий уравнение
движения инструмента приобретает вид
т^ + ^ + (Jo + x)S -
2 тС
ш )
(2.31)
Здесь Jo жесткость инструмента; ос — коэффициент про-
порциональности, имеющий размерность и физический смысл
жесткости, значение которого в общем случае обусловлено гео-
метрией инструмента, материалом заготовки и режимными
факторами обработки; ^(т — 2л/со) — смещение инструмента на
предыдущем обороте.
Аналитически уравнение (2.31) с постоянными коэффици-
ентами и постоянным запаздыванием аргумента решается ме-
тодом последовательных приближений. В зависимости от вели-
чины коэффициента жидкостного трения ц возможны четыре
варианта решения, колебание инструмента с возрастающей ам-
плитудой, колебание с постоянной амплитудой, затухающие коле-
бания и апериодическое движение инструмента, когда колебания
не развиваются вообще. Естественно, что последние два вариан-
та являются наиболее предпочтительными. Следовательно, длл
•4
К
VKS
в^еньшения и ликвидации этой составляющей динамической
^Ьргрешности, которая образуется из-за обработки "по следу",
^^еобходимо в технологическую систему вводить элементы кон-
^Втрукции, обладающие эффективными диссипативными свой-
^Вдрвами.
Л Если при обработке наружной цилиндрической поверхно-
ffera имеет место биение относительно оси вращения или при
обработке отверстия его ось не совпадает с осью вращения
шпинделя, то в правых частях уравнений (2.29) и (2.31) появит-
ся дополнительное возмущающее воздействие excos сот, где s —
эксцентриситет. В установившемся режиме это приведет к ча-
стному решению
ЛзСО8(й)Т ~ фз),
жЖ-
И
J
пт?
пТФ
В
ing
1
Ой
яй
2\2
О + % - mto
; фз = arctg----—-----у . (2.32)
/о+Х-/т>2
ш
Eg
шъх
к
тпх?
в
1
I
ц
Sc?
гггг»
ffifh
ж
В
Суммировать решение с решениями сд и q не следует, хо-
формально это допустимо. Амплитуда Аз, относясь к колеба-
ниям первой гармоники с частотой со, представляет собой бие-
ние шейки после обработки, или смещение оси обработанного
отверстия относительно оси вращения шпинделя. Угол <рз ха-
рактеризует направление этого смещения. Первый сомножи-
тель в формуле для расчета амплитуды также может быть
^ЙТерпретирован в качестве коэффициента наследственной пе-
||Йдачи первоначального эксцентриситета с. Таким образом,
||рзмущающее воздействие с частотой со приводит к динамиче-
»ой погрешности Д' = , представляющей собой отклонение
||ремснтарной поверхности от ее номинального положения.
S Представляется уместным обратить внимание на ошибоч-
ость широко распространенного мнения о характере влияния
^баланса заготовки на точность обработанной поверхности,
ри постоянстве жесткости упругой технологической системы
№>
Ш
Д
ft
возмущения, создаваемые центробежной силой с частотой вра-
щения заготовки, не могут вызвать погрешности поперечных
сечений детали. Основной вред от этого возмущения обуслов-
лен тем, что оно создает или усиливает колебания с другими
частотами, не равными частоте вращения заготовки.
При предварительных, а иногда и чистовых работах лезвий-
ным инструментом могут возникать низкочастотные самовоз-
буждающиеся автоколебания элементов технологической систе-
мы, приводящие, например, при токарной обработке к эллип-
сообразности траекторий движения вершины резца и центра
поперечного сечения обтачиваемой детали. Объяснение проис-
хождения этих колебаний основывается на зависимости силы
резания от толщины срезаемого слоя. Неоднозначность силы
резания по перемещению или, иными словами, наличие между
ними сдвига по фазе является следствием неоднозначности из-
менения толщины срезаемого слоя при сложном относитель-
ном движении инструмента и заготовки как упругой системы
со многими степенями свободы. Особенность траектории дви-
жения, объясняемая указанными выше свойствами технологи-
ческой системы, приводит к тому, что при движении в направ-
лении силы резания инструмент врезается в обрабатываемый
материал, т.е. снимает толстую стружку, а при движении на-
встречу силе резания инструмент отходит и снимает тонкую
стружку. Соответствующим образом изменяется и сила реза-
ния. Погрешность формы детали в этом случае будет представ-
лять сумму размахов колебаний инструмента и заготовки в
нормальном к ней направлении, т.е. сумму измеренных в том
же направлении диаметров их эллиптических траекторий.
При черновой и получистовой обработке на относительно
малых скоростях резания могут возникать автоколебания, вы-
зываемые несоблюдением зависимости (2.22), неоднозначно-
стью функции Ру = Д£), что, в свою очередь, обусловлено раз-
личием сопротивления пластическому деформированию при
врезании резца в свежий металл и при оттеснении им
панного слоя стружки. Движение инструмента в этом
хорошо описывается уравнением
(аВ
накле-
случае
ЬВ сВ р
2 ъ 3 ъ
\Г v
(2.33)
154
L
ЙВЦ;. / .
В Здесь а. b и с —- положительные постоянные величины, за-
рсящие от обрабатываемого материала и геометрии инструмеп-
В — ширина срезаемого слоя; V — скорость резания. Реше-
ние уравнения (2.33) может быть найдено
и»
в виде
(2.34)
73с v
Погрешность формы
гЬнные амплитуда А и частота v могут служить исходными дан-
ыми для определения динамических погрешностей при после-
ующих переходах обработки. Так, если иметь в виду дальней-
jee шлифование, то, возвращаясь к уравнению (2.29), следу-
г в нем положить Н = А и р<л v.
| Расчет динамической погрешности всегда сопряжен с необ-
Здимостью выбора соответствующей расчетной схемы. Во всех
^смотренных выше примерах расчетные схемы были плоски-
и и параметры, их характеризующие, являлись приведенными
жданному конкретному сечению. Для перехода к объемной кар-
ине можно воспользоваться методом "замороженных" коэффи-
иентов, решив ряд аналогичных задач при значениях парамет-
ров, присущих иным сечениям, и определить максимальные по-
эешности; можно также изменить расчетную схему с учетом
зетьего измерения. С целью повышения точности расчета часто
]риходится, сохраняя общность методического подхода, увели-
Ивать число степеней свободы и у плоских моделей. Например,
ри круглом наружном шлифовании учитывать не только подат-
звость заготовки, но и шлифовального круга; при бесцентро-
|Йм шлифовании — двух кругов и заготовки и т.д.
В настоящее время существует широкий набор программ для
ЦВМ, позволяющих решать почти любые дифференциальные
равнения, описывающие движения механических систем. Од-
|ко для практических целей технологии машиностроения в
|>льшинстве случаев можно ограничиться решением задач в
|рвом приближении или только качественной оценкой явле-
»я. Целесообразность построения высших приближений вооб-
поперечного сечения Аф = 2А , Полу-
к
ще сомнительна, ибо определяемые экспериментально парамет-
ры, входящие в уравнения движения, известны лишь с некото-
рой весьма ограниченной точностью. Логично строить прибли-
жения лишь до того уровня точности, который соответствует
точности задания параметров.
Доля динамической погрешности в общем балансе точности
невелика, но она увеличивается с уменьшением технологиче-
ских допусков и часто оказывается доминирующей при преци-
зионной обработке с долемикрометрической точностью. Имен-
но при высокой точности обработки возрастает роль качествен-
ной оценки влияния параметров технологической системы на
образование динамической погрешности.
Рис. 2.50. Характер взаимосвязей амплитуд А\ и
от параметров технологической системы;
а — массы заготовка; б — циклической частоты ее
вращения; в — постоянной составляющей жесткости
сопряжения центр — центровое отверстие
заготовки
На рис. 2.50 приведен характер таких зависимостей, полу-
ченных для обработки круглым наружным шлифованием с уче-
|Ьм податливости как заготовки, так и шлифовальной бабки.
Ьординаты отмеченных на оси абсцисс опорных точек рассчи-
Ьвают по несложным алгебраическим выражениям. Зависимо-
сти свидетельствуют о принципиальной возможности управле-
ния динамическими погрешностями путем варьирования сле-
дующими тремя параметрами технологической системы:
I 1) массой заготовки т, которую можно изменять, правда,
Ьшь в сторону ее увеличения, устанавливая на наружной по-
|рхности заготовки дополнительные кольца;
2) циклической частотой вращения заготовки о;
I 3) постоянной составляющей жесткости j0 сопряжения центр
В центровое отверстие, зависящей от усилия поджатия заготов-
ки центром задней бабки.
I Помимо такого "пассивного" управления динамической по-
Бешностью возможно и "активное" вмешательство в технологи-
Векую систему путем подбора упругого привода вращения заго-
товки или создания привода, обеспечивающего вынужденную
^равномерную круговую подачу, которая на каждом обороте
заготовки замедляла бы ее вращение при прохождении шлифо-
вальным кругом выступов на ее поверхности, а равно и участ-
ков, соответствующих минимумам на эпюре жесткости ’’центр — •
Внтровое отверстие”.
|| Будучи составляющей суммарной погрешности формы ЕЛф
элементарной поверхности, динамическая погрешность не мо-
жет быть в какой бы то ни было степени компенсирована за
счет первичных погрешностей формы, обусловленных иными
Ихнологическими факторами.
дЖ? '"а '
к=.
I
t 2.8. СУММАРНАЯ ПОГРЕШНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Ж'Г'
Ж’
I В 2.7 рассмотрены первичные погрешности механической
обработки резанием и даны необходимые расчеты для определе-
ния числовых значений этих погрешностей. Оценка каждой из
рвичных погрешностей имеет важное значение и может быть
[«смотрена самостоятельно. Однако главным является вопрос о
Ьсождении суммарной погрешности обработки.
IIL Для определения ожидаемой точности необходимо суммиро-
вать первичные погрешности. Задачу о суммировании решают
особо для каждого случая обработки и в зависимости от того,
какую сущность в данном процессе имеет каждая погрешность.
Несмотря на то, что на ожидаемую точность оказывают влияние
многие факторы, суммирование в большинстве случаев можно
проводить по первичным погрешностям, рассмотренным выше.
Эти погрешности отражены в структурной формуле (2.13).
Рассмотрим вопрос суммирования для случая обработки за-
готовок на предварительно настроенных станках с использова-
нием приспособлений. Предположим, что имеется такой случай
обработки, когда каждая из первичных погрешностей представ-
ляет собой звено размерной цепи. Тогда ожидаемую точность д
можно представить как замыкающее звено цепи и суммирова-
ние первичных погрешностей производить алгебраически:
Д = в + Aj + Ди + Дн + Дт’ + ТДф. (2.35)
Задачу следует решать методом ’’максимума—минимума’’.
При этом нужно сделать ряд оговорок. Все первичные погреш-
ности здесь отнесены к направлению выдерживаемого размера.
Значение £Аф необходимо определять с учетом взаимной ком-
пенсации погрешностей технологической системы. При обра-
ботке тел вращения А для диаметральных размеров нужно опре-
делять без учета е, равно как и для случая двухсторонней обра-
ботки элементов изделия набором режущих инструментов.
Анализ конкретного ТП может привести к выводу, что в от-
дельных случаях следует пренебречь и другими слагаемыми. Од-
нако для этого нужны научные обоснования.
Расчет значения А по формуле (2.36) является достаточно
простым. Вместе с тем точность расчета оказывается низкой, а
результат почти всегда завышенным. Даже для случаев обработ-
ки большой партии заготовок рассчитанное значение А встреча-
ется редко, что характерно для расчетов по методу "максимума —
— минимума".
Возможен и другой метод расчета. Каждую первичную по-
грешность можно представить как вектор, модуль которого ха-
рактеризует поле рассеяния погрешности или (что менее точно)
разность предельных значений погрешности. Тогда значение А
следует определять в векторной форме:
158
I ' А — е-ьД„+А + А н т A T А ф . (2.36)
I; z
й
Этот метод лишь в исключительных случаях можно приме-
рь на практике, поскольку необходимо знать направление, в
втором проявляется данная погрешность, что связано с трудно-
ями в практической работе технолога. Если каждый вектор,
ходящий в формулу (2.36), спроектировать на направление вы-
уживаемого размера, то задача сложения упростится, так как
>иходится иметь дело уже с коллинеарными векторами:
+ ЕА ,
Фо
индекс
юшности.
ше (2.35).
Каждый
"ноль" означает проекцию вектора первичной по-
Последняя формула по своей сути аналогична фор-
и
из предложенных выше методов суммирования име-
существенные недостатки, которые могут быть в значитель-
на степени ослаблены, если первичные погрешности рассмат-
|вать как случайные величины. Такой подход вполне соответ-
вует сути расчетно-статистического метода определения точ-
)сти.
Как правило, первые пять слагаемых в формуле (2.35) пред-
ъявляют собой случайные величины. Поэтому суммировать их
но по закону квадратного корня:
F А — 1 Ау Т.^А^ ’ (2.37)
ер — коэффициент, определяющий процент риска получения
вка при обработке; Xi“Xs коэффициенты, характеризующие
коны распределения каждой из первичных погрешностей.
Риск возникает в связи с тем, что нельзя утверждать с пол-
)й определенностью, что рассеяние данной первичной гю-
ршности соответствует данному закону распределения. При
- 1 вероятность брака составляет 32 %, при р — 2 она снижа-
ли до 4,5 %, а при р = 3 доходит до 0,27 %.
Коэффициенты к имеют вполне определенные значения для
ого закона распределения. Так, для закона нормального
определения X = 1/9, для распределения Симпсона X = 1/6,
закона равной вероятности, а также для случаев, когда о за-
коне распределения данной первичной погрешности ничего <{е
известно (либо мало известно) X = 1/3.
Из практики известно, что Др с и Ан имеют распределение,
близкое к нормальному, поэтому Xj ” Х2 = Х3 = 1/9. Распределе-
ние Av близко к закону равной вероятности, следовательно, Х4
™ 1/3. Характер распределения мало изучен, поэтому Х5 -
— 1/3. При р - 3 формула (2.37) имеет вид
2
н
и
Величина ЕАф не является случайной (см. 2.7.5), поэтому ее
нельзя суммировать под знаком корня. С учетом этой погреш-
ности ожидаемая погрешность
A = :Je2 + A2 + Л2Н + ЗАи + ЗЛ2Т н- £Лф . (2.38)
Формулой (2.38) можно широко пользоваться на практике.
Значения первичных погрешностей, суммируемых под знаком
корня, представляют собой поле рассеяния этих величин. Допус-
тим, что в конкретном случае обработки ЕЛф = О, Лу = 10 мкм,
8—25 мкм, Аи = 30 мкм, Аи — 15 мкм, А 7 — 10 мкм. Согласно
формуле (2.35)
А — 10 + 25 + 30 + 15 + 10-90 мкм.
Расчет по формуле (2.38) дает
А = 2102 + 252 + ЗО2 + 3'152 + 3-102 = 51 мкм.
Сравнение результатов этого расчета подтверждает разницу в
оценке ожидаемой точности.
Проанализируем формулу (2.38). Погрешность формы 1Лф-
вызываемая различными причинами (геометрические погрешно- '
сти станков, динамические погрешности, деформации заготовок ;
под действием сил закрепления и др.), входит в состав А, так
как допуск на размер, как правило, охватывает и отклонение
формы. Размер же с учетом отклонений формы измеряют в раз-
личных сечениях детали. Предположим, что заготовки обраба-
169
Мувают на нескольких станках. Тогда геометрические погрешно-
сти станков будут иметь рассеяние и погрешность £Дф из сис-
тематической превращается в случайную. В этом случае ЕДф
Мжедует суммировать под знаком корня.
II-. В другом случае может оказаться, что партия заготовок неве-
Вика и может быть обработана при постоянной настройке систе-
ы. Тогда погрешность настройки Дн следует рассматривать-как
' систематическую и не суммировать под знаком корня. Ее нужно
[включить из состава Л. но, как было показано выше, поле рас-
сеяния размеров при регулировке этого инструмента будет сме-
жаться.
jy При обработке малых партий заготовок может слабо про-
явиться и размерный износ инструмента. Этот же эффект может
вблюдаться и при малых колебаниях припусков или твердости
|||готовок, а следовательно, это повлияет и на значение Д^. Та-
ким образом, при малых партиях заготовок фактическая сум-
марная погрешность может оказаться меньше рассчитанной, что
В(.едует иметь в виду.
При обработке одной или нескольких заготовок используют
|||Ьтод пробных ходов и измерений. В этом случае ожидаемую
||урешность рассчитывают по формуле
И; Д = Ei + е2 + Ди + ди + дг + дст,
у Е] - погрешность установки режущего инструмента; £2 —
«грешность формы обработанной поверхности или погреш-
ность ее положения относительно измерительной базы; Ду —
«грешность формы обрабатываемой поверхности из-за копиро-
вания первичных погрешностей заготовки; Ди — погрешность
формы поверхности в результате износа режущего инструмента;
Ж — погрешность формы одной детали из-за тепловых дефор-
Мапии системы; Дст — погрешность формы обрабатываемой по-
верхности, вызываемая геометрическими погрешностями станка.
хлтайй«£^ С' • '
> ‘ЯИ^
<
< ЧЖИта»7
ж
9-
Л.
машиностРоения. Том 1
г»
^S^таццццййвд^\*, ’
4
2.9. КАЧЕСТВО ПОВЕРХНОСТНЫХ СЛОЕВ ЗАГОТОВОК
И ДЕТАЛЕЙ МАШИН
2.9.1. Влияние качества поверхностного слоя
на эксплуатационные свойства деталей машин
Анализ функционирования деталей машин убедительно по-
казывает, что правильно сконструированные и эксплуатируемые
изделия не выходят из строя из-за поломок. Если и возникают
поломки, аварии, катастрофы, то их причины всегда связаны с
чрезвычайными обстоятельствами, а не с нормальными условия-
ми эксплуатации. Вместе с тем очевидно, что срок службы ма-
шин всегда ограничен. Машины выходят из строя из-за причин,
связанных с функционированием поверхностных слоев деталей
машин и с несовершенством этих слоев. Технологические мето-
ды обработки заготовок, непосредственно связанные с пробле-
мой точности, самым решающим образом влияют на качество
поверхностных слоев и, следовательно, формируют качество
всей машины.
Под термином ’’качество поверхностного слоя” понимают
единство трех показателей: шероховатости поверхности, ее
волнистости и физико-механических характеристик слоя. Хотя
эти показатели рассматривают раздельно, их взаимное влияние
очевидно. В зависимости от служебного назначения детали оп-
ределяющим становится то один, то другой показатель.
При оценке качества поверхностного слоя необходимо обра-
титься к его строению. Можно выделить условно отдельные час-
ти граничного слоя, который в собранной машине контактирует
с сопрягаемой деталью. Собственно граничный слой состоит из
нескольких условно представленных слоев атомов. Их положе-
ние существенно отличается от положения атомов, находящихся
в глубинных слоях. Атомы глубинных слоев со всех сторон ок-
ружены другими атомами и, следовательно, уравновешены сило-
выми полями. Такие атомы находятся в состоянии устойчивого
равновесия. Атомы же, лежащие на поверхности, испытывают
воздействие только соседних и нижележащих атомов. Поэтому
они находятся в неустойчивом, неуравновешенном состоянии, 2
граничный слой обладает запасом свободной поверхностной
энергии. Часть поверхностной энергии (потенциальная энергия)
затрачивается на деформирование кристаллической решетки, а
162
их тысячных долей.
1
Рис. 2.51. Схема
г.
/ — терраса; 2
ступеньке; 4 — вакансия на террасе; 5 — одноатомная сту-
пенька; 6 ~ петля
поверхностного слоя (а) и модель стро-
ения поверхности (б):
— адсорбированный атом; 3 — то же, на
горая часть (кинетическая энергия) — на колебательный про-
вес атомов граничного слоя.
f Повышенная энергетическая активность поверхностного
|ря непосредственно связана с его служебными свойствами,
оскольку из-за такой активности поверхность адсорбирует эле-
окружающей среды и прежде всего пары воды, газы, жи-
Ы и др. Это обстоятельство влияет на контакт детали с другими
|рверхн остями. Толщины адсорбированных слоев составляют от
^скольких микрометров до
Адсорбированные пары (жидкость) проникают в тонкие тре-
ины (рис. 2.51, а), которые всегда имеются на поверхности,
идкость создает в капиллярах высокое давление, в результате
го нарушается прочность поверхностного слоя, так как от-
ьные кристаллиты испытывают микросдвиги. Из-за несовер-
нства граничного слоя в связи с точечными дефектами
с. 2.51, б) его отдельные участки обладают различной хими-
чкой активностью. На поверхности детали имеются миллионы
астков типа показанных на схеме. Поверхность гетерогенна в
метрическом и химическом отношениях, что непосредствен-
связывается с характером явлений в ходе контактирования
алей со средой. На поверхности возникают различные химиче-
6*
163
ские соединения. В своем большинстве они представляют собой
оксиды.
Ниже граничного располагается слой, свойства которого оп-
ределяются его спецификой, связанной с сильно деформирован-
ными частицами материала. Такое деформирование произошло
из-за технологического воздействия инструмента на поверхность
в ходе предшествующих операций. Между измельченными кри-
сталлитами поверхностного слоя находится прослойка, которая
состоит из основного металла с большим количеством дислока-
ций, а также из различных примесей, концентрирующихся по
границам зерен.
Примеси в металлах — это распределенные по всему объему
поверхностного слоя инородные атомы. Их присутствие вызыва-
ет искажение кристаллической решетки, они оказывают очень
сильное влияние на механические, физические, магнитные и
другие свойства поверхностей деталей.
Поскольку на поверхностные слои заготовок воздействуют
различные инструменты, то напряжения здесь будут отличаться
от напряжений в сердцевине материала. Возникновению напря-
жений способствуют также фазовые превращения, местный на-
грев. Такие напряжения уравновешиваются только в пределах
определенных. областей, когда степень деформирования или
иные воздействия не являются однородными. Напряжения весь-
ма существенно влияют на служебные свойства деталей.
Велико влияние износа поверхностных слоев на качество де-
талей и машин. Если транспортная машина массой 3...5 т теряет
в ходе эксплуатации 3...4 кг, а подшипник качения массой
10... 14 кг — 20...30 г, то такие объекты полностью утрачивают
свою работоспособность. Шпиндели непрецизионных станков
массой 10... 12 кг уже не могут эксплуатироваться на подшипни-
ках скольжения после изнашивания их поверхности на доли
граммов. Износ деталей машин приводит к понижению их точ-
ности, увеличению динамических нагрузок, уменьшению коэф-
фициента полезного действия, снижению прочности. Вследст-
вие износа выходит из строя 80 % машин. На ремонт машин за-
трачивают огромные средства, значительная часть которых рас-
ходуется на транспортные машины.
Износ деталей машин в значительной степени зависит от
шероховатости поверхностей сопряжения. В период приработки
164
i
™fc
кйВШШЯ
шо
ПМ
<я
lVWiWJ/
ш
И
я
|алей, изготовленных практически из любых материалов, из-
определяется особенностями данного мет>да обработки по-
рхностей. Поэтому технология машиностроения в наибольшей
епени связана с обеспечением износостойкости. Назначение и
>еспечение на практике оптимальных параметров шероховато-
И поверхностей позволяет уменьшить период приработки в 2—
5 раза.
Многочисленными исследованиями установлено, что устало-
ные разрушения также начинают зарождаться на поверхности.
Цдения усталости тесным образом связаны с шероховатостью
верхности и физико-механическими характеристиками по-
|хностного слоя. Чем меньше шероховатость, тем выше при
>чих равных условиях усталостная прочность, поскольку каж-
неровность поверхности является концентратором напряже-
й и очагом разрушения. Концентрация напряжений зависит
только от глубины микроследов (рисок) от воздействия инст-
^ента, но и от формы этих следов.
Характеристики поверхностных слоев непосредственно свя-
ны с контактной жесткостью, виброустойчивостью, коррози-
йной стойкостью, прочностью сопряжений, плотностью соеди-
ений, теплоотражением, прочностью сцепления с покрытием.
Противлением обтеканию газами и другими эксплуатационны-
и показателями.
2.9.2. Общие понятия и определения
ж- чв
ж?*- й!
и®
Яй;
ИВ
И
Качество поверхностного слоя имеет для. машиностроения
исключительно большое значение. Для его оценки используют
ЙЙшчественные параметры: шероховатость, волнистость и др.
Шероховатостью называют совокупность микроследов срав-
нительно небольшого шага на базовой длине. Периодически че-
|Ц|ующиеся неровности, шаг которых существенно превышает
:О°вую длину, принятую для измерения шероховатости, назы-
|Й|рт волнистостью. Волнистость занимает промежуточное со-
ЦЬяние между шероховатостью и отклонениями формы поверх-
ностей. Для шероховатости характерно отношение L/H < 50
ис. 2.52), для волнистости L/HB ~ 50... 1000 и для отклонений
рмы L)Нв > 1000. Значения Н и Нв лежат в интервале от долей
Крометра до десятков миллиметров. При оценке шероховато-
1
I
I
I
ПК
165
сти учитывают не только / и //. но также форму микровыступов,
так как она решающим образом влияет на служебные свойства
деталей.
Рис. 2.52. Шероховатость и волнистость поверхности
В технической литературе, а также на графиках, которые ав-
томатически выдают приборы для измерения шероховатости,
микронеровности изображаются, как показано на рис. 2.53, а.
Следует иметь в виду, что здесь микронеровности даны в иска-
женном виде, с сильным увеличением по оси ОУ Это делается
для удобства анализа. Если бы масштаб изображения микроне-
ровностей по осям ОХ и ОУ был бы одинаковым, микронеров-
ности представлялись бы схемой, приведенной на рис. 2.53, б.
При значении Н, изменяемом в зависимости от метода обработ-
ки и составляющем от долей до десятков и сотен микрометров,
значения угла р изменяются от 15...20° (грубое течение) до 1...30
(притирка). Однако при одинаковых масштабах по координат-
ным осям профилограммы имели бы очень большую длину, что
вызывало бы трудности их практического использования.
Наблюдают два принципиально различных вида профилей
микронеровностей. Профиль может быть регулярным, когда мик-
ронеровности расположены как совокупность следов определен-
ного, одинакового направления с явно выраженным чередова-
нием (точение, сверление, фрезерование, шлифование и др)
При нерегулярном профиле четкого чередования следов не на-
блюдают (электроискровая обработка, дробеструйный обдув и
др.).
Рис. 2.53. Схемы изображения микронеровностей
К Шероховатость поверхности оценивают по раду характери-
стик. Каждая страна (группа стран) имеет свои стандарты. Так, во
Франции и Дании шероховатость оценивают по десяти характери-
иигикам (параметрам), в Испании — по семи, в Германии — по
мести, в Чехии — по трем, в Японии — по одному. В ряде
«стран принят стандарт, предложенный в России. Он оценивает
^шероховатость по шести параметрам (рис. 2.54). Изображение
^дароховатости разделяет средняя линия профиля т, которая про-
^Ьдена по определенным' правилам. На средней линии выделяют
^Шрзовую длину Z, значение которой выбирают по стандарту в за-
висимости от метода обработки поверхности. Линия выступов и
шия впадин проходят через наивысшую и наинизшую точки
ирофиля и параллельны средней линии. Расстояние между ли-
ниями выступов и впадин называют наибольшей высотой неров-
ностей профиля Тйпах.
Ц Шероховатость оценивают по трем высотным параметрам
fc, Hz и 7?max, двум шаговым параметрам S и Sm и по относи-
тельной опорной длине микропрофиля tp. Параметр Ra называют
Средним арифметическим отклонения профиля и определяют как
te . /
о
М'
& •
аМуи приближенно
Ra
к;.
g:'
167
где л — число выбранных точек на базовой длине /; — откло-
нение профиля, т.е. расстояние между любой точкой профиля я
средней линией.
Рис. 2.54. Профиль шероховатости и его характеристики
Расстояния у берут без учета знака, т.е. как ординаты над и
под линией т (показаны в виде вертикальных линий в левой и
правой частях рис. 2.54).
Параметр Rz — высота неровностей по десяти точкам -
представляет собой сумму средних абсолютных значений высот
пяти наибольших выступов профиля и глубин пяти наибольших
впадин профиля в пределах базовой длины:
где max — отклонения пяти наибольших максимумов профи-
ля; Hi min отклонения пяти наибольших минимумов профи-
ля.
Средним шагом S местных выступов профиля называют сред-
нее значение шага местных выступов в пределах базовой длины.
Средним шагом Sm неровностей профиля называют среднее
значение шага неровностей профиля по средней линии в преде-
лах базовой длины.
Опорная длина г\р профиля определяется суммой длин отрез-
ков в пределах базовой длины, отсекаемых на заданном уровне
168
<s
^^ММИЖ ";
Вик
IMfc.
^Ж^^ЙЖ''^1:‘>/ • •• *' V* *->
микронеровностях линиеи> параллельной средней линии.
Относительная опорная длина tp профиля определяется отно-
шением опорной длины профиля к базовой длине:
uiifc-'' . п
I >
s
Г%е Р ~ уровень сечения профиля, определяемый расстоянием
Й^ежду линией выступов профиля и линией, пересекающей
профиль эквидистантно линии выступов (р устанавливают в
Процентах от Ашах); Ь, длина отрезка, отсекаемого на мик-
И|выступс.
II;; Параметр tp достаточно полно характеризует поверхность
фактического соприкосновения (контакта) двух деталей, обра-
зующих сопряжение.
Существует корреляционная связь высотных параметров
||$ероховатости Ra, Rz и Атах. Для плосковершинной и от-
делочно-упрочняюшей обработки в среднем
К Атах = 5,0 Ra, Rz = 4,0 Ra;
life- <
точения, строгания и фрезерования
' Атах = 6,0 Ra, Rz — 5,0 Ra;
»'
ЗЩш.'.
для остальных методов обработки
¥
t Атах = 7,0 Ra, Rz = 5,5 Ra.
I Основной смысл введения шести параметров для оценки
шероховатости поверхности состоит в том, что с их помощью
Кжно регламентировать шероховатость в зависимости от слу-
жебного назначения и условий эксплуатации деталей (изнаши-
вание, контактная жесткость, выносливость и др.).
||g: Шероховатость поверхности на чертежах указывают с помо-
щью условных обозначений (рис. 2.55, а). На месте рамки / в
fДйределенной последовательности указывают параметры шеро-
щатости (пример с цифровыми обозначениями показан на
с. 2.55, б), на месте рамки 2 в случае необходимости — вид
работки и другие дополнительные данные, на месте рамки 3
зовую длину, взятую из стандарта, а на месте рамки 4 — ус-
II
r
ii
",
ловные обозначения направления штрихов обработки. Обозна- I
чение Z5080 (см. рис. 2.55, б) расшифровывается как относитель-
ная опорная длина 80 % при уровне сечения профиля р == 50 %> |
Напряжения в поверхностных слоях возникают из-за воздей- I
ствия на поверхность инструмента, фазовых превращений и ।
температурных факторов. Их определяют по специальным мето- ;
дикам с использованием аппаратуры, позволяющей сделать ана- )
лиз поверхностного слоя на образцах, вырезанных из деталей, I
или непосредственно на деталях. Весьма полезны графики, вы- j
даваемые аппаратурой в автоматическом режиме и показываю-
щие распределение напряжений по глубине поверхностного |
слоя. Каждый метод обработки характеризуется своим, специ- j
фическим графиком. )
Качество поверхностного слоя оценивают также по числу
дислокаций — различных дефектов и несовершенств кристалли-
ческой решетки. Наличие дислокаций особенно сильно снижает
прочность металлов. В одном кубическом сантиметре отожжен-
ного металла плотность дислокаций составляет 107...108 см 2. В
наклепанном металле плотность дислокаций равна 1Он...1О12 см 2.
Плотность дислокаций определяют с помощью специальной ме-
тодики.
0.1
Sm 0,063
0М0
t so 30*10%
0f25
5
а
Рис. 2.55. Структура обозначения шероховатости поверхности (я)
и пример расположения параметров шероховатости (6)
Вполне доступным методом для оценки поверхностного слоя
является определение микротвердости. Ее определяют с помо-
щью сравнительно простых приборов вдавливанием в исследуе-
мую поверхность алмазной пирамиды и измерением с помощью
микростопа диагонали получаемого при этом отпечатка.
р, МПа
2
600
Ц00
200
2.9.3. Шероховатость поверхности
Шероховатость поверхности регламентируется конструкто-
|м, исходя из служебного назначения и условий эксплуатации
сталей. Заданная шероховатость (высота микронеровностей,
-орма микровыступов, шаг и другие параметры) обеспечивается
а производстве.
2,56. Влияние метода обработки сопрягаемых поверхностей на служеб-
ные свойства деталей:
изменение срока службы деталей; б — давления, приводящие к ''заеданию" со-
пряга ем ых п о верхи ост е и
В первый период эксплуатации сопряженных поверхностей
роисходит их приработка. Шероховатость поверхности изменя-
ся, а сопрягаемые детали начинают работать в иных условиях,
роцесс приработки существенно влияет на срок службы маши-
I. В зависимости от метода обработки поверхностей процесс при-
ботки происходит с различной интенсивностью (рис. 2.56, а). По
о завершении создается характерная для данных условий экс-
1уатации шероховатость и изнашивание во времени происхо-
т по одним и тем же законам. Износ И для методов обработ-
/, //, ///характеризуется кривыми с одинаковыми углами на-
она 0. Однако при заданном допустимом износе Ид сроки
ужбы соединения оказываются различными (т{, лзЛ Из
ого следует вывод о важности выбора метода обработки
рхностей.
Эту же мысль иллюстрирует и другой эксплуатационный
затель сопряженных поверхностей — давление, приводящее к
^линиванию поверхностей, т. е. невозможности их взаимного
ПО
по-
перемещения. На рис. 2.56, б приведена диаграмма, характера
зующая работу двух сопряженных деталей, которые эксплуатщ
руются в одинаковых условиях, но методы обработки их поверх,
ностей — различны. Детали выполнены из чугуна, одна из них
совершает возвратно-поступательные движения на длине 100 мм,
площадь контакта составляет 1450 мм2, максимальная скорость
перемещения 2000 мм/мин. Пара 7, у которой обе поверхности
отшлифованы цилиндрической поверхностью круга вдоль на-
правления движения, заклинивает (поверхности перестают пере-
мещаться одна относительно другой) при давлении примерно
200 МПа. Пара 2 имеет одну шлифованную поверхность, а дру-
гую — шабреную. При прочих равных условиях заклинивание
поверхностей происходит при существенно большем давлении,
что характеризует их положительно по сравнению с парой 7. У
пары 3 обе поверхности шабреные, у пары 4 одна поверх-
ность притертая, другая — шлифованная, у пары 5 ~ обе по-
верхности притертые и у пары 6 — одна поверхность притертая,
другая — шабреная. Давления заедания у пар 7 и 6 различаются
в три раза.
Существуют и многие другие параметры, показывающие ре-
шающее влияние шероховатости на эксплуатационные характе-
ристики сопряжений. Из них следует, что, назначая шерохова-
тость поверхностей деталей машин, конструктор может непо-
средственно влиять на качество машины и ее частей. Именно
для этого и предложены шесть параметров шероховатости по-
верхности по российскому стандарту. Каждая пара поверхностей
требует своего набора параметров шероховатости и указания их
в соответствии с рис. 2.55 на рабочих чертежах. В качестве при-
мера рассмотрим табл. 2.7, помогающую конструкторам регла-
ментировать шероховатость. Таблица представляет сббой лишь
выборку из обширного справочного материала.
Предположим, что конструктор создает вал с шейками для
установки подшипников качения. В этом случае он оговаривает
только Ra - 0,8 мкм, определяемое (как и все параметры шеро-
ховатости) с помощью специальных приборов, широко рас-
пространенных в промышленности. Если же на этом валу име-
ется участок, работающий на выносливость, то указывают
значение 7?тах = 1,0 мкм, tp = 60 на базовой длине 0,8 мм.
подшипники качения
из чугуна
$
'с-:
№.
й
из стали
Направляющие трения
скольжения.
!!,: тяжелых станков
Корродирующие поверх-
Кости
прецизионных стан-
ков
Таблица 2.7, Параметры шероховатости для
разных условий функционирования поверхностей
Поверхности деталей
fee
Опорные шейки валов
й ijiiS,
ЧЬ i ;
,'т подшипники сколь-
JO жен ия
^В;::
ш
ffiw
rrrrriWilJ
ffirlfl «>
зубч ат ы с кол с с а
Поверхности валов, рабо-
тающие на выносливость
if-;
Поверхности под напыле-
fee
j Поверхности основных от-
верстий корпусов:
Ra, мкм Rz. мкм Атах, мкм Sm, мкм гр. мкм /, мкм
0.32 ~~— — Hq30 0,8
0,8 — **—*' 0,8
1,6 — 0,8
— 1,0 <21)60 0,8
125 — 0,5 8,0
1,0 2,0 — - — — 0,8
0,63-1,6 — ——— 0,8
0,1 Оо 15 0,25
1,6 — *1* 0,8
0,063 —.— 0,032 6о Ю 0,25
te" Другие параметры шероховатости не указывают. Для поверх-
остей под напыление из всех параметров указывают только Rz,
tn и /. Для корродирующих поверхностей указывают Ra, Sm, tp
f Все параметры шероховатости, назначенные конструктором,
элжны быть выполнены в условиях производства. Для облегче-
на работы технолога существуют справочные материалы, в ко-
рых приведены интервалы значений параметров шероховато
и в зависимости от метода обработки.
Широко распространены справочные данные для случаев об-
работки наружных поверхностей вращения, внутренних поверх-
ностей вращения и плоских поверхностей. Кроме того, имеются
данные по обработке боковых специфических поверхностей:
шлицев, зубьев, поверхностей профилей резьб.
Данные, приведенные в справочниках, иногда требуют уточ-
нений в зависимости от режимов обработки. Скорость резания у
существенно влияет на шероховатость (рис. 2.57, а). При обра-
ботке вязких материалов в условиях образования нароста наи-
большее значение Rz наблюдается при скоростях резания
20...25 м/мин. Однако с увеличением скорости резания эффект
образования нароста снижается и шероховатость уменьшается.
Вместе с тем, кривую, приведенную на рис. 2.57, а нельзя счи-
тать универсальной.
Ra
4
----—«-— ..............—---.................—.—... ..........’"!►
а и..........................................................ff s
Рис. 2.57. Зависимость шерохости от скорости резания (а)
и подачи (б)
Подача S (рис. 2.57, б) влияет на шероховатость в зависимо-
сти от используемого режущего инструмента и условий обработ-
ки. При точении стандартными резцами с углом в плане 45° и
малым радиусом закругления при вершине резца (до 2 мм) по-
дача существенно влияет на шероховатость (кривая /). Если то-
чение производится резцами с широкой режущей кромкой, ус-
тановленной параллельно оси изделия, изменение подачи не от-
ражается на шероховатости (кривая 2). При сверлении, зенкеро- |
вании, торцевом и цилиндрическом фрезеровании изменение
подачи слабо влияет на шероховатость (кривая 5).
Глубина резания также слабо влияет на шероховатость. Из-
менение шероховатости с увеличением глубины резания, когда
инструмент режет не по корке, а по основному материалу, свЯ'
174
1твИж*
в™ ttSSft
g|||W
I
»л
ЙЖЙ?$
К:
я
1
gfao с изменением физико-механических свойств материала в
зоне ре за н ия.
Геометрические параметры режущего инструмента, равно
и его состояние, оказывают различное влияние на шерохо-
ратость. При изменении в обычных пределах переднего угла у и
Заднего угла а (рис. 2.58, а) параметры Ra и Rz изменяются не-
рачительно. С уменьшением угла ф в плане и вспомогательного
рда Ф1 в плане (рис. 2.58, б) шероховатость заметно уменьшает-
p. На инструментах с широкой режущей кромкой (рис. 2.58, в)
Шероховатость обрабатываемой поверхности определяется в ос-
р>вном шероховатостью режущего лезвия на участке /—2 Этот
р)фект особенно сильно заметен в начальный период работы
рструмента, пока микронеровности лезвия не сгладились. С
реныпением радиуса г скругления вершины резца (рис. 2.58, г)
Шероховатость резко возрастает.
К."
И
К
в
В
ft
I
ж
НТВ*
ПТК?
К
ПЛИ:
И
ж
ilizi
ИВ
ж
Рис. 2.58 Геометрические параметры режущего инструмента
О
1|||
Will
^0810
В
&
Невооруженным глазом можно оценить влияние на шерохо-
|рсть жесткости технологической системы. Это особенно от-
|ливо видно на примере токарной обработки. При обтачива-
I нии консольно закрепленной заготовки (рис. 2.59, а) на свобод-
5 ном конце вала шероховатость неизменно возрастает и отноше-
ние /?zmax / определяется отношением длины L заготовки
rjjyee диаметру D. Это отношение может достигать 2,5...3. При
! обработке в центрах или с закреплением левого конца заготовки
в патроне, а правого — с поджатием центром эпюра шерохова-
Тости также зависит от отношения размеров заготовки
(рис. 2.59, б). При L/D = 15 и более наибольшая шерохова-
'ть наблюдается примерно в средней части заготовки, а при
Р = 10 — ближе к правому концу заготовки.
Рис. 2.59. Влияние жесткости системы на шероховатость поверхности
На практике все особенности обработки (режимы обработ-
ки, параметры инструмента, жесткость системы и др.) действу-
ют на шероховатость одновременно. Поэтому трудно оценить
результат действия всех факторов. На помощь приходят эмпи-
рические формулы. В качестве примера приведем эмпириче-
скую формулу для определения Ra при точении.
Ra —
(2.39)
где Ао, Ад, к2, кз, Ад, — коэффициенты, выбираемые по табл. 2.8;
5 подача, мм/об (0,05...0,43); г — радиус при вершине резца,
мм (0,5...2); v — скорость резания, м/мин (2,8...71); у — перед-
ний угол резца, град (— 40°...4°).
Таблица 2.8. Значения коэффициентов для эмпирической формулы (2.39)
Обрабатываемый материал Ад к\ ^2 кз • С
СтЗ 0.01 0,65 0.6 0,5 1.9
Сталь 20 41,8 0.75 0,55 1,38 0,25
Сталь 45 7,0 ' 0,85 0,65 0,36 0,15
Стшть 70 5,8 1.1 0,68 0.15 0,45
Существуют формулы, включающие другие параметры об'
работки (например, жесткость). Эмпирические формулы можно
использовать для решения различных практических задач.
5 76
Предположим, что необходимо определить режимы алмаз-
ого выглаживания роликов диаметром 20 мм, изготовленных
хромистой подшипниковой стали, закаленных до твердости
ffRC 63...64. Ролики предварительно обработаны с получением
Цй = 8,0 мкм. Необходимо получить Ra = 0,5 мкм. Выглажива-
ние производится на токарном станке. Схема выглаживания
По условиям алмазного вы-
саживания максимальные на-
пряжения в контакте ролика 1 и
нструмснта 2 не должны пре-
□сходить отах “ 8000 МПа. На-
ряжения создаются действием
ружины 5, имеющей возмож-
ость регулирования. Диаметр
нструмснта (алмаза) 3 мм.
Для решения задачи необхо-
ю выбрать эмпирическую
которую входят все
все) заданные пара-
ле
&
Ормулу, Е
ИЛИ почти
етры:
Ra ~ 1,1/fe0y77 S0,14\/0,05
max
Рис. 2.60. Схема алмазного выгла-
живания
max
И 9
V — скорость на периферии ролика.
Преобразование формулы с учетом дополнительных данных
Позволяет получить зависимость для определения подачи 5:
у
/&7*14 о2 ^”2,14
i\u, u max ии
^max v
После подстановки исходных данных получаем
С — Л 12 /1/ 0.36
Поскольку v = nDn / 1000 (где п — частота вращения шпинде-
токарного станка), то 5 “ О,49/л036. Из условий стойкости
алмазного инструмента следует, что у должно находиться в преде-
лах 10...70 м/мин.
Тогда значение
1000-10 „I 1000-70 111С -1
=--------= 159 мин ;~ = 1115 мин .
тт 3,14.20 тах 3,14-20
Эти данные необходимо скорректировать по паспорту токар-
ного станка. Теперь можно определить значения подачи 5 и за-
нести их в таблицу, где сведены все значения п и S. При п -
= 630 мин подача S должна составить 0,05 мм/об. В итоге можно
рекомендовать пользоваться табличными данными, а в случае не-
обходимости — значениями, полученными из эмпирических
формул.
2.9.4. Физико-механические свойства в поверхностных слоях
Физико-механические свойства в поверхностных слоях заго-
товок и деталей машин всегда отличаются от свойств в сердце-
вине. Это объясняется особенностями процессов, происходящих
при изготовлении заготовок и деталей. Например, поверхности
поковок испытывают воздействие штампов, молотов и других
частей оборудования, условия охлаждения отливок на поверхно-
сти отличаются от условий охлаждения в центре, воздействие
режущего инструмента на поверхности и в центре деталей также
различно. На это весьма убедительно указывает распределение
твердости по глубине поверхностного слоя. Поверхностный
слой 1 на рис. 2.61 выделен условно. В действительности грани-
ца между слоем 1 и сердцевиной 2 размыта. В средней части по-
верхностного слоя также условно показана граница (пунктирная
линия), разделяющая слой на две части. Часть слоя, располо-
женная ближе к поверхности, характеризуется, например, раз-
дробленностью кристаллитов при изготовлении заготовки.
Твердость этого слоя оказывается наиболее высокой, затем
она резко снижается и остается постоянной в слое 2. Высокая
твердость частиц металла при раздробленности кристаллитов от-
рицательно характеризует качество поверхностного слоя.
178
№^^У|-|-|-|-|-|-|-|Т|Т|Т|Т|Т|Т|~П:’Л^№:й<.
•*%.
gjjjg ffswaaa^lgts s-i f>.
а^а1Ш&№№ажжг: s'-, •
Ш^Иж'л
УИНгЖш
Ией
снижается количество дефектов и т.д.
Твердость
ш
Рис. 2.61. Изменение твердости по глубине
поверхностного слоя
«ж
Я»
да
кФ
НИ
-
вяется
«^ений
«лоя
ж
В части слоя 7, расположенной ближе к сердцевине, наблю-
дается упорядоченность расположения отдельных кристаллитов
от действия инструмента,
Поверхностный слой
всегда имеет напряже-
ния, отличные от напря-
жени й , возникающих в
сердцевине материала де-
тали. Это обстоятельство
решающим образом ска-
зывается на служебных
свойствах изделий. Осо-
бенно отчетливо прояв-
действие напря-
поверхностного
на выносливость
деталей (рис. 2.62, и). При различных значениях временного со-
противления ов допустимое напряжение о_] при симметричном
цикле знакопеременного нагружения оказывается различным.
||Кривая 1 дана для гладкого образца, 2 — для образца с уступом.
||рти две кривые характеризуют конструктивные формы деталей.
||Если же на образцах имеется надрез, то допустимое напряжение
||>л существенно снижается (кривая 3). Надрезом является не
^Только случайная риска на поверхности, но и наиболее глубокая
^падина микропрофиля. Так оказываются тесно связанными на-
пряжения поверхностных слоев и микропрофиль поверхности.
Особенно опасны надрезы в виде трещин, образующихся в ходе
^^рмической обработки.
- Наклеп, возникающий в поверхностных слоях, существенно
влияет на износ деталей. Графики на рис. 2.62, б показывают
[зное И двух образцов, выполненных из стали 40Х, совершаю-
щих возвратно-поступательное движение со средней скоростью
,4 м/с. Зона I характеризует рассеяние показателей износа для
©наклепанных образцов, а зона 2 — для наклепанных. Разница
зносов оказывается ощутимой. Одновременно можно сделать
ывод о том, что напряжения сжатия повышают износостой-
ость. Этот вывод особенно важен для построения ТП и разра-
ботки маршрутов.
179
№
Рис. 2.62. Зависимости служебных свойств деталей
от характеристик поверхностного слоя
Величина и знак напряжений поверхностного слоя целиком
определяются методом обработки. Если в результате проведения
ТП в слое образовались растягивающие напряжения (рис. 2.63, а),
то они могут складываться с напряжением, возникающим в де-
тали при ее нагружении в ходе эксплуатации машины, что мо-
жет привести к снижению прочностных свойств и даже поломке
детали. Растягивающие напряжения чаще всего отрицательно
действуют и на другие служебные характеристики деталей. По-
этому надо выбрать такие методы обработки поверхностей, ко-
торые не создают, как правило, растягивающих напряжений.
Рис. 2.63. Виды графиков напряжений поверхностных слоев
Сжимающие напряжения (рис. 2.63, б) положительно влияют
на служебные свойства деталей (выносливость и износостой-
кость), поэтому следует отдавать предпочтение методам обра-
ботки, способствующим возникновению этих напряжений.
Для большинства же методов обработки, кроме специальных,
характерно распределение напряжений, показанное на рис. 2.63, в.
180
>у
По глубине поверхностного слоя h всего в несколько десятых
миллиметра напряжения могут несколько раз менять свой знак.
Такой график наиболее характерен для шлифования. Но даже и
для этого случая целесообразно отыскивать такие режимы и ус-
ловия обработки, при которых кривая смещается в зону сжи-
мающих напряжений.
К настоящему времени разработаны такие ТП, при которых
в поверхностных слоях практически не возникают дополнитель-
ные напряжения, например метод электрохимической обработ-
||щ (рис. 2.63, г). Однако чтобы получить такую поверхность, на-
ЙШо выполнить ряд дополнительных условий. Все графики, при-
веденные на рис. 2.63, получены с использованием самопишу-
||дцих устройств специальной аппаратуры для определения напря-
Анализировать физико-механические свойства поверхност-
ных слоев очень удобно с помощью приборов для определения
микротвердости (рис. 2.64, «). Алмазная пирамида с углом при
Ц^ершине 136° внедряется под действием небольшой силы F
||(масса гирек 0,2...200 г) в исследуемую поверхность. При этом
|!Йда поверхности остается отпечаток, диагональ которого d изме-
няют (при наблюдении в микроскоп) с помощью микрометриче-
||5*кого отсчетного устройства. Отпечатки можно оставлять в раз-
личных зонах поверхности с учетом фазовых превращений, раз-
личных включений в металл, межкристаллитных участков и пр.
Этот же метод используют для определения глубины дефор-
? мированного (наклепанного) слоя от различных технологиче-
ских воздействий (рис. 2.64, 5). Он получил название ’’метод ко-
;§|^ых срезов". На исследуемой поверхности делают косой шлиф
|срез) под небольшим углом о (30'...2°) и производят в соответ-
ствии со схемой ряд отпечатков, последовательно измеряя диа-
|рнали. Например, первые три отпечатка показывают, что диа-
|фналь d\ не изменяется, а следовательно, не меняются и свой-
ства поверхностного слоя в зоне расположения отпечатков. Ко-
fca же отпечатки располагаются в косом срезе, их диагонали на-
чинают возрастать (^ > > ^2 и т.д.). Однако увеличение
Ьагонали отпечатка в определенном месте прекращается. На
реме это происходит в позиции & когда диагональ отпечатка
||вна d& Изменение диагонали (с позиции 4 до позиции 8) сви-
И-
л1
да
детельствует, что свойства (твердость) поверхностного слоя на
различной глубине различны, а начиная с позиции 2, отпечатки
производятся в металле, свойства которого постоянны (сердце-
вина образца). Тогда глубина деформированного (наклепанного)
слоя Hq = I tg а. Глубина деформированного слоя, как правило.
меньше одного миллиметра, но с помощью именно этого тонко-
го слоя во многих случаях удается управлять свойствами всей
детали. В табл. 2.9 приведены средние значения глубины накле-
панного слоя для различных методов обработки. Для служебно-
го назначения детали важна не только глубина слоя, но и вели-
чина и знак напряжений.
1 2 3 Ч 5 6 7 8 9 10 11 12
***** WWW
Рис. 2.64. Метод определения микротвердости и его применение
Для создания заданных физико-механических свойств в по-
верхностном слое используют различные технологические воз-
действия. Наибольшее значение для практики имеют методы
создания сжимающих напряжений в поверхностных слоях.
Наклепывание поверхностей связано с пластическим дефор-
мированием, которое состоит в перемещении одних частей ме-
талла (слоев) по отношению к другим. Последнее связано с из-
менением кристаллической структуры металла. В поликристал-
лах упрочнение вызывает увеличение сопротивления сдвигу по
границам зерен.
н
< =
Таблица 2.9. Глубина деформированного поверхностного слоя
|И1 "1
: Метод обработки
Глубина
слоя, мм
Точение:
,1. /
IL черновое
L чистовое
К*' *
растачивание:
*• *,
I черновое
L.'.
чистовое
>7
фрезерование:
| цилиндрическое
| торцевое черновое
| торцевое чистовое
^бофрезерование:
черновое
| чистовое
0,2-0,5
0,05
0,2-0,5
0,05
0,12
0,2-0,5
0,1
0,14
0,12
Метод обработки
Шевингование
Сверление, зенкерование
Развертывание
Накатывание резьбы роликом
Шлифование:
незакаленной стали
закаленной стали
Дробеструйный наклеп
Обкатка роликами
Глубина
слоя, мм
0,1
0,15
0,2
0,15-0,2
0,015-0,02
0,02-0,03
0,4-1,0
0,5-0,35
/ Для ответственных деталей наибольшее распространение по-
(рила обдувка дробью, выполненной из различных материалов,
ркатка роликами, чеканка. Дробинки, обладая определенной
рнетической энергией, наносят по обрабатываемой поверхно-
|и огромное количество ударов, создавая в микрообъеме сжи-
рющие напряжения. Максимальная скорость чугунной дроби
вртигает 90 м/с, стальной — 180 м/с. Диаметр дробинок состанля-
|-0,4 — 2,0 мм.
| Обкатывание роликами различной формы создает сжимаю-
fee напряжения и существенно1 повышает усталостную проч-
fecTb деталей. Однако этот эффект может быть существенно ос-
Клен, если возникает перенаклеп (чрезмерный наклеп), при
Втором обрабатываемая поверхность начинает шелушиться.
Вкатка роликами особенно благоприятна при получении резьб,
ботающих в условиях усталости.
183
s
I
Чеканка состоит в нанесении по обрабатываемой повсрхно
сти целой серии ударов бойком специальной формы. Глубина
наклепанного слоя может доходить до десятков миллиметров. |
Упрочнение окончательно обработанных поверхностей про-
изводят также методом алмазного выглаживания. При желании
учесть одновременное действие многих факторов пользуются j
эмпирической формулой
Ra = 1,1№“с7^тОах7Л;0’3^0’’^0'05 -
где Т?£исх — исходная шероховатость детали, мкм; отах мак-
симальное напряжение в контакте (500...900 МПа); 2)д - диаметр
деформирующего инструмента (3...5 мм); У подача (0,11...
...0,3 мм/об); V— скорость обработки (10...70 м/мин).
Влияние различных видов обработки поверхностей на их
физические свойства и отношение ступеней наклепа поверхно-
сти и сердцевины приведены в справочной литературе.
2.10. ПОГРЕШНОСТИ, ВОЗНИКАЮЩИЕ В ПРОЦЕССЕ СБОРКИ
При сборке возникают специфические погрешности, созда-
ваемые особенностями проведения этой технологической опе-
рации. Сборку машин и соединений не следует представлять в
виде простой компоновки деталей на уровне маршрутной тех-
нологии. При сборке возникает совокупность погрешностей
различных видов. Говоря о качестве машины, потребитель все-
гда имеет дело нс с одной погрешностью, а с их суммарным
проявлением. Однако чтобы уменьшить сумму ошибок (по-
грешностей) и повысить точность машины, необходимо влиять
на каждую из составных частей суммарной погрешности.
Суммарное действие погрешностей можно показать с помо-
щью кривой интенсивности отказов эксплуатируемой машины
(рис. 2.65). Интенсивность отказов л зависит от времени т. Для
каждой машины или соединения можно выделить три периода
эксплуатации: 1 — период приработки, который зависит от ка-
честна собираемых деталей, условий эксплуатации и других
факторов, II ™ период нормальной эксплуатации, III — период
резкого увеличения отказов в связи с физическим износом маши-
ны. Предположим, что для машины А эти периоды точно за-
184
ж
ЖВ
фиксированы. Для такой же машины Показались характерными
другие детали и условия сборки. Поэтому для нее показателем
интенсивности отказов будет коэффициент и т.д. По измене-
ниям периодов / и // можно судить о качестве машины, т.е. о
совокупности погрешностей. Машина В качественнее, чем ма-
шина А, а машина С качественнее, чем В. У машин более высо-
кого качества сокращается период / и увеличивается период IL
Сокращается не только период Л но и количество отказов в
единицу времени (/д > Z,2 > Уз)- Для участка // интенсивность
казов постоянна. Для этих условий вероятность безотказной
от-
ра-
111
Качество машины можно су-
щественно повысить при
мВ1
МК
ий
ш|Ы компоновки
Ц
I
ис-
пользовании рациональной схе-
деталей. Это
особенно наглядно проявляется,
при сборке валов
металлорежу-
подшипниках
Рис. 2.65. Зависимость интенсивности
отказов машин от времени эксплуа-
тации
«пример,
Иди . шпинделей
И^их станков на
^ичения. Одни и те же подшип-
«)ики, устанавливаемые попар-
||||р, но обращенные один к дру-
и)му различными торцами, уже
уют существенное изменение в
|||рсткости конструкции... Такой
';||Й эффект наблюдается при изменении порядка установки и за-
крепления на базовых деталях других собираемых деталей.
Каждая деталь должна занимать в собранной машине опре-
деленное положение. Однако по известным причинам эти поло-
|3$ения имеют рассеяние. Для деталей, устанавливаемых с зазо-
ром, погрешность положения находится в пределах зазора. Поло-
5э:Н^ения отдельных узлов (сборочных единиц) определяются сбо-
рочными базами базовых деталей (как правило — корпусных).
|||дк, положение двух стаканов для размещения подшипников,
закрепляемых в отверстиях конусных деталей, будет определять-
ся в значительной степени точностью расположения отверстий
:^Ррпусных деталей, а положение в машине ответственных дета-
! Я||ИУ-
s&ff ппуДЙи^М i j > ’ . .. w
Ж
mj
gffi
ж
I
0Ш
щш.
лтпг,
л
%gl
ggg
ю
ж
1
I
К
лей —- точностью компенсаторных звеньев или точностью регу-
лировки. В этих случаях погрешности положения будут мало за-
висеть от точности собираемых деталей.
Большую роль играют погрешности формы собираемых дета-
лей. Такие погрешности нарушают условия контактирования де-
талей, • приводят к локальным контактам вместо контактов по
поверхности, создают неблагоприятные эпюры давлений, нару-
шают условия смазки и т.д. Отклонение формы на дорожках ка-
чения колец подшипников существенно влияет на их несущую
способность. Волны большого шага на кольцах подшипников
могут снизить долговечность подшипника в несколько раз. Так,
снижение высоты волн с 1,5 мкм в 5 раз приводит к увеличению
долговечности подшипников в 2,5 раза.
Типичными на сборке являются перекосы деталей, также
вызываемые погрешностями формы. При этом часто бывает
трудно отделить погрешности формы от погрешностей положе-
ния, поскольку они тесно связаны между собой и на сборке на-
блюдается их суммарное действие. Такие погрешности деталей
как отклонения от перпендикулярности, соосности, параллель-
ности и другие могут усугубляться на сборке в результате взаи-
модействия контактирующих поверхностей.
Одной из основных является погрешность, вызванная упру-
гими деформациями собираемых деталей. Сборку нельзя себе
представить без силового взаимодействия деталей. Всегда возни-
кают силы закрепления, моменты сил, давления, которые вызы-
вают деформацию. В свою очередь деформация в подавляющем
большинстве случаев приводит к погрешностям деталей. Так,
детали, обработанные весьма точно, на сборке могут потерять
свою точность, и труд, затраченный на их изготовление, может
в значительной степени обесцениться.
Иногда при изготовлении деталей специально создают пред-
намеренные искажения, как правило, формы. Под действием
сил на операциях сборки детали получают такие деформации,
которые уменьшают погрешности формы, и эксплуатационные
показатели машины улучшаются. Такие случае особенно харак-
терны для станкостроения. Как типичные, упругие деформации
на сборке требуют особого рассмотрения.
Сборка является трудоемким процессом. Трудоемкость сбо-
рочных операций в машиностроении составляет примерно 30%
186
С ростом требований к точности машин и соединений трудоем-
кость еще больше возрастает. Это, в свою очередь, увеличивает
стоимость изделия, поскольку существенно возрастает стои-
мость каждой детали. Одновременно необходимо произвести за-
||||||аты на технологическую оснастку, измерительную технику и
Цовдание особых условий изготовления деталей и проведения
сборки.
Анализируя погрешности, возникающие в процессе сборки,
нельзя ограничиваться только рассмотрением погрешностей в
виде отклонения формы, расположения, размера. В ходе сборки
возникают погрешности в виде напряжений как по всему объе-
му деталей, так и в их поверхностных слоях, различные пласти-
ческие деформации в виде смятий, задиров и других дефектов.
Релаксация напряжений может привести к деформации частей
машины и снижению ее качества. Поэтому следует анализиро-
вать как геометрические, так и погрешности физико-механиче-
ского характера.
Ц Погрешности, возникающие на сборке, всегда следует оце-
вать количественно. Для этого используют современную из-
ерительную технику. При этом становится возможным устано-
ить, как именно выдерживаются технические требования, при-
еденные на рабочих чертежах. Погрешности геометрического
арактера оценивают универсальными приборами по точности
змерительных баз (например, отклонению от прямолинейно-
ти). Для оценки погрешностей физико-механического характе-
ft часто используют специальные приборы.
J На операциях сборки действуют объективные закономерно-
ти деформации твердого тела. Их учет обязателен. Закономер-
ости связаны с действием силовых факторов. Собственно сбор-
нельзя себе представить без наличия силовых факторов, дей-
вуюших на детали, не являющиеся абсолютно жесткими Тела-
H. Поэтому возникновение деформаций деталей в ходе сборки
вляется вполне закономерным фактором.
Силовыми факторами называют силы и моменты сил. По-
ешности, вызываемые упругими деформациями, наиболее не-
сообразно определять расчетом, а в ряде случаев — экспери-
ментально. Для оценки упругих деформаций составляют расчет-
ую схему конструкции (схематизация конструкции). При рас-
гтах учитывают только главные факторы, характерные для дан-
SI
в
187
ного метода сборки. Расчеты наиболее целесообразны для пре-
цизионных машин и соединений.
Пример прецизионного соединения представлен на рис. 2.66.
Шпиндель J металлорежущего станка вращается в подшипниках 7
качения, установленных в гильзе 4, перемещающейся в корпусе 6.
Подшипник закреплен через втулку 5 гайкой 5, а шпиндель — гай-
кой 2 Траектория вращательного движения шпинделя и посту-
пательного перемещения его вместе с гильзой зависят непосред-
ственно от деформаций прецизионных деталей соединения.
Гайка 3 вследствие разложения сил в резьбе деформирует в
радиальном направлении конец гильзы 4, и при определенных
условиях (малый зазор между деталями 4 и 6 выбирается полно-
стью), гильза 4 перестает перемещаться поступательно в корпус-
ной детали 6. Для деталей, рассчитываемых по схеме кольца,
достаточно знать закон распределения равнодействующей по-
верхностной нагрузки, тогда как для деталей, рассчитываемых
по схеме оболочки, желательно выявить закон распределения
нагрузки по поверхности. Так, на гайку 3 со стороны гильзы
действуют распределенные по наружной боковой поверхности
силы взаимодействия витков резьбы, а также распределенные по
торцу силы взаимодействия со втулкой.
Рис. 2.66. Схема прецизионного соединения
Наружное подшипниковое кольцо 7 соединения установлено
в гильзу с натягом, поэтому возникает нагрузка, распределенная
по наружной цилиндрической поверхности. Одновременно на
торцы кольца действуют распределенные нагрузки. На гильзу от
гайки действует также распределенный относительно оси гильзы
момент, который будет отгибать края гильзы, гася зазор между
нею и корпусом. Вал (шпиндель) / может быть нагружен гайкой 2
188
ИЬ. Поскольку речь идет о прецизионном соединении, все силы
^^моменты необходимо рассматривать с учетом отклонений
аЬрмы собираемых деталей. Так, проставочная втулка 8 имеет
отклонение от параллельности торцов в соответствии с допус-
ком. Поэтому при затягивании гайки возникает изгибающий
Камент, действующий на вал, и ось вала перестает в результате
Мбооки оставаться прямолинейной.
® Если точность машины или соединения этого требует, то не-
обходимые расчеты проводят с использованием теории упруго-
сти и сопротивления материалов. В примере, представленном на
Цис. 2.66, расчеты деформаций позволяют регламентировать си-
ловые факторы с тем, чтобы влиять на траектории перемещений
ипиндельного узла. С помощью такого регламентирования уда-
^уся. например, уменьшить отклонения от прямолинейности пе-
^умешения гильзы вдоль оси в десятки раз и довести его до
мкм.
У собираемых деталей силовые факторы вызывают деформа-
Иуи различных видов. Часто встречаются деформации растяже-
ния или сжатия. При этом приходится рассчитывать изменение
размеров растянутых или сжатых деталей и сравнивать их с до-
пустимыми. Например, растягивается кольцо, надвигаемое на
|||оническую поверхность вала с помощью гайки. Диаметр отвер-
|^гия уменьшается из-за деформирования кольца, запрессован-
|||Ьго в корпус. Весьма распространены деформации изгиба. Их
|^тносят как ко всей детали и оценивают положение ее оси, так
||И к сечению детали. Если, например, изгибается участок преци-
|$йонной гильзы, то определяют перемещения каждой точки се-
|^ения, а также углы поворота сечений. Деформации кручения в
ЗЦЙстом виде наблюдают сравнительно редко.
Составляя расчетную схему, технолог ставит целью опреде-
||^ЙТь один из видов деформации, главным образом влияющей на
Двойства изделия. Но типичным является наличие таких дефор-
^й'рйций, когда одновременно проявляются их различные виды.
||| На рис. 2.67 представлено сечение стойки металлорежущего
|?^анка. Пунктиром показано деформированное состояние сече-
ния от действия силы Л Для другого сечения это состояние бу-
дет иным, а в целом стойка окажется деформированной так, что
направляющие элементы а займут положение, которое оце-
нивается отклонениями от прямолинейности, параллельности,
.^Ьоскостности и др.
Sf IwWjjjjjjjJMlyg.s, •'
gl|WSSWro1ife. ••
шШш
шШШШШШШаШок 16 n • I
^^BSfc
Причиной деформаций мо-
гут быть также структурные из-
менения материала собираемых
деталей. Они могут не повлиять
на прочностные свойства дета-
лей, но изменяют размерную ста-
бильность материала. Закален-
ные детали, применяемые для
прецизионных изделий, имеют
метастабильную структуру, что
Рис. 2.67, Сечение корпусной детали прИВОДИТ К изменениям объема
и ее деформация и размеров, обусловленным про-
цессами распада остаточного
аустенита. Превращение 1% аустенита в мартенсит приводит к из-
менению размеров детали из стали на 10 мкм на каждые 100 мм
длины и соизмеримо с допусками на размер. Учет этих дефор-
маций при сборке еще не нашел должного распространения.
Исключительно большое внимание при сборке уделяют кон-
тактным деформациям, без которых сборка вообще не может
быть осуществлена. При этом деформируются микровыступы и
нижележащие слои материала. Поскольку фактическая площадь
контакта сопрягаемых деталей даже после шлифования состав-
ляет в начальный момент 25...30 % расчетной, давление в соеди-
нениях может существенно увеличиваться против номинального
и влиять на фактическую шероховатость поверхности.
Если контактируют гладкая и шероховатая поверхности, то в
начальный момент времени под действием сборочной нагрузки
деформируются наиболее выступающие микронеровности, а за-
тем по мере роста нагрузки контактируют и другие выступы
меньшей высоты. Если же контактируют две шероховатые по-
верхности, то в начальный момент сборочная нагрузка дефор-
мирует противостоящие выступы, сумма высот которых оказы-
вается наибольшей, а затем происходит деформирование и дру-
гих пар выступов. Для первого и второго случаев существуют
аналитические решения, которые различаются по степени схе-
матизации микровыступов. Поэтому и результаты расчетов рас-
ходятся между собой. Контактные деформации определяются
также с помощью эмпирических формул.
190
i
ft
Рис. 2.68. Корпус прецизионно-
го изделия
4i:.
8
i. Существенную роль при определении погрешностей формы
ja. сборке играют напряжения, поскольку они изменяются во
|ремени. Изменение напряжений связано с возникновением от-
^онений формы любого вида. Поэтому при разработке опера-
|яй сборки необходимо заботиться о том, чтобы напряжения
|>1ли не только малыми по величине, но и распределялись бы
равномерно. Самопроизвольное изменение размеров и формы
деталей представляет собой результат одновременного и взаимо-
обусловленного влияния фазовых, превращений и ползучести
материалов.
| При сборке прецизионных кор-
|усов 1 (рис. 2.68) с крышками 3,
Скрепляемыми с помощью 24 вин-
2, возникают напряжения, кото-
ре приводят с течением времени к
|зменению диаметра D ответствен-
ной установочной поверхности. Ре-
ксация напряжений вызывает раз-
|йчные деформации корпуса в осе-
|Йх сечениях. Статистическая обра-
вртка размеров показывает, что от-
^онение диаметра D корпусов колеб-
Ьтся в пределах 0..Д08 мм, что су-
вственно превосходит допуск, обусловленный посадкой. Сни-
жение напряжений можно обеспечить термообработкой, которая
Приводит к возникновению пластических деформаций в мате-
рале корпусов. Такая обработка включает охлаждение до —70 °C
рвыдержкой в течение 14 ч и далее нагрев до 1500 °C в течение
Ьч. Эта операция снижает рассеяние размеров диаметром до
||038 мм, так как уменьшает действие напряжений. Медленное
|зменение температуры оказалось еще более эффективным и
^ссеяние диаметров корпусов снизилось до 0,016 мм. Дальней-
pie исследования по отработке режимов нагрева и охлаждения
Дозволили снизить рассеяние диаметров до 0,004 мм. Сказанное
^посредственно связано с отработкой ТП сборки.
В Силовые факторы при сборке нельзя рассматривать только
Юк источник возникновения различных нежелательных откло-
рний. Их положительная роль проявляется в обеспечении кон-
тактов деталей, создании необходимых натягов. С натягами оп-
,.f
Hi
6.
191
ределенной величины связана, например, работа ответственных
узлов, имеющих шарикоподшипники. При деформировании
внутренних колец подшипников, которые устанавливают по ко-
нической поверхности валов, регулируется радиальный зазор,
улучшается работа тел качения, снижаются вибрации. Поэтому в
задачу технолога входит отыскание таких значений силовых
факторов, которые играли бы на сборке положительную роль и
не вызывали бы погрешностей, превосходящих допустимые зна-
чения. В этом случае силовые факторы используют как средст-
во, повышающее качество машин.
Не во всех случаях удается однозначно связать силовые фак-
торы и погрешности сборки. Так, траектория вращательного
движения, например шпинделя в подшипниках, является инте-
гральным проявлением многих погрешностей. Расчетный метод
определения погрешностей здесь не дает результатов. В этом
случае удовлетворительные результаты может дать эксперимен-
тальный метод оценки погрешностей и основанный на его дан-
ных метод регулирования в ходе сборки. Аналогично моменты
сопротивления вращению валов зависят от большого количества
факторов, действующих одновременно. Если не представляется
возможным выделить один—два доминирующих фактора влия-
ния на этот момент, целесообразно применить метод регулиро-
вания. Доминирующим фактором для отдельных подшипников
может оказаться перекос его колец и влияние перекоса на мо-
мент сопротивления вращению. Так, установлено, что в высоко-
частотных приборных подшипниках при частоте вращения
45 000 об/мин увеличение перекоса от 0,11 до 24,5 угловых ми-
нут дает возрастание момента с 0,01 до 0,019 Нем.
2.11. ТЕХНОЛОГИЧЕСКАЯ НАСЛЕДСТВЕННОСТЬ
В МАШИНОСТРОЕНИИ
)
Проблему точности в машиностроении можно рассматривать
на основе физических причин отказов в работе и связывать с
исследованием условий и следствий, приводящих к отказам. Из-
менение свойств любых изделий в процессе их изготовления и
эксплуатации наилучшим образом объясняется явлениями тех-
нологической наследственности.
192
Технологической наследственностью можно назвать явление
||Вуеноса свойств объектов от предшествующих технологических
ДЁтерапий к последующим. Сохранение этих свойств у деталей
ашин называют технологическим наследованием. Эти термины
Являются достаточно емкими и позволяют сравнительно полно
||язать состояние заготовки (или даже ее материала) с ее со-
стоянием в любой момент времени, вплоть до превращения за-
^^>товки в деталь.
С Носителями наследственной информации являются собст-
венно материал детали, а также ее поверхности с многообразием
Параметров, характеризующих состояние этих поверхностей.
'Носители информации активно участвуют в ТП, проходя через
различные операции, в ходе которых они могут менять свои
й|войства частично или полностью. Типичной операцией, задер-
^^ивающей или исключающей передачу наследственных свойств,
(Шляется термическая обработка.
| Суть явления технологической наследственности рассмотрим
I примере шлифования трех групп образцов, выполненных из
^дшипниковой стали. Образцы первой группы были предвари-
рьно проточены с большой подачей и имели Ra = 20 мкм. Об-
зцы второй группы были предварительно проточены с дости-
нием Ra 5 мкм, а третьей группы ~~ предварительно про-
ифованы с получением Ra — 0,32 мкм. Эти три группы образ-
в были в одинаковых условиях закалены, а затем прошлифо-
ны с получением Ra — 0,32 мкм. В итоге образцы трех групп
|лучили одинаковые (в пределах допуска) размеры и одинако-
во шероховатость. Однако эксплуатация этих образцов-деталей
^контакте с другими деталями в одинаковых условиях и через
но и то же время показала совершенно
верхностей. На поверхности деталей,
уппу, образовалось большое количество
алей второй группы этих раковин было
различное состояние
входящих в первую
глубоких раковин, у
значительно меньше,
|У деталей третьей группы раковины отсутствовали полностью,
едовательно, при казалось бы одинаковых качественных по-
ателях (размеры и шероховатость) служебные свойства дета-
. оказались различными, так как проявились свойства, полу-
ные до проведения термической обработки.
Этому явлению должно быть дано разъяснение, так как на
основе возможно управление качеством деталей машин.
йтМи
Ихнология машиностроения- Том I
Шлифовальный круг / (рис. 2.69) своей цилиндрической по-
верхностью АВ в первую очередь срезает микровыступы заготов-
ки 2. При этом возникает много локальных очагов теплового
воздействия на поверхностный слой заготовки. Стрелками ус-
ловно показано перемещение теплоты. Своеобразные тепловые
удары создают в поверхностном слое зоны, в которых происхо-
дят фазовые превращения материала с изменением физико-ме-
ханических характеристик (зоны условно заштрихованы верти-
кальными линиями), что объясняет возникновение раковин.
Рис. 2.69. Схема образования неоднород-
ности поверхностного слоя при шлифовании
В ходе шлифования инструмент займет положение CD, одна-
ко неравномерность свойств отдельных зон поверхностного слоя
останется и будет проявляться у готовой детали тем больше, чем
больше было значение Ra у заготовки. Так свойства заготовок
наследуются на готовых деталях. Если установлена наследствен-
ная природа свойств деталей, можно принять соответствующие
коррективы ТП для предотвращения наследственного переноса
вредних свойств и, наоборот, создания благоприятных условий
для передачи полезных свойств.
В ходе ТП наследуются практически все свойства материала
и поверхностных слоев деталей. Важное значение имеет техно-
логическое наследование конструктивных форм. Если, например,
производить протягивание силой Р отверстия у заготовки, пока-
занной на рис. 2.70, а, то обязательно возникнет отклонение от-
верстия от цилиндричности, поскольку заготовка имеет в сече-
ниях 7—7 и 2—2 различную жесткость. Сила, действующая со
стороны протяжки на заготовку, вызывает в каждом поперечном
194
чении различные деформации, что приводит к отклонению
щразующей отверстия от прямолинейности, а поверхности ог-
рет и >1 — от цилиндричности (рис. 2.70, б). У заготовок иных
нструктивных форм будут возникать другие отклонения, но
юзанные с конструктивной формой наружной поверхности за-
цтовок.
Рис. 2.70. Технологическое наследование конструктивных форм
на
на
%
Аналогично под воздействием силы Р при шлифовании
ащающуюся с определенной скоростью со заготовку (рис. 2.70,
еющую на некоторой длине конструктивный элемент Л,
тали возникают характерные отклонения формы. Это объяс-
ется переменной жесткостью детали по углу поворота. Сила Р
ЙНикает в процессе шлифования, точения и т.д. Отклонения
Ирмы наружной поверхности в рассмотренном случае всегда
йут иметь вид, показанный на рис. 2.70, г. Другие конструк-
Цйные элементы обрабатываемой заготовки вызовут другие от-
енения формы (отклонения от круглости). Эти отклонения
MBivt зависеть от конфигурации, элементов детали, свойств об-
катываемых материалов, значений силовых факторов. Чаще
pro такие отклонения определяют расчетом. Поэтому еще до
Йотовления деталей можно прогнозировать отклонения их
рмы.
Технологическое наследование технологических баз рассмотрим
примере шлифования заготовок, установленных на центрах.
Шлифование производится широким кругом. На заготовку дей-
вует сила Р (рис. 2.71, а). Технологическими базами являются
знические поверхности В центровых отверстий. В связи с осо-
ностями изготовления центровых отверстий на их поверхно-
х возникает волнистость. Чаше всего наблюдают две, три или
/Г s
Рис. 2.71. Технологическое наследование технологических баз
пять волн, что условно показано на рис. 2.71, б. При невращаю-
щихся центрах и постоянном направлении силы Р жесткость
системы "заготовка — центры" оказывается переменной. Поэто-
му и упругое перемещение заготовки также будет переменным.
На обрабатываемой поверхности А возникают отклонения формы,
показанные на рис. 2.71, в. Число выступов и впадин на поверх-
ности А точно соответствует числу волн на технологических ба-
зах. Так погрешности технологических баз переносятся (насле-
дуются) на обрабатываемую поверхность. Если производить не
врезное, а круглое шлифование или установить на центры заго-
товку с различным числом волн на центровых отверстиях, про-
цесс наследования окажется более сложным.
Зажимные устройства для закрепления заготовок на металло-
режущих станках активно участвуют в ходе технологического
наследования. В этом можно убедиться, анализируя рис. 2.29.
Отклонение формы растачиваемого отверстия и характер самой
погрешности вполне соответствует числу зажимных элементов
(кулачков) зажимного патрона. При использовании патроноЕ^ с
двумя кулачками на отверстии возникнет овал, а при использо-
вании четырех кулачков — четыре явно выраженные волны на
отверстии детали и т.д.
В ходе механической обработки резанием наследуются мно-
гие свойства заготовок. Отклонения размеров могут быть учтены
196
проявляется частный случаи насле-
197
настройке режущих инструментов. Отклонения же формы
^следственного характера или погрешности расположения уст-
Ияются с трудом. Часто отклонения от круглости в виде
рльности полностью переносятся на готовое изделие и при
изкой жесткости системы
вания — копирование.
Рис. 2.72. Кругло граммы, снятые с детали после суперфиниширования
Решение проблемы технологического наследования всегда
рано с отысканием таких условий, при соблюдении которых
возникает наследственного переноса вредных свойств от
дшествующих операций к последующим. Обратимся для
мера к процессу суперфиниширования. После бесцентрового
ифования заготовок на их наружной поверхности возникло
выступов (рис. 2.72, я, левая круглограмма). Для удаления
ой погрешности формы и достижения заданной шероховато-
заготовки подвергали суперфинишированию тремя абрази-
й. Постоянно отклонение формы уменьшалось, что можно
людать по круглограммам, снятым с заготовок через каждые
Через 20 с со станка снимают качественные детали. Однако,
и заготовки имеют после предварительной обработки три вы-
а (рис. 2.72, 5, левая круглограмма), то при тех же условиях
ведения процесса суперфиниширования погрешность формы
Дичивается, что можно видеть из анализа круглограмм. Ито-
не возникало ухудшения формы и были ликвидированы на-
Дственные погрешности, полученные на предшествующей
операции, необходимо использовать строгие математические за-
висимости, полученные на основе закономерностей технологи-
ческого наследования. Такой подход к решению проблемы явля-
ется общим.
Важно установить не только качественные, но и количест-
венные характеристики технологического наследования. Имен-
но количественные характеристики позволяют определить, на-
сколько велико влияние технологического наследования данно-
го свойства на надежность работы детали в машине. Проще все-
го для этого использовать коэффициенты к технологического
наследования, представляющие собой простые дроби, у которых
числитель указывает на количественное выражение величины,
отражающей определенное свойство до проведения операции, а
знаменатель — количественное ее выражение после проведения
операции. Например, значение к\ = 60/20 = 3 означает, что от-
клонение от круглости составляло до проведения операции
60 мкм, а после ее проведения — 20 мкм. Если установлен сам
факт технологического наследования, можно связывать любые
операции и любые свойства ТП. Отнесем значение к наследо-
ванию напряжений в поверхностных слоях. Допустим к^ ~ 4,2.
Это может означать, что наследственные напряжения у заготов-
ки были в 4,2 выше, чем у готовой детали. Принадлежность ко-
эффициента к определенному свойству оговаривается специаль-
ной методикой.
Любое свойство х, детали может быть определено как
х/ = (Д/к) х^/,
где у _ номер технологической операции или технологического
перехода.
Весь процесс технологического наследования может быть
представлен с помощью системы уравнений, что облегчает ана-
лиз и управление явлениями переноса полезных свойств или
пресечение передачи вредных свойств.
Вопрос о необходимости учета явления технологического на-
следования решают в каждом конкретном случае отдельно. Если
значение наследуемого свойства мало и его влияние на характе-
ристики детали или машины оказывается весьма слабым, то яв-
ление технологического наследования рассматривать не следует.
В другом случае, наоборот, это влияние становится сильным.
198
В
ж
Наследуемое свойство оказывает решающее действие на показа-
|ели качества. Тогда оно должно быть учтено на основе анализа
всего технологического процесса от получения материала до го-
товой машины и даже процесса ее эксплуатации.
Вопросы для самопроверки
1. Почему оказалось необходимым вводить допуски различного вида?
2. Чем можно объяснить отсутствие линейной зависимости стоимости из-
делия от его точности?
3. От чего зависит выбор метода достижения заданной точности? Приведи-
те примеры.
4. В каких случаях применение теории размерных цепей оказывается наи-
|$олее рациональным?
5. Назовите основные законы распределения случайных величин, исполь-
^зуемые в технологии машиностроения.
g 6. В каких случаях поле рассеяния не характеризует достигаемую точность?
7. Нарисуйте несколько схем установки заготовок и для каждой из них
предложите варианты уменьшения погрешности базирования.
8. В каких случаях можно не учитывать погрешность закрепления заготов-
ки?
9. Как на практике определяют упругие деформации технологической сис-
мы?
10. Как определяют влияние размерного износа на точность обработки?
Приведите пример и доведите рассуждение до числового значения возникаю-
щей погрешности.
11. Какова физическая природа возникновения погрешностей установки
ежуших инструментов?
12. Назовите случаи, когда геометрические погрешности оборудования пол-
остью переносятся на изготовляемую деталь.
13. Укажите, для какого случая применяется та или иная формула сумми-
рования
1 14.
ценкс
jjfepbi.
Й поверхности заготовки или детали?
г 16. Какими технологическими методами можно влиять на шероховатость
оверхности и глубину деформированного слоя?
17. Назовите типичные погрешности, возникающие в процессе сборки со-
чинений и машин.
18. Приведите примеры изменения качества машин или отдельных соеди-
ений из-за упругих деформаций, возникающих в процессе сборки.
19. Назовите технологические причины, приводящие к изменению показа-
|Лей качества машин с течением времени.
20. Дайте определение технологической наследственности. Назовите явле-
Йй наследственного характера, приводящие к повышению (снижению) качест-
деталей, соединений или машин в целом.
первичных погрешностей.
Перечислите параметры шероховатости поверхности. Всегда ли
шероховатости используют все названные параметры? Приведите
при
при-
Какие Вы знаете методы определения глубины деформированного
слоя
199
Глава 3
ОСНОВЫ ВЫБОРА И ПРИНЯТИЯ
ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ
3.1. ОСНОВНЫЕ ВИДЫ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ
Технологическое решение — любое решение, принятое при
ТПП или изготовлении продукции, относящееся непосредствен-
но к определению или изменению состояния объекта производ-
ства и направленное на обеспечение выпуска продукции. При-
мерами ТР являются: решение о найденной причине брака; ма-
тематическая модель технологической операции; решение о за-
мене оборудования или инструмента в действующем ТП; конст-
рукция нового станочного приспособления и т.д. ТР не реализу-
ется непосредственно в сфере производства, а лишь служит ос-
новой для разработки конструкторско-технологических меро-
приятий и соответствующей документации, направляемых для
исполнения и внедрения в производство.
Принятие ТР в общем случае заключается в генерировании
множества вариантов решения (например, множества вариантов
ТП) и выборе из этого множества вначале некоторого подмно-
жества, а затем и оптимального варианта решения. Процесс
принятия ТР, как правило, завершается выбором единственного
варианта. Лицом, принимающим решение, является, в зависи-
мости от решаемой задачи или выполняемой функции ТПП, от-
ветстве н н ы й разработч и к - и сп ол н ител ь ил и ру ко водител ь п од -
разделения. Процессу принятия ТР предшествует возникнове-
ние ситуации принятия решения, которую характеризуют: опре-
деление или описание состояния некоторого объекта (операция.
200
Инструмента, процесса, станка и т.д.) или его элемента, для ко-
Ipporo принимается решение; определение цели принятия ре-
шения. Например, при разработке конструкции станочного при-
способления для какой-либо операции состояние описывается
^онструктивно-технологическими параметрами заготовки до и
||осле- выполнения операции, желаемой схемой установки, со-
держанием операции. Цель принятия решения в данном случае
разработка конструкции приспособления, удовлетворяющей
Предъявляемым техническим требованиям, характеристикам и
{критериям, например, быстродействия, обеспечения стабильно-
сти закрепления, минимальных затрат и т.п. В машиностроении
Ситуация принятия решения может быть представлена в доку-
менте — техническом задании.
I Решение может быть получено в результате выполнения не-
которой задачи. Например, припуски можно рассчитать по из-
вестным зависимостям. Однако между обычной задачей и зада-
чей принятия решения существует принципиальное различие. В
йбычной задаче решение получается с помощью единого алго-
ийтма, формализованного на некотором уровне абстракции. В
||дачах принятия решения выделить такой алгоритм часто за-
труднительно. Кроме того, постановка задачи принятия реше-
ния приводит к необходимости рассмотрения ситуации приня-
|йя решения, описание которой часто не формализуется и мо-
жет содержать значительное число переменных различных ти-
ров, выражаемых числами, символьными конструкциями (на-
таимер, словами), графическими изображениями и т.д. Приня-
fce решения часто происходит в условиях недостаточной опре-
деленности, что требует применения правил логического выво-
Наконец, оно связано с одновременным рассмотрением зна-
чительного числа альтернатив и организацией их отбора.
By Принятие решений в общей постановке является предметом
Рассмотрения одноименной теории.
I Принятие ТР, подчиняясь общим законам, имеет и ряд осо-
!Ilf Мн остей:
й 1) преобладание в предметной области технологии машино-
строения описательных форм представления знаний при мини-
мальном числе строгих аналитических зависимостей;
| 2) сложная логика суждений, сложные взаимосвязи, взаим-
ное влияние различных факторов и большая размерность задач;
3) большая роль эмпирики и наличие скрытых объективных
законов;
4) необходимость взаимодействия при принятии решения
мощных информационных потоков и большого числа составных
элементов, раскрывающих сущность технологии (характеристи-
ки оборудования, инструмента, оснастки; параметры режимов
резания; массивы данных о материалах и т.д.);
5) итеративный характер процесса принятия ТР (решение
формируется путем последовательного приближения к наиболее
приемлемому для данных условий варианту).
Различают следующие основные виды ТР: аналитические,
проектные, прогностические, управляющие.
Аналитические решения сопровождают принятие ТР всех ос-
тальных видов, являясь при этом самостоятельным видом ТР.
Анализ вообще заключается в определении свойств и исследова-
нии работоспособности объекта по его описанию.
При принятии аналитического ТР объектом анализа являют-
ся различные технологические объекты: технологическая систе-
ма, ТП или его элементы и т.д. В основе принятия большинства
аналитических ТР лежит математическое моделирование техно-
логических объектов. Математическая модель технологического
объекта — система математических объектов (чисел, перемен-
ных матриц, множеств и т.п.) и отношений между ними, отра-
жающая некоторые свойства технологического объекта. При
принятии ТР используют модели, отражающие свойства объек-
та, существенные с позиции технолога.
При формировании ТР наиболее часто встречаются следую-
щие постановки задач анализа:
1. Оценить для технологического объекта соответствие уров-
ня входных и выходных переменных, например качества исход-
ной заготовки и обработанной детали, их заранее заданному
уровню.
2. Оценить процессы, происходящие при функционировании
технологического объекта, и дать их описание в виде модели.
Например, на фрезерном станке с ЧПУ выполняется фрезерова-
ние криволинейной поверхности. Необходимо построить мате-
матическую модель формирования погрешности размера обраба-
тываемого криволинейного контура с учетом геометрии обраба-
тываемой заготовки и доминирующих технологических факто-
ров.
202
&
К
ЩВ
И
и
И
lllfl.'.
I.
м
Ц/
Inn
Жм
уяЙШО
fflggjg
L
№
|, 3. Дать оценку работоспособности технологического объекта
соответствия результатов его работы принятой системе крите-
ев. Например, для спроектированного ТП дать оценку воз-
ожности получения продукции, соответствующей техническим
ебованиям, при его реализации в конкретных производствен-
|йх условиях, а также оценить соответствие выходных показате-
Вй процесса установленным технико-экономическим показате-
ли по критериям себестоимости продукции и производитель-
сти.
4. Определить причины нарушения функционирования тех-
|логического объекта по его описанию. Например, для произ-
дственной системы известной структуры определить место
ехнологическую систему), в котором ожидается максимальный
1ск появления брака продукции. Определить конкретную при-
чину возможного брака.
Анализ, выполняемый при принятии ТР, можно разделить
а количественный, проводимый с использованием количест-
енных зависимостей между описываемыми параметрами, мате-
тического аппарата, моделей и т.д., и качественный, осушест-
яемый на основе технологических знаний.
Сложность процессов, происходящих при функционирова-
ли технологических систем, недостаточная определенность си-
аций, отсутствие корректных и адекватных моделей процессов
|Иводят к тому, что эти процессы затруднительно описать ко-
ичественно. В этом случае делается качественный анализ.
Качественный анализ основан на использовании основных
мпонент технологических знаний: фактов (даных); гипотез
Оделей); эвристик (правил).
Факт представляет собой некоторое высказывание или дан-
)е, достоверность которых не вызывает сомнений. Например:
Процессе обработки резанием возникают силы резания. Кон-
етное данное, например число, занесенное в таблицу, также
ляется фактом. Факты могут использоваться вместе, ассоциа-
вно, например строка данных в таблице.
Гипотеза (модель) — недостаточно проверенное высказыва-
ie, истинность которого пока не установлена. Гипотезы вы-
жигаются при отсутствии достоверного объяснения того или
його процесса или явления, далее гипотезы либо доказываются
становятся фактами, либо отвергаются. Любую математиче-
ipiz'
I
(hA
203
скую модель следует рассматривать как гипотезу, требующую
подтверждения.
Эвристика представляет собой частный (неполный) метод
решения какой-либо задачи. Обычно это эмпирическое правило
или стратегия. Примеры эвристик:
1. Чем точнее поверхность детали, тем позже она обрабаты-
вается окончательно в ходе ТП изготовления детали.
2. Если в конструкции детали предусмотрены центровые от-
верстия, то желательно, чтобы они были обработаны на одной
из первых операций изготовления детали.
Формирование ТР при качественном анализе представляет
собой процедуру логического вывода при заданных начальных
условиях.
Аналитические ТР обычно представляются в виде данных
(массивов данных), моделей, символьных конструкций (оценок,
описаний, характеристик).
Проектные ТР базируются на взаимодействии процедур син-
теза и анализа. На рис. 3.1 показан общий алгоритм формирова-
ния проектного ТР. Ситуация принятия решения описана в тех-
ническом задании. Принятие ТР начинается с синтеза исходно-
го варианта структуры объекта (блок 2). Под структурой объекта
можно понимать, например, последовательность технологиче-
ских переходов в операции или принципиальную компоновоч-
ную схему станочного приспособления. Для оценки этого вари-
анта создают математическую или физическую модель. После
выбора исходных значений параметров элементов, например па-
раметров технологических операций при проектировании ТП,
выполняют анализ варианта, по результатам которого становит-
ся возможной его оценка. Обычно оценка заключается в про-
верке выполнения условий работоспособности, сформирован-
ных в техническом задании. Если условия работоспособности
выполняются в должной мере, то проектное ТР передается
(блок 7) для разработки необходимых конструкторско-техноло-
гических мероприятий и последующего внедрения. В противном
случае улучшения проектного ТР прежде всего пытаются до-
биться путем изменения числовых значений параметров элемен-
тов объекта, не изменяя его структуры. Совокупность процедур
модификации, анализа и оценки результатов представляет собой
процедуру параметрического синтеза. Если изменения парамет-
204
>ов не дали желаемого результата, изменяют структуру объекта
1 синтезируют новый вариант структуры, например новую схе-
Ь' станочного приспособления. Если не удается получить при-
Йремое проектное ТР и на этом пути, то ставят вопрос о кор-
ректировке технического задания. Учитывая, что техническое
дмание может быть разработано на основе проектного ТР более
раннего этапа принятия ТР, возможно также и его корректиров-
Это наглядно иллюстрирует принципы итеративности и не-
Цончательности проектных ТР.
| Проектные ТР можно разделить на две группы:
1 1. Решения, реализация которых связана с непосредствен-
||im изменением объекта производства (элементов изделия и
||делия в целом). Это, например, определение структур и пара-
||тров ТП, операций и переходов, определение режимов обра-
ртки, схем установки заготовок, методов изготовления исход-
вх заготовок и т.д.
fc 2. Решения, направленные на создание технических уст-
Ьйств, обеспечивающих реализацию проектных ТР первой
руппы, например конструкторские про-
ЙКуные ТР.
Частные подходы к принятию реше-
рй указанных групп существенно раз-
рчаются.
Проектное ТР может быть сформиро-
вано и при замене процедур синтеза
йюцедурами выбора. В последнем слу-
ре синтез структуры и создание модели
ЙЬьекта, являющегося предметом реше-
fc, не выполняются (см. рис. 3.1). Ис-
шдные значения параметров объектов
рбираются в множестве возможных ре-
fpu 3.1. Алгоритм формирования проектного ТР:
|Г> техническое задание; 2 — синтез структуры;
создание модели; 4 — выбор исходных значений
урометров; 5 — анализ; 6 — решение удовлетворя-
К 7 - передача решений для разработки мероприя-
|Й; 8 — изменение параметров; 9 — модификация
ш&метров; 10 — решение об изменении структуры;
изменение структуры; !2 — корректировка
технического задания
; К.
Нет
Да
h
Да
Конец
10
Нет
Нет
205
шении исходя из максимального удовлетворения цели принятия
решения. Работоспособность и степень соответствия выбранного
решения цели проверяется в результате анализа. Модификация
параметров и структуры возможна лишь в рамках, определяемых
множеством возможных решений.
Проектные ТР могут быть в виде массивов данных, символь-
ных структур (текстов документов), графических изображений.
При любом представлении проектного ТР следует учитывать
принципы однозначности, непротиворечивости и полноты. Од-
нозначность предполагает, что проектное ТР не должно требо-
вать интерпретации, каких-либо дополнительных пояснений и
т.д. Принцип непротиворечивости проектного ТР отражает ус-
ловия согласованности отдельных фрагментов решения. Так, ес-
ли принимаемое решение связано с формированием ТР изготов-
ления детали, то должна соблюдаться согласованность и взаимо-
обусловленность входящих в процесс технологичеких операций:
операции подготовки баз должны начинать ТП, операции чер-
новой обработки — предшествовать операциям чистовой обра-
ботки и т.д. Выполнение принципа полноты означает, что про-
ектное ТР должно содержать всю необходимую и достаточную
для разработки конструктивно-технологических мероприятий
информацию.
Если модификации параметров формируемого проектного
ТР целенаправлены и подчинены стратегии поиска наилучшего
значения некоторого показателя его качества, то процедура па-
раметрического синтеза (см. рис. 3.1) является процедурой оп-
тимизации, а проектное ТР — оптимальным.
Кроме процедур параметрического синтеза существует раз-
витый методологический аппарат оптимизации ТР. Оптимиза-
ция применяется к решениям двух видов — проектным и управ-
ляющим.
Проектные ТР являются основным видом решений, прини-
маемым при ТПП.
Прогностическое ТР представляет собой вероятное следствие,
выведенное из заданной ситуации. Процесс принятия прогно-
стического решения называют прогнозированием. Основной зада-
чей прогнозирования является уменьшение неопределенности
для принятия управляющих решений.
206
времени
В Прогностическое решение имеет сходство с аналитическим,
и является по сути аналитическим ~ при его формирова-
ли также создается модель объекта прогнозирования. Отличие
Ю1ючается в том, что прогностические модели обязательно
итывают фактор времени либо другой фактор, играющий его
оль, например порядковый номер детали.
I? На рис. 3.2 показан общий алгоритм формирования прогно-
ического ТР. Ситуация принятия решения описана в техни-
еском задании. Принятие решения начинается с анализа и син-
|за объекта прогнозирования (блок 2), На этом этапе определя-
тся способы адекватного описания объектов прогнозирования
осуществляется представление объекта в формализованном
je в соответствии с целью прогнозирования. В результате
Армируется прогностическая модель объекта. Важную роль
и этом играет информационное обеспечение, которое по
зможности должно быть оперативным, т.е. представлять в
>де процесса прогнозирования достаточно полную информа-
ию об изменениях признаков объекта во
| Прогноз представляет собой оценку
|стояния объекта за пределами фикси-
йванного при разработке модели вре-
Цнного интервала. При принятии про-
|бстических ТР обычно ограничивают-
| прогнозами, относящимися к одному
уъекту прогнозирования. Такие про-
озы называются сингулярными (еди-
чными). При необходимости рассмот-
еть поведение во времени нескольких
гзанных между собой объектов, напри-
р переходов обработки одной и той же
верхности заготовки, выполняемых в
зных технологических операциях, син-
|£ис. 3.2. Алгоритм формирования прогностиче-
ского ТР:
техническое задание; 2 анализ и синтез объ-
I; 3 — прогностическая модель; 4 - прогноз;
' оценка результатов прогнозирования; 6 —
результаты принимаются; 7 — передача решения
[ля разработки мероприятии; 8 — информации
v онное обеспечение
207
I
гулярные прогнозы по определенным правилам стыкуются и
синтезируется единый для всех объектов прогноз.
При оценке результатов прогнозирования обычно выделяют
три самостоятельных задачи:
1. Оценка достоверности результатов прогнозирования (про-
гноза).
2. Оценка точности полученных результатов.
3. Анализ возможных альтернативных путей развития объек-
та и оценка их значимости.
Если результаты прогнозирования принимаются, то сформи-
рованное прогностическое ТР передается для разработки необ-
ходимых мероприятий и внедрения их в производство. В про-
тивном случае возможна корректировка прогностической моде-
ли или повторение этапа анализа и синтеза объекта прогнозиро-
вания. Модели и сами прогнозы можно корректировать практи-
чески непрерывно на основании вновь поступающей информа-
ции о поведении объекта.
При принятии ТР возможно количественное или качествен-
ное прогнозирование.
Для количественного прогнозирования чаще всего использу-
ют математический аппарат корреляционного и регрессионного
анализов. Уравнение регрессии, лежащее в основе прогностиче-
ской модели, представляет собой обобщенное представление за-
кономерности развития какого-либо параметра объекта, выра-
женное в функциональной форме.
Качественный прогноз — прогноз состояния объекта на не-
который фиксированный момент времени, находящийся вне
интервала наблюдения, полученный с помощью правил логиче-
ского вывода.
Прогностические ТР представляются в виде моделей, про-
гнозов (данных, символьных конструкций).
Управляющие ТР принимают в сфере ТПП или непосредст-
венно при производстве на основе аналитических или прогно-
стических ТР. Отличительная особенность управляющих ТР —
они функционируют в реальном времени, т.е. непосредственно
в ходе ТП. Это предъявляет к ним особое требование — быстро-
действие. Процесс принятия решения должен быть завершен, а
результаты его внедрены за минимальное время. Управляющие
ТР принимают в неавтоматизированном или автоматизирован-
20$
1
б
(м (автоматическом) режимах. К ним можно применять проде-
ты оптимизации. Управляющие ТР также отличает то, что
Ци в некоторых случаях не требуют разработки дополнитель-
IX технологических мероприятий и могут быть непосредствено
|едрены в производство. Основной формой представления
^равняющего ТР является управляющее воздействие, например
?форме управляющего сигнала (электрический или гидравличе-
ски импульс), управляющего указания (команда, инструкция)
3.2. ПРОЕКТНЫЕ ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ
3.2Л. Особенности проектных решений
Технологическое проектирование отличается сложностью,
риантностью и большой трудоемкостью. Сложность решаемых
Щач объясняется не только объемом (от выбора совокупности
..порядка выполнения технологических операций до определен
4Я содержания рабочих ходов), но и наличием, разветвленных и
(знообразных связей элементов технологических объектов,
ричем для каждого такого элемента может быть выбрано не-
рлько вариантов его выполнения.
р Разработка ТП и оснастки относится к числу трудноформа
Дуемых задач, характеризующихся недостатком' начальной ин-
(ррмации. Это объясняется отсутствием строгих математиче-
их. в том числе и логических, зависимостей, связывающих,
ртример, структуру и характеристики ТП и параметры обрабат-
ываемой заготовки. Поэтому принятие ТР имеет следующие
Иэбен ности:
1. Процесс проектирования технологических объектов разде-
Йтся на стадии и уровни. Так, общая задача создания ТП со-
|)ит из отдельных подзадач (принцип декомпозиции). Выпол-
зне ТП проводят в несколько этапов (Эр): получение заготов-
I, обработка основных поверхностей детали; получение неве-
рных поверхностей, термическая обработка; отделка ответст-
Шых конструктивных элементов детали; контроль .техниче-
Shx условий и требований (рис. 3.3).
I Каждый этап можно также разбить на некоторое количество
Граций (Orty. В свою очередь операции могут быть представ-
ны совокупностью технологических и вспомогательных пере-
г.
209
ходов (Я/). Таким образом, принимая решение на каждом уров-
не проектирования, технолог последовательно детализирует тех-
нологический объект.
2. Связь между уровнями проектирования имеет иерархиче-
ский характер. Это означает определенную последовательность
выполнения уровней проектирования, их соподчиненность.
Наивысшим уровнем является уровень установления стадий из-
готовления детали, наинизшим — уровень разработки содержа-
ния и последовательности выполнения рабочих и вспомогатель-
ных ходов. Принятие ТР идет последовательно по соподчинен-
ным уровням.
3. Существует приоритет решений, принятых на высших
уровнях, по отношению к низшим. Решения, выработанные на
высших уровнях, являются обязательными для низших уровней.
Так, если на этапе выбора маршрута изготовления детали была
принята схема установки заготовки при обработке, то на уровне
разработки содержания операции эта схема является основой
для выбора варианта станочного приспособления.
Рис. 3.3. Уровни представления ТП
4. Допускается взаимосвязь уровней (и не только соседних)
для сообщения о принятых ТР более высоким уровням проекти-
рования. Такая обратная связь позволяет повысить эффектив-
210
ирсть всей системы проектирования, так как именно такое
функционирование обеспечивает возможность вариантности
разработок вообще. Кроме того, возникают ситуации необходи-
мости коррекции решений высоких уровней. Например, разра-
ботка содержания и последовательности выполнения переходов
операции обработки на станке с ЧПУ может привести к превы-
шению необходимого количества режущего инструмента над
возможностями револьверной головки, что вызовет перенос час-
переходов в другие операции. Поэтому необходимо вернуться
более высокую стадию проектирования и провести переком-
поновку операций.
5. Имеет место итеративный характер выполнения стадий,
|^гапов, уровней и других элементов процесса проектирования.
<|рдот принцип предполагает обязательно полное (пусть вариант-
ное) решение задач каждого уровня, после чего возможен пере-
ход к следующему элементу. Невозможно параллельное решение
|||дач на нескольких уровнях, так как результаты решения вы-
полнения этапа используются на последующих уровнях.
6. Взаимосвязанность этапов и уровней проектирования
npe&n0JiaraeT также реализацию принципа неокончательности
решений. Этот принцип позволяет проектировщику получать не
фно (рациональное), а несколько положительных решений,
ВДИзких к оптимальному. Это особенно важно для высших уров-
ни, где критерий отбора рационального варианта бывает труд-
но представить в формальном виде. Наличие нескольких вари-
^Вгов в этом случае позволяет на последующих этапах (итераци-
К). проектирования решить задачу оптимизации содержания
||gv
7. Многоуровневое и взаимосвязанное построение системы
Проектирования требует наличия в нем принципа остановки по-
иска наилучшего ТР. Реализация этого принципа может быть
П®зная. Простейшим решением является установление макси-
®1ьного допустимого количества возможных проектных ТР.
лее сложным является введение специальных алгоритмов по-
иска оптимальных ТР в среде возможных.
Г8- При проектировании ТП изготовления изделий некоторые
шГОения могут быть использованы повторно для аналогичных
Проектных ситуаций. Поэтому в моделях проектирования также
ИЬ.жет быть использован принцип преемственности ТР.
:• г
iSblTTTTTTWW,г J г .
Любой ТП направлен на превращение исходного материала
или полуфабриката в готовое изделие. Например, в процессе из-
готовления деталей исходное состояние заготовки Со превращается
в конечное состояние Ск (см. рис. 3.3).
При выполнении ТП состояние заготовки меняется от ис-
ходного до конечного, что может быть описано функцией 0 =
= С3 -> Сд. В соответствии с принципом декомпозиции эту об-
щую функцию можно расчленить на ряд функций по имеющим-
ся элементам на рассматриваемом (выбранном) уровне. Для ка-
ждой стадии р существует функция которой описывают пере-
ход заготовки из состояния в Ср (см. рис. 3.3). Если рас-
смотреть уровень разделения ТП на операции, то функция каж-
дой операции фу в преобразовании заготовки из состояния Cy~t
в Су (см. рис.3.3), которые характеризуют параметры заготовки
в некоторой промежуточной стадии процесса изготовления. Ко-
нечное состояние объекта производства данной стадии ТП слу-
жит его начальным состоянием на следующей стадии.
Разделение ТП на несколько уровней, а каждого уровня на
составные части, последовательно выполняемые для реализации
функции 9 = С3 Сд, приводит к декомпозиции этой общей
функции на отдельные подфункции. Реализацию одной и гой
же функции можно осуществить, используя ТП с различной
структурой. Эти варианты структур имеют различные технико-
экономические параметры, показатели по затратам труда и ма-
териальным средствам. Задача проектирующих систем или чело-
века состоит в выборе оптимального варианта.
В общем виде этой задаче можно дать строгую постановку.
Эффективность проектирования можно представить некоторым
численным критерием оптимальности F ~ F(X,C), где X — мас-
сив управляемых (изменяемых проектирующей системой ТП)
переменных, на составляющие которых наложены ограничения
по состоянию и работе технологической системы, на которой
осуществляется процесс; С — массив фиксированных (неизме-
няемых) параметров. Ограничения эти могут иметь вид g(X,A) 2
> Bt, где А — массив фиксированных (неизменяемых) парамет-
ров; Bj — численные значения параметра, ограничивающего из-
менение составляющих массива X
Схема функционирования проек-
тирующей системы или ее части по-
казана на рис. 3.4. Поиск новой си-
туации обеспечивает вариантность
проектирования. Принимаемое реше-
ние на выходе должно отвечать сле-
дующим требованиям:
Ь 1) приводить к желаемому резуль-
||ту, которым, например, является
Ьреобразование заготовки из состоя-
| 2) удовлетворять системе ограни-
||ний, установленных на уровне про-
ектирования;
ВыхоЗ
Рис. 3.4. Модель элемента
проектирования:
7 — описание технологической
ситуации; 2 — модель процесса
проектирования i-го уровня; 3 —
описание объекта проектирова-
ния; 4 — определение значения
критерия оптимальности приня-
того решения
। 3) обеспечивать поиск оптимального варианта проектирова-
рИ(я ТП по критерию F min(max).
Ь Средством достижения цели проектирования служит выбор
^равляющих переменных, к которым, например, относят:
| а) количество переходов по обрабатываемой поверхности, а
акже распределение общего припуска на поверхности по пере-
сдам;
В; б) условия и последовательность выполнения переходов в
|роектируемой операции;
I в) количество и последовательность выполнения операций в
Й1 для обеспечения выхода продукции установленного качества
|рпределенные производством сроки.
3.2.2. Исходные данные для принятия
проектных решений
|< Исходными данными при разработке ТП служат описания
Годного и конечного состояний объекта производства. На-
||ьное состояние определяется набором параметров С3, харак-
Кизующих свойства заготовки: форма и размеры заготовки,
||)ка материала, состояние поверхностного слоя и его физико-
Ьсанические свойства. Конечное состояние соответствует ха-
Встеристикам детали в конечном Сд или промежуточном со-
Юянии Ср: конструкция детали, размеры и точность отдельных
Вверхностей, физико-механические свойства и шероховатость
Из*
поверхностей, технические требования, оговаривающие распо-
ложения поверхностей и особые условия. ТР по содержанию ТГ1
принимают в условиях той производственной среды, которая су-
ществует на предприятии. Ее определяют объемы и сроки вы-
пуска изделия, совокупность марок материалов и имеющихся
методов получения заготовок, совокупность и параметры имею-
щихся методов обработки, набор типоразмеров и моделей техно-
логического оборудования с их техническими характеристиками
(например, режимами резания), набор существующей техноло-
гической оснастки (например, станочных приспособлений).
Все перечисленное выше ограничивает технолога при выборе
решений на всех уровнях разработки ТП.
Конструирование технологической оснастки производят по-
сле построения технологической операции. Поэтому дополни-
тельными исходными данными для разработки приспособления
являются: начальное и конечное состояния заготовки Ср^ и Ср,
содержание выполняемой операции, определяемое набором тех-
нологических и вспомогательных переходов; условия выполне-
ния технологических переходов; схема установки заготовки при
обработке; набор имеющихся на предприятии установочных, за-
жимных и других элементов приспособления.
3.2.3. Методы принятия проектных решений
Принятие решений при проектировании ТП осуществляют
либо поиском, либо синтезом вариантов построения процессов
обработки. Поиск проводят среди существующих ТП на данном
производстве, к которым относят и унифицированные (типовые
и групповые) процессы.
Первый метод проектирования основан на применении го-
товых решений на всех его уровнях с использованием имею-
щихся ТП на оригинальные детали. На первом этапе необходи-
мо отыскать для данного изделия деталь-аналог. Далее для реа-
лизации этого метода в информационно-поисковой системе
предприятия необходимо найти процесс обработки детали-ана-
лога. Состав, структура и содержание операций этого процесса
являются исходной информацией для корректировки содержа'
214
t
Ж u,, •
ь
|:
ря операций данной детали. Корректировка заключается во
ресении небольших изменений в структуру операций или их
кяедовательность, в выбранные СТО и режущие инструменты
ипример, изменение диаметров применяемых фрез, выбор
[^Вементов для базирования заготовки). Корректировке могут
^Шть подвергнуты и режимы резания. Такой рабочий ТП не яв~
ДВЬтся оптимальным. Качество проектирования, его трудоем-
Жсть зависят от результатов поиска детали-аналога, которые
||ределяются возможностями языка описания информационно-
висковых систем распознавания образа предлагаемой для про-
.Жирования детали.
II Второй метод используют унифицированные ТП, которые
создают для наиболее часто встречающихся и, как правило, не-
сложных деталей изделий. Для изготовления таких деталей ис-
вльзуют прогрессивное технологическое оборудование и осна-
ДИДсу, а также передовые формы организации производства. Схе-
ма создания ТП следующая: деталь код детали, определяю-
щий его технологические и конструктивные параметры -> уни-
вцированный ТП корректировка процесса изготовления
*. jjHHOH детали рабочий ТП.
гв,. Создание унифицированных ТП основано на классификации
[^^группировании деталей по конструктивно-технологическим
[|Вйзнакам. Для группы схожих деталей разрабатывают унифи-
^^жрованный ТП.
Технологию изготовления поиском проектируют с примене-
ЭВМ. Сформированный код детали сравнивается с имею-
щимися в информационно-поисковой системе кодами унифи-
цированного процесса. Найденный процесс обработки типовой
>^Иали-аналога является базой для формирования проектируе-
ТП. Корректировка процесса-аналога включает: исключе-
ненужных для детали операций, проверку возможности ис-
^Жгьзования типовой оснастки при выбранной схеме базирова-
изменение состава переходов некоторых операций, расчет
жимов резания, выбор при необходимости других параметров,
роразмеров режущего и измерительного инструментов. Для
Йективной работы необходимо иметь возможность диалога с
Вшслительной системой с целью оперативной коррекции соз-
Вемого ТП, выбора оформления процесса обработки изделия
|да технологичекой документации).
sW 215
МЛ
?.
Ш -
Третий метод проектирования базируется на синтезе техно-
логии изготовления детали. В этом случае отсутствуют готовые
решения как по последовательности, так и по содержанию эле-
ментов уровней проектирования. Правда, существуют (и предла-
гаются проектировщику) наборы типовых решений, например
на уровне переходов по обрабатываемым поверхностям.
Задача проектирующей системы — выбрать по определенно-
му критерию рациональный вариант для существующих усло-
вий. Использование типовых решений позволяет резко сокра-
тить время и стоимость проектирования.
Использование ЭВМ привело к появлению систем разработ-
ки ТП типа ’’Технологический редактор”. Такие прикладные па-
кеты программ предлагают пользователю-проектировщику набо-
ры решений по всем уровням проектирования. Задача человека,
эксплуатирующего такую систему проектирования, заключается
в грамотном выборе ТР. Проектировщик избавлен от рутинных
занятий: расчета режимов резания, поиска по справочникам су-
ществующих для данных условий типов заготовок, моделей тех-
нологического оборудования, типоразмеров режущих инстру-
ментов. Мощная поддержка ЭВМ как электронного справочни-
ка позволяет быстро создавать ТП.
Однако по-прежнему остается заманчивым для многих тех-
нологов-исследователей создание автоматизированной системы
проектирования, синтезирующей ТП без применения готовых
решений с полным учетом конкретных условий производства и
обеспечением оптимальности разрабатываемых процессов.
Проектирование технологических объектов относят к зада-
чам структурного синтеза. Математическое их решение зависит
от уровня сложности. Наиболее простые задачи имеют заранее
заданные элементы ТП. Такие задачи структурного синтеза от-
носят к первому уровню и решают с применением табличных
моделей (таблиц применяемости).
Для задач второго уровня сложности характерен выбор
структуры поиском из конечного множества. Такое множество
задается, например, каталогом типовых последовательностей
технологических операций. Выбор решения для конкретного
объекта проводят с помощью логико-лингвистических моделей
(сетевые и перестановочные модели).
216
Третий уровень сложности структурного синтеза включает
^»дачи выбора из большого, но конечного множества вариантов,
^»довия выполнения которых заранее чаще всего неизвестны.
^Определение последовательности обработки системы отверстий
^Ьбором режущих инструментов — характерная задача этого уров-
ня- Для решения используют алгоритмы направленного перебо-
дискретного линейного программирования, итерационного
^тиска и др.
3.3. АНАЛИТИЧЕСКИЕ ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ
3.3.1. Виды аналитических решений
^Ь?;Пои принятии аналитических ТР считают, что на любой тех-
|^Ьогический объект воздействуют вектор входных переменных
ЯШ,- отражающий параметры качества исходных заготовок и по-
луфабрикатов. характеристики технологического оборудования,
|^К{структивно-технологические параметры инструмента и т.д., а
^жкже вектор условий z(t), учитывающий не только задаваемые
|||Мовия функционирования технологического объекта (напри-
режимы обработки), но и действие факторов (например,
^уементарных погрешностей), дестабилизирующих его функ-
^Ийониоование. Результаты функционирования объекта характе-
|^Шует вектор y(t) — вектор выходных переменных (параметры
IjifcecTBa полуфабрикатов и готовых изделий, технико-экономи-
^Жкие показатели ТП и т.д.). Символ t указывает на нестабиль-
^»<ть составляющих рассматриваемых факторов во времени, их
Ь^мчайный характер. Следовательно, процесс функционирова-
ния технологического объекта может быть описан векторным
^ввнением
Ж*' . ЛО = Z(/)|. (3.1)
^^;;/Выполнение каждой из задач анализа (см. 3.1) связано с
снятием различных по виду аналитических ТР.
Оценка уровня входных и выходных переменных, а также их
Тветствия заранее установленному уровню лежит в основе
нений, принимаемых в следующих случаях:
L При контроле входных и выходных переменных и их срав-
ни с заданными значениями. Аналитическое ТР в данном
217
случае определяет возникновение ситуации, требующей приня-
тия проектного или управляющего ТР (например, если отклоне-
ния выходных переменных от заданных значений превысят до-
пустимое).
2. При анализе выбранных исходных значений параметров
модели объекта и параметров объекта, указанных в техническом
задании (см. рис. 3.1), выполняемом в процедуре параметриче-
ского синтеза проектного ТР. Например, параметры разработан-
ной технологической операции (проектное ТР) сравниваются с
параметрами той же операции, заданными техническим задани-
ем.
3. При сопоставлении статистических характеристик вход-
ных и выходных переменных. Для формирования ТР использу-
ют методы статистического анализа. Результаты могут быть
представлены в виде гистограмм распределения указанных пере-
менных и оценок числовых характеристик распределений (мате-
матических ожиданий, дисперсий, среднеквадратических откло-
нений и т.д.).
Оценку процессов функционирования технологических объ-
ектов по их результатам (выходным переменным) можно ис-
пользовать для принятия аналитических ТР описанных выше
видов.
Аналитические ТР, принимаемые на основе математического
моделирования, различают по виду моделирования. Если слу-
чайным характером процессов, протекающих при функциониро-
вании технологических объектов, можно пренебречь, а число j
составляющих векторов входных, выходных переменных и уело- |
вий известно и невелико, то разрабатывают детерминированные j
модели объектов.
Для объектов, описанных детерминированными моделями, '
можно выполнять анализы динамических процессов или стати-
ческих состояний, заключающиеся в решении систем обыкно-
венных дифференциальных или алгебраических уравнений. Ос-
нову аналитического ТР в этом случае составляет множество
фиксированных значений факторов, определяющих входные пе-
ременные и условия, и соответствующие им значения выходных
переменных.
'Я<Й1Ж
II
Г
В стохастических моделях объект или его действие описыва-
с гох а с т и ч е с к и м и ура в н е н и я м и, уч и ты ва юш и м и с л у ч а й и ы й
арактср векторов переменных и условий.
, Математическое моделирование обычно основано на экспе-
иментально полученных данных о моделируемом объекте. Эф-
ективность стохастических моделей прямо зависит от качест-
нного выполнения эксперимента. Их разработку выполняют в
а этапа, каждый из которых связан с проведением экспери-
мента и соответствующего метода анализа. На первом этапе вы-
еляют факторы, оказывающие доминирующее влияние на
ункнионирование технологического объекта. Для этой цели
рименяют аппарат дисперсионного анализа. На втором этапе
станавливают взаимосвязь между выделенными факторами
Йобственно моделирование) с помощью регрессионного или
орре л я ц и о н н о - ре гре сс и он н о го а н ал и за.
Оценка работоспособности технологических объектов преду-
сматривает возможность принятия следующих аналитических
. 1. Оценка надежности технологических объектов по пара-
етрам качества изготавливаемой продукции, выполняемая на
снове методов прикладной статистики.
л 2. Оценка работоспособности объектов по результатам ана-
иза их математических моделей. Объект считают работоспособ-
ны, если при любых изменениях факторов, связанных в моде-
и, в пределах их допустимых значений, значения выходных пе-
менных соответствуют заданным в пределах допустимых по-
ет ноете й.
3. Оценка работоспособности объектов, полученная на осно-
.логико-эвристической модели. Логико-эвристическая модель
едставляет собой совокупность эвристических правил, логиче-
И связываемых между собой в процессе формирования реше-
я (вывода). Оценка работоспособности может быть получена
виде заключения о работоспособности объекта с указанием
ачений параметров
ловиям.
• К аналитическим
фические ТР, как
Йсций. Объектом анализа является заготовка, деталь или сбо-
чная единица. Под оценкой работоспособности объекта в
его состояния, соответствующих заданным
TP указанного вида относят и такие спе-
анализ и оценка технологичности конст-
В основе принятия решения лежит применение
технологичности конструкций, в некоторой сте-
правилами, используемыми в логико-эвристиче-
данном случае понимают возможность для данного объекта
обеспечить при его изготовлении и эксплуатации минимум сум-
марных затрат,
правил оценки
пени схожих с
ских моделях.
4. Анализ чувствительности объекта, заключающийся в опре-
делении влияния изменений входных переменных или условий
на изменение выходных переменных. Для каждой у-й состав-
ляющей вектора y(t) определяют коэффициент чувствительности
9
Л,
где dyj(t) — изменение у-го элемента вектора y(t); dxfi) — вы-
звавшее его изменение вектора x(i): п — число составляющих
вектора x(t). Чем больше значение Q, тем чувствительнее yj(t) к
изменениям x,(t). Наиболее универсальный метод анализа чувст-
вительности — метод приращений.
Причины нарушения функционирования технологического
объекта отражаются в аналитических ТР, принимаемых по ре-
зультатам анализа моделей объекта или с помощью логико-эв-
ристических моделей, отражающих логическую структуру объек-
та. В первом случае определяют степень влияния каждого фак-
тора, входящего в состав модели на выходную переменную. Для
каждого из факторов модели находят предельные значения (по-
ля рассеяния) или строят собственные модели изменения, со-
поставив которые принимают решение о возможной причине
нарушения функционирования объекта. Во втором случае при
несоответствии входных переменных или условий заданным в
модели (штатным) значениям, определяющим нормальную ра-
боту объекта, происходит обрыв цепи логического вывода с вы-
дачей сообщения о причине, вызвавшей его.
3.3.2. Исходные данные для принятия аналитических решении
Для принятия аналитических ТР необходимы данные о соот-
ветствующих значениях входных и выходных переменных техно-
и
йгического объекта. Эти данные могут быть получены, напри-
1р, при входном и выходном контроле продукции в условиях
йиствующего производства (пассивный эксперимент) либо в
ре специально организованного эксперимента.
| Принятие аналитических ТР связано с моделированием тех-
рдогических объектов. Требования к объему и качеству исход-
ах данных определяются принятым методом моделирования.
При разработке детерминированных моделей общая структу-
f Моделируемого объекта считается известной. Известен состав
Йствующих на объект величин — факторов, подразделяющих-
| на количественные и качественные. Количественный фактор
измеряемая переменная величина. Фактор считается задан-
м, если вместе с названием указан диапазон изменения его
|ачений. При определении качественного фактора нельзя ис-
льзовать числовую шкалу. Качественные факторы — это при-
щяемые различные технологические методы, материалы, обе-
тование; оценки состояния инструмента, оснастки и т.д. Раз-
мотку детерминированных моделей начинают с формализации
Энологического объекта и выбора его расчетной схемы. При
рм стремятся к сокращению числа действующих на объект
кторов (понижению размерности задачи) и упрощению exe-
д. Так, при изучении процессов, происходящих в технологиче-
шх системах, обычно достаточно рассмотреть систему с одной,
ще — с двумя и реже — с тремя степенями свободы. Однако
эемясь упростить задачу и расчетную схему, следует иметь в
аду, что чрезмерное упрощение может привести к расхожде-
по модели с реальностью.
Sk При разработке стохастической модели структуру объекта не
||ределяют. Объект рассматривают как ’’черный ящик”. Модель
роят только на основании анализа входных и выходных пере-
чных объекта, соответствующих различным реализациям про-
^сса его работы. Исходные данные формируют в результате
сторного эксперимента. Каждый фактор может принимать в
яте одно из нескольких возможных значений, называемых
Шнями.
Для получения исходных данных, пригодных для моделиро-
рия, применяют планирование эксперимента. При определе-
Ж его условий оценивают границы изменения независимых
is»
факторов (область экспериментирования), устанавливают интер.
валы варьирования и точность фиксирования факторов.
Независимый фактор — фактор, изменение которого не вле-
чет изменений других факторов. Так, в одной и той же модели
не могут применяться в качестве факторов частота вращения
главного привода и скорость резания, так как их значения свя-
заны функционально и, следовательно, изменение одного из
них повлечет изменение другого.
Для каждого фактора можно выделить три уровня измене-
ния: нижний, соответствующий его минимальному значении)
(х/н); основной, соответствующий центру области изменения
данного фактора (х/о) и верхний, определяющий его максималь-
ное значение (х/в), причем
_ Х/н + Х/в
-Л. •
Интервал варьирования фактора (4) ~ число, прибавление
которого к основному уровню дает верхний, а вычитание —
нижний уровень фактора:
Для упрощения записи условий эксперимента и обработки
экспериментальных данных масштабы факторов выбирают та-
ким образом, чтобы верхний уровень соответствовал +1, ниж-
ний ~1, а основной — нулю. Это делают с помощью преобразо-
вания:
где х/ — кодированное значение фактора; х, — натуральное
значение фактора; х/о — натуральное значение основного уров-
ня; Д — интервал варьирования.
Точность фиксирования уровня фактора считают высокой,
если погрешность измерения составляет не более 1 %, средней —
не более 5 %. В технологических исследованиях погрешность из-
мерения может иногда достигать 20 %.
222
К Эксперимент, в котором реализуются все возможные сочета-
ния уровней факторов, называют полным факторным экспери-
|Ьнтом. Для двух уровней каждого фактора имеем полный фак-
торный эксперимент типа 2к с числом необходимых опытов N =
В,2*, где к — число факторов (табл. 3.1).
Ж Строки этой таблицы означают, например, что в опыте 1
Ьктор %] находится на своем верхнем уровне, фактор х^ ~~ на
нижнем, а значение выходной переменной при этом равнялось
К; В принципе разработаны планы для любых разумных
Качений к. Проведение и обработка результатов экспериментов
№и к > 5 становится затруднительной. С целью упрощения
доведения и обработки результатов экспериментов при
большом числе факторов применяют модификации планов
(полуреплики).
ffilllW.»;
ею.,'
II?
Таблица 3J. Полный факторный план для двух факторов (22)
Номер опыта м *2 У
+1 -1
В 2 -1 — 1 У1 t
3 +1 + 1 Уз
4 S' i А»* ' +1 У4
; Для моделирования и анализа результаты экспериментов
|едставляют в виде, структурно соответствующем плану вы-
Ьлненного эксперимента (см. табл. 3.1).
Цр •
I 3.3.3. Методы принятия аналитических решений
| Дисперсионный анализ. Применяется для объективного выде-
&1ия факторов, оказывающих наиболее сильное (доминирую-
ще) влияние на вектор выходных переменных технологическо-
из-
ка-
Предварительно выполняют активный эксперимент, в кото-
|м, факторы, воздействующие на технологический объект,
|няют на нескольких (как правило, на двух) уровнях. При
|ом сочетании уровней проводят несколько наблюдений.
m-^nv
n
,2
n
2
n
* 4
ути я ман1инос1’роения. Том 1
Чем больше это
дисперсной него
весьма затрудни-
п
Г О, - У)
N ’
, 1л'
, В дисперсионном анализе дисперсия выходной переменной
раскладывается на компоненты — дисперсии, обусловленные
различными факторами, — или результирующая сумма квадра-
тов отклонений выходной переменной раскладывается на ком-
поненты. соответствующие отдельным факторам. Для проверки
существования какого-либо главного влияния или взаимодейст-
вия каждую из указанных компонент следует разделить на сред-
ний квадрат ошибки и результаты сопоставить. Чем больше -
отношение, тем сильнее влияние фактора на выходную пере-
м е н н у ио. Н е а вто м ат и зи ро ва н н ое в ы пол н е н и е
анализа при числе факторов, большем пяти,
L “X - и • л г. —
Регрессионный анализ. Один из основных методов моделиро-
вания технологических объектов, позволяющий установить
функшюнальные связи между случайными величинами. Регрес-
сия -- зависимость математического ожидания случайной вели-
чины от- какой-либо другой величины.
Наиболее часто при описании технологических объектов и,. в
первую очередь, когда природа физических явлений, сопровож-
дающих их функционирование, не ясна, используют полиноми-
альные [регрессионные модели:
а) полином первой степени
где у - - выходная переменная,
сионной модели, лу.т — независимые факторы;
б) полином второй степени
Планируя эксперимент, на первом этапе стремятся получить
полином первой степени (линейная модель), хотя отсутствуй
гарантия того, что при выбранных уровнях варьирования про-
цесс описывается линейной моделью.
Коэффициенты полинома (линейной модели) определяют ио
формуле
bj — коэффициент модели с номером у; xyz — значение у-го
ктора в /~м опыте плана; jy ~ значение выходной переменой в
опыте плана; N — число опытов в плане. Значимость коэф-
фициентов регрессии проверяют по критерию Стьюдента.
I Соответствие полученной математической модели объекта
спериментальным данным называется адекватностью. Уравне-
е адекватно описывает результаты опытов, если среднеквадра-
деское отклонение значений выходной переменной, рассчи-
йных по модели, от экспериментальных данных обусловлено
|дько ошибкой воспроизведения, т.е. случайным характером
fforo параметра. Проверку на адекватность модели проводят с
Пользованием критерия Фишера. Если линейная модель не-
Ккватна, то рассматривают модели, учитывающие взаимодей-
вие факторов, для чего применяют иные типы планов, опи-
ные в специальной литературе.
Корреляционно-регрессионный анализ (КРА) используют для
Лучения математических моделей статистических технологи-
ских объектов. Методы КРА применимы только для взаимо-
^занных факторов.
На первом этапе КРА оценивают степень взаимосвязи значе-
й выходной переменной у с одной или несколькими незави-
мыми переменными х(, Х2, хт. В первом случае используют
"Эффициент парной (ryv), во втором коэффициент множест-
) корреляции, причем
р,х - соответственно среднее арифметическое значение у{
в рассматриваемой выборке; п — число измерений (объем
рки); — среднеквадратическое отклонение величин xt
у соответственно,
)
Если п > 30, то
Обозначив зависимую переменную цифрой 1, а независимые
цифрами 2, 3, 4,...,/и, получим обозначение коэффициентов пар-
ной корреляции иг, гу$,..:,г\т. Тогда коэффициенты множест-
венной корреляции между у и %], Х2,---,хт примут вид
Где £) — определитель, составляемый из всех коэффициентов
парной корреляции,
1 ИЗ ••• Пт
Г21 1 г23 ••• г2т
D ~ ,
........-...........- * ......
гт\ гт2 гтЗ •••
£>и — определитель, получаемый вычеркиванием из D первого
слева столбца и верхней строки. В случае трех переменных
- 2Г12ПЗ/'23
Значения гух и Ry^...Л-„, находятся в пределах -1...+1. Если
они существенно отличаются от нуля, то между исследуемыми
факторами существует линейная корреляционная зависимость.
В противном случае эта зависимость отсутствует или является
существенно нелинейной. Если гух или /?у>Х1 равны +1 и.п
— 1 то между исследуемыми факторами существует функиио
нальная связь. Знаки перед гух и Ry,Xl,...,x,„ говорят о прямом
226
нак "+") или обратном (знак характере взаимосвязи между
акторами.
Если корреляционные связи между факторами существуют, то с
мощью регрессионного анализа выбирают математическую мо-
ль, наилучшим образом описывающую указанные взаимосвязи,
равнение, по которому могут быть найдены числовые значения
уборочных средних функций отклика у при независимых пере-
ИНЫХ X], Х2, .
Применение
1учаях:
Р а) зависимая переменная у
|еэ!М законом распределения;
б) дисперсия у не зависит от абсолютных значений у;
в) значения хь х2, .... хт изменяются с ошибками, пренебре-
мо малыми по сравнению с у;
г) переменные х2, хт линейно независимы;
д) процесс изменения у является стационарным и случай-
на;
е) экспериментальные данные получены из ряда независи-
ях испытаний и образуют случайную выборку из данных гене-
альной совокупности.
Условия "а"-”г” должны выполняться как для активного, так
для пассивного экспериментов, условия нд”, "е" — только
я пассивного эксперимента.
Автоматизация указанных методов анализа на базе вычисли-
ьной техники и применение специализированного программ-
на обеспечения резко повышает их эффективность.
?
называется уравнением регрессии.
КРА правомерно и эффективно в следующих
случайная величина с нормаль-
3.4. ПРОГНОСТИЧЕСКИЕ ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ
3.4.1. Особенности прогностических ТР
РДля принятия управляющих и ряда проектных ТР часто не-
водимо предварительно оценить вероятное развитие процесса
Акционирования технологического объекта в будущем, имея
формацию о ходе этого процесса в настоящем. Такая оценка
Жет быть получена в результате прогнозирования развития
227
указанного процесса и принятия соответствующего прогности-
ческого ТР.
Формирование прогнозов развития объектов на основе ана-
лиза тенденций их развития является предметом исследования
специальной научной дисциплины — теории прогнозирования.
Основные положения теории прогнозирования используют и
при принятии прогностических ТР.
Сложность прогнозирования развития процессов функцио-
нирования технологических объектов определяется динамиче-
ским и стохастическим характерами этих процессов. Большин-
ство ТР, например проектные, в известном смысле имеют про-
гностическую природу, даже если они не учитывают в явном ви-
де фактор времени. Это объясняется высокой степенью неопре-
деленности, сопровождающей принятие ТР (рассеяние свойств
материалов, параметров технологических объектов и т.д.).
Различают три основные задачи прогнозирования: выбор це-
лей развития объекта; поиск оптимальных путей и средств дос-
тижения указанных целей; определение ресурсов, необходимых
для выполнения поставленных целей.
При принятии ТР наиболее характерной задачей прогнози-
рования является поиск оптимальных путей и средств достиже-
ния целей развития (функционирования) технологического объ-
екта.
Пути и средства достижения целей определяют на основе
анализа развития объекта прогнозирования, в результате которо-
го разрабатывают прогностическую модель объекта. Экспери-
ментируя с моделью, получают прогнозную информацию об
объе кте.
Прогнозирование включает ряд этапов: предпрогнозные ис-
следования, ретроспекция, диагноз и проспекиия. Анализ объ-
екта прогнозирования начинают уже на стадии предпрогнозных
исследований, когда определяют цели и задачи прогнозирова-
ния, его границы.
На этапе ретроспекции основными задачами, решаемыми в
рамках анализа объекта прогнозирования, являются сбор, хране-
ние и обработка информации источников; оптимизация как со-
става источников, так и методов измерения и представления
ретроспективной информации; уточнение и окончательное фор-
228
дрование структуры и состава характеристик объекта прогно-
рования.
| На стадии диагноза вопросы анализа объекта прогнозирова-
ли тесно переплетаются с вопросами синтеза прогнозной моде-
| На этапе проспекции анализ играет второстепенную, вело-
|гательную роль по выявлению недостающей информации об
|ъекте прогнозирования, по уточнению ранее полученной ин-
|ррмации, по внесению корректив в модель объекта на основа-
ми вновь поступающей информации.
В технологическом прогнозировании основу анализа объекта
|ртавляют аппарат системного анализа, теория моделирования
Подобия, математическая статистика, теория точности механи-
ркой обработки и сборки, теория резания металлов, теория
|оизводительности рабочих машин и т.д.
| При анализе объекта прогнозирования должны соблюдаться
[ёдующие основные методологические принципы:
I. Принцип системности анализа, требующий рассмотрения
|ъекта прогнозирования как системы взаимосвязанных харак-
*ристик объекта и прогностического фона с позиций целей и
^ач прогнозного исследования.
2. Принцип природной специфичности требует обязательно-
|учета специфики природы объекта прогнозирования, законо-
|рностей и значений пределов его развития. При нарушениях
Ьго принципа, особенно часто возникающих при формальном
Оставлении процессов, ошибки могут достигать больших раз-
фрв, а прогнозы на базе формальных моделей зачастую просто
сурдны. Например, прогнозирование размерного износа долж-
> учитывать специфику изнашивания инструмента в различные
риоды его работы (начальный, нормального и катастрофиче-
рго изнашивания).
^3. Принцип оптимизации описания объекта прогнозирова-
Й предполагает такое его описание, которое обеспечивало бы
Йнную достоверность и точность прогноза при минимальных
Дратах на его разработку.
& 4. Принцип аналогичности требует при анализе объекта по-
^янно сопоставлять его свойства с известными схожими объ-
тами и их моделями с целью отыскания объекта-аналога и ис-
льзования при анализе и прогнозировании его модели или от-
дельных ее элементов. Этот принцип направлен, с одной сторо.
ны, на минимизацию затрат на прогнозирование путем исполь-
зования части готовых прогнозных моделей, а с другой обес-
печивает подтверждение достоверности результатов прогнозиро-
вания путем их сопоставления с результатами прогнозирования
объектов-аналогов.
Следует отметить, что при практическом анализе реальных
объектов соблюсти перечисленные принципы достаточно слож-
но, однако каждое исследование должно быть направлено на
максимальное приближение к соблюдению этих методологиче-
ских принципов, причем степень такого приближения может
служить оценкой качества проведенного анализа.
Масштабность технологического объекта прогнозирования
зависит от числа переменных, входящих в его полное описание
на стадии анализа. В зависимости от этого объекты разделяют
на сублокальные — с числом значащих переменных от 1 до 3
(траектория движения в трехмерном пространстве, режимы ре-
зания конструкционных материалов); локальные с числом
значащих переменных от 4 до 14 (производственный участок,
химический состав материала, технологическая оснастка); суб-
глобальные — с числом значащих переменных от 15 до 35 (цех,
структура технологической операции, выполняемой на станке с
ЧПУ); глобальные — с числом значащих переменных от 36 до
100 (предприятие, технические системы типа "станок”, "агре-
гат”); суперглобальные — с числом значащих переменных свыше
100 (отрасль, крупное предприятие).
Сложность технологических объектов прогнозирования оп-
ределяется степенью взаимосвязанности значащих переменных в
их описании. Различают следующие типы объектов:
1) сверхпростые — объекты с отсутствием существенных
взаимосвязей между переменными; такие объекты можно анали-
зировать и разрабатывать для них прогнозы путем последова-
тельного анализа независимых переменных, составляющих опи-
сание при любой масштабности объекта;
2) простые — объекты, в описании которых содержатся пар'
ные взаимосвязи между переменными; для анализа таких объек-
тов могут использоваться простые модели аппроксимации функ-
ций взаимосвязей, модели парных регрессий, несложные экс-
230
Вертные методы оценки степени и характера взаимосвязей меж-
ду переменными;
К 3) сложные — объекты, для адекватного описания которых
Необходимо учитывать взаимосвязи и совместные влияния не-
рсольких значащих переменных (трех и более), однако имеется
возможность выделения главных и влияющих на них групп пе-
ременных описания; для анализа такого рода объектов можно
рспользовать методы ступенчатых регрессионных зависимостей,
Цетолы множественного регрессионного и корреляционного
|йализа, экспертные таблицы оценок взаимного влияния и
|гредпочтений;
|| 4) сверхсложные — объекты, в описании которых необходи-
мо учитывать взаимосвязь между всеми переменными; основны-
ми инструментами анализа в этом случае являются множествен-
ней корреляционный анализ, факторный и дисперсионный
|й:ализ.
I Сверхсложные объекты при принятии прогностических ТР
фактически не рассматриваются. Наиболее часто исследуемые
Ихнологические объекты можно рассматривать как простые.
I По степени детерминированности технологические объекты
прогнозирования подразделяют на детерминированные, стохас-
тические и смешанные (имеющие характеристики как детерми-
|йрованного, так и стохастического характера). Выбор степени
^терминированное™ при разработке прогностической модели
рбъекта выполняет разработчик модели.
| По характеру изменения во времени различают следующие
Ихнологические объекты:
I а) дискретные, регулярная составляющая которых (тренд)
|3меняется скачками в фиксированные моменты времени (изме-
нение размера поверхности при обработке партии деталей, из-
(Ьнение качества заготовки в ходе ТП и т.д.);
। б) апериодические, имеющие описание регулярной состав-
Цпощей в виде апериодической непрерывной функции времени,
«пример изменение размерного износа;
I в) циклические, имеющие размерную составляющую в виде
(рриодической функции времени, например изменение тепло-
fax деформаций технологической системы в течение смены.
I По степени информационной обеспеченности технологиче-
fcie объекты можно разделить на четыре группы:
' 231
fc-
в
1) объекты с полным обеспечением количественной инфор-
мацией, т.е. объекты, для которых имеется в наличии ретро-
спективная количественая информация в объеме, достаточном
для прогнозирования с заданной точностью на заданное время
упреждения;
2) объекты с неполным обеспечением количественной ин-
формацией, т.е. объекты, для которых имеющаяся в наличии
ретроспективная информация допускает использование стохас-
тических и других методов, однако не обеспечивает на заданном
времени упреждения заданную точность прогноза;
3) объекты с наличием качественной ретроспективной ин-
формации — это объекты, относительно прошлого развития ко-
торых имеется только качественная информация и полностью
отсутствует либо очень ограничена количественная информа-
ция;
4) объекты с полным отсутствием ретроспективной инфор-
мации — это, как правило, несуществующие, проектируемые
объе кты.
Обычно при принятии прогностических ТР рассматривают
объекты с обеспечением количественной информацией.
3.4.2. Методы принятия прогностических решений
В результате анализа технологического объекта должна быть
разработана его адекватная прогностическая модель.
Прогностическая модель — это модель объекта прогнозиро-
вания, исследование которой позволяет получить информацию
о возможных состояниях объекта в будущем и (или) путях дос-
тижения этих состояний. При построении и оценке прогности-
ческой модели невозможно осуществить прямую проверку соот-
ветствия модели и оригинала, так как эта проверка должна от-
носиться к будущим состояниям объекта. В настоящий же мо-
мент самого объекта либо не существует (проектируемый объ-
ект), либо он существует, но неизвестно, какие изменения могут
в нем произойти к заданному моменту.
Прогностическая модель должна удовлетворять следующим
требованиям:
1) быть полной, адаптируемой и эволюционной, обеспечи-
вать возможность включения достаточно широкого диапазона
232
в
Мьменений, добавлений, чтобы было возможно последователь-,
jfee приближение к модели, удовлетворяющей исследователя по
1ш1Ь1чности воспроизведения объекта;
ME- 2) быть достаточно абстрактной, чтобы допускать варьирова-
^Кце большим числом переменных, но не настолько абстрактной,
|И|добы. возникали сомнения в надежности и практической полез-
Мкости полученных на ней результатов;
' 3) соответствовать условиям, ограничивающим время реше-
ммя задачи: с одной стороны, при краткосрочном прогнозирова-
вшим .для оперативного управления время решений определяется
Ивитмом функционирования объекта, с другой — при расчетах
^Ирогнозных моделей, не синхронизированных жестко по време-
Ии'с объектами, возникает вопрос исключения чрезмерных за-
^^>ат времени;
4) быть реализуемой с помощью существующих технических
^Кредств;
I»"' 5) обеспечивать получение полезной информации об объекте
плане поставленной задачи исследования (в связи с тем, что в
^Кяде случаев модели строят для оптимизации моделируемых
^юроцессов. это требование можно понимать как требование оп-
^И1мизируемости прогностической модели);
ж 6) содержать установившуюся терминологию;
7) предусматривать возможность проверки истинности, соот-
^етствия ее оригиналу (формальная проверка заключается в
^И>авнении определенных свойств оригинала и модели);
8) соответствовать используемому методу прогнозирования.
Прогностические ТР наиболее часто принимают на основе
^ш^тода экстраполяции. Поясним суть метода на примере. Пусть
^щри изготовлении партии деталей контролируемый размер d не-
Ниоторой поверхности вследствие действия технологических фак-
^ИЬров, например размерного износа, изменяется во времени т.
I^MK^BecTHa информация об изменении размера J(t) в период вре-
^И^ни Т] < т < т2, представленная ломаной кривой 1 на рис. 3.5.
^иеобходимо определить ожидаемое значение размера dn в мо-
МИент времени тд», причем >т2
IKt Использование экстраполяции в прогнозировании основано
Ии» предположении о том, что рассматриваемый процесс измене-
1М1йя объекта характеризуется некоторой изменяющейся перемен-
» 233
I
ной, представляющей собой сочетание двух составляющих — регу-
лярной и случайной. В рассматриваемом примере
d(x) = f(a, т) + nW •
Считается, что регулярная составляющая /(а,т) представ-
ляет собой гладкую функцию от аргумента (в большинстве слу-
чаев — времени), описываемую конечномерным вектором а
параметров, которые сохраняют свои значения на периоде упре-
ждения прогноза. Эта составляющая называется также трендом,
уровнем, детерминированной основой процесса, тенденцией.
Под всеми этими терминами лежит интуитивное представление
о какой-то очищенной от помех сущности анализируемого объ-
екта. Интуитивное, потому что для большинства процессов
нельзя однозначно отделить тренд от случайных составляющих.
Рис. 3.5. Прогнозирование методом экстраполяции
Случайная составляющая nW обычно считается некоррели-
рованным случайным процессом с нулевым математическим
ожиданием. Ее оценки необходимы для дальнейшего определе-
ния точностных характеристик прогноза.
Метод экстраполяции основан на понятии непрерывности:
если в определенный период времени наблюдалось непрерывное
развитие объекта, то считается, что данный процесс будет про-
исходить и в дальнейшем. Относительное изменение во времени
параметров процесса с достаточной достоверностью можно счи- j
тать постоянным. Для прогнозируемых параметров необходимо |
i
234 ' I
(Ьдобрать кривую, характеризующую тенденцию их изменения
^прошлом и распространяющуюся на будущее. Достоверность
прогнозирования повышается, если прогнозируемые технологи-
Лские объекты или решения обладали в прошлом устойчивым
Взвитием.
Прогностическую модель разрабатывают на основе имею-
ейся информации об изменении процессов во времени с ис-
пользованием известного математического аппарата, например
|грессионного анализа. Если позволяют условия, то, стремясь
максимальной простоте, используют линейные модели. В рас-
сматриваемом примере
J(t) = + ат,
значение размера при т = 0; а — коэффициент, характе-
ризующий изменение размера с течением времени; т — времен-
ен параметр.
Графически данная модель представляется прямой линией
Цм. прямая 2 на рис. 3.5).
Прогнозируемое значение размера dn определяется выраже-
ием
п
В прогностических моделях бол ьшое значение имеют графи -
ские представления. Вид графической интерпретации моделей
|страполяции в большинстве случаев служит обоснованием вы-
ра математического описания.
Кроме метода экстраполяции для принятия ТР используют
етоды регрессии и корреляции, факторные модели, эксперт-
ie методы. Сущность этих методов подробно изложена в спе-
альной литературе, посвященной теории прогнозирования.
3.5. КРИТЕРИИ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИИ
; Для определения состояния, сравнения или классификации
ъектов необходимо оценить их по какому-либо признаку,
изнак, на основании которого проводится оценка, называется
итерием. Кроме понятия "критерий" в технической и научной
тературе с той или иной смысловой близостью используются
термины: параметр, фактор, характеристика, целевая функция и
др.
В качестве критерия может быть выбран практически любой
признак объекта — масса, стоимость, надежность, эффектив-
ность, комфортабельность, удобство в работе и т.д.
Критерий позволяет отличать разные объекты, разные со-
стояния одного и того же объекта или характеризовать объект
безотносительно других объектов. Каждый объект может быть
охарактеризован и (или) сравнен с другими по нескольким кри-
терия м.
Значение, которое критерий принимает для данного объекта,
называют оценкой. Оценка по критерию может представлять со-
бой размерную величину, безразмерную величину или словесное
выражение.
Критерий, оценка по которому принимает численное раз-
мерное значение, называют численным размерным. Это, напри-
мер, стоимость (оценка в рублях), масса (оценка в килограм-
мах), трудоемкость (оценка в нормо-часах) и др.
Критерий, оценка по которому принимает численное безраз-
мерное значение, называют численным безразмерным. Таковыми
являются, например, надежность, коэффициент использования
материала, коэффициент загрузки оборудования и др. Результат
оценки по таким критериям представляет собой, как правило,
вещественное положительное число.
Критерий, оценка по которому не имеет численного значе-
ния, называют нечисленным или лингвистическим. К таким кри-
териям относя гея, например, ремонтопригодность, комфорта-
бельность, удобство в работе и др. Оценки по лингвистическим
критериям могут быть бинарными, типа ’’возможно — невозмож-
но”, “удобно — неудобно” и т.п., или многовариантными, типа
"очень плохо", "плохо”, "средне", "хорошо", "очень хорошо", "от-
лично" и т.п. Использование лингвистических оценок сущест-
венно затрудняет создание и эксплуатацию систем автоматизи-
рованного проектирования и принятия решений. Поэтому их,
как правило, стараются с помощью системы шкал привести к
численному безразмерному виду. Например, для оценки какой'
либо конструкции по критерию "удобство сборки" можно устано-
вить шшу от 0 до 10, при этом оценка ”0" соответствует абсо-
лютной неудобности (невозможности) сборки, а оценка "10
к
абсолютной удобности. Таким образом, удобство сборки бу-
ет оцениваться численным значением от 0 до 10, а сам крите-
рий можно считать численным безразмерным.
с При необходимости к лингвистическому виду можно при-
веди и численный критерий. Такую процедуру используют ино-
да при сравнении двух объектов. Например, критерий "трудо-
iHKocTb” обычно оценивают в нормо-часах, но при сравнении
вух операций или ТП иногда используют оценки "больше" или
Вменьше”, т.е. критерий "трудоемкость” рассматривают как дин-
астический.
Критерии бывают объективные и субъективные.
Оценка по объективному критерию определяется характери-
стиками самого объекта и не зависит от человека (эксперта).
я вл я ются
в
I
1
№
в
ж-
Ши
В
гпт
ШШ
в
ft
’^^тиками самого ооъекта и не зависит от
^^0бъективными являются все численные размерные критерии
;|у|масса, трудоемкость, стоимость и т.д.) и некоторые численные
безразмерные критерии (надежность, коэффициент использова-
материала, коэффициент загрузки оборудования и т.д.). В
.Дьюбом случае при оценке того или иного объекта рекомендуется
Пользоваться объективными критериями.
Когда объективного критерия оценки объекта не существует
у|Шли оценивается признак, не имеющий объективной оценки,
Жрледует пользоваться субъективными критериями. Оценка по
Субъективному критерию определяется мнением человека (экс-
д|рерта) или группы людей (экспертов). Субъективными являются
лингвистические критерии (удобство в работе, ремонтопри-
годность, внешний вид и т.д.) и численные безразмерные крите-
Сд. Для снижения влияния личностного фактора при оценке по
Субъективному критерию применяют различные методы. Одним
простейших является привлечение к оценке не одного, а
ругшы экспертов. Если все эксперты имеют примерно одинако-
вую квалификацию и значимость их мнений примерно равна, г
|ммарная (итоговая) оценка определяется как среднее арифме
(веское оценок экспертов:
птг
1
№
/I
оценка z-го эксперта; п — количество экспертов.
с? I
Например, для оценки ремонтопригодности конструкции
привлечены пять экспертов. Они дали следующие оценки в бал-
лах по 5-балльной шкале: 4, 3, 4, 5, 5. Тогда, в соответствии с
выражением (3.2), итоговая оценка составит 4,2. Если же мне^
ние одних экспертов существенно важнее мнения других, то ущ
танавливают "вес" каждого эксперта согласно его значимости,
например: чем больше значимость — тем больше "вес". Итого-
вую оценку в этом случае определяют следующим образом:
А = a-.ki / k-, , (3.3)
где к/ — "вес” z-го эксперта.
Рассмотрим предыдущий
пример. Из пяти экспертов первые
двое являются инженерами-технологами ремонтного цеха, тре-
тий — мастером механического цеха, а четвертый и пятый — ин-
женерами-конструкторами. В соответствии с их квалификацией
"вес" каждого эксперта будет соответственно 3,0; 3,0; 1,5; 1,0 и
1,0. Тогда согласно выражению (3.3) итоговая оценка составит
Для исключения предвзятости и необъективности некоторых
экспертов разработаны специальные методы. Например, при
подсчете итоговой оценки отбрасывают наибольшую и наимень-
шую из выставленных экспертами.
В зависимости от того, в каком виде получена и с какой це-
лью будет использована оценка, критерий может называться аб-
солютным или относительным. Как правило, абсолютный крите-
рий является численным, а относительный — лингвистическим.
Абсолютный критерий используют для оценки какого-либо
признака объекта безотносительно других объектов. В процессе
проектирования или принятия решений может быть поставлена
задача минимизации или максимизации значения абсолютного
критерия. Такого рода критериями являются, например, ’’стои-
мость", "трудоемкость", "надежность" и др.
Относительный критерий используют для сравнения не-
скольких объектов, нескольких состояний одного объекта или
сравнения объекта с каким-либо установленным нормативом.
Полученные значения критерия (как правило, численные) срав-
нивают между собой, а итоговую оценку дают в лингвистиче-
виде. Например, при сравнении двух технологических спе-
ющий по критерию "трудоемкость", сначала для каждой из них
Йрлучают численную оценку. На основании сравнения числен-
|рх оценок каждая технологическая операция получает лин-
|цстическую оценку "лучше" или "хуже". Или, например, при
|денке технологичности конструкции по критерию "коэффици-
&г стандартизации" получают численную безразмерную оценку,
Ьорую затем сравнивают с базовым (установленным) для дан-
отрасли коэффициентом стандартизации, получая при этом
Йщгвистическую оценку "удовлетворяет" или "не удовлетворя-
Оценка объекта может быть дана с использованием прямых
и косвенных критериев.
Прямой критерий непосредственно связан с оцениваемым
йзнаком объекта, а его значение показывает значение этого
изнака. Например, оценка двигателя внутреннего сгорания по
итерию "мощность" показывает именно мощность этого дви-
теля. Косвенный критерий связан с оцениваемым признаком
|рсредовано, и его значение прямо ничего не говорит о значе-
и признака. Например, критерий "объем цилиндра" и его зна-
ние позволяют примерно судить о мощности двигателя, но не
Дот точного ее значения.
Косвенный критерий применяют в том случае, когда в силу
ких-либо причин не удается использовать прямые критерии,
^пример, в процессе проектирования трудно с достаточной
чностыо определить мощность будущего двигателя, в то время
|К установить объем цилиндров не составляет труда. Косвен-
гй критерий обычно используют в качестве относительного
и сравнении аналогичных объектов или сравнении одного и
го же объекта.
J Критерий может характеризовать какой-либо один признак
рьекта. Такой критерий называют частным или локальным. Ло-
ьными критериями являются, например: максимальная час-
R вращения шпинделя — для металлорежущего станка, грузо-
дъемность - для автомобиля, коэффициент использования
Сериала — для заготовки и т.д. Сравнение объектов по ло-
ьному критерию позволяет установить отличие одного объек-
gOT другого, но только по одному конкретному признаку, не
зволяя оценить объекты в целом. Например, при сравнении
<•.
>
двух ТП изготовления какой-либо детали по критерию ’’трудо-
емкость” установлено, что трудоемкость первого ТП равна
3 нормо-ч, а второго — 2,5 нормо-ч. Однако на основании толь-
ко этих оценок нельзя выбрать предпочтительный ТП. Суммар-
ные затраты при реализации второго процесса могут быть, на-
пример, существенно большими из-за применения дорогостоя-
щего и энергоемкого оборудования и вследствие других причин.
Для оценки объекта в целом (сразу по нескольким основным
признакам) применяют обобщенный критерий, в качестве кото-
рого используют такие критерии, как эффективность, произво-
дительность, прибыль, себестоимость и т.п. Их называют также
комплексными, так как они включают в себя несколько локаль-
ных критериев, характеризующих отдельные признаки объекта.
Так, при оценке объекта (например, машины) по критерию '’се-
бестоимость” необходимо учитывать оценки по следующим кри-
териям: стоимость материалов, стоимость комплектующих, за-
траты живого труда, затраты на амортизацию оборудования, за-
траты энергии и т.д.
Использование обобщенных критериев позволяет наиболее
полно охарактеризовать объект (объекты), выбрать наиболее оп-
тимальное решение.
В обобщенный критерий могут входить локальные критерии,
имеющие различную размерность оценок. При этом итоговую
оценку по обобщенному критерию нельзя получить простым
суммированием оценок по локальным критериям. В этом случае
применяют векторное сложение, а сам обобщенный критерий
называют векторным критерием:
где п — количество локальных критериев; Ф,- — локальный
критерий.
Для получения оценки по векторному обобщенному крите-
рию необходимо сначала установить идеальные (оптимальные)
значения каждого локального критерия и определить его значи-
мость. Значимость (важность) критерия устанавливают, как пра-
вило, субъективно — присвоением ему определенного ’’веса”,
причем сумма "весов” локальных критериев должна быть равна
240
Синице. Значение оценки по
Ьют в этом случае по формуле
сообщенному критерию опреде
п
i
* ?
|te п ~~ число локальных критериев'; а/ — "вес” /-го локального
Ь'; *
критерия; А{ — оценка по z-му локальному критерию; —
идеальное (оптимальное) значение /-го локального критерия.
Если же в обобщенный критерий входят локальные крите-
рии, имеющие одинаковую размерность оценок, итоговую оцен-
по нему можно получить простым суммированием значений
^кальных критериев. Такой обобщенный критерий называю!
^рлярным, а оценку по нему проводят простым арифметиче-
Щим суммированием оценок локальных критериев.
I В ряде случаев необходимо определить значение какого-либо
фитерия для системы объектов. Например, необходимо оценить
критерию ’’затраты” (или по критерию ’’надежность”) маши-
ну, состоящую из нескольких сборочных единиц и деталей или
включающий несколько операций.
| Критерий оценки системы объектов будет называться адди~
пивным^ если его значение получено суммированием оценок от-
ельных объектов:
п
к
/ ?
объектов (се-
и др.). При
объектов не-
объединен и ю
' п — количество объектов; Л/ — оценки /-го объекта.
Такого рода критериями являются практически все -Крите-
Ши, отражающие стоимостные показатели систем
в-..-
|етоимость, цена, трудоемкость, энергоемкость
|рм надо отметить, что для систем материальных
Дходимо также учитывать оценку действий по
|ъектов в систему. Например, для ТП, состоящего из трех опе-
Цций, трудоемкостью 0,5, 0,8 и 0,3 нормо-ч соответственно,
Ценка по критерию ’’трудоемкость” составляет 0,5 + 0,8 + 0,3 =
11,6 нормо-ч. Для машины, состоящей из трех агрегатов, тру-
доемкость изготовления которых 50, 80 и 30 нормо-ч соответст-
венно, в оценку по критерию "трудоемкость" войдет также тру-
доемкость сборки машины из агрегатов (например, 10 нормо-ч).
Значения критерия "трудоемкость" для машины в этом случае
составит (50+80+30)4-10 — 170 нормо-ч.
Критерий оценки системы объектов будет называться муль-
типлексным, если его значение получается произведением оце-
нок отдельных объектов:
п
А ГТ4
i = \
Мультиплексными являются критерии, отражающие надеж-
ность системы объектов. Например, для машины, состоящей из
трех агрегатов с надежностью 0,9, 0,95 и 0,8 соответственно,
оценка по критерию "надежность" составит 0,9 • 0,95 * 0,8 -
= 0,684. Аналогично для ТП, состоящего из трех операций, ве-
роятность достижения требуемой точности для которых равна
0,9, 0,95 и 0,8 соответственно, оценка по критерию "вероятность
достижения требуемой точности" составит 0,9 • 0,95 • 0,8 = 0,684.
Для характеристик объекта может быть использовано боль-
шое число различных критериев. Выбор критерия для оценки
и(или) сравнения объектов определяется характером задач, стоя-
щих перед разработчиком (лицом, принимающим решения).
Обычно в нормальных условиях в качестве основных ис-
пользуют стоимостные (финансовые) критерии, главным из ко-
торых является прибыль, которая может быть получена при реа-
лизации принимаемого решения; Поскольку оценка по крите-
рию "прибыль" связана с рядом внешних факторов (конъюнкту-
ра рынка, конкуренция и т.д.), не всегда представляется воз-
можным определить ее точное значение, особенно на ранних
стадиях проектирования объекта. В этом случае в качестве ос-
новного критерия оценки объекта принимают себестоимость.
Также можно использовать такие критерии, как срок окупаемо-
сти затрат, приведенные затраты и т.п.
Однако не всегда стоимостные критерии оценки являются
основными. В экстремальных условиях применяют и другие
критерии. Например, при спасательных работах критерием при-
нятия решения является время его реализации. При создании
В •?
1вШ
шА;
гппппгоН Sc ' • 4 •
уникальных образцов техники, например автоматических кос-
мических аппаратов, главным критерием является надежность.
ИИ г
£ттга&0 />
1 •
I 3.6. АВТОМАТИЗАЦИЯ ПРИНЯТИЯ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ
7-s
&
$
iw >
р Современное машиностроительное производство характери-
зуется постоянным ростом требований к качеству продукции и
^усложнением задач его обеспечения; постоянной сменой объек-
Ьбв производства и необходимостью сокращения сроков ТПП.
производственные задачи усложняются, требования к качеству
ИХ решений возрастают, сроки решений сокращаются, возника-
» необходимость принятия эффективных решений в минималь-
Ifce сроки.
fey '"Удовлетворение указанных требований может быть достигну-
то только при автоматизации принятия ТР на основе примене-
вычислительной техники.
|й. Сложность автоматизации принятия ТР зависит от его вида.
Иринятие аналитических и прогностических ТР может быть
Вфстаточно просто сведено к комплексу взаимосвязанных фор-
мальных процедур и алгоритмизировано. Алгоритм — хорошо
определенная процедура/ гарантирующая решение задачи. О
Возможности автоматизации принятия аналитических и прогно-
ЙЙических ТР свидетельствует наличие значительного числа про-
Оаммных продуктов, предназначенных для обеспечения указан-
»ix- ТР
К Особо рассматривается автоматизация принятия ТР при ана-
тазе и оценке технологичности конструкций. Эти решения яв-
»ются специфическим видом ТР, принятие которых основано
||й использовании правил оценки и обеспечения технологично-
стн конструкций. Возможность и эффективность автоматизации
Иссматриваемых ТР определяется степенью разработанности
ВВстава и форм взаимодействия указанных правил.
||А: Принятие проектных ТР основано на применении процедур
рнтеза. Недостаточная разработанность этих процедур затруд-
мет их автоматизацию и приводит к появлению неформализуе-
НЙх этапов принятия проектных ТР, выполняемых только спе-
МЙйлистами и рассматриваемых как акты творчества.
teA Управляющие ТР обладают многими признаками проектных
ify- Отличительной особенностью управляющих ТР является то,
'•
и»!' := ' •
И»f
gy . ' 243
что их принимают, как правило, в реальном времени. Обеспече-
ние быстродействия отчасти достигается путем применения спе-
циальных автоматических устройств управления ТП. Принятие
более сложных управляющих ТР связано с выполнением проце-
дур синтеза.
Таким образом, общей и основной проблемой автоматиза-
ции проектных и управляющих ТР является проблема автомати-
зации процедур синтеза. Наиболее сложная ее часть — автома-
тизация синтеза структур технологических объектов (структур-
ного синтеза).
Известен ряд примеров систем, обеспечивающих принятие
отдельных проектных ТР в автоматизированном режиме. В этих
системах процедура синтеза заменена процедурой выбора неко-
торого типового решения, например типового ТП. При необхо-
димости технолог-разработчик может корректировать структуру
и параметры типового объекта с целью удовлетворения требова-
ний технического задания. Такой подход нашел широкое при-
менение в большинстве современных систем автоматизирован-
ного проектирования ТП (САПР ТП).
Анализ функций и задач ТПП позволил выделить круг задач
принятия ТР, возникающих при разработке и управлении про-
цессами изготовления деталей, автоматизация решения которых
желательна в первую очередь (рис. 3.6). Большую часть рассмат-
риваемых решений составляют проектные ТР, что подчеркивает
их доминирующую роль при ТПП. Принятие проектного или
управляющего ТП, как правило, базируется на аналитическом
или прогностическом ТР. Поэтому автоматизация принятия
проектных и управляющих решений предполагает и автоматиза-
цию принятия аналитических и прогностических решений.
Выбор и оптимизация вида и метода изготовления заготов-
ки, а также выбор ТП ее изготовления представляют собой авто-
матизируемые задачи принятия ТР. Для формирования ТР в |
указанных задачах необходимо развитое информационное обес-
печение: данные о конструктивно-технологических параметрах
заготовок различных видов, изготавливаемых конкретными ме- j
годами; данные о заготовительных свойствах материалов (биб- |
лиотеки типовых ТП изготовления заготовок различными мето- j
дами и т.п.). Ценность автоматизированного принятия этих ре-
шений заключается в возможности принятия эффективных ТР в
A !
i
Идалчевилных случаях, требующих сопоставления большого чис-
J/Ofe'данных. Оптимизация вида и метода изготовления заготовки
•'лЩюжет выполняться как отдельная, формализуемая задача.
ТР при разработке и
управлении ТП
УК
Выбор,
конструирование,
ТП изготовления
заготовок
Проектирование
ТП на основе
аналогов
Обеспечение
технологичности
заготовок,беталей,
сборочных единиц
ИндивиЗуальное
проектирование
единичных ТП
Обеспечение
качества
'*Т.‘ТТГ,‘I п1111 Гн I * *• ши—... ..I-TI Д- г~т
'HD
№
о
Ц
I
I
Stf
йж
и
01
Ж
Шт
в
Ш/
ж
ffij
в
1в
И
Ж
ш
ПЕ
ш
Выбор биЗа
.Оптимизация
биЗа
'й^11М11..11.111»1 .1 1 ..I W ни
Выбор
метова
изготовления
г* ----- -----
Оптимизация
** метода
изготовления
Выбор ТП
изготовления
В.ыбор
типовой
конструкции
Конструирование
Определение
класса
ветали
Проектирование
еЗиничного ТП
Проектирование
операций
вя.. -----------
ВТ '
Й. !
3,6. Основные ТР при разработке и
Проектирование
маршрутных ТП
L Проектирование
операций
Проектирование
переходов
-----------------
Определение поряд-
ка переходов
Выбор метода
обработки
ИИ«И
«М
Выбор режущего
инструмента
Выбор режима
обработки
Выбор типа
приспособления
Выбор
параметров
приспособления
ним
Прогноз
качества
Определение
причин
брака
Определение
путей
ликбиЗации
брака
Выбор нового
варианта ТП
управлении ТП изготовлении деталей
Ж г-Д
в
m
Ш
ж
заготовок и конструирование
режиме связаны с созданием
Выбор типовых конструкций
^готовок в автоматизированном
||йфичеких баз данных и применением средств автоматизиро-
|рного конструирования. Процесс конструирования заготовки
йжен управляться правилами конструирования, соответствую
рми методу изготовления заготовки. Эти правила должны со-
авлять технологическую основу программного обеспечения
роНесса кон струи рова ни я.
| Автоматизация проектирования ТП изготовления деталей на
Нове процессов-аналогов (типовых решений) является в целом
В
Йй-Т
решенной задачей. Проектирование единичных ТП изготовле-
ния деталей путем редактирования процесса-аналога (типового
ТП) является основой работы большинства существующих
САПР ТП.
Оценку технологичности конструкции заготовки, деталщ
сборочной единицы можно рассматривать как процесс принятия
аналитического ТР. Автоматизация оценки технологичности
конструкции и отработки последних на технологичность являет-
ся сложной научно-технической проблемой.
Автоматизация индивидуального проектирования единичных
ТП изготовления деталей зависит от решения задачи автомати-
зации синтеза структур ТП. Разработка операционной техноло-
гии возможна в автоматизированном, а в отдельных случаях да-
же в автоматическом режиме. Создание все более совершенных
САПР ТП, обеспечивающих автоматическое проектирование ТП
на основе процедур генеративного синтеза их структур, находит-
ся в центре новейших исследований и разработок САПР ТП.
Обеспечение качества изготовления продукции можно рас-
сматривать как комплекс управляющих ТР, принимаемых в сфе-
ре ТПП. Автоматизация принятия указанных ТР требует обеспе-
чения автоматического взаимодействия аналитических, прогно-
стических и проектных ТР, что представляет сложную научно-
техническую проблему.
Разработка систем автоматизированного принятия ТР воз-
можна на основе методологии инженерии знаний. Инженерия
знаний ориентирована на создание компьютерных систем, це-
лью которых является: извлечение знаний, которыми располага-
ют специалисты, и наиболее эффективное их использование
при автоматизированном формировании решений.
Методы инженерии знаний нашли свое воплощение в созда-
нии экспертных технологических систем.
Экспертная система представляет собой реализованный на
ЭВМ программный комплекс — интеллектуальный автомат, об-
ладающий способностью воспринимать, представлять, обраба-
тывать и объяснять профессиональные знания на основе фор-
мального логического вывода. Решения, формируемые с помо-
щью этих систем, могут соответствовать уровню, достижение
которого человеком требует продолжительного образования и
значительного опыта.
246
Экспертные системы в технологической предметной области
пользуются для решения следующих задач:
1) выбора вида и метода изготовления заготовки;
2) определения класса детали;
| 3) прогноза качества, формируемого в ходе ТП или отдель-
технологической операции;
£ 4) определения причин брака, возникающего в ходе ТП
(церации), и поиска путей его ликвидации;
| 5) поиска нового продолжения ТП при изменении произвол»
ценной ситуации;
6) оценки технологичности конструкций.
Экспертную систему принято разделять на базу знаний и ма-
ну логического вывода (совокупность всех программ, обеспе-
вающих формирование логического вывода). Машину логиче-
ого вывода экспертной системы разрабатывают специалисты в
расти программирования. Задачей технологов является разра-
тка баз знаний.
База знаний — описание предметной области с использова-
ем ее понятий и компонент знаний, осуществляемой специа-
стами в предметной области (экспертами).
Существует символьное и декларативное представление зна-
и
Базы знаний экспертных систем символьного типа содержат:
|цсания объектов, характеризующих предметную область сис-
ы; описания вопросов, задаваемых пользователю системой в
е консультации (система может формулировать вопросы
|юстоятельно); правила формирования логических выводов.
| Технологическая предметная область в целом описывается с
мощью значительного числа понятий. Предметная область
бой экспертной технологической системы представляет собой
|ць часть технологической предметной области и должна од-
еляться с помощью минимально необходимого числа поня-
| Определить минимально необходимое; для описания пред-
ной области число понятий можно путем графического
дставления связей между необходимыми понятиями. Такое
Выставление кроме выявления необходимых понятий устанав-
|Дет в абстрактном виде смысловую связь между ними и по-
>му называется семантической сетью.
247
На рис. 3.7 приведен пример фрагмента семантической сети.
Направление стрелок совпадает с направлением определения
понятия. Для сети, приведенной на рисунке, справедлива такая
связь понятий: опорная база является поверхностью заготовки
необрабатываемой в данной операции, обеспечивающей необхо-
димую ориентацию заготовки
пеней свободы.
Заготовка
Поверхность
Необрабатываемая
поверхность
Ориентирование
заготовки
V
Лишение заготовки
степеней свободы
Трех Двух Одной
Опорная Направляющая Упорная
база база база
Рис. 3.7, Фрагмент семантической
сети определения понятий "база"
и лишающей заготовку трех сте-
Подобным образом могут
быть интерпретированы любые
фрагменты семантических сетей.
Каждое понятие записывается
с помощью термина. Термин —
совокупность символов, с помо-
щью которых представляется по-
нятие. Иногда понятие и термин
используют как синонимы, хотя
понятие — это отражение сущно-
сти объекта, а термин — его изо-
бражение. В экспертных систе-
мах термин — символьное изо-
бражение объекта.
Каждый объект имеет ограни-
ченное множество возможных
(разрешенных) значений. Напри-
мер:
СТАНОК - {ТОКАРНО-РЕ-
ВОЛЬВЕРНЫЙ; ТОКАРНО-ВИН-
ТОРЕЗНЫЙ; ТОКАРНО-КАРУ-
СЕЛЬНЫЙ}.
КЛАСС ДЕТАЛИ - {КОЛЬЦО;
ВТУЛКА; ДИСК}.
Множество разрешенных значений объектов ограничивает
возможности экспертной системы. Если для системы, объекты ко-
торой определены в рассмотренном примере, указать, что
’’КЛАСС ДЕТАЛИ - ВАЛ”, система не опознает такой объект,
248
состоят из фактов. Факт имеет еле-
ДЕТА-
одного
(конъ-
&(l'
/
&>>
t'
i
fc
как символьная конструкция "ВАЛ" не указана в множестве
^решенных значений "КЛАСС ДЕТАЛИ".
у База знаний экспертной системы символьного типа включает
Докупи ость продукционных правил, связывающих ее объекты.
| Продукционное правило — способ представления знаний в
|^е причинно-следственных связей. Основной формой продук- .
Донного правила является:
| ЕСЛИ (av {(УСЛОВИЕ)}) ТО (av {(ДЕЙСТВИЕ)}),
л, v — символы логических "и", "или" (логических операций
|нъюнкции и дизъюнкции); фигурные скобки — символ множе-
на.
||'"Условие" и "действие"
рощий вид: "объект=значение". Например, "КЛАСС
Ц1—ВАЛ". Если "условие" или "действие" содержат более
JjKTa, то между ними ставится связка — логическое "и"
|нкция). Приведем пример продукционного правила:
ЕСЛИ (ДЕТАЛЬ - ВАЛ)
И (НАЛИЧИЕ ЦЕНТРОВЫХ ГНЕЗД - ДА)
И (ПРОИЗВОДСТВО = СЕРИЙНОЕ)
И (НАЛИЧИЕ ФРЕЗЕРНО-ЦЕНТРОВАЛЬНОГО
СТАНКА = ДА)
ТО (НОМЕР ОПЕРАЦИИ - 1)
(СОДЕРЖАНИЕ - ФРЕЗЕРОВАНИЕ ТОРЦЕВ И
ЗАЦЕНТРОВКА)
(ВОЗМОЖНАЯ БАЗА = НАРУЖНАЯ
ЦИЛИНДРИЧЕСКАЯПОВЕРХНОСТЬ).
и
I Продукционные правила связывают понятия (объекты) пред-
|тной области с учетом разрешенных значений, которые они
|гут принимать в ходе консультации. Нахождение этих эври-
ик, раскрывающих сущность связей понятий предметной об-
Ьти технологии, является основной задачей технолога-разра-
йгчика базы знаний экспертной системы.
| Продукционные правила подразделяют на частные правила,
феделяющие конкретные действия, выполняемые для фикси-
Данных условий (пример такого правила приведен выше) и
направила — правила управления правилами. Метаправила
Гксируют границы предметной области экспертной системы и
вращают время формирования вывода, вызывая в зависимости
условий необходимый блок продукционных правил. Последо-
вательность метаправил можно рассматривать как сценарий
консультации с экспертной системой.
Выполнение продукционного правила по сути представляет
собой логическую операцию — импликацию: А -э- В. Если А ис-
тинно, то В истинно. Если А — ложь, то выражение становится
неопределенным. Основной принцип формирования логическо-
го вывода при использовании продукционных правил — силло-
гизм. Так для ввода А = ИСТИНА правила вывода и вывод име-
ют вид
ЕСЛИ А ТО В
ЕСЛИ В ТО С
С-ИСТИНА.
Пример. Для ввода
ОБРАБАТЫВАЕМЫЙ МАТЕРИАЛ -
- ЖАРОПРОЧНЫЙ СПЛАВ
правила и вывод будут следующими:
ЕСЛИ (ОБРАБАТЫВАЕМЫЙ МАТЕРИАЛ -
- ЖАРОПРОЧНЫЙ СПЛАВ)
ТО (ИЗНАШИВАНИЕ ИНСТРУМЕНТА =
- ИНТЕНСИВНОЕ)
ЕСЛИ (ИЗНАШИВАНИЕ ИНСТРУМЕНТА -
- ИНТЕНСИВНОЕ)
ТО (КОНТРОЛЬ РАЗМЕРНОГО ИЗНОСА =
- ПОСТОЯННЫЙ)
КОНТРОЛЬ РАЗМЕРНОГО ИЗНОСА -
= ПОСТОЯННЫЙ.
Экспертная система в ходе консультации оперирует фактами
и представляет результат консультации в виде фактов. Различа-
ют факты, вводимые пользователями в виде исходных данных
при диалоге с системой (применяются только в условиях про-
дукционных правил), и факты, выводимые системой (могут рас-
полагаться как в части ’’условие”, так и в части ’’действие” про-
дукционных правил).
Вывод консультации может быть альтернативным, т.е. содер-
жать несколько фактов, относящихся к объекту консультации- В
этом случае окончательное решение принимает пользователь-
Для облегчения процесса принятия окончательного решения каж-
1Й альтернативный вывод может иметь соответствующий ко-
фициент доверия, определяемый системой. Например:
РЕЗУЛЬТАТ КОНСУЛЬТАЦИИ
ПРИЧИНА БРАКА - ИЗНОС ИНСТРУМЕНТА, КД = 0.2
ПРИЧИНА БРАКА = ИЗНОС НАПРАВЛЯЮЩИХ
ПРИЧИНА БРАКА - НЕРАВНОМЕРНАЯ ТВЕРДОСТЬ
ЗАГОТОВКИ, КД = 0.4
КД — коэффициент доверия к выводу). Коэффициент дове-
всегда меньше или равен единице, но сумма коэффициен-
те
йя
ов доверия альтернативных выводов не всегда равна единице,
то объясняется тем, что альтернативы могут быть определены
о независимым цепям логического вывода.
Базу знаний можно рассматривать как логико-эвристиче-
ую модель технологического объекта.
В ходе консультации последовательность правил, образую-
щая цепь логического вывода, такая:
Е Среди множества правил базы знаний выбираются прави-
| (правило), правая часть которых содержит ответ на запрос к
|шпертной системе.
j 2. Для этих правил определяются условия, соответствующие
йглевой части.
3. Выбираются правила, правая часть которых соответствует
виденным условиям.
у Процесс продолжается до тех пор, пока не будут найдены
фа вил а, значения объектов в левой части которых соответствуй
т условиям запроса. После этого для полученных цепей правил
вершается обратный ход — от условий запроса к ответу на за-
ос.
J Чтобы цепь логического вывода не обрывалась, для любого
акта, не являющегося объектом консультации и полученного
некоторого правила, должно быть найдено правило, в кото-
|м данный факт находится в условии. Место правила в базе
аний не имеет значения.
Консультация пользователя с экспертной системой заверша-
йся получением ответа на запрос, либо, если база знаний систе-
мы не обеспечивает принятия решения, выдачей на интерфейс
пользователя соответствующего сообщения.
Экспертные системы являются эффективным средством пре-
одоления неформализуемых этапов принятия решения, позволя-
ют принимать ТР в условиях неопределенности.
Вместе с тем экспертные системы обладают рядом недостат-
ков, основными из которых являются: сложность формирования
баз знаний, содержащих количество правил, достаточное для
формирования полноценных ТР (необходимое количество — не-
сколько десятков тысяч или даже десятки тысяч правил); слож-
ность приобретения новых знаний; дискретность и жесткость
вывода, не позволяющая, если не найдено решение, точно соот-
ветствующее условиям, получать решения, "близкие" к иско-
мым.
Информационные потребности машиностроительного про-
изводства непрерывно возрастаю!'. При создании изделия, под-
готовке его производства и собственно производстве требуются:
а) известные (апробированные) решения или их фрагменты,
например текстовые описания процессов-аналогов и технологи-
ческих документов (известные данные, хранящиеся в соответст-
вующих базах данных, извлекаемые и используемые в сочетани-
ях, предусмотренных запросом пользователя);
б) неизвестные до сих пор (новые) решения различных ви-
дов, связанные с подготовкой производства, его мониторингом
и управлением.
Обеспечение указанных информационных потребностей воз-
можно путем применения систем автоматизированного выбора
решений (САВР), принципиальная структура которых изображе-
на на рис. 3.8. Рассмотрим функциональное назначение каждой
из компонент системы.
Интерфейс пользователя обеспечивает ввод запроса, работу с
системой в режиме диалога, получение ответа в форме, наибо-
лее приемлемой для пользователя САВР.
Блок идентификации запроса и диспетчирования на основа-
нии характера запроса определяет, какая из компонент САВР
может обеспечить формирование ответа на запрос к системе. В
случае, если необходимо получение известных решений, запрос
может быть адресован к документальной или фактографической
базам данных, имеющих собственные системы управления. До-
ft 1
ментальная база данных представляет собой совокупность тек-
|рвых документов, содержащих известные решения. Фактогра-
в|ческая база данных — совокупность данных, предназначен-
иях для совместного использования, например каталог парамет-
|||э режущих инструментов, таблицы режимов резания и т.д.
Экспертная компонента в составе САВР используется как
|||сдство решения трудноформализуемых задач, требующих при-
Кжения специализированного интеллекта.
it Специализированный программный комплекс предназначен
Ир выполнения специализированных расчетов и других деист-
|||й, необходимых при принятии ТР. К специализированным
«счетам относят, например, расчеты ожидаемых элементарных
суммарной погрешностей обработки, межоперационных при-
Цусков режимов обработки и т.д.
Возможности САВР обеспечивают принятие основных видов
ТР при разработке и управлении ТП (см. рис. 3.7).
При развитом информационном обеспечении САВР возмож-
но формирование ТР высокого качества, не требующих допод.
нительной переработки специалистом и пригодных для непо-
средственной разработки на их основе необходимых конструк-
торско-технологических мероприятий.
Пользователь получает ответ на запрос либо на экране тер-
минала ввода — вывода, либо путем вывода на печать. Если
удовлетворение запроса невозможно, то выдается соответствую-
щее сообщение.
Работа рассмотренных систем принятия ТР основана на ис-
пользовании технологических знаний.
Основной формой современного представления и хранения
технологических знаний является литературная (текстовая) фор-
ма, которая, будучи фактически единственной в течение всего
предшествующего развития машиностроения, обладает рядом
недостатков, важнейшими из которых являются:
1) рассредоточенность знаний как по источникам, так и во
времени и вследствие этого их сравнительно малая доступность;
2) непроверенность знаний, возможность вытеснения более
истинного знания менее истинным, но энергично пропаганди-
руемым;
3) невозможность быстрого использования знаний без соот-
ветствующих преобразований специалистом.
Текстовую форму можно считать пассивной формой пред-
ставления и хранения знаний.
Разработана концепция активного использования технологи-
ческих знаний, в основу которой положена идея активизации
знаний, заключающаяся в выделении из текстовой технологиче-
ской информации основных компонент знаний и хранений их в
виде, обеспечивающем готовность к немедленному использова-
нию. Исходные компоненты знаний могут быть применены не-
посредственно при изготовлении изделий, а также для получе-
ния на их основе нового, ранее не существовавшего знания.
Предметная область машиностроения включает и совокуП'
ность знаний, относящихся к различным технологическим пере-
делам (видам производства) — заготовительному, изготовления
деталей, сборочному. Переделы можно разделять и по приме-
мым технологическим методам: механическая обработка,
рочное производство, технология нанесения покрытий, элек-
химическая, электрофизическая и специальная обработки,
Скатное производство, обработка давлением, литейное и ме-
дургическое производства, сварочное производство, химико-
мическая обработка.
Принятие ТР часто требует взаимодействия знаний, относя-
хся к различным переделам. Так, проектное ТР, связанное с
|(тезом структуры ТП изготовления деталей, может потребо-
|Я> взаимодействия знаний о механической обработке, сбороч-
ки производстве (операции промежуточной сборки), химико-
мической обработке (выбор вида и места химико-термиче-
й)й обработки) и т.д.
[Возникает необходимость интеграции САВР , относящихся к
дичным технологическим переделам машиностроительного
оизводства, в более сложные структуры принятия решений,
рота которых также основана на концепции активного ис-
ьзования технологических знаний. Главным путем реализа-
Й указанной идеи в предметной области машиностроения яв-
ится создание банка технологических знаний (БТЗ), охваты-
щего основные переделы машиностроительного произведет-
Банк технологических знаний — реализованная на базе ЭВМ
стема, обеспечивающая контроль истинности, классифика-
ции накопление, хранение и выдачу знаний и ТР по запросу
ыьзователя.
Принципиальным отличием БТЗ от существующих автома-
ированных систем хранения и выдачи технологических дан-
ЙХ, например банков данных, является его способность пред-
ать пользователю новые, неизвестные до сих пор ТР, кото-
не не хранятся в нем в виде, пригодном для моментального
^пользования, но могут быть получены в результате взаимодей-
Шя имеющихся в банке знаний. Указанные ТР формируются
конкретных условий, указанных пользователем. При необ-
имости пользователю могут быть предоставлены (переданы
каналам связи) специализированные программные компо-
||ГЫ, не входящие в базовое программное обеспечение БТЗ. В
И случае пользователь самостоятельно формирует ТР, ис-
пользуя указанные программные компоненты как инструмент
тальное средство.
БТЗ может обеспечивать выдачу, например, следующей ин-
формации:
а) данных о любых современных материалах, используемых в
машиностроении, и методах их обработки (с необходимой ком-
мерческой информацией), о современном оборудовании и со-
стоянии его рынка, об оптимальных для пользователя режимах
обработки конкретного материала и необходимом инструменте;
б) описаний новейших ТП изготовления изделия интересую-
щих пользователя классов и типоразмеров, адаптированных к
конкретным условиям, с необходимой документацией и ком-
мерческой информацией об отечественных и зарубежных пред-
приятиях, выпускающих аналогичную продукцию;
в) отдельных подсистем САПР (в загрузочных модулях),
встраиваемых в аналогичные системы, эксплуатирующиеся на
предприятии пользователя;
г) баз данных, используемых в САПР пользователя;
д) специализированных программных продуктов для выпол-
нения необходимых технологических расчетов (в загрузочных
модулях).
Разработанный БТЗ должен обеспечивать максимальный ох-
ват всех компонент знаний в заданной предметной области, вы-
полнять оценку истинности знаний, поступающих на хранение,
а также обеспечивать удовлетворение информационных потреб-
ностей пользователя как по форме, так и по содержанию.
БТЗ организуется в виде уровневой структуры (рис. 3.9). Каж-
дый из четырех уровней банка аккумулирует знания, опреде-
ляющие соответственно физические явления и эффекты, лежа-
щие в основе машиностроительных технологий; технологиче- ।
ские методы машиностроительного производства; ТП изготовле-
ния машиностроительных изделий; производственные процессы
при изготовлении машиностроительных изделий. j
Знания, аккумулированные в уровнях БТЗ, объединены в I
блоки, соответствующие основным переделам маши построй- |
тельного производства (см. рис. 3.9): механическая обработка
(МО); сборочное производство (С); технология нанесения по-
крытий (ТНП); элекрохимическая, электрофизическая и спеиИ"
ал иная обработка (ЭХ,ЭФ,СО); прокатное производство (ИПЬ
J
i
256 I
I
работка давлением (ОД); литейное и металлургическое произ-
дства (Л); сварочное производство (СП); химико-термическая
Ьаботка
)
•1
(ХТО).
СП
тип
хто
МО
идз
Рис,
ровневая организация БТЗ:
ЭХ, ЭФ
ИД1
ИД2
ИД4
»(
/ — ояок С; -- уровни производственный процесс", "те.хно-
.югический процесс", "текно./огическнй метод", "физические
явяения и эффекты" соответственно; 6 — термиты ввода-выво-
да; 7 — б.юк ХТО; (9 — сегменты; 9 — б.юк МО
Элемент БТЗ, находящийся на
сле га вл нет собой а втоиомну го
еющсю все основные элементы
пересечении уровня и блока,
подсистему — сегмент БТЗ,
для обеспечения информаци-
н
&
л
И
т
£
|7
1 ' 4 * » V 1 Г- * V- л * I i VJ I UU A А / I .
|Обрашение пользователя к БТЗ и
ос осуществляется через терминалы
й
получение ответа на за-
ввода — вывода, а управ-
диспетчерским программным моду-
^Флогия машиностроения. Том I
Й'. •'
¥
%-
Взаимосвязь сегментов БТЗ в пределах одного уровня и ме^
ду уровнями выполняют интерфейсно-диспетчерские модуЛи
(ИД1~ИД4). Такой принцип построения обеспечивает высокую
гибкость банка при формировании решений по запросу пользо-
вателя.
Сегмент БТЗ и структурно, и функционально идентичен ухе
рассмотренным САВР.
Организация знаний позволяет в рамках БТЗ обеспечить
проверку их истинности, а также общей непротиворечивости
полученных ТР, что также принципиально отличает БТЗ от дру.
гих систем удовлетворения информационных потребностей.
Создание БТЗ связано с решением ряда сложных задач, ос-
новными из которых являются:
1. Разработка универсального понятийного аппарата для
описания предметной области машиностроения.
2. Выбор рационального представления знаний, создание ме-
тодов и средств формирования баз технологических знаний.
3. Разработка программного и информационного обеспече-
ния БТЗ.
Несмотря на наличие значительного числа сложных, до кон-
ца не решенных задач, интенсивные научные исследования по
созданию компонент БТЗ проводят как в нашей стране, так и за
рубежом.
Полноценная реализация концепции активного использова-
ния технологических знаний резко увеличит эффективность ис-
пользования знаний в современном производстве, позволит на-
капливать истинные знания, эффективно использовать апроби-
рованные ТР и синтезировать на их основе новые. Возможность
принятия эффективных ТР в минимальные сроки резко увели-
чит эффективность производства.
Вопросы для самопроверки
1. Назовите основные виды ТР и укажите основные особенности принятия
решения каждого вида.
2. Укажите основные задачи анализа, встречающиеся при принятии ТР
3. Укажите основные особенности принятия проектных ТР.
4. Перечислите основные исходные данные для принятия проектного ТР-
S. Назовите основные виды аналитических ТР и методы их принятия.
6. Назовите основные требования, предъявляемые к прогностическим
делям технологических объектов.
7.:i
fc 7. Какой метод прогнозирования наиболее часто используют при принятии
^гностических ТР?
[Вл. 8. Назовите основные виды критериев ТР. Кратко охарактеризуйте ситуа-
м применения каждого из критериев.
9- Что такое экспертная система? При принятии каких ТР используются
жспертные системы?
L 10. Укажите назначение, область возможного применения и основные эле-
менты САВР.
К; 11. Что такое БТЗ? Назовите его основные элементы и опишите их взаимо-
ЙЙствие при формировании ТР.
у
Ж;
Ж
в
i
$
да
ЖЕ
в
ffe
|р:-.
|fe
»f:
К
Иг
В
В
В
||
ЖЖ? >S
®>’.;
ж.
rffffraU • Л
nfflmbr> •
9*
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
В зависимости от условий производства и назначения при-
меняют различные виды и формы ТП. Вид определяется коли-
чеством изделий, охватываемых процессом (одно изделие, груп-
па однотипных или разнотипных изделий).
Единичные ТП разрабатывают для оригинальных изделий, ко-
торые не имеют общих конструктивных и технологических при-
знаков с изделиями, ранее изготавливаемыми на предприятии.
Унифицированные ТП создают для группы изделий, характе-
ризующихся общностью конструктивных и технологических
признаков. Унифицированные процессы подразделяют на типо-
вые и групповые (см. гл. I).
Типовой ТП характеризуется общностью содержания и после-
довательности большинства технологических операций группы
изделий с общими конструктивными и технологическими при-
знаками.
Групповой ТП состоит из комплекса групповых технологиче-
ских операций и представляет собой процесс обработки загото-
вок различной формы на специализированных рабочих местах в
последовательности изготовления определенной группы изде-
лий. Процесс изготовления может идти при общей наладке и
частичных подналадках оборудования для отдельных заготовок
из группы. Групповой ТП может состоять из одной групповой
операции. Групповая технологическая операция характеризуется
щностью используемого оборудования, технологической осна-
и наладки при незначительных подналадках СТО.
Перспективный ТП — процесс, соответствующий современ-
на достижениям науки и техники, методы и средства осущест-
вил которого полностью или частично предстоит освоить на
дприятии.
Рабочий ТП — процесс, выполняемый по рабочей технологи-
ческой или (и) конструкторской документации. Рабочий ТП
Дорабатывают только на уровне предприятия для изготовления
fc; ремонта конкретного предмета производства. Рабочие про-
цент создают по унифицированным, перспективным или еди-
|цым ТП, которые используют в качестве информационной
Я*
Комплексный ТП — процесс, в состав которого включены не
лько технологические операции, но и операции по перемеще-
, контролю и очистке обрабатываемых заготовок. Комплекс-
jt ТП разрабатывают при создании автоматических линий и
|ких автоматизированных производственных систем.
Разработка ТП механической обработки имеет целью дать
дробное описание процессов изготовления детали с необходи-
технико-экономическими расчетами и обоснованиями
пятого варианта из возможных. В результате составления
Дологической документации инженерно-технический персо-
И рабочие получают необходимые данные и инструкции для
Цлизации разработанного ТП на предприятии. Технологиче-
разработки определяют необходимые средства производст-
для выпуска изделий (оборудование и СТО, режущий и кон-
|дьный инструмент), трудоемкость и себестоимость изготов-
|Жя изделий. Все это служит основой для организации снаб-
рия основными и вспомогательными материалами, календар-
ей планирования, технического контроля, инструментального
Цранспортного обеспечения, а также для определения произ
|£твенных площадей, потребных энергетических ресурсов, ра
силы.
fn разрабатывают при проектировании новых и реконструк-
(существующих заводов, а также при организации производ-
новых объектов на действующих предприятиях или коррек-
лроцесса изготовления уже освоенной продукции при кон-
ктивных усовершенствованиях последней. При организации
производства новых объектов на действующих заводах разработ-
ка ТП предшествует подготовительным и организационным ра-
ботам. При проектировании новых и реконструкции действую-
щих предприятий ТП являются основой проекта.
4.2. ИСХОДНЫЕ ДАННЫЕ И ЭТАПЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Исходную информацию для разработки ТП подразделяют на
базовую, руководящую и справочную.
При разработке ТП для новых заводов или производств ба-
зовыми исходными данными являются: рабочий чертеж, на ко-
тором указаны материалы, конструктивные формы и размеры
детали; технические условия и требования на изготовление дета-
ли, определяющие точность и качество обрабатываемых поверх-
ностей; особые требования, оговаривающие, например, твер-
дость отдельных поверхностей детали, структуру материала не-
которых участков изделия, виды термической обработки, необ-
ходимость балансировки; объем выпуска изделий, который
включает количество необходимых для сборки изделия деталей
и запасных частей; планируемый интервал времени выпуска из-
делий и запасных частей. Если выпуск во времени неравномер-
ный, то его указывают по годам или другим периодам времени.
При разработке ТП для действующих или реконструируемых
заводов в дополнении к вышеуказанным базовым данным необ-
ходимо также располагать сведениями о наличии оборудования,
СТО, производственных площадях и других местных условиях.
При этом возможности технолога могут быть ограничены, в ча-
стности, существующими на предприятии технологическими
методами получения заготовки и механической обработки.
Справочная информация включает нормативные материалы,
каталоги и паспорта технологического оборудования, альбомы
СТО, ГОСТы и нормали на режущий и измерительный инстру-
менты, нормативы точности, шероховатости, расчета припусков,
режимов резания и технического нормирования времени, та-
рифно-квалификационные справочники и другие вспомогатель-
ные материалы.
Руководящая информация содержит данные о перспектив-
ных ТП в отрасли, стандарты на ТП и их документацию, основ-
262
&
^ie требования по состоянию и перспективам развития произ-
водства на предприятии. Степень подробности технологических
разработок зависит от типа производства (см. гл. I). Различают
Маршрутное, маршрутно-операционное и операционное описа-
ние ТП.
| Разработку ТП выполняют в соответствии с принципами
Принятия проектных решений, изложенными в 3.2. Задачу эту
решают в определенной последовательности взаимосвязанных
|апов.
| 1. Проводят анализ технических требований и условий изго-
йвления изделия на данном предприятии, т.е. устанавливают
рзможности получения и контроля конструктивных и техноло-
Мческих параметров детали и выявляют технологические зада-
(И.
| 2. Устанавливают тип производства и методы работы по про-
|амме выпуска и планируемому интервалу времени выпуска из-
елия данной конструкции и технологических признаков.
3. Проводят технологический контроль чертежа детали на
^ответствие требованиям технологичности для условий данного
|ги проектируемого предприятия.
| 4. Определяют вид заготовки и метод ее получения.
| 5. Устанавливают маршруты обработки основных поверхно-
|ей заготовки, т.е. последовательность переходов, обеспечиваю-
щих получение требуемой по рабочему чертежу точности и ка-
ества поверхностного слоя от заготовки до конечных характе-
ристик поверхности.
| 6. Составляют маршрут изготовления детали с выбором схе-
|Ы установки, определением последовательности выполнения
|хнологических операций, а цри
^пример, по транспортированию
ипа оборудования и оснастки.
| 7. Рассчитывают припуски и
азмеры по переходам и исходные размеры заготовок.
С 8. Проводят завершающие технологические разработки: вы-
дают схему построения операций; определяют режимы вы-
Итнения технологических переходов; проводят расчеты точно-
получения размеров, формы и расположения поверхностей;
Цбирают модели технологического оборудования, СТО (нап.ри-
|р, приспособлений), видов режущих инструментов.
необходимости и операций,
изделий, а также с выбором
определяют промежуточные
9. Определяют технико-экономические показатели создан,
ных возможных вариантов ТП, из которых выбирают наиболее
рациональный.
10. Оформляют необходимую для данного типа производства
технологическую документацию.
4.3. АНАЛИЗ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ ЧЕРТЕЖА,
ВЫЯВЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ЗАДАЧ
И УСЛОВИЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Разработке ТП предшествует подробное изучение рабочего
чертежа детали и условий ее работы в изделии сборочной еди-
ницы. Деталь входит составной частью в изделие, и ее размеры
являются звеньями сборочных размерных цепей или оказывают
влияние на характеристики качества сборочных сопряжении.
Рабочий чертеж должен давать полное представление о дета-
ли, иметь достаточное .количество проекций, разрезов и видов;
размеры всех поверхностей с допусками на их выполнение; тех-
нические требования по форме и расположению поверхностей,
а также по их специфическим свойствам (например, твердости
поверхностного слоя и его глубине). Чертеж по оформлению
должен соответствовать стандартам ЕСКД.
Технические требования на изготовление детали содержа;:
предельные отклонения размеров и шероховатости поверх-
ностей;
допуски формы, плоскостности, некруглости и профиля се-
чения;
допуски расположения, параллельности плоскостей, соосно-
сти шеек вала, симметричности профиля сечений;
вид термической обработки и твердость рабочих поверхно-
стей, вид покрытия;
специфические свойства (необходимость балансировки, до-
пустимую неуравновешенность).
Анализ качества поверхностного слоя и точности размеров
формы и расположения поверхностей, а также других требова-
ний к детали предполагает рассмотрение их со следующих пози-
ций:
1) обоснованность назначения требований, исходя из эке-
плуатационных условий, характеристик машины или сборочной
264
||r.
li.
Вницы (т.е. устанавливают, не завышены ли эти требования
Ц создании конструкции детали);
12) возможность достижения заданных точности и качества,
Вгих технических требований известными и имеющимися на
Ьдприятии технологическими методами механической обра-
||3) возможность проверки выполнения назначенных рабочим
ргежом требований к поверхностям известными методами
ртроля (для требований по расположению поверхностей раз-
матывают схемы их контроля).
ft При рассмотрении технических требований выявляют техно-
иические задачи получения данной детали. Для этого выделя-
Енаиболее ответственные поверхности, совокупность требова-
fe к которым определяет заключительные методы и маршрут
Идботки, необходимое технологическое оборудование. Специ-
Вяеские требования к изготовлению детали требуют наличия в
Ьшруте обработки соответствующих операций (например,
фраций по динамической балансировке детали). Анализ тех-
|ческих требований по расположению осей отверстий, плоско-
Ей и других поверхностей деталей устанавливает технологиче-
ре задачи по выбору поверхностей заготовки для базирования
|й обработке, схем базирования и закрепления заготовок в
ррациях, схем выполнения обработки заданного профиля де-
Ьц а также типов приспособлений и режущих инструментов.
^Разработка ТП для существующих производств предполагает
тательное изучение условий работы предприятия. Устанавли-
ют наличие производственных площадей, на которых разме-
рно оборудование, необходимое для изготовления проектируе-
мо изделия; определяют возможности модернизации техноло-
ге ко го оборудования и расширения производственных пло-
|йей для увеличения объемов выпуска изделий; выясняют воз-
Жности действующего предприятия по применению новых
Ьнологических методов получения заготовок и механической
(работки поверхностей заготовок, прогрессивного вспомога-
||ьного и режущего инструмента, а также СТО.
В Для существующего производства по технологическим клас-
Юикаторам заготовок анализируют возможность изготовления
Иной заготовки по действующим на предприятии типовым
|| групповым ТП. Если такой возможности нет, то после про-
II.
::
If 265
IM f
1к
ведения выше перечисленной подготовительной работы техно-
лог приступает к разработке единичных ТП.
4.4. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА И МЕТОДА РАБОТЫ
Установление типа производства (см. гл. 1) необходимо при
разработке ТП для новых производств или заводов. В условиях
массового и серийного производств размер программы выпуска
изделия служит основой для установления такта, или ритма вы-
пуска продукции, обеспечивающего изготовление заданной про-
граммы в срок.
На этапе проектирования (см. 4.2, этап 2) тип производства
можно определить лишь ориентировочно. При проектировании
механических цехов и участков изготовления деталей можно ру-
ководствоваться данными табл. 4.1. При известной годовой про-
грамме по чертежу детали оценивают размеры изделия, что в
итоге позволяет ориентировочно выбрать тип производства за-
данной продукции.
Серийность производства оценивают также по коэффициен-
ту закрепления операций Лзо, определение и значение которого
для различных типов производства даны в гл. 1.
Таблица 4. 7. Количество изготовляемых в год деталей одного наименования
и типоразмера для различных производств
Тип производства Крупныс тяжелого строения изделия машино- Изделия сред- них размеров Мелкие издели
Единичное л» < 10 < 100
Мелкосерийное 5 ~ - 100 10 - 200 100 - 500
Среднесерийное 100 - 300 200 - 500 500 ~ 5000
Крупносерийное зоо - 1000 500 ~ 5000 5000 -- 50000
Массовое 1000 5000 50000
Значение коэффициента на этой стадии разработки про-
цессов обработки вычисляют по формуле
Л-,о = /д//„„ (4.1)
266
й'.
такт выпуска, определяемый по формуле; гш — среднее
чное время по операциям.
Для нахождения нужно либо выполнить нормирование по
|дшненным нормам (см. гл. 1), либо использовать данные по
^оемкости существующей на производстве аналогичной дета-
Среднее штучное время рассчитывают по формуле
п
ш
— штучное время z-и операции изготовления детали; п —
до основных операций в маршруте.
При вычислении следует брать в расчет лишь основные
ерации, исключая, например, операции термообработки, за-
стки заусенцев, маркирования и промывки детали. Кроме то-
если отдельные операции в маршруте имеют Гш/, значительно
евышающее и их выполняют на нескольких станках-дубле-
, например операции получения зубчатого профиля, то при
ределении гш для таких операций в качестве следует взять
ачение tlv так как иначе может быть получено завышенное
еднес штучное время для операций разрабатываемого процес-
f:;. > 1 '
it:-
I По значению рассчитанному по формуле (4.1), можно
|йнять решение о типе производства. Если, например, К3 0 ле-
т в пределах от 1 до 2, то ориентировочно можно принять
ссовое производство.
Решение по типу производства, установленное с помощью
ффициента Кзо, сравнивают с типом производства, выбран-
|м по табл. 4.1. При несовпадении решений следует принять
р производства, выбранный по коэффициенту закрепления
||раций.
Кроме типа производства для проектирования ТП необходи-
установить еще и метод работы. На современных предпри-
ях изготовление основных деталей производят поточным ме-
Дом, при котором СТО располагают в последовательности вы-
Мнения операций ТП со специализацией рабочих мест.
Поточные линии объединяют все рабочие места в единый
йзводственный механизм. Бесперебойную работу линии
спечивают:
$
а) тщательно разработанной технологией производства изде.
лий, с ритмичной работой всех звеньев в соответствии с тактом
выпуска гд;
б) планомерным питанием рабочих мест заготовками, ддя
чего организуют межоперационные запасы (заделы) заготовок
для случаев вынужденной остановки отдельных станков линии;
в) перемещением обрабатываемых заготовок от одного рабо-
чего места к другому в последовательности выполнения опера-
ций вручную (например, тележками) либо транспортирующими
механизмами (например, конвейером).
Поточный метод организации работы сокращает цикл про-
изводства (обработка, хранение и транспортировка изделий),
межоперационные заделы и объемы незавершенного производ-
ства; обеспечивает применение высокопроизводительного обо-
рудования и комплексной автоматизации изготовления деталей,
включая термическую обработку, нанесение покрытий, мойку,
контроль и т.п.; снижает трудоемкость и себестоимость изделий;
позволяет более просто планировать и управлять производством.
В серийном производстве^ используют различные поточные
методы работы. Это могут быть и непрерывно-поточные линии
массового производства (в пределах одной партии из сменяемых
изделий), и прямоточные линии, где движение определенных
деталей по цепочке станков, установленных по ходу ТП, осуще-
ствляют хотя и прерывисто, но в целом прямоточно. Для повы-
шения загрузки оборудования в серийном производстве приме-
няют переменно-поточные и групповые линии. При переменно-
поточной обработке за каждым станком линии закреплено вы-
полнение нескольких операций для технологически и конструк-
тивно однотипных деталей, которые обрабатывают поперемен-
но. Запуск новой заготовки осуществляют после переналадки
поточной линии в перерыве между сменами. Приспособления
переменно-поточных линий конструируют так, чтобы в них
можно было устанавливать всю закрепленную группу заготовок.
В групповых поточных линиях каждый станок выполняет
операции разных технологических маршрутов. Обработку ведут
без переналадки станка. Это обеспечивается применением спе-
циальных многоместных приспособлений и единого режущего
инструмента для обработки однотипных поверхностей у группы
заготовок.
^Возможность использования поточного метода работы опре-
|яют сопоставлением среднего штучного времени rnj для ос-
иных операций с действительным тактом выпуска деталей /д:
Д -
Э При коэффициенте загрузки рабочих мест Кз о > 0,6 прини-
ют поточный метод работы. При разработке ТП для поточных
щий необходимо установить тип линии (непрерывная, прямо-
йная, переменно-поточная, групповая), последовательность
>аботки деталей на линии, способ транспортирования изделия
|рабочим местам линии, степень технологической специали-
Ции и способы переналадки рабочих мест.
W''
Г ! :
9
5. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ ДЕТАЛЕЙ МАШИН
4.5.1. Технологичность конструкции изделия
ii'
В процессе разработки конструкции машины конструктор
(Идает ей не только необходимые свойства, выражающие ио-
нность будущего изделия, но и свойства, определяющие уро-
|зь затрат ресурсов на его создание, изготовление, техническое
Шуживание и ремонт.
Совокупность свойств изделия, определяющих приспособ-
|Йность его конструкции к достижению оптимальных затрат
урсов при производстве и эксплуатации для заданных пока-
телей качества, объема выпуска и условий выполнения работ,
^дставляет собой технологичность конструкции изделия (ТКИ).
|(ТКИ выражает не функциональные свойства изделия, а его
^етруктивные особенности: состав и взаимное расположение
|г узлов; форму и расположение поверхностей деталей и соеди-
|шй; их состояние, размеры, материалы и т.д. В свою очередь
сструктивное исполнение изделия во многом определяет та-
р его свойства, как функциональность (способность изделия
щизовывать основную функцию для достижения заданного
нического эффекта), надежность, эргономичность, эстетич-
ргь, экономичность, безопасность и экологичность.
Например, реализация требований надежности (безотказно-
, долговечности, ремонтопригодности и сохраняемости) в
269
268
конструкции изделия влечет за собой трудовые, материальные и
энергетические затраты на производство изделия, поддержание
и восстановление его работоспособности в процессе техническо-
го обслуживания и ремонта и поэтому должна сопровождаться
мероприятиями по обеспечению ТКИ. Техника, разрабатывае-
мая человеком, находится с ним в постоянном взаимодействии,
поэтому наряду с удовлетворением его потребностей она должна
быть безопасной при изготовлении, транспортировании, хране-
нии, монтаже, техническом обслуживании, ремонте и утилиза-
ции, т.е. во всех сферах, в которых проявляется ТКИ. Придавая
конструкции изделия свойства, составляющие ее технологич-
ность, необходимо учитывать, что конструкция является одно-
временно носителем свойств безопасности изделия. Наконец,
уровень вредных воздействий техники на окружающую среду,
возникающих при ее производстве, эксплуатации и ремонте, за-
висит от принимаемых при разработке конструкции изделия ин-
женерных решений по используемым для его изготовления,
функционирования и восстановления рабочим материалам, спо-
собам их переработки, применению в конструкции защитных
устройств и т.п. Эти решения непосредственно воздействуют на
затраты ресурсов во всех областях проявления ТКИ, поэтому
обеспечение ТКИ и устойчивости технологической системы, во
взаимодействии с которой изделие должно проявлять свои свой-
ства, следует также рассматривать как комплексную задачу соз-
дания изделия высокого качества.
ТКИ на виды и разновидности подразделяют по трем при-
знакам: методу воздействия на конструкцию изделия, области
проявления ТКИ и виду затрат.
По методу воздействия на конструкцию изделия различают
преемственность и технологическую рациональность конструк-
ции изделия, выражающие ее техническую сущность.
Преемственность конструкции изделия представляет собой
совокупность тех свойств изделия, которые выражают техноло-
гичность его конструкции с позиции единства повторяемости и
изменяемости принятых в ней инженерных решений. При этом
различают конструктивную и технологическую преемственность
конструкции изделия. Первая характеризует единство повторяе-
мости составных частей в данном исполнении изделия или рас-
сматриваемом множестве его исполнений и применяемости в
л
ад
новых составных частей, обусловленных новизной требова-
к изделию или множеству его исполнений по их функцио-
ьному назначению, условиям производства или эксплуата-
ции вторая — единство повторяемости и изменяемости техно-
Вцческих методов выполнения, поддержания и восстановле-
на. элементов конструкции изделия, учитываемых при его кон-
рруировании.
I Преемственность конструкции изделия является одним из
Цвных принципов наиболее целесообразной ТПП. Ее исполь-
рние позволяет обеспечить преемственность ТП и СТО, наи-
шшм образом организовать процесс конструкторского и тех-
логического проектирования, максимально использовать все
ршее, созданное ранее при научно-исследовательских, опыт-
|-конструкторских и технологических разработках, освоенное
производственных условиях и всесторонне проверенное в ус-
|эиях эксплуатации и ремонта.
Технологическая рациональность конструкции изделия пред-
(рвляет собой совокупность тех свойств изделия, которые вы-
рез ют технологичность его конструкции с позиции соответст-
Ьгпринятых конструктивных решений условиям производства,
||плуатации и ремонта.
К Уровень технологической рациональности конструкции из-
иия регулируют посредством целесообразного по условиям
Йоизводства, эксплуатации и ремонта выбора состава конструк-
рных элементов, материалов, схем соединений составных, час-
p.изделия и т.п. f
I Технологическая рациональность характеризует возможность
йютовления и эксплуатации данного изделия или группы его
Ьолнений при использовании имеющихся в распоряжении
ризводителя и потребителя продукции трудовых, материаль-
|х, энергетических и других видов ресурсов. Условия произ-
Ьства и эксплуатации высоко динамичны, поэтому технологи-
ркую рациональность конструкции изделия необходимо рас-
ртривать и оценивать применительно к существующим усло-
рм подготовки производства, изготовления, технического об-
Вживания и ремонта и определенной ограниченной зоне из-
рения этих условий.
||В зависимости от области проявления различают произведет-
Шнук), эксплуатационную и ремонтную ТКИ. Они определяются
основными сферами общественного производства, в которых
проявляется качество изделия, и характеризуют приспособлен,
ность конструкции изделия к сокращению затрат ресурсов и
времени на ТПП, процессы изготовления, сборки и монтажа из-
делия вне предприятия-изготовителя (производственная ТКИ);
на техническое обслуживание, текущий ремонт, хранение,
транспортирование, диагностирование и утилизацию изделия
(эксплуатационная ТКИ), а также на все виды ремонта, кроме
текущего (ремонтная ТКИ).
В зависимости от производимых затрат показателями ТКИ
являются трудоемкость, материалоемкость, энергоемкость и хро~
ноемкость. Они выражают ее экономическую сущность, которая
проявляется в одной или нескольких конкретных областях. Как
виды ТКИ трудоемкость, материалоемкость и энергоемкость из-
делия представляют собой свойства его конструкции, опреде-
ляющие соответствующие затраты ресурсов (труда, материалов и
энергии) при производстве, эксплуатации и ремонте для задан-
ных показателей качества изделия, объема его выпуска и усло-
вий выполнения работ. Одновременно с этим трудоемкость, ма-
териалоемкость и энергоемкость выступают как количественные
характеристики указанных свойств, являясь показателями ТКИ.
Хроноемкость изделия как вид ТКИ охватывает совокуп-
ность свойств конструкции, характеризуемых затратами ресур-
сов в единицах времени.
Оценка ТКИ подразумевает комплекс взаимосвязанных ме-
роприятий, включающих последовательное выявление ТКИ в
целом или отдельных рассматриваемых ее свойств, сопоставле-
ние выявленных свойств данного изделия со свойствами изде-
лия, конструкция которого принята в качестве базы для сравне-
ния, и представление результатов сопоставления в форме, при-
емлемой для принятия управленческих решений по совершенст-
вованию конструкции разрабатываемого изделия.
В зависимости от используемых методов различают качест-
венную и количественную оценку ТКИ.
Качественная оценка ТКИ основана на инженерно-визуаль-
ных методах оценки и проводится по отдельным конструктив-
ным и технологическим признакам для достижения высокого
уровня ТКИ. Она, как правило, предшествует количественной
оценке, но вполне совместима с ней на всех стадиях проектиро-
272
ия. Качественной оценке могут быть подвергнуты одно ме-
днение изделия или совокупность его исполнений. Качест-
ная оценка одного конструктивного исполнения изделия
орошо — плохо”, "допустимо — недопустимо", "лучше — ху-
и т.д.) дается на основании анализа соответствия его основ-
м требованиям к производственной, эксплуатационной и ре-
нтной ТКИ.
При сравнении вариантов конструктивных исполнений изде-
йг в процессе проектирования качественная оценка часто по-
ЦЬляет выбрать лучший вариант исполнения или установить
несообразность определения численных значений показателей
И всех сравниваемых вариантов.
Количественная оценка ТКИ основана на инженерно-расчет-
Ж методах, посредством которых определяют и сопоставляют
Нечетным путем численные значения показателя ТКИ проекти-
емого изделия К и соответствующего показателя конструк-
изделия, принятой в качестве базы для сравнения.
| Результатом количественной оценки ТКИ является форми-
вание целевой функции Z и алгоритма обеспечения ТКИ,
йгодных для принятия решений по совершенствованию кон-
укции изделия. Наиболее распространены методы абсолют-
й, относительной и разностной оценки ТКИ, т.е. оценки, вы-
>лняемой по результатам вычисления абсолютного, сравни-
ьного (уровня) и разностного показателя ТКИ соответствен-
’ *?
kn);
п для
Целевая функция обеспечения ТКИ Za, Zc, Z'
н
юматриваемых случаев ее количественной оценки соответст-
но имеет вид
1; -> 0; АК"
г
273
В процессе разработки и количественной оценки конструк-
ции изделия используют разнообразные показатели ТКИ. Но-
менклатуру показателей и методику их определения устанавли-
вают в зависимости от вида изделия, типа производства и ста-
дии разработки конструкторской документации. Выбор показа-
телей технологичности проводят с учетом требований ГОСТ
14.201—83. При этом число показателей должно быть минималь-
ным, но достаточным для оценки технологичности.
Показатели ТКИ подразделяют на виды в зависимости от
исходного признака. Все их многообразие можно свести к при-
веденным ниже семи группам показателей:
1) технологической рациональности конструкции изделия;
2) преемственности конструкции изделия;
3) ресурсоемкое™ изделия (по одной или нескольким облас-
тям проявления ТКИ);
4) производственной ТКИ;
5) эксплуатационной ТКИ;
6) ремонтной ТКИ;
7) общей ТКИ.
К первой группе показателей, например, относятся коэффи-
циенты сложности конструкции изделия, сборности, доступно-
сти мест обслуживания, контролепригодности и др.
Показателями второй группы являются следующие коэффи-
циенты: новизны конструкции изделия; применяемости унифи-
цированных или стандартных составных частей изделия (дета-
лей, сборочных единиц); применяемости унифицированных
конструктивных элементов детали (резьб, галтелей, фасок, про-
точек, отверстий и т.п.); применяемости материала в изделии;
типизации конструктивного исполнения и др.
Показатели третьей группы отражают комплексную общую
или частную единичную ресурсоемкое™, т.е. воплощенные в
конструкции изделия затраты ресурсов определенного вида. Это,
например, общая, структурная, удельная и относительная трудо-
емкость (материалоемкость, энергоемкость и т.п.) изделия. По-
казатели ресурсоемкое™ используют преимущественно для
определения затрат ресурсов (труда, материалов, энергии,
времени и др.) в той или иной области проявления.
Показатели ТКИ по областям проявления (4, 5 и 6 группы) и
общей ТКИ по всем областям проявления (7 группа) образованы
274
ключительно показателями ресурсоемкости с учетом рассматри-
мых областей проявления.
|| По значимости для оценки различают основные и дополни-
(щьные показатели. Основные показатели характеризуют наибо-
важные, самые существенные свойства, входящие в ТКИ, и,
К правило, выражающие ее в целом. Это трудоемкость, мате-
алоемкость, энергоемкость, продолжительность изготовления
ксплуатации, ремонта), себестоимость изделия.
Дополнительные показатели характеризуют технологическую
циональность и преемственность конструкции изделия приме-
йтельно к отдельным областям проявления ТКИ. Дополни-
ельные показатели позволяют эффективно и целенаправленно
1вершенствовать конструкцию в процессе проектирования для
^следующего улучшения основных показателей ТКИ.
4.5.2. Технологические требования
к конструкции деталей машин
Общие технологические требования к конструкции деталей
шин можно сформулировать следующим образом: конфигура-
я детали должна представлять собой сочетание простых гео-
|трических форм, обеспечивающих удобную, надежную базу
я установки заготовки в процессе ее обработки и дающих воз-
жность применения высокопроизводительных технологиче-
их методов изготовления. Заданная точность и шероховатость
верхностей детали должны быть строго обоснованы ее слу-
бным назначением. Необоснованно завышенные требования
Прочности и шероховатости приводят к необходимости вводить
Йолнительные технологические операции, удлиняют цикл об-
ботки, увеличивают трудоемкость изготовления и повышают
естоимость детали.
г Стандартизация и унификация деталей и их элементов уве-
чивают серийность выпуска, унифицируют станочные налад-
1 и тем самым уменьшают трудоемкость процесса пройзводст-
1 и себестоимость изготовления деталей машин.
, Технологические требования к конструкции деталей машин
подиктованы как технологией производства заготовок, так и
Энологией их последующей обработки.
275
Заготовки, получаемые методами литья
Для обеспечения технологичности конструкции отливки не-
обходимо прежде всего учитывать выбранный способ литья, ис-
ходные механические и эксплуатационные свойства, влияющие
на уровень производственных и эксплуатационных затрат. От-
ливки должны иметь очень близкую к очертаниям готовых дета-
лей конфигурацию, минимальные припуски на механическую
обработку и малую шероховатость поверхности. Конструкция
заготовки должна иметь простое внешнее очертание (без резких
углов, поворотов, высоких ребер и выступов), а также мини-
мальное число внутренних полостей; обеспечивать направлен-
ное затвердевание металла и достаточную сопротивляемость уса-
дочным и термическим напряжениям; предусматривать техноло-
гические уклоны, обеспечивающие легкое извлечение модели из
формы или стержня из них; иметь стенки оптимальной толщи-
ны, удовлетворяющей условиям заливки металла в соответствии
с выбранным способом литья; обеспечивать технологичность
моделей, а также возможность изготовления и применения про-
стой и дешевой технологической оснастки.
Литье в п е с ч а н ы е ф о р м ы. Конструкция отли-
вок, изготовляемых в песчаных формах, должна обеспечивать
минимальное число поверхностей разъема модели или формы,
исключать отъемные части формы и по возможности стержни.
Необходимо стремиться к использованию одной плоскости
разъема. Возможность ее создания определяют по правилу све-
товых теней, согласно которому теневые участки при вообра-
жаемом освещении детали параллельными лучами в направле-
нии, перпендикулярном к плоскости разъема формы или стерж-
невого ящика, должны отсутствовать (рис. 4.1).
Для удаления модели из формы без разрушения последней
необходимо предусмотреть технологические уклоны. Значения
угла наклона в зависимости от высоты детали (рис. 4.2) приве-
дены ниже:
h, мм
25-500
a/h. . .
3, град
1:10; 1:20
>500
1:50
V.
а
н
S
у
Щ.'-
> ' *
Л
й
Рис. 4.1. Рациональные (а) и нерациональные {б)
конструкции отливок
g Правильный выбор угла и на-
бавления уклона позволяет уста-
1вливать рациональную толщину
тенок отливки, обеспечивающую
Минимальный расход и направлен-
.« затвердевание металла. Стенки
тливки должны быть по возмож-
ней без резких переходов от тон-
их сечений к толстым, так как в
ютивном случае в узлах скопле-
металла возможно появление
фектов литья и коробление сте- Рис. 4.2. К определению угла
к. Качественная отливка получа- наклона
ся при обеспечении плавных пе-
5ходов от тонких сечений к сечениям большей толщины и пра-
Кльных сопряжений стенок. При правильно сконструирован-
отливке отношение толщин стенок при переходе от одного
учения к другому должно быть не больше 4:1, а внутренние
рнки отливки — на 20% тоньше наружных.
Внутренние полости отливок следует выполнять открытыми
^ез поднутрений для исключения необходимости применения
|ржней, что снижает трудоемкость изготовления форм (рис.
а, б). Внутренней полости отливки, оформляемой стерж-
276
нем, необходимо придавать простейшие очертания без попереч-
ных переходов и глубоких впадин (рис. 4.3, в).
Ребра жесткости следует располагать в плоскости разъема
формы, перпендикулярно к ней (рис. 4.3, г).
Рис. 4.3. Примеры рационального (слева) и нерационального
(справа) конструктивного оформления литых заготовок
Ответственные поверхности заготовок должны занимать в
форме нижнее положение, так как на верхних горизонтальных
поверхностях отливки могут возникать газовые раковины. Базо-
вые поверхности должны быть образованы моделью и находить-
ся в одной опоке для исключения влияния смещений опок и
стержней на их точность. Конфигурация отливки должна обес-
278
Я
Йй
^струировании отливок —
Цти разъема прессформы и
Ьй с помощью подвижных
fe
bi
Кцвать возможность беспрепятственного отрезания прибыли,
||ников и выпоров, выбивки стержней и удаления каркасов.
е н и е м. Важнейшая задача при
определение рациональной плос-
возможность формирования отвер-
и неподвижных стержней. При ус-
илении плоскости разъема целесообразно использовать
|нн°е выше правило световых теней.
Ц В связи с высокими скоростями кристаллизации при
ЙЬсобе литья очень важно, чтобы металл затвердевал по
Ивниям одновременно. Этому требованию удовлетворяет
Кесная конструкция с минимально возможной разностью
Ей стенок. Рекомендуемые толщины стенок отливок из
Шных сплавов приведены в табл. 4.2.
опи-
ЭТОМ
всем
рав-
тол-
раз-
Плошадь внешней поверхности отливки, см2
Таблица 4.2. Толщина стенок отливки в зависимости от площади
ее внешней поверхности, мм
1» Сплавы <25 25— 100 100-250 250-500 >500
Шинковые 0.5 0,8 1.0 1.5 2,0
^ЖЙЛюминисвые |Ирл- 0,8 1.2 1.5 2,5 3,0
уМагниевые 1.0 1.5 2,0 2,5 3,0
^рМедные 2.0 2,5 3,0 а 3,5 AMh
|11ЬСтал ь 2,0 3,0 5,0
Технологический уклон зависит от вида сплава и толщины
Ьки отливки и составляет для наружных стенок 10'...30', а для
|тренних ЗО'...1°ЗО'. Минимальный диаметр отверстий, полу-
|мых в отливках, зависит от вида сплава и глубины отверстия
Вставляет для цинковых сплавов 1,5 мм при глубине 6... 10 мм,
|$люминиевых и магниевых сплавов 2,5 мм при глубине 3...4 мм
ря медных сплавов 5,0 мм при глубине 10 мм.
|Л и т ь е в кокиль. Минимальная толщина стенок в
IW случае зависит от сплава и площади поверхности стенки и
Иавляет для чугуна и стали соответственно 6...7 мм и 8 мм
Еплощади поверхности стенки 125 см2, для бронзы, алюми-
|уи магниевых сплавов 3...6 мм при площади поверхности
Ж:
в
gftrfj[
ВИ
279
стенки до 30 см2. Толщина внутренних стенок и ребер должна
быть равна 0,6...0,7 толщины наружных стенок.
Технологические уклоны в зависимости от высоты стенок и
сплава выполняют от 20' до 3°30'. Предельные значения диамет-
ров и длин отверстий в отливках, получаемых литьем в кокиль,
для алюминиевых, магниевых и цинковых сплавов составляют 8 мм
при длине глухого и сквозного отверстий 16 и 24 мм соответст-
венно, для медного сплава — 10 мм при длине отверстий 15 и
20 мм.
Литье по выплавляемым мод е л я м. Этим
способом литья можно получать заготовки очень сложной кон-
фигурации с высоким качеством поверхностного слоя. При кон-
струировании отливок учитывают следующие их особенности.
Наименьшая толщина стенок отливки, которая может быть вы-
полнена без применения специальных условий заливки (вакуум-
ное всасывание, центробежное литье, литье под давлением), со-
ставляет 1...2 мм. Чаще всего толщина стенки отливки равна
2...5 мм. Тонкие стенки можно получить только при определен-
ной площади их поверхности (не более 75x75 мм), так как в
противном случае происходит коробление стенок формы. Жела-
тельно выдерживать одинаковую толщину стенок. Минималь-
ный радиус закругления стенок 1...3 мм. Отливки могут быть
получены без литейных уклонов (уклон 0,5° нужен только для
удаления выплавляемой модели из формы).
Литье в оболочковую форм у. Припуски на
механическую обработку при этом способе литья назначают
меньшими, чем при литье в песчаные формы, что способствует
значительной экономии металла. Разъем формы должен быть
плоским, а поверхности отливок по возможности плоскими или
цилиндрическими. Следует избегать конструирования отливок
большой длины при малой ширине или толщине, так как это
ведет к их короблению при охлаждении в форме и при термиче-
ской обработке. Толщину стенок отливок предпочтительно вы-
полнять одинаковой, чтобы обеспечить равномерную кристал-
лизацию металла. Минимальная толщина стенок отливки со-
ставляет 1,5...2,0 мм, уклоны — не менее 1°. Следует избегать
отъемных частей и стержней, при малой толщине стенок отлл-
вок отверстия можно выполнять без стержней по модели.
280
вж.
ТГГйСЗ . . •
В Заготовки, получаемые обработкой давлением
Вз
Технологичность конструкции таких заготовок обеспечивает-
рйрежде всего рациональной формой, при которой элементы
Инструкции имеют простую геометрию и плавно сопряжены
ркду собой. При выборе технологически рациональной формы
Ьмпуемой заготовки необходимо учитывать следующие основ-
fe требования:
if 1) рациональным является одностороннее расположение ре-
Ь, бобышек и других выступающих элементов (рис. 4.4), что
Взволяет повысить точность заготовок, снизить расход металла,
Мостить последующую обработку;
||2) во избежание резких переходов по сечению заготовки
Йрщадь поперечного сечения по длине заготовки не должна
Вменяться более чем в 3 раза;
{у Рис. 4.4. Рациональное (а) и нерациональное (б) расположение ребер-
। !
Be.
|уЗ) нежелательно, чтобы заготовка имела переменную по дли-
Вголщину ребер;
у А \ и
4) штамповочный уклон, зависящий от отношения толщины
|рра к его высоте, при переменной высоте ребра следует брать
В^оянным и равным среднему;
|у;5) толщина полотна не должна быть очень мала, так как в
яйггттЕ у **< . •
ртивном случае происходит быстрое остывание заготовки, ве-
Жее.к снижению стойкости штампа;
бобышки, в которых предполагается сверление отверстий,
ЙЙ обеспечения минимально допустимой толщины стенки еле-
||| делать овальными в направлении возможного смещения от-
И) вместо цельноштампованных заготовок сложной формы
«Рачительными выступами в различных направлениях целе-
рразно использовать более простые сварные заготовки, т.е.
ииу,
ЭЯ]
||в*' *Л) I
!Г;
расчленять сложную заготовку на отдельные части простой фор.
мы, свариваемые между собой;
8) при штамповке (высадке) утолщений на концах стержней
диаметр высаженной части не должен превышать четырех диа-
метров исходной заготовки, а высота высаженного утолщения
должна быть более 0,05...0,125 диаметра утолщения;
9) при выдавливании полостей следует избегать излишних
ступеней, кромок, пазов, переходов, а глубокие полости должны
иметь уклон боковых поверхностей. Острые кромки данных эле-
ментов полости должны быть притуплены скруглениями радиу-
сом не менее 0,3...0,5 мм. Форма данной поверхности должна
быть выпуклой, чтобы уменьшить усилие деформирования.
Примеры рациональных и нерациональных конструктивных
элементов выдавливаемых полостей показаны на рис. 4.5.
fl
Рис. 4.5. Примеры рациональных (слева) и нерациональных (справа)
конструктивных элементов дна (я) и стенок заготовок (б)
П р и штамповке на прессах и мо л от ах
для свободного извлечения заготовки из штампа, состоящего из
верхней и нижней частей, площадь любого сечения заготовки
выше и ниже поверхности разъема штампа должна уменьшаться
по мере удаления от этой поверхности. Это обеспечивается вы-
бором соответствующих штамповочных уклонов. Желательно,
чтобы поверхность разъема была плоскостью или максимально к
ней приближалась. Менее желательно, когда разъем штампов
выполнен по ломаной или криволинейной поверхности, так как
конструкция штампа при этом усложняется. Однако в некого- ,
рых случаях ломаная поверхность разъема позволяет избежать
износ штампа и
Рис.
заготовок
загото
Поверхность
разъема
4.6. Ступенчатая поверхность разъема
оснастки для получения
°, так как в против-
шероховатость среза
поверхности
уменьшается
, повышается производительность штамповки.
ПР
Рис. 4.7. Примеры рационального
(слева) и нерационального (справа)
конструктивного оформления горя-
чештампованных заготовок (ПР —
поверхность разъема)
^пусков, необходимых для обеспечения свободного извлечения
детали, что дает возможность уменьшить объем обработки реза-
НЙем и расход металла. Угол наклона ломаной поверхности
||[|дзъема (рис. 4.6) не должен быть больше 60
йом случае увеличиваются
Площадь проекции
Ьтамповки на поверх-
(рсть разъема должна
дгь максимальной. Это
^обходимо для того,
1тобы уменьшить глуби-
ну полостей штампа и
Ьпуска. Рекомендуется,
Ирбы форма штампуе-
заготовки была симметрична относительно
разъема. При этом улучшается заполнение штампа,
изнашивание^
рциональным является расположение штампуемой заготовки в
ИМой половине штампа, что значительно снижает его стои-
дасть и повышает точность заготовки.
В На рис. 4.7 показаны неко-
рые примеры улучшения
нструктивного оформления
рячештампованных
готовка должна представлять
бой тело вращения с одно-
|>ронним утолщением или
Ьнцем, сквозным или глухим
верстием. Толщина стенок
ротовок с отверстиями долж-
быть не менее 0,15 наружно-
диаметра заготовки. Суж.е-
*я в продольном сечении за-
явки затрудняют течение
сле-
при его раскрое (рис. 4.9).
1050
680
284
про-
кли-
.
-710
1420
1420
Детали, изготовление которых предусматривает
операции обработки резанием
Рис. 4.8. Примеры рациональных (слева) и нерациональных
(справа) конфигураций поковок
металла при штамповке, поэтому их следует избегать. Хвостови-
ки конической формы также затрудняют штамповку, предпочти-
тельно их делать цилиндрическими.
Штамповочные уклоны для этого вида поковок могут быть
небольшими 0,5...3°; переходы от одной поверхности к другой
дует делать с закруглениями радиусом 1,5...2,0 мм.
При ковке желательно, чтобы заготовки имели
стую симметричную форму. Следует избегать конических и
новых форм (рис. 4.8, а), пересечений цилиндрических элемен-
тов между собой и цилиндрических элементов с призматическими
<с. 4.8, 6), а также бобышек и выступов на основных поверхностях
ковки (рис. 4.8, в). Заготовки, конфигурация которых не пол-
ется упрощению, целесообразно заменять сварными конструк-
ши. состоящими из простых элементов (рис. 4.8, г).
Однако в каждом конкретном случае необходимо проверить
|десообразность такой замены. Иногда предпочтительнее со-
чинять штампованную заготовку и прокат (пруток, труба) сты-
вкой или сваркой. С помощью сварки можно значительно
сономить листовой материал
с
Рис. 4.9. Пример раскроя листового материала:
а — раскрой стандартного листа для вырезки заготовки 1 с
отходами 2, 3; б -- безотходный раскрой укороченного
листа для вырезки заготовки 4 с последующей сваркой
обеспечения технологичности таких заготовок необхо-
мо следующее:
I) сокращать объем механической обработки резанием^
ВНьшая протяженность обрабатываемых поверхностей: преду-
^Дривать допуски только на размеры поверхностей сопряже-
(рис. 4.10, а); стремиться к применению более точных зато-'
$ок, что также значительно уменьшает объем обработки реза-
2) обеспечивать удобные и надежные технологические базы
| установки заготовок в процессе их обработки, предусматри-
вая при этом возможность совмещения технологических и изме-
рительных баз, а также соблюдение принципа постоянства баз;
3) предусматривать возможность удобного и надежного за-
крепления заготовки на станке; повышать жесткость заготовки,
что уменьшает ее деформации от сил резания и закрепления,
позволяет увеличивать режимы резания и одновременно исполь-
зовать несколько режущих инструментов путем совмещения тех-
нологических переходов в процессе обработки;
Рис. 4.10. Примеры улучшения конструктивного оформления деталей машин
4) предусматривать возможность удобного подвода высоко-
производительного режущего инструмента к обрабатываемой
поверхности, сокращать путь врезания инструментов и умень-
шать вспомогательное время, предусматривая конструкции, до-
пускающие возможность одновременной установки нескольких
заготовок для обработки (рис. 4.10, 6); для обработки на проход
предусматривать выход режущего инструмента (рис. 4.10, в, раз-
мер А);
5) обеспечивать выбором измерительных баз и системы про-
становки размеров наибольшие удобства, надежность и произво-
дительность контроля, возможность применения простых по
конструкции контрольно-измерительных инструментов и при-
способлений, а также проверки нескольких размеров детали при
одной ее установке; недопустима простановка размеров, провер'
ка которых связана с выполнением подсчетов и косвенных
годов контроля;
6) максимально использовать унифицированные элементы
формы детали (резьбы, канавки, выточки, модули, размеры
286
Илицев, шпоночных пазов и т.д.), так как унификация элемен-
||!ж .. А
деталей и их размеров создает предпосылки для унификации
применяемого при изготовлении деталей режущего и измери-
тельного инструмента, а также необходимого инструмента при
Их техническом обслуживании и ремонте.
Перечисленные общие требования, предъявляемые техноло-
гией механической обработки резанием к конструкции деталей
машин и их элементов, могут быть дополнены некоторыми ча-
стными рекомендациями, связанными с конструкцией элемен-
тарных обрабатываемых поверхностей и их сочетаниями.
У Наружные поверхности вращения и их элемен-
ты унифицируют для использования одних и тех же многорез-
||рвых наладок (рис. 4.11, а). Ступенчатые поверхности должны
иметь минимальный перепад диаметров. Рекомендуется заме-
нять переходные поверхности фасками (рис. 4. И, б), в местах
'^пряжения точных поверхностей предусматривать выход инст-
румента (рис. 4.11, в), сферические выпуклые поверхности де-
Рдать со срезом, перпендикулярным к оси (рис. 4.11, г).
ч
Жж
ЙИЙ
ШИС. 4.11. П римеры улучшения конструктивного оформления деталей типа
|||т вращения
ЙКВ?'./
8®
ш
11
так
Отверстия на деталях предусматривают сквозные,
|ж обрабатывать их легче, чем глухие. Конструкция глухих
Третий должна быть увязана с конструкцией применяемого
кущего инструмента (например, зенкера, развертки, рис. 4.12, я),
реющего коническую заборную часть и образующего у дна от-
|рстия переходную поверхность. Во избежание поломки сверл
|ри сверлении поверхности на входе и выходе инструмента
Влжны быть перпендикулярны оси отверстия (рис. 4.12, б). У
(ра точных глухих отверстий следует предусматривать канавку
Йя выхода инструмента (рис. 4.12, в), Нужно избегать отверстий
^непараллельными осями, а также глухих отверстий, Пересе-
рощихся с внутренними полостями. В последнем случае пред-
287
почтительнее делать сквозное отверстие с заглушкой (рис. 4.12s г).
Рекомендуется избегать растачивания канавок в отверстиях на
сверлильных и агрегатных станках; вместо выточек лучше
пользовать литые выемки глубиной t> 1...1,5 мм (рис. 4.12, д).
Рис. 4.12. Примеры улучшения конструктивного оформления обрабатываемых от-
верстий в деталях машин
г
Резьбы должны быть нормализованы для всех произво-
димых изделий. Следует избегать применения резьб малого диа-
метра (до 6 мм) в крупных деталях из-за частой поломки метчи-
ков. При нарезании резьбы метчиком в отверстии рекомендует-
ся делать заходную фаску; в глухом отверстии без канавки, а
также при нарезании резьбы на концах валиков должен быть
предусмотрен сбег резьбы. При резьбофрёзеровании канавки
для выхода фрезы необязательны.
Плоские поверхности должны иметь конструк-
цию, которая обеспечивала бы равномерный и безударный съем
стружки. Ширину поверхностей необходимо увязывать с нор-
мальным рядом диаметров торцевых или длин цилиндрических
фрез. Предпочтительна обработка поверхностей на проход. Бо-
бышки и платики на деталях следует располагать на одном
уровне (рис. 4.13, а). Не следует обрабатывать внутренние по-
верхности корпусных деталей. Обрабатываемые поверхности же-
лательно располагать выше примыкающих элементов (ребер,
выступов), что облегчает обработку на проход (рис. 4.13, (5).
288
iiumuuiu ।
№ • ''К
jjfec. 4.13. Примеры улучшения конструктивного оформления обрабатываемых
плоских поверхностей и пазов в деталях машин
life/'
Пазы должны по возможности допускать обработку на
!»•
проход; переходная часть паза должна соответствовать радиусу
Дековой фрезы. Глубину и ширину пазов выбирают в соответ-
ствии с размерами нормальных пазовых фрез. Предпочтительны
шж •
пазы, обрабатываемые дисковыми, а не концевыми фрезами
IBs ? •. ’’’
|1йс. 4.13, в). Радиусы закругления у гнезд и выемок (рис. 4.13, г)
хрлжны быть одинаковыми по всему контуру обрабатываемой
юверхности и соответствовать размерам нормальных и пазовых
fe.
jJgVlTК?:
тага
4.6. ТЕХНОЛОГИЧЕСКИЙ контроль
конструкторской ДОКУМЕНТАЦИИ
ИИЫ
Технологическим контролем называется инженерная проверка
нструкторской документации на соответствие требованиям
биологичности.
Конструкторская документация не регламентирует методы и
особы изготовления изделия и последовательность их приме-
|ия. Это задача технологической документации.1 Но данные,
^ржащиеся в конструкторской документации, в значительной
пени влияют на их выбор и применение. Например, если в
' ’ м а те риал” основной
надписи чертежа детали указана ка-
fc..
|Шгологня машиностроения. Том 1
кая-либо марка серого чугуна, то это автоматически предопреде, 1
ляет, что заготовка детали должна быть изготовлена методом =!
тья, конкретизация которого будет сделана в технологической j
документации, т.е. в общем случае концепция технологии изго/ '
товления заготовки предопределена чертежом детали и технолог
не вправе ее изменять. Поэтому взаимная увязка и согласован^
конструкторской и технологической документации необходимы I
и обязательны.
Разработчик должен учитывать технологические требования
в конструкторской документации на всех стадиях проектировав
ния изделия, т.е. до начала разработки ТП. Проверка учета кон- I
структором этих требований в полном объеме и составляет зада-
чу технологического контроля. Различают несколько форм тех-
н ол о ги ч е с ко го ко нтрол я:
внутренний — проверка конструкторской документации, про-
водимая во время ее разработки специалистами организации,
занимающейся этой разработкой;
внешний — проверка конструкторской документации, прово- I
димая во время ее разработки технологами завода, на котором i
предполагается изготовление разрабатываемого изделия; i
входной — проверка конструкторской документации, прово-
димая после завершения рабочего проекта специалистами пред-
приятия-изготовителя для ТПП и последующего изготовления
изделий. Результаты технологического контроля подписывает |
лицо, осуществляющее контроль. I
Основу технологического контроля на всех этапах разработ- 1
ки рабочей конструкторской документации составляют методы
сравнительной качественной оценки. Сущность их сводится к )
сравнению (сопоставлению) контролируемого конструкторского |
решения с решением, принятым за эталон. На основе такого
сравнения в первом приближении делается оценка "хуже" или j
’’лучше'*. При наличии достаточной информации эта оценка мо- |
жет быть углублена до оценочных характеристик типа ’’хорошо”,
’’плохо’' или ’’рационально”, "нерационально”. Также она может j
содержать и элементы количественной оценки. ;
В качестве эталона используют изделие-аналог, типовую паи
комплексную конструкцию. Изделие-аналог следует, как прави- \
ло, подбирать из числа изделий, находящихся в серийном нр0'
изводстве. При этом необходимо стремиться к тому, чтобы аню |
х:
Й1
Й
290 '
зируемое изделие и аналог были подобны по геометрической
|^ме и размерам. При отсутствии изделий-аналогов, подобных
|дизируемому по геометрической форме и размерам, иногда
Паточно ограничиться подбором аналога, имеющего подобие
лько по отдельным элементам.
ЖПонятия типовой и комплексной конструкции широко ис-
йьзуют при разработке ТП. Типовая конструкция — это конст-
|кдия представителя определенной классификационной груп-
| изделий, близких по своему конструктивному исполнению.
^плексная конструкция — это конструкция изделия (детали),
Уединяющая группу изделий (деталей) таким образом, что лю-
Й из них имеет одинаковые с ней форму, поверхности и базы.
J Типовым конструкциям соответствуют типовые ТП, ком-
||ксным — групповые ТП. Перед началом проектирования
|)йструктор должен иметь готовые принципиальные ТР для on-
беленных групп (классов) изделий, образованных по призна-
|гтождества или подобия и учитывать эти решения при разра-
|ке конструкции. Если конструктор при разработке включил
||ое изделие в определенную классификационную группу по
зультатам сравнения его с типовой или комплексной конст-
Ьцией, он тем самым определил основы технологического
^Актирования этого изделия. Факт учета признака тождества
(подобия при конструировании изделия должен быть зафик-
ован при технологическом контроле и сообщен службе ТПП
дприятия, на котором это изделие будут изготавливать.
Технологический контроль можно также выполнять путем
оставления конструктивного исполнения изделия с норма-
но~технологическими требованиями к нему. Применение та-
их нормативных документов позволяет упростить процесс кон-
воирования, гак как представляется возможным своевременно
задолго до предоставления рабочих конструкторских докумен-
тна технологический контроль учитывать в них действующие
энологические нормы и требования к конструкции изделия, а
кже систематизированные данные прошлых проверок и типо-
it рекомендации специалистов, осуществляющих технологиче-
•Ий контроль. В этих условиях целесообразна организация вы-
гонного технологического контроля, при котором слециали-
ы, осуществляющие контроль, должны систематизировать и
[Йбщить типовые решения, предлагаемые ими при технологи-
•и
ческом контроле. Эти обобщения, как правило, представляются
в виде различного рода руководящих материалов на уровне объ-
единения или предприятия (первичная стандартизация техноло-
гических требований) и доводят до сведения конструкторов за-
долго до проведения технологического контроля.
Сопоставление изделий-аналогов с рабочим чертежом детали
позволяет выявить возможности улучшения технологичности
конструкции данного изделия. При технологическом контроле
стремятся к следующему:
1) уменьшить размеры обрабатываемых поверхностей, что
снижает трудоемкость изготовления;
2) повысить жесткость конструкции детали для возможности
применения многоинструментальной обработки, многолезвий-
ных инструментов и повышенных режимов резания;
3) обеспечить удобный подвод и отвод режущих инструмен-
тов для уменьшения вспомогательного времени;
4) унифицировать или свести к минимуму типоразмеры па-
зов, канавок, переходных поверхностей (например, галтелей,
фасок на цилиндрических поверхностях) и отверстий для сокра-
щения номенклатуры режущих инструментов;
5) обеспечить надежное и удобное базирование заготовки с
возможностью совмещения технологических и измерительных
баз.
Выполнение этих и многих других требований по обеспече-
нию технологичности детали должен проверить технолог при
технологическом контроле конструкторской документации.
В результате улучшения технологичности конструкции мо-
жет быть получено снижение себестоимости и трудоемкости вы-
полнения процессов механообработки. Целесообразность изме-
нения конструкции детали можно также установить с помощью
относительных показателей, приведенных в табл. 4.3.
Таблица 4.3. Показатели технологичности конструкции детали
Показатель
Формула для расчета
Ос
новные показатели
^удосмкость изготовления де-
ли
a A j.
|хн ол о г и ч е с к а я с е бе с то и м ость
«Ж. '' '
Уготовлен ия детали
В -:
гаовень технологичности по
шУдоемкости изготовления де-
&И
ifc "
вюцень технологичности по
йё'стои м ости и з готовле н и я
«Тали
ИЖ
ifc Л
ММ'1”'1" - -------------!-------
где п — число операций в маршруте изготов-
ления детали, ги|/ — штучное время изготов-
ления детали при выполнении операции, ч
где Л/о — стоимость основных материалов за
вычетом стоимости реализуемых отходов;
Зо — заработная плата основных производст-
венных рабочих; Ц ™ цеховые расходы (см,
4,11)
^у.т.д ~ 1 /Ткц,
где Г6;1 — трудоемкость базового (например,
заводского, отраслевого) варианта изготовле-
ния детали, ч
с. л. Q..1 /С-т.б.Д’
где Ст6;1 — технологическая себестоимость
базового варианта изготовления детали
Дополнительные показатели
юффиииент удельной трудо
кости детали
Р'Эффиниент удельной техно-
р’И.ческой себестоимости де-
Ь'и
Ьфф и и и е н т и с п од ь зо ва н и я
Втериала
вффициент точности обра-
где М:1 — масса летали, кг
Сгл / м.
= Л4 / м5,
где ~ масса заготовки, кг
Кки детали
ЙО
Ктч.д - I -- 1 / А .
где А -- средний квалитет точности детали,
'2 + + /?7 +’' +/?/; П; ~ число раз-
5л_5 + бл6 +- 7пу +..л-ini
мерой детали квалитета /'
Окончание maai. 4 j
Показатель
Средняя шероховатость по-
верх ноете й
Формула для расчета
к
Ла,
Ла = 1
к
Коэффициент унификации
элементов конструкции
где АН. шероховатость /-й поверхности: к -
число поверхностей у детали
л\ - ч / /V.
где Ny — число унифицированных конструк-
тивных элементов детали; /V — число конст-
руктивных элементов детали
При расчете технологической себестоимости учитывают только переменные
статьи расходов.
4.7. ВЫБОР ЗАГОТОВОК И МЕТОДОВ ИХ ИЗГОТОВЛЕНИЯ
4.7.1. Основные понятия и общие положения
Заготовка — это предмет производства, из которого измене-
нием формы и размеров, свойств материала и шероховатости
поверхности изготавливают деталь или неразъемную сборочную
единицу — узел.
Выбрать заготовку — это значит определить ее рациональ-
ный вид, определяющий конфигурацию заготовки, напуски, ук-
лоны, толщину стенок, размеры, отверстий, припуски на обра-
ботку, размеры заготовки, допуски на точность их выполнения,
назначить технические условия на выполнение заготовки и вы-
брать оборудование.
Конфигурация заготовки вытекает из конструкции детали и
определяется ее размерами и материалом, условиями работы де-
тали в машине с учетом статических, динамических, темпера-
турных и других нагрузок.
Конструктор назначает технические требования, предъявляе-
мые к детали, часто задает метод изготовления заготовки лл*1
определенного вида производства. В настоящее время число
этих методов для каждого вида производства (литья, обработки
давлением, прокатки, порошковой металлургии и др.) исчислЯ'
ется многими десятками.
294
На основании рабочего чертежа детали технолог заготови-
льного цеха совместно с технологом механического цеха раз-
матывают исходный чертеж заготовки, который в дальнейшем
используют для разработки ТП ее изготовления и при проекти-
овании технологической оснастки (штампов, прессформ, моде-
ей, форм и др.). Этот чертеж является также исходным доку-
ментом для разработки ТП механической обработки заготовки,
рабочий чертеж детали в процессе всей работы остается основ-
ным и контрольным документом технологической документа-
ми. При проектировании сложных и ответственных деталей в
Цой работе принимает участие конструктор изделия.
; Технолог в процессе отработки детали на технологичность
бязап проверить обоснованность принятых конструктором ре-
шений. Он может рекомендовать конструктору изменить вил за™
дЬтовки. метод ее изготовления для совершенствования ТП из-
готовления заготовки в связи с увеличением программы выпус-
ка, отсутствием оборудования на заводе, из-за возможности по-
учения заготовки по кооперации или в связи с другими обстоя-
ельствами.
Г Перечислим факторы, влияющие на выбор процесса и мето-
и з гото вл е 11 и я за гото в к и.
его свойства,
пластической
| 1. Технологическая характеристика материала,
предел я юшис возможность применения литья,
? е фо р м а ц ии, сварки, порошковой м е тал л у р г и и.
|| Так, низкая жидкотекучесть и высокая склонность материала
русалке исключают его применение для литья в кокиль или ли-
под давлением из-за низкой податливости металлических
Цорм. Сплавы, склонные к ликвации (неоднородность по хими-
ческому составу в сечении отливки) не применяют для центро-
вжного литья и литья под давлением. Склонность сплава к no-
lo тени ю газов вызывает на поверхности отливок пористость,
исключает изготовление отливки с гладкой, чистой поверх-
Для деформируемых материалов технологической характери-
стикой является пластичность, а для заготовок, получаемых
Шркой или порошковой металлургией, ™ свариваемость мате-
Валов.
| 2. Физико-механические свойства материала в процессе фор™
^изменения. С целью их повышения в процесс вводят методы,
обеспечивающие изготовление поковок с мелкозернистой и на-
правленной волокнистой структурой; создают направлен нею
кристаллизацию путем охлаждения форм; вакуумируют распла-
вы; используют комбинированные заготовки, позволяющие из-
готавливать нагруженные элементы конструкций из легирован-
ной стали; применяют другие мероприятия, вызывающие струк-
турные изменения материала заготовки.
3. Конструктивные формы, размеры детали, ее масса. В про-
цессе отработки детали на технологичность, конструктивные
формы упрощают для реализации выбранного метода изготовле-
ния исходной заготовки; проверяют соответствие напусков, ук-
лонов, сопряжений, толщин стенок, правильность выбора разъе-
мов штампов и форм. Основная цель при этом ~ возможность
беспрепятственного заполнения металлом формы или штампа с
последующим легким извлечением заготовки. При этом руковод-
ствуются ГОСТ 2665—(85 для отливок и ГОСТ 7505-89 для поко-
вок.
Размеры детали, ее масса оказывают решающее значение
при выборе ряда прогрессивных методов, таких, как литье под
давлением, в кокиль, по выплавляемым моделям, горячая объ-
емная штамповка. Их применение ограничено техническими
возможностями метода.
4. Объем выпуска. В единичном и мелкосерийном производ-
ствах в качестве заготовок применяют отливки, изготовленные в
песчано-глинистых формах, поковки, полученные ковкой, и за-
готовки из горячекатаного проката. Все они имеют большие
припуски и напуски. Стоимость материала заготовки составляет
до 50 % себестоимости детали.
В крупносерийном и массовом производствах применяют за-
то т о в к и, и з го то вл е н н ы е с п е ц и ал ь н ь i м и м е то да м и, кото р ь: е
уменьшают припуски на механическую обработку в среднем на
25...30 %.
5. Наличие технологического оборудования, литейного, куз-
нечного, сварочного и других производств, возможность получе-
ния заготовок от специализированных заводов по кооперации.
Большая номенклатура деталей машин, разные технические
требования, предъявляемые к ним, требуют разработки разнооб-
разных вариантов ТП и методов изготовления заготовок. Это де-
лает задачу оптимального выбора заготовок сложной. Опыт по-
зяб
'азываст, что, как правило, несколько методов могут обеспечить
Цинические и экономические требования, предъявляемые к за-
ковке, но выбрать необходимо вариант с лучшими качествен-
ными характеристиками.
*
тк
•Л
£?>
f
*1
аг
мелкосе-
совмест-
и загото-
4.7.2. Выбор заготовок, его последовательность
ч
В производственных условиях технологи заготовительного и
Механического цехов могут встретиться с ситуацией, когда вы-
юр заготовки предопределен, т.е. метод изготовления заготовки
Определенного вида производства задан конструктором, а техно-
лог лишь уточняет его.
А. Вторая ситуация, когда выбор заготовки конструктор остав-
яет за технологом.
Первая ситуация характерна для массового, крупносерийно-
и серийного производств, вторая — для единичного,
иного и серийного.
Первый вариант является результатом длительного
pro труда конструктора с технологами механического
Отельного цехов, основанный на опыте работы детали в про-
весе эксплуатации машины с учетом ее доработок и доводок.
)то характерно для большинства ответственных деталей, опре-
деляющих работоспособность машин, например деталей блоков
|<линдров и гильз, коленчатых и распределительных валов, гор-
ионов, шатунов, поршневых колец, лопаток и дисков турбин,
кладышей и др. Известно, что исходной заготовкой блока, ци-
линдров из серого чугуна автомобильного двигателя в массовом
фоизводстве является отливка в землю при машинной формов-
е, для блока цилиндров из алюминиевого сплава — отливка,
Уготовленная литьем под давлением или в кокиль; заготовками
ля гильз цилиндров в массовом производстве служат отливки,
ыполнснные методом центробежного литья. В последнее время
ри меня ют метод центробежного литья в облицованный кокиль
рготовки для двигателя КАМАЗа). Преимущества центробеж-
ого литья и литья в кокиль позволяют при этом свести мини-
|льный припуск на механическую обработку самой ответствен-
ней поверхности гильзы диаметром 12О+ОД)3 — "зеркала цилин-
до р (ПИ)
<>
?)
297
Рис. 4Л4. Заготовки для гильзы цилиндра (ц) и для клапана сварной
конструкции (о):
1 -место сварки; 2 — место наплавки стеллита
Следует отметить, что выбор конструктором метода изготов-
ления заготовки для ответственных деталей часто носит диффе-
ренцированный характер.
Так, выпускной клапан двигателя (рис. 4.14, d), работающий
в теплонапряженных условиях, изготавливают из жаропрочных
и жаростойких аустенитных сталей 12Х18Н9Т, 45Х14Н14В2М,
45Х22Н4МЗ и других труднодеформируемых сталей. Для повы-
шения износостойкости детали на рабочие фаски тарели на-
плавляют твердые сплавы типа стеллитов, вольфрамокобальто-
вый сплав ВЗК или нихром Х20Н80, что значительно усложняет
процесс изготовления заготовки.
Это приводит к тому, что в ТП изготовления заготовок кла-
панов также применяют разные методы или комплексы методов:
метод многопереходной высадки на горизонтально-ковочной
машине (ГКМ), который не всегда устраивает конструкторов и
технологов качеством поверхностного слоя основной поверхно-
сти — фаски тарели (см. рис. 4.14, б); метод горячего или холод-
ного выдавливания на кривошипном горячештамповочном
прессе (КГШП), превосходящий по качеству предыдущий. В
последнее время применяют комбинированный метод изготов-
ления исходных заготовок клапанов с использованием сварки
трением или более качественной контактно-стыковой сварки
оплавлением. Метод заключается в том, что стебель клапана из-
готавливают резкой холоднотянутого калиброванного проката из
стали 40Х или аналогичной. Головку клапана формоизменяют в
штампах для выдавливания с точностью размеров по 12-му ква-
литету. Далее выполняют подсборку узла головка — стебель,
298
^уШествляют сваРкУ по стыку. Коэффициент использования
еталла составляет 0,8...0,9; метод позволяет экономить дорогую
гадь (стоимость жаростойкой стали почти в 10 раз выше, чем
али 40Х).
‘ Впускные клапаны изготавливают из сталей 45ХН, 50ХН,
1ХЮС2М (сильхром) и других цельными (методом горячего
холодного выдавливания).
7 Из рассмотренного примера видно, как условия работы дета-
v.ее материал, технические требования влияют на структуру и
держание процесса, выбор методов и оборудования.
Объем выпуска определяет применение в ТП прогрессивных
Вводов изготовления заготовок. Например, в массовом произ-
одстве шатунов (материал — стали 40Х, 45, 18ХНМ, 40ХНМА)
ряду с жесткими техническими требованиями предъявляются
|)бые требования по прочности, которые в значительной сте-
пи определяются процессом изготовления заготовки. Обеспе-
ть их можно включением в ТП операции штамповки на моло-
дили прессе. Однако массовость выпуска требует применения
ростных процессов, таких как заготовительное вальцевание
ковочных вальцах с последующим формоизмененем заготов-
ка кгшп и чеканкой для повышения точности. Обжатие на
вочных вальцах длится 3...4 с, штамповка на прессе произво-
ггельнес штамповки на молоте в 4 раза (однако стоимость
есса. как правило, выше стоимости молота). Процесс обеспе-
вает заготовке предпочтительное расположение волокон мате-"
1Жла, макроструктуру, точность размеров с допуском ±0,25 мм
ри объемной чеканке и ±0,05 мм при плоскостной, шерохова-
Цсть поверхности Ra = 2,5...1,25 мкм, коэффициент использо-
ания металла до 0,7...0,75.
Часто для деталей массового производства разрабатывают
вые процессы и специальные методы изготовления заготовок,
последнем случае, учитывая, что серийным производством
шускается 75...80% машиностроительной продукции, выбор
изготовления заготовок является задачей технико-экономи-
кой, определяющей эффективность производства. В этих ус-
Циях заготовку часто выбирает технолог.
Имея чертеж исходной заготовки, чертеж детали с указанием
|к конфигурации, размеров, материала, технических условий,
|Нные по объему выпуска, нормативные материалы, заготовку
299
выбирают в следующей последовательности: процесс, метод^
оборудование. Основой процесса является принятый метод из-
готовления заготовки. Структура процесса, его содержание оп-
ределяется степенью сложности изготавливаемой заготовки и
соответственно требует применения одного или нескольких ме-
тодов для его выполнения.
В первую очередь рассматривают технологические возмож-
ности материала, приведенные конструктором на чертеже дета-
ли, влияние степени его легирования на обрабатываемость.
Если материал детали обладает литейными свойствами и в то
же время хорошо обрабатывается давлением, то выбор процесса
и метода изготовления заготовки связывают с обеспечением за-
данного качества детали, т.е. с техническим условием на изго-
товление.
В результате анализа исключают многие процессы и методы,
устанавливают степень технического совершенства принятых ре-
шений, выбирают возможные варианты, уточняют их.
Для полной оценки вариантов, если располагают материала-
ми, выполняют технико-экономический анализ, критерием ко-
торого является себестоимость (см. п. 4.11). Варианты сравнива-
ют по изменяющимся статьям затрат: стоимости материала, ин-
струмента, технологической оснастки (штампы, прессформы,
формы, модели и т.д.), оборудования; заработной плате; элек-
троэнергии. Учитывают и другие статьи затрат, если они приво-
дят к значительному изменению варианта.
Как видно, подобный расчет требует большого количества
нормативных, справочных и фактических данных, поэтому за-
труднителен для выполнения. На практике для ориентировоч-
ных расчетов по экономике используют статистические мате-
риалы, приложения, номограммы, графические зависимости и
т.п.
Так, в серийном производстве вал из стали 45 можно изгото-
вить горячей объемной штамповкой или из горячекатаного про-
ката диаметром 90 мм (рис. 4.15, а — в). Для принятия решения
воспользуемся данными, приведенными в табл. 4.4.
Расход проката на одну заготовку составляет 30 кг. Следова-
95000
тельно, ее стоимость будет ----- 30 = 2850 у.е. Стоимость оД-
1000 У
ной штамповки массой 25 кг равна
300
255000
-------- 25 = 6375 у.е. .
1000
л-'t
R
; Таким образом, в рассматриваемом случае целесообразно ис-
пользовать горячекатаную заготовку.
117 .
-----Н 228
150
| 117
' 594 ’
гып.&бР'' ‘^Qli;: i : ^-rrrrr
ь "55Т55Т
606
S00
WJ^WS=====*p2^^^3
j-S?----
УШтТТТТТ^
>
Рис. 4.15. Вал ступенчатый:
а, г — готовая деталь; б — штампованная заготовка; в ~~ заготовка из горячекатаного
проката; д ~~ заготовка, полученная ковкой
1
Таблица 4.4. Средняя стоимость 1 т материала
в условных денежных единицах (у.е.)
Заготовки < 1 , Сталь ...Л... Цветные металлы и сплавы
Стал ь 45 45ХНМ 95X1 <S Алю- м и н и й Бронза Латунь Медь
gUl/.C «гр f •1 ИГЛ ивки: Иь??'= ' ||шг..; |||В ' III' в песчаные ИТформы В ||у в ободом~ ковые фор- В ' м ы ж’ •. Ifc. 400 1300 4 2000 1700 1300 1000
$
и
I с
W
доввеи»
Окончание та ба. 4.4
Сталь Цветные метал лы и сплавы
За готовки Стал ь 45 45ХНМ 95X18 Алю- миний Бронза Датунь Медь
по выплав- ляемым моде- лям 3000 — — —
Горячо штам- пованные ' 255 400 1250 1250 .—
Холодно- штампова н- н ыс 430 700 2650 S — 1500 1 540
Сортовой го- ря чската ный прокат: -
МСЛКИЙ до 19 мм 1 10 288 300 800 ‘ 800 950
средний 20— 1 10 мм 95 250 1200 600 1 1 1 700 900
крупный 120-150 мм 67 165 955 500 850 600 850
П р 11 м с ч а н и с. В условиях инфляции среднюю стоимость необходимо
корректировать введением коэффициента.
Рассмотрим еще один пример. Для вала-шестерни, приве-
денного на рис. 4.15, г (материал сталь 40Х, масса детали 3,4 кг),
с большими перепадами ступеней, чем на рис. 4.15, щ сопостав-
ление вариантов по данным табл. 4.4 дает аналогичный резуль-
тат. Однако коэффициент использования материала для проката
составляет 0,4, для штампованной заготовки 0,66, причем разъем-
ный штамп для ГКМ очень дорогой и окупится только в массовом
производстве. Приемлемым вариантом для серийного производства
будет ковка на молоте или прессе (рис. 4.15, д) с использованием
универсального инструмента (Аи м = 0,58). При этом припуски
на последующую механическую обработку регламентированы
ГОСТами.
Более эффективно заготовку можно выбрать с использовани-
ем графических материалов. Так, заготовку для зубчатого колеса
венцом (рис. 4.16) из стали 18ХГТ можно изготовить,
вменяя в ТП методы свободной ковки, штамповки в п од клад -
и закрепленных штампах.
^ИРис. 4.16. Зависимость себестоимости С исходных заготовок для зубчатого ко-
ЯШ- леса от метода изготовления и объема выпуска N:
— ковка; 2 ~ шппатовка в подкладных штампах; 3 — штамповка в за-
шШЗ', крепленных штампах
Зависимость себестоимости изготовления исходной заготов-
Я& зубчатого колеса от объема выпуска при разных методах из-
^Втовления показывает, что для заготовок, изготовленных мето-
свободной ковки (прямая /), изменение объема выпуска
^Вактически не сказывается на себестоимости. Это объясняется
11|1Вб и л ь н о с т ь ю расходов на материал, инструмент и технологи-
МВжую оснастку, оборудование, энергию и др. Незначительное
Движение себестоимости при увеличении объема выпуска мож-
^у-ютнести за счет совершенствования'приемов работы операто-
Ик обслуживающих оборудование. Для заготовок, полученных
Ишмповкой в подкладных штампах (кривая 2), незначительное
шМличение себестоимости при малых объемах выпуска объясня-
1|я небольшими затратами на инструмент. Увеличение себе-
||ймости для заготовок, изготовленных в закрепленном штам-
Йкривая 5), связано с затратами на более дорогой инструмент.
На рис. 4.17 показаны границы рационального применения
различных методов изготовления заготовок для водила. Видно,
что метод свободной ковки целесообразен при небольших объе-
мах выпуска.
Рис. 4.17. Зависимость себестоимости С исходных
заготовок для водила от метода изготовления и объема
выпуска:
/ — штамповка; 2 — стальное литье; 3 — свободная ковка
Зависимость себестоимости изготовления эксцентрикового
вала от объема выпуска для двух видов заготовок дана на
рис. 4.18. Гистограммами здесь представлены себестоимости по
вариантам. Рисунок достаточно точно указывает границы выбо-
ра исходных заготовок с учетом затрат заготовительного и меха-
нического цехов.
Таким образом, с помощью приведенных на рис. 4.16 и 4.18
данных можно выбрать метод изготовления исходных заготовок
и установить границы его целесообразного применения. В то же
время они не позволяют дифференцированно оценить затраты
по отдельным статьям расходов, т.е. провести полный технико-
экономический анализ. Опыт показывает, что в большинстве ва-
риантов затраты на материал при определении себестоимости
заготовки являются определяющими и зависят от потерь метал-
ла, которые достаточно велики.
В станкостроении потери металла при производстве отливок
средней сложности из стали и чугуна составляют 35...54 %. а
при изготовлении исходных заготовок методами пластических де-
304
|рмаций 5...37 %. Особенно велики потери металла при ковке
из проката на молотах потери составляют 13...26 %, а на
.слитков на молоте (29...37 %) и прессе (20...33 %). При штам-
пе
Я
Рис. 4.18. Ссбсстоимость изготовления эксцентрикового
вала из прутка (а) и штучных штампованных заготовок (б)
и ос составляющие:
/ - стоимость материала; 2 — заработная плата при
ковке; 3 — накладные расходы при ковке; 4 - заработная
плата при механической обработке; 5 — накладные расходы
при механической обработке; 6 — стоимость штампов
70 ДЛЯ
% ДЛЯ
в пес-
Потери металла в стружку при механической обработке так-
зависят от исходных заготовок и составляют 30...50
рутков стального проката, 30...45 % для поковок, 10...30
Цампованных поковок, 15...20 % для чугунных отливок
|ные формы и 10... 15 % для оболочкового литья.
* **
305
Потери металла в стрижку частично компенсируются при ее
переплавке, однако 20 % металла стружки уходит на угар, часть
улетучивается при окислении, теряется при транспортировке.
В среднем около 20 % металла теряется при изготовлении
поковок на молотах и прессах и 30...34 % при их последующей
механической обработке. Отсюда следует, что общие потери ме-
талла при изготовлении деталей из таких поковок составляют
около 50 %. Поэтому выбор метода с малыми припусками всегда
приводит к снижению трудоемкости и себестоимости изготовлен
ния детали.
Рис. 4.19. Эскиз комплексной заготовки:
/ — комплексная деталь; 2 — детали
группы; 3 ~ комплексная заготовка
С применением ЭВМ на раз-
личных этапах технологического
проектирования появилась воз-
можность использования ком-
плексных заготовок для групп де-
талей (рис. 4.19), сгруппирован-
ных по конструктивным и техно-
логическим признакам. Группи-
рование выполняют с учетом
следующих предпосылок: 1) все
множество размеров можно
упорядочить по одному из них,
например по наибольшему диа-
метру; 2) разбивка по этому па-
раметру через определенные
интервалы образует микрогруп-
пы; 3) возможные варианты
группирования создают различ-
ные сочетания групп. Это при-
водит к изготовлению одной за-
готовки для группы деталей, а
также экономии затрат на технологическую оснастку и при чер-
новой обработке.
Выбор оптимального варианта изготовления исходной заго-
товки часто выполняют на ЭВМ на основе системного анализа
и критериев по массе заготовки, трудоемкости, себестоимости,
комплексным и другим критериям, характеризующим весь про-
изводственный цикл изготовления детали.
306
4.7.3. Характеристика методов получения заготовок
Литье
Изготовление заготовок методами литья характеризуют лаи-
е, приведенные в табл. 4.5.
Метод литья в песчано-глинистые фор-
g применяют для всех литейных сплавов, типов производств,
ртовок любых масс, конфигураций и габаритов. В общем объ-
gji производства отливок литьем в песчано-глинистые формы
Случают 80 % всех отливок и лишь 20 % отливок производят
ециальными методами литья. Он отличается технологической
иверсальностью и дешевизной. Изменяя способы формовки,
атериалы моделей и составы формовочных смесей, заготовки
готавливают с заданной точностью и качеством поверхностно-
|слоя. Метод отличается большим грузопотоком формовочных
(вспомогательных материалов, для него характерны большие
йпуски на механическую обработку, в стружку уходит 15...25 %
таяла от массы заготовки.
Литьем в оболочковые формы получают за-
овки сложной конфигурации: коленчатые и кулачковые валы,
ристые цилиндры, крыльчатки. Часть поверхностей загото-
не требует механической обработки. Ко времени затвердева-
металла форма легко разрушается, не препятствуя усадке
еталла, остаточные напряжения в отливке незначительные,
сход формовочных материалов меньше в 10...20 раз, чем при
ъе в песчано-глинистые формы. В то же время работа с горя-
чи металлическими моделями представляет определенную
жность, является дорогой.
п о в ы п л а в л я е м ы м моделям -- метод
| изготовления сложных и точных заготовок из труднодефор-
руемых и труднообрабатываемых сплавов с высокой темпера-
|0й плавления. Он отличается самым длительным и трудоем-
|й ТП среди всех методов литья. Экономичность метода дос-
ается правильно выбранной номенклатурой отливок, особен-
Ц когда требования шероховатости поверхности и точности
|иеров могут быть обеспечены в литом состоянии и требуется
аническая обработка только сопрягаемых поверхностей,
цменение заготовок, полученных литьем по выплавляемым мо-
IM, вместо штампованных снижает расход металла до 55...75 %,
Йоемкость механической обработки до 60 % и себестоимость
али на 20 %.
307
Таблица 4.5. Характеристика литых заготовок
Метод получения заготовок Масса, т Толщина стенки заготовки, мм, не менее Форма К вал итет точности Шерохо- ватость, мкм " ——— •*- Материал Тип про- изводства
из чугуна из стали из цвет- ных ме- таллов
Литье в разовые формы
Литье в песча-
ную смесь:
при ручной
формовке по
деревянным
моделям или
шаблонам*, в
опоках, в
почве
при машин-
ной формов-
ке по дере-
вянным и
металл и не-
До
200
простая
и слож-
ная
То же
14 ~ 17
20 - 80
Чугун,
сталь,
сплавы
цветных
металлов
То же
Единич-
ное и
мелкосе-
рийное
Серий-
ное
. IJ?
шпцт 4.5
Me 1О.| ПО.чсния тио 1 о вок Масс;). I 1о.ПШП га стенки мм. нс ме гаюювки. нее Форма
ИЗ чугуна • из стали иг пяст- ных ме- таллов
при ма- шинной До у™ т * Л 3 5 ~ 8 д Ь - - Простая и слож-
формовке по метал- лическим моделям со сборкой стержней в KOH.TVK- горах Литье в оболоч- ковые формы: 1 пая
песчано-смо- л я н ы с До 0.15 1 3-5 — То же
К вил и тс Т
точности
IПсрОХО-
ВаТОСЗЬ,
мкм
Тип про-
изводства
14
-*.. - _____
5 - 20
Чугун,
сталь,
сплавы
цветных
металлов
Чугун,
сталь,
цветные
металлы
Крупно-
серийное
и массо-
вое
Серий-
ное, мас-
совое
Продолжение табл. 4.5
Материал
Форма
Масса,
и
и
о.оз—зо
химически
твердеющие
жидкосте-
кольные
К вал идет
точности
Тип про-
изводства
толстостен-
ные (50-
из
чугуна
тонкостен-
ные (10—20
мм)
Серий-
ное
из
стали
из цвет-
ных ме-
таллов
Метод получения
заготовок
Шерохо-
ватость,
мкм
Толщина стенки заготовки,
мм, не менее
Литье в це-
ментные, гра-
фитовые, асбе-
стографитовые
формы**
2,5 10
14
Сложная
14
14
сти
Форма
Материал
Средней
сложи о -
Квалитст
точности
Шерохо-
ватость,
мкм
Метод получения
заготовок
Толщина стенки заготовки,
мм, нс менее
2,5 - 10
Ч угун,
сталь,
сплавы
цветн ы х
металлов /
Углероди-
стые,
коррози-
онно-
стойкие
стал и
Сложная
12 ~
Литье по вы-
плавляемым
моделям
Литье по рас-
творяемым мо-
делям
Литье по гази-
фицируемым
моделям
Литье в кокиль
Масса,
из
чугхна
1
из цвет-
ных ме-
таллов
До
0,5-7
изводства
ложная
н
н
Литье в многократные формы
10
Зависит
от конст-
рукции
кокиля
20
Высоко-
легиро-
ванные
труднооб-
рабаты-
ваемые
стад и
жаро-
прочные
стад и
Любые
сплавы
Сплавы
Серий-
ное и
массовое
Серийное
Единич-
ное и се-
рийное
Серий-
цветных ное и
металлов,
сталь, чу-
гун
массовое
Продолжение табл. 4.5
Толщина стенки заготовки,
мм, не менее
Метод получения
заготовок
Масса,
Форма
Квалитет
точности
из
чугуна
из
стали
из цвет-
ных ме-
таллов
Литье под дав-
Зависит
14
лением
Центробежное
л итье
0,01-1,0
от конст-
рукции
пресс-
формы
Тела вра-
щения
Шерохо-
ватость,
мкм
Материал
Тип про-
изводства
10 - 40
Сплавы
цветных
металлов
Чугун,
сплавы
цветных
металлов
Крупно-
серийное
и массо-
вое
Серий-
ное и
массовое
Штамповка:
Сплавы
Сложная
жидких спла-
цветных
вов
металлов
Окончание табл.
Метол получения
Масса,
Толщина стенки заготовки,
мм, не менее
заготовок т ИЗ чугуна - и з стал и
с кристалли- зацией под поршневым давлением До 0,01 0.5 — 1 0,5 4
Литье под низ- ким давлением До 0,030 2 2
2
Масса таких заготовок нс ограничена
Стойкость форм несколько десятков отливок
из цвет-
ных ме-
таллов
Форма Квалитет точности IUL. - - Шерохо- ватость, мкм Материал Тип про- и зводетва
Сложная 12 10 - 20 1 Чугун, сплавы цветных металлов Серий- ное и массовое
t J *•—— 1 II 1 — 12 10 - 40 Сплавы цветных металлов Серий- ное и крупно- серийное
Л и т ь е в м е т а л л и ч е с к и е ф о р м ы (кокиль)
Сущность процесса заключается в многократном применении
металлической формы. Стойкость кокилей зависит от техноло-
гических факторов: температуры заливки металла, материала
киля, размеров, массы и конфигурации отливки. Особенностью
формирования отливок в кокиль является большая интенсив-
ность теплообмена между отливкой и формой. Быстрое охлаж-
дение расплава снижает жидкотекучесть, поэтому толщина сте-
нок при литье в кокиль значительная. Для алюминиевых и магние-
вых сплавов она составляет 3...4 мм, для чугуна и стали 8...П) мм
Металл отливки имеет мелкозернистую структуру, его физико-ме-
ханические свойства на 15...30 % выше, чем у песчаных отливок.
Метод полностью устраняет пригар, увеличивает выход годных
заготовок до 75...95 %. Процесс исключает трудоемкие операции
формовки, сборки и выбивки форм, легче автоматизируется.
Для метода характерно наличие дефектов в отливках: дефор-
маций, трещин, газовой пористости.
Л и т ь е под дав л е н и е м обеспечивает получение за-
готовок, близких по форме к готовой детали, с высокой точно-
стью и шероховатостью поверхности. Этим методом производят
сложные тонкостенные отливки из цветных сплавов (алюминия,
магния, цинка, меди). Сочетание в процессе литья металличе-
ской формы и давления на жидкий металл позволяет получать
отливки с прочностью на 15...20 % большей, чем при литье в
песчано-глинистые формы. Механической обработке подверга-
ют только посадочные места и поверхности сопряжения.
Основными преимуществами метода являются получение от-
ливок с толщиной стенок менее 1 мм и возможность автомати-
зации процесса. Метод требует применения очейь дорогих
пресс-форм, изготавливаемых по 6-му...8-му квалитетам.
Ц е н т р о б е ж н о е л и т ь е. Характерной особенностью
метода является утяжеление частиц под действием центробеж-
ных сил при заливке и затвердевании. Это улучшает питание от-
ливок, однако химическая неоднородность (ликвация) у таких
заготовок выражена более ярко, чем у других. Этим методом °0'
лучают заготовки типа тел вращения: втулки, гильзы цилиндр00,
диски, трубы из чугуна, сталей, твердых сплавов и цветных Ме'
т
tfc
I Для литья из титановых сплавов это пока единственный ме-
получения качественных заготовок. -
Преимуществами метода являются относительно высокая
^отность отливок вследствие малого количества межкристалли-
|ских пустот, недостатками — сложность получения качестве-
|ix отливок из ликвируемых сплавов, засорение отливок лик-
идами и неметаллическими включениями, что увеличивает
|>ипуски на механическую обработку поверхностей на 25%.
| Штамповка жидкого металла — разновид-
|сть литья под давлением. Сущность метода состоит в том, что
рдкий металл подается в металлическую форму, где под давле-
^ем пуансона происходит его уплотнение.
| Конструкция форм аналогична закрытым штампам для горя-
|й объемной штамповки. Формы изготавливают из стали марки
Г или ЗХВ8.
г Метод позволяет получать тонкостенные заготовки корпусов,
|анцев, тройников из цветных и черных металлов. При этом
ргодаря кристаллизации в условиях всестороннего сжатия уст-
ряются газовые и усадочные раковины. Коэффициент исполь-
|вания металла достигает 0,9...0,93.
ft
Обработка давлением
д ковка является универсальным методом производства
оковок на молоте или прессе. Ковкой получают заготовки для
.мых разнообразных деталей массой от 10 г до 350 т с припус-
ки от 5^2 До 34 ±10 мм (ковка на молотах) и от 10 ±3 мм до
I ±30 мм"2 (ковка на прессах). Для уменьшения расхода металла
ковке заготовок партиями 30...50 шт. применяют кольца
)И
ад» ; ’
Iе
И1: ±
ттоягаО
IBS
I
gfe.!
Ир
йййЯ"Ш
Ш
Wrrrregjy
В
и.
шййбду,'
щггггвда'
life
в».
й'
виж.
Hfc
Sw
1
Рис. 4.20. Поковка, полученная ковкой с подкладным
кольцом (ц) и в подкладном закрытом штампе (о)
||||lglb&V
fe'-
fc
Гиапщн 4.6. Характеристика заготовок. полученных методами обработки давлением
Фирма
СП (iioiikll
МКМ
Гип прои о
ВОЛС I ICI
на прессах и моло-
тах
на молотах в под-
До 350
Простам,
сложная
сложности
цилиндры
До 80
То 40
20-40
У где род и-
спас и леги-
рованныс
стали
У ГЛ с род и-
вы цветных
металлов
Единичное
и мелкосе-
рийное
рииное
Серийное,
крупносе-
рийное,
массовое
Масса
К вал идет
»
Материал
Штамповка:
0,150
15
40-80
Ограничена
возможность
извлечения
из штампа
Серийное,
крупносе-
рийное,
массовое
на КГША (прессах)
и молотах
Углероди-
стые и леги-
рованные
стали
Толщина
стенки,
мм
Форма
заготовки
Шсрохо
ватость,
мкм
Метод получения
заготовки
Тип произ-
водства
на ГКМ
До
0,015
Простая
14
20-80
Углероди-
стые и леги-
рованные
стали, спла-
вы цветных
металлов
То же
с калибровкой пло-
скостная
То же
то же объемная
2,5—
8О*2
Ограничена
возможность
извлечения
из штампа
10-20
«I
4 Приведены значения диаметра заготовки. *2 Указана площадь калибруемой поверхности в квадратных
сантиметрах. Значения приведены в миллиметрах. *4 Указан диаметр заготовки в миллиметрах.
318
lit
Smrrrrrrmn : й.' '
сКийСССССССССггГ?Вя?а’х • i '
WaMgMWB ; j
^»дЭто делает возможным сократить расход металла на 15...20 %
WW'''Сравнению с ковкой на универсальном инструменте. Ковка
"||^еет ряд преимуществ. Она позволяет получать крупногабарит-
Шй>ге заготовки последовательным деформированием отдельных
/^участков. В процессе ковки улучшаются физико-механиче-
;^ие свойства материала, особенно ударная вязкость, поэтому
т^ветственные детали машин, такие как диски турбин, роторы,
;^лки прокатных станов, коленчатые валы судовых двигателей,
крупных штампов производят из поковок.
Основными операциями ковки являются: осадка, протяжка,
„•^Щошивка, рубка, гибка, закручивание и др.
Параметры заготовок, полученных методами обработки дав-
лением (ковкой, штамповкой и т.д.), представлены в табл. 4.6.
СГ орячая объем н ая штамповка — основной
особ получения заготовок для ответственных деталей массой
"0,5 до 20...30 кг. Поковки массой в 100 кг для объемной
мповки считаются крупными. В зависимости от типа приме-
нимого штампа различают штамповку в открытых или закры-
тых штампах, а также в штампах для выдавливания (рис. 4.21). В
зависимости от применяемого оборудования штамповку подраз-
деляют на штамповку на молотах, прессах, КГШП, ГКМ, гид-
равлических прессах, а также на специальных машинах.
я о г
|к.
|1У Рис. 4.21. Схемы молотовых штампов:
— открытый; б — закрытый; в, г ~~ прямого и обратного выдавливания;
|| / ™ пуансон; 2 — матрица; 3 — поковки; 4 — выталкиватель
|Так как штамп определяет течение металла, то подразделе-
| штамповки по типу применяемого штампа считают основным,
зиу#,...
ИПри штамповке в открытых штампах исходными служат ка-
|bie и кованые заготовки (см. рис. 4.21, а). Для первых приме-
t319
ня ют многоручьевые штампы, имеющие заготовительные ручьи 1
для придания заготовке переходных форм и окончательный ру, I
чей, для вторых — штамп имеет только окончательный ручей, а I
заготовку предварительно отковывают на другом оборудовании, I
При штамповке на молотах используют штучную заготовку |
равную объему металла штампуемой заготовки с учетом отхода I
на угар при нагреве, Формообразование металла происходит в за- I
крытом пространстве (см. рис. 4.21, б). Замок штампа обеспечива-
ет смыкание половин штампа и закрывает полость при штам- I
повке. Зазор в замке составляет 0,1...0,15 мм, и вытекающий в !
него заусенец очень мал. Энергия молота или усилие пресса
почти целиком идут на деформирование поковки, в то время
как при штамповке в открытых штампах значительная часть I
энергии расходуется на деформирование заусенца. Качество I
макроструктуры штамповок, полученных в закрытых штампах, I
очень высокое из-за благоприятной схемы деформации металла, I
особенно вблизи замка, отсутствует и расслоение металла в мес- I
те образования заусенца, как это имеет место при штамповке в |
открытых штампах. i
Сложностью штамповки в закрытых штампах является преж- |
де всего низкая их стойкость, которая объясняется очень тяже- I
дыми условиями работы в закрытых штампах. В процессе запол- |
нения полости, особенно в конце удара, часть энергии расходу- 1
ется на упругую деформацию поковки, соударение половин j
штампа и жесткое замыкание технологической системы. В ре- |
зультате часто происходят поломки штампов, а не выход штампа н
из строя вследствие износа.
Поэтому вопрос о целесообразности применения штамповки |
в закрытых штампах в любом случае надо решать с учетом эко-
номии металла и энергии, стоимости штампов и других факте-
ров.
Штамповка выдавливанием является прогрессивным процес-
сом объемной штамповки (см. рис. 4.21, в, г). Ее применяют для |
получения поковок в виде стержней с фланцем, клапанов, по- н
лы\ стаканов и др. Метод обеспечивает снижение расхода ме-
галла на 30 %, точность размеров, соответствующую 12-му ква-
литету, плотную микроструктуру, высокое качество поверхност- д
него слоя, низкую шероховатость. Штамповку выдавливанием д
часто ведут на ГКМ как в горячем, так и в холодном состоянии л
** 1 I
320 I
атериала заготовок. Недостатком способа можно считать высо-
ко энергоемкость и низкую стойкость штампов.
|: X о л о д н о й объемной штамповкой получа-
^ заготовки с высокими физико-механическими свойствами
|йгодаря холодному течению металла в штампе. Точность раз-
оров соответствует 12-му... 15-му квалитетам и выше, шерохо-
|тость Ra = 5... 10 мкм достигается высадкой на прессах автома-
ах производительностью сотни заготовок в час.
| Холодное течение металла обеспечивает лучшую микро- и
|кроструктуры металла, поэтому этим способом получают заго-
нки деталей, работающих в тяжелых условиях абразивного из-
|са, при ударных и знакопеременных нагрузках, тепловых и
зугих вредных факторах. Это, например, шаровые пальцы ру-
|йой тяги, поршневые пальцы, седла клапанов, корпуса свечей
|др. Холодной объемной штамповке принадлежит будущее, но
|рт метод очень энергоемок.
t П рокаткой получают заготовки, которые непосредст-
Шно применяют для изготовления деталей на металлорежущих
Йнках. Штучные заготовки из проката используют для произ-
>дства поковок и штамповок.
| Товарные заготовки, сортовые и фасонные профили общего,
раслевого и специального назначения, трубный и листовой
|окат, гнутые и периодические профили, специальный прокат
^едставляют собой широкий выбор исходных заготовок, обес-
Живая экономию металлов и энергии на этапе заготовитель-
|>1Х процессов.
Блюмсы квадратные применяют в качестве исходных загото-
igK под ковку крупных валов энергетических, металлургических
[•транспортных- машин.
Сортовые профили круглые, квадратные и шестигранные ис-
"рльзуют для изготовления гладких и ступенчатых валов, дис-
^в, втулок, фланцев, рычагов, клиньев.
Трубный прокат стальной, бесшовный, горячекатаный, хо-
рнотянутый, холоднокатаный применяют для изготовления
^линдров, барабанов, роликов, стаканов, шпинделей, пустоте-
х валов.
Гнутые профили разной формы используют для изготовле-
s деталей несущих конструкций: кронштейнов, опор, ребер
Кткости.
Вт
машиностроения, Том 1 321
й®.
ИКй! - *
ж'- *
ш
Вй
Периодические профили проката применяют для изготовле-
ния многих деталей, обеспечивая снижение расхода металла на
30...40 % и сокращение цикла обработки на 20...40 %. Специаль-
ные виды проката используют в массовом и крупносерийном
производствах, когда обработка резанием практически отсутст-
вует и требуется только отрезка, сверление отверстий и зачистка
кромок.
I*.
Комбинированные методы и метод порошковой металлургии
Комбинированные методы применяют для из-
готовления крупных и сложных заготовок ответственных ма-
шин: станин крупных прессов и станков, корпусов паровых тур-
бин низкого давления, сложных по конструкции корпусов. Та-
кие заготовки разделяют на отдельные простые элементы, кото-
рые отливают, штампуют, вырезают газовой резкой или другими
методами, обрабатывают по сопрягаемым поверхностям и соеди-
няют сваркой в одну крупную и сложную заготовку. Иногда
предварительно обработанные резанием заготовки устанавлива-
ют в форму и заливают расплавом металла, получая заготовки
средних размеров. Это позволяет изготавливать отдельные эле-
менты конструкции из материалов с заданными свойствами.
Применение литосварных, штампосварных, предварительно об-
работанных элементов и залитых в одной форме заготовок по-
зволяет снизить трудоемкость механической обработки на
20...40 % и уменьшить расход металла на 30 %.
Методом порошковой металлургии изго-
тавливают заготовки различных составов со специальными
свойствами. Применение метода для производства заготовок
конструкционного назначения оправдано лишь значительным
эффектом. Технология получения заготовок методом порошко-
вой металлургии включает следующие основные этапы: подго-
товку порошков исходных материалов, прессование заготовки из
подготовленной шихты в специальных пресс-формах; термиче-
скую обработку, обеспечивающую окончательные физико-меха-
нические свойства материала.
Достоинством порошковой металлургии является возмоЖ'
ность изготовления заготовок из тугоплавких материалов, псев-
досплавов (медь — вольфрам, железо ~ графит), пористых мате-
риалов для подшипников скольжения. <
322
ВМетод порошковой металлургии позволяет изготавливать за-
явки, требующие только отделочной механической обработ-
Так, зубчатое колесо сателлита редуктора автомобиля, полу-
IIHioe порошковой металлургией, обеспечивает зубчатое зацеп-
|цие по 7-й степени точности и посадочный внутренний диа-
|гр по 7-му квалитету. Это позволяет использовать его без по-
[едующей механической обработки. Типовыми деталями из по-
йдков являются зубчатые колеса, кулачки, звездочки, ограни-
-ггели, храповики, втулки и др.
I Экономичность метода порошковой металлургии проявляется
достаточно больших объемах производства из-за высокой стои-
Йги технологической оснастки и исходных материалов. Практи-
Й установлено, что при массе заготовок 30...50 г и программе вы-
ска менее 10000 шт./год в большинстве случаев невыгодно изго-
йливать заготовки порошковой металлургией.
4.8. СОСТАВЛЕНИЕ МАРШРУТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
I Качество детали обеспечивают постепенным ужесточением
ьраметров точности и выполнением остальных технических
йбований на этапах превращения заготовки в готовую деталь,
гность и качество поверхностного слоя отдельных поверхно-
й формируют в результате последовательного применения
Скольких методов обработки. Поэтому составлению маршрута
отовлсния детали в целом обычно предшествует определение
ршрутов обработки отдельных поверхностей заготовки. Разра-
|'ка маршрута обработки заготовок неразрывно связана с вы-
фом технологических баз (схем установки заготовки).
Вл. Определение маршрутов обработки отдельных поверхностей
Ряд операций обработки (или технологических переходов),
обходимых для получения каждой поверхности детали и рас-
хоженных в порядке повышения точности, образуют маршру-
обработки отдельных поверхностей. Такие маршруты необхо-
ры также для расчета промежуточных и общих припусков на
Паническую обработку, а также промежуточных размеров за-
явки по технологическим переходам (или операциям) обра-
ботки. Маршрут обработки назначают на основании техниче.
ских требований чертежа детали и чертежа заготовки, начиная с
выбора метода окончательной обработки, обеспечивающей за~
данные чертежом детали точность и состояние поверхностного
слоя.
Ориентируясь на таблицы точности и качества поверхност-
ных слоев при обработке и учитывая конфигурацию обрабаты-
ваемой поверхности, материал, массу и другие факторы, уста-
навливают для нее метод окончательной обработки. При этом
возможны несколько видов обработки, обладающих примерно
одинаковыми технологическими показателями. При известном
способе получения заготовки таким же образом определяют
первоначальный метод обработки в маршруте (или несколько
равноценных ему). Выбрав окончательный и первый методы об-
работки поверхности в маршруте, назначают промежуточные.
При этом предполагают, что каждому методу окончательной об-
работки может предшествовать один или несколько возможных
предварительных. Например, тонкому растачиванию отверстия
предшествует чистовое, а чистовому черновое растачивание
или черновое зенкерование литого отверстия. При проектирова-
нии маршрута руководствуются тем, что каждый последующий
метод обработки должен быть точнее предыдущего.
Число этапов обработки (предварительной, промежуточных,
окончательной) зависит не только от точности размеров, на-
пример диаметральных, но и от уровня относительной геомет-
рической точности формы поверхности (допусков цилиндрично-
сти, круглости, профиля продольного сечения, плоскостности).
При высокой относительной геометрической точности поверх-
ности деталей промежуточных этапов обработки больше, чем
при нормальной. Менее точная заготовка, вернее ее рассматри-
ваемая поверхность, потребует большего числа этапов обработки
по сравнению с более точной заготовкой. У заготовок высокой
точности может быть достаточной однократная обработка по-
верхностей. На число этапов обработки может влиять и необхо-
димость выполнения термической обработки, которая может
вытекать не только из требований чертежа, но и из условий
улучшения обрабатываемого материала. Термическая обработка
вызывает деформации заготовки в целом и коробление отдель-
ных ее поверхностей, поэтому для уменьшения их влияния на
324
&
MBto-юсть предусматривают дополнительную механическую обра-
Дпсу-
^К^Отклонение промежуточного размерна поверхности и качест-
во поверхностного слоя, полученные на смежном предшествую-
щем этапе обработки, должны находиться в пределах, при кото-
рых можно применять намечаемый последующий метод обра-
ботки. После чернового растачивания нельзя применять, напри-
мер, тонкое растачивание, так как для устранения погрешности
^Калшествуюшей обработки расточной резец будет работать с
ЧЬьшой неравномерностью припуска, которая значительно
[Швышает заданную глубину резания. Построение маршрута
ЛВаботки на последующих этапах проектирования ТП изготов-
ления детали связано с определением промежуточных и общего
^Ьпусков на рассматриваемую поверхность. Число вариантов
И^Ьшрута обработки рассматриваемой поверхности, удовлетво-
^№>ших техническому принципу, может быть весьма большим,
life варианты, однако, различны по эффективности (производи-
тельности) и рентабельности. Определение окончательного ва-
^унта по этим показателям важно, но сложно и трудоемко.
^®;Приведем случай построения вариантов маршрута обработки
Итрзного отверстия по 7-му квалитету точности-(рис. 4.22). От-
верстие диаметром 42±0,32, Rz = 160 мкм в заготовке из серого
llliiwa получено литьем' по 6-му классу точности. В корпусной
ВирШли нужно получить сквозное отверстие диаметром 50+0,021,
0,63 мкм..
||в'В качестве предварительной обработки можно назначить
Ирновое зенкерование или черновое растачивание, а в качестве
МЁнчательной, обеспечивающей требуемые точность и шерохо-
ватость поверхности, — точное развертывание, тонкое растачи-
ИКИе, чистовое шлифование или чистовое протягивание. Ха-
^Ктеристики точности и качества поверхности для различных
Мрэв обработки устанавливают по технологическим справочни-
ffi* *
|Для рассматриваемого случая (см. рис. 4.22) возможны 24
ричных маршрута обработки отверстия. Маршрут выбирают
Вближенно, оценивая трудоемкость сопоставляемых вариан-
I по суммарному основному времени обработки и используя
Iрасчета нормативные материалы. Более точно маршрут мож-
|Выбрать при сравнении суммарной себестоимости обработки
№
к 325
Заготовка с литым отверстием
D=42±O,32(IT13...IT15) Rz=160mkm
Черновое
зенкерование
IT12 Яа=100мкм
Черновое
растачивание
IT11...1T12 Ра=10мкм
Чистовое
зенкерование
IT9 Ra = 2,5 мкм
Чистовое
растачивание
IT8...IT9 Ра-2,5мкм
Точное развертывание
IT7 Ra-0,63мкм
Тонкое растачивание
IT6...IT7 Ка=£}63мкм
ПреЗварительное
шлифование
IT8...IT9 Ра-1,25мкм
J
Чистовое шлифование
IT6.JT7Ra=0,2...0,63MKM
Отверстие 11=50*0,021 (IT?) Ra-0,63мкм
Рис. 4.22. Варианты построения маршрута обработки отверстия (двой
кой отмечены виды обработки в принятом маршруте)
нои рам-
Чистовое протягивание
IT7 Ка=Ц63...1,25мкм
----------------- —
э
по его различным вариантам. Решение этой задачи может быть
облегчено сравнением с рекомендуемыми типовыми маршрута-
ми обработки основных поверхностей заготовок соответствую-
щих деталей машин. Число вариантов можно уменьшить с уче-
том некоторых обстоятельств. Это, например:
1) возможность обработки данной поверхности на одном
станке за несколько последовательных переходов (снижение по-
грешности обработки и времени на переустановку заготовки);
2) ограничение применения других методов обработки из-за
недостаточной жесткости заготовки или из-за конфигурации за-
готовки;
3) необходимость обработки данной поверхности совместно
с другими поверхностями заготовки (например, для достижения
большей точности их взаимного расположения);
I 4) ограничение по стабильности точности выдерживаемых
рмеров в условиях крупносерийного и массового произ-
щств — растачивание отверстий дает более стабильные резуль-
Ьты точности диаметральных размеров, чем внутреннее шлифо-
ние отверстий, в свою очередь, развертывание отверстий пре-
сходит по этому показателю растачивание резцом;
5) необходимость обеспечения заданной производительности
кже является ограничителем применения тех или иных видов
методов обработки;
= 6) ограничение на виды и методы механической обработки
|осит и термическая обработка материала заготовки, например
Калка шеек заготовки вала приводит к резкому увеличению
ердости поверхностного слоя и исключает, как правило, лез-
Циную обработку.
4.8.2. Выбор схем установки заготовки
Перед обработкой заготовки на станках необходимо выпол-
ть процедуру ее базирования и закрепления, другими слова-
установку заготовки. Поэтому выбор схем установки зато-
Цвки неразрывно связан с маршрутом ее изготовления и для та-
||го выбора следует ясно представлять общий (укрупненный)
|йан обработки заготовки.
|| На последующих этапах проектирования маршрут детализи-
|ют, развивают и уточняют. Исходными данными при выборе
ем установки являются рабочий чертеж детали, чертеж заго-
вки, технические требования на изготовление детали и зато-
вки, степень автоматизации ТП. Сначала выбирают техноло-
Вдеские базы и принципиальную схему установки, которые оп-
Йеляются геометрической формой детали и заготовки, распо-
ложением обрабатываемых поверхностей и их координатной
|азмерной) увязкой между собой и по отношению к необраба
рваемым поверхностям.
| При этом необходимо учитывать следующие обстоятельства:
1) возможность подвода режущего инструмента к поверхно-
ям, подлежащим обработке, и желательно ко всем таким по-
^хн остям;
" 2) удобство установки и снятия заготовки;
3) надежность и удобство ее закрепления в выбранных мес-
приложения сил закрепления;
327
4) исключение деформации изгиба заготовки от выбранной
схемы ее закрепления.
В зависимости от геометрической формы заготовки приме-
няют различные схемы установки, отличающиеся между собой
формой и расположением технологических баз, числом опорных
точек на каждой из них, числом лишаемых степеней свободы и
схемой закрепления заготовки. Выбор схемы установки заготов-
ки облегчается использованием типовых схем базирования. Рас-
смотрим их более подробно.
Установку на плоскости (рис. 4.23, а..,в) применяют при об-
работке заготовок станин, корпусов, плит, рам, кронштейнов.
При этом заготовку можно базировать на три взаимно перпен-
дикулярные плоскости по схеме П^ФП^Пз (см. рис. 4.23, Уу
лишив ее шести степеней свободы, что обеспечивает, в свою
очередь, автоматическое получение размеров х, у, г, по трем на-
правлениям осей системы координат1 *. Если заготовку ориенти-
ровать по двум взаимноперпендикулярным плоскостям по схеме
П^±Пз (см. рис. 4.23, б), то, лишив ее пяти степеней свободы,
можно обеспечить автоматическое получение размеров х, у по
двум направлениям. Когда же при обработке, например, плоско-
сти на фрезерном станке, необходимо автоматически выдержать
один размер, заготовку базируют на одну плоскость (см.
рис. 4.22, в) по схеме П3.
Установку заготовок на наружную поверхность вращения и
перпендикулярную к ее оси плоскость (рис. 4.23, г...е) осуществ-
ляют при обработке заготовок деталей типа "тело вращения": ва-
лов, осей, штоков, поршней, плунжеров и т.п.
Для заготовок, обрабатываемых на токарных и круглошлифо-
вальных станках и вращающихся относительно продольной оси,
применяют установку в патроны (см. рис. 4.23, г) по схеме
ПВН4 _L П1, лишая их по наружной поверхности вращения че-
1 Здесь и далее в приведенных формулах схем базирования П — плоскость
заготовки; ПВ — внутренняя поверхность вращения заготовки; ПВН — наруж-
ная поверхность вращения заготовки; ПЗ — поверхность зубчатая; индексы по-
верхностей соответствуют номерам, присвоенным этим поверхностям; показа-
тели степени при символах поверхностей показывают число лишаемых степе-
ней свободы заготовки соответствующей поверхностью; J_ (| |) — знак, указы-
вающий требование перпендикулярности (параллельности) плоскостей, осей
поверхностей вращения или плоскости и оси поверхности вращения.
328
|йрех степеней свободы и еще одной по плоскости. Заготовки,
fc имеющие вращения при обработке, базируют по наружным
|аверхностям вращения в призмах (рис. 4.23, д) по схеме
JBH4 1 П! или во втулках по схеме ПВН2 1 П3 (см. рис. 4.23, е).
Установку на внутреннюю поверхность вращения и перпендику-
лярную к ее оси плоскость (рис. 4.23, ж, з) выполняют при обра-
Ьтке заготовок деталей типа "тело вращения" с главным цен-
тральным отверстием: втулок, гильз, стаканов, обечаек, руба-
шек, дисков с отверстиями, колец и др. При обработке вращаю-
щихся заготовок их размещают в патронах с кулачками враспор
по отверстию, на оправках с раздвижными элементами или на
оправках с натягом (см. рис. 4,22, ж), реализуя схему ПВ4 1 П1.
том случае, когда заготовку надевают на оправку или палец с
зором, закрепляя ее силой вдоль оси (см. рис. 4.23, з), форму-
it схемы установки будет П3 1 ПВ2 (отличается от предыду-
щей).
Установку на два отверстия с параллельными осями и перпен-
дикулярную им плоскость (рис. 4.23, и) применяют при обработке
^готовок станин, корпусов, рам, плит, опор, подшипников,
кронштейнов, шатунов и др. Формула схемы имеет
|3 1 (ПВ,
, корпусов, рам, плит, опор,
шатунов и др. Формула схемы имеет вид
ПВ2)3, Эта схема весьма удобна, так как занимая
1од технологическую базу практически одну плоскую поверх-
ность, она лишает заготовку шести степеней свободы, что по-
селяет выдерживать размеры автоматически во всех направле-
шях. Схему широко применяют при обработке заготовок кор-
ченых деталей на универсальных станках и автоматических ли-
|йях, поскольку два технологических базовых отверстия с па-
раллельными осями несложно выполнить в случае их отсутствия
^конструкции детали. По данной схеме устанавливают в рабо-
[их позициях автоматических линий приспособления-спутники.
I ' Установку на наружные цилиндрические поверхности с Пересе-
Деющимися осями (рис. 4.23, к) выполняют при обработке заго-
'овок тройников, крестовин, задвижек, патрубков и тому подоб-
^1Х деталей на фрезерных, сверлильных, расточных, агрегатных
{Иогошпиндельных станках. В качестве основных установочных
|ементов используют призмы, осуществляя схему ПВНд 1 ПВН| и
ишая заготовку шести степеней свободы (см. рис. 4.23, к).
Рис. 4.23. Типовые схемы установки заготовок на плоскости (а - я), на наруж-
ную цилиндрическую поверхность вращения и перпендикулярную к се оси
плоскость (г — е), на внутреннюю цилиндрическую поверхность вращения и
перпендикулярную к ее оси плоскость (ж, з), на два цилиндрических отверстия
с параллельными осями и перпендикулярную им плоскость (и), на цилин-
дрические поверхности с пересекающимися осями (к), на внутренние цилинд-
рические поверхности отверстия с пересекающимися перекрещивающимися
осями (л), на центровые гнезда отверстия и конические фаски (м,н) и на зуб-
чатые поверхности и плоскости, перпендикулярные оси главного отверстия (и)
330
11,
L
Установка на внутренние цилиндрические поверхности с пере-
дающимися (скрещивающимися) осями (рис. 4.23, л) может быть
вменена при обработке заготовок станин, корпусов, рам,
онштейнов, опор на фрезерных, сверлильных, расточных и
статных станках. Если база — замкнутое отверстие, выполня-
регулируемые и самоустанавливающиеся опоры, если же ба-
- незамкнутое отверстие, используют также и жесткие опо-
з реализуя схему FIBf 1 ПВз (см. рис. 4.23, л).
|| Установку на центровые отверстия (рис. 4.23, м) осуществля-
при обработке заготовок валов, осей, штоков, поршней,
унжеров и других тел вращения на токарных, круглошлифо-
ьных и других станках, а также при обработке заготовок на
фгровых оправках. В качестве установочных элементов и при-
Йэсоблений применяют центры (и полуцентры) различных
нструкций и уровня точности. Для повышения точности бази-
вания в осевом направлении используют плавающие центры,
|||ществляющие схему (ПВ1 ~~ ПВ2)4 1 П1 (см. рис. 4.23, м).
S Установку на конические фаски (схема (ПВ1 ПВ2)4) приме-
ют при изготовлении на токарных, круглошлифовальных и
угих станках полых деталей с внутренними фасками и деталей
||лых диаметров с наружными фасками, используя для послед-
||х обратные центры (рис. 4.23, ну
й Установку на зубчатые поверхности и торец (схема ПЗ3 ± П3)
уществляют при шлифовании осевых отверстий заготовок ци-
ндрических и конических зубчатых колес (рис. 4.23, о). В ка-
|стве установочных элементов применяют три ролика для пря-
зубых цилиндрических колес и шесть шариков (по два в каж-
ро впадину) для цилиндрических колес со спиральным зубом и
||нических колес. При использовании роликов и шариков при-
шлют самоцентрирующие патроны мембранного и клинового
йбв.
В зависимости от сложности изготавливаемой детали воз-
ны несколько вариантов базирования.
1. Заготовку базируют на черные (необработанные) поверх-
ти и при одной установке (за одну операцию) выполняют ее
ную обработку. Вариант характерен для относительно про-
х деталей, обрабатываемых на станках-автоматах и агрегат-
ЦХ станках, а также для более сложных деталей, обрабатывав-
мых в приспособлениях-спутниках автоматических линий и на
станках с ЧПУ типа "обрабатывающий центр".
2. Заготовку базируют на черные поверхности, производя об-
работку поверхностей, которые далее используют как чистые
несменяемые базы. Этот вариант приемлем для более сложных
деталей, обработку заготовок которых выполняют за несколько
установок.
3. Вариант аналогичен предыдущему за исключением того,
что перед последним этапом ТП принятые чистые технологиче-
ские базы подвергают повторной (отделочной) обработке. Вари-
ант характерен для деталей повышенной точности.
4., Заготовку базируют на различные последовательно сме-
няемые чистые (обработанные) поверхности. Часть этих поверх-
ностей обрабатывают при установке заготовки на черные базы,
остальные поверхности — с установкой на чистые базы. Выпол-
нение некоторых операций возможно с одновременным базиро-
ванием на черные и чистые поверхности. Этот случай (нежела-
тельный) может встретиться при изготовлении деталей с особы-
ми требованиями.
5. Заготовку базируют на несколько сменяемых баз, которые
повторно обрабатываются. Например, предварительное и чисто-
вое шлифование планки на магнитной плите с последователь-
ным перевертыванием для обработки каждой ее стороны.
При выборе технологических баз стремятся к более полному
соблюдению принципа совмещения. В этом случае погрешности
базирования существенно уменьшаются и точность изготовле-
ния детали повышается. При невозможности выдержать этот
принцип за технологическую базу принимают другую поверх-
ность, стремясь уменьшить последствия несовмещения баз пу-
тем назначения по возможности жестких допусков на размер и
расположение, связывающие новую базу с предшествующей.
Соблюдение принципа постоянства баз содействует повышению
точности взаимного расположения обрабатываемых поверхно-
стей заготовки. Высокая точность по соосности поверхностей
вращения обеспечивается путем установки заготовок на разных
операциях (или переходах) на одну и ту же технологическую ба-
зу. Лучший результат при этом будет в случае выполнения всех
переходов за одну установку заготовки (т.е. за одно базирование
и закрепление). При нескольких установках на одну и ту же ба-
332
$
|||U'
Зу точность взаимного расположения обрабатываемых поверхно-
стей снижается. Выдерживание принципа постоянства баз повы-
однотипность схем установки и приспособлений, что весь-
Ца важно при автоматизации процесса обработки. Стремление к
шлее полному выдерживанию этого принципа приводит к соз-
инию на заготовке и на детали искусственных технологических
Ьз (отверстий с параллельными осями, центровых отверстий,
Ктановочных поясков и шеек, бобышек, платиков и других эле-
||внтов). При вынужденной смене баз нужно переходить от ме-
нее точной базы по размерам, форме и расположению к более
НЙной. К выбранным базам должны быть сформулированы тре-
бования точности и шероховатости.
gp. '
ИВ:
в
II
•в*
4.8.3. Составление маршрута изготовления детали
|| В соответствии с ЕСКД выполняют маршрутное описание
pi, при котором производят сокращенное описание всех техно-
Ьгйческих операций в маршрутной карте в последовательности
« выполнения без указания переходов и технологических режи-
мов, но с указанием типа оборудования (станка). Маршрутное
иисание ТП обычно является основным в единичном и мелко-
ирийном производствах и сопроводительным (дополнитель-
ным) в других типах производств. Исходные данные для разра-
К^ки маршрутной технологии: чертеж детали с техническими
ебованиями, чертеж заготовки с техническими условиями, ра-
нее установленный тип производства, ранее проведенная отра-
ботка технологичности конструкции детали; предварительно оп-
Кцеленные маршруты (планы) обработки отдельных поверхно-
Ией (см. 4.8.1), ранее выбранные технологические базы (см.
118.2) с предварительно намеченным планом обработки заготов-
Разработка маршрута — сложная задача с большим числом
||Ййантов ее решения. В целом разработка маршрута изготовле-
ния детали полностью соответствует общей последовательности
рринципам принятия ТР, изложенным в гл. 3.
В При установлении последовательности обработки (для изго-
йения деталей нормальной геометрической точности) нужно
Жоводствоваться следующими соображениями:
К 1- В первую очередь следует обрабатывать поверхности, при-
нятые за чистые (обработанные) технологические базы.
333
2. Последовательность обработки зависит от системы проста-
новки размеров. В начало маршрута выносят обработку той по-
верхности, относительно которой на чертеже координировано
большее число других поверхностей. Так, при простановке раз-
меров в соответствии с рис. 4.24, сначала должна быть обработа-
на поверхность 7, затем 2, ..., 5 и далее остальные поверхности.
Рис. 4.24. Система простановки размеров и последова-
тельность обработки поверхностей заготовки
3. При невысокой точности исходной заготовки сначала сле-
дует обрабатывать поверхности, имеющие наибольшую толщину
удаляемого материала (для. раннего выявления литейных и дру-
гих дефектов, например раковин, включений, трещин, волосо-
вин и т.п., и отсеивания брака). Далее последовательность опе-
раций необходимо устанавливать- в зависимости от требуемой
точности поверхности: чем точнее должна быть поверхность,
тем позднее ее необходимо обрабатывать, так как обработка ка-
ждой последующей поверхности может вызывать искажение ра-
нее обработанной поверхности (снятие каждого слоя металла с
поверхности заготовки приводит к перераспределению остаточ-
ных напряжений, что и вызывает деформацию заготовки). По-
следней нужно обрабатывать ту поверхность, которая является
наиболее точной и ответственной для работы детали в машине.
4. Операции обработки поверхностей, имеющих второсте-
пенное значение и не влияющих на точность основных парамет-
ров детали (сверление мелких отверстий, снятие фасок, прорез-
ка канавок, удаление заусенцев и т.п.), следует выполнять в
конце ТП, но до операций окончательной обработки ответст-
венных поверхностей. В конец маршрута желательно также вы-
334
Ьить обработку легкоповреждаемых поверхностей, к которым
Йосят, например, наружные резьбы, наружные зубчатые по-
||хности, наружные шлицевые поверхности и т.п.
|; 5. В том случае, когда заготовку подвергают термической об-
работке, для устранения возможных деформаций нужно преду-
-матривать правку заготовок или повторную обработку отдель-
поверхностей для обеспечения заданных точности и шеро-
|[ватости. Однако некоторые виды термической, химико-терми-
|ской и гальванической обработок усложняют ТП. Например,
юн цементации требуется науглеродить отдельные участки заго-
|Ьки. Остальные участки защищают омеднением или оставляют
них припуск, который удаляют при механической обработке
||сле цементации, но до закалки.
fe При изготовлении высокоточных (прецизионных) деталей
рршрут механической обработки делят на стадии: предвари-
|льную (черновую), промежуточную (чистовую) и окончатель-
но (отделочную). На первой снимают основную массу металла
(Виде припусков и напусков на всех поверхностях; на второй
юстепенно повышают точность поверхностей (для некоторых
^верхностей она может быть окончательной стадией); на треть-
И обеспечивают заданные точность и качество поверхностного
|Ьяг
igJHa стадии предварительной (черновой) обработки появляют-
Вбравнительно большие погрешности, вызванные деформация-
К технологической системы от значительных сил резания и
Ье больших сил закрепления заготовки, а также ее интенсив-
ИМ нагревом. Чередование предварительной и промежуточной
обработок в таких условиях не обеспечивает заданную точность.
|||сле предварительной обработки возникают наибольшие де-
формации заготовки в результате перераспределения остаточных
вряжений в ее материале. Группируя обработку по указанным
Йиям, увеличивают разрыв во времени между предваритель-
ной и окончательной обработками и позволяют более полно
твиться деформациям до их устранения на последней стадии
шаботки.
ВЙри изготовлении прецизионных деталей особое значение
«обретает стабилизация их размеров. Автодеформация — са-
мопроизвольное изменение формы и размеров металлических
||Ьлей. может быть вызвана двумя причинами: постепенным
изменением остаточных напряжений (релаксаций) и нестабиль-
ностью структуры. Величина автодеформаций сопоставима с до.
пусками размеров и формы поверхностей прецизионных дета-
лей. Все технологические операции изготовления деталей по их
влиянию на структуру и остаточные напряжения можно разде-
лить на две группы:
а) основные операции формообразования (получение заго-
товки, обработка резанием и другими методами), упрочнения
(термическая обработка и др.), а нередко также и операции
сборки узлов (как правило, они увеличивают структурную неус-
тойчивость и остаточные напряжения в материале деталей);
б) отжиг, отпуск, старение, обработка холодом (повышают
стабильность структуры или уменьшают напряжения).
Вредное влияние остаточных напряжений на постоянство
размеров детали проявляется сильнее, если равновесие внутрен-
них сил нарушается вследствие изменения формы заготовки при
обработке резанием. В этом случае коробление может возникать
даже при низком начальном уровне остаточных напряжений.
При изготовлении прецизионных деталей необходимо, как
правило, чередовать механическую обработку и операции тер-
мической стабилизации размеров, чтобы возбуждаемые резани-
ем напряжения не накапливались от операции к операции, а
снимались по мере появления. Это дает возможность выдержи-
вать операционные допуски на переходах обработки и обеспе-
чить минимальный конечный уровень остаточных напряжений.
Кратность указанного чередования, т.е. число промежуточных
термических операций, зависит от требуемой степени постоян-
ства размеров; габаритных размеров и сложности конфигурации
детали; соотношения между обрабатываемой поверхностью и
массой детали (массивные или ажурные детали), а также от со-
отношения между всей поверхностью и той ее частью, которая
подвергается финишной механической обработке; степени сим-
метричности расположения обрабатываемых поверхностей.
Другая особенность ТП прецизионных деталей состоит в не-
обходимости проведения дополнительной обработки технологи-
ческих баз (для операций отделочной обработки наиболее ответ-
ственных поверхностей). Такую дополнительную обработку баз
проводят, как правило, после термической операции перед вы-
полняемой, однократно в зависимости от уровня точности дета-
о
1
О
||К ',
^построения ТП. Например, при изготовлении прецизион-
Б ходовых винтов нулевого и первого классов точности триж-
^выполняют операцию доводки центровых отверстий. Состав-
|||е. маршрута изготовления прецизионной детали рекомендуй
Шдыполнять на основе типового маршрутного ТП для соот-
^зующей конструкции детали и уровня ее точности.
^Изложенные принципы построения маршрутов не во всех
учаях являются обязательными. При жесткой заготовке и от-
Ьтельно малых обрабатываемых поверхностях окончательную
Мботку можно выполнять и в начале маршрута. Принцип
|||еления маршрута на стадии черновой, чистовой и отделоч-
||у обработки в определенной степени противоречит также
ЙЙципу концентрации технологических переходов в одной
^Жции, когда можно совместить черновую и чистовую обра-
ти (например, при изготовлении корпусных деталей из отли-
|и штамповок на агрегатных станках, на станках с ЧПУ типа
Йабатывающий центр"). Ускоренное и правильное составле-
|;маршрута изготовления детали определенного класса (кон-
||рации) и уровня точности может быть успешно выполнено
Вазе типового маршрутного ТП.
|Предварительное содержание операций устанавливают обве-
янием тех переходов на данной стадии обработки, которые
|т быть выполнены на одном станке. Обработку сопряжен-
|{поверхностей (отверстий и прилегающих к ним торцев, со-
Кх отверстий, других поверхностей, связанных допусками
щбложения) также желательно совмещать в одной операции
т-*1
роизводить с одного установа. В отдельную операцию выде-
ft обработку поверхности (или группы поверхностей) шли-
^зубчатого венца, рабочего профиля кулачка, отверстия не-
кого поперечного сечения и т.п., требующую специальных
®сов. Операции, в которой используют для обработки само-
Иавливающийся инструмент (например, развертка, притир,
fc должна предшествовать операция, обеспечивающая дости-
|Йё окончательной точности размеров, координирующих рас-
тение этой поверхности относительно других.
Ц массовом производстве содержание и объем операций оп-
||яют их длительностью, которая должна быть равной или
Кой такту. На состав операции влияет также необходимость
ВЬшения числа переустановок заготовки со станка на станок.
&
*
что имеет большое значение для условий тяжелого машино,
строения. При разработке маршрута изготовления детали по от-
дельным операциям устанавливают также тип станков и другого
технологического оборудования. Итоги работы по данному эта-
пу (наименование операций, краткое содержание, технологиче-
ские базы, тип оборудования, оснастка) заносят в маршрутную
карту. Разрабатывают эскизы отдельных технологических опера-
ций обработки резанием на картах эскизов.
4.8.4. Определение типа оборудования и оснастки
Уточнение наименования и содержания операции механиче-
ской обработки позволяет правильно выбрать станок из имею-
щегося парка (по паспорту) или по каталогу. По виду (методу)
обработки устанавливают группу станка (всего 9 групп): токар-
ный (1-я группа), сверлильный или расточной (2-я группа) и
т.д. В соответствии с назначением станка, его компоновкой,
степенью автоматизации или видом применяемого инструмента
определяют тип станка: токарный одношпиндельный, токарный
многошпиндельный, токарно-револьверный, токарно-револьвер-
ный полуавтомат, отрезной с дисковой пилой, отрезной ножо-
вочный, вертикально-фрезерный консольный, вертикально-фре-
зерный бесконсольный и т.п. Выбор типа станка прежде всего
определяется возможностью обеспечить определенное формооб-
разование, выполнение технических требований, предъявляемых
к изготавливаемой детали в отношении точности формы, распо-
ложения и шероховатости поверхностей. Если эти требования
выполнимы на различных станках, то при выборе учитывают
следующие факторы:
1) соответствие основных размеров станка габаритным раз-
мерам обрабатываемой заготовки или нескольких одновременно
обрабатываемых заготовок;
2) соответствие производительности станка годовой програм-
ме выпуска деталей, учет типа производства;
3) возможность полного использования станка как по време-
ни, так и по мощности;
4) наименьшая затрата времени на обработку (минимальное
стан ковре мя);
338
наименьшая себестоимость обработки (ориентировочная
йй сравнительная);
| $) наименьшая отпускная цена станка;
реальная возможность приобретения станка;
|g) необходимость использования имеющихся станков.
|Для определенного заранее типа производства можно пред-
fafUTb следующие рекомендации по выбору станков. Для еди-
||Ного производства чаще всего применяют станки, отличаю-
1(еся гибкостью и универсальностью формообразования по-
ясностей, большим диапазоном габаритов обрабатываемых по-
рхностей и отсутствием автоматизации. К их числу можно от-
Вти универсальные станки с ручным управлением серийного
|>изводства, например токарно-винторезные, токарно-кару-
ьные, радиально- и вертикально-сверлильные, горизонталь-
Ефрезерные консольные, круглошлифовальные и т.п. В мел-
Ьрийном и среднесерийном производствах для обработки
|дии заготовок используют станки с меньшей универсально-
го.,- но с большей производительностью и с автоматизацией
явления: токарно-револьверные полуавтоматы, сверлильные
to- и многошпиндельные полуавтоматы, барабанно-фрезер-
|у токарно-винторезные с ЧПУ, вертикально-сверлильные с
и др. Узкая специализация, высокая производительность и
хжий уровень автоматизации характерен для станков крупно-
ийного и массового производств; к ним можно отнести агре-
цые станки, гибкие автоматические линии из станков с ЧПУ,
ткие автоматические линии из агрегатных и специальных
|ков.
Одновременно с выбором станка надо установить вид ста-
рого приспособления, необходимого для выполнения на
Ьом станке намеченной операции. Если требующееся при-
юобление является принадлежностью станка (патрон, тиски,
Нет и т.п.), то указывают только его наименование. При пе-
мзовании универсально-сборного приспособления делают со-
Втствующее указание. Если же для данной операции требует-
|йециальное приспособление, то технолог обычно разрабаты-
| только схему приспособления или указывает только прин-
fcero устройства. В единичном и мелкосерийном производст-
ЕШироко применяют обработку в приспособлениях универ-
тойл? I
ного типа (тиски, делительные универсальные головки, по-
воротные столы, комплекты стандартных зажимных устройств ц
т.п.)- Если же намечается потребность в изготовлении специаль-
ного приспособления, то сначала необходимо выяснить эконо-
мическую целесообразность его применения. В крупносерийном
и массовом производствах применяют главным образом специ-
альные приспособления, которые сокращают основное и вспо-
могательное время больше, чем универсальные, при более высо-
кой точности обработки,
При выборе станка и приспособления для каждой операции
необходимо определить и режущий инструмент, обеспечиваю-
щий достижение наибольшей производительности, требуемых
точности и шероховатости обработанной поверхности, в мар-
шрутной карте указывают наименование, марку материала и но-
мер стандарта. Если требуется специальный инструмент, то обя-
зательно должны быть разработаны чертежи его конструкции.
Применение того или иного типа инструмента зависит от
следующих основных факторов: вида станка; метода обработки;
материала обрабатываемой заготовки, ее размера и конфигура-
ции; требуемых точности и шероховатости обрабатываемых по-
верхностей; типа производства (единичное, серийное, массовое).
При выборе инструмента и установлении метода обработки
назначают измерительный инструмент, необходимый для опре-
деления размеров поверхностей заготовки и других ее парамет-
ров точности. В маршрутную карту заносят наименование, тип,
размер. В единичном производстве, когда размеры изготавливае-
мых деталей весьма разнообразны, применяют измерительный
инструмент универсального назначения: линейки, штангенцир-
кули, микрометры, нутромеры, глубиномеры, штихмассы и т.п.
В серийном и массовом производствах применяют специальный
измерительный инструмент — калибры, пробки, шаблоны, а
также измерительные приспособления, часто многоместные и
автоматизированные.
4.9. РАСЧЕТ ПРИПУСКОВ, РАЗМЕРОВ ИСХОДНОЙ ЗАГОТОВКИ
И ЗАГОТОВКИ ПО ПЕРЕХОДАМ ОБРАБОТКИ
4.9.1. Основные положения
Обычно при обработке резанием заданные чертежом фор*^5
геометрические размеры (как значения, так и установленные
340
Рис. 4.25, Средний промежуточный припуск на обработку
наружной поверхности (а) и внутренней плоскости (б)
отклонения) и параметры качества поверхностного слоя
оховатости, волнистости и т.д.) получают за один или не-
йдько переходов обработки. При этом на каждом переходе ме-
КЙческой обработки с элементарной обрабатываемой поверх-
ти в виде стружки снимается слой материала. Толщину этого
Вдяемого слоя называют припуском на обработку и обознача-
^буквой Z Смежные технологические переходы принято обо-
жать так: выполняемый /, предшествующий i~l. Ниже пока-
р» что припуск является случайной величиной, т.е. имеет
ные значения в разных точках элементарной поверхности за
овок
^различают промежуточные и общие средние припуски на
аботку. Промежуточный средний припуск Z[ — это слой мате-
а, удаляемый при выполнении z-го технологического пере-
Обозначим размеры (средние значения) и допуски разме-
Й| на переходах обработки для наружной поверхности буквами
, а для внутренней поверхности буквами
. Согласно правилам суммирования математических ожида-
случайных величин (средних значений), запишем соотно-
ся между средними размерами заготовок на переходах обра-
ти (рис. 4.25):
Наибольшие и наименьшие размеры заготовок на предшест
|цем переходе определяют по формулам
341
^/“1 max,min “ 7//-| i 0b5TH^[ • j
^Z-lmax,min ” ± 0,577?/_j # |
X
>
X
Промежуточный припуск всегда указывают на сторону. На- i
пример, припуск на номинально цилиндрическую поверх- I
ность — радиус R, — равен Z/(/?,); припуск на диаметр Z), равен I
двум припускам на радиус, т.е. 27/(7?/). I
я
Общим средним припуском Z 0 называют толщину слоя мате-
риала, удаляемого с элементарной поверхности при выполнении
всей совокупности технологических переходов, т.е. всего про- '
цесса обработки данной элементарной поверхности от исходной ।
заготовки до детали. Общий средний припуск Z 0 при исполь- ।
зовании на всех переходах фиксированного способа установа за- !
готовки определяют либо как разность средних размеров исход- I
ной заготовки и детали, либо как сумму средних промежуточ- j
ных припусков: j
о — H о H .Z Q h q ,
n
5 j
« Л
/
•?
где HQ,h0 — средний размер элементарной поверхности ис- |
ходной заготовки (/ = 0) соответственно для наружной и внут- :
ренней поверхности; Н, h^n — средний размер элементар- I
ной поверхности детали (/ = п ) соответственно для наружной и ।
внутренней поверхности; п — число переходов обработки дан- |
ной поверхности. |
Припуск всегда асимметричен, так как при обработке номи-
нально цилиндрических поверхностей или при двусторонней I
обработке поверхностей (например, фрезерованием, шлифова- |
нием) в реальных условиях с разных сторон всегда удаляется |
разный слой материала. |
342 i
Рис. 4.26. Средний промежуточный припуск (на сторону) при
обработке наружной поверхности (я) и внутренней цилиндри-
ческой поверхности (б)
рипуск не является параметром режима обработки. Как из-
Про, режим обработки определяется только тремя параметра-
Шубиной резания подачей 5 и скоростью резания у. При-
это важнейший технологический параметр, имеющий в
даческой обработке весьма существенное научно-теорети-
ое и технико-экономическое практическое значение. Зная
уск, определяют размеры исходной заготовки и заготовки
нологическим переходам обработки. При обработке номи-
но цилиндрических поверхностей в этих соотношениях раз-
Н и h принимают равными радиусам R и г (для наружной
ренней поверхности соответственно). Припуск на диамет-
неравен 2Z/(X) и 2Z/(rz) соответственно (рис. 4.26).
tl
чныи расчет размеров заготовки можно выполнить только
^становлении оптимальных (рациональных) припусков на
ботку поверхностей на всех этапах изготовления детали. Это
|тся одной из основных задач технологии машиностроения,
>рия припусков является одним из основополагающих раз-
проектирования процессов механической обработки.
Льшой вклад в развитие теории припусков внесли уче-
Змгту им. Н. Э. Баумана под руководством проф.
Кована. В этой теории принято положение, что вариант
тки, выбранный по оптимальному расходу материала,
преимущество перед вариантами, выбранными по другим
343
технико-экономическим показателям: трудоемкости, себестоимо.
сти и т.п. При больших припусках увеличивается количество от-,
ходов (стружки), т.е. возрастают затраты (материальные и энер.
гетические) на удаление материала, сбор и переработку стружки
снижается производительность вследствие повышения трудоем.
кости обработки (увеличения числа ходов при больших значени-
ях припуска); завышенные припуски приводят в некоторых слу-
чаях к удалению наиболее износоустойчивых поверхностных
слоев заготовки и ее короблению из-за нарушения баланса оста-
точных напряжений. Однако и недостаточные припуски на об-
работку не обеспечивают возможности удаления дефектных по-
верхностных слоев материала, получения требуемой точности и
шероховатости поверхности, а в ряде случаев создают неприем-
лемые условия для работы вершины резца в зоне твердой кром-
ки или окалины.
Таким образом, не всякое значение припуска можно считать
приемлемым для обработки по технологическим условиям и тех-
нико-экономическим показателям. Назначенный припуск может
быть признан оптимальным, если он обеспечивает:
1) удаление с установленной в рабочей зоне заготовки всех
отклонений геометрических параметров обрабатываемой поверх-
ности (размера, формы, расположения поверхности относитель-
но технологической базы, высотных параметров волнистости и
шероховатости поверхности), а также дефектного поверхностно-
го слоя;
2) получение заданных геометрических параметров без сле-
дов "черноты”, т.е. следов от предшествующей обработки;
3) минимально необходимый снимаемый слой материала.
Определить значение припуска, которое отвечало бы всем
этим требованиям при всех конкретных условиях обработки,
весьма трудно.
4.9.2. Метода определения припусков
В промышленности применяют несколько методов назначь
ния и вычисления припусков. Условно их разделяют на три
группы: опытно-статистические, расчетно-аналитические и ве-
роятностно-статистические. Четкой границы между ними пр0'
344
V
нельзя, поэтому ниже приведены лишь основные харак-
цые отличия.
Опытно-статистический метод начали применять раньше
ix; он дает наименее точный результат, так как основан на
Ьльзовании данных, которые описывают прошлый, быстро
еющий опыт. При применении опытно-статистического
да чаще всего устанавливают общий припуск, т.е. припуск
всю совокупность технологических переходов механической
мико-термической обработки поверхности. Реже устанав-
ют промежуточный припуск, т.е. припуск на осуществле-
данного технологического перехода обработки. Получают
Припуски обобщением результатов изготовления аналогич-
^.деталей и, как правило, они не учитывают опыт внедрения
^ейших разработок технологии, оборудования и оснастки,
^Пифические условия изготовления (точность конкретных за-
вок, требования к точности обработки, конкретные усло-
установки заготовок в рабочей зоне станка и т.п.). Обычно
рмендуемые данные отражают условия изготовления, при
орых припуск должен быть наибольшим. Отметим также,
методически часто бывает не ясно, как проведен анализ
Диетических данных, какое значение припуска рекомендова-
(наименьшес, наибольшее или среднее) и как при этом бы-
опредслены размеры заготовок. Отсутствие этих данных
Цкает практическую ценность рекомендаций по этому методу.
|Етремление изыскать пути повышения эффективности ме-
|робработки, экономии материальных, трудовых и энерге-
|ских ресурсов в результате обоснованного уменьшения
усков и конкретизации условий обработки привели к соз-
расчетных методик, базирующихся на дифференциро-
|ом анализе и учете только тех факторов, которые действу-
данных конкретных условиях производства. Этот метод
тся прогрессивным и позволяет смоделировать условия,
е к имеющим место на производстве. Основоположни-
|расчетного метода является В. М. Кован. Расчетными яв-
я и расчетно-аналитический, и вероятностно-статистиче-
методы.
^счетно-аналитический метод предполагает, что при ана-
|различных условий обработки установлены основные фак-
I определяющие промежуточный припуск. Так, минимальный
345
припуск на диаметр цилиндрической поверхности вычисляю^
по формуле
/ min
Где RZi-i — высотный параметр шероховатости элементарно^
обрабатываемой поверхности; — глубина дефектного по-
верхностного слоя; pz_| — суммарное значение пространствен-
ных отклонений, оставшихся от предшествующей обработки (вею
торная величина для цилиндрических гювсрностей); syz - по-
грешность установки заготовки на выполняемом переходе (век-
торная величина для цилиндрических поверхностей).
При обработке поверхностей вращения векторы и еу<
могут принимать любое угловое положение, предвидеть которое
заранее не представляется возможным. Поэтому в целях получе-
ния наиболее вероятного суммарного значения сложение векторов
следует производить по правилу квадратного корня
Рг-1 +
Но при обработке плоскостей принимают, что векторы на-
правлены перпендикулярно обрабатываемой плоскости, поэтому
Z, min = (/?<- А)/-1 + Р/-] + еу/. (4.3)
Заметим, что во всех случаях величина + syz) опреде-
ляет фактически смещение в расположении поверхности заго-
товки в рабочей зоне. При этом учитывается как смещение,
полученное на предшествующем переходе изготовления (на
первом переходе это смещение заготовки), так и смещение при
установке еу/ в рабочей зоне. Очевидно, что такое же смешение
получают и другие поверхности, в том числе измерительная ба-
за. Поэтому еу/- учитывают и в суммарной погрешности обраба-
тываемого размера, и в припуске на обработку.
Так как принято, что наблюдается копирование размер05,
то имеем соотношение (рис. 4.27)
Imin ~~ min 22/ min?
где D ~ диаметр элементарной поверхности.
346
Ж--;
Иосле расчета A-imin по этому
Злчр : ___
Отношению [2Zj mjn предваритель-
( вычисляют по формуле (4.3)] оп-
деляют
Di— Imax ~ Dj—\ mln + TDj—\,
c TDi.i — допуск на размер Di-i.
Ви
К
44
a?j:
Проверку правильности вычисле-
проводят по формуле
Д-1 max Д max
Рис. 4.27. Схема расчета 2} inin
по расчетно-аналитическому ме-
тоду определения припусков
Е WWWllWl
/ min~
i max mm?
Г
чем 2Zj п1ах = Dj_\ max Dj max.
./Заметим, что согласно расчетно-аналитическому методу рас-
ными являются минимальные (для наружных поверхностей)
|аксимальные (для внутренних поверхностей) размеры. Все
рения факторов по этому методу определены по статистиче-
|м исследованиям и приведены в справочниках. В расчетно-
ритическом методе общий припуск
1; п
Ж . 7„-V7. .
i min •
|На основании вышеизложенного можно считать, что в осно-
эасчетов положен метод максимума — минимума.
^Исследования, проведенные в МГТУ им. Н. Э. Баумана, по-
|ли, что предпочтительнее делать расчеты по комбинирован-
if вероятностно-статистическому методу.
Вероятностно-статистический метод определения припус-
являстся дальнейшим развитием расчетно-аналитического
%а, однако в основу исследования факторов и расчета при-
(ов и размеров заготовок в нем положен вероятностный под-
что более оправдано теоретически и дает более близкий к
стике результат. Как и ранее, статистические методы ис-
эзованы при исследовании и обобщенйи результатов произ-
Иного эксперимента в условиях производства. В отличие от
предыдущего материала выводы содержат не только данные по
факторам, определяющим припуски, но и значения средних
промежуточных и общих припусков для оговоренных в норма-
тивных материалах условий (в том числе по обеспечиваемой
точности) изготовления как заготовок, так и деталей. Это суще-
ственным образом уточняет содержание технологического про-
ектирования и делает более обоснованным определение разме-
ров заготовки.
Разрабатывают маршрутное, операционное и маршрутно-
операционное описание технологических процессов. В первом
случае отсутствует четкая последовательность обработки поверх-
ностей и поэтому здесь не вычисляют промежуточные и общие
припуски, т.е. не определяют точно размеры заготовки.
С использованием вероятностно-статистического метода раз-
работаны стандарты, в которых указаны значения средних при-
пусков (ГОСТ 26645-85, ГОСТ 7505-89). Это позволяет назна-
чать средние промежуточные и общие припуски с учетом гео-
метрической точности заготовок и деталей, а также с учетом ха-
рактеристики оборудования определять набор переходов, необ-
ходимых для получения из заготовки детали с требуемой точно-
стью поверхностей. Таким образом, в этом случае можно уточ-
нить результаты технологического проектирования при всех его
вариантах, так как во всех случаях ГОСТы содержат промежу-
точные и общие средние припуски и рекомендации по назначе-
нию переходов по данным об их точности.
4.9.3. Основные положения вероятностно-статистического
метода определения припусков
Факторы, учитываемые при определении
промежуточного припуска на обработку
Для измерения геометрического параметра (размера, формы,
расположения, волнистости, шероховатости) необходимо уста-
новить базу отсчета. В зависимости от варианта выбора базы оТ'
счета размер от поверхности до этой базы может включать все
или некоторые геометрические параметры. Введем понятие Ра'
диус-вектора Л, определяемого как расстояние от точки на на*
348
ном профиле до геометрического центра номинального
|даля детали. Очевидно, что в общем случае радиус-вектор Л
сит от угловой координаты ср и координаты z, направленной
1си: R = R (<р, z). Радиус-вектор R (ф, z) произвольной
на поверхности номинально цилиндрической формы
дает оценку не только собственно размера поверхности, но
рюнения формы и расположения относительно установлен-
> центра (базы отсчета). Размеры этой поверхности можно
дать также с помощью диаметра. При этом диаметр включа
|Ценку собственно размера и некоторых отклонений формы
1Ьимер, овальности), но отклонения в виде огранки в этом
Й определить не удается. Таким образом, при анализе при-
р>в и в ряде других случаев предпочтительнее измерять и
визировать текущий радиус, так как это более информатив-
. параметр. Далее при определении геометрических парамет-
f влияющих на припуск, будем исходить из оценки цилинд-
5РКОЙ поверхности текущим радиус-вектором.
1звестно (ГОСТ 24642—81), что отклонение формы опреде-
лив© методом прилегающих элементов, например окруж-
ай, цилиндрических поверхностей (определяют наибольшее
Гонение от этих элементов), либо методом средних элемен-
те последнем случае отклонения формы вычисляют как сум-
|4ибольших отклонений по обе стороны от среднего элемен-
рричем средний элемент находят из условия, что формы по-
ильного и среднего элементов совпадают, а средние квадра-
,|?ские отклонения точек реальной поверхности от среднего
сента в пределах нормируемого участка имеют минимальные
Вения. Заметим, что размеры нормируемого участка для
Ш отклонений формы, волнистости и шероховатости по-
расти разные. Метод прилегающих элементов дает при по-
рых измерениях результаты, отличающиеся в ряде случаев
,..15 %. Это тем более оправдывает при оценке отклонений
рической поверхности использование для расчетов теку-
радиуса R (ф, z).
я наружной номинально цилиндрической поверхности
4.28) промежуточный средний припуск
349
-Пм(у,г)
Рис. 4.28. Схема расчета среднего промежуточного припуска Zj
Анализируя значения радиусов по спектральной теории гео-
метрических параметров, установим, какие геометрические па-
раметры следует учитывать при расчете припуска. В общем слу-
чае при анализе отклонений в продольном и поперечном сече-
ниях запишем функцию погрешности Дер, z) в виде двойного
тригонометрического ряда:
Лф, г) = А(ф, z) - 7?о = А7? + АР + АРпрод + АРЛОП + &Wz(z) +
+ ARz(zY
Здесь Ro — среднее значение радиуса обрабатываемой по-
верхности; АР — отклонение собственно размера, АР — 0,25 Qo;
АРпрод ™ отклонение формы в продольном сечении,
АР — отклонение расположения,
АР= Q(z)cos((piU) + ф);
АРПОП ~ отклонение формы в поперечном сечении,
А/?поп = ^С^(^)соз(А;ф + ф^(г));
к=2
350
Rz.-
Рис. 4.29. Схема действия факторов при обработке плоскости
колебание высотных параметров волнистости и
|роховатости поверхности соответственно; СЬо — отклонение
»днего радиуса в начальном сечении и начальной фазе <ро; Q)/
клонение формы детали в некотором продольном сечении ф ~ О
Последовательных поперечных сечениях i = 1, .... q; I — длина
|$ерхности; То/ — значение фазы отклонения реального про-
я от номинального; Q — амплитуда эксцентриситета реаль-
но и номинального профилей поверхности с фазой (щ; Q —
ффициенты ряда Фурье, к ~~ порядковый номер составляю-
й гармоники; ф^ (г) — фаза к-т® члена разложения.
Схема обработки плоскости и учитываемые факторы в при-
ске указаны на рис. 4.29.
При рассмотрении припусков все геометрические параметры
Ж на
topw,
ыми
метр
нимают R = Rz, хотя более правильно было бы считать R ==
ах) и параметр волнистости (И^ Кроме того, в
группу входит также наибольшая глубина дефектного слоя
Втах (см. рис. 4.29). Все эти факторы определяют минималь-
! Припуск Z} тах и являются параметрами поверхностного
предшествующего перехода обработки (z—1):
две группы. В первую группу параметров включают
которые в теории припусков считают постоянными и
наибольшим значениям величин при обработке. Это
шероховатости поверхности (при расчете припусков
min ~ 1
Вторую группу составляют геометрические параметры,
сматриваемые при расчете припусков как случайные величины
Это отклонения собственно размера (радиуса) А/?, погрешности
формы в поперечном А£поп и продольном АЛпрод сечениях и по-
грешность расположения АЛ Все эти факторы определяют абсо-
лютную погрешность текущего радиуса, т.е.
А/?(ср,0 — А(Л, Ллоп, ЛПрОд, Р).
Введем следующие обозначения для параметров случайной i
величины 6: G — среднее значение; MG — математическое '
2 •
ожидание; -—среднее квадратическое отклонение; — дис-
персия; TG — допуск.
Например, для погрешности расположения Р имеем: Р -
среднее значение отклонения от номинального расположения;
МР — математическое ожидание значения погрешности распо-
9 !
ложения; оди среднее квадратическое отклонение и дис- \
Персия значений погрешности расположения; ТР — допуск рас- |
положения. j
Определим среднее квадратическое отклонение текущего pa-
диуса а(Лфи промежуточного припуска a(Zt), а также законы ।
распределения этих величин. Все элементарные погрешности ;
геометрических параметров формы и расположения имеют вид
К= A sin (сот + Ф) или V — A cos (шт + Ф'),
где Ф — начальная фаза элементарной погрешности. -]
При учете динамики процессов формообразования поверх' 1
ностей амплитуду А = Лдин определяют по формуле
/1 Дцин = ц(<д)7^ст? j
где ц(ш) — коэффициент динамичности, со — угловая частота. j
Отклонение Vбудем рассматривать как случайную величину*
равную сумме двух случайных величин U и И7: ।
U — A cos Ф, W = A sin Ф; 1
V — U sin их + И7 cos ит.
4
1
г.
|Так как М{sin Ф{ = Л/{со$ф{~ 0, то из этого следует, что
= M{W} - М{У] - 0.
|£Для дисперсий имеем
II'
|| о2 {sin Ф} су2 {cosФ} = 0,5;
• 2
sm
р|/ cos t сот.
В Для случайных величин Хи У можно записать
&
Ьо
2
{Y] + 4m2{X},
оэтому получаем
fe
2 __ 2
и - СУ и/ =
2
- 0,5 о2{Я} + л/2{л|.
| Рассмотрим случай, когда отклонения подчиняются закону
||пределения Редея. Этому закону подчиняются погрешности
©метрической формы как в поперечном (овальность), так и в
^дольном сечении (конусообразность), ошибки взаимного
^положения поверхностей (эксцентриситет, отклонение от
1раллслвнести и т.п ). Пусть распределение случайной вели-
Йы, например смещения су, где j ~ 1,2, подчиняется закону
Йея
2
Ги: .
~у ехр - -
со; < -
0
при г. j > 0;
при с; < о,
2а
k-f-
к
параметр закона распределения Редея,
рратическос отклонение случайной величины.
Йднопараметрический, поэтому для амплитуд
•мы и расположения имеем
Оология машиностроения. Том I
или среднее
Закон Редея
отклонений
~ аоул / 2;
Из изложенного следует, что дисперсия случайной величины у
2 2
Ои = аои •
Таким образом, дисперсию текущего размера можно опре-
делить из соотношения
o2p?(<p,z)} = оДя} + a^{Fnon) +оо{^прод} + °1{Р] ,
т.е. дисперсия суммарного отклонения равна сумме дисперсий
слагаемых.
Определим закон распределения случайной величины Vk -
= Ск cos (/ар + ТД где Q — амплитуда отклонений формы и
расположения; к — индекс отклонений, полученных при разло-
жении текущего размера в тригонометрический ряд. Обозна-
чим т\к ~ cos (fap + ТД
Пусть распределение значений амплитуды подчиняется за-
кону Релея; значений р — закону арксинуса, фазы — закону
равной вероятности в интервале О...2л. При этом плотность
распределения равна
1
^к^к
ехр
ДОпД =
2а
и является нормальным распределением с математическим
ожиданием = 0 и дисперсией
Ок
В связи с изложенным суммарное распределение величин,
содержащих отклонения вида Vk (при к = 1,и), также будет
нормальным с плотностью распределения
354
йисперсия
||М случае,
1, равна
BbLM математическим ожиданием и дисперсией
п
2 V _2
аким образом, при указанных условиях суммарная по-
цость текущего размера R (ср,^), включающая отклонения
твенно размера (радиуса), формы и расположения, подчи-
ся нормальному закону распределения.
ЙЯрипуск на сторону для наружной номинально цилиндри-
рй поверхности равен разности текущих радиусов на пред-
|вующем Rr\ (ср,г) и выполняемом Rt (cp,z) переходах обра-
ля дисперсии величин имеем
_2 1 2( п /
от разности двух случайных величин Xj и Х2 в
когда учитывается корреляционная связь между
2
2 2 л
- О1 + о2 - 2pt 7П1СУ2,
^ov(A),
|между случайными величинами А) и Х2 ,
Х2) — ковариация, а р12™ коэффициент корреля-
М(Х{ - МХх)(Х2
ро соотношение справедливо для описания связи между
иными текущими радиусами, между парами (на смежных
|одах) отклонений собственно размеров (радиусов), между
Мнениями формы и расположения поверхностей. Во всех
случаях существует корреляционная связь между величи-
и се необходимо учитывать при расчетах.
Обычно средние квадратические отклонения формы стри
расположения о fP} после обработки значительно меньше, че^,
после предшествующего перехода:
а р7}< 0,04...0,06 о{/}_!};
ст{/>} < 0,04...0,06 ст
поэтому можно учитывать только большие значения (при
ст^ > 10ст? принимают во внимание только ctj ). Тогда можно
записать
прод
В расчетах учитывают только те отклонения формы и рас-
положения, которые не охвачены отклонением размера.
При определении допуска величины X имеем ТХ = 6а % при
вероятности Р(МХ ~ Зох < X < MX + Зах) = 0,9973 и ТХ = 4сру
при вероятности Р(МХ ~~ 2ах < X < MX + 2а%) “ 0,95.
На последнем переходе обработки обычно считает ТХ =
= бах- Выше принято, что закон распределения величины X —
нормальный. Припуск и все составляющие (отклонения разме-
ра, формы, расположения) являются случайными величинами,
распределенными по нормальному закону. Этот закон прини-
мают и в тех случаях, когда распределение можно считать нор-
мальным только с некоторыми допущениями. Поэтому
ТХ; = боы .
Средний промежуточный припуск
Zi = Zzmin + 0,5TZy = (Л + Wz + Л)._1 + 0,572,.
Это соотношение справедливо, так как нормальный закон
симметричен относительно математического ожидания (сред-
него значения).
356
рмимо корреляционной связи между геометрическими па-
ями взаимосвязь между размерами на смежных переходах
Лотки в ряде методик рассматривают в функциональном ви-
1ри этом однозначно принимают, что при обработке наруж-
поверхности заготовки на предшествующем 1-м переходе
^большим размером выдерживаемый размер на z-м переходе
fc получается наибольшим и наоборот. Соотношение для
|$рки правильности расчетов имеет вид
/ max min-
рассмотрим, при каких условиях это возможно. В гл. 2 уста-
Вено, что суммарное отклонение размера после обработки
язуется при воздействии ряда элементарных факторов: сме-
|й вследствие упругих деформаций, температурных дефор-
||й, геометрических неточностей оборудования и оснастки и
f По закону копирования размеров в функциональном виде
ически принято, что всеми факторами, кроме первого,
о пренебречь. В простейшем виде это смещение равно
рРр, где у — смещение; w — податливость элемента; Ру~~
^ вызывающая смещение. Примем, что радиальная состав-
|цая силы резания при токарной обработке Ру ~ Ctx НВ",
|С — эмпирический коэффициент; t — глубина резания;
- твердость по Бринеллю; х, п ~ показатели степени,
тносительная погрешность при вероятностном расчете
2
2
2
2
2
НВ
2
w
рели учитывать
условие, при котором действует закон копирования в функ-
альном виде:
*?i.
только изменение глубины резания, то поду-
ст {д} о
357
где Д — суммарное смещение, определяющее ожидаемый допуск
размера. I
Таким образом, соотношение, определяющее копирование |
размеров, следует считать действующим в области, ограничен- I
ной вышеперечисленными условиями.
Более общим является учет взаимосвязи между случайными I
факторами на основе корреляции между ними. Для конкрет-
ных условий обработки коэффициент корреляции опреде-
ляют экспериментально.
Рассмотрим частные случаи, когда известны р/^-ь Так, при
Р/,/-1 = 1,0 взаимосвязь между факторами можно принять функ-
циональной:
iifitil
Если в качестве случайных величин учитывать только до-
пуски размеров, то получаем соотношение, используемое в I
расчетно-аналитическом методе: ।
Очевидно, что допуск припуска TZt при ! — 1 будет наи-
меньшим. Наибольшее значение будет при pz;/—i = 0. В этом
случае
При механической обработке зависимость между TR, и Ж
! можно представить в виде
Ж-Д
81В •.
Шл
IIIII*
В'
к
1
ЬГГГГГА!
SritifA
p-
I
I
ж
Рис. 4.30. Зависимость коэффициента
уточнения от числа т
коэффициент уточнения; т — число квалитетов
МКности. на которое повышается точность за один переход об-
работки. Зависимость (т) показана на рис. 4.30.
Кроме перечисленных выше
цсгоров припуск на обработку
^помает также смещения эле-
ентов технологической систе-
rt j? которые происходят при
|§дготовке и выполнении обра-
|Ьки (смещения заготовки, а
|^ёдовател ьно, и обрабаты вае -
® поверхности при закрепле-
вследствие температурных
(июрмаций, геометрических
огрешностей станка и т.д.).
смещения оказывают влия-
&
е на положение резца при то-
рной обработке относительно заготовки, т.е. непосредственно
радиус полученной цилиндрической поверхности. Влияние
Мщений при обработке плоскости ~ аналогично.
Ж
5fo Х.Х
1
йщь®,.
т”йЖ,1
?
IIIISJ
а
i'AWft<A • г.
ВЖ;
В/-
Ийр • -
н
rtffitwi ...
«Ей®
Жр?..
5ВДЙ •
ЧК1}'
JO':/'
i&Y
ШЙжУ'
WWi'SV
Jp
Ew
Jic
иш
ю
01
Рис. 4.31. Схема определения погрешности распо-
ложения оси отверстия при обработке
упрощения расчетов припуска эти смещения ez прини-
^Ьт как часть допуска на размер 77?/.
ИИТ ! '
В» ' •'
359
При обработке отверстий инструментом, установленным Иа
расточной оправке, смещения учитывают при определении |
положения центра отверстия по осям координат X и Y (общее I
смещение центра определяют по правилу суммирования диспер- i
сий) (рис. 4.31). При расчете припуска окончательно принимав I
ют наибольшее значение оП1ах(А); при этом ТР = бсщ тах(А).
Расчет размеров заготовки на предшествующем
переходе изготовления
I
При изготовлении детали все элементарные поверхности по-
лучают заданные по условиям выполнения перехода размеры в
пределах поля допуска. Изложенное ранее положение о преуве- 1
личенных и недостаточных припусках относится как к промежу- I
точным, так и к общим припускам на обработку. Только эконо- )
мия на каждом переходе гарантирует высокие технико-экономи-
ческие показатели. Выдерживание размеров с заданными допус-
ками на каждом переходе обеспечивает высокую точность уста- I
новки при промежуточном контроле и последующей обработке. I
Приведем порядок вычисления промежуточных размеров для т
наружных номинально цилиндрических поверхностей, для кото- ।
рых известны А/ , А/ max, R( пдп, ГА/. Средний промежуточный ’
припуск
Zi =(R + Wz + h) +0,5ГЩ_| + 7’2/?, -
В расчетах следует учитывать только те отклонения формы, j
которые не охвачены допуском размера. При определении 7Ащ |
принимают во внимание все смещения поверхности заготовки. |
возникающие как при установке заготовки в рабочей зоне, гак и |
при ее изготовлении. Значение рд /_] определяют эксперимент j
тально, расчетом или по приведенным выше рекомендациям- I
Волнистость учитывают только при черновой обработке отлю j
вок, а ее значение определяют по ГОСТ 26645—85. |
Средний размер на предшествующем переходе обработки j
360 1
При известном допуске TRi~\ предельные размеры
min
V.
Аналогично определяют размеры и для других видов поверх-
fere й.
Определение глубины резания
%
Глубина резания при токарной обработке
t = 0,5(Z)H/_| - Рн/),
/7н/.ь /2н/ — номинальные диаметры поверхностей.
Очевидно, что для окончательного перехода изготовления
тали номинальный размер поверхности указан на чертеже. На
|пе получения заготовки номинальный размер устанавливают
Гласно рекомендациям стандарта на отливки, штамповки и
|тие виды заготовок. При механической обработке на приме-
рочных переходах принято допуск на размер поверхности ука-
зать "в тело”. Все эти рекомендации учитывают при назначе-
р номинального размера поверхности и глубины резания на
Цзеходах механической обработки.
4.9.4. Назначение допусков и припусков
на отливки и штамповки
^Допуски на размеры и массу, а также припуски на обработку
рнавливают по таблицам, приведенным в стандартах на отливки
|металлов и сплавов (ГОСТ 26645—85в) и на стальные штампо-
|ные заготовки (ГОСТ 7505—89).
^•Припуски в этих стандартах получены с использованием
Референциального метода 'и вероятностной методики, изло-
|гных выше.
Точность отливки характеризуется точностью размеров, сте-
пью коробления, степенью точности формы поверхностей, а
|ке смещением поверхностей относительно базы. Стандартом
установлено 22 класса точности размеров элементов отливки.
По выбранному классу точности размера по таблицам определя-
ют общий допуск, учитывающий погрешности формы и распо-
ложения поверхностей отливок. По величине общего допуска в
зависимости от вида обработки (черновая, получистовая, чисто-
вая и тонкая) и ряда припусков (всего в стандарте 18 рядов) оп-
ределяют припуск на обработку. Общий припуск устанавливают
суммированием припусков по переходам. Такой дифференциро-
ванный подход выбора припуска позволяет наиболее полно
учесть особенности получения заготовки и ее последующей об-
работки.
Стандарт на поковки распространяется на стальные заготов-
ки массой не более 250 кг, изготовленные горячей объемной
штамповкой.
Установлено 5 классов точности (Т1...Т5). С учетом массы
для трех групп сталей и четырех степеней сложности поковок
разработаны допуски на размеры поковки. При определении ос-
новного припуска на сторону учитывают полученные допуски и
шероховатость поверхности после механической обработки (чер-
новой, получистовой и чистовой). Отдельно нормируют смеще-
ние по поверхности разъема штампов, допускаемую изогнутость
и отклонения от плоскостности, прямолинейности, межосевого
расстояния. По этим отклонениям назначают дополнительный
припуск, который алгебраически суммируют с общим припус-
ком.
Оценивая в целом эти стандарты, следует указать, что они
опережают все доступные для анализа иностранные стандарты,
причем последние не нормируют значения припусков, ограни-
чиваясь рассмотрением только допустимых отклонений разме-
ров и масс.
4.10. РАЗРАБОТКА ОПЕРАЦИЙ ОБРАБОТКИ ЗАГОТОВОК
На этапе разработки операций обработки заготовок решают
следующие задачи:
1) определяют рациональную структуру операции, что позво-
ляет составить или уточнить содержание, последовательность
выполнения и возможность совмещения во времени переходов
операции;
362
2) выбирают СТО;
3) выбирают средства механизации и автоматизации выпол-
|^ция операции (например, определяют модель оборудования),
|||;Ючая и транспортные устройства для перемещения загото-
4) назначают и рассчитывают режимы резания;
5) определяют нормы времени;
6) устанавливают настроечные размеры и составляют схемы
Построение операции — многовариантная задача. Возмож-
ie варианты оценивают по производительности и себестоимо-
Разрабатывая операцию, стремятся к уменьшению времени
фолнения технологической операции (нормы времени). При
^Точном методе работы время изготовления единицы продук-
и увязывают с заданной производительностью поточной ли-
ии — тактом выпуска.
4.10.1. Выбор схемы построения операции обработки
Структуру операции механической обработки определяют
слом и последовательностью выполнения технологических и
:помогательных переходов (см. гл. 1). Число объединяемых в
перацию переходов зависит от серийности производства, такта
шуска и характеризует степень концентрации или дифферен-
иации переходов.
Степень дифференциации и концентрации операций зависит
серийности производства. Для ТП единичного и мелкосерий-
^го Производств характерны операции, построенные по прин-
||пу концентрации переходов. По этому же принципу строят
Й в крупном и тяжелом машиностроении с использованием
||>еносных станков.
В условиях крупносерийного и массового производств ТП
Оставлены по принципу дифференциации операций для кон-
ерных автоматических линий, составленных из простых уз-
пециализированных станков, и по принципу концентрации
Циаций для линий, содержащих сложные многошпиндельные
оматы.
В среднесерийном производстве принцип концентрации
раций применяют для построения операций обработки на
363
станках с ЧПУ и быстропереналаживаемых агрегатных станках
автоматах, а принцип дифференциации — для переменно-пщ
точных линий групповой обработки заготовок.
Степень концентрации или дифференциации технологиче-
ских операций выбирают при назначении схемы построения
операции.
Кроме количества переходов операции отличаются по совме-
щению переходов во времени. Возможно одновременное выпсщ.
нение технологических (обработка нескольких поверхностей),
вспомогательных (подвод режущих инструментов к нескольким
поверхностям), а также технологических и вспомогательных пе-
реходов (во время установки заготовки на других позициях мно-
гошпиндельного станка идет обработка). Степень совмещения
переходов зависит также от схем построения операции и состава
слагаемых оперативного времени гоп, определение которого дано
в гл. 1.
Однако при рассмотрении возможностей совмещения вспо-
могательных переходов с технологическим необходимо более де-
тальное расчленение вспомогательного времени гв.
Вспомогательное время часть оперативного времени, за-
трачиваемая на выполнение приемов, необходимых для обеспе-
чения изменения и последующего определения состояния пред-
мета труда. Оно состоит из следующих пяти составляющих:
Аз ~ *уст ^упр + 41 нд + 4.и + 4вм> (4.4)
где zycT — время установки заготовки и съема ее после оконча-
ния обработки; гупр — время на приемы управления станков
(время пуска и останова шпинделя станка, а также время на пе-
реключения скоростей, изменение направления вращения
шпинделя и подачи суппорта, время перемещения суппортов,
кареток и других частей станка); /инд — время индексации (про-
должительность перемещения частей станка в новые позиции и
их фиксации, время поворота шпиндельных блоков, столов, ба-
рабанов, делительных устройств и кондукторов); время
смены инструмента при выполнении отдельных технологиче-
ских переходов в операции (время смены инструмента в патроне
при последовательной обработке отверстия сверлом, зенкеров
разверткой; время поворота резцовых или револьверных гоЖ
вок); /изм — время установки инструмента на стружку и время
364
ведения контрольных измерений при работе методом инди-
уального получения размеров (например, при автоматизиро-
ном контроле размеров шлифуемых шеек валов).
Возможности перекрытия элементов оперативного времени
при совмещении технологических переходов зависят от схе-
построения операции. Схемы различают по следующим при-
акам:
а) по числу одновременно устанавливаемых для обработки
отовок (одноместные и многоместные схемы);
б) по числу участвующих в обработке инструментов (одно-
струментальные и многоинструментальные схемы);
в) по последовательности работы инструментов при выпол-
|нии операции (последовательная, параллельная и параллель-
рпоследовательная схемы обработки).
Последовательное вступление инструментов в работу или по-
довательное расположение нескольких заготовок в нриспо-
Цлении по отношению к направлению движения подачи при
работке характеризует операцию с последовательной обработ-
Й. Одновременная обработка инструментом нескольких по-
рхностей одной или нескольких заготовок определяет опера-
по с параллельной обработкой. К параллельно-последователь-
обработке относят операции при многоместной обработке
отовок, расположенных в приспособлении в несколько рядов
раллельно и перпендикулярно направлению движения пода-
В табл. 4.7 и на рис. 4.32 приведены примеры построения
ганочных операций.
Рассмотрим сначала одноместные схемы.
Основное время операции при последовательной обработке
. рис. 4.32, а) включает сумму времен всех переходов:
к
01 >
*о/ — основное время выполнения z-ro перехода, мин;
ло переходов в операции.
При одноместной одноинструментальной схеме
Ц. 4.32, б) вспомогательное время
в ‘уст
(см.
(4.6)
a
Рис. 4.32'. Схемы построения технологических операций
itlpH обработке одной заготовки несколькими инструментами
является составляющая tc и (см. рис. 4.32, г):
в *уст ’ ‘упр ' *С.И‘ /
При одноместной схеме обработки несколькими инструмен-
та с поворотом резцедержателя или револьверной головки
шка
V-
в ‘уст ' *упр ‘инд-
Таблица 4.7. Построение станочных операций
Ц; Схема обработки
Я ’- '
(йноинструментальная:
|последо вател ьная
W":
параллельная
|$араллельно-последо-
вательная
|огоинструментальная:
Шоследовател ьная
Позиция на рис. 4.32
Формула для расчета
оперативного времени
>
Одноместные схемы
а
в
вр
вр
в
в
в
вр
в
рараллельная
И? •
л
в
раралл ел ьно-последо-
вательная
в
мн о го п о з и ц и о н н а я
£ V :
односторонняя
я
вр + ‘
|1ногопозиционная
Многосторонняя
вр
/*
вр + Z
о
ЬПри условии полного перекрытия вспомогательного времени основным.
да.-
367
Схема обработки
Позиция на рис. 4.32
Окончание таб.з. 4. 7
Формула для расчету
о п е рати в н о го в рс м с н и
Многоместные схемы
Од н о и н стр у м с н тал ь н а я:
последовательная
ж
параллельная з
параллельно-послсдо- и
нательная
М н ого и н стру м с нта л ь н а я:
последовательная
параллельная
а
п а ради сл ь н о - п осле до -
нательная
м н о го п о з и ц и о н н а я
односторонняя
м н о гоп о з и пион н ая
многосторонняя
П р и м с ч а н и е. В расчетных формулах приняты следующие условные
обозначения: /вр, / '[5р — длина врезания инструментов, мм; / длина заготов-
ки. мм: S, S' подачи, мм/мин; /[ — длина большей ступени; к — число обра-
батываемых отверстий; к ’ — к/m (т — количество инструментов в наладке);
п ~ число обрабатываемых деталей.
Сборный и многокромочный инструмент условно принят за один инет
румент.
При одноместной последовательной обработке заготовок не-
сколькими инструментами на многоцелевых станках в состав
вспомогательного времени входит как время индексации (поворо-
та) стола станка с заготовкой, так и время смены инструмента zc и:
Г*
в
упр ~^инл ^с.и- (4.9)
При параллельных схемах (см. рис. 4.32, б, д) построения
ДВуапий основное время обработки определяют прололжитель
нОстью выполнения наиболее длительного (лимитирующего) не-
о/ |jn1. Вспомогательное время рассчитывают по формуле
При параллельно-последовательной обработке (см. рис. 4.32, в)
скрываемое основное время равно сумме основного перекры-
того времени лимитирующих переходов:
9э/ lim *
Вспомогательное время операции определяют по формулам
^Рассмотрим теперь многоместные схемы. Известно три ос-
вных варианта многоместных схем обработки заготовок:
|J1) заготовки обрабатывают партиями, устанавливаемыми на
нке одновременно (например, шлифование на магнитной
ите мелких заготовок);
||2) заготовки или группы заготовок устанавливают в приспо-
|йения независимо от других и обрабатывают поочередно (на-
мер, обработка заготовок фрезерованием в поворотных при-
|облениях);
S3) заготовки обрабатывают на непрерывно вращающемся
Ше или барабане.
|В многоместных схемах первой группы время обработки за
|>вки определяют делением общих затрат времени на число
отовок в операционной партии. В этих схемах время су-
|твенно сокращается за счет времени на врезание и сбег ин-
при установке операционной партии ие-
|тько возрастает, но на одну заготовку оно значительно мень-
чем при одноместных схемах.
Для первой группы многоместных схем расчетные формулы
[определения tQ и /в при последовательной обработке (см.
4.32, ж) имеют вид
369
Аз (^уст + ^упр ^С.и)/^П- (4.10)
В случае наличия у станка инструментальной или револьвер-
ной головки гс и можно заменять на гинд.
При параллельной обработке (см. рис. 4.32, б, д) за основное
время принимают время выполнения лимитирующего по про-
должительности перехода:
~ Нт / Ми
где 7V„ — количество инструментов в инструментальной наладке.
Для параллельной и параллельно-последовательной обрабо-
ток вспомогательное время определяют по формуле (4.10).
Многоместные схемы второй группы (с раздельной установ-
кой заготовок или групп заготовок) более производительны, так
как в них установка заготовок в одной позиции происходит па-
раллельно обработке в других позициях, т.е. вспомогательное
время перекрывается основным (см. рис. 4.32, н, п).
При последовательной обработке (см. рис. 4.32, н) основное
время рассчитывают по времени выполнения лимитирующего
по продолжительности перехода: /о = г0/ рт, а вспомогатель-
ное — по формуле гв = тулр + гинд.
При параллельной и параллельно-последовательной обра-
ботках заготовок (см. рис. 4.32, п) продолжительность /о и гв
уменьшается пропорционально числу 2V3 одновременно обраба-
тываемых заготовок в .позиции:
4) ^о/lirn(^упр 4“ ^инд)/^:
Наиболее благоприятные условия для совмещения элементов
оперативного времени /оп создаются при осуществлении много-
местных схем третьей группы, причем преобладают схемы па-
раллельно-последовательной обработки, хотя возможны и по-
следовательные схемы. Такие схемы осуществляют, например,
на станках с непрерывно вращающимися столом или барабаном
с вертикальной или горизонтальной осью вращения (cNt
рис, 4.32, о, р). При многоместной обработке с непрерывной Ус' s
370
pBKOи заготовки время /в полностью перекрывается време-
I резания, поэтому /п ~ О,
|Для количественной оценки принятой схемы построения
>рании пользуются коэффициентом совмещения основного
Йен и
о/ >
t -
f...0
|р>во
основное нсперскрываемос
время наиболее длительного
время, входящее, напри-
из одновременно выпол-
i-k
&СМЫХ
технологических переходов;
0/ ~ сумма основных
«ЯМ*,, •
Вмен всех к переходов операции (например, сумма основных
Spy ''
|р:мсн одновременно выполняемых технологических перехо-
» операции).
^Коэффициент Кс0 изменяется от 0 до 1. Чем в большей стс-
Ш..'
ри совмещаются технологические переходы, тем меньше
Ьение ; если совмещения нет, то КСЛ) — 1.
^Операцию по схеме выполнения также можно характерно-
Йь коэффициентом совмещения оперативного времени
ЙИл
й»?
llfc
иВ'
IF"
tt-
it,.
»:;л
Ж:
Ж’.;'
Ж"'
l|v
i=k ,
о/ + ^в/
х
В — вспомогательное нсперскрываемос время, входящее в /ш;
ЙДв/ сумма всех элементов к вспомогательного времени
ршполнении /-го перехода,
Юослс определения структуры операции осуществляют про-
кование инструментальных наладок в следующей последо-
Йьности:
|с Определяют минимальный настроечный размер и допуск
вастройку.
2. Составляют варианты плана размещения инструментов
наладке с предварительным расчетом режимов резания и выбо
ром наиболее производительнрго.
Рис. 4.33. Влияние количества режущих
инструментов в наладке на штучное
время /ш
С увеличением количества инструментов /?и в наладке произ-
водительность растет до определенного предела. Это объясняет-
ся ростом затрат времени на техническое обслуживание гт мно-
гоинструментальной наладки, в том числе и на проведение са-
мой настройки (рис. 4.33). Основное время /о уменьшается при
увеличении (сумма + /орг + Гп принята постоянной для лю-
бого пи). Минимум Гш соответствует наиболее выгодному коли-
честву инструментов ЯИОПТ’
3. Окончательно размещают инструменты в наладке станка и
определяют режимы резания.
4. Оформляют схему наладки станка, проводят необходимые
расчеты (например, расчет циклов работы станка).
5. Конструируют специальную оснастку для наладки станка
(например, конструирование специальных режущих инструмен-
тов).
Установленная степень концентрации переходов и схема по-
строения операции влияют на выбор модели технологического
оборудования.
372
С
4.10.2. Выбор средств технологического оснащения
I
V
рСТО производства включают технологическое оборудование
Кгом числе контрольное и испытательное), технологическую
Ьстку (в том числе приспособления, режущие инструменты и
Ьства контроля), средства механизации и автоматизации про-
Йодства (в том числе технологические и транспортные робо-
p. СТО выбирают с учетом типа производства, вида и про-
чимы выпуска изделия, выбранной технологии получения из-
|щй, содержания и схемы построения операций (ГОСТ
101-85).
рВыбор СТО проводят в три этапа: 1) при определении мар-
ута изготовления детали устанавливают вид оснащения (груп-
Вборудования, система приспособлений, тип приспособления
Инструмента); 2) при разработке содержания операции нахо-
конкретные модели оборудования, конструкции приспособ-
им, типоразмер инструмента; 3) после выбора схем построе-
Т операции, инструментальных наладок и режимов резания
Вверяют возможность использования найденного объекта
в для конкретных условий. На каждом этапе возможны ва-
нты решений, что позволяет находить приемлемые и рацио-
||ьные в итоге варианты технологического оснащения опера-
механообработки.
^Исходными данными для определения группы автоматизи-
|<нного оборудования являются вид и содержание операции,
|ма установки заготовки, форма и габаритные размеры заго-
ни, объем годового выпуска или размер партии деталей. Пра-
|Г выбора оборудования определены ГОСТ 14.304-85. На
Дом этапе оборудование выбирают в зависимости от типа
|йзводства и предполагаемого уровня его специализации.
(Уточнение содержания операции с определением схемы об-
|£гкй позволяет выбрать на втором этапе станок из имеюще-
Ц парка или по каталогу. Выбирая модель оборудования, сле-
руководствоваться следующими основными правилами:
р) размеры рабочей зоны оборудования должны соответство-
л габаритным размерам обрабатываемых заготовок или групп
|ГОвок;
If) выбранная модель станка должна обеспечивать заданные
Иость и качество обрабатываемой поверхности;
I
I
373
3) мощность, жесткость и кинематическая схема оборудовав
ния должны обеспечивать высокопроизводительные оптималь.
ные режимы обработки;
4) требуемая производительность оборудования должна соот-
ветствовать заданной программе выпуска изделий.
Автоматизированное оборудование выбирают в соответствии
со следующими параметрами: масса заготовки (для переноса ро-
ботом-манипулятором); тип. число гнезд и положение оси вра-
щения револьверной головки; тип, схема устройства смены заго-
товки; тип зажима заготовок; модель, вид, тип системы управле-
ния (например, ЧПУ); число управляемых координат, тип ин-
терполяции, система записи команд ЧПУ, точность позициони-
рования (дискретность).
В итоге может быть выбрано несколько моделей оборудова-
ния, имеющих одинаковые технологические возможности. Тогда
на третьем этапе выбора оборудования учитывают, например,
минимальный объем приведенных затрат по сопоставляемым ва-
риантам при максимальном сокращении периода окупаемости
затрат на механизацию и автоматизацию.
Если представляется целесообразным выполнять обработку
на специальном станке, то должно быть составлено техническое
задание на его проектирование. К заданию на проектирование
специального станка должны быть приложены чертеж заготовки
с указанием массы, размеров, допусков и шероховатости поверх-
ности до и после обработки на станке; чертежи специального
инструмента; карты ТП обработки заготовки и выполняемой на
проектируемом станке операции; схема установки заготовки.
Выбор станочных приспособлений определяется схемой ус-
тановки заготовки, содержанием выполнения операций, вы-
бранными режимами резания. Если существует готовое приспо-
собление в парке СТО завода или по каталогу, то требуется
лишь проверить соответствие данного СТО требуемому (напри-
мер, установить возможность надежного крепления заготовки
при возникающих усилиях резания). При отсутствии готового
приспособления (стандартного или специального) следует дать
заказ на разработку этого специального приспособления.
Метод обработки поверхности заготовки определяет группу
инструмента (например, фреза). В зависимости от обрабатывае-
мого материала и типа заготовки устанавливают подгруппу ин-
I
IggpM vp/ vzr\ у Ш,V 1 VJ n
устанавливают
Йумента (например, фреза торцевая с твердосплавными режу-
щи вставками). Конфигурация обрабатываемой поверхности,
Снятая схема установки заготовки выявляют форму и распо-
;ение режущих лезвий, что позволяет определить вид (типо-
Йер) режущего инструмента. Наконец, с учетом условий ра-
значения конструктивных параметров режу-
iro инструмента.
^Третий этап выбора технологического оборудования и ос-
дьных СТО начинается тогда, когда каждая операция предва-
рительно разработана, т.е. намечены, выбраны и определены
оды, точность и шероховатость обработки поверхностей по
еходам; схема обработки, т.е. последовательность выполне-
на переходов в операции; режущий инструмент и тип приспо-
|Йения (предварительно); режимы резания, составляющие и
|йение гш.
|Все эти данные позволяют рассчитывать необходимое коли-
|Ьгво оборудования при выполнении разрабатываемой опера-
исходя из такта выпуска (заданной производительности).
^лиз рассчитанного количества станков может изменить пер-
рачальное решение по принятому их типоразмеру (модели),
fc в условиях массового производства необходимо, чтобы на
fcoft операции было занято не более одной — двух единиц
|нологического оборудования. Поэтому, если первоначально
р принят одношпиндельный станок, то может возникнуть не-
Сходимость замены его на многошпиндельный многопозици-
|ЙМй станок специального типа. Целесообразность замены
Окна быть также подтверждена технико-экономическим рас-
®м, так как новый вариант типоразмера необходимо, как и
тооначальный, проверить по всем вышеуказанным расчетам и
Йвйлам.
Кй
В
fa
4.10.3. Установление режимов резания
Юежимы резания определяются глубиной резания г, подачей
^скоростью резания у. Значения t, S, v влияют на точность и
Кство получаемой поверхности, производительность и себе-
рмость обработки.
|В порядке возрастания влияния на стойкость инструментов
Йгавляющие режимов резания располагаются следующим об-
X
375
разом: t 5 -ж- v . Поэтому для одноинструментальной схемы
обработки вначале устанавливают глубину резания, а затем пек
дачу и скорость резания.
При обработке поверхности на предварительно настроенном
станке глубина резания равна припуску на заданный размер
этой поверхности по выполняемому технологическому переходу.
Подача должна быть установлена максимально допустимой.
При черновой обработке она ограничивается прочностью и же-
сткостью элементов технологической системы станка, а при
чистовой и отделочной точностью размеров и шероховато-
стью обрабатываемой поверхности. Определенная расчетом или
по нормативам подача должна соответствовать паспортным дан-
ным станка.
Скорость резания зависит от выбранной глубины резания,
подачи, качества и марки обрабатываемого материала, геометри-
ческих параметров режущей части инструмента и ряда других
факторов. Скорость резания рассчитывают по соответствующим
формулам теории резания или устанавливают по нормативным
данным. Скорость резания в общем виде определяют так:
v = А / ,
(4.11)
где А — постоянная, характеризующая условия обработки, мате-
риал заготовки, глубину резания и подачу; Ти — стойкость режу-
щего инструмента; m — показатель стойкости.
Обычно при расчете скорости резания используют мини-
мально допустимую стойкость режущего инструмента 7^. Зная
стойкость инструмента, по формуле (4.11) или по таблицам на-
ходят значение v, по которому определяют расчетное значение
частоты вращения шпинделя. Далее по паспорту станка подби-
рают ближайшее меньшее значение и. Рассмотренная методика
справедлива для одноинструментальной сх^мы обработки.
При обработке на станках с многоинструментальными на-
ладками методика установления режимов резания изменяется.
На практике встречается пять вариантов многоинструментадь-
ной схемы обработки:
1. Обработку заготовок ведут последовательно рядом инстру-
ментов, которые работают независимо один от другого; при сме-
не инструмента изменяют и режимы резания.
376
£
2. Обработку производят параллельно действующими ком-
иксами инструментов, каждый из которых работает независи-
от других с различными режимами резания (многошпиндель-
е сверлильные агрегатные головки).
|3. Обработку заготовок осуществляют комплексом и нетру-
дно в, закрепленных в одном или нескольких блоках (напри-
державках или оправках). Инструменты блока имеют еди-
ю подачу, но разные скорости резания в зависимости от раз-
ра обрабатываемой поверхности; длительность работы каждо-
инструмента различна. Это характерно для многорезцовых
йрных полуавтоматов, токарно-револьверных станков.
4. Комплекс инструментов в блоке имеет единую минималь-
но подачу, но работает с разными скоростями резания. Случай
|рактерен для многошпиндельных сверлильных, расточных и
^дольно-фрезерных станков.
|,5. Комплекс инструментов работает с одинаковой скоростью
юзания, но с разной подачей (продольно-строгальные станки).
В первых двух случаях режимы резания устанавливают по
риведенной выше методике. Если подача и скорость резания
первого случая оказываются близкими, то для экономии
►ремени на останов и пуск станка можно использовать средние
ачения этих составляющих режимов резания.
В третьем случае глубину резания и подачу устанавливают
$ каждого инструмента по методике для одноинструменталь-
й схемы обработки. По каждому блоку находят наименьшую
имитирующую технологически допустимую подачу. Далее вы-
дают лимитирующий по скорости резания инструмент, чаще
Ййго тот, который обрабатывает участки заготовки с наиболь-
им диаметром и наибольшей длиной. Для этого инструмента
усчитывают условную стойкость 7\ 7тИ1л, где /. = /6;1, /и —•
Jb подачи лимитирующего инструмента; /6j — путь подачи
Вгрументального блока. Значение Гп1,п выбирают по нормати-
в зависимости от количества и типа режущих инструментов,
ериала обрабатываемой заготовки.
По стойкости Ту находят соответствующую скорость резания
формуле (4.11) пли по нормативам и рассчитывают частоту
Шения шпинделя по паспортным данным станка. По найден-
режимам определяют суммарный момент и мощность реза-
которые сравнивают с паспортными данными. При необхо-
димости режимы резания корректируют, изменяя подачу и ско-
рость резания.
В четвертом случае для каждого инструмента наладки назна-
чают глубину резания и подачу So на один оборот шпинделя (п0
нормативам). Аналогично третьему случаю определяют лимити-
рующие по скорости резания инструменты и рассчитывают ус_
ловную экономическую стойкость. По значению Ту вычисляют
или находят по нормативам значения скорости резания уи и час-
тоты вращения пи для каждого инструмента. Минутную подачу
инструмента определяют по формуле 5= Минутную пода-
чу всей многошпиндельной головки принимают по наименьшей А.
Корректируют значения и для различных шпинделей по
формуле лш = (5/ 5ш)пи. По найденным режимам резания шпин-
делей рассчитывают суммарный момент и мощность резания,
сравнивают их с паспортными данными и при необходимости
корректируют режимы резания.
Режимы резания для пятого случая устанавливают в анало-
гичной последовательности. Для каждого инструментального
блока (суппорта) выбирают минимальную подачу и по наиболь-
шему пути резания лимитирующие инструменты. Для всех бло-
ков по лимитирующим инструментам рассчитывают скорость
резания. Режимы резания согласовывают с паспортными данны-
ми станка.
4.10.4. Расчеты точности получения размеров,
формы, расположения поверхностей
Задачу обеспечения требуемой точности обработки решают в
два этапа. На первом этапе определяют такие условия выполне-
ния технологических операций, при которых суммарная по-
грешность обработки Д не превышает поле допуска Д т.е. A s Г
Кроме того, устанавливают вероятную погрешность формы и
расположения поверхностей обрабатываемых заготовок.
Назначение второго этапа — расположить поле погрешности
А в поле допуска Т. Это обеспечивается размерной наладкой
технологической системы, которую в отличие от первого этапа
выполняют в сфере самого производства. Размерная наладка
это процесс обеспечения требуемого взаимного положения за1°'
товки и инструмента, определенного наладочными размерами.
378
Нцостей рассчитывают по зависимостям, приведенным в гл. 2. С
Ь)щью этих расчетов устанавливают возможность выполне-
||| переходов обработки с выбранными режимами и условиями
Й|ботки. При технологических поверочных расчетах опреде-
Кт факторы, влияющие на точность механической обработки,
Ьшчения погрешностей, обусловленные этими факторами;
Вларную погрешность размера и формы поверхностей при
йолнении данных технологических переходов или операции в
юм; суммарную погрешность расположения поверхностей,
|1имер расположения осей отверстий одно относительно дру-
и по отношению к базовой поверхности корпусной детали.
|При определении настроечных размеров, наиболее рацио-
|й>ным является такой размер, при котором поле погрешности
^полагается максимально близко к нижней (для вала) или
|Й£ней (для отверстия) границе поля допусков (рис. 4.34). При
обеспечивается более полное использование поля допусков
|жнос инструмента Ди одновременно с уменьшением числа
^ршровок инструмента за время его стойкости.
Рис. 4.34. Положение поля суммарной
погрешности обработки А размеров
детали А г. и А., . в поле допуска Т
зТ . тя V tit IЯЪ
НЮХ 1П1П
расчет настроечного размера следует выполнять для кон-
|ного выбранного поперечного сечения детали, в котором
будут выполнять наладку и контролировать настроечный размер
Целесообразно настроечный размер определять для минимадь-
ного поперечного сечения I~L
В общем виде настроечные размеры при наладке по проб,
ным деталям определяют по формулам
— для вала и
— для отверстия.
Здесь £min, ^max “ минимальный и максимальный предель-
ные размеры соответственно; Аизм — погрешность изменения
размеров пробных деталей; Ар/-/— поле рассеяния размеров
пробных деталей (случайная составляющая погрешности разме-
ра в минимальном сечении I—I ); А/_/ — суммарная погреш-
ность, обусловленная закономерно изменяющимися факторами
в минимальном сечении I—1 (например, тепловыми деформа-
циями элементов технологической системы).
При наладке по эталону определенный по выше приведен-
ным формулам размер £н.л.д должен быть уменьшен (для вала)
или увеличен (для отверстия) на значение средних упругих от-
жатий технологической системы у /_/ в сечении 1~1 и на высоту
микронеровностей Rz. т.е.
- ^н.п.д + (у 1-1 +
— для отверстия.
— для вала и
380
вс,- г min
Определенные значения Д;"
|И настроечными размерами,
иют по формулам
ЛИ
г max _ г mm < Л
Чо -Ан.т
погрешность
ВШ изготовления
|л ь ких вар и антах,
Ьических условий.
В'
И ^нтъд являются минималь-
Максимальные значения вы-
rmax __ rmin , л
^н.п.д ьн.п.д ПН.П.Дэ
настройки соответственно по
|ону и пробным деталям, расчет которых см. в гл.2.
||Дроектирование многоинструментальных наладок, связано с
Иходимостью размерной настройки для нескольких поверх-
Йгей с различными требованиями по точности. Настроечный
[йер следует рассчитывать и проводить наладку оборудования
|кде всего для поверхности с наиболее жесткими допусками,
рательно должны быть назначены настроечные размеры и
|других поверхностей, так как иногда обработка этих поверх-
Йей протекает в неблагоприятных условиях, что приводит к
рдению брака.
йв
I 4Л1. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
В- ' РАЗРАБАТЫВАЕМЫХ ТП
каждой детали можно разработать в не-
обеспечивающих выполнение заданных
Наиболее приемлемый вариант выбирают,
юставляя технико-экономические показатели, характеризую-
Ц сравниваемые варианты. Выбор показателей по степени их
ЙЙоты и значимости зависит от того, на каком этапе сопос-
ряют варианты ТП. На первых этапах проводят предвари-
||ную оценку вариантов, которая позволяет по внешним при-
дам эффективности (снижение материалоемкости, трудоем-
ки обработки и т.п.) отобрать наиболее приемлемый.
j|Ha этапе выбора заготовки в качестве показателей предвари-
КНой оценки используют:
(I) коэффициент использования материала
вир- '
В-
It. Ки. М = та/т3,
w
И":
ИЙД, т3 — масса детали и заготовки. При технически равно-
ных методах выбирают тот, где значение коэффициента ис-
ifr'
Jt
|fe>-
||>
IL- 381
life • • •
пользования материала выше. Для повышения >м необходимо
приближать форму заготовки к конфигурации готовой детали
повышать точность ее изготовления и улучшать качество
верхностного слоя.
2. Снижение материалоемкости
АЛ/ = (тзб - тЗЛ[)В,
где т3 и, /Из о — соответственно масса заготовки при новом и ба-
зовом (сравниваемом) варианте; В — объем выпуска деталей,
шт. Значимость показателя АЛ/ возрастает при значительном
увеличении объема выпуска деталей при разработке нового ТП.
На этапе,разработки технологической операции используют
следующие показатели:
1. Коэффициент основного времени
По = 1О/ГШ-
Чем выше значение nt0, тем производительнее используется
станок. Коэффициент может быть применен и для оценки всего
процесса в комплексе. Тогда ц0 будет представлять собой отно-
шение суммарного основного времени по всем операциям обра-
ботки к сумме штучных времен по всем операциям.
2. Трудоемкость механической обработки детали
г, - i
I
I
где /? — число операций в данном ТП. В серийном производстве
определяют трудоемкость изготовления партии деталей
~~ /ц.З
где /п з — подготовительно-заключительное время; — число
деталей в партии.
Для различных заготовок или изделий, существенно отлш
чающихся по массе, имеется определенная взаимосвязь между
трудоемкостью и массой:
Й
р
ж
<
соответственно трудоемкость изготовления дета-
to новому и базовому маршруту; т3 н, § масса заготовки
Ьовом и базовом (сравниваемом) варианте.
та Сокращение нормы времени на операцию
I явр = -/ш^ /ш2 • 100%; Явр = Тпа^-~ Гпарт< . 100%,
Ь ^Ш| * парт j
flirt-
Ш'1
|ЙШ1>^ш> ~ нормы штучного времени в сравниваемых вари-
х; ^парТ] > ^парт2 ~~ трудоемкость изготовления партий дета-
Кв сравниваемых вариантах.
|fek Рост производительности труда
Жж;?-?!
л= 100/7вр/(100 - Явр).
|»'
I» . '
»Ь';
ip..-'.
^Перечисленные выше относительные показатели используют
|иервых этапах разработки ТП. Самостоятельного значения
оценки технологических вариантов они не имеют.
|На завершающем этапе разработки ТП проводят полную
ку вариантов путем сравнения себестоимости обработки за-
мок, отражающей затраты живого и овеществленного труда.
|^уществует два основных метода определения себестоимо-
б бухгалтерский и метод прямого калькулирования (поэле-
₽ЫЙ).
При бухгалтерском методе себестоимость изготовления дета-
пределяют по формуле
В ' с = мо + зо + ц, .
ipo — стоимость основных материалов или исходной заго-
fc за вычетом стоимости реализуемых отходов; Зо — заработ-
ВШлата основных производственных рабочих; Ц — цеховые
рды, связанные с амортизацией и ремонтом оборудования, а
е с затратами на силовую электроэнергию режущий изме-
Игьный, вспомогательный инструмент и приспособления, на
Иотную плату вспомогательных рабочих цеха (инструмен-
Идя группа, ремонтные рабочие и т.п.) инженерно-техниче-
работников, управленческого и обслуживающего персонала
Iй тд-
Ь 383
Цеховые расходы при калькулировании себестоимости опре^
деляют в процентах от заработной платы основных рабочих це^
ха; тогда себестоимость (текущие затраты) можно выразить так:
( U
= М,, + 3„ 1 + —- ,
° °1 1007
где Ц — процент цеховых (накладных) расходов. Процент на-
кладных расходов зависит от типа, степени автоматизации и ор~
ганизационной структуры производства и изменяется в широких
пределах.
Изложенный метод прост, но не пригоден для сравнения ва-
риантов, так как не позволяет выделить составляющие цеховых
расходов. Его можно использовать при приближенном опреде-
лении себестоимости однородной продукции цеха, изготавли-
ваемой на оборудовании и оснастке, одинаковых по степени
сложности и размерам.
Наиболее точным является метод прямого расчета всех со-
ставляющих себестоимости. В этом случае полную себестои-
мость продукции определяют по формуле
С - А7О + Зо + Зв + Ао + И + Аго + Л + Ро + П + Р,
где Зв ™ заработная плата вспомогательных рабочих; Ао — амор-
тизационные отчисления от стоимости оборудования; И — за-
траты на инструмент и малоценные приспособления; /1. о -
амортизационные отчисления от стоимости технологического
оснащения; Л —- затраты на энергию для технологических це-
лей; Ро — затраты на ремонт оборудования; /7 — затраты на
амортизацию и содержание производственных площадей; Р —
затраты на ремонт и обслуживание управляющих устройств и
программ (для станков с ЧПУ).
Метод прямого расчета себестоимости трудоемок. При со-
поставлении разрабатываемых вариантов допустимы прибли-
женные расчеты. Так, при сопоставлении вариантов можно ог-
раничиться учетом изменений первых пяти статей расходов, со-
ставляющих наибольшую долю в себестоимости продукции. 0е'
тальиые затраты учитывают тогда, когда применение разрабаты-
ваемого нового варианта приводит к значительному их измене'
пию. Далее себестоимость обработки детали рассчитывают по
зю
Ь
I статьям затрат, которые изменяются в сравниваемых вари*
|ах, т.е. по технологической себестоимости. Сократить трудо-
Л^ость расчета себестоимости можно также, применив так на-
|Ьемый нормативный метод расчета.
При этом методе расчета используют таблицы, в которых
^|аны периодически корректируемые расходы по всем эле-
|там себестоимости, приведенные к одному часу или минуте
юты станка. Расчет себестоимости сводится к выбору из этих
элементу, суммированию их и ум-
на штучное время проектируемой
йиц расходов по каждому
^ению полученной суммы
:ерации.
^Сравнение вариантов на
вводят в том случае, если сравниваемые варианты не требуют
| своего выполнения дополнительных капиталовложений. В
ом случае экономию определяют по формуле
основе минимума себестоимости
н>
й-
Q, Сн — себестоимость изготовления одной детали по базо-
ffi и новой технологии; объем выпуска деталей по новой
хнологии, шт.
| Если новый ТП требует дополнительных капиталовложений,
енку вариантов следует вести путем сопоставления суммарных
ЧУ
А — капиталовложения по данному ТП.
Суммарные затраты П определяют для каждого сравниваемо-
|йарианта. Лучшим признается вариант с минимальными за-
|гами /7/т1П.
Годовой экономический эффект от внедрения лучшего вари-
по сравнению со сравниваемым определяется разностью
|марных затрат этих вариантов:
V-
{При
fcr в
ШИ,
I по
/ min-
й
К
существенных различиях сравниваемые варианты при-
сопоставимый вид по объему выпуска и качеству про-
а также по срокам осуществления варианта. Например,
новой технологии объем выпуска деталей возрос по
мнению с базовым, то себестоимость продукции и капиталь-
хнодогия машиностроения. Том 1
385
ные вложения по базовому варианту нужно пересчитать ца j
объем выпуска по новой технологии: |
И
б
Себестоимость у.е.:
годового выпуска деталей. . .
одной детали..............
3667
0,24
1613
где Q, Сн — себестоимость объема выпуска деталей по базовой
и новой технологии; К§7 — капиталовложения по базовой и
новой технологии; Вб, — объем выпуска деталей по базовой
и новой технологии.
В дополнение к годовому экономическому эффекту целесо-
образно определять срок окупаемости дополнительных капита-
ловложений на оборудование СТО по новому варианту:
gpaccчитаем технико-экономические показатели. Пусть мас-
дстали равна 0,59 кг. Тогда коэффициент использования ма-
ралов
&:•
7
и.м.н
= 0,59/1,04 - 0,57.
расч
н
Срок окупаемости сравнивают с тем сроком, на какой
предприятие, государство, банк или какие-либо другие органи-
зации могут выделить необходимые средства для совершенст-
вования старого или разработки нового ТП.
Приведем пример выбора наиболее целесообразного вари-
анта ТП. Цилиндрическое зубчатое колесо может быть изготов-
лено из прутка диаметром 80 мм (базовый вариант) либо из за-
готовки, полученной методом штамповки (проектируемый ва-
риант). Режим работы цеха и тарифный разряд работы приня-
ты одинаковыми в обоих вариантах. В базовом варианте обра-
ботку ведут на станке 1Б290—4К, в разрабатываемом — на трех
станках: 1708, 2А125, 7А540.
ведены ниже:
|и
рСнижсние материалоемкости при применении в качестве
Стоики штамповки
.«Г •
I ДА/ = (w3.6 - тЗЛ1)Вп = (2,45 - 1,04) 15000 = 21150 кг.
ft!j. , яЖ- 1
{Годовой экономический эффект
ф-т
I
7/
’В*.
Остальные исходные данные
при-
-(С„ (1613+1140) ^5
- (3667 + 2055) = 2537.
Йаким образом, применение штамповки при новом вариан-
р П позволяет снизить себестоимость в 1,3 раза и сэкономить
fc металла. При этом годовой экономический эффект соста-
17537 у.е.
Объем годового выпуска,
Вид заготовки...........
шт. ,
Масса заготовки, кг, . . .
Трудоемкость обработки,
Капиталовложения на годовой
выпуск деталей, у.е......
мин. .
Новый Базовый
вариант вариант
15000 5000
Штам- Прокат
повка
1,04 2,45
1,30 1,42
2055 1140
1
Вопросы для самопроверки
|:К1азовитс основные этаны разработки ТП изготовления детали.
||Какис задачи решают при разработке маршрута изготовления детали?
|Ясм руководствуются при выборе средств технологического оснащения?
Какие правила используют при определении содержания технологических
Ши й ?
В какой последовательности устанавливают режимы резания для сложных
ументальных наладок?
Как оценивают технико-экономическую эффективность вариантов ТП?
Какими параметрами оценивают точность изготовления детали по разрабо-
Фму 331?
^Назовите виды технологичности конструкции изделия и основные показа-
(е оценки.
Ж
387
РАЗРАБОТКА ПРОГРЕССИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
5.1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СЕРИЙНОГО ПРОИЗВОДСТВА
5.1.1. Типизация технологических процессов и групповая обработка
Одним из наиболее прогрессивных направлении совершен-
ствования технологии серийного машиностроительного произ-
водства является типизация ТП обработки отдельных поверхно-
стей, типовых сочетаний поверхностей и изготовления дезалей
(в целом).
Работу по типизации ТП начинают с проведения классифи-
кации, позволяющей привести все многообразие заготовок, по-
верхностей и их сочетаний к минимальному количеству типов,
для которых можно разработать типовые ТП обработки. При
этом признаки, заложенные в основу классификации, должны
удовлетворять условиям, при которых обработка поверхностей,
их сочетаний или заготовок могла быть осуществлена по одному
и тому же ТП.
Признаками для классификации элементарных поверхностей^'
ляются: форма поверхности, размеры, материал изделия, требуе-
мая точность обработки, качество поверхностного слоя. Пр11
"создании типовых процессов обработки отдельных поверхностей
не решается вопрос о типизации исходной заготовки, обору Д°
вания и последовательности отдельных операций. Следует отме
тить, что типовой процесс обработки определенного сочетания
поверхностей и особенно типовой процесс обработки заготовок
388
в
I
ill
I
I
тгл Г :
||всегда состоит из сочетаний типовых процессов обработки
Й^дьных поверхностей.
|||1римеры построения типовых технологических маршрутов
ад^ботки различных поверхностей заготовки приведены в мно-
|фсленных руководящих и справочных материалах по припус-
р на обработку, последовательности переходов, трудоемкости
Экономичности обработки заготовок с различными квалитета-
|'точности и разной шероховатостью.
||Под типовыми сочетаниями поверхностей будем понимать
ретание поверхностей, встречающихся у различных заготовок,
Р котором все элементарные поверхности могут быть обрабо-
ры при неизменной технологической базе, одинаковой после-
Стельности операций, установок и переходов на одних и тех
щртанках, одинаковыми инструментами.
^Признаки для классификации типовых сочетании поверхностей
Дующие: конфигурация, размеры и точность обработки от-
|Й.н'ых поверхностей; материал обрабатываемой заготовки; со-
Йршение размеров отдельных поверхностей и точность их вза-
Ьюго расположения. Типизация обработки сочетаний поверх-
Ьтей также не решает задачи типизации исходной заготовки и
|всегда определяет последовательность обработки отдельных
||ерхностей конкретной заготовки.
^Примерами разработки типовых процессов обработки соче-
|ий поверхностей могут служить процессы обработки концен-
рно расположенных наружных и внутренних поверхностей
Ьцения, взаимно перпендикулярных или параллельных по-
|хностей, обеспечение соосности обрабатываемых отверстий и
Мости межосевого расстояния между ними и т.д.
^Типизация ТП возможна только путем проведения типиза-
К изготовления деталей. Признаками для классификации дета-
Кявляются: конфигурация деталей, ее размеры; точность об-
ВЬтки и качество поверхностного слоя; материал заготовки.
признаки основные, они относятся непосредственно к дета-
Ввыявляются из рабочего чертежа детали (заготовки) и опре-
Ьют характер и содержание ТП. Дополнительные признаки,
||е, как объем производственного задания, размеры отдель-
|| партий обрабатываемых заготовок, имеющиеся в наличии
(станки, приспособления, инструменты), система планиро-
в
ЗЯ9
!.
Д'
№
вания и организации производства и т.п., учитываются при |
пизации ТП созданием нескольких технически равноценных на. I
риантов типовых процессов. I
Технологическая классификаций деталей, предложенная I
проф. А.П.Соколовским, предусматривает 14 классов, характерц. I
зуемых общностью технологических задач, решаемых в условиях II
определенной конфигурации деталей. Она имеет общемашино- |
строительный характер (валы, втулки, диски, рычаги и т.д.) и
может быть расширена добавлением новых классов деталей, ха- I
рактерных для отдельных отраслей промышленности (например. I
турбийные лопатки, шариковые подшипники и т.п.). Деление I
классов на группы и подгруппы заканчивается типом — совокуп- ’
ностью деталей одного класса, имеющих в определенных произ-
водственных условиях одинаковый маршрут типовых операций,
характеризуемых единством содержания и последовательности I
технологических переходов для группы изделий с общими кон-
структивными и технологическими признаками. В пределах ти- |
па допускаются некоторые отклонения в порядке обработки, f
возможно исключение или добавление отдельных переходов и 1
операций. |
Типизация ТП позволяет: 1) свести огромное количество i
процессов к минимуму и внести единообразие в обработку сход- |
ных деталей; 2) использовать наиболее прогрессивные ТР и со- |
кратить сроки ТПП; 3) уменьшить количество типов спениаль- |
ного оборудования и оснастки и создавать их на базе типовых |
схем и унифицированных узлов, используя принцип агрегатиро- |
вания. Типизацию ТП можно рассматривать как многоэтапную j
процедуру принятия проектных ТР, включающую принятие ана- |
литического ТР (определение классификационных признаков |
деталей) и синтез собственно проектного решения — определе- |
ние типа де|алей и соответствующего типового процесса (см.
3.2, 3.3).
Документация типовых ТП включает в себя классификатор j
деталей и карты типовых процессов обработки. Карты содержат |
подробные данные о ТП и отдельных операциях: эскиз заготоВ' |
ки с предельными габаритными размерами, материал, точность j
обработки и качество поверхностного слоя, последовательность |
и содержание переходов, оборудование, приспособления и инет- j
390
Вйенты, режимы обработки, нормы времени (для режимов и
Цм времени должны быть указаны пределы их изменений для
Йых размеров заготовок). Типовую технологию в условиях за-
разрабатывают в двух вариантах: рабочем, составленном на
овании имеющегося оборудования и условий завода, и пер-
ктивном, учитывающем все возможности современных видов
аботки, новейшего оборудования и прогрессивных методов
анизации производства.
Использование типовых ТП для изготовления деталей наи-
>iee характерно для крупносерийного и массового произ-
^ств. В условиях мелко- и среднесерийного производств при
|отовлении деталей небольшими партиями возникают боль-
е потери времени, связанные с переналадкой станков при пе-
|оде от изготовления одной детали к другой. В этих условиях
Несообразно использовать групповой метод обработки, предло-
бный проф.С.П.Митрофановым. В основе метода (как и при
пизации ТП) лежит технологическая классификация загото-
позволяющая сформировать группы изделий с последую-
||Й разработкой технологии их групповой обработки без пере-
адки или с минимальной переналадкой оборудования.
При классификации заготовок для групповой обработки ис-
|дьзуют признаки, существенно отличающиеся от признаков
Цповой технологии. При групповой обработке под классом пени-
ст совокупность изделий, характеризуемых общностью типа
орудования, необходимого для Обработки заготовок в целом
1й отдельных ее поверхностей, т.е. при групповой обработке
рмируют классы заготовок по видам обработки (обработка на
карных станках, фрезерных, сверлильных и др.). Создание
Весов является предварительным этапом подготовки группо-
Р обработки. Конечным результатом классификации является
Армирование групп. Основным признаком для объединения за-
явок в группы по отдельным технологическим операциям яв-
ится общность обрабатываемых поверхностей или их сочета-
tt, при этом в состав группы часто входят заготовки различ-
й конфигурации (рис. 5.1) В этом смысле понятие группы
чительно шире понятия типа, являющегося основой пестрое-
я типового ТП.
tr
Рис. 5Л. Группа заготовок, обрабатываемых
в одной технологической операции
При формировании группы заготовок дополнительно учиты-
вают также следующие признаки: точность и шероховатость об-
рабатываемых поверхностей; близость размеров исходных заго-
товок, позволяющая обрабатывать их на одном и том же обору-
довании в однотипных приспособлениях (групповых, перенала-
живаемых); серийность выпуска заготовок.
Групповая обработка может ограничиваться отдельными
групповыми операциями или применяться для построения группа-
вого ТП обработки заготовок в целом.
При проектировании отдельных групповых операций груп-
пой называют совокупность заготовок, характеризуемых общно-
стью оборудования, технологической оснастки, наладки и тех-
нологических переходов. Группу заготовок создают для выпол-
нения операции на одном и том же станке при его неизменной
наладке. В отдельных случаях при переходе к обработке другой
заготовки данной группы допускается незначительная подналад-
ка станка (замена режущего инструмента, сменных установоч-
ных или зажимных элементов группового приспособления, пе-
рестановка линейных и диаметральных упоров и т.п.), которая
должна быть осуществлена с минимальной затратой времени.
•V
Совокупность групповых технологических операций, обеспе-
|дюших обработку различных заготовок группы (или несколь-
Ц групп) по общему маршруту, представляет собой групповой
В этом случае некоторые заготовки или их группы могут
^пускать отдельные операции.
| Разработку групповой технологии, как процесс принятия
ректного ТР, выполняют согласно общей схеме (см. рис. 3.1).
|Проектирование групповой технологии требует выполнения
|ta последовательных процедур.
|| 1. По чертежам изделия завода отбирают детали, которые
эгут быть изготовлены на одинаковом оборудовании при уста-
вке в однотипных приспособлениях с применением одинако-
во инструмента. При этом учитывают фактическую трудоем-
|Ьть обработки отобранных заготовок (деталей) в количестве,
1|спечиваюшем полное выполнение программы в течение оп-
иленного планового периода (месяца, квартала, года).
j 2. Устанавливают окончательный состав группы заготовок,
>еспечиваюший загрузку оборудования в течение выбранного
^нового периода при минимальных затратах времени на его
Ценаладку для обработки других групп заготовок. Это исклю-
[(Йельно важный этап, так как преимущества групповой обра-
зки проявляются в полной мере только в том случае, если ме-
li переналадками станка для обработки заготовок различных
jftin проходит достаточно большой период времени (6—8
1ен и более).
I В условиях мелкосерийного производства, когда заготовки
рабатываюг партиями по 3...10 штук, для создания такой дли-
зьносги обработки одной группы потребовалось бы объеди-
ть в нее большое количество различных по конфигурации за-
Йрвок (50...70 наименований), что привело бы к необходимо-
й проектировать сложные многопереходные наладки станков с
Пользованием в основном нормальных режущих инструмент
I, работающих последовательно. Все это приводит к сниже-
но производительности, хотя она, конечно, значительно выше,
м при обработке мелких серий заготовок на универсальных
анках без групповой переналаживаемой оснастки.
Поэтому при формировании группы рекомендуется провести
-чет рациональных ее размеров путем сравнения экономично-
393
сти обработки большой группы заготовок при редких перена-.
ладках станка с последовательной работой режущих инструмен-
тов и, как следствие, относительно низкой производительно,
стью выполнения операции с экономичностью обработки не-
скольких более мелких групп, состоящих из тех же заготовок. В
последнем случае, благодаря большей конструктивной и техно-
логической близости входящих в них заготовок, групповые опе-
рации могут быть построены с совмещением переходов и при-
менением специальных державок и инструментов. При этом
операции будут более производительными, но переналадки
станка потребуются чаще.
3. Создают комплексную деталь, устанавливают последова-
тельность и содержание переходов групповой операции и разра-
батывают схему групповой наладки станка.
Наладку станка разрабатывают для наиболее сложной детали
группы, включающей в себя все поверхности, встречающиеся у
отдельных деталей группы. В случае, когда такая деталь в группе
отсутствует, создают комплексную деталь, т.е. реальную или ус-
ловную (искусственно созданную) деталь, содержащую все ос-
новные элементы, характерные' для деталей данной группы, и
являющуюся их конструкторско-технологическим представите-
лем.
На рис. 5.2 приведена схема создания комплексной детали
путем искусственного объединения отдельных поверхностей бо-
лее простых деталей группы. Наладка станка, осуществленная
для комплексной детали, позволяет без значительной перена-
ладки обработать любую заготовку группы.
4. Проектируют и изготавливают групповую оснастку (при-
способления и инструмент) (рис. 5.3).
Групповые операции с наибольшим успехом применяют для
деталей, цикл изготовления которых ограничивается одной опе-
рацией (например, токарно-автоматные или токарно-револьвер-
ные операции), а также для заготовок, которые после данной
операции проходят обработку по индивидуальным процессам
или входят в новые группы заготовок, формируемые для других
операций (рис. 5.4).
394
Рис. 5.2. Формирование комплексной детали:
'/////////л
1 6
и
^Комплексная деталь; Б ~~ И ~~~ группа детален; 1 — 7 — сочетания элементар-
fcv ных обрабатываемых поверхностен
Рис. 5.3. Групповая оснаст-
ка ( / - 3 — варианты уста-
новки заготовки в приспо-
собление)
395
Рис. 5.4. Пример групповой наладки
Типизация ТП и групповая обработка заготовок представля-
ют собой прогрессивные методы унификации технологии, по-
зволяющие перенести высокопроизводительные методы массо-
вого производства в условия серийного и даже единичного про-
изводств. Каждый из них имеет свою область эффективного
применения, причем максимальный успех приносит рациональ-
ное сочетание методов типизации ТП и групповой обработки в
наиболее выгодных для предприятия условиях (табл. 5.1).
396
izX4.;’’
Б- Таблица 5.1. Сравнение методов типизации ТП и групповой обработки
111 . ' "
внительная характе-
Типовой ТП
Групповая обработка
I
Hi
|| Производства
Конструктивное подо-
бие деталей, общность
технологического
шрута и операций
мар-
Общность элементарных
поверхностей, из которых
образована конфигурация
деталей; возможность об-
работки заготовок разной
конфигурации на одном
оборудовании и при од-
ной наладке станка
Крупнесерийное произ-
водство конструктивно
подобных деталей (шес-
терни, с ту п е н ч а т ы е
лы, кольца и т.п.)
ва~
Ед и н и ч н ое. мел косе р и й -
ное и серийное произ-
водства различных дета-
лей машино- и приборо-
строения
ласть применения
С.! .
15 — 20 % деталей с
шего машиностроения
40 — 60 % деталей маши-
ностроения и 50 — 60 % —
при борострое ния
5.1.2. "Гибкий" подход к групповому методу
обработки заготовок
рд
|В основе предлагаемой методики проектирования групповых
дологических операций лежит метод синтеза, в котором от-
||твуют ограничения, накладываемые процессом-адресатом, и,
Ьовательно, возможно более полное использование техноло-
рских возможностей оборудования. Применение метода про-
|йрования технологических операций на основе синтеза с
|ентацией на групповой метод обработки заготовок обеспечи-
ft получение "гибких” ТП, учитывающих динамику изменения
вдзводственной ситуации (наличие работоспособного обору-
рния и технологической оснастки, размеры партии обрабаты-
Ьых заготовок, производственное задание и тле). Для оценки
Тактированных групповых операций вместо критерия совпа-
ди конструкторско-технологических признаков (что имеет
|го при адресации к комплексной детали, групповому ТП,
|tne деталей), не гарантирующего реальное сокращение подгото-
рльно-заключительного времени, используется критерий мини-
ЙЖ: •
i
мальности последнего при наличии процессов переналад.
ки оборудования.
Для решения задач автоматизации проектирования группе,
вых технологических операций используют математическую
модель производственной среды.
Под производственной средой Р : {Э} будем понимать множе-
ство технологических составляющих производственной систе.
мы (станков, приспособлений, инструментов и др.), требующих
проведения наладочных работ при переходе к выполнению
очередной технологической операции.
Элементом производственной среды Э (ЭПС) называется со-
ставная часть производственной среды (например, приспособ-
ление), требующая комплекса законченных действий (этапов)
при выполнении наладочных работ. Очевидно, что в отличии
от ЭПС не все элементы производственной системы требуют
проведения наладочных работ.
Каждый ЭПС описывается некоторым набором технологи-
ческих характеристик X, т.е. Эи: {А}и. С целью минимизации
количества ЭПС имеет смысл, во-первых, исключить из произ-
водственной среды элементы, доля времени которых, затрачи-
ваемая на наладочные работы, незначительна (например, смена
управляющей программы на станке с ЧПУ); и, во-вторых, при
наличии постоянно повторяющихся этапов наладочных работ,
как, например, в случае использования специального сверла с
втулкой для крепления в резцедержателе, целесообразно их
объединить в один ЭПС.
Технологическая операция О/ выделяет в производственной
среде множество ЭПС, необходимых для ее выполнения:
О,:Р),; (aj, с (а).
ss
Следовательно, объектами моделирования являются произ-
водственная среда и множество технологических операций.
Текущее состояние ЭПС, отражающее возможность их при-
менения при выполнении очередной технологической опера-
ции в момент времени т, характеризует производственную си-
туацию Т. При моделировании можно выделить два вида со-
стояния ЭПС.
398
^Первый вид состояния характеризует наличие и работо-
1еобность ЭПС в производственной среде в рассматриваемый
|^ент времени. Например, ЭПС может находиться в ремонте,
г :
чувствовать в производственной системе и т.д.
К Второй вид состояния То отражает использование ЭПС при
цолнении той или иной операции (например, станок может
Годиться в процессе обработки других заготовок или быть
||бодным).
|Таким образом, состояние производственной среды ф в ин-
Вале времени т описывается следующими четырьмя компонента-
Л' .
Ц.
<
|;При моделировании производственной среды в различные
рйрвалы времени меняется лишь множество технологических
Цраций, участвующих в моделировании, и производственная
етация. Так, при моделировании производственной среды в
||ервале диспетчирования тд (на ближайшие одну — две сме-
||используется множество технологических операций, находя-
Ься в работе или назначенных к выполнению в это время, и
Визводственная ситуация отражает текущее состояние ЭПС:
Л'Ь
ж
g-ц
1'
т д шт
р > ‘ о
д
*
|Если же ТПП проводят для перспективного интервала вре-
|ЙИ тп, то в данном случае состояние производственной среды
Ь характеризует только наличие или отсутствие ЭПС в произ-
|ственной системе; возможность использования ЭПС при вы-
|мении той или иной технологической операции не
|ет смысла учитывать из-за высокой вероятности изменения
|изводственной ситуации. Кроме того, как правило, точно не
рстно производственное задание по изготовлению деталей в
кррвале тп, поэтому в моделировании участвует все множество
|Ййно выполняемых технологических операций:
и
фт,!
I: :
b-"-
n^-:
fc.
b
399
Математически производственная среда может быть представле-
на в виде взвешенного ориентированного графа Р (Э, /?), вер.
шинами которого является множество ЭПС {Э}, а ветвями^
множество технологических взаимосвязей {А }, отражающих от-
ношения между ЭПС, устанавливаемые в процессе наладки (пе-
реналадки) (рис. 5.5).
Первый вид отношений 7?р характеризует возможность со-
вместной наладки
5
uv?
1
ЭПС (Эи и 3V) и ее трудоемкость:
если 3V не применяется вместе с Эи ;
если трудоемкость проведения наладки рав
на Tuv-
если затрат на наладку 3V не требуется.
отношений Ао определяется множеством техно-
логических операций и характеризует применение конкретного
ЭПС при выполнении той или иной операции.
Второй вид
производственной среды P(3.R). Цифры 1 ~~ 9 в
Рис. 5.5. Фрагменты графа
индексах — уровни графа, обозначающие соответственно участки (/), рабочие
места (2), станки (5), приспособления (4), зажимные элементы (5), режу-
щий инструмент (б), вспомогательный инструмент (7), схваты (8) и кассеты (9)
Так, при выполнении /-й технологической операции
5
400
р
Таким образом, каждая технологическая операция О, выделя-
а графе производственной среды P(3,R) подграф Gj(3,R)'.
Третий и четвертый вид отношений отражает производствен-
ю ситуацию Т: . ,
3
О-
л
если 3V отсутствует или находится в нера-
ботоспособном состоянии и использовать
его нельзя;
в противном случае.
если 3V уже занят, т.е. использу ется в дру-
гой операции;
в противном случае.
Из приведенного видно, что область определения значении
Бх видов отношений между ЭПС в производственной среде
|кит в пределах от °о до 0, т.е.
п
Для удобства представления множества ЭПС в базе данных
есообразно разбить его на подмножества, характеризующие-
рбщим набором технологических характеристик[Xj:
5
каждое такое подмножество расположить на определенном
вне модели производственной среды (МПС):
q
5
q — число уровней МПС. На графе производственой среды,
веденном на рис. 5.5, таких уровней выделено девять: участ-
рабочие места, станки и т.д.
С помощью системы математических операций над отноше-
ями между ЭПС (табл. 5.2) (отрицание, дизъюнкция, конъ-
1кция, алгебраическая и дизъюнктивная суммы, разность и
й
*
401
т.д.) возможно моделирование (с учетом реальной производств
венной обстановки) процессов наладки, переналадки, комплек,
тации и других процедур, а также определение интенсивности
реализации отдельных этапов подготовительно-заключительных
работ, принципиальной возможности (или невозможности) их
сокращения или исключения.
Например, операция объединения позволяет выявить все
этапы и трудоемкость наладочных работ для технологических
операций, включенных в группу:
UVl >
а операция пересечения — только общие этапы и их трудоем-
кость:
min\Tuv.-tTm ,
402
к. С использованием операции алгебраической суммы можно
йределить состав и трудоемкость этапов наладки при выполне-
ний операций с полной переналадкой
если Tuv = со;
если Tuv. = со;
— в других случаях,
Ж' •
помощью операции алгебраической разности — установить
достав и трудоемкость переналадки с одной операции на другую
(с/ на/):
если Tuv = со;
если Тт = со;
— в других случаях.
Дизъюнктивная сумма определяет несовпадающие этапы на-
рочных работ в рассматриваемых операциях:
| Л/(ЭИ,ЭУ) Ф Лу(Эи,Эу) « (Л/л Л/) v (Л/ л ЯД
Вразность — несовпадающие этапы наладочных работ при пере-
воде от одной операции к другой:
|Й:Л; ’ ’
4/ху
Йдесь Rj — отрицание Я-.
Подграф технологической операции б) (3,R) выделяет под-
Вюжество ЭПС на графе Р (3,R), необходимое для ее выполне-
ия, и процесс наладки на данную операцию можно предста-
йТь в виде их пересечения (рис. 5.6):
Ь,:.
II ®Н,- =
|< На этих графах стрелками указаны возможные отношения
ЮЖду ЭПС (ветви графа). При этом численные значения выра-
яав)/* ’
403
жают трудоемкость подготовительно-заключительных работ,
связанных с наладкой тех или иных ЭПС,
Рис. 5.6. Пример моделирования процесса наладки:
а ~ граф Р\ б ~ граф G, ; в - граф ; цифры I ~ 6 в индексах — уровни
графа, обозначающие соответственно станки, приспособления, режущий и вспо-
могательный инструмент, схваты, кассеты
Примем, что С обозначает сумму весов ветвей, связывающих
попарно вершины графа 0. Очевидно, что сумма весов ветвей
результирующего графа 0Н равна времени наладки ТИ. на дан-
ную технологическую операцию:
Из графа 0Н'(рис. 5,6, в) можно определить, что трудоем-
кость наладки Гн = 2,87 ч.
Процесс переналадки с / -й операции на j -ю моделируется с
помощью графа 0ПН , определяемого следующим образом
ij
(рис. 5.7):
404
w.
Ья
ПНу
S;fCaK видно из рис. 5.7, граф устанавливает только недостаю-
Й|е этапы наладочных работ, трудоемкость которых
ПНу
ПНу’
f
|||Для нашего примера Тпн = 0,37 ч.
fc Рассмотренная выше МПС дает возможность применить
Ибкий" подход к групповому методу обработки заготовок, при
|||рром допускается наличие переналадки при переходе от од-
|м операции к другой в пределах некоторого множества тех-
нологических операций, а не только наладки, как это имеет
«го в случае "классического” подхода к групповому методу.
|||'Для оценки спроектированных
Кпповых технологических опера-
||1 (или группирования техноло-
||1еских операций) используют ко-
ициент принадлежности Кп,
Ьный отношению возможной
Вномии подготовительно-заклю-
Цельного времени при последо-
(Ьльном выполнении операций в
Вультате переналадки ЭПС к об-
щему времени наладки на данные
Дологические операции:
<?!£ К** ‘
fc:;?
о
i
niJ
Н; Н; ПН;;
* J V
21
82
11
1,45
32
ор?
11
21
Dt13
0f07
31
Ч-2
I
•<
ПН ;;
53
н . — трудоемкость на-
Рис, 5.7. Пример
процесса переналадки:
моделирования
[Ки на Аю и у-ю операции; Тпн .
Трудоемкость переналадки с /-й
Врации нау-ю; Тпн„ — трудоемкость переналадки с у-и one-
ПН ij
да на /-ю.
K'
405
Очевидно, что чем больше будет у двух рассматриваемых
операций общих ЭПС, тем значительнее экономия времени
при объединении и последовательном выполнении этих опера,
ций и выше Кп .
Формула (5.3) является обобщенной, т.е. отражает принад.
лежность одной технологической операции к другой при лю-
бом порядке их следования. Если же последовательность вы-
полнения операций известна (например, Oj следует за О, и
Тпи.. = 0), то формула (5.3) упрощается:
= (ГН - т У тк
J v */
и коэффициент Кп отражает принадлежность j-й операции /-й,
а значит, предполагается, что наладка на /-ю операцию уже вы-
полнена (Тн. - 0).
Распространив формулы (5.3), (5.4) на некоторое множество
технологических операций можно охарактеризовать их
общность как
п* vJH.px -'н.р.пн*//
Здесь трудоемкость наладочных работ в /с-й группе Тн
а трудоемкость наладочных работ, связанных с пере-
наладкой,
H.pjIHfc
пну ’
При классическом подходе групповая наладка на k-ю груп-
пу технологических операций Qk включает все ЭПС, используе-
мые при их выполнении, т. е. Qk : Ог еЦДрис. 5.8, «)•
Граф наладки на групповую операцию в этом случае
п
Рис. 5.8. Классическая (г/) и "размытая" (6) группы технологичес-
ких операций
При классическом подходе к групповому методу обработки
отовок. т.е. когда переналадка в пределах группы отсутствует,
принимает только два значения:
(г. . /
при Oj, Oj
|При "гибком” подходе к групповому методу предполагают,
^коэффициент принадлежности Кл может принимать любые
||ения в диапазоне 0...1 в зависимости от конкретных произ-
ственных условий с целью более полного использования по-
риальных возможностей групповой обработки по сокраще-
затрат на наладку и переналадку оборудования (в том числе
недостаточно высоком уровне унификации изготовляемых
Длей).
ЙГакие понятия группового метода, как "группа" и "групповая
нологическая операция", в условиях "гибкого" подхода "раз-
даются". "Размытой" группой Q называется совокупность тех-
нических операций, при выполнении которой используются
Цторые общие ЭПС, составляющие групповую структуру
рационной наладки (ГСОН) Q к (рис. 5.8, б):
407
406
5.1.3. Проектирование групповых технологических операций
на основе модели производственной среды
Синтез технологических операций, их групп и последова-
тельностей на основе МПС производится путем выявления об.
ластей наиболее эффективных вариантов (множеств) ЭПС, в
результате использования которых при групповом методе вы-
полнения некоторого множества технологических операций
можно получить экономию подготовительно-заключительного
времени. Таким образом, в качестве критерия оптимальности
можно использовать условие
Производственная ситуация в интервале времени т пред-
ставляется пересечением двух подграфов:
=ТрАТот.
Среда группирования технологических операций сргр отра-
жает исключаемые в результате создания "размытых0 групп эта-
пы наладки и переналадки:
Фгр “
(5.6)
и вес каждой ветви в данном случае равен суммарной эконо'
мии времени наладки того или иного ЭПС при использовании
групповой обработки по сравнению с вариантом полной пере-
наладки при переходе от одной операции к другой.
При планировании технологических операции необходимо
выявить те ЭПС, общность которых позволяет сократить поД'
готовительно-заключительное время подготовки рабочих мест
408
Цдствие упорядочения пар операций. Среда планирования
моделируется так:
т
п
. w S'
лй'
о*
т
Фил
т и п — соответственно число выполненных и назначен-
х технологических операций.
Вес графов сргр и српл равен суммарной экономии времени
угадки, ожидаемой в результате применения "гибкого” груп-
звого метода обработки заготовок:
7k •
f' Гэ,н - С (фгр, Фпл)-
И;.
Объектом синтеза в МПС при проектировании технологиче-
|й операции является подграф операции Gnp или наладки GT
;х средств оснащения (ЭПС), необходимых для изготовления
^ли, а при группировании и планировании технологических
граций — подграф Qk, включающий общие этапы наладки
fs’J
| некоторого множества операций, т.е. ГСОН.
Синтез проводят в диалоговом режиме на основе техноло-
^ских характеристик и количественных оценок затрат (или
экономии) на наладку и переналадку оборудования. При
ЭПС, совместное использование которых либо невозможно,
ю нс дает эффекта, технологу для выбора не предлагаются.
Таким образом, пространство поиска при синтезе ТР на ос-
jfe МПС ограничено областью множества ЭПС, этапы налад-
или переналадки которых могут быть исключены в результа-
|рименения "гибкого” метода, и полный перебор возможных
иантов не требуется. Преимущества процедуры синтеза на
юве МПС тем больше, чем выше размерность задачи, так
| выявленные в результате моделирования множества ЭПС,
|ность которых обусловливает сокращение затрат подгото-
|льно-заключительного времени, позволяют сразу попасть в
|сть эффективных решений.
Анализ объектов синтеза (вариантов и групп технологиче-
операций, их последовательностей и комплектов средств
Йцения, необходимых для изготовления деталей) проводят с
ью окончательного уточнения их состава, моделирования
8ft-
409
kJ
процессов наладки и переналадки, а также расчета подготовь
тельно-заключительного времени.
В качестве комплексного и частных критериев используй
трудоемкость изготовления партии деталей и продолжитель-
ность подготовительно-заключительного времени, которые в
соответствии с формулой (5.2) можно представить в виде
m
ШТ;
пн ПМП;
m
ш<
где т — число выполняемых технологических операций, А
число деталей в партии.
Процессы переналадки моделируют следующим образом:
а) для вновь спроектированной операции СгпР[ по форм)
m
Ml
пн t
пр .
где т — число операций Gj в группе;
б) для операции G) во вновь созданной "размытой" группе
с помощью выражения
п H i
где — групповая структура операционном наладки;
в) при переходе от одной технологической операции к Дру-
гой в соответствии с соотношением (5/1).
Процесс выполнения наладочных работ во всей "размыто*1
группе в целом с учетом и без учета переналадки моделируется
соответственно так:
€>н.р.1>н, = (/’ПО)и(/’П<7/) = РП(О и<77);
410
= {P^Gi^(p^Gj}.
Здесь 0
н.р, пн
— граф наладочных работ с переналадкой
а
ько несовпадающих ЭПС; 0HD . — граф наладочных работ на
ги же операции, но с полной переналадкой.
I Результаты моделирования могут быть оформлены и выведе-
на экран дисплея или печатающее устройство в виде техно-
Йгческо-организационных документов, таких как ’’карта пере-
садки операции”, ’’карта переналадки группы” и др.
| Количественные оценки подготовительно-заключительного
»емени равны весу соответствующих моделей (графов).
Для уточнения состава группы технологических операций
распределения их на освободившиеся рабочие места по-
льзуется коэффициент принадлежности рассчитанный
|Ьке на основе МПС по следующим формулам:
т
п,пр
^П6пр
пр
для
проектируемой операции <711р;
щ \^пр,.
пр,-
z-й операции сформированной А'-й группы;
| случае принадлежности одной операции к другой;
т
+ (P^GJ
Й. •
1ля группы операций в целом.
Коэффициент Кп служит мерой нечеткой принадлежности
проектируемой операции к групповой, одной операции к группе
операций, одной операции к другой при отборе вариантов по
условию Кп > доп . При задании [/^п доп ~ 1 остаются
только варианты технологических операций и их групп, соот-
ветствующие ’’классическому" групповому методу обработки
заготовок, а при
“ -q
А'п лоп 0 все операции допустимые. Не-
обходимо отметить важное свойство коэффициента ЛГП — при
недопустимом сочетании технологических операций (например,
объединении токарной и фрезерной операций в одну группу)
значение Ки не существует, причем область несуществующих
значений /ф определяется структурой производственной среды.
Наиболее эффективные варианты технологических опера-
ций, их групп и упорядочения операций отбираются также по
условиям
Л.Н “ И э.н доп •> 3 - 3 доп ?
где 7□ и — экономия времени наладки, а Кэ — коэффициент, от-
ражающий процентное сокращение времени обработки партии
(или партий) заготовок. Значения Т3 н и Ку также вычисляются
на основе МПС. Если отобранных по указанным выше услови-
ям технологических операций, их групп и пар слишком много,
то можно увеличить допустимые значения оценок и на экран
будет выведено меньшее число наиболее эффективных вариан-
тов.
Проектирование групповой технологии на основе МПС пре-
дусматривает выполнение нескольких типовых проектных про-
цедур в определенной последовательности: моделирование про-
изводственной среды, синтез вариантов решения проектной за-
дачи, последующий их анализ и выбор наилучшего (рациональ-
ного) по принятым критериям. При этом МПС используется
для проектирования отдельных единичных технологических
операций с возможностью определения их "нечеткой" принад-
лежности к групповым и другим единичным операциям с целью
плани-
ш^дедуюшего создания размытых групп; групповых техноло-
Кйеских операций, а также для их группирования и определе-
ния последовательности выполнения на рабочем месте
Кван и я технологических
т
операций).
о,1
Пустая '
вершина
индексах -
ста н к и, п р и с п ос о бл е н и я
0125
5.9, Пример среды проектирования ср
рвни графа, обозначающие соответственно
жущий и вспомогательный инструмент и схваты
СДля проектирования единичных ТО используется модель нор-
фованной производственной среды српп н (рис. 5.9), Все ЭПС
Т j л F А; 1 1^7 , 13
Жируются по приоритетам предпочтения. Первый приоритет
ЖДпочтения соответствует множеству взаимосвязей между
PC, принадлежащими групповым технологическим операциям
Й ГСОН; второй — отношениям между ЭПС, устанавливае-
|м между единичными операциями, серийно выполняемыми в
физводственной системе, а третий — всем возможным; по-
здний приоритет имеют те ЭПС, которые отсутствуют в про-
родственной среде (т.е. требуется их приобретение или конст-
Йрование и изготовление). Отсутствующие ЭПС соответству-
"пустым” вершинам графа производственной среды Р, и
взаимосвязи других ЭПС с ними моделируются с помощью
графа производственной ситуации Т. ’’Пустые" вершины позво-
ляют технологу обращаться к ним в процессе диалогового про-
ектирования при отсутствии необходимого ЭПС в производст-
венной среде и вводить всю необходимую информацию, в том
числе время наладки нового элемента.
В процессе диалогового проектирования осуществляется
синтез подграфа проектируемой операции обработки Спр на ос-
нове среды проектирования <рпр н в соответствии с критерием
С^711р. Пфцрл) min . Поочередно на каждом уровне МПС,
расположенном в последовательности, определяемой методикой
технологического проектирсяыния, отбирается множество ЭПС,
допустимых для совместного использования с ЭПС, ранее вы-
. бранными на предыдущих итерациях (рис. 5.10) по условию
с(Л) < [с]лоп , где C(x9v)a— количественная оценка v-ro
ЭПС на уровне а среды проектирования фир и ; С]
симально допустимое значение оценки ЭПС на уровне а.
— мак-
доп а
”'Пустая "
КоЗ Наименование
4
^баз
21 Цанга 100 0,015
22 Цанга 80 0?38
коа Наименование Режущий Державка С
Md f ериал
И Резец побрезной ВК8 15x20 0,065
32 Резец лобовой ВК8 1бх?0 0,1
33 Резец контурный ВК8 16x20 0,14
34 Резец специальный ВК8 15x20 0,1
30 Инструмент новый ВК8 16x20 0,3
Рис. 5.10. Пример процесса проектирования:
а ~ выбор приспособлении (2-я итерация); б ™ выбор инструментов (3~я umepaipni/
414
рЭПС, применяемые в проектируемой технологической опе-
|йии, технолог выбирает на основе выведенных на экран дис-
Вя технологических характеристик ЭПС и количественной
Ьнки (вес ветви на <рпрн, см. рис. 5.10). Количество выбран-
дх ЭПС на уровне а МПС (например, количество режущих
[фтрументов, размещаемых в револьверной головке) не должно
>евышать допустимое для применения в одной операции.
| Если объем информации на экране слишком велик и неудо-
ft для окончательного выбора ЭПС технологом, то вводят но-
(меньшее) значение оценки [С доп
и процедура отбора по-
процесс проектирования повторяется
оряется.
I При необходимости
ji следующей по маршруту обработки данной заготовки техно-
|ической операции или для нового варианта той же операции,
цорому в этом случае присваивается очередной приоритет по
|цолнению. Наличие нескольких вариантов дает возможность
|и дальнейшем анализе результатов проектирования проводить
|тее всестороннюю оценку технологической операции и иско-
вые из вариантов отбрасывать.
^Проектирование операций переналадки оборудования ведут
1кже с использованием моделирования производственной сре-
t Для /-й спроектированной операции наладка моделируется с
|мощью графа 0И (рис. 5.11, а.б)
- . . . * * ’ / * * к /
| Минимально необходимая переналадка ЭПС спроектирован-
й операции при ее совместном выполнении со множеством
|нологических операций, запускаемых в производство в ин-
рвале т, представляется в виде (рис. 5.11, в,г)
г?, । т
ПН I
пр,
т
5
^Исключаемые в этом случае этапы наладочных работ могут
в.
|ть отражены графом Q :
лУ? •
/ \
т
х
пр.
т
Ь'
415
Рис. 5.П. Пример моделирования наладки 0Hi(5, Я) (а), ©н2(5, и
переналадки @nHi(3, А) (в), ©пн2(3, /?) (г) для двух вариантов единичных
операций
Трудоемкость проведения наладочных работ вычисляется по
формуле
/
Относительной оценкой, характеризующей близость спроек-
тированной технологической операции ко множеству выполняе-
мых в производственной системе операций является коэф-
фициент принадлежности Лф вычисляемый по формуле (5.3).
На основе рассчитанных показателей Т3 н и Кп технолог вы-
бирает наиболее эффективные варианты из числа спроектиро-
ванных.
416
Пример среды группирования фгр (Э, к) для
кн Олеги я машиностроения, Том I
npz ’^пр,
При проектировании групповых технологических операций и их
|Ьобразов — ГСОН — среда группирования огр отражает не за-
|гы на наладочные работы, а их экономию; пространство по-
рея решений в этом случае является одномерным и процедуры
|>мирования не требуется. Так как исключить можно только
рторяющиеся этапы наладки, то среда группирования фгр, оп-
аляемая по формуле (5.6), может быть представлена как по-
рно на рис. 5.12. Математическая операция алгебраической
роста устанавливает нулевые значения весов неповторяю-
хся ветвей (этапов наладки) графа фгр.
[В процессе диалогового проектирования групповой опера-
д или ГСОН осуществляется синтез подграфа Qnp или
среды группирования фгр:
*,
ч
4
на основе критерия С|0пр. Пф^.-* max. Процесс проектировав
ния групповой технологической операции или ГСОН аналог^
чен единичной операции за некоторыми исключениями. Таю
отбор допустимых ЭПС для включения в групповую операцию
или ГСОН на каждом уровне МПС производится в соответствии
с условием
оо > с(эу) >[с] .
\ v /а L -1доп „
В случае проектирования ГСОН не используется условие, по
которому количество выбранных ЭПС на уровне а МПС не
должно превышать допустимое для применения в одной опера-
ции, в то же время оно актуально при проектировании группо-
вых технологических операций точно также, как и при проекти-
ровании единичных операций. Для ограничения выведенной на
экран дисплея информации с целью отбора меньшего числа
наиболее эффективных вариантов ЭПС на уровне а МПС значе-
ния допустимой оценки [С]доп необходимо увеличивать, а не
уменьшать, как при проектировании единичных технологиче-
ских операций.
’’Гибкая” форма проведения данного этапа проектирования
отличается от классической тем, что вместо жесткого условия
. (бпр/) = U Су Спр; применяется критерий Кп.
шах . При этом возможно проектирование нескольких вари-
антов групповых операций или ГСОН, каждому из которых
присваивается конкретное значение приоритета по выполне-
нию.
Вес синтезируемого подграфа 0пр отражает максимально
возможную экономию затрат на наладочные работы при созда-
нии /-Й группы операций на основе данной групповой операции
или ГСОН:
П р j П Ф гр
И)
^ПН /
ужит количественной оценкой ожидаемой эффективности
кого"
группового метода обработки заготовок.
п
2.2
Рис, 5.13. Пример моделирования наладки
Он । (Э, A) (д) и (ЭнзСЗ, А) (6) двух ГСОН
7,45
^Множество спроектированных ГСОН или групповых техно-
рческих операций затем анализируют для уточнения их со-
ра по результатам моделирования процессов наладки как для
|ой ГСОН (групповой операции), так и для всей группы опе-
|ий. Моделирование результатов проектирования осуществля-
ло целью проектирования операций переналадки оборулова-
для каждой спроектированной ГСОН и групповой техноло-
еской операции -и расчета подготовительно-заключительного
мени (рис. 5.13):
Н, = ^ПСпр,.
пр.
i
- п
1 !
т
т.
5
пн i
419
Кроме того, целесообразно оценить полученное множество
ГСОН {Спр} или групповых технологических операций
на избыточность с помощью коэффициента различия Кр:
где q — число ГСОН.
Рациональные варианты ГСОН отбираются из условия
где
доп ™
ДОП 5
допустимое значение коэффициента различия.
Множество ГСОН, для которых это условие не выполняется,
разбивается по критерию минимальности коэффициента Хр на
пары:
из которых надлежит синтезировать всего один вариант.
Группирование технологических операций представляет собой
разбиение множества операций на подмножества (группы) по
критерию минимальности суммарных затрат на наладочные ра-
боты:
я
о = U п*; о* = {о}к.
If TmS-r 1
Среда группирования <р1р позволяет выявить области с наи-
высшей экономией затрат на наладочные работы, ожидаемой в
результате групповой обработки заготовок, а синтезируемые
ГСОН представляют собой совокупность этапов наладки, на
основе которых наиболее целесообразно создавать группы тех-
нологических операций, т.е. центры группирования.
• ......iiiiiiiiiiiiiiiiiiiiiiiiiiii
420
|||При ’’гибкой” форме группирования в соответствии с крите-
Н A'n lCAj™* max, G;,Qk создаются "размытые” труп-
foOyifV- / \ / */
lit
||? в общем случае включающие "классические" группы при
Цеповом методе обработке заготовок и множество единичных
^дологических операций.
И Целесообразность разбиения операций на "размытые" груп-
Ц технолог оценивает по рассчитанной в результате моделиро-
йния максимально возможной суммарной экономии подготови-
шьно-заключительного времени вследствие применения "гиб-
»о" группового метода для определенного множества опера-
к
э.н - С Фгр A U Qk
fc
в
I Принадлежность операции какой-либо группе определяется
I коэффициенту принадлежности к соответствующей ГСОН
| групповой технологической операции (центру группирова-
$
УСЛОВИЮ
•Д:-
!
п доп
В;,
|Яисло вхождений той или иной операции в различные груп-
|iHe ограничивается, и в группировании могут участвовать все
|ианты технологических операций обработки какой-либо за-
|бвки, различающиеся приоритетом по выполнению. В ре-
||тате группирования синтезируется множество групп опера-
и состав которых подлежит уточнению после анализа ре-
ртатов моделирования процессов наладки (переналадки)
|С в группах.
Вначале уточняется состав группы технологических опера-
||с помощью моделирования наладочных работ при выполне-
1И к-й группы, а также наладки общих ЭПС для всех операций
421
группы Q, выполняемой один раз, и индивидуальных ЭПс
подлежащих переналадке (рис. 5.14). Группы операций, не удОв,
летворяющие условиям
Т
1 э.н
1доп’
подлежат расформированию. Технолог может регулировать чис~
ленность и эффективность создаваемых групп, изменяя допусти-
мые значения оценок [Т]доп, [ЛГП]ДОП, рГэ]Д0П.
Далее технолог уточняет в диалоговом режиме состав каждой
группы по результатам моделирования переналадки для отдель-
ных операций:
пн,
РП
Q, = РП
и
при Gj (см. рис. 5.11) на основе количественных оце-
нок
Технологические операции в
условиям
каждую группу отбираются
по
доп ?
Значения [Т]доп, [ЛГП]ДОП , [^э]доп
могут быть изменены.
422
при необходимости также <
S|
3
проще учесть техно-
04
41
51
5.14
Пример моделирования наладки 0И 12(Э, R) (л), ГСОН 012 (б) и пере-
наладки 5|2(3, R) (в) для группы операций О] и О2
|Диалоговый способ формирования групп технологических
|раций представляется более целесообразным, чем пакетный,
Ху наличия большого числа трудно формализуемых факторов
динения операций в группы, которые
, чем ЭВМ.
0J45
I f
Рассмотренные выше этапы проектирования групповых тех-
огических операций обеспечивают функционирование про-
одственной системы на основе групповой технологии. При-
нение МПС, построенной на теории нечетких множеств,
спечивает возможность варьирования "гибкого” группового
%*ода обработки заготовок (численностью операций в "раз-
ных" группах) и "гибкостью” групповой формы проведения
423
любого этапа ТПП (принадлежностью операции к групповой
операции, единичной операции, группе операций) в зависимо-
сти от динамики производственных условий. Кроме решения за-
дач ТПП новых изделий МПС служит инструментом унифика-
ции и рационализации самой производственной системы. Этапы
проектирования групповых технологических операций и их
группирования могут быть проведены с целью исследования
применяемости СТО в операции, исключения или замены редко
использующихся и дублирующихся ЭПС, проектирования но-
вых ЭПС, позволяющих объединить большее число технологи-
ческих операций в группу, типизации структуры некоторых опе-
раций по составу и последовательности переходов.
5.1.4. Особенности проектирования операций
обработки заготовок на станках с ЧПУ
В процессе проектирования операций на станках с ЧПУ не-
обходимо стремиться к максимальной концентрации выполняе-
мых в них технологических переходов, что, с одной стороны,
ограничивается погрешностями обработки от перераспределения
напряжений, а с другой — технологическими возможностями
станков (числом координат, кинематикой перемещений, коли-
чеством устанавливаемого режущего инструмента).
Проектирование операций начинают с уточнения схемы ус-
тановки. Установка должна обеспечить максимальный доступ
инструмента к заготовке. Это способствует концентрации опера-
ций. На токарных станках помимо традиционных схем приме-
няют установку на специальные передние центры (рис. 5.15),
что обеспечивает возможность обработки заготовки с двух сто-
рон. На фрезерных, сверлильных, расточных и сверлильно-фре-
зерно-расточных станках, когда не удается выполнить это требо-
вание, применяют закрепление заготовки с перехватом. Кроме
того, принятая схема закрепления должна обеспечить возмож-
ность деформации заготовки от перераспределения напряжений
после выполнения черновых переходов. В противном случае вы-
полнение предварительных и окончательных переходов в одной
операции окажется невозможным из соображений обеспечения
заданных параметров точности.
424
рДалее уточняют содержание и назначают последовательность
|^олнения переходов. Содержание дополнительных по съему
руска переходов следует выбирать с учетом заложенных в уст-
Вство ЧПУ станка автоматических и типовых циклов обработ-
I Следует выбирать наиболее производительные схемы движе-
инструментов и по возможности без специальной заточки
деднего.
i
Рис. 5.15. Передние центры специальной конструкции:
* центр, расположенный эксцентрично оси вращения (е — эксцентриситет); б —
поводковый центр со сферической базой
| Содержание основных переходов устанавливают в соответст-
|й с технологическими возможностями станка. В частности, на
безерных и сверлильно-фрезерно-расточных станках с круто-
Й интерполяцией (обеспечение движения по дуге окружности)
^дует вместо черновых и получистовых переходов растачива-
|я предусматривать однократное расфрезерование отверстий,
^мимо существенного повышения производительности такое
|пение сокращает количество инструментов в наладке. Так как
Шки с ЧПУ обеспечивают более высокую точность по сравне-
ио с другими, то это позволяет в ряде случаев исключить по-
листовую обработку. При обработке на токарных станках
>жно исключить шлифование поверхностей.
В зависимости от конструкции на станках с ЧПУ могут быть
^лизованы практически все изложенные в 4.10.1 структуры
Граций. Однако на токарных станках чаще применяется мно-
йнструментальная одноместная последовательная обработка, а
( фрезерных и сверлильно-фрезерно-расточных — многоинст-
ментальная одноместная или многоместная последовательная
работка.
ц
1 425
Последовательность переходов необходимо выбирать с уче-
том следующих соображений. В тех случаях, когда последова-
тельность выполнения переходов влияет на точность обработки
например в результате перераспределения напряжений, перво-
начально должны быть выполнены все черновые переходы и
окончательная обработка вспомогательных поверхностей (кре-
пежных отверстий, обнижений и т.д.), далее “ все чистовые пе-
реходы, прорезка канавок для выхода инструмента и в заключе-
ние ~ все отделочные переходы и обработка легко повреждае-
мых стружкой поверхностей. В остальных случаях последова-
тельность выполнения переходов следует назначать из сообра-
жений минимальной трудоемкости подготовки или ввода управ-
ляющей программы и максимальной производительности вы-
полнения операции.
Для случая токарной обработки (рис. 5.16, а) возможны ва-
рианты последовательности выполнения переходов: 1 -о- 2 3
> 4 > 5-> 6 --> 7 > 8 9 10 и (1,6,9) (2,7,10) (3,8)
4 -> 5. По производительности обработки оба варианта рав-
ноценны. Однако второй вариант более предпочтителен, так как
число переходов, а следовательно, число кадров в управляющей
программе здесь меньше. Поэтому меньше трудоемкость подго-
товки и изготовления управляющей программы.
2
Рис. 5.16. Схема к выбору последовательности выполнения переходов:
и " черновая токарная обработка ступенчатого вала (I — 10 — номера переходов);
б — обработка двух одинаковых отверстии (/, 4 ~ сверление; 2, 5 ~ зенкерование;
3, 6 —развертывание); в — сверление ступенчатого отверстия (1—3 — номера
переходов)
При обработке двух одинаковых отверстий (рис. 5.16, б) вари-
ант 1 2 -э 3-> 4 5->6 имеет большее время смены инстру-
ментов, чем вариант 1 4 —> 5 —> 2 —> 3 —> 6. Зато в первом ва-
426
|нте меньше время перемещении из одной позиции в другую.
Цончательно следует принять вариант, у которого меньше сум-
фное неполное вспомогательное время.
При последовательном сверлении ступенчатого отверстия
цс. 5.16, в) вариант I > 2 - > 3 имеет существенно меньшее ос-
вное время, чем вариант 3 -> 2 1. Учитывая, что в осталь-
М эти варианты равноценны, следует принимать при проекти-
>вании первый вариант.
f После этого приступают к выбору режущего инструмента и
зределению его количества. Типы инструментов устанавлива-
г, исходя из содержания назначенных переходов. При опреде-
ции количества инструментов руководствуются следующими
юбражениями. Для одинаковых переходов предусматривают
дин инструмент, которым зачастую можно выполнить одно-
пные переходы (черновое или чистовое обтачивание или рас-
ривание на токарных станках; прорезку канавок разной шири-
р и т.д.). Выбранное количество инструментов не должно пре-
шать то, которое может быть установлено на станке. Для его
еньшения на токарных станках применяются расточные оп-
1вки с двумя пластинами. Одной пластиной осуществляют чер-
эвую обработку, а затем, после изменения направления враще-
я заготовки, второй пластиной выполняют чистовое или тон-
je растачивание. Сверла с многогранными сменными пласта-
ми помимо сверления можно использовать для растачивания
|ерстий. На станках сверлильно-фрезерно-расточной группы
именяюг комбинированные инструменты.
Режимы резания для станков с ЧПУ выбирают по изложен-
й в 4.10.3 методике. В ряде случаев для повышения надежно-
и протекания процесса резания параметры обработки умень-
ют на 10... 15 % по сравнению с их нормативными значения-
Специфичным для станков с ЧПУ является выбор исходной
||ки, или привязка систем координат детали (СКД) и инстру-
мента (СКИ) к системе координат станка (СКС). Под исходной
^чкой понимается положение исполнительного органа, из ко-
сого он начинает перемещаться по программе. Ее координаты
^феделяются относительно нулевой точки станка. Нулевая точ-
{станка — это положение начала его координатной системы.
|станках с ЧПУ принята правосторонняя прямоугольная систе-
427
ма XYZ. Ось Z всегда направлена параллельно оси вращения
шпинделя (рис. 5.17). Положительное направление оси Z совпа.
дает с направлением выхода сверла из детали. Ось Y направлена
перпендикулярно плоскости направляющих, которые параллель-
ны оси Z (см.рис. 5.17). Ось X перпендикулярна плоскости Zy
Вращение вокруг осей X. К, Z обозначают соответственно А, в
С Если станок имеет несколько суппортов, шпинделей и т.дм
то перемещения обозначаются (/, V, И7, а вращения — /) и £.
Положение нулевой точки стандартом не оговаривается. Для
токарных станков рекомендуется за ноль станка 0с принимать
точку пересечения левого торца заготовки с осью вращения при
обработке в центрах и точку пересечения базового торца заго-
товки с осью вращения при обработке в патроне (см. рис. 5.17, ау
На сверлильно-фрезерно-расточных станках за ноль станка
0с принимают точку пересечения поверхности поворотного сто-
ла с его осью вращения (см.рис, 5.17, б). На фрезерных и свер-
лильных станках с крестовым столом нулевую точку следует со-
вмещать с точкой пересечения базовых поверхностей узла, несу-
щего заготовку.
С КД служит для задания опорных точек траектории взаим-
ного перемещения заготовки и инструмента. Под опорными точ-
ками понимаются точки, в которых изменяется либо скорость,
либо направление перемещения. При расчете перемещений ис-
пользуют правую прямоугольную систему координат. В частных
случаях применяют полярные координаты. Начало СКД (ноль
детали) рекомендуется располагать так, чтобы все или большая
часть координат опорных точек имели положительное значение,
а оси совмещать или располагать параллельно технологическим
базам детали. При прочих равных условиях следует совмещать
ноль детали 0дс нулем станка 0с (см. рис. 5.17, а).
СКИ предназначена для задания положения его формообра-
зующих элементов. Ось СКИ располагают параллельно и в том
же направлении, что и оси СКС. Начало СКИ 0и токарных
станков, у которых ось поворота инструментальной головки па-
раллельна оси OZ, выбирают в точке пересечения оси поворота и
базовой плоскости, на которую опирается инструмент (см-
рис. 5.17, а). При установке инструмента в шпиндель 0и располага-
ется в точке пересечения торца шпинделя и оси его вращения (сМ-
рис. 5.17, 5).
428
Рис. 5.17. Расчетная схема , определения1
координат исходной точки на токарном (а) и
сверлильно-фрсзсрно-расточном станках (с7)
В некоторых конструкциях токарных станков исходная точка
постоянна. В остальных же случаях ее следует выбирать с уче-
том следующих соображений. С одной стороны, инструмент
должен располагаться максимально близко к заготовке, чтобы
уменьшить время холостых перемещений, с другой — необходи-
мо исключить опасность удара по заготовке при его смене и
обеспечить удобство установки и снятия заготовки.
Таким образом, координаты исходной точки при обработке
заготовки в центрах на токарном станке (см. рис. 5.17, а) можно
определить из следующих выражений:
<н = Дпах + 6 + ^z шах + а ~ ^тах + Т" ТГ7 + max +
2 tg 60°
шах
х max
1
где Лтах , Ртах ”” соответственно максимальные длина и диа-
метр заготовки; 1\ — глубина входа переднего центра в заготовку;
Wz max •> max “ соответственно максимальные вылеты инструмен-
тов в наладке по координатам Z и X; а = 0...2 мм, b = 1...2 мм —
величины, гарантирующие удобство установки заготовки; б/тах —
максимальный диаметр центрового отверстия.
Для сверлильно-фрезерно-расточного станка (см. рис. 5.17, б)
координаты исходной точки определяются из выражений:
щах ^z + LZ max + 1
где Д¥, Ау, Аг — величины, характеризующие положение СКД в
СКС; В. Н — координаты оси обрабатываемого отверстия в
СКД; Дтах — максимальный размер заготовки в направлении
оси OZ\ Lz max — максимальный вылет инструмента; Г ~~~ глуби-
на входа инструмента в шпиндель.
Подготовленной информации достаточно для вычерчивания
траекторий перемещения инструментов и определения коорди-
нат опорных точек. Траектории вычерчивают отдельно для каж-
дого инструмента в последовательности вступления их в работу-
Целесообразно применять сквозную нумерацию опорных точек.
430
Як'
§Цри токарной обработке (рис. 5.18, а) черновой резец на уско-
ренном ходу перемещается из исходной точки О в точку начала
^работки 2 (рис. 5.18, б). Точка О соответствует положению
формообразующей вершины инструмента в исходном положе-
Шии в СКД с координатами Х0 = Хн - И Zo = Zh - ’ где
'iWxj » “ соответственно вылеты первого инструмента в на-
правлении осей ОХ и OZ.
ЖЭйгЛ'
I®'' "max
вж'.,
»1Й.:
J Рис. 5.18. Траектория перемещения инструментов при токарной обработке:
“ схема обработки; б ~~ траектория перемещения чернового резца: в —
траектория перемещения чистового резца (цифрами показана последовательность
. выполнения переходов)
| Далее инструмент на рабочей подаче перемещается в точку 5,
Вполняя первый переход; отходит в точку < чтобы исключить
|сание инструмента о заготовку при его выходе; ускоренно вы-
431
ходит в точку 5 и подходит в точку 6 для выполнения второго
перехода и т. д.
При' обработке на станках, у которых инструмент устанав-
ливается в шпиндель (рис. 5.19), обычно число координат боль-
ше двух. В этом случае рекомендуется изображать траекторию
либо в двух координатных плоскостях (рис. 5.19, б), либо в ак-
сонометрии (рис. 5.19, в).
Координаты опорных точек определяются на основании
принятой схемы обработки, на которой указаны выдерживае-
мые диаметральные размеры Д, Dg и , осевые раз-
меры /), /3 и С, М ; координатные размеры Н, В и межцен-
тровые расстояния А (см.рис. 5.18, 5.19, а).
При токарной обработке (см. рис. 5.18) координаты опреде-
ляют из следующих выражений: zi = Z2 = Zs = Ze = Апах + 4Р +
+ 4тоД; *1 = Ж *2 = *3 = Z3 Z4 = 1з; х4 = х5 = х3 + 0,5 мм;
хе А и т.д.
При обработке на сверлильных, фрезерных и сверлильно-
фрезерно-расточных станках (рис. 5.19, а) ;
Ли = Д
где £оЬ л*01, yoi — координаты формообразующего лезвия перво-
го инструмента (сверла). Координаты остальных точек xj х2
Х3 В, Z] Z3 Za С "Ь /Вр + /ПОд, Z2 Z5 ~~ С М 1СХ,
хд — xs — хе = В + А\ у всех точек координата у = Н.
При обработке конических (рис. 5.20, а) и криволинейных
поверхностей на токарных станках определяют координаты
опорных точек траектории центра радиуса г при вершине рез-
ца, которая является эквидистантой к обрабатываемому конту-
ру. Координаты седьмой точки: ху ~ D] + r; zi = h + Л Осевая
координата восьмой точки — £7. Радиальную координату этой
точки необходимо рассчитать. Для этого определим угол
конуса
а = arctg
. Из треугольника А ОС (рис. 5.20,
б)
имеем СО = ЛО/sin а = г/sin а, а из треугольника СКВ можно
записать
Ч . r(l-sin a) r(l-sinot)
КВ — tg а • СВ — tg а • (СО ~~ г) = tg -----------2 — Л......—~
sin а cose*
432
I ril - sin a)
г Тогда zs = Di + КБ - D2 + . Координаты девя-
I cos a
||й точки: ^9 = /3; x9 = D2 + r.
J При фрезеровании координаты опорных точек перемеще-
ния оси вращения фрезы также рассчитывают по эквидистанте.
Для случая работы в относительной системе координат оп-
деляют перемещения из одной опорной точки в другую.
При токарной обработке
^Zn ~~ ^Хп ~ ХП Х77-Ь
К , L7 , Lx — соответственно перемещения резца из
jfl
(очки (я-1) в точку п в направлении осей OY, OZ и OK; уп, Zn?
— координаты точки п (п = 1,2, ...).
| В заключение необходимо составить подробный перечень
|риемов и переходов в порядке их выполнения станком. Для
:лучая токарной обработки (см. рис. 5.18) часть такого перечня
представлена в табл. 5.3.
I-
Таблица 5.3. Часть программы обработки ступенчатого вала (см.рис. 5.18, я) на
I токарном станке 16K20T1 с ЧПУ "Электроника НЦ-31"
7
8
Содержание приемов и переходов
Включить вращение шпинделя по часо-
вой стрелке с частотой п — 1000 об/мин
Повернуть инструментальную головку в
позицию 1
Включить подачу 0,3 мм/об
Ускоренно переместиться в точку 1
Ускоренно переместиться в точку 2
Обточить до точки 3
Отвести в точку 4
Ускоренно отвести в точку 5
Код
N0M3
N1S6
N2T1
N3F30
N4G00Z(zi)
N5G00X(A)
N6G01Z(/j)
N7G01X(A + 0,5)
N8G00Za0
% Примечание. В скобках указаны координаты опорных точек по соот-
|гствующим направлениям.
433
тимю.
Hl
Рис. 5.19. Схемы обработки (а) и траектории перемещения инструментов при
обработке на сверлильных, фрезерных и сверлильно-фрезерно-расточных
станках (б, в):
I, II — припуск на обработку при сверлении; III, IV — то же, при зенкерование
V, VI — то же, при разверстывании (1—6 — номера опорных точек при сверлении)
434
Рис. 5.20. К расчету координат опорных точек при токарной обработке:
а — схема обработки (7 — 9 - номера опорных точек траектории
центра радиуса при веришне резца); б — расчетная схема
Кодирование содержания операции выполняют по инструк-
циям, входящим в состав технической документации на станок.
|рдом называется система числовых, буквенных символов и
Цмволов знаков, комбинациями которых может быть одиозная-
выражена информация, составляющая программу обработки,
нашей стране принят международный код IS0™7bit, который
законен стандартом.
I Информацию кодируют по кадрам. Под кадром подразуме-
|ется фраза языка кодирования, законченная по смыслу, с той
юбенностыо, что в ней не повторяются слова.
Под словом подразумевается какая-либо функция, выпол-
емая станком.
адр имеет единую структуру NGXYZUVWABCFSTMLF, где N
номер кадра; G — подготовительная функция; X, Y, Z, U, V,
| А, В, С - геометрическая информация о перемещениях; F,
|Т — технологическая информация соответственно о подаче,
|стоте вращения шпинделя и номере инструмента; М
:помогательная функция; L, F —- конец кадра (перевод стро
435
Вместо N можно использовать символ ” : ” — главный кадр
обеспечивающий восстановление первоначальных значений
вспомогательных и подготовительных функций. Символы " + ••
и " — указывают направление перемещения. Состав кадра мо-
жет меняться, т.е. могут быть пропущены отдельные слова. В
одних установках ЧПУ приведенная выше последовательность
слов строго обязательна, в других — нет. Состав кадра дополня-
ется цифровой информацией о номере кадра, значениях переме-
щений и подач, частоте вращения шпинделя, содержании под-
готовительных и вспомогательных функций. В частности, G00 —
позиционирование на ускоренном ходу; G01 “ линейная интер-
поляция; G02, G03 — круговая интерполяция соответственно по
часовой и против часовой стрелки. Более подробно состав этих
функций указан в инструкциях по программированию.
В некоторых оперативных установках ЧПУ, например "Элек-
троника НН-3 Г, кадр состоит из одного слова.
5.2. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МАССОВОГО ПРОИЗВОДСТВА
5.2.1. Особенности разработки процессов обработки
на агрегатных станках и автоматических линиях
Агрегатные станки компонуют из унифицированных элемен-
тов и механизмов (агрегатов) с индивидуальными силовыми
приводами, связанными между собой системой электрического
управления и блокировок. Агрегат (от лат. aggrego — присоеди-
няю) ~ унифицированная часть машины, выполняющая опре-
деленную функцию и обладающая полной взаимозаменяемо-
стью. Элементы и механизмы агрегатных станков нормализова-
ны, их производят, как правило, серийно для различных отрас-
лей машиностроения. Из таких агрегатов и элементов можно
весьма быстро создавать по принципу агрегатирования автома-
тизированное высокопроизводительное оборудование различно-
го технологического назначения.
Агрегатные станки наиболее эффективны при обработке
сложных и трудоемких заготовок, применяемых для изготовле-
ния корпусных деталей (блоков и крышек цилиндров двигать
436
МЬй, корпусов насосов, картеров коробок передач, корпусов ре-
^«кторов и др.). На агрегатных станках достигают высокой сте-
пени концентрации технологических переходов при их парал-
Ярдьном (или параллельно-последовательном выполнении),
М||ричем всю механическую обработку заготовки детали можно
||гполнить за один установ. Один агрегатный станок может за-
менить несколько универсальных, обеспечивая сокращение про-
изводственной площади и обслуживающих рабочих. Это дости-
Ищется высокой степенью концентрации цикла производимой
Шюерации за счет параллельного (одновременного) выполнения
ИЬзличных элементов работы станка, а следовательно, сокраще-
ния оперативного времени. Повышение производительности
Ируда при обработке заготовок корпусных деталей на агрегатных
МЬанках по сравнению с универсальными возрастает в 3...12 раз.
И- Агрегатные станки чаще всего работают как полуавтоматы;
И|||)И использовании автоматизированных загрузочных устройств
могут работать и по автоматическому циклу, заменяя в этом
^вучае небольшую автоматическую линию. Агрегатные станки
шЬименяют как самостоятельно действующее оборудование на
^щзличных производственных участках; их встраивают также в
^Ьточные и автоматические линии обработки.
Особенности проектирования процессов обработки загото-
|ИК на автоматических линиях, содержащих агрегатные станки,
М|.рактерны не только для самих линий, но и для агрегатных
Ириков, поскольку такой отдельно работающий станок при оп-
ределенных условиях можно рассматривать как автоматическую
^Шнию. Автоматические линии представляют собой результат
|И||звития обычных поточных линий обработки заготовок в се-
^Ийном и массовом производствах. Принципы построения ТП в
МЕрих случаях одинаковы. Однако в условиях применения авто-
матических линий имеется своя специфика. Она состоит прежде
^Ирго в большей глубине проработки и более строгом обоснова-
||ии принятого варианта ТП.
|Н: Автоматизация производства связана с большими капиталь-
^Лми затратами, поэтому все технологические и конструктив-
нее решения должны быть обоснованы технико-экономически-
Ж расчетами. В основу проекта автоматической линии следует
^йсладывать прогрессивную технологию, обеспечивающую по-
^М1Шение качества производимых деталей, снижение их себе-
437
.7 J
стоимости и выпуск в заданных количествах. При проектирова-
нии технологии обработки заготовки на автоматической линии
необходимо обеспечить равную или кратную производитель-
ность на отдельных позициях, жестко подчиненную такту вы-
пуска, для получения большей синхронизации работы и загруз-
ки линии; длительное сохранение заданной точности обработки;
высокую надежность работы линии; функционирование систем
блокировки, сигнализации, резервирования и отвода стружки;
удобство транспортирования заготовки и ее базирования. Нужно
стремиться к сокращению числа станков в линии за счет повы-
шения степени концентрации технологических переходов и соз-
дания многоинструментальных наладок.
Исходными данными для проектирования ТП механической
обработки служат:
а) чертеж детали с техническими требованиями; на чертеже
должны быть выделены поверхности, подлежащие обработке на
автоматической линии; поверхности, обработанные до поступ-
ления заготовки детали на автоматическую линию; допуски
формы и расположения этих поверхностей;
б) строительный чертеж участка цеха и план участка цеха, в
котором предполагают разместить автоматическую линию;
в) сведения о наличии в цехе централизованной системы по-
дачи смазочно-охлаждающей жидкости, ее составе и давлении в
системе;
г) давление в цеховой пневмосети;
д)' особенности обработки заготовки детали (например, жест-
кость детали и ее заготовки, склонность к ее короблению после
предварительной обработки), выявленные в процессе ее изго-
товления до заказа автоматической линии; рекомендации по ре-
жимам резания и по конструкции режущих инструментов для
деталей, изготовляемых не из общепринятых машиностроитель-
ных материалов;
е) чертеж заготовки;
ж) годовая программа выпуска деталей;
з) ориентировочный срок работы автоматической линии;
и) срок поставки автоматической линии;
к) показатели базового варианта для расчета экономического
эффекта от применения автоматической линии (перечень оборУ'
дования с. указанием его количества, необходимого для обработ-
|г заготовок деталей в объеме годовой программы выпуска, за-
нной для автоматической линии; число рабочих и наладчиков
^указанием среднегодовой заработной платы; занимаемая про-
родственная площадь).
Перед началом проектирования процесса обработки нужно
зедиться на основе предварительных ориентировочных расче-
в в том, что сроки окупаемости автоматической линии мень-
ше длительности выпуска изделий и что они лежат в установ-
нных пределах (3...5 лет). В начале проектирования анализи-
ют конструкцию детали и технические требования на нее с
лью повышения ее технологичности. Выбору технологических
дз уделяют особое внимание, соблюдая в максимально возмож-
ой степени принципы постоянства и совмещения баз. При
ализе конструкции детали обращают внимание на возможно-
ги многосторонней и многоинструментальной обработки с ис-
(шьзованием высокопроизводительного многолезвийного инст-
мента, на легкость удаления стружки и отвода смазочно-охла-
ающей жидкости. Конструкции заготовки детали и самой де-
и должны быть жесткими, чтобы обеспечить заданную точ-
ость при многоинструментальной параллельной обработке.
При получении отверстий на автоматических линиях и а тре-
тных станках нужно учитывать следующие требования:
а) обрабатываемые поверхности вращения располагать таким
|разом, чтобы была возможность обработки только осевой по-
пей режущего инструмента (сверление, зенкерование, развер-
|рание, растачивание, снятие фасок, резьбонарезание, подреза-
е торцев и др.);
б) выдерживаться соосное расположение обрабатываемых
верхностей; предпочтительным считается такое оформление
верхностей, при котором возможно применение сборного
оголезвийного режущего инструмента, обеспечивающего со-
ещение во времени технологических переходов (их концен-
|щию);
| в) предусматривать параллельное расположение осей обраба-
ваемых отверстий;
г) избегать пересечения поверхностей отверстий для обеспе-
ния одновременной обработки несколькими инструментами;
д) для обработки ступенчатых отверстий располагать поверх-
сть большего диаметра со стороны подвода инструмента;
439
е) в конструкции корпусных деталей желательно такое
оформление растачиваемых отверстий, обработка которых воз-
можна консольной борштангой (применение длиных борштанг с
дополнительными опорами затрудняет выполнение обработки
на автоматических линиях и агрегатных станках).
Требования, предъявляемые к заготовкам, обрабатываемым
на автоматических линиях, более высокие, чем в обычном про-
изводстве: стабильность габаритных размеров и припусков; от-
сутствие на поверхностях, подлежащих механической обработке,
мест повышенной твердости (отбелов и подкаливаний), приго-
ревших остатков формовочной смеси, раковин, свищей и других
пороков, приводящих к поломкам режущих инструментов; от-
сутствие во внутренних полостях отливок остатков стержней и
каркасной проволоки, которые при вскрытии полостей могут
выпадать наружу, что может привести к заклиниванию загото-
вок при транспортировании вдоль автоматической линии; ста-
бильность твердости, что особенно важно при необходимости
обеспечения высокой точности обработки. Например, колебание
твердости НВ деталей из серого чугуна не должно превышать
200 МПа (по ГОСТ 1412—79 допускается колебание твердости до
700 МПа). Для стабилизации структуры материала и снятия ос-
таточных напряжений следует предусматривать соответствую-
щую термическую обработку.
Особо необходимо выделить требования, предъявляемые к
качеству “черных” технологических баз. Последние должны
иметь уменьшенные уклоны (1...2°); коробление их должно быть
минимальным для данного метода получения заготовки; смеше-
ние по линии разъема для отливок или поковок также должно
быть минимальным; не допускается наличие окалины и заусен-
цев, раковин и остатков формовочной смеси. На “черных” базах
не следует размещать литники, прибыли, выполнять плоскости
разъема штампов и литейных форм.
Требования точности вынуждают в ряде случаев предусмат-
ривать дополнительную обработку заготовок вне автоматической
линии.
С повышением точности выполнения заготовки и приближе-
нием ее формы к конфигурации готовой детали объем механи-
ческой обработки заметно уменьшается. Вместе с тем упрощает-
ся структура автоматической линии в результате исключения
440
й *• I
(йзиций предварительной, а в некоторых случаях и чистовой
^работки; повышается ее надежность и производительность.
|днако повышение точности заготовки усложняет и удорожает
Ьонесс выполнения заготовки.
себестоимости
на автоматиче-
I Решение этой задачи возможно при расчете
|готовления детали. При изготовлении изделий
кой линии
I гд = 60/д/М
я * v
fe — действительный такт выпуска изделий,
мин/шт.; —
^йствительный годовой фонд времени работы автоматической
Ьшии с учетом потерь времени на ее плановые ремонты (со-
гавляет 3725 ч — при работе в две смены и 5465 ч — при рабо-
I в три смены); N — годовая программа выпуска изделий, шт.
В Пользуясь действительным тактом выпуска л13 находят мак-
Ьмально допустимое оперативное время zori или время рабочего
Йкла автоматической линии гц, мин/шт.:
Й- “ 41 “
ie г0 — основное время.
| Фактическое оперативное время, на отдельных позициях ли-
не должно превышать найденное значение. Общий коэф-
фициент использования линии к$ можно брать при предвари-
ртьных расчетах равным 0,7...0,8. Значение к$ составляет
К85...0,9 при числе силовых головок до 10; 0,8...0,85 — при чис-
fe головок от 10 до 25; 0,7...0,8 — при числе головок от 25 до 40
|р,6...0,7 — при числе головок свыше 40.
|| Коэффициент /со, как правило, рассчитывают по формуле
||- ^р/( ~^Hip)’
fc Тр — суммарная наработка линии, или время пребывания в
йботоспособном состоянии (суммарное цикловое время за оп-
Ьеленный период); т11р — суммарное время простоя линии по
Ьличным причинам за определенный период. Возможна и
иая зависимость для определения к^:
1111
» t “ ^р/ (тр трем тобс ^орг )•
|| Здесь трем + тобс + торг — время простоя за некоторый период
сплуатации, обусловленное ремонтом оборудования, техниче-
It 441
ским обслуживанием, организационными причинами (отсутст-
вие заготовок, энергии, смазочно-охлаждающей жидкости, ин-
струмента и т.д.).
Для более точных расчетов на последующих этапах проекти-
рования можно использовать показатели надежности примени-
тельно к конкретным случаям:
Аэп ~~ hi О Р)^ух>
о
Здесь p —
определяемая
надежность линии для проектируемого процесса,
как
Р - (Р\Р2---Рп}Р"Р’"
— надежность работы 1, 2, л-го станков ли-
РЪР2, Рп
нии; р” — надежность работы транспортирующего устройст-
ва; р”' — надежность работы системы управления линией (зна-
чения этих величин берут по нормативным данным); /уо — вре-
мя устранения отказов, представляющее собой удельную вели-
чину, приходящуюся на один рабочий цикл. Его находят деле-
нием среднего времени восстановления работоспособности гвос
на среднее число циклов работы между отказами:
А/.о ^вос/^ -
И
i
Маршрутную технологию обработки заготовок деталей на ав-
томатической линии составляют в три этапа.
На первом этапе для каждой поверхности выбирают методы
обработки и определяют необходимое число технологических
переходов в зависимости от требуемой точности и шероховато-
сти поверхности, причем для каждого перехода намечают техно-
логические базы. Информация о достижимой точности обработ-
ки и о параметрах шероховатости поверхности приводится при
описании технологических возможностей различных методов
обработки, используемых при обработке заготовок корпусных
деталей на автоматических линиях. Эти данные в значительной
степени отличаются от аналогичных показателей, рекомендуе-
мых в литературе для универсальных станков. Одновременно
для каждого перехода предварительно устанавливают макси-
мально возможные режимы резания (глубину, подачу и скорость
резания), обеспечивающие минимальное время обработки. Ско"
$
442
Fi
И!
i
¥
|>сть резания определяют в зависимости от стойкости, мини-
ьаьное значение которой может быть предварительно принято
вным 100... 150 мин. По выбранным значениям подачи и ско-
сти рассчитывают основное технологическое время, а также
|ды и мощности резания. На этом этапе также намечают кон-
сольные операции, подлежащие включению в линию.
| На втором этапе устанавливают последовательность выио-
гения всех переходов. Она должна предусматривать минималь-
ное число поворотов заготовки. Черновую обработку плоских
^верхностей и отверстий больших диаметров, при которой воз-
|йкают значительный нагрев и деформация заготовки вследст-
перераспределения остаточных напряжений, следует выпол-
Ить в начале ТП. Ближе к концу линии назначают чистовую
Кэработку поверхностей, к которым предъявляются повышен-
ие требования точности.
|| Во многих случаях целесообразно выполнять черновые пере-
|щы на отдельной линии (или даже на отдельных станках). При
ком обеспечивается возможность проведения искусственного
Варения заготовок после удаления большой части припуска
|то дает наибольший эффект), своевременность выявления и
Цаления бракованных заготовок. Линия для черновой обработ-
|| может быть расположена непосредственно в заготовительном
;ехе. На этой линии можно обрабатывать технологические и
|анспортные базы (поверхности заготовки, используемые для
| перемещения на линии), что позволяет упростить конструк-
[|ю последующей линии и сделать ее более надежной. Между
йрновыми и чистовыми переходами назначают обработку по-
|рхностей, к которым не предъявляют повышенных требова-
йй. точности, например крепежных отверстий и т.п.
I Вспомогательные переходы, контроль и очистка заготовок от
тоужки при их обработке на линии имеют такое же значение,
1К и основные технологические переходы. Например, присут-
|Ьие стружки в просверленном глухом отверстии может привес-
ок поломке метчика и т.п.
1 На третьем этапе составления технологии осуществляют
|уппирование переходов по станкам и шпиндельным коробкам,
ВМечая рабочие позиции линии, и уточняют режимы резания,
бедует стремиться к достижению минимального числа станков,
|нако необходимо учитывать как возможности имеющихся
I
I
1
443
j-
нормализованных механизмов (мощность привода главного дви-
жения, наибольшее усилие механизма подачи, габаритные раз-
меры шпиндельных коробок и др.), так и ограничения, вызван-
ные необходимостью обеспечения удобства обслуживания линии
и свободного доступа к режущим инструментам для их осмотра
и замены. Нежелательно совмещать на одном станке черновую
и чистовую обработки различных поверхностей, так как вибра-
ции и деформации заготовки, вызываемые значительными сила-
ми резания при черновой обработке, могут оказывать влияние
на точность и шероховатость поверхностей при чистовом реза-
нии. Концентрация переходов может ограничиваться также не-
достаточной жесткостью обрабатываемой заготовки детали.
После этого уточняют режимы резания, намеченные на пер-
вом этапе, с целью приведения их в соответствие с заданной
производительностью линии. При этом необходимо сравнивать
основное технологическое время 1$ наиболее продолжительного
перехода с расчетным временем /0 , которое может быть опреде-
лено из выражения
'о = бО/^.А'о/Л/ - /„ = - гв = ГдЛо - гв,
где /н — вспомогательное время (принимается предварительно в
пределах ОД5...0,4 мин в зависимости от сложности предпола-
гаемого цикла работы линии, длины хода транспортера и т.д.).
При t’o < to режимы резания на всех станках снижают так, что-
бы основное технологическое время наиболее длительного (ли-
митирующего) перехода было равно г0 (т.е. = /о), а про-
должительности остальных переходов составляли 90,..95 % от /0,
что исключало бы увеличение продолжительности цикла работы
линии из-за случайных колебаний циклов отдельных станков.
Режимы резания следует снижать в первую очередь путем
уменьшения скорости резания, так как она в большей степени,
чем подача, влияет на стойкость инструмента. Однако чрезмер-
но малые скорости (ниже определенного значения) не влия-
ют на стойкость инструмента. При >/о заданную произво-
дительность можно обеспечить тремя путями: разделить выпол-
нение лимитирующего перехода на несколько переходов, предУ'
смотреть параллельное выполнение переходов, у которых
> го, либо разделить линию на участки и за счет повышения
444
я
дежности работы участка увеличить расчетное /о. Первый путь
.всегда возможен по технологическим соображениям. Более
Виверсальным является второй путь, а. третий связан с расче
>м надежности работы каждого участка и применением магази-
в-накопителей.
| При расчленении линии на участки емкость промежуточных
копителей
в
I
£
*
gtShW
Я
.Мддтттттп
ЯМ
ДИШ
см — сменное задание, шт. (значения р и /у 0 берут по пред-
ествующему участку автоматической линии).
Каждую смену заготовки в накопителе проверяют и в случае
рбходимости пополняют до расчетной нормы. Необходимо
Иеть в виду, что режимы резания подлежат дальнейшему уточ-
Ьнию в процессе проектирования линии. Окончательный вы-
|р режимов резания, обеспечивающих заданную производи-
Вдьность, возможен только после составления циклограммы
Йнии и расчета общего коэффициента ее использования к$.
5,3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ЕДИНИЧНОГО ПРОИЗВОДСТВА
Для единичного производства характерным является малый
ъем выпуска одинаковых изделий, повторное изготовление и
монт которых, как правило, не предусматривается. Специфи-
Ские особенности при изготовлении подобных изделий не по-
шлют автоматически переносить прогрессивные технологиче-
ие методы, характерные для крупносерийного и массового
оизводств, на предприятия, выпускающие единичные изде-
Единичное производство охватывает изготовление изделий
рокой номенклатуры, поэтому оно должно быть гибким, т.е.
испособленным к выполнению разнообразных заданий. Что
|Сается применяемого оборудования, то оно в основном ‘уни-
|>сальное, так как обработка на станках различных заготовок
^ществляется без какой-либо закономерной смены их. Это
|аводит к использованию именно универсального оборудова-
на расставляемого в цехе группами по типам и типоразмерам,
Рис. 5.21. Схема разметки заготовки:
/ — заготовка; 2 ~ разметочная плита
применению стандартного и нормализованного инструмента
приспособлений, тогда как специальную технологическую осна-
стку используют лишь в случае крайней необходимости.
В единичном производстве применяют заготовки, получен- I
ные методом литья, ковки, штамповки, а также комбинирован-
ные. Технологические операции характеризуются специфиче-
скими условиями и приемами, из-за которых значительно удли-
няется цикл производства. Среди них следует выделить опера- |
цию разметки, требующую высокой квалификации рабочих. Ос- |
новная задача разметки — вписать контуры будущей детали в
объем имеющейся заготовки. Проводя разметку, рабочий не
только проверяет соответствие заготовки чертежу, но и опреде-
ляет качество заготовки, устанавливает фактические припуски
на обработку. При выполнении разметки (рис. 5.21) заготовку /
укладывают на призмы или подставки,1 а особо тяжелые заготов-
ки — непосредственно на разметочную плиту 2 Разметку ведут
с применением линеек, угольников, чертилок и других инстру-
ментов.
Чертилкой наносят рис-
ки, которые определяют
поверхности, подлежащие
обработке. Как правило,
риски накернивают. При
разметке корпусных деталей
центр будущих отверстий
намечают пересечением
разметочных рисок.
Большие возможности в
настоящее время открыва-
ются в связи с использова-
нием при разметке коорди-
натно-измерительных ма-
шин с ЧПУ.
Для повышения точности разметки в последнее время ус-
пешно применяют оптические системы, которые устраняют
субъективные погрешности, возникающие в процессе измере-
ния.
Значение разметки резко возрастает, когда необходимо не
только вписать контур детали в объем заготовки, но и сохранить
446
Отопительные свойства поверхностного слоя заготовки (напри-
мер, отбеленный слой на чугунных заготовках).
При необходимости возможна правка заготовки. В условиях
единичного производства правку осуществляют преимуществен-
но на прессах (рис. 5.22).
2/// 7117/77/71771/71/1 1/177//?1/1/
777777777/7771
Рис. 5.22. Схема правки заготовок на прессе:
1 ~ призмы; 2 — заготовка
^к?.;После разметки базовых поверхностей приступают к еще од-
специфической для единичного. производства операции —
|^»ановке заготовки с выверкой на обрабатывающие станки,
установке размеченной заготовки используют специальные
^Кройства (клинья, домкраты и др.), с помощью которых доби-
МЬтся определенного положения заготовки. Например, в еди-
щушом производстве применяют- четырехкулачковые патроны с
^«ависимым перемещением кулачков. Выверку заготовок ведут
^Шщроизведенной разметке .(рис. 5.23). Контроль осуществляет-
^Вндикатором при медленном вращении заготовки.
Рис. 5.23* Схема установки и выверки заготовки на станке:
/ — индикатор; 2 — заготовка; 3 ~ кулачки
^Точность установки с выверкой определяется кроме квали-
Жации рабочего следующими факторами: точностью измери-
4V
тельного устройства, качеством проверяемой поверхности, дис-
кретностью перемещения элементов базирования и закрепле-
ния.
В отдельных случаях проводят дополнительную разметку на
станке, используя те же инструменты, что и при разметке на
плите. Точность в единичном производстве достигается спосо-
бом индивидуального получения размеров, с использованием
метода пробных проходов и промеров. Указанный способ позво-
ляет получить высокую точность размеров обрабатываемых заго-
товок, однако точность формы и взаимного расположения по-
верхностей при этом не всегда достигается, поскольку зависит
не только от квалификации рабочего, но и от многих технологи-
ческих факторов. Например, массивные заготовки вызывают си-
ловую деформацию столов, планшайб, станков, плит, что значи-
тельно снижает точность обработки. Рациональное расположе-
ние заготовок в этих случаях на станке является необходимым
элементом установки с выверкой. Метод пробных проходов
предполагает особые требования к настройке на размер инстру-
мента. Погрешность настройки зависит от настроечного размера
и количества пробных проходов.
Проектирование ТП в единичном производстве ограничива-
ется составлением маршрута.
Нормирование ТП осуществляют опытно-статистическим
методом, в основе которого лежит сравнение нормируемой опе-
рации с аналогичной, выполняемой ранее.
Организационная форма работы при ёдиничном производст-
ве — непоточная. Это означает, что на каждом рабочем месте
выполняется технологическая операция по обработке отдельных
заготовок или партии заготовок на оборудовании, расставлен-
ном по группам (типам) без учета последовательности выполне-
ния операций. Сборку изделий ведут на стационарных (непод-
вижных) стендах или приспособлениях, а объекты изготовления
не закрепляют за одним и тем же оборудованием или рабочим
местом. При непоточном методе производства в процессе изго-
товления деталей помимо основных имеются вспомогательные
операции, например, транспортирование заготовок от станка к
станку, на технический контроль, на склад и обратно.
Вместе с тем в условиях единичного производства могут из-
готавливать изделия, у которых количество отдельных декныи
448
рисляется десятками или даже сотнями (например, лопатки
ровой турбины). В этом случае ТП может быть организован
отдельном участке с поточной формой производства.
J В соответствии с ГОСТ 14.30183, для разработки ТП изго-
вления или ремонта изделий машиностроения и приборо-
^оения необходима следующая информация:
|1) базовая конструкторская документация на изделие (рабо-
и сборочный чертежи); объем выпуска (программа);
12) руководящая — отраслевые стандарты, устанавливающие
(Ьбования к ТП и методам управления; характеристика имею-
|гося на предприятии оборудования; классификаторы техни-
|г,экономической информации; материалы по выбору режимов
шаботки и норм расхода материала;
| 3) справочная — технологическая документация опытного
юизводства; описание прогрессивных методов изготовления и
мои га; каталоги, паспорта, справочники и т.п.; планировка
[йа, участка, расположение оборудования; методические мате-
[алы по управлению ТП.
Разработку собственно ТП изготовления детали начинают
рле тщательного изучения исходных данных, а также конкрет-
рх дополнительных условий (наличие или отсутствие оборудо-
|ния, на котором предполагается изготовление деталей, воз-
можность применения совершенных видов исходных заготовок,
Агрессивного инструмента и приспособлений).
Следующие за этим этапы проектирования ТП взаимосвязя-
ми выполняются в четкой последовательности.
[Н) определение типа производства в зависимости от объема
[пуска изделий и сроков его изготовления (согласно ГОСТ
.004-83. тип производства определяют по коэффициенту закреп-
ния операций 0); для единичного производства Ki O > 40);
J2) выбор вида разрабатываемого ТП или поиск аналога еди-
[чного процесса (на основании технологического кода ТП от-
поят к определенному виду: типовой, групповой, единичный);
Л 3) технологический контроль, отработка на технологичность
jotobkh детали;
|4) выбор вида заготовки и метода ее получения по класси-
ратору заготовок с технико-экономической оценкой выбран-
1о метода;
’гд\
дй
t/J' •
Г1:
Ю/,
/
фенология машиностроения. Том 1
449
5) разработка технологического маршрута обработки отделу
ных поверхностей;
6) разработка маршрута обработки заготовки.
При проектировании ТП в единичном производстве стре.
мятся к сокращению числа операций и установок, а также к вы-
полнению наибольшего числа переходов при одной установке
заготовки. Для этого универсальные станки снабжают приспо-
соблениями, расширяющими их технологические возможности.
5.4. АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
5.4.1. Общая характеристика систем автоматизированного
проектирования технологических процессов
Рассмотренная в гл. 4 методика разработки ТП относится к
неавтоматизированным методам проектирования. Она трудоем-
ка, позволяет сравнивать, ограниченное число вариантов даже на
отдельных этапах. Все это приводит в итоге к потере качества
ТР и длительным срокам ТПП. При неавтоматизированной раз-
работке лишь незначительная часть (не более 10 %) времени за-
трачивается на принятие решений, а остальное -- на поиск нуж-
ной информации и оформление результатов. ЭВМ во много раз
быстрее человека обеспечивает хранение и поиск информации,
вычисление по известным алгоритмам, формулам и математиче-
ским моделям, а также выдачу необходимых форм технологиче-
ской документации.
Применение вычислительных систем на базе ЭВМ позволя-
ет: 1) ускорить оперативную разработку ТП при обновлении или
у вел и ч е н и и номе н кл ату р ы п рои з вод и м о й п роду к ц и и; 2) 11 о в ы -
сить качество ТП, а следовательно, и качество продукции пред-
приятия; 3) обеспечить оптимальность технологических разрабо-
ток путем выбора их из множества возможных решений, созда-
ваемых на ЭВМ.
Создание САПР ТП базируется на формальном представле-
нии всей совокупности процессов инженерной деятельности во
время разработки ТП. Функционирование любой вычислитель-
ной системы представляет собой взаимодействие трех основных
частей: технической, программной и информационной (ком-
плекс средств ЭВМ реализует алгоритм решения при помсшти
450
ока программ с использованием сведений и данных информа-
тикой части, размешенной в памяти ЭВМ).
, Сформулируем основные принципы, лежащие в основе
ДПРТП:
у 1. САПР ТП это человеко-машинная система, в которой
й автоматизациии деятельности специалистов-технологов име-
ка-
|я информационно-вычислительная система. Процесс разра-
||гки ТП должен быть организован в ней таким образом, чтобы
рысить отдачу умственного труда человека, стимулировать его
Ьрческую активность.
|\2. САПР ТП -- это открытая развивающаяся система,
^данный вариант системы может быть расширен. Развитие
|ётся всех частей вычислительной системы (технической,
|рмационной, программной) и используемых алгоритмов
|ния, так как возможно появление новых более современных
((тематических моделей и программ.
| 3. Как любая проектирующая система САПР ТП основана на
|йнципах иерархии (см. 3.3). Блочно-модульный принцип соз-
ния вычислительной системы сохраняется на всех уровнях
зработки ТП. Необходимо отметить, что иерархическое (блоч-
i-модульное) построение относится не только к алгоритмам
шсния, но
I 4. САПР
всованных
конченн ые
jH информацией, отдельные блоки вычислительной системы
Акционируют в строго определенной последовательности и
лько при наличии информации от решения задачи на преды-
|Щих шагах проектирования.
Каждая САПР и ее подсистемы структурно (рис. 5.24) состо-
| из технических средств, организующей системы, а также
>едств обеспечения (информационного, математического, про-
Йммного, лингвистического, организационно-методического),
орма взаимодействия САПР, технических средств и органи-
(Ьщей системы (обслуживающий персонал) представляет со-
мГ эргономическое обеспечение.
t Информационное обеспечение включает совокупность све-
ний. необходимых для выполнения проектирования (данные
Залогов, справочников и другой справочной литературы, на-
и к техническим средствам.
ТП состоит из совокупности информационно со-
подсистем, с помощью которых можно получить
решения, т.е. в процессе разработки ТП идет об-
451
пример по имеющимся моделям металлорежущего .оборудовав
ния).
Математическое обеспечение состоит из математических ме^
тодов, математических моделей и алгоритмов для автоматизации
разработки ТП с помощью ЭВМ.
Программное обеспечение представляет собой совокупность
программ, реализующих алгоритмы, методы и модели принятия
решений. Это обеспечение делят на общее и специальное. Пер-
вое в САПР составляет операционную систему. Специальное
программное обеспечение включает в себя все пакеты приклад-
ных программ для решения конкретной проектной задачи.
Рис. 5.24. Состав и виды обеспечения САПР ТП
Лингвистическое обеспечение — это совокупность языков
V*
формального описания алгоритмов решения, термины, опреде-
ления, правила формализации естественного языка, представле-
ния методик, например разработки ТП. Отдельные подсистемы
САПР могут быть формально описаны с помощью различны4
языков (например, PL, КОБОЛ).
| Техническое обеспечение состоит из комплекса взаимосвя-
|шых технических средств, на которых реализована вычисли-
;льная система.
t Организационно-методическое обеспечение включает в себя
^кументы, определяющие состав видов обеспечения вычисли-
|тьной системы, описание ввода САПР в эксплуатацию, фор-
представления результатов проектирования.
Разработка САПР ТП базируется на основных методологиче-
|их принципах принятия проектных ТР, изложенных в 3.2.
Создание такой сложно организованной системы под силу
ылсктиву специалистов: технологам, формулирующим методи-
( решения задач построения ТП; математикам, выбирающим
ггоды решения технологических задач, разрабатывающим ма-
гматические модели и алгоритмы разработки ТП; программн-
ом, составляющим прикладные программы и реализующим их
( ЭВМ. Использование ЭВМ даже для простых задач требует
щолнения следующих этапов: 1) выбор цели и последователь-
)сти решения, 2) математическая формулировка задачи; 3) вы-
|ф численных математических методов определения цели, 4)
Йработка алгоритмов, 5) запись последовательности решения
‘^.алгоритмическом языке (составление программы для ЭВМ),
^отладка программы.
При создании же САПР каждый отдельный перечисленный
|ше этап требует работы коллектива разработчиков.
| Как уже указывалось в гл. 3, разработка ТП на ЭВМ осуще-
'вляется моделированием как процессов механообработки, так
роиска рационального варианта технологии.
При этом встречаются задачи двух типов’ Первые связаны с
|<ождением количества и последовательности элементов ТП,
| с определением структуры технологических объектов. Это
дачи структурного синтеза. Вторые — задачи параметрической
(тимизации направлены на определение условий обработки
апримср, режимов резания) при обеспечении экстремума це-
Шой функции (см. 3.5). Очень часто при разработке ТП поиск
|уктУры взаимосвязан с параметрической оптимизацией уело-
й выполнения обработки.
Специалист-технолог может участвовать на этапах создания
додики (этап 1), определяя ход решения технологической за-
чи, а также при формализации технологических объектов или
последовательности поиска (этап 2). Реализация следующих эта-
пов должна проходить при контроле технологом результатов
функционирования создаваемой САПР на адекватность реаль-
ной технологии (этапы 3—6).
Рассмотрим теперь решение отдельных технологических за-
дач .
5.4.2. Определение структуры технологических
процессов и операций
К задачам определения структуры ТП относят выбор как ко-
личества элементов ТП, так и последовательность выполнения
этих элементов при обязательном расчете или выборе режимов
обработки. Ниже будут рассмотрены примеры возможного ре-
шения задач структурного синтеза от определения маршрута об-
работки отдельной поверхности до маршрута изготовления дета-
ли.
Оптимизация маршрута обработки поверхности
Пусть С7/—1 — состояние заготовки перед обработкой на неко-
тором типоразмере (модели) оборудования, имеющем опреде-
ленный режущий инструмент. Целью оптимизации является вы-
бор такой многопереходной обработки, которая обеспечит полу-
чение поверхности детали с необходимой точностью и качест-
вом при минимуме технологической себестоимости
р
Ст = ’ где ер, ~ технологическая себестоимость /-го
I -1
перехода; р — число переходов по поверхности.
При мнргопереходной обработке каждый предыдущий (/—1 )-й
переход существенно влияет на последующий /-й через точность
обработки, устанавливая колебание глубины резания на после-
дующем переходе через суммарную погрешность обработки:
'max, “ zmin/ ~ Ты - T-i тде Т ) ~ Допуск на размеры поверх'
ности в исходном состоянии С/_| заготовки. Поэтому различные
варианты построения последующего перехода можно рассматри-
вать только после того, как установлены параметры предыдуше'
го и определена А,™] = 77-1 (рис. 5.25).
454
^Ктах > ^кгтп
> пк^к~ ^пов
Рис.
многопсрсходной обработки поверхности с заданной
точностью
It ' '
Ир; Таким образом, каждый выполняемый в маршруте обработки
^^верхности переход характеризуется совокупностью парамет-
Ьв: получаемым допуском 7/, глубиной резания t( (максималь-
^fclM h max и минимальным min значениями),-условиями выпол-
Ирния (скоростью резания V/ (частотой вращения) и подачей 5/).
МИИои выборе последовательности обработки поверхности и из-
^Ьстных общем .припуске Zo тш и допусках на поверхность 7К и
(конечный 7К = 7ИОВ и.после получения заготовки Т3.}1 соот-
ветственно) перечисленные выше параметры; как и .общее число
Икреходов, являются неизвестными.
Нахождение наилучшего варианта маршрута обработки по-
верхности показано на рис. 5.26 в виде графа, вершины которо-
соответствуют точности выполнения размера 7 '. и глубине ре-
^Жния t; |11|П на рассматриваемом /-м переходе, а ребра, соеди-
^^Вющие две вершины условиям обработки технологического
ИВрехода (подаче 5} и скорости резания V/). В.моделе проектиро-
вания используют следующие ограничения: по мощности реза-
JB-ЙЯ /VpC3 < по допустимому усилию резания Рдоп,м.|| на ме-
Шиизме подачи Ру < Л1О|1Л1.Н и режущем инструменте Pz < РЛЛпл^
^Кр заданной стойкости режущего инструмента Т> по при-
меняемому диапазону скоростей резания цП1П < v < vmax, по при-
^Йняемым значениям подачи суппорта и частоты вращения за-
^ртовки н; е p?min€ {^min^maxp по шероховатости
^К)нечного перехода RaK < а также по. точности обра-
|И|Ьтки на рассматриваемом и конечном переходах А/ < Т{ и
и№к — Люи-
•
Условия выполнения конечного перехода по поверхности
(см. выше ограничения) отличаются от параметров обработки
остальных переходов необходимостью обеспечения конечного
состояния Ск, определяемого, например, точностью Г1ЮВ и ще~
роховатостью поверхности /?<7Г]ОВ по чертежу.
Рис. 5.26. Граф нахождения оптимального маршрута обработки поверхности
Поиск оптимального варианта маршрута обработки поверх-
ности проводят с использованием метода динамического про-
граммирования с разделением общего минимального припуска
на поверхности ZOmin на N уровней (нумерацию уровней ведут
от поверхности детали к заготовке). Припуск на первом уровне
равен наименьшей глубине резания rniin, допускаемой про-
цессом резания /3 ~ на втором уровне /2 = /П11П + у: на
третьем — /3 = гШ1П + 2у. На любом уровне с номером т слой
снимаемого материала определится значением 1т = /п1!11 +
+ (т — 1)у. Шагу зависит от кинематики станка и равен мини-
мально задаваемому перемещению (обычно принимают z,nin у ).
|ГПо зависимости суммарной погрешности обработки от тех-
Цдогических факторов Л/ = f (tf, vz) при назначенных режи-
резания планируемого перехода можно рассчитать ожидае-
|ю погрешность Л/ = 7).
f Заготовка в процессе обработки может иметь значения про-
(жуточных технологических допусков Гзаг = 7}, 7}_i, .... 7},
• гТ'Г ПЛ
*2’ h = 'ПОВ‘
I Выбор оптимального варианта этого ряда проводится от пер-
|го уровня в порядке возрастания номера уровня. Первый уро-
|йь, как уже говорилось выше, соответствует заключительному
ереходу обработки поверхности. При назначении условий об-
мотки на этом уровне необходимо знать точность выполнения
|едыдущего перехода, поэтому эту величину на каждом уровне
(обходимо выбирать из ряда Тзаг, Тиов.
Следуя принципу оптимальности динамического программи-
рования, для каждого из этих предложений необходимо выбрать
акие переменные 7), у, 3}, vz, которые обеспечивали бы опти-
дальное решение на заключительном переходе. Этот принцип
Охраняется при выборе наилучшего варианта на каждом уровне.
|- Алгоритм маршрута обработки поверхности следующий.
| 1. Решение начинают с. рассмотрения заключительного пере-
ча по поверхности, так как именно он должен обеспечить за-
анные точность Ггюв и шероховатость /?<7ПОВ. Такой метод про-
бирования (см. 3.2) называется восходящим.
| 2. Для этого перехода (как и при проектировании любого /-го
(рехода) делают предположение о точности предыдущего пере-
|да — допуск , который выбирают из ряда 7заг, ..., Гпов, начи-
||я с 7}-] = Гзаг (для уменьшения числа вариантов). Выбрав 7}-i
|зная конечный допуск 7) (для заключительного перехода 7} =
|Т11ОВ), рассчитывают = rmin + у (т - 1) + 7}ч — 7} и опреде-
ляют возможные сочетания подачи 5) и скорости резания vy
Ццовлетворяющие ограничениям математической модели. Для
:аждого фиксированного Тг..\ глубина резания изменяется с уве-
личением т от 1 до максимального значения N. По каждому ва-
рианту 7Д], 7), у, Sh Vi рассчитывают Спер После завершения
ррьирования 7}_| от Тзаг до Гпов (всего L вариантов) из всех
озможных вариантов выбирают тот вариант М, который имеет
Минимальное значение технологической себестоимости перехода
*
гпер i нпп.
3. После выбора условий обработки z-го перехода начинают
рассматривать предыдущий переход (/—I), для которого найден-
ный допуск ТО является конечным, а начальный допуск 7ДЭ
необходимо выбирать, как указано в п.2, но уже из ряда 7-jar,
Т;-]. Глубину резания на (/—1)-м переходе рассчитывают ц0
формуле = Zo mjn - (zmin + yM) + ~ Он Для фиксиро-
ванного Г/-? и расчетной глубины резания устанавливают вари-
анты условий обработки 5Z_|, vz_j, П[_\. В заключении определя-
ют оптимальный вариант с CncpZ-| = min.
4. Если рассматриваемый переход является заключительным, то
проверяют условия 70 = 7jal; /р + /2 + ... + tp = Zo min + О,. +
4- p
1 нов*
Если эти условия выполнены, то проектирование маршрута
обработки по поверхности закончено. При невыполнении усло-
вий организуется следующий (/—2) переход с повторением опе-
раций, изложенных в пп. 3 и 4.
Выбор маршрутов обработки поверхности при разработке
ТП определяет совокупность методов при изготовлении детали.
Как уже отмечалось в 4.2 и 4.10, при наличии маршрутов обра-
ботки поверхностей можно определять содержание и последова-
тельность операций, а также последовательность выполнения
переходов в каждой операции. Далее будут рассмотрены выбор
последовательности выполнения переходов при обработке набо-
ра поверхностей и совокупности переходов на примерах обра-
ботки отверстий на сверлильно-фрезерно-расточных станках с
ЧПУ.
Построение технологических операций обработки на свер-
лильно-фрезерно-расточных станках с ЧПУ осуществляют в не-
сколько этапов. Рассмотрим два из них, где решаются специфи-
ческие задачи синтеза структуры,
ч
Оптимизация последовательности обработки поверхностей
Любое сложное ступенчатое отверстие (СО) можно предста-
вить набором элементарных обрабатываемых поверхностей
ООП), расположенных одна над другой (рис. 5.27). При обра-
ботке на станках с ЧПУ любую пару ЭОП (Л„ Лу) отверстия
можно обрабатывать лишь последовательно несколькими не-
комбинированными режущими инструментами. Для всего же
45S
иерстия можно назначить несколько последовательностей сле-
Ьвания переходов в операции (см. рис. 5.27).
|vКаждый вариант обработки отверстия отличается один от
Тугого-временем на холостые ходы гхх (подвод и отвод инстру-
Ьнта) и на рабочий ход /р. Общее машинное время, затрачивае-
те на обработку по (>-му варианту, составит
| а = к
g — ) и + f Y I где a номер ЭОП; к — число ЭОП у
X \ И (>.и л р,(/. /
Вверстия.
I „ „
Рис. 5.27. Варианты Поспелова гея вноси i оораоотки сложного
(многоступенчатого) отверстия (/ — 4 — элементы отверстия)
к.--
ж -
1-
| Поскольку в каждом варианте обработка рассматриваемого
|ОП осуществляется с неизменными режимами резания /?и, Su,
йбыстрый подвод и отвод инструмента происходит с постоян-
ной скоростью мхх, то задача нахождения оптимального вариан-
Й обработки сложного отверстия с /nmjn сводится к синтезу ва-
риантов обработай и определению длин рабочих и холостых хо.
дов режущих инструментов.
Сформулируем два правила-аксиомы, определяющие поря-
док следования технологических переходов:
1. Если диаметры любой пары ЭОП А, и Aj ступенчатого от-
верстия не являются минимальными, то эти элементы можно
обрабатывать в любом порядке.
2. Если для рассматриваемой пары ЭОП Aj и Aj ступенчатого
отверстия диаметр А; является минимальным, то элемент Aj об-
рабатывают после получения элемента Ah если же минимален
диаметр Ар то элемент А,- обрабатывают после Aj.
Рис. 5.28. Полный граф последовательностей
обработки сложного (многоступенчатого) отверстия
Синтез вариантов последовательности обработки СО пред-
ставляется графом G, на котором осуществляется поиск путей с
Гр. На рис. 5.28 представлен граф, построенный для отверстия,
приведенного на рис. 5.27. В качестве корневой вершины графа
G выбирают переход обработки элемента с минимальным диа-
метром; для данного отверстия (см. рис. 5.27) это элемент с но-
мером 4. На графе далее рассматривают возможный переход к
обработке следующего элемента для нахождения веса дуги, оп-
ределяемого длиной перемещения инструмента.
Чтобы найти длину перемещения инструмента, необходимо
на следующем уровне графа выделить вершины (где р
460
Ш!№.
Ию .2 Р|, причем в pf не входит элемент отверстия, выбран -
за корневую вершину). Каждая вершина графа Afta характе-
ризуется параметрами DA, dA, LA, /4, взятыми с чертежа детали и
^мготовки (Da, dA — диаметры, a 1А — длины элемента отвер-
^Еия A(iM соответственно улетали и заготовки).
Обработка элемента отверстия а возможна либо продольной,
поперечной подачей режущего инструмента. Если диаметры
+ 1)-го и (а ~ 1)-го элементов меньше диаметра ЭОП с но-
(«ром а, то элемент A(ia следует выполнять в отверстии попереч-
1Ижй подачей. Длина рабочего хода равна разности /р = DA —
' А^л/
|МЬа длина холостых ходов /ххра = / Ц (см. элемент 3 на
Г /=1
к 5.27).
мВ После определения веса дуги Л|1<( на втором уровне ведут поиск
£
§1
Г
|ршины на следующем, третьем уровне с нахождением длины пе~
’мешения инструмента для этого случая ЭОП и так далее. По ка-
^ой ветви р графа G определяют суммарную длину перемещения
г >
\ а затем — ветвь с минимальным значением /3 т>п .
t
При обработке совокупности ступенчатых отверстий значи-
льная доля штучного времени затрачивается на перемещения
рполнительных органов станка для быстрого подвода и отвода
ИшЬжушего инструмента к обрабатываемой поверхности, пози-
Мвонирования и смены режущего инструмента. Обработка сис-
темы сложных отверстий, требует значительного количества ре-
жущих инструментов для обработки, их частой смены и пози-
Ийонирования. Все это увеличивает трудоемкость выполнения
ихнологической операции. Определение рациональной после-
довательности обработки совокупности сложных отверстий яв-
|11Ьется также многовариантной задачей.
[Оптимизация последовательности выполнения технологических
j переходов при обработке ступенчатых отверстий
Ступенчатые отверстия различной формы (с наличием не-
Ьольких элементарных поверхностей), размеров, точности и
|ероховатости получают с помощью совокупности режущих ин-
фументов. Количество отверстий и их сложность определяют
461
число возможных вариантов последовательности обработки. За-
дача разработчика технологических операций состоит в выборе
варианта с наименьшей
трудоемкостью их выполнения.
Рис. 5.29. С истомы координат
инструмента и заготовки
Обработка на фрезерно-сверлильно-расточных станках имеет
некоторые особенности. Во-первых, заготовку располагают в
пространстве, определяемом системой координат станка Хс YCZC
(рис. 5.29). Форму и размеры готовой детали, установленные
чертежом, определяют в системе координат детали X{YRZn. По-
ложен и е с и еле м ы коорд и н ат и н стру м е н та Хи Уи ZH уста н а вл и ва ют
в соответствии с особенностями револьверной головки стайка
(см. рис. 5.29). Каждый инструмент характеризуется расстояни-
ем до режущего лезвия (вылет инструмента) по оси вращения
Zu. Во-вторых, существует начальное (нулевое) положение ре-
вольверной головки (координатыхи());и()<и0 )' от которого ВЫ'
п ол н я ются все вс п о м о гате л ь н ы е и техн ол о ги ч е с к и е и е ре х од ы
операции обработки на станке с ЧПУ. После завершения обра-
ботки револьверная инструментальная головка возвращается в
начальное положение. В-третьих, ступенчатые отверстия могут
быть обработаны на плоскости заготовки, перпендикулярной
оси вращения инструмента, так как обычно в приспособлении
не предусматривается поворотное устройство. В-четвертых, каж-
т И й
отверстие получается в результате совокупности переходов
рис. 5.27).
и
5.30.
поиска оптимального пути при
отве рст! I i i летал 11 (штр и хо в ы с
ходы из точки Ои. сплошные -
Рис.
обработке
линии - возможные
оптимальный вариант )
Перемещения внутри отверстия уже были рассмотрены на
Jane оптимизации маршрута обработки отверстия, поэтому при
|тимизации последовательности обработки системы отверстий
тем учитывать только перемещения к отверстию (в точки О|,
, От, и т.д.) для позиционирования и подвода к отверстию
рис. 5.30). Оптимизация последовательности обработки сводит-
задаче поиска оптимального пути обхода системы отвер-
с обеспечением У
> mm , где t
холостые пере-
ешения элементов станка при выполнении /-го перехода; р —
рсло технологических переходов при обработке системы отвер-
ни.
Задачу определения оптимальной последовательности холо-
стых перемещений органов станка при обработке группы СО
будем решать с помощью графа 2 = ((/,/4), в котором U — мно-
жество вершин графа Z, которым ставится в соответствие мно-
жество технологических переходов; А — множество дуг, кото-
рым ставится в соответствие множество вспомогательных пере-
ходов на позиционирование, быстрые подвод и отвод, а также
на смену режущего инструмента (рис. 5.31).
Введем следующие обозначения: о — номер уровня графа Z;
у — число уровней графа; р — номер вершины на некотором
уровне а; 5 — число вершин на уровне а графа Z. Каждую вер-
шину графа обозначим как C(i[b а дугу графа, соединяющую вер-
шины и как А (ЦЛ[1; Цх+рп). Каждой дуге поставим в
соответствие некоторый вес С Цх+рп).
Холостые перемещения и действия элементов станка с ЧПУ
включают: ^быстрое перемещение, связанное с позиционирова-
нием к обрабатываемой поверхности, /р быстрое перемещение
инструмента к обрабатываемой детали (быстрый подвод) бы-
стрый отвод инструмента после получения поверхности г3; ком-
плекс действий по смене режущего инструмента /4.
Отметим также, что каждому технологическому переходу
(вершине графа СслР) соответствует номер СО и режущий инст-
румент, которым получается данное СО. Дуги, соединяющие две
любые вершины графа и С(/+| п, представляют собой сум-
марные холостые перемещения и действия элементов станка,
связанные с выполнением технологического перехода при обра-
ботке элементарной поверхности СО на (а + 1)-м уровне.
Если меняется обрабатываемое СО, а инструмент для обра-
ботки остается тот же, то необходимо определить время пози-
ционирования /]. Если же меняется и обрабатываемое СО, и ре-
жущий инструмент, то должно быть рассчитано время на пози-
ционирование /| , быстрый отвод в позицию смены инструмента
смену инструмента г4 и на быстрый подвод к обрабатываемой
поверхности Ь-
Время позиционирования определяют по формуле
464
и 1\™
1 а +1Л] '
у графа Z,
расстояние между двумя СО уровней U{{
мм; vx х — • скорость позиционирования.
^Моп)
0(0,,!= (5,1)
0(О^)=(51)
г 1 оси с д о ва тс л ь н осте й в ы п о л н с н и я техн о л о г и ч с с к и х и с ре х од о
при обработке ступенчатых отверстий детали
"(5.5)
"(5.1)
|Рис. 5.31. Граф
I Время на быстрый подвод инструмента к обрабатываемой
Поверхности
МО,цО,+1.п) = 6 ю4/? (t/u+111) / v6.
465
где А( 6ZU . । ) — значение координаты R на (а+1)-м уровне при
подводе инструмента к обрабатываемому СО, мм; х. — ско-
рость перемещения инструмента на быстром ходу, м/мин.
Время на быстрый отвод инструмента в позицию смены оп-
ределяют по формуле
= б но4/у/(;р /%х.
где '/?(£/« значение координаты R отверстия на а уровне,
мм.
Время смены инструмента 1 q) зависит от тина и
модели станка с ЧПУ.
Таким образом, вес дуги, соединяющей две вершины графа
соседних уровней а и (о. + 1), определяется зависимостью
/7
l.i; I = ^2 и. -И.!]) •
/ — I
Определение оптимальной последовательности холостых пе-
ремещений исполнительных органов станка при обработке СО
совпадает с поиском пути на графе Z. имеющем минимальный
вес дуг. Процедура поиска такого пути начинается с выделения
н а ч ал ь н о й ве р ш и н ы н а п е р во м уровне а = I). П о с л е э то то
определяется множество вершин бф-ныс где р = 1,2,..., вклю-
чаемых на следующий уровень графа, и вычисляется вес дут
C(Cu4J; tC+ijs), соединяющих вершину £фд с вершинами
на уровнях о и а + 1. Оптимальный маршрут пройдет через вер-
шину которая имеет минимальный вес дуги.
Вершины Сф-пфР 1,2,...,5; р р) исключаются из рассмот-
рения на (а ж П-м уровне. Индексу и присваивается значение,
равное 1, и далее синтез оптимальной последовательности обра-
ботки отверстий продолжается из вершины Ц,+ ц1- Такая проце-
дура поиска продолжается ло тех пор, пока не будет достигнут
последний уровень у.
Начальная и конечная вершины оптимального пути соответ-
ствуют положениям исполнительных органов станка до и после
4 66
^работки. Общая длина пути будет состоять из у вершин (у =
t У! + 2) графа СслР, где yj — число технологических переходов
|ри обработке совокупности отверстий.
Определение маршрута изготовления детали
f Наиболее простые задачи синтеза структуры ТП решают с
фименением процедур выбора варианта обработки из конечно-
го множества. В качестве последнего при разработке маршрутов
©работки применяют каталоги типовых последовательностей
изготовления определенных групп деталей (например, группа
алов или втулок). Для определенных групп деталей могут быть
оставлены так называемые обобщенные маршруты обработки.
Обобщенный маршрут Му представляет собой упорядоченную
овокупносгь операций, характерных для изготовления данной
Ьуппы деталей. Создают Му объединением существующих, на-
>имер на предприятии, индивидуальных маршрутов М; получе-
I' п
|йя деталей: /Wv
Г?"-.- т
число деталей, объединенных
«I
э
группу. Эти маршруты имеют типовую последовательность и
одержание, и отражают на уровне предприятия или отрасли пе-
рловой производственный опыт.
| Операции обобщенного маршрута имеют строго фиксиро-
ванные формулировки, их место в маршруте также определено
рловиями изготовления детали. Каждая операция Му имеет ло-
ическую функцию которая зависит от условий, определяю-
щих геометрические размеры и конфигурацию заготовки, тре-
>уемой точности и качества поверхностного слоя получаемых
lOBcpxHocrcii до и после обработки, метода получения
fjl, размеров партии, вида термической обработки и др.
I В общем случае логическую функцию операции к
Хенном маршруте можно записать так:
заготов-
в о боб-
/г2
о преле-
ае Aj — условие для данной группы деталей (например,
яющее значение параметра шероховатости, при котором необ-
467
ходима операция шлифования на поверхности детали); щ
= 1,2,... — число условий, связанных конъюнкцией; гь
= 1,2,... число сочетаний условий, связанных дизъюнкцией.
Логическая функцияД в частных случаях может состоять из
одного условия. Если, например, условие Лр означает наличие
указания на рабочем чертеже термической обработки (закалки
токами высокой частоты), то в обобщенном маршруте обяза-
тельно должна быть операция закалки токами высокой частоты
поверхности детали. Логическая функция может состоять из не-
скольких сочетаний условий дз- В качестве примера приведем
операцию правки центровых фасок после термической обработ-
ки поверхностей закалкой или улучшением. Содержание опера-
ции можно сформулировать так: "В патроне и люнете править
центровые фаски”. Операция с таким содержанием назначается,
если, во-первых, деталь нежесткая, т.е. отношение общей длины
детали Lo к ее приведенному диаметру £>пр превышает 15, т.е.
Лз = Lo//)пр > 15, и, во-вторых, если на рабочем чертеже есть
указание подвергнуть заготовку закалке или улучшению (усло-
вия Л |7 и Л is соответственно). Тогда логическая функция этой
операции будет состоять из двух (для этого случая /?2 = 2) соче-
таний условий: Д = (Лз A ) V (Л3 А Л^). Для операций, ко-
торые встречаются во всех индивидуальных маршрутах, напри-
мер операция ’’маркировать деталь", Д = 0.
Разработку технологических маршрутов с использованием
обобщенного маршрута осуществляют выделением из обобщен-
ного маршрута операций, характерных для изготовления данной
т
детали. Исходными данными являются условия Л}[ ~ Л Лм ко-
/ = 1
торы ми можно описать конструктивно-технологические осо-
бенности детали (т — число условий) (рис. 5.32).
Алгоритм формирования индивидуального маршрута пред-
ставлен на рис. 5.33. Начиная с первой операции (к = 1), в опе-
ративную память ЭВМ вызывают логические функции операций
Д. Вначале проверяется, является ли к-я операция общей дол
всех маршрутов Д = 0. При выполнении условия Д = 0 (блок 4)
следует занесение к-й операции в маршрут изготовления данной
детали. В противном случае, начиная с j = 1, каждый набор ус-
468
|рвий (Jlj — Л ) логической функции Д сравнивается с условия-
/ = 1
конкретной детали. Если устанавливается логическое тожде-
гт _ п то операцИЯ включается в маршрут обработки,
Г'* —
«to V * — —
->/ -/^д, iw мпсрсщии л включается в маршрут обработки,
рри невыполнении условия Л^[ = 0 (блок 7) следует переход к
j+ 1 )-му набору условий Д.
Логические Исходные данные М.
функции <
Рис. 5.32. Схема выделения индивидуального
маршрута из обобщенного
469
После рассмотрения всех на-
боров условий fk переходят к сле-
дующей операции обобщенного
маршрута. После завершения рас-
смотрения последней операции
обобщенного маршрута печатают
текст индивидуального маршрута,
разработку ТП на этом заканчи-
вают. Приведенная модель де-
монстрирует пример разработки
содержания операций. Аналогич-
ным образом организуют выбор
типа приспособления и техноло-
гической оснастки.
Рис. 5.33. Алгоритм проектирования
индивидуального м а р ш р ут а:
/ ~~ вызов обобщенного маршрута Mv с ло-
гическими функциями А; 2 — вызов логичес-
ких условии Л,, ^характерных для данной
детали; 3 ~~ вызов k-ii операции обобщенно-
го маршрута Му; 4 ~ логическая функция
fK -О; 5 — набор условии Л; — Лл, 6 -
формирован и е индивидуального маршрут а
занесением операций Му в 7 — набор >с-
ловий Л}+1 - 0; 8 - операция к — последняя
в Мф; 9 — печать сформированного индиви-
дуального маршрута - массива
5.4.3. Оптимизация параметров обработки заготовок
при построении технологической операции
Решение поставленной задачи рассмотрим на примере при-
менения токарных гидрокопировальных полуавтоматов для из-
готовления ступенчатых валов, на которых могут быть реализо-
ваны две основные схемы обработки заготовок: однопозицион-
ная многоинструментная последовательная обработка шеек вала
470
г
^идрокопировальный и поперечный суппорты работают в пе-
редо нательном цикле) и однопозиционная многоинструментная
|араллельная обработка шеек вала (гидрокопировальный и по-
перечный суппорты работают одновременно, рис. 5.34).
поп
Рис. 5,34. Схсма операции обработки заготовок на токарном
г 11 д ро к о п и ро вал ь ном п о л у a i по м а тс
7W
Штампованную заготовку устанавливают в центрах. Основ-
ой профиль изделия обрабатывают одним резцом, установлен-
IM на гидросуппорте, который при помощи следящего устрой-
ва воспроизводит на заготовке форму копира, закрепленного
а станке. Элементы формы летали (канавки, фаски, галтели и
р.) обрабатывают резцами, установленными на поперечном
уппорте
' Точность обработки рассчитывают с использованием основ-
ных положений расчетно-аналитического метода, изложенного в
J Погрешность обработки линейных размеров исключается
имепением плавающего переднего центра. Суммарную по-
^ешность обработки диаметральных размеров можно выразить
|общем виде следующей функциональной зависимостью:
Каждая составляющая суммарной погрешности, физическая
природа которой “подробно рассмотрена в гл. 2, определяется
условиями построения технологической операции.
При обработке партии заготовок погрешность выполняемо-
го размера Ду, вызываемая упругими деформациями технологи-
ческой системы под влиянием силы резания, не зависит от схе-
мы обработки. Объясняется это тем, что упругие отжатия заго-
товки в поперечном направлении нс вызывают изменение силы
резания от резцов, установленных на поперечном суппорте, так
как заданная глубина резания Гзал равна фактической глубине
резания /фак и, следовательно, суммарное упругое отжатие от
поперечного суппорта можно считать постоянной величиной.
Погрешность выполняемого размера для партии заготовок в
рассматриваемом сечении можно определить по формуле
где
_ ^тах _ ^тт
Л/ ОСТ/ ОСТ у
^утах
I зад/
(5.7)
у max
ОСТ/
у min
’ ОСТ /
одах утпт
1 зад / ’1 зад /
соответственно максимальная,
минимальная остаточная и заданная глубина резания в партии
заготовок для рассматриваемого сечения; С — радиальная со-
ставляющая силы резания Рх без множителя; к — поправочный
коэффициент, учитывающий показатель хр < 1; J3aiy —- жест-
кость системы "заготовка — приспособление — узлы станка",
на которых установлена заготовка; Уи/ — жесткость системы
"инструмент — приспособление — узлы станка”, на которых
закреплен режущий инструмент.
Принимая во внимание нестабильность жесткости техноло-
гической системы, величину Д^ следует определять в тех сече-
ниях, где она минимальна.
Сила резания, возникающая от действия резцов, установ-
ленных на поперечном суппорте, оказывает влияние лишь на
погрешность формы шеек вала, формирование которых происхо-
дит при параллельной схеме обработки, т.е. когда в работе одно-
472
^еменно участвуют гидрокопировальный и поперечный суп-
|ррты. Причем для уменьшения погрешности формы шеек вала,
обрабатываемою на токарном гидрокопировальном полуавтома-
те, параллельная схема обработки более благоприятна, чем по-
^едовательная. Это объясняется тем, что направление силы ре-
яния от действия резцов, установленных на поперечном суп-
порте. прямо противоположно направлению силы резания от
;ействия резца, установленного на гидрокопировальном суппор-
I При этом количественная опенка упругих отжатий в техно-
логической системе говорит об их незначительной доле в обра-
вании погрешности формы шеек вала, так как они составляют
сятую и менее долю от
Вышесказанное доказывает.
&
п р и п о и с ке о п т и м ал ь н ы х
I.
Параметров обработки заготовок на токарном гидрокопироваль-
полуавтомате желательно использовать последовательную
|ему обработки как менее благоприятную по достигаемой точ-
|рсти и более простую для расчета.
I Существенное влияние на точность диаметральных размеров
зеек вала оказывает размерный износ резца, установленного на
йдрокопировальном суппорте. Для расчета погрешности обра-
Ьтки Ди, вызываемой размерным износом режущего инстру-
мента, можно использовать функциональную зависимость раз-
мерного износа И от режимов t. S, v и времени обработки т.
Й.к, при обработке углеродистой стали 45 (в состоянии постав-
= 6.1 МПа) резцами с пластинами твердого спла-
р Т15К6 (геометрические параметры режущей части: главный
гол в плане ср = 90° , вспомогательный угол в плане <pj = 15°, зал-
оги угол а — 8° , передний угол у = 5° , передний угол по фаске
|ф = 5° /ширина фаски /- 0J...0.2 мм, радиус при вершине г =
I 1,5 мм) на режимах резания, соответствующих чистовому точе-
ию (глубина резания г = 0,5 мм; подача 5 = 0,1...0,6 мм/об.
в
ррость резания v = 50...200 м/мин) в лаборатории кафедры
Технология машиностроения” МГТУ им. Н.Э.Баумана была по-
рчена следующая зависимость:
70,8 -
7 — размерный износ, мкм; v — скорость резания,
время резания, мин.
Выражение (5.8) позволяет рассчитать ожидаемую погрел щ
посте обработки Ди, вызываемую размерным износом режущего
инструмента, при построении станочных операций на токарных
гидрокоп провальных полуавтоматах.
Погрешность настройки станка Дн для конкретных условий
обработки регламентирована. Например, в серийном и массовом
производствах настройку токарных гидрокопировальных полуав-
томатов ведут по пробным деталям с использованием жестких
предельных калибров. Для таких условий обработки погреш-
ность настройки Ан при практических расчетах следует брать
равной среднему квадратичному отклонению о размера кон-
трольной шейки вала. Значение су может быть получено стати-
стическим путем или в качестве первого приближения можно
принять су 7р/ 6, где 7}-- допуск на выполняемый размер.
Из факторов, влияющих на погрешность обработки \,. вы-
з ь I в а е м у ю те п л о в ы м и д е ф о р м а ц и я м и те х н о л о г и ч е с ко й с и стс м ь г,
следует учитывать лишь тепловые деформации резца, так как
время, в течение которого они происходят, соизмеримо со вре-
менем обработки одной заготовки (1,5...2,0 мин).
Время работы станка между подналадками (15...30 мин) во мно-
го раз меньше времени наступления теплового равновесия в тех-
нологической системе (270...360 мин). Поэтому погрешность
обработки, вызываемая тепловыми деформациями узлов
станка в период между подналадками, незначительна (макси-
мальное перемещение имеет гидросуппорт в начальный период
работы станка, оно составляет 0,008 мм за 30 мин непрерывной
работы) и компенсируется каждой последующей подналадкой.
Для определения первичной погрешности обработки \гр,
вызываемой тепловыми деформациями резца, можно использо-
вать полученную экспериментальным путем функциональную
зависимость ее от режимов резания (г, S, v) и прочих условий
обработки или получить количественную оценку этой погреш-
ности, наложив рабочий цикл полуавтомата на график переме-
щения вершины резца от времени непрерывной работы
(рис. 5.35), где Д'г, Д" — соответственно погрешность размера и
погрешность формы в осевом направлении, вызываемая тепловыми
деформациями резца; го — время обработки заготовки; /нер — вре'
мя перерыва в работе полуавтомата между обработкой соседних
заготовок в партии; г0 + /)|ер = ги ~~~ рабочий цикл полуавтома-
тт — время наступления теплового равновесия в системе "ре-
jfcr — заготовка" при непрерывной работе.
|| Заметим, что образование первичных погрешностей Ди, Дн и
имеющих место при обработке заготовок на токарных гид-
рокоппровальных полуавтоматах, связано только с инструмен-
том, установленном на гидросуппорте и, следовательно, не зави-
сит от выбранной схемы обработки.
|| Последняя составляющая суммарной погрешности обработки
||иаметральнь1Х размеров ~ сумма погрешностей формы £дф —
|»еет интегральный характер и вызывается совокупностью тех-
нологических факторов (см. гл. 2). Взаимосвязь этих факторов
Врайне сложна. В каждом конкретном случае они могут как до-
полнять. так и компенсировать друг друга. Поэтому представля-
ется целесообразным для конкретных условий обработки иметь
Интегральную количественную оценку величины ЕДф, получен-
ию на основе статистических данных. Так, при незначительной
длине каждой ступени вала доминирующей погрешностью фор-
мы шеек будет погрешность в поперечном сечении, значение
которой при расчете можно принять равным математическому
ожиданию этой погрешности у партии деталей, изготовленных
на данном токарном гидрокопировальном полуавтомате.
^т.р ,мкм
Рис. 5.35. Зависимость погрешности об-
работки. вызываемая тепловыми дефор-
мациями резца, от времени
Результаты математической обработки статистических дан-
ных одной партии деталей могут быть использованы при расчете
Л у других подобных деталей; изготовляемых в схожих услови-
прои зводствен н ы х набл юде н и й.
Рис. 5.36. Балане погрешностей обра-
ботки партии заготовок на токарном
г и д ро к о п и ро ва л ь н о м п од у а вт о м а тс
: модели 1722
ях.
Для определения суммарной погрешности диаметральных
размеров шеек вала нужно алгебраически сложить значения
первичных погрешностей. В качестве примера на рис. 5.36 прш
веден баланс погрешностей обработки диаметральных размеров
шеек вала на токарном гидрокоппровальном полуавтомате моде-
ли 1722, полученный в результате лабораторных исследований и
В ы пол н е н ие требо ва н и я
точности изготовления детали
при по строе нии ста н оч н о й
операции определяется нера-
венством
Af< Tf. (5.9)
Каждая элементарная об-
рабатываемая поверхность де-
тали характеризуется не толь-
ко точностью, но и шерохова-
тостью обработки. Для опре-
деления высоты микронеров-
ностей может быть использо-
вана функциональная зависи-
мость ее от режимов /, 5,
времени г и прочих условий обработки, полученная экспери-
ментальным путем. Так. при чистовом точении шеек вала (усло-
вия эксперимента описаны выше при записи зависимости (5.8))
зависимость высоты микронеровностей от параметров к S и т
имеет вид
Rz= 211.3^-°'450-46 + 5()-7бт<1'1 + 0.16 ж 5), (5.10)
где Rz — высота ми крон еров костей, мкм; v — скорость резания,
м/мин; 5 — подача, мм/об; т — время резания, мин.
Зависимость (5.10) позволяет рассчитать высоту микронеров-
ностей обрабатываемых поверхностей детали при построении
476
&
iMgSj
аночных операции на токарных гидрокопировальных полуав-
1матах.
Допустимая расчетная высота микронеровностей /?£расч для
1ЖДОЙ поверхности вала определяется классом шероховатости,
^казанным на чертеже детали, т.е. должно быть выполнено ус-
ловие
h- R"' < R 7 / 5 | 1 \
ОрЛ ~ J4<4cpv ij
Н|| Станочную операцию на токарных гидрокопировальных по-
луавтоматах разрабатывают с учетом мощности, расходуемой на
Ц^езание, так как черновая обработка заготовок осуществляется с
ИВольшими съемами (/ = 7 мм при S = I мм/об), а при парад-
Жельной схеме обработки — несколькими резцами одновремен-
но. Указанное требование определяется неравенством
SET-Г
*• Ь / Г .* > Л» ч
ж
I
Жде — мощность, расходуемая на резание, кВт; Лул — мощ-
ность электродвигателя станка, кВт; г| — КПД станка: — ко-
эффициент допустимой перенагрузки электродвигателя.
ж Дополнительными условиями разработки станочной опера-
1Мии являются также учет действительного диапазона частоты
вращения шпинделя и подач на станке (по его паспорту), неко-
Дррые частные ограничения, как, например, диапазон скоростей
|||1езания. в котором рационально эксплуатировать инструмен-
аИальный материал, применяемый для обработки заготовки, и
111; п,
Яг Важной характеристикой станочной операции в случае ис-
пользования полуавтоматического или автоматического метал-
орежущего оборудования, наряду с параметром точности обра-
^отки, является параметр производительности, который опреде-
^»Ю1’ согласно теории производительности рабочих машин. На
фактическую производительность рабочей машины 0ф влияют
|Ве только цикловые, но и внецикловые потери времени. К пер-
вым относится время холостых ходов оборудования гчх, вклю-
М1юшее подачу материала, фиксацию, зажим и разжим заготов-
МИ, подводы и отводы рабочих органов, переключение отдель-
|Иых механизмов и т.д. К вненикловым потерям относится время
Врены, установки и регулировки режущего инструмента (потери
ИвЬемени по инструменту); время, необходимое на ремонт и ре-
477
* хй®
гулировку механизмов станка (потери времени по оборудовав !
нию); время на уборку стружки, сдачу готовых деталей, получс-
нис заготовок и т.п. (организационные потери времени).
Простои оборудования по различным причинам нс могут I
быть регламентированы заранее в производственных условиях |
и должны рассматриваться как случайные величины. Поэтому
для определения количественных оценок внецикловых потерь
используют вероятностные методы, а достоверность результа-
тов зависит прежде всего от продолжительности наблюдений.
Наблюдения за оборудованием рекомендуется проводить не-
прерывно в течение 15...20 смен, чтобы иметь достаточный
объем информации. Степень достоверности полученных потерь
различных видов определяется нс только достаточностью на-
копленного объема информации, но и типичностью выбранно-
го пери ода н абл юд с н и й. ।
В период наблюдений за работой оборудования кроме про-
стоев по различным причинам несколько раз в смену фиксиру-
ется продолжительность рабочего цикла /ц с делением этого
времени на время рабочих /ра6 и холостых ходов ZXA.
Полученные в ре з ул ьтатс п ро и з вод ст вс иных н абл юд е н и й
количественные оценки факторов, влияющих на фактическую
производительность оборудования, дают возможность рассчи-
тать сс по формуле
где К 1 Араб — технологическая производительность полуавто-
мата; С х Qn Ccv Cpi соответственно потери времени на
холостые ходы; на смену и регулировку всех режущих инстру-
ментов; на ремонт, регулировку и наладку механизмов полуав-
томата и по организационным причинам.
Рассмотренные выше закономерности, присущие операции
обработки заготовок на токарных гидрокопировалъных полуав-
томатах, позволяют сформировать сс математическую модель и
вести поиск оптимального варианта обработки ступенчатых ва-
лов, обеспечивающего заданную точность их изготовления при
максимальной производительности оборудования.
47S
L
г!
Г
jy В зависимости от характера исследуемого ТП различают ста-
рческие и динамические модели, используемые для решения
|ноговариантных задач машиностроительного производства. За-
дачи, для которых характерны переменные величины, не зави-
сшие явно от времени, описываются статической моделью. Для
ггих задач решение, принятое при заданных условиях, является
окончательным результатом на длительный промежуток време-
ни. При изменении условий задачу необходимо решать заново.
ТП механической обработки заготовок в серийном и массо-
вом производствах многократно повторяются в практически
Одинаковых производственных условиях. Поэтому модель, опи-
сывающую станочную операцию, можно считать статической,
се. не зависящей явно от времени.
р Закономерности станочной операции ограничивают область
Допустимых вариантов механической обработки заготовок и оп-
ределяют критерий выбора оптимального варианта из всех воз-
можных.
4 Для определения возможных вариантов обработки заготовок
|о последовательной схеме используют следующие условия по-‘
Строения станочной операции.
1. По точности обработки (каждой ступени вала):
А / нюх
и >
(5.14)
в суммарной
де А'} — коэффициент, определяющий долю
Погрешности обработки Л (принимаю! на основании экспери-
ментальных исследований); Ал “ коэффициент, определяющий
Юлю ,\и . в суммарной погрешности обработки (устанавливают
ш основании справочных материалов в зависимости от вида об-
работки и допуска на выполняемый размер).
t При этом погрешность обработки z\v рассчитывают по фор-
муле (5.7). Выразив скорость резания v через диаметр обрабаты-
4
479
васмой поверхности Df и частоту вращения шпинделя nh полу,
чают
где С1ШХ, Cmjn — постоянные коэффициенты, учитывающие
условия обработки и изменение силы резания от затупления
инструмента; S7 — подача гидрокопировального суппор-
та; 7СИСТ— жесткость технологической системы в рассматривав-
мом сечении f
Погрешность обработки Ди определяют по формуле (5.8),
полученной экспериментально. При расчете этой погрешности
необходимо учитывать число заготовок, обрабатываемых между
подналадками станка, так как последняя несет на себе суммар-
ное значение размерного износа инструмента за время обра-
ботки всей партии заготовок. Подставив в формулу (5.8) вместо
скорости резания v и времени обработки т их выражения, по-
лучают зависимость для расчета Ди:
,66
(5.16)
где р --.число заготовок, обрабатываемых между поднакладка-
ми; т — число обрабатываемых ступеней вала; L/ — длина об-
рабатываемой ступени вала.
Суммарную погрешность обработки Д определяют алгебраи-
ческим сложением значений первичных погрешностей. При
этом количественную оценку составляющих Др Ди получают
расчетом, используя зависимости (5.15), (5.16), а составляющих
Дн, Дгр, ЕДф — обработкой статистических и эксперименталь-
ных данных.
2. По шероховатости обрабатываемых поверхностей. Расчет-
ное значение высоты микронеровностей не должно превышать
указанное на рабочем чертеже детали, т.е. должно выполняться
условие (5.11).
Расчет высоты микронсровностсй Rz обрабатываемых по-
верхностей выполняют по формуле (5.10), полученной эксперт
480
Дентальным путем. При расчете Rz необходимо учитывать чис-
заготовок, обрабатываемых за период стойкости режущего
|нструмента, так как используемая зависимость содержит в ка-
честве аргумента время обработки т, т.е. учитывает затупление
|рструмента. Это означает, что своего максимального значения
^ясота микронеровностей достигает при обработке последней
^готовки за период стойкости режущего инструмента. Тогда
|ормула для расчета высоты микронеровностей Rz обрабаты-
ваемых поверхностей деталей принимает вид
т
= 21 1,3| nD ftl;
0,46
1Д+0Д61п5;
ni
. (5.17)
I
3. По мощности, расходуемой на резание. При последова-
льной схеме обработки заготовок значения эффективной
эщности N3 для резца, установленного на гидрокопироваль-
|ом суппорте и резцов, установленных на поперечном суппор-
|е, должны удовлетворять одному и тому же условию (5.12).
I Эффективную мощность
вормуле
г
N3 рассчитывают по известной
Г
60-102
1
jp Тангенциальная составляющая силы резания Ру при про-
дольном наружном точении (для резца, установленного на гид-
(ркопировальном суппорте) и подрезке (для резцов, установ-
ленных на поперечном суппорте) может быть подсчитана соот-
(етственно по формулам
г.;.
v
Уд+\
i<:
- 388 t °’8,
де q +1 -- порядковый номер резца, установленного на гидро-
уппорте; q — порядковый номер резца, установленного на по-
перечном суппорте.
J Подставив выражения Р
в формулу (5.18), получим
Технология машиностроения. Том 1
it
481
N~ = ---53 - t^n n..x S^’75(nDfn, ]°'S5; (5.19)
J/?+i 60-102 задтпах/ j \ / 4 7 v /
<521»
f X> A. \y
4. По кинематике станка. Точный учет кинематики станка при-
водит к условию, что подача гидрокопировального суппорта долж-
на принимать значения только из ряда подач станка 5Т,
а частота вращения шпинделя из ряда .... гц.
Необходимо отметить, что ряд подач гидросуппорта выби-
рают с условным шагом (сколь угодно малым), так как в дейст-
вительности регулировка подачи осуществляется бесступенчато
с помощью гидравлического дросселя. Эта условность вызвана
спецификой математического метода, примененного для реше-
ния поставленной задачи.
5. По условиям эксплуатации режущего инструмента. Они
определяются границами действия стойкостной зависимости
инструментального материала, практикой эксплуатации токар-
ных гидрокопировальных полуавтоматов, нормативными дан-
ными. Эти условия можно записать так:
Цпт - У/ - ^тах?
с < V- < 9
итш ~ *“7 — °тах-
(5.21)
Условия (5.11), (5.12), (5.14), (5.21) и (5.22) определяют все
возможные варианты обработки заготовок на токарных гидро-
копировальных полуавтоматах по последовательной схеме. Оп-
тимальный вариант из всех возможных выбирают по опреде-
ленному критерию (оценочной функции), такому как себестои-
мость обработки, штучное время, производительность оборудо-
вания и т.д. В случае обработки заготовок на полуавтоматиче-
ском и автоматическом оборудовании оптимальный вариант
технологической операции правильнее оценивать по критерию
максимальной производительности станка, рассчитываемой по
формуле (5.13).
482
|| Следует отметить важную особенность выбранной оценоч-
ной функции ее зависимость от интенсификации режимов
|рбработки имеет абсолютный экстремум (рис. 5.37). Это означа-
ет, что вариант станочной операции, определяемый оценочной
функцией как оптимальный, единственный.
т- nJnQ
'Ч/ Г‘О
обработки,
шп индсля
Математически
Рис. 5.37 Зависимость производительности то-
карного гидрокоппровального полуавтомата модели
1722 от интенсификации режимов обработки (л* —
п о казатс л ь интенсификации ре ж и мо в
где л/ — текущая частота вращения
станка; ло — базовая частота вращения
шпинделя станка)
задачу определения оптимального варианта
Встаночной операции можно сформулировать следующим обра-
зом.
I Задан комплект исходных данных (чертежи детали и заготов-
ки; материал режущего инструмента; жесткость узлов, цикловые
|й внецикловые потери времени оборудования, паспортные дан-
|ные станка и др). Требуется найти значения управляемых пере-
менных (параметры обработки и 6)) из ряда значений частот
Вращения шпинделя и подач на станке, обеспечивающие задан-
ную точность изготовления детали и качество поверхностного
|слоя, не превышающие предельную мощность станка, лежащие
|в заданных пределах и обеспечивающие максимальную произво-
дительность станка.
г Особенность сформулированной задачи состоит в следую-
|щем: ограничения (см. условия (5.11), (5.12), (5.14), (5.21),
I16* ' 383
(5.22)) и целевая функция (5.13) — нелинейны, число ограниче-
ний (семь) значительно больше числа искомых величии (две).
Поэтому методы линейного программирования здесь не при-
менимы, а общие методы нелинейного программирования неце-
лесообразны из-за их сложности.
мм/OS'
Рис. 5.38, Регулярный поиск оптимального решения
Кроме того, так как большинство типов металлорежущих
станков имеет ступенчатое, регулирование частоты вращения
шпинделя и подачи, искомые величины становятся дискретны-
ми, а общих методов решения задач с оптимизацией дискретных
величин не существует. С учетом перечисленных особенностей
задачи воспользуемся для нахождения искомых величин мето-
дом поиска, сущность которого заключается в следующем. Зада-
ется начальное решение (щ, 5)) и изменяется одна переменная,
например nh пока она не достигнет границы возможных вариан-
тов решения задачи; затем перебираются все значения п/ и 5)
484
вблизи границы и определяются режимы обработки, дающие
максимум целевой функции (л0Г1Т, 50ПТ). В силу дискретности
значений п{- и перебор заканчивается за несколько шагов.
Геометрическая интерпретация изложенного выше метода
поиска представлена на рис, 5.38.
Изложенный подход к построению операций механической
обработки с параметрической оптимизацией условий их выпол-
нения в целом справедлив и для технологических операций
иного состава и содержания, а также при использовании крите-
риального аппарата, описанного в 3.5.
Вопросы для самопроверки
2.
Как разрабатывают типовой ТП?
Какие задачи решает и какие виды обеспечения имеет САПР ТП9
Какими методами решают задачи структурного анализа?
Вы разрабатываете ТП для условий единичного производства. Какие спе-
цифические средства технологического оснащения Вы выберете9
1 5. Сформулируйте содержание производственной среды и перечислите тех-
нологические задачи, решаемые с ее помощью.
6. Какие ограничивающие условия построения станочных операций и крите-
рии оптимизации используют при оптимизации параметров обработки загото-
вок?
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
6.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
г*
В структуре ТП производства изделий машиностроения сбо-
рочные процессы являются завершающим этапом, на котором
проявляются особенности взаимодействия деталей. Сборка орга-
нически связана с предшествующими процессами, при создании
машин высокого качества ей принадлежит решающая роль.
Сборка является трудоемким процессом: в машиностроении
трудоемкость сборочных операций составляет около 30 %, в
приборостроении — около 50 % всей трудоемкости изготовле-
ния изделий. С ростом точности изделий, особенно в мелкосе-
рийном и единичном производствах, где выполняется большой
объем пригоночных работ, используются специальная оснастка
и измерительные средства, трудоемкость и себестоимость сбор-
ки возрастают.
Главными принципами проектирования процесса сборки яв-
ляются: обеспечение высокого качества изделий, достижение
наибольшей производительности и экономичности процесса на
основе широкого применения механизации и автоматизации
сборочных работ. Цель технологических разработок дать под-
робное описание процессов сборки изделия, выявить необходи-
мые средства производства, площади, рабочую силу, трудоем-
кость и себестоимость сборки изделия.
Проектирование ТП сборки отличается сложностью и трудо-
емкостью. Основой проектирования ТП сборки является опре-
деление наиболее рациональной последовательности и установ-
ление методов сборки; планирование сборочных операций и ре-
486
|кимов сборки по элементам; выбор и конструирование необхо-
димых сборочных инструментов, оснастки и оборудования; вы-
бор методов и средств технического контроля качества сборки;
[установление норм времени на выполнение сборочных опера-
ций; определение способов транспортировки деталей, узлов и
Изделий; подбор и проектирование транспортных средств; раз-
работка технологической планировки сборочного цеха (участка)
необходимой технической документации.
I Однако степень углубленности технологических разработок
зависит от типа производства и размера программного задания.
[При больших размерах годового выпуска (массовое, крупносе-
рийное производства) ТП сборки разрабатывают детально и с
[возможно полной дифференциацией. В условиях мелкосерийно-
го и единичного производств ограничиваются общей наметкой
уборочных операций,, учитывая, что подробная разработка в
Данных условиях экономически не оправдывается.
Рис. 6.1. Последовательность проектирования ТП сборки
На рис. 6.1 представлена укрупненная схема выполнения
этапов проектирования ТП сборки изделия. Общие и частные
варианты показаны разветвляющимися линиями. Для уменьше-
ния числа сопоставляемых вариантов важно использовать типо-
487
вые решения, рекомендации нормативных и руководящих мате
риалов, а варианты этапов желательно анализировать и сопос-
тавлять на промежуточных стадиях проектирования.
Разработку ТП и его технологического оснащения необходи-
мо осуществлять в соответствии со стандартами ЕСТД и
ЕСТПП.
6.2. ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Для разработки ТП сборки технологу необходимо иметь сбо-
рочные чертежи, характеризующие собираемое изделие с полно-
той, необходимой для отчетливого представления конструкции;
чертежи деталей; спецификацию деталей по сборочным едини-
цам; технические условия на приемку изделия; размер про-
граммного задания и срок выполнения задания.
Чертежи собираемого изделия и его элементов должны со-
держать необходимое и достаточное количество проекций и раз-
резов; подетальную нумерацию; спецификацию деталей; разме-
ры, которые должны быть соблюдены в процессе сборки: зазоры
и натяги в соединениях; массу изделия и деталей, изготовляе-
мых с допусками по массе, а также особые технические требова-
ния, которые надо выполнить при сборке.
Если наряду со сборочными чертежами технологу будет
представлен образец изделия, это ускорит не только изучение
конструкции, но и разработку ТП сборки.
При разработке ТП для действующих или реконструируемых
предприятий необходимо иметь сведения о наличии оборудова-
ния, средств технологического оснащения, производственных
площадях и т.п.
Широко используют справочные и нормативные материалы:
рекомендации по улучшению технологичности конструкций из-
делий и их элементов, каталоги и паспорта сборочного и транс-
портного оборудования, альбомы сборочных приспособлений и
инструментов, нормативы по нормированию сборочных работ.
Полезно иметь примеры решений сборки аналогичных изделий.
488
6.3. ОБЩИЕ ПОЛОЖЕНИЯ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
6.3.1. Анализ технических требований и выявление
технологических задач при изготовлении изделия
. Разработке ТП предшествует изучение конструкции изделия,
Технологический контроль сборочного чертежа и технических
условий приемки.
| При сборке машин и механизмов основные требования сво-
дятся, как правило, к соблюдению точности положения, враще-
ния, линейного перемещения и т.п. основных узлов и деталей
относительно каких-либо базовых поверхностей или относи-
тельно друг друга, причем точностные характеристики не всегда
Задаются в явном виде, т.е. в цифрах. Например, при сборке уз-
io в машин, перемещающихся по направляющим, одним из
{главных требований является обеспечение их плавного движе-
ния без рывков и. заеданий.
| Указанные требования точности обеспечиваются точностью
(пространственного положения собираемых деталей и сборочных
^единиц (узлов), допусками расположения поверхностей деталей,
(параллельности и перпендикулярности осей валов и плоскостей,
радиального и торцевого биения валов, зубчатых колес, фланцев
|и т.п.; точностью монтажных зазоров и натягов, обеспечиваю-
щих нормальную работу подшипников, зубчатых и червячных
^зацеплений, винтовых и шариковых пар и т.д.; характером и
(точностью выполнения сопряжений; требуемой силой или мо-
ментом затяжки ответственных резьбовых соединений.
J Не менее важными техническими требованиями являются
(плотность, жесткость и герметичность стыков, уравновешен-
1ность* конструкции (допустимое значение дисбаланса вращаю-
щихся узлов), допускаемая температура нагрева и т.п.
f Для того чтобы правильно оценить точностные требования к
машине, необходимо перед изучением чертежей конструкции
^изделия выяснить ее служебное назначение и технические ха-
рактеристики, срок службы и условия эксплуатации, программу
^выпуска и техническую оснащенность предприятия-изготовите-
|ля. При необходимости следует уточнить и дополнить техниче-
ские требования к машине, если выяснится какое-либо несоот-
%
489
ветствие этих требований ее служебному назначению. В техни-
ческих условиях желательны частные указания технологического
характера о методах выполнения соединения, последовательно-
сти сборки, методах промежуточного и окончательного контро-
ля.
При анализе технических требований и выявлении техноло-
гических задач необходимо выявить основные точностные ха-
рактеристики; определить те положения деталей, при которых
точностные параметры будут наихудшими (для перемещающих-
ся деталей и механизмов); при посадках с зазорами проанализи-
ровать все возможные положения звеньев и определить те, что
будут наиболее благоприятно сказываться на точности основных
параметров изделия; определить заложенные в конструкции ме-
тоды компенсации погрешностей и выбрать способ установки и
настройки элементов конструкции. Желательно по выявленным
наихудшим взаимным положениям деталей и способам регули-
ровки конструкции составить ее схему.
7777777777^7777777.
Рис. 6.2. Схемы контроля качества сборки зазора соединения («). радиального и
торцевого биения (б), параллельности (<?). перпендикулярности (г), соосности (Д
и положения деталей (е)
При этом необходимо определить способы контроля основ-
ных параметров конструкции и составить схемы контроля, на
490
торых следует показать измерительный инструмент в его ра-
^чем положении. Для того чтобы отклонение какого-либо ос-
новного параметра не повлекло за собой разборку всей машины,
проверку предусматривают сразу после сборки элементов конст-
рукции, определяющих эти параметры.
; К основным видам геометрических проверок, осуществляе-
мых при сборке сборочных единиц и механизмов с помощью
юнтрольных приспособлений и инструментов, относят кон-
роль зазоров (рис. 6.2, а), проверку радиального и торцевого
Ьения (рис. 6.2, б), а также контроль параллельности и перпен-
мкулярности (рис. 6.2, в,г), соосности (рис. 6.2, д) и положения
сталей (рис. 6.2, е).
Если основные параметры в производстве не могут быть вы-
держаны в заданных пределах или проведение контроля и регу-
лировки невозможно, или вызывает большие сложности, следует
совместно с конструкторским отделом откорректировать конст-
рукцию, сделав ее более технологичной.
I
63.2. Анализ условий работы, программы выпуска.
Выбор типа производства и метода работы
[ Технический и организационный уровень сборки, в значи-
тельной степени определяющий надежность изделия, зависит от
программы выпуска изделий, типа производства и метода рабо-
ты.
Намеченный годовой выпуск изделий (программа выпуска)
Характеризует тип производства и предопределяет степень диф-
ференциации ТП. В массовом и крупносерийном производствах
5цри большом годовом выпуске изделий ТП сборки в большин-
стве случаев целесообразно расчленять и подробно детализиро-
вать. Однако степень дифференциации процесса и метода рабо-
ты может быть определена только после сопоставления средней
продолжительности сборочной операции с тактом сборки.
f Предварительно среднюю продолжительность сборочной
Г _ ,,
Операции -V/П1/ /я определяют по ТП изготовления анало-
гичного изделия в подобных условиях производства или рассчи-
тывают по укрупненным нормативам на различные комплексы
сборочных работ, для чего по сборочному чертежу изделия со
ставляют перечень сборочных работ.
Такт сборки t вычисляют по формуле
t — ф . 60//V,
(6.1)
где Ф — номинальный фонд времени, ч; N — количество изде-
лий, выпушенных за этот период, шт. При этом номинальный
годовой фонд времени Ф составляет при работе в одну, две и
три смены соответственно 2070, 4140 и 6210 ч. С учетом потерь
времени на ремонт и техническое обслуживание для механизи-
рованного сборочного оборудования эффективный годовой
фонд Фо составляет 2000, 3975, 5930 ч для сборочных автоматов
и полуавтоматов и 2020, 4015, 5990 ч для автоматизированных
сборочных линий при работе в одну, две и три смены соответст-
венно.
По отношению такта сборки к средней продолжительности
сборочной операции уточняют тип производства и опреде-
ляют метод работы.
Если такт работы близок к средней продолжительности опе-
раций, то сборку ведут по принципу массового производства,
закрепляя за каждым рабочим местом определенную сборочную
операцию, т.е. поточным методом. При t < 2 мин процесс сбор-
ки дифференцируют, выделяя небольшие по своему объему сбо-
рочные операции. Если технологически это затруднено, то опе-
рации выполняют параллельно, дублируя рабочие места.
При поточном методе работы коэффициент загрузки рабо-
чих мест должен быть не ниже 0,7...0,75.
Если такт значительно превышает среднюю продолжитель-
ность сборочных операций, то сборку ведут по принципам се-
рийного производства. В этом случае на одном рабочем месте
собирают' различные изделия. Сборка может быть поточной
(групповые, переменно-поточные линии) или непоточной.
При серийном производстве намечают производственные
партии изделий, исходя из трудоемкости наладки оборудования,
длительности процессов сборки, календарных сроков выпуска
изделий и других организационных и экономических факторов.
Ориентировочно производственную партию назначают следую-
щих размеров: при малой программе выпуска и сложных изде-
лиях ее берут равной трехмесячной программе, для изделий
492
еднеи сложности — месячной программе, для простых изде-
[й с большой программой выпуска ™ двухнедельной програм-
Размер производственной партии корректируют при после-
юшей детальной разработке ТП.
6.3.3. Выбор организационной формы сборки
&
f При выборе формы организации сборочного процесса учи-
тывают годовой объем производства, ассортимент собираемых
(зделий, степень повторяемости производственного процесса,
Ихнологическую сложность готовой продукции (размеры, мас-
|г), используемую при сборке технику и технологию.
!| Основные организационные формы сборки: стационарная и
юдвижная; без расчленения (принцип концентрации операций)
ic расчленением (принцип дифференциации операций) сбо-
рочных работ.
| Стационарная сборка без расчленения сборочных работ чаще
|сего применяется в единичном и мелкосерийном производст-
рх и является непоточной. Если программа выпуска велика, то
ребуегся большое количество производственных площадей,
Иорудования, оснастки и инструмента, так как каждое рабочее
лесто (верстак, пост, стенд) должно быть оборудовано для вы-
полнения всего комплекса сборочных работ. Однако на ряде за-
рубежных фирм идут на такую организацию труда в серийном и
рупносерийном производствах, так как она исключает отри на-
ел ьные психологические факторы, действующие при сильной
Дифференциации сборочных работ на автоматизированных по-
бочных линиях, устраняет монотонность и однообразность тру-
|а, уменьшает усталость и утомляемость рабочего, повышает
|рестиж работы (рабочие имеют лучшие условия для своей са-
мореализации).
г Продолжительность сборочного процесса
N/B, (6.2)
м.
пр
|де ГСбх — трудоемкость сборки одного изделия в человеко-ча-
|ах; N — число собираемых изделий; В — количество рабочих в
Уборочной бригаде.
| В последние годы развитие электронно-вычислительной тех-
ники и создание на ее основе оборудования с ЧПУ, в том числе
493
программируемых промышленных роботов, позволило организо-
вать сборочное производство на принципиально новой основе в
форме роботизированных сборочных комплексов. На рис. 6.3
представлен пример роботизированного сборочного комплекса
(РСК), позволяющего собирать автоматически при помощи про-
мышленного робота 4 (перемещающегося в трех взаимнопер-
пендикулярных направлениях и поворачивающегося на 300°) не-
большие изделия различных типоразмеров.
? 2 3
4
Рис. 6.3. Пример роботизированного сборочного комплекса:
/. 2 — унифицированные каретки, 3 - аинейный б.юк, 4 — робот
Годовая трудоемкость сборки многономенклатурной продук
НИИ
Л R
т = X 7пр / X + н.з/мм
/=1 (=1
494
Illllle R — число наименований (типоразмеров) изделий; Тпр/ —
^продолжительность сборочного цикла изделий z-го наименова-
Ш&ия; Nj — годовая программа выпуска изделий /-го наименова-
^Ьия; /п 3/ — несовмещенное подготовительно-заключительное
шЬэемя для партии изделий /-го наименования;
||&Ъ1Й размер партии изделий /-го наименования.
Bf Стационарная сборка с расчленением сборочных работ на
‘ зловую сборку основных групп (сборочных единиц) и общую
борку изделия позволяет вести сборочный процесс параллель-
но. При этом продолжительность сборки может быть значи-
ельно сокращена:
оптималь-
%
л
й
ЛИМ
пр о
^°лим
если --Л > ;
.тим
ЛИМ
если —— < ;шм ,
^0 ^лим
_ 1 ЛИМ
пр D
5
где 7}1ИМ — трудоемкость сборки лимитирующей сборочной
единицы; Дшм — количество рабочих, занятых ее сборкой; То —
трудоемкость общей сборки изделия; Во — количество рабочих,
занятых общей сборкой.
К В ряде производств объект сборки остается на одном месте
«например, на стапелях или стендах), а рабочие переходят от
Иодного собираемого объекта к другому, выполняя свою сбороч-
Иную операцию. При этом целесообразно применять поточный
метод работы, особенно при сборке тяжелых крупных изделий,
1|теремещение которых затруднено.
lit Подвижная сборка с расчлененным сборочным процессом
«юзволяет на каждом рабочем месте выполнять одну сборочную
операцию, при этом наиболее эффективной является поточная
сборка.
И Поточная сборка имеет большие преимущества, она позволяет
«повысить производительность труда, снизить себестоимость изде-
IfciHB, сократить длительность производственного цикла, снизить
объем незавершенного производства, повысить уровень механиза-
Иции и автоматизации сборки, улучшить условия труда.
495
В условиях серийного и массового производств за каждым
рабочим постом (позицией) закреплены один или несколько ра-
бочих, а собираемый объект перемещается от одного поста к
другому при помощи транспортных средств: вручную (по роль-
гангу, на тележках); с использованием механических транспор-
тирующих устройств (транспортных конвейеров); на сборочных
конвейерах периодического (дискретного) действия и на непре-
рывно движущихся конвейерах.
Скорость перемещения собираемого объекта принимают
равной 10...15 м/мин при ручном перемещении, до 20 м/мин
при перемещении по рольгангу, 30...40 м/мин при использова-
нии транспортных конвейеров, 15...20 м/мин для конвейера пе-
риодического действия и 0,25...3,5 м/мин для непрерывного
конвейера (меньшее значение скорости выбирают для наполь-
ных сборочных конвейеров из условий техники безопасности).
Условие непрерывности сборочного процесса: длительность
каждой сборочной операции должна быть равна или кратна так-
ту сборки. Длительность поточной сборки
(6.4)
где н — число постов (позиций) сборочной линии; — действи-
тельный такт работы линии.
Действительный такт отличается от номинального, так как
при его определении учитывают потери времени на перерыв н
работе и обслуживание рабочих мест, т.е.
<i = 60 (Фо - /об — /„)/Х , (6.5)
где Фо — эффективный годовой фонд рабочего времени, ч; /об ~
потери времени в течение года на обслуживание рабочих мест, ч:
/п - потери времени в течение года на перерывы в работе для
отдыха и естественных надобностей рабочих, ч; Nv ~ годовая
производственная программа выпуска изделий, шт.
Поскольку время на обслуживание рабочих мест и перерывы
составляет 6...9 % от оперативного времени /ои, приближенно
действительный такт можно определять как
= 1 (0,92...0,94).
Внедрение поточной сборки связано с выполнением опреде-
ленных требований: конструкция изделия должна быть тщатель-
WF
И
® но отработана и согласована с технологическими условиями no-
il точного производства; слесарно-пригоночные работы должны
Il быть регламентированы и увязаны с тактом сборки; должно
Ш быть обеспечено бесперебойное снабжение сборочной линии
Ц взаимозаменяемыми деталями и узлами собираемого изделия.
II Несомненные преимущества поточного метода сборки рас-
Ц ширили его применение в серийном производстве за счет ис-
Ж пользования сборочных линий с "гибким" тактом (несинхрон-
В ных), имеющих на транспортере между рабочими позициями
и межоперационные накопители, обеспечивающие независимую
0 работу позиций без жесткой синхронизации.
И Рис. 6.4. Пример участка несинхронной линии:
| 7 — вынесенные позиции; 2 — система адресования; 3 — встроенные позиции;
I . 4 — накопители
ft
&
| На рис. 6.4 показан пример несинхронной линии с накопи-
| телями различной конструкции, встроенными и вынесенными
| позициями. Несинхронные линии обладают рядом преиму-
I ществ: в результате наличия межоперационных заделов их про-
I изводительность на 10...30 % выше, чем у линий с "жестким"
j тактом; они удобны в эксплуатации, так как каждая позиция
Ж'
| 17 Технология машиностроения. Том 1 497
имеет автономную систему управления, на одной линии можно
производить сборку изделий нескольких модификаций в произ
вольном порядке; переналадка линии производится без ее оста
новки; в несинхронную линию можно встраивать дополнитель-
но ручные позиции, позволяющие в случае необходимости дуб -
лировать автоматические; применение несинхронных линии
улучшает условия труда рабочих, снижает монотонность выпол-
нения ручных операций; они недороги в изготовлении (всего на
10... 15 % дороже обычных жесткоблокированных линий).
За такт работы несинхронной линии принимают наибольшее
значение г/1Пах автоматической или ручной позиции.
Критериями выбора того или иного варианта организацион-
ной формы автоматизированной сборки являются: программа
выпуска изделий /-го наименования Az, номинальный фонд вре-
мени Ф, число наименований R собираемых изделий и число
деталей в каждом изделии 7?-го наименования.
Автоматизированные линии с жестким тактом целесооб-
разно применять при годовой программе выпуска изделий /-го
наименования А, > 300 тыс, роторные — при Nt- > 1 млн. При
годовой программе выпуска изделий различных наименований
60 тыс < N < 300 тыс автоматизированная линия должна быть
переналаживаемой с гибким тактом (несинхронной). При мень-
шей программе выпуска собираемых изделий целесообразно
применять роботизированные сборочные комплексы или участ-
ки из роботизированных сборочных модулей.
Окончательно вариант организационной формы сборки кон-
кретного изделия выбирают после разработки ТП: выбора по-
следовательности выполнения сборочных работ, уточнения со-
держания сборочных операций на основе расчетов себестоимо-
сти сборки с учетом сроков подготовки и оснащения производ-
ства необходимым технологическим и подъемно-транспортным
оборудованием.
6.3.4. Анализ и отработка конструкции изделия
и его сборочных единиц на технологичность
Оценка технологичности изделия или сборочной единицы
имеет целью установить соответствие конструкции современно-
му уровню развития техники, ее экономичность, удобство в из-
готовлении и эксплуатации.
498
В соответствии с ГОСТ 14.201—83 оценка технологичности
конструкции изделия бывает двух видов: качественная ("хорошо
— плохо”, "допустимо — недопустимо") и количественная (по
основным (см. табл. 4.2) и дополнительным показателям техно-
логичности). Дополнительные показатели технологичности по-
зволяют оценить уровень стандартизации и унификации изде-
лия (коэффициенты стандартизации К^ унификации Аун и по-
вторяемости Ап0В); надежность выполнения установленных для
^изделий функций при минимальном числе составных частей;
возможность рационального членения на составные части (ко-
эффициент сборности АСб); соблюдение принципа взаимозаме-
няемости, а также устранение пригоночных и доводочных ра-
бот (коэффициент взаимозаменяемости Авз); надежность уста-
новочных баз и соблюдение принципа совмещения сборочной,
установочной и измерительной баз; возможность автоматиза-
ции сборочных работ (коэффициент автоматизации А^) и т.п.
Пределы изменения всех частных дополнительных показателей
одинаковы: 0 < А/ < 1.
Для удобства оценки и сравнения конструкций комплекс-
ный показатель технологичности Az удобно выражать средне-
арифметическим значением с учетом экономической эквива-
лентности ("весового" вклада) дополнительных показателей:
/и
где Kt — частный дополнительный показатель технологичности;
А/э — коэффициент экономической эквивалентности частного
дополнительного показателя А/.
В качестве примера в табл. 6.1 приведены частные дополни-
тельные показатели А/ и коэффициенты их экономической эк-
вивалентности А/э для условий автоматической сборки, приня-
тых в автотракторной промышленности. По значению коэффи-
циента автоматизации можно судить об уровне автоматизации
сборки изделия и его составных частей. Значения 0 < К^т < 0,45
соответствуют низкой, 0,45 < Ааю < 0,6 — средней; Аавт > 0,6 —
высокой степени автоматизации.
499
Количественная оценка следует обычно за качественной; ее
проводят путем сравнения нескольких вариантов конструкции
между собой или с аналогом, соответствующим лучшему отече-
ственному или зарубежному образцу.
Изделие в целом должно иметь простую компоновку и про-
стое конструктивное решение с минимальным количеством на-
именований составных частей. Это особенно важно при автома-
тизированной сборке, так как при большом числе деталей сбо-
рочная линия получается сложной, многопозиционной и, как
следствие этого, малонадежной в работе. Рассматривая автома-
тизированную жесткосблокированную поточную сборочную ли-
нию как сложную систему, надежность Р ее работы определяем
как произведение надежностей ее элементов (сборочных пози-
ций): Р == Pj • Р2 Рп.
Таблица 6.L Частные показатели состава и структуры изделия
или сборочной единицы для условий автоматической сборки
Фактор,
характер и зуе м ы й
показателем
Расчетная
формула
Коэффи-
циент эко-
номиче-
ской экви-
валент-
ности К,3
Примечание
Число деталей
Сборность кон-
струкции
Уровень авто-
матизации
Повторяемость
деталей и узлов
Уровень
унификации
0,97
Асб = £/(£+/)) 0,73
ун
- №bt/W
пов 1
Сант/А'авт
^ун.авт/ М1вт
0,8
0,82
Е ~ число сборочных еди-
ниц; D — число деталей, не
вошедших в сборочные еди-
ницы
— число соединений,
выполняемых автоматиче-
ски; N — общее число со-
единений
(2авт ~~ число наименований
соединений, выполняемых
автоматически
WVH авт ™ число соедине-
ний, выполняемых на ти-
повом автоматическом сбо-
рочном оборудовании
500
Окончание табл. 6.1
Фактор,
характеризуемый
показателем
Расчетная
формула Ki
Коэффи-
циент эко-
номиче-
ской экви-
валент-
ности Ki3
Примечание
Число направ-
лений сбороч-
ных движений
Число устано-
вочных баз
Л'у.б = \/тпъ
*
И
X у. ™ число направлений
/ -"1
сборочных движений
т — коэффициент, равный 1
при одинаковых установоч-
ных базах, 1,15 при подоб-
ных установочных базах и
2,5 при различных устано-
вочных базах; — число
установочных баз
Взаимозаменяе-
мость
F = 1 ™
ЛВЗ 1
^гр.авт/^авт
М-о.авт ~ число соединений,
выполняемых автоматиче-
ски методом групповой
взаимозаменяемости
Примечание. Значения коэффициентов А'пов , А^ун и АГВЗ отлича-
|дотся от значений, приведенных в ГОСТ 14.201-83, 14.205-83 для условий руч-
|ной сборки.
у-
‘Устанавливают в зависимости от числа сборочных позиций ,
Надежность Р работы такой линии и значения коэффициен-
та технологичности К,
изделии на ее
же:
оценивающего влияние числа деталей в
надежность и производительность, приведены ни-
К
4
а
* п 2 ~ 8 Iе С) 17 - 24 25 - 32 33 ~ 40 41 — 48 49 - 56
р.... 0,95 - 0,87 - 0,77 - 0,69 - 0,6 — 0,54- 0,47 -
- 0,87 -0,78 - 0,69 - 0,61 - 0,54 — 0,48 - 0,42
A2La... 1 _1_”~ 0,85 - 0,7 0,65 0,55 0,5 0,45
-0,9
* Число сборочных позиций (зависит от числа деталей в изделии).
п
й
У
18 Технология машиностроения. Том 1
501
Для обеспечения высокой производительности сборки авто-
матизированные жесткоблокированные линии целесообразно
применять при числе сборочных позиций не более 12..,16. При
большем числе позиций в линиях рекомендуют создавать меж-
операционные заделы или использовать несинхронный транс-
порт, обеспечивающий каждой позиции независимую работу со
своим тактом.
Поэтому одним из главных направлений отработки конст-
рукции на технологичность является ее упрощение за счет со-
кращения количества деталей, замены соединений, трудновы-
полнимых для механизированной и автоматической сборки. На
рис. 6.5 показан пример отработки на технологичность конст-
рукции механизма фиксатора, позволившей сократить количест-
во деталей и число сборочных операций.
Рис. 6.5. Пример отработки конструкций на технологичность:
а — базовый вариант; б — предлагаемый вариант; I ~6 — детали изделия
Конструкция изделия должна предусматривать удобство ее
сборки и разборки (ремонтопригодность). Для этого прежде все-
го она должна расчленяться на составные части (сборочные еди-
502
р;
ршы)5 сборку которых можно производить обособленно и са-
мостоятельно на отдельных сборочных участках, стендах, сбо-
рочных автоматах или РСК. Если механизмы изделия являются
Одновременно и его составными частями, то перед подачей на
Цбшую сборку они проходят контроль и испытания, что устра-
няет появление дефектов на общей сборке, повышает качество
издел ия.
I Использование унифицированных стандартных деталей и со-
ставных частей не только сокращает трудоемкость и стоимость
их изготовления, но и ведет к сокращению номенклатуры сбо-
рочных оборудования и инструментов. Так, число автоматиче-
ских сборочных позиций, их конструктивное исполнение и
сложность зависят от унификации элементов собираемого изде-
ия.
Если речь идет о независимых соединениях, которые можно
ыполнять в любой последовательности или одновременно
|рис. 6.6, л), то коэффициент повторяемости характеризует воз-
можность применения многошпиндельных сборочных позиций,
При этом число последних одноцелевого назначения будет зави-
сеть от рационального расположения этих соединений в изде-
лии: расстояние / между ними должно быть равно или больше
минимально допустимого расстояния между осями исполни-
тельных сборочных механизмов. Если собираемое изделие имеет
(Повторяющиеся зависимые соединения (рис. 6.6, б), выполняе-
мые в определенной последовательности и раздельно во време-
ни, так как между ними устанавливаются другие детали, то ко-
эффициент повторяемости характеризует число одинаковых сбо-
рочных позиций в линии. Затраты на подготовку производства и
проектирование таких позиций сокращаются.
f В РСК коэффициент повторяемости характеризует сокраще-
ние типоразмеров захватных подающих устройств, исполнитель-
ных механизмов и времени на их замену. При групповой сборке
изделий сокращение времени на переналадку РСК при переходе
на сборку другого изделия
R
повъ
где ^п.з/ “ время на переналадку РСК; /? — число переналадок.
|18*
и.
503
Рис. 6.6. Примеры узлов с повторяющимися деталями:
а — узел с независимыми соединениями 1;
б — узел с зависимыми соединениями 2
.Помимо этого применение унифицированных элементов и
составных частей конструкции позволяет применять типовое
стандартное сборочное оборудование, стоимость которого гораз-
до ниже. При разработке оригинального сборочного автоматиче-
ского оборудования затраты на его проектирование, изготовле-
ние опытных образцов и отладку возрастают в 1,8...2 раза.
Кроме того, для автоматической
сборки очень важным является на-
правление сборочного движения V
(рис. 6.7). Число направлений сбо-
рочных движений V, при сборке
изделия должно быть минималь-
ным, так как от этого зависит
структура сборочной линии, число
ее позиций, комплект оснастки
РСК, ее габариты, производитель-
ность сборки. Для условий автома-
тической сборки наилучшим дви-
жением является вертикальное дви-
жение сверху вниз К| (см. рис. 6.7);
Рб практически невозможно осуше-
^тр
....
и,
V3
Рис. 6.7. Возможные направле-
ния Vi сборочных движений
сборочные движения Г2, .
ствить без кантования собираемого изделия. Горизонтальное на-
правление сборочного движения неприемлемо для большинства
сборочных роботов, поэтому при > 1 собираемое изделие
приходится кантовать, ибо сборка в горизонтальном положении
Закладывает дополнительные требования к точности положе-
ния собираемых деталей и к точности позиционирования сбо-
рочного робота. Каждое кантование ведет не только к повыше-
ию стоимости сборки, но и к удлинению сборочного цикла на
величину
зах • ‘кан ' *у.д
|де ty — время на установку базовой детали или собираемого
изделия на сборочной позиции; /зах — время на зажим и раз-
жим схвата при кантовании; /кан — время кантования собирае-
мого изделия; /у.д — время установки изделия в приспособле-
ние; /ф — время фиксации изделия в приспособлении.
Влияние направления сборочного движения при автомати-
ческой сборке изделия оценивается коэффициентом Ку.
Для достижения требуемой точности взаимного положения
элементов собираемого изделия следует совмещать сборочные
базы с установочными и измерительными. Базовая деталь изде-
лия должна иметь технологическую базу, обеспечивающую дос-
таточную устойчивость собираемого объекта. Крайне нежела-
тельным для автоматического сборочного процесса является
смена установочных баз собираемого изделия, так как это тре-
'бует не только кантования собираемого объекта, но и зачастую
создания новых сборочных приспособлений и расчленения ли-
нии на участки со своими транспортными системами и при-
водными станциями. Это не только увеличивает стоимость сбо-
рочных работ, но и приводит к снижению точности сборки (ха-
растеризуется коэффициентом Луб).
Для соблюдения принципа взаимозаменяемости целесооб-
[ разно избегать многозвенных размерных цепей, которые сужа-
ют допуски на размеры составляющих звеньев. Если сократить
число звеньев невозможно, то в конструкции изделия следует
| предусмотреть жесткий или регулируемый компенсатор. В этом
случае необходимую точность замыкающего звена легко обес-
J пенить подбором или пригонкой жесткого компенсатора либо
установкой на необходимый размер регулируемого компенсато-
ра. При автоматическом выполнении сборки изделия и его со-
ставных частей необходимо, чтобы точность замыкающего зве-
I на размерной цепи обеспечивалась методом полной взаимозаме-
505
няемости. Выполнение пригоночных работ, как правило, нежь
пустимо. Проведение регулировочных работ, разборок и повтор-
ных сборок требует ручных операций и снижает уровень автома-
тизации сборки.
Рис. 6.8. Требования, предъявляемые к конструкции изделий процессом
сборки:
а — удобство применения съемников; б ~~ применение отжимных винтов при раз-
борке; в, г — возможность применения ручного (в) и механизированного (г) резьбо-
завертывающих инструментов; д — создание направляющих элементов (фасок,
поясков); 1 — съемный элемент; 2 ~ резьбовое отверстие
Соединения, выполняемые методом групповой взаимозаме-
няемости (селективная сборка), автоматически осуществлять
можно, но с увеличением капитальных затрат на 10... 15 %, так
как требуется 100 %-ный контроль сопрягаемых поверхностей
506
собираемых деталей. Для этого сборочные линии необходимо
оснастить контрольными автоматами, а позиции — дополни-
тельными вибробункерами и подающими устройствами с систе-
; мой адресования.
В тех случаях, когда по условиям сборки необходимо обеспе-
чить определенное и единственно возможное положение соби-
раемых элементов в изделии, предусматривают установочные
метки, контрольные штифты, несимметричное размещение кре-
пежных деталей. Для разборки изделия при его обслуживании и
ремонте необходимо предусмотреть удобное применение съем-
ников (рис. 6.8, а), резьбовые отверстия для отжимных винтов
(рис. 6.8, 6), рым-болты и выступы для захвата и подъема тяже-
лых деталей. При конструировании изделий необходимо обеспе-
чить возможность удобного и свободного подвода высокопроиз-
водительных механизированных и автоматизированных сбороч-
ных инструментов к местам сопряжения деталей (рис. 6.8, в,г).
При выполнении соединений с зазором и натягом, а также
резьбовых соединений необходимо иметь заходные фаски на
торцах сопрягаемых поверхностей, а также направляющие эле-
менты (пояски и расточки) для улучшения условий собираемо-
сти (рис. 6.8, д). Наличие фасок и направляющих элементов на
торцах сопрягаемых поверхностей позволяет при помощи спе-
циальных сборочных исполнительных механизмов и приспособ-
лений компенсировать имеющиеся на сборочной позиции ли-
нейные Ду и угловые ах погрешности взаимного положения со-
прягаемых поверхностей (см. рис. 6.8, д). что существенно по-
вышает уровень механизации и автоматизации сборочных про-
цессов.
Для облегчения сборки деталей по нескольким посадочным
поверхностям (рис. 6.9) последние следует делать ступенчатыми
("в елочку”) с разными длинами посадочных шеек:
62 > I ’12 1 23 > •••> ; I \к~\)к ;
h f > h2, Аз, ..., hk ;
d\ > d2 > ... > dk.
При этом безотказность автоматического сборочного процес-
са повышается на 15...30 %.
г
Помимо перечисленных общих требований необходимо учи-
тывать частные условия сборки различных соединений, которые
будут рассмотрены в 6.4.
Рис. 6.9. Технологичная конструкция многопосадочного соединения
Проведя анализ конструкции изделия, технолог может
внести различные предложения по совершенствованию конст-
рукции, упрощающие сборку, которые должны быть согласо-
ваны с конструктором.
6.3.5. Выбор метода обеспечения заданной точности
собираемого изделия
Методы обеспечения заданной точности замыкающих звень-
ев размерных цепей изделий конструктор выбирает при разра-
ботке технического проекта (создании сборочных чертежей),
При разработке ТП сборки изделия технолог проверяет приня-
тые решения.
Требуемая точность сопряжения деталей при сборке обеспе-
чивается методами полной, неполной (частичной) и групповой
взаимозаменяемости, регулировкой и индивидуальной пригон-
кой.
Необходимый метод обеспечения точности сборки выбирают
(и проверяют) на базе расчета размерных цепей изделия. Если
назначенный конструктором допуск на замыкающее звено дан-
508
нои размерной цепи, рассчитанный на max — mm, равен или
больше суммы допусков составляющих звеньев К>^|Т/|, то
возможен метод полной взаимозаменяемости. Этот метод при-
меним при малозвенных размерных цепях, так как при много-
звенной размерной цепи и высокой точности сборки допуски на
составляющие звенья будут очень жесткими, что нерентабельно.
Допуская определенный риск получения брака (0,27 %),
можно несколько расширить допуски составляющих звеньев
размерной цепи, обеспечив метод неполной (частичной) взаи-
мозаменяемости. При этом размерную цепь рассчитывают тео-
ретико-вероятностным методом.
При высокой точности замыкающего звена малозвенной це-
пи может быть применен метод групповой взаимозаменяемости.
Выбор количества размерных групп при групповом подборе за-
висит от характера сопряжений и условий работы. Число раз-
мерных групп должно быть оптимальным, так как от этого зави-
сят затраты в производстве на сортировку, затаривание, учет,
хранение и пр.
Для решения задач оптимального комплектования сборок из
рассортированных деталей широко используется вычислитель-
ная техника.
Допуск посадки каждой группы:
Тв.т)/
где Гок, 7ВК —• конструкторские допуски на сопрягаемые по-
верхности отверстия и вала; То т, Гв/г — технологические допус-
ки на те же сопрягаемые поверхности; и — число групп.
Все данные по этому методу (допуски на изготовление со-
прягаемых поверхностей и число групп) должны быть полно и
четко изложены в технических условиях на сборочном чертеже.
Если методы взаимозаменяемости непригодны, то конструк-
тор решает вопрос об использовании методов регулировки или
пригонки. В первом случае в конструкции предусматривается
жесткий или регулируемый (рис. 6.10) компенсатор и оговарива-
ются предельные размеры, размерные группы для жесткого ком-,
пенсатора и перемещение Аодля регулируемого..
509
Рис. 6.10. Пример обеспечения точности методом регулировки:
/ — жесткий компенсатор; 2 — регулируемый компенсатор
Рис. 6.11. Пример обеспечения точности
методом индивидуальной пригонки
510
I Во втором случае на чертеже указывается, по каким поверх-
ностям производится пригонка и какой припуск на нее оставлен
f (рис. 6.11).
Если технолог в результате анализа предложит более рацио-
нальный метод сборки, решение может быть изменено после со-
гласования с конструктором.
б.з.б. Разработка маршрутного технологического процесса
г
Изучение собираемого изделия завершается составлением
технологических схем общей и узловой сборки (рис. 6.12). Такие
схемы отражают структуру и последовательность комплектова-
ния изделия и его составных частей. Процесс сборки изобража-
ется на схеме горизонтальной прямой, которую проводят в на-
правлении от базового элемента к собранному объекту. Сверху
располагаются в порядке последовательности сборки обозначе-
ния непосредственно входящих в изделие деталей, а снизу —
сборочных единиц.
При наличии образца изделия составление технологических
схем сборки упрощается. В этом случае последовательность
сборки может быть установлена в процессе его пробной разбор-
ки.
Общую и узловую сборку начинают с установки базовой де-
тали на стенд, верстак или в сборочное приспособление. Если
изделие имеет несколько размерных цепей, то сборку следует
начинать с наиболее сложной и ответственной цепи, звенья ко-
торой являются составляющими звеньями других более простых
цепей. В каждой размерной цепи сборку завершают установкой
тех элементов соединения, которые образуют ее замыкающее
звено. Эта последовательность сборки должна быть четко и ясно
отражена в технологических схемах.
Технологические схемы сборки должны быть снабжены над-
писями-сносками, поясняющими характер сборочных соедине-
ний и выполняемый при сборке контроль (запрессовать, раскле-
пать, затянуть с определенным крутящим моментом, отрегули-
ровать положение, проверить зазор и т.д.).
Если отдельные сборочные единицы (узлы) подвергаются по
условиям общей сборки частичной или полной разборке (на-
пример, шатун с поршнем при установке в компрессор), то этот
вид дополнительных работ также отражается дополнительной
надписью на технологической схеме общей сборки.
Технологические схемы сборки можно составлять в несколь-
ких вариантах, отличающихся как по структуре, так и по после-
довательности выполнения сборки. Число вариантов тем боль-
ше, чем сложнее собираемое изделие. На выбор варианта техно-
ФЗв
а
Штуцер
Завернуть во упора
1 .. HIM... ивмнм.
ГиЗроклапан
•преЗохранительньй
готовое 7
изделие
Рис. 6.12. Гидроклапан предохранительный (а) и
512
логической схемы влияют такие экономические факторы, как
ш трудоемкость и себестоимость сборки, требуемое число сборщи-
ков, а также удобство сборки и возможность механизации и ав-
томатизации сборочного процесса. При различных ограничи-
вающих условиях эта задача может быть решена на ЭВМ с ис-
пользованием математических или эвристических алгоритмов.
ж По принятым технологическим схемам общей и узловой
Ж сборки выявляют основные сборочные операции. Содержание
|| сборочной операции устанавливают так, чтобы на каждом рабо-
® чем месте выполнялась однородная по своему характеру и тех-
» нологически законченная работа, что способствует лучшей спе-
® циализации сборщиков и повышению производительности их
® труда. Содержание операции зависит также от выбранного типа
J производства и метода работы (поточный или непоточный).
( технологические схемы обшей (б) и узловой сборки (в)
513
В поточном производстве содержание операции должно быть
таким, чтобы ее длительность была равна (чуть меньше его) или
кратна такту. При этом на данном этапе длительность операции
определяется укрупненного нормативам с последующей кор-
ректировкой и уточнением.
В серийном производстве содержание операций принимают
таким, чтобы при сборке изделий различных наименований пе-
риодически сменяемыми партиями обеспечить достаточно высо-
кую загрузку рабочих мест. Для общей сборки
где 7? — число наименований собираемых изделий; 7} — трудо-
емкость общей сборки /-го изделия; N{- ~ годовая программа вы-
пуска /-го изделия; Гпз/ — подготовительно-заключительное
время для сборки /-го изделия; к — число партий изделий, вы-
пускаемых в год; л — число рабочих мест; Фо — эффективный
годовой фонд времени.
Рис. 6.13. График для определения
оптимального размера партии
На этом этапе определяют размер т оптимальной партии из-
делий. На рис. 6.13 линия 1 характеризует себестоимость сборки
изделия, кривая 2 — затраты на переналадку сборочного обору-
дования, кривая 3 — затраты на рост незавершенного произвол-
’ ства и расширение производственных площадей для хранения
изделий (особенно больших габаритов); суммарная кривая 4 в
области своего минимума дает оптимальный размер партии.
6.3.7. Разработка технологических операций
При разработке операции уточняют ее содержание и методы
выполнения соединений, что особенно актуально для автомати-
ческой сборки; устанавливают последовательность и возмож-
ность совмещения переходов; анализируют принятые схемы ба-
зирования собираемых деталей (например, как реализованы в
них требования совмещения и постоянства баз). В каждом кон-
кретном случае может быть предложено несколько схем базиро-
вания. При их анализе рассчитывают погрешности установки еу
собираемых деталей и пересчитывают размеры и допуски при
смене баз.
При автоматической сборке погрешности установки (поло-
жения) сопрягаемых поверхностей базовой еу б д и присоединяе-
мой Еу пд деталей определяют по формулам
(6.6)
(6-7)
где еб.б д, Еб.п.д — погрешности базирования сопрягаемых поверх-
ностей базовой и присоединяемой деталей; е3.б.д, е3.п.д — по-
грешности закрепления сопрягаемых поверхностей базовой и
присоединяемой деталей; епр, есх — погрешности изготовления,
износа и установки сборочного приспособления и захватного
устройства исполнительного механизма или схвата робота; Дф,
Ап.п - погрешности фиксации сборочного приспособления на
сборочной позиции и повторного позиционирования руки робо-
та (могут быть обеспечены в пределах ± 0,05...0,1 мм).
Для автоматической сборки необходимо определить, обеспе-
чивается ли условие собираемости соединения на основе расчета
размерных цепей. Условие собираемости двух поверхностей оп-
ределяется уравнениями
515
2
2
<£/z ±3С/2 + ^Гз,-/2; (6.8)
f=l / = 1
а Е - °-доп *» (6-9)
где Ду — погрешность положения сопрягаемых поверхностей; Z/ -
сумма катетов фасок на торцах сопрягаемых поверхностей (см.
рис, 6.8, д)\ 8С — минимальный зазор (со знаком ”+") или мак-
симальный натяг (со знаком 8, — размер выточки или рас-
точки на торцах сопрягаемых поверхностей; сх£ — угол перекоса
сопрягаемых поверхностей; адоп — допустимый угол перекоса
сопрягаемых поверхностей, при котором процесс автоматиче-
ской сборки происходит безотказно (значение цдоп зависит от
вида и точности соединения).
В свою очередь погрешность положения сопрягаемых по-
верхностей собираемых деталей можно определить как замы-
кающее звено размерной цепи:
Av ^£у.б.Д + еу.П.Д + ’ (6.10)
где погрешности установки £убД и п д определяют по форму-
лам (6.6) и (6.7), а Дн — погрешность настройки сборочной по-
зиции может быть обеспечена с точностью 0,01...0,02 мм.
Если условия (6.8) и (6.9) не обеспечиваются, то в исполни-
тельный сборочный механизм вводят звено — компенсатор. Для
этого устанавливают способ компенсации погрешностей (введе-
ние упругого звена для понижения жесткости, создание допол-
нительного движения поиска, применение адаптивных уст-
ройств), рассчитывают величину компенсации и выбирают сред-
ства компенсации.
На следующем этапе выбирают технологическую оснастку:
приспособления, рабочий и измерительный инструменты с уче-
том принятого типа производства и организационных форм сбо-
рочного процесса.
В серийном производстве применяют оснастку универсаль-
ного и переналаживаемого типов. Ее размеры устанавливают по
наиболее крупному изделию, прикрепленному к данному рабо-
чему месту. В поточно-массовом производстве используют пре-
516
имущественно специальную оснастку, на проектирование кото-
рой технолог составляет техническое задание для конструктор-
ского отдела.
Для механизированной и автоматической сборочных опера-
ций определяют режимы сборочного процесса: сборочную си-
лу, скорость поступательного перемещения присоединяемой
детали, частоту ее вращения, момент затяжки, температуру на-
J грева или охлаждения собираемых деталей, частоту-и амплиту-
ду колебаний собираемых деталей и т.п. Необходимые расчет-
ные формулы и рекомендации по выбору режимов сборочных
процессов будут даны в 6.4.
Задача нормирования времени на выполнение сборочных ра-
бот возникает на различных этапах проектирования ТП сборки.
Как уже указывалось в 6.3.2, вначале ее приходится решать для ус-
тановления типа производства и выбора метода работы.
После выявления структуры и содержания сборочных опера-
ций для условий мелкосерийного производства при нормировании
сборочных работ могут быть использованы укрупненные нормати-
вы, Для серийного и массового производств применяют расчетно-
аналитический метод нормирования. При этом технологическую
операцию разбивают на ряд сборочных элементов: переходов и
приемов. При ручной сборке время на выполнение этих элемен-
тов определяют по нормативам на слесарно-сборочные работы, а
штучное время рассчитывают по формуле
Ац
Е^пр, |1+(₽ + ?)/ЮО],
/=1
(6.11)
где /]1р/ — время на выполнение /-го элемента сборочной опера-
ции; р, у — коэффициенты, определяющие время на организа-
п
ционное обслуживание и перерывы (около 6...9 % от Vrnp/ ).
г1
?=1
При механизированной и автоматизированной сборке рас-
чету нормы времени на операцию предшествует выбор техно-
логического оборудования, устройств ориентации и подачи со-
бираемых деталей, компоновки сборочной позиции и ее типа (по-
луавтомат, РСК, сборочный модуль и т.п.). Время на выполнение
элементов сборочной операции 6 рассчитывают по формуле =
= li/Vf , где // — длина перемещения; ц — скорость перемещения
517
исполнительного сборочного механизма. Компоновка сборочной
позиции должна обеспечивать минимальное время вспомога-
тельных и холостых ходов, особенно для робототехнических
сборочных комплексов и модулей, где все переходы выполняют-
ся, как правило, последовательно. При проектировании необхо-
димо» рассмотреть несколько вариантов компоновок с составле-
нием циклограммы работы сборочных механизмов. По цикло-
грамме определяют возможность совмещения элементов време-
ни никла и рассчитывают время сборочного цикла /ц. При кон-
вейерной сборке в штучное время операции входит время на пе-
ремещение собираемого изделия, если оно не перекрывается
временем цикла.
На данном этапе проектирования окончательно увязывают
время на сборочную операцию и уточняют организационную
форму сборки, корректируя ранее выбранные решения.
После этого определяют коэффициент загрузки сборочной
позиции для ручной и автоматической сборки соответственно
по формулам
K3.n = tw/tB-, (6.12)
•^з.п = 'иЛд> (6.13)
где t, гд — номинальный и действительный такты работы, рас-
считываемые по формулам (6.1) и (6.5); В — число рабочих на
сборочном рабочем месте; а также коэффициент загрузки сбо-
рочной линии
п
K3.n=^K3ni/n, (6.14)
/ -•*-* 1
где п ~ число позиций в линии.
Устанавливают тип, основные размеры и характеристики
подъемно-транспортных средств, а для несинхронных линий —
емкость накопителей между позициями. Точный расчет емкости
можно произвести методом статистического моделирования на
ЭВМ или графо-аналитическим методом. Ориентировочно ем-
кость накопителей выбирают равной емкости* 2...5 приспособле-
ний-спутников.
518
Разработанный ТП фиксируют в ЕСТД (в маршрутных и
операционных картах, картах технологических эскизов и техно-
логических инструкциях). Технологическая документация содер-
жит также сборочные чертежи с техническими условиями при-
емки и схемы обшей и узловой сборки.
6.3.8. Расчет производительности и экономических
показателей вариантов технологических процессов
Разработанный ТП сборки должен обеспечивать заданную
производительность. Производительность сборочного рабочего
места
Q = ФрЯДш,
г
где Фр — фонд рабочего времени, к которому отнесена произво-
дительность, мин; В — количество рабочих на рабочем месте.
Годовая производительность сборочной линии
Q = ФоАг/г,
где Кг — коэффициент готовности работы линии, характеризую-
щий ее надежность; t — такт работы линии.
Для линии с “жестким" тактом
где т — суммарное время работы выпускающей или лимитирую-
щей позиции; хп — суммарное время простоев выпускающей
или лимитирующей позиции из-за собственных отказов;
суммарное время простоев выпускающей или лимитирующей
позиции из-за отказов прочих позиций.
Для линии с "гибким” тактом (несинхронных) коэффициент
готовности значительно выше:
519
где Вч — удельная длительность собственных простоев лимити-
рующей позиции; 'LBhi — суммарная удельная длительность на-
ложенных простоев лимитирующей позиции из-за отказов со-
седних позиций.
ТП сборки при выборе разработанных вариантов оценивают
по абсолютным показателям: трудоемкости и себестоимости
выполнения отдельных сборочных операций и всего процесса в
п
целом. Трудоемкость ТП сборки определяется как Т = ГЦ1/ ,
т.е. сумма штучного времени по всем п операциям.
Себестоимость выполнения узловой и общей сборки изделия
m к
+ У>м*?+У'п з,/н +1005о(ЛГа+Хэ)/ЛГ,
I1 / = 1
где То, Ty3i — соответственно трудоемкость общей и узловой
сборки; /0, /у3, /„ — соответственно минутная заработная плата
m
сборщиков при общей и узловой сборке и наладчиков; У тм —
время работы сборочного оборудования при сборке изделия; 5 —
стоимость одной минуты работы сборочного оборудования, у.е;
4т.з/ ~ подготовительно-заключительное время, отнесенное к
одному изделию на одну операцию; 50 — стоимость всей сбо-
рочной оснастки, у.е.; и Кэ — коэффициенты амортизации и
эксплуатации сборочной оснастки; N — годовой выпуск изде-
лий; р — число узлов в изделии; m — число единиц сборочного
оборудования; к число переналаживаемых сборочных опера-
ций при сборке изделия и его узлов.
К абсолютным показателям также относят длительность цикла
сборки изделия, рассчитываемую по формулам (6.2) — (6.4), чис-
ло единиц сборочного оборудования, число сборщиков, их
средний разряд и энерговооруженность.
Рассмотрим теперь относительные показатели оценки ТП
сборки.
1. Коэффициент трудоемкости сборочного процесса срсо оп-
ределяет отношение трудоемкости сборочного процесса Т& к
суммарной трудоемкости механической обработки Тмо всех де-
520
талей изделия: срсб = Тс6/Тмо. Для различных производств срсб =
= 0,1.. .0,5.
2. С развитием производственного кооперирования более
объективным является коэффициент себестоимости сборки <рс,
равный отношению себестоимости сборки Ссб к общей себе-
стоимости изделия Сизд: <рс = Ссб/Сизя. Этот коэффициент более
полно характеризует долю процесса сборки в общем процессе
производства изделия, отражая участие не только живого, но и
овеществленного труда.
3. Коэффициент загрузки каждого рабочего места, опреде-
ляемый по формулам (6.12) и (6.13), а также коэффициент за-
грузки сборочной линии, вычисляемый по формуле (6.14).
4. Коэффициент расчлененности ТП /Грасчл = Тсбуз/ТО; где
Тсб.уз, То — трудоемкость узловой (суммарная) и общей сборки.
Чем больше значение этого коэффициента, тем проще сборка и
ниже себестоимость сборочного процесса.
5. Коэффициент совершенства сборочного процесса ЛсОВ =
“ (Тсб — 7np)/7L6, г^е 7пР — трудоемкость пригоночных работ,
разборки и повторной сборки изделия. В массовом производстве
этот коэффициент равен 0,95... 1, в серийном — 0,8...0,9; в еди-
ничном — 0,6...0,8.
6. Показатель уровня автоматизации сборочных работ ос =
~ Уавт/^сб, где Тавт — длительность сборки изделия на автомати-
зированных операциях.
7. Коэффициент оснащенности ТП сборки £осн = ?/пр/л, где
7Vnp — число сборочных приспособлений; п — число операций
сборки данного изделия. С ростом /f0CH снижается трудоемкость
сборки изделия.
Методика оценки экономической эффективности вариантов
приведена в 5.10.
6.4. РАЗРАБОТКА ТИПОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
Типизация ТП сборки способствует снижению затрат на их
разработку, ускорению этих разработок, а также уменьшению
себестоимости изготовления изделия.
Цель типизации — стандартизировать ТП, для того чтобы
сборка одинаковых и сходных по конструкции изделий осущест-
влялась общими, наиболее совершенными и эффективными ме-
тодами.
521
К типовым относятся ТП сборки типовых узлов: с подшип-
никами качения и скольжения, зубчатых и червячных передач,
направляющих скольжения и т.п. Типизация ТП сборки начи-
нается с выполнения соединений. По общим конструктивным
признакам соединения делятся на разъемные и неразъемные.
Разъемными называют соединения, которые могут быть разобра-
ны без повреждения сопрягаемых элементов (соединения с зазо-
ром, резьбовые). Неразъемными соединениями называются та-
кие, разборка которых при эксплуатации не предусмотрена —
она вызывает повреждение сопрягаемых элементов. К неразъем-
ным относятся соединения, выполненные с натягом, разваль-
цовкой, клепкой, сваркой, пайкой и склеиванием. Неразъемные
соединения являются неподвижными.
6.4.1. Соединения с натягом
Соединения с натягом сравнительно широко распростране-
ны в машиностроении (10... 17 % от общего числа соединений).
По способам получения нормальных напряжений на сопрягае-
мых поверхностях их условно делят на продольно-прессовые,
поперечно-прессовые, с применением вибрационно-импульсно-
го воздействия и др.
Продольно-прессовые соединения
При продольно-прессовом соединении (рис. 6.14) охватывае-
мая деталь под действием осевой силы Рзап запрессовывается с
натягом в охватывающую, в результате чего возникают силы
трения, обеспечивающие относительную неподвижность дета-
лей.
Требуемый для данного соединения натяг 8 устанавливают в
процессе конструирования сборочной единицы при расчете по-
садок. Для повышения надежности, долговечности соединений
и их прочности расчет ведут по максимальному натягу, опреде-
ляемому по размерам охватываемой и охватывающей поверхно-
стей. Однако смятие микронеровностей под действием давлений
уменьшает натяг:
8ф = 8 - 1,2 {Rzx + Pz2),
где 8ф, 8 — соответственно фактический и номинальный натяг в
соединении; Rz\> RZ2 — шероховатости сопрягаемых поверхно-
стей.
Рис. 6.14. Схема продольно-прессового соединения перед нача-
лом сопряжения (д) и после выполнения сопряжения (б)
Для качественного выполнения соединения Ra не должно
превышать 1,6...3,2 мкм.
Для выполнения продольно-прессовых соединений, чтобы
правильно выбрать пресс, необходимо рассчитать силу запрес-
совки:
зап = fp^dL,
(6.15)
; где f — коэффициент трения при запрессовке; р — давление на
> поверхности контакта, МПа; d, L — параметры соединения, мм.
Давление р определяют по формуле
Здесь С] и С2 — коэффициенты, зависящие от параметров
сопрягаемых деталей,
d, d01B и D — параметры сопрягаемых деталей (см. рис. 6.14);
— коэффициенты Пуассона (для стали ц = ОД для чу-
гуна — 0,25); Е\, Е2 — модули упругости материалов сопрягае-
мых деталей. Если охватываемая деталь выполнена в виде
сплошного вала, cf0TB = 0, если охватывающая деталь имеет
форму плиты, то d/D = 0.
Коэффициент трения зависит от материала деталей, шеро-
ховатостей сопрягаемых поверхностей, удельного давления, а
также наличия и вида смазки. Рекомендуемые значения коэф-
фициентов трения для ряда материалов: сталь 0,06...0,22; чугун
0,06...0,14; магниево-алюминиевые сплавы 0,02...0,07; латунь
0,05...0,1; пластмасса 0,4...0,5.
Усилие пресса выбирают по силе запрессовки:
f
Лтр — (1>5...2)/>зап.
Прочность соединения характеризуется силой выпрессовки,
которая на 10... 15 % больше силы запрессовки.
Прочность продольно-прессового соединения в значитель-
ной степени определяется скоростью его выполнения. Наи-
большая прочность достигается при скоростях у < 3 мм/с. Не
менее важным фактором, определяющим значение и стабиль-
ность силы запрессовки, является угол перекоса ос сопрягаемых
поверхностей, который не должен превышать 30’. Для этого не-
обходимо при запрессовке создать оптимальные углы на торцах
сопрягаемых поверхностей. Угол ср (см. рис. 6.14) не должен пре-
вышать 5... 10°, а угол у — 20..,30°. При значении угла ср = 5...10°
сила запрессовки уменьшается при росте прочности соединения
(сила распрессовки) вследствие изменения характера упруго-пла-
стических деформаций. Для лучшего центрирования сопрягаемых
I поверхностей необходимо делать заходные пояски (2...3 мм) или
[ расточки (см. рис. 6.8, г) по посадкам с зазором. Чтобы не до-
| пустить перекосов сопрягаемых поверхностей и недоброкачест-
I венной сборки (снижение прочности, отсутствие торцевого кон-
| такта собираемых деталей), запрессовку проводят с применени-
ем специальной оснастки. На рис. 6.15 показан пример центри-
H7/f7
г-
г
$
j рующей оправки для запрессовки тонкостенной втулки,
i При сборке продольно-прессо-
’ вых соединений происходит измене-
! ние размеров собираемых деталей,
что необходимо учитывать, если
‘ указанные размеры ограничены до-
I пусками. Наружный диаметр D охва-
тывающей детали увеличивается на
величину Si = 2pd2 D lOVE'i(Z)2 —
> — d2); внутренний диаметр d0TB (см.
рис. 6.14) охватываемой детали умень-
шается на 52 = 2pd2 d07B • 103/£i(<i2 —
- d ). При значительных измене-
ниях это вызывает необходимость
дополнительной пригонки отвер-
стий втулок после запрессовки пу-
тем развертывания или повторной
расточки на станке.
Сила запрессовки зависит от ря-
да переменных факторов, поэтому
Рис, 6.15. Приспособление,
обеспечивающее требуемое по-
ложение втулки при запрессовке
H7/h6
j
к
£
I
не может быть объективным критерием оценки прочности со-
единений с натягом. Однако ввиду удобства, ею чаще всего
пользуются, контролируя в процессе сборки давление масла в
цилиндре (на гидропрессах) или давление воздуха (на пневмо-
прессах). Более объективным является контроль качества про-
дольно-прессового соединения при помощи ультразвука или
звуковой эмиссии.
Поперечно-прессовые соединения
В поперечно-прессовых соединениях сближение сопрягае-
поверхностей происходит радиально,
т.е.
нормально к по-
525
верхностям. Это осуществляется либо нагреванием охватываю-
щей, либо охлаждением охватываемой детали перед сборкой.
В одних и тех же условиях прочность тепловых посадок при
передаче крутящего момента в 2...3 раза выше, чем у продольно-
прессовых соединений. Это объясняется тем, что в процессе со-
пряжения микронеровности сопрягаемых поверхностей не сгла-
живаются, а как бы сцепляются между собой, что увеличивает
фактическую площадь контакта (рис. 6.16).
Д б
Рис. 6.16. Контакт микронеровностей в соединении с натягом:
а “ продольная запрессовка; б — тепловая сборка с охлаждением охватываемой детали
При сборке с тепловым воздействием необходимо рассчитать
температуру, время нагрева или охлаждения и ряд других дан-
ных.
Для облегчения процесса сборки температурные деформации
сопрягаемых деталей должны не только превышать максималь-
ный натяг 5 в соединении, но и создавать монтажный зазор До,
облегчающий выполнение соединений. Максимальный зазор До
рекомендуется выбирать равным 0,0006...0,0007d для диаметров
30...40 мм и 0,0007...0,0011г/ для диаметров 40... 100 мм. При ав-
томатической сборке соединений монтажный зазор До должен
быть не менее 0,03 мм, чтобы обеспечить безотказное соедине-
ние простыми по конструкции и надежными в работе исполни-
тельными механизмами.
Температуру нагрева или охлаждения собираемых деталей
определяют по
ормуле
fA = (д0 + §)/ atd ,
(6.16)
где До, 5 — монтажный зазор и максимальный натяг соединения
соответственно, мм; а/ — коэффициент линейного расширения
(сжатия), °C' ; d — диаметр соединения, мм.
526
Ниже приведены значения а/ - 106 для различных материа-
лов при нагреве (числитель) и охлаждении (знаменатель), °C"1 :
Стали и стальное литье...................... И / ”8,5
Серый и ковкий чугуны...................... 10 / -8
Медь ................................i . 16 / -14
Бронзы................................... 17 / -15
Латуни..................................... 18 / —16
Алюминиевые сплавы......................... 22 / -18
Магниевые сплавы........................... 26 / —21
При перемещении детали из нагревающего или охлаждаю-
щего устройства неизбежны ее охлаждение или нагрев. При-
ближенно можно считать, что эта температура составляет
25...30 °C, тогда формула (6.16) принимает вид
= (Ад 4- 5) / (a/rf) ± 25...30 °C.
Конечная температура детали будет равна + ZH при нагре-
ве и /н - tA при охлаждении, где /н — начальная температура
детали.
Несмотря на бесспорные преимущества тепловых методов
сборки, их технологические возможности ограничены рядом
причин.
Обычно температуру tA + /н нагрева охватывающей детали
ограничивают 350 °C, так как дальнейшее ее увеличение неце-
лесообразно, ибо ведет к снижению твердости, появлению ока-
лины (оксидных пленок). При значительной разнице коэффи-
циентов линейного расширения ои и а/ нагрев в процессе
и “
сборки охватываемой детали от охватывающей может быть
причиной возникновения остаточных напряжений. Температу-
ра охлаждения — tA ограничивается температурой хладоаген-
та: —78,5 °C для твердой углекислоты, -182,5 °C для жидкого
кислорода и —195,8 °C для жидкого азота.
У сталей аустенитного класса (У7, У12, ХГ, 9ХС, ШХ15 и
др.) при охлаждении до низких температур и последующем бы-
стром нагреве аустенит переходит в мартенсит с резким увели-
чением объема. Эта особенность сохраняется во времени (эф-
527
фект памяти формы) и может вызвать перенатяг в соединении.
Например, у валов диаметром 50 мм из стали ХВГ с содержани-
ем аустенита от 13 до 45 %* увеличение диаметра составляет от
0,07 до 0,25 мм, что недопустимо, так как возникающее от натя-
га в сопряжении напряжение о должно быть меньше предела те-
кучести.
При использовании охлаждающих сред необходимо соблю-
дать меры предосторожности вследствие их токсичности и взры-
воопасности.
Тепловая сборка не дает нужного эффекта, если диаметр со-
единения d 15 мм (увеличения или уменьшения размера дета-
ли недостаточно, чтобы вместо посадки с натягом получить по-
садку с зазором), а при 15 мм < d < 40 мм необходимо подвер-
гать тепловому воздействию обе сопрягаемые детали. Поэтому
поперечно-прессовую сборку рекомендуется применять при диа-
метрах сопряжения d > 40...50 мм с тепловым воздействием на
одну из собираемых деталей. При этом необходимо учитывать,
что сборка с охлаждением охватываемой детали обеспечивает
прочность соединения на 10... 15 % выше, чем сборка с нагревом
охватывающей детали. Применение гальванических покрытий
толщиной -20 мкм из таких металлов, как Рв, Zn, Си, повышает
прочность соединения в 1,4...1,7 раза, так как этот слой заполняет
все микронеровности и площадь контакта сопрягаемых поверхно-
стей возрастает (оптимальная шероховатость Ra — 2,5...3,2 мкм).
Вследствие того, что эти металлы обладают хорошими антикор-
розийными свойствами, снижается фреттинг-коррозия сопрягае-
мых поверхностей. При распрессовке таких соединений разру-
шение происходит по слою гальванического покрытия и основ-
ной металл не повреждается.
Увеличение прочности таких соединений позволяет умень-
шить расчетный натяг на 10...30 %, что снижает напряжения
растяжения и повышает усталостную прочность особенно у де-
талей, работающих в условиях знакопеременных нагрузок.
Сборку как продольно, так и поперечно-прессовых соедине-
ний достаточно легко механизировать и автоматизировать, пер-
вые как соединения с натягом, вторые — с зазором (тепловым).
Причем расчет условий собираемости по формулам (6.8) и (6.9)
в последнем случае надо вести на минимальный тепловой зазор.
Здесь и далее % (по массе).
528
При автоматической сборке для нагрева охватывающих дета-
лей вместо электропечей и масляных ванн целесообразно ис-
пользовать индукционные нагревательные устройства (время на-
грева до 300 °C составляет 10... 12 с на каждый килограмм массы
детали), позволяющие нагревать деталь прямо на сборочной по-
зиции перед выполнением соединения.
Для автоматизации процесса охлаждения охватываемых дета-
лей разработаны установки для поштучной выдачи охлажденных
деталей прямо на сборочную позицию. В противном случае не-
обходимо применять роботы-манипуляторы или специальные
механизмы для переноса охлажденных деталей из сосудов Дьюа-
ра на сборочную позицию.
Соединения с натягом, собираемые с применением
вибрационно-импульсного воздействия
Запрессовка с вибрационно-импульсным воздействием по-
вышает прочность соединения по сравнению с обычным спосо-
бом выполнения продольно-прессового соединения. Вибраци-
онную сборку можно проводить в трех частотных диапазонах:
низкочастотном, звуковом и высокочастотном (ультразвуковом).
В зависимости от вида механических колебаний различают про-
дольную, крутильную и комбинированную запрессовки.
При использовании вибрационной запрессовки возможно
снижение статической силы Р в 2...10 раз, при этом прочность
соединения (сила распрессовки) повышается в 1,5...2 раза.
Низкочастотная запрессовка при частотах < 1000 Гц наибо-
лее эффективна для сборки соединений диаметром более 20 мм
с шероховатостью Ra = 1... 1,6 мкм. Недостатками данного мето-
да являются громоздкость и большая масса установки, большие
динамические воздействия по амплитуде, что приводит к мик-
роповреждениям сопрягаемых поверхностей, и повышенный
шум.
Ультразвуковая запрессовка наиболее эффективна для сбор-
ки прецизионных соединений диаметром d < 20 мм, выполняе-
мых с небольшими натягами по посадкам К. N по 4-му...6-му
квалитетам точности, когда другие методы выполнения соедине-
ний с натягом неприемлемы (тепловая сборка) или не обеспечи-
вают заданной точности (продольная запрессовка).
529
Рис, 6.17. Схема ультразву-
ковой запрессовки:
/ — концентратор, 2 ~ пре-
образователь
Основным фактором, снижающим
статическую силу запрессовки, являет-
ся интенсивность ультразвуковых виб-
раций, зависящая от частоты со и ам-
плитуды А колебаний (рис. 6.17).
Под действием ультразвуковых ко-
лебаний снижение статической силы
запрессовки Р происходит в основном
вследствие уменьшения сил контактно-
го трения и дробного характера запрес-
совки. Сила трения в момент импульса
уменьшается из-за возникновения про-
дольной силы Flip:
Рзап + Fпр ~ /М
где f — коэффициент трения; N — сила
сопротивления. Следовательно,
Лап = fN -
(6.17)
= JN{ \ - Fnv/fN).
Представив эффективный коэффи-
циент трения /* в момент импульса в виде f* = P3aii/N и под-
ставив в это выражение Pil}U из уравнения (6.17), получим
Г = /(1 - Л|Р//Л0-
Таким образом, при определенных параметрах соединения (на-
тяге 5, шероховатости Ra и шаге микронеровностей 5) и режи-
мах процесса (со, A. у0) можно получить близкие значения сил Fnp
и fN. Это снижает коэффициент /*и силу Рзт. На рис. 6.18 пред-
ставлены графики зависимости сил выпрессовки и запрессовки
при сборке с ультразвуковыми колебаниями.
Коэффициент трения / зависит от параметров микронеров-
ностей сопрягаемых деталей, так как в процессе запрессовки
преодолеваются их упругопластические деформации. Поскольку
предел текучести металлов при динамической нагрузке выше,
чем при статической, то ультразвуковая сборка соединений с
530
малыми натягами (5 = 0,005...0,010 мм) осуществляется за счет
упругих деформаций микронеровностей. Это подтверждается
профилограммами поверхностей детали (вала) до и после за-
прессовки.
Рис. 6.18. Зависимость сил за-
прессовки Лап и выпрессовки
Лып от амплитуды колебаний
Рис. 6.19. Зависимость силы за-
прессовки Лап от длины соедине-
ния:
а — продольная запрессовка; б —
ультразвуковая запрессовка
Дробный характер запрессовки приводит к постоянству ста-
тической силы Рзап при выполнении соединения в отличие от
обычной запрессовки, при которой значение силы Рзап прямо
пропорционально длине сопряжения L (рис. 6.19).
Метод ультразвуковой запрессовки можно легко автоматизи-
ровать. Устройство (преобразователь с концентратором) удобно
монтируется на исполнительный сборочный механизм или руку
робота. Рекомендуемые режимы сборочного процесса: резонанс-
ная частота преобразователя ш ~ 22...44 кГц; амплитуда торца
вибратора А = 5...30 мкм (в зависимости от шага микронеровно-
стей), скорость запрессовки vo < 40 мм/с.
Для компенсации перекосов сопрягаемых поверхностей не-
обходимо на их торцах создавать заходные фаски и пояски, а
срепление вибратора делать подпружиненным (см. рис. 6.17).
6.4.2. Клепаные соединения
Заклепочные соединения в конструкциях машин и сбороч-
ных единиц применяются там, где соединяются детали из плохо
свариваемых материалов и экономически невыгодно использо-
вать резьбовые детали. Различные типы заклепок, применяемых
в узлах машин, показаны на рис. 6.20. Материал заклепок —
сталь, медь, латунь и алюминиевые сплавы. В соединяемых де-
талях отверстия под заклепки сверлят заранее. Одновременное
сверление двух деталей в сборе применяют при повышенной
точности совпадения отверстий.
При установке заклепок от-
верстия соединяемых деталей
должны быть совмещены с тре-
буемой точностью, а диамет-
ральный зазор А (см. рис. 6.20)
между. телом заклепки и соеди-
няемыми деталями необходимо
выдерживать равным 0,2 мм (при
d < 6 мм), 0,25 мм (при 6 < d <
< 10 мм) и 0,3 мм (при 10 < d <
< 18 мм). В противном случае
возможен изгиб стержня заклеп-
ки, смещение деталей, а при пе-
ременных нагрузках быстрый из-
нос и разрушение соединения.
Качество соединения зависит от
длины заклепки — выступающая часть стержня должна быть в
пределах 1,3... 1,6 d в зависимости от формы головки. Для умень-
шения смещений отверстий в соединяемых деталях клепку целе-
сообразно выполнять не последовательно, а вразброс или одно-
временно.
Силу холодной клепки определяют по формуле
Рис. 6.20. Стержневые (а - в), труб-
чатые (г) и полутрубчатые (д) заклепки
= ЯУ1-75^'75-
где К — коэффициент формы замыкающей головки, равный
28,6 для сферических (см. рис. 6.20, 26,2 для потайных (см.
рис. 6.20, б); 15,2 для плоских (см. рис. 6.20, в) и 4,33 для труб-
532
чатых заклепок (см. рис. 6.20, г,д); d — диаметр стержня заклеп-
ки, мм; ов — временное сопротивление материала заклепки,
МПа
При горячей клепке составляет 65...80 кН (на 1 см2 сече-
ния стержня заклепки). Нагревают стальную заклепку до темпе-
ратуры 1050...1100 °C.
Заклепочные соединения выполняют на механических кле-
пальных машинах и прессах. При работе на прессах время вы-
полнения одного соединения равно 3 с. При горячей клепке
усилие на прессах должно быть не менее 100 Л а при холодной —
250 Е где F ~~ площадь поперечного сечения заклепки, мм.
Процесс клепки соединения хорошо автоматизируется (про-
бивка отверстий, подача заклепок в отверстия и обжим голов-
ки). Время выполнения соединения диаметром до 4 мм состав-
ляет 0,5 с.
Рис. 6.21. Контроль качества заклепок:
а ~~ высоты плоской головки; б — положения потайной головки
Прочность заклепочного соединения зависит в значительной
степени от размеров и формы замыкающей головки. Плоские
головки заклепок контролируют по высоте и диаметру
(рис. 6.21, и), а потайные — линейкой и щупом (рис. 6.21, б).
В конструкциях машин нередко встречаются неподвижные
соединения, осуществляемые путем расклепывания одной из со-
бираемых деталей. Сложность сборки заключается в необходи-
мости точности взаимного положения собираемых деталей, по-
этому в этих случаях нужно применять специальные сборочные
приспособления. Выполнение таких соединений, особенно при
19 Технология машиностроения. Том 1
533
больших диаметрах расклепываемой части детали, очень трудо-
емко и клепку часто заменяют на раскатку (рис. 6.22). Один
конец такой оси-заклепки раскатывают в приспособлении, за-
тем устанавливают в отверстие деталей и раскатывают второй ко-
нец. Раскатку выполняют специальной головкой (см. рис. 6.22, б)
на сверлильном станке. Силу Ро определяют по эмпирической
формуле
К SQ (D + d}Dx
2 Z)gt
где К — коэффициент, равный 4,5 для меди и 5,5 для стали; 5/ ~
толщина стенки, мм; D и d — наружный и внутренний диамет-
ры, мм; D\ — диаметр развальцованного конца, мм; от — пре-
дел текучести материала, МПа.
Рие. 6.22. Заклепка до раскатки (а), в процессе раскатки (б) и после нее (#)
Скорость вращения раскатной головки 120...250 об/мин. По
сравнению с клепкой трудоемкость раскатки на 35...40 % меньше.
534
6.4.3. Сварные и паяные соединения
Сварные соединения широко применяют в машиностроении,
их прочность обычно не ниже клепаных, но они значительно
менее трудоемки и более технологичны. Сварные конструкции
обеспечивают снижение массы и повышение коэффициента ис-
пользования материала.
Распространенными в машиностроении способами сварки
являются: контактная (точечная и шовная); дуговая (полуавто-
матическая и автоматическая под слоем флюса, в среде защит-
ных газов); ультразвуковая: электронным лучом; плазменная и
др. В связи с широким применением пластмасс, для сварки де-
талей из пластмасс используют тепловые виды сварки и сварку
токами высокой частоты.
Проводя анализ технологичности, технолог должен проверить,
соблюдены ли все требования, обеспечивающие удобство свароч-
ных работ и отсутствие коробления элементов конструкции. Для
этого должна быть обеспечена равнотолщинность свариваемых эле-
ментов (рис. 6.23, а,б). Допустимый перепад толщин 5|/2>2 1,5.
Необходимо предусмотреть специальную разделку кромок при
толщине S> 3...4 мм (рис. 6.23, в,г). Сварные швы должны быть
правильно расположены: недопустимы их скученность, наличие
потолочных и перекрещивающихся сварных швов.
Рис. 6.23. Примсры сварных конструкций
Чтобы исключить коробление конструкции, технолог должен
выбрать рациональную последовательность выполнения сварных
швов, оптимальные режимы процесса и качественные электро-
ды. При взаимноперпендикулярных сварных швах сначала про-
варивают все параллельные швы, а затем перпендикулярные. На
рис. 6.24, а цифрами показана последовательность выполнения
сварных швов. Так как поперечная усадка шва в конце больше,
19*
535
чем в начале, то ребра следует приваривать маятниковым нало-
жением шва (рис. 6.24, 5). Если известно направление поводки,
то свариваемые детали перед сваркой изгибают в обратном на-
правлении (рис. 6.24, в,г). Возникшие остаточные напряжения
после сварки необходимо снять отжигом, особенно если сварная
конструкция после сварки подвергается механической обработ-
ке. Для облегчения сварочных работ вначале свариваемые эле-
менты прихватывают.
6 11ППLT IШ11И 11! 11 n.l 1П!!! tJJJ I ГЩТГР
»>
Рис. 6.24. Варианты рационального выполнения сварных швов
a
При расчете основного технологического времени сварочной
операции используют формулу
/о - бОГ/р/УАн,
где F — площадь поперечного сечения наплавленного металла
шва, мм2; / — длина шва, м; р — плотность наплавляемого ме-
талла, г/см3 ; J — сила тока, А; К]{ — коэффициент наплавки,
равный 7... 14 г/(А ч).
536
При выполнении сборочно-сварочных работ в мелкосерий-
ном производстве широко применяют механизированные уни-
версально-сборные приспособления, в крупносерийном и мас-
совом производствах — полуавтоматические и автоматические
сварочные установки.
Качество сварных швов контролируют визуально (наружный
осмотр), методом дефектоскопии, ультразвуком.
Пайка является процессом соединения деталей, при котором
в зазор между ними вводится расплавленный припой, смачи-
вающий поверхности и скрепляющий их после охлаждения и
отверждения. При этом происходит процесс взаимного раство-
рения металлов деталей и припоя, в результате чего образуется
сплав, более прочный, чем припой.
В зависимости от температуры плавления припои бывают
мягкими (оловянисто-свинновые, /н । < 400 °C) и твердыми
(медные, медно-цинковые, r1LI = 400...1200 °C). Мягкие припои
имеют ав до 100 МПа, твердые до 500 МПа и выше. Вид при-
поя конструктор назначает при разработке конструкции узла с
учетом условий работы машины, материала деталей и оговари-
вает в технических требованиях.
Кроме припоя при пайке применяют флюсы для зашиты
места спая от окисления при нагреве собираемых деталей и луч-
шей смачиваемости места спая. В качестве флюсов для твердых
припоев применяют буру, плавиковый шпат и их смеси с соля-
ми щелочных металлов, для мягких припоев — канифоль, наша-
тырь, хлористый цинк и фосфорную кислоту. Пайку точных со-
единений проводят без флюсов в защитной атмосфере или ва-
кууме. Поверхности соединяемых деталей тщательно обезжири-
вают и очищают от оксидов и посторонних частиц.
Для повышения прочности соединения необходимо обеспе-
чить большую поверхность прилегания сопрягаемых поверхно-
стей. Поэтому применяют контакт деталей внахлестку или
вскос, создают расточки, вводят дополнительные детали
(рис. 6.25). От толщины зазора между сопрягаемыми поверхно-
стями зависит прочность соединения. Так, при пайке стальных
деталей твердыми припоями рекомендуется зазор 0,03...0,05 мм,
мягкими припоями — 0,05...0,2 мм; при пайке медных сплавов
зазор принимают равным 0,08...0,35 мм.
537
Припои закладывают в месте спая в виде фольговых прокла-
док, проволок, лент, дроби, паст вместе с флюсом, а также на-
носят в расплавленном виде. В мелкосерийном производстве
местный нагрев производят паяльником или газовой горелкой.
В серийном и массовом производствах сборочные единицы гре-
ют в ваннах и газовых печах, а также широко применяют элек-
тронагрев и нагрев токами высокой частоты.
Рис. 6.25. Виды соединений при пайке:
а, б — внахлестку; в — вскос; г- с применением соединитель-
ных деталей; д — с дополнительной расточкой
Процесс пайки достаточно трудоемок и его необходимо ме-
ханизировать и автоматизировать.
6.4.4. Клеевые соединения
Склеивание — один из способов получения неразъемных со-
единений деталей по цилиндрическим, плоским поверхностям.
К основным характеристикам клеевых соединений относят: пре-
дел прочности при сдвиге, равномерном и неравномерном от-
рыве; предел выносливости при сдвиге, изгибе и длительную
прочность при постоянной статической нагрузке; стойкость к
538
нагреву, охлаждению, воздействию влаги и различных сред (ма-
сел, топлива и т.п.).
К преимуществам клеевых соединений следует отнести: воз-
можность соединения разнородных материалов; равномерность
распределения напряжений в соединении (повышается сопро-
тивление вибрациям); уменьшение объема механической обра-
ботки (отпадает надобность сверления отверстий для крепежа);
герметичность и коррозионную стойкость соединения; в ряде
случаев уменьшение массы и себестоимости изготовления изде-
лия.
Недостатками клеевых соединений являются: низкая проч-
ность на отрыв (отдир, расслаивание); ’’старение'1 некоторых
клеев с течением времени, меньшая долговечность по сравне-
нию со сварными и клепаными соединениями, длительный срок
полимеризации (у ряда клеев) и незначительная тепловая стой-
кость.
Существует большое разнообразие марок клеев. Их делят на
две группы: конструкционные (жесткие) и неконструкционные
(эластичные). Конструкционные клеи обеспечивают высокую
прочность (на сдвиг до 50...55 МПа, на отдир до 2,5...2,7 МПа).
Неконструкционные клеи менее прочны (на сдвиг до 5 МПа, на
отдир до 0.7 МПа), но более дешевы. Кроме того, клеи подраз-
деляют на жидкие, пастообразные, пленочные и порошкообраз-
ные.
Для правильного выбора клея при проектировании опреде-
ленного изделия необходимо учитывать условия эксплуатации
клеевого соединения, физико-механические и технологические
свойства клея. В табл. 6.2 приведены данные об отечественных
клеях, применяемых в машиностроении.
Таблица 6.2. Технологические и прочностные свойства
некоторых клеев, применяемых в машиностроении
Марка клея Режим отверждения Время отверждения П редел прочности при сдвиге, МПа Термостой- кость, °C
t. °C Толщина зазора, мм
УП-5-240 150 ——I 30 мин 38 200
ВК-9 20 * 24 ч 15-22 150
Окончание таблицы 6.2.
Марка клея Режим отверждения Время отверждения
z, “С Толщина зазора, мм
ВК-31 175 0,06-0.1 3 ч
ВАК-20 20 0,06-0,1
0.05-0,06 2— 12 ч
“Анатерм”-107 20 0,45 20 мин
“Унигерм”~9 20 0.3 20 мин
П редел
прочности
при сдвиге,
МПа
30
Термостой-
кость, аС
100
150
60-100
До 150
ОС
а 8
Рис. 6.26. Зависимость прочности клеевого цилиндрического соединения от
точности взаимного расположения сопрягаемых деталей при толщине зазора 0,2 мм:
а - от эксцентриситета; б - от угла перекоса; 1 - клеи марки "Анатерм-107";
2 - клеи марки "Унигерм-9"
Большое значение для обеспечения прочности имеет толщи-
на клеевой прослойки, причем увеличение слоя клея снижает
540
прочность соединения. Оптимальные толщины лежат в пределах
0,10...0,15 мм. Не менее важна равномерность толщины клеево-
го слоя, обусловленная точностью взаимного расположения со-
прягаемых поверхностей. Так, при выполнении цилиндрических
соединений с применением анаэробных клеев (застывающих без
доступа воздуха) эксцентриситет сопрягаемых поверхностей е
снижает прочность соединения (рис. 6.26, а) на 11...30 %; увели-
чение угла перекоса сопрягаемых поверхностей до атах снижает
прочность (рис. 6.26, б) на 20...32 %.
При разработке ТП сборки необходимо обеспечить точность
взаимного расположения сопрягаемых поверхностей. Для этого
применяют специальные способы автоматизированной сборки,
когда присоединяемой детали в процессе полимеризации клея
придают вращательное движение и возможность совершать по-
ступательное (в плоскости перпендикулярной к оси детали) пе-
ремещение и повороты для компенсации погрешностей е и а.
Оптимальными являются скорости вращения 5,2...10,5 об/с; ше-
роховатость сопрягаемых поверхностей должна быть не менее
Ra = 2,5...3,2 мкм.
При правильно спроектированном ТП прочность цилиндри-
ческих клеевых соединений не уступает, а в ряде случаев и пре-
восходит прочность продольно-прессовых соединений по посад-
кам H7/j56, H7/s6, H7/t6. Кроме того, клеевое соединение ис-
ключает искажение формы тонкостенных втулок, которое неиз-
бежно при запрессовке.
Качество клеевого соединения зависит также от подготовки
поверхностей деталей под склеивание. Оптимальные физико-
механические свойства поверхностей обеспечивают различными
способами физико-механической (дробеструйная, ультразвуко-
вая, газоплазменная) и химической (обезжиревание, травление,
фосфотирование) обработки. Клей в зависимости от его конси-
стенции наносят кистью, пульверизатором, шпателем, роликом
или шприцем.
Применение анаэробных клеев, имеющих сравнительно не-
большое время полимеризации и не застывающих при атмо-
сферном давлении, позволяет широко автоматизировать процесс
выполнения клеевых соединений. Клеи наносятся специальным
дозатором, установленным в руке робота, перемещающегося по
заданной программе с требуемой скоростью.
541
Эффективным средством повышения жесткости (в 1,4...2 раза)
и прочности стыков (в 2...3 раза) является применение клеерезь-
бовых соединений. Хорошие результаты по прочности дает при-
менение клеесварных и клеезаклепочных соединений.
6.4.5. Резьбовые соединения
Резьбовые соединения (PC) в конструкциях машин составля-
ют 15...25 % от обшего числа соединений, поскольку они отли-
чаются простотой, надежностью, а также возможностью разбор-
ки и повторной сборки без замены деталей. Трудоемкость сбор-
ки резьбовых соединений (болтовых, винтовых, шпилечных) со-
ставляет 25...35 % от обшей трудоемкости сборочных работ.
Процесс сборки PC состоит из следующих этапов: соединение
(нажмвление) резьбовых деталей на 2...3 нитки: их свинчивание;
затяжка и стопорение для предохранения от самоотвинчивания.
Рис. 6.27. Параметры PC
542
При автоматизации первые три этапа сборочного процесса
выполняются последовательно одним инструментом (гайковер-
том, винтовертом, шпильковсртом), при механизации первый
этап — наживление — выполняется вручную.
Для удобства наживлсния. на торцах резьбовых поверхностей
выполняют фаски под углом 45° (рис. 6.27). При автоматическом
выполнении наживления условия собираемости улучшаются из-за
вращательного движения присоединяемой детали, а также пони-
женной жесткости патрона и насадки резьбозавертывающего ме-
ханизма. При этом условия собираемости имеют вид
где Ау — погрешность положения сопрягаемых резьбовых по-
2
верхностей; — сумма катетов фасок на торцах резьбовых
1
поверхностей; 6С,— зазор в PC; Av — упругие отжатия насадки
и патрона резьбозавертывающего устройства; р — шаг резьбы;
угол перекоса сопрягаемых резьбовых поверхностей; Td, и
Tdl — допуски на средний и внутренний диаметр резьбы; d и
d\ — наружный и внутренний диаметры резьбы.
Упругие отжатия Аг можно увеличить, изменяя длину на-
садки или встраивая специальные компенсирующие устройст-
ва, например крестовую муфту. Для выполнения процесса на-
живления необходимо помимо вращательного движения соз-
дать осевую силу Ро для прижатия резьбовой детали к резьбо-
вому отверстию. Оптимальные режимы, обеспечивающие высо-
кую безотказность выполнения этого этапа: угловая скорость со =
= 47...80 рад/с (для гаек) и 30...60 рад/с (для шпилек и винтов),
Ро = 150...200 Н при осевой скорости < 0,3 м/с.
Рациональный выбор режимов сборочного процесса позво-
ляет безотказно наживлять резьбовые детали М6...М20 с катета-
543
ми фасок 0,5... 1 мм за два оборота шпинделя при погрешности
= 1,4...2 мм.
Качество сборки PC определяется силой затяжки Р3 ~ a3F6,
где о3 — напряжение затяжки; — площадь поперечного сече
ния болта.
Минимальное напряжение затяжки определяют из условия
нераскрытая стыка, максимальное — зависит от предела теку-
чести материала резьбовой детали. Для ответственных резьбо-
вых соединений оу тах = (0,8...0,9)от. Допустимые отклонения
силы затяжки Р3 в зависимости от класса прочности PC приве-
дены ниже;
Класс прочности стержневых
резьбовых детален........... 8,8 б.Ь 5,8 4,8
Допустимое отклонение силы
ч*
ч
затяжки, % ................. ±6 ±20 ±40 ±60
Требуемая сила затяжки Р} создастся моментом резьбоза-
вертывающего инструмента (ключа, гайковерта)
= />М/2//р + £)пр/2/г),
где г/2 — средний диаметр резьбы, мм; /р и /т — коэффициент
трения в резьбе и под торцем гайки или головки винта; £>пр —
приведенный диаметр головки винта или гайки, мм, равный
/ 4 •
/)пр (2J3 - d^vв j / D2 j) наружный диаметр гайки
или головки болта; б/(У1в — диаметр отверстия соединяемых де-
талей.
ТП сборки должен обеспечивать требуемое качество резьбо-
вого соединения. Однако создание стабильного момента затяж-
ки еще нс гарантирует стабильность силы затяжки, так как
только 10—15 % момента расходуется на создание силы Р3 (ос-
тальное на преодоление сил трения в резьбе и под торцем). На
точность силы затяжки влияют следующие погрешности: резь-
бового соединения Дрс (погрешности параметров резьбы Дпар,
разброс значений коэффициента трения Д^и податливости стыка
Ах); резьбозавертывающего инструмента Др и (нестабильность кру-
тящего момента гайковерта Dr, погрешность контрольного уст-
ройства Дк v, погрешность настройки гайковерта на крутящий мо-
544
мент Ди); условий сборки Дус (погрешность положения осей
резьбовых поверхностей днс, погрешность Д1ЮВ, вызываемая по-
вторными затяжками, погрешность расчета Драс и измерения
Аизм). На рис. 6.28 представлен баланс погрешностей, которые
необходимо учитывать технологу при выборе способов затяжки,
резьбозавертывающих инструментов, методов и средств контро-
ля.
Например, многократ-
ная затяжка PC позволяет
стабилизировать силу тре-
ния в резьбе, что увеличи-
вает силу затяжки Р3 на
30...40 %. Применение гус-
той смазки с дисульфитом
молибдена не только сни-
жает коэффициент трения
в два раза, но и делает си-
лу затяжки стабильной,
компенсируя влияние по-
грешностей резьбы.
Групповые PC в круп-
носерийном и массовом
производствах обычно вы-
полняют одновременно
Рис. 6.28. Баланс погрешностей, возникаю-
щих при затяжке ответственных PC
при помощи многошпин-
дел иных резьбоза верты -
вающих устройств, в мелкосерийном производстве затяжку по-
следних (как предварительную, так и окончательную) выполняют в
определенном порядке (рис. 6.29).
Рис. 6.29. Последовательность затяжки болтов
545
Невозможность непосредственного измерения сиды затяжки
Рл привела к созданию ряда косвенных методов контроля.
Точность силы затяжки ДР3, обеспечиваемая различными ме-
тодами контроля, приведена ниже, %:
Контроль качества PC:
по крутящему моменту М................. ±6 ... ±50
по углу поворота ср.................. ±20
по удлинению \L болта, шпильки ........ ±3 ... ±5
по деформации индикаторной шайбы ..... ±10
по крутящему моменту М и углу поворота ф
(комбинированный метод) ............... ±10 ... ±20
по пределу упругости болта............ ±8
Наибольший эффект достигается в таком ТП, когда указан-
ные параметры контролируют в процессе выполнения соедине-
ния контрольными устройствами, встроенными в резьбозавер-
тываюшие устройства. Для ограничения крутящего момента при
ручной затяжке применяют предельные и динамометрические
ключи, при использовании механизированных инструментов за-
данный момент затяжки обеспечивают муфтами тарирования,
реле тока, самоторможением двигателя в конце затяжки. Созда-
ние микропроцессорных систем управления позволило постоян-
но измерять при помощи тензодатчиков в процессе затяжки
один или несколько параметров (например М и ф) в соединении
и отключать гайковерт при достижении требуемых значений.
Комбинированный метод контроля основан на том, что при
затяжке PC после обжатия резьбовых поверхностей (зона /
рис. 6.30. а) зависимость крутящего момента М от угла ф пово-
рота носит пропорциональный характер и отношение дЛ//Дф ос-
тается постоянным до достижения предела текучести (зона II).
Математическая обработка приращений Л Л/ и Дф позволяет по-
лучить закономерность М = фДЛ//Дф. Пороговый момент (нача-
ло зоны II) соответствует начальной точке поворота фо (точка
пересечения линейного участка с осью абсцисс). Угол фо нахо-
дят по формуле
Фо =(Л/о + д/И) Дф/дЛ/.
546
Рис. 630. Зависимости момента затяжки Л/
и градиента момента dЛУ/chp от угла поворо-
та <р при затяжке PC
Окончательный угол поворота определяют как <ртр — фр, где
ФтР — требуемый угол поворота гайки (болта), при котором обес-
печивается необходимая сила затяжки,
360° • PJ
р
Здесь / — длина болта или шпильки; £б 11 £д — модули упру-
гости материалов болта и деталей; £б и F;[ — площади попереч-
ного сечения болта и скрепляемых деталей; р — шаг резьбы
1
547
При достижении предела текучести болта от постоянство
градиента dvW/dcp нарушается (см. рис. 6.30, 0, что служит сиг-
налом к остановке гайковерта. Обычно гайковерт останавливают
при уменьшении dA//dcp на 50 %, что соответствует созданию
напряжения затяжки в теле болта, равному 0,9от.
6.5. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
Проектирование ТП сборки с применением ЭВМ в рамках авто-
матической системы технологической подготовки производства
(АСТПП) включает в себя целый ряд подсистем, позволяющих по-
этапно решать многоуровневую задачу проектирования — от выбора
базовых деталей и формирования маршрутов сборки до выбора сбо-
рочного оборудования. Основными элементами математического
обеспечения являются: математическая модель производственной
системы сборки; математическая модель собираемого изделия; алго-
ритмы проектирования ТП и оснащения сборочных работ. Наиболь-
ший эффект применение САПР дает при проектировании ТП авто-
матизированной сборки. В качестве примера на рис. 6.31 приведена
структурная схема основных этапов проектирования ТП и компоно-
вок сборочного агрегатного оборудования, состоящая из нескольких
подсистем: банка данных типовых конструкций (изделий, сборочных
единиц, деталей); ТР; СТО (оборудование, транспорт и др.); методик
расчета, выбора и оптимизации; вариантов маршрутов и компоно-
вок. критериев оптимизации.
При проектировании автоматизированной сборки в условиях
крупносерийного и массового производств на агрегатном сборочном
оборудовании предпочтителен принцип многоуровневой декомпози-
ции, заключающийся в расчленении процесса проектирования на
ряд взаимосвязанных этапов (уровней) и характеризующийся после-
довательно возрастающей от уровня к уровню степенью детализации
проектных решений. На каждом уровне проектирование разбивают
на ряд функционально законченных этапов решения комплекса под-
задач данного уровня. При этом соблюдают следующие принципы:
1. Принцип иерархической связи между уровнями проекти-
рования. Высшим является уровень проектирования принципи-
альной схемы сборки, низшим уровень разработки операци-
онного ТП сборки.
548
«а»
Подсистема
„ Деление изделия на
составные части"
Банк данных
типовых изделий
Критерии выбора
схем базирования
базовых деталей и
их транспортных баз
«I
Выход
Кодирование деталей и
сборочных единиц
Банк данных
описания деталей
Подсистема
„ Выбор базовых
деталей"
Банк данных типовых
базовых деталей
Банк данных типовых
сборочных операций
Подсистема
Маршрут сборки"
Банк маршрутов сборки
типовых изделий,
компоновки оборудования,
1 г, Варианты Выход
1 ; маршрутов сборки
'
I Требования к
технологичности
конструкции
Подсистема
„ Уровень
автоматизации"
«НН • - - нч—>чч 1111 I и и Р Ш **<чч
Варианты структур I
Методика норми-
рования сборочных
операций
ХММ№
КММйМ
Банк данных по
нормированию
Выход
TftifTTTr-l^! । । * П,~- JW .лп>rtTj.t.HI.PIfl*1ГUBiJJ
: Л «ITUWtimj 1 I III, I !! - I li I • • • НЧНИ1? ы а И тгх
Банк ванных технических |
средств оборудования |
. и I it НЛИ1 “| Ии * 1_И Ч_1 т ч - • Ь . ь> -» — «.. ьч ЛИ JM » "ч—
Методики расчета
параметров технических
средств л их выбора
Подсистема
„Оборудование"
i Методика расчета
количества оборудо-
вания и рабочих
ампаслвшмйкигстч» и।|*г^р*.шик|г«ж fl i1**<1 лвлдаетt^sswkw*
Выхоо
Подсистема
„ Сборочные
позиции"
wW
Банк данных
площадей''
оборудования
Формирование позиции
Методика расчета
приведенных затрат
!«>• IП|УН|М1|^Л|Ц||Ч1 Х+1WT
Подсистема
„ Компоновка
оборудования"
Методика расчета
надежности
оборудования
tl
Методика оптимизации
Выход
V
_пл—миахдл- --_ !_" ">!rcrr:nrfiii~ —
Подсистема „Оптимизация?
Выбор компоновки
оборудования
®МП»*- ЛЯ1МВМП«0«8
Варианты компоновки
оборудования
Критерии оптимизации
«
Стоп
Рис. 6.31. Структурная схема основные этапов проектирования ТП и
компоновок сборочного оборудования
549
2. Приоритет действий этапов верхнего уровня на соответ-
ствующие этапы нижнего уровня.
3. Взаимосвязь действия между уровнями, обеспечивающая
наличие обратной связи в системе проектирования.
4. Отбор рациональных вариантов на каждом уровне ТП
сборки, что значительно повышает эффективность проектиро-
вания в результате последовательного сокращения числа вари-
антов, подлежащих детальной проработке на последующих
уровнях.
Критерии оптимизации на всех уровнях, кроме последнего,
имеют, как правило, приближенный эвристический характер и
только на последнем уровне, применительно к ограниченной
группе вариантов, решается задача одно- или многокритери-
альной оптимизации.
С учетом системного подхода решение задачи оптимального
проектирования производственной системы сводится к опреде-
лению таких форм совместимости структур и параметров (под-
систем) конструкции собираемых изделий, ТП их сборки, сбо-
рочного оборудования и оснастки, при которых наилучшим об-
разом удовлетворялись бы требования принятых критериев оп-
тимальности. При этом условие их оптимальной совместимости
можно представить в виде
л
(6.18)
где Мпер — мощность пересечения множеств параметров со-
вместимых подсистем; Л/, — множества значений параметров,
характеризующие отдельные подсистемы; / — номер подсисте-
мы. Вероятность выполнения условия (6.18) тем выше, чем тех-
нологичнее конструкция собираемых изделий в конкретных
производственных условиях.
Для автоматизированной сборки при системном подходе
ТП рассматривают как объект управления, эффективность ко-
торого оценивается выражением
550
где х* = (xf,...,x*) — оптимальное решение; 3(х) ™ приведен-
ные затраты, или показатель эффективности ТП (целевая функ-
ция); х = хЛ) — допустимое решение; R — множество до-
пустимых решений. В свою очередь
R = {х : hj(x) < bj(J = 1,2,...,/??)},
где hj (х) — функции ограничений; bj — требуемые или допусти-
мые значения соответствующих параметров.
В условиях гибких автоматизированных производств, бази-
рующихся на групповой сборке нескольких модификаций одно-
типных изделий, возникает необходимость в разработке обоб-l
щенного маршрута. Обобщенный маршрут М* включает в себя
4/
все объединенные маршруты Л/* о Л/,. Такой методический
подход, предложенный для механической обработки деталей,
справедлив и для формирования обобщенных маршрутов груп-
повой сборки изделий. Эффективность объединения и обобщен-
ный маршрут характеризуются возможностью пересечения мно-
жеств операций индивидуальных маршрутов Л/Иср. В свою оче-
редь Л/лер и могут служить критерием для анализа состояния
работ на предприятии и в отрасли по унификации конструктив-
ных элементов изделий и типизации ТП их сборки.
Проектирование ТП с применением ЭВМ разделяется на два
этапа:
1) разработка принципиальной схемы сборки;
2) разработка операционного ТП сборки.
При решении задач, возникающих при выполнении этапов
сборочного процесса, применяют расчетные модели собираемо-
го изделия, разработанные на основе анализа конструктивно-
технологических свойств элементов конструкции. Для разработ-
ки расчетной модели А сборочной единицы строят булевую мат-
рицу описания свойств элементов н, конструкции: и, g А.
Любая принципиальная схема сборки возможна при усло-
вии, что в случае ее применения возможен хотя бы один ТП,
обеспечивающий требуемое качество изделия. Процесс сборки
элементов а, сборочной единицы А представляют как упорядо-
ченную последовательность описываемую в виде графа.
Основными факторами, влияющими на последовательность
сборки, являются условия базирования и доступа к месту уста-
новки элемента. Условие базирования Вр при установке эле-
мента at выполняется, если среди установленных ранее элемен-
тов есть такие, которые образуют хотя бы один состав сбороч-
ной базы: Вр (а,) ~ щ л ... л а%. Условие доступа Dq к месту уста-
новки элемента выполняется, если среди установленных ра-
нее нет элементов, препятствующих установке элемента ah т.е.
=а1л...лак.
Формально эти условия можно представить так: установка
всех элементов изделия А = {аь а2, —, ап\ в последовательно-
сти Тт возможна, если выполняются одновременно условия ба-
зирования и доступа к месту сборки
Х/й/ с
где А® — совокупность элементов изделия, установленных до
Из приведенных уравнений следует, что для узла гитары то-
карно-винторезного станка (рис. 6.32) последовательности ус-
тановки Т'к = и Т* = для
деталей возможны по условию базирования, но не
возможны по условию доступа к месту сборки и поэтому не
могут быть рекомендованы.
В свою очередь последовательности Т„ =
и Т„ = г/8, а4, zz5, а6, а9, ау возможны по условию доступа, но
не удовлетворяют условиям базирования, а следовательно, так-
же не могут быть реализованы. Единственным вариантом уста-
новки, одновременно удовлетворяющим обоим условиям, явля-
ется последовательность Тт = а% д4, а$, так как здесь
условия базирования и доступа к месту сборки выполняются
для всех деталей.
552
Рис. 6.32. Узел гитары токарнр-винторсзного станка
Формализация этапов разработки принципиальных схем и
маршрутов сборочных процессов базируется на топологических
моделях технологических систем сборки, методах анализа про-
странственной взаимосвязи /элементов изделий и моделирования
технологических маршрутов их сборки. Варианты последова-
тельности присоединения элементов изделия формируются в со-
ответствии с алгоритмом, представленным на рис. 6.33.
553
Рис. 6.33. Схема алгоритма формирования принципиальной схемы изделия:
1 “ ввод базового элемента а§; 2 — ввод присоединяемого элемента а^, i(j) =
= 1, ...» (jV—4);5— выбор строки В(ад из массива базовых элементов; 4 —
В(ад G А*; 5 — выбор строки D(ad из массива предшествующих элементов; 6 —
Иф^-) G А* ; 7 — формирование строки а0, я,; В - д0, а, Мц§; 9 ~ заполнение
строки а0, а/ массива Р ; 10 — i < б/ - 1; 11 — j < /V ~ 1; 12 ~ печать массива
вариантов последовательности сборки; 13 — / = / + I; 14 — j = j + 1; 75 — / <
< Л' — 1; 16 ~~ i ~ i + 1; 17 — печать а^, а{ (дальнейшая сборка не осуществляется)
554
Для реализации на ЭВМ алгоритма и соответствующей про-
граммы технологу-проектировщику необходимо подготовить и
ввести следующие основные данные: перечень кодированных
элементов конструкции изделия а{ е А’, базовый элемент (де-
таль или сборочную единицу); состав сборочных баз для каждо-
го элемента изделия; состав элементов, препятствующих уста-
новке каждого элемента изделия; е /1*; логические усло-
вия дополнительных ограничений на последовательность вы-
полнения операций , исходя из особенностей конструкции
изделия, технических условий, точностных требований к выпол-
нению отдельных сборочных операций и т.п.
Состав сборочных операций определяется видом соединения
и отличается большим разнообразием и разнородностью конту-
ров, реализуемых в процессе производства. Для математического
моделирования различных операций используют табличные и
сетевые модели.
На верхнем уровне моделируется состав и взаимосвязь ос-
новных операций при различных видах соединений (рис. 6.34),
а на последующих — более подробный состав операции в зави-
симости от особенностей и параметров контуров соединений.
При проектировании сборочной операции основным перехо-
дом, определяющим качество сборки, является выполнение соеди-
нения. На рис. 6.35 представлен алгоритм проектирования пере-
хода сопряжения деталей по цилиндрическим поверхностям с
зазором. Безотказность процесса сопряжения зависит от по-
грешностей положения сопрягаемых поверхностей, точности из-
готовления технологической оснастки, скорости перемещения,
силы взаимодействия поверхностей в процессе сборки.
Сборка цилиндрических соединений в зависимости от раз-
мера диаметрального зазора может быть осуществлена одним
движением — осевым, двумя — осевым и радиальным (движе-
ние поиска) — или с применением специальных механизмов с
датчиками обратной связи. На первом этапе задача выбора ре-
шается сравнением параметров в правой и левой частях нера-
венств (6.8) и (6.9). При этом задаются минимально-допусти-
мым значением смещения /73 или угла перекоса а (см.
рис. 6.35). В случае невыполнения этих условий для автоматов и
автоматических линий устанавливают необходимую компенса-
цию. Для роботизированной сборки, имеющей возможность по-
вторения процесса, находят вероятность И7 его выполнения и,
если она не выходит за пределы заданной переходят к рас-
чету и выбору режимов сборки.
б б 6 б б б
У • • • • • •
У • • •
У • •
У • •
• • •
У • 4ft
^7 4ft
У • • е • •
У •
• •
Т Ч? • •
^72 •
У; • •
•
г„ 4ft 4ft
^"17 •
^18 • •
^13 • •
^20 • • • ♦
Г2Т • •
а
5
Рис. 6.34. Обобщенная сетевая модель операторов выполнения процессов со-
единения:
а — конъюктивная матрица контуров; б — граф взаимосвязи операторов; Fj - кон-
туры для ответственного резьбового соединения (F\), для резьбового соединения
обычной точности (F^y для заклепочного соединения (Fj, для сварного соединения
сталей (Л4), для сварного соединения алюминиевых сплавов (/*5), для клеевого соеди-
нения (Л6); б ~ б] — операторы подготовки деталей под сборку (б), предвари-
тельной установки деталей (z'2), подготовки кромок (ц/ механической очистки
поверхностей (/4), химической очистки поверхностей (у), нанесения покрытий (/6),
нанесения клея (уУ окончательной установки деталей (б), прихватки (/фу сверле-
ния отверстий (бо), образования гнезда под потайную головку заклепки (/ц), раз-
делки отверстий (i\2)> установки болтов, винтов (63), установки и расклепывания
заклепок (/)4), правки после прихватки (уфу образования сварного шва (уф), образо-
вания клеевого шва (67Л правки после сварки (уф), термообработки сварного узла
(б9), исправления дефектов соединения (боб нанесения защитных покрытий (61)
556
Расчет условий
выполнения
соединения
Рис. 6.35. Алгоритм выбора ТР сборочного перехода "сопряжение"
При выполнении этих условий рассчитывают погрешности
оборудования по методике назначения допусков в размерных
цепях и угол перекоса осей сопрягаемых поверхностей aL.
На втором этапе проводят расчет скоростей сопряжения и
сил взаимодействия деталей в процессе сопряжения. Эта задача
может быть решена путем создания справочных таблиц или ме-
тодом статистического моделирования процессов. При этом
процесс описывается логико-математической моделью с соот-
ветствующими распределениями вероятностей. Основным кри-
557
терием является безотказность выполнения соединения. По по-
лученным требованиям к исполнительному механизму (точ-
ность, скорость перемещения, силы) выдают задание на проек-
тирование или подбирают типовой исполнительный механизм.
Вопросы для самопроверки
1. Какие требования предъявляются к содержанию сборочной операции9
2. Для чего составляют технологические схемы обшей сборки9
3. Перечислите технико-экономические показатели сборочного ТП.
4. Какие требования к технологичности конструкции собираемого изделия
предъявляются при автоматической сборке?
5. В каких организационных формах может быть реализован поточный метод
сборки9
6. Для каких соединений с натягом целесообразно применять тепловую
сборку9
7. Какие методы контроля качества сборки приемлемы для ответственных
рез ьбовых соеди нс н и й ?
Список рекомендуемой литературы
Автоматизация проектирования технологических процессов в ма-
шиностроении / В.С. Корсаков, Н.М. Капустин, К.Х.Темпельх\)ф и др/
Под общ.ред. Н.М. Капустина. — М.: Машиностроение, 1985. —,304 с.
Дальский А.М., Кулешова З.Г. Сборка высокоточных соединений в
машиностроении. — М.: Машиностроение, 1988. — 303 с.
Дальский А.М. Технологическое обеспечение надежности высоко-
точных деталей машин. — М.: Машиностроение, 1975. — 223 с.
Маталин А.А. Технология машиностроения. — Л.: Машинострое-
ние, 1985. — 496 с.
Лебедовский М.С., Вейц В.Л., Федоров А,И. Научные основы автома-
тической сборки. — М.: Машиностроение. 1985. — 316 с.
Новиков М.Н. Основы технологии сборки машин и механизмов. —
М.: Машиностроение. 1980. — 592 с.
Основы технологии машиностроения: Учебник для вузов / Под
ред. В.С.Корсакова. — М.: Машиностроение, 1977. — 416 с.
Применение ЭВМ в технологической подготовке серийного произ-
водства / Под ред. С.П.Митрофанова. — М.: Машиностроение, 1981. —
286 с.
Сборка и монтаж изделий машиностроения: Справочник. В 2 т.
Т. 1. Сборка изделий машиностроения / Под ред. В,С.Корсакова,
В.К.Замятина, — М.: Машиностроение, 1984. — 59! с.
Справочник технолога-машиностроителя. В 2 т. / Под ред. А. Г. Ко-
силовой, Р. К. Мещерякова. — М.: Машиностроение, 1985. — Т.1. — 656 с.
Суслов А.Г Технологическое обеспечение параметров состояния
поверхностного слоя деталей машин. — М.: Машиностроение, 1987. —
118 с.
Технологичность конструкции изделия: Справочник / Ю.Д.Амиров,
Т.К.Алферова, П.И.Волков и др.; Под обш.ред. Ю.Д.Амирова. — М.: Ма-
шиностроение, 1990. — 786 с.
ОГЛАВЛЕНИЕ
I
Предисловие....................................................... 3
Введение........................................................... 5
ГЛАВА 1 . ПРОИЗВОДСТВЕННЫЕ И ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ В МАШИНОСТРОЕНИИ ........................................... 8
t S
1.1. Предметная область технологии машиностроения............... 8
1.2. Основные определения и структура производственных и
технологических процессов ................................. 15
1.3. Норма времени .......................................... 21
1.4. Типы машиностроительных производств.......... . . ......... 28 ।
1.5. Технологическая подготовка производства .................. 33
1.6. Технико-экономические принципы проектирования
и показатели технологических процессов .................... . 48
ГЛАВА 2. ТОЧНОСТЬ В МАШИНОСТРОЕНИИ ................................. 51
2.1. Понятие о точности...................................... 51
2.1.1. Функциональные, конструкторские и технологические
допуски ............................... . . . .......... 51
2.1.2. Точность размера, формы и расположения поверхностей ... 52
2.2. Общая характеристика точности заготовок, деталей
и их соединений............................................. 60
2.2.1. Точность заготовок ............................ 60
2.2.2. Точность деталей .................................. 66
2.2.3. Точность соединений ............................. 69
2.3. Способы обеспечения заданной точности
при изготовлении деталей и сборке............................ 71
2.4. Пересчет конструкторских и технологических размеров ...... 78
2.5. Технологические размерные расчеты ........................ 82
2.6. Анализ точности изделий методами математической статистики ... 90
2.7. Расчеты погрешностей механической обработки ............. 105
2.7.1. Методы оценки погрешностей ....................... 105
2.7.2. Погрешности, вызванные установкой заготовок....... 107
2.7.3. Погрешности, вызванные упругими деформациями |
технологической системы............................ 117 1
560
2.7.4. Погрешности, возникающие в результате размерного
износа режущих инструментов ............................... 127
2.7.5. Погрешности, связанные с настройкой режущих
инструментов............................................... 131
2.7-6. Геометрические погрешности оборудования ........... 135
.2.7.7. Погрешности, связанные с тепловыми деформациями
технологических систем................................ 140
2.7.8. Погрешности, обусловленные динамикой
формообразования......................................... 145
2.8. Суммарная погрешность механической обработки ............. 157
2,9. Качество поверхностных слоев заготовок и деталей машин ... 162
2.9.1. Влияние качества поверхностного слоя на
эксплуатационные свойства деталей машин ........ 162
2.9.2. Общие понятия и определения....................... 165
2.9.3. Шероховатость поверхности.......................\ . 171
2.9.4. Физико-механические свойства в
поверхностных слоях ....................................... 178
ж
f
2,10. Погрешности, возникающие в процессе сборки............... 184
2.11 Технологическая наследственность в машиностроении......... 192
ГЛАВА 3 . ОСНОВЫ ВЫБОРА И ПРИНЯТИЯ
ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ ............................................. 200
3.1. Основные виды технологических решений .................... 200
3.2. Проектные технологические решения ........................ 209
3.2.1. Особенности проектных решений..................... 209
3.2.2. Исходные данные для принятия проектных решений .... 213
3.2.3. Методы принятия проектных решений ........... 214
3.3. Аналитические технологические решения..................... 217
3.3,1. Виды аналитических решений ....................... 217
3.3.2. Исходные данные для принятия аналитических решений .... 220
3.3.3. Методы принятия аналитических решений ............. 223
3.4. Прогностические технологические решения.................. 227
3.4.1. Особенности прогностических ТР ............. 227
3.4.2. Методы принятия прогностических решений ........... 232
3.5. Критерии технологических решений ......................... 235
3.6. Автоматизация принятия технологических решений ........... 243
ГЛАВА 4 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН ..................... 260
4.1. Общие положения .......................................... 260
4.2. Исходные данные и этапы разработки
технологических процессов ..................................... 262
4.3. Анализ технических требований чертежа, выявление
технологических задач и условий изготовления детали ........... 264
4.4. Определение типа производства и метода работы ............ 266
561
4.5. Технологичность конструкции деталей машин .................. 269
4.5.1. Технологичность конструкции изделия................... 269
4.5.2. Технологические требования к конструкции
деталей машин ............................................. 275
4.6. Технологический контроль конструкторской документации . . . 289
4.7. Выбор заготовок и методов их изготовления ................ 294
4.7.1. Основные понятия и общие положения.................... 294
4.7.2. Выбор заготовок, его последовательность .............. 297
4.7.3. Характеристика методов получения заготовок............ 307
. 4.8. Составление маршрута технологического процесса ........... 323
4.8.1. Определение маршрутов обработки отдельных
поверхностей............................................... 323
4.8.2. Выбор схем установки заготовки........................ 327
4.8.3. Составление маршрута изготовления детали.............. 333
* 4.8.4. Определение типа оборудования и оснастки ....... 338
4.9. Расчет припусков, размеров исходной заготовки
и заготовки по переходам обработки ................-............. 340
4.9.1. Основные положения .................................. 340
4.9.2. Методы определения припусков ..................... . 344
4.9.3. Основные положения вероятностно-статистического
метода определения припусков ................................ 348
4.9.4. Назначение допусков и припусков на отливки
и штамповки .............................................. 361
4.10. Разработка операций обработки заготовок..................... 362
4.10.1. Выбор схемы построения операции обработки ...... 363
4.10.2. Выбор средств технологического оснащения ............ 373
4.10.3. Установление режимов резания......................... 375
4.10.4. Расчеты точности получения размеров, формы,
расположения поверхностей ................................. 378
4.11. Технико-экономические показатели разрабатываемых ТП . . . 381
ГЛАВА 5 . РАЗРАБОТКА ПРОГРЕССИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ............................................. 388
5.1. Разработка технологических процессов серийного
производства . . ................................................ 388
5.1.1. Типизация технологических процессов и групповая
обработка ......... ......................................... 388
5.1.2. «Гибкий» подход к групповому методу
обработки заготовок.......................................... 397
5.1.3. Проектирование групповых технологических операций на
основе модели производственной среды ....................... 408
5.1-4, Особенности проектирования операций обработки
заготовок на станках с ЧПУ................................... 424
562
5.2. Разработка технологических процессов массового
производства..................................................... 436
5.2.1. Особенности разработки процессов обработки на
агрегатных станках и автоматических линиях .................. 436
5.3. Разработка технологических процессов единичного
производства..................................................... 445
5.4. Автоматизированное проектирование технологических
процессов ....................................................... 450
5.4.1. Общая характеристика систем автоматизированного
проектирования технологических процессов..................... 450
5.4.2. Определение структуры технологических процессов и
операций ................................................... 454
5.4.3. Оптимизация параметров обработки заготовок
при построении технологической операции ..................... 470
ГЛАВА 6. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ .............................................................. 486
6,1. Основные положения........................... ............. 486
6.2. Исходные данные для разработки технологических процессов .... 488
6.3. Общие положения разработки технологических процессов .... 489
6.3.1. Анализ технических требований и выявление
технологических задач при изготовлении изделия .... 489
6.3.2. Анализ условий работы, программы выпуска.
Выбор типа производства и метода работы...................... 491
6.3.3. Выбор организационной формы сборки .................... 493
6.3.4. Анализ и отработка конструкции изделия и его
сборочных единиц на технологичность .......... 498
6.3.5. Выбор метода обеспечения заданной точности
собираемого изделия . ...................................... 508
6.3.6. Разработка маршрутного технологического процесса ... 511
6.3.7. Разработка технологических операций.................... 515
6.3.8. Расчет производительности и экономических
показателей вариантов технологических процессов .... 519
6.4. Разработка типовых технологических процессов сборки ......... 521
6.4.1. Соединения с натягом................................... 522
6.4.2. Клепаные соединения................................. 532
6.4.3. Сварные и паяные соединения........................... 535
6.4.4. Клеевые соединения..................................... 538
6.4.5. Резьбовые соединения .................................. 542
6.5. Автоматизация проектирования технологических
процессов сборки ............................................... 548
Список рекомендуемой литературы................................. 559
Учебное издание
Бурцев Валерий Михайлович, Васильев Александр Сергеевич, Дальский
Антон Михайлович, Деев Олег Михайлович, Диланян Рубен Завенович, Камсюк
Михаил Степанович, Киселев Владимир Леонидович, Кондаков Александр Ива-
нович, Мещеряков Рудольф Константинович, Мухин Александр Васильевич,
Спиридонов Олег Валерьевич, Тавров Виталий Иванович, Холодкова Альбертина
Григорьевна, Ястребова Надежда Александровна
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
В двух томах
Том 1
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Редактор Е,Н. Ставицкая
Художник С. С. Водчиц
Технический редактор О. В. Рыбина
Корректор О,В. Калашникова
Оригинал-макет подготовлен в Издательстве МГТУ им. Н.Э. Баумана
ЛР № 020523 от 25.04.97
Подписано в печать 09.07.2001. Формат 60x88/16. Печать офсетная. Бумага
газетная. Усл.. печ. л. 35,25. Уч.-изд. л. 36,04. Тираж 5000 экз.
Заказ № 2079
Издательство МГТУ им. Н. Э. Баумана. 107005, Москва, 2-я Бауманская, 5
O’lпечатано с готовых диапозитивов во ФГУП ИПК «Ульяновский Дом
печати». 432980, г..Ульяновск, ул. Гончарова, 14
I SEN 5-7038-1284-4
9
785703
'812846